Сортировать —Цена, по возрастаниюЦена, по убываниюСамые популярныеПоследние поступления
Показать
122460 на странице
4 559 LEI
4 559 LEI
1 999 LEI
1 999 LEI
80 LEI
80 LEI
399 LEI
399 LEI
63 LEI
63 LEI
139 LEI
139 LEI
93 LEI
93 LEI
1 339 LEI
1 339 LEI
695 LEI
695 LEI
59 LEI
59 LEI
359 LEI
359 LEI
939 LEI
939 LEI
1 129 LEI
1 129 LEI
2 519 LEI
2 519 LEI
2 969 LEI
2 969 LEI
959 LEI
959 LEI
1 309 LEI
1 309 LEI
80 LEI
80 LEI
72 LEI
72 LEI
109 LEI
109 LEI
63 LEI
63 LEI
43 LEI
43 LEI
30 LEI
30 LEI
42 LEI
42 LEI
37 LEI
37 LEI
72 LEI
72 LEI
70 LEI
70 LEI
63 LEI
63 LEI
49 LEI
49 LEI
63 LEI
63 LEI
78 LEI
78 LEI
39 LEI
39 LEI
36 LEI
36 LEI
65 LEI
65 LEI
51 LEI
51 LEI
47 LEI
47 LEI
Нет в наличии
899 LEI
899 LEI
Нет в наличии
1 399 LEI
1 399 LEI
Показано 1 — 12 из 38 товаров
Staples® Официальный интернет-магазин
Предложения на конец года здесь
Завершите год на ура и подготовьтесь к Новому году с потрясающими предложениями от Staples. Начните со Staples Black Friday со скидками на все, от компьютеров и техники до игровых кресел, принтеров и многого другого! Экономия продолжается с недельными предложениями Киберпонедельника, которые вы не хотите пропустить! Используйте это время, чтобы запастись предметами первой необходимости, обновить свой офис и найти подарки, которые им понравятся.
Новый год не за горами, и самое время обновить свой офис и пополнить запасы. Вернитесь к работе и воспользуйтесь скидкой на чернила и тонер, офисную мебель, упаковочные и транспортировочные материалы и многое другое. Запаситесь и сэкономьте на всех видах расходных материалов для офиса. Получите дополнительные скидки на такие расходные материалы, как копировальная бумага, папки с файлами и письменные принадлежности, если вы настроите бизнес-аккаунт с помощью Staples Business Advantage или сделаете заказ с помощью функции автоматического пополнения запасов Staples.
Убедитесь, что вы готовы к предстоящему налоговому сезону
Поскольку год подходит к концу, пришло время привести в порядок свои финансовые документы и подготовиться к предстоящему налоговому сезону. Держите свои финансовые записи в актуальном состоянии в течение всего года с помощью подходящего финансового программного обеспечения для ваших личных или корпоративных нужд. А также убедитесь, что ваш офис хорошо снабжен необходимыми налоговыми формами и конвертами, чтобы ваши сотрудники или контрактные работники могли как можно скорее оформить документы. Узнайте, как Staples может помочь вам подготовиться к уплате налогов:
Если вы начнете с правильного финансового программного обеспечения, это поможет вам опередить игру до следующего налогового сезона. С признанными финансовыми брендами, такими как Quicken Finance Software. Избавьтесь от хлопот, чтобы оставаться финансово организованным.
Своевременно отправить налоговые формы своим сотрудникам и контрактным работникам так же просто, как нажать кнопку «Печать», когда у вас есть под рукой соответствующие налоговые формы. От W2, 1099, 1095 и даже конвертов для отправки по почте, мы имеем в виду вашу налоговую форму.
Когда придет время подавать налоговую декларацию, мы даже можем помочь вам найти правильное налоговое программное обеспечение, соответствующее вашим требованиям. Мы предлагаем программное обеспечение для личных налогов, налогов на бизнес или и то, и другое от лучших брендов, таких как Turbo Tax и H&R Block. С возможностью электронного файла или распечатать и отправить по почте как федеральные, так и государственные налоги.
От налоговых форм сотрудников до программного обеспечения для поддержания ваших финансов в порядке или программного обеспечения для уплаты налогов, Staples поможет вам в этом предстоящем налоговом сезоне!
Будьте уверены, он прибудет в целости и сохранности
Независимо от того, отправляете ли вы деловые документы или товары для клиентов, доставка и доставка почтовых отправлений от Staples упрощают процесс.
Подготовьте упаковочные материалы для легкой транспортировки. Мягкие конверты и пузырчатые почтовые ящики идеально подходят для отправки небольших нехрупких предметов. Упакуйте более крупные предметы в транспортировочные коробки, которые немного больше самого предмета, и используйте упаковочные арахис, пузырчатую пленку или другие упаковочные материалы, чтобы предотвратить перемещение предметов в коробке во время транспортировки. Выберите правильную упаковочную ленту, чтобы запечатать транспортировочные коробки и сохранить их запечатанными. Компания Staples предлагает прозрачную акриловую упаковочную ленту для повседневной транспортировки и усиленную упаковочную ленту или водоактивируемую ленту для упаковок, требующих более надежного уплотнения.
Управляйте повседневной офисной корреспонденцией с помощью широкого выбора деловых конвертов, конвертов для внутренних документов и конвертов для каталогов в почтовом отделении. Держите под рукой подушечки для пальцев и увлажнители конвертов для быстрой сортировки документов и быстрой печати. Выбирайте защищенные конверты для конфиденциальной служебной переписки и внутриведомственной связи. Если ваш офис или организация рассылает большие почтовые отправления, рассмотрите возможность использования фальцевальной машины и самозапечатывающихся конвертов для повышения эффективности.
Гибридная работа стала проще
Независимо от того, работаете ли вы в традиционном офисе, дома или где-то еще, подходящие расходные материалы и технологии обеспечат вам эффективную работу, где бы вы ни находились. Обновите свои технологии с помощью нового ноутбука или планшета 2-в-1 для работы в пути. Держите важные файлы доступными, где бы вы ни находились, с портативными жесткими дисками и флэш-накопителями USB, которые легко помещаются в сумку для ноутбука. Выберите гарнитуру для виртуальных встреч или наушники с шумоподавлением, чтобы блокировать нежелательные звуки при работе в общественных местах.
Убедитесь, что в вашем домашнем офисе есть удобная обстановка, созданная с учетом ваших потребностей. Выберите эргономичное офисное кресло или игровое кресло, а также просмотрите наш ассортимент столов для сидения и стояния, чтобы создать трансформируемую рабочую зону. Добавьте к своей системе дополнительный компьютерный монитор и выберите из нашего широкого ассортимента мышей и клавиатур. И не забудьте запастись канцелярскими товарами. От блокнотов и копировальной бумаги до ручек и маркеров — Staples предлагает гибкие варианты AutoRestock для всех основных товаров, поэтому вы можете получить расходные материалы с доставкой к вашей двери, не забывая о заказе.
Не думайте о покупке чернил и тонера
Когда дело доходит до выбора правильных картриджей с чернилами или тонером для вашего принтера, выбор может сбивать с толку. Позвольте Staples Ink and Toner Finder решить вопрос выбора подходящих заправок для вашего принтера. Вы можете выполнять поиск по модели или по бренду, включая чернила и тонер таких ведущих брендов, как HP, Brother, Canon и Xerox. Благодаря картриджам, доступным более чем для 30 брендов, вы обязательно найдете то, что вам нужно для продолжения печати. Когда ваш картридж опустеет, отнесите его в любой магазин Staples для бесплатной переработки техники и чернил и тонера каждый день!
У Элмо было виртуальное свидание с другими фаворитами «Улицы Сезам»
У Элмо было виртуальное свидание с другими фаворитами «Улицы Сезам»
Значок поискаУвеличительное стекло. Это означает: «Нажмите, чтобы выполнить поиск».
Значок шевронаОн указывает на расширяемый раздел или меню, а иногда и на предыдущие/следующие параметры навигации.ДОМАШНЯЯ СТРАНИЦА
Во вторник Sesame Workshop выпустил специальное виртуальное свидание, организованное Элмо.
Кунжутная мастерская
Во вторник Sesame Workshop выпустила специальное издание под названием «Улица Сезам: Elmo’s Playdate ».
Получасовое специальное мероприятие приняло форму видеоконференции, в ходе которой Элмо и его друзья придумывали новые способы совместной игры.
Наряду с фаворитами «Улицы Сезам», такими как Куки Монстр и Гроувер, Энн Хэтэуэй, Лин-Мануэль Миранда и Трейси Эллис Росс появились во время специального выпуска.
« Улица Сезам: Свидание с Элмо» доступен на потоковых платформах PBS и HBO.
Посетите домашнюю страницу Insider, чтобы узнать больше.
LoadingЧто-то загружается.
Спасибо за регистрацию!
Получайте доступ к своим любимым темам в персонализированной ленте, пока вы в пути.
Как и многие дети сейчас, Элмо и его друзья из «Улицы Сезам» застряли внутри и не могут видеть друг друга лично.
Но в получасовом специальном выпуске под названием «Улица Сезам: Свидание с Элмо» группа собралась с помощью видеоконференции, чтобы помочь детям и их семьям найти новые способы общения и совместного обучения. Зрители должны были танцевать, петь и играть в игры вместе с Элмо и его друзьями, а также узнавать о мытье рук и социальном дистанцировании.
Sesame Workshop, некоммерческая организация, выпускающая «Улицу Сезам», во вторник показала специальный выпуск в сетях WarnerMedia, включая Cartoon Network, HBO, PBS KIDS и Boomerang. Специальное предложение в настоящее время доступно для потоковой передачи на потоковых сервисах PBS и HBO.
Фавориты «Улицы Сезам» Куки Монстр, Гроувер и Эбби Кэдэбби посетили специальное мероприятие, которое вел Элмо.
ГБО
«Если Фэллон и Колберт смогли это сделать, то сможет и Элмо», — заявил в понедельник в интервью New York Times исполнительный продюсер «Улицы Сезам» Бен Леманн.
Во время виртуальной встречи Элмо — с помощью своего отца Луи — позвонил фаворитам «Улицы Сезам», включая Куки Монстра, Гроувера и Эбби Кэдэбби. Энн Хэтэуэй, Лин-Мануэль Миранда, Тэй Диггс и Трейси Эллис Росс также приняли участие в видеопросмотре.
Росс играл в игру «Элмо говорит» во время специального выпуска, а Миранда заглянула, чтобы подпевать «У старого Макдональда была ферма». Хэтэуэй заскочил на несколько раундов «Голова, плечи, колени и пальцы ног», а Тэй Диггс спела дуэтом на автомобильную тему с Элмо.
У Гроувера были некоторые трудности с освоением искусства проведения видеоконференций, и в движении, знакомом многим людям, использующим Zoom для работы, синий монстр случайно отключил звук и перевернул свое изображение вверх ногами.
Кунжутная мастерская
В пресс-релизе президент Sesame Workshop Стив Янгвуд сказал, что хочет, чтобы это специальное предложение помогло семьям справиться с незнакомым.
«Мы надеемся, что «Улица Сезам: Свидание с Элмо» развлечет и вдохновит семьи в тот момент, когда так много людей чувствуют себя изолированными и подавленными текущими событиями», — сказал он в пресс-релизе. «С помощью наших партнеров по распространению по всему миру, это специальное предложение побудит родителей и детей собраться и отдохнуть всей семьей так, как это могут сделать только куклы из «Улицы Сезам»».
Подробнее:
Кэмерон Диаз рассказала о карантинной жизни с малышом Рэддиксом и назвала Бенджи Мэддена «потрясающим отцом» Песах
Хлоя Кардашьян и Тристан Томпсон вместе отпраздновали 2-й день рождения Тру на карантине — вот фотографии вечеринки в стиле «Троллей»
Дженнифер Лопес сказала, что она была озадачена домашним заданием своих детей по математике во время домашнего обучения
Подпишитесь на уведомления от Insider! Будьте в курсе того, что вы хотите знать.
Газонокосилка бензиновая Husqvarna LC 153S 9614102-98 с самоходным принципом перемещения используется на больших садовых участках. Выполняет ровное скашивание газонной травы и может регулироваться на различные высоты резки. Центральный рычаг устанавливается в 7 положениях, диапазон высот от 32 до 95 мм. Агрегат имеет три режима работы: сбор в травосборник, выброс в бок (дефлектор приобретается отдельно), мульчирование. Двигатель Briggs&Stratton Series 625e с легким запуском отличается долговечностью. Уникальная система типа «три в одном» осуществляет сбор травы в травосборник, мульчирование посредством технологии BioClip(r) или выброс травы назад. Основа конструкции — прочное оцинкованное шасси, которое повышает устойчивость и маневренность. Легко снимаемый травосборник и складная рукоятка упрощают хранение и транспортировку.
Изменяемая скорость движения
Легкость регулировки скорости движения в соответствии с вашими потребностями и состоянием газона.
Очень большие задние колеса
Облегчает управление газонокосилкой.
Очень большой травосборник
Позволяет использовать эту газонокосилку для обработки больших газонов.
Двигатель Honda
Мощный двигатель Honda с легким запуском.
TrioClip (3 режима стрижки в одной режущей деке)
Три системы стрижки, объединенные в одном садовом оборудовании. Выберите один из трех режимов — сбор травы, BioClip(r) или выброс травы в сторону.
Складная рукоятка Для легкого хранения и транспортировки. Регулировка рукоятки по высоте Регулируемая высота рукоятки для большего комфорта.
Газонокосилка бензиновая Husqvarna LC 153S 9614102-98 с самоходным принципом перемещения используется на больших садовых участках. Выполняет ровное скашивание газонной травы и может регулироваться на различные высоты резки. Центральный рычаг устанавливается в 7 положениях, диапазон высот от 32 до 95 мм. Агрегат имеет три режима работы: сбор в травосборник, выброс в бок (дефлектор приобретается отдельно), мульчирование. Двигатель Briggs&Stratton Series 625e с легким запуском отличается долговечностью. Уникальная система типа «три в одном» осуществляет сбор травы в травосборник, мульчирование посредством технологии BioClip(r) или выброс травы назад. Основа конструкции — прочное оцинкованное шасси, которое повышает устойчивость и маневренность. Легко снимаемый травосборник и складная рукоятка упрощают хранение и транспортировку.
Изменяемая скорость движения
Легкость регулировки скорости движения в соответствии с вашими потребностями и сост
Характеристики
Характеристики
Вес, кг
36.92
Выброс травы
Задний
Габариты (ДxШxВ), см
96 x 61 x 59
Гарантированная звуковая мощность, Lw дБ (А)
98
Звуковое давление возле уха оператора, дБ(А)
84
Модель двигателя
Briggs&Stratton
Мощность двигателя, кВт
2. 3
Мощность двигателя, л.с.
3.1
Мульчирование
Есть
Объем топливного бака, л
1.5
Производитель двигателя
Briggs & Stratton
Рабочий объем цилиндра, см³
190
Размер упаковки, ДxШxВ, мм
960x610x597
Самоходная
Да
Складывающаяся рукоятка
Да
Тип двигателя
Бензиновый четырехтактный
Уровень вибраций рукоятки, м/с2
2.5
Фильтры
Высота скашивания, мм
31-95
Режимы стрижки
Система 3-в-1: Мульчирование BioClip® / Травосборник / Выброс травы в сторону
Самоходная
Да
Тип двигателя
Бензиновый
Ширина скашивания, см
53
Оснащение
Большие задние колеса
Нет
Емкость травосборника, л
62. 3
Заглушка BioClip®
Приобретается отдельно
Колеса
На подшипниках
Колесный подшипник, передний/задний
2 шариковых/металлическая втулка
Мягкая рукоятка
Да
Регулировка высоты рукоятки
Быстрая установка (3 шага)
Тип рукоятки
Комфрт (мягкая накладка)
Травосборник
Мягкий
Габариты и вес
Вес брутто, кг
38.92
Высота в упаковке, мм
1060
Длина в упаковке, мм
710
Размер колес передних/задних, мм/дюйм
203-203 / 8-8
Ширина в упаковке, мм
690
Режущее оборудование
Высота стрижки, мин-макс, мм
31-95
Количество положений высоты стрижки
7
Материал режущей деки
Сталь
Регулировка высоты стрижки
Индивидуальная
Режимы стрижки
Система 3-в-1: Мульчирование BioClip®/Травосборник/Выброс травы в сторону
Газонокосилка бензиновая Husqvarna LC 153S — универсальная прочная газонокосилка для средних газонов.
Функция мульчирования доступна, как опция (комплект: заглушка и нож, приобретаются отдельно).
Стальная режущая дека газонокосилки LC 153S изготовлена штамповкой из одного листа, по этому она не имеет сварных частей и оцинкована гальваническим способом для повышения износостойкости
Центральная регулировка высоты стрижки — один рычаг обеспечивает изменение положения всей деки, 5 положений высоты стрижки.
Модель Husqvarna LC 153S — самоходная, одна скорость до 3.6 км/ч
На модели Husqvarna LC 153S установлен мощный двигатель Briggs & Stratton Quantum Series 650Exi с системой легкого запуска ReadyStart, также она снижает сопротивление шнура стартера на 30% .
Большой травосборник (65л) с защитой от пыли позволяет использовать модель LC 153S для обработки больших газонов. Травосборник cпроектирован так, чтобы пыль оставалась внутри и не попадала в сторону пользователя при кошении.
Газонокосилка Husqvarna LC 153S обладает универсальностью благодаря нескольким способам стрижки травы. 3 в 1 — сбор в травосборник для повышения чистоты газона, функция BioClip(r) (мульчирование) для удобрения почвы или выброс в сторону.
Интуитивно понятные органы управления, легкодоступные рычаги включения привода делают косилку легкой и удобной в использовании. В рукоятку интегрирована функция контроля присутствия оператора, повышающая легкость и удобство использования. Складная рукоятка для упрощения хранения и транспортировки
Газонокосилка бензиновая Husqvarna LC 153S — универсальная прочная газонокосилка для средних газонов.
Функция мульчирования доступна, как опция (комплект: заглушка и нож, приобретаются отдельно).
Стальная режущая дека газонокосилки LC 153S изготовлена штамповкой из одного листа, по этому она не имеет сварных частей и оцинкована гальваническим способом для повышения износостойкости
Центральная регулировка высоты стрижки — один рычаг обеспечивает изменение положения всей деки, 5 положений высоты стрижки. Модель Husqvarna LC 153S — самоходная, одна скорость до 3.6 км/ч
На модели Husqvarna LC 153S установлен мощный двигатель Briggs & Stratton Quantum Series 650Exi с системой легкого запуска ReadyStart, также она снижает сопротивление шнура стартера на 30% .
Большой травосборник (65л) с защитой от пыли позволяет использовать модель LC 153S для обра
Отличная газонокосилка! Устраивает и ширина скашивания и мощность. Есть привод на задние колёса, очень удобно, катать самому не надо. Двигатель Американский. Пользовался весь прошлый сезон, ничего плохого пока не выявил.
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
HUSQVARNA R 153 S РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Pdf Download
Скачать
Оглавление
Добавить в мои руководства
Добавить эту страницу в закладки
Руководство будет автоматически добавлено в «Мои руководства»
распечатайте эту страницу
страница
из 17
Содержание
Оглавление
Закладки
Реклама
Содержание
R 153 S
R 153 S3
R 153 S3 BBC
IT
GB
FR
DE
NL
ES
PT
HU
PL
CZ
DK
SE
NO
FI
SL
GR
LV
Содержание
Предыдущая страница
Следующая страница
Содержание
Дополнительные руководства для Husqvarna R 153 S
Газонокосилка Husqvarna R147SE Инструкция по эксплуатации
Роторные газонокосилки с пешеходным управлением (132 страницы)
Газонокосилка Husqvarna R146S инструкция
(24 страницы)
Газонокосилка Husqvarna R147 Инструкция по эксплуатации
(23 страницы)
Газонокосилка Husqvarna R 153 S Návod K Používání
Газонокосилка (17 стр. )
Инструкция по эксплуатации газонокосилки Husqvarna R 150SH
(13 страниц)
Газонокосилка Husqvarna R 150S Инструкция по эксплуатации
Газонокосилка самоходная (13 стр.)
Инструкция по эксплуатации газонокосилки Husqvarna R152SV
Роторные газонокосилки с пешеходным управлением (24 страницы)
Иллюстрированный список деталей газонокосилки Husqvarna R 152SV
961 41 01-34 (5 стр. )
Инструкция по эксплуатации газонокосилки Husqvarna R152SVB
Роторные газонокосилки с пешеходным управлением (24 страницы)
Газонокосилка Husqvarna R152SVBBC Инструкция по эксплуатации
Роторные газонокосилки с пешеходным управлением (24 страницы)
Газонокосилка Husqvarna R152SVSW Инструкция по эксплуатации
Роторные газонокосилки с пешеходным управлением (24 страницы)
Газонокосилка Husqvarna R 152SVH Инструкция по эксплуатации
Руководство по эксплуатации газонокосилки Husqvarna (24 страницы)
Газонокосилка Husqvarna R 152SVH Инструкция по эксплуатации
Роторные газонокосилки с пешеходным управлением (24 страницы)
Газонокосилка Husqvarna R152 Инструкция по эксплуатации
(20 страниц)
Газонокосилка Husqvarna R152SVA Инструкция по эксплуатации
(24 страницы)
Газонокосилка Husqvarna R 145 Инструкция по эксплуатации
Роторные газонокосилки с пешеходным управлением (24 стр. )
Краткое содержание Husqvarna R 153 S
Это руководство также подходит для:
R 153 s3 bbcR 153 s3
Χρώματα, Εργαλεία, Μηχανήματα και άλλα
Δημοφιλή
Νέες Αφίξεις
Κορυφαίες Πωλήσεις
ΚΑΔΟΣ ΑΠΟΡΡΙΜΜΑΤΩΝ ΑΣΦΑΛΕΙΑΣ 40L
€9,50
ΣΚΟΥΠΑΚΙ ΤΖΑΚΙΟΥ ΜΕΣΑΙΟ
€3,00
BorMann
BORMANN ΜΑΣΚΑ ΗΛΕΚΤΡΟΣΥΓΚΟΛΛΗΣΗΣ ΗΛΕΚΤΡΟΝΙΚΗ DIN 11 BWh2000 (016830)
Станок сверлильный редукторный STALEX SHD-32PF Pro — цена, отзывы, характеристики с фото, инструкция, видео
Станок сверлильный редукторный STALEX SHD-32PF Pro предназначен для выполнения операций сверления, зенкования, а также нарезания внутренних резьб, и т.д. механическая коробка скоростей шпиндельной бабки, а также наличие 2-х скоростного мощного привода с реверсивным вращением, позволяет оптимально подобрать скорость и направление вращения шпинделя. Станки оснащены системой подачи СОЖ в зону резания.
Особенности SHD-32PF Pro
Массивная конструкция из серого чугуна исключает вибрацию.
Большая толстостенная вертикальная стойка.
Мощный 2-х скоростной двигатель, рассчитанный на продолжительную работу.
Автоматическая подача пиноли шпинделя.
Правое и левое вращение шпинделя.
Функция резьбонарезания.
Электрокомпоненты Siemens.
Встроенная система подвода СОЖ.
Изготовлен по стандарту СЕ.
Характеристика
Значение
Макс. диаметр сверления
32 мм
Макс. диаметр резьбонарезания (сталь/чугун)
M16/М22
Частота вращения шпинделя (12 диапазонов)
75-3200 об/мин
Конус шпинделя
МТ-4
Ход пиноли шпинделя
150 мм
Автоматическая подача пиноли
0,06/0,12/0,18 мм/об
Тип включения автоподачи
электромагнитный
Расстояние шпиндель-стойка
300 мм
Расстояние шпиндель-стол
720 мм
Расстояние шпиндель-основание
1200 мм
Диаметр колонны
Ø125 мм
Наклон
±45° (стол)
Размер стола
460х460 мм
Размер основания
620х540 мм
Т-образный паз 2, стол / основание
14 мм / 14 мм
Насос подвода СОЖ
75 Вт
Мощность двигателя
1,1/1,5 кВт
Габариты станка (ДхШхВ)
530х730х2135 мм
Габаритные размеры упаковки (ДхШхВ)
540х750х2250 мм (вертикальная упаковка)
Масса
370 кг
Стандартная комплектация SHD-32PF Pro
Сверлильный патрон 3-16 мм/В16
Дорн MТ-4/B16
Переходник МТ-4/МТ-3
Переходник МТ-3/МТ-2
Лампа местного освещения
Автоподача по оси Z
Защита патрона
Система СОЖ
Функция резьбонарезания
Инструкция по эксплуатации
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о STALEX SHD-32PF Pro:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Масса брутто: 400 кг. Габариты в упаковке ДхШхВ, мм: 540x750x2200
Станок сверлильный редукторный STALEX SHD-32PF Pro с доставкой в г. Москва: подробные условия и стоимость
Станок предназначен для выполнения операций сверления, зенкования, а также нарезания внутренних резьб, и т.д. механическая коробка скоростей шпиндельной бабки, а также наличие 2-х скоростного мощного привода с реверсивным вращением, позволяет оптимально подобрать скорость и направление вращения шпинделя. Автоматическая подача шпиндельного узла достигается установкой ее величины и шага через включение электромагнитной муфты, обеспечивающей плавность работы. Станки оснащены системой подачи СОЖ в зону резания. Станки имеют фиксатор глубины сверления, что позволяет изменять направление вращения шпинделя после достижения заданной глубины сверления.
• Массивная чугунная конструкция • Большая толстостенная вертикальная стойка • Автоматическая подача пиноли шпинделя • Правое и левое вращение шпинделя • Функция резьбонарезания • Встроенная система подвода СОЖ
STALEX SHD-32PF
Макс. диаметр сверления
32 мм
Макс. диаметр резьбонарезания
М25
Частота вращения шпинделя, 12
75-3200 об/мин
Конус шпинделя
МТ-4
Ход пиноли шпинделя
180 мм
Автоматическая подача пиноли
0,06/0,12/0,18 мм/об
Тип включения автоподачи
механический
Расстояние шпиндель-стойка
300 мм
Расстояние шпиндель-стол
720 мм
Расстояние шпиндель-основание
1200 мм
Диаметр колонны
Ø125 мм
Перемещение стола
720 мм
Наклон
±45˚ (стол)
Размер стола
460х460 мм
Размер основания
620х450 мм
Т-образный паз 2, стол / основание
14 мм / 14 мм
Насос подвода СОЖ
0,4 кВт
Входная мощность
1,5 кВт
Выходная мощность
1,1 кВт
Габаритные размеры (ДхШхВ)
750х495х2080
Масса
360 кг
Комплект
Сверлильный патрон 1-13 мм/В16
Дорн MТ-4/B16
Лампа местного освещения
Автоподача по оси Z
Защита патрона
Система СОЖ
Функция резьбонарезания
Инструкция по эксплуатации
Вес
360 kg
Габариты
75 × 50 × 208 cm
Бренд
STALEX
Мощность, кВт
1. 1
MAX. диаметр сверления, мм
32
Max. расст. шпиндель-стол
720
Размер рабочего стола, мм
460х460
Сверлильные станки для продажи в Rogi Trading Holland BV
Продукция ROGI TRADING продается по всему миру через дилеров, дистрибьюторов и местных агентов, которые предоставляют клиентам отличный опыт.
Фильтры
Все КатегорииАСОРТИРОВКА (29)Принадлежности (10)Принадлежности для токарных станков (10)Принадлежности для фрезерных станков (9)Шлифовальные станки (1)HERBER (6)Трубогибочный станок на оправке (6)Токарные станки (2)Токарные станки (2) Обрабатывающий центр (1)Фрезерные станки (2)ROGI (207)Принадлежности (34)Принадлежности для пильных станков (1)Оправочные прессы (3)Биметаллические ленточные пилы (4)Принадлежности для сверлильных станков (10)Сверлильные станки (18)Шлифовальный станок Аксессуары (3)Шлифовальные станки (19))Принадлежности для токарных станков (14)Токарные станки (1)Токарные станки (21)Измерительные инструменты (2)Принадлежности для фрезерных станков (13)Фрезерные станки (23)Фрезерные станки (3)Пильные станки (13)Обработка листового металла (25)Пильные станки (2)Ножовые пилы (1)SIEG (18)Принадлежности (1)Токарные станки (9)Фрезерные станки (8)SOBA (27)Принадлежности (13)Принадлежности для сверлильных станков (6)Принадлежности для фрезерных станков (7)
RD20 - Сверлильный станок ROGI
Сверлильный станок с цифровым дисплеем глубины Защитный кожух выключателя CE Функция лазера Рабочая лампа Аварийн. ..
Узнать больше
RD16 - Сверлильный станок ROGI
Сверлильный станок с цифровым индикатором глубины CE Защитный кожух выключателя Лазерная функция Рабочая лампа Эм...
Все категорииРаспродажаКупить в подарокГаечные ключи Баллонные ключи Воротки Искробезопасные ключи Ключи рожковые Ключи фрикционные Комбинированные ключи Наборы ключей Накидные ключи Радиусные ключи Специальные ключи Торцевые ключи Ударные ключиИнструмент и оборудование для автосервиса Автомобильные ключи Вспомогательный автомобильный инструмент Домкраты Автомобильные наборы инструментов Наборы торцевых головок с трещоткой Наборы шестигранных ключей Пуско-зарядные устройства Шприцы для масла и смазки Съемники Торцевые головки Трещотки Ключи шестигранные ЭкстракторыРучной инструмент Динамометрический инструмент Наборы ручного инструмента Отвертки Хранение инструмента Столярно-плотницкие инструменты Слесарный инструмент Сантехнический инструмент Шарнирно-губцевый инструмент Электромонтажные инструменты Ножи и мультитулы Паяльное оборудование Новинки брендов РекомендуемСадовый инструмент Аккумуляторные газонокосилки Бензиновые кусторезы Дровоколы Масла и смазки Запчасти для мотобуров Бензиновые газонокосилки Бензиновые триммеры Бензопилы Газонокосилки электрические Культиваторы Кусторезы электрические Леска для триммеров Мотоблоки Мотобуры Навесное оборудование для мотоблоков Ножи для газонокосилок Ножи для триммеров Опрыскиватели садовые Триммерные головки Триммеры электрические Цепи для бензопил Шины для бензопил ЭлектропилыСтроительный инструмент Аккумуляторный инструмент Гидравлический инструмент Заклепочники Пневмоинструмент Точильные станки Болгарки (УШМ) Дрели-миксеры Вырубные ножницы Граверы электрические Дрели сетевые Краскопульты Лобзики Мойки высокого давления Насосы дренажные Отбойные молотки Отрезные машины Перфораторы Пилы циркулярные Сабельные пилы Сварочные маски Сетевые шуруповерты Торцовочные пилы Фены строительные Фрезеры Шлифовальные машины Штроборезы Электрорубанки СтремянкиРасходные материалы и оснастка Электромонтажные изделия Головки биты Диски отрезные Дисковые щетки Запасные части Мешки для пылесосов Наборы буров Наборы сверл Пилки для лобзиков Пистолеты для герметика Полотна для сабельных пил Рабочие перчатки Щетки-чашки Биметаллические коронки Биты Буры для перфоратора Лезвия для ножей Ножовочные полотна Сверла Шарнирные шланги Держатели для бит Наборы бит Скребки строительные Наборы коронокИзмерительный инструмент Измерительные приборы Линейки Маркеры строительные Микрометры Рейсмусы Рулетки Строительные отвесы Угольники Циркули, кронциркули, нутромеры Шнуры разметочные Штангенциркули Уровни строительныеОборудование для прокладки кабеля Кабельные домкраты Вертлюги монтажные Кабельные лебедки Кабельные ролики Кабельные чулки Смазка для кабеля Тросоход Устройство для размотки кабеля Устройства закладки кабеляПромышленная химия Герметик Чистящие средства Фиксаторы резьбы Технические смазкиСтанки Магнитные сверлильные станки Станки для токопроводящих шин Ручные плиткорезыТуристическое снаряжение Лопаты туристические складные Туристические пилы Посуда туристическая Туристические топоры Комплект для выживания Наборы туристические Туристические фонари
Оплата и доставка Как заказать Отзывы Новинки Статьи Бренды Акции Контакты
Новости
МЫ НА КАРТЕ
Мы используем файлы cookie для обеспечения работы всех функций навигации по сайту. Продолжая работу с сайтом, вы косвенно предоставляете свое согласие на использование файлов cookie на этом веб-сайте. скрыть
ИНСТРУМЕНТ САНТЕХНИКА — Мир инструметов
НАЛИЧИЕ И АКТУАЛЬНЫЕ ЦЕНЫ УЗНАВАТЬ У МЕНЕДЖЕРОВ!!!
Производитель:
DEWALT
STANLEY
ЦЕНТРОИНСТРУМЕНТ
TRUPER
KAPRO
DWT
CROWN
BLACK + DECKER
BOSCH
METABO
YATO
KNIPEX
MILWAUKEE
DISTAR
RIDGID
FINLAND
BLACK + DECKER KX1650-XK
Заказать по WhatsApp
3000 COM
Мощность: 1750 Ватт Производительность:570, 740 л /мин: Температура нагрева : 460-600 °С Вес: 0,85 кг
Подробнее
Bosch GHG 660 LCD
Акция!!!
Заказать по WhatsApp
9500 COM
Мощность: 2300 Ватт Производительность:500 л /мин: Температура нагрева : 50-660 °С Вес: 1 кг
Подробнее
Crown CT19007
Акция!!!
Заказать по WhatsApp
2600 COM
Мощность: 2000 Ватт Производительность:350/350/500 л / мин: Температура нагрева : 50 / 50-600 / 50-600 ° C Вес: 0,8 кг
Подробнее
Crown CT19007 BMC
Акция!!!
Заказать по WhatsApp
2900 COM
Мощность: 2000 Ватт Производительность:350/350/500 л / мин: Температура нагрева : 50 / 50-600 / 50-600 ° C Вес: 0,8 кг
Подробнее
Crown CT19017
Заказать по WhatsApp
1800 COM
Мощность: 1600 Ватт Производительность:300/500 л / мин: Температура нагрева : 300/500 ° C Вес: 0,8 кг
Подробнее
DeWALT DCE530N 18,0 В / 20,0 В аккумуляторный
Новинка
Заказать по WhatsApp
13500 COM
Мощность: 18,0 В / 20,0 В Производительность:109 / 190 л/мин Температура нагрева : 290º / 530º Вес: 0,5 кг (тушка) без батарей и без зарядного устройства
Подробнее
DEWALT DWHT75497 Набор разводных ключей (2 шт. )
Новинка
Заказать по WhatsApp
3500 COM
Бренд DEWALT ( США )
Подробнее
DeWALT, D26411
Заказать по WhatsApp
8300 COM
Мощность: 1800 Ватт Производительность:250-450 л /мин: Температура нагрева : 50-600 °С Вес: 0,8 кг
Подробнее
DeWALT, D26414
Заказать по WhatsApp
8400 COM
Мощность: 2000 Ватт Производительность:650 л /мин: Температура нагрева : 50-600 °С Вес: 0,85 кг
Подробнее
DiStar MultiCUT R-250 Плиткорез
Новинка
Заказать по WhatsApp
96800 COM
Мощность 550 Вт Наружный диаметр 250 мм Скорость вращения 2800 об/мин. Вес 18 кг Видео обзор в описании
Подробнее
DiStar TileTEMPLATE Трафарет
Новинка
Заказать по WhatsApp
1850 COM
DiStar TileTEMPLATE Трафарет Видео обзор в описании
Подробнее
DWT HLP20-600 K
Заказать по WhatsApp
2800 COM
Мощность: 2000 Ватт Производительность:300, 500 л /мин: Температура нагрева : 50 / 50-600 / 50-600 °C Вес: 0,8 кг
Видео обзор в описании
Сантехнические инструменты | Наборы инструментов для сантехника
О сантехнических инструментах
Вы можете сэкономить на всех лучших сантехнических инструментах здесь, на PlumbersStock с экспертами отрасли. Без надлежащего ручного ручного инструмента любой проект сантехники займет больше времени, чем нужно, и, возможно, его даже невозможно будет завершить.
PlumbersStock.com предлагает широкий выбор новых сантехнических инструментов , которые облегчат ваши проекты. От труборезов до кабельных шнеков, инструментов для кранов (например, гаечных ключей) и многого другого , мы предоставляем вам специальные ручные инструменты по доступной цене!
Наборы инструментов для сантехника со скидкой
Мы предлагаем на продажу огромный выбор сантехнических инструментов, потому что знаем, что они нужны нашим клиентам. Сантехника является важной частью любой обстановки, независимо от того, находитесь ли вы в жилом районе или ищете ремонт в коммерческом секторе. Кроме того, поскольку постоянное использование приводит к неожиданным поломкам, вам нужна вся возможная помощь, чтобы ваша сантехника оставалась в отличной форме. Единственный способ сделать это, конечно, с помощью сантехнических инструментов.
Обычные сантехнические работы
Конечно, новые сантехнические инструменты действительно бесполезны, если вы не знаете, где собираетесь их использовать. Если вы сантехник, вам, вероятно, не нужно читать этот раздел; тем не менее, всем вам, любителям, было бы неплохо обратить на это внимание. Вот лишь некоторые из проблем, с которыми вы можете столкнуться, и способы их устранения.
Установка новой трубы: Иногда трубы устаревают и их необходимо заменить, или вы можете установить новую водопроводную систему. В любом случае трубопровод необходимо заменить, и вам нужно знать, как это сделать. К счастью, с медью 9Труборезы 0005, резаки для стальных труб, резьбонарезные станки с храповым механизмом, сантехнический ключ и многое другое — у нас есть все инструменты, необходимые для простой установки труб. У нас даже есть герметик, необходимый для защиты вашей собственности от плесени и защиты окружающей среды.
Засоренные трубы: Очистка труб часто бывает легкой задачей. Просто добавьте немного Draino, и вперед! Однако, если у вас есть проблема промышленного масштаба, решить ее будет не так просто. Вот почему мы предлагаем лучшие на рынке электрические машины для очистки стоков, которые помогут очистить и прочистить стоки. В некоторых случаях они могут быть излишними, но они по-прежнему идеально подходят для большинства задач.
Протекающие краны: Если у вас постоянно текут краны, возможно, у вас либо неэффективные краны, либо более глубокая проблема. Попробуйте заменить изношенные шайбы или весь смеситель, чтобы все наладилось (используя наши специализированные наборы инструментов для сантехники), или позвоните своему специалисту по сантехнике, чтобы получить дополнительную помощь.
Марки сантехнических инструментов
Помимо отличной продукции, мы предлагаем большой выбор известных брендов, которые могут предложить вам нечто большее, чем просто отличное предложение; они также могут дать вам душевное спокойствие, связанное с покупкой у кого-то, кого вы знаете и кому доверяете. Очевидно, что покупка продуктов в Интернете может быть смешанной, особенно если вы покупаете у дилера, о котором вы никогда раньше не слышали; но, с такими брендами, как Ridgid, Milwaukee и Rothenberger , вы знаете, что получаете качественную продукцию. Дополните свой набор сантехнических инструментов качественными фирменными продуктами.
Купить специальные сантехнические инструменты онлайн
Представители нашей службы поддержки всегда готовы ответить на ваши вопросы, поэтому звоните сегодня, чтобы получить дополнительную информацию о наших профессиональных сантехнических инструментах и продуктах. Походите по магазинам и узнайте, почему многие выбирают нас, когда покупают инструментов онлайн .
Бесколлекторный двигатель постоянного тока: принцип работы, устройство, применение
Бытовая и медицинская техника, авиамоделирование, трубозапорные приводы газо- и нефтепроводов – это далеко не полный перечень областей применения бесколлекторных двигателей (БД) постоянного тока. Давайте рассмотрим устройство и принцип действия этих электромеханических приводов, чтобы лучше понять их достоинства и недостатки.
Общие сведения, устройство, сфера применения
Одна из причин проявления интереса к БД – это возросшая потребность в высокооборотных микродвигателях, обладающих точным позиционированием. Внутренне устройство таких приводов продемонстрировано на рисунке 2.
Рис. 2. Устройство бесколлекторного двигателя
Как видите, конструкция представляет собой ротор (якорь) и статор, на первом имеется постоянный магнит (или несколько магнитов, расположенных в определенном порядке), а второй оборудован катушками (В) для создания магнитного поля.
Примечательно, что эти электромагнитные механизмы могут быть как с внутренним якорем (именно такой тип конструкции можно увидеть на рисунке 2), так и внешним (см. рис. 3).
Рис. 3. Конструкция с внешним якорем (outrunner)
Соответственно, каждая из конструкций имеет определенную сферу применения. Устройства с внутренним якорем обладают высокой скоростью вращения, поэтому используются в системах охлаждения, в качестве силовых установок дронов и т.д. Приводы с внешним ротором используются там, где требуется точное позиционирование и устойчивость к перегрузкам по моменту (робототехника, медицинское оборудование, станки ЧПУ и т.д.).
Бесколлекторный двигатель в компьютерном дисководе
Принцип работы
В отличие от других приводов, например, асинхронной машины переменного тока, для работы БД необходим специальный контроллер, который включает обмотки таким образом, чтобы векторы магнитных полей якоря и статора были ортогональны друг к другу. То есть, по сути, устройство-драйвер регулирует вращающий момент, действующий на якорь БД. Наглядно этот процесс продемонстрирован на рисунке 4.
Фазы работы бесколлекторного привода
Как видим, для каждого перемещения якоря необходимо выполнять определенную коммутацию в обмотке статора двигателя бесколлекторного типа. Такой принцип работы не позволяет плавно управлять вращением, но дает возможность быстро набрать обороты.
Отличия коллекторного и бесколлекторного двигателя
Привод коллекторного типа отличается от БД как конструктивными особенностями (см. рис 5.), так и принципом работы.
Рис. 5. А – коллекторный двигатель, В – бесколлекторный
Рассмотрим конструктивные отличия. Из рисунка 5 видно, что ротор (1 на рис. 5) двигателя коллекторного типа, в отличие от бесколлекторного, имеет катушки, у которых простая схема намотки, а постоянные магниты (как правило, два) установлены на статоре (2 на рис. 5). Помимо этого на валу установлен коллектор, к которому подключаются щетки, подающие напряжение на обмотки якоря.
Кратко расскажем о принципе работы коллекторных машин. Когда на одну из катушек подается напряжение, происходит ее возбуждение, и образуется магнитное поле. Оно вступает во взаимодействие с постоянными магнитами, это заставляет проворачиваться якорь и размещенный на нем коллектор. В результате питание подается на другую обмотку и цикл повторяется.
Частота вращения якоря такой конструкции напрямую зависит от интенсивности магнитного поля, которое, в свою очередь, прямо пропорционально напряжению. То есть, чтобы увеличить или уменьшить обороты, достаточно повысить или снизить уровень питания. А для реверса необходимо переключить полярность. Такой способ управления не требует специального контролера, поскольку регулятор хода можно сделать на базе переменного резистора, а обычный переключатель будет работать как инвертор.
Конструктивные особенности двигателей бесколлекторного типа мы рассматривали в предыдущем разделе. Как вы помните, их подключение требует наличия специального контролера, без которого они просто не будут работать. По этой же причине эти двигатели не могут использоваться как генератор.
Стоит также отметить, что в некоторых приводах данного типа для более эффективного управления отслеживаются положения ротора при помощи датчиков Холла. Это существенно улучшает характеристики бесколлекторных двигателей, но приводит к удорожанию и так недешевой конструкции.
Как запустить бесколлекторный двигатель?
Чтобы заставить работать приводы данного типа, потребуется специальный контроллер (см. рис. 6). Без него запуск невозможен.
Рис. 6. Контроллеры бесколлекторных двигателей для моделизма
Собирать самому такое устройство нет смысла, дешевле и надежней будет приобрести готовый. Подобрать его можно по следующим характеристикам, свойственным драйверам шим каналов:
Максимально допустимая сила тока, эта характеристика приводится для штатного режима работы устройства. Довольно часто производители указывают такой параметр в названии модели (например, Phoenix-18). В некоторых случаях приводится значение для пикового режима, который контролер может поддерживать несколько секунд.
Максимальная величина штатного напряжения для продолжительной работы.
Сопротивление внутренних цепей контроллера.
Допустимое число оборотов, указывается в rpm. Сверх этого значения контроллер не позволит увеличить вращение (ограничение реализовано на программном уровне). Следует обратить внимание, что частота вращения всегда приводится для двухполюсных приводов. Если пар полюсов больше, следует разделить значение на их количество. Например, указано число 60000 rpm, следовательно, для 6-и магнитного двигателя частота вращения составит 60000/3=20000 prm.
Частота генерируемых импульсов, у большинства контролеров этот параметр лежит в пределах от 7 до 8 кГц, более дорогие модели позволяют перепрограммировать параметр, увеличив его до 16 или 32 кГц.
Обратим внимание, что первые три характеристики определяют мощность БД.
Управление бесколлекторным двигателем
Как уже указывалось выше, управление коммутацией обмоток привода осуществляется электроникой. Чтобы определить, когда производить переключения, драйвер отслеживает положение якоря при помощи датчиков Холла. Если привод не снабжен такими детекторами, то в расчет берется обратная ЭДС, которая возникает в неподключенных катушках статора. Контроллер, который, по сути, является аппаратно-программным комплексом, отслеживает эти изменения и задает порядок коммутации.
Трёхфазный бесколлекторный электродвигатель постоянного тока
Большинство БД выполняются в трехфазном исполнении. Для управления таким приводом в контролере имеется преобразователь постоянного напряжения в трехфазное импульсное (см. рис.7).
Рисунок 7. Диаграммы напряжений БД
Чтобы объяснить, как работает такой вентильный двигатель, следует вместе с рисунком 7 рассматривать рисунок 4, где поочередно изображены все этапы работы привода. Распишем их:
На катушки «А» подается положительный импульс, в то время как на «В» – отрицательный, в результате якорь сдвинется. Датчиками зафиксируется его движение и подастся сигнал для следующей коммутации.
Катушки «А» отключается, и положительный импульс идет на «С» («В» остается без изменения), далее подается сигнал на следующий набор импульсов.
На «С» – положительный, «А» – отрицательный.
Работает пара «В» и «А», на которые поступают положительный и отрицательный импульсы.
Положительный импульс повторно подается на «В», и отрицательный на «С».
Включаются катушки «А» (подается +) и повторяется отрицательный импульс на «С». Далее цикл повторяется.
В кажущейся простоте управления есть масса сложностей. Нужно не только отслеживать положение якоря, чтобы произвести следующую серию импульсов, а и управлять частотой вращения, регулируя ток в катушках. Помимо этого следует выбрать наиболее оптимальные параметры для разгона и торможения. Стоит также не забывать, что контроллер должен быть оснащен блоком, позволяющим управлять его работой. Внешний вид такого многофункционального устройства можно увидеть на рисунке 8.
Рис. 8. Многофункциональный контроллер управления бесколлекторным двигателем
Преимущества и недостатки
Электрический бесколлекторный двигатель имеет много достоинств, а именно:
Срок службы значительно дольше, чем у обычных коллекторных аналогов.
Высокий КПД.
Быстрый набор максимальной скорости вращения.
Он более мощный, чем КД.
Отсутствие искр при работе позволяет использовать привод в пожароопасных условиях.
Не требуется дополнительное охлаждение.
Простая эксплуатация.
Теперь рассмотрим минусы. Существенный недостаток, который ограничивает использование БД – их относительно высокая стоимость (с учетом цены драйвера). К числу неудобств следует отнести невозможность использования БД без драйвера, даже для краткосрочного включения, например, чтобы проверить работоспособность. Проблемный ремонт, особенно если требуется перемотка.
Бесколлекторный двигатель постоянного тока: особенности и принцип работы
Как работает бесколлекторный двигатель?
Бесколлекторный двигатель постоянного тока имеет на статоре трёхфазную обмотку, и постоянный магнит на роторе. Вращающееся магнитное поле создаётся обмоткой статора, при взаимодействии с которым магнитный ротор приходит в движение. Для создания вращающегося магнитного поля на обмотку статора подаётся система трёхфазных напряжений, которая может иметь различную форму и формируется различными способами. Формирование питающих напряжений (коммутация обмоток) для бесколлекторного двигателя постоянного тока производиться специализированными блоками электроники – контроллером двигателя.
Заказать бесколлекторный двигатель в нашем каталоге
В простейшем случае обмотки попарно подключаются к источнику постоянного напряжения и по мере того как ротор поворачивается в направлении вектора магнитного поля обмотки статора производится подключение напряжения к другой паре обмоток. Вектор магнитного поля статора при этом занимает другое положение и вращение ротора продолжается. Для определения нужного момента подключения следующих обмоток используется датчик положения ротора, чаще других используются датчики Холла.
Возможные варианты и специальные случаи
Выпускаемые сейчас бесколлекторные двигатели могут иметь самую разную конструкцию.
По исполнению статорной обмотки можно выделить двигатели с классической обмоткой, намотанной на стальной сердечник, и двигатели с полой цилиндрической обмоткой без стального сердечника. Классическая обмотка обладает значительно большей индуктивностью, чем полая цилиндрическая обмотка, и соответственно большей постоянной времени. Из-за этого с одной стороны, полая цилиндрическая обмотка допускает более динамичное изменение тока (а, следовательно, и момента), с другой стороны при работе от контроллера двигателя, использующего ШИМ-модуляцию невысокой частоты для сглаживания пульсаций тока, требуются фильтрующие дроссели большего номинала (а соответственно и большего размера). Кроме того, классическая обмотка, как правило, имеет заметно больший момент магнитной фиксации, а также меньший КПД, чем полая цилиндрическая обмотка.
Ещё одно отличие, по которому разделяются различные модели двигателей – это взаимное расположение ротора и статора – существуют двигатели с внутренним ротором и двигатели с внешним ротором. Двигатели с внутренним ротором, как правило, имеют более высокие скорости и меньший момент инерции ротора, чем модели с внешним ротором. Благодаря этому двигатели с внутренним ротором имеют более высокую динамику. Двигатели с внешним ротором часто имеют несколько больший номинальный момент при том же наружном диаметре двигателя.
Отличия от других типов двигателей
Отличия от коллекторных ДПТ. Размещение обмотки на роторе позволило отказаться от щёток и коллектора и избавиться тем самым от подвижного электрического контакта, который значительно снижает надёжность ДПТ с постоянными магнитами. По этой же причине скорость у бесколлекторных двигателей, как правило, значительно выше, чем у ДПТ с постоянными магнитами. С одной стороны это позволяет увеличить удельную мощность бесколлекторного двигателя, с другой стороны не для всех применений такая высокая скорость является действительно необходимой
Отличия от синхронных двигателей с постоянными магнитами. Синхронные двигатели с постоянными магнитами на роторе очень похожи на бесколлекторные ДПТ по конструкции, однако есть и ряд различий. Во-первых термин синхронный двигатель объединяет в себе много различных видов двигателей, часть из которых предназначены для непосредственной работы от стандартной сети переменного тока, другая часть (например синхронные серводвигатели) может работать только от преобразователей частоты (контроллеров двигателей). Бесколлекторные двигатели, хотя и имеют на статоре трёхфазную обмотку, не допускают непосредственную работу от сетевого напряжения, и обязательно требуют наличия соответствующего контроллера. Кроме того синхронные двигатели предполагают питание напряжением синусоидальной формы в то время как бесколлекторные двигатели допускают питание переменным напряжением ступенчатой формы (блочная коммутация) и даже предполагают его использование в номинальных режимах работы.
Когда нужен бесколлекторный двигатель?
Ответ на этот вопрос достаточно прост – в тех случаях, когда он имеет преимущество перед остальными типами двигателей. Так, например, практически невозможно обойтись без бесколлекторного двигателя в применениях, где требуются большие скорости вращения: свыше 10000 об/мин. Оправдано применение бесколлекторных двигателей также и в тех случаях, когда требуется высокий срок службы двигателя. В тех случаях, когда требуется применять сборку из двигателя с редуктором, однозначно оправдано применение низкоскоростных бесколлекторных двигателей (с большим числом полюсов). Высокоскоростные бесколлекторные двигатели в этом случае будут иметь скорость выше, чем предельно допустимая скорость редуктора, и по этой причине не будет возможности использовать их мощность полностью. Для применений, где требуется максимально простое управление двигателем (без использования контроллера двигателя) естественным выбором будет коллекторный ДПТ.
С другой стороны, в условиях повышенной температуры или повышенной радиации проявляется слабое место бесколлекторных двигателей – датчики Холла. Стандартные модели датчиков Холла имеют ограниченную стойкость к радиации и диапазон рабочих температур. Если в подобном применении всё же имеется необходимость использовать бесколлекторный двигатель, то неизбежными становятся заказные исполнения с заменой датчиков Холла на более стойкие к указанным факторам, что увеличивает цену двигателя и сроки поставки.
Бесщеточные двигатели | Корпорация Nidec
Технические возможности Nidec
Бесщеточные двигатели постоянного тока
отличаются сниженным энергопотреблением, длительным сроком службы, низким уровнем шума, компактными размерами и малым весом. Nidec является мировым лидером в разработке и производстве этих высокопроизводительных двигателей.
Щёточные электродвигатели постоянного тока обладают различными преимуществами, такими как высокая эффективность, возможность уменьшения габаритов, возможность работы от электроэнергии и низкие производственные затраты. Однако эти двигатели имеют ряд недостатков, таких как шум из-за трения щеток, образование искр и электрических помех, а также ограниченный срок службы из-за износа щеток. Разработка бесщеточного двигателя постоянного тока решила все эти проблемы.
В бесщеточном двигателе постоянного тока ротор, сделанный из постоянного магнита, приводится в движение магнитной силой цепи обмотки статора. В то время как щеточный двигатель постоянного тока использует щетку и коммутатор для переключения тока, бесщеточный двигатель постоянного тока использует датчик и электронную схему для переключения тока. Разработка этого двигателя стала возможной благодаря развитию технологий полупроводников и периферийных устройств. Этот двигатель имеет преимущества характеристик двигателей постоянного тока (ток и напряжение соответственно пропорциональны крутящему моменту и скорости вращения) и двигателей переменного тока (бесщеточная конструкция). Особенности бесщеточного двигателя постоянного тока включают компактный размер, высокую мощность, длительный срок службы и отсутствие искр и шума, и он используется в широком диапазоне приложений от ПК до бытовой техники.
Характеристики и классификация бесщеточных двигателей постоянного тока
Бесщеточный двигатель постоянного тока «вращает свой магнит».
Ротор, сделанный из магнита, вращается магнитными полями, которые создаются током, протекающим через обмотки статора. Ток переключается датчиком и электронной схемой.
Тип внешнего ротора (ротор снаружи статора)
Преимущества
Легко получить большой крутящий момент.
Скорость стабильна при постоянном вращении.
Недостатки
Ротор большой (движение медленное).
Внешний ротор требует соответствующих мер безопасности.
Тип внутреннего ротора (ротор находится внутри статора)
Преимущества
Ротор маленький и может быстро реагировать.
Змеевик расположен снаружи и уровень отвода тепла высокий.
Недостатки
Трудно получить большой крутящий момент.
Магниты могут быть повреждены центробежной силой.
Таблица сравнения типов двигателей
Бесщеточные двигатели постоянного тока
имеют много преимуществ (в частности, в области эффективности).
По сравнению с другими типами двигателей, бесщеточный двигатель постоянного тока имеет много преимуществ, таких как компактный размер, высокая мощность, низкий уровень вибрации, низкий уровень шума и длительный срок службы.
Двигатель переменного тока
Универсальный двигатель
Щеточные двигатели постоянного тока
Бесщеточный двигатель постоянного тока
Шаговый двигатель
Серводвигатель
Однофазный
Трехфазный (индукционный)
Трехфазный (синхронный)
Сервер переменного тока
Сервопривод постоянного тока
Тип питания
АС
AC/DC
DC
DC (включая драйвер)/драйвер
Драйверы
Драйверы
Драйверы
Эффективность
40-60%
60-70%
70-80%
50-60%
60-80%
80%-
60-70%
50-80%
60-80%
Размер (тот же выход)
Большой
Средний или большой
Большой
Маленький
Маленький
Промежуточный уровень
Маленький или средний
Маленький
Шум
Маленький
Большой
Большой
Маленький
Промежуточный уровень
Маленький
Большой
Диапазон скоростей
Узкий
Широкий
Промежуточный уровень
Широкий
Широкий
Широкий
Промежуточный уровень
Узкий
Ответ
Медленный
Медленный
Промежуточный уровень
Промежуточный уровень
Промежуточный уровень
Быстро
Срок службы
Длинный
Короткий
Короткий
Длинный
Длинный
Короткий
Цена
Низкий
Промежуточный уровень
Низкий
Низкий
Средний или высокий уровень
Промежуточный уровень
Высокий
Приложения
Стиральные машины Воздуходувки Пылесосы Насосы
Краны Конвейеры Кондиционеры Промышленное оборудование
Компрессоры Посудомоечные машины Стиральные машины
Пылесосы Электроинструменты Соковыжималки
Электрические игрушки Электрические инструменты Автомобильные электрические компоненты Мелкая бытовая техника
Кондиционеры Посудомоечные машины Стиральные машины Мелкая бытовая техника
Роботы Мелкая бытовая техника Оборудование для кондиционирования воздуха
Конвейеры Роботы Станки
Принтеры Плоттеры Рабочие машины
Решение
Ориентированная на стоимость
Универсальность
Ориентированная на стоимость
Ориентированная на стоимость
Эффективность Универсальность
Универсальность
Ориентирован на производительность
Компания Nidec имеет значительный опыт в области малых бесщеточных двигателей постоянного тока. Компании принадлежит 80 % мирового рынка шпиндельных двигателей жестких дисков, 60 % мирового рынка двигателей DVD и других оптических приводов и 40 % мирового рынка двигателей вентиляторов. Nidec работает в области малогабаритных прецизионных двигателей, в которой произошел самый быстрый переход на бесщеточные двигатели. Нам удалось наладить массовое производство бесколлекторных двигателей постоянного тока раньше, чем у наших конкурентов, и занять лидирующие позиции на рынке. Кроме того, мы удерживаем позицию № 1 в мире, постоянно внедряя новые технологии, такие как первое в отрасли применение FDB (гидродинамических подшипников), которые удовлетворяют потребности все более точных жестких дисков, а также собственное производство инструментов проектирования и моделирования.
Наиболее плодотворным рынком с точки зрения применения бесколлекторных двигателей постоянного тока становится рынок автомобильных двигателей. Как свидетельствует система гидроусилителя руля, уровень расхода топлива которой можно улучшить на 3-5%, если заменить гидравлическую систему на электрическую, эффект энергосбережения очень высок за счет использования систем электроснабжения. В различных местах все больше и больше гидравлических систем заменяются двигателями. В частности, бесщеточный двигатель постоянного тока играет ведущую роль в замене функций, где требуется управляемость, а также в местах, где часто используются детали и, следовательно, требуются детали с длительным сроком службы. Основная область применения после ГУР – компрессорные двигатели кондиционеров. Кроме того, тяговые двигатели для электромобилей (EV) являются перспективной областью для бесщеточных двигателей постоянного тока. Поскольку система работает от батареи с ограниченной мощностью, двигатель должен быть высокоэффективным и компактным, чтобы его можно было установить в ограниченном пространстве. Благодаря опыту, который мы накопили в области малых прецизионных двигателей, мы стремимся стать компанией № 1 в мире, работающей в области автомобильных двигателей.
Рынок автомобильных компонентов значительно расширяется как область применения бесщеточных двигателей постоянного тока.
Статьи и колонки, связанные с этим продуктом
Технологии и практические примеры Технические возможности Nidec Решения, основанные на бесколлекторных двигателях постоянного тока
Обзор бесколлекторных двигателей постоянного тока
для ракетных исполнительных систем следующего поколения Краткое описание
по Чарльз Фрик
Скачать PDF
Системы боеприпасов быстро становятся такими же ограниченными по стоимости, как и другие области техники, поскольку затраты растут, а клиенты требуют продуктов меньшего размера и большей дальности. Чтобы эффективно управлять этими боеприпасами в полете, небольшая система управления (CAS) выполняет небольшие точные регулировки для размещения стабилизаторов и регулировки воздушного потока над корпусом. Традиционно эти системы были пневматическими или приводились в действие щеточным двигателем постоянного тока с редуктором, но современные достижения в области электроприводов, включая бесщеточные двигатели постоянного тока (BLDC), позволили создать меньшие, легкие, дешевые и более эффективные конструкции CAS. Однако это происходит за счет дополнительной сложности системы для управления тремя фазами BLDC.
Дополнительная сложность возникает из ряда источников. Во-первых, в то время как для традиционного коллекторного двигателя постоянного тока требуется только один H-мост, для BLDC требуются три отдельные пары полевых МОП-транзисторов для управления фазами. Это добавляет небольшую стоимость и требует дополнительной площади земли на печатной плате. При управлении этими полевыми МОП-транзисторами необходимо соблюдать осторожность, чтобы избежать протекания тока, который может вывести из строя полевые МОП-транзисторы, если одновременно активируются верхние и нижние транзисторы. Особое внимание следует уделить мертвому времени, вставляемому между верхней и нижней линиями возбуждения для широтно-импульсной модуляции (ШИМ).
С точки зрения программного обеспечения, обычным коллекторным двигателем можно управлять с помощью простого ПИД-контура, в то время как для BLDC потребуются более сложные контуры и стратегии коммутации, обычно измеряющие токи обмотки, фазные напряжения, угол ротора и скорость.
Строительство BLDC
BLDC представляет собой набор электромагнитов на статоре с постоянными магнитами, прикрепленными к подвижному ротору. Двигатель может быть либо инраннерным (магниты внутри катушек), либо аутраннерным (магниты снаружи катушек). На рисунке 1 показаны инраннер и аутраннер BLDC. В обоих случаях три фазы проводов (U, V, W или A, B, C) наматываются на зубья статора. Эти обмотки последовательно запитываются, чтобы притягивать и отталкивать постоянные магниты (красный/синий).
Рисунок 1. Inrunner против Outrunner.
Стандартный микропроцессор или DSP не имеют силы тока привода для адекватного питания катушек напрямую, поэтому каскад инвертора мощности, состоящий из полевых МОП-транзисторов (по два на фазу), обычно используется для преобразования привода ШИМ из интерфейса управления в требуемое высокое напряжение. привод для мотора.
Обычно в трехфазном инверторе используется шесть N-канальных МОП-транзисторов (см. верхнюю часть рис. 2), которые создают состояния переключения, показанные в нижней части рис. 2. Несколько состояний переключения не показаны: 001, 010. , 011 и 101. 1 означает, что один из трех верхних МОП-транзисторов включен. Эти состояния отображаются в пространстве состояний, как показано шестью секторами на рис. 3. При включении и выключении переключателей напряжение, подаваемое на обмотки, может достигать максимума 2/3 × В ДК . Естественным расширением этой стратегии является применение ШИМ к каждой паре МОП-транзисторов. Изменяя скважность сигналов ШИМ, генерируемое напряжение в обмотках может создавать широкий диапазон напряжений в зависимости от разрешения системы генерации ШИМ.
Рис. 2. Трехфазный инвертор и состояния переключения.
Рисунок 3. Переключение представлений в пространстве состояний и разделение на Сектор I по Сектор VI.
Без ШИМ вполне естественной стратегией коммутации является простое последовательное питание каждой пары обмоток (то есть блочная коммутация или шестиступенчатая коммутация). Для этой стратегии одна или две фазы подключаются к высокому уровню, а остальные обмотки — к низкому. При последовательном включении фаз магниты на роторе притягиваются к каждой фазе, и ротор начинает вращаться. Чтобы определить, на какие фазы подавать питание, три датчика Холла обычно устанавливаются на статоре с разницей в 60 электрических градусов друг от друга. Датчики Холла обнаруживают каждый из магнитов ротора и генерируют 3-битную цифровую последовательность, которая используется для определения следующей области коммутации. Хотя эта стратегия хорошо работает для недорогих систем управления двигателем, она страдает от пульсаций крутящего момента на низких скоростях. Кроме того, эта пульсация крутящего момента вызывает акустический шум и вносит ошибку позиционирования, если двигатель используется для позиционирования/сервоприводов. 1
Синусоидальная коммутация работает по принципу выравнивания токов статора с потоком статора в BLDC. BLDC движется за счет трапециевидного тока через обмотки. Каждый из этих токов должен быть сдвинут по фазе на 120°. Синхронный двигатель с постоянными магнитами (PMSM) похож на BLDC, но требует синусоидальных токов для привода. Блок-схема привода СДПМ представлена на рисунке 4. Простое управление скоростью достигается за счет использования датчика скорости или оценки на основе датчика положения вала и параметров двигателя. Синусоидальный привод особенно хорошо работает на низких скоростях, но выходит из строя на более высоких скоростях, поскольку электрическая частота необходимой синусоидальной волны также должна увеличиваться со скоростью. На более высоких скоростях двигателю требуются более высокие крутящие моменты, что приводит к отставанию фазных токов. 2 Для надлежащего управления на более высоких скоростях обычно необходимо вводить фазовое опережение, чтобы поддерживать правильное выравнивание векторов крутящего момента и магнитного потока.
Рис. 4. Синусоидальный привод СДПМ.
Для преодоления этой проблемы может быть реализована более совершенная схема управления, называемая полевым управлением (FOC). Как и в случае с другими стратегиями коммутации, FOC может быть реализован без датчика с оценкой положения и скорости на основе противо-ЭДС, генерируемой обмотками, или с датчиками положения и тока. В основе ВОК лежит управление векторами крутящего момента и потока, поступающими в обмотки двигателя. Генерация этих векторов исходит из желаемой скорости, подаваемой на двигатель.
Используя электрические и механические константы двигателя (момент инерции, коэффициент трения, индуктивность и сопротивление обмоток статора и постоянная противо-ЭДС), контуры ПИ на рис. 5 преобразуют желаемую скорость в величины постоянного тока. Для управления электрическим циклом двигателя эти величины необходимо преобразовать в систему отсчета ротора (рис. 6) для получения V α и V β с помощью преобразования Парка. Следующим шагом в FOC является преобразование V α и V β в значения ШИМ, отправляемые на блок инвертора ШИМ. Обычно для этого процесса используется либо схема синусоидальной модуляции (SPWM), либо схема модуляции пространственного вектора (SVPWM или SVM).
Рис. 5. Блок-схема ВОК.
Рис. 6. Преобразование параметров управления в ВОК.
Как упоминалось ранее, управляя переключением МОП-транзисторов внутри силового инвертора, можно создать представление пространственного вектора, как на рис. 3. Пространство между соседними единичными векторами кодируется для создания сектора между 1 и 6, соответствующего шесть коммутационных секторов электрического цикла коммутации. Крупный план сектора 1 с рисунка 3 показан на рисунке 7. Вектор напряжения V REF состоит из векторов напряжения V α и V β , а угол θ представляет собой арктангенс V d , деленный на V q . 3 На рисунке 7 показано, что V REF может быть получен с использованием двух смежных единичных векторов (V 1 и V 2 ) и пребывания в каждом состоянии определенного времени (соответствующего рабочему циклу). Этот рабочий цикл можно рассчитать с помощью уравнений, аналогичных тем, которые получены из векторной математики (см. рис. 8).
Рис. 7. Сектор 1 пространства состояний.
Расчет U, V, W по векторному уравнению
Рисунок 8. Время секторов из опорных векторов.
Из уравнений на рис. 7 время ШИМ можно найти, используя нормализованное время 1,0 (равное полному 100% рабочему циклу) и вычитая T n и T n+1 . Сектор можно определить с помощью дополнительных расчетов, как показано на рисунке 9.
Рисунок 9. Определение сектора.
После того, как рабочие циклы рассчитаны и отправлены в модуль PWM контроллера, достигается управление без обратной связи с использованием FOC. Теперь необходимо интегрировать обратную связь, чтобы обеспечить управление с обратной связью. Как показано на рис. 4, токи трех обмоток измеряются и преобразуются с использованием обратных преобразований Кларка и обратного преобразования Парка. Чтобы измерить эти токи, можно использовать несколько различных стратегий: шунтирование в соответствии с каждой фазной обмоткой, один шунт нижнего конца между тремя нижними МОП-транзисторами и землей, фазовые шунты под каждым МОП-транзистором на землю или шунты на стороне высокого напряжения между каждым из них. верхний МОП-транзистор и V ДК . Если конструкция ограничена по стоимости, метод с использованием двух шунтов на одной линии с обмотками обеспечивает хорошее измерение, поскольку это обеспечивает прямой способ измерения тока двух обмоток напрямую. Третий ток можно рассчитать, используя закон тока Кирхгофа и сумму 0. Дополнительным преимуществом является то, что ток можно измерить в любой момент, а не только при включенных нижних или верхних МОП-транзисторах. После измерения этих токов их следует нормализовать в диапазоне [–1, +1], используя максимальный ток, измеряемый шунтирующей системой.
Для определения положения и скорости можно использовать энкодеры (относительные или абсолютные), датчики Холла, резольверы или магнитные угловые датчики. Однако в зависимости от разрешения датчика могут потребоваться дополнительные схемы оценки положения и скорости. Независимо от технологии, измеренный угол необходимо преобразовать в электрический угол, чтобы синхронизировать коммутацию с фактическим положением ротора и включить преобразования ротора. Угловая скорость также должна быть известна, но обычно она хранится в механической области, чтобы соответствовать желаемой входной скорости.
Зная фактическое положение и скорость ротора, можно выполнить обратное/обратное преобразование Парка и Кларка для преобразования фазных токов из системы отсчета неподвижного статора во вращающуюся систему отсчета в системе отсчета d, q. Контуры PI для результирующих членов ошибок тока и скорости создают векторы ошибок, которые затем возвращаются обратно в прямые преобразования Парка и Кларка, и процесс управления может повторяться.
Как быстро должен повториться этот процесс? Ответ зависит от характеристик двигателя. Частота ШИМ обычно выбирается вне слышимого диапазона (от 15 кГц до 30 кГц), чтобы двигатель не резонировал на слух. Затем FOC и необходимые контуры управления реализуются в подпрограмме обслуживания прерывания PWM, так что новые значения для PWM доступны для следующего цикла PWM. Это налагает жесткие временные ограничения на процедуру FOC, поскольку любое время, затраченное на обслуживание прерывания PWM, является временем, не затраченным на обслуживание других аспектов управляющего процессора (таких как последовательные интерфейсы для программ на базе ПК). При частоте ШИМ 30 кГц каждая ISR ШИМ составляет всего 33,3 мкс. Так что каждая микросекунда имеет значение! Необходимо соблюдать осторожность, чтобы свести к минимуму вычислительные затраты для синуса и косинуса и других вычислений с плавающей запятой. Как правило, предпочтительно, чтобы подпрограмма FOC занимала менее 50% доступного времени PWM ISR, чтобы процессор мог обслуживать другие периферийные устройства, такие как UART, для обслуживания менее важных задач, таких как изменение желаемой скорости или установка нового положения.
Отдельные компоненты
Учитывая и без того сложный характер реализации FOC, тщательный выбор компонентов может помочь свести к минимуму дополнительные проблемы системной интеграции. Analog Devices предлагает ряд компонентов для сигнальных цепей управления двигателем. Эти детали включают драйверы затворов, датчики абсолютного угла и эффекта Холла, датчики тока и изоляционные изделия.
Простую блок-схему компонентов сигнальной цепи управления двигателем можно увидеть на рисунке 10. На верхнем уровне положение и скорость вала BLDC определяются с помощью датчика угла ADA4571 AMR и преобразователя магнитного поля AD22151. Токи фазных обмоток измеряются с помощью встроенных шунтирующих резисторов, а усилители измерения тока AD8418 снимают синфазное напряжение ШИМ. 8-битный 18-разрядный АЦП LTC2345-18 преобразует 6-кратное аналоговое напряжение от датчиков в цифровую область для микроконтроллера. Микроконтроллер использует эти сигналы для расчета рабочего цикла ШИМ, который отправляется на аппаратные таймеры. Драйверы МОП-транзисторов LT1158 действуют как драйверы затворов для шести МОП-транзисторов силового инвертора.
Рис. 10. Блок-схема цепочки сигналов управления двигателем.
LT1158 — это интегрированный полумостовой N-канальный драйвер MOSFET. В то время как напряжение питания может варьироваться от 5 В до 30 В постоянного тока, логика формы входного сигнала ШИМ может принимать уровни ТТЛ или КМОП. Кроме того, один вход ШИМ преобразуется в высокий и низкий управляющие сигналы MOSFET, в то время как микросхема автоматически вставляет адаптивное мертвое время. Это означает, что частота ШИМ может изменяться динамически, а мертвое время автоматически вставляется для защиты полевых МОП-транзисторов от пробоя тока без необходимости внесения изменений в код или регистры таймера ШИМ.
Встроенный анизотропный магниторезистивный (AMR) датчик ADA4571 способен измерять поворот на 180° с точностью до 0,5°. Этот датчик работает от одного источника питания от 2,7 В до 5 В и потребляет всего 7 мА с включенной температурной компенсацией. Выход этого датчика представляет собой две аналоговые синусоидальные волны (V SIN , V COS ) с центром около 2,5 В (питание 5 В). После оцифровки напряжений V SIN и V COS их можно преобразовать в угол по простой формуле:
Рис. 12. Датчик ADA4571 AMR.
Для измерения абсолютного вращения на 360° ADA4571 можно комбинировать с датчиком магнитного поля с линейным выходом (эффект Холла), таким как AD22151. AD22151 предназначен для работы от одного источника питания 5 В и выдает напряжение, линейно пропорциональное магнитному полю, приложенному перпендикулярно корпусу. Во время нормальной работы устройство потребляет максимум 10 мА и может обнаруживать биполярные или униполярные поля с различной степенью усиления. Преимуществом этого датчика является аналоговое выходное напряжение, которое можно легко добавить в систему, уже измеряющую аналоговые величины, такие как выходы датчика тока или дополнительные аналоговые датчики угла. Поместив AD22151 перпендикулярно ADA4571, можно программно соединить выходные сигналы вместе, чтобы обеспечить определение 360-градусного движения диаметрального магнита, установленного на валу.
Наряду с датчиками угла, ВОК с датчиками требуют точного измерения фазных токов через BLDC. AD8418 — это двунаправленный усилитель для измерения тока с нулевым дрейфом, хорошо подходящий для этой задачи. Этот внешний шунтирующий усилитель работает с коэффициентом усиления 20 В/В по температуре с диапазоном подавления синфазного сигнала от –2 В до +70 В. Усилитель также воспринимает двунаправленные токи через шунт, что особенно полезно при измерении фазных токов для BLDC. Деталь рассчитана на работу с напряжением питания В S между 2,7 В и 5 В, с аналоговым выходным напряжением, сосредоточенным вокруг V S /2. Если питание выбрано для 5 В, выходное напряжение составляет около 2,5 В, как и в ADA4571.
Рисунок 13. Датчик тока AD8418.
Для датчиков с аналоговым выходом результаты должны быть преобразованы в цифровую форму. Несмотря на то, что существует множество АЦП, LTC2345 особенно подходит для управления двигателем благодаря 8 одновременным каналам дискретизации. Выборка синхронизируется с одним нарастающим фронтом на линии преобразования. Фазные токи и выходы датчика абсолютного угла затем могут быть синхронизированы с одним и тем же моментом времени во время ШИМ с выравниванием по центру. Работа с одним источником питания 5 В упрощает конструкцию источника питания, при этом потребляя менее 20 мА. Отдельное выходное напряжение цифровой логики позволяет LTC2345 взаимодействовать с микроконтроллерами, процессорами или FPGA с более низким напряжением. Благодаря гибкому характеру диапазонов аналоговых входов смещение 2,5 В датчиков положения и тока может быть автоматически удалено аппаратно с помощью аналоговых входных каналов (IN–). Данные могут выводиться из LTC2345 с использованием выходов SDO с различной тактовой частотой в зависимости от требуемой пропускной способности дискретизации.
Рисунок 14. Блок-схема LTC2345.
Выводы
С ростом распространенности BLDC в исполнительных системах управления требуются более совершенные алгоритмы, датчики и приводные схемы. Синусоидальная и FOC — две стратегии коммутации, которые обеспечивают точное управление BLDC. Обе стратегии требуют точного измерения угла ротора BLDC, что может быть затруднено без правильных компонентов. Однако ADA4571 и AD22151 упрощают это измерение. LT1158 упрощает линии возбуждения ШИМ для трех фаз для БКЭПТ за счет уменьшения количества линий ШИМ и исключения расчетов мертвого времени. AD8418 упрощает ток обмотки, а LTC2345 легко оцифровывает и синхронизирует выходы нескольких аналоговых датчиков. Эти компоненты составляют небольшую часть портфолио Analog Devices для приложений управления двигателями. Для получения дополнительной информации и помощи по проектированию посетите веб-сайт Analog Devices.
использованная литература
1 Шиён Ли. «Сравнительное исследование методов коммутации трехфазного бесщеточного двигателя постоянного тока с постоянными магнитами». 2009.
2 Даниэль Коллинз. «Часто задаваемые вопросы: что такое синусоидальная коммутация для двигателей постоянного тока?» Советы по управлению движением.
3 Джин-Ву Юнг. «Проект № 2 Космический векторный инвертор ШИМ». Университет штата Огайо, февраль 2005 г.
Автор
Чарльз Фрик
Чарльз (Час) Фрик — инженер по системным приложениям в Aerospace and Defense Group в Гринсборо, Северная Каролина. До прихода в ADI Час получил две степени бакалавра наук в области робототехники и электротехники в Вустерском политехническом институте в 2016 году. С момента прихода в ADI в 2016 году он работал над всевозможными проектами внутренних и внешних заказчиков, затрагивающими области проектирования печатных плат, встроенного кода C. , графические интерфейсы MATLAB, автоматизация тестирования Python, управление двигателем и многое другое. Вне работы Часа, скорее всего, можно найти либо работающим на своем Jeep Wrangler JLR в гараже, либо катающимся по бездорожью (вероятно, покрытым грязью) в Национальном лесу Ухарри со своей женой и пушистым питбулем «Атлас».
Увеличить объемы производства можно только с помощью автоматизации процесса. В этом помогают новые станки с ЧПУ , в которых все управление происходит через компьютер. Задача оператора заключается только в том, чтобы следить за правильной работой станка и реагировать на сигналы об ошибках. Разберемся с принципом работы станка с ЧПУ, а также опишем основные этапы работы.
Как работает ЧПУ станок по дереву?
Станок с ЧПУ по дереву работает по следующему принципу:
В первую очередь программа, предназначенная для обработки предмета, вводится в управляющий блок станка.
В главном управляющем блоке устройства происходит полная обработка данных, блок управления готовит все команды для последующего движения узлов, а затем отправляет их в приводную систему.
Привод держит под контролем движение блоков устройства и скорость их работы.
Далее фиксируется информация о скорости движения осей и их положения на данный момент. За это отвечает система обратной связи. Сигнал отправляется в блок управления.
В управляющем блоке проводится анализ и сравнивание сигналов обратной связи и первоначальных. При наличии ошибок блок управления отправляет сигнал в исполнительный механизм, который корректирует работу устройства.
Пульт управления и дисплей помогает оператору отслеживать команды, программы и другую важную информацию.
Как работать на ЧПУ станке по дереву?
Работать на устройстве с ЧПУ не составляет труда. Главное – ознакомиться с основными этапами обработки.
Дизайн детали
Специальное программное обеспечение (CAD) дает возможность создавать детали объемных моделей (2D или 3D), которые вследствие будут полностью собраны. CAD – оптимальная программа для новичков, она полностью автоматизирована, в ней нужно только задать точные параметры деталей.
Программирование
Программное обеспечение CAD позволяет преобразовывать детали в g-код. Работать с ПО легко даже новичку. Все этапы описываются, есть указатели. Ошибку допустить практически невозможно, поскольку обо всех отклонениях сообщается в программе.
Настройка станка
Процесс настройки состоит из следующих этапов:
Предстартовый. Перед тем как запустить устройство, нужно убедиться, что охлаждающая жидкость и масло залиты в резервуары по максимуму. На этом этапе важно внимательно изучить инструкцию (особенно если настройка проходит в первый раз).
Проверить, нет ли посторонних предметов в рабочей зоне.
Также нужно проверить, подается ли воздух в устройство и соответствует ли давление нормам, описанным в инструкции. Для этого обязательно должен быть включен компрессор.
Пуск. Подключить устройство к электропитанию и запустить. Главный выключатель можно найти на задней панели станка. Кнопка для запуска питания располагается на панели управления (в левом верхнем углу).
Поместить необходимые инструменты в устройство. Требования к порядку размещения инструментов описаны в программе с ЧПУ. Если у станка один инструмент, нужно установить фрезу в шпиндель.
Деталь устанавливается в тиски и закрепляется на столе, их положение фиксируется.
Коррекционный показатель устанавливается по длине инструмента. Инструменты перемещаются в верхнюю часть детали (их порядок также описывается в требованиях ЧПУ), а после устанавливаются коррекционные показатели.
Корректируются направления осей X и Y. После установки деталей и тисков настраивается коррекция заготовочной установки для поиска начальных точек X и Y.
Загрузить программу ЧПУ в управляющую систему. Происходит это с помощью флеш-накопителя.
Изготовление деталей
Непосредственный процесс изготовления деталей начинается после настройки устройства. Производство включает в себя несколько шагов:
Пробное изготовление. Запустить программу производства в воздухе (от детали нужно отступить примерно 5 см).
Запуск основной программы. На этом этапе важно проследить, чтобы устройство не выдавало сигналов об ошибке.
После запуска происходит регулировка смещения по требованиям ЧПУ. Нужно проверить показатели детали. Если нужно, провести регулировку коррекции длины инструментов. Этот шаг необходим для того, чтобы проверить, соответствует ли деталь параметрам.
Окончание работы. Как только производство закончится, деталь изымается из тисков, инструменты снимаются со шпинделя. Рабочая зона осматривается и очищается, станок выключается и отключается от питания.
Советы новичку, как работать на фрезерном станке по дереву с ЧПУ
Следующие советы помогут новичкам быстрее освоить работу на фрезерном станке с ЧПУ :
Приобрести несколько видов качественных фрез. Не нужно покупать целые наборы сомнительного качества. Начать рекомендуется с быстрорежущей стали. Как только появится опыт, лучше купить фрезы из твердосплава.
Купить качественные тиски, набор параллелек и комплект прихваток. При обработке детали важным этапом является ее закрепление. Если плохо закрепить деталь в тисках, она сдвинется во время обработки. Тогда оператор и не поймет, в чем проблема.
Если в устройстве нет СОЖ, рекомендуется установить генератор тумана. Лучше брать качественный. Он стоит дороже, но при этом прослужит дольше.
Изучите работу контроллера ЧПУ. Нужно иметь представление, что делает программа при ее запуске.
Работайте как можно дольше с осями до тех пор, пока работа не будет автоматизирована.
Приобретите инструмент для измерения фрезы. Перед его эксплуатацией изучите инструкцию.
Учитесь регулировать тиски и сам станок. Важно запомнить, что перед началом работы нужно проверять положение тисков.
Работу начинайте с мягкой стали, нержавейку лучше оставить на потом.
Практикуйтесь на алюминиевых ступенчатых губках до тех пор, пока срезы не получатся параллельными.
Изучите программные обеспечения. Для этого рекомендуется читать не только справку в самих ПО, но и изучать интернет-ресурсы.
Новичкам в работе на станках с ЧПУ рекомендуется детально изучить инструкцию и следовать только ей. Работать на таких устройствах несложно, но опыт все же необходим. Обращать внимание стоит на каждый сигнал об ошибке. В этом случае станок прослужит максимально долго.
08 ноября 2020
6208
Получите консультацию специалиста
Фрезерные работы спб. По дереву и другим материалам. На станках с чпу.
Современную жизнь невозможно представить без фрезерных работ на заказ на специальном профессиональном оборудовании (чпу-станках). Они позволяет создавать множество разнообразных изделий: начиная от деревянной мебели; лестниц, балконов, беседок и прочих декоративно-прикладных элементов загородного дома, заканчивая созданием эксклюзивных деревянных сувениров и подарков.
Также фрезеровку используют для объемных элементов декора, дверных филенок, декоративных панелей, решеток для батарей и т.д. Применяют в рекламной деятельности. И в промышленности.
Фрезерная резка позволяет получить уникальные изделия, отличающиеся своей изящностью и неповторимым внешним видом, придать интерьеру оригинальный внешний вид.
Не удивительно, что фрезерные работы на заказ достаточно востребованы в современном мире, ведь на специальных станках с чпу можно выполнить практически любую задумку! Особенно популярна данная услуга среди дизайнеров интерьеров, декораторов, мебельщиков, рекламных компаний и многих других фирм, регулярно заказывающие различные виды работ.
Фрезерная обработка чпу станком:
Фрезерные работы чпу станком (устройством с числовым программным управлением) – позволяют сократить время выполнения до кратчайших сроков. Резка выполняется с помощью режущего инструмента (фрезы), совершающей вращающие движения. При фрезеровке на ЧПУ станках чаще всего используются цилиндрические фрезы (зубчики находятся по краям цилиндра). Во время движения фреза последовательно выбирает те или иные участки материала для обработки, в результате чего создается сложная рельефная поверхность, соответствующая рисунку, заложенному программой. Таким образом получаются разнообразные узоры и даже целые объемные картины, вырезанные из дерева или других материалов.
Обработка может проводиться как ручным фрезером, так и на станках с ЧПУ. Однако ключевое преимущество автоматической фрезерной обработки в том, что на изготовление детали уходит гораздо меньше времени. Кроме того за небольшой промежуток времени можно создать сразу несколько декоративных элементов, а значит, уменьшается их себестоимость, что не может не понравиться покупателям. При этом по красоте и качеству изделия, изготовленные на станках с ЧПУ, ничем не уступают ручной работе. Профессиональное оборудование с легкостью справляется даже с самыми замысловатыми узорами.
Фрезерные работы по дереву:
Дерево — один из наиболее востребованных материалов, обладающих непревзойденным качеством и высокой ценностью. Для работ по дереву используются такие породы как ольха, ясень, бук, дуб и другие. Предварительно с клиентом обсуждаются следующие стадии фрезерной отделки:
1. Моделирование. Модель будущего декоративного элемента создается на компьютере в 2D или 3D пространстве. Специалисты подготавливают макет и согласовывают с клиентом. При необходимости вносятся коррективы. После утверждения деталь отправляется в работу.
2. Фрезерная обработка детали или заготовки. Сначала проводится черновая фрезеровка деревянного массива (чаще всего для этого используется концевая фреза диаметром 6-10 мм), а затем чистовая (сферическая фреза диаметром 1-4 мм). Если в заготовке имеются очень мелкие элементы, они дополнительно обрабатываются V-образными граверами.
3. Ручная обработка. После отделки на станках ЧПУ проводится ручная доработка изделия с помощью шлифовальной машинки, бор-машины (на фото ниже) и других инструментов.
4. Дополнительная обработка. На изделие наносится лакокрасочное покрытие, проводится полировка, патинирование, искусственное старение и другие виды декоративной отделки.
При работе с другими материалами (МДФ, ДСП, фанерой) — существуют свои нюансы, однако, в целом схема остается примерно той же.
Работы чпу-станком.
На заказ в Санкт-Петербурге:
Выполняем все виды фрезерных работ (Спб и другие регионы):
— 3d обработку дерева и других материалов,
— раскрой и распил листовых материалов (дсп, мдф и т.д.),
— резьбу по дереву на чпу станках,
— фигурную резку различных материалов,
— гравировку по дереву, МДФ, фанере и многое другое.
Изготовим любые виды фрезерных изделий как по готовым образцам, так и по вашему эскизу. Вы можете принести понравившуюся картинку из интернета, или рассказать своими словами, что вам хотелось бы увидеть. Мы поможем продумать концепцию, создадим макет будущей детали, подскажем какой материал для той или иной цели лучше выбрать.
Заказать фрезерные работы в Спб можно в нашей компании. Адрес производства: г. Санкт-Петербург, ул.Заусадебная, 25 (территория АТП-36). Также выполняем доставку в другие регионы страны!
Чтобы узнать стоимость необходимо указать размер будущего изделия и ваши пожелания. Цена рассчитывается индивидуально и зависит от площади изделия, глубины проработки детали, длины обрабатываемых контуров и толщины материала.
Одно можем сказать точно: цены на фрезеровку от компании Rezka-78 — вас приятно удивят! Наша фирма вот уже более 10 лет представлена на рынке Санкт-Петербурга. Нам доверяют множество постоянных заказчиков. Мы сотрудничаем с дизайнерами, с мебельными салонами, с рекламными студиями. При этом выполняем работы на заказ и для частных клиентов!
Узнать подробности можно позвонив нашим консультантам. Они подробно ответят на все ваши вопросы.
Также ждем ваши заявки по электронной почте.
Cnc Woodworking — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Используют ли настоящие столяры станки с ЧПУ? — Деревообработка | Блог | Видео | Plans
Используют ли настоящие столяры станки с ЧПУ?
Этот вопрос Роб задал в своей редакционной статье в прошлый раз (на самом деле он использовал даже более резкие формулировки, задаваясь вопросом, было ли использование ЧПУ в столярной мастерской «мошенничеством»). Кажется, у читателей eZine есть несколько мнений по этой теме. – Редактор
«Если вы используете станок с ЧПУ и выдаете свою работу за ручную резьбу, то да, это мошенничество. Если вы заявляете: «Посмотрите, что я могу сделать с моей новой игрушкой… Я имею в виду инструмент», то нет, это не так. Мы должны делать с деревообработкой все, что соответствует нашим целям и желаниям. Давайте просто не будем представлять себя в ложном свете и не будем приписывать себе навыки, которых мы не развили». – Рич Бонвулуар
«Да, в той же степени, что и трафаретная работа при рисовании. Или что есть пантографические маршрутизаторы (в конце концов, это всего лишь модная версия). Черт возьми, а как насчет причудливых профилей фрез (и формовочных лезвий) — разве они не обманывают по сравнению с использованием последовательности более простых форм? Если на то пошло, разве покупные молдинги, розетки и вставки не обман? Чем это отличается от найма кого-то, кто сделает для вас ручную резьбу? Как всегда, разница в степени, а не в натуре. И, наконец, разница в стиле. Является ли ваше представление о произведении эффектом, который он оказывает на людей, когда они его видят, или эффектом, когда вы можете сказать: «Я сделал это?» Для большинства из нас это смесь двух факторов, и процентное соотношение варьируется в зависимости от человека и произведения. ». – Джозеф Кессельман
«Не думаю, что счел бы это читерством. Это напоминает мне мой первый программируемый калькулятор. Мой преподаватель в техническом институте сказал, что мы можем использовать их, если захотим. У него парень в предыдущем семестре ошибся в программе и провалил финал. Вы должны знать, как сделать это вручную, прежде чем сможете успешно программировать». – Д.В. Taylor
Не всем понравилось появление ЧПУ в домашней мастерской. – Редактор «Поздравляем с приобретением нового фрезерного станка с ЧПУ. Теперь вы сделали первый шаг к превращению из столяра в программиста». – Мэтт Маттера
«Для меня фрезерование с ЧПУ — это не деревообработка. Это нормально для фабрики, но для «домашнего энтузиаста» или производителя шкафов или мебели на заказ это не «игра по правилам». Это означает, что компьютер и машина делают то, что вы должны делать. Не требуется никакого уровня навыков работы с деревом. На обучение деревообработке уходят годы, и, как вы сказали, вы освоили ЧПУ за три дня. Моя работа не идеальна, но я горжусь своими усилиями. Это не то же самое, когда машина делает работу за тебя». – Барри Солтсберг
«Я чувствую, что это ставит столяров в одну категорию с женщинами с автоматическими вышивальными машинами. Предполагая, что мы имеем дело с любителями: почему вы хотите, чтобы машина заняла ваше хобби? Разве удовольствие от работы по дереву не приходит от того, что вы говорите: «Я сделал это», а не от того, что говорю: «Я богат, поэтому я купил станок, который делает это за меня». – Лори Пауэр
«Если вы настоящий плотник в крови и душе, нечему радоваться, потому что, создав что-то на этой машине, осмелишься ли ты сказать: «Я сделал это двумя руками»? Когда вы, как плотник, используете этот станок, вы не можете претендовать на признание продукта». – Сарел Джуст
«Я не думаю, что вы действительно «работаете по дереву», когда вставляете шаблон в машину, программируете ее и смотрите, как она работает. Я получаю удовольствие, пробуя новые техники, особенно с ручными инструментами, и получаю успехи/неудачи, но, по крайней мере, пытаюсь. Я просто не понимаю, как можно классифицировать фрезерные станки с ЧПУ как «обработку дерева». – Стив Буш
Другие считали это скорее естественным продолжением изменений в технологиях, инструментах и технологиях в инструментах. – Редактор
«Я считаю себя продвинутым начинающим столяром. Я хорошо отношусь к своей работе, но никогда не буду пытаться ее продать. Я не думаю, что фрезерование с ЧПУ является обманом больше, чем использование шлифовальной машины для ладоней вместо моей гладильной машины № 4. Резьба — это другой навык, и многие мастера по дереву не пробовали или не освоили его, и если есть инструмент, который поможет завершить проект, в котором у вас нет навыков, тогда сделайте это, если вы можете себе это позволить». — Боб Корнетт
«Я начал с Timex/Sinclair, затем с Commodore Vic 20! У меня даже был опыт кодирования на 4-битном процессоре. На вопрос: Является ли использование станка с ЧПУ в наших мастерских обманом? Хм! Является ли обманом использование настольной или ленточной пилы вместо ручной пилы? Обманом ли является использование фрезера или эксцентриковой шлифовальной машины? Является ли это изменой, когда моя жена использует швейную машину вместо ручного шитья? Это измена, когда она пользуется посудомоечной машиной? Конечно нет! Машины расширяют наши руки, а технологии расширяют наши машины. Я не стыжусь ни своего маленького CarveWright, ни своей огромной Legacy Ornamental Mill Model 1200 EX». — Дон Батлер
«Если бы каждое новое новшество считалось обманом, и никто не обманывал, мы были бы в никуда. Хорошим примером является пистолет для гвоздей — для каркасников и кровельщиков он практически избавляет от необходимости использовать молоток. В этом случае цель не в том, чтобы забить гвоздь; это крыть дом или строить стену. В том же смысле станок с ЧПУ используется не только для очень точной резки материалов; это для того, чтобы ускорить ваш путь к конечному продукту». – Пол Бэйли
«Я работаю коммерческим художником уже 40 с лишним лет. Когда я окончил Колледж Ла Рош в Питтсбурге, штат Пенсильвания, я начал свою карьеру, используя инструменты, доступные в то время. Ручки, чернила, карандаши, кисти, краски, Т-образный квадрат, треугольник, французские кривые, доска для рисования, чертежные столы и чертежные руки, ножи X-Acto™, рубиллит… список можно продолжать и продолжать. Сегодня у меня есть стол с 27-дюймовым компьютером Macintosh и вторым вспомогательным 19-дюймовым компьютером.-дюймовый монитор. ВСЕ, что было сделано много лет назад руками умельцев, теперь сделано на компьютере. Мы отложили наши ручные инструменты и приняли новый «инструмент» — компьютер. Я рассматривал его как еще один инструмент для работы. Мне стало намного легче жить на работе и дома. Использование фрезерного станка с ЧПУ в домашнем магазине следует рассматривать как еще один инструмент из достижений, доступных с компьютером. И ведь нам еще нужна возможность программировать систему для сборки наших проектов. Как я говорю людям, с которыми я работаю, компьютер не делает вас художником, художник может сделать компьютер полезным инструментом в своей работе». — Пол А. Гермейер
«Я работаю с деревом около 30 лет. В моем случае я смотрю на все инструменты, которые у меня есть, как я это делал, когда разрабатывал тестовое оборудование для электронной промышленности. Для меня важно иметь возможность использовать «все» версии инструментов, старые и новые, для создания вашего «прототипа шедевра». возникает потребность. Для меня технологии не отнимают у деревообработки, а помогают вам в нужное время». — Гас Гонос
Некоторые считали, что ЧПУ больше подходит для профессионального магазина или, по крайней мере, для любителей, которые также делают вещи на продажу. Они решали вопросы, касающиеся денег и времени. – Редактор
«Можно оценить способ вырезания и изготовления вывесок с помощью компьютера, но где слава? Да, некоторые столяры также могут работать на компьютере, но улучшает ли это качество или только количество? Для производства это может быть хорошо, но для домашнего магазина не торопитесь и сделайте перерыв на кофе». – Гэри А. Ванденберг
«Всегда есть приложения, которые соответствуют потребностям столяра, а также есть удобные инструменты, которые обычно слишком дороги для нас, парней, работающих на дому. Моя повседневная работа включает в себя программирование, настройку и эксплуатацию фрезерного станка с ЧПУ, токарного станка с ЧПУ и револьверного пуансона с ЧПУ. Эти машины, конечно, слишком дороги для домашнего магазина и слишком сложны для обычного пользователя. Эти машины находятся в нашем модельном магазине около 10 лет. Перед тем, как мы их купили, я сказал своему боссу, что не думаю, что мы действительно будем использовать их все так часто, и стоимость будет неоправданной. Мальчик, я был неправ. Теперь при каждом удобном случае я делаю что-то на любом из станков с ЧПУ! Какая экономия времени. Есть точность, скорость, повторяемость и т. д. Суть в том, что все зависит от того, какую работу по дереву вы на самом деле выполняете в 9 0191 ваш магазин. Это хобби или вы зарабатываете деньги на том, что делаете? Если вы зарабатываете деньги, то пора задуматься об инвестициях. Возможно, это окупится за сэкономленное время. Как только машина заработает, у вас появится еще одна пара рук помощи». – Билл Миллер
«Я, как и вы, старый компьютерщик, но думаю, что смогу освоить ЧПУ. Я думал об этом много раз, но потом возникает большой вопрос. Это действительно стоит денег? Есть очень много вещей, которые вы могли бы украсить с помощью ЧПУ для собственного использования, что затем ведет к следующему уровню, который будет создавать предметы для продажи. Это означает, что нужно ходить на блошиные рынки и тому подобное, чтобы продавать предметы, которые вы сделали с помощью своего ЧПУ за 4000 долларов. Вот мне кажется много предметов и много блошиных рынков. Я думаю, что просто куплю пару действительно хороших традиционных инструментов за те же деньги и обменяю свое время на блошином рынке на время в магазине». – Лорен Эстес «Подходит ли фрезерование с ЧПУ для домашней мастерской? Ну, может быть, для человека, который делает поделки на продажу — ведь из того, что я вижу, это слишком большой труд, чтобы запрограммировать его и настроить заготовку на одно дело. Скажи мне, если я ошибаюсь? Я думал о том, чтобы получить один, затем я спрашиваю, для чего? Хотя было бы неплохо иметь возможность вставлять резные предметы (я не резчик) в заготовку, но стоит ли это того?» – Дуайт Доан
«Кажется, фрезерный станок с ЧПУ — это излишество для домашнего магазина, если только вы не делаете много сложной резьбы. Кажется, сейчас существует так много других точных электроинструментов — фрезеры, Domino от Festool. Есть также так много планов приспособлений, которые помогут повысить точность. Кажется, что деньги лучше потратить на модернизацию настольной пилы до первоклассной пилы или фуганка. Все эти инструменты очень просты, и точность этих инструментов, вероятно, гораздо важнее». – Рэнди Хайнеманн
Некоторые из этих вопросов были даны в ответах плотников-любителей, у которых (ох!) на самом деле есть ЧПУ. – Редактор «У меня уже около трех лет есть станок с ЧПУ LHR Technologies Compucarve для резьбы по дереву. Я также занимаюсь сборкой деревенской мебели и заядлым любителем прокрутки. Я делаю это как хобби. Пока мой станок с ЧПУ работает в режиме вырезания, я одновременно занимаюсь и другими интересами. Я могу вырезать проект на своей спиральной пиле или нарезать шип для своей деревенской мебели, пока жду завершения своего проекта с ЧПУ. Я могу сделать больше за то время, которое у меня есть. Я думаю, чтобы быть кратким и приятным, я не считаю использование технологии ЧПУ обманом, но это еще один аспект работы с деревом, который я так люблю». — Р. Майкл Хой
«Я лично столкнулся с вопросом: Является ли применение технологий в деревообработке обманом? Я превращала большую сегментированную салатницу в подарок. В центре дизайна на дне чаши я планировал инициалы владельца, написанные кленовым цветом, которые были вставлены в однодюймовый круг из черного дерева. Ни одно из опробованных мной решений в сочетании с моими навыками не привело ни к чему хорошему. Наконец, мне вырезали эту чертову штуку лазером. Это было красиво. Чаша была великолепна, но мне было стыдно, что я капитулировала. Моя дочь прислала мне по электронной почте свое мнение по этому вопросу, которое изменило мою точку зрения: «Но если бы парень смог оседлать забор технологий и традиционного мастерства, он мог бы воплотить вдохновенные проекты, которые прославляют и то, и другое и превосходят стандарты каждого из них». — Гарольд Хорховер.
«Я столяр-любитель, занимаюсь этим уже 20 лет, а шесть лет назад начал заниматься фрезерованием на станках с ЧПУ. На мой взгляд, это еще один инструмент в наборе столяра, а не «все и вся» в деревообработке. Я по-прежнему выполняю большинство своих проектов с помощью традиционных ручных или электроинструментов и резервирую ЧПУ для определенных специальных задач. Почти всегда элементы ЧПУ интегрировались в работу, выполняемую другими традиционными методами. Для меня фрезерование с ЧПУ — это естественная эволюция в деревообработке, точно так же, как SketchUp заменил чертежную доску. Я занимаюсь деревообработкой для удовольствия, и мне нравится работать с ручными инструментами и большинством электроинструментов, так зачем заменять то, что мне нравится?» — Джон Х. Литтл
«Я столяр-любитель, и мой фрезерный станок с ЧПУ сделал работу по дереву намного веселее. Во всех моих проектах, таких как коробки, вывески и т. д., я добавляю гораздо больше персонализации. Я даже получаю заказы, чтобы сделать и продать больше. Вы все еще должны иметь хорошие навыки работы с деревом, чтобы все получилось правильно». – Билл Чован
«Я построил свой фрезерный станок с ЧПУ около 2-1/2 лет назад. Первоначально я думал, что это будет мой основной станок в мастерской, и что большая часть моей деревообработки теперь будет сосредоточена вокруг ЧПУ. С такой точностью, зачем использовать что-то еще? Что ж, на самом деле, хотя это отличное оборудование, которое нужно иметь под рукой, и хотя я, вероятно, мог бы выполнять большую часть своей работы с ЧПУ, я часто нахожу, что некоторые операции быстрее и проще выполнять с помощью «традиционных» инструментов. Не поймите меня неправильно, мне нравится иметь ЧПУ в моем магазине, я использую его часто, просто не так часто, как я изначально предполагал. Итак, как ЧПУ вписывается в мою мастерскую? Для меня это что-то вроде барабанной шлифовальной машины. Это часть оборудования, которое необходимо иметь в магазине? Нет, совсем нет, но, черт возьми, это определенно делает некоторые операции намного проще, чем по-старому». — Брайан Ли
А для некоторых вопрос о ЧПУ или не о ЧПУ был вопросом философии и взглядом на будущее деревообработки. – Редактор
«Я предполагаю, что это продолжение старого разрыва между людьми, которые являются преданными пользователями ручных инструментов, и людьми, которые используют много новых электроинструментов. По мере того, как станки с числовым программным управлением находят все более широкое применение среди столяров, кажется, что удовлетворение от «практической работы» отдаляется, и теряется немного больше навыков использования инструментов. Моя работа состоит из лепки из дерева и ручной обработки с использованием комбинации ручных и электроинструментов. Я не знаю, смогу ли я упростить этот процесс, используя устройство с ЧПУ, и я действительно понятия не имею, смогу ли я воспроизвести то, что я делаю, используя его, но мне кажется, что что-то будет потеряно в творческом процессе и отнимется. часть удовольствия, которое я получаю от того, как я это делаю». — Грег Литтл
«Для многих деревообработка — это больше, чем работа или хобби; это высшее призвание, удовлетворение основной потребности. Однако для некоторых — кренов мира — работа по дереву — это духовный опыт, а сам процесс рубки по дереву — таинство. Я уверен, что для многих из этих людей использование ЧПУ является святотатством. У меня проблема с этим. Я считаю, что метод, который мы выбираем для интерпретации нашего творчества в деревообработке, является таким же отражением того, кто мы есть, как и готовый продукт, и это отражение имеет такие же права и вес, как и любое другое. Пусть ЧПУ кричат… и пусть творение продолжается, потому что все дороги ведут к одному и тому же маленькому кусочку рая, где чьи-то глаза становятся большими, и им просто нужно прикоснуться к тому, что вы только что сделали». – Фил Гилстрап
«Моей первой мыслью о вашем станке с ЧПУ было то, что, хотя станки с ЧПУ недороги, он, вероятно, слишком дорог для моей мастерской. На самом деле, если бы у меня были такие деньги, я бы сначала потратил их на красивую настольную пилу и на электрическое соединение для ее подключения. Кроме того, мне интересно, каким будет будущее деревообработки как ремесла. выглядеть, учитывая огромное влияние технологий на наш образ жизни. Я имею в виду, что произойдет с навыками работы с деревом, если вы можете просто загрузить дизайн в компьютерную программу, а машина сделает всю работу за вас? Будем ли мы когда-нибудь ограничены только осями X, Y и Z нашего компьютеризированного оборудования? Через какое время доски перестанут быть плоскими, а режущий инструмент повернется по дуге из горизонтальной плоскости в вертикальную? Станет ли наша столярная работа простой установкой двух кусков дерева на станке и нажатием «Enter» на клавиатуре, чтобы точно подогнать соседние куски? ” – Ларри Шух
«Технология. Конец? О деревообработке, какой мы ее знаем? Да. Из деревообработки? Нет. Разница между деревообработкой сегодня и в следующем году, а не 50 или даже 500 лет назад — это просто мера «разрыва в навыках», который существует между любителем и профессионалом. Технологии завтрашнего дня будут только изменять, улучшать, ускорять и расширять масштабы и доступность работы по дереву, то, как мы делаем вещи, но никогда не прекратим ее. В конце концов, несмотря на то, что деревообработка берет свое начало в практичности — стуле, на котором можно сидеть — как это практикуется «столярами», будь то профессионалы или любители, работа по дереву, несомненно, является выражением искусства, души, многочисленных и бесконечных проявлений творчества. И человеческий вид, без сомнения, является предельным творчески выразительным существом. Я подозреваю, что потребность человеческого сердца творить переживет сами деревья. У деревообработки несомненное и славное будущее». — Кристофер Л. Кларк
Ремесленные выставки и копии
Еще один вопрос от eZine 299, на этот раз связанный с обсуждением в WebSurfer’s Review, касался изготовления мебели по проектам, скопированным с известных столяров или высококлассных ремесленных выставок: правильно или неправильно? – Редактор
«Некоторые люди действительно теряют форму из-за этого, и я думаю, что им следует успокоиться! Я много лет занимаюсь изготовлением мебели на заказ (я изготовлю мебель по спецификациям моего клиента). Эти предметы могут быть сделаны «в стиле» Шейкера, Искусств и ремесел, Сэма Малуфа и т. но ни один из них не является прямой копией чьего-либо оригинального творения или оригинального плана, защищенного авторским правом. Я считаю, что «в стиле» — это большая лесть автору, а не воровство. Для меня это похоже на исполнение музыки в группе, скажем, когда музыкант (или группа музыкантов) перенял «стиль» игры (то есть: от Чета Аткинса, Джимми Пейджа или Брэда Пейсли — все гитаристы) и применил этот стиль своим музыкальным произведениям, потому что именно так они научились играть. Так мы растем и развиваем «новые» стили и импровизацию. Если бы мы этого не сделали, мы бы ничего не узнали… и мы могли бы просто пойти домой и прозябать!» — Джон Коултер
Некоторые приводили аргумент, что «нет ничего нового под солнцем». – Редактор
«Разве эти «оригинальные» дизайнеры не копировали работу других? Были ли у их стульев четыре ножки, сиденье и спинка? У шкафа две двери? Вся мебель течет дальше и дальше от базовых конструкций, развиваясь по ходу дела. Люди бросают себе вызов, используя более раннюю работу других и, возможно, опираясь на нее, чтобы создать что-то немного другое. Так начинают течь творческие соки. Я думаю, что не было бы никаких инноваций, если бы какая-то степень «копирования» никогда не происходила. Конечно, в той или иной степени в этом виноваты все мебельщики». — Линда Келли
А некоторые делали различие между вдохновением и прямой копией. – Редактор
«Посмотрим. Вы видите понравившийся предмет мебели, фотографируете его и пытаетесь воспроизвести в своем магазине. Если все столярные изделия не видны, вам необходимо придумать (спроектировать) свои собственные столярные изделия для проекта. Если вы не проводили химический тест/анализ отделки, вам нужно поэкспериментировать и/или развить свои навыки отделки. Как вы определили древесину, использованную в изделии? Вам разрешили измерить изделие или только посмотреть/сфотографировать? Если вы не строите на основе планов, вы должны провести тщательный анализ и несколько проб и ошибок, чтобы придумать что-то, что «выглядит» как фотография, которую вы сделали.
«Это суть производной работы (концепция авторского права), которая является добросовестным использованием. Фотографы годами изучали Ансела Адамса, даже посещали мастер-классы, чтобы приблизиться к его фотографиям Half Dome. В этом нет ничего незаконного, если только они не продают фото как Анселя Адамса. Ах, вот в чем загвоздка. Вы продаете мебель, торгуя именем первоначального работника, например? «кресло Maloof» или «стул в стиле Maloof». Первое является незаконным, если оно не было построено студией Maloof. Второе — добросовестное использование. Итак, я предлагаю отдать должное: «Вдохновленный дизайном Роба Джонстона», или «Дизайн, основанный на работе Кренова», или подобные термины. Просто будьте честны и скажите, что дизайн не полностью ваш». — Чарльз Гугуян
«Я думаю, что упускается из виду то, как представлена работа. Копировать стиль дизайнера я считаю вполне приемлемым и происходит каждый день почти в каждой отрасли. Так начинаются тренды/движения. Кто-то разработал и создал первое произведение в стиле «Искусство и ремесла». Другим понравился общий дизайн, и они начали создавать изделия аналогичного дизайна и стиля. Так начинаются модные тенденции. Я сам не дизайнер, я просто не креативен в этом плане. Вопрос в том, продается ли произведение как оригинал или нет. Допустим, я вижу оригинальное произведение Роба Джонстона, и мне очень нравится его дизайн. Я иду домой и использую те же элементы дизайна и столярные техники. Теперь, если я хочу продать его на выставке, я могу сказать, что это произведение было вдохновлено дизайном Роба Джонстона или «в стиле», но я не могу сказать, что это произведение Роба Джонстона, поскольку Роб не принимал участия в его создании. фактическое изготовление изделия. Моя последняя мысль заключается в том, что до тех пор, пока плотник не искажает деталь, реальной проблемы нет». — Барри Бреслоу
Поиск держателя компакт-диска Вдохновение
Наконец, в отзывах, связанных с выпуском 299 электронного журнала, у нас есть читатель, вдохновленный исследованием ранней американской мебели, которая вдохновила бесплатный план держателя компакт-диска в этом выпуске (нет больше доступно для бесплатной загрузки). Как насчет этого, читатели eZine: какие-нибудь идеи о ранних американских вращающихся книжных шкафах? Есть ли такой в музее в вашем городе? – Редактор
«Я с интересом заметил, что держатель компакт-диска в [eZine 299’s] бесплатные планы основаны на «Раннем американском вращающемся книжном шкафу». Даже несмотря на то, что мое музыкальное стадо несколько сократилось за годы, проведенные в браке, моя коллекция компакт-дисков насчитывает более 400 экземпляров. Увидев небольшой, но привлекательный держатель для компакт-дисков размером с журнальный столик, взглянув на мою коллекцию компакт-дисков и представив гораздо больший вращающийся книжный шкаф, я объединил все три образа, представив вращающийся держатель для компакт-дисков размером с книжный шкаф или два или три…
«Есть ли у вас или читателей какие-либо рекомендации по поиску изображений или информации об этом старом и почтенном дизайне для вдохновения и пропорций в большем масштабе? Я не ищу кого-то, кто предоставит модифицированные планы, но хотел бы посетить первоначальный источник вдохновения, прежде чем создавать свою вращающуюся башню из компакт-дисков.
Постановлением Государственного комитета СССР по
стандартам от 28 июня 1979 г. № 2330 срок введения установлен
с 01.07.80
1. Настоящий стандарт распространяется на
упорные центры, применяемые при обработке деталей на металлорежущих станках,
контрольных, разметочных и других работах.
Стандарт полностью соответствует
международному стандарту ИСО 298-73.
Требования настоящего стандарта являются
обязательными.
(Измененная редакция, Изм. № 2).
2. Центры должны изготавливаться двух
исполнений:
1 — с закаленным рабочим конусом;
2 — с рабочим конусом из твердого сплава.
3. Конструкция и
размеры упорных центров должны соответствовать указанным на чертеже и в
таблице.
4. Рабочие конусы центров 60°
исполнения 1 с конусом Морзе 6 допускается изготавливать наплавленными
прутковым сормайтом по ГОСТ
21449.
Толщина наплавленного слоя не должна
превышать 2,5 мм.
5. Технические
требования и маркировка — по ГОСТ 13215.
3 — 5.(Измененная редакция, Изм. №
2).
______________
* Размер для справок.
** Шероховатость рабочего конуса и конуса хвостовика
для центров повышенной точности (ПТ) должна быть Ra ≤ 0,32 мкм.
Размеры, мм
Обозначение
центров
Исполнение
Конус
L
l
D
Номер
пластины типа 34 по ГОСТ
25413
7032-0011*
1
Морзе
0
70
50,0
9,045
9,2
—
7032-0012
2
34090
7032-0013*
1
1
80
53,5
12,065
12,2
—
7032-0014
2
34090
7032-0015*
1
90
—
7032-0016
2
34090
7032-0017*
1
2
100
64,0
17,780
18,0
—
7032-0018
2
34110
7032-0019*
1
110
—
7032-0020
2
34110
7032-0021*
1
125
—
7032-0022
2
34110
7032-0023*
1
3
125
81,0
23,825
24,1
—
7032-0024
2
34130
7032-0025*
1
140
—
7032-0026
2
34130
7032-0027*
1
160
—
7032-0028
2
34130
7032-0029*
1
4
102,6
31,267
31,6
—
7032-0030
2
34150
7032-0032
1
180
—
7032-0033
2
34150
7032-0035*
1
5
200
129,5
44,399
44,7
—
7032-0036
2
34170
7032-0037
34190
7032-0039*
1
220
—
7032-0040
2
34170
7032-0041
34190
7032-0043*
1
6
280
182,0
63,348
63,8
—
7032-0044
2
34190
7032-0045
34210
7032-0047
1
320
—
7032-0048
2
34190
7032-0049
34210
7032-0054*
1
Метрический
80
196,0
80,0
80,4
—
7032-0055*
100
380
232,0
100,0
100,5
______________
* Данные центры полностью соответствуют ИСО 298-73,
приведенному в справочном приложении.
Пример условного
обозначения упорного центра исполнения 1
нормальной точности с конусом Морзе 4:
Центр 7032-0029 Морзе 4 ГОСТ 13214-79
То же, повышенной точности:
Центр 7032-0029 Морзе 4 ПТ
ГОСТ 13214-79
Пример условного обозначения упорного центра исполнения 2 повышенной точности с
конусом Морзе 4 и пластиной из твердого сплава ВК8:
Центр 7032-0030 Морзе 4 ПТ
ВК8 ГОСТ 13214-79
Справочное
Элементы конструкции центров, взаимосвязанные с
обрабатываемой деталью
Элементы конструкции центров, взаимосвязанные со
станком
Центры токарных станков с конусом Морзе № 0 — 6 или
метрическим конусом 5 %
Размеры, мм
Обозначение
Конусный
хвостовик
Центр
Тип
Номер
Конусность
D
hmax
Dl
Метрический 5
%
4
1 : 20 = 0,05
4
23
4,1
6
1 : 20 = 0,05
6
32
6,2
Морзе
0
0,6246 : 12 =
0,05205
9,045
50
9,2
1
0,59858 : 12 =
0,04988
12,065
53,5
12,2
2
0,59941 : 12 =
0,04995
17,780
64
18,0
3
0,60235 : 12 =
0,05020
23,825
81
24,1
4
0,62326 : 12 =
0,05194
31,267
102,5
31,6
5
0,63151 : 12 =
0,05263
44,399
129,5
44,7
6
0,62565 : 12 =
0,05214
63,348
182
63,8
Метрический 5
%
80
1 : 20 = 0,05
80
196
80,4
100
1 : 20 = 0,05
100
232
100,5
(Введено дополнительно, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным
комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В
ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от
28.06.79 № 2330
3. Срок проверки — 1996 г.,
периодичность проверки — 5 лет
4. Настоящий стандарт
разработан методом прямого применения международного стандарта ИСО 298-73
«Центры токарных станков. Размеры, обеспечивающие взаимозаменяемость» с
дополнительными типоразмерами, отражающими потребности народного хозяйства
5. ВЗАМЕН ГОСТ 13214-67
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначения
НТД, на который дана ссылка
Номер
пункта
ГОСТ 13215-79
5
ГОСТ 21449-75
4
ГОСТ
25413-82
3
7. ПЕРЕИЗДАНИЕ (апрель 1996 г.) с ИЗМЕНЕНИЯМИ №
1, 2, утвержденными в марте 1985 г., в ноябре 1991 г. (ИУС 6-85, 3-92)
Центры станочные (Центр вращающийся ГОСТ 8742-75 и Центр упорный ГОСТ 13214-79)
Для обеспечения нормальной функциональности токарного оборудования ему необходима определенная оснастка. В некоторых случаях фиксация заготовки на станке производится при помощи патрона, однако он не применяется при обработке изделий с большой величиной центрового отверстия.
В этом случае используются специальные станочные центры, позволяющие производить обработку металла с высокой точностью. Стоит учитывать, что в центр заготовка помещается лишь после ее зацентровки.
Виды и назначения станочных центров
Согласно нормативной документации выделяется два основных вида центров:
Упорный (ГОСТ 13214-79) – у этого центра наконечник и хвостовик имеют практически равный диаметр. Наконечник изготавливается из твердого сплава или закаленной стали.
Вращающийся (ГОСТ 8742-75) – отличается тем, что наконечник имеет больший диаметр и усеченный рабочий конус. Существуют центры с двумя типами наконечников: с центрированным валиком и с насадкой под него. Данное устройство может применяться для фиксации деталей вращения с полыми торцевыми отверстиями.
Если существует необходимость в обработке деталей на высоких скоростях со значительной толщиной удаляемого слоя, используется вращающийся задний центр. Если же оси вращения заготовок и шпинделей отличаются, рекомендуется использовать при обработке специальную конусную установку.
Центры для токарных станков
Конструкция токарных станков предусматривает использование определенной оснастки. Только при наличии необходимого оснащения можно сделать деталь с нужными параметрами точности. При этом нужно приобрести специальное оснащение или сделать самодельный вариант исполнения. Стоит отметить, что своими руками можно создать не все для точного точения.
Токарные вращающиеся центры
Фиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
1.
Рассматриваемое устройство предназначено только для крепления специального оснащения. Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
2.
Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
3.
Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности. Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
4.
Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.
Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Фиксация по двум торцам происходит в нижеприведенных случаях:
1.
Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
2.
Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
3.
В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача. При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Виды токарных центров
Провести фиксацию необходимого инструмента в пиноли можно своими руками. Для выполнения этой работы понадобиться несколько минут, и выполнить ее можно самостоятельно. Согласно ГОСТ можно выделить следующие виды:
1.
упорный. ГОСТ определяет то, что наконечник и хвостовик имеют практически одинаковый диаметр. Устройство этой конструкции определяет то, что наконечник изготавливают из закаленной стали или твердого сплава согласно ГОСТ 13214-79.
2.
