Здесь вы можете ознакомиться со всеми уровнями игры green Bart Bonte.
Уровень 1
Жмите несколько раз на квадрат под цифрой «1», пока та не станет полностью зеленой.
Уровень 2
Опустите два ползунка вниз, чтобы экран стал зеленым.
Уровень 3
На экране есть две белые фигуры. Нажмите на каждую по 2 раза, закрыв и открыв их. Они станут зелеными.
Уровень 4
На экране крутятся 4 бумажных самолетика. Жмите на них, чтобы те летели за пределы экрана. Когда все улетят, уровень закончится.
Уровень 5
На экране есть много елок и стрелок. Все стрелки каждый раз указывают на одну-конкретную елку. Жмите на нее. Стрелки укажут на другую. Жмите на нее. Повторяйте действия, нажимая на те елки, на которые направлены стрелки. Так вы очистите весь экран.
Уровень 6
Тапайте по экрану, пока человечек не убежит вправо.
Уровень 7
Жмите на первый квадрат, чтобы заполнить верхний ряд. Жмите на квадрат чуть выше, чтобы пойти вниз. Жмите на третий квадрат, чтобы пойти влево, а затем — на четвертый, чтобы вернуться вверх. Повторяйте действия, но так, чтобы не переборщить с нажатием на один и тот же квадрат.
Уровень 8
Удерживайте палец на двух кольцах (из которых состоит цифра «8»), пока те не лопнут. Кактус трогать не нужно.
Уровень 9
Поставьте цифру «9» на черную платформу слева, чтобы та опустилась.
Уровень 10
Вы видите две зеленые и две белые полоски. Переместите две зеленые полоски на белые. А зеленые цифры, которые спрятаны теперь за зелеными полосками, просто наощупь переместите на белые. Весь экран должен быть зеленым.
Уровень 11
Жмите на нижний квадрат слева, чтобы полностью заполнить первую цифру «1». Один раз жмите на верхний квадрат. Одна зеленая полоска окажется в правой цифре «1». Один раз (!!!) жмите на правый нижний квадрат, чтобы опустить зеленую полоску в правой цифре на одну позицию. Вновь заполните первую цифру и жмите на верхнюю кнопку, чтобы переместить вправо вторую полоску.
Повторно жмите один раз на правый нижний квадрат, чтобы опустить обе полоски на одну позицию. Повторяйте действия, пока не заполните обе цифры.
Уровень 12
Переместите зеленые буквы на белые. Нужно будет сначала сдвинуть две E до упора вправо, затем передвинуть влево G и R. Затем поднимите вверх две E и передвиньте до упора вправо N. Далее все просто!
Уровень 13
Лопните все шарики с буквами, но так, чтобы каждый раз повторять слово GREEN. Иначе шарики буду появляться заново!
Уровень 14
Слева отображены цифры, которые вы должны нажать в колонке справа. При этом в колонке есть только «1» и «4». Однако там имеются и остальные цифры, которые расставлены снизу вверх от «1» до «9». Все просто. Считайте очередность квадратов. Начните с 1-5-3 и дальше разберетесь сами.
Уровень 15
Вам нужно закрыть все белые точки. При этом вы можете переставлять уголки на кружках через центральную точку. Нижний круг должен иметь три лепестка, направленных вниз. Верхние — по 1 и 2 соответственно.
Уровень 16
Жмите на три круглых кнопки поочередно, без остановки, по часовой стрелке.
Уровень 17
Закрашивайте все стороны квадратов поочередно. Начните с нижних. Головоломка будет сбрасываться каждый раз, когда вы жмете на белую сторону, которая не граничит с зеленой (не является ей смежной).
Уровень 18
Стрелка в центре экрана показывает, куда полетит круг, по которому вы нажмете. Вам нужно убрать все четыре круга за пределы поля.
Уровень 19
Есть 5 тумблеров. Опустите все. Затем поднимите только четыре, чтобы нижняя полоса не исчезла! Опустите все четыре, но поднимите только три. Опустите три, но верните два. Наконец, опустите два, затем верните и опустите один.
Уровень 20
Когда вы тапаете по экрану, квадрат меняет направление. Причем только по часовой стрелке: если движется вниз, сворачивает влево, затем — вверх, вправо и вниз. Перемещайтесь по максимальному кругу, собирая белые точки. Когда соберете все, то завершите уровень.
Уровень 21
Пронумеруйте квадраты, по которым нужно нажимать, следующим образом:
1 * 2 * 3
* 4 * 5 *
6 * 7 * 8
* 9 * 10 *
11 * 12 * 13
Жмите на квадраты так: 1-6-2-9-13-7-3-4-11-10-8-12-5.
Уровень 22
Выращивайте кактус, чтобы тот лопнул обе цифры «2». Для левой цифры жмите все время на левый кружок, а для правой — на правый. Другие комбинации не подходят!
Уровень 23
Все буквы имеют четыре разных направления. То есть нужно составить слово GREEN из букв, которые направлены в одну и ту же сторону. Например, все смотрят вправо, как положено. Другие — влево, третьи и четвертые — вниз и вверх соответственно. Если нажмете неправильно, то появятся новые буквы.
Уровень 24
Выберите стрелки так, чтобы они были направлены вправо или влево. Круг будет двигаться туда, куда направлены стрелки.
Уровень 25
Здесь все белые точки находятся вокруг правого круга. Переместите туда четыре лепестка, а на левом круге должно быть два, стоящих рядом друг с другом. Дальше разберетесь сами!
Индекс качества воздуха (AQI) на станции Green and Fillmore и загрязнение атмосферы в San Francisco
Последнее обновление: (местное время)
374 человек(а) подписаны на этот станция
Карта загрязнения воздуха для Green and Fillmore в реальном времени
Показать на карте
Данные от участника(-ов) о качестве воздуза
Управление станцией(-ями) осуществляет
Присоединиться к движению!
Приобретите монитор, чтобы присоединиться к нашему движению и измерять качество воздуха в вашем городе.
Стать участником
Узнайте больше об участниках движения и источниках данных
Погода
Какая сейчас погода в районе Green and Fillmore, San Francisco?
Погода
Сильная облачность
Температура
7°C
Влажность
72%
Ветер
9.6 km/h
Давление
1019 mbar
Рейтинг городов по AQI в реальном времени
Рейтинг США среди городов в реальном времени
#
city
AQI США
1
Joseph, Орегон
152
2
Финикс, Орегон
152
3
Galena Park, Техас
147
4
Enterprise, Орегон
125
5
Deer Park, Техас
123
6
West Milford, Нью-Джерси
121
7
Dunes City, Орегон
118
8
Modesto, Калифорния
116
9
Zillah, Вашингтон
116
10
Церера, Калифорния
114
000Z»> 19:00, дек. 2 (местное время)
МИРОВОЙ РЕЙТИНГ AQI
рейтинг станций по качеству воздуха в реальном времени
Рейтинг San Francisco по качеству воздуха в реальном времени
#
station
AQI США
1
Churchill Park
99
2
1770 McKinnon Avenue
64
3
10th and Fulton Deck
63
4
Broadway between Hyde and Larkin
57
5
Aztec: Outside
56
6
Illinois Street
56
7
Miramar Avenue
56
8
Washington Street
54
9
Tank Hill
53
10
Mission District — San Jose Avenue
47
000Z»> 19:00, дек. 2 (местное время)
МИРОВОЙ РЕЙТИНГ AQI
AQI США
0
Индекс AQI в реальном времени Хорошо
Прогноз
Прогноз качества воздуха (AQI) в районе Green and Fillmore, San Francisco
День
Уровень загрязнения
Погода
Температура
Ветер
суббота, дек. 3
Хорошо 7 AQI США
13°9°
21. 6 km/h
воскресенье, дек. 4
Хорошо 5 AQI США
12°10°
14.4 km/h
понедельник, дек. 5
Хорошо 5 AQI США
10°8°
10.8 km/h
вторник, дек. 6
Хорошо 19 AQI США
10°8°
7. 2 km/h
среда, дек. 7
Хорошо 26 AQI США
11°7°
7.2 km/h
Хотите получать прогноз каждый час? Загрузить приложение
История данных
Хронологический график качества воздуха в районе Green and Fillmore, San Francisco
Как лучше всего защититься от загрязнения атмосферы?
Уменьшите воздействие загрязненного воздуха в районе Green and Fillmore, San Francisco
Автомобильный очиститель воздуха
Очиститель воздуха
Монитор качества воздуха
Your cart is empty
Средняя школа зеленого уровня / Домашняя страница
Перейти к основному содержанию
Выберите школу. ..
Посмотреть наши школы
wcpss home
интернациональные семьи: испанский 中文 французский Вьетнам 한국어 العربية हिंदी
интернациональные семьи: испанский 中文 французский Вьетнам 한국어 العربية हिंदी
Дом
Наша школа
»
2022-23 учебный год
О нашей школе
Администрация
Календарь и расписание звонков
Свяжитесь с нами
Регистрация
План улучшения школы
Профиль школы
Отчет об успеваемости школы
Справочник персонала
Карьера WCPSS
Академики
»
Регистрация на курс 2021-22
Отделы
Курсы повышения квалификации (AP)
Смешанные курсы
Обещание карьеры и колледжа (CCP)
Кредит за продемонстрированное мастерство (CDM)
Медиа-центр
Многоуровневая система опор (МТСС)
легкая атлетика
»
Круглые столы для родителей по легкой атлетике
Вернуться к игре 2020-21
Спортивная площадка Green Level
Спортивный клуб легкой атлетики
мероприятия
Лента
Хор
Танец
Gator Time (консультации, связь и клубы)
Национальное общество чести
Театр
Изобразительное искусство
Ежегодник
Ученики
»
Часто задаваемые вопросы
Ресурсы академической поддержки
Развитие карьеры
Класс 2023 Информация
Цифровые ресурсы
Обучение водителей
Студенческая парковка и пропуск на обед за пределами кампуса
Служба поддержки студентов
Справочник для учащихся/родителей
Тестирование и экзамены
Родители
»
Круглые столы для родителей
Ожидания студентов
Ресурсы академической поддержки
Формы посещаемости и правила
Семейная академия
Примите участие
Ресурсы для домашних заданий
Онлайн-платежи
PowerSchool
ПТСА
Школьное питание
Транспорт
Волонтерство
ПРОКРУТИТЬ ВНИЗ
Мы стремимся создать справедливую, инклюзивную и учитывающую культурные особенности среду, которая способствует самопознанию и реализации потенциала каждого учащегося.
Просмотр календаря
Комментарии (-1)
Комментарии (-1)
Salida temprana el 5 de diciembre; avisos de asignación de escuelas para 2023-2024
Комментарии (-1)
Комментарии (-1)
Cambios en el calendario 2023-2024, apoyo de bonos escolares, politica de equidad
Комментарии (-1)
Audiencia pública sobre la propuesta de inscripción, jornada de puertas abiertas y eventos de recorridos de las escuelas
Комментарии (-1)
Día de las elecciones, audiencia pública de la propuesta de inscripción del Borrador 2, eventos de puertas abiertas
Комментарии (-1)
Твиты пользователя GreenLevelHigh
3304 Green Level Rd, Роки Маунт, Вирджиния 24151 | MLS# 893992
В ожидании
Планы этажей
View
См. Все 42 Фотографии
Об этом доме
View
Директоры
Реклама
63. Первоначальный взнос
20% (63 980 долларов США)
Цена дома
319 900 долларов США
Детали кредита
6.438%
Реклама
Скрыть это объявление
парковка
Интерьер
Информация о спальнях
# из спальни (всего): 4
# из главного уровня. Уровень входа в прачечную: 1
Особенности интерьера
Кол-во комнат (всего): 11
Бытовая техника: Сушилка для белья, Стиральная машина, Посудомоечная машина, Диспоузер, Устройство открывания гаражных ворот, Микроволновая печь (встроенная), Электрическая плита, Холодильник
Характеристики дверей: изолированные, раздвижные
Характеристики окон: экран, откидной
Пол: ковровое покрытие, винил, дерево
Внутренние элементы: потолочный вентилятор, место для хранения
Внешний вид
8
Внешние элементы Характеристики: Переднее крыльцо
Информация об лоте
Площадь участка: 0,89
Размер участка в акрах: 0,89
Размер участка в квадратных футах: 38 768,4
Размер участка:
акров0015 Общая площадь: 0,89
Зонинг: 1
Финансовый
Информация о налоге
Годовая сумма налогов: 1 229,30
. Электрический тепловой насос
Местоположение
Информация о школе
Начальная школа: Boones Mill
Средняя или младшая школа: Ben Franklin Middle
Средняя школа: округ Франклин
Другое
Информация о листинге
Компенсация агента покупателя: 3% где подается листинг.
ListingId: 893992
ListPrice: $319 900
Подробная информация предоставлена MLSRV и может не совпадать с общедоступными данными. Учить больше.
Реклама
Скрыть это объявление
История продаж
Налоговая история
Сводный рейтинг GreatSchools
Данные школы предоставлены некоммерческой организацией GreatSchools. Redfin рекомендует покупателям и арендаторам использовать информацию и рейтинги GreatSchools в качестве первого шага, а также провести собственное расследование, чтобы определить желаемые школы или школьные округа, в том числе связавшись с самими школами и посетив их. Redfin не подтверждает и не гарантирует эту информацию. Границы школьных услуг предназначены только для справки; они могут измениться, и их точность не гарантируется. Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом.
0/100
Car-зависимый
Оценка Walk®
Общественные факты
Зонинг
РЕЗЮМЕ ЗОНИИ
ИСПОЛЬЗОВАНИЕ
О рисках
. Большинство гомеров имеют какую-то риск. Имея на Natural Dissasters, а также натуральные диски, а также натуральные диски, а также натуральные диски, а также натуральные диски, и у них есть риск,-и у них есть какое-то риск. подвергнуться воздействию изменения климата из-за повышения температуры и уровня моря.
Данные о климатических рисках предоставляются только в информационных целях. Если у вас есть вопросы или отзывы об этих данных, обратитесь за помощью на Riskfactor.com и Climatecheck.com.
Redfin не подтверждает и не гарантирует эту информацию. Предоставляя эту информацию, Redfin и ее агенты не дают советов или рекомендаций по рискам наводнений, страхованию от наводнений или другим климатическим рискам. Redfin настоятельно рекомендует потребителям самостоятельно исследовать климатические риски недвижимости для собственного удовлетворения.
Продажи домов на одну семью (последние 30 дней)
Дома на одну семью Тенденции в 24151
Дома на одну семью
Все типы домов Дома на одну семьюТаунхаусыКондоминиумы/кооперативы
Средняя цена продажи
Медианная цена продажи# домов Soldmedian Days On Marketsingl Family Homes
ВСЕ HOME TYPESSINGLE FAMILY HOMESTOWNHOWNONSONOS/Кооперативы
Средняя цена продажи
(Home Family Homes)
$ 246550
+7,3%. г/г | Октябрь 2022 г.
На основе расчетов Redfin данных о домах из MLS и/или общедоступных записей.
246 750 $
+7,3%
Подробнее о тенденциях рынка в 24151
Конкуренция на рынке в 24151
Рассчитано за последние 3 месяца
60
Достаточно конкурентоспособный
Рейтинг Redfin Compete Score
™
Рейтинг Redfin Compete Score оценивает степень конкурентоспособности района по шкале от 0 до 100, где 10 — это наивысшая конкуренция.
Рассчитано за последние 3 месяца
Некоторые дома получают несколько предложений.
В среднем дома продаются примерно за 2% ниже прейскурантной цены и ожидают рассмотрения примерно через 25 дней .
Теплые дома
могут быть проданы примерно за 1% выше прейскурантной цены и ожидают рассмотрения примерно через 7 дней .
Сравните с ближайшими почтовыми индексами
Часто задаваемые вопросы для 3304 Green Level Rd
Что такое 3304 Green Level Rd?
3304 Green Level Rd — это дом площадью 2784 квадратных фута на участке площадью 0,89 акра с 4 спальнями и 3 ванными комнатами. 3304 Green Level Rd — это дом, который в настоящее время стоит 319 900 долларов, что на 4,5% меньше, чем его первоначальная прейскурантная цена в 3349 долларов.00.
Сколько фотографий доступно для этого дома?
У Redfin есть 42 фотографии 3304 Green Level Rd.
Сколько стоит этот дом?
Основываясь на данных Redfin Rocky Mount, мы оцениваем стоимость дома в 314 901 долларов США.
Как долго этот дом находится в списке Redfin?
3304 Green Level Rd котировался на Redfin в течение 36 дней с 27 октября 2022 года.
Когда этот дом был построен и продан в последний раз?
3304 Green Level Rd был построен в 2005 году и последний раз продавался 28 сентября 2016 года за 209 долларов.
Фрезеровка – один из самых распространенных способов обработки металла, актуальна для самых различных сфер производства. Процесс фрезерования в целом прост: поверхность обрабатывается фрезой, режущим инструментом, который работает при вращении.
К наиболее современным и эффективным способам фрезерования относят использование станков с числовым программным управлением (ЧПУ). Фрезеровка на станке с ЧПУ по многим факторам опережает станки с ручным управлением.
Преимущества станка с ЧПУ:
меньший риск получить брак
экономия времени на обработку детали
минимальные энергозатраты
более качественный результат
Кстати! На портале ПромМаркет есть каталог компаний, которые оказывают услуги фрезерной обработки на ЧПУ станках. У Вас есть возможность выбрать нужные параметры (длина, ширина – исходя из чертежей) в фильтрах слева. После чего сразу отобразятся компании, готовые выполнить Ваш заказ.
Что нового в сфере фрезерования?
Фрезеровальные работы со временем становятся все более отточенными, буквально до мелочей. Этому способствует автоматизация. Фрезерная обработка на станках ЧПУ отнимает в разы меньше времени, а результат при этом опережает ручную работу.
Представьте: Вам нужно получить сотню одинаковых деталей. Как думаете, у кого больше шансов совершить погрешность – у оператора или у станка с ЧПУ? Так или иначе, автоматизированная система работает с более высокой точностью и скоростью.
А ведь есть отрасли, где допуск погрешностей недопустим. Например, авиационная и космическая промышленность, кораблестроение. То, насколько долго и качественно прослужит готовое оборудование напрямую зависит от каждой детали.
На сегодняшний день все чаще требуются программисты, которые работают со станками с ЧПУ. При этом стоимость изготавливаемых деталей определяется материалом, необходимым инструментом и временем на обработку детали.
Технологии фрезерной обработки
Мы уже упомянули о том, что на сегодняшний день производство становится более автоматизированным и компьютерные технологии ускоряют этот процесс. Изготавливаемая продукция становится более точной – неважно одна деталь или множество идентичных экземпляров, на качестве это никак не отражается (только в лучшую сторону). Конечно же, дело в 3D моделировании при фрезеровке металлических изделий.
А теперь – экономим Ваше время!
Помните, что все станки разные и имеют свои ограничения по многим критериям (длина, точность и т.д.). И вот в чем «подвох» – среди 100 компаний, которые выполняют фрезерование на станках с ЧПУ, только 10 подходят по параметрам, и лишь 2 именно в Вашем городе!
Обычно перед тем, как найти «свою» компанию, человек должен направить каждой отдельный запрос на почту, а после несколько дней ждать ответа. И это лишь для того, чтобы узнать, сможет ли та или иная компания взяться за Ваш заказ или нет…
Фильтры на нашем портале ПромМаркет устроены таким образом, чтобы Вы не тратили свое время на поиск. Вот тут можно – узнать как отправить одну заявку сразу в несколько компаний.
ООО «Опытный завод №31 Гражданской авиации»
Услуги металлообработки и изготовления деталей по чертежам заказчика на оборудовании нашего завода
Перейти
Фрезерная обработка деталей на станках с ЧПУ
ФРЕЗЕРНАЯ ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ
Фрезерная обработка
Фрезерная обработка – процесс механической обработки резанием. Режущим инструментом является фреза, которая совершает вращательные движения на большой скорости. При этом заготовка совершает поступательные движения, реже — вращательные.
С помощью фрезерования можно обрабатывать любые материалы, которые поддаются механической обработке: алюминий, медь, латунь, сталь, нержавеющая сталь, магний, титан, пластики.
Фрезерование на станке происходит либо вручную, когда мастер самостоятельно обрабатывает и перемещает инструмент и деталь – универсальный метод, либо с применением ЧПУ оборудования. В последнем случае технолог подбирает необходимый инструмент и пишет управляющую программу, которую запускает оператор станка.
Фрезерование ЧПУ
Фрезеровка металла
Инструмент
При фрезерной обработке металла важен инструмент, с помощью которого происходит резание – фреза. Это специализированное средство дисковой, цилиндрической, конической и другой формы с режущими металлическими зубьями. Совершая вращающие движения, она на каждом шаге «снимает» с изделия часть материала, чтобы достичь требуемых размеров.
Важна и инструментальная оснастка при фрезеровке сложных поверхностей. Она используется для зажима инструмента в шпинделе фрезерного станка, чтобы придать инструменту вращательное движение через движение шпинделя. Фрезы закрепляют в инструментальных оправках, которые крепятся непосредственно к шпиндельному узлу. Существует огромное количество видов фрез и оснасток, мы советуем изучить материалы по данной теме в открытых источниках, которых сейчас бессчетное множество.
Особенности работы на станках с ЧПУ
Как известно, оборудование обеспечивает точность изготовления детали. Преимущества станков с ЧПУ перед универсальными заключается в том, что оснащение на них более точное.
Фрезеровка на станках с ЧПУ применяется при массовом изготовлении деталей, так как с помощью программного обеспечения обеспечивается повторяемость при изготовлении изделий. При использовании универсального оборудования повторяемость обеспечивается мастерством фрезеровщика, в этом случае на качество высокоточного изделия может значительно повлиять «человеческий фактор». Поэтому для изготовления серии изделий лучше обратиться к ЧПУ, где качество продукции окупает высокую стоимость.
Компания Formung занимается высокоточным производством, для чего не подходит универсальное оборудование, поэтому в своей работе мы используем станки с ЧПУ.
Характеристики изготовления
Стоимость фрезерных работ определяется количеством нормо-часов, которое требуется для изготовления детали. На станках с ЧПУ нормо-час дороже, так как используются более сложные и точные инструменты, технологии и требуется написание управляющей программы.
Точность изготовления зависит от используемого инструмента, точности позиционирования оборудования, жесткости станков и мастерства технологов, которые полностью разрабатывают техпроцесс и назначают режимы резания.
Наша компания занимается единичным производством, где каждый проект требует индивидуального подхода: технолог подбирает инструмент, режимы резания, оборудование и пишет управляющую программу.
Мы также занимаемся анодированием – нанесением защитного покрытия после фрезерования, которое обеспечивает коррозионно- и износостойкие характеристики поверхности и дает ей необходимую окраску при добавлении красителя.
ЧПУ оборудование
Лидируют на рынке ЧПУ оборудования компании из Японии, Тайваня, Германии, США и Италии: Mazak, DMG Mori, OKUMA, HAAS и другие.
С помощью данного оборудования мы занимаемся обработкой сложных деталей. Для этого существует 3 вида изготовления: 3х-осевая, 4х-осевая и 5и-осевая обработка на станках с ЧПУ. Виды обработки различаются количеством степеней свободы станков: к трем линейным перемещениям в 3-осевых станках добавляются 2 вращательных. При использовании 5-осевых станков деталь обрабатывается за один установ, что значительно повышает точность изделия за счет неизменной точности позиционирования детали. На таких станках можно получить детали любой сложной формы: от лопаток до турбореактивных двигателей, детали с отверстиями под углом и импеллеры.
Цените качество и профессионализм? Мы приглашаем вас заказать фрезерные и другие виды работ в компании Formung.
Вам необходимы услуги высокоточной металлообработки?
Рассчитать стоимость изготовления
13 апреля, 2018
Изготовление деталей для космической отрасли
Актуальность космической промышленности. Особенности изготовления деталей. Требования к материалам.
28 марта, 2018
Изготовление шпиндельных валов
Производство. Параметры изготовления. Точность.
21 февраля, 2018
Производство технологической оснастки
Применение. Этапы и особенности изготовления.
15 февраля, 2018
Высокоточная металлообработка
Особенности производства при единичной высокоточной металлообработке.
9 февраля, 2018
Обработка шлифованием
Обработка деталей на шлифовальном станке: особенности, тонкости, нюансы.
12 января, 2018
Отпуск
Виды отпуска. Влияние скорости охлаждения.
3 сентября, 2017
Лазерная резка
Типы лазеров. Преимущества и недостатки.
14 августа, 2017
Изготовление жаропрочной оснастки
Выбор материала. Химико-термическая обработка.
1 июля, 2017
Азотирование и цементация
Сущность процесса. Преимущества и недостатки.
29 мая, 2017
Выбор смазочно-охлаждающей жидкости
Как выбрать СОЖ? Для чего необходимо обеспечивать охлаждение материала при обработке?
Читать далее
Фрезерование с ЧПУ: определение, процессы, приложения
Фрезерование с ЧПУ включает резку заготовки с использованием компьютеризированных и многоточечных режущих инструментов. Этот процесс, известный своей точностью и точностью, является неотъемлемой частью нескольких отраслей, наиболее известными из которых являются автомобилестроение и авиастроение.
В этой статье объясняется все, что вам нужно знать о фрезерном станке с ЧПУ, прежде чем выбрать его для своего проекта.
Что такое фрезерование с ЧПУ ?
Это управляемый компьютером процесс, включающий использование режущего инструмента для удаления части заготовки. Базовая установка включает размещение заготовки на столе станка, в то время как режущий инструмент(ы), прикрепленный к шпинделю, вращается и перемещается, формируя заготовку в готовое изделие.
Вращение и движение режущего инструмента зависят от типа и уровня сложности фрезерного станка с ЧПУ. Этот процесс очень универсален и совместим с различными материалами, такими как алюминий, пластик, дерево и стекло.
Фрезерованные детали с ЧПУ имеют высокие допуски, поскольку на фрезерных станках можно достичь допуска от +/- 0,001 дюйма до +/- 0,005 дюйма (некоторые станки могут достигать допуска +/- 0,0005 дюйма).
Как работает фрезерование с ЧПУ?
Наряду со сверлением и точением с ЧПУ, фрезерование с ЧПУ составляет основу Обработка с ЧПУ процесс. Однако он имеет уникальный механизм по сравнению с другими.
Процесс заключается в удалении деталей из заготовки с помощью управляемого компьютером вращающегося цилиндрического режущего инструмента, который вращается и перемещается по нескольким осям.
Общие этапы Процесс фрезерования с ЧПУ
Фрезерование с ЧПУ можно разбить на три основных этапа:
· Шаг 1. Подготовка 2D- или 3D-модели CAD
Используйте программное обеспечение CAD/CAM, такое как Autodesk Inventor или SolidWorks, для создания обрабатываемого 2D/3D-чертежа конечного продукта.
Подготовка файла САПР для обработки с ЧПУ зависит от вашего программного обеспечения. С одной стороны, некоторые программы могут преобразовывать 2D-изображения в 3D-файлы САПР. С другой стороны, некоторые программы позволяют отслеживать 2D-изображение, чтобы преобразовать его в 3D-файл.
Оператору также предоставляется технический чертеж, содержащий следующую информацию:
Основные характеристики/размеры детали
Допуски
Индикация резьбы
Параметры отделки
Строительные линии
· Шаг 2. Экспортируйте проект в формат файла, совместимый с ЧПУ. Поэтому необходимо экспортировать модель CAD в форматы файлов, совместимые с ЧПУ, с помощью программного обеспечения CAD/CAM. Примерами таких форматов являются STEP и STL.
Если программное обеспечение не может преобразовать дизайн в такой формат, вы можете использовать несколько онлайн-сервисов, таких как Cadexchanger и Convert.emachineshop.com .
При преобразовании файл будет указывать станку вращательное и линейное движение, последовательность резания, траекторию движения инструмента, скорость станка и заготовки, связанные с процессом.
·Шаг 3. Установка фрезерного станка с ЧПУ и работа с фрезерным станком с ЧПУ
Оператор прикрепит режущие инструменты к шпинделю и поместит заготовку на стол. Затем они настроят станок для запуска программы обработки и начнут фрезерование.
Типы ЧПУ Фрезерные операции
Фрезерование с ЧПУ включает несколько операций с различными настройками и приложениями. Ниже приведены распространенные типы операций.
· Торцевое фрезерование
При торцевом фрезеровании ось вращения режущего инструмента (торцевой фрезы) перпендикулярна поверхности заготовки.
Торцевая фреза имеет уникальную конструкцию, отличающуюся сменными режущими пластинами. Он обеспечивает режущее действие, используя множество режущих зубьев. В результате торцевые детали имеют более качественную обработку поверхности. Кроме того, процесс находится под строгим контролем, что позволяет легко производить желаемую поверхность.
Плоское фрезерование
Плоское фрезерование — это операция с колонной и коленом, используемая для фрезерования ровных горизонтальных поверхностей. Режущий инструмент располагается параллельно заготовке. Поэтому резка происходит от одного конца заготовки к другому. Операторы могут подавать стол продольно, поперечно или вертикально.
Угловое фрезерование
Угловое фрезерование включает фрезерование плоских поверхностей режущим инструментом под углом. Процесс похож на обычное фрезерование, единственное отличие заключается в угловой настройке.
Имеются две угловые фрезы: одноугловая и двухугловая. Одноугловые фрезы имеют зубья на угловой поверхности фрезы и большие плоские стороны и подходят для работы под углами 45 0 или 60 0 .
Двойные угловые фрезы имеют V-образные зубья с коническими поверхностями и являются лучшим вариантом для фрезерования плоских поверхностей под углом 45°, 60° и 90°.
Фасонное фрезерование
Фасонное фрезерование является лучшим методом для создания неправильных контуров на заготовке. Контур может быть изогнутым или изогнутым с прямыми линиями. Контуры могут быть вогнутыми или выпуклыми и выполнены с зубьями, противоположными таким формам. Следовательно, для изготовления изделия с вогнутой кромкой фасонная фреза должна иметь выпуклую кромку.
Фасонное фрезерование выполняется немного медленнее (примерно на 20–30 %), чем обычное фрезерование, из-за более сложной обработки криволинейных поверхностей.
Другие типы
Существуют и другие типы процессов фрезерной обработки, которые вы можете использовать. Ниже приведены важные из них:
Фрезерование пазов: При фрезеровании пазов ширина фрезы меньше ширины заготовки и используется для создания паза в заготовке.
Боковое фрезерование: Подходит для фрезерной обработки для получения плоской вертикальной поверхности заготовки. Вы можете контролировать глубину реза, вращая винт вертикальной подачи стола.
Групповое фрезерование : Групповое фрезерование предполагает использование двух режущих инструментов на одной оправке для резки горизонтальных поверхностей. Комбинация имеет неограниченный потенциал и сокращает время, затрачиваемое на процесс измельчения.
Выбор материала для Фрезерование с ЧПУ
Выбор подходящих материалов может быть сложной задачей из-за большого разнообразия доступных материалов. Ниже приведены факторы, которые вы можете использовать, и распространенные доступные материалы.
Функции детали: Подходящий материал должен иметь встроенные функции, которые помогают ему функционировать в среде использования. Например, нержавеющая сталь лучше углеродистой стали с точки зрения коррозионной стойкости.
Стрессовая нагрузка: Детали, пригодные для высоких нагрузок, должны быть изготовлены из материалов, устойчивых к нагрузкам. Неспособность сделать это может привести к деформации или растрескиванию.
Допуск на размер: Допуск на размер способствует точности во время фрезерования. Поэтому собирать такие детали становится легко. См. статью, если вы не знаете о Размерный допуск на станок с ЧПУ или свяжитесь с нами .
Рабочая температура. Температура плавления материалов должна быть ниже рабочей температуры фрезерного станка с ЧПУ. Это поможет предотвратить деформацию при фрезеровании.
Стоимость: Стоимость является наиболее важным фактором, определяющим выбор. Тем не менее, убедитесь, что вы выбрали лучший материал с лучшими механическими свойствами в вашем бюджете.
Фрезерование с ЧПУ подходит для многих материалов. Общие включают:
Преимущества и недостатки Фрезерование с ЧПУ в производственном процессе
Благодаря своим преимуществам этот процесс является важной частью многих процессов промышленного производства. Тем не менее, он также имеет свои недостатки. Ниже приведены некоторые преимущества и недостатки процесса.
Преимущества
· Точность и прецизионность
Фрезерные станки с ЧПУ имеют более высокую точность и прецизионность. Поэтому они могут создавать детали по своему техническому заданию. В результате они могут фрезеровать детали с допусками до 0,0004. Кроме того, автоматизированный процесс снижает вероятность человеческих ошибок.
· Быстрый и эффективный
По сравнению с обычными фрезерными станками фрезерные станки с ЧПУ работают быстрее и эффективнее. Это результат их способности нести множество режущих инструментов (в зависимости от ATC), что способствует эффективной смене инструмента и эффективным процессам.
· Большой совместимый материал
Процесс совместим со многими совместимыми материалами, например пластиком, композитами и металлами. Таким образом, фрезерование с ЧПУ может быть идеальным процессом, если у вас есть блок материала.
Недостатки
· Потери материала
Процесс вычитания, т. е. удаление материала происходит для формирования желаемой детали. Таким образом, по сравнению с другими методами производства, такими как услуги 3D-печати , много отходов материала.
· Высокий уровень обслуживания
Фрезерные станки с ЧПУ требуют высокого уровня обслуживания для поддержания их нормальной работы. Машина дорогая. Поэтому техническое обслуживание важно.
Применение технологии фрезерования с ЧПУ
Фрезерование отличается высокой точностью, точностью и высокой точностью. Следовательно, он имеет широкий спектр применения. Ниже приведены некоторые из его промышленных применений.
· Аэрокосмическая промышленность
Фрезерование с числовым программным управлением применяется при изготовлении многих авиационных компонентов с использованием таких материалов, как титан и алюминий. Эти материалы легкие и прочные. Из-за высокой потребности в точности и прецизионности процесс считается подходящим.
· Автомобильная промышленность
В автомобильной промышленности используется фрезерная обработка из-за требования эффективности без потери точности. Таким образом, он подходит для продуктов, изготовленных с использованием этого процесса, включая внутренние панели, головки цилиндров, ведущие мосты, компоненты подвески, детали выхлопной системы и коробки передач.
· Сельское хозяйство
Фрезерная обработка с ЧПУ подходит для изготовления деталей и компонентов общего назначения, таких как шестерни и валы, гайки, болты и фланцы. Кроме того, он подходит как для крупномасштабного, так и для краткосрочного производства.
· Медицинские изделия
Медицинские детали, такие как протезы, требуют точного и уникального дизайна. Поэтому фрезерование с ЧПУ — лучший метод для таких деталей. Дизайн сохранен, а производительность и эффективность есть.
Сколько стоит фрезерование с ЧПУ?
Стоимость фрезерных станков с ЧПУ зависит от таких факторов, как стоимость материалов, конструкции и станка. Ниже приводится краткий анализ факторов и их последствий.
· Дизайн детали
Разработка детали очень дорога. Вы можете передать файл САПР дизайнеру или сделать его самостоятельно, чтобы избежать затрат. Кроме того, вам необходимо учитывать стоимость инженера-технолога, который будет проверять и аутентифицировать деталь, и программиста, который преобразует файл CAD в файл CAM. Однако многие фрезерные службы с ЧПУ включили это в свои платформы котировок.
· Сложность конструкции
Для сложной конструкции изделия требуется станок, способный эффективно фрезеровать изделие. Чем выше сложность, тем выше сложность фрезерного станка и выше стоимость.
Кроме того, сложный дизайн увеличивает время, необходимое для завершения производства, а поскольку в фрезерных станках с ЧПУ используется почасовая оплата, стоимость увеличивается.
Для компаний, у которых есть фрезерный станок с ЧПУ, количество энергии, потребляемой станком, увеличится.
· Объем производства
Крупные заказы обходятся дешевле, чем мелкие заказы, если вы передаете услуги фрезерной обработки с ЧПУ на аутсорсинг из-за снижения стоимости фрезерованного изделия. Это основано на эффекте масштаба. Фрезерование с ЧПУ отличается высокой повторяемостью, что сокращает время производства.
· Тип фрезерного станка с ЧПУ
Существует множество типов фрезерных станков с ЧПУ, каждый из которых имеет разные характеристики и стоимость. Наиболее важным фактором, определяющим тип используемого вами станка, является сложность конструкции, описанная выше.
Фрезерная служба с ЧПУ устанавливает стоимость фрезерных станков в почасовой ставке (иногда с оплатой труда оператора). Сервис рассчитывает стоимость использования фрезерного станка из стоимости покупки и того, как долго он должен работать в год. Например, в Европе 3-осевые станки стоят около 40 долларов в час, а 4-осевые и 5-осевые станки стоят от 75 до 120 долларов в час.
Однако бывают ситуации, когда они могут быть дешевле. Например, китайские фрезерные станки с ЧПУ, такие как RapidDirect, предлагают 3-осевые станки за 8–10 долларов в час и 5-осевые станки за 30 долларов в час.
· Материал
Доступность, рыночная стоимость и обрабатываемость — важные свойства, которые влияют на стоимость материала. Стоимость материала указана за блок
Существует два основных типа материалов ЧПУ: пластик и металлы. С одной стороны, пластик дешев, хорошо поддается обработке и доступен. Поэтому они имеют низкую стоимость материала. Примеры: ABS (17 долларов), делрин (27 долларов), нейлон 6 (30 долларов). С другой стороны, металл дороже пластика. Общие примеры: алюминий 6061 (25 долларов США), алюминий 7075 (80 долларов США), нержавеющая сталь 304 (9 долларов США). 0) на блок
· Вариант отделки поверхности
Варианты отделки, такие как анодирование и порошковое покрытие , помогают устранить следы фрезерования на станке с ЧПУ или улучшить внешний вид детали. Тем не менее, они также увеличат ваши затраты на фрезерование с ЧПУ.
Дополнительные затраты на завершение
Стоимость доставки также добавляется к общей стоимости фрезерной обработки с ЧПУ. Стоимость доставки зависит от удаленности от фрезерного станка с ЧПУ, сроков и веса материала.
Вышеуказанные факторы играют важную роль в стоимости фрезерной обработки с ЧПУ и должны быть тщательно учтены при составлении бюджета. Однако, если вы все еще задаетесь вопросом о стоимости и о том, как ее уменьшить, вам следует проверить, сколько расчет стоимости обработки с ЧПУ , поговорить с экспертом или получить мгновенную цитату .
Свяжитесь с RapidDirect. Наши собственные заводы с передовыми многоосевыми фрезерными станками с ЧПУ помогут вам поставлять высококачественные детали в кратчайшие сроки.
Наша онлайн-платформа котировок предоставляет мгновенные котировки с автоматическим отчетом DfM после того, как вы загрузите файл САПР и выберите материал и количество. Что еще лучше, вы можете управлять своим заказом и отслеживать процесс фрезерования до доставки!
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Типы Фрезерный станок с ЧПУ Станок
Фрезерный станок состоит из нескольких компонентов, которые режут заготовки. Каждый тип фрезерного станка имеет уникальную настройку, что позволяет выполнять различные операции. Ниже приведены распространенные типы, которые вы можете рассмотреть для своего проекта.
Вертикально-фрезерный станок
Вертикально-фрезерный станок представляет собой 3-осевой станок, стол и рычаг которого соединены с вертикальной колонной, а шпиндель расположен вертикально.
С одной стороны, относительно руки, стол перемещается вверх и вниз по оси Z.
С другой стороны, по отношению к шпинделю движение стола зависит от типа вертикально-фрезерного станка. Например, при использовании револьверного вертикального фрезерного станка шпиндель неподвижен, а стол перемещается по оси X. В вертикальной мельнице со станиной стол может перемещаться по оси X, а шпиндель — вдоль направления рычага по оси Y.
Вертикально-фрезерные станки благодаря своей точности подходят для сложных операций. Также они подходят для работы на вертикальных поверхностях и угловых формах.
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок аналогичен вертикально-фрезерному станку. Однако универсальные могут вращаться по оси z. Следовательно, они являются 4-осевыми фрезерными станками. Они также имеют шпиндель с горизонтальной ориентацией.
Эти машины менее универсальны, чем их вертикальные аналоги. Тем не менее, они больше подходят для тяжелой обработки.
Подробнее: Горизонтальное и вертикальное фрезерование – в чем их отличия
Многоосевой Фрезерный станок с ЧПУ Станок
Многоосевой фрезерный станок с ЧПУ может двигаться под разными углами . Существует несколько видов многоосевых фрезерных станков:
– 2-осевые фрезерные станки
2-осевые фрезерные станки могут обрабатывать заготовку по осям X и Z. Поэтому они могут резать вертикально и горизонтально в одном направлении. Это самый простой тип фрезерных станков с ЧПУ.
– 3-осевые фрезерные станки
3-осевые фрезерные станки могут перемещаться по осям x, y и z. Поэтому они могут резать заготовки вертикально в любом направлении.
Наиболее распространенный многокоординатный фрезерный станок. Однако у них есть некоторые ограничения, например, одинаковый угол снижает возможность резки некоторых сложных деталей.
– 4-осевые фрезерные станки
4-осевой фрезерный станок может перемещаться по трем осям: вверх-вниз, из стороны в сторону и вперед-назад без перемещения заготовки. Он также может вращаться по оси X или оси A. Следовательно, это подходящий выбор для выполнения вырезов и других сложных операций фрезерования. Эти машины быстрые, точные и точные.
– 5-осевой фрезерный станок с ЧПУ
Шпиндель 5-осевого фрезерного станка и режущий инструмент перемещаются по трем осям и допускают вращение по двум осям (по любой из осей x, y и z -ось). Они могут работать с несколькими деталями и являются наиболее совершенными многоосевыми станками с ЧПУ.
Фрезерный станок с ЧПУ Компоненты
Станок состоит из нескольких компонентов с различными функциями для выполнения режущего действия. Каждый фрезерный станок с ЧПУ отличается сложностью и конструкцией этих компонентов. При этом их функции не меняются. Ниже приведены основные компоненты, которые вы увидите в одном
· Рама
Рама отвечает за устойчивость и жесткость машины. В нем находятся другие компоненты, такие как основание, съемные колонны и передняя бабка (важный компонент, в котором находится шпиндель).
· Шпиндель
Шпиндель представляет собой весь вращающийся узел фрезерного станка, включающий вал, удерживающий режущие инструменты и другие детали. Он либо горизонтальный, либо вертикальный, в зависимости от фрезерного станка. Двигатель вращает шпиндель по оси, заданной контроллером ЧПУ.
· Оси
Общие оси: x (вертикальная), y (горизонтальная) и z (глубина). Однако на некоторых машинах включены другие вращающиеся оси; A, B и C.
Различные машины могут вращаться вокруг оси в зависимости от их сложности. Например, 4-осевые фрезерные станки с ЧПУ могут вращаться вокруг оси А, а 5-осевые могут вращаться вокруг осей А и С или осей В и С.
· Стойки
Стойки опираются на основание с резервуаром для охлаждающей жидкости и насосом. Таким образом, он служит вспомогательным средством для охлаждения станка в процессе резки. Столбец может быть одиночным. Однако это зависит от сложности машины.
· Панель управления ЧПУ
ЧПУ состоит из монитора ЧПУ и кнопок программирования для ввода данных и кодов. Таким образом, он контролирует процесс измельчения. В итоге это нервная система машины. `
· Устройство автоматической смены инструмента (ATC)
Функция ATC заключается в замене инструментов в процессе фрезерования. Следовательно, это увеличивает скорость, грузоподъемность инструмента и производительность станка.
Существует два типа АТС:
Барабанная АТС: Они подходят для фрезерования, требующего менее 30 инструментов.
Цепь ATC: Подходят для фрезерования, требующего более 30 инструментов. Они устанавливаются либо на колонне, либо отдельно на машине.
Вышеприведенное является общим условием, разделяющим различные типы УВД. Однако количество инструментов может меняться в зависимости от конструкции и производителя фрезерного станка.
· Держатели инструментов
Держатели инструментов удерживают режущие инструменты на станке с ЧПУ. Существуют различные конструкции и размеры, с тремя основными типами держателей инструментов: BT, CAT и HSK.
Держатели инструментов BT: Это стандартный размер держателей инструментов. Державки BT имеют прочную конструкцию и фиксирующую ручку с метрической резьбой.
Державки BBT: Это модернизированные державки BT с двойным контактом со шпинделем, что повышает их стабильность и жесткость. Следовательно, державки BBT настоятельно рекомендуются для фрезерных станков с ЧПУ.
Державки HSK (полый конический хвостовик): Это державки европейской разработки с тем же углом, что и державки BT. Однако они имеют дополнительную ориентационную канавку на фланцах. Они подходят для высокоскоростной обработки с малым допуском.
· Стол
Стол представляет собой прочную основу, на которую помещается заготовка и зажимается с помощью приспособлений или тисков. Тип столов и их дополнительные функции зависят от машины. Например, в некоторых столах используются Т-образные пазы для облегчения зажима. Другим примером является горизонтальный фрезерный станок с ЧПУ, использующий поддоны с летками с большой гибкостью.
· Бак для охлаждающей жидкости
Бак для охлаждающей жидкости содержит охлаждающую жидкость, подаваемую на режущую поверхность или шпиндель во время фрезерования. Поскольку при фрезеровании выделяется тепло, оно помогает охлаждать поверхность и продлевает срок службы машины. Существуют различные размеры баков охлаждающей жидкости. Лучшее должно быть адаптировано к операциям обработки
Всеобъемлющий обзор процесса фрезерования
20 сентября 2022 г.
Фрезерование с ЧПУ является важным процессом, когда речь идет о производстве сложных компонентов. Являясь одной из возможностей прецизионной обработки с ЧПУ, этот процесс помогает создавать точные детали для многих отраслей промышленности. Благодаря широкому спектру применения эта технология продолжает быстро расти и развиваться.
Итак, мы подробно рассмотрим процесс фрезерования, изучив различные операции и их применение. Это поможет вам понять различные аспекты процесса и понять, как извлечь из него максимальную пользу. Без лишних слов, давайте приступим к делу.
Определение: что такое фрезерование с ЧПУ?
Фрезерование с ЧПУ — это управляемый компьютером процесс, который включает удаление частей заготовки с помощью режущего инструмента. Его базовая комплектация включает стол станка и режущий инструмент(ы), прикрепленный(е) к шпинделю. Заготовка помещается на рабочий стол станка, в то время как режущий инструмент (ы) вращаются, формируя заготовку.
Вращение режущего инструмента будет зависеть от типа фрезерного станка с ЧПУ и уровня его сложности. Большинство фрезерованных деталей с ЧПУ могут достигать высоких допусков от +/- 0,001 дюйма до +/- 0,005 дюйма. Некоторые машины могут даже достигать допусков до +/- 0,0005 дюйма.
Таким образом, этот процесс очень универсален и может работать с широким спектром материалов, включая металлы, пластмассы, дерево и стекло. Это также может помочь создать широкий спектр пользовательских продуктов для удовлетворения уникальных требований.
Анализ процесса фрезерования: как работает фрезерование с ЧПУ?
Крайне важно дать полное представление о процессе измельчения. Это поможет вам получить полное представление о том, как это работает. Как правило, операция фрезерования с ЧПУ выполняется в три этапа:
1. Проектирование файлов САПР
На первом этапе создается виртуальное представление предполагаемого продукта с помощью программного обеспечения САПР. Вы можете использовать различные программы CAD-CAM для разработки необходимого G-кода для обработки. Очень важно перевести дизайн САПР на язык программирования ЧПУ, потому что это то, что машина поймет.
Вы можете проверить и изменить код в соответствии с возможностями машины. Программное обеспечение также позволяет инженерам-технологам моделировать весь процесс фрезерования. В результате они могут проверять ошибки проектирования и избегать создания сложных моделей, которые слишком сложно обрабатывать.
Оператору также требуется технический чертеж, который содержит следующую информацию: Станок
Хотя фрезерные станки с ЧПУ автоматически режут заготовки, некоторые аспекты процесса требуют оператора станка. Например, оператор должен закрепить заготовку на рабочем столе и атаковать режущие инструменты для шпинделя.
Современные фрезерные станки оснащены приводными инструментами. Поэтому они имеют возможность менять инструменты в процессе фрезерования. Это уменьшает количество остановок, которые будут происходить во время работы. Тем не менее, по-прежнему требуется первоначальная настройка и проверка программы перед началом процесса.
3. Изготовление компонентов
Как упоминалось ранее, при фрезеровании с ЧПУ используются вращающиеся инструменты, которые срезают стружку при контакте с заготовкой. Непрерывное вращение инструмента придает нужную форму. Процесс может включать различные операции в зависимости от типа сырья и желаемой формы конечного продукта.
В первых нескольких операциях используются более крупные инструменты для вырезания материалов и получения приблизительной формы. Затем смена инструмента поможет создать более точные обработанные детали. Прецизионное фрезерование с ЧПУ достигается на последних этапах, включая непревзойденные уровни шероховатости поверхности и технические допуски.
Различные фрезерные операции с ЧПУ
Фрезерный центр с ЧПУ может производить несколько сложных элементов с высокой точностью. К таким элементам относятся резьба, фаски, прорези и т. д. Однако для создания этих элементов требуются различные операции фрезерования, такие как:
Плоское фрезерование
Эта операция также известна как плоскостное фрезерование. Для этой операции используется горизонтальная фреза. Таким образом, режущий инструмент имеет ось вращения, параллельную рабочему столу. При простом фрезеровании используются различные фрезы разной формы и ориентации в зависимости от желаемого результата. Сочетание широкой фрезы (с высокой скоростью подачи) и более мелких режущих зубьев (с более высокой скоростью резания) — отличный выбор с точки зрения экономической эффективности. Это также обеспечивает лучшую отделку поверхности и высокое качество конечного продукта.
Торцевое фрезерование
При этом типе фрезерования используются режущие инструменты с боковыми и торцевыми зубьями. Боковые зубья выполняют основную работу по резанию, а другие зубья на кончике помогают с обработкой поверхности. Торцевое фрезерование обычно выполняется после фрезерования поверхности, потому что оно может создавать сложные контуры и обеспечивать высококачественную отделку.
Угловое фрезерование
Это одна из лучших операций фрезерования для создания канавок, фасок, пазов и других сложных элементов. Традиционные 3-осевые фрезы используют разные фрезы — фрезы типа «ласточкин хвост» для угловых канавок или конические режущие головки для создания фасок. Ось фрезы часто перпендикулярна или находится на одной линии с режущей поверхностью.
Фрезерование формы
В этой операции фрезерования используются специальные инструменты для создания более сложных контуров. Вогнутые и выпуклые фрезы здесь наиболее распространены. Они помогают создавать контуры поверхности, закругленные края и круглые углубления всего за один разрез.
Прочие фрезерные операции
Помимо вышеупомянутых фрезерных операций, фрезерные станки с ЧПУ могут выполнять другие виды специализированных фрезерных операций, например:
Профильное фрезерование : Здесь инструмент создает траекторию резания вдоль наклонной или вертикальной поверхности на заготовке. В процессе используется профильный фрезерный инструмент, который может располагаться параллельно или перпендикулярно поверхности заготовки.
Групповое фрезерование : Это подкатегория фасонного фрезерования, при которой для одновременного создания шаблонов используются несколько фрез. Резцы обычно имеют различные формы, размеры или ширину. Они могут выполнять аналогичные или разные операции для создания более сложных функций или сложных деталей за более короткие периоды времени.
Фрезерование с двух сторон : Эта операция фрезерования позволяет станку обрабатывать две или более параллельных заготовок за один проход. Две фрезы расположены по обеим сторонам заготовки для фрезерования обеих сторон на одной и той же оправке станка.
Плюсы и минусы фрезерования с ЧПУ в производстве деталей
Процесс фрезерования с ЧПУ необходим для различных промышленных процессов из-за его преимуществ. Тем не менее, следует отметить недостатки. Вот некоторые из преимуществ и недостатков этой технологии производства.
Плюсы фрезерной обработки с ЧПУ
Точность и прецизионность
Характер операций фрезерной обработки с ЧПУ оставляет минимум места для ошибок, что обеспечивает более высокую точность и прецизионность. Этот метод позволяет производить детали, которые точно соответствуют техническим характеристикам и требованиям к допускам.
Большинство фрезерованных деталей с ЧПУ могут иметь высокие допуски от +/- 0,001 дюйма до +/- 0,005 дюйма, а некоторые могут достигать +/- 0,0005 дюйма. Автоматизация процесса также ограничивает человеческие ошибки. Даже если вам требуется обработка поверхности, микрофрезерование позволяет удалить некоторую толщину, чтобы не повлиять на размер детали.
Эффективность и воспроизводимость
Фрезерные центры с ЧПУ обеспечивают высокую производительность благодаря автоматизации. Усовершенствованные фрезерные станки могут производить детали быстрее с более стабильным качеством и отделкой.
Широкая совместимость материалов
Этот процесс подходит для широкого спектра материалов, включая металлы, пластмассы, стекло и дерево. Это еще больше увеличивает его универсальность и делает его идеальным для различных применений.
Менее трудоемкий
Автоматизация и высокая производительность фрезерных станков с ЧПУ значительно сокращают трудозатраты на процесс. Эти станки также позволяют использовать приводной инструмент, обеспечивая смену инструмента без остановки работы. Для этого процесса потребуется очень мало операторов.
Экономичность
Фрезерные станки с ЧПУ эффективно производят сложные изделия быстрее и точнее. Это сокращает время, затрачиваемое на стадии производства. Кроме того, меньшие трудозатраты еще больше снижают стоимость процесса.
Минусы фрезерного станка с ЧПУ
Высокая стоимость станка
Начальные инвестиционные затраты на фрезерный станок с ЧПУ выше, чем на традиционное ручное оборудование. Это может привести к увеличению общих производственных затрат.
Требуется интенсивное обучение операторов
Не каждый может работать на фрезерных станках с ЧПУ. От дизайнеров до программистов и операторов станков требуется соответствующее обучение, чтобы получить максимальную отдачу от процесса.
Высокий уровень обслуживания
Фрезерные станки необходимо постоянно обслуживать, чтобы обеспечить их правильную работу и увеличить срок службы инструмента. Это увеличивает время простоя при использовании фрезерных станков.
Обычные материалы для фрезерных станков с ЧПУ
Фрезерные станки с ЧПУ для самых разных материалов. Ваш выбор материала будет зависеть от требований и спецификаций ваших приложений. К наиболее распространенным материалам относятся:
Металлические материалы для фрезерования
Алюминиевые сплавы
Stainless steel
Mild steel
Tool steel
Brass
Copper alloys
Titanium alloys
Plastics Materials for Milling
POM
ABS
Nylon
Polycarbonate
PEEK
PTFE ( Тефлон)
Полиэтилен
ПММА (акрил)
HDPE
ПВХ
Полипропилен
Четыре классификации фрезерных станков
На современном рынке доступно множество фрезерных станков с различными способами их классификации. В то время как основы остаются прежними, несколько модификаций делают каждую мельницу уникальной.
Доступны следующие категории фрезерных станков:
1. Фрезерные станки с станиной
Их конструкция включает стандартную длинную станину, которая позволяет прикреплять несколько заготовок. Это сокращает время простоя и повышает эффективность. Рабочий стол крепится к станине станка и может двигаться в двух направлениях. Ориентация этих фрез позволяет головке шпинделя перемещаться в осевом направлении, определяя глубину резания.
Станки фрезерные станочные вертикального, горизонтального и универсального типа. Наиболее распространенным является универсальный фрезерный станок с ЧПУ, обеспечивающий большую гибкость. Использование двухстаночной клети для этих мельниц поможет повысить производительность. Это позволяет оператору монтировать одну крупную деталь или несколько деталей на рабочий стол для одновременной обработки.
2. Фрезерные станки коленного типа
Эти станки помогают производить детали малого и среднего размера. Однако они обеспечивают меньшую устойчивость, чем машины станочного типа. Традиционные коленчатые мельницы — отличный вариант для создания одноразовых компонентов для подготовительных работ, работ по техническому обслуживанию и т. д.
Производители обычно используют их для подготовки заготовок к дальнейшей обработке на станциях ЧПУ. Режущая головка движется только в одном направлении, что ограничивает возможность несчастных случаев. Однако коленные фрезы требуют ручной смены инструментов после каждой операции. Это делает процесс относительно медленным.
3. Фрезерные станки плунжерного типа
Режущие головки этих фрез установлены на ползунке, перемещающемся вперед и назад. В результате инструмент может легко перемещаться по двум осям — X и Y. Доступны как вертикальные, так и горизонтальные варианты, и они часто позволяют поворачивать режущую головку.
4. Строгально-фрезерные станки
Эти фрезерные станки очень похожи на станки со станиной. Они используют большие рабочие столы, а их шпиндели могут двигаться в трех направлениях. Однако строгальные станки могут одновременно вмещать больше инструментов. Они могут брать до четырех инструментов одновременно. Это повышает их гибкость и эффективность, уменьшая при этом потребность в смене инструментов в процессе фрезерования.
Различные типы фрезерных станков с ЧПУ
Существует три основных типа фрезерных станков с ЧПУ, используемых производственными компаниями. К ним относятся:
Вертикальные фрезерные станки
Эти инструменты имеют вертикальные оси, что делает их более подходящими для концевого фрезерования. У машин режущие головки расположены на конце ползуна, а шпиндели прикреплены к концу. Современные вертикально-фрезерные станки могут вращать детали для лучшего доступа и ускорения операций. Они также позволяют автоматизировать движения для большей точности и воспроизводимости.
Вертикально-фрезерные станки значительно дешевле своих горизонтальных аналогов. Кроме того, они меньше по размеру и требуют меньше места в станочных цехах с ЧПУ.
Горизонтально-фрезерные станки
В отличие от вертикально-фрезерных станков оси этих станков расположены горизонтально. Режущие инструменты прикреплены к оправке, и инструменты можно легко заменить, сняв распорки и кронштейны оправки. Горизонтально-фрезерные станки могут иметь несколько шпинделей с множеством инструментов для более быстрой обработки. Кроме того, стол и инструменты могут двигаться в разных направлениях.
Эти типы фрезерных станков с ЧПУ могут производить более сложные детали с меньшим количеством операций. Они намного быстрее и обеспечивают более качественную обработку поверхности.
Многоосевые фрезерные станки
Эти станки могут перемещаться по разным осям и выполнять фрезерование под разными углами. Многокоординатные фрезерные станки могут быть:
3-осевые фрезерные станки
3-осевые вертикальные фрезерные станки позволяют перемещать стол в направлениях X и Y. На этих станках заготовки можно позиционировать относительно режущего инструмента. Затем оператор может добавить ось Z, опустив режущий инструмент. Инструменты ЧПУ обеспечивают одновременное перемещение по трем осям, предлагая необходимую гибкость для ваших нужд.
4-осевые фрезы
Эти фрезы имеют все три оси, как указано выше. Но здесь появляется еще одна ось — ось А. Добавление еще одной оси позволяет таблице вращаться вокруг оси X. Это обеспечивает пространство для торцевого фрезерования без изменения положения заготовки.
5-осевые фрезерные станки
Здесь применимо все, что верно для 4-осевых фрезерных станков, но с добавлением оси B. Это дополнение помогает столу вращаться вокруг оси Y. 5-осевые фрезерные станки с ЧПУ дороже рассмотренных выше вариантов, но позволяют изготавливать сложные детали за одну операцию. Они не требуют дополнительных настроек и совместимы с живыми инструментами.
6-осевые фрезерные станки
6-осевые фрезерные станки еще не являются стандартом из-за их высокой стоимости. Они имеют стационарные рабочие столы с полной свободой перемещения режущей головки. То есть голова может перемещаться по осям X, Y и Z и вокруг них.
Компоненты фрезерного станка с ЧПУ
Здесь мы проанализируем компоненты, из которых состоят фрезерные станки с ЧПУ. Хотя новые мельницы немного сложны, мы остановимся на традиционных фрезерных центрах, чтобы дать надлежащий обзор. Основными компонентами фрезерных станков являются:
1. Рама
Эта основная конструкция поддерживает машину и придает ей жесткость и устойчивость. Он имеет основание и съемную колонну (колонны). Передняя бабка станка является важной частью рамы для крепления главного шпинделя, предотвращая вибрации или дребезжание во время работы станка. Это предотвращает ошибки обработки и продлевает срок службы режущего инструмента.
2. Панель управления ЧПУ
Это можно назвать «нервной системой» фрезерных центров. Он состоит из различной электроники, необходимой для управления различными действиями резки с использованием функций программирования. Основными компонентами панели управления являются монитор ЧПУ и кнопки программирования. Большинство станков с ЧПУ имеют легкодоступные панели управления для облегчения обработки.
3. Оси
Фрезерные станки с ЧПУ имеют оси X, Y и Z. В зависимости от конфигурации они также поставляются с дополнительными осями вращения (A, B и C). Они часто программируются с помощью G-кода в контроллере ЧПУ.
4. Колонна
Этот компонент машины обеспечивает структуру и поддержку других компонентов мельницы. Он поставляется с прикрепленным основанием и может включать в себя внутренние компоненты, облегчающие операции фрезерования с ЧПУ. К таким внутренним элементам относятся резервуары для охлаждающей жидкости и масла.
5. Рабочий стол
Этот компонент представляет собой прочное основание, позволяющее крепить заготовку. Другими словами, он удерживает штангу, тиски или приспособление на месте. В зависимости от используемого фрезерного станка деталь можно регулировать по вертикали, горизонтали или в обоих направлениях. В большинстве рабочих столов используются Т-образные пазы для обеспечения легкого зажима заготовки.
6. Шпиндель
Шпиндель имеет коническую часть для позиционирования держателей инструмента. Он также имеет вращающийся узел и вал для крепления режущего инструмента. В зависимости от типа фрезерного станка шпиндель может располагаться горизонтально или вертикально.
7. Оправка
Это компонент вала, устанавливаемый в шпинделях горизонтально-фрезерных станков. Они позволяют устанавливать несколько станков. Доступны беседки различной длины и диаметра в зависимости от требуемых спецификаций.
8. Поршень
Этот компонент станка обычно используется в вертикально-фрезерных станках. Обычно он крепится к колонне, поддерживающей шпиндель. Операторы могут отрегулировать плунжер так, чтобы он занимал различные положения во время процесса фрезерования.
9. Станок
Это компонент, который выполняет удаление материала. Существует несколько инструментов для фрезерования в зависимости от характеристик фрезерования. Они различаются в зависимости от расположения, количества, расстояния между зубьями, диаметра, длины и геометрии.
Сколько стоит фрезерный станок?
Стоимость фрезерного станка является одним из факторов, влияющих на стоимость обработки с ЧПУ. Однако эта стоимость варьируется в зависимости от сложности машины. Например, 3-осевые вертикально-фрезерные станки начального уровня или инструментальные станки стоят от 50 до 80 тысяч долларов. Напротив, 5-осевые фрезерные станки начального уровня стоят от 100 до 400 тысяч долларов.
Точно так же 3-осевые вертикальные фрезерные станки серийного производства стоят от 150 000 до 300 000 долларов, а 5-осевые фрезерные станки серийного производства стоят более 500 000 долларов. Это приблизительные оценки, которые будут зависеть от таких факторов, как:
Вес и размер станка (измеряется в перемещении X/Y/Z)
Конфигурация станка (3, 4, 5 или 6 осей)
Станок скорость
Мощность
Доступны другие опции, например, давление охлаждающей жидкости, конвейер для стружки, автоматическая смена инструмента, роботизированный загрузчик деталей и т. д.
Какие отрасли промышленности используют фрезерные станки с ЧПУ?
Несколько отраслей пользуются преимуществами и разнообразными применениями фрезерной обработки с ЧПУ. Вот некоторые из его промышленных применений:
Аэрокосмическая промышленность
Процесс фрезерования также подходит для изготовления аэрокосмических деталей из таких материалов, как алюминий и титан. Эти материалы прочные и легкие, а также обеспечивают точную обработку требуемых компонентов.
Автомобильная промышленность
Продукция для автомобильной промышленности должна быть эффективной и точной. Таким образом, фрезерование с ЧПУ подходит для изготовления внутренних панелей, ведущих мостов, головок цилиндров, коробок передач, деталей выхлопной системы, компонентов подвески и т. д.
Медицинская промышленность
Медицинские и хирургические инструменты часто имеют уникальную конструкцию, требующую оптимальной точности. Это делает фрезерование с ЧПУ одним из лучших методов создания таких компонентов. Таким образом, проекты сохраняются с повышенной эффективностью и производительностью.
Товары народного потребления
Фрезерование с ЧПУ также помогает производить компоненты общего назначения. К таким изделиям относятся гайки и болты, шестерни и валы, фланцы и т. д. Этот процесс подходит как для мелкосерийного, так и для крупносерийного производства.
Заключение
Фрезерование с ЧПУ подходит для нескольких высококачественных операций, независимо от сложности. Этот экономичный производственный процесс также экономит много времени, обеспечивая эффективность работы и более быстрый вывод продукта на рынок.
Мы рассказали об основах фрезерной обработки с ЧПУ, различных операциях, областях применения и факторах, влияющих на ее стоимость. Свяжитесь с WayKen сегодня, если вы не уверены, является ли этот процесс оптимальным решением для вашего приложения. Мы всегда готовы помочь.
В чем разница между фрезерованием с ЧПУ и точением?
20 наиболее распространенных проблем 3D печати (Часть 1)
Добрый день уважаемое сообщество 3D Today! Я бы хотел представить вам перевод статьи Troubleshooting Guide to 20 Common 3D Printing Problems, который будет разбит на 2 части.
Проблемы с печатью бывают у каждого. У нас их было достаточно много, чтобы проанализировать и найти решения для 20 наиболее типичных проблем с 3D печатью. В этой статье мы делимся нашим опытом и надеемся, что вам теперь не придется тратить лишнее время на диагностику и решение возникших проблем.
Если вы не можете определить в чем заключается неисправность, сравните ее с описанием.
Проблема с 3D печатью #1: Деформация — Отклеивание первого слоя
Описание проблемы
В основе модели распечатка приподымается и не прилипает к платформе. Эта проблема также может спровоцировать горизонтальные трещины в верхних секциях распечатки.
Почему проблема возникла?
Деформация основы распечатки проиходит из-за особенностей пластика. ABS и PLA платик охлаждается очень быстро и именно это может привести к отлипанию первого слоя.
Решение проблемы 3D печати: Деформация распечатки
1. Используйте платформу c подогревом. Самое простое решение для этой проблемы — использование платформы с подогревом (heatbed) и установка температуры, чуть ниже температуры плавления пластика. Если вы правильно установите температуру, первый слой не будет отлипать от платформы. Температура платформы принтера зачастую устанавливается слайсером автоматически. Рекомендуемая температура для вашего пластика указана сбоку на упаковке или катушке.
2. Используйте клей. Если ваша распечатка проиподымается по краям, нанесите тонкий слой клея (или лака для волос) на платформу, чтобы увеличить сцепление(адгезию).
3. Попробуйте другую платформу. Смените платформу на платформу с бОльшей адгезией. Такие производители как Lulzbot используют покрытие PEI (Polyetherimide), которое обеспечивает хорошее сцепление даже без использования клея. XYZPrinting в некоторые принтеры кладут несколько кусков термоскотча для подложки. Это хорошее решение для ненагревающихся платформ. Zortrax 3D выбирают другое решение — перфорированую подложку, к которой распечатка прилипает, тем самым избавляя пользователя от проблемы деформации у основы.
4. Откалибруйте платформу. Неправильная калибровка платформы также может влиять на качество печати первого слоя. Проверьте уровень платформы и откорректируйте высоту, если это необходимо.
5. Увеличьте контакт между распечаткой и платформой. Часто эта проблема также возникает из-за недостаточно плотного контакта модели и подложки. Ее легко исправить с помощью ПО принтера, добавляя юбку или подложку.
6. Оптимизируйте настройки температуры. Если ни один метод не сработал, проверьте расширенные настройки ПО принтера и самого принтера. Попробуйте увеличить тепературу платформы на 5 градусов.
7. Обратите внимание на настройки вентилятора. Как правило, вентиляторы должны переключаться на полную мощность как только распечатка достигает высоты 0.5 миллиметров, но вы можете увеличить высоту до 0.75 милиметров, чтобы дать слоям остыть естветсвенным путем.
8. Даже если у вашего принтера нагревающаяся платформа, рекомендовано использовать клей (или лак) и постоянно регулировать уровень платформы.
Деформация 3D распечатки: чеклист для избежания проблем
Используйте платформу с подогревом
Используйте клей (лак) для большего сцепления
Вместо стеклянной платформы используйте каптон/термоскотч/клей/лак
Откалибруйте платформу
Добавьте платформу или подложку
Отрегулируйте настройки температуры и вентилятора
Проблема с 3D печатью #2: Смещение первого слоя (Слоновья нога)
Описание проблемы
Основа модели немного смещена.
Почему проблема возникла?
Как правило, основа модели смещается из-за веса распечатки, который давит на первый слой когда нижние слои еще не успели остыть. Часто случается с принтерами с подогревающейся платформой.
Решение проблемы 3D печати: Смещение первого слоя
1. Правильный баланс. Чтобы избавиться от проблемы смещения первого слоя, печатаемые модели должны быть достаточно охлаждены, чтобы выдерживать вес всей структуры. Здесь следует быть осторожным: чрезмерзное переохлаждение может привести к деформации первого слоя. Найти баланс достаточно сложно. Начните с понижения температуры платформы на 5 градусов (но не больше чем на 20 градусов от рекомендованой температуры). Если Bottom / Top Thickness установлена на 0.6 миллиметров, включайте вентилятор сразу на высоте чуть ниже.
2. Уровень платформы. Большинство проблем 3D печати связаны с неправильным уровнем платформы. Для каждого принтера существует особенный подход для калибровки уровня платформы. Чтобы определить необходимый вам, изучите рекомендации производителя. Распечатайте калибровочный кубик и посмотрите на качество подачи пластика. Калибровочный кубик поможет вам определить был ли пластик уложен ровно, и если сопло находится слишком близко к платформе и скребет расплавленный пластик или слишком высоко из-за чего пластик пузырится.
3. Поднимите сопло. Зачастую подъем сопла на небольшую высоту может помочь. Главное, не поднимать его слишком высоко.
4. Сделайте углы модели более плавными. Если ничего не помогает, попробуйте скосить углы основы модели. Конечно, это возможно сделать только в том случае, если вы создали модель самостоятельно или у вас есть доступ к исходному файлу. Начните с 5 миллиметров и 45º скоса и эксперементируйте, чтобы достичь лучшего результата.
Смещение первого слоя в 3D печати: чеклист для избежания проблем
Сбалансируйте температуру платформы и скорость вентилятора
Поднимите платформу принтера
Проверьте высоту спола
Сделайте углы модели более плавными
Проблема с 3D печатью #3: Другие проблемы с первым слоем
Описание проблемы
Первый слой выглядт неправильно, некоторые фрагменты отсутсвуют. Снизу есть ненужные линии.
Почему проблема возникла?
Такие проблемы с 3D печатью как правило указывают на то, что уровень платформы не был правильно установлен. Если сопло находится слишком далеко от платформы, внизу распечатки часто появляются ненужные линии или первый слой не прилипает. Если же сопло находится слишком близко к платформе, это может спровоцировать пузырение пластка.
Также обратите внимание не то, что платформа должна быть чистой. Отпечатки пальцев на платформе могут привести к тому, что первый слой не будет приставать к платформе.
Решение проблемы 3D печати: Другие проблемы с первым слоем
1.Установите уровень платформы. У каждого принтера есть свой процесс настройки уровня платформы. Например, последние модели Lulzbots используют автокалибровку, в то время как Ultimaker предлагают пошаговую инструкцию ручной калибровки. А вот чтобы настроить уровень платформы Prusa i3, вам понадобится потратить много времени на изучение вопроса.
2. Установите высоту сопла. Если сопло расположено слишком высоко, пластик не будет приставать к платформе, если слишком низко — сопло будет скрести распечатку.
3. Очистите платформу. Обязательно регулярно чистите платформу принтера, особенно если вы пользуетесь клеем. Отпечатки пальцев, пыль и остатки клея влияют на качество приставания модели к платформе.
4. Используйте клей(лак). Нанесите тонкий слой клея на платфому, чтобы увеличить сцепление модели с платформой. Не забывайте регулярно очищать платформу, т.к. излишки клея могут спровоцировать обратный эффект.
5. Используйте текстурируванную подложку для неподогреваемых платформ принтеров.
Другие проблемы с 3D печатью: чеклист для избежания проблем
Проверьте уровень платформы
Проверьте высоту сопла
Очистите платформу
Используйте клей
Используйте текстурированые подложки для холодных платформ
Проблема с 3D печатью #4: Смещение слоев в модели
Описание проблемы
Слои смещаются в средине распечатки.
Ремни принтера не достаточно туго закреплены. Верхняя пластина не прикреплена и двигается независимо от нижней пластины. Один из стержней в оси Z не идеально ровный
Решение проблемы 3D печати: Смещение слоев в модели
1. Проверьте ремни. Прежде всего, проверьте насколько туго натянуты ремни: они не должны висеть свободно, но и не должны быть слишком затянуты. Если вы потянете за ремни, то должны почувствовать легкое сопротивление. Если же вы почувствуете, что верхний ремень туже, чем нижний, это верный знак того, что они не достаточно хорошо натянуты.
2. Проверьте крышку. Проверьте крышку, стержни и другие детали сверху принтера (если у вас coreXY). Убедитесь, что все детали правильно закреплены.
3. Проверьте винты по оси Z. Многие производители принтеров чаще используют резьбовые шпильки чем трапецеидальный винты и хотя оба выполняют свою работу, резьбовые шпильки имеют тенденцию со временем гнуться. Не надо разбирать принтер, чтобы проверить, ровные ли стержни. Просто используйте ПО, например Printrun, чтобы передвигать печатающую головку распечатку вврех и вниз. Если один из стержней Z оси погнут, вы обязательно это заметите. К сожалению, практически невозможно выпрямить погнутую шпильку, но с другой стороны, это отличный повод заменить старые резьбовые стержни на трапецидальные винты.
Смещение слоев: чеклист
Проверьте натяжение ремней
Проверьте не двигается ли верхняя крышка
Убедитесь, что шпильки по оси Z ровные
Проблема с 3D печатью #5: Отсутствующие слои
Описание проблемы
Пробелы в модели появляются из-за того, что некоторые слои отсутвуют (частично или полностью).
Принтер не смог произвести необходимое количество пластика для пропечатки отсутвующих слоев. В 3D печати эта проблема также известна как недостаточное эксрудирование. Суть проблемы может заключаться в самом пластике (например, разный диаметр материала),в катушке, в подающем механизме (экструдере) или в забитом сопле.
Трение может спровоцировать застревание пластика. Также причина может быть в том, что винты(шпильки) по оси Z неправильно выровняны линейными подшипниками.
Также возможна проблема винтов(шпилек) по оси Z и с самими подшипниками.
Решение проблемы 3D печати: Отсутствующие слои
1. Механическая проверка. Если вдруг вы обнаружили отсутсвующие слои в печати — самое время немного позаботиться о вашем принтере. Начните с проверки винтов(шпилек) и убедитесь, что они плотно прикреплены к подшипниками или зажимами.
2. Проверка выравнивания стрежней. Убедитесь, что все винты(шпильки) выровняны и не смещены. Выключите питание и аккуратно передвиньте печатающую головку по осям X и Y. Если есть какое-либо сопротивление, значит что есть какие-то проблемы. Достаточно легко понять в чем именно заключается проблемы — в слегка погнутом стержне или подшипниках.
3. Изношенные подшипники. Изношенные подшипники издают шум. Также вы сможете почувствовать дребезжание печатающей головки, при этом принтер слегка вибрирует. В этом случае, отключите питание и подвигайте печатающую головку по осям X и Y чтобы обнаружить где находится изношенный подшипник.
4. Проверьте масло. Не забывайте регулярно смазывать подвижные механизмы принтера. Для смазки идеально подходит масло для швейных машинок — его можно купить в любом хозяйственном магазине по приемлемой цене. Перед тем как нанести масло, убедитесь что шпильки(винты) чистые. Если на шпильках(винтах) есть грязь или остатки материалов печати, очистите их.
Потом подключите к принтер через программу (например, Pronterface), чтобы поперемещать печатающую головку по осям Х и Y и проверить, что шпильки равномерно смазаны. Если вы нанесете немного больше масла, просто вытрите излишки.
5. Недостаточное экструдирвание. Последней причиной проблемы может быть недостаточное экструдирование. Решений этой проблемы может быть много и все они описаны в 9 разделе.
Чеклист
Проверьте механизм принтера, чтобы убедиться, что подвижные элементы туго закреплены.
Перепроверьте конструкцию принтера и выравнивание
Проверьте нет ли изношенных подшипников и погнутых шпилек
Используйте немного масла для смазки деталей
Проблема с 3D печатью #6: Трещины в высоких объектах
Описание проблемы
Трещины по бокам модели, чаще всего в высоких моделях.
Проблема может возникнуть неожиданно, и чаще всего возникает в больших принтерах, особенно если вы не следите за их работой.
На верхних слоях материал охлаждается быстрее, так как тепло от платформы не достигает необходимой высоты. Из-за этого адгезия верхних слоев ниже.
Решение проблемы 3D печати: Трещины в высоких объектах
1. Температура экструдера. Начните с увеличения температуры экструдера — лучше всего поднять ее на 5-10ºC. Сбоку на коробке от пластика вы найдете наивысшую температуру для пластика, постарайтесь не подымать температуру до этого значения.
2. Направление и скорость вентилятора. Перепроверьте ваши вентиляторы и убедитесь, что они направлены на модель. Если направление правильное, уменьшите их скорость.
Чеклист
Проверьте максимально возможный нагрев экструдера и повышайте текущую температуру на 10ºC за одну попытку.
Проверьте направление и скорость охлаждающих вентиляторов.
Проблема с 3D печатью #7: Дыры на верхнем слое
Описание проблемы
Дыры и щели на верхней поверхности распечатки.
Две наиболее распространенные причины этой проблемы — неправильное охнаждение верхнего слоя и недостаточно толстый верхний слой.
Решение проблемы 3D печати: Дыры на верхнем слое
1. Диаметр нити ( филамента). Зачастую проблема случается с пластиком диаметра 1.75 mm. Дыры в верхнем слое — это проблема всех 3D принтеров, но, чаще всего она случается с принтерами, которые используют пластик диаметром 1. 75 mm, чем на принтерах, котоыре печатают нитью больше 2.85mm.
2. Проверьте расположение вентилятора. Охлаждение может спровоцировать эту проблему, так что прежде всего проверьте вентиляторы. Когда принтер начинает печать, вентиляторы установлены на минимальную скорость или вообще выключены. После печати первого слоя, вентиляторы начинают работать. Проверьте, начинают ли они работать, а также проверьте продолжают ли они работу когда печать закончена. Если все хорошо, перепроверьте правильно ли установлено направление вентилятора — они должны обдувать модель.
3. Установите скорость вентилятора в G-Code. Еще одна проблема охлаждения связана с чрезмерным количеством пластика при печати верхнего слоя. Он должен остывать быстро, чтобы не проваливаться между уже распечатанными поддерживающими элементами. Скорость обдува может быть отрегулирована с помощью G-Code (как правило, G-Code для Fan On это M106 и M107 Fan Off). Также установите скорость вентилятора на максимум для верхних слоев.
Например, для кубика 1см x 1см высота верхего слоя будет 0.1 мм. В этом случае при формировании G-кода через CURA для Prusa i3, G-код указывает, что количество слоев для кубика 100. Учитывая то, что для верхнего и нижнего слоя мы указали высоты 0.6 мм, стоит редактировать значение на LAYER:94
4. Увеличьте толщину верхнего слоя. Одно из самых простых решений проблемы — это увеличение толщины верхнего слоя. В большинстве приложений вы сможете настроить толщину с помощью расширенных настроек ‘Bottom / Top Thickness setting’. Вам необходимо увеличить толщину верхнего и нижнего слоя до 6 раз(крат) по сравнению с другими слоями и до 8 для меньших сопел и пластика. Если высота слоя равняется 0.1mm, то высота верхнего и нижнего слоев должна быть 0.6mm. Если в верхнем слое все равно есть дыры и проплешины, увеличьте тощину до 0.8mm.
Чеклист:
Используйте филамент большего диаметра
Убедитесь, что направление и скорость вентиляторов правильные
Вручную установите скорость вентиляторов
Увеличьте толщину верхнего слоя
Проблема с 3D печатью #8: Волоски, паутина
Описание проблемы
При печати образуются «паутинки» или «волоски» между элементами модели.
Когда головка принтера перемещается по открытой повехности (без экструдирования), то есть переходит с одного объекта на другой, пластик стекает из сопла.
Решение проблемы 3D печати: Волоски, паутина
1. Включите втягивание(откат/retract). Втягивание — важный фактор для качества готовой модели и он может быть включен в слайсере. Он функционирует достаточно просто и работает по приципе втягивания нити назад в сопло перед тем как головка начинает двигаться. Суть заключается в том, что он предотвращает вытекание пластика из сопла, которые и создают «паутинку» между объектами.
2. Активация втягивания в настройках. Большинство приложений, таких как Cura, предлагают активацию втягивания в настройках, и это настроено по умолчанию. Тем не менее, если вы хотите больше опций, вы можете настроить их дополнительно. Например вы можете настроить минимальный путь головки перед активацией втягивания.
3. Минимальная дистанция (мм). Если втягивание не работает правильно, самый простой способ это исправить — это уменьшить минимальную дистанцию. Снижайте ее на 0.5mm пока ворсистость не исчезнет. Активируйте втягивание (ретракт) чтобы увеличить скорость печати.
4. Просто обрежьте их. Не самое изысканное решение, но оно имеет право на жизнь. Аккуратно обрежьте паутинку.
Чеклист:
Включите втягивание
Настройте минимальную дистанцию перед втягиванием
Обрежьте паутинку скальпелем
Проблема с 3D печатью #9: Недостаточное экструдирование
Описание проблемы
Недостаточное экструдирование возникает, когда экструдер не может выдавливать достаточно материала (или не может делать это достаточно быстро). Это приводит к тому, что слои слишком тонкие, в слоях появляются нежелательные проплешины или слои полностью отсутсвуют).
У этой проблемы есть несколько причин. Прежде всего, диаметр нити может не соответсвовать диаметру, установленному в слайсере. Также, количество экструдированого материала может быть ниже из-за неправильного настроенной прошивки. Другая проблема — сопло может быть засорено и это будет провоцировать недостаточное экструдирование.
Решение проблемы 3D печати: Недостаточное экструдирование
1. Проверьте диаметр филамента. Начните с самого простого решения — проверьте настройки диаметра нити в слайсере. Если вы неуверены в диаметре нити и рекомендованной температуре, проверьте информацию на упаковке.
2. Измерьте нить. Если вы так и не смогли получить ожидаемый результат и выделение филамента остается проблемой, воспользуйтесь штангенциркулем, чтобы проверить диаметр филамента. После измерения откорректируйте настройти слайсингового ПО. (примечание автора — если у вас боуден хотэнд, то необходимо выкрутить фитинг из хотэнда, ввести команду (к примеру в Pronterface) M302: Allow cold extrudes и выдавить метр пластика. Если выдавится больше или меньше, то у вас неверно указано число шагов (steps per mm) для экструдера. Если у вас директ хотэнд, то тогда необходимо выкрутить сопло (сопло выкручивается только на горячую!). Так же стоит отметить, что даже при корректно выставленном значении steps per mm при втягивании пройденное расстояние будет меньше, чем при выдавливании. Это обусловлено тем, что при втягивании испытывается большее сопротивление)
3. Проверьте печатающую головку. После начала печати большинство принтеров приподымают печатающую головку над основой модели. Проверьте чистое ли сопло.
4. Установите коэфициент экструдирования. Если нет разницы между реальным диаметром экструзии и настройками ПО, проверьте настройки множителя экструзии (или скорость потока или компенсацией потока), возможно, они слишком низкие. Каждое слайсинговое приложение решает проблему по-своему, но попробуйте увеличить коэфициент на 5% и перезапустите процесс печати.
5. Откройте окно Edit Process Settings в Simplify3D и перейдите во вкладку Extruder — коефициент экстредирования должен быть установлен на 1.0 что соответует 100%. Откройте вкладку Material в Cura и увеличьте настройки Flow (вам может понадобится включить Flow в окне Preferences).
Чеклист:
Проверьте диаметр филамента
Используйте штангенциркуль, чтобы перепроверить диаметр филамента
Проверьте, чистый ли
Увеличивайте коэфициент экструдирования на 5% за раз
Проблема с 3D печатью #10: Избыточное экструдирование
Описание проблемы
Избыточное экструдирование означает, что принтер поставляет больше материала, чем необходимо. Это сказывается на том, что на распечатке есть излишки филамента.
Решение проблемы 3D печати: Избыточное экструдирование
Как правило, причина этой проблемы в том, что коэфициент экструдирования или потока в слайсере слишком высокий.
1. Коэфициент экструдирования. Откройте слайсер и проверьте, что вы правильно выбрали коэфициент экструдирования.
2. Настройки (flow) потока. Если с коэфициентом экструдирования все верно, уменьшите параметр Flow в настройках ПО вашего принтера.
Чеклист:
Проверьте правильно ли установлен коефициент экструдирования
Уменьшите настойки flow (потока) филамента
Перевод второй части статьи будет представлен в ближайшее время.
Ждем ваших комментариев к переводу.
Всех с наступающим новым годом!
Дефекты 3д печати 3d принтера: ошибки, основные проблемы
Причины возникновения дефектов в 3D-печати и методы их устранения
Покупка 3D-принтера – это только полдела. Начинающему печатнику предстоит еще много чего пройти. Сначала он научится настраивать устройство, калибровать печатную головку, выставлять нужные параметры, тестировать разные типы филаментов. Но и это не все. Самое неприятное, что может появиться в процессе эксплуатации, – это дефекты печати. И их нужно уметь устранять.
Что такое дефекты 3D-печати?
Классификация дефектов
Что такое дефекты 3D-печати?
После окончания процесса печати можно обнаружить разные дефекты на готовой модели. Чаще всего они связаны с неправильным распределением пластика. Дефекты появляются по разным причинам. Но основной итог всегда один – модель испорчена, нужно делать проект по новой. Из-за дефектов печати возникают простои в работе. Теряется время и метры филамента.
Важно! В рамках данной статьи будут расписаны дефекты, которые встречаются на FDM-принтерах. Это модели печатных устройств, работающие по технологии горячего наплавления пластика.
Иногда ошибки заметны еще в самом начале. Например, при печати первого слоя модели. В этих и других случаях нужно вовремя предотвратить дефект. Правда, печать все равно придется остановить. Но так можно сэкономить материал и время. В данном материале будут рассмотрены самые частые дефекты, а также способы их устранения. В конце статьи будет дана сравнительная классификация неисправностей.
Смещение слоев
Второе название данного дефекта – перекос. Тут есть сразу несколько вариантов развития событий. Перекос может быть чуть заметным, с небольшим отклонением по оси Z. Второй вариант – сильное смещение, модель печатается кусками. Во всех указанных случаях причина кроется в механической части принтера.
Методы решения:
Проверить натяжные ремни. Они должны находиться четко по пазам. Не допускается перетертости или вытянутости ремня. Иногда проще заменить весь комплект ремней на новый.
Иногда небольшие перекосы идут из-за неправильно выставленного шкива. Сделайте отметку черным маркером до печати, после окончания процесса сверьте полученный результат. Высчитайте разницу. Подкрутите проблемное место при необходимости.
У принтера плохо отрегулировано положение осей Y и X. Они не перпендикулярны друг другу. Их нужно выставить под 90°.
Внимание! В редких случаях проблема кроется в электрике. Данный вариант нужно разбирать отдельно, вооружившись мультиметром.
youtube.com/embed/HkfemddzNiA»>
Не прилипает первый слой
Начальный слой играет роль фундамента. Если он «плывет», то и все модель получит неверную геометрию. Второй и последующие слои могут немного смещать всю заготовку. Самое неприятное, что данный дефект можно обнаружить в самом конце печати.
Методы решения:
Калибровка платформы. Если на печатном столе есть перекос, велика вероятность, что первый слой не прилипнет. Перед началом печати лучше проверить калибровку платформы. Многие программы для 3D-печати помогают пройти данную настройку в полуавтоматическом режиме.
Неверная высота печатного сопла. Еще один момент, который стоит учитывать. Чаще всего настройка высоты экструдера выставляется через параметры принтера: Edit Process Settings → G-Code. Они находятся в основном меню устройства.
Первый слой был напечатан слишком быстро. Пластик просто не успел застыть. Данную настройку нужно искать в меню печатного устройства. Примерное расположение: Settings → First Layer Speed. Стоит выставить скорость печати первого слоя на 50 % ниже, чем остальных.
Температура остывания пластика. Этот вариант можно встретить на принтерах с холодной платформой. Филамент попадает на холодную поверхность, быстро твердеет и отскакивает. Здесь нужно экспериментировать с настройками температуры плавления нити или изначально брать принтер с подогреваемой поверхностью.
Важно! Причиной плохой адгезии может стать укрывной материал, который кладут поверх платформы. Разный клей, лента, скотч – все это может отталкивать пластик.
Прыщи на модели
Сюда же можно отнести такие дефекты, как «сопли», наплывы, натеки. Все эти неисправности имеют примерно одинаковую природу. Они связаны с работой экструдера. По мере движения он должен останавливаться, затем снова включаться в работу. Не все устройства могут укладывать ровные слои без дефектов. Так и появляются вышеописанные неровности.
Методы решения:
Настройка втягивания и хода накатом. Первый параметр отвечает за старт работы экструдера. В этом случае нужно настроить втягивание через меню устройства: Edit Process Settings → Extruders. Здесь нужно найти параметр Extra Restart Distance. Попробуйте уменьшить длину заполнения. Когда неровности возникают при остановке сопла, нужно подкрутить ход наката (движение наката). Этот параметр обозначается как Coasting. Он находится в том же разделе, где устанавливают втягивание.
Лучше и вовсе отказаться от втягивания и хода накатом. То есть филамент должен быть вровень с кромкой сопла. Данный параметр особенно критичен для печатных головок фирмы Bowden. Еще один вариант: настройка втягивания. Нужно найти вкладку Advanced. В ней находится настройка Ooze Control Behavior. Данная опция отвечает за утечку филамента и время старта втягивания.
Если мелкие дефекты все-таки присутствуют, стоит указать принтеру точки входа. Эта настройка находится в меню Edit Process Settings на вкладке Layer. Например, можно оставить небольшие огрехи внутри фигуры, начиная печать с внутренних слоев.
3D-принтер не печатает
Это одна из самых страшных вещей для начинающего 3D-мейкера. Кажется, что устройство сломано. Однако в большинстве случаев это не так. Принтер включился, но не начал продавливать пластик? Этому есть четыре причины.
Методы решения:
Пластик не идет из экструдера из-за протечки. Это можно часто наблюдать у некоторых дешевых китайских моделей. Нить предварительно разогревается в экструдере, она может просочиться через хот-энд. Такой же эффект можно наблюдать после окончания работы. В этом случае печать начинается через 3–4 секунды после старта. Автоматические нарушается геометрия первого слоя. Чтобы избежать данного дефекта, опытные печатники делают так называемую юбку. Это тонкая окружность из филамента вокруг будущей модели. Ее печатают, чтобы привести принтер в чувство и заполнить сопло пластиком.
Экструдер находится слишком близко к платформе. Пластик просто застревает внутри сопла. Ситуация продолжается и на втором слое. Только к 3–4 слою пластик начинает выходить. Решение – настройка высоты оси Z через команду G-Code.
Иногда филамент просто сгрызается приводной шестеренкой. Это деталь, которая проталкивает нить вперед. Если около принтера видно небольшое количество стружки филамента, вполне вероятно, что шестеренка сточила нить. Нужно откалибровать данный узел.
Забитый экструдер. Тут может быть несколько причин: обычная грязь или сор, пластик закоксовался внутри экструдера, плохое охлаждение филамента. Поможет механическая чистка сопла при помощи специальных иголок или сверл. Их продают в профильных магазинах.
Важно! Только не нужно чистить сопло отверткой или другими подручными инструментами. Можно полностью испортить экструдер.
Печатает в воздухе
С подобной неисправностью сталкиваются разные пользователи. Причины печати по воздуху связаны с выставлением новых настроек пластика в слайсере. Иногда дефект появляется вследствие неправильной настройки оси Z.
Все пути решения сводятся к тому, что пользователю нужно внимательно изучить G-code принтера. Иногда причина кроется в сбитых настройках высоты оси Z. Также здесь можно посмотреть шаг печати, возможно, он превышает нужный параметр. В слайсере необходимо проверить параметры установки пластика. Посмотреть температуру нагрева сопла и платформы. Все настройки нужно перепроверять вручную. При импорте профиля могут подцепиться левые параметры.
Печатает зеркально: как исправить
Редкий дефект, который не всегда видно в начале печати. То есть модель выходит нормальной, но отзеркаленной. Такие неисправности часто встречаются в китайских кит-наборах или noname-устройствах. Пути решения два. Один простой, второй сложнее.
Методы решения:
Нужно инвертировать одну из осей: X или Y – неважно. Но только одну. Это можно сделать путем переворачивания контактов на плате питания или на самом двигателе.
Инвертировать ось через прошивку устройства. Данный способ подходит для опытных пользователей, которые знакомы с навыками программирования.
В любом случае лучше сначала еще раз проверить все настройки в слайсере, только потом лезть в электронику устройства.
Пропуск слоев
На готовой модели видно, что один или несколько слоев были пропущены. Об этом красноречиво свидетельствуют щели в готовой модели. В редких случаях данный дефект связывают с недостаточной экструзией. Возможно, есть проблемы с захватом и подачей филамента. Иногда причина кроется в подклинивании оси Z.
Методы решения:
Проверка механической части принтера. Если пропуски стали появляться часто, нужно устроить внеплановое ТО устройству. Осмотрите все валы. Проверьте, что они ровно установлены и не смещены. Отключите питание принтера, попробуйте передвинуть головку пальцами. Если чувствуется сопротивление, значит один из валов неправильно установлен.
Износ подшипника. Данный элемент может просто износиться. При этом видно, что принтер слегка вибрирует. Появляется нехарактерный звук при печати. Диагностируют поломку тем же способом, что и вал. Отключают питание и двигают экструдер руками, чтобы найти проблемную деталь.
Внимание! Не забывайте вовремя обслуживать принтер. Смазывайте валы специальным маслом. Например, для швейных машин. Перед смазкой очистите подвижные элементы от грязи и остатков пластика. Только не переусердствуйте с маслом. Большое количество смазки может привести к обратному эффекту.
Печатает не по центру стола
Некоторые пользователи сталкиваются с проблемой печати не по центру платформы, а по одной из сторон. При этом в слайсере модель находится четко по центру. Тут может быть несколько вариантов решений.
Методы решения:
Сбиты или неправильно выставлены настройки слайсера. Нужно менять характеристики кинематики. Установить параметр Delta robot вместо Cartesian robot. Также нужно задать размер стола, равный вписанному в заданную область печати квадрату. При этом параметр Origin Offset выставить в половину стороны квадрата.
Попробовать отрегулировать положение концевика оси X. В некоторых случаях его двигают чуть правее.
Какие могут быть проблемы с тестовым кубиком для 3D-принтера?
Данную фигуру используют для проверки качества печати. Естественно, во время теста она может наглядно продемонстрировать, в каком месте есть проблемы. Это могут быть абсолютно разные дефекты. Наиболее часто тест показывает наплывы и вмятины на модели.
Такие дефекты получаются в ходе перегрева и усадки. Чтобы наверняка узнать причину и исключить данные факторы, нужно распечатать четыре кубика в разных углах. Для некоторых ABS-пластиков нужно уменьшить температуру, а также включить обдув на 5–10 %.
Эхо при 3D-печати
Данную неисправность можно охарактеризовать как тонкие полоски, которые образуются при печати слой за слоем. То есть конечная модель не имеет оформленной и ровной поверхности. На гранях присутствует волнистость (эхо). Данный дефект также называют звоном на стенках. Как правило, причиной являются два фактора: скорость печати и вибрации.
Методы решения:
Снизьте количество вибраций. Убедитесь, что принтер стоит на ровной и устойчивой поверхности. Оцените состояние подшипников. Замените их, если в этом есть необходимость.
Проведите осмотр валов. Очистите их от грязи и пыли, смажьте маслом.
Снизите скорость печати через настройки принтера.
Сначала попробуйте поменять скорость печати, после чего проверяйте механику.
Интересно! Даже один плохо затянутый болт может привести к сильным вибрациям. Проверьте весь крепеж. Протяните болты.
Лососевая кожа
Данный дефект чем-то схож с предыдущим. Только здесь нет явных волн или ряби. Дефект проявляет себя в виде рисунка. Он похож на изображение высот на топографических картах или на строение лососевой кожи, которая прорисовывается на стенках модели. В англоязычных ресурсах его называют salmon skin. Дефект появляется из-за двух причин: вибраций и неправильных характеристик тока, приходящих на двигатели.
Методы решения:
Уберите все вибрации, которые могут возникнуть в устройстве. Протяните болты и проверьте геометрию рамы. Также можно чуть понизить скорость печати.
Установка специального импульсного редуктора (TL-Smoother) в цепь между драйвером и моторчиком оси. Данное решение балансирует показатели токов. Грани получаются более ровными.
Дефект лососевой кожи часто встречается на драйверах шагового двигателя DRV8825.
Рябь
В данном случае мы говорим о частичном воздействии волн на некоторые участки модели. Рябь часто имеет одинаковую природу с эхом. Она также завязана на вибрациях и скорости перемещения экструдера. Однако, в отличие от волн, ряб проявляет себя особенно отчетливо на острых углах, когда сопло резко меняет направление движения.
Методы решения:
Снижаем скорость печати. Нужно найти меню Edit Process Settings в настройках принтера, после чего открыть вкладку Other. Изменить две настройки: Default Printing Speed и X/Y Axis Movement Speed. Первая отвечает за скорость всех перемещений сопла, вторая – скорость при отсутствии подачи пластика. Иногда причина кроется в заводской прошивке. В ней изначально указано повышенное ускорение экструдера.
Убираем вибрации. Проверить геометрию устройства, протянуть все болты, оценить состояние валов и подшипников. При необходимости смазать устройство.
Рекомендуется сначала проверить настройки скорости печати.
Плохое заполнение
Если фигура получается с недостаточным заполнением, это значит, что она не получит достаточной прочности. Модель может просто сломаться или треснуть. Обычно причины плохого заполнения кроются в настройках слайсера или параметрах скорости печати.
Методы решения:
Попробуйте изменить шаблон заполнения. Он обозначается параметром Internal Fill Pattern. В настройках есть пресеты с усложненными вариантами заполнения, которые дают больше прочности готовой модели: Grid, Triangular и Solid Honeycomb. Время печати увеличится, но и прочность тоже вырастет.
Снизить скорость печати. Быстрое перемещение печатной головки способствует меньшему заполнению. Нужно подкрутить данный параметр через настройки самого устройства или через параметры слайсера.
Изменить параметр ширины экструдирования. Некоторые программы для 3D-печати позволяют выставить разную величину наполнения для отдельных элементов. Например, для внешних слоев поставить размер на 0,4 мм, для внутренних – 0,8 мм. Данные настройки нужно посмотреть в меню Edit Process Settings → Infill. В нем нужно найти параметр Infill Extrusion Width. Его выставляют в процентах. Чем больше цифра, тем толще слой.
Внимание! При установке параметра Infill Extrusion Width убедитесь, что выставленную величину (в процентах) поддерживает программа печати (слайсер).
Протекает пластик по резьбе экструдера
Эту неисправность можно отнести к локальным поломкам принтера, хотя они и могут создавать ряд дефектов в виде «соплей» на модели. Пластик сочится через разные щели, стекает по резьбе экструдера, выходит из отверстия нагревательного элемента. Здесь может быть несколько вариантов решения проблемы.
Методы решения:
Проверить все резьбовые соединения. Иногда между ними застревает спекшийся кусок пластика. Он создает щель, филамент вытекает.
Прочистить и отполировать поверхности трубки термобарьера и сопла. Также может помочь установка фторопластовой шайбы или намотка фум-ленты.
Сделать усиленную протяжку резьбовых соединений на холодную.
Внимание! Иногда причина кроется в заводском браке. Здесь что-либо сделать нельзя. Только полностью поменять экструдер.
Не идет пластик с сопла
По каким-то причинам принтер прекратил подачу филамента. Устройство продолжает шуметь двигателями, но пластик не выходит из сопла. Здесь может быть несколько причин и способов решения.
Методы решения:
Пластик закончился. У некоторых принтеров катушка с филаментом закрыта кожухом. Поэтому нельзя сразу понять, что нить кончилась. Проверьте наличие материала в катушке.
Нить порвалась. Произошел разрыв между хот-эндом и экструдером. Частая причина у печатных головок фирмы Bowden. Возможно, проблема с самим филаментом. Нужно пробовать другой материал.
Выставлена низкая температура плавления пластика. Толстая нить филамента не может пройти сквозь узкое отверстие сопла. Рекомендуемые параметры температурных режимов для разных типов пластика: PLA – t нагрева 180 °C, t нагрева стола 60–80 °C; ABS – t нагрева 240 °C, t нагрева стола 110 °C.
Интересно! Иногда причиной прерывания печати становится засор сопла. Это может произойти даже во время работы.
Расслоение модели
Визуально этот дефект выглядит как гармошка. В некоторых местах слои отходят друг от друга. При этом видно, что это не пропуск, а именно отсутствие слипания пластика. Расслоение слоев происходит из-за неправильной установки толщины филамента или температуры его плавления.
Методы решения:
Понизить толщину (высоту) слоя. Здесь нужно придерживаться правила: максимальная толщина слоя должна быть не больше 80 % от диаметра сопла. В противном случае слои не будут налипать друг на друга.
Повысить температуру плавления пластика. Если с параметром высоты порядок, значит нужно смотреть температурные установки. Например, оптимальная температура плавления ABS-пластика 220–240 °C, однако некоторые пользователи выставляют всего 190 °С. Увеличить температуру плавления можно в настройках слайсера: Edit Process Settings → Temperature.
Если стандартные температурные режимы не подходят, попробуйте поднять параметр на 10 °C. Посмотрите, улучшится сцепление слоев или нет.
Не нагревается экструдер 3D-принтера
При этом устройство показывает 100%-ю мощность нагрева, заданная температура светится на дисплее, но экструдер холодный. В большинстве случаев причина кроется в обрыве на проводах или в самом нагревательном элементе. Прозвоните все элементы цепи после контроллера. Чтобы отсечь проблемы на нагревательном элементе, подайте на него 12 В. Он должен начать нагреваться.
Внимание! На новых принтерах может встретиться заводской брак экструдера. Такой элемент нужно менять. Ремонтировать деталь не имеет смысла.
Пластик ложится волнами
Еще одно название данного дефекта – «слоновая нога». В данном случае верхние слои модели давят на нижние части, вызывая эффект волны. Она как бы спускается сверху вниз, образуя толстый слой в основании модели. Особенно часто данная проблема встречается на моделях принтеров с подогревом стола.
Методы решения:
Найдите оптимальный температурный режим между нагревом стола и обдувом модели. Понижайте температуру подогрева шагами по 5 °C. Здесь важно найти баланс, когда нижние слои уже набрали прочность, но еще сохраняют адгезивные свойства для следующих слоев.
Откалибруйте стол. Попробуйте применить настройки по умолчанию. Если проблема не ушла, чуть измените параметры высоты оси Z. Калибруйте новые настройки на тестовом кубике. Это базовая фигура, которая четко показывает, как ложатся слои.
Снимите фаски с основания. Вариант подходит для самодельных аппаратов. Нужно начинать с фаски 5 мм и 45°, после чего можно вносить небольшие коррективы.
Щели между стенками
Такие дефекты можно встретить при печати достаточно тонких стенок в модели. Например, когда сопло экструдера печатает полоски толщиной до 0,4 мм, а пользователю требуется сделать грань в 1 мм. В таких местах могут появиться щели на месте стыков двух слоев. Обычно дефект устраняют через настройку слайсера.
Методы решения:
Нужно найти настройку, которая отвечает за толщину стенок. Обычно они находятся в меню: Edit Process Settings → Advanced. Здесь нужно найти параметр Gap Fil. Он как раз отвечает за перекрытие участков и заполнение промежутков между тонкими стенками. Установите галочку напротив пункта Allow gap fill when necessary. Есть и альтернативный вариант. Перейдите во вкладку Infill и подкрутите параметр Outline Overlap.
Просто подкрутите ширину экструдирования. Увеличьте величину параметра, если это возможно. Ширину полоски можно установить на вкладке Extruders через меню Edit Process Settings.
Пробуйте и экспериментируйте, чтобы добиться лучшего варианта.
Паутина
Частный случай вытекания филамента, когда между деталями остаются неаккуратные нити пластика. Это происходит по тем же причинам, что и наплывы. Методы решения ровно такие же:
Изменение скорости и дистанции втягивания нити. Полная инструкция расписана выше.
Понижение температуры печати. Попробуйте подкрутить данный параметр, чтобы убавить текучесть пластика. Здесь нужно быть осторожным. Чрезмерное убавление температуры может привести к дефекту расслоения.
Отдельный способ решения – выставление параметра в слайсере, который запускает печатную головку в длинную и извилистую траекторию над пустым пространством. Паутина падает возле модели, не налипая на ее стенки. Мостик между слоями не образуется. Чтобы включить данную опцию, перейдите в расширенные настройки слайсера (Advanced). Установите флажок напротив опции Avoid crossing outline for travel movement.
Интересно! Некоторые 3D-мейкеры не рассматривают дефект паутины как что-то серьёзное. Они просто срезают лишние нити ножом после окончания печати.
Экструдер не подает пластик
Данная неисправность кроется в механизме подачи филамента. Либо сопло находится слишком близко к столу.
Методы решения:
Проверьте нить пластика. Возможно, на ней есть задиры. Произошло проскальзывание подающей шестерни. Проверьте состояние нити, возможно, нужно немного подкрутить настройки шестерней. Либо сменить пластик.
Откалибруйте положение стола. Немного поднимите ось Z.
Иногда экструдер отказывается подавать пластик из-за забитости сопла. Его нужно прочистить.
Классификация дефектов
Практически все дефекты так или иначе связаны с двумя причинами: нарушение работы механической части принтера или неверная настройка софта. Отталкиваясь от этих параметров, можно составить классификацию, основанную на наиболее частых проблемах в печати:
Износ узлов и отсутствие нормальной протяжки крепежа. Этот параметр влияет на вибрации, траектории перемещения сопла.
Плохое обслуживание экструдера. Печатную головку нужно время от времени прочищать, убирать спекшийся филамент.
Неточная (неверная) калибровка печатного стола и высоты сопла. Еще одна частая ошибка, которая вызывает массу дефектов печати.
Проблемы в установках принтеров. Чаще всего решается через ручное выставление параметров или корректировку G-code.
Сбитые настройки в слайсере. Сюда относят: измененные параметры, ошибки или неточности в прошивке.
Некачественный филамент. Проблема может крыться в качестве пластика. Нужно следить за его состоянием, количеством. При необходимости попробовать заменить производителя, либо вовсе перейти на другой тип филамента.
Проблемы в электрике. Чтобы найти подобную неисправность, необходимо вооружиться мультиметром и прозвонить все цепи после контроллера.
Заводской брак. Проблема решается заменой некачественной детали.
Это основные неисправности принтера, которые так или иначе влияют на его работу, что приводит к возникновениям дефектов печати. В принтере может появиться сразу несколько неполадок. Они приведут к появлениям группы дефектов. Нужно уметь вовремя распознавать первые признаки поломки и устранять их.
Важно! Хотя бы раз в две недели уделяйте внимание механике принтера, проводите устройству ТО. Очищайте узлы, смазывайте валы маслом. Проверяйте калибровку печатного стола и экструдера.
Дефекты во время печати – это неприятно. Опытный 3D-мейкер должен уметь вовремя распознать и классифицировать неисправность. Знания причин поможет быстро устранить поломку. Пользователь не потратит кучу времени и сил на устранение дефекта, а также не потеряет деньги на испорченном филаменте.
07 марта 2021
14965
Получите консультацию специалиста
Не прилипать к станине
Не прилипать к станине
Очень важно, чтобы первый слой вашего отпечатка был прочно связан с платформой принтера, чтобы оставшаяся часть вашей детали могла быть построена на этом основании. Если первый слой не прилипает к платформе сборки, позже это создаст проблемы. Есть много различных способов справиться с этими проблемами адгезии первого слоя, поэтому ниже мы рассмотрим несколько типичных причин и объясним, как решить каждую из них.
Общие решения
Платформа сборки не выровнена
Многие принтеры имеют регулируемую платформу с несколькими винтами или ручками, которые контролируют положение платформы. Если у вашего принтера есть регулируемая платформа, и у вас возникли проблемы с прилипанием первого слоя к платформе, первое, что вам нужно проверить, это то, что платформа вашего принтера плоская и ровная. Если кровать не выровнена, одна сторона вашей кровати может быть слишком близко к соплу, а другая сторона слишком далеко. Для получения идеального первого слоя требуется ровная печатная платформа. Simplify3D уже включает в себя полезный мастер выравнивания кровати, который поможет вам в процессе выравнивания кровати. Вы можете найти этот мастер, выбрав «Инструменты» > «Мастер выравнивания кровати» и следуя инструкциям на экране.
Сопло начинается слишком далеко от платформы
После того, как ваша кровать была правильно выровнена, вам все равно нужно убедиться, что сопло начинается на правильной высоте относительно рабочей платформы. Ваша цель — расположить экструдер на идеальном расстоянии от рабочего стола — не слишком далеко и не слишком близко. Для хорошей адгезии к рабочей пластине нить должна быть слегка прижата к рабочей пластине. Хотя вы можете настроить эти параметры, изменив аппаратное обеспечение, обычно гораздо проще (и гораздо точнее!) внести эти изменения из Simplify3D. Для этого нажмите «Изменить параметры процесса», чтобы открыть параметры процесса, а затем перейдите на вкладку G-Code. Вы можете использовать глобальное смещение G-кода оси Z для очень точной настройки положения сопла. Например, если вы введете -0,05 мм для смещения G-кода по оси Z, сопло начнет печатать 0,05 мм ближе к вашей платформе сборки. Будьте осторожны, внося только небольшие коррективы в этот параметр. Каждый слой вашей детали обычно имеет толщину всего около 0,2 мм, поэтому небольшая корректировка имеет большое значение!
Первый слой печатается слишком быстро
Когда вы выдавливаете первый слой пластика поверх рабочей платформы, вы должны убедиться, что пластик может правильно сцепиться с поверхностью, прежде чем начинать следующий слой. Если вы напечатаете первый слой слишком быстро, пластик может не успеть сцепиться с платформой для сборки. По этой причине обычно очень полезно печатать первый слой на более низкой скорости, чтобы пластик успел приклеиться к платформе. Simplify3D предоставляет настройку именно для этой функции. Если вы нажмете «Редактировать параметры процесса» и перейдете на вкладку «Слой», вы увидите параметр с надписью «Скорость первого слоя». Например, если вы установите скорость первого слоя 50%, это означает, что ваш первый слой будет печатать на 50% медленнее, чем остальная часть вашей детали. Если вы чувствуете, что ваш принтер слишком быстро перемещается по первому слою, попробуйте уменьшить этот параметр.
Настройки температуры или охлаждения
Пластик имеет тенденцию сжиматься при охлаждении от высокой температуры до низкой температуры. Чтобы привести полезный пример, представьте себе деталь шириной 100 мм, которая печатается из АБС-пластика. Если экструдер печатал этот пластик при температуре 230 градусов Цельсия, но он помещался на платформу для холодной сборки, вполне вероятно, что пластик быстро остынет после выхода из горячего сопла. Некоторые принтеры также оснащены охлаждающими вентиляторами, которые ускоряют процесс охлаждения во время их использования. Если бы эта деталь из АБС-пластика охладилась до комнатной температуры 30°С, деталь шириной 100 мм усаживается почти на 1,5 мм ! К сожалению, платформа сборки на вашем принтере не уменьшится настолько сильно, поскольку обычно поддерживается довольно постоянная температура. Из-за этого пластик имеет тенденцию отделяться от платформы сборки по мере остывания. Это важный факт, который следует учитывать при печати первого слоя. Если вы заметили, что сначала слой кажется прилипшим, но позже отделяется от печатной платформы по мере остывания, возможно, виноваты ваши настройки температуры и охлаждения.
Многие принтеры, предназначенные для печати на высокотемпературных материалах, таких как АБС-пластик, оснащены подогреваемым столом для решения этих проблем. Если станину подогреть для поддержания температуры 110С на протяжении всего отпечатка, то она сохранит первый слой теплым, чтобы он не дал усадку. Поэтому, если в вашем принтере есть платформа с подогревом, вы можете попробовать нагреть платформу, чтобы первый слой не остыл. В качестве общей отправной точки PLA имеет тенденцию хорошо прилипать к слою, нагретому до 60-70°C, в то время как ABS обычно работает лучше, если слой нагрет до 100-120°C. Вы можете настроить эти параметры в Simplify3D, нажав «Редактировать параметры процесса», а затем выбрав вкладку «Температура». Выберите платформу для сборки с подогревом из списка слева, а затем отредактируйте заданное значение температуры для первого слоя. Вы можете просто дважды щелкнуть значение, чтобы изменить его.
Если в вашем принтере есть охлаждающий вентилятор, вы также можете попробовать отключить его для первых нескольких слоев принтера, чтобы начальные слои не охлаждались слишком быстро. Вы можете сделать это, нажав «Редактировать параметры процесса» и перейдя на вкладку «Охлаждение». Вы можете отрегулировать уставки скорости вентилятора с левой стороны. Например, вы можете захотеть, чтобы первый слой начинался с отключенным вентилятором, а затем включал вентилятор на полную мощность, как только вы дойдете до 5-го слоя. В этом случае вам нужно будет добавить в этот список две уставки: уровень 1 при скорости вентилятора 0% и уровень 5 при скорости вентилятора 100%. Если вы используете АБС-пластик, обычно отключают охлаждающий вентилятор для всей печати, поэтому будет достаточно ввести одну уставку (Слой 1 при скорости вентилятора 0%). Если вы работаете в ветреной среде, вы также можете попытаться изолировать принтер, чтобы ветер не касался вашей детали.
Поверхность строительной платформы (лента, клей и материалы)
Различные пластмассы лучше прилипают к разным материалам. По этой причине многие принтеры содержат специальный материал платформы сборки, оптимизированный для их материалов. Например, некоторые принтеры используют лист BuildTak на верхней части своей платформы, который имеет тенденцию очень хорошо прилипать к PLA. Другие производители выбирают термообработанное стекло, такое как боросиликатное стекло, которое, как правило, очень хорошо работает с АБС-пластиком при нагревании. Если вы собираетесь печатать непосредственно на этих поверхностях, перед началом печати всегда рекомендуется убедиться, что на рабочей платформе нет пыли, жира или масел. Очистка печатной платформы небольшим количеством воды или изопропилового спирта может иметь большое значение.
Если в вашем принтере нет специального материала платформы для сборки, у вас все еще есть варианты! К счастью, есть несколько типов лент, которые хорошо прилипают к обычным материалам для 3D-печати. Полоски ленты можно наклеить на поверхность платформы сборки и легко удалить или заменить, если вы хотите печатать другим материалом. Например, PLA имеет тенденцию хорошо прилипать к синей малярной ленте, в то время как ABS имеет тенденцию лучше прилипать к каптоновой ленте (также известной как полиимидная пленка). Многие пользователи также добились большого успеха, используя временный клей или аэрозоль на верхней части своих сборочных платформ. Лак для волос, клей-карандаши и другие липкие вещества, как правило, работают очень хорошо, если все остальное не помогло. Не стесняйтесь экспериментировать, чтобы увидеть, что работает лучше всего для вас!
Когда ничего не помогает: поля и подложки
Иногда вы печатаете очень маленькую деталь, у которой просто недостаточно площади поверхности, чтобы приклеиться к поверхности платформы сборки. Simplify3D включает в себя несколько опций, которые могут помочь увеличить эту площадь поверхности, чтобы обеспечить большую поверхность для приклеивания к печатной платформе. Один из таких вариантов называется «краем». Поля добавляют дополнительные кольца вокруг внешней части вашей части, подобно тому, как поля шляпы увеличивают окружность шляпы. Эту опцию можно включить, перейдя в конец вкладки «Дополнения», включив параметр «Использовать юбку/поля». Simplify3D также позволяет пользователям добавлять подложку под свою деталь, которую также можно использовать для обеспечения большей поверхности для сцепления с постелью. Если вас интересуют эти варианты, ознакомьтесь с нашим учебным пособием по плотам, юбкам и полям, в котором все объясняется более подробно.
Связанные темы
🔥 Подробное руководство по решению проблем с 3D-печатью от Bitfab
🤬У вас проблемы с 3D-принтером? Вы попали в нужное место.
В Bitfab мы подготовили исчерпывающее руководство по решению всех ваших проблем с 3D-печатью . Тысячи часов профессиональной 3D-печати за нашей спиной, чтобы помочь вам с неудачами, с которыми вы столкнулись с вашим принтером.
И мы не только даем вам ключи для диагностики ваших ошибок печати, но и лучшие советы, чтобы предотвратить их повторное появление, починить ваш принтер и откалибровать. Картинки, видео и наши лучшие советы в мега статье.
👇 Наслаждайтесь руководством и используйте указатель, если хотите перейти непосредственно к интересующей вас части.
📖 Что вы хотите прочитать?
🤬 Наиболее распространенные дефекты и проблемы при 3D-печати
Мы собрали подборку наиболее распространенных проблем, возникающих при использовании нашего 3D-принтера. Это те же самые проблемы, с которыми мы обычно сталкиваемся в нашем онлайн-сервисе 3D-печати, поэтому у нас есть немалый опыт их решения.
Хорошо откалиброванный принтер, правильное ламинирование и опытный оператор являются ключевыми факторами, позволяющими избежать этих проблем. Имея это, вы сможете решить любую проблему печати.
Если у вас возникли какие-либо из этих проблем, следуйте инструкциям, которые мы вам даем, и если вы все еще не можете их решить, у вас есть поле для комментариев в конце статьи, чтобы сообщить нам о своих сомнениях.
❌ Деформация, первый слой отслаивается и детали изгибаются
Деформация становится все менее распространенной проблемой, так как подавляющее большинство современных принтеров имеют горячую платформу. В любом случае коробление может быть вызвано следующими факторами:
Отсутствие сцепления со станиной: это может произойти из-за неправильной высоты насадки по отношению к основанию или плохого выравнивания; но и отсутствие сцепления с печатной поверхностью.
Термическое сжатие верхних слоев , которые при «усадке» тянут нижние слои. В этом случае поверхность печати может даже сломаться, если это тип BuildTak, так как наклейка будет оторвана от станины. Это может произойти и со стеклом. Это происходит в основном с такими материалами, как ABS или нейлон, и это очень сложно сделать при печати PLA.
В зависимости от нашей проблемы мы можем найти соответствующее решение:
Для отсутствие сцепления есть несколько решений. Если мы используем стеклянную основу, настоятельно рекомендуется использовать клей для увеличения фиксации детали. Некоторые известные клеи — это знаменитый лак для волос Nelly или его более профессиональная версия 3Dlac. Если мы используем ABS, мы можем нанести слой смеси, известной как ABS slurry , которую мы можем сделать сами, растворив ABS в контейнере с ацетоном.
Если ваша проблема связана с термическим сжатием , увеличение адгезии не слишком поможет вам, поскольку, как мы уже говорили, деформация АБС-пластика может даже сломать нашу печатную основу. Чтобы решить эту проблему, мы можем просто накройте принтер всем, что есть дома. Подойдет большая коробка, а также более профессиональный корпус, сделанный в шкафу.
Идея в этом случае состоит в том, чтобы изолировать тепло, выделяемое слоем, чтобы не было большой разницы между температурой первых слоев и температурой верхних слоев, которые находятся дальше от тепла слоя.
Вот статья, в которой мы подробно объясняем эту проблему: Как избежать деформации и растрескивания моих 3D-отпечатков.
❌ Растрескивание или расслоение
Следствием вышеуказанной проблемы является растрескивание или расслоение. О растрескивании говорят, когда слои детали плохо соединяются, в результате чего эти слои разъединяются (отсюда и название расслаивания). Эта проблема может быть вызвана двумя разными причинами:
Плохая адгезия между слоями: слои плохо прилегают друг к другу.
Термическая усадка: слои хорошо склеиваются между собой, но разница температур между разными участками детали вызывает ее деформацию, что может привести к расслоению некоторых слоев.
Если проблема заключается в отсутствии адгезии, это обычно связано с низкой температурой. Большинство нитей имеют температурный диапазон, в котором их можно печатать.
В пределах этого диапазона более низкие значения дадут нам лучший эстетический вид, так как осаждение будет «чище». И наоборот, более высокие значения дадут лучшую адгезию слоев. Печать материалов, таких как ABS, при температуре ниже надлежащей часто приводит к растрескиванию при попытке склеить два слоя без достаточного нагрева.
Чтобы проверить, не трескается ли наша деталь из-за отсутствия сцепления между слоями, можно попробовать повысить температуру и/или уменьшить скорость вентилятора слоев, так как чрезмерное охлаждение также может негативно на него повлиять. Некоторые материалы, такие как ABS, всегда будут склонны к растрескиванию, и их будет труднее контролировать; другие, такие как PLA, очень легко печатать без трещин.
С другой стороны, если наша проблема связана с тепловым сжатием, решение будет более сложным, так как мы должны создать более теплую среду в нашей зоне печати. Оптимальным решением будет накрыть наш принтер, как указано в предыдущем пункте. Это может привести к некоторым проблемам, так как чрезмерная температура может привести к сбоям в работе электроники: пропуску шагов или потере артефактов печати… это также может привести к засорению, так как разница температур между холодной и горячей зонами не достаточна. хотэнд.
В общем, избегайте сквозняков (и, как следствие, колебаний температуры) и накрывайте наш принтер, но мы должны быть осторожны, чтобы избежать упомянутых проблем.
❌ Сдвиг слоя
Сдвиг слоя — это проблема, возникающая в виде смещения по некоторой оси на определенной высоте. Это может происходить по оси X, по оси Y или даже по обоим направлениям одновременно. Наиболее распространенные причины смещения слоев:
Чрезмерная температура двигателей или приводов: электроника в целом не предназначена для непрерывной работы при очень высокой температуре.
Отсутствие мощности в двигателях , обычно вызванное очень низким значением напряжения в драйверах.
Механическая неисправность: может случиться так, что у нас сломаны некоторые из зубьев нашего ремня или на валах есть мусор, который может вызвать застревание в движении нашего принтера. Иногда неправильно затянутый компонент также может вызвать дефекты смещения слоя, когда весь вал движется свободно.
Общий совет — поставить радиаторы и по возможности вентиляцию на драйверы нашей платы. Эти компоненты в основном заботятся о подаче всего необходимого воздушного потока к двигателям, поэтому они имеют тенденцию нагреваться. Точно так же, если наш принтер работает в очень жарких условиях, было бы уместно добавить радиатор к двигателям осей X и Y. Если драйверы очень горячие, вы обычно услышите стук , стук, стук в двигателях, когда драйверы на короткое время отключаются, чтобы дать им время остыть.
Кроме того, вы можете проверить, есть ли в вашем принтере драйверы с регулируемым напряжением, и если да, вы можете немного увеличить это напряжение, осторожно поворачивая потенциометр на каждом драйвере. Будьте осторожны при этом и всегда делайте это с выключенным принтером или с помощью керамической отвертки, чтобы избежать короткого замыкания металлической отверткой. Если вы слишком сильно увеличите мощность двигателей, вы рискуете снова столкнуться с проблемой перегрева.
Наконец, убедитесь, что валы вашего принтера чисты и свободны от препятствий. Также проверьте, чтобы ремни и подшипники не были затянуты слишком сильно (если подшипники стянуты фланцами или винтами). Плохо двигающиеся валы, чрезмерно натянутые ремни… заставляют двигатели работать тяжелее и могут сбиваться шаги.
❌ Z-колебание
Эту проблему может быть трудно идентифицировать, так как часто бывает нелегко отличить ее от простой несогласованности в экструзии. Чтобы определить это, мы должны посмотреть, повторяется ли это несоответствие на регулярной основе. Если это кажется случайным или просто шумом в целом, ваша проблема, вероятно, не z-колебание, а проблема экструзии. И наоборот, если вам кажется, что периодически повторяется узор, например, волны на поверхности, у вас вполне может быть проблема с вашей осью Z.
Эта проблема в основном связана с дефектами конструкции машины, и ее трудно решить, не внося значительных изменений в шасси нашей машины. В первую очередь проверьте правильность сборки всех деталей, соблюдая перпендикулярность и отсутствие ослабленных винтов.
Попробуйте затянуть все винты на муфтах, которые соединяют двигатели оси Z со шпинделями. Также проверьте отсутствие люфта между шпинделем и трапециевидной гайкой. Сложно дать правильное решение, потому что оси требуется некоторая свобода перемещения, чтобы компенсировать небольшие ошибки в шасси, такие как углы, которые не идеально перпендикулярны.
Хорошим и не слишком дорогим решением является замена узла мотор-муфта-шпиндель на мотор со встроенным шпинделем. Мы также можем усилить наш принтер, чтобы рама принтера не качалась вверху.
❌ Натяжение
Натяжение — одна из самых распространенных проблем с деталями для новичков в мире 3D-печати, поэтому, если у ваших деталей много струн, не беспокойтесь, это совершенно нормально и довольно легко решается.
Натяжение появляется, когда при перемещении хотэнда между двумя частями отпечатка небольшое количество пластика стекает и прилипает к обеим частям, оставляя между ними небольшую нить.
Эта проблема может быть вызвана использованием хотэнда плохого качества, но обычно на машинах стоят хотэнды достаточного качества, поэтому проблема почти всегда возникает из-за плохого ламинирования в слайсере.
Наиболее важными параметрами, которые вы должны проверить в слайсере, чтобы минимизировать натяжение, являются следующие:
Температура
Расстояние отвода
Скорость отвода
Температура является жизненно важным фактором и, вероятно, одним из 5 наиболее важных параметров в ваш профиль. Если у вас много струн, вы почти наверняка плавитесь при слишком высокой температуре. Помните, что у всех материалов есть диапазон температур, при которых ими можно печатать, поэтому попробуйте снизить температуру и приблизить ее к нижнему пределу, рекомендованному производителем. Если вы уже используете очень низкую температуру и все еще имеете натяжение, проверьте следующие пункты.
Пока нельзя «высосать» пластик из сопла, так как нельзя создать отрицательное давление, но можно минимизировать давление на сопло, вытянув нить из горячей зоны нашего хотэнда. Расстояние усадки очень зависит от нашего принтера, так как необходимо учитывать как расплавитель, так и экструдер, а также тип экструзии (прямая или боуденовская). Большинство боуденовских принтеров хорошо работают при величине усадки от 3 мм до 6 мм, а принтеры прямой экструзии — от 0,5 мм до 2 мм.
Скорость втягивания является еще одним важным фактором, так как чем выше скорость, тем меньше натяжение. Эта скорость будет зависеть от двигателя нашего экструдера, а также от типа экструзии (1:1 против 3:1, как у экструдера Titan). Как правило, значения от 40 мм/с до 60 мм/с обычно работают, но если у вас есть какие-либо сомнения, спросите на форуме или в группе, посвященной вашему конкретному принтеру.
Кроме того, почти все слайсеры или ламинаторы имеют различные расширенные настройки, которые могут помочь уменьшить натяжение, но они будут иметь значение только в том случае, если три предыдущих хорошо отрегулированы. Это очень широкая тема, и мы могли бы сделать эксклюзивный гайд по этой проблеме, поэтому, если вы хотите его увидеть, оставьте нам комментарий!
❌ Перегрев, скручивание
Одной из самых простых проблем для диагностики является перегрев.
Как видно на изображении, плавление нашего пластика при чрезмерной температуре приведет к тому, что детали будут выглядеть деформированными, а центр слоя утонет. Это связано с тем, что при расплавлении при слишком высокой температуре материал не успевает остыть, и именно поэтому слои могут разрушаться или провисать.
Эти деформации будут намного сильнее выражены на небольших участках, типа небольших пиков нашей детали, где вместо чистой фигуры останется деформированный чурро.
Решение этой проблемы простое: снизить температуру. Мы также должны поиграть со значениями веера слоев, так как высокая температура может способствовать более плавной экструзии, и мы можем компенсировать эту температуру хорошим охлаждением. Таким образом, материал будет быстро охлаждаться, и мы сможем получить оптимальные результаты.
❌ Слоновья стопа
Слоновья стопа – дефект, состоящий из расширения в горизонтальной плоскости первых слоев нашей детали. Это может произойти из-за двух причин или, как правило, из-за их комбинации: сопло находится слишком близко к слою или температура слоя слишком высока.
Если сопло находится слишком близко к слою, очевидно, что первые слои будут более плоскими и, следовательно, расширятся в плоскости XY. Чтобы решить эту проблему, мы должны правильно выровнять наш первый слой, как указано в предыдущем разделе этой статьи.
Чрезмерная температура слоя (скажем, 90 или 100 градусов для PLA) может вызвать расширение и деформацию только что нанесенного пластика, вызывая очень характерный эффект.
❌ Призрак, звон
Лучшая статья на эту тему в Интернете — это пост 3D Campy от 3DSpana о ореоле, потому что он посвятил себя испытанию различных комбинаций и компонентов, фотографируя результаты, чтобы вы могли видеть, как снижается вес осей влияет на ореолы. Если вы предпочитаете это на видео, вот краткое изложение:
😍 Ключи для правильной печати на вашем принтере
Вы видели список проблем, которые мы собрали. Теперь вы должны знать, как делать вещи.
Знание своего принтера и ламинатора является ключом к безошибочной и бездефектной печати, поэтому вот несколько советов, которые помогут избежать проблем, а также помогут их диагностировать и устранить:
✅ Скорость печати
новички хотят слишком быстро печатать свои первые части.
Скорость печати является одним из важнейших параметров печати для получения наилучшего качества печати и превышение скорости очень негативно влияет на деталь по многим причинам: вибрация, проблемы экструзии, перегрев, потеря шагов…
Одно из первых. вам нужно сделать, когда вы сталкиваетесь с проблемой, чтобы уменьшить скорость печати, чтобы увидеть, если она решена. Обычно мы печатаем почти все детали со скоростью от 40 до 60 мм/с, в большинстве случаев большего и не требуется. В полиграфической службе самое важное — это надежность, а когда вам нужна надежность, лучше всего печатать с разумной скоростью, чтобы не выбрасывать детали.
Не обязательно печатать детали со скоростью 100 мм/с, особенно первые. Да, мы все знаем кого-то, кто это делает и делает, но это не лучший способ убедиться, что у него все получится.
✅ Регулировка и выравнивание платформы
Научиться правильно устанавливать платформу и экструдер на нужной высоте — это один из первых шагов, которые мы делаем с новым 3D-принтером.
Вот как выглядит правильно отрегулированная кровать: высота первого слоя должна быть правильной по всей поверхности кровати.
Первый слой расположен слишком близко
Если первый слой расположен слишком близко к поверхности для печати, это может привести к замятиям, царапинам на станине, неправильным размерам деталей, слоновьей лапе…
Правильный первый слой
При первом слое правильно, нити, откладываемые экструдером, соприкасаются друг с другом и не прилегают к станине слишком плоско.
Первый слой слишком разделен
По отдельным нитям можно заметить очень отдельный первый слой.
Детали, напечатанные таким образом, обычно отделяются от станины или основы.
А как правильно выровнять парилку? Наша любимая техника бумага в углах . Не обязательно иметь принтер с самовыравниванием, лучше всего иметь надежный и хорошо откалиброванный принтер для качественной печати.
✅ Как предотвратить и устранить засорение экструдера
Застревание экструдера является основной причиной сбоев на ферме, подобной нашей. Возможно, вы освоили свой принтер, но замятия будут всегда, поэтому очень важно понимать их и иметь возможность предотвращать и устранять их.
Если вы еще не понимаете, как работает экструзия на 3D-принтере и каковы общие термины для их обозначения, вы можете сначала ознакомиться с нашим руководством по 3D-экструдерам.
Причины засорения
Засоры возникают по разным причинам, иногда в сочетании друг с другом. Я считаю, что лучший способ решить их — сначала понять все эти причины, а затем попробовать ряд методов, которые могут помочь их устранить.
Загрязнение кончика и печатного канала. Загрязнения, отложившиеся в печатном канале или на кончике сопла и препятствующие или полностью блокирующие поток нити.
ПТФЭ/тефлон разложился. Тефлоновые наконечники в горячей зоне требуют ухода за тефлоном, который при разрушении забивает поток нити накала.
Проблемы с экструдером. Возможно, ваш экструдер не работает должным образом:
Слишком сильное или слишком слабое натяжение в док-станции
Низкое напряжение в драйвере, из-за чего двигатель не получает достаточной мощности
Грязное упорное колесо с зубьями, покрытыми обломками нити
Любые незакрепленные или сломанные детали
Царапины на нити. Это очень, очень важно понять. Когда мы видим поцарапанную нить, надгрызенную колесом экструдера, это не всегда является причиной засорения. Все засоры при печати, независимо от причины, заканчиваются царапинами на нити. И только те засоры, которые возникают из-за напряжения пружины и чрезмерной усадки, являются первопричиной самого засора.
Наконечник царапает основание. Если первый слой слишком низкий, это может прервать поток расплавленного пластика и быстро вызвать засорение экструзионной системы.
Следите за усадкой. Деталь с большим количеством очень быстрых отводов может в конечном итоге поцарапать нить. Кроме того, длительное и медленное втягивание может привести к перегреву холодной зоны экструдера и засорению. Как правило, ретракции не вызывают засоров, но вы всегда должны следить за ними.
Плохое охлаждение. Охлаждение является фундаментальной переменной для цельнометаллических хот-эндов. Если ваш экструдер на 100% состоит из металла, как E3D V6, вы должны быть очень осторожны с этим и с чрезмерной усадкой.
Прочистите сопло с помощью игл для акупунктуры
Техника прохождения иглы для акупунктуры через печатающую головку наиболее полезна, если реальной причиной засорения является загрязнение. Сами насадки служат многие сотни, а то и тысячи часов использования, поэтому менять их почти никогда не придется.
Скорее всего, в сопле застряла частица, которую можно удалить с помощью иглы. Нагреваем головку и втыкаем иглу пока горячая, а затем вытаскиваем нить с частицами, которые могли быть причиной засорения, застрявшими в расплавленной нити.
Повторяйте этот процесс до тех пор, пока пластик снова не будет легко выходить из сопла.
Горячее и холодное вытягивание
Вытягивание занимает немного больше времени, чем с помощью акупунктурной иглы, но лучше очищает загрязнения, а также удаляет грязь не только с кончика, но и со всей внутренней части хотэнда.
Их легче объяснить с помощью видео, подобного приведенному ниже:
Тефлоновое переключение
В хотэндах с тефлоновым вкладышем необходимо менять этот компонент, как правило, каждые несколько сотен часов. Вкладыш из тефлона или ПТФЭ представляет собой небольшую трубку, которая проходит в горячей зоне вашего хотэнда, чтобы направлять нить на последних сантиметрах пробега, и которая изнашивается из-за температуры, которой она достигает. Его замена — это работа, которую вам придется научиться выполнять, чтобы правильно обслуживать принтер.
Перед тем, как трубка полностью испортится, вы заметите, что ваш принтер испытывает все больше и больше проблем с печатью, выходящая нить становится тоньше и ей труднее наносить материал на детали, которые вы печатаете быстрее.
В каждом принтере замена тефлона разная, но вот пример Hephestos 2 от BQ, чтобы вы лучше поняли.
Настройка параметров печати
Возможны засоры, которые могут возникать из-за того, что наш ламинат плохо приспособлен к типу детали и принтеру, который мы собираемся использовать.
Чтобы принтеру было легче экструдировать, вы можете попробовать:
Медленная печать
Печать при более высокой температуре
Печать более тонкими слоями
Уменьшение скорости потока, если у вас больше 100%
Все они трюки, которые снижают требования к экструдеру и расплавителю, потому что они требуют меньшего потока через хотэнд и нагревают пластик, чтобы сделать его более жидким.
Отводы также могут влиять на проблемы экструзии:
Слишком большое или слишком быстрое втягивание может привести к царапанию нити в экструдере.
Слишком длинное или слишком медленное втягивание может вызвать проблемы с охлаждением расплавителя (особенно если он цельнометаллический) или привести к засорению пластика в холодной зоне расплавителя.
Если вы не знаете, как это исправить, разберите экструдер и хотэнд
Лучший способ решить механическую проблему, которую вы не знаете, как решить, — приступить к разборке того, что вы хотите исправить.
Уровень алюминиевый «Рельс», 800 мм, 3 глазка, усиленный Matrix
Главная
Каталог
Измерительный инструмент
Уровни
Уровни алюминиевые
Артикул:
Скачать фото
Скачать все архивом
Длина, мм
800
Бренд
MATRIX
Количество глазков
3
Материал
алюминиевый сплав
Точность, мм/м
1
Вес, кг
0,553
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
Перчатки трикотажные, ПВХ гель шахматный облив, оверлок Россия Сибртех
Перчатки трикотажные, ПВХ гель шахматный облив, оверлок Россия Сибртех
Перчатки Нейлон, ПВХ точка, 13 класс, белые, L Россия
Перчатки Нейлон, ПВХ точка, 13 класс, белые, L Россия
Перчатки х/б, 3 пары в упаковке, 10 класс Россия
Перчатки х/б, 3 пары в упаковке, 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 5 пар в упаковке, 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 5 пар в упаковке, 7 класс Россия
Рулетка Black,3 м х 16 мм,обрезиненный корпус Matrix
Рулетка Black,3 м х 16 мм,обрезиненный корпус Matrix
Перчатки универсальные комбинированные DELUXE, L Gross
Перчатки универсальные комбинированные DELUXE, L Gross
Плоскогубцы комбинированные 165 мм, трехкомпонентные рукоятки Gross
Плоскогубцы комбинированные 165 мм, трехкомпонентные рукоятки Gross
Очки защитные открытые, поликарбонатные, прозрачные ОЧК201 (0-13021) Россия
Очки защитные открытые, поликарбонатные, прозрачные ОЧК201 (0-13021) Россия
Похожие товары
Уровень алюминиевый УС-1, 0-400, фрезерованный, 3 глазка, 400 мм Сибртех
Уровень алюминиевый УС-1, 0-400, фрезерованный, 3 глазка, 400 мм Сибртех
Уровень алюминиевый, 1000 мм, фрезерованный, 3 глазка, две эргономичные ручки Matrix
Уровень алюминиевый, 1000 мм, фрезерованный, 3 глазка, две эргономичные ручки Matrix
Уровень алюминиевый, двуручный, 1000 мм, профиль 1,6 мм, фрезеров, ударопрочные заглушки, 3 глазка Барс
Уровень алюминиевый, двуручный, 1000 мм, профиль 1,6 мм, фрезеров, ударопрочные заглушки, 3 глазка Барс
Уровень алюминиевый, 2000 мм, 2 глазка, линейка Sparta
Уровень алюминиевый, 2000 мм, 2 глазка, линейка Sparta
Уровень алюминиевый усиленный, 600 мм, 3 глазка Gross
Уровень алюминиевый усиленный, 600 мм, 3 глазка Gross
Громкоговоритель B&W Matrix 800 | Stereophile.
com
Все мы знаем, что невозможно воспроизвести живую музыку. Без сомнения, очевидное утверждение, которое держит каждого меломана в заложниках нескончаемого поиска. Меня, как музыканта, эта ситуация особенно расстраивает. Постоянное напоминание о живом против воспроизведенного делает жизнь с аудиосистемой серьезным компромиссом, независимо от цены или качества. Однако около трех с половиной лет назад я сделал обзор продукта, который, как мне казалось и до сих пор кажется, дает первый реальный проблеск этой несбыточной мечты: матричный монитор B&W 801 (сноска 1). Хотя он не был идеальным, я обнаружил, что этот динамик обеспечивает большую музыкальную честность, чем все, что я слышал раньше. В этом отношении он установил новый стандарт, по которому будут судить других.
Ну, B&W сделал это снова. С введением Matrix 800 они переопределили связь между музыкой и машиной, предложив продукт, которому, как мне снова кажется, суждено стать эталоном совершенства. На мой взгляд, это первая конструкция динамиков, которая успешно сочетает дихотомию музыкальных и звуковых ориентиров без каких-либо компромиссов. Можно сказать, что это противоречие, поскольку «референс» подразумевает аналитическое качество, а не способность обеспечить эмоционально трогательное впечатление от прослушивания. А во всех остальных случаях я должен был бы согласиться. Но не в этот раз. Matrix 800 обладает сверхъестественной способностью выявлять мельчайшие дефекты, присущие исходному материалу и электронике, обеспечивая при этом впечатления от прослушивания, с которыми может соперничать только живая музыка. Да, есть более дорогие динамики, которые обеспечат более грандиозное звуковое зрелище, но не с таким волшебным сочетанием музыкальной честности и предельной прозрачности, как 800.
Поскольку мои любимые 801-е уступают трон своим новым, более дорогим собратьям, возникает вопрос: нравится ли мне по-прежнему 801-й? Вы держите пари. После 800 он остается моим любимым динамиком. Следующим логическим шагом в этом обсуждении является сравнение между яблоками и яблоками. Трудная задача, так как они совершенно разные во всех отношениях. Но если бы меня подтолкнули к абсолютному сравнению этих двух продуктов, я бы сказал, что 800 — это полная реализация зародыша, заложенного в 801. Другими словами, 801 переопределяет конструкцию динамических громкоговорителей — 800 переопределяет искусство музыкального воспроизведения.
Физические особенности
Matrix 800 — уникальная колонка. Вы либо полюбите ее, либо посчитаете ее самой уродливой со времен Edsel. В современной обстановке, например, в компании произведений искусства Морриса Льюиса или Пабло Пикассо, пара была бы великолепна. Но в маленькой комнате, обставленной антикварными предметами из английского дуба и сосны, как у меня, они торчат, как самые большие и болезненные пальцы из палисандра, какие только можно вообразить. Когда я упомянул своей жене Линн-Джейн, что, возможно, менее навязчивая отделка, такая как черный пепел, сделает их более привлекательными для дома, она ответила: «Это так же эффективно, как переставить шезлонги на 9-м этаже». 0003 Титаник !» В настоящее время у нас есть противостояние между говорящими и супругом. Она ненавидит то, как они выглядят, но любит, как они звучат (настоящие отношения любви-ненависти). Думаю, я смогу их сохранить.
Физически Matrix 800 имеет высоту чуть более 6 футов с квазипятиугольными корпусами низкочастотных динамиков, расположенными сверху и снизу. Каждый басовый модуль является вертикальным зеркальным отражением другого, с круглыми портами с фронтальным вентилированием, расположенными в самом низу и вверху вертикального массива. С одной стороны эти корпуса низкочастотных динамиков образуют две треугольные точки, обращенные вбок, а противоположная сторона предлагает гладкую поверхность от верхней до нижней части динамика. Корпус СЧ/ВЧ-динамиков вертикально зажат между двумя модулями НЧ-динамиков, а три корпуса опираются на плоское основание, изготовленное из толстого литого сплава, заполненного нерезонансным стекловолокном (тот же материал, что используется в головках СЧ/ВЧ-динамиков Matrix 801 и Matrix 801 и 802 динамика). Имеются четыре металлических конуса с резьбой, которые ввинчиваются в нижнюю часть основания. Все три корпуса (два низкочастотных, один среднечастотный/твитерный) соединены стальным соединительным мостом, установленным сзади, к центральному корпусу (который акустически развязан с помощью энергопоглощающих креплений).
Две полные сборки динамиков являются зеркальным отображением друг друга, которые могут быть размещены так, чтобы точки корпуса низкочастотного динамика были обращены внутрь или наружу (к противоположному динамику или от него). Обе эти позиции справедливы в зависимости от акустики отдельного помещения и будут более подробно обсуждаться далее в этом обзоре.
Хотя Matrix 800 сильно отличается по дизайну от любого предыдущего продукта B&W, он представляет собой применение современных технологий, а не внедрение каких-либо радикальных инноваций. По словам сотрудников B&W, разработка 800 дала им возможность использовать значительный объем данных, собранных за десятилетний опыт работы с обеими версиями 801. Их технология «Матрица», включающая внутреннюю систему соты внутри корпусов, используются в корпусах НЧ-динамиков и СЧ/ВЧ-динамиков 800-х годов и эффективно создают акустически инертные корпуса.
В отличие от Matrix 801, у 800 есть отдельные кроссоверы, размещенные в трех отдельных корпусах. Каждый корпус низкочастотного динамика имеет внутри низкочастотный кроссовер, предназначенный для драйвера, а в центральном корпусе находятся платы кроссовера средних и высоких частот. Все компоненты кроссовера расположены таким образом, чтобы свести к минимуму любые возможные взаимодействия и перекрестные помехи, и используются исключительно полипропиленовые конденсаторы. Между высокочастотными, среднечастотными и низкочастотными драйверами или кроссоверами нет внутренней проводки. Все соединения между различными секциями осуществляются снаружи через четыре пары позолоченных соединительных штифтов WBT (лучших из тех, что я когда-либо встречал). Вся внутренняя проводка между зажимными стойками, кроссоверами и драйверами состоит исключительно из бескислородной меди van den Hul с посеребренным покрытием толщиной 2,5 мм.
800 можно подключить к усилителю несколькими способами, но производитель рекомендует как минимум двухпроводное соединение. Чтобы поощрить это, B&W прилагает пару кабельных перемычек Monster PowerLine для подключения двух низкочастотных динамиков сверху и снизу каждого массива динамиков. Также имеются пары сплошных металлических перемычек для внешнего соединения между соединительными клеммами твитера и среднечастотного динамика, так что все, что в основном требуется, — это один кабель источника к нижним клеммам низкочастотного динамика и один кабель к среднечастотному или высокочастотному динамику. Также возможны три- и четырехпроводное подключение (я пробовал и то, и другое), а также двух- и трехканальное усиление.
Как и в случае с 801, басовые модули 800 настроены на настройку Бесселя четвертого порядка (6 дБ при 32 Гц). Однако поставляемый фильтр линейного уровня для выравнивания басов (также известный как «эквалайзер») преобразует выравнивание в фильтр Баттерворта шестого порядка (6 дБ при 19 Гц). Теоретические преимущества, которые дает это, включают не только расширенный басовый отклик в корпусе, настроенном на более высокие основные частоты, но и быстрое затухание (36 дБ/октава) любой низкочастотной информации ниже 19 Гц, которая может вызвать чрезмерные отклонения вуфера и возможные искажения. Хотя фильтр выравнивания басов, на мой взгляд, необходим для точного воспроизведения низких частот с помощью матричного монитора 801, я не уверен, что с 800 ситуация такая же. Подробнее об этом позже.
Сноска 1: обзор B&W 801 опубликован в Stereophile Vol.10 No.9, декабрь 1987 г.
TOA MM-700F-AM 4-канальный матричный микшер с DSP Напишите первый отзыв.
Наша цена: 1216,00 долларов США
Цена по прейскуранту: 1 504,00 долл. США
Гарантия низкой цены
Товар доставляется БЕСПЛАТНО
Без процентов при полной оплате в течение 6 месяцев † Узнайте, как
Добавить в цитату
Добавить в список желаний
Скопировано в буфер обмена
Описание
Новый матричный микшер TOA MM-700F разработан на основе многолетнего опыта предоставления микшеров для розничной торговли (со списком клиентов, который представляет собой виртуальный «кто есть кто» в розничной торговле) и в сотрудничестве с некоторыми из его ведущих игроков, MM-700F предназначен для удовлетворения спроса на более простые и экономичные системы фоновой музыки среднего уровня и пейджинговые системы, требующие простого управления несколькими зонами. Такой же продвинутый, как и некоторые из его дорогостоящих собратьев, но без сложной настройки или программирования, которые требуются во многих других решениях.
По своей сути MM-700F представляет собой матричный микшер с 6 входами: 4 из его входов настроены для фоновой музыки или других источников линейного уровня, а два балансных входа предназначены для приоритетных источников, таких как пейджинговые микрофоны или проигрыватели сообщений. Полностью цифровой продукт с цифровым качеством звука 24 бит / 48 кГц, его простой пользовательский интерфейс противоречит его продвинутой внутренней работе. Единственными элементами управления, к которым должен иметь доступ любой пользователь, являются кнопки выбора источника на передней панели и четыре регулятора выходного уровня (зоны). Все остальные элементы управления расположены на задней панели для предотвращения несанкционированного вмешательства.
Четыре линейных стереовхода с суммированием и матричной маршрутизацией на четыре линейных выхода
Каждый линейный вход имеет регулировку уровня входного сигнала и назначает настройку ограничения для каждого выхода, чтобы предотвратить неправильный выбор маршрутизации
Два приоритетных микрофонных/линейных входа с разными уровнями приоритета для пейджинга или других предварительно записанных источников, которые могут перекрывать выбранный линейный вход на назначенных выходных каналах
Каждый приоритетный вход также имеет уровень входного сигнала, чувствительность приглушения и время удержания приглушения
Выбираемые пресеты DSP включают общие эквалайзеры, такие как кривые громкости, эквалайзеры динамиков TOA и настройки кроссовера для использования с сабвуферами
Каждый выходной канал также имеет вспомогательный линейный выход для передачи звука на другие системы
Не требует программирования на ПК или подключения к сети для настройки на месте (только для технического обслуживания)
Технические характеристики:
Источник питания: 100–240 В переменного тока, 50/60 Гц
Потребляемая мощность: 9 Вт или менее (режим ожидания)
Приступая к нанесению размеров на чертеже изделия (детали) необходимо:
убедиться, что изображения – виды, разрезы, сечения – на чертеже позволяют полно определить конструкцию изделия (детали), а на сборочных чертежах и принцип работы изделия;
