До этого момента все наши движения выполнялись с помощью G00 / G01 для прямых и G02 / 03 для дуг. В этой главе мы вводим понятие «постоянных циклов», которые допускают более сложные типы движения, направленные на упрощение программирования некоторых общих операций, таких как цикл сверления отверстий.
Постоянные циклы часто являются модальными, как и другие движения. Например, как только мы выбираем цикл высокоскоростного сверления с короткой остановкой с помощью G73, последующие координаты в последующих строках указывают новые местоположения отверстий, в которых будет выполнено дополнительное сверление с короткой остановкой.
Что такое «цикл сверления с шагом врезания»?
Вы часто будете слышать термин «шаг врезания». Это практика просверливания небольшого расстояния (шага врезания), отступление на некоторое расстояние, а затем хода вниз, чтобы сделать еще один шаг. Это нужно для того чтобы удалить стружку из отверстия.
Повторное рез стружки всегда плохо сказывается на сроке службы инструмента. Другая цель сверления с шагом врезания — это улучшение отвода стружки. В отверстии достаточно места только для стружки, которая входит в канавки спирального сверла, и чем глубже отверстие, тем сложнее удалить стружку из отверстия. Сверление с шагом врезание или «глубокое сверление» также помогает удалить стружку двумя способами.
Во-первых, даже очень короткий шаг при минимальном втягивании помогает отломать стружку, что приводит к более короткой стружке. Более короткие стружки намного легче удалить.
Во-вторых, если сверло входит в отверстие на значительное расстояние, это помогает уменьшить расстояние, на которое спираль сверла должна нести стружку.
Одна вещь, которую важно избегать при глубоком сверлении, — это позволить охлаждающей жидкости или воздуху / туману смыть стружку обратно в отверстие. По этой причине при оптимальных циклах сверления с кольцевым сверлением спиральное сверло не будет полностью выведено из отверстия.
Еще одна вещь, о которой следует помнить, — большинство производителей не рекомендуют этот цикл сверления для твердосплавных сверл. Это увеличивает склонность к скалыванию хрупкого твердосплава.
Есть несколько практических правил относительно того, когда вам нужно начать использовать цикл сверления по методу сверления, а не просто погружаться прямо вниз. Большинство производителей инструментов предлагают начать, когда глубина отверстия составляет 4 диаметра.
Различные типы стандартных циклов сверления и их использование
Поскольку существует довольно много различных типов стандартных циклов сверления, проще всего их классифицировать в табличной форме:
Код G
Цель
Шаг врезания
Отвод
Дно отверстия
G73
Высокоскоростное сверление с шагом врезания для неглубоких отверстий
да
Быстрый
G74
Цикл левостороннего нарезания резьбы
Подача
Задержка -> Вращение против часовой стрелки
G76
Цикл точного растачивания
Быстрый
Ориентированная остановка
G81
Цикл сверления для глубины отверстий <= 3 диаметра
Быстрый
G82
Цикл точечного сверления
Быстрый
Задержка
G83
Сверление с шагом врезания для глубоких отверстий
да
Быстрый
G84
Цикл нарезания
Подача
Задержка -> Вращение против часовой стрелки
G85
Цикл растачивания
Подача
G86
Цикл растачивания
Быстрый
Останов шпинделя
G87
Цикл обратного растачивания
Быстрый
Вращение против часовой стрелки
G88
Цикл растачивания
Минимум
Задержка -> Останов шпинделя
G89
Цикл растачивания
Подача
Задержка
Цикл сверления G-код
Как видите, циклы можно разделить в зависимости от их назначения — сверление, растачивание или нарезание резьбы, являются ли они циклами с шагом врезания, способом их отвода и чем-либо особенным, что происходит на дне отверстия. Например, задержка помогает обеспечить гладкое дно отверстия и удалить стружку со дна отверстия. Попадание стружки между острием сверла и дном отверстия при спуске сверла для следующего шага значительно увеличивает износ инструмента, особенно с такими материалами, как нержавеющая сталь.
Базовый цикл сверления: G81
С циклами сверления связано множество параметров и опций, поэтому давайте начнем с относительно простого: G81. G81 не выполняет шаг врезания и не имеет специальной операции на дне отверстия. Он просто снижается со скоростью подачи, а затем возвращается.
Давайте использовать этот пример блока G81:
Z1.0 (По умолчанию Z)
X10Y12 (XY для первого отверстия)
G99 G81 R0.2 Z-0.7
X10Y14 (XY для второго отверстия)
X10Y16 (XY для третьего отверстия)
G80 (отменить постоянный цикл)
Вот схема того, как это работает:
Схема работы G81
Следуя схеме:
— Сначала машина ускоряется к координатам X и Y отверстия или к соответствующей паре координат, если выбрана плоскость, отличная от G17. В нашем примере это координаты X10Y12.
— Во-вторых, инструмент ускоряется прямо до позиции R, установленной кодом «R» цикла. Мы вошли с Z = 1.0 ″. R составляет 0,2 дюйма, поэтому мы ускоряемся с 1,0 до 0,2 дюйма.
— Затем мы вводим глубину, равное Z а не конкретную координату. Эта глубина измеряется от R. Итак, с R, равным 0,2 ″, и глубиной (Z), равной 0,7 ″, мы опускаемся до Z = -0,5 ″. Не забывайте считать, так как R всегда будет немного выше вершины материала, и вам нужно прибавить его к фактической глубине отверстия, чтобы получить Z.
— Теперь отвод может работать одним из двух способов с помощью G98 и G99.
При использовании кода G98 в постоянном цикле инструмент каждый раз возвращается в исходную плоскость, а при использовании G99 – в плоскость отвода, установленную R-адресом
Изменение отвода с помощью G-кодов G98 и G99
G-коды G98 и G99 используются для изменения режима отвода стандартных циклов сверления. Если действует G98 (заданная перед циклом, например, G99, показанная выше), отвод возвращается к исходной высоте Z. Если действует G99, отвод осуществляется на высоту R. Возможность возврата к исходной высоте Z с помощью G98 предоставляется в случае, если между отверстиями есть препятствия, такие как зажимы или другие элементы детали.
Будьте особенно внимательны при использовании постоянного цикла с G99. Если плоскость отвода (R) установлена неправильно, то может произойти столкновение инструмента с деталью
Множественные отверстия, пока G80 не отменит цикл
Как уже упоминалось, эти циклы сверления являются модальными. Это означает, что вы можете просто изменить несколько координат XY после запуска цикла, и машина с радостью выполнит цикл в каждом месте. Для отмены цикла используйте G80. После выполнения G80 станок возвращается в режим G00.
В приведенном выше примере мы получаем 3 отверстия до того, как G80 отменит постоянный цикл.
Моделирование для упрощения, понимания и проверки
К настоящему времени вы, вероятно, думаете, что постоянные циклы сложны!
Так будет казаться, пока ты к ним не привыкнешь. Сложность заключается в том, чтобы дать вам все возможности, необходимые для решения множества ситуаций. Тем не менее, есть хорошие новости, независимо от того, пытаетесь ли вы просто учиться или активно разрабатываете и тестируете постоянные циклы в своем g-коде. Вы можете использовать симулятор g-кода или CAM ПО, чтобы упростить их понимание и работу. Это значительно упростит понимание и работу с постоянными циклами.
Вот скриншот, на котором показано, что делает машина, а также то, что мы называем «подсказкой», объясняющей постоянный цикл на простом языке:
G98 и G99 в САМ системе PowerMill
PowerMill ясно показывает просверливаемые отверстия. Когда вы пытаетесь работать с постоянными циклами, действительно полезно иметь под рукой такие инструменты.
Относительное против абсолютного и повторений
В приведенном выше примере G81 мы видели, как постоянный цикл является модальным, поэтому мы можем просто продолжать задавать значения XY и просверливать множество отверстий. Существует еще один подход, который можно использовать для нескольких отверстий, предполагая, что они имеют регулярный интервал, и это использование относительных координат и повторов.
G82 — Цикл сверления
G82 — это цикл сверления с остановкой на дне отверстия. Это увеличивает точность глубины отверстия.
Типичный G82 выглядит так:
G82 XYZ RPFL
XY: координаты отверстия.
Z: дно отверстия
R: позиция отвода по Z. Движения от начальной Z до R выполняются с большой скоростью. От R до дна отверстия выполняется на скорости подачи.
P: Время пребывания на дне отверстия.
F: Скорость подачи при резке
L: количество повторов
Как только сверло достигнет дна отверстия и завершит работу, выход происходит с быстрой скоростью.
G83 G-Code — Цикл сверления глубокого отверстия с шагом врезания
G-код G83 — это цикл сверления, который полностью убирается из отверстия с каждым шагом. Таким образом, он хорошо подходит для более глубоких отверстий, чем может обрабатывать цикл G73. G83 также позволяет останавливаться на дне отверстия. Это увеличивает точность глубины отверстия.
Типичный G83 выглядит так:
G83 XYZ RPQFL
XY: координаты отверстия.
Z: дно отверстия
R: позиция отвода по Z. Движения от начальной Z до R выполняются с большой скоростью. От R до дна отверстия выполняется на скорости подачи.
P: Время пребывания на дне отверстия.
В: Глубина увеличивается с каждым шагом.
F: Скорость подачи при резке
L: количество повторов
Как только сверло достигнет дна отверстия и завершит работу, выход происходит с быстрой скоростью.
G73 G-Code — высокоскоростное сверление мелких отверстий
G84 G-Code — Цикл нарезания резьбы
G74 G-Code — цикл нарезания резьбы в обратном (левом) направлении
Глубокое отверстие — это любое отверстие глубиной более 5 диаметров. Чем глубже погружаешься, тем труднее становится. Необходимы различные методы, и циклы сверления с фиксацией — лишь один из них. Вот удобная таблица, которая поможет вам не отставать от различных техник:
Таблица глубины отверстий
G73 Стандартный цикл высокоскоростного сверления глубоких отверстий (Группа 09) F Скорость подачи в дюймах (мм) в минуту I Глубина резания первог
Обновлено 2020-04-14 19:05:57
Системы числового программного управления / CNC programming and machining
HAAS | Руководство оператора HAAS 2011 Фрезерный станок с ЧПУ (Всего 248 стр. )
168 Руководство оператора HAAS 2011 Фрезерный станок с ЧПУ Основы работы и программирования Стр.167
G73 Стандартный цикл высокоскоростного сверления глубоких отверстий (Группа 09) F Скорость подачи в дюймах (мм) в минуту I Глубина резания первого прохода J Величина уменьшения глубины резания на проход K Минимальная глубина резания (количество проходов рассчитывает система управления) L Количество повторов (количество высверливаемых отверстий) при использовании G91 (режим приращений) P Пауза на дне отверстия (в секундах) Q Глубина резания (всегда с приращением) R Положение плоскости R (расстояние от поверхности детали) X Х-координата отверстия Y Y-координата отверстия Z Положение оси Z по достижении дна отверстия I, J, K и Q — всегда положительные числа. Цикл G73 можно запрограммировать двумя способами: используя адреса I, J, K или адреса K и Q. Если указаны I, J и K в процессе первого прохода выполняется сверление на значение глубины I, каждый последующий проход сокращается на значение J, а минимальная глубина резания равна K. Если указано P инструмент будет задерживаться на дне отверстия на указанное время. Если указаны как K, так и Q для стандартного цикла выбирается другой режим. В этом режиме инструмент будет отводиться в плоскость R при достижении общего количества проходов, равного K. 96-0117 ред. AL 07-2011 167
См.также / See also :
Резцы по металлу Особенности / Metal lathe tools Features
Сверла Конструкция / Parts of a drill
Концевые фрезы по металлу Конструкция / Parts of an end mill
Сборные фрезы с СМП / Parts of a milling cutter
Метчики Конструкция / Thread taps for metal
Метчик для накатки резьбы / Cold forming roll taps
Плашки по металлу / Thread dies
Развертки по металлу и развертывание отверстий / Reaming and reamer cutting tool
HAAS
Руководство оператора HAAS 2011 Фрезерный станок с ЧПУ (248 страниц)
Системы числового программного управления / CNC programming and machining
Руководство оператора HAAS 2011 Фрезерный станок с ЧПУ (Всего 248 стр. )
165
166 Стандартные циклы используются для упрощения процесса программирования Они применяются в повторяющихся операциях, таких как сверление, резьбонаре
167
169
170
171
Lab2U |
Catalogs |
Tap drill sizes |
Speed to RPM |
Material table
Разработчики сайта / Developers of site
Поиск на сайте Lab2u.ru с помощью поисковых систем ЯНДЕКС, BING, GOOGLE:
Все использованные информационные материалы являются собственностью их Уважаемых Владельцев. / All copyrights remain by their owners.
Если Вы являетесь правообладателем того или иного материала, размещенного на сайте lab2u.ru и не желаете, чтобы он и далее находился в свободном доступе, то мы готовы удалить данный материал, а также обсудить условия предоставления данного контента пользователям. Для этого Вам необходимо отправить нам письмо на e-mail [email protected] с документальным подтверждением наличия у Вас прав на материал, защищённый авторским правом (отсканированный документ с печатью, либо иная информация, позволяющая однозначно идентифицировать Вас как правообладателя данного материала).
Цикл повторения шаблона G73 — Учебное пособие по G-коду ЧПУ
При использовании циклов черновой обработки на токарном станке с ЧПУ у нас есть несколько вариантов. Стандартный цикл G71 выполняет черновую обработку профиля с использованием линейных перемещений по оси Z. Цикл G72 используется для облицовки, а цикл повторения шаблона G73 используется, когда мы обрабатываем уже вырезанный профиль. Например, отливка или предварительно обработанная деталь. Ниже мы рассмотрим этот цикл G73 и то, как он работает.
Инструмент будет резать по форме профиля, который мы определили с помощью подпрограммы при использовании G-кода G73. При использовании на заготовке некоторые траектории инструмента будут резать на свежем воздухе. Вот почему он обычно используется, когда у нас уже есть профиль предварительно вырезанной или отлитой детали. Инструмент будет вырезать форму профиля детали при каждом проходе, индексируя как X, так и Z на величину, которую мы добавляем к первой строке G73 после каждого прохода, пока не будет достигнут окончательный размер.
Блок цикла G73 должен выглядеть так, как показано в этом примере.
Каждая часть разбита и объяснена ниже.
G73 U(1) W(1) R;
G73 P Q U(2) W(2) F;
G73 — ПОВТОРЯЮЩИЙСЯ ЦИКЛ ШАБЛОНА U(1) — ГЛУБИНА РЕЗАНИЯ ПО ОСИ X W(1) — ГЛУБИНА РЕЗАНИЯ ПО ОСИ Z R — КОЛИЧЕСТВО ЧЕРНОВЫХ ПРОХОДОВ P — ПЕРВАЯ СТРОКА ПОДПРОГРАММЫ Q — ПОСЛЕДНЯЯ СТРОКА ПОДПРОГРАММЫ U(2) — ОСТАЛОСЬ КОЛИЧЕСТВО ДЛЯ ЧИСТОЙ ОБРАБОТКИ В X W — ОСТАЛОСЬ КОЛИЧЕСТВО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ В Z F — ПОДАЧА
G73 сообщает машине, что мы хотим использовать цикл шаблона
Первое слово «U» определяет глубину резания каждого чернового прохода по оси X. «W» — это количество, которое мы хотим вырезать по оси Z. R — это необходимое количество проходов.
Слова «P» и «Q» сообщают системе управления расположение подпрограммы профиля, который мы используем. Эти значения могут быть любое значение, если оно соответствует N числам подпрограммы. Это будет выглядеть как код ниже.
Н150; ПОДПРОГРАММА ПРОФИЛЯ; Н250;
В этом примере «P» будет P150, а «Q» будет Q250, поэтому они соответствуют числам «N».
«U» во второй строке G73 — это количество материала, которое мы хотим оставить для чистового прохода по оси X, а «W» — чистовой припуск по оси Z.
‘F’ — это команда, которую мы используем для указания скорости подачи
Первая строка указывает станку делать 1,0 мм надрезы по оси X (U) и удалять 1,0 мм по оси Z при каждом проходе. R определяет количество проходов, которые мы хотим сделать.
G73 P150 Q250 U0.2 W.05 F0.25;
Значение «P» должно соответствовать номеру N в начале подпрограммы (N150), которую мы хотим вырезать, а «Q» соответствует номеру N (N250) в конце нашей подпрограммы.
U0.2 — наш припуск на чистовую обработку по оси X, а W0.05 — наш припуск на чистовую обработку по оси Z. Он определяет, сколько материала мы оставляем для того, чтобы наш чистовой инструмент удалил его в последующей операции.
F определяет скорость подачи. F0.2 будет подавать со скоростью 0,2 мм за оборот шпинделя/детали.
N150 G00 X22,0;
‘N’ показывает нашу первую строку подпрограммы, G00 — наш G-код быстрого перемещения, а значение X перемещает инструмент в начало профиля.
