Параллельный упор дисковой пилы Makita LS1040 артикул 318847-1
Подходит для следующих моделей Makita (Макита)
Бензорез EK7650H, EK7651H
Торцовочная пила LS1040, LS1040F
Внимание: в наличии ограниченное количество товара!
Оптовые скидки
Количество
Цена
29″ data-discount-quantity=»2″>
2
905,71 ₴
5
882,88 ₴
10
867,65 ₴
Характеристики
Модель
Makita LS1040
Тип запчасти
Корпус
Предназначение
Дисковых пил
Тип инструмента
Дисковая пила
Страна-производитель товара
Румыния
Доставка/Оплата
Без предоплаты. Срок доставки 2 дня
Гарантия
14 дней
Описание
Параллельный упор дисковой пилы Makita LS1040 артикул 318847-1
Подходит для следующих моделей Makita (Макита)
Бензорез EK7650H, EK7651H
Торцовочная пила LS1040, LS1040F
На сайте detali.org.ua Вы можете купить оригинальные запчасти для дисковых пил Makita по лучшим ценам в Украине
Система торцовочной пилы Infinity повысит точность и функциональность вашей торцовочной станции. Изготовленные из прочного и жесткого экструдированного алюминия, направляющие ограждения длиной 48 дюймов анодированы для обеспечения долговечности и имеют дорожки ¼-20 на всех сторонах. Это позволяет легко устанавливать два прилагаемых откидных упора и располагать их в любом месте по длине направляющих.
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Тест сгруппированных продуктов
Артикул №
Название продукта
Примечания
Цена
Кол-во
Примите меры
100-349
96-дюймовая профессиональная система упоров для торцовочной пилы
Нет в наличии: Ожидается: 22-12-2022
Включает: Два 48-дюймовых профиля и крепеж для торцовочной пилы (100-349) 2 шт. Набор откидных упоров (FSS-349)
$249,90
Добавить в список желаний
100-349.EXT
48-дюймовый дополнительный профиль с комплектом крепежа для 100-349
Сварочный инвертор-полуавтомат Сварог MIG 2000 (N280) за 91 340 руб. с НДС.
STANDART MIG 2000 (N280)— инверторный сварочный аппарат для полуавтоматической сварки в среде защитного газа (MIG/MAG), сварки порошковой проволокой (FCAW), а также для ручной дуговой сварки покрытым электродом (MMA). Аппарат размещается на тележке с поворотными колесами со специальной площадкой для крепления газового баллона.
Отличительными особенностями аппарата являются:
Бесперебойная работа при продолжительных нагрузках
Регулировка индуктивности
Смена полярности, сварка порошковой проволокой
Возможность использования катушки D300 весом 20 кг
Разъем подключения «Spool gun» горелки
Розетка 36 В для подогревателя газа
Функция дожигания проволоки и холостой прогон проволоки
ММА сварка
STANDART MIG 2000 работает от питающей сети 200 В
STANDART MIG 2000 имеет прочный металлический корпус
Для удобства аппарат оснащен тележкой с поворотными колесами, на который также устанавливается баллон с газом
Благодаря разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
Удобная система управления:
Регулятор сварочного тока для ММА
Регулятор напряжения на дуге
Цифровой дисплей для отображения напряжения на дуге
Цифровой дисплей для отображения силы тока
Кнопка переключения типа горелок: Стандартная и «Spool gun»
Кнопка выбора способа сварки
Регулятор скорости подачи сварочной проволоки
Кнопка холостого прогона сварочной проволоки
Светодиодный индикатор перегрева
Индикатор сети загорается, когда аппарат включен
Производитель
Сварог
Серия
Standart
Тип питания
Инвертор
Режимы сварки
MMA, MIG, MAG
Напряжение питающей сети
220 В
Розетка 36 В
Да
Частота питающей сети
50 Гц
Сварочный ток MIG
30 — 200 А
Сварочный ток MMA
10 — 200 А
Потребляемый ток
40 А
Сварочный ток MIG при ПН 100%
130 А
Сварочный ток MMA при ПН 100%
130 А
Рабочее напряжение
15. 5 — 24 В
Рабочее напряжение MIG
15.5 — 24 В
Рабочее напряжение ММА
20.4 — 28 В
Минимальное напряжение
187 В
Напряжение холостого хода
52 В
Напряжение холостого хода MIG
52 В
Напряжение холостого хода MMA
52 В
Потребляемая мощность
5. 6 KW
Потребляемая мощность MIG
5.6 KW
Потребляемая мощность ММА
6.6 KW
Коэффициент мощности
0. 75
ПН
60 %
КПД
85 %
Подающий механизм
Встроенный
Скорость подачи проволоки
1. 5 — 16 м/мин
Диаметр сварочной проволоки MIG
0.6 мм, 0.8 мм, 1 мм
Диаметр электрода MMA
1.6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм
Максимальная масса катушки
15 кг
Холостой прогон проволоки
Да
Класс изоляции
F
Класс защиты
23
Вес
45 кг
Габариты
880 × 296 × 616 мм
Смена полярности
Да
Сварка порошковой проволокой
Да
Количество роликов
2
Функция дожигания сварочной проволоки
Да
Гарантия
5 лет
Горелка в сборе TECH MS 25, 3 м— 1 шт.
Клемма заземления в сборе 200 А, 3 м— 1 шт.
Редуктор с подогревом— 1 шт.
Комплектный ролик— 1 шт.
Комплект ЗИП— 1 шт.
Паспорт и Руководство по эксплуатации— 1 шт.
Сварочный полуавтомат СВАРОГ MIG 2000 (N280)
КОД: 92748
Описание
Особенности
Характеристики
Комплект поставки
Сварочный инвертор MIG 2000 (N280) предназначен для полуавтоматической сварки в среде защитного газа (MIG/MAG), сварки порошковой проволокой (FCAW), а так же для ручной дуговой сварки покрытым электродом (MMA). Аппарат размещается на тележке с поворотными колесами со специальной площадкой для крепления газового баллона.
аксессуары дом кино книги косметика красота кухня обувь одежда парфюм путешествия техника украшения фото цели | облако тегов
Набор для выращивания кристаллов »Фигурный кристалл. Сердце фиолетовое»
https://www.lilkko.ru/collect…
Подсвечники
хотят: 240 чел.
2022-12-09 02:48 Высокие элегантные для романтических ужинов (3-5 шт, желательно разной высоты)
Чайник стеклянный
хотят: 290 чел.
2022-12-09 02:42 Как на картинке — с высокой ручкой
кошель
хотят: 70 чел.
https://www.lamoda.ru/p/rtlab…
Маска для сна Sleepy, Трехцветный кот
https://www.lilkko.ru/collect…
Сделать кимчи
еда
Моченые яблоки
хотят: 2 чел.
еда
2022-12-09 01:41 Детское воспоминание
Соль и пену для ванны
хотят: 3 чел.
Серьги
хотят: 6263 чел.
https://sokolov.ru/jewelry-ca…
Набор для поделок из эпоксидки
2022-12-09 01:05 Как вариант — на авито бывает люди отдают пользованные наборы с кучей всяких примочек
Страницы: 1 2 3 4 … 452529 (4525288)
Напишите ваши желания
Книги, которые хотите прочитать, фильмы, которые хотите посмотреть, музыку, которую хотите слушать, места, которые хотите посетить, дела, которые хотите завершить, цели, которые хотите достичь, технику, гаджеты, украшения, парфюмерию, компьютеры, периферию, одежду, обувь, инструменты, игрушки и все остальное.
Автоматизация производства — эта замена процессов, выполняемых человеком, на операции, производимые с помощью специализированной техники. Роботизация — это одна из частей автоматизации. Такой подход к организации производства становится все более популярным. О нюансах роботизации и поговорим в этой статье.
Где необходима автоматизация при помощи робототехники и почему?
Считается, что роботизация больше всего применима на крупных производствах, и часто это так и есть. Но ошибочно считать, что на небольших предприятиях ей нет места. Малые производства тоже принимают решение в пользу внедрения промышленных роботов.
Почему так происходит? Основные плюсы состоят:
в минимизации человеческого фактора;
быстрой окупаемости вложенных средств;
сокращении издержек в долгосрочной перспективе;
снижении процента брака;
увеличении скорости производства;
возросшей работоспособности;
надежности выполняемых операций;
программируемости;
легкой перенастройке оборудования.
На данном этапе развития автоматизации большая часть роботов занята в производственных направлениях, которые условно делятся на три сферы:
погрузочные и разгрузочные работы;
обработка изделий;
сборка и контроль качества.
Промышленные роботы уже используются на самых разных предприятиях. Они могут быть связаны:
с медициной;
пищевой промышленностью;
металлообработкой;
оптическим оборудованием;
автомобильной промышленностью.
Какие задачи решает роботизация производства?
Роботизация помогает перенастроить процесс производства в более позитивном ключе. Предприятие начинает экономить силы, время и деньги, которые неотрывно связаны с использованием человеческого труда.
Представьте, что вы владеете заводом по изготовлению деталей для высокоточных приборов. Вам крайне важно, чтобы с конвейера сходили максимально точные изделия, в которых процент брака сведен к минимуму. Таким образом вы снизите количество затрачиваемого сырья и сэкономите время на изготовление одной партии продукта.
С другой стороны, вам нужно производить разнообразные детали для различных сфер применения. Поэтому, чтобы приступить к выпуску новой партии изделий, требуется каждый раз перенастраивать оборудование. На перенастройку обычным способом может уходить до 95 % рабочего времени, которое вы бы могли пустить на изготовление последующих партий. То есть на этапе перенастройки вы теряете время и увеличиваете стоимость всего процесса производства.
Робототехника включает в себя уже заложенные заранее программы, ее легко перенастроить и сразу же пустить в работу над новой партией продукта. Она дает возможность наладить беспрерывное производство, снизив количество участвующих в операции сотрудников, и минимизировать брак. Для управления процессом часто достаточно всего лишь одного оператора.
Этапы проведения роботизации производственных процессов
Процесс роботизации проходит в несколько этапов. От грамотного планирования будущих нововведений во многом зависит их эффективность. Сначала требуется определить главные задачи роботизации. После продумывания долгосрочных целей можно перейти к следующим этапам:
Проектирование. Нужно наметить желаемые сроки и объемы производства. Определиться с параметрами выпускаемых изделий и требованиями к их качеству.
Подбор команды для работы с поставщиками. Обычно рекомендуется выделить проектного менеджера, инженеров, сотрудников производственного отдела, отдела контроля качества, маркетинга, финансов. Также понадобятся работники, которые будут отвечать за установку, эксплуатацию и обслуживание системы.
Заранее рассмотрите все возможные варианты обустройства производственной линии, чтобы тщательно просчитать, какая из модификаций окажется наиболее успешной.
Роботизация в нашей стране
Россия показывает один из самых низких уровней роботизации по всему миру. Чтобы понять реальное положение дел, приведем в сравнение плотность промышленных роботов в России и средний мировой показатель роботизации производства:
В России плотность составляет 5 роботов на 10 000 человек, работающих в производственных сферах.
Средний мировой показатель примерно 100 роботов на 10 000 работников производства.
В качестве примера роботизированного предприятия можно взять Тихвинский вагоностроительный завод, который находится в Северо-Западном регионе. На нем «трудится» более 80 промышленных роботов. Также роботы задействованы на автомобильных заводах г. Санкт-Петербурга и Ленинградской области. Еще их можно встретить на предприятиях фарминдустрии.
Всего же в стране функционирует примерно 170 производств, так или иначе связанных с внедрением робототехники.
Примеры роботизации в мире
Fanuc LR Mate 200iC/5H
LR Mate 200iD от Fanuc — это манипулятор, который отличается следующими качествами:
экономит электроэнергию;
издает минимальный уровень шума;
имеет высокую степень защиты — IP67;
прост в использовании;
его можно интегрировать в конвейерную ленту.
Модель может применяться в самых разных сферах промышленности. Среди них:
производство продуктов питания;
ювелирные работы;
цветная металлургия.
Робот имеет небольшие габариты. Вместе с тем он может работать с деталями, которые весят до 7 кг.
Hanwha HCR 12
Hanwha HCR 12 — это коллаборативный робот с максимальной грузоподъемностью 12 кг. Оборудование лучшим образом подходит для работы с малым весом и в ситуациях, где требуется простое управление.
На производстве модель поможет осуществить следующий ряд действий:
сборку;
обслуживание станков;
проверку;
полировку;
упаковку;
дозирование;
сортировку;
паллетирование.
Роботу Hanwha находится применение в целом ряде промышленных сфер:
литье;
металлургии;
сборочном производстве;
изготовлении микросхем;
лакокрасочном производстве;
сварочном производстве.
FANUC 410iB/300
FANUC 410iB/300 — робот, применяемый для паллетирования. Эта модель работает над ускорением процесса паллетирования, помогает наладить оперативную погрузку и разгрузку.
Робот многофункционален и снабжен четырьмя осями. Конструкция имеет полное запястье и легко выполняет самые разные операции по паллетированию любое количество раз.
К примеру, модели FANUC 410iB/300 нашлось удачное применение на бельгийском заводе по производству плит из пенопласта.
Роботизация — яркий пример современного прогресса. Но, как и у любого рабочего процесса, у нее есть как положительные, так и отрицательные стороны. Рассмотрим их более подробно, чтобы можно было подвести итог.
Преимущества
Если говорить о плюсах роботизации, то их довольно много и касаются они самых разных сфер. Среди самых сильных преимуществ выделим:
Производительность. Это основной плюс, который ценится в сфере производства. Техника помогает запустить бесперебойный выпуск изделий, сэкономить время и силы, увеличить прибыль предприятия.
Экономия на зарплатах сотрудников. Чем меньше работников нужно привлекать к производству, тем меньше потребуется тратиться на зарплату и выплату налогов.
Снижение рисков для здоровья людей на производстве. Деятельность части предприятий сопряжена с рисками для человеческого здоровья. Это и сталелитейные предприятия, и места, где производится покраска или сварочные работы.
Повышение уровня качества изделий. В производстве, особенно если говорить о серийном выпуске деталей, важна точность и сведение брака к минимуму. Когда над изделием трудится не человек, а машина, то уровень качества ощутимо возрастает.
Экономия места на производстве. Техника имеет свою рабочую зону и занимает мало места. Ее даже можно подвесить, а после использования убрать в отдельное помещение, пока она снова не понадобится.
Простота в обслуживании. Сейчас выпускается довольно износостойкое оборудование. Ему нужен минимум манипуляций, чтобы исправно функционировать на протяжении долгого периода.
Недостатки
Теперь перейдем к недостаткам, которые можно выделить в роботизации:
Дороговизна оборудования. Чем сложнее и многофункциональнее устройство техники — тем выше ее цена. Сразу просчитать выгоду и оптимальность внедрения робота трудно. Любое оборудование может выйти из строя в самый неподходящий момент. При этом денег на его срочный ремонт может не найтись.
Сокращение числа наемных сотрудников. Замена роботами низкоквалифицированного персонала ведет к росту безработицы. Это особенно заметно в развитых странах, где роботизация усиленно набирает обороты. Не всегда предприятие может предложить замененному сотруднику новую должность, которая ему подойдет.
Роботизация обладает явными преимуществами, перед которыми имеющиеся недостатки кажутся не столь важными. Но позволить ее себе могут, как правило, крупные предприятия с внушительным бюджетом. Да, на небольших производствах тоже можно встретить подобную технику, однако пока что это скорее исключение, чем правило.
19 декабря 2020
6756
Получите консультацию специалиста
Роботизация производства.
Основные преимущества внедрения промышленных роботов на производстве.
Роботизация производства является составной часть комплексной автоматизации и представляет собой процесс внедрения робототехнических ячеек, изолированных или объединенных в роботизированная участки и линии. Роботизация производства дает неоспоримое преимущество в повышении производительности производства, увеличении количества выпускаемой продукции в единицу времени, улучшении ее качества и сокращении себестоимости. Современные промышленные роботы могут гибко и в короткое время переходит с одной технологической операции на другую путем замены управляющей программы. Благодаря этому они могут использоваться для производства небольших партий продукции, что необходимо малым и средним предприятиям. Сегодня больше половины промышленный продукции производится малыми и средними предприятиями. Однако на сегодняшний день процесс роботизации производства сталкивается с одним объективным препятствием. Это недостаток длинных дешевых заемных средств, которые были бы доступны малым и средним компаниям.
Мнение о том, что системы промышленных роботов – это удел только крупных компаний, является ошибочным. Так, например, в линейке промышленных роботов FANUC представлены роботы с небольшими габаритными размерами, которые вполне могут применяться на небольших производствах.
Преимущества внедрения роботов на производстве
Увеличение производительности
Роботы быстрее и точнее позиционируют, перемещают и обрабатывают детали. Кроме того, роботизированные производства могут работать круглосуточно с одинаково высокой производительностью.
Увеличение прибыльности производства
Внедрение промышленных роботов приводит к сокращению количества занятого на производстве персонала, сокращению фонда оплаты труда и его величины в конечной стоимости продукции. Это справедливо даже при условии того, что при развертывании систем промышленных роботов в штате появляются квалифицированные инженеры по наладке и обслуживанию робототехнических комплектов, совокупная оплата их труда ниже, чем оплата высвободившихся сотрудников.
Повышение качества выпускаемой продукции
Роботизация производства однозначно приводит к повышению качества выпускаемой продукции. Современные промышленные роботы такие как, например, роботы FANUC имеют очень высокую точность позиционирования до 0,05 мм, при этом такая точность позиционирования сохраняется независимо от количества циклов работы.
Безопасность персонала
Внедрение систем промышленных роботов повышает безопасность производства за счет того, что роботы заменяют людей на опасных и вредных участках. Роботы эффективно заменяют людей на сварочных, покрасочных, литейных, кузнечных, фрезерных участках. Во всех роботизированных ячейках промышленные роботы ограждаются, в случае прохода людей за ограждение срабатывают датчики и останавливают работу робота.
Экономия рабочего пространства
Как показывает практика, при внедрении промышленных роботов происходит значительная экономия рабочего пространства за счет небольших габаритов современных роботов, а также возможности крепления роботов сверху над обслуживаемой зоной.
Минимум обслуживания
Современные промышленные роботы оснащаются асинхронными двигателями и высококачественными редукторами, что позволяет свести их обслуживание к минимуму, а если говорить конкретно, то время между плановым обслуживанием современных роботов составляет несколько тысяч часов.
Компания АЛЬФА ИНЖИНИРИНГ предлагает, как комплексную роботизацию производства на предприятиях любой отрасли, так и внедрение отдельных робототехнических ячеек. Обратитесь к специалистам нашей компании, и мы предоставим вам всю необходимую информацию.
Автоматизация, робототехника и завод будущего
Статья (PDF-129KB)
На одном из заводов Fanuc в Ошино, Япония, промышленные роботы производят промышленных роботов под контролем всего четырех рабочих в смену. На заводе Philips по производству электрических бритв в Нидерландах количество роботов превышает число девяти производственных рабочих более чем в 14 раз к 1. Производитель фотоаппаратов Canon начал поэтапный отказ от человеческого труда на нескольких своих заводах в 2013 году9.0003
Будьте в курсе ваших любимых тем
Эта концепция «светового» производства, когда производственная деятельность и материальные потоки управляются полностью автоматически, становится все более распространенным атрибутом современного производства. Отчасти новая волна автоматизации будет вызвана теми же причинами, которые впервые привнесли робототехнику и автоматизацию на рабочие места: освободить людей от грязной, скучной или опасной работы; повысить качество за счет устранения ошибок и уменьшения вариативности; и сократить производственные затраты, заменив все более дорогих людей все более дешевыми машинами. Однако самые передовые системы автоматизации сегодня обладают дополнительными возможностями, позволяющими использовать их в средах, которые до сих пор не подходили для автоматизации, и позволяющими использовать совершенно новые источники ценности в производстве.
Падение цены робота
Поскольку производство роботов увеличилось, затраты снизились. За последние 30 лет средняя цена робота упала вдвое в реальном выражении и даже больше по сравнению с затратами на оплату труда (Иллюстрация 1). Поскольку спрос со стороны стран с развивающейся экономикой побуждает производство роботов перемещаться в регионы с более низкими затратами, они, вероятно, станут еще дешевле.
Экспонат 1
Мы стремимся предоставить людям с ограниченными возможностями равный доступ к нашему веб-сайту. Если вам нужна информация об этом контенте, мы будем рады работать с вами. Пожалуйста, напишите нам по адресу: [email protected]
Доступный талант
Люди, обладающие навыками, необходимыми для проектирования, установки, эксплуатации и обслуживания роботизированных производственных систем, также становятся все более доступными. Когда-то инженеры-робототехники были редкими и дорогими специалистами. Сегодня эти предметы широко преподаются в школах и колледжах по всему миру либо в виде специальных курсов, либо в рамках более общего образования в области производственных технологий или инженерного проектирования для производства. Наличие программного обеспечения, такого как пакеты моделирования и автономные системы программирования, которые могут тестировать роботизированные приложения, сократило время проектирования и риск. Это также упростило и удешевило задачу программирования роботов.
Простота интеграции
Достижения в области вычислительной мощности, методов разработки программного обеспечения и сетевых технологий сделали сборку, установку и обслуживание роботов быстрее и дешевле, чем раньше. Например, если раньше датчики и приводы нужно было отдельно подключать к контроллерам роботов с помощью специальной проводки через клеммные колодки, соединители и соединительные коробки, то теперь они используют технологии plug-and-play, в которых компоненты можно подключать с помощью более простой сетевой проводки. Компоненты будут автоматически идентифицировать себя в системе управления, что значительно сократит время настройки. Эти датчики и приводы также могут контролировать себя и сообщать о своем состоянии в систему управления, чтобы помочь в управлении технологическим процессом и собирать данные для технического обслуживания, а также в целях постоянного улучшения и устранения неполадок. Другие стандарты и сетевые технологии также упрощают подключение роботов к более широким производственным системам.
Новые возможности
Роботы тоже становятся умнее. Там, где ранние роботы слепо шли по тому же пути, а более поздние итерации использовали лазеры или системы технического зрения для определения ориентации деталей и материалов, последние поколения роботов могут интегрировать информацию с нескольких датчиков и адаптировать свои движения в режиме реального времени. Это позволяет им, например, использовать силовую обратную связь, чтобы имитировать навыки мастера в шлифовке, удалении заусенцев или полировании. Они также могут использовать более мощные компьютерные технологии и анализ в стиле больших данных. Например, они могут использовать спектральный анализ для проверки качества сварного шва в процессе его изготовления, что значительно сокращает объем необходимых проверок после изготовления.
Роботы берут на себя новые роли
Сегодня эти факторы способствуют внедрению роботов в областях применения, в которых они уже преуспевают сегодня: в повторяющихся крупносерийных производственных операциях. Поскольку стоимость и сложность автоматизации задач с помощью роботов снижаются, вполне вероятно, что те компании, которые уже используют роботов, будут использовать их еще больше. Однако в ближайшие пять-десять лет мы ожидаем более фундаментальных изменений в видах задач, для которых роботы становятся технически и экономически целесообразными (Иллюстрация 2). Вот несколько примеров.
Экспонат 2
Мы стремимся предоставить людям с ограниченными возможностями равный доступ к нашему веб-сайту. Если вам нужна информация об этом контенте, мы будем рады работать с вами. Пожалуйста, напишите нам по адресу: [email protected]
Мелкосерийное производство
Гибкость, присущая устройству, которое можно быстро и легко запрограммировать, значительно сократит количество повторений роботом заданной задачи, чтобы оправдать затраты на его покупку и ввод в эксплуатацию. Это снизит порог объема и сделает роботов экономичным выбором для нишевых задач, где годовые объемы измеряются десятками или сотнями, а не тысячами или сотнями тысяч. Это также сделает их жизнеспособными для компаний, работающих с небольшими партиями и значительным ассортиментом продукции. Например, продукты с гибкими гусеницами, которые сейчас используются в аэрокосмической отрасли, могут «ползать» по фюзеляжу, используя зрение для управления своей работой. Экономия средств, обеспечиваемая этим видом автоматизации малых объемов, принесет пользу многим различным организациям: небольшие компании смогут впервые получить доступ к робототехнике, а более крупные смогут увеличить разнообразие своих продуктовых предложений.
Хотите узнать больше о нашей операционной практике?
Новые технологии, вероятно, еще больше упростят программирование роботов. Хотя роботов уже принято обучать, проводя, например, серию движений, быстрое совершенствование технологии распознавания голоса означает, что скоро можно будет давать им и словесные инструкции.
Сильно изменяющиеся задачи
Достижения в области искусственного интеллекта и сенсорных технологий позволят роботам справляться с гораздо большей степенью изменчивости задач. Способность адаптировать свои действия в ответ на изменения в окружающей среде создаст возможности для автоматизации в таких областях, как переработка сельскохозяйственной продукции, где существует значительная изменчивость от детали к детали. В Японии испытания уже показали, что роботы могут сократить время, необходимое для сбора клубники, на 40 процентов, используя систему стереоскопического изображения для определения местоположения фруктов и оценки их зрелости.
Эти же возможности также будут способствовать повышению качества во всех секторах. Роботы смогут компенсировать потенциальные проблемы с качеством во время производства. Примеры здесь включают изменение усилия, используемого для сборки двух деталей, на основе различий в размерах между ними или выбор и комбинирование разных размеров. компонентов для достижения правильных окончательных размеров.
Данные, сгенерированные роботами, и расширенные методы анализа для их более эффективного использования также будут полезны для понимания основных факторов, определяющих качество. Если требования к крутящему моменту выше обычного во время сборки связаны с преждевременным отказом продукта в полевых условиях, например, в производственных процессах могут быть адаптированы для обнаружения и устранения таких проблем во время производства.
Сложные задачи
В то время как современные роботы общего назначения могут контролировать свое движение с точностью до 0,10 миллиметра, некоторые современные конфигурации роботов имеют воспроизводимую точность 0,02 миллиметра. Будущие поколения, вероятно, предложат еще более высокий уровень точности. Такие возможности позволят им участвовать во все более деликатных задачах, таких как вдевание ниток в иголки или сборка сложнейших электронных устройств. Роботы также становятся более скоординированными благодаря наличию контроллеров, которые могут одновременно управлять десятками осей, что позволяет нескольким роботам вместе работать над одной задачей.
Наконец, передовые сенсорные технологии и компьютерная мощность, необходимая для анализа данных с этих сенсоров, позволят роботам выполнять такие задачи, как огранка драгоценных камней, для которых ранее требовались высококвалифицированные мастера. Те же технологии могут даже позволить действия, которые сегодня вообще невозможно выполнить: например, корректировку толщины или состава покрытий в режиме реального времени по мере их нанесения для компенсации отклонений в основном материале или «покраску» электронных устройств. контуры на поверхности конструкций.
Работа вместе с людьми
У компаний также будет гораздо больше свободы решать, какие задачи автоматизировать с помощью роботов, а какие выполнять вручную. Усовершенствованные системы безопасности означают, что роботы могут занимать новые позиции рядом со своими коллегами-людьми. Если датчики укажут на риск столкновения с оператором, робот автоматически замедлится или изменит свой путь, чтобы избежать столкновения. Эта технология позволяет использовать роботов для выполнения отдельных задач на ручных сборочных линиях. А удаление защитных ограждений и блокировок означает снижение затрат — благо для небольших компаний. Возможность размещать роботов и людей рядом и перераспределять задачи между ними также повышает производительность, поскольку позволяет компаниям перебалансировать производственные линии при колебаниях спроса.
Роботы, которые могут безопасно работать в непосредственной близости от людей, также проложат путь для приложений вдали от строго контролируемой среды заводского цеха. Интернет-магазины и логистические компании уже внедряют роботизированную автоматизацию на своих складах. Представьте себе преимущества производительности, доступные курьеру, если бортовой робот может предварительно сортировать посылки в транспортном средстве между доставкой.
Гибкие производственные системы
Системы автоматизации становятся все более гибкими и интеллектуальными, автоматически адаптируя свое поведение для максимизации производительности или минимизации затрат на единицу продукции. Экспертные системы, используемые на линиях розлива и упаковки напитков, могут автоматически регулировать скорость всей производственной линии в зависимости от того, какое действие является критическим ограничением для данной партии. В автомобильном производстве экспертные системы могут автоматически вносить незначительные корректировки в скорость линии, чтобы улучшить общий баланс отдельных линий и максимизировать эффективность всей производственной системы.
В то время как подавляющее большинство используемых сегодня роботов по-прежнему работают в высокоскоростных и крупносерийных производственных приложениях, самые передовые системы могут вносить коррективы на лету, плавно переключаясь между типами продуктов без необходимости останавливать линию для изменения программ или перенастроить инструментарий. Многие текущие а новые производственные технологии, от резки с компьютерным числовым программным управлением (ЧПУ) до 3D-печати, позволяют корректировать геометрию компонентов без необходимости смены инструмента, что позволяет производить партии изделий размером от одной штуки. Например, один производитель промышленных компонентов использует связь в реальном времени с помощью меток радиочастотной идентификации (RFID) для настройки формы компонентов в соответствии с требованиями различных моделей.
Замена стационарных конвейерных систем автоматизированными управляемыми транспортными средствами (AGV) даже позволяет предприятиям беспрепятственно переконфигурировать поток продуктов и компонентов между различными рабочими станциями, позволяя полностью автоматизировать производственные последовательности с совершенно разными технологическими этапами. Такая гибкость обеспечивает множество преимуществ: сокращение сроков выполнения заказов и более тесная связь между спросом и предложением, ускорение внедрения новых продуктов и упрощение производства продуктов с высокой степенью индивидуальности.
Принятие правильных решений по автоматизации
Имея в своем распоряжении такой огромный технологический потенциал, как компании выбирают наилучшую стратегию автоматизации? Может быть слишком легко увлечься автоматизацией ради нее самой, но результатом такого подхода почти всегда являются проекты, которые стоят слишком дорого, требуют слишком много времени для реализации и не достигают своих бизнес-целей.
Успешная стратегия автоматизации требует правильных решений на нескольких уровнях. Компании должны выбирать, какие действия автоматизировать, какой уровень автоматизации использовать (от простых программируемых логических контроллеров до сложных роботов, управляемых датчиками и интеллектуальными адаптивными алгоритмами), и какие технологии использовать. На каждом из этих уровней компании должны убедиться, что их планы соответствуют следующим критериям.
Великая переделка: производство для современности
Этот сборник из 21 статьи дает практические советы руководителям производственных предприятий, стремящимся быть на шаг впереди современных революционных изменений.
Стратегия автоматизации должна согласовываться со стратегией бизнеса и операций. Как мы уже отмечали выше, автоматизация позволяет достичь четырех основных целей: повысить безопасность работников, снизить затраты, повысить качество и повысить гибкость. При правильном выполнении автоматизация может обеспечить улучшения во всех этих областях, но баланс преимуществ может варьироваться в зависимости от различных технологий и подходов. Правильный баланс для любой организации будет зависеть от ее общей операционной стратегии и бизнес-целей.
Программы автоматизации должны начинаться с четкой формулировки проблемы. Также важно, чтобы здесь были указаны причины, по которым автоматизация является правильным решением. Каждый проект должен быть в состоянии определить, где и как автоматизация может предложить улучшения, и показать, как эти улучшения связаны с общей стратегией компании.
Автоматизация должна показывать четкую отдачу от инвестиций. Компании, особенно крупные, должны следить за тем, чтобы не переопределять, не усложнять и не перерасходовать средства на автоматизацию. Выбор правильного уровня сложности для удовлетворения текущих и прогнозируемых будущих потребностей требует глубокого понимания процессов и производственных систем организации.
Платформа и интеграция
Компании сталкиваются с растущим давлением, требуя максимизировать отдачу от своих капиталовложений и сократить время, необходимое для перехода новых продуктов от проектирования до полномасштабного производства. Системы автоматизации зданий, которые подходят только для одной линейки продуктов, противоречат обеим этим целям, требуя повторяющихся, длительных и дорогостоящих циклов проектирования, закупки и ввода в эксплуатацию оборудования. Лучшим подходом является использование производственных систем, ячеек, линий и фабрик, которые можно легко модифицировать и адаптировать.
Точно так же, как стратегии платформ и модульности упростили и снизили стоимость управления портфелями сложных продуктов, платформенный подход будет приобретать все большее значение для производителей, стремящихся максимизировать гибкость и экономию за счет масштаба в своих стратегиях автоматизации.
Технологические платформы, такие как манипулятор, оснащенный сварочной горелкой, источником питания и управляющей электроникой, можно стандартизировать, применять и повторно использовать в различных приложениях, упрощая программирование, техническое обслуживание и поддержку продукта.
Системы автоматизации также должны быть тесно интегрированы в другие системы организации. Эта интеграция начинается с связи между машинами в заводских условиях, что стало более простым благодаря современным технологиям промышленных сетей. Но это также должно распространяться на более широкую организацию. Прямая интеграция с системами автоматизированного проектирования, автоматизированного проектирования и планирования ресурсов предприятия ускорит проектирование и развертывание новых производственных конфигураций и позволит гибким системам почти в реальном времени реагировать на изменения спроса или доступности материалов. Данные о переменных процесса и производительности производства, протекающие в обратном направлении, будут записываться в целях обеспечения качества и использоваться для улучшения конструкции и будущих поколений продукции.
Интеграция
также выйдет за пределы стен завода. Компаниям потребуется не только тесное сотрудничество и беспрепятственный обмен информацией с клиентами и поставщиками; им также необходимо будет наладить такие отношения с производителями технологического оборудования, которые будут все чаще владеть ноу-хау и интеллектуальной собственностью, необходимыми для обеспечения оптимальной работы систем автоматизации. Технология, необходимая для такой интеграции, становится все более доступной благодаря наличию открытых архитектур и сетевых протоколов, но потребуются изменения в культуре, процессах управления и образе мышления, чтобы сбалансировать затраты, выгоды и риски.
Более дешевые, интеллектуальные и более адаптируемые системы автоматизации уже трансформируют производство множеством различных способов. В то время как технология станет более простой в реализации, бизнес-решения — нет. Чтобы в полной мере использовать возможности, предоставляемые этими новыми системами, компаниям необходимо применять целостный и систематический подход, тесно согласовывая свою стратегию автоматизации с текущими и будущими потребностями бизнеса.
Будьте в курсе ваших любимых тем
Автоматизация на заводе
РАЗМЕЩЕН 31.08.2018
| Автор: Шон Балог
В эпоху Индустрии 4.0 автоматизация была одним из самых эффективных инструментов повышения эффективности для производителей. Использование автоматизации и передовых технологий, таких как робототехника и ERP-решения, позволяет ежедневно добиваться еще большего повышения производительности.
Современное производство
Цели современного производства можно резюмировать как попытку добиться устойчивого роста и доходов за счет повышения лояльности клиентов, создания высококачественных продуктов и преодоления потрясений на очень динамичных мировых рынках. Это не простые компоненты, чтобы жонглировать всеми сразу. Вот почему так важно базовое понимание наиболее эффективных и доступных аспектов автоматизации, используемых в настоящее время.
От Индустрии 1.0 до Индустрии 4. 0
Чтобы поговорить об автоматизации и современном производстве. Важно понимать, как концепции и практические приложения автоматизации развивались с течением времени.
Индустрия 1.0 представила механизацию. Индустрия 1.0, также известная как первая промышленная революция, состояла из систем, работающих на воде, паре и ископаемом топливе, которые заменили силу животных силой машин.
Индустрия 2.0 ввела массовое производство. Вторая промышленная революция ознаменовалась появлением авиации, радио и конвейерного производства, где все это приводилось в действие электричеством.
Индустрия 3.0 представила оцифровку. Индустрия 3.0 стала огромным достижением в том, как была достигнута производительность. Во многом это было связано с изобретением и внедрением таких технологий, как компьютеры, Интернет и информационные технологии. Эти инструменты обеспечили основу, необходимую для современной автоматизации, массового производства и робототехники.
Индустрия 4. 0, в которой мы сейчас находимся, включает киберфизические системы (CPS) в производственной среде. Эти системы состоят из машин, их протоколов, управляемых компьютером, и их пользователей, работающих вместе в унисон.
Имейте в виду, что Индустрия 5.0 не за горами, и современные производители могут ожидать появления новых захватывающих технологий и усовершенствований процессов в ближайшие годы.
Связь с IoT и IIoT
Интернет вещей (IoT) — это сеть подключенных устройств, которые передают данные в центральную систему, которая все это имеет смысл.
Эта сеть состоит из подключенных пограничных устройств предприятия, терминалов и точек ввода/вывода. Данные, собранные через эту сеть, обеспечивают понимание того, что является успешным, а что нет с точки зрения операций и процессов.
Промышленный Интернет вещей (IIoT) делает упор на эту взаимосвязь и данные, предоставляемые терминалами, датчиками и другими системами на заводе.
Эти работающие на данных фабрики становятся «интеллектуальными» средами, способными информировать предприятия сверху вниз. Они обеспечивают наглядность эффективности заводских процессов и производительности как в режиме реального времени, так и во времени. Короче говоря, данные позволяют производителям уточнять и улучшать операции с актуальными и актуальными данными.
Типы автоматизации на заводе
Автоматизацию можно рассматривать как механизацию процессов таким образом, что можно выполнять процедуры и создавать продукты без участия человека.
На заводе используется несколько типов автоматизации. Тип автоматизации, используемый производственной операцией, будет реализован с учетом производимой продукции, необходимого оборудования и доступных ресурсов.
В случае промышленной автоматизации системы управления, такие как компьютеры или роботы, и информационные технологии используются для управления различными процессами и частями оборудования для выполнения задачи. Его можно легко применить к сбору данных, обработке данных и выполнению предсказуемой физической работы . Сюда входят такие задачи, как сварка, пайка, покраска, приготовление пищи, упаковка.
Фиксированная (жесткая) автоматизация
В этом примере приложение обычно простое и включает процесс или сборку, которые диктуются запрограммированными командами. Относительно трудно вносить изменения в дизайн продукта в фиксированный процесс автоматизации, который настраивается с учетом одной цели или процесса для каждого приложения.
Примеры:
Механизированная сборка
Обработка линий передачи
Автоматизированная обработка материалов
Преимущества:
Высокие первоначальные инвестиции в специально разработанное оборудование
Высокая производительность
Относительно негибкий подход к ассортименту продукции
Низкая удельная стоимость
Недостатки:
Высокая уязвимость к сбоям
Устаревание
Программируемая автоматика
Программируемая автоматика чаще всего используется при серийном производстве продукции. Это позволяет настраивать и часто вносить изменения на протяжении всего производственного процесса. В этом случае операция управляется программой инструкций, которые считываются и интерпретируются системой. Новые программы могут быть подготовлены и введены в оборудование для производства новых продуктов в любое время.
Примеры:
Станки с числовым программным управлением (ЧПУ)
Промышленные роботы
Программируемые логические контроллеры (ПЛК)
Преимущества:
Гибкость и способность работать с вариантами дизайна
Подходит для серийного производства
Недостатки:
Высокие инвестиции в оборудование общего назначения
Производительность ниже, чем у стационарной автоматизации
Гибкая (мягкая) автоматизация
Использование нескольких инструментов, связанных системой обработки материалов. Гибкая система автоматизации способна производить различные детали практически без потери времени на переход от одного типа детали к другому. . То же самое верно и при перепрограммировании системы или изменении физических настроек.
Примеры включают:
Манипуляторы роботов, которые можно запрограммировать на выполнение нескольких задач, таких как вставка винтов, сверление отверстий, шлифовка, сварка, вставка заклепок и покраска объектов распылением на сборочной линии.
Преимущества:
Непрерывное производство различных смесей продуктов
Гибкость при изменении дизайна продукта
Предложения Средняя производительность
Недостатки:
Требует больших инвестиций
Высокая удельная стоимость по сравнению со стационарной автоматикой
Полностью интегрированная автоматизация (TIA)
Философия TIA, впервые разработанная Siemens Automation and Drives, включает в себя три основные концепции:
Общая программная среда
Общая система управления данными
Общий метод связи
Внедрение TIA идеально подходит для многих отраслей, включая:
Автомобилестроение
Общее машиностроение
Машиностроение специального назначения
Производство стандартного механического оборудования, OEM-производители
Переработка пластмасс
Упаковочная промышленность
Производство продуктов питания, напитков и табачных изделий
Определяющие характеристики:
Сокращает время выхода на рынок
Более высокая производительность
Снижение стоимости жизненного цикла
Уменьшенная сложность
Повышенная безопасность инвестиций
Профилактическое обслуживание (PM) по сравнению с профилактическим обслуживанием (PdM)
При профилактическом обслуживании задачи выполняются, когда машины выключены. Действия по профилактическому обслуживанию выполняются, когда машины работают в своих обычных производственных режимах. И то, и другое имеет важное значение для экономии денег производителей и поддержания качества продукции, но в последнее время особое внимание уделяется профилактическому обслуживанию. Такие качества, как мониторинг состояния в режиме реального времени, обеспечивают более длительные периоды работы между задачами профилактического обслуживания, что приводит к сокращению времени простоя основного оборудования.
Мобильное управление автоматизацией производства
Мобильность — это будущее вашей рабочей силы.
Это проявляется в усилении взаимосвязи между приложениями и оборудованием, которое мы используем в повседневной жизни. Мобильное управление является гибким, интуитивно понятным и мощным. Эта концепция заняла видное место в производстве, и призыв к принятию новых отраслевых стандартов исходил от специалистов по исследованиям и инженерам в области автоматизации со всего мира.
Мобильные приложения уже используются в качестве быстрого и удобного средства доступа к информации о предприятии одним касанием пальца или движением руки. Мобильный доступ может существенно сэкономить на затратах, времени, рабочей силе и обслуживании. Практика также позволяет выявлять и решать операционные проблемы удаленно.
Растущие проблемы автоматизации в производстве
Хотя это правда, что применение автоматизации нарушает рабочие роли и демографические показатели занятости в отраслях, где они применяются, настоящие проблемы ощущаются в краткосрочном переходном процессе.
«Возможно, различие между работой и обучением должно стать более аморфным. В настоящее время у нас есть дихотомия, когда те, кто работает, не должны учиться, а те, кто учится, не работают. Нам нужно подумать о переходе от традиционной пятидневной рабочей недели к такой, при которой я трачу 60% своего времени на работу и 40% на регулярное обучение».
— Бхагван Чоудхри, профессор финансов Калифорнийского университета, Лос-Анджелес
В этой цитате Бхагван Чоудхри, известный профессор финансов Калифорнийского университета в Лос-Анджелесе, объясняет свои доводы в пользу изменения мышления, когда речь идет о работе и учебе.
По сути, понятно, что, хотя роботы и автоматизация используются для масштабирования операций, ваша рабочая сила и их наборы навыков должны масштабироваться вместе с ними для поддержания этих процессов и оборудования.
Это позволяет работникам узнать и взять на себя ответственность за большинство технических концепций и ролей в данной производственной операции.
О Encompass Solutions
Encompass Solutions, Inc. — консалтинговая фирма ERP, поставщик решений NetSuite и платиновый партнер Epicor, которая предлагает профессиональные услуги в области бизнес-консалтинга, управления проектами и внедрения программного обеспечения.
Ленточная пила Корвет-34 — цена, отзывы, характеристики с фото, инструкция, видео
Ленточная пила «Корвет-34» предназначена для прямолинейного и радиусного пиления древесины, материалов на основе дерева, ламинированных панелей, алюминиевого сплава, пластика и других подобных материалов.
Особенности оборудования
Комплектуется асинхронным двигателем.
Ременная передача защищает двигатель от перегрузки и делает работу станка более тихой.
Две скорости движения пильной ленты.
Магнитный пускатель исключает самопроизвольный пуск станка после временного отключения электропитания.
Регулируемый по высоте стабилизатор пильной ленты.
Стабилизация пильной ленты осуществляется за счет подшипников качения.
Литой рабочий стол.
Наклон рабочего стола до 45 град.
Комплектуется параллельным и транспортирным упором.
Патрубок для подсоединения пылесоса.
Простота замены пильной ленты.
Щетка для очистки шкива.
Концевой выключатель отключает двигатель при открытии бокового кожуха.
Характеристика
Значение
Номинальная потребляемая мощность двигателя, Вт
800
Номинальное напряжение питания, В/Гц
220/50
Тип электродвигателя
асинхронный
Передача
ременная
Число скоростей
2
Скорость движения пильной ленты, м/сек
6.2; 13.2
Размер рабочего стола, мм
400х480
Угол наклона рабочего стола, град
0-45
Максимальная толщина обрабатываемой заготовки, мм
180
Длина пильной ленты, мм
224
Ширина пильной ленты, мм
6. 35-15
Диаметр патрубка для пылесборника, мм
100
Масса Корвет-34 нетто/брутто, кг
60/65
Размер упаковки (ДхШхВ), мм
1060х370х475
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о Корвет-34:
Достоинства:
Недорого, качество достойное.
Комментарий:
Для гаражных работ брать что-то дороже корвета вряд ли стоит, поэтому его и выбрал. А вот пилы советую взять нормальные. Родные мягкие. И натяжением озаботьтесь, если будет брать, заводское никуда не годится, резы будут кривые. Для перфекционистов советую еще стружкоотсос организовать – я себе сделал, задолбался чистить пилу и шкиф. Да и в гараже куда чище.
Покупал(а) для:
Шабашек.
Ответить
Недостатки:
Цена завышена.
Комментарий:
По сравнению с младшими моделями добавили станину чугун (зачем она, корвет не берет никто для работ промышленного масштаба), и движок на полтинник мощнее (чисто для галочки). Теперь жалею, что все это не проверил. к самому станку серьезных претензий нет.
Ответить
Оставить отзыв
Масса брутто: 65 кг. Габариты в упаковке ДхШхВ, мм: 1060x370x475
Ленточная пила Корвет-34 с доставкой в г. Москва: подробные условия и стоимость
Корвет-31 Станок ленточнопильный электрический. Паспорт, схемы, описание, характеристики
Сведения о производителе ленточнопильного Корвет-31
Поставщиком станка ленточнопильного Корвет-31 (пилы ленточной) является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: http://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Производитель — компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Станок ленточнопильный (Ленточная пила) модели Корвет 31 предназначен для пиления заготовок из древесины и материалов на ее основе, тонкого алюминиевого профиля, пластика и других подобных материалов. Пила позволяет выполнять криволинейное пиление с определенным радиусом. Пила не рассчитана на работу при непрерывном производстве. Не допускается обработка металлов, асбоцементных материалов, камня и подобных материалов, мягких пластмассовых и резиноподобных материалов.
Вертикальные ручные ленточнопильные отрезные станки по дереву позволяют производить резание как прямолинейное, так и криволинейное по наружному и внутреннему контуру, с помощью ручной подачи заготовки. Заготовка, в отличие от горизонтальных станков, не зажимается в тисках, а вручную удерживается на рабочем столе и подается в зону резания. Пильная рама не перемещается.
Пила ленточная Корвет 31 (станок ленточнопильный) работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок Корвет 31 может эксплуатироваться в нормальных климатических условиях:
температура окружающей среды от 1 до 35 °C
относительная влажность воздуха до 80 % при температуре 25 °C
Корвет-31 Общий вид станка ленточнопильного
Корвет-31 станок ленточнопильный. Фото. Смотреть в увеличенном масштабе
Состав ленточнопильного станка Корвет-31
Состав ленточнопильного станка Корвет-31. Смотреть в увеличенном масштабе
Перечень основных узлов ленточнопильного станка Корвет-31
Защитный кожух
Петли защитного кожуха
Боковой упор
Выключатель (магнитный пускатель)
Регулировочный упор (ввернут внизу стола)
Патрубок пылесборника
Монтажные отверстия
Замки кожуха
Верхняя подвижная направляющая (и защита пильной ленты)
Стабилизатор ленты
Лента пильная
Угловой упор
Винт – замок
Ручка натяжения пильной ленты
Винт регулировки наклона направляющего колеса
Фиксатор высоты подвижного экрана
Рабочий стол
Держатель стола
Шкала наклона
Ручка фиксации стола
Указатель наклона
Электродвигатель
Основание
Ведущее колесо
Направляющее колесо
Ползун
Органы управления ленточнопильного станка Корвет-31
Пуск и остановка пилы (Рис.
2, Рис.3, Рис.4)
Включение и отключение рабочего режима пилы осуществляется выключателем – магнитным пускателем (4). Для включения пилы необходимо кратковременное нажатие на кнопку со знаком « I ». Для отключения пилы достаточно кратковременного нажатия на кнопку « 0 »
Установка положения бокового упора (Рис.2, Рис.3)
Поднимите ручку фиксации бокового упора (3).
Установите упор (3) на рабочий стол (17). Опустите ручку фиксации вниз упора (3). Кулачок ручки должен жестко стабилизировать боковой упор (3). (Не прилагайте значительных усилий). При необходимости можно, вращая ручку фиксации (в верхнем положении) упора (3), изменить начальную длину фиксирующей тяги.
Боковой упор (3) после перемещений и последующей фиксации должен сохранять параллельность относительно направляющих рабочего стола (17).
Корректировка положения упора (3) возможна за счет двух винтов, расположенных на нем.
Рукоятка натяжения пильной ленты (14) (Рис.2)
После установки и предварительного натяжения пильной ленты (11) её необходимо позиционировать на вращающихся колесах (24 и 25) (по центру обрезиненной поверхности). Проворачивая колеса (24 и 25) по часовой стрелке, необходимо отметить тенденцию смещения пильной ленты (11) от центра на колесах (24 и 25):
Вращайте верхнее направляющее колесо (25) по часовой стрелке, наблюдая при этом за положением пильной ленты (11). Если пильная лента (11) смещается от центра, необходимо её позиционирование;
Если пильная лента (11) смещается, медленно вращайте винт позиционирования (15) по/против часовой стрелки (в зависимости от направления смещения), одновременно продолжайте вращать колесо (25) до возвращения пильной ленты (11) на середину;
Проверьте положение полотна на нижнем ведущем колесе (24). Если позиционирование необходимо, производите его до тех пор, пока пильная лента (11) не «сядет» без поперечных смещений по центру обоих колес (24 и 25).
После центрирования пильной ленты (11) на обоих колесах (24 и 25), вращайте ручку (14) натяжения пильной ленты (11) до заметного сжатия пружины. Продолжайте затягивать ручку (14) до плотной посадки пильной ленты (11) на колеса (24 и 25). Недостаточное натяжение пильной ленты (11) может стать причиной ее заклинивания в пропиле и «пробуксовывания» на колесах (24 и 25) при работе.
Не натягивайте пильную ленту (11) слишком сильно.
Фиксатор высоты верхней подвижной направляющей (Рис.2;3). Фиксатор высоты верхней направляющей (16) задает высоту открытой зоны для пильной ленты (11).
Основные операции выполняемые на ленточнопильном станке Корвет 31 (Рис. 2-6)
ВНИМАНИЕ: Чтобы обеспечить правильную работу пилы, не засорять рабочее место и оградить оператора от воздействия опилок и древесной пыли — необходимо к патрубку (6) подсоединить систему принудительного пылеудаления (пылесос).
Пила предназначена для пиления заготовок из древесины и материалов на ее основе, тонкого алюминиевого профиля, твердых пластиков и других подобных материалов. Ленточная пила позволяет выполнять криволинейные радиусные пиления по перечисленным материалам.
Применение пылесборника. (Рис.2;4)
При существенных объемах работы применение пылесоса обязательно. Отсутствие принудительного отбора опилок и пыли негативно влияет на качество работы пилы и может стать причиной ее поломки. Кожух (1) необходимо периодически очищать от опилок и пыли, следить за состоянием щетки очистки ведущего колеса (24), регулируя ее положение по мере истирания ворса.
Рабочие операции общего назначения (Рис. 2-6)
При выполнении прямолинейного продольного или поперечного пиления заготовка обязательно должна плотно лежать на рабочем столе (17) и, кроме того, опираться непосредственно на боковой упор (3). Позиция бокового упора (3) определяется заданным размером детали, и упор (3) должен быть точно выставлен и жестко зафиксирован.
Радиус закругления зависит от ширины используемой пильной ленты (11) и разводки ее зубьев. Для пильной ленты шириной 6 мм радиус закругления не должен быть менее 12,5 мм.
Корвет-31 станок ленточнопильный. Схемы и детали сборки
Корвет-31 станок ленточнопильный. Схемы и детали сборки. Смотреть в увеличенном масштабе
Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Связанные ссылки. Дополнительная информация
Ленточные пилы VBS TM | Bonetti Group
Ленточнопильные станки
Пилы для аэрокосмической промышленности
0%
600 TM
800 TM
1000 TM
1250 TM
Ленточнопильный станок с подвижным столом
2 5 Универсальные станки
20 08 Прочный и надежный станок для резки алюминия, стали, полимеров и композитов.
Модели
Характеристики, указанные в таблице, не являются обязательными и могут отличаться от текущих моделей. Пожалуйста, свяжитесь с нами для получения более подробной информации.
Гравитационная подача. Лезвие входит в материал под действием силы тяжести, что позволяет работать без помощи рук.
Быстрая настройка. Легкое переключение между отрезной пилой, контурной пилой и продольной пилой. Быстрая настройка делает его идеальным для производства.
Низковольтное управление с тепловой защитой и аварийным остановом для аварийного пуска и остановки.
Рама и основание изготовлены из сверхпрочной сварной стали для обеспечения жесткости. Создан для работы в самых сложных условиях.
Система с регулируемой скоростью подачи с гидравлическим регулятором подачи с удобным передним клапаном управления потоком.
Четыре скорости лезвия и бесступенчатая регулировка давления лезвия.
Закрытое ограждение для ступенчатого шкива и узла нижнего колеса.
Онлайн калькулятор расчета стоимости 3D (3Д) печати
Вы здесь
Главная » Наши услуги
Как расcчитать стоимость 3д печати
загрузите в калькулятор модель в формате STL;
получите расчет стоимости и рекомендации;
измените настройки печати или оставьте стандартные;
если готовы заказать 3д печать на 3d принтере, нажмите кнопку «Заказать печать», заполните контактные данные и отправьте заявку.
Для наглядности использована тестовая модель. Чтобы рассчитать свою модель, загрузите ее. Расчет происходит автоматически.
Загрузить файл в формате STL?Нажмите кнопку «Загрузить» и выберите файл 3д модели. Это файл в формате STL, например 3dmodel.stl. Калькулятор автоматически сразу же рассчитает стоимость. Вы можете сразу перейти к расчету ниже или измените настройки 3д печати
Характеристики модели, рекомендации и стоимость 3д печати
Объем, см3: — Площадь, см2: — Размеры, мм: — Расход пластика, см3: — Расход пластика, гр: —
Рекомендации: —
Предварительная стоимость печати: —
Установить свои настройки 3д печати? Нажмите, если не требуются особые настройки печати, а не настройки по умолчанию*оптимальные настройки по соотношению цена/качество).
Настройки по умолчанию отмечены знаком *.
Выберите материал:? Это тот материал, которым будет выполнена 3д печать. Упрощенно так — для шестеренок, корпусов и подобных технических деталей подойдет ABS, для фигурок и сувениров — PLA, по остальным — посмотрите таблицу сравнения материалов в разделе FAQ
ABS*ABS обладает прочностью и износостойкостью, применяется для печати корпусов, шестерен и нагруженных деталей. Печатаем по умолчанию.
PLAPLA обладает малой усадкой при печати, хорошо пропечатывает мелкие фрагменты, может печатать нависающие элементы. Также так как PLA изготавливается из кукурузы,то он может использоваться в пищевом производстве
PET-GPET-G прочнее ABS, обладает меньшей усадкой, химически устойчив. У этого пластика отличная межслойная агдезия. Пищевой пластик
CarbonCarbon — это нейлон с добавлением углерода. Очень прочный и износосойкий, имеет малую усадку и деформацию при печати. Кроме этого после печати детали имеют шероховатую поверхность, на которой не видна слоистость
FlexFlex — отличный резиноподобный материал. В отличие от аналога TPU (полиуретана) химически устойчив к машинному маслу и бензину, может применяться в качестве прокладок и гибких шлангов в автомобильной сфере
ФотополимерФотополимерная смола незаменима при печати мелких и точных деталей. Достоинства: толщина слоя до 1 микрон, отсутствие видимости слоев, возможность печати прозрачных моделей, окрашивание перед печатью красящими пигментами
ABS-LikeABS-Like — это тип фотополимера, прочность которого приближена к ABS, благодаря чему чему ABS-Like может использоваться для печати нагруженных и прочных деталей. В совокупности с сверхвысокой точностью печати он незаменим при печати малых шестерен и деталей механизмов
Выберите плотность заполнения:? Этот параметр характеризует насколько деталь будет заполнена пластиком. Часто не требуется полностью заполнять деталь, для экономии пластика можно использовать частичное заполнение
10%
20%*
33%
50%
100%
Выберите толщину (высоту) слоя:? Этот параметр характеризует качество.
Чем меньше толщина слоя, тем качественнее будет печать, но тем больше время печати и ее стоимость
0,05мм
0,1мм
0,15мм
0,2мм
0,25мм*
Заказать печать
Тестовая модель
Для вращения модели удерживайте левую кнопку мыши Для изменения масштаба используйте среднюю кнопку мыши или Shift и левую кнопку мыши
Для перемещения модели используйте Alt и левую кнопку мыши
Заказать печать
Оператор печати получит заявку с 3D моделью и выбранными характеристиками печати и свяжется с Вами.
Художественный экопластик PLA изготавливается из кукурузы и поэтому полностью экологичен и поэтому может применяться в качестве аксуссуаров и пищевых приборов, например, для печати кулинарных формочек, бутылок и детских игрушек. Благодаря особенностям материала (детализация,печать «на весу») из него хорошо получаются фигурки, сувениры и различные декоративные элементы. Хорошо обрабатывается и сглаживается. Заказать печать
Отличное соотношение цена-качество,изготавливается из нефти. Хорошо подходит для печати корпусов, приборов, автомобильных элементов, шестерен и механизмов, эластичен и крепок. Отлично обрабатывается механически и химически. Заказать печать
У PET-G отличная межслойная адгезия, благодаря чему детали из этого пластика будут прочнее ABS. Кроме того, PET-G обладает химической стойкостью и может применяться в пищевом производстве (обычные пластиковые бутылки сделаны из PET). Заказать печать
Carbon — это нейлон с добавлением углерода. Благодаря этому сочетанию карбон имеет сверхпрочность нейлона, но избавлен от его недостатка — сильной усадки. Также карбон имеет удивительное свойство: поверхность детали после печати — шероховатая без видимой слоистости, как у остальных пластиков. Поэтому он может применяться не только для печати сверхпрочных и нагруженных изделий, но и декоративных элементов. Заказать печать
You must have JavaScript enabled to use this form.
Заказать
Телефон
Тип услуги — Не указано -3д печать3д сканирование3д моделированиедругое
Выбор пластика — Не указано -ABS/PLAPET-GCarbonFlexFotopolimerABS-Like
Разрешённые типы файлов: obj stl max doc pdf jpg png step 3ds zip rar.
Примечания
Многие потенциальные клиенты нашей компании, размышляющие над тем, чтобы обратиться за нашими профессиональными услугами, полагают, что стоимость трехмерной печати сегодня очень высока. Мол, новое дорогостоящее оборудование, не самые дешевые материалы и уникальная технология, доступная далеко не на каждом углу, приводят к автоматическому удорожанию оказываемой услуги, которая только недавно начала пользоваться популярностью на территории нашей страны. Но подобные рассуждения входят вразрез с основополагающей концепцией и философией ведения деятельности нашей компании. С первого дня открытия мы поставили перед собой цель нести технологии трехмерной печати в массы, сделав их максимально доступными для всех желающих. И, по нашему мнению, на данной стезе нам удалось добиться больших успехов. Убедиться в этом вам поможет калькулятор стоимости 3Д печати, размещенный на официальном сайте нашей компании.
Разработка соответствующего программного обеспечения являлась одной из первоочередных задач наших квалифицированных программистов. Мы стремились продемонстрировать потенциальным заказчикам, что трехмерная печать может быть вполне демократичной в своей конечной цене. А делать это лучше всего с помощью предоставления возможности проведения собственных расчетов по индивидуальным параметрам, доступной каждому посетителю нашего сайта. Чтобы воспользоваться калькулятором стоимости 3D печати, вам не придется связываться с нашими менеджерами, проходить процедуру регистрации на сайте или отправлять куда-либо свои контактные данные. Просто заходите на сайт, переходите на специальную страничку и совершаете пошаговые действия, конечным итогом которых будет получение нужного вам результата в виде цены заказываемой услуги.
Как конкретно проводится расчет стоимости 3Д печати в калькуляторе на нашем сайте? Данная процедура сводится к совершению трех базовых шагов.
Загрузка модели
Вам понадобится файл трехмерной модели объекта, который вы хотите распечатать посредством заказа соответствующей услуги в нашей компании. Файл должен быть в формате STL, который является оптимальным как для самой печатной процедуры, так и для проведения необходимых расчетов.
Настройки трехмерной печати
Это расширенные действия по обозначению индивидуальных параметров печатного процесса. В частности, здесь можно определиться с материалом изготовления объекта печати, плотностью заполнения объекта и толщиной печатного слоя. Каждый из указанных параметров, выставляемых в соответствующих окнах онлайн калькулятора стоимости 3D печати, будет во многом определять качество конечного результата. Это особенно важно для параметра толщины (высоты) стенок распечатанной детали, которая будет тем качественнее, чем толще и прочнее будет ее основополагающий слой.
Обратите внимание, что определяемые параметры уже выставлены по умолчанию, и изменять их по своему желанию вам предстоит в ручном режиме. Что касается выставленных настроек, они являются подходящими для подавляющего большинства наших клиентов и их заказов. Речь идет об использовании надежного пластика ABS, 20-процентной плотности заполнения распечатываемого объекта, а также толщины слоя на уровне 0,25 миллиметров. Если подобные параметры вас устраивают, можете смело пропускать второй пункт и переходить к третьему шагу использования калькулятора расчета стоимости 3Д печати.
Получение результата
При загрузке правильного файла трехмерной модели наш калькулятор быстро произведет необходимые подсчеты, после чего выведет цену на ваш экран. Одновременно будут просчитаны и визуально обозначены основные характеристики распечатываемого объекта, а также предоставлены рекомендации, касающиеся возможной необходимости изменения параметров заказа для достижения более качественного результата. Онлайн расчет стоимости 3D печати в калькуляторе запускается сразу после того, как вы загрузите трехмерную модель. Но при изменении параметров из второго шага расчет производится повторно, выдавая скорректированный результат.
Является ли сумма, получаемая посредством осуществления описанных шагов, окончательной и бесповоротной? Нет. Калькулятор расчета стоимости печати призван обозначить для вас примерную цену заказываемой услуги, которая может изменяться в ту или иную сторону при непосредственном составлении заказа совместно с менеджером нашей компании. Но вы уже будете знать, на какую стоимость примерно рассчитывать, чтобы получить нужный вам результат. Гарантируем, что конечная цена, прописываемая в договоре, если и будет отличаться от просчитанной в калькуляторе, то лишь на минимальное значение.
В качестве четвертого шага можно обозначить заполнение контактной информации в соответствующих графах на нашем сайте, а также отправление заявки по вашей трехмерной модели и индивидуально определенным характеристикам печатного процесса операторам нашей компании. Разумеется, к данному шагу вы перейдете только при условии, что выданная онлайн калькулятором стоимость 3Д печати вас устраивает.
Расчет стоимости 3D печати онлайн. 3Д печать на заказ в Москве
Чтобы узнать цену печати на 3D-принтере, загрузите Вашу модель в формате STL, или OBJ на в окно загрузки на сайта. Далее система перенаправит Вас на страницу, где необходимо выбрать требуемую технологию печати, материал печати и цвет. После выбора указанных параметров, на странице отобразиться ориентировочная стоимость печати Вашего изделия. Для расчета точной стоимости печати, или оформления заказа нажмите кнопку Заказать. Заполните необходимые поля. Специалисты компании 3DServices сделают расчет и предоставим Вам информацию по стоимости и срокам печати.
Калькулятор стоимости 3D-печати
Создано Bogna Szyk
Отзыв от Małgorzata Koperska, MD и Adena Benn
Последнее обновление: 19 октября 2022 г.
Содержание:
Сколько стоит 3D-печать?
Нити для 3D-принтеров
Часто задаваемые вопросы
Независимо от того, начинаете ли вы заниматься 3D-печатью или занимаетесь профессиональной 3D-печатью, этот калькулятор стоимости 3D-печати и наш калькулятор толщины бумаги обязательно вам пригодятся. После ввода нескольких основных параметров вы сможете точно определить, сколько вы должны брать за любую работу.
Естественно, если у вас нет 3D-принтера и вы пытаетесь подсчитать, сколько стоит 3D-печать, этот калькулятор также вам подойдет! Продолжайте читать, чтобы понять основной принцип, лежащий в основе этого, или узнать, какой тип нити лучше всего подходит для вашего проекта.
Если вы серьезно относитесь к открытию полиграфического бизнеса, вам также следует изучить наш конвертер количества бумаги, чтобы узнать больше об условиях, связанных с покупкой бумаги оптом, и о количестве, содержащемся в нем. Кроме того, наш калькулятор размера пикселей для печати поможет вам узнать больше о том, что нужно для создания изображений хорошего качества при печати. Это то, что должен знать каждый, кто серьезно относится к построению полиграфического бизнеса.
Сколько стоит 3D-печать?
Наш калькулятор 3D-принтера делит общую стоимость задания на 3D-печать на две части: стоимость материала , непосредственно соответствующая материалу, который будет использоваться, и стоимость рабочей силы , связанная со временем печати. Кроме того, вы можете добавить наценку , чтобы убедиться, что вы получаете хоть какую-то прибыль от каждого напечатанного вами предмета.
Стоимость материалов рассчитываем по следующей формуле:
стоимость материала = ρ π × (d/2)² × L × цена
где
ρ – плотность материала;
d – диаметр нити;
L — длина нити, используемой для печати; и
цена стоимость материала за единицу веса (за килограмм или фунт).
После того, как вы узнали стоимость материала, пришло время узнать, какова стоимость рабочей силы:
стоимость рабочей силы = время × почасовая ставка
где
время — время, необходимое для завершения работы,
почасовая ставка — стоимость одного часа 3D-печати.
В конце расчетов наш калькулятор стоимости 3D-печати добавляет наценку) для учета прибыли:
окончательная цена = (стоимость материала + стоимость работы) × (100% + наценка)
Вуаля — вы просто нашел общую стоимость работы 3D печати! Обязательно поэкспериментируйте с результатом, например, изменив почасовую ставку или добавив полчаса ко времени печати, чтобы имитировать заклинивший экструдер, который нужно починить.
Нити для 3D-принтера
Вы наверняка замечали, что стоимость материала зависит от трех основных факторов: объема материала, его плотности и цены. В то время как объем зависит исключительно от проекта, который вы собираетесь печатать, два других связаны с типом нити.
В нашем калькуляторе стоимости 3D-печати вы можете выбрать один из шести наиболее распространенных типов нити. Если вы используете другой, откройте расширенный режим , чтобы вручную ввести его плотность.
тип нити
полное имя
плотность (г/см³)
АБС
Акрилонитрил-бутадиен-стирол
1,05
ПЛА
Полимолочная кислота
1,27
ПЭТГ
Полиэтилентерефталат
1,25
ПЭТТ
Нить T-Glase
1,45
БЕДРА
Ударопрочный полистирол
1,04
ТПУ
Термопластичный полиуретан
1,30
Часто задаваемые вопросы
Сколько стоит 3D-печать за дюйм?
Стоимость $0,35 . Однако это сильно зависит от стоимости материала. Калькулятор стоимости 3D-печати Omnicalculator поможет вам проанализировать различные варианты.
Нам нужно выбрать тип материала. Например, ABS с плотностью 0,6069 унций/дюйм 3 и ценой 20 долларов .
Учитывая плотность, нам нужно напечатать 0,6069 унций .
Наш калькулятор 3D-принтеров показывает, что 3D-печать одного дюйма будет стоить $0,35 .
Как рассчитать стоимость 3D печати?
Вы можете использовать калькулятор 3D-принтера Omnicalculator или сделать следующее:
Определите тип материала вашего 3D-принтера и получите его цену за килограмм. Также узнайте его плотность
Рассчитайте объем вашей 3D-модели для печати. Используйте свое программное обеспечение для проектирования для повышения точности.
Получите массу вашей модели, умножив ее объем на плотность материала.
Умножьте полученную массу на цену материала за килограмм. Результат представляет собой стоимость 3D-печати вашего материала. Не забудьте добавить затраты на рабочую силу, такие как электричество и время проектирования.
Можно ли сделать бизнес с помощью 3D-принтера?
Да, можете, и калькулятор стоимости 3D-печати Omnicalculator поможет вам в этом. Чтобы добиться успеха, следуйте следующим рекомендациям:
Уделите должное время выбору материала, так как качество/удобство использования имеют наибольшее значение.
Не забудьте добавить затраты на рабочую силу, такие как электричество, и стоимость рабочей силы, среди прочего.
Добавьте цену наценки, которая будет вашей прибылью по сравнению с вашими затратами.
Как печатать на 3D-принтере?
После того, как вы узнали, сколько стоит 3D-печать, и у вас дома есть 3D-принтер и материалы для печати, сделайте следующее:
Создайте или найдите дизайн, который вас интересует. Сохраните его как файл STL в переносной памяти.
Отрегулируйте положение сопла и платформы принтера, чтобы они были параллельны и достаточно близко друг к другу.
Предварительно нагрейте кровать и проверьте другие рекомендации производителя.
Распечатать!
Богна Шик
Стоимость материала
Тип материала
Диаметр нити
Длина нити
Вес накала
Стоимость материала
$
Стоимость рабочей силы
$
Стоимость за час
Стоимость труда
$
за час Окончательная цена
Наценка
Окончательная цена
$
Посмотреть 33 похожих калькулятора техники и электроники 💻
Закон Амдала Емкость батареи Срок службы батареи… 30 еще
Калькулятор цен на лучшую 3D-печать — MakerOS с помощью поиска Google. У каждого производителя филамента есть такая информация.
Машина
Срок службы машины в часах — это сколько проработает машина. Некоторые производители могут указывать это для своих машин. Другой способ взглянуть на это — сколько времени потребуется, пока вы не замените эту машину, устаревает ли она или вы заменяете ее чем-то новым (при условии отсутствия стоимости лома).
Стоимость обслуживания в год — стоимость плана обслуживания. Кроме того, все расходные материалы, которые входят в машину в течение года, такие как синяя малярная лента для печати поверхностей, на самом деле все, что входит в стоимость машины, которую вы хотите компенсировать этим числом.
Готовый материал
Сколько времени уходит на изготовление 1 кубического сантиметра материала? В минутах — важно понимать скорость, с которой ваша машина может печатать. Нет необходимости рассчитывать время прогрева, время, необходимое для нагрева сопла или станины. Есть два способа сделать это. Возьмите куб в 1 кубический сантиметр, войдите в свой слайсер, и он даст вам оценку времени, как долго он будет печатать. Но более точный и правильный способ сделать это — засечь секундомер, чтобы увидеть, сколько времени потребуется для печати куба в 1 кубический сантиметр от первой экструзии до остановки печати. Если вам нужен куб, скачайте его здесь. Это среднее число, и оно должно быть базовым. Различные движения машины движутся по-разному, и ваш пробег может отличаться.
Сколько можно внести за 1 час? В граммах — это наша скорость осаждения материала в час.
Facility
Ежемесячная арендная плата — арендная плата за то, где вы работаете. Если вы работаете из дома, включите либо ипотеку, либо ежемесячную арендную плату, будь то квартира или дом.
Ежемесячные коммунальные услуги — включите любые расходы на поддержку вашего задания на печать. Все, что входит в эксплуатацию самого объекта.
Люди
Время установки и демонтажа задания в минутах — когда вы хотите выполнить задание на печать для клиента, сколько времени вам потребуется, чтобы проверить файлы, нарезать их, передать машины, снести их и убрать опоры? Дайте себе больше времени, чем вы думаете, что вам нужно. Вы должны дать себе реалистичное среднее значение и дополнительное время в этом расчете. Если вы недооцените этот вклад, вы потеряете много денег и времени.
Программное обеспечение/услуги
Сколько вы тратите на различное программное обеспечение для ведения вашего бизнеса? Лицензия Solidworks, ваша общая система управления запасами, ERP и т. д.
Все прочие услуги — это все ваши вспомогательные программные услуги, которые вы используете, например, стоимость размещения вашего веб-сайта, других веб-сервисов, таких как электронная почта, и стоимость MakerOS.
Расчетные затраты ($/час)
Здесь вы заметите, что печать материала и амортизация машины являются самыми низкими затратами для бизнеса. Истинные затраты — это ваша арендная плата, ваше программное обеспечение и человеческое время.
Сколько стоит изготовление купленного материала?
Сколько времени потребуется на изготовление всех граммов (часов) — это время в часах, которое потребуется для использования всего материала в катушке.
Стоимость изготовления всего материала — если взять общую часовую стоимость и умножить ее на время, необходимое для изготовления всех граммов.
Сколько рабочих мест запланировано на единицу? — это средний показатель. Нам нужно понять, сколько в среднем рабочих мест содержится в 1-килограммовой катушке (единице). Для этого посмотрите на последние 10 заданий печати, которые вы выполняли для клиентов, и оцените, сколько материала было использовано. Задание на печать может состоять из нескольких отпечатков, может быть несколько частей, которые помещаются на печатную платформу.
Общая стоимость для изготовления всех материалов — эта строка суммирует строки «Стоимость изготовления всех материалов» и «Добавленная стоимость человеческого времени», и вы должны получить больше этой суммы в долларах из этой катушки, чтобы быть прибыльным.
Что вы должны зарядить?
Наценка — если вы печатаете из PLA, реальная фактическая цена находится в пределах от 1,20 до 2,50 долларов, в зависимости от того, что вы печатаете, и качества этой печати за кубический сантиметр. 93) — плотность печати напечатанной детали (сыпучий порошок против спеченного порошка).
Машина
Стоимость машины — это будет значительно больше, чем машина FDM
Изготовленный материал
Запуск и охлаждение машины (мин) — вам придется проверить машину чтобы найти входы для этих разделов. В качестве примера на данный момент мы будем использовать EOS FORMIGA P110 в качестве тестовой машины. С машиной EOS на нагрев и охлаждение уйдет примерно два часа.
Стоимость запуска и охлаждения — мы получаем это число, взяв время запуска и охлаждения машины и умножив его на общую стоимость машинного времени в час.
Время печати слоя (в секундах) — на каждый слой должно уйти 15 секунд.
Высота слоя — с нашей машиной EOS она должна быть 0,1 мм.
Время печати куба 10x10x10 мм (мин.) — что мы действительно хотим знать, так это сколько времени займет чистое время печати, чтобы напечатать 10 мм в направлении Z.
Расчет стоимости материала и времени печати для куба — цена материала, которая составляет 0,06 доллара США за грамм, и время печати куба, равное 25 минутам, что в данном случае дает нам 10,57 доллара США.
Стоимость вспомогательного оборудования — сюда входит стоимость специального пылесоса, который вам нужен для машины, и этот пылесос может стоить от 4 до 6 тысяч долларов, а также станция очистки или станция прорыва, что составляет еще несколько тысяч долларов. . Таким образом, для нашего вспомогательного оборудования EOS FORMIGA P110 должно быть около 15 000 долларов.
Макс. плотность упаковки % — чем плотнее печать, тем больше вероятность появления дефектов, поэтому используйте 10% в качестве максимальной плотности упаковки.
Граммы, напечатанные в час — это самое важное число, которое нужно знать во всем этом разделе «Изготовленные материалы».
>>> Что делать, если у меня несколько компьютеров? <<<
Если у вас есть две машины SLS (одинаковой модели) и для обеих машин требуется одинаковое вспомогательное оборудование, просто разделите стоимость вспомогательного оборудования на два. В конечном счете, мы пытаемся получить стоимость печати только с одной машиной.
Facility
Ежемесячная арендная плата — арендная плата за то, где вы работаете. Если вы работаете из дома, включите либо ипотеку, либо ежемесячную арендную плату, будь то квартира или дом.
Ежемесячные коммунальные услуги — включите любые расходы на поддержку вашего задания на печать. Все, что входит в эксплуатацию самого объекта.
Люди
Время на установку и демонтаж для работы в минутах 903:15 — Сколько времени вашей команде требуется на подготовку сборки? Когда вы хотите выполнить задание на печать для клиента, сколько времени вам потребуется, чтобы проверить файлы, нарезать их, доставить на машины, разобрать и удалить опоры? Дайте себе больше времени, чем вы думаете, что вам нужно. Вы должны дать себе реалистичное среднее значение и дополнительное время в этом расчете. Если вы недооцените этот вклад, вы потеряете много денег и времени. Для машины SLS это должно занять больше времени, чем для машины FDM. Машина SLS требует немного больше утонченности.
Программное обеспечение/услуги
Сколько вы тратите на различное программное обеспечение для ведения вашего бизнеса? Лицензия Solidworks, ваша общая система управления запасами, ERP и т. д.
Все прочие услуги — это все ваши вспомогательные программные услуги, которые вы используете, например, стоимость размещения вашего веб-сайта, других веб-сервисов, таких как электронная почта, и стоимость MakerOS.
>>> Что делать, если у меня есть несколько программ для каждой строки ? <<<
Как и в случае с несколькими машинами, разделите затраты на количество используемого программного обеспечения или услуг. С программным обеспечением/услугами это делать не обязательно, но это, безусловно, хорошее упражнение, чтобы понять эффект масштаба для бизнеса.
Расчетные затраты
Общие почасовые затраты — это значительно больше для SLS, чем для FDM — примерно в 4 раза больше. Тем не менее, это значительно быстрее для печати на принтере SLS.
Сколько стоит изготовление купленного материала?
Сколько времени нужно для изготовления всех граммов (часов) — здесь мы видим, что печатать на машине SLS намного быстрее, чем на машине FDM.
Количество рабочих мест, запланированных на единицу — это среднее значение
Добавленная стоимость машинных процедур — это количество рабочих мест, запланированных на единицу, умноженное на стоимость запуска и охлаждения вашей машины.
Что вы должны зарядить?
Увеличьте прибыль — По сравнению с машиной FDM, машина SLS может быть очень прибыльной, даже если машина SLS очень дорогая. Так что увеличьте свою прибыль еще больше из-за эффекта масштаба, а также, главным образом, из-за рабочих мест, которые вы можете разместить на машине. Так что увеличьте его до 100%, 125%, даже 175%. Если вы берете 50%, вы в основном снижаете маржу.
Оборудование EWM для полуавтоматической сварки в среде инертного/активного газа
Полуавтомат EWM Wega 601
Полуавтомат EWM Wega 601
Аппарат для сварки MIG/MAG со ступенчатым переключением EWM Wega 601
МАКСИМАЛЬНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ ДАЖЕ В НЕБЛАГОПРИЯТНЫХ УСЛОВИЯХ
Сварка MIG/MAG стандартная
Мощные аппараты MIG/MAG сварки со ступенчатым переключением
Сфокусированное качество: аппарат Wega с водяным охлаждением, отдельным устройством подачи проволоки и на выбор с управлением Synergic.
Область применения:
• Стандартная сварка MIG/MAG короткой, смешанной и капельной дугой с использованием аргона, газовых смесей и CО2
• Материалы: низкоуглеродистые, низко- и высоколегированные стали, а также алюминиевые сплавы
• Производственные и ремонтные работы в металлообрабатывающей промышленности, металлоконструкциях и машиностроении, изготовлении емкостей и аппаратов, автомобиле и судостроении, монтажных работах и т. д.
Технические данные
Документация
Сопутствующая продукция
Особенности:
• Инновационная конструкция корпуса с эргономичной концепцией ручек и максимальной мобильностью: погрузка краном или штабелеукладчиком
• Продуманная конструкция корпуса с улучшенными воздуховодами для увеличения продолжительности включения и электронным управлением вентилятора для снижения количества загрязнений в аппарате
• Максимальная экономичность при минимизированной последующей обработке швов благодаря сварке без брызг короткой и капельной дугой с использованием аргона, газовых смесей и CO2
• Оптимален для любого применения благодаря разным исполнениям, точно подобранной мощности и многообразию вариантов: компактный или с выносным устройством подачи проволоки, с воздушным или жидкостным охлаждением, разные устройства подачи проволоки и панели управления
• Мощная система охлаждения для горелки с центробежным насосом, радиатор увеличенной площади c большим баком (9 литров)
• Идеальное зажигание и сварка: cварочный дроссель с 3 выводами для разных материалов, мелкоступенчатая регулировка напряжения, 4-роликовый подающий механизм с большими подающими роликами для надежной подачи проволоки
Технические характеристики
Wega 601
MIG/MAG
Сетевое напряжение
В
400
Диапазон регулирования сварочного тока
A
50-600
Продолжительность включения при температуре окружающей среды
• Классическая концепция управления (управление двумя регуляторами) с прямым доступом ко всем сварочным параметрам• 2-тактный, 4-тактный, точечный, интервальный режимы
М2.40
• Современная концепция управления одним регулятором Synergic с 24 стандартными сварочными заданиями и цифровым дисплеем для отображения всех параметров сварки • 2-тактный, 4-тактный, точечный, итервальный режимы, бестоковая заправка проволоки и постпродувка газа • Возможность выбора режима работы: Job (управление одним регулятором) и Manual (двухкнопочное управление) • Настройка предпродува газа через подменю
Информация для заказа
Тип
Наименование
Артикул
Wega 601 FDW
Аппарат для сварки MIG/MAG со ступенчатым переключением, компактный, с жидкостным охлаждением, центральный разъем Euro, 4-роликовый привод
090-005088-00502
Wega M1. 02 drive 41L
Устройство подачи проволоки, жидкостное, Euro-ZA
090-004965-00502
Wega M2.40 drive 41L
Устройство подачи проволоки, жидкостное, Euro-ZA
090-004967-00502
WK KL/Z 95MM² 4M
Кабель массы с зажимом
092-000171-00000
3/8″R I/1/4″R O /SW19
переходник с 3/8″ нa 1/4″
094-016619-00000
DM1 35L/MIN
Редуктор с двумя манометрами
094-011763-00000
OW CEE 32A
Заводская опция: сетевая вилка, монтаж включен
092-008215-00000
KOS25
Заказная конфигурация с монтажом для переносных и компактных установок
Сварочная горелка MIG/MAG, с жидкостным охлаждением
094-500060-00000
Опции и принадлежности
Наименование
Артикул
Инструкция EWM Wega 601
Сварочный полуавтомат EWM WEGA 601 DW
Особенности
Инновационная конструкция корпуса с эргономичной концепцией ручек и максимальной мобильностью: погрузка краном или штабелеукладчиком
Продуманная конструкция корпуса с улучшенными воздуховодами для увеличения продолжительности включения и электронным управлением вентилятора для снижения количества загрязнений в аппарате
Максимальная экономичность при минимизированной последующей обработке швов благодаря сварке без брызг короткой и капельной дугой с использованием аргона, газовых смесей и CO2
Оптимален для любого применения благодаря разным исполнениям, точно подобранной мощности и многообразию вариантов: компактный или с выносным устройством подачи проволоки, с воздушным или жидкостным охлаждением, разные устройства подачи проволоки и панели управления
Мощная система охлаждения для горелки с центробежным насосом, радиатор увеличенной площади с большим баком (9 литров)
Идеальное зажигание и сварка: сварочный дроссель с 3 выводами для разных материалов, мелкоступенчатая регулировка напряжения, 4-роликовый подающий механизм с большими подающими роликами для надежной подачи проволоки
Область применения
Стандартная сварка MIG/MAG короткой, смешанной и капельной дугой с использованием аргона, газовых смесей и CO2
Материалы: низкоуглеродистые, низко- и высоколегированные стали, а также алюминиевые сплавы
Производственные и ремонтные работы в металлообрабатывающей промышленности, металлоконструкциях и машиностроении, изготовлении емкостей и аппаратов, автомобиле- и судостроении, монтажных работах и т. д.
Выбор панели управления
M 1.02
Классическая концепция управления (управление 2-мя регуляторами) с прямым доступом ко всем сварочным параметрам
Современная концепция управления одним регулятором Synergic с 24 стандартными сварочными заданиями и цифровым дисплеем для отображения всех параметров сварки
2-тактный, 4-тактный, точечный, интервальный, бестоковая заправка проволоки и продувка газа
Возможность выбора режима работы: Job (управление одним регулятором) и Manual (двухкнопочное управление)
Заводской код изделия: 090-005089-00502
Общее описание WEGA 601 DW:
Сварочные полуавтоматы серии WEGA отличаются великолепными характеристиками зажигания дуги и сварочными характеристиками, жесткой конструкцией, учитывающей эргономические требования, а также прекрасным соотношением цена/производительность. Благодаря различным концепциям управления они предназначены для универсального применения, начиная с решения простых сварочных проблем и кончая сферой высоких технологий в промышленном и кустарном производстве. Преимущества: Прекрасные характеристики зажигания дуги и сварочных свойств благодаря применению оптимизированного сварочного дросселя с отводами для сварки различных материалов, большому числу ступеней для установки напряжения и времени дожигания проволоки, а также большим роликам с надежной системой подачи проволоки. Минимальная потребность в последующей обработке благодаря сварке с малым разбрызгиванием при использовании короткой дуги со струйным переносом металла в среде аргона, газовых смесей и CO2. Легкость обращения, обеспечиваемая эргономической конструкцией аппаратов и наглядным размещением органов управления. Мобильность благодаря наличию больших поворотных и неповоротных колес, 4 рым-болтам для подъема любым краном, степени защиты IP23 для наружной установки и низкому расположению центра тяжести, обеспечивающему надежную защиту от опрокидывания. Жесткость, обеспечиваемая прочным стальным корпусом, создает идеальные возможности для применения в промышленном и кустарном производстве. Минимальная потребность в уходе и малый уровень шума благодаря применению вентилятора и водяного насоса, управляемых в зависимости от температуры. Удобство технического обслуживания благодаря доступному расположению узлов внутри аппарата. Универсальность благодаря простому изменению полярности для сварки порошковой проволокой (опция). Эксплуатационная надежность, обеспечиваемая термовыключателями в трансформаторе и выпрямителе. Соответствие стандарту DIN ISO 9000 и следующим благодаря возможности документирования параметров сварки. Гибкость применения благодаря разнообразным принадлежностям и опциям, например, устройство дистанционного управления для коррекции подачи проволоки, горелка Push/Pull (тяни/толкай) и т.д.
Применение WEGA 601 DW:
Стандартная сварка MIG/MAG короткой, смешанной и струйной дугой с использованием аргона, газовых смесей и CO2. Материалы: низкоуглеродистые, низко- и высоколегированные стали, а также алюминиевые сплавы. Сплошные и порошковые проволоки. Производственные и ремонтные работы в мeтaллообрабатывающей промышленности, металлоконструкциях и машиностроении, изготовлении емкостей и аппаратов, автомобиле- и судостроении, монтажных работах и т.д.
В настоящее время эта недвижимость не продается и не сдается в аренду на Trulia. Описание и данные об имуществе, приведенные ниже, могли быть предоставлены третьей стороной, домовладельцем или общедоступными записями.
Этот дом для одной семьи расположен по адресу 601 S 7th St, Vega, TX. 601 S 7th St находится в Веге, штат Техас, с почтовым индексом 79092. В этом доме 3 спальни. Это свойство имеет размер партии 75,00 акров.
Дом.
Property Information
Property Type / Style
Property Type: Single Family Home
Interior Features
Interior Детали
Дополнительное хранилищеХранение
Камин и СПА
Камин
Exterior Features
Parking & Garage
Parking: Carport
Lot Information
Lot Area : 75,00 акров
Налоги и оценка имущества
Год
2021
Налог
Оценка
$ 38 020
Домные факты, обновленные по округам
LGBTQ Local Legal Protection
Перейти к первому элементу
Дома вне рынка рядом с 601 S 7th St
Перейти к последнему элементу
Перейти к первому элементу
601 S 7th St, Vega, TX 79092 представляет собой дом с 3 спальнями для одной семьи. Это свойство в настоящее время недоступно для продажи.
Trulia является зарегистрированным товарным знаком Zillow, Inc. Zillow, Inc. имеет лицензии на брокерские операции с недвижимостью во всех 50 штатах, а округ Колумбия и Zillow (Canada) Inc. имеют лицензии на брокерские услуги в нескольких провинциях.
§ 442-H Стандартные операционные процедуры Нью-Йорка Уведомление о ярмарке жилья в Нью-Йорке TREC: Информация о брокерских услугах, Уведомление о защите прав потребителей California DRE #1522444
Связаться с Zillow, Inc Brokerage
Zillow Group стремится обеспечить цифровую доступность для людей с ограниченными возможностями. Мы постоянно работаем над улучшением доступности нашего веб-интерфейса для всех, и мы приветствуем отзывы и запросы на размещение. Если вы хотите сообщить о проблеме или найти жилье, сообщите нам об этом.
Тонкости работы и основные ошибки при работе с жидким полиуретановым пластиком в силикон для форм.
ООО «ЭЛЕМЕНТ 14»
Официальный дистрибьютор на территории России и стран СНГ по продаже и продвижению торговой марки — СИЛАГЕРМ
Статьи
Тонкости работы и основные ошибки при работе с жидким полиуретановым пластиком в силикон для форм.
На рынке заливочных полиуретановых пластиков представлены жидкие пластики компаний:
Силагерм 4010 – ПО Технология-Пласт, (Россия)
АДВ 14 – НПФ Адгезив, (Россия)
AXSON F- SikaAxson, (Франция)
Smooth-Cast — США
EASYFLO — Polytek, США
Химический состав жидких пластиков в основном идентичен, отличие заключается в большем или меньшем процентном соотношении сухого наполнения (осушители, добавки влияющие на доп.свойства пластика) и добавками для стойкости к УФ излучению.
По физико-механическим свойстам – пластики так же идентичны. Отличие во времени жизни заливочных пластиков в зависимости от марок от 3 до 30 минут и в линейке импортных пластиков – в зависимости от сухого наполнителя, придающие доп.свойства пластику (более высокая или меньшая твердость по Шору Д, трудногорючесть, теплостойкость). Жидкие полиуретановые пластики — это двух компонентные материалы, состоящие из жидких компонентов, которые после смешения и заливки в форму полимеризуются и приобретают свойства твердого пластика с заданной формой конфигурацией.
Основное правило при работе с жидким пластиком: Отсутствие влаги!
Все жидкие пластики, любого производителя, особо чувствительны к влаге. Формы под заливку пластика должны быть абсолютно сухими. Даже небольшое количество воды может привезти к появлению пузырей (эффекта вспенивания), недоотверждения пластика, эффекту рыхлости. Рекомендуемая влажность воздуха при работе с материалами не более 50%.
В качестве формы под заливку пластика обычно используют силикон для форм (для не сложных форм -формовочный компаунд Силагерм 7130 – на оловянном катализаторе, для сложных форм Силагерм 8030 – на платиновом катализаторе). Основное преимущество форм, изготовленных из силикона это антиадгезионные свойства, т.е. форму не надо смазывать перед заливкой пластика, а так же стойкость силикона к высоким температурам до + 250°С. При отверждении жидкий пластик выделяет тепло, и формы из силикона выдерживают существенно больше циклов, чем формы изготовленные из других полимеров.
Ещё одно правило которое необходимо соблюдать с любыми марками жидких пластиков: Обязательное перемешивание компонентов в таре поставке!
Если материал поставляется в канистрах, то интенсивное встряхивание каждого компонента. В состав компонентов пластика входит «осушитель», который начинает работать, как только пластик в жидком состоянии соприкасаться с влагой воздуха и не дает ей воздействовать на пластик. Осушитель имеет плотность выше чем остальные компоненты пластика, поэтому допускается расслоение и высаживание «осушителя» в осадок. Поэтому очень важно поднять его и хорошо гомогенизировать с остальными компонентами до однородного состояния. Если компоненты перед смешением не перемешать, то пластик может: недоотвердиться, быть рыхлым, выделять маслянистость, вспениваться и не соответствовать заявленным свойствам.
Единовременное смешение большого объема пластика не желательно!
При работе с жидким пластиком – есть тонкость, которую не все знают и мастера, которые имеют небольшой опыт работы с жидкими пластиками, иногда делают ошибки. При смешении жидкого пластика рекомендуется замешивать небольшие количества. Если изделие объемное и требуется много материала, то желательно смешивать и заливать частями. Материал друг к другу прилипает. Подробнее: при смешении от 10 до 500 гр компонентов время жизни материала соответствует указанным значением производителя, при увеличении, в весовом соотношении, компонентов время жизни пластика сокращается (в зависимости от марки пластика и веса от 10 сек до 15 минут). К примеру: При смешении 500 гр жидкого пластика Силагерм 4010 – время жизни материала 10 минут (при комнатной температуре 20-22°С), однако при одновременном смешении уже 3кг – время жизни сокращается до 3 минут. Или к примеру китайский пластик со временем жизни 4 минуты (при единовременном смешении до 500гр), при смешении уже 2,5кг имеет время жизни 20-25 сек. Поэтому при выборе пластика обращайте внимание на время жизни материала, поскольку Вам помимо необходимого времени на тщательное перемешивание компонентов, необходимо будет ещё учитывать время на выход пузырьков воздуха, которые намешиваются при смешении компонентов.
Советы и правила описанные в данной статье – это опыт и знания наших разработчиков и наших клиентов. Надеемся, что они будут полезны Вам в вашей работе.
Если Вы увидели неточность, либо у Вас так же, есть желание поделиться опытом, и решением проблем, которые могут возникнуть при работе с жидкими пластиками и не прописанные в этой статье, то будем благодарны за ваши советы и опыт.
С уважением,
Коллектив «ПО «Технология-Пласт»
Жидкий пластик для заливки. Что не написано на упаковке?
Общий ликбез для новичков.
Что такое жидкий пластик? Если начать с терминологии, то жидкие пластики – разнообразные материалы, производимые на основе полимеров. Имеют текучую консистенцию, переходящую в твёрдую благодаря химическим процессам.
Для обывателей это даже может ни о чём не сказать. Так что сразу перейдём к сфере применения материала:
· Часто используется при производстве скульптур небольшого размера.
· Подходит для создания изделий, имитирующих другие материалы – металл, дерево и проч.
· Используется при изготовлении прототипов моделей для различных отраслей промышленности.
· Не обойдём стороной и декоративную бижутерию.
Яркими представителями таких материалов являются Kremen Cast или Kremen Cast Simple. Эти материалы очень просты в применении. Залить своё первое изделие может каждый. Принцип прост: смешивайте компоненты согласно инструкции и используете эту смесь для воплощения своих творческих идей. В процессе отверждения пластик станет прочным, попутно копируя любую поверхность, с которой соприкасается.
НО!
Если не принять во внимания некоторые особенности работы с пластиком. То можно запороть всю работу. Правила не сложные, для ознакомления крайне важны. Поэтому – ловите памятку!
1. Не допускайте попадания влаги в материал на этапе смешивания материала. Почему?
Материал просто не затвердеет даже если в смесь попадёт хоть капля воды. А бонусом – она ещё и вспенится. Процесс, конечно, выглядит эффектно. Но, в практическом плане вряд ли он вам нужен.
2. Так же при работе с пластиком стоит учитывать повышение температуры затвердевающего пластика. Почему?
Она и так поднимается на этапе отверждения до 60 градусов. А если ещё в смесь попадёт вещество (например – ацетон, которым вы до этого обезжиривали вашу силиконовую форму), то смесь просто вскипит. Поэтому, проверьте, чтобы ёмкость, в которой вы будете материал смешивать, и форма, в которую будете его заливать были чистыми.
3. Если вам необходимо использовать разделительную смазку, то протестируйте, как пластик будет с ней реагировать Почему?
Ну, можно вернуться к пункту 3.
4. Аккуратно и по возможности плавно смешивайте компоненты А и Б. Почему?
Чтобы на вашей модели не образовались пузыри, необходимо использовать вибростол или вакуумную камеру. В идеале. Чаще всего, у обычного пользователя такого оборудования, что логично, нет. И как правило, полиуретановые пластики имеют короткое время жизни. Поэтому, дегазировать материал вы просто не успеете. Поэтому, можем дать в этом случае единственный совет – аккуратно (= плавно) смешивайте компоненты и так же аккуратно лейте материал в молд.
5. Не расформовывайте изделие раньше положенного времени. Почему?
Пластик будет ещё довольно мягким. И как следствие, изделие можно просто-напросто деформировать, вынимая его из формы.
Kremen Cast: Время до демолдинга — 30 мин. Время до полного отверждения — 12 часов. Kremen Cast Simple: Время до демолдинга — 15 мин. Время до полного отверждения — 24 часа
Вот и все основные хитрости, которые на этикетке не написаны.
В следующей статье мы более подробно углубимся в творческую часть работы с этим интересным материалом. Не пропустите!
Композитные пломбы Преимущества, недостатки, процедура, фотографии
Если у вас кариес в одном из зубов, ваш стоматолог, вероятно, порекомендует поставить пломбу как можно скорее, чтобы предотвратить инфекцию и укрепить зуб.
Существует несколько различных материалов, используемых для реставрации зубов, но наиболее распространенными типами пломб являются амальгама и композит (или композитная смола).
Амальгама была наиболее широко используемым материалом в течение многих лет, но композитные пломбы становятся все более популярными благодаря сочетанию внешнего вида и долговечности. В этой статье мы объясним, что такое композитные пломбы, как долго они служат и насколько они безопасны.
Композитные пломбы выглядят более естественно, чем другие варианты. Композитный материал можно настроить так, чтобы он соответствовал оттенку вашего зуба, поэтому он почти незаметен для любого, кто взглянет на ваш рот.
Но что такое этот материал цвета зубов? Это смесь пластиковой (акриловой) смолы, армированная порошкообразным стеклянным наполнителем. Это полезно для различных стоматологических реставраций, в том числе
пломб
виниров
вкладки
коронки
Стоматологи также иногда используют этот композитный материал для ремонта или восстановления частей сломанных или сколотых зубов.
Ваш стоматолог может предложить несколько вариантов материалов для пломб. Вот как они складываются друг против друга.
Амальгама (серебро)
Это были наиболее часто используемые типы пломб в течение многих лет, и они до сих пор широко используются во многих частях мира. Они очень прочные и могут прослужить около 15 лет и более.
Кроме того, процесс относительно прост, так как стоматологу не нужно беспокоиться о чистоте и сухости зуба во время установки. Они также стоят меньше, чем другие материалы, используемые при реставрации зубов.
Но в последние годы их популярность пошла на убыль. Поскольку они не цвета зубов, они не выглядят такими естественными.
Пломбы из амальгамы также содержат ртуть, хотя Американская стоматологическая ассоциация сочла это «жизнеспособным и безопасным» вариантом. Обзор исследований 2014 года отметил, что доказательств каких-либо побочных эффектов недостаточно, хотя в этом направлении необходимы дополнительные исследования.
Золото
Золотые пломбы дороже других видов пломб, но вы получаете то, за что платите. Они долговечны и могут прослужить 20 и более лет. Обычно они требуют двух визитов.
Керамика
Керамические пломбы, в состав которых входит фарфор, также довольно долговечны, ожидаемый срок службы составляет до 15 лет. Но они не очень часто используются, как правило, очень дороги, а также требуют двухкратного посещения.
Стеклоиономер
Стеклоиономерные пломбы изготавливаются из стеклонаполнителя. Как и композитные пломбы, стеклоиономерные пломбы имеют цвет зуба и могут быть окрашены в цвет зубов человека. Это означает, что они будут менее навязчивыми, чем пломба из амальгамы.
Они также выделяют фторид, который снижает вероятность образования новой полости. Но они также менее долговечны, чем пломбы из амальгамы, и не прослужат столько лет. Кроме того, они могут не подходить для больших полостей.
Композитные пломбы, хотя и долговечны, имеют более короткий срок службы. Одно исследование 2010 года предсказало срок службы пломбы из композитной смолы около 7 лет.
Другой обзор нескольких исследований, проведенный в 2010 году, предполагает, что композитная пломба может прослужить 10 лет, если за ней правильно ухаживать. Но в этом исследовании также отмечается, что люди с очень высоким риском кариеса могут не прожить столько лет без композитной пломбы.
Некоторые люди выражают озабоченность по поводу безопасности композитных пломб, особенно по поводу возможности того, что композитный материал может быть цитотоксичным или вредным для клеток тканей, окружающих зуб с пломбой.
Исследование, проведенное в 2012 году, показало, что проблема может быть более актуальной для пломб более темного цвета из-за использования светоотверждающего устройства для отверждения пломбы.
В другом исследовании отмечалось, что необходимы дополнительные исследования возможных рисков. Исследователи рекомендовали стоматологам внимательно следовать инструкциям производителя в отношении таких вещей, как интенсивность света и время светоотверждения, а также избегать прямого контакта материала с кожей.
Если вас что-то беспокоит, поговорите со своим стоматологом. Они могут обсудить детали конкретного типа материалов, доступных для вашей стоматологической работы.
Преимущества композитных пломб
долговечность
естественный вид (цвет зубов)
обычно может быть выполнена за одно посещение
устойчива к разрушению
может использоваться для исправления небольших дефектов и больших повреждений
только температура
чувствительность после процедуры
Недостатки композитных пломб
меньший срок службы, чем у пломб из амальгамы
обычно стоят дороже, чем пломбы из амальгамы
может занять больше времени для наложения из-за слоев
зубы должны быть очень сухими во время установки
Если нет особых обстоятельств, процесс получения композитной пломбы довольно прост и может быть завершен за одно посещение.
Ваш стоматолог может начать с выбора оттенка композита для использования в пломбе в начале вашего визита. Некоторые исследования говорят, что лучше сделать это заранее, до того, как ваши зубы и рот высохнут, что может повлиять на яркость ваших зубов.
Вам сделают инъекцию обезболивающего средства для местной анестезии, чтобы обезболить зуб и окружающие области.
Стоматолог просверлит зубную эмаль и удалит разрушенную часть зуба.
Они очистят и высушят область и подготовят зуб. При более обширном повреждении это может повлечь за собой сбривание зубов.
Стоматолог протравит и склеит зуб.
Они начнут накладывать композитный материал на отверстие в вашем зубе. Стоматолог будет использовать свет, чтобы вылечить композитную пломбу и заставить ее затвердеть. Поскольку композит наносится слоями, свет будет использоваться для отверждения каждого слоя перед переходом к следующему.
Стоматолог придаст зубу форму и контур, а затем отполирует его.
Ваш стоматолог проверит ваш прикус, чтобы убедиться, что вам комфортно с реставрацией.
После этого у вас может быть кратковременная чувствительность к теплу и холоду, но она должна пройти довольно быстро.
При правильной установке композитная пломба не будет сильно отличаться от настоящего зуба.
Композитная пломба может удовлетворить ваше желание получить пломбу, которая хорошо выглядит и не портит вашу улыбку. Кроме того, это может предотвратить дальнейшее разрушение зуба от его ослабления.
Стоматолог может обсудить с вами варианты лечения, чтобы убедиться, что это лучший вариант для вас. Таким образом, вы будете знать, чего ожидать от начинки.
Композитные пломбы Преимущества, недостатки, процедура, изображения
Если у вас кариес в одном из зубов, ваш стоматолог, вероятно, порекомендует как можно скорее установить пломбу, чтобы предотвратить инфекцию и укрепить зуб.
Существует несколько различных материалов, используемых для реставрации зубов, но наиболее распространенными типами пломб являются амальгама и композит (или композитная смола).
Амальгама была наиболее широко используемым материалом в течение многих лет, но композитные пломбы становятся все более популярными благодаря сочетанию внешнего вида и долговечности. В этой статье мы объясним, что такое композитные пломбы, как долго они служат и насколько они безопасны.
Композитные пломбы выглядят более естественно, чем другие варианты. Композитный материал можно настроить так, чтобы он соответствовал оттенку вашего зуба, поэтому он почти незаметен для любого, кто взглянет на ваш рот.
Но что такое этот материал цвета зубов? Это смесь пластиковой (акриловой) смолы, армированная порошкообразным стеклянным наполнителем. Это полезно для различных стоматологических реставраций, в том числе
пломб
виниров
вкладок
коронок
Стоматологи также иногда используют этот композитный полимерный материал для ремонта или восстановления частей сломанных или сколотых зубов.
Ваш стоматолог может предложить несколько вариантов материалов для пломб. Вот как они складываются друг против друга.
Амальгама (серебро)
Это были наиболее часто используемые типы пломб в течение многих лет, и они до сих пор широко используются во многих частях мира. Они очень прочные и могут прослужить около 15 лет и более.
Кроме того, процесс относительно прост, так как стоматологу не нужно беспокоиться о чистоте и сухости зуба во время установки. Они также стоят меньше, чем другие материалы, используемые при реставрации зубов.
Но в последние годы их популярность пошла на убыль. Поскольку они не цвета зубов, они не выглядят такими естественными.
Пломбы из амальгамы также содержат ртуть, хотя Американская стоматологическая ассоциация сочла это «жизнеспособным и безопасным» вариантом. Обзор исследований 2014 года отметил, что доказательств каких-либо побочных эффектов недостаточно, хотя в этом направлении необходимы дополнительные исследования.
Золото
Золотые пломбы дороже, чем другие типы пломб, но вы получаете то, за что платите. Они долговечны и могут прослужить 20 и более лет. Обычно они требуют двух визитов.
Керамика
Керамические пломбы, в состав которых входит фарфор, также довольно долговечны, ожидаемый срок службы составляет до 15 лет. Но они не очень часто используются, как правило, очень дороги, а также требуют двухкратного посещения.
Стеклоиономерные пломбы
Стеклоиономерные пломбы изготавливаются из стеклонаполнителя. Как и композитные пломбы, стеклоиономерные пломбы имеют цвет зуба и могут быть окрашены в цвет зубов человека. Это означает, что они будут менее навязчивыми, чем пломба из амальгамы.
Они также выделяют фтор, который снижает вероятность образования новой полости. Но они также менее долговечны, чем пломбы из амальгамы, и не прослужат столько лет. Кроме того, они могут не подходить для больших полостей.
Композитные пломбы, хотя и прочные, имеют более короткий срок службы. Одно исследование 2010 года предсказало срок службы пломбы из композитной смолы около 7 лет.
Другой обзор нескольких исследований, проведенный в 2010 году, предполагает, что композитная пломба может прослужить 10 лет, если за ней правильно ухаживать. Но в этом исследовании также отмечается, что люди с очень высоким риском кариеса могут не прожить столько лет без композитной пломбы.
Некоторые люди выражают озабоченность по поводу безопасности композитных пломб, особенно в связи с возможностью того, что композитный материал может быть цитотоксичным или вредным для клеток тканей, окружающих зуб с пломбой.
Исследование, проведенное в 2012 году, показало, что проблема может быть более актуальной для пломб более темного цвета из-за использования светоотверждающего устройства для отверждения пломбы.
В другом исследовании отмечалось, что необходимы дополнительные исследования возможных рисков. Исследователи рекомендовали стоматологам внимательно следовать инструкциям производителя в отношении таких вещей, как интенсивность света и время светоотверждения, а также избегать прямого контакта материала с кожей.
Если вас что-то беспокоит, поговорите со своим стоматологом. Они могут обсудить детали конкретного типа материалов, доступных для вашей стоматологической работы.
Композитные пломбы преимущества
прочные
естественный вид (цвет зуба)
обычно могут быть выполнены за одно посещение
устойчивы к разрушению
могут использоваться для исправления незначительных дефектов и больших повреждений только недолговечны при температуре
чувствительность после процедуры
Недостатки композитных пломб
более короткий срок службы, чем у пломб из амальгамы
обычно стоит дороже, чем пломбы из амальгамы
может занять больше времени для наложения из-за слоев
зубы должны быть очень сухими во время установки
Если нет особых обстоятельств, композитная пломба довольно проста и может быть завершена за одно посещение.
Ваш стоматолог может начать с выбора оттенка композита для использования в пломбе в начале вашего визита. Некоторые исследования говорят, что лучше сделать это заранее, до того, как ваши зубы и рот высохнут, что может повлиять на яркость ваших зубов.
Вам сделают инъекцию обезболивающего средства для местной анестезии, чтобы обезболить зуб и окружающие области.
Стоматолог просверлит зубную эмаль и удалит разрушенную часть зуба.
Они очистят и высушят область и подготовят зуб. При более обширном повреждении это может повлечь за собой сбривание зубов.
Стоматолог протравит и склеит зуб.
Они начнут накладывать композитный материал на отверстие в вашем зубе. Стоматолог будет использовать свет, чтобы вылечить композитную пломбу и заставить ее затвердеть. Поскольку композит наносится слоями, свет будет использоваться для отверждения каждого слоя перед переходом к следующему.
Стоматолог придаст зубу форму и контур, а затем отполирует его.
Ваш стоматолог проверит ваш прикус, чтобы убедиться, что вам комфортно с реставрацией.
Труборез для стальных труб это инструмент, который не заменим для работ, связанных с коммуникационной, строительно-монтажной и ремонтной сферой производственной деятельности. Он отлично справляется с поставленной задачей для раскроя трубного стального материала на детали, соответственного размера.
Краткое содержимое статьи:
Классификация труборезов по виду привода
Виды
Сфера применения
Инструкция по использованию
Фото труборезов для стальных труб
Классификация труборезов по виду привода
Если изначально посмотреть на фото трубореза, то можно увидеть, что модели инструмента имеют отличия между собой. Так по виду привода можно выделить следующую классификацию:
Ручной труборез наиболее простое приспособление, которое не требуют специальных навыков в работе с ним. Для получения результата достаточно закрепить его в нужном месте обработки, сделать оборотов и получить желаемый результат. Однако от вас понадобятся физическое усилие, а также для крупных работ он не подойдет.
Электрические приспособлены для активной эксплуатации, они более прочные и износостойкие агрегаты. Могут справиться с большим объемом предстоящих работ. Дополнительно осуществляют обработку торцевых частей изделия.
Труборезы пневматические это инструмент для профессионалов своего дела. Мастер с помощью приспособления делает срез максимально точно и без зазубрин и других дефектов. В быту они не пригодятся, а вот для работ промышленного масштаба не заменимы.
Гидравлические приспособления работают исключительно от электросети. Они гораздо мощнее, чем ручные, но обладают меньшей прочностью и надежностью, чем электрические инструменты.
Виды
Также учитывая особенность режущих элементов, выделяют следующие виды инструмента:
Труборез резцовый способен выполнить производственную задачу по резьбе диаметром трубы, достигающей 100 миллиметров.
Цепной труборез в основе конструкции лежат поворотные механизмы и цепь, с их помощью производится разрезание чугунных труб, а также бетонных и керамических элементов строительной деятельности.
Следующий вид это роликовый труборез. Отличительная черта инструмента заключается в наличие режущих роликов в количестве от одного до трех.
Телескопический агрегат обладает комплектацией, которая вызволяет оказывать максимальное давление на материал, подготовленный для резки.
Инструмент с храповым механизмом оснащен простейшим устройством, состоящим из двух рукояток и лезвия. Он предназначен для работы с материалом не большой толщины.
Сфера применения
В зависимости от вида инструмента можно применять устройство в любой сфере производственной и строительной деятельности, где необходимо разрезать трубу из таких материалов, как сталь, чугун, пластик и многих других видов изделия.
В основном каждая модель инструмента способна справиться с поставленной задачей с одним из материалов, но некоторые комбинированные модели способны разрезать как керамическую, так и медную трубу.
Также современные модели универсальны и по отношению к осуществлению разреза не только под стандартным прямым углом, но и под любым нужным в диапазоне от 45 до 90 градусов.
Инструкция по использованию
Рассмотрим инструкцию, как пользоваться труборезом пошагово.
1 шаг. Подготовить поверхность, для этого нужна ровная, чистая, предотвращающая всякие вибрации плоскость, аккуратно уложите трубу.
2 шаг. Далее необходимо наметить место отпила на подготовленной заготовке с помощью маркера. Зафиксируйте пробор на заготовке с помощью зажимов или цепи.
3 шаг. Для того чтобы снизить температуру металла во время работы нужно смочить маслом зону распиливания.
5 шаг. Начинайте вращать инструмент, при этом выравнивайте режущие ролики с местом реза.
6 шаг. Во время углубления трубореза в материал подтягивайте ручку, совершая маятниковые движения.
7 шаг. Если требуется дополнительное усилие для вращения трубореза необходимо немного ослабить винт подачи.
8 шаг. Не торопясь продолжайте работу до полного разреза заготовки. Если ножи обладают необходимой прочностью, а также хорошо заточены, то место отсечения получится гладким и не потребует последующей обработки.
Фото труборезов для стальных труб
Также рекомендуем просмотреть:
Как выбрать набор гаечных ключей
Как пользоваться стуслом
Набор головок с трещоткой
Как сделать трубогиб своими руками
Обзор современных трубных ключей
Шарнирный вороток
Как сделать кувалду своими руками
Виды плашек для нарезания резьбы
Пистолет для забивания гвоздей
Как выбрать стамеску
Какой выбрать напильник
Как выбрать ножовку по металлу
Как выбрать ножовку по дереву
Шестигранные ключи
Как выбрать хорошие кусачки
Виды отверток и их назначение
Сантехнический трос для прочистки канализации
Виды молотков
Какой колун лучше выбрать
Как выбрать хороший ручной рубанок
Отличия между плоскогубцами и пассатижами
Инструкция как сделать топор своими руками
Метчики для нарезания резьбы
Современные бокорезы
Как выбрать хорошие круглогубцы
Инструкция как выбрать и применять порошковый огнетушитель
Как выбрать разводной ключ
Помогите сайту, поделитесь в соцсетях 😉
Ручной труборез Rothenberger SUPER
Ручной труборез Rothenberger SUPER для резки стальных труб размером 10-60 мм. Дополнительно возможна резка чугунных труб за счет функции замены режущего диска. Режущий диск трубореза изготовлен из закаленной высоколегированной стали.
Артикул
Наименование
∅, дюйм
∅, мм
Вес,гр.
Цена, руб
70040
Ручной труборез Ротенбергер СУПЕР 1.1/4”
1/8”– 1.1/4”
10 – 42
1040
7749.90
070046D
Запасной режущий диск (3 шт.)
—
—
20
3041.50
70048
Запасная ось
—
—
5
по запросу
70045
Ручной труборез Ротенбергер СУПЕР 2”
1/8“ – 2“
10 – 60
2,155
10341.10
070051D
Запасной режущий диск (3 шт. )
—
—
20
3618.20
70054
Специальный режущий диск для чугуна
—
—
20
по запросу
70053
Запасная ось
—
—
5
829.50
Ручной труборез INOX TUBE CUTTER 30 PRO от 3 184 р. Для труб из нержавеющей стали ∅ 3-30 мм
Позволяет проводить работы вплотную к отбортовке
Труборез INOX TUBE CUTTER от 5 364 р. Для труб из нержавеющей стали ∅ 6 -54 мм
Оснащен 12 шарикоподшипниками
Ручной труборез INOX SUPER от 5 633 р. Для труб из нержавеющей стали ∅ 10- 60 мм
Долгий срок службы
Ручной труборез ENORM 4″ от 22 499 р. Для стальных труб ∅ 60-115 мм
Исключает образование грата
Сабельная пила ROTIGER VARIO Electronic Для резки труб ∅ до 152 мм
С защитой от перегрева
Инструмент ROCUT Для труб ∅32 — 160 мм
Может торцевать трубы и удалять грат
Электрический труборез PIPECUT 170 / 170 E Для резки труб ∅ 15 — 170 мм
Минимальное искрообразование
Труборез МИНИКАТ 2000 от 2 109 р. Для медных труб ∅ до 22 мм
Самая популярная модель
Как правильно выбрать труборезы
Сантехнические проекты своими руками можно сделать намного проще, если использовать правильный труборез. Так же, как существует множество различных типов труб, существует также несколько типов специализированных труборезов, а также режущие инструменты общего назначения, которые можно использовать для резки водопроводных труб вместе с другими типами материалов.
Знание некоторых типов резаков, представленных на рынке, может помочь вам выбрать правильный для вашего проекта. У вас будет несколько специальных резаков на выбор, предназначенных для резки конкретных материалов, а также несколько универсальных режущих инструментов, которые можно приспособить для резки водопроводных труб.
01 07
Резаки для медных труб
Ель / Кевин Норрис
Резаки для медных труб представляют собой специализированные инструменты для резки труб, которые бывают разных форм и размеров, от маленьких кусачек до довольно больших инструментов, предназначенных для больших труб. Все типы работают по существу одинаково: инструмент захватывает трубу между роликами и острым отрезным кругом, и по мере вращения инструмента вокруг трубы он делает постепенно углубляющийся надрез в стенках трубы.
Хотя эти инструменты известны как резаки для медных труб, они могут работать с различными материалами труб:
Жесткая медная водопроводная труба
Гибкая медная трубка
ПВХ-пластик
АБС-пластик
ХПВХ-пластик
EMT (металлическая электрическая трубка)
Использование резака для медных труб на материалах, отличных от меди, приводит к затуплению режущего лезвия, поэтому, если вы делаете это регулярно, ожидайте периодической замены режущего диска.
Большинство людей, выполняющих рутинные сантехнические работы, считают полезным иметь под рукой как минимум два резака для медных труб:
Небольшой резак типа «большой палец», который идеально подходит для работы в труднодоступных местах. Этот тип обычно может резать трубы диаметром до одного дюйма, но требует немного больше усилий.
Стандартные резаки для медных труб
имеют увеличенный корпус и рукоятку, что облегчает вращение инструмента вокруг трубы. Многие стандартные резаки имеют встроенные инструменты для развертывания, предназначенные для сглаживания краев трубы перед пайкой или подгонкой.
Также доступны автоматические резаки
. Они также хорошо работают в тесных помещениях. Они затягиваются автоматически при каждом обороте резака вокруг трубы — ручная затяжка не требуется.
Обязательно купите резак для медных труб, соответствующий размеру трубы, с которой вы обычно работаете.
02 из 07
Резак для труб из ПВХ
Ель / Кевин Норрис
Резаки с храповым механизмом для ПВХ – это замечательные инструменты для работы с трубами из ПВХ. Работая чем-то вроде секаторов для кустарников с храповым механизмом, каждый раз, когда вы сжимаете руку, резак закрывается с храповым механизмом, отрезая небольшое количество материала трубы, пока вы не прорежете трубу.
Резаки для ПВХ предназначены для резки труб различного размера до двух дюймов в диаметре. Наиболее распространенные размеры подходят для труб диаметром до 1 1/4 дюйма и стоят от 10 долларов, поэтому они очень доступны по цене. Если у вас есть приличная сила рук, вы можете легко крутить резак, пока он не прорежет трубу из ПВХ. Эти резаки также отлично подходят для резки CPVC и PEX.
Труборезы из ПВХ не рекомендуются для труб из АБС-пластика, которые слишком хрупкие, чтобы их можно было эффективно разрезать труборезом из ПВХ. ABS обычно режется ножовкой или другими универсальными пилами, такими как торцовочная пила.
03 из 07
Пила из АБС-пластика
Ель / Кевин Норрис
Большинство людей режут трубы из АБС-пластика грубой пилой. Существуют специальные пилы для резки ABS, но вы можете использовать любую пилу, даже ножовку. Грубая пила также хороша для резки ПВХ. Как на трубах из АБС-пластика, так и на трубах из ПВХ вам нужно будет очистить внутреннюю и внешнюю часть трубы после резки, потому что использование пилы оставляет большие заусенцы на пластиковом материале трубы, которые могут помешать склеиванию растворителем.
04 07
Ножницы для стальных труб
Ель / Кевин Норрис
Существуют специальные труборезы для резки железных или стальных труб, которые очень трудно разрезать любым другим способом. Железные труборезы каждый раз делают хороший прямой разрез. Они работают точно так же, как более крупные медные резаки , но имеют более толстый и прочный отрезной круг для работы с более толстыми и твердыми стенками стальной или железной трубы. Поворачивайте рукоятку, чтобы зажимать туже каждый оборот или два, пока труборез не перережет трубу. Этот тип резака требует много места для поворота, поэтому в ограниченном пространстве вам, возможно, придется использовать сабельную пилу, оснащенную лезвием для резки металла.
05 из 07
Чугунные фрезы
Ель / Кевин Норрис
Эти большие цепные резаки режут чугунные, глиняные и бетонные трубы. Существуют как храповые, так и ножничные версии этого инструмента. Кусачки с защелкой работают с цепью, оснащенной рядом острых режущих дисков. После того, как цепь инструмента намотана на трубу и затянута, она в конечном итоге разрезает трубу так чисто, как если бы она была разрезана пилой.
Резак с защелкой требует некоторой практики, чтобы научиться устанавливать цепь, и им очень тяжело маневрировать. Это также очень дорогой инструмент, которым хотят владеть немногие домовладельцы. При необходимости лучше всего арендовать этот инструмент в домашнем центре или центре проката инструментов. Чтобы быть в безопасности, полезно несколько раз потренироваться на запасной трубе, прежде чем резать трубу в ограниченном пространстве.
06 из 07
Фрезы для ХПВХ и PEX
Ель / Кевин Норрис
Резак для мягких трубок представляет собой инструмент, похожий на ножницы, который работает почти так же, как и резак для труб из ПВХ, но вместо храпового действия инструмент просто разрезает мягкую трубку одним нажатием на ручку. Просто покачивайте лезвием вперед и назад, чтобы оно начало двигаться в трубе, а затем сожмите ручку, чтобы прорезать ее до конца.
Этот тип резака отлично работает, но длительное использование может утомить ваши руки. Резаки с трещоткой из ПВХ также отлично подходят для резки этого типа труб, как и большинство пил, поэтому не стесняйтесь использовать все, что есть в вашем наборе инструментов для сантехники.
07 07
Универсальные пилы
Ель / Кевин Норрис
Если вы нечасто занимаетесь ремонтом сантехники или если у вас есть уникальная ситуация, когда имеющиеся у вас специальные резаки не совсем соответствуют требованиям, для резки сантехнических труб может подойти любое количество пил общего назначения.
Ножовка по металлу : Используется практически для любого типа сантехнических труб.
Электролобзик : Электролобзик, оснащенный правильным лезвием, может разрезать практически любую водопроводную трубу диаметром до 1 1/2 дюйма. Диск по дереву легко режет пластиковую трубу; используйте лезвия для резки металла (и низкую скорость вращения пилы) при резке меди или других металлов.
Сабельная пила : Эта пила еще более универсальна, чем лобзик, поскольку ее можно использовать для труб большего диаметра. Используйте лезвия для резки дерева для пластиковых труб и лезвия для резки металла для металлических труб.
Мощная торцовочная пила : Этот инструмент может быть полезен для обрезки идеально квадратных концов при работе с пластиковыми трубами любого типа. Универсальные лезвия для резки дерева отлично подходят для пластика, но лезвие довольно быстро затупится. Для металла есть специальные лезвия для резки металла, которые вы можете использовать с торцовочной пилой. Не пытайтесь резать металл лезвиями для резки дерева.
Ручная пила для поперечной резки : Обычная столярная пила отлично подходит для резки жесткой пластиковой трубы, но ее нельзя использовать для резки металла.
Имейте в виду, что ручные пилы не режут так чисто, как многие труборезы. Если вы режете трубу ножовкой или аналогичной многофункциональной пилой, будьте готовы подпилить или очистить трубу, чтобы удалить все заусенцы, оставленные пилой.
Четырехколесные труборезы — MCC Professional Tools — MCC International
Обратите внимание, что PCFB-25 НЕ оборудован подшипником для режущего диска.
Особенности
Высококачественный режущий диск
Наиболее важной частью трубореза являются режущие ролики. Многолетний опыт в производстве режущих инструментов позволил нам найти лучшую конструкцию режущей кромки и уникальную термообработку, которая позволяет резцу служить дольше, чем когда-либо.
Поворот только на 130 градусов
По сравнению с обычными труборезами с одним режущим роликом, для выполнения резки требуется поворачивать труборез вокруг трубы, этот резак значительно прост в использовании. Это может быть идеальная маневренность для резки трубы в траншее или у стены, где нет свободного пространства для поворота резака, или трубы над головой, где трудно повернуть вокруг трубы.
Легкая резка благодаря установленному подшипнику
Мы установили высококачественный шарикоподшипник в режущий диск. Это значительно снижает усилие резания. Нержавеющая труба для тяжелых условий эксплуатации? Никаких проблем! Возьмите четырехколесный труборез MCC, упростите себе работу и сделайте ее правильно.
СтройБаза ПРОРАБ. Всё для стройки ремонта и отделки в Грязях, ул. Хлебозаводская, 33А
СтройБаза ПРОРАБ. Всё для стройки ремонта и отделки в Грязях, ул. Хлебозаводская, 33А — фото, отзывы, рейтинг, телефон и адрес
В
Вера Широкова
7 отзывов
год назад
Место отличное, можно что-то посмотреть подешевле. Хороший персонал.
3 Ответить
Л
Литаврина Марина
1 отзыв
год назад
Большой ассортимент товаров, доступные цены, приятные скидки
7 Ответить
М
михаил ефименко
5 отзывов
год назад
Прекрасный магазин, всё находится под рукой, дешёвая доставка.
8 Ответить
А
Андрей Кобзев
4 отзыва
год назад
Не плохой ассортимент товаров. Приветливые продавцы
8 Ответить
Ж
железо это просто
4 отзыва
год назад
Мне понравилась база. Есть что выбрать. Но крепежа мало
8 Ответить
A
Andrei Shevchenko
6 отзывов
год назад
Материалы на весь дом в одном магазине. Покупать приятно, обслужат, пакет дадут, порекомендуют что-нибудь еще (хотя иногда молодым менеджерам нужно подтянуть пробелы в знаниях, а это как ни как материалы, инструмент, которые нынче денег стоят не малых). В самом магазине уютно, чисто. Во дворе так же всё по полочкам. Вот разметка стоянки как головоломка, но водители паркуются как им удобно. Иногда прихожу просто посмотреть, что новенького. В общем магазин хороший, рекомендую всем.
7 Ответить
М
Михаил
3 отзыва
год назад
Радует очень большой выбор для стройки и ремонта. Цены не самые низкие. Хотелось бы, чтобы открыли филиал в р-не СХТ.
11 Ответить
М
Марина Карих
3 отзыва
год назад
Раньше пыталась что-то искать в других магазинах. Методом отбора поняла, что Прораб лучший по ассортименту и цене. Все для ремонта дома и дачи. И сантехнику всю тут брала. Очень довольна!
10 Ответить
Ваша оценка *
Оценка формирует рейтинг компании
Ваш отзыв *
Согласен на обработку персональных данных
Отзыв не должен содержать нецензурной брани и оскорблений в адрес сотрудников организации
Мешки для строительного мусора ПРОРАБ 100л 10шт трёхслойные 60х100см
Каталог товаров
Каталог товаров
Оплата заказа по номеру
Введите номер заказа для оплаты
Описание
Пакеты для мусора строительные трёхслойные. Номинальное количество в рулоне 10 штук. Номинальный объем 100 литров.
В наличии 363 ₽
Бокситогорск (10)
Васкелово (14)
Великий Новгород (11)
Волхов (11)
Выборг (21)
Выра (12)
Вырица (30)
Гатчина (19)
Грузино (19)
Заполье (12)
Зеленогорск (33)
Кингисепп (21)
Кириши (17)
Кировск (28)
Колпино (14)
Колтуши (14)
Коммунар (20)
Лодейное Поле (26)
Лосево (13)
Луга (10)
Морозова (15)
Мурино (16)
Ново-Токсово (33)
Отрадное (16)
Песочный (24)
Приозерск (31)
Псков (19)
Романовка (15)
Рощино (15)
Всеволожск (90)
Сестрорецк (37)
Сиверский (19)
Сланцы (22)
Сосново (13)
Сосновый Бор (11)
Тихвин (11)
Токсово (17)
Тосно (9)
Ульяновка (12)
Черемыкино (9)
Характеристики
Размеры
Длина:
320 мм
Ширина:
60 мм
Высота:
60 мм
Вес, объем
Вес нетто:
0. 685 кг
Другие параметры
Производитель:
ООО ‘ППК’
Страна происхож.:
Россия
Торговая марка:
Прораб
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Мешки для строительного мусора ПРОРАБ 100л 10шт трёхслойные 60х100см на сайте носят информационный характер и не являются публичной офертой, определенной п. 2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Мешки для строительного мусора ПРОРАБ 100л 10шт трёхслойные 60х100см в магазине Сосново вы можете в интернет-магазине «ВИМОС».
Сертификаты
ДЕКЛАРАЦИЯ ППК.pdf
Статьи по теме
Pinotex Base – основа основ
Ремонт без пыли, грязи и шума за короткий срок
Монтажный клей Quelyd Мастификс приклеит все
Bostik — монтаж в удовольствие
По фасаду встречают
Резиновая краска ТМ Master Good — то, что Вам нужно
Главное о лессировке – как защитить и покрасить дом в один приём
Краски аэрозольные Coralino
Антисептик ТОНОТЕКС Krona – высокая прочность покрытия
«Жидкий Локер» NIP Ponace вы оцените по достоинству
Marshall EXPORT 7 – для различных поверхностей
Marshall для кухни и ванной – надежная защита поверхностей
Прямо по ржавчине!
Линейка Dulux Professional Bindo: системный подход к покраске
Обновить интерьер без лишних усилий
Шина и колеса для квадроциклов/вездеходов от Worlds #1 Source
Versa Cross V3
Радиальная шина Versa Cross® V3
Экстремальные характеристики для пересеченной местности и пересеченной местности. Модель Versa Cross V3 с улучшенным рисунком протектора и 8-слойной радиальной конструкцией разработана для современных высокопроизводительных автомобилей UTV и SxS. Посмотреть продукт Polaris RZR PRO R и Turbo R, руль Hurricane доступен в матовом черном и бронзовом цветах, а SS212 доступен в черном цвете с фрезерованными вставками.. Просмотр продукта
Tenacity® XNR
Tenacity® XNR
10-слойные радиальные шины Tenacity® High Performance SxS с современным компьютерным ненаправленным рисунком протектора, специально разработанные для пустынной, гравийной, каменистой и песчаной местности. Просмотр продукта
MT911
MT911®
Глубокие грунтозацепы 1-1/2 дюйма, центральная зона изгиба и агрессивный дизайн плечевого протектора MT911 помогут вам преодолеть самые грязные участки тропы. Просмотр продукта
Coyote
COYOTE® Desert Tire
Специально разработанная для мощных транспортных средств UTV и SxS восьмислойная шина Coyote с радиальными характеристиками изготовлена в США. Посмотреть в действии
Twister
Направленное колесо Twister®
Первое и единственное на рынке колесо с направленным движением, демонстрирующее одинаковые спицы, обращенные вперед, на всех четырех шинах. View Product
Колеса
Utility ATV/SxS/Sport ATV/Golf
См. все колеса
Шины
Utility ATV/SxS/Sport ATV/Golf
Посмотреть все шины
Читайте последние новости, пресс-релизы, события и обновления из мира ITP.
Колеса ITP Inertia® теперь доступны в бронзовом цвете
Франклин, штат Теннесси — 20 июля 2022 г. — ITP с гордостью объявляет о добавлении опции бронзовой отделки для колеса Inertia®. Сейчас предлагается
Подробнее »
Новый ИТП МТ911 Грязевая шина
Франклин, штат Теннеси — 11 мая 2022 г. — ITP с гордостью объявляет о выпуске новой грязевой шины MT911 под брендом ITP, которая предлагает исключительные характеристики
. Подробнее »
Новое колесо Momentum® доступно в четырех размерах
Франклин, Теннесси — 26 апреля 2022 г. — ITP с гордостью объявляет о выпуске нового колеса Momentum® под брендом ITP с впечатляющим дизайном
Подробнее »
ITP спонсирует лучших гонщиков и команды, участвующие в гонках по бездорожью Utility ATV/SxS. Читайте последние обновления и смотрите, какие из них снова на подиуме. 9
Подробнее #TeamITP на гонке BITD Vegas to Reno Desert Race 2020
Подробнее
#TeamITP помещает двух гонщиков в десятку лучших на гонке Silver State 300
#TeamITP помещает двух гонщиков в десятку лучших на гонке Silver State 300 Race
Читать Подробнее
Джастин Ламберт выигрывает Baja 1000 2019 на ITP Tyres
Джастин Ламберт выигрывает Baja 1000 2019 на ITP Tyres
Прочтите больше
#teamitp Заработает два подиума в Bitd Silver State 300 Race
#TeamIt Зарабатывает два подиума на BITD Silver State 300 Race
Подробнее
Джонс выигрывает BITD UTV Parker 250 на шинах ITP
Джонс выигрывает BITD UTV Parker 250 на шинах ITP
Подробнее
Лучшие гонщики ITP-10 Зарабатывает четыре финиша на BITD Laughlin Desert Classic
Гонщики ITP четырежды финишировали в топ-10 на BITD Laughlin Desert Classic
Подробнее
Джастин Ламберт поднимается на подиум
Джастин Ламберт поднимается на подиум
Подробнее
0 0 Up with Pro-Racer Jake Carver
Подробнее
ITP Desert Racers заняли первые места на подиуме на BITD Vegas-To-Reno
ITP Desert Racers заняли первые места на подиуме на BITD Vegas-To-Reno
Подробнее
Ищите Дерека и Джейсона Мюррей из ITP, когда они борются с суровой пустыней на первой гонке SCORE International Series в этом году — San Felipe 250.
Ищите Дерека и Джейсона Мюррей из ITP, когда они берут суровая пустыня на первой гонке SCORE International Series года — San Felipe 250.
Подробнее
Видео и фото с недавних гонок и мероприятий, где мы покоряли трассы и подиумы.
Оставайтесь на связи
Подпишитесь на нашу рассылку, чтобы получать последние новости, обновления о новых продуктах и первыми узнавать о суперкрутых предложениях.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Имя *
Фамилия *
Электронная почта *
Комментарий
Продукты
Скачать каталог
4142
9000 2
4142
9000 2
42
9000 2
42
0003
О ITP
Партнер с нами
Техническая поддержка 909. 390.1905 Служба поддержки клиентов 800.827.1001
Условия использования | Политика конфиденциальности
Мы используем файлы cookie, чтобы предложить вам лучший просмотр, анализировать трафик сайта и персонализировать контент. Узнайте о том, как мы используем файлы cookie и как вы можете ими управлять, в нашей Политике использования файлов cookie. Если вы продолжаете использовать этот сайт, вы соглашаетесь на использование нами файлов cookie.
Некоторые виды работ и некоторые трассы и так достаточно сложны, и вам не нужно ездить на квадроцикле, что увеличивает рабочую нагрузку. Именно поэтому мы создали нашу Honda FourTrax Foreman Rubicon. Это прочный квадроцикл с мягкой и комфортной ездой благодаря независимой задней подвеске (IRS). Кроме того, мы снабжаем каждый Rubicon одноцилиндровым двигателем объемом 518 куб. см, прочными передними и задними багажниками, простой в использовании системой реверса, стильным дизайном, удобным универсальным ящиком и многим другим. С четырьмя моделями легко выбрать правильное сочетание функций, например, нашу автоматическую DCT или механическую коробку передач и гидроусилитель руля, которые подходят именно вам. И каждый Rubicon предлагает нашу знаменитую долговечность, надежность и общее качество Honda — выигрышную комбинацию, которая отличает их от других. Обязательно ознакомьтесь с нашей новой моделью Black Forest Green и в этом году!
Важная информация по технике безопасности: рекомендуется для водителей в возрасте 16 лет и старше. Honda рекомендует всем водителям квадроциклов пройти курс обучения и внимательно прочитать руководство пользователя.
Наш автоматический DCT, доступный на некоторых универсальных квадроциклах FourTrax, позаботится о переключении передач, поэтому вам не нужно это делать.
ОСОБЕННОСТИ
FourTrax Foreman Rubicon 4×4 EPS
FourTrax Foreman Rubicon 4×4 Automatic DCT
Предыдущий модельный год с предсерийными шинами показан
Каждая модель Foreman Rubicon оснащена прочным двигателем объемом 518 куб.см с мощностью и крутящим моментом, необходимыми для отличной производительности. Эта мощность также дает ему лучшую способность взбираться на холмы. Итог: работайте или развлекайтесь, этот квадроцикл всегда доставляет удовольствие!
Доступный на наших автоматических моделях DCT, этот единственный рычаг удобен и прост в эксплуатации. Это особенно полезно, когда вам приходится постоянно переключаться с переднего на задний ход, например, когда вы вспахиваете снег.
Показан предыдущий модельный год
Стеллажи Rubicon имеют прочную стальную конструкцию и большую плоскую поверхность. Более того, они сконструированы таким образом, чтобы можно было легко прикреплять и снимать грузовые ящики и другие аксессуары из нашей линейки Honda Pro-Connect™, повышая универсальность вашего Rubicon.
Предыдущий модельный год с предсерийными шинами показан
Независимая задняя подвеска (IRS) Rubicon дает два больших преимущества: во-первых, она помогает обеспечить постоянный контакт шин с землей для превосходного сцепления; во-вторых, он обеспечивает плавную езду по пересеченной местности, поэтому вас не бьют по тропе.
Загрузка
ХАРАКТЕРИСТИКИ
ПОКАЗАНО РАНЧО, ОБОРУДОВАННОЕ DCT
РАЗНИЦА ДКП
Это больше, чем просто автомат. Это технология, которая дает вашему квадроциклу огромные преимущества в реальном мире.
КАК ЭТО РАБОТАЕТ
ПОКАЗАНО РАНЧО, ОБОРУДОВАННОЕ DCT
ЛУЧШЕЕ УПРАВЛЕНИЕ
Благодаря плавной мощности, настоящему компрессионному торможению и оптимальному сцеплению вы получаете еще лучший контроль.
ПОКАЗАНО РАНЧО, ОБОРУДОВАННОЕ DCT
РОК-ЗВЕЗДА
Плавная подача мощности означает, что вы можете двигаться вверх и по большим камням со скоростью, позволяющей спланировать следующий шаг.
ПРОВЕРЕННАЯ ТЕХНИКА
Это прочная и надежная технология Honda в лучшем виде, проверенная годами на сотнях тысяч единиц.
ЛУЧШЕЕ УПРАВЛЕНИЕ
РОК-ЗВЕЗДА
ПРОВЕРЕННАЯ ТЕХНИКА
ЭФФЕКТИВНЫЙ И ПРОЧНЫЙ
Поскольку наш DCT настолько эффективен, на землю передается больше энергии.
 02540.00) (ТИП 0102540400 10) (часть 2) в сборе
02540.00) (ТИП 0102540400 10) (часть 2) в сборе 19305.00) (ТИП 19305000) (часть 1) в сборе
19305.00) (ТИП 19305000) (часть 1) в сборе 29″ data-discount-quantity=»2″>
29″ data-discount-quantity=»2″> Срок доставки 2 дня
Срок доставки 2 дня ..
.. ..
.. ..
.. ..
.. ..
..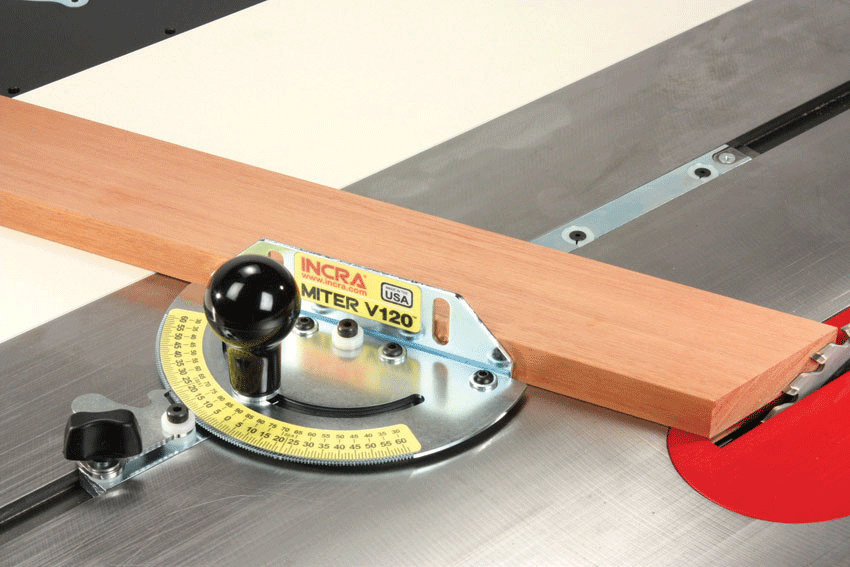 ..
..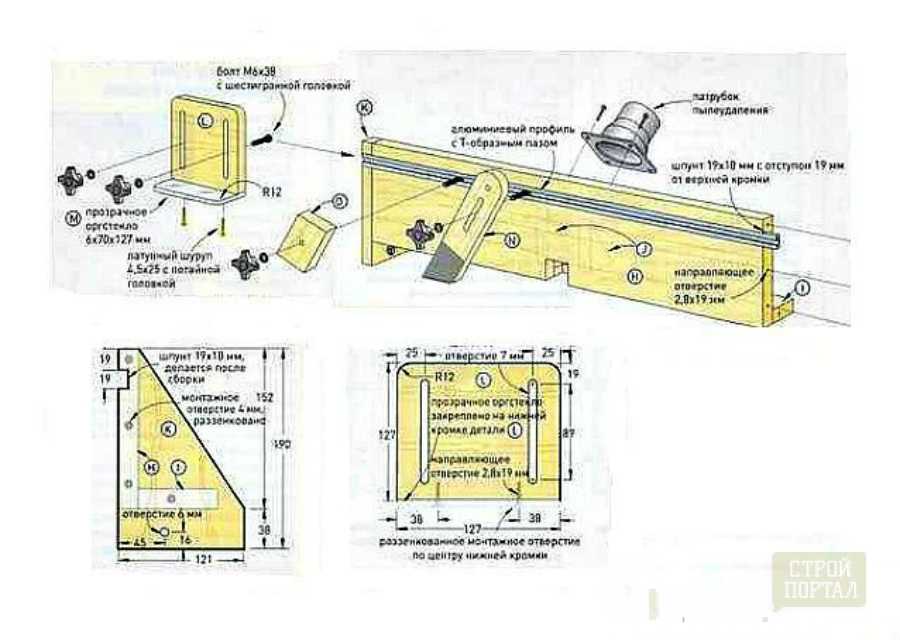 ..
.. Изготовленные из прочного и жесткого экструдированного алюминия, направляющие ограждения длиной 48 дюймов анодированы для обеспечения долговечности и имеют дорожки ¼-20 на всех сторонах. Это позволяет легко устанавливать два прилагаемых откидных упора и располагать их в любом месте по длине направляющих.
Изготовленные из прочного и жесткого экструдированного алюминия, направляющие ограждения длиной 48 дюймов анодированы для обеспечения долговечности и имеют дорожки ¼-20 на всех сторонах. Это позволяет легко устанавливать два прилагаемых откидных упора и располагать их в любом месте по длине направляющих. Набор откидных упоров (FSS-349)
Набор откидных упоров (FSS-349)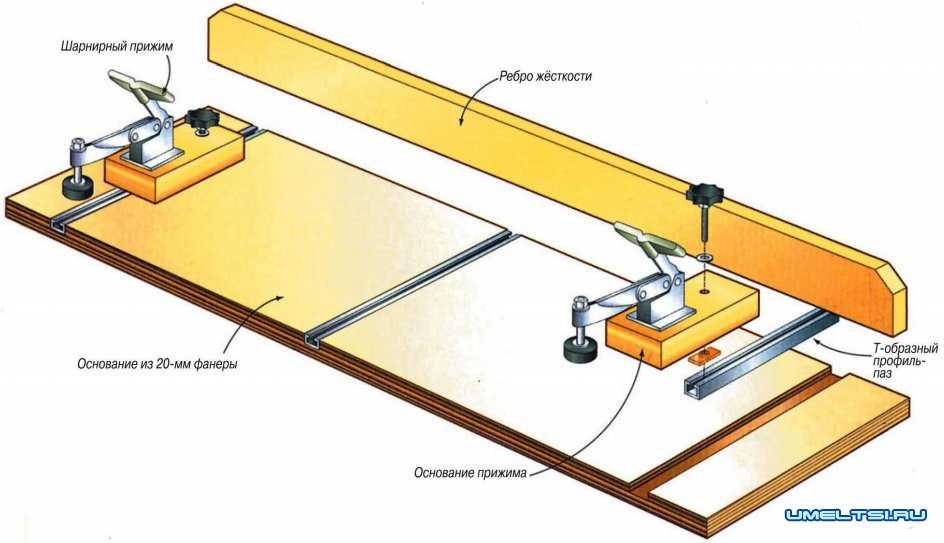 Набор флип-стопов
Набор флип-стопов 
 6 KW
6 KW 75
75 5 — 16 м/мин
5 — 16 м/мин
 5 кВА
5 кВА


 Таким образом вы снизите количество затрачиваемого сырья и сэкономите время на изготовление одной партии продукта.
Таким образом вы снизите количество затрачиваемого сырья и сэкономите время на изготовление одной партии продукта. От грамотного планирования будущих нововведений во многом зависит их эффективность. Сначала требуется определить главные задачи роботизации. После продумывания долгосрочных целей можно перейти к следующим этапам:
От грамотного планирования будущих нововведений во многом зависит их эффективность. Сначала требуется определить главные задачи роботизации. После продумывания долгосрочных целей можно перейти к следующим этапам:
:quality(80)/images.vogel.de/vogelonline/bdb/920500/920584/original.jpg) Среди них:
Среди них: Эта модель работает над ускорением процесса паллетирования, помогает наладить оперативную погрузку и разгрузку.
Эта модель работает над ускорением процесса паллетирования, помогает наладить оперативную погрузку и разгрузку. Чем меньше работников нужно привлекать к производству, тем меньше потребуется тратиться на зарплату и выплату налогов.
Чем меньше работников нужно привлекать к производству, тем меньше потребуется тратиться на зарплату и выплату налогов. Чем сложнее и многофункциональнее устройство техники — тем выше ее цена. Сразу просчитать выгоду и оптимальность внедрения робота трудно. Любое оборудование может выйти из строя в самый неподходящий момент. При этом денег на его срочный ремонт может не найтись.
Чем сложнее и многофункциональнее устройство техники — тем выше ее цена. Сразу просчитать выгоду и оптимальность внедрения робота трудно. Любое оборудование может выйти из строя в самый неподходящий момент. При этом денег на его срочный ремонт может не найтись. Основные преимущества внедрения промышленных роботов на производстве.
Основные преимущества внедрения промышленных роботов на производстве. Это недостаток длинных дешевых заемных средств, которые были бы доступны малым и средним компаниям.
Это недостаток длинных дешевых заемных средств, которые были бы доступны малым и средним компаниям.
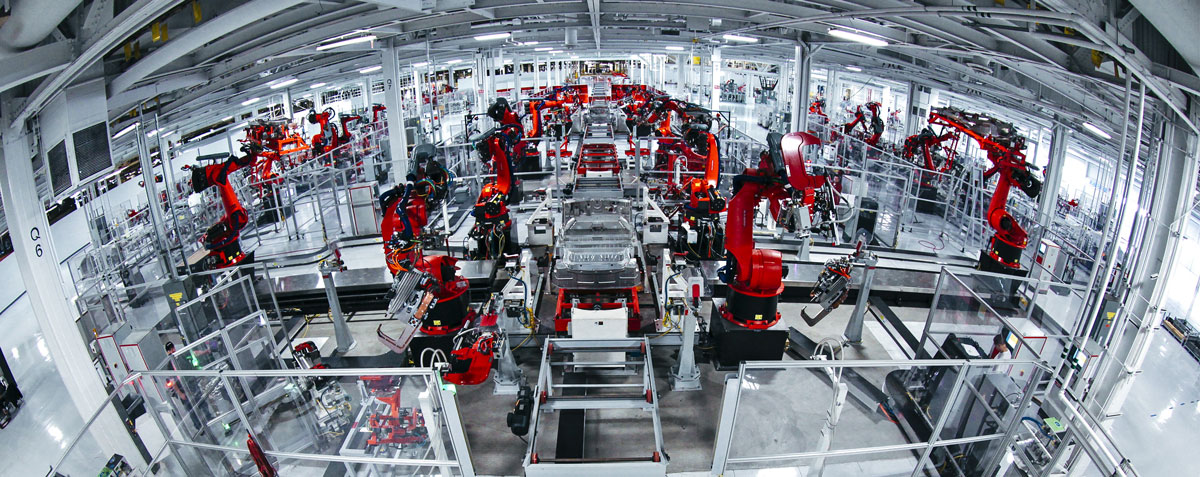 Это справедливо даже при условии того, что при развертывании систем промышленных роботов в штате появляются квалифицированные инженеры по наладке и обслуживанию робототехнических комплектов, совокупная оплата их труда ниже, чем оплата высвободившихся сотрудников.
Это справедливо даже при условии того, что при развертывании систем промышленных роботов в штате появляются квалифицированные инженеры по наладке и обслуживанию робототехнических комплектов, совокупная оплата их труда ниже, чем оплата высвободившихся сотрудников.

 На заводе Philips по производству электрических бритв в Нидерландах количество роботов превышает число девяти производственных рабочих более чем в 14 раз к 1. Производитель фотоаппаратов Canon начал поэтапный отказ от человеческого труда на нескольких своих заводах в 2013 году9.0003
На заводе Philips по производству электрических бритв в Нидерландах количество роботов превышает число девяти производственных рабочих более чем в 14 раз к 1. Производитель фотоаппаратов Canon начал поэтапный отказ от человеческого труда на нескольких своих заводах в 2013 году9.0003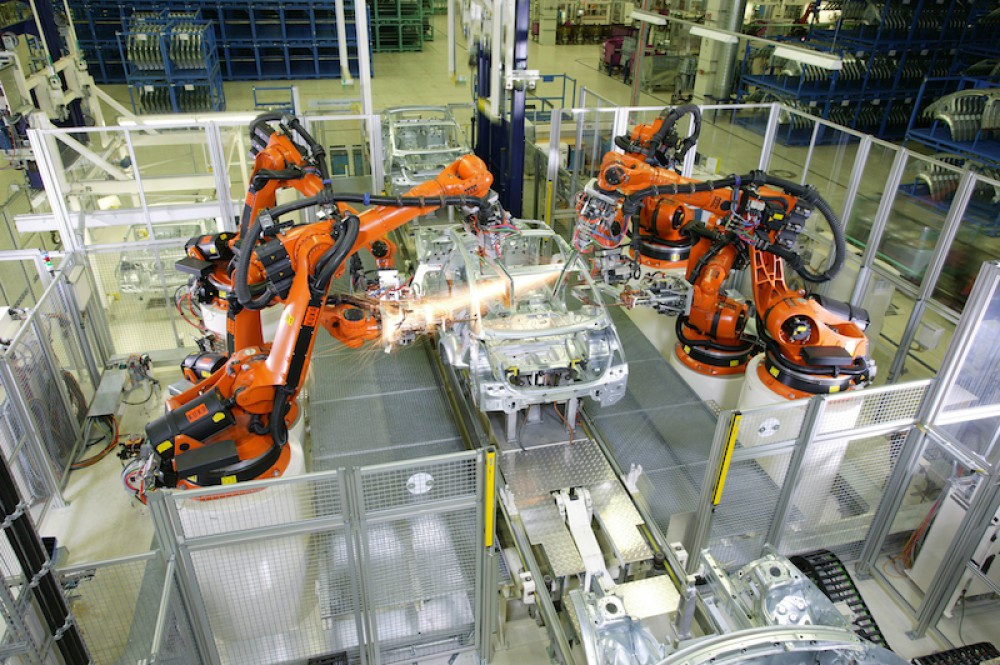
 Сегодня эти предметы широко преподаются в школах и колледжах по всему миру либо в виде специальных курсов, либо в рамках более общего образования в области производственных технологий или инженерного проектирования для производства. Наличие программного обеспечения, такого как пакеты моделирования и автономные системы программирования, которые могут тестировать роботизированные приложения, сократило время проектирования и риск. Это также упростило и удешевило задачу программирования роботов.
Сегодня эти предметы широко преподаются в школах и колледжах по всему миру либо в виде специальных курсов, либо в рамках более общего образования в области производственных технологий или инженерного проектирования для производства. Наличие программного обеспечения, такого как пакеты моделирования и автономные системы программирования, которые могут тестировать роботизированные приложения, сократило время проектирования и риск. Это также упростило и удешевило задачу программирования роботов. Компоненты будут автоматически идентифицировать себя в системе управления, что значительно сократит время настройки. Эти датчики и приводы также могут контролировать себя и сообщать о своем состоянии в систему управления, чтобы помочь в управлении технологическим процессом и собирать данные для технического обслуживания, а также в целях постоянного улучшения и устранения неполадок. Другие стандарты и сетевые технологии также упрощают подключение роботов к более широким производственным системам.
Компоненты будут автоматически идентифицировать себя в системе управления, что значительно сократит время настройки. Эти датчики и приводы также могут контролировать себя и сообщать о своем состоянии в систему управления, чтобы помочь в управлении технологическим процессом и собирать данные для технического обслуживания, а также в целях постоянного улучшения и устранения неполадок. Другие стандарты и сетевые технологии также упрощают подключение роботов к более широким производственным системам.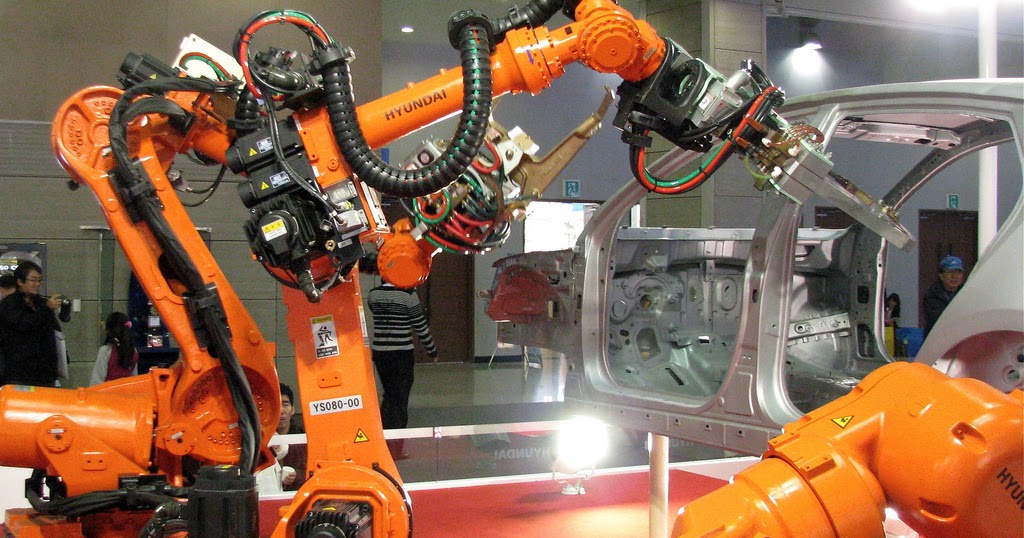 Они также могут использовать более мощные компьютерные технологии и анализ в стиле больших данных. Например, они могут использовать спектральный анализ для проверки качества сварного шва в процессе его изготовления, что значительно сокращает объем необходимых проверок после изготовления.
Они также могут использовать более мощные компьютерные технологии и анализ в стиле больших данных. Например, они могут использовать спектральный анализ для проверки качества сварного шва в процессе его изготовления, что значительно сокращает объем необходимых проверок после изготовления. Если вам нужна информация об этом контенте, мы будем рады работать с вами. Пожалуйста, напишите нам по адресу:
Если вам нужна информация об этом контенте, мы будем рады работать с вами. Пожалуйста, напишите нам по адресу: 

 Будущие поколения, вероятно, предложат еще более высокий уровень точности. Такие возможности позволят им участвовать во все более деликатных задачах, таких как вдевание ниток в иголки или сборка сложнейших электронных устройств. Роботы также становятся более скоординированными благодаря наличию контроллеров, которые могут одновременно управлять десятками осей, что позволяет нескольким роботам вместе работать над одной задачей.
Будущие поколения, вероятно, предложат еще более высокий уровень точности. Такие возможности позволят им участвовать во все более деликатных задачах, таких как вдевание ниток в иголки или сборка сложнейших электронных устройств. Роботы также становятся более скоординированными благодаря наличию контроллеров, которые могут одновременно управлять десятками осей, что позволяет нескольким роботам вместе работать над одной задачей.
 Интернет-магазины и логистические компании уже внедряют роботизированную автоматизацию на своих складах. Представьте себе преимущества производительности, доступные курьеру, если бортовой робот может предварительно сортировать посылки в транспортном средстве между доставкой.
Интернет-магазины и логистические компании уже внедряют роботизированную автоматизацию на своих складах. Представьте себе преимущества производительности, доступные курьеру, если бортовой робот может предварительно сортировать посылки в транспортном средстве между доставкой. Многие текущие
Многие текущие

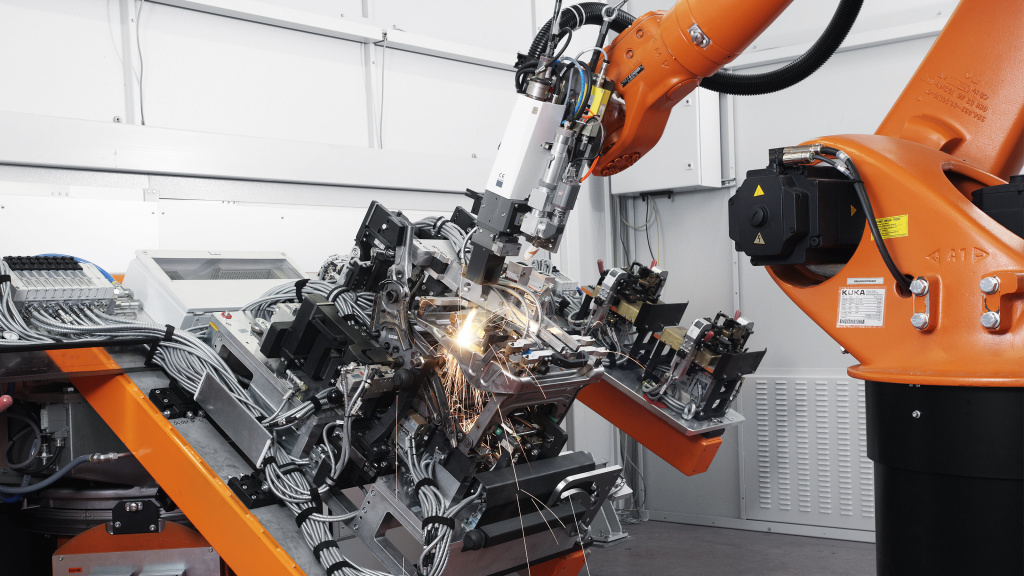 Компании, особенно крупные, должны следить за тем, чтобы не переопределять, не усложнять и не перерасходовать средства на автоматизацию. Выбор правильного уровня сложности для удовлетворения текущих и прогнозируемых будущих потребностей требует глубокого понимания процессов и производственных систем организации.
Компании, особенно крупные, должны следить за тем, чтобы не переопределять, не усложнять и не перерасходовать средства на автоматизацию. Выбор правильного уровня сложности для удовлетворения текущих и прогнозируемых будущих потребностей требует глубокого понимания процессов и производственных систем организации.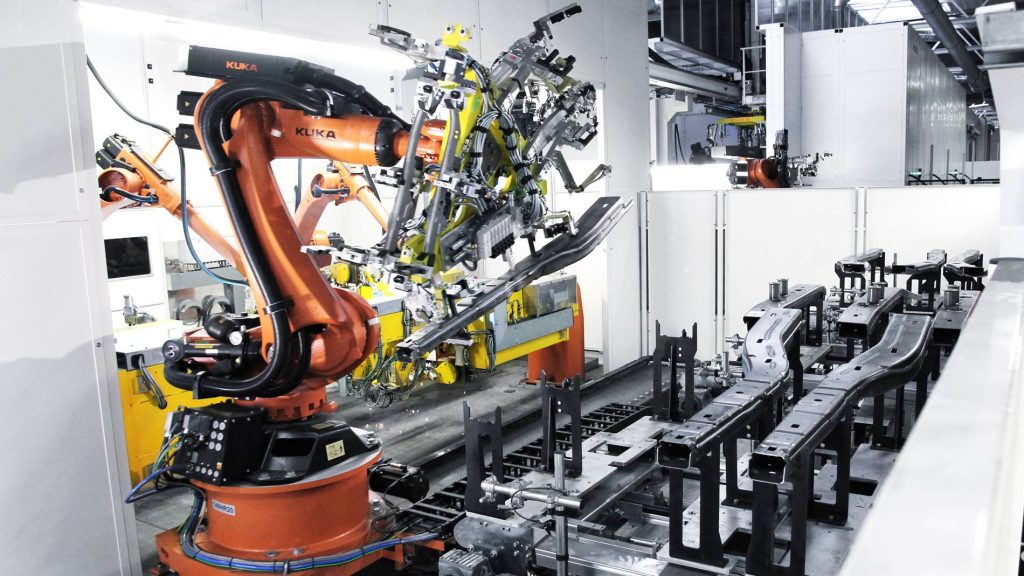
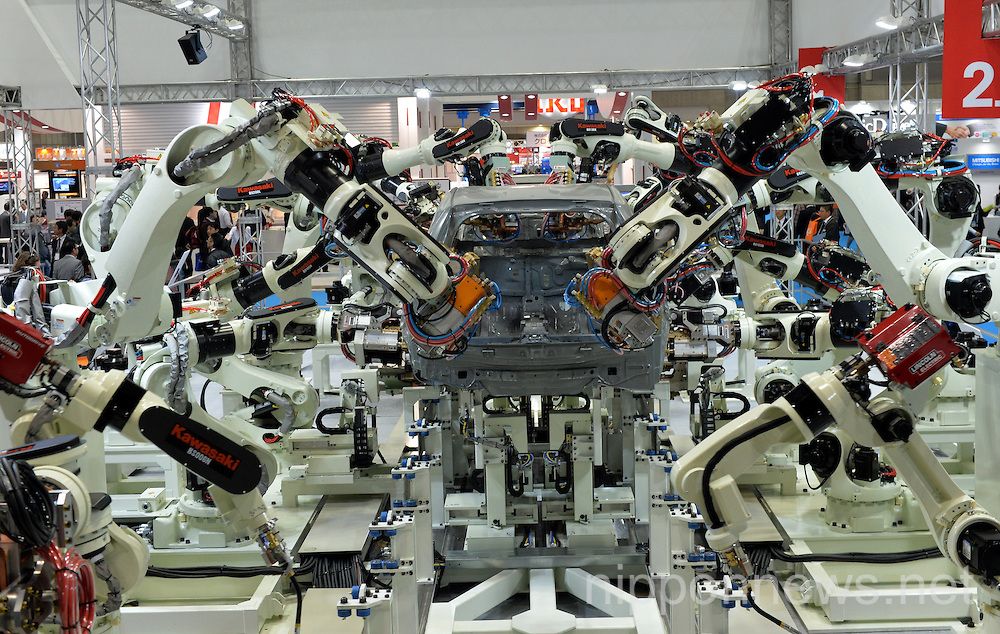

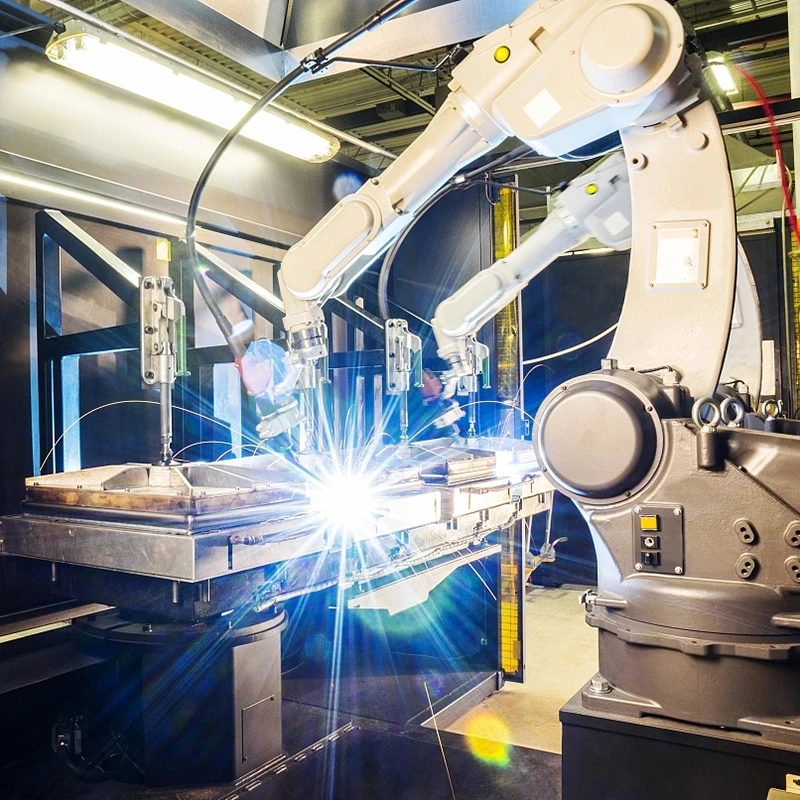 0
0  0, в которой мы сейчас находимся, включает киберфизические системы (CPS) в производственной среде. Эти системы состоят из машин, их протоколов, управляемых компьютером, и их пользователей, работающих вместе в унисон.
0, в которой мы сейчас находимся, включает киберфизические системы (CPS) в производственной среде. Эти системы состоят из машин, их протоколов, управляемых компьютером, и их пользователей, работающих вместе в унисон.
 Его можно легко применить к сбору данных, обработке данных и выполнению предсказуемой физической работы . Сюда входят такие задачи, как сварка, пайка, покраска, приготовление пищи, упаковка.
Его можно легко применить к сбору данных, обработке данных и выполнению предсказуемой физической работы . Сюда входят такие задачи, как сварка, пайка, покраска, приготовление пищи, упаковка.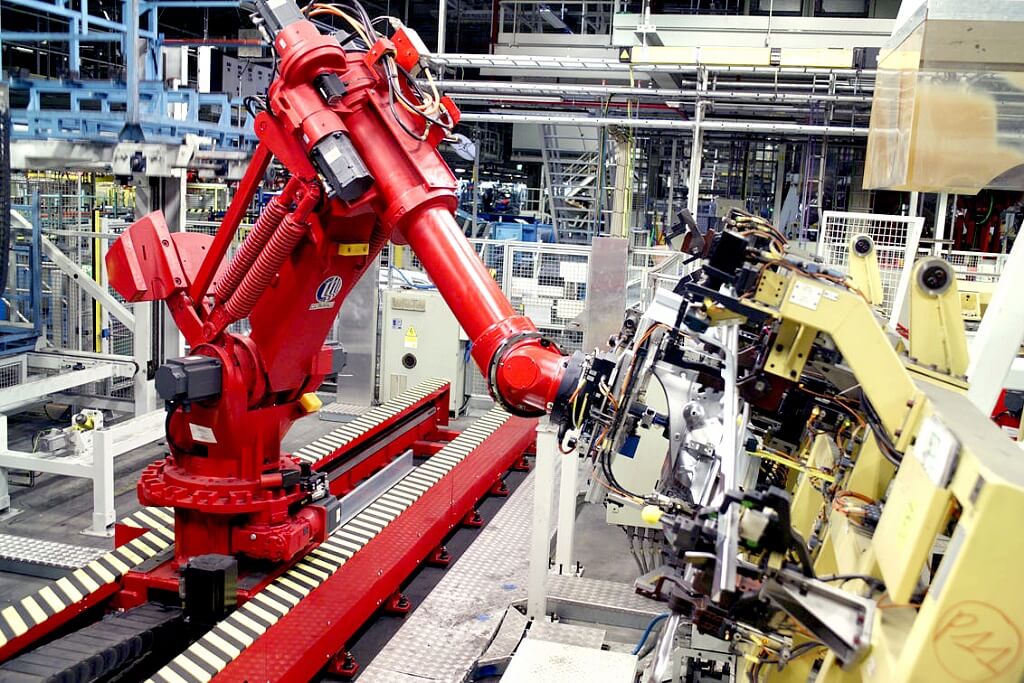 Это позволяет настраивать и часто вносить изменения на протяжении всего производственного процесса. В этом случае операция управляется программой инструкций, которые считываются и интерпретируются системой. Новые программы могут быть подготовлены и введены в оборудование для производства новых продуктов в любое время.
Это позволяет настраивать и часто вносить изменения на протяжении всего производственного процесса. В этом случае операция управляется программой инструкций, которые считываются и интерпретируются системой. Новые программы могут быть подготовлены и введены в оборудование для производства новых продуктов в любое время. Гибкая система автоматизации способна производить различные детали практически без потери времени на переход от одного типа детали к другому. . То же самое верно и при перепрограммировании системы или изменении физических настроек.
Гибкая система автоматизации способна производить различные детали практически без потери времени на переход от одного типа детали к другому. . То же самое верно и при перепрограммировании системы или изменении физических настроек.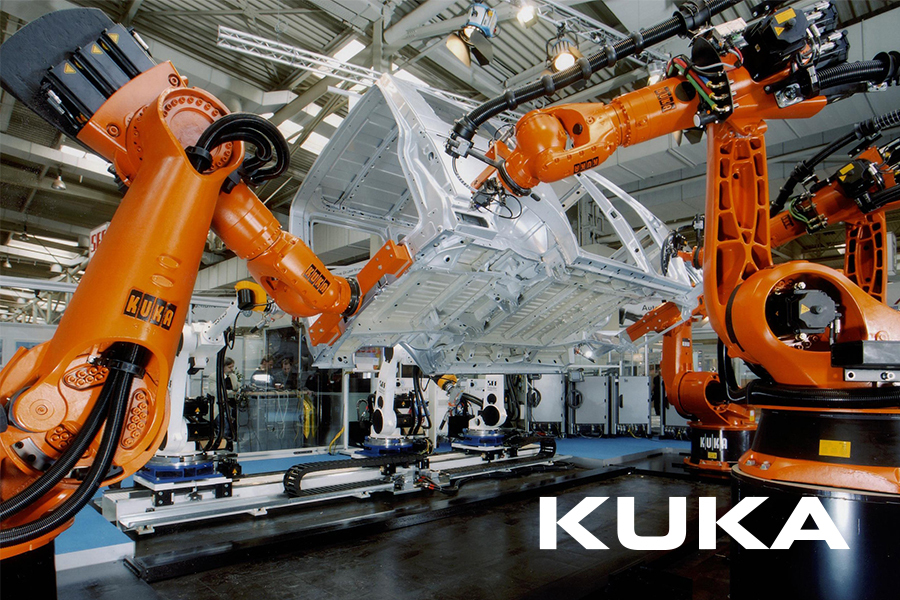 Действия по профилактическому обслуживанию выполняются, когда машины работают в своих обычных производственных режимах. И то, и другое имеет важное значение для экономии денег производителей и поддержания качества продукции, но в последнее время особое внимание уделяется профилактическому обслуживанию. Такие качества, как мониторинг состояния в режиме реального времени, обеспечивают более длительные периоды работы между задачами профилактического обслуживания, что приводит к сокращению времени простоя основного оборудования.
Действия по профилактическому обслуживанию выполняются, когда машины работают в своих обычных производственных режимах. И то, и другое имеет важное значение для экономии денег производителей и поддержания качества продукции, но в последнее время особое внимание уделяется профилактическому обслуживанию. Такие качества, как мониторинг состояния в режиме реального времени, обеспечивают более длительные периоды работы между задачами профилактического обслуживания, что приводит к сокращению времени простоя основного оборудования.


 35-15
35-15 Теперь жалею, что все это не проверил. к самому станку серьезных претензий нет.
Теперь жалею, что все это не проверил. к самому станку серьезных претензий нет. Назначение, область применения
Назначение, область применения
 2, Рис.3, Рис.4)
2, Рис.3, Рис.4) Проворачивая колеса (24 и 25) по часовой стрелке, необходимо отметить тенденцию смещения пильной ленты (11) от центра на колесах (24 и 25):
Проворачивая колеса (24 и 25) по часовой стрелке, необходимо отметить тенденцию смещения пильной ленты (11) от центра на колесах (24 и 25):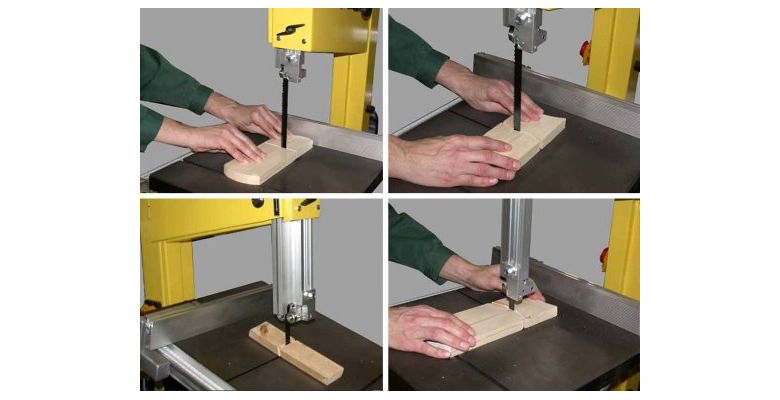 Недостаточное натяжение пильной ленты (11) может стать причиной ее заклинивания в пропиле и «пробуксовывания» на колесах (24 и 25) при работе.
Недостаточное натяжение пильной ленты (11) может стать причиной ее заклинивания в пропиле и «пробуксовывания» на колесах (24 и 25) при работе. Отсутствие принудительного отбора опилок и пыли негативно влияет на качество работы пилы и может стать причиной ее поломки. Кожух (1) необходимо периодически очищать от опилок и пыли, следить за состоянием щетки очистки ведущего колеса (24), регулируя ее положение по мере истирания ворса.
Отсутствие принудительного отбора опилок и пыли негативно влияет на качество работы пилы и может стать причиной ее поломки. Кожух (1) необходимо периодически очищать от опилок и пыли, следить за состоянием щетки очистки ведущего колеса (24), регулируя ее положение по мере истирания ворса. Видеоролик
Видеоролик .45
.45 Д. Мебель своими руками, 2004
Д. Мебель своими руками, 2004 И. Полная энциклопедия художественных работ по дереву, 2010
И. Полная энциклопедия художественных работ по дереву, 2010
 Лезвие входит в материал под действием силы тяжести, что позволяет работать без помощи рук.
Лезвие входит в материал под действием силы тяжести, что позволяет работать без помощи рук.
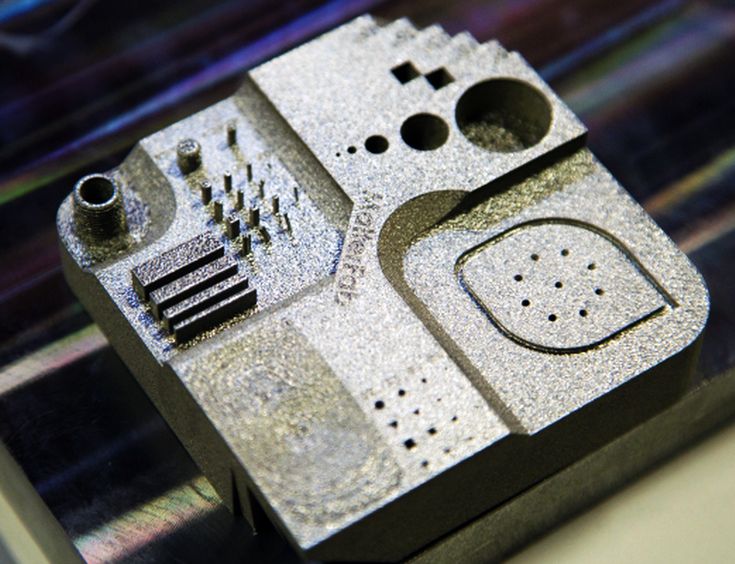 В отличие от аналога TPU (полиуретана) химически устойчив к машинному маслу и бензину, может применяться в качестве прокладок и гибких шлангов в автомобильной сфере
В отличие от аналога TPU (полиуретана) химически устойчив к машинному маслу и бензину, может применяться в качестве прокладок и гибких шлангов в автомобильной сфере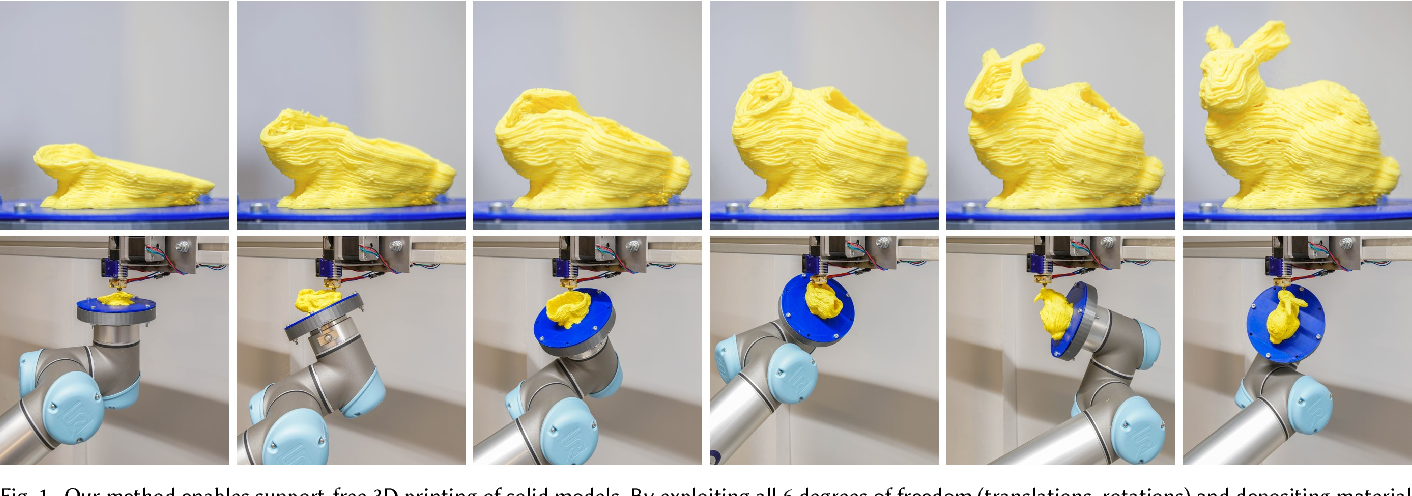 Чем меньше толщина слоя, тем качественнее будет печать, но тем больше время печати и ее стоимость
Чем меньше толщина слоя, тем качественнее будет печать, но тем больше время печати и ее стоимость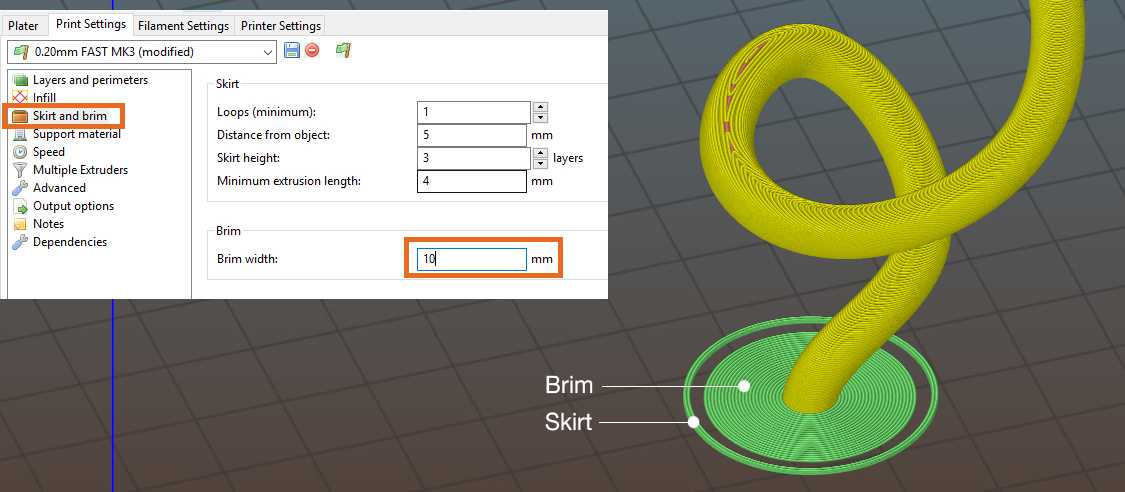
 Благодаря особенностям материала (детализация,печать «на весу») из него хорошо получаются фигурки, сувениры и различные декоративные элементы. Хорошо обрабатывается и сглаживается.
Благодаря особенностям материала (детализация,печать «на весу») из него хорошо получаются фигурки, сувениры и различные декоративные элементы. Хорошо обрабатывается и сглаживается. Хорошо подходит для печати корпусов, приборов, автомобильных элементов, шестерен и механизмов, эластичен и крепок. Отлично обрабатывается механически и химически.
Хорошо подходит для печати корпусов, приборов, автомобильных элементов, шестерен и механизмов, эластичен и крепок. Отлично обрабатывается механически и химически.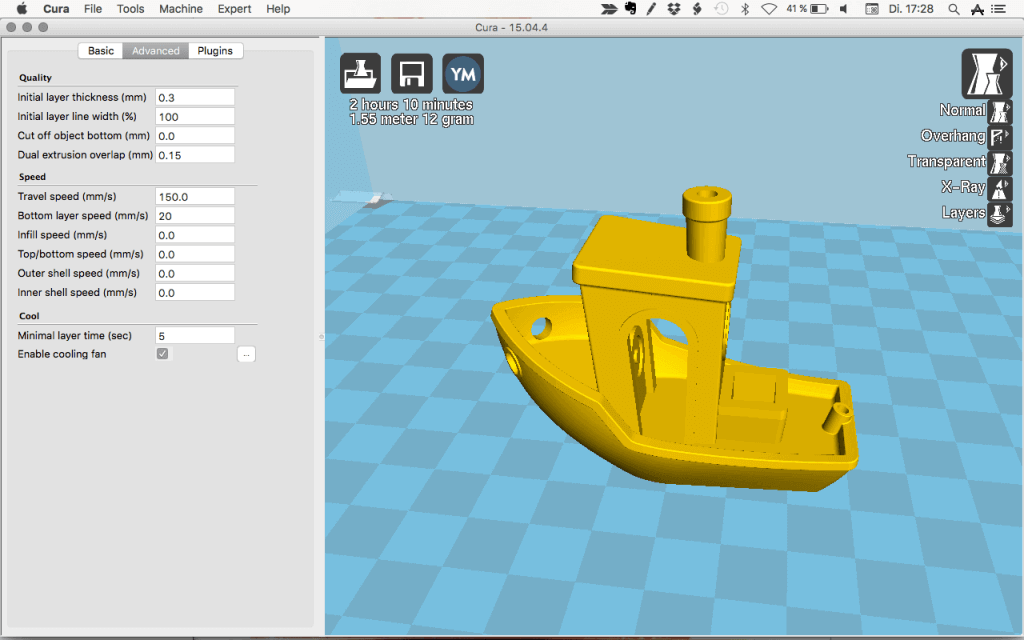 Кроме того, PET-G обладает химической стойкостью и может применяться в пищевом производстве (обычные пластиковые бутылки сделаны из PET). Заказать печать
Кроме того, PET-G обладает химической стойкостью и может применяться в пищевом производстве (обычные пластиковые бутылки сделаны из PET). Заказать печать Благодаря этому сочетанию карбон имеет сверхпрочность нейлона, но избавлен от его недостатка — сильной усадки. Также карбон имеет удивительное свойство: поверхность детали после печати — шероховатая без видимой слоистости, как у остальных пластиков. Поэтому он может применяться не только для печати сверхпрочных и нагруженных изделий, но и декоративных элементов. Заказать печать
Благодаря этому сочетанию карбон имеет сверхпрочность нейлона, но избавлен от его недостатка — сильной усадки. Также карбон имеет удивительное свойство: поверхность детали после печати — шероховатая без видимой слоистости, как у остальных пластиков. Поэтому он может применяться не только для печати сверхпрочных и нагруженных изделий, но и декоративных элементов. Заказать печать
 Убедиться в этом вам поможет калькулятор стоимости 3Д печати, размещенный на официальном сайте нашей компании.
Убедиться в этом вам поможет калькулятор стоимости 3Д печати, размещенный на официальном сайте нашей компании.
 Что касается выставленных настроек, они являются подходящими для подавляющего большинства наших клиентов и их заказов. Речь идет об использовании надежного пластика ABS, 20-процентной плотности заполнения распечатываемого объекта, а также толщины слоя на уровне 0,25 миллиметров. Если подобные параметры вас устраивают, можете смело пропускать второй пункт и переходить к третьему шагу использования калькулятора расчета стоимости 3Д печати.
Что касается выставленных настроек, они являются подходящими для подавляющего большинства наших клиентов и их заказов. Речь идет об использовании надежного пластика ABS, 20-процентной плотности заполнения распечатываемого объекта, а также толщины слоя на уровне 0,25 миллиметров. Если подобные параметры вас устраивают, можете смело пропускать второй пункт и переходить к третьему шагу использования калькулятора расчета стоимости 3Д печати. Но при изменении параметров из второго шага расчет производится повторно, выдавая скорректированный результат.
Но при изменении параметров из второго шага расчет производится повторно, выдавая скорректированный результат.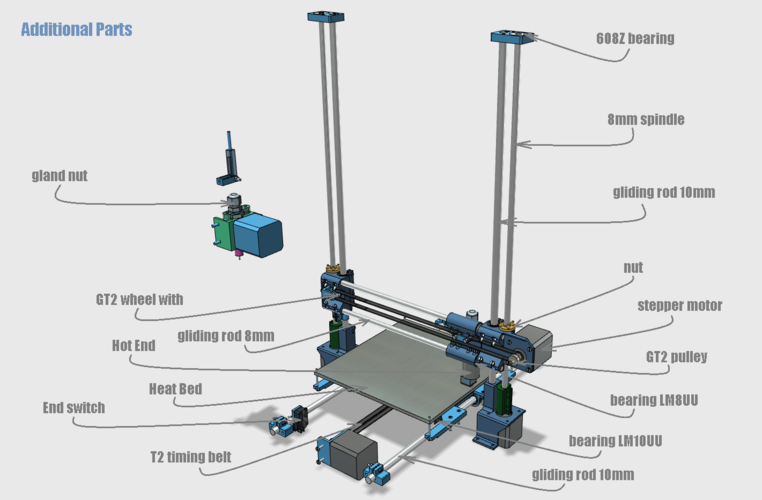
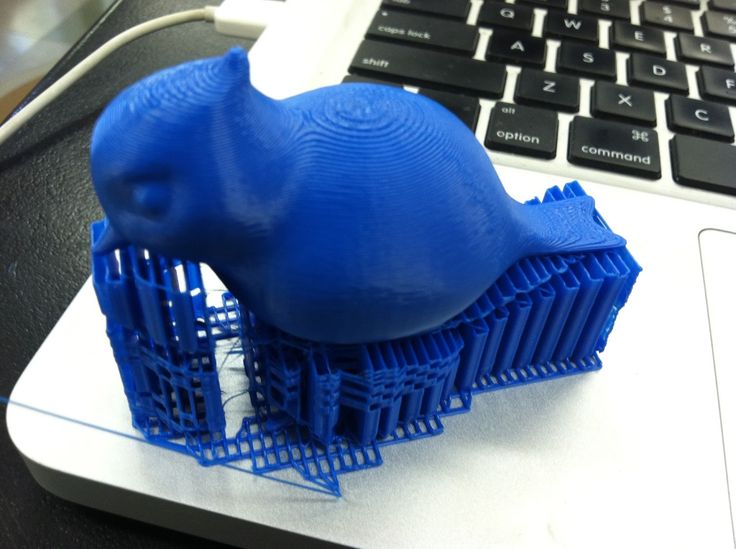 Далее система перенаправит Вас на страницу, где необходимо выбрать требуемую технологию печати, материал печати и цвет. После выбора указанных параметров, на странице отобразиться ориентировочная стоимость печати Вашего изделия. Для расчета точной стоимости печати, или оформления заказа нажмите кнопку Заказать. Заполните необходимые поля. Специалисты компании 3DServices сделают расчет и предоставим Вам информацию по стоимости и срокам печати.
Далее система перенаправит Вас на страницу, где необходимо выбрать требуемую технологию печати, материал печати и цвет. После выбора указанных параметров, на странице отобразиться ориентировочная стоимость печати Вашего изделия. Для расчета точной стоимости печати, или оформления заказа нажмите кнопку Заказать. Заполните необходимые поля. Специалисты компании 3DServices сделают расчет и предоставим Вам информацию по стоимости и срокам печати.
 Кроме того, вы можете добавить наценку , чтобы убедиться, что вы получаете хоть какую-то прибыль от каждого напечатанного вами предмета.
Кроме того, вы можете добавить наценку , чтобы убедиться, что вы получаете хоть какую-то прибыль от каждого напечатанного вами предмета.
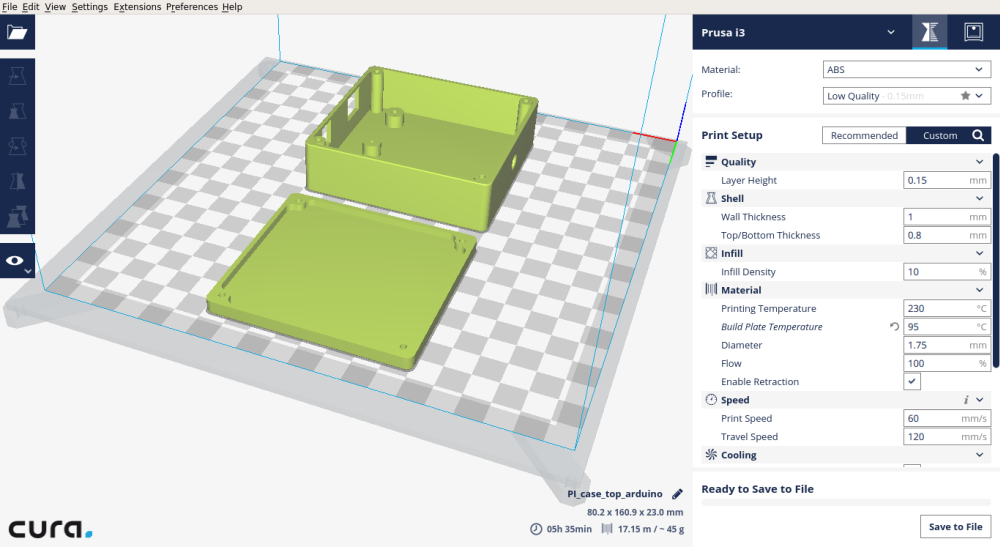 Однако это сильно зависит от стоимости материала. Калькулятор стоимости 3D-печати Omnicalculator поможет вам проанализировать различные варианты.
Однако это сильно зависит от стоимости материала. Калькулятор стоимости 3D-печати Omnicalculator поможет вам проанализировать различные варианты.
 Сохраните его как файл STL в переносной памяти.
Сохраните его как файл STL в переносной памяти. Некоторые производители могут указывать это для своих машин. Другой способ взглянуть на это — сколько времени потребуется, пока вы не замените эту машину, устаревает ли она или вы заменяете ее чем-то новым (при условии отсутствия стоимости лома).
Некоторые производители могут указывать это для своих машин. Другой способ взглянуть на это — сколько времени потребуется, пока вы не замените эту машину, устаревает ли она или вы заменяете ее чем-то новым (при условии отсутствия стоимости лома). Но более точный и правильный способ сделать это — засечь секундомер, чтобы увидеть, сколько времени потребуется для печати куба в 1 кубический сантиметр от первой экструзии до остановки печати. Если вам нужен куб, скачайте его здесь. Это среднее число, и оно должно быть базовым. Различные движения машины движутся по-разному, и ваш пробег может отличаться.
Но более точный и правильный способ сделать это — засечь секундомер, чтобы увидеть, сколько времени потребуется для печати куба в 1 кубический сантиметр от первой экструзии до остановки печати. Если вам нужен куб, скачайте его здесь. Это среднее число, и оно должно быть базовым. Различные движения машины движутся по-разному, и ваш пробег может отличаться. Вы должны дать себе реалистичное среднее значение и дополнительное время в этом расчете. Если вы недооцените этот вклад, вы потеряете много денег и времени.
Вы должны дать себе реалистичное среднее значение и дополнительное время в этом расчете. Если вы недооцените этот вклад, вы потеряете много денег и времени.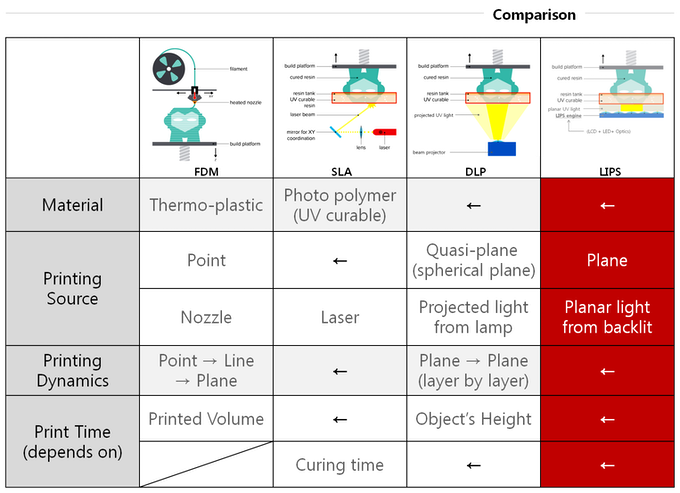
 93) — плотность печати напечатанной детали (сыпучий порошок против спеченного порошка).
93) — плотность печати напечатанной детали (сыпучий порошок против спеченного порошка).
 В конечном счете, мы пытаемся получить стоимость печати только с одной машиной.
В конечном счете, мы пытаемся получить стоимость печати только с одной машиной. Для машины SLS это должно занять больше времени, чем для машины FDM. Машина SLS требует немного больше утонченности.
Для машины SLS это должно занять больше времени, чем для машины FDM. Машина SLS требует немного больше утонченности. Тем не менее, это значительно быстрее для печати на принтере SLS.
Тем не менее, это значительно быстрее для печати на принтере SLS.
 02
02  02 drive 41L
02 drive 41L д.
д. Благодаря различным концепциям управления они предназначены для универсального применения, начиная с решения простых сварочных проблем и кончая сферой высоких технологий в промышленном и кустарном производстве.
Благодаря различным концепциям управления они предназначены для универсального применения, начиная с решения простых сварочных проблем и кончая сферой высоких технологий в промышленном и кустарном производстве. 

 5-24 м/мин
5-24 м/мин до
до Это свойство в настоящее время недоступно для продажи.
Это свойство в настоящее время недоступно для продажи.
 Основное преимущество форм, изготовленных из силикона это антиадгезионные свойства, т.е. форму не надо смазывать перед заливкой пластика, а так же стойкость силикона к высоким температурам до + 250°С. При отверждении жидкий пластик выделяет тепло, и формы из силикона выдерживают существенно больше циклов, чем формы изготовленные из других полимеров.
Основное преимущество форм, изготовленных из силикона это антиадгезионные свойства, т.е. форму не надо смазывать перед заливкой пластика, а так же стойкость силикона к высоким температурам до + 250°С. При отверждении жидкий пластик выделяет тепло, и формы из силикона выдерживают существенно больше циклов, чем формы изготовленные из других полимеров. Если компоненты перед смешением не перемешать, то пластик может: недоотвердиться, быть рыхлым, выделять маслянистость, вспениваться и не соответствовать заявленным свойствам.
Если компоненты перед смешением не перемешать, то пластик может: недоотвердиться, быть рыхлым, выделять маслянистость, вспениваться и не соответствовать заявленным свойствам.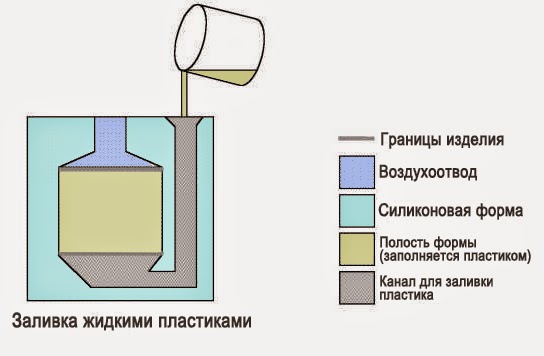 Или к примеру китайский пластик со временем жизни 4 минуты (при единовременном смешении до 500гр), при смешении уже 2,5кг имеет время жизни 20-25 сек. Поэтому при выборе пластика обращайте внимание на время жизни материала, поскольку Вам помимо необходимого времени на тщательное перемешивание компонентов, необходимо будет ещё учитывать время на выход пузырьков воздуха, которые намешиваются при смешении компонентов.
Или к примеру китайский пластик со временем жизни 4 минуты (при единовременном смешении до 500гр), при смешении уже 2,5кг имеет время жизни 20-25 сек. Поэтому при выборе пластика обращайте внимание на время жизни материала, поскольку Вам помимо необходимого времени на тщательное перемешивание компонентов, необходимо будет ещё учитывать время на выход пузырьков воздуха, которые намешиваются при смешении компонентов.








 Дополнительно возможна резка чугунных труб за счет функции замены режущего диска. Режущий диск трубореза изготовлен из закаленной высоколегированной стали.
Дополнительно возможна резка чугунных труб за счет функции замены режущего диска. Режущий диск трубореза изготовлен из закаленной высоколегированной стали.  )
)

 Все типы работают по существу одинаково: инструмент захватывает трубу между роликами и острым отрезным кругом, и по мере вращения инструмента вокруг трубы он делает постепенно углубляющийся надрез в стенках трубы.
Все типы работают по существу одинаково: инструмент захватывает трубу между роликами и острым отрезным кругом, и по мере вращения инструмента вокруг трубы он делает постепенно углубляющийся надрез в стенках трубы. Этот тип обычно может резать трубы диаметром до одного дюйма, но требует немного больше усилий.
Этот тип обычно может резать трубы диаметром до одного дюйма, но требует немного больше усилий.

 После того, как цепь инструмента намотана на трубу и затянута, она в конечном итоге разрезает трубу так чисто, как если бы она была разрезана пилой.
После того, как цепь инструмента намотана на трубу и затянута, она в конечном итоге разрезает трубу так чисто, как если бы она была разрезана пилой.

 Если вы режете трубу ножовкой или аналогичной многофункциональной пилой, будьте готовы подпилить или очистить трубу, чтобы удалить все заусенцы, оставленные пилой.
Если вы режете трубу ножовкой или аналогичной многофункциональной пилой, будьте готовы подпилить или очистить трубу, чтобы удалить все заусенцы, оставленные пилой.

 Методом отбора поняла, что Прораб лучший по ассортименту и цене. Все для ремонта дома и дачи. И сантехнику всю тут брала. Очень довольна!
Методом отбора поняла, что Прораб лучший по ассортименту и цене. Все для ремонта дома и дачи. И сантехнику всю тут брала. Очень довольна! Номинальное количество в рулоне 10 штук. Номинальный объем 100 литров.
Номинальное количество в рулоне 10 штук. Номинальный объем 100 литров. 685 кг
685 кг Расчет стоимости доставки производится
Расчет стоимости доставки производится 2 ст. 437 Гражданского
2 ст. 437 Гражданского Модель Versa Cross V3 с улучшенным рисунком протектора и 8-слойной радиальной конструкцией разработана для современных высокопроизводительных автомобилей UTV и SxS. Посмотреть продукт Polaris RZR PRO R и Turbo R, руль Hurricane доступен в матовом черном и бронзовом цветах, а SS212 доступен в черном цвете с фрезерованными вставками.. Просмотр продукта
Модель Versa Cross V3 с улучшенным рисунком протектора и 8-слойной радиальной конструкцией разработана для современных высокопроизводительных автомобилей UTV и SxS. Посмотреть продукт Polaris RZR PRO R и Turbo R, руль Hurricane доступен в матовом черном и бронзовом цветах, а SS212 доступен в черном цвете с фрезерованными вставками.. Просмотр продукта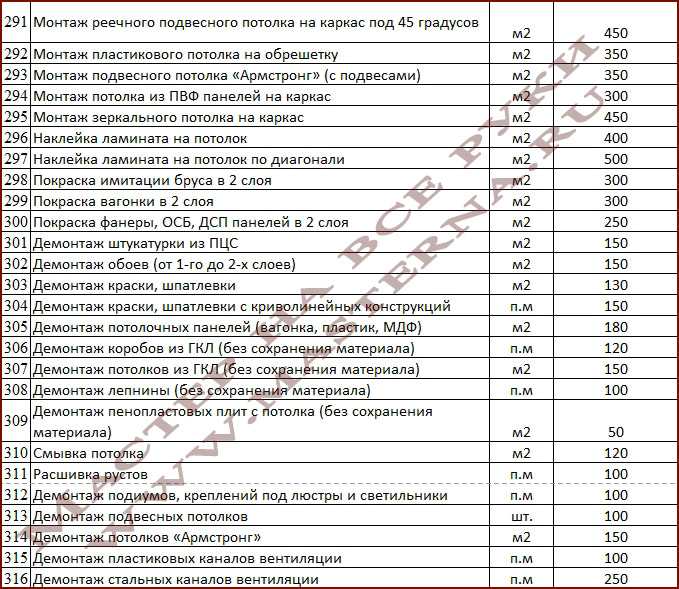 Посмотреть в действии
Посмотреть в действии

 390.1905
390.1905  см, прочными передними и задними багажниками, простой в использовании системой реверса, стильным дизайном, удобным универсальным ящиком и многим другим. С четырьмя моделями легко выбрать правильное сочетание функций, например, нашу автоматическую DCT или механическую коробку передач и гидроусилитель руля, которые подходят именно вам. И каждый Rubicon предлагает нашу знаменитую долговечность, надежность и общее качество Honda — выигрышную комбинацию, которая отличает их от других. Обязательно ознакомьтесь с нашей новой моделью Black Forest Green и в этом году!
см, прочными передними и задними багажниками, простой в использовании системой реверса, стильным дизайном, удобным универсальным ящиком и многим другим. С четырьмя моделями легко выбрать правильное сочетание функций, например, нашу автоматическую DCT или механическую коробку передач и гидроусилитель руля, которые подходят именно вам. И каждый Rubicon предлагает нашу знаменитую долговечность, надежность и общее качество Honda — выигрышную комбинацию, которая отличает их от других. Обязательно ознакомьтесь с нашей новой моделью Black Forest Green и в этом году!



