Любые размеры без наценки! Мебельные фасады для частных и юридических лиц. Любой объем! Доставка в регионы Выезд замерщика на адрес. Замена мебельных фасадов.
г. Санкт-Петербург,
М. Академическая, проспект Науки, дом 21, ТЦ «Торговый Двор», 2-й этаж, Мебельный центр, мебельная секция 4А (ранее магазин «МЕТРИКА»)
М. Ладожская, площадь Карла Фаберже, дом 8, мебельный цент «Мебель Холл», 4-й этаж, секция 411Б
Звоните (812) 454-53-27 (консультанты принимают звонки с 9.00 до 22.00 без выходных)
Фасады подходят для любой мебели (кухни, гостиные, детские, прихожие, шкафы и т.п.) Если Вы мастерите, или хотите заменить старые мебельные фасады на новые, то на данной странице можете ознакомиться со всем ассортиментом предлагаемых нами мебельных фасадов. Выберите понравившуюся фрезеровку, после чего подберите расцветку пленки. Цена на фасады указана на странице — цены.
Простые фрезеровки
Фрезеровка №1
Фрезеровка №2
Фрезеровка №3
Фрезеровка №4
Фрезеровка №5
Фрезеровка №6
Фрезеровка №7
Фрезеровка №8
Фрезеровка №9
Фрезеровка №10
Фрезеровка №11
Фрезеровка №12
Фрезеровка №13
Фрезеровка №14
Фрезеровка №15
Фрезеровка №16
Фрезеровка №17
Фрезеровка №18
Фрезеровка №19
Фрезеровка №20
Фрезеровка №21
Фрезеровка №22
Фрезеровка №23
Фрезеровка №24
Фрезеровка №25
Фрезеровка №26
Фрезеровка №27
Фрезеровка №28
Фрезеровка №29
Фрезеровка №30
Фрезеровка №31
Фрезеровка №32
Фрезеровка №33
Фрезеровка №34
Фрезеровка №35
Фрезеровка №36
Фрезеровка №37
Фрезеровка №38
Простые фрезеровки
Фрезеровка № 39
Фрезеровка № 40
Фрезеровка № 41
Фрезеровка № 42
Фрезеровка 43
Фрезеровка № 44
Фрезеровка № 45
Фрезеровка № 46
Фрезеровка № 47
Фрезеровка № 48
Фрезеровка № 49
Фрезеровка №50
Фрезеровка №51
Фрезеровка № 52
Фрезеровка № 53
Фрезеровка № 54
Двойные, сложные фрезеровки.
Фрезеровка № 55
Фрезеровка № 55
Фрезеровка № 55
Фрезеровка № 58
Фрезеровка № 59
Фрезеровка № 60
Фрезеровка № 61
Фрезеровка № 62
Фрезеровка № 63
Фрезеровка № 64
Фрезеровка № 65
Фрезеровка № 66
Фрезеровка № 67
Фрезеровка № 68
Фрезеровка № 69
Фрезеровка № 70
Фрезеровка № 71
Фрезеровка № 72
Фрезеровка № 73
Фрезеровка № 74
Фрезеровка № 75
Фрезеровка №76
Фрезеровка № 77
Оригинальные фрезеровки
(
примеры патинированных фасадов
)
Турин
Салерно
Венеция
Модена
Рим
Равена
Милан
Кремона
Сборные фасады
Александрия
Бристоль
Византия
Виктория
Мадрид
Дижон
Лион
Марсель
София
Таллин
Торонто
3D фрезеровки
Декоративные элементы для мебели
Радиусные фасады
Фрезеровки под ручки
Если Вам нужны фасады с фрезеровкой под ручки, то предоставьте нам образец ручки и размеры фасадов. Ниже приведены примеры исполнения.
Материал мебельных фасадов: МДФ — облицованный пленкой ПВХ.
Мы предлагаем современные, качественные фасады более 220 расцветок.
Наши мебельные фасады можно использовать в качестве дверок для кухни, шкафов, прихожих, гостиных и т.п. Замените старые мебельные фасады на новые!
Выезд замерщика на адрес (включая выходные дни). Звоните 454-53-27 (с 9.00 до 22.00)
Детские фрезеровки
Думаете ? Сделайте закладку на наш сайт, возможно мы понадобимся Вам в будущем.
Информация, размещенная на сайте, не является публичной офертой! Подробнее о правилах обработки и хранения данных и информации об оферте сайта.
Города где мы представлены:
Тамбов, Орёл, Москва, Нижний Новгород, Воронеж, Липецк, Саратов, Волгоград
+7 (4752) 44-10-10 +7 (4752) 55-79-99 Пн — Пт, с 9 до 18 часов [email protected] г.Тамбов, проезд Монтажников 2г
Улучшение обработки поверхности фасадных элементов корпусной мебели из МДФ
Бумага
• Следующая статья находится в открытом доступе
Ефимова Т.В. 1 и Ищенко Т.Л. 1
Публикуется по лицензии IOP Publishing Ltd Journal of Physics: Conference Series,
Том 1679,
Выпуск 5
Цитирование Ефимова Т.В., Ищенко Т.Л. 2020 J. Phys.: Conf. сер. 1679 052002 DOI 10.1088/1742-6596/1679/5/052002
Скачать статью PDF
54 Всего загрузок
Поделиться этой статьей
Информация о статье
Информация об авторах
1 Кафедра механической технологии древесины, Воронежский государственный лесотехнический университет им. Г.Ф. Морозова, ул. Тимирязева, 8, Воронеж 394613, Российская Федерация
Купить эту статью в печатном виде
Подпишитесь на уведомления о новых проблемах
Создать уведомление о цитировании
1742-6596/1679/5/052002
Реферат
Многие предприятия, занимающиеся производством корпусной мебели из МДФ, сталкиваются с проблемой качества поверхности фрезерованного листа. Обеспечивает производство облицовочной бумаги и синтетической пленки или отделочных жидких лакокрасочных материалов для повышения качества обработки поверхности фасадных элементов корпусной мебели из МДФ. Проведены эксперименты по изучению шероховатости фрезерованной поверхности плит МДФ в зависимости от скорости подачи и частоты вращения инструмента. Работа выполнена твердосплавными концевыми фрезами, изготовленными в соответствии с патентом на полезную модель (Российская Федерация), что позволяет повысить качество обрабатываемых поверхностей за счет выполнения чистового фрезерования за один проход и повысить производительность оборудования. Определение параметра шероховатости проводили в соответствии с требованиями ГОСТ 15612. В результате экспериментальной обработки получены зависимости шероховатости фрезерованной поверхности от исследуемых факторов в виде уравнений регрессии. Математические зависимости являются результатом этой работы. Позволяет задавать режимные параметры профильного фрезерования накладных плит МДФ для получения необходимой шероховатости. Определен оптимальный режим фрезерования, улучшающий качество отделки поверхности фасадных элементов корпусной мебели из МДФ.
Экспорт цитат и рефератов
БибТекс РИС
Предыдущая статья в номере Следующая статья в номере
Контент из этой работы может быть использован в соответствии с условиями лицензии Creative Commons Attribution 3.0. Любое дальнейшее распространение этой работы должно поддерживать указание автора (авторов) и название работы, цитирование в журнале и DOI.
10. 1088/1742-6596/1679/5/052002
Выдающееся юношеское товарищество
Лаборатория материалов озера Суншань
Докторант-исследователь (аспирант) в области машинного обучения для изучения атмосферы
Университет Аалто
Постдокторский научный сотрудник в области ускорителей
Ливерпульский университет
Разместить вакансию Больше вакансий
Производство мебели, фасадов из МДФ и дерева. специальный станок вырезает фасады из плит МДФ. детали мдф. Мебельная фабрика. Фрезерно-пильный станок для обработки дерева — стоковое видео
Я согласен с Пользовательским соглашениемПолучать рассылки и специальные предложения
Производство мебели, фасадов из МДФ и дерева. специальный станок вырезает фасады из плит МДФ. детали мдф. Мебельная фабрика. Фрезерно-пильный станок для обработки дерева. — Видео от djtrenerstock
Найти похожие видео который производит оборудование для распределения воздуха из нержавеющей стали. Печенье, печенье на конвейере. Производство хлебобулочных изделий механизировано. 4KЭргономичный фрезерный станок с ЧПУ с плоским столом и обрабатывающий центр в деревообрабатывающей и мебельной промышленности. Изготавливает фрезерные канавки, криволинейные поверхности и просверливает все необходимые отверстия для кусков дерева. Алюминиевая экструзионная производственная линия заводского склада. Рабочий полирует лист фанеры на ленточно-шлифовальном станке. Производство закусок и печенья на заводе. ФабрикаАвтоматическая одноголовочная одноигольная компьютерная вышивальная машина/компьютерная швейная машина пришивает различные полоски на ткань. Концепция: Автоматическая швейная машина, Работа, Ткань, Текстиль. Резиновая лента наматывается на барабан в машине. Линия по производству резины резинохимическое производство. Утилизация и отходы химической промышленности. Применение каучука в промышленных целях. Отходы нефтеперерабатывающего завода.Промышленный интерьер, мебельная фабрика, производство мебели, Форматная машина для резки ДСП, МДФ, процесс резки ДСП, автоматическая линия, Деревообрабатывающий станок, крупный планАвтоматическая вязальная машина с банком игл, на которых можно вязать одежду на работе видеоПромышленный интерьер, мебельная фабрика, производство мебели, Форматный станок для резки ДСП, МДФ, процесс резки ДСП, автоматизированная линия, Деревообрабатывающий станок, крупный план. Средний снимок. Ремонт пайки блока питания, ремонт компьютеров, свежие фрукты и овощи, проходящие через конвейерную ленту на заводе по производству промышленных соков. Крупный план, фокус на Fruits.ProRes. Производство мебели. Промышленный станок. Производство.Полиграфия полиграфия — желтая краска на красочном валике, крупный план, съемка тележкиСпециальный станок режет фасады, детали из МДФ и деревянных плит. Фрезерно-пильный станок для обработки дерева. Технология выполнения лазерных разрезов. мебельная фабрикаРезка стекла на станке 9 фабрики0002 See More уборка картофеля, урожай. УКРАИНА, ЧЕРКАСЫ, 25 марта 2019 г.: агрокомпания МАИС. Крупный план, уже напечатанные пакеты для зерна, кукурузы, сельскохозяйственной продукции на конвейерной ленте. печатный станок, процесс в мастерскойУкраина, Черкассы, 25 марта 2019 г.: агрофирма МАИС. автоматизирован процесс фасовки, оборачивания зерна кукурузы в мешки на поддонах пленкой, для дальнейшей погрузки и транспортировки. Картофель перемещается по специальной транспортерной ленте и укладывается в камеру хранения, склад для зимнего хранения. сбор картофеля, урожай. ЧЕРКАСЫ, УКРАИНА — 24 августа 2018 г.: Крупный план, печатная машина во время процесса печати пакетов для зерна, сельскохозяйственной продукции. полиграфическая фабрика. Типография.УКРАИНА, ЧЕРКАСЫ, 25 МАРТА 2019 ГОДА: агрофирма МАИС. автоматизированный процесс упаковки, упаковка мешков с кукурузным зерном на поддоны пленкой для дальнейшей загрузки и транспортировки. УКРАИНА, ЧЕРКАСЫ, 25 МАРТА 2019 г.: агрофирма МАИС. транспортная лента производства упаковки на заводе. бумажные мешки с зерновыми культурами, например кукурузой, перемещаются по автоматической ленте крупным планом. пассажиры берут свои сумки, багаж с конвейерной ленты, после того, как они прошли рентгеновский сканер багажа, проверяют в аэропорту. уборка картофеля, урожай. ЧЕРКАСЫ, УКРАИНА, 1 ОКТЯБРЯ 2019 ГОДА: Сотрудники контролируют автоматизированный процесс транспортировки картофеля на склад конвейерной лентой. урожай картофеля, сельское хозяйство. Специальный механизированный процесс сортировки картофеля на ферме. Картофель выгружается на конвейерную ленту для сортировки, затем укладывается в деревянные ящики для упаковки. сектор сельскохозяйственного производстваЧЕРКАСЫ, УКРАИНА, 1 ОКТЯБРЯ 2019 г.: Сотрудники контролируют автоматизированный процесс транспортировки картофеля на склад конвейерной лентой. урожай картофеля, сельское хозяйство. ЧЕРКАСЫ, УКРАИНА, 1 ОКТЯБРЯ 2019 г.: Современный склад хранения картофеля. автоматизированный процесс транспортировки картофеля на склад ленточным конвейером. сельское хозяйство, сбор картофеля. ЧЕРКАСЫ, УКРАИНА, 20 СЕНТЯБРЯ 2019 г.: Картофель движется по специальной конвейерной ленте в сельскохозяйственном предприятии, ферме. уборка картофеля, урожай
Подробнее
Информация по использованию
Вы можете использовать это бесплатное видео «Производство мебели, фасадов из МДФ и дерева. Спецрежим фасады из плит МДФ. Детали из мдф. Мебельная фабрика. Фрезерно-пильный станок для обработки древесины» в личных и коммерческих целях по Стандартной лицензии.
Так уж сложилось что у многих принтеры с одним соплом, а печатать порой хочется в несколько цветов. Самое простое это печатать по частям а потом склеить детали. Но если нужно всего-лишь печатать разным цветом на разных слоях, то достаточно просто сменить цвет пластика в определенный момент. И вот тут есть варианты.
1. Метод ручного тыка.
Сидеть и ждать когда печать дойдет до нужного момента, нажать паузу внутри заполнения или подать команду М600 для смены прутка, если прошивка поддерживает эту команду. Можно так же нажать и в меню принтера, если у такового имеется экран с возможностью управления.
Но это не совсем ‘тру’ делать что-то руками и подгадывать момент, когда перед вами целый автоматический станок. Конечно без ручной замены прутка тут не обойтись, но можно сделать так, чтобы и момент ловить не пришлось. Переходим к варианту два:
2. Используем просмотрщик G-кода.
Тут на выручку в плане автоматизации приходит просмотрщик G-кода. Я нашел его на Thingiverse, оттуда попал на Github, скопировал себе репозиторий и потом, когда было свободное время, перевел меню и тексты на русский. Ну конечно я не супер переводчик, да и не все пункты перевел, но уже стало удобнее, для тех, кто не любит английские версии.
Итак идем по адресу: http://thetest.me/G-code/
Загружаем ваш, сгенерированный G-код и в режиме послойного отображения находим нужный момент.
Запоминаем номер строки и дальше открываем этот же G-код в любом текстовом редакторе, например notepad на Windovs или TextWrangler на Os X. Находим эту строку и вставляем код смены прутка – M600. Сохраняем и все, можно печатать.
Этот код, обычно, ставит на паузу печать, поднимает голову, отводит её в ноль по оси X и вытаскивает пруток. Чтобы продолжить печать, нужно вставить новый пруток и нажать на потенциометр или кнопку на плате управления, где обычно экран принтера.
Но тут есть одна неприятная особенность, в прошивке может стоять такой параметр, который отключает удержание движков в момент смены прутка. У меня по крайней мере на марлине так было на двух принтерах. И тут главное не сдвинуть каретку при замене иначе можно получить сдвиг слоев.
Полезным бонусом будет возможность добавить звуковой сигнал перед командой M600, чтобы принтер вас, так сказать – позвал к себе 🙂
Про G-код viewer, могу сказать что это просто отличный инструмент, он позволяет не только посмотреть в различных вариантах на модель, код, слои, но и может посчитать сколько пластика будет потрачено и т.д. Нужно только задать нужные параметры своего принтера в меню.
На этом все. В следующий раз могу рассказать подробнее про извлечение звуков из принтера, про это писали уже на портале, но мало ли. 🙂
Подпишитесь на автора
Подписаться
Не хочу
18
ОКПД 2 — Общероссийский классификатор продукции по видам экономической деятельности: коды 2022 года, расшифровка
73/2022
Приказ Росстандарта от 07. 11.2022 №1241-ст
01.12.2022
В А
72/2022
Приказ Росстандарта от 30.08.2022 №849-ст
01.10.2022
В А
71/2022
Приказ Росстандарта от 26.07.2022 №693-ст
01.09.2022
И
70/2022
Приказ Росстандарта от 26.07.2022 №692-ст
01.09.2022
В А
69/2022
Приказ Росстандарта от 26.07.2022 №685-ст
01.09.2022
В А
68/2022
Приказ Росстандарта от 21.06.2022 №486-ст
01.08.2022
В И
67/2022
Приказ Росстандарта от 26.05.2022 №387-ст
01.07.2022
В А И
66/2022
Приказ Росстандарта от 27.04.2022 №235-ст
01.07.2022
В И
65/2022
Приказ Росстандарта от 04.02.2022 №58-ст
01.03.2022
В А
64/2021
Приказ Росстандарта от 23. 12.2021 №1850-ст
01.02.2022
В А И
63/2021
Приказ Росстандарта от 07.12.2021 №1734-ст
01.01.2022
В А И
62/2021
Приказ Росстандарта от 07.12.2021 №1733-ст
01.01.2022
В
61/2021
Приказ Росстандарта от 07.10.2021 №1084-ст
01.12.2021
В И
60/2021
Приказ Росстандарта от 07.10.2021 №1083-ст
01.12.2021
В А
59/2021
Приказ Росстандарта от 12.08.2021 №710-ст
01.09.2021
В
58/2021
Приказ Росстандарта от 16.06.2021 №562-ст
01.07.2021
В И
57/2021
Приказ Росстандарта от 10.06.2021 №532-ст
01.07.2021
В А И
56/2021
Приказ Росстандарта от 21.05.2021 № 423-ст
01.07.2021
В А И
55/2021
Приказ Росстандарта от 27. 04.2021 №303-ст
01.06.2021
В И
54/2021
Приказ Росстандарта от 12.04.2021 № 202-ст
01.06.2021
В
53/2021
Приказ Росстандарта от 12.04.2021 № 198-ст
01.06.2021
В А И
52/2021
Приказ Росстандарта от 12.04.2021 № 196-ст
01.06.2021
В А
51/2021
Приказ Росстандарта от 10.02.2021 № 68-ст
01.03.2021
В А
50/2021
Приказ Росстандарта от 10.02.2021 № 67-ст
01.03.2021
В А И
49/2020
Приказ Росстандарта от 29.12.2020 № 1426-ст
01.02.2021
И
48/2020
Приказ Росстандарта от 02.12.2020 № 1242-ст
09.01.2021
В А И
47/2020
Приказ Росстандарта от 23.09.2020 № 663-ст
01.11.2020
В И
46/2020
Приказ Росстандарта от 27. 08.2020 N 549-ст
01.10.2020
В А И
45/2020
Приказ Росстандарта от 01.06.2020 N 247-ст
01.06.2020
ИР
44/2020
Приказ Росстандарта от 26.05.2020 N 230-ст
01.01.2021
В А И
43/2020
Приказ Росстандарта от 12.02.2020 №58-ст
01.03.2020
В А
42/2020
Приказ Росстандарта от 11.02.2020 №55-ст
01.03.2020
В А
40/2019
Приказ Росстандарта от 24.12.2019 №1463-ст
01.01.2020
В
39/2019
Приказ Росстандарта от 14.11.2019 №1145-ст
01.12.2019
А И ИР
38/2019
Приказ Росстандарта от 27.09.2019 №809-ст
01.01.2020
В А И
37/2019
Приказ Росстандарта от 18.09.2019 №711-ст
01.10.2019
И
36/2019
Приказ Росстандарта от 17. 07.2019 №401-ст
01.08.2019
И
34/2019
Приказ Росстандарта от 20.02.2019 №46-ст
01.05.2019
А И
33/2018
Приказ Росстандарта от 29.12.2018 №1190-ст
01.01.2020
В А И
32/2018
Приказ Росстандарта от 24.10.2018 №842-ст
01.01.2019
В А
31/2018
Приказ Росстандарта от 16.10.2018 №784-ст
01.11.2018
В И
30/2018
Приказ Росстандарта от 10.07.2018 №407-ст
01.10.2018
В А И ИР
29/2018
Приказ Росстандарта от 10.07.2018 №406-ст
01.10.2018
В А И
28/2018
Приказ Росстандарта от 29.03.2018 №159-ст
01.06.2018
В И
27/2018
Приказ Росстандарта от 13.02.2018 №66-ст
01.04.2018
В
26/2018
Приказ Росстандарта от 30. 01.2018 №36-ст
01.04.2018
В А И
25/2017
Приказ Росстандарта от 21.02.2017 №2049-ст
01.03.2018
В А И
24/2017
Приказ Росстандарта от 21.12.2017 №2047-ст
01.03.2018
В И
23/2017
Приказ Росстандарта от 21.12.2017 №2045-ст
01.03.2018
В А И
22/2017
Приказ Росстандарта от 08.09.2017 №791-ст
01.12.2017
В А И
21/2017
Приказ Росстандарта от 08.09.2017 №1044-ст
01.11.2017
В А И ИР
20/2017
Приказ Росстандарта от 03.08.2017 №791-ст
01.11.2017
В А И
19/2017
Приказ Росстандарта от 03.05.2017 №347-ст
01.07.2017
В А И
18/2016
Приказ Росстандарта от 07.10.2016 N 1326-ст
01.01.2017
В И
17/2016
Приказ Росстандарта от 07. 10.2016 №1325-ст
01.01.2017
И
16/2016
Приказ Росстандарта от 07.10.2016 №1324-ст
01.01.2017
В И
15/2016
Приказ Росстандарта от 28.09.2016 №1239-ст
01.01.2017
В И
14/2016
Приказ Росстандарта от 28.09.2016 №1238-ст
01.01.2017
В А И
13/2016
Приказ Росстандарта от 28.09.2016 №1237-ст
01.01.2017
В А И
12/2016
Приказ Росстандарта от 26.08.2016 №948-ст
01.11.2016
В А И
11/2016
Приказ Росстандарта от 24.06.2016 №679-ст
01.09.2016
В А И
10/2016
Приказ Росстандарта от 12.05.2016 №311-ст
01.07.2016
В А И
9/2016
Приказ Росстандарта от 12.05.2016 №310-ст
01.07.2016
И
8/2016
Приказ Росстандарта от 14. 04.2016 №260-ст
01.06.2016
В А И
7/2016
Приказ Росстандарта от 24.03.2016 №204-ст
01.06.2016
В А И
6/2016
Приказ Росстандарта от 17.02.2016 №40-ст
01.06.2016
В А И
5/2015
Приказ Росстандарта от 10.12.2015 N 2149-ст
01.03.2016
В А
4/2015
Приказ Росстандарта от 10.12.2015 N 2148-ст
01.03.2016
И
3/2015
Приказ Росстандарта от 26.11.2015 № 1999-ст
01.11.2015
В И
2/2015
Приказ Росстандарта от 17.08.2015 № 1166-ст
01.11.2015
В А
1/2015
Приказ Росстандарта от 26.05.2015 № 424-ст
01.08.2015
И
gcode viewer — онлайн просмотрщик и анализатор gcode в вашем браузере!
Выберите файл GCode
Перетащите файл сюда
Индикаторы прогресса
Информация о модели
Информация о слое
93/сек Показать движения без выдавливания Показать отказы и перезапуски Переместить модель в центр сетки Показывать разные скорости разными цветами Эмулировать ширину экструзии Сделать линии слегка прозрачными
Показать +1 слой
Опции анализатора GCode
Для этого требуется повторный анализ файла: Сортировать слои по Z Скрыть пустые слои Показать GCode на вкладке GCode (требует много памяти!)
Информация о принтере
Диаметр пластика: Тип пластика: АБС НОАК Размер сопла: Объемный E Стоимость часа работы принтера: Цена нити (за грамм):
Анализ ошибок
Выполнить анализ
Результаты анализа ошибок рендеринга
2Д
3D
G-код
О
gCodeViewer — визуализатор, просмотрщик и анализатор GCode в вашем собственном браузере! Работает на любой ОС практически в любом современном браузере (хром, фф, сафари 6, опера, ie10 тоже должны работать). Все, что вам нужно сделать, это перетащить ваш файл *.gcode в указанную зону.
Текущие функции включают:
Визуализация GCode в 2D, слой за слоем
Показать убирается и перезапускается
Показать скорости печати/перемещения/отвода
Показать только часть слоя, анимировать последовательность печати слоев
Показать два слоя одновременно, чтобы можно было проверить выступы
Отрегулируйте ширину линии для более точного моделирования печати
Средство просмотра Gcode попытается проанализировать диаметры сопла и нити накала из gcode, но может не сделать этого. В этом случае вам нужно будет установить его вручную на вкладке «Информация о принтере»
Анализ GCode
Время печати, количество использованного пластика, высота слоя и т. д. для всего файла и для одного слоя
Привязать визуализируемую деталь к файлу GCode (т.е. выбрать определенную часть 2d-визуализации, переключиться в режим просмотра GCode — будет выделен список строк, отвечающих за визуализируемую деталь)
Мультиплатформенный, доступен онлайн (но работает и офлайн), работает локально (нигде не загружает g-код и ничего не загружает, кроме самого приложения)
3D визуализация (не знаю зачем, скучно и бесполезно.. нужно переписывать с нуля)
И да, он медленный, потребляет много памяти и поддерживает только современные браузеры
Полностью открытый исходный код, поэтому вы можете использовать его по своему усмотрению
Все исходники доступны на https://github.com/hudbrog/gCodeViewer Если вы обнаружите какие-либо ошибки или у вас есть пожелания — не стесняйтесь публиковать их на https://github. com/hudbrog/gCodeViewer/issues 9.0019 И я был бы признателен, если бы вам понравилось это на странице Thingiverse: http://www.thingiverse.com/thing:35248
Декодирование и кодирование URL — онлайн
Познакомьтесь с декодированием и кодированием URL, простым онлайн-инструментом, который делает именно то, о чем говорит: декодирует URL-кодирование, а также быстро и легко кодирует его. URL-кодируйте свои данные без проблем или декодируйте их в удобочитаемый формат.
URL-кодирование, также известное как «процентное кодирование», представляет собой механизм кодирования информации в универсальном идентификаторе ресурса (URI). Хотя это известно как URL-кодирование, на самом деле оно более широко используется в основном наборе унифицированных идентификаторов ресурсов (URI), который включает в себя как унифицированный указатель ресурса (URL), так и унифицированное имя ресурса (URN). Как таковой он также используется при подготовке данных медиа-типа «application/x-www-form-urlencoded», который часто используется при отправке данных формы HTML в HTTP-запросах.
Дополнительные параметры
Набор символов: В случае текстовых данных схема кодирования не содержит набор символов, поэтому вам необходимо указать, какой набор символов использовался в процессе кодирования. Обычно это UTF-8, но могут быть и многие другие; если вы не уверены, поэкспериментируйте с доступными вариантами или попробуйте вариант автоматического обнаружения. Эта информация используется для преобразования декодированных данных в набор символов нашего веб-сайта, чтобы все буквы и символы отображались правильно. Обратите внимание, что это не относится к файлам, поскольку к ним не нужно применять веб-безопасные преобразования.
Декодировать каждую строку отдельно: Закодированные данные обычно состоят из сплошного текста, поэтому даже символы новой строки преобразуются в их процентно-кодированные формы. Перед декодированием из входных данных удаляются все незакодированные пробелы, чтобы защитить целостность входных данных. Эта опция полезна, если вы собираетесь декодировать несколько независимых записей данных, разделенных разрывами строк.
Режим реального времени: Когда вы включаете эту опцию, введенные данные немедленно декодируются с помощью встроенных функций JavaScript вашего браузера, без отправки какой-либо информации на наши серверы. В настоящее время этот режим поддерживает только набор символов UTF-8.
Безопасно и надежно
Все соединения с нашими серверами осуществляются через безопасные зашифрованные соединения SSL (https). Мы удаляем загруженные файлы с наших серверов сразу после обработки, а полученный загружаемый файл удаляется сразу после первой попытки загрузки или 15 минут бездействия (в зависимости от того, что короче). Мы никоим образом не храним и не проверяем содержимое отправленных данных или загруженных файлов. Ознакомьтесь с нашей политикой конфиденциальности ниже для получения более подробной информации.
Совершенно бесплатно
Наш инструмент можно использовать бесплатно. Отныне вам не нужно скачивать какое-либо программное обеспечение для таких простых задач.
Подробная информация о кодировке URL
Типы символов URI
Символы, разрешенные в URI, являются зарезервированными или незарезервированными (или символ процента как часть процентного кодирования). Зарезервированные символы — это символы, которые иногда имеют особое значение. Например, символы косой черты используются для разделения разных частей URL-адреса (или, в более общем смысле, URI). Незарезервированные символы не имеют такого специального значения. Используя процентное кодирование, зарезервированные символы представляются с помощью специальных последовательностей символов. Наборы зарезервированных и незарезервированных символов, а также обстоятельства, при которых определенные зарезервированные символы имеют специальное значение, немного меняются с каждой новой редакцией спецификаций, регулирующих URI и схемы URI.
Другие символы в URI должны быть закодированы в процентах.
Зарезервированные символы с процентным кодированием
Когда символ из зарезервированного набора («зарезервированный символ») имеет особое значение («зарезервированное назначение») в определенном контексте, и схема URI говорит, что необходимо использовать этот символ для какой-либо другой цели, то символ должен быть закодирован в процентах. Процентное кодирование зарезервированного символа означает преобразование символа в соответствующее ему байтовое значение в ASCII, а затем представление этого значения в виде пары шестнадцатеричных цифр. Цифры, которым предшествует знак процента («%»), затем используются в URI вместо зарезервированного символа. (Для символа, отличного от ASCII, он обычно преобразуется в последовательность байтов в UTF-8, а затем каждое значение байта представляется, как указано выше.)
Зарезервированный символ «/», например, если он используется в компоненте «путь» URI, имеет особое значение, поскольку он является разделителем между сегментами пути. Если в соответствии с заданной схемой URI в сегменте пути должен быть символ «/», то в сегменте должны использоваться три символа «%2F» (или «%2f») вместо «/».
Зарезервированные символы, которые не имеют зарезервированного назначения в конкретном контексте, также могут быть закодированы в процентах, но семантически не отличаются от других символов.
В компоненте «запрос» URI (часть после символа «?»), например, «/» по-прежнему считается зарезервированным символом, но обычно не имеет зарезервированного назначения (если в конкретной схеме URI не указано иное). Символ не нужно кодировать в процентах, если он не имеет зарезервированного назначения.
URI, отличающиеся только тем, является ли зарезервированный символ процентным кодированием или нет, обычно считаются неэквивалентными (обозначающими один и тот же ресурс), за исключением случаев, когда рассматриваемые зарезервированные символы не имеют зарезервированного назначения. Это определение зависит от правил, установленных для зарезервированных символов отдельными схемами URI.
Незарезервированные символы с процентным кодированием
Символы из незарезервированного набора никогда не нуждаются в процентном кодировании.
URI, отличающиеся только тем, является ли незарезервированный символ процентным кодированием или нет, эквивалентны по определению, но на практике процессоры URI не всегда могут обрабатывать их одинаково. Например, потребители URI не должны рассматривать «%41» иначе, чем «A» («%41» — это процентное кодирование «A») или «%7E» иначе, чем «~», но некоторые это делают. Поэтому для обеспечения максимальной совместимости производителям URI не рекомендуется использовать процентное кодирование незарезервированных символов.
Процентное кодирование символа процента
Поскольку символ процента («%») служит индикатором октетов, закодированных в процентах, он должен быть закодирован в процентах как «%25», чтобы этот октет можно было использовать в качестве данных в URI.
Процентное кодирование произвольных данных
Большинство схем URI включают представление произвольных данных, таких как IP-адрес или путь к файловой системе, в виде компонентов URI. Спецификации схемы URI должны, но часто не обеспечивают явное сопоставление между символами URI и всеми возможными значениями данных, представленными этими символами.
Двоичные данные
С момента публикации RFC 1738 в 1994 г. было указано, что схемы, обеспечивающие представление двоичных данных в URI, должны делить данные на 8-битные байты и кодировать каждый байт в процентах в так же, как указано выше. Значение байта 0F (шестнадцатеричное), например, должно быть представлено как «%0F», но значение байта 41 (шестнадцатеричное) может быть представлено как «A» или «%41». Использование незакодированных символов для буквенно-цифровых и других незарезервированных символов обычно предпочтительнее, поскольку это приводит к более коротким URL-адресам.
Символьные данные
Процедура процентного кодирования двоичных данных часто экстраполируется, иногда неуместно или без полного уточнения, для применения к символьным данным. В годы становления World Wide Web при работе с символами данных в репертуаре ASCII и использовании соответствующих им байтов в ASCII в качестве основы для определения последовательностей с процентным кодированием эта практика была относительно безвредной; многие люди предполагали, что символы и байты сопоставляются один к одному и взаимозаменяемы. Однако потребность в представлении символов за пределами диапазона ASCII быстро росла, и схемы и протоколы URI часто не могли обеспечить стандартные правила подготовки символьных данных для включения в URI. Следовательно, веб-приложения начали использовать различные многобайтовые кодировки, кодировки с отслеживанием состояния и другие кодировки, несовместимые с ASCII, в качестве основы для процентного кодирования, что привело к неоднозначности, а также к трудностям с надежной интерпретацией URI.
Например, многие схемы и протоколы URI, основанные на RFC 1738 и 2396, предполагают, что символы данных будут преобразованы в байты в соответствии с некоторой неуказанной кодировкой символов, прежде чем они будут представлены в URI незарезервированными символами или байтами с процентным кодированием. Если схема не позволяет URI предоставить подсказку о том, какая кодировка использовалась, или если кодировка конфликтует с использованием ASCII для процентного кодирования зарезервированных и незарезервированных символов, то URI нельзя надежно интерпретировать.
Отвертки угловые — это инструменты, получившие широкое распространение, за счет простой конструкции и удобства применения. Данный тип инструмента приобрел, по сути, не правильные, но всем понятные названия – «шестигранник» или «торцевой ключ», появившиеся благодаря немецкой фирме «Bauer & Schaurte», предложившей миру особые резьбовые крепежные детали – винты с внутренним шестигранным рабочим профилем (INBUS). Согнутый под углом 90° стержень с рабочими профилями одного размера на обоих концах, сочетает в себе относительное удобство использования с возможностью приложения значительных рабочих нагрузок, когда в качестве ручки используется длинная часть и работу в труднодоступных местах, когда в качестве воротка используется короткая.
Специальные угловые отвертки, изготовленные из стали S2. Применяются со всеми видами крепежа, имеющего внутренний рабочий профиль TORX®. В конструкции изделий предусмотрено коленчатое, подвижное соединение, обеспечивающее использование инструмента в труднодоступных местах и большую скорость вращения при обслуживании резьбовых соединений с малыми нагрузками.
Инструменты для обслуживания внутренних рабочих профилей JONNESWAY® ENTERPRISECO., LTD., (отвертки стержневые и угловые и насадки являющиеся частью сборного слесарно-монтажного инструмента),по уровню исполнения относятся к изделиям класса PROFESSIONAL, применяются для производства работ по сборке, ремонту и обслуживания продукции машиностроения, персоналом, имеющим соответствующую квалификацию, знакомым с правилами техники безопасности, условиями эксплуатации и навыками работы.
На изделия для обслуживания внутренних рабочих профилей JONNESWAY®, распространяется понятие «ОГРАНИЧЕННАЯ ГАРАНТИЯ», что связано с повышенным износом рабочих поверхностей при использовании. Срок поддержания гарантийных обязательств определен производителем в 12 месяцев с начала эксплуатации. Другими словами: подлежит замене инструмент, имеющий дефект, обнаруженный или возникший в результате нарушений при его производстве и делающий невозможным дальнейшее использование изделия.
Претензии к качеству инструмента, вышедшего из строя в течение гарантийного периода, принимаются к рассмотрению в соответствии с Законом РФ “О защите прав потребителей”.
Не подлежат обслуживанию по гарантийным условиям изделия, вышедшие из строя в результате:
Нагрузок, превышающих расчетные.
Воздействий, не связанных с выполнением основных функций изделия.
Нарушений правил хранения, обслуживания и применения.
Естественного износа.
В этой связи, производитель настоятельно рекомендует:
1) Не использовать стержневые и угловые отвертки в качестве монтировок, выколоток зубил, фиксирующих пальцев и т. п.
2) Не использовать насадки для механизированного инструмента с ручным приводом.
3) Не использовать насадки с вставками для ручного привода с механизированным инструментом.
4) Не наращивать рычаг привода при работе с насадками и угловыми отвертками и не использовать отверстия для подвеса в рукоятках стержневых отверток в качестве приспособления для установки рычага (кроме изделий, имеющих соответствующие конструкционные особенности).
5) Не допускать падения инструмента с большой высоты на твердую поверхность и не использовать изделие в качестве ударного инструмента.
6) Не наносить удары по рукоятке инструмента другими предметами (кроме изделий, имеющих соответствующие конструкционные особенности).
7) Не допускать длительное хранение инструмента в условиях высокой влажности или иных агрессивных к материалам изделия средах.
8) По окончании работ очищать инструмент от загрязнений.
9) Подбирать и использовать инструмент согласно производимой работе и строго по назначению.
10) Вставки-биты являются расходным материалом, применяемом при массовом производстве, гарантийные условия производителя на них не распространяется, равно как и на торцевые насадки (головки с вставками, составные и цельные), ударные и для ручного привода.
11) Не перетачивать износившиеся и деформированные рабочие части инструментов.
Претензии по данной гарантии не принимаются к рассмотрению в случаях невозможности подтверждения квалификации пользователя, наличия признаков неправильного применения и внесения изменений в конструкцию изделий.
Производитель оставляет за собой право определения причины выхода из строя изделия (из-за некачественного материала, человеческого фактора или по иным причинам).
Права по настоящей гарантии ограничиваются первоначальным потребителем и не распространяются на последующих.
Ключ TORX Автодело, T30, арт. АД-39365
0.0072601204 c
Новогодние подарки автомобилисту Покупка
Ключи Коллекция
49 р
44 р
Заказать
Артикул
72076
Организатор
Hyperauto 18. 8
Бренд
Автодело
Задать вопрос
Найти отзывы Защита покупателя
Нашли дешевле?
Код товара для заказа: 72076; Артикул: АД-39365; Бренд: Автодело;
ОБЩИЕ ХАРАКТЕРИСТИКИ:
Тип ключа: Ключи Torx; Тип наконечника: T30;
Ключ TORX Автодело
Ключ торцевой Torx изогнутый АВТОДЕЛО применяется для работы с винтовым крепежом имеющим внутренний звездообразный рабочий профиль. Благодаря удобной изогнутой форме ключа обеспечивается максимальный крутящий момент. Г-образный ключ имеет разную длину плеч, что позволяет выполнять работы в труднодоступных местах. • Ключ изготовлен из стали S2 методом волочения.; • Имеет наружный рабочий профиль TORX с отверстием на длинной стороне и без отверстия на короткой. ; • Термически обработан до твёрдости 39-41 HRC.; • Защищен от коррозии хромоникелевым покрытием с эффектом матовой поверхности.; • Для удобства хранения поставляется на пластиковом холдере.;
АД-39365
Заказать
Добавить в корзину В корзине Убрать
Задать вопрос
Перейти в категорию «Запчасти и расходники для авто»
Перейти в категорию «Инструменты для авто»
Перейти в категорию «Инструменты и оборудование для ремонта»
Перейти в категорию «Инструменты для авто»
Перейти в категорию «Инструменты для авто»
Перейти в категорию «Аксессуары для авто»
Перейти в категорию «Аксессуары для авто»
Перейти в категорию «Инструменты для авто»
Перейти в категорию «Шины и диски для авто»
Вороток-Кардан угловой «АвтоДело» 1/2″. 430мм
Перейти в категорию «Автохимия и косметика»
Перейти в категорию «Запчасти и расходники для авто»
Перейти в категорию «Аксессуары для авто»
Показать все отзывы
Промо
Moral 22.0
3 Быстрая покупка со сроком доставки до 3 дней. В таких покупках не нужно ждать, когда подтвердят заказ. Вы оформляете заказ и сразу оплачиваете его.
Пикник. Отдых на природе. Много нужного для вас
Отправка до 3 дней
Moral 22. 0
s Мастерская! Инструменты для дома и ремонта. Наборы
Активна ещё 2 дняДоставка с 9 февраля 2023
Калина125 21.6
5 Быстрая покупка со сроком доставки до 5 дней. В таких покупках не нужно ждать, когда подтвердят заказ. Вы оформляете заказ и сразу оплачиваете его.
HOCO Держатели для мобильных устройств в ассортименте
Отправка до 5 дней
Ka-Poisk 13. 8
Косметика известных торговых марок России, Европы, США, Азии
Активна ещё 13 днейДоставка с 26 февраля 2023
Oliasha 13.5
NEWVAY-Качественный Вязаный трикотаж для всей семьи! АКЦИЯ
Активна ещё 3 дняДоставка с 6 января 2023
Что такое 100sp —
совместные покупки
Как работает сайт
Как сделать
заказ
Для новичков
Как оплатить
заказ
Способы оплаты
Как получить
заказ
Способы доставки
Полезные аксессуары для автомобиля
Ключ Torx WERA, размер наконечника T30, длина длинного стержня 200 мм, хром, короткое семейство, Torx — 6AAP1|05013372001
ВЕРА
Предмет # 6ААП1
производитель Модель #
05013372001
UNSPSC #
27111701
№ страницы каталога
Н/Д
Страна происхождения
Чешская Республика.
Страна происхождения может быть изменена.
Т-образные ключи Torx имеют один длинный рычаг с приводным наконечником на конце и Т-образную рукоятку, которая может обеспечить больший крутящий момент, чем Г-образный ключ. Наконечник на конце длинного рычага вставляется в выемку Torx на болте или винте, а ручка поворачивается, чтобы повернуть застежку.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ВЕРА
Предмет # 6ААП1
производитель Модель #
05013372001
UNSPSC #
27111701
№ страницы каталога
Н/Д
Страна происхождения
Чешская Республика.
Страна происхождения может быть изменена.
Т-образные ключи Torx имеют один длинный рычаг с приводным наконечником на конце и Т-образную рукоятку, которая может обеспечить больший крутящий момент, чем Г-образный ключ. Наконечник на конце длинного рычага вставляется в выемку Torx на болте или винте, а ручка поворачивается, чтобы повернуть застежку.
Wera 022687 T30 x 195 мм Torx HF Г-образный ключ Многоцветный, нержавеющая сталь
Бесплатная доставка на сумму свыше 75 долларов США*
ПРИМЕЧАНИЕ. Название и описание продукта заменяют изображенное на нем изображение. Картинка, предоставленная производителем, не всегда точна. Мы можем использовать одно и то же изображение для разных размеров товара.
Цена по прейскуранту: 23,04 доллара США
19 долларов0,58
(пока отзывов нет)
Написать обзор
Wera
Wera 022687 Многоцветный Г-образный ключ Torx HF из нержавеющей стали, T30 x 195 мм (ярко-оранжевый)
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя Обязательно
Электронная почта Обязательно
Тема отзыва Обязательно
комментариев Обязательно
Наличие на складе:
1 В наличии. Доставка
Артикул:
WR022687
Наличие:
1
Описание
Информация о гарантии
Атрибуты
Wera 3967 Г-образный ключ Torx SXL Multicolor из нержавеющей стали
Размер наконечника: T30 Общая длина: 195 мм (7-11/16″) Конструкция: Фиксирующая функция для винтов TORX, выполненная в соответствии со спецификациями Acument Intellectual Properties на длинном стержне, из прочного пластика Контрастные надписи на втулках с цветовой маркировкой означают, что правильные размеры легко определить, что упрощает поиск нужного инструмента Инструменты Wera Torx HF созданы на основе оптимизированной геометрии оригинального профиля Torx, головку винта и надежно удерживать его на инструменте Г-образные ключи Wera из нержавеющей стали закалены до той же прочности, что и инструменты из обычной (углеродистой) стали, и предотвращают образование внешней ржавчины. Г-образные ключи из круглого материала лучше ложатся в руку и позволяют выполнять менее напряженную работу в течение более длительного периода времени
Производитель Деталь №: 05022687001
На все профессиональные ручные инструменты Wera распространяется пожизненная гарантия от поломки из-за дефектов материалов или изготовления в течение нормального срока службы изделия. Эта политика не распространяется на продукты, которые были каким-либо образом изменены, а также продукты, которые подвергались неправильному использованию, неправильному использованию, небрежности или неправильному хранению. Биты, держатели бит и Г-образные ключи также не покрываются этой гарантийной политикой, поскольку они считаются расходными материалами. Wera Tools оставляет за собой право проверять претензии по гарантии до выдачи замены. Затраты на обратную транспортировку не включены, однако Wera вышлет сменные инструменты бесплатно.
Станок полировально-заточной для ножей и ножниц JET JSSG-10 — цена, отзывы, характеристики с фото, инструкция, видео
Jet JSSG-10 — шлифовально-полировальный станок для заточки, правки и доводки режущего инструмента (в основном ручного) с высокой точностью и без отпуска режущей кромки. Вал с кругами (абразивным, шлифовальным и кожаным полировальным) вращается с небольшой скоростью, которую можно регулировать при помощи рукоятки на передней панели станка. Шлифовальный камень погружен в ванну для смачивания водой.
Станок укомплектован кронштейнами-направляющими для работы с использованием вспомогательных приспособлений, большой ассортимент которых представлен под маркой Jet и поставляется штатно или за дополнительную плату.
Благодаря удачному сочетанию характеристик и возможности регулирования скорости вращения станок популярен у мастеров, работающих с деревом и требовательных к инструменту с высококлассной заточкой. Дополнительное достоинство — совместимость с другими станками по приспособлениям для заточки, что существенно расширяет спектр решаемых задач.
Особенности
Пыле- и влагоизолированные шарикоподшипники вала двигателя
Плавная регулировка частоты вращения
Ёмкость с водой для смачивания абразивного диска
Регулируемые направляющие штанги для фиксации вспомогательных приспособлений
Рукоятка для переноски
Выдвижной ящик для принадлежностей
Приспособление заточки для ножниц. Применяется для доводки ножниц и садового инструмента
Приспособление для шлифования по длине. Применяется для доводки тонких и длинных ножей, у которых длина лезвия больше 10 см
Приспособление для прямого шлифования. Применяется для доводки стамесок и лезвий рубанков
Характеристика
Значение
Потребляемая мощность
0,2 кВт
Частота вращения шлифовального круга
90-150 об/мин
Размеры шлифовальных кругов (ДхВ)
250 х 50 мм
Размеры полировального круга (ДхВ)
230 х 30 мм
Посадочный диаметр кругов
12 мм
Зернистость шлифовального круга
220G
Габаритные размеры (ДхШхВ)
406 х 305 х 330 мм
Вес JET JSSG-10
15 кг
Коплектация
Шлифовальный круг 220G
Полировальный кожаный круг
Брусок для очистки шлифовального круга
Приспособление для доводки столярного инструмента и ножей
Угловой калибр для установки угла заточки и угломер для измерения угла заточки инструмента
Полировальная паста для кожаного круга
Направляющая штанга для опоры инструмента и крепления приспособлений
Инструкция на DVD
Комплектация за дополнительную плату
Подставка с двумя ящиками ( арт. 708016 )
5 500p
Брусок для очистки шлифовального круга ( арт. 708017 )
1 100p
Алмазное приспособление для правки шлифовального круга ( арт. 708018 )
3 200p
Приспособление для ножей ( арт. 708019 )
1 100p
Приспособление для заточки овальных стамесок с конусным и полукруглым жалом ( арт. 708020 )
1 400p
Приспособление для шлифования по длине ( арт. 708021 )
1 400p
Полировальная паста для кожаного круга ( арт. 708023 )
1 100p
Чехол для защиты станка во время хранения и транспортировки ( арт. 708024 )
1 100p
Приспособление для заточки инструментов со скругленным жалом ( арт. 708025 )
Приспособление для доводки ножниц и садового инструмента ( арт. 708026 )
1 400p
Приспособление для ручной заточки инструмента ( арт. 708027 )
Профилированный съёмный кожаный круг ( арт. 708028 )
1 800p
Приспособление для доводки столярного инструмента и ножей ( арт. 708029 )
1 100p
Приспособление для заточки топоров ( арт. 708031 )
Приспособление для заточки строгальных ножей с шириной лезвия до 76 мм ( арт. 708032 )
2 500p
Угловой калибр ( арт. 708033 )
Упор для шлифования ( арт. 708034 )
Направляющая штанга для опоры инструмента и крепления приспособлений ( арт. 708039 )
Абразивный шлифовальный круг для JSSG-10 ( арт. 708042 )
8 400p
Съёмный кожаный диск ( арт. 708043 )
1 400p
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о JET JSSG-10:
Достоинства:
Недорого.
Комментарий:
Долго присматривался к тормеку, потом взял этот. Качество, откровенно скажу, похуже, но тут и регулятор оборотов, и корпус сталь, а главное – в два раза дешевле! Да и камни помягче у тормека – точить комфортно, но и стачивается быстрее, т.е. он и в обслуживании дороже. Немного приложить руки и для периодической заточки ножей/ инструмента отличный выбор.
Покупал(а) для:
Дома.
Ответить
Комментарий:
Описывать все недостатки этого китайского шедевра очень долго, достаточно сказать, что здесь даже подшипников нет – втулки стоят, причем без уплотнителей. Да и пластик начинает через годик лопаться (а пластиковое почти все, кроме кожуха – лучше б наоборот). В целом, станок нормальный, но мое мнение – не стоит он своих денег.
Ответить
Оставить отзыв
Автоматический шлифовально-полировальный станок B 500
Станок В 500 затачивает, снимает заусенцы и полирует в полностью автоматическом режиме до 100 куттерных ножей (500 л) за 8-часовую смену. Среднее время заточки и полирования одного ножа составляет от 3 до 5 минут в зависимости от размера ножа. При каждой последующей заточке обрабатывается весь режущий профиль ножа. С ножа снимается минимальное количество материала. Куттерный нож на 500 л можно перетачивать до 40 раз.
В полностью автоматическом режиме, точно по форме и бережно
100 куттерных ножей за смену
Высокая степень безопасности управления
На данном станке можно затачивать ножи с серповидными и прямыми лезвиями. Максимальный размер ножа составляет 500 мм.
Станок В 500 исключительно прост в управлении. Наиболее важные функции, такие, например, как количество циклов заточки и полирования, а также выпуклость ножей оператор определяет непосредственно на сенсорной панели станка. Таким образом, после каждой последующей заточки профиль режущего инструмента ножа точно соответствует продукту, для которого он предназначен.
Созданные программы заточки сохраняются в памяти станка. Количество программ заточки не ограничено. Обновления и новые программы загружаются в станок B 500 в режиме онлайн.
Обзор преимуществ
Копировально-шлифовальная плита SP 112
В плите находится вся информация о форме и размере ножа. Для каждого ножа используется индивидуально изготовленная копировально-шлифовальная плита. В результате необходимость в трудоёмком программировании и настройке отпадает. Это обеспечивает максимально простое и быстрое управление станком. В течение всего лишь одной минуты станок можно переоборудовать на другую форму ножа.
Абразивные средства
В качестве абразивных средств используются ленты для влажного шлифования. Одной ленты хватает на заточку до 40 куттерных ножей (500-750 л). Давление заточки оператор регулирует с помощью потенциометра.
Приводы для полирования
Полировальные щетки автоматически снабжаются полировальной пастой в свободно выбираемых циклах. Давление полирования может настраиваться индивидуальным образом.
Принцип заточки
Нож перемещается в положение заточки после
нажатия на кнопку пуска. Функция контроля пуска автоматически определяет износ ножа и запускает выбранную программу заточки. После заточки станок сначала полирует поверхность ножа. Затем с режущего инструмента быстро и бережно снимаются заусенцы.
Видеоролик работы станка
Для просмотра данного материала вам потребуются дополнительные куки-файлы. Дополнительная Информация
Поясняющие фильмы
Для просмотра данного материала вам потребуются дополнительные куки-файлы. Дополнительная Информация
B 500 – Заточка серповидных куттерных ножей
Для просмотра данного материала вам потребуются дополнительные куки-файлы. Дополнительная Информация
B 500 – Заточка линейных куттерных ножей
Для просмотра данного материала вам потребуются дополнительные куки-файлы. Дополнительная Информация
B 500 – Настройка угла заточки
Для просмотра данного материала вам потребуются дополнительные куки-файлы. Дополнительная Информация
B 500 – Замена ленты для влажного шлифования
Для просмотра данного материала вам потребуются дополнительные куки-файлы. Дополнительная Информация
B 500 – Замена щеток для снятия заусенцев
Для просмотра данного материала вам потребуются дополнительные куки-файлы. Дополнительная Информация
B 500 – Смена полировальной щетки
Для просмотра данного материала вам потребуются дополнительные куки-файлы. Дополнительная Информация
B 500 – Замена полировальных паст
Для просмотра данного материала вам потребуются дополнительные куки-файлы. Дополнительная Информация
B 500 – Смазка направляющих
Для просмотра данного материала вам потребуются дополнительные куки-файлы. Дополнительная Информация
B 500 – Устранение неисправности датчика расхода
Загрузки
B 500 Брошюра (PDF)
B 500 Руководство по эксплуатации (PDF)
Эта продукция также может быть для Вас интересна
Автоматический шлифовальный станок
USK 230 B — HV 208 II
Автоматический шлифовально-полировальный станок
B 600
KNECHT – Автоматический станок для заточки и полировки B 600
Станок B 600 полностью автоматически затачивает, полирует и удаляет заусенцы куттерные ножи размером до 1000 дюймов. Устройство смены ножей берет нож из магазина и перемещает его в положение заточки. Программа заточки запущена. После завершения процесса заточки нож возвращается в магазин и берется следующий нож. Машина обрабатывает до 16 куттерных ножей в автоматическом режиме.
Выход ок. 80 куттерных ножей (500-750 л) за 8-часовую смену с 1-2 часами размещения персонала. При каждой переточке обрабатывается весь профиль лезвия. Среднее время обработки одного ножа составляет от 3 до 5 минут, в зависимости от размера лезвия. С ножа снимается очень мало материала. Кусочный нож объемом 500 л можно затачивать до 40 раз.
16 ножей без оператора
Полностью автоматические, щадящие и точно формованные
80 куттерных ножей в смену Максимальный размер ножа составляет 600 x 400 мм (23,6 дюйма x 15,7 дюйма), что соответствует куттерному ножу объемом около 1000 л.
B 600 очень прост в управлении. Оператор определяет наиболее важные функции, такие как количество циклов шлифовки и полировки и закругление ножа, с помощью сенсорной панели. Это означает, что при каждой повторной заточке лезвию придается режущая кромка, точно соответствующая продукту.
Созданные программы шлифования сохраняются в памяти данных станка. Количество программ помола не ограничено. Обновления и новые программы загружаются в B 600 онлайн.
Преимущества с первого взгляда
Держатель ножа SP 114
Ножи зажимаются на держателе для ножей с помощью вакуума. Ножи разных форм и размеров собраны в группы и могут быть заточены только с помощью одного держателя ножа. Менее чем за 1 минуту машина меняет форму ножа.
Магазин для ножей
Магазин ножей рассчитан на 8 ножей. При желании его можно расширить до 16 ножей.
Абразивы
Для процесса заточки используются водостойкие ленты для мокрого шлифования. Одной лентой можно заточить до 40 куттерных ножей (500-750 л). Оператор регулирует давление измельчения с помощью сенсорного экрана.
Полировка дисков
Полировальные щетки снабжены полировальной пастой в свободно программируемых циклах. Давление полировки можно регулировать индивидуально.
Принцип заточки
После нажатия кнопки запуска устройство смены ножей извлекает из магазина первый нож и перемещает его в положение заточки. Проверка приближения определяет износ ножа и запускает программу заточки. После заточки машина сначала полирует поверхность ножа. Затем режущий инструмент быстро и аккуратно удаляет заусенцы. Тем временем устройство смены ножей укладывает магазин так, чтобы следующий нож был готов к заточке.
Ленточный фильтр охлаждающей жидкости
Блок охлаждающей жидкости с ленточным фильтром предотвращает перегрев режущих инструментов в процессе шлифования. Если охлаждение недостаточно, монитор охлаждающей жидкости выключает машину. Блок охлаждающей жидкости имеет объем 140 л. Нетканый фильтр полностью удаляет шлифовальные частицы из контура охлаждающей жидкости. Удаленный материал собирается на нетканом фильтре и может быть легко утилизирован экологически безопасным способом.
Аспиратор
Встроенный всасывающий блок удаляет плавающие частицы из рабочего помещения. Это обеспечивает видимость во время процесса шлифования. Кроме того, он защищает органы дыхания оператора.
Посмотрите, что происходит
Для воспроизведения этого контента требуются дополнительные файлы cookie. дополнительная информация
Знай, как это сделать!
Для воспроизведения этого контента требуются дополнительные файлы cookie. подробнее
B 600 – Регулировка узла удаления заусенцев
Для воспроизведения этого контента требуются дополнительные файлы cookie. подробнее
B 600 – Настройка полировального узла
Для воспроизведения этого контента требуются дополнительные файлы cookie. подробнее
B 600 – Заточка серповидных ножей
Для воспроизведения этого контента требуются дополнительные файлы cookie. больше информации
B 600 – Держатель тройного ножа SP 115
Для воспроизведения этого контента требуются дополнительные файлы cookie. подробнее
B 600 – Регулировка угла заточки
Для воспроизведения этого контента требуются дополнительные файлы cookie. дополнительная информация
B 600 – Регулировка скорости подачи
Для воспроизведения этого контента требуются дополнительные файлы cookie. подробнее
B 600 – Замена ленты для влажного шлифования
Для воспроизведения этого контента требуются дополнительные файлы cookie. больше информации
B 600 – Замена полировальных паст
Для воспроизведения этого контента требуются дополнительные файлы cookie. подробнее
B 600 – Замена держателя ножа SP 114
Для воспроизведения этого контента требуются дополнительные файлы cookie. дополнительная информация
B 600 – Устранение ошибки в мониторе расхода
Для воспроизведения этого контента требуются дополнительные файлы cookie. больше информации
B 600 – Замена ребристых щеток на устройстве для удаления заусенцев
Для воспроизведения этого контента требуются дополнительные файлы cookie. подробнее
B 600 – Замена ребристых щеток на полировальном устройстве
Для воспроизведения этого контента требуются дополнительные файлы cookie. больше информации
B 600 – Выберите программу шлифования
Загрузки
B 600 Брошюра (PDF)
B 600 Инструкция по эксплуатации (PDF)
Эти товары также могут вас заинтересовать
Автоматическая затопленная машина
USK 230 B — HV 208 II
Автоматическая заточка и полировка до 100 куттерных ножей (500 л) за 8-часовую смену, полностью автоматически. Среднее время заточки и полировки одного ножа составляет от 3 до 5 минут, в зависимости от размера лезвия. При каждой переточке обрабатывается весь профиль лезвия. С ножа снимается очень мало материала.
Кусочный нож объемом 500 л можно затачивать до 40 раз.
Полностью автоматический, щадящий и точно сформированный
100 куттерных ножей в смену
Высокая эксплуатационная безопасность Максимальный размер ножа составляет 500 мм (19,7 дюйма).
B 500 очень прост в управлении. Оператор определяет наиболее важные функции, такие как количество циклов шлифовки и полировки и закругление ножа, с помощью сенсорной панели непосредственно на станке. Это означает, что при каждой переточке лезвию придается режущая кромка, точно соответствующая продукту.
Созданные программы шлифования сохраняются в памяти данных станка. Количество программ помола не ограничено. Обновления и новые программы загружаются на B 500 онлайн.
Преимущества с первого взгляда
Прижимная пластина для копирования SP 112
Табличка содержит всю необходимую информацию о форме и размере ножа. Каждый тип ножей получает собственную копировальную зажимную пластину, изготовленную по индивидуальному заказу. Неудобное программирование и настройка не нужны. Это означает простое и быстрое обращение. Переключение станка на другой тип ножа занимает всего одну минуту.
Абразивы
Для заточки ножей используются водостойкие ленты для влажной заточки. Одной лентой можно заточить до 40 куттерных ножей (500 - 750 л). Оператор регулирует давление шлифования с помощью потенциометра.
Полировка дисков
Полировальные щетки снабжены полировальной пастой в свободно программируемых циклах. Давление полировки можно регулировать индивидуально.
Принцип заточки
После нажатия кнопки запуска нож перемещается в исходное положение. Проверка приближения определяет износ ножа и запускает выбранную программу заточки. После заточки машина сначала полирует поверхность ножа. Затем режущий инструмент быстро и аккуратно удаляет заусенцы.
Посмотрите, что происходит
Для воспроизведения этого контента требуются дополнительные файлы cookie. больше информации
Знай, как это сделать!
Для воспроизведения этого контента требуются дополнительные файлы cookie. подробнее
B 500 – Заточка серповидных ножей
Для воспроизведения этого контента требуются дополнительные файлы cookie. подробнее
B 500 – Заточка линейных куттерных ножей
Для воспроизведения этого контента требуются дополнительные файлы cookie. больше информации
B 500 – Регулировка угла заточки
Для воспроизведения этого контента требуются дополнительные файлы cookie.
С серьёзной эксплуатационной нагрузкой при работе в условиях серийного производства способен справиться далеко не каждый станок. Необходимое оборудование обязательно должно обладать такими качествами, как функциональность, эргономичность, долговечность.
Для выполнения такой технологической операции, как радиусная деформация листового металла рекомендуем купить листогибочные вальцы Metal Master ESR 1315. Данная техника успела зарекомендовать себя с хорошей стороны, на что указывает значительное количество положительных отзывов. Перед поступлением в продажу каждый станок проходит тестирование в различных режимах работы. Можете на 100% быть уверены, что вы купите надёжную технику без каких-либо дефектов. Все станки, представленные в каталоге нашей компании, полностью соответствуют европейским стандартам качества.
Предлагаемые электромеханические вальцы широко востребованы в различных областях производства, а именно: машиностроение, строительство, приборостроение и других, где требуется быстро, точно и легко справиться с задачами, которые связаны с правкой плоских деталей и изготовлением труб различного диаметра.
Рассмотрим принцип действия данного оборудования:
Первым шагом следует выполнить регулировку диаметра. Фиксация материала выполняется в передних валах. Обрабатываемый листовой металл должен пропуститься через валы приблизительно наполовину;
Затем должна быть выполнена подача материала. Осуществляется подъём направляющего вала на требуемую величину. Происходит формирование половины окружности;
Обязательно должен быть включён кулачковый механизм. Это позволит избежать такого дефекта, как формирование полосы по ширине листового материала.
На что следует обратить внимание перед покупкой вальцовочного станка?
Обязательно учитывайте такие технические характеристики, как: максимальная толщина обрабатываемого металла, рабочая ширина, диаметр валков, а также мощность электропривода. Лучше купить станок с небольшим запасом по некоторым параметрам. Благодаря этому оборудование не будет работать на пределе своих возможностей, а значит прослужит гораздо дольше.
Компания Metal Master – надёжный поставщик металлообрабатывающего оборудования!
Выбор поставщика техники для обработки металла – серьёзное и максимально ответственное занятие. Ведь важно, чтобы купленный станок полностью соответствовал технологическим требованиям вашего предприятия. Для этого следует обратиться в компанию за плечами специалистов которой значительный опыт работы. Также важно наличие положительных отзывов от клиентов интересующего вас поставщика.
Наша компания работает более 22-х лет. За длительное время своей трудовой деятельности мы оказали помощь в подборе техники множеству наших клиентов. Помогаем подобрать станок, как для небольшой ремонтной мастерской, так и для крупного промышленного предприятия основная сфера деятельности которого серийное производство.
Напрямую сотрудничаем с известными фирмами-производителями. Востребованное оборудование по приемлемым ценам. Регулярно проводим всевозможные акции на всевозможные модели станков. Покупайте необходимую технику ещё дешевле.
