Центра токарные: Центра токарные :: Центры невращающиеся упорные
Центр для токарного станка: неподвижный, вращающийся, грибковый
В процессе изготовления деталей на токарном станке практикуется применение дополнительной оснастки. При обработке длинных заготовок на большой скорости резания необходима дополнительная фиксация заготовки.
В большинстве случаев используется вращающийся центр, который устанавливается в пиноль задней бабки.
Содержание:
- 1 Сфера применения и особенности
- 2 Цена
- 3 Конструкция вращающихся центров
- 4 Разновидности
- 5 Специфика эксплуатации
- 6 Действующие ГОСТы
Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Может вам также станет интересно, как правильно смонтировать УЦИ на токарный станок?
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Цена
Тип | Токарный станок | Вид работ | Посадка | Цена, рубли |
|---|---|---|---|---|
Неподвижный | JET | МК-3 | 500 | |
Вращающийся | JET | МК-2 | 1800 | |
Вращающийся | JET | МК-5 | 3000 | |
Вращающийся | JET | для средних работ | МК-3 | 2000 |
Вращающийся | JET | для легких работ | МК-2 | 2800 |
Вращающийся | JET | для тяжелых работ | МК-5 | 3000 |
Вращающийся | Техоснастка-С BT-5592 | для обработки деталей, имеющих центровые отверстия | А-1-3-Н | 2050 |
Вращающийся | Техоснастка-С BT-5598 | для обработки деталей, имеющих центровые отверстия | А-1-6-У | 11500 |
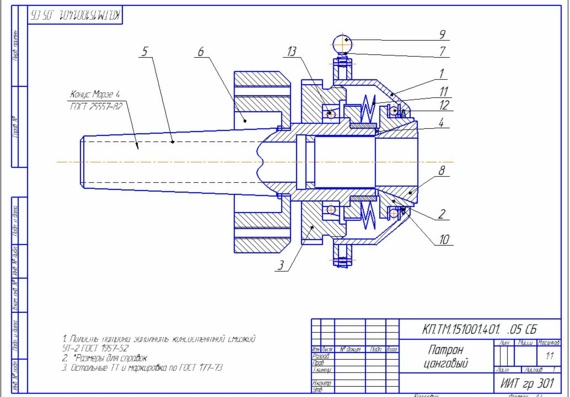
Конструкция вращающихся центров
Вращающийся центр состоит из вала и конического наконечника. Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.
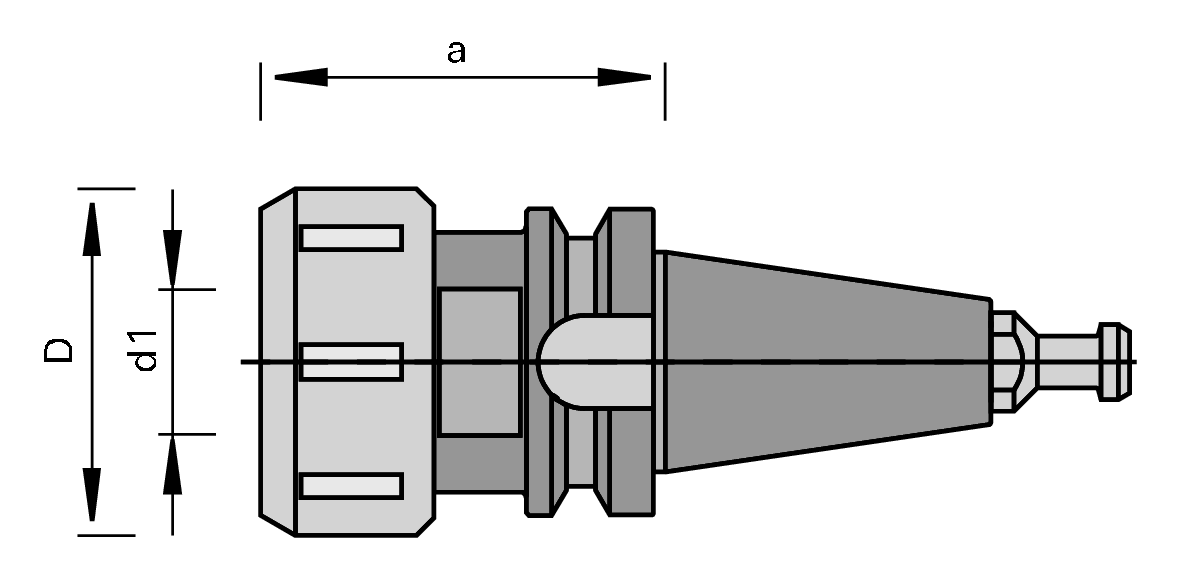
Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки токарного приспособления в заднюю бабку понадобится конус Морзе 5.
Разновидности
В токарном деле применяются несколько разновидностей вращающегося центра. По назначению оснастка делится на два вида:
- Упорный центр — заостренный наконечник упирается в торец детали. Предварительно необходимо сделать центровочное отверстие.
- Грибковый — имеет наконечник большего диаметра с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).


По конструкции:
- С постоянным валиком (тип А).
- Со сменной насадкой (тип Б).
Применение типа Б позволяет использовать одно приспособление для обработки изделий с разными габаритами. Съемные насадки облегчают подход резца к заготовке. Такая оснастка часто применяется при точении фасонных деталей.
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Читайте также: токарный станок с ЧПУ своими руками
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
 youtube.com/embed/dtfoEqRN5OA» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/dtfoEqRN5OA» frameborder=»0″ allowfullscreen=»allowfullscreen»>
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Действующие ГОСТы
Параметры вращающихся центров для токарного станка регулируются ГОСТом 8742-75. Общие стандарты и требования утверждены ГОСТом 13214-79.
Центр предназначен для создания дополнительной опоры во время обработки длинных или тяжелых деталей на токарном станке. Данная оснастка позволяет достичь высокой точности при минимальном биении. Приспособление подбирают исходя из габаритов детали, технических требований и режимов резания.
Поделиться в социальных сетях
Выбор токарного обрабатывающего центра
Оглавление:
- ШАГ 1. ОПРЕДЕЛЯЕМ ОСНОВОПОЛАГАЮЩИЕ ПАРАМЕТРЫ
- ШАГ 2. ПОЛНОТА БАЗОВОЙ КОМПЛЕКТАЦИИ
- ШАГ 3. ОПЦИИ
- ШАГ 4. ВЫБОР ПОСТАВЩИКА
Токарные обрабатывающие центры – это высокотехнологичное оборудование, которое смело можно отнести к последним достижениям станкостроения. Им характерны высокие показатели точности и производительности, а также минимальное участие оператора в работе, что легко позволяет организовывать многостаночное обслуживание. Покупка такого станка целесообразна в случае серийного производства простых и сложных изделий, требующих выполнения как токарных, так и ряда фрезерных работ. В связи с достаточно высокой стоимостью к выбору подобного оборудования стоит подходить с особенной тщательностью. Предлагаем воспользоваться пошаговой инструкцией.
Им характерны высокие показатели точности и производительности, а также минимальное участие оператора в работе, что легко позволяет организовывать многостаночное обслуживание. Покупка такого станка целесообразна в случае серийного производства простых и сложных изделий, требующих выполнения как токарных, так и ряда фрезерных работ. В связи с достаточно высокой стоимостью к выбору подобного оборудования стоит подходить с особенной тщательностью. Предлагаем воспользоваться пошаговой инструкцией.
ШАГ 1. ОПРЕДЕЛЯЕМ ОСНОВОПОЛАГАЮЩИЕ ПАРАМЕТРЫ
Подбор станка начинается с определения базовых параметров: максимальных размеров и веса заготовки, её материала, количества и сложности выполняемых операций.
Длина заготовки/готовой детали определяет один из основных параметров любого токарного оборудования – расстояние между центрами (РМЦ). От этого напрямую зависят и габариты станка. Чем большей длины будет обрабатываемая заготовка, тем больше производственной площади займет станок. В зависимости от типа (формы) и максимального диаметра заготовки выбирают расстояние от оси шпинделя до суппорта и размер патрона. В случае работы с деталями типа диск важно расстояние от оси шпинделя до станины, при работе с прутковой заготовкой не стоит забывать про размер проходного отверстия шпинделя. Обрабатываемые поверхности заготовки и применяемые инструменты также влияют на необходимые перемещения по осям. Материал заготовки определяет величину частоты вращения и момента на шпинделе. То есть, если вы планируете обрабатывать заготовки из чугуна или легированной стали, то в приоритете будет высокий крутящий момент, а для алюминия важнее скорость вращения шпинделя. В базовом оснащении предлагается высокая скорость резания.
В зависимости от типа (формы) и максимального диаметра заготовки выбирают расстояние от оси шпинделя до суппорта и размер патрона. В случае работы с деталями типа диск важно расстояние от оси шпинделя до станины, при работе с прутковой заготовкой не стоит забывать про размер проходного отверстия шпинделя. Обрабатываемые поверхности заготовки и применяемые инструменты также влияют на необходимые перемещения по осям. Материал заготовки определяет величину частоты вращения и момента на шпинделе. То есть, если вы планируете обрабатывать заготовки из чугуна или легированной стали, то в приоритете будет высокий крутящий момент, а для алюминия важнее скорость вращения шпинделя. В базовом оснащении предлагается высокая скорость резания.
В общем-то, этим базовые параметры и ограничиваются. Далее нужно подбирать комплектацию станка согласно своим технологическим требованиям. Конечно, при наличии финансовой возможности, можно приобрести токарный центр и в максимальной комплектации, но скорее всего, применить весь арсенал технических решений на практике просто не придется.
ШАГ 2. ПОЛНОТА БАЗОВОЙ КОМПЛЕКТАЦИИ
Токарные центры – многофункциональное оборудование, уже исходя из этого их базовая комплектация весьма внушительна. Особое внимание в ней следует обратить на приводной инструмент и револьверную головку, наличие оси С и гидравлической системы.
Именно револьверная головка с приводным инструментом и делает токарный станок с ЧПУ обрабатывающим центром. Благодаря им становятся возможны фрезерные операции, сверление и нарезание резьбы (не только по оси шпинделя). Для этого в инструментальный магазин устанавливаются приводные блоки, а уже непосредственно в них закрепляется специализированный инструмент (сверла, метчики, фрезы). Револьверная головка должна предполагать применение приводного инструмента в радиальном и аксиальном направлении. При этом стоит обратить внимание, чтобы при максимальной загрузке инструменты для обработки внутренних и наружных поверхностей не мешали друг другу. Система крепления инструментальных блоков должна отвечать требованиям быстрой смены инструмента и надежного крепления, например, VDI. Лучше, чтобы индексация револьверной головки происходила по кратчайшему пути — время смены инструмента должно быть минимальным. Его замена в инструментальном магазине должна осуществляться удобно и легко, например, с помощью гидравлического привода зажима.
Система крепления инструментальных блоков должна отвечать требованиям быстрой смены инструмента и надежного крепления, например, VDI. Лучше, чтобы индексация револьверной головки происходила по кратчайшему пути — время смены инструмента должно быть минимальным. Его замена в инструментальном магазине должна осуществляться удобно и легко, например, с помощью гидравлического привода зажима.
Для осуществления полноценных операций фрезерования, сверления и нарезания резьбы важно наличие высокоточного датчика контроля положения, который реализует так называемую ось С. Он осуществляет позиционирование шпинделя на заданный в программе угол с высокой дискретностью в обоих направлениях и обеспечивает отсутствие влияния люфтов кинематики на точность позиционирования.
Гидравлическая система обеспечивает автоматизацию операции закрепления детали. Благодаря гидравлическому патрону и приводу пиноли задней бабки, управляемым с помощью педалей или с панели ЧПУ, оператор может устанавливать заготовку двумя руками, что значительно удобнее и быстрее. При этом усилие зажима заготовки остается постоянным на всем протяжении работы.
При этом усилие зажима заготовки остается постоянным на всем протяжении работы.
Высокая производительность токарно-фрезерных центров связана с обильным образованием стружки. Для эффективной работы важно своевременно удалять ее из зоны резания, что и решается применением наклонной станины и подачей СОЖ в зону обработки. Стружка вымывается и падает под собственным весом на телескопическую защиту направляющих, а далее ее перемещение зависит от наличия конвейера. Его применение позволяет сократить простой станка, связанный с удалением стружки.
Естественным спутником любой металлорежущей операции является выделение тепла. Плохая терморегуляция значительно снижает точность токарного центра, поэтому лучше, если система подачи СОЖ подразумевает охлаждение каждой позиции инструмента как в радиальном, так и в осевом направлениях.
Быстродействие обрабатывающих центров напрямую зависит от скорости перемещения холостых ходов по осям X и Z. Лучшими показателями обладают линейные двигатели, далее идут роликовые направляющие качения и ШВП с увеличенным шагом и прямой муфтой с преднатягом. Минусом линейных двигателей является цена и относительно небольшая распространенность. Рассчитывая на качество и надёжность, разумнее выбирать обрабатывающей центр с проверенными комплектующими от известных марок на ответственных позициях.