G01 G42 Z0.0 F0.2;
G01 — это наш G-код движения линейной подачи, G42 включает компенсацию радиуса вершины инструмента, Z перемещает инструмент в передняя часть детали (мы предполагаем, что базовая или нулевая точка находится на передней грани задания) и наконец, мы даем скорость подачи 0,2 мм за оборот. Скорость подачи здесь будет игнорироваться нашим циклом G73, но она будет использоваться для цикла чистовой обработки, для которого мы использовали бы ту же самую подпрограмму.
Это наша подпрограмма, она соответствует профилю детали.
N250 G40 X80.0 Z6.0 F250;
Этот блок кода завершается определением числа «N», затем G40 отключает компенсацию на режущий инструмент. Перемещения по осям X и Z перемещают наш инструмент от детали с высокой скоростью подачи.
У нас есть три основных цикла черновой обработки, которые мы можем использовать на токарном станке с ЧПУ.
Цикл черновой обработки G71 является нашим основным, он запускается при удалении материала из стержня. Он выполняет резку вдоль оси Z по прямой линии для формирования профиля пошагово. По завершении он будет следовать контуру детали, чтобы очистить шаги, производимые циклом. Подробнее об этом цикле можно прочитать здесь.
Цикл G72 представляет собой операцию торцевания, которая действует аналогично G71, но удаляет материал линейным образом по оси X. Это прямолинейный цикл черновой обработки, который формирует профиль поэтапно, как это делает G71.
Цикл повторения шаблона G73 перемещает инструмент по форме профиля при резании. Идеально, если у нас уже есть профиль, из которого необходимо удалить материал, прежде чем мы закончим чистовую последовательность G70.
Циклы сверления Peck G73 и G83
Циклы сверления G73 и G83 способны к бурению с просверливанием. Основное отличие состоит в том, что шипы G73 не возвращаются выше поверхности материала. во время каждого прохода, но вместо этого отступает от режущей поверхности, чтобы сломать стружку, а затем повторно нажимает, чтобы продолжить срез. Ниже мы рассмотрим, как можно запрограммировать оба цикла, и ситуации, в которых нам потребуется использовать каждый из них.
Мы можем иметь еще больший контроль над некоторыми машинами, используя сверление с переменным шагом. Это функция, которую мы можем использовать для определения размера каждого шага резания, который удаляет меньше материала при каждом резе, чтобы увеличить срок службы инструмента, разбить стружку и помочь подавать охлаждающую жидкость на дно отверстия. Если мы не используем охлаждающую жидкость через шпиндель, это очень полезный метод. Я также рассказываю об этом в этой статье.
G83 X Y Z R P Q F
X = координата отверстия (дополнительно)
Y = Координата отверстия (необязательно)
Z = Глубина отверстия
R = Значение отвода
P = Время пребывания на дне отверстия
Q = Глубина каждого шага
F = Скорость подачи
Цикл сверления с насечками G83 отводится над поверхностью компонента после каждого сверления. Высота в сложенном состоянии контролируется значением R в строке кода.
Этот метод используется, когда во время резки присутствует скопление стружки, которую необходимо очистить. С использованием СОЖ под высоким давлением, направленная на кончик инструмента, помогает смывать стружку, скопившуюся на инструменте во время работы. клещей, а также позволяет охлаждающей жидкости достигать дна отверстия, способствуя как смазке, так и охлаждению.
G73 X Y Z R Q F
X = Координата отверстия (дополнительно)
Y = Координата отверстия (дополнительно)
Z = Глубина отверстия
R = Значение отвода
Q =
Глубина каждого шага Скорость подачи
Цикл сверления с насечкой G73 работает так же, как и G83. Основное отличие состоит в том, что каждый удар не возвращается в исходное положение. положение зазора над отверстием, вместо этого сверло втягивается на заданное расстояние внутри отверстия. Это действует как чип стружколома и часто упоминается как цикл ломки стружки. Этот цикл часто используется при сверлении длинными сверлами, которые могут быть подвержены вибрации. Сохраняя дрель внутри отверстия во время сверления время обработки сокращается, особенно при сверлении большого количества отверстий.
Значение Q в этом цикле относится к расстоянию, которое проходит сверло между каждым шагом. Расстояние отвода устанавливается в пределах параметров станка и обычно составляет 1,0 мм.
G83 X Y Z I J K R P F
X = координата отверстия (дополнительно)
Y = координата отверстия (дополнительно)
Z = глубина отверстия
I = размер первой глубины резания
J = величина уменьшения каждого глубина сверления
K = минимальная глубина сверления
R = Значение отвода
P = Задержка на последнем шаге
F = Скорость подачи
В некоторых элементах управления можно лучше контролировать цикл клевания. Используя значения I, J и K, мы можем уменьшайте количество материала, удаляемого на каждом клеве. Это используется для сверления глубоких отверстий и при сверлении твердых материалы.
Первая глубина сверления перед его втягиванием определяется буквой «I», каждая глубина сверления после этого будет уменьшаться на величину «J». Размер будет уменьшаться до тех пор, пока не будет достигнута минимальная глубина, которую мы указываем буквой «K».
Давайте посмотрим, как это выглядит в программе. З15.0 М08; G83 X10.0 Y10.0 Z-15.0 I5.0 J1.0 K1.0 R5.0 P500 F50.0; Х40,0; Г98 Х60.0; Г99 Х40.0; Г80;
Взгляните на строку G83, где происходит все действие. Позиции X и Y сообщают машине, где находится первое отверстие относительно базы. Это не обязательно. Если эти размеры не добавляются в этой строке, система управления будет считать, что сверло уже находится в нужном положении. «Я» значение определяет количество материала, которое удалит первый шаг, в этом случае мы сверлим 5 мм перед нашим первым шагом. втягивать. Следующий удар удалит 4 мм. Мы знаем это, так как значение «J» установлено на 1 мм, поэтому оно уменьшит количество просверлены на 1 мм на каждом клюве. Как только размер шага достигнет 1,0 мм (K), количество материала перестанет уменьшаться. удаляется и будет продолжать сверление с шагом 1 мм между каждым шагом до тех пор, пока не будет заархивирована окончательная глубина отверстия. Кнопка «P» добавляет полсекунды задержки, когда сверло достигает глубины, это помогает очистить дно отверстия, если мы сверление глухого отверстия, это можно не делать, если не требуется.
Рабочие характеристики — Температура воды не более 35°С — Температура окружающей среды не более 40°С — Максимальная глубина всасывания 8 м — Дaвление предвapительной нaстройки 1,4?2,8 бap — Предназначен для длительной работы
Двигатель — 2-х полюсной электродвигатель (2850 об/мин) — Класс изоляции F — Класс защиты IP44
Компоненты установки — мембранный бак — гибкий соединительный шланг — реле давления — электрический кабель с вилкой — манометр — бронзa фитинги
Общие характеристики
Вид
поверхностный
Серия
CAM
Производительность
Напряжение, В
220
Производительность, л/мин
70
Мощность, Вт
1100
Высота подъема, м
28
Давление, атм
2. 8
Глубина всасывания, м
9
Вода
Допустимая температура жидкости, °С
35°С
Конструкция
Объем бака, л
22
Класс защиты
ip 44
Трубное соединение, дюйм
внутренняя G1
Материал корпуса
чугун
Дополнительно
Защита от сухого хода
реле давления
Эжектор
нет
Габариты
Габариты, мм
520х280х50
Вес
17 кг
Рекомендуем посмотреть
Насосная станция Marina-Speroni CAM 80/22
Автоматические насосные станции, укомплектованные самовсасывающим насосом, обладают хорошей всасывающей способностью и используются для подачи воды с глубины до 8 метров. Данные установки надежны, компактны, позволяют автоматически поддерживать давление в системе в заданном диапазоне. Применяются в системах водоснабжения небольших домов при заборе воды из колодцев, резервуаров, прудов и других источников
16 740 ₽
Насосная станция Marina-Speroni CAM 80/22 HL
Автоматические насосные станции, укомплектованные самовсасывающим насосом, обладают хорошей всасывающей способностью и используются для подачи воды с глубины до 8 метров. Данные установки надежны, компактны, позволяют автоматически поддерживать давление в системе в заданном диапазоне. Применяются в системах водоснабжения небольших домов при заборе воды из колодцев, резервуаров, прудов и других источников.
15 159 ₽
Насосная станция Marina-Speroni CAM 85/25
Мощность: 900 Вт
Высота подъема: 32 м
Производительность: 60 л/мин
Объем бака: 25 л
Трубное соединение: внутренняя G1 дюйм
Вес: 17 кг
21 622 ₽
Насосная станция Marina-Speroni CAM 88/25
21 297 ₽
Насосная станция Marina-Speroni RSM 5/25
Автоматические насосные станции, укомплектованные самовсасывающим насосом, обладают хорошей всасывающей способностью и используются для подачи воды с глубины до 8 метров. Данные установки надежны, компактны, позволяют автоматически поддерживать давление в системе в заданном диапазоне. Применяются в системах водоснабжения небольших домов при заборе воды из колодцев, резервуаров, прудов и других источников
24 087 ₽
Покупатели, которые приобрели Насосная станция Marina-Speroni CAM 88/22-HL, также купили
Насосная станция Marina-Speroni CAM 80/22 HL
Автоматические насосные станции, укомплектованные самовсасывающим насосом, обладают хорошей всасывающей способностью и используются для подачи воды с глубины до 8 метров. Данные установки надежны, компактны, позволяют автоматически поддерживать давление в системе в заданном диапазоне. Применяются в системах водоснабжения небольших домов при заборе воды из колодцев, резервуаров, прудов и других источников.
Электрические самоуправления Jet обеспечить оптимальную производительность гидравлического и замечательные способности привлечь pressione. Possono до 8-9 млн. тонн. глубина и способны функционировать даже в присутствии воды Mix газа.
Самовсасывающие водяные насосы с большой производительностью и хорошей гидравлической характеристикой. Насос способен всасывать воду с 8-ми метровой глубины и перекачивать ее с небольшим содержанием воздуха. Используется в случаях, когда уровень воды находится ниже уровня насоса, а также для организации систем частного водоснабжения и наполнения малых и средних резервуаров.
12 369 ₽
Насосная станция Marina-Speroni CAM 100/25
Автоматические насосные станции, укомплектованные самовсасывающим насосом, обладают хорошей всасывающей способностью и используются для подачи воды с глубины до 8 метров. Данные установки надежны, компактны, позволяют автоматически поддерживать давление в системе в заданном диапазоне. Применяются в системах водоснабжения небольших домов при заборе воды из колодцев, резервуаров, прудов и других источников
19 690 ₽ 19 902 ₽-1%
Насосная станция Marina-Speroni CAM 100/25-HL
Автоматические насосные станции, укомплектованные самовсасывающим насосом, обладают хорошей всасывающей способностью и используются для подачи воды с глубины до 8 метров. Данные установки надежны, компактны, позволяют автоматически поддерживать давление в системе в заданном диапазоне. Применяются в системах водоснабжения небольших домов при заборе воды из колодцев, резервуаров, прудов и других источников.
19 734 ₽
Насосная станция Speroni CAM 88/22-HL. Цена Вам понравится!
Каталог товаров
△
▽
Бренд
Speroni
Модель
CAM 88/22-HL
Страна-производитель
Италия
Тип насоса
Насосная станция
Максимальная пропускная способность
3. 6 м3/час
Максимальный напор
50 м
Глубина всасывания
8
Напряжение
220 Вольт (1 фаза)
Гарантия
24 месяца
Дополнительная информация
Бак 22 л.
Автоматическая насосная станция Speroni CAM 88/22 HL , укомплектованная самовсасывающим насосом, обладает хорошей всасывающей способностью и используется для подачи воды с глубины до 8 метров.
Данная установка надежна, компактна, позволяет автоматически поддерживать давление в системе в заданном диапазоне. Применяется в системах водоснабжения небольших домов при заборе воды из колодцев, резервуаров, прудов и других источников.
Рабочие характеристики
Температура воды не более 35°С
Температура окружающей среды не более 40°С
Максимальная глубина всасывания 8 м
Давление предварительной настройки 1,4÷2,8 бap
Предназначен для длительной работы
Двигатель
2-х полюсной электродвигатель (2850 об/мин)
Класс изоляции F
Класс защиты IP44
Компоненты установки
мембранный бак
гибкий соединительный шланг
реле давления
электрический кабель с вилкой
манометр
бронза фитинги
Розничная цена
23 036 руб
Купить Хочу скидку
Код товара: 10938
Аналоги
Насосная станция для дачи Flotec Waterpress 750
Цена:
15 404 руб
Страна-производитель
Италия
Модель
Waterpress 750
Вес
13. 8 кг
Автоматическая насосная станция VMtec Altera Auto 5/7 (Комплект: Насос+Блок автоматики)
Цена:
73 020 руб
Страна-производитель
Германия
Модель
Altera Auto 5/7
Автоматическая насосная станция Flotec WATERPRESS INOX 1000LOG.-DROP
Уточните наличие
Страна-производитель
Италия
Модель
WATERPRESS INOX 1000LOG. -DROP
Автоматическая насосная станция ESPA ACUAPLUS N 5M
Цена:
67 400 руб
Страна-производитель
Испания
Модель
ACUAPLUS N 5M
Вес
11.5 кг
Автоматическая насосная станция DAB AQUAJET-INOX 102 M-G
Цена:
16 628 руб
Страна-производитель
Италия
Модель
AQUAJET-INOX 102 M-G
Вес
17. 1 кг
АПМ 100/25 и САМ 40/22, инструкция и запчасти, модель 80/22 HL характеристики и отзывы
Проблему водоснабжения на даче или загородном доме можно решить с помощью индивидуальной скважины на участке . Забор воды осуществляется насосной станцией. Среди многообразия производителей насосного оборудования выделяется итальянская компания Speroni, выпускающая продукцию под торговой маркой Marina.
Особенности
Насосные станции «Марина» предназначены для бесперебойного функционирования автономной системы водоснабжения. Помимо подачи воды в частный трубопровод, насос может использоваться для наполнения водой емкостей с последующим хранением, а также для откачки воды из бассейнов, резервуаров, резервуаров. Таким образом можно обеспечить водой не только домовладение, но и сад или приусадебный участок.
Станция насосная выполняет свои функции за счет конструктивных особенностей, к которым относятся:
манометр, показывающий уровень давления в системе;
пневматическое реле поддержания давления;
Деталь обратного клапана, предотвращающая обратный ток воды;
электрический кабель для подключения станции к источнику питания.
Вода из колодца или колодца подается работающим насосом в водопроводные трубы. Работа продолжается до тех пор, пока давление воды не стабилизируется с заданными параметрами. Уровень давления устанавливается на пневматическом реле. Мембранный цилиндр заполняется водой, компенсирующей падение давления в системе. Также он гасит гидроудары при включении насоса.
Использование насосных станций Marina имеет несколько преимуществ:
качественная итальянская сборка;
детали конструкции изготавливаются из нержавеющей стали или чугуна;
малые размеры;
возможность самостоятельной установки и настройки;
защита от перегрева и перегрузки;
уровень шума до 70 дБ;
автоматическая работа, не требующая постоянного контроля.
Отрицательные стороны станций:
вода с примесями песка, соли, грязи, кислот может привести к поломке насоса;
конденсат может привести к коррозии на соединительных металлических деталях и фитингах;
трудно отрегулировать реле давления.
Зная недостатки такого насоса, можно избежать поломки, поставив фильтр грубой очистки. Металл следует обработать антикоррозийными материалами, реле настроить поэтапно, согласно инструкции.
Виды
При покупке насосного оборудования необходимо учитывать параметры, влияющие на выбор конкретной модели устройства. Необходимо знать глубину и уровень водозабора, напор воды. Количество потребляемой жидкости и количество пользователей влияют на эксплуатационные характеристики. Типы насосных устройств различаются по уровню всасывания.
В ассортименте Speroni три серии насосных станций для водоснабжения:
Марина-Сперони САМ;
Марина-Сперони АРМ;
Марина-Сперони РСМ.
Марина-Сперони CAM
Марина-Сперони AWP
Марина-Сперони РСМ
В линейке насосов серии САМ разработано 8 наименований продукции. Глубина уровня всасывания до 9 метров. Каждая единица отличается по весу и мощности. Емкость мембранных баков различается по объему: 22 л, 25 л, 60 л. Производительность насоса до 60 л/мин, что позволяет широко использовать их на даче для полива, наполнения емкостей, откачки баков, повышения напора. в водопроводной системе. Отличие также заключается в конструктивных особенностях – бронзовые фитинги и центробежные насосы.
Среди продуктов этой серии выделяется экономичный CAM 40/22 . Этот насос мощностью 800 Вт имеет бак на 22 литра. Корпус изготовлен из чугуна размером 50*28*50 см, общий вес 14 кг. Производительность – до 50 л/мин, уровень напора – 28 м.
Также 800 Вт имеет прибор Marina CAM 80/22 HL со стальным корпусом весом 12,5 кг. Он способен перекачивать 50 л/мин при напоре 42 м. Напор до 28 м и подобное оборудование отличает модель САМ 80/22. Устройство САМ 85 при минимальной мощности обеспечивает напор до 45 м.