выделить сопрягаемые размеры и согласовать их с размерами сопрягаемых деталей;
выделить размерные базы, которые необходимо выбирать с учетом технологических требований и конструктивных особенностей изделия;
помнить, что наносить размеры на чертеже надо так, чтобы они однозначно были понятны исполнителю.
Правила нанесения размеров и их предельных отклонений установлены ГОСТ 2.307-68. Эти правила регламентируют соответствующие записи и условности при нанесении размеров, определяют способы нанесения выносных и размерных линий, простановку размерных чисел и методику распределения размеров на чертеже.
Основные требования к нанесению размеров следующие:
Величину изображаемого на чертеже изделия и его элементов определяют по размерным числам.
Общее количество размеров на чертеже должно быть минимальным, но достаточным для изготовления и контроля изделия.
Размеры, не подлежащие выполнению по данному чертежу и указываемые для большего удобства пользования чертежом, называются справочными. Эти размеры наносят для того, чтобы без подсчета можно было дать справку о контуре, габаритах, о каком-либо размере заготовки или детали. Справочные размеры на чертеже отмечают знаком «*», а в технических требованиях записывают: «* Размеры для справок». К справочным относят следующие размеры, определяющие положение элементов детали, подлежащих обработке по другой детали (рис.1)
* Размеры для справок.
** Обработать по сопрягаемой детали (или по дет…).
Рис. 1
Не допускается повторять размеры одного и того же элемента на разных изображениях, в технических требованиях, основной надписи и спецификации. Исключение составляют размеры, перенесенные с чертежей изделий-заготовок и размеры деталей (элементов), указанных в обозначении материала в основной надписи.
Линейные размеры на чертежах указывают в миллиметрах, без обозначения единиц измерения.
Для размерных чисел применять простые дроби не допускается, за исключением размеров в дюймах.
При расположении элементов предмета (отверстий, пазов, зубьев) на одной оси или на одной окружности размеры, определяющие их взаимное расположение, наносят следующими способами:
от общей базы (поверхности, оси) – по рис. 2;
заданием размеров нескольких групп элементов от нескольких общих баз;
заданием размеров между смежными элементами (цепочкой).
Рис. 2
Размеры на чертежах не допускается наносить в виде замкнутой цепи, за исключением случаев, когда один из размеров указан как справочный.
Размеры, определяющие положение симметрично расположенных поверхностей у симметричных изделий, наносят, как показано на рис. 3 и 4.
Рис. 3
Рис. 4
Правила нанесения размеров
Размеры на чертежах указывают размерными числами и размерными линиями с использованием выносных линий.
Правильное нанесение чисел, размерных и выносных линий определяет ясность, четкость, идентичность и эстетику оформления чертежа. При рациональном размещении размеров на чертеже значительно сокращается время на его изучение.
Нанесение выносных и размерных линий
При нанесении выносных и размерных линий необходимо соблюдать следующие правила:
Выносные и размерные линии должны наноситься сплошными тонкими линиями по ГОСТ 2.303-68.
При нанесении размера прямолинейного отрезка размерную линию проводят параллельно этому отрезку, а выносные – перпендикулярно размерным (рис. 5).
Рис. 5
При нанесении размера угла размерную линию проводят в виде дуги с центром в его вершине, а выносные линии – радиально (рис. 6).
Рис. 6
При нанесении размера дуги окружности размерную линию проводят концентрично дуге, а выносные линии – параллельно биссектрисе угла, а над размерным числом наносят знак «⌒».
Размерную линию с обоих концов ограничивают стрелками. Величины элементов стрелок выбираются в зависимости от толщины контурной линии чертежа и вычерчивают их одинаковыми на всем чертеже.
Выносная линия должна выходить за стрелку на 1…5 мм. Острие стрелки, по возможности, должно упираться в выносные линии. Размерные линии предпочтительно наносить вне контура изображения.
Минимальное расстояние между параллельными размерными линиями должно быть 7 мм, а между размерной линией и линией контура – 10 мм и выбраны в зависимости от размеров изображения и насыщенности чертежа.
Необходимо избегать пересечения размерных и выносных линий.
Не допускается использовать линии контура, осевые, центровые и выносные линии в качестве размерных.
Выносные линии проводят от линий видимого контура.
Размерные и выносные линии проводят так, чтобы они вместе с измеряемым отрезком образовали параллелограмм. Размерную линию радиуса следует проводить между дугой или ее продолжением и центром дуги. Размерная линия радиуса имеет только одну стрелку со стороны дуги. Сопряжения, изображенные не в проекции, рекомендуется обозначать через R не в проекции (рис. 7).
Рис. 7
Размерные линии допускается проводить с обрывом при указании диаметра окружности независимо от того, изображена окружность полностью или частично, при этом обрыв размерной линии делают дальше центра окружности (рис. 8).
Рис. 8
Нанесение размерных чисел
Основанием для определения действительных размеров изображенного предмета (детали) служат размерные числа, наносимые на чертеж. Количество проставляемых размеров определяется не только удачно расположенными на чертеже выносными и размерными линиями, но и правильно нанесенными размерными числами.
При нанесении размерных чисел необходимо придерживаться следующих рекомендаций:
Для улучшения четкости и эстетики чертежа высота цифр размерных чисел должна быть одинаковой в пределах всех чертежей, выполняемых студентом. Цифры должны быть нанесены шрифтом Б №5 с наклоном 75° к размерной линии (по ГОСТ 2. 307-81).
Размерные числа наносят над размерной линией и параллельно ей, возможно ближе к середине.
При нанесении размера диаметра внутри окружности размерные числа смещают относительно середины размерных линий (рис. 9).
Рис. 9
При нанесении нескольких параллельных или концентричных размерных линий на небольшом расстоянии друг от друга размерные числа над ними рекомендуется располагать в шахматном порядке (рис. 10).
Рис. 10
Размерные числа не следует разделять или пересекать какими-либо линиями чертежа. При нанесении размерного числа допускается прерывать осевые линии, линии штриховки и другие, за исключением контурных линий (рис. 11).
Рис. 11
Для быстрого чтения чертежа размерные числа, определяющие наружный и внутренний контур детали, рекомендуется группировать и наносить по разные стороны изображения детали (рис. 12).
Рис. 12
Упрощения в нанесении размеров
Если при нанесении размера радиуса дуги окружности необходимо указать размер, определяющий положение ее центра, то последний изображают в виде пересечения центровых или выносных линий.
При большой величине радиуса центр допускается приближать к дуге. В этом случае размерную линию радиуса показывают с изломом под углом 90°.
Если не требуется указывать размеры, определяющие положение центра дуги окружности, то размерную линию радиуса допускается не доводить до центра и смещать ее относительно центра. При нанесении размеров нескольких радиусов из одного центра размерные линии любых двух радиусов не располагают на одной линии.
Если отсутствует изображение отверстия в разрезе (сечении) вдоль оси, то размеры проставляют, как показано на рис. 13.
Рис. 13
Размеры нескольких одинаковых элементов детали наносят один раз с указанием на полке линии-выноски количество этих элементов (рис. 14).
Рис. 14
При нанесении размеров элементов, расположенных равномерно по окружности изделия (например, отверстий), вместо угловых размеров, определяющих взаимное расположение элементов, указывают только их количество.
Размеры двух симметрично расположенных элементов изделия (кроме отверстий) наносят один раз без указания их количества, группируя в одном месте все размеры. Количество одинаковых отверстий всегда указывают полностью, а их размеры – только один раз.
Если одинаковые элементы изделия расположены на равных расстояниях, то для упрощения чертежа рекомендуется вместо размерной цепи наносить размер между соседними элементами и размер между крайними элементами в виде произведения количества промежутков между элементами на размер промежутка (рис. 15).
Рис. 15
Допускается не наносить на чертеже размеры радиуса дуги окружности сопрягающихся параллельных линий (рис. 16).
Рис. 16
Размеры диаметров цилиндрического изделия сложной конфигурации наносят, как показано на рис. 17.
Рис. 17
Если одинаковые элементы изделия (например, отверстия) расположены на разных поверхностях и показаны на разных изображениях, то количество этих элементов записывают отдельно для каждой поверхности (рис. 18).
Рис. 18
При изображении детали в одной проекции размер ее толщины или длины наносят, как показано на рис. 19
Рис. 19
Рабочие и нерабочие поверхности детали
Любая деталь представляет собой совокупность геометрических поверхностей. Поверхности детали по характеру выполняемых функций могут быть разделены на рабочие и нерабочие.
Под рабочими понимают поверхности, с помощью которых деталь соприкасается с другой деталью или рабочим телом (газ, вода). Рабочая поверхность всегда подвергается различным видам обработки. На размеры рабочей поверхности устанавливают повышенные требования при конструировании и изготовлении.
Нерабочие поверхности – это поверхности, которые не соприкасаются с другими деталями или рабочим телом. Нерабочие поверхности гарантируют заданную прочность, определяют габариты, простоту обработки, удобство эксплуатации. Такие поверхности не обрабатываются, а если и обрабатываются, то точность обработки низкая.
При нанесении размеров рабочие и нерабочие поверхности должны быть связаны между собой размерами только один раз.
Примером такой связи служат размеры, определяющие расположение нерабочих поверхностей детали, проставлены от одной нерабочей поверхности, а размеры, определяющие положение рабочих поверхностей – от одной рабочей поверхности.
Способы нанесения размеров
Применяют следующие способы нанесения размеров (рис. 20):
Цепной – размеры наносят по одной линии, цепочкой, один за другим (А1 — А5). Такой способ применяется, когда необходимо точно выдержать размеры отдельных ступеней детали. В этом случае размер каждой ступени не зависит от точности выполнения других ступеней. Расстояние же каждой ступени от базы зависит от точности изготовления всех предыдущих ступеней. Значительная суммарная погрешность может привести к непригодности изготовления детали.
Рис. 20
Координатный – размеры наносят от одной базы (размеры Б1 — Б5). Этот способ отличается значительной точностью изготовления детали.
Комбинированный– нанесение размеров осуществляется цепным и координатным способами одновременно (размеры В1 — В6 рис.21). Этот способ позволяет изготовить более точно те элементы детали, которые этого требуют.
Рис. 21
Выбор способа нанесения размеров зависит от функции, которую выполняет деталь в механизме, и от технологии ее изготовления: он является одним из сложных этапов оформления рабочих чертежей деталей, что объясняется наличием большого количества конструктивных и технологических задач, решаемых совместно конструктором и технологом.
Комбинированный способ нанесения размеров характеризуется тем, что одна часть размеров наносится от конструкторских баз, а другая – от технологических. В первом случае стремятся проставить ограниченное число размеров. К ним относятся, главным образом, сопрягаемые размеры. Остальные размеры, удовлетворяя требованиям производства, наносят от технологических баз.
Очевидно, что размеры на рабочих чертежах детали должны быть нанесены с учетом наиболее рациональной технологии изготовления детали. Выполнение этого требования может обеспечить только комбинированный способ нанесения размеров.
Нанесение размеров на детали вращения
Большинство деталей, имеющих форму поверхностей вращения, изготовляется на токарных станках. Согласно ГОСТ 2.305-68 их рекомендуется располагать на поле чертежа с осью параллельно основной надписи.
Нанесение размеров на деталях вращения ведется от правого торца, принимаемого за технологическую базу. На токарном станке этот торец обрабатывается первым; от него производят установку упоров, кулачков, комплекта режущего инструмента и измерение детали (рис. 22).
Рис. 22
На рис. 22, согласно нанесенным размерам, деталь обрабатывается сначала с правой стороны от базы А, затем меняют положение детали в станке и обрабатывают деталь от базы Б. Нанесенные размеры доступны и контролируются простым измерительным инструментом.
Нанесение размеров на детали, изготовленные гибкой
При гибке окончательная форма и размеры деталей образуются от исходной заготовки на гибочных прессах или приспособлениях. Для получения детали требуемых размеров необходимо правильно определить размеры заготовки.
Последнюю также называют разверткой, если гибке подвергается плоский материал. Размеры заготовки, изгибаемой по нейтральной линии, показано на рис. 23. При нанесении размеров необходимо обеспечить возможность построения контура гибки и определить размеры заготовки.
На чертеже сложной детали рекомендуется делать развертку с нанесением размеров тех геометрических элементов, которые будут деформироваться в процессе гибки, утрачивая исходный размер. Все остальные размеры наносят на проекциях детали (рис. 23). Размеры, нанесенные на развертке, не повторяются на проекциях детали. На развертке детали делается надпись «Развертка».
Рис. 23
У симметричных деталей имеются плоскости симметрии (ПС), оси симметрии (ОС) и центры симметрии (ЦС – рис. 24).
Рис. 24
Нанесение размеров на симметричные детали часто вызывает разногласия между конструктором и технологом о назначении баз. Для объективного решения этого вопроса следует иметь в виду, что плоскость, ось и центр симметрии на деталях являются нереальными базами (их следует еще построить), существование их принимается условно. Они представляются воображаемыми и вводятся на чертеже для более наглядной и быстрой ориентировки в геометрии детали. В производственной обстановке обработка и обмер детали производится не от воображаемых баз, а материально существующих. Поэтому нанесение размеров на симметричные детали рекомендуется производить, как показано на рис. 24.
Нанесение размеров на сварные детали
При выполнении чертежей деталей, входящих в сварную сборочную единицу, следует учитывать, что процесс сварки вызывает коробление свариваемых деталей и поэтому окончательная обработка некоторых поверхностей производится после сварки. Поэтому при выполнении чертежа сборочной единицы после сварки необходимо выполнить и чертежи деталей, входящих в сборку. На сборочном чертеже должны быть нанесены размеры, относящиеся к взаимному расположению свариваемых деталей, и размеры механической обработки. Чертежи деталей, изготовленных сваркой, оформляют согласно ГОСТ 2.109- 73, п. 3.3 (рис. 25). Размер «30» (расположение пластины) и размер «85» (расстояние между ребрами) необходимы сварщику. После сварки обрабатывают поверхность «Р» плиты и цилиндрическую поверхность втулки, выдерживая размер «65» (до оси втулки) и «Ø25». Обрабатывают также торцы втулки M и N по размеру «30».
Сверление отверстий в плите производят после обработки втулки, увязывая их положение с торцом М (размер «8»).
Рис. 25
Нанесение размеров на чертежи шлицевых соединений
На рис. 26 приведен чертеж зубчатого вала с прямобочным профилем зубьев.
Рис. 26
На изображении вала (ось параллельна плоскости проекций) указывают длину l1 зубьев полного профиля до сбега.
Пример чертежа зубчатого отверстия с прямобочным профилем зубьев приведен на рис. 27.
Рис. 27
Нанесение размеров на сборочные чертежи
На сборочный чертеж изделия наносят:
габаритные размеры, характеризующие высоту, длину и ширину изделия или его наибольший диаметр. Если какой-либо из этих размеров является переменным вследствие перемещения частей изделия, то на чертеже указывают размеры для крайних положений подвижных деталей;
установочные и присоединительные, определяющие расположение и размеры элементов, по которым изделие устанавливают на месте монтажа или присоединяют к другому изделию: диаметры центровых окружностей и отверстий под болты, расстояния между отверстиями для крепления. При указании этих размеров должны быть нанесены координаты расположения и размеры элементов, служащих для соединения с сопрягаемыми изделиями. Если внешняя присоединительная связь осуществляется зубчатыми колесами, то указывают модуль, число зубьев и направление зубьев;
монтажные размеры, указывающие на взаимосвязь деталей и их взаимное расположение в сборочной единице;
эксплуатационные размеры, указывающие на расчетную и конструктивную характеристику изделия, например, диаметры проходных отверстий, размеры резьбы на присоединительных штуцерах, размер «под ключ», число зубьев, модули и т. п.
Размеры габаритные, установочные, присоединительные, эксплуатационные и размеры, характеризующие положение движущихся частей, относятся к справочным и проставляются со «звездочкой».
На сборочном чертеже указываются размеры отверстий под болты, винты, штифты, если эти отверстия выполняются в процессе сборки.
Надеюсь теперь вы разобрались, где и какие размеры ставятся на машиностроительных чертежах. Если остались вопросы, можете их задать тут.
Поделиться статьёй:
2.5. Построение контуров предметов и деталей
●На пересечении построенных окружностей отмечаем центр О сопрягающей дуги.
●Проводим линии центров ОО1, ОО2 и отмечаем точки пересечения их с окружностями. Точка К1 расположена между центрами, К2 – на продолжении линии центров.
●В промежутке между точками К1 и К2 из центра О проводим сопрягающую дугу радиусом R.
Вывод: любое сопряжение необходимо строить в такой последовательности:
1)определить центр сопрягающей дуги;
2)найти точки сопряжения;
3)провести сопрягающую дугу между найденными точками.
Если дуга будет выступать за пределы промежутка, ограниченного точками сопряжения, то это считается погрешностью, влекущей за собой снижение оценки. В рассмотренных примерах не заданы конкретные размеры радиусов, поэтому взяты отрезки. Когда в задании имеются числовые значения, то отрезки проводить не надо. Все построения необходимо выполнять сначала в тонких линиях, затем делать обводку контуров, не убирая вспомогательных построений.
Изучив правила построения касательных и сопряжений, можно построить контур любого предмета или детали, очертания которых состоят из прямых линий и дуг окружностей, плавно переходящих друг в друга.
Последовательность вычерчивания любого контура детали в основном зависит от его формы. Перед вычерчиванием контура необходимо подробно проанализировать его форму, а также решить, какие геометрические построения предстоит выполнить при его вычерчивании. На рис. 42 изображена деталь «державка» и показаны этапы построения её контура.
Деталь имеет ось симметрии. Её контур состоит из прямых линий и дуг окружностей радиусом 10 мм. Предстоит выполнить сопряжения прямой линии с дугой окружности и двух дуг дугами окружностей радиусом 15 мм.
Вначале проводим ось симметрии, центровые линии и отмечаем габаритные размеры детали. При этом нужно предусмотреть, чтобы после нанесения размеров изображение оказалось в центре рабочего поля листа. Затем строим прямолинейные очертания и проводим окружности, которые не связаны с сопряжением (рис. 42, б). Далее проводим дуги, положение центров которых определяется по заданным условиям, и строим сопряже-
37
ние дуг с прямой линией (рис. 42, в). В последнюю очередь выполняем сопряжения дуг с дугами (рис. 42, г). Заканчиваем чертеж проведением выносных и размерных линий, нанесением размеров и обводкой (рис. 42, а). Все вспомогательные построения необходимо сохранять.
Рис. 42
На рис. 43 представлен предмет более сложной конфигурации. Он также имеет ось симметрии, а его контур состоит из восьми дуг, плавно переходящих друг в друга. Центры четырёх дуг определяются по заданным условиям (рис. 43, в). Предстоит выполнить с каждой стороны от оси по четыре сопряжения двух дуг и построить касательную к двум дугам окружностей (рис. 43, г).
38
Рис. 43
39
2.5.1. Задание № 6. Сопряжения
Цель: изучить виды сопряжений и правила их построения. Отработка типов линий, правил нанесения размеров и стандартного шрифта.
Вычертить по размерам упражнения и простую деталь одного из трех представленных ниже вариантов. Проставить размеры.
Задание выполнить на листе формата А3, расположив его горизонтально. Упражнения распределить равномерно по полю чертежа. Построение центров сопрягающих дуги точек сопряжения показатьполностью.
Образец оформления задания показан на рис. 44.
Варианты задания
40
41
Образец оформления задания
42
Рис. 44
2.5.2. Задание № 7. Контур фигуры
Цель: научиться строить плавные контуры фигур, включающие в себя касательные и сопряжения.
Ниже приведены варианты фигур с различной степенью сложности их контуров. Выполнить как можно больше примеров, расположив их по одному или два на листе формата А3. Масштаб изображения выбрать самостоятельно. Образцы оформления задания представлены на рис. 45, 46.
43
44
45
46
47
48
49
50
51
52
53
Рис. 45
Рис. 46
54
ширина контура — CSS: Каскадные таблицы стилей
Свойство CSS layout-width задает толщину контура элемента. Контур — это линия, проведенная вокруг элемента за границей .
Часто удобнее использовать сокращенное свойство контур при определении внешнего вида контура.
/* Значения ключевых слов */
ширина контура: тонкий;
ширина контура: средняя;
ширина контура: толстая;
/* значения <длины> */
ширина контура: 1px;
ширина контура: 0,1 em;
/* Глобальные значения */
ширина контура: наследовать;
ширина контура: начальная;
ширина контура: вернуться;
ширина контура: обратный слой;
ширина контура: не установлено;
Свойство layout-width задается любым из перечисленных ниже значений.
Значения
<длина>
Ширина контура, указанная как <длина> .
тонкий
Зависит от пользовательского агента. Обычно эквивалентен 1px в настольных браузерах (включая Firefox).
средний
Зависит от пользовательского агента. Обычно эквивалентен 3px в настольных браузерах (включая Firefox).
толстый
Зависит от пользовательского агента. Обычно эквивалентен 5px в настольных браузерах (включая Firefox).
Исходное значение
средний
Относится к
ко всем элементам
Унаследовано
нет
Расчетное значение
абсолютная длина; если указано ключевое слово none , вычисленное значение равно 0
Тип анимации
длина
контур-ширина = = 90><0width> | тонкий | средний | толстый
Настройка ширины контура элемента
HTML
тонкийсреднийтолстый2 пикселя1 раз1,2 эм
CSS
диапазон {
стиль контура: сплошной;
отображение: встроенный блок;
поле: 20 пикселей;
}
#тонкий {
ширина контура: тонкий;
}
#средний {
ширина контура: средняя;
}
#толстый {
ширина контура: толстая;
}
#двапикселя {
ширина контура: 2px;
}
#oneex {
ширина контура: 1ex;
}
#эм {
ширина контура: 1. 2em;
}
Result
Specification
CSS Basic User Interface Module Level 4 # outline-width
BCD tables only load in the browser
with JavaScript enabled. Включите JavaScript для просмотра данных.
контур
Цвет контура
контурный
Последнее изменение: , от участников MDN
схема — CSS: Каскадные таблицы стилей
Свойство CSS определяет большинство свойств структуры в одном объявлении.
Это свойство является сокращением для следующих свойств CSS:
цвет контура
контурный
ширина контура
/* стиль */
контур: сплошной;
/* цвет | стиль */
контур: пунктир #f66;
/* стиль | ширина */
контур: вставка толстая;
/* цвет | стиль | ширина */
контур: зеленый сплошной 3px;
/* Глобальные значения */
план: наследовать;
контур: начальный;
план: вернуться;
контур: обратный слой;
контур: не установлен;
Свойство схема может быть указано с использованием одного, двух или трех значений, перечисленных ниже. Порядок значений не имеет значения. Как и во всех сокращенных свойствах, любые пропущенные вложенные значения будут установлены в их начальное значение.
Примечание: Контур будет невидим для многих элементов, если его стиль не определен. Это связано с тем, что стиль по умолчанию равен none . Заметным исключением являются входных элементов, которым браузеры присваивают стиль по умолчанию.
Значения
<'outline-color'>
Задает цвет контура. По умолчанию инвертирует для поддерживающих его браузеров, currentcolor для остальных. См. цвет контура .
<'контурный стиль'>
Задает стиль контура. По умолчанию нет если отсутствует. См. стиль контура .
<'ширина контура'>
Устанавливает толщину контура. По умолчанию средний если отсутствует. См. ширина контура .
Контур — это линия за пределами границы элемента. В отличие от других областей блока, контуры не занимают места, поэтому они никак не влияют на макет документа.
Есть несколько свойств, влияющих на внешний вид контура. Можно изменить стиль, цвет и ширину, используя контур 9.0005, расстояние от границы с помощью свойства layout-offset и угловые углы с использованием свойства border-radius .
Контур не обязательно должен быть прямоугольным: при работе с многострочным текстом некоторые браузеры рисуют контур для каждого блока строки отдельно, в то время как другие обрамляют весь текст одним контуром.
Присвоение layout значения 0 или none приведет к удалению стиля фокуса браузера по умолчанию. Если с элементом можно взаимодействовать, он должен иметь видимый индикатор фокуса. Обеспечьте очевидный стиль фокуса, если стиль фокуса по умолчанию удален.
Как разработать полезные и полезные индикаторы фокусировки
WCAG 2.1: понимание критерия успеха 2.4.7: видимый фокус
Начальное значение
, как каждое из свойств сокращения:
. нет
ширина контура : Medium
применяется к
Все элементы
Унаследованные
NO
Compreted
As
Compreted
As
Compreted
As
Compreted
As
Compreted
As
. ключевое слово инвертировать , вычисленное значение равно инвертировать . Для значения цвета, если значение полупрозрачное, вычисленное значение будет соответствовать rgba() . Если нет, то будет rgb() соответствующий. Ключевое слово Transparent сопоставляется с rgba(0,0,0,0) .
контур-ширина : абсолютная длина; Если ключевое слово не указано , вычисленное значение составляет 0
Для большинства строительных конструкций, сооружений, зданий просто необходимо выполнение гидроизоляционных мероприятий. Их цель – защита от воздействия влаги, обеспечение долговечности, надежности, гарантия водонепроницаемости ответственных конструкций.
Для претворения в жизнь этих целей и используются современные гидроизоляционные покрытия, материалы. Их сегодня выпускается много, они отличаются по видам, назначению, свойствам. Обо всем этом и будет рассказано ниже.
Все гидроизоляционные материалы делят на три больших вида, исходя из принципа применения и исходных свойств:
Мембранные – рулонные покрытия, изоляции;
Проникающие покрытия и материалы;
Обмазочные – на цементной и битумной основе, мастики и покрытия.
Кроме такого распределения по видам, существует еще одна классификация. В ней все вышеуказанные покрытия распределяются по способу создания.
Классификация и свойства различных гидроизоляций
Окрасочная — подобная гидроизоляция представляет собой тонкое (1-2 мм) покрытие, которое выполняется холодным или горячим методом битумным лаком, специальной полимерной краской. Как правило, окрасочная гидроизоляция применяется только в качестве антикоррозионной на ж/б и металлических конструкциях. По данным специалистов, надежными и долговечными являются эпоксидно-каучуковое покрытие, выполненное холодным способом и битумно-полимерное покрытие, созданное горячим методом;
Штукатурная — это многослойное, достаточно толстое (1,5-2 см) покрытие, которое выполняют полимерными мастиками, бетонно-песчаными растворами, штукатурными, однородными растворами из цемента. Такая гидроизоляция производится только на жестких строительных конструкциях, которые не имеют деформаций и не подвергаются вибрациям. Именно от жесткости и равномерности конструкции будет зависеть качество и долговечность такого гидроизоляционного покрытия;
Оклеечная — один из самых распространенных способов, подходящих как для фундамента, кровли, так и стен, пола. Такая гидроизоляция выполняется путем наклейки или наплавления рулонных, листовых, плиточных материалов. Это многослойный (3-5 слоев) способ, который дополнительно требует защиты стенками или стяжками по всей поверхности. Самые востребованные рулонные материалы для оклеечной изоляции это стеклорубероид и рубероид. Их плюсы – дешевизна и простой способ укладки, минусы – недолговечность, средняя водонепроницаемость, подверженность гниению;
Литая — надежная, долговечная, современная, но при этом достаточно сложная в укладке, дорогая. Данная гидроизоляция выполняется профессиональным разливом гидроизоляционных материалов (горячих или холодных) по горизонтальной поверхности, стенам (трудоемкий способ). Обычно делают до трех слоев, которые в общем должны иметь толщину в диапазоне 25-30 мм. Большой плюс этой изоляции в том, что она может использоваться не только на ровных, но и на деформированных поверхностях, покрытых трещинами. Литую гидроизоляцию выполняют горячим битумом, асфальбетоном, пеком. Кроме того, в последнее время все чаще применяются такие современные составы как битумперлит, пеноэпоксид;
Засыпная — надежная, обеспечивает высокие гидро- и теплоизоляционные качества, но сложная в монтаже, дорогая, со временем может оседать. Эта гидроизоляция выполняется методом засыпки материалов в полости, слои пола, фундамента, стен. Слой засыпанного материала должен быть достаточно толстым (40-50 см), потребуется высокая опалубка. В качестве материала обычно используют золу, гидрофобные пески, минеральную вату, асфальтоизол.
Пропиточная – одна из самых долговечных для сборочных элементов конструкций, которые претерпевают серьезные механические воздействия. Это фундаментные блоки из известняка, сваи, плиты из бетона, асбестоцементные трубы. Пропиточная гидроизоляция обеспечивает этим конструкциям полную водонепроницаемость, дает прекрасную защиту от ультрафиолета, мороза, резких перепадов температур, агрессивных сред. Для этой разновидности применяют такие материалы как битум, каменноугольный пек, полимерные лаки, петролатум.
Монтируемая — обладает высокой надежностью, способна поддержать целостность сооружения, укрепить отдельные его конструкции, но при этом сложно монтируется, может стоить дорого. Такая гидроизоляция представляет собой листы (стеклопластиковые, металлические, профильные, поливинилхлоридные), которые прикрепляются к основной конструкции. Этот способ используют в крайних случаях, когда важно максимально защитить и укрепить фундамент, стены цокольных этажей и подвалов.
Все эти виды изоляций могут использоваться как на наружных, так и на внутренних частях зданий, сооружений, на кровле. Некоторые виды (оклеечная, штукатурная, листовая гидроизоляция) используются и на подземных частях. Об этой подземной гидроизоляции стоит рассказать более детально.
Отдельная разновидность – подземная гидроизоляция
Она выполняется на этапе закладки фундамента, ее цель — защитить от воздействия влаги, грунтовых вод подземные бетонные и железобетонные конструкции. Такая гидроизоляция выполняется в два этапа:
1 этап — возведение дренажной системы вокруг фундамента. Делается для того, чтобы отводить излишки влаги.
2 этап — выбор способа и выполнение гидроизоляции. В каждом конкретном случае может быть выбран свой способ: оклеечный (полимерным или битумным материалом), штукатурный, листовой (полимерными или металлическими листами), окрасочный.
Данные мероприятия выполняются при возведении сооружения. Если же требуется выполнить ремонт, оперативную гидроизоляцию в уже существующем здании, то применяют специальные материалы, современные гидравлические растворы. Они призваны мгновенно устранить протечки, защитить конструкции от разрушительного воздействия влаги.
Похожие статьи:
Гидроизоляция пола: как и чем выполняется обмазочный способ
Покрытие бетонных полов: проникающая или обклеечная гидроизоляция
Напольное покрытие для спортзалов: каким оно должно быть?
Одно и двухкомпонентная полимерная гидроизоляция.
Покрытия на полимерной основе для бетона от производителя Гидрозо.
О компании
О нас
Партнеры
Сотрудничество
Статьи
Вакансии
Охрана труда
Новости
Продукция
Гидрозо
Защита и гидроизоляция
Гидрофобные пропитки
Маногард 230
Маногард 237
Пропитки для бетона
Маногард Топ 117
Маногард Топ 119
Маногард ПСМ
Маногард Топ 115
Покрытия на минеральной основе
Стармекс 111
Стармекс 1К Флекс
Стармекс Кристалл
Стармекс Сил
Стармекс Сил Флекс
Стармекс Флекс Экспресс
Стармекс Эласт
Покрытия на полимерной основе
Маногард 108
ДенсТоп ЭП 201
ДенсТоп ЭП 202
ДенсТоп ЭП 205
ДенсТоп ПУ 302
ДенсТоп АК 220
ДенсТоп АК 221
ДенсТоп АК 223 Силко
ДенсТоп АК 225 Текстурик
ДенсТоп АК 232
ДенсТоп МС 351
ДенсТоп ПС 391
ДенсТоп ПС 685
ДенсТоп ПУ 227 Эластик
ДенсТоп ПУ 245 Пул
ДенсТоп ПУ 325 Аква
ДенсТоп ПУ 335 Финиш
ДенсТоп ПУ 650
ДенсТоп ПУ 660
ДенсТоп ПУ 700 Шелл
ДенсТоп ПУ 730 УФ Колор
ДенсТоп ПУ 733 УФ Лак
ДенсТоп ЭП 710 Мастик
Маногард АГФ
Маногард Топ 128
Стармекс 1К Флекс Т
Огнезащитные составы
Пирошел АК 107
Пирошел АК 226
Пирошел Бонд
Пирошел Цем
Санирующие системы
Маноксан БФА
Вспомогательные материалы
Стармекс ПСМ
Армошел ГТ 100
ДенсТоп ПУ 91
Максдрейн
Маногард ФР
Манокрил Сетмикс
Ремонт бетона
Конструкционный ремонт на минеральной основе
Стармекс РМ2
Стармекс РМ Супер
Стармекс РМ3
Стармекс РМ3 Ф
Стармекс РМ3 Зима
Стармекс РМ5
Стармекс ТМ6
Стармекс ФМ7
Стармекс ФМ7 Ф
Стармекс ФМ7 Зима
Стармекс ФМ100
Стармекс РП
Стармекс РМ4
Стармекс ТМ7
Конструкционный ремонт на полимерной основе
Манопокс 331
Манопокс 337
Манопокс Цем 2
Манопокс Цем 5
Манопокс Цем 7
Неконструкционный ремонт
Манопокс Цем Финиш
Стармекс РМ Лайт
Стармекс РМ Расо
Стармекс РМ Уно
Стармекс Финиш
Вспомогательные материалы
Маногард 133 Фер
Стармекс МКП
Маногард ФР
Манокрил Бонд
Маноцем ТНТ
Стармекс Плаг
Стармекс Чекан
Конструкционное усиление
Углеродные холсты
Армошел КВ 200
Армошел КВ 500
Армошел КВ 900
Эпоксидные клеи
Манопокс 183
Манопокс 372
Манопокс 375
Огнезащита
Пирошел Бонд
Пирошел Цем
Усиление кирпичной кладки
Стармекс Арсул
Спиральный стержень БМ 2860
Вспомогательные материалы
Манопокс Тикс
Манопокс ТСМ
Инъектирование
Адгезионно-силовое замыкание на полимерной основе
Манопур 145
Манопокс 352
Манопокс 352 ЛВ
Адгезионно-силовое замыкание на минеральной основе
Маноцем Гроут
Маноцем Дайв
Маноцем Джет
Маноцем Коарс
Маноцем Микс
Маноцем Пуццолан
Маноцем Файн
Маноцем Фил
Адгезионно-герметизирующее замыкание
Манопур 143
Манопур У Флекс
Манопур У Флекс ЛВ
Манопур С
Манопур 11
Манопур 207
Манопур 15
Манопур 125
Манопур 126
Манопур 127
Манопур 205
Манопур 129 Тикс
Манопур 144
Манопур 2К Флекс
Компрессионно-герметизирующее замыкание
Манокрил Гель В
Манокрил Гель Р
Манопур Гель
Манопур 575
Отсечная гидроизоляция
Маноксан 150
Маноксан 149 Эко
Маноксан 151 Крем
Маноксан 152
Маноксан 155
Вспомогательные материалы
Манокрил Флекс
Манопур Клинер
Манокрил Флекс Тикс
Манокрил Клинер
Манопокс Клинер
Манопокс Кат 35
Манопур Кат 12
Манопур Кат Ф
Манопур Клинер А
Манопур Клинер Л
Стармекс Плаг
Закрепление арматурных стержней
Стармекс ФМ7
Манопокс 341
Маноцем Фикс
Антикоррозионная защита металла
Маногард 133 Фер
Стармекс МКП
ДенсТоп ПУ 113
ДенсТоп ЭП 116
ДенсТоп ПУ 213
ДенсТоп ЭП 217
ДенсТоп ЭП 202
ДенсТоп ЭП 203
ДенсТоп ПУ 302
Маногард МИК
Уход за бетоном
Маногард Топ 119
Маногард Топ 120
Маногард Топ 121
Устройство полов
Наливные полы на полимерной основе
ДенсТоп ЭП 400
ДенсТоп ЭП 500
ДенсТоп ЭП 500 АС
ДенсТоп ПУ 500
ДенсТоп ПУ 500 Флекс
ДенсТоп ПМ 605 Флоу
ДенсТоп ПМ 605 ФК
ДенсТоп ПМ 605 Тровел
ДенсТоп МК 810
ДенсТоп МК 811
ДенсТоп ПМ 605 Флоу АС
ДенсТоп ПУ 700 Шелл
ДенсТоп ПУ 730 УФ Колор
ДенсТоп ЭП 501
Наливные полы на минеральной основе
Манопокс Цем Левел
Стармекс Левел
Стармекс Левел Лайт
Стармекс Флор
Стармекс Флоу
Стармекс Флоу 30
Стармекс ФМ7 Деко
Стармекс ФФ
Упрочнители
Стармекс Топ
Стармекс Топ КР
Грунтовочные составы
ДенсТоп ЭП 100
ДенсТоп ЭП 104
ДенсТоп ЭП 105
ДенсТоп ЭП 105 АС
ДенсТоп ЭП 106
ДенсТоп ПМ 600
ДенсТоп ПМ 601
ДенсТоп МК 800
ДенсТоп ЭП 101
ДенсТоп ЭП 103
Лаки
ДенсТоп ЭП 300
ДенсТоп ПУ 310
ДенсТоп МК 820
ДенсТоп МК 821
ДенсТоп ПУ 733 УФ Лак
Вспомогательные материалы
Стармекс РП
ДенсТоп Купрум
ДенсТоп Филлер
ДенсТоп Флокс СТ
Манокрил Бонд
Адгезивы и герметики
Герметики
Манодил ПС 190
Манодил Цем
Манодил ПУ 186
Манодил ПУ 696
Манодил Бонд Ф / Витрафин Бонд Ф
Манодил Бонд Х / Витрафин Бонд Х
Манодил Флекс / Витрафин Флекс
Манодил ПС 190 Флоу
Манодил ПУ 174
Манодил Свелл 1К
Адгезивы
Манопокс 331
Манопур 333
Манопур 339
Манопур 460 Пейв
Составы для переходной зоны деформационного шва
Манопокс 338 Деф
Манопур 336
Набухающие профили (шнуры)
Манодил Свелл
Эластичные ленты и шпонки
Витраджоинт Деф
Манодил Гео
Манодил Про
Перфорированные инъекционные шланги
Инъекционная система Инжпайп, комплект
Инъекционная система Инжпайп Т, комплект
БМ 7007 Инжпайп, катушка, 100 м. п.
БМ 6999 Инжпайп Т, катушка, 100 м.п
БМ 7035 Воздушный шланг, зеленый, ролик, 100 м
БМ 7032 Воздушный шланг, синий, ролик, 50 м
БМ 7001 Анкер для крепления Инжпайп
БМ 7002 Коннектор для шлангов Инжпайп
БМ 7004 Заглушка для воздушного шланга
БМ 1163 Головка цанговая, М8×1,25 с наружной резьбой
БМ 0315 Муфта для соединения шлангов, резьба М10х1.
БМ 0331 Муфта для пакера с цанговой головкой М10х1, высокое давление.
БМ 0332 Муфта для пакера с плоской головкой М10х1, высокое давление.
БМ 0333 Муфта для пакера с плоской головкой М10х1, резиновое уплотнение.
Пакеры
Адгезионные пакеры с цанговой головкой
БМ 0189 Адгезионный пакер с цанговой головкой, металл
БМ 0187 Пакер адгезионный пластиковый
Пакеры с цанговой головкой
БМ 1099 Пакер с цанговой головкой, 10/110 мм, алюминий
БМ 1169 Пакер с цанговой головкой, 16/130 мм, М8, металл
БМ 1171 Пакер с цанговой головкой, 17/110 мм, металл
Пакеры с быстрозажимной головкой
БМ 2830 Пакер 18/105 мм, с обратным клапаном, пластик
БМ 2831 Пакер 12/75 мм, под быстросъемную муфту, пластик
БМ 2832 Пакер 18/105 мм, с резьбой, пластик
Измерительное оборудование
Склерометр
Вспомогательный инструмент
Пистолет для 2К герметиков (БМ 0265)
Пистолет для герметиков закрытый 600 мл (БМ 0260)
Ручные насосы для растворов (БМ 025х)
Стармекс Браш
Стармекс Брум
СилЭко
Кровельные ЭПДМ мембраны Преласти
Преласти С
Преласти СТ
Преласти Ц
Преласти Ноу Флейм ФР
Преласти Ноу Флейм ФРТ
ЭПДМ геомембраны Эластосил
Эластосил Т
Эластосил Х
Кровельные ЭПДМ мембраны Преласти Флис СТ
Преласти Флис СТ
Фасадные ЭПДМ мембраны Кладсил
Кладсил ИКСТ
Кладсил ИНТ
Кладсил ИНТ Плюс
Кладсил СА
Кладсил СА Фикс
Кладсил П Фикс
Адгезивы и герметики
Герметик Силэнт 5590
Контактный клей Контакт Адгезив 5000
Контактный клей Контакт Адгезив П100
Контактный клей П150 на полиуретановой основе
Контактный клей П400 на каучуковой основе
Распыляемый клей Спрей Адгезив П125
Соединительная битумная лента
Система Термобонд
Лента Термобонд
Лента Термобонд Р
Лента ТПЕ 100
Термоплавкий герметик Термобонд
Угловой элемент Термобонд
Прижимная рейка
Стальная пластина Термобонд
Защитная лента
Опорная лента
Очиститель Клининг Уош 9700
Полиэтиленовый водосток ПЕ
Стальной водосток ПС
Фланцевый стакан Термобонд для трубопроводов
Система Хотбонд
Лента Хотбонд
Индукционная система монтажа Центрикс
Индукционный аппарат Центрикс
Пластиковая втулка
Шайба Центрикс
Монтажные инструменты
Латунный и силиконовый прижимные ролики
Сварочный пистолет Ляйстер
Шлифовальное оборудование
Решения
Объекты
Документы
Вебинары
Контакты
Маногард 108
Глянцевое защитное покрытие для бетона, кирпичной кладки и штукатурки
Техническое описание
Подробнее ⟶
ДенсТоп ЭП 201
Прочное водонепроницаемое эпоксидное покрытие для защиты бетонных и металлических конструкций
Техническое описание
Подробнее ⟶
ДенсТоп ЭП 202
Защитное покрытие на эпоксидной основе с повышенной химической стойкостью
Техническое описание
Подробнее ⟶
ДенсТоп ЭП 205
Водоразбавляемая эпоксидная краска
Техническое описание
Подробнее ⟶
ДенсТоп ПУ 302
УФ-стойкое полиуретановое финишное покрытие для защиты бетонных и металлических конструкций
Техническое описание
Подробнее ⟶
ДенсТоп АК 220
Однокомпонентное акриловое покрытие на водной основе для декоративной отделки и защиты фасадов, а также других наружных поверхностей зданий и соору. ..
Техническое описание
Подробнее ⟶
ДенсТоп АК 221
Гидроизоляционное покрытие на водной основе для гипсовых и оштукатуренных поверхностей.
Техническое описание
Подробнее ⟶
ДенсТоп АК 223 Силко
Защитное и декоративное акриловое покрытие с высокой паропроницаемостью.
Техническое описание
Подробнее ⟶
ДенсТоп АК 225 Текстурик
Защитное и декоративное текстурное акриловое покрытие с высокой паропроницаемостью
Техническое описание
Подробнее ⟶
ДенсТоп АК 232
Быстросохнущее защитно-декоративное эластичное акриловое покрытие для наружных поверхностей
Техническое описание
Подробнее ⟶
ДенсТоп МС 351
Высокоэластичное водонепроницаемое покрытие на основе MS-полимера
Химстойкое покрытие для защиты и гидроизоляции бетонных конструкций в сильноагрессивных средах.
Техническое описание
Подробнее ⟶
ДенсТоп ПУ 227 Эластик
Прочное водонепроницаемое полиуретановое покрытие для защиты бетонных и металлических конструкций.
Техническое описание
Подробнее ⟶
ДенсТоп ПУ 245 Пул
Эластичное водонепроницаемое полиуретановое покрытие для бассейнов
Техническое описание
Подробнее ⟶
ДенсТоп ПУ 325 Аква
Эластичная гибридная полиуретановая мембрана на водной основе для гидроизоляции кровель и открытых площадок
Техническое описание
Подробнее ⟶
ДенсТоп ПУ 335 Финиш
Эластичное финишное полиуретановое покрытие на водной основе для защиты поверхностей
Техническое описание
Подробнее ⟶
ДенсТоп ПУ 650
Напыляемое гидроизоляционное и защитное покрытие на основе ароматической полимочевины
Техническое описание
Подробнее ⟶
ДенсТоп ПУ 660
Напыляемое гидроизоляционное и защитное покрытие на основе алифатической полимочевины
Техническое описание
Подробнее ⟶
ДенсТоп ПУ 700 Шелл
Полиуретановое водонепроницаемое покрытие для оснований с высокими механическими нагрузками
Техническое описание
Подробнее ⟶
ДенсТоп ПУ 730 УФ Колор
Двухкомпонентное полиуретановое защитное покрытие с быстрым временем ввода в эксплуатацию
Техническое описание
Подробнее ⟶
ДенсТоп ПУ 733 УФ Лак
Двухкомпонентное защитное покрытие с высокой износостойкостью и быстрым временем ввода в эксплуатацию
Техническое описание
Подробнее ⟶
ДенсТоп ЭП 710 Мастик
Эпоксидно-полиуретановое защитное покрытие для бетонных и стальных поверхностей.
Техническое описание
Подробнее ⟶
Маногард АГФ
Универсальное антивандальное покрытие
Техническое описание
Подробнее ⟶
Маногард Топ 128
Однокомпонентная пропитка на органических растворителях для защиты бетонных полов от загрязнений и образования пятен. Герметизирует поры, обеспечив…
Техническое описание
Подробнее ⟶
Стармекс 1К Флекс Т
Однокомпонентная напыляемая эластичная гидроизоляционная мембрана на полимерной основе
Техническое описание
Подробнее ⟶
Гидроизоляция поверхности бетона помогает существенно продлить срок службы бетонных конструкций. Гидроизоляционные составы на полимерной основе образуют плотное водонепроницаемое полотно с высокой устойчивостью к механическим и химическим воздействиям, а также к УФ-излучению. Простой способ нанесения позволяет использовать полимерную гидроизоляцию на объектах со сложной конфигурацией. Хороший адгезионные свойства продуктовой линейки ДенсТоп позволяют наносить их на различных материалах – бетон, декоративные покрытия, блочные модули и т.д.
Покрытия на полимерной основе серии ДенсТоп включают в себя:
ДенсТоп ЭП 201 – эластичное гидроизоляционное покрытие, обладающее высокой износоустойчивостью;
ДенсТоп ПУ 302 – глянцевое эластичное гидроизоляционное покрытие, обладающее стойкостью к атмосферо- и УФ-стойкостью;
Надежное решение для ремонта скатных и плоских крыш
Твердое высыхание всего за 60 минут*
Нанесение жидкостью обеспечивает бесшовную гидроизоляцию
армирование флисом увеличивает прочность мембраны
Образует полностью склеенное гидроизоляционное покрытие
Основные преимущества
Области применения
Ключевые технические данные
Загрузки
тематические исследования
Основные преимущества
Быстрое отверждение гарантирует, что поверхность быстро станет водонепроницаемой и твердой уже через 60 минут* (полное время отверждения, температура и дозировка ПММА-катализатора указаны в основных технических данных)
Подходит для использования на плоских и скатных кровлях, а также в качестве гидроизоляционной кровельной мембраны
Жидкое нанесение обеспечивает простую и эффективную гидроизоляцию больших и малых поверхностей с надежно закрепленными самыми сложными деталями и отверстиями
Бесшовное нанесение заполняет любые трещины, зазоры и пустоты, поскольку система прилипает к основанию для полностью приклеенного водонепроницаемого покрытия
Высокоэластичная технология, сохраняющая гибкость и способность перекрывать трещины даже при отрицательных температурах
Можно наносить практически на все основания, в том числе на различные основания (в сочетании с соответствующими грунтовками)
Постоянная атмосферостойкость (стойкость к УФ-излучению, гидролизу и щелочам)
Усиление нетканым материалом обеспечивает повышенную прочность мембраны, ожидаемый срок службы и устойчивость к растрескиванию
Превосходная устойчивость к скоплению воды
Возможно быстрое нанесение следующего слоя — если также необходимо использовать такие покрытия, как верхнее покрытие на основе ПММА / защитное покрытие
Быстро отверждается даже при низких температурах
Не содержит растворителей. Технология ПММА снижает риски для здоровья и безопасности
Безопасно, легко и быстро наносится
Может применяться при температурах от 0°C до 30°C. А для температуры подложки -10 ° C см. Технический паспорт добавки PMMA LT 9.0018
Хорошая химическая стойкость
Теоретический расход 1,3 кг/м² на мм толщины
Упакован в контейнер по 10 кг
ЕСТЬ ВОПРОС? НАЖМИТЕ ЗДЕСЬ
Области применения включают
Плоские и скатные крыши Металлические кровельные поверхности Гидроизоляция водосточных желобов Гидроизоляция балконов Гидроизоляция террас и полов Гидроизоляция стекол/остекления Водосточные трубы 5 Вентс и парковки
75 Парапетные стены
Световые фонари HVAC и воздуховоды Дорожки Многие существующие основания
ЕСТЬ ВОПРОС? НАЖМИТЕ ЗДЕСЬ
Описание продукта:
Не содержащая растворителей, двухкомпонентная, быстро отверждаемая и очень гибкая система гидроизоляционной смолы на основе метакрилата
Информация о продукте:
Объем твердых веществ: 100%
Стандартная толщина: 1000 микрон на слой (в зависимости от системы)
Теоретический расход: 1,3 кг/м² на мм толщины
PMMA Катализатор: 2 – 6%. См. «Дозировки катализатора ПММА»
.
Характеристики нанесения – Характеристики гидроизоляционного покрытия на основе ПММА в состоянии поставки:
Для температур основания -10°C см. Технический паспорт добавки PMMA LT.
ЕСТЬ ВОПРОС? НАЖМИТЕ ЗДЕСЬ
Bristle Blaster, Строительство трубопроводов
Bristle Blaster, стальная конструкция
Склеивание пластин – Cactus ARC 858
СВЯЖИТЕСЬ С НАШИМИ ЭКСПЕРТАМИ ПО ПОВЕРХНОСТНЫМ РЕШЕНИЯМ СЕГОДНЯ
Или заполните форму ниже, и мы ответим на ваш запрос.
О чем ваш запрос? Гидроизоляционное покрытие на основе ПММА Самовыравнивающийся раствор на основе ПММА Противоскользящая краска на основе ПММА Закрепитель на основе ПММА Универсальная грунтовка на основе ПММА Общий запрос
Пожалуйста, оставьте это поле пустым.
Что такое ПММА?
ПММА представляет собой двухкомпонентную акриловую смолу на основе метилметакрилата, которая очень быстро отверждается при добавлении катализатора незадолго до нанесения. Следовательно, и установщик, и конечный потребитель выигрывают от сокращения рабочего времени до минимума.
Уже через час после нанесения водонепроницаемое покрытие полностью высыхает, и вскоре после этого разрешается ходить по нему.
Жидкая гидроизоляция на основе ПММА представляет собой негорючую систему, состоящую из одного слоя грунтовки (при необходимости), гидроизоляционного покрытия на основе ПММА и армирования из полиэфирной флисовой ткани.
Зачем использовать гидроизоляцию на основе ПММА
Эта гидроизоляционная система с высоким содержанием твердых частиц и слабым запахом, наносимая в жидком виде, представляет собой безопасное водонепроницаемое покрытие, которое очень легко наносится и быстро отверждается. Эти системы образуют водонепроницаемый барьер, обеспечивая минимальное время простоя и быстрый возврат в эксплуатацию.
Жидкая гидроизоляция может полностью изолировать всю крышу, включая любые растения и выступы, экономя драгоценное время и обеспечивая высокую гидроизоляцию.
Нет необходимости удалять исправные существующие водонепроницаемые мембраны перед нанесением. Вы также можете рассчитывать на превосходную устойчивость к запруженной воде, часто являющейся наиболее вероятным виновником, когда дело доходит до устранения утечек.
Преимущества ПММА особенно ценятся кровельщиками и монтажниками на работах с затрудненным доступом, крышах с несколькими проходками, когда требуется беспламенное нанесение и важно короткое время отверждения. Жидкие кровельные растворы из ПММА также являются идеальным выбором для областей, требующих устойчивости к определенным веществам, которые могут негативно повлиять на традиционные кровельные материалы: растительные масла, загрязнения окружающей среды, пешеходное движение, воздействие ультрафиолета.
Смола ПММА может иметь широкий диапазон твердости и гибкости и обладает фантастическими свойствами выравнивания. Предлагая максимальную защиту от химических и механических воздействий, а также устойчивость к скольжению, системы на основе ПММА являются идеальным решением для внутреннего или внешнего использования.
Применение водонепроницаемого покрытия из ПММА
Гидроизоляционное покрытие из ПММА обеспечивает равномерную бесшовную мембрану и может применяться в прохладное время года. Покрытие будет прилипать ко многим распространенным строительным материалам и практически к любому правильно подготовленному основанию – стали, бетону, старой битумной кровле и т. д. Оно обеспечит идеально бесшовную, прочную и стойкую гидроизоляционную мембрану даже на сложных и сложных кровлях.
Акриловая смола PMMA разработана в соответствии с требованиями конкретных беспламенных применений. Это не только идеальное решение для поверхностей крыш всех форм, но также особенно полезно для гидроизоляции и деталей, таких как световые люки, вентиляторы, балконы, перила, террасы или в качестве водостойкой краски для крыш со многими проникновения. Благодаря своей стойкости к характеристикам проникновения корней его можно успешно использовать для герметизации зеленых крыш. Нашу краску на основе ПММА также можно назвать водостойким жидким каучуковым герметиком.
Если вам нужна гидроизоляция на основе ПММА, свяжитесь с Cactus Industrial сегодня.
СВЯЖИТЕСЬ С НАШИМИ ЭКСПЕРТАМИ ПО ПОВЕРХНОСТНЫМ РЕШЕНИЯМ СЕГОДНЯ
Или заполните форму ниже, и мы ответим на ваш запрос.
О чем ваш запрос? Гидроизоляционное покрытие на основе ПММА Самовыравнивающийся раствор на основе ПММА Противоскользящая краска на основе ПММА Закрепитель на основе ПММА Универсальная грунтовка на основе ПММА Общий запрос
Пожалуйста, оставьте это поле пустым.
Другие технологии ПММА
Универсальная грунтовка на основе ПММА
Универсальная грунтовка на основе ПММА — это высокоэффективная грунтовка для различных поверхностей, обеспечивающая превосходную адгезию к впитывающим и впитывающим поверхностям.
Самовыравнивающийся раствор на основе ПММА свободный, быстротвердеющий, самовыравнивающийся раствор.
Обладает превосходной ударопрочностью
Противоскользящая краска на основе ПММА
Противоскользящая краска на основе ПММА представляет собой не содержащую растворителей противоскользящую систему для тяжелых условий эксплуатации, предназначенную для участков, подверженных сильному истиранию
Верхний слой/закрепитель на основе ПММА
Верхний слой/закрепитель на основе ПММА представляет собой быстроотверждаемое, прочное защитное покрытие с механически прочным покрытием. Это люкс
Просмотреть похожие товары…
ARC 10 Metal Compound
ARC 10 Metal Compound представляет собой смесь полимерных сплавов, поддающихся механической обработке. Этот состав для ремонта и восстановления металла используется для восстановления поверхности sc
Высокопрочная стяжка из эпоксидной смолы
Высокопрочная стяжка из эпоксидной смолы представляет собой эпоксидный выравнивающий раствор и растворную стяжку, которая восстанавливает поверхность и защищает большие площади от
Нужна дополнительная информация о наших покрытиях и композитах?
Компания Polycoat Products предлагает различные наносимые жидкостью высокоэффективные системы гидроизоляции настилов для пешеходов. Эти системы предназначены для установки на различные подложки и могут быть классом огнестойкости А. МТП 2785.
Автомобильные настилы
Poly-I-Gard ® Настилы для транспортных средств используются для защиты поверхностей от выкрашивания, повреждений от замерзания/оттаивания, проникновения воды и различных химических веществ. Они наносятся в жидком виде, с высоким содержанием твердых частиц, из полиуретана и производятся как в однокомпонентном, так и в многокомпонентном исполнении, с нулевым содержанием летучих органических соединений, в версиях с быстрым отверждением. Доступны варианты с огнестойким рейтингом. ICC 2785
ICC Evaluated Decking Systems
Polycoat Products предлагает «первые в отрасли» эластомерные покрытия для террас с классом огнестойкости A и B. Тот факт, что мы получили одобрение Международного совета по нормам и правилам (ICC), свидетельствует о превосходном качестве наших систем, а также о нашей приверженности разработке высококачественных материалов с повышенной безопасностью.
Подземные мембраны и системы пароизоляции
Наши подземные мембраны экономичны и удобны в использовании. Они наносятся жидкостью и доступны в вертикальных и горизонтальных версиях. Типичные области применения включают под плитку / брусчатку, фундаменты, разделенные плиты, цветочные горшки, мосты, туннели. Наш PC IM 129 представляет собой двухкомпонентную погружную гидроизоляционную мембрану, одобренную NSF 61 для контакта с питьевой водой.
Праймеры
Усилители адгезии для различных оснований доступны в различных вариантах VOC. Выбор химического состава варьируется от эпоксидных, полиуретановых, одно- и многокомпонентных, со слабым запахом и возможностью быстрого отверждения. Наш Полипрайм ® FMB представляет собой быстроотверждаемый барьер для паров влаги, который будет контролировать давление пара до 25 фунтов.
Базовые покрытия
Полиуретановая технология является самой передовой гидроизоляционной мембраной в отрасли. Polycoat Products специализируется на производстве полиуретана. Наши базовые покрытия наносятся в жидком виде, обычно ароматные, экономичные, обладают высокой растяжимостью, прочны и удобны в использовании.
Верхние покрытия
Полиуретановые покрытия Polycoat Products можно приобрести в ароматических, алифатических, однокомпонентных, многокомпонентных, текстурированных и нетекстурированных версиях. Они обладают отличной атмосферостойкостью, хорошей химической стойкостью и долговечностью. Доступны стандартные цвета и индивидуальные цвета.
Полимочевина
Полимочевина Polycoat предлагает широкий спектр рынков и решений. Преимущества полимочевины включают в себя высокие физические свойства, быстрое схватывание для быстрого выполнения проектов и возможность нанесения на различные подложки (бетон, металл, дерево и т. д.). Из-за короткого срока годности эти продукты обычно наносятся распылением. Области применения могут включать переносное водоснабжение, вторичную защитную оболочку, инфраструктуру очистных сооружений, защиту крыш, стен и полов, гидроизоляцию многоуровневых парковочных конструкций, пешеходных дорожек и балконов, облицовки прудов и предприятий пищевой промышленности.
Заделка
Наша серия Poly-Caulking предлагает линейку ароматических или алифатических составов для заделки швов для небольших и крупных специальных применений. Отвержденные герметики имеют высокое содержание твердых веществ и могут оставаться гибкими даже при низких температурах. Существует версия для ручного смешивания, версия для огнестрельного оружия и опция самовыравнивания.
Аксессуары
Компания Polycoat предлагает ряд аксессуаров, облегчающих укладку палубного покрытия. У нас есть различные ленты для настила, а также химические ускорители, отвердители и катализаторы, которые помогают продуктам в наших системах ускорять время реакции, утолщать мембраны или сокращать время отверждения. Позвольте нашей химии помочь вам сократить продолжительность проекта.
Таблица цветов
ТАБЛИЦА СТАНДАРТНЫХ ЦВЕТОВ
Калькулятор продукта
Polycoat Products производит широкий спектр продуктов комнатной температуры, которые можно обрабатывать при температуре 75-85°F и в диапазоне от 40A до 75D.
Вы теряете 10% от срока службы инструмента/фрез/гравера за каждые 0.002 мм биений. Таким образом, применяя стандартные китайские цанги с 0.015мм биений, вы уменьшаете срок службы инструмента в 2 раза, по сравнению с цангой с 0.003мм.
Для увеличения максимальной эффективности цанги так же применяйте прецизионные гайки из Испанской износостойкой стали 40CrMo4. Данные гайки сбалансированы до 30 000 об/мин и увеличивают сцепление со шпинделем на 75% (по сравнению с классическими китайскими гайками). Увеличенная балансировка и сцепление так же увеливают срок службы вашего инструмента.
Сравнение китайских и фирменных цанг с биениями 0.015 и 0.003
Цанги для фрезерных станков. Разновидности
Фрезерные станки с ЧПУ являются универсальным и многофункциональным оборудованием, предназначенным для выполнения большого количества технологических операций с широким спектром материалов: дерево и металлы, пластмассы и камень, пенопласт и резина.
Причем, устройства могут выполнять фрезеровку, торцевать, шлифовать, обрезать, сверлить, делать отверстия и т. п
Рельефная фрезеровка дерева с программным управлением
Благодаря тому, что всеми функциональными процессами управляет компьютерная программа, фрезерные работы, выполненные на станках с ЧПУ, отличаются исключительно высокой скоростью и качеством.
Электронные компоненты отслеживают плавность перемещения шпиндельной головки и точность позиционирования фрезерного инструмента, поэтому все заготовки вырезаются на порядок лучше, чем на обычных станках.
В положительную сторону отличается и качество сборки самого оборудования, а также его комплектация, благодаря чему вибрация станины сведена к минимуму, а сама зона обработки и фреза непрерывно увлажняются системами охлаждения и смазки. Все это еще больше повышает точность фрезеровки.
Цанга для фрезерного станка: что это и зачем нужна?
Говоря о качестве, нельзя не упомянуть о системе фиксации инструмента, которая является одной из составляющих идеально выполненной работы. В любом фрезерном оборудовании для зажима режущего элемента используется цанга (смотреть каталог), представляющая собой втулку в форме обрезанного усеченного конуса с отверстием в центре.
Стенки устройства имеют определенное количество прорезей, образуя так называемые лепестки, и могут сжиматься и разжиматься при накручивании гайки, плотно охватывая хвостовик фрезы или, наоборот, ослабляя зажим для замены инструмента.
К достоинствам цанговых зажимов, которые и обусловили использование именно такой системы крепления, можно отнести:
легкость замены инструмента;
минимизацию биения при вращении фрезы;
всесторонний и равномерный обжим;
качественный материал, который выдерживает высокие скоростные и температурные нагрузки, возникающие при работе фрезерного станка.
Устройство цангового зажима и как он функционирует
При подготовке станка к работе лепестковый элемент устанавливается в цанговый патрон, а следом накручивается самозажимная гайка. После этого в конструкцию вставляется необходимая фреза и окончательно зажимается гайкой, которая по мере закручивания сжимает стенки цанги, тем самым прочно фиксируя хвостовую часть режущего инструмента.
Сам патрон соединен с двигателем, обеспечивающим вращение фрезы.
Разновидности цанг
Цанговый патрон и ассортимент цанг типа ER, которые используются практически во всех фрезерных станках с ЧПУ В отличие от станков токарной группы, где используются как зажимные, так и подающие цанги, на фрезерном оборудовании в большинстве своем используются только зажимные разновидности, принцип работы которых описан выше.
В зависимости от конструктивных особенностей зажимные цанги бывают:
сквозные, предназначенные для фиксации инструмента, длина хвостовика которого превышает высоту цангового патрона;
глухие, с запаянным с одной стороны корпусом;
с несколькими зажимными зонами, что позволяет закрепить фрезу или сверло в двух точках оси;
для метчиков с пазом квадратной формы;
ER-цанги с двумя зонами прижима и сквозным отверстием.
Последний тип цанг наиболее востребован во фрезерной обработке и используется на станках чаще всего. Они обеспечивают максимально возможную плотность фиксации инструмента, исключают факт его проскальзывание (при правильном подборе цанги и качественном закреплении фиксирующей гайки) и позволяют без погрешностей снимать большое количество материала на высокой скорости.
В зависимости от допуска на биение ER-цанги могут быть обычные и высокоточные. Последние отличаются повышенной жесткостью и используются для прецизионной фрезеровки и чистовой обработки (в некоторых случаях).
Подбирая цангу, следует помнить, что ее внутренний диаметр не должен быть меньше диаметра хвостовика фрезы (то есть, для цанги 3 мм не подойдет инструмент на 3,175 мм).
При выборе важно также учитывать мощность шпинделя.
Для валов, параметры которых начинаются от 3 кВт, оптимальными будут цанги ER25, ER32, ER40. Для устройств на 2,2 кВт подойдут ER-16, ER20. Для маломощных шпинделей (1,5 кВт) лучше всего приобрести ER11.
Очень удобен для работы с заготовками малого диаметра, простой настройки и смены цанг. Я часто использую его со своим Риконом. Я бы порекомендовал использовать с ним дышло, так как оно может свободно вибрировать.
4.0 из 5 звезд
по Новичок на
Хороший инструмент
Используйте его для включения акриловых звонков. Отлично работает, нареканий нет
5.0 из 5 звезд
по Уильям Э. на
Отлично работает / получите
Этот патрон прекрасно работает с патронами для штифтовых патронов и заводскими зажимными патронами. Сначала это немного сбивало с толку из-за того, как цанга сидит в патроне. Похоже, что головка, которая навинчивается на патрон, была сделана неправильно, и цанга патрона не подходит правильно, но на самом деле она сконструирована таким образом, что цанга вставляется в винт на кольце и как бы фиксируется в цанге, а затем вы вставляете ее. в корпус патрона. Затем, когда резьба ослаблена, вставьте патрон для штифта или заготовку и продолжайте затягивать. Я пошел в Woodcraft в Спокане после покупки этого патрона, думая, что что-то не так с тем, как был обработан винт на кольце, поэтому мы посмотрели на другой, и он был таким же. Дэнни и Марк, которые там работают, помогали мне, и вместе с нами нашли на форуме владельцев изделий из дерева, что это была неправильно понятая конструкция, а резьбовое кольцо было обработано так, чтобы сначала свободно зафиксировать цангу, а затем вставить ее в корпус патрона. Что ж, как только я получил ответ от Марка и Денни, нет нужды говорить, что патрон работает отлично, и я им очень доволен. Спасибо Марку и Денни за отличное обслуживание клиентов.
4.0 из 5 звезд
по Да Бойи Утиные звонки на
«Я бы купил этот товар снова»
Отлично работает
4.0 из 5 звезд
по большой Джим на
хорошая покупка
Я использую его, чтобы удерживать небольшой набалдашник, чтобы не сдавить древесные волокна.
5.0 из 5 звезд
по Тони на
Хороший инструмент
Я использую его для крепления оправок для изготовления музыкальных инструментов. Возможность удерживать круглые стержни до 5/8 дюйма без необходимости покупать цанговый патрон 5C и обрабатывать заднюю пластину для токарного станка по дереву — это настоящий плюс. Конический конец имеет резьбу, позволяющую использовать тягу для удержания патрона в передней бабке, если вы не используете этот инструмент вместе с задней бабкой.
org/Review»>
4.0 из 5 звезд
по Питер на
Набор цанговых патронов
Как продемонстрировал Чарльз Нил. Отличное дополнение к токарному станку. Но, кажется, нет возможности тягового усилия. Крайне важно, чтобы патрон был закреплен через переднюю бабку для надежной посадки в токарном станке… Патрон, выходящий из передней бабки, может быть очень опасным.
3.0 из 5 звезд
по газовые опилки на
Нормальный продукт, но будьте осторожны при хранении
Цанги несколько хрупкие, и впоследствии мой 1/2 дюйма сломался. Не удалось найти поставщика для замены.
5.0 из 5 звезд
по Уорик на
работает хорошо, но имеет ограниченное применение
Это именно то, что мне нужно для работы по точению с помощью дюбелей и маленьких круглых токарных станков.
4.0 из 5 звезд
по Деревенский Джон на
Красиво сделано и хорошо работает.
Отлично подходит для крепления шпинделей малого диаметра. Я также использовал его, чтобы держать небольшую подставку с краном внизу.
4.0 из 5 звезд
по одаряемый на
Хорошее качество, но отсутствует 16.07….
Цанговый патрон хорошего качества. На самом деле я использую его на своем токарном станке по металлу. Однако, к сожалению, в наборе нет цанги 7/16, а цанги не являются известным стандартом (например, ER или TG), что не позволяет купить цангу 7/16.
org/Review»>
4.0 из 5 звезд
по СтивиД на
Хорошо работает
Работает хорошо, за исключением того, что я был немного разочарован, обнаружив, что цанга оставляет след на детали, над которой вы работаете. В следующий раз я попробую обмотать лентой место, где цанга захватит деталь, в надежде защитить ее. Я рад, что купил его, хотя.
Отличное дополнение для токарного станка по дереву
Этот продукт действительно хорошо подходит для небольших токарных проектов. Мне нравится делать винные пробки, и это очень удобно для соединения частей.
4.0 из 5 звезд
по Чак на
Цанга токарного станка
Это хороший инструмент для небольших токарных работ. Продукт отлично работает. Поставляется без инструкций, которые на самом деле ему не нужны, за исключением того, что головка кажется неправильно обработанной, но она сделана смещенной по какой-то причине, поэтому будьте осторожны, когда вы впервые пытаетесь использовать ее или запрашиваете инструкции.
5.0 из 5 звезд
по Дэвер на
Очень хорошо сделанный инструмент.
Этот инструмент отлично подходит для изготовления повторяющихся деталей. Сэкономленное время окупается за этот инструмент очень быстро.
Насадки для точения по дереву | Изготовление деревянной цанги
Советы по токарной обработке | Изготовление деревянной цанги
Изготовление деревянной цанги
Фил Колсон
Вудтернер
Примечание: нажмите на любую картинку, чтобы увидеть увеличенную версию.
Ну, вы когда-нибудь слишком маленький шип, я сделал. Не знаю, о чем я думал, когда начал переворачивать маленькую миску с вишней, которая была сухой. Шип не входил в кулачки № 2 на патроне. Я не знал, что делать, но тут вспомнил, что кто-то рассказывал мне о деревянной цанге. Я повернул цангу и закончил чашу.
Вот как это работает. Поместите кусок мягкой древесины в патрон, который будет достаточно большим, чтобы в него вошел небольшой шип, и достаточно большим, чтобы губки могли затянуть цангу. Переверните его и перенесите размер шипа на кусок мягкой древесины. Я использую мягкую древесину, потому что чувствую, что она лучше держится.
Выдолбите кусок дерева от нанесенных вами отметок. Сделайте его достаточно глубоким, чтобы он торчал из пасти. Подойдите к ленточной пиле и вырежьте около полусантиметра прорези сбоку пончика, который вы только что сделали. Если вы сделали отверстие слишком большим, сделайте прорезь больше. Вставьте его в челюсти и попробуйте шип. Снимите шип и закройте кулачки и поверните цангу так, чтобы она была гладкой и располагалась в одной плоскости с поверхностью кулачков. Откройте кулачки патрона, вставьте шип в деревянную цангу и плотно затяните кулачки. Вуаля! Отвернуться. Когда вы закончите использовать цангу, выбросьте ее, вам не нужен еще один кусок дерева, загромождающий магазин. Счастливый поворот.
С Филом можно связаться напрямую по электронной почте по адресу
При выборе изменится адрес и контакты представительства в вашем городе, а также актуальный ассортимент товаров.
Россия
Казахстан
Белоруссия
Кыргызстан
Узбекистан
Таджикистан
Выберите ваш город
Россия
Россия
Казахстан
Белоруссия
Кыргызстан
Узбекистан
Таджикистан
А
АктауАктобеАлматыАтырауАшхабад
Д
Душанбе
Ж
Жезказган
К
КарагандаКокшетауКостанайКызылорда
Н
Нур-Султан (Астана)
П
ПавлодарПетропавловск
С
Семей
Т
ТалдыкорганТаразТуркестан
У
УральскУсть-Каменогорск
Ш
Шымкент
Б
Брест
В
Витебск
Г
ГомельГродно
М
МинскМогилёв
Б
БаткенБишкек
Д
Джалал-Абад
К
Каракол
Н
Нарын
О
Ош
Т
Талас
А
Андижан
Б
Бухара
Н
Нукус
С
Самарканд
Т
Ташкент
Ф
Фергана
Б
БохтарБустон
В
Вахдат
Г
ГиссарГулистон
Д
Душанбе
И
ИстаравшанИстиклолИсфара
К
КанибадамКулябКурган-Тюбе
Л
Левакант
Н
Нурек
П
Пенджикент
Р
Рогун
Т
Турсунзаде
Х
ХорогХуджанд
Обратный звонок
Введите имя
Введите номер телефона
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных
Оформление заказа
Введите имя
Введите номер телефона
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных
Запрос цены
Введите имя Введите номер телефона
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных
Товар добавлен!
Шлифовальные работы по металлу в СПБ с ценами
Компания «Металлообработка — ВН» предлагается услуги шлифовки изделий. Работы предусматривают снятие с изделий тонкого слоя металла при помощи абразива, совершающего вращения с равным интервалом. Их вид зависит от типа обрабатываемой продукции. Наша компания может предложить плоскошлифовальную, внутришлифовальную и круглошлифовальную обработку заготовок любой геометрической сложности. Все работы выполняются на современном оборудовании.
Шлифовка изделий позволяет снимать слои материала, удаляя их с поверхности с повышенной точностью. Это операция, завершающая процесс механообработки изделий, с помощью которой можно избавиться от ряда дефектов заготовок. Используемый в процессе абразив с нужным уровнем зернистости удалит с деталей следы окисления, шероховатости и неровности. После того как они приобретут гладкость, наносится состав с защитными свойствами на их поверхность.
Шлифовка деталей из стали, цветных, черных металлов с применением кругло-, внутри- и плоскошлифовального оборудования. Финишная мехобработка деталей позволяет добиться идеальной точности заготовок.
Вы можете заказать у нас плоскую и круглую шлифовку деталей либо поручить нам внутришлифовальные работы.
Габариты деталей, которые поддаются обработке
Вид шлифовки
Плоская
Круглая
Внутренняя
ширина
400 мм
–
–
диаметр
–
170 мм
100 мм
длина
1100 мм
800 мм
300мм
Шлифовка — вид обработки металла, при которой с изделия снимается тонкий верхний слой. Для этого используют абразив, вращающийся с определенным интервалом времени.
Виды выполняемых работ
Круглое шлифование — подходит для обработки цилиндрических, конических и фасонных поверхностей. Бывает наружным и внутренним. Первый вариант используют при работе с цилиндрическими и коническими заготовками с гладкой или ступенчатой поверхностью. Их размещают в центрах. Как правило, это завершающая чистовая стадия обработки. Внутреннее шлифование подходит для точной обработки отверстий и деталей из материалов повышенной твердости, прохода выточек, шпоночных пазов.
Шлифование плоских поверхностей востребовано в серийном производстве. Технологию используют промышленные предприятия при выполнении тонкой финальной обработки. Она считается универсальной, так как можно получить изделие любой формы, обработать внешние и внутренние поверхности. Можно работать с заготовками с различной геометрией.
Профильное шлифование подходит для работы с деталями, у которых образующая линия имеет кривизну или ломаную конфигурацию.
Скоростное шлифование проводится на высоких оборотах рабочего органа. Шлифовальный круг движется со скоростью 60 м/с и более. При такой обработке шероховатость поверхности сводится к минимальному значению.
Бесцентровое шлифование — высокопроизводительный метод обработки деталей, который подходит промышленным предприятиям. Заготовка не фиксируется, а размещается между двумя вращающимися абразивными кругами. Точка опоры для нижней части — поддерживающий нож.
Полировка металла
Полировка — финишная стадия, на которой с обрабатываемого материала снимают тончайший верхний слой. Ее выполняют такими способами:
Механический — наименее энергозатратный и самый выгодный способ обработки деталей. Для работы нужен полировальный станок с насадками разной жесткости.
Химический — верхний слой с заготовки снимают, проводя химическую реакцию. Такую работу доверяют опытным мастерам, так как критически важно выверить рецептуру раствора, равномерно распределить его и выдержать точное количество времени. После полировки нужно утилизировать химикаты.
Электрохимический — принцип действий схож с предыдущим методом. Используют электрохимическую реакцию.
Электролитно-плазменный — это энергоемкий и достаточно дорогостоящий метод полировки изделий, который в большинстве случаев используют только крупные промышленные предприятия.
Применяемые абразивные материалы
Теоретически абразивом считается любой материал, более твердый, чем обрабатываемый. Вместе с тем при выполнении шлифовальных работ используют только определенные абразивы. Их делят на две группы: естественные и искусственные. К первым относят глинозем, в частности его разновидность наждак, и углерод. Ко вторым — карбид кремния (для шлифовки чугуна, металлов невысокой твердости), эльбор.
Профессиональные услуги — залог высокого качества
Чтобы достичь высокой точности обработки и получить качественную деталь с идеальной шлифовкой, нужно обращаться к специалистам с большим опытом и профессиональным оборудованием. Такие эксперты работают в компании «Металлообработка — ВН».
С чем мы работаем
Мы подбираем абразив с нужным уровнем зернистости, который снимет слой окислов, удалит шероховатости и сгладит неровности. Когда заготовка станет гладкой, мы нанесем на нее защитное покрытие. Шлифовка деталей из стали, цветных и черных металлов осуществляется на кругло-, внутри- и плоскошлифовальном оборудовании.
Стоимость обработки
Стоимость обработки рассчитывается индивидуально, в зависимости от качества заготовки, типа металла, требований к итоговому изделию, объема партии и других факторов. Наши консультанты проведут калькуляцию работ по вашему запросу.
Ваша выгода от сотрудничества с нами
Современное оборудование — используем станки сверхточной шлифовки.
Оперативность — выполняем плановые и срочные заказы, соблюдаем сроки.
Высокое качество — проверяем изделия на соответствие ГОСТ.
Доступные цены.
Доставка во все города России, страны СНГ.
Специализированные методы внутреннего шлифования
Почему медный вольфрам? | EDM Performance
Для электроэрозионных электродов вольфрамовая медь обеспечивает превосходную электропроводность, сопротивление дуговому разряду постоянного тока, теплопроводность и износостойкость.
Почему медный вольфрам? | Технологичность
Узнайте, как свойства меди-вольфрама уменьшают или устраняют проблемы, связанные с этими материалами, когда они используются в чистом виде.
Электроды для контактной сварки для вашего применения
Получите ответы на распространенные вопросы о разнородных металлах относительно электродов с высокой и низкой проводимостью и трения в конструкции электрода.
Процесс резки металла Плюсы и минусы
Процесс резки металла может быть быстрым и недорогим для резки некоторых деталей простой формы, но он имеет недостатки, включая заусенцы и деформацию концов.
Очарование лазерной резки
Хотя лазерная резка может производить небольшой пропил и жесткие допуски, другие методы прецизионной резки могут быть предпочтительнее для 2-осевой резки небольших металлических деталей.
Как несколько допусков могут привести к конфликту
Когда одна деталь имеет несколько противоречащих друг другу допусков, более жесткий и сложный допуск должен определять производство и, в конечном итоге, влиять на стоимость детали.
Практический пример прецизионной обрезки и штамповки
Узнайте, как прецизионная обрезка и штамповка сравниваются в достижении бездеформационной плоскостности, острой кромки и точного внешнего диаметра, необходимого для дистанционирующего кольца.
Как на самом деле складываются допуски?
При проектировании детали помните, что для разных допусков могут потребоваться разные процессы, и не все процессы могут давать результаты с одинаковым допуском.
5 интересных фактов о вольфраме
Вольфрам, также известный как вольфрам или вольфрам, имеет высокую температуру плавления и другие интересные свойства, которые используются во многих отраслях промышленности и во многих продуктах.
Внутренняя пропитка легирующих добавок и рекристаллизация проволоки
Легирующие добавки повышают температуру рекристаллизации вольфрамовой проволоки и других проволок, придавая свойства непровисания вольфрамовым нитям накала ламп и другим изделиям.
Пристальный взгляд на использование вольфрамовой проволоки для зондов
Свойства прямолинейности вольфрамовой проволоки делают ее ценной для вольфрамовых зондов малого диаметра, используемых при тестировании полупроводниковых пластин и тестировании нервной активности.
Основные области применения позолоченной вольфрамовой проволоки
Позолоченная вольфрамовая проволока используется в фильтрации, печати, копировании и других областях, а также в качестве альтернативы драгоценным металлам в некоторых медицинских устройствах.
Рецепт идеальной пропитки электрода
Узнайте, почему пропитка, плотность и другие свойства сплава, такого как медь-вольфрам, важны для качества электродов для точечной сварки.
Услуги по резке металла становятся быстрее
Узнайте, как Metal Cutting Corporation совершенствует операции и ускоряет предоставление стандартных услуг по резке металлов.
Вольфрамовая проволока отказывается умирать в автомобильном освещении
Лампы накаливания, изготовленные из вольфрамовых нитей накаливания, продолжают использоваться в автомобильных указателях поворота, несмотря на параллельное внедрение более новой светодиодной технологии.
Полировка металлических деталей для медицинских устройств, напечатанных на 3D-принтере
Целью полировки металлических деталей для медицинских устройств, напечатанных на 3D-принтере, является достижение надлежащей чистоты поверхности при сохранении сложных деталей конструкции устройства.
Выбор поставщика отрезных металлических деталей
Следуйте этим советам о том, как выбрать поставщика отрезных металлических деталей и получить желаемые результаты для точного производства.
Делает ли резка металла изготовление металла?
Люди часто спрашивают Metal Cutting Corporation, занимаемся ли мы «изготовлением металла» — и правда в том, что ответ зависит от того, как вы определяете этот термин.
Мелкие калибры в металлических деталях Sourcing
Маленькие калибры, такие как штифтовые калибры или штифтовые калибры-пробки, являются полезными инструментами для проверки внутренних диаметров и проверки соответствия металлических труб малого диаметра указанным допускам.
5 На что следует обратить внимание при термической обработке металлов
Учитывайте методы, используемые для термической обработки металлов, а также эффекты при определении требований к отрезанию мелких металлических деталей.
Человеческий фактор при контроле металлов
Metal Cutting Corporation использует визуальные и механические методы контроля металла, чтобы убедиться, что мелкие детали соответствуют производственным требованиям клиентов.
Проблемы с размерами при резке металла по длине
Резка металла использует притирку и механическую обработку, а также другие методы для достижения плоскостности и параллельности при резке металла по длине.
6 Что нужно знать о титановой трубке
Узнайте, почему характеристики титановой трубки делают ее хорошим выбором для медицинских устройств и других применений, требующих прочности, легкости и коррозионной стойкости.
8 Принципы бесцентрового шлифования
Узнайте больше о принципах бесцентрового шлифования и о том, как его можно использовать для получения чистовой обработки поверхности с жесткими допусками на небольших цилиндрических металлических деталях.
Объяснение пяти основных проблем обработки с ЧПУ
Узнайте о пяти основных проблемах, которые следует учитывать при выборе услуг по обработке с ЧПУ и партнера для производства сложных и точных мелких деталей.
Удаление заусенцев при массовом производстве мелких металлических деталей
Для удаления заусенцев с мелких металлических деталей в массовом производстве требуется воссоздание действия ручных инструментов с помощью механических устройств, подходящих для крупносерийного производства.
8 Что нужно знать об ISO 9000
Соблюдение организацией стандартов ISO 9000 говорит клиентам о том, что она привержена внедрению структурированных методов управления качеством.
Зачем использовать таблицу шероховатости поверхности?
Таблица шероховатости поверхности металла представляет собой удобное руководство по стандартной шероховатости поверхности и характеристикам, таким как единицы измерения, преобразования и типичные значения Ra.
Принципы прецизионной шлифовки поверхности
Услуги по шлифовке поверхности используют методы прецизионной шлифовки поверхности, чтобы сделать кубические металлические детали квадратными и параллельными или концы металлических стержней перпендикулярными.
Допуск круглости в мелких металлических деталях
Допуск круглости, основанный на диаметре, помогает контролировать круглость и обеспечивает правильную посадку мелких прецизионных металлических деталей, их плавное перемещение и равномерный износ.
Допуски GD&T в производстве деталей
Допуски GD&T обеспечивают руководство по производству, которое должно уравновешивать необходимость обеспечения функциональности детали с необходимостью рентабельного производства детали.
План выборочного контроля при контроле качества
Статистически достоверный план выборочного контроля при контроле качества обеспечивает высокий уровень уверенности в том, что если образец приемлем, то приемлема и вся партия.
Цилиндричность в GD&T
Цилиндричность GD&T — это элемент трехмерного допуска, используемый для обозначения как круглости, так и прямолинейности по всей осевой длине цилиндрической детали.
Сравнение хонингования и притирки
Хотя хонингование и притирка используются для тонкой настройки отделки и размеров металлических деталей, эти два процесса различаются тем, где и как они достигают результатов.
Круговое биение и полное биение
В круговом биении и полном биении первое управляет изменением круговых элементов детали, а другое — изменением всей поверхности детали. Узнайте разницу и как их измерить здесь.
Проблемы калибровочных стандартов
Калибровочные стандарты для устройств и оборудования, используемых при измерении, проверке и производстве прецизионных металлических деталей, могут создавать некоторые уникальные проблемы.
С Днем Рождения Metal Cutting Corporation!
Празднование 50-летия прецизионного производства: Metal Cutting Corporation искренне рада сообщить, что мы только что прошли важную веху в истории нашей компании.
Что такое допуск калибровки?
Ключом к погрешности калибровки является понимание как того, на что способно устройство, так и погрешности, на которую оно было откалибровано.
Прослеживаемые стандарты NIST в действии
Узнайте некоторые интересные факты о прослеживаемых стандартах NIST и их важной роли в стандартах СМК.
5 интересных фактов о вихретоковом контроле
Вихретоковый контроль является важным методом неразрушающего контроля, который часто используется для выявления дефектов на поверхности или под поверхностью металлических материалов.
Wire EDM Преимущества и недостатки
Wire EDM Преимущества и недостатки резки для 2-осевой резки зависят от факторов, включая используемый материал, параметры детали и требования к чистоте поверхности.
Факты о лазерной печати металла
Лазерная печать металла популярна для ряда применений, но можете ли вы использовать ее для печати металла для таких больших количеств таких мелких деталей?
Узнайте, как оптимизировать ваши запросы предложений для успешного производства
Примечание: для этого контента требуется JavaScript.
Вольфрамовая проволока 101: обзор уникально полезного материала
Вольфрамовая проволока по-прежнему является продуктом, который имеет большое количество разнообразных применений, для многих из которых нет известной замены. Узнайте, почему вольфрам по-прежнему широко используется.
Семь секретов выбора нового партнера по контракту
Найти поставщика, который может обеспечить качественное и своевременное обслуживание, может быть нелегко, особенно когда речь идет о медицинском оборудовании и других строго регулируемых отраслях. Это руководство делает это простым.
Гидроабразивная резка Плюсы и минусы
Гидроабразивная резка обычно используется для резки сложных форм из больших плоских листов металла, но может быть не лучшим выбором для 2-осевой резки мелких деталей.
Абразивная резка: плюсы и минусы
Абразивная резка тонким кругом — идеальный метод для крупносерийной двухосевой резки металла, требующей точности, жестких допусков, отсутствия заусенцев и гладкой обработки торца.
Металлические трубы в 21 веке: кому они нужны?
Металлические трубки по-прежнему играют решающую роль в производстве медицинских устройств, но из множества доступных пластиковых материалов может быть трудно определить, какой материал является правильным.
Материалы для электродов для контактной сварки: информационный документ
Узнайте, как более качественные материалы для электродов для контактной сварки ускоряют процесс сварки. Этот информационный документ призван помочь вам сделать правильный выбор электродных материалов.
Загрузите бесплатное руководство по электродам для контактной сварки
Примечание: для этого контента требуется JavaScript.
Руководство по аутсорсингу медицинского оборудования
Крайне важно выбрать поставщика, с которым вы можете рассчитывать на долгосрочную работу. Ознакомьтесь с этими практическими рекомендациями, чтобы принять правильное решение.
Знаете ли вы, какой метод резки подходит для вашего точного применения?
Примечание: для этого контента требуется JavaScript.
Получите доступ к бесплатному руководству по швейцарским винтам.
Часто задаваемые вопросы
Примечание: для этого контента требуется JavaScript.
Холодная резка за и против
Холодная резка позволяет выполнять высокоскоростную резку без заусенцев стержней, труб и профилей, но она не идеальна для очень коротких отрезков, малых наружных/внутренних диаметров или твердых металлов.
Автоматический токарный станок: плюсы и минусы
Хотя токарный автомат может выполнять простую двухосевую резку металлических стержней и труб, он предназначен для более сложных многоэтапных операций обработки.
Электрохимическая резка Плюсы и минусы
Электрохимическая резка (ECC) сочетает в себе электрохимическую эрозию и шлифование для получения блестящей поверхности без заусенцев с жестким допуском ±0,005 дюйма (0,127 мм).
Прецизионная резка металла для 2-осевой резки
Различные варианты прецизионной резки металла различаются по характеристикам и применимости, что затрудняет выбор. Это руководство поможет.
Что такое притирка? [ВИДЕО]
Что такое притирка? В умелых руках этот малоизвестный процесс может производить детали с тщательно отполированными концами, жесткими допусками по длине и исключительной плоскостностью.
Основы бесцентрового шлифования [ВИДЕО]
Процесс бесцентрового шлифования идеально подходит для чистовой обработки небольших цилиндрических металлических деталей, требующих жестких допусков и крупносерийного производства. Изучите некоторые основы этого процесса.
Сложности электрохимического шлифования
Процесс электрохимического шлифования представляет собой узкоспециализированный метод, который сочетает в себе поверхностное шлифование, химию и фиксацию и имеет ограниченное применение.
Основы наружного шлифования
Наружное шлифование используется для придания формы внешней поверхности объектов между центрами и отлично подходит для удаления круговых дефектов и восстановления или создания округлости.
Применение для услуг точной плоской притирки
Прецизионная плоская притирка и другие методы притирки могут использоваться для небольших деталей, требующих строгого контроля чистоты поверхности, плоскостности, толщины и параллельности.
Основы двухдискового шлифования
Двойное дисковое шлифование обеспечивает точность размеров для металлических деталей, требующих жестких допусков, параллельности, плоскостности и контроля толщины.
Специализированные методы внутреннего шлифования
Высокоточные методы внутреннего шлифования, такие как внутреннее шлифование и хонингование, используются для получения гладкой поверхности и жестких допусков на внутренний диаметр отверстия, отверстия и трубы.
Прецизионное шлифование металлов
Прецизионное шлифование металла часто является лучшим способом удаления небольших количеств материала и получения нужной поверхности или размеров с жесткими допусками на поверхностях деталей.
Секреты выбора нового партнера по контракту [ВИДЕО]
Как квалифицировать нового партнера по поиску поставщиков и обеспечить его эффективную и беспроблемную работу? Рассмотрение этих моментов поможет вам принять решение, в котором вы будете чувствовать себя уверенно.
Контроль качества при производстве металлических деталей
Изучите жизненно важные компоненты эффективной программы контроля качества и ее роль в обеспечении того, чтобы металлические детали соответствовали требованиям к конструкции и функциям.
Допуск на плоскостность в GD&T
Плоскостность поверхности — это показатель всех точек на поверхности, лежащих в одной плоскости, причем самая высокая и самая низкая точки находятся в пределах диапазона допуска плоскостности.
5 главных проблем при обработке с ЧПУ [ВИДЕО]
Хотя обработка с ЧПУ может производить множество сложных, прецизионных металлических компонентов, в этом процессе есть некоторые проблемы, о которых вам нужно знать.
Отклонение и точность при обработке шнеков с ЧПУ
Узнайте, как направляющая втулка и другие особенности современных станков с ЧПУ для швейцарских винтов устраняют отклонение для повышения эффективности, согласованности и точности.
Швейцарский станок в современном механическом цехе
Швейцарский станок развивался и совершенствовался с тех пор, как был изобретен оригинальный швейцарский токарный станок, что сделало современный метод важной частью прецизионной обработки с ЧПУ.
Швейцарская обработка костных винтов и анкеров
Прецизионная швейцарская обработка с ЧПУ часто используется для производства костных винтов и анкеров с характеристиками, необходимыми для широкого спектра ортопедических и стоматологических применений.
Швейцарская обработка натяжных колец для медицинских устройств
Натяжные кольца для медицинских устройств могут быть вырезаны из трубы из нержавеющей стали марки 304 или подвергнуты швейцарской обработке для придания специальных характеристик и использования других материалов.
5 вещей, которые необходимо знать о концентричности наружного/внутреннего диаметра
Чтобы избежать проблем с проверкой концентричности наружного/внутреннего диаметра, попробуйте использовать другие применимые символы GD&T вместо концентричности на чертежах и проектах труб.
Профиль линии по сравнению с профилем поверхности
При использовании профиля линии по сравнению с профилем поверхности первый контролирует изменение в заданных поперечных сечениях, а второй контролирует всю поверхность элемента.
План выборочного контроля в контроле качества [ВИДЕО]
Как бы ни были важны проверки, 100% проверка требует времени и затрат без гарантии 100% соответствия. Узнайте, что такое план выборочного контроля и как он решает эту проблему.
Вольфрам против золота: битва за биоматериалы
Для некоторых медицинских устройств, требующих биоматериалов, вольфрам и позолоченная вольфрамовая проволока могут быть подходящей альтернативой драгоценным металлам, таким как золото.
Использование вольфрама тогда и сейчас
При сравнении обычных применений вольфрама в 2007 году и сегодня становится ясно, что вольфрам остается одним из наиболее широко используемых и выгодных тугоплавких металлов.
Прецизионная обработка с ЧПУ
Узнайте о преимуществах прецизионной обработки с ЧПУ при производстве небольших сложных деталей, требующих жестких допусков, гладкой поверхности и повторяемости.
Свойства и применение вольфрамовой проволоки
В то время как наиболее привычное использование вольфрама (лампы накаливания) продолжает исчезать, уникальный набор свойств по-прежнему делает вольфрамовую проволоку незаменимой для ряда продуктов и приложений.
Очарование лазерной резки [ВИДЕО]
Чем лазерная резка отличается от других методов прецизионной резки металла? Посмотрите это видео, чтобы узнать о плюсах и минусах этого метода резки металла.
Мифы о пластиковых и металлических трубках для медицинских устройств [ВИДЕО]
Были разработаны тысячи компаундов смол, чтобы расширить возможности проектирования трубок в медицинских устройствах. Тем не менее, существует ряд мифов. Узнайте, почему пластик не может быть лучшим выбором по сравнению с металлическими трубками в медицинских целях.
Прецизионное шлифование металлов — Metal Cutting Corporation
Почему медный вольфрам? | EDM Performance
Для электроэрозионных электродов вольфрамовая медь обеспечивает превосходную электропроводность, сопротивление дуговому разряду постоянного тока, теплопроводность и износостойкость.
Почему медный вольфрам? | Технологичность
Узнайте, как свойства меди-вольфрама уменьшают или устраняют проблемы, связанные с этими материалами, когда они используются в чистом виде.
Электроды для контактной сварки для вашего применения
Получите ответы на распространенные вопросы о разнородных металлах относительно электродов с высокой и низкой проводимостью и трения в конструкции электрода.
Процесс резки металла Плюсы и минусы
Процесс резки металла может быть быстрым и недорогим для резки некоторых деталей простой формы, но он имеет недостатки, включая заусенцы и деформацию концов.
Очарование лазерной резки
Хотя лазерная резка может производить небольшой пропил и жесткие допуски, другие методы прецизионной резки могут быть предпочтительнее для 2-осевой резки небольших металлических деталей.
Как несколько допусков могут привести к конфликту
Когда одна деталь имеет несколько противоречащих друг другу допусков, более жесткий и сложный допуск должен определять производство и, в конечном итоге, влиять на стоимость детали.
Практический пример прецизионной обрезки и штамповки
Узнайте, как прецизионная обрезка и штамповка сравниваются в достижении бездеформационной плоскостности, острой кромки и точного внешнего диаметра, необходимого для дистанционирующего кольца.
Как на самом деле складываются допуски?
При проектировании детали помните, что для разных допусков могут потребоваться разные процессы, и не все процессы могут давать результаты с одинаковым допуском.
5 интересных фактов о вольфраме
Вольфрам, также известный как вольфрам или вольфрам, имеет высокую температуру плавления и другие интересные свойства, которые используются во многих отраслях промышленности и во многих продуктах.
Внутренняя пропитка легирующих добавок и рекристаллизация проволоки
Легирующие добавки повышают температуру рекристаллизации вольфрамовой проволоки и других проволок, придавая свойства непровисания вольфрамовым нитям накала ламп и другим изделиям.
Пристальный взгляд на использование вольфрамовой проволоки для зондов
Свойства прямолинейности вольфрамовой проволоки делают ее ценной для вольфрамовых зондов малого диаметра, используемых при тестировании полупроводниковых пластин и тестировании нервной активности.
Основные области применения позолоченной вольфрамовой проволоки
Позолоченная вольфрамовая проволока используется в фильтрации, печати, копировании и других областях, а также в качестве альтернативы драгоценным металлам в некоторых медицинских устройствах.
Рецепт идеальной пропитки электрода
Узнайте, почему пропитка, плотность и другие свойства сплава, такого как медь-вольфрам, важны для качества электродов для точечной сварки.
Услуги по резке металла становятся быстрее
Узнайте, как Metal Cutting Corporation совершенствует операции и ускоряет предоставление стандартных услуг по резке металлов.
Вольфрамовая проволока отказывается умирать в автомобильном освещении
Лампы накаливания, изготовленные из вольфрамовых нитей накаливания, продолжают использоваться в автомобильных указателях поворота, несмотря на параллельное внедрение более новой светодиодной технологии.
Полировка металлических деталей для медицинских устройств, напечатанных на 3D-принтере
Целью полировки металлических деталей для медицинских устройств, напечатанных на 3D-принтере, является достижение надлежащей чистоты поверхности при сохранении сложных деталей конструкции устройства.
Выбор поставщика отрезных металлических деталей
Следуйте этим советам о том, как выбрать поставщика отрезных металлических деталей и получить желаемые результаты для точного производства.
Делает ли резка металла изготовление металла?
Люди часто спрашивают Metal Cutting Corporation, занимаемся ли мы «изготовлением металла» — и правда в том, что ответ зависит от того, как вы определяете этот термин.
Мелкие калибры в металлических деталях Sourcing
Маленькие калибры, такие как штифтовые калибры или штифтовые калибры-пробки, являются полезными инструментами для проверки внутренних диаметров и проверки соответствия металлических труб малого диаметра указанным допускам.
5 На что следует обратить внимание при термической обработке металлов
Учитывайте методы, используемые для термической обработки металлов, а также эффекты при определении требований к отрезанию мелких металлических деталей.
Человеческий фактор при контроле металлов
Metal Cutting Corporation использует визуальные и механические методы контроля металла, чтобы убедиться, что мелкие детали соответствуют производственным требованиям клиентов.
Проблемы с размерами при резке металла по длине
Резка металла использует притирку и механическую обработку, а также другие методы для достижения плоскостности и параллельности при резке металла по длине.
6 Что нужно знать о титановой трубке
Узнайте, почему характеристики титановой трубки делают ее хорошим выбором для медицинских устройств и других применений, требующих прочности, легкости и коррозионной стойкости.
8 Принципы бесцентрового шлифования
Узнайте больше о принципах бесцентрового шлифования и о том, как его можно использовать для получения чистовой обработки поверхности с жесткими допусками на небольших цилиндрических металлических деталях.
Объяснение пяти основных проблем обработки с ЧПУ
Узнайте о пяти основных проблемах, которые следует учитывать при выборе услуг по обработке с ЧПУ и партнера для производства сложных и точных мелких деталей.
Удаление заусенцев при массовом производстве мелких металлических деталей
Для удаления заусенцев с мелких металлических деталей в массовом производстве требуется воссоздание действия ручных инструментов с помощью механических устройств, подходящих для крупносерийного производства.
8 Что нужно знать об ISO 9000
Соблюдение организацией стандартов ISO 9000 говорит клиентам о том, что она привержена внедрению структурированных методов управления качеством.
Зачем использовать таблицу шероховатости поверхности?
Таблица шероховатости поверхности металла представляет собой удобное руководство по стандартной шероховатости поверхности и характеристикам, таким как единицы измерения, преобразования и типичные значения Ra.
Принципы прецизионной шлифовки поверхности
Услуги по шлифовке поверхности используют методы прецизионной шлифовки поверхности, чтобы сделать кубические металлические детали квадратными и параллельными или концы металлических стержней перпендикулярными.
Допуск круглости в мелких металлических деталях
Допуск круглости, основанный на диаметре, помогает контролировать круглость и обеспечивает правильную посадку мелких прецизионных металлических деталей, их плавное перемещение и равномерный износ.
Допуски GD&T в производстве деталей
Допуски GD&T обеспечивают руководство по производству, которое должно уравновешивать необходимость обеспечения функциональности детали с необходимостью рентабельного производства детали.
План выборочного контроля при контроле качества
Статистически достоверный план выборочного контроля при контроле качества обеспечивает высокий уровень уверенности в том, что если образец приемлем, то приемлема и вся партия.
Цилиндричность в GD&T
Цилиндричность GD&T — это элемент трехмерного допуска, используемый для обозначения как круглости, так и прямолинейности по всей осевой длине цилиндрической детали.
Сравнение хонингования и притирки
Хотя хонингование и притирка используются для тонкой настройки отделки и размеров металлических деталей, эти два процесса различаются тем, где и как они достигают результатов.
Круговое биение и полное биение
В круговом биении и полном биении первое управляет изменением круговых элементов детали, а другое — изменением всей поверхности детали. Узнайте разницу и как их измерить здесь.
Проблемы калибровочных стандартов
Калибровочные стандарты для устройств и оборудования, используемых при измерении, проверке и производстве прецизионных металлических деталей, могут создавать некоторые уникальные проблемы.
С Днем Рождения Metal Cutting Corporation!
Празднование 50-летия прецизионного производства: Metal Cutting Corporation искренне рада сообщить, что мы только что прошли важную веху в истории нашей компании.
Что такое допуск калибровки?
Ключом к погрешности калибровки является понимание как того, на что способно устройство, так и погрешности, на которую оно было откалибровано.
Прослеживаемые стандарты NIST в действии
Узнайте некоторые интересные факты о прослеживаемых стандартах NIST и их важной роли в стандартах СМК.
5 интересных фактов о вихретоковом контроле
Вихретоковый контроль является важным методом неразрушающего контроля, который часто используется для выявления дефектов на поверхности или под поверхностью металлических материалов.
Wire EDM Преимущества и недостатки
Wire EDM Преимущества и недостатки резки для 2-осевой резки зависят от факторов, включая используемый материал, параметры детали и требования к чистоте поверхности.
Факты о лазерной печати металла
Лазерная печать металла популярна для ряда применений, но можете ли вы использовать ее для печати металла для таких больших количеств таких мелких деталей?
Узнайте, как оптимизировать ваши запросы предложений для успешного производства
Примечание: для этого контента требуется JavaScript.
Вольфрамовая проволока 101: обзор уникально полезного материала
Вольфрамовая проволока по-прежнему является продуктом, который имеет большое количество разнообразных применений, для многих из которых нет известной замены. Узнайте, почему вольфрам по-прежнему широко используется.
Семь секретов выбора нового партнера по контракту
Найти поставщика, который может обеспечить качественное и своевременное обслуживание, может быть нелегко, особенно когда речь идет о медицинском оборудовании и других строго регулируемых отраслях. Это руководство делает это простым.
Гидроабразивная резка Плюсы и минусы
Гидроабразивная резка обычно используется для резки сложных форм из больших плоских листов металла, но может быть не лучшим выбором для 2-осевой резки мелких деталей.
Абразивная резка: плюсы и минусы
Абразивная резка тонким кругом — идеальный метод для крупносерийной двухосевой резки металла, требующей точности, жестких допусков, отсутствия заусенцев и гладкой обработки торца.
Металлические трубы в 21 веке: кому они нужны?
Металлические трубки по-прежнему играют решающую роль в производстве медицинских устройств, но из множества доступных пластиковых материалов может быть трудно определить, какой материал является правильным.
Материалы для электродов для контактной сварки: информационный документ
Узнайте, как более качественные материалы для электродов для контактной сварки ускоряют процесс сварки. Этот информационный документ призван помочь вам сделать правильный выбор электродных материалов.
Загрузите бесплатное руководство по электродам для контактной сварки
Примечание: для этого контента требуется JavaScript.
Руководство по аутсорсингу медицинского оборудования
Крайне важно выбрать поставщика, с которым вы можете рассчитывать на долгосрочную работу. Ознакомьтесь с этими практическими рекомендациями, чтобы принять правильное решение.
Знаете ли вы, какой метод резки подходит для вашего точного применения?
Примечание: для этого контента требуется JavaScript.
Получите доступ к бесплатному руководству по швейцарским винтам. Часто задаваемые вопросы
Примечание: для этого контента требуется JavaScript.
Холодная резка за и против
Холодная резка позволяет выполнять высокоскоростную резку без заусенцев стержней, труб и профилей, но она не идеальна для очень коротких отрезков, малых наружных/внутренних диаметров или твердых металлов.
Автоматический токарный станок: плюсы и минусы
Хотя токарный автомат может выполнять простую двухосевую резку металлических стержней и труб, он предназначен для более сложных многоэтапных операций обработки.
Электрохимическая резка Плюсы и минусы
Электрохимическая резка (ECC) сочетает в себе электрохимическую эрозию и шлифование для получения блестящей поверхности без заусенцев с жестким допуском ±0,005 дюйма (0,127 мм).
Прецизионная резка металла для 2-осевой резки
Различные варианты прецизионной резки металла различаются по характеристикам и применимости, что затрудняет выбор. Это руководство поможет.
Что такое притирка? [ВИДЕО]
Что такое притирка? В умелых руках этот малоизвестный процесс может производить детали с тщательно отполированными концами, жесткими допусками по длине и исключительной плоскостностью.
Основы бесцентрового шлифования [ВИДЕО]
Процесс бесцентрового шлифования идеально подходит для чистовой обработки небольших цилиндрических металлических деталей, требующих жестких допусков и крупносерийного производства. Изучите некоторые основы этого процесса.
Сложности электрохимического шлифования
Процесс электрохимического шлифования представляет собой узкоспециализированный метод, который сочетает в себе поверхностное шлифование, химию и фиксацию и имеет ограниченное применение.
Основы наружного шлифования
Наружное шлифование используется для придания формы внешней поверхности объектов между центрами и отлично подходит для удаления круговых дефектов и восстановления или создания округлости.
Применение для услуг точной плоской притирки
Прецизионная плоская притирка и другие методы притирки могут использоваться для небольших деталей, требующих строгого контроля чистоты поверхности, плоскостности, толщины и параллельности.
Основы двухдискового шлифования
Двойное дисковое шлифование обеспечивает точность размеров для металлических деталей, требующих жестких допусков, параллельности, плоскостности и контроля толщины.
Специализированные методы внутреннего шлифования
Высокоточные методы внутреннего шлифования, такие как внутреннее шлифование и хонингование, используются для получения гладкой поверхности и жестких допусков на внутренний диаметр отверстия, отверстия и трубы.
Прецизионное шлифование металлов
Прецизионное шлифование металла часто является лучшим способом удаления небольших количеств материала и получения нужной поверхности или размеров с жесткими допусками на поверхностях деталей.
Секреты выбора нового партнера по контракту [ВИДЕО]
Как квалифицировать нового партнера по поиску поставщиков и обеспечить его эффективную и беспроблемную работу? Рассмотрение этих моментов поможет вам принять решение, в котором вы будете чувствовать себя уверенно.
Контроль качества при производстве металлических деталей
Изучите жизненно важные компоненты эффективной программы контроля качества и ее роль в обеспечении того, чтобы металлические детали соответствовали требованиям к конструкции и функциям.
Допуск на плоскостность в GD&T
Плоскостность поверхности — это показатель всех точек на поверхности, лежащих в одной плоскости, причем самая высокая и самая низкая точки находятся в пределах диапазона допуска плоскостности.
5 главных проблем при обработке с ЧПУ [ВИДЕО]
Хотя обработка с ЧПУ может производить множество сложных, прецизионных металлических компонентов, в этом процессе есть некоторые проблемы, о которых вам нужно знать.
Отклонение и точность при обработке шнеков с ЧПУ
Узнайте, как направляющая втулка и другие особенности современных станков с ЧПУ для швейцарских винтов устраняют отклонение для повышения эффективности, согласованности и точности.
Швейцарский станок в современном механическом цехе
Швейцарский станок развивался и совершенствовался с тех пор, как был изобретен оригинальный швейцарский токарный станок, что сделало современный метод важной частью прецизионной обработки с ЧПУ.
Швейцарская обработка костных винтов и анкеров
Прецизионная швейцарская обработка с ЧПУ часто используется для производства костных винтов и анкеров с характеристиками, необходимыми для широкого спектра ортопедических и стоматологических применений.
Швейцарская обработка натяжных колец для медицинских устройств
Натяжные кольца для медицинских устройств могут быть вырезаны из трубы из нержавеющей стали марки 304 или подвергнуты швейцарской обработке для придания специальных характеристик и использования других материалов.
5 вещей, которые необходимо знать о концентричности наружного/внутреннего диаметра
Чтобы избежать проблем с проверкой концентричности наружного/внутреннего диаметра, попробуйте использовать другие применимые символы GD&T вместо концентричности на чертежах и проектах труб.
Профиль линии по сравнению с профилем поверхности
При использовании профиля линии по сравнению с профилем поверхности первый контролирует изменение в заданных поперечных сечениях, а второй контролирует всю поверхность элемента.
План выборочного контроля в контроле качества [ВИДЕО]
Как бы ни были важны проверки, 100% проверка требует времени и затрат без гарантии 100% соответствия. Узнайте, что такое план выборочного контроля и как он решает эту проблему.
Вольфрам против золота: битва за биоматериалы
Для некоторых медицинских устройств, требующих биоматериалов, вольфрам и позолоченная вольфрамовая проволока могут быть подходящей альтернативой драгоценным металлам, таким как золото.
Использование вольфрама тогда и сейчас
При сравнении обычных применений вольфрама в 2007 году и сегодня становится ясно, что вольфрам остается одним из наиболее широко используемых и выгодных тугоплавких металлов.
Прецизионная обработка с ЧПУ
Узнайте о преимуществах прецизионной обработки с ЧПУ при производстве небольших сложных деталей, требующих жестких допусков, гладкой поверхности и повторяемости.
Металлорежущие станки, предназначенные для обработки заготовок абразивными инструментами, составляют шлифовальную группу. При обычном шлифовании достигают параметра шероховатости поверхности Ra = 1,25 … 0,32 мкм, при точном шлифовании Ra = 0,38 … 0,08 мкм, а при отделочных операциях Ra =0,08 … 0,02 мкм.
Классификация и расшифровка шлифовальных станков
Шлифовальные станки имеют широкую номенклатуру и отличаются по назначению, устройству, конструктивным параметрам, универсальности, степени автоматизации, точности и виду инструмента.
По степени универсальности металлорежущие станки подразделяют на универсальные для обработки деталей широкой номенклатуры в единичном и мелкосерийном производстве; специализированные для обработки однотипных деталей различных размеров в крупносерийном и массовом производстве; специальные для обработки деталей одного типоразмера в массовом производстве.
Все металлорежущие станки, в том числе и шлифовальные, в соответствии с ГОСТ 8 — 82Е изготовляют пяти классов точности; Н — нормальной; П — повышенной; В — высокой; А — особо высокой; С — особо точные.
По массе различают станки легкие — массой до 1 т, средние — массой до 10 т, тяжелые — массой свыше 10 т. Особо тяжелые станки массой свыше 100 т называют универсальными.
Расшифровка шлифовальных станков
Условное обозначение модели станка состоит из сочетания трех — пяти цифр и одной-трех букв (например 3Л722В).
Первая цифра обозначает шифр группы станков. Цифра 3 соответствует шлифовальным, полировальным и доводочным станкам (1 — токарным станкам; 2 — сверлильным и расточным станкам, 4 — комбинированным станкам; 5 — зубо- и резьбообрабатывающим станкам; 8 — разрезным станкам и 9 — разным станкам).
Вторая цифра обозначает типы шлифовальных станков:
1 — круглошлифовальные;
2 — внутришлифовальные;
3 — обдирочно-шлифовальные;
4 — специализированные шлифовальные;
5 — не применяется;
6 — заточные;
7 — плоскошлифовальные;
8 — притирочные и доводочные;
9 — разные.
Третья, а иногда и четвертая цифры характеризуют основные параметры станка или детали. Так, на станке 3M151 обрабатывают заготовки диаметром 200 мм и длиной 700 мм, а на станке 3M152 соответственно 200 и 1000 мм.
Буквы, стоящие после цифр, указывают на модернизацию базовой модели станка, степень точности и особенности станка. Обычно первая из букв стоит после первой или второй цифры и указывает на то, что рассматриваемая конструкция станка усовершенствована, т. е. принадлежит к новому поколению станков (например модель 3К229).
Расшифровка шлифовального станка 3Л722В
3 — группа шлифовальных и доводочных станков
Л — поколение станка
7 — плоскошлифовальный тип
22 — станок определенного типоразмера с длиной и шириной стола 1250х320 мм
В — высокий класс точности
Для станков с программным управлением введена дополнительная индексация, которую проставляют в конце условного обозначения модели. В обозначении моделей станков с цикловым программным управлением добавлена буква Ц.
Для обозначения станков с числовым программным управлением (ЧПУ) и устройством цифровой индикации (УЦИ) в условное обозначение модели введена буква Ф с цифрой: 1 — для станков с цифровой индикацией положения, а также станков с цифровой индикацией и предварительным ручным набором координат; 2 — для станков с позиционными системами ЧПУ; 3 — для станков с контурными системами ЧПУ; 4 — для станков с комбинированной системой ЧПУ.
Специальные и специализированные станки обозначают индексом, состоящим из одной или двух букв, присвоенных каждому заводу-изготовителю, который ставят перед шифром модели станка. При выпуске заводом-изготовителем нескольких моделей станка его шифр дполняют порядковым номером модели.
Источник:
Справочник шлифовщика Кащук В. А. Верещагин А. Б., Шлифовальные станки Лоскутов В. В.
Шлифовальные станки — основные типы, принцип работы, классификация, применение и назначение станков для шлифовки изделий
Содержание
Типы шлифовальных станков
Ползучее шлифование
Глубинное шлифование
Измельчаемость
Рекомендуемые товары
Шлифование — это тип вторичной и конечной обработки изделия, который всегда выполняется после первичной обработки на токарном или фрезерном станке.
Очень маленькие частицы стружки удаляются с заготовки путем трения абразивным материалом. С началом обработки вступают в контакт абразивы шлифовального круга и заготовки, и из-за силы трения исходный слой от шлифовального круга изнашивается, а свежий слой абразивов вовлекается в процесс, которая продолжается до тех пор, пока не будет закончена обработка.
В различных условиях в зависимости от рабочей среды используются разные типы шлифовальных станков. Процесс износа старого слоя и образования свежего слоя известен как процесс самозатачивания шлифовального круга.
Шлифование является одним из процессов обработки, который потребляет наибольшую удельную энергию резания при очень низкой скорости удаления материала по сравнению с другими процессами обработки. Это обусловлено следующими причинами:
При шлифовке большая часть абразива попадает внутрь круга и небольшая часть абразива может взаимодействовать с ним, поэтому удаляется меньше материала. Эта причина является наиболее важной.
Отрицательный угол рейки. Обычно абразивные частицы взаимодействуют с заготовкой с отрицательным углом рейки. Как известно, отрицательный передний угол увеличивает прочность и требует больших усилий резания, поэтому под таким углом лучше не работать, иначе это плохо скажется на износе шлифовального круга.
Типы шлифовальных станков
Обычные шлифовальные станки подразделяются в основном на четыре категории, которые вы сможете подобрать в гипермаркете Строймашсервис:
Поверхностно-шлифовальный станок
Цилиндрический шлифовальный станок
Внутришлифовальный станок
Специальные типы шлифовальных станков
1. Поверхностно-шлифовальный станок
Он используется для обработки в основном плоских и горизонтальных поверхностей.
Поверхностно-шлифовальные станки классифицируются в соответствии с положением шпинделя и рабочего стола следующим образом:
Стол рециркуляционный с горизонтальным шпинделем.
Стол рециркуляционный с вертикальным шпинделем.
Поворотный стол с горизонтальным шпинделем.
Поворотный стол с вертикальным шпинделем.
2. Цилиндрический шлифовальный станок
Он используется только для обработки цилиндрических деталей. Способен обрабатывать только внешние поверхности цилиндрических объектов, но может обрабатывать любые цилиндрические профили, такие как конические, прямые и ступенчатые.
Этот станок также классифицируется в соответствии с частью заготовки и шлифовальным кругом, которая выглядит следующим образом:
Бесцентровый плоскошлифовальный станок с цилиндрической поверхностью.
Универсальный плоскошлифовальный станок с цилиндрической поверхностью.
Это специальные типы шлифовальных станков, которые используются для обработки режущего инструмента для фрезерования, токарной обработки и сверления. Шлифование инструмента состоит из двух частей: изготовление нового инструмента и заточка старого.
Простой одноточечный режущий инструмент, используемый при токарной обработке, обрабатывается или затачивается с помощью пьедестала или ручной шлифовальной машины на столе, а многоточечные режущие инструменты, такие как буровые инструменты и развертки, обрабатываются на некоторых сложных шлифовальных машинах, таких как фреза и универсальный станок.
5. Резьбошлифовальные машины
Это тип специального шлифовального станка со специальным шлифовальным кругом. Этот станок практически аналогичен цилиндрическому шлифовальному станку, но имеет очень точный свинцовый винт для точного шага резьбовой части.
Ползучее шлифование
В этом процессе вводится большая глубина резания при относительно низкой скорости стола. Главным мотивом этого является завершение всей операции за один проход, что позволяет сократить время обработки и повысить производительность.
Глубинное шлифование
Традиционно шлифовка ассоциировалась с небольшими объемами работ по удалению металла и тонкой чистовой обработке. Однако этот процесс также может использоваться для крупномасштабных операций по удалению металла, аналогично измельчению, протяжке.
При таком шлифовании, разработанном в конце 1950-х годов, глубина резания диска достигает 63,5 сантиметра, а скорость заготовки низкая.
Такой тип шлифования может быть экономичным для специальных применений, таких как шлифование профилированных пуансонов, спирально-сверленных канавок и различных сложных деталей из суперсплавов.
Диск выравнивается в соответствии с формой обрабатываемой детали. Хотя обычно достаточно одного прохода, для улучшения качества поверхности может потребоваться второй проход.
Абразивная обработка ленточным транспортером — абразивные материалы с покрытием также используются в качестве ремней для высокоскоростного удаления материала. Ленточное шлифование стало важным производственным процессом, в некоторых случаях заменяющим традиционные операции шлифования, такие как шлифование распределительных валов.
Скорость движения ленты обычно находится в диапазоне от 700 до 1830 метров/мин. Станки для работы с абразивными лентами требуют надлежащей опоры ленты и жесткой конструкции для минимизации вибрации.
Измельчаемость
Шлифовальность, также как и обрабатываемость, можно рассматривать как легкость, с которой материал может быть удален с заготовки посредством действия шлифовального диска. Шлифовка поверхности, энергопотребление и срок службы инструмента (диска) могут рассматриваться в качестве основных критериев измельчаемости металлов. Кроме того, существуют важные факторы образования стружки и восприимчивости к повреждению заготовки. Образование стружки, ведущее к «загруженности» диска, наносит вред.
Самая важная настройка станка, влияющая на обрабатываемость, а именно скорость резания, не так важна для шлифования, поскольку шлифование производится с более или менее постоянной скоростью. Важным фактором становится характеристики шлифовального диска.
Тип зерна, размер зерна, связующий материал, твердость и структура диска — все это влияет на измельчаемость заготовки.
Критериями измельчаемости становятся срок службы шлифовального диска и скорость измельчения.
Лучший способ определения степени измельчаемости — начать с выбора правильного диска. Начиная с рекомендованного производителем типа для условий работы и заканчивая пробными дисками. Могут быть отмечены любые улучшения или ухудшения в процессе шлифования, о чем свидетельствует износ диска, обработка поверхности или повреждение заготовки.
После выбора правильного диска можно получить данные о сроке его службы. Обращайтесь за консультациями к менеджерам Строймашсервис и мы поможем вам подобрать нужный шлифовальный станок в каталоге.
Специалисты Строймашсервис-Мск
Материал подготовили сотрудники smsm.ru, имеющие практический опыт работы более 25 лет со строительным оборудованием и инструментами как российского производства, так и иностранного.
Поделиться:
Cтатьи по теме
Виды дисковых пил
Циркулярная пила — строительный инструмент, предназначенный для обработки (резки) разных материалов. Эффективность агрегата повышает наличие различных насадок (дисков), которые позволяют работать не только с древесиной, но и с пластиком, камнем, бетоном, металлом.
Читать далее
Утепление пола пенополистиролом под стяжку
Популярный материал пенополистирол активно используется на строительных объектах, и при ремонте жилых помещений. Разнообразие типов материала, надежность и простота монтажа делают его востребованным как среди профессиональных строителей, так и при самостоятельном проведении ремонтных работ.
Читать далее
Что такое кримпер, виды кримперов
При монтаже различных коммуникаций проводного типа возникает необходимость качественных соединений, а с помощью современного и удобного инструмента под названием кримпер обеспечивается надежное соединение за считаные секунды.
Читать далее
Виды коррозии и способы борьбы с ней
Причины возникновения коррозии. Виды коррозии. Способы предотвращения процессов разрушения металлов. Рекомендации по выбору и применению антикоррозийных средств.
Читать далее
Как выбрать светодиодный прожектор
В зависимости от используемого источника света прожекторы делятся на четыре основных типа. Они бывают галогенными, натриевыми, светодиодными и металлогалогенными.
Читать далее
Технология напыления ППУ
Пенополиуретан – один из самых эффективных видов утепления. Для его распыления используют специальное оборудование. Это недешевые аппараты, с которыми нужно уметь правильно обращаться и грамотно обслуживать.
Читать далее
Вопросы и ответы
Шамиль
19.10.2022 13:52:00
Какие бывают размеры шлифовальных лент?
Строймашсервис-Мск
Для ручных электрических ленточных шлифмашин существует три основных размера: 75 х 457, 75 х 533 и 100 х 610 мм, а для другого электро- и пневмоинструмента размер лент может значительно отличаться.
Лучше шлифовать дерево на финише эксцентриковой (орбитальной) машинкой. Она довольно компактная, не тяжелая и подходит для обработки неровной поверхности, благодаря округлой форме абразива. Для ровных поверхностей с угловыми участками стоит использовать вибрационную машинку.
Василий
24.08.2022 13:45:00
Какая шлифовальная машина лучше эксцентриковая или вибрационная?
Строймашсервис-Мск
Одну и ту же работу они выполняют по-разному. Эксцентриковая шлифмашинка (ЭШМ) особым образом зачищает, шлифует и полирует дерево, шпатлевку, металл. Она уступает в производительности вибрационной и ленточной шлифмашине.
Артём
17.08.2022 13:44:00
Как правильно выбрать шлифовальный круг?
Строймашсервис-Мск
Обратите внимание на диаметр рабочей зоны инструмента и шлифовального диска. Если диск будет меньше, чем диаметр инструмента, то возможно повреждение инструмента об обрабатываемую поверхность. Размеры варьируются от 80 до 500 мм. Считаются стандартными размерами 115, 125, 150, 180 и 230 мм.
Олег
02.08.2022 13:37:00
Какой цифрой обозначается группа шлифовальных станков?
Строймашсервис-Мск
Первая цифра обозначает шифр группы станков. Цифра 3 соответствует шлифовальным, полировальным и доводочным станкам (1 — токарным станкам; 2 — сверлильным и расточным станкам, 4 — комбинированным станкам; 5 — зубо- и резьбообрабатывающим станкам; 8 — разрезным станкам и 9 — разным станкам).
Владимир
20.07.2022 13:36:00
Можно ли использовать дрель для шлифовки?
Строймашсервис-Мск
Шлифование дрелью возможно при помощи особых насадок, изготовленных из различных материалов.
Алексей
13.07.2022 13:41:00
В чем разница ЦПУ и ЧПУ?
Строймашсервис-Мск
Главное отличие заключается в цене и функциональности: станки с ЦПУ стоят дешевле, но их переналадка занимает много времени и сил. А вот ЧПУ обходится дороже, но записанные программы можно заменять на программоносителе, что ускоряет и упрощает перенастройку.
Тимофей
12.07.2022 13:35:00
Какая шлифовальная машина лучше для дерева?
Строймашсервис-Мск
Чаще всего для обработки деревянных поверхностей применяется ленточная шлифовальная машинка. Рабочая часть этого инструмента выглядит как абразивная лента, натянутая на вращающиеся ролики (2 или более). Ленточные шлифмашины по дереву удобно использовать для поверхности без углов и труднопоступных мест.
Ян
06.07.2022 13:34:00
Как выполняется операция шлифовки?
Строймашсервис-Мск
Процесс представляет собой комбинацию действий, ход которых происходит за счет вращения шлифовального круга, вращения заготовки вокруг своей оси и повторно-поступательного прямолинейного движения детали/абразива вдоль оси обрабатываемой заготовки. Конец каждого двойного хода сопровождается подачей на глубину шлифовки.
Михаил
28.06.2022 13:33:00
Какие бывают шлифовальные круги?
Строймашсервис-Мск
Типы абразивных кругов — кольцевые; тарельчатые; конические; конические двусторонние; с выточками на одной-двух сторонах; с утопленной центральной частью; с цилиндрической и конической выточками; с двумя выточками.
Константин
07.06.2022 13:32:00
Какие станки применяются для обработки древесины?
Строймашсервис-Мск
По назначению и исполнению режущего инструмента: круглопильные и ленточнопильные; фрезерные и продольно-фрезерные; сверлильно-фрезерные и сверлильные; шипорезные и долбежные; токарные и шлифовальные.
Фёдор
19.05.2022 13:32:00
Как расшифровывается модель станка?
Строймашсервис-Мск
Обозначение модели станка состоит из сочетания трех или четырех цифр и букв. Первая цифра означает номер группы, вторая — номер подгруппы (тип станка), а последние одна или две цифры — наиболее характерные технологические параметры станка.
Иван Николаевич
11.05.2022 13:31:00
Для чего нужен ленточный гриндер?
Строймашсервис-Мск
Гриндер представляет собой специализированный ленточно-шлифовальный станок для выполнения операций шлифования, снятия заусенцев и отделки любых материалов.
Роман
20.04.2022 13:30:00
Как работает шлифовальный станок?
Строймашсервис-Мск
Вращающийся с большой скоростью обрабатывающий диск (или лента) за один проход рабочего стола снимает тончайший слой материала, а постоянно движущийся вперед и назад рабочий стол обеспечивает равномерную обработку поверхности.
Олег
06.04.2022 13:22:00
Как можно отшлифовать дерево?
Строймашсервис-Мск
Существует несколько способов шлифования: ручная обработка при помощи абразива, и механическая, в которой используется электрический аппарат для обработки дерева. При шлифовании древесины используют различные инструменты: различные шлифовальные машины, болгарку, дрель. Также древесину шлифуют и вручную.
Смотреть все вопросы (16)
Скрыть
Шлифовка | Ultra Precision — Fives Group
Компания Fives, известная во всем мире благодаря передовым системам для обработки распределительных и коленчатых валов автомобилей, также является лидером в области бесцентрового шлифования, одно- и двухдискового шлифования, а также компактных и гибких шлифовальных станков с ЧПУ для широкого спектра типов валов. комплектующие для различных отраслей промышленности. Благодаря богатому наследию, основанному на устаревших именах — Bryant, Cincinnati, Cranfield Precision, Daisho, Gardner, Giustina и Landis, Fives предлагает полный спектр шлифовальных станков, а также обширную линейку систем, шлифовальных принадлежностей и программу обслуживания GrinderCare на протяжении всего жизненного цикла. поддерживать.
БЕСЦЕНТРОВОЕ ШЛИФОВАНИЕ
Шлифовальные станки Cincinnati могут выполнять сквозное или прямое шлифование. Высокая жесткость наших станков обеспечивает оптимальную точность, высокую производительность и большой съем материала.
Подробнее
ЦИЛИНДРИЧЕСКОЕ ШЛИФОВАНИЕ
Ассортимент круглошлифовальных станков Landis предлагает точные, надежные, гибкие и производительные решения для малых, средних и крупных цилиндрических деталей.
Дополнительная информация
Шлифование по внутреннему и наружному диаметру
Наша линейка Bryant включает в себя специальные шлифовальные станки для внутреннего и наружного диаметра, а также комбинированные шлифовальные станки для внутреннего и наружного диаметра (наружный диаметр/внутренний диаметр/дорожка качения/торцевая поверхность). Эти шлифовальные машины подходят для многих применений и выпускаются в различных размерах.
Дополнительная информация
Подпишитесь на нашу ежеквартальную рассылку, чтобы получать эксклюзивные обновления от Grinding | Команда Ultra Precision о наших последних новостях, событиях и технологиях.
GrinderCare предлагает комплексные решения для жизненного цикла шлифовальных станков по всему миру. Мы предлагаем полный спектр услуг, направленных на максимальную производительность, гарантируя, что ваш шлифовальный станок будет продолжать увеличивать вашу прибыль из года в год. Поддерживаемые OEM-производители включают:
Присоединяйтесь к нам на Дне открытых дверей электромобилей Fives Landis Corp.
Многочисленные интерактивные демонстрации с гибкими решениями для шлифования, несколькими конфигурациями кругов и шпинделей, гибким программированием деталей и поддержкой послепродажного обслуживания.
Читать статью
Италия
Шлифование | Ультра точность
Несколько успешных технических дней в Fives Giustina
Компания Fives Giustina провела несколько дней технологий на своем предприятии в Турине, Италия, с 21 по 30 июня. Участники могли выбирать из специализированных тем, включая последние инновации в области шлифования в…
Читать статью
Мексика
Шлифовка | Ультра точность
Fives представляет свои передовые технологии на выставке EXPOMAQ 2022 в Леоне Гуанахуато, Мексика.
Международная промышленно-инжиниринговая группа Fives примет участие в выставке EXPOMAQ 2022 (стенд № 1519), которая пройдет с 22 по 24 июня в Poliforum в Леоне Гуанахуато,…
Читать статью
Лучшие в отрасли станки для обработки и отделки металлов
Удаление заусенцев
Скругление краев
Отделка поверхности и полировка
Измельчение и удаление шлака
Покраска и подготовка поверхности
METAL FINISHING SOLUTIONS
Удаление заусенцев
Удаление заусенцев удаляет заусенцы или края, оставшиеся на металлических деталях, для обеспечения качества и стабильности.
Учить больше
Просмотреть все решения arrow_right_alt
РЕШЕНИЯ ДЛЯ ОБРАБОТКИ МЕТАЛЛА
Закругление кромки
Закругление кромки ломает кромку металлических деталей для получения надежной и однородной отделки.
Учить больше
Просмотреть все решения arrow_right_alt
METAL FINISHING SOLUTIONS
Отделка и полировка поверхности
Полировка и отделка улучшает поверхность металлических деталей, оптимизируя их прочность и эстетику.
Учить больше
Просмотреть все решения arrow_right_alt
METAL FINISHING SOLUTIONS
Шлифовка и удаление шлака
Шлифовка шлака удаляет тяжелый шлак, шлак и любые излишки металла с обрабатываемых деталей.
Учить больше
Просмотреть все решения arrow_right_alt
METAL FINISHING SOLUTIONS
Окраска и подготовка поверхности
Зернистость металла удаляет поверхностные дефекты с деталей для создания гладкой однородной поверхности.
Учить больше
Просмотреть все решения arrow_right_alt
Позвольте нам показать вам, что может сделать Apex
Отправьте нам образец ваших деталей вместе с контрольным образцом, и мы обработаем их на машине Apex, которая наилучшим образом соответствует вашим требованиям. Мы вернем ваши образцы деталей вместе с видео, показывающим ваши детали в работе.
Отправьте нам свои образцы
УНИВЕРСАЛЬНОЕ РЕШЕНИЕ ДЛЯ УДАЛЕНИЯ ЗАТУШЕК И ОБРАБОТКИ
Познакомьтесь с нашими рабочими модулями
ШИРОКОРЕМЕННАЯ БАРАБАНОВАЯ ГОЛОВКА
Блок D
Измельчение и удаление шлака
Удаление лазерного окалины и плазменного шлака
Устранение первичных вертикальных заусенцев
Зернистость и полировка до зеркального блеска
ЩЕТКА ДИСКОВАЯ ГОЛОВКА
Блок S
Удаление заусенцев и скругление кромок
Достигните закругления краев до 2 мм
Удаление лазерного оксида и вторичных заусенцев
Ненаправленная отделка
ГОЛОВКА ЩЕТКИ
Блок Б
Отделка поверхности и полировка
Чистка и полировка
Щетка Scotch-Brite
Зернистость и отделка #4 – #7
МИРОВОЙ ЛИДЕР
Работа с Apex
Компания Apex Machine Group, основанная в 2010 году, предлагает высококачественные абразивно-шлифовальные станки и расходные материалы для обработки различных изделий из дерева, металла и композитных/пластиковых материалов.
Узнать больше arrow_right_alt
2010 Год основания
45 Многолетний опыт
ИНДИВИДУАЛЬНЫЕ Решения
Универсальное применение, превосходные результаты
Машины Apex обеспечивают качественную отделку, на которую можно положиться, для всех деталей, изготовленных в результате плазменной, лазерной, водоструйной или штамповочной обработки.
Ползунок сравнения деталей до и после
До После
Ресурсы
Видеоролики
Посмотрите, как работают системы обработки и отделки Apex для металлообработки.
Учить больше
Блог
Читайте последние новости о металлообработке в наших информационных блогах.
Учить больше
Центр поддержки
Посетите наш центр поддержки, чтобы получить ответы на часто задаваемые вопросы и полезные ресурсы.
Алкидный лак — это раствор синтетических смол с органическими растворителями. Изобрели в Китае, в основу компонентов входили натуральные смолы из разных пород дерева. В этой статье мы собрали информацию об алкидном лаке: что это такое, его современные разновидности, области применения.
Применение алкидного лака, преимущества и недостатки
редких пород паркета;
систем «плавающих» полов с установкой подогрева;
кораблей, паромов, судов, яхт;
металлов, подверженных коррозии;
деревянных изделий, которые чувствительны к воздействию микросреды.
✔ Густая консистенция удобна в нанесении, образует равномерный, однородный слой покрытия.
✔ Высокий показатель адгезии.
✔ Долгий срок эксплуатации — до 15 лет.
Недостатки:
✖ Долго сохнет — от 12 до 24 часов до степени 3 при 20 °C. Например, при обработке поверхности в 2–3 слоя нужно 3 дня
✖ При неправильном нанесении и толщине слоя материал может сморщиться. На 1 м² покрытия нужно 120 г лака.
✖ Может иметь резкий запах — помещение нужно проветривать для безопасной работы, ускорения процесса полимеризации.
Виды алкидных лаков
Сравним виды, сферы применения, характеристики лаков.
По внешнему виду
Алкидные лаки бывают матовыми или глянцевыми. Если нужно добиться эффекта бархатной поверхности, на которой незаметны царапины и дефекты, подойдут матовые варианты. Глянцевый финиш часто выбирают для помещений с плохим освещением, они визуально отзеркаливают, увеличивают пространство.
По области применения
Двухупаковочные
Материал состоит из двух компонентов, которые нужно самостоятельно смешать: лак и сиккатив — отвердитель, который сокращает время полимеризации, сгущает консистенцию. Наносят двухупаковочные лаки в 2–3 тонких слоя.
Преимущества: покрытие износостойкое, прочное.
Недостатки: после вскрытия компоненты можно использовать в течение 8 часов, покрытия неустойчивы к ультрафиолету, имеют едкий токсичный запах.
Область применения: обработка деревянных поверхностей снаружи или в хорошо проветриваемом помещении.
Алкидно-уретановые
В их состав входят алкиды, модифицированные уретановыми связями.
Преимущества: устойчивы к ультрафиолету, условиям повышенной влажности.
Недостатки: материал склонен к возгоранию.
Область применения: древесные поверхности, которые подвергаются истиранию, перепадам температур.
Яхтный
Универсальные составы, которые защищают древесину от атмосферного воздействия, воды и морской соли, называют яхтными и палубными лаками.
Преимущества: срок эксплуатации — 10 лет, эластичность, износостойкость.
Недостатки: некоторые производители именуют материал яхтным, чтобы подчеркнуть долговечность продукта, легко попасть на подделку. В состав входят ядовитые вещества — ксилол и толуол, которые обеспечивают стойкость к морской воде.
Область применения: судо- и кораблестроительство, обработка дерева в условиях повышенной влажности.
Для металлов
Состоят из алкидов и полимеров, защищают металл от коррозии.
Преимущества: покрытия устойчивы к перепадам температур, воздействию влаги, химических средств.
Недостатки: нужно провести тщательную очистку поверхностей от загрязнений и ржавчины, обезжирить, загрунтовать металл, чтобы покрытие было прочным.
Область применения: обработка металлов внутри и снаружи помещений.
Тонкости работы с алкидным лаком
Перед нанесением алкидного лака нужно удалить старое лакокрасочное покрытие и обработать поверхность шлифмашинкой. Нанести тонкий слой грунтовки, чтобы заполнить все трещины и неровности, обеспечить равномерное покрытие.
Если предстоит окрашивать новое дерево, нанести 2–3 слоя морилки.
Состав размешать до однородной массы. При необходимости развести уайт-спиритом, ксилолом или сольвентом в пропорции 1:1. Излишний объем растворителя может негативно отразиться на качестве покрытия. Равномерно без пробелов нанести материал валиком, кистью или аппаратом-распылителем. Дождаться полного высыхания предыдущего слоя, затем распределить следующий. Органическая основа может растворить материал, который полностью не полимеризовался.
Сырье для производства лакокрасочной продукции
Алкидный лак ПФ—060 используют в качестве пленкообразующего при изготовлении красок, эмалей, грунтовок и шпатлевок. При добавлении сиккативов можно применять как самостоятельное покрытие для лакирования деревянных, металлических поверхностей.
«Алкидный лак ПФ—060» производства «Химтраст» позволяет получать покрытия с высокой белизной, глянцем, обеспечивает чистоту тона цветных покрытий. Обладает повышенной твердостью, эластичностью. Высыхает при естественных условиях, образуя атмосферостойкую пленку.
Время полного высыхания — не более 24 часов при +20 °С и не более 2 часов при +80 °С.
Технологи «Химтраст» провели испытания алкидных лаков ПФ-060, представленных на российском рынке. Оценивали и сравнивали цвет, чистоту, условную вязкость, массовую долю нелетучих веществ, твердость пленки, время высыхания покрытия, запах. Результаты анализа представлены в статье.
Лакокрасочные материалы или сырье для ЛКМ можно приобрести в интернет-магазине «Химтраст» напрямую у производителя. Доставляем по всем регионам России и странам СНГ. Высылаем по запросу образцы. Действует скидочная программа.
Лак для дерева. Какой лак лучше выбрать?
Для корректной работы сайта необходимо включить поддержку JavaScript
Загрузка
. ..
Главная » Полезные статьи »
Лак для дерева. Какой лак лучше выбрать?
Поделиться:
31 Мая 2016
Нанесение на деревянные поверхности защитной пленки, позволяет сохранить его структуру и увеличить срок службы конструкций или мебели. При покупке у потребителя возникает естественный вопрос: «Лак для дерева. Какой лак лучше выбрать?». Выбирая лакокрасочные материалы (ЛКМ), обратите внимание, что сегодня в продаже представлен широкий перечень продукции, чтобы определиться с выбором, представляем вам самую популярную лакокрасочную продукцию.
Яхтный лак
До недавнего времени, яхтный лак использовался для обработки поверхностей прогулочных яхт. Но, учитывая такие свойства, как долговечность и прочность, его стали активно использовать для отделки в квартирах и загородных коттеджах, как лак для пола, стен, оконных рам и потолков, а также мебели, беседок или веранд. Яхтенный лак для дерева в зависимости от технических характеристик, может быть матовым или глянцевым. Первый отличается отсутствием блеска, но зато на нем меньше видны загрязнения и не собирается пыль, второй имеет глянцевую поверхность, которая визуально увеличивает помещение, создавая блики и красивый блеск.
Основным критерием при выборе продукции, являются удобство нанесения и безопасность, поэтому производители стараются придерживаться этих требований при создании продукта. Сегодня все большее распространение получили лаки для дерева для внутренних работ:
Уретан-алкидные — обладают гибкостью и устойчивостью к перепадам температур и отлично подходят для системы «теплый пол»
Акрилатные – подходят для отделки внутренних помещений.
Яхтный лак, какой лучше? Производители рекомендуют для наружной отделки работ, следующие виды из этой серии:
Алкидные – благодаря невысокой цене, очень востребованы у потребителей;
Алкидно-уретановые – легко наносятся и быстро сохнут.
Алкидный лак для мебели не только обеспечивает надежную защиту, но и придает конструкции эффектный внешний вид, его наносят при помощи кисти, валика или распылителя, время высыхания составляет 4 часа.
Акриловый лак
Акриловый лак экологичен, обладает хорошей износостойкостью, добавляет древесине огнеупорные качества, имеет слабовыраженный запах. Этот материал хорошо сохраняет натуральную текстуру, легко переносит воздействие ультрафиолета и обеспечивает надежную защиту.
Акриловые лаки на водной основе представлены на строительном рынке в двух видах:
Однокомпонентные – в составе которых содержится только акрил;
Двухкомпонентные, в составе которых имеются акрил и полиуретан.
Полиуретан добавляет обрабатываемому материалу надежность и прочность, по этой причине двухкомпонентные ЛКМ более популярны у покупателей. Лак на водной основе для дерева не токсичен, отличается простотой в применении, практичностью, известные марки рекомендуются его даже для детских комнат.
Акриловое лаковое покрытие наносится на сухую поверхность при помощи кисти, валика, распылителя. Для лучшего эффекта, рекомендуется сделать несколько слоев, выделив на просушку каждого, не менее 12 часов.
Полиуретановый лак
Полиуретановый лак — прекрасный вариант для выполнения мероприятий по отделке конструкций, он подразделяется на однокомпонентный и двухкомпонентный. Первый готов к нанесению, а второй требует тщательного смешения, в соответствии с имеющейся инструкцией по применению.
Лакокрасочный материал этой группы обладает такими достоинствами, как эластичность, адгезивность или хорошее «сцепление», износоустойчивость, стойкость к действию солнечных лучей, используется для покрытия паркета, ламината, стен и потолков. С его помощью обычная древесина приобретает влагостойкие качества и устойчивость к воздействию химических веществ, поэтому его применяют в качестве паркетного лака. Время на высыхание обычно от 6 до 8 часов.
Лак для дерева для наружных работ
Лакокрасочные материалы подчеркивают красоту древесины, сохраняя ее текстуру и цвет, но нужно помнить, что лак для дерева для наружных работ должен обладать универсальными свойствами: переносить высокие перепады температур, не бояться атмосферных осадков, быть устойчивым к ультрафиолету, защищать от грибка и плесени. Для внешней отделки самым оптимальным вариантом станет яхтный лак, о котором мы писали выше.
Если вы проживаете в Поволжье и перед вами встала дилемма, где приобрести качественную лакокрасочную продукцию, филиал Компании ТБМ в Казани, предлагает только лучшие бренды от известных производителей.
Поделиться:
Читайте также
Существует ли лак на водной основе?
Существует ли лак на водной основе?
Лак – слово, повидавшее немало миль за века. Это, возможно, самый старый тип химического покрытия, который человек держал в своем колчане инструментов для защиты широкого спектра предметов и поверхностей.
Лак, смолистый пленкообразователь, производился и продолжает производиться из различных типов растительных масел.
За некоторыми исключениями, лак всегда изготавливался из тунгового или льняного масла, а позже на сцене появились касторовое и сафлоровое масло.
Эти масла смешиваются с металлами и различными типами спиртовых масел для выравнивания и высыхания смолы. Часто используется художниками для изготовления красок — алхимия смешивания природных соединений превратилась в то, что сейчас называется промышленной химией красок и покрытий.
Долгий путь к лаку на водной основе.
Когда я начал разрабатывать рецептуру в водной среде, термин «лак» использовался в корпусной и мебельной промышленности для обозначения уровня стойкости и визуального эффекта.
Все мы знаем, что в каждой отрасли есть своя терминология, помогающая объяснить продукты и то, как они функционируют в процессе проектирования и производства.
Это простой список продуктов на выбор. У вас есть…
Конверсионный лак для корпусов и мебели…
Лак для лонжеронов для наружного морского и архитектурного использования…
Лак для пола (обычно уретановый) для жилых и коммерческих помещений…
И лак для печати обычно используется в полиграфической промышленности.
Сегодня мы видим довольно много систем с пометкой «лак на водной основе» или «эмульсионный лак».
Ключ в том, чтобы найти правильный тип лака для конкретного применения и максимально приблизить уровень производительности версий на растворителях к новым (теперь уже не таким уж новым) формулам на водной основе.
Итак, если лаки исторически изготавливаются на масляной основе, то как могут существовать лаки на водной основе, или, используя термин, который я применил к разработке масел на водной основе, «гибриды»?
Ниже приведены мои классификаторы. Некоторые люди могут оспаривать мои доводы, но именно поэтому мы здесь, да?
Масло и вода по своей природе не смешиваются. Однако, используя довольно крутую химию, мы можем нейтрализовать масляную смолу и добавить водорастворимые растворители… которые остаются во взвешенном состоянии! Сейчас мы на пути к тому, чтобы стать водными.
2а. Посмотрите на растворители в паспорте безопасности. Некоторые эмульгаторы используются для «смешивания» масла и воды. Эти органические растворители представляют собой N-метил-2-пирролидон (NMP), который имеет некоторую токсичность при длительном воздействии на человека.
2б. Растворитель DMM является современной заменой NMP. ДММ – дипропилендиметиловый эфир, является более безопасным сорастворителем с точки зрения длительного воздействия. ДММ находится на стороне «P» (пропилен) в ряду гликолей и гораздо менее токсичен, чем гликоли «E» (этилен). Этиленгликоли известны своей токсичностью как при кратковременном, так и при длительном воздействии и способствуют образованию озона низкого уровня, то есть смога. Вам и вашим соседям станет легче дышать, если в смеси будут использованы растворители серии P.
Большинство разработчиков лаков на водной основе не скажут вам, какое натуральное масло используется в их продуктах, вероятно, потому, что не считают важным сообщать вам. В большинстве случаев лаки на основе алкидной смолы на водной основе называют «окисленным маслом». В основном это означает «мы не говорим вам», но смола основана на тунговом, льняном или касторовом масле. Хороший гибридный лак состоит из смеси окисленного масла и вторичного акрила. Наш Emtech EM8000cv является ярким примером.
Ищите цвет смолы по мере старения пленки. Если продукт позиционируется как гибрид масла и воды или алкидная эмульсия, то вы, скорее всего, увидите изменение традиционного соломенно-янтарного цвета при формировании пленки по мере ее отверждения. Есть несколько водоразбавляемых гибридов на основе тунговой и касторовой смолы, и они имеют тенденцию к меньшему изменению цвета, чем версии на основе льняного семени.
Различные смолы на водной основе в необработанном виде
Преимущество гибридов лаков на водной основе заключается в том, что они очень удобны в использовании. При правильном составлении эти смеси могут обеспечить превосходную отделку при нанесении кистью и прекрасны при нанесении распылением. Использование гибридного лака будет контролировать выбросы летучих органических соединений, и они не воспламеняются — ваша страховая компания и местный пожарный будут в восторге!
Наиболее важно то, что хорошо спроектированный лак на водной основе обеспечивает превосходную долговечность, блеск и внешний вид, который соответствует лакам старого мира при реставрации или новом строительстве.
Каковы ваши впечатления или вопросы о лаках на водной основе? Пожалуйста, поделитесь своими мыслями или прочитайте, что говорят другие в разделе комментариев ниже.
EMTECH EM2000wvx WB Алкидный лак
целевые покрытия EM2000 лаки на водной основе
EM2000 1
EM2000wvx Алкидный лак на водной основе представляет собой новейшую технологию в области гибридных покрытий на водной основе для внутренних и наружных архитектурных и специальных отделочных работ по дереву. EM2000wvx создаст теплое сияние традиционного лака на алкидной основе и подчеркнет красоту поверхности, которую он защищает, и все это со скоростью и безопасностью химикатов на водной основе со сверхнизким содержанием летучих органических соединений.
Рейтинг 4,67 из 5 на основе 3 оценок покупателей
(3 отзыва покупателей)
31,00 $ – 446,00 $
Артикул: EM2000
Категория: Лаки на водной основе Теги: Столешница, Мебель, Лютье, Лак
Описание
Дополнительная информация
Отзывы (3)
EM2000wvx Алкидный лак на водной основе представляет собой новейшую технологию покрытий для древесины на водной основе для внутренних и наружных архитектурных и специальных отделочных работ по дереву. Прозрачный лак на водной основе EM2000wvx создаст теплое сияние традиционного лака на алкидной основе и подчеркнет красоту поверхности, которую он защищает, и все это со скоростью и безопасностью химикатов на водной основе со сверхнизким содержанием летучих органических соединений.
EM2000wvx Алкидный лак на водной основе по химическому составу аналогичен нашим знаменитым гибридным лакам серии Oxford. Однако, продолжая наш запатентованный процесс EMTECH™, EM2000wvx предлагает улучшенные физические и прикладные характеристики, такие как улучшенное скольжение, водоотталкивание и грязеотталкивание. Кроме того, новый EM2000wvx отверждается быстрее, что позволяет быстрее вводить его в эксплуатацию, чем его предшественники. Обладая этими характеристиками, новый прозрачный лак EM2000wvx продолжает объединять лучшие свойства лаков на масляной основе и уретанов на водной основе в одном уникальном пакете.
EM2000wvx Алкидный лак на водной основе хорошо подходит для использования на высококачественной мебели и корпусах, а также в средах, подверженных воздействию влаги/УФ-излучения, таких как оконные и дверные обшивки. Специально разработанный для промышленного распыления прозрачный лак EM2000wvx на водной основе также чрезвычайно удобен для нанесения кистью в проектах, требующих нанесения кистью.
EM2000wvx Алкидный лак на водной основе может быть усилен нашим сшивающим агентом CL100 для создания лака посткаталитического типа. Добавление от 3 до 5% по объему жидкости CL100 улучшит физическую долговечность EM2000 за счет уплотнения молекулярной структуры отвержденной смолы. CL100 повышает устойчивость отвержденной пленки к чистящим средствам с высоким pH, спиртам и медленно испаряющимся бытовым химикатам. Дополнительную информацию см. в TDS для сшивающего агента CL100.
Указания по применению
Все поверхности, подлежащие отделке, должны быть чистыми, сухими и свободными от чрезмерного загрязнения. Правильная подготовка поверхности – залог успешной отделки. 1. Отшлифуйте поверхность качественной наждачной бумагой, не содержащей стеаратов. Зернистость наждачной бумаги варьируется от 220 до 400 в зависимости от состояния поверхности и типа обрабатываемой древесины. После того, как поверхность отшлифована и подготовлена, удалите пыль безворсовой тканью, смоченной водой. НЕ ИСПОЛЬЗУЙТЕ МАСЛО/ВОСКОВУЮ ОДЕЖДУ. 2. Если на поверхность, подлежащую отделке, нанесены зернистый наполнитель, глазурь или морилка на основе растворителя, убедитесь, что эти продукты совместимы с EM2000wvx, предварительно подготовив и протестировав панель. Если совместимость сомнительна, закройте противоположную поверхность депарафинированным шеллаком, прежде чем наносить EM2000wvx. 3. Аккуратно перемешайте лак перед использованием. При использовании полуглянцевой, сатиновой или матовой версии убедитесь, что весь матирующий агент снова перемешан с раствором. 4. Нанесите 2 слоя EM2000wvx, разбавленного до 20% по объему жидкости, с водопроводной водой, чтобы он действовал как проникающий защитный слой. Дайте каждому слою высохнуть на воздухе в течение как минимум 1-2 часов или когда слой герметика мягко рассыпается при шлифовании, не забивая наждачную бумагу. 5. Нанесите верхние покрытия EM2000wvx в том виде, в каком они входят в комплект поставки, или разбавьте их на 5% по объему с помощью основной водопроводной воды.
 Жмите на квадрат чуть
Жмите на квадрат чуть Вновь заполните первую цифру и жмите на верхнюю кнопку,
Вновь заполните первую цифру и жмите на верхнюю кнопку, Нижний круг должен иметь три
Нижний круг должен иметь три