Минусом линейных двигателей является цена и относительно небольшая распространенность. Рассчитывая на качество и надёжность, разумнее выбирать обрабатывающей центр с проверенными комплектующими от известных марок на ответственных позициях.
ШАГ 3. ОПЦИИ
Опции позволяют расширить технологические возможности токарных центров, повысив их производительность, точность, удобство и безопасность работы до максимума.
Противошпиндель, ось Y, противошпиндель и вторая/третья резцедержка пока не реализованы в станках нашего модельного ряда и будут описаны дополнительно позднее.
,
Самым трудоёмким процессом для токарного обрабатывающего центра базовой комплектации остаётся установка заготовки и удаление готовых деталей. При работе с прутковыми заготовками возможно автоматизировать данные процессы. Барфидер — податчик прутка, управляемый собственным ЧПУ, интегрированным с основным, осуществляет автоматическую подачу прутка в гидравлический патрон или цангу из накопителя. Оператору остаётся только следить за остатком прутка.
Барфидер — податчик прутка, управляемый собственным ЧПУ, интегрированным с основным, осуществляет автоматическую подачу прутка в гидравлический патрон или цангу из накопителя. Оператору остаётся только следить за остатком прутка.
Схожую функцию выполняет барпуллер. Он устанавливается в инструментальный магазин револьверной головки, далее в процессе работы захватывает прутковую заготовку и за счет движения по оси Z вытягивает ее из патрона.
Обычно отрезанную от общей заготовки готовую деталь вынимает оператор. При работе с деталями небольшого габарита выгодно дооснастить станок автоматическим уловителем детали, который под управлением ЧПУ, эвакуирует готовое изделие за пределы станка.
Работа токарного центра особенно в режимах тяжелого резания сопряжена с большим расходом СОЖ (вынос со стружкой и переход в парообразное состояние). Чтобы продлить срок ее службы и поддерживать качество, устанавливают сепаратор масла в СОЖ. Он собирает избытки масла, сохраняя рекомендованный состав и снижая скорость размножения бактерий и, как следствие, появления неприятного запаха в цеху.
Система вытяжки масляного тумана предназначена для организации безопасных условий труда в цеху. Входящие в состав СОЖ масляные компоненты и их эмульсии склонны в процессе обработки образовывать масляный туман, который часто становится причиной профессиональных заболеваний персонала. К тому же принудительное и эффективное удаление вредных веществ позволяет сократить простой станка, связанный с естественным рассеиванием паров, повышая тем самым производительность и исключая загрязнения как компонентов станка масляной пленкой, так и других поверхностей цеха.
Современные контактные измерительные системы для токарных обрабатывающих центров могут значительно сократить время наладки инструмента. Изделия от таких мировых брендов как Renishaw и Hexagon позволяют полностью автоматизировать процесс измерения инструмента, ввода поправок его размера и нахождения поломок. Это позволяет исключить ошибки, связанные с человеческим фактором, снизить процент брака и своевременно заменять сломанный и изношенный инструмент.
В случае отсутствия опыта в подборе необходимого инструмента логично сразу со станком заказать режущий инструмент и оснастку под свою деталь. Также технический специалист предприятия изготовителя или его непосредственного представителя сможет разработать технологию изготовления детали.
ШАГ 4. ВЫБОР ПОСТАВЩИКА
Теперь вы практически решили, какую конфигурацию токарного центра приобрести. Остается сделать последний, порой самый ответственный шаг – выбрать поставщика. На сегодняшний день большинству покупателей нужны гибкий подход, оптимальное ценовое предложение и гарантии. Этим требованиям всегда удовлетворят станкостроительные предприятия с положительной историей либо их крупные дистрибьюторы.
Безусловно, любая покупка должна быть удобной покупателю. Непосредственный производитель всегда может предложить гибкую ценовую политику, подразумевающую скидки как за покупку нескольких единиц оборудования, так и за многолетнее партнерство; станки из наличия или оптимальные сроки изготовления; подходящие условия доставки и технические консультации на этапе подбора.
Делая большие капиталовложения, каждый должен убедиться в добросовестности продавца. Надежному производителю нечего скрывать — история предприятия, отчеты о реализованных ранее проектах и отзывы должны быть в свободном доступе, что позволяет сформировать представления о поставщике. Но убедится во всем всегда лучше лично: лучше посетить предприятие и познакомится с производством или посетить шоу-рум. Также, если есть возможность, можно посмотреть в работе раннее купленное оборудование и оценить его в деле.
По мере усложнения оборудования набирает значение и техническое сопровождение. В приоритете компании, предоставляющие своевременное обеспечение пуско-наладочных работ на территории заказчика, независимо от региона его нахождения, оперативное качественное гарантийное и постгарантийное сервисное обслуживание и ремонт. Особое внимание стоит уделить обучению персонала на местах. Грамотный базовый курс должен включать демонстрацию режимов работы, обучению работы с органами управления и управляющей программой, обучение первичной диагностике и алгоритмам выхода из аварийных ситуаций.
Дата внесения последних изменений 04.05.2020
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Краткое руководство по токарным центрам с ЧПУ
Далее
Посмотреть увеличенное изображение
Краткое руководство по токарным центрам с ЧПУ
История создания токарного станка начинается с 1300 г. до н.э. поскольку он использовался древними цивилизациями, такими как египтяне, ассирийцы и греки. На протяжении столетий мы видели, как токарный станок развивался от двух человек с приводом от лука в древние времена к его широкому распространению и популярности во время промышленной революции, а теперь к сложным прецизионным токарным станкам с ЧПУ (компьютерным числовым управлением), которые у нас есть. Cегодня.
На протяжении столетий мы видели, как токарный станок развивался от двух человек с приводом от лука в древние времена к его широкому распространению и популярности во время промышленной революции, а теперь к сложным прецизионным токарным станкам с ЧПУ (компьютерным числовым управлением), которые у нас есть. Cегодня.
Гайки и болты токарных станков
Разница между токарными станками и токарными центрами
По большей части токарные станки сегодня обычно называют токарными станками с ЧПУ и токарными центрами с ЧПУ. Токарный станок с ЧПУ представляет собой более простой 2-осевой (оси X и Z) станок, который управляется компьютером и обычно имеет один шпиндель. Обычно они бывают плоского типа и могут иметь лишь минимальный защитный кожух вокруг машины и направляющих.
Токарные станки с ЧПУ также управляются компьютером, но они более мощные и могут иметь 3, 4 или 5 осей с более универсальными возможностями и приложениями, такими как токарная обработка, сверление, нарезание резьбы и фрезерование с использованием приводных инструментов с приводной поворотной револьверной головкой, суб- шпиндель (двойной шпиндель), ось Y и несколько револьверных головок. Обычно они имеют наклонную станину и имеют полный кожух машины для удержания стружки и брызг охлаждающей жидкости внутри машины. Токарные станки с ЧПУ имеют более высокие производственные возможности, чем токарные станки с ЧПУ.
Обычно они имеют наклонную станину и имеют полный кожух машины для удержания стружки и брызг охлаждающей жидкости внутри машины. Токарные станки с ЧПУ имеют более высокие производственные возможности, чем токарные станки с ЧПУ.
Компоненты токарного станка
Вот некоторые из наиболее важных частей токарного станка с ЧПУ:
Передняя бабка
Передняя бабка служит корпусом для главного шпинделя, в котором закреплен кулачковый патрон. заготовка. Отверстие шпинделя или пропускная способность стержня определяют максимальный диаметр заготовки, которая может быть установлена через переднюю бабку. Передняя бабка обычно располагается с левой стороны станка.
Задняя бабка
Задняя бабка устанавливается на станине станка напротив передней бабки и скользит вдоль нее по оси Z передней бабки. Основной функцией задней бабки является обеспечение поддержки обрабатываемой детали между центрами. Задняя бабка имеет пиноль с конусом для удержания оснастки. Токарные центры с ЧПУ с вспомогательными шпинделями (или двойными шпинделями) будут иметь второй шпиндель вместо задней бабки. Вспомогательный шпиндель может перемещаться по оси Z в продольном направлении к основному шпинделю под управлением ЧПУ. Контршпиндель позволяет обрабатывать обратную сторону заготовки без дополнительной загрузки/разгрузки оператором в процессе работы.
Токарные центры с ЧПУ с вспомогательными шпинделями (или двойными шпинделями) будут иметь второй шпиндель вместо задней бабки. Вспомогательный шпиндель может перемещаться по оси Z в продольном направлении к основному шпинделю под управлением ЧПУ. Контршпиндель позволяет обрабатывать обратную сторону заготовки без дополнительной загрузки/разгрузки оператором в процессе работы.
Кровать
Кровать, обычно сделанная из чугуна, представляет собой основу, на которой монтируются различные неподвижные и рабочие части. Он соединен с передней бабкой и охватывает расстояние от передней бабки до задней бабки. Он расположен под рабочим пространством. Револьверная головка и различные приспособления перемещаются по рельсам или направляющим станины по всей ее длине. Линейные направляющие лучше подходят для более быстрого перемещения и обработки абразивных материалов. Сплошные коробчатые направляющие лучше подходят для более тяжелых или прерывистых резов с большей жесткостью инструмента.
Каретка
Каретка поддерживает револьверную головку режущего инструмента, направляя и подавая ее к заготовке. Основные части состоят из седла, поперечного суппорта и револьверной головки. Токарные центры с револьверными головками с приводными инструментами могут иметь приводные вращающиеся инструменты для фрезерных операций, что значительно увеличивает возможности станка и может сократить или исключить повторные операции с заготовками.
Когда токарный станок считается токарным центром с ЧПУ?
Хотя не существует жесткого правила для проведения этого различия, разумное ожидание от токарного центра с ЧПУ обычно начинается с полного корпуса станка. Кроме того, направляющие станины для задней бабки и каретки представляют собой отдельные комплекты, что позволяет позиционировать заднюю бабку и люнеты по мере необходимости, не мешая перемещению каретки и револьверной головки по всей длине станины. Во многих случаях положение корпуса задней бабки можно запрограммировать под управлением ЧПУ.
Конфигурации токарных центров (горизонтальные или вертикальные)
Существует два типа токарных центров с ЧПУ: горизонтальные и вертикальные. Горизонтальные токарные центры являются наиболее распространенными. Вертикальные токарные центры обычно называют вертикальным токарно-револьверным станком или VTL. При горизонтальном токарном центре шпиндель ориентирован горизонтально, а инструменты устанавливаются со стороны держателя инструмента и режут поперек заготовки. В этом типе токарного центра стружка оттягивается от заготовки под действием силы тяжести.
Вертикальный токарный центр с ЧПУ практически не отличается от горизонтального токарного центра с ЧПУ, но перевернут, что позволяет передней бабке стоять на полу, а лицевой панели становится горизонтальным вращающимся столом. Это удобно при обработке больших, тяжелых и коротких заготовок. В этом случае сила тяжести способствует посадке заготовки в заготовку. Тем не менее, стружка может стать проблемой, так как гравитация не обязательно способствует эвакуации стружки с заготовки. Перевернутый вертикальный центр токарной обработки аналогичен вышеупомянутому, но меняет положение шпинделя и кулачкового патрона.
Перевернутый вертикальный центр токарной обработки аналогичен вышеупомянутому, но меняет положение шпинделя и кулачкового патрона.
Использование и применение токарной обработки
Аэрокосмическая, автомобильная, медицинская, нефтегазовая и т. д. — вот некоторые из отраслей, в которых используются токарные станки с ЧПУ. Эти станки особенно хорошо справляются с обработкой круглых металлических деталей, стержней, труб, шестерен и т. д. Многозадачность — это слово, которое лучше всего описывает револьверные головки с приводом от приводных инструментов. Приводной инструмент позволяет токарному станку фрезеровать, сверлить, растачивать, точить и нарезать заготовки. Преимущество заключается в сокращении времени рабочего процесса, что повышает вашу производительность и рентабельность. Kent CNC предлагает полный спектр токарных станков с ЧПУ с приводными инструментами, двойными шпинделями, осью Y, несколькими револьверными головками и роботами, которые подходят как для простых, так и для сложных задач и решений по обработке.
Автоматизация вашего токарного станка с ЧПУ
Также доступны автоматизированные токарные станки с ЧПУ для еще большей производительности.
Токарный центр с ЧПУ против токарного станка с ЧПУ
Автор: Southern Fabricating Machinery Sales | Опубликовано: 24 августа 2020 г.
Токарные станки с ЧПУ / Токарные центры ,
Станки с ЧПУ
Если вы не знаете разницы между токарным станком с ЧПУ и токарным станком с ЧПУ, вы не одиноки. Это распространенная ошибка, даже для тех, кто с ними работает. Они очень похожи на один и тот же станок и выполняют практически одинаковые задачи. И хотя токарные станки являются одним из самых ранних инструментов, известных человеку, токарные центры представляют собой модернизацию.
Токарный станок с ЧПУ по сравнению с токарным станком с ЧПУ
Традиционные токарные станки вращают материал, вводя острое режущее долото, перемещающееся по линейной схеме вдоль продольной оси материала, таким образом обрезая материал для получения желаемой формы.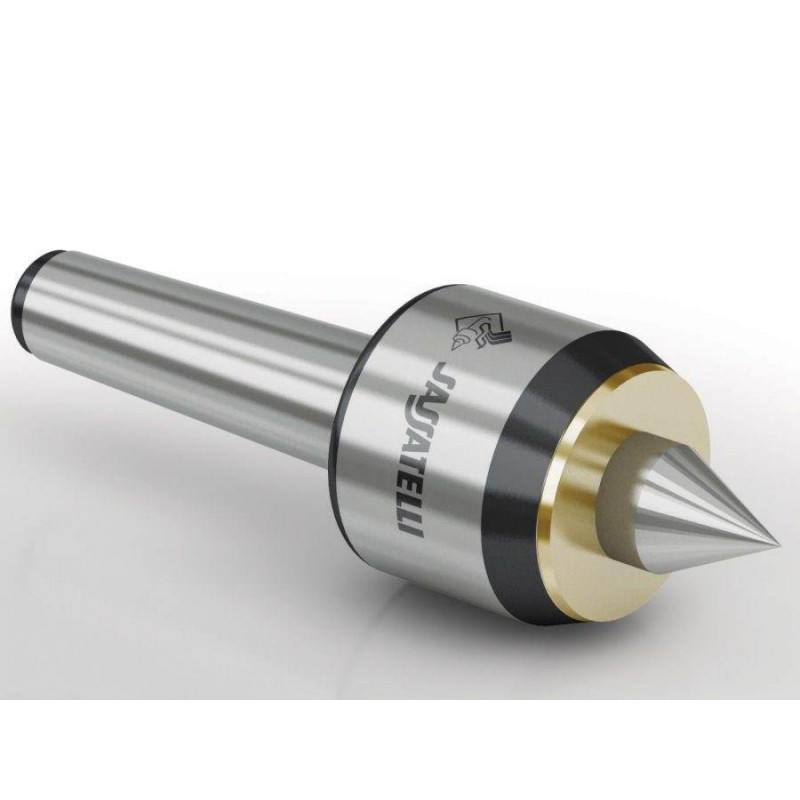 В обоих процессах режущий инструмент срезает материал, создавая что-то круглое. В то время как токарный станок был ручной машиной, выполняющей эти задачи опытным оператором, добавление системы ЧПУ помогло автоматизировать и обеспечить одновременное управление осями. И токарный станок с ЧПУ, и токарный центр с ЧПУ способны выполнять эти задачи, однако токарный центр выводит возможности на новый уровень, добавляя автоматическую смену инструмента, вращающиеся инструменты, эффективное удаление стружки и возможность добавления функций, которые позволяют использовать многие компоненты. выполнить за одну установку.
В обоих процессах режущий инструмент срезает материал, создавая что-то круглое. В то время как токарный станок был ручной машиной, выполняющей эти задачи опытным оператором, добавление системы ЧПУ помогло автоматизировать и обеспечить одновременное управление осями. И токарный станок с ЧПУ, и токарный центр с ЧПУ способны выполнять эти задачи, однако токарный центр выводит возможности на новый уровень, добавляя автоматическую смену инструмента, вращающиеся инструменты, эффективное удаление стружки и возможность добавления функций, которые позволяют использовать многие компоненты. выполнить за одну установку.
Что такое токарный станок с ЧПУ?
ЧПУ (ЧПУ) вытесняет многие производители традиционных инструментов и станков. Добавление управления ЧПУ к стандартному токарному станку позволяет легко повторять/производить и многоосевое управление для создания углов и радиусов на токарных деталях. Традиционно токарные станки имеют плоскую конструкцию с передней бабкой с механическим приводом на одном конце и регулируемой задней бабкой на другом. В промежутках между ними каретка инструмента перемещается по станине, несущей инструмент, установленный на поперечном (а иногда и составном) суппорте для выполнения задач механической обработки. Токарные станки с ЧПУ быстро заменяют многие из этих старых ручных токарных станков, включая некоторые системы, которые были полуавтоматическими, такие как многошпиндельный токарный станок. Эти токарные станки с ЧПУ с плоской станиной легко настраиваются и обслуживаются, а поскольку они по-прежнему обеспечивают ручное управление, они идеально подходят для инструментальных цехов, конструкторов и более низких производственных требований.
В промежутках между ними каретка инструмента перемещается по станине, несущей инструмент, установленный на поперечном (а иногда и составном) суппорте для выполнения задач механической обработки. Токарные станки с ЧПУ быстро заменяют многие из этих старых ручных токарных станков, включая некоторые системы, которые были полуавтоматическими, такие как многошпиндельный токарный станок. Эти токарные станки с ЧПУ с плоской станиной легко настраиваются и обслуживаются, а поскольку они по-прежнему обеспечивают ручное управление, они идеально подходят для инструментальных цехов, конструкторов и более низких производственных требований.
Этими токарными станками также можно управлять с помощью закодированного файла, который загружается в систему управления ЧПУ или позиционируется вручную, и каждая позиция «запоминается», чтобы контроллер мог вернуться к ней позже в последовательности. Машина будет многократно создавать дизайн для того, на что она была запрограммирована. Ограничением этих станков является то, что они, как правило, не оснащены автоматическим устройством смены инструмента и не могут быть легко автоматизированы для обработки материалов, таких как устройство подачи прутка.
Что такое токарный станок?
Одно из первых отличий токарного станка от токарного станка заключается в том, что токарный станок с ЧПУ обычно размещается внутри полного кожуха станка, чтобы защитить оператора и окружающую среду от стружки и охлаждающей жидкости, используемых в процессе резки. Эти машины также не имеют конструкции «плоская платформа», а представляют собой «наклонную платформу», в которой станина и система направляющих фактически находятся сзади и под углом к центру вращения детали. Используя эту уникальную наклонную конструкцию, машина намного лучше контролирует поток стружки, позволяя ей падать прямо под вращающуюся часть и легко удаляться судовыми конвейерами или шнеками.
Токарный станок с ЧПУ также имеет более высокие обороты, а благодаря прочной конструкции и инновационному инструменту из карбида и керамики имеет возможность снимать материал с очень высокой скоростью. Кроме того, токарный центр с ЧПУ можно легко оснастить «приводными инструментами», которые дают станку возможность останавливать шпиндель и позволяют этим вращающимся инструментам в револьверной головке выполнять операции фрезерования, сверления и нарезания резьбы по токарному профилю. В сочетании с возможностью автоматической смены инструментов в рамках запрограммированного цикла и возможностью автоматической подачи материала через шпиндель (или с помощью роботизированного загрузчика) эти токарные центры с ЧПУ являются производственными мощностями.
В сочетании с возможностью автоматической смены инструментов в рамках запрограммированного цикла и возможностью автоматической подачи материала через шпиндель (или с помощью роботизированного загрузчика) эти токарные центры с ЧПУ являются производственными мощностями.
Токарные станки с ЧПУ бывают двух типов: горизонтальные и вертикальные. Горизонтальные токарные центры являются наиболее распространенными. При горизонтальном токарном центре шпиндель ориентирован горизонтально, а инструменты подходят сверху к вращающейся части. Они режут заготовку, используя гравитацию, чтобы отвести стружку от заготовки и опустить ее в станину, где ее легко удалить другими способами вдоль станка, чтобы продолжать резку до тех пор, пока в нее подается материал.
Вертикальные токарные станки обычно называются вертикальными револьверными станками или VTL. В этой конструкции просто используется вращающийся патрон, установленный горизонтально на земле, что позволяет машине или более крупным деталям работать на более низких оборотах. Револьверная головка или тележка подходит сбоку. Другие версии этой конструкции «подвешивают» шпиндель к направляющей, перемещая переднюю бабку с крепко зажатой деталью вверх и вниз по движущемуся инструменту для удаления материала. Этот тип токарных станков с перевернутым шпинделем отлично подходит для мелких деталей, которые требуют второй токарной операции и в противном случае не могут быть легко автоматизированы (например, отливки).
Револьверная головка или тележка подходит сбоку. Другие версии этой конструкции «подвешивают» шпиндель к направляющей, перемещая переднюю бабку с крепко зажатой деталью вверх и вниз по движущемуся инструменту для удаления материала. Этот тип токарных станков с перевернутым шпинделем отлично подходит для мелких деталей, которые требуют второй токарной операции и в противном случае не могут быть легко автоматизированы (например, отливки).
Токарный станок с ЧПУ или токарный станок с ЧПУ: что подходит для вашего проекта?
К сожалению, пока нет машины, которая могла бы делать все, что вам нужно, за то время цикла, которое вам нужно. Когда дело доходит до разницы между токарным станком с ЧПУ и токарным центром с ЧПУ, все сводится к разница между прототипированием и желаемой производительностью. Токарный станок с ЧПУ лучше подходит для коротких производственных циклов, простых деталей, таких как штифты и втулки, а также для быстрого ремонта, поскольку его можно легко настроить и запустить как вручную, так и с помощью программы ЧПУ.
Токарный центр с ЧПУ — лучший выбор для производства и удаления материала. Хотя его не так просто настроить и он работает только через контроллер ЧПУ, он выполняет гораздо больше автоматизированных задач и повторяет их с гораздо большей скоростью, чем токарный станок с ЧПУ. Если вам нужна машина, которую можно запрограммировать на выполнение нескольких разных задач, то чем больше у нее гибкости, тем лучше она подходит для ваших различных проектов. Тем не менее, токарный центр с ЧПУ с возможностью фрезерования и несколькими осями, такими как ось Y, вспомогательный шпиндель и т. д. (также называемые многозадачными станками) просто обеспечивают огромное преимущество для производства по сравнению с простым токарным станком с ЧПУ.
Найдите станок с ЧПУ для ваших нужд в нашем каталоге
Преимущество любого станка с ЧПУ заключается в том, что его можно запрограммировать в соответствии с вашими потребностями. Здесь вы можете найти отличное подержанное оборудование, чтобы сэкономить средства и при этом получить отличную машину.
 Оптимальная частота повторения импульсов разнится в зависимости от других условий эксперимента и её нужно подбирать. В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном.
Оптимальная частота повторения импульсов разнится в зависимости от других условий эксперимента и её нужно подбирать. В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном.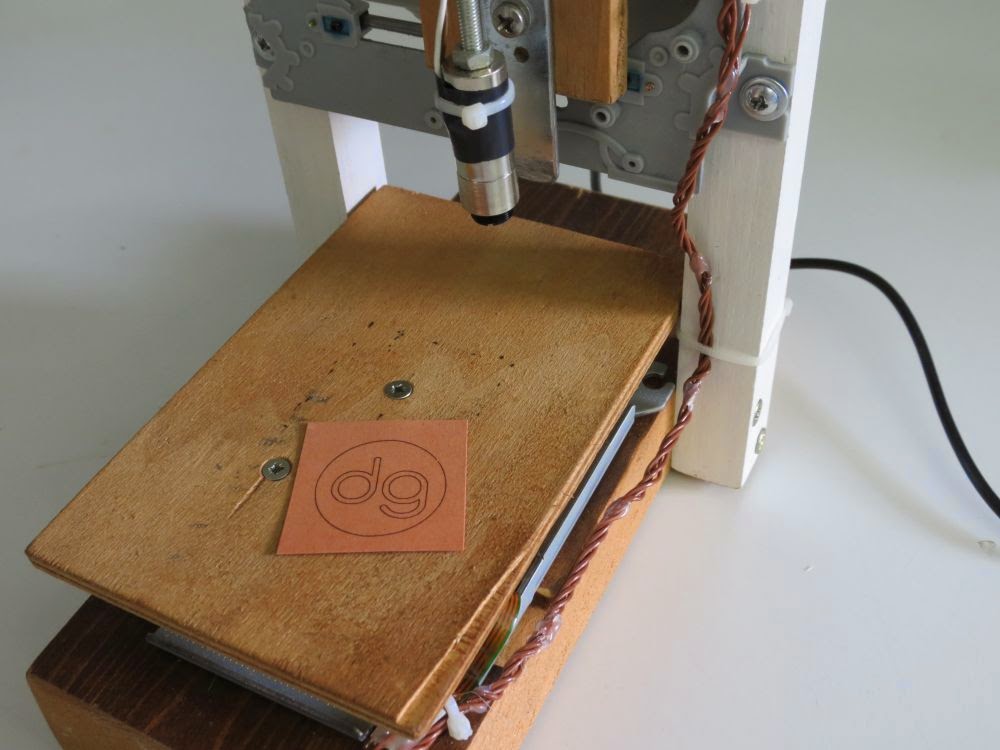 Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
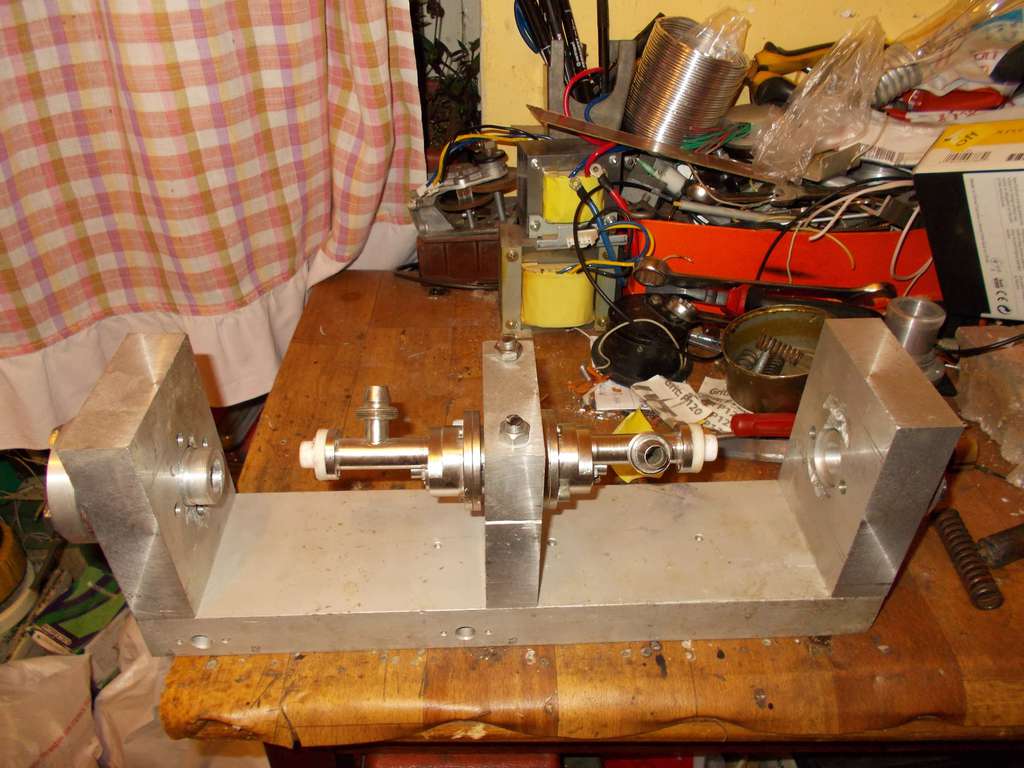
 С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой.