САМ 40/22
САМ 80/22 ГЛ
САМ 80/22
С двигателем мощностью 1100 Вт выпускались модели САМ 88, САМ 95, САМ 100 . Надежность прибору САМ 88/25 придает усиленный стальной корпус массой 19 г.кг. Обеспечивает подачу воды под напором 32 м, отличается производительностью 60 л/мин. Модель CAM 100/25 NL имеет чугунный корпус весом более 23 кг. Расход воды достигает 70 л/мин.
Самый мощный двигатель мощностью 1600 Вт, установленный в марине CAM 198 . Аппарат имеет высокую производительность (до 90 л/мин) и напор 60 м. Мембранный цилиндр может вмещать 25 или 60 литров. Чугунный корпус придает изделию вес до 32 кг.
САМ 100/25 ГЛ
САМ 88
САМ 95
Насосное оборудование серии АРМ способно откачивать воду из глубоководных скважин. 20-25 метров под давлением 32 литра благодаря погружному эжектору. Есть 2 типа устройств — АПМ 100/25 и АПМ 200/25. Чугунный корпус весит 27 кг, гидробак имеет емкость 22 литра. Разница только в мощности двигателя и производительности. АРМ 100 с двигателем мощностью 1100 Вт перекачивает 40 л/мин, а АРМ 200 мощностью 1500 Вт всасывает 50 л/мин.
Серия Marina RSM 5 предназначена для обеспечения сильного напора воды до 60 литров. Этот поверхностный насос может качать воду с глубины менее 7 м. Он бывает с баллонами на 25 и 60 литров. Многоступенчатая система откачки гарантирует производительность до 100 л/мин. Двигатель имеет мощность 1400 Вт.
Некоторые модели могут быть дополнительно оснащены защитным электронным регулятором Idromat. Останавливает работу насоса при отсутствии воды в системе, предохраняя оборудование от поломки. Наличие защиты указывается в комплектации и характеристиках товара.
Монтаж и ремонт
Для подключения насосной станции к водопроводу дома не обязательно прибегать к услугам специалистов. Используя прилагаемые инструкции, устройство можно установить вручную. Агрегат размещают на ровной твердой поверхности возле источника воды. К входному всасывающему патрубку подсоединяется шланг, который опускается в подземную шахту колодца или колодца. В выходное отверстие на корпусе цилиндра вставлена водопроводная труба, которая подает и распределяет воду по водоразборным точкам.
Для стабилизации давления в системе станции вода заливается через верхнее отверстие. После полного заполнения проверяется уровень давления, показываемый манометром. Давление может варьироваться от 1,5 до 2 атмосфер. Затем устройство подключается к электричеству.
При протекании воды в системе давление упадет, включится насос для откачки воды, стабилизируя уровень давления. Насосная станция состоит из нескольких технологических элементов и, как любой механизм, может выйти из строя. Не обязательно сразу обращаться в сервисный центр. В инструкции к устройству указаны наиболее частые неисправности и схема действий по устранению каждой конкретной проблемы.
Диагностика неполадок поможет контролировать работу станции.
Неисправности
Возможная причина
Средство
9
. двигатель
Подайте требуемое напряжение, проверьте контакты, при необходимости очистите.
Очистка насоса
Замена на аналогичные детали
Станция работает, но в системе нет воды.
Наличие воздуха в насосе.
Неисправный обратный клапан.
Проверить наличие утечек между шлангом и впускным отверстием.
Замените обратный клапан
Опустите всасывающий шланг глубже в колодец или скважину.
Станция шутка, но не накачивает воду
вал вала
Поверните рабочее колесо на боковой стороне вентилятора
The Nump.
Напряжение в сети ниже 220 В
Грязный фильтр
В системе нет воды
Низкое давление
Проверьте напряжение, возможно, потребуется установка стабилизатора.
Прочистить фильтр
Долить воду через заливное отверстие
Проверить уровень воды перед шлангом
Уменьшить расход воды
Станция не выключается
Мембрана деформирована
Неправильное давление в системе
Во всасывающий шланг не поступает вода
Замените мембрану на новую.
Отрегулируйте реле давления в соответствии с инструкциями.
Проверьте уровень воды и снимите шланг
Станция NOISY, вибрирует
Great Performance
Уменьшение потребления воды
. цилиндр
Дефект мембраны
Повреждение трубопровода
Температура воды выше +35 градусов
Проверка целостности и ремонт цилиндра
Замена на новую деталь
Замена или ремонт трубы
Вода не пригодна для перекачки.
Полезные советы
Для круглогодичного водоснабжения частного дома насосная станция устанавливается в подвале или в приямке возле колодца или колодца. Важно обеспечить свободный доступ для механизмов обслуживания.
Продлить бесперебойную работу станции поможет установка дополнительного фильтра на вход водозабора. Фильтр очистит грязную воду от примесей и песка.
При выборе насосного оборудования необходимо обращать внимание на комплектность. Лучше, если в комплекте с моделью будут поставляться регулятор защиты от сухого хода и обратный клапан. Самым уязвимым местом в автомате является резиновая мембрана, которая может деформироваться и потерять эластичность. Также необходимо заранее удостовериться в наличии запасных мембран и других запчастей.
При транспортировке и установке устройство нельзя переворачивать на бок; возможен только вертикальный транспорт. На работоспособность системы трубопроводов влияет герметичность всех деталей, так как утечки воздуха извне отрицательно сказываются на работе насоса. Для исключения поломки оборудования необходимо несколько раз в год проверять давление воды в системе и давление воздуха в мембранном баке.
Если насосная станция используется на даче, то в зимнее время необходимо проводить отключение и герметизацию. Для этого из насоса сливается вся вода, так как замерзание вызывает разрушение устройства. Высокие качественные характеристики и бесперебойная работа вызывают положительные отзывы покупателей насосных станций «Марина».
»» Schneider Electric АТЛАС цветная (СП) IP20/IP44
» IEK Гермес (IP44) и Гермес PLUS (IP54)
» IEK ФОРС (ОП) IP54
» IEK ОКТАВА (ОП) IP20
» IEK AQUATIC IP54
» IEK Кварта (СП) IP20
» Легранд
» Каучуковые розетки и вилки
» Вилки, заглушки и т. п.
» Коробки
» Удлинители, сетевые фильтры, колодки д/удл
» TDM ТАЙМЫР СП
» MAKEL
» LEGRAND
» Bylectrica
» Schneider Electric СЕДНА (СП)
» ТВ принадлежности (переходники, разветвители)
Распродажа электротоваров
» Распродажа электроустановочных изделий
двигатели 3ф
бытовые приборы
Электроника
Вентиляторы напольные, настольные
Вентиляторы осевые канальные (вытяжные)
Садовые
Греющий кабель
Обогреватели, тепловентиляторы
Хозтовары
Тепловые завесы
ТЭНы, эл. плиты, печи
Стройка
Производитель: ВсеTDMТомский ЭЛЗIEKЭРАPHILIPSUNIVersalDKCЛисмаКонцерн ЭнергомераWoltaБРЭКСКосмосОнлайтЗЭТАМОНЭЛ (г. Вологда)GreenelCamelionМЛ ГРУППSchneider ElectricOSRAMКЭАЗEKFСтальконструкцияJazzwaySIEMENSКалашниково (КЭЛЗ)ХХХNavigatorLLT (ASD)DEKraftBELLIGHTКВТБЕЛТИЗАрзамасский кабельный заводКабель-С СамараПромрукавUnielPROCONNECTККЗ (Калужский кабельный завод)Завод ЭМИ КурганHegelУрал ПакFeronСарансккабельСпецстройНКЗ (Нефтегорский кабельный завод Самара)RexantКОНКОРДRUCELFSmartbuyFortisflexЦентрстройсветU-пластЭЛЕТЕХSylvaniaASDЦВЕТЛИТВолгодонский кабельный заводАТЛАСMakelКомледАрдатовский светотехнический завод (АСТЗ)КавказкабельКАБЭКСВладасветТ-пластКостромаООО Потенциал (г. Козьмодемьянск)СнабмонолитTech-KrepECONEXСветовые решенияВКЗСПСмоленский кабельный заводРСК (ООО «РЕГИОНАЛЬНАЯ СЫРЬЕВАЯ КОМПАНИЯ» г. Самара)ЭМ-кабель (г.Саранск)СтроительОрдерABBСветовые ТехнологииУралПластПартнер-ЭлектроGALADVartonФКУ ИК-1 УФСИН России по Костромской области ЭлтиКОАКСИАЛSkyNet (Россия)ЗСП (ООО «Завод Световых Приборов»)ООО «Элтрос» г.ПодольскЮВЕЛТAvalonGloboMassiveShetaleЧПТУП ВЭТП Свет ВитебскУЗОЛАКабельный завод АЛЮР (Псковская обл, г. Великие Луки)МОСКАБЕЛЬЭлкаб КЗПАРИТЕТНИЛЕДЛЕПТОНМоскабель ФуджикураСпецкабельСПКБ-ТехноРосдюбельLegrandBJCFedeSimonPowermanДИПИнкотексСибртехОКЗ (Орловский кабельный завод)Gunsan (Турция)BJC (Испания)Витебское электротехническое предприятие Свет ЧПТУПЭФФЕСТДЭКShetale ElectronicЭлектротехникNEXELРТ-кабельIN HOMEАльфакабельUltraflashTechnoluxЛюмсветVI-KOКитайHagerЭлектрофидерФокусИнтерсколLEDcraftСЕКТОР ЭНЕРГОФАZAMutlusanRuVinilСниксСектор-ЭнергоКсенонЯрославский кабельРЭК-PRYSMIANВЭКЗ (Волжский Электро-Кабельный Завод)АКЗLEZARDHelvarTekforПо СпецавтоматикаЭлектростандартMassive (Бельгия)GLOBO (Австрия)GeniledРЕСАНТАВатраМеандрZKabelEUROSVETMastechVIKOМФК ТЕХЭНЕРГОЧеркесский завод НВА ОАО«Юрьев-Польский завод «Промсвязь»ЧЭАЗЭкоЛюксFEMANООО Электротехнический завод г. КалугаКМ-профильLinelНОВАТЕК-ЭЛЕКТРОГК РУБЕЖLightLuxКадошкинский электротехнический заводООО ТПК «Электроспециндустрия»UplastКабельная арматураРЗКАEcolaВолжский Электро-Кабельный Завод (ВЭКЗ)Калужский кабельный завод (ККЗ)Электроспециндустрия ООО ТПКЗАВОД ПРИПОЕВ И СПЛАВОВАрзамасский кабельный завод (АКЗ)РЭМЗБелая ЦерковьПЭМИ ОАОЮрьев-Польский завод «Промсвязь»Нефтегорский кабельный завод (НКЗ)Урал ПАК ООО ТДЭЛИКС ОООЭлектротехнический завод ООО г.КалугаВОРОНЕЖСКИЙ ЗАВОД КОНТАКТНОЙ АППАРАТУРЫ ОАОЭМ-кабельТехномаркет ООО ПКФМайлуу-Сууйский ламповый завод ОсООПотенциал ООО (г. Козьмодемьянск)РЕГИОНАЛЬНАЯ СЫРЬЕВАЯ КОМПАНИЯ ООО (РСК)ГарнизонЭНЗА ООО ТДСпецавтоматика ПОSafelineNE-ADФАЗАSAFFITУРАЛЭЛЕКТРОСВЕТОБАЛТПРОМGeneralFITОреолМталлистЗЭТАРУСДмитров-кабельЭлпрокабельМастер ТокаХУБИКСБАЛАНСЭНЕРГОСенсор ЗАОНПО Кабель-СТемирКабель-АрсеналBELSVETООО «Пан-Электро»ООО «Клинцовское УПП»ЗУБРООО НПП «МОЛОТ»Реле и автоматикаООО «ЭМЗСБЫТ»EZETEKGUSI ElectricООО «ВНИИР-Промэлектро»Нева-ТрансАО МЗЭИTYCO RAYCHEMКАМКАБЕЛЬГОСНИПСЭМЗ Электродеталь г. СаратовДАГЭЛЕКТРОАВТОМАТРСКЭЛИКСРыбинский кабельный заводПан-ЭлектроЭЛЕКТЭлектроспециндустрияЧеркесский завод НВАПЭМИЮрьев-Польский завод ПромсвязьУрал ПАК ТДНПП МОЛОТВНИИР-ПромэлектроЗавод резинотехнических изделийВОРОНЕЖСКИЙ ЗАВОД КОНТАКТНОЙ АППАРАТУРЫМЗЭИКлинцовское УППКашинский завод электроаппаратурыПотенциалЭНЗАЭлектротех (комплектующие IEK)ЭМЗСБЫТПромстройкабельВЭКЗККЗМОНЭЛНева-Транс КомплектИМПУЛЬСASD/in HOMEHyperlineLIGHT PHENOMENGaussИвКЗIEK / GENERICAISOFLEXГорсGarinКАБЕЛЬ-СWerkelНПП РЕЛСИСЕрмакКабельЭлектроСвязьНКЗЭнкорWAGOCEAGПромЭлСпецресурсPowerCubeРОССИЯBylectricaРечицкий метизный заводAPEYRONПКТРЭМЗ/TDMTEXENERGOПСКИнженерсервисЮжноуральский арматурно-изоляторный заводУгличкабельAVIORAMATRIXHeadmanФАZАSDMMETABOАссистентЧЕГЛОКHAGWERTWSMFALCOЛУГАKAM-toolsINGCOКУЗЬМИЧRUTEKTIGARBOИСТОКМАСТЕР PROFESSIONALLitewerkТехническая КерамикаЗКМКАльтемаEnergyERAAURAMAXСОЮЗIDEALКИРСКАБЕЛЬИркутсккабельAY-KAСинтэкРББЭМЗРыбинсскабельStekkerНовомосковский КЗWATTSONMEGA-FIXРАДИУСEngyДЗНВАИП Раченков А. В.ЧИНГИЗХАНONIEK / ARMATBRAUBERGКАМ-TOOLSЭВАНElectricСАМКАБКрепдилCAVELVolpeParkОрловский кабельный завод ГК/ ГОСТок
Новинка: Вседанет
Спецпредложение: Вседанет
Результатов на странице: 5203550658095
цена за штуку, характеристики, фото
Предназначены для резки стальных тросов и прутков из низкоуглеродистой стали. Специальная форма и заточка лезвий. Легкие литые рукоятки из прочного алюминиевого сплава. Стопорные упоры на рукоятках. Надежная и долговечная модель.
Диапазон резки
стальные тросы ∅ до 10 мм, прутки из низкоуглеродистой стали до 6 мм.
Детали
Характеристики
Артикул
58594
Тип товара
Тросорез
Бренд
КВТ
Длина, мм
610
Макс. толщина металла, мм
10
Материал
Хромомолибденовая сталь
Назначение
Для резки стальных тросов
Страна-производитель
Китай
Вес, кг
1,8
Отзывы покупателей
Сначала показывать
Санкт-Петербург 12 мая 2022
Трос стальной оцинкованный не берут. Получается, что единственный плюс — это вес. Очень легкие и удобные.
Вопросы и ответы
Станьте первым, кто задал вопрос об этом товаре
Пояса, ремни, сумки
Ящики для инструмента
Мешки, пакеты, коробки, стретч
Средства для швов плитки
Защита рук
Защита лица, глаз, головы
Демисезонная спецодежда
669526
Доставим
Сегодня
Привезем в партнерские пункты выдачи
09/04 после 10:00
при заказе до 07/04 до 11:59
Смотреть на карте
Сумка поясная для инструментов Hesler (669526)
Цена за шт
За баллы:
122,75
В корзину
669527
Доставим
Сегодня
Привезем в партнерские пункты выдачи
09/04 после 10:00
при заказе до 07/04 до 11:59
Смотреть на карте
Рюкзак для инструментов КМ АТОМ 350х160х440 мм
Цена за шт
2 962 ₽
3 051 ₽
За баллы:
740,25
В корзину
Тросорез КВТ ТР-10 610 мм (58594) в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить тросорез КВТ ТР-10 610 мм (58594) в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар тросорез КВТ ТР-10 610 мм (58594) действительны в Санкт-Петербурге.
Продолжая работу с сайтом, вы даете согласие на использование сайтом cookies и
обработку персональных данных в целях функционирования сайта, проведения ретаргетинга, статистических исследований, улучшения сервиса и предоставления релевантной рекламной информации на основе ваших предпочтений и интересов.
BCP055G — Аккумуляторный гидравлический кабельный нож для алюминиевых и медных кабелей D = 55 мм
Информация о продукте «BCP055G — Аккумуляторный гидравлический кабельный нож для алюминиевых и медных кабелей D = 55 мм»
Поворотная режущая головка, гильотина
Литий-ионный аккумулятор 18 В от DEWALT
Усилие резания 43 кН
Встроенный светодиодный фонарь для освещения рабочей зоны
Очень прочный пластмассовый корпус, ударопрочный
Двухступенчатая гидравлика обеспечивает быструю подачу троса
Очень прочный транспортировочный кейс
Свойства из «BCP055G — Аккумуляторный гидравлический кабельный нож для алюминиевых и медных кабелей D = 55 мм»
Тип кабеля:
Алюминиевый кабель, Медный кабель
Контроль:
На устройстве
Режущий материал:
Кабель
Диапазон резки:
55 мм
Привод:
Электродвигатель 18 вольт со сменной батареей
DUBUIS, небольшая компания с 19 лет49, принадлежит группе Stanley Black & Decker. Компания разрабатывает, производит и продает широкий спектр ручных и аккумуляторных гидравлических инструментов для следующих рынков:
Электротехническая промышленность,
Железная дорога,
Сантехника,
Авиация.