 000Z»> 19:00, дек. 2 (местное время)
000Z»> 19:00, дек. 2 (местное время) 000Z»> 19:00, дек. 2 (местное время)
000Z»> 19:00, дек. 2 (местное время) 6 km/h
6 km/h 2 km/h
2 km/h ..
..
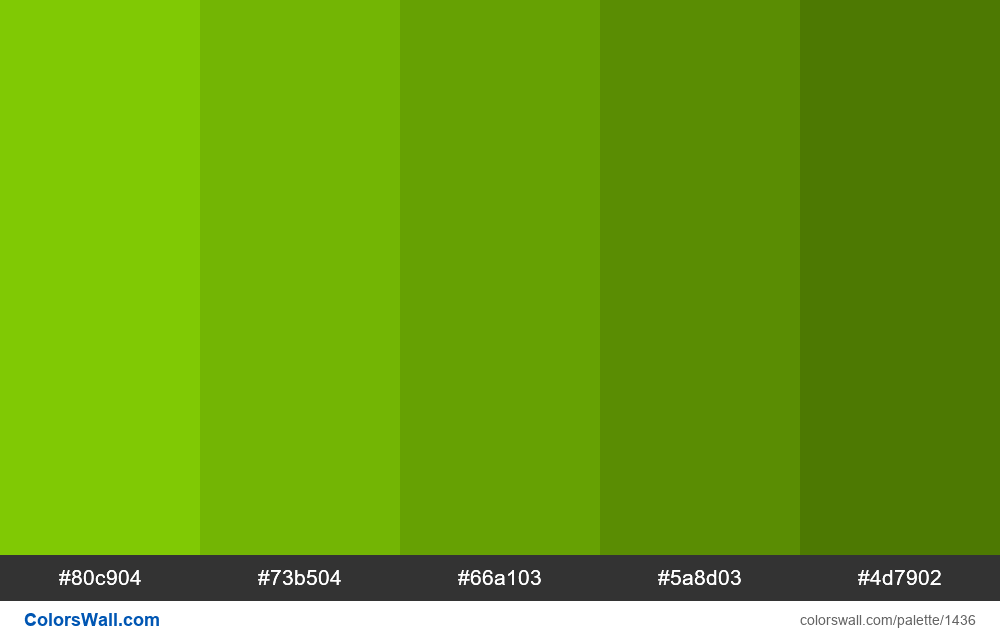 Все 42 Фотографии
Все 42 Фотографии Электрический тепловой насос
Электрический тепловой насос Redfin не подтверждает и не гарантирует эту информацию. Границы школьных услуг предназначены только для справки; они могут измениться, и их точность не гарантируется. Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом.
Redfin не подтверждает и не гарантирует эту информацию. Границы школьных услуг предназначены только для справки; они могут измениться, и их точность не гарантируется. Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом.
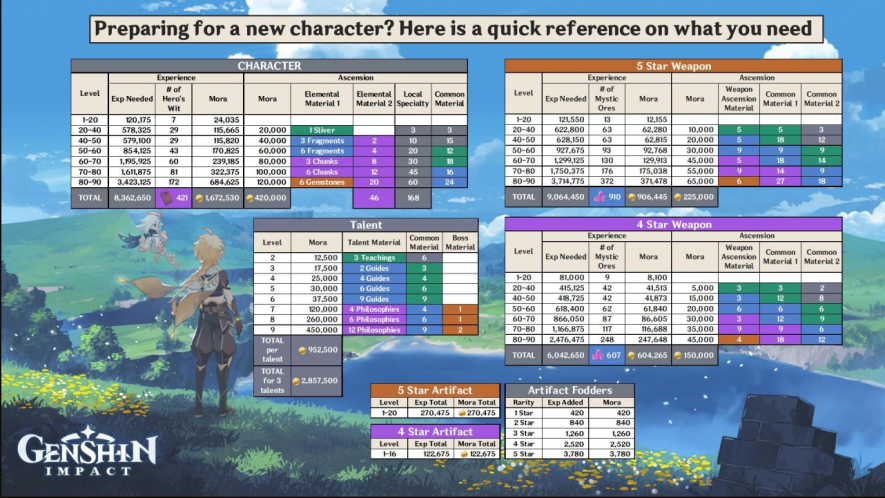 г/г | Октябрь 2022 г.
г/г | Октябрь 2022 г.