С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой. 2 процедуры сборки-разборки из 3-х заканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца.
2 процедуры сборки-разборки из 3-х заканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца.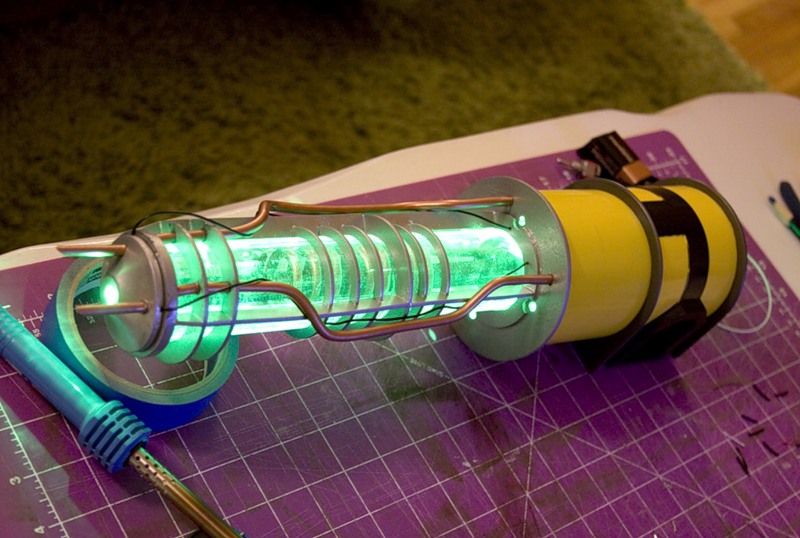 В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы.
В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы. Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна.
Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна. 
 Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.
Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.

 В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно.
В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно.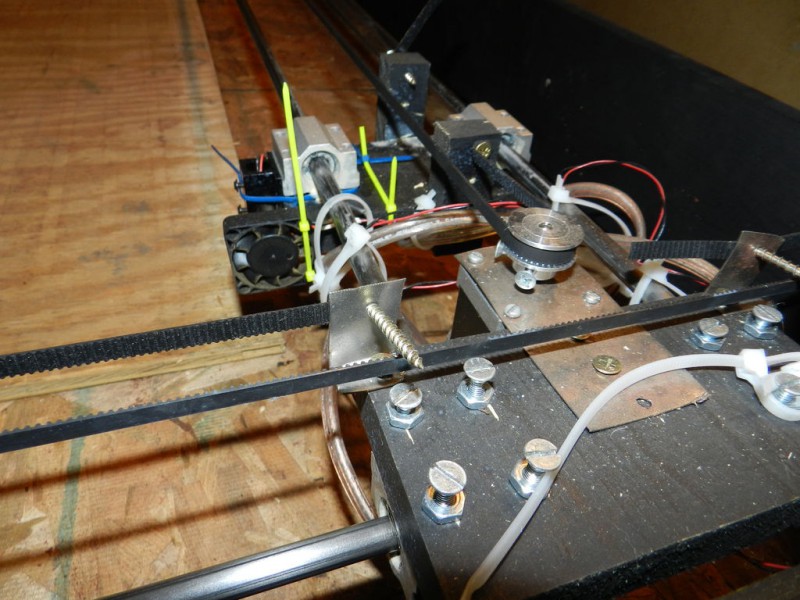 Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка.
Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка.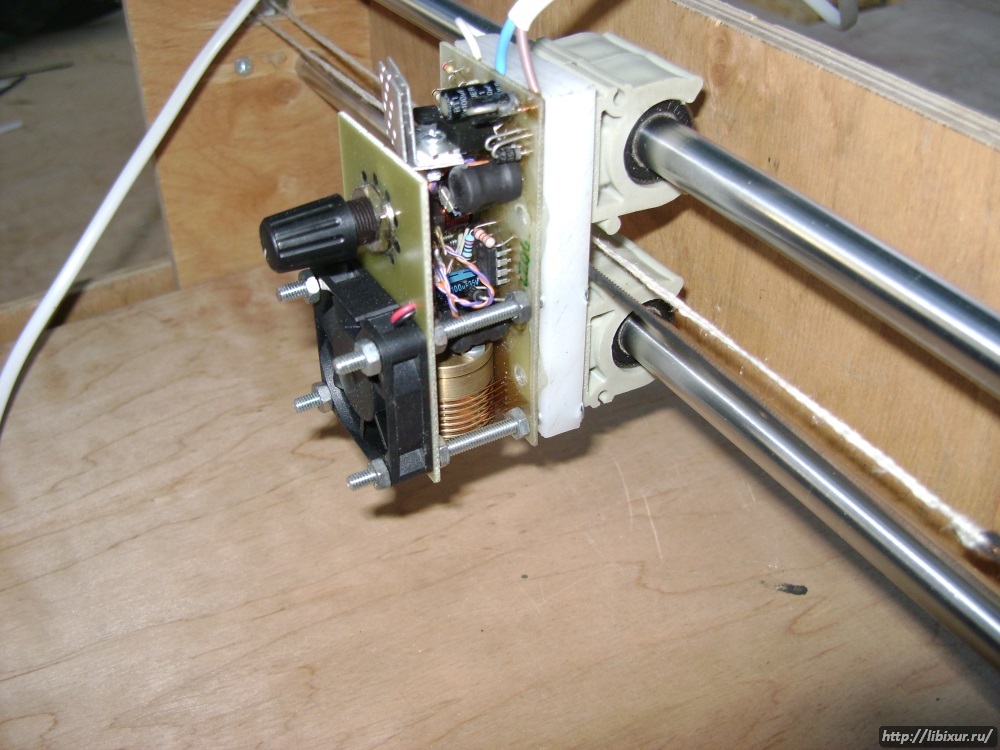 После построения источника питания, который подходит для накачки импульсных лазеров на парах металлов и приобретения опыта работы с готовыми активными элементами лазеров на парах меди и её соединений оставалось только изготовить активный элемент лазера полностью самостоятельно, при этом с новой рабочей средой.
После построения источника питания, который подходит для накачки импульсных лазеров на парах металлов и приобретения опыта работы с готовыми активными элементами лазеров на парах меди и её соединений оставалось только изготовить активный элемент лазера полностью самостоятельно, при этом с новой рабочей средой. Барий и стронций сразу отпадают, поскольку их линии генерации лежат в ИК диапазоне, а это скучно и некрасиво. Остаются марганец, свинец и золото. Золото тоже отпадает по причине высокой стоимости и слишком высокой рабочей температуры (1600+ градусов Цельсия). Остались только 2 кандидата – свинец и марганец. Оба металла дешевы и должны быть сравнительно доступны – свинец можно найти буквально под ногами, распотрошив подобранный на помойке аккумулятор или кусок бронированного высоковольтного кабеля, марганец же широчайше применяется в черной металлургии и производится колоссальными объемами.
Барий и стронций сразу отпадают, поскольку их линии генерации лежат в ИК диапазоне, а это скучно и некрасиво. Остаются марганец, свинец и золото. Золото тоже отпадает по причине высокой стоимости и слишком высокой рабочей температуры (1600+ градусов Цельсия). Остались только 2 кандидата – свинец и марганец. Оба металла дешевы и должны быть сравнительно доступны – свинец можно найти буквально под ногами, распотрошив подобранный на помойке аккумулятор или кусок бронированного высоковольтного кабеля, марганец же широчайше применяется в черной металлургии и производится колоссальными объемами. В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном.
В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном.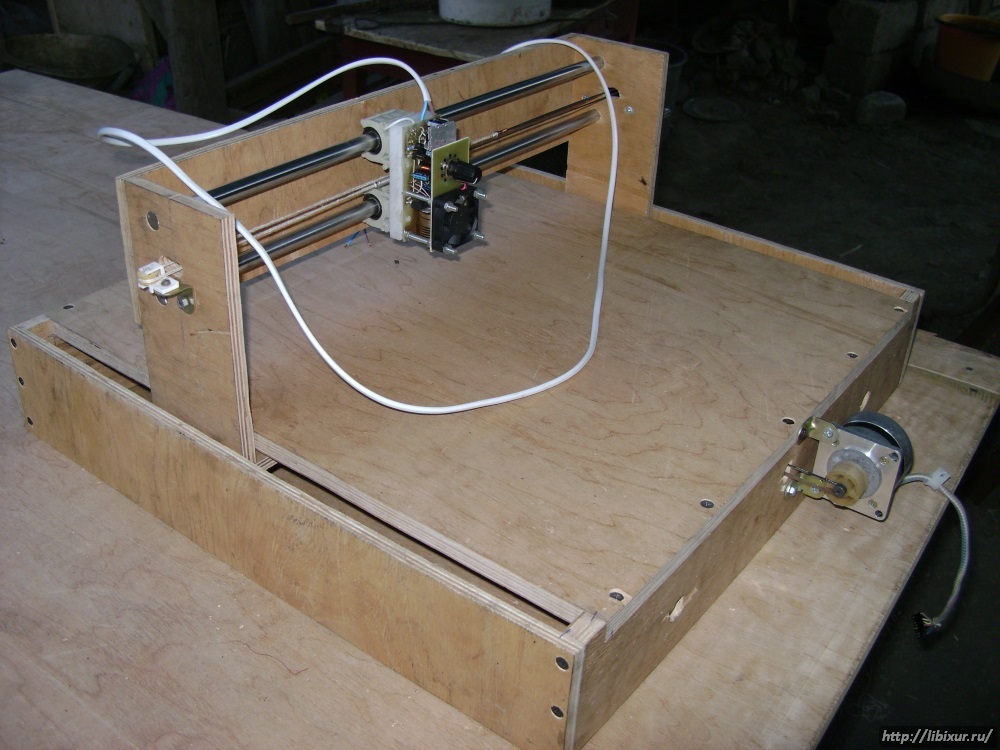 Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
 С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой.
С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой. 2 процедуры сборки-разборки из 3х оканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца.
2 процедуры сборки-разборки из 3х оканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца. В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы.
В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы. Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна.
Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна. 
 Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.
Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.

 В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно.
В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно. Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка.
Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка. Он излучает ультрафиолет
Он излучает ультрафиолет


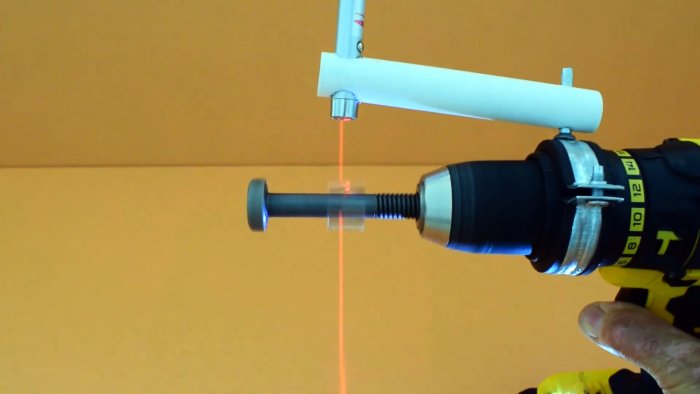
 Кольцо лазерной указки
Кольцо лазерной указки youtube.com/embed/hGQiJk4aSy4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/hGQiJk4aSy4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>  youtube.com/embed/7o75EtrV-j4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/7o75EtrV-j4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>  Для этого вам может понадобиться совет специалиста.
Для этого вам может понадобиться совет специалиста.
 Из них аккумуляторная батарея кажется наиболее подходящей для работы. Дайте ему высший приоритет в поиске самого надежного источника питания.
Из них аккумуляторная батарея кажется наиболее подходящей для работы. Дайте ему высший приоритет в поиске самого надежного источника питания.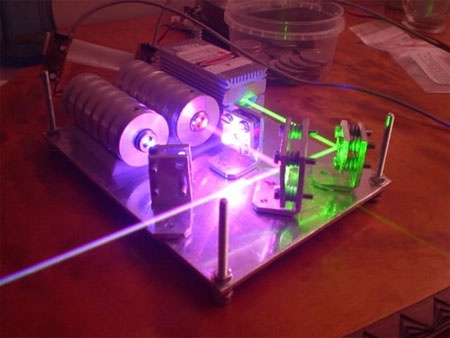 Не останавливайтесь ни перед чем, пока все не будет завершено. В частности, проверьте цепи, чтобы убедиться, что они действительно целы и совершенны.
Не останавливайтесь ни перед чем, пока все не будет завершено. В частности, проверьте цепи, чтобы убедиться, что они действительно целы и совершенны.
 Исключение составляют предметы, перевозимые в одном экземпляре. В каждом конкретном случае решение по таможенному декларированию принимается в индивидуальном порядке.
Исключение составляют предметы, перевозимые в одном экземпляре. В каждом конкретном случае решение по таможенному декларированию принимается в индивидуальном порядке.







 Эти запреты необходимо будет рассматривать в каждом конкретном случае, поскольку разные режимы санкций налагают разные запреты.
Эти запреты необходимо будет рассматривать в каждом конкретном случае, поскольку разные режимы санкций налагают разные запреты. Узнайте все, что вам нужно знать о международной доставке в выбранную вами страну.
Узнайте все, что вам нужно знать о международной доставке в выбранную вами страну. Лучший способ получить комплексное индивидуальное предложение — заполнить нашу форму и связаться с поставщиком.
Лучший способ получить комплексное индивидуальное предложение — заполнить нашу форму и связаться с поставщиком. Тем не менее, авиаперевозки также очень дороги, поэтому их лучше избегать, если вы путешествуете с ограниченным бюджетом. С другой стороны, морской фрахт значительно дешевле, обычно стоит примерно в пять раз меньше , чем воздушный фрахт. Хотя услуга более доступна, она также намного медленнее, поэтому важно заранее спланировать свой переезд. Если вы выберете морской фрахт, один из наших поставщиков отправит ваши вещи либо 20 футов, либо , либо 40-футовый контейнер . Для меньших объемов груза ( 15 кубических метров или меньше) существует процесс, называемый Меньше, чем загрузка контейнера (LCL), в котором несколько человек совместно используют один контейнер. Большинство наших поставщиков предлагают услугу «от двери до двери» , что означает, что они позаботятся о каждой части процесса — от вашего старого дома до вашего нового.
Тем не менее, авиаперевозки также очень дороги, поэтому их лучше избегать, если вы путешествуете с ограниченным бюджетом. С другой стороны, морской фрахт значительно дешевле, обычно стоит примерно в пять раз меньше , чем воздушный фрахт. Хотя услуга более доступна, она также намного медленнее, поэтому важно заранее спланировать свой переезд. Если вы выберете морской фрахт, один из наших поставщиков отправит ваши вещи либо 20 футов, либо , либо 40-футовый контейнер . Для меньших объемов груза ( 15 кубических метров или меньше) существует процесс, называемый Меньше, чем загрузка контейнера (LCL), в котором несколько человек совместно используют один контейнер. Большинство наших поставщиков предлагают услугу «от двери до двери» , что означает, что они позаботятся о каждой части процесса — от вашего старого дома до вашего нового. Между тем, если вы движетесь в Россию с востока, есть Порт Владивосток (юго-восток на побережье Тихого океана). Как только ваш контейнер прибудет на территорию России, он пройдет таможню и отправится на грузовике и/или поезде в ваш новый дом.
Между тем, если вы движетесь в Россию с востока, есть Порт Владивосток (юго-восток на побережье Тихого океана). Как только ваш контейнер прибудет на территорию России, он пройдет таможню и отправится на грузовике и/или поезде в ваш новый дом. 9000.10001.Reprood 9000.10001.Reproods 9000.
9000.10001.Reprood 9000.10001.Reproods 9000.
 0 0.0 612.0 79~ u` =+:Iyifņ
0 0.0 612.0 79~ u` =+:Iyifņ ИНЫМ ОБРАЗОМ НЕ ПРЕДОСТАВЛЯЕТСЯ НИКАКАЯ ЯВНАЯ ИЛИ ПОДРАЗУМЕВАЕМАЯ ГАРАНТИЯ.
ИНЫМ ОБРАЗОМ НЕ ПРЕДОСТАВЛЯЕТСЯ НИКАКАЯ ЯВНАЯ ИЛИ ПОДРАЗУМЕВАЕМАЯ ГАРАНТИЯ. огнестрельного оружия в связи с использованием продукта, или от действия или функции огнестрельного оружия в связи с продуктом, когда он используется в целях или подвергается обработке, для которой оно не предназначено. JK Armament не несет ответственности за любой ущерб и исключает из любой гарантии ущерб, возникший в результате неправильного обращения, небрежного или неправильного обращения, несанкционированных регулировок или модификаций, замены деталей, коррозии, небрежного обращения, обычного износа, неразумного или несанкционированного использования, несоблюдение инструкций производителя в отношении продукта или модификация продукта, если продукт неправильно и/или неправильно сконструирован, собран, обработан или разобран или не полностью собран. Любые изменения, модификации или изменения базовой конструкции продукта строго запрещены.
огнестрельного оружия в связи с использованием продукта, или от действия или функции огнестрельного оружия в связи с продуктом, когда он используется в целях или подвергается обработке, для которой оно не предназначено. JK Armament не несет ответственности за любой ущерб и исключает из любой гарантии ущерб, возникший в результате неправильного обращения, небрежного или неправильного обращения, несанкционированных регулировок или модификаций, замены деталей, коррозии, небрежного обращения, обычного износа, неразумного или несанкционированного использования, несоблюдение инструкций производителя в отношении продукта или модификация продукта, если продукт неправильно и/или неправильно сконструирован, собран, обработан или разобран или не полностью собран. Любые изменения, модификации или изменения базовой конструкции продукта строго запрещены. JK Armament не несет ответственности за любые результаты, последствия, ущерб или обязательства, связанные с любыми изменениями или работами, выполненными с нашим продуктом после покупки. Это включает в себя ответственность перед третьими лицами.
JK Armament не несет ответственности за любые результаты, последствия, ущерб или обязательства, связанные с любыми изменениями или работами, выполненными с нашим продуктом после покупки. Это включает в себя ответственность перед третьими лицами.
 )
) , KRAFTOOL {25616-h22}
, KRAFTOOL {25616-h22}
 , 03.02.2020
, 03.02.2020
 , 26.11.2019
, 26.11.2019
 09.2019
09.2019
 03.2019
03.2019

 006
006 Пожизненная гарантия
Пожизненная гарантия Неразрушаемые шлицы
Неразрушаемые шлицы В конце рейтинга самые дешевые варианты, качество которых никак не сравнится с лидерами, но для решения разовых задач они вполне подходят.
В конце рейтинга самые дешевые варианты, качество которых никак не сравнится с лидерами, но для решения разовых задач они вполне подходят.

 Это трубки, шприцы, пакеты, катетеры, различное лабораторное оборудование. Многие хирургические инструменты сейчас изготавливаются из пластика. Его используют и в медицинских приборах. Спектр применения различных пластмасс в медицине очень широк, можно сказать, бесконечен. Изделия из металла, керамики, стекла конечно же очень прочные, но не гибкие. Поэтому применение этих материалов ограничено.
Это трубки, шприцы, пакеты, катетеры, различное лабораторное оборудование. Многие хирургические инструменты сейчас изготавливаются из пластика. Его используют и в медицинских приборах. Спектр применения различных пластмасс в медицине очень широк, можно сказать, бесконечен. Изделия из металла, керамики, стекла конечно же очень прочные, но не гибкие. Поэтому применение этих материалов ограничено.
 Человечество на протяжении тысячелетий пыталось бороться с инфекциями. Применение одноразовых приборов сильно уменьшило риск подхватить заразу во время операции или процедуры. Полную стерильность до этого не могли обеспечить многоразовые инструменты и устройства из металла, стекла и керамики, которые необходимо было обрабатывать после каждого применения. Пластик устранил проблему перекрёстного заражения между больными, а также обезопасил персонал больниц.
Человечество на протяжении тысячелетий пыталось бороться с инфекциями. Применение одноразовых приборов сильно уменьшило риск подхватить заразу во время операции или процедуры. Полную стерильность до этого не могли обеспечить многоразовые инструменты и устройства из металла, стекла и керамики, которые необходимо было обрабатывать после каждого применения. Пластик устранил проблему перекрёстного заражения между больными, а также обезопасил персонал больниц.
 Например, некоторые медицинские процедуры, в частности уколы, можно теперь принимать на дому, не задумываясь о стерилизации инструментов.
Например, некоторые медицинские процедуры, в частности уколы, можно теперь принимать на дому, не задумываясь о стерилизации инструментов.
 Поэтому их гораздо легче и дешевле транспортировать. Учитывая это, во всём мире увеличивается медицинский спрос на изделия из пластика. Здравоохранение многих стран всё больше переходит на использование только таких устройств.
Поэтому их гораздо легче и дешевле транспортировать. Учитывая это, во всём мире увеличивается медицинский спрос на изделия из пластика. Здравоохранение многих стран всё больше переходит на использование только таких устройств.

 В сочетании с высоким уровнем знаний конкретных аппликаций использование этих пластмасс является основой для успеха наших клиентов в области медицины.
В сочетании с высоким уровнем знаний конкретных аппликаций использование этих пластмасс является основой для успеха наших клиентов в области медицины. Многие цвета нашей продукции MG также были испытаны в соответствии с требованиями.
Многие цвета нашей продукции MG также были испытаны в соответствии с требованиями.
 У инструментов для диализа и сердечно-сосудистых систем также имеются примеры обычного использования пластмасс от компании Röchling.
У инструментов для диализа и сердечно-сосудистых систем также имеются примеры обычного использования пластмасс от компании Röchling. Мы наблюдаем некоторые захватывающие инновации в использовании пластика, и некоторые области применения пластика всегда будут оставаться основными в области медицины.
Мы наблюдаем некоторые захватывающие инновации в использовании пластика, и некоторые области применения пластика всегда будут оставаться основными в области медицины. Полипропилен является оптимальным вариантом для протезов, несущих нагрузку, благодаря своим устойчивым свойствам.
Полипропилен является оптимальным вариантом для протезов, несущих нагрузку, благодаря своим устойчивым свойствам.
 Вы также найдете пластиковые бутылки и контейнеры, которые защищают рецепты от ультрафиолетовых лучей, влажности и других элементов, которые могут их повредить.
Вы также найдете пластиковые бутылки и контейнеры, которые защищают рецепты от ультрафиолетовых лучей, влажности и других элементов, которые могут их повредить. В этих изделиях часто используется пластик.
В этих изделиях часто используется пластик.


 Они способствовали сокращению медицинских расходов, уменьшению числа инфекционных заболеваний и усовершенствованию методов обезболивания.
Они способствовали сокращению медицинских расходов, уменьшению числа инфекционных заболеваний и усовершенствованию методов обезболивания. Это делает этот материал невероятно ценным в медицинской практике.
Это делает этот материал невероятно ценным в медицинской практике.

 Доступные цены. Запчасти. Ремонт.
Доступные цены. Запчасти. Ремонт.