DUBUIS относится к производству инструментов «Сделано во Франции» и полагается на свою сеть местных субподрядчиков, чтобы обеспечить всю гибкость и оперативность своего производства.
Процессы исследований, разработок и производства интегрированы на заводе в Блуа и обеспечивают контроль ноу-хау и качества продукции. Ему доверяют более 1000 клиентов, известных своим инновационным потенциалом.
DUBUIS распространяет свои инструменты во Франции, а также более чем в 35 странах мира, обеспечивая долгосрочное партнерство. Компания DUBUIS, основанная в 1949 году в Блуа, долине Луары и замках, находится в 1:30 часах езды к югу от Парижа, до нее можно добраться по автомагистралям A10 или TGV.
Выезд мастера по Москве, для других городов — онлайн-консультация.
Обмен старого оборудования на новое с доплатой. Подробная информация доступна на странице или у наших менеджеров.
Официальный дистрибьютор
Мы работаем напрямую с производителями.
Любая форма оплаты
Возможность увидеть 3D принтер в действии в нашем демо-зале.
Собственный гарантийный сервис
Гарантийное и постгарантийное сервисное обслуживание оборудования, купленного у нас.
Постоянная скидка 10% на расходники
При покупке 3D принтера у нас, вы получаете скидку 10% на все расходные материалы.
3D принтер Phrozen Sonic Mini 4K – самый выгодный 3D принтер с разрешением 4K на рынке, предлагающий сверхвысокое разрешение с самой высокой полнотой пикселей за всю историю – 722 PPI. Sonic Mini 4K обеспечивает высокую детализацию, позволяя печатать модели, которые точно соответствуют размерам и дизайну, в независимости от сложности проекта.
Используя технологию Mono LCD, Sonic Mini 4K способен печатать один слой за 2 секунды, обеспечивая стабильную работу на протяжении более 2000 часов.
Преимущества 3D принтера Phrozen Sonic Mini 4K:
6,1” 4K Mono LCD: матрица с большой печатной областью и невероятно высоким разрешением 3840×2160 px и 722 PPI обеспечивает лучшее качество печати на рынке.
Монохромный LCD: технология Mono LCD предлагает печать до 4 раз быстрее, чем на традиционных 3D-принтерах, печать одного слоя занимает всего две секунды, а срок службы составляет более 2000 часов.
Простота использования: отправка заданий на печать осуществляется через USB-накопитель в несколько нажатий на дисплее.
Маленький, но мощный: Sonic Mini 4K имеет компактный и легкий дизайн, удобный в хранении и мощность печати подходящую как для личного, так и для профессионального использования.
Совместимость: Sonic Mini 4K совместим с любыми смолами с длинной волны засветки 405 нм.
Инструкция
Перчатки
Шпатели
Адаптер
Шестигранник
Воронка
USB-накопитель
Подкладки под ножки
Печатная платформа
Запасные винты
Алюминиевая ванна для печати
Сегодня мы Вам расскажем про новый фотополимерный 3D принтер от компании Phrozen Sonic Mini 4K. На рынке эта компания относительно недавно, если сравнивать со старожилами, такими как Anycubic или Wanhao. Однако, всего за пару лет Phrozen зарекомендовали себя как производители надежных, качественных и инновационных принтеров. Пользуются ими как любители в домашних условиях, так и профессионалы, преимущественно стоматологи и ювелиры. Читать далее
Огненный аппарат. С первого раза без всяких лишних настроек и калибровок напечатал модели отличного качества. Огромная благодарность коллективу магазина, клиентоориентированность и профессионализм на высочайшем уровне!
Алексей
14. 10.2020
Очень признателен за скорую доставку и внимание! Принтер очень-очень легкий! Хороший пластик, собрано чисто и аккуратно. Стойка чуть больше 20 см. Великолепное значение для ювелирки! Очень аккуратная сборка, покраска, качество! Пока я всем очень доволен!
Масштабы доставки
Доставка во все регионы России и страны Таможенного союза.
Бесплатная доставка
При покупке 3D-принтера (кроме наборов для сборки) Вы получаете бесплатную доставку.
Наличный расчет
В нашем магазине вы можете оплатить заказ наличными средствами.
Оплата онлайн на сайте
Вы можете оплачивать заказы банковской картой на сайте нашего интернет-магазина.
Обзор бюджетного 3D принтера Monoprice Select Mini
3DPrintStory
  
Обзоры
  
Обзор бюджетного 3D принтера Monoprice Select Mini
Цены на настольные 3D принтеры продолжают падать. Были времена, когда 3D принтер за $600 вызывал восторг и желание побыстрее его заказать, но технологии не стоят на месте, а разработчики и производители ищут новые варианты, чтобы опустить цену еще ниже. Данный обзор посвящен одному из бюджетных 3D принтеров стоимостью около $200 — Monoprice Select Mini.
Стоит отметить, что эта недорогая модель ломает устоявшиеся традиции и не стартовала с Kickstarter, в отличие от других вроде M3D Micro, Tiko, OLO/ONO И Trinus, которые привлекли внимание потребителей и инвесторов именно благодаря краудфандинг платформам (к слову, это действительно эффективная стратегия развития ждя небольших стартапов, но часто наблюдается несоответствие между ожиданиями и конечным продуктом).
С Monoprice все иначе. Это американская компания, которая особо не заморачивалась разработкой и производством собственного 3D принтера, а просто импортировала Malyan M200 из Китая, навесила на него свой логотип и поставила привлекательную цену $199. А если вам попался бракованый 3D принтер? Не проблема, отправляйте обратно и вам его заменят.
Возникает резонный вопрос: сможет ли такой дешевый 3D принтер выдержать конкуренцию Ultimakers или Printrbots? И стоит ли вообще и сравнивать? На эти и другие вопросы м ы постараемся ответить в обзоре ниже.
Достоинства Monoprice Select Mini
Доступный;
Надежная конструкция;
Просто использовать;
Предсказуемый результат 3D печати на маленькой скорости;
Работает с любым слайсинг софтом и стандартными материалами для 3D печати;
Поддается улучшениям и апгрейдам;
Кажется, цену мы уже упоминали?
Недостатки Monoprice Select Mini
Сложно калибровать;
Плохо печатает на больших скоростях;
Стол для печати не защищен;
Неисправный блок питания;
WiFi модуль не активен;
Нестабильная температура сопла;
Всякие странные причуды…
Краткий вердикт
Monoprice Select Mini — отличный 3D принтер для своей цены. Есть стол с подогревом, легок в управлении, если не использовать большие скорости, стабильное качество 3D печати.
Естественно, есть и недостатки. Во время работы температура сопла может меняться, а при больших скоростях возникают ошибки 3D печати. Процесс калибровки занимает много времени и в первые разы придется повозиться. Ну и самое интересное, что блок питания сгорел через 12 часов. Но последнее, неверное, можно отнести к случайному браку.
Несмотря на все недостатки, Monoprice Select Mini — это чудесный небольшой 3D принтер, в котором реализовано много отличных фич. В целом он работает в соответствии с информацией в технических характеристиках, а качество 3D печати даже превзошло наши ожидания.
Если вы не боитесь разобрать/собрать его обратно, то можно сделать несколько модернизаций. Для начала стоит заменить hotend и обновить прошивку для активации WiFi модуля (будьте осторожны! Эти варианты модернизации не тестировались в рамках этого обзора и могут повредить ваш 3D принтер!). Можно установить стекло на столик для печати. Даже с учетом этих апгрейдов, цена все равно останется приемлемой.
Можно ли рекомендовать Monoprice Select Mini в качестве первого 3D принтера? Да, однозначно.
Технические характеристики и особенности Monoprice Select Mini
Рабочее пространство Monoprice Select Mini 120 х 120 х 120 мм. Максимальная разрешающая способность 3D печати 100 микрон. Стол с подогревом. Скорость 3D печати составляет 55 мм/с.
Вы можете загрузить вашу 3D модель с помощью микро SD карты или по USB. В инструкции указано, что совместимые слайсинг программы — это Cura, Repetier-Host, ReplicatorG, и Simplify3D. А это значит, что Monoprice Select Mini распознает стандартный G-код, и этот 3D принтер не привязан к какому-то определенному софту. Во время тестирования для этого обзора использовалась программа Cura.
Monoprice Select Mini не ограничивает вас в используемых материалах для печати. Вы можете печатать любым стандартным 1.75 филаментом, используя термопластики PLA или ABS. В нашем случае, использовался PLA пластик компании ColorFabb.
Эти два момента — свобода в выборе программного обеспечения и филамента — очень важны для данного ценового диапазона, потому что такие производители как M3D Micro и XYZprinting, которые являются основными конкурентами Monoprice в этой нише, стремятся использовать закрытый софт и собственные материалы для 3D печати.
Распаковка и установка Monoprice Select Mini
Установка Monoprice Select Mini достаточно простая. Начать печатать вы сможете в течении минут 20.
Внутри коробки вы найдете 3D принтер, блок питания, имбусовые ключи для калибровки стола, пластиковый шпатель для соскабливания остатков материала со стола после печати, микро SD карту на 256 мб и микро USB кабель.
На одном листочке уместилась базовая инструкция и ссылка на веб-сайт, где вы можете скачать ее полный вариант.
Также вы обнаружите прямоугольный стальной лист, назначение которого сначала на совсем понятно. Оказывается, что это холдер катушки, который крепится на стороне основного блока.
Важно заметить, что в комплекте Monoprice Select Mini нет тестовых образцов материала для печати. Так что предварительно запаситесь филаментом диаметром 1.75 мм.
Для настройки можете воспользоваться колесиком. Меню хорошо структурировано, разобраться не сложно. Вы можете начать процесс калибровки, предварительно разогреть экструдер и подать филамент.
Калибровка может вызвать некоторые затруднения. По идее, ее должны провести еще до отправки, на производстве и у вас должен пройти кусок бумаги между соплом и столом для печати. Если не получается, то тут вам пригодятся ключи с шестигранниками. Надо будет постараться и подтянуть винты по углам стола, чтобы листок таки прошел.
На этом этапе становится понятным первый важный недочет этой модели. Столик для печати сделан из алюминия и специальной защитной пленки или покрытия на нем нет. Так что запаситесь синим скотчем для 3D печати или сразу установите стекло. В противном случае столик очень быстро износится и придется его менять.
Ну и еще один баг, который вылез в нашем конкретном случае. Блок питания сгорел через 12 часов использования. Запенить его оказалось не сложно, но было весьма неприятно. Наверное, можно скинуть это на брак, но в любом случае будьте готовы и к подобному повороту событий.
Конструкция и качество сборки Monoprice Select Mini
Очень порадовало качество сборки Monoprice Select Mini. Конструкция прочная, надежная, со стальным корпусом из листового металла, в котором спрятана вся электроника. Так что волноваться за повреждения при транспортировке не стоит.
Этот 3D принтер использует технологию моделирования методом наплавления. Используется классическая декартова система координат. Конструкция похожа на Printrbot Simple. Для охлаждения сопла используется один кулер. Вероятно, могут возникнуть проблемы во время 3D печати необычными материалами.
Диаметр экстудера составляет 0.4 мм и может разогреваться до температуры 230°C. У нас не было возможности проверить насколько легко он меняется, но в долгосрочной перспективе это важный фактор, так как сопло со временем все равно придется менять.
Качество печати Monoprice Select Mini
На микро SD карте уже будут предварительно загруженные модели. Предполагается, что они оптимизированы для 3D печати на Monoprice Select Mini. Так что перед загрузкой собственных моделей, мы напечатали тестовые.
Сначала напечатали кота. Разрешающая способность была 200 микрон. Все шло хорошо до последних слоев. Верхняя часть лапы и уши не получилось напечатать ни разу. Всего было 3 попытки.
Анализ G-кода в Simlify3D показал, что стол ускоряется до 55 мм/с во время печати последних слоев. Именно поэтому ошибка повторялась. Довольно странное решение компании — предоставлять тестовую модель, которая априори напечатается с ошибками…
Вторая модель, которую мы напечатали — это тестовый слон. Разрешающая способность была тоже 200 микрон и 10% наполнения. Проблем не было! Результат отличный и вы можете в этом убедиться на фото ниже.
Дальше мы перешли к собственным моделям. Мы пользовались Cura для слайсинга. В этой статье раскрыты отличные настройки Cura для 3D печати на Monoprice Select Mini и мы использовали именно их.
Мы напечатали классическую модель 3DBenchy и Graphica: MEGA Ghost с разрешающей способностью 200 микрон и 10% наполнением, свисток V29 с разрешающей способностью 200 микрон и 100% наполнением и еще одну модель 3DBenchy с разрешающей способностью 100 микрон и наполнением 10%.
Простые модели с разрежающей способностью 200 микрон получились неплохо. Особых проблем с небольшими выступами и отверстиями не наблюдается, хотя есть наплывы. Слои ложатся равномерно вдоль осей координат X и Y.
Свисток V29 звучит так же громко, как и задумывалось, значит перегородки напечатались корректно. Модель Graphica Mega Ghost со своим длинным языком тоже напечаталась корректно. Шарнир скользил плавно.
3DBenchy с настройками 100 микрон тоже получилась хорошо. Когда смотрите на фото, не забывайте, что это 3D принтер за $199.
Мы обратили внимание, что в основном ошибки в 3D печати возникаю, когда цепляется катушка с филаментом или на столе для печати недостаточно адгезионного покрытия. Отнести это к недостаткам самого Monoprice Select Mini нельзя, так как это глобальная проблема всех FFF принтеров.
Во время работы стол для печати может перекрыть доступ к колесу управления. Этот момент реализован в конструкции не очень эргономично.
Еще один из недостатков — температура сопла имеет погрешность в раойне 5°C. Например, когда температура 3D печати установлена на 215°C, на панели управления она скачет в диапазоне между 213°C и 217°C.
Это не особо влияет на печать PLA пластиками, но может негативно сказаться во время 3D печати материалами, которые более чувствительны к перепадам температур.
Ну и напоследок мы напечатали бюст Low Poly Moai. Мы масштабировали модель на 50% и печатали с настройками 100 микрон и 30% наполнением. Получилось в целом хорошо, единственный небольшой брак — наплывы материала на подбородке. Кстати, этот же эффект мы наблюдали во время печати 3DBenchy с настройками разрешающей способности 100 микрон.
Лайфхаки и модернизация Monoprice Select Mini
Несколько слов о модернизации 3D принтера Monoprice Select Mini. Официально апгрейдов не существует! Но вот несколько вариантов, которые можно попробовать реализовать своими силами.
На наш взгляд, надо разобраться с температурой экструдера, сделать ее более стабильной. Например, можно реализовать ПИД-регулятор температуры.
Вы можете активировать WiFi подключение, скачав оригинальную прошивку Malyan M200. Но будьте аккуратны! Этот вариант не проверялся и есть вероятность, что вы можете повредить ваш 3D принтер!
Резюме по Monoprice Select Mini
После тестирования Monoprice Select Mini можно сказать, что это один из лучших 3D принтеров, которые вы можете купить за $200.
Но важно осознавать, что качество печати не сравнится с Original Prusa i3 MK2 или LulzBot Mini. Не говоря уже о более дорогих моделях.
Если вы ищете 3D принтер для малого бизнеса или просто качественной 3D без багов, то Monoprice Select Mini не подойдет. Помимо качества печати, вас явно не устроят периодические баги и маленькое рабочее пространство.
Но если вы только начинаете исследовать мир 3D печати, то это отличный выбор и неплохая альтернатива китайскому 3D принтеру Anet A8.
У Monoprice Select Mini есть недостатки, но все равно это отличный вариант для обучения и просто развлечения. Он прост в использовании, а качество печати может соперничать с моделями, которые стоят дороже.
8 лучших мини-3D-принтеров 2022 года (ВСЕ ценовые диапазоны!)
Достижения в области 3D-печати привели к созданию более точных и быстрых 3D-принтеров, которые меньше и дешевле, чем когда-либо прежде, что привело к текущему диапазону вариантов мини-3D-принтеров, которые подходят на вашем рабочем столе. Многие из этих доступных 3D-принтеров стоят всего несколько сотен долларов, занимают мало места и могут производить пластмассовые детали с невероятной точностью.
Поэтому мы составили рейтинг некоторых из лучших небольших 3D-принтеров, перечислив их основные преимущества, чтобы вы могли выбрать, какой из них лучше всего соответствует вашим потребностям в 3D-печати.