 Вот тут можно – узнать как отправить одну заявку сразу в несколько компаний.
Вот тут можно – узнать как отправить одну заявку сразу в несколько компаний.
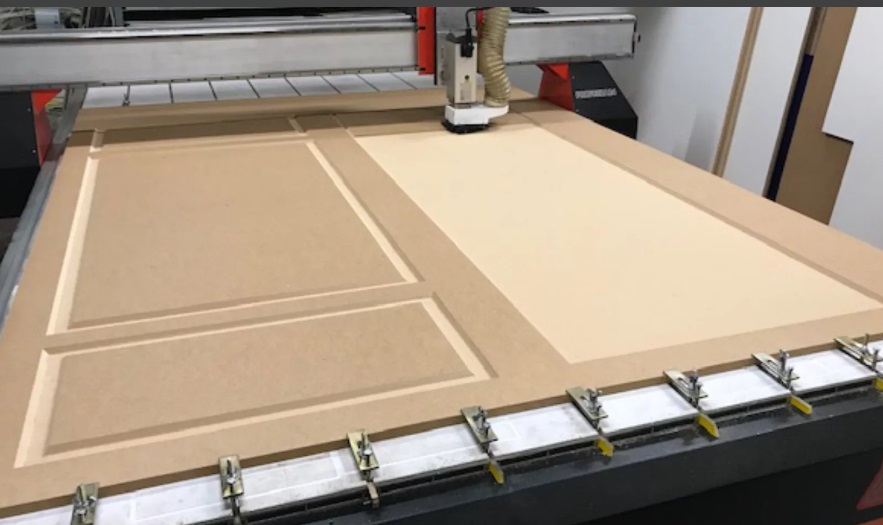 В последнем случае технолог подбирает необходимый инструмент и пишет управляющую программу, которую запускает оператор станка.
В последнем случае технолог подбирает необходимый инструмент и пишет управляющую программу, которую запускает оператор станка.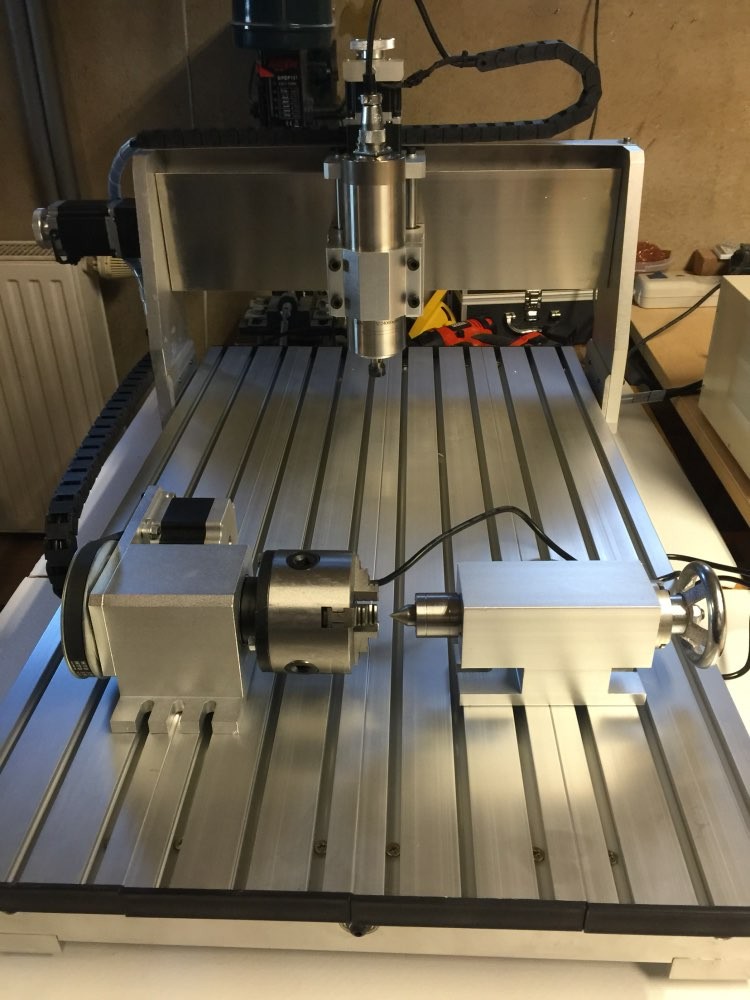 Существует огромное количество видов фрез и оснасток, мы советуем изучить материалы по данной теме в открытых источниках, которых сейчас бессчетное множество.
Существует огромное количество видов фрез и оснасток, мы советуем изучить материалы по данной теме в открытых источниках, которых сейчас бессчетное множество.

 Особенности изготовления деталей. Требования к материалам.
Особенности изготовления деталей. Требования к материалам. Этот процесс, известный своей точностью и точностью, является неотъемлемой частью нескольких отраслей, наиболее известными из которых являются автомобилестроение и авиастроение.
Этот процесс, известный своей точностью и точностью, является неотъемлемой частью нескольких отраслей, наиболее известными из которых являются автомобилестроение и авиастроение.
 С другой стороны, некоторые программы позволяют отслеживать 2D-изображение, чтобы преобразовать его в 3D-файл.
С другой стороны, некоторые программы позволяют отслеживать 2D-изображение, чтобы преобразовать его в 3D-файл.


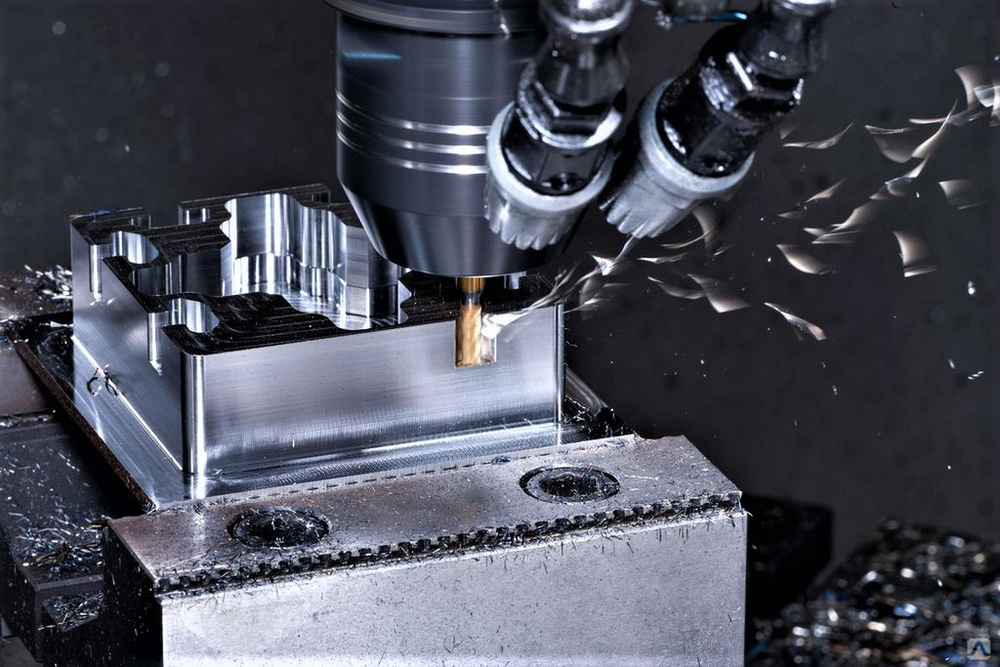 Вы можете контролировать глубину реза, вращая винт вертикальной подачи стола.
Вы можете контролировать глубину реза, вращая винт вертикальной подачи стола. Неспособность сделать это может привести к деформации или растрескиванию.
Неспособность сделать это может привести к деформации или растрескиванию. Тем не менее, он также имеет свои недостатки. Ниже приведены некоторые преимущества и недостатки процесса.
Тем не менее, он также имеет свои недостатки. Ниже приведены некоторые преимущества и недостатки процесса. Таким образом, фрезерование с ЧПУ может быть идеальным процессом, если у вас есть блок материала.
Таким образом, фрезерование с ЧПУ может быть идеальным процессом, если у вас есть блок материала. Эти материалы легкие и прочные. Из-за высокой потребности в точности и прецизионности процесс считается подходящим.
Эти материалы легкие и прочные. Из-за высокой потребности в точности и прецизионности процесс считается подходящим. Поэтому фрезерование с ЧПУ — лучший метод для таких деталей. Дизайн сохранен, а производительность и эффективность есть.
Поэтому фрезерование с ЧПУ — лучший метод для таких деталей. Дизайн сохранен, а производительность и эффективность есть.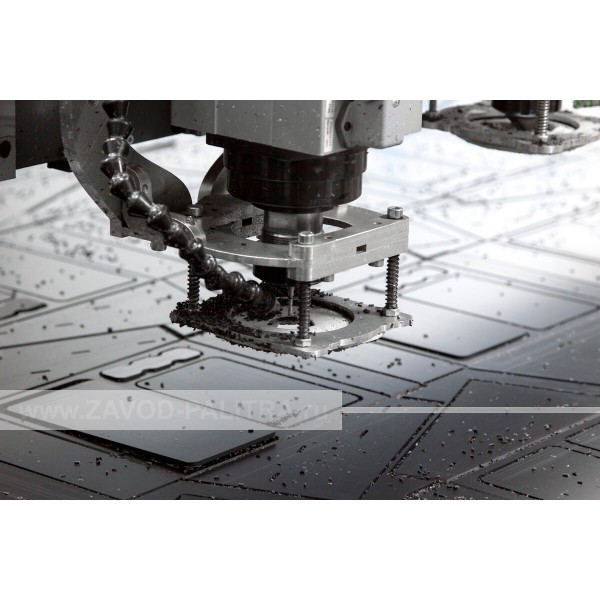
 Сервис рассчитывает стоимость использования фрезерного станка из стоимости покупки и того, как долго он должен работать в год. Например, в Европе 3-осевые станки стоят около 40 долларов в час, а 4-осевые и 5-осевые станки стоят от 75 до 120 долларов в час.
Сервис рассчитывает стоимость использования фрезерного станка из стоимости покупки и того, как долго он должен работать в год. Например, в Европе 3-осевые станки стоят около 40 долларов в час, а 4-осевые и 5-осевые станки стоят от 75 до 120 долларов в час.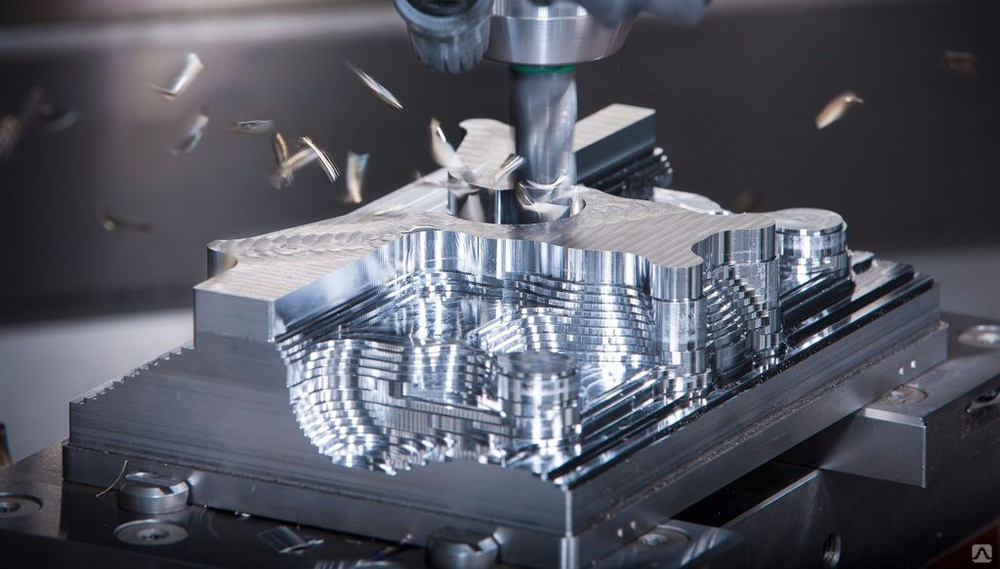 0) на блок
0) на блок