грибковый вариант несколько отличается от предыдущего. Грибковый наконечник имеет согласно ГОСТ 8742-75 больший диаметр с усеченным рабочим конусом. согласно ГОСТ 8742-75 есть два типа наконечника, которыми обладает грибковый центр: с центрированным валиком или с насадкой для него. грибковый наконечник позволяет использовать рассматриваемое устройство для крепления тел вращения с полыми торцевыми отверстиями во время обработки.
Грибковый токарный центр
Вращающиеся токарные центры
Упорные вращающиеся центры
При точении во время большой центробежной силы сделать наиболее благоприятные условия можно при применении центра, в конструкции которого есть подшипник. Подобная оснастка может быть разная: грибковый или упорный центр также имеют подшипник. Большой выбор токарных центров представлен на сайте https://meatec.ru/catalog/tokarny-centry/.
Угол конуса может быть 60 или 90 градусов. Угол выбирается в зависимости от режима резания.
Существуют более сложные виды оснастки для установки в пиноли, которые могут иметь, к примеру, устройство для измерения прижимной силы. Сделать своими руками некоторые варианты центров для токарного станка невозможно. Обратный ход шпинделя не оказывает влияние на возможность использования пиноли.
Станочные вращающиеся центры
Вращающийся центр согласно ГОСТ 8742-75 используется для обработки деталей типа тел вращения на металлорежущем оборудовании с ЧПУ или ручным управлением. Данный тип оснастки позволяет зажимать обрабатываемую деталь с максимальным диаметром для резания на высокой скорости с минимальным биением.
Существует два варианта вращающихся центров:
исполнение 1 – центровой валик обладает конусом 60;
исполнение 2 – центровой валик отличается конусом 60, который к тому же проточен под конус 30.
В зависимости от режима резания металла угол конуса может быть 60 или 90 градусов.
Центры станочные и токарные патроны: виды, типы, описание
Главная Статьи Центры станочные и токарные патроны: виды, типы, описание
Токарный патрон и вращающиеся центры – это наиболее важные элементы оснастки токарного станка, специальное зажимное приспособление для точного крепления на станке заготовки, детали или режущего инструмента. Благодаря использованию токарного патрона, многообразию размеров и конструкций существенно увеличивается функциональность токарного станка, появляется возможность обработки сложнопрофильных деталей.
Токарный патрон – основная технологическая оснастка токарного станка, устройство, необходимое для крепления заготовки или инструмента для проведения металлорежущих операций. Токарный патрон, предназначенный для крепления заготовок, размещается на передней бабке станка. На задней могут быть установлены сверлильные патроны для фиксации различного рабочего инструмента – сверл, зенкеров, разверток и т. д. Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений. Наилучшим вариантом будет выбор оснастки предназначенной для конкретной модели токарного станка, таким образом Вы гарантируете точное совпадение размера и конфигурации. От количества кулачков в токарном патроне зависит точность и конфигурация обрабатываемых деталей. Двух достаточно для удержания фасонных отливок, трех – для шестигранных и круглых деталей, 4-кулачкового – для деталей прямоугольного и квадратного профиля, а также заготовок несимметричной формы.
Конструкция и назначение токарных патронов
Существует несколько типов конструкции токарного патрона, классифицируемой по способу зажима детали и назначению:
Кулачковые патроны – наиболее широко используемые и подходящие для большинства операций. Состоят из нескольких подвижных сегментов для фиксации деталей. Имеют массу разновидностей.
Существуют следующие виды токарных патронов: Двухкулачковые – применяются преимущественно для крепления фасонных отливок. Трехкулачковые – более всего подходят для заготовок круглой и шестигранной форм. Четырехкулачковые – для ассиметричных заготовок и деталей прямоугольной формы. Подразделяются на самоцентрирующиеся и с независимыми кулачками. В зависимости от типа зажима патрон может иметь ручной или механизированный зажим. В первом случае необходимо вручную осуществлять затяжку крепления детали, при механизированном зажиме – патрон сам осуществляет фиксацию. Рассмотрим основные конструктивные типы токарных патронов, используемые в современном металлообрабатывающем производстве.
Цанговые патроны – состоят из втягиваемой, выдвижной или неподвижной цанги, посредством которой и осуществляется фиксация детали. Подразделяются на зажимные и подающие. Зажимные используются для поворотного зажима деталей с заранее предварительно обработанной поверхностью, подающие цанги используются для крепления холоднотянутых заготовок.
Центры станочные вращающиеся
предназначаются для создания дополнительной опоры при обработке на токарных станках заготовок большой длины. Центры станочные вращающиеся применяются на обычных и на станках металлорежущих с программным управлением. Это один из видов высокоточной технологической оснастки, расширяющий технические возможности и увеличивающий производительность токарного оборудования. Такие приспособления позволяют повысить скорость резания и существенно уменьшить при этом биения обрабатываемой детали, что в конечном счёте положительно сказывается на качестве продукции. Вращающиеся центры для токарного станка состоят из вала и конусовидной части. Именно эта часть выполняет функцию центрирования.
Технологическая снастка изготавливается на инструментальном производстве из качественных конструкционных материалов, чаще всего из легированной стали.
Шарикоподшипник, входящий в состав вращающегося центра, увеличивает КПД оборудования и уменьшает нагрев оснастки. Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке. Это важно при обработке фасонных изделий сложной конфигурации. Стандартом и техническими условиями детально регламентируются конструкция и размеры вращающихся токарных центров. Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства.
Чтобы купить инструмент в интернет магазине «Мир ISO» https://miriso.ru/ — достаточно выбрать необходимый товар в каталоге и отправить онлайн-заявку или позвонить по телефону +7 (8482) 999-111.
Станочные упорные центры
Для обеспечения наиболее точной установки при обработке заготовки применяют упорные центры, однако они отличаются ограниченностью в режимах резания. При работе с этой оснасткой в центровое отверстие необходимо закладывать смазку.
Обычно упорные центры устанавливают на шлифовальное оборудование, где обеспечивается подпружиненный тип прижима. При использовании центра на оборудовании токарного типа прижим должен дозироваться, чтобы обеспечить легкое проворачивание заготовки вместе с отсутствием радиального люфта.
Упорные центры изготавливаются из закаленной стали высокого качества и шлифуются, что обеспечивает надежность и точность при обработке заготовок. Чтобы увеличить долговечность и износостойкость, рабочий конус оснащают твердым сплавом.
Токарные упорные и вращающиеся центры: зачем нужны, виды, как выбрать
Для того, чтобы закрепить заготовку на токарном станке в определённом положении, необходимо особое приспособление – вращающийся или упорный токарный центр. Оснастка позволяет обрабатывать детали на максимальных скоростях при минимальных вибрациях.
Токарный центр – это небольшая металлическая деталь, которая состоит из двух частей: хвостовика в виде вала или конуса Морзе, который закрепляется в пиноли задней бабки, и конусовидного упора, фиксирующего заготовку. Отметим, что обрабатываемая деталь фиксируется только после её зацентровки, то есть вытачивания с торцов болванки центровых отверстий. Таким образом заготовка фиксируется передней и задней бабкой станка – по двум противоположным сторонам, что позволяет очень прочно закрепить деталь и эффективно с ней работать.
Таким образом токарный центр применяется для центрирования и фиксации обрабатываемой детали в нужном положении во время точения.
Существует два вида токарных центров: вращающиеся и неподвижные, или упорные.
Невращающийся (упорный) центр
выполняет одну функцию: удерживает заготовку. При этом, как следует из названия, он остаётся неподвижным даже при вращении болванки. Оснастка имеет единую цельнометаллическую конструкцию. Фиксация очень точная, однако основным минусом упорного центра является ограниченное число режимов резания при его применении.
Кроме того, на токарном станке поджим упорным центром должен быть дозированным по усилию, чтобы вместе с отсутствием радиального люфта, деталь могла легко поворачиваться.
Вращающийся центр
применяется, если при обработке появляется излишнее давление и увеличивается трение, ведущее к перегреву и деформации детали. В такой ситуации использование упорного центра становится невозможным. Напротив, вращающийся центр крутится вместе с обрабатываемой заготовкой за счёт подшипника. Это помогает избежать перегрева в зоне контакта крутящейся детали и оснастки, что позволяет работать на повышенных скоростях, превышающих 70 м/мин.
Какой токарный центр выбрать?
Основным отличием вращающегося центра от упорного — это наличие подшипника, который позволяет наконечнику и обрабатываемой заготовке вращаться одновременно.
Однозначным достоинством вращающегося центра является его высокая износостойкость и возможность вести высокоскоростную обработку. Они бывают двух видов — Вращающиеся центры А-типа и Вращающиеся центры Б-типа:
А-тип (с постоянным центровым валиком) — наконечник расположен и вращается внутри хвостовика хвостовика. Основное преимущество — большая точность (незначительное биение).
Б-тип (с насадкой на центровой валик) — наконечник располагается на центровом валике и вращается вокруг него. Он герметичен и защищен от попадания СОЖ в подшипник.
Напротив, упорные центра характеризуются большей точностью (меньшим биением) и невысокой ценой из-за более простой конструкции. Они бывают с обычным и срезанным наконечником. Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.
И вращающиеся центры и упорные центры бывают разных исполнений, которые улучшают их характеристики и позволяют использовать максимально эффективно:
Удлинённые центры — используются, когда необходимо обработать небольшую заготовку на крупногабаритных станках.
Центры с твердосплавным наконечником — твердосплавный наконечник очень износостоек – такой центр прослужит дольше.
Центры с отжимной гайкой — без нее не обойтись в станках, где отсутствует механизм автоматического или полуавтоматического извлечения. Эта гайка помогает извлечь центр из задней бабки.
Износостойкие центры — используются очень дорогие высокопроизводительные подшипники, они служат долго даже при очень интенсивном и тяжелом использовании.
Чтобы вам было удобно подобрать вращающийся или упорный центр, мы подготовили сводную таблицу со всеми характеристиками и свойствами (смотрите в самом низу страницы).
Сфера применения и особенности
Центры вращающиеся применяются в токарных станках для обточки деталей при скорости вращения более 75 м/мин. При этой скорости начинается процесс повышенного износа конуса центра и центрового отверстия обрабатываемой заготовки. Частичным путем решения проблемы является применение смазки и твердосплавных напаек, но оптимальным вариант – применение вращающегося центра.
Основные преимущества оснастки:
Универсальность. При использовании центров со сменной насадкой можно обрабатывать детали с различными конусными осевыми отверстиями.
Высокие характеристики воспринимаемой нагрузки, значительно превышающие показатели упорных фиксаторов.
Длительная эксплуатация благодаря уменьшенному износу.
Возможность работы при высоких показателях нагрузки.
Основным недостатком является наличие радиального биения. Данная проблема решается применение оснастки с допустимым показателем биения, либо финишной обработкой на малых скоростях с использованием неподвижного центра.
Особенности эксплуатации
Приведём основные правила эксплуатации вращающихся центров, необходимые для точной обработки деталей:
При выборе класса точности оснастки необходимо оставить запас на покрытие погрешностей биения вследствие прочих причин – износ подшипников, малая жесткость и т. д.
Важную роль играет правильная установка детали. Ось конуса должна с высокой точностью совпадать с осью вращения заготовки.
Для проверки точности установки можно подложить под вращающийся центр белый лист бумаги и оценить соосность. Более точный контроль производится с помощью индикаторов.
При наличии биения конус шлифуется по месту с проверкой по шаблону. Обработка осуществляется электроинструментом, расположенным в резцедержателе.
Биение вращающихся центров приводит к биению полученной детали относительно оси. При установке этой детали на другой станок, имеющий другой показатель биения, может иметь место отклонение от соосности. Для устранения отклонений производится обработка с применением неподвижного центра.
Токарные центры.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru Оглавление книги Предыдущая Следующая
Для установки и закрепления на станке заготовок валов, длина которых превышает диаметр в 5 и более раз, обычно используют токарные центры. Торцы валов для установки их в центрах должны иметь центровые отверстия.
Конструкции токарных центров показаны на рис. 46.
Жесткий опорный центр (рис. 46, а) имеет рабочую часть 1 с углом 60° при вершине. Хвостовая часть 2 имеет малую конусность (конус Морзе от 1 до 6). Хвостовик 3 центра имеет диаметр меньше наименьшего диаметра конуса хвостовой части, что устраняет заклинивание конуса при выбивании центра из гнезда.
Центр, показанный на рис. 46, б, служит для установки заготовок малого диаметра — до 4 мм. У таких заготовок вместо центровых отверстий делаются наружные конические поверхности с углом в 60°, которыми они устанавливаются в отверстие 1 центра. Такие центры называют обратными.
Полуцентр, вырез 1 которого дает возможность полностью обрабатывать торец заготовки, изображен на рис. 46, в. Устанавливают полуцентр только в заднюю бабку.
Центр со сферической рабочей частью 1 показан на рис. 46, г. Центр дает возможность устанавливать заготовки с некоторым перекосом оси заготовки к оси центров станка.
Рифленая рабочая поверхность центра, показанного на рис. 46, д, дает возможность обрабатывать заготовки с большим центровым отверстием без поводкового патрона.
Рис. 46. Токарные центры
Обычный, или жесткий, опорный центр применяют при сравнительно невысокой частоте вращения шпинделя (до 120 об/мин), так как между заготовкой и рабочим конусом центра возникает трение, что может привести к быстрому нагреву и износу центра.
Работа с повышенной частотой вращения шпинделя ведется на износостойких центрах, у которых на рабочий конус наплавлен слой твердого сплава или впаян твердосплавный наконечник (рис. 46, е).
Работа с высокой частотой вращения вызывает необходимость в установке вращающегося заднего центра (рис. 46, ж). Шпиндель 1 центра установлен в подшипниках 2, 3, 5, расположенных в корпусе 4.
Для уменьшения трения между заготовкой и задним центром применяют центр с постоянной смазкой (рис. 46, з). При установке вала коническая поверхность его центрового отверстия нажимает на несколько выступающий конец плунжера 2 с пружиной 3 и масло из масленки 1 через канал 6 корпуса 4 и канавку 5 поступает к трущимся поверхностям.
Наружные поверхности с большим центральным отверстием можно обрабатывать, используя передний центр с рифленой поверхностью рабочего корпуса.
Перейти вверх к навигации
Рейтинг
( 2 оценки, среднее 4.5 из 5 )
Понравилась статья? Поделиться с друзьями:
USC 27 Токарный станок с центральным приводом для нарезания резьбы
Здравствуйте, чем я могу вам помочь?
Вертикальные поворотные машины
Вертикальный поворот
Лазерная сварка
шлифовальные машины
Технология ECM
Вы здесь:
Обрабатывание сцепления. / 380 мм | 11,5 / 15 дюймов
Номинальный диаметр: Дюйм 4 ½ – 13 ⅜
Ход по оси X: 300 мм | 12 в
Горизонтальный обрабатывающий центр USC 27 для обработки муфт и бурильных замков с номинальным диаметром 4 1/2 — 13 3/8 дюйма. Токарный станок с центральным приводом USC 27 означает эффективность.Он впечатляет своей способностью одновременно обрабатывать обе стороны муфтовых втулок и бурильных замков с международной резьбой, такой как API и ГОСТ, или резьбой собственного стандарта.Основание станка выполнено из высококачественного полимербетона MINERALIT®, материала с выдающимися демпфирующими свойствами.
Плоские револьверные головки EMAG с 4 станциями устанавливаются на составных салазках справа и слева от центральной приводной бабки. Высокая скорость быстрого перемещения составных суппортов и автоматическая система обработки сводят к минимуму время простоя. Быстродействующие, частотно-регулируемые, не требующие обслуживания двигатели переменного тока и высокоточные шлифованные шарико-винтовые пары управляют движением салазок по их линейным направляющим.
Преимущества USC 27
Идеальная платформа для многофункциональных производственных решений – от одно- и многошпиндельных – до полностью автоматизированных производственных систем
Очень прочное, виброустойчивое основание станка из высококачественного полимербетона MINERALIT®
Мощные шпиндельные двигатели с прямым приводом
Инструментальные системы с прямым индексированием
Высокоточные предварительно нагруженные линейные роликовые направляющие для максимальной точности и высокой динамики
Системы абсолютной обратной связи по положению для постоянного поддержания точности
Основные узлы с жидкостным охлаждением и регулируемой температурой, включая двигатель шпинделя, инструментальные системы и электрический шкаф, составляют основу для высококачественных заготовок
Безопасная, износостойкая, необслуживаемая зона обработки
Идеальные условия схода стружки, когда стружка беспрепятственно падает на дно, не вызывая повреждений
Технические данные
Диаметр шпинделя, макс.
мм в
290 /380 11,5 / 15
Номинальный диаметр
дюйма
4 ½-13 ⅜
XAXIS.0071
300 12
Перемещение по оси Z
мм дюймов
800 31,5
Длина заготовки, макс.
mm in
350 14
Center height
mm in
1,168 46
Chuck dia., max.
мм в дюймах
380 / 450 15 / 17,5
Главный шпиндель: Скорость, макс.
об/мин
500 / 800
Крутящий момент, макс.
Нм ft-lb
4 500 / 7 400 3 319 / 5 458
Загрузки
У нас есть подходящее решение для вас!
Оцифровка@EMAG
Мы делаем жизнь наших клиентов проще
Дополнительная информация
Подробнее о EMAG Group
Обслуживание токарных станков
Уход и обслуживание токарного станка Cowells 90 CW
Техническое обслуживание токарного станка Cowells 90 довольно просто, и я подумал, что читатели могут захотеть увидеть некоторые из различных компонентов токарного станка в разобранном виде, поскольку эту информацию нельзя найти где-либо еще, поэтому я я в курсе.
Cowells поставляет набор шестигранных ключей для различных крепежных деталей на токарном станке. Необходим набор метрических ключей, а набор метрических шестигранных отверток и торцевых отверток также может немного упростить задачу. По завершении проекта механической обработки я подметаю металлическую стружку и металлическую стружку щеткой. Я нашел изготовленную в Германии ювелирную щетку из козьего волоса, размер которой удобен для работы с Коуэллами. Маленькая малярная кисть и одноразовые флюсовые щетки пригодятся при выполнении мелких работ и при сметании стружки в узких шейках. Я всегда смазываю движущиеся части перед началом любой работы, протираю машину и снова смазываю маслом после использования. Я периодически смазываю машину легким маслом (Nye Oil) на всех открытых стальных/железных поверхностях, чтобы предотвратить ржавчину. Если я знаю, что пройдет некоторое время, прежде чем станок снова будет использоваться, я обычно накрываю станок тонкой хлопчатобумажной тканью. Хлопок впитывает масло, но ненадолго. Он помогает удерживать пыль и мусор.
Большая часть приведенного ниже текста взята из инструкций, прилагаемых к токарному станку.
Общие правила технического обслуживания
1. Всегда обращайте внимание на смазку. 2. По возможности следите за тем, чтобы на рабочие поверхности не попадала стружка. Стружка является абразивной и в некоторых случаях может поглощать масло, что приводит к «высыханию» предварительно смазанной поверхности. 3. Всегда очищайте станок, повторно смазывайте его маслом после использования, особенно если в качестве смазочно-охлаждающих материалов использовались водорастворимые масла или парафин. Эти продукты могут вызвать ржавчину. 4. Не используйте абразивные жидкости (полироль для металла и т.п.) для очистки машины. Удалите стружку мягкой щеткой – протрите чистой сухой тканью и снова смажьте маслом. 5. Никогда не оставляйте машину без использования на длительное время с натянутыми ремнями. Всегда ослабляйте натяжение ремня в конце рабочего периода. ПРИМЕЧАНИЕ. Эти правила также должны применяться к принадлежностям машины.
Общие указания по смазке
Точки смазки предусмотрены для подшипников передней бабки и ходового винта. Все другие рабочие поверхности, такие как направляющие, ходовые винты и т. д., смазываются путем нанесения масла непосредственно на поверхность. Используйте высококачественное машинное масло класса SAE 20 или 30, такое как Myford NUTO, для всех видов смазки. Не используйте масла типа «швейная машина» типа 3 в 1. Они предназначены только для легких условий эксплуатации и не подходят для машины Cowells. Я купил Esso NUTO h42 (соответствует Myford Nuto) для шпинделя передней бабки и использовал NyOil (легкое минеральное масло высокой степени очистки) для общей смазки.
Частота смазки зависит от режима работы машины, но: (a) Всегда смазывайте перед использованием и после очистки. (b) При длительных операциях механической обработки регулярно смазывайте, обращая особое внимание на масляные манжеты передней бабки. Я обычно доливаю масло в бачки передней бабки примерно раз в час, когда работаю в течение длительного периода времени.
Разборка
Сначала снимается составной ползун, чтобы снять узел составного ползуна, открутите два винта, чтобы угловые штифты могли двигаться наружу. Затем поверните устройство вперед и назад, потянув вверх, чтобы вытолкнуть штифты. Обратите внимание, что узел плотно прилегает, и для его снятия требуется некоторое усилие.
Стрелка указывает на один из установочных винтов, удаляемый с помощью шестигранной отвертки
Составной суппорт имеет постоянный крепежный болт для крепления стоек инструмента и т. д., а суппорт крепится к креплению в форме ласточкиного хвоста (с планкой) который поворачивается в поперечном направлении.
Чтобы снять поперечную каретку с станины станка, сначала необходимо снять маховик ходового винта, поскольку он мешает. Маховик и наперсток в сборе снимаются с оправки ходового винта после ослабления установочного винта и удаления винта со шлицем, который крепит маховик к ходовому винту.
Вы можете видеть, что маховик имеет подшипник Oilite на его креплении, который также действует как указатель для наперстка циферблата. Компания Cowells использует подшипники Oilite в различных местах токарного станка. Они сделаны в Ипсвиче, Англия (в соответствии с философией Коуэлла «Сделано в Англии») и теоретически не требуют смазки, однако мне удобнее добавлять каплю масла и в эти контактные точки. Также на фотографии ниже вы можете увидеть масляный порт на кронштейне станины станка, который удерживает ходовой винт на месте. Сюда периодически добавляется одна или две капли легкого масла, чтобы поддерживать смазку подшипника ходового винта. Я использую NyOil в качестве универсальной смазки для станины, направляющих и маховиков, винтов и т. д. (всего, кроме шпинделя передней бабки).
Чтобы отсоединить каретку поперечных салазок от ходового винта, необходимо снять фартук. Это прикручено к седлу.
Вот пара фотографий самого фартука, он соединяется с латунно-бронзовым толкателем, который навинчен на ходовой винт и имеет регулировочный винт. Это тот же фартук, что и на токарном станке 90ME, поэтому он имеет фрезерованный паз и резьбовое отверстие для крепления упора автоматического перемещения.
Гайка толкателя ходового винта
После этого поперечные салазки и суппорт можно снять со станины станка.
Вот поперечная направляющая, отдельно, рядом с ней лежит клиновая планка. Я просто смахиваю стружку и протираю ее промасленной хлопчатобумажной тряпкой. Винт получает дополнительное внимание, чтобы удалить нарост, который собирается на всех винтах.
Все обильно покрыто маслом NyOil, а регулировочная планка установлена на место.
Вот седло поперечного скольжения. Это часть, которая проходит вдоль станины станка и соединяется с основным ходовым винтом. На фотографии вы можете видеть верхнюю часть седла, включая ласточкин хвост, который сопрягается с поперечным суппортом, фрезерованный паз, который позволяет проходить гайкам регулировочного винта поперечного суппорта, и три резьбовых отверстия. Два отверстия в верхней части предназначены для крепления фартука ходового винта, а отверстие с резьбой справа предназначено для установки различных насадок, таких как подставка для роликов или люнет.
Поперечный салазок установлен на седло, на следующих фотографиях вы можете увидеть нижнюю часть седла. Эта сторона крепится к станине токарного станка и, следовательно, имеет собственную стрелу и регулировочные винты.
Общие замечания по регулировке
Регулировка ремня
Натяжение приводного ремня передней бабки можно отрегулировать, перемещая двигатель. Двигатель установлен на 4 резиновых ножках (для минимизации вибрации) и закреплен 2 винтами (спереди и сзади двигателя). Эти два винта ослабляются, и двигатель перемещается для регулировки натяжения ремня.
Распорные планки
Распорные планки представляют собой стальные вставки, устанавливаемые между поверхностями скользящих деталей для обеспечения точного контроля посадки деталей, тем самым обеспечивая начальную настройку и компенсацию износа. Они устанавливаются и закрепляются с помощью винтов и контргаек и используются на составных салазках, поперечных салазках и седлах. Чтобы отрегулировать любую планку, ослабьте соответствующие контргайки, а затем отрегулируйте каждый винт по очереди, чтобы добиться хорошего скольжения, без бокового люфта и чрезмерной нагрузки на подающий винт. Затягивайте контргайку по мере установки каждого винта, чтобы убедиться, что при проверке эффекта настройки не будет дальнейшего движения. При необходимости отрегулируйте каждый винт, чтобы добиться хорошего скольжения на всем протяжении хода.
Размеры регулировочных винтов и гаек следующие:
Установочные винты верхних салазок: 1,5 мм Стопорные гайки верхних салазок: 5,5 мм Установочные винты с поперечными салазками: 2,0 мм Стопорные гайки с поперечными салазками: 7,0 мм : 2,0 мм Стопорная гайка толкателя ходового винта : 7,0 мм
Люфт ходового винта
Люфт ходового винта регулируется положением маховика на удлинителе ходового винта. Для регулировки ослабьте винт сбоку маховика, а затем поверните винт со шлицем в передней части маховика по часовой стрелке до тех пор, пока люфт не составит 5 делений или менее деления шкалы. Затяните винт сбоку маховика. Обратите внимание, что полностью устранить люфт невозможно и что любой люфт всегда учитывается при выполнении операций механической обработки.
Подшипники шпинделя передней бабки
Токарный станок CW имеет конические конические подшипники. Регулировка осуществляется на заднем стальном конусе регулировкой разрезной регулировочной гайки. Это легко сделать с помощью небольшой отвертки, чтобы развернуть гайку и затянуть или ослабить ее по мере необходимости.
Снимите алюминиевый пылезащитный колпачок
Я всегда использовал ближайшую отвертку, чтобы отвернуть регулируемую разрезную гайку для затягивания/ослабления или снятия для крепления разделительной пластины. Для установки разрезной гайки был изготовлен специальный инструмент. Он был начат с короткого отрезка 1/4-дюймовой буровой штанги для закалки в масле. Один конец был превращен в конус, а другой конец отфрезерован 3/8-дюймовой шаровой концевой фрезой. Он был закален и закален до темно-синего цвета, а затем повторно отполирован. Рукоятка была сделана из короткого отрезка вишневой «заготовки для ручки» диаметром 3/4 дюйма. Она была закруглена и скошена, а обратный конец был повернут, чтобы соответствовать латунной трубке 1/2 дюйма, а затем конусу на 10 градусов. После забивания хомута трубки его обточили, чтобы он подходил к дереву. Рукоятка была просверлена на 3/16 дюйма, чтобы соответствовать диаметру сверла примерно на половине конуса). Наконец, сверло зажали в тисках, ручку забили молотком, а дерево натерли минеральным маслом.
Шкив ослабляется установочным винтом, и шпиндель передней бабки можно вытащить через переднюю часть.
Различные компоненты
Вы можете увидеть конусные подшипники из фосфористой бронзы
Выравнивание задней бабки или Комплект задней бабки.
Центр задней бабки может быть смещен относительно центральной линии токарного станка, чтобы можно было выполнять конусное точение. Общее перемещение ограничено 6 мм, и этот метод конусной токарной обработки обычно ограничивается очень маленькими углами. Чтобы установить заднюю бабку: a) Освободите зажимной рычаг в задней части корпуса задней бабки. b) Используя два винта (один спереди и один сзади корпуса задней бабки), сдвиньте корпус вбок по основанию, попеременно ослабляя один винт и затягивая другой до тех пор, пока желаемая величина не переместится в нужном направлении, получается. После этого заднюю бабку можно использовать обычным способом, за исключением того, что токарные детали будут иметь конусность в диаметре, равную удвоенному значению разводки. Чтобы установить заднюю бабку обратно в ее центральное положение, повторите операции (a) и (b), но в обратном направлении, используя тестовую планку и циферблатный тестовый индикатор, чтобы получить точное выравнивание. В качестве альтернативы выравнивание можно установить, повернув концы стержня между центрами, чтобы проверить настройку. Настройка правильная, когда диаметр, полученный на каждом конце стержня, одинаков ПРИ ОДИНАКОВОЙ НАСТРОЙКЕ ИНСТРУМЕНТА.
Другой метод проверки выравнивания задней бабки, описанный в руководствах для машинистов, заключается в использовании контрольной планки. Тестовая полоса довольно проста, и ее можно использовать повторно (преимущество метода, описанного выше). Он сделан из отрезка буровой штанги, которая закручена между центрами на одном конце. Этот выточенный участок измеряется циферблатным индикатором, установленным на поперечных салазках. Брусок переворачивают, и снова снимают мерку на другом конце, они должны совпадать, любые несоответствия исправляются регулировкой задней бабки.
Изготовление и использование испытательного стержня
Испытательный стержень изготовлен из буровой штанги О-1 диаметром 7/16 дюйма, диаметр не имеет значения, полагаю, чем больше, тем лучше. на токарном станке между центрами, в данном случае около 120 мм. Пруток устанавливается в 3-кулачковый патрон и поддерживается люнетом на противоположном конце. Затем прут можно обтачивать и центрировать на каждом конце. Примечание: это был мой первый использование люнета, и хотя я подозреваю, что это не имеет значения, я установил его задом наперед!0073
Каждый конец с правым ножом.
Затем каждый конец просверливается по центру.
Затем я установил планшайбу и конус с нулевым конусом Морзе, охватываемый центр в адаптер патрона и установил вращающийся охватываемый центр на заднюю бабку. На испытательный стержень устанавливается приводная собачка, а собачка вставляется в один из пазов планшайбы. Теперь, когда стержень установлен между центрами, часть конца задней бабки можно повернуть вниз, пока она не станет гладкой и ровной.
Индикатор часового типа плунжерного типа установлен на поперечных салазках. Я также снял переходник патрона, планшайбу и центр и заменил их закаленным центром цангового хвостовика. Другой может быть таким же точным, но я выбрал этот вариант, так как он показался мне более простым.
Я использую метрический индикатор Starrett 25-281 (2,5 мм x 0,01 мм). Манометр имеет монтажный фланец 1/4 дюйма на задней части.
Монтажный инструмент был изготовлен из латунного шестигранного стержня. подходят к простой инструментальной стойке. Индикатор крепился с помощью штока из нержавеющей стали с накатанной головкой.
Измерение проводится либо на конце передней бабки, либо на конце задней бабки, перевернутый стержень, и измерение проводится на другом конце (конечно, на повернутой части стержня). Эти измерения должны совпадать, в противном случае задняя бабка корректируется, чтобы исправить отклонение.
Корректировка выполняется путем поочередной регулировки установочных винтов в основании задней бабки, чтобы переместить ее в направлении, необходимом для ее центрирования. Между прочим, я сделал это примерно через год или около того после использования токарного станка, и он был смещен примерно на 0,10 мм от центра, поэтому частые проверки могут быть хорошей идеей.
Очиститель Т-образных пазов: я сделал простое приспособление для очистки Т-образных пазов поперечного суппорта и станины станка. Она изготовлена из латунной пластины толщиной 1/16 дюйма и была просто вырезана, распилена и отшлифована для придания нужной формы. Прорези поперечных салазок имеют ширину 12 мм и глубину 2 мм, а ширина по центру составляет 6 мм. Т-образный паз станины имеет ширину 9 мм в снизу и 3,5 мм до Т-образного паза шириной 16 мм и глубиной 3 мм.
Новый ходовой винт и гайка толкателя
Мне каким-то образом удалось искривить резьбу в гайке толкателя ходового винта. Я начал испытывает значительный люфт в маховике ходового винта, и я подозреваю, что мои попытки исправить люфт были предприняты слишком неправильно. Незнание точно, как и когда произошло повреждение, пожалуй, самый тревожный аспект. В середине проекта ходовой винт начал фактически проскальзывать, поскольку маховик вращал винт, но каретка не двигалась или перемещалась не на нужное расстояние. При осмотре резьба в следящем блоке была явно повреждена.
Поврежденная гайка
Компания Cowells отправила запасную гайку ходового винта с оговоркой, что ее посадка может быть не идеальной. При сборке машин выбирается гайка, максимально подходящая к ходовому винту. Запасная гайка подходила очень туго, и в конечном итоге было решено вернуть ходовой винт в Cowells, чтобы установить новую гайку по индивидуальному заказу. Несмотря на то, что неудобно перевозить детали по всему миру туда и обратно, посадка этой гайки на ходовой винт напрямую связана с чувствительностью подачи, люфта и т. д. в маховике.
В будущем я постараюсь быть более снисходительным к затяжке стрелы и регулировочного винта гайки, который, как я подозреваю, был конечной причиной повреждения. Г-н Чайлдс (в Cowells) подозревал, что некоторая стружка могла попасть в резьбу и вызвать повреждение, поэтому я также буду более усердно следить за чистотой ходового винта.
Находясь там, мне сообщили, что ходовые винты, устанавливаемые в настоящее время на их машины, были улучшены с тех пор, как была построена моя машина.
Почему мне следует использовать оригинальные фильтры компании «Атлас Копко»? ⤸
Как найти подходящий фильтр для моей области применения? ⤸
Как фильтры распределяются по классам чистоты? ⤸
Что нового в линейке фильтров компании «Атлас Копко»? ⤸
Классификация фильтров по типам загрязнений
Выберите подходящий фильтр среди предложенных ниже
Удаляя загрязнения из воздушного потока, подходящий фильтр может значительно снизить эксплуатационные расходы, обеспечить соответствие даже самым строгим стандартам чистоты воздуха и продлить срок службы систем подачи воздуха и пневматического оборудования.
Компания «Атлас Копко» изготавливает лучшие в мире фильтры. За разработку передовых систем фильтрации отвечает наша специальная команда экспертов. На протяжении многих лет они разрабатывают инновационные типы и конструкции фильтров, технологические процессы и фильтрующие элементы, обеспечивающие лучшие в своем классе тонкость фильтрации, надежность и срок службы.
Во-первых, определите типы загрязнений, от которых нужно защитить систему, и уточните необходимый класс чистоты воздуха.
Для оптимальной очистки и защиты воздуха от вредных веществ компания «Атлас Копко» предлагает широкий ассортимент фильтров, каждый из которых предназначен для определенных условий и загрязнений. Выберите в таблице ниже подходящий воздушный фильтр в зависимости от загрязнений. ⤸
Специальная группа специалистов по работе с фильтрами компании «Атлас Копко» постоянно ищет возможности для предоставления вам конкурентных преимуществ. В наших новых фильтрах нового поколения используется несколько инновационных решений, делающих вашу пневматическую систему более эффективной и простой в эксплуатации. Вот лишь три примера.
Идеальная технология фильтрации
Чтобы обеспечить оптимальную защиту вашей системы, в наших фильтрах используются различные технологии фильтрации, каждая из которых предназначена для защиты воздушного потока от конкретных типов загрязнений. К ним относятся:
Фильтрующий материал, расположенный вокруг фильтра для защиты от влажных частиц: фильтрующий материал, расположенный вокруг фильтра отличается долговечностью при использовании в условиях повышенной влажности и загрязнения маслом. В нашей запатентованной технологии Nautilus используется несколько слоев материала, расположенных вокруг фильтра, для обеспечения постоянного качества воздуха при минимальном перепаде давления даже в самых тяжелых условиях работы.
Гофрированный фильтрующий материал для защиты от твердых частиц:гофрирование — это оптимальная технология для улавливания сухих взвешенных частиц в сжатом воздухе. У гофрированного фильтрующего материала большая площадь поверхности, что обеспечивает более длительный срок службы фильтров и меньший перепад давления.
Активированный уголь с макроскопической структурой: у активированного угля с макроскопической структурой большая поверхность по сравнению с обычными углеродными фильтрующими элементами, что обеспечивает превосходную адсорбцию и стабильную производительность в течение длительного времени.
Центробежные сепараторы для воды: использование центробежных сил обеспечивает надлежащее отделение капель воды в воздушном потоке.
Чтобы получить дополнительную информацию о наших инновационных фильтрующих элементах и фильтрах, посмотрите этот видеоролик
Перепускной клапан inPASS™
Помимо качественных фильтров вы также получите принципиально новый перепускной клапан, который позволяет выполнять техническое обслуживание фильтра, не прерывая воздушный поток.
Это обеспечивает значительную экономию средств, поскольку исключается необходимость в установке дорогостоящего внешнего перепускного трубопровода, снижаются эксплуатационные расходы и затраты на электроэнергию, а также уменьшается продолжительность технического обслуживания.
Индикатор обслуживания
Постоянное качество воздуха можно контролировать с помощью индикатора обслуживания, который позволяет проверять часы работы, дифференциальное давление фильтра и состояние технического обслуживания. Также индикатор может отправлять предупреждения дистанционно.
Проконсультируйтесь со специалистом
Вам требуется наиболее подходящий фильтр для оптимальной защиты системы по минимально возможной цене, но вы все еще сомневаетесь в том, от каких загрязнений необходима защита или какой класс ISO вам подходит? Обратитесь в компанию «Атлас Копко», и мы поможем вам сделать правильный выбор.
Свяжитесь с нашим специалистом сегодня!
Фланцевая конструкция
Резьбовая конструкция
Конструкция в виде колонны
Области применения общего назначения
Название
DDp+
PDp+
DD+
PD+
UD+
QD+
QDT+
Класс
Грубая очистка
Тонкая очистка
Грубая очистка
Тонкая очистка
Максимальная очистка
Базовая очистка
Оптимальная очистка
Загрязнение
Сухая пыль
Масляный аэрозоль / влажная пыль
Пары масла
Области применения специального назначения
Название
H
Высокое давление
SFA
Без содержания силикона
Класс
Грубая и тонкая очистка
Грубая и тонкая очистка
Базовая очистка
Грубая и тонкая очистка
Грубая и тонкая очистка
Базовая очистка
Загрязнение
Сухая пыль
Масляный аэрозоль / влажная пыль
Пары масла
Сухая пыль
Масляный аэрозоль / влажная пыль
Пары масла
Более подробную информацию см. в брошюре
Сухая пыль
Микроорганизм
Масляный аэрозоль
Влажная пыль
Пары масла
Капли воды
Можно выбрать подходящий фильтр иным способом: определите необходимую чистоту воздуха в соответствии с международным стандартом ISO 8573-1:2010. В таблице ниже приведены различные классы чистоты воздуха по стандарту ISO 8573-1:2010 , а также сочетания фильтров и осушителей компании «Атлас Копко», соответствующие этим классам . Дополнительную информацию о стандарте ISO 8573-1:2010 см. в нашем блоге.
Для получения дополнительной информации обратитесь к нашему специалисту
Фильтры и сепараторы Atlas Copco (Атлас Копко) в наличии
Главная/Запасные части, фильтры и масло/Фильтры для компрессоров/Фильтры и сепараторы Atlas Copco
Воздушные фильтры Atlas Copco
Масляные фильтры Atlas Copco
Сепараторы Atlas Copco
Сортировать по
Товар
Цена
Кол-во
Пред.
1
2
3
…
34
След.
Перейти к странице
Atlas Copco — премиальный бренд компрессорного оборудования известный многим благодаря своей технологичности, высокому качеству и отменной надежности. Данная надежность связана прежде всего с высокими требованиями к своевременному сервисному обслуживанию. Так как межсервисные интервалы у оборудования Атлас Копко увеличенные (от 4000 до 8000 часов) комплектующие применяются высокого качества.
В зависимости от модели компрессора Atlas Copco следует придерживаться строго правила и каждое ТО менять компрессорное масло, воздушный фильтр и масляный фильтр. Через одно ТО также нужно менять сепаратор.
Купить масляные и воздушные фильтры для компрессора Atlas Copco, а также сепараторы Atlas Copco, Вы сможете в компании «ТСК «Прогресс». На нашем складе всегда есть в наличии и оригинальные фильтры, и аналоги.
Удаляя загрязняющие вещества из воздушного потока, правильный фильтр может значительно снизить эксплуатационные расходы, обеспечить соблюдение даже самых строгих стандартов чистоты воздуха и продлить срок службы воздушных систем и пневматического оборудования.
И нет фильтров лучше, чем у Atlas Copco. Мы собрали специальную команду экспертов для разработки передовых решений в области фильтрации. На протяжении многих лет они внедряли инновационные типы и конструкции фильтров, процессы и фильтрующие материалы, чтобы обеспечить вам лучшую в своем классе точность, надежность и срок службы.
Первый шаг — выяснить, от какого типа загрязняющих веществ вы должны защитить свою систему, и определить класс чистоты воздуха, необходимый для вашего применения.
Для оптимальной очистки воздуха и его защиты от вредных веществ Atlas Copco предлагает широкий ассортимент фильтров, каждый из которых предназначен для противодействия определенной угрозе. Используйте приведенную ниже таблицу , чтобы выбрать правильный воздушный фильтр в зависимости от загрязняющих веществ. ⤸
Специализированная группа по фильтрации Atlas Copco всегда ищет способы дать вам конкурентное преимущество. В нашем новом поколении фильтров реализовано несколько инноваций, которые делают вашу воздушную систему более эффективной и простой в эксплуатации. Вот только три примера.
Идеальная технология фильтрации
Чтобы обеспечить оптимальную защиту вашей системы, в наших фильтрах используются различные технологии фильтрации, каждая из которых предназначена для борьбы с определенной угрозой для вашего воздушного потока. К ним относятся:
Обернутые носители для влажных частиц: Обернутые носители известны своей долговечностью во влажной и загрязненной маслом среде. Наша запатентованная технология Nautilus сочетает в себе несколько слоев обертывания, чтобы обеспечить постоянное качество воздуха при минимальном перепаде давления даже в самых суровых условиях работы.
Гофрированная среда для твердых частиц: Гофрирование является оптимальной технологией для улавливания сухих частиц в сжатом воздухе. Гофрированные наполнители имеют большую площадь поверхности и, следовательно, обеспечивают более длительный срок службы фильтра и более низкий перепад давления.
Активированный уголь с макроструктурой: Активированный уголь с макроструктурой имеет большую поверхность по сравнению с типичным угольным фильтрующим материалом, что обеспечивает его превосходную адсорбционную способность и стабильную работу в течение длительного времени.
Циклон для воды: Использование центробежных сил обеспечивает надлежащее отделение капель жидкой воды в воздушном потоке.
Чтобы узнать больше о наших фильтрующих материалах и инновациях в области фильтрации, посмотрите это видео.
байпас inPASS™
В дополнение к выдающимся фильтрам вы также получаете революционный встроенный байпас, который позволяет обслуживать фильтр, не нарушая поток воздуха.
Для вас это означает значительную экономию инвестиций за счет устранения необходимости установки дорогостоящего внешнего байпаса, снижения эксплуатационных расходов и затрат на электроэнергию, а также сокращения времени технического обслуживания.
Сервисный индикатор
Для обеспечения постоянного качества воздуха индикатор обслуживания позволяет легко проверить перепад давления в часах работы фильтра и статус обслуживания. Он может даже отправить удаленное оповещение.
Поговорите с экспертом
Выбор правильного фильтра очень важен, и вы хотите сделать это правильно, чтобы оптимально защитить свою систему и минимизировать свои инвестиционные затраты. Поэтому, если вы все еще не уверены, какие загрязняющие вещества вы должны отфильтровывать или какой класс ISO вы должны соблюдать, просто свяжитесь с Atlas Copco, и мы поможем вам найти правильное решение.
Свяжитесь с одним из наших экспертов сегодня!
Фланцевое исполнение
Резьбовое исполнение
Конструкция башни
Общие приложения
Имя
ДДП+
ПДп+
ДД+
ПД+
УД+
QD+
QDT+
Марка
Грубый
Штраф
Грубый
Штраф
Окончательный
Базовый
Оптимальный
Загрязнитель
Сухая пыль
Масляный аэрозоль/влажная пыль
Пары масла
Специальные приложения
Имя
Ч
Высокое давление
СФА
Без силикона
Марка
Черновая и тонкая
Черновая и тонкая
Базовый
Черновая и тонкая
Черновая и тонкая
Базовый
Загрязнитель
Сухая пыль
Масляный аэрозоль/влажная пыль
Пары масла
Сухая пыль
Масляный аэрозоль/влажная пыль
Пары масла
Find out more in the brochure
Dry dust
Micro organism
Oil aerosol
Wet dust
Oil vapor
Капли воды
Узнайте все о качестве сжатого воздуха
Еще один способ найти подходящий фильтр — посмотреть на ваше приложение и определить требуемую чистоту воздуха в соответствии с международным стандартом ISO 8573-1:2010. В таблице ниже показаны различные классы чистоты воздуха по ISO 8573-1:2010, а также комбинации фильтров и осушителей Atlas Copco, соответствующие этим классам. Чтобы узнать больше о стандарте ISO 8573-1:2010, ознакомьтесь с записью в нашем блоге.
ISO 8573-1:2010 класс
Твердые частицы
Вода
Масло
(аэрозоль, жидкость, пар)
Влажные условия
Сухие условия
По указанию заказчика*
Безмасляный компрессор
1
ДД+ и ПД+
ДДп+ и ПДп+
Адсорбционный осушитель
ДД+ и ПД+
& QD+/QDT
УД+
УД+
& QD+/QDT
2
ДД+
ДДП+
Адсорбционная сушилка, осушитель с вращающимся барабаном
ДД+ и ПД+
УД+
3
ДД+
ДДП+
Осушитель адсорбционный, мембранный осушитель, осушитель с вращающимся барабаном
Удаляя загрязняющие вещества из воздушного потока, правильный фильтр может значительно снизить эксплуатационные расходы, обеспечить соблюдение даже самых строгих стандартов чистоты воздуха и продлить срок службы воздушных систем и пневматического оборудования.
И нет фильтров лучше, чем у Atlas Copco. Мы собрали специальную команду экспертов для разработки передовых решений в области фильтрации. На протяжении многих лет они внедряли инновационные типы и конструкции фильтров, процессы и фильтрующие материалы, чтобы обеспечить вам лучшую в своем классе точность, надежность и срок службы.
Первый шаг — выяснить, от какого типа загрязнителей вы должны защитить свою систему, и определить класс чистоты воздуха, необходимый для вашего применения.
Для оптимальной обработки воздуха и защиты его от вредных веществ Atlas Copco предлагает широкий ассортимент фильтров, каждый из которых предназначен для противодействия определенной угрозе. Воспользуйтесь приведенной ниже таблицей , чтобы выбрать правильный воздушный фильтр в зависимости от загрязняющих веществ. ⤸
Специализированная группа по фильтрации Atlas Copco всегда ищет способы дать вам конкурентное преимущество. В нашем новом поколении фильтров реализовано несколько инноваций, которые делают вашу воздушную систему более эффективной и простой в эксплуатации. Вот только три примера.
Идеальная технология фильтрации
Чтобы обеспечить оптимальную защиту вашей системы, в наших фильтрах используются различные технологии фильтрации, каждая из которых предназначена для борьбы с определенной угрозой для вашего воздушного потока. К ним относятся:
Обернутые носители для влажных частиц: Обернутые носители известны своей долговечностью во влажной и загрязненной маслом среде. Наша запатентованная технология Nautilus сочетает в себе несколько слоев обертывания, чтобы обеспечить постоянное качество воздуха при минимальном перепаде давления даже в самых суровых условиях работы.
Гофрированная среда для твердых частиц: Гофрирование является оптимальной технологией для улавливания сухих частиц в сжатом воздухе. Гофрированные наполнители имеют большую площадь поверхности и, следовательно, обеспечивают более длительный срок службы фильтра и более низкий перепад давления.
Активированный уголь с макроструктурой: Активированный уголь с макроструктурой имеет большую поверхность по сравнению с типичным угольным фильтрующим материалом, что обеспечивает его превосходную адсорбционную способность и стабильную работу в течение длительного времени.
Циклон для воды: Использование центробежных сил обеспечивает надлежащее отделение капель жидкой воды в воздушном потоке.
Чтобы узнать больше о наших фильтрующих материалах и инновациях в области фильтрации, посмотрите это видео.
байпас inPASS™
В дополнение к выдающимся фильтрам вы также получаете революционный встроенный байпас, который позволяет обслуживать фильтр, не нарушая поток воздуха.
Для вас это означает значительную экономию инвестиций за счет устранения необходимости установки дорогостоящего внешнего байпаса, снижения эксплуатационных расходов и затрат на электроэнергию, а также сокращения времени технического обслуживания.
Сервисный индикатор
Для обеспечения постоянного качества воздуха индикатор обслуживания позволяет легко проверить перепад давления в часах работы фильтра и статус обслуживания. Он может даже отправить удаленное оповещение.
Поговорите с экспертом
Выбор правильного фильтра очень важен, и вы хотите сделать это правильно, чтобы оптимально защитить свою систему и минимизировать свои инвестиционные затраты. Поэтому, если вы все еще не уверены, какие загрязняющие вещества вы должны отфильтровывать или какой класс ISO вы должны соблюдать, просто свяжитесь с Atlas Copco, и мы поможем вам найти правильное решение.
Свяжитесь с одним из наших экспертов сегодня!
Фланцевое исполнение
Резьбовое исполнение
Конструкция башни
Общие приложения
Имя
ДДП+
ПДп+
ДД+
ПД+
УД+
QD+
QDT+
Марка
Грубый
Штраф
Грубый
Штраф
Окончательный
Базовый
Оптимальный
Загрязнитель
Сухая пыль
Масляный аэрозоль/влажная пыль
Пары масла
Специальные приложения
Имя
Ч
Высокое давление
СФА
Без силикона
Марка
Черновая и тонкая
Черновая и тонкая
Базовый
Черновая и тонкая
Черновая и тонкая
Базовый
Загрязнитель
Сухая пыль
Масляный аэрозоль/влажная пыль
Пары масла
Сухая пыль
Масляный аэрозоль/влажная пыль
Пары масла
Find out more in the brochure
Dry dust
Micro organism
Oil aerosol
Wet dust
Oil vapor
Капли воды
Узнайте все о качестве сжатого воздуха
Еще один способ найти подходящий фильтр — посмотреть на ваше приложение и определить требуемую чистоту воздуха в соответствии с международным стандартом ISO 8573-1:2010.
Программное обеспечение для фрезерного станка с ЧПУ – это пакет софта для управления всеми рабочими процессами оборудования: от создания модели изделия до его фрезеровки.
Список синонимов:
ПО для фрезерного станка с ЧПУ;
Софт для фрезерного станка с ЧПУ;
Программное обеспечение для фрезерного станка с ЧПУ;
Управляющие программы для фрезерного станка с ЧПУ.
Главным достоинством программно-управляемых фрезерных станков является создание высококачественных изделий и заготовок в автоматическом режиме, с минимальным человеческим участием. Такая «самостоятельная» работа оборудования стала возможна благодаря использованию программного обеспечения, которое включает в себя программы для компьютерного моделирования и управляющий софт.
Программы для моделирования и создания УП подбираются в зависимости от сложности и объемности будущей заготовки. Для подготовки эскизов для плоской резки используются графические редакторы, среди которых наиболее известны:
CorelDraw – графический редактор для создания и обработки векторных изображений. Продуманный и удобный в управлении софт с огромным количеством инструментов.
LibreCAD – простая в управлении программа для создания двухмерных чертежей. Легко понятный интерфейс, есть возможность группировки объектов, командная строка и много других полезных функций.
Adobe Illustrator – еще одна богатая инструментами программа для работы с векторной графикой. В числе прочего, может использоваться для создания эскизов для контурной резки.
Созданием объемных 3D-моделей в основном занимаются в таких популярных программах, как:
Solidworks – мощный инструмент для твердотельного моделирования. Отличается высокой производительностью и широко используется в инженерной среде. Обширный функционал позволяет создавать трехмерные модели и сборки любой сложности, проводить рендеринг, анализировать технологичность конструкций и процессов изготовления, создавать УП.
AutoCAD – программа, включающая в себя большое количество инструментов для проектирования и анализа объектов любой сложности в двух- и трехмерном пространстве. Удобный пользовательский интерфейс, функция генерации технической документации, возможность разрабатывать собственные приложения и многое другое позволяют этому софту удерживать лидирующие позиции на рынке программного обеспечения уже более 20 лет.
MasterCAM – одна из самых популярных систем для моделирования двух- и трехмерных объектов и создания управляющих программ для фрезерных станков с ЧПУ. При широких возможностях отличается простотой в изучении и высокой скоростью расчетов. Как и Solidworks, позволяет создавать черновую и чистовую обработки, проверять траектории, подбирать эффективную стратегию обработки, отличается большим набором настраиваемых библиотек и т. д.
ArtCAM – пакет программ для 2D и 3D-моделирования. Работает с векторной и растровой графикой, широко используется для создания объемных рельефных поверхностей, позволяет построить маршрут движения фрезы, преобразует плоские эскизы в трехмерные объекты.
Type 3 – программа со встроенной библиотекой инструментов и приложением для скульптурного моделирования Type Art. Подходит для работы как с простыми 2D эскизами, так и со сложными пятимерными моделями. Имеет прямой доступ к функциям управления станком.
После создания эскиза или 3д модели начинается этап построения траектории движения фрезы, выбор типа режущего инструмента, указание режима обработки (черновая/финишная). Затем файл сохраняется в том формате, который будет понятен конкретной модели фрезерного станка с ЧПУ. Управляющая программа готова и может быть загружена в контроллер станка.
Автоматическое управление механическими процессами фрезерного станка требует своего, специализированного ПО. В тройку лидеров входят:
Mach4 – всемирно известная программа для управления фрезерным станком с компьютера на базе Windows. Подходит не только для профессионального, но и для любительского использования. Позволяет создавать пользовательские коды, контролировать частоту вращения шпинделя, управлять процессами фрезеровки по 6-и осям. Напрямую импортирует файлы (JPG, DXF, BMP) и генерирует G-коды при помощи встроенного ПО (LazyCam или Wizard). Совместима с сенсорными экранами.
NC Studio – программный пакет, совместимый со всеми типами фрезерных станков. Имеет удобный интерфейс, эффективно обрабатывает УП любой сложности, работает с G-кодами большинства программ для моделирования (например, ArtCAM, CorelDraw, AutoCAD).
EMC2 – программа на базе Linux для управления рабочими процессами фрезерных станков через LPT порт. Контролирует работу до 6-и осей. Более сложное в установке и управлении ПО, чем перечисленные выше, требует профессиональных знаний UNIX систем.
Программы для фрезерного станка с ЧПУ: по дереву, металлу
Станки с числовым программным управлением положительно влияют на производительность и точность всех проводимых технологических процессов. Для полноценного функционирования оборудования с ЧПУ необходима специальная программа, при помощи которой система будет получать необходимые команды.
Содержание:
1 Общие сведения о программах для фрезерных станков по дереву или металлу
1.1 Их предназначение
1.2 Существующие виды
2 G-код
3 От Vectric
3.1 CUT2D
3.2 CUT3D
3.3 VCARVE
3.4 PHOTOVCARVE
3.5 Aspire
4 ArtCAM
5 Программное обеспечение SprutCAM для фрезера с ЧПУ
Общие сведения о программах для фрезерных станков по дереву или металлу
Для работы станка с числовым управлением необходим ЗD редактор. При создании простейших изделий можно обойтись и без этого софта. Для объемных деталей есть свои виды программ, с последующим преобразованием. ПО напрямую зависит от используемой операционной системы.
Их предназначение
Главным достоинством программ управление является создание продукции высокого качества, с наименьшим человеческим участием. Это позволяет снизить затраты на человеческий труд, а также максимально автоматизировать производство. Один оператор может обслуживать сразу несколько станков.
По сути, оператору достаточно запустить программу и наблюдать за выполнением команд. Программное обеспечение включает в себя программу для компьютерного моделирования и непосредственно управляющий софт.
Существующие виды
На данный момент существует 3 наиболее распространенных вида программ для фрезерных станков с ЧПУ:
CAD программы и программы 3d моделирования.
САМ программы.
CNC программы и системы.
CAD программы и программы 3D моделирования помогут на крупных производствах, где все начинается с чертежа и эскиза будущей детали. Здесь понадобятся точные расчеты, которые автомат произведет намного лучше, чем любой человек.
САМ программы помогают подобрать инструмент, оснастку, исходя из данных, которые есть на чертежах. Они же генерируют управляющую программу для обработки детали на фрезерных или токарно-фрезерных станках. CNC ПО и системы предназначены для воплощения систем разработки на станках с ЧПУ. По сути, это программа управления станком.
Все программы делятся на дискретные и контурные.
Дискретные позволяют выполнять базовые функции и устанавливаются на станки, предназначенные для простой обработки деталей.
Контурные обрабатывают сложные заготовки и применяются для агрегатов токарного и фрезерного типа с широкими функциональными возможностями.
G-код
На производстве, где работают станки с ЧПУ используется множество различного программного обеспечения, но чаще всего используется наиболее распространенный управляющий софт – G-код. Это условное наименование языка программирования. Он был введен в 1960 году. Окончательная доработка произошла в 80-е годы.
Производители программных систем используют этот код как базовую систему. При этом расширяют ее по своему усмотрению. Продукт, написанный при помощи G-кода, отличается жесткой структурой. Команды по управлению объединены в группы, который состоят из одной или нескольких команд.
Основные команды начинаются с буквы G:
команды для перемещения рабочего инструмента с заданной скоростью;
типовые последовательности, например, расточка отверстий или фрезерование;
управление параметрами инструмента.
Технологические команды начинаются с буквы М.
От Vectric
Программы от Vectric сочетают в себе мощность и простоту в обращении. Легко позволяет работать с графическим изображением, создавать точный набор команд для работы со станком ЧПУ.
CUT2D
Это обеспечение создано для расчета 2D траекторий при фрезеровании, а также для операций по гравировке, вырезании. Программа снабжена специальными инструментами для выполнения целого цикла технологических операций.
Есть возможность добавления границ, масштабирования, а также конвертации изображения из разных форматов в векторный рисунок. Редактирование изображения при помощи CUT2D занимает минимальное количество времени.
CUT3D
Это обеспечение для работы с 3D моделями. Отлично подходит для токарного оборудования. Успешно сочетается с моделями, которые подготовлены в графических редакторах AutoCAD, Rhino3D, 3D Studio, а также с использованием лазерного сканера или сенсора. Основное преимущество – удобный интерфейс с пошаговыми инструкциями, позволяющий загрузить модель, задать размеры, просмотреть примерный результат работы.
VCARVE
Используется как простое и понятное обеспечение для агрегатов по дереву. Сюда относятся инструменты для 2D дизайна, для траекторий движения станочного шпинделя, а также функция импорта нескольких 3 D моделей. Панель содержит большое количество возможностей, чтобы настроить самые разные параметры.
PHOTOVCARVE
С использованием этой программы есть возможность выполнять гравировальные работы, доступные до этого только при наличии лазерной системы. При работе изображение или фотография превращается в набор команд для станка. Сочетается практически со всеми форматами изображений.
Aspire
Позволяет превращать 2 D эскизы, фотографии, рисунки и картинки в различные объемные 3D модели. Имеет интуитивно понятный интерфейс, а также уникальный набор инструментов для 3 D моделирования, редактирования и дизайна.
ArtCAM
ПО ArtCAM представляет собой набор продуктов для моделирования и проектирования, а также проводит на агрегате с числовым управлением автоматическую обработку. В пакет данного ПО входят инструменты, позволяющие создавать разные виды пространственных рельефов. Применяют ArtCAМ на обувной, мебельной промышленности, для создания форм и изделий из пластика.
ПО обладает следующими функциями:
создает текстуры для шлифовального оборудования;
использует 3Д шаблоны для изготовления простейших конструкций;
самостоятельно генерирует 3D модели из 2D рисунков;
набор инструментов для создания и редактирования векторных и растровых изображений;
большое количество стратегий обработки позволяет выбрать оптимальный путь обработки разной сложности.
Это ПО доступно для пользователей с наименьшими базовыми навыками.
Программное обеспечение SprutCAM для фрезера с ЧПУ
Это отечественный вариант ПО. Применяется, чтобы создать управляющее ПО для большинства операций по обработке заготовок на станках с ЧПУ и центрах обработки. Снабжен полным набором инструментов для работы с высокой производительностью на разных вариантах производства. Имеет несколько вариантов стратегий, базовый набор постпроцессоров, богатым хранилищем с кинематическими схемами.
Программа для станка с ЧПУ зависит от задач, которые на нем будут выполнять, а также особенностей производства. Но большинство перечисленного ПО является универсальным обеспечением с широкими возможностями. Они совместимы с разным видом оборудования и компьютерной техникой.
25 Лучшее программное обеспечение ЧПУ для станков с ЧПУ 2022
Программное обеспечение ЧПУ (ЧПУ) создает коды и инструкции, которые управляют и направляют станки с ЧПУ. Сегодня на рынке доступно множество программных инструментов для этой цели. Выбор «лучшего» программного обеспечения для конкретной ситуации зависит от необходимых функций, машинного приложения, бюджета программного обеспечения и уровня опыта пользователя. Среди лучших программных пакетов ЧПУ для станков с ЧПУ — Aspire, Fusion 360® и TurboCNC.
В этой статье будут рассмотрены 25 лучших программ для обработки с ЧПУ, доступных в 2022 году, кратко описаны их функции и представлены факторы, которые следует учитывать при выборе.
1. Aspire
Aspire — это программное решение, которое представляет собой эффективный инструмент для проектирования и создания траекторий на станке с ЧПУ. Среди его функций: инструменты для 2D-дизайна, расчет траекторий 2D и 2.5D, а также возможности текстурирования. Aspire охватывает проектирование и создание траекторий для четырех этапов обработки. Это стоит 19 долларов95 — и предлагает бесплатную пробную версию.
2. Easel
Easel CNC — это пакет «все в одном», который охватывает проектирование деталей и управление станком. Он автоматизирует сложные настройки и прост в освоении. Easel Pro (платная версия) предоставляет доступный и гибкий пакет дизайна, предназначенный в первую очередь для фрезерных станков с ЧПУ. Его можно использовать в паре со станками с ЧПУ X-Carve, которые имеют возможности проектирования и производства, включая возможность прямого управления рядом станков с ЧПУ. Easel предлагает бесплатную версию с ограничениями или полную премиум-версию за 24 доллара в месяц.
3. AutoCAD®
AutoCAD® — популярный пакет 2D CAD, впервые запущенный в 1977 году. Хотя в нем отсутствуют какие-либо инструменты, помогающие в обработке CAM, файлы 3D-моделей AutoCAD легко использовать в других программных пакетах. Он широко используется как в архитектуре, так и в машиностроении. Стоимость лицензии AutoCAD составляет 1700 долларов в год, хотя также предлагается бесплатная 30-дневная пробная версия и бесплатная (ограниченная) студенческая версия.
4. Inkscape
Inkscape — бесплатный редактор векторной графики, работающий со всеми основными форматами. Он широко используется в искусстве и промышленном дизайне. Inkscape включает возможность прямой загрузки файлов траекторий в программное обеспечение ЧПУ. В нем отсутствует большинство функций полнофункциональных программных пакетов CAD/CAM, но многие считают его хорошим стартовым инструментом для дизайнеров. Inkscape — бесплатная программа с открытым исходным кодом, разработанная пользователями RepRap.
5. Marlin
Marlin — это прошивка, которая может использоваться с 3D-принтером и поддерживает конфигурации шпинделя и лазера с ЧПУ. Его можно настроить для управления драйверами ЧПУ, включая: платы Arduino, продукты Sanguino и Brainwave.
Поскольку Marlin ориентирован на 3D-принтеры, настройка Marlin для управления станком с ЧПУ может быть затруднена, и он не будет обладать всеми возможностями программного пакета, разработанного специально для обработки с ЧПУ. С разовой платой за Marlin всего в 14 долларов, возможно, стоит оценить.
6. Fusion 360®
Fusion 360® предлагает подключаемые модули для полного набора инструментов ЧПУ, что делает его мощным и популярным комплексным решением. Подключаемые модули CNC CAM и управления станком облегчают создание траектории движения инструмента, проверку траектории движения инструмента и прямое управление станком. Лицензия стоит 495 долларов в год и включает в себя все необходимые программные инструменты CAD/CAM.
7. SolidWorks®
SolidWorks® — один из ведущих профессиональных пакетов САПР. Он предлагает различные уровни надстроек от CAMWorks, которые работают внутри себя. CAMWorks имеет отличную репутацию в области фрезерных и фрезерных станков с ЧПУ. Легко вызывать спецификации для программируемого станка, создавать траектории и автоматически обновлять траектории при внесении изменений в модель. Однако лицензии SolidWorks стоят дорого. Они стоят тысячи долларов за лицензию. Студенческая версия, однако, очень дешева для тех, кто должным образом аккредитован учреждением.
8. eCam
eCAM представляет собой интегрированную программу CAD/CAM с относительно простыми инструментами CAD и хорошими инструментами CAM. Он может хорошо управлять фрезерными станками с ЧПУ, маршрутизаторами и токарными станками. Однако система САПР ограничена базовыми профилями и простым редактированием импортированных данных. eCam популярен за простоту создания траекторий с помощью диалогового программирования. Одновременный просмотр разделенного экрана диалогового программирования траектории и полученного G-кода подходит для всех уровней квалификации программистов и повышает скорость обучения. eCAM стоит 180 долларов за базовые возможности фрезерования и 420 долларов за полный профессиональный пакет токарно-фрезерных станков.
9. GRBL
GRBL — это бесплатное программное обеспечение CAM, разработанное для использования плат Arduino для управления станками с ЧПУ. Он имеет обширное сообщество пользователей. GRBL был принят в качестве собственного программного обеспечения контроллера несколькими производителями машин для любителей. Были обнаружены некоторые проблемы с GRBL, в том числе проблемы с G-кодом, которые всплыли и остаются неподдерживаемыми, а также незапланированная активация шпинделей станков с ЧПУ. Однако GRBL обычно хорошо работает с драйверами Arduino.
10. NC Viewer
NC Viewer — это бесплатная онлайн-служба, которая позволяет пользователям загружать свои 3D-модели и получать траекторию обработки. Это не относится к какой-либо конкретной марке станков с ЧПУ. Одним из недостатков NC Viewer является то, что он не может использовать границы фрезы для определения станин, тисков и других запретных областей. Однако для быстрого обзора конструкции детали это просто и удобно.
11. Mach4
ЧПУ Mach4 широко используется любителями для управления станками с ЧПУ. Он имеет большой опыт разработки и настраиваемый пользовательский интерфейс, облегчающий изучение. Программное обеспечение может быть настроено различными способами. Наиболее распространенный способ использования Mach4 — это управление досками, с которыми он наиболее совместим, например, SmoothStepper. Это программное обеспечение, замененное Mach5, по-прежнему хорошо поддерживается его создателями и стоит около 180 долларов.
12. LinuxCNC
LinuxCNC — это бесплатный и широко используемый инструмент в секторе станков с ЧПУ для хобби. Он может напрямую управлять машиной, используя интерфейс параллельного порта и расширение в реальном времени (RTAI), чтобы снизить риск ошибок синхронизации. LinuxCNC легко настраивается. Он работает на Raspberry Pi и обменивается данными через Ethernet и внешние карты Mesa.
13. Universal Gcode Sender
Universal Gcode Sender (UGS) — это бесплатный, доступный и простой инструмент для создания траекторий резака из моделей. Он с открытым исходным кодом и может быть адаптирован как к предустановленным, так и к пользовательским настройкам машины. Эта гибкость и простота использования делают его идеальным для любителей и новых пользователей, но для него требуется отдельное программное обеспечение, которое загружает сгенерированный путь резака с G-кодом на станок с ЧПУ.
14. UCCNC
UCCNC работает с контроллерами привода ЧПУ, такими как: UC100, UC300, UC300ETH, UC400ETH и AXBB-E. Он выделяется тем, что легко работает с 6-осевыми станками. UCCNC позволяет настраивать рабочие экраны и обеспечивает трехмерную визуализацию траектории в реальном времени, что является мощным подспорьем для понимания работы фрезы. UCCNC стоит 60 долларов за контроллер движения, и каждая лицензия работает только с одним контроллером.
15. PlanetCNC
Программное решение Planet CNC представляет собой полную настройку аппаратного и программного обеспечения. Он использует уникальные платы драйверов для управления станком с ЧПУ. Planet CNC работает с большинством плат, если они настроены для работы непосредственно в G-коде. Он не включает диалоговый командный язык, который транслируется в G-код. Интуитивно понятный дизайн интерфейса, отличная гибкость конфигурации и инструменты моделирования делают PlanetCNC популярным выбором. Программное обеспечение включено в контроллеры, а цены на эти контроллеры начинаются от 8 477 долларов.
16. OpenBuilds Control
OpenBuilds Control — это гибкий программный инструмент, который может управлять большинством станков с ЧПУ, плазменными и лазерными резаками и даже инструментами для перетаскивания ножей. Это упрощенный пользовательский интерфейс, который легко освоить, поддерживает редактирование G-кода и имеет специальные инструменты для подготовки исходных материалов. OpenBuilds Control интегрируется с OpenBuilds CAM и их веб-приложением для создания G-кода из 2D-чертежей и отправки данных о траектории инструмента непосредственно в программное обеспечение CAM. Это программное обеспечение является бесплатным и поддерживает Windows, Linux и iOS. Это также хорошо обслуживается пользовательской страницей OpenBuilds.
17. ChiliPeppr
ChiliPeppr — это бесплатный плагин для браузера, который создает G-код. Это позволяет пользователям создавать свои рабочие области для прямого управления оборудованием из браузера. Существуют предопределенные рабочие пространства, но настроить их для работы с фрезерным станком или маршрутизатором с ЧПУ несложно, если добавить драйвер, который подключает ваш станок к браузеру. ChiliPeppr также имеет активное сообщество пользователей-экспертов, которые могут легко ответить на сложные вопросы и вопросы новичков.
18. Свеча GRBL
GRBL Candle предоставляет управляющее программное обеспечение для станков с ЧПУ типа GRBL. Это функциональный и недорогой контроллер, который лучше всего подходит для фрезерных станков с ЧПУ. GRBL Candle обеспечивает предварительную визуализацию траектории резака в режиме реального времени, регулируемые координаты станка и прямое редактирование G-кода. Он также может применяться для лазерной резки. GRBL Candle создан и поддерживается сообществом, и его можно использовать бесплатно.
19. Mach5
Mach5 — модульное и гибкое программное обеспечение ЧПУ. Его элементы управления движением рассчитываются в ядре и имеют улучшенные функции по сравнению с Mach4, включая: 4 подчиненных двигателя на ось, унифицированный (GUI) интерфейс и простую настройку. Поддержка так же хороша, как и для Mach4. Стоимость составляет 200 долларов за домашнее использование и 1400 долларов за профессиональную версию.
20. Редактор G-Wizard
Редактор G-Wizard — это программный инструмент, который может создавать, редактировать и управлять G-кодом. Он включает построчный «перевод на английский язык», чтобы помочь в чтении и интерпретации G-кода. Он также предлагает рекомендации по редактированию и оптимизации на простом языке. Одной из мощных функций является возможность точного моделирования траектории движения фрезы для широкого спектра предопределенных станков и описаний режущих инструментов. Этот инструмент стоит около 269 долларов.
21. CNC Simulator Pro
CNC Simulator Pro включает виртуальные контроллеры ЧПУ для станков с ЧПУ для запуска симуляций. Это программное обеспечение ЧПУ представляет собой целый набор комбинированных программных инструментов, которые могут моделировать фрезерные и прессовые станки, токарные станки и 3D-принтеры. Программное обеспечение также включает ограниченные возможности 2D и 3D CAD. Варианты покупки варьируются от бесплатной версии до полнофункциональной версии примерно за 100 долларов в год.
22. Machinekit
Machinekit — относительно новый, но многообещающий инструмент, разработанный как обновление LinuxCNC. Изменения включают поддержку графического интерфейса удаленных клавиатур и дисплеев, а также интеграцию с одноплатными компьютерами Beagle. Machinekit получен из GitHub. Процесс установки может быть немного сложным и вызовет трудности у новичка, но программа бесплатна. Существует растущее сообщество поддержки, и поддержка, вероятно, со временем улучшится.
23. HeeksCNC
HeeksCNC — это программное обеспечение CAD/CAM с открытым исходным кодом, которое работает только в Windows. У него есть полезное сообщество, где опытные пользователи могут делиться своей работой с остальными. За 14 долларов HeeksCNC — хороший пакет, который можно попробовать с такими функциями, как: управление документами, моделирование траектории, однолинейная диаграмма и анимация.
24. OpenCNCPilot
OpenCNC Pilot — это бесплатная прошивка, специализирующаяся на чистом управлении станками с ЧПУ. Одной из уникальных особенностей OpenCNCPilot является его способность использовать датчики положения станка с ЧПУ для определения плоскостности участка исходного материала, который будет выгравирован для изготовления текущей детали. Программа регулирует траекторию инструмента, чтобы компенсировать коробление исходного материала, в результате чего получается продукт с ожидаемыми размерами и глубиной элемента. OpenCNCPilot основан на Windows.
25. TurboCNC
TurboCNC — это программа для DOS. Хотя его графический интерфейс немного примитивен, а подход архаичен, TurboCNC включает в себя: редактор кода, 8-осевое общее движение со встроенной компенсацией гистерезиса, параметрическое программирование, многоосевое нарезание резьбы и многое другое. По цене 60 долларов вы получаете исходный код и поддержку разработчиков.
Что такое программное обеспечение ЧПУ?
Основной целью программного обеспечения ЧПУ является предоставление инструкций станку с ЧПУ о том, как вырезать готовую деталь из куска сырья. Он также может предлагать возможности, предшествующие фактическому этапу обработки: моделирование конструкций, создание и проверка траекторий движения инструмента, генерация G-кода и, наконец, управление станком.
Что делает программное обеспечение ЧПУ?
Программное обеспечение ЧПУ управляет станком с ЧПУ, генерируя соответствующие инструкции. Часто это ограниченные инструменты, и их лучше всего использовать для небольших правок, а не для создания сложных деталей и сборок. Инструменты кодирования превращают готовый дизайн в G-код. Инструменты моделирования позволяют проверять траекторию движения инструмента, избегая ошибок при резке и столкновений с деталями или механизмами в движении. Наконец, контроллеры станка принимают ваш проверенный G-код и управляют станком, чтобы доставить разработанную вами деталь.
Какие факторы следует учитывать при выборе программного обеспечения ЧПУ?
Одним из факторов, который необходимо учитывать при выборе программного обеспечения ЧПУ, является технический уровень пользователя. Новичкам следует выбирать более простые инструменты, переходя к более сложным программам ЧПУ после освоения основ. Еще одним фактором, который следует учитывать, является цена. Перед покупкой рекомендуется попробовать бесплатную версию программы. Наконец, обратите внимание на сложность конструкции. Убедитесь, что выбранное вами программное обеспечение для обработки с ЧПУ способно выполнять все операции, необходимые для создания детали.
Какое программное обеспечение ЧПУ лучше всего подходит для начинающих?
Лучшее программное обеспечение ЧПУ для начинающих — Aspire. Он прост в освоении, хорошо работает и имеет достаточно функций, чтобы удовлетворить потребности новых пользователей в течение некоторого времени, прежде чем они почувствуют потребность в дополнительных инструментах и возможностях.
Требуется ли программное обеспечение ЧПУ для станка с ЧПУ?
Да, для станка с ЧПУ требуется программное обеспечение ЧПУ. Для выполнения любой производственной задачи станок с ЧПУ должен получать инструкции на понятном ему языке, чтобы сообщить ему, что делать дальше. Программное обеспечение ЧПУ может улучшить управляемые вручную процессы обработки во многих отношениях: поиск оптимальной траектории движения инструмента, обмен данными со станками, интеграция обратной связи от датчиков на станке, чтобы убедиться, что траектория соблюдается, а также точное и сложное управление движением. Для получения дополнительной информации см. наше руководство по станкам с ЧПУ.
Резюме
В этой статье представлены 25 лучших программ ЧПУ для станков с ЧПУ, объясняются различия между ними и обсуждается используемое программное обеспечение ЧПУ. Чтобы узнать больше о программном обеспечении ЧПУ, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Уведомления об авторских правах и товарных знаках
AutoCAD® и Fusion 360® являются зарегистрированными товарными знаками Autodesk, Inc. и/или ее дочерних компаний и/или филиалов в США.
SolidWorks® является зарегистрированным товарным знаком Dassault Systèmes SolidWorks Corp. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Team Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Программное обеспечение, драйверы и платы [Полное руководство по сборке]
Контроллер ЧПУ или система управления ЧПУ представляет собой набор электроники и программного обеспечения, которые получают входные данные либо от g-кода, либо от панели управления ЧПУ и преобразуют их в сигналы, Двигатели станков с ЧПУ должны перемещать оси ЧПУ. Каждый DIY станок с ЧПУ нуждается в нем.
Контроллер с программным обеспечением управления ЧПУ и электроникой являются наиболее сложной частью станка с ЧПУ. В этой статье мы разобьем его на несколько измерений, каждое из которых вы сможете развернуть дальше:
Типы контроллеров ЧПУ
Электроника контроллера ЧПУ
Программное обеспечение контроллера ЧПУ
Выбор лучшего контроллера ЧПУ для вашего станка с ЧПУ
Типы контроллеров ЧПУ
Промышленные OEM-контроллеры ЧПУ
Промышленные OEM-контроллеры ЧПУ используются на промышленных станках с ЧПУ, таких как Haas. Они являются самым задним концом рынка.
Они не очень распространены в проектах «сделай сам» из-за их дороговизны. Мало того, что сам контроллер дорог и его довольно сложно найти (хотя время от времени их можно увидеть на eBay), но промышленные OEM-контроллеры также ожидают дополнительных компонентов премиум-класса. Сервоприводы промышленного качества, домашние / концевые выключатели и все остальное действительно в спешке дорожают изрядным ценником.
Хотя эти элементы управления стоят дорого, в последнее время я видел, как дешевеют такие элементы управления, как бюджетная линейка Siemens, в таких местах, как eBay. Похоже, они тестируют бюджетный рынок. Если они продолжат выходить из строя, эти элементы управления могут иметь больше смысла в проекте ЧПУ DIY, чем кажется.
Я не буду больше говорить об этих элементах управления, так как это довольно сложная тема. Вы можете найти интересную статью, в которой я анализирую, какие функции отсутствуют в контроллерах ЧПУ Hobby по сравнению с промышленными элементами управления.
Модернизированные контроллеры с ЧПУ
Всего лишь небольшой шаг назад от промышленных OEM-контроллеров — это модифицированные контроллеры с ЧПУ, такие как Centroid.
Эти контроллеры продаются для преобразования ручных станков в ЧПУ, например, ручного фрезерного станка Bridgeport. Они также продаются как способ обновить устаревшие элементы управления на промышленных станках с ЧПУ, чтобы обеспечить более современные функции и производительность.
Они по-прежнему не дешевы, но уже начинают попадать в диапазон того, что может себе позволить любитель ЧПУ своими руками.
Контроллеры ЧПУ на базе ПК
На этом рынке есть три основных игрока:
Mach 3 и Mach 4
LinuxCNC
Мгновенная резка
Все три устройства имеют хорошую репутацию благодаря различным характеристикам, функциональности, цене и простоте использования.
Mach 3
Арт Фенерти основал ArtSoft в 2001 году и запустил Mach 3, основанную на ответвлении оригинальной кодовой базы EMC (теперь LinuxCNC). Арт хотел, чтобы контроллер ЧПУ работал на ПК с Microsoft Windows, а не на Linux, поэтому потребовалась серьезная переработка, и у них больше нет ничего общего.
Согласно нашему опросу 2017 года, Mach 3 является самым популярным контроллером ЧПУ в бюджетном сегменте с долей рынка 47%. Следующим ближайшим был LinuxCNC.
LinuxCNC (мой личный фаворит!)
LinuxCNC берет свое начало в проекте NIST «Enhanced Machine Controller», отсюда и его первоначальное название «EMC» и «EMC 2». Поскольку корпорация EMC владеет товарным знаком, название было изменено на LinuxCNC в
. LinuxCNC — это программное обеспечение с открытым исходным кодом, что означает, что вы действительно можете получить последний исходный код, если хотите понять или изменить его. Это также означает, что гораздо более широкая аудитория, включая такие компании, как Tormach, может внести свой вклад в LinuxCNC.
Хотя это очень круто, что LinuxCNC является открытым исходным кодом, именно вклад Tormach и «аромат» PathPilot в LinuxCNC сделали его моим любимым выбором. Используя Mach 3 в течение многих лет, я могу сказать вам, что Tormach принял правильное решение, когда они перешли с Mach 3 на LinuxCNC.
PathPilot просто более стабилен, мощнее и удобнее для пользователя, чем Mach 3, и вам нечего больше желать.
Теперь установка и запуск собственного контроллера ЧПУ PathPilot для ЧПУ «сделай сам» может быть не такой простой задачей. Вам нужно будет собрать контроллер, соответствующий контроллеру Tormach, и запустить на нем копию PathPilot. Существуют различные статьи, которые призваны помочь. Я еще не проверял ни один из них, но если это можно сделать, у вас будет приятная настройка.
FlashCut
FlashCut — очень удобный контроллер ЧПУ с функцией plug-and-play. Компания была основана еще в 1993 году, поэтому она существует уже давно, а дизайн очень зрелый.
Хотя его рыночная доля не так велика, как у Mach4 или LinuxCNC, я слышал о FlashCut только хорошее. Вот отличное видео Дейва ДеКоссена (одного из первых основателей FADAL), показывающее, как легко настроить систему FlashCut:
Я слышал, что некоторые люди говорят, что они считают FlashCut слишком дорогим по сравнению с другими решениями. Однажды я взялся за бумагу, сравнив ее с системой Mach4, и обнаружил, что если вы настроите систему со всеми возможностями FlashCut (например, USB-пульсатор для Mach4), то премия не так высока, как вы думаете.
Наличие полностью спроектированной системы «под ключ», работающей по принципу «подключи и работай», стоит немного больше, если вы спросите меня.
Mach 4
Mach 4 — новейшее решение в этой категории, занимающее наименьшую долю рынка. Это практически переписывание Mach 3 с нуля. Разработчики утверждают, что он использует менее 1 % кода Mach 3.
Немного дороже, но по идее должно быть лучше. С моей точки зрения, жюри еще не вынесено — недостаточно доли рынка или опыта, чтобы делать ставки, когда конкуренция хорошо укоренилась и имеет гораздо большую установленную базу.
Микроконтроллеры: USB, Arduino, Rasperry Pi, TinyG и др.
Микроконтроллеры позволяют создавать дешевые и компактные контроллеры ЧПУ.
Микроконтроллеры с ЧПУ — относительно новая разработка, ставшая возможной благодаря постоянным достижениям в области миниатюризации и программного обеспечения. Идея состоит в том, чтобы разместить все необходимое на одной небольшой печатной плате или, возможно, на плате микроконтроллера с дочерней платой, которую обычно называют «щитом».
Вот краткий список всех самых популярных микроконтроллеров ЧПУ:
Grbl
Grbl (произносится как песчанка) работает на микроконтроллере Arduino. Это открытый исходный код, и его используют множество различных фирм, в том числе:
Это в значительной степени звездный состав, поэтому вы можете быть уверены, что GRBL имеет динамичную экосистему продуктов и людей, которые могут помочь, а также что у него есть светлое будущее. Люди из Shapeoko сказали мне, что они оценили несколько из них и сочли, что GRBL был наголову победителем для их нужд.
TinyG/TinyG2
TinyG — еще одна система на базе микроконтроллера. Это связано с grbl, но это не то же самое. Кодовая база TinyG была создана из grbl в 2010 году и с тех пор идет своим путем. TinyG утверждает, что делает некоторые вещи лучше или по-другому:
В то время как grbl является 3-осевым (XYZ), TinyG является 6-осевым, поэтому может поддерживать дополнительные оси вращения. По умолчанию контроллеры TinyG имеют 4 драйвера шаговых двигателей, а gShield (используемый с grbl) — 3.
TinyG заявляет о некоторых причудливых алгоритмах управления движением, в частности, о профилях «рывкового» ускорения для более плавного движения.
TinyG утверждает, что он реализован на более производительном микроконтроллере с большим объемом памяти.
PlanetCNC
PlanetCNC — это одноплатный контроллер ЧПУ, который родом из Словении, Европа. Как и TinyG, это также 4-осевое решение. В нашем обзоре контроллеров ЧПУ 2017 года GRBL занял первое место на рынке, PlanetCNC — второе место, а TinyG — третье место среди микроконтроллеров.
Электроника контроллера ЧПУ
Вот электроника, которую вы найдете в большинстве шкафов контроллера ЧПУ:
Давайте рассмотрим функции каждого из них.
Коммутационная плата
Коммутационная плата ЧПУ для параллельного порта…
Роль коммутационной платы заключается в том, чтобы подключаться к вашему ПК и генерировать соответствующие сигналы, необходимые для работы приводов двигателей, частотно-регулируемого привода и контакторов.
Подробную информацию о разделительных досках см. в нашей статье:
[ Разделительные платы с ЧПУ ]
Наиболее распространенные разделительные платы, такие как изображенная выше, подключаются к параллельному порту вашего ПК. Это может быть проблемой, так как параллельные порты устарели и на большинстве новых компьютеров их нет. Кроме того, существует множество проблем с производительностью и надежностью, связанных с коммутационными платами.
Более новые и сложные модели на самом деле являются панелями управления движением, хотя некоторые до сих пор называют их коммутационными панелями. Эти платы могут подключаться через кабель USB или Ethernet.
Невозможно управлять USB-соединением достаточно точно, чтобы напрямую генерировать точные импульсы, необходимые для приводов Axis Motor Drives, поэтому роль контроллера движения состоит в том, чтобы принимать команды более высокого уровня и генерировать импульсы. Результатом является гораздо более высокая производительность при немного более высокой стоимости.
У нас также есть отличная статья о платах управления движением:
[Платы управления движением]
Электроприводы / драйверы
Сервоприводы Leadshine Easy…
2 сигнала:
Шаг: Каждый импульс на линии шага указывает моторному приводу переместить двигатель на 1 шаг.
Направление: Если полярность направления односторонняя, движение должно быть по часовой стрелке. Переключение полярности меняет направление на вращение против часовой стрелки. На самом деле, полярность, возможно, не лучший термин, поскольку это может быть просто сигнал для одного направления и отсутствие сигнала для другого.
В дополнение к сигналам step/dir привод двигателя принимает питание постоянного тока, а в случае сервоприводов также принимает сигнал энкодера. Взамен он отдает мощность двигателю таким образом, чтобы контролировать его движение.
Источник питания постоянного тока (не показан)
На приведенной выше фотографии не показан источник питания постоянного тока, так как используемые электроприводы способны принимать переменный ток. Это очень удобно, но не всегда. Возможно, вам потребуется приобрести или построить источник питания постоянного тока для питания приводов двигателей.
Один из первых контроллеров ЧПУ, которые я построил, использовал этот источник питания постоянного тока:
Контакторы
Контактор — причудливое название реле, которое можно использовать для более высоких напряжений. В этом случае большинство контакторов используются для переключения переменного тока, например, для управления насосом охлаждающей жидкости. Ваша коммутационная плата обычно подает сигнал 5 В постоянного тока. Работа контактора заключается в том, чтобы включать (или выключать, если он нормально замкнут) питание переменного тока, когда сигнал 5 В включен, и снова выключать его, когда сигнал 5 В исчезает.
ЧРП: частотно-регулируемый привод
Питание и управление шпинделем с ЧПУ — это работа для частотно-регулируемого привода, сокращенно ЧРП.
Выбор и программирование частотно-регулируемого привода — сложный процесс, в который мы не можем вдаваться. Для начала вам нужно убедиться, что ваш частотно-регулируемый привод имеет достаточную мощность для запуска двигателя шпинделя. Существует несколько различных типов частотно-регулируемых приводов, но наибольшую отдачу от затраченных средств дает то, что называется «Бессенсорный векторный привод ».
Выбор лучшего контроллера ЧПУ для вашего станка с ЧПУ
Выбор лучшего контроллера ЧПУ для вашего станка с ЧПУ — это вопрос баланса между некоторыми важными компромиссами:
Компромиссы при выборе лучшего контроллера ЧПУ…
Компромиссы сводятся к полной производительности и легкости успеха. Простой готовый комплект, в котором есть все необходимое, довольно легко запустить. Но это может пожертвовать некоторой полной производительностью по сравнению с тщательным отбором самого лучшего из каждого компонента для вашего приложения.
Спросите себя, какие у вас навыки и интересы. Это займет больше времени и, скорее всего, будет стоить больше, чтобы обеспечить надежную работу этого всеобъемлющего решения. Также потребуется гораздо больше навыков.
Вы умеете диагностировать проблемы в электрических цепях? Можете ли вы прочитать все спецификации и правильно определить, какие компоненты совместимы друг с другом? Тебе все это нравится?
Если ответ «да» на эти вопросы, вы находитесь в лучшем положении, чтобы попробовать все «передовые» преимущества в вашем проекте. Если ответ «Нет», ищите проверенный комплект, в котором есть все, что вам нужно, и большое сообщество людей, к которым вы можете обратиться с вопросами.
Доля рынка различных контроллеров ЧПУ
Говоря о сообществе, я думаю, что они крайне важны для успеха проектов DIY.
Лазерный излучатель IPG / Raycus Мощность излучателя от 500 Вт до 2000 Вт Диаметр пятна 0,3 — 3 мм Длина кабеля — до 7 метров
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь c политикой конфиденциальности
Для сваривания металла вручную используется различное оборудование. Выбор того или иного устройства для качественной сварки зависит от толщины обрабатываемого металла. Обычное, недорогое оборудование для ручной сварки можно разделить на три категории:
Инверторы – компактные аппараты, состоящие из небольших трансформаторов, диодного моста и электронной платы с ключами.
Выпрямители – установки, использующиеся в промышленных условиях.
Трансформаторы – устройства, представляющие собой катушку с первичной и вторичной обмоткой
Генераторы, работающие исключительно на дизельном либо бензиновом топливе.
Все эти устройства принадлежат к оборудованию для ручной дуговой электросварки. Сварочный процесс таких аппаратов происходит при помощи проволоки, плавящейся в электрической дуге.
В чем их отличия Инверторы, генераторы и трансформаторы относятся больше к бытовым устройствам, которые можно использовать в гараже, на даче, во дворе частного дома, в небольшой частной мастерской. Они имеют небольшие габариты и предназначены для сварки стальных изделий толщиной не более 5 мм.
Выпрямители в отличие от инверторов и трансформаторов применяются для сварки более ответственных деталей. Цена выпрямителей значительно выше. Сварные швы получаются более гладкими, и в то же время требующие дальнейшей обработки для эстетичного вида.
К недостаткам всех этих устройств для сварочных работ можно отнести низкое качество сварного шва, разбрызгиваемость металла во время процесса сварки.
модель
Аппарат ручной лазерной сварки SLS Fiber
Мобильный и высокоскоростной лазерный комплекс для сварки металлов. Данная модель имеет ручное управление.
Получить презентацию и цены
Обучение будет?
при поставке станка, наши инженеры проведут пуско-наладку аппарата лазерной сварки и проведут обучение вашего специалиста.
Что будет после обучения?
наш сервисный центр осуществляет поддержку по любым вопросам в режиме 24/7. Если у вас поменялся материал или изменились задачи, просто позвоните и наши инженеры помогут подобрать настройки на ваш лазерный сварочный аппарат
Гарантии есть?
на все наше оборудование предоставляется гарантия от 12 месяцев и больше. На станок ручной лазерной сварки также распространяются гарантийные обязательства как от нас, так и от производителя (двойная гарантия)
Доставка будет?
доставка всего оборудования осуществляется до указанного вами адреса и в удобное для вас время (даже в выходные дни). В день доставки с вами свяжутся и предупредят о точном времени приезда.
Процесс сварки лазерным ручным аппаратом
Процесс работы аппарата для лазерной сварки металла
Добиться более качественного выполнения сварного шва помогают установки оптоволоконной ручной сварки. Преимущества лазерной оптоволоконной ручной сварки перед другими видами сварки заключаются в следующем: — высокое качество работ; — минимальная толщина шва при высокой прочности; — из-за низкого нагревания во время сварки зоны шва, детали не подвергаются деформации; — нет необходимости в применении расходных материалов таких, как флюсы, присадки, сварочные электроды; — можно осуществлять сварку в труднодоступных местах и за прозрачной преградой.
Где купить или узнать цену Хотите купить сравнительно недорогой аппарат ручной лазерной оптоволоконной сварки или узнать точную его цену – обращайтесь в отдел продаж нашей компании непосредственно в офис либо воспользуйтесь контактной информацией, указанной на сайте.
Аппарат для лазерной сварки металлов PB300CE с чпу
Следует разъяснить, что PB300CE является источником лазерного излучения и для полноценности конструкции необходима комплектация автоматизированным рабочим столом (манипулятор изделия). Компания HAN’S LASER в своей номенклатуре имеет источники и рабочие столы, обладающие различными характеристиками, удовлетворяющие требования самого широкого круга Заказчиков. Одно из главных преимуществ данной конструкции является то, что излучение от источника, передается на рабочий стол по гибкому волокну, имеющему длину до двадцати метров, а источник в свою очередь имеет возможность подключения до четырех рабочих столов, что позволяет Заказчику не только расширить производственную мощность соответствующего технологического участка, но и использовать различные по своим характеристикам и назначению рабочие столы, не меняя при этом генератор.
Генератор изготавливается в строгом соответствие с европейскими стандартами.
Характеристика продукта
Аппарат для сварки металлов PB300CE относится к группе лазеров, активной средой которых является алюмоиттриевый гранат легированный неодимом, а в качестве генерации среды выступают ксеноновые лампы.
Основными элементами конструкции являются: Nd:YAG резонатор, волоконно-оптическая система передачи лазерного излучения, PFCS система управления мощностью лазера с обратной связью в режиме реального времени, источник питания лазера HPP700ACE и система охлаждения.
Керамический моноблок резонатора с несколькими лампами накачки способен генерировать излучение с выходной мощностью 300 Вт и пиковой мощностью 6 кВт.
Преимущества
Широкий набор регулируемых технологических параметров лазера в широком диапазоне позволяет обрабатывать большое количество сталей и сплавов, различной толщины;
Качество и стабильность излучения;
Реализация процесса сварки, как на воздухе, так и в атмосфере инертных газов;
Возможно выполнение таких технологических операций, как закалка различных материалов, легирование и наплавка;
Возможность комплектации с различными манипуляторами изделия;
Сертификат CE
Сфера применения
Из материалов следует отметить возможность работы с конструкционными сталями, алюминиевыми и медными сплавами, магниевыми и титановыми сплавами.
Технические данные
Тип лазера
YAG
Длина волны излучения
1064 нм
Макс. выходная мощность
300 Вт
Макс. энергия в импульсе
6 Дж/мс
Ширина импульса
0.1-50 мс
Частота след. импульсов
1-200 Гц
Кол-во форм импульсов
50 групп
Кол-во волоконных выходов
≤4
Метод разделения излучения
По времени или энергии
Диаметр жилы волокна
0.6 мм
Тип обратной связи
Обр. связь по мощности
Охлаждение
Водяное
Потребляемая мощность
16 кВт
Электропитание
380 В
Вес
500 кг
Габариты (ДxШxВ, мм)
1480x610x1100
Ручной лазерный сварочный аппарат
Диапазон колебания лазера HW-D составляет от 0 мм до 5 мм. Режим лазера может быть установлен через систему управления непрерывной волной или импульсной волной. Ширину сварного шва можно настроить с помощью амплитуды колебания, что устраняет дефект традиционной ручной лазерной сварки, требующий высоких сварных швов. Повышена степень отказоустойчивости сварки. Конструкция механизма подачи проволоки может автоматически подаваться в процессе сварки, что подходит для использования в промышленности и дома. Ручной сварочный пистолет более гибкий и удобный, подходит для сварки под разными углами и положениями. Сварочный шов красивый и прочный, а операция проста, быстра, гибка и не требует больших затрат на обработку. По сравнению с традиционной аргонно-дуговой сваркой и сваркой TIG эффективность значительно возрастает. По сравнению с обычной лазерной сваркой, лазерная сварка с колебанием HW-D лучше всего подходит для сварки более широких швов и сварки с глубоким проплавлением.
Варианты питания лазера
Материал и толщина
Газ
1000 Вт
Нержавеющая сталь 1,5 мм (0,06 дюйма)
Ар
Углеродистая сталь 1,5 мм (0,06 дюйма)
Ар
Оцинкованный лист 1,2 мм (0,047 дюйма)
Ар
Алюминий 1,2 мм (0,047 дюйма)
N2
1500 Вт
Нержавеющая сталь 3,5 мм (0,13 дюйма)
Ар
Углеродистая сталь 3,5 мм (0,13 дюйма)
Ар
Оцинкованный лист 3,5 мм (0,13 дюйма)
Ар
Алюминий 3,5 мм (0,13 дюйма)
N2
2000 Вт
Нержавеющая сталь 4,0 мм (0,16 дюйма)
Ар
Углеродистая сталь 4,0 мм (0,16 дюйма)
Ар
Оцинкованный лист 4,0 мм (0,16 дюйма)
Ар
Алюминий 4,0 мм (0,16 дюйма)
N2
— HW-D может использоваться в самых разных отраслях, таких как кухни, бытовая техника, реклама, пресс-формы, двери и окна из нержавеющей стали, изделия ручной работы, товары для дома, мебель, автозапчасти и т. д. Он также распространен в огнестрельном оружии, Подарки и аксессуары, листовой металл, печатные платы, инструменты, реклама, медицина, упаковка, электроника, полупроводники и т. д.
— Ручной лазерный сварочный аппарат является хорошей заменой традиционной электросварке, аргонно-дуговой сварке и другим процессам.
— Переносная конструкция для сварки внахлестку, кромочной сварки, угловой сварки, сварки подгонки, угловой сварки и т. д.
Лазерная сварка металла
Лазерная сварка металла
Лазерная сварка металла
Лазерная сварка кольца
Лазерная сварка латуни
Лазерная сварка нержавеющей стали
Медицинское устройство для лазерной сварки
Варианты мощности лазера
1квт, 1.5квт, 2квт
Диапазон толщины сварки
0,5-5 мм
Рабочий режим
Непрерывный/регулируемый
Метод охлаждения
Водяное охлаждение
Длина волны
1070 нм
Размеры
1085мм*580*1125мм
Длина оптоволокна
Стандарт 10 м (32 фута)
Вес
275 кг
Диапазон скоростей сварки
0-120 мм/с
Напряжение
220 В, однофазный или 380 В, в зависимости от мощности лазера
Топ-15 производителей лазерных сварочных аппаратов в 2022 году
Лазер
Благодаря быстрому развитию технологии лазерного производства, лазерные технологии стали широко использоваться в промышленности.
Например, лазерная маркировка, лазерная гравировка, лазерная резка и лазерная сварка являются основными процессами применения.
Кроме того, лазерная плакировка и лазерная очистка также используются в небольшом количестве конкретных сцен.
Лазерная сварка
Лазерная сварка — это процесс, при котором заготовка облучается высокоэнергетическим лазерным лучом, рабочая температура резко возрастает, заготовка плавится и снова соединяется, образуя неразъемное соединение
Сравнение оборудования для лазерной сварки и традиционные методы сварки
Средняя скорость сварки (м/мин)
Изменение формы сварки
Точность сварки
Адгезия сварочного шлака
Consumables consumption
Price
Laser welding
4
Small
High
Very few
Less
High
Arc welding
0. 7
More
Normal
Very несколько
Больше
Обычный
Пайка
3-4
Меньше
Обычный
Очень мало
Меньше
0017
Resistance welding
5
Normal
Normal
Very few
More
Low
Development of laser welding
Laser welding has always been favored, but affected by the такие факторы, как недостаточная мощность лазера, высокий порог R & D автоматического управления и высокие требования к настройке, он был разработан только на рынке маломощной лазерной сварки, и его диапазон применения узок.
Часто используется при простой сварке в определенных отраслях промышленности, таких как абразивные инструменты, очки и рекламные слова.
С момента вступления в 21 век наука и техника стремительно развиваются. Как важная наука и технология в нынешнюю эпоху, лазерная технология используется не только в военной области.
Благодаря постоянному совершенствованию технологий лазерные технологии постепенно популяризируются и применяются во многих отраслях промышленности, закладывая прочную основу для развития лазерных технологий.
Благодаря постоянному повышению мощности лазеров и снижению цен на лазеры скорость проникновения оборудования для лазерной сварки в различные отрасли промышленности увеличивается.
В центре внимания лазерной технологии, технология лазерной сварки может точно сварить цель, повысить точность и эффективность сварки, а также решить проблемы, существующие при применении традиционной технологии сварки.
Считается, что с непрерывным развитием промышленности и технологии лазерной сварки он в конечном итоге заменит традиционный процесс сварки и будет широко использоваться во многих областях.
Продажа лазерных сварочных аппаратов
В настоящее время китайская технология лазерной сварки занимает передовые позиции на мировом рынке, и производительность оборудования для лазерной сварки также улучшается.
Согласно данным отчета о развитии лазерной промышленности Китая за 2021 год, лазерная сварка в Китае является вторым по величине сегментом рынка по доле доходов на рынке промышленных лазеров после лазерной резки, на долю которого приходится 13% в 2020 году.
В настоящее время объем лазерная сварка в Китае увеличилась с 1,56 млрд юаней в 2013 году до 11,05 млрд юаней в 2020 году, увеличившись на 608%.
Лучшие производители лазерных сварочных аппаратов
После непрерывного развития число предприятий лазерной сварки увеличивается.
Китайские производители оборудования для лазерной сварки в основном включают Hans’s Laser, HGTECH, UWlaser, Hymson, HSG, Yifi Laser, TianHong Laser, Quick Laser, Chutian Laser, Penta Laser и т. д.
Международные известные компании по лазерной сварке, включая IPG, TRUMPF , Amada, Emag, Panasonic и т. д.
1. IPG
IPG Photonics является ведущим мировым разработчиком и производителем высокопроизводительных волоконных лазеров и усилителей, охватывающих множество приложений и рынков.
Лазеры и усилители малой, средней и высокой мощности широко используются в обработке материалов, связи, развлечениях, лечении, биотехнологии, науке и технике и передовых приложениях.
Их продукты заменяют традиционные лазерные приложения во многих областях и разрабатывают новые приложения лазерных технологий.
Являясь пионером и лидером в разработке и коммерциализации волоконных лазеров и усилителей, компания постепенно увеличивала свою долю на растущем рынке благодаря своему бренду и положению.
Благодаря своим превосходным характеристикам и цене лазер IPG продолжает заменять традиционное лазерное оборудование во многих существующих приложениях.
Запросить цену
2. Trumpf
С момента своего основания в 1923 году компания является мировым лидером в области технологий и рынка промышленных лазеров и лазерных систем.
Группа компаний Trumpf — одно из ведущих предприятий в области глобальных производственных технологий.
От станков для обработки металлических листов и материалов до лазерных технологий, электроники и медицинской техники, Trumpf направляет тенденцию технологического развития с постоянными инновациями.
Компания Trumpf устанавливает новые технические стандарты и стремится разрабатывать и обновлять больше продуктов для большинства пользователей.
Продукты, такие как обработка листового металла, включая лазерную резку, гибку, штамповку и лазер OEM.
Запросить предложение
3. Amada
Amada Weld Tech является ведущим производителем оборудования и систем для контактной сварки, лазерной сварки, лазерной маркировки, лазерной резки, лазерной микрообработки и горячего прессования.
Компания занимается поставкой продуктов для медицинского оборудования, аккумуляторов, электромобилей, солнечной энергетики, глобальных электронных продуктов, автомобильной и общей промышленности.
Запросить цену
4. Emag
Компания Emag, основанная в 1867 году в Германии, является предприятием среднего размера. Его успешная стратегия заключается в своевременном прогнозировании потребностей пользователей и гибком реагировании в соответствии с потребностями пользователей.
Деятельность группы Emag в основном связана с автомобилестроением и вспомогательной промышленностью, машиностроением, аэрокосмической промышленностью, возобновляемыми источниками энергии, электроэнергетикой, нефтяной и другими отраслями.
Продукция включает в себя: токарный станок, зубофрезерный станок, шлифовальный станок, станок, лазерный сварочный аппарат, оборудование для индукционной закалки, систему автоматизации, корпус универсального шарнира, трехходовую муфту, распределительный фланец, тормозной диск, тормозной цилиндр и зубчатый вал.
Компания Emag Lasertec известна своей высокопроизводительной системой лазерной сварки.
Запросить цену
5. Panasonic
Компания Panasonic начала свою деятельность в области сварки в 1957 году.
В прошлом при обработке автомобильных кузовов производители обычно использовали контактную сварку с использованием нагрева сопротивления или дуговую сварку с использованием разряда в воздухе.
Компания Panasonic разработала более сложный и точный метод сварки lapress.
В 2015 году компания Panasonic официально представила миру свое первое комплексное решение для роботов для лазерной сварки Lapress.
Запрос о цитате
6. Лазер Han’s Laser
Основной бизнес:
LASER Automation Equipment, PCB и оборудование для автоматизации
Proform. оборудование в китае.
Компания также специализируется на лазерной резке и лазерной маркировке. Лазерное сварочное оборудование компании в основном используется в автомобильной, аккумуляторной и других областях.
В 2020 году общий доход составит 12 миллиардов юаней, из которых бизнес мощного лазерного интеллектуального оборудования достигнет операционного дохода в размере 2,018 миллиарда юаней, что является лидирующим положением с точки зрения масштаба и технологий, а количество патентов намного превышает количество других предприятий.
Сообщается, что лазер Хана четыре раза выигрывал тендер Ningde Times с общей суммой предложения 2,743 миллиарда юаней.
В дополнение к заказу в 1 миллиард юаней в этом году, суммы победителей торгов в 2018 году составили 353 миллиона юаней и 193 миллиона юаней соответственно, а целями были оборудование для впрыска жидкости, оборудование для лазерной сварки и т. д.
В 2020 году он выиграла тендер на сумму 1,194 миллиарда юаней, и целью является оборудование для производства литиевых батарей.
Четыре победивших предложения были связаны с производством аккумуляторов новой энергии, что еще раз способствовало расширению бизнеса в области аккумуляторов новой энергии.
.. технологическое оборудование включает в себя систему лазерной резки, систему лазерной сварки, серию лазерной маркировки, систему лазерной термообработки, лазерный сверлильный станок, лазер и т. д. Рынок лазерной сварки мощностью 6 кВт достигнет 300 млн юаней.
В настоящее время пластина для лазерного оборудования по технологии Huagong занимает лидирующие позиции в отрасли сварки BIW в автомобильной цепочке, а промышленность литиевых аккумуляторов вошла в число основных клиентов.
В области производства автомобилей на новых источниках энергии компания Huagong laser, основная дочерняя компания Huagong technology, не удовлетворена своим лидирующим положением в области традиционной лазерной сварки кузовов автомобилей, нарушая монополию Японии, Южной Кореи, Европы и США в прошлом.
Первая отечественная производственная линия для сварки алюминиевых кузовов автомобилей на новых источниках энергии, самостоятельно разработанная компанией Huagong laser, основным дочерним предприятием технологии Huagong, прошла приемку по прибытии и была запущена в серийное производство и зарегистрирована у заказчика.
Запрос a Quote
8. Uwlaser
Основной бизнес:
Laser Swarding Equipment и Laser
Profision:
. . Это лидер в области лазерной сварки аккумуляторных батарей.
Являясь ведущим предприятием по лазерной сварке аккумуляторных батарей в Китае, оно было официально включено в список в июне 2020 года и вышло на рынок капитала.
Его группы клиентов охватывают известные предприятия во времена Ниндэ, высокие технологии GuoXuan, BYD, Gree Intelligence, Foxconn, Tyco Electronics, Changying Precision, Yiwei литий-энергия, Panasonic, Samsung, AVIC power и другие отрасли.
В 2019 году объем выручки United Winners Laser достигнет 1 миллиарда юаней, что составляет около 10% в отечественной области лазерной сварки;
В 2020 году, пострадавшая от эпидемии, компания получила доход в размере 878 миллионов юаней и осуществила проект производственной линии лазерной сварки с аккумуляторной батареей компании German Times New Energy Technology (Thuringia) Co. , Ltd., дочерней компании Ningde Times.
В настоящее время некоторые из них доставлены, и техническая группа выехала в Германию для установки и ввода в эксплуатацию. В настоящее время прогресс гладкий.
Запросить цену
9. Хаймсон
Основной бизнес:
Общее лазерное оборудование и оборудование для автоматизации, лазерное оборудование с аккумуляторными батареями и оборудование для автоматизации
Профиль компании:
поставляет лазерную пленку, автоматическую машину для сварки мягких соединений, автоматическую машину для ультразвуковой сварки квадратных алюминиевых корпусов и т. д.
В 2020 году выручка компании составила 1,321 млрд юаней, а в сентябре 2020 года она попала в Совет по науке и инновациям.
Обладает богатыми профессиональными возможностями и управлением технологическим процессом в индустрии литиевых аккумуляторов.
На основе сочетания лазерной технологии и технологии автоматизации компания Hymson создала полный набор решений для лазерного оборудования и оборудования для автоматизации.
Некоторые продукты имеют значительные преимущества в отрасли.
Согласно его финансовому отчету, в 2020 году было подписано около 2,5 млрд юаней (включая налоги) новых заказов, в том числе 673 млн юаней заказов от Ningde Times, в основном включая высокоскоростную лазерную пленку, предварительную сварку верхней крышки и полное интегрированная сварочная машина, адаптерная сварочная машина, линия сушки ячеек и другое оборудование для возбуждения и автоматизации силовых аккумуляторов.
Запрос a Quote
10. HSG
Основной бизнес:
LASER Cutting Machine, Laser Welding Machine
Profess:
Компания. В 2018 году компания продала более 1500 станков для резки оптического волокна на сумму 1,2 млрд юаней;
Лазерный сварочный аппарат включает в себя ручной сварочный аппарат с оптоволоконным лазером, мощную сварочную машину с проволокой для отслеживания шва и лазерный сварочный аппарат с волоконным гальванометром.
HSG laser – это крупное производственное предприятие, специализирующееся на решениях для промышленного применения лазеров.
Он специализируется на исследованиях и разработках, производстве и продаже полностью автоматического оборудования для лазерной сварки металлов, станков для лазерной резки / резки труб и другого оборудования.
Лазерный сварочный аппарат включает в себя портативный волоконно-оптический лазерный сварочный аппарат, мощную сварочную проволоку с отслеживанием шва и лазерный сварочный аппарат с волоконным гальванометром.
В 2020 году спрос на продукцию, связанную с HSG Laser, резко вырос.
Объем продаж лазерного оборудования превысил 3000 комплектов, а контрактные продажи превысили 2 миллиарда юаней.
В феврале 2021 года было сообщено о регистрации руководства IPO. Это важное предприятие в отрасли лазерного оборудования в Южном Китае.
Запросить цену
11. Yifi Laser
Основное направление деятельности:
Лазерный прецизионный сварочный аппарат, высокоскоростной лазерный маркировочный станок, лазерный прецизионный станок для резки, лазерный прецизионный сверлильный станок и т. д.
Профиль компании:
Лазер Yifi всегда фокусировался на исследованиях и разработках и применении интеллектуальной системы лазерной сварки с 2005 года, а в 2007 году официально начал заниматься лазерной сваркой и связанными с ней областями применения новой энергетической батареи для транспортных средств;
Станция автоматической сварки, автоматическая производственная линия, интеллектуальная мастерская / интеллектуальная фабрика созданы, и построено общее решение с лазерной сваркой в качестве ядра.
Лазер Yifi не только первым в Китае преодолел проблему герметизации и сварки алюминиевого корпуса силовой батареи, но также внедрил и решил проблему сварки разнородных материалов из алюминия и меди в блоке модулей силовой батареи, приняв технологию сварки разнородных материалов.
Он также предлагает технологию сварки всех опорных наконечников, технологию вертикальной сварки и эффективную интеллектуальную систему производства гибкой упаковки.
Запросить цену
12. TianHong Laser
Основной бизнес:
Лазерная резка, лазерная сварка, лазерная маркировка и система лазерной микрообработки
Профиль компании:
0 Новая компания была зарегистрирована в 1 и
9 третья доска в 2014 году.
Лазерный сварочный аппарат компании также в основном используется в области новой энергии.
В 2019 году лазерный сварочный аппарат компании принес прибыль в размере 29,88 млн юаней, что на 37,23% меньше, чем в прошлом году.
Запросить цену
13. Quick Laser
Основное направление деятельности:
Станок для лазерной резки, станок для лазерной сварки, станок для лазерной резки труб, лазерная микрообработка, линия сварки новой энергии, оборудование для испытаний полупроводников и 3C и т. д.
Профиль компании:
Компания Quick Laser, основанная в 2009 году, придерживается высоких позиций в отрасли и профессионально занимается исследованиями и разработками, производством, продажей и обслуживанием лазерного интеллектуального оборудования, включая четыре линейки продуктов: станок для лазерной резки, станок для лазерной сварки, станок для лазерной маркировки и оборудование для автоматизации.
 Начните со Staples Black Friday со скидками на все, от компьютеров и техники до игровых кресел, принтеров и многого другого! Экономия продолжается с недельными предложениями Киберпонедельника, которые вы не хотите пропустить! Используйте это время, чтобы запастись предметами первой необходимости, обновить свой офис и найти подарки, которые им понравятся.
Начните со Staples Black Friday со скидками на все, от компьютеров и техники до игровых кресел, принтеров и многого другого! Экономия продолжается с недельными предложениями Киберпонедельника, которые вы не хотите пропустить! Используйте это время, чтобы запастись предметами первой необходимости, обновить свой офис и найти подарки, которые им понравятся. Держите свои финансовые записи в актуальном состоянии в течение всего года с помощью подходящего финансового программного обеспечения для ваших личных или корпоративных нужд. А также убедитесь, что ваш офис хорошо снабжен необходимыми налоговыми формами и конвертами, чтобы ваши сотрудники или контрактные работники могли как можно скорее оформить документы. Узнайте, как Staples может помочь вам подготовиться к уплате налогов:
Держите свои финансовые записи в актуальном состоянии в течение всего года с помощью подходящего финансового программного обеспечения для ваших личных или корпоративных нужд. А также убедитесь, что ваш офис хорошо снабжен необходимыми налоговыми формами и конвертами, чтобы ваши сотрудники или контрактные работники могли как можно скорее оформить документы. Узнайте, как Staples может помочь вам подготовиться к уплате налогов:

