Robotech 2023: 2023 | Robotech Saga Wiki
В Прикамье запустили серийное изготовление промышленных 3D-принтеров для печати литейных форм (видео) — Новости металлургии
Металлоснабжение и сбыт
Switch to English
Конференции
- 20 — 21 февраля 2023г.
Сочи Региональная металлоторговля России
- 16 — 17 марта 2023г.
Москва Оцинкованный и окрашенный прокат: тенденции производства и потребления
- 6 — 7 апреля 2023г.
Екатеринбург Нержавеющая сталь и российский рынок
Объявления
Куплю 8 Продам 2
- проволока термообработанная размер: 2,
- 4 мм проволока черная
- куплю задвижки краны шаровые затворы отводы фланцы тел 89040122390 алексей
- Куплю задвижки затворы привада аума тулаэлектропривод гидранты пфрк продукцыю Danfoss Данфосс и другое м.
 ..
.. - куплю задвижки краны шаровые затворы электропривада клапана фланцы отводы Пфрк Гидранты Клапана Данфосс бу но…
- Куплю Дорого Данфосс Danfoss Срочно КЛАПАНА ПРИВОДА КРАНЫ 89157032826
- Куплю Дорого Данфосс Danfoss Срочно КЛАПАНА ПРИВОДА КРАНЫ
- Куплю данфосс danfoss 89607007013 Продать данфосс danfoss 89607…
- Куплю данфосс danfoss 89607007013 Продать данфосс danfoss 89607…
 ..
..Все объявления
Поставщики
- 05 декабря
- Специальные Материалы(Смоленск)
- 23 ноября
- Серовский завод ферросплавов(Серов)
- Оскольский электрометаллургический комбинат им. А.А. Угарова(Старый Оскол)
- АвиаПриборМетиз, Научно-производственное предприятие(Арзамас)
- Стилби, Торговая компания(Липецк)
- 17 ноября
- НОРМЕТ(Екатеринбург)
- 15 ноября
- Металлообработка, Научно-производственное объединение(Москва)
- ЕВРАЗ Торговая компания(Москва)
- Феррум, производственное объединение(Ярославль)
- ГарантСтрой(Екатеринбург)
 А.А. Угарова(Старый Оскол)
А.А. Угарова(Старый Оскол)Справочник «Металлургия. Металлопоставки. Россия.»
Добавить компанию
Литье
, литейное производство
, литейная промышленность
, Металлургия Литмаш
|
06 сентября 2022 г. | 12:42
| 12:42
Пермская компания Robotech, специализирующаяся на выпуске промышленных роботов манипуляторов, начало серийный выпуск промышленных установок 3D-печати литейных форм.
В 3D-принтерах Robotech применяется технология Binder-Jetting, которая подразумевает послойное склеивание кварцевого песка с использованием фурановой смолы в качестве связующего вещества и специального отвердителя, все расходные материалы производятся в РФ. Применение технологии открывает возможность производства литейных форм любой степени сложности (искривленная конфигурация, внутренние полости, большое количество уникальных сечений в различных плоскостях), а так же существенно сократить технологическую цепочку, отказавшись от ряда длительных операций необходимых при традиционных технологиях (ЛВМ, ХТС), что в свою очередь позволяет сократить в разы время и стоимость процесса.
Новости по теме
11 сентября 2022 г.
«Мы видим хорошие перспективы у российского рынка» (видеоинтервью)
Разработанный Robotech интерфейс управления 3D-принтером прост в работе. Возможен удаленный запуск печати и наблюдение за нею, в том числе при интеграции принтера в ERP-систему предприятия.
Возможен удаленный запуск печати и наблюдение за нею, в том числе при интеграции принтера в ERP-систему предприятия.
Промышленные 3D принтеры Robotech могут применяться для производства литейных форм в различных областях машиностроения — от автомобильной промышленности до судостроения.
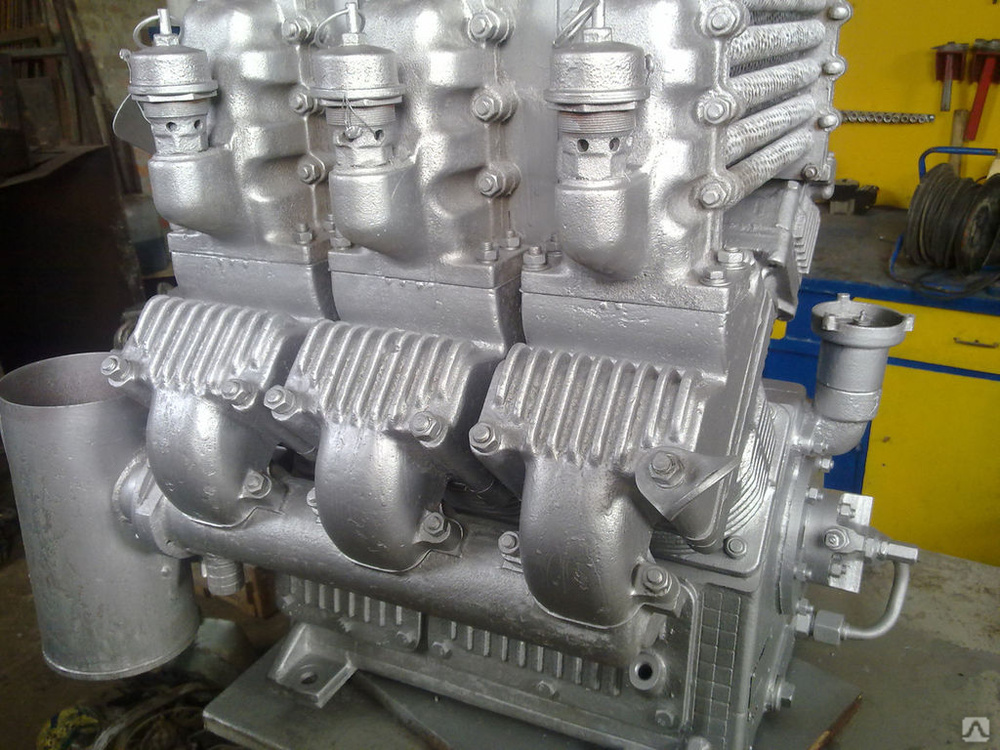
Так, промышленный принтер Robotech-2000 прошел успешные опытно-промышленные испытания на крупнейшем предприятии по производству нефтепогружного оборудования АО «Новомет-Пермь». Установка была запущена в середине 2019 года. Корпус установки выполнен специально по заказу компании.
Промышленная установка Robotech R-2000 на Новомете применяется для отливки рабочих органов насосов различных габаритов — от пятого до восемнадцатого, в 2021 году руководство компании приняло решение о приобретении второго промышленного 3D-принтера для изготовления литейных форм. Технология применяется для ускоренного запуска в серию новых продуктов — компания постоянно расширяет номенклатуру производимого оборудования и 3D-принтеры стали незаменимым звеном технологической цепочки предприятия.
На сегодняшний день, линейка промышленных установок Robotech представлена двумя типоразмерами R-600 и R-2000, различающимися областью построения. Так, R-2000 — крупный промышленный 3D-принтер для создания объектов в области построения размерами 2,0х1,0х1,0 м, принтер может печатать формы для литья как мелких, так крупных деталей, серийного и опытного производства. 3D-принтер R-600 создан для работы на небольших промышленных предприятиях, также подойдет конструкторским бюро, отделам исследований и разработки, образовательным учреждениям и НИИ. Камера печати 0,6х0,48х0,25 м позволяет создавать формы для отливки средних и мелких деталей в течение суток.
Кроме того, компания выполняет сборку 3D-принтеров Robotech с различной областью построения по индивидуальным требованиям заказчиков.
С линейкой компании можно будет ознакомиться в ходе комплекса выставок «Металлургия.Россия’2022», «Литмаш.Россия’2022» и «Трубы.Россия’2022», который состоится 21-23 июня 2022 года в Москве, в ЦВК «Экспоцентр». А пока смотрите видеообзор принтера:
А пока смотрите видеообзор принтера:
Источник:
ИИС «Металлоснабжение и сбыт»
Просмотров: 167
Если вы нашли ошибку в тексте, вы можете уведомить об этом администрацию сайта, выбрав текст с ошибкой и нажатием кнопок
Shift+Enter
Популярные новости
Под покровом стабильности. Российский и мировой рынок стали: 27 ноября — 4 декабря 2022 г.
Трудно расти зимой. Российский и мировой рынок сортового проката: 28 ноября — 5 декабря
В Минпромторге заявили, что Россия нашла новые рынки сбыта металлов
Цены на «ходовые позиции»
Новый завод ЕВРАЗа и группы «Рейл Сервис» приступил к пусконаладке линии контроля качества колес
Прогноз цен на лом в России в декабре’22
Алексей Мордашов: «Хотелось бы, чтобы мир наступил побыстрее» (видео)
И куда дальше? Российский рынок листового проката и сварных труб: 23-30 ноября
Инвесторам предложили создать импортозамещающее производство крепежных изделий в ОЭЗ «Алга»
Северсталь вновь стала победителем конкурса People Investor
Подписка на новости
Опрос МСС
С 7 по 11 ноября прошла Неделя металлов в Москве и выставка Металл-Экспо’2022, где было много мероприятий, на которых обсуждались тенденции и прогнозы. А что вы думаете о рынке металлов в 2023 г.?
А что вы думаете о рынке металлов в 2023 г.?
(проводился с 14-11 по 04-12-2022)
- Будет тяжелый год: продолжение военных столкновений, экономические санкции, пандемия и т.п. 100 (39,53%)
- Сегодня ничего нельзя прогнозировать даже на месяц вперёд. 78 (30,83%)
- Весной начнется переговорный процесс между РФ, Украиной и странами НАТО и стабилизация в экономике 36 (14,23%)
- Государственные инвестпроекты поддержат спрос на металл в 2023 г. 24 (9,49%)
- В I-м полугодии всё будет плохо, а во II-м всё начнет меняться к лучшему. 15 (5,93%)
- Всего голосов: 253
- Завершенные опросы
 24 (9,49%)
24 (9,49%)Kommersant Events
Свое, и точка
Краевые машиностроители поделились опытом работы в новых экономических условиях
Региональные промышленники и представители институтов поддержки предпринимательства обсудили опыт и перспективы импортозамещения в Прикамье. Эта тема актуализировалась после начала спецоперации на Украине и связанных с ней санкций. В результате этих событий региональные предприятия столкнулись с трудностями при поставках оборудования и комплектующих из-за рубежа. Однако пермские предприятия перестраиваются под новые условия и продолжают совершенствовать производство отечественных аналогов зарубежной высокотехнологичной продукции. Поддержку промышленникам готовы оказать Региональный центр инжиниринга, а также Пермский политехнический университет.
Поддержку промышленникам готовы оказать Региональный центр инжиниринга, а также Пермский политехнический университет.
Опытом реализации проектов по организации уникальных отечественных производств на круглом столе «Ъ-Прикамье» «Импортонезависимость машиностроения Прикамья» поделились директор ООО «Роботех» Денис Сатдинов и управляющий директор АО «ОДК-СТАР», председатель Пермского регионального отделения Союза машиностроителей России Сергей Попов.
«Роботех» занимается разработкой и производством промышленных роботов, 3D-принтеров для печати литейных форм и иного автоматизированного оборудования.
Денис Сатдинов отметил, что компонентная база Robotech на 90% состоит из российских комплектующих, оборудование производится в кратчайшие сроки. «Для сокращения затрат на производство наши специалисты разработали промышленный 3D-принтер для печати литейных форм. Эта установка позволяет изготавливать элементы для роботов без дополнительной подготовки. Условно говоря, за двое суток мы можем изготовить корпусные детали любой конфигурации», – поделился руководитель мероприятия. Он добавил, что роботы пермского производства дешевле европейских аналогов на 40% и по характеристикам не уступают им. Технические решения, производимые «Роботехом», используются в металлургии, машиностроении, легкой и пищевой промышленности, добыче нефти.
Он добавил, что роботы пермского производства дешевле европейских аналогов на 40% и по характеристикам не уступают им. Технические решения, производимые «Роботехом», используются в металлургии, машиностроении, легкой и пищевой промышленности, добыче нефти.
Говоря о проблемах, с которыми сейчас столкнулось предприятие, Денис Сатдинов обратил внимание на отсутствие доступа к российским электронным компонентам. «Производители электронных компонентов в России существуют, но они недоступны для нас: при обращении к ним с минимальными объемами закупок они дают сроки 9–12 месяцев. Поэтому приходится смотреть в сторону Китая, однако усложнение логистических цепочек и таможенных процедур не дает нам развиваться так быстро, как хотелось бы», – пояснил господин Сатдинов.
Среди других актуальных проблем директор «Роботеха» обозначил недоверие крупных предприятий к отечественным поставщикам и дефицит конструкторских кадров, «способных мыслить нестандартно».
«Условия новой реальности – уход с российского рынка многих европейских брендов – дают огромный потенциал для развития внутреннего рынка высокотехнологичного оборудования.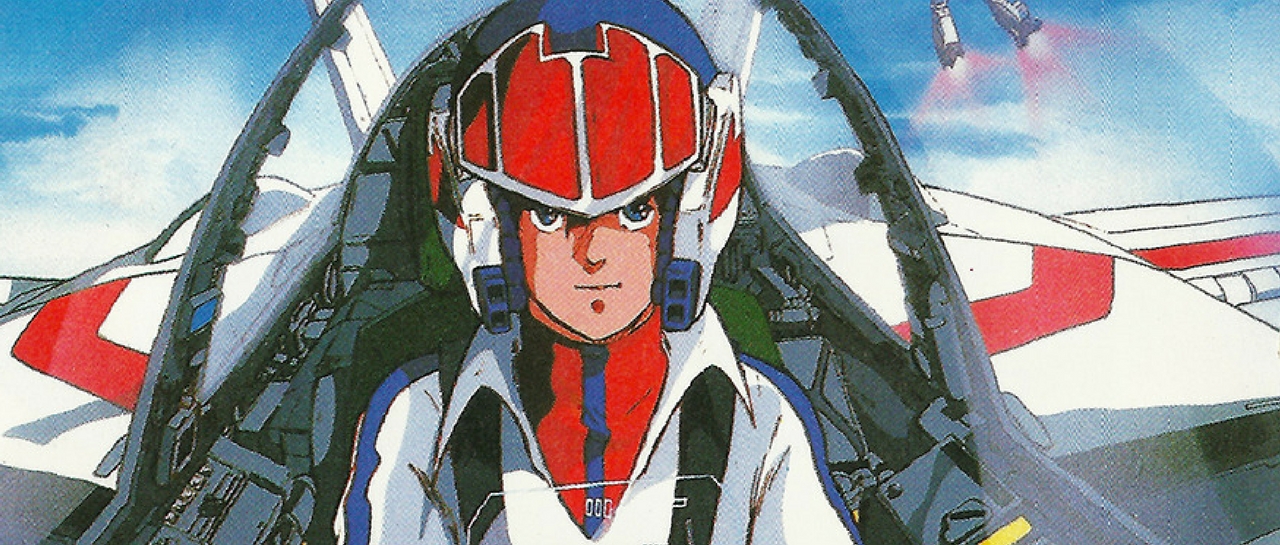 Однако для его развития и масштабирования требуется совместная работа разработчиков и промышленных предприятий с безусловной поддержкой отечественного производителя со стороны правительства РФ», – считает Денис Сатдинов.
Однако для его развития и масштабирования требуется совместная работа разработчиков и промышленных предприятий с безусловной поддержкой отечественного производителя со стороны правительства РФ», – считает Денис Сатдинов.
Модератор круглого стола председатель Пермского регионального отделения «Деловой России», директор ООО «Краснокамский РМЗ» Дмитрий Теплов отметил уникальность «Роботеха». «Наблюдал, как работает продукция компании на «Новомете», и был приятно удивлен. Если раньше роботов делали японцы, немцы и итальянцы, то сейчас производство промышленных манипуляторов освоили пермяки. И эти роботы участвуют в производстве автомобилей «Урал», – подчеркнул господин Теплов. Он попросил Сергея Попова организовать презентацию продукции «Роботеха» для крупнейших промышленных предприятий и холдингов страны. Управляющий директор «ОДК-СТАР» согласился помочь.
Сам Сергей Попов на круглом столе рассказал о проектах завода в области импортозамещения. Предприятие разрабатывает, производит и обслуживает системы автоматического управления газотурбинными двигателями самолетов и промышленных «наземных» установок. По словам Сергея Попова, тема импортозамещения возникла несколько лет назад.
По словам Сергея Попова, тема импортозамещения возникла несколько лет назад.
Так, в 2018 году «ОДК-СТАР» и «Газпром трансгаз Чайковский» разработали программу по замене импортной топливной аппаратуры на ГТУ, которые эксплуатируются на компрессорных станциях. Сегодня в газотранспортной системе «Газпрома» работает более ста двигателей мощностью 16 МВт украинского производства. «Для замены топливно-регулирующей аппаратуры, которая уже выработала ресурс, мы разработали комплект монтажных частей топливной системы, с конца 2020 года выполняется серийная поставка оборудования», – отметил Сергей Попов. На КС «Добрянская» уже переоборудовано шесть двигателей, в этом году будет изготовлено еще три комплекта монтажных частей. В планах – замена ТРА и на других двигателях украинского производства.
Еще одна перспективная тема – замена импортных дозаторов газа на пермские в составе двигателей промышленного применения АЛ-31СТ мощностью 16 МВт (производство «ОДК-УМПО», Уфа). Внедрение оборудования «ОДК-СТАР» намечено на первый квартал 2023 года.
Важнейший проект «ОДК-СТАР» – это участие в федеральной программе по созданию авиадвигателя ПД-8 для замены SaM146. Отечественными двигателями будут оснащаться пассажирские самолеты «Сухой Суперджет». «Здесь используется наша система автоматического управления двигателем. Мы уже сделали три комплекта, они поставлены для проведения испытаний. «Ростех» и Минпромторг РФ поставили задачу – запустить серийное производство в следующем году», – рассказал Сергей Попов.
Директор фонда «Региональный центр инжиниринга» Михаил Пономарев заверил, что центр готов помогать предприятиям и они не останутся с проблемами один на один. А проректор ПНИПУ Дмитрий Трушников поделился опытом сотрудничества университета с промышленниками.
Он отметил, что ПНИПУ еще в 2008 году сконцентрировался на оснащении лабораторий современным и качественным оборудованием. «Сейчас наши инжиниринговые центры и центры коллективного пользования оснащены оборудованием мирового уровня. Фактически предоставление доступа к нему – одна из форм поддержки региональных предприятий», – подчеркнул проректор ПНИПУ.
Дмитрий Трушников также обратил внимание на подготовку высококвалифицированных кадров по программе «Передовые инженерные школы». «Планируем создать конструкторское бюро, IT-бюро, бюро моделирования, которое будет заниматься цифровыми двойниками. Университет и раньше работал по этим направлениям. Но, думаю, сейчас настало время оформить их в отдельные структуры, чтобы мы могли более оперативно отвечать на запросы предприятий», – поделился господин Трушников. В ближайшее время этот проект будет защищаться на федеральном уровне.
Отметим, что ПНИПУ сотрудничает не только с крупнейшими промышленными предприятиями, но и с небольшими высокотехнологичными производствами. Например, лаборатории Пермского политеха и компания «Иннфокус» совместно занимаются производством комплектующих для промышленных предприятий. Используя аддитивные технологии и метод реверс-инжиниринга, университет и «Иннфокус» исследуют используемые в производстве детали иностранного производства, а потом проектируют и создают собственные аналоги.
«Справиться с масштабными задачами поодиночке очень сложно, но если объединить усилия специалистов в областях науки и подготовки персонала, ресурсы инжиниринговых центров, крупных заказчиков и учесть опыт успешных проектов по импортозамещению – все может получиться», – резюмировал итоги встречи Дмитрий Теплов.
Роботех
Роботех
Harmony Gold и Reed Pop с гордостью сообщают, что Comic-Con в Нью-Йорке стал остановкой в туре Robotech Convention Tour 2022! Harmony Gold проведет панель в пятницу, 7 октября, в 10:45, чтобы предоставить фанатам самую свежую информацию обо всех последних разработках Robotech!
Конференц-тур Robotech будет проходить на Fan X 2022 в Солт-Лейк-Сити, штат Юта, с 22 по 24 сентября!
Конференц-тур Robotech делает свою ежегодную остановку на легендарном Comic-Con в Сан-Диего с панелью в четверг, 21 июля 2022 года, в 20:00.
Присоединяйтесь к своим фанатам на специальной панели на Anime Expo 2022 4 июля в 12:00 в комнате 404AB!
Конференц-тур Robotech прибывает на Fan Expo Dallas с 17 по 19 июня 2022 года!
Конференц-тур Robotech делает свою первую остановку в Infinity Con в Таллахасси, Флорида, с 4 по 5 июня 2022 года. Обновлено расписание групп!
Обновлено расписание групп!
Книги Udon’s Robotech Visual Archive для Southern Cross и Genesis Climber Mospeada уже в наличии и отправляются!
Включает в себя редко встречающиеся предварительные рисунки, обнаруженные в хранилищах, и английские переводы японских предварительных подписей для удовольствия даже заядлых фанатов аниме!
Strange Machine Games представляет новую главу ролевой игры Robotech с Homefront! На 275 страницах Homefront будет посвящен сагам Robotech Masters и New Generation! Выйдет в июле 2022 года, закажите свою копию сейчас через Kickstarter!
Коллекционное издание Robotech Blu-Ray от Funimation теперь доступно и поставляется исключительно на Funimation.com! Это ограниченное издание включает в себя новую передачу и ремастер фильма в формате HD, фигурку лидера черепов ограниченного выпуска в масштабе 1/100, нашивки в стиле милитари и 7 часов специальных функций!
Пора одеваться! Все 85 серий Robotech будут транслироваться 24 августа на Funimation.
Мало того, Robotech II: The Sentinels и Robotech: The Shadow Chronicles также появятся в Funimation 24-го числа!
Comic Con в Сан-Диего прошел в сети на 2021 год под названием SDCC@Home!
Панель робототехники Harmony Gold будет показана в воскресенье, 25 июля, в 14:00 по тихоокеанскому времени на канале SDCC Youtube 9.0003
Поклонники Роботех! Udon очень рад добавить 3 новых футболки в свою линейку SDCC 2021! Делайте покупки в магазине UDON и приобретайте любимые футболки, книги и предметы коллекционирования Robotech уже сегодня!
Comic Con 2021 в Сан-Диего может быть виртуальным в этом году, но это не помешает Toynami представить эксклюзивы! Эта повреждённая в боях версия Battlecy VF-1J в масштабе 1/100 поставляется с фигуркой Рика Хантера и ограничена 1000 единицами! Закажите прямо сейчас в интернет-магазине Toynami!
Выберите фракцию и сражайтесь за будущее Земли. Только одна фракция получит полный контроль, и ставки никогда не могут быть выше!
ЦЕНА ПО ПРЕДВАРИТЕЛЬНОМУ ЗАКАЗУ СО СКИДКОЙ 35 долларов США, РОЗНИЧНАЯ ЦЕНА СОСТАВИТ 45 долларов США
Космическая опера в аниме-эпопее о людях, защищающих свой родной мир от инопланетного господства, должна вернуться для нового поколения зрителей, поскольку Funimation представит франшизу этой осенью.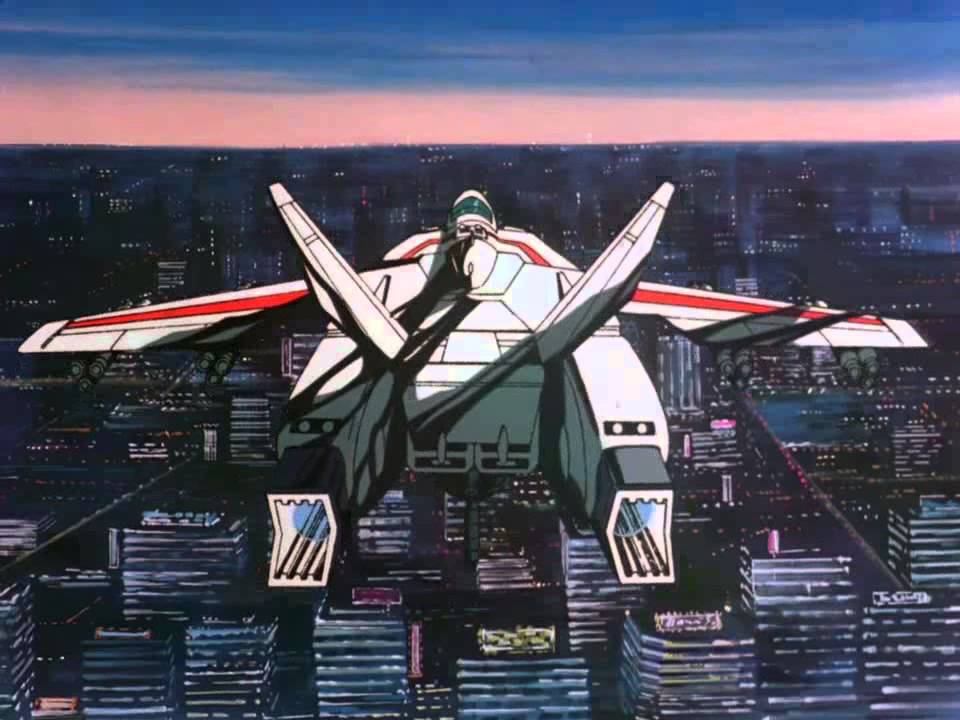 Коллекционное издание для домашних развлечений Robotech, доступное эксклюзивно в Funimation Shop, содержит все 85 эпизодов сериала, впервые переработанных на Blu-ray.
Коллекционное издание для домашних развлечений Robotech, доступное эксклюзивно в Funimation Shop, содержит все 85 эпизодов сериала, впервые переработанных на Blu-ray.
Новинка от MEPToys! Invid Scouts и Invid Shocktroopers в масштабе 1/48, чтобы соответствовать Альфа-истребителям Masterpiece от Toynami! Предзаказ сейчас, доставка в декабре 2021!
ПРИГОТОВЬТЕСЬ: официальные предметы коллекционирования Robotech появятся в блокчейне WAX! Начиная с 20 мая в 13:00 по восточному поясному времени будут выпущены два совершенно новых пакета WAXPack с широким спектром потрясающих NFT, включая лучшие моменты шоу. Бесплатные стикеры Robotech NFT доступны на Atomic Hub, а эксклюзивы доступны в рамках бета-тестирования. Подробности можно узнать внутри!
ОБНОВЛЕНИЕ: УЖЕ ЖИВОЕ!
9 апреля 2021 г. — Токио, Япония и Лос-Анджелес, Калифорния — Знаменательное соглашение между аниме-компаниями позволит немедленно распространить на международном уровне большинство телевизионных сиквелов и фильмов Macross, подтверждая при этом права Harmony Gold на франшизу Robotech. Обе компании будут сотрудничать в сфере международного распространения будущих проектов Macross и Robotech после 2021 года.
Обе компании будут сотрудничать в сфере международного распространения будущих проектов Macross и Robotech после 2021 года.
Ретро-версии 1/100 моделей Toynami VF-1S Roy и VF-1J Hikaru поступили в продажу! Max, Milia и VF-1A уже доступны для заказа и будут доставлены в течение 1 недели!
Серия Twitch, которая начинается в понедельник, 29 марта, о фандоме Robotech и его влиянии на поп-культуру.
Читать больше новостей
Читать больше новостей
FACEBOOK / TWITTER
Используя этот веб-сайт, вы соглашаетесь с Условиями использования.
Обслуживание клиентов | Политика конфиденциальности | Свяжитесь с нами | О Robotech.com
© Harmony Gold USA, Inc., 1985-2022. Все права защищены.
Что нового в AutoCAD 2023
Новые функции AutoCAD 2023 предназначены для дальнейшей автоматизации процессов и совместной работы. Если вам нужно добавить отзыв к своим чертежам, просмотреть информацию, чтобы узнать об улучшениях процесса, или использовать LISP API из Интернета, AutoCAD 2023 предоставит вам это.
AutoCAD 2023 был разработан с учетом наших клиентов и меняющегося характера их работы. Новые функции «Импорт разметки» и «Помощник по разметке» помогают автоматически импортировать отзывы в ваши рисунки, снижая риск ошибок и экономя ваше время. Добавляйте письменные комментарии и отзывы из слоев Trace всего за пару щелчков мыши. С My Insights вы можете узнать о новых функциях или рабочих процессах, созданных специально для вас на основе того, как вы используете AutoCAD.
Благодаря возможностям интеграции Autodesk вы можете управлять такими задачами, как построение графиков, с меньшим количеством зависаний и более гибкой настройкой. LISP API теперь доступен в веб-приложении AutoCAD. Вы можете использовать его для настройки работы с AutoCAD и автоматизации повторяющихся процессов, где бы вы ни находились, на любом компьютере. Кроме того, облачный Диспетчер подшивок в AutoCAD 2023 теперь позволяет быстрее открывать подшивки из Autodesk Docs. Использование облачной платформы Autodesk позволяет быстрее и безопаснее отправлять и открывать наборы листов Autodesk Docs коллегам и обратно.
«Мы с воодушевлением смотрим в будущее AutoCAD и стремимся решать быстро развивающиеся современные рабочие процессы наших клиентов, — говорит Дания Эль Хассан, директор по управлению продуктами AutoCAD. «С помощью импорта разметки и помощника по разметке, а также My Insights: Macro Advisor в AutoCAD 2023, основанных на машинном обучении, мы стремимся к тому, чтобы время, которое пользователи проводят в AutoCAD, оставалось эффективным и продуктивным. Автоматизация и идеи, которые мы разрабатываем, будут продолжать использовать новейшие технологии, чтобы направлять пользователей к совершенно новым результатам проектирования».
AutoCAD 2023, а также веб-приложения и мобильные приложения AutoCAD предоставляют вам самые полные веб-и мобильные возможности любого программного обеспечения САПР. У вас есть возможность разрабатывать, чертить, редактировать, публиковать и размечать чертежи в AutoCAD с настольного компьютера, Интернета или мобильного устройства. С помощью веб-приложения AutoCAD теперь вы можете загружать шаблоны чертежей, стили печати и другие вспомогательные файлы для создания файлов DWG, которые лучше соответствуют стандартам черчения вашей компании.
Вы также можете воспользоваться семью отраслевыми наборами инструментов в AutoCAD с тысячами деталей, символов и схем, которые помогут вам с электрическими, механическими, архитектурными, трубопроводными, промышленными проектами и многим другим. Например, с помощью набора инструментов «Архитектура» вы можете быстро размещать на чертежах стены, двери и окна с реальными строительными свойствами. Наборы инструментов обновлены до версии 2023, чтобы помочь вам подключаться к платформе Autodesk и извлекать данные из нее, импортировать и редактировать данные из электронных таблиц, быстро фильтровать файлы для поиска проектов, повторять проекты и выполнять многие другие функции, чтобы максимально повысить производительность и сократить циклы проектов.
Экономьте время на внедрении обратной связи с помощью функции «Импорт разметки» и «Помощь в разметке»
«Импорт разметки» и «Помощь в разметке» помогут вам быстро отправлять отзывы и включать их в свои проекты. С помощью импорта пометок вы можете получать отзывы с поля на печатной бумаге или в формате PDF и импортировать их в качестве слоя трассировки в AutoCAD. AutoCAD обнаруживает разметку и преобразует ее в объект. Помощник по разметке позволяет автоматически добавлять текст или объект на рисунок одним нажатием кнопки. Импорт разметки и помощник по разметке упрощают совместную работу и внесение изменений.
AutoCAD обнаруживает разметку и преобразует ее в объект. Помощник по разметке позволяет автоматически добавлять текст или объект на рисунок одним нажатием кнопки. Импорт разметки и помощник по разметке упрощают совместную работу и внесение изменений.
Получите рекомендации по повышению производительности с помощью My Insights: Macro Advisor
My Insights, консультационный механизм, который помогает вам работать быстрее, используя алгоритмы машинного обучения для предоставления вам кураторских идей, теперь предоставляет информацию во время работы в виде рекомендуемых макросы, которые автоматизируют наиболее часто повторяющиеся рабочие процессы. В дополнение к информационной панели на начальной вкладке, где вы можете просматривать различные персонализированные сведения об использовании, сведения о макросах будут отображаться в виде уведомления в нижней части экрана во время работы. Нажав на эти предложения макросов, вы перейдете к новой палитре командных макросов, где вы можете узнать больше, сохранить предложенный макрос и даже настроить макрос в соответствии со своими потребностями. My Insights: Macro Advisor — это простое руководство, которое предоставит вам ценную информацию в нужное время и в нужном контексте.
My Insights: Macro Advisor — это простое руководство, которое предоставит вам ценную информацию в нужное время и в нужном контексте.
Настраивайте и автоматизируйте свои рабочие процессы в любом месте с помощью LISP API для AutoCAD web
Находитесь ли вы в пути, на рабочем месте или в любом месте, где вы решили работать, создавайте собственные настройки для автоматизации последовательности шагов с помощью LISP в AutoCAD веб-приложение. Загружайте файлы LISP или управляйте ими, а также вводите команды LISP точно так же, как если бы вы использовали AutoCAD на своем рабочем столе, чтобы сэкономить время и быстрее выполнять проекты. Эта функция доступна только для подписчиков AutoCAD.
Усовершенствования и повышение производительности
AutoCAD 2023 также включает в себя несколько расширенных функций для повышения удобства работы пользователей. Многие пользователи хотели, чтобы плавающие окна имели собственные командные строки. Теперь они у них есть! Командная строка доступна в любом активном окне.
Трассировка улучшена, поэтому вы можете создавать слои трассировки из AutoCAD для настольных ПК в дополнение к веб-приложениям и мобильным приложениям. Кроме того, теперь вы можете добавлять к трассировкам, созданным другими, еще больше расширяя возможности совместной работы. Безопасно добавляйте заметки об изменениях проекта и пометки к чертежу непосредственно в AutoCAD, не изменяя существующий чертеж.
Подсчет также улучшен для дальнейшей автоматизации подсчета объектов, в том числе в пределах выбранной вами области. Дополнительные функции панели инструментов «Подсчет» позволяют выбирать подсчитываемые объекты; используйте клавиши со стрелками для перехода к предыдущему или следующему подсчитываемому объекту; и напрямую вставить поле счетчика в таблицу или текст.
AutoCAD 2023 включает обновленную графику для визуализации 3D-объектов до 10 раз быстрее, чем раньше, при использовании визуальных стилей затенения, затенения с краями и каркаса.
Начните сегодня
Начните сегодня и изучите новые функции, войдя в свою учетную запись Autodesk Account и загрузив последнюю версию.
 Далеко не самый дорогой вариант, но для моих нужд его вполне хватит.
Далеко не самый дорогой вариант, но для моих нужд его вполне хватит. В моем случае пришлось перевернуть.
В моем случае пришлось перевернуть.
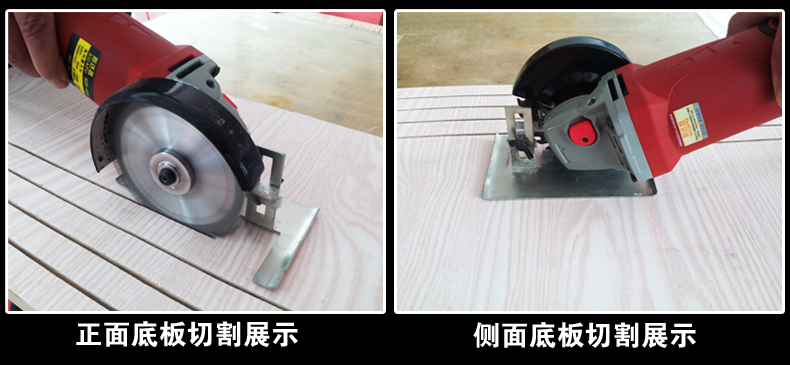 Так же есть возможность отрегулировать глубину прохода, при этом рез получается довольно точным и аккуратным даже в руках не очень опытного человека.
Так же есть возможность отрегулировать глубину прохода, при этом рез получается довольно точным и аккуратным даже в руках не очень опытного человека. Легкая и компактная, что позволяет работать даже одной рукой. Тонкий корпус диаметром 72 мм, а также резиновое покрытие противоскольжения. С помощью пилы Sturm можете регулировать пропил по глубине и наклону
Легкая и компактная, что позволяет работать даже одной рукой. Тонкий корпус диаметром 72 мм, а также резиновое покрытие противоскольжения. С помощью пилы Sturm можете регулировать пропил по глубине и наклону youtube.com/embed/EKsZkTYbu6U» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/EKsZkTYbu6U» frameborder=»0″ allowfullscreen=»allowfullscreen»> 