Если вы новичок в 3D-печати, вы также можете ознакомиться с нашим руководством по лучшим 3D-принтерам для начинающих
У нас также есть рейтинг лучших 3D-принтеров для детей
У нас также есть рейтинг of the best resin 3D printers
3DSourced поддерживается читателями. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше
Лучшие 3D-принтеры Mini (объем печати до 150 мм в кубе)
LABISTS 3D-принтер Mini X1 — самый маленький 3D-принтер в мире?
Цена маленького 3D-принтера: 140 долларов США — доступно на Amazon здесь
Объем сборки: 100 x 100 x 100 мм
Скорость печати: 40 мм/с
Полноценный миниатюрный 3D-принтер и отличный 3D-принтер для детей, чтобы попробовать 3D-печать. LABISTS Mini 3D — крошечный, простой и дешевый.
С крошечным объемом 3D-печати всего 100 x 100 x 100 мм он может поместиться практически в любом месте, а отсутствие корпуса делает его еще проще даже в самых многолюдных домах. Несмотря на то, что 3D-принтер LABISTS Mini X1 является комплектом для 3D-принтера, он состоит всего из нескольких частей, и его подготовка к печати займет не более нескольких минут, если вы будете следовать видео по сборке, показанному ниже.
Несмотря на крошечный размер и низкую цену, 3D-принтер Mini X1 предлагает точность до 50 микрон и удивительно гладкую поверхность, хотя он может печатать только PLA.
Он поставляется с нитью PLA для начала работы, а благодаря простому интерфейсу и отсутствию сложных функций является идеальным 3D-принтером для начинающих и детей, желающих познакомиться с 3D-печатью. Он поставляется с собственным простым в использовании 3D-слайсером, а также славится своей бесшумностью — он может печатать при уровне шума менее 60 дБ.
Вполне возможно, что это самый маленький 3D-принтер, который вы можете купить на коммерческой основе, поэтому, если вы только начинаете осваивать 3D-печать, он может быть для вас.
Monoprice Select Mini V2 — 3D-принтер Mini Monoprice
Цена 3D-принтера Mini: $219 — доступно на Amazon здесь
Объем сборки: 120 x 120 x 120 мм Mini V2 — еще один популярный мини-3D-принтер от успешного производителя технологий Monoprice, эффективный, но портативный 3D-принтер по цене всего 200 долларов. Это идеальный 3D-принтер начального уровня без каких-либо дополнительных функций. Вы просто получаете принтер, немного нити для начала работы и несколько предустановленных моделей 3D-принтеров.
Чтобы загрузить собственные модели 3D-принтеров, посетите наш список лучших сайтов для файлов STL. Он не очень подходит для больших деталей, но для таких вам следует ознакомиться с нашим рейтингом больших 3D-принтеров или нашими ежегодными рекомендациями по лучшим 3D-принтерам.
В целом, Select Mini V2 представляет собой универсальный компактный 3D-принтер, который на удивление может печатать на таких материалах, как ABS, PVA и древесная нить; и по цене это фантастический начальный 3D-принтер.
Monoprice Mini Delta — 3D-принтер delta mini
Цена 3D-принтера Mini: $180 — доступно на Amazon здесь
Объем сборки: 110 x 110 x 120 мм
Скорость печати: до 150 мм/с Небольшой объем сборки 3D-печати всего 110 x 110 x 120 мм, Monoprice Mini Delta действительно оправдывает свое название мини-принтера. Monoprice Mini Delta — единственный дельта-3D-принтер в нашем руководстве покупателя небольших 3D-принтеров, позволяющий печатать очень быстро для такой компактной машины — до 150 мм/с. Это почти наверняка самый быстрый 3D-принтер в своем диапазоне размеров.
Несмотря на малый вес и высокую скорость, этот небольшой домашний 3D-принтер отличается прочностью и долговечностью: алюминиевая и стальная рама закрепляет его, обеспечивая точное качество печати и предотвращая влияние вибраций на поверхность вашей модели.
Мини-Дельта — это крошечный 3D-принтер, но все же с подогревом стола, поэтому 3D-печать из ABS и других нитей не должна вызывать проблем при правильных настройках печати.
Monoprice Mini Delta также очень точен, до 50 микрон, и, в отличие от большинства дельта-принтеров, поставляется полностью собранным, а не в виде комплекта для 3D-принтера. В результате это отличный 3D-принтер для начинающих, с ним чрезвычайно просто работать и печатать — вы даже можете печатать через Wi-Fi, что является редкостью для небольших недорогих принтеров.
Flashforge Finder / Finder Lite
Цена: Finder Lite = $250 — Доступно на Amazon здесь / Finder = $299 — Доступно на Amazon здесь
Европа: Доступно на 3DPrima Europe здесь
Объем сборки: 140 x 140 x 140 мм
Оригинальный Flashforge Finder имел большой успех, став таким же высоко оцененным, как и самый продаваемый Creator Pro. Новый Finder Lite имеет такой же крошечный объем сборки 140 x 140 x 140 мм, но стоит на 50 долларов меньше из-за отсутствия функции 3D-печати WiFi.
Flashforge Finder Lite создан, чтобы быть тихим, может печатать PLA, TPU и PLA на меди, а также поставляется с несколькими популярными моделями 3D-принтеров, чтобы вы могли начать свое путешествие по 3D-печати. Запатентованное сопло Flashforge было модернизировано, а подающая трубка и экструдер были улучшены, чтобы предотвратить застревание и улучшить качество поверхности ваших отпечатков.
Версия Lite включает в себя все последние функции, которые вы ожидаете от небольшого 3D-принтера стоимостью около 300 долларов США, включая автоматическое выравнивание и калибровку, большой 3,5-дюймовый сенсорный экран и съемную платформу для сборки, которая упрощает извлечение напечатанных моделей. Когда-либо. В целом, это еще один отличный мини-3D-принтер для тех, у кого мало места, или для тех, кто просто хочет начать с малого.
Elegoo Mars 2 Pro — отличный маленький 3D-принтер (для смолы)
Цена мини-3D-принтера: $250 — Доступно в магазине Elegoo здесь / Доступно на Amazon здесь
Объем сборки: 115 x 65 x 150 мм
Скорость печати : 22,5 мм/час
Оригинальный Elegoo Mars — один из самых продаваемых полимерных 3D-принтеров за последние несколько лет, а теперь Elegoo выпустила Mars 2 Pro с рядом ключевых обновлений.
Несмотря на хороший размер сборки для ЖК-3D-принтера, большинство производителей настольных компьютеров, создающих настольные миниатюрные 3D-принтеры, по-прежнему считают объем сборки небольшим, особенно по сравнению с FDM-принтерами.
В Elegoo Mars 2 Pro встроено несколько ключевых улучшений, в том числе повышенная точность за счет улучшенной структуры линейных направляющих по оси Z, что приводит к более гладким слоям с менее очевидными линиями слоев. Mars Pro также стал более безопасным благодаря силиконовому уплотнению, которое можно поместить на крышку принтера, чтобы предотвратить утечку смолы, которая в противном случае могла бы вызвать проблемы с безопасностью.
Это легкий и компактный 3D-принтер, который может производить крошечные 3D-отпечатки с необычайной точностью — наш лучший 3D-принтер для миниатюр также рекомендует его — и идеально подходит для тех, кому нужны точные детали и есть навыки обращения с полимерным принтером.
Прочитайте наш полный обзор : Обзор и тест Elegoo Mars 2 ProОт распаковки и тестирования Elegoo Mars 2 Pro
Flashforge Adventurer 3 / 3 Lite
Цена: 369 долларов за Adventurer 3 Lite — доступно на Flashforge здесь / доступно на Amazon здесь
Цена Adventurer 3: $449 — Доступно на Flashforge здесь / Доступно на Amazon здесь
Объем сборки: 150 x 150 x 150 мм
Скорость печати: оптимальная около 50 мм/с
Flashforge Adventurer 3 Lite с закрытой камерой сборки предназначен для тех, кто не против потратить немного больше (по сравнению с Mini Delta или Maker Select) на лучшие условия печати и лучшую 3D-печать ABS.
Благодаря минимальной высоте слоя 50 микрон он идеально подходит для 3D-печати миниатюр и других небольших моделей. Закрытая камера означает, что АБС-пластик и другие нити будут меньше деформироваться, и все эти дополнительные возможности доступны в компактном 3D-принтере стоимостью менее 500 долларов.
Рабочий объем 150 x 150 x 150 мм невелик, но мы бы не считали его крошечным 3D-принтером — большинство повседневных проектов должны быть легко распечатаны или могут быть разбиты на несколько отдельных отпечатков и склеены вместе. Сопло легко переключается, например, если вы хотите печатать быстрее с большим соплом, и в целом это надежный и недорогой небольшой 3D-принтер с закрытой камерой для эффективной 3D-печати.
Это на 80 долларов дешевле, чем Adventurer 3, с единственным заметным отличием в том, что в версии Lite нет HD-камеры, которая есть в Adventurer 3. Это ваш выбор, влияет ли это на ваш выбор, но мы включили ссылки на оба выше, чтобы упростить вам задачу.
XYZprinting Da Vinci Mini W+ — хороший небольшой 3D-принтер до $300
Цена маленького 3D-принтера: $209 — Доступно на Amazon здесь0008
XYZprinting не только производит одни из самых популярных небольших 3D-принтеров FDM, но также славится своими промышленными 3D-принтерами, включая 3D-принтер MfgPro230 xS SLS. Их самый успешный мелкосерийный 3D-принтер, Da Vinci Mini, недорогой, простой в использовании и надежный — вы можете доверять ему в выполнении своей работы.
Благодаря точности 100 микрон для каждого напечатанного слоя вы можете быть уверены в качественной 3D-печати даже по низкой цене. Он может печатать PLA и PETG, а также может быть модернизирован для 3D-печати металлических и углеродных смесей PLA с помощью сопла XYZ из закаленной стали.
Основным преимуществом является печать через Wi-Fi, функция, которой обладают не многие мини-3D-принтеры. Она экономит время и избавляет от необходимости постоянно извлекать и вставлять SD-карты и USB-накопители с ноутбука в принтер. Способность 3D-принтера Da Vinci Mini к самовыравниванию делает его идеальным для начинающих, желающих начать с малого, и в целом это отличный начальный принтер, хотя будьте осторожны, так как очень сложно использовать нити сторонних производителей, поэтому вы можете быть ограничены собственными материалами XYZprinting. -бренд ПЛА.
Лучшие маленькие 3D-принтеры (до 200 мм в кубе)
Prusa Mini — лучший маленький 3D-принтер
Цена: $399 — Доступно в магазине Prusa здесь
Объем сборки: 180 x 180 x 180 мм
MKS+ is too
большой, чтобы учитывать его для рейтинга небольших 3D-принтеров, но 3D-принтер Prusa Mini предлагает большинство преимуществ в меньшем корпусе.
С максимальным рабочим объемом 180 x 180 x 180 мм этот портативный 3D-принтер подходит для большинства настольных компьютеров, но при этом может калибровать себя с той же точностью 0,05 мм, что и MK3S+.
Некоторые отличия заключаются в том, что Prusa Mini необходимо модернизировать, чтобы иметь датчик накаливания, и он не может нагреваться до тех же температур экструдера. Но вы по-прежнему можете печатать на 3D-принтере стандартные PLA и ABS, а также PETG, гибкие материалы и ASA.
Mini поставляется с собственным 3D-слайсером PrusaSlicer, и если у вас возникнут какие-либо проблемы, вы можете обратиться в службу поддержки Prusa 24/7. В целом, это отличный недорогой 3D-принтер RepRap для качественной и надежной печати по более низкой цене.
Если вам понравился этот рейтинг, вы также можете просмотреть:
Наш путеводитель по лучшим 3D-принтерам FDM
Наш путеводитель по лучшим 3D-принтерам с двойным экструдером
Наш путеводитель по лучшим крупномасштабным 3D-принтерам
Руководство покупателя нашей 3D-ручки
Original Prusa MINI+ | Оригинальные 3D-принтеры Prusa напрямую от Josef Prusa
Сравнение полусобранного принтера и комплекта
Полусобранный 3D-принтер
Комплект для 3D-принтера
Гарантия
2 года в ЕС, 1 год во всем мире — Изготовлено, откалибровано, протестировано и с полной гарантией
2 года в ЕС, 1 год во всем мире — гарантия только на детали
Опора
Premium Круглосуточная поддержка через чат и электронную почту + форум
Premium Круглосуточная поддержка через чат и электронную почту + форум
Консультации и документация
Печатная версия Руководства по 3D-печати и Бесплатный доступ к Prusa Academy — Онлайн-курс по 3D-печати и моделированию.
Лучшие инструкции по сборке, проверенные тысячами строителей, печатная версия Справочника по 3D-печати
Сборка
Простая сборка из 3-х частей (30 минут)
Полный курс сборки (6-8 часов), который научит вас работать с принтером
Основные характеристики
Объем сборки
Благодаря объему сборки 7″×7″×7″ (18×18×18 см) MINI+ представляет собой полностью оборудованный 3D-принтер. Калибровка сетчатого слоя, сменные сопла, возможность подключения к сети, печать через USB и полноцветный ЖК-экран — MINI+ — это большой принтер в маленьком корпусе
Цветной ЖК-экран
С легкостью настройте свой 3D-принтер и просмотрите предварительный просмотр нарезанных моделей перед началом печати! Благодаря 2,8-дюймовому ЖК-экрану с разрешением 240 × 320 и 65 000 цветов любой вариант доступен всего в несколько кликов.
Гибкие листы для печати
Удаление отпечатков еще никогда не было таким простым! Благодаря магнитному нагревательному столу и съемным листам из пружинной стали вы можете удалить печатный объект, просто согнув стальной лист. Поверхность проста в уходе и представлена в двух вариантах: гладкой и текстурированной.
SuperPINDA
SuperPINDA — это независимый от температуры датчик, который не страдает от температурного дрейфа и делает первый слой однородным — например, если вы запускаете одну печать за другой, но устанавливаете Live Adjust-Z на холодном принтере.
Сетевое подключение
MINI+ стандартно поставляется с портом Ethernet RJ45 и опциональным будущим обновлением модуля ESP Wi-Fi. Отправляйте файлы на принтер по беспроводной сети или загружайте обновления встроенного ПО по беспроводному соединению. Благодаря будущим обновлениям вы сможете легко управлять целой фермой печати.
Элементы безопасности
Каждая деталь, которую мы используем, тщательно тестируется внутри компании. Вот почему наши 3D-принтеры очень надежны и безопасны в использовании. MINI+ оснащен тремя термисторами и поставляется с высококачественным блоком питания (Delta или Mean Well — в зависимости от региона) для надежной и надежной передачи информации.
Печать в один клик
После того, как вы вставите USB-накопитель с нарезанным объектом, появится новое меню с окном предварительного просмотра объекта. Подтвердите выбор одним щелчком колесика управления и наблюдайте, как принтер сделает все остальное за вас.
Нарезка с помощью PrusaSlicer
Наш мультиплатформенный слайсер собственной разработки поставляется с собственными изготовленными и полностью протестированными профилями для всех наших 3D-принтеров и широким ассортиментом нитей. Благодаря встроенным инструментам, таким как генерация расширенной поддержки , резка, автоматическое распределение объектов, глажение и многие другие, вы мгновенно превратите свои 3D-модели в файлы для печати!
32-битный контроллер SMT32
Больше мощности, больше возможностей. Наша совершенно новая 32-битная материнская плата Buddy с Trinamic 2209, изготовленная на заказ.водители приносят больше отдачи. Он способен почти на все, что может сделать OctoPrint, включая программное обеспечение для управления фермой (будущее обновление прошивки).
Аппаратное и микропрограммное обеспечение с открытым исходным кодом
Мы разрабатываем микропрограммы для всех наших 3D-принтеров и тщательно тестируем каждую новую версию перед выпуском. Непрерывная разработка и регулярные обновления гарантируют, что наши машины оснащены полезными функциями , такими как профили листов печати, автоматическая калибровка, выравнивание сетчатого слоя, расширенная диагностика, оценка оставшегося времени печати, поддержка Octoprint и многое другое!
Награды
Наши принтеры продолжают получать отличные отзывы и награды по всему миру. Оригинальный Prusa i3 MK3/S является лучшим 3D-принтером в Ultimate Guide to Digital Fabrication от MAKE: Magazine, и наши принтеры также получили несколько наград от редакторов и наград от уважаемых СМИ, таких как All3DP, PC Mag, Tom’s Hardware, TechRadar, Forbes, WireCutter. , Windows Central и многое другое!
Отзывы
6 причин купить MINI+
1
Фантастическое соотношение цены и качества
Мы разработали MINI+, чтобы он стал настоящей рабочей лошадкой для 3D-печати. Благодаря его компактным размерам вы можете построить целую печатную ферму для быстрого производства механических деталей. А доступная цена делает MINI+ отличным первым 3D-принтером для всех.
2
Отличная круглосуточная поддержка 7 дней в неделю
Мы прилагаем все усилия, чтобы помочь вам начать 3D-печать как можно скорее. Мы обеспечиваем полную круглосуточную поддержку клиентов с помощью чата и электронной почты на семи языках. Вы также можете использовать наш форум сообщества и базу знаний.
3
Настройки готовности к печати
Оригинал Prusa MINI+ полностью поддерживается нашим собственным программным обеспечением для нарезки PrusaSlicer с открытым исходным кодом. Это многофункциональный, часто обновляемый инструмент, который содержит все необходимое для экспорта файлов идеальной печати. Мы предоставляем точно настроенные профили для всех поддерживаемых материалов.
4
Открытый исходный код и дружественный к сообществу
Все части нашего принтера имеют открытый исходный код , что означает, что мы публикуем все исходные коды и чертежи в Интернете. Сообщество вокруг наших продуктов огромно и отзывы исключительно положительные — не верите нам? Посетите группы Facebook и видео на YouTube! С вашим 3D-принтером можно так много сделать — его покупка — это только начало!
5
Возможность модернизации
Одной из самых популярных особенностей оригинального концепта Prusa i3 является возможность модернизации . Когда вы покупаете наш 3D-принтер , вы можете позже обновить его до более новой версии , поэтому вам не нужно покупать новую модель каждые два года, как, например, ваш телефон или ноутбук. Мы также продолжаем поддерживать наши 3D-принтеры с помощью регулярные обновления прошивки с новыми функциями !
6
Качество гарантировано Josef Prusa & Prusa Research
Prusa Research — производитель 3D-печати, расположенный в Праге, Чехия. Компания была основана Йозефом Прусой, одним из основных членов сообщества RepRap с открытым исходным кодом, в 2012 году.
Компоновка станков с ЧПУ: особенности, характеристики
Продолжаем публикацию материалов из учебного пособия «Металлорежущие станки с ЧПУ» под редакцией В.Б. Мещерякова. На этот раз разберем компоновку станков с ЧПУ, ее особенности, характеристики.
Разработка и внедрение систем ЧПУ оказали большое влияние на компоновку и конструкцию существующих станков, оснащаемых этими системами управления.
Новые широкие функциональные возможности систем ЧПУ, их особенности по сравнению с ранее применяемыми ПУ потребовали нового подхода к разработке новых или модернизации существующих компоновок станков, конструкции их узлов и механизмов. Во многих случаях были разработаны и стали применяться оригинальные, ранее редко или вообще неприменяемые компоновки, а также конструкции ряда узлов и механизмов. Параллельно с этим проводилась разработка и применение новых регулируемых приводных электродвигателей, различных измерительных систем, новых конструкций комплектующих элементов станка (подшипников, направляющих, механизмов автоматической смены инструментов и заготовок и др. ), новых материалов для изготовления деталей станка. Все это позволило значительно упростить кинематику станков с ЧПУ, повысить их производительность, точность и надежность работы.
С другой стороны, широкие технологические возможности станков с ЧПУ, высокая степень автоматизации их работы усложнили эти станки, повысили их стоимость, потребовали тщательной подготовки обслуживающего персонала, разработки более рациональных систем их технического обслуживания и ремонта.
В настоящее время имеется значительное многообразие компоновок станков с ЧПУ как для обработки деталей типа тел вращения, так и для обработки корпусных и плоских деталей. На этапе разработки компоновки закладываются важнейшие показатели станка: точность, производительность, надежность, металлоемкость. Для экономии дорогостоящей производственной площади необходимо делать станки предельно компактными. Отмечается, что ни качеством конструкции и выбором материалов, ни тщательным изготовлением и сборкой нельзя компенсировать ущерб, нанесенный выбором нерациональной компоновки станка и неверным определением ее основных пропорций.
Компоновку станка с ЧПУ можно определить как систему расположения его узлов и направляющих, которая отличается структурой, пропорциями и свойствами этой системы. Компоновка станка обеспечивает выполнение всех формообразующих и вспомогательных движений и имеет блочную структуру, состоящую обобщенно из одного стационарного и нескольких подвижных блоков, разделенных линейными или круговыми направляющими.
Например, компоновка станка влияет на его точность через:
упругие деформации базовых деталей и узлов в зависимости от их массы, размеров, конструктивной формы, взаимного расположения, вылетов подвижных деталей и узлов и изменения этих вылетов;
износ направляющих, зависящий от схемы расположения, размеров и типов направляющих, расположения нагружаемых элементов относительно рабочей зоны станка;
температурные деформации базовых и других деталей и узлов станка, что приводит к относительному линейному смещению узлов станка, несущих заготовку и режущий инструмент, а также к их угловым поворотам. Величина, характер и направление действия температурных деформаций в значительной степени определяются размещением на станке тепловыделяющих узлов и получаемой избыточной температурой их нагрева.
От компоновки зависят динамическая жесткость упругой механической системы станка и запас устойчивости, уровень частот собственных колебаний, характер этих колебаний и др.
Важными элементами в компоновке станка являются его базовые детали (станины, стойки, колонны и др.). От их компоновки и конструкции зависят точность, жесткость, металлоемкость и другие характеристики станка. Так, для повышения жесткости базовые и корпусные детали многих современных станков с ЧПУ делают сварными из толстолистовой стали с большим количеством ребер.
Применение сварных корпусных деталей вместо литых позволяет:
исключить риск получения брака в тяжелых отливках и снизить трудоемкость работ при необходимости исправления этого брака;
снизить трудоемкость механической обработки за счет уменьшения припусков на сварные детали по сравнению с литыми;
увеличить жесткость сварных корпусных деталей при одновременном снижении их металлоемкости благодаря применению при сварке большой номенклатуры профилей жесткого сечения. Жесткость изгиба и кручения сварных деталей по отношению к литым часто увеличивается в 2,5–3 раза;
отказаться от традиционных методов конструирования сварных корпусных деталей по аналогии с литыми, а именно: упростить формы самой детали и ее элементов; провести унификацию составных элементов; создать их размерные ряды и применять унифицированные элементы для проектирования сварных корпусных деталей станков.
Однако необходимо учитывать, что в некоторых случаях создание сварных корпусных деталей является более трудоемким, особенно если эти детали имеют сложную конфигурацию и затрудняется унификация составных свариваемых элементов. Кроме того, литые корпусные детали из чугуна часто имеют лучшую виброустойчивость и стабильность формы. Все корпусные сварные детали для снятия внутренних напряжений необходимо подвергать отжигу.
Наряду с литыми и сварными базовыми деталями из чугуна и стали, в современных станках с ЧПУ применяют базовые детали из композиционных материалов, в частности из синтеграна. Это композиционный материал на основе наполнителя в виде крошки гранита и полимерного (эпоксидного) связующего компонента холодного отверждения в количестве до 10%.
Синтегран по сравнению с чугуном имеет следующие основные преимущества: в 4–5 раз выше демпфирующая способность; минимальные внутренние напряжения в отливках и, соответственно, повышенная стабильность размеров во времени; в десятки раз ниже теплопроводность и, соответственно, малая чувствительность деталей из синтеграна к перепаду температур; высокая коррозионная стойкость; меньшая трудоемкость изготовления отливок.
Рис. 3.1. Варианты компоновок станины и суппортов в токарных станках: а — горизонтальная; б — двусторонняя наклонная; в — наклонная с расположением одного суппорта в нижней части станины; г — вертикальная; д — наклонная с расположением суппортов параллельно друг другу
На рис. 3.1 схематично показаны применяемые варианты компоновок станин 3 и суппортов 1 и 2 на токарных станках, в том числе с ЧПУ. Компоновки различаются получаемыми габаритными размерами, удобством доступа оператора и наладчика к рабочей зоне и режущим инструментам, схемой восприятия сил резания направляющими суппортов, отводом стружки и др. В современных токарных станках с ЧПУ наряду с вариантом, показанным на рис. 3.1, а, широкое применение получила компоновка, показанная на рис. 3.1, д. При такой компоновке имеется удобный доступ оператора к патрону шпинделя для установки заготовки, к задней бабке и к револьверной головке с инструментами. При этом данные токарные станки с ЧПУ выпускаются как с одной, так и с двумя револьверными головками. Некоторые фирмы выпускают токарные станки с ЧПУ c тремя револьверными головками, с противошпинделем, а также имеющие другие компоновки.
Важное значение имеет правильная компоновка отдельных узлов станка с ЧПУ (шпиндельной бабки, приводов подач и др.). В современных многоцелевых станках применяется как вертикальная, так и горизонтальная компоновка шпинделя. В станках с горизонтальной компоновкой шпинделя находит широкое применение арочная конструкция колонны, в центральном проеме которой перемещается шпиндельная бабка (рис. 3.2, а). Такая компоновка предотвращает скручивание колонны при нагрузке вдоль оси шпинделя, что наблюдалось при старом консольном расположении шпиндельной бабки (рис. 3.2, б). Кроме того, при такой термосимметричной компоновке снижается влияние температурных деформаций колонны на точность станка за счет равномерного нагрева ее левой и правой сторон. При консольном расположении шпиндельной бабки имели место неравномерные температурные деформации, которые приводили к значительным отклонениям оси шпинделя.
Рис. 3.2. Виды компоновок шпиндельных бабок на многоцелевых и токарных станках с ЧПУ: а — с центральным расположением в колонне; б — консольная; в — с креплением на горизонтальной плоскости; г — на наклонной плоскости
Условия перемещения шпиндельной бабки в центральной части колонны станка с точки зрения износа направляющих могут быть улучшены за счет увеличения ее высоты Н по отношению к ширине В по сравнению с конструкцией, где эти размеры одинаковые (см. рис. 3.2, а).
На рис. 3.2, в и г показаны разные варианты компоновки и крепления шпиндельной бабки в токарных станках с ЧПУ, в результате чего получаются различные направления и величины смещения шпинделя из-за температурных деформаций.
При креплении шпиндельной бабки 2 (см. рис. 3.2, в) на станине на горизонтальной плоскости 1 смещение шпинделя из-за температурных деформаций относительно режущего инструмента, установленного в револьверной головке 4, происходит в вертикальном направлении 3. При креплении шпиндельной бабки 2 на станине на наклонной поверхности 1 (см. рис. 3.2, г) отклонение шпинделя происходит уже под углом к вертикали в направлении 3 и погрешность изготовления детали получается меньше.
Разные величины относительного смещения шпинделя и суппорта токарного станка с ЧПУ из-за температурных деформаций могут получаться при различной компоновке привода продольной подачи (рис. 3.3).
Рис. 3.3. Виды компоновок привода продольной подачи суппорта токарного станка с ЧПУ: а — с левым расположением приводного электродвигателя; б — с правым расположением приводного электродвигателя; в — с жестким закреплением двух опор винта
При первом варианте (рис. 3.3, а) смещение шпиндельной бабки 2 со шпинделем происходит в направлении 1, а ходового винта 5, имеющего приводной электродвигатель и подшипниковую опору 3 с левой стороны, в направлении 4. В результате эти смещения совпадают по направлению и накладываются друг на друга, что уменьшает погрешность изготовления детали. При втором варианте (рис. 3.3, б) смещение шпиндельной бабки 2 со шпинделем и ходового винта 5 происходит уже в разных направлениях 1 и 4, в результате эти смещение суммируются, что увеличивает погрешность изготовления детали. При третьем варианте (рис. 3.3, в) ходовой винт установлен в двух неподвижных опорах 3 и предварительно растянут. В результате при нагреве температурные деформации ходового винта не влияют на точность изготовления детали.
Изменение положения центра тяжести узла станка (изменение вылета массы), а также вылета точки приложения сил резания является причиной так называемой перевалки узла станка при его неправильной компоновке. Снижение или исключение перевалки узла станка достигается наряду с применением направляющих качения с предварительным натягом и гидростатических направляющих замкнутого типа также соответствующей компоновкой и конструкцией стола, салазок и их привода, например центральным расположением ходового винта 2 салазок 1 среди направляющих, когда его ось находится в одной вертикальной плоскости с осью шпинделя 3 (рис. 3.4, а). Это позволяет практически исключить возможность перевалки салазок с заготовкой в горизонтальной плоскости под действием сил резания из-за зазоров и упругих деформаций их направляющих. Последнее имеет место при другой компоновке, когда ось ходового винта 2 салазок 1 и ось шпинделя 3 находятся в разных вертикальных плоскостях. (рис. 3.4, б).
Рис. 3.4. Компоновка станка с ЧПУ с центральным (а) и смещенным (б) расположением ходового винта привода поперечной подачи салазок
В настоящее время получает широкое применение модульный принцип построения и изготовления станков с ЧПУ и станочных систем.
Под модулем в этом случае понимается конструктивно и функционально законченная единица, являющаяся составной частью станка с ЧПУ и станочной системы.
Все большее количество узлов и механизмов станка с ЧПУ (узел шпинделя, направляющие, передача ходовой винт–гайка, револьверные головки, устройства ЧПУ, измерительные преобразователи, приводные электродвигатели и др.) стали практически полностью или частично независимы от конструкции и иногда даже типа станка, и их необходимые типоразмеры стали централизованно разрабатываться и выпускаться различными специализированными фирмами.
При применении модульного принципа конструктор, решая задачу разработки конкретного станка, выбирает нужные ему готовые узлы и механизмы из каталогов и проектирует самостоятельно только, по сути, общую компоновку и базовые узлы станка (станину, колонну, корпуса шпиндельной бабки, суппортов и другие корпусные детали). Это похоже на детскую игру «Лего», когда из отдельных модулей собирается любая желаемая компоновка и конструкция разных изделий. При этом конструктор выбирает модули тех фирм, которые он считает нужными сам или которые его попросит заказчик станка.
На сегодняшний день при использовании модульного принципа построения станков с ЧПУ существует два направления: первое направление производство разных модификаций станка с ЧПУ на основе одной его базовой модели и самостоятельно разработанных этой же фирмой ряда различных унифицированных основных узлов и механизмов (рис. 3.5, а). Другим примером являются многоцелевые станки с ЧПУ с горизонтальной компоновкой шпинделя фирмы Graffenstaden (Франция), различные модификации которых можно создавать из гаммы модулей, разработанных и изготавливаемых данной фирмой (рис. 3.5, б). По мере увеличения централизованной разработки и изготовления все большего разнообразия унифицированных и нормализованных узлов и механизмов станков с ЧПУ специализированными фирмами более перспективным становится второе направление использования модульного принципа, когда при разработке и изготовлении конкретных станков с ЧПУ в максимальной степени применяются готовые модули большинства узлов и механизмов станков с ЧПУ.
Рис. 3.5. Модульный принцип построения станков с ЧПУ: а — токарного многоцелевого станка с ЧПУ фирмы Schablin (Швейцария)
Рис. 3.5. Модульный принцип построения станков с ЧПУ: б — многоцелевого станка с ЧПУ фирмы Graff enstaden (Франция)
Применение модульного принципа построения станков с ЧПУ по первому и, особенно, по второму направлению позволяет:
сократить время разработки, проектирования и изготовления станков для обработки установленной номенклатуры заготовок с получением заданных технических и технологических характеристик;
снизить стоимость металлорежущих станков. Созданные на модульном принципе станки не обладают избыточными функциями, поэтому они экономичнее станков с универсальными возможностями;
увеличить надежность работы станка за счет отработанности входящих в него модулей и наибольшего соответствия данной конструкции модулей выполняемой задаче;
повысить точность станка. Фирма, которая профессионально занимается выпуском конкретного модуля, более качественно, быстрее и дешевле изготовит данный модуль;
повысить переналаживаемость станков за счет возможности их более быстрой компоновки при наличии готовых узлов и механизмов;
улучшить условия эксплуатации и ремонтопригодность за счет уменьшения разнообразия конструкций модулей и составляющих их элементов.
Компоновка токарного станка ЧПУ
Компоновка токарного станка схематично показана на рис. 1. Тут изображены применяемые варианты компоновок станин 3 и суппортов 1 и 2 на токарных станках, в том числе с ЧПУ. Компоновки различаются получаемыми габаритными размерами, удобством доступа оператора и наладчика к рабочей зоне и режущим инструментам, схемой восприятия сил резания направляющими суппортов, отводом стружки и др.
В современных токарных станках с ЧПУ наряду с вариантом, показанным на рис. 1, α, широкое применение получила компоновка, показанная на рис. 1, д. При такой компоновке имеется удобный доступ оператора к патрону шпинделя для установки заготовки, к задней бабке и к револьверной головке с инструментами. При этом данные токарные станки с ЧПУ выпускаются как с одной, так и с двумя револьверными головками. Некоторые фирмы выпускают токарные станки с ЧПУ c тремя револьверными головками, с противошпинделем, а также имеющие другие компоновки. Важное значение имеет правильная компоновка отдельных узлов станка с ЧПУ (шпиндельной бабки, приводов подач и др.). В современных многоцелевых станках применяется как вертикальная, так и горизонтальная компоновка шпинделя.
Рис. 1. Варианты компоновок станины и суппортов в токарных станках ЧПУ: α — горизонтальная; б — двусторонняя наклонная; в — наклонная с расположением одного суппорта в нижней части станины; г — вертикальная; д — наклонная с расположением суппортов параллельно друг другу
В токарных станках ЧПУ с горизонтальной компоновкой шпинделя находит широкое применение арочная конструкция колонны, в центральном проеме которой перемещается шпиндельная бабка (рис. 2, α). Такая компоновка токарного станка ЧПУ предотвращает скручивание колонны при нагрузке вдоль оси шпинделя, что наблюдалось при старом консольном расположении шпиндельной бабки (рис. 2, б). Кроме того, при такой термосимметричной компоновке снижается влияние температурных деформаций колонны на точность станка за счет равномерного нагрева ее левой и правой сторон. При консольном расположении шпиндельной бабки имели место неравномерные температурные деформации, которые приводили к значительным отклонениям оси шпинделя.
Условия перемещения шпиндельной бабки в центральной части колонны станка с точки зрения износа направляющих могут быть улучшены за счет увеличения ее высоты Н по отношению к ширине В по сравнению с конструкцией, где эти размеры одинаковые (см. рис. 2, α).
На рис. 2, в и г показаны разные варианты компоновки станка и крепления шпиндельной бабки в токарных станках с ЧПУ, в результате чего получаются различные направления и величины смещения шпинделя из-за температурных деформаций.
При креплении шпиндельной бабки 2 (см. рис. 2, в) на станине на горизонтальной плоскости 1 смещение шпинделя из-за температурных деформаций относительно режущего инструмента, установленного в револьверной головке 4, происходит в вертикальном направлении 3. Компоновка токарного станка ЧПУ, при креплении шпиндельной бабки 2 на станине на наклонной поверхности 1 (см. рис. 2, г) отклонение шпинделя происходит уже под углом к вертикали в направлении 3 и погрешность изготовления детали получается меньше.
Рис. 2. Виды компоновок шпиндельных бабок на многоцелевых и токарных станках с ЧПУ: α — с центральным расположением в колонне; б — консольная; в — с креплением на горизонтальной плоскости; г — на наклонной плоскости
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Как организовать планировку цеха станков
Первоклассное оборудование
30 августа 2022 г.
Расчетное время чтения: 10 минут
Независимо от того, создаете ли вы новый механический цех или реорганизуете существующую установку, грамотная компоновка может облегчить каждому оператору станков с ЧПУ эффективное выполнение своей работы. Узнайте больше в этом посте от Premier Equipment.
Пошаговое руководство
При неправильной планировке магазина сотрудники будут тратить время на то, чтобы не мешать друг другу и искать необходимые инструменты. Если пришло время изменить планировку вашего цеха, попробуйте выполнить следующие шаги:
Наблюдение: Если вы реорганизуете или обновляете существующий цех станков с ЧПУ, начните с наблюдения за своей командой. Имеют ли они достаточно места для работы или они переполнены? Они тратят слишком много времени на поиск припасов или в другое время? Достаточно ли места для хранения?
Инвентарь: В вашем магазине, вероятно, есть товары, которые вы используете часто, и другие, которыми вы не пользуетесь. Когда у вас есть лишнее оборудование, которое не используется, вы теряете ценное пространство. С другой стороны, если у вас недостаточно определенного предмета, ваши сотрудники могут задержаться в ожидании, пока инструмент или деталь станут доступными.
Очистите место: Подметите, протрите пыль и продезинфицируйте каждую рабочую зону. Удалите любое неисправное оборудование, чтобы его можно было утилизировать или отремонтировать. Если у вас недостаточно места для хранения, установите дополнительные полки или ящики, чтобы каждый оператор мог легко получить доступ к общим инструментам.
Переставить: Сгруппировать аналогичное оборудование вместе. Позвольте сотрудникам подумать о том, как лучше всего организовать станки с ЧПУ: они, вероятно, получат полезную информацию о том, как пространство должно перемещаться в зависимости от их повседневных задач.
Осмотр: Руководители должны регулярно обходить рабочую зону, чтобы проверить наличие угроз безопасности и убедиться, что новая планировка удобна для сотрудников.
Преимущества организованной мастерской с ЧПУ
Реорганизация планировки вашего цеха может показаться сложной задачей, но она стоит вашего времени. К преимуществам хорошо организованного механического цеха относятся:
Безопасность: Поддержание рабочих зон в чистоте, устранение опасности спотыкания и обеспечение достаточного пространства для каждого работника снижает вероятность травм на работе.
Производительность: Магазин должен иметь логический поток, чтобы работники могли эффективно выполнять свои задачи. Оптимизация макета помогает каждому человеку быть более продуктивным.
Экономия средств: В неорганизованном магазине вы, скорее всего, потеряете или потеряете товар, что может привести к дополнительным трудозатратам и материальным затратам.
Передовой опыт для цехов с ЧПУ
Эффективная планировка цеха зависит не только от того, где вы размещаете станки. Руководителям механических цехов следует помнить об этих правилах:
Сориентируйте свою команду: Конечно, ваши сотрудники пройдут тщательную подготовку по работе со всеми станками с ЧПУ, с которыми им предстоит работать. Но вы также должны рассказать об общих правилах магазина, мерах безопасности и правилах хронометража.
Используйте комплексный подход: Не ограничивайте свое внимание размещением каждой машины. Вместо этого подумайте о том, как ваши работники будут использовать пространство с момента прибытия на работу до момента окончания рабочего дня. Есть ли у вас легкий доступ к зонам отдыха и уборным? Есть ли у сотрудников шкафчики или другое место для хранения личных вещей? Убедитесь, что у каждого есть то, что ему нужно для продуктивной работы.
Будьте открыты для обратной связи: Ваша планировка может со временем измениться — ваш штат может увеличиться, или вы можете приобрести новые машины и инструменты. Признайте, что вам, возможно, придется пересмотреть свой план этажа и внести коррективы по мере необходимости.
Выберите оборудование Premier для бывших в употреблении станков с ЧПУ
Если вы хотите заменить один из своих станков с ЧПУ или расширить возможности своего магазина, Premier Equipment поможет вам. Мы продаем высококачественные бывшие в употреблении станки с ЧПУ от ведущих брендов, в том числе:
Доосан
Хаас
Hyundai-Wia
Макино
Мазак
Накамура-Томе
Окума
Основанная в 1988 году, мы являемся крупнейшим в мире продавцом подержанных станков с ЧПУ. Чтобы узнать больше, свяжитесь с нами сегодня.
Крупнейший склад подержанных станков с ЧПУ
Хотите просмотреть все наши бывшие в употреблении станки с ЧПУ? Просмотрите наш полный перечень машин — он обновляется ежедневно!
Б/У ЧПУ ИНВЕНТАРЬ
Другие похожие блоги
Сегодня многие отрасли промышленности полагаются на станки с числовым программным управлением (ЧПУ) для быстрого изготовления однородных деталей для производства. Существует несколько различных типов станков с ЧПУ,
. Подробнее
15 марта 2023 г.
Станки с числовым программным управлением (ЧПУ)
используются для изготовления деталей в самых разных отраслях промышленности. Хотя существует несколько различных типов станков с ЧПУ,
Подробнее
8 марта 2023 г.
Сегодня робототехника все чаще используется во многих отраслях промышленности. Роботы встречаются повсюду, от хирургических центров до сборочных линий. Узнайте больше о новых
Подробнее
22 февраля 2023 г.
Руководство по обработке с ЧПУ | Обновление 2021 | Что такое ЧПУ?
РУКОВОДСТВО ПО ПРОЕКТИРОВАНИЮ ОБРАБОТКИ С ЧПУ
Основы обработки с ЧПУ
БЫСТРОЕ РУКОВОДСТВО
Найдите то, что ищете.
ОСНОВНЫЕ ПРИНЦИПЫ
ЧПУ
Преимущества и недостатки ЧПУ
ЧПУ с 2-3 осями
Фрезерование с ЧПУ
CNC Milling Process
CNC Cutting Tools
3-Axis Multiple Set-ups
CNC Turning
CNC Turning Process
MULTI AXIS CNC
Indexed 5-Axis Milling
Continuous 5 Axis CNC Milling
Токарно-фрезерные центры с ЧПУ
Выбор процесса
НАИЛУЧШАЯ ПРАКТИКА ЧПУ
Вертикальные радиусы
Полости
Минимальная толщина стенки
Диаметры отверстий
Глубина отверстия
Минимальный диаметр отверстия
Глубина резьбы
Диаметр резьбы
Допуски
Текст и надписи
ОСНОВНЫЕ ПРИНЦИПЫ
Числовое управление (ЧПУ) (также компьютерное числовое управление (ЧПУ)) — это автоматизированное управление обрабатывающими инструментами (сверлами, сверлами, токарными станками) и 3D-принтерами с помощью компьютера. Станок с ЧПУ обрабатывает кусок материала (металл, пластик, дерево, керамика или композит) в соответствии со спецификациями, следуя закодированной запрограммированной инструкции и без ручного оператора.
ЧПУ (ЧПУ) — это процесс вычитания, при котором материал удаляется из твердого блока (заготовки или заготовки) или предварительно сформированной детали с использованием различных режущих инструментов.
1) Окончательная геометрия детали определяется моделью CAD, обычно предоставляемой заказчиком
2) Оператор использует программное обеспечение CAM для подготовки траекторий резки и выбора инструментов, необходимых для получения детали
3) Траектории затем выведите в виде Gcode, который дает абсолютные машинные инструкции, такие как местоположение и ориентация головки машины, часть и скорость любого движения.
4) Машина настроена и заготовка закреплена на месте.
5) Машина выполняет G-код для удаления материала, создающего деталь, обычно с минимальным контролем.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ ОБРАБОТКИ С ЧПУ
Преимущества
ЧПУ является высокоавтоматизированным, поэтому цена конкурентоспособна для высококачественных единичных деталей и средне- и крупносерийного производства ЧПУ позволяет использовать практически любой материал.
Деталь высокой точности.
Детали обладают хорошими физическими свойствами и менее подвержены внутреннему напряжению, чем другие процессы.
Затраты на настройку относительно низкие Сохранение, поэтому задания можно быстро запустить снова позже.
Изменения можно быстро и легко внедрить для разработки или в производственном цикле.
Детали могут быть изменены или изменены.
Недостатки
ЧПУ не самый дешевый процесс, особенно для очень больших объемов, где, например, литье под давлением может быть более экономичным.
Стоимость установки высока по сравнению с быстрым прототипированием.
ЧПУ обычно создает только одну деталь за раз, и время цикла для сложных деталей может быть большим по сравнению с литьем под давлением.
Из-за вычитания возникает некоторое количество отходов, хотя в зависимости от выбора материала они могут быть переработаны.
Существуют некоторые ограничения на геометрию детали из-за доступа к инструменту и удержания заготовки.
Сложная геометрия имеет высокую стоимость.
Существует много типов станков с ЧПУ, включая те, которые используют электронные лучи, электрохимические, водяные, ультразвуковые и лазерные станки.
В этом руководстве мы сосредоточимся на наиболее распространенных машинах, которые удаляют материал с помощью режущих инструментов. Их можно разделить по количеству осей, которые у них есть.
3-осевые станки перемещают режущий инструмент относительно детали по осям x, y, z.
Многоосевые станки добавляют вращение к одной или нескольким осям, что позволяет резать деталь под разными углами.
Это позволяет использовать более сложные детали и сокращает время настройки, поскольку деталь может динамически перемещаться.
2-3 ОСЬ ЧПУ
Фрезерование с ЧПУ
Фрезерные станки с ЧПУ очень распространены и могут использоваться для обработки многих геометрических форм.
Заготовка жестко удерживается в приспособлении или тисках, а фрезерная головка перемещается относительно нее по трем осям, x, y, z, для удаления материала с помощью высокоскоростных вращающихся инструментов или сверл.
Из-за ограниченного диапазона движений они относительно просты в эксплуатации и программировании, поэтому затраты на настройку ниже по сравнению с другими процессами ЧПУ.
Ограниченный диапазон движения означает, что некоторые элементы невозможно создать.
Это можно частично решить, вручную переориентировав деталь, однако каждое движение увеличивает время и увеличивает риск ошибки, поэтому стоимость обработки может быстро возрасти.
Процесс фрезерования с ЧПУ
Обработка G-код создается либо из предоставленной модели САПР, либо переводится оператором из чертежей.
Заготовка вырезается по размеру и прочно и точно прикрепляется к платформе.
Для удаления материала используются специальные высокоскоростные вращающиеся режущие инструменты. Часто это происходит в несколько этапов, первые проходы часто выполняются с высокой скоростью и меньшей точностью с использованием специальных черновых фрез, а последующие проходы удаляют меньшее количество материала с более высокой точностью для окончательной детали.
После механической обработки с деталей снимаются заусенцы (часто вручную)
Проверяются критические размеры.
Применяется последующая обработка (например, отделка поверхности).
Режущие инструменты с ЧПУ
Различные режущие инструменты используются для различных геометрий и этапов процесса обработки.
Вот некоторые из наиболее распространенных. 1-3 Плоские, цилиндрические и шаровые головки являются распространенными режущими инструментами для изготовления пазов, канавок, полостей и вертикальных стенок. Их выбирают по требуемой форме или радиусам дна полости.
4 Сверла обычно выбираются для отверстий стандартного размера.
5 Фрезы для пазов имеют головку большего диаметра, чем вал, поэтому могут создавать подрезы, удаляя материал со сторон вертикальных стенок.
6 Метчики используются для резьбовых отверстий. Они часто наносятся вручную.
7 Торцевые фрезы удаляют материал с больших плоских поверхностей.
3 оси — несколько наборов
Некоторые элементы невозможно создать за первый проход на 3-осевых станках.
Примерами могут служить отверстия, перпендикулярные станине, или элементы на обратной стороне детали.
В этих случаях детали вручную поднимаются с станины, переориентируются и повторяются предыдущие шаги.
Токарные станки с ЧПУ
Токарные станки с ЧПУ широко используются. Они могут производить детали с большей скоростью, чем фрезерование с ЧПУ, и, в свою очередь, с меньшими затратами, что делает их очень полезными для большого количества деталей.
Заготовка удерживается на шпинделе и вращается с высокой скоростью. Фреза обычно представляет собой лезвие, в отличие от вращающихся фрез на мельнице, и постепенно движется к детали, описывая ее профиль.
Токарные станки могут производить только «вращающиеся» или «вращательно-симметричные» детали вдоль центральной оси, т.е. цилиндрические детали и резьбы.
Часто элементы создаются на токарном станке с ЧПУ, а затем деталь переносится на фрезерный станок для областей, которые не могут быть достигнуты.
Процесс токарной обработки с ЧПУ
Обработка G-код создается либо из предоставленной модели САПР, либо переводится оператором из чертежей.
Заготовка (обычно цилиндрическая) нарезается по длине, удерживается в шпинделе и вращается с высокой скоростью.
Режущий инструмент обычно перемещается по осям x,y относительно детали, постепенно удаляя материал для создания требуемого профиля.
После обработки с деталей снимаются заусенцы (часто вручную)
При необходимости деталь перемещается на фрезерный станок для добавления функций, которые невозможно получить на токарном станке
Проверяются критические размеры.
Применяется последующая обработка (например, отделка поверхности).
Многоосевой ЧПУ
Существует 3 основных варианта многоосевых обрабатывающих центров с ЧПУ;
1. 5-осевое индексированное фрезерование с ЧПУ
2. Непрерывное 5-осевое фрезерование с ЧПУ
3. Фрезерная токарная обработка с приводным инструментом
Эти системы фактически представляют собой фрезерные или токарные станки с дополнительной осью движения детали или резания. головка, допускающая более сложную геометрию.
Многоосевые станки более сложны, требуют дополнительных затрат и требуют специальных знаний оператора.
Индексированное 5-осевое фрезерование
Эти системы, также известные как фрезерные станки с ЧПУ 3+2, были разработаны для сокращения времени настройки нескольких ориентаций во время работы машины. Они работают как обычный фрезерный станок с 3 осями.
Между операциями станина и/или головка инструмента могут вращаться, обеспечивая доступ к заготовке под другим углом.
Возможность автоматической переориентации заготовки позволяет создавать более сложные детали с большей точностью, сокращая время станка и оператора.
Непрерывное 5-осевое фрезерование с ЧПУ
Подобно индексированным 5-осевым станкам с ЧПУ непрерывного действия, они позволяют одновременно перемещать все 5 осей во время обработки.
Это позволяет создавать очень точные и сложные геометрические формы произвольной формы.
Этот процесс обеспечивает самое высокое качество и самые сложные детали, но требует самых высоких затрат, требующих квалифицированных операторов.
Токарно-фрезерные центры с ЧПУ
Токарно-фрезерные центры представляют собой гибрид токарного и фрезерного станка. Они предлагают преимущества больших объемов и скорости токарной обработки с ЧПУ и гибкость для создания сложной геометрии, предлагаемой 5-осевым фрезерованием.
Эти системы идеально подходят для деталей с фундаментальной вращательной симметрией и дополнительными функциями, такими как рабочие колеса, и могут создавать их с гораздо меньшими затратами, чем другие 5-осевые станки с ЧПУ.
Заготовка крепится к шпинделю и либо вращается с высокой скоростью, как токарный станок, либо может точно позиционироваться, как 5-осевой ЧПУ.
Токарный станок и фрезерный режущие инструменты используются для удаления материала с заготовки.
Выбор процесса
Токарный станок с ЧПУ
Самая низкая стоимость детали по сравнению с другими операциями обработки с ЧПУ.
Может производить только детали с осевой симметрией и простой геометрией.
Очень высокие производственные возможности.
Фрезерный станок с ЧПУ
Может производить большинство деталей с простой геометрией.
Ручное изменение положения заготовки снижает достижимую точность.
Высокая точность и жесткие допуски.
Применяются ограничения по доступу к инструменту и креплению заготовки.
Токарно-фрезерный станок с ЧПУ
Самая низкая стоимость по сравнению с 5-осевыми обрабатывающими системами с ЧПУ.
Ограничения доступа к инструменту все еще действуют.
Высокие производственные возможности и свобода дизайна.
Наиболее подходит для деталей с цилиндрическим контуром.
Индексный 5-осевой
Устраняет необходимость ручного изменения положения.
Более высокая стоимость, чем 3-осевая обработка с ЧПУ.
Производит детали с элементами, которые не совпадают с одной из главных осей, с более высокой точностью.
Применяются конструктивные ограничения доступа к инструменту.
Непрерывный 5-осевой
Изготавливает сложные детали с невозможной точностью и детализацией. с любым другим процессом.
Самая высокая стоимость детали среди всех станков с ЧПУ.
Создает очень гладкие «органические» поверхности с минимальными следами механической обработки.
Ограничения доступа к инструменту все еще действуют.
ЧПУ – НАИЛУЧШАЯ ПРАКТИКА
Несмотря на то, что технология обработки постоянно меняется, передовой опыт в основном остается неизменным.
Поставщики, использующие лучшие методы обработки, могут сэкономить ваше время и деньги, поставляя детали быстрее.
Вертикальные радиусы
Фон Для полости обычно требуется концевая фреза. Концевые фрезы имеют ограниченную длину резания (обычно в 3-4 раза больше их диаметра).
Наконечник Увеличение углового радиуса (например, +1 мм) позволяет инструменту двигаться по круговой траектории, а не под углом 90 градусов. Это снижает нагрузку на инструменты, обеспечивает более высокое качество обработки и немного сокращает время цикла. Меньшие радиусы можно получить, используя фрезы меньшего размера либо для полной программы, либо в качестве второго прохода инструмента после черновой обработки. Это увеличит время и стоимость.
Стоимость увеличится, так как маленькие инструменты не могут удалять материалы так быстро.
Полости
Исходная информация Для полости обычно требуется концевая фреза. Концевые фрезы имеют ограниченную длину резания (обычно в 3-4 раза больше их диаметра)
Более длинные инструменты изгибаются при полной режущей нагрузке, снижая точность или повреждая деталь.
Глубокие полости резко увеличивают стоимость, так как необходимо удалить много материала и труднее извлечь стружку
Минимальная толщина стенки
Пластик
Фон По мере того, как стена становится тоньше, вибрации увеличиваются из-за уменьшения жесткости. Это снижает точность. Для пластика рекомендуются более толстые стенки, потому что они:
• Менее жесткая • Склонна к короблению из-за остаточного напряжения • Размягчается при повышении температуры.
Каждый материал отличается своими свойствами.
Подробнее см. в этой таблице
Диаметры отверстий
Диаметр
Стандартные размеры сверла
Любой > 0,05
Исходная информация Отверстия по возможности обрабатываются концевой фрезой. 9Часто используются стандартные сверла 0309, которые обеспечивают наибольшую точность до 20 мм.
Обычные размеры можно найти здесь в метрической и дюймовой системе мер.
Глубина отверстий
4 x Номинальный диаметр.
10 x Номинальный диаметр.
40 x Номинальный диаметр.
Общие сведения Отверстия стандартного диаметра не должны обрабатываться концевой фрезой. В этом случае применяются правила полости.
Там, где требуются более глубокие отверстия, требуются специальные сверла. Они обычно ограничены минимальным диаметром 3 мм.
Минимальные диаметры отверстий
Допуск
0,05 мм
Фон
Большинство сервисов ЧПУ могут достигать 2,5 мм. Ниже это считается микрообработкой. Для микрообработки требуются специальные инструменты, а физика резания в таком масштабе меняется.
Со специализацией связаны затраты, поэтому подумайте, действительно ли это требуется вашему проекту.
Глубина резьбы
3 x Диаметр
4,5 x диаметр
1,5 x диаметр
Исходная информация
Для силы вытягивания большая часть нагрузки приходится на первые несколько зубьев (1,5 номинального диаметра) Длиной более 3х номинального диаметра обычно не требуется.
Если отверстие глухое, внизу необходимо добавить 1,5-кратный номинальный диаметр. Резьбовые инструменты с ЧПУ можно нарезать по всей длине.
Диаметры резьбы
Диаметр резьбы
Справочная информация
Машинисты предпочитают использовать инструменты для нарезания резьбы с ЧПУ, поскольку они менее подвержены поломке М6, как правило, самый маленький размер.
Внутренняя резьба нарезана метчиками.
Наружная резьба нарезается плашками.
Как правило, их толщина не менее 2 мм.
Допуски
Допуск
± 0,025 мм
± 0,00125 мм
Общие сведения
Допуск определяет допустимые пределы измеряемого или важного измерения. ЧПУ как процесс имеет одну из самых жестких допусков.
Учитывайте допуск любых деталей, которые будут соединяться друг с другом для обеспечения посадки.
Проверьте функциональность для экстремальных случаев обеих частей, рассчитав эффект отклонения.
Если допуск не указан, в большинстве механических мастерских используется ±0,025 мм
Текст и надписи
Размер элемента / Высота
20 точек / -5 мм
20 точек / -5 мм
Справочная информация
Нанесение точного текста увеличивает затраты и время из-за необходимости использования небольших инструментов. Для получения узких внутренних радиусов потребуются маленькие фрезы. На внутренних вертикальных ребрах будут радиусы. Текст , особенно тиснение, сокращает использование профильных фрез и инструментов для черновой обработки, что увеличивает время ЧПУ.
Достижение высокого качества обработки поверхности в нижней части текста часто является сложной задачей.
Наконечник
Как правило, текста следует избегать, поскольку он увеличивает стоимость.
Тисненый (выпуклый) текст часто предпочтительнее, поскольку для создания элемента необходимо удалить меньше материала, и он дает лучшие результаты, если деталь предназначена для литья под давлением.
ЖИРНЫЙ Без засечек напр. Рекомендуется использовать Arial, Verdana или Helvetica, так как они имеют меньше четких элементов и часто представляют собой предварительно запрограммированные процедуры ЧПУ.
Текст должен быть тщательно проверен, все правила ЧПУ будут применяться, включая тонкую стенку, глубину полости, ширину полости и т.
Как выбрать компрессор для пескоструйного аппарата
Как выбрать компрессор для пескоструйного аппарата
Технология пескоструйной очистки появилась в начале 20 века. Сравнительно молодая методика обработки и обезжиривания металлов, придания матового вида стеклу и создание декоративных шероховатостей на различных поверхностях, быстро набирала обороты. Помимо этого пескоструйная обработка применяется в строительстве для очищения старых кирпичных или бетонных поверхностей от краски, шпатлевки и от других видов отделки. Деревянные поверхности также с лёгкостью очищаются от старой, засохшей краски.
Сам процесс воздействия на обрабатываемый материал происходит путем ускорения мелких частиц абразивного материала специальным абразивоструйным аппаратом. Частицы абразива вылетая с огромной скоростью очищают поверхность металла, дерева, стекла или бетона.
Для работы пескоструйного аппарата необходим постоянный источник энергии, который будет поставлять абразивные частицы к обрабатываемому материалу. За подачу частиц к обрабатываемому изделию отвечает специальная компрессорная установка, генерирующая потоки сжатого воздуха.
Выбор компрессора подходящей мощности для пескоструйной установки
Пескоструйные аппараты существуют двух типов – одни называются напорными, имеют большую производительность и используются для работы на крупных объектах с большим объёмом обрабатываемых материалов. Для привода в напорных установках применяется дизельный силовой агрегат или электропривод. Второй тип – эжекторная система подачи воздуха. Имеет немного меньшую производительность. Поэтому в обеспечении такой системы подачи воздуха можно использовать вариант меньшей мощности.
Вместе с выбором компрессора, для его стабильной и нормальной работы нужно также подобрать осушитель и фильтры.
Компрессоры, актуальные для напорного типа установок
Главным отличием напорной пескоструйной установки является метод по которому абразивные материалы передаются в сопло. В данном виде установки смесь из абразива и воздуха передаются по одному каналу под большим давлением. Так как напорная пескоструйная установка обладает большой мощностью, то очень быстро расходует абразив. Поэтому подбирать диаметр сопла и компрессор нужно внимательно, чтобы избежать перерасхода материала.
Производительность компрессора можно подобрать в зависимости от диаметра сопла и соответственно, скорости очистки поверхности:
самый маленький диаметр сопла составляет 5 мм и его скорость обработки поверхности составляет не более 6 кв.м. в час. Наиболее подходящей конфигурацией компрессора будет установка с мощностью не менее 1500 литров за минуту. Давление может варьироваться от 7 до 12 бар;
сопло, диаметр которого равен 6,5 мм обычно не превышает скорость обработки поверхности 10 кв.м. в час. Для такой конфигурации подойдёт компрессор с давлением от 7 до 12 бар, и производительностью не менее 2300 л/мин;
сопло 8 мм, со скоростью очистки в 15 кв. м. в час способен нормально работать от компрессора производительностью от 3900 и выше и давлением от 7 до 12 бар;
сопло с диаметром 9,5 мм достигает скорости очистки в 21 кв.м. в час. Чтобы добиться стабильной работы на такой скорости, потребуется компрессор мощностью более 5500 л/мин. Давление при этом остаётся в пределах от 7 до 12 бар;
сопло в 11 мм сможет развить скорость обработки материала до 28 кв.м. в час. Работать комфортно и без сбоев можно установив для этого компрессор, который выдаёт не менее 7200 литров воздуха в минуту;
самый большой диаметр в этой серии – 12,5 мм, и производительность работы такого сопла составляет 37 кв.м. в час. Компрессор здесь тоже понадобится наиболее производительный, не менее 9600 л/мин.
Подбор компрессора для эжекторных систем
Конструктивно, эжекторная установка отличается от напорной тем, что абразив и воздух подаются к абразивному соплу по разным каналам. Воздух подаётся в постоянном режиме по специальному рукаву, а абразивный материал подсасывается к соплу отдельным воздушным потоком. Эжекторная установка значительно уступает в мощности напорной. Используется такая установка, в основном для декоративных работ:
Для стабильной и надёжной работы эжекторной установки достаточно менее мощного компрессора, достигающего 1500 л/мин. Необходимую мощность можно подобрать, используя данные о расходе воздуха и диаметре сопла:
при размерах сопла 6 мм в диаметре, установка может производить очистку поверхности со скоростью до 0,75 кв.м. в час. Желательная мощность, необходимая для нормальной работы должна быть более 300 л/мин. Также рекомендуется использовать блок для предстартовой задержки воздуха;
сопло диаметром 8 мм позволяет развивать скорость очистки до 1,5 кв.м. в час. Достичь такой скорости может помочь установка компрессора с производительностью от 600 л/мин при постоянном давлении в 8 бар;
при сопле в 10 мм достигается самая большая скорость обработки поверхности среди эжекторных и составляет 3 кв. м. в час. Здесь нужно устанавливать компрессор, производительность которого начинается с 1200 л/мин.
В общем случае, компрессор для пескоструя стоит выбирать основываясь на нескольких показателях. Каков объем и тип выполняемых работ, автономность или наличие энергосетей вблизи объекта. Если объёмы работ предполагаются большие, то удобнее и оперативнее их закончить поможет напорная пескоструйная установка. Если же требуется детальная очистка мелких изделий, то спасёт эжекторная. Также на выборе может сказаться наличие электросети в непосредственной близости. Если таковой не имеется, то оптимальным решением будет дизельный компрессор.
Какой компрессор выбрать для пескоструйной обработки, как подобрать
Для работы любого пескоструйного аппарата необходим сжатый воздух, который производит компрессор. Именно его параметры влияют на скорость и качество пескоструйной обработки, а также на расход абразивного материала. Но как выбрать правильный компрессор для пескоструйного аппарата, учесть все параметры и не запутаться в технических нюансах? Данная статья поможет вам определиться.
Пескоструйный аппарат и передвижной компрессор Chicago Pneumatic
Стоит ли экономить на компрессоре?
Компрессор — это самый дорогой элемент в пескоструйной системе. В процессе комплектации аппарата может появиться естественное желание сэкономить, но не стоит ему поддаваться. Приобретая дешевые компрессоры с неподходящими характеристиками, вы рискуете растянуть будущие работы на долгое время: пескоструйному аппарату может не хватить мощности, давления. В крайнем случае, компрессор после недолгой эксплуатации сломается сам и выведет из строя аппарат, прибавив немало проблем и дополнительных трат.
Выбираем тип компрессора — винтовой или поршневой
Поршневые компрессоры практически не используют для пескоструйной очистки и обработки. И все из-за пульсаций воздуха, которые выдает поршневой компрессор в силу своей конструкции. Из-за них абразивный материал смешивается с потоком воздуха неравномерно и образуются комки, которые плохо влияют на абразивную струю и забивают сопло.
Еще одна причина не использовать «поршневики» для пескоструя — значительный вынос компрессорного масла. Из-за него абразив слипается, при этом выводя из строя пескоструйный аппарат. По этим причинам разумнее использовать винтовой компрессор.
Плюсы винтового компрессора для пескоструя
Во всем мире для пескоструйной обработки используют в основном винтовые компрессоры, например фирмы Chicago Pneumatic, Арсенал. И для этого есть причины: в отличии от поршневых, винтовые могут долго и беспрерывно обеспечивать пескоструйный аппарат сжатым воздухом без перепадов давления. Более того, они экономичнее в обслуживании и эксплуатации.
Чаще всего для пескоструйной очистки и обработки используют мобильные винтовые компрессоры, которые еще называют передвижными.
Выбираем между дизельным и электрическим
Теперь следует определиться с тем, винтовой компрессор с каким типом двигателя вам нужен. Есть два варианта: дизельный и электрический.
Здесь все просто. Если ваша работа по пескоструйной обработке предполагает выезды, где вы часто не уверены в наличии источника электричества, ваш выбор — дизельный компрессор. Его главным плюсом является полная автономность.
Электрические компрессоры — это более экономичный и простой в эксплуатации вариант. Также он дешевле в обслуживании. Но когда пескоструйный аппарат укомплектован электрическим компрессором, всегда стоит помнить, что для данного вида работ обычно применяют компрессоры с мощностью двигателей от 22 до 100 кВт и более. Поэтому на выездных работах следует позаботится о доступе к промышленной электросети — 220 В часто будет недостаточно.
Производительность компрессора для пескоструя
После выбора типа двигателя вашего будущего компрессора, настало время подумать о его ключевых параметрах. Самая важная характеристика у компрессора для пескоструйной обработки — производительность. Единица измерения: л/мин. Скорость обработки и качество воздушно-абразивной смеси зависят именно от производительности. Если данный показатель высок, появляется возможность использовать сопла с большим диаметром. Это увеличивает скорость пескоструйной обработки за счет увеличения пятна очистки.
Давление компрессора для пескоструя
Кроме производительности компрессора, ключевой характеристикой также является давление. Единица измерения: бар. Приведем основные виды поверхностей для пескоструйных работ и рекомендуемое для них давление:
Бетон, камень, кирпич — 3-5 бар;
Металл — 5-8 бар;
Абразивостойкие покрытия — 9-12 бар.
Если вы планируете выполнять широкий комплекс пескоструйных работ, мы рекомендуем взять компрессор с запасом давления до 12 бар.
Цифры и реальность
Разумным решением будет взять компрессор с небольшим запасом производительности и давления, в зависимости от вида работ, для которых вы его берете.
Пескоструйный аппарат, подключенный к передвижному компрессору
Условия, в которых проводятся пескоструйные работы, также влияют на то, насколько высокими должны быть основные значения характеристик компрессора. Этими условиями являются: расстояние до зоны очистки, диаметр сопла, абразивоструйного и воздушного шланга, особенности абразивного материала, длина магистралей, высота подачи материала.
Мы рекомендуем использовать абразивоструйный рукав меньшей длины и компенсировать расстояние до рабочей области увеличением длины воздушного рукава, если есть такая возможность. Причина этому — высокие потери давления. В абразивоструйном рукаве они гораздо больше, чем в воздушном.
Выводы: как выбрать компрессор для пескоструя
Определитесь с тем, какие пескоструйные работы вы собираетесь выполнять — от этого зависит выбор компрессора для аппарата;
Подумайте, нужен ли вам мобильный компрессор для выездных работ или хватит стационарного;
Выберите между компрессором с дизельным двигателем и компрессором с электродвигателем. Электрический вариант дешