Калибровка 3d принтера: как откалибровать и настроить оси, температуру стола, тестовый кораблик
Как откалибровать 3D-принтер за 5 шагов・Cults
Первый 3D-принтер был разработан в 1980-х годах Чарльзом У. Халлом, но технология стала популярной только в начале 2000-х годов. С тех пор 3D-печать прошла долгий путь и используется во всем мире для личного и промышленного применения.
Энтузиасты 3D-печати подтвердят, что для грамотного использования этой технологии и соответствующего программного обеспечения необходимо пройти сложный путь обучения. Одна из самых сложных частей этой кривой обучения — калибровка машины. Здесь мы рассмотрим основную процедуру калибровки, необходимую для 3D-принтеров. Эта статья написана с точки зрения простого и многократного использования Printrbot и предполагает, что у пользователя есть цифровой штангенциркуль, линейка, лента и нить. Если читатель не использует Printrbot simple и Repetier, то проблем нет, подойдет любая комбинация принтера и программного обеспечения.
Откройте Repetier, подключите принтер и выберите вкладку ручного управления. Выберите кнопку переключения с отключенным простым режимом и введите «M501» в GCode. Нажмите клавишу Enter и прокручивайте, пока не будет найден код, похожий на «эхо»: M92 X__ Y__ Z___ E__.».
Выберите кнопку переключения с отключенным простым режимом и введите «M501» в GCode. Нажмите клавишу Enter и прокручивайте, пока не будет найден код, похожий на «эхо»: M92 X__ Y__ Z___ E__.».
Следует обратить особое внимание на эту строку кода, так как она будет важна в будущем.
Переместите ось Z в сторону и положите кусок ленты на станину принтера, параллельно месту, где она не будет двигаться при перемещении оси X. На ленте сделайте отметку, куда в данный момент направлена ось X.
Используя программу Repetier, дайте команду принтеру переместить ось X, начиная с отметки 70 мм, и сделайте еще одну отметку в месте окончания оси X. Принтер просто переместился туда, где, по его мнению, находится 70 мм. Теперь, используя штангенциркуль, измерьте расстояние между двумя метками, чтобы определить фактическое расстояние перемещения.
Необходимо найти новое значение M92, для чего используется текущее значение M92, записанное на шаге 1. Этого можно достичь с помощью следующего уравнения. После расчета нового значения M92 для оси x его необходимо ввести в G-код.
После расчета нового значения M92 для оси x его необходимо ввести в G-код.
Новое значение M92 = желаемое перемещение/фактическое перемещение * текущее значение M92.
Процесс вычисления оси Y аналогичен вычислению фактического значения M92 для оси Y. Отметьте, где начинается ось Y, введите значение для ее смещения и отметьте, где заканчивается ось Y. С помощью штангенциркуля можно определить фактическое пройденное расстояние. Используя то же уравнение, можно рассчитать новое значение M92 и ввести его в GCode.
Новое значение M92 = желаемое перемещение/фактическое перемещение * текущее значение M92.
Ось Z гораздо проще рассчитать с помощью линейки, чем штангенциркуля. Для начала просто укажите оси X, Y и Z и расположите линейку параллельно печатной форме. Выберите точку на плече печати по оси Z и измерьте расстояние от печатной формы до этой точки. Теперь, как и раньше, введите значение для смещения оси X и измерьте, насколько она переместилась. Формула для определения нового значения M92 для оси Z немного отличается от двух других.
Входное измерение/фактическое измерение * Старое значение M92 = Новое значение M92.
Введите это значение в GCode для оси Z.
Это последний пункт, который необходимо проверить в процессе калибровки. Чтобы откалибровать экструдер, определите, сколько нити выходит из экструдера. Для начала нагрейте горячий конец до предложенной температуры и сделайте отметку на нити на расстоянии около 3 см от точки входа. Дайте команду принтеру выдавить 10 мм нити и произведите измерение, чтобы определить расстояние между двумя точками. Если расстояние равно 10 мм или введено любое другое значение, то экструдер откалиброван. В противном случае необходимо рассчитать новое значение E M92 и ввести его в GCode. Это значение можно найти по приведенной ниже формуле.
Желаемое измерение/фактическое измерение * текущее значение M92 = новое значение M92.
Калибровка 3D-принтера сначала может показаться сложной задачей, но это не так, все, что вы делаете, это выясняете, соответствует ли введенное движение реальному движению. Если нет, вы должны принять это во внимание.
Если нет, вы должны принять это во внимание.
Милдред Дельгадо — молодой маркетинговый стратег в AcademicBrits. Она тесно сотрудничает с организациями, разрабатывая полнофункциональные веб-сайты с учетом бренда организации.
Страница переведена при помощи машинного перевода.
Предложить лучший вариант перевода
Как откалибровать 3D-принтер?・Cults
С момента своего изобретения 3D-принтеры доказали, что печать многих объектов намного эффективнее, чем обычные технологии производства. Однако для оптимальной производительности при печати 3D-деталей необходима калибровка. Многим владельцам 3D-принтеров эта процедура кажется утомительной и отнимающей много времени. Однако это гораздо проще, чем кажется, если знать правильные советы, как это сделать. Cults3D представляет различные шаги, которые необходимо выполнить для успешной калибровки вашего принтера.
Чтобы все шансы были на вашей стороне во время калибровки 3D-принтера, необходимо заранее принять определенные меры предосторожности. Калибровка принтера — это действительно операция, которая требует строгости, но не только. Вы также должны убедиться в том, что ваш 3D-принтер идеально чист.
Калибровка принтера — это действительно операция, которая требует строгости, но не только. Вы также должны убедиться в том, что ваш 3D-принтер идеально чист.
Чтобы легко откалибровать 3D-принтер, важно уделить необходимое время очистке лотка принтера и имеющихся сопел. Калибровка может быть искажена, если на пластине или сопле имеются остатки нити или следы печати. Очистка сопла 3D-принтера позволяет ограничить эффект недоэкструзии и часто повторяющиеся проблемы при смене материалов.
Кроме того, чтобы калибровка 3D-принтера прошла гладко, не забудьте проверить, правильно ли затянуты крепежные винты. Случается, что на некоторых моделях 3D-принтеров винты ослабевают. Поэтому важно потратить несколько минут на то, чтобы убедиться в отсутствии люфта между различными частями вашего 3D-принтера. Поступая таким образом, вы даете себе наилучшие шансы на то, что ваши будущие отпечатки будут сделаны правильно. Если это так, не стесняйтесь зайти на наш сайт. Вы найдете лучшие STL файлы для печати, чтобы начать работу с вашим 3D принтером в полном спокойствии.
Вы найдете лучшие STL файлы для печати, чтобы начать работу с вашим 3D принтером в полном спокойствии.
Калибровка пластины 3D-принтера является первым шагом этой процедуры обслуживания. Чтобы обеспечить отличное качество печати на 3D-принтере, его необходимо, как и последующие шаги, выполнить правильно. Калибровка пластины гарантирует успех первого слоя печати. Для этого необходимо идеально выровнять плоскость. Другими словами, пластина принтера должна быть плоской по отношению к перемещениям сопла. Также важно отрегулировать расстояние между валиком и соплом.
Калибровка пластины, поддерживающей 3D-принтер, может быть ручной или автоматической. Эта процедура немного отличается в зависимости от модели принтера. Ручная калибровка принтера осуществляется с помощью 4 винтов, расположенных по четырем углам пластины вашего аппарата. Задача состоит в том, чтобы найти оптимальное соотношение высоты между этими четырьмя винтами для выравнивания пластины 3D-принтера. Чтобы добиться этого, убедитесь, что вы повторили следующие действия по крайней мере один раз в центре и в четырех углах лотка 3D-принтера.
Чтобы добиться этого, убедитесь, что вы повторили следующие действия по крайней мере один раз в центре и в четырех углах лотка 3D-принтера.
Сначала поместите лист бумаги между соплом и пластиной принтера. Затем перемещайте лоток вверх и вниз, следя за тем, чтобы бумага не застряла под соплом. Как только бумагу можно будет сдвинуть легким трением о сопло, вы сможете перейти к следующей контрольной точке. Некоторые 3D-принтеры, такие как Raise3D E2, имеют встроенные системы автоматического выравнивания лотков.
Температура печати 3D-принтера имеет большое значение для изготовления ваших деталей. Однако он относительно сложен и зависит от материала, который вы хотите напечатать. Это связано с тем, что температура печати стандартной нити PLA варьируется между различными марками 3D-принтеров. Диапазон температур для печати обычно указывается каждым производителем на катушках с нитью. Температура пластины 3D-принтера также является важным параметром, который необходимо учитывать. Это позволяет устранить риск повторного расслаивания на некоторых технических материалах, таких как нить ABS.
Это позволяет устранить риск повторного расслаивания на некоторых технических материалах, таких как нить ABS.
Экструдер 3D-принтера — это часть, которая выплевывает горячую нить. Это может быть связано с двумя основными проблемами. Избыточная экструзия, когда нить используется много, и недостаточная экструзия, когда она используется мало. Необходимо также учитывать толщину нити, проходящей через сопло 3D-принтера. Однако его относительно легко исправить, если он не в порядке. Для того чтобы узнать, недовыдавливает или перевыдавливает ваш 3D-принтер, вам понадобятся линейка, рулетка или компас. Начните с того, что сделайте две отметки на расстоянии 100 мм друг от друга на нити, затем совместите нижнюю отметку с верхней частью экструдера. Затем установите значение длины выдавливания 100 в программе 3D-принтера и запустите команду выдавливания.
Калибровка 3D-принтеров также требует проверки точности их измерений. Для этого можно использовать кусок ленты, чтобы отметить две области на расстоянии 100 мм друг от друга на опорной плите принтера. На одном из них установите сопло и попросите принтер переместиться на 100 мм в нужном направлении. Затем проверьте, что ваше устройство находится точно на ленте.
На одном из них установите сопло и попросите принтер переместиться на 100 мм в нужном направлении. Затем проверьте, что ваше устройство находится точно на ленте.
Измерения редко бывают правильными с первой попытки. Даже разница в десятые доли миллиметра может сильно повлиять на качество последующих отпечатков. 3D-принтеры — это прецизионные машины, и для обеспечения точности необходимо калибровать их двигатели. Для осей X и Y корректируйте значения M92, пока не зафиксируете смещение ровно на 100 мм.
Для калибровки двигателя Z 3D-принтеров необходимо использовать линейку. Поместите линейку вертикально на печатную форму и переместите ось Z на 100 мм. Затем, как и в случае с двигателями X и Y, измените значения M92 так, чтобы перемещение всегда составляло 100 мм.
После этих различных шагов калибровка вашего 3D-принтера завершена. Однако, чтобы быть уверенным, мы рекомендуем вам провести тест печати. Например, с помощью 3D-принтера можно проводить испытания первого слоя. Первый слой — это самый важный слой вашей 3D-печати. Неудивительно, что проблемы с этим слоем обычно создают сложности для остальной части вашей 3D-печати.
Первый слой — это самый важный слой вашей 3D-печати. Неудивительно, что проблемы с этим слоем обычно создают сложности для остальной части вашей 3D-печати.
В конечном итоге калибровка вашего 3D-принтера необходима для обеспечения превосходного качества печати. Процедуры несколько отличаются для разных моделей принтеров. Поэтому данная процедура может несколько отличаться. Не поленитесь проконсультироваться с руководством пользователя вашего 3D-принтера.
Завершена калибровка 3D-принтера
и первые отпечатки
Смотрите полное видео на моем канале YouTube!3D-печать полностью изменила мой взгляд на жизнь. Вместо того, чтобы покупать вещи, я теперь сам разрабатываю и печатаю их, обычно это занимает несколько часов.
3D-печать — это волшебство!
Это не всегда было легко — я удивлен, что мой первый принтер все еще в целости и сохранности после всех проблем, с которыми я с ним столкнулся.
Я хочу помочь вам избежать этого, показав вам все, что я хотел бы знать тогда. Мы рассмотрим, как проверить ваш принтер, как все откалибровать и что вам следует распечатать в первую очередь.
Я предполагаю, что вы уже собрали свой принтер, но пока не включайте его. У вас также должен быть установлен один из слайсеров. Пока подойдет любой.
Я не могу охватить все принтеры, но большинство вещей у них общие. Воспринимайте это руководство как общий обзор того, что нужно делать. Если вы застряли, поищите в этой теме в Интернете свой конкретный принтер.
Обзор оборудования
Во-первых, убедитесь, что с принтером физически все в порядке, особенно если он китайский. Их контроль качества — шутка, и никогда не знаешь, что получишь. Убедитесь, что рама не погнута и все кажется прочным. Ничто на раме не должно болтаться.
Убедитесь, что муфты затянуты на Z-стержне.
Продолжайте проверку, достаточно ли натянуты ремни. У большинства принтеров есть способ затягивания ремней, но важно, чтобы ремни не были слишком тугими.
Идеальное натяжение — это когда вы можете дергать его, как гитарную струну.
Далее, кровать не должна дребезжать или двигаться вбок. Если он шатается, переверните принтер на бок и найдите эксцентриковую гайку.
Это специальная гайка, которая перемещается влево и вправо при затягивании. Просто затянуть его недостаточно, потому что в конечном итоге он окажется в том же положении.
Вместо этого подтяните немного и проверьте кровать. Повторяйте до тех пор, пока кровать не станет прочной, но ее все еще должно легко перемещать вручную.
Тот же принцип используется для затягивания каретки хотэнда. Медленно затягивайте эксцентриковую гайку, пока она не зафиксируется на месте, но не настолько сильно, чтобы ее было трудно сдвинуть рукой.
И вы найдете третью эксцентриковую гайку на другой стороне рамы. Ты знаешь что делать.
Убедитесь, что трубка Боудена полностью вставлена с обоих концов. Он не должен двигаться, если вы попытаетесь его вытащить.
Портал X должен быть параллелен станине.
Муфты можно поворачивать вручную, чтобы выровнять их. Ничего страшного, если это немного не так, мы компенсируем это позже, выровняв кровать, но делайте это как можно лучше.
Наконец, проверьте и затяните все винты, но не прилагайте слишком много усилий.
Винт, удерживающий картридж нагревателя, особенно важен. Если он ослаблен, нагреватель может расшататься и выпасть, что представляет серьезную опасность возгорания.
Перед тем, как включить его, еще раз быстро проверьте все кабели и убедитесь, что они подключены правильно.
Если на вашем принтере есть переключатель напряжения, убедитесь, что он установлен в правильное положение.
Если все в порядке, включите принтер. Через несколько секунд вы должны увидеть температуру окружающей среды на экране. На некоторых принтерах сразу же включается вентилятор.
Посмотрим, все ли моторы и концевики работают. Зайдите в меню и найдите опцию «Автодом». На некоторых принтерах это называется «Все дома». И кровать, и хот-энд должны начать двигаться, пока не окажутся в исходном положении. Если нет, проверьте кабели и все торцевые упоры еще раз.
На некоторых принтерах это называется «Все дома». И кровать, и хот-энд должны начать двигаться, пока не окажутся в исходном положении. Если нет, проверьте кабели и все торцевые упоры еще раз.
Принтер в исходном положении.
Обновление прошивки
Я настоятельно рекомендую сначала обновить прошивку, прежде чем делать что-либо еще. Все известные мне китайские принтеры поставляются с отключенными важными функциями безопасности! Это невероятно и очень опасно! Без них вы рискуете пожаром, и очень важно предотвратить это.
Вам может понадобиться Arduino для обновления прошивки, как в случае с Ender 3 или CR-10. CR-10S имеет другую плату и может быть подключен непосредственно к вашему компьютеру.
Th4D имеет отличную прошивку и руководство по установке. Вы также можете установить официальную прошивку Marlin, если хотите.
Он не только включает функции безопасности, но и обеспечивает лучшее качество печати и дополнительные возможности, такие как замена нити, автоматическая настройка PID и многое другое.
Пользовательский загрузочный экран также возможен с более качественной прошивкой.
Вы можете продолжить, не делая этого в течение дня или двух, если вам нужно сначала купить Arduino, но не откладывайте это дольше. И ни при каких обстоятельствах вы не должны оставлять принтер включенным до того, как сделаете это.
Модернизация полевого МОП-транзистора
Второе обновление для предотвращения пожаров — убедиться, что в вашем принтере есть полевой МОП-транзистор. МОП-транзистор — это тип транзистора, который обрабатывает большой ток для нагрева кровати. Без него плата или провода могут перегреться и загореться.
В некоторых китайских принтерах он уже может быть установлен, но даже в этом случае он может быть недооценен, и вам все равно придется его заменить.
Проверьте в Интернете, требуется ли вашему принтеру это обновление. На старых принтерах, таких как Monoprice Maker Select или Wanhao i3, вы должны это сделать. Вот руководство для Anet A8.
Калибровка экструдера
Первая калибровка, которую мы проведем, это экструдер. Это обеспечит подачу двигателем экструдера нужного количества нити.
Это обеспечит подачу двигателем экструдера нужного количества нити.
Мы просто делаем отметку на нити, выдавливаем определенное количество и затем измеряем, сколько она на самом деле прошла. Используя это число, мы можем настроить значение шагов.
MatterHackers сделали отличное видео на эту тему.
Видео о калибровке экструдера от MatterHackers.Выравнивание кровати
Следующий шаг, безусловно, самый важный – выравнивание кровати. Без правильно выровненной кровати больше ничего не получится, поэтому не торопитесь, чтобы сделать это правильно.
Слишком много руководств предлагают использовать бумагу для выравнивания кровати. Хотя это может быть лучше, чем ничего, этого недостаточно.
Гораздо лучше распечатать калибровочные квадраты, а затем соответствующим образом отрегулировать каждый угол.
Я уже снял отдельное видео с более подробной информацией, так что посмотрите его, прежде чем продолжить.
Видео по выравниванию моей кровати.Если ваш принтер имеет только стеклянную поверхность, может быть трудно добиться хорошей адгезии. Я настоятельно рекомендую вам купить вместо него зеркало, оно работает намного лучше.
Калибровка скорости потока
Теперь, когда поступает правильное количество нити, мы также должны откалибровать количество выходящей нити.
Загрузите и нарежьте этот маленький куб, но убедитесь, что вы печатаете его только с одним периметром и скоростью потока 100%. Вы можете получить лучшие результаты с двумя периметрами на некоторых принтерах.
Когда все будет готово, возьмите штангенциркуль и измерьте толщину стенки. Она должна быть такой же, как ширина экструзии, установленная в вашем слайсере.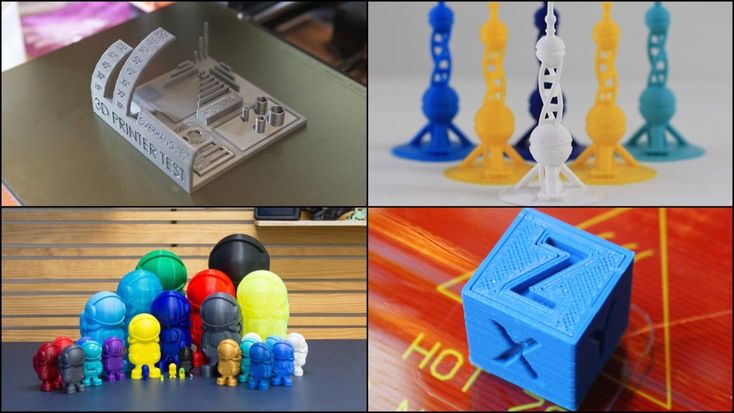
Если это не так, отрегулируйте расход соответствующим образом и напечатайте другой куб.
Очень вероятно, что после изменения скорости потока вам придется повторно выравнивать кровать, поэтому я предлагаю вам повторить выравнивание кровати сейчас.
Если у вас нет штангенциркуля, то этот шаг не слишком важен, и вы сможете отрегулировать расход визуально позже, когда будете печатать тестовую модель.
Калибровка PID
Наш следующий шаг будет очень простым. Это называется калибровкой PID. Принтер в основном «узнает», как нагревать сопло, чтобы температура оставалась стабильной.
Процесс почти автоматический, особенно если вы обновили прошивку. Затем вы можете просто выбрать опцию автоматической настройки в меню, а затем сохранить новые настройки.
В противном случае вам придется подключить принтер либо к ПК, либо к OctoPrint. Затем вы можете запустить команду вручную.
Я уже написал полное руководство по калибровке PID.
Вы также можете купить силиконовый чехол для хотэнда, который немного помогает с температурной стабильностью. Если ничего другого, это, по крайней мере, будет содержать теплоблок в чистоте.
Если ничего другого, это, по крайней мере, будет содержать теплоблок в чистоте.
Термостат
Все нити разные, и идеальной температуры печати не существует. Для PLA хорошей отправной точкой является 205°C для сопла и 60°C для слоя. Однако PLA другого производителя может печатать лучше при 200°C или даже 215°C. Лучший способ выяснить, что работает лучше всего, — это распечатать температурную градирню.
При правильной настройке принтер будет печатать с различной температурой по мере повышения.
В конце вы просто смотрите, какая температура дала наилучший результат, и используете ее для будущих отпечатков.
Я уже написал руководство по использованию башни и настройке изменения температуры.
Все-в-одном тест
Итак, теперь, когда мы прошли через все эти трудности, пришло время для окончательного теста.
Эта модель протестирует практически все. После проведенных нами калибровок вы должны получить хорошие результаты уже с первой попытки. Однако, как и в случае с 3D-печатью, ее всегда можно улучшить
Однако, как и в случае с 3D-печатью, ее всегда можно улучшить
Куда обращаться, если у вас возникнут проблемы? Мой любимый ресурс — визуальное руководство по устранению неполадок от Simplify3D. Они рассмотрели все проблемы, о которых вы можете подумать, и способы их решения. Это должно быть вашей первой остановкой каждый раз, когда вы не знаете, как что-то исправить.
Первые отпечатки и обновления
Теперь, когда вы можете печатать с хорошими результатами, вам может быть интересно, что печатать дальше. Есть несколько обновлений, которые вы должны сделать в первую очередь.
Если к вашему принтеру не прилагается фиксатор для кабелей кровати, распечатайте его немедленно.
Для некоторых принтеров вторым важным обновлением является направляющая нити. Без него нить будет касаться жирного Z-стержня, что со временем забьет грязью сопло.
Замена стандартного вентилятора радиальным вентилятором окажет самое большое влияние на качество печати, которое вы можете сделать.
Поскольку вентиляторы часто выходят из строя, я предлагаю вам купить два или три вентилятора. Вы ищете вентилятор 5015, но убедитесь, что вы покупаете вентилятор с правильным напряжением для вашего принтера.
Вам также нужно будет напечатать специальный клык, который будет лучше охлаждать вашу модель. Я рекомендую модель Petsfang/Bullseye. Он поставляется с различными вариантами для разных вентиляторов и датчиков выравнивания кровати. Только не забудьте напечатать его нитями PETG или ABS.
После этих обновлений давайте рассмотрим еще несколько, которые сделают вашу жизнь проще. Вы всегда должны использовать пылевой фильтр. Мне больше всего нравится тот, который можно просто закрепить.
Эти регулировочные ручки значительно облегчат выравнивание кровати. Некоторые принтеры уже поставляются с ними.
Говоря о выравнивании кровати, я никогда не мог вспомнить, в какую сторону я должен ее повернуть, так что это напоминание действительно помогает.
Я предпочитаю эту кнопку круглой, ее намного легче поворачивать.
Если положить под принтер бетонную плиту, он станет почти бесшумным.
Если вы планируете часто менять насадку, то настоятельно рекомендую распечатать динамометрический ключ. Это убережет вас от чрезмерного затягивания насадки и поломки чего-либо.
Говоря об этом, никогда не пытайтесь снимать или устанавливать насадку на холодный хотэнд; всегда сначала нагревайте его.
Напечатайте себе хороший держатель катушки. Я перепробовал множество из них, но в итоге остановился на универсальном держателе от Creative Tools. Он подходит для любой катушки, даже для большой, которая не подходит для большинства других держателей.
Вам также следует ознакомиться с инициативой Master spool. Идея состоит в том, что вы заказываете нить без катушки, а вместо этого печатаете многоразовую мастер-катушку самостоятельно.
Вы немного сэкономите на расходах на нить и вам не придется выбрасывать кучу пластика каждый раз, когда вы израсходуете рулон. Все больше и больше компаний предлагают нити для основной катушки.
Все больше и больше компаний предлагают нити для основной катушки.
Говоря о нити, вы, скорее всего, очень скоро израсходуете свой первый рулон. При покупке новых избегайте дешевых вещей, но и слишком много денег тратить тоже не стоит. По моему опыту, все, что около 20 евро, долларов или фунтов за килограмм, кажется оптимальным.
Изопропиловый спирт лучше всего подходит для очистки платформы после каждых нескольких отпечатков.
Наконец, Октопринт. Он подключается непосредственно к вашему принтеру, и вы можете контролировать все в своем браузере. Вы можете загружать файлы, отслеживать или отменять печать, подключать веб-камеру и уже доступно множество полезных плагинов.
Что мне больше всего нравится, так это то, что я могу проверить свой принтер, даже когда меня нет дома. Если я увижу, что что-то не так, я могу отменить печать удаленно.
Если вам не хватает идей, что напечатать, просмотрите популярные модели на Thingiverse или MyMiniFactory. Кроме того, Yeggi похож на Google, но для моделей для печати.
Через некоторое время вам захочется создавать свои собственные вещи. Tinkercard отлично подходит для начинающих, и вы можете делать все, что захотите, с Fusion360. Fusion360 бесплатен для хобби.
Теперь у вас должен быть полнофункциональный принтер и все необходимое для начала работы.
Удачи… и удачной печати.
Как откалибровать 3D-принтер?・Cults
С момента своего изобретения 3D-принтеры доказали свою эффективность при печати многих объектов по сравнению с традиционными методами производства. Однако для оптимальной производительности при печати 3D-деталей необходима калибровка. Многим владельцам 3D-принтеров эта процедура кажется утомительной и трудоемкой. Тем не менее, это намного проще, чем кажется, если вы знаете правильные советы, как это сделать. Cults3D представляет различные шаги для успешной калибровки вашего принтера.
Чтобы обеспечить себе наилучшие шансы на успех при калибровке 3D-принтера, необходимо заранее принять определенные меры предосторожности.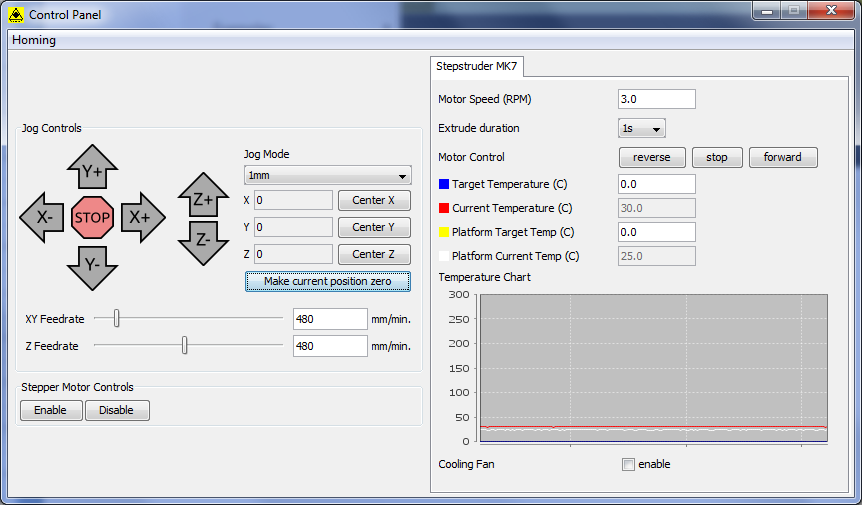 Калибровка принтера действительно является операцией, требующей строгости , но не только. Вы также должны убедиться, что ваш 3D-принтер идеально чист.
Калибровка принтера действительно является операцией, требующей строгости , но не только. Вы также должны убедиться, что ваш 3D-принтер идеально чист.
Чтобы легко откалибровать 3D-принтер, важно уделить время очистке пластины принтера и имеющихся сопел. Калибровка может быть искажена, если на валике или сопле присутствуют остатки нити или следы печати. Очистка сопла 3D-принтера имеет эффект , ограничивающий последствия недостаточной экструзии и часто повторяющиеся проблемы при замене материалов.
Кроме того, чтобы калибровка вашего 3D-принтера прошла гладко, не забудьте проверить, правильно ли затянуты крепежные винты. Фактически, на некоторых моделях 3D-принтеров винты могут ослабнуть. Следовательно, важно потратить несколько минут на и убедиться, что между различными частями вашего 3D-принтера нет зазора . Когда вы делаете это, вы ставите все шансы на то, что ваши будущие отпечатки будут удачными. Если это так, не стесняйтесь посетить наш сайт. Вы найдете лучшие файлы STL для печати, чтобы начать работу с вашим 3D-принтером с полным спокойствием.
Вы найдете лучшие файлы STL для печати, чтобы начать работу с вашим 3D-принтером с полным спокойствием.
Калибровка пластины 3D-принтера — это первый шаг в этой процедуре обслуживания. Как и последующие шаги, его необходимо выполнять правильно, чтобы обеспечить отличное качество печати на вашем 3D-принтере. Калибровка пластины гарантирует успех первого слоя печати. Для этого плита должна быть идеально выровнена. Другими словами, валик принтера должен быть плоским по отношению к движениям сопла. Регулировка расстояния между валиком и соплом также важна.
Калибровка валика, поддерживающего 3D-принтер, может быть ручной или автоматической. Эта процедура немного отличается в зависимости от модели принтера. Ручная калибровка принтера выполняется с помощью 4 винтов, размещенных в четырех углах пластины вашей машины. Цель состоит в том, чтобы найти оптимальное соотношение высоты между этими четырьмя винтами и выровнять пластину 3D-принтера . Для этого обязательно повторите следующие шаги хотя бы один раз в центре и в четырех углах лотка 3D-принтера.
Для этого обязательно повторите следующие шаги хотя бы один раз в центре и в четырех углах лотка 3D-принтера.
Сначала поместите лист бумаги между соплом и валиком принтера. Затем переместите лоток вверх или вниз, следя за тем, чтобы бумага не застряла под соплом. Как только бумага сможет двигаться, слегка потирая сопло, вы можете пройти к следующей контрольной точке . Некоторые 3D-принтеры, такие как Raise3D E2, имеют автоматические системы выравнивания лотков.
Температура печати на 3D-принтере имеет важное значение для изготовления ваших деталей. Тем не менее, это относительно сложно в зависимости от материала, который вы хотите напечатать. И по уважительной причине температура печати стандартной нити PLA варьируется в зависимости от марки 3D-принтеров. Диапазон температур, который необходимо соблюдать при печати, обычно указывается каждым производителем на катушках с нитью. Температура валика 3D-принтера также является важным параметром, который следует учитывать. помогает устраняет риск повторного отслаивания некоторых технических материалов, таких как нить из АБС-пластика.
помогает устраняет риск повторного отслаивания некоторых технических материалов, таких как нить из АБС-пластика.
Экструдер 3D-принтера — это часть, которая выплевывает горячую нить. Это может быть связано с двумя основными проблемами. Чрезмерная экструзия, когда нить используется, и недостаточная экструзия, когда она используется мало. Также необходимо учитывать толщину нити, проходящей через сопло 3D-принтера. Тем не менее, это относительно легко исправить, если это не хорошо. Чтобы узнать, экструдирует ли ваш 3D-принтер недостаточно или чрезмерно, вам понадобится линейка, рулетка или набор циркулей. Затем начните с две метки на расстоянии 100 мм друг от друга на нити, затем совместите нижнюю метку с верхней частью экструдера. Затем установите значение длины экструзии на 100 в программном обеспечении 3D-принтера и запустите команду экструзии.
Калибровка 3D-принтеров также требует проверки точности их измерений . Для этого вы можете использовать кусок ленты, чтобы отметить две области на расстоянии 100 мм друг от друга на базовой пластине принтера. На одном из них установите сопло и дайте принтеру переместиться на 100 мм в правильном направлении. Затем проверьте, точно ли ваше устройство находится на ленте.
Для этого вы можете использовать кусок ленты, чтобы отметить две области на расстоянии 100 мм друг от друга на базовой пластине принтера. На одном из них установите сопло и дайте принтеру переместиться на 100 мм в правильном направлении. Затем проверьте, точно ли ваше устройство находится на ленте.
Измерения редко бывают точными с первой попытки. Даже разница в одну десятую миллиметра может оказать большое влияние на качество ваших последующих отпечатков. 3D-принтеры — это точные машины, и для обеспечения точных измерений важно откалибровать их двигатели. Для осей X и Y корректируйте значения M92 до тех пор, пока вы не заметите смещения ровно 100 мм.
Для калибровки двигателя Z 3D-принтеров требуется линейка. Поместите линейку вертикально на платформу для печати и переместите ось Z на 100 мм. Затем, как и в случае двигателей X и Y, измените значения M92 так, чтобы перемещение всегда составляло 100 мм.
После этих различных шагов калибровка вашего 3D-принтера завершена.

 ( аренда очистки стоит до 3500 р в час)
( аренда очистки стоит до 3500 р в час) (импульсной либо непрерывной лазерной очистки)
(импульсной либо непрерывной лазерной очистки)

 Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
 org/Question»>
org/Question»>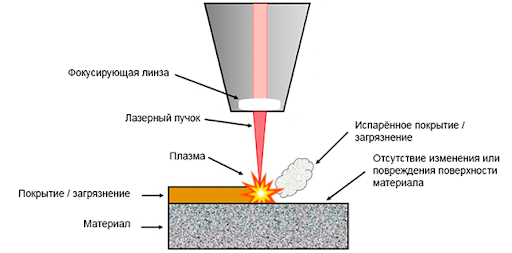
 В ряде случаев применяется для обезжиривания, увеличивая адгезию на поверхности металла, для покраски изделия, порошковым покрытием, краской.
В ряде случаев применяется для обезжиривания, увеличивая адгезию на поверхности металла, для покраски изделия, порошковым покрытием, краской. , конечно применим аппарат и для более грубых и технологически сложных очисток
, конечно применим аппарат и для более грубых и технологически сложных очисток
 Санкт- Петербург
Санкт- Петербург 

 5 кг
5 кг Если стоимость является важным фактором для производителей, рассматривающих новые решения по подготовке поверхности, они должны не ограничиваться затратами на установку. На инфографике ниже показано, как складываются затраты на развертывание обоих процессов очистки:
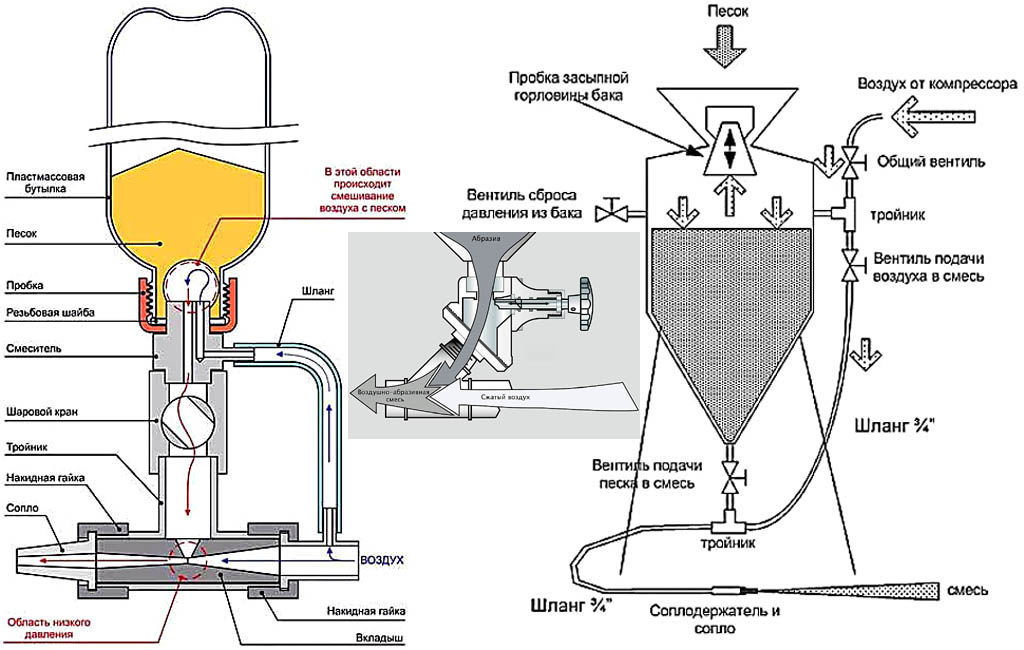
Если стоимость является важным фактором для производителей, рассматривающих новые решения по подготовке поверхности, они должны не ограничиваться затратами на установку. На инфографике ниже показано, как складываются затраты на развертывание обоих процессов очистки: Песок можно заменить другими взрывчатыми веществами, но стоимость расходных материалов для их эксплуатации значительно выше. Более новым и эффективным решением является лазерная струйная обработка.
Песок можно заменить другими взрывчатыми веществами, но стоимость расходных материалов для их эксплуатации значительно выше. Более новым и эффективным решением является лазерная струйная обработка. Недавно выпущенные системы CleanTech™ предлагают неабразивный процесс очистки, который является более безопасным и экологичным. LPC-200-CTH в настоящее время используется для промышленных применений, таких как резервуары для хранения ядерной энергии, пресс-формы для литья под давлением, оборудование для пищевой промышленности и косметики, компоненты генераторов силовых турбин и различные выхлопные системы с критическим требованием сохранения исходной чистоты поверхности. .
Недавно выпущенные системы CleanTech™ предлагают неабразивный процесс очистки, который является более безопасным и экологичным. LPC-200-CTH в настоящее время используется для промышленных применений, таких как резервуары для хранения ядерной энергии, пресс-формы для литья под давлением, оборудование для пищевой промышленности и косметики, компоненты генераторов силовых турбин и различные выхлопные системы с критическим требованием сохранения исходной чистоты поверхности. . Торговая марка Laser Photonics связана с рядом всемирных лицензий и патентов на инновационные и уникальные лазерные продукты и технологии. Бренд уже более трех десятилетий является рабочей лошадкой стандартного лазерного субтрактивного производства.
Торговая марка Laser Photonics связана с рядом всемирных лицензий и патентов на инновационные и уникальные лазерные продукты и технологии. Бренд уже более трех десятилетий является рабочей лошадкой стандартного лазерного субтрактивного производства. Чистящие растворы могут помочь удалить ржавчину и другие загрязнения, но когда речь идет о лазерной очистке или пескоструйной очистке, какое решение для вас лучше?
Чистящие растворы могут помочь удалить ржавчину и другие загрязнения, но когда речь идет о лазерной очистке или пескоструйной очистке, какое решение для вас лучше? Он также используется для более густых загрязнений. Поскольку он использует высокое давление для принудительного удаления загрязнений, он эффективно продувает толстые поверхностные материалы, удаляя их с подложки.
Он также используется для более густых загрязнений. Поскольку он использует высокое давление для принудительного удаления загрязнений, он эффективно продувает толстые поверхностные материалы, удаляя их с подложки. Для чистящего раствора также требуется хорошо проветриваемое помещение, поскольку воздействие среды может вызвать риск для здоровья, включая заболевания легких и удушье.
Для чистящего раствора также требуется хорошо проветриваемое помещение, поскольку воздействие среды может вызвать риск для здоровья, включая заболевания легких и удушье. е. в количестве символов, набранных за 1 минуту.
е. в количестве символов, набранных за 1 минуту.
 /мин
/мин
 /мин для русского и украинского языков. А для остальных — в сл./мин. Во время тестирования учитываются только правильно напечатанные слова. Поэтому, если ты сделал опечатку, подсчет скорости останавливается, пока ее не исправишь.
/мин для русского и украинского языков. А для остальных — в сл./мин. Во время тестирования учитываются только правильно напечатанные слова. Поэтому, если ты сделал опечатку, подсчет скорости останавливается, пока ее не исправишь. /мин;
/мин; Во время теста в 2005 году она развила скорость печати до 1060 знаков в минуту на клавиатуре Дворака — упрощенном варианте привычной нам раскладки QWERTY.
Во время теста в 2005 году она развила скорость печати до 1060 знаков в минуту на клавиатуре Дворака — упрощенном варианте привычной нам раскладки QWERTY. /мин?
/мин? Проверьте свою скорость печати и узнайте, насколько быстро вы печатаете, а затем при необходимости улучшите скорость печати.
Проверьте свою скорость печати и узнайте, насколько быстро вы печатаете, а затем при необходимости улучшите скорость печати.

 Сделайте следующий шаг и сделайте свое онлайн-общение выдающимся.
Сделайте следующий шаг и сделайте свое онлайн-общение выдающимся. Эта установка должна дать вам полный диапазон движения. Чем больше вы печатаете, тем быстрее вы получите. Есть несколько альтернативных макетов, которые предлагают более эргономичный подход к набору текста. Вы также можете сделать большой шаг вперед и попробовать клавиатуру Дворжака, но это уже другая история.
Эта установка должна дать вам полный диапазон движения. Чем больше вы печатаете, тем быстрее вы получите. Есть несколько альтернативных макетов, которые предлагают более эргономичный подход к набору текста. Вы также можете сделать большой шаг вперед и попробовать клавиатуру Дворжака, но это уже другая история. Это тест на набор текста, который выражает ваши навыки набора текста в словах в минуту. Чем больше вы практикуетесь в наборе текста и чем больше вы проверяете свою скорость набора текста, тем выше будет ваш показатель WPM. Некоторые онлайн-тесты набора текста и тестовые игры для набора текста ориентированы только на набор текста WPM. Недостатком теста печати WPM является то, что вы только учитесь печатать быстро. Тесты набора WPM не показывают вашу точность.
Это тест на набор текста, который выражает ваши навыки набора текста в словах в минуту. Чем больше вы практикуетесь в наборе текста и чем больше вы проверяете свою скорость набора текста, тем выше будет ваш показатель WPM. Некоторые онлайн-тесты набора текста и тестовые игры для набора текста ориентированы только на набор текста WPM. Недостатком теста печати WPM является то, что вы только учитесь печатать быстро. Тесты набора WPM не показывают вашу точность.
 Чтение полных предложений может повлиять на скорость набора текста.
Чтение полных предложений может повлиять на скорость набора текста.
 После того как при вращении большой шестерни первый выступ этого кулачка войдет в спиральную канавку, можно вводить в следующий паз кулачок с цифрой 2, а затем (в последний паз) кулачок с цифрой 3. При правильной сборке патрона все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга. При неправильной сборке патрона коснутся только два кулачка, а третий не будет касаться остальных. В этом случае следует вывести все кулачки и ввести их снова в пазы корпуса патрона, как это было указано выше.
После того как при вращении большой шестерни первый выступ этого кулачка войдет в спиральную канавку, можно вводить в следующий паз кулачок с цифрой 2, а затем (в последний паз) кулачок с цифрой 3. При правильной сборке патрона все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга. При неправильной сборке патрона коснутся только два кулачка, а третий не будет касаться остальных. В этом случае следует вывести все кулачки и ввести их снова в пазы корпуса патрона, как это было указано выше.
 Установив кулачки в положение близкое к требуемому для закрепления данной детали, делают в кольцах выточку по диаметру> детали.
Установив кулачки в положение близкое к требуемому для закрепления данной детали, делают в кольцах выточку по диаметру> детали. Протачивание кулачков следует производить на том станке, на котором будет работать данный патрон. При простой форме рабочих поверхностей кулачков они могут быть и закаленными. Рабочие поверхности их следует шлифовать, используя для этого переносную шлифовальную машинку.
Протачивание кулачков следует производить на том станке, на котором будет работать данный патрон. При простой форме рабочих поверхностей кулачков они могут быть и закаленными. Рабочие поверхности их следует шлифовать, используя для этого переносную шлифовальную машинку.

 52.
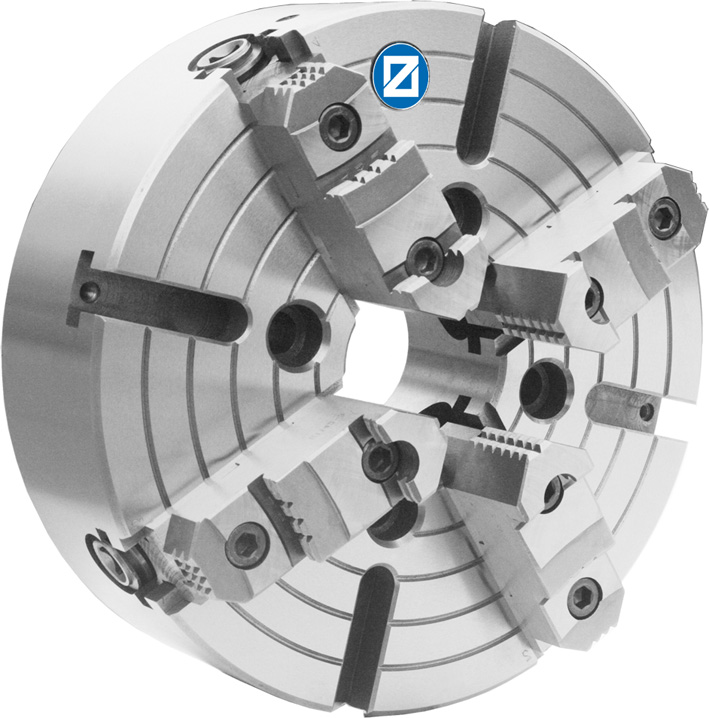
52. В случае необходимости кулачки можно перевернуть и закрепить обрабатываемую деталь за внутреннюю поверхность.
В случае необходимости кулачки можно перевернуть и закрепить обрабатываемую деталь за внутреннюю поверхность. 54, б, потому что при слишком сильном нажатии на поверхность детали мел может «подхватить», что вызывает нередко повреждение руки. Лучше опереть руку на зажатый в резцедержателе и подведенный к устанавливаемой детали резец.
54, б, потому что при слишком сильном нажатии на поверхность детали мел может «подхватить», что вызывает нередко повреждение руки. Лучше опереть руку на зажатый в резцедержателе и подведенный к устанавливаемой детали резец. Если риска расположена по рис.55,а, т.е симметрично относительно кулачка 4, необходимо слегка освободить (равномерно) кулачки 1 и 3, несколько больше ослабить кулачок 2, поджать кулачок 4 и снова закрепить кулачки 1 и 3.
Если риска расположена по рис.55,а, т.е симметрично относительно кулачка 4, необходимо слегка освободить (равномерно) кулачки 1 и 3, несколько больше ослабить кулачок 2, поджать кулачок 4 и снова закрепить кулачки 1 и 3. 56). Загнутый конец иглы рейсмуса подводят к поверхности проверяемой детали так, чтобы между этой поверхностью и концом иглы был просвет 0,3—0,5 мм. Затем медленно вращают деталь и наблюдают, как изменяется величина этого просвета. Изменяя установку детали (перемещая для этого кулачки патрона, как указано выше), добиваются того, чтобы изменение просвета было возможно меньшим.
56). Загнутый конец иглы рейсмуса подводят к поверхности проверяемой детали так, чтобы между этой поверхностью и концом иглы был просвет 0,3—0,5 мм. Затем медленно вращают деталь и наблюдают, как изменяется величина этого просвета. Изменяя установку детали (перемещая для этого кулачки патрона, как указано выше), добиваются того, чтобы изменение просвета было возможно меньшим.
 Под действием пружинки 14 стерженек 16 отводится вниз и кнопкой 7 прижимается к проверяемой поверхности.
Под действием пружинки 14 стерженек 16 отводится вниз и кнопкой 7 прижимается к проверяемой поверхности.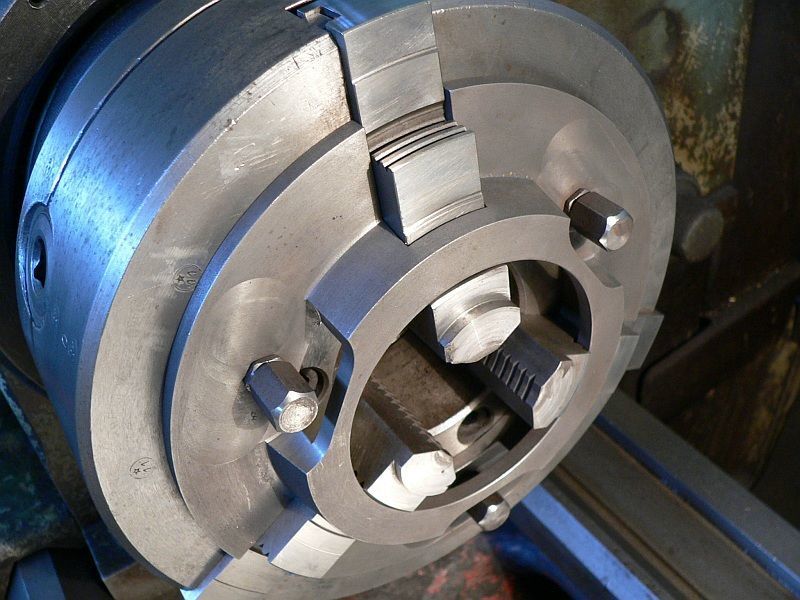


 8
8

 Крутящий момент
Крутящий момент 250 мм
250 мм

 Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Мы также уведомим вас об одобрении или отклонении вашего возмещения.  com и отправьте товар по адресу: 7700 N 68th Ave, Brooklyn Park, MN 55428
com и отправьте товар по адресу: 7700 N 68th Ave, Brooklyn Park, MN 55428 Как малый бизнес, мы отправляем только с понедельника по пятницу.
Как малый бизнес, мы отправляем только с понедельника по пятницу. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.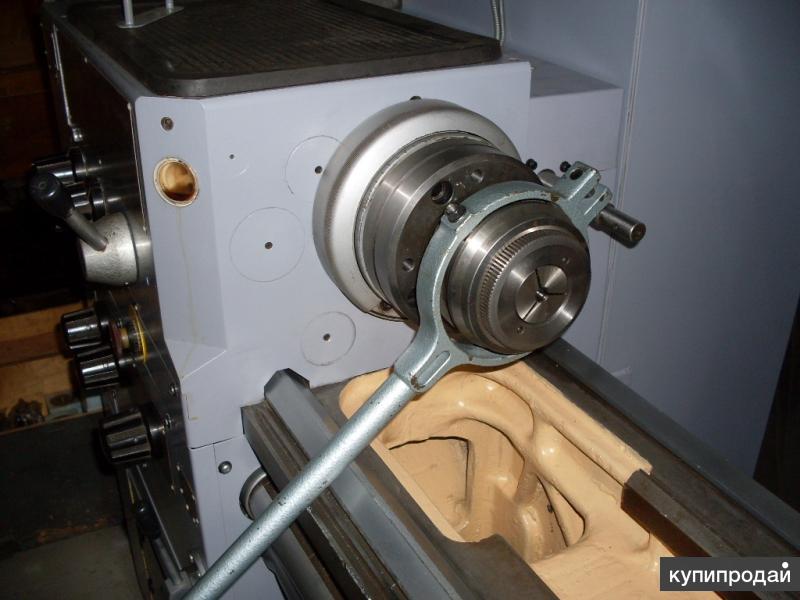 Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаиландТимор-ЛештиТокелауТонгаТринидад и ТобагоТурцияОстрова Теркс и КайкосТувалуСША. Отдалённые островаОбъединённые Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайВануатуВатиканВьетнамУоллис и Футуна
Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаиландТимор-ЛештиТокелауТонгаТринидад и ТобагоТурцияОстрова Теркс и КайкосТувалуСША. Отдалённые островаОбъединённые Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайВануатуВатиканВьетнамУоллис и Футуна
 Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Мы также уведомим вас об одобрении или отклонении вашего возмещения.  Если вам нужно обменять его на такой же товар, отправьте нам электронное письмо по адресу
Если вам нужно обменять его на такой же товар, отправьте нам электронное письмо по адресу 
 label}}
label}}
 1.05.02.0432_IR 160
1.05.02.0432_IR 160


 .
. , диверсифицированный производитель высокотехнологичных промышленных изделий, таких как мембранный клапан Saunders и т. д.
, диверсифицированный производитель высокотехнологичных промышленных изделий, таких как мембранный клапан Saunders и т. д. Они отлично справляются со своевременным вводом и отправкой заказов. помогаем нашему бизнесу расти!»
Они отлично справляются со своевременным вводом и отправкой заказов. помогаем нашему бизнесу расти!» Они не только отличный партнер, но и замечательная компания для ведения бизнеса. Они всегда готовы помочь в трудную минуту, и их компания действительно ориентирована на клиента. Мы планируем оставаться постоянным партнером на долгие годы!»
Они не только отличный партнер, но и замечательная компания для ведения бизнеса. Они всегда готовы помочь в трудную минуту, и их компания действительно ориентирована на клиента. Мы планируем оставаться постоянным партнером на долгие годы!»



 youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
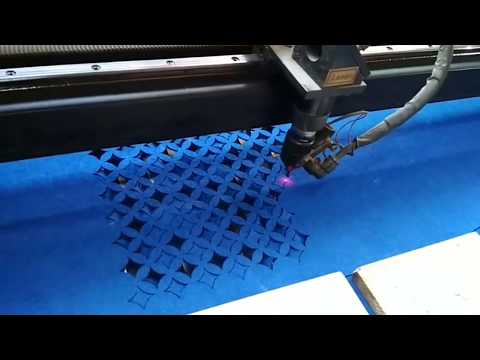
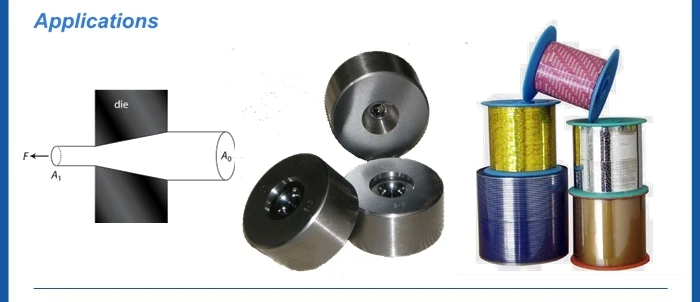
youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 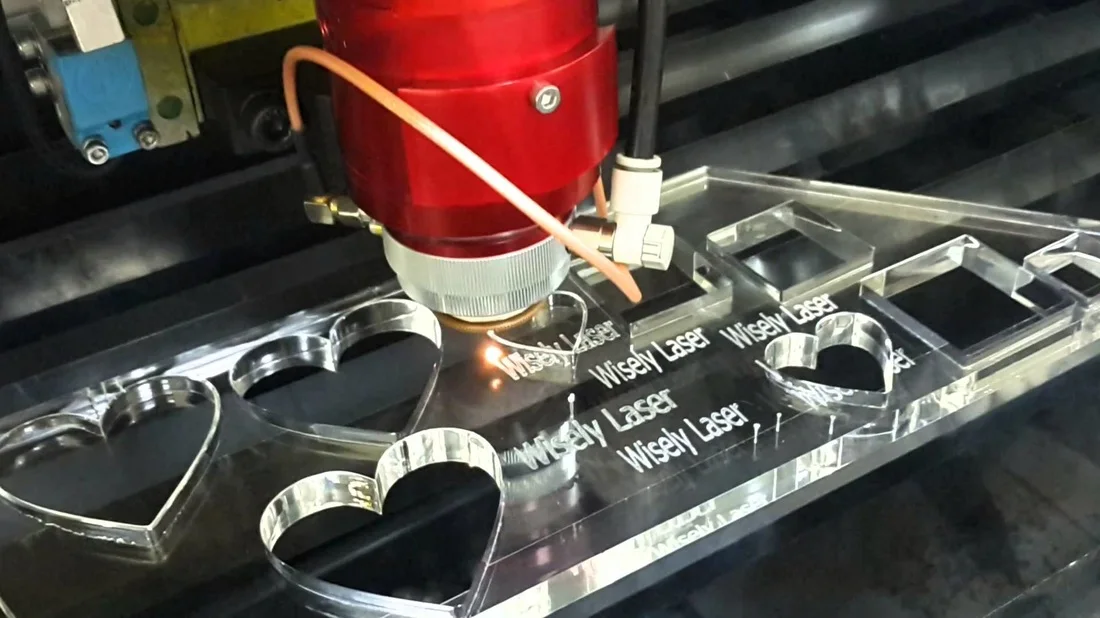 С помощью лазерного станка из бумаги или картона можно за короткое время вырезать массу абсолютно идентичных изделий. При этом не имеет значения ни сложность формы, ни толщина и плотность материала.
С помощью лазерного станка из бумаги или картона можно за короткое время вырезать массу абсолютно идентичных изделий. При этом не имеет значения ни сложность формы, ни толщина и плотность материала.
 Оператор вносит в память станка параметры резки — начальные координаты, мощность излучения и скорость движения инструмента. Далее аппарат готов работать по алгоритму без вмешательства человека. Кроме облегчения работы оператора программное управление позволяет свести к минимуму потери материала за счет точности раскроя и обработки.
Оператор вносит в память станка параметры резки — начальные координаты, мощность излучения и скорость движения инструмента. Далее аппарат готов работать по алгоритму без вмешательства человека. Кроме облегчения работы оператора программное управление позволяет свести к минимуму потери материала за счет точности раскроя и обработки. 00$
00$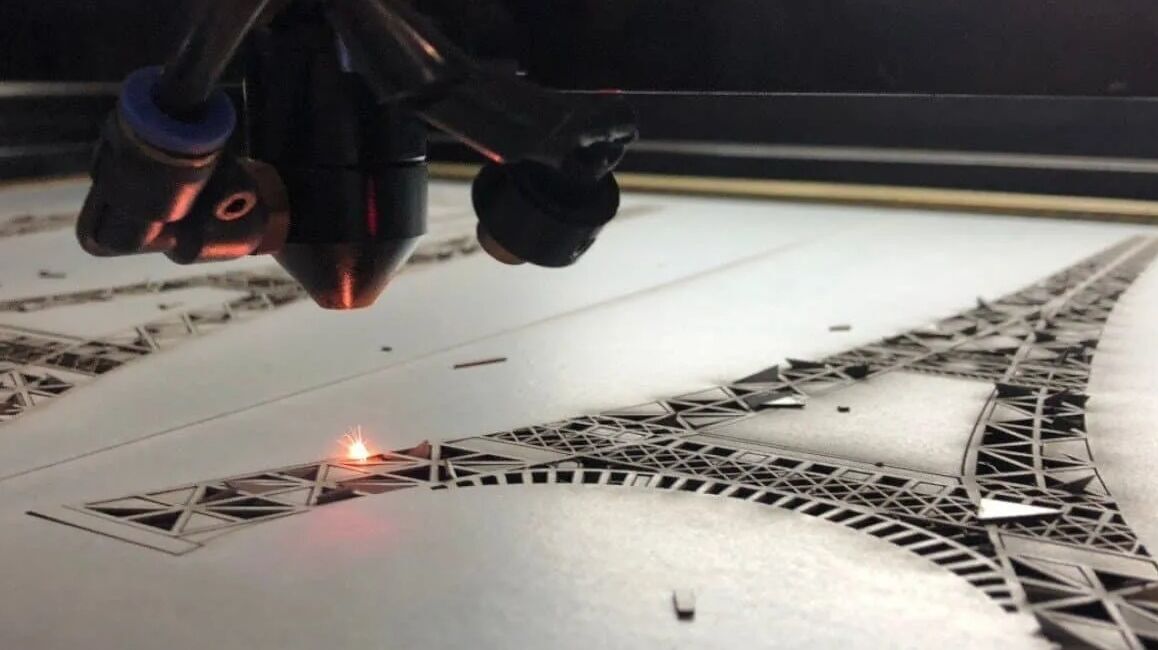 Но он отлично подойдет для выпуска небольших объемов продукции.
Но он отлично подойдет для выпуска небольших объемов продукции. А если ваша работа связана с изготовлением ростовых фигур, больших декораций, упаковок для крупных изделий, стоит выбирать соответствующие размеры рабочего стола.
А если ваша работа связана с изготовлением ростовых фигур, больших декораций, упаковок для крупных изделий, стоит выбирать соответствующие размеры рабочего стола. Наши станки имеют полную комплектацию, понятное сертифицированное программное обеспечение. Купленный станок мы доставим по вашему адресу, произведем пуско-наладочные работы. Для персонала, который будет обслуживать оборудование, наши специалисты проведут мастер-класс. При возникновении вопросов в период эксплуатации станка вы можете обратиться за консультацией по телефону ☎ 0504488339.
Наши станки имеют полную комплектацию, понятное сертифицированное программное обеспечение. Купленный станок мы доставим по вашему адресу, произведем пуско-наладочные работы. Для персонала, который будет обслуживать оборудование, наши специалисты проведут мастер-класс. При возникновении вопросов в период эксплуатации станка вы можете обратиться за консультацией по телефону ☎ 0504488339. Режущие штампы, известные нам по технологиям вращения и плоской штамповки, не требуются.
Режущие штампы, известные нам по технологиям вращения и плоской штамповки, не требуются.




 д.) в торговых упаковках или дисплеях, ранее приходилось принимать во внимание высокие затраты на режущие инструменты. Чем сложнее резка, тем дороже инструменты. Цифровая лазерная резка сводит эти затраты к минимуму.
д.) в торговых упаковках или дисплеях, ранее приходилось принимать во внимание высокие затраты на режущие инструменты. Чем сложнее резка, тем дороже инструменты. Цифровая лазерная резка сводит эти затраты к минимуму.
 Создание моделей, моделирование, индивидуализированные или персонализированные продукты и дизайнерские изделия становятся все более важными и требуют максимальной гибкости в производстве. Кроме того, бумага все чаще используется в технических целях (например, бумага для изоляции). Обычные материалы на бумажной основе получают прессованием или склеиванием и в основном изготавливают из древесной массы или рекуперированной бумаги. Они в основном состоят из органических волокон и могут быть ламинированы, напечатаны или покрыты. Здесь лазер представляет собой идеальный режущий инструмент. Лазерная резка особенно подходит для филигранных деталей и индивидуализации.
Создание моделей, моделирование, индивидуализированные или персонализированные продукты и дизайнерские изделия становятся все более важными и требуют максимальной гибкости в производстве. Кроме того, бумага все чаще используется в технических целях (например, бумага для изоляции). Обычные материалы на бумажной основе получают прессованием или склеиванием и в основном изготавливают из древесной массы или рекуперированной бумаги. Они в основном состоят из органических волокон и могут быть ламинированы, напечатаны или покрыты. Здесь лазер представляет собой идеальный режущий инструмент. Лазерная резка особенно подходит для филигранных деталей и индивидуализации.
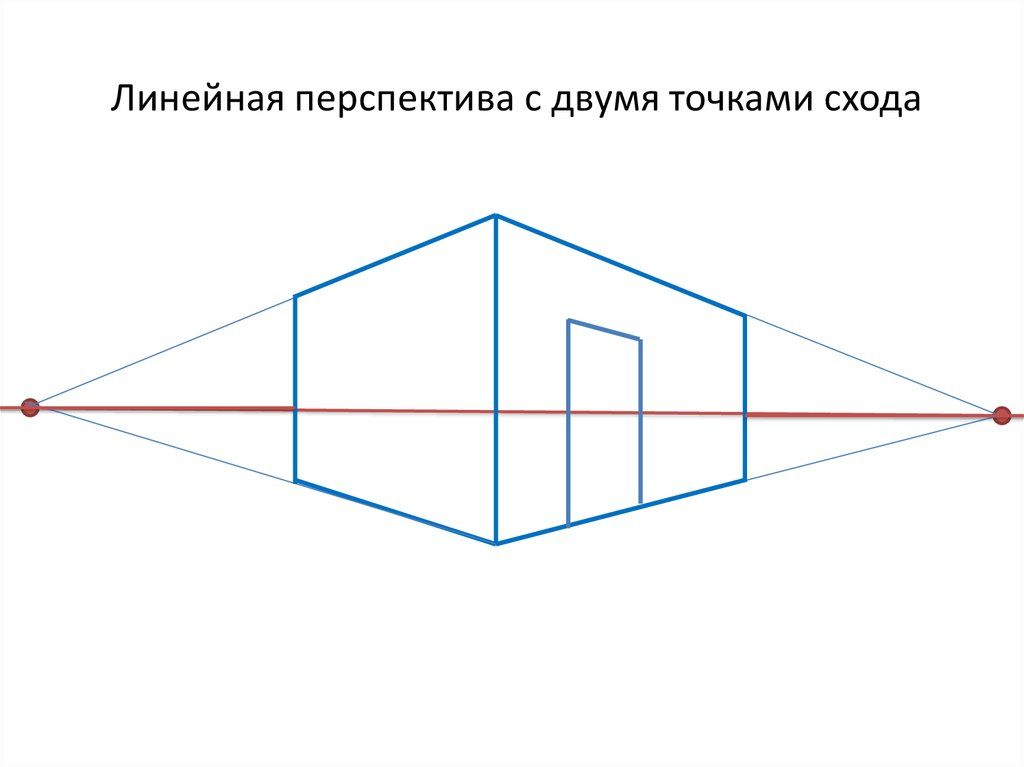
 Расположенный ближе меньший предмет будет закрывать больший, находящийся дальше. Иногда необходимо, наоборот, визуально сократить воспринимаемое пространство. Это достигается путем последовательного увеличения ширины вида от точки наблюдения и размеров промежуточных кулис, а также увеличением их количества. Расстояние между зрителем и отдаленным предметом оптически сокращается, если скрыть лежащую в промежутке между ними местность. В этих случаях ее не усиливают промежуточными планами, а решают по возможности нейтрально, так, чтобы не было объектов для сравнения масштабов пространства. Этот прием используется также при необходимости включения в обзор предметов или видов, находящихся за пределами парка. Следует при этом иметь в виду, что включение внешних видов в обзор парковых картин иллюзорно увеличивает размеры парка в целом.
Расположенный ближе меньший предмет будет закрывать больший, находящийся дальше. Иногда необходимо, наоборот, визуально сократить воспринимаемое пространство. Это достигается путем последовательного увеличения ширины вида от точки наблюдения и размеров промежуточных кулис, а также увеличением их количества. Расстояние между зрителем и отдаленным предметом оптически сокращается, если скрыть лежащую в промежутке между ними местность. В этих случаях ее не усиливают промежуточными планами, а решают по возможности нейтрально, так, чтобы не было объектов для сравнения масштабов пространства. Этот прием используется также при необходимости включения в обзор предметов или видов, находящихся за пределами парка. Следует при этом иметь в виду, что включение внешних видов в обзор парковых картин иллюзорно увеличивает размеры парка в целом. Эффекты воздушной перспективы зависят от прозрачности воздуха, его загрязненности, насыщенности водяными парами.
Эффекты воздушной перспективы зависят от прозрачности воздуха, его загрязненности, насыщенности водяными парами.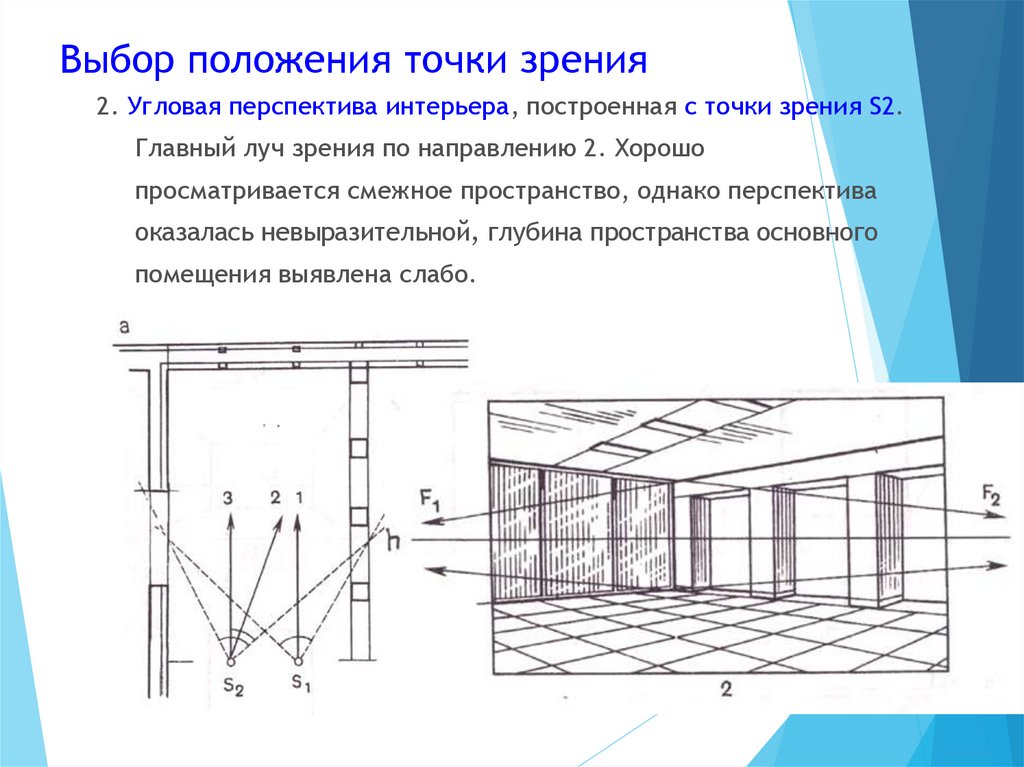 Поэтому белые предметы, особенно на темном фоне, кажутся ближе, чем они есть на самом деле. При значительном удалении белая окраска кажется не синеватой, а желтоватой, часто с оранжевым оттенком… На ярко освещенной снежной равнине белые предметы на теневой стороне кажутся голубоватыми, а на ярко освещенной стороне — бледно-оранжевыми. Черная окраска по мере удаления становится светлее».
Поэтому белые предметы, особенно на темном фоне, кажутся ближе, чем они есть на самом деле. При значительном удалении белая окраска кажется не синеватой, а желтоватой, часто с оранжевым оттенком… На ярко освещенной снежной равнине белые предметы на теневой стороне кажутся голубоватыми, а на ярко освещенной стороне — бледно-оранжевыми. Черная окраска по мере удаления становится светлее». Для этого деревья с мягким контуром крон, близких по окраске к холодной гамме, следует размещать на дальнем плане и туда же вводить синие и голубые пятна цветников.
Для этого деревья с мягким контуром крон, близких по окраске к холодной гамме, следует размещать на дальнем плане и туда же вводить синие и голубые пятна цветников. Многие стремятся попасть в эту профессию ради сезонной или постоянной занятости, высокой зарплаты и других преимуществ. В каких случаях у строителя есть перспектива роста и получения достойной оплаты?
Многие стремятся попасть в эту профессию ради сезонной или постоянной занятости, высокой зарплаты и других преимуществ. В каких случаях у строителя есть перспектива роста и получения достойной оплаты?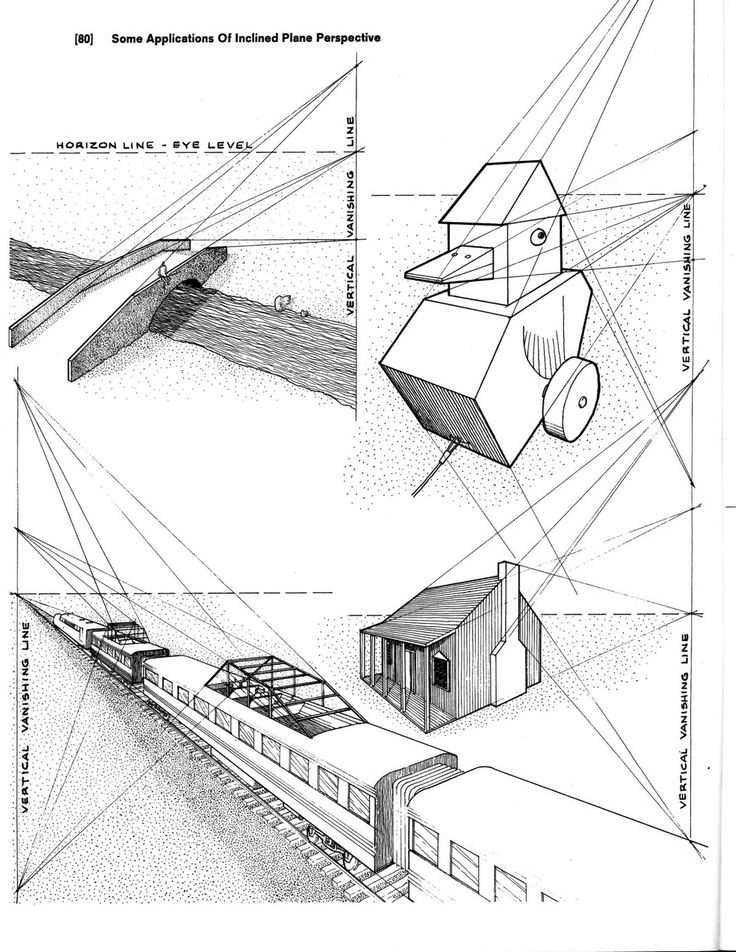

 Такой спрос…
Такой спрос… Если вы продолжите использовать этот веб-сайт без отключения файлов cookie, мы будем считать, что вы довольны их получением. Закрывать.
Если вы продолжите использовать этот веб-сайт без отключения файлов cookie, мы будем считать, что вы довольны их получением. Закрывать.
 Его также можно использовать с горизонтальной или вертикальной линией горизонта.
Его также можно использовать с горизонтальной или вертикальной линией горизонта.
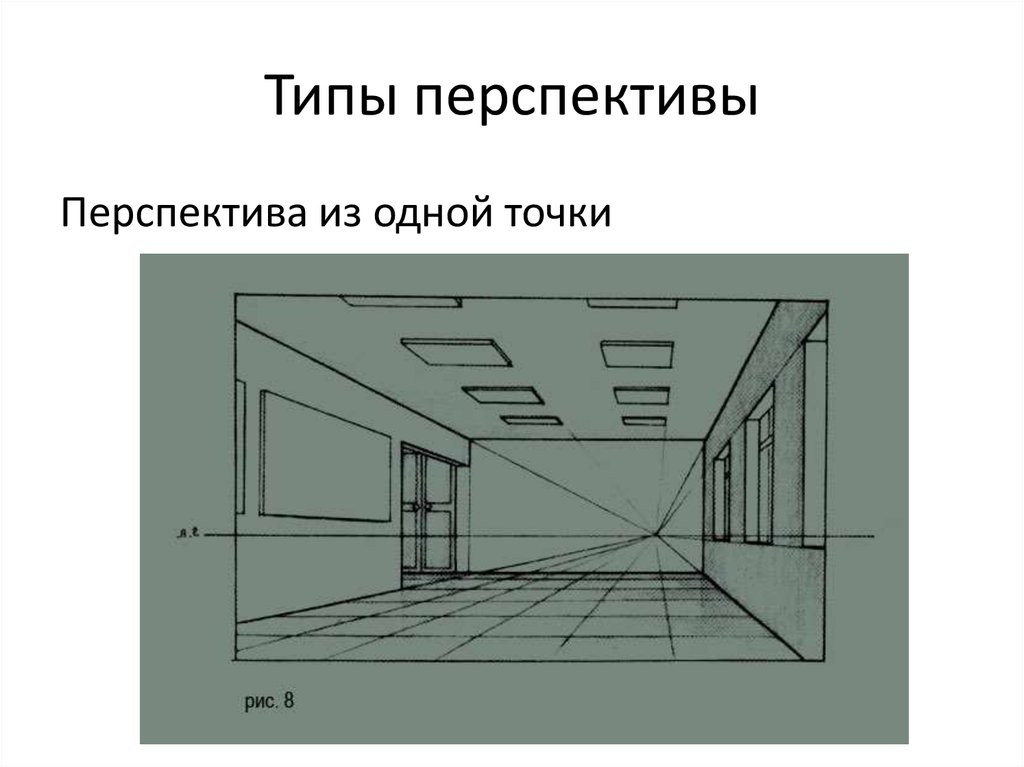 в разделе Перспектива.
в разделе Перспектива.
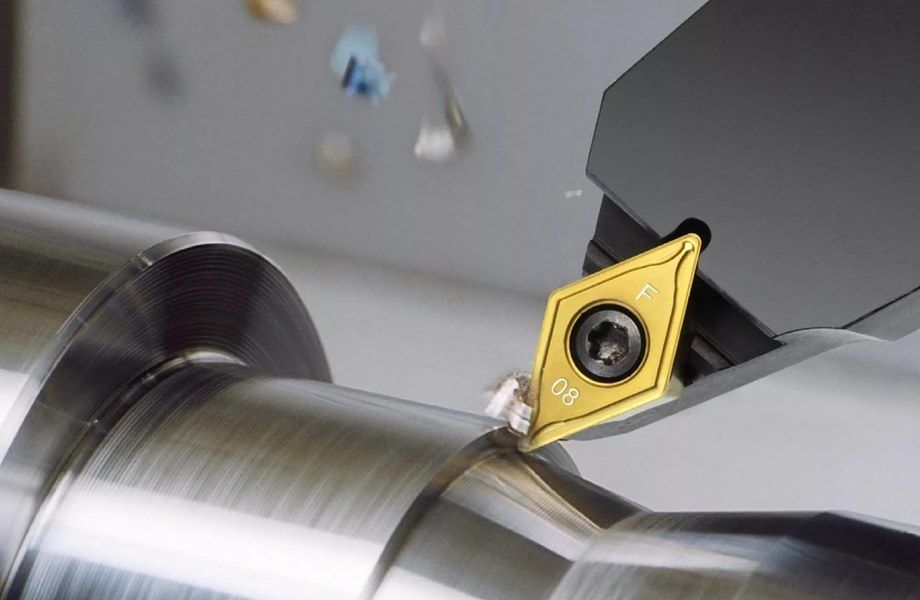 Такие фрезы обладают повышенной жёсткостью и износостойкостью, противостоят вибрации при вращении и обеспечивают высокую точность и скорость резания. Конструктивные исполнения фрез довольно разнообразны. Ниже приведены самые распространённые типы с указанием особенностей и областей применения.
Такие фрезы обладают повышенной жёсткостью и износостойкостью, противостоят вибрации при вращении и обеспечивают высокую точность и скорость резания. Конструктивные исполнения фрез довольно разнообразны. Ниже приведены самые распространённые типы с указанием особенностей и областей применения. п.)
п.) По классу твёрдости выделяют типы N, A, AA.
По классу твёрдости выделяют типы N, A, AA.
 youtube.com/embed/_kQpKC1aNCI» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/_kQpKC1aNCI» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Но в процессе их фрезерования возникают некоторые проблемы. Увеличение оборотов шпинделя ведет к повышенному выделению тепла в зоне резания, увеличение подачи – к укрупнению стружки. Это приводит к забиванию канавок фрезы, что влечет за собой резкое повышение сопротивления резанию и налипание материала на режущую кромку. Из-за этого возрастает нагрузка на инструмент и ухудшается шероховатость обрабатываемой поверхности. Поэтому для обработки алюминия и цветных сплавов выпускаются специальные фрезы, отличающиеся от фрез по металлу своей геометрией.
Но в процессе их фрезерования возникают некоторые проблемы. Увеличение оборотов шпинделя ведет к повышенному выделению тепла в зоне резания, увеличение подачи – к укрупнению стружки. Это приводит к забиванию канавок фрезы, что влечет за собой резкое повышение сопротивления резанию и налипание материала на режущую кромку. Из-за этого возрастает нагрузка на инструмент и ухудшается шероховатость обрабатываемой поверхности. Поэтому для обработки алюминия и цветных сплавов выпускаются специальные фрезы, отличающиеся от фрез по металлу своей геометрией.
 инструмент.
инструмент..jpg) Однако канавки концевых фрез для черновой обработки зубчатые, что позволяет снимать большее количество материала по сравнению с обычными концевыми фрезами.
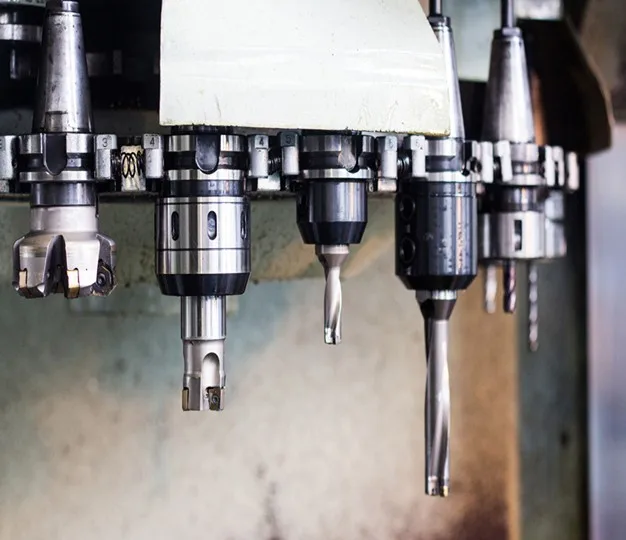
Однако канавки концевых фрез для черновой обработки зубчатые, что позволяет снимать большее количество материала по сравнению с обычными концевыми фрезами. Вы можете продолжить использовать сверло 1/2 дюйма, верно? Неправильный! Сделайте это, и вы можете рассчитывать на большое отверстие, когда закончите сверлить заготовку.
Вы можете продолжить использовать сверло 1/2 дюйма, верно? Неправильный! Сделайте это, и вы можете рассчитывать на большое отверстие, когда закончите сверлить заготовку. Вы также можете использовать их в работе на сверлильном станке для отделки выступов, которые должны находиться в заданном положении.
Вы также можете использовать их в работе на сверлильном станке для отделки выступов, которые должны находиться в заданном положении. По сравнению с большинством торцевых фрез летучие фрезы недороги и обеспечивают лучшую чистоту поверхности. Это должен быть ваш основной инструмент для операций по всплытию самолета.
По сравнению с большинством торцевых фрез летучие фрезы недороги и обеспечивают лучшую чистоту поверхности. Это должен быть ваш основной инструмент для операций по всплытию самолета.



 Для резки можно использовать как дно, так и боковые стороны, поэтому эти инструменты можно использовать для торцовки верхней и боковых сторон детали, а также для высверливания полостей.
Для резки можно использовать как дно, так и боковые стороны, поэтому эти инструменты можно использовать для торцовки верхней и боковых сторон детали, а также для высверливания полостей. Отверстия можно использовать для многих целей: отверстия с зазором, резьбовые отверстия, прессовые посадки или позиционирование. Сверла работают для всего этого. Как и в случае с другими инструментами, существуют стандартные размеры сверл. Когда вы проектируете отверстие для своей детали, ищите стандартные размеры сверл, чтобы максимально упростить процесс обработки. Кроме того, по возможности создавайте все отверстия в детали одинакового размера, чтобы избежать ненужных смен инструмента.
Отверстия можно использовать для многих целей: отверстия с зазором, резьбовые отверстия, прессовые посадки или позиционирование. Сверла работают для всего этого. Как и в случае с другими инструментами, существуют стандартные размеры сверл. Когда вы проектируете отверстие для своей детали, ищите стандартные размеры сверл, чтобы максимально упростить процесс обработки. Кроме того, по возможности создавайте все отверстия в детали одинакового размера, чтобы избежать ненужных смен инструмента. Поскольку он удаляет материал, он также производит стружку. Сквозное отверстие может лучше подходить для режущего метчика, потому что стружке есть куда деваться.
Поскольку он удаляет материал, он также производит стружку. Сквозное отверстие может лучше подходить для режущего метчика, потому что стружке есть куда деваться. Это один из случаев, когда эти знания могут помочь вам решить, как спроектировать свою деталь: вы хотите придерживаться одного из этих стандартных углов.
Это один из случаев, когда эти знания могут помочь вам решить, как спроектировать свою деталь: вы хотите придерживаться одного из этих стандартных углов. Есть также множество других инструментов, которые имеют более специализированное применение. Если вы можете подумать об этом, кто-то, вероятно, создал инструмент для этого. Приведенные ниже менее распространены и не обязательно используются во всех частях, но все же полезны!
Есть также множество других инструментов, которые имеют более специализированное применение. Если вы можете подумать об этом, кто-то, вероятно, создал инструмент для этого. Приведенные ниже менее распространены и не обязательно используются во всех частях, но все же полезны!

 Например, к этой категории относится – нихром и различные стали.
Например, к этой категории относится – нихром и различные стали.

 п.
п.
 5
5 50-1.50
50-1.50 00-11.20
00-11.20 18
18 25
25 Исключать возможную вибрацию проволоки и оборудования.
Исключать возможную вибрацию проволоки и оборудования.
 2-0.5
2-0.5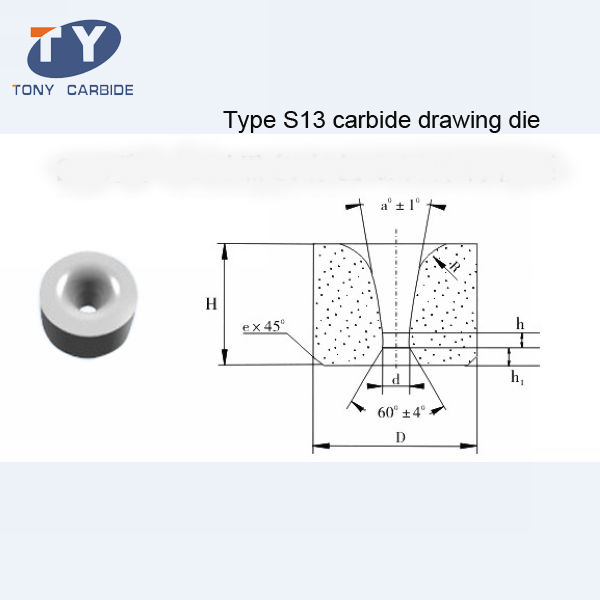

 Наши штампы, прессы и прецизионные детали изготавливаются с использованием только высококачественной инструментальной стали для обеспечения максимального срока службы. Наша отделка в области обжима, несомненно, лучшая в отрасли.
Наши штампы, прессы и прецизионные детали изготавливаются с использованием только высококачественной инструментальной стали для обеспечения максимального срока службы. Наша отделка в области обжима, несомненно, лучшая в отрасли.


 Определение реакций опор и моментов защемления
Определение реакций опор и моментов защемления
 su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.003 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.003 с.)
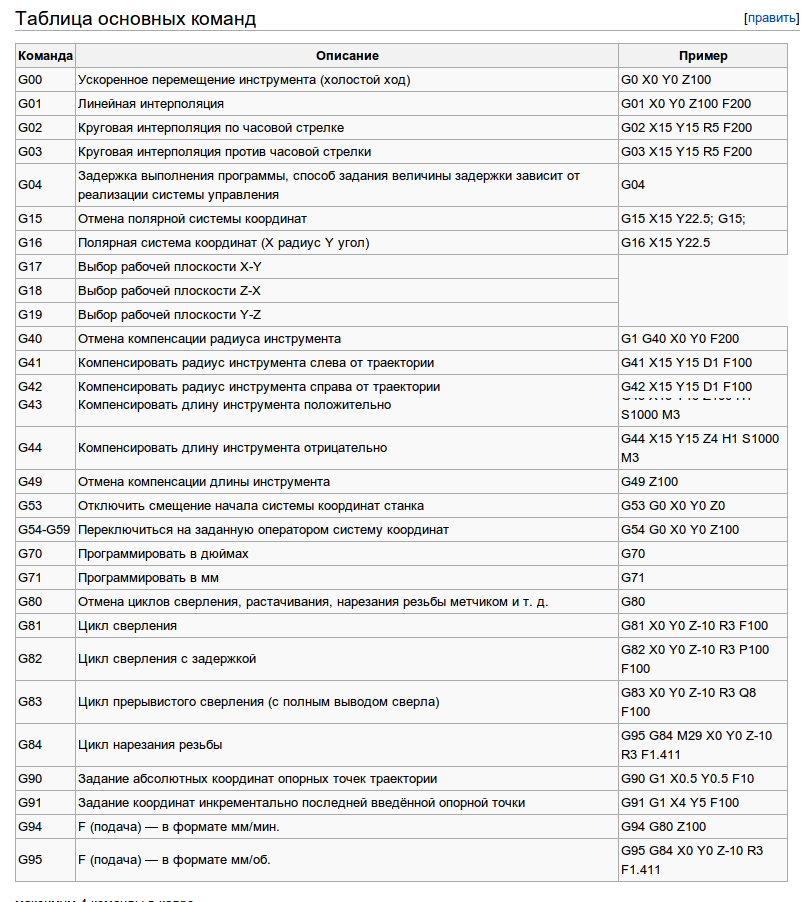
 … (Укажите время/скорость шпинделя с десятичной точкой)
… (Укажите время/скорость шпинделя с десятичной точкой)
 Ф…….. К……. ;
Ф…….. К……. ;  . Адрес оси X
. Адрес оси X