 Особенно подходит для больших плиток.
Особенно подходит для больших плиток. СНИЖАЕТ брызги воды и УЛУЧШАЕТ всасывание пыли.
СНИЖАЕТ брызги воды и УЛУЧШАЕТ всасывание пыли. Благодаря этой системе наведения мы можем получить точный и ровный срез. Полозья скольжения из углеродистой стали TC-125 оснащены радиальными подшипниками из нержавеющей стали с очень простой системой регулировки, которая позволяет поддерживать машину в идеальном состоянии. Циркулярный резак ТС-125 RUBI, имеет двойную систему уменьшения и контроля пыли, образующейся при резке. Либо посредством его подключения к пылесосу (сухая резка), либо посредством забора воды.
Благодаря этой системе наведения мы можем получить точный и ровный срез. Полозья скольжения из углеродистой стали TC-125 оснащены радиальными подшипниками из нержавеющей стали с очень простой системой регулировки, которая позволяет поддерживать машину в идеальном состоянии. Циркулярный резак ТС-125 RUBI, имеет двойную систему уменьшения и контроля пыли, образующейся при резке. Либо посредством его подключения к пылесосу (сухая резка), либо посредством забора воды. Вы можете использовать диски двух диаметров: 115 и 125 мм (см. толщину резки для каждого диаметра). Выключатель ТС-125 имеет предохранитель, предотвращающий непреднамеренный пуск, и электрический кабель с ПРЗД для защиты оборудования от скачков напряжения. Для проектирования ТС-125. учтено включение протектора диска с быстро открывающейся крышкой, что облегчает замену диска и уменьшает выброс частиц. Кроме того, боковой протектор, улучшающий работу системы пылеподавления. С дисковым резаком TC-125 нет ограничений по резке, которые останавливают проекты профессиональных наладчиков со всего мира.
Вы можете использовать диски двух диаметров: 115 и 125 мм (см. толщину резки для каждого диаметра). Выключатель ТС-125 имеет предохранитель, предотвращающий непреднамеренный пуск, и электрический кабель с ПРЗД для защиты оборудования от скачков напряжения. Для проектирования ТС-125. учтено включение протектора диска с быстро открывающейся крышкой, что облегчает замену диска и уменьшает выброс частиц. Кроме того, боковой протектор, улучшающий работу системы пылеподавления. С дисковым резаком TC-125 нет ограничений по резке, которые останавливают проекты профессиональных наладчиков со всего мира. БЫСТРАЯ система регулировки.
БЫСТРАЯ система регулировки. СНИЖАЕТ брызги воды и УЛУЧШАЕТ аспирацию пыли.
СНИЖАЕТ брызги воды и УЛУЧШАЕТ аспирацию пыли.
 8/10
8/10

 Хотя визор для такой цены вполне неплох по размеру — 98х35 мм.
Хотя визор для такой цены вполне неплох по размеру — 98х35 мм. Основной недостаток этой схемы в том, что при хранении включенной маски в темноте аккумулятор остается постоянно разряженным, фактически маска начинает работать только от фотоэлемента. Это может привести к заметным задержкам.
Основной недостаток этой схемы в том, что при хранении включенной маски в темноте аккумулятор остается постоянно разряженным, фактически маска начинает работать только от фотоэлемента. Это может привести к заметным задержкам.
 Чувствительность и время задержки регулируются регуляторами внутри маски — только из-за этого рейтинг маски снижается с полных 10 баллов вниз. Регулировку чувствительности разумнее было бы сделать более доступной.
Чувствительность и время задержки регулируются регуляторами внутри маски — только из-за этого рейтинг маски снижается с полных 10 баллов вниз. Регулировку чувствительности разумнее было бы сделать более доступной. Поле зрения не хуже, чем у обычных масок, но есть и все достоинства «хамелеона». Единственный минус, если можно так сказать, жалко царапать краску.
Поле зрения не хуже, чем у обычных масок, но есть и все достоинства «хамелеона». Единственный минус, если можно так сказать, жалко царапать краску. Блок питания двойной — солнечная батарея и две литиевые батареи. В отличие от моделей на одном аккумуляторе, маска «живет» без их замены гораздо дольше, хотя затраты на замену в итоге выходят одинаковыми: какой из них заменяется чаще, а два реже.
Блок питания двойной — солнечная батарея и две литиевые батареи. В отличие от моделей на одном аккумуляторе, маска «живет» без их замены гораздо дольше, хотя затраты на замену в итоге выходят одинаковыми: какой из них заменяется чаще, а два реже. Переключатель, увы, неудобен — в гетре пользоваться им сложно. Внутри маски остались только переключатель задержки времени и кнопка проверки батареи.
Переключатель, увы, неудобен — в гетре пользоваться им сложно. Внутри маски остались только переключатель задержки времени и кнопка проверки батареи. По сравнению с лидером рейтинга у этой маски меньший размер светофильтра — 95х55 мм, а регулировка затемнения имеет всего один диапазон 9-13 DIN. Но для большинства сварочных работ этого более чем достаточно, а более низкая цена является дополнительным стимулом для выбора именно этой маски.
По сравнению с лидером рейтинга у этой маски меньший размер светофильтра — 95х55 мм, а регулировка затемнения имеет всего один диапазон 9-13 DIN. Но для большинства сварочных работ этого более чем достаточно, а более низкая цена является дополнительным стимулом для выбора именно этой маски.
 Доступные настройки: чувствительность и задержка выключения затемнения. Питание такое же, как и у большинства масок этого класса от литиевой батареи, и перед началом работы его легко проверить: нажать кнопку ТЕСТ на внутренней панели и, если контрольный индикатор не горит, заменить батарею .
Доступные настройки: чувствительность и задержка выключения затемнения. Питание такое же, как и у большинства масок этого класса от литиевой батареи, и перед началом работы его легко проверить: нажать кнопку ТЕСТ на внутренней панели и, если контрольный индикатор не горит, заменить батарею .



 Местные компании работают все еще поштучно, в основном на заказ. В России производится несколько видов промроботов, всего их можно разделить на пять категорий.
Местные компании работают все еще поштучно, в основном на заказ. В России производится несколько видов промроботов, всего их можно разделить на пять категорий.
 Но у компании есть коробочное решение: сварочная ячейка АРСК-1, построенная на базе робота. В комплекте идет шкаф управления, поворотный стол, сварочный аппарат и защитное ограждение.
Но у компании есть коробочное решение: сварочная ячейка АРСК-1, построенная на базе робота. В комплекте идет шкаф управления, поворотный стол, сварочный аппарат и защитное ограждение. они отличаются по уровню досягаемости от 0,9 м до 1,5 м. Грузоподъемность роботов — до 5 кг. На их базе есть готовые решения для обработки металла. В роботах используются собственные системы управления и объемного зрения. Они применяются на множестве производств в разных городах России.
они отличаются по уровню досягаемости от 0,9 м до 1,5 м. Грузоподъемность роботов — до 5 кг. На их базе есть готовые решения для обработки металла. В роботах используются собственные системы управления и объемного зрения. Они применяются на множестве производств в разных городах России. Например, на производстве «КБК Черемушки».
Например, на производстве «КБК Черемушки».