 I.T. PSR12-C8
I.T. PSR12-C8 I.T. PWS125-C6
I.T. PWS125-C6 I.T. POG32-S
I.T. POG32-S Дрель/шуруповерт
Дрель/шуруповерт инструмента
инструмента Дрель/винтоверт, (1) литий-ионный аккумулятор BAT612 18 В 2,0 А·ч SlimPack, (1) зарядное устройство 18 В, (1) зажим для ремня, (1) сумка для переноски
Дрель/винтоверт, (1) литий-ионный аккумулятор BAT612 18 В 2,0 А·ч SlimPack, (1) зарядное устройство 18 В, (1) зажим для ремня, (1) сумка для переноски 12 В Литий-ионные аккумуляторы 2,0 Ач, (1) зарядное устройство 12 В макс., (1) сумка для переноски
12 В Литий-ионные аккумуляторы 2,0 Ач, (1) зарядное устройство 12 В макс., (1) сумка для переноски Дрель/шуруповерт, (1) держатель для 4 бит, (1) набор из четырех бит, (1) зажим для ремня
Дрель/шуруповерт, (1) держатель для 4 бит, (1) набор из четырех бит, (1) зажим для ремня Дрель/винтоверт, (2) компактных аккумулятора 18V CORE18V Lithium-Ion 4.0 Ah, (1) зарядное устройство 18V, (1) дополнительная рукоятка, (1) держатель для 4 бит, (4) биты, (1) зажим для ремня, (1) Сумка для переноски
Дрель/винтоверт, (2) компактных аккумулятора 18V CORE18V Lithium-Ion 4.0 Ah, (1) зарядное устройство 18V, (1) дополнительная рукоятка, (1) держатель для 4 бит, (4) биты, (1) зажим для ремня, (1) Сумка для переноски , ( 2) Литий-ионные аккумуляторы 12 В макс. 2,0 А·ч, (1) зарядное устройство макс. 12 В, (2) биты силового привода 1-1/2 дюйма, (1) сумка для переноски
, ( 2) Литий-ионные аккумуляторы 12 В макс. 2,0 А·ч, (1) зарядное устройство макс. 12 В, (2) биты силового привода 1-1/2 дюйма, (1) сумка для переноски
 Вы можете использовать тонкие сверла, чтобы просверлить маленькие отверстия для поделок, или большие кольцевые пилы, чтобы прорезать отверстия в гипсокартоне и других мягких материалах диаметром до пяти дюймов. Кроме того, вы можете использовать отвертку, чтобы вкручивать шурупы прямо в дерево для различных бытовых задач. Хотя сетевая дрель является полезным инструментом для быстрой работы, ее высокая мощность может привести к неправильному просверливанию отверстий, поломке или затуплению сверла и даже к серьезным травмам пользователя. Однако при правильном использовании дрель может помочь вам выполнить задачи за значительно меньшее время, чем вы могли бы ожидать.
Вы можете использовать тонкие сверла, чтобы просверлить маленькие отверстия для поделок, или большие кольцевые пилы, чтобы прорезать отверстия в гипсокартоне и других мягких материалах диаметром до пяти дюймов. Кроме того, вы можете использовать отвертку, чтобы вкручивать шурупы прямо в дерево для различных бытовых задач. Хотя сетевая дрель является полезным инструментом для быстрой работы, ее высокая мощность может привести к неправильному просверливанию отверстий, поломке или затуплению сверла и даже к серьезным травмам пользователя. Однако при правильном использовании дрель может помочь вам выполнить задачи за значительно меньшее время, чем вы могли бы ожидать. 1
1 Вы можете просверлить различные материалы, такие как дерево, камень, металл и т. д., а также можно вкрутить крепеж (винт) в различные материалы, как упоминалось ранее. Это должно быть достигнуто путем осторожного нажатия на винт дрелью, а затем медленного увеличения скорости дрели. Это должно закрутить винт. Прекратите завинчивать, как только винт полностью встанет на место, если вы ввинчиваете что-то вроде мебели Ikea. В этом приложении чрезмерная затяжка может привести к поломке досок.
Вы можете просверлить различные материалы, такие как дерево, камень, металл и т. д., а также можно вкрутить крепеж (винт) в различные материалы, как упоминалось ранее. Это должно быть достигнуто путем осторожного нажатия на винт дрелью, а затем медленного увеличения скорости дрели. Это должно закрутить винт. Прекратите завинчивать, как только винт полностью встанет на место, если вы ввинчиваете что-то вроде мебели Ikea. В этом приложении чрезмерная затяжка может привести к поломке досок. Например, для сверления дерева требуется больший крутящий момент, чем для сверления гипсокартона. Более твердые поверхности, как правило, требуют большего крутящего момента.
Например, для сверления дерева требуется больший крутящий момент, чем для сверления гипсокартона. Более твердые поверхности, как правило, требуют большего крутящего момента.
 Но как вы можете решить, какой из них купить, когда есть так много вариантов? Вот список из 5 лучших сетевых дрелей, из которых вы можете выбрать.
Но как вы можете решить, какой из них купить, когда есть так много вариантов? Вот список из 5 лучших сетевых дрелей, из которых вы можете выбрать.
 Это сильное упражнение — отличный пример того, почему усилители не всегда равны по мощности. Несмотря на то, что сила тока в 6 ампер не такая высокая, как у дрели других конкурентов, дрель CABLE со шнуром PORTER обладает большим крутящим моментом. В сочетании с точным регулированием скорости дрели вы получаете дрель, которая идеально подходит для сверления металла и других сложных материалов, требующих умеренных скоростей и большого усилия.
Это сильное упражнение — отличный пример того, почему усилители не всегда равны по мощности. Несмотря на то, что сила тока в 6 ампер не такая высокая, как у дрели других конкурентов, дрель CABLE со шнуром PORTER обладает большим крутящим моментом. В сочетании с точным регулированием скорости дрели вы получаете дрель, которая идеально подходит для сверления металла и других сложных материалов, требующих умеренных скоростей и большого усилия. Чтобы стать более практичным, Ronix 2120 имеет функцию удара, которая позволяет сверлить отверстия в таких трудноразрушаемых материалах, как бетонные стены. Двигатель модели 2120 развивает скорость без нагрузки от 0 до 2800 об/мин. Для ударного бурения его двигатель также имеет максимальную частоту ударов 48000 ударов в минуту. Такая высокая частота ударов обеспечивает максимальную эффективность в режиме ударного бурения.
Чтобы стать более практичным, Ronix 2120 имеет функцию удара, которая позволяет сверлить отверстия в таких трудноразрушаемых материалах, как бетонные стены. Двигатель модели 2120 развивает скорость без нагрузки от 0 до 2800 об/мин. Для ударного бурения его двигатель также имеет максимальную частоту ударов 48000 ударов в минуту. Такая высокая частота ударов обеспечивает максимальную эффективность в режиме ударного бурения.
 Большинство методов обслуживания инструмента — это базовые, регулярные процедуры, которые вы можете внедрить. Чтобы дать совет о том, как защитить ваши инструменты, не забудьте охладить их перед тем, как положить на хранение, заточить их биты и лезвия и заменить изношенные детали, когда это необходимо. Регулярно очищайте их и храните в чистом и сухом месте.
Большинство методов обслуживания инструмента — это базовые, регулярные процедуры, которые вы можете внедрить. Чтобы дать совет о том, как защитить ваши инструменты, не забудьте охладить их перед тем, как положить на хранение, заточить их биты и лезвия и заменить изношенные детали, когда это необходимо. Регулярно очищайте их и храните в чистом и сухом месте.
 диаметр сверления (бетон), мм
диаметр сверления (бетон), мм 1
1 15 МБ)
15 МБ) у официального партнера ЗУБР в России
у официального партнера ЗУБР в России д.). Производительная дрель с качественным кулачковым патроном, плавной регулировкой оборотов и надежной конструкцией на подшипниках — лучший подарок мастеру.
д.). Производительная дрель с качественным кулачковым патроном, плавной регулировкой оборотов и надежной конструкцией на подшипниках — лучший подарок мастеру. Bir resmi, rafi veya saati asmak için nereye delik açmanız gerektiğini asla bilemezsiniz. Birçok kullanıcının uygun bir araç satın almaya çalışması, bunun için mağazaya gitmesi tesadüf değildir. Ve burada ciddi bir testten geçmek zorundalar çünkü kaliteli bir matkap seçmek ilk bakışta göründüğünden çok daha zordur — sadece maliyet açısından değil, aynı zamanda birçok önemli parametrede de farklılık göster. Böyle bir durum için uzmanlarımız en iyi matkapların TOP’unu derleyerek ana özelliklerini, avantajlarını ve dezavantajlarını sıraladılar. Elbette бу, ее okuyucunun Kendisi için en iyi kazanım olacak modeli seçmesine izin verecektir.
Bir resmi, rafi veya saati asmak için nereye delik açmanız gerektiğini asla bilemezsiniz. Birçok kullanıcının uygun bir araç satın almaya çalışması, bunun için mağazaya gitmesi tesadüf değildir. Ve burada ciddi bir testten geçmek zorundalar çünkü kaliteli bir matkap seçmek ilk bakışta göründüğünden çok daha zordur — sadece maliyet açısından değil, aynı zamanda birçok önemli parametrede de farklılık göster. Böyle bir durum için uzmanlarımız en iyi matkapların TOP’unu derleyerek ana özelliklerini, avantajlarını ve dezavantajlarını sıraladılar. Elbette бу, ее okuyucunun Kendisi için en iyi kazanım olacak modeli seçmesine izin verecektir. Bosch GSB 1600 RE (BZP)
Bosch GSB 1600 RE (BZP)
 Bu ureticilerin herhangi birinden bir matkap satın alarak, kararınızdan pişman olmayacaksınız.
Bu ureticilerin herhangi birinden bir matkap satın alarak, kararınızdan pişman olmayacaksınız. Rölantide, hız 3000 rpm’ye ve çalışma sırasında — dakikada 48000 atıma kadar ulaşır. Çaplarda delik açmak için Idealdir: ахшап (20 мм), металл (10) и бетон (13).
Rölantide, hız 3000 rpm’ye ve çalışma sırasında — dakikada 48000 atıma kadar ulaşır. Çaplarda delik açmak için Idealdir: ахшап (20 мм), металл (10) и бетон (13). Örneğin, ahsapta 30 mm çapa kadar ve betonda 16’ya kadar delikler açabilirsiniz. Rölanti devri 3000 rpm’ye ulaştığında, herhangi bir işle kolay ve hızlı bir şekilde başa çıkabilirsiniz. Терс ве электроник hız kontrolü sayesinde, Iş olabildiğince basit ve rahat hale gelir.
Örneğin, ahsapta 30 mm çapa kadar ve betonda 16’ya kadar delikler açabilirsiniz. Rölanti devri 3000 rpm’ye ulaştığında, herhangi bir işle kolay ve hızlı bir şekilde başa çıkabilirsiniz. Терс ве электроник hız kontrolü sayesinde, Iş olabildiğince basit ve rahat hale gelir. Güç çok yüksek değil — sadece 590 W, ancak çoğu DIYer daha fazlasına ihtiyaç duymuyor, çünkü sık sık ve önemsiz şeyler üzerinde çalışmak zorunda değiller.
Güç çok yüksek değil — sadece 590 W, ancak çoğu DIYer daha fazlasına ihtiyaç duymuyor, çünkü sık sık ve önemsiz şeyler üzerinde çalışmak zorunda değiller. Avantajlardan bahsetmişken, her şeyden önce, betonu serbestçe delebileceğiniz — 16 mm’ye kadar ve ahsap — 30 mm’ye kadar olan yüksek güç — 780 W’ye dikkat etmek önemlidir. Anahtarlı mandren, yüksek düzeyde operasyonel güvenliği garanti eder. Rölantide, dönüş hızı 2800 rpm’ye ulaşır. Interskol matkabının övünebileceği ilginç bir özellik, mükemmel bir şekilde eşit delikler açmanıza olanak tanıyan yerleşik yatay seviyedir — kesinlikle duvarlara diktir.Kit, derinlik sınırının yanı sıra çalışırken yüksek düzeyde konfor için ek bir tutacak içerir.
Avantajlardan bahsetmişken, her şeyden önce, betonu serbestçe delebileceğiniz — 16 mm’ye kadar ve ahsap — 30 mm’ye kadar olan yüksek güç — 780 W’ye dikkat etmek önemlidir. Anahtarlı mandren, yüksek düzeyde operasyonel güvenliği garanti eder. Rölantide, dönüş hızı 2800 rpm’ye ulaşır. Interskol matkabının övünebileceği ilginç bir özellik, mükemmel bir şekilde eşit delikler açmanıza olanak tanıyan yerleşik yatay seviyedir — kesinlikle duvarlara diktir.Kit, derinlik sınırının yanı sıra çalışırken yüksek düzeyde konfor için ek bir tutacak içerir. Profesyonel montajcılar ве elleriyle çalışmayı семь бази Kendin Yapçılar için iyi bir satın alma olacaktır. Nispeten düşük bir maliyetle, yüksek güç ve mükemmel işçilik ile ayırt edilmeleri güzel. Bu fiyat categorisindeki en başarılı modellerden birkaçını düşünün.
Profesyonel montajcılar ве elleriyle çalışmayı семь бази Kendin Yapçılar için iyi bir satın alma olacaktır. Nispeten düşük bir maliyetle, yüksek güç ve mükemmel işçilik ile ayırt edilmeleri güzel. Bu fiyat categorisindeki en başarılı modellerden birkaçını düşünün. Ters, пятно ışığı ve эк tutamak, çalışırken konfor seviyesini artırır.
Ters, пятно ışığı ve эк tutamak, çalışırken konfor seviyesini artırır. İkincisi, değiştirilmesi için bir anahtar gerektirir, ancak son derece güvenilirdir — kelepçeli matkap, çalışma sırasında kesinlikle kaymayacak veya dönmeyecektir.
İkincisi, değiştirilmesi için bir anahtar gerektirir, ancak son derece güvenilirdir — kelepçeli matkap, çalışma sırasında kesinlikle kaymayacak veya dönmeyecektir. Kullanılan anahtarsız mandren, matkaplari anahtar kullanmadan anında değiştirmeyi mümkün kılar. Çapı 1,5 ila 13 mm arasında değişir, bu da çeşitli matkapların kurulmasını mümkün kılar. Максимальная частота вращения 3000 об/мин. Yüksek güce rağmen, ünitenin ağırlığı düşüktür — sadece 1,9кг, bu da onunla çalışırken konforu daha da artırır. Bu, kitte bulunan ek bir tutacağın varlığı ile kolaylaştırılmıştır. Bu nedenle, hangi darbeli matkabı seçeceğinizi bilmiyorsanız, kesinlikle böyle bir satın alma için pişman olmanız gerekmeyecektir.
Kullanılan anahtarsız mandren, matkaplari anahtar kullanmadan anında değiştirmeyi mümkün kılar. Çapı 1,5 ila 13 mm arasında değişir, bu da çeşitli matkapların kurulmasını mümkün kılar. Максимальная частота вращения 3000 об/мин. Yüksek güce rağmen, ünitenin ağırlığı düşüktür — sadece 1,9кг, bu da onunla çalışırken konforu daha da artırır. Bu, kitte bulunan ek bir tutacağın varlığı ile kolaylaştırılmıştır. Bu nedenle, hangi darbeli matkabı seçeceğinizi bilmiyorsanız, kesinlikle böyle bir satın alma için pişman olmanız gerekmeyecektir. Как известно, начальное
Как известно, начальное 3.11
3.11
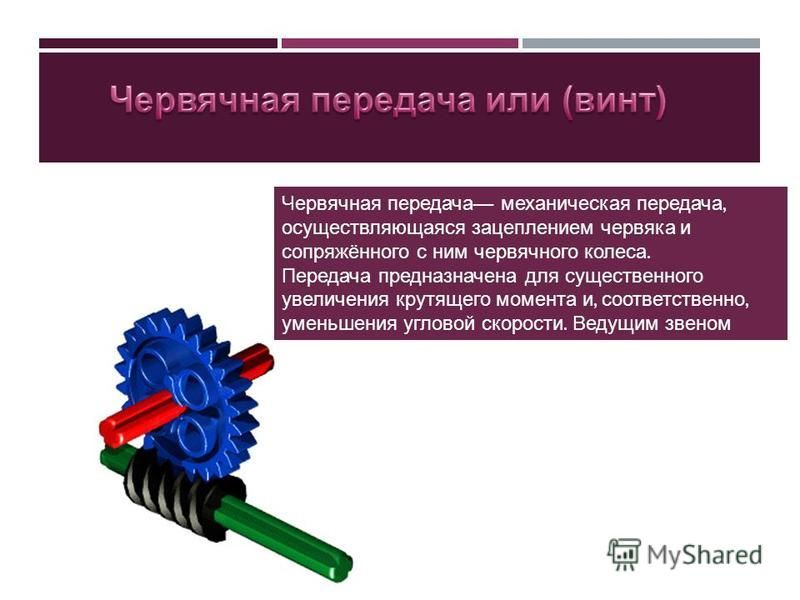 Все остальные твердые тела, совершающие движение относительно стойки, называют подвижными звеньями. Каждое звено может состоять из одной или нескольких деталей, но в составе звена они не могут иметь относительного движения, т.е. образуют неразъемные или разъемные соединения отдельных деталей.
Все остальные твердые тела, совершающие движение относительно стойки, называют подвижными звеньями. Каждое звено может состоять из одной или нескольких деталей, но в составе звена они не могут иметь относительного движения, т.е. образуют неразъемные или разъемные соединения отдельных деталей. Обобщенная координата механизма – это каждая из независимых между собой координат, определяющих положение всех звеньев механизма относительно стойки.
Обобщенная координата механизма – это каждая из независимых между собой координат, определяющих положение всех звеньев механизма относительно стойки. Число степеней свободы в относительном движении звеньев определяет вид пары по подвижности. Различают пары одноподвижные, двухподвижные, трехподвижные, четырехподвижные и пятиподвижные. Вид пары зависит от геометрических связей между элементами пары, т.е. условий, ограничивающих перемещения звеньев. Число уравнений связей в паре принимают за номер класса пары.
Число степеней свободы в относительном движении звеньев определяет вид пары по подвижности. Различают пары одноподвижные, двухподвижные, трехподвижные, четырехподвижные и пятиподвижные. Вид пары зависит от геометрических связей между элементами пары, т.е. условий, ограничивающих перемещения звеньев. Число уравнений связей в паре принимают за номер класса пары. Поверхность – это общая часть двух смежных областей пространства. В теории механизмов рассматривают поверхности с идеальной формой и идеальным расположением. При несоблюдении этого условия в парах появляются избыточные локальные связи, так как уравнения связей не являются тождественными, и пара становится статически неопределимой. Если элементы сопряжения в кинематической паре конгруэнтны, т.е. поверхности совпадают во всех своих точках, то пару называют низшей. Пары имеющие сопряжения, элементом которых являются линия или точка, называют высшими. Линия – это общая часть смежных областей поверхности.
Поверхность – это общая часть двух смежных областей пространства. В теории механизмов рассматривают поверхности с идеальной формой и идеальным расположением. При несоблюдении этого условия в парах появляются избыточные локальные связи, так как уравнения связей не являются тождественными, и пара становится статически неопределимой. Если элементы сопряжения в кинематической паре конгруэнтны, т.е. поверхности совпадают во всех своих точках, то пару называют низшей. Пары имеющие сопряжения, элементом которых являются линия или точка, называют высшими. Линия – это общая часть смежных областей поверхности. В плоской цепи все подвижные звенья совершают плоское движение, параллельное одной и той же неподвижной плоскости. В простой цепи звено входит в одну или две кинематические пары. В сложной цепи имеется хотя бы одно звено, образующее больше двух кинематических пар.
В плоской цепи все подвижные звенья совершают плоское движение, параллельное одной и той же неподвижной плоскости. В простой цепи звено входит в одну или две кинематические пары. В сложной цепи имеется хотя бы одно звено, образующее больше двух кинематических пар. На структурных и кинематических схемах они имеют условные обозначения в соответствии с рекомендациями международных стандартов (рис. 2.1, а). Номи-нальные поверхности элементов 1, 2 вращательной пары обычно цилиндрические (рис. 2.1, б), но могут иметь и другие формы(например, конические, сферические). На рис. 2.1, в приведена структурная схема манипулятора промышленного робота, на которой указаны шесть вращательных пар: О (0–1),А (1–2),В (2–3),С (3–4),D(4–5),E(5–6), связывающих звенья с соответствующими номерами. Схват 6 / имеет шесть степеней свободы, что равно числу одноподвижных пар незамкнутой кинематической цепи. В реальных конструкциях часто используют кинематические соединения, которые содержат несколько подвижных звеньев и несколько кинематических пар, но в таком аналоге вращательной пары только два звена соединяются с другими звеньями механизма.
На структурных и кинематических схемах они имеют условные обозначения в соответствии с рекомендациями международных стандартов (рис. 2.1, а). Номи-нальные поверхности элементов 1, 2 вращательной пары обычно цилиндрические (рис. 2.1, б), но могут иметь и другие формы(например, конические, сферические). На рис. 2.1, в приведена структурная схема манипулятора промышленного робота, на которой указаны шесть вращательных пар: О (0–1),А (1–2),В (2–3),С (3–4),D(4–5),E(5–6), связывающих звенья с соответствующими номерами. Схват 6 / имеет шесть степеней свободы, что равно числу одноподвижных пар незамкнутой кинематической цепи. В реальных конструкциях часто используют кинематические соединения, которые содержат несколько подвижных звеньев и несколько кинематических пар, но в таком аналоге вращательной пары только два звена соединяются с другими звеньями механизма. Конструкция подшипника качения, имеющего наружное 1 и внутреннее 2 кольца, между которыми расположены шарики 3, удерживаемые на определенном расстоянии друг относительно друга с помощью сепаратора 4 приведены на рис. 2.2, а.
Конструкция подшипника качения, имеющего наружное 1 и внутреннее 2 кольца, между которыми расположены шарики 3, удерживаемые на определенном расстоянии друг относительно друга с помощью сепаратора 4 приведены на рис. 2.2, а.
 2.3, б) в случае отклонений от прямолинейности общей оси A А/ А// за счет смещения или наклона осей отдельных подшипников. При разработке технической документации на кинематические соединения, согласно ГОСТ 24642-81 и 24643-81, обычно указывают предельные отклонения от параллельности поверхностей вращения, отклонения от соосности (радиальное биение), отклонения от концентричности, отклонения от перпендикулярности.
2.3, б) в случае отклонений от прямолинейности общей оси A А/ А// за счет смещения или наклона осей отдельных подшипников. При разработке технической документации на кинематические соединения, согласно ГОСТ 24642-81 и 24643-81, обычно указывают предельные отклонения от параллельности поверхностей вращения, отклонения от соосности (радиальное биение), отклонения от концентричности, отклонения от перпендикулярности.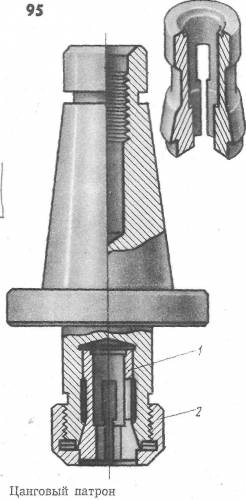
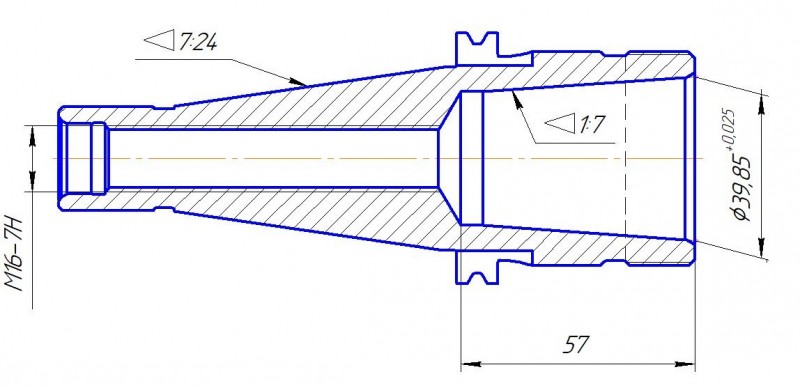 Из-за прилагаемого усилия цанга смещается во втулку, уменьшаясь в размерах, а ее лепестки сжимаются и надежно закрепляют хвостовик инструмента или обрабатываемую деталь. Чтобы снять заготовку, гайку отвинчивают, тем самым увеличивая цангу в диаметре.
Из-за прилагаемого усилия цанга смещается во втулку, уменьшаясь в размерах, а ее лепестки сжимаются и надежно закрепляют хвостовик инструмента или обрабатываемую деталь. Чтобы снять заготовку, гайку отвинчивают, тем самым увеличивая цангу в диаметре.
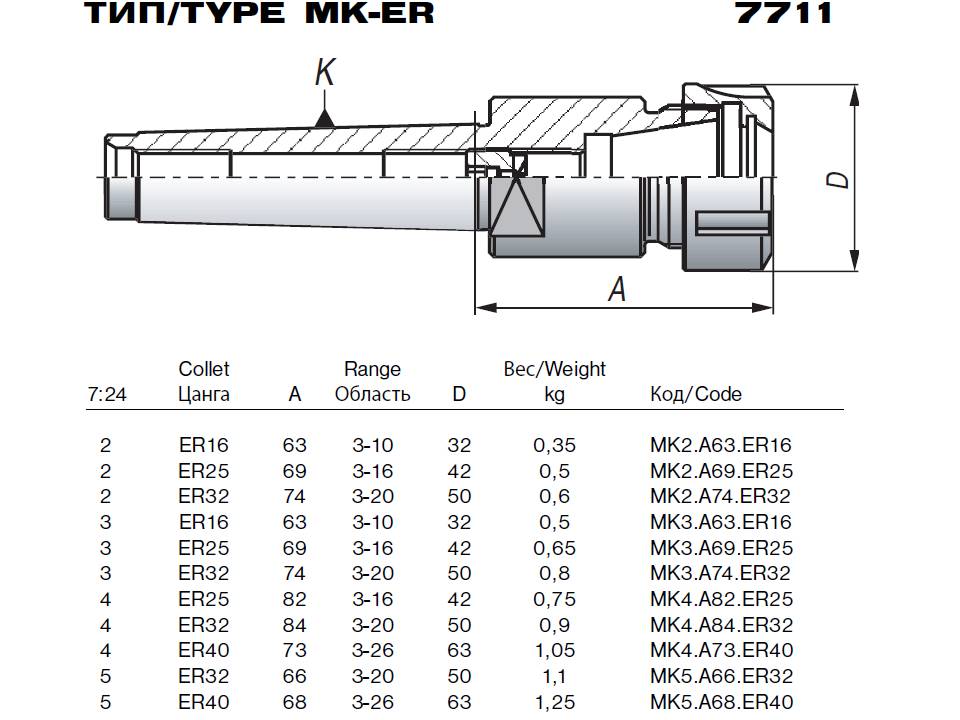 В нем вводятся характеристики и маркировка цангового патрона
В нем вводятся характеристики и маркировка цангового патрона
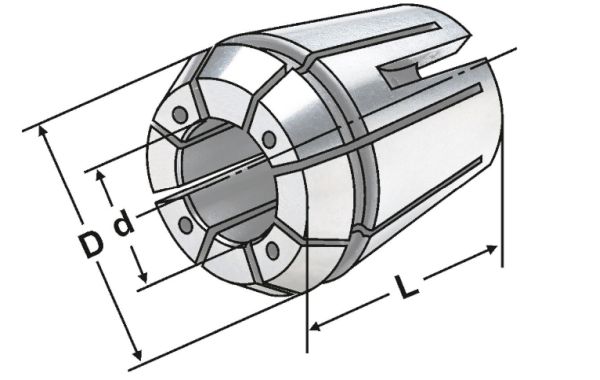 Важно учитывать, что полученный патрон может использоваться только для сверл одного диаметра, при этом диаметр сверла должен соответствовать выходному валу двигателя.
Важно учитывать, что полученный патрон может использоваться только для сверл одного диаметра, при этом диаметр сверла должен соответствовать выходному валу двигателя. Изделие будет состоять из двух частей, соединенных винтом. Фиксацию зажима на валу электродвигателя и инструмента обеспечивают цилиндрические желобки на внутренних поверхностях оснастки.
Изделие будет состоять из двух частей, соединенных винтом. Фиксацию зажима на валу электродвигателя и инструмента обеспечивают цилиндрические желобки на внутренних поверхностях оснастки.
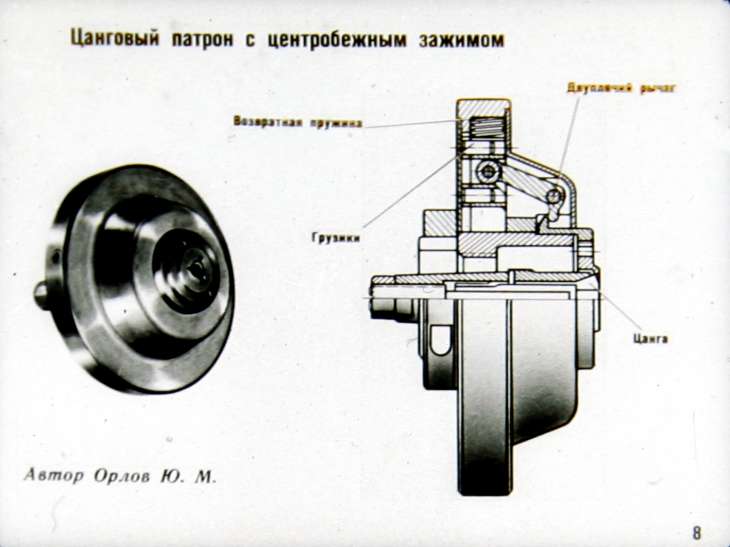
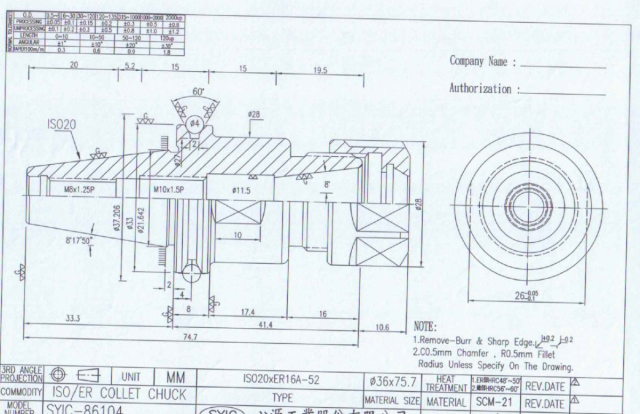
 Также для установки цанговых патронов часто используют фланцы и планшайбы, которые размещаются на шпинделе.
Также для установки цанговых патронов часто используют фланцы и планшайбы, которые размещаются на шпинделе.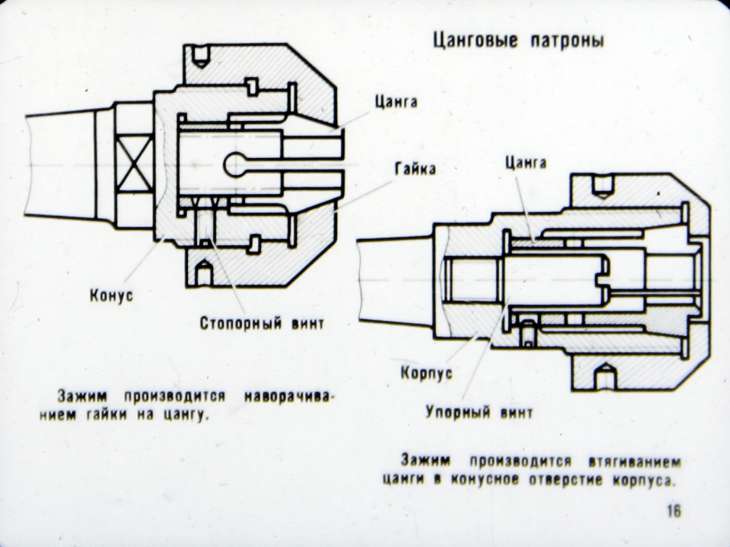 Вместе с цанговыми патронами вы можете приобрести держатели ER11. Подробности о сроках поставки оснастки уточняйте у менеджера магазина.
Вместе с цанговыми патронами вы можете приобрести держатели ER11. Подробности о сроках поставки оснастки уточняйте у менеджера магазина.
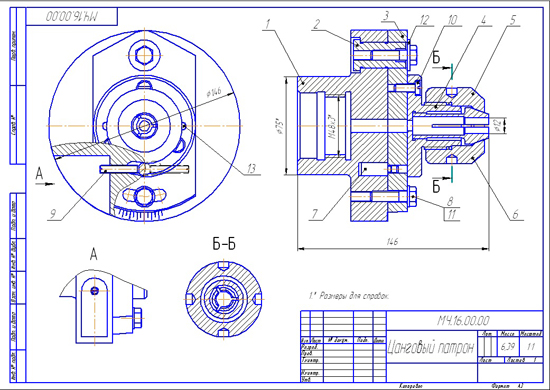 Эта система устанавливает единый порядок разработки технологической документации и типовые технологические процессы, а также стандартную технологическую оснастку. При внедрении ЕСТПП предусматривается использование оборудования, технологической оснастки на основе их комплексной стандартизации.
Эта система устанавливает единый порядок разработки технологической документации и типовые технологические процессы, а также стандартную технологическую оснастку. При внедрении ЕСТПП предусматривается использование оборудования, технологической оснастки на основе их комплексной стандартизации.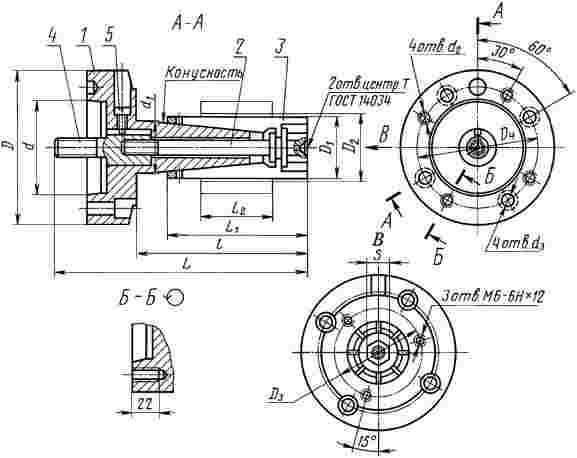 1
1 Патрон
Патрон  2
2 
 5
5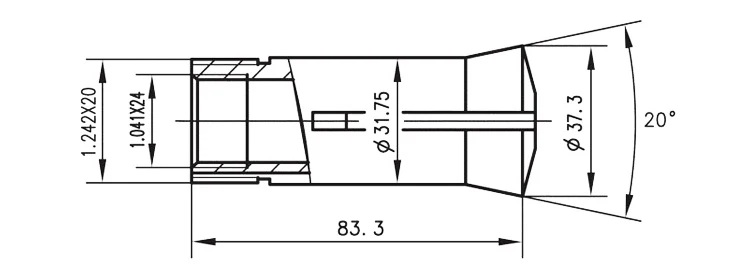 5
5 4
4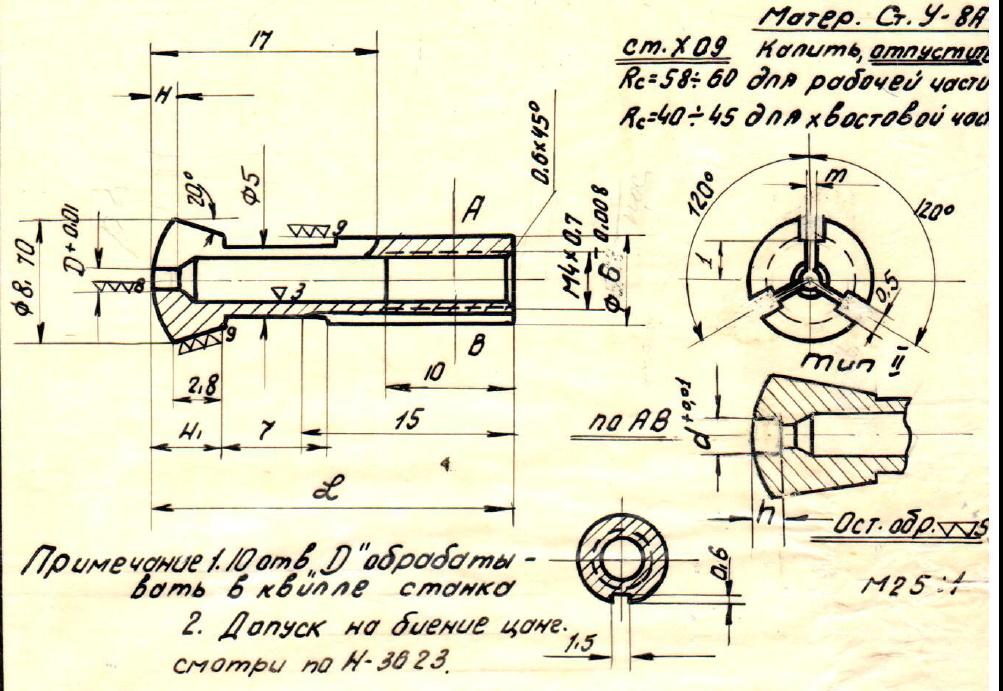 4
4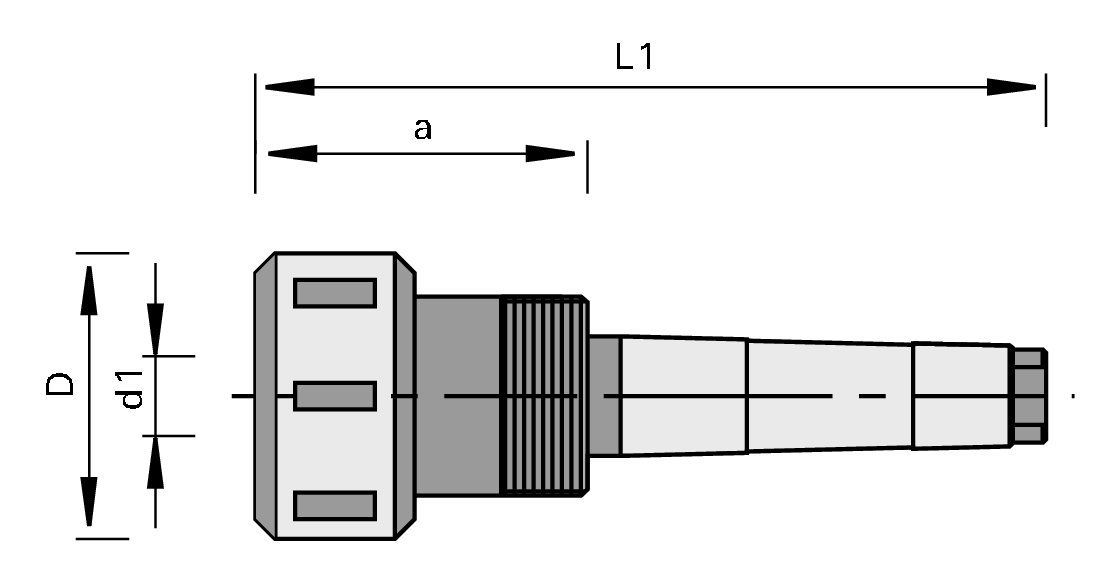 Будь то дрели, фрезы, молотки, спиральные сверла, сменные пластины, устройства для предварительной настройки, концевые калибры-пробки, верстаки, пружинные балансиры, тиски или трапециевидные метчики.
Будь то дрели, фрезы, молотки, спиральные сверла, сменные пластины, устройства для предварительной настройки, концевые калибры-пробки, верстаки, пружинные балансиры, тиски или трапециевидные метчики.