 Существует несколько видов многоосевых фрезерных станков:
Существует несколько видов многоосевых фрезерных станков: Следовательно, это подходящий выбор для выполнения вырезов и других сложных операций фрезерования. Эти машины быстрые, точные и точные.
Следовательно, это подходящий выбор для выполнения вырезов и других сложных операций фрезерования. Эти машины быстрые, точные и точные.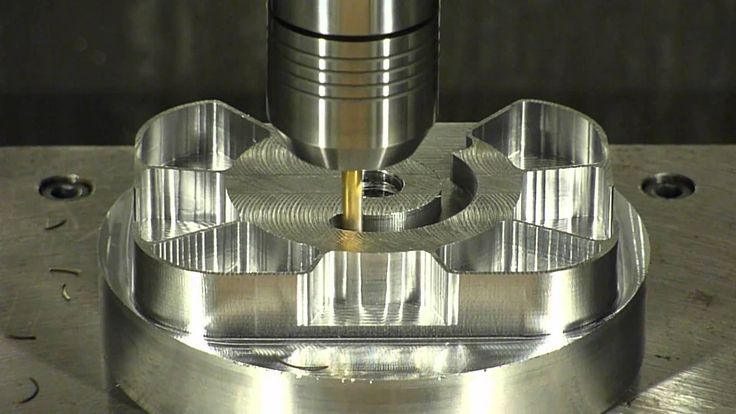
 Столбец может быть одиночным. Однако это зависит от сложности машины.
Столбец может быть одиночным. Однако это зависит от сложности машины. Однако количество инструментов может меняться в зависимости от конструкции и производителя фрезерного станка.
Однако количество инструментов может меняться в зависимости от конструкции и производителя фрезерного станка.