 Мягкие конверты и пузырчатые почтовые ящики идеально подходят для отправки небольших нехрупких предметов. Упакуйте более крупные предметы в транспортировочные коробки, которые немного больше самого предмета, и используйте упаковочные арахис, пузырчатую пленку или другие упаковочные материалы, чтобы предотвратить перемещение предметов в коробке во время транспортировки. Выберите правильную упаковочную ленту, чтобы запечатать транспортировочные коробки и сохранить их запечатанными. Компания Staples предлагает прозрачную акриловую упаковочную ленту для повседневной транспортировки и усиленную упаковочную ленту или водоактивируемую ленту для упаковок, требующих более надежного уплотнения.
Мягкие конверты и пузырчатые почтовые ящики идеально подходят для отправки небольших нехрупких предметов. Упакуйте более крупные предметы в транспортировочные коробки, которые немного больше самого предмета, и используйте упаковочные арахис, пузырчатую пленку или другие упаковочные материалы, чтобы предотвратить перемещение предметов в коробке во время транспортировки. Выберите правильную упаковочную ленту, чтобы запечатать транспортировочные коробки и сохранить их запечатанными. Компания Staples предлагает прозрачную акриловую упаковочную ленту для повседневной транспортировки и усиленную упаковочную ленту или водоактивируемую ленту для упаковок, требующих более надежного уплотнения. Если ваш офис или организация рассылает большие почтовые отправления, рассмотрите возможность использования фальцевальной машины и самозапечатывающихся конвертов для повышения эффективности.
Если ваш офис или организация рассылает большие почтовые отправления, рассмотрите возможность использования фальцевальной машины и самозапечатывающихся конвертов для повышения эффективности. Добавьте к своей системе дополнительный компьютерный монитор и выберите из нашего широкого ассортимента мышей и клавиатур. И не забудьте запастись канцелярскими товарами. От блокнотов и копировальной бумаги до ручек и маркеров — Staples предлагает гибкие варианты AutoRestock для всех основных товаров, поэтому вы можете получить расходные материалы с доставкой к вашей двери, не забывая о заказе.
Добавьте к своей системе дополнительный компьютерный монитор и выберите из нашего широкого ассортимента мышей и клавиатур. И не забудьте запастись канцелярскими товарами. От блокнотов и копировальной бумаги до ручек и маркеров — Staples предлагает гибкие варианты AutoRestock для всех основных товаров, поэтому вы можете получить расходные материалы с доставкой к вашей двери, не забывая о заказе. Это означает: «Нажмите, чтобы выполнить поиск».
Это означает: «Нажмите, чтобы выполнить поиск».





