Аккумуляторные ножницы Bosch ISIO 3 для газона и кустарников
Дополнительные категории:
Печатать
Артикул: 0600833102
Нет в наличии
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовка
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
6 050 руб
Предложить свою цену
Характеристики и описание: Аккумуляторные ножницы Bosch ISIO 3 для газона и кустарников (0600833102)
Если вам нужна универсальная модель садовых ножниц, то обратите внимание на аккумуляторные ножницы ISIO 3 для газона и кустарников, которые обладают прекрасными техническими характеристиками. Такая модель поможет привести в порядок кустарники, и даже газон. Она надежная и долговечная. Все детали сделаны из прочных износостойких материалов, что гарантирует долгий срок службы. Инструмент очень прост в использовании, поэтому у вас с ним не возникнет никаких проблем. Вот его главные достоинства:
Агрегат небольшой по габаритам и легкий по весу. Благодаря этому он удобно лежит в руке, и вы устаете гораздо меньше во время работы. Кроме того, у вас никогда не возникнет проблем с его хранением.
Имеется уникальная система крепления насадок MultiClick, которая позволяет за считанные секунда всего нажатием одной кнопки менять насадки.
Аккумуляторные ножницы Бош комплектуются сразу двумя насадками: для травы (ширина 8 см) и для кустов (длина 12 см). Благодаря ним вы с легкостью сможете подстричь траву на газоне, подровнять кусты или придать им желаемую форму.
Рукоятка имеет прорезиненные участки, поэтому она удобно ложится в руку и даже при очень долгой работе не соскальзывает из нее.
Работает агрегат от литий-ионной батареи, которая является одной из самых лучших на сегодня. Такой аккумулятор не имеет саморазряда и эффекта памяти. Он прослужит долгое время. Кроме того, благодаря тому, что ножницы работают от батареи, вы сможете работать с ними абсолютно в любом месте. У вас под ногами не будут мешаться никакие проводки.
Одного заряда батареи вам хватит на 50 минут работы.
Для того, чтобы вы могли работать безостановочно, производитель оснастил эту модель специальной антиблокировочной системой для ножей, которая предотвращает заклинивание.
Имеется индикатор заряда – 4-х ступенчатый светодиодный.
Система SDS облегчит замену насадок.
Модель Bosch ISIO 3 для газона и кустарников предназначена для бытового применения, но, не смотря на это, она весьма мощная.
Гарантия и сервис: Аккумуляторные ножницы Bosch ISIO 3 для газона и кустарников
Отзывы о товаре: Аккумуляторные ножницы Bosch ISIO 3 для газона и кустарников (0600833102)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Ознакомиться с правилами публикации отзывов
Аксессуары : Аккумуляторные ножницы Bosch ISIO 3 для газона и кустарников
Рекомендуем посмотреть
Аккумуляторные ножницы Gardena AccuCut для газона
4 600 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Аккумуляторные ножницы Gardena AccuCut для газона
4 600 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Аккумуляторные ножницы Gardena AccuCut для кустарников
5 290 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Аккумуляторные ножницы Gardena ClassicCut для газона
6 400 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Аккумуляторные ножницы Gardena ClassicCut для газона с телескопической рукояткой
8 480 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Аккумуляторные ножницы Bosch Isio 3 в категории «Дом и сад»
Аккумуляторные ножницы для травы и кустарников Bosch Isio EAE
Доставка по Украине
5 700 грн
Купить
Інтернет-магазин «ЕAE»
Аккумуляторные ножницы для травы и кустарников Bosch Isio море товарів
Доставка по Украине
5 100 грн
Купить
Інтернет-магазин «МОРЕ ТОВАРІВ»
Аккумуляторные ножницы для травы и кустарников Bosch Isio новорічні
Доставка по Украине
5 100 грн
Купить
Новорічні Товари
Аккумуляторные ножницы для травы и кустарников Bosch Isio ошоп
Доставка по Украине
4 900 грн
Купить
Інтернет-магазин «OSHOP»
Аккумуляторные ножницы для травы и кустарников Bosch Isio техно
Доставка по Украине
5 700 грн
Купить
Інтернет магазин » TEHNO_ROOM «
Аккумуляторные ножницы для травы и кустарников Bosch Isio вікішоп
Доставка по Украине
6 300 грн
Купить
Інтернет-магазин «Вікторія»
Аккумуляторные ножницы для травы и кустарников Bosch Isio наталі
Доставка по Украине
5 700 грн
Купить
Інтернет-магазин «Наталі»
Аккумуляторные ножницы для травы и кустарников Bosch Isio стар1
Доставка по Украине
5 200 грн
Купить
Інтернет-магазин «STAR 1»
Аккумуляторные ножницы для травы и кустарников Bosch Isio євро
Доставка по Украине
5 900 грн
Купить
Інтернет-магазин «ЄВРОЕКСПРЕС»
Аккумуляторные ножницы для травы и кустарников Bosch Isio елі
Доставка по Украине
5 100 грн
Купить
Інтернет-магазин «ЕЛІШОП»
Аккумуляторные ножницы для травы и кустарников Bosch Isio дисконт
Аккумуляторные ножницы Bosch ISIO 3,6 V Li + штанга (0600833105)
Недоступен
4 299 грн
Смотреть
Instrumentarium
Bosch ISIO 3 кусторез аккумуляторный для травы и кустов
Недоступен
3 815 грн
Смотреть
FIRSTFLOOR — Импортер мировых брендов
Аккумуляторные ножницы для травы Bosch ISIO-III
Дом
Каталог красок
Товар
Строительные материалы
+
—
Кирпичи, песок, камень и бетон
Цементные продукты
Двери и окна
Ограждение и аксессуары
Кровельная система
Стальные стержни, алюминий и полые секции
Перегородка, гипс, потолок и аксессуары
Защитное гидроизоляционное покрытие
Химический продукт
Строительный материал
Дерево и древесина
+
—
Resak Планируемый Тиммер
Фанера
ОСБ плита
Древесина нормальная
Обработанная древесина
Планируемый лесоматериал
Лесоматериал 2-го сорта
Электрический
+
—
Провод, выводы и адаптер
Power Point, переключатели и заставки
Электрическая схема и детали
Свет, лампочка и вентилятор
Электрические коробки, кабелепроводы и фитинги
Батареи
Оборудование и инструменты
+
—
Ручной инструмент
Гвозди, винты и крепеж
Средства защиты и безопасности
Аксессуары для дверей и окон
Хранение и стеллажи
Строительный материал
Смазки и смазки
Светильник и сантехника
+
—
Водяной насос и аксессуары
Сантехника для кухни и ванной
Шланг и труба
Гидроизоляционное покрытие
Поли Танк
Живопись и декор
+
—
Краска для внутренних стен
Краска для наружных стен
Аэрозольная краска
Краска для дерева и металла
Краска защитного покрытия
Грунтовка и грунтовка
Шовная смесь и шпатлевка-наполнитель
Инструменты и аксессуары для рисования
Электроинструменты и аксессуары
+
—
Дрель и перфоратор
Пила и шлифовальная машина
Шлифовальный станок и строгальные станки
Измерительные инструменты
Мойка высокого давления
Беспроводная машина
Тепловой пистолет и клеевой пистолет
Сверла, биты для отверток, гайковерты и головки
Завинчивание
Резка, шлифовка и чистка
Стамески
Аксессуары для машин
Семья
+
—
Инструменты и аксессуары для чистки
Чистящие средства
Борьба с вредителями
Крюк, клей и лента
Открытый и сад
+
—
Системы полива и садовый шланг
Электроинструменты для улицы и сада
Садовые инструменты
Садовая почва, семена и удобрения
Поиск магазинов
Авторизоваться
Зарегистрироваться
Список желаний
Продолжить покупки
Обзор четырех лучших беспроводных садовых ножниц
Я написал обзоры многих продуктов, которые предлагают большие преимущества для садоводов, и теперь я собираюсь включить обзор четырех лучших аккумуляторных садовых ножниц. Если вы регулярно следите за моим садоводческим блогом, то знаете, что я большой поклонник беспроводных садовых инструментов. Они компактны, просты в использовании, легки, надежны, удобны для суставов и мышц, тише и проще в использовании.
Садовники часто говорят, что им нравятся старые способы обрезки, обрезки или обрезки вручную, и я тоже, у меня есть прекрасная коллекция старых деревянных и стальных садовых инструментов, без которых я не был бы. Я также принимаю тот факт, что современные беспроводные садовые инструменты необходимы любому серьезному садоводу, как профессиональному, так и домашнему.
Технология, срок службы батареи и качество улучшаются с каждым новым поколением продуктов. Срок службы батареи увеличен, а время перезарядки значительно сокращено, что делает их ценным приобретением.
Аккумуляторные инструменты универсальны, так как теперь многие из них имеют несколько насадок и сменных аккумуляторов одной марки. Они значительно облегчают жизнь: нет волочащегося электрического кабеля, нет необходимости в удлинителе, нет паров бензина и намного тише.
Что в них не нравится?
Включаю несколько аккумуляторных ножниц и ножниц для травы следующих производителей:
Bosch
Штиль
Когда вы найдете понравившийся товар, нажмите на ссылку или изображение, чтобы узнать, как его купить.
Как партнер Amazon я зарабатываю на соответствующих покупках.
Набор аккумуляторных садовых ножниц Bosch Best
Лучшее место для покупки: Amazon
Информация о продукте:
Антиблокировочная система
Время работы 100 минут
Время зарядки аккумулятора 3,5 часа
Встроенный индикатор заряда
Система легкой смены лезвия
3 сменных лезвия
Аккумулятор и зарядное устройство в комплекте
Аккумуляторный набор кусторезных ножниц Bosch 10,8 В ASB LI — зеленый — еще один качественный продукт от этого очень надежного производителя. Это компактный простой в использовании инструмент, вес которого составляет всего 900 грамм. Инновационная антиблокировочная система обеспечивает плавный ход лезвий, они редко глохнут и не забиваются, что помогает поддерживать постоянную мощность.
Эргономичная мягкая ручка и ручка удобны в использовании.
Лезвия швейцарского качества, их легко заменить с помощью дополнительных инструментов. Ножи идеально подходят для стрижки кустарников и краев травы/газона.
Моя оценка ⭐️⭐️⭐️⭐️
Единственная причина, по которой этот продукт не получил 5 звезд от меня, это время зарядки аккумулятора 3,5 часа, другие аккумуляторы Bosch для инструментов, которые я использую, заряжаются намного быстрее.
Аккумуляторный набор для обрезки кромок Bosch Isio
Лучшее место для покупки: Amazon
Информация о продукте:
Легкий и удобный в обращении
Антиблокировочная система
Литий-ионный аккумулятор 3,6 В
Время работы 50 минут
Время зарядки аккумулятора
Система легкой смены насадок
2 сменных лезвия
Аккумулятор и зарядное устройство в комплекте
Комплект аккумуляторных садовых ножниц Bosch Isio — это еще один вариант беспроводных садовых ножниц, представляющий собой качественный, легкий и простой в использовании инструмент для обрезки кромок и кустарников.
Идеально подходит для стрижки кустарников, живой изгороди и окантовки газона. Существует также ряд дополнительных инструментов, взаимозаменяемых с этим устройством. Смена насадок с помощью системы Multi-Click выполняется просто и быстро и не требует для этого никаких других инструментов.
Аккумулятор на 3,6 В обеспечивает достаточную мощность для выполнения большинства работ по стрижке в саду.
Эргономичный дизайн обеспечивает простоту и удобство использования. Bosch Isis очень легкий, всего 550 грамм
Моя оценка ⭐️⭐️⭐️⭐️и половина.
STIHL HSA 25 Беспроводная трава и ножницы кустарников
Лучшее место для покупки: Amazon
.
.
Литий-ионный аккумулятор 10,8 В
Время работы около 40 минут
2 сменных лезвия
Аккумулятор и зарядное устройство в комплекте
Чемодан для хранения/переноски
Компания Stihl пользуется завидной репутацией благодаря инновационному дизайну и прочным, долговечным изделиям, и аккумуляторные ножницы для кустарников Stihl HSA 25 вас не разочаруют. Это мощный инструмент для ухода и обрезки небольших живых изгородей, кустарников и обрезки кромок газонов. Он оснащен мощным аккумулятором, который позволяет ему легко справляться со всеми этими задачами по стрижке и обрезке сада.
Это идеальный выбор для больших садов с большим количеством кустарников, окантовкой газона и живой изгородью коробчатого типа. Лезвие ножниц длиннее, чем в среднем у беспроводных ножниц, поэтому оно может справляться с большими площадями.
Он эргономичен и удобен в использовании с мягкой резиновой ручкой. Лезвия имеют прочный точный срез и низкую вибрацию, что делает их лучше при более длительном использовании. Хороший выбор как для профессиональных садоводов, так и для домашних садоводов.
При весе 600 грамм он очень легкий.
Сменные батареи доступны.
Мой рейтинг ⭐️⭐️⭐️⭐️⭐️
Этот и многие другие товары также доступны в Tooled Up. Взгляните сегодня на все бытовые, строительные, автомобильные и садовые инструменты.
Обслуживание садовых инструментов
Все садовые инструменты должны содержаться в хорошем состоянии, чтобы они всегда были готовы к использованию.
Наконечник Pro
После использования всегда очищайте лезвия, счищая весь мусор и удаляя мелкие веточки или ветки между зубцами лезвия. Протрите начисто весь блок и храните в сухом безопасном месте. Либо в помещении в доме, либо в садовом сарае, гараже или другом садовом хранилище. При необходимости перезарядите аккумулятор, чтобы он был полностью заряжен и готов к использованию в следующий раз.
Для получения дополнительной информации о товарах для сада прочитайте мою страницу отзывов о продуктах .
В частности, обзор газонокосилок-роботов представляет интерес для многих людей, которые хотят находить больше свободного времени для выполнения других задач по саду, чем еженедельное кошение газона.
Надеюсь, я помог вам решить, какие аккумуляторные садовые ножницы и ножницы для травы подойдут вам лучше всего.
Чертежи ЧПУ станка который можно напечатать на 3D принтере
Наверное каждый владелец 3D принтера не раз задумывался о том, что: 3D печать — это, конечно, хорошо, но ЧПУ фрезерером сделать тоже вышло бы дешевле. Дерево стоит на порядок меньше чем пластик, а уж если изготовляемой объект можно собрать из плоских деталей, то фанера порезанная на ЧПУ станке и вовсе оказывается чуть ли не бросовым материалом.
В конце этой статьи вы можете скачать чертежи деталей ЧПУ станка и распечатать их на 3D принтере. Так же в статье есть видео сборки и работы этого фрезера.
ЧПУ станок получается весьма технологичным и простым в сборке, фактически после печати у вас будет конструктор, который надо просто соединить с помощью гаек и винтов.
Если вы собирали в детстве конструкторы, то и со сборкой ЧПУ станка тоже справитесь!
Не смотря на то, что станок собирается на распечатанных из PLA деталей, он вполне тянет работу с фрезером Makita RT0700C — именно он снят на фотографих. Так же вы можете поставить бюджетный шпиндель с АлиЭкспресс ER1 500w, ссылки на электронику и шпиндель смотрите в конце статьи.
То что вы видели на фотографиях в начале статьи — это доработанная версия ЧПУ станка, с кабельканалами и подключением пылесоса. Но изначально концепт был гораздо проще и при этом — он отлично работал!
Видео сборки и тестирования распечатанного ЧПУ станка
На видео выше показана сборка ЧПУ станка из распечатанных на 3D принтере деталей, а так же его тестовые запуски. Печать производится пластиком PLA, он достаточно прочный на изгиб и у него меньше усадочные деформации чем у ABS пластика. Список фурнитуры и электроники для сборки смотрите ниже.
Как видите — не смотря на кажущуюся хлипкость конструкции, тестовые задания ЧПУ фрезер выполняет без проблем. А если понадобится более скоростная работа с большим заглублением фрезы, то помощью этого станка можно порезать комплект чертежей прочного фанерного ЧПУ станка.
Как и любая другая самоделка сделанная своими руками, этот ЧПУ станок распечатанный на 3D принтере подвергся доработкам. Кабель каналы и насадка для подключения пылесоса — это не только красиво, но и практично! Чертежи деталей вы найдете в архиве с самим станком по ссылке в конце статьи.
Третье видео показывает еще одну доработку, на этот раз — увеличение размеров рабочей зоны. Благо, что для такой доработки достаточно просто сменить профиль на более длинный и поставить соответствующие ходовые винты, которые в данном случае сделаны из обычной строительной шпильки.
Вся переделка занимает час, максимум два вашего времени. Кстати, хранить станок можно в разобранном виде, сборка и разборка занимает всего 10-15 минут. Если ЧПУ станок нужен вам лишь время от времени, то вы можете сильно сэкономить пространство в домашней мастерской разбирая ЧПУ на то время когда он не нужен.
Фурнитура для сборки ЧПУ станка
04x | Шаговый двигатель Nema17
03x | Фланцевая гайка M5 / M8
04x | Алюминиевый профиль 20×40 мм (длину по своему рабочему поля смотрите)
03x | Ходовой винт T8, с гайкой (на 100 мм короче, чем алюминиевый профиль)
14x | Нейлоновое колесо с подшипником 5 мм (тип B по ссылке)
02x | Стержень из хромированной стали диаметром 8 мм и длиной 180 мм (ось Z)
01x | 200-мм ходовой винт T8, с гайкой (ocь Z)
04x | LM8UU линейный подшипник
03x | Стандартный 8 мм подшипник
01x | Шкив GT2 20 зубьев, с внутренним диаметром 5 мм
01x | Шкив GT2 20 зубьев, с внутренним диаметром 8 мм
01x | Зубчатый ремень GT2 200мм ~ 220мм
Винты и гайки (для каждого винта так же берите гайку и шайбу):
12x | M6 х 30 мм винт
04x | Винт M6 x 35 мм, 35 мм ОЧЕНЬ важны для крепления шпинделя к тележке Zaxis
26x | M5 x 50 мм винт
22x | M4 х 15 мм винт
08x | M4 х 10 мм винт
16x | М3 х 15 мм винт
20x | Шуруп для дерева 4мм (крепление ЧПУ станка к основанию)
30x | M4 прижимная гайка
Электроника для ЧПУ станка
В качестве управляющей электроники используется Arduino CNC Shield от Protoneer, о нем будет отдельная статья в скором времении.
UPD. Статья про электронику готова и ее можно прочитать тут: Комплект электроники для ЧПУ с USB подключением.
Шпиндель можно использовать от небольших ЧПУ станков 500W ER11, можно установить Макиту или ДеВатт, а можно и по бюджетному — дремелем обрабатывать.
Чертежи ЧПУ станка распечатанного на 3D принтере
Скачать чертежи ЧПУ станка можно тут
Константин, Обзор ЧПУ станков
ЧПУ станок распечатанный на 3D принтере
История начинается в феврале 2017 года в одном из сообществ группы ВК посвещенная reprap. Возник своего рода спор с человекаом практически ставший ‘легендой’ 😉 в своих кругах.
Речь шла что он упорно доказывал мол 3d принтер возможен если вся кинематика будет реализована на шпильках. Как бы не объясняли что это слишком медленно для печати. ..
Вспомнив что у меня завалялись на прасторах моего барахла кой какие комплектующие для сборки принтера, решил поступить следующим образам. Доказать наглядно что шпильки это медленно. И тут идея родилась сама собой… Подумал, в добавок не помешает для своих нужд небольшой хоббийный чпу, который не требовал бы больших затрат, с учетом того что из отсутствующих компонентов не хватало лишь шпинделя. Но до него было еще далеко. И так начало.
Накидал чертежик, чтобы понять что из себя будет это представлять.
Естественно это даже и чертежом назвать трудно, просто набросок, кинув в коменты сию картинку, часть людей поддержала, мол давай, посмотрим что из этого выйдет. Дабы не закакивать группу посвещенной теме принтеров, решил создать свою, причем понятии не имея на тот момент что из этого выйдет. Сделано было лишь с одной целью, чтобы те кто принимал участия в споре, помогли советом что добавить, как лучше, чего бы самим хотелось. К тому же пообещал что чертежи выложу в открытый доступ. Да и чего греха таить, из образования у меня только 11 классов, дальше в жизни как то не заладилось 🙂 Но не будем о веселом…
Поняв что нужно, на второй день уже практически родился образ станочка. Старался выкладывать проделанную работу ежедневно, точнее еженочно:)
Один из участникв посоветывал сделать закрытым корпус, что и было далее прочерчено
Затем показалось всё это дело уж слишком ‘квадратное’. Хоть сам и люблю по жизни ‘кубизм’ но что то это мало привлекательно. Станочек к томуже позиционируется как хобийный, т.е. место ему явно в большей части случаев не в гараже, а как в моем случаи в уголку комнаты. Соответсвенно эстетика пологаю должна присутствовать.
Закончив с чертежами, далее пошла сборка, каркас алюминиевый профиль 20й, причем изначально на этапе проектирование было заложено 3 составляющих от чего ‘плясался’ размер станочка (то что есть в наличии).
1. Винт трапеция 400мм
2. Цилиндрический направляющие 8х450мм
И третье, рассчитать под первые два критерия, раму так, чтобы как меньше было отходов профиля.
В конечном итоге: винты остались прежними, направляющие обрезались до 424мм, а из 8ми метров профиля, отход был 20 см
По находил электронный компоненты, собрал так сказать всё в кучу. За отсутствием только всё того же шпинделя
Изначально перед этапом проектирования так же стояла задача, никаких специально заказанных на стороне деталей для сборке, акромя электронных естественно компонентов (начертить можно что угодно, но в стране кризис)) Таким образом получается что для сборки из инструментов нужен только 3d принтер, дрель, ножовка по металлу, ну или лучше болгарка. Из основного всё.
Про сборку многое можно писать, выкладывать фото, но лучше посмотреть тут с самого низа, иначе этот пост займет по размером войну и мир…
Чертеж в общей сложности занял около полутора недель, но время сборки растянулось из за отсутствия шпинделя, пока появились средства, пока ‘оперативно’ сработала наша почта России, станок смог заработать полноценно только к маю месяцу
Далее захотелось его обгейдить, к тому времени появились немного средств. И был заказан твертотельный лазер у наших восточных братьев, на 5,5 вт. Для него так же напечатал крепление:
Это уже пожалуй отдельная история…
Доделки, доработки станочка может длиться на мой взгляд вечно. Останавливаться не хочется, есть мысли двигаться дальше, к тому же файлы в открытом доступе для скачивания, можно переделать как кому угодно.
Часто ‘упрекают’ по поводу жесткости конструкции, мол на валах, да еще 8мм, фу фу фу… Проект был задуман спонтанно, делалось на тот момент из того что было под рукой, к тому же он работает, свою поставленную задачу выполняет, ‘грызть’ мрамор на нем не собираюсь)
Ну а впереди уже следующий проект, так же будет в открытом доступе. Вообще забавная штука, что то делаешь бесплатно, так нужно еще это и отрекламировать, зачем это делаю пока сам не понимаю)
Подробное описание ‘снизу вверх’ тут В разделе ‘Документы’ файлы stl для печати, и прочие документы по сборке.
лучших 3D-принтеров 2022 года: лучший выбор для работы и домашнего использования
Наш список лучших 3D-принтеров содержит четкую и краткую информацию обо всех типах 3D-принтеров. (Изображение предоставлено: Будущее)
Рынок 3D-принтеров растет взрывными темпами, и каждый год появляются новые бренды и стили печати. Там, где многие 3D-принтеры раньше были огромными и дорогими машинами, развитие технологий и производства теперь означает, что многие из лучших вариантов, которые вы можете купить, становятся все более доступными и могут стоять на столе у вас дома, не требуя места в мастерской.
Естественно, это означает, что теперь существует огромный выбор 3D-принтеров, которые удовлетворят любые потребности пользователей и бюджеты. Хотя этот выбор отличный, выбор лучшего 3D-принтера для ваших конкретных потребностей может быть трудным. Тем не менее, это руководство может помочь, так как мы выбираем несколько блестящих 3D-принтеров для всех целей и бюджетов, а также четкие рекомендации по покупке, которые помогут вам определить, какой из них вам следует купить.
В последние годы аппаратное обеспечение для печати набирает обороты, поэтому, хотя когда-то было доступно всего несколько филаментных принтеров (также известных как FDM-принтеры), теперь существует множество различных стилей, которые удовлетворят ваши потребности в различных бюджетах.
В отличие от принтеров офисного типа, которые просто печатают чернила на бумаге, 3D-принтеры превращают цифровые модели в объекты реального мира, сделанные из пластика, металла и дерева. Принтеры FDM теперь бывают всех форм и размеров и хорошо подходят для прототипирования и создания более крупных объектов. В то же время модели на основе смолы (SLA, MSLA и DLP) обеспечивают гораздо большую детализацию, как правило, в меньшем масштабе, что делает их фантастической покупкой для тех, кто хочет заниматься дизайном ювелирных изделий или создавать настольные миниатюры.
Вы можете использовать 3D-принтеры для создания законченных продуктов, запасных частей или просто вещей, которые пригодятся вам дома, в офисе или на мастерской. А с Технология 3D-печати (открывается в новой вкладке) доступна практически каждому, вам не нужно использовать ее в своих интересах.
Независимо от того, являетесь ли вы экспертом или просто любители 3D-принтеров, вот лучшие линейки 3D-принтеров, на которые стоит обратить внимание. Наш выбор сильно различается по цене, размеру, функциональности и варианту использования, поэтому вам должно быть что-то для вас, что бы вы ни искали. Помните, что более дорогие варианты лучше подходят для профессионалов, в то время как лучших дешевых 3D-принтеров (откроется в новой вкладке) идеально подходят для тех, кто только начинает.
Лучшие 3D -принтеры
Оригинальный Prusa Mini (изображение: Prusa)
1. Оригинальная Prusa Mini+
Маленькая, доступная и замечательная 3D -принтер
Спецификации
.
Площадь построения: 18 x 18 x 18 см
Минимальное разрешение слоя: 50 микрон
Максимальное разрешение слоя: 200 микрон
Размеры: 33 x 33 x 38 см
Вес: 4,5 кг
Сегодняшние сегодняшние предложения
Причины для покупки
+
Отличное значение для принтера FDM
+
Легко для использования
+
+
Легко. различные типы филамента
Причины, по которым следует избегать
—
Катушка устанавливается отдельно
—
Несовершенное качество печати
—
Калибровка принтера может быть сложной, чтобы сидеть на открытой раме 3
ваш стол и достаточно легко собрать самостоятельно без опыта. Он поставляется в виде комплекта и использует FDM (моделирование методом наплавления) для превращения популярных материалов для моделирования, таких как PLA, PETG, ASA, ABS и Flex, в точную печатную продукцию. Имеется сетевая локальная сеть и USB-порт для простого подключения и удобного интерфейса. Этот принтер начального уровня должен быть первым выбором для ремесленников, моделистов и инженеров-энтузиастов. Оригинальный Prusa MINI+ является заменой оригинального Prusa MINI (минус плюс), ключевым преимуществом которого является то, что теперь он оснащен датчиком superPINDA, который не зависит от температуры, что позволяет быстрее и надежнее выполнять калибровку первого слоя.
Читать полный обзор: Original Prusa MINI (открывается в новой вкладке)
Технология печати: Моделирование методом наплавления
Площадь построения: 210 x 300 x 400 мм
Минимальное разрешение слоя: 50 микрон
Максимальное разрешение слоя: 500 микрон
5 x 5 8 5
3 Размеры: 00003
Вес: 26 кг
Лучшие сегодняшние предложения
Причины для покупки
+
Главы печати смены
+
Двойной экстрадер и автоматический выравнивание
+
Сетевая сеть, готовые, не нужен
3
+
.
—
Крупноформатный принтер, не идеальный для домашнего использования
—
Могут возникнуть трудности с загрузкой нити FDM 3D принтеров. RoboxPro — это крупномасштабный Robox с набором функций, похожим на список пожеланий для 3D-печати; автоматическая загрузка нити, автоматическое выравнивание станины, Wi-Fi, сетевая печать и сменные головки инструментов. Основное внимание в этой машине уделяется качеству и надежности, она предназначена для всех, кому нужен принтер, способный реализовать идеи продуктов и вывести их на рынок. Закрытый дизайн делает его идеальным выбором для коммерческого и образовательного использования.
Читать полностью CEL-UK RoboxPro обзор (откроется в новой вкладке) .
(Изображение предоставлено Creality)
3. Creality Ender-5 S1
Идеальный выбор для любого энтузиаста 3D-печати или малого бизнеса с ограниченным бюджетом. Площадь: 220 x 220 x 280 мм
Минимальное разрешение слоя: 0,05 мм
Максимальное разрешение слоя: 0,35 мм
Размеры: 425 x 460 x 570 мм
Вес: 12,1 кг
Лучшие сегодняшние предложения
Причины для покупки
+
Невероятная стоимость
+
Head Design
+
High-queply
+
.
Причины, по которым следует избегать
—
Не настоящий принтер CORE XY
—
Большая площадь основания
—
Отсутствие корпуса для улучшенных материалов (дополнительно) новая модель для исполнения. Ender-5 S1, начиная с небольшого объема начальной конструкции, необходимой для создания принтера, и заканчивая выдающейся технологией выравнивания платформы, является достойным обновлением и на совершенно другом уровне качества по сравнению с оригинальным Ender-5.
Кубический дизайн, возможно, не является настоящим принтером CORE XY, но прочная конструкция рамы и инструментальной головки и точность обеспечивают качество печати, которое ставит этот принтер в один ряд с моделями, которые стоят как минимум в два раза дороже.
Усовершенствованный дизайн, полностью переработанная головка инструмента, а также дополнительные возможности, такие как корпус и лазерная головка, дают множество возможностей для расширения вашего творчества. Этот принтер предназначен как для энтузиастов, так и для пользователей малого бизнеса.
Прочитайте наш полный обзор Creality-5 S1.
(Изображение предоставлено TRILAB)
4. TRILAB DeltiQ 2
Характерный треугольный дизайн для профессиональной 3D-печати
Технические характеристики
Технология печати: моделирование методом наплавления (FMD) 2:0 5 x 3 Площадь сборки
3 90
Минимальное разрешение слоя: 50 микрон
Максимальное разрешение слоя: переменное
Размеры: 41 x 50 x 81 см
Вес: 10 кг
Лучшие предложения сегодняшнего дня
Причины купить
+
Элегантный дизайн
+
Легкое расширение
Причины избежать
—
Не подходят для всех материалов
—
Полностью открытый дизайн
Этот элегантный дизайн Delta должен получить ваше внимание, если вы. ищу профессиональный 3D-принтер для довольно больших и сложных проектов. Он использует технологию FDM для создания 3D-моделей из рулонов нити. Тем не менее, вместо более распространенных декартовых принтеров, TRILAB DeltiQ 2 имеет фиксированную круглую рабочую платформу с экструдером, подвешенным между тремя рычагами, которые перемещают печатающую головку по трем осям. Это дает этой модели довольно небольшую площадь, а ее конструкция с высокой башней позволяет печатать довольно большие детали.
И, в отличие от большинства 3D-принтеров, он имеет два варианта экструдера: один для стандартных PLA и PETG, а другой — для гибких материалов. Просто требуется небольшая перенастройка, чтобы переключаться между ними. В конструкции TRILAB DeltiQ 2 используются одни из лучших компонентов, а интерфейс представляет собой смартфон, на котором запущено специальное приложение. Этот красивый высококлассный принтер для мастерских прекрасно впишется в любую лабораторию, студию или классную комнату.
Прочитайте наш полный обзор TRILAB DeltiQ 2 (откроется в новой вкладке).
Prusa Researchaind Resevelized The FDM 3d Printer, 3 -й прикл. и эта модель, похоже, сделает то же самое для принтеров SLA. Хотя этот принтер использует технологию стереолитографии, это небольшой вариант, известный как MSLA. Он использует монохромный ЖК-дисплей и УФ-светодиод для экспонирования смолы, что дешевле, чем прецизионные лазеры, но столь же точно. SL1S SPEED заменяет предыдущий SL1, и, как вы могли догадаться из названия модели, он быстрее — примерно в десять раз быстрее и со значительно улучшенным качеством печати. Новая скоростная модель, похоже, станет лидером на рынке SLA благодаря поддержке превосходного программного обеспечения PrusaSlicer и огромного сообщества разработчиков ПО с открытым исходным кодом.
Прочитайте наш полный Обзор оригинального 3D-принтера Prusa SL1S (откроется в новой вкладке) .
Технология печати: Профилька Моделирование осаждения
Область строительства: 245 x 260mmmmmf:
.
Размеры: 508 × 457 × 516 мм
Вес: 10 кг
Цвет
Black
Состояние
Новый
Best Deals
Причины для покупки
+
Встроенные аксессуары Ящик
+
. get
Причины, по которым следует избегать
—
Чрезмерная начальная натяжка
—
Местами сомнительное качество сборки
—
Профиль Cura нуждается в тонкой настройке
Если мир 3D-печати когда-либо казался вам слишком пугающим, обратите внимание на AnyCubic Vyper. Хотя он идеально подходит для начинающих благодаря функции автоматического выравнивания и минимальной сборке, опытные любители печати также оценят то, что он может предложить, хотя и с некоторыми настройками.
Как может подразумевать «автоматическое выравнивание», AnyCubic Vyper устраняет необходимость выравнивания рабочего стола вручную, если вы хотите переместить машину в другое место. Это быстро и точно, экономя время при настройке первого отпечатка, что упрощает настройку и начало работы.
Прочтите наш полный обзор AnyCubic Vyper .
Rais3d E2 (изображение Кредит: Rais3d)
7. Rais3d E2
Лучший рабочая лошадка 3D Принтер
Спецификации
Технология печати: моделирование осаждения.
Минимальное разрешение слоя: 20 мкм
Максимальное разрешение слоя: 250 мкм
Размеры: 607 x 596 x 465 мм
Вес: 35 кг
Color
Black
Условие
Новый
Лучшие сегодняшние предложения
Причины для покупки
+
Scaind Print Printability
+ 9003
Инновационная.
+
Система с двумя экструдерами может работать независимо
Причины, по которым следует избегать
—
Огромный и тяжелый, не идеален для домашнего использования
—
Требуется осторожное размещение кровати
—
Требуется ручная помощь для загрузки нити
3D-печать достигла совершеннолетия, и такие машины, как Raise3D E2, обеспечивают высококачественную печать FFF дома, в образовании и на работе. Этот двойной экструзионный принтер идет лицом к лицу с RoboxPro и удовлетворит потребности большинства компаний в проектировании и разработке благодаря удобной интеграции с бизнесом и сетью. Домашние и образовательные пользователи выиграют от простого интерфейса и почти безупречной надежности. Единственным недостатком этой машины является ее размер и вес.
Читать полностью Обзор Raise3D E (откроется в новой вкладке) .
(изображение Кредит: AnyCubic)
8. AnyCubic Photon M3
Подробное 3D моделирование для начинающих
Спецификации
Технология печати: стереолитография (SLA)
Область сборки: 18 x 18c. 18cm.
минималь. разрешение слоя: 50 микрон
Максимальное разрешение слоя: 200 микрон
Размеры: 18 x 16,4 x 10 см
Вес: 7 кг
Color
Yellow
Состояние
Новый
Лучшие предложения
Причины купить
+
Хорошая ценность
+
.
Маленький размер печати
—
Плохо расположенный USB-порт
Anycubic Photon M3 — идеальный полимерный принтер начального уровня для знакомства с 3D-печатью. Его относительно легко настроить и использовать, а в коробке есть все необходимое для начала работы, кроме УФ-смолы. Эта компактная модель легко поместится на вашем столе в хорошо проветриваемом помещении, хотя объем сборки несколько ограничен — 180 x 163,9.х 102,4 мм или 7 х 6,5 х 4 дюйма.
Эта скромная машина может создавать удивительно детализированные модели для печати небольших пластиковых деталей или художественных изделий. Интерфейс представляет собой 7,6-дюймовую панель, а программное обеспечение поможет вам распечатать ваш проект и нарезать его. Если вы хотите создавать более крупные модели, вам следует подумать об одном из более крупных 3D-принтеров Anycubic, но это отличное место для начала за 299 долларов (около 275 фунтов стерлингов / 480 австралийских долларов).
Прочитайте наш полный обзор Anycubic Photon M3 (откроется в новой вкладке) .
Настоящая машина 3-в-1 имеет смысл, поскольку 3D-принтеры, станки с ЧПУ и лазерные резаки используют один и тот же базовый механизм и технологию . У оригинального Snapmaker есть преданные поклонники, поэтому неудивительно, что Snapmaker 2.0 опирается на репутацию и функции своего предшественника. A350 является самой крупной из трех моделей и доказывает свою компетентность во всех дисциплинах. Переключение между тремя головами и кроватями требует времени, чтобы перенастроить и откалибровать принца, и функции того стоят.
Читать полностью Обзор Snapmaker 2.0 A350 (открывается в новой вкладке) .
Лучшие 3D-принтеры: как мы их тестировали?
3D-принтеры тестируются с использованием набора специальных эталонных тестов, которые помогают показать сильные и слабые стороны каждой модели, которые со временем можно сравнить с другими продуктами. Они будут различаться в зависимости от типа принтера, но филаментный принтер будет проверен на натяжение, перекрытие и скорость, а также дополнительные комментарии по деталям, достигнутым уровням и уровню шума.
Это будет сделано справедливо, с учетом различных материалов и типов принтеров, а для полимерных принтеров будут использоваться более мелкие и детализированные модели, которые заменят тест на натягивание. Дизайн, цена и производительность также будут рассмотрены в разделах обзоров.
Все наши тесты проводятся с точки зрения целевого рынка принтеров, где это возможно, поэтому ожидайте увидеть множество настольных миниатюр и фигурок наряду с обычными «скамейками» (тестовые модели, которые также называют «пыточными тестами», чтобы увидеть, где принтер должен быть лучше оптимизирован для будущих отпечатков).
Мы также представили лучшие принтеры (открывается в новой вкладке)
Обзор лучших предложений на сегодня
(открывается в новой вкладке)
Anycubic Vyper
(открывается в новой вкладке)
9 в новой вкладке)
429,99 $
(открывается в новой вкладке)
Вид (открывается в новой вкладке)
Посмотреть все цены
(открывается в новой вкладке)
Raise3D E2
(открывается в новой вкладке)
(откроется в новой вкладке)
$3,499
(откроется в новой вкладке)
Посмотреть (откроется в новой вкладке)
Посмотреть все цены
Цена со скидкой
(откроется в новой вкладке)
Anycubic Photon M3 90 ins new tab0
3 90
(откроется в новой вкладке)
699 $
(откроется в новой вкладке)
569 $
(откроется в новой вкладке)
Посмотреть (откроется в новой вкладке)
Посмотреть все цены
powered by
Коллин — редактор оборудования B2B для TechRadar Pro. Он много лет занимается журналистикой, имея опыт работы как на малых, так и на крупных рынках, включая Gearadical, DailyBeast, FutureNet и другие.
CEL-Великобритания RoboxPro | TechRadar
Перейти к основному содержанию
TechRadar поддерживается своей аудиторией. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Вот почему вы можете доверять нам.
Двойная экструзия, платформа сборки PEI, беспроводная связь, масштабируемость — все это желаемые функции 3D-принтера, которые являются частью мощного RoboxPro. Этот крупномасштабный принтер FFF, предназначенный для коммерческого рынка, сочетает в себе качество, простоту использования и ценность, как никакой другой.
ЛУЧШИЕ ПРЕДЛОЖЕНИЯ СЕГОДНЯ
Почему вы можете доверять TechRadar Наши эксперты-рецензенты часами тестируют и сравнивают продукты и услуги, чтобы вы могли выбрать лучшее для себя. Узнайте больше о том, как мы тестируем.
3D-принтеры
не известны своей дискретностью, но некоторые из них, по крайней мере, пытаются слиться с остальными, например, компактный RoboxDual (открывается в новой вкладке). Однако другие находятся в другом масштабе и не могут не выделяться, например, грозный CEL-UK RoboxPro.
Принтер был создан для удовлетворения потребностей профессиональных пользователей, которым понравились функции RoboxDual, но которым нужна версия с увеличенным масштабом для более крупных отпечатков.
В то время как RoboxPro отражает многие функции RoboxDual, он был настроен для коммерческого рынка и включает в себя дополнения, которые позволяют лучше интегрировать машину с рабочим местом сразу после распаковки.
Сеть, управление с помощью сенсорного экрана и три сменные печатающие головки входят в стандартную комплектацию, и, как и в случае с RoboxDual, вы получаете множество функций, призванных облегчить жизнь.
Быстросменные замки HeadLock, магнитная платформа для печати, интеллектуальные катушки с нитью и комплексное программное обеспечение означают, что RoboxPro предлагает полный пакет услуг.
Хотя многие функции будут привлекательны для домашнего рынка, компания нацелила этот 3D-принтер на коммерческий сектор. Это машина, предназначенная для использования в качестве рабочей лошадки в любой мастерской или студии дизайна продукта.
CEL-UK зарекомендовала себя как производитель компактных и расширяемых 3D-принтеров, где она превосходит других. Тем не менее, будут ли те очки, которые преуспевают с удобным RoboxDual в домах и школах, столь же успешными в более широком масштабе и привлекательными для коммерческой пользовательской базы?
(Изображение предоставлено Future)
Если вы знакомы с RoboxDual, то вы знаете, что это машина с высокими производственными показателями. Это настоящий продукт, в котором нет обычных деталей, напечатанных на 3D-принтере, что демонстрирует уважение к сообществу 3D-печати с открытым исходным кодом.
В противоположность этому, RoboxPro представляет собой немного более массовый продукт, демонстрирующий дверные петли и детали, напечатанные на 3D-принтере, наряду с панелями, изготовленными с помощью точных станков с ЧПУ. 3D-печатные детали довольно распространены в производственных 3D-принтерах, и приятно видеть, что эти производители лидируют, доверяя своим собственным деталям с углеродным наполнителем.
RoboxPro — это машина британского производства, большое количество деталей и производство которой осуществляется на заводе в Портисхеде.
Несмотря на то, что дизайн и производство этих двух машин совершенно разные, нет никаких сомнений в том, что они пересекаются между собой. Качество и инновации лежат в его основе, поскольку используются те же программируемые катушки с нитью, печатающие головки и программное обеспечение.
Особенности
В новейшей линейке принтеров сделан огромный шаг вперед в простоте использования и технических характеристиках, но многие из этих инновационных функций впервые были замечены в RoboxDual.
RoboxPro отражает многие из этих инноваций, а также добавляет и улучшает их.
Опять же, есть автоматическое выравнивание кровати, бесконтактный PEI и закрытая платформа для печати, сменные головки, программируемые катушки с нитью, автоматическое распознавание материала, быстрый нагрев, широкая совместимость материалов, выбор сети Wi-Fi или Ethernet и сенсорный дисплей.
Память: Встроенная до 32 ГБ (только для внутреннего использования)
Размер сопла: Двойной материал DualMaterial 0,4 мм / Quick SingleFill 0,3 мм и X 0,8 мм/мм
Высота слоя: 50 — 500 микрон
Кровать: Автоматическое выравнивание Z -оси
Печатная поверхность: Нагретый полиэфирид (PEI)
Программное обеспечение: Automaker
Материал.
Материалы в комплекте: Н/Д
Питание: 100–250 В~, 50/60 Гц, 3 А макс. Эти катушки могут быть либо SmartReels, которые предоставляют подробную информацию об используемой нити, либо вы можете использовать сторонние нити.
RoboxPro полностью масштабируется и имеет площадь сборки 210 x 300 x 400 мм, что сопоставимо с Ultimaker S5 с размерами 330 x 240 x 300 мм, который стоит на 1000 долларов дороже.
Платформа для печати представляет собой съемный лист из магнитной пружинной стали, ламинированный превосходной платформой для печати Robox PEI ThermoSurface, поэтому клей не требуется. Эта поверхность выпускает отпечатки, когда платформа остывает. Эта платформа имеет функцию AutoLevel, которая по сути является самовыравнивающейся платформой.
Как и RoboxDual, Pro представляет собой полностью закрытый принтер, что означает, что он лучше подходит для современных материалов, таких как ABS, ПК, PVOH и нейлон. При печати материалами на основе PLA дверь остается открытой.
Большая платформа для печати означает, что размер принтера значительно больше, чем у его меньшего брата: 513 x 508 x 605 мм.
(Изображение предоставлено: Future)
Одной из уникальных особенностей 3D-принтеров CEL-UK являются быстросменные печатающие головки, замки HeadLocks, и включены все три опции: DualMaterial, QuickFill и SingleX.
DualMaterial позволяет печатать двойными нитями, то есть либо печатать двухцветные отпечатки, либо более практичные модели из двух материалов. Использование этой головки позволяет печатать сложные модели, которые невозможно напечатать с помощью головки из традиционного стандартного материала. Можно использовать специальный поддерживающий материал, такой как PVA, PVOH или отслаивающуюся подложку. Головка DualMaterial оснащена двумя соплами диаметром 0,4 мм.
Головка QuickFill предназначена для одного материала, но при этом использует двойные сопла. Первый — 0,3 мм для печати мелких деталей и внешних стенок, а второй — 0,8 мм для заполнения.
Эта комбинация размеров насадок обеспечивает баланс между скоростью и качеством.
Последняя головка SingleX была разработана с соплом Olsson Ruby для использования со специальными материалами, такими как Carbon Fill. Этот тип материала является абразивным и может повредить стандартные головки.
Максимальная температура каждой головки составляет 300ºC, что значительно превышает стандартную температуру сопла.
CEL-UK также разработала систему игольчатых клапанов, которая перекрывает поток нити, чтобы помочь уменьшить натяжение, распространенную проблему с системами ретракции.
Эти головки обеспечивают разрешение слоев с пользовательским диапазоном от 50 до 500 микрон и 100, 200 и 300 микрон с предустановками.
Гибкие и специальные материалы могут быть сложными для печати, но включение SmartExtruder обеспечивает точную экструзию любого материала. Наконец, есть FastHeatup, который обеспечивает быстрый нагрев сопла и ThermoSurface.
Все эти функции используются совместно с CEL-UK RoboxDual; однако RoboxPro идет дальше.
Разработанный для использования в профессиональных организациях, Pro обладает широкими сетевыми возможностями и возможностями масштабирования.
(Изображение предоставлено: Future)
Встроенная в переднюю часть машины большая сенсорная панель не только отображает текущие материалы, но также может использоваться для навигации по настройкам и печати непосредственно с USB или других внешних накопителей.
Работа в сети является важной функцией и доступна как беспроводное, так и проводное сетевое соединение. Оба позволяют использовать программное обеспечение AutoMaker для подключения нескольких принтеров и управления ими с помощью одного удобного интерфейса.
(Изображение предоставлено Future)
Еще одна встроенная функция Pro — фильтрация HEPA. Эти фильтры уменьшают влияние запаха и загрязнения на рабочую зону при использовании определенных материалов. Это соответствует рекомендациям из отчета за 2019 год (откроется в новой вкладке), подготовленного Управлением по охране труда и технике безопасности (HSE) для использования 3D-принтеров в образовательных учреждениях Великобритании.
Обзор настройки
Когда дело доходит до простоты настройки, RoboxPro максимально прост. Распакуйте, подключите, установите головку и проденьте нить, и сам принтер готов к работе.
Установка программного обеспечения AutoMaker столь же проста, и после его установки вы можете подключиться к Pro через выбранные сетевые соединения.
Если вы приобретете обновление AutoMaker Pro, у вас также будет возможность автономной печати с помощью USB-накопителя.
После того, как все включено, загружено, установлено и подключено, RoboxPro готов к первой печати, весь процесс занимает не более 20 минут, и это происходит в неторопливом темпе.
Детали настройки
RoboxPro поставляется готовым к работе, и прежде чем вы начнете, вам нужно выбрать, какую из трех головок вы хотите использовать, и материалы.
Для начала я выбрал головку DualMaterial, прикрутил ее винтом сзади, подключил и включил машину. Несколько мигающих огней, и примерно через минуту RoboxPro загрузился.
Сенсорная панель на передней панели устройства показывает процесс загрузки, пока не появится главный экран.
На этом экране отображаются подключенные барабаны и вся необходимая информация о барабанах, например, сколько материала осталось.
Он также показывает левое и правое сопло, рабочую поверхность и температуру окружающей среды, а когда дело доходит до печати, он также показывает детали печати вместе с любой информацией о подключении, если вы подключены к сети.
В основании экрана находится кнопка меню, быстрое нажатие — и вы перейдете к параметрам. К ним относятся «Управление», «Печать», «Калибровка», «Очистка», «Техническое обслуживание» и «Консоль».
На таких страницах, как консоль, где вы можете напрямую вводить GCode, появляется небольшая клавиатура с сенсорным экраном. Я нашел это немного неудобным, но это было удобно для фрагментов шорткода, когда это было необходимо. Что-нибудь дольше, и я обнаружил, что подключение стандартной клавиатуры к USB-порту на передней панели было намного удобнее. Конечно, вы всегда можете ввести эти команды с помощью программного обеспечения AutoMaker на вашем компьютере.
После быстрой проверки через экраны пришло время загрузить нити; Я выбрал черный и красный ABS. По сути, после того, как я проведу настройку и калибровку, я заменю одну из нитей ABS на поддерживающий материал PVOH. PVOH — это водорастворимая нить, и я много слышал об этом конкретном материале, так что это хорошее начало.
Загрузка нити включает протягивание конца через маленькую воронку на боковой стороне машины и закрепление катушки с нитью сбоку. После того, как отрезок нити был вручную пропущен через систему, экструдер захватывает его и автоматически подает оставшуюся часть.
Количество материала, необходимого для подачи через систему, составляет чуть меньше метра, поэтому первоначальная ручная подача занимает несколько минут и может быть немного неудобной. Как только экструдер заработает, машина сделает все остальное.
(Изображение предоставлено Future)
Здесь начинается первая часть настоящей инновации CEL-UK. Катушки SmartReels, удерживающие нить, содержат всю информацию о материале, поэтому нет необходимости выбирать, какие материалы вам нужны. с помощью программного обеспечения перед печатью. Эта простая система означает, что любой может использовать принтер, не зная о точках стеклования или скорости подачи.
CEL-UK производит ряд высококачественных материалов благодаря партнерству с некоторыми ведущими мировыми производителями нитей. SmartReels являются инновационным дополнением и вместе с SmartExtruders избавляют от многих хлопот при загрузке нити.
Материалы сторонних производителей совместимы и могут быть намотаны на запасную катушку SmartReel и запрограммированы с помощью программного обеспечения AutoMaker.
Хотя гарантия не распространяется на повреждения деталей принтера, вызванные сторонними материалами, они полностью совместимы, и я провел довольно много тестов через систему без каких-либо побочных эффектов.
В этом тесте я использовал Pro-версию AutoMaker, которая стоит дополнительно 59,90 фунтов стерлингов в год и добавляет несколько дополнительных функций, таких как автономная печать.
Стандартная версия AutoMaker бесплатна, и большинству пользователей будет достаточно прямого подключения к принтеру через Wi-Fi или сетевой кабель.
При установленном AutoMaker Pro достаточно подключиться к принтеру. Я подключился через стандартный сетевой кабель, так как это казалось самым простым решением.
Когда кабель подключен, IP-адрес аппарата отображается на передней панели. В AutoMaker нажмите «Настройки» и выберите «Сеть», введите IP-адрес и нажмите «Подключиться». Затем вас попросят ввести пароль; 1111 и все. Некоторые сети позволяют автоматически определять доступный RoboxPro или Root, это зависит от типа маршрутизатора.
Подключиться через Wi-Fi так же легко, на сенсорном экране нажмите шестеренку, затем «Настройки беспроводной сети», введите имя сети и пароль, нажмите «ОК», и все готово.
Когда IP появится на панели RoboxPro, введите его в AutoMaker Pro и снова нажмите Connect.
Если вы печатаете в автономном режиме с помощью AutoMaker Pro, вы можете сохранить файл для печати на USB-накопителе, вставить его в порт на принтере и использовать меню «Печать» для выбора.
Теперь, когда установлено все программное обеспечение и подключен принтер, последним шагом перед печатью является выполнение последовательностей калибровки. Это просто гарантирует, что все работает нормально, особенно если учесть, что принтер проделал долгий путь на фургоне и машине.
Очистка и калибровка
Перед началом калибровки рекомендуется выполнить очистку. Это гарантирует, что система свободна от любых предыдущих нитей. Это функция, которую вы обычно не видите как функцию на машинах, поскольку производители просто предлагают вам делать это вручную между каждой заменой нити.
Процесс здесь безупречен и занимает около пяти минут. После того, как принтер успешно нарисовал серию линий на платформе печати, пришло время выполнить калибровку высоты и выравнивания.
Калибровка по высоте особенно полезна, поскольку она гарантирует, что ваши отпечатки прилипнут к платформе печати PEI. Программное обеспечение AutoMaker шаг за шагом проведет вас через весь процесс, и это займет около 5-10 минут.
В ходе процесса вас попросят снять платформу печати PEI, которая магнитно крепится к подвижной оси X и фиксируется шестью головками винтов.
(Изображение предоставлено Future)
Снять платформу достаточно просто, несмотря на сильное притяжение магнитов, но для замены требуется осторожное позиционирование.
Головки винтов сзади и спереди помогают в позиционировании, но вам необходимо убедиться, что платформа находится под кромкой головок угловых винтов, а не сверху.
Калибровка выравнивания снова выполняется программой AutoMaker, и после завершения калибровочной печати вы можете ввести любые необходимые исправления.
Весь процесс настройки и калибровки контролируется, и в процессе очень мало ошибок.
Когда все было настроено и готово к печати, я решил напечатать робота CEL-UK из оранжевого АБС-пластика. Печать в среднем качестве занимает около пяти часов, и результаты превосходны.
Сравнение AutoMaker и AutoMakerPro
RoboxPro поставляется со стандартной версией программного обеспечения AutoMaker, и, честно говоря, оно всеобъемлющее и позволяет получить доступ почти ко всем функциям, которые могут понадобиться для печати с помощью RoboxPro.
Однако за дополнительные 73 доллара США (59,90 фунтов стерлингов) ежегодно можно приобрести программное обеспечение AutoMaker Pro. Это годовая лицензия, которая дает вам доступ к нескольким дополнительным функциям, включая доступ к новейшему механизму слайсинга Cura4 и автономной печати.
Может показаться, что это слишком дорого за несколько, казалось бы, небольших функций, но возможность использовать визуализатор G-кода для предварительного просмотра нарезанного кода и печати в автономном режиме понравится тем, кто использует принтер в коммерческих целях.
Любая версия программного обеспечения поддерживает множество функций и возможностей, а также позволяет загружать модели, настраивать параметры качества печати и печатать по сети на одном или нескольких принтерах.
CEL-UK RoboxPro: Сравнение цен
(откроется в новой вкладке)
(открывается в новой вкладке)
Нет информации о ценах
(открывается в новой вкладке)
Проверьте Amazon (открывается в новой вкладке)
на базе
1
Текущая страница: Введение, дизайн и особенности
Следующая страница Производительность и вердикт
Менеджер лаборатории обработки изображений
Али Дженнингс (Ali Jennings) — руководитель лаборатории обработки изображений в портфолио Future Publishing Photography.
Дрель-шуруповерт ЗУБР ДШ-М1-400-2, 400 Вт. предназначена для вкручивания/выкручивания шурупов, саморезов и винтов (при установке соответствующих бит), а также для сверления при работе от сети. Надежность и долговечность из-за отсутствия аккумуляторной батареи (по сравнению с аккумуляторными шуруповертами). Регулировка частоты вращения для работы с различным крепежом и материалами. Ограничительная муфта крутящего момента предотвращает развальцовывание шлицов и порчу материала. Быстрозажимной патрон для максимальной простоты и скорости замены расходного инструмента. Реверс позволяет изменять направление вращения для вкручивания/выкручивания крепежа. Подсветка рабочего места способствует дополнительному удобству при работе в условиях недостаточного освещения.
КОМПЛЕКТАЦИЯ:
Шуруповерт — 1 шт.
Битодержатель — 1 шт.
Скоба поясная — 1 шт.
Руководство по эксплуатации — 1 шт.
Справочная информация
Всего в остатке по складам:
6 шт.
Доступно к заказу в интернет магазине:
1 шт.
Минимальная партия:
1 шт.
Внешний вид представлен на фото. Просим обращать Ваше внимание на то, что производитель оставляет за собой право менять внешний вид без уведомлений. Фотографии представляются производителем, если они есть в открытых источниках или мы их делаем сами.
Дрель-шуруповерт ЗУБР ДШ-М1-400-2, 400 Вт. предназначена для вкручивания/выкручивания шурупов, саморезов и винтов (при установке соответствующих бит), а также для сверления при работе от сети. Надежность и долговечность из-за отсутствия аккумуляторной батареи (по сравнению с аккумуляторными шуруповертами). Регулировка частоты вращения для работы с различным крепежом и материалами. Ограничительная муфта крутящего момента предотвращает развальцовывание шлицов и порчу материала. Быстрозажимной патрон для максимальной простоты и скорости замены расходного инструмента. Реверс позволяет изменять направление вращения для вкручивания/выкручивания крепежа. Подсветка рабочего места способствует дополнительному удобству при работе в условиях недостаточного освещения.
КОМПЛЕКТАЦИЯ:
Шуруповерт — 1 шт.
Битодержатель — 1 шт.
Скоба поясная — 1 шт.
Руководство по эксплуатации — 1 шт.
Характеристики шуруповерта Зубр ДШ-М1-400-2
Характеристики шуруповерта Зубр ДШ-М1-400-2 приведены в таблице ниже
Модель:
ДШ-М1-400-2
Электропитание
сетевой
Максимальная мощность, Вт.
400 Вт
Быстрозажимной патрон
да
Максимальный крутящий момент, Н*м
40
Количество скоростей
2
Диапазон диаметров хвостовика инструмента, зажимаемого патроном, мм.
0,8-10
Наибольший диаметр сверления (сталь), мм.
10
Подсветка зоны сверления
есть
Тип редуктора
щеточный
Ударное сверление
нет
Частота вращения на холостом ходу — 1 ступень, об/мин.
0-450
Частота вращения на холостом ходу — 2 ступень, об/мин.
0-1800
Число ступеней регулировки момента затяжки
19+1
Реверс
есть
Измерено в Шукур в упаковке
Вес, брутто
1. 7 кг
Длина
31.00 см
Ширина
30.00 см
Высота
11.00 см
Где купить шуруповерт ДШ-М1-400-2
Наличие шуруповерта Зубр ДШ-М1-400-2 приведено в списке ниже. Обращаем внимание, что самостоятельно вы можете сами забрать товар с складов и розничных точек в нужном количестве. Отправка нами ограничена остатками основного склада.
Магазин
Количество, шт
Основной склад Склад-магазин на Рыбинской 25Ц
0 шт
Склад-магазин на 1-й пр. Рождественского 3Б
1 шт
Магазин на Рыбинской 25М
1 шт
Магазин с. Солянка, ул. Каспийская, д. 2А
0 шт
Магазин на Рыбинской 19в
2 шт
Магазин на Аксакова 7 Б
0 шт
Магазин с. Карагали, ул. Зеленая д.22/4
1 шт
Магазин на Соликамской 74
1 шт
Остаток всего
6
В резерве
0
ссылка на страницу с контактами, адресами и схемой расположения магазинов
Доставка
Мы осуществляем доставку по территории РФ силами различных транспортных компаний. Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки
Как купить шуруповерт ДШ-М1-400-2
Чтобы купить шуруповерт Зубр ДШ-М1-400-2 необходимо нажать на кнопку . Если это единственный необходимый вам товар, то можете перейти в корзину для оформления заказа или продолжить выбор товаров.
Оплата
Если вы хотите сэкономить на стоимости доставки, рекомендуем выбрать сразу несколько понравившихся или необходимых товаров в корзине и указать их количество. Мы товар весь взвешиваем в брутто. Поэтому, прямо в корзине онлайн (в режиме реального времени) вы можете рассчитать стоимость доставки до вашего почтового отделение или города. Данный расчет сохраниться в заказе если вы не будет переходить на другие страницы. В противном случае расчет нужно будет повторить. Занимает это минуту.
Оплатить можно только уже оформленный (сохраненный) заказ. Причем сразу. Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
Оформленный заказ будет виден в вашем личном кабинет (если вы регистрировались) и продублирован на электронную почту (если указали свою). В электронном письме заказа будет ссылка, по которой только вы можете вернуться на страницу заказа и отменить ваш заказ, в случае необходимости или переоформления состава.
Всего известно о 6 отзывах о Сетевая дрель-шуруповерт ЗУБР ДШ-М1-400-2 коробка 400 Вт 40 Н·м
Ищете положительные и негативные отзывы о Сетевая дрель-шуруповерт ЗУБР ДШ-М1-400-2 коробка 400 Вт 40 Н·м?
Из 11 источников мы собрали 6 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Сетевая дрель-шуруповерт ЗУБР ДШ-М1-400-2 коробка 400 Вт 40 Н·м выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Сетевая дрель-шуруповерт ЗУБР ДШ-М1-400-2 коробка 400 Вт 40 Н·м, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Сетевая дрель-шуруповерт ЗУБР ДШ-М1-400-2 коробка 400 Вт 40 Н·м
Информация об отзывах обновлена на 02.12.2022
Написать отзыв
Владимир Б., 28.07.2020
Достоинства: Качество сборки, удобство
Комментарий: Хорошее соотношение цены и качества. Удобна в использовании.
Игнат З., 13.07.2020
Достоинства: Цена, простота в использовании, гарантия
Недостатки: Не выявил
Анна Г., 13.07.2020
Достоинства: гарантия 5 лет, простота использования для многих работ.
Недостатки: нет
Комментарий: большая производительность не надо часто заряжать. До этого пользовались Макитой, так вот ЗУБР даже получше будет.
Алексей Б., 11.07.2020
Достоинства: Хорошая мощность, эргономичная рукоятка. Длинный эластичный шнур, оптимальный вес для длительной работы на весу.
Недостатки: Единственным недостатком, можно назвать только привязку к розетке.
Владимир С., 11.07.2020
Достоинства: хороший шуруповерт
Недостатки: пока нет
Комментарий: Вполне доступный для достаточно высокого уровня, для бытового инструмента качество на 5, хорошее качество пластика, по сборке без нареканий. Как шурик закручивал все, что требовалось, пару раз использовал как дрель, норм. Рекомендую.
Евгений К., 08.07.2020
Достоинства: Низкая цена, хорошее качество сборки, выглядит солидно.
Недостатки: Не обнаружено
Комментарий: Простота в использовании, можно использовать как для сверления так и для закрутки саморезов, длинный кабель для работы в квартире.
Аккумулятор Makita BL1840B Li-Ion 18 В / 4 Ач (632F07-0)
Доставка по Украине
4 085 грн
Купить
ООО «Бош Харьков»
MAKITA Батарея: Makita, 18 В LXT, литий-ионная, 2 батареи в комплекте, 4 Ач, LXT, (2) батареи, 2 шт. — 33RT44|BL1840B-2
МАКИТА
Вещь # 33РТ44
производитель Модель #
БЛ1840Б-2
UNSPSC #
26111710
№ страницы каталога
685
685
Страна происхождения
Сингапур.
Страна происхождения может быть изменена.
Рекламные цены действительны для некоторых товаров, имеющихся на складе, заказанных с 01.11.2022 по 31.12.2022, в зависимости от наличия. Не действует на распроданные или отсутствующие товары. Никаких дождевых проверок. Скидка не распространяется на цену, указанную на Grainger.com до входа в систему во время заказа, и не распространяется на налоги и фрахт. Предложение не суммируется с другими акциями или ценовыми скидками. Продукты, соответствующие условиям предложения, могут быть изменены. Grainger® оставляет за собой право прекратить это предложение в любое время по своему усмотрению. Все продажи регулируются Условиями продажи Grainger®, изложенными на веб-сайте Grainger.com и/или в вашем действующем договоре, если применимо. Недействительно там, где это запрещено.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
МАКИТА
Вещь # 33РТ44
производитель Модель #
БЛ1840Б-2
UNSPSC #
26111710
№ страницы каталога
685
685
Страна происхождения
Сингапур.
Страна происхождения может быть изменена.
Рекламные цены действительны для некоторых товаров, имеющихся на складе, заказанных с 01.11.2022 по 31.12.2022, в зависимости от наличия. Не действует на распроданные или отсутствующие товары. Никаких дождевых проверок. Скидка не распространяется на цену, указанную на Grainger.com до входа в систему во время заказа, и не распространяется на налоги и фрахт. Предложение не суммируется с другими акциями или ценовыми скидками. Продукты, соответствующие условиям предложения, могут быть изменены. Grainger® оставляет за собой право прекратить это предложение в любое время по своему усмотрению. Все продажи регулируются Условиями продажи Grainger®, изложенными на веб-сайте Grainger.com и/или в вашем действующем договоре, если применимо. Недействительно там, где это запрещено.
Аккумулятор Makita BL1840B 18 В LXT литий-ионный 4,0 Ач
Макита
Фаррелл Артикул:
МАК09-БЛ1840Б
Номер модели:
БЛ1840Б
129,00 долларов США
(пока отзывов нет)
Makita
Makita BL1840B 18 В LXT Литий-ионный аккумулятор 4,0 Ач
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
комментариев Обязательно
Аккумулятор Makita BL1840B 18 В LXT литий-ионный 4,0 Ач
18-вольтный литий-ионный аккумулятор Makita LXT заряжается быстрее и работает дольше, чем стандартные литий-ионные аккумуляторы, обеспечивая вам и вашим беспроводным инструментам непревзойденную производительность и производительность для выполнения самых требовательных задач. Аккумулятор Makita 4,0 Ач, модель BL1840B, сочетает в себе большее время работы (время работы на одной зарядке на 35% больше, чем у аккумулятора Makita BL1830) с лучшим в своем классе временем зарядки всего 40 минут, поэтому он тратит больше времени на работу и меньше времени на сидение. зарядное устройство. Для дополнительного удобства он также оснащен встроенным светодиодным индикатором уровня заряда для контроля заряда аккумулятора. 18-вольтовая батарея LXT 4,0 Ач совместима только с инструментами Star Protection, обозначенными символом звезды и/или желтым приемником батареи под инструментом. 18-вольтовые литий-ионные аккумуляторы Makita устойчивы к саморазряду, поэтому они готовы к использованию даже после длительного хранения. Зарядное устройство Makita Rapid Optimum Charger (продается отдельно) — это интеллектуальная система зарядки, которая обменивается данными с аккумулятором во время процесса зарядки для контроля тока, напряжения и температуры. Эта передовая технология зарядки помогает оптимизировать срок службы батареи и обеспечивает более быструю зарядку. Кроме того, зарядное устройство имеет встроенный вентилятор для охлаждения аккумулятора для более быстрой и эффективной зарядки даже в жарких погодных условиях. Для повышения производительности инструмента и продления срока службы батареи компания Makita создала компьютерные элементы управления STAR Protection.
Встроенный светодиодный индикатор уровня заряда батареи позволяет пользователю контролировать заряд батареи
Обеспечивает до 35 % больше времени работы без подзарядки по сравнению с BL1830
Достигает полной зарядки менее чем за 40 минут
Совместим только со звездообразными инструментами, обозначенными звездочкой и/или желтым батарейным отсеком под инструментом
Аккумулятор обеспечивает постоянную мощность и время работы при экстремальных температурах, даже зимой (-4°F/-20°C)
Оснащен компьютерным управлением для защиты от перегрузки, чрезмерной разрядки и перегрева
Ударопрочный внешний корпус и амортизирующий внутренний слой предназначены для защиты аккумулятора
16 контактных клемм обеспечивают постоянную связь с инструментом, что помогает предотвратить потерю мощности или колебания, даже при работе с высокой вибрацией
Аккумулятор устойчив к саморазряду и остается готовым к использованию даже после длительного хранения
18-вольтовый литий-ионный аккумулятор Makita — это крупнейшая в мире линейка беспроводных инструментов с питанием от 18-вольтового литий-ионного аккумулятора слайд-типа
Технология Makita обеспечивает лучшее в своем классе время зарядки, поэтому батарея работает больше времени, а не сидит на зарядном устройстве (зарядное устройство не входит в комплект)
Сварочный полуавтомат Ресанта САИПА-22В/160А – источник питания инверторного типа, функционирующий на постоянном токе. Прибор разработан для сваривания движущим проволочным электродом в аргонной, углекислой среде, либо плавящимся, с рутиловым покрытием – способом ММА (ручная дуговая сварка).
Полуавтоматический аппарат быстро, эффективно выполняет соединение различных металлических конструкций и заготовок, изготовленных из цветных металлов и нержавейки, методом Mig Mag.
Преимущества Ресанта САИПА САИПА-22В/160А:
Портативность (малый вес и компактные размеры).
Достаточно высокая производительность.
Удобный интерфейс.
Оптимальная цена для универсального сварочного аппарата.
Универсальность прибора позволяет использовать аппарат для сваривания в любых условиях, где необходимо быстро и качественно выполнять работы в различных режимах сварки.
Полуавтомат Ресанта САИПА-22В/160А работает от стандартной однофазной сети питания 220 Вольт. В конструкции применены основные функции, формирующие высокое качество ключевых параметров сварной ванны: антиприлипание, прогон проволоки на холостом ходу (обеспечивает моментальную очистку сопла горелки), опция FCAW (сварка без газовой среды – методом МIG MAG, с применением порошковой проволоки).
Чтобы исключить прожигание тонколистовой стали, в компоновке САИПА Ресанта САИПА-22В/160А внедрена функция смены полярности.
Комплектация:
Полуавтоматический сварочный аппарат.
Горелка (для сваривания металлических заготовок в режиме MIG/MAG).
Кабель заземления с фиксатором.
Наконечники.
Руководство по эксплуатации.
Для защиты прибора Ресанта САИПА-22В/160А от перегрева при длительной эксплуатации аппарата на максимальном токе, внедрено автоматическое отключение со световой индикацией. На панели предусмотрены регуляторы основных параметров: скорость подачи проволоки, регулирование напряжения, величины сварочного тока, в диапазоне от 30 до 160 Ампер.
AF реализует вторую пилотную программу на месте > База ВВС Неллис > Новости
Опубликовано 7, 2017″> 7 сентября 2017 г.
Старший мастер сержант. Эллисон Дэй
ВАШИНГТОН (AFNS) — ВВС разрешат ограниченному экипажу истребителей продлить время выполнения определенных заданий, чтобы улучшить качество жизни, качество обслуживания и помочь удержать опытных летчиков на срок более 20 лет.
Начиная с 7 сентября 2017 года, ВВС будут реализовывать вторую программу пилотирования на месте для действующих пилотов, летчиков-истребителей и офицеров системы вооружения.
Пилотная программа SAIP является одной из широкого круга инициатив, которые ВВС реализуют для повышения удержания, особенно среди летчиков с окончанием карьеры, чей опыт необходим для обучения будущих поколений и позволяет ВВС оправиться от кризиса с набором пилотов в столкнуться с всплеском найма авиакомпаний. Недавно ВВС также расширили свою программу авиационных премий, включив в нее старших пилотов, чьи контракты либо истекли, либо не подписали их.
«Мы находимся в кризисе удержания кадров, что означает изменение способа ведения бизнеса, например, просмотр расширенного бонусного окна, а также попытка чего-то нового, такого как пилотная программа второго назначения на месте», — сказал генерал-лейтенант Крис Ноулэнд. , заместитель начальника штаба ВВС по оперативной работе. «Second Assignment In-Place — это еще один способ побудить опытных авиаторов оставаться в форме и формировать будущие поколения воинов».
Летчики в областях карьеры 11F и 12F, которые имеют менее трех лет службы на действительной военной службе и заполняют места пилота-инструктора или пилота-оценщика, могут иметь право на участие в программе SAIP, если они являются подполковниками или выбираются подполковниками со стажем работы 17 или более лет. Всего на действующей федеральной военной службе или по специальностям, не выбранным для продвижения по службе, с 14 и более годами TAFMS.
«Мы обратились к нашим экипажам за отзывами и узнали, что в конце своей карьеры люди хотят стабильности для своих семей. Эта программа дает нашим летчикам возможность создать стабильность в своей личной жизни, гарантируя, что мы не потеряем опыт, который они приобрели за годы применения авиации против врагов нашей страны», — сказал Ноулэнд.
Шестнадцать баз трех основных команд; Учебное авиационное командование, воздушное боевое командование и материальное командование ВВС выбраны для участия в SAIP. Кадровому центру ВВС каждой базе будут назначены квоты SAIP.
Следующие базы имеют право на участие в программе SAIP:
AFMC: 96-е испытательное крыло, авиабаза Эглин, Флорида, 412-е испытательное крыло, авиабаза Эдвардс, штат Флорида. Летчики могут оставаться в SAIP до тех пор, пока они имеют на это право и одобрены командиром крыла. Отобранные для САИП будут переведены на непостоянную смену статуса станции на три года, пояснил Бриг. Генерал Майкл Кошески, руководитель оперативной группы ВВС по ликвидации последствий чрезвычайных ситуаций.
Хотя эта программа в настоящее время носит ограниченный характер, она направлена на устранение критической нехватки в сообществе бойцов и может быть расширена на другие важные области карьеры, если она окажется эффективной.
«Ограниченное внедрение — это решительный шаг со стороны ВВС, направленный на принятие немедленных мер по улучшению сохранения наиболее пострадавших специальностей», — сказал Кошески. «Через ограниченный реализации, ВВС могут двигаться быстрее и применять любые извлеченные уроки к остальным силам».
Подходящие летчики, заинтересованные в SAIP, должны поговорить со своим командованием.
САИП
пилот
удержание
второе задание на месте пилотной программы
Кризисная группа летного экипажа
АКК
АЭТК
AFMC
воздушный экипаж
истребители авиаторы
G-SAIP: графическое выравнивание последовательности посредством параллельного программирования в постгеномная эра
1. Лопес-Гартнер Г., Агудело-Валенсия Д., Кастаньо С. и др. Идентификация предполагаемого фермент пути ганодериновой кислоты в транскриптоме Ganoderma australe с помощью скрытой марковской модели. В: Overbeek R, Rocha MP, Fdez-Riverola F, de Paz JF, eds. 9-я Международная конференция по практическому Приложения вычислительной биологии и биоинформатики, Испания, 3–5 июня 2015 г. Международное издательство Спрингер; 2015: 107-115. [Google Академия]
2. Аранго-Лопес Дж., Ороско-Ариас С., Салазар Дж. А., Гайот Р. Применение алгоритмов интеллектуального анализа данных к классифицировать биологические данные: случай генома Coffea Canephora. В: Солано А., Ордоньес Х., ред. Достижения в области вычислительной техники. Международное издательство Спрингер; 2017: 156-170. [Академия Google]
3. Борозан И., Уатт С., Ферретти В. Интеграция последовательности на основе выравнивания и без выравнивания меры подобия для классификации биологических последовательностей. Биоинформатика. 2015;31:1396-1404. [Бесплатная статья PMC] [PubMed] [Google Scholar]
4. Лускомб Н.М., Гринбаум Д., Герштейн М. Предлагаемое определение и обзор области. Методы Информ Мед. 2001;40:346-358. [PubMed] [Google Scholar]
5. Гамерманн Д., Монтагуд А., Альберто Конехеро Х., де Кордоба П.Ф., Урчуэгия Х.Ф. Крупномасштабная оценка различий между сетевыми и методы дендрограммы на основе парного выравнивания последовательностей реконструкция. ПЛОС Один. 2019;14:1-13. [Бесплатная статья PMC] [PubMed] [Google Scholar]
7. Эдгар Р.С., Бацоглу С. Множественное выравнивание последовательностей. Текущее мнение Структура биол. 2006; 16:368-373. [PubMed] [Google Scholar]
8. Дюре Л., Гастайгер Э., Перьер Г. Lalnview: графический просмотрщик попарных последовательностей выравнивания. Биоинформатика. 1996;12:507-510. [PubMed] [Google Scholar]
9. Зоннхаммер Э.Л., Дурбин Р. Программа с точечной матрицей с динамическим контролем порога, подходящая для анализ геномной ДНК и белковых последовательностей. Ген. 1995 год; 167:GC1. [PubMed] [Google Scholar]
10. Гиббс А.Дж., Макинтайр Г.А. Диаграмма, метод сравнения последовательностей: его использование с амино кислотные и нуклеотидные последовательности. евро J Биохим. 1970;16:1-11. [PubMed] [Google Scholar]
11. Треллес-Салазар О., Сапата Э.Л., Допазо Дж., Коулсон А.Ф.В., Карасо Дж.М. Подход к обработке изображений для точечных диаграмм: x-window-based программа для интерактивного анализа точечных диаграмм, полученных из последовательностей и структурные данные. Биоинформатика. 1995;11:301-308. [PubMed] [Google Scholar]
12. zu Siederdissen CH, Prohaska SJ, Stadler PF. Алгебраическое динамическое программирование над общими данными структуры. Биоинформатика BMC. 2015;16:1-13. [Бесплатная статья PMC] [PubMed] [Google Scholar]
13. Броди Р., Роупер Р.Л. , Аптон С. JDotter: интерфейс Java для нескольких точечных диаграмм, созданных точка. Биоинформатика. 2004; 20:279-281. [PubMed] [Google Scholar]
14. Джунье Т., Паньи М. Dotlet: диагональные графики в веб-браузере. Биоинформатика. 2000 г.; 16:178-179. [PubMed] [Google Scholar]
15. Шафрански К., Ян Н., Платцер М. tuple_plot: быстрое попарное сравнение нуклеотидной последовательности с подавление шума. Биоинформатика. 2006; 22:1917-1918. [PubMed] [Google Scholar]
16. Крумсик Дж., Арнольд Р., Раттей Т. Gepard: быстрый и чувствительный инструмент для создания точечных диаграмм на шкала генома. Биоинформатика. 2007; 23:1026-1028. [PubMed] [Google Scholar]
17. Манбер У, Майерс Г. Массивы суффиксов: новый метод для онлайн-строки поиски. СИАМ Дж. Вычисл. 1993;22:935-948. [Google Scholar]
18. Треллес О. Точечные диаграммы: работа с большими данными. Представлено ЭКЦБ; 2012. [Google Scholar]
19. Зайбт К.М., Шмидт Т., Хейткам Т. FlexiDot: точечные диаграммы с широкими возможностями настройки, учитывающие неоднозначность для анализ зрительной последовательности. Биоинформатика. 2018;34:3575-3577. [PubMed] [Google Scholar]
20. Кабанет Ф, Клопп К. D-GENIES: точечная диаграмма больших геномов в интерактивном, эффективном и простой способ. Пир Дж. 2018; 2018: e4958. [Бесплатная статья PMC] [PubMed] [Google Scholar]
21. Ли Х. Minimap2: попарное выравнивание нуклеотидов последовательности. Биоинформатика. 2018;34:3094-3100. [Бесплатная статья PMC] [PubMed] [Google Scholar]
22. Джайн С., Дилти А., Корен С., Алуру С., Филлиппи А.М. Быстрый приближенный алгоритм для сопоставления длинных чтений с большими справочные базы данных. J Компьютерная биология. 2018;25:766-779. [Бесплатная статья PMC] [PubMed] [Google Scholar]
23. Перепел М.А., Смит М., Коупленд П. и соавт. Сказка о трех следующих платформы секвенирования поколения: сравнение Ion Torrent, Pacific Секвенаторы Biosciences и Illumina MiSeq. БМК Геномика. 2012;13:341. [Бесплатная статья PMC] [PubMed] [Google Scholar]
24. Ришишвар Л., Ван Л., Клейтон Э.А. , Мариньо-Рамирес Л., Макдональд Дж.Ф., Джордан И.К. Популяционная и клиническая генетика мобильных элементов человека в (пост)геномную эпоху. Моб Жене Элементы. 2017;7:1-20. [Бесплатная статья PMC] [PubMed] [Google Scholar]
26. Ой ДВ. Направляемая рекомбиназой трансформация растений для постгеномной эпоха. Завод Мол Биол. 2002;48:183-200. [PubMed] [Академия Google]
27. Медини Д., Серруто Д., Паркхилл Дж. и др. Микробиология в постгеномная эра. Nat Rev Microbiol. 2008;6:419-430. [PubMed] [Google Scholar]
28. Грин К.С., Тан Дж., Унг М., Мур Дж. Х., Ченг С. Биоинформатика больших данных. J-ячейка Физиол. 2014; 229:1896-1900. [Бесплатная статья PMC] [PubMed] [Google Scholar]
29. Ороско Ариас С., Исаза Г., Гайо Р. Ретротранспозоны в геномах растений: структура, идентификация и классификация с помощью биоинформатики и машин обучение. Int J Mol Sci. 2019;20:1-31. [Бесплатная статья PMC] [PubMed] [Google Scholar]
30. Хан А.А., Хассан Л., Улла С. Открытая параллельная и масштабируемая генетическая последовательность на основе MP выравнивание. J Eng Appl Sci. 2015;34:29-34. [Google Академия]
31. Хайтан СК. Обзор высокопроизводительных вычислений подходы в энергосистемах. IEEE Power и Общее собрание Энергетического общества, Бостон, Массачусетс, 17-21 июля 2016 г. IEEE. [Google Академия]
32. Прокопиу А.Т., Кирос-Тортос Дж., Очоа Л.Ф. Вероятностный анализ низковольтных сетей с электромобилями на основе HPC: влияние и контроль. IEEE Trans Smart Grid. 2017;8: 1479-1487. [Google Scholar]
33. Фокс Г.К., Цю Дж., Камбуругамуве С., Джха С., Лакоу А. Высокопроизводительные вычисления HPC-ABDS, расширенные возможности больших данных Apache куча. Материалы — 2015 IEEE/ACM 15th Международный симпозиум по кластерным, облачным и грид-вычислениям, CCGrid 2015, Шэньчжэнь, Китай, 4-7 мая, 2015. ИИЭР; 2015:1057-1066. [Google Scholar]
34. Джа С., Фокс Г. Понимание HPC на основе ML: приложения и инфраструктура. Труды — IEEE 15th Международная конференция по электронной науке eScience 2019, Сан-Диего, Калифорния, 24-27 сентября, 2019. ИИЭР; 2019: 421-427. [Google Академия]
35. Табарес Сото Р. Programación paralela sobre arquitecturas гетерогенные. 2016: 80. По состоянию на 1 сентября 2020 г. http://www.bdigital.unal.edu.co/54267/ [Google Scholar]
36. Ороско-Ариас С., Табарес-Сото Р., Себальос Д., Гайот Р. Параллельное программирование в биологических науках, использование суперкомпьютеров в геномике. В: Солано А., Ордоньес Х, ред. Достижения в области вычислительной техники. Международное издательство Спрингер; 2017: 627-643. [Академия Google]
37. Микаилов М., Луо Ф., Баркли С. и др. Масштабирование биоинформатики приложений на HPC. Биоинформатика BMC. 2017;18:501. [Бесплатная статья PMC] [PubMed] [Google Scholar]
38. Ли Дж. Кун, Чжан Л., Сяо М. Приложения для высокопроизводительных вычислений для биоинформатические исследования. ICBBS’17: 6 место Международная конференция по биоинформатике и биомедицине Наука, Сингапур, Сингапур, 22-24 июня 2017 г. АКМ; 2017:1-6. [Google Scholar]
39. Руччи Э., Гарсия С., Ботелла Г., де Джусти А., Наиуф М., Прието-матиас М. Ускорение выравнивания Смита-Уотермана длинных последовательностей ДНК с помощью OpenCL на ПЛИС. Биоинформ Биомед Инж. 1900;2:500-511. [Google Академия]
40. Рен С., Ахмед Н., Бертельс К., Аль-Арс З. Выравнивание последовательности с ускорением на GPU с обратной трассировкой для GATK ГаплотипCaller. Геномика BMC. 2019;20:184. [Бесплатная статья PMC] [PubMed] [Google Scholar]
41. Милн И., Линднер Д., Байер М. и др. TOPALi v2: богатая графика интерфейс для эволюционного анализа множественных выравниваний на кластерах HPC и многоядерные рабочие столы. Биоинформатика. 2009;25:126-127. [Бесплатная статья PMC] [PubMed] [Google Scholar]
42. Боровская П., Ганчева В., Георгиев И. Гибридная параллельная реализация нескольких программное обеспечение для выравнивания последовательностей ClustalW на Intel Xeon Phi. Шестая международная конференция по достижениям в области вычислительной техники, Электроника и связь — ACEC 2017, Рим, Италия, 9-10 декабря, 2017. [Google Scholar]
43. Ким Дж., Варноу Т. PASTA: сверхбольшое множественное выравнивание последовательностей нуклеотидов и аминокислотные последовательности. J Компьютерная биология. 2015;22:377-386. [Бесплатная статья PMC] [PubMed] [Google Scholar]
44. Оробитг М., Гирадо Ф., Корс Ф., Льядос Дж., Нотредам К. Улучшения высокопроизводительных вычислений в биоинформатике основанные на согласованности инструменты выравнивания нескольких последовательностей. Параллельные вычисления. 2015;42:18-34. [Google Академия]
45. Лассманн Т. Kalign 3: множественное выравнивание последовательностей больших наборы данных. Биоинформатика. 2019;36:1928-1929. [Бесплатная статья PMC] [PubMed] [Google Scholar]
46. Родригес FM, фон Меринг К. Анализ последовательности HPC-CLUST: распределенная иерархическая кластеризация для больших наборов нуклеотидных последовательностей. Биоинформатика. 2014;30:287-288. [Бесплатная статья PMC] [PubMed] [Google Scholar]
47. Sawyer SE, Drive D, Horton MD, Brook RG. HPC-BLAST: распределенный BLAST для Xeon Phi категории кластеров и предметные дескрипторы. BCB’15, Атланта, Джорджия, 9-12 сентября 2015 г. АКМ; 2015: 512-513. [Google Scholar]
48. Дрисколл А.О., Белогрудов В., Кэрролл Дж. и соавт. HBLAST: распараллелен сходство последовательности: базовый поиск локального выравнивания Hadoop MapReducable инструмент. Дж. Биомед Информ. 2015;54:58-64. [PubMed] [Google Scholar]
49. Новицкий М., Бжалава Д., Бала П. Массивно-параллельная реализация выравнивания последовательностей с базовый инструмент поиска локального выравнивания с использованием параллельных вычислений в Java библиотека. J Компьютерная биология. 2018;25:871-881. [PubMed] [Академия Google]
50. Чжан Дж, Лан Х, Чан Ю, Шан Ю, Шмидт Б, Лю В. BGSA: набор инструментов для параллельного глобального выравнивания последовательностей для многоядерные и многоядерные архитектуры. Биоинформатика. 2018;35:2306-2308. [PubMed] [Google Scholar]
51. Ороско Ариас С., Лю Дж., Табарес Сото Р. и др. Inpactor, интегрированный и параллельный анализатор и классификатор ретротранспозонов LTR и его применение для разнообразия и динамики ретротранспозонов LTR ананаса. Биология. 2018;7:32. [Бесплатная статья PMC] [PubMed] [Google Scholar]
52. Тамайо М., Табарес Р., Монтес Н. Трехмерное индексирование в GPU для численной аппроксимации решения уравнения Лапласа. Преподобный Антиок. 2015;5:37-42. [Google Академия]
53. Ченг С., Мелконян М., Смит С.А. и др. 10KP: филообразный геном план последовательности. Гигасайнс. 2018;7:giy013. [Бесплатная статья PMC] [PubMed] [Google Scholar]
54. Левин Х.А., Робинсон Г.Э., Кресс В.Дж. и др. Проект Земля БиоГеном: последовательность жизни для будущей жизни. Прок Натл Академия наук США. 2018;115:4325-4333. [Бесплатная статья PMC] [PubMed] [Google Scholar]
55. ван Россум Г., Дрейк Ф.Л. Справочное руководство по языку Python. ООО «Теория сети»; 2011. [Google Scholar]
56. Дальсин Л., Пас Р., Сторти М., Д’Элия Дж. MPI для python: улучшения производительности и MPI-2 расширения. J Параллельные распределенные вычисления. 2008;68:655-662. doi: 10.1016/j.jpdc.2007.09.005 [CrossRef] [Google Scholar]
57. Джайн С., Корен С., Дилти А., Филлиппи А.М., Алуру С. Быстрый адаптивный алгоритм для вычисления гомологии всего генома карты. Биоинформатика. 2018;34:i748-i756. [Бесплатная статья PMC] [PubMed] [Google Scholar]
58. Брук Дж., Долев Д., Хо К.Т., Рошу М.С., Стронг Р. Эффективный интерфейс передачи сообщений (MPI) для параллельных вычислений на кластерах рабочих станций. J Параллельное распределение вычисл. 1997;40:19-34. [Google Академия]
59. Грэм Р.Л., Шипман Г.М., Барретт Б.В., Кастейн Р.Х., Босилка Г., Ламсдейн А. Открытый MPI: высокопроизводительный гетерогенный ИМБ. 2006 Международная конференция IEEE по Cluster Computing, Барселона, Испания, 25-28 сентября 2006 г. ИЭЭЭ; 2006: 1-9. [Google Академия]
60. Аугле М., Сойк С., Рамакришнан С. и др. RaGOO: быстро и точно справочные леса черновых геномов. Геном биол. 2019;20:1-17. [Бесплатная статья PMC] [PubMed] [Google Scholar]
61. Jette M, Yoo A, Grondona M. SLURM: простая утилита Linux для ресурсов управление. В: Фейтельсон Д., Рудольф Л., Швигельшон У., ред. Стратегии планирования заданий для параллельной обработки. JSSPP 2003. Конспект лекций по информатике. Том 2862. Спрингер; 2003:44-60. [Google Академия]
62. Ло В.Д., Уоррен Р.Л., МакКаллион А.С. Создание гибридной линии гаплоидных клеток человека eHAP1 эталонный геном, собранный из коротких и длинных прочтений. Геномика. 2020;112:2379-2384. [PubMed] [Google Scholar]
63. Горницки П., Чжу Х., Ван Дж. и др. Вид на хлоропласты эволюция полиплоидной пшеницы. Новый Фитол. 2014; 204:704-714. [PubMed] [Google Scholar]
64. Neale DB, Wegrzyn JL, Stevens KA, et al. Расшифровка массивного генома сосны лоболли с использованием гаплоидной ДНК и новой сборки стратегии. Геном биол. 2014;15:R59. [Бесплатная статья PMC] [PubMed] [Google Scholar]
65. Лейнонен Р., Сугавара Х., Шамуэй М., Collaboration INSD. архив чтения последовательности. Нуклеиновые Кислоты Res. 2010;39:D19-D21. [Бесплатная статья PMC] [PubMed] [Google Scholar]
66. Эндрюс С., Крюгер Ф., Сегондс-Пишон А., Биггинс Л., Крюгер С., Уингетт С. Быстрый контроль качества. Институт Бабрахама; 2012. [Google Scholar]
67. Болгер А.М., Лозе М., Усадел Б. Trimmomatic: гибкий триммер для Illumina Sequence данные. Биоинформатика. 2014;30:2114-2120. [Бесплатная статья PMC] [PubMed] [Google Scholar]
68. Ли Д., Лю К.М., Луо Р., Садакане К., Лам Т.В. MEGAHIT: сверхбыстрое одноузловое решение для больших и сложных сборка метагеномики с помощью краткого графа де Брейна. Биоинформатика. 2015;31:1674-1676. [PubMed] [Академия Google]
69. Зербино Д.Р., Бирни Э. Velvet: алгоритмы для сборки коротких чтений de novo с использованием de Графики Брюйна. Геном Res. 2008;18:821-829. [Бесплатная статья PMC] [PubMed] [Google Scholar]
71. Зимин А.В., Марсе Г., Пуйу Д., Робертс М., Зальцберг С.Л., Йорк Дж.А. Сборщик генома MaSuRCA. Биоинформатика. 2013;29: 2669-2677. [Бесплатная статья PMC] [PubMed] [Google Scholar]
72. Сеппей М., Манни М., Здобнов Э.М. BUSCO: оценка сборки и аннотации генома полнота. Методы Мол Биол. 2019; 1962: 227-245. [PubMed] [Google Scholar]
73. Михеенко А., Пржибельский А., Савельев В., Антипов Д., Гуревич А. Универсальная оценка сборки генома с помощью КВАСТ-LG. Биоинформатика. 2018;34:i142-i150. [Бесплатная статья PMC] [PubMed] [Google Scholar]
74. Пукер Б., Холтгрэве Д., Рослефф Сёренсен Т., Штраке Р., Виховер П., Вайсшаар Б. Сборка последовательности генома De Novo арабидопсиса thaliana Образец Niederzenz-1 демонстрирует вариации присутствия/отсутствия и сильную синтения. ПЛОС Один. 2016;11:e0164321. [Бесплатная статья PMC] [PubMed] [Google Scholar]
75. Хоскинс Р.А., Карлсон Дж.В., Ван К.Х. и др. Ссылка на выпуск 6 последовательность генома Drosophila melanogaster. Геном Res. 2015; 25:445-458. [Бесплатная статья PMC] [PubMed] [Google Scholar]
77. Росс М.Т., Графхэм Д.в., Коффи А.Дж. и соавт. Последовательность ДНК Х-хромосома человека. Природа. 2005; 434:325-337. [Бесплатная статья PMC] [PubMed] [Google Scholar]
78. Линдблад-Тох К., Уэйд С.М., Миккельсен Т.С. и соавт. Последовательность генома, сравнительная Анализ и структура гаплотипов домашней собаки. Природа. 2005;438: 803-819. [PubMed] [Google Scholar]
79. Fang X, Mou Y, Huang Z и др. Последовательность и анализ Геном китайской свиньи. Гигасайнс. 2012;1:16. [Бесплатная статья PMC] [PubMed] [Google Scholar]
80. Уэйд С.М., Джулотто Э., Сигурдссон С. и др. Последовательность генома, сравнительная анализ и популяционная генетика домашней лошади. Наука. 2009 г.;326:865-867. [Бесплатная статья PMC] [PubMed] [Google Scholar]
81. Черч Д.М., Гудштадт Л., Хиллиер Л.В. и др. Родословная биология выявляется с помощью готовой сборки генома мыши. PLoS биол. 2009;7:e1000112. [Бесплатная статья PMC] [PubMed] [Google Scholar]
82. Прюфер К., Мунк К., Хеллманн И. и др. Геном бонобо по сравнению с геномами шимпанзе и человека. Природа. 2012; 486:527-531. [Бесплатная статья PMC] [PubMed] [Google Scholar]
83. Джин Д.Р., Амдал М. Обоснованность однопроцессорного подхода к достижение крупномасштабных вычислительных возможностей. Материалы конференции AFIPS — 1967 Spring Joint Компьютер Конференция, AFIPS 1967, Атлантик-Сити, Нью-Джерси, 18 апреля 1967 г. АКМ; 1967: 483-485. [Google Академия]
84. Ороско-ариас С., Тобон-Ороско Н., Пина Х.С., Хименес-Варон К.Ф., Табарес-Сото Р., Гайо Р.
Цанга для фрезера – это элемент, без использования которого работа любого оборудования подобного назначения не представляется возможной. Данное устройство, конструкция которого, кроме зажимных элементов, также включает в себя гайки и стопорные шайбы, отвечает за надежную фиксацию инструмента в процессе его работы. Знать, какими конструктивными особенностями отличаются цанги для ручных фрезеров, надо для того, чтобы не только грамотно пользоваться такими устройствами, но и правильно выбирать их, когда в этом возникает необходимость.
Работа ручным фрезером начинается с установки фрезы в цанговый зажим инструмента
Что собой представляют цанги для ручных фрезеров
Часто цанги ошибочно путают с кулачковыми патронами, используемыми для решения аналогичных задач. Их основное различие заключается в том, что кулачковый патрон является более универсальным зажимным устройством и, в отличие от цанг, может быть успешно использован для фиксации инструментов с хвостовиками различного диаметра. В цангах же, предназначенных для хвостовика определенного диаметра, фиксировать инструмент с хвостовиком другого размера нельзя. Именно поэтому из набора цанг следует выбирать именно те, которые точно соответствуют диаметру хвостовика применяемого инструмента.
Цанговый зажимной патрон
Гайки цанг, предназначенных для инструментов с хвостовиками различного диаметра, ничем не отличаются между собой, различия таких устройств заключаются в разных размерах их зажимных элементов. В связи с этим одну гайку, из которой цанга извлекается достаточно легко, можно применять в комплекте с зажимными элементами для хвостовиков различного диаметра, но намного удобнее и практичнее, когда в наборе каждая из цанг для фрезера находится в комплекте со своей гайкой.
Как правильно выбрать набор цанговых зажимов
При приобретении набора цанговых зажимов для ручного фрезера можно столкнуться с тем, что цанги будут не совсем качественными. Кроме того, они могут не совпадать с диаметрами хвостовиков инструментов, для фиксации которых предназначены. Такие ситуации, к сожалению, не являются большой редкостью и особенно характерны для тех случаев, когда приобретается дешевый набор или продукция от малоизвестных производителей. Выходом из таких ситуаций чаще всего становится только приобретение нового набора цанг для фрезера.
Цанговый патрон должен соответствовать шпинделю фрезера, а цанга – этому патрону. Цанги часто имеют различный угол схождения конусов и подходят только к «своей» зажимной гайке
Чтобы не столкнуться с проблемой приобретения для фрезера цанг несоответствующего качества и неподходящего размера, лучше останавливать свой выбор на продукции проверенных производителей. Если такой возможности нет, надо внимательно проверять цанги, входящие в набор, на их соответствие требуемому качеству и стандартным размерам инструмента для фрезера.
Назначение и виды цанговых патронов
Цанги, выступающие в роли зажимных элементов, обеспечивают фиксацию не только инструментов для фрезера, но и заготовок, которые подвергаются обработке. В патронах, оснащенных цангами, в частности, одинаково успешно могут фиксироваться заготовки, подвергаемые как черновой, так и чистовой обработке.
По своему конструктивному исполнению цанговые патроны делятся на несколько основных типов:
втягиваемые;
выдвижные;
оснащенные неподвижными цангами.
Конструкция патронов с выдвижной и втягиваемой цангами
По назначению цанговые патроны могут относиться к подающим и зажимным. Первые представляют собой втулку из закаленной стали, на боковой поверхности которой выполнено три неполных разреза, формирующих пружинящие зажимные лепестки. Размеры внутреннего отверстия такого устройства, чтобы оно было в состоянии обеспечивать надежную фиксацию, должны строго соответствовать геометрическим параметрам обрабатываемой заготовки. Патрон данного типа используется в комплекте с подающей трубой (навинчивается на ее резьбовой конец). Чтобы заготовка, которая располагается в такой трубе, получила осевое перемещение, используется кулачковый механизм или гидромеханический привод. Работает такое устройство по принципу всем известного цангового карандаша, через разжимающиеся и сжимающиеся лепестки которого перемещается грифельный стержень.
Цанговый патрон зажимного типа, в отличие от подающих устройств, используется только для обеспечения надежной фиксации заготовки в процессе ее обработки. Хотя внешне он очень похож на устройство подающего типа, работает он по совершенно другому принципу.
Сферы применения цанговых патронов
Основным конструктивным элементом патрона с цангой зажимного типа является втулка с пружинящими лепестками, количество которых может быть различным. Так, для зажима заготовок, диаметр которых не превышает 3 мм, используются патроны с тремя лепестками, при выполнении обработки деталей диаметром до 80 мм – с четырьмя лепестками, свыше 80 мм – шестью. Для обработки деталей очень незначительного диаметра используют зажимные патроны, цанги в которых разводятся при помощи специальных пружин. Кроме того, существуют модели цанговых зажимных патронов, которые оснащаются сменными вкладышами различного размера, выбираемыми в зависимости от геометрических параметров обрабатываемой заготовки.
Зажимные цанги используются не только для фиксации обрабатываемых заготовок, но и для крепления в них используемого инструмента, в качестве которого может выступать фреза, сверло или метчик. Хвостовик инструмента фиксируется зажимными элементами сменной цанги, которая удерживается во внутренней части патрона специальной гайкой. Работает такое устройство по следующему принципу: при накручивании гайки на цанговый зажим, который выполнен в форме обратного конуса, данный элемент втягивается в отверстие в патроне, тем самым обеспечивая плотное и надежное обжатие установленного в нем хвостовика инструмента.
Набор цанг с гайкой и стопорным кольцом для фрезера Sparky
Среди достоинств цанговых патронов для фрезера, которые и сделали их очень популярными и востребованными на современном рынке, следует выделить следующие:
простота конструкции;
удобство применения;
высокая надежность фиксации обрабатываемых заготовок и хвостовика инструмента.
Кроме того, цанговые патроны обеспечивают минимальное биение как инструмента, так и заготовок, которые в них фиксируются. Объясняется это тем, что тела вращения, установленные в таком патроне, отлично центрируются. Удобство и простота его использования обеспечиваются еще и тем, что для приведения его в действие не надо применять специальный ключ и другие дополнительные приспособления.
Если говорить о наиболее популярных типах подобных устройств, то таковыми являются цанги для фрезера категории ER. Их можно узнать по нанесенной на них соответствующей маркировке.
Патрон с цангой ER20 для фрез с диаметром хвостовика 8 мм
Конечно, как и у любого технического устройства, есть у цанговых патронов и недостатки. К наиболее значимым следует отнести то, что диаметр заготовки или хвостовика инструмента для фрезера напрямую зависят от рабочего диаметра самой цанги. Таким образом, для инструментов и заготовок разных диаметров необходимо подбирать и цанги различных размеров.
Одной из наиболее примечательных сфер применения зажимных патронов цангового типа является оснащение автоматов продольного точения, где с их помощью осуществляется фиксация обрабатываемой заготовки. На таких автоматах, как правило, выполняют обработку заготовок не слишком значительного диаметра, что и дает возможность использовать для их фиксации зажимные устройства цангового типа. Между тем цанговые зажимы, используемые для оснащения таких автоматов, отличаются по своей конструкции от цанговых патронов, применяемых на токарном оборудовании. Автоматы продольного точения часто оснащаются цангами двух типов, одни из которых, как говорилось выше, используются для фиксации обрабатываемой заготовки, а вторые – для закрепления хвостовика используемого инструмента.
Применение цанговых патронов в оснащении такого оборудования позволяет повысить производительность выполняемой на нем обработки, а также увеличить ее точность.
Цанга 8мм для фрезера в категории «Инструмент»
Цанга 8 мм + гайка фрезера Makita для RP0910R, RP1110C 193178-7
На складе
Доставка по Украине
777 грн
738.15 грн
Купить
Компанія «Інструмент Сервіс»
Цанга фрезера Makita 6,35 мм для 3707, 3707F, 3708, 3708F 763608-8
На складе
Доставка по Украине
84 грн
79.80 грн
Купить
Компанія «Інструмент Сервіс»
Цанга фрезера Maktia 8 мм для 3620, M3601, MT361, RP0900, RT0700C, DRT50 763618-5
На складе
Доставка по Украине
89 грн
84. 55 грн
Купить
Компанія «Інструмент Сервіс»
Цанга фрезера Makita 6 мм для 906, GD0600, GD0601, GD0603 763620-8
На складе
Доставка по Украине
285 грн
270.75 грн
Купить
Компанія «Інструмент Сервіс»
Цанга фрезера Makita 8 мм для GD0602, BGD800, DGD800, DGD801 Makita 763671-1
На складе
Доставка по Украине
679 грн
645.05 грн
Купить
Компанія «Інструмент Сервіс»
Фреза для виготовлення перил 2700, для ручного фрезера . ПОБЄДІТ. цанга 8 мм.
Доставка по Украине
1 190 грн
Купить
DobryjGospodar
Цанга для фрезера Craft 1500E 8мм
На складе в г. Днепр
Доставка по Украине
164 грн
Купить
TOOLDNEPR
Цанга для Фрезера Craft-tec 1400 8мм
На складе в г. Днепр
Доставка по Украине
123 грн
Купить
TOOLDNEPR
Цанга для фрезера Арсенал МФ 1900Э 8мм
На складе
Доставка по Украине
225. 50 грн
Купить
TOOLDNEPR
Цанга для фрезера Фиолент МФ3-1100Э 8мм нового образца
На складе
Доставка по Украине
150 грн
Купить
TOOLDNEPR
Цанговый патрон D=8 мм, цанга для фрезера Virutex
Доставка по Украине
704 грн
Купить
ТОВ «Камі-7»
Цанговый патрон D=8 мм, цанга для фрезера Virutex
Доставка по Украине
704 грн
Купить
ТОВ «Камі-7»
Цанга для фрезера Craft 1500E 8мм
На складе в г. Днепр
Доставка по Украине
164 грн
Купить
TopToolDnepr
Цанга для Фрезера Craft-tec 1400 8мм
На складе в г. Днепр
Доставка по Украине
123 грн
Купить
TopToolDnepr
Пластина для фрезера 235x120x8мм со сменными кольцами, алюминиевая js
Доставка по Украине
1 027.71 грн
791.34 грн
Купить
Justshop
Смотрите также
Фреза кромочная прямая с подшипником 50. 8мм, хвостовик 8мм для ручного фрезера js
Доставка по Украине
451.71 грн
347.82 грн
Купить
Justshop
Фреза кромочная прямая с подшипником 76.2мм, хвостовик 8мм для ручного фрезера js
Доставка по Украине
504.76 грн
388.67 грн
Купить
Justshop
Фреза микрошип для сращивания по дереву 8мм для ручного фрезера js
Доставка по Украине
921.61 грн
709.64 грн
Купить
Justshop
Набор из 2 фрез пазо-шиповых, хвостовик 8мм для ручного фрезера js
Доставка по Украине
807.92 грн
622.10 грн
Купить
Justshop
Пластина для фрезера 235x120x8мм со сменными кольцами, алюминиевая dl
Доставка по Украине
1 037.96 грн
799.23 грн
Купить
DeleryShop
Фреза кромочная прямая с подшипником 50.8мм, хвостовик 8мм для ручного фрезера dl
Доставка по Украине
460.47 грн
354.56 грн
Купить
DeleryShop
Фреза кромочная прямая с подшипником 76. 2мм, хвостовик 8мм для ручного фрезера dl
Доставка по Украине
513.66 грн
395.52 грн
Купить
DeleryShop
Фреза микрошип для сращивания по дереву 8мм для ручного фрезера dl
Доставка по Украине
931.58 грн
717.31 грн
Купить
DeleryShop
Набор из 2 фрез пазо-шиповых, хвостовик 8мм для ручного фрезера dl
Доставка по Украине
817.60 грн
629.55 грн
Купить
DeleryShop
Цанга для фрезера Фиолент МФ3-1100Э 8мм нового образца
Доставка по Украине
150 грн
Купить
TopToolDnepr
Цанга для фрезера Арсенал МФ 1900Э 8мм
Доставка по Украине
225.50 грн
Купить
TopToolDnepr
Фрезер, 2100 Вт, 6000-26000 об/мин, цанга 6/8 мм, KRAFT and DELE
На складе
Доставка по Украине
1 990 грн
Купить
Kuvalda
Фрезер, 2100 Вт, 6000-26000 об/мин, цанга 6/8 мм EUROTEK
На складе
Доставка по Украине
1 990 грн
Купить
Kuvalda
Фрезер, 1200 Вт, 8000-28000 об/хв, цанга 6/8 мм, макс глибина 52 мм INTERTOOL DT-0950
На складе
Доставка по Украине
2 199 грн
Купить
Интернет-магазин «Willoas»
Цанговый патрон 8 мм — sautershop
Чтобы использовать sautershop. com в полном объеме, мы рекомендуем активировать Javascript в вашем браузере.
НОВЫЙ. ИННОВАЦИОННЫЙ. ПРОФЕССИОНАЛЬНО.
ГОРЯЧАЯ ЛИНИЯ ДЛЯ ПРОФЕССИОНАЛЬНОЙ КОНСУЛЬТАЦИИ +49 (0) 8143 99129-0
Как преобразовать картинку (JPG/PNG) в 3D модель STL
3DPrintStory
  
Процесс 3D печати
  
Как преобразовать картинку (JPG/PNG) в 3D модель STL
Трехмерное моделирование может напугать новичка. И это один из тех случаев, когда создание 3D моделей из 2D изображений может быть наиболее подходящим вариантом способом для ознакомления с миром 3D печати. На текущий момент есть несколько способов конвертировать файлы JPG и PNG в файлы STL, чтобы получить 3D модель из изображения.
Но прежде чем мы разберем эти методы, давайте поговорим о том, чем они не являются. Хотя это и правда, что 3D модели можно создавать из плоских изображений, методы, описанные в этой статье, не позволяют создавать полные, детализированные 3D модели. Вместо этого предложенные варианты больше подходят для придания плоскому 2D изображению трехмерности, котора все равно будет требовать доработки.
Так что если вам интересно, получите ли вы сразу же бюст Моны Лизы, используя ее изображение, ответ — нет (так что придется потратить время и усилия на дальнейшую пост обработку полученной 3D модели). Но это не значит, что приведенные ниже методы бесполезны!
Вариант 1 — 3D Builder (Windows)
Первый и, вероятно, самый простой вариант — использовать приложение 3D Builder, которое предустановлено практически на любом компьютере с современной ОС Windows. В приложении есть функция, которая может очень легко конвертировать изображение в файл STL или OBJ. Обратите внимание, что этот вариант только для пользователей операционной систему на Windows 10. Вот как это делается:
Если на вашем компьютере еще нет приложения 3D Builder, загрузите его из Microsoft Store.
После того, как вы загрузили и установили приложение, перетащите изображение в рабочую область или нажмите «Add» в меню «Insert» и выберите изображение.
Отрегулируйте ползунки «Levels» и «Smooth», пока изображение не станет четким и ясным. Вы также можете попереключаться между настройками «Contour», «Height Map», «Edge», и «Stamp» для добавления различных полезных эффектов.
Когда 3D модель вас устроит, нажмите кнопку «Import Image». Здесь вы можете изменить масштаб с помощью инструмента «Scale» в нижней части рабочего пространства. При масштабировании рекомендуется зафиксировать пропорции, щелкнув значок замка в том же меню.
Вариант 2 — Cura
Если у вас нет компьютера с OC Windows, второй вариант — использовать встроенную функцию Ultimaker’s Cura. Инструмент не такой мощный, как в 3D Builder, но работает отлично. Это также отличный вариант для тех, кто в принципе использует Cura для слайсинга, потому что вам не придется экспортировать и импортировать модель в разных приложениях.
Загрузите слайсер Ultimaker Cura с веб-сайта Ultimaker, если вы еще не используете его.
Импортируйте изображение в Cura, перетащив его в рабочую область.
Когда вы импортировали изображение, появится меню с другими настройками. Здесь вы можете изменить высоту, ширину, толщину, гладкость и многое другое.
Наконец, вы можете экспортировать его как STL или OBJ, нажав «File», затем «Export», или вы можете сразу нарезать его для 3D-печати.
Вариант 3 — Литофан конвертер
Еще один способ преобразовать изображение в файл для 3D печати — это сделать литофан. Вы спросите, что такое литофан? Литофан — это трехмерный объект, который за счет разницы в толщине изменяет количества проходящего света. Эти различия в толщине создают темные и светлые части изображения, которые кажутся «встроенными» в объект. Таким образом, изображение видно только тогда, когда сзади есть свет, и оно не может состоять из более чем одного цвета.
Есть много способов сделать литофан, но самый простой — использовать онлайн преобразователь изображения в литофан, гораздо более мощный инструмент с большим количеством настроек и дающий более качественный результат, чем метод преобразования изображения в 3D модель в Cura.
Нажмите на меню «Images» и загрузите изображение на сайт.
Выберите форму вашего литофана в меню «Model».
Зайдите в «Settings», затем «Model Settings». Измените «Maximum Size» на самый большой размер, до которого, по вашему мнению, вы сможете масштабировать изображение.
Зайдите в «Settings», «Image Settings». Здесь вы можете изменить множество различных настроек, но единственное необходимое изменение — это первый ползунок «Positive image».
Вернитесь в меню «Model» и нажмите «Refresh», а затем загрузите. Если вы собираетесь распечатать полученный литофан на 3D принтере, важно печатать его вертикально со 100% заполнением.
Создаем 3D-модель из фотографий
Создаем 3D-модель из фотографий
Дайте своим фотографиям новую жизни Будь это в качестве персонального подарка или украшением для комнаты дома, создание 3D-печати из фотографии предоставляет множество возможностей для улучшения мира вокруг нас.
Существует немало вариантов 3D-печати фотографий, и для этого совсем не обязательно являться профессиональным 3D-художником. Все, что потребуется, это фотографии, сделанные с высоким разрешением и немножко навыков 3D-печати. И, самое главное, время.
Создавать 3D-модели — это самая трудная и единственная часть процесса, и, как правило, не существует легкого пути к этому. Вам придется выучить и хорошенько освоить несколько хитростей.
Учимся превращать изображения в 3D-модель
Длительность создания 3D моделей из фотографий зависит от их количества. Если будете работать с одним снимком, то результат не будет таким, в сравнение с использованием нескольких, так как в этом случае гарантируются более детальная и точная 3D-модель.
Для одной фотографии понадобится:
1. Smoothie 3D, бесплатная онлайн-платформа,
2. инструмент выдавливания, который имеется во многих программах CAD,
3. инструмент с искусственным интеллектом
4. Литофан.
Дальше будем подробнее рассматривать каждый из предоставленных четырех вариантов, прежде чем начать перевоплощать несколько фотографий.
Единственная фотография: Smoothie 3D
Smoothie 3D выступает в качестве бесплатной онлайн-платформы, которая используется для создания 3D-моделей из одной картинки. Программным обеспечением используется один снимок, чтобы создать онлайновую цифровую модель, предоставляющею то, что вы получите, при использовании сканирования или фотограмметрии.
К сожалению, данное ПО не является результативным, когда вам нужны асимметричные модели с большим количеством деталей. В реальности, Smoothie 3D требует немножко «подрисовки» (в приложении), для превращения этих деталей в текстурированные 3D-модели. Этот процесс займет немного времени, если вам знакомы нюансы интерфейса программного обеспечения.
Когда будет завершен этап моделирования, вы можете распечатать самостоятельно, либо передать свой дизайн в службу 3D-печати.
Smoothie-3D предоставляется простое решение и печатаются фотографий 3D максимально просто. Самым приятным является то, что не требуется никакого предварительного опыта моделирования, и при этом, вам не нужно загружать какое-либо ПО на ваш компьютер.
Фотография: инструмент выдавливания
Данным инструментом создается новая геометрия из граней, вершин или ребер. Это способствует созданию третей оси из вашего 2D файла (снимка) на основе некоторых алгоритмов. Вы обретете новую геометрию, а ваша модель будет обладать объемом.
В цело, указанный инструмент используется в ПО автоматизированного проектирования (САПР). Таким образов ваша основная задача — выбрать инструмент САПР, лучше всего вам подходящий, будь то профессиональный инструмент или что-то более простое.
Фотография: инструмент искусственного интеллекта
В сентябре 2020 года миру был представлен инструмент на основе искусственного интеллекта, который способен превращать фотографию вашего лица в 3D-модель. Инструмент был результатом исследования двух британских университетов, которые научили систему искусственного интеллекта экстраполировать лицо из одной фотографии, подавая на нее множество фотографий и соответствующих 3D-моделей.
Возможно легко создавать 3D-модели, применяя подобные приложения в современном цифровом мире.
Фотография: Литофан
Литофан является изображением, которое «вырезано» из полупрозрачного материала, благодаря ему подсветка раскрывает содержимое.
Для создания литофана, вам сначала нужно создать 3D-модель из вашей фотографии. Вот некоторые инструменты, которые вы можете использовать:
1. Изображение в литофан (бесплатно и легкодоступно)
2. PhotoToMesh
3. Cura (13.11 и выше).
Когда вы имеете STL-файл, необходимо загрузить его в программу слайсера, чтобы разделить его на слои, которыми будет руководствоваться ваш принтер. Затем можете распечатать.
Рекомендуется использовать принтер SLA (стерео литография) с высоким разрешением по сравнению с обычными принтерами FDM. Согласно практике, FDM принтеры производят толстые слои, которые будут влиять на внешний вид вашего изображения.
Пробуем работать с несколькими фотографиями
Хороший результат можно получить, если использовать несколько фотоснимков. Можете, безусловно, пользоваться некоторыми из тех же инструментов, описанных выше. Однако, если вы интересуетесь более детальной моделью, следует обратиться за услугами к 3D-дизайнеру, либо приступить к изучению возможностей таких инструментов, как Zbrush.
В конце концов, существует опция фотограмметрии, включающая в себя несколько фотографий вашего объекта и сбор серии точек в пространстве из изображений. Если вами будет избран именно этот путь, обязательно сделайте много снимков вашего объекта под максимально возможным углом. Затем, необходимо загрузить личные фотоснимки в программное обеспечение для фотограмметрии, для дальнейшего создания 3D-файла для печати.
Также следует обратить внимание на тот факт, что вам потребуются иметь высококачественные изображения, если вы хотите получить отличную визуализацию вашей 3D-модели. Так как 3D печать с фотографий во многом зависит от качества ваших фотографий.
Несколько фотографий: Оптимизация ваших фотографий
Для того, чтобы оптимизировать свои фотографии, вам понадобится следующее:
1. Цифровая камера высокого разрешения: вам нужны цифровые файлы, и они требуются безусловно в высоком качестве.
2. Осветительное устройство. Правильное освещение — это прямой ключ к улучшению вашей съемки.
3. Штатив: поможет максимально стабилизировать объект съемки и камеру.
Ниже предоставлен список вещей, на которые следует обращать внимание при съемке:
1. Выдержка.
2. Равномерное освещение.
Вами могут быть использованы несколько программ, чтобы редактировать фотографии:
1. Iphoto.
2. Adobe Lightroom.
3. Adobe Bridge.
Несколько фотографий: 3D-моделирование
Если у вас имеется возможность, то обязательно следует сделать от 30 до 40 снимков под разными углами. Помимо этого желательно убедиться, что они высокого качества, прежде чем загружать их в свое программное обеспечение для фотограмметрии. Дальше нами предоставлен список нескольких примеров инструментов:
1. Acute 3D.
2. PhotoScan.
3. Recap.
Волшебство трехмерного сканирования осуществляется посредством некоторых алгоритмов. Когда вы обладаете хорошим набором фотографий, большая часть работы остается за программным обеспечением.
Несколько фотографий: Проверяем свою созданную модель
Безусловно, что вы с легкостью и невооруженным глазом сможете заметить любые проблемы с вашей моделью. Если даже и ничего такого не наблюдаете, то продолжайте изменять углы обзора, потому что некоторые недостатки трудно обнаружить на первый взгляд. Внимательно исследуйте и изучите каждую структурную деталь.
Некоторые недостатки с легкостью исправляются с помощью инструментов сглаживания и лепки. Но если вами начинает наблюдаться тот факт, что ваша модель слишком отличается от исходного объекта, вам может потребоваться сделать новый набор фотографий. Вероятнее всего, это будет лучшим вариантом, чтобы избежать возможных разочарований при обработке моделей. Необходимо помнить и уяснить следующее — чем точнее ваши фотографии, тем лучшим будет результат.
3д моделирование на основе реального объекта
Зачастую данный способ 3д моделирования применяется в случае отсутствия 3д-сканера и невозможности сделать качественную фотографию объекта. Сам объект, в данном случае, должен быть небольшим по размеру и транспортабельным, ведь инженеру придется работать непосредственно с объектом – перемещать и двигать его, а при необходимости и разбирать объект на отдельные части.
В компании KOLORO для вас создадут 3д модель по фотографии, которая:
будет соответствовать всем техническим нормам, заявленным по объекту;
за счет 3д-визуализации ничем не будет отличаться от реального сфотографированного объекта;
может быть использована для создания прототипа объекта.
Специализированные сотрудники компании KOLORO в кратчайшие сроки проведут 3д-моделирование: по чертежам, фотографиям или же на основе реального объекта. Заметим, втехническом арсенале компании KOLORO, среди прочего, есть и3д-сканер, который будет особенно полезен при моделировании больших объектов!
При необходимости, после 3д-моделирования наши сотрудники, в производственном цеху компании,создадут прототип изделия и наладят для вас егомелкосерийное производство.Связаться и договориться с намиможно по e-mail:[email protected]или по телефонам: +38-(057)-760 -26-05, +38-(099)-618-87-50.
Как сделать 3D фото? (за 5 минут)
Если вы думаете, что создание 3D фотографии из уже готового материала – это тяжелый и длительный процесс, то вы сильно ошибаетесь.
В этой статье представлена пошаговая инструкция, которая детально расскажет о каждом шаге создания 3D фото за несколько минут. С помощью программы After Effects и специального дополнения Volumax вы сможете быстро и легко достичь подобного результата:
Примеры 3D фотографий
Также вы можете посмотреть полное видео презентации, где показываются лучшие работы, созданные при помощи этого дополнения:
Посмотрите полный процесс создания 3d фото на английском языке:
дублируем урок на русском языке.
Настройка оборудования
Выключите стабилизацию изображения в фотоаппарате, если она есть
В фотоаппаратах Nikon она называется vibration reduction. Если не отключить стабилизатор, он может попытаться поймать несуществующие колебания, от этого сам будет генерировать вибрацию, которая усилится ногами штатива. Эта вибрация будет восприниматься стабилизатором как внешнее явление и он будет ещё более активно пытаться её подавить. В итоге фотографии могут получиться немного нечёткими.
Отключите автоматический баланс белого
Если вы оставите автоматически выставляемый баланс, он может изменяться в зависимости от угла поворота товара. Выключите его и настройте вручную, чтобы фоновая бумага выглядела белой, а не желтоватой или голубой.
Слишком тёплый цвет
Слишком холодный цвет
Неплохо!
Установите значение ISO на 100
Если использовать высокие значения ISO (больше 200), то фотография будет зернистой. Низкое значение ISO (у нас 100) позволяет этого избежать — снимок получится чётким, без шумов. Не устанавливайте авто ISO — ваши настройки должны сохраняться одинаковыми на протяжении всей съёмки.
Установите ручной режим съёмки
Чувствуете неуверенность? Вдохните глубже, успокойтесь и смиритесь с тем, что фото 360° можно снимать только в ручном режиме, чтобы все настройки камеры сохранялись во время съёмки. Страх пройдёт, когда вы узнаете о небольшом трюке.
Включите все источники освещения: боковые и фоновый. Установите ISO примерно на 100, а значение диафрагмы на f/8. С установленным значением f/8 она будет пропускать не очень много света, но, что интересно, позволит получить более чёткое изображение. Сделайте тестовый снимок. Слишком тёмный? Слишком светлый? Отрегулируйте выдержку так, чтобы фоновый лист был ярким и белым. Сделайте ещё один снимок. Предмет получился слишком светлым? Отодвиньте источники освещения. Слишком тёмным? Приблизьте их. Добейтесь идеальной яркости.
Посмотрите на тестовые снимки:
Выдержка: 1/50 с | Диафрагма: f/8 | ISO: 100
Слишком тёмный снимок. Увеличим выдержку.
Выдержка: 1/8 с | Диафрагма: f/8 | ISO: 100
Уже лучше. Фон белый, платформу не видно, но предмет пересвечен. Отодвинем источники света от предмета.
Выдержка: 1/8 с | Диафрагма: f/8 | ISO: 100 | Источники света отодвинуты
Гораздо лучше! Предмет отлично подсвечен, фон белый, баланс белого настроен:
Как сделать STL-файл и 3D-модель из фото/изображения — 3D Printerly
3D-печать обладает множеством удивительных возможностей, которыми люди могут воспользоваться, одна из них — создание STL-файла и 3D-модели из простого изображения или фото. Если вам интересно, как сделать 3D-печатный объект из изображения, вы находитесь в правильном месте.
Продолжайте читать эту статью, чтобы получить подробное руководство о том, как создать собственную 3D-модель из изображения.
Можете ли вы превратить изображение в 3D-печать?
Можно превратить изображение в 3D-печать, просто вставив файл JPG или PNG в ваш слайсер, такой как Cura, и он создаст файл для 3D-печати, который вы можете настроить, изменить и распечатать. Рекомендуется печатать их в вертикальном положении, чтобы запечатлеть детали, и с плотом внизу, чтобы удерживать их на месте.
Я покажу вам самый простой способ превратить изображение в 3D-печать, хотя есть и более подробные методы, позволяющие добиться лучших результатов, которые я опишу далее в статье.
Во-первых, вы хотите найти изображение, которое я нашел в Google Images.
Найдите файл изображения в папке, в которую вы его поместили, затем перетащите файл прямо в Cura.
Установите соответствующие входы по своему усмотрению. Значения по умолчанию должны работать нормально, но вы можете протестировать их и просмотреть модель.
Теперь вы увидите 3D-модель изображения, размещенного на рабочей пластине Cura.
Я бы рекомендовал поставить модель вертикально, а также поставить подложку, чтобы закрепить ее на месте, как показано в режиме предварительного просмотра на рисунке ниже. Когда дело доходит до 3D-печати и ориентации, вы получаете большую точность в направлении Z, а не в направлении XY.
Вот почему лучше всего печатать статуи и бюсты на 3D-принтере, где детали создаются по высоте, а не по горизонтали.
Вот конечный продукт, напечатанный на Ender 3 — 2 часа 31 минута, 19 граммов белого PLA-филамента.
Как создать файл STL из изображения — конвертировать JPG в STL
Чтобы создать файл STL из изображения, вы можете использовать бесплатный онлайн-инструмент, такой как ImagetoSTL или AnyConv, который преобразует файлы JPG или PNG в сетку STL. файлы, которые можно распечатать на 3D-принтере. Получив файл STL, вы можете редактировать и изменять его, прежде чем нарезать его для своего 3D-принтера.
Другой метод, который вы можете использовать для создания более подробной 3D-печати с контурами вашей модели, — это создать файл .svg в точной форме, которую вы хотите создать, отредактировать файл в программном обеспечении для проектирования, таком как TinkerCAD, а затем сохранить это как файл .stl, который вы можете распечатать в 3D.
Этот .svg представляет собой векторную графику или контур изображения. Вы можете либо скачать обычную векторную графическую модель онлайн, либо создать свою собственную модель, нарисовав ее в программном обеспечении, таком как Inkscape или Illustrator.
Еще один отличный способ превратить одно изображение в 3D-модель — использовать бесплатный онлайн-инструмент, такой как convertio, который преобразует изображения в файл формата SVG.
Когда у вас есть контур, вы можете настроить размеры в TinkerCAD на желаемую высоту, углубить или расширить детали и многое другое.
После внесения изменений сохраните его как файл STL и нарежьте, как обычно, в слайсере. Затем вы можете перенести его на свой 3D-принтер через SD-карту, как обычно, и нажать «Печать».
После этого принтер должен превратить ваше изображение в 3D-печать. Вот пример пользователя, конвертирующего файлы SVG в файлы STL с помощью TinkerCAD.
Используя ресурсы и программы, которые вы можете бесплатно найти в Интернете, вы можете преобразовать изображение в формате JPG в файл STL.
Во-первых, вам нужно само изображение. Вы можете загрузить его из Интернета или создать самостоятельно, например. создание 2D-плана этажа с помощью программы AutoCAD.
Затем найдите онлайн-конвертер в Google, например. AnyConv. Загрузите файл JPG и нажмите «Конвертировать». После завершения преобразования загрузите следующий файл STL.
Хотя вы можете напрямую экспортировать этот файл в подходящий слайсер, чтобы получить файл gcode, который можно распечатать, рекомендуется отредактировать файл.
Для редактирования файла STL можно использовать одну из двух популярных программ, Fusion 360 или TinkerCAD. Если ваше изображение менее сложное и имеет базовые формы, я бы посоветовал вам использовать TinkerCAD. Для более сложных изображений больше подойдет Autodesk Fusion 360.
Импортируйте файл в соответствующее программное обеспечение и начните редактирование изображения. В основном это включает в себя несколько вещей, в том числе удаление частей объекта, которые вы не хотите распечатывать, изменение толщины объекта и проверку всех размеров.
Далее вам нужно уменьшить масштаб объекта до размера, который можно распечатать на вашем 3D-принтере. Этот размер будет зависеть от размеров вашего 3D-принтера.
Наконец, сохраните отредактированный дизайн вашего объекта в виде файла STL, который вы можете нарезать и распечатать.
Я нашел это видео на YouTube, которое выглядит очень полезным при преобразовании изображений JPG в файлы STL и редактировании в Fusion 360 в первый раз.
Если вы предпочитаете использовать TinkerCAD, то это видео проведет вас через весь процесс.
Как сделать 3D-модель из фотографии — фотограмметрия
Чтобы сделать 3D-модель из фотографии с помощью фотограмметрии, вам понадобится смартфон или камера, ваш объект, хорошее освещение и соответствующее программное обеспечение для собрать модель. Для этого требуется сделать несколько снимков модели, ввести их в программу фотограмметрии, а затем исправить все ошибки.
Фотограмметрия включает в себя получение множества снимков объекта со всех сторон и передачу их в программу фотограмметрии на вашем компьютере. Затем программа создает 3D-изображение из всех сделанных вами изображений.
Для начала вам понадобится камера. Обычной камеры смартфона будет достаточно, но если у вас есть цифровая камера, это будет еще лучше.
Вам также потребуется загрузить программное обеспечение для фотограмметрии. Существует несколько программ с открытым исходным кодом, которые вы можете загрузить, например. Meshroom, Autodesk Recap и Regard 3D. Если вы новичок, я бы порекомендовал Meshroom или Autodesk ReCap, которые довольно просты.
Также необходим мощный компьютер. Эти виды программного обеспечения сильно нагружают ваш компьютер при создании 3D-изображения из фотографий. Если у вас есть компьютер с видеокартой, поддерживающей Nvidia, она вам пригодится.
Определившись с объектом, который вы хотите превратить в 3D-модель, хорошо разместите его на ровной поверхности, прежде чем начать фотографировать.
Убедитесь, что освещение четкое, чтобы результат получился красивым. На фотографиях не должно быть теней или отражающих поверхностей.
Сфотографируйте объект со всех возможных ракурсов. Вы также можете сделать несколько фотографий более темных участков объекта крупным планом, чтобы уловить все детали, которые могут быть невидимы.
Перейдите к загрузке Autodesk ReCap Pro с их веб-сайта или загрузите Meshroom бесплатно. Настройте программное обеспечение, которое вы выбрали для загрузки.
После настройки программы перетащите туда изображения. Программное обеспечение автоматически определяет тип камеры, которую вы используете, чтобы правильно выполнять правильные вычисления.
Программе потребуется некоторое время, чтобы создать 3D-модель из изображений, поэтому вам нужно набраться терпения. После этого вы можете экспортировать 3D-модель в формате STL в нужный вам слайсер.
После нарезки файлов их можно перенести на USB-накопитель или SD-карту. Введите устройство, используемое для передачи на принтер, и распечатайте 3D-модель вашей фотографии.
Для более подробного объяснения этого процесса вы можете посмотреть это видео на YouTube.
Вы также можете посмотреть видео ниже, чтобы получить более подробное объяснение использования программного обеспечения Autodesk ReCap Pro для создания 3D-модели из фотографий.
Существуют и другие программные приложения, которые выполняют аналогичные функции:
Agisoft Photoscan
3DF Зефир
Регард3Д
Как сделать 3D-модель из литофана по фотографии
Литофан — это отлитая фотография, созданная на 3D-принтере. Вы можете увидеть напечатанное изображение только после того, как поместите его перед источником света.
Изготовление 3D-модели литофана по фотографии – достаточно простая процедура. Во-первых, вам понадобится фотография. Вы можете выбрать семейный портрет, сохраненный на рабочем столе, или просто скачать любую другую бесплатную фотографию из Интернета.
Использование 3DP Rocks
Найдите конвертер изображения в литофана в Интернете, например, 3DP Rocks. Загрузите фотографию, которую хотите преобразовать, или просто перетащите ее на сайт.
Выберите тип литофана, в который вы хотите преобразовать фотографию. Внешняя кривая в большинстве случаев предпочтительнее.
Перейдите на вкладку настроек вашего экрана и отрегулируйте соответствующим образом, чтобы ваша модель получилась идеальной. Настройки позволяют настроить такие параметры, как размер, толщина, векторы кривых на пиксель, границы и т. д. вашей 3D-модели.
Для настроек изображения важно поставить первый параметр на положительное изображение. Остальные настройки можно оставить по умолчанию.
Убедитесь, что вы вернулись к модели и нажали кнопку «Обновить», чтобы сохранить все настройки.
Когда вы закончите, загрузите файл STL. После загрузки импортируйте его в программное обеспечение для нарезки, которое вы используете в настоящее время, будь то Cura, Slic3r или KISSlicer.
Настройте параметры слайсера и позвольте ему нарезать файл. Сохраните последующий нарезанный файл на SD-карте или USB-накопителе.
Подключите его к 3D-принтеру и нажмите «Печать». Результатом будет красиво напечатанная 3D-модель фотографии, которую вы выбрали.
Посмотрите это видео, чтобы получить пошаговое объяснение этого процесса.
Используйте itsLitho
Еще одно популярное программное обеспечение — это itsLitho, более современное, постоянно обновляемое и имеющее гораздо больше возможностей.
Вы даже можете сделать цветные литофаны, используя специальный метод. Посмотрите видео ниже от RCLifeOn, чтобы узнать больше о том, как вы можете сделать это самостоятельно.
Преобразование 2D-изображений PNG, JPG в файл модели 3D-сетки STL Бесплатный онлайн-инструмент
Воспользуйтесь нашим бесплатным и быстрым онлайн-инструментом для преобразования PNG и JPG 2D-изображений или логотипа карты высот в 3D-файлы STL (стереолитография) сетки/модели, подходящие для печати на 3D-принтере, обработки с ЧПУ или для загрузки в ваш любимый пакет для редактирования 3D.
Загрузить
Библиотека
Загрузить файл…
Нажмите кнопку » Загрузить файл » выше, чтобы начать. Ваше изображение в формате PNG/JPG/карта высот должно соответствовать 600 x 600 пикселей, если он больше этого размера, размер изображения будет изменен, чтобы соответствовать этому размеру. Как только вы отправите свое изображение, оно будет обработано как можно быстрее. Более сложные изображения могут занять больше времени, чем другие, поэтому наберитесь терпения. Для получения дополнительной информации о том, как ваше изображение преобразуется в окончательную 3D-модель, см. раздел ниже «Как это работает?».
Загрузить JPG или PNG
Нажмите кнопку «Загрузить файл» и выберите файл изображения (PNG или JPG) для загрузки. Максимальный размер файла составляет 100 МБ.
Выберите параметры
Установите размеры и другие параметры и нажмите кнопку «Преобразовать в STL», чтобы преобразовать JPG или PNG в STL.
Загрузите файл STL
После завершения щелкните ссылку для скачивания, чтобы получить файл STL.
Какое максимальное разрешение изображения PNG я могу загрузить?
PNG-изображение, которое вы загружаете, может быть любого размера, однако наш инструмент изменит его размер до максимального размера 600×600 пикселей для обычных пользователей, а для тех, кто заплатил за премиум-подписку, этот размер увеличивается до 9.0003 1000×1000 пикселей.
В какие форматы STL можно конвертировать?
Наш инструмент сохранит все файлы STL в двоичном формате. При желании наш инструмент позволит вам сохранить в нестандартный цветной формат STL.
Как преобразовать файл PNG в формат STL?
Сначала нажмите кнопку «Загрузить…», выберите PNG-файл для загрузки. Выберите любые параметры конфигурации. Когда преобразование PNG в STL завершено, вы можете сразу загрузить файл STL.
Сколько времени занимает преобразование PNG в STL?
Мы стремимся выполнять все преобразования PNG в STL как можно быстрее. Обычно это занимает около 5 секунд, но для больших и сложных файлов может потребоваться больше времени, поэтому наберитесь терпения.
Насколько точно выполняется преобразование PNG в STL?
Мы стремимся создавать максимально точные преобразования с помощью наших инструментов. Наши инструменты постоянно развиваются, каждую неделю добавляются новые функции и улучшения.
Безопасно ли конвертировать мой PNG в STL на ImageToStl.com?
Да, конечно! Мы не храним файл PNG, который вы нам отправляете. Результирующий файл STL, однажды созданный, удаляется через 1 час после загрузки, и срок действия ссылки для скачивания истекает по истечении этого времени.
Могу ли я преобразовать PNG в STL в Windows, Linux, Android, iOS или Mac OS?
Да! Наш инструмент PNG в STL будет работать в любой системе с современным веб-браузером. Для запуска любого из наших инструментов преобразования не требуется никакого специального программного обеспечения.
Что, если я использую блокировщик рекламы, повлияет ли это на ситуацию?
Да. Хотя вы можете использовать блокировщик рекламы, если вам нравится наш инструмент преобразования PNG, рассмотрите возможность внесения нашего сайта в белый список. Когда блокировщик рекламы включен, некоторые из наших инструментов имеют некоторые ограничения на конверсию, и время обработки/конверсии будет больше.
Стандартный режим (карта высот)
Процесс прост: после преобразования изображения в оттенки серого в стандартном режиме наш инструмент исследует ваше 2D-изображение PNG или JPG (карта высот) и на основе яркости каждого пикселя создаст соответствующий «трехмерный» пиксель, где высота пикселя определяется яркостью пикселя. черный пиксель будет иметь высоту 0 мм и не будет включен в окончательную 3D-модель, однако белый пиксель будет иметь высоту, которую вы укажете после загрузки изображения.
При использовании режима Extrude Color инструмент работает так же, как и стандартный режим , однако способ интерпретации инструментом информации о цвете пикселей меняется, а также окончательная сгенерированная модель будет содержать данные о цвете, наложенные на модель. См. нашу статью «Создание полноцветных 3D-моделей высот из изображений», в которой этот процесс объясняется более подробно.
Режим вытягивания
В режиме Выдавливание наш инструмент обводит края вашего изображения и создает простые, но четкие 3D-модели из изображения, отлично подходящие для простых изображений. Режим Extrude Color также создает чистые 3D-модели, однако вместо изменения высоты модели в зависимости от яркости пикселя цвет пикселя используется непосредственно в окончательной модели для обеспечения цвета.
Наконец…
3D-файл STL, созданный нашим инструментом, можно распечатать на 3D-принтере или, если вы хотите дополнительно обработать модель, его можно загрузить в большинство пакетов редактирования 3D-сетки, таких как Blender и т. д. Для Разработчики 3D-видеоигр/приложений: это полезный инструмент для создания файлов 3D-сетки из изображений карт высот для использования в играх и других 3D-приложениях.
Резец подрезной является одним из основных видов токарных инструментов, которые используются для обработки изделий. Он имеет криволинейный профиль передней поверхности. Благодаря такой особенности конструкции стружка при работе завивается, что облегчает ее уборку. Также здесь присутствует фаска, которая упрочняет режущую кромку. Токарные подрезные резцы могут использоваться для выполнения фасок, точения наружных поверхностей, торцевания деталей или заготовок и так далее. Нередко эти изделия применяются для черновой обработки, когда после них еще до конечного этапа приходится выполнить еще несколько операций.
Для изделий из быстрорежущей стали соответствует ГОСТ 18871-73, а для резцов из твердосплавных материалов – ГОСТ 18880-73. Разница в материале изготовлении несколько расширяет сферу применения, так как появляется возможность работать с заготовками из различных материалов. Чаще всего они используются при изготовлении деталей из заготовок. Для процесса обработки используется продольная и поперечная подача станка. Резец токарный подрезной торцевой, в основном, предназначается для выполнения простых операций по стачиванию лишних элементов. Во многих токарных мастерских резец подрезной является одним из основных инструментов, так как обработка торцов требуется во многих заготовках при изготовлении.
фото:резец токарный подрезной отогнутый
Виды подрезных резцов
Несмотря на то, что данные изделия применяются для одного из самых простых видов работ, здесь имеется несколько разновидностей, которые влияют на принцип работы. Резец подрезной прямой не имеет каких-либо изгибов и его использую в тех случаях, когда нужно обточить лишние части на детали. Его применяют для грубой обработки, когда нужно снимать большую часть, что нередко совершается за несколько проходов.
Помимо этого встречается еще резец подрезной погнутый. Им можно совершать все те же операции, но уже с более сложными формами изделий. Изогнутая форма дает возможность дойти до труднодоступных мест, которые идут в средине детали и так далее. Данный тип также не всегда используется для чистовой обработки, причем многое зависит от параметров самого резца, так как толщина и вид материала влияют на способ работы.
Резец токарный подрезной торцевой упорный рекомендуется использовать для точения изделий, материал которых обладает слабой жесткостью. Его применяют для обточки ступенчатых поверхностей и подрезки бортиков.
Вышеуказанные типы могут изготавливаться как из быстрорежущей стали, и тогда их используют для работы с относительно небольшими размерами заготовок. Даже в случае если нужно снимать большой слой металла, то рекомендуется делать несколько проходов. Здесь же есть ограничения по работе с заготовками из прочного металла, так как сама быстрорежущая сталь не является очень прочной и какая бы заточка не была, при работе с калеными изделиями, бронзой и так далее, они просто быстро затупятся.
Резец подрезной из твердосплавными вставками хоть и является более дорогостоящим, но при этом может работать с любыми заготовками.
Основные размеры
Высота,мм
Ширина,мм
Длина,мм
Марка
12
12
50
ВК8
16
10
100
ВК8
16
12
100
ВК8
20
12
120
Т5К10
20
16
120
Т5К10
25
16
140
Т15К6
25
20
170
ВК8
32
20
170
Т5К10
40
32
260
Т15К6
Здесь в основном встречаются такие материалы изготовления, как два сорта твердосплавной стали и одна быстрорежущая.
Геометрия подрезного резца
Вне зависимости от типа и изгиба инструмента, резец подрезной имеет очень схожую геометрию и состоит из одних и тех же составных частей:
Головка – основная рабочая часть, которая выполнена из стальной пластины.
Стержень или тело – выполняется из обыкновенной стали и служит только для крепления в станке.
Опорная поверхность – с ее помощью закрепляется резец в держателе станка.
Передняя поверхность – именно через нее происходит откат стружки с поверхности заготовки.
Главная режущая кромка – она разрезает материал.
Вспомогательная кромка – образует вершину резца на пересечении с главной режущей кромкой.
Вершина лезвия – ею является точка соприкосновения режущего инструмента и заготовки.
Главная задняя поверхность – поддерживает пластину.
Вспомогательная задняя поверхность – позволяет режущему инструменту свободно передвигаться по поверхности, которая подвергается обработке.
Выбор подрезного резца
Когда вы выбираете инструмент, то необходимо учитывать несколько основных рекомендаций. В первую очередь следует определиться, с какими металлами будет взаимодействие, так как обрабатываемая деталь всегда должна быть менее жесткой, чем материал резца. Это следует выяснять путем сравнения марок стали, из которых они состоят.
Чтобы подобрать инструмент по геометрическим параметрам и классифицирующим признакам, следует сначала определиться, что является более важным, качество обрабатываемой поверхности или точность геометрических размеров. Износостойкость материала напрямую зависит от его жесткости.
«Совет профессионалов! Несмотря на высокую стоимость жестких твердосплавных резцов, для ежедневной многочасовой работы стоит выбирать именно их, так как они будут изнашиваться намного дольше.»
Режимы резания
Когда используется резец подрезной ВК8, то процесс подрезания уступов и торцов совершается при помощи продольной и поперечной передачи, как и при работе с цилиндрическими поверхностями. Черновая обработка происходит при поперечной подаче в пределах от 0,3 до 0,7 мм за один оборот, а глубина резания идет на 2-5 мм. Для чистовой обработки эти параметры составляют от 0,1 до 0,3 мм за один оборот и до 1 мм глубины соответственно.
Маркировка
В маркировке, как правило, указывают марку стали, используемую в режущей поверхности. К примеру, резец подрезной Т15К6, который принадлежит к титановольфрамовой группе, означает следующее:
Т15 – содержание карбида титана 15%;
К6 – содержание кобальта 6%.
Подрезной резец: виды и основные размеры
Для чего используется токарный подрезной резец?
Всего существует 8 видов резцов: проходной, расточной, отрезной, прорезной, фасочный, фасонный и подрезной. Каждый из них используется в конкретных операциях. Например, отрезные резцы предназначены для отделения готовых изделий от заготовок, а расточные — для растачивания отверстий или создания внутренних фасок. Но подрезной резец имеет более широкое применение. Едва ли не каждая основная операция на токарном станке выполняется с использованием этого инструмента. С его помощью можно подрезать уступы под прямым или острым углом, создать наружные фаски, проточить торец и любую другую наружную поверхность цилиндрической детали. Таким образом, он является одним из самых важных инструментов, так как непосредственно влияет на первоначальное формирование готового изделия.
Виды резцов для токарного станка и их назначение
При описании видов токарного инструмента обычно применяют несколько классифицирующих признаков. По конструктивному исполнению он делится на две разновидности: цельный и сборный. В первом случае все изделие выполнено в виде монолитного бруска металла. А во втором в роли лезвия выступают съемные или паяные твердосплавные пластинки. По технологическому назначению токарные резцы делят на специальные, которые используют для обработки различных профилей и резьбонарезания, и изделия общего назначения, применяемые для наружного и внутреннего точения, отрезки и торцевой подрезки. Еще один различительный признак токарного инструмента — это конфигурация режущей части, которая зависит от его режимов эксплуатации и вида токарных работ. Для токарной обработки труднодоступных мест обычно используют изогнутый резец, имеющий несколько разновидностей, отличающихся длиной режущей части, формой изгиба, заточкой и назначением (петушковые, отогнутые, обратные резцы и прочие).
Еще один вариант классификации — это деление токарного инструмента по принципу чистоты обработки. Здесь обычно выделяют два класса: черновой и чистовой. Первый предназначен для обдирочных работ или предварительной токарной обработки, а второй — для финишных операций. Если черновой инструмент, за редким исключением, довольно однотипен, то среди чистового существует ряд разновидностей с собственными названиями. В качестве примера можно привести лопаточный и радиусный резцы с дугообразным лезвием, назначением которых является точное чистовое точение. Еще один отдельный вид — это алмазный резец, применяемый для токарных работ по сверхтвердым материалам. Ни на что не похожую конструкцию имеет чашечный токарный резец с круговой режущей поверхностью, который может работать долгое время без переточки.
Кроме стандартной классификации, существует множество названий специфического токарного инструмента, как правило, отражающего особенности его конструкции или технологии применения. К таким относится пружинный резец с изогнутой в виде волны резцовой частью, которая пружинит во время токарной обработки жестких и неровных материалов.
Отдельной категорией резцовых изделий для токарных станков являются строгальные резцы. При токарных операциях с их использованием подача осуществляется на неподвижную деталь. При этом припуск не срезается, как при вращении, а удаляется строганием. В такой конфигурации токарный станок выполняет ту же функцию, что строгальный или долбежный.
Проходные прямые, отогнутые и упорные
Самая распространенная токарная операция — это обточка внешних частей цилиндрических заготовок. При этом используют три базовые разновидности резцового инструмента, представленные на рисунке ниже.
Упорный резцовый инструмент предназначен для обточки длинных и нежестких изделий, т. к. его конструкция способствует меньшему изгибанию детали. Отогнутый резец имеет лезвие, расположенное под углом к державке, поэтому им можно работать на продольной подаче. Все резцы этого типа фиксируются в резцедержателе так, чтобы их вершина находилась напротив главной оси вращения станка. Одна из разновидностей прямого типа — пружинный резец, который имеет удлиненную и изогнутую режущую часть, пружинящую в процессе обработки. Проходной резцовый инструмент является наиболее массовым и универсальным, поэтому часто изготавливается неразборным из быстрорежущей инструментальной стали.
Подрезные резцы
Основное предназначение данного инструмента — подрезка торцов и формирование уступов на вращающихся заготовках. Подрезные резцы работают на обоих направлениях подачи и поэтому могут формировать уступы под различными углами. Конструктивно это чаще всего быстрорежущие резцы сборного типа. На фото ниже — подрезка торца бронзовой заготовки.
Читать также: Какой посадочный диаметр у болгарки
Отрезные резцы
Этот вид токарного инструмента относится к группе канавочных и отрезных резцов. От проходных и подрезных его отличает специфическая форма режущей части. На ее лезвии по бокам от основной рабочей кромки располагаются две вспомогательные, обеспечивающие резание боковых плоскостей канавки. Помимо этого для снижения трения о боковые поверхности прорезаемого паза режущая часть имеет трапецеидальную форму с сужением в сторону державки. Головка такого инструмента, как правило, имеет усиленную форму, часто выгнутую вверх (т. н. петушковый резец). Отрезку рекомендуется производить как можно ближе к зажимному патрону, при этом режущая кромка должна устанавливаться точно против оси вращения, а корпус инструмента — строго перпендикулярно к плоскости резания. Отрезные работы выполняются на меньших скоростях, чем обточка, а при резании стали и твердых металлов в зону обработки обязательно должна подаваться СОЖ. На фото ниже — отрезка.
Резьбонарезные внутренние и внешние резцы
Если при токарной обработке необходима высокая точность соотношения оси резьбы с другими плоскостями изделия, то в этом случае рекомендовано использовать резьбонарезные резцы. Технология нанесения резьбы резцовым инструментом основана на точном соответствии геометрических параметров его режущей части и резьбового профиля изделия. Независимо от вида резьбы при таких операциях подача должна быть обязательно синхронизирована с оборотами шпинделя. Конструктивно резцовый инструмент, используемый для наружной резьбы, является прямым, а для внутренней — отогнутым. На фото ниже — внешнее резьбонарезание.
Расточные резцы
Этот вид инструмента предназначен для токарной обработки внутренних цилиндрических поверхностей с целью достижения точной соосности с осью вращения детали. При токарной расточке затруднены стружкоудаление, отвод тепла и применение СОЖ, поэтому инструмент находится в более сложных условиях, чем при выполнении наружной обточки. Вследствие этого такое точение производится на меньших скоростях и небольших глубинах. Существует две основных разновидности резцового расточного инструмента: упорные и проходные. Первые предназначены для тупиковых отверстий, а вторые — для сквозных. Для расточки больших диаметров обычно используют инструментальные державки различной конфигурации, в которые в том числе могут устанавливаться и расточные резцы. На фото ниже — расточка.
Сборный инструмент
Конструктивно токарные резцы выпускаются в двух основных разновидностях: цельнометаллическими и сборными. В первом случае все изделие выполнено из единого металлического бруска, на торце которого затачивается лезвие. Во втором цельнометаллическим является все, кроме лезвия, которое в таком изделии представляет собой режущую пластинку, зафиксированную на торце головки инструмента. Режущие пластинки в этом виде токарного инструмента могут крепиться напайным или механическим способом. В первом случае ее фиксируют с помощью пайки или сварки, а во втором — различными механическими приспособлениями, среди которых самые распространенные — это резьбовые элементы, прижимы и эксцентрики. Напайки и пластины для резцов изготавливают из специальных режущих материалов, среди которых основные — это инструментальная сталь, твердотельные сплавы и порошковые композитные материалы.
Виды подрезных резцов
Во-первых, в зависимости от направления подачи, подрезные резцы бывают левые и правые. Определить вид по этому принципу довольно легко, стоит лишь приложить ладонь на инструмент и посмотреть, в какую сторону указывает большой палец. Если направление большого пальца влево – это левый, а вправо – правый резец.
Во-вторых, в зависимости от особенностей конструкции, существуют:
Резец подрезной отогнутый. Он имеет режущие кромки, наклоненные в одну из сторон от оси державки.
Резец подрезной прямой. Он имеет режущие кромки, параллельные оси державки.
Резец подрезной торцевой (или упорный). Этот инструмент так же имеет режущие кромки, что параллельны оси державки, но расположенные под меньшим углом.
В-третьих, существует классификация резцов по способу изготовления. В зависимости от этого, они бывают двух видов:
Цельные – инструменты, державка и головка которых созданы из одного и того же материала.
Составные – инструменты, составные части которых изготовлены из разных материалов. Например, державка создана из твердого сплава Т10К5, а режущая пластина, расположенная на головке, из быстрорежущей стали Р9.
Рабочие режимы
Работы с подрезными резцами осуществляются в различных режимах в зависимости от типа обработки поверхности. Далее рассмотрены особенности применения данных инструментов на примере модели ВК8. Для предметов цилиндрической конфигурации и подрезания торцов и уступов применяют как поперечную, так и продольную передачи.
Черновую обработку осуществляют на глубину 2-5 мм с применением поперечной подачи на 0,3-0,7 мм за оборот. Названные характеристики для чистовых работ равны 1 мм и 0,1-0,3 соответственно.
Выбор резца для обработки детали
Прежде чем выбрать подрезной резец для обработки, нужно определиться с некоторыми особенностями:
Во-первых, необходимо учесть материал режущей пластины инструмента. Резец должен быть более жестким, чем сама заготовка.
Во-вторых, нужно учесть геометрию и конструкцию резца.
Эти два параметры повлияют на дальнейший выбор значений подачи и скорости резания, а также на его стойкость, т. е. продолжительность непрерывной работы до того момента, пока режущие кромки не затупятся.
Геометрия
Все подрезные резцы характеризуются одинаковой геометрией:
Стержень применяется для фиксации в станке.
Опорная поверхность имеет аналогичное назначение.
Передняя поверхность откатывает стружку.
Режущая кромка выполняет разрезание предметов.
Вспомогательная кромка, пересекаясь с режущей, формирует вершину резца.
Вершина лезвия представлена точкой взаимодействия инструмента и предмета.
Задняя поверхность обеспечивает поддержания пластины.
Вспомогательная задняя поверхность обеспечивает свободное перемещение резца по рабочей поверхности.
Следует отметить, что названные элементы подрезных резцов объединяют в два основных конструктивных узла. Так, стержень и опорная поверхность формируют державку, служащую для фиксации на станке. Она может быть выполнена в прямоугольном либо квадратном сечении. Переднюю и обе задние поверхности объединяют в рабочую поверхность, называемую головкой. На ней установлены режущие кромки. Таким образом, головка сформирована несколькими плоскостями и режущими кромками.
Угол заточки последних определяется материалами пластин и целевых заготовок, а также способом обработки.
Элементы резца и их размеры
Подрезной резец состоит из двух элементов:
Державки (стержня) – основная часть резца, которая дает возможность установить инструмент на станке.
Головки или же рабочей части, которой, собственно, и выполняется обработка детали. Головка состоит из нескольких поверхностей: передней (по которой отводиться стружка), главной задней (которая поддерживает режущую пластину) и вспомогательной задней (позволяет инструменту передвигаться по обрабатываемой поверхности). Помимо этого, на ней расположены две режущие кромки – главная и вспомогательная, которые отвечают за выполнение основных токарных операций.
В зависимости от габаритов резцедержателя станка и обрабатываемой заготовки, державки и головки инструментов изготовляют различных размеров. Основные размеры инструмента на примере токарного правого подрезного торцового резца приведены в таблице ниже. Основные размеры
Длина, L
Ширина, b
Высота, H
Угол врезки пластин
100 мм
10 мм
16 мм
15°
120 мм
12 мм
20 мм
140 мм
16 мм
25 мм
170 мм
20 мм
32 мм
200 мм
25 мм
40 мм
Геометрические параметры
Конструктивно изделие состоит из режущей части (ее называют головкой) и стержня (тела), с помощью которого закрепляют инструмент на токарном станке. Эту часть называют державкой. С помощью рабочей головки формируют необходимые плоскости в заготовке, изготовленной из черных и цветных металлов. В ней различают такие конструктивные элементы:
вершину;
поверхности: главную, переднюю и заднюю;
кромки главные и вспомогательные.
Различают и углы заострения. Инструмент различается типом, способом изготовления, геометрическими размерами державки, длиной всего изделия.
Маркировка
Как правило, многие токари, которые выбирают инструмент для обработки детали, сразу обращают внимание на маркировку и не зря, ведь именно в ней указана марка стали, используемая для создания режущих пластин. Например, резец подрезной упорный Т5К10 имеет твердосплавную пластину, которая относится к титан-вольфрамовой группе сплавов, содержащей карбиды титана и кобальт. Такой инструмент может подойти только для чернового точения заготовок из углеродистых и легированных сталей на низких скоростях и при низкой температуре нагревания.
В иных случаях придется выбирать резцы из быстрорежущей стали. Они дольше работают на высоких скоростях и менее склонны к смягчению при нагреве в более чем 200 °C.
Принципы выбора
Существует несколько факторов, определяющих выбор подрезного резца.
Во-первых, необходимо учитывать материалы целевых деталей. В данном случае используют принцип меньшей их жесткости относительно инструмента. Сопоставление по данному параметру осуществляют на основе марок стали.
Во-вторых, следует определиться с требуемым соотношением точности геометрических размеров и качеством обработки поверхности.
Следует отметить, что основные конструктивные элементы создают из различных материалов. Это обусловлено различным их назначением, обуславливающим требования к свойствам. Так, державка служит для фиксации в резцедержателе, следовательно, основными требованиями к ней являются твердость, ударо-, термо- и износостойкость.
Для создания режущих пластин применяют два типа материалов.
Детали из быстрорежущей стали подходят для компактных заготовок. Удаление большого слоя материала следует осуществлять в несколько проходов. Не рекомендуется применять такие модели для обработки прочных материалов вроде бронзы, каленой стали и т. д. Это обусловлено относительно небольшой прочностью быстрорежущей стали, вследствие чего она быстро затупляется при обработке таких предметов.
Твердосплавные режущие элементы с добавлением кобальта универсальны благодаря износо- и термостойкости. Ввиду этого они более дорогие. Для изготовления таких инструментов применяют комбинированный материал, включающий обычно быстрорежущую сталь и два сорта твердосплавной.
Для отражения параметров подрезных резцов используют маркировки, обычно обозначающие марку стали режущего элемента. К примеру, для модели Т15К6 титановольфрамовой группы цифры маркировки обозначают процентное содержание, буквы – карбид титана (Т) и кобальт (К).
Материалы, использующиеся для создания режущей пластины
Как уже известно, подрезной резец состоит из двух частей: державки и головки. Оба эти элемента важны для инструмента и каждый из них выполняет свою функцию. Например, державка, которая крепится в резцедержателе, должна быть твердой, стойкой к износу и ударам, а режущая пластина обязана не нагреваться при высокой температуре. Именно поэтому в большинстве случаев обе части резца делают из различных материалов. К тому же это позволяет сэкономить на производстве самого инструмента, что значительно влияет на снижение итоговой цены.
Таким образом, режущие пластины выполняются из быстрорежущей стали или твердых сплавов с добавлением кобальта, ведь, как известно, этот материал стойкий к износу и отлично работает при высоких температурах. Популярными материалами для изготовления режущих пластин резцов являются быстрорежущие стали (Р9К5, Р9К5Ф2) и твердые сплавы (Т5К10, Т5К6).
Если необходимо обрабатывать более мягкие сплавы железа, например, чугун, тогда рекомендуется выбирать резец, режущая пластина которого состоит не только из кобальта, но и из вольфрама. К таковым относятся марки ВК6, ВК8, ВК10, ВК3М и ВК6В.
Особенности и преимущества подрезных резцов с пластинами
Изделия с пластинами из твердых сплавов являются наиболее востребованными. Наличие пластин, выполненных из специальных сталей (быстрорежущих или с кобальтом в составе), делает изделие износостойким, продлевает срок его эксплуатации, а кроме того, удешевляет его производство. Пластины для таких подрезных резцов изготавливают из сплавов Т5К6, Т5К10 или быстрорежущих марок сталей, таких как Р9К5, Р9К5Ф2, для обработки заготовок из твердых и легированных марок сталей. Работы над заготовками из мягкого материала (железо, чугун и др.) выполняют резцами с пластинами, в состав которых входит помимо кобальта вольфрам (ВК6, ВК8, ВК10, ВК6В, ВК3М). Об этом указывается в паспортных данных и условном обозначении.
Список актуальных ГОСТов
Ввиду различий в конструкции, размерах и геометрии, многие не могут правильно подобрать резец подрезной. ГОСТ должен избавить от этих трудностей. В стандарте имеется вся необходимая информация о токарных инструментах, их конструкции, геометрических параметрах и других не менее важных особенностях, которые пригодятся при расчете режимов резания и выборе резца.
Всего есть 4 государственных стандарта, в которых упоминаются токарные подрезные резцы:
ГОСТ 18880-73 (переиздание с изм. 2003 г.). В стандарте изложена краткая информация об основных обозначениях, конструкции, геометрических параметрах и размерах подрезных отогнутых резцов, имеющих напаянные режущие пластины из твердого сплава.
ГОСТ 18871-73 (переиздание с изм. 2003 г.). В стандарте имеется необходимая информация о конструкции и размерах токарных подрезных резцов с напаянными пластинами из быстрорежущей стали.
ГОСТ 28980-91 (переиздание с изм. 2004 г.). Говорится о проходных и подрезных резцах со сменными твердосплавными пластинами.
ГОСТ 29132-91 (переиздание с изм. 2004 г.) Имеется информация о проходных и подрезных резцах со сменными многогранными пластинами, которые применяются в производстве вместе со специальным приспособлением, копиром.
Конструктивные элементы токарного резца
Основная часть токарного резцового инструмента имеет примерно одинаковую компоновку и конфигурацию основных частей. В основном они отличаются геометрией режущей части, что связано с функциональным назначением конкретного типа резцового инструмента. Кроме того, существует несколько технологий сочленения державки и режущей части, от которых зависит базовая конструкция токарных резцов. Тем не менее все модели имеют примерно одинаковый набор рабочих плоскостей и граней головки резца, участвующих в процессе резания. Кроме основных, непосредственно реализующих процесс снятия припуска, к ним также относятся элементы, ответственные за направленный отвод слоя удаленного металла, формирование и ломку стружки и пр. На рисунке ниже представлены классические элементы резца и их расположение на режущей части.
Одной из особенностей токарной обработки является то, что горизонтальное продольное движение резцового инструмента может осуществляться в двух направлениях: от шпинделя (вправо) и по направлению к нему (влево). Смена направления движения требует изменения ориентации режущих поверхностей, поэтому инструментальная промышленность производит токарный инструмент в обоих вариантах. Чтобы определить, правый это или левый резец, нужно поместить на него правую ладонь пальцами в сторону лезвия. Если большой палец будет справа от вершины, то это правый, а если нет — левый.
Плоскости резания
Угловые параметры резцового токарного инструмента рассчитываются с помощью системы координатных плоскостей, среди которых базовыми являются основная, резания и главная секущая. Их взаимный наклон формирует углы заточки режущей части, обеспечивающие токарную обработку на расчетных режимах. Таким образом определяются следующие углы: главный передний (γ), главный задний (α), угол заострения (β), а также ряд других углов (см. правый рис. ниже).
Углы резца
Работа токарного инструмента в процессе резания определяется угловыми параметрами передней и задней поверхностей. Поэтому основные углы резца — это главный передний (γ) и главный задний (α). При увеличении первого снижаются затраты мощности на выполнение резания, улучшается стружкоотвод и снижается шероховатость. С другой стороны, при увеличении переднего угла снижается толщина лезвия, что приводит к ухудшению его прочностных характеристик, усилению выкрашивания и уменьшению скорости отвода тепла. Основное назначение заднего угла — это снижение трения между поверхностью резания и главной задней. Кроме главных по функциональности углов α и γ при расчете определяется еще несколько углов, чьи величины влияют на класс чистоты токарной обработки, процесс формирования стружки и другие технические характеристики.
Как вырезать плитку под прямым углом без пилы для плитки | Домой Руководства
Автор: Kristy Robinson Обновлено 17 декабря 2021 г.
Почти каждая работа с плиткой требует обхода препятствий. Если вы не самый удачливый человек из ныне живущих, по крайней мере один надрез придется на середину ряда, и вам придется разрезать плитку под прямым углом, чтобы удалить ее часть. Разрежьте плитку с помощью плиткореза или инструмента для надрезов и прищипывания и не берите напрокат плиткорез. Установите окружающие полноразмерные плитки на пол или стену перед измерением прямого угла. Используйте инструмент для надрезов и кусачек для обрезки щепок и плиткорез для удаления больших участков плитки.
Измерение и маркировка
1. Сделайте свою метку
Удерживайте плитку на месте, оставляя прокладки со всех сторон плитки. Отметьте карандашом место, где он перекрывает препятствие сверху и сбоку плитки. Поднимите плитку и положите ее на плоскую ровную поверхность.
2. Используйте линейку с прямым краем
Поместите линейку с прямым краем поверх плитки и проведите отметки по всей длине плитки. Начиная с пересечения и продвигаясь к нужной части плитки, сотрите метки.
3.
Примите надлежащие меры предосторожности
Очистите рабочую поверхность и наденьте респиратор. Отрезая небольшой кусок плитки, наденьте очки на случай, если осколки отколотся от плитки.
Использование плиткореза
1. Выровняйте подрезной нож
Установите плитку под ножом плиткореза так, чтобы самая длинная линия разреза была параллельна поверхности разреза. Совместите подрезное лезвие с пересечением ваших линий, инструктирует Ask the Builder.
2. Надсеките линию
Нажмите на резак вниз в месте пересечения и потяните его к концу плитки. Поверните плитку и повторите процесс подсчета очков.
3. Прикрепите плитку к рабочей поверхности
Положите плитку на край рабочей поверхности так, чтобы обрезанные края свисали сбоку. Закрепите плитку на месте, чтобы она не двигалась.
4. Ударьте по плитке
Слегка постучите по плитке резиновым молотком, чтобы сломать плитку по линиям разреза, советует Saw Tool. Поверните плитку и повторите процесс, чтобы сломать плитку по второй линии разреза.
5. Отшлифуйте края
Отшлифуйте края среза двусторонним шлифовальным бруском. Избегайте шлифовки глазурованного покрытия поверх плитки и слишком грубой обработки задней кромки плитки.
Надрез и надрез
1. Прижмите плитку к рабочей поверхности
Положите плитку на рабочую поверхность так, чтобы самая длинная линия была перпендикулярна краю, а пересечение линий было направлено к противоположной стороне. стола от вас. Прижмите плитку к рабочей поверхности, чтобы она не двигалась.
2. Надрез на линии
Надрез по самой длинной линии с помощью инструмента для подрезки. Установите подрезное лезвие на перекрестке, держите его под углом 45 градусов, а затем перетащите на себя. Сильно надавите, делая надрезы, чтобы пробить глазурь на плитке.
3. Переместите плитку
Снимите зажимы и поверните плитку, выровняв более короткую линию так же, как вы сделали самую длинную линию для первого разреза. Зажмите плитку на месте, а затем сделайте надрезы по линии.
4. Зажмите плитку
Зацепите кусачки за плитку и зажмите ручку. Если возможно, выровняйте кусачки по намеченным линиям. Кусачки откусывают кусочки плитки, а линии разреза помогают предотвратить удаление слишком большого количества плитки.
5. Отшлифуйте кромки
Отшлифуйте грубые кромки двусторонним шлифовальным бруском. Шлифуйте только до тех пор, пока не удалите грубые края, и избегайте слишком агрессивных действий, чтобы плитка не откололась и не сломалась.
Вещи, которые вам понадобятся
Ссылки
Спросите строителя: резак для керамической плитки
Инструмент для пилы: как резать керамическую плитку без пилы для различных веб-сайтов с 2008 года. Ее работа сосредоточена на учебных пособиях и статьях по саморазвитию. Робинсон имеет степень бакалавра наук в области уголовного правосудия Американского межконтинентального университета.
Как резать плитку — лучшие инструменты и методы
После того, как ваш проект плитки был спланирован и плитка куплена, в конце концов приходит время подумать о том, как разрезать плитку. Даже самая простая работа по укладке плитки требует какой-либо резки — будь то установка деталей в углах или обход препятствий — поэтому знание того, как резать плитку, является важным навыком для достижения профессионального вида и сокращения ненужного материала.
Резка нашей 5-дюймовой плитки Carrara Hexagon Peel and Stick с помощью мокрой пилы
Для разных работ требуются разные разрезы. Материал, с которым вы работаете, а также форма разреза, которые вам нужны, влекут за собой разные методы и инструменты. Чтобы узнать, как справиться со всеми этими различными разрезами, мы предлагаем вам это руководство, которое поможет вам спланировать заранее — помните, вы никогда не сможете «неразрезать» плитку!0003
В этом руководстве мы расскажем о некоторых из наиболее широко используемых инструментов для резки плитки и о том, когда их использовать.
Решение о том, какой метод резки плитки лучше всего подходит для вашего конкретного проекта, начинается с понимания конструкции каждого инструмента, а также с учетом объема вашей работы. Есть 3 фактора, которые помогут вам определить, какой тип инструмента вам следует использовать:
1- Тип плитки, которую вы режете
2- Какой вид резки необходим
3- Сколько плиток вы планируете разрезать
Для начала определите тип укладываемой плитки. Вот краткий обзор наиболее распространенных инструментов, которые вы можете использовать для каждого типа плитки.
Керамика
*Кусачки
*Стеклорез
*Угловая шлифовальная машина
*Кусачки для плитки
*Влажная пила
Фарфор
*Кусачки
*Угловая шлифовальная машина
*Кусачки для плитки
*Влажная пила
Стекло
*Стеклорез
*Угловая шлифовальная машина
*Влажная пила
Мрамор
*Кусачки
*Кусачки для плитки
*Угловая шлифовальная машина
*Влажная пила
Затем сузьте круг вариантов, выяснив, какой тип разреза вам нужен (прямой, угловой, изогнутый и т. д.) и сколько плиток вы планируете разрезать для всего проекта. После того, как вы сократите свои варианты, вы сможете, наконец, выбрать правильный инструмент (ы) в зависимости от вашего бюджета и личных предпочтений. Но сначала давайте посмотрим, для чего предназначен каждый инструмент и как они работают!
(В качестве примечания вы увидите, что с большинством инструментов, как правило, используется один и тот же процесс резки: измерьте и отметьте плитку, защелкните или отрежьте ее, затем сгладьте края. Кроме того, для некоторых проектов плитки может потребоваться сочетание инструментов и методов тоже. Давайте начнем.)
Стеклорез
Стеклорез часто используется, если задача небольшая и не требует сложных или изогнутых разрезов. Этот небольшой ручной инструмент использует вращающиеся колеса для резки стеклянных плиток или керамических плиток, не ломая и не ломая их.
Когда это работает лучше всего? Этот инструмент лучше подходит для небольших работ, когда требуется всего несколько надрезов.
Когда следует избегать? Когда вам нужно вырезать углы или кривые.
Для каких материалов он используется? Стекло и керамическая плитка
Что еще вам понадобится : Квадратная линейка, мел или карандаш для разметки линий, проволочная вешалка и шлифовальный камень
Как резать плитку стеклорезом —
1. Измерьте и отметьте: Отметьте на плитке линию, в которой вы хотите сделать надрез – важно разместить отметку на глазурованной или полированной стороне плитки, обращенной наружу.
2. Расположение: положите плитку на ровную поверхность и используйте квадратную линейку в качестве направляющей для стеклореза. Всегда устанавливайте квадратную линейку немного от отмеченной линии (менее ¼ дюйма), чтобы резак попадал в нужное место.
3. Надрез: поместите надрез на отмеченную линию, начиная с края плитки. Нажимайте на резак, когда вы двигаетесь по плитке — цель состоит в том, чтобы провести линию, не прорезая ее полностью. Если вы слышите царапающий звук при перемещении, это означает, что ваша плитка засчитывается!
4. Защелка. Поместите проволочную вешалку на плоскую поверхность и поместите над ней линию с надрезом. Аккуратно надавите на боковые стороны плитки, чтобы она защелкнулась. Вы также можете использовать кусачки для плитки, чтобы завершить этот шаг.
5. Гладкость: сгладьте острые кромки, чтобы не было порезов и зацепов. Используйте свой шлифовальный камень (камень из оксида алюминия), чтобы подпилить края стеклянной плитки, а также обожженный фарфор.
Сколько стоит стеклорез? Вы можете легко купить его примерно за 10 долларов в Home Depot или Lowes. Вы также можете найти это масло IMT Heavy Duty Pencil Glass Cutter Oil на Амазонка .
Резак с защелкой (ручной плиткорез)
Также известный как рельсовый плиткорез, ворсовый резак s является бюджетным вариантом, когда речь идет о резке плитки. Это также безопасная альтернатива электроинструментам, так как не требует электричества или воды.
Когда это работает лучше всего? Резак с защелкой отлично подходит для небольших проектов, когда вам не нужно резать огромное количество плитки. Он также хорош для диагональных разрезов и разрезов под разными углами.
Когда следует избегать? Резак с защелкой не будет резать кривые или фаски. Поскольку это ручной процесс, он не очень подходит для крупных проектов (например, масштабных проектов по укладке напольной плитки). Хотя этот инструмент удобен для выполнения прямых разрезов, он не создает идеально прямые линии, как мокрая пила для плитки. Керамическую или керамогранитную плитку толщиной более 3/8 дюйма, плитку из натурального камня и мрамора, а также крупноформатную плитку нельзя резать кусачками – такую плитку следует резать мокрой плиткорезом.
Для каких материалов используется? Резак с защелкой в основном используется для резки керамической плитки толщиной до 3/8 дюйма. В зависимости от типа текстуры, вы также можете использовать его для резки керамогранита. Резак с защелкой также можно использовать для резки мраморной плитки, но только если у него есть лезвия из карбида вольфрама.
Как резать плитку кусачками
1. Измерьте и отметьте: отметьте на плитке линию, по которой вы хотите сделать надрез.
2. Положение и оценка: Положите плитку на ровную поверхность глазурованной стороной вверх под режущий диск. Начиная с края плитки, плотно прижимайте твердосплавный резак к поверхности плитки, пока не получите прямую линию. Может потребоваться второй проход отрезного круга, чтобы начать линию, но не пытайтесь делать несколько проходов, так как слишком много надрезов приведет к сколу краев.
3. Щелчок: после разметки линии поднимите ручку и ослабьте давление на центр плитки. Слегка надавите на ручку. Если ваша плитка была правильно надрезана, она легко сломается.
4. Гладкость: Если края плитки острые или шероховатые, сгладьте их шлифовальным камнем или кирпичом.
Сколько стоит кусачка? Кусачки Snap могут стоить всего от 15 до 25 долларов, а профессиональные — до 200 долларов. Инструменты Boss.com рекомендовал QEP 10630Q 24-дюймовый ручной плиткорез , который обычно стоит около 100 долларов.
Кусачки для плитки
Кусачки для плитки, также известные как кусачки, помогут вам разрезать плитку небольшими ножницами, что трудно сделать с помощью более крупных инструментов. Однако вам нужно набраться терпения, так как вы можете резать плитку таким образом только понемногу за раз!
Когда это работает лучше всего? Если вы хотите сделать неровные, а не прямые разрезы, например изогнутые разрезы, дуги, круглые разрезы, крошечные вырезы или выемки, вам помогут кусачки для плитки. Кусачки для плитки отлично подходят для вырезания небольших кусочков плитки; например, вокруг фланцев унитаза, клапанов кранов, дверных коробок и т. д.
Когда следует избегать? Если вы хотите отрезать большие прямые куски!
Для каких материалов используется? Кусачки для плитки обычно используются для керамической плитки. Он также может резать более тонкий фарфор, бетон или даже некоторые плитки из натурального камня, но имейте в виду, что для резки этих материалов вам потребуется довольно крепкое сцепление и сжатие. Это также полезно для плиток с меньшими сечениями, таких как мозаичная плитка листов .
Как резать плитку кусачками для плитки
1. Измерьте и отметьте: Отметьте на плитке линию, по которой вы хотите сделать надрез. Вы также можете использовать циркуль или круглые предметы, такие как банки или крышки, чтобы нарисовать кривую или полукруг.
2. Позиция и оценка: если область, которую вы будете резать, находится далеко от края плитки, подумайте о том, чтобы сначала отрезать плитку. В этом случае начните с кусачки или пилы для мокрой плитки, чтобы надрезать и отрезать прямые куски. Затем продолжайте формировать меньшую область, как только она будет обрезана.
3. Щелчок: сильно сожмите ручки кусачек, чтобы откусывать чипсы один за другим. Делайте небольшие закусывания, но не слишком быстро, чтобы не сломать плитку дальше отметки.
4. Гладкость: края плитки очень острые, если их не тереть! Уделите особое внимание шлифовке порезов, которые будут совпадать с предметами, такими как водостоки для душа.
Сколько стоят кусачки для плитки? Кусачки для плитки обычно стоят от 10 до 25 долларов США, как этот.
Угловая шлифовальная машина
Угловая шлифовальная машина удобна для выполнения нескольких пропилов различных размеров и форм, включая Г-образные, круглые, прямые и квадратные пропилы. Хотя его разрезы не такие чистые, как у мокрой пилы, этот инструмент по-прежнему является хорошим вариантом, поскольку требует меньшего мастерства в работе. В зависимости от работы вы можете выбрать электрические, аккумуляторные, пневматические или бензиновые угловые шлифовальные машины. Мы рекомендуем электрические угловые шлифовальные машины, так как они более мощные и охватывают большую площадь поверхности (лучше для больших работ!).
Где это работает лучше всего? Этот инструмент лучше всего подходит для резки плитки вокруг дверных проемов, вентиляционных отверстий обогревателей и даже туалетов для труб. Он также подходит для вырезания кривых в плитке, а не для сверления отверстий.
Для каких материалов используется? Это обычный инструмент для резки керамической, фарфоровой, каменной, мраморной и стеклянной плитки. При резке керамической плитки необходимо использовать диск с алмазным наконечником и гладкими краями, тогда как зубчатый диск лучше подходит для керамогранита, а зубчатый диск больше подходит для плитки из натурального камня.
Как резать плитку с помощью угловой шлифовальной машины
1. Измерьте и отметьте: Отметьте желаемую форму (круглую, квадратную, полукруглую и т. д.), которую вы хотите отрезать, с обеих сторон плитки.
2. Расположение: положите плитку на ровную поверхность. Наклейте малярный скотч по внешнему краю, чтобы глазурь не откололась. Убедитесь, что у вас есть правильное лезвие в зависимости от типа плитки (как упоминалось выше). Закрепите плитку зажимом.
3. Отрежьте: следуйте отмеченной форме, осторожно используя край угловой шлифовальной машины, чтобы получить четкую отметку. Сделайте несколько надрезов, каждый раз углубляя лезвие. Делайте прямые надрезы, держа лезвие вертикально (как показано на рисунке), или наклоняйте его горизонтально, чтобы делать закругленные надрезы и круги.
4. Сглаживание. Наконец, сгладьте края плитки. Для шлифовки можно использовать плоскую сторону лезвия, шлифовальный камень или наждачную бумагу.
Сколько стоит угловой ed Grinder? Обычно базовая угловая шлифовальная машина стоит от 30 долларов, но в более низких ценовых категориях может быть не так много опций или аксессуаров, как в более дорогих моделях. плитки, но нужно иметь опыт работы с мокрой пилой. Их резка плитки чрезвычайно точна — они не только могут быть вырезаны точно по вашим размерам, но и создают гладкий, прямой край. Мокрая пила может даже резать обрезки плитки с закругленной или четвертькруглой формой. Когда это работает лучше всего? Мокрые пилы отлично подходят для объемных проектов! Если вы режете большое количество плитки или вам нужны угловые вырезы вокруг дверных косяков и стенных розеток, этот инструмент для вас.
Для каких материалов используется? Мокрая пила может использоваться для резки керамогранита , а также керамической, мраморной и стеклянной плитки.
Посмотрите наше видео о том, как резать мраморную плитку и приклеивать плитку —
Как резать плитку мокрой пилой
1. Измерьте и отметьте: Отметьте плитку в форме, которую вы хотите отрезать.
2. Размещение и подготовка: положите плитку на ровную поверхность. Используйте выравниватель, чтобы убедиться, что ваша плитка и следы разреза идеально выровнены с вашим лезвием. Как и в случае с любым другим электроинструментом, перед началом работы прочтите инструкцию к вашему инструменту. Убедитесь, что лезвие острое и свежее. Используйте ленту, чтобы замаскировать внешние края плитки, чтобы предотвратить появление сколов. Прежде чем начать, убедитесь, что у вас есть полный резервуар с водой. Поместите плитку в воду, когда будете готовы начать резку, и убедитесь, что вода течет по лезвию.
3. Резка. Следуйте инструкциям производителя по резке плитки. Для максимально чистого реза не вдавливайте плитку в пилу и не применяйте силу. Вместо этого осторожно подведите плитку к пиле, и пусть пила сделает за вас резку. Чем медленнее вы будете подавать плитку в лезвие, тем точнее будет рез. Вы также можете использовать резак, чтобы сделать надрезы перед тем, как вставить плитку в пилу, для более чистых разрезов.
4. Гладкость: при необходимости сгладьте края плитки с помощью шлифовального камня или кирпича.
Сколько стоит мокрая пила? Бюджетная пила для мокрой резки может стоить около 60 долларов, тогда как профессиональная пила может стоить более 500 долларов, а пила большой мощности с подставкой может стоить около 1200 долларов. Если вы не планируете выполнять много проектов в будущем, аренда может быть лучшим вариантом для завершения вашего проекта.
Как вырезать отверстия в плитке
Что делать, если вы хотите сделать отверстие в центре плитки? Это не проблема! Если вам нужно вырезать круги для трубы, арматуры клапана или по какой-либо другой причине, есть один инструмент, который значительно упрощает вырезание отверстия: Дремел !
С помощью инструмента Dremel особенно легко вырезать отверстия. Инструмент Dremel позволяет просверливать отверстия в закрепленной плитке, а также делать отверстия в незакрепленной плитке, которая еще не установлена. Резка керамической плитки дремелем — самый простой вариант, так как для других плиток может потребоваться другая насадка. Чтобы вырезать круглое отверстие в керамограните или мраморе, алмазная коронка идеально подходит для вырезания отверстий в этих плитках.
Эксперт рекомендует, когда вы проделываете отверстие в неподвижной плитке, приложите сверло к плитке под углом 45 градусов, надавливая до тех пор, пока оно не окажется под углом 9Угол 0 градусов. Не давите слишком сильно, иначе сверло изнашивается слишком быстро. Как только вы дойдете до конца линии разреза, осторожно вытащите инструмент. Резка за отмеченными линиями может привести к повреждению плитки.
При сверлении отверстия в незакрепленной плитке обязательно используйте промышленные зажимы, чтобы зафиксировать плитку на месте перед резкой.
Резка гнутого стекла
Резка гнутого стекла — еще одна проблема, если вы не уверены, какие инструменты вам нужны! Да, использование мокрой пилы для стеклянной плитки — это быстрый способ получить чистые края стекла и снизить риск повреждения стеклянной плитки. Однако, если вы укладываете плитку вокруг изогнутого объекта, мокрая пила не подойдет! Вам нужно использовать комбинацию инструмента для подрезки, мокрой пилы, плоскогубцев и тёрочного камня.
Ниже приведены инструкции по резке гнутого стекла.
1. Отметьте место среза маркером и сделайте надрезы на плитке с помощью ручного инструмента для резки стекла
2. Используйте мокрую пилу, чтобы сделать прямые надрезы, начиная с края плитки, которую вы планируете удалить
3. Отломайте кусочки стекла вокруг изогнутого среза с помощью плоскогубцев, пока не останется только изогнутая стеклянная плитка
4. Наконец, разгладьте и отполируйте стеклянную плитку с помощью шлифовального камня!
Как резать керамическую плитку без сколов
Резка керамической плитки без сколов может быть отдельной задачей. Вот почему специалисты изобрели методы резки плитки, которые могут предотвратить появление сколов и разрывов. Вот несколько способов предотвратить появление сколов в процессе резки плитки, если вы работаете с керамической плиткой.
Система вырезов — Если у вас есть мокрая пила или другой приводной диск для резки керамики, вы должны сделать надрезы в плитке, прежде чем прорезать ее до конца.
Применение давления — При наличии успешной системы надрезов еще один способ предотвратить вероятность появления сколов или трещин – аккуратное приложение давления при резке плитки. Метод одинаков при использовании ручного инструмента или электропилы. Прикладывайте равномерное давление от начала до конца, пока лезвие проходит через резак. Мягкое давление гарантирует, что ваша плитка пройдет весь путь, от края до края, как можно более плавно.
Неглубокие надрезы — Вы не хотите резать слишком глубоко, иначе вы нарушите структурную целостность самой плитки! Неглубокая и медленная резка предотвратит сколы плитки. Важно отрегулировать лезвие, чтобы делать глубокие надрезы на ⅛ дюйма. Еще немного, и вы можете повредить плитку!
Последние советы!
При резке стеклянной плитки всегда помните, что лезвие для резки стекла отличается от лезвия, используемого для керамической плитки. Подумайте о том, чтобы приобрести алмазный диск для резки стеклянной плитки, так как он уменьшает агрессивное трение, которое может привести к трещинам или резким порезам!
Мокрая пила может стоить очень дорого и занимать много места. Если это разовая работа, подумайте об аренде в местном хозяйственном магазине.
Всегда соблюдайте меры предосторожности, чтобы не навредить себе или своему проекту! Всегда надевайте защитные очки, толстые перчатки и маску при работе с пилой.
Не волнуйтесь, резать плитку не так сложно, как кажется! Просто убедитесь, что вы учитываете свой материал и количество, а затем найдите правильный инструмент для своей работы. Если это все еще звучит как слишком много работы, всегда есть очистить и приклеить плитку !
Как видите, существуют различные инструменты для резки плитки, в зависимости от типа и количества плиток, а также от того, какие разрезы вы хотите сделать. Рассмотрите свои факторы и выберите тот, который соответствует вашим потребностям, чтобы обеспечить профессиональный результат.
Сравнение фрезерных и лазерных станков с чпу. Какой выбрать для те или иных задач? В чем разница?
В настоящее время популярно два варианта резки материалов – либо на фрезерных станках, либо на лазерных. Какие преимущества и недостатки есть у этих станков? Для каких целей выбирать фрезер, а для каких лазер?
Лазерные станки имеют немало преимуществ и с каждым годом набирают все большую популярность. Однако полностью вытеснить фрезерные устройства они не смогут.
Почему? Давайте разбираться! Сравним фрезерные и лазерные виды резки, подскажем, для каких целей подходит то или иное оборудование, и поможем сделать верный выбор!
Принцип действия лазерного и фрезерного станка, назначение:
Фрезерный станок – с помощью режущего инструмента (фрезы), вращающейся с высокой скоростью, срезает слои материала, образуя тем самым рельеф и оставляя стружку. Фрезы бывают разными по форме и количеству зубцов. Задача специалиста — выбрать подходящий для того или иного материала и типа резки инструмент.
Лазерный станок – действует иначе. Луч лазера, воздействуя высокой температурой, будто бы расплавляет материал, создавая тем самым рисунок. При этом стружка не образуется. Однако возможности обработки значительно сокращаются.
И лазерный и фрезерный станок предназначены для резки различных материалов (дерева, фанеры, МДФ, ДСП, пластика, оргстекла, композита и т.д.). Также способны выполнять раскрой деталей и гравировку.
Система управления и в лазерных и во фрезерных станках с числовым программным управлением примерно одинакова. Траекторию движения инструменту задает ЧПУ, согласно заданной программе.
Однако из-за различных принципов действия существует немало различий между лазерными и фрезерными станками, обуславливающих те или иные преимущества оборудования. Какие именно? Смотрите ниже!
Материал резки:
Оба станка подходят для резки дерева, древесностружечных материалов, оргстекла, композита.
Однако лазеры запрещено применять для резки ПВХ. Дело в том, что при нагревании поливинилхлорид выделяет канцерогены, кроме того образуется серная кислота, негативно сказывающаяся на оборудовании (вызывает коррозийные процессы). А вот фрезерный станок прекрасно справляется со всеми видами пластика.
Ограничения касаются и обработки металлов. Фрезерный станок с помощью твердосплавных фрез легко режет практически любые металлы. А вот лазерный для резки металла представляет собой специальную, дорогостоящую и чрезвычайно мощную машину. Обычные станки с металлическими заготовками не справляются.
При этом фрезерные станки не способны выполнять резку по резине, тогда как лазерные – отлично ее режут. Зато фреза, в отличие от лазера, лучше подходит для обработки смолистых пород дерева (сосна, ель), с которыми лазерным станкам справится достаточно сложно.
Создание объемных 3D изделий:
Важное преимущество фрезерных станков – это 3d обработка материалов, то есть создание объемных трехмерных деталей, удивляющих своей оригинальностью. Фреза плавно меняет направление движения (в трех плоскостях) и глубину резки, в результате получается резьба, во многом превосходящая работу искусных мастеров.
Лазерный же луч распространяется строго прямолинейно. Поэтому трехмерные фигуры получаются ступенчатыми, что выглядит не так привлекательно и грубовато.
Толщина материала и его прочность:
Лазерному станку резка толстых материалов дается с трудом, рез получается трапецивидным, что не всегда подходит для целей заказчика. К тому же глубина реза у лазера ограничена.
Фрезерные станки способны выполнять резку, а также криволинейный раскрой и распил материалов любой толщины.
Однако лазерные станки больше подходят для миниатюрных изделий и для хрупких материалов. Они режут бесконтактно и не требуют фиксации материала. В чем несомненно выигрывают перед фрезерными устройствами.
Разнообразие инструментов:
Фрезерный станок обладает целым рядом разнообразных режущих инструментов, предназначенных для различных типов резки и обработки тех или иных материалов. Это позволяет выбрать наиболее подходящий вариант фрезы, в зависимости от поставленных задач.
А лазерный луч способен менять лишь мощность и незначительно – угол наклона относительно заготовки.
Риск воспламенения и обуглившиеся края:
Ко всему вышесказанному добавим, что срез на станках с чпу остается равномерно светлым, а при резке на лазерных станках края обугливаются. В результате срез приобретает черный цвет. Что также не всегда подходит для целей заказчика.
Для предотвращения окислительных процессов во время лазерной резки используют подачу в зону резки инертных газов, например, аргона. Также подходит азот, который позволяет исключить доступ кислорода к зоне резки, что и не дает кромке обугливаться
Кроме того при лазерной резке дерева возможно воспламенение материала. Что абсолютно исключено при обработке фрезой.
В каких случаях стоит выбрать фрезерную резку, а в каких лазерную?
Таким образом, и лазерные, и фрезерные устройства имеют свои преимущества и недостатки и подходят для разных задач. Подведем итоги всего вышесказанного, и подскажем, в каких случаях следует выбирать обработку на фрезерных станках, а в каких — на лазерных:
1. Если требуется 2d или 3d фрезеровка, любые виды сложной резки, то выбирайте только фрезерный станок. Для гравировки мелких деталей, надписей подойдет лазер.
2. При раскрое, распиле или обработке деталей из толстых, плотных, прочных материалов – лучше обращаться к фрезерной резке. При обработке мелких, хрупких изделий – поможет лазерный станок.
3. Если цвет среза должен быть равномерно светлым, то выбирайте фрезерную резку, а если, изделие будет перекрашиваться, либо от темного цвета пазов и срезов заготовка только выиграет, то смело обращайтесь за помощью к лазерному станку.
Наша компания выполнит резку дерева, фанеры, МДФ, ДСП и ЛДСП на фрезерных станках с чпу. Выгодная цена и достойное качество — гарантированы! Доставка изделий по всей России. Выполнение работ на заказ. Звоните!
Лазерный станок для дерева: плюсы оборудования
Новости
Традиционная деревообработка выполняется механическим способом за счет воздействия на заготовку режущего инструмента, но аналогичные задачи можно решать и термическим путем. Для этого потребуется специальное оборудование – лазерный станок для дерева, который фокусирует лазерный луч достаточной для резки дерева мощности (эта величина варьируется в зависимости от толщины заготовки). Благодаря этому лучу может производиться гравировка на поверхности дерева (создание изображений при помощи резов небольшой глубины). Функционал такого оборудования позволяет выполнять резку и раскрой деревянных заготовок, а также нанесение на них изображений. Благодаря развитию технологий такая техника стала доступнее и активно используется как небольшими организациями, так и крупными предприятиями.
Преимущества лазерных станков для дерева
Помимо доступности, популяризация такой техники обеспечивается и другими преимуществами:
высокая производительность – скорость работы оборудования позволяет выполнять большие объемы в короткие сроки;
максимальная точность – толщина реза составляет всего 0,1-0,2 мм;
экономичность – во время работы лазерные станки расходуют гораздо меньше электроэнергии и материалов, что обеспечивает высокую рентабельность производства;
многофункциональность – оборудование можно использовать для раскройки, гравировки и нанесения изображений на деревянной поверхности.
Обеспечить эти преимущества могут только модели с числовым программным управлением от ведущих производителей. В Москве лазерный станок для дерева с ЧПУ можно купить в компании «САЙН СЕРВИС», которая является ведущим поставщиком. Помимо преимуществ, такие установки имеют и некоторые недостатки: на торцевой стороне реза всегда остается темный налет, так как материал выжигается, а не вырезается. Другой недостаток – ограничения по толщине реза (не более 20 мм).
Технология использования лазерного станка для резки дерева
Несмотря на некоторые негативные особенности, такое оборудование активно используется не только промышленными предприятиями, но и частными лицами, которые хотят наладить успешный бизнес. Интерес к такому оборудованию среди частных предпринимателей обусловлен легкостью в эксплуатации, которая предполагает несколько этапов:
при помощи специального программного обеспечения создается цифровая модель будущего изделия, она может быть двухмерной и трехмерной;
макет изделия загружается в систему управления станка, встроенный алгоритм автоматически определяет параметры работы;
на станке фиксируется деревянная заготовка;
запускается процесс деревообработки.
После выполнения этих операций остается только дождаться завершения работы установки и проверить качество получившегося изделия. Долго ждать не придется, так как оборудование по скорости работы превосходит станки для деревообработки механическим способом.
Особенности выбора
Если вы хотите купить лазерный станок для дерева в Москве или другом городе, нужно обратить внимание на несколько важных моментов, от которых зависят стоимость и функциональность оборудования.
Тип лазерного излучателя
Существует две разновидности лазерных излучателей: газовые (работают на углекислом газе) и твердотельные, в которых вместо газовой смеси используются специальные монокристаллы. Для работы с деревом предназначены газовые излучатели, твердотельные аналоги используются для металлообработки. Выбор лазерного излучателя на основе CO2 объясняется не только техническими особенностями, но и финансовыми причинами, так как газовый излучатель стоит значительно дешевле. Кроме того, у таких моделей лазерных излучателей есть и другие преимущества:
миниатюрные габариты;
легкость в использовании;
универсальность;
возможность обработки заготовок больших размеров.
Чтобы выбор типа лазерного излучателя не поставил вас в тупик, необходимо обращаться в компании, которые предоставляют профессиональную консультацию и оказывают помощь в выборе промышленного оборудования. В столице России всестороннюю поддержку клиентов предлагает «САЙН СЕРВИС».
Мощность лазерной трубки
Помимо типа лазера, при выборе станка для деревообработки крайне важно учитывать его мощность, которая должна соответствовать толщине заготовки. Например, для раскроя заготовок толщиной до 6 мм потребуется лазер мощностью 60-80 Вт, для более толстых заготовок нужна более высокая мощность лазера. Выбирать более высокую мощность, чем вам необходимо – не лучшее решение, так как недорого лазерный станок для дерева большой мощности купить невозможно. Еще один негативный момент покупки оборудования с запасом мощности заключается в ускоренном износе лазерной трубки, из-за чего возникают дополнительные эксплуатационные издержки.
Размер области обработки
Ширина рабочей зоны для лазерной деревообработки должна составлять не менее 2-х метров, размеры рабочего стола должны соответствовать габаритам заготовки, а также площади помещения, где планируется установка станка. Помимо размеров рабочего стола, необходимо обратить внимание на способ фиксации заготовки, предпочтение лучше отдавать моделям с вакуумной фиксацией, так как они гораздо удобнее и обеспечивают надежное крепление материала на рабочей поверхности.
Где купить лазерное оборудование для деревообработки?
Покупателям вовсе не обязательно разбираться в технических тонкостях, оставьте это профессионалам. Специалисты самого высокого уровня работают в компании «САЙН СЕРВИС», которая гарантирует клиентам следующий перечень преимуществ:
Чтобы заказать лазерный станок для дерева по лучшим ценам, свяжитесь с менеджером компании «САЙН СЕРВИС» по телефону, а все остальное возьмут на себя наши специалисты.
Новости
Как купить фрезерный станок в Москве на самых выгодных условиях?
Маркетологи установили, что наибольшей эффективностью обладает реклама при помощи лайтбоксов (световых коробов), поскольку такие конструкции хорошо заметны в любое время суток и отличаются высокой долговечностью.
Читать
Новости
Раскрой и резка ПВХ
Использование для разрезания ПВХ фрезерно-гравировального станка является наилучшим решением. Это экологически безопасная технология, при её использовании детали станка не подвержены разрушению, а срез материала, независимо от его толщины, получается ровный и имеет цвет используемого пластика.
Читать
Новости
Где купить домашний фрезерный станок по дереву?
Производство качественных изделий из дерева возможно не только на промышленных предприятиях, но и в домашних условиях. Правда, для этого потребуется соответствующим образом оснастить рабочее место.
Читать
Новости
Лазерный станок для дерева как альтернатива станкам механической обработки
Традиционная деревообработка выполняется механическим способом за счет воздействия на заготовку режущего инструмента, но аналогичные задачи можно решать и термическим путем.
Читать
Новости
Обзор запчастей для широкоформатных принтеров
Мы занимаемся реализацией фильтров сольвентных и УФ для тонкой и грубой очистки, блоков питания, двигателей, помп, оптоволоконных кабелей, датчиков уровня чернил, краников, шлейфов, разных трубок и так далее. Наши клиенты могут рассчитывать на лучшие товары, изготовленные брендами, что имеют хорошую репутацию на данном рынке. При этом мы предлагаем не только качественные, но и недорогие товары.
Читать
лучших лазерных резаков – Ортур
Распродажа 19%
129,99 $ 159,99 $
Распродажа 19%
169,99 $
Распродажа 6%
289,99 $ 309,99 $
Распродажа 20%
79,99 $ 99,99 $
Встроенная система подачи воздуха, два вентилятора, складной датчик фокусного расстояния
Все в весе 235 г
Улучшенная механическая структура
Фокусное пятно 0,05×0,1 мм
Делайте мельчайшие детали размером 0,01 мм
Тысячи тестов только для создания безопасного рабочего состояния
1. Защита активного положения
2. Перестает работать при отключении usb кабеля
3. Аварийный выключатель и сигнализатор пламени
4. Обнаружение и ограничение времени воздействия
Прошивка Ortur Laser 1. 8, сертифицированная для микроконтроллеров ESP32, оптимизирует алгоритм движения и увеличивает максимальную скорость шаговых двигателей с 4 000 мм/мин до 15 000 мм/мм.
· LightBurn (платный) — расширенный и настраиваемый · LaserGRBL (бесплатно) — базовый и простой в использовании · Совместимость с Windows от XP до W10 / Linux / Mac OS. Поддерживает JPG / PNG / BMP / DXF / NC и т. д.
· Кнопка аварийной остановки + датчик пламени и звуковой сигнал · Лазерный модуль LU2-10A мощностью 10 Вт · Гибкая кабельная цепь · Вспомогательное использование шкалы · Полностью металлический корпус
Присоединяйтесь к десяткам тысяч влиятельных лиц ORTUR, которые зарабатывают с помощью партнерской программы ORTUR .
Присоединяйтесь к клубу фанатов Ortur (FKA: программа вознаграждений Ortur), чтобы зарабатывать баллы, которые можно использовать для получения скидки на следующую потенциальную покупку.
Поделитесь ссылкой на эту страницу в социальных сетях и получите много баллов
· Сделай что-нибудь другое. Например, используйте передовой лазерный гравировальный станок, чтобы выгравировать свои идеи и создать интересные воспоминания. обязательно принесет вам невиданное удовольствие и даже богатство.
· Вы также можете сделать множество изысканных поделок из различных материалов. (например, изысканные украшения, резьба по дереву, подарки-сюрпризы и т. д.)
· Если вы бизнесмен, покупка лазерного гравера ortur предназначена для зарабатывания денег. Подбор некоторых аксессуаров может помочь вам получить более красивую готовую продукцию из различных материалов. · Установка станка 【Нажмите для просмотра】 · Краткое руководство 【Нажмите для просмотра】 · Параметры гравировки различных материалов для использования 9 материалов для самостоятельной сборки0045 【Нажмите для просмотра】
19 отзывов
|
7 ответов на вопросы
НАВЕРХ
Добавлено в корзину!
ПОСМОТРЕТЬ КОРЗИНУ ПЕРЕЙТИ К ОФОРМЛЕНИЮ
Добавлено в корзину!
ВСЕГО:
В вашей корзине есть товары
ВСЕГО:
ПОСМОТРЕТЬ КОРЗИНУ ПЕРЕЙТИ К ОФОРМЛЕНИЮ
С этим товаром также можно купить:
Больше не показывать это всплывающее окно.
Вы успешно подписались!
Пожалуйста, войдите, и вы добавите продукт в свой список желаний
ВОЙТИ РЕГИСТРАЦИЯ
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты. «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердите аккаунт»,»spending_card»:»Карта правила расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Лазерная резка и лазерная гравировка дерева
Trotec Laser
org/ListItem»> Материалы для лазерной обработки
Дерево
Все, что вам нужно знать о лазерной обработке деревянных панелей, фанеры, МДФ, бальзы и многих других пород дерева.
Как можно использовать лазерный станок для резки и гравировки дерева.
С помощью лазерных гравировальных станков и резаков Trotec вы можете выполнять лазерную гравировку и резку многих деревянных предметов. Персонализируйте, например. игрушки, предметы декоративно-прикладного искусства, сувениры, рождественские украшения и подарочные изделия или вырезать архитектурные модели и инкрустации с помощью лазерного станка.
В зависимости от выбранного типа древесины лазерным резаком можно резать до толщины 20 мм. При лазерной гравировке дерева вы можете свободно выбирать тип дерева; визуальное впечатление здесь обычно решающее.
Вам нужна дополнительная информация о лазерной обработке деревянных панелей? Свяжитесь с нами бесплатно и без обязательств.
Мы будем рады проконсультировать вас с самого начала. Свяжитесь с нами.
Свяжитесь с нами
Какие породы дерева подходят для лазерной гравировки и лазерной резки?
Выберите материал
МДФ
Трокрафт Эко
Фанера
Твердое дерево
Шпонированная древесина
вишня
Клен
Дуб
Бамбук
грецкий орех
Береза
Ольха
В чем преимущества лазерного станка для обработки дерева?
Сравнение технологий.
Что можно сделать с деревом и лазерным станком Trotec.
Что говорят наши клиенты о лазерной гравировке дерева.
«Мы выбрали лазер Trotec, потому что область его применения чрезвычайно велика. Это стало для нас решающим фактором, потому что позволяет дать волю нашим идеям. Простота эксплуатации и обслуживания машины особенно впечатляет. Мы используем его каждый день, поэтому приятно знать, что вы можете положиться как на лазерный станок, так и на сервис Trotec».
Тобиас, Армин, Флориан
taf-Laser GmbH (Южный Тироль)
«В нашей охраняемой мастерской мы производим, например, инновационные ящики для вина и многое другое из дерева. Многие изделия из дерева реализуются и производятся с использованием лазерного станка Trotec Speedy 400».
Какой лазерный станок вам нужен для резки и гравировки дерева?
Высокопроизводительный лазерный гравер и резак: серия Speedy
Самый быстрый лазерный гравер на рынке поможет вам сделать вашу повседневную работу более прибыльной. Если вы только начинаете свой бизнес или хотите увеличить производственные мощности.
Подробнее
Читать далее
Широкоформатный станок для лазерной резки: серия SP
Лазерные станки серии SP представляют собой комплексное решение для резки крупноформатных материалов.
Слово перфоратор образовано от латинского слова perforo (перфоро) – пробивать. Значит инструмент носящий производное от этого слова обязан пробивать отверстия в любой области он применяется. Например, строительный, должен пробивать бетон или строительные материалы, устройство использования в бурильных установках должен пробить любой слой камня, перфораторы, используемые в промышленности, пробивать технологические ниши в металле. Посмотрим, так – ли это на самом деле?
Впервые ручная дрель была обнаружена в местечке Augusta Raurica (Августа-Раурика) бывшей Римской колонии Швейцарии, которая датирована вторым веком до нашей эры. Дрель имела заточенный стержень или (сверло) которое заканчивалась с толстым основанием, скорее всего по которому удаляли камнем при вращении за ручку, это была самая первая ударная известная дрель.
Со временем принцип вращения стрежня с острым наконечником для получения отверстий усовершенствовался. По мере развития техники, были придуманы сверла, зубчатые передачи. При изобретении электродвигателя для привода вращения сверла стали использовать электроэнергию. Следующим этапом развития стала ударная дрель (или перфоратор) для получения отверстий в твердых материалах с помощью удара. В механизм перфоратора, кроме вращательного движения к рабочему исполнительному органу передавалась прямолинейная ударная энергия, которая поступательным движением через рабочий орган крошила твердый но хрупкий материал – камень или бетон. Кроме электрического были придуманы пневматический и гидравлический ударные перфораторы, некоторые устройства совмещают технологию: электропневматические или электрогидравлические.
Электрические устройства
Ударные импульсы в электроперфораторе создает боек, который ударяет по стержню, связанному непосредственно с патроном, в который вставлен ударный инструмент – долото или пика. Ударную нагрузку боек получает от поршня, который связан с кулисой. Кулиса соединяется через шатун с эксцентриковой обоймой подшипника. Такой подшипник народ прозвал «пьяный». Итак, при вращении «пьяного» подшипника вызывает колебания кулисы преобразуя движение в возвратно -поступательное поршня, который, в свою очередь, бьет по бойку. По – такому принципу устроены машинки мощностью до 2 кВт. Бренды, которые наиболее востребованы на рынке, иностранные: Bort; Makita; Bosch. Российские: «Вихрь»; «Зубр». Ударная энергия таких инструментов достигает 10кДж. Такой ударной энергии достаточно для строительных работ или домашнего ремонта.
[affegg id=121 next=3]
Гидравлический бур
А, как же быть, если потребуется проложить длинный шурф в скалистой породе или пробурить небольшую скважину, для закладки пиропатрона в скалах. С этой работой отлично справляется перфоратор гидравлический ручной ПГК-40. Прибор предназначен для высверливания шурфа буром или коронками в каменных или твердых породах длинной до полутора метров, применив специальный удлинитель – насадку возможно увеличить рабочий орган еще на 0,8 метра. Подобный аппарат работает как горизонтально, так и в вертикальном положении. Благодаря применению гидравлики в приводе бура у него низкая отдача и уровень шума. Может подсоединиться к гидрораспределителю гидросистемы дорожной техники через специальный блок согласования, либо к специальной малогабаритной насосной станции. Прибор работоспособен при температуре плюс минус 40 ° С
Ниже приведены характеристики устройства (все линейные размеры в мм)
Диаметр бура,
40
При использовании коронки,
150
Длина бура макс.,
1200
Возможное удлинение бура,
800
Тип патрона
SDS-max
Ном. крутящий момент, Нм
120
Число оборотов бура, об/мин
251 – 400
Частота ударов, уд/мин
1849 – 2800
Объем использования жидкости, л/мин
21 – 30
Рабочее давление масла, МПа
10. .. 14
Масса, кг
1 6 +- 0,2
Прибор рассчитан на работу с породойтвердости 6-8 f по шкале классификации предложенной профессором Протодьяконовым М.М.
[affegg id=121 next=3]
Примерная шкала степени крепости породы по коэффициенту – f
Степень крепость породы
Порода
Коэффициент: f
Мягкие породы
Сланцевые. мергель плотный
3
Средние породы
Сланец крепкий. Известняк, конгломерат
4
То же
Песчаник сланцевый
5
Довольно крепкие породы
Железные руды.
6
То же
Известняки (крепкие). Гранит нетвердый Крепкий мрамор Обыкновенный песчаник.
8
Крепкие породы
Гранит (плотный) и гранитовые породы. Очень крепкие песчаники и известняки. Очень крепкие железные руды.
10
Купить гидравлический перфоратор по сниженной цене можно у нас на сайте пройдя несложную регистрацию и пройти по навигации сайта. Если вышеописанной прибор преобразовывает давление масла в ударно- вращательное движение, то принцип работы гидравлического пресс перфоратора основан на срезе с последующим выдавливании определенного количества площади листа железа (металла) созданным гидравликой давлением.
Электрогидравлический перфоратор ПЭГЛА-60
Электрогидравлический перфоратор ПЭГЛА-60 фирмы SHTOK предназначен для пробивки отверстий в листовом металле толщиной до 4 мм диаметром до 61 мм. Перфоратор приводится в работу при помощи встроенного электродвигателя, который приводит в действие шестеренчатый насос для подачи масла под рабочий поршень. Рабочее давление на штоке 12т.
Для выдавливания пробоев необходимого диаметра в листе металла нужно предварительно просверлить отверстия чуть больше диаметра шпильки. На шток надевается кольцо с пуансоном нужного диаметра, на резьбовую часть шпильки с противоположной стороны прикручивается матрица. Для получения пробоя достаточно запустить двигатель кнопкой на ручке корпуса и через несколько секунд пробой готов.
Электрогидравлические перфораторы имеют большое преимущество перед ручным:
скорость выполнения операции;
монтажнику не приходится затрачивать никаких усилий необходимо просто нажать кнопку;
непрерывной цикл работы: базовая поставка включает два литий-ионных аккумулятора, пока 1 аккумулятор работает. 2 заряжается.Время зарядки 18В аккумулятора 2 часа. Зарядная станция для аккумуляторов также поставляется в комплекте. Матрицы и комплектующие устройства выполнены на специальных станках с ЧПУ в допусках сотых долей мм. В базовой комплектации 6 основных матриц под самые ходовые диаметры отверстий. Именно потому, что матрица выполнена из качественной инструментальной стали на станках с ЧПУ, края пробоя получаются без заусенца и не требуют дополнительной обработки.
Характеристики (все линейные размеры в мм)
Макс. давление
12 тонн
Ход поршня:
27
Количество резов на одной зарядке батареи
180 резов
Марка масла
ВМГЗ
Температура
10-40 ° С
Время резки
3-15 с. (От диаметра пробоя и толщины металла)
Зарядное устройство
AC 100V~240V; 50~60Hz
Макс. размер перфорации (кругл.) (мягкая сталь 3, 5 толщина)
Пресс перфоратор гидравлический купить по низкой цене можно у нас на сайте. Также мы предлагаем большой спектр различного электроинструмента и комплектующих к ним. Потому что мы работаем с поставщиками без посредников цены на наш товар ниже чем у конкурентов.
[affegg id=121 next=3]
Гидравлический пресс перфоратор ШДГ-31Н
Но, если железо толстое, например, монтажные шины или балки, предварительно сделать высверловку проблематично. Для этих целей используют гидравлические шинодыры, которые работают принципу гидропресса. Рассмотрим один из видов инструмента для пробивки отверстий в металлических шинах ШДГ-31Н. Пресс может сработать с любым гидравлическим насосом с рабочим давлением 71 МПа или от маслостанций с ручным или дистанционным управлением.
Устройство инструмента
Инструмент выполнен из отлитого из металла корпуса со встроенным гидроцилиндром в верхней части. Направление движения штока сверху вниз. Для штока предусмотрены сменные насадки пробоек диаметром от 11 до 20 мм. По направлению движения движение штока одностороннее, возврат штока – пружинный. Есть удобная рукоять для переноски. Для привода масла необходим армированный шланг высокого давления с коническим штуцером 3/8” После подачи давления масла необходимо проверить работу устройства на холостом ходу выдвинув шток на 3/4 длины, затем сбросить давление и проверить обратный ход штока. После проверки инструмент устанавливается под заранее намеченное место для пробивки. При пробитии ниш в тонких металлических листах между шиной и упором помещается специальная скоба (которая поставляется с комплектом) Гарантия устройства 12 месяцев. производитель город Санкт-Петербург
используется для пробивки в листовом металле до 3 мм. Оснащается дополнительной насадкой различного диаметра от 16,1 до 47,1 мм. Инструментом обладает небольшим весом, удобен при постоянном использовании. При эксплуатации не требует больших физических усилий и затрат времени на проведение операций.
Ручной гидро-пресс поставляется в металлическом либо пластмассовом кейсе. Набор инструмента в комплекте состоит:
помпа ручная, резиновый шланг высокого давления, рабочий орган с гидро-поршнем, который собственно и производит прошивку отверстий, набор матриц и втулок.
Для начала работы в металлическом лист нужно просверлить сверлом диаметром 11 мм. В середину выдвижного штока рабочего органа вкручивается стержень с резьбой М10, и все это вставляется в высверленное в листе отверстие. С противоположной стороны на стержень до упора накручивается матрица. Матрица имеет конфигурацию трехзубчатой коронки. После закручивания матрицы начинается прокачка масла ручной помпой. Масло, попадая под поршень начинает, втягиваясь во внутрь цилиндра рабочего органа увлекать за собой стержень с закрепленной на нем матрицей. После нескольких качков ручкой помпы, происходит полное прорезание железа с последующим выдавливанием вырезанной части во внуть пуансона. Вырезанная круглая шайба приобретает конфигурацию звездочки по контуру матрицы и вынимается из втулки без усилий.
[affegg id=121 next=3]
Характеристики КВТ ПГП – 60 (все линейные размеры в мм)
Давление, т;
10
Привод;
гидравлика
Рабочий ход,
10
Размер,
480х350х150
Вес, кг
5,6 кг
Max. диаметр получаемого отверстия
47
Max. толщина металла
3
Комплектация
Кейс;
Ударопрочная пластмасса
Гидо-пресс:
ППО-60;
Гидро-помпа:
ПМР-600;
Шланг высокого давления:
1,3 метра;
Набор сменных прессфоформ:
8
шпильки резьбовые:
10 и 20
Опорная втулка:
1 ш
запасная резьбовая шпилька:
10/20 ;
Уплотнительные кольца:
Ремкомплект
Вес полный, кг:
9,8
Выбрать и купить гидравлический перфоратор по низкой цене можно у нас на сайте, поставка продукции только от проверенных поставщиков, надежный входной контроль. Имея прямые поставки без посредников у нас можно купить гидравлический перфоратор по низкой цене или стать участникоа в акциях по снижению цен на любой инструмент.
Видио по применению ручного пресса
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7(499)403 39 91
zakaz@themechanic. ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 (495) 128 22 34 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 (495) 128 22 34 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
Гидравлические перфораторы
Atlas Copco:
Гидравлический буровой перфоратор COP 1020 производства Atlas Copco, один из самых лёгких и маленьких в линейке Атлас Копко. Благодаря своим габаритам идеально подходит для бурения шпуров малого диаметра. Используется в установках, как для открытых горных работ, так и для подземных. Модификация COP 1022 имеется только с цельным буром, а COP 1028 изготавливается исключительно под резьбовой бур.
Смотреть подробнее »
При бурении пород с малым значениями твёрдости, эффективным решением является модель COP 1132. Частота удара в 100 Hz и сила в 11 Квт в сумме дают большую скорость бурения с минимальным искривлением бурового става. Используемая на данном перфораторе система рассеивания ударной волны, уменьшает нагрузки, передаваемые на буровой станок.
Смотреть подробнее »
Гидравлический перфоратор Atlas Copco COP 1238ME благодаря низкому профилю даёт возможность использовать данный перфоратор при бурении шпуров расположенных очень близко к стенкам выработки с углом наклона всего 20. Форма и размер поршня обеспечивают наилучшую передачу ударной энергии на штангу без её повреждения.
Смотреть подробнее »
Atlas Copco COP 1240 принадлежит к высокотехнологичному классу гидроперфораторов, приобретая COP 1240 можно заказать дополнительное оборудование и запасные части, запчасти Atlas Copco
Смотреть подробнее »
Гидравлический перфоратор COP 1435 используется для бурении шпуров и отверстий при укреплении выработок. Плавная регулировка скорости вращения перфоратора с функцией реверса, высокий крутящий момент, раздельная система смазки и двойная система демпфирования это основные причины большой распространённости перфоратора Atlas Copco COP 1435.
Смотреть подробнее »
Навесной перфоратор COP 1532 имеет наименьшую длину среди одноклассников, что позволяет с максимальной эффективностью использовать длину податчика. Все внутренние запчасти Атлас Копко изготовлены из нержавеющей стали, повышая стойкость перфоратора к коррозии. Мощность гидро-мотора даёт возможность использовать COP 1532 при глубоком бурении надставными штангами и с большим диаметром буровых коронок.
Смотреть подробнее »
Гидравлический навесной перфоратор Cop 1640 оборудован замкнутой системой смазки, которая отлично смазывает все необходимые элементы и при этом практически не загрязняет окружающую среду. Ударный поршень подогнан по размерам бурового става, что позволяет повысить эффективность бурения и значительно сократить износ бурового инструмент.
Смотреть подробнее »
Гидравлический перфоратор Atlas Copco COP 1638 позволяет с высокой скоростью бурить шпуры диаметром 33-76 мм. Высокий крутящий момент и лёгкость изменения скорости бурения, позволяют эффективно использовать навесной перфоратор при бурении пород разной крепости.
Конструкция перфоратора обеспечивает высокую производительность и меньший износ бурового инструмента.
Смотреть подробнее »
Atlas Copco COP 1838ME принадлежит к высокотехнологичному классу гидроперфораторов, приобретая COP 1838ME можно заказать дополнительное оборудование и запасные части, запчасти Atlas Copco
Смотреть подробнее »
Перфоратор 1840 и его модификации используются преимущественно в тяжёлых условиях. Для версия COP 1840+ в полтора раза увеличены интервалы меж сервисного обслуживания, благодаря замкнутой системе смазки с электронным управлением. Также можно заказать гидравлический перфоратор Atlas Copco Cop 1840 в версии EX со встроенным гидравлическим экстрактором.
Смотреть подробнее »
Atlas Copco COP 2540 принадлежит к высокотехнологичному классу гидроперфораторов, приобретая COP 2540 можно заказать дополнительное оборудование и запасные части, запчасти Atlas Copco
Смотреть подробнее »
Гидравлический перфоратор Atlas Copco COP 2550 предназначен для бурения глубоких скважин 76-115 мм в диаметре. Двигатель мощностью 25 Квт позволяет производить буровые работы в самых сложных условиях. А версия COP 2550UX со встроенным экстрактором облегчает работу при бурении сложных пород с высокой вероятностью заклинивания бурового става.
Смотреть подробнее »
Гидравлический перфоратор Atlas Copco COP 2560 – представитель новой линейки буровых перфораторов Atlas Copco, в которой инженеры компании оптимизировали размер поршня для эффективной передачи ударной мощности. Отличительной чертой данного перфоратора является возможность использовать буровой инструмент Atlas Copco серии ThunderRod T60.
Смотреть подробнее »
Очень высокая скорость бурения и продолжительный срок службы бурового инструмента, это основные цели компании Atlas Copco при создании высокотехнологичного перфоратора COP 3038. Высокочастотная технология позволяет повысить скорость проходки, без повышения ударной силы, что в свою очередь уменьшает износ инструмента.
Смотреть подробнее »
Гидравлический перфоратор Atlas Copco COP 3060MUX является одним из самых энергоэффективных перфораторов. Эффективность ударного механизма превышает значения в 70 %. Реверсивный двигатель со встроенным экстрактором облегчают извлечение заклинившей коронки. Внешняя промывочная камера позволяет обслуживать перфоратор без демонтажа экстрактора. А переработанная форма хвостовика значительно снижает износ провода.
Смотреть подробнее »
Одним из самых мощных перфораторов в линейке Atlas Copco является COP 4050. Данный перфоратор был специально разработан для самых тяжёлых условий работы и способен выдерживать длительные нагрузки. Несмотря на массу и размеры перфоратора, благодаря своей продуманной конструкции очень прост в обслуживании.
Смотреть подробнее »
Новый гидравлический перфоратор Epiroc COP MD20 предназначен для сверления шпуров диаметром 43 мм до 64 мм штангами T38. Мощность устройства 20 КВт. Гидроперфоратор MD20 пришел на замену одному из самых востребованных и популярных перфораторов COP 1838HD+.
Смотреть подробнее »
Sandvik:
HL1560T гидравлический перфоратор предназначен для бурения глубоких скважин Ø 89 … 152 мм (3 ½ «… 6») и входит в стандартную комплектацию на Sandvik DP1500i. HL1560T является тяжелым гидравлическим ударным перфоратором с независимым вращением и раздельной промывкой, которая обеспечивает высокую надежность. Он оснащён стабилизатором, предназначенным для лучшего контакта бурового долота с породой. Это обеспечивает оптимальную производительность бурения и высокий срок службы инструмента.
Смотреть подробнее »
Sandvik HL710 принадлежит к высокотехнологичному классу гидроперфораторов, приобретая HL710 можно заказать дополнительное оборудование и запасные части, запчасти Sandvik
Смотреть подробнее »
Sandvik HL510 принадлежит к высокотехнологичному классу гидроперфораторов, приобретая HL510 можно заказать дополнительное оборудование и запасные части, запчасти Sandvik
Смотреть подробнее »
Sandvik HLX 5T принадлежит к высокотехнологичному классу гидроперфораторов, приобретая HLX 5Tможно заказать дополнительное оборудование и запасные части, запчасти Sandvik
Смотреть подробнее »
Sandvik HL 1010 принадлежит к высокотехнологичному классу гидроперфораторов, приобретая HL 1010 можно заказать дополнительное оборудование и запасные части, запчасти Sandvik
Смотреть подробнее »
Сверление | Скальные буры | Скальное бурение
Фильтровать по:
Тип продуктаГидравлические перфораторыПневматические перфораторыБуроносцыГидравлические гусеничные бурыСтабилизация склонаТоннельное оборудованиеОборудование для борьбы с пыльюОборудование для разведочного буренияОборудование для крепленийЭкскаваторные бурыПневматические буровые станкиБуры для взрывных работ
Марка продуктаFurukawa Rock Drill (FRD)MariniMEK Mining VehiclePHQ Global
Сброс
Пневматическая буровая установка ATD100 представляет собой самоходную пневматическую гусеничную буровую установку, которая может использоваться как для бурения с погружным пневмоударником, так и для проходческого бурения. Он имеет простую и легкую конструкцию, которую легко эксплуатировать и обслуживать.
Узнать больше
Компания Marini разрабатывает и производит сертифицированные гидравлические перфораторы, готовые к установке на мини-, средние и большие самоходные машины.
Узнать больше
Компания Marini разрабатывает и производит сертифицированное навесное оборудование для пневматической буровой установки, готовое к установке на мини-, средние и большие самоходные экскаваторы.
Узнать больше
HCR1450EDII с выдвижной стрелой включает в себя саморегулирующуюся систему бурения, которая обеспечивает высокую производительность независимо от условий бурения.
Узнать больше
HCR1800-EDII — это перфоратор с верхним перфоратором, который позволяет вам выбирать из двух разных перфораторов в зависимости от ваших конкретных потребностей.
Узнать больше
HCR1100ED с выдвижной стрелой включает в себя саморегулирующуюся систему бурения, которая обеспечивает высокую производительность в любых условиях бурения.
Узнать больше
Буровая установка MR-2 может быть оснащена пневматическим или гидравлическим двигателем вращения (для использования при бурении с погружным пневмоударником) или перфоратором с перфоратором для отверстий меньшего диаметра.
Узнать больше
Легкая переносная буровая установка для бурения на высоких склонах или скалах.
Узнать больше
Пневматический перфоратор, легкий и мощный, для установки на подачу.
Узнать больше
Canyon Equipment поставляет гидроструйную систему пылеподавления, которую можно использовать для DTH и…
Узнать больше
Модель 3000 представляет собой компактную пневматическую бурильную установку для бурения глубоких скважин под землей.
Узнать больше
Компания Marini разрабатывает и производит сертифицированные гидравлические перфораторы, готовые к установке на мини-, средние и большие самоходные машины.
Узнать больше
Перфораторы
, глубокое бурение, гидравлические перфораторы, горные перфораторы — Sandvik Mining and Rock Technology
Перфораторы, глубокое бурение, гидравлические перфораторы, горные перфораторы — Sandvik Mining and Rock Technology
Перейти к содержимому
Дополнительная навигация для
Товары
Подземные буровые установки и анкероустановщики
Станки для бурения с поверхности
Подземные погрузчики и грузовики
Оборудование для механической резки
Скальные инструменты
Перфоратор
Перфораторы с верхним ударником для подземных и наземных работ
РокПульс™
Автоматизация
Sandvik — ведущий мировой производитель оборудования для поверхностного и глубокого бурения.
Обладая многолетним опытом, мы производим надежные, высококачественные и эффективные перфораторы для горнодобывающей промышленности и гражданского строительства, чтобы повысить производительность и минимизировать время простоя. Мы предлагаем широкий ассортимент перфораторов для всех ваших потребностей в поверхностном и глубоком бурении горных пород, как в горнодобывающей промышленности, так и на строительных площадках. Наши механические и гидравлические перфораторы предназначены для пользователей и известны своим высоким качеством, выносливостью и надежностью.
Хотите узнать больше?
Сделать запрос
Найти офис
Сопутствующие продукты
Лучшее буровое оборудование
Во всем, что мы делаем в Sandvik, пользователь находится в авангарде процессов проектирования, гарантируя, что идеи, которые мы разрабатываем, практичны и принесут им пользу. Во всем нашем буровом оборудовании мы гордимся тем, что предлагаем лучшие в мире решения для перфораторов, которые на протяжении десятилетий обеспечивают именно то, что необходимо; надежность и эффективность. Наша технология помогла свести к минимуму время простоя в отрасли, сэкономив при этом миллионы долларов, будь то бурение, земляные работы, транспортировка и многое другое. Даже если что-то пойдет не по плану, у нас есть процессы, которые помогут вам быстро вернуться к работе с нашими специальными деталями и услугами по запросу.
Мы верим в правильность выполнения работы с первого раза и устанавливаем невероятно высокие стандарты, гарантируя, что наши клиенты получат лучшие инновации и оборудование, которые они могут найти где угодно. Мы повысим вашу производительность, используя самое современное буровое оборудование. Ваши инвестиции в наши технологии обеспечивают быструю окупаемость инвестиций благодаря постоянной производительности нашего оборудования. Все наши продукты и оборудование производятся с расчетом на успех клиента, их можно интегрировать в любой тип проекта, максимизируя существующие рабочие процессы. Мы являемся экспертами в своей области, основанными на десятилетиях сотрудничества с нашими клиентами.
 Такая модель поможет привести в порядок кустарники, и даже газон. Она надежная и долговечная. Все детали сделаны из прочных износостойких материалов, что гарантирует долгий срок службы. Инструмент очень прост в использовании, поэтому у вас с ним не возникнет никаких проблем. Вот его главные достоинства:
Такая модель поможет привести в порядок кустарники, и даже газон. Она надежная и долговечная. Все детали сделаны из прочных износостойких материалов, что гарантирует долгий срок службы. Инструмент очень прост в использовании, поэтому у вас с ним не возникнет никаких проблем. Вот его главные достоинства: Такая модель поможет привести в порядок кустарники, и даже газон. Она надежная и долговечная. Все детали сделаны из прочных износостойких материалов, что гарантирует долгий срок службы. Инструмент очень прост в использовании, поэтому у вас с ним не возникнет никаких проблем. Вот его главные достоинства:
Такая модель поможет привести в порядок кустарники, и даже газон. Она надежная и долговечная. Все детали сделаны из прочных износостойких материалов, что гарантирует долгий срок службы. Инструмент очень прост в использовании, поэтому у вас с ним не возникнет никаких проблем. Вот его главные достоинства:

 Прилуки
Прилуки com.ua.Любите скидки,тогда Вам точно к нам.
com.ua.Любите скидки,тогда Вам точно к нам.

 Это компактный простой в использовании инструмент, вес которого составляет всего 900 грамм. Инновационная антиблокировочная система обеспечивает плавный ход лезвий, они редко глохнут и не забиваются, что помогает поддерживать постоянную мощность.
Это компактный простой в использовании инструмент, вес которого составляет всего 900 грамм. Инновационная антиблокировочная система обеспечивает плавный ход лезвий, они редко глохнут и не забиваются, что помогает поддерживать постоянную мощность.
 Это мощный инструмент для ухода и обрезки небольших живых изгородей, кустарников и обрезки кромок газонов. Он оснащен мощным аккумулятором, который позволяет ему легко справляться со всеми этими задачами по стрижке и обрезке сада.
Это мощный инструмент для ухода и обрезки небольших живых изгородей, кустарников и обрезки кромок газонов. Он оснащен мощным аккумулятором, который позволяет ему легко справляться со всеми этими задачами по стрижке и обрезке сада.

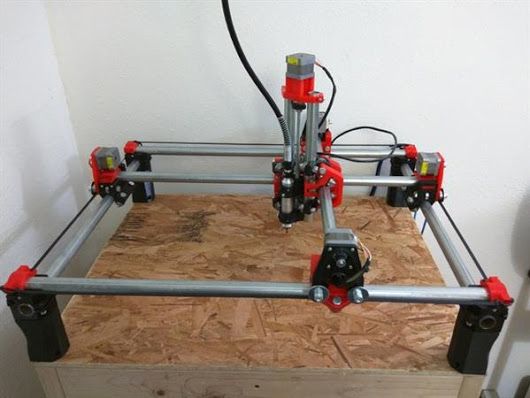


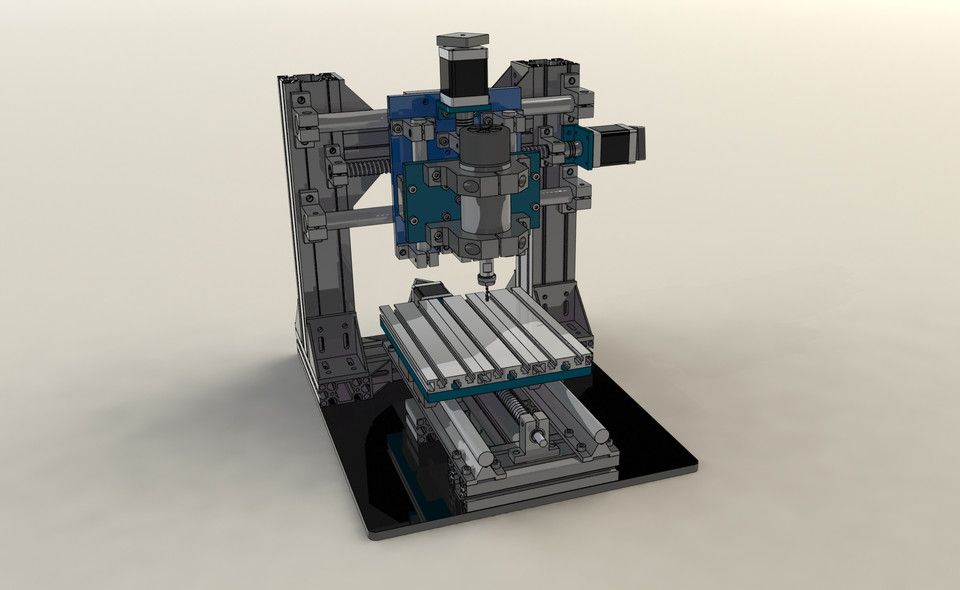 ..
.. Да и чего греха таить, из образования у меня только 11 классов, дальше в жизни как то не заладилось 🙂 Но не будем о веселом…
Да и чего греха таить, из образования у меня только 11 классов, дальше в жизни как то не заладилось 🙂 Но не будем о веселом…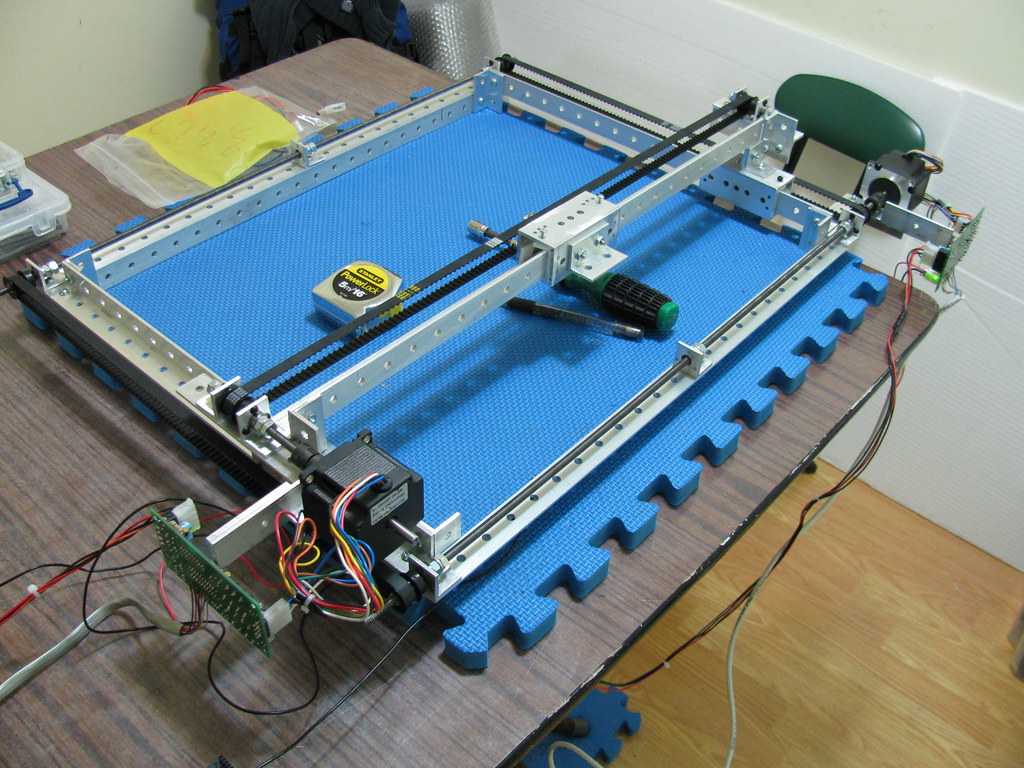
 youtube.com/embed/KjHVupm3FCI?enablejsapi=1&widgetid=1″ allowfullscreen=»1″>
youtube.com/embed/KjHVupm3FCI?enablejsapi=1&widgetid=1″ allowfullscreen=»1″> 
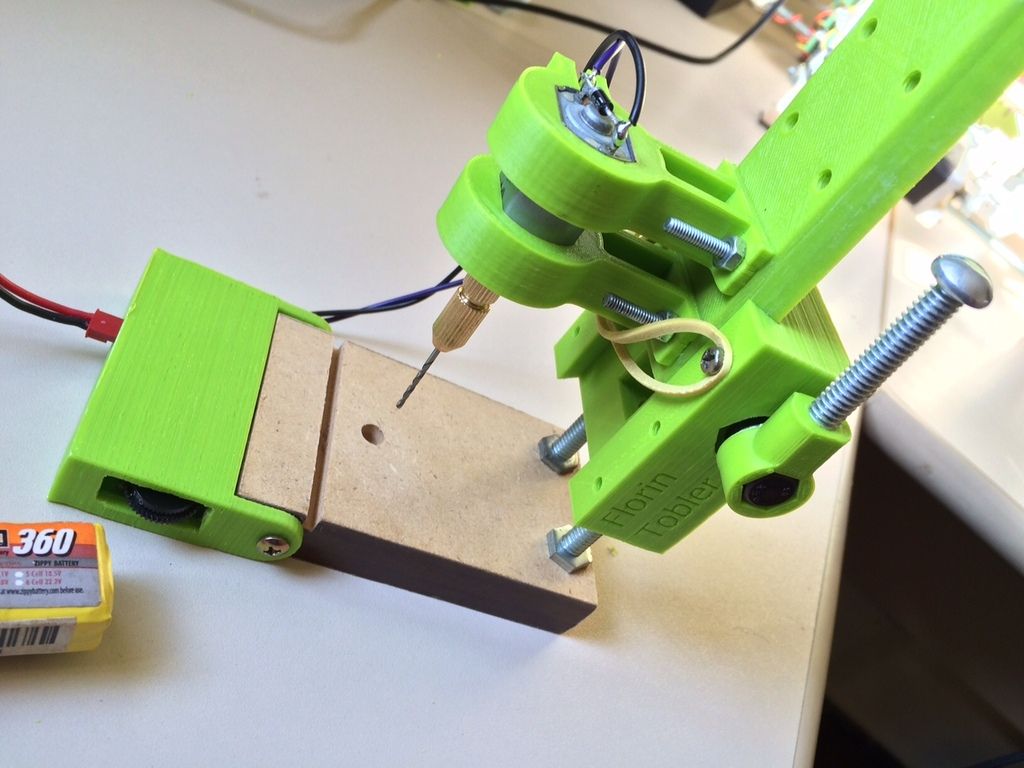
 А с Технология 3D-печати (открывается в новой вкладке) доступна практически каждому, вам не нужно использовать ее в своих интересах.
А с Технология 3D-печати (открывается в новой вкладке) доступна практически каждому, вам не нужно использовать ее в своих интересах.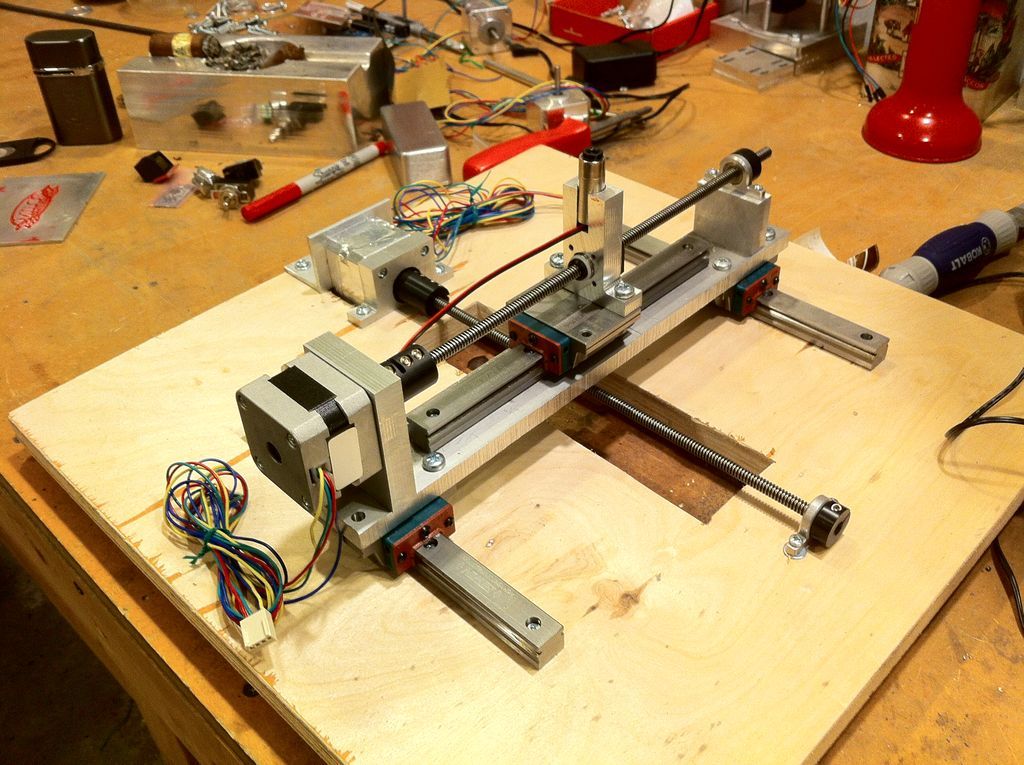 различные типы филамента
различные типы филамента
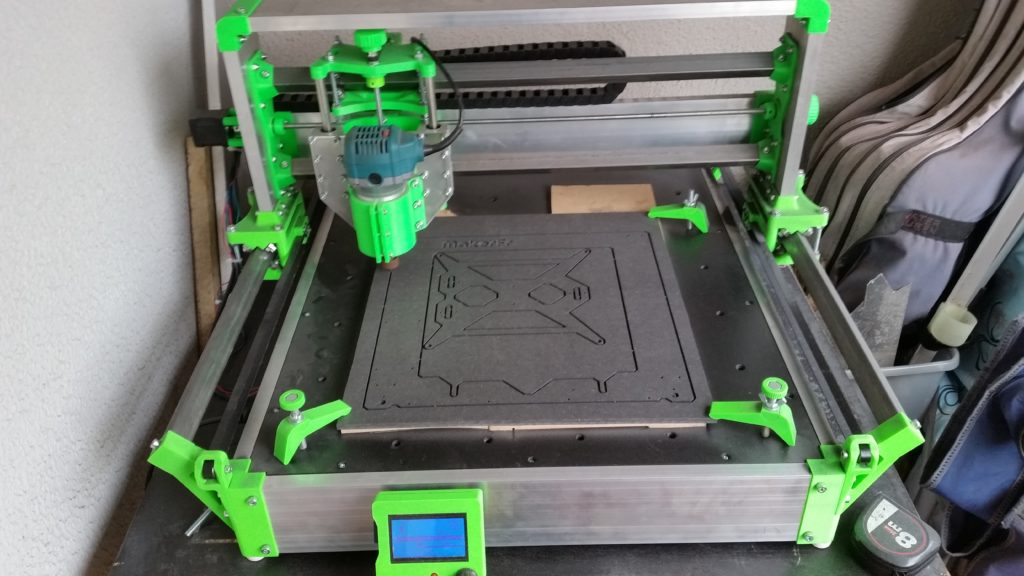 RoboxPro — это крупномасштабный Robox с набором функций, похожим на список пожеланий для 3D-печати; автоматическая загрузка нити, автоматическое выравнивание станины, Wi-Fi, сетевая печать и сменные головки инструментов. Основное внимание в этой машине уделяется качеству и надежности, она предназначена для всех, кому нужен принтер, способный реализовать идеи продуктов и вывести их на рынок. Закрытый дизайн делает его идеальным выбором для коммерческого и образовательного использования.
RoboxPro — это крупномасштабный Robox с набором функций, похожим на список пожеланий для 3D-печати; автоматическая загрузка нити, автоматическое выравнивание станины, Wi-Fi, сетевая печать и сменные головки инструментов. Основное внимание в этой машине уделяется качеству и надежности, она предназначена для всех, кому нужен принтер, способный реализовать идеи продуктов и вывести их на рынок. Закрытый дизайн делает его идеальным выбором для коммерческого и образовательного использования.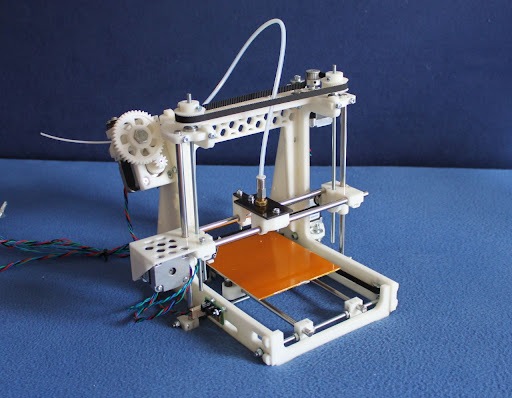
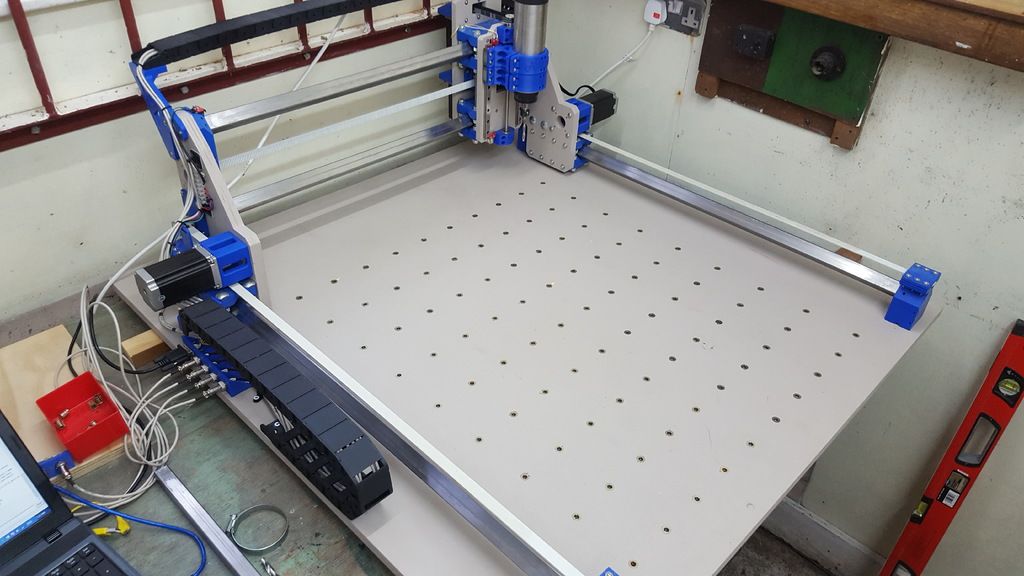 Этот принтер предназначен как для энтузиастов, так и для пользователей малого бизнеса.
Этот принтер предназначен как для энтузиастов, так и для пользователей малого бизнеса. ищу профессиональный 3D-принтер для довольно больших и сложных проектов. Он использует технологию FDM для создания 3D-моделей из рулонов нити. Тем не менее, вместо более распространенных декартовых принтеров, TRILAB DeltiQ 2 имеет фиксированную круглую рабочую платформу с экструдером, подвешенным между тремя рычагами, которые перемещают печатающую головку по трем осям. Это дает этой модели довольно небольшую площадь, а ее конструкция с высокой башней позволяет печатать довольно большие детали.
ищу профессиональный 3D-принтер для довольно больших и сложных проектов. Он использует технологию FDM для создания 3D-моделей из рулонов нити. Тем не менее, вместо более распространенных декартовых принтеров, TRILAB DeltiQ 2 имеет фиксированную круглую рабочую платформу с экструдером, подвешенным между тремя рычагами, которые перемещают печатающую головку по трем осям. Это дает этой модели довольно небольшую площадь, а ее конструкция с высокой башней позволяет печатать довольно большие детали.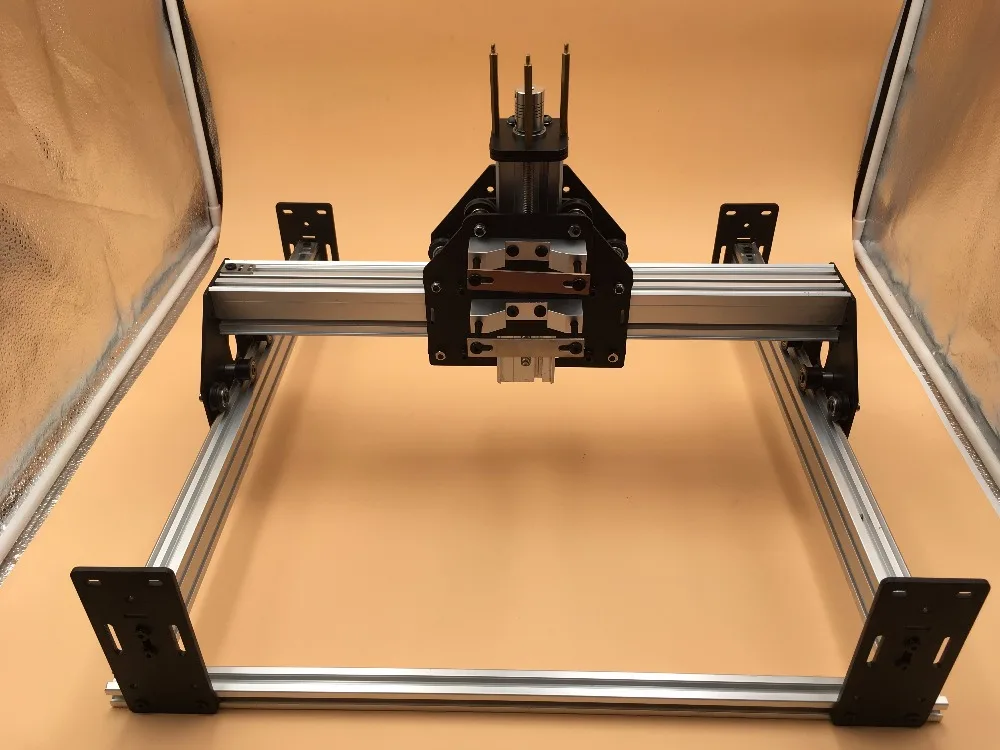
 Хотя этот принтер использует технологию стереолитографии, это небольшой вариант, известный как MSLA. Он использует монохромный ЖК-дисплей и УФ-светодиод для экспонирования смолы, что дешевле, чем прецизионные лазеры, но столь же точно. SL1S SPEED заменяет предыдущий SL1, и, как вы могли догадаться из названия модели, он быстрее — примерно в десять раз быстрее и со значительно улучшенным качеством печати. Новая скоростная модель, похоже, станет лидером на рынке SLA благодаря поддержке превосходного программного обеспечения PrusaSlicer и огромного сообщества разработчиков ПО с открытым исходным кодом.
Хотя этот принтер использует технологию стереолитографии, это небольшой вариант, известный как MSLA. Он использует монохромный ЖК-дисплей и УФ-светодиод для экспонирования смолы, что дешевле, чем прецизионные лазеры, но столь же точно. SL1S SPEED заменяет предыдущий SL1, и, как вы могли догадаться из названия модели, он быстрее — примерно в десять раз быстрее и со значительно улучшенным качеством печати. Новая скоростная модель, похоже, станет лидером на рынке SLA благодаря поддержке превосходного программного обеспечения PrusaSlicer и огромного сообщества разработчиков ПО с открытым исходным кодом.
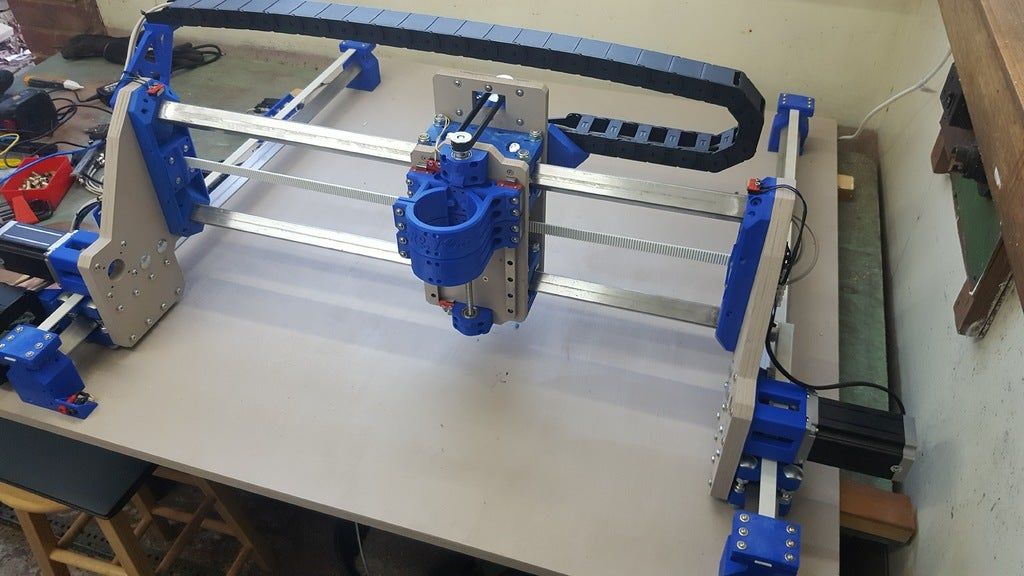 Это быстро и точно, экономя время при настройке первого отпечатка, что упрощает настройку и начало работы.
Это быстро и точно, экономя время при настройке первого отпечатка, что упрощает настройку и начало работы.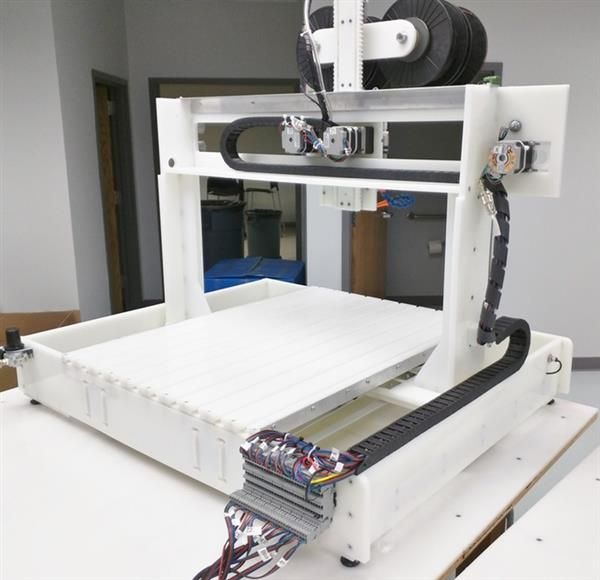 Этот двойной экструзионный принтер идет лицом к лицу с RoboxPro и удовлетворит потребности большинства компаний в проектировании и разработке благодаря удобной интеграции с бизнесом и сетью. Домашние и образовательные пользователи выиграют от простого интерфейса и почти безупречной надежности. Единственным недостатком этой машины является ее размер и вес.
Этот двойной экструзионный принтер идет лицом к лицу с RoboxPro и удовлетворит потребности большинства компаний в проектировании и разработке благодаря удобной интеграции с бизнесом и сетью. Домашние и образовательные пользователи выиграют от простого интерфейса и почти безупречной надежности. Единственным недостатком этой машины является ее размер и вес.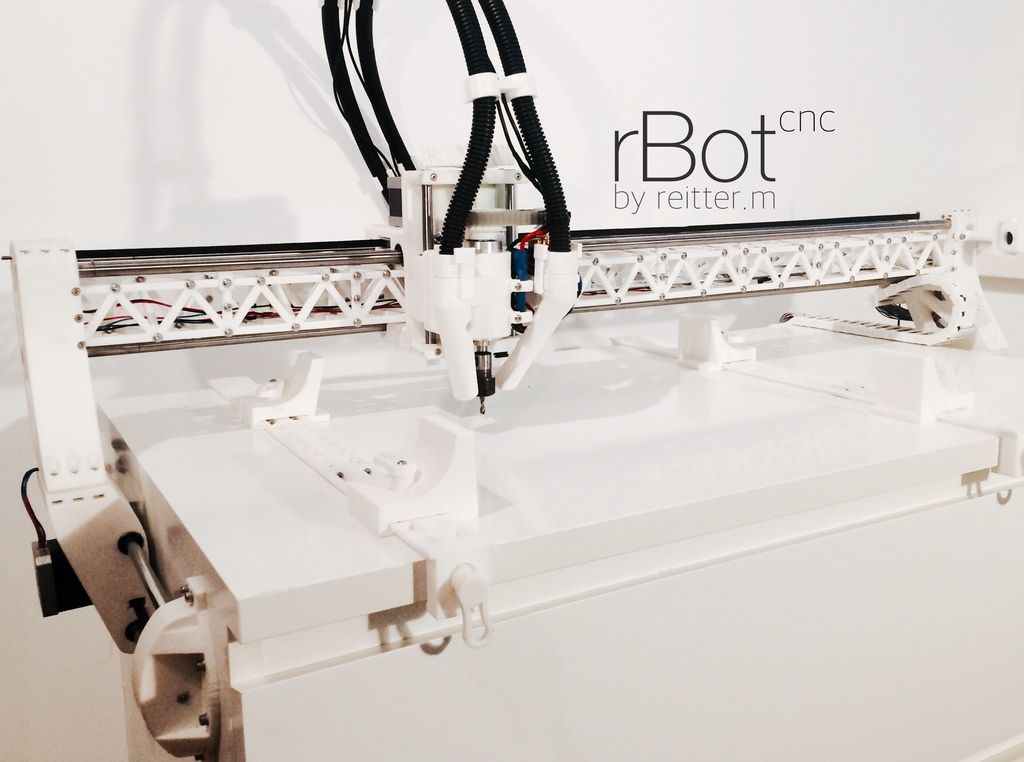
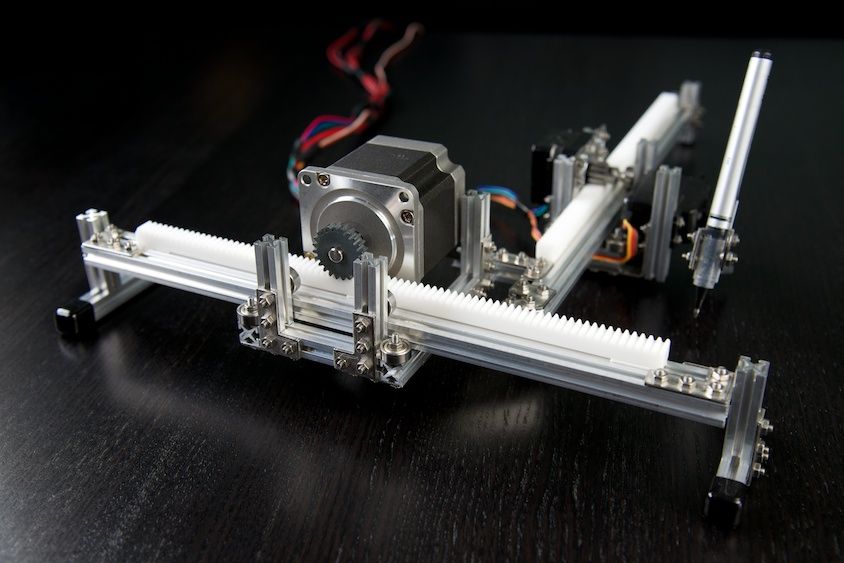
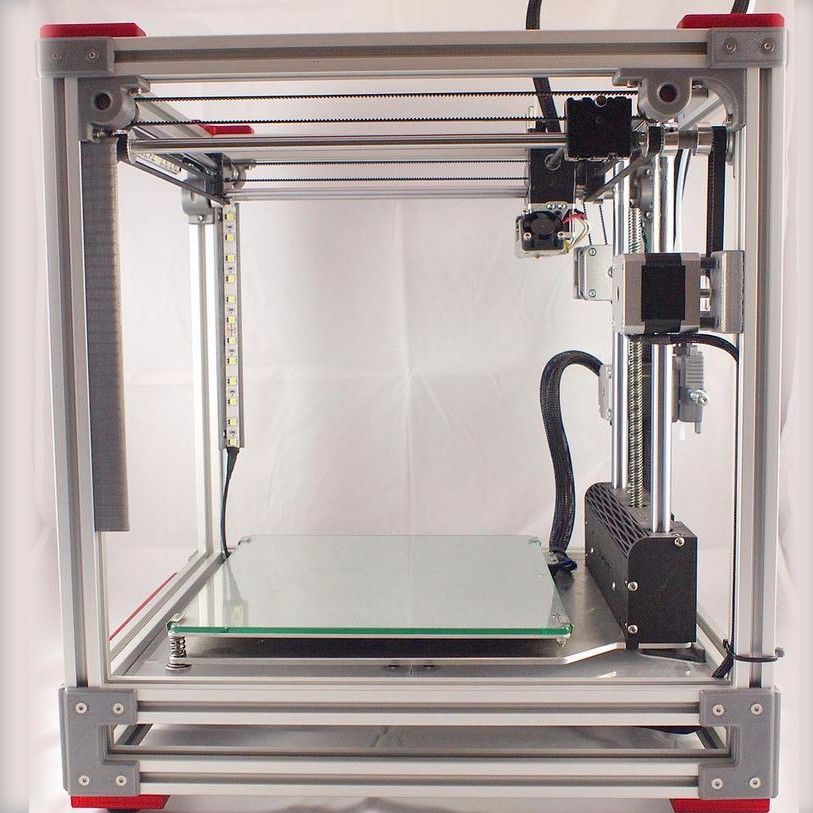 У оригинального Snapmaker есть преданные поклонники, поэтому неудивительно, что Snapmaker 2.0 опирается на репутацию и функции своего предшественника. A350 является самой крупной из трех моделей и доказывает свою компетентность во всех дисциплинах. Переключение между тремя головами и кроватями требует времени, чтобы перенастроить и откалибровать принца, и функции того стоят.
У оригинального Snapmaker есть преданные поклонники, поэтому неудивительно, что Snapmaker 2.0 опирается на репутацию и функции своего предшественника. A350 является самой крупной из трех моделей и доказывает свою компетентность во всех дисциплинах. Переключение между тремя головами и кроватями требует времени, чтобы перенастроить и откалибровать принца, и функции того стоят.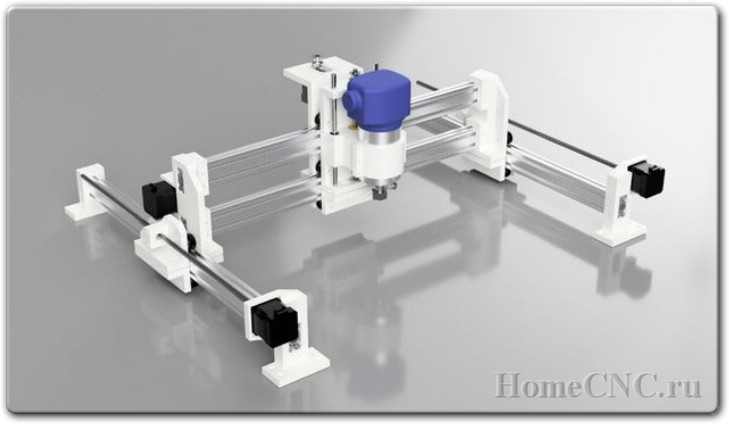 Дизайн, цена и производительность также будут рассмотрены в разделах обзоров.
Дизайн, цена и производительность также будут рассмотрены в разделах обзоров.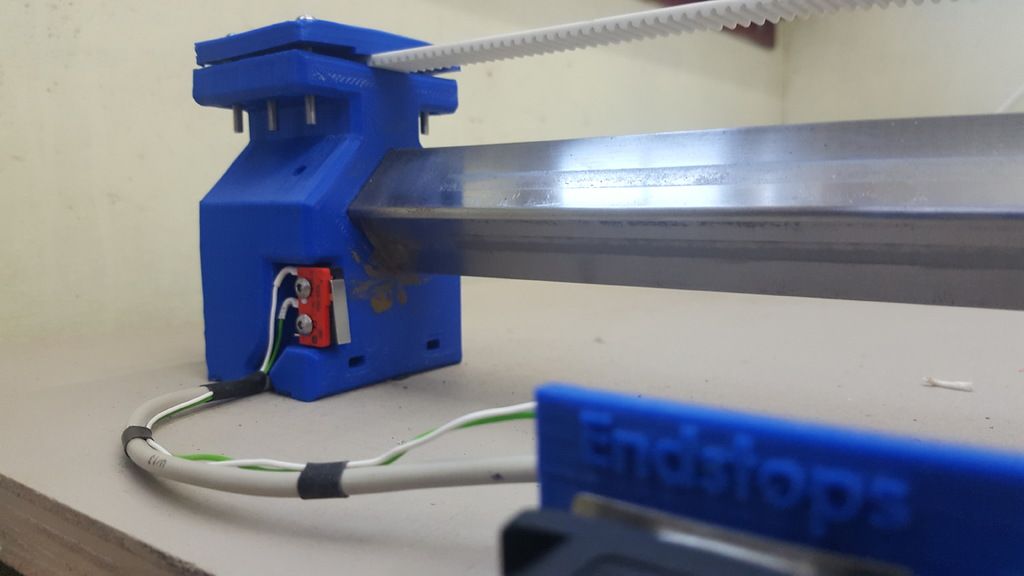 Он много лет занимается журналистикой, имея опыт работы как на малых, так и на крупных рынках, включая Gearadical, DailyBeast, FutureNet и другие.
Он много лет занимается журналистикой, имея опыт работы как на малых, так и на крупных рынках, включая Gearadical, DailyBeast, FutureNet и другие.
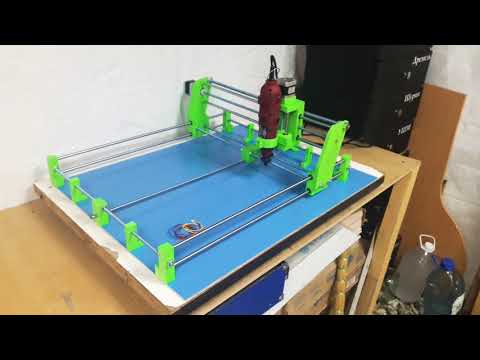 3D-печатные детали довольно распространены в производственных 3D-принтерах, и приятно видеть, что эти производители лидируют, доверяя своим собственным деталям с углеродным наполнителем.
3D-печатные детали довольно распространены в производственных 3D-принтерах, и приятно видеть, что эти производители лидируют, доверяя своим собственным деталям с углеродным наполнителем.
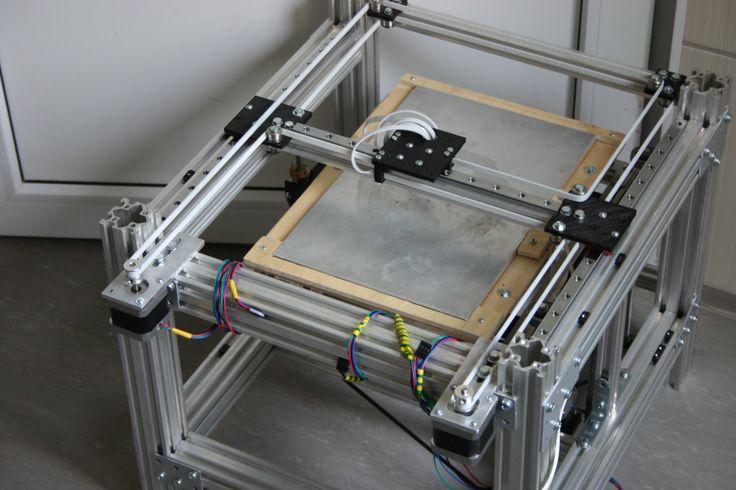
 Использование этой головки позволяет печатать сложные модели, которые невозможно напечатать с помощью головки из традиционного стандартного материала. Можно использовать специальный поддерживающий материал, такой как PVA, PVOH или отслаивающуюся подложку. Головка DualMaterial оснащена двумя соплами диаметром 0,4 мм.
Использование этой головки позволяет печатать сложные модели, которые невозможно напечатать с помощью головки из традиционного стандартного материала. Можно использовать специальный поддерживающий материал, такой как PVA, PVOH или отслаивающуюся подложку. Головка DualMaterial оснащена двумя соплами диаметром 0,4 мм.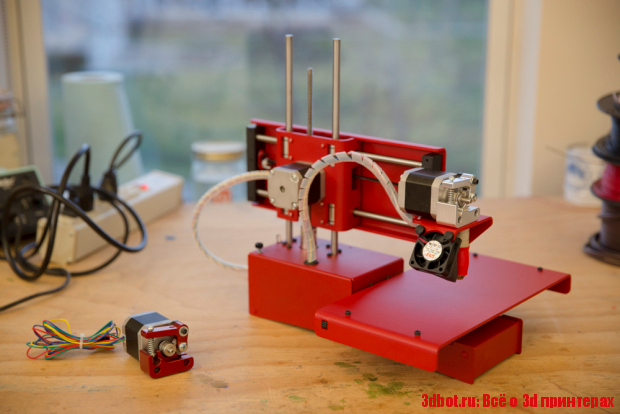
 Оба позволяют использовать программное обеспечение AutoMaker для подключения нескольких принтеров и управления ими с помощью одного удобного интерфейса.
Оба позволяют использовать программное обеспечение AutoMaker для подключения нескольких принтеров и управления ими с помощью одного удобного интерфейса.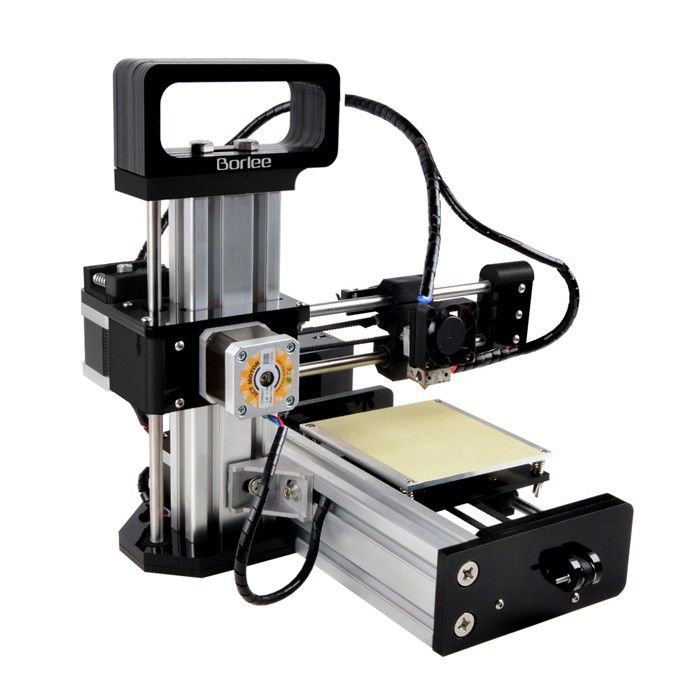
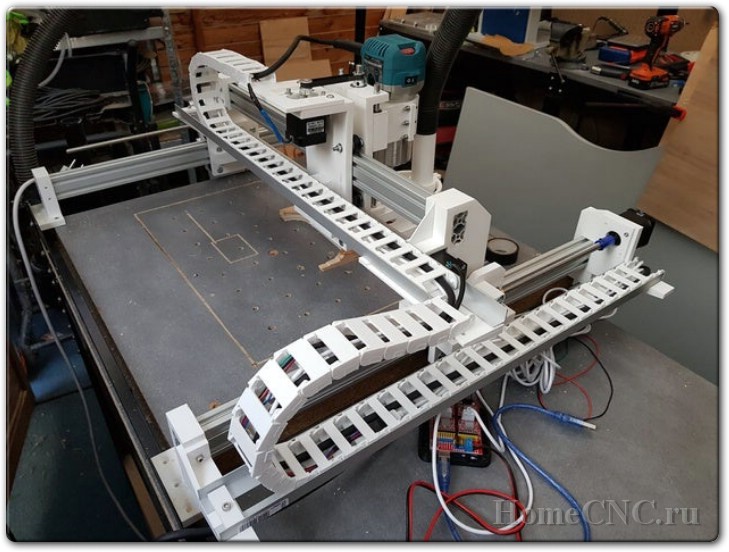
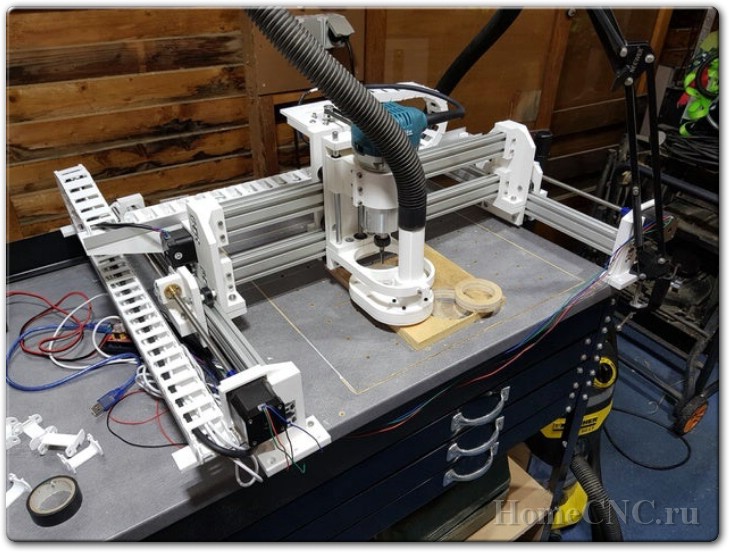 SmartReels являются инновационным дополнением и вместе с SmartExtruders избавляют от многих хлопот при загрузке нити.
SmartReels являются инновационным дополнением и вместе с SmartExtruders избавляют от многих хлопот при загрузке нити.
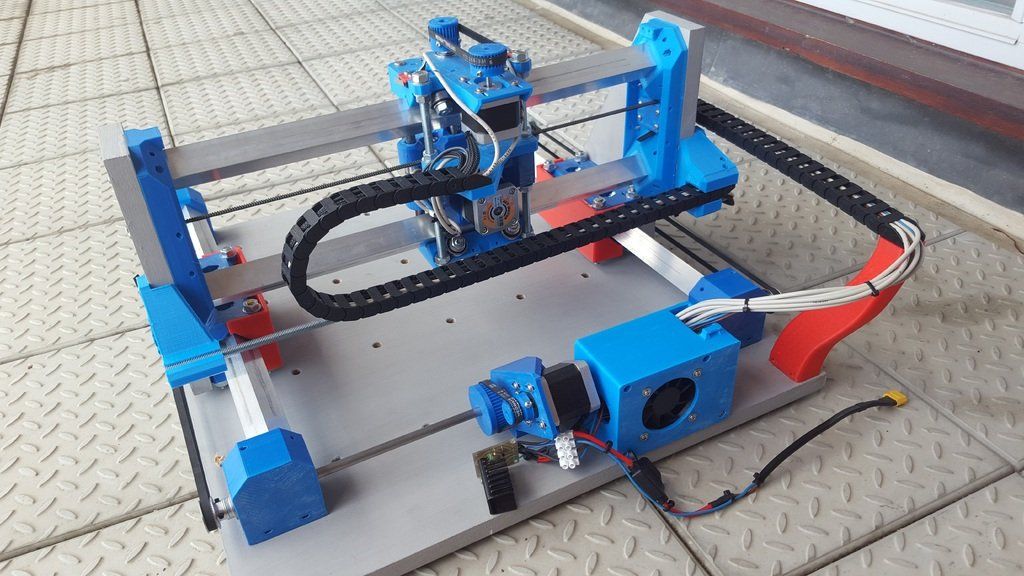
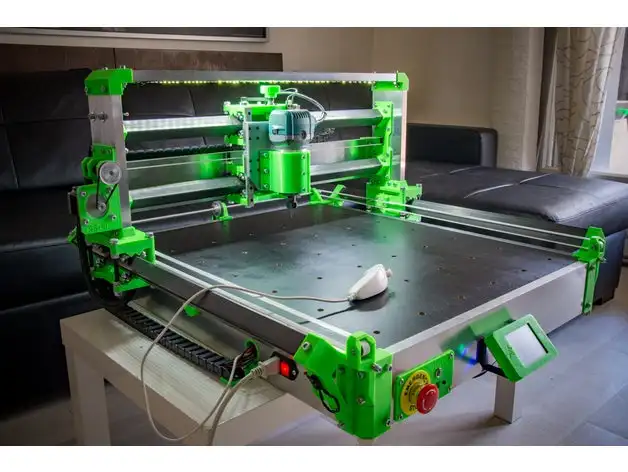
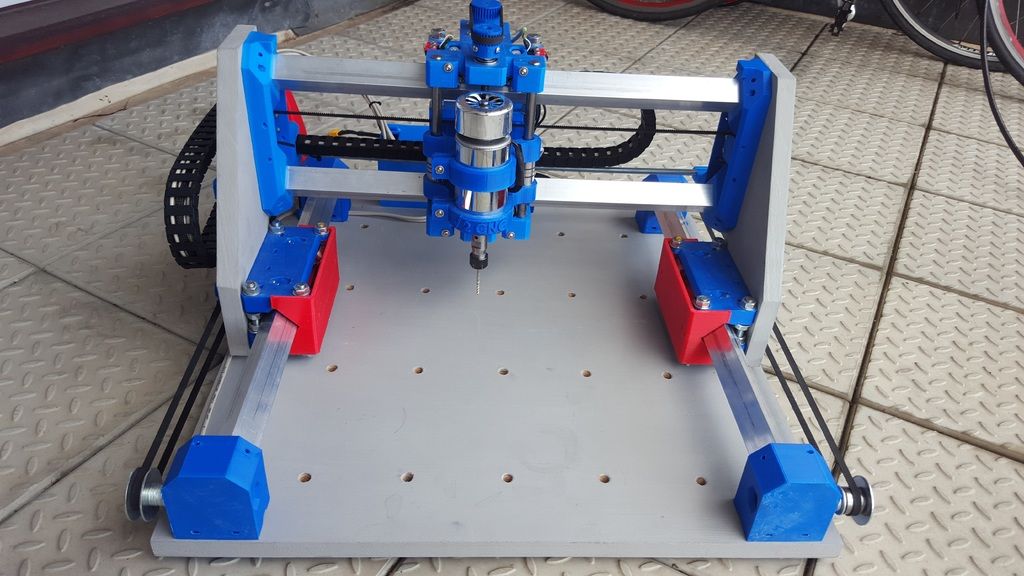 Это годовая лицензия, которая дает вам доступ к нескольким дополнительным функциям, включая доступ к новейшему механизму слайсинга Cura4 и автономной печати.
Это годовая лицензия, которая дает вам доступ к нескольким дополнительным функциям, включая доступ к новейшему механизму слайсинга Cura4 и автономной печати.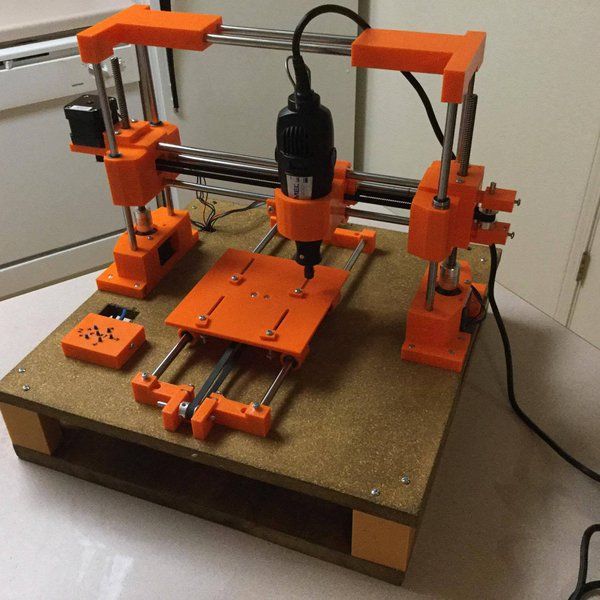
 предназначена для вкручивания/выкручивания шурупов, саморезов и винтов (при установке соответствующих бит), а также для сверления при работе от сети. Надежность и долговечность из-за отсутствия аккумуляторной батареи (по сравнению с аккумуляторными шуруповертами). Регулировка частоты вращения для работы с различным крепежом и материалами. Ограничительная муфта крутящего момента предотвращает развальцовывание шлицов и порчу материала. Быстрозажимной патрон для максимальной простоты и скорости замены расходного инструмента. Реверс позволяет изменять направление вращения для вкручивания/выкручивания крепежа. Подсветка рабочего места способствует дополнительному удобству при работе в условиях недостаточного освещения.
предназначена для вкручивания/выкручивания шурупов, саморезов и винтов (при установке соответствующих бит), а также для сверления при работе от сети. Надежность и долговечность из-за отсутствия аккумуляторной батареи (по сравнению с аккумуляторными шуруповертами). Регулировка частоты вращения для работы с различным крепежом и материалами. Ограничительная муфта крутящего момента предотвращает развальцовывание шлицов и порчу материала. Быстрозажимной патрон для максимальной простоты и скорости замены расходного инструмента. Реверс позволяет изменять направление вращения для вкручивания/выкручивания крепежа. Подсветка рабочего места способствует дополнительному удобству при работе в условиях недостаточного освещения.
 7 кг
7 кг Солянка, ул. Каспийская, д. 2А
Солянка, ул. Каспийская, д. 2А Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки
Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
 Удобна в использовании.
Удобна в использовании.
 Длинный эластичный шнур, оптимальный вес для длительной работы на весу.
Длинный эластичный шнур, оптимальный вес для длительной работы на весу.
 45 грн
45 грн Винница
Винница 8 В, 2 А/год, Li-Ion) (632F59-1)
8 В, 2 А/год, Li-Ion) (632F59-1) 99 грн
99 грн 99 грн
99 грн

 Аккумулятор Makita 4,0 Ач, модель BL1840B, сочетает в себе большее время работы (время работы на одной зарядке на 35% больше, чем у аккумулятора Makita BL1830) с лучшим в своем классе временем зарядки всего 40 минут, поэтому он тратит больше времени на работу и меньше времени на сидение. зарядное устройство. Для дополнительного удобства он также оснащен встроенным светодиодным индикатором уровня заряда для контроля заряда аккумулятора. 18-вольтовая батарея LXT 4,0 Ач совместима только с инструментами Star Protection, обозначенными символом звезды и/или желтым приемником батареи под инструментом. 18-вольтовые литий-ионные аккумуляторы Makita устойчивы к саморазряду, поэтому они готовы к использованию даже после длительного хранения. Зарядное устройство Makita Rapid Optimum Charger (продается отдельно) — это интеллектуальная система зарядки, которая обменивается данными с аккумулятором во время процесса зарядки для контроля тока, напряжения и температуры. Эта передовая технология зарядки помогает оптимизировать срок службы батареи и обеспечивает более быструю зарядку.
Аккумулятор Makita 4,0 Ач, модель BL1840B, сочетает в себе большее время работы (время работы на одной зарядке на 35% больше, чем у аккумулятора Makita BL1830) с лучшим в своем классе временем зарядки всего 40 минут, поэтому он тратит больше времени на работу и меньше времени на сидение. зарядное устройство. Для дополнительного удобства он также оснащен встроенным светодиодным индикатором уровня заряда для контроля заряда аккумулятора. 18-вольтовая батарея LXT 4,0 Ач совместима только с инструментами Star Protection, обозначенными символом звезды и/или желтым приемником батареи под инструментом. 18-вольтовые литий-ионные аккумуляторы Makita устойчивы к саморазряду, поэтому они готовы к использованию даже после длительного хранения. Зарядное устройство Makita Rapid Optimum Charger (продается отдельно) — это интеллектуальная система зарядки, которая обменивается данными с аккумулятором во время процесса зарядки для контроля тока, напряжения и температуры. Эта передовая технология зарядки помогает оптимизировать срок службы батареи и обеспечивает более быструю зарядку. Кроме того, зарядное устройство имеет встроенный вентилятор для охлаждения аккумулятора для более быстрой и эффективной зарядки даже в жарких погодных условиях. Для повышения производительности инструмента и продления срока службы батареи компания Makita создала компьютерные элементы управления STAR Protection.
Кроме того, зарядное устройство имеет встроенный вентилятор для охлаждения аккумулятора для более быстрой и эффективной зарядки даже в жарких погодных условиях. Для повышения производительности инструмента и продления срока службы батареи компания Makita создала компьютерные элементы управления STAR Protection.

 ..+50
..+50 325 × 0.294 × 0.518 м
325 × 0.294 × 0.518 м Алатау (Институт Ядерной Физики)
Алатау (Институт Ядерной Физики) Достык
Достык Киик
Киик 7, 2017″> 7 сентября 2017 г.
7, 2017″> 7 сентября 2017 г.  Недавно ВВС также расширили свою программу авиационных премий, включив в нее старших пилотов, чьи контракты либо истекли, либо не подписали их.
Недавно ВВС также расширили свою программу авиационных премий, включив в нее старших пилотов, чьи контракты либо истекли, либо не подписали их.
 Летчики могут оставаться в SAIP до тех пор, пока они имеют на это право и одобрены командиром крыла. Отобранные для САИП будут переведены на непостоянную смену статуса станции на три года, пояснил Бриг. Генерал Майкл Кошески, руководитель оперативной группы ВВС по ликвидации последствий чрезвычайных ситуаций.
Летчики могут оставаться в SAIP до тех пор, пока они имеют на это право и одобрены командиром крыла. Отобранные для САИП будут переведены на непостоянную смену статуса станции на три года, пояснил Бриг. Генерал Майкл Кошески, руководитель оперативной группы ВВС по ликвидации последствий чрезвычайных ситуаций.
 [Бесплатная статья PMC] [PubMed] [Google Scholar]
[Бесплатная статья PMC] [PubMed] [Google Scholar]
 , Аптон С.
, Аптон С. Биоинформатика.
Биоинформатика. , Мариньо-Рамирес Л., Макдональд Дж.Ф., Джордан И.К.
, Мариньо-Рамирес Л., Макдональд Дж.Ф., Джордан И.К. Int J Mol Sci.
Int J Mol Sci. [Google Scholar]
[Google Scholar] ICBBS’17: 6 место
ICBBS’17: 6 место



 [Google Академия]
[Google Академия] Геном биол.
Геном биол. [Бесплатная статья PMC] [PubMed] [Google Scholar]
[Бесплатная статья PMC] [PubMed] [Google Scholar] ПЛОС Один.
ПЛОС Один.



 Патрон данного типа используется в комплекте с подающей трубой (навинчивается на ее резьбовой конец). Чтобы заготовка, которая располагается в такой трубе, получила осевое перемещение, используется кулачковый механизм или гидромеханический привод. Работает такое устройство по принципу всем известного цангового карандаша, через разжимающиеся и сжимающиеся лепестки которого перемещается грифельный стержень.
Патрон данного типа используется в комплекте с подающей трубой (навинчивается на ее резьбовой конец). Чтобы заготовка, которая располагается в такой трубе, получила осевое перемещение, используется кулачковый механизм или гидромеханический привод. Работает такое устройство по принципу всем известного цангового карандаша, через разжимающиеся и сжимающиеся лепестки которого перемещается грифельный стержень. Так, для зажима заготовок, диаметр которых не превышает 3 мм, используются патроны с тремя лепестками, при выполнении обработки деталей диаметром до 80 мм – с четырьмя лепестками, свыше 80 мм – шестью. Для обработки деталей очень незначительного диаметра используют зажимные патроны, цанги в которых разводятся при помощи специальных пружин. Кроме того, существуют модели цанговых зажимных патронов, которые оснащаются сменными вкладышами различного размера, выбираемыми в зависимости от геометрических параметров обрабатываемой заготовки.
Так, для зажима заготовок, диаметр которых не превышает 3 мм, используются патроны с тремя лепестками, при выполнении обработки деталей диаметром до 80 мм – с четырьмя лепестками, свыше 80 мм – шестью. Для обработки деталей очень незначительного диаметра используют зажимные патроны, цанги в которых разводятся при помощи специальных пружин. Кроме того, существуют модели цанговых зажимных патронов, которые оснащаются сменными вкладышами различного размера, выбираемыми в зависимости от геометрических параметров обрабатываемой заготовки.

 Автоматы продольного точения часто оснащаются цангами двух типов, одни из которых, как говорилось выше, используются для фиксации обрабатываемой заготовки, а вторые – для закрепления хвостовика используемого инструмента.
Автоматы продольного точения часто оснащаются цангами двух типов, одни из которых, как говорилось выше, используются для фиксации обрабатываемой заготовки, а вторые – для закрепления хвостовика используемого инструмента. 55 грн
55 грн 50 грн
50 грн 8мм, хвостовик 8мм для ручного фрезера js
8мм, хвостовик 8мм для ручного фрезера js 2мм, хвостовик 8мм для ручного фрезера dl
2мм, хвостовик 8мм для ручного фрезера dl com в полном объеме, мы рекомендуем активировать Javascript в вашем браузере.
com в полном объеме, мы рекомендуем активировать Javascript в вашем браузере. 90 шт.91 шт.92 шт.93 шт.94 шт.95 шт.96 шт.97 шт.98 шт.99 шт.100 шт.101 шт.102 шт 103 шт.104 шт.105 шт.106 шт.107 шт.108 шт.109 шт.110 шт.111 шт.112 шт.113 шт.114 шт.115 шт.116 шт.117 шт.118 шт.119 120 шт.121 шт.122 шт.123 шт.124 шт.125 шт.126 шт.127 шт.128 шт.129 шт.130 шт.131 шт.132 шт.133 шт.134 шт.135 шт. 136 шт.137 шт.138 шт.139140 шт.141 шт.142 шт.143 шт.144 шт.145 шт.146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт.153 шт.154 шт.155 шт. 156 шт.157 шт.158 шт.159 шт.160 шт.161 шт.162 шт.163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 шт.170 шт.171 шт.172 шт 173 шт.174 шт.175 шт.176 шт.177 шт.178 шт.179 шт.180 шт.181 шт.182 шт.183 шт.184 шт.185 шт.186 шт.187 шт.188 шт.189 190 шт.191 шт.192 шт.193 шт.194 шт.195 шт.196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт.204 шт.205 шт. 206 шт.207 шт.208 шт.209210 шт.211 шт.212 шт.213 шт.214 шт.215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт.223 шт.224 шт.225 шт. 226 шт.227 шт.228 шт.229 шт.230 шт.231 шт.232 шт.233 шт.234 шт.235 шт.
90 шт.91 шт.92 шт.93 шт.94 шт.95 шт.96 шт.97 шт.98 шт.99 шт.100 шт.101 шт.102 шт 103 шт.104 шт.105 шт.106 шт.107 шт.108 шт.109 шт.110 шт.111 шт.112 шт.113 шт.114 шт.115 шт.116 шт.117 шт.118 шт.119 120 шт.121 шт.122 шт.123 шт.124 шт.125 шт.126 шт.127 шт.128 шт.129 шт.130 шт.131 шт.132 шт.133 шт.134 шт.135 шт. 136 шт.137 шт.138 шт.139140 шт.141 шт.142 шт.143 шт.144 шт.145 шт.146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт.153 шт.154 шт.155 шт. 156 шт.157 шт.158 шт.159 шт.160 шт.161 шт.162 шт.163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 шт.170 шт.171 шт.172 шт 173 шт.174 шт.175 шт.176 шт.177 шт.178 шт.179 шт.180 шт.181 шт.182 шт.183 шт.184 шт.185 шт.186 шт.187 шт.188 шт.189 190 шт.191 шт.192 шт.193 шт.194 шт.195 шт.196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт.204 шт.205 шт. 206 шт.207 шт.208 шт.209210 шт.211 шт.212 шт.213 шт.214 шт.215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт.223 шт.224 шт.225 шт. 226 шт.227 шт.228 шт.229 шт.230 шт.231 шт.232 шт.233 шт.234 шт.235 шт. 236 шт.237 шт.238 шт.239 шт.240 шт.241 шт.242 шт. 243 шт.244 шт.245 шт.246 шт.247 шт.248 шт.249 шт.250 шт.251 шт.252 шт.253 шт.254 шт.255 шт.256 шт.257 шт.258 шт.259 260 шт.261 шт.262 шт.263 шт.264 шт.265 шт.266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт. 276 шт.277 шт.278 шт.279280 шт.281 шт.282 шт.283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт.293 шт.294 шт.295 шт. 296 шт.297 шт.298 шт.299 шт.300 шт.301 шт.302 шт.303 шт.304 шт.305 шт.306 шт.307 шт.308 шт.309 шт.310 шт.311 шт.312 шт. 313 шт.314 шт.315 шт.316 шт.317 шт.318 шт.319 шт.320 шт.321 шт.322 шт.323 шт.324 шт.325 шт.326 шт.327 шт.328 шт.329 330 шт.331 шт.332 шт.333 шт.334 шт.335 шт.336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт. 346 шт.347 шт.348 шт.349350 шт.351 шт.352 шт.353 шт.354 шт.355 шт.356 шт.357 шт.358 шт.359 шт.360 шт.361 шт.362 шт.363 шт.364 шт.365 шт. 366 шт.367 шт.368 шт.369 шт.370 шт.371 шт.372 шт.373 шт.374 шт.375 шт.376 шт.377 шт.378 шт.379 шт.380 шт.
236 шт.237 шт.238 шт.239 шт.240 шт.241 шт.242 шт. 243 шт.244 шт.245 шт.246 шт.247 шт.248 шт.249 шт.250 шт.251 шт.252 шт.253 шт.254 шт.255 шт.256 шт.257 шт.258 шт.259 260 шт.261 шт.262 шт.263 шт.264 шт.265 шт.266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт. 276 шт.277 шт.278 шт.279280 шт.281 шт.282 шт.283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт.293 шт.294 шт.295 шт. 296 шт.297 шт.298 шт.299 шт.300 шт.301 шт.302 шт.303 шт.304 шт.305 шт.306 шт.307 шт.308 шт.309 шт.310 шт.311 шт.312 шт. 313 шт.314 шт.315 шт.316 шт.317 шт.318 шт.319 шт.320 шт.321 шт.322 шт.323 шт.324 шт.325 шт.326 шт.327 шт.328 шт.329 330 шт.331 шт.332 шт.333 шт.334 шт.335 шт.336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт. 346 шт.347 шт.348 шт.349350 шт.351 шт.352 шт.353 шт.354 шт.355 шт.356 шт.357 шт.358 шт.359 шт.360 шт.361 шт.362 шт.363 шт.364 шт.365 шт. 366 шт.367 шт.368 шт.369 шт.370 шт.371 шт.372 шт.373 шт.374 шт.375 шт.376 шт.377 шт.378 шт.379 шт.380 шт. 381 шт.382 шт. 383 шт.384 шт.385 шт.386 шт.387 шт.388 шт.389 шт.390 шт.391 шт.392 шт.393 шт.394 шт.395 шт.396 шт.397 шт.398 шт.399 400 шт.401 шт.402 шт.403 шт.404 шт.405 шт.406 шт.407 шт.408 шт.409 шт.410 шт.411 шт.412 шт.413 шт.414 шт.415 шт. 416 шт.417 шт.418 шт.419420 шт.421 шт.422 шт.423 шт.424 шт.425 шт.426 шт.427 шт.428 шт.429 шт.430 шт.431 шт.432 шт.433 шт.434 шт.435 шт. 436 шт.437 шт.438 шт.439 шт.440 шт.441 шт.442 шт.443 шт.444 шт.445 шт.446 шт.447 шт.448 шт.449 шт.450 шт.451 шт.452 шт. 453 шт.454 шт.455 шт.456 шт.457 шт.458 шт.459 шт.460 шт.461 шт.462 шт.463 шт.464 шт.465 шт.466 шт.467 шт.468 шт.469 470 шт.471 шт.472 шт.473 шт.474 шт.475 шт.476 шт.477 шт.478 шт.479 шт.480 шт.481 шт.482 шт.483 шт.484 шт.485 шт. 486 шт.487 шт.488 шт.489490 шт.491 шт.492 шт.493 шт.494 шт.495 шт.496 шт.497 шт.498 шт.499 шт.500 шт.
381 шт.382 шт. 383 шт.384 шт.385 шт.386 шт.387 шт.388 шт.389 шт.390 шт.391 шт.392 шт.393 шт.394 шт.395 шт.396 шт.397 шт.398 шт.399 400 шт.401 шт.402 шт.403 шт.404 шт.405 шт.406 шт.407 шт.408 шт.409 шт.410 шт.411 шт.412 шт.413 шт.414 шт.415 шт. 416 шт.417 шт.418 шт.419420 шт.421 шт.422 шт.423 шт.424 шт.425 шт.426 шт.427 шт.428 шт.429 шт.430 шт.431 шт.432 шт.433 шт.434 шт.435 шт. 436 шт.437 шт.438 шт.439 шт.440 шт.441 шт.442 шт.443 шт.444 шт.445 шт.446 шт.447 шт.448 шт.449 шт.450 шт.451 шт.452 шт. 453 шт.454 шт.455 шт.456 шт.457 шт.458 шт.459 шт.460 шт.461 шт.462 шт.463 шт.464 шт.465 шт.466 шт.467 шт.468 шт.469 470 шт.471 шт.472 шт.473 шт.474 шт.475 шт.476 шт.477 шт.478 шт.479 шт.480 шт.481 шт.482 шт.483 шт.484 шт.485 шт. 486 шт.487 шт.488 шт.489490 шт.491 шт.492 шт.493 шт.494 шт.495 шт.496 шт.497 шт.498 шт.499 шт.500 шт. 000 Статьи
000 Статьи 





 Однако, если вы интересуетесь более детальной моделью, следует обратиться за услугами к 3D-дизайнеру, либо приступить к изучению возможностей таких инструментов, как Zbrush.
Однако, если вы интересуетесь более детальной моделью, следует обратиться за услугами к 3D-дизайнеру, либо приступить к изучению возможностей таких инструментов, как Zbrush. Цифровая камера высокого разрешения: вам нужны цифровые файлы, и они требуются безусловно в высоком качестве.
Цифровая камера высокого разрешения: вам нужны цифровые файлы, и они требуются безусловно в высоком качестве. Когда вы обладаете хорошим набором фотографий, большая часть работы остается за программным обеспечением.
Когда вы обладаете хорошим набором фотографий, большая часть работы остается за программным обеспечением. Сам объект, в данном случае, должен быть небольшим по размеру и транспортабельным, ведь инженеру придется работать непосредственно с объектом – перемещать и двигать его, а при необходимости и разбирать объект на отдельные части.
Сам объект, в данном случае, должен быть небольшим по размеру и транспортабельным, ведь инженеру придется работать непосредственно с объектом – перемещать и двигать его, а при необходимости и разбирать объект на отдельные части. Связаться и договориться с намиможно по e-mail:[email protected]или по телефонам: +38-(057)-760 -26-05, +38-(099)-618-87-50.
Связаться и договориться с намиможно по e-mail:[email protected]или по телефонам: +38-(057)-760 -26-05, +38-(099)-618-87-50. Если не отключить стабилизатор, он может попытаться поймать несуществующие колебания, от этого сам будет генерировать вибрацию, которая усилится ногами штатива. Эта вибрация будет восприниматься стабилизатором как внешнее явление и он будет ещё более активно пытаться её подавить. В итоге фотографии могут получиться немного нечёткими.
Если не отключить стабилизатор, он может попытаться поймать несуществующие колебания, от этого сам будет генерировать вибрацию, которая усилится ногами штатива. Эта вибрация будет восприниматься стабилизатором как внешнее явление и он будет ещё более активно пытаться её подавить. В итоге фотографии могут получиться немного нечёткими. Страх пройдёт, когда вы узнаете о небольшом трюке.
Страх пройдёт, когда вы узнаете о небольшом трюке. Если вам интересно, как сделать 3D-печатный объект из изображения, вы находитесь в правильном месте.
Если вам интересно, как сделать 3D-печатный объект из изображения, вы находитесь в правильном месте.
 файлы, которые можно распечатать на 3D-принтере. Получив файл STL, вы можете редактировать и изменять его, прежде чем нарезать его для своего 3D-принтера.
файлы, которые можно распечатать на 3D-принтере. Получив файл STL, вы можете редактировать и изменять его, прежде чем нарезать его для своего 3D-принтера. 
 AnyConv. Загрузите файл JPG и нажмите «Конвертировать». После завершения преобразования загрузите следующий файл STL.
AnyConv. Загрузите файл JPG и нажмите «Конвертировать». После завершения преобразования загрузите следующий файл STL.
 Для этого требуется сделать несколько снимков модели, ввести их в программу фотограмметрии, а затем исправить все ошибки.
Для этого требуется сделать несколько снимков модели, ввести их в программу фотограмметрии, а затем исправить все ошибки. 
 Вы можете увидеть напечатанное изображение только после того, как поместите его перед источником света.
Вы можете увидеть напечатанное изображение только после того, как поместите его перед источником света. Остальные настройки можно оставить по умолчанию.
Остальные настройки можно оставить по умолчанию.


 Когда блокировщик рекламы включен, некоторые из наших инструментов имеют некоторые ограничения на конверсию, и время обработки/конверсии будет больше.
Когда блокировщик рекламы включен, некоторые из наших инструментов имеют некоторые ограничения на конверсию, и время обработки/конверсии будет больше. См. нашу статью «Создание полноцветных 3D-моделей высот из изображений», в которой этот процесс объясняется более подробно.
См. нашу статью «Создание полноцветных 3D-моделей высот из изображений», в которой этот процесс объясняется более подробно.
 Его применяют для грубой обработки, когда нужно снимать большую часть, что нередко совершается за несколько проходов.
Его применяют для грубой обработки, когда нужно снимать большую часть, что нередко совершается за несколько проходов. Здесь же есть ограничения по работе с заготовками из прочного металла, так как сама быстрорежущая сталь не является очень прочной и какая бы заточка не была, при работе с калеными изделиями, бронзой и так далее, они просто быстро затупятся.
Здесь же есть ограничения по работе с заготовками из прочного металла, так как сама быстрорежущая сталь не является очень прочной и какая бы заточка не была, при работе с калеными изделиями, бронзой и так далее, они просто быстро затупятся.

 Черновая обработка происходит при поперечной подаче в пределах от 0,3 до 0,7 мм за один оборот, а глубина резания идет на 2-5 мм. Для чистовой обработки эти параметры составляют от 0,1 до 0,3 мм за один оборот и до 1 мм глубины соответственно.
Черновая обработка происходит при поперечной подаче в пределах от 0,3 до 0,7 мм за один оборот, а глубина резания идет на 2-5 мм. Для чистовой обработки эти параметры составляют от 0,1 до 0,3 мм за один оборот и до 1 мм глубины соответственно. Но подрезной резец имеет более широкое применение. Едва ли не каждая основная операция на токарном станке выполняется с использованием этого инструмента. С его помощью можно подрезать уступы под прямым или острым углом, создать наружные фаски, проточить торец и любую другую наружную поверхность цилиндрической детали. Таким образом, он является одним из самых важных инструментов, так как непосредственно влияет на первоначальное формирование готового изделия.
Но подрезной резец имеет более широкое применение. Едва ли не каждая основная операция на токарном станке выполняется с использованием этого инструмента. С его помощью можно подрезать уступы под прямым или острым углом, создать наружные фаски, проточить торец и любую другую наружную поверхность цилиндрической детали. Таким образом, он является одним из самых важных инструментов, так как непосредственно влияет на первоначальное формирование готового изделия. Еще один различительный признак токарного инструмента — это конфигурация режущей части, которая зависит от его режимов эксплуатации и вида токарных работ. Для токарной обработки труднодоступных мест обычно используют изогнутый резец, имеющий несколько разновидностей, отличающихся длиной режущей части, формой изгиба, заточкой и назначением (петушковые, отогнутые, обратные резцы и прочие).
Еще один различительный признак токарного инструмента — это конфигурация режущей части, которая зависит от его режимов эксплуатации и вида токарных работ. Для токарной обработки труднодоступных мест обычно используют изогнутый резец, имеющий несколько разновидностей, отличающихся длиной режущей части, формой изгиба, заточкой и назначением (петушковые, отогнутые, обратные резцы и прочие).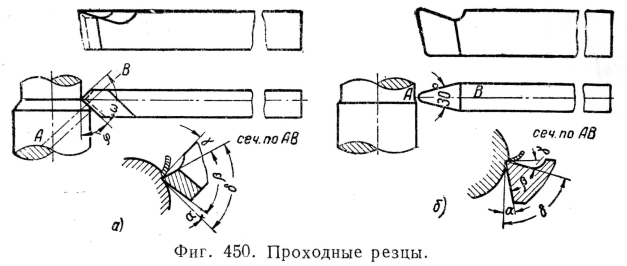 Ни на что не похожую конструкцию имеет чашечный токарный резец с круговой режущей поверхностью, который может работать долгое время без переточки.
Ни на что не похожую конструкцию имеет чашечный токарный резец с круговой режущей поверхностью, который может работать долгое время без переточки. При этом используют три базовые разновидности резцового инструмента, представленные на рисунке ниже.
При этом используют три базовые разновидности резцового инструмента, представленные на рисунке ниже.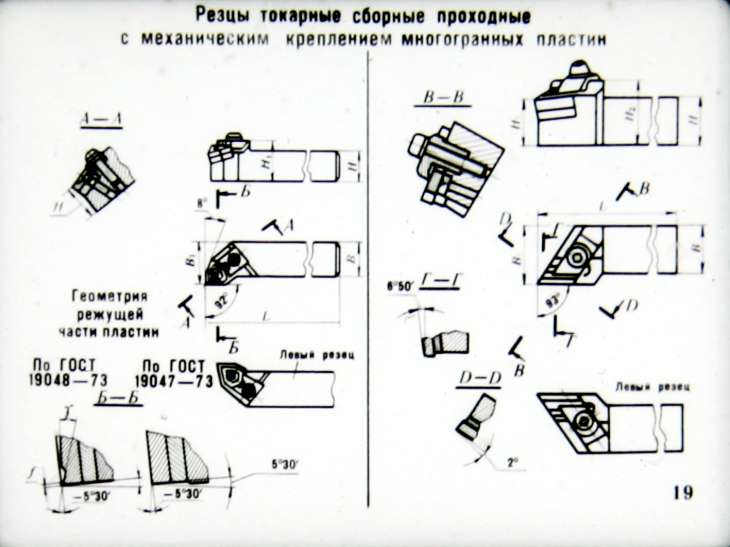 Конструктивно это чаще всего быстрорежущие резцы сборного типа. На фото ниже — подрезка торца бронзовой заготовки.
Конструктивно это чаще всего быстрорежущие резцы сборного типа. На фото ниже — подрезка торца бронзовой заготовки. На фото ниже — отрезка.
На фото ниже — отрезка. Вследствие этого такое точение производится на меньших скоростях и небольших глубинах. Существует две основных разновидности резцового расточного инструмента: упорные и проходные. Первые предназначены для тупиковых отверстий, а вторые — для сквозных. Для расточки больших диаметров обычно используют инструментальные державки различной конфигурации, в которые в том числе могут устанавливаться и расточные резцы. На фото ниже — расточка.
Вследствие этого такое точение производится на меньших скоростях и небольших глубинах. Существует две основных разновидности резцового расточного инструмента: упорные и проходные. Первые предназначены для тупиковых отверстий, а вторые — для сквозных. Для расточки больших диаметров обычно используют инструментальные державки различной конфигурации, в которые в том числе могут устанавливаться и расточные резцы. На фото ниже — расточка. Напайки и пластины для резцов изготавливают из специальных режущих материалов, среди которых основные — это инструментальная сталь, твердотельные сплавы и порошковые композитные материалы.
Напайки и пластины для резцов изготавливают из специальных режущих материалов, среди которых основные — это инструментальная сталь, твердотельные сплавы и порошковые композитные материалы. Резец должен быть более жестким, чем сама заготовка.
Резец должен быть более жестким, чем сама заготовка. Так, стержень и опорная поверхность формируют державку, служащую для фиксации на станке. Она может быть выполнена в прямоугольном либо квадратном сечении. Переднюю и обе задние поверхности объединяют в рабочую поверхность, называемую головкой. На ней установлены режущие кромки. Таким образом, головка сформирована несколькими плоскостями и режущими кромками.
Так, стержень и опорная поверхность формируют державку, служащую для фиксации на станке. Она может быть выполнена в прямоугольном либо квадратном сечении. Переднюю и обе задние поверхности объединяют в рабочую поверхность, называемую головкой. На ней установлены режущие кромки. Таким образом, головка сформирована несколькими плоскостями и режущими кромками.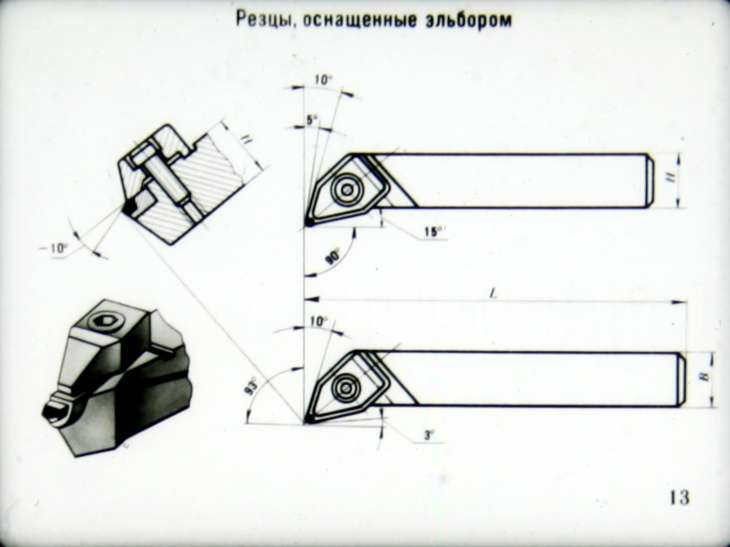 Помимо этого, на ней расположены две режущие кромки – главная и вспомогательная, которые отвечают за выполнение основных токарных операций.
Помимо этого, на ней расположены две режущие кромки – главная и вспомогательная, которые отвечают за выполнение основных токарных операций. Эту часть называют державкой. С помощью рабочей головки формируют необходимые плоскости в заготовке, изготовленной из черных и цветных металлов. В ней различают такие конструктивные элементы:
Эту часть называют державкой. С помощью рабочей головки формируют необходимые плоскости в заготовке, изготовленной из черных и цветных металлов. В ней различают такие конструктивные элементы:


 К таковым относятся марки ВК6, ВК8, ВК10, ВК3М и ВК6В.
К таковым относятся марки ВК6, ВК8, ВК10, ВК3М и ВК6В. В стандарте имеется вся необходимая информация о токарных инструментах, их конструкции, геометрических параметрах и других не менее важных особенностях, которые пригодятся при расчете режимов резания и выборе резца.
В стандарте имеется вся необходимая информация о токарных инструментах, их конструкции, геометрических параметрах и других не менее важных особенностях, которые пригодятся при расчете режимов резания и выборе резца.
 Смена направления движения требует изменения ориентации режущих поверхностей, поэтому инструментальная промышленность производит токарный инструмент в обоих вариантах. Чтобы определить, правый это или левый резец, нужно поместить на него правую ладонь пальцами в сторону лезвия. Если большой палец будет справа от вершины, то это правый, а если нет — левый.
Смена направления движения требует изменения ориентации режущих поверхностей, поэтому инструментальная промышленность производит токарный инструмент в обоих вариантах. Чтобы определить, правый это или левый резец, нужно поместить на него правую ладонь пальцами в сторону лезвия. Если большой палец будет справа от вершины, то это правый, а если нет — левый. При увеличении первого снижаются затраты мощности на выполнение резания, улучшается стружкоотвод и снижается шероховатость. С другой стороны, при увеличении переднего угла снижается толщина лезвия, что приводит к ухудшению его прочностных характеристик, усилению выкрашивания и уменьшению скорости отвода тепла. Основное назначение заднего угла — это снижение трения между поверхностью резания и главной задней. Кроме главных по функциональности углов α и γ при расчете определяется еще несколько углов, чьи величины влияют на класс чистоты токарной обработки, процесс формирования стружки и другие технические характеристики.
При увеличении первого снижаются затраты мощности на выполнение резания, улучшается стружкоотвод и снижается шероховатость. С другой стороны, при увеличении переднего угла снижается толщина лезвия, что приводит к ухудшению его прочностных характеристик, усилению выкрашивания и уменьшению скорости отвода тепла. Основное назначение заднего угла — это снижение трения между поверхностью резания и главной задней. Кроме главных по функциональности углов α и γ при расчете определяется еще несколько углов, чьи величины влияют на класс чистоты токарной обработки, процесс формирования стружки и другие технические характеристики. Разрежьте плитку с помощью плиткореза или инструмента для надрезов и прищипывания и не берите напрокат плиткорез. Установите окружающие полноразмерные плитки на пол или стену перед измерением прямого угла. Используйте инструмент для надрезов и кусачек для обрезки щепок и плиткорез для удаления больших участков плитки.
Разрежьте плитку с помощью плиткореза или инструмента для надрезов и прищипывания и не берите напрокат плиткорез. Установите окружающие полноразмерные плитки на пол или стену перед измерением прямого угла. Используйте инструмент для надрезов и кусачек для обрезки щепок и плиткорез для удаления больших участков плитки. Примите надлежащие меры предосторожности
Примите надлежащие меры предосторожности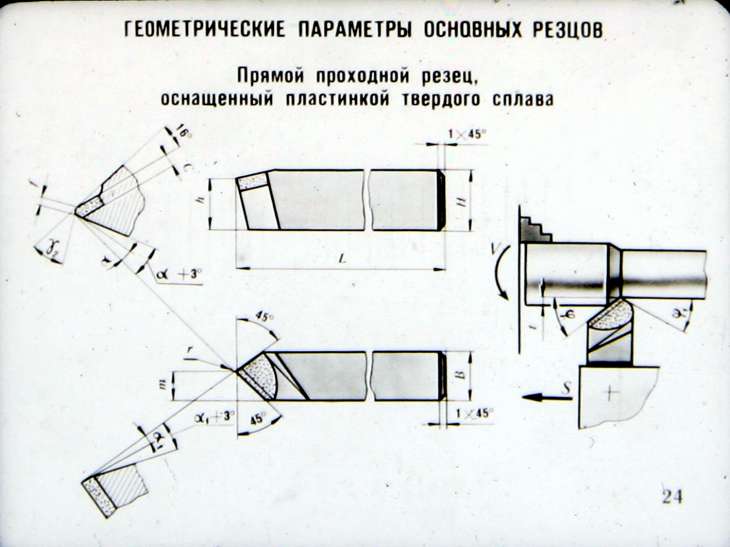
 Установите подрезное лезвие на перекрестке, держите его под углом 45 градусов, а затем перетащите на себя. Сильно надавите, делая надрезы, чтобы пробить глазурь на плитке.
Установите подрезное лезвие на перекрестке, держите его под углом 45 градусов, а затем перетащите на себя. Сильно надавите, делая надрезы, чтобы пробить глазурь на плитке.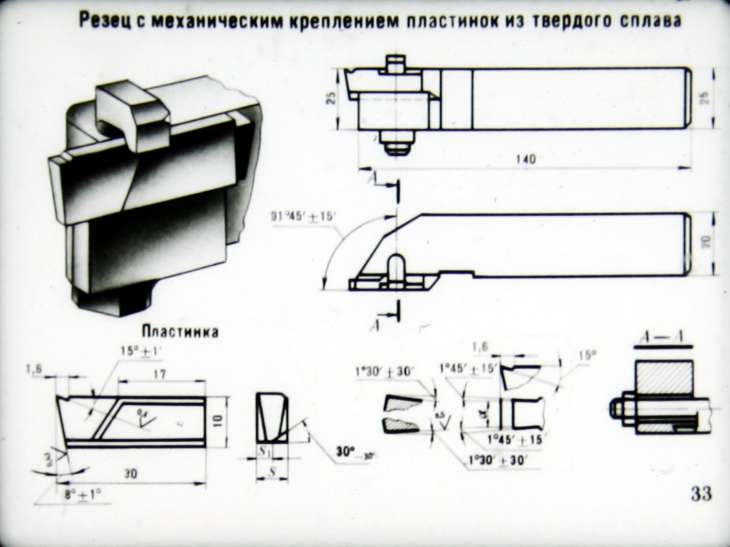
 Материал, с которым вы работаете, а также форма разреза, которые вам нужны, влекут за собой разные методы и инструменты. Чтобы узнать, как справиться со всеми этими различными разрезами, мы предлагаем вам это руководство, которое поможет вам спланировать заранее — помните, вы никогда не сможете «неразрезать» плитку!0003
Материал, с которым вы работаете, а также форма разреза, которые вам нужны, влекут за собой разные методы и инструменты. Чтобы узнать, как справиться со всеми этими различными разрезами, мы предлагаем вам это руководство, которое поможет вам спланировать заранее — помните, вы никогда не сможете «неразрезать» плитку!0003
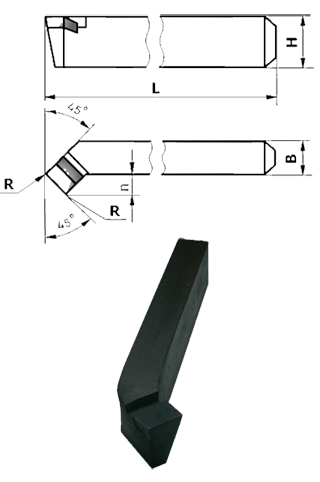 Но сначала давайте посмотрим, для чего предназначен каждый инструмент и как они работают!
Но сначала давайте посмотрим, для чего предназначен каждый инструмент и как они работают! Измерьте и отметьте: Отметьте на плитке линию, в которой вы хотите сделать надрез – важно разместить отметку на глазурованной или полированной стороне плитки, обращенной наружу.
Измерьте и отметьте: Отметьте на плитке линию, в которой вы хотите сделать надрез – важно разместить отметку на глазурованной или полированной стороне плитки, обращенной наружу.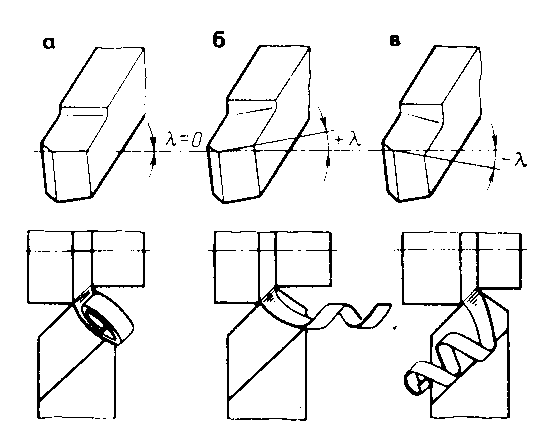 Гладкость: сгладьте острые кромки, чтобы не было порезов и зацепов. Используйте свой шлифовальный камень (камень из оксида алюминия), чтобы подпилить края стеклянной плитки, а также обожженный фарфор.
Гладкость: сгладьте острые кромки, чтобы не было порезов и зацепов. Используйте свой шлифовальный камень (камень из оксида алюминия), чтобы подпилить края стеклянной плитки, а также обожженный фарфор.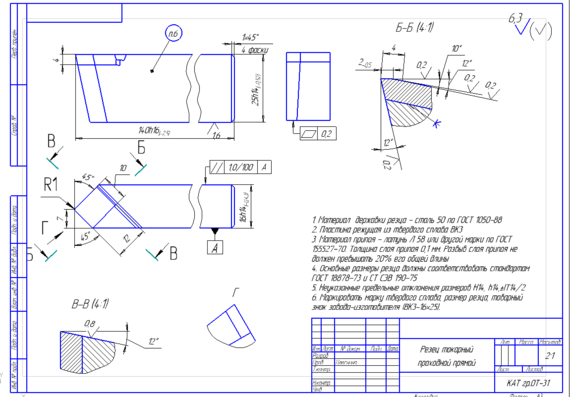 Поскольку это ручной процесс, он не очень подходит для крупных проектов (например, масштабных проектов по укладке напольной плитки). Хотя этот инструмент удобен для выполнения прямых разрезов, он не создает идеально прямые линии, как мокрая пила для плитки. Керамическую или керамогранитную плитку толщиной более 3/8 дюйма, плитку из натурального камня и мрамора, а также крупноформатную плитку нельзя резать кусачками – такую плитку следует резать мокрой плиткорезом.
Поскольку это ручной процесс, он не очень подходит для крупных проектов (например, масштабных проектов по укладке напольной плитки). Хотя этот инструмент удобен для выполнения прямых разрезов, он не создает идеально прямые линии, как мокрая пила для плитки. Керамическую или керамогранитную плитку толщиной более 3/8 дюйма, плитку из натурального камня и мрамора, а также крупноформатную плитку нельзя резать кусачками – такую плитку следует резать мокрой плиткорезом.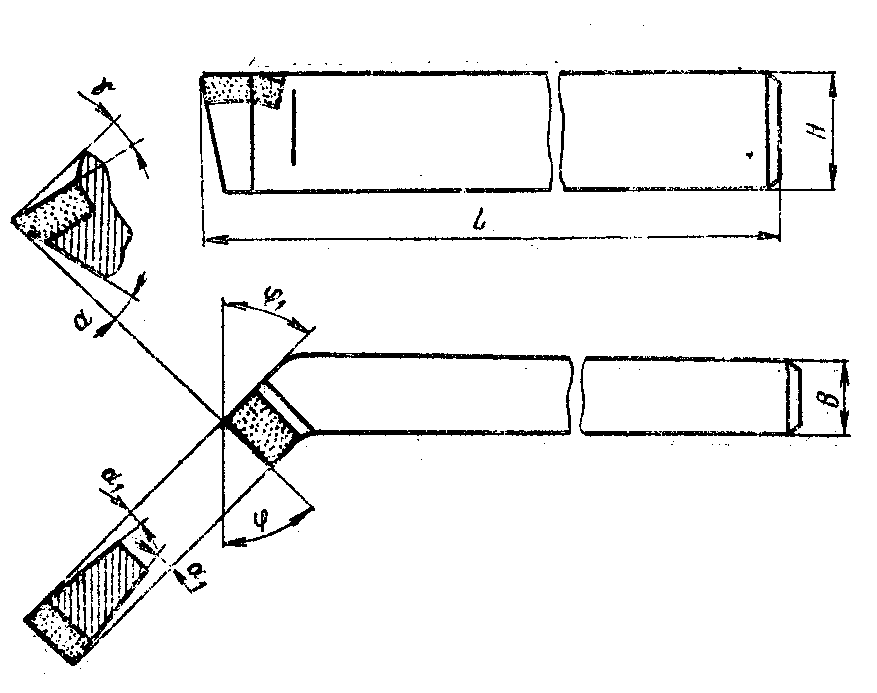 Начиная с края плитки, плотно прижимайте твердосплавный резак к поверхности плитки, пока не получите прямую линию. Может потребоваться второй проход отрезного круга, чтобы начать линию, но не пытайтесь делать несколько проходов, так как слишком много надрезов приведет к сколу краев.
Начиная с края плитки, плотно прижимайте твердосплавный резак к поверхности плитки, пока не получите прямую линию. Может потребоваться второй проход отрезного круга, чтобы начать линию, но не пытайтесь делать несколько проходов, так как слишком много надрезов приведет к сколу краев.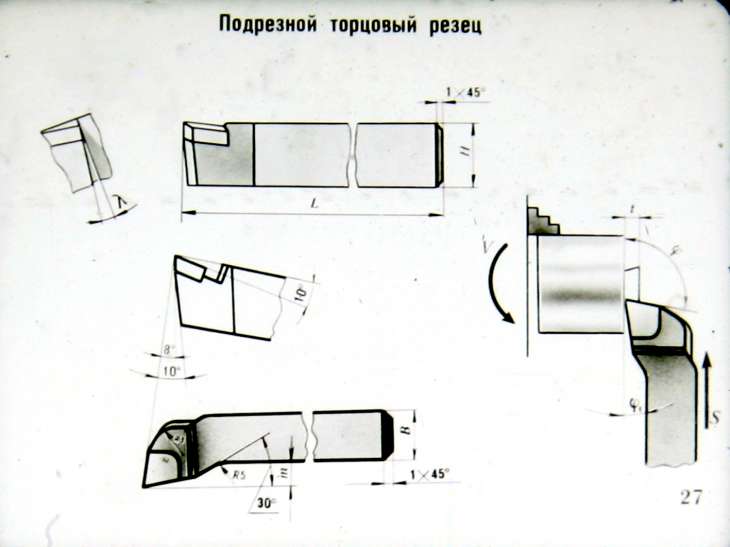 Однако вам нужно набраться терпения, так как вы можете резать плитку таким образом только понемногу за раз!
Однако вам нужно набраться терпения, так как вы можете резать плитку таким образом только понемногу за раз! Измерьте и отметьте: Отметьте на плитке линию, по которой вы хотите сделать надрез. Вы также можете использовать циркуль или круглые предметы, такие как банки или крышки, чтобы нарисовать кривую или полукруг.
Измерьте и отметьте: Отметьте на плитке линию, по которой вы хотите сделать надрез. Вы также можете использовать циркуль или круглые предметы, такие как банки или крышки, чтобы нарисовать кривую или полукруг.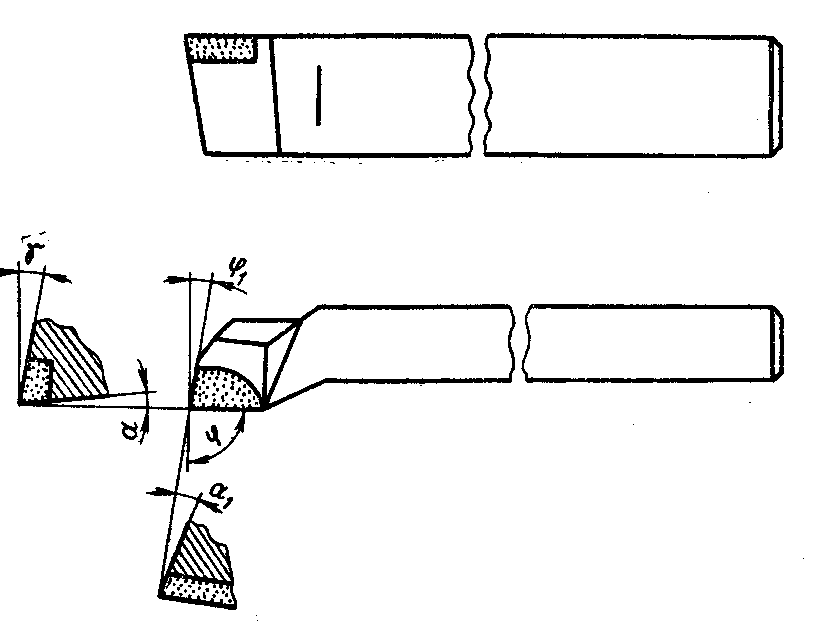
 При резке керамической плитки необходимо использовать диск с алмазным наконечником и гладкими краями, тогда как зубчатый диск лучше подходит для керамогранита, а зубчатый диск больше подходит для плитки из натурального камня.
При резке керамической плитки необходимо использовать диск с алмазным наконечником и гладкими краями, тогда как зубчатый диск лучше подходит для керамогранита, а зубчатый диск больше подходит для плитки из натурального камня.
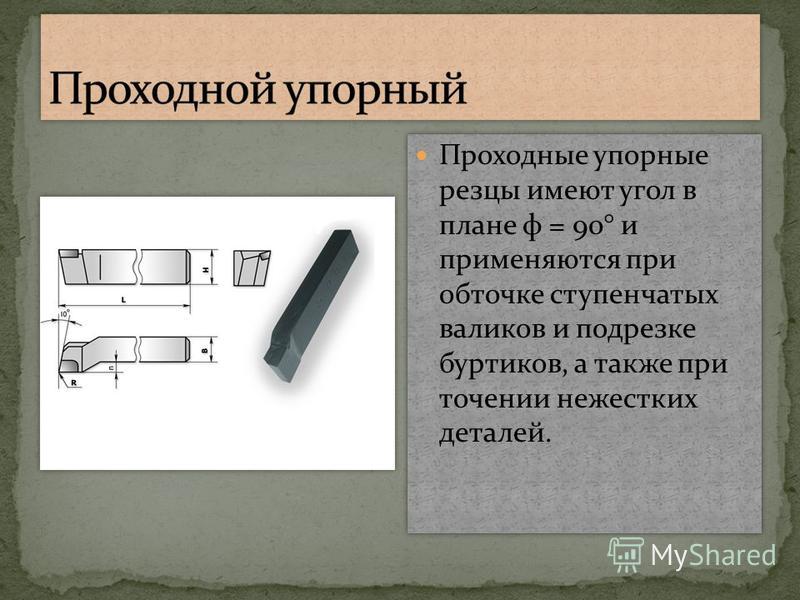
 Инструмент Dremel позволяет просверливать отверстия в закрепленной плитке, а также делать отверстия в незакрепленной плитке, которая еще не установлена. Резка керамической плитки дремелем — самый простой вариант, так как для других плиток может потребоваться другая насадка. Чтобы вырезать круглое отверстие в керамограните или мраморе, алмазная коронка идеально подходит для вырезания отверстий в этих плитках.
Инструмент Dremel позволяет просверливать отверстия в закрепленной плитке, а также делать отверстия в незакрепленной плитке, которая еще не установлена. Резка керамической плитки дремелем — самый простой вариант, так как для других плиток может потребоваться другая насадка. Чтобы вырезать круглое отверстие в керамограните или мраморе, алмазная коронка идеально подходит для вырезания отверстий в этих плитках.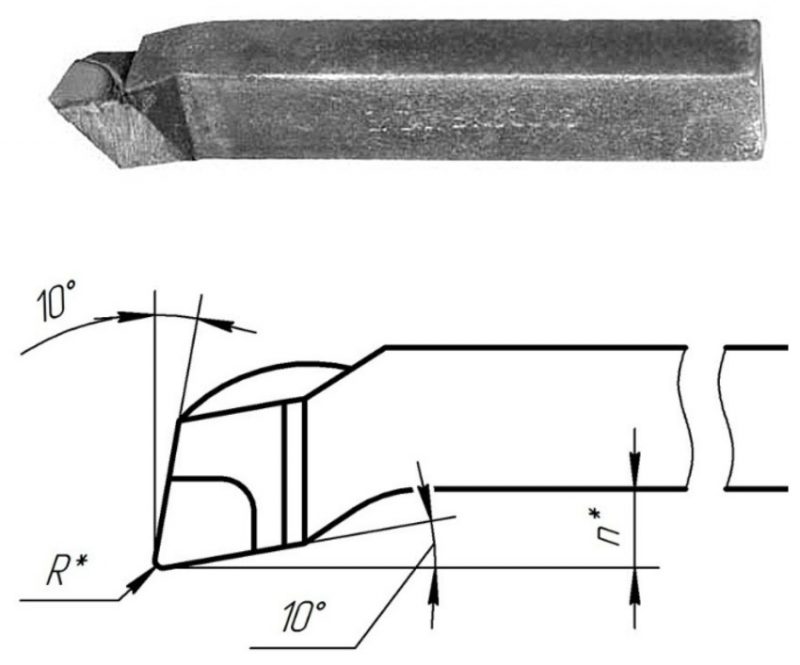 Однако, если вы укладываете плитку вокруг изогнутого объекта, мокрая пила не подойдет! Вам нужно использовать комбинацию инструмента для подрезки, мокрой пилы, плоскогубцев и тёрочного камня.
Однако, если вы укладываете плитку вокруг изогнутого объекта, мокрая пила не подойдет! Вам нужно использовать комбинацию инструмента для подрезки, мокрой пилы, плоскогубцев и тёрочного камня.
 Подумайте о том, чтобы приобрести алмазный диск для резки стеклянной плитки, так как он уменьшает агрессивное трение, которое может привести к трещинам или резким порезам!
Подумайте о том, чтобы приобрести алмазный диск для резки стеклянной плитки, так как он уменьшает агрессивное трение, которое может привести к трещинам или резким порезам!
 Дело в том, что при нагревании поливинилхлорид выделяет канцерогены, кроме того образуется серная кислота, негативно сказывающаяся на оборудовании (вызывает коррозийные процессы). А вот фрезерный станок прекрасно справляется со всеми видами пластика.
Дело в том, что при нагревании поливинилхлорид выделяет канцерогены, кроме того образуется серная кислота, негативно сказывающаяся на оборудовании (вызывает коррозийные процессы). А вот фрезерный станок прекрасно справляется со всеми видами пластика.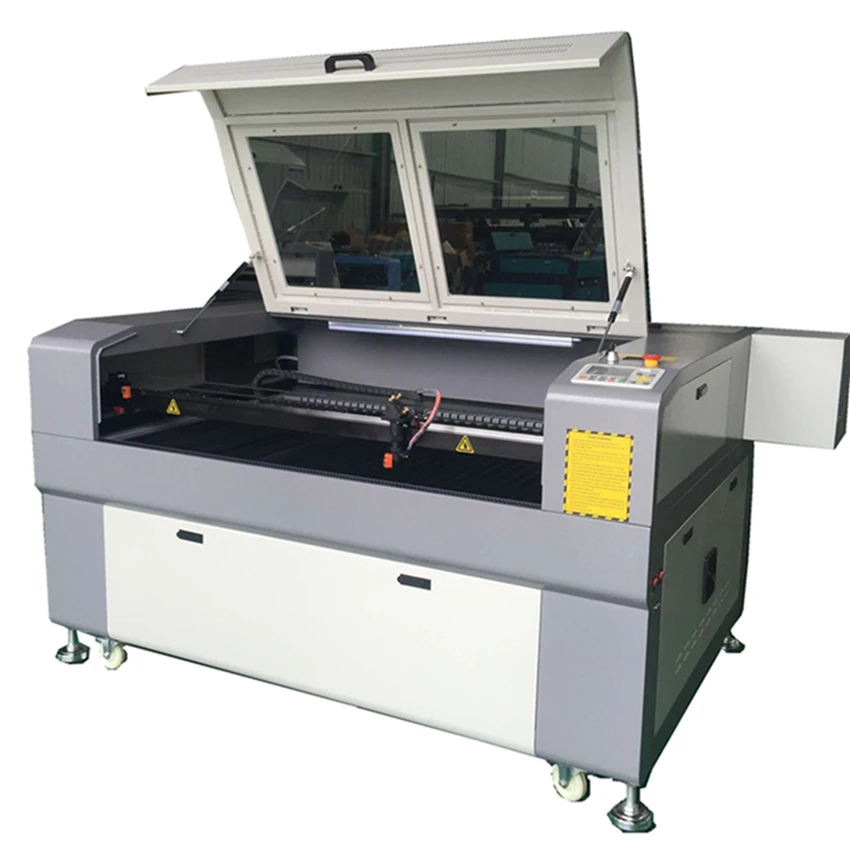 Фреза плавно меняет направление движения (в трех плоскостях) и глубину резки, в результате получается резьба, во многом превосходящая работу искусных мастеров.
Фреза плавно меняет направление движения (в трех плоскостях) и глубину резки, в результате получается резьба, во многом превосходящая работу искусных мастеров. Это позволяет выбрать наиболее подходящий вариант фрезы, в зависимости от поставленных задач.
Это позволяет выбрать наиболее подходящий вариант фрезы, в зависимости от поставленных задач.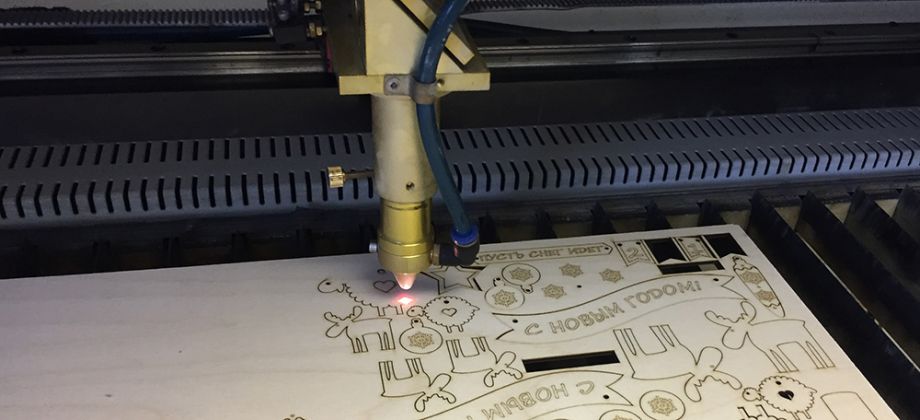 Подведем итоги всего вышесказанного, и подскажем, в каких случаях следует выбирать обработку на фрезерных станках, а в каких — на лазерных:
Подведем итоги всего вышесказанного, и подскажем, в каких случаях следует выбирать обработку на фрезерных станках, а в каких — на лазерных: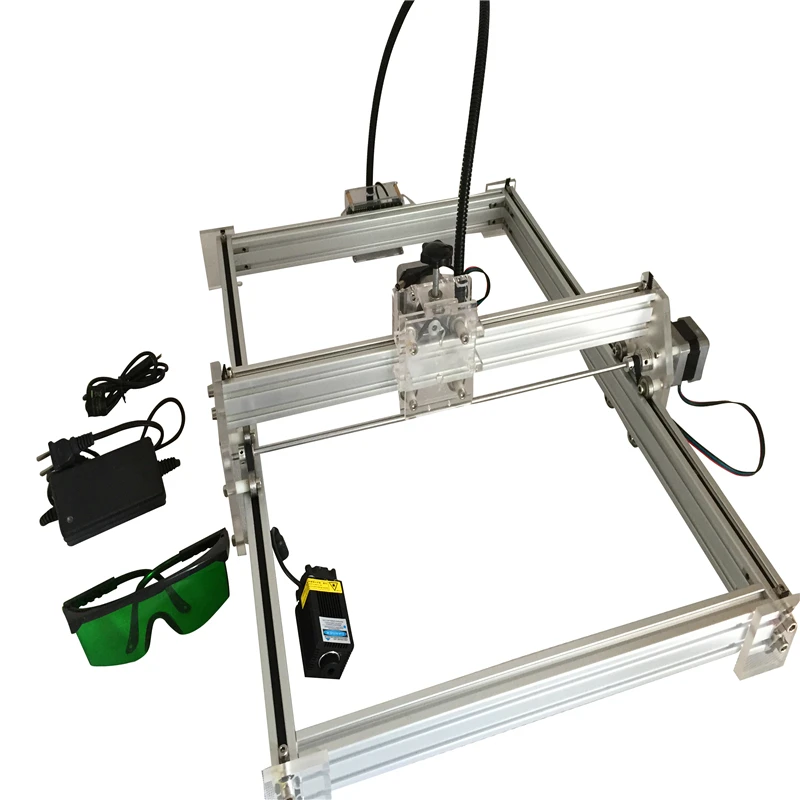 Для этого потребуется специальное оборудование – лазерный станок для дерева, который фокусирует лазерный луч достаточной для резки дерева мощности (эта величина варьируется в зависимости от толщины заготовки). Благодаря этому лучу может производиться гравировка на поверхности дерева (создание изображений при помощи резов небольшой глубины). Функционал такого оборудования позволяет выполнять резку и раскрой деревянных заготовок, а также нанесение на них изображений. Благодаря развитию технологий такая техника стала доступнее и активно используется как небольшими организациями, так и крупными предприятиями.
Для этого потребуется специальное оборудование – лазерный станок для дерева, который фокусирует лазерный луч достаточной для резки дерева мощности (эта величина варьируется в зависимости от толщины заготовки). Благодаря этому лучу может производиться гравировка на поверхности дерева (создание изображений при помощи резов небольшой глубины). Функционал такого оборудования позволяет выполнять резку и раскрой деревянных заготовок, а также нанесение на них изображений. Благодаря развитию технологий такая техника стала доступнее и активно используется как небольшими организациями, так и крупными предприятиями.
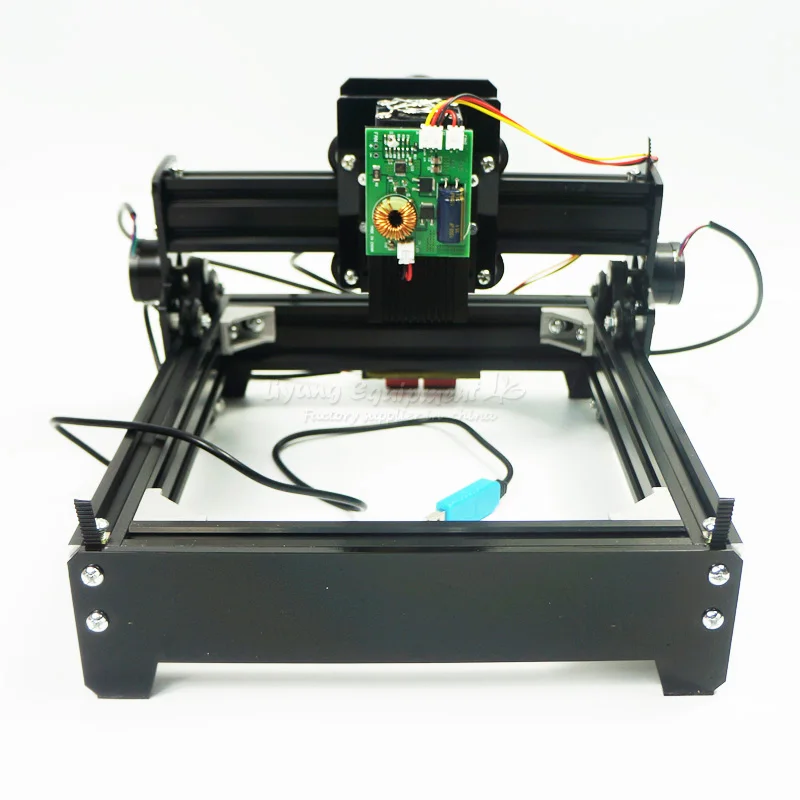
 Кроме того, у таких моделей лазерных излучателей есть и другие преимущества:
Кроме того, у таких моделей лазерных излучателей есть и другие преимущества:
 Выбирать более высокую мощность, чем вам необходимо – не лучшее решение, так как недорого лазерный станок для дерева большой мощности купить невозможно. Еще один негативный момент покупки оборудования с запасом мощности заключается в ускоренном износе лазерной трубки, из-за чего возникают дополнительные эксплуатационные издержки.
Выбирать более высокую мощность, чем вам необходимо – не лучшее решение, так как недорого лазерный станок для дерева большой мощности купить невозможно. Еще один негативный момент покупки оборудования с запасом мощности заключается в ускоренном износе лазерной трубки, из-за чего возникают дополнительные эксплуатационные издержки.
 Специалисты самого высокого уровня работают в компании «САЙН СЕРВИС», которая гарантирует клиентам следующий перечень преимуществ:
Специалисты самого высокого уровня работают в компании «САЙН СЕРВИС», которая гарантирует клиентам следующий перечень преимуществ:

 При этом мы предлагаем не только качественные, но и недорогие товары.
При этом мы предлагаем не только качественные, но и недорогие товары. 8, сертифицированная для микроконтроллеров ESP32, оптимизирует алгоритм движения и увеличивает максимальную скорость шаговых двигателей с 4 000 мм/мин до 15 000 мм/мм.
8, сертифицированная для микроконтроллеров ESP32, оптимизирует алгоритм движения и увеличивает максимальную скорость шаговых двигателей с 4 000 мм/мин до 15 000 мм/мм. Например, используйте передовой лазерный гравировальный станок, чтобы выгравировать свои идеи и создать интересные воспоминания. обязательно принесет вам невиданное удовольствие и даже богатство.
Например, используйте передовой лазерный гравировальный станок, чтобы выгравировать свои идеи и создать интересные воспоминания. обязательно принесет вам невиданное удовольствие и даже богатство.
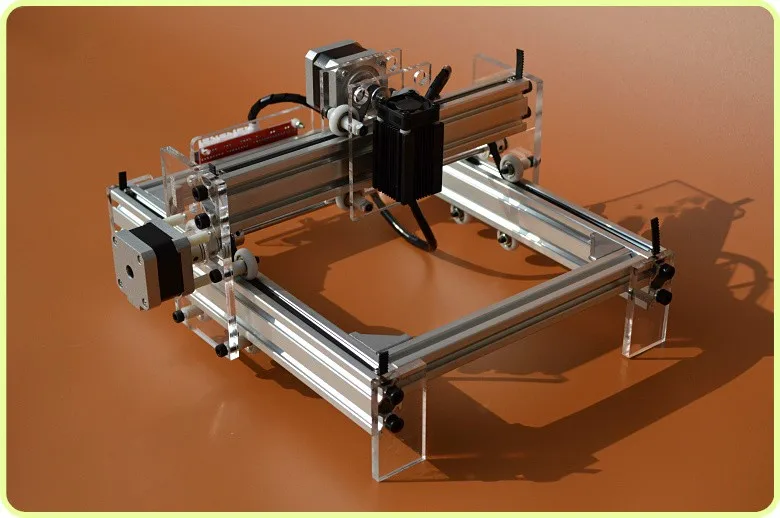 «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть  «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,  org/ListItem»> Материалы для лазерной обработки
org/ListItem»> Материалы для лазерной обработки
 Мы используем его каждый день, поэтому приятно знать, что вы можете положиться как на лазерный станок, так и на сервис Trotec».
Мы используем его каждый день, поэтому приятно знать, что вы можете положиться как на лазерный станок, так и на сервис Trotec».
 Такой подшипник народ прозвал «пьяный». Итак, при вращении «пьяного» подшипника вызывает колебания кулисы преобразуя движение в возвратно -поступательное поршня, который, в свою очередь, бьет по бойку. По – такому принципу устроены машинки мощностью до 2 кВт. Бренды, которые наиболее востребованы на рынке, иностранные: Bort; Makita; Bosch. Российские: «Вихрь»; «Зубр». Ударная энергия таких инструментов достигает 10кДж. Такой ударной энергии достаточно для строительных работ или домашнего ремонта.
Такой подшипник народ прозвал «пьяный». Итак, при вращении «пьяного» подшипника вызывает колебания кулисы преобразуя движение в возвратно -поступательное поршня, который, в свою очередь, бьет по бойку. По – такому принципу устроены машинки мощностью до 2 кВт. Бренды, которые наиболее востребованы на рынке, иностранные: Bort; Makita; Bosch. Российские: «Вихрь»; «Зубр». Ударная энергия таких инструментов достигает 10кДж. Такой ударной энергии достаточно для строительных работ или домашнего ремонта. Подобный аппарат работает как горизонтально, так и в вертикальном положении. Благодаря применению гидравлики в приводе бура у него низкая отдача и уровень шума. Может подсоединиться к гидрораспределителю гидросистемы дорожной техники через специальный блок согласования, либо к специальной малогабаритной насосной станции. Прибор работоспособен при температуре плюс минус 40 ° С
Подобный аппарат работает как горизонтально, так и в вертикальном положении. Благодаря применению гидравлики в приводе бура у него низкая отдача и уровень шума. Может подсоединиться к гидрораспределителю гидросистемы дорожной техники через специальный блок согласования, либо к специальной малогабаритной насосной станции. Прибор работоспособен при температуре плюс минус 40 ° С .. 14
.. 14
 Для получения пробоя достаточно запустить двигатель кнопкой на ручке корпуса и через несколько секунд пробой готов.
Для получения пробоя достаточно запустить двигатель кнопкой на ручке корпуса и через несколько секунд пробой готов. давление
давление Потому что мы работаем с поставщиками без посредников цены на наш товар ниже чем у конкурентов.
Потому что мы работаем с поставщиками без посредников цены на наш товар ниже чем у конкурентов. После проверки инструмент устанавливается под заранее намеченное место для пробивки. При пробитии ниш в тонких металлических листах между шиной и упором помещается специальная скоба (которая поставляется с комплектом) Гарантия устройства 12 месяцев. производитель город Санкт-Петербург
После проверки инструмент устанавливается под заранее намеченное место для пробивки. При пробитии ниш в тонких металлических листах между шиной и упором помещается специальная скоба (которая поставляется с комплектом) Гарантия устройства 12 месяцев. производитель город Санкт-Петербург
 С противоположной стороны на стержень до упора накручивается матрица. Матрица имеет конфигурацию трехзубчатой коронки. После закручивания матрицы начинается прокачка масла ручной помпой. Масло, попадая под поршень начинает, втягиваясь во внутрь цилиндра рабочего органа увлекать за собой стержень с закрепленной на нем матрицей. После нескольких качков ручкой помпы, происходит полное прорезание железа с последующим выдавливанием вырезанной части во внуть пуансона. Вырезанная круглая шайба приобретает конфигурацию звездочки по контуру матрицы и вынимается из втулки без усилий.
С противоположной стороны на стержень до упора накручивается матрица. Матрица имеет конфигурацию трехзубчатой коронки. После закручивания матрицы начинается прокачка масла ручной помпой. Масло, попадая под поршень начинает, втягиваясь во внутрь цилиндра рабочего органа увлекать за собой стержень с закрепленной на нем матрицей. После нескольких качков ручкой помпы, происходит полное прорезание железа с последующим выдавливанием вырезанной части во внуть пуансона. Вырезанная круглая шайба приобретает конфигурацию звездочки по контуру матрицы и вынимается из втулки без усилий. Имея прямые поставки без посредников у нас можно купить гидравлический перфоратор по низкой цене или стать участникоа в акциях по снижению цен на любой инструмент.
Имея прямые поставки без посредников у нас можно купить гидравлический перфоратор по низкой цене или стать участникоа в акциях по снижению цен на любой инструмент. ru
ru Благодаря своим габаритам идеально подходит для бурения шпуров малого диаметра. Используется в установках, как для открытых горных работ, так и для подземных. Модификация COP 1022 имеется только с цельным буром, а COP 1028 изготавливается исключительно под резьбовой бур.
Благодаря своим габаритам идеально подходит для бурения шпуров малого диаметра. Используется в установках, как для открытых горных работ, так и для подземных. Модификация COP 1022 имеется только с цельным буром, а COP 1028 изготавливается исключительно под резьбовой бур.

 Для версия COP 1840+ в полтора раза увеличены интервалы меж сервисного обслуживания, благодаря замкнутой системе смазки с электронным управлением. Также можно заказать гидравлический перфоратор Atlas Copco Cop 1840 в версии EX со встроенным гидравлическим экстрактором.
Для версия COP 1840+ в полтора раза увеличены интервалы меж сервисного обслуживания, благодаря замкнутой системе смазки с электронным управлением. Также можно заказать гидравлический перфоратор Atlas Copco Cop 1840 в версии EX со встроенным гидравлическим экстрактором. Отличительной чертой данного перфоратора является возможность использовать буровой инструмент Atlas Copco серии ThunderRod T60.
Отличительной чертой данного перфоратора является возможность использовать буровой инструмент Atlas Copco серии ThunderRod T60. Данный перфоратор был специально разработан для самых тяжёлых условий работы и способен выдерживать длительные нагрузки. Несмотря на массу и размеры перфоратора, благодаря своей продуманной конструкции очень прост в обслуживании.
Данный перфоратор был специально разработан для самых тяжёлых условий работы и способен выдерживать длительные нагрузки. Несмотря на массу и размеры перфоратора, благодаря своей продуманной конструкции очень прост в обслуживании.
 Он имеет простую и легкую конструкцию, которую легко эксплуатировать и обслуживать.
Он имеет простую и легкую конструкцию, которую легко эксплуатировать и обслуживать.


 Наша технология помогла свести к минимуму время простоя в отрасли, сэкономив при этом миллионы долларов, будь то бурение, земляные работы, транспортировка и многое другое. Даже если что-то пойдет не по плану, у нас есть процессы, которые помогут вам быстро вернуться к работе с нашими специальными деталями и услугами по запросу.
Наша технология помогла свести к минимуму время простоя в отрасли, сэкономив при этом миллионы долларов, будь то бурение, земляные работы, транспортировка и многое другое. Даже если что-то пойдет не по плану, у нас есть процессы, которые помогут вам быстро вернуться к работе с нашими специальными деталями и услугами по запросу.