 , а также устанавливать их на фундамент и металлоконструкции. В целях увеличения надежности и долговечности работы вся гидравлика комплектуется элементами ведущих мировых производителей, а металлоконструкции выполнены из высококачественной стали, в т.ч. и импортной.
, а также устанавливать их на фундамент и металлоконструкции. В целях увеличения надежности и долговечности работы вся гидравлика комплектуется элементами ведущих мировых производителей, а металлоконструкции выполнены из высококачественной стали, в т.ч. и импортной.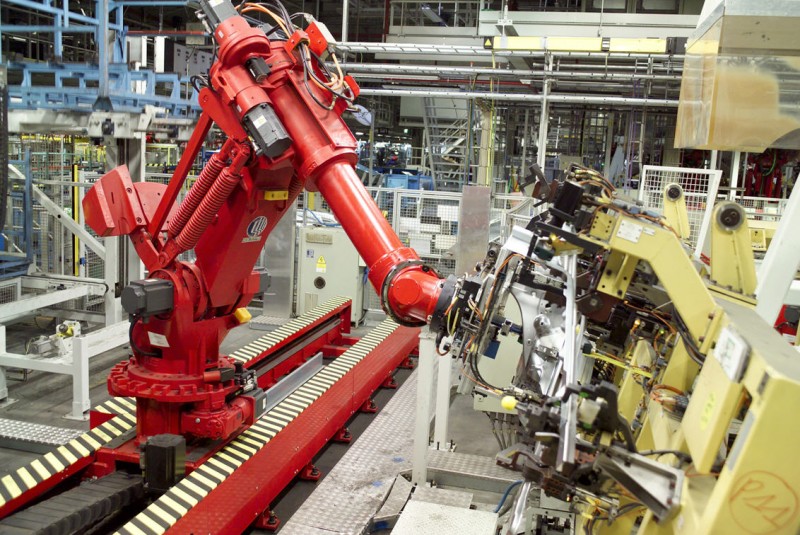 Использование в гидравлике пропорциональных распределителей обеспечило плавную, надежную работу с регулированием скорости движения и точным позиционированием. Это позволяет использовать краны-манипуляторы производства АО “ИНМАН” не только при погрузке-разгрузке, но и при монтажных работах.
Использование в гидравлике пропорциональных распределителей обеспечило плавную, надежную работу с регулированием скорости движения и точным позиционированием. Это позволяет использовать краны-манипуляторы производства АО “ИНМАН” не только при погрузке-разгрузке, но и при монтажных работах.
 В глобализированном медиа-контексте, характеризующемся снижением доверия к «устаревшим» СМИ и усилением конкуренции между мультиплатформенными СМИ, такие режимы изобретают изощренные способы использования финансируемых государством СМИ для укрепления собственной легитимности. Вот четыре вещи, которые вам нужно знать о манипулировании российскими СМИ.
В глобализированном медиа-контексте, характеризующемся снижением доверия к «устаревшим» СМИ и усилением конкуренции между мультиплатформенными СМИ, такие режимы изобретают изощренные способы использования финансируемых государством СМИ для укрепления собственной легитимности. Вот четыре вещи, которые вам нужно знать о манипулировании российскими СМИ.
 В частности, значительно увеличилось количество программ «мягких новостей». Этот глобальный медиа-формат включает в себя ток-шоу и теледебаты и известен своей способностью привлекать политически невнимательную аудиторию, производя продукцию с сильными эмоциональными тегами.
В частности, значительно увеличилось количество программ «мягких новостей». Этот глобальный медиа-формат включает в себя ток-шоу и теледебаты и известен своей способностью привлекать политически невнимательную аудиторию, производя продукцию с сильными эмоциональными тегами. Далекие от цензуры позиции британского правительства, финансируемые государством СМИ умело игнорировали (на самом деле, отражали) косвенные улики, используемые британцами для инкриминирования России.
Далекие от цензуры позиции британского правительства, финансируемые государством СМИ умело игнорировали (на самом деле, отражали) косвенные улики, используемые британцами для инкриминирования России.
 Цель поездки состояла не в том, чтобы «получить передовые российские технологии», как утверждают пропагандисты, а в том, чтобы выяснить, как передовые американские компоненты попали в российское вооружение, несмотря на глобальные ограничения на передачу таких технологий.
Цель поездки состояла не в том, чтобы «получить передовые российские технологии», как утверждают пропагандисты, а в том, чтобы выяснить, как передовые американские компоненты попали в российское вооружение, несмотря на глобальные ограничения на передачу таких технологий. Эксперты смогли осмотреть российское вооружение, захваченное украинскими войсками. Несколько высокочастотных транзисторов британского производства, которые могут использоваться как в военных, так и в гражданских целях, были обнаружены в российской мобильной системе помех «Борисоглебск-2».
Эксперты смогли осмотреть российское вооружение, захваченное украинскими войсками. Несколько высокочастотных транзисторов британского производства, которые могут использоваться как в военных, так и в гражданских целях, были обнаружены в российской мобильной системе помех «Борисоглебск-2».


 75; ПКС-3.5А; ПКС-5.25А:
75; ПКС-3.5А; ПКС-5.25А:


 ..+40
..+40

 )
)




 ..+40
..+40 Наверх
Наверх 9№ 0003
9№ 0003

 Этот воздушный компрессор будет производить больше CFM (4,24), чем бесшумный P50 / 24AL, который производит только 2,1 CFM. Увеличение CFM в PC 120/24 является компромиссом, как эквивалентный обмен, если вы хотите больше CFM в таком маленьком корпусе, вы должны получить немного шума. PC 120/24 будет иметь уровень шума 62 дБ/А против 40 дБ/А у его собрата. Этот компрессор предназначен для использования в качестве обычного гаражного воздушного компрессора, используемого для небольших пневматических инструментов, таких как Tornador, для наполнения шин или выдувания вещей с помощью обдувочного пистолета Prevost, который у нас есть в раскрывающемся списке покупок. Разница между чем-то вроде воздушного компрессора California Air Tools и Werther заключается в качестве и поддержке, это воздушные компрессоры высшего уровня, предназначенные для профессиональной среды. Так что мой сумасшедший план состоит в том, чтобы взять эти маленькие профессиональные воздушные компрессоры и принести их в гараж для нас, сумасшедших, которые любят это качество профессионального предмета.
Этот воздушный компрессор будет производить больше CFM (4,24), чем бесшумный P50 / 24AL, который производит только 2,1 CFM. Увеличение CFM в PC 120/24 является компромиссом, как эквивалентный обмен, если вы хотите больше CFM в таком маленьком корпусе, вы должны получить немного шума. PC 120/24 будет иметь уровень шума 62 дБ/А против 40 дБ/А у его собрата. Этот компрессор предназначен для использования в качестве обычного гаражного воздушного компрессора, используемого для небольших пневматических инструментов, таких как Tornador, для наполнения шин или выдувания вещей с помощью обдувочного пистолета Prevost, который у нас есть в раскрывающемся списке покупок. Разница между чем-то вроде воздушного компрессора California Air Tools и Werther заключается в качестве и поддержке, это воздушные компрессоры высшего уровня, предназначенные для профессиональной среды. Так что мой сумасшедший план состоит в том, чтобы взять эти маленькие профессиональные воздушные компрессоры и принести их в гараж для нас, сумасшедших, которые любят это качество профессионального предмета.
 Из Флориды мы доставим шланг Stoflex соответствующей длины и все фитинги Prevost Euro High Flow. В комплект входят две муфты 1/4″ Euro High Flow и одна заглушка Euro 3/8″ с внутренней резьбой, необходимая для конца шланга. В комплект входят 10 заглушек Prevost Euro High Flow 1/4″, чтобы вы могли заменить все свои инструменты на Euro High Flow. В этот комплект вы также получите два резиновых протектора Prevost для соединений муфты.
Из Флориды мы доставим шланг Stoflex соответствующей длины и все фитинги Prevost Euro High Flow. В комплект входят две муфты 1/4″ Euro High Flow и одна заглушка Euro 3/8″ с внутренней резьбой, необходимая для конца шланга. В комплект входят 10 заглушек Prevost Euro High Flow 1/4″, чтобы вы могли заменить все свои инструменты на Euro High Flow. В этот комплект вы также получите два резиновых протектора Prevost для соединений муфты.  Для концов шланга требуется заглушка с внутренней резьбой High Flow. Конец шланга 1/4″ модернизирован до поворотной муфты Prevost Euro High Flow S1, а конец шланга 3/8″ NPT представляет собой стандартный 3/8″ NPT Euro. Муфта высокого расхода. В этом комплекте вы также получите один резиновый протектор Prevost, который наденет соединение муфты.
Для концов шланга требуется заглушка с внутренней резьбой High Flow. Конец шланга 1/4″ модернизирован до поворотной муфты Prevost Euro High Flow S1, а конец шланга 3/8″ NPT представляет собой стандартный 3/8″ NPT Euro. Муфта высокого расхода. В этом комплекте вы также получите один резиновый протектор Prevost, который наденет соединение муфты. 

 Сервисные и консалтинговые услуги предоставляемые фирмой 1С:
Сервисные и консалтинговые услуги предоставляемые фирмой 1С:
 7″,в названии которых содержится «+ИТС», уже включены шесть месяцев льготного обслуживания ИТС. Как показывает практика работы, это достаточный период для освоения программного продукта, в течение которого пользователи получают квалифицированную поддержку. После окончания льготного периода можно оформить платную подписку на ИТС.
7″,в названии которых содержится «+ИТС», уже включены шесть месяцев льготного обслуживания ИТС. Как показывает практика работы, это достаточный период для освоения программного продукта, в течение которого пользователи получают квалифицированную поддержку. После окончания льготного периода можно оформить платную подписку на ИТС.



 Эти типы проблем будут решаться вашей службой поддержки клиентов, а не вашей службой технической поддержки.
Эти типы проблем будут решаться вашей службой поддержки клиентов, а не вашей службой технической поддержки.
 Сегодня ваши пользователи будут просто «гуглить» его.
Сегодня ваши пользователи будут просто «гуглить» его.





 Это продажи ».
Это продажи ».



 2-я линия поддержки
2-я линия поддержки Улучшенная техническая поддержка помогает удерживать клиентов, что приводит к максимальной прибыльности. Очень важно понимать концепцию технической поддержки и ее роль в бизнесе.
Улучшенная техническая поддержка помогает удерживать клиентов, что приводит к максимальной прибыльности. Очень важно понимать концепцию технической поддержки и ее роль в бизнесе. д. Хорошо структурированную техническую поддержку можно разделить на пять различных уровней: предварительная поддержка, самообслуживание, поддержка 1-й линии, поддержка 2-й линии, поддержка 3-й линии.
д. Хорошо структурированную техническую поддержку можно разделить на пять различных уровней: предварительная поддержка, самообслуживание, поддержка 1-й линии, поддержка 2-й линии, поддержка 3-й линии. Упреждающий поиск этих каналов может привести к большему взаимодействию с клиентами, что приведет к меньшему количеству недовольных клиентов.
Упреждающий поиск этих каналов может привести к большему взаимодействию с клиентами, что приведет к меньшему количеству недовольных клиентов. Большинство проблем на этом уровне решает поддержка по электронной почте.
Большинство проблем на этом уровне решает поддержка по электронной почте.

 Хотя это факт, что за аутсорсинговую техническую поддержку приходится платить, эта сумма намного меньше по сравнению с преимуществами, которые компания получает от аутсорсинговой технической поддержки.
Хотя это факт, что за аутсорсинговую техническую поддержку приходится платить, эта сумма намного меньше по сравнению с преимуществами, которые компания получает от аутсорсинговой технической поддержки.
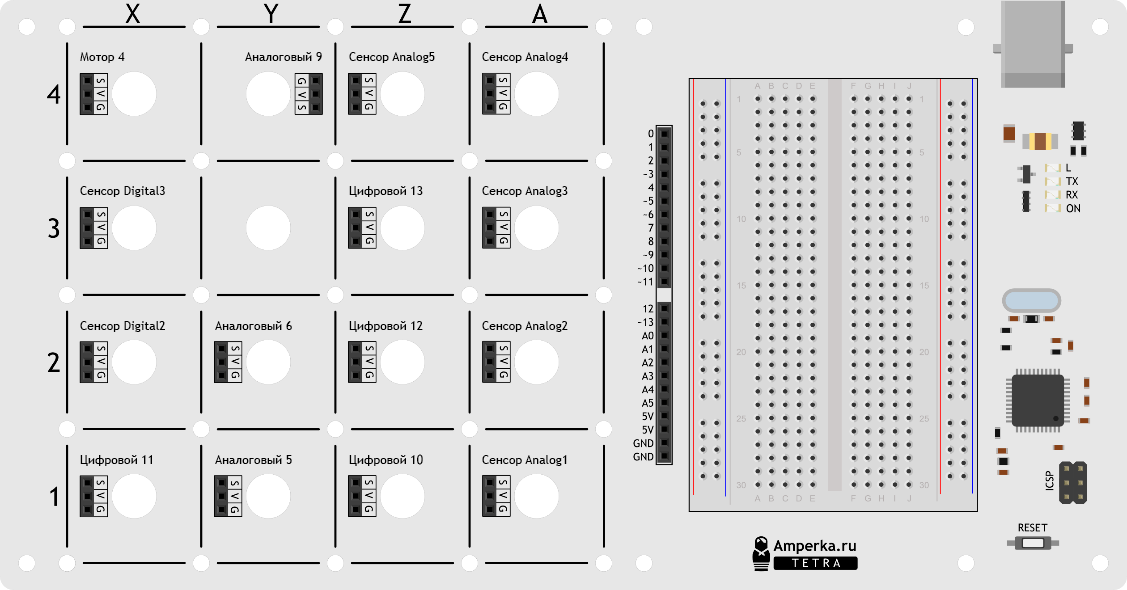
 рис. 1, α). Ось вращения вокруг оси X обозначается как ось А, ось вращения вокруг оси Y — как ось B, ось вращения вокруг оси Z — как ось С.
рис. 1, α). Ось вращения вокруг оси X обозначается как ось А, ось вращения вокруг оси Y — как ось B, ось вращения вокруг оси Z — как ось С. 3).
3).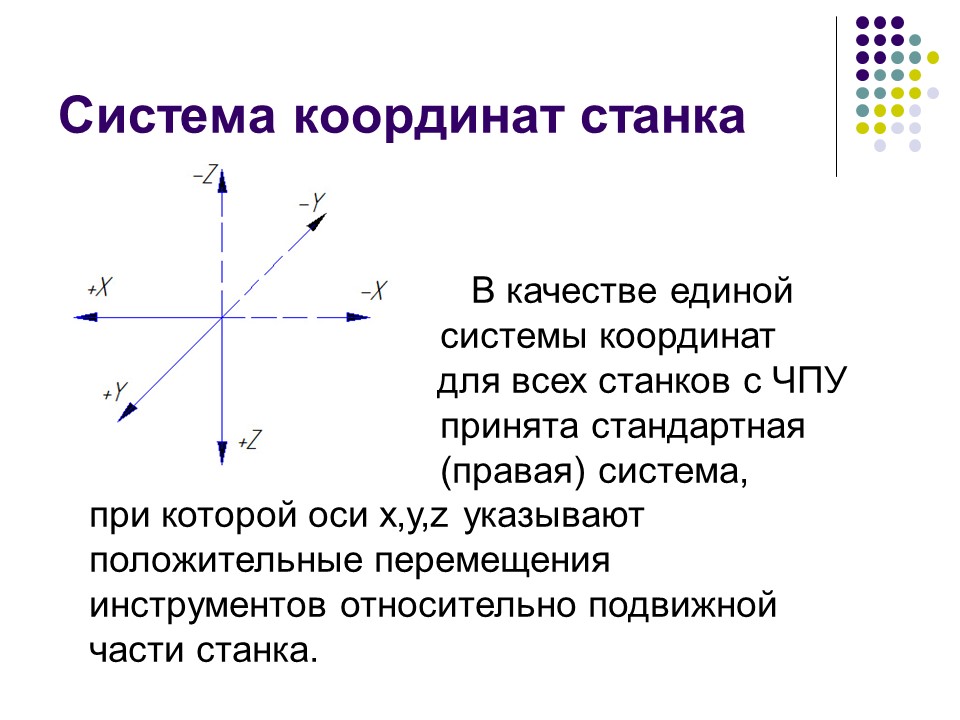 Если инструмент неподвижен, а движется заготовка относительно инструмента, то соответствующие ее положительные перемещения, направленные в противоположные стороны, обозначаются буквами Х’, Y’, Z’ (рис. 1.5).
Если инструмент неподвижен, а движется заготовка относительно инструмента, то соответствующие ее положительные перемещения, направленные в противоположные стороны, обозначаются буквами Х’, Y’, Z’ (рис. 1.5). Обозначаются они латинскими буквами А, В, С. При круговых движениях заготовки положительные направления меняются на обратные, а угловые координаты обозначаются А’, В’, С’.
Обозначаются они латинскими буквами А, В, С. При круговых движениях заготовки положительные направления меняются на обратные, а угловые координаты обозначаются А’, В’, С’.  Следовательно, в этом случае отсутствует накопление ошибок отработки перемещений, а значит, достигается высокая точность позиционирования рабочих органов.
Следовательно, в этом случае отсутствует накопление ошибок отработки перемещений, а значит, достигается высокая точность позиционирования рабочих органов. Продольное перемещение стола совпадает со вторичной осью W. Станочный нуль для программирования продольных перемещений стола находится в месте оси поворота стола в его крайнем левом положении.
Продольное перемещение стола совпадает со вторичной осью W. Станочный нуль для программирования продольных перемещений стола находится в месте оси поворота стола в его крайнем левом положении.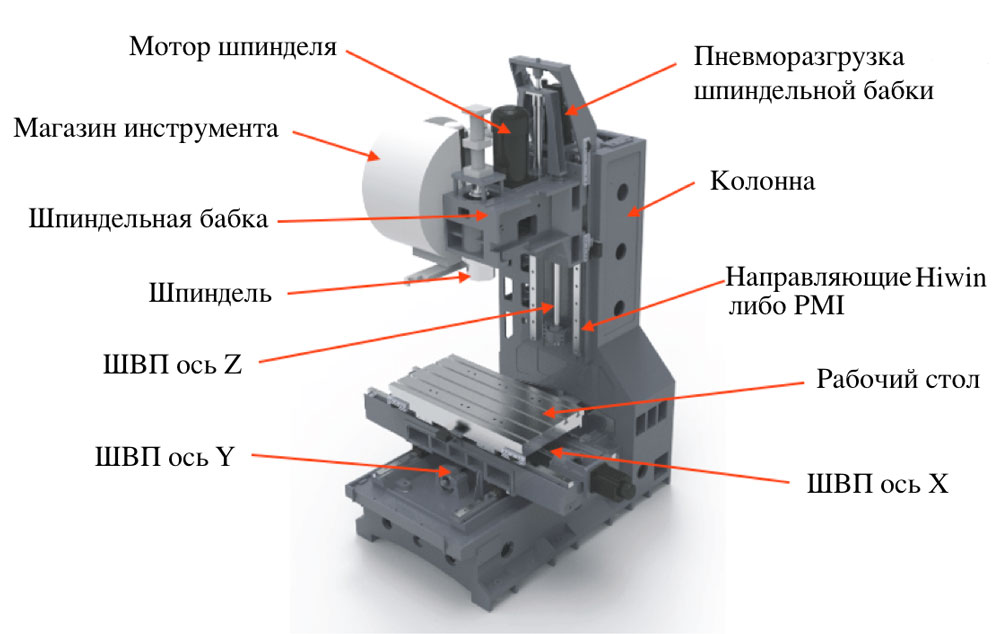 Такое устройство называют системой «плавающий нуль». Оно применяется главным образом на расточных и сверлильных станках и обрабатывающих центрах с позиционным управлением.
Такое устройство называют системой «плавающий нуль». Оно применяется главным образом на расточных и сверлильных станках и обрабатывающих центрах с позиционным управлением. Ошибки в отработке отдельных перемещений здесь могут накапливаться. Поэтому в последнее время наметилась тенденция к использованию абсолютного метода отсчета координат и в контурных системах ЧПУ.
Ошибки в отработке отдельных перемещений здесь могут накапливаться. Поэтому в последнее время наметилась тенденция к использованию абсолютного метода отсчета координат и в контурных системах ЧПУ. Число одновременно управляемых координат – важная технологическая характеристика станка.
Число одновременно управляемых координат – важная технологическая характеристика станка.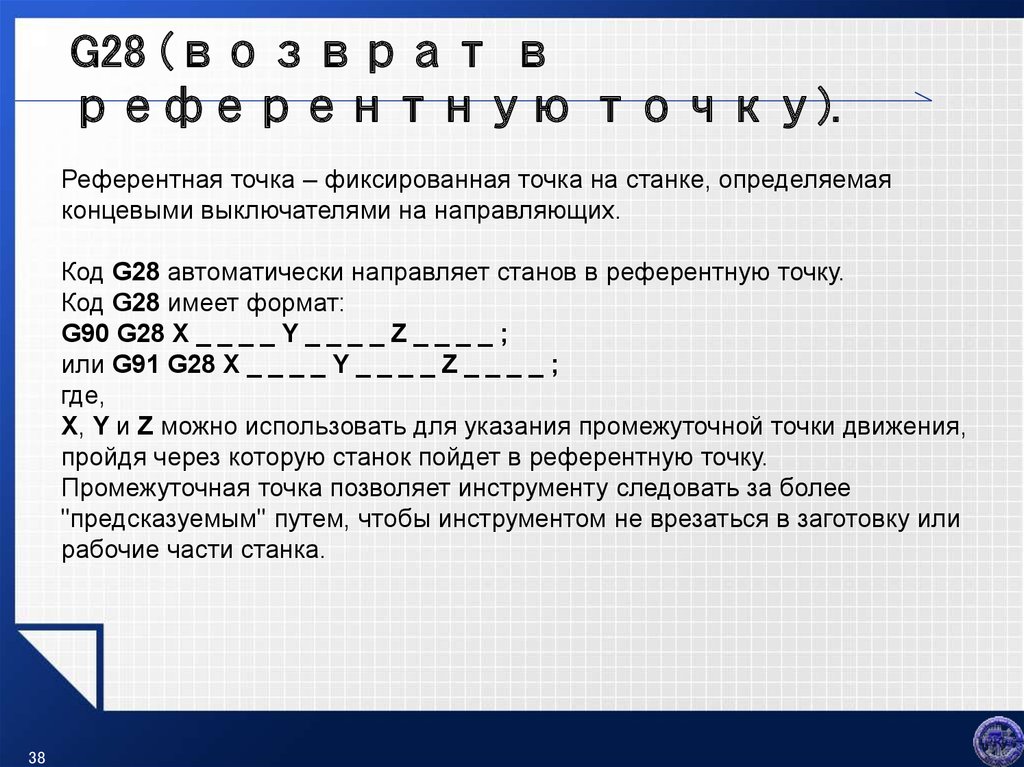 Номер варианта вопросов соответствует последней цифре номера вашей зачетной книжки. Ответы на вопросы оформляются письменно в ученической тетрадке объемом 12 листов.
Номер варианта вопросов соответствует последней цифре номера вашей зачетной книжки. Ответы на вопросы оформляются письменно в ученической тетрадке объемом 12 листов.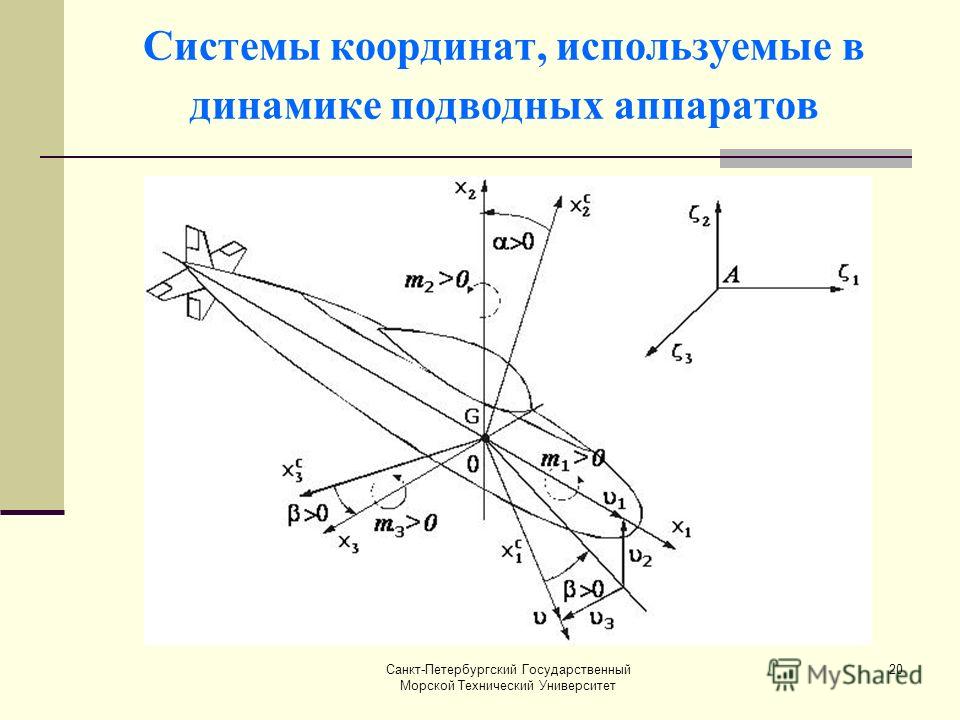
 Как видите, gcode G90 и gcode G91 являются модальными.
Как видите, gcode G90 и gcode G91 являются модальными. 75
75 0007
0007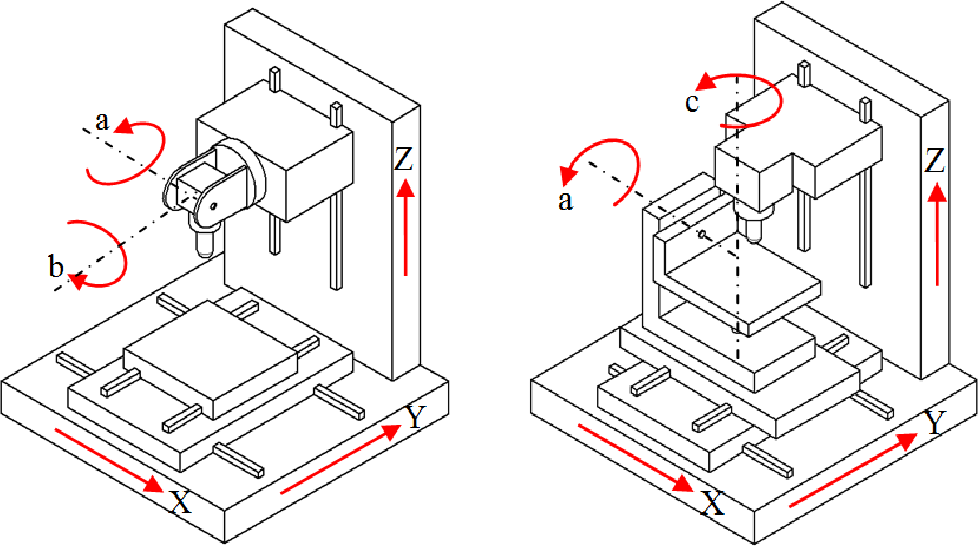 Другими словами, если вы ожидаете абсолютное значение, считается, что безопаснее начать с инкрементного, чем если бы вы ожидали инкрементного и начали с абсолютного. Правда в том, что работать не в том режиме, который вы ожидаете, небезопасно, с какой бы стороны вы на это ни смотрели, потому что машина сделает что-то неожиданное. Поэтому убедитесь, что одним из первых действий, которые вы делаете в своей программе, является установка gcode G90 или gcode G91, так что он делает то, что вы ожидаете!
Другими словами, если вы ожидаете абсолютное значение, считается, что безопаснее начать с инкрементного, чем если бы вы ожидали инкрементного и начали с абсолютного. Правда в том, что работать не в том режиме, который вы ожидаете, небезопасно, с какой бы стороны вы на это ни смотрели, потому что машина сделает что-то неожиданное. Поэтому убедитесь, что одним из первых действий, которые вы делаете в своей программе, является установка gcode G90 или gcode G91, так что он делает то, что вы ожидаете! Мы уже упоминали контроллеры, в которых I и J являются относительными, что аналогично случаю UVW, хотя и предназначено для определения местоположения центра дуги.
Мы уже упоминали контроллеры, в которых I и J являются относительными, что аналогично случаю UVW, хотя и предназначено для определения местоположения центра дуги. Например, вы просверливаете отверстие, снимаете с него фаску, а затем нарезаете резьбу метчиком. Эти отверстия расположены по всей пластине, которую вы обрабатываете. Самый простой способ запрограммировать такую вещь — создать подпрограмму (о подпрограммах мы поговорим подробнее чуть позже, а пока включите свое воображение), которая предполагает, что она расположена над центром отверстия, и может просто продолжить делать всю работу, используя относительные координаты. Теперь вы можете просто сделать абсолютный ход, а затем вызвать подпрограмму для каждой дыры и написать код только один раз. Какая экономия времени.
Например, вы просверливаете отверстие, снимаете с него фаску, а затем нарезаете резьбу метчиком. Эти отверстия расположены по всей пластине, которую вы обрабатываете. Самый простой способ запрограммировать такую вещь — создать подпрограмму (о подпрограммах мы поговорим подробнее чуть позже, а пока включите свое воображение), которая предполагает, что она расположена над центром отверстия, и может просто продолжить делать всю работу, используя относительные координаты. Теперь вы можете просто сделать абсолютный ход, а затем вызвать подпрограмму для каждой дыры и написать код только один раз. Какая экономия времени. Как правило, координаты будут относительными, как если бы код автоматически вставлял G91 впереди, а затем возвращался к тому режиму, который действовал в конце.
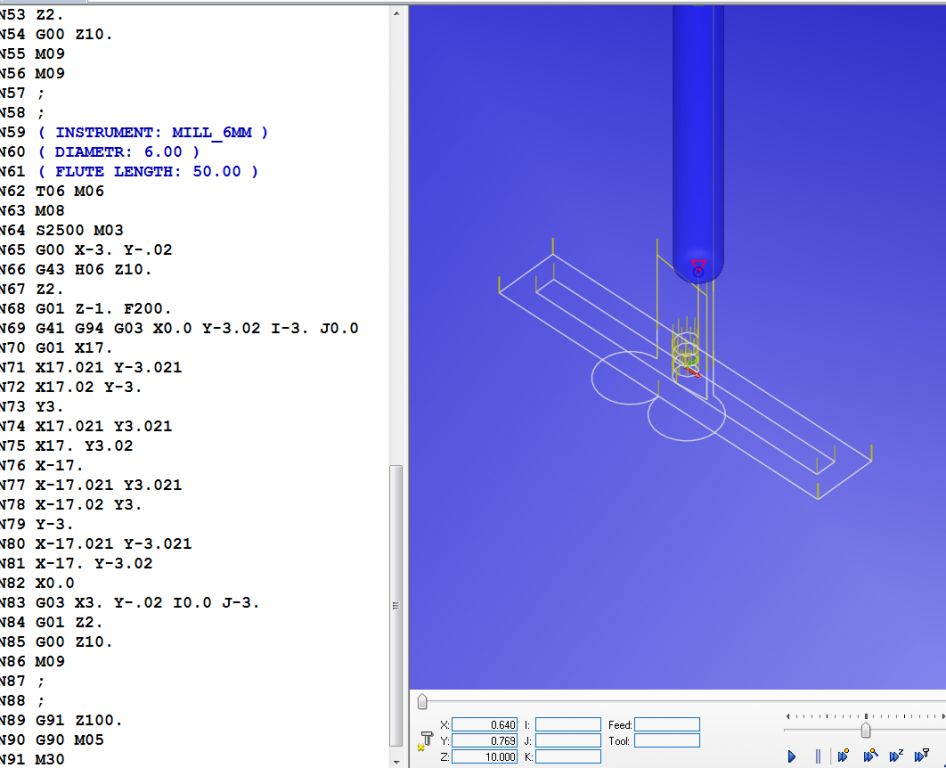
Как правило, координаты будут относительными, как если бы код автоматически вставлял G91 впереди, а затем возвращался к тому режиму, который действовал в конце.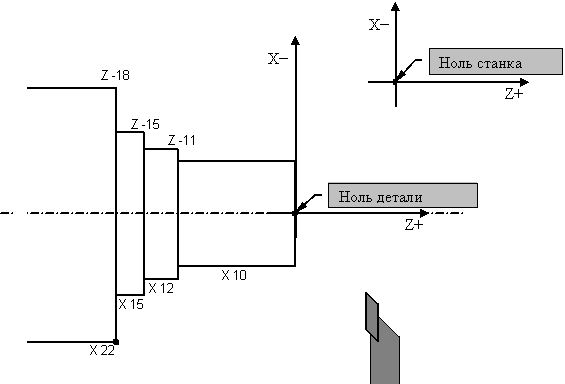 Напишите программу G-кода, которая подает фрезу вокруг прямоугольника размером 1 дюйм на 1 дюйм, центр которого находится в точке 1, 1. Используйте абсолютные координаты (g-код G90).
Напишите программу G-кода, которая подает фрезу вокруг прямоугольника размером 1 дюйм на 1 дюйм, центр которого находится в точке 1, 1. Используйте абсолютные координаты (g-код G90).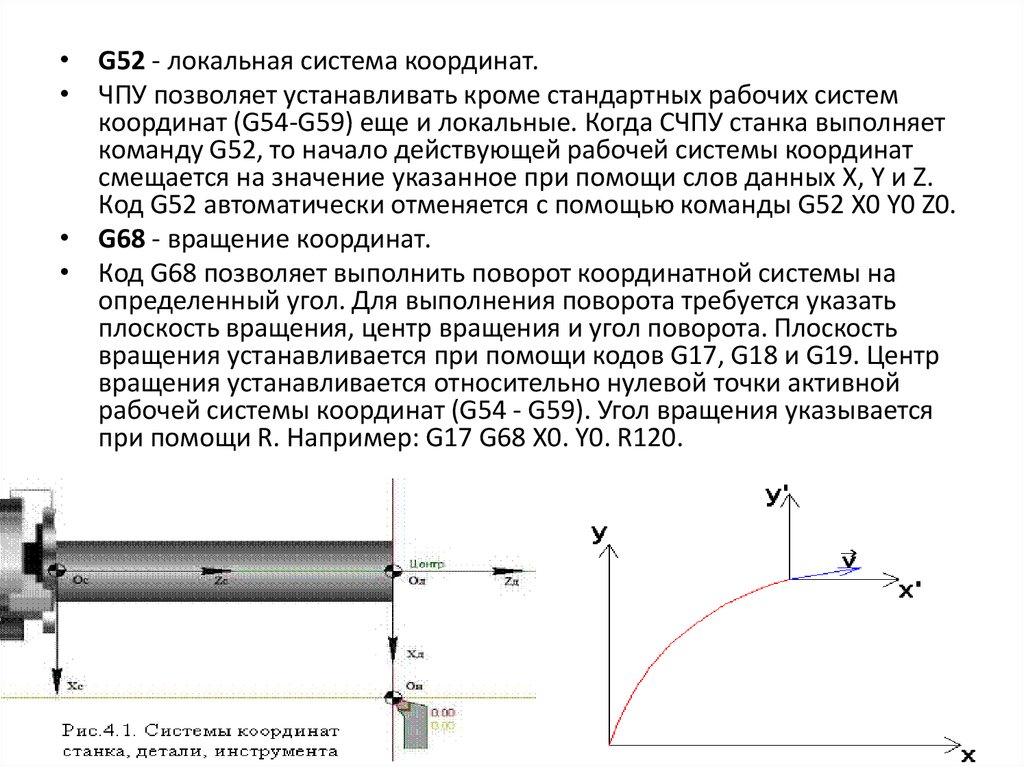 При абсолютном позиционировании координаты относятся к нулевой точке детали, позиции станка в точке X0Y0Z0.
При абсолютном позиционировании координаты относятся к нулевой точке детали, позиции станка в точке X0Y0Z0.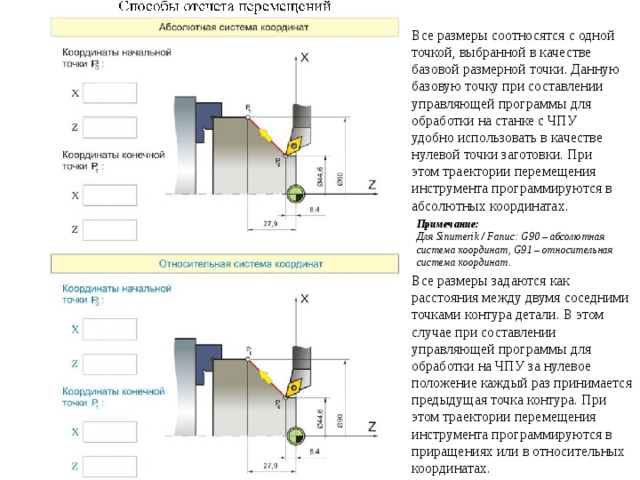 Когда дело доходит до движения машины, проще говоря:
Когда дело доходит до движения машины, проще говоря: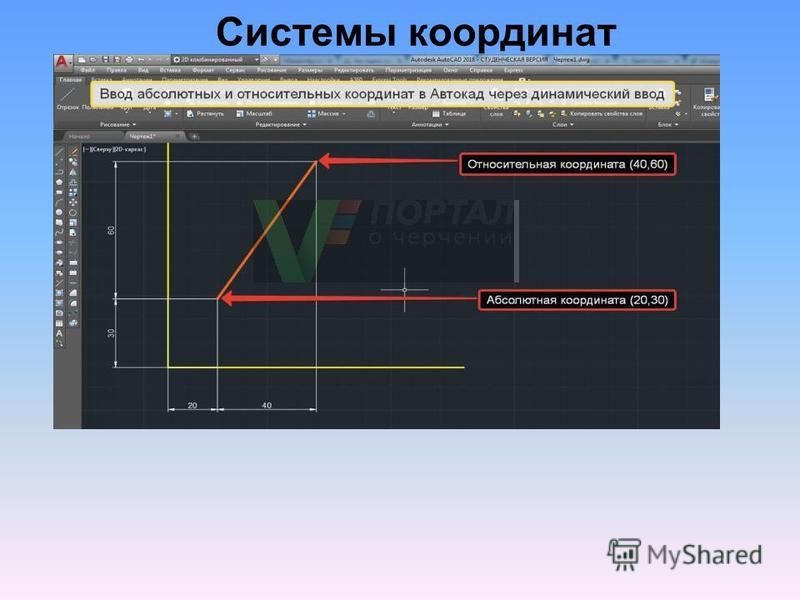 5. Итак, вот ваша дилемма — вы в настоящее время находитесь на X6,753 Y14,265 Z2,37, и вам нужно добраться до X0 Y0 Z0,5. Как вы это сделаете?
5. Итак, вот ваша дилемма — вы в настоящее время находитесь на X6,753 Y14,265 Z2,37, и вам нужно добраться до X0 Y0 Z0,5. Как вы это сделаете?

 Это предполагает работу проволочно-вырезного станка в составе роботизированных линий 24/7 и всё необходимое для этого предусмотрено в конструкции станков.
Это предполагает работу проволочно-вырезного станка в составе роботизированных линий 24/7 и всё необходимое для этого предусмотрено в конструкции станков. Такое решение продиктовано той областью применения на которую они рассчитаны. Использование углеводородов даёт как неоспоримые преимущества, так и накладывает определённые ограничения на проволочно-вырезные технологии.
Такое решение продиктовано той областью применения на которую они рассчитаны. Использование углеводородов даёт как неоспоримые преимущества, так и накладывает определённые ограничения на проволочно-вырезные технологии.
 youtube.com/embed/xvr6_9jnhwY» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/xvr6_9jnhwY» frameborder=»0″ allowfullscreen=»»/> Ширина по фронту у станков этой серии на 200-300 мм меньше, чем у основных конкурентов.
Ширина по фронту у станков этой серии на 200-300 мм меньше, чем у основных конкурентов.
 Цена: по запросу. Купить станок
Цена: по запросу. Купить станок толщина заготовки
толщина заготовки По сравнению с традиционными станками с перемещением подвижной стойки станок с перемещением стола характеризуется большей точностью. Повышенной устойчивости способствует также использование сервопривода типа FANUC Servo Motor αi Series, прецизионных шарико-винтовых пар и LM-направляющих. Блок питания для прецизионной обработки с уровнем шероховатости порядка 0,7 мкм (в стандартный комплект поставки не входит). Блок питания для микрофинишной обработки (MF) обеспечивает выработку тонких импульсных разрядов для электроэрозионной обработки с шероховатостью не более 1,5 мкм. При помощи изолирующего зажима можно достичь шероховатости до 0,7 мкм.
По сравнению с традиционными станками с перемещением подвижной стойки станок с перемещением стола характеризуется большей точностью. Повышенной устойчивости способствует также использование сервопривода типа FANUC Servo Motor αi Series, прецизионных шарико-винтовых пар и LM-направляющих. Блок питания для прецизионной обработки с уровнем шероховатости порядка 0,7 мкм (в стандартный комплект поставки не входит). Блок питания для микрофинишной обработки (MF) обеспечивает выработку тонких импульсных разрядов для электроэрозионной обработки с шероховатостью не более 1,5 мкм. При помощи изолирующего зажима можно достичь шероховатости до 0,7 мкм.
 0,20 BS
0,20 BS Уменьшение эффекта плавления от нагрева позволяет избежать разупрочнения обрабатываемой поверхности и увеличить сроки эксплуатации пресс-формы.
Уменьшение эффекта плавления от нагрева позволяет избежать разупрочнения обрабатываемой поверхности и увеличить сроки эксплуатации пресс-формы. п.
п.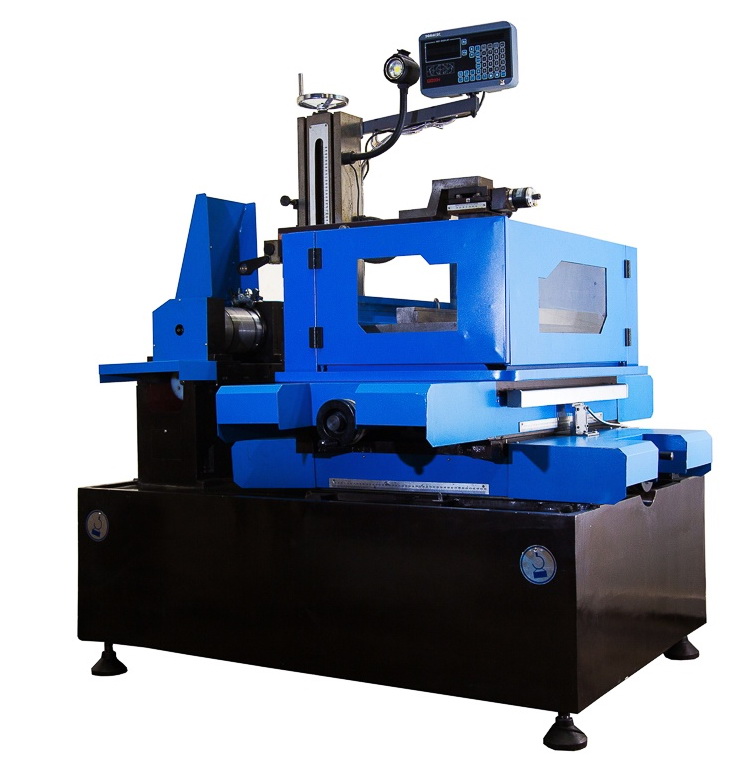 Примечание 2)
Примечание 2) Каждое из этих названий используется для объяснения процесса удаления металла с помощью электрического тока в тщательно контролируемых условиях.
Каждое из этих названий используется для объяснения процесса удаления металла с помощью электрического тока в тщательно контролируемых условиях. Именно эта точность делает искровую эрозию наиболее эффективным способом спасения деталей, которые в противном случае считались бы непригодными для использования.
Именно эта точность делает искровую эрозию наиболее эффективным способом спасения деталей, которые в противном случае считались бы непригодными для использования.


 Германия, 86732 x 200. Проволочно-эрозионный станок
Германия, 86732 x 200. Проволочно-эрозионный станок
 INTEGRAL 2 AGIEMATIC T + AGIEPULS 60 Пробивной электроэрозионный станок HSF
INTEGRAL 2 AGIEMATIC T + AGIEPULS 60 Пробивной электроэрозионный станок HSF Все машины работают по принципу искровая эрозия из-за электрического разряда , который приводит к испарению материала с высокой точностью. Этот процесс может быть использован для сверления (машины для эрозионной обработки начального отверстия), для резки (машины для проволочной электроэрозионной обработки) и для формовки (машины для эрозионной обработки штампом). Большие электроэрозионные станки имеют большой диапазон перемещения и предназначены для обработки более тяжелых заготовок. В Surplex вы можете найти подержанный электроэрозионный станок с ЧПУ с подходящим диапазоном хода, например. от AGIE CHARMILLES (Roboform/Robofil) или EROWA.
Все машины работают по принципу искровая эрозия из-за электрического разряда , который приводит к испарению материала с высокой точностью. Этот процесс может быть использован для сверления (машины для эрозионной обработки начального отверстия), для резки (машины для проволочной электроэрозионной обработки) и для формовки (машины для эрозионной обработки штампом). Большие электроэрозионные станки имеют большой диапазон перемещения и предназначены для обработки более тяжелых заготовок. В Surplex вы можете найти подержанный электроэрозионный станок с ЧПУ с подходящим диапазоном хода, например. от AGIE CHARMILLES (Roboform/Robofil) или EROWA. Электроэрозионная машина или электроэрозионная машина используется для удаления электропроводящих материалов с заготовки путем испарения или выкрашивания. Чтобы сделать это возможным, электроэрозионные станки могут обрабатывать только заготовки, изготовленные из очень прочного электрического проводника, такого как вольфрам, медь, графит и т. д., и поэтому могут служить электродами.
Электроэрозионная машина или электроэрозионная машина используется для удаления электропроводящих материалов с заготовки путем испарения или выкрашивания. Чтобы сделать это возможным, электроэрозионные станки могут обрабатывать только заготовки, изготовленные из очень прочного электрического проводника, такого как вольфрам, медь, графит и т. д., и поэтому могут служить электродами. . Для того, чтобы процесс имел место, важно, чтобы электроэрозионный станок не соприкасался с заготовкой; это достигается за счет использования диэлектрической жидкости, которая ограничивает электрическое поле и обеспечивает контролируемое удаление материала с заготовки с помощью электроэрозионной машины. Диэлектрическая жидкость должна быть непроводящей жидкостью, такой как масло или деионизированная вода. Этим методом можно обрабатывать все металлы и металлические сплавы, хотя электроэрозионные станки в основном используются для обработки алюминия, латуни, меди и стали. Процесс искровой эрозии также работает с другими проводящими материалами, такими как графит и некоторые керамические материалы.
. Для того, чтобы процесс имел место, важно, чтобы электроэрозионный станок не соприкасался с заготовкой; это достигается за счет использования диэлектрической жидкости, которая ограничивает электрическое поле и обеспечивает контролируемое удаление материала с заготовки с помощью электроэрозионной машины. Диэлектрическая жидкость должна быть непроводящей жидкостью, такой как масло или деионизированная вода. Этим методом можно обрабатывать все металлы и металлические сплавы, хотя электроэрозионные станки в основном используются для обработки алюминия, латуни, меди и стали. Процесс искровой эрозии также работает с другими проводящими материалами, такими как графит и некоторые керамические материалы. Другое специальное применение электроэрозионного станка — электроэрозионное сверление и нарезание резьбы в начальных отверстиях. Это используется в качестве технологического этапа перед проволочной эрозией, еще одним типом искровой эрозии, достигаемым за счет использования электроэрозионной машины. Эрозия проволокой действует как процесс резки, во время которого проволока проходит через заготовку, а затем с помощью электрического тока заготовка доводится до точки плавления. Диэлектрик напыляется на заготовку с помощью шланга. Преимущество эрозии заключается в том, что все токопроводящие материалы любого уровня твердости могут быть обработаны с помощью соответствующей электроэрозионной машины. Проработанные контуры отличаются высочайшей точностью формы и размеров.
Другое специальное применение электроэрозионного станка — электроэрозионное сверление и нарезание резьбы в начальных отверстиях. Это используется в качестве технологического этапа перед проволочной эрозией, еще одним типом искровой эрозии, достигаемым за счет использования электроэрозионной машины. Эрозия проволокой действует как процесс резки, во время которого проволока проходит через заготовку, а затем с помощью электрического тока заготовка доводится до точки плавления. Диэлектрик напыляется на заготовку с помощью шланга. Преимущество эрозии заключается в том, что все токопроводящие материалы любого уровня твердости могут быть обработаны с помощью соответствующей электроэрозионной машины. Проработанные контуры отличаются высочайшей точностью формы и размеров. Электроэрозионный станок с традиционным управлением или современный электроэрозионный станок с ЧПУ для продажи часто можно найти в хорошем состоянии здесь, в Surplex, и мы также иногда предлагаем высококачественные бывшие в употреблении электроэрозионные станки на наших промышленных аукционах по конкурентоспособной цене. В связи с постоянно меняющимся предложением машин мы рекомендуем регулярно посещать нашу страницу подержанных электроэрозионных станков, чтобы найти предпочитаемую подержанную электроэрозионную машину для ваших нужд, а также посещать нашу страницу аукциона и другие страницы машин и просматривать остальные нашего предложения.
Электроэрозионный станок с традиционным управлением или современный электроэрозионный станок с ЧПУ для продажи часто можно найти в хорошем состоянии здесь, в Surplex, и мы также иногда предлагаем высококачественные бывшие в употреблении электроэрозионные станки на наших промышленных аукционах по конкурентоспособной цене. В связи с постоянно меняющимся предложением машин мы рекомендуем регулярно посещать нашу страницу подержанных электроэрозионных станков, чтобы найти предпочитаемую подержанную электроэрозионную машину для ваших нужд, а также посещать нашу страницу аукциона и другие страницы машин и просматривать остальные нашего предложения.

 025мм
025мм Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки. .1100, 0..2500
.1100, 0..2500 .0,33
.0,33 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988 И когда пришло время сравнить Z06 с красной машиной из Маранелло, GM, как сообщается, исключила 488 GTB с двойным турбонаддувом из-за недостаточного характера.
И когда пришло время сравнить Z06 с красной машиной из Маранелло, GM, как сообщается, исключила 488 GTB с двойным турбонаддувом из-за недостаточного характера. Он более чем слегка перекликается с Ferrari, как и должен тщательно спроектированный V8 Chevy, поскольку он имеет ту же конструкцию с плоским кривошипом и верхним распредвалом. Однако, поскольку он на целый литр больше, он может только реветь громче и с большим укусом, чтобы поддержать свой лай. 5,5-литровый V8 Z06 будет производить 670 л.8. Следовательно, он также быстрее разгоняется до 60, что занимает 2,6 секунды по сравнению с низким трехсекундным пробегом 458.
Он более чем слегка перекликается с Ferrari, как и должен тщательно спроектированный V8 Chevy, поскольку он имеет ту же конструкцию с плоским кривошипом и верхним распредвалом. Однако, поскольку он на целый литр больше, он может только реветь громче и с большим укусом, чтобы поддержать свой лай. 5,5-литровый V8 Z06 будет производить 670 л.8. Следовательно, он также быстрее разгоняется до 60, что занимает 2,6 секунды по сравнению с низким трехсекундным пробегом 458.
 Мы используем наши тестовые номера 458 Italia из сравнения 2011 года с McLaren MP4-12C и Porsche 911 GT2 RS, которое проводилось в Великобритании. Наши номера Z06 взяты из нашего недавнего теста купе, оснащенного пакетом Z07. .
Мы используем наши тестовые номера 458 Italia из сравнения 2011 года с McLaren MP4-12C и Porsche 911 GT2 RS, которое проводилось в Великобритании. Наши номера Z06 взяты из нашего недавнего теста купе, оснащенного пакетом Z07. . Но Ferrari не сильно отстает, так как она достигла той же рекордной скорости на четверть мили и отставала всего на 0,4 секунды в разгоне до 60 миль в час. (Числа для Ferrari были сгенерированы с использованием нашего старого метода коррекции до того, как мы внедрили в наши тесты на ускорение стандартную для отрасли развертку на 1 фут.)
Но Ferrari не сильно отстает, так как она достигла той же рекордной скорости на четверть мили и отставала всего на 0,4 секунды в разгоне до 60 миль в час. (Числа для Ferrari были сгенерированы с использованием нашего старого метода коррекции до того, как мы внедрили в наши тесты на ускорение стандартную для отрасли развертку на 1 фут.)
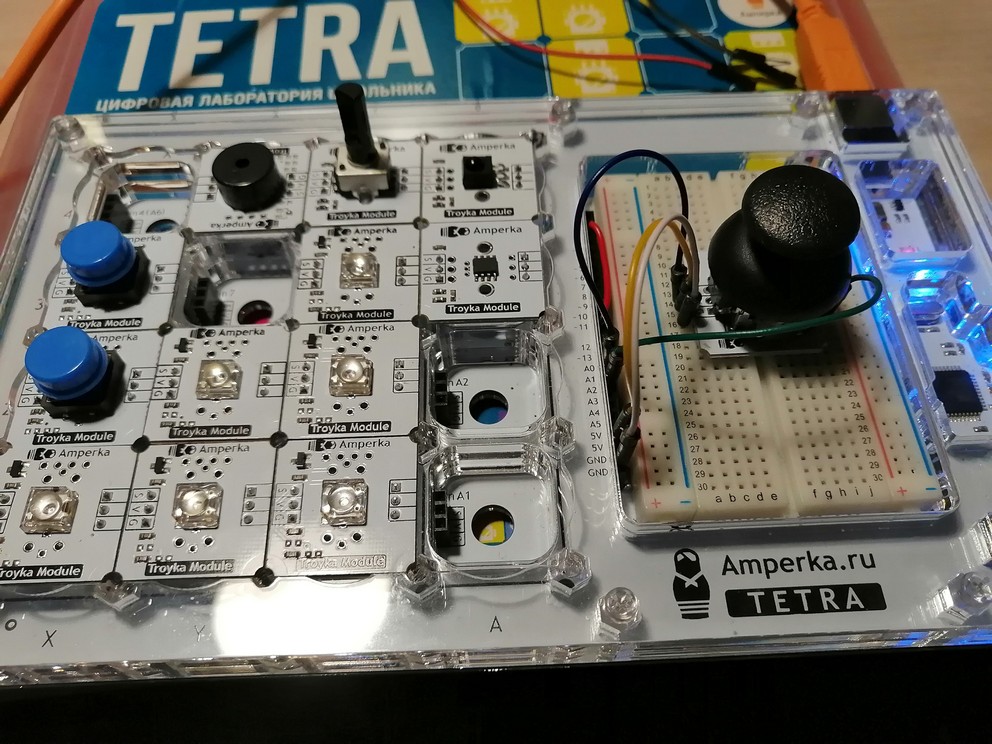
 Модули можно быстро сменять, комбинировать и оживлять своей программой.
Модули можно быстро сменять, комбинировать и оживлять своей программой.
 Можна керувати моторами, включати світлодіоди, відтворювати звук. Кожен модуль має своє призначення.
Можна керувати моторами, включати світлодіоди, відтворювати звук. Кожен модуль має своє призначення.


 С августа 2007 г. по август 2008 г. он занимал должности вице-президента и генерального директора нефтепромыслового подразделения Lufkin. До прихода в Lufkin с 1974 по 1994 г. г-н Глик занимал несколько руководящих должностей в компании Cameron Iron Works, Inc. в качестве неисполнительного председателя совета директоров, председателя комитета по назначениям и управлению, а также члена по должности члена комитетов по аудиту и вознаграждениям Hunting PLC, публичной компании, торгуемой на Лондонской фондовой бирже, а также служит в качестве Казначей ОМС здоровья Святого Луки и входит в его исполнительный комитет. Г-н Глик ранее входил в совет директоров Weatherford International plc с декабря 2019 года.до июня 2020 года.
С августа 2007 г. по август 2008 г. он занимал должности вице-президента и генерального директора нефтепромыслового подразделения Lufkin. До прихода в Lufkin с 1974 по 1994 г. г-н Глик занимал несколько руководящих должностей в компании Cameron Iron Works, Inc. в качестве неисполнительного председателя совета директоров, председателя комитета по назначениям и управлению, а также члена по должности члена комитетов по аудиту и вознаграждениям Hunting PLC, публичной компании, торгуемой на Лондонской фондовой бирже, а также служит в качестве Казначей ОМС здоровья Святого Луки и входит в его исполнительный комитет. Г-н Глик ранее входил в совет директоров Weatherford International plc с декабря 2019 года.до июня 2020 года.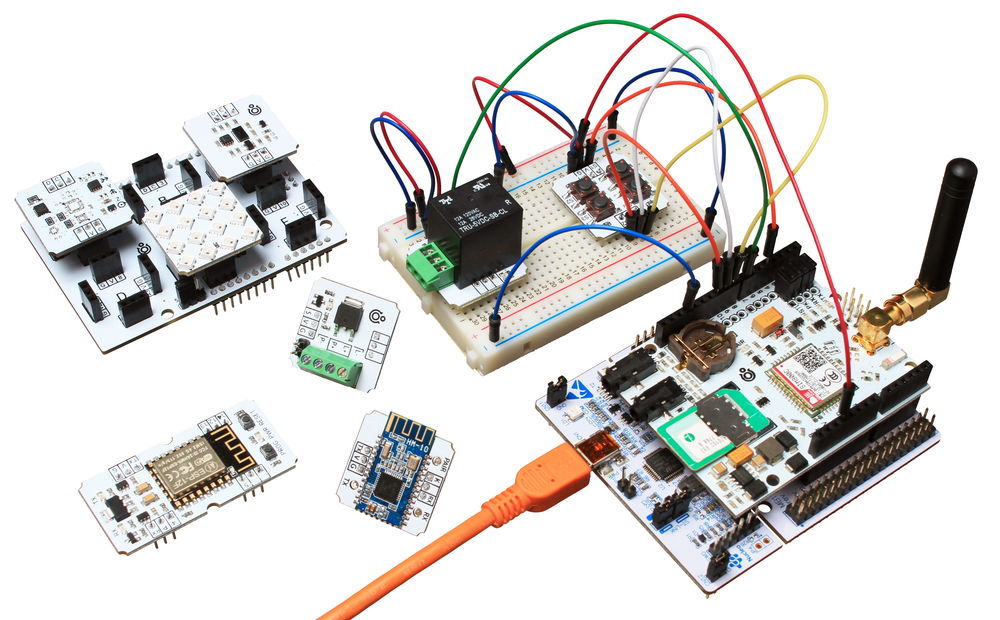 Г-н Болдуин занимал должность исполнительного вице-президента и руководителя финансовый директор публичной компании Dresser-Rand Group, Inc. с августа 2007 г. до выхода на пенсию в мае 2013 г. До прихода в Dresser-Rand он занимал должности исполнительного вице-президента, главного финансового директора и казначея Veritas DGC Inc. ., публичная компания, с августа 2004 г. по февраль 2007 г., и операционный партнер First Reserve Corporation с апреля 2003 г. по июль 2004 г. Г-н Болдуин занимал должности исполнительного вице-президента и финансового директора NextiraOne с октября 2001 г. по август 2002 г., а также председатель правления и главный исполнительный директор Pentacon Inc. с 19с 97 по 2001 год. С 1980 по 1997 год г-н Болдуин занимал различные финансовые и операционные должности в Keystone International Inc., включая казначея, главного финансового директора и президента группы промышленных клапанов и систем управления. Г-н Болдуин в настоящее время является директором и членом комитета по аудиту KBR, Inc.
Г-н Болдуин занимал должность исполнительного вице-президента и руководителя финансовый директор публичной компании Dresser-Rand Group, Inc. с августа 2007 г. до выхода на пенсию в мае 2013 г. До прихода в Dresser-Rand он занимал должности исполнительного вице-президента, главного финансового директора и казначея Veritas DGC Inc. ., публичная компания, с августа 2004 г. по февраль 2007 г., и операционный партнер First Reserve Corporation с апреля 2003 г. по июль 2004 г. Г-н Болдуин занимал должности исполнительного вице-президента и финансового директора NextiraOne с октября 2001 г. по август 2002 г., а также председатель правления и главный исполнительный директор Pentacon Inc. с 19с 97 по 2001 год. С 1980 по 1997 год г-н Болдуин занимал различные финансовые и операционные должности в Keystone International Inc., включая казначея, главного финансового директора и президента группы промышленных клапанов и систем управления. Г-н Болдуин в настоящее время является директором и членом комитета по аудиту KBR, Inc. , а также директором и членом комитета по аудиту Nine Energy Service, Inc., обе из которых являются публичными компаниями. Ранее он занимал должность директора Seahawk Drilling Inc. с августа 2009 года.до февраля 2011 г.
, а также директором и членом комитета по аудиту Nine Energy Service, Inc., обе из которых являются публичными компаниями. Ранее он занимал должность директора Seahawk Drilling Inc. с августа 2009 года.до февраля 2011 г.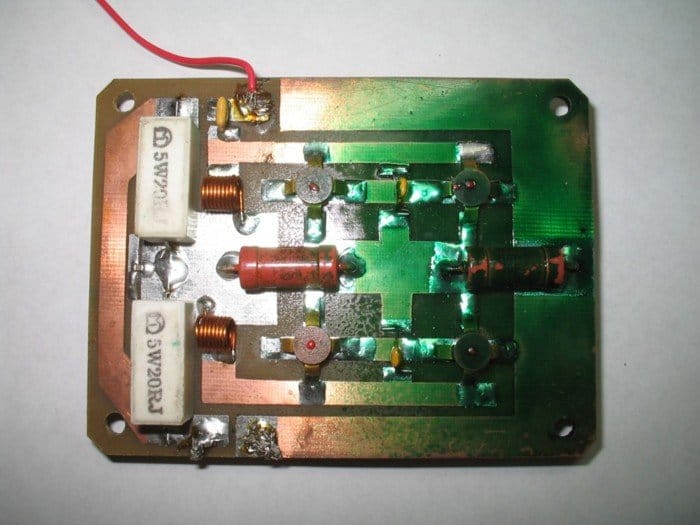 Доктор Бейтс имел 25-летний опыт управления нефтяным сервисом. и операции до прихода в Lime Rock. Служил с 19с 98 по 2000 год в качестве президента Discovery Group компании Baker Hughes и отвечал за интеграцию Western Atlas в Baker Hughes. Ранее он занимал пост президента и главного исполнительного директора Weatherford Enterra. Ранее д-р Бейтс проработал 15 лет в компании Schlumberger как внутри страны, так и за рубежом, и отвечал за бизнес-подразделение Anadrill, когда первые инструменты MWD и LWD были коммерциализированы. Доктор Бейтс начал свою карьеру в Shell Oil Company, где он проводил исследования в области бурения. Д-р Бейтс был личным инвестором и/или корпоративным инвестором в более чем дюжине стартапов в сфере нефтесервисных технологий. Доктор Бейтс также входит в совет директоров и является председателем комитета по вознаграждениям и развитию лидерства и членом комитета по аудиту канадской публичной компании SSR Mining, Inc., а также председателем совета директоров и членом комитета по аудиту Vantage Drilling International, публичной компании, которая торгуется на внебиржевом рынке.
Доктор Бейтс имел 25-летний опыт управления нефтяным сервисом. и операции до прихода в Lime Rock. Служил с 19с 98 по 2000 год в качестве президента Discovery Group компании Baker Hughes и отвечал за интеграцию Western Atlas в Baker Hughes. Ранее он занимал пост президента и главного исполнительного директора Weatherford Enterra. Ранее д-р Бейтс проработал 15 лет в компании Schlumberger как внутри страны, так и за рубежом, и отвечал за бизнес-подразделение Anadrill, когда первые инструменты MWD и LWD были коммерциализированы. Доктор Бейтс начал свою карьеру в Shell Oil Company, где он проводил исследования в области бурения. Д-р Бейтс был личным инвестором и/или корпоративным инвестором в более чем дюжине стартапов в сфере нефтесервисных технологий. Доктор Бейтс также входит в совет директоров и является председателем комитета по вознаграждениям и развитию лидерства и членом комитета по аудиту канадской публичной компании SSR Mining, Inc., а также председателем совета директоров и членом комитета по аудиту Vantage Drilling International, публичной компании, которая торгуется на внебиржевом рынке. Д-р Бейтс ранее входил в советы директоров Independence Contract Drilling, Inc. с августа 2014 г. по июнь 2020 г., Weatherford International, plc с декабря 2019 г.до июня 2020 г. и Tidewater Inc. с июля 2017 г. по октябрь 2019 г.
Д-р Бейтс ранее входил в советы директоров Independence Contract Drilling, Inc. с августа 2014 г. по июнь 2020 г., Weatherford International, plc с декабря 2019 г.до июня 2020 г. и Tidewater Inc. с июля 2017 г. по октябрь 2019 г. по ноябрь 2016 года в качестве директора по маркетингу Chase Commercial Banking с 2005 по 2009 год и главного операционного директора коммерческого и инвестиционного банка Южного региона с 2000 по 2005 год. Г-жа Луна также работала в совете директоров и в качестве член аудиторского комитета публичной компании Roku, Inc. с 7 декабря 2020 года.
по ноябрь 2016 года в качестве директора по маркетингу Chase Commercial Banking с 2005 по 2009 год и главного операционного директора коммерческого и инвестиционного банка Южного региона с 2000 по 2005 год. Г-жа Луна также работала в совете директоров и в качестве член аудиторского комитета публичной компании Roku, Inc. с 7 декабря 2020 года.
 Nexeo Solutions, с 2007 по 2012 год г-н Уильямс занимал пост президента Momentive Global Sealants, глобального подразделения по производству специальных герметиков, и президента Momentive Performance Materials, предприятия по производству специальных силиконовых материалов. В начале своей карьеры г-н Уильямс провел 22 года, занимая руководящие должности в сфере промышленности и материально-технического снабжения в компании General Electric, а также руководил бизнесом по всему миру в Северной и Южной Америке, Европе и Азии в широком секторе рынка. С 1 января 2022 года г-н Уильямс является исполнительным председателем совета директоров Covia Holdings, LLC, поставщика решений на основе полезных ископаемых, обслуживающих промышленные и энергетические рынки, а также членом ее аудиторского комитета и компенсационного комитета с декабря 2020 г., а с декабря 2020 г. по декабрь 2021 г. занимал пост председателя совета директоров. С июля 2021 г. г-н Уильямс также входил в совет директоров Kirby Corporation, публичной компании9.
Nexeo Solutions, с 2007 по 2012 год г-н Уильямс занимал пост президента Momentive Global Sealants, глобального подразделения по производству специальных герметиков, и президента Momentive Performance Materials, предприятия по производству специальных силиконовых материалов. В начале своей карьеры г-н Уильямс провел 22 года, занимая руководящие должности в сфере промышленности и материально-технического снабжения в компании General Electric, а также руководил бизнесом по всему миру в Северной и Южной Америке, Европе и Азии в широком секторе рынка. С 1 января 2022 года г-н Уильямс является исполнительным председателем совета директоров Covia Holdings, LLC, поставщика решений на основе полезных ископаемых, обслуживающих промышленные и энергетические рынки, а также членом ее аудиторского комитета и компенсационного комитета с декабря 2020 г., а с декабря 2020 г. по декабрь 2021 г. занимал пост председателя совета директоров. С июля 2021 г. г-н Уильямс также входил в совет директоров Kirby Corporation, публичной компании9. 0003
0003
 публично торгуемая компания, и является председателем комитета Park Lawn по кадрам и вознаграждениям.
публично торгуемая компания, и является председателем комитета Park Lawn по кадрам и вознаграждениям.
 по март 2018 г. Г-н Мёллер также входит в совет директоров в качестве председателя Alchemy Sciences (компания Melior Innovations) с октября 2016 г. Он также занимал различные должности в цепочке поставок в Halliburton, включая должности вице-президента и директора по закупкам. , где он отвечал за глобальное расширение цепочки поставок компании для otprint в ключевые развивающиеся регионы, такие как Китай, Индия и Латинская Америка.
по март 2018 г. Г-н Мёллер также входит в совет директоров в качестве председателя Alchemy Sciences (компания Melior Innovations) с октября 2016 г. Он также занимал различные должности в цепочке поставок в Halliburton, включая должности вице-президента и директора по закупкам. , где он отвечал за глобальное расширение цепочки поставок компании для otprint в ключевые развивающиеся регионы, такие как Китай, Индия и Латинская Америка. до 3 февраля 2022 г. и в качестве вице-президента по операциям с октября 2018 г. по декабрь 2019 г. Г-н МакНивен занимал должность вице-президента по аренде в Nabors Industries с декабря 2017 г. до прихода в CSI Compressco. До этой должности он в течение 13 лет работал в корпорации Tesco на различных руководящих должностях, включая вице-президента по поставкам и коммерциализации продукции, вице-президента по продуктам и услугам, вице-президента по продажам и обслуживанию послепродажного обслуживания, аренде и глобальной цепочке поставок, а также Глобальный директор по продажам, обслуживанию и аренде послепродажного обслуживания до того, как Tesco была приобретена Nabors.
до 3 февраля 2022 г. и в качестве вице-президента по операциям с октября 2018 г. по декабрь 2019 г. Г-н МакНивен занимал должность вице-президента по аренде в Nabors Industries с декабря 2017 г. до прихода в CSI Compressco. До этой должности он в течение 13 лет работал в корпорации Tesco на различных руководящих должностях, включая вице-президента по поставкам и коммерциализации продукции, вице-президента по продуктам и услугам, вице-президента по продажам и обслуживанию послепродажного обслуживания, аренде и глобальной цепочке поставок, а также Глобальный директор по продажам, обслуживанию и аренде послепродажного обслуживания до того, как Tesco была приобретена Nabors. отвечает за соблюдение нормативных требований для наших внутренних и международных операций и осуществляет надзор за всеми аспектами юридических вопросов, соблюдения нормативных требований и этики. Она имеет 25-летний юридический опыт работы в области корпоративного права, договоров, стратегических коммерческих сделок и ведения судебных процессов. С июля 2009 г.по август 2021 года она занимала различные должности штатных юрисконсультов в нашем юридическом отделе, в том числе помощника главного юрисконсульта, где с возрастающей ответственностью занималась широким кругом юридических вопросов. До прихода в TETRA г-жа Бостон занималась юридической практикой в частных юридических фирмах по вопросам корпоративного права и ценных бумаг, в том числе в Jackson Walker LLP (юридическая фирма Am Law 200) и других частных юридических фирмах. Кроме того, г-жа Бостон также работала корпоративным юрисконсультом в TOTAL Petrochemicals USA, дочерней компании публичной компании TOTAL S.A. 9.0003
отвечает за соблюдение нормативных требований для наших внутренних и международных операций и осуществляет надзор за всеми аспектами юридических вопросов, соблюдения нормативных требований и этики. Она имеет 25-летний юридический опыт работы в области корпоративного права, договоров, стратегических коммерческих сделок и ведения судебных процессов. С июля 2009 г.по август 2021 года она занимала различные должности штатных юрисконсультов в нашем юридическом отделе, в том числе помощника главного юрисконсульта, где с возрастающей ответственностью занималась широким кругом юридических вопросов. До прихода в TETRA г-жа Бостон занималась юридической практикой в частных юридических фирмах по вопросам корпоративного права и ценных бумаг, в том числе в Jackson Walker LLP (юридическая фирма Am Law 200) и других частных юридических фирмах. Кроме того, г-жа Бостон также работала корпоративным юрисконсультом в TOTAL Petrochemicals USA, дочерней компании публичной компании TOTAL S.A. 9.0003 Она является членом Коллегии адвокатов штата Техас с 1997 года.
Она является членом Коллегии адвокатов штата Техас с 1997 года.