 Центральный рычаг устанавливается в 7 положениях, диапазон высот от 32 до 95 мм. Агрегат имеет три режима работы: сбор в травосборник, выброс в бок (дефлектор приобретается отдельно), мульчирование. Двигатель Briggs&Stratton Series 625e с легким запуском отличается долговечностью. Уникальная система типа «три в одном» осуществляет сбор травы в травосборник, мульчирование посредством технологии BioClip(r) или выброс травы назад. Основа конструкции — прочное оцинкованное шасси, которое повышает устойчивость и маневренность. Легко снимаемый травосборник и складная рукоятка упрощают хранение и транспортировку.
Центральный рычаг устанавливается в 7 положениях, диапазон высот от 32 до 95 мм. Агрегат имеет три режима работы: сбор в травосборник, выброс в бок (дефлектор приобретается отдельно), мульчирование. Двигатель Briggs&Stratton Series 625e с легким запуском отличается долговечностью. Уникальная система типа «три в одном» осуществляет сбор травы в травосборник, мульчирование посредством технологии BioClip(r) или выброс травы назад. Основа конструкции — прочное оцинкованное шасси, которое повышает устойчивость и маневренность. Легко снимаемый травосборник и складная рукоятка упрощают хранение и транспортировку.
 3
3 3
3 -макс, км/час
-макс, км/час