Перед покупкой вы всегда можете оценить станок в работе. Для этого посетите наш демо-зал. Посмотрите, насколько эффективно необходимая техника справляется с возникающими задачами. Основываясь на полученной информации, вы всегда сможете принять верное решение, о котором не пожалеете в будущем.
Наличие собственного сервисного центра. Проводим как гарантийное, так и постгарантийное обслуживание.
Быстрая доставка в любой город РФ. В строгом соответствии с установленном графиком. Отгрузка в ТК выполняется в тот же день, когда средства поступят на счёт нашей компании.
Остались вопросы? Позвоните по номеру, который указан на сайте. Опытный менеджер предоставит все необходимые сведения и поможет подобрать станок, который будет в точности соответствовать технологическим особенностям вашего производства.
Подробное описание оборудования – листогибочные вальцы ESR 1315:
Электромеханический вальцовочный станок Metal Master ESR 1315 – техника позволяющая создавать широкий спектр различных изделий: цилиндрических обечаек, дугообразных элементов, а также оператор сможет заниматься правкой плоских заготовок.
Наличие поворотно-откидного механизма верхнего вала. Регулировка нижних валков осуществляется за счёт звездообразных рукояток.
Защитная электроавтоматика находится в надёжном электрическом шкафу.
Для создания изделий с высокой степенью повторяемости предусмотрена специальная шкала.
Управление оборудованием может быть выполнено, как с панели станка (расположена на станине), так и посредством переносного ножного выключателя (наличие двух педалей, что позволяет выбрать направление)
Поставка станка будет выполнена на жёсткой сварной опоре, которая оснащена пластинами для закрепления станка на полу.
Подшипник 1315 ГПЗ-8 (1315) размер 75x160x37 вес 3,64
Внутренний диаметр: d :
75 мм
Наружный диаметр: D :
160 мм
Ширина: В :
37 мм
Обозначение ISO:
1315
Обозначение ГОСТ:
1315
Динамическая нагрузка, kN:
79000
Сепаратор:
Стальной
Зазор:
CN
Уплотнение:
Открытый
Рядность:
Двухрядный
Направление нагрузки:
Радиальные
Тело качения:
Шариковые
Серия:
13
Статическая нагрузка, kN:
29800
Отверстие:
Цилиндрическое
* — Технические характеристики и другая информация предоставляются для справки.
— Чертежи и изображения представлены для ознакомления
Доставка
Самовывоз
Забрать товары из магазина или из представительства можно в рабочее время.
Адреса магазинов:
г. Санкт-Петербург: ул Маршала Гововрова 29Л (на карте)
г. Москва Сигнальный проезд 39б подъезд 2, офис 206
г. Воронеж Краснозвездная 42
г. Новосибирск, ул. Бориса Богаткова 228/1, оф. 306
Курьерскую доставку необходимо согласовать с менеджером. Наша компания работает как с собственной службой доставки, так и с другими курьерскими службами.
Доставка по РФ
Доставка осуществляется рядом транспортных компаний и оплачивается получателем согласно тарифам выбранной компании.
Заказчик может выбрать транспортную компанию или курьерскую службу самостоятельно, а может доверить выбор нашим специалистам.
Способы оплаты
Условия оплаты в ООО Рост-Техно могут меняться. Уточняйте условия по оплате РТИ у менеджеров
Наличными при получении товара в магазине (только для физических лиц)
Банковской картой Visa, MasterCard, Maestro, Мир в магазине
Банковской картой Visa, MasterCard, Maestro, Мир онлайн. При выборе этого варианта оплаты, специалист вышлет ссылку на шлюз оплаты. Условия по оплате банковскими картами
Банковским переводом при оплате заказа по выставленному счету в отделении банка
Безналичным расчетом для юридических лиц
Условия возврата и обмена
Чтобы узнать подробности, свяжитесь с нашими специалистами
Артемьев Николай
(менеджер)
+78123130909+79006350211
Даниил Лаушкин
(менеджер)
+78123130909+79006350206
Кинзягулов Динис
(менеджер)
+78123130909+79006350205
Пасько Дмитрий
(менеджер)
+78123130909+79313306292
Роман Рыбников
(менеджер)
+78123130909+79006350186
Владислав Красовский
(менеджер)
+79531417233+78123130909
1315 Капитал | Инвестиционная фирма в области здравоохранения
Без названия-2Без названия-2Без названия-2
Здравоохранение For Life ®
1315 Capital инвестирует в выдающиеся медицинские команды и компании
Новости и события
Biocoat, Inc. объявляет о стратегических инвестициях GTCR 02 ноября 2022 г.
Innovative ECMO Concepts Partners с 1315 Capital, чтобы сосредоточиться на росте 04 октября 2022 г.
Innovative Health становится первым поставщиком, который полностью соответствует новым стандартам устойчивости цепочки поставок в сфере здравоохранения 13 сентября 2022 г.
Глобальная компания, производящая и распространяющая медицинские симуляторы и образовательные продукты.
Поставщик технологии поддержки принятия решений на основе искусственного интеллекта для глобальных групп по продажам и маркетингу медико-биологических наук.
Компания по сдерживанию затрат, предоставляющая больницам ликвидацию бывшего в употреблении оборудования под ключ.
Компания по поставке медицинского оборудования и поставщиков, обслуживающая педиатрических и взрослых пациентов с особыми потребностями.
Космецевтическая компания, предлагающая натуральный, минеральный подход к защите и здоровью кожи.
Дерматологическая компания стремится предоставлять дерматологам инновационные рецептурные препараты.
Онкологическая диагностическая компания, которая предоставляет онкологам и патологоанатомам комплексные решения для тестирования в гематологии и молекулярном профилировании солидных опухолей.
Многоцентровая компания, предоставляющая транскраниальную магнитную стимуляцию пациентам с психическими заболеваниями.
Компания по предоставлению льгот в сфере здравоохранения, предоставляющая справочные цены, обработку претензий и страхование от убытков
Компания по подбору персонала и обучению, которая оказывает аутсорсинговую поддержку в проведении экстракорпоральной мембранной оксигенации (ЭКМО) и перфузии в больницах.
Компания по сдерживанию затрат, специализирующаяся на переработке одноразовых медицинских изделий.
Биоинформатическая компания, предоставляющая основанные на доказательствах клинически полезные молекулярные диагностические тесты и услуги в области патологии.
Специализированная фармацевтическая компания, специализирующаяся на нутрицевтиках и продуктах для женского здоровья.
Медицинская технологическая компания, предлагающая только средства, одобренные Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов США (FDA), для постоянного уменьшения потоотделения, запаха и волос в области подмышек.
Медицинская технологическая компания, предлагающая поставщикам медицинских услуг ультразвуковые хирургические инструменты и современные продукты для ухода за ранами.
Компания, занимающаяся технологиями питания, помогает своим пользователям улучшать свое метаболическое здоровье с помощью персонализированных данных и поддержки диетолога.
Компания по производству медицинского оборудования, ориентированная на рынок ортопедической онкологии.
Специализированная организация клинических исследований, специализирующаяся на метаболических заболеваниях, включая некоторые заболевания печени, диабет и ожирение.
Доклиническая контрактная исследовательская организация, предоставляющая услуги по поиску лекарств.
Компания по производству медицинского оборудования, предоставляющая функциональную электрическую стимуляцию пациентам, проходящим неврологическую реабилитацию.
Судебно-геномная компания, предоставляющая оборудование, решения и программное обеспечение для секвенирования нового поколения.
Финансовые знания | Healthcare Experience
Адель С. Олива
Партнер-основатель
Адель Олива более 20 лет занимается инвестициями в здравоохранение и в 2014 году основала 1315 Capital, чтобы создать инвестиционную фирму, ориентированную на рост капитала и выкупы в сфере здравоохранения. С тех пор фирма привлекла несколько средств и имеет под управлением более 925 миллионов долларов. Адель была принята на работу в Quaker Partners в 2007 году, чтобы расширить свою практику инвестирования на стадии роста. До работы в Quaker она была соруководителем отдела здравоохранения США в компании Apax Partners, где провела десять лет в Силиконовой долине и на Манхэттене.
До прихода в фонд прямых инвестиций в качестве стипендиата Kauffman Адель работала в CoreStates и Baxter Healthcare. Адель получила степень бакалавра наук в Университете Святого Иосифа и степень магистра делового администрирования в Корнельском университете, где она получила стипендию Альберта Фрида. Адель входила в совет директоров Ascent Healthcare Solutions (приобретена Stryker), EKR Therapeutics (приобретена Cornerstone Therapeutics), ESP Pharma (приобретена Protein Design Labs), Esprit Pharma (приобретена Allergan), Genoptix (приобретена NeoGenomics) , Precision Dermatology (приобретена Valeant), Prometheus Labs (приобретена Nestle) и SkinMedica (приобретена Allergan). В настоящее время она входит в советы директоров 3B Scientific, Colorescience, Greenbrook TMS, Homestead Smart Health Plans, Innovative Health, miraDry и Onkos Surgical.
Текущие предложения
Майкл Коби
Партнер-учредитель
Майкл Коби стал соучредителем 1315 Capital в 2014 году, проработав всю свою карьеру в качестве инвестора и оператора в области здравоохранения, включая опыт более 25 инвестиций в акции роста. До основания 1315 Capital Майкл был управляющим директором Palm Ventures, семейного офиса, ориентированного на частные инвестиции, где он руководил всеми инвестициями в здравоохранение. Работая в Palm, Майкл руководил инвестициями в Enigma Diagnostics, Axcentria Pharmaceuticals и JDS Therapeutics. В настоящее время он входит в советы директоров компаний CHC Solutions, Innovative ECMO Concepts и JDS Therapeutics.
До Palm Ventures Майкл провел более десяти лет в качестве инвестора, в том числе до и после окончания бизнес-школы, в Galen Partners, инвестиционной компании, занимающейся развитием здравоохранения. Он также занимал должности по развитию бизнеса в Novoste Corporation и Medtronic, Inc. Майкл начал свою карьеру в качестве аналитика инвестиционно-банковских услуг в сфере здравоохранения в Dillon, Read & Co. .
Текущие предложения
Мэтью Ребер
Партнер
Мэтью присоединился к 1315 Capital в качестве партнера в 2017 году, привнеся обширный опыт инвестирования в здравоохранение при сделках с долговыми обязательствами и акциями. До прихода в 1315 Capital он проработал 9 лет в HealthCare Royalty Partners, последний раз в качестве управляющего директора. В настоящее время он входит в совет директоров ProSciento, Restorative Therapies и Verogen, а ранее работал в совете Reaction Biology (приобретен Cobepa). Мэтью также входит в совет директоров Life Sciences Pennsylvania.
Мэтью имеет более чем десятилетний опыт инвестирования на стадии роста, уделяя особое внимание специализированным секторам фармацевтики и медицинских технологий. До HealthCare Royalty Partners Мэтью работал в Accretive LLC и Paul Capital Partners. Ранее в своей карьере он работал главным инвестором в сфере здравоохранения в Oak Hill Capital Partners и J.H. Whitney & Co. Мэтью начал свою карьеру в качестве инвестиционного банкира в сфере здравоохранения в Morgan Stanley. За свою карьеру Мэтью работал над финансированием здравоохранения на сумму более 1 миллиарда долларов.
Мэтью с отличием получил степень бакалавра технических наук в Принстонском университете, степень магистра делового администрирования с отличием в Уортонской школе Пенсильванского университета и степень магистра биотехнологии в Пенсильванском университете.
Эдвард Чен
Партнер
Эдвард Чен присоединился к 1315 Capital в 2016 году, проработав 5 лет в NaviMed Capital. До прихода в NaviMed Capital Эдвард работал в команде по инвестициям в здравоохранение в Siemens Venture Capital. Эдвард также занимал инвестиционную должность в SAC Capital и маркетинговую должность в Medtronic Cardiovasscal. Эдвард начал свою карьеру с разработки и коммерциализации продукта молекулярной диагностики в компании, основанной на венчурном капитале.
Эдвард работал в совете или в качестве наблюдателя в следующих компаниях: Genoptix (приобретена NeoGenomics), Centurion Service Group (приобретена TRIMEDX), CenterPointe Behavioral Health System (приобретена Acadia Healthcare) и Greenbrook TMS. В настоящее время он входит в совет директоров компаний Homestead Smart Health Plans, Innovative ECMO Concepts и Interpace Biosciences.
Эдвард получил степень бакалавра в области биомедицинской инженерии в Университете Джона Хопкинса и степень магистра делового администрирования в области управления здравоохранением и финансов в Уортонской школе Пенсильванского университета.
Текущие предложения
Джессика Хоу
Партнер
Джессика присоединилась к 1315 Capital в качестве партнера в 2022 году, привнеся значительный опыт инвестирования в здравоохранение в компании на стадии роста. Она провела 9лет в Montreux Growth Partners, компании, занимающейся ростом капитала в области здравоохранения, базирующейся в Сан-Франциско, в последнее время в качестве управляющего директора. Ранее она была инвестором в сфере здравоохранения в Quaker Partners. Она осуществляла и управляла инвестициями в медицинские технологии и услуги, специализированные фармацевтические, биофармацевтические компании, медицинские устройства, диагностику и потребительские медицинские компании.
В настоящее время Джессика входит в совет директоров NutriSense и Colorescience (совместное инвестирование Montreux и 1315 Capital). Ранее она работала в совете или в качестве наблюдателя в FinPay, Crown Laboratories, TigerConnect (Vista Equity Partners), SI-BONE (NASDAQ: SIBN), KFx Medical (выбыла) и Tobira Therapeutics (NASDAQ: TBRA, приобретена Аллерган).
Джессика начала свою карьеру в сфере здравоохранения и наук о жизни в компании Navigant Consulting. Она также работала в отделе маркетинга в компании Abbott при глобальном запуске ее биорезорбируемого стента. Она участвовала в политических и исследовательских инициативах Коалиции медицинских инноваций и конкурентоспособности (MedIC) и Национальной ассоциации венчурного капитала (NVCA).
Джессика получила степень бакалавра с отличием в области биологии человека и английского языка в Стэнфордском университете и степень магистра делового администрирования в Стэнфордской высшей школе бизнеса.
Ян Б. Ли
Директор
Ян Ли присоединился к 1315 Capital в 2015 году и является директором инвестиционной группы. До инвестирования Ян был консультантом по управлению и стратегии здравоохранения в Capgemini Consulting. Ян работал с коммерческими руководителями ведущих фармацевтических компаний над реализацией крупномасштабных стратегических инициатив, с проектами, охватывающими доступ к рынку, запуск продукта, готовность к реформе здравоохранения и привлечение клиентов интегрированной сети здравоохранения (IHN). До консультирования Ян также имел опыт работы в Stryker Orthopedics в отделе обеспечения качества. В настоящее время он входит в совет директоров 3B Scientific и miraDry. Ян также является сопредседателем Совета выпускников Университета Дьюка в Филадельфии и входит в команду руководителей Out Investors.
Ян получил степень бакалавра инженерной медицины в области биомедицинской инженерии в Университете Дьюка, по специальности экономика.
Текущие предложения
Крейг Маттурро
Руководитель
Крейг Маттурро присоединился к 1315 Capital в 2016 году после двух лет работы аналитиком в инвестиционно-банковской группе Leerink Partners, LLC, где он работал над многочисленными сделками по слияниям и поглощениям и частным размещением для компаний с малой и средней капитализацией. и частные компании во всех подсекторах здравоохранения.
Крейг получил степень бакалавра наук в области делового администрирования в Университете Карнеги-Меллона – Концентрация в области финансов с университетским отличием и дополнительную степень в области инженерных исследований.
Текущие предложения
Джордан Браун
Вице-президент
Джордан Браун присоединилась к 1315 Capital в 2020 году. Ранее Джордан работала в инвестиционной команде Northwell Ventures, где она управляла инвестициями в несколько ранних стадий HIT, медицинских технологий и услуг в области здравоохранения. В этой должности она активно участвовала в поиске поставщиков, комплексной проверке и инвестициях, а также поддержке портфельных компаний. Джордан также имеет опыт слияний и поглощений в области биотехнологий. Она начала свою карьеру в компании Piper Sandler (ранее Piper Jaffray) в их группе Healthcare Investment Banking.
Джордан получила степень бакалавра с отличием в Пенсильванском университете и степень магистра делового администрирования в Уортонской школе Пенсильванского университета, где она получила стипендию Джозефа Уортона. Джордан входит в совет Филадельфийского партнерства в области здравоохранения.
Райан Краус
Юрист
Райан Краус присоединился к 1315 Capital в 2020 году. Ранее он работал аналитиком в MTS Health Partners, занимаясь слияниями и поглощениями и сделками по финансированию в подсекторах фармацевтики, биотехнологий и медицинских услуг. До МТС Райан работал в Pacira BioSciences в отделе корпоративной стратегии и развития бизнеса.
Райан получил степень бакалавра финансов с отличием в Университете Рутгерса.
Джейми Ричардсон
Сотрудник по развитию бизнеса
Джейми Ричардсон присоединился к 1315 Capital в 2020 году, проработав более трех лет в ProMedica, последний раз в качестве помощника по инвестициям. В этой должности Джейми работал над многочисленными заемными и долевыми фондами инновационных компаний в области здравоохранения и руководил комплексной юридической экспертизой, утверждением инвестиционного комитета и процессом транзакций для компаний в портфеле ProMedica Ventures. Он также поддерживал портфельные компании и работал с предпринимателями, помогая их компаниям с бизнес-стратегией и финансовой стратегией на протяжении всего срока инвестирования.
Джейми получил степень бакалавра и магистра делового администрирования в области финансов в Университете Толедо, где он представлял университетскую команду по гольфу в качестве студента-спортсмена первого дивизиона NCAA.
Картер Кортацци
Партнер
Картер Кортацци присоединился к 1315 Capital в 2022 году, проработав 3 года в Archetype Growth, последний раз в качестве инвестиционного партнера. В этой роли он активно участвовал в поиске, отборе, структурировании и осуществлении многочисленных инвестиций в сфере медицинских услуг, цифрового здравоохранения и страховых технологий. Он также поддерживал портфельные компании в корпоративном развитии, сборе средств и операционной деятельности. До Archetype Картер был соучредителем компании, занимающейся технологиями сохранения океана.
Картер получил степень бакалавра философии в Джорджтаунском университете.
Брайан Швенк
Финансовый директор и Директор по соблюдению нормативных требований
Брайан Швенк присоединился к 1315 Capital в 2014 году и имеет 14-летний опыт работы в сфере прямых инвестиций и государственного бухгалтерского учета. С 2012 года Брайан работал с Адель Олива в Quaker Partners в качестве финансового директора. В его обязанности в 1315 Capital входит надзор за бухгалтерским учетом, казначейством, финансовой отчетностью и анализом эффективности, а также за кадрами, отношениями с инвесторами, информационными технологиями, управлением рисками и соблюдением нормативных требований.
Брайан также проработал почти 7 лет в дочерней компании Quaker, Independence Capital Partners, последний раз в качестве старшего контролера. Ранее в своей карьере Брайан работал в компаниях American Express Tax & Business Services, Stout Causey Consulting и Arthur F. Bell, Jr. & Associates в качестве младшего аудитора.
Брайан получил степень бакалавра менеджмента со специализацией в области бухгалтерского учета в Геттисбергском колледже и степень магистра делового администрирования со специализацией в области бухгалтерского учета в колледже Лойола в Мэриленде.
Жаклин Акпан
Контролер
Жаклин Акпан, дипломированный бухгалтер, присоединилась к 1315 Capital в 2018 году и имеет трехлетний опыт работы в сфере государственного бухгалтерского учета. До прихода в 1315 Capital Жаклин работала аудитором в KPMG LLP, где она проводила аудит компаний в сфере финансовых услуг. В ее обязанности в 1315 Capital входит помощь финансовому директору в вопросах бухгалтерского учета, отчетности и управления инвестиционными инструментами.
Жаклин получила степень бакалавра делового администрирования в Университете Темпл со специализацией в области бухгалтерского учета и дополнительной специализацией в области финансов.
Патрик Коркоран
Старший бухгалтер
Патрик Коркоран, дипломированный бухгалтер, присоединился к 1315 Capital в 2022 году после двух лет работы в сфере государственного бухгалтерского учета. До прихода в 1315 Capital Патрик работал аудитором в PwC LLP, аудиторских компаниях страховой отрасли. В его обязанности в 1315 Capital входит помощь финансовому директору и контролеру в вопросах бухгалтерского учета, отчетности и управления инвестиционными инструментами.
Патрик получил степень бакалавра делового администрирования в Университете Майами по специальности «Бухгалтерский учет» и дополнительную степень в области творческого письма, а также степень MAcc Университета Майами.
Скотт Крамер
Член операционной группы
Скотт Крамер является членом операционной группы в 1315 Capital, компании по расширению и развитию здравоохранения. Скотт имеет более чем 35-летний опыт работы и является проверенным и целенаправленным генеральным директором по медицинскому оборудованию, диагностике и потребительским товарам. Он имеет значительный опыт проведения изменений, прививая культуру высокой производительности и внедряя стратегии роста, а также инициативы по улучшению операционной деятельности, что привело к успешному выходу из компании.
Совсем недавно Скотт был генеральным директором Центра диагностики ДНК, который был мировым лидером в тестировании отцовства и родства. Компания была приобретена Eurofins в августе 2021 года. До прихода в DDC Скотт занимал должность президента и генерального директора Accriva Diagnostics. У Компании был портфель диагностических устройств для тестирования коагуляции и функции тромбоцитов. Компания закрыла все операции в Нью-Джерси и переехала на новый объект в Сан-Диего. Accriva была успешно продана Werfen Life в январе 2017 г.
Ранее Скотт был президентом и генеральным директором Novasys Medical. Компания сосредоточилась на лечении женщин с недержанием мочи при напряжении. Novasys был продан Roper Industries в декабре 2012 года. До прихода в Novasys он занимал пост президента и главного исполнительного директора Bacchus Vascular, компании, специализирующейся на заболеваниях периферических сосудов, где он успешно провел переговоры о продаже компании Covidien plc в марте 2009 года.
До своей должности генерального директора Скотт был старшим вице-президентом по продажам и обслуживанию в США компании VNUS Medical, которая также была приобретена Covidien plc. Скотт присоединился к ВНУС в 2000 году. С 19 летС 97 по 2000 год Скотт был вице-президентом по продажам в EndoSonics, компании по производству сердечно-сосудистых устройств, которая позже стала Volcano Corporation. С 1996 по 1997 год он работал NSM в компании Cardiometrics, которая была приобретена корпорацией Endosonics. С 1990 по 1995 год Скотт занимал несколько должностей в подразделении сердечно-сосудистых заболеваний Baxter Healthcare Corporation.
В настоящее время Скотт входит в совет директоров компаний Biocoat и Harmac Medical Products. Скотт был исполнительным председателем NeuWave Medical (приобретена J&J), а также ранее работал в совете директоров DDC, Accriva, Veran Medical (приобретена Olympus), Vascular Insights (приобретена Merit Medical), AccuVein, Novasys и Bacchus. Он имеет B.S. степень в области финансов Филадельфийского университета.
Тим Эйнвехтер
Член операционной группы
Тим Эйнвехтер является членом операционной группы 1315 Capital, компании по расширению и развитию здравоохранения. Тим является соучредителем и главным финансовым директором Innovative Health, компании по переработке медицинского оборудования, ориентированной на сдерживание затрат, особенно в области кардиологии. До Innovative Health он был соучредителем и финансовым директором Intraalign. Тим также был финансовым директором Alliance Medical, а затем Ascent Healthcare Solutions (приобретен Stryker за 525 миллионов долларов). До прихода в Alliance Medical Тим был главным операционным директором Healthworks Managed Care Services, частной компании, занимающейся предоставлением услуг по реабилитации. Он также работал финансовым директором Dynacare Health Services, публичной компании, предоставляющей медицинские услуги, занимающейся предоставлением медицинских услуг на дому и лабораторной диагностики, а до этого занимал должность вице-президента Versa-Care, компании, занимающейся предоставление жилья пенсионерам. Тим также входит в совет директоров CHC Solutions.
Институт финансовых руководителей назвал Тима финансовым директором года в Аризоне в 2010 году.
Тим получил степень бакалавра делового администрирования с отличием в Университете Уилфрида Лорье и является дипломированным бухгалтером.
Рик Феррейра
Член операционной группы
Рик Феррейра является членом операционной группы 1315 Capital, компании, занимающейся расширением и ростом бизнеса в области здравоохранения. Рик является серийным предпринимателем и в настоящее время является президентом и главным исполнительным директором Innovative Health, компании по переработке медицинских устройств, которую он соучредил, и которая сосредоточена на сдерживании затрат, особенно в области кардиологии. До Innovative Health Рик был президентом и главным исполнительным директором Intralign, компании, которую он соучредил, чтобы помочь больницам и хирургам сократить расходы и повысить эффективность операций по замене суставов. До Intralign Рик основал Alliance Medical в 1997, первая крупная компания по переработке медицинского оборудования. Alliance Medical объединилась с Vanguard Medical Concepts в 2005 году и стала Ascent Healthcare Solutions (приобретена Stryker за 525 миллионов долларов). Рик ранее входил в совет директоров Centurion Service Group (приобретена Trimedx, LLC в 2020 году).
Рик основал свою первую компанию International Managed Healthcare, канадскую компанию, занимающуюся предоставлением реабилитационных услуг, в 1990 году. Компания была продана Liberty Mutual Insurance в 1994. Рик начал свою карьеру в Королевском банке Канады.
Рик получил степень бакалавра делового администрирования в Университете Торонто.
Энтони Коблиш
Член операционной группы
Энтони Коблиш является членом операционной группы в 1315 Capital, компании по расширению и развитию здравоохранения. Энтони — предприниматель по производству медицинского оборудования с 25-летним опытом работы в сфере здравоохранения. Энтони является соучредителем и президентом и генеральным директором TELA Bio, компании по биохирургической реконструкции, базирующейся в Малверне, штат Пенсильвания. До основания TELA Bio Энтони был президентом и главным исполнительным директором Orthovita, Inc., публичной компании по производству медицинского оборудования для ортобиологии и биохирургии. За время своего пребывания на посту генерального директора Orthovita с 2002 по 2011 год Энтони создал значительную стоимость компании, увеличив ее стоимость с 30 миллионов долларов до 316 миллионов долларов после продажи корпорации Stryker в мае 2011 года. создание надежного конвейера продуктов, организация коммерческих операций мирового уровня и внедрение клинического и производственного качества.
Энтони также является соучредителем и в настоящее время является председателем совета директоров Onkos Surgical, компании, занимающейся хирургической онкологией, и членом совета директоров miraDry.
Энтони получил степень бакалавра в области машиностроения в Вустерском политехническом институте и степень магистра в области машиностроения и прикладной механики в Пенсильванском университете.
Роб Шрепфер
Член операционной группы
Карьера Роберта Шрепфера в сфере здравоохранения и инвестирования насчитывает более 25 лет, включая исследование продаж фармацевтической отрасли в Bear Stearns, управление портфелем в Healthcare Value Capital, где он управлял частным капиталом фирмы. портфель акций, а также инвестиции в услуги, устройства и специальные фармацевтические препараты, а совсем недавно он был старшим вице-президентом по дженерикам в McKesson. Он основал несколько компаний в сфере здравоохранения, включая National Healthcare Analysis Group, Chesapeake Therapeutics и TLC Therapeutics. Роберт получил степень магистра делового администрирования в Университете Дьюка, степень магистра физиотерапии в Университете Индианаполиса и степень бакалавра в Университете Канзаса.
Стивен Сент-Питер, доктор медицины
Член операционной группы
Стивен Сент-Питер, доктор медицинских наук, является членом операционной группы 1315 Capital, компании, занимающейся расширением и ростом бизнеса в сфере здравоохранения. Стивен является управляющим директором JDRF T1D Fund LLC, венчурной благотворительной организации, занимающейся лечением диабета 1 типа. С 2012 по 2019 год Стивен был основателем, президентом и главным исполнительным директором Aratana Therapeutics, Inc. (NASDAQ: PETX), компании по охране здоровья животных, занимающейся лицензированием, разработкой и коммерциализацией инновационных терапевтических средств.
Стивен ранее был управляющим директором в MPM Capital в Бостоне, где его объем инвестиций включал как венчурные, так и выкупные сделки в фармацевтической и медицинской отраслях.
НАДЕЖНЫЕ стоматологические парогенераторы — Apex on Tech Inc.
НАДЕЖНЫЕ стоматологические парогенераторы — Apex on Tech Inc. Перейти к содержанию
5000CD
ПАРОВОЙ ОЧИСТИТЕЛЬ ДЛЯ СТОМАТОЛОГИЧЕСКИХ ЛАБОРАТОРИЙ
Пар под давлением идеально подходит для использования в зуботехнических лабораториях для удаления остатков воска,
отходов гипса и другого мусора, а также для полировки конечного продукта.
120 В, 20 А Требуется обслуживание
66 галлонов, 2,5 л воды, емкость
1000 Вт Медной нагревательной элемент
Низкий индикатор света воды
105C ТЕМПЕРАТА СТА
50 фунтов на квадратный дюйм, 3,5 бар. До 4 часов непрерывной глажки
6000CD
ПАРОВОЙ ОЧИСТИТЕЛЬ ДЛЯ СТОМАТОЛОГИЧЕСКИХ ЛАБОРАТОРИЙ
Ручной наполнитель среднего размера с объемом воды 4,5 л, давлением 4,1 бар, температурой пара 105°C.
Он оснащен 4 системами безопасности, продувочным клапаном, помогающим продлить срок службы и производительность,
контакторным выключателем для тяжелых условий эксплуатации и паровым пистолетом 3000DA с круглым соплом.
120 В 20-ампер обязательно требуется
1,25 галлона, 4,5 л водопроводной емкости
Низкий индикатор света воды
Давление/безопасное выключатель
12-гольца тяжелой проводки
. Время нагрева
До 6 часов непрерывной глажки
7000CD
ПАРОВОЙ ОЧИСТИТЕЛЬ ДЛЯ СТОМАТОЛОГИЧЕСКИХ ЛАБОРАТОРИЙ
Давление 4,8 бар
Температура пара 105°C выключатель рабочего контактора и паровой пистолет 3000DA.
120 В, 20 А Требуется обслуживание
2,37 галлона, вместимость 9 л воды
Бойлер 1200 Вт
12-калибр, усиленная проводка
Бак и внешний кожух из нержавеющей стали
2 нагревательных элемента из сплава инколой (1 запасной)
Время нагрева 30–40 минут
До 8 часов непрерывного пара
17 А, требуется штепсельная вилка на 20 А
9
9
7500CD
ДВОЙНОЙ ПАРОВОЙ ОЧИСТИТЕЛЬ С ПАРОВОЙ ТРУБКОЙ И НАСАДКОЙ ПАРОВОЙ ОЧИСТИТЕЛЬ ДЛЯ СТОМАТОЛОГИЧЕСКИХ ЛАБОРАТОРИЙ
4 системы безопасности, включая реле давления, предохранительный термостат зонда на нагревательном элементе, предохранительный колпачок с предохранительным клапаном и индикатор низкого уровня воды.
Медный элемент является отличным проводником и обеспечивает равномерное рассеивание тепла внутри бака.
Простая очистка внутри благодаря входящему в комплект продувочному клапану
Оснащен внешним соленоидом для полного контроля подачи пара.
Соленоид позволяет пользователю вручную регулировать подачу пара для полного контроля подачи пара.
Быстросъемный фитинг позволяет легко снимать и подсоединять различные аксессуары.
Паровой пистолет
3000DA поставляется с паровым шлангом длиной 8 футов и быстроразъемными фитингами.
Отверстие небольшого диаметра дает очень концентрированное количество пара.
2,37 галлона, вместимость 9 л воды
Электрическая мощность 1600 Вт (только для котла 220 В)
До 70 фунтов на кв. дюйм, рабочее давление 4,8 бар
2 Нагревательный элемент из сплава инколой (1 запасной)
Проводка для тяжелых условий эксплуатации калибра 12
Время нагрева 20-30 минут
До 8 часов непрерывного пара
220 В, 20 А Требуется обслуживание
8000CD
АВТОМАТИЧЕСКИЙ ПАРОВОЙ ОЧИСТИТЕЛЬ ДЛЯ СТОМАТОЛОГИЧЕСКИХ ЛАБОРАТОРИЙ
Паровой пистолет 3000DA поставляется с паровым шлангом длиной 8 футов и быстроразъемными фитингами.
Отверстие небольшого диаметра дает очень концентрированное количество пара.
Манометр дает постоянный визуальный индикатор внутреннего давления в бойлере.
С бойлером на 4,5 л прямое подключение к линии подачи воды обеспечивает постоянную подачу пара в течение неограниченного времени.
Медный элемент является отличным проводником и обеспечивает равномерное рассеивание тепла внутри бака
№
Очистка внутри — простая задача с помощью входящего в комплект продувочного клапана.
Оснащен внешним соленоидом для полного контроля подачи пара.
Соленоид позволяет пользователю вручную регулировать подачу пара для полного контроля подачи пара.
Быстросъемный фитинг позволяет легко снимать и подсоединять различные аксессуары.
Автоматическое отключение насоса в случае прекращения подачи воды
Регулируемые ножки для тяжелых условий эксплуатации
До 70 фунтов на кв. дюйм, рабочее давление 5 бар
Проводка для тяжелых условий эксплуатации калибра 12
Бак из нержавеющей стали и внешний кожух
Время нагрева 20-30 минут
Прямое подключение к водопроводу
Неограниченное количество часов непрерывного пара
120 В, 20 А Требуется обслуживание
9000CD
АВТОМАТИЧЕСКИЙ ПАРОВОЙ ОЧИСТИТЕЛЬ ДЛЯ СТОМАТОЛОГИЧЕСКИХ ЛАБОРАТОРИЙ L
Паровой пистолет 3000DA поставляется с паровым шлангом длиной 8 футов и быстроразъемными фитингами.
Отверстие небольшого диаметра дает очень концентрированное количество пара.
Манометр обеспечивает постоянную визуальную индикацию внутреннего давления в котле.
№
Очистка внутри — простая задача с помощью входящего в комплект продувочного клапана.
С бойлером на 5 л прямое подключение к линии подачи воды обеспечивает постоянную подачу пара в течение неограниченного времени.
Медный элемент является отличным проводником и обеспечивает равномерное рассеивание тепла внутри бака
Если подключение к водопроводу неудобно, модель 9000CD поставляется со съемным 2-галлонным контейнером для воды.
Оснащен внешним соленоидом для полного контроля подачи пара.
Соленоид позволяет пользователю вручную регулировать подачу пара для полного контроля подачи пара.
Быстросъемный фитинг позволяет легко снимать и подсоединять различные аксессуары.
Автоматическое отключение насоса при прекращении подачи воды
1,3 галлона, вместимость 5 л воды
Бойлер 1200 Вт
Усиленные ролики с фиксатором
До 70 фунтов на квадратный дюйм, рабочее давление 5 бар
2 нагревательных элемента из сплава инколой (1 запасной)
Электропроводка для тяжелых условий эксплуатации 12 калибра
Бак из нержавеющей стали и внешний кожух
Время нагрева 20-30 минут
Прямое подключение к водопроводу
Неограниченное количество часов непрерывного пара
120 В, 20 А Требуется обслуживание
Wytwornice пари
Старт
PLNUSDEUR
0,00 злотых
Кошик шутка пустышка
Старт
Uządzenia protet.
Вытворнице пари
Wszyscy productenciO.M.E.CSimedTissi
Сортировка по: Назви | Сени | Najnowszym
Kabinka do Czyszczenia parowego wykonana ze stali nierdzewnej
Kabinka do Czyszczenia parowego
650,00 Zł
Растяжение
Wytwornica Pary Get get gtIenien0006
Mini Steam Jet 6 bar
4 150,00 zł
sprawdź
Mini Steam Jet 4 bar Professional Steam Cleanerpojemność zbiornika 5 litrów, ciśnienie 4 bary. W zestawie cztery różne końcówki.
Wytwornica Pary Mini Steam Jet 4 Bar
3 390,00 Zł
Sprawdź
Wytwornica pary na sunhej I Mokrej
8 630,00 Zł
Растяжение
Wytwornica PARINICHIRICHIRICHIRICHIRICHIRICHINICE 2. Бари Generator pary o różnej pojemności i ciśnieniu roboczym w zależności…
Wytwornica pary Stimy 2
3 250,00 zł
sprawdź
Wytwornica pary Stimy 4 Generatory pary o różnej pojemności i ciśnieniu roboczym w zależności od modelu. Spełnij bezpiecznie i skutecznie …
Wytwornica pary Stimy 4
4 450,00 zł
sprawdź
Wszyscy producenciBART MEDICAL Bego Carlo de GiorgiChemadent-e-conDentaurumDFS Diamon GmbHEisenbacherEmichemErkodentEverall7Heraeus kulzerIvoclar vivadentKeystoneLaridentLASCODLeoneLewadentalMEGADENTANeotermNSKO.M.E.CPI dentalPolirapidRenfertRhein 83 srlSaeshinSimedSirio dentalSpofa dentalTissi ULTRADENTVetrex DentalWiedentYetiZhermack
Все обращения поступают в отдел по работе с обращениями граждан организационно-контрольного комитета администрации города Барнаула и рассматриваются в соответствии с Федеральным Законом от 2 мая 2006 года № 59-ФЗ «О порядке рассмотрения обращений граждан Российской Федерации», законом Алтайского края от 29.12.2006 № 152-ЗС «О рассмотрении обращений граждан Российской Федерации на территории Алтайского края», постановлением администрации города Барнаула от 21.08.2013 № 2875 «Об утверждении Порядка ведения делопроизводства по обращениям граждан, объединений граждан, в том числе юридических лиц, организации их рассмотрения в администрации города, органах администрации города, иных органах местного самоуправления, муниципальных учреждениях, предприятиях».
Прием письменных обращений граждан, объединений граждан, в том числе юридических лиц принимаются по адресу: 656043, г. Барнаул, ул.Гоголя, 48, каб.114.
График приема документов: понедельник –четверг с 08.00 до 17.00, пятница с 08.00 до 16.00, перерыв с 11.30 до 12.18. При приеме документов проводится проверка пунктов, предусмотренных ст.7 Федерального закона от 02.05.2006 № 59-ФЗ «О порядке рассмотрения обращений граждан Российской Федерации»:
1. Гражданин в своем письменном обращении в обязательном порядке указывает либо наименование государственного органа или органа местного самоуправления, в которые направляет письменное обращение, либо фамилию, имя, отчество соответствующего должностного лица, либо должность соответствующего лица, а также свои фамилию, имя, отчество (последнее — при наличии), почтовый адрес, по которому должны быть направлены ответ, уведомление о переадресации обращения, излагает суть предложения, заявления или жалобы, ставит личную подпись и дату.
2. В случае необходимости в подтверждение своих доводов гражданин прилагает к письменному обращению документы и материалы либо их копии.
3. Обращение, поступившее в государственный орган, орган местного самоуправления или должностному лицу в форме электронного документа, подлежит рассмотрению в порядке, установленном настоящим Федеральным законом.
В обращении гражданин в обязательном порядке указывает свои фамилию, имя, отчество (последнее — при наличии), адрес электронной почты. Гражданин вправе приложить к такому обращению необходимые документы.
В соответствии со статьей 12 Федерального закона от 2 мая 2006 года № 59-ФЗ письменное обращение, поступившее в государственный орган, орган местного самоуправления или должностному лицу рассматривается в течение 30 дней со дня его регистрации.
Ответ на электронное обращение направляется в форме электронного документа по адресу электронной почты, указанному в обращении, или в письменной форме по почтовому адресу, указанному в обращении.
Итоги работы с обращениями граждан в администрации города Барнаула размещены на интернет-странице организационно-контрольного комитета.
Веб-камеры Бийска на сайте biwork.ru
Нашли опечатку? Выделите текст и нажмите Ctrl+Enter
8 Марта — Горно-АлтайскаяАБ Мария-раАБ СоциалистическаяАдминистрация городаАТС-4 клумбаАТС-4 мостАТС-4 ост.Белокуриха БлагодатьБелокуриха гора ЦерковкаБелокуриха Мясникова — ПартизанскаяБЦ «Оскар»В.-Интернационалистов — 8 Марта В.-Интернационалистов — Дружный В.-Интернационалистов — ЛенинградскаяВ.-Интернационалистов — ЛиповогоВ.-Интернационалистов — Мартьянова В.-Интернационалистов — ОмскийВасильева — 8 МартаВасильева — ЛенинградскаяВасильева — Липового Васильева — Мартьянова #1Васильева — Мартьянова #2Васильева — ОмскийВасильева — Социалистическая Васильева — ТрофимоваВечный огонь #1Вечный огонь #2Вокзал ост.Волочаевская Выставочный зал ост.Гастелло — ПромышленнаяГастелло — ШадринаГДК парковкаГДК площадьГилева — ТолстогоГимназия #1Главэлеватор — 2-я НабережнаяГородской Дворец культурыГородской лесГородской судГорького — КлючевскойГорького — СосновыйГраничная — ЛьнокомбинатГрин центрДекабристов — ЛомоносоваДельфин парковкаДетскаяДетская площадка Радищева, 2/2Детский мирДетский сад #47Докучаева — ПрибытковаДом советов ост. ЗАГСЗеленый Клин #1Зеленый клин #2Иртышская — Социалистическая Коммунальный мост #1Коммунальный мост #2Коммунальный мост #3Коммунальный мост #4Коммунарский — ЛенинаКоммунарский — Ленина (поворотная)Коммунарский — РеволюцииКоммунарский — СоветскаяКороленко — Литейный Короленко — Муромцевский Кошевого — ПетроваКраснооктябрьская — КрасноярскийКристалл ост.Кутузова — ЛенинградскаяЛенина — КожевенныйЛенина — МопровскийЛенинградская — Горно-Алтайская Ленинградская — МожайскогоЛенинградская — Пугачева Ленинградская — РазинаЛенинградская — ЧайковскогоЛентаЛента #2Липового — Горно-Алтайская ЛитейныйЛитейный — ШевченкоЛицейЛомоносова — МожайскогоЛомоносова — ПугачеваЛомоносова — РадищеваМартьянова — РепинаМартьянова — Ударная Матросова — ПугачеваМатросова — РазинаМатросова — ЧайковскогоМатросова, 47/1Мать и дитяМебельная фабрика парковкаМерлина — ГастеллоМерлина — ТрофимоваМитрофанова — КрасноармейскаяМичуринский -ШевченкоМузей им. В. В. БианкиМуромцевскийМухачева — КожевенныйМухачева — УчилищныйОбводной мостОбъединение Восток ост. Объединение Восток парковкап. Молодежный набережнаяПамятник воинам-текстильщикамПамятник воинам, погибшим в ВОВПамятник жертвам радиацииПарк БТИ Парк ДетстваПарк СтроителейПетровский бульвар (сцена) #1Петровский бульвар (сцена) #2Петровский бульвар #1Петровский бульвар #2Петровский бульвар. Около фонтанаПетровский бульвар. ФонтанПланетарий РодинаПлощадь 9 ЯнваряПлощадь памяти героев ВОВПлощадь перед администрациейПляж Зеленый КлинПонтонный мост #1Понтонный мост #2Привокзальная площадь #1Привокзальная площадь #2Пугачева, 21 (парковка)Пустырь у БииПушкина — 15 Гвардейской Кавалерийской ДивизииРазина — ЛиповогоРазина — ОмскийРеволюции — Мопровский СК «Заря»СК «Заря» лыжероллерная тр.Сквер им. Ю. А. Гагарина #6Сквер им. Ю. А. Гагарина #7Сквер Льнокомбината #1Сквер Льнокомбината #2Сквер Льнокомбината #3Советская — СтахановскаяСоветская, пешеходный переход #1Социалистическая — В.-ИнтернационалистовСоциалистическая — КутузоваСоциалистическая — МожайскогоСоциалистическая — Пугачева Социалистическая — ЧайковскогоСоциалистическая кирпзаводСоциалистическая, 26Социалистическая, 38Стадион «Центральный»Стадион «Юбилейный»Стадион «Юность»Стахановская ост. Стела воинам бийчанамТабачная фабрика ост. #1Табачная фабрика ост. #2Трест Мария-раТРК «Воскресенье»Трофимова — КошевогоТрофимова — Севастопольская Трофимова — Ударная ТРЦ «Ривьера»ТРЦ «Ривьера» #2ТЦ «АБ»ТЦ «Модный»Ударная — Ленинградская Ударная — ЛиповогоУдарная — ОмскийУдарная — СоциалистическаяХоккейная коробка ЗаряХоккейная коробка лицейХоккейная коробка льнокомбинатХоккейная коробка, Ленина, 262Центральная почта СоветскаяЦУМЧайковского — ЛомоносоваШевченко — СкладскойШкола #1 Школа #18Школа #18 баскетбольная пл.Школа #20Школа #3 футбольная пл.Школа #34Школа #8Школа ВОС ост.
Видео предоставлено компанией ООО «Сотрудник». Видеонаблюдение в Бийске и Белокурихе. Подключайте услугу «Видеоконтроль» по телефону 30-69-20. Подробнее на video.digibi.ru.
Time Doctor Обзор, цены и характеристики
19 июля 2022 г.
Возможности Time Doctor
Time Doctor — это программа для мониторинга и учета рабочего времени сотрудников, которая предоставляет пользователи, в том числе:
Оповещения/уведомления
Автоматический захват времени
Оплачиваемые и неоплачиваемые часы
Выставление счетов и выставление счетов
История браузера
Управление календарем
Мониторинг активности сотрудников
База данных сотрудников
Планирование сотрудников
Мониторинг времени простоя
Запись нажатия клавиш
Мобильный доступ
Мобильное отслеживание времени
Несколько тарифных ставок
Автономное отслеживание времени
Pros of Time Doctor
1. Предоставляет дополнительные функции для управления проектами, которые помогают быстрее и качественнее сдача проектов. Это может привести к улучшению стратегии и прогноза бюджета на будущее. проекты.
2. Кроме того, его платная версия дает доступ ко всем функциям за 9,99 долларов США на пользователя в месяц.
3. Также имеет функции, облегчающие настройку постоянных задач на панели управления Time Doctor.
4. На самом деле, у него есть функции для сокращения использования сотрудниками социальных сетей и других непродуктивных веб-сайты, показывая всплывающее сообщение, в котором сотруднику предлагается подтвердить, хочет ли он посмотреть видео или воспользоваться веб-сайтом.
5. С помощью Time Doctor можно настроить, какой клиент или проект Админ может следить.
6. Фактически, это программное обеспечение может легко интегрироваться с многочисленными способами оплаты, такими как Paypal, Payoneer и Transferwise в режиме реального времени.
7. Предоставляет отчеты «Плохое использование времени», которые отслеживают время, проведенное в социальных сетях, новостных сайтах, спортивные веб-сайты или любые другие сайты, которые считаются запрещенными из списка продуктивные или связанные с работой веб-сайты.
8. Это программное обеспечение может настроить функцию расчета заработной платы на основе методов с фиксированной ставкой или настроить предельные максимальные почасовые ставки и максимальные ставки за расчетный период. Это гарантирует, что компания не должна платить больше, чем заслуживают сотрудники.
9. Позволяет обмениваться файлами в облаке.
10. Помогает с делегированием задач, анализом проекта, отчетом о расходах, бюджетом прогнозирование, выставление счетов, платежи и отслеживание оплачиваемых часов.
11. Кроме того, Time Doctor может предоставить прогнозы будущих потребностей в персонале.
12. А также позволяет интеграцию с Asana.
Минусы Time Doctor
1. Только платные планы включают в себя функции отчетности и мониторинга сотрудников.
2. Только платные планы включают функции отчетности и мониторинга сотрудников.
3. Фактически, бесплатная пробная версия предоставляется только на 14 дней при установке настольного приложения.
4. Также требуется загрузить настольное приложение.
5. Фактически, ближайшие конкуренты, такие как Hubstaff, имеют больше функций, а Desklog — больше. функции и такое же качественное программное обеспечение по меньшей цене.
6. Это программное обеспечение имеет функцию съемки с веб-камеры, которая делает снимки удаленных сотрудников в любое время. 10-минутный интервал, который можно рассматривать как крайнюю конфиденциальность. вторжение в сотрудников.
7. Для консоли и URL-адреса доступна функция белой метки, чтобы она больше походила на сайт компании.
8. Time Doctor теперь интегрирован с Google Calendar.
9. Программное обеспечение также предлагает отчет «Плохое использование времени», который иногда может вводить в заблуждение. Для например, когда сотрудник слушает песни на одном экране и одновременно работает продуктивно на другом экране – этот отчет покажет такое время как непродуктивное.
10. Это программное обеспечение действительно не имеет возможности отслеживать несколько задач одновременно.
11. Отзывы клиентов об устаревшем пользовательском интерфейсе.
12. Кроме того, требуется настольное приложение или расширение Chrome для функции секундомера, чтобы работа.
13. А панель управления доступна только через веб-клиент.
Кому выгодно использовать Time Doctor?
Отдельным лицам или группам не хватает производительности
Компании с удаленной или гибридной культурой работы
Предприятия со сложными системами управления проектами
Цены на Time Doctor
Нет бесплатной версии
Модель ценообразования: на пользователя
Базовый план: 7 долларов США в месяц
Стандартный план — 10 долларов США за пользователя в месяц
Премиум-план — 20 долл. США в месяц
Сравнение цен конкурентов
Рабочий импульс
Рабочий стол
Хабстафф
OnTheClock.com
Время Quickbooks
6,4 $ /Месяц
3,5 $/месяц
$ 7 /Месяц
$ 9 /Месяц
8 долларов США в месяц + 20 долларов США за базовую плату в месяц
Хотите попробовать наше программное обеспечение для отслеживания времени?
Попробуйте Desklog бесплатно!
Сводка
Если вас беспокоит, как ваши сотрудники используют свое рабочее время, или вы хотите они работают над правильными проектами, это программное обеспечение является отличным решением для отслеживания времени, затраченного на задачи и проекты. TimeDoctor предлагает облачное отслеживание времени с расширенной функцией отчетности, которая предоставляет руководителю сотрудника подробный отчет о том, как он использует свое рабочее время. Программное обеспечение простое в использовании и может быть доступно на любом устройстве с доступом в Интернет, что означает, что сотрудники могут отслеживать их время, где бы они ни находились. НО Time Doctor имеет свои недостатки, как упоминалось выше. Надеюсь, это Обзор Time Doctor помог вам наилучшим образом.
Подробнее Сравнение DeskTime и Time Doctor 2022
Познакомьтесь с автором
Мисбах Теварманнил
Автор контента в Desklog
Мисба Теварманнил пишет одновременно технически и творчески. Она сочетает игру слов с энциклопедическим знанием технических предметов, чтобы создавать точные, лаконичные и доступные для своей аудитории произведения. Мисба уже много лет находится в авангарде технологий и следит за тенденциями в области программного обеспечения от писателей, разработчиков и т. д.
Веб-камеры перед выборами показывают кусочек российской жизни
Реальные условия на избирательных участках показаны в этом частном чеченском доме.
Дорогостоящие веб-камеры, установленные на российских избирательных участках для борьбы с мошенничеством, в выходные служили двойной цели, давая зрителям необычное представление о жизни людей по всей стране — от небольших чеченских деревень до ночной жизни Тюмени и за ее пределами.
Любой, у кого есть подключение к Интернету, может бродить по земле, шпионя за целым рядом зданий, которые во время выборов используются как избирательные участки, — от школ до санаториев и даже частных домов.
Когда в субботу камеры были подключены к сети, зрители могли видеть, что происходило до того, как начали использовать урны для голосования.
В Тюмени вечеринка на избирательном участке быстро стала вирусной, поскольку на камеру попала вечеринка по случаю 60-летия мужчины по имени Николай, сопровождавшаяся медленными «сексуальными» танцами и тостами с водкой в честь юного возраста Николая.
Другие показали, что школы все еще используются. Согласно сообщениям новостей, в одном из них мальчики дрались и катались по полу.
Это был только аперитив, так как в воскресенье более 2,5 миллионов человек зарегистрировались для просмотра веб-новостей, сообщает ИТАР-ТАСС. На пике популярности на сайте одновременно было 400 000 зрителей.
Наибольшей популярностью пользовались те, которые устраивали шоу к выборам с танцами и национальными костюмами, сообщил министр связи и печати Игорь Щеголев, сообщает ИТАР-ТАСС.
Станции в Сочи и Чечне оказались популярными, и видео избирателя, поразительно похожего на лидера Чечни Рамзана Кадырова, танцующего традиционный чеченский танец лезгинку, быстро стало вирусным, и люди задались вопросом, действительно ли это глава республики. . Это не так.
Одним из самых обсуждаемых избирательных участков стал частный дом в селе Меседа в Чечне, где можно было увидеть одного из сотрудников избирательной комиссии, женщину лет 50, с мужем и ребенком, с развешанной синей простыней вплоть до скрытия «кабинки для голосования». Малышка оказалась особенно популярной среди зрителей и пользователей Twitter.
Другой избирательный участок был втиснут в магазин, справа от витрины с грудами апельсинов. На другом была показана молодая пара, целующаяся перед началом голосования, а на другом были видны ноги спящего мужчины, торчащие из-за занавески кабины для голосования в ночь перед открытием избирательных участков.
Многие российские СМИ составили списки любимых избирательных участков.
Одна алтайская газета, составившая список, с грустью добавила: «В республике Алтай не найти таких очаровательных ситуаций». Также было отмечено, что в большинстве случаев смотреть было нечего. Однако там было добавлено, что в Кызыл-Шек можно увидеть мужчину, смотрящего телевизор.
Другие просто развлекались видео.
«Новая игра: встаньте перед камерой на избирательном участке и попросите сфотографироваться через Webvybory.ru», — написал Роман Задорожный в Twitter.
В видео, размещенном на YouTube, показано, как мужчина идет к огороженной занавеской зоне, останавливается, а затем начинает танцевать.
Припуском на обработку называется слой металла, подлежащий удалению с поверхности заготовки в процессе обработки для получения готовой детали.
Размер припуска определяют разностью между размером заготовки и размером детали по рабочему чертежу; припуск задается на сторону.
Припуски подразделяют на общие, т. е. удаляемые в течение всего процесса обработки данной поверхности, и межоперационные, удаляемые при выполнении отдельных операций.
Общий припуск на обработку равен сумме межоперационных при пусков по всем технологическим операциям — от заготовки до размера.
Межоперационный припуск равен сумме припусков, отведённых на черновой, получистовой и чистовой проходы на данной операции.
Понятие двухстороннего припуска чаще всего относится к обработке цилиндрических поверхностей и тогда оно равнозначно понятию припуска на диаметр. С другой стороны, численные значения припуска прямо связаны с режимами резания при обработке (глубиной резания). Поэтому более употребительными и удобными для практического использования считают припуски на сторону.
Назначение припусков на механическую обработку представляет собой важную задачу, поскольку от их численных значений зависит эффективность технологического процесса и качество обрабатываемых поверхностей. В реальном проектировании надо стремиться к тому, чтобы назначенные припуски были минимально необходимыми и достаточными. Из первого условия следует, что припуски не должны быть чрезмерно большими, для того чтобы не удорожать обработку. По второму условию припуски должны гарантировать качественное изготовление деталей по всем параметрам точности и состоянию поверхностного слоя
В технологии машиностроения различают два подхода к назначению припусков на механическую обработку: опытно-статистический и расчётно-аналитический.
Сущность опытно-статистического метода (представленного в данном справочном пособии) состоит в том, что численные значения общего припуска и его распределение по операционным составляющим осуществляют по нормативным таблицам в зависимости от методов получения заготовок, геометрических форм и конструктивных размеров деталей. В этих случаях припуски оказываются безусловно гарантированными, но в то же время несколько завышенными. С таким положением практические работники соглашаются и ищут пути компенсации затрат на удаление больших припусков в интенсификации механической обработки.
Припуски на разрезку, Припуски на механическую обработку алюминиевых отливок,
Припуски на механическую обработку оловянистых, бронзовых отливок,
Припуски на механическую обработку чугунных и стальных отливок
Припуски и предельные отклонения для поковок типа дисков
Припуски и предельные отклонения для гладких поковок
Припуски на механическую обработку отливок из серого чугуна
Припуски на обтачивание валов
Припуски на растачивание отверстий
Припуски на шлифование валов
Припуски на шлифование отверстий
Припуски для поковок с уступами
Припуски для поковок с отверстиями
Припуски на механическую обработку отливок из цветных сплавов
Припуски на механическую обработку стальных фасоных отливок
Припуски на штамповки
Выбор заготовки
Металлорежущие станки
Припуск на механическую обработку — что это такое, виды допусков на размер, расчет припусков для обработки детали
Главная задача механической обработки любого типа – получение деталей нужной формы и размеров с заданной точностью и шероховатостью поверхности. Такие результаты достигаются путём снятия с заготовки слоя металлической стружки. Этот снимаемый слой принято называть припуском. Другими словами, припуск – это разность между размерами детали по чертежу и заготовки. Правильное определение припусков на механическую обработку позволяет обеспечить необходимую точность.
Виды припусков и допусков
В зависимости от способа обработки детали различают два основных вида припусков:
промежуточный или межоперационный;
общий.
Промежуточные припуски представляют собой слой металла, снимаемый на отдельном переходе обработки. Общий припуск – это слой, снимаемый на всех технологических этапах. Данная величина рассчитывается путём сложения промежуточных припусков.
Припуск на обработку – величина непостоянная, и связано это с тем, что размеры заготовки до и после выполнения технологического перехода могут колебаться в пределах установленного допуска. Припуск на обработку может быть минимальным, номинальным или максимальным. При минимальном припуске снимаемый слой является разностью между наименьшим размером после выполнения операции. Номинальный припуск – это разность между номинальными размерами до и после осуществления технологического перехода. Максимальный припуск представляет собой разность между наименьшими размерами поверхности после выполнения предыдущего перехода и наибольшим размером после завершения текущей операции.
Технология машиностроения неразрывно связана с метрологией – наукой об измерениях, средствах и методах обеспечения их единства для достижения необходимой точности обработки. Две детали, соединяемые между собой, называются сопрягаемыми. Величину, по которой осуществляется соединение, называют сопрягаемым размером. В качестве примера сопрягаемых деталей можно рассмотреть диаметр отверстия в шкиве и соответствующий ему диаметр вала. Величину, по которой соединение не происходит, называют свободным размером (наружный диаметр вала).
В целях обеспечения взаимозаменяемости деталей сопрягаемые величины должны всегда иметь точные значения. Однако обеспечить такую точность в процессе механической обработки не всегда удаётся, а иногда это просто нецелесообразно. Поэтому в машиностроении используется способ получения взаимозаменяемых деталей с так называемой приближённой точностью. Суть данного способа заключается в том, что для различных условий эксплуатации деталям и узлам задаются допустимые отклонения от установленных размеров. Данные отклонения никак не влияют на безупречность работы элементов и рассчитываются для различных условий эксплуатации. Выстраиваются они в определённой схеме, которая называется «Система допусков и посадок».
Допуски и посадки являются разностью между наименьшими и наибольшими предельными значениями параметров (массовой доли, массы и размеров). Устанавливаются эти параметры с учётом технологических требований к детали. Расчётные данные детали называются номинальным размером. Выражаются они в целых миллиметрах. Фактические размеры детали, получаемые после обработки, называются предельными. На чертежах эти величины обозначаются числовыми значениями и указываются при номинальном размере (верхнее значение отмечается в верхней части записи размера, нижнее – в нижней).
Припуски и допуски на механическую обработку напрямую влияют на производительность и себестоимость технологического процесса. Чем больше эти величины, тем выше трудоёмкость механической обработки. Это приводит к увеличению энергозатрат, быстрому износу инструмента и большому расходу металла.
Одним из способов уменьшения припусков является повышение точности изготовления заготовки и выполнение предварительных механических операций. Но это, в свою очередь, требует более точной и тщательной установки деталей в приспособлениях и на станках.
Размер припуска зависит от целого ряда факторов:
требований к точности;
заданной шероховатости детали;
конфигурации и размеров готового изделия.
Влияют на величину тип производственной операции и погрешность установки детали в приспособлении.
Расчёт припусков и допусков
Определение припусков на обработку может выполняться двумя способами: статистическим (табличным) или аналитическим (расчётным). В первом случае величина припусков зависит от типа заготовки и особенностей технологического процесса. Определяется она по нормативам, установленным в ГОСТах. Для того чтобы правильно определить размер припусков табличным способом, необходимо разработать маршрутную карту и определиться с технологическими допусками для всех переходов. Затем на основании данных, приведённых в таблицах, назначаются элементы припуска Rz и h. При расчётах важно учесть величину пространственных погрешностей. Расчёты технологического припуска табличным методом нужно начинать с последнего перехода.
Аналитический метод расчётов припусков предполагает использование формул для цилиндрических деталей или для плоских поверхностей. При расчётах учитываются величина микронеровностей, глубина дефектного слоя, величина суммарных пространственных отклонений, погрешность установки заготовки.
Промежуточный припуск на обработку определяется с высокой точностью – до микрометра, округление полученных величин производится в сторону увеличения. Важно, чтобы величина припусков превышала минимальную толщину стружки, снимаемой режущим инструментом.