 Вы можете использовать различные программы CAD-CAM для разработки необходимого G-кода для обработки. Очень важно перевести дизайн САПР на язык программирования ЧПУ, потому что это то, что машина поймет.
Вы можете использовать различные программы CAD-CAM для разработки необходимого G-кода для обработки. Очень важно перевести дизайн САПР на язык программирования ЧПУ, потому что это то, что машина поймет. Тем не менее, по-прежнему требуется первоначальная настройка и проверка программы перед началом процесса.
Тем не менее, по-прежнему требуется первоначальная настройка и проверка программы перед началом процесса. д. Однако для создания этих элементов требуются различные операции фрезерования, такие как:
д. Однако для создания этих элементов требуются различные операции фрезерования, такие как: 
 В процессе используется профильный фрезерный инструмент, который может располагаться параллельно или перпендикулярно поверхности заготовки.
В процессе используется профильный фрезерный инструмент, который может располагаться параллельно или перпендикулярно поверхности заготовки. Вот некоторые из преимуществ и недостатков этой технологии производства.
Вот некоторые из преимуществ и недостатков этой технологии производства.
 Это может привести к увеличению общих производственных затрат.
Это может привести к увеличению общих производственных затрат. В то время как основы остаются прежними, несколько модификаций делают каждую мельницу уникальной.
В то время как основы остаются прежними, несколько модификаций делают каждую мельницу уникальной. Однако они обеспечивают меньшую устойчивость, чем машины станочного типа. Традиционные коленчатые мельницы — отличный вариант для создания одноразовых компонентов для подготовительных работ, работ по техническому обслуживанию и т. д.
Однако они обеспечивают меньшую устойчивость, чем машины станочного типа. Традиционные коленчатые мельницы — отличный вариант для создания одноразовых компонентов для подготовительных работ, работ по техническому обслуживанию и т. д.  Они используют большие рабочие столы, а их шпиндели могут двигаться в трех направлениях. Однако строгальные станки могут одновременно вмещать больше инструментов. Они могут брать до четырех инструментов одновременно. Это повышает их гибкость и эффективность, уменьшая при этом потребность в смене инструментов в процессе фрезерования.
Они используют большие рабочие столы, а их шпиндели могут двигаться в трех направлениях. Однако строгальные станки могут одновременно вмещать больше инструментов. Они могут брать до четырех инструментов одновременно. Это повышает их гибкость и эффективность, уменьшая при этом потребность в смене инструментов в процессе фрезерования.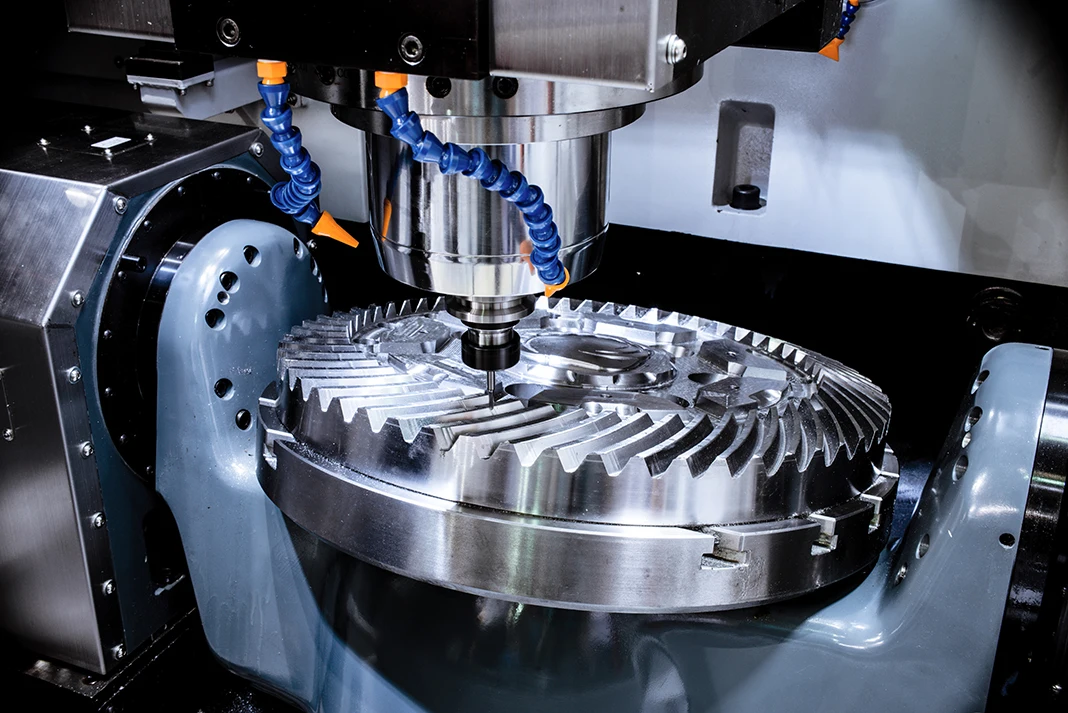 Кроме того, они меньше по размеру и требуют меньше места в станочных цехах с ЧПУ.
Кроме того, они меньше по размеру и требуют меньше места в станочных цехах с ЧПУ. На этих станках заготовки можно позиционировать относительно режущего инструмента. Затем оператор может добавить ось Z, опустив режущий инструмент. Инструменты ЧПУ обеспечивают одновременное перемещение по трем осям, предлагая необходимую гибкость для ваших нужд.
На этих станках заготовки можно позиционировать относительно режущего инструмента. Затем оператор может добавить ось Z, опустив режущий инструмент. Инструменты ЧПУ обеспечивают одновременное перемещение по трем осям, предлагая необходимую гибкость для ваших нужд.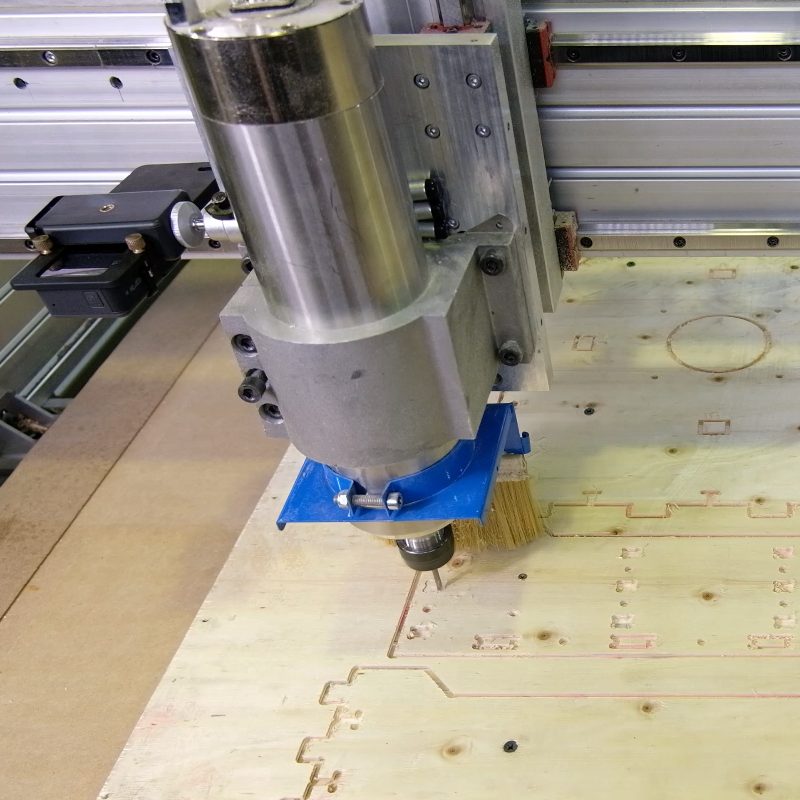 Они имеют стационарные рабочие столы с полной свободой перемещения режущей головки. То есть голова может перемещаться по осям X, Y и Z и вокруг них.
Они имеют стационарные рабочие столы с полной свободой перемещения режущей головки. То есть голова может перемещаться по осям X, Y и Z и вокруг них. Основными компонентами панели управления являются монитор ЧПУ и кнопки программирования. Большинство станков с ЧПУ имеют легкодоступные панели управления для облегчения обработки.
Основными компонентами панели управления являются монитор ЧПУ и кнопки программирования. Большинство станков с ЧПУ имеют легкодоступные панели управления для облегчения обработки. В большинстве рабочих столов используются Т-образные пазы для обеспечения легкого зажима заготовки.
В большинстве рабочих столов используются Т-образные пазы для обеспечения легкого зажима заготовки. Они различаются в зависимости от расположения, количества, расстояния между зубьями, диаметра, длины и геометрии.
Они различаются в зависимости от расположения, количества, расстояния между зубьями, диаметра, длины и геометрии. д.
д. Таким образом, проекты сохраняются с повышенной эффективностью и производительностью.
Таким образом, проекты сохраняются с повышенной эффективностью и производительностью.
 На мой взгляд, это первая конструкция динамиков, которая успешно сочетает дихотомию музыкальных и звуковых ориентиров без каких-либо компромиссов. Можно сказать, что это противоречие, поскольку «референс» подразумевает аналитическое качество, а не способность обеспечить эмоционально трогательное впечатление от прослушивания. А во всех остальных случаях я должен был бы согласиться. Но не в этот раз. Matrix 800 обладает сверхъестественной способностью выявлять мельчайшие дефекты, присущие исходному материалу и электронике, обеспечивая при этом впечатления от прослушивания, с которыми может соперничать только живая музыка. Да, есть более дорогие динамики, которые обеспечат более грандиозное звуковое зрелище, но не с таким волшебным сочетанием музыкальной честности и предельной прозрачности, как 800.
На мой взгляд, это первая конструкция динамиков, которая успешно сочетает дихотомию музыкальных и звуковых ориентиров без каких-либо компромиссов. Можно сказать, что это противоречие, поскольку «референс» подразумевает аналитическое качество, а не способность обеспечить эмоционально трогательное впечатление от прослушивания. А во всех остальных случаях я должен был бы согласиться. Но не в этот раз. Matrix 800 обладает сверхъестественной способностью выявлять мельчайшие дефекты, присущие исходному материалу и электронике, обеспечивая при этом впечатления от прослушивания, с которыми может соперничать только живая музыка. Да, есть более дорогие динамики, которые обеспечат более грандиозное звуковое зрелище, но не с таким волшебным сочетанием музыкальной честности и предельной прозрачности, как 800. Следующим логическим шагом в этом обсуждении является сравнение между яблоками и яблоками. Трудная задача, так как они совершенно разные во всех отношениях. Но если бы меня подтолкнули к абсолютному сравнению этих двух продуктов, я бы сказал, что 800 — это полная реализация зародыша, заложенного в 801. Другими словами, 801 переопределяет конструкцию динамических громкоговорителей — 800 переопределяет искусство музыкального воспроизведения.
Следующим логическим шагом в этом обсуждении является сравнение между яблоками и яблоками. Трудная задача, так как они совершенно разные во всех отношениях. Но если бы меня подтолкнули к абсолютному сравнению этих двух продуктов, я бы сказал, что 800 — это полная реализация зародыша, заложенного в 801. Другими словами, 801 переопределяет конструкцию динамических громкоговорителей — 800 переопределяет искусство музыкального воспроизведения. 0003 Титаник !» В настоящее время у нас есть противостояние между говорящими и супругом. Она ненавидит то, как они выглядят, но любит, как они звучат (настоящие отношения любви-ненависти). Думаю, я смогу их сохранить.
0003 Титаник !» В настоящее время у нас есть противостояние между говорящими и супругом. Она ненавидит то, как они выглядят, но любит, как они звучат (настоящие отношения любви-ненависти). Думаю, я смогу их сохранить. Имеются четыре металлических конуса с резьбой, которые ввинчиваются в нижнюю часть основания. Все три корпуса (два низкочастотных, один среднечастотный/твитерный) соединены стальным соединительным мостом, установленным сзади, к центральному корпусу (который акустически развязан с помощью энергопоглощающих креплений).
Имеются четыре металлических конуса с резьбой, которые ввинчиваются в нижнюю часть основания. Все три корпуса (два низкочастотных, один среднечастотный/твитерный) соединены стальным соединительным мостом, установленным сзади, к центральному корпусу (который акустически развязан с помощью энергопоглощающих креплений). Их технология «Матрица», включающая внутреннюю систему соты внутри корпусов, используются в корпусах НЧ-динамиков и СЧ/ВЧ-динамиков 800-х годов и эффективно создают акустически инертные корпуса.
Их технология «Матрица», включающая внутреннюю систему соты внутри корпусов, используются в корпусах НЧ-динамиков и СЧ/ВЧ-динамиков 800-х годов и эффективно создают акустически инертные корпуса.
 Теоретические преимущества, которые дает это, включают не только расширенный басовый отклик в корпусе, настроенном на более высокие основные частоты, но и быстрое затухание (36 дБ/октава) любой низкочастотной информации ниже 19 Гц, которая может вызвать чрезмерные отклонения вуфера и возможные искажения. Хотя фильтр выравнивания басов, на мой взгляд, необходим для точного воспроизведения низких частот с помощью матричного монитора 801, я не уверен, что с 800 ситуация такая же. Подробнее об этом позже.
Теоретические преимущества, которые дает это, включают не только расширенный басовый отклик в корпусе, настроенном на более высокие основные частоты, но и быстрое затухание (36 дБ/октава) любой низкочастотной информации ниже 19 Гц, которая может вызвать чрезмерные отклонения вуфера и возможные искажения. Хотя фильтр выравнивания басов, на мой взгляд, необходим для точного воспроизведения низких частот с помощью матричного монитора 801, я не уверен, что с 800 ситуация такая же. Подробнее об этом позже. Такой же продвинутый, как и некоторые из его дорогостоящих собратьев, но без сложной настройки или программирования, которые требуются во многих других решениях.
Такой же продвинутый, как и некоторые из его дорогостоящих собратьев, но без сложной настройки или программирования, которые требуются во многих других решениях.

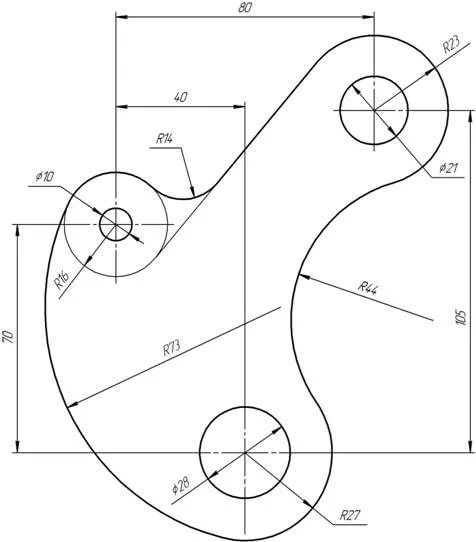 Исключение составляют размеры, перенесенные с чертежей изделий-заготовок и размеры деталей (элементов), указанных в обозначении материала в основной надписи.
Исключение составляют размеры, перенесенные с чертежей изделий-заготовок и размеры деталей (элементов), указанных в обозначении материала в основной надписи. 3 и 4.
3 и 4.
 Размерная линия радиуса имеет только одну стрелку со стороны дуги. Сопряжения, изображенные не в проекции, рекомендуется обозначать через R не в проекции (рис. 7).
Размерная линия радиуса имеет только одну стрелку со стороны дуги. Сопряжения, изображенные не в проекции, рекомендуется обозначать через R не в проекции (рис. 7). 307-81).
307-81).
 Количество одинаковых отверстий всегда указывают полностью, а их размеры – только один раз.
Количество одинаковых отверстий всегда указывают полностью, а их размеры – только один раз.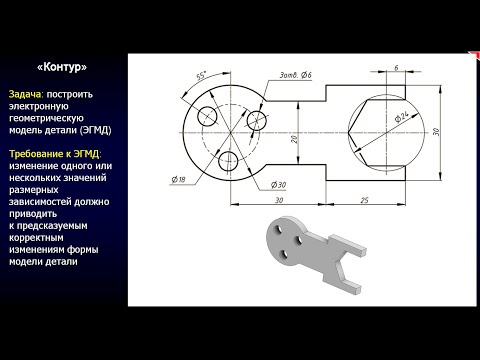 19
19
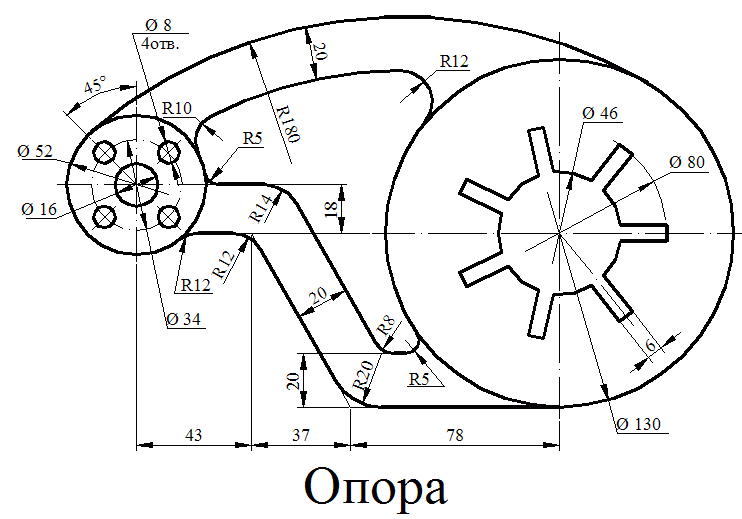
 22).
22). Все остальные размеры наносят на проекциях детали (рис. 23). Размеры, нанесенные на развертке, не повторяются на проекциях детали. На развертке детали делается надпись «Развертка».
Все остальные размеры наносят на проекциях детали (рис. 23). Размеры, нанесенные на развертке, не повторяются на проекциях детали. На развертке детали делается надпись «Развертка». Поэтому при выполнении чертежа сборочной единицы после сварки необходимо выполнить и чертежи деталей, входящих в сборку. На сборочном чертеже должны быть нанесены размеры, относящиеся к взаимному расположению свариваемых деталей, и размеры механической обработки. Чертежи деталей, изготовленных сваркой, оформляют согласно ГОСТ 2.109- 73, п. 3.3 (рис. 25).
Поэтому при выполнении чертежа сборочной единицы после сварки необходимо выполнить и чертежи деталей, входящих в сборку. На сборочном чертеже должны быть нанесены размеры, относящиеся к взаимному расположению свариваемых деталей, и размеры механической обработки. Чертежи деталей, изготовленных сваркой, оформляют согласно ГОСТ 2.109- 73, п. 3.3 (рис. 25).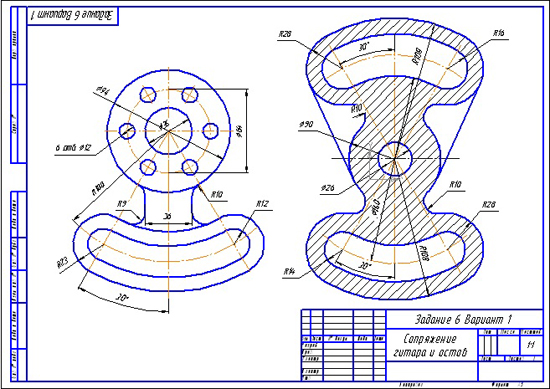
 п.
п.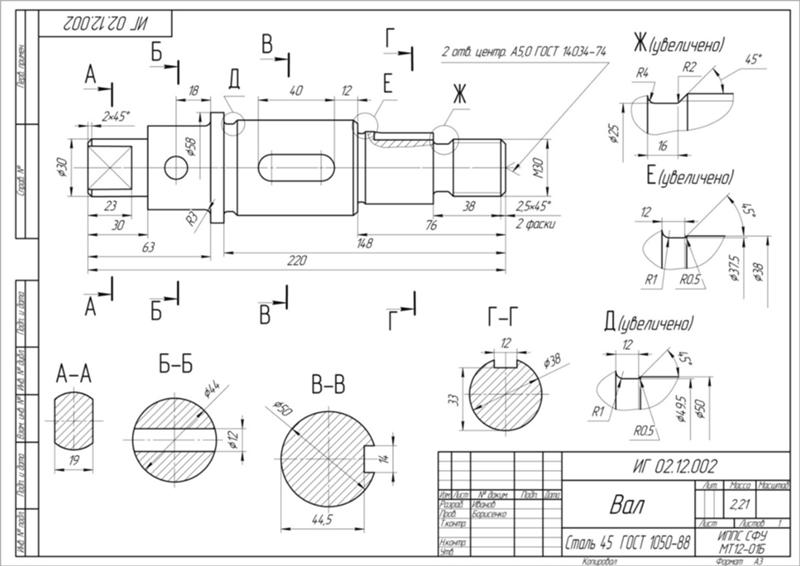
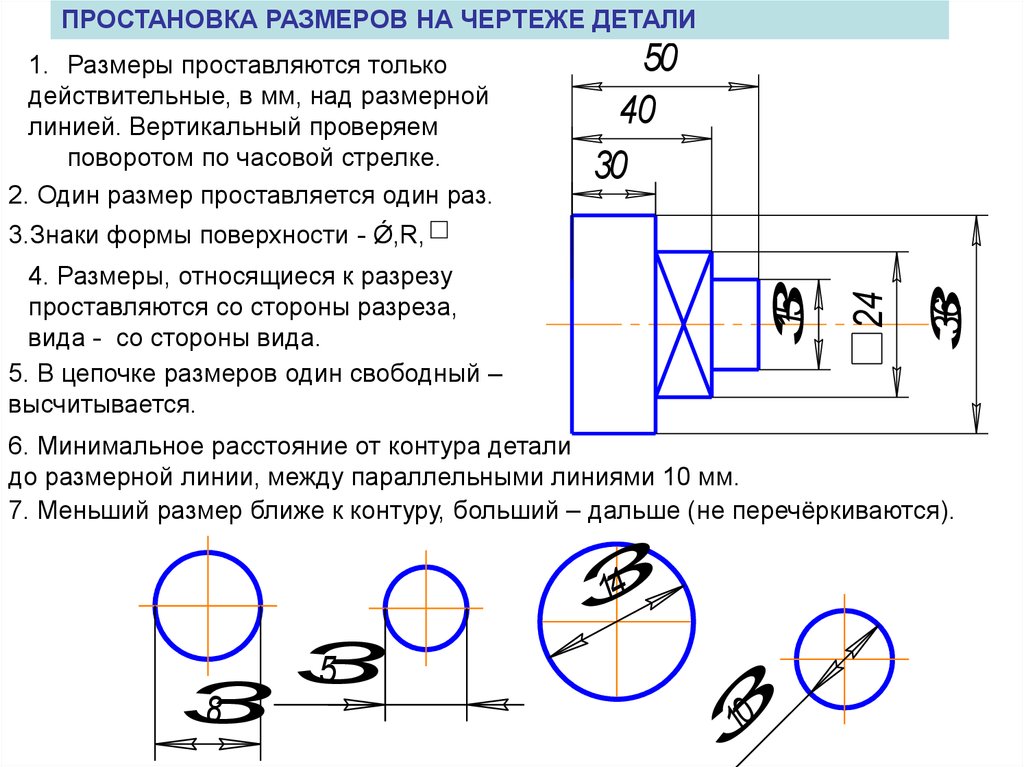 Её контур состоит из прямых линий и дуг окружностей радиусом 10 мм. Предстоит выполнить сопряжения прямой линии с дугой окружности и двух дуг дугами окружностей радиусом 15 мм.
Её контур состоит из прямых линий и дуг окружностей радиусом 10 мм. Предстоит выполнить сопряжения прямой линии с дугой окружности и двух дуг дугами окружностей радиусом 15 мм.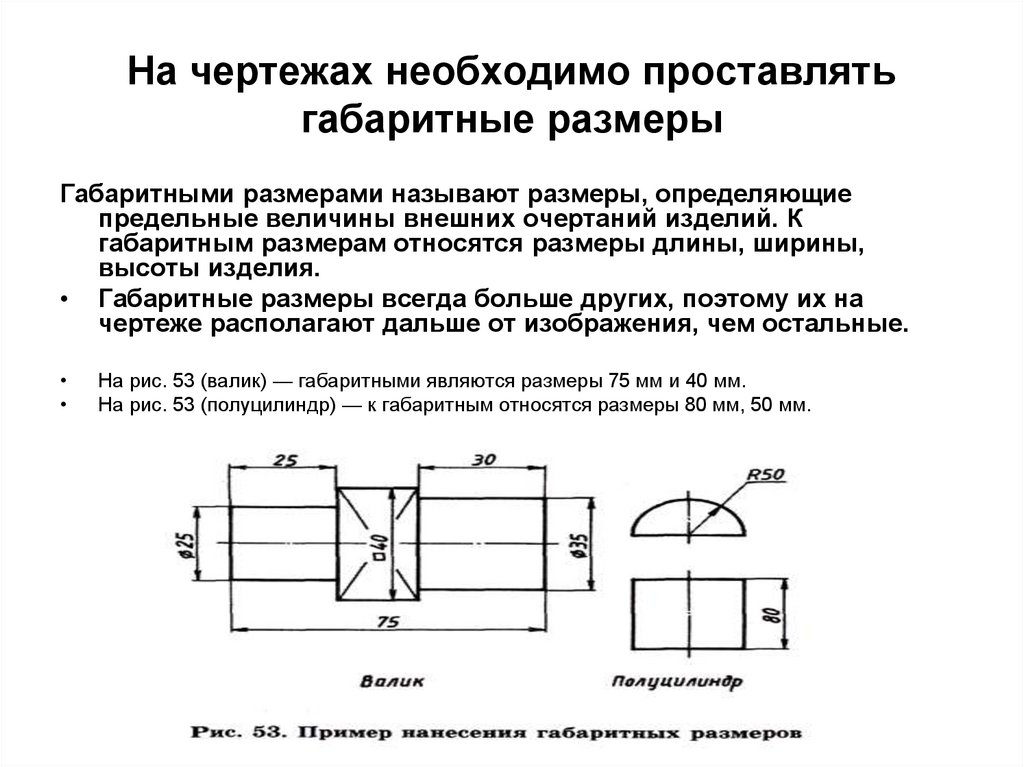 Центры четырёх дуг определяются по заданным условиям (рис. 43, в). Предстоит выполнить с каждой стороны от оси по четыре сопряжения двух дуг и построить касательную к двум дугам окружностей (рис. 43, г).
Центры четырёх дуг определяются по заданным условиям (рис. 43, в). Предстоит выполнить с каждой стороны от оси по четыре сопряжения двух дуг и построить касательную к двум дугам окружностей (рис. 43, г).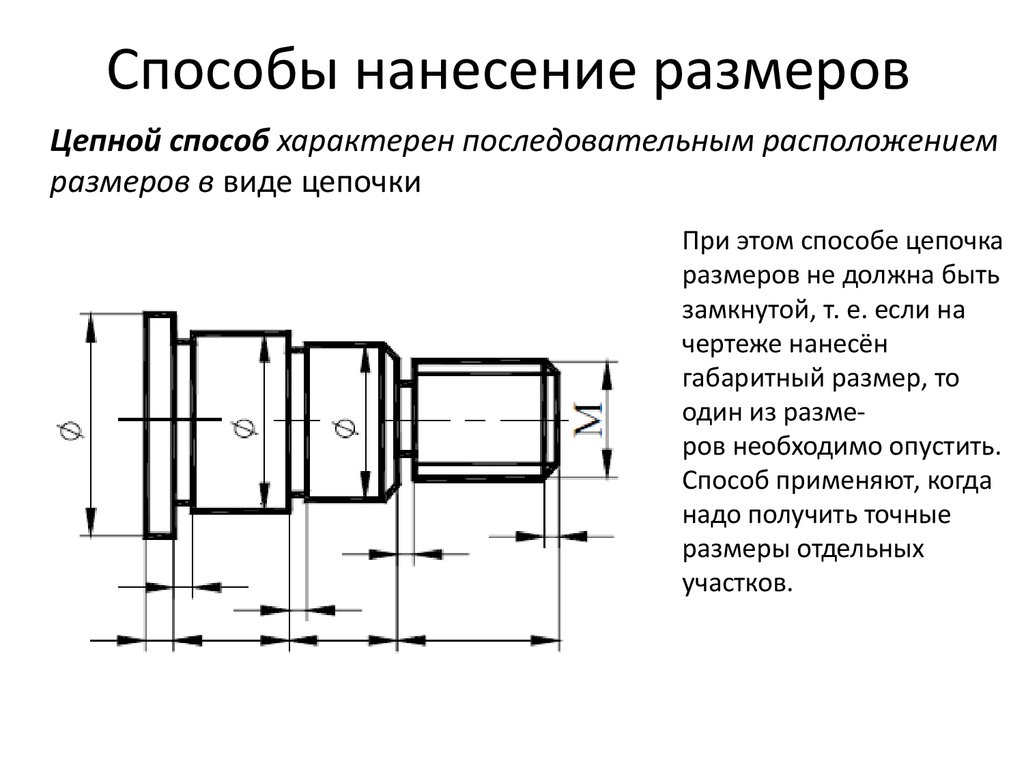
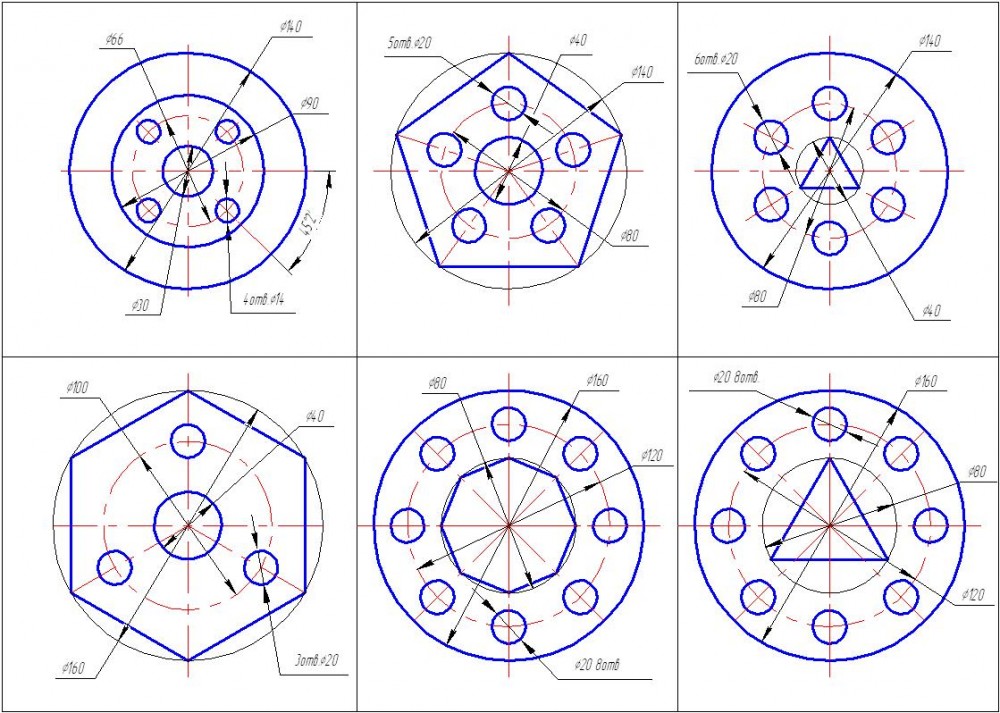
 2em;
}
2em;
}
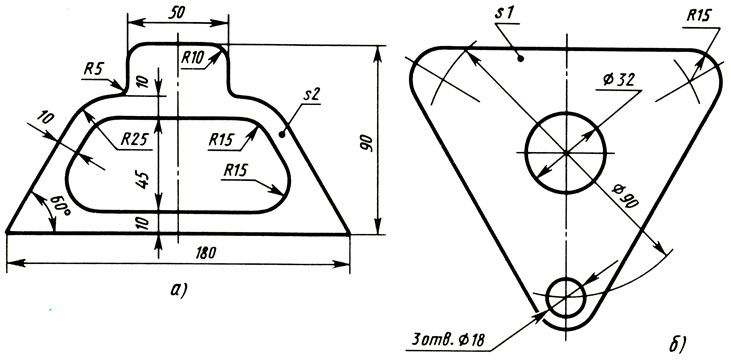 Порядок значений не имеет значения. Как и во всех сокращенных свойствах, любые пропущенные вложенные значения будут установлены в их начальное значение.
Порядок значений не имеет значения. Как и во всех сокращенных свойствах, любые пропущенные вложенные значения будут установлены в их начальное значение.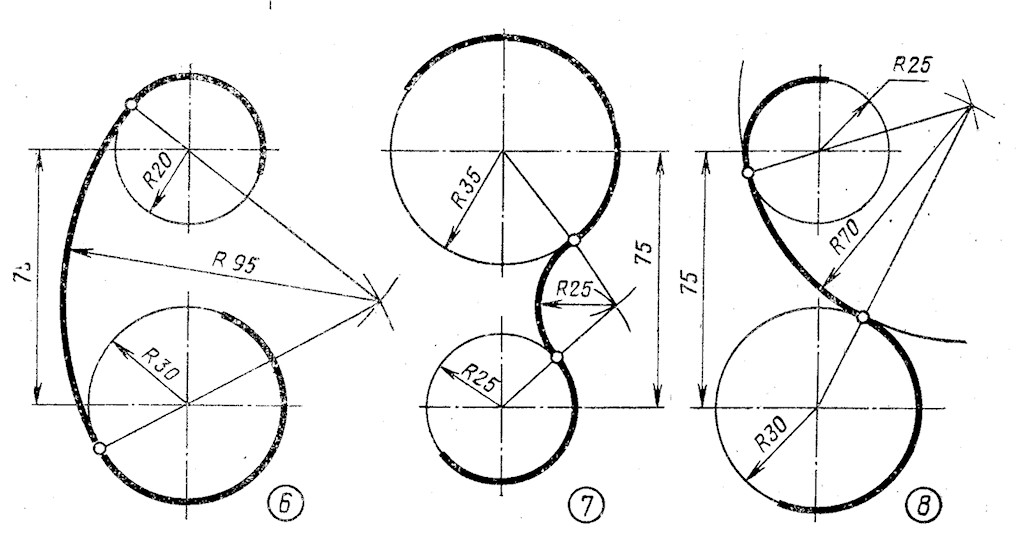 По умолчанию
По умолчанию 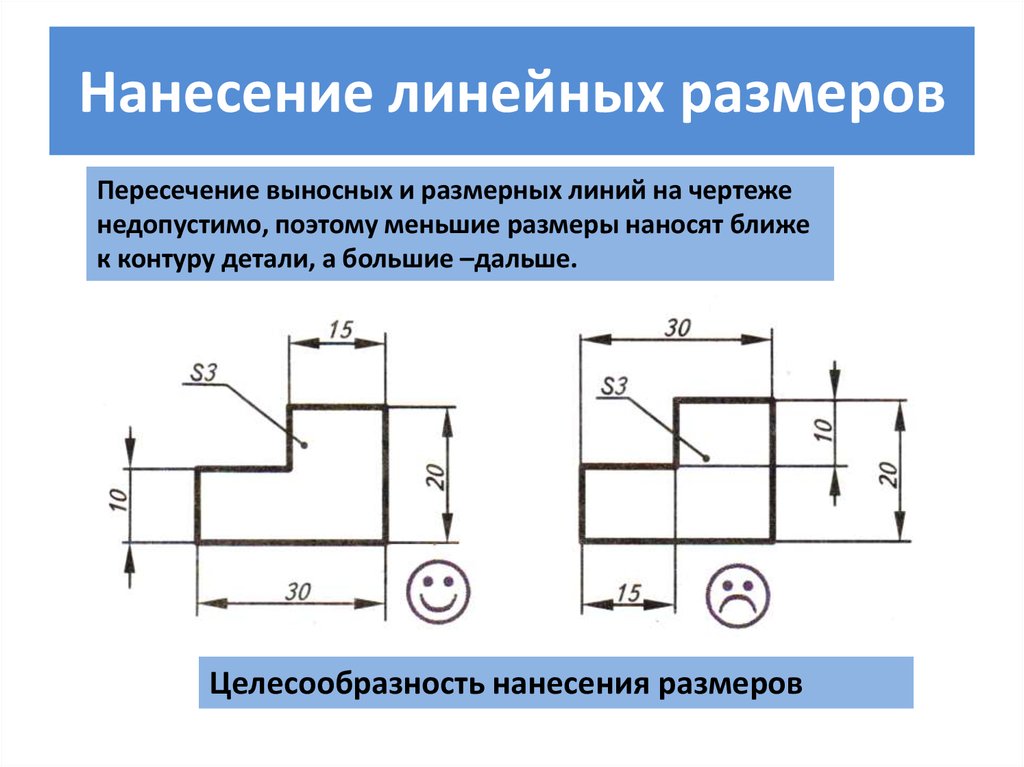 Обеспечьте очевидный стиль фокуса, если стиль фокуса по умолчанию удален.
Обеспечьте очевидный стиль фокуса, если стиль фокуса по умолчанию удален. Для значения цвета, если значение полупрозрачное, вычисленное значение будет соответствовать
Для значения цвета, если значение полупрозрачное, вычисленное значение будет соответствовать 
 Такая гидроизоляция выполняется путем наклейки или наплавления рулонных, листовых, плиточных материалов. Это многослойный (3-5 слоев) способ, который дополнительно требует защиты стенками или стяжками по всей поверхности. Самые востребованные рулонные материалы для оклеечной изоляции это стеклорубероид и рубероид. Их плюсы – дешевизна и простой способ укладки, минусы – недолговечность, средняя водонепроницаемость, подверженность гниению;
Такая гидроизоляция выполняется путем наклейки или наплавления рулонных, листовых, плиточных материалов. Это многослойный (3-5 слоев) способ, который дополнительно требует защиты стенками или стяжками по всей поверхности. Самые востребованные рулонные материалы для оклеечной изоляции это стеклорубероид и рубероид. Их плюсы – дешевизна и простой способ укладки, минусы – недолговечность, средняя водонепроницаемость, подверженность гниению; Кроме того, в последнее время все чаще применяются такие современные составы как битумперлит, пеноэпоксид;
Кроме того, в последнее время все чаще применяются такие современные составы как битумперлит, пеноэпоксид;
 Такая гидроизоляция выполняется в два этапа:
Такая гидроизоляция выполняется в два этапа:
 Покрытия на полимерной основе для бетона от производителя Гидрозо.
Покрытия на полимерной основе для бетона от производителя Гидрозо. п.
п. 5
5
 ..
..

 Простой способ нанесения позволяет использовать полимерную гидроизоляцию на объектах со сложной конфигурацией. Хороший адгезионные свойства продуктовой линейки ДенсТоп позволяют наносить их на различных материалах – бетон, декоративные покрытия, блочные модули и т.д.
Простой способ нанесения позволяет использовать полимерную гидроизоляцию на объектах со сложной конфигурацией. Хороший адгезионные свойства продуктовой линейки ДенсТоп позволяют наносить их на различных материалах – бетон, декоративные покрытия, блочные модули и т.д. Технология ПММА снижает риски для здоровья и безопасности
Технология ПММА снижает риски для здоровья и безопасности См. «Дозировки катализатора ПММА»
См. «Дозировки катализатора ПММА» ):
):  Следовательно, и установщик, и конечный потребитель выигрывают от сокращения рабочего времени до минимума.
Следовательно, и установщик, и конечный потребитель выигрывают от сокращения рабочего времени до минимума.

 Нашу краску на основе ПММА также можно назвать водостойким жидким каучуковым герметиком.
Нашу краску на основе ПММА также можно назвать водостойким жидким каучуковым герметиком. Обладает превосходной ударопрочностью
Обладает превосходной ударопрочностью Эти системы предназначены для установки на различные подложки и могут быть классом огнестойкости А. МТП 2785.
Эти системы предназначены для установки на различные подложки и могут быть классом огнестойкости А. МТП 2785.
 Наши базовые покрытия наносятся в жидком виде, обычно ароматные, экономичные, обладают высокой растяжимостью, прочны и удобны в использовании.
Наши базовые покрытия наносятся в жидком виде, обычно ароматные, экономичные, обладают высокой растяжимостью, прочны и удобны в использовании.

%20s%20komplektom%20tsang%2013%20sht%201-13%20mm%20(er20).jpg) 005мм)
005мм)
 п
п

 Они обеспечивают максимально возможную плотность фиксации инструмента, исключают факт его проскальзывание (при правильном подборе цанги и качественном закреплении фиксирующей гайки) и позволяют без погрешностей снимать большое количество материала на высокой скорости.
Они обеспечивают максимально возможную плотность фиксации инструмента, исключают факт его проскальзывание (при правильном подборе цанги и качественном закреплении фиксирующей гайки) и позволяют без погрешностей снимать большое количество материала на высокой скорости. 0,"createdAt":1636239790}» itemprop=»review» itemscope=»» itemtype=»http://schema.org/Review»>
0,"createdAt":1636239790}» itemprop=»review» itemscope=»» itemtype=»http://schema.org/Review»>
 Сначала это немного сбивало с толку из-за того, как цанга сидит в патроне. Похоже, что головка, которая навинчивается на патрон, была сделана неправильно, и цанга патрона не подходит правильно, но на самом деле она сконструирована таким образом, что цанга вставляется в винт на кольце и как бы фиксируется в цанге, а затем вы вставляете ее. в корпус патрона. Затем, когда резьба ослаблена, вставьте патрон для штифта или заготовку и продолжайте затягивать. Я пошел в Woodcraft в Спокане после покупки этого патрона, думая, что что-то не так с тем, как был обработан винт на кольце, поэтому мы посмотрели на другой, и он был таким же. Дэнни и Марк, которые там работают, помогали мне, и вместе с нами нашли на форуме владельцев изделий из дерева, что это была неправильно понятая конструкция, а резьбовое кольцо было обработано так, чтобы сначала свободно зафиксировать цангу, а затем вставить ее в корпус патрона. Что ж, как только я получил ответ от Марка и Денни, нет нужды говорить, что патрон работает отлично, и я им очень доволен.
Сначала это немного сбивало с толку из-за того, как цанга сидит в патроне. Похоже, что головка, которая навинчивается на патрон, была сделана неправильно, и цанга патрона не подходит правильно, но на самом деле она сконструирована таким образом, что цанга вставляется в винт на кольце и как бы фиксируется в цанге, а затем вы вставляете ее. в корпус патрона. Затем, когда резьба ослаблена, вставьте патрон для штифта или заготовку и продолжайте затягивать. Я пошел в Woodcraft в Спокане после покупки этого патрона, думая, что что-то не так с тем, как был обработан винт на кольце, поэтому мы посмотрели на другой, и он был таким же. Дэнни и Марк, которые там работают, помогали мне, и вместе с нами нашли на форуме владельцев изделий из дерева, что это была неправильно понятая конструкция, а резьбовое кольцо было обработано так, чтобы сначала свободно зафиксировать цангу, а затем вставить ее в корпус патрона. Что ж, как только я получил ответ от Марка и Денни, нет нужды говорить, что патрон работает отлично, и я им очень доволен. Спасибо Марку и Денни за отличное обслуживание клиентов.
Спасибо Марку и Денни за отличное обслуживание клиентов.
 org/Review»>
org/Review»> Не удалось найти поставщика для замены.
Не удалось найти поставщика для замены.
 org/Review»>
org/Review»> 0,"createdAt":1261180800}» itemprop=»review» itemscope=»» itemtype=»http://schema.org/Review»>
0,"createdAt":1261180800}» itemprop=»review» itemscope=»» itemtype=»http://schema.org/Review»> org/Review»>
org/Review»>

 Если вы сделали отверстие слишком большим, сделайте прорезь больше. Вставьте его в челюсти и попробуйте шип. Снимите шип и закройте кулачки и поверните цангу так, чтобы она была гладкой и располагалась в одной плоскости с поверхностью кулачков. Откройте кулачки патрона, вставьте шип в деревянную цангу и плотно затяните кулачки. Вуаля! Отвернуться. Когда вы закончите использовать цангу, выбросьте ее, вам не нужен еще один кусок дерева, загромождающий магазин. Счастливый поворот.
Если вы сделали отверстие слишком большим, сделайте прорезь больше. Вставьте его в челюсти и попробуйте шип. Снимите шип и закройте кулачки и поверните цангу так, чтобы она была гладкой и располагалась в одной плоскости с поверхностью кулачков. Откройте кулачки патрона, вставьте шип в деревянную цангу и плотно затяните кулачки. Вуаля! Отвернуться. Когда вы закончите использовать цангу, выбросьте ее, вам не нужен еще один кусок дерева, загромождающий магазин. Счастливый поворот. com
com

 Для этого используют абразив, вращающийся с определенным интервалом времени.
Для этого используют абразив, вращающийся с определенным интервалом времени.
 После полировки нужно утилизировать химикаты.
После полировки нужно утилизировать химикаты. Такие эксперты работают в компании «Металлообработка — ВН».
Такие эксперты работают в компании «Металлообработка — ВН».






 Узнайте разницу и как их измерить здесь.
Узнайте разницу и как их измерить здесь.
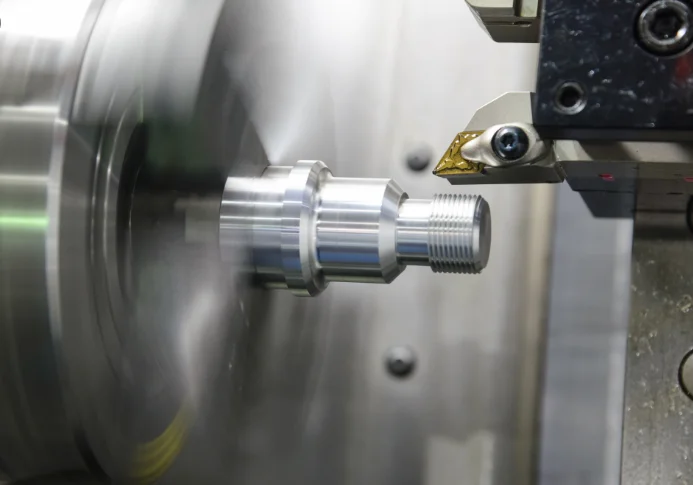 Узнайте, почему вольфрам по-прежнему широко используется.
Узнайте, почему вольфрам по-прежнему широко используется.
 Часто задаваемые вопросы
Часто задаваемые вопросы Это руководство поможет.
Это руководство поможет.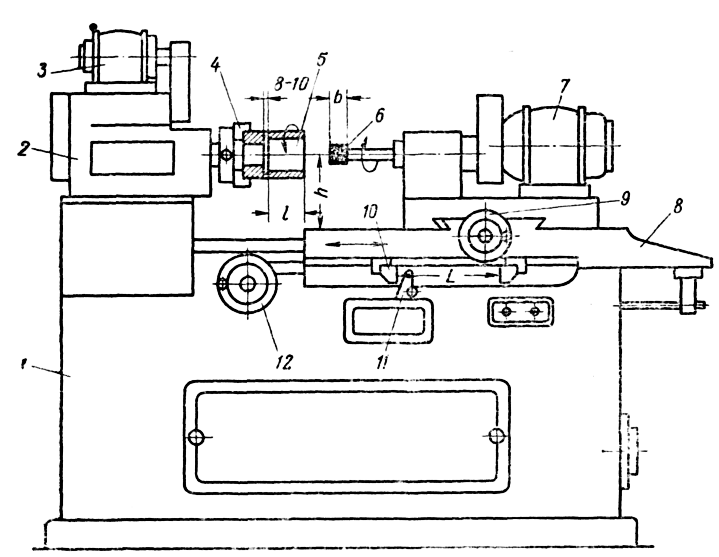
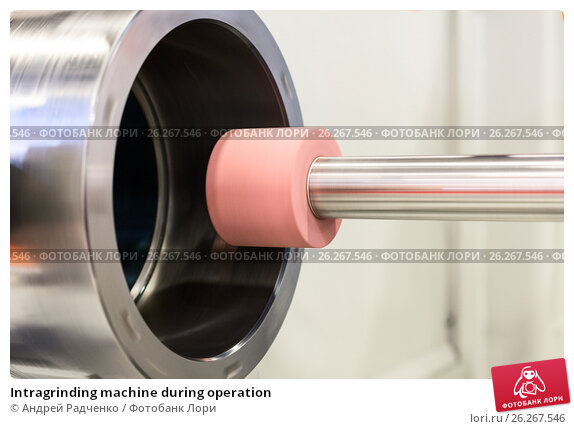



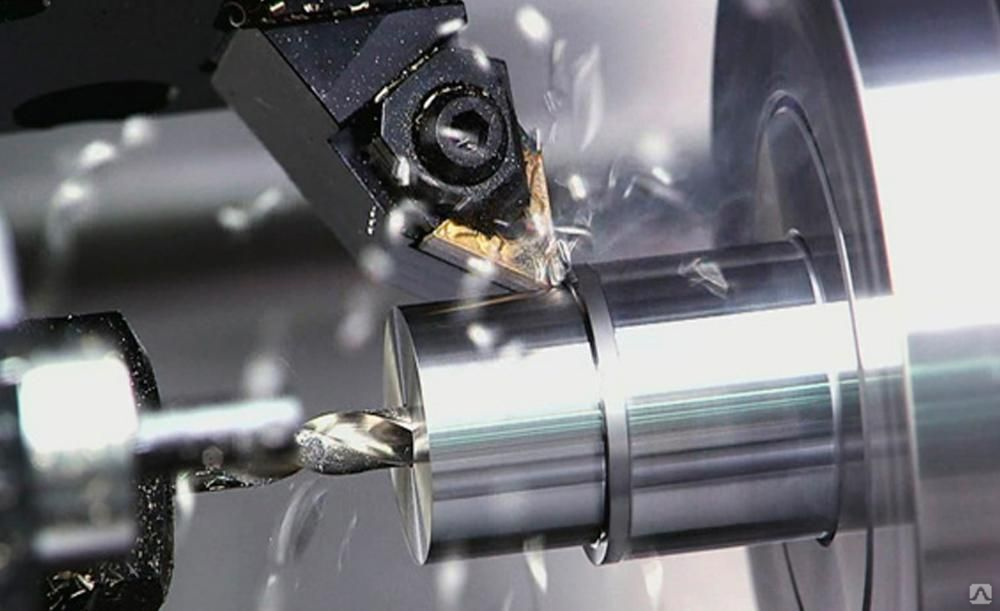


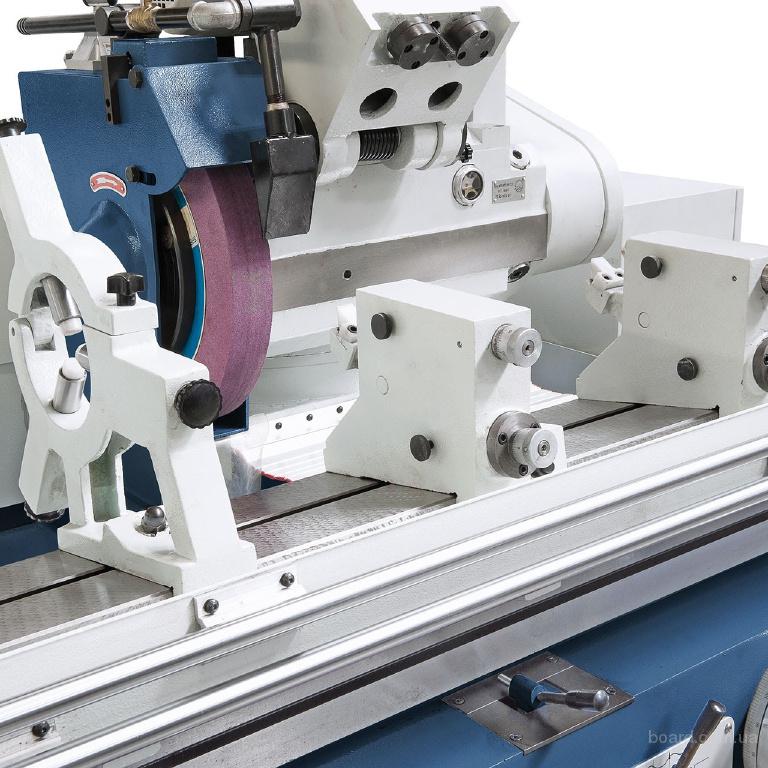

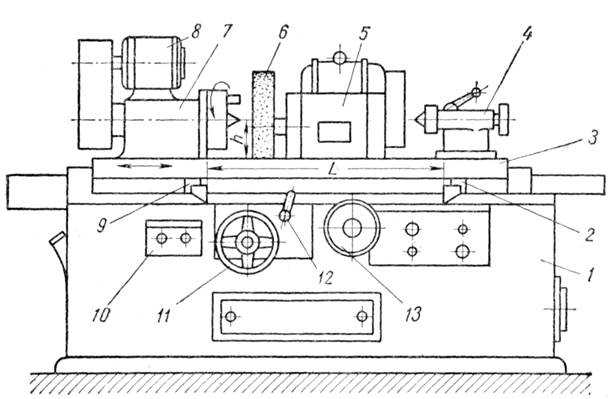





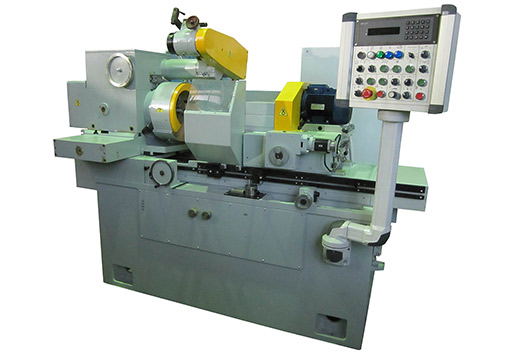

 Ознакомьтесь с этими практическими рекомендациями, чтобы принять правильное решение.
Ознакомьтесь с этими практическими рекомендациями, чтобы принять правильное решение.
 Изучите некоторые основы этого процесса.
Изучите некоторые основы этого процесса.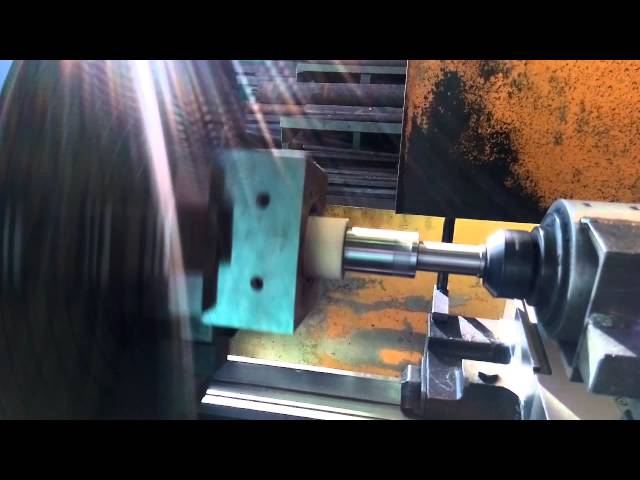
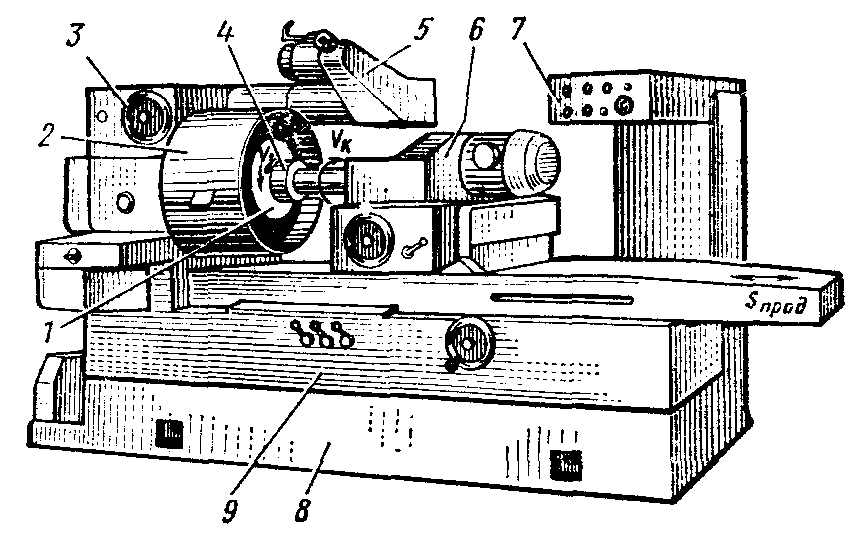



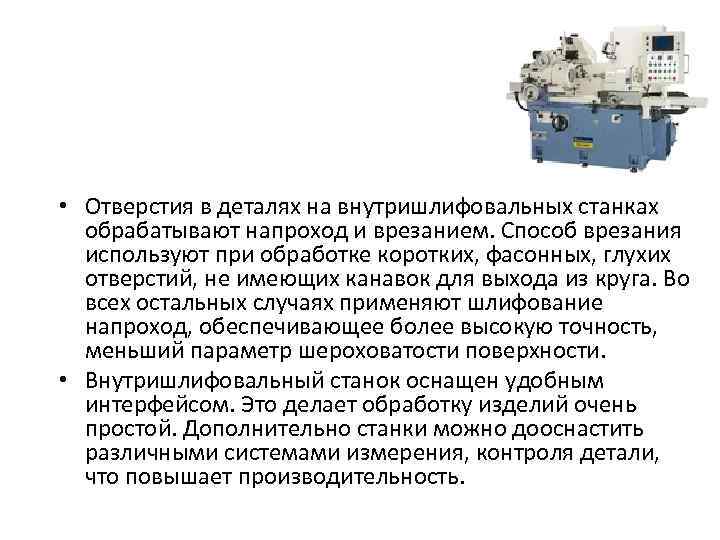
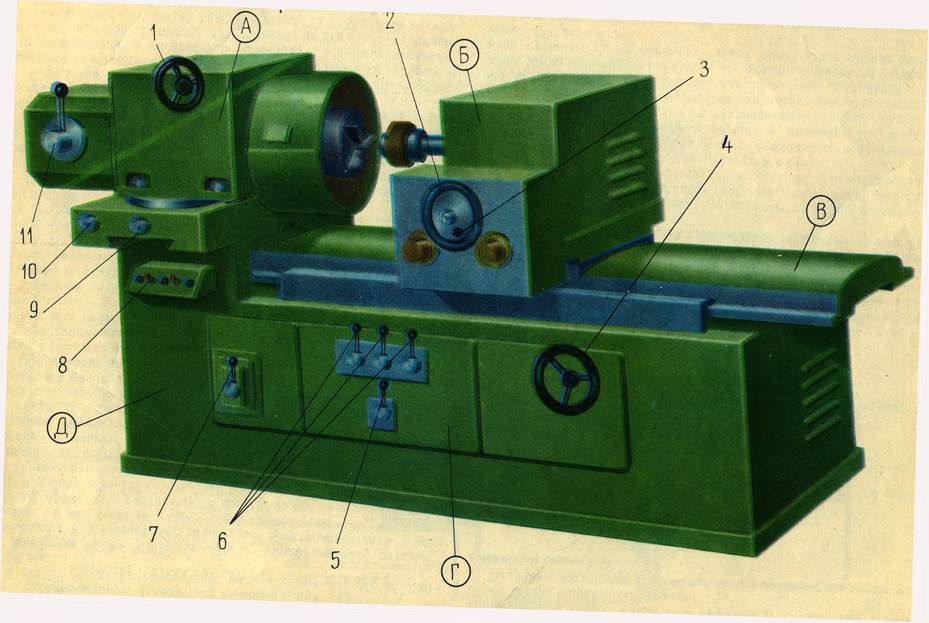 В обозначении моделей станков с цикловым программным управлением добавлена буква Ц.
В обозначении моделей станков с цикловым программным управлением добавлена буква Ц.
 Эта причина является наиболее важной.
Эта причина является наиболее важной.
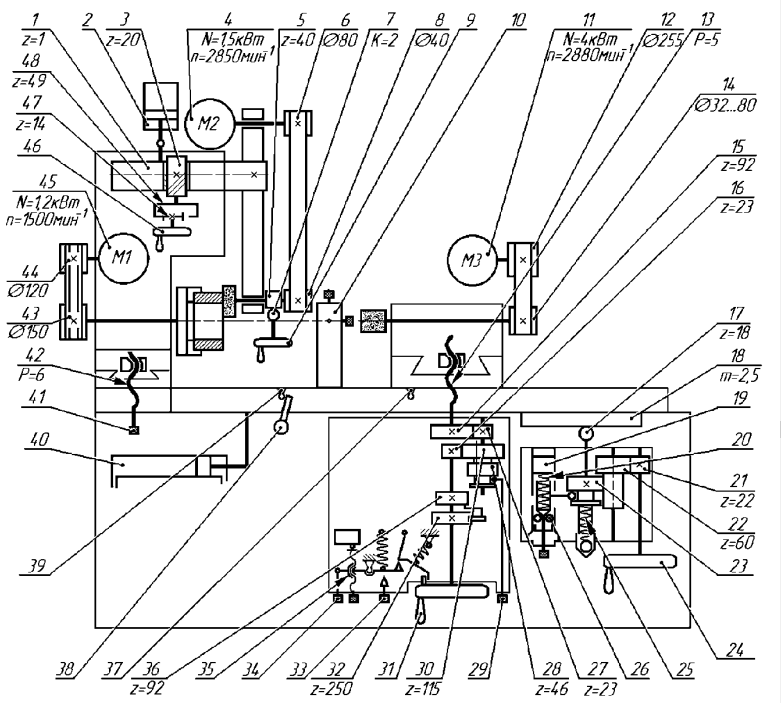


 Шлифовка поверхности, энергопотребление и срок службы инструмента (диска) могут рассматриваться в качестве основных критериев измельчаемости металлов. Кроме того, существуют важные факторы образования стружки и восприимчивости к повреждению заготовки. Образование стружки, ведущее к «загруженности» диска, наносит вред.
Шлифовка поверхности, энергопотребление и срок службы инструмента (диска) могут рассматриваться в качестве основных критериев измельчаемости металлов. Кроме того, существуют важные факторы образования стружки и восприимчивости к повреждению заготовки. Образование стружки, ведущее к «загруженности» диска, наносит вред. Могут быть отмечены любые улучшения или ухудшения в процессе шлифования, о чем свидетельствует износ диска, обработка поверхности или повреждение заготовки.
Могут быть отмечены любые улучшения или ухудшения в процессе шлифования, о чем свидетельствует износ диска, обработка поверхности или повреждение заготовки.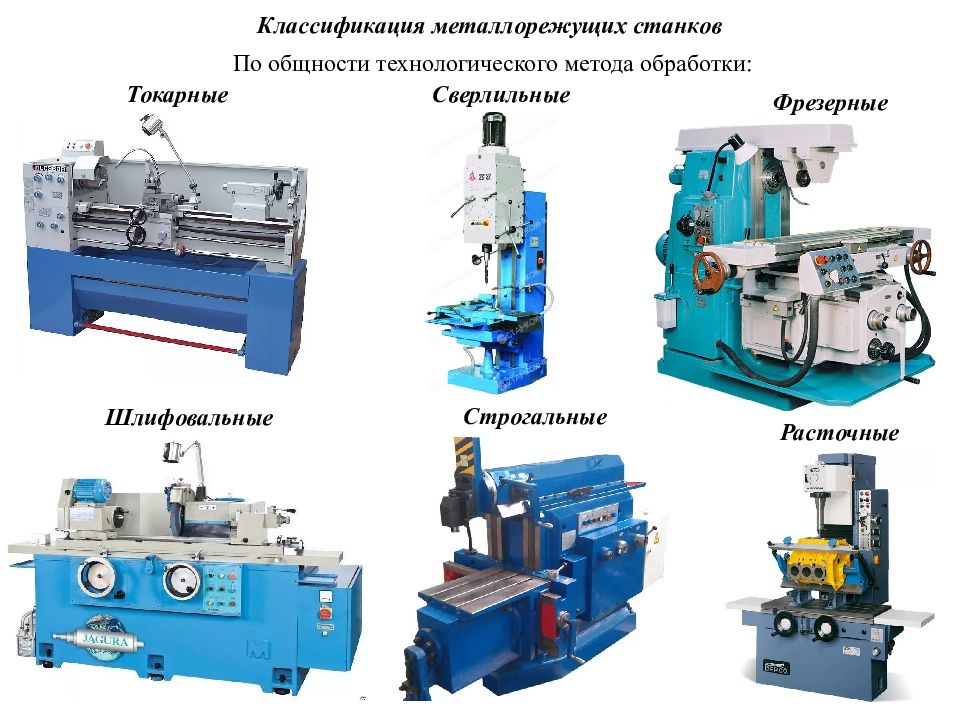 Эффективность агрегата повышает наличие различных насадок (дисков), которые позволяют работать не только с древесиной, но и с пластиком, камнем, бетоном, металлом.
Эффективность агрегата повышает наличие различных насадок (дисков), которые позволяют работать не только с древесиной, но и с пластиком, камнем, бетоном, металлом.
 Для его распыления используют специальное оборудование. Это недешевые аппараты, с которыми нужно уметь правильно обращаться и грамотно обслуживать.
Для его распыления используют специальное оборудование. Это недешевые аппараты, с которыми нужно уметь правильно обращаться и грамотно обслуживать.
 Эксцентриковая шлифмашинка (ЭШМ) особым образом зачищает, шлифует и полирует дерево, шпатлевку, металл. Она уступает в производительности вибрационной и ленточной шлифмашине.
Эксцентриковая шлифмашинка (ЭШМ) особым образом зачищает, шлифует и полирует дерево, шпатлевку, металл. Она уступает в производительности вибрационной и ленточной шлифмашине. Цифра 3 соответствует шлифовальным, полировальным и доводочным станкам (1 — токарным станкам; 2 — сверлильным и расточным станкам, 4 — комбинированным станкам; 5 — зубо- и резьбообрабатывающим станкам; 8 — разрезным станкам и 9 — разным станкам).
Цифра 3 соответствует шлифовальным, полировальным и доводочным станкам (1 — токарным станкам; 2 — сверлильным и расточным станкам, 4 — комбинированным станкам; 5 — зубо- и резьбообрабатывающим станкам; 8 — разрезным станкам и 9 — разным станкам). А вот ЧПУ обходится дороже, но записанные программы можно заменять на программоносителе, что ускоряет и упрощает перенастройку.
А вот ЧПУ обходится дороже, но записанные программы можно заменять на программоносителе, что ускоряет и упрощает перенастройку. Конец каждого двойного хода сопровождается подачей на глубину шлифовки.
Конец каждого двойного хода сопровождается подачей на глубину шлифовки.

 При шлифовании древесины используют различные инструменты: различные шлифовальные машины, болгарку, дрель. Также древесину шлифуют и вручную.
При шлифовании древесины используют различные инструменты: различные шлифовальные машины, болгарку, дрель. Также древесину шлифуют и вручную. поддерживать.
поддерживать.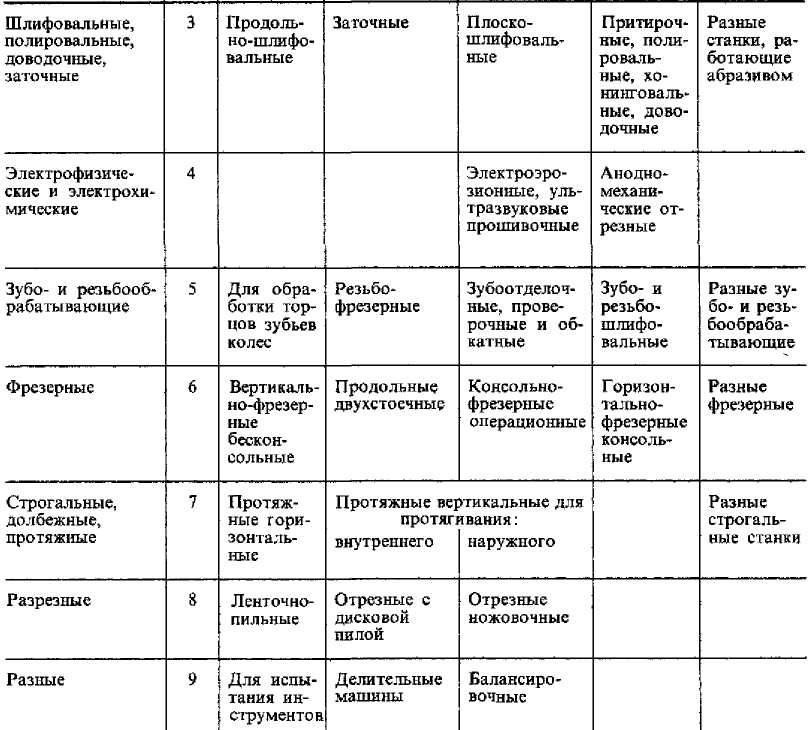




 Наносят двухупаковочные лаки в 2–3 тонких слоя.
Наносят двухупаковочные лаки в 2–3 тонких слоя.

 Нанести тонкий слой грунтовки, чтобы заполнить все трещины и неровности, обеспечить равномерное покрытие.
Нанести тонкий слой грунтовки, чтобы заполнить все трещины и неровности, обеспечить равномерное покрытие.
 Обладает повышенной твердостью, эластичностью. Высыхает при естественных условиях, образуя атмосферостойкую пленку.
Обладает повышенной твердостью, эластичностью. Высыхает при естественных условиях, образуя атмосферостойкую пленку.
 ..
.. Яхтенный лак для дерева в зависимости от технических характеристик, может быть матовым или глянцевым. Первый отличается отсутствием блеска, но зато на нем меньше видны загрязнения и не собирается пыль, второй имеет глянцевую поверхность, которая визуально увеличивает помещение, создавая блики и красивый блеск.
Яхтенный лак для дерева в зависимости от технических характеристик, может быть матовым или глянцевым. Первый отличается отсутствием блеска, но зато на нем меньше видны загрязнения и не собирается пыль, второй имеет глянцевую поверхность, которая визуально увеличивает помещение, создавая блики и красивый блеск.




 У вас есть…
У вас есть… Однако, используя довольно крутую химию, мы можем нейтрализовать масляную смолу и добавить водорастворимые растворители… которые остаются во взвешенном состоянии! Сейчас мы на пути к тому, чтобы стать водными.
Однако, используя довольно крутую химию, мы можем нейтрализовать масляную смолу и добавить водорастворимые растворители… которые остаются во взвешенном состоянии! Сейчас мы на пути к тому, чтобы стать водными.
 При правильном составлении эти смеси могут обеспечить превосходную отделку при нанесении кистью и прекрасны при нанесении распылением. Использование гибридного лака будет контролировать выбросы летучих органических соединений, и они не воспламеняются — ваша страховая компания и местный пожарный будут в восторге!
При правильном составлении эти смеси могут обеспечить превосходную отделку при нанесении кистью и прекрасны при нанесении распылением. Использование гибридного лака будет контролировать выбросы летучих органических соединений, и они не воспламеняются — ваша страховая компания и местный пожарный будут в восторге! EM2000wvx создаст теплое сияние традиционного лака на алкидной основе и подчеркнет красоту поверхности, которую он защищает, и все это со скоростью и безопасностью химикатов на водной основе со сверхнизким содержанием летучих органических соединений.
EM2000wvx создаст теплое сияние традиционного лака на алкидной основе и подчеркнет красоту поверхности, которую он защищает, и все это со скоростью и безопасностью химикатов на водной основе со сверхнизким содержанием летучих органических соединений. Прозрачный лак на водной основе EM2000wvx создаст теплое сияние традиционного лака на алкидной основе и подчеркнет красоту поверхности, которую он защищает, и все это со скоростью и безопасностью химикатов на водной основе со сверхнизким содержанием летучих органических соединений.
Прозрачный лак на водной основе EM2000wvx создаст теплое сияние традиционного лака на алкидной основе и подчеркнет красоту поверхности, которую он защищает, и все это со скоростью и безопасностью химикатов на водной основе со сверхнизким содержанием летучих органических соединений. Специально разработанный для промышленного распыления прозрачный лак EM2000wvx на водной основе также чрезвычайно удобен для нанесения кистью в проектах, требующих нанесения кистью.
Специально разработанный для промышленного распыления прозрачный лак EM2000wvx на водной основе также чрезвычайно удобен для нанесения кистью в проектах, требующих нанесения кистью. После того, как поверхность отшлифована и подготовлена, удалите пыль безворсовой тканью, смоченной водой. НЕ ИСПОЛЬЗУЙТЕ МАСЛО/ВОСКОВУЮ ОДЕЖДУ. 2. Если на поверхность, подлежащую отделке, нанесены зернистый наполнитель, глазурь или морилка на основе растворителя, убедитесь, что эти продукты совместимы с EM2000wvx, предварительно подготовив и протестировав панель. Если совместимость сомнительна, закройте противоположную поверхность депарафинированным шеллаком, прежде чем наносить EM2000wvx. 3. Аккуратно перемешайте лак перед использованием. При использовании полуглянцевой, сатиновой или матовой версии убедитесь, что весь матирующий агент снова перемешан с раствором. 4. Нанесите 2 слоя EM2000wvx, разбавленного до 20% по объему жидкости, с водопроводной водой, чтобы он действовал как проникающий защитный слой. Дайте каждому слою высохнуть на воздухе в течение как минимум 1-2 часов или когда слой герметика мягко рассыпается при шлифовании, не забивая наждачную бумагу. 5. Нанесите верхние покрытия EM2000wvx в том виде, в каком они входят в комплект поставки, или разбавьте их на 5% по объему с помощью основной водопроводной воды.
После того, как поверхность отшлифована и подготовлена, удалите пыль безворсовой тканью, смоченной водой. НЕ ИСПОЛЬЗУЙТЕ МАСЛО/ВОСКОВУЮ ОДЕЖДУ. 2. Если на поверхность, подлежащую отделке, нанесены зернистый наполнитель, глазурь или морилка на основе растворителя, убедитесь, что эти продукты совместимы с EM2000wvx, предварительно подготовив и протестировав панель. Если совместимость сомнительна, закройте противоположную поверхность депарафинированным шеллаком, прежде чем наносить EM2000wvx. 3. Аккуратно перемешайте лак перед использованием. При использовании полуглянцевой, сатиновой или матовой версии убедитесь, что весь матирующий агент снова перемешан с раствором. 4. Нанесите 2 слоя EM2000wvx, разбавленного до 20% по объему жидкости, с водопроводной водой, чтобы он действовал как проникающий защитный слой. Дайте каждому слою высохнуть на воздухе в течение как минимум 1-2 часов или когда слой герметика мягко рассыпается при шлифовании, не забивая наждачную бумагу. 5. Нанесите верхние покрытия EM2000wvx в том виде, в каком они входят в комплект поставки, или разбавьте их на 5% по объему с помощью основной водопроводной воды.