 3 в 1 — сбор в травосборник для повышения чистоты газона, функция BioClip(r) (мульчирование) для удобрения почвы или выброс в сторону.
3 в 1 — сбор в травосборник для повышения чистоты газона, функция BioClip(r) (мульчирование) для удобрения почвы или выброс в сторону.
 4
4 -макс, км/час
-макс, км/час Двигатель Американский. Пользовался весь прошлый сезон, ничего плохого пока не выявил.
Двигатель Американский. Пользовался весь прошлый сезон, ничего плохого пока не выявил. )
) )
) )
) с.
с.

 характеристики
характеристики диаметр сверления
диаметр сверления 1
1 ..
..
 )
)
.jpg) Вес 18 кг Видео обзор в описании
Вес 18 кг Видео обзор в описании webdesigner-profi.de MAXXmarketing GmbH
webdesigner-profi.de MAXXmarketing GmbH Сантехника является важной частью любой обстановки, независимо от того, находитесь ли вы в жилом районе или ищете ремонт в коммерческом секторе. Кроме того, поскольку постоянное использование приводит к неожиданным поломкам, вам нужна вся возможная помощь, чтобы ваша сантехника оставалась в отличной форме. Единственный способ сделать это, конечно, с помощью сантехнических инструментов.
Сантехника является важной частью любой обстановки, независимо от того, находитесь ли вы в жилом районе или ищете ремонт в коммерческом секторе. Кроме того, поскольку постоянное использование приводит к неожиданным поломкам, вам нужна вся возможная помощь, чтобы ваша сантехника оставалась в отличной форме. Единственный способ сделать это, конечно, с помощью сантехнических инструментов. К счастью, с медью 9Труборезы 0005, резаки для стальных труб, резьбонарезные станки с храповым механизмом, сантехнический ключ и многое другое — у нас есть все инструменты, необходимые для простой установки труб. У нас даже есть герметик, необходимый для защиты вашей собственности от плесени и защиты окружающей среды.
К счастью, с медью 9Труборезы 0005, резаки для стальных труб, резьбонарезные станки с храповым механизмом, сантехнический ключ и многое другое — у нас есть все инструменты, необходимые для простой установки труб. У нас даже есть герметик, необходимый для защиты вашей собственности от плесени и защиты окружающей среды.