Определение допусков на механическую обработку выполняется по установленным стандартам. Точные величины зависят от типа технологической операции, особенностей заготовки, размеров и класса точности готовой детали. Необходимые данные берутся из таблиц. Чтобы обеспечить соответствие указанным параметрам, в процессе обработки постоянно используются измерительные инструменты. Для грубых замеров и проверки соответствия размеров применяются линейки, нутромеры и кронциркули. Штангенциркули, микрометры, калибры позволяют обеспечить более высокую точность измерений.
Связь между припусками на детали и режущим инструментом
Когда конструктор инструментов разрабатывает режущие инструменты, он должен понимать некоторые основные принципы, касающиеся припусков на детали и конструкции режущих инструментов.
1. Для режущих инструментов существует «золотое правило»: припуск на режущий инструмент всегда находится внутри припуска на отверстие или канавку и меньше припуска на отверстия, пазы или резцы. 2. Далее очень полезно сделать набросок расположения этих двух припусков, чтобы увидеть правильное изображение дизайна и избежать ошибок. 3. Затем, чтобы использовать весь материал режущего инструмента, мы должны установить максимальный припуск на режущий инструмент, который меньше максимального припуска на отверстие или канавку. 4. Далее, когда диаметр режущего инструмента достигает минимума припуска на режущий инструмент, мы должны вывести его из операции обработки. Вся механическая обработка должна выполняться под контролем.
Если вашей задачей является обработка отверстия диаметром 20+0,140 максимум и 20+0,000 мм минимум по цековке, диаметр этой цековки будет 20,100+0,003 мм для максимального диаметра готовой цековки.
Если при обработке зенковка доходит до диаметра 20,040 + 0,005 мм (минимальный диаметр), то ее необходимо вывести из обработки.
Формула MLG – 3
М = А.Х – А.Т. Где — А.Х. — припуск на отверстие — В. — надбавка за инструмент, а — М — разница между припусками, которую конструктор инструмента получит из технологических норм.
Когда вы обрабатываете длинные прецизионные пазы или блоки с большим количеством деталей, нам выгоднее использовать наборы простых дисковых режущих инструментов, чем использовать одну цилиндрическую фрезу, потому что ее не нужно резервировать для шлифования.
При проектировании комплекта для фрезерования пазов двумя дисковыми фрезами конструктор инструмента должен помнить о золотом правиле о соотношении припусков пазового и режущего инструментов.
Если вы обрабатываете паз 30+0,140 мм максимум минимум 30 000 мм
тогда набор из двух плоскорежущих фрез будет иметь M.T = 30,120 +/-0002 мм максимальный размер чтобы начать обработку, используя полный материал, а размер кромок будет Минимальный размер 30,040 +/-0,002 мм. После этого приступайте к переточке комплекта износа.
Для переточки: между режущими инструментами иногда располагается кольцо с хорошей поверхностью, контактирующее с режущими инструментами. После переточки износа со всех режущих кромок и изготовления новых кромок делаем обмерку от кромки до кромки, результат
Г.Т. = 29.000 + 0.002 мм (для примера), это означает, что дополнительное кольцо будет Г.Р. = 30,120-29,000 = 1,120 +/-0,002 мм.
Формула MLG – 4
Г.Р. = М.Т – Г.Т.
Где — М.Т. максимальный размер режущего инструмента — Г.Т. размер набора инструментов для шлифовки/переточки — Г. Р. размер нового шлифовального кольца.
При обработке блоков или длинных заготовок комплектами из двух простых режущих инструментов износ будет идти изнутри наружу, и кольцо или втулка должны быть отшлифованы до меньшего размера.
При обработке блока 30.000 + 0.000 – 0.140, макс. 30.00, мин. 29,86 мм вам нужно будет поместить между краями два режущих инструмента размером 29,900 +/-0,002 мм для начала обработки, а затем размером 29,96 +/-0,002 мм который затем идет на переточку.
Если после переточки в комплекте новая кромка размером 32.000 мм (к примеру), то имеем размер 32,000-29,90 = 2,100 +/-0,002 мм Затем нам нужно уменьшить размер кольца или втулки до 2,100 +/-0,002 мм (между режущими инструментами)
Encore Metals — Припуск на механическую обработку
Горячекатаные прутки
Прутки из легированной или специальной углеродистой стали, горячекатаные 1,6% диаметра на сторону.
Холоднотянутые прутки
0,001 дюйма на 0,062 дюйма (1,6%) диаметра на сторону, включая освинцованные стали.
0,0015″ на 0,062″ (2,4%) диаметра на сторону, для сплавов свободной обработки, за исключением освинцованных сталей.
Холоднотянутые, шлифованные и полированные прутки
0,0005 дюйма на 0,062 дюйма (0,8%) диаметра на сторону, включая освинцованные стали.
.00075″ на 0,062″ (1,2%) диаметра на сторону, для сплавов свободной обработки, за исключением освинцованных сталей.
Токарные стержни
Для этого изделия требуется чистовая обработка для удаления следов токарной обработки в соответствии со следующей таблицей:
Размер прутка (дюймы)
Минимальное удаление на сторону (дюйм)
Минимальное удаление На диаметр (дюйм)
5/8
до 2
вкл.
.010
.020
Более 2
9с 0132 по 3
вкл.
.013
.026
Более 3
от
до 3 ½
вкл.
.015
.030
Более 3 ½
с
по 4
вкл.
.018
.036
Более 4
от
до 4 ½
вкл.
.021
.042
Более 4 ½
с
по 5
вкл.
.024
.048
Более 5
до 6
вкл.
.027
.054
Более 6 лет
с
по 7
вкл.
.030
.060
Более 7 лет
с
по 8
вкл.
.033
.066
Точеные и полированные Точеные, шлифованные и полированные прутки
Прутки, заказанные для этих условий, обычно не имеют обезуглероживания и дефектов поверхности.
Оборудование для алмазного сверления. Учимся с ним работать!
Анализируя вопросы, поступающие специалистам компании VOLL, а также состояние инструмента (установка алмазного сверления, двигатель, коронки), который привозят на обслуживание в наши сервисные центры, мы решили подготовить статью-инструкцию. В ней постараемся по полочкам разобрать основные принципы работы с алмазным инструментом, расскажем о преимуществах и недочетах оборудования, а также главных ошибках при работе с ним.
Алмазное сверление бетона, также как и алмазное сверление отверстий — неотъемлемые процессы строительства, демонтажа и реставрации. В зависимости сложности объекта применяют сухое или мокрое сверление.
Так при работе с высокоармированными материалами, в процессе алмазного сверления, коронки сильно нагреваютсь, могут отойти от корпуса, что приведет к дополнительным сложностям и временным затратам.
В этом случае рекомендуется мокрое бурение, при котором в место сверления подается вода. Она и охлаждает алмазную коронку и способствует отведению образующегося шлама. При таком подходе сохраняются сегменты коронки и не образуется пыль. В качестве дополнения, специалисты советуют использовать водосборные кольца для сбора отработанной жидкости.
Сухое алмазное сверление используют если область реза должна остаться чистой, т.е. в уже отремонтированных квартирах или офисах. Для таких задач применяют специальные коронки, так называемые «сухорезы». Обычные подойдут лишь для сверления мягких материалов, например, кирпича. Сегменты в «сухорезе» расположены на большем расстоянии друг от друга, что не дает шламу собираться и засорять оборудование. Главное условие при сухом сверлении — использование промышленного пылесоса, который поможет очищать сегменты от шлама, также, будет удалять пыль и прочий мусор.
Вне зависимости от выбранного метода алмазного сверления следует соблюдать несколько простых правил:
–Сверлить с интервалами. Подавая коронку взад/вперед с равными временными интервалами (2-4 секунды), вы не дадите ей перегреваться засоряться, так как вода будет успевать вымывать шлам, а пылесос удалять пыль и обломки материалов.
– Охлаждать оборудование. Чем больше арматуры в стене и плотнее материал, тем выше риск перегрева и порчи сегментов. В ряде случаев подача воды в область сверления не помогает. Чтобы не испортить алмазную коронку и двигатель, производители оборудования рекомендуют делать перерывы, время которых указано в инструкции к инструменту.
– Не гонитесь за дешевизной. Алмазные коронки с сегментами, напаянными лазерной сваркой, стоят на порядок дороже, чем коронки с сегментами, припаянными серебряным припоем. Первые гораздо крепче, легко справляются с высокоармированными объектами; вторые подойдут для работы с мягким абразивным материалом, например кирпич.. Оборудование для алмазного сверления должно быть надежным, прочным и никогда не подводить!
– Максимум внимания. Бывает, что при недостатке воды, поломке сегментов, обломке арматуры или сверлении на внушительную глубину коронка может застрять. Предугадать и предупредить эту ситуацию невозможно, поэтому следует просто запастись специальным инструментом — обратным молотком, для извлечения застрявшего инструмента.
Применение алмазного бурения в строительстве
В современной строительной отрасли все больше прибегают к помощи алмазного бурения (или сверления).
Это относительно новый вид технологии, который позволяет делать в бетоне и других поверхностях отверстия необходимого диаметра.
Все привыкли к использованию стандартного набора, состоящего из перфоратора и отбойного молотка.
Но преимущество одновременно в нескольких аспектах остается все же ща алмазным бурением.
Новая технология обеспечивает быстрое, эффективное, и что очень важно – бесшумное сверление отверстий в твердых материалах.
Что такое алмазное бурение?
Перед тем, как ответить на главный вопрос, нужно уточнить, что алмазное бурение можно применять при работе на:
— гранитных;
— бетонных;
— монолитных;
— каменных поверхностях.
Одно из главных преимуществ алмазного бурения – это отсутствие строительного мусора по окончанию работ, поэтому можно забыть об уборке.
А весь секрет заключается в наличии водосборного кольца, собирающего любые загрязнения.
Алмазное сверление является новой и современной технологией, благодаря которой можно без особых усилий выполнить отверстия любого диаметра.
К этому процессу прибегают в основном в строительной сфере, когда есть необходимость проложить инженерные сети, провести коммуникационные линии. Так, что же такое алмазное бурение?
Это процесс, при котором изготавливаются отверстия в любом строительном материале, в том числе и в бетоне.
Для производства однократных работ будет целесообразна аренда алмазного бурения.
Покупать дорогостоящее оборудование рекомендуется только в случае, если компания будет постоянно предоставлять услуги по бурению.
При выполнении алмазного бурения появляются аккуратные срезы. Технология не оставляет после себя на поверхности строительного материала сколов или мелких трещин.
От бетона не отслаивается арматура, а значит, он сохраняет красивый и достаточно аккуратный внешний вид.
Оборудование для алмазного сверления
Рабочий процесс подразумевает задействование специализированного оборудования, например, стенорезные машины, оснащенные алмазными дисками.
На каждый рабочий инструмент производитель наносит алмазное напыление. Делается это для улучшения качеств оборудования, увеличение эксплуатационных сроков.
Правильно обработанный инструмент способен справляться с широким температурным диапазоном, а также с высокими физическими нагрузками.
Но это далеко не все достоинства алмазного бурения. Этот метод был признан профессиональными строительными специалистами, как самый удобный и безопасный.
При высоком качестве сверления проявляется повышенная аккуратность результата. Высокий процент точности выполнения отверстий заданного диаметра определенной глубины.
На практике постепенно вытесняются ударные и отбойные методы.
Их применение постоянно несет различные повреждения строительным конструкциям, нарушая их целостность или внешнюю отделку.
При алмазном бурении:
— образуется идеально ровная поверхность;
— обеспечивается на обрабатываемый материал минимальная вибрация;
— не оказывается физическая нагрузка на поверхность строительного материала;
— изготовляются отверстия под любым углом;
— отсутствие мусора и загрязнений.
Профессиональное алмазное бурение приходит на помощь при установке систем кондиционирования; прокладки коммуникаций; сооружении ограждений; для создания проемов под вентиляционные системы.
Наш флот | Глубоководное бурение
Главная~
Наш флот~
Обзор флота
Южная АмерикаСеверная АмерикаЕвропаАфрикаАвстралияАзия
Статус парка буровых установок
Отчет XLS
Просмотр карты фильтров
Все регионыЮжная АмерикаСеверная АмерикаЕвропаАфрикаАвстралияВсе типы буровых установокУльтраглубоководныеГлубоководныеПосрединноводныеJackups
Южная Америка
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Ocean Courage
Х
Северная Америка
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Auriga
Козерог
Океан БлэкХок
Океан БлэкХорнет
Океанский черный лев
Вела
Х
Европа
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Ocean Endeavour
Океан GreatWhite
Океанский Патриот
Океанский доблестный
Х
Африка
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Ocean BlackRhino
Х
Австралазия
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Ocean Apex
Морской монарх
Морской оникс
Х
Ультраглубоководный
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Auriga
Козерог
Океан БлэкХок
Океан БлэкХорнет
Океанский черный лев
Черный носорог океана
Океанское мужество
Океан Эндевор
Океан GreatWhite
Морской монарх
Вела
Х
Глубоководный
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Ocean Apex
Морской оникс
Океанский доблестный
Х
Середина воды
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Оушен Патриот
Х
Домкраты
Нажмите на название буровой установки, чтобы загрузить спецификацию в формате PDF
Diamond Offshore — лидер в области морского бурения, предоставляющий услуги бурения по контракту для энергетической отрасли по всему миру, с общим флотом из 12 морских буровых установок, включая восемь полупогружных и четыре буровых судна с динамическим позиционированием.
Ocean GreatWhite — крупнейший в мире сверхглубоководный полупогружной аппарат для суровых условий.
Посмотреть буровые установки Автор:
Все регионыЮжная АмерикаСеверная АмерикаЕвропаАфрикаАвстралияАзия
Сверхглубоководный
> 7500 футов
Аурига
Design Details
Samsung 12,000
Water Depth
12000
Location
US GoM
Drilling Depth
37500
Availability
Q1 2023
Козерог
Детали конструкции
F&G ExD
Глубина воды
10000
Расположение
Аруба
Глубина сверления
37500
Доступность
Штабелирование
Океан БлэкХок
Подробности проектирования
Gusto p10000
Глубина воды
12 000
Место
US GOM
Глубина бурения
Доступность
Q2 2023
Q2 2023
Q2 2023
Q2 2023
Q2 2023
Q2.
Океан БлэкХорнет
Детали конструкции
Gusto P10000
Глубина воды
12 000
Место
US GOM
Глубина бурения
40 000
Доступность
Q1 2023
.
Океанский черный лев
Подробности проектирования
Gusto P10000
Глубина воды
12 000
Место
US GOM
Глубина бурения
40 000
Доступность
11
0014 3 кв. 2022 г.
Черный носорог океана
Подробности проектирования
Gusto P10000
Глубина воды
12 000
Место
Сенегал
Глубина бурения
Доступность
Q1 2014
.
Океанское мужество
Детали конструкции
F&G ExD
Глубина воды
10 000
Местоположение
Бразилия
Глубина бурения
40 000
Наличие
3 кв. 2023 г.
Океанские усилия
Design Details
ODECO Victory Class
Water Depth
10,000
Location
United Kingdom
Drilling Depth
35,000
Availability
Q4 2023
Океан GreatWhite
Design Details
Moss CS60E Design 6th Generation
Water Depth
10,000
Location
United Kingdom
Drilling Depth
35,000
Availability
Stacked
Морской монарх
Детали конструкции
ODECO Victory Class
Глубина воды
10 000
Местоположение
Австралия
Drilling Depth
30,000
Availability
Q1 2022
Design Details
Samsung 12,000
Water Depth
12000
Location
US GoM
Drilling Depth
37,500
Availability
Q4 2022
Глубоководный
5000–7500 футов
Вершина океана
Design Details
ODECO Enhanced Victory Class
Water Depth
6,000
Location
Australia
Drilling Depth
30,000
Availability
Q1 2023
Морской оникс
Детали конструкции
ODECO Enhanced Victory Class
Глубина воды
6000
Местонахождение
Австралия
Глубина бурения
30 000
Наличие
3 кв. 2022 г.
Океанский доблестный
Подробности проектирования
Odeco Odyssey
Глубина воды
5 500
Место
Великобритания
Глубина бурения
30 000
Доступность
.
Midwater
450 – 5000 футов
Океанский Патриот
Design Details
Bingo 3000
Water Depth
3,000
Location
United Kingdom
Drilling Depth
20,000
Availability
Q4 2024
Concrete | Катодная защита | Алмазное сверление и пиление
АЛМАЗ
Работа под давлением
УСЛУГИ
Гражданские службы
Наше гражданское подразделение охватывает жилые и коммерческие бетонные и гражданские службы. Такие предметы, как; заливка новой террасы, ремонт подъездной дорожки, пиление зеленых насаждений, вырезание, удаление и заливка обратно, бурение, снос и распиловка стен — вот лишь несколько способов, которыми мы можем помочь. Позвоните сегодня, чтобы узнать цену! Мы готовы начать сегодня.
Общее строительство
Наша команда по управлению строительством может оказать поддержку в предоставлении широкого спектра услуг. Отрасли, которые мы поддерживаем, включают: техническое обслуживание трубопроводов, техническое обслуживание объектов, новое строительство, жилищное строительство и многое другое. Свяжитесь с нами сегодня, и мы поможем вам получить правильный старт!
О КОМПАНИИ
С 1990 года Diamond Drilling and Sawing предоставляет предприятиям на побережье Мексиканского залива доступные инфраструктурные решения.
Алмазное сверление и распиловка стали именем, на которое многие полагаются при резке бетона и строительных услугах. Многие инновационные методы, используемые сегодня в индустрии резки бетона, были разработаны и применяются компанией Diamond. Наши методы привели к разработке новых устройств и инструментов, представленных сегодня производителями на рынке, что делает индустрию резки бетона более безопасной, быстрой и доступной, чем когда-либо прежде.
В 2018 году Diamond расширила свою команду владельцев, чтобы диверсифицировать свои рынки. К 2020 году Даймонд уже работал на рынках гражданского строительства и трубопроводов. Январь 2022 г. Компания Diamond приобрела дополнительные права собственности, чтобы помочь расширить свою клиентскую базу в коммерческом секторе и выйти на новые рынки. Наша новая бизнес-модель теперь будет включать (2) ключевых подразделения. Во-первых, это наша Генеральная Строительная Группа. Здесь мы сосредоточены на выполнении услуг по техническому обслуживанию и обеспечению целостности трубопроводов, жилых и коммерческих зданий. Затем у нас есть группа ГРАЖДАНСКАЯ. Эта группа продолжает заниматься колонковым бурением, распиловкой, удалением и заменой бетона.
У нас работают одни из самых надежных и опытных экспертов в отрасли. Наше обязательство перед клиентами заключается в быстром, эффективном и профессиональном реагировании с помощью хорошо обученного и контролируемого персонала. Это стремление к совершенству принесло нам репутацию ведущего поставщика услуг в регионе. Опыт наших управленческих команд и наши передовые методы приводят к постоянным положительным результатам для наших клиентов.
Наши ценности
Exceed and Understand Expectations
ZERO safety incidents
Communicate like you life depends on it
Work to Live
Take ownership of what is right
Photo Gallery
Core Drilling
Diamond может сверлить колонковое сверление различных размеров и глубин. На этом изображении показана наша бригада, сверлящая бетонную стену.
Разбить, удалить и заменить
Бетон мешает? Просто пора заменить? В любом случае мы можем помочь. Для Даймонда нет слишком маленьких задач.
Заливка дороги
Нужно больше места для парковки? Как насчет добавления большего патио? Наша команда может поддержать! Звоните сегодня.
Die von Ihnen aufgerufene Seite wurde leider nicht gefunden.
Hier gelangen Sie zurück zu www.trumpf.com.
Лазерная маркировка и оборудование для маркировки в Екатеринбурге, Москве, Тюмени, Уфе, Перми, Челябинске, Самаре
Лазерная маркировка — это технология, позволяющая с помощью лазерного луча наносить тексты, изображения, штрихкоды на поверхность различных материалов.
Слово «лазер» происходит от английского LASER, который является акронимом от Light Amplification by Stimulated Emission of Radiation. Что означает, усиление света посредством вынужденного излучения. Более точно, это оптический квантовый генератор, где энергия накачки преобразуется в когерентное поляризованное узконаправленное излучение.
Лазерный луч, воздействуя на поверхность материалов, может вызывать совершенно различные эффекты (от изменения цвета до полного испарения вещества):
Окрашивание
Вспенивание
Удаление материала
Лазерное травление
Гравировка
Точечная маркировка
Процесс лазерной маркировки, где необходимо только окрашивание, потребует минимального количества энергии и времени, соответственно будет самым производительным, в отличии от процессов, связанных с удалением вещества.
Лазеры могут работать в непрерывном и импульсном режиме. Для целей маркировки используется лазеры, работающие в импульсном режиме.
В настоящее время для маркировочного оборудования используются несколько видов лазеров. Это — YAG — лазер, волоконный лазер, газовый лазер, а также, так называемый «зеленый» лазер.
Оборудование для лазерной маркировки компании Technifor включают в своем ассортименте все виды упомянутых лазеров.
Для правильного подбора способа и оборудования, наиболее полно подходящего Вашей задаче, мы предлагаем заполнить опросный лист и отправить его на адрес [email protected].
Если вам понадобилось маркировочное оборудование, обратитесь в компанию «ДатаКрат». Мы предлагаем готовые системы, предназначенные для лазерной маркировки. Cвяжитесь с нами по телефону в Екатеринбурге: +7 (343) 365—1340 или выберите ближайший к вам город в разделе контакты: Москва, Тюмень, Уфа, Пермь, Челябинск, и другие.
Преимущества лазерной маркировки
отсутствие механического воздействия на маркируемое изделие, в отличии от иглоударной маркировки и прочерчивания
высокая скорость маркировки позволяет встраивать оборудование в высокопроизводительные производственные линии
высокая точность и многократная повторяемость в неизменном виде обеспечивает гарантированную читаемость как текстовой, так и штрихкодовой информации
широкий выбор типов лазеров позволяет подобрать для конкретной задачи оптимальный вариант
отсутствие расходных материалов делает процесс маркировки предельно экономным.
Области применения
Лазерная маркировка может использоваться в различных областях техники.
С помощью нижеприведенной таблицы можно подобрать наиболее подходящую модель (максимальное количество плюсов):
Тип лазера
Газовый
Зеленый лазер
YAG-лазер
Волоконный
Фото
Приложения / Модель
TC500
TG400
TD 412
F10
F20
F30 и F50
Аэрокосмическая промышленность
+
++
+++
++
++
++
Автомобильная промышленность (металл)
++
+
++
++
+++
+++
Автомобильная промышленность (пластик)
+
++
+++
++
++
++
Электромашиностроение
+
++
+++
+
+
++
Электронная промышленность
++
+++
++
+
+
++
Вооружение
+
+
+++
+++
+++
+++
Ключи и замки
+++
++
+
+++
+++
+++
Этикетки и стикеры
+++
+
+++
+++
+++
+
Механообработка
+
+
+++
+++
+++
+++
Медицина
+++
++
+++
++
+
+
Металлургия
+
+
++
+++
+++
Ядерная промышленность
+
+
+++
++
++
++
Инструменты
++
+
++
++
+++
+++
Идентификация
+++
+
+++
++
++
++
Высококачественная маркировка может быть получена на различных материалах.
Нижеприведенная таблица помогает в выборе модели и материала (по максимальному количеству плюсов):
Тип лазера
Газовый
Зеленый лазер
YAG-лазер
Волоконный
Фото
Материал / Модель
TC500
TG400
TD 412
F10
F20
F30 и F50
ABS-пластик
+++
+++
>+++
+++
++
++
Акрил
+++
+++
+++
+
+
+
Алюминий
+++
++
+++
++
++
+++
Алюминий анодированный
+++
+
+++
+++
+++
+++
Алюминий анодированный цветной
+++
+
+++
+++
+++
++
Латунь
+++
+++
—
—
++
Карбид
—
+++
+++
+++
+++
Углепластик
—
+
+
+
++
Литейный чугун
—
+
+
++
+++
Резина
+++
+
—
—
—
—
Древесина
+++
+
—
—
—
—
Керамика электрическая
—
+
+++
+
+
++
Керамика медицинская
+++
—
—
—
—
Медь
++
+++
+++
—
—
++
Эпоксидная масса
+
+++
+
+
+
+
Золото
+++
+++
+++
—
—
++
Полиамид
++
+++
+++
++
+
+
Поликарбонат
++
+++
+++
+
+
—
Фенольная смола
+
+++
+++
++
++
+
Поливинилхлорид
—
+++
+
+
+
+
Платина
+++
+
+
+
++
Полиметилакрил
++
+++
++
+
+
+
Полиоксиметилен
++
+++
+++
++
++
+
Серебро
—
++
—
—
++
Нержавеющая сталь
+++
++
++
+++
+++
+++
Сталь
+++
++
++
+++
+++
+++
Титан
—
+++
+++
+++
+++
Ткани/текстиль
+++
—
—
—
—
Бумага/картон
+++
+
—
—
—
—
Силикон
+++
+++
—
—
—
—
Камень / мрамор / гранит
+++
—
+
+
+
Обработанное стекло
+++
+
—
—
—
—
Сравнение технических параметров
Параметр / Модель
Ед. изм
TG400
TD412
F10
F20
F30
F50
TC500
Длина волны
нм
532
1064
1064
1064
1064
1064
1064
Средняя мощность
Вт
2.5
12
10
20
30
50
35
Диаметр луча с линзой F160
мкм
30
60
100
100
100
100
150
Время работы
ч
20 000
20 000
100 000
100 000
100 000
100 000
60 000
Потребляемая мощность
Вт
400
400
400
400
400
400
1000
Безопасность
Для обеспечения надежного уровня безопасности персонала при выполнении лазерной маркировки рекомендуется использовать защитные боксы.
Специалисты «ДатаКрат» подберут идеальный вариант лазерного оборудования для конкретной сферы применения. Важным преимуществом нашей компании является комплексный подход. Мы предлагаем готовые решения мобильной маркировки «под ключ», оптимизированные под индивидуальные производственные условия и требования заказчика. Также мы осуществляем пуско-наладочные работы и дальнейшее сервисное обслуживание.
Laser Designation Imaging & Detection
Лазерное обозначение Imaging & Detection | Датчики без ограничений
Военные
Обнаружение асинхронного лазерного импульса
SWIR для ISR
Подсказка SWIR
Системы ночного видения
Фотонная мачта
Пограничная служба
Отслеживание реактивных снарядов
Пассивный и активный DVE
Высокоточные боеприпасы
Скрытое освещение
Обозначение лазера
Лазерный дальномер
Отслеживание лазеров FS
Адаптивная коррекция оптики
Гиперспектральная визуализация
Отображение и обнаружение лазерных целеуказателей и дальномеров с коротковолновым инфракрасным излучением
Лазеры используются на современном поле боя во многих приложениях, от определения расстояния до объекта до обозначения цели для другой системы вооружения для атаки. Наиболее распространенные лазеры поля боя работают на длинах волн 850 нм, 1060 нм и примерно 1500 нм. Первые два типа лазеров видны в современных очках ночного видения. Лазер с длиной волны 1550 нм, современное безопасное для глаз устройство с длиной волны, не виден при использовании современной технологии ночного видения. 1550 нм находится в коротковолновом инфракрасном диапазоне (SWIR) и поэтому считается скрытым, невидимым для противоборствующих сил. Но лазерное излучение с длиной волны 1550 нм хорошо видно SWIR-камерами Sensors Unlimited. Скрытые для врагов, но хорошо видимые для войск, оснащенных устройствами визуализации SWIR, такие лазеры приобретают все большее значение на поле боя.
Что наиболее важно, камеры Sensors Unlimited SWIR и массивы в фокальной плоскости могут видеть все три из этих лазеров наведения/дальномера. Поскольку военные продолжают переход на скрытые осветители с длиной волны 1550 нм, SWIR-камеры позволяют перейти на существующие осветители без устаревания.
На изображении ниже, SWIR-камера Sensors Unlimited отображает лазер с длиной волны 1064 нм на резервуаре.
Многие военные лазерные системы наводятся на центральное перекрестие тепловизора в видимом или инфракрасном диапазоне. На поле боя трудно обеспечить точность, поскольку развернутые системы изнашиваются. InGaAs SWIR-камеры Sensors Unlimited способны видеть лазеры, воздействующие на цель, обеспечивая точное выравнивание. Во многих неблагоприятных условиях, таких как дождь, дымка и туман, наши тепловизоры продолжают видеть без помех.
Многие возможности камеры SWIR считаются чувствительными. Если вы хотите узнать больше о возможностях SWIR для военных, вы можете зарегистрироваться на специальном веб-сайте www.swirconops.com. Вы должны быть служащим правительства США или подрядчиком правительства США и быть гражданином США, чтобы получить доступ к этому сайту.
Системы SWIR
Точность цели с повышенной ситуационной осведомленностью
Зональные SWIR-камеры
Чрезвычайно компактные микро SWIR-камеры идеально подходят для скрытого наблюдения
Мы разрешаем размещение файлов cookie в вашем браузере, чтобы улучшить ваше взаимодействие с нами. Закрывая этот баннер или взаимодействуя с нашим сайтом, вы разрешаете нам распознавать наши файлы cookie и файлы cookie наших партнеров и идентифицировать вас для маркетинга.
ПОНЯЛ УЗНАТЬ БОЛЬШЕ
Обозначение лазера | Battlefield Wiki
Информацию об устройствах, используемых для лазерного целеуказания, см. в разделе Лазерный целеуказатель.
Солдат спецназа проводит лазерное целеуказание.
Обозначение лазера (или « лазер-окраска «) означает использование прицельно-дальномера для высокоточной войны. Управляемое («умное») вооружение, настроенное на целеуказатель, может отслеживать обозначенную цель, сводя к минимуму побочный ущерб и повышая эффективность оружия.
Содержимое
1 Battlefield 2
2 Поле битвы 3
2.1 Таргетинг
2.2 Управляемое вооружение
3 Поле битвы 4
3. 1 Таргетинг
3.2 Управляемое вооружение
Battlefield 2[]
Вырезанное содержимое Тема этой статьи, Лазерное обозначение , было вырезано из финальной версии игры Battlefield .
Обозначение лазера было задумано в Battlefield 2 . Однако вместе с сопутствующим гаджетом эта функция была вырезана. Игрок будет использовать лазерный целеуказатель LP7 для наведения ракет на цель.
Battlefield 3[]
Лазерное обозначение — это функция в Battlefield 3 , которая выполняется на транспортных средствах только с помощью различных устройств. После прицеливания на намеченной цели появятся красная точка и ромб, которые будут видны корректировщику и любым носителям оружия, а также самолетам и танкам.
Наблюдатель получает 10 очков за определение цели, независимо от того, атакована она или нет. Корректировщик также зарабатывает очки всякий раз, когда указанная цель поражается управляемым оружием и если она уничтожается.
Целеуказание[]
Некоторые гаджеты и специализации обеспечивают целеуказание:
СОФЛАМ (разведка)
Станция CITV (MBT)
Laser Painter (штурмовые и разведывательные вертолеты)
Подобно блеску мощных винтовочных прицелов, лазеры можно обнаружить на расстоянии в виде красного блеска.
Управляемое вооружение[]
Различное оружие может управляться лазерным обозначением:
Джавелин FGM-148 (Инженер)
Управляемая ракета (авиатехника, артиллерия, БМП)
Управляемый снаряд (ОБТ, ПТ-САУ)
Battlefield 4[]
Обозначение лазера возвращается в Battlefield 4 как средство наведения оружия на транспортные средства.
Игроки получают 25 очков за назначение цели, а также зарабатывают очки за процент нанесенного цели урона (50% наносимого урона = 50 очков) и 100 очков, если цель уничтожена.
 Выберите понравившуюся фрезеровку, после чего подберите расцветку пленки. Цена на фасады указана на странице — цены.
Выберите понравившуюся фрезеровку, после чего подберите расцветку пленки. Цена на фасады указана на странице — цены. 
 Ниже приведены примеры исполнения.
Ниже приведены примеры исполнения.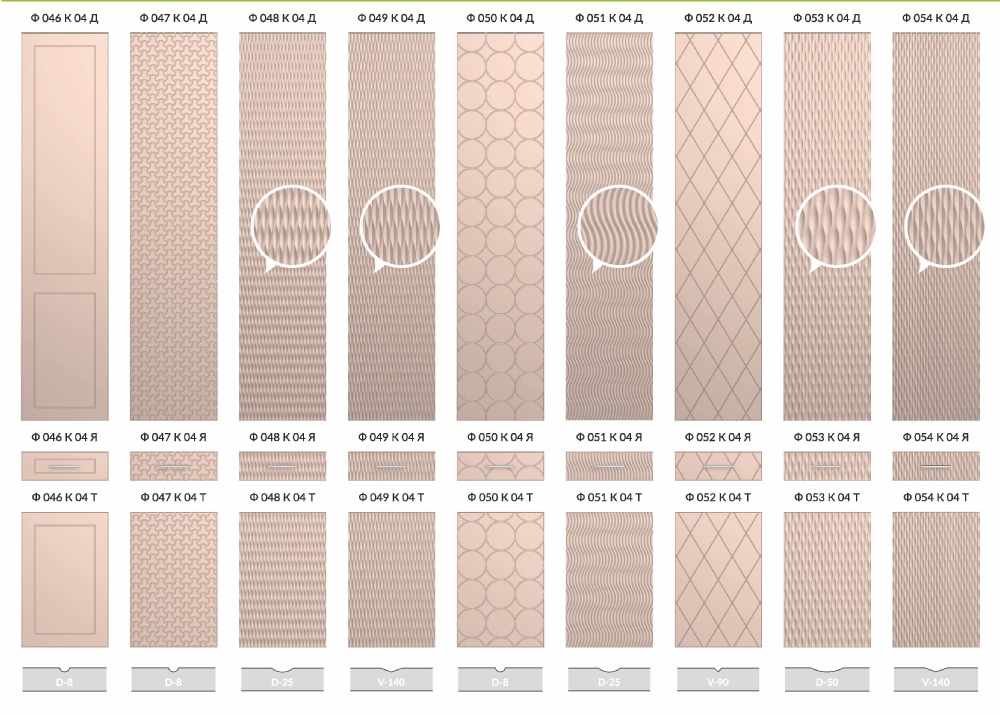

 Г.Ф. Морозова, ул. Тимирязева, 8, Воронеж 394613, Российская Федерация
Г.Ф. Морозова, ул. Тимирязева, 8, Воронеж 394613, Российская Федерация Определение параметра шероховатости проводили в соответствии с требованиями ГОСТ 15612. В результате экспериментальной обработки получены зависимости шероховатости фрезерованной поверхности от исследуемых факторов в виде уравнений регрессии. Математические зависимости являются результатом этой работы. Позволяет задавать режимные параметры профильного фрезерования накладных плит МДФ для получения необходимой шероховатости. Определен оптимальный режим фрезерования, улучшающий качество отделки поверхности фасадных элементов корпусной мебели из МДФ.
Определение параметра шероховатости проводили в соответствии с требованиями ГОСТ 15612. В результате экспериментальной обработки получены зависимости шероховатости фрезерованной поверхности от исследуемых факторов в виде уравнений регрессии. Математические зависимости являются результатом этой работы. Позволяет задавать режимные параметры профильного фрезерования накладных плит МДФ для получения необходимой шероховатости. Определен оптимальный режим фрезерования, улучшающий качество отделки поверхности фасадных элементов корпусной мебели из МДФ. 1088/1742-6596/1679/5/052002
1088/1742-6596/1679/5/052002 Мебельная фабрика. Фрезерно-пильный станок для обработки дерева — Стоковый видеоролик © djtrenerstock #285797522
Мебельная фабрика. Фрезерно-пильный станок для обработки дерева — Стоковый видеоролик © djtrenerstock #285797522 Печенье, печенье на конвейере. Производство хлебобулочных изделий механизировано. 4KЭргономичный фрезерный станок с ЧПУ с плоским столом и обрабатывающий центр в деревообрабатывающей и мебельной промышленности. Изготавливает фрезерные канавки, криволинейные поверхности и просверливает все необходимые отверстия для кусков дерева. Алюминиевая экструзионная производственная линия заводского склада. Рабочий полирует лист фанеры на ленточно-шлифовальном станке. Производство закусок и печенья на заводе. ФабрикаАвтоматическая одноголовочная одноигольная компьютерная вышивальная машина/компьютерная швейная машина пришивает различные полоски на ткань. Концепция: Автоматическая швейная машина, Работа, Ткань, Текстиль. Резиновая лента наматывается на барабан в машине. Линия по производству резины резинохимическое производство. Утилизация и отходы химической промышленности. Применение каучука в промышленных целях. Отходы нефтеперерабатывающего завода.Промышленный интерьер, мебельная фабрика, производство мебели, Форматная машина для резки ДСП, МДФ, процесс резки ДСП, автоматическая линия, Деревообрабатывающий станок, крупный планАвтоматическая вязальная машина с банком игл, на которых можно вязать одежду на работе видеоПромышленный интерьер, мебельная фабрика, производство мебели, Форматный станок для резки ДСП, МДФ, процесс резки ДСП, автоматизированная линия, Деревообрабатывающий станок, крупный план.
Печенье, печенье на конвейере. Производство хлебобулочных изделий механизировано. 4KЭргономичный фрезерный станок с ЧПУ с плоским столом и обрабатывающий центр в деревообрабатывающей и мебельной промышленности. Изготавливает фрезерные канавки, криволинейные поверхности и просверливает все необходимые отверстия для кусков дерева. Алюминиевая экструзионная производственная линия заводского склада. Рабочий полирует лист фанеры на ленточно-шлифовальном станке. Производство закусок и печенья на заводе. ФабрикаАвтоматическая одноголовочная одноигольная компьютерная вышивальная машина/компьютерная швейная машина пришивает различные полоски на ткань. Концепция: Автоматическая швейная машина, Работа, Ткань, Текстиль. Резиновая лента наматывается на барабан в машине. Линия по производству резины резинохимическое производство. Утилизация и отходы химической промышленности. Применение каучука в промышленных целях. Отходы нефтеперерабатывающего завода.Промышленный интерьер, мебельная фабрика, производство мебели, Форматная машина для резки ДСП, МДФ, процесс резки ДСП, автоматическая линия, Деревообрабатывающий станок, крупный планАвтоматическая вязальная машина с банком игл, на которых можно вязать одежду на работе видеоПромышленный интерьер, мебельная фабрика, производство мебели, Форматный станок для резки ДСП, МДФ, процесс резки ДСП, автоматизированная линия, Деревообрабатывающий станок, крупный план.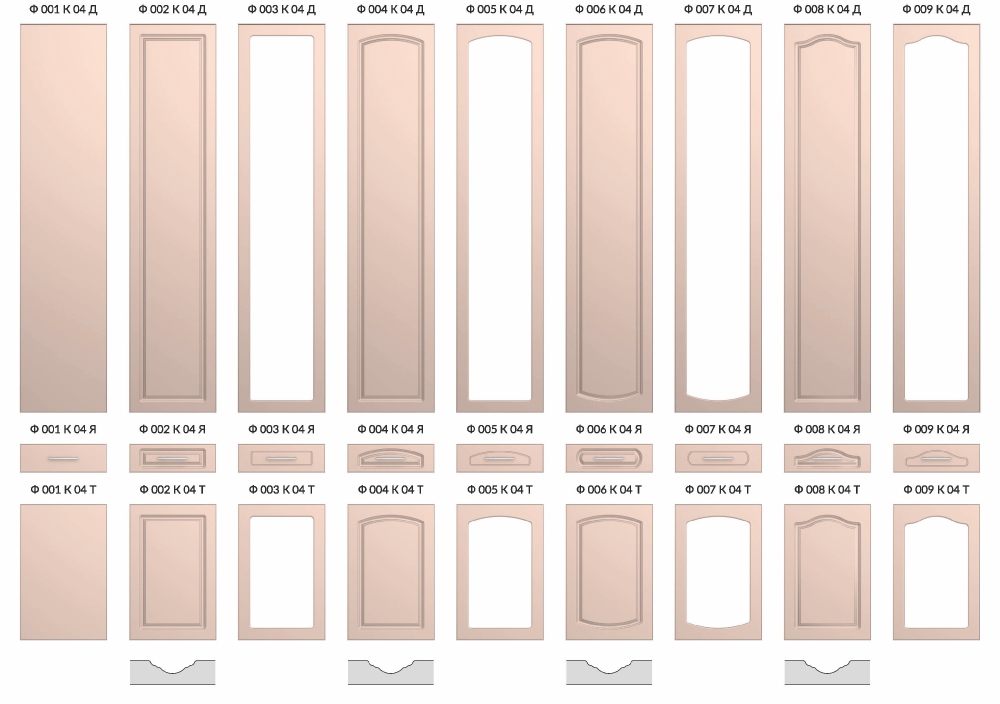 Печенье, печенье на конвейере. Производство хлебобулочных изделий механизировано. 4KЭргономичный фрезерный станок с ЧПУ с плоским столом и обрабатывающий центр в деревообрабатывающей и мебельной промышленности. Изготавливает фрезерные канавки, криволинейные поверхности и просверливает все необходимые отверстия для кусков дерева. Алюминиевая экструзионная производственная линия заводского склада. Рабочий полирует лист фанеры на ленточно-шлифовальном станке. Производство закусок и печенья на заводе. ФабрикаАвтоматическая одноголовочная одноигольная компьютерная вышивальная машина/компьютерная швейная машина пришивает различные полоски на ткань. Концепция: Автоматическая швейная машина, Работа, Ткань, Текстиль. Резиновая лента наматывается на барабан в машине. Линия по производству резины резинохимическое производство. Утилизация и отходы химической промышленности. Применение каучука в промышленных целях. Отходы нефтеперерабатывающего завода.Промышленный интерьер, мебельная фабрика, производство мебели, Форматная машина для резки ДСП, МДФ, процесс резки ДСП, автоматическая линия, Деревообрабатывающий станок, крупный планАвтоматическая вязальная машина с банком игл, на которых можно вязать одежду на работе видеоПромышленный интерьер, мебельная фабрика, производство мебели, Форматный станок для резки ДСП, МДФ, процесс резки ДСП, автоматизированная линия, Деревообрабатывающий станок, крупный план.
Печенье, печенье на конвейере. Производство хлебобулочных изделий механизировано. 4KЭргономичный фрезерный станок с ЧПУ с плоским столом и обрабатывающий центр в деревообрабатывающей и мебельной промышленности. Изготавливает фрезерные канавки, криволинейные поверхности и просверливает все необходимые отверстия для кусков дерева. Алюминиевая экструзионная производственная линия заводского склада. Рабочий полирует лист фанеры на ленточно-шлифовальном станке. Производство закусок и печенья на заводе. ФабрикаАвтоматическая одноголовочная одноигольная компьютерная вышивальная машина/компьютерная швейная машина пришивает различные полоски на ткань. Концепция: Автоматическая швейная машина, Работа, Ткань, Текстиль. Резиновая лента наматывается на барабан в машине. Линия по производству резины резинохимическое производство. Утилизация и отходы химической промышленности. Применение каучука в промышленных целях. Отходы нефтеперерабатывающего завода.Промышленный интерьер, мебельная фабрика, производство мебели, Форматная машина для резки ДСП, МДФ, процесс резки ДСП, автоматическая линия, Деревообрабатывающий станок, крупный планАвтоматическая вязальная машина с банком игл, на которых можно вязать одежду на работе видеоПромышленный интерьер, мебельная фабрика, производство мебели, Форматный станок для резки ДСП, МДФ, процесс резки ДСП, автоматизированная линия, Деревообрабатывающий станок, крупный план. Средний снимок. Ремонт пайки блока питания, ремонт компьютеров, свежие фрукты и овощи, проходящие через конвейерную ленту на заводе по производству промышленных соков. Крупный план, фокус на Fruits.ProRes. Производство мебели. Промышленный станок. Производство.Полиграфия полиграфия — желтая краска на красочном валике, крупный план, съемка тележкиСпециальный станок режет фасады, детали из МДФ и деревянных плит. Фрезерно-пильный станок для обработки дерева. Технология выполнения лазерных разрезов. мебельная фабрикаРезка стекла на станке 9 фабрики0002 See More уборка картофеля, урожай. УКРАИНА, ЧЕРКАСЫ, 25 марта 2019 г.: агрокомпания МАИС. Крупный план, уже напечатанные пакеты для зерна, кукурузы, сельскохозяйственной продукции на конвейерной ленте. печатный станок, процесс в мастерскойУкраина, Черкассы, 25 марта 2019 г.: агрофирма МАИС. автоматизирован процесс фасовки, оборачивания зерна кукурузы в мешки на поддонах пленкой, для дальнейшей погрузки и транспортировки. Картофель перемещается по специальной транспортерной ленте и укладывается в камеру хранения, склад для зимнего хранения.
Средний снимок. Ремонт пайки блока питания, ремонт компьютеров, свежие фрукты и овощи, проходящие через конвейерную ленту на заводе по производству промышленных соков. Крупный план, фокус на Fruits.ProRes. Производство мебели. Промышленный станок. Производство.Полиграфия полиграфия — желтая краска на красочном валике, крупный план, съемка тележкиСпециальный станок режет фасады, детали из МДФ и деревянных плит. Фрезерно-пильный станок для обработки дерева. Технология выполнения лазерных разрезов. мебельная фабрикаРезка стекла на станке 9 фабрики0002 See More уборка картофеля, урожай. УКРАИНА, ЧЕРКАСЫ, 25 марта 2019 г.: агрокомпания МАИС. Крупный план, уже напечатанные пакеты для зерна, кукурузы, сельскохозяйственной продукции на конвейерной ленте. печатный станок, процесс в мастерскойУкраина, Черкассы, 25 марта 2019 г.: агрофирма МАИС. автоматизирован процесс фасовки, оборачивания зерна кукурузы в мешки на поддонах пленкой, для дальнейшей погрузки и транспортировки. Картофель перемещается по специальной транспортерной ленте и укладывается в камеру хранения, склад для зимнего хранения. сбор картофеля, урожай. ЧЕРКАСЫ, УКРАИНА — 24 августа 2018 г.: Крупный план, печатная машина во время процесса печати пакетов для зерна, сельскохозяйственной продукции. полиграфическая фабрика. Типография.УКРАИНА, ЧЕРКАСЫ, 25 МАРТА 2019 ГОДА: агрофирма МАИС. автоматизированный процесс упаковки, упаковка мешков с кукурузным зерном на поддоны пленкой для дальнейшей загрузки и транспортировки. УКРАИНА, ЧЕРКАСЫ, 25 МАРТА 2019 г.: агрофирма МАИС. транспортная лента производства упаковки на заводе. бумажные мешки с зерновыми культурами, например кукурузой, перемещаются по автоматической ленте крупным планом. пассажиры берут свои сумки, багаж с конвейерной ленты, после того, как они прошли рентгеновский сканер багажа, проверяют в аэропорту. уборка картофеля, урожай. ЧЕРКАСЫ, УКРАИНА, 1 ОКТЯБРЯ 2019 ГОДА: Сотрудники контролируют автоматизированный процесс транспортировки картофеля на склад конвейерной лентой. урожай картофеля, сельское хозяйство. Специальный механизированный процесс сортировки картофеля на ферме.
сбор картофеля, урожай. ЧЕРКАСЫ, УКРАИНА — 24 августа 2018 г.: Крупный план, печатная машина во время процесса печати пакетов для зерна, сельскохозяйственной продукции. полиграфическая фабрика. Типография.УКРАИНА, ЧЕРКАСЫ, 25 МАРТА 2019 ГОДА: агрофирма МАИС. автоматизированный процесс упаковки, упаковка мешков с кукурузным зерном на поддоны пленкой для дальнейшей загрузки и транспортировки. УКРАИНА, ЧЕРКАСЫ, 25 МАРТА 2019 г.: агрофирма МАИС. транспортная лента производства упаковки на заводе. бумажные мешки с зерновыми культурами, например кукурузой, перемещаются по автоматической ленте крупным планом. пассажиры берут свои сумки, багаж с конвейерной ленты, после того, как они прошли рентгеновский сканер багажа, проверяют в аэропорту. уборка картофеля, урожай. ЧЕРКАСЫ, УКРАИНА, 1 ОКТЯБРЯ 2019 ГОДА: Сотрудники контролируют автоматизированный процесс транспортировки картофеля на склад конвейерной лентой. урожай картофеля, сельское хозяйство. Специальный механизированный процесс сортировки картофеля на ферме. Картофель выгружается на конвейерную ленту для сортировки, затем укладывается в деревянные ящики для упаковки. сектор сельскохозяйственного производстваЧЕРКАСЫ, УКРАИНА, 1 ОКТЯБРЯ 2019 г.: Сотрудники контролируют автоматизированный процесс транспортировки картофеля на склад конвейерной лентой. урожай картофеля, сельское хозяйство. ЧЕРКАСЫ, УКРАИНА, 1 ОКТЯБРЯ 2019 г.: Современный склад хранения картофеля. автоматизированный процесс транспортировки картофеля на склад ленточным конвейером. сельское хозяйство, сбор картофеля. ЧЕРКАСЫ, УКРАИНА, 20 СЕНТЯБРЯ 2019 г.: Картофель движется по специальной конвейерной ленте в сельскохозяйственном предприятии, ферме. уборка картофеля, урожай
Картофель выгружается на конвейерную ленту для сортировки, затем укладывается в деревянные ящики для упаковки. сектор сельскохозяйственного производстваЧЕРКАСЫ, УКРАИНА, 1 ОКТЯБРЯ 2019 г.: Сотрудники контролируют автоматизированный процесс транспортировки картофеля на склад конвейерной лентой. урожай картофеля, сельское хозяйство. ЧЕРКАСЫ, УКРАИНА, 1 ОКТЯБРЯ 2019 г.: Современный склад хранения картофеля. автоматизированный процесс транспортировки картофеля на склад ленточным конвейером. сельское хозяйство, сбор картофеля. ЧЕРКАСЫ, УКРАИНА, 20 СЕНТЯБРЯ 2019 г.: Картофель движется по специальной конвейерной ленте в сельскохозяйственном предприятии, ферме. уборка картофеля, урожай
 Чтобы продолжить печать, нужно вставить новый пруток и нажать на потенциометр или кнопку на плате управления, где обычно экран принтера.
Чтобы продолжить печать, нужно вставить новый пруток и нажать на потенциометр или кнопку на плате управления, где обычно экран принтера.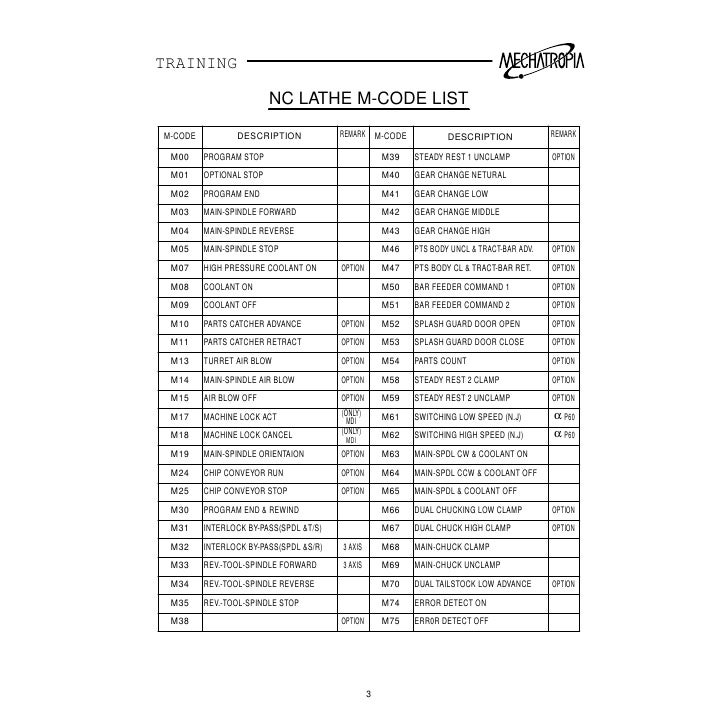 11.2022 №1241-ст
11.2022 №1241-ст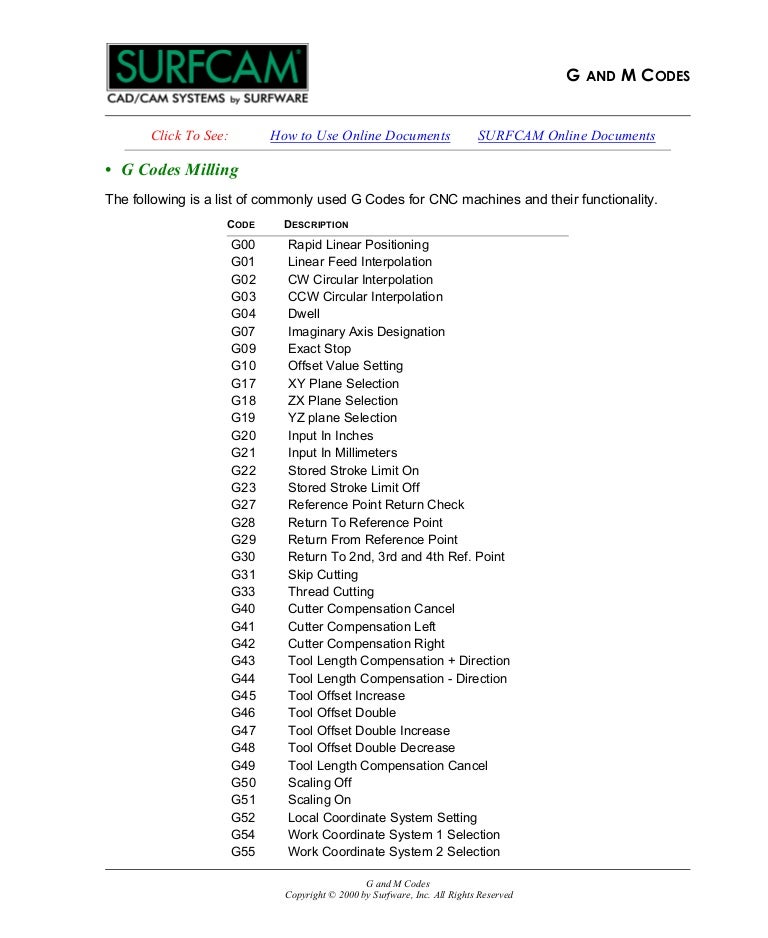 12.2021 №1850-ст
12.2021 №1850-ст 04.2021 №303-ст
04.2021 №303-ст 08.2020 N 549-ст
08.2020 N 549-ст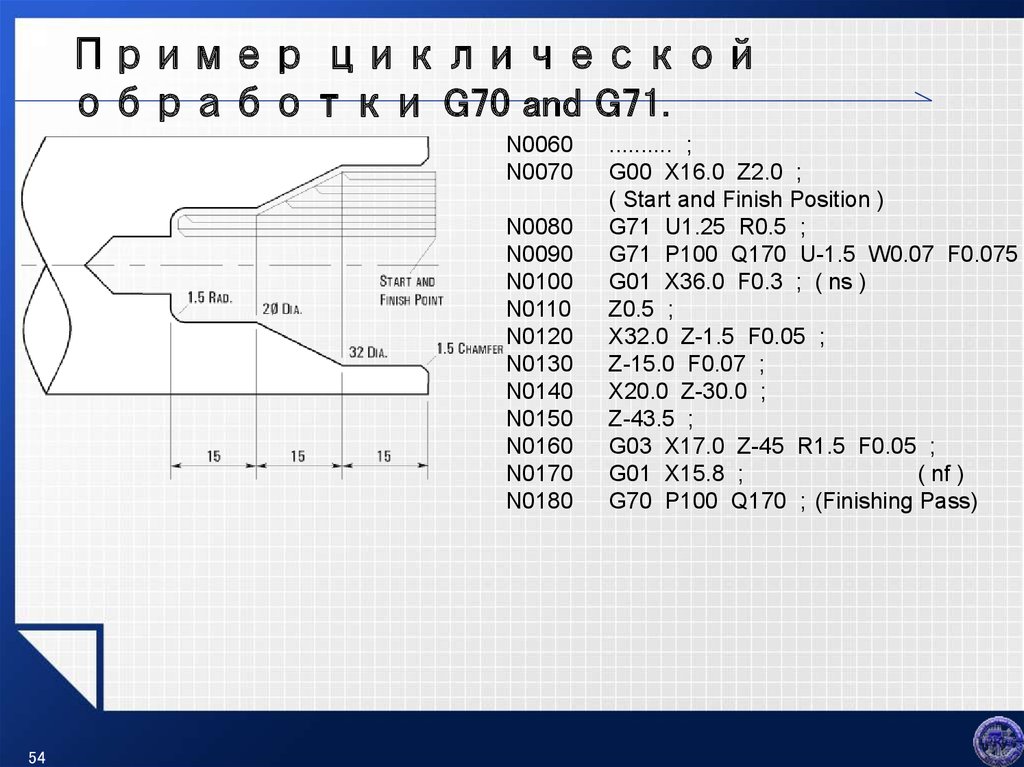 07.2019 №401-ст
07.2019 №401-ст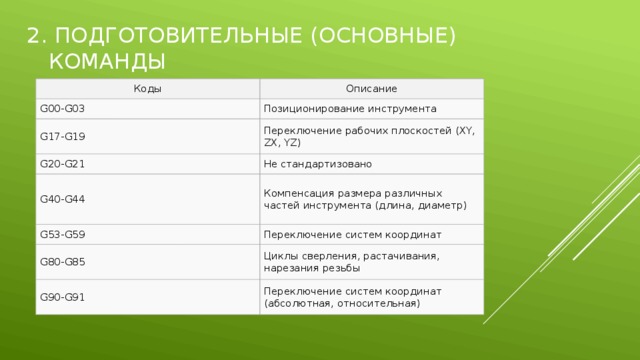 01.2018 №36-ст
01.2018 №36-ст 10.2016 №1325-ст
10.2016 №1325-ст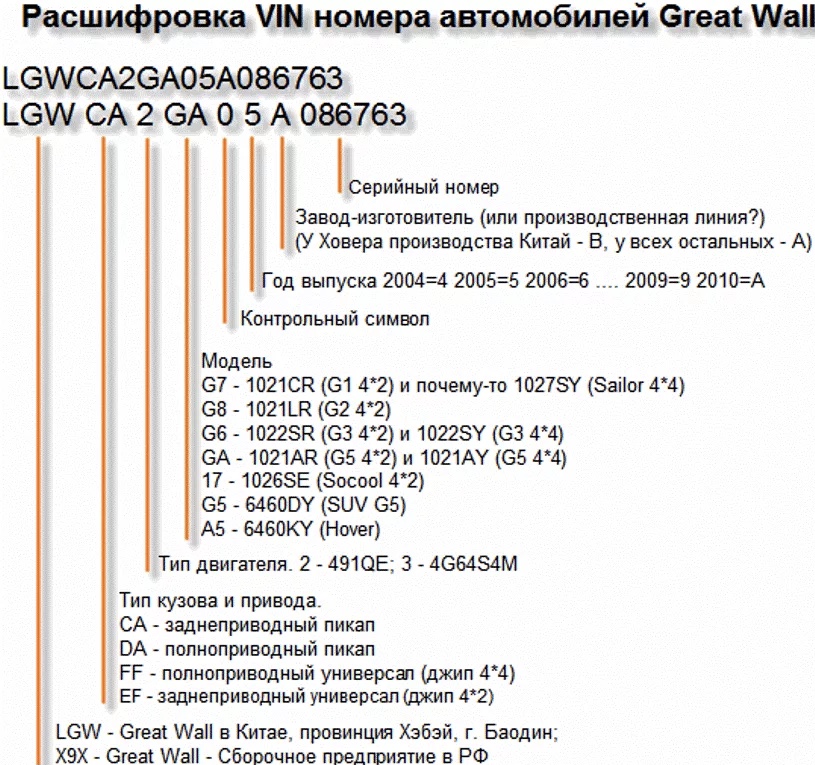 04.2016 №260-ст
04.2016 №260-ст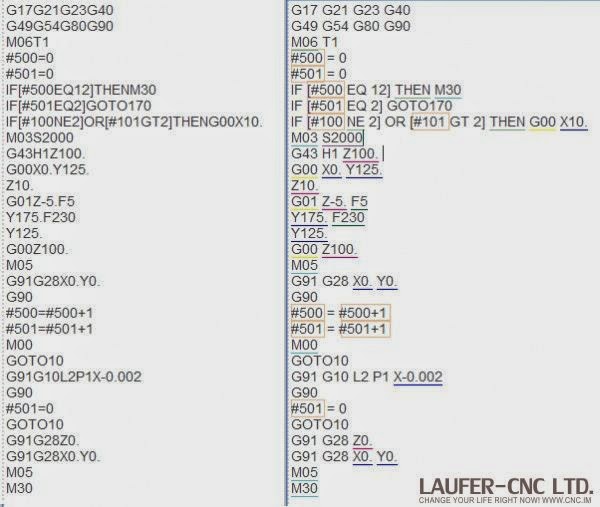 Все, что вам нужно сделать, это перетащить ваш файл *.gcode в указанную зону.
Все, что вам нужно сделать, это перетащить ваш файл *.gcode в указанную зону. д. для всего файла и для одного слоя
д. для всего файла и для одного слоя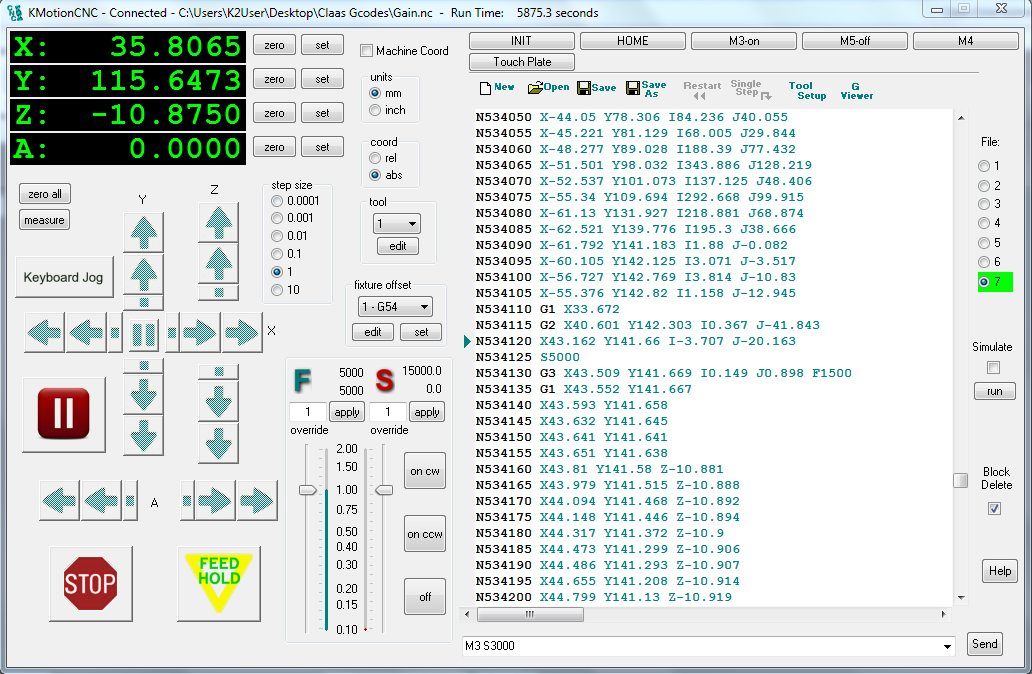 com/hudbrog/gCodeViewer/issues 9.0019
com/hudbrog/gCodeViewer/issues 9.0019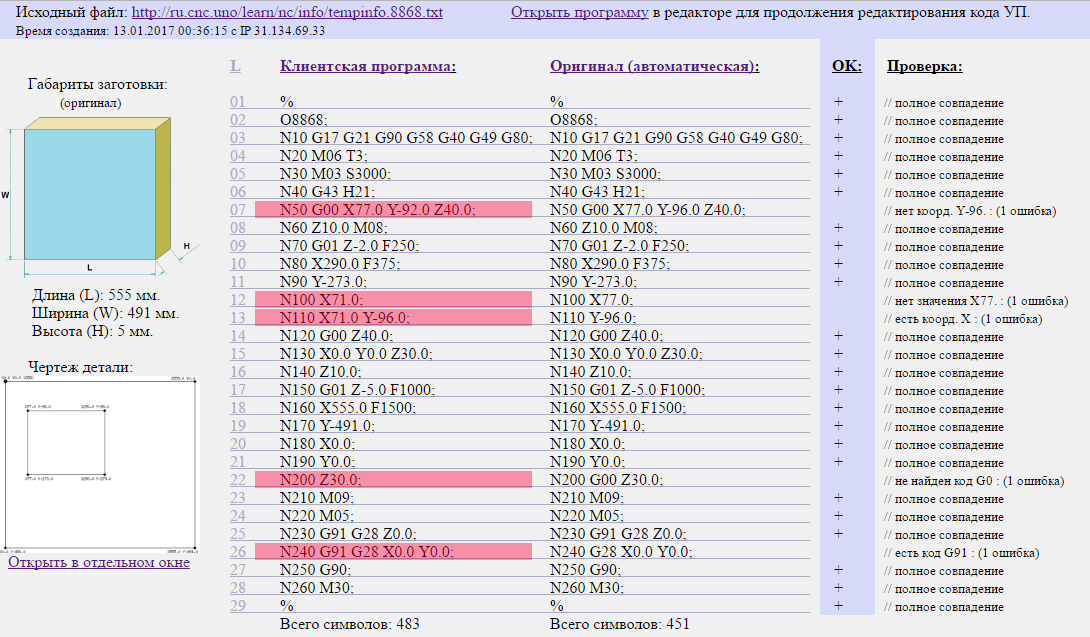
 Эта опция полезна, если вы собираетесь декодировать несколько независимых записей данных, разделенных разрывами строк.
Эта опция полезна, если вы собираетесь декодировать несколько независимых записей данных, разделенных разрывами строк.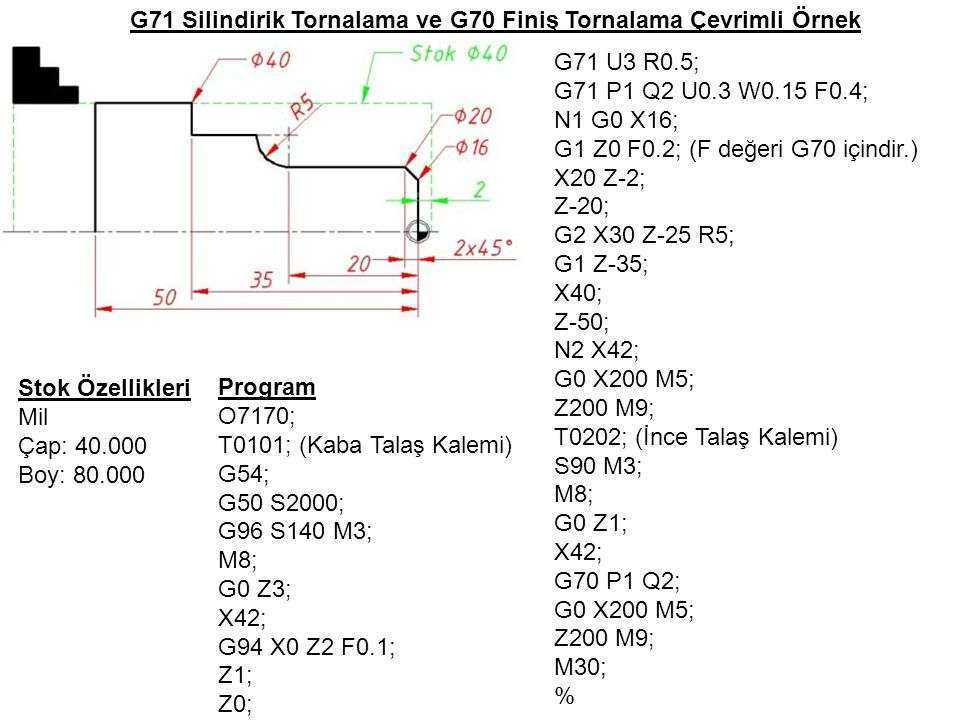 Отныне вам не нужно скачивать какое-либо программное обеспечение для таких простых задач.
Отныне вам не нужно скачивать какое-либо программное обеспечение для таких простых задач.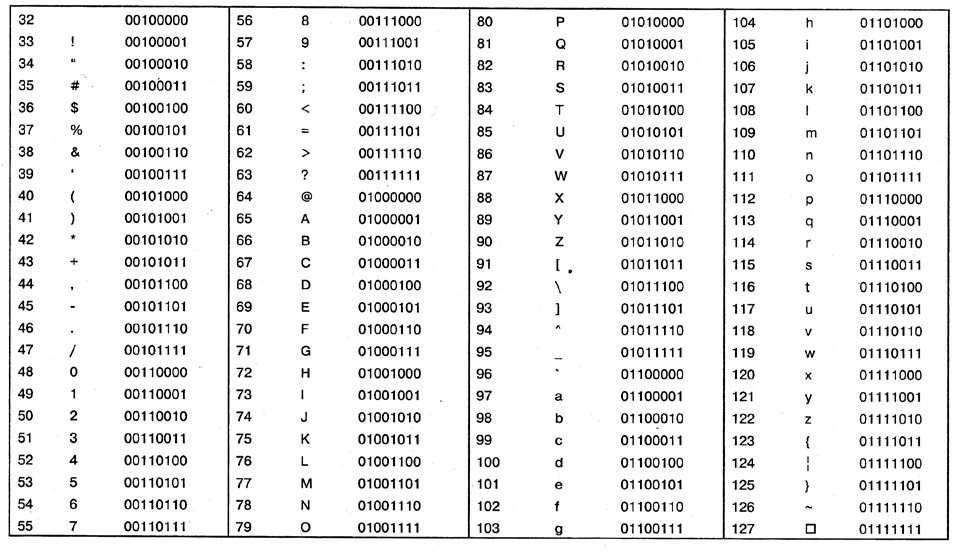
 Если в соответствии с заданной схемой URI в сегменте пути должен быть символ «/», то в сегменте должны использоваться три символа «%2F» (или «%2f») вместо «/».
Если в соответствии с заданной схемой URI в сегменте пути должен быть символ «/», то в сегменте должны использоваться три символа «%2F» (или «%2f») вместо «/».
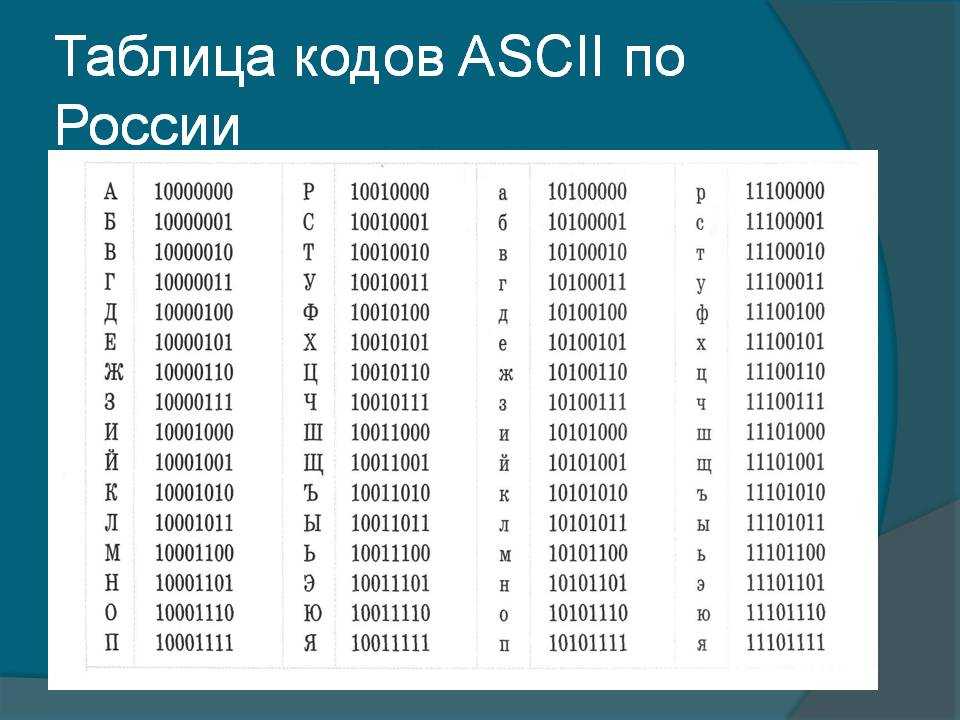 Спецификации схемы URI должны, но часто не обеспечивают явное сопоставление между символами URI и всеми возможными значениями данных, представленными этими символами.
Спецификации схемы URI должны, но часто не обеспечивают явное сопоставление между символами URI и всеми возможными значениями данных, представленными этими символами.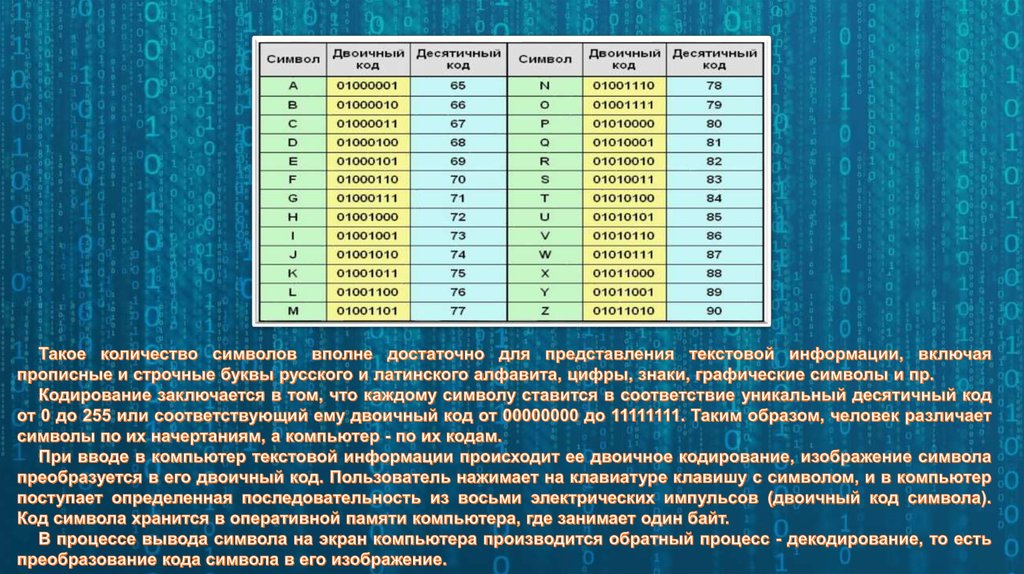 Однако потребность в представлении символов за пределами диапазона ASCII быстро росла, и схемы и протоколы URI часто не могли обеспечить стандартные правила подготовки символьных данных для включения в URI. Следовательно, веб-приложения начали использовать различные многобайтовые кодировки, кодировки с отслеживанием состояния и другие кодировки, несовместимые с ASCII, в качестве основы для процентного кодирования, что привело к неоднозначности, а также к трудностям с надежной интерпретацией URI.
Однако потребность в представлении символов за пределами диапазона ASCII быстро росла, и схемы и протоколы URI часто не могли обеспечить стандартные правила подготовки символьных данных для включения в URI. Следовательно, веб-приложения начали использовать различные многобайтовые кодировки, кодировки с отслеживанием состояния и другие кодировки, несовместимые с ASCII, в качестве основы для процентного кодирования, что привело к неоднозначности, а также к трудностям с надежной интерпретацией URI.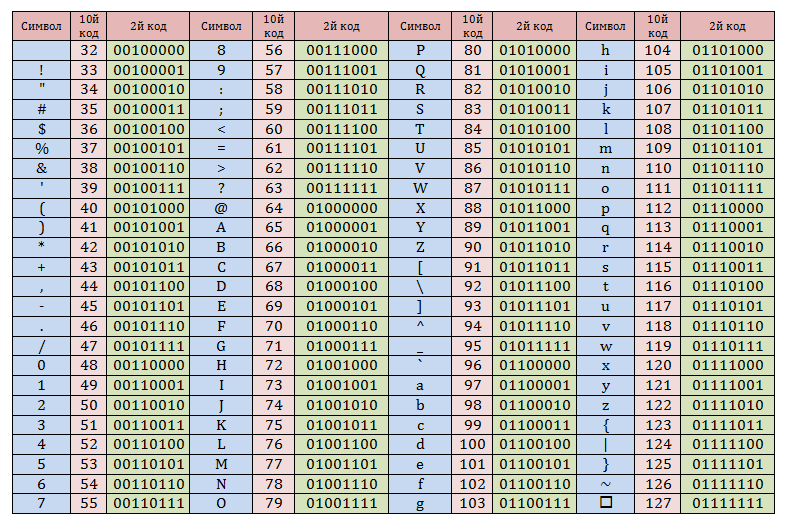
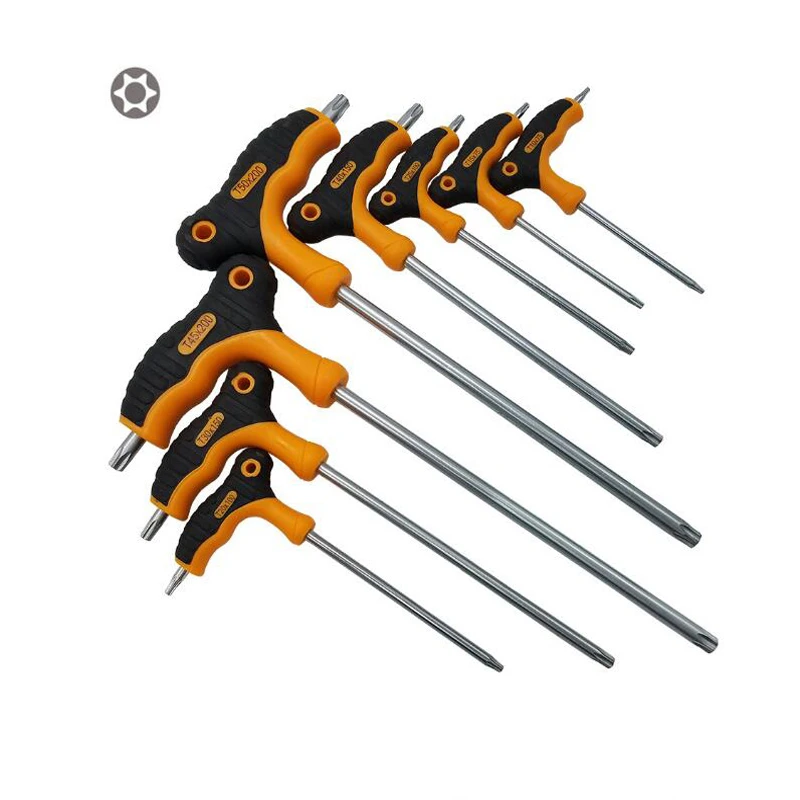 Срок поддержания гарантийных обязательств определен производителем в 12 месяцев с начала эксплуатации. Другими словами: подлежит замене инструмент, имеющий дефект, обнаруженный или возникший в результате нарушений при его производстве и делающий невозможным дальнейшее использование изделия.
Срок поддержания гарантийных обязательств определен производителем в 12 месяцев с начала эксплуатации. Другими словами: подлежит замене инструмент, имеющий дефект, обнаруженный или возникший в результате нарушений при его производстве и делающий невозможным дальнейшее использование изделия. п.
п.
 8
8
 430мм
430мм 0
0 8
8

 Доставка
Доставка

 708016 )
708016 ) 708024 )
708024 ) 708032 )
708032 )
 Среднее время заточки и полирования одного ножа составляет от 3 до 5 минут в зависимости от размера ножа. При каждой последующей заточке обрабатывается весь режущий профиль ножа. С ножа снимается минимальное количество материала. Куттерный нож на 500 л можно перетачивать до 40 раз.
Среднее время заточки и полирования одного ножа составляет от 3 до 5 минут в зависимости от размера ножа. При каждой последующей заточке обрабатывается весь режущий профиль ножа. С ножа снимается минимальное количество материала. Куттерный нож на 500 л можно перетачивать до 40 раз. Количество программ заточки не ограничено. Обновления и новые программы загружаются в станок B 500 в режиме онлайн.
Количество программ заточки не ограничено. Обновления и новые программы загружаются в станок B 500 в режиме онлайн.
 Дополнительная Информация
Дополнительная Информация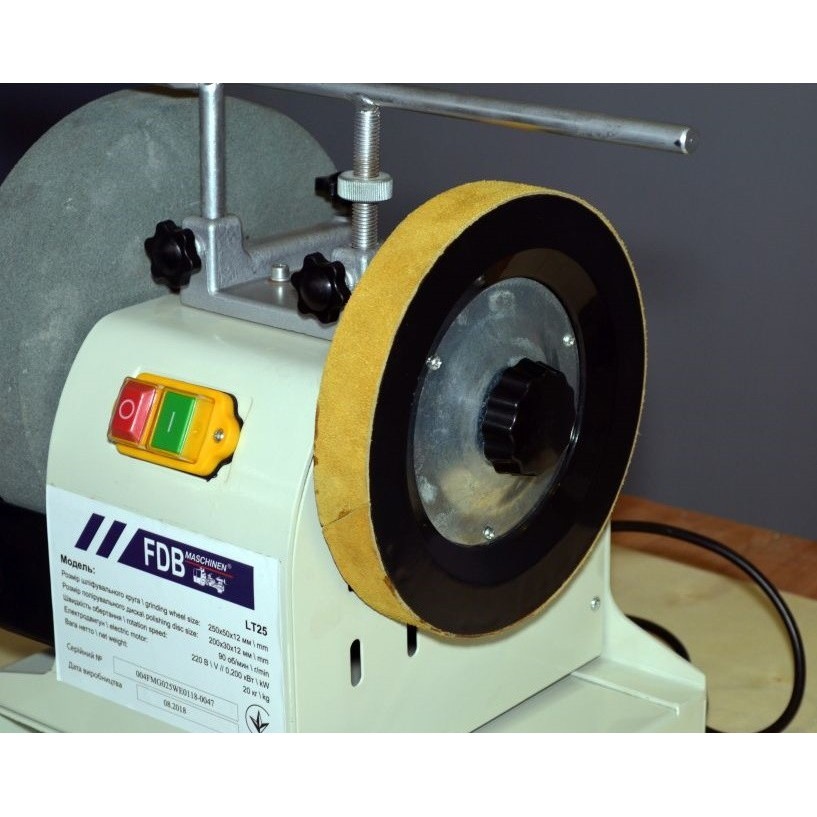 Дополнительная Информация
Дополнительная Информация Устройство смены ножей берет нож из магазина и перемещает его в положение заточки. Программа заточки запущена. После завершения процесса заточки нож возвращается в магазин и берется следующий нож. Машина обрабатывает до 16 куттерных ножей в автоматическом режиме.
Устройство смены ножей берет нож из магазина и перемещает его в положение заточки. Программа заточки запущена. После завершения процесса заточки нож возвращается в магазин и берется следующий нож. Машина обрабатывает до 16 куттерных ножей в автоматическом режиме. Это означает, что при каждой повторной заточке лезвию придается режущая кромка, точно соответствующая продукту.
Это означает, что при каждой повторной заточке лезвию придается режущая кромка, точно соответствующая продукту. Одной лентой можно заточить до 40 куттерных ножей (500-750 л). Оператор регулирует давление измельчения с помощью сенсорного экрана.
Одной лентой можно заточить до 40 куттерных ножей (500-750 л). Оператор регулирует давление измельчения с помощью сенсорного экрана. Если охлаждение недостаточно, монитор охлаждающей жидкости выключает машину. Блок охлаждающей жидкости имеет объем 140 л. Нетканый фильтр полностью удаляет шлифовальные частицы из контура охлаждающей жидкости. Удаленный материал собирается на нетканом фильтре и может быть легко утилизирован экологически безопасным способом.
Если охлаждение недостаточно, монитор охлаждающей жидкости выключает машину. Блок охлаждающей жидкости имеет объем 140 л. Нетканый фильтр полностью удаляет шлифовальные частицы из контура охлаждающей жидкости. Удаленный материал собирается на нетканом фильтре и может быть легко утилизирован экологически безопасным способом. подробнее
подробнее подробнее
подробнее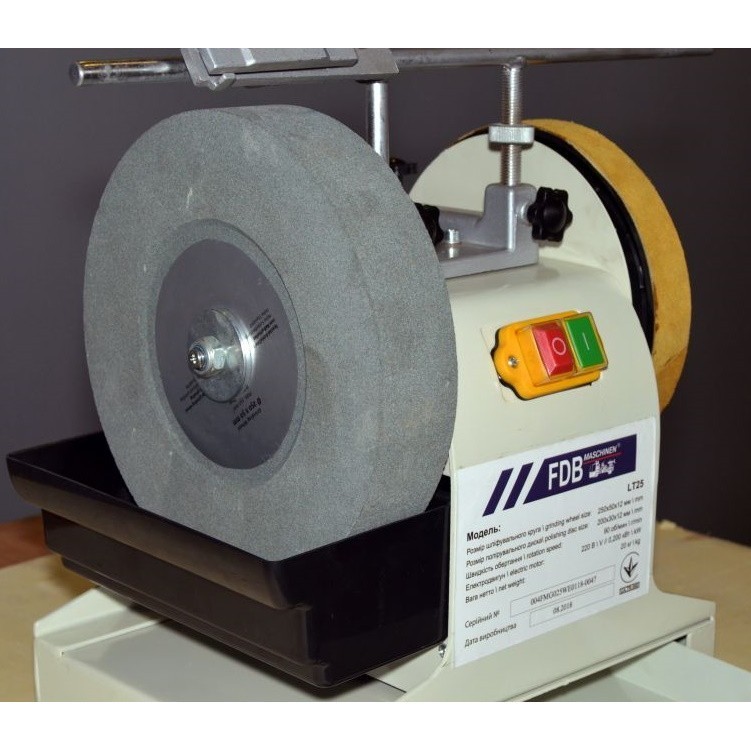 подробнее
подробнее Каждый тип ножей получает собственную копировальную зажимную пластину, изготовленную по индивидуальному заказу. Неудобное программирование и настройка не нужны. Это означает простое и быстрое обращение. Переключение станка на другой тип ножа занимает всего одну минуту.
Каждый тип ножей получает собственную копировальную зажимную пластину, изготовленную по индивидуальному заказу. Неудобное программирование и настройка не нужны. Это означает простое и быстрое обращение. Переключение станка на другой тип ножа занимает всего одну минуту. Проверка приближения определяет износ ножа и запускает выбранную программу заточки. После заточки машина сначала полирует поверхность ножа. Затем режущий инструмент быстро и аккуратно удаляет заусенцы.
Проверка приближения определяет износ ножа и запускает выбранную программу заточки. После заточки машина сначала полирует поверхность ножа. Затем режущий инструмент быстро и аккуратно удаляет заусенцы.



 Уточняйте условия по оплате РТИ у менеджеров
Уточняйте условия по оплате РТИ у менеджеров объявляет о стратегических инвестициях GTCR
объявляет о стратегических инвестициях GTCR 

 До основания 1315 Capital Майкл был управляющим директором Palm Ventures, семейного офиса, ориентированного на частные инвестиции, где он руководил всеми инвестициями в здравоохранение. Работая в Palm, Майкл руководил инвестициями в Enigma Diagnostics, Axcentria Pharmaceuticals и JDS Therapeutics. В настоящее время он входит в советы директоров компаний CHC Solutions, Innovative ECMO Concepts и JDS Therapeutics.
До основания 1315 Capital Майкл был управляющим директором Palm Ventures, семейного офиса, ориентированного на частные инвестиции, где он руководил всеми инвестициями в здравоохранение. Работая в Palm, Майкл руководил инвестициями в Enigma Diagnostics, Axcentria Pharmaceuticals и JDS Therapeutics. В настоящее время он входит в советы директоров компаний CHC Solutions, Innovative ECMO Concepts и JDS Therapeutics. До прихода в 1315 Capital он проработал 9 лет в HealthCare Royalty Partners, последний раз в качестве управляющего директора. В настоящее время он входит в совет директоров ProSciento, Restorative Therapies и Verogen, а ранее работал в совете Reaction Biology (приобретен Cobepa). Мэтью также входит в совет директоров Life Sciences Pennsylvania.
До прихода в 1315 Capital он проработал 9 лет в HealthCare Royalty Partners, последний раз в качестве управляющего директора. В настоящее время он входит в совет директоров ProSciento, Restorative Therapies и Verogen, а ранее работал в совете Reaction Biology (приобретен Cobepa). Мэтью также входит в совет директоров Life Sciences Pennsylvania.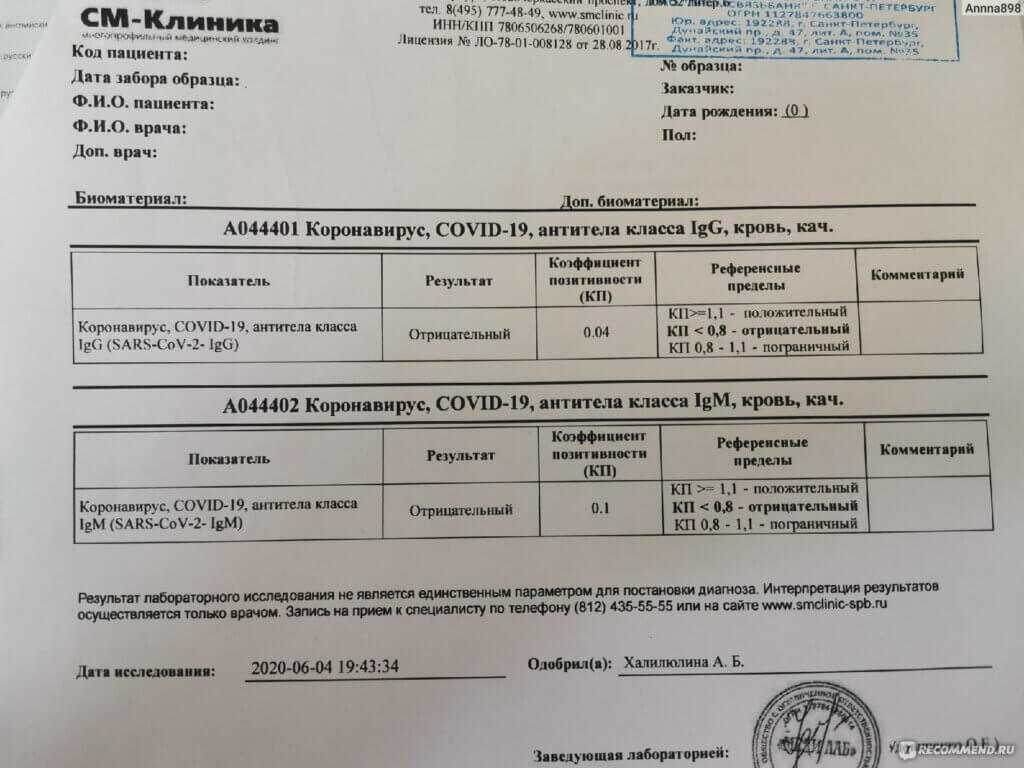


 До консультирования Ян также имел опыт работы в Stryker Orthopedics в отделе обеспечения качества. В настоящее время он входит в совет директоров 3B Scientific и miraDry. Ян также является сопредседателем Совета выпускников Университета Дьюка в Филадельфии и входит в команду руководителей Out Investors.
До консультирования Ян также имел опыт работы в Stryker Orthopedics в отделе обеспечения качества. В настоящее время он входит в совет директоров 3B Scientific и miraDry. Ян также является сопредседателем Совета выпускников Университета Дьюка в Филадельфии и входит в команду руководителей Out Investors.

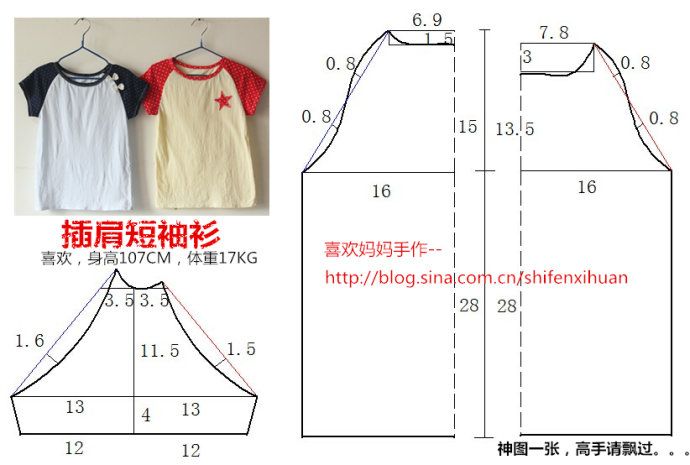 С 2012 года Брайан работал с Адель Олива в Quaker Partners в качестве финансового директора. В его обязанности в 1315 Capital входит надзор за бухгалтерским учетом, казначейством, финансовой отчетностью и анализом эффективности, а также за кадрами, отношениями с инвесторами, информационными технологиями, управлением рисками и соблюдением нормативных требований.
С 2012 года Брайан работал с Адель Олива в Quaker Partners в качестве финансового директора. В его обязанности в 1315 Capital входит надзор за бухгалтерским учетом, казначейством, финансовой отчетностью и анализом эффективности, а также за кадрами, отношениями с инвесторами, информационными технологиями, управлением рисками и соблюдением нормативных требований. До прихода в 1315 Capital Жаклин работала аудитором в KPMG LLP, где она проводила аудит компаний в сфере финансовых услуг. В ее обязанности в 1315 Capital входит помощь финансовому директору в вопросах бухгалтерского учета, отчетности и управления инвестиционными инструментами.
До прихода в 1315 Capital Жаклин работала аудитором в KPMG LLP, где она проводила аудит компаний в сфере финансовых услуг. В ее обязанности в 1315 Capital входит помощь финансовому директору в вопросах бухгалтерского учета, отчетности и управления инвестиционными инструментами.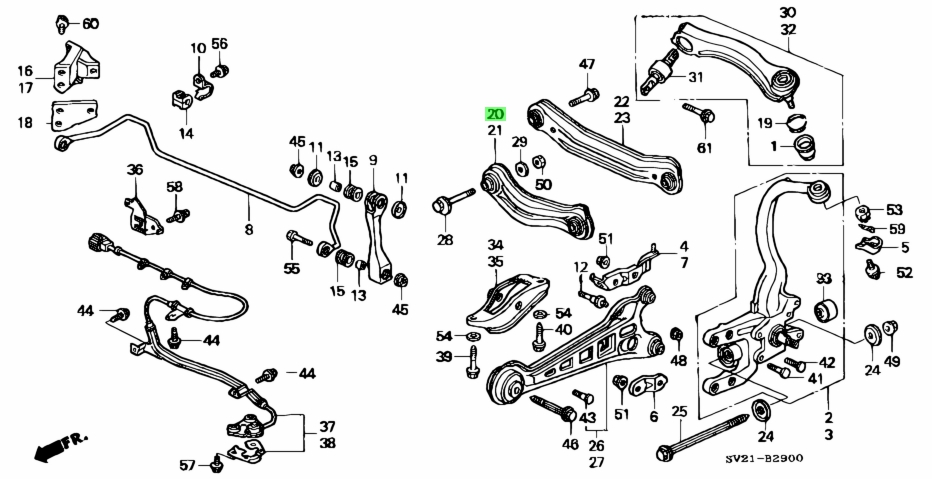
 Accriva была успешно продана Werfen Life в январе 2017 г.
Accriva была успешно продана Werfen Life в январе 2017 г.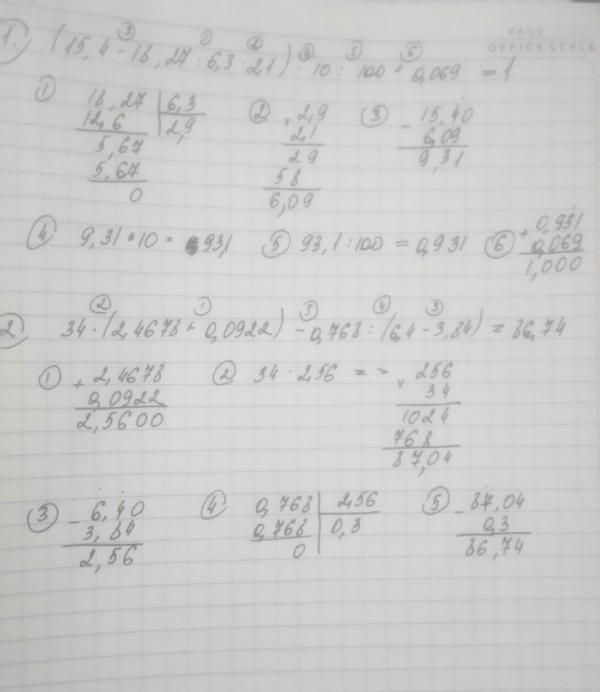 С 1990 по 1995 год Скотт занимал несколько должностей в подразделении сердечно-сосудистых заболеваний Baxter Healthcare Corporation.
С 1990 по 1995 год Скотт занимал несколько должностей в подразделении сердечно-сосудистых заболеваний Baxter Healthcare Corporation. Тим также был финансовым директором Alliance Medical, а затем Ascent Healthcare Solutions (приобретен Stryker за 525 миллионов долларов). До прихода в Alliance Medical Тим был главным операционным директором Healthworks Managed Care Services, частной компании, занимающейся предоставлением услуг по реабилитации. Он также работал финансовым директором Dynacare Health Services, публичной компании, предоставляющей медицинские услуги, занимающейся предоставлением медицинских услуг на дому и лабораторной диагностики, а до этого занимал должность вице-президента Versa-Care, компании, занимающейся предоставление жилья пенсионерам. Тим также входит в совет директоров CHC Solutions.
Тим также был финансовым директором Alliance Medical, а затем Ascent Healthcare Solutions (приобретен Stryker за 525 миллионов долларов). До прихода в Alliance Medical Тим был главным операционным директором Healthworks Managed Care Services, частной компании, занимающейся предоставлением услуг по реабилитации. Он также работал финансовым директором Dynacare Health Services, публичной компании, предоставляющей медицинские услуги, занимающейся предоставлением медицинских услуг на дому и лабораторной диагностики, а до этого занимал должность вице-президента Versa-Care, компании, занимающейся предоставление жилья пенсионерам. Тим также входит в совет директоров CHC Solutions. Рик является серийным предпринимателем и в настоящее время является президентом и главным исполнительным директором Innovative Health, компании по переработке медицинских устройств, которую он соучредил, и которая сосредоточена на сдерживании затрат, особенно в области кардиологии. До Innovative Health Рик был президентом и главным исполнительным директором Intralign, компании, которую он соучредил, чтобы помочь больницам и хирургам сократить расходы и повысить эффективность операций по замене суставов. До Intralign Рик основал Alliance Medical в 1997, первая крупная компания по переработке медицинского оборудования. Alliance Medical объединилась с Vanguard Medical Concepts в 2005 году и стала Ascent Healthcare Solutions (приобретена Stryker за 525 миллионов долларов). Рик ранее входил в совет директоров Centurion Service Group (приобретена Trimedx, LLC в 2020 году).
Рик является серийным предпринимателем и в настоящее время является президентом и главным исполнительным директором Innovative Health, компании по переработке медицинских устройств, которую он соучредил, и которая сосредоточена на сдерживании затрат, особенно в области кардиологии. До Innovative Health Рик был президентом и главным исполнительным директором Intralign, компании, которую он соучредил, чтобы помочь больницам и хирургам сократить расходы и повысить эффективность операций по замене суставов. До Intralign Рик основал Alliance Medical в 1997, первая крупная компания по переработке медицинского оборудования. Alliance Medical объединилась с Vanguard Medical Concepts в 2005 году и стала Ascent Healthcare Solutions (приобретена Stryker за 525 миллионов долларов). Рик ранее входил в совет директоров Centurion Service Group (приобретена Trimedx, LLC в 2020 году). Компания была продана Liberty Mutual Insurance в 1994. Рик начал свою карьеру в Королевском банке Канады.
Компания была продана Liberty Mutual Insurance в 1994. Рик начал свою карьеру в Королевском банке Канады. создание надежного конвейера продуктов, организация коммерческих операций мирового уровня и внедрение клинического и производственного качества.
создание надежного конвейера продуктов, организация коммерческих операций мирового уровня и внедрение клинического и производственного качества. Он основал несколько компаний в сфере здравоохранения, включая National Healthcare Analysis Group, Chesapeake Therapeutics и TLC Therapeutics. Роберт получил степень магистра делового администрирования в Университете Дьюка, степень магистра физиотерапии в Университете Индианаполиса и степень бакалавра в Университете Канзаса.
Он основал несколько компаний в сфере здравоохранения, включая National Healthcare Analysis Group, Chesapeake Therapeutics и TLC Therapeutics. Роберт получил степень магистра делового администрирования в Университете Дьюка, степень магистра физиотерапии в Университете Индианаполиса и степень бакалавра в Университете Канзаса.




 Бари
Бари


 ЗАГСЗеленый Клин #1Зеленый клин #2Иртышская — Социалистическая Коммунальный мост #1Коммунальный мост #2Коммунальный мост #3Коммунальный мост #4Коммунарский — ЛенинаКоммунарский — Ленина (поворотная)Коммунарский — РеволюцииКоммунарский — СоветскаяКороленко — Литейный Короленко — Муромцевский Кошевого — ПетроваКраснооктябрьская — КрасноярскийКристалл ост.Кутузова — ЛенинградскаяЛенина — КожевенныйЛенина — МопровскийЛенинградская — Горно-Алтайская Ленинградская — МожайскогоЛенинградская — Пугачева Ленинградская — РазинаЛенинградская — ЧайковскогоЛентаЛента #2Липового — Горно-Алтайская ЛитейныйЛитейный — ШевченкоЛицейЛомоносова — МожайскогоЛомоносова — ПугачеваЛомоносова — РадищеваМартьянова — РепинаМартьянова — Ударная Матросова — ПугачеваМатросова — РазинаМатросова — ЧайковскогоМатросова, 47/1Мать и дитяМебельная фабрика парковкаМерлина — ГастеллоМерлина — ТрофимоваМитрофанова — КрасноармейскаяМичуринский -ШевченкоМузей им. В. В. БианкиМуромцевскийМухачева — КожевенныйМухачева — УчилищныйОбводной мостОбъединение Восток ост.
ЗАГСЗеленый Клин #1Зеленый клин #2Иртышская — Социалистическая Коммунальный мост #1Коммунальный мост #2Коммунальный мост #3Коммунальный мост #4Коммунарский — ЛенинаКоммунарский — Ленина (поворотная)Коммунарский — РеволюцииКоммунарский — СоветскаяКороленко — Литейный Короленко — Муромцевский Кошевого — ПетроваКраснооктябрьская — КрасноярскийКристалл ост.Кутузова — ЛенинградскаяЛенина — КожевенныйЛенина — МопровскийЛенинградская — Горно-Алтайская Ленинградская — МожайскогоЛенинградская — Пугачева Ленинградская — РазинаЛенинградская — ЧайковскогоЛентаЛента #2Липового — Горно-Алтайская ЛитейныйЛитейный — ШевченкоЛицейЛомоносова — МожайскогоЛомоносова — ПугачеваЛомоносова — РадищеваМартьянова — РепинаМартьянова — Ударная Матросова — ПугачеваМатросова — РазинаМатросова — ЧайковскогоМатросова, 47/1Мать и дитяМебельная фабрика парковкаМерлина — ГастеллоМерлина — ТрофимоваМитрофанова — КрасноармейскаяМичуринский -ШевченкоМузей им. В. В. БианкиМуромцевскийМухачева — КожевенныйМухачева — УчилищныйОбводной мостОбъединение Восток ост. Объединение Восток парковкап. Молодежный набережнаяПамятник воинам-текстильщикамПамятник воинам, погибшим в ВОВПамятник жертвам радиацииПарк БТИ Парк ДетстваПарк СтроителейПетровский бульвар (сцена) #1Петровский бульвар (сцена) #2Петровский бульвар #1Петровский бульвар #2Петровский бульвар. Около фонтанаПетровский бульвар. ФонтанПланетарий РодинаПлощадь 9 ЯнваряПлощадь памяти героев ВОВПлощадь перед администрациейПляж Зеленый КлинПонтонный мост #1Понтонный мост #2Привокзальная площадь #1Привокзальная площадь #2Пугачева, 21 (парковка)Пустырь у БииПушкина — 15 Гвардейской Кавалерийской ДивизииРазина — ЛиповогоРазина — ОмскийРеволюции — Мопровский СК «Заря»СК «Заря» лыжероллерная тр.Сквер им. Ю. А. Гагарина #6Сквер им. Ю. А. Гагарина #7Сквер Льнокомбината #1Сквер Льнокомбината #2Сквер Льнокомбината #3Советская — СтахановскаяСоветская, пешеходный переход #1Социалистическая — В.-ИнтернационалистовСоциалистическая — КутузоваСоциалистическая — МожайскогоСоциалистическая — Пугачева Социалистическая — ЧайковскогоСоциалистическая кирпзаводСоциалистическая, 26Социалистическая, 38Стадион «Центральный»Стадион «Юбилейный»Стадион «Юность»Стахановская ост.
Объединение Восток парковкап. Молодежный набережнаяПамятник воинам-текстильщикамПамятник воинам, погибшим в ВОВПамятник жертвам радиацииПарк БТИ Парк ДетстваПарк СтроителейПетровский бульвар (сцена) #1Петровский бульвар (сцена) #2Петровский бульвар #1Петровский бульвар #2Петровский бульвар. Около фонтанаПетровский бульвар. ФонтанПланетарий РодинаПлощадь 9 ЯнваряПлощадь памяти героев ВОВПлощадь перед администрациейПляж Зеленый КлинПонтонный мост #1Понтонный мост #2Привокзальная площадь #1Привокзальная площадь #2Пугачева, 21 (парковка)Пустырь у БииПушкина — 15 Гвардейской Кавалерийской ДивизииРазина — ЛиповогоРазина — ОмскийРеволюции — Мопровский СК «Заря»СК «Заря» лыжероллерная тр.Сквер им. Ю. А. Гагарина #6Сквер им. Ю. А. Гагарина #7Сквер Льнокомбината #1Сквер Льнокомбината #2Сквер Льнокомбината #3Советская — СтахановскаяСоветская, пешеходный переход #1Социалистическая — В.-ИнтернационалистовСоциалистическая — КутузоваСоциалистическая — МожайскогоСоциалистическая — Пугачева Социалистическая — ЧайковскогоСоциалистическая кирпзаводСоциалистическая, 26Социалистическая, 38Стадион «Центральный»Стадион «Юбилейный»Стадион «Юность»Стахановская ост. Стела воинам бийчанамТабачная фабрика ост. #1Табачная фабрика ост. #2Трест Мария-раТРК «Воскресенье»Трофимова — КошевогоТрофимова — Севастопольская Трофимова — Ударная ТРЦ «Ривьера»ТРЦ «Ривьера» #2ТЦ «АБ»ТЦ «Модный»Ударная — Ленинградская Ударная — ЛиповогоУдарная — ОмскийУдарная — СоциалистическаяХоккейная коробка ЗаряХоккейная коробка лицейХоккейная коробка льнокомбинатХоккейная коробка, Ленина, 262Центральная почта СоветскаяЦУМЧайковского — ЛомоносоваШевченко — СкладскойШкола #1 Школа #18Школа #18 баскетбольная пл.Школа #20Школа #3 футбольная пл.Школа #34Школа #8Школа ВОС ост.
Стела воинам бийчанамТабачная фабрика ост. #1Табачная фабрика ост. #2Трест Мария-раТРК «Воскресенье»Трофимова — КошевогоТрофимова — Севастопольская Трофимова — Ударная ТРЦ «Ривьера»ТРЦ «Ривьера» #2ТЦ «АБ»ТЦ «Модный»Ударная — Ленинградская Ударная — ЛиповогоУдарная — ОмскийУдарная — СоциалистическаяХоккейная коробка ЗаряХоккейная коробка лицейХоккейная коробка льнокомбинатХоккейная коробка, Ленина, 262Центральная почта СоветскаяЦУМЧайковского — ЛомоносоваШевченко — СкладскойШкола #1 Школа #18Школа #18 баскетбольная пл.Школа #20Школа #3 футбольная пл.Школа #34Школа #8Школа ВОС ост. Предоставляет дополнительные функции для управления проектами, которые помогают быстрее и качественнее
Предоставляет дополнительные функции для управления проектами, которые помогают быстрее и качественнее


 США в месяц
США в месяц

 Малышка оказалась особенно популярной среди зрителей и пользователей Twitter.
Малышка оказалась особенно популярной среди зрителей и пользователей Twitter.
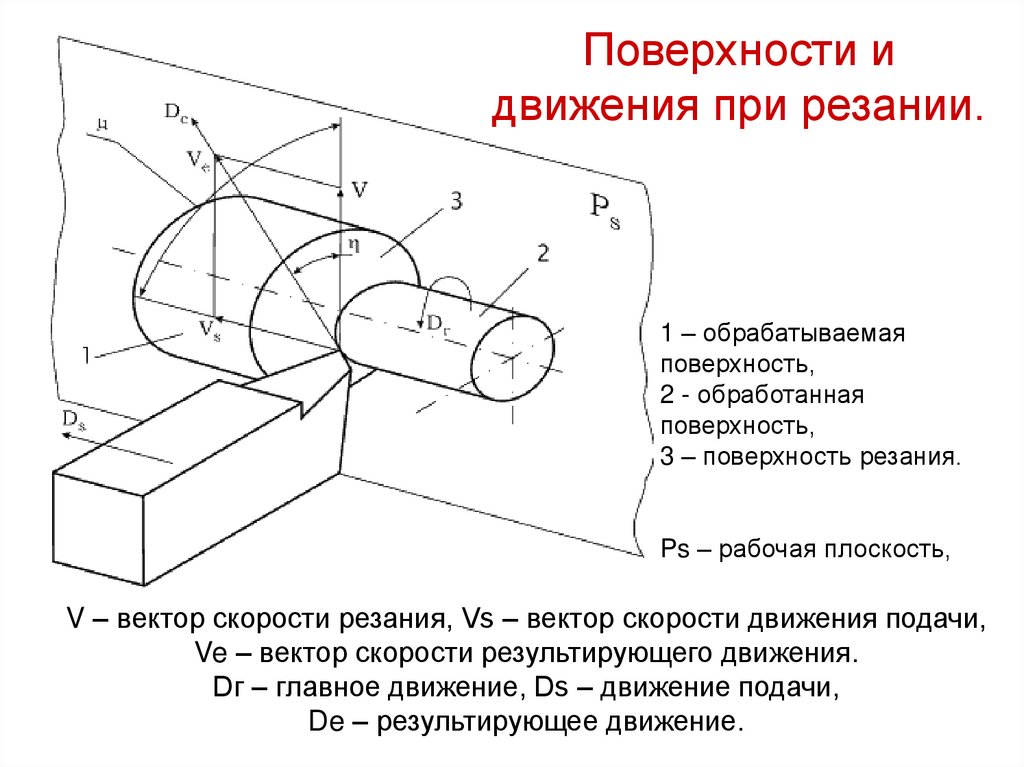 В этих случаях припуски оказываются безусловно
В этих случаях припуски оказываются безусловно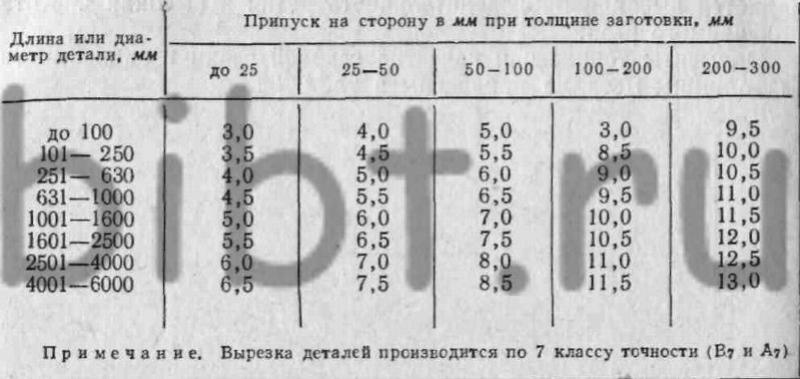 Такие результаты достигаются путём снятия с заготовки слоя металлической стружки. Этот снимаемый слой принято называть припуском. Другими словами, припуск – это разность между размерами детали по чертежу и заготовки. Правильное определение припусков на механическую обработку позволяет обеспечить необходимую точность.
Такие результаты достигаются путём снятия с заготовки слоя металлической стружки. Этот снимаемый слой принято называть припуском. Другими словами, припуск – это разность между размерами детали по чертежу и заготовки. Правильное определение припусков на механическую обработку позволяет обеспечить необходимую точность.
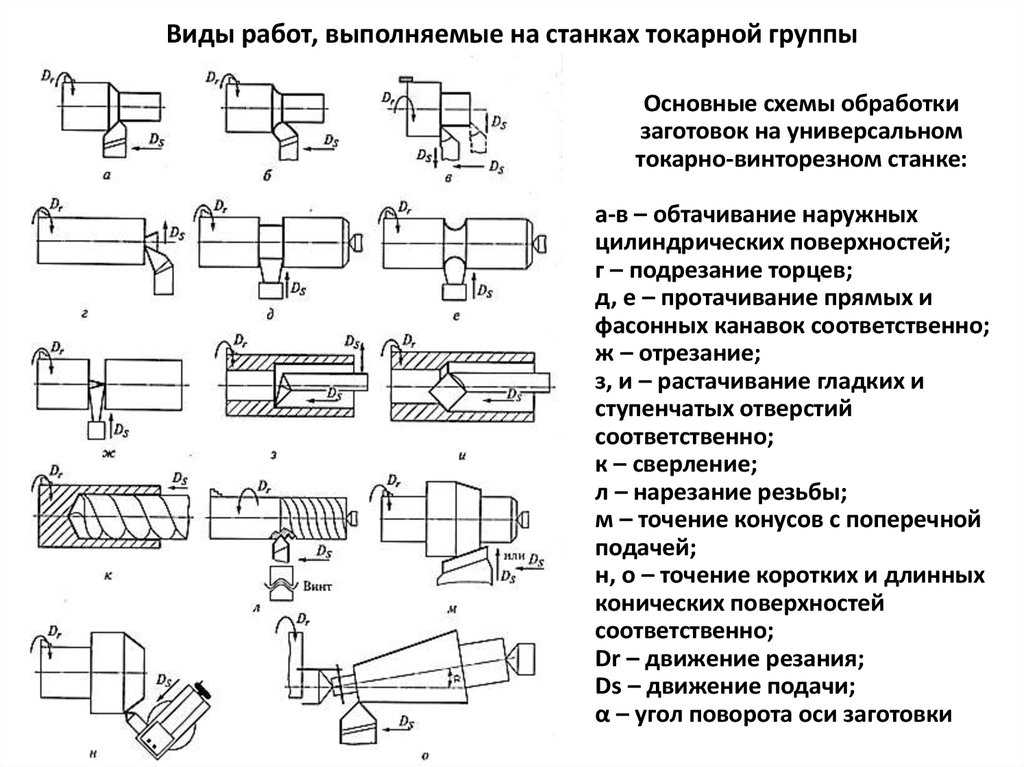 Припуск на обработку может быть минимальным, номинальным или максимальным. При минимальном припуске снимаемый слой является разностью между наименьшим размером после выполнения операции. Номинальный припуск – это разность между номинальными размерами до и после осуществления технологического перехода. Максимальный припуск представляет собой разность между наименьшими размерами поверхности после выполнения предыдущего перехода и наибольшим размером после завершения текущей операции.
Припуск на обработку может быть минимальным, номинальным или максимальным. При минимальном припуске снимаемый слой является разностью между наименьшим размером после выполнения операции. Номинальный припуск – это разность между номинальными размерами до и после осуществления технологического перехода. Максимальный припуск представляет собой разность между наименьшими размерами поверхности после выполнения предыдущего перехода и наибольшим размером после завершения текущей операции.

 При расчётах учитываются величина микронеровностей, глубина дефектного слоя, величина суммарных пространственных отклонений, погрешность установки заготовки.
При расчётах учитываются величина микронеровностей, глубина дефектного слоя, величина суммарных пространственных отклонений, погрешность установки заготовки.

 Подавая коронку взад/вперед с равными временными интервалами (2-4 секунды), вы не дадите ей перегреваться засоряться, так как вода будет успевать вымывать шлам, а пылесос удалять пыль и обломки материалов.
Подавая коронку взад/вперед с равными временными интервалами (2-4 секунды), вы не дадите ей перегреваться засоряться, так как вода будет успевать вымывать шлам, а пылесос удалять пыль и обломки материалов. Бывает, что при недостатке воды, поломке сегментов, обломке арматуры или сверлении на внушительную глубину коронка может застрять. Предугадать и предупредить эту ситуацию невозможно, поэтому следует просто запастись специальным инструментом — обратным молотком, для извлечения застрявшего инструмента.
Бывает, что при недостатке воды, поломке сегментов, обломке арматуры или сверлении на внушительную глубину коронка может застрять. Предугадать и предупредить эту ситуацию невозможно, поэтому следует просто запастись специальным инструментом — обратным молотком, для извлечения застрявшего инструмента.
 Технология не оставляет после себя на поверхности строительного материала сколов или мелких трещин.
Технология не оставляет после себя на поверхности строительного материала сколов или мелких трещин.


 2023 г.
2023 г. 2022 г.
2022 г. Такие предметы, как; заливка новой террасы, ремонт подъездной дорожки, пиление зеленых насаждений, вырезание, удаление и заливка обратно, бурение, снос и распиловка стен — вот лишь несколько способов, которыми мы можем помочь. Позвоните сегодня, чтобы узнать цену! Мы готовы начать сегодня.
Такие предметы, как; заливка новой террасы, ремонт подъездной дорожки, пиление зеленых насаждений, вырезание, удаление и заливка обратно, бурение, снос и распиловка стен — вот лишь несколько способов, которыми мы можем помочь. Позвоните сегодня, чтобы узнать цену! Мы готовы начать сегодня. Многие инновационные методы, используемые сегодня в индустрии резки бетона, были разработаны и применяются компанией Diamond. Наши методы привели к разработке новых устройств и инструментов, представленных сегодня производителями на рынке, что делает индустрию резки бетона более безопасной, быстрой и доступной, чем когда-либо прежде.
Многие инновационные методы, используемые сегодня в индустрии резки бетона, были разработаны и применяются компанией Diamond. Наши методы привели к разработке новых устройств и инструментов, представленных сегодня производителями на рынке, что делает индустрию резки бетона более безопасной, быстрой и доступной, чем когда-либо прежде.


 изм
изм
 Наиболее распространенные лазеры поля боя работают на длинах волн 850 нм, 1060 нм и примерно 1500 нм. Первые два типа лазеров видны в современных очках ночного видения. Лазер с длиной волны 1550 нм, современное безопасное для глаз устройство с длиной волны, не виден при использовании современной технологии ночного видения. 1550 нм находится в коротковолновом инфракрасном диапазоне (SWIR) и поэтому считается скрытым, невидимым для противоборствующих сил. Но лазерное излучение с длиной волны 1550 нм хорошо видно SWIR-камерами Sensors Unlimited. Скрытые для врагов, но хорошо видимые для войск, оснащенных устройствами визуализации SWIR, такие лазеры приобретают все большее значение на поле боя.
Наиболее распространенные лазеры поля боя работают на длинах волн 850 нм, 1060 нм и примерно 1500 нм. Первые два типа лазеров видны в современных очках ночного видения. Лазер с длиной волны 1550 нм, современное безопасное для глаз устройство с длиной волны, не виден при использовании современной технологии ночного видения. 1550 нм находится в коротковолновом инфракрасном диапазоне (SWIR) и поэтому считается скрытым, невидимым для противоборствующих сил. Но лазерное излучение с длиной волны 1550 нм хорошо видно SWIR-камерами Sensors Unlimited. Скрытые для врагов, но хорошо видимые для войск, оснащенных устройствами визуализации SWIR, такие лазеры приобретают все большее значение на поле боя.
 Закрывая этот баннер или взаимодействуя с нашим сайтом, вы разрешаете нам распознавать наши файлы cookie и файлы cookie наших партнеров и идентифицировать вас для маркетинга.
Закрывая этот баннер или взаимодействуя с нашим сайтом, вы разрешаете нам распознавать наши файлы cookie и файлы cookie наших партнеров и идентифицировать вас для маркетинга. 1 Таргетинг
1 Таргетинг Корректировщик также зарабатывает очки всякий раз, когда указанная цель поражается управляемым оружием и если она уничтожается.
Корректировщик также зарабатывает очки всякий раз, когда указанная цель поражается управляемым оружием и если она уничтожается.