 в упаковке
в упаковке

 Такой принцип работы не позволяет плавно управлять вращением, но дает возможность быстро набрать обороты.
Такой принцип работы не позволяет плавно управлять вращением, но дает возможность быстро набрать обороты. В результате питание подается на другую обмотку и цикл повторяется.
В результате питание подается на другую обмотку и цикл повторяется.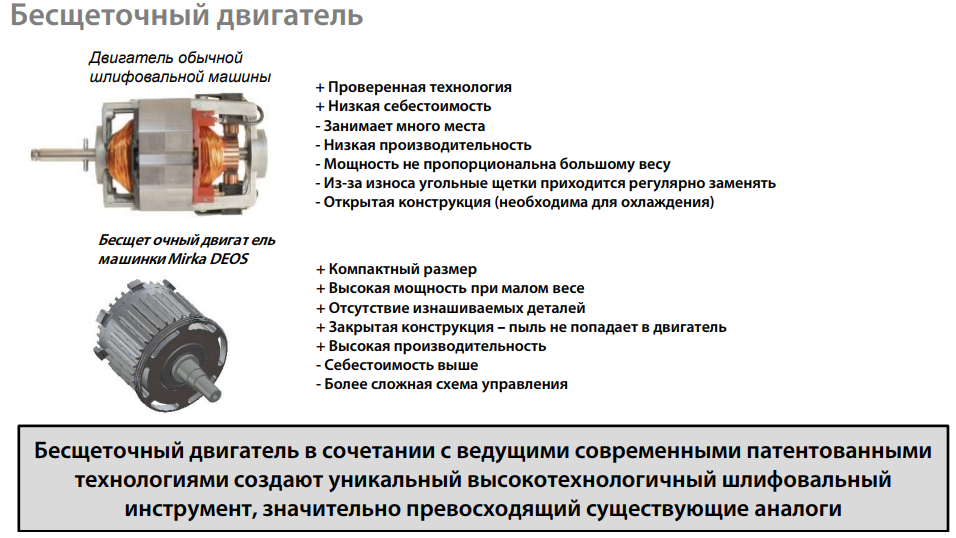 Это существенно улучшает характеристики бесколлекторных двигателей, но приводит к удорожанию и так недешевой конструкции.
Это существенно улучшает характеристики бесколлекторных двигателей, но приводит к удорожанию и так недешевой конструкции.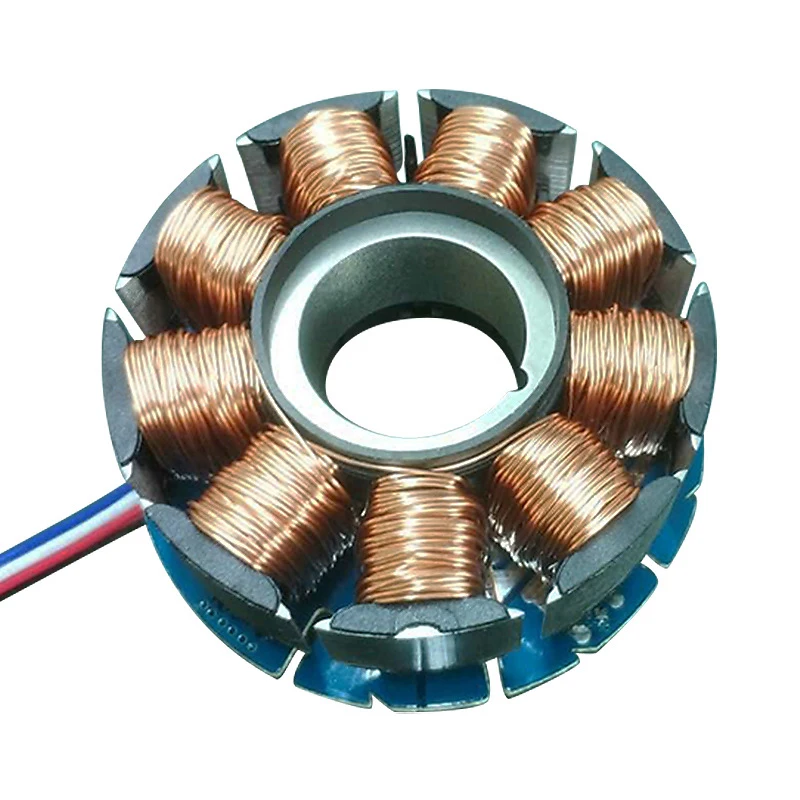
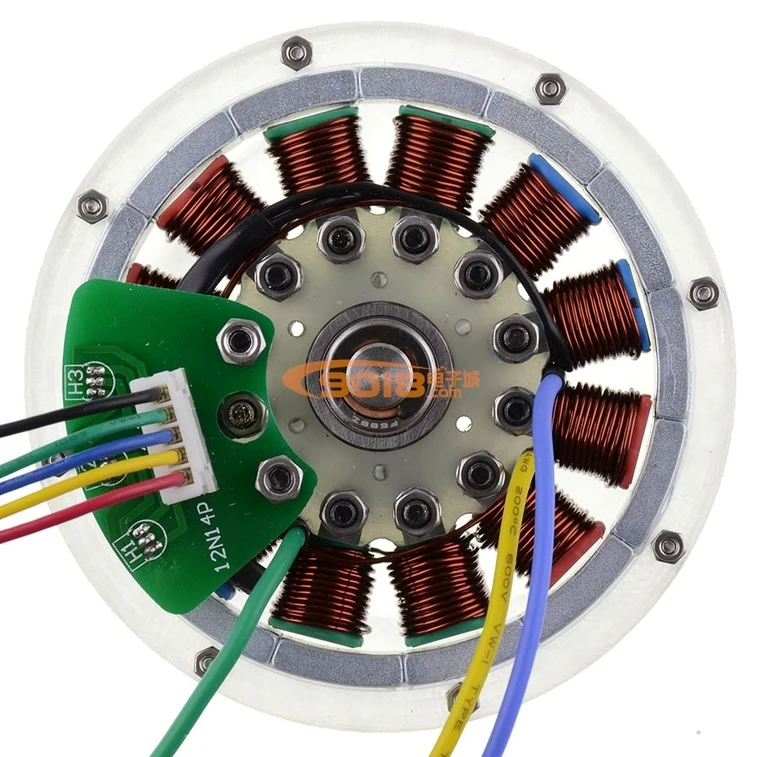 Если привод не снабжен такими детекторами, то в расчет берется обратная ЭДС, которая возникает в неподключенных катушках статора. Контроллер, который, по сути, является аппаратно-программным комплексом, отслеживает эти изменения и задает порядок коммутации.
Если привод не снабжен такими детекторами, то в расчет берется обратная ЭДС, которая возникает в неподключенных катушках статора. Контроллер, который, по сути, является аппаратно-программным комплексом, отслеживает эти изменения и задает порядок коммутации.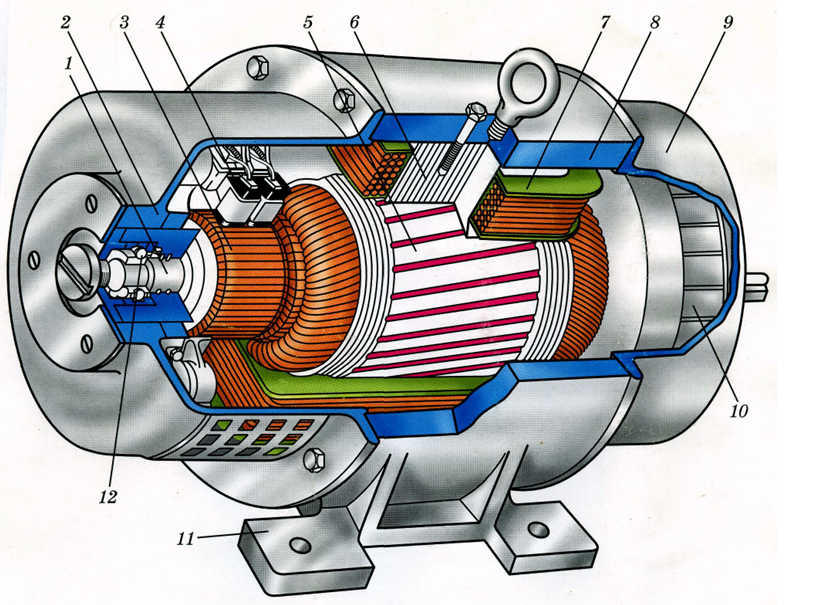 Датчиками зафиксируется его движение и подастся сигнал для следующей коммутации.
Датчиками зафиксируется его движение и подастся сигнал для следующей коммутации.
 Вращающееся магнитное поле создаётся обмоткой статора, при взаимодействии с которым магнитный ротор приходит в движение. Для создания вращающегося магнитного поля на обмотку статора подаётся система трёхфазных напряжений, которая может иметь различную форму и формируется различными способами. Формирование питающих напряжений (коммутация обмоток) для бесколлекторного двигателя постоянного тока производиться специализированными блоками электроники – контроллером двигателя.
Вращающееся магнитное поле создаётся обмоткой статора, при взаимодействии с которым магнитный ротор приходит в движение. Для создания вращающегося магнитного поля на обмотку статора подаётся система трёхфазных напряжений, которая может иметь различную форму и формируется различными способами. Формирование питающих напряжений (коммутация обмоток) для бесколлекторного двигателя постоянного тока производиться специализированными блоками электроники – контроллером двигателя.

 С одной стороны это позволяет увеличить удельную мощность бесколлекторного двигателя, с другой стороны не для всех применений такая высокая скорость является действительно необходимой
С одной стороны это позволяет увеличить удельную мощность бесколлекторного двигателя, с другой стороны не для всех применений такая высокая скорость является действительно необходимой


 Однако эти двигатели имеют ряд недостатков, таких как шум из-за трения щеток, образование искр и электрических помех, а также ограниченный срок службы из-за износа щеток. Разработка бесщеточного двигателя постоянного тока решила все эти проблемы.
Однако эти двигатели имеют ряд недостатков, таких как шум из-за трения щеток, образование искр и электрических помех, а также ограниченный срок службы из-за износа щеток. Разработка бесщеточного двигателя постоянного тока решила все эти проблемы.

 Компании принадлежит 80 % мирового рынка шпиндельных двигателей жестких дисков, 60 % мирового рынка двигателей DVD и других оптических приводов и 40 % мирового рынка двигателей вентиляторов. Nidec работает в области малогабаритных прецизионных двигателей, в которой произошел самый быстрый переход на бесщеточные двигатели. Нам удалось наладить массовое производство бесколлекторных двигателей постоянного тока раньше, чем у наших конкурентов, и занять лидирующие позиции на рынке. Кроме того, мы удерживаем позицию № 1 в мире, постоянно внедряя новые технологии, такие как первое в отрасли применение FDB (гидродинамических подшипников), которые удовлетворяют потребности все более точных жестких дисков, а также собственное производство инструментов проектирования и моделирования.
Компании принадлежит 80 % мирового рынка шпиндельных двигателей жестких дисков, 60 % мирового рынка двигателей DVD и других оптических приводов и 40 % мирового рынка двигателей вентиляторов. Nidec работает в области малогабаритных прецизионных двигателей, в которой произошел самый быстрый переход на бесщеточные двигатели. Нам удалось наладить массовое производство бесколлекторных двигателей постоянного тока раньше, чем у наших конкурентов, и занять лидирующие позиции на рынке. Кроме того, мы удерживаем позицию № 1 в мире, постоянно внедряя новые технологии, такие как первое в отрасли применение FDB (гидродинамических подшипников), которые удовлетворяют потребности все более точных жестких дисков, а также собственное производство инструментов проектирования и моделирования. В различных местах все больше и больше гидравлических систем заменяются двигателями. В частности, бесщеточный двигатель постоянного тока играет ведущую роль в замене функций, где требуется управляемость, а также в местах, где часто используются детали и, следовательно, требуются детали с длительным сроком службы. Основная область применения после ГУР – компрессорные двигатели кондиционеров. Кроме того, тяговые двигатели для электромобилей (EV) являются перспективной областью для бесщеточных двигателей постоянного тока. Поскольку система работает от батареи с ограниченной мощностью, двигатель должен быть высокоэффективным и компактным, чтобы его можно было установить в ограниченном пространстве. Благодаря опыту, который мы накопили в области малых прецизионных двигателей, мы стремимся стать компанией № 1 в мире, работающей в области автомобильных двигателей.
В различных местах все больше и больше гидравлических систем заменяются двигателями. В частности, бесщеточный двигатель постоянного тока играет ведущую роль в замене функций, где требуется управляемость, а также в местах, где часто используются детали и, следовательно, требуются детали с длительным сроком службы. Основная область применения после ГУР – компрессорные двигатели кондиционеров. Кроме того, тяговые двигатели для электромобилей (EV) являются перспективной областью для бесщеточных двигателей постоянного тока. Поскольку система работает от батареи с ограниченной мощностью, двигатель должен быть высокоэффективным и компактным, чтобы его можно было установить в ограниченном пространстве. Благодаря опыту, который мы накопили в области малых прецизионных двигателей, мы стремимся стать компанией № 1 в мире, работающей в области автомобильных двигателей. Чтобы эффективно управлять этими боеприпасами в полете, небольшая система управления (CAS) выполняет небольшие точные регулировки для размещения стабилизаторов и регулировки воздушного потока над корпусом. Традиционно эти системы были пневматическими или приводились в действие щеточным двигателем постоянного тока с редуктором, но современные достижения в области электроприводов, включая бесщеточные двигатели постоянного тока (BLDC), позволили создать меньшие, легкие, дешевые и более эффективные конструкции CAS. Однако это происходит за счет дополнительной сложности системы для управления тремя фазами BLDC.
Чтобы эффективно управлять этими боеприпасами в полете, небольшая система управления (CAS) выполняет небольшие точные регулировки для размещения стабилизаторов и регулировки воздушного потока над корпусом. Традиционно эти системы были пневматическими или приводились в действие щеточным двигателем постоянного тока с редуктором, но современные достижения в области электроприводов, включая бесщеточные двигатели постоянного тока (BLDC), позволили создать меньшие, легкие, дешевые и более эффективные конструкции CAS. Однако это происходит за счет дополнительной сложности системы для управления тремя фазами BLDC. Особое внимание следует уделить мертвому времени, вставляемому между верхней и нижней линиями возбуждения для широтно-импульсной модуляции (ШИМ).
Особое внимание следует уделить мертвому времени, вставляемому между верхней и нижней линиями возбуждения для широтно-импульсной модуляции (ШИМ). привод для мотора.
привод для мотора.
 1
1 
 Следующим шагом в FOC является преобразование V α и V β в значения ШИМ, отправляемые на блок инвертора ШИМ. Обычно для этого процесса используется либо схема синусоидальной модуляции (SPWM), либо схема модуляции пространственного вектора (SVPWM или SVM).
Следующим шагом в FOC является преобразование V α и V β в значения ШИМ, отправляемые на блок инвертора ШИМ. Обычно для этого процесса используется либо схема синусоидальной модуляции (SPWM), либо схема модуляции пространственного вектора (SVPWM или SVM). Этот рабочий цикл можно рассчитать с помощью уравнений, аналогичных тем, которые получены из векторной математики (см. рис. 8).
Этот рабочий цикл можно рассчитать с помощью уравнений, аналогичных тем, которые получены из векторной математики (см. рис. 8).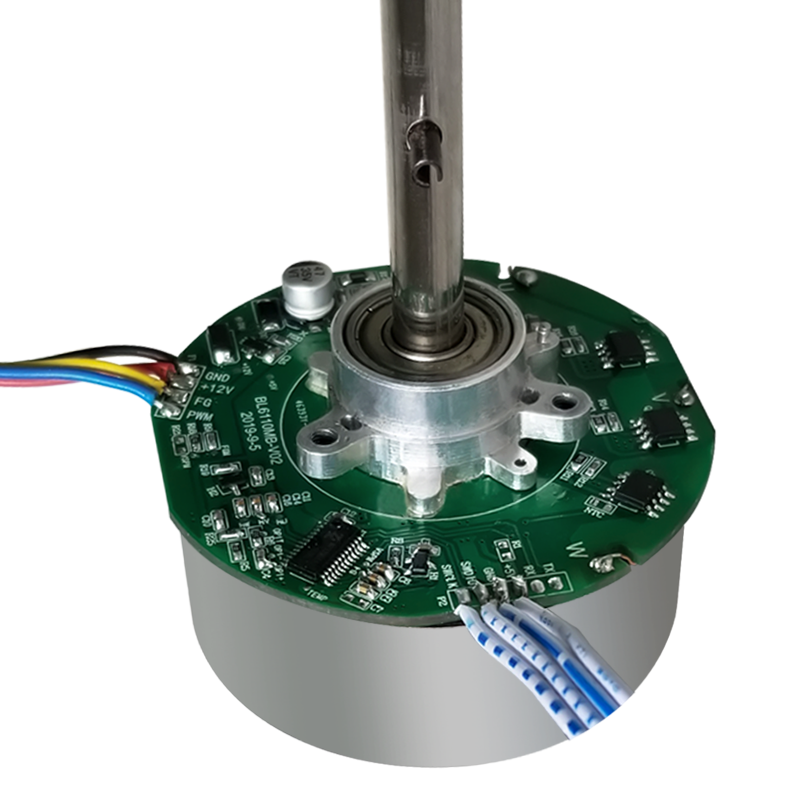 Чтобы измерить эти токи, можно использовать несколько различных стратегий: шунтирование в соответствии с каждой фазной обмоткой, один шунт нижнего конца между тремя нижними МОП-транзисторами и землей, фазовые шунты под каждым МОП-транзистором на землю или шунты на стороне высокого напряжения между каждым из них. верхний МОП-транзистор и V ДК . Если конструкция ограничена по стоимости, метод с использованием двух шунтов на одной линии с обмотками обеспечивает хорошее измерение, поскольку это обеспечивает прямой способ измерения тока двух обмоток напрямую. Третий ток можно рассчитать, используя закон тока Кирхгофа и сумму 0. Дополнительным преимуществом является то, что ток можно измерить в любой момент, а не только при включенных нижних или верхних МОП-транзисторах. После измерения этих токов их следует нормализовать в диапазоне [–1, +1], используя максимальный ток, измеряемый шунтирующей системой.
Чтобы измерить эти токи, можно использовать несколько различных стратегий: шунтирование в соответствии с каждой фазной обмоткой, один шунт нижнего конца между тремя нижними МОП-транзисторами и землей, фазовые шунты под каждым МОП-транзистором на землю или шунты на стороне высокого напряжения между каждым из них. верхний МОП-транзистор и V ДК . Если конструкция ограничена по стоимости, метод с использованием двух шунтов на одной линии с обмотками обеспечивает хорошее измерение, поскольку это обеспечивает прямой способ измерения тока двух обмоток напрямую. Третий ток можно рассчитать, используя закон тока Кирхгофа и сумму 0. Дополнительным преимуществом является то, что ток можно измерить в любой момент, а не только при включенных нижних или верхних МОП-транзисторах. После измерения этих токов их следует нормализовать в диапазоне [–1, +1], используя максимальный ток, измеряемый шунтирующей системой. Однако в зависимости от разрешения датчика могут потребоваться дополнительные схемы оценки положения и скорости. Независимо от технологии, измеренный угол необходимо преобразовать в электрический угол, чтобы синхронизировать коммутацию с фактическим положением ротора и включить преобразования ротора. Угловая скорость также должна быть известна, но обычно она хранится в механической области, чтобы соответствовать желаемой входной скорости.
Однако в зависимости от разрешения датчика могут потребоваться дополнительные схемы оценки положения и скорости. Независимо от технологии, измеренный угол необходимо преобразовать в электрический угол, чтобы синхронизировать коммутацию с фактическим положением ротора и включить преобразования ротора. Угловая скорость также должна быть известна, но обычно она хранится в механической области, чтобы соответствовать желаемой входной скорости. Затем FOC и необходимые контуры управления реализуются в подпрограмме обслуживания прерывания PWM, так что новые значения для PWM доступны для следующего цикла PWM. Это налагает жесткие временные ограничения на процедуру FOC, поскольку любое время, затраченное на обслуживание прерывания PWM, является временем, не затраченным на обслуживание других аспектов управляющего процессора (таких как последовательные интерфейсы для программ на базе ПК). При частоте ШИМ 30 кГц каждая ISR ШИМ составляет всего 33,3 мкс. Так что каждая микросекунда имеет значение! Необходимо соблюдать осторожность, чтобы свести к минимуму вычислительные затраты для синуса и косинуса и других вычислений с плавающей запятой. Как правило, предпочтительно, чтобы подпрограмма FOC занимала менее 50% доступного времени PWM ISR, чтобы процессор мог обслуживать другие периферийные устройства, такие как UART, для обслуживания менее важных задач, таких как изменение желаемой скорости или установка нового положения.
Затем FOC и необходимые контуры управления реализуются в подпрограмме обслуживания прерывания PWM, так что новые значения для PWM доступны для следующего цикла PWM. Это налагает жесткие временные ограничения на процедуру FOC, поскольку любое время, затраченное на обслуживание прерывания PWM, является временем, не затраченным на обслуживание других аспектов управляющего процессора (таких как последовательные интерфейсы для программ на базе ПК). При частоте ШИМ 30 кГц каждая ISR ШИМ составляет всего 33,3 мкс. Так что каждая микросекунда имеет значение! Необходимо соблюдать осторожность, чтобы свести к минимуму вычислительные затраты для синуса и косинуса и других вычислений с плавающей запятой. Как правило, предпочтительно, чтобы подпрограмма FOC занимала менее 50% доступного времени PWM ISR, чтобы процессор мог обслуживать другие периферийные устройства, такие как UART, для обслуживания менее важных задач, таких как изменение желаемой скорости или установка нового положения. Analog Devices предлагает ряд компонентов для сигнальных цепей управления двигателем. Эти детали включают драйверы затворов, датчики абсолютного угла и эффекта Холла, датчики тока и изоляционные изделия.
Analog Devices предлагает ряд компонентов для сигнальных цепей управления двигателем. Эти детали включают драйверы затворов, датчики абсолютного угла и эффекта Холла, датчики тока и изоляционные изделия.
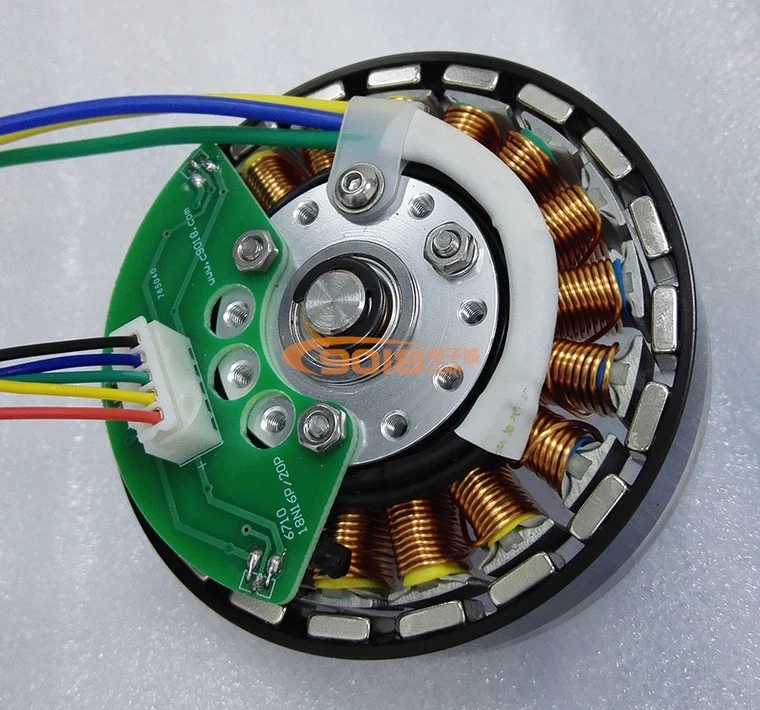 После оцифровки напряжений V SIN и V COS их можно преобразовать в угол по простой формуле:
После оцифровки напряжений V SIN и V COS их можно преобразовать в угол по простой формуле:
 Выборка синхронизируется с одним нарастающим фронтом на линии преобразования. Фазные токи и выходы датчика абсолютного угла затем могут быть синхронизированы с одним и тем же моментом времени во время ШИМ с выравниванием по центру. Работа с одним источником питания 5 В упрощает конструкцию источника питания, при этом потребляя менее 20 мА. Отдельное выходное напряжение цифровой логики позволяет LTC2345 взаимодействовать с микроконтроллерами, процессорами или FPGA с более низким напряжением. Благодаря гибкому характеру диапазонов аналоговых входов смещение 2,5 В датчиков положения и тока может быть автоматически удалено аппаратно с помощью аналоговых входных каналов (IN–). Данные могут выводиться из LTC2345 с использованием выходов SDO с различной тактовой частотой в зависимости от требуемой пропускной способности дискретизации.
Выборка синхронизируется с одним нарастающим фронтом на линии преобразования. Фазные токи и выходы датчика абсолютного угла затем могут быть синхронизированы с одним и тем же моментом времени во время ШИМ с выравниванием по центру. Работа с одним источником питания 5 В упрощает конструкцию источника питания, при этом потребляя менее 20 мА. Отдельное выходное напряжение цифровой логики позволяет LTC2345 взаимодействовать с микроконтроллерами, процессорами или FPGA с более низким напряжением. Благодаря гибкому характеру диапазонов аналоговых входов смещение 2,5 В датчиков положения и тока может быть автоматически удалено аппаратно с помощью аналоговых входных каналов (IN–). Данные могут выводиться из LTC2345 с использованием выходов SDO с различной тактовой частотой в зависимости от требуемой пропускной способности дискретизации. Синусоидальная и FOC — две стратегии коммутации, которые обеспечивают точное управление BLDC. Обе стратегии требуют точного измерения угла ротора BLDC, что может быть затруднено без правильных компонентов. Однако ADA4571 и AD22151 упрощают это измерение. LT1158 упрощает линии возбуждения ШИМ для трех фаз для БКЭПТ за счет уменьшения количества линий ШИМ и исключения расчетов мертвого времени. AD8418 упрощает ток обмотки, а LTC2345 легко оцифровывает и синхронизирует выходы нескольких аналоговых датчиков. Эти компоненты составляют небольшую часть портфолио Analog Devices для приложений управления двигателями. Для получения дополнительной информации и помощи по проектированию посетите веб-сайт Analog Devices.
Синусоидальная и FOC — две стратегии коммутации, которые обеспечивают точное управление BLDC. Обе стратегии требуют точного измерения угла ротора BLDC, что может быть затруднено без правильных компонентов. Однако ADA4571 и AD22151 упрощают это измерение. LT1158 упрощает линии возбуждения ШИМ для трех фаз для БКЭПТ за счет уменьшения количества линий ШИМ и исключения расчетов мертвого времени. AD8418 упрощает ток обмотки, а LTC2345 легко оцифровывает и синхронизирует выходы нескольких аналоговых датчиков. Эти компоненты составляют небольшую часть портфолио Analog Devices для приложений управления двигателями. Для получения дополнительной информации и помощи по проектированию посетите веб-сайт Analog Devices. «Часто задаваемые вопросы: что такое синусоидальная коммутация для двигателей постоянного тока?» Советы по управлению движением.
«Часто задаваемые вопросы: что такое синусоидальная коммутация для двигателей постоянного тока?» Советы по управлению движением.
 Все этапы описываются, есть указатели. Ошибку допустить практически невозможно, поскольку обо всех отклонениях сообщается в программе.
Все этапы описываются, есть указатели. Ошибку допустить практически невозможно, поскольку обо всех отклонениях сообщается в программе. Если у станка один инструмент, нужно установить фрезу в шпиндель.
Если у станка один инструмент, нужно установить фрезу в шпиндель.
 Тогда оператор и не поймет, в чем проблема.
Тогда оператор и не поймет, в чем проблема. Работать на таких устройствах несложно, но опыт все же необходим. Обращать внимание стоит на каждый сигнал об ошибке. В этом случае станок прослужит максимально долго.
Работать на таких устройствах несложно, но опыт все же необходим. Обращать внимание стоит на каждый сигнал об ошибке. В этом случае станок прослужит максимально долго.

 Специалисты подготавливают макет и согласовывают с клиентом. При необходимости вносятся коррективы. После утверждения деталь отправляется в работу.
Специалисты подготавливают макет и согласовывают с клиентом. При необходимости вносятся коррективы. После утверждения деталь отправляется в работу. На заказ в Санкт-Петербурге:
На заказ в Санкт-Петербурге: Цена рассчитывается индивидуально и зависит от площади изделия, глубины проработки детали, длины обрабатываемых контуров и толщины материала.
Цена рассчитывается индивидуально и зависит от площади изделия, глубины проработки детали, длины обрабатываемых контуров и толщины материала.
 Кажется, у читателей eZine есть несколько мнений по этой теме. – Редактор
Кажется, у читателей eZine есть несколько мнений по этой теме. – Редактор  И, наконец, разница в стиле. Является ли ваше представление о произведении эффектом, который он оказывает на людей, когда они его видят, или эффектом, когда вы можете сказать: «Я сделал это?» Для большинства из нас это смесь двух факторов, и процентное соотношение варьируется в зависимости от человека и произведения. ». – Джозеф Кессельман
И, наконец, разница в стиле. Является ли ваше представление о произведении эффектом, который он оказывает на людей, когда они его видят, или эффектом, когда вы можете сказать: «Я сделал это?» Для большинства из нас это смесь двух факторов, и процентное соотношение варьируется в зависимости от человека и произведения. ». – Джозеф Кессельман Это нормально для фабрики, но для «домашнего энтузиаста» или производителя шкафов или мебели на заказ это не «игра по правилам». Это означает, что компьютер и машина делают то, что вы должны делать. Не требуется никакого уровня навыков работы с деревом. На обучение деревообработке уходят годы, и, как вы сказали, вы освоили ЧПУ за три дня. Моя работа не идеальна, но я горжусь своими усилиями. Это не то же самое, когда машина делает работу за тебя». – Барри Солтсберг
Это нормально для фабрики, но для «домашнего энтузиаста» или производителя шкафов или мебели на заказ это не «игра по правилам». Это означает, что компьютер и машина делают то, что вы должны делать. Не требуется никакого уровня навыков работы с деревом. На обучение деревообработке уходят годы, и, как вы сказали, вы освоили ЧПУ за три дня. Моя работа не идеальна, но я горжусь своими усилиями. Это не то же самое, когда машина делает работу за тебя». – Барри Солтсберг – Сарел Джуст
– Сарел Джуст — Боб Корнетт
— Боб Корнетт В том же смысле станок с ЧПУ используется не только для очень точной резки материалов; это для того, чтобы ускорить ваш путь к конечному продукту». – Пол Бэйли
В том же смысле станок с ЧПУ используется не только для очень точной резки материалов; это для того, чтобы ускорить ваш путь к конечному продукту». – Пол Бэйли И ведь нам еще нужна возможность программировать систему для сборки наших проектов. Как я говорю людям, с которыми я работаю, компьютер не делает вас художником, художник может сделать компьютер полезным инструментом в своей работе». — Пол А. Гермейер
И ведь нам еще нужна возможность программировать систему для сборки наших проектов. Как я говорю людям, с которыми я работаю, компьютер не делает вас художником, художник может сделать компьютер полезным инструментом в своей работе». — Пол А. Гермейер – Гэри А. Ванденберг
– Гэри А. Ванденберг Возможно, это окупится за сэкономленное время. Как только машина заработает, у вас появится еще одна пара рук помощи». – Билл Миллер
Возможно, это окупится за сэкономленное время. Как только машина заработает, у вас появится еще одна пара рук помощи». – Билл Миллер Скажи мне, если я ошибаюсь? Я думал о том, чтобы получить один, затем я спрашиваю, для чего? Хотя было бы неплохо иметь возможность вставлять резные предметы (я не резчик) в заготовку, но стоит ли это того?» – Дуайт Доан
Скажи мне, если я ошибаюсь? Я думал о том, чтобы получить один, затем я спрашиваю, для чего? Хотя было бы неплохо иметь возможность вставлять резные предметы (я не резчик) в заготовку, но стоит ли это того?» – Дуайт Доан Я делаю это как хобби. Пока мой станок с ЧПУ работает в режиме вырезания, я одновременно занимаюсь и другими интересами. Я могу вырезать проект на своей спиральной пиле или нарезать шип для своей деревенской мебели, пока жду завершения своего проекта с ЧПУ. Я могу сделать больше за то время, которое у меня есть. Я думаю, чтобы быть кратким и приятным, я не считаю использование технологии ЧПУ обманом, но это еще один аспект работы с деревом, который я так люблю». — Р. Майкл Хой
Я делаю это как хобби. Пока мой станок с ЧПУ работает в режиме вырезания, я одновременно занимаюсь и другими интересами. Я могу вырезать проект на своей спиральной пиле или нарезать шип для своей деревенской мебели, пока жду завершения своего проекта с ЧПУ. Я могу сделать больше за то время, которое у меня есть. Я думаю, чтобы быть кратким и приятным, я не считаю использование технологии ЧПУ обманом, но это еще один аспект работы с деревом, который я так люблю». — Р. Майкл Хой Моя дочь прислала мне по электронной почте свое мнение по этому вопросу, которое изменило мою точку зрения: «Но если бы парень смог оседлать забор технологий и традиционного мастерства, он мог бы воплотить вдохновенные проекты, которые прославляют и то, и другое и превосходят стандарты каждого из них». — Гарольд Хорховер.
Моя дочь прислала мне по электронной почте свое мнение по этому вопросу, которое изменило мою точку зрения: «Но если бы парень смог оседлать забор технологий и традиционного мастерства, он мог бы воплотить вдохновенные проекты, которые прославляют и то, и другое и превосходят стандарты каждого из них». — Гарольд Хорховер. Литтл
Литтл Итак, как ЧПУ вписывается в мою мастерскую? Для меня это что-то вроде барабанной шлифовальной машины. Это часть оборудования, которое необходимо иметь в магазине? Нет, совсем нет, но, черт возьми, это определенно делает некоторые операции намного проще, чем по-старому». — Брайан Ли
Итак, как ЧПУ вписывается в мою мастерскую? Для меня это что-то вроде барабанной шлифовальной машины. Это часть оборудования, которое необходимо иметь в магазине? Нет, совсем нет, но, черт возьми, это определенно делает некоторые операции намного проще, чем по-старому». — Брайан Ли часть удовольствия, которое я получаю от того, как я это делаю». — Грег Литтл
часть удовольствия, которое я получаю от того, как я это делаю». — Грег Литтл На самом деле, если бы у меня были такие деньги, я бы сначала потратил их на красивую настольную пилу и на электрическое соединение для ее подключения. Кроме того, мне интересно, каким будет будущее деревообработки как ремесла. выглядеть, учитывая огромное влияние технологий на наш образ жизни. Я имею в виду, что произойдет с навыками работы с деревом, если вы можете просто загрузить дизайн в компьютерную программу, а машина сделает всю работу за вас? Будем ли мы когда-нибудь ограничены только осями X, Y и Z нашего компьютеризированного оборудования? Через какое время доски перестанут быть плоскими, а режущий инструмент повернется по дуге из горизонтальной плоскости в вертикальную? Станет ли наша столярная работа простой установкой двух кусков дерева на станке и нажатием «Enter» на клавиатуре, чтобы точно подогнать соседние куски? ” – Ларри Шух
На самом деле, если бы у меня были такие деньги, я бы сначала потратил их на красивую настольную пилу и на электрическое соединение для ее подключения. Кроме того, мне интересно, каким будет будущее деревообработки как ремесла. выглядеть, учитывая огромное влияние технологий на наш образ жизни. Я имею в виду, что произойдет с навыками работы с деревом, если вы можете просто загрузить дизайн в компьютерную программу, а машина сделает всю работу за вас? Будем ли мы когда-нибудь ограничены только осями X, Y и Z нашего компьютеризированного оборудования? Через какое время доски перестанут быть плоскими, а режущий инструмент повернется по дуге из горизонтальной плоскости в вертикальную? Станет ли наша столярная работа простой установкой двух кусков дерева на станке и нажатием «Enter» на клавиатуре, чтобы точно подогнать соседние куски? ” – Ларри Шух Технологии завтрашнего дня будут только изменять, улучшать, ускорять и расширять масштабы и доступность работы по дереву, то, как мы делаем вещи, но никогда не прекратим ее. В конце концов, несмотря на то, что деревообработка берет свое начало в практичности — стуле, на котором можно сидеть — как это практикуется «столярами», будь то профессионалы или любители, работа по дереву, несомненно, является выражением искусства, души, многочисленных и бесконечных проявлений творчества. И человеческий вид, без сомнения, является предельным творчески выразительным существом. Я подозреваю, что потребность человеческого сердца творить переживет сами деревья. У деревообработки несомненное и славное будущее». — Кристофер Л. Кларк
Технологии завтрашнего дня будут только изменять, улучшать, ускорять и расширять масштабы и доступность работы по дереву, то, как мы делаем вещи, но никогда не прекратим ее. В конце концов, несмотря на то, что деревообработка берет свое начало в практичности — стуле, на котором можно сидеть — как это практикуется «столярами», будь то профессионалы или любители, работа по дереву, несомненно, является выражением искусства, души, многочисленных и бесконечных проявлений творчества. И человеческий вид, без сомнения, является предельным творчески выразительным существом. Я подозреваю, что потребность человеческого сердца творить переживет сами деревья. У деревообработки несомненное и славное будущее». — Кристофер Л. Кларк Эти предметы могут быть сделаны «в стиле» Шейкера, Искусств и ремесел, Сэма Малуфа и т. но ни один из них не является прямой копией чьего-либо оригинального творения или оригинального плана, защищенного авторским правом. Я считаю, что «в стиле» — это большая лесть автору, а не воровство. Для меня это похоже на исполнение музыки в группе, скажем, когда музыкант (или группа музыкантов) перенял «стиль» игры (то есть: от Чета Аткинса, Джимми Пейджа или Брэда Пейсли — все гитаристы) и применил этот стиль своим музыкальным произведениям, потому что именно так они научились играть. Так мы растем и развиваем «новые» стили и импровизацию. Если бы мы этого не сделали, мы бы ничего не узнали… и мы могли бы просто пойти домой и прозябать!» — Джон Коултер
Эти предметы могут быть сделаны «в стиле» Шейкера, Искусств и ремесел, Сэма Малуфа и т. но ни один из них не является прямой копией чьего-либо оригинального творения или оригинального плана, защищенного авторским правом. Я считаю, что «в стиле» — это большая лесть автору, а не воровство. Для меня это похоже на исполнение музыки в группе, скажем, когда музыкант (или группа музыкантов) перенял «стиль» игры (то есть: от Чета Аткинса, Джимми Пейджа или Брэда Пейсли — все гитаристы) и применил этот стиль своим музыкальным произведениям, потому что именно так они научились играть. Так мы растем и развиваем «новые» стили и импровизацию. Если бы мы этого не сделали, мы бы ничего не узнали… и мы могли бы просто пойти домой и прозябать!» — Джон Коултер Люди бросают себе вызов, используя более раннюю работу других и, возможно, опираясь на нее, чтобы создать что-то немного другое. Так начинают течь творческие соки. Я думаю, что не было бы никаких инноваций, если бы какая-то степень «копирования» никогда не происходила. Конечно, в той или иной степени в этом виноваты все мебельщики». — Линда Келли
Люди бросают себе вызов, используя более раннюю работу других и, возможно, опираясь на нее, чтобы создать что-то немного другое. Так начинают течь творческие соки. Я думаю, что не было бы никаких инноваций, если бы какая-то степень «копирования» никогда не происходила. Конечно, в той или иной степени в этом виноваты все мебельщики». — Линда Келли
 Кто-то разработал и создал первое произведение в стиле «Искусство и ремесла». Другим понравился общий дизайн, и они начали создавать изделия аналогичного дизайна и стиля. Так начинаются модные тенденции. Я сам не дизайнер, я просто не креативен в этом плане. Вопрос в том, продается ли произведение как оригинал или нет. Допустим, я вижу оригинальное произведение Роба Джонстона, и мне очень нравится его дизайн. Я иду домой и использую те же элементы дизайна и столярные техники. Теперь, если я хочу продать его на выставке, я могу сказать, что это произведение было вдохновлено дизайном Роба Джонстона или «в стиле», но я не могу сказать, что это произведение Роба Джонстона, поскольку Роб не принимал участия в его создании. фактическое изготовление изделия. Моя последняя мысль заключается в том, что до тех пор, пока плотник не искажает деталь, реальной проблемы нет». — Барри Бреслоу
Кто-то разработал и создал первое произведение в стиле «Искусство и ремесла». Другим понравился общий дизайн, и они начали создавать изделия аналогичного дизайна и стиля. Так начинаются модные тенденции. Я сам не дизайнер, я просто не креативен в этом плане. Вопрос в том, продается ли произведение как оригинал или нет. Допустим, я вижу оригинальное произведение Роба Джонстона, и мне очень нравится его дизайн. Я иду домой и использую те же элементы дизайна и столярные техники. Теперь, если я хочу продать его на выставке, я могу сказать, что это произведение было вдохновлено дизайном Роба Джонстона или «в стиле», но я не могу сказать, что это произведение Роба Джонстона, поскольку Роб не принимал участия в его создании. фактическое изготовление изделия. Моя последняя мысль заключается в том, что до тех пор, пока плотник не искажает деталь, реальной проблемы нет». — Барри Бреслоу Как насчет этого, читатели eZine: какие-нибудь идеи о ранних американских вращающихся книжных шкафах? Есть ли такой в музее в вашем городе? – Редактор
Как насчет этого, читатели eZine: какие-нибудь идеи о ранних американских вращающихся книжных шкафах? Есть ли такой в музее в вашем городе? – Редактор  (Измененная редакция, Изм. №
(Измененная редакция, Изм. №

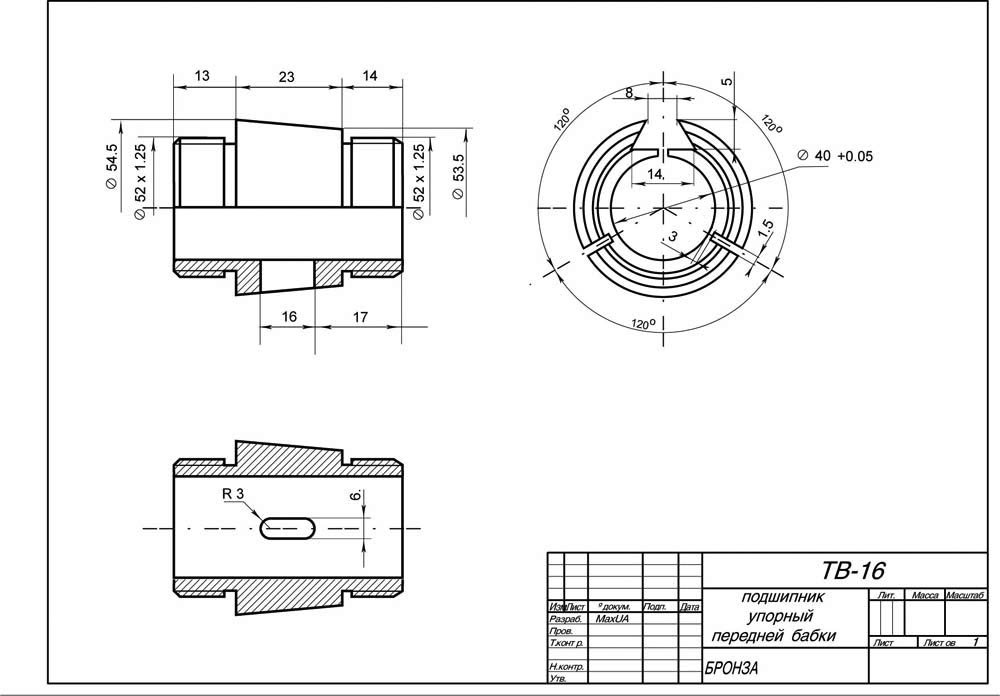 № 2).
№ 2). ПЕРЕИЗДАНИЕ (апрель 1996 г.) с ИЗМЕНЕНИЯМИ №
ПЕРЕИЗДАНИЕ (апрель 1996 г.) с ИЗМЕНЕНИЯМИ №
 Наконечник изготавливается из твердого сплава или закаленной стали.
Наконечник изготавливается из твердого сплава или закаленной стали.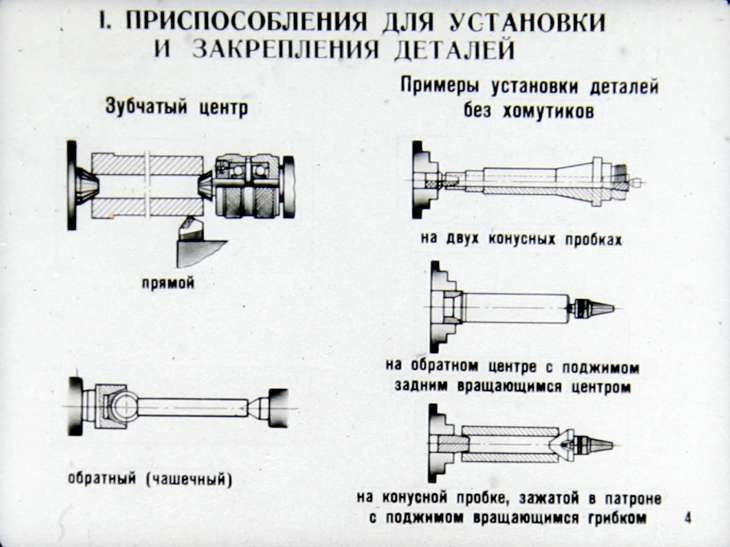
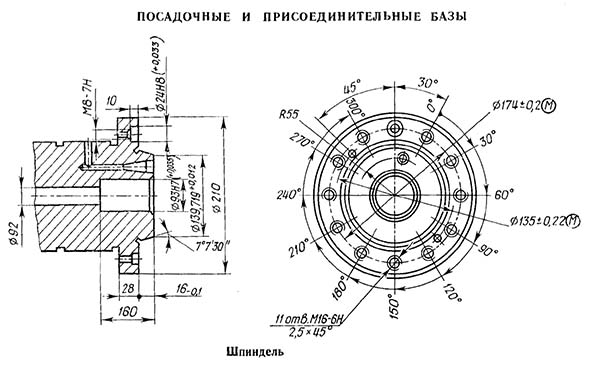
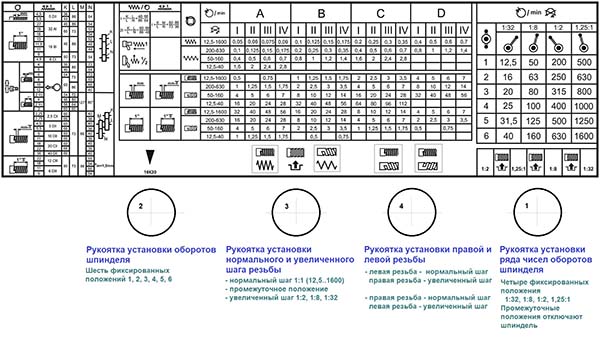 В противном случае вращения будут происходить с биением.
В противном случае вращения будут происходить с биением.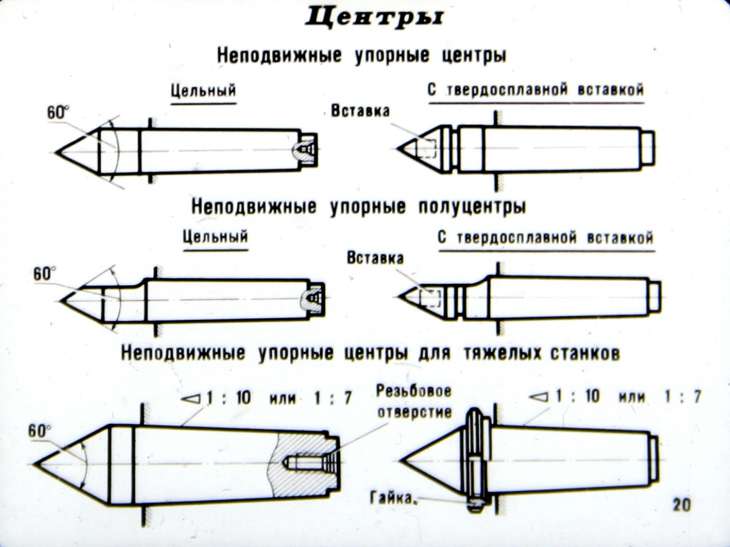
 Подобная оснастка может быть разная: грибковый или упорный центр также имеют подшипник. Большой выбор токарных центров представлен на сайте https://meatec.ru/catalog/tokarny-centry/.
Подобная оснастка может быть разная: грибковый или упорный центр также имеют подшипник. Большой выбор токарных центров представлен на сайте https://meatec.ru/catalog/tokarny-centry/.
 д. Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений. Наилучшим вариантом будет выбор оснастки предназначенной для конкретной модели токарного станка, таким образом Вы гарантируете точное совпадение размера и конфигурации. От количества кулачков в токарном патроне зависит точность и конфигурация обрабатываемых деталей. Двух достаточно для удержания фасонных отливок, трех – для шестигранных и круглых деталей, 4-кулачкового – для деталей прямоугольного и квадратного профиля, а также заготовок несимметричной формы.
д. Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений. Наилучшим вариантом будет выбор оснастки предназначенной для конкретной модели токарного станка, таким образом Вы гарантируете точное совпадение размера и конфигурации. От количества кулачков в токарном патроне зависит точность и конфигурация обрабатываемых деталей. Двух достаточно для удержания фасонных отливок, трех – для шестигранных и круглых деталей, 4-кулачкового – для деталей прямоугольного и квадратного профиля, а также заготовок несимметричной формы.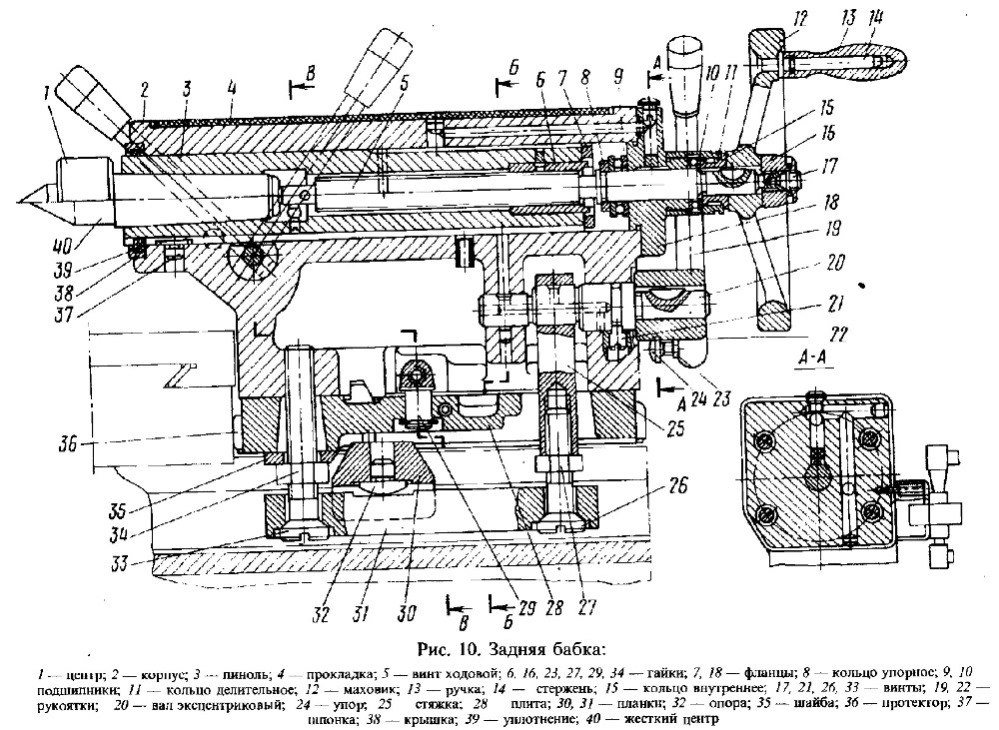 Имеют массу разновидностей.
Имеют массу разновидностей.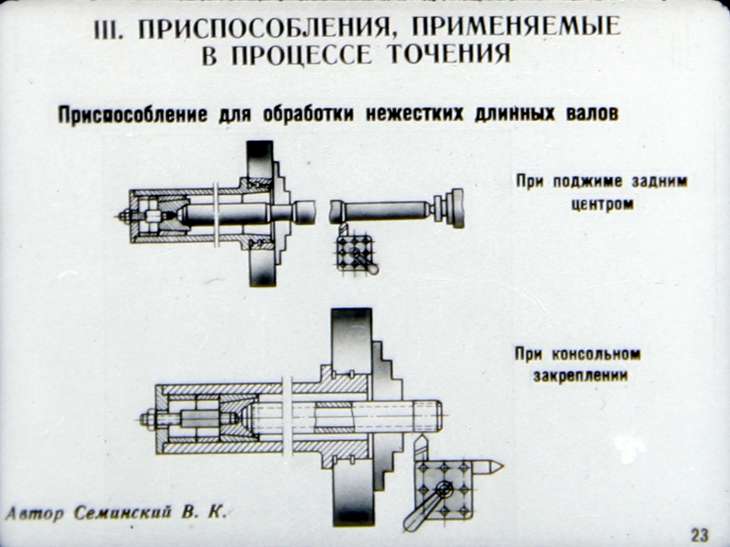
 Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке. Это важно при обработке фасонных изделий сложной конфигурации. Стандартом и техническими условиями детально регламентируются конструкция и размеры вращающихся токарных центров. Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства.
Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке. Это важно при обработке фасонных изделий сложной конфигурации. Стандартом и техническими условиями детально регламентируются конструкция и размеры вращающихся токарных центров. Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства. При использовании центра на оборудовании токарного типа прижим должен дозироваться, чтобы обеспечить легкое проворачивание заготовки вместе с отсутствием радиального люфта.
При использовании центра на оборудовании токарного типа прижим должен дозироваться, чтобы обеспечить легкое проворачивание заготовки вместе с отсутствием радиального люфта.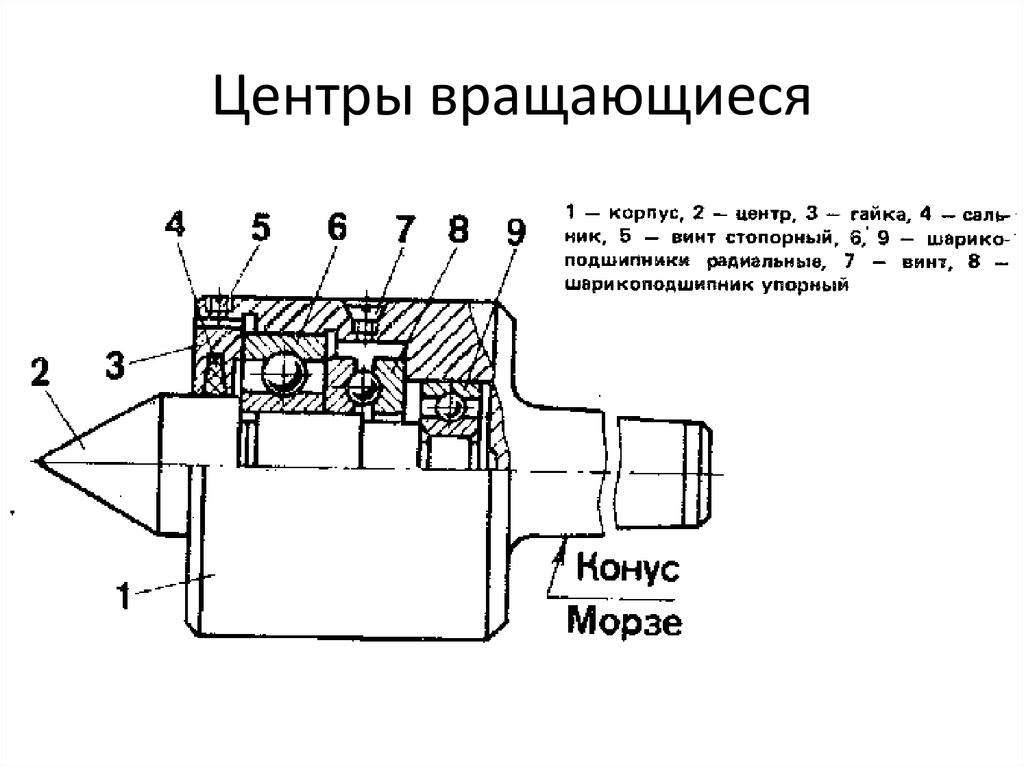 Таким образом заготовка фиксируется передней и задней бабкой станка – по двум противоположным сторонам, что позволяет очень прочно закрепить деталь и эффективно с ней работать.
Таким образом заготовка фиксируется передней и задней бабкой станка – по двум противоположным сторонам, что позволяет очень прочно закрепить деталь и эффективно с ней работать. В такой ситуации использование упорного центра становится невозможным. Напротив, вращающийся центр крутится вместе с обрабатываемой заготовкой за счёт подшипника. Это помогает избежать перегрева в зоне контакта крутящейся детали и оснастки, что позволяет работать на повышенных скоростях, превышающих 70 м/мин.
В такой ситуации использование упорного центра становится невозможным. Напротив, вращающийся центр крутится вместе с обрабатываемой заготовкой за счёт подшипника. Это помогает избежать перегрева в зоне контакта крутящейся детали и оснастки, что позволяет работать на повышенных скоростях, превышающих 70 м/мин.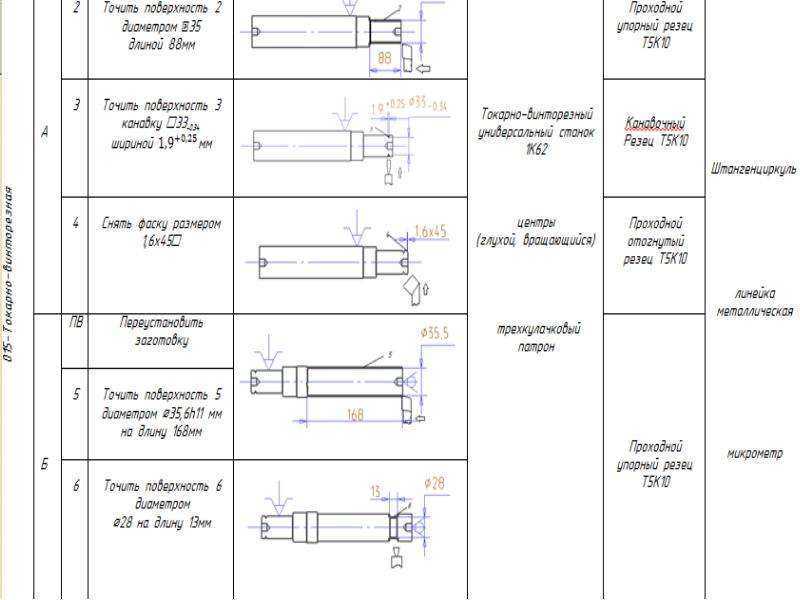 Он герметичен и защищен от попадания СОЖ в подшипник.
Он герметичен и защищен от попадания СОЖ в подшипник.
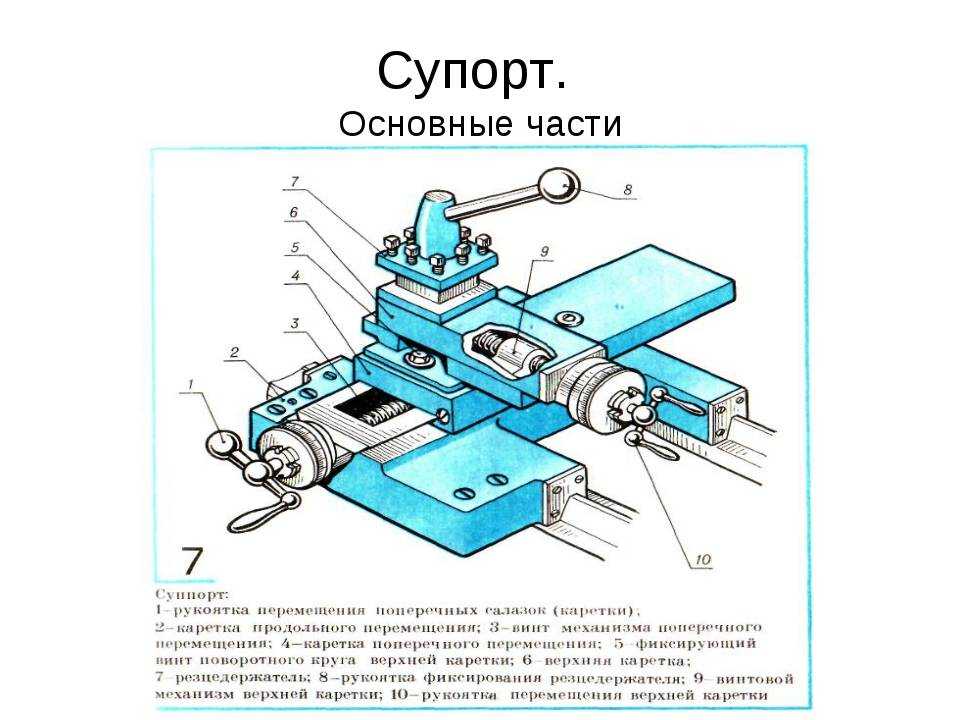


 / 380 мм | 11,5 / 15 дюймов
/ 380 мм | 11,5 / 15 дюймов

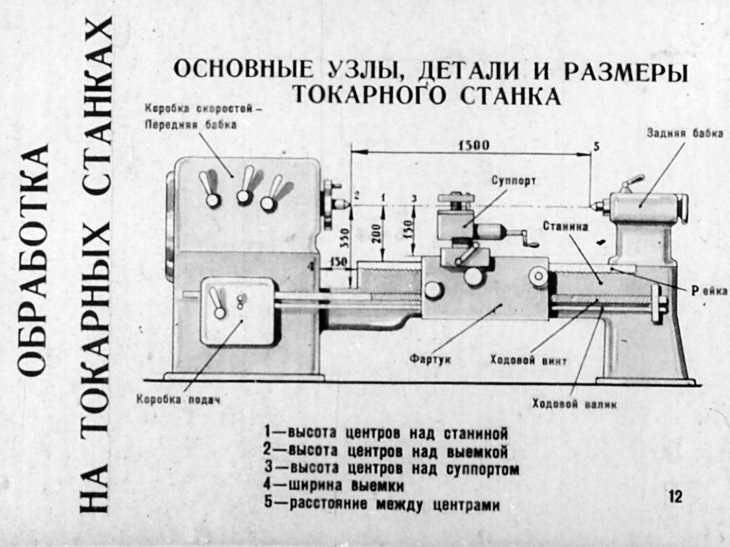
 Хлопок впитывает масло, но ненадолго. Он помогает удерживать пыль и мусор.
Хлопок впитывает масло, но ненадолго. Он помогает удерживать пыль и мусор. Всегда ослабляйте натяжение ремня в конце рабочего периода.
Всегда ослабляйте натяжение ремня в конце рабочего периода.  Я обычно доливаю масло в бачки передней бабки примерно раз в час, когда работаю в течение длительного периода времени.
Я обычно доливаю масло в бачки передней бабки примерно раз в час, когда работаю в течение длительного периода времени. Маховик и наперсток в сборе снимаются с оправки ходового винта после ослабления установочного винта и удаления винта со шлицем, который крепит маховик к ходовому винту.
Маховик и наперсток в сборе снимаются с оправки ходового винта после ослабления установочного винта и удаления винта со шлицем, который крепит маховик к ходовому винту. Это прикручено к седлу.
Это прикручено к седлу. На фотографии вы можете видеть верхнюю часть седла, включая ласточкин хвост, который сопрягается с поперечным суппортом, фрезерованный паз, который позволяет проходить гайкам регулировочного винта поперечного суппорта, и три резьбовых отверстия. Два отверстия в верхней части предназначены для крепления фартука ходового винта, а отверстие с резьбой справа предназначено для установки различных насадок, таких как подставка для роликов или люнет.
На фотографии вы можете видеть верхнюю часть седла, включая ласточкин хвост, который сопрягается с поперечным суппортом, фрезерованный паз, который позволяет проходить гайкам регулировочного винта поперечного суппорта, и три резьбовых отверстия. Два отверстия в верхней части предназначены для крепления фартука ходового винта, а отверстие с резьбой справа предназначено для установки различных насадок, таких как подставка для роликов или люнет. Эти два винта ослабляются, и двигатель перемещается для регулировки натяжения ремня.
Эти два винта ослабляются, и двигатель перемещается для регулировки натяжения ремня.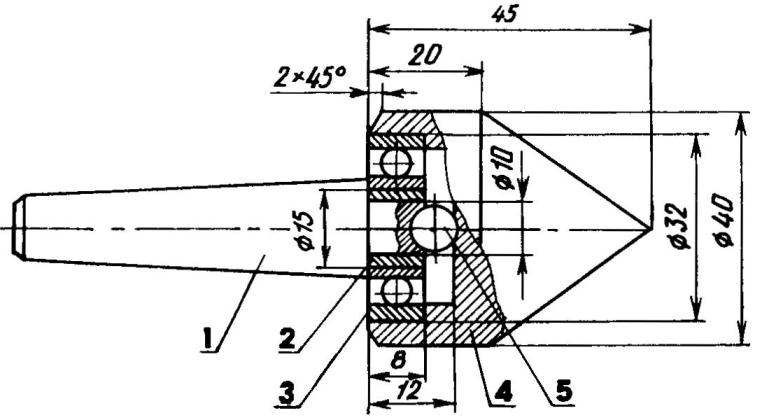 Для регулировки ослабьте винт сбоку маховика, а затем поверните винт со шлицем в передней части маховика по часовой стрелке до тех пор, пока люфт не составит 5 делений или менее деления шкалы. Затяните винт сбоку маховика. Обратите внимание, что полностью устранить люфт невозможно и что любой люфт всегда учитывается при выполнении операций механической обработки.
Для регулировки ослабьте винт сбоку маховика, а затем поверните винт со шлицем в передней части маховика по часовой стрелке до тех пор, пока люфт не составит 5 делений или менее деления шкалы. Затяните винт сбоку маховика. Обратите внимание, что полностью устранить люфт невозможно и что любой люфт всегда учитывается при выполнении операций механической обработки. Он был начат с короткого отрезка 1/4-дюймовой буровой штанги для закалки в масле. Один конец был превращен в конус, а другой конец отфрезерован 3/8-дюймовой шаровой концевой фрезой. Он был закален и закален до темно-синего цвета, а затем повторно отполирован. Рукоятка была сделана из короткого отрезка вишневой «заготовки для ручки» диаметром 3/4 дюйма. Она была закруглена и скошена, а обратный конец был повернут, чтобы соответствовать латунной трубке 1/2 дюйма, а затем конусу на 10 градусов. После забивания хомута трубки его обточили, чтобы он подходил к дереву. Рукоятка была просверлена на 3/16 дюйма, чтобы соответствовать диаметру сверла примерно на половине конуса). Наконец, сверло зажали в тисках, ручку забили молотком, а дерево натерли минеральным маслом.
Он был начат с короткого отрезка 1/4-дюймовой буровой штанги для закалки в масле. Один конец был превращен в конус, а другой конец отфрезерован 3/8-дюймовой шаровой концевой фрезой. Он был закален и закален до темно-синего цвета, а затем повторно отполирован. Рукоятка была сделана из короткого отрезка вишневой «заготовки для ручки» диаметром 3/4 дюйма. Она была закруглена и скошена, а обратный конец был повернут, чтобы соответствовать латунной трубке 1/2 дюйма, а затем конусу на 10 градусов. После забивания хомута трубки его обточили, чтобы он подходил к дереву. Рукоятка была просверлена на 3/16 дюйма, чтобы соответствовать диаметру сверла примерно на половине конуса). Наконец, сверло зажали в тисках, ручку забили молотком, а дерево натерли минеральным маслом. 
 В качестве альтернативы выравнивание можно установить, повернув концы стержня между центрами, чтобы проверить настройку. Настройка правильная, когда диаметр, полученный на каждом конце стержня, одинаков ПРИ ОДИНАКОВОЙ НАСТРОЙКЕ ИНСТРУМЕНТА.
В качестве альтернативы выравнивание можно установить, повернув концы стержня между центрами, чтобы проверить настройку. Настройка правильная, когда диаметр, полученный на каждом конце стержня, одинаков ПРИ ОДИНАКОВОЙ НАСТРОЙКЕ ИНСТРУМЕНТА. на токарном станке между центрами, в данном случае около 120 мм. Пруток устанавливается в 3-кулачковый патрон и поддерживается люнетом на противоположном конце. Затем прут можно обтачивать и центрировать на каждом конце. Примечание: это был мой первый использование люнета, и хотя я подозреваю, что это не имеет значения, я установил его задом наперед!0073
на токарном станке между центрами, в данном случае около 120 мм. Пруток устанавливается в 3-кулачковый патрон и поддерживается люнетом на противоположном конце. Затем прут можно обтачивать и центрировать на каждом конце. Примечание: это был мой первый использование люнета, и хотя я подозреваю, что это не имеет значения, я установил его задом наперед!0073 Другой может быть таким же точным, но я выбрал этот вариант, так как он показался мне более простым.
Другой может быть таким же точным, но я выбрал этот вариант, так как он показался мне более простым.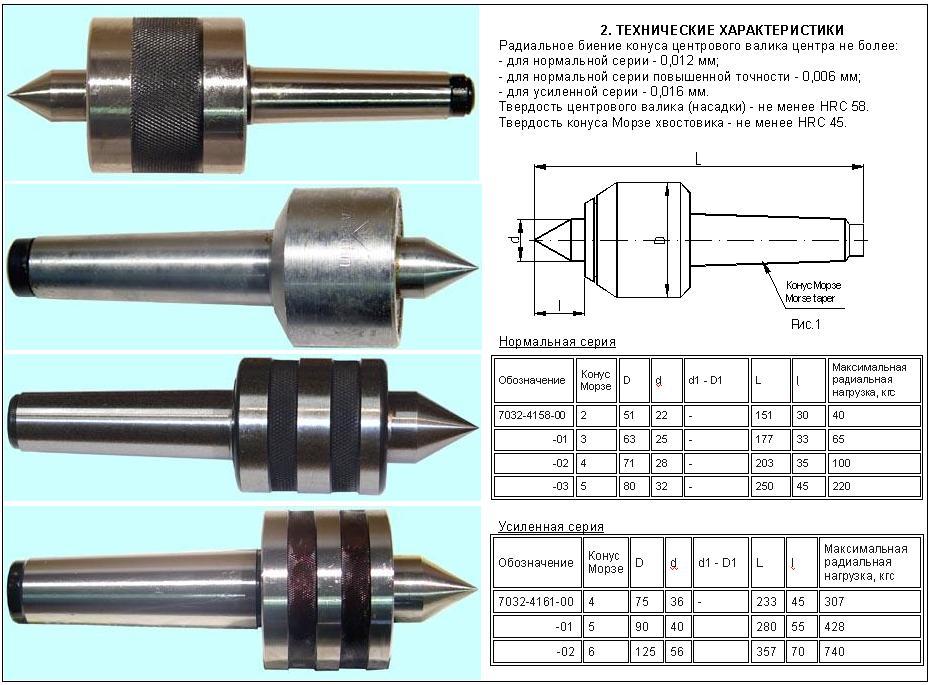
.jpg) При осмотре резьба в следящем блоке была явно повреждена.
При осмотре резьба в следящем блоке была явно повреждена. 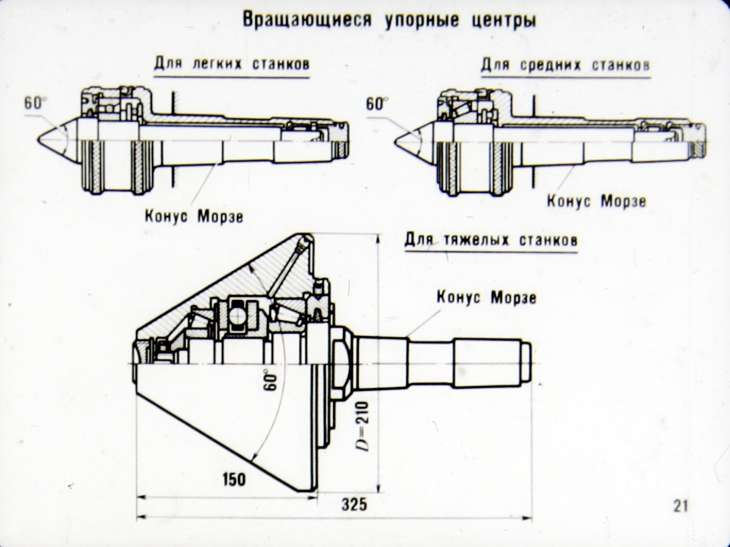
 Вот лишь три примера.
Вот лишь три примера. 

 в брошюре
в брошюре
 Через одно ТО также нужно менять сепаратор.
Через одно ТО также нужно менять сепаратор. )
) )
) )
) )
) )
) )
) )
) )
) )
) youtube.com/embed/7vot8o8O2n8?rel=0&enablejsapi=1″ data-analytics-video-name=» — 7vot8o8O2n8″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/7vot8o8O2n8?rel=0&enablejsapi=1″ data-analytics-video-name=» — 7vot8o8O2n8″ frameborder=»0″ allowfullscreen=»»>  Используйте приведенную ниже таблицу , чтобы выбрать правильный воздушный фильтр в зависимости от загрязняющих веществ. ⤸
Используйте приведенную ниже таблицу , чтобы выбрать правильный воздушный фильтр в зависимости от загрязняющих веществ. ⤸ 

 В таблице ниже показаны различные классы чистоты воздуха по ISO 8573-1:2010, а также комбинации фильтров и осушителей Atlas Copco, соответствующие этим классам. Чтобы узнать больше о стандарте ISO 8573-1:2010, ознакомьтесь с записью в нашем блоге.
В таблице ниже показаны различные классы чистоты воздуха по ISO 8573-1:2010, а также комбинации фильтров и осушителей Atlas Copco, соответствующие этим классам. Чтобы узнать больше о стандарте ISO 8573-1:2010, ознакомьтесь с записью в нашем блоге. youtube.com/embed/7vot8o8O2n8?rel=0&enablejsapi=1″ data-analytics-video-name=» — 7vot8o8O2n8″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/7vot8o8O2n8?rel=0&enablejsapi=1″ data-analytics-video-name=» — 7vot8o8O2n8″ frameborder=»0″ allowfullscreen=»»>  Воспользуйтесь приведенной ниже таблицей , чтобы выбрать правильный воздушный фильтр в зависимости от загрязняющих веществ. ⤸
Воспользуйтесь приведенной ниже таблицей , чтобы выбрать правильный воздушный фильтр в зависимости от загрязняющих веществ. ⤸ 


 Обширный функционал позволяет создавать трехмерные модели и сборки любой сложности, проводить рендеринг, анализировать технологичность конструкций и процессов изготовления, создавать УП.
Обширный функционал позволяет создавать трехмерные модели и сборки любой сложности, проводить рендеринг, анализировать технологичность конструкций и процессов изготовления, создавать УП. 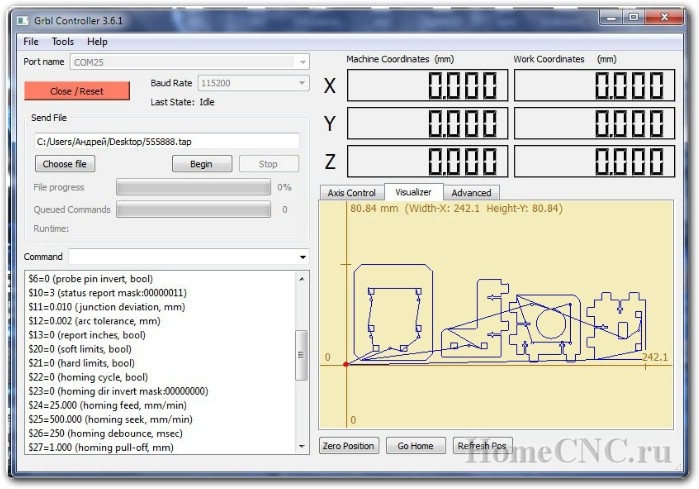 д.
д. В тройку лидеров входят:
В тройку лидеров входят:
 ПО напрямую зависит от используемой операционной системы.
ПО напрямую зависит от используемой операционной системы.
 Программа снабжена специальными инструментами для выполнения целого цикла технологических операций.
Программа снабжена специальными инструментами для выполнения целого цикла технологических операций.

 youtube.com/embed/JDOMGm8sMis» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/JDOMGm8sMis» frameborder=»0″ allowfullscreen=»allowfullscreen»> 
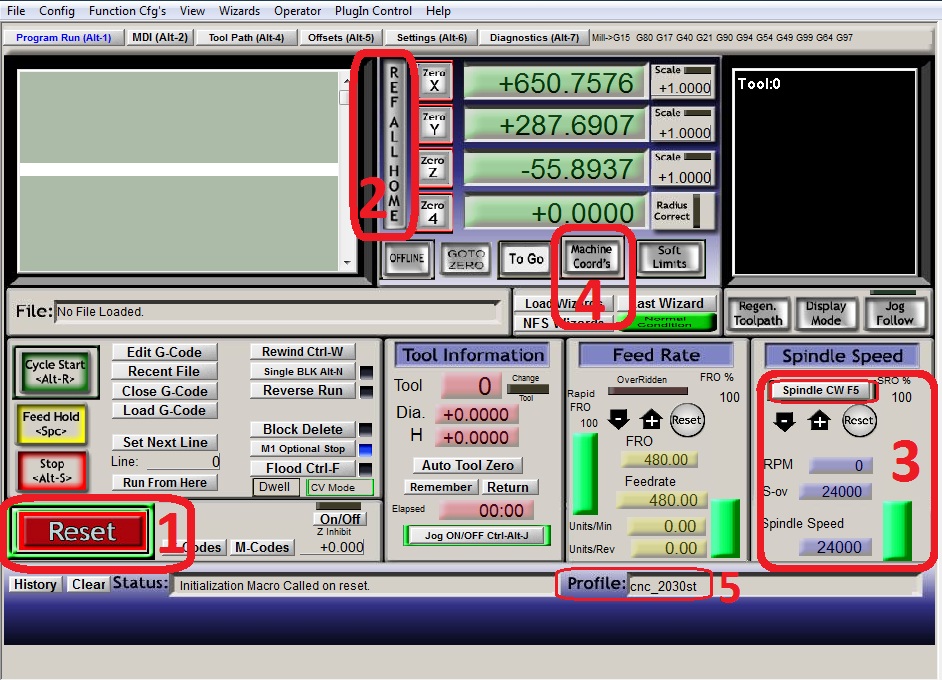
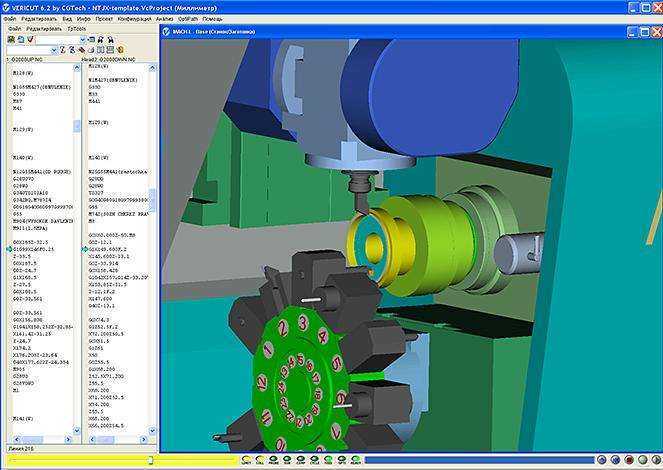

 Одновременный просмотр разделенного экрана диалогового программирования траектории и полученного G-кода подходит для всех уровней квалификации программистов и повышает скорость обучения. eCAM стоит 180 долларов за базовые возможности фрезерования и 420 долларов за полный профессиональный пакет токарно-фрезерных станков.
Одновременный просмотр разделенного экрана диалогового программирования траектории и полученного G-кода подходит для всех уровней квалификации программистов и повышает скорость обучения. eCAM стоит 180 долларов за базовые возможности фрезерования и 420 долларов за полный профессиональный пакет токарно-фрезерных станков. Это не относится к какой-либо конкретной марке станков с ЧПУ. Одним из недостатков NC Viewer является то, что он не может использовать границы фрезы для определения станин, тисков и других запретных областей. Однако для быстрого обзора конструкции детали это просто и удобно.
Это не относится к какой-либо конкретной марке станков с ЧПУ. Одним из недостатков NC Viewer является то, что он не может использовать границы фрезы для определения станин, тисков и других запретных областей. Однако для быстрого обзора конструкции детали это просто и удобно. LinuxCNC легко настраивается. Он работает на Raspberry Pi и обменивается данными через Ethernet и внешние карты Mesa.
LinuxCNC легко настраивается. Он работает на Raspberry Pi и обменивается данными через Ethernet и внешние карты Mesa.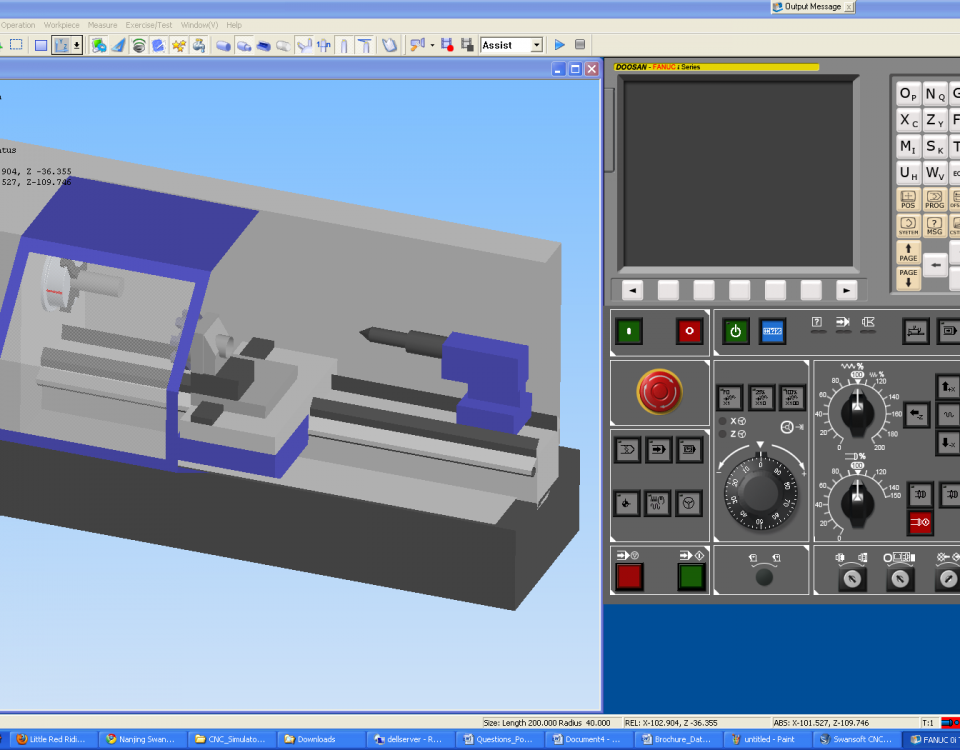
 OpenBuilds Control интегрируется с OpenBuilds CAM и их веб-приложением для создания G-кода из 2D-чертежей и отправки данных о траектории инструмента непосредственно в программное обеспечение CAM. Это программное обеспечение является бесплатным и поддерживает Windows, Linux и iOS. Это также хорошо обслуживается пользовательской страницей OpenBuilds.
OpenBuilds Control интегрируется с OpenBuilds CAM и их веб-приложением для создания G-кода из 2D-чертежей и отправки данных о траектории инструмента непосредственно в программное обеспечение CAM. Это программное обеспечение является бесплатным и поддерживает Windows, Linux и iOS. Это также хорошо обслуживается пользовательской страницей OpenBuilds. Это функциональный и недорогой контроллер, который лучше всего подходит для фрезерных станков с ЧПУ. GRBL Candle обеспечивает предварительную визуализацию траектории резака в режиме реального времени, регулируемые координаты станка и прямое редактирование G-кода. Он также может применяться для лазерной резки. GRBL Candle создан и поддерживается сообществом, и его можно использовать бесплатно.
Это функциональный и недорогой контроллер, который лучше всего подходит для фрезерных станков с ЧПУ. GRBL Candle обеспечивает предварительную визуализацию траектории резака в режиме реального времени, регулируемые координаты станка и прямое редактирование G-кода. Он также может применяться для лазерной резки. GRBL Candle создан и поддерживается сообществом, и его можно использовать бесплатно. Он также предлагает рекомендации по редактированию и оптимизации на простом языке. Одной из мощных функций является возможность точного моделирования траектории движения фрезы для широкого спектра предопределенных станков и описаний режущих инструментов. Этот инструмент стоит около 269 долларов.
Он также предлагает рекомендации по редактированию и оптимизации на простом языке. Одной из мощных функций является возможность точного моделирования траектории движения фрезы для широкого спектра предопределенных станков и описаний режущих инструментов. Этот инструмент стоит около 269 долларов. Machinekit получен из GitHub. Процесс установки может быть немного сложным и вызовет трудности у новичка, но программа бесплатна. Существует растущее сообщество поддержки, и поддержка, вероятно, со временем улучшится.
Machinekit получен из GitHub. Процесс установки может быть немного сложным и вызовет трудности у новичка, но программа бесплатна. Существует растущее сообщество поддержки, и поддержка, вероятно, со временем улучшится. Программа регулирует траекторию инструмента, чтобы компенсировать коробление исходного материала, в результате чего получается продукт с ожидаемыми размерами и глубиной элемента. OpenCNCPilot основан на Windows.
Программа регулирует траекторию инструмента, чтобы компенсировать коробление исходного материала, в результате чего получается продукт с ожидаемыми размерами и глубиной элемента. OpenCNCPilot основан на Windows.
 Перед покупкой рекомендуется попробовать бесплатную версию программы. Наконец, обратите внимание на сложность конструкции. Убедитесь, что выбранное вами программное обеспечение для обработки с ЧПУ способно выполнять все операции, необходимые для создания детали.
Перед покупкой рекомендуется попробовать бесплатную версию программы. Наконец, обратите внимание на сложность конструкции. Убедитесь, что выбранное вами программное обеспечение для обработки с ЧПУ способно выполнять все операции, необходимые для создания детали. Для получения дополнительной информации см. наше руководство по станкам с ЧПУ.
Для получения дополнительной информации см. наше руководство по станкам с ЧПУ. Данная модель имеет ручное управление.
Данная модель имеет ручное управление.

 Компания HAN’S LASER в своей номенклатуре имеет источники и рабочие столы, обладающие различными характеристиками, удовлетворяющие требования самого широкого круга Заказчиков. Одно из главных преимуществ данной конструкции является то, что излучение от источника, передается на рабочий стол по гибкому волокну, имеющему длину до двадцати метров, а источник в свою очередь имеет возможность подключения до четырех рабочих столов, что позволяет Заказчику не только расширить производственную мощность соответствующего технологического участка, но и использовать различные по своим характеристикам и назначению рабочие столы, не меняя при этом генератор.
Компания HAN’S LASER в своей номенклатуре имеет источники и рабочие столы, обладающие различными характеристиками, удовлетворяющие требования самого широкого круга Заказчиков. Одно из главных преимуществ данной конструкции является то, что излучение от источника, передается на рабочий стол по гибкому волокну, имеющему длину до двадцати метров, а источник в свою очередь имеет возможность подключения до четырех рабочих столов, что позволяет Заказчику не только расширить производственную мощность соответствующего технологического участка, но и использовать различные по своим характеристикам и назначению рабочие столы, не меняя при этом генератор.
 выходная мощность
выходная мощность Ширину сварного шва можно настроить с помощью амплитуды колебания, что устраняет дефект традиционной ручной лазерной сварки, требующий высоких сварных швов. Повышена степень отказоустойчивости сварки. Конструкция механизма подачи проволоки может автоматически подаваться в процессе сварки, что подходит для использования в промышленности и дома. Ручной сварочный пистолет более гибкий и удобный, подходит для сварки под разными углами и положениями. Сварочный шов красивый и прочный, а операция проста, быстра, гибка и не требует больших затрат на обработку. По сравнению с традиционной аргонно-дуговой сваркой и сваркой TIG эффективность значительно возрастает. По сравнению с обычной лазерной сваркой, лазерная сварка с колебанием HW-D лучше всего подходит для сварки более широких швов и сварки с глубоким проплавлением.
Ширину сварного шва можно настроить с помощью амплитуды колебания, что устраняет дефект традиционной ручной лазерной сварки, требующий высоких сварных швов. Повышена степень отказоустойчивости сварки. Конструкция механизма подачи проволоки может автоматически подаваться в процессе сварки, что подходит для использования в промышленности и дома. Ручной сварочный пистолет более гибкий и удобный, подходит для сварки под разными углами и положениями. Сварочный шов красивый и прочный, а операция проста, быстра, гибка и не требует больших затрат на обработку. По сравнению с традиционной аргонно-дуговой сваркой и сваркой TIG эффективность значительно возрастает. По сравнению с обычной лазерной сваркой, лазерная сварка с колебанием HW-D лучше всего подходит для сварки более широких швов и сварки с глубоким проплавлением. д. Он также распространен в огнестрельном оружии, Подарки и аксессуары, листовой металл, печатные платы, инструменты, реклама, медицина, упаковка, электроника, полупроводники и т. д.
д. Он также распространен в огнестрельном оружии, Подарки и аксессуары, листовой металл, печатные платы, инструменты, реклама, медицина, упаковка, электроника, полупроводники и т. д. 
 7
7





 . технологическое оборудование включает в себя систему лазерной резки, систему лазерной сварки, серию лазерной маркировки, систему лазерной термообработки, лазерный сверлильный станок, лазер и т. д. Рынок лазерной сварки мощностью 6 кВт достигнет 300 млн юаней.
. технологическое оборудование включает в себя систему лазерной резки, систему лазерной сварки, серию лазерной маркировки, систему лазерной термообработки, лазерный сверлильный станок, лазер и т. д. Рынок лазерной сварки мощностью 6 кВт достигнет 300 млн юаней.
 , Ltd., дочерней компании Ningde Times.
, Ltd., дочерней компании Ningde Times.

 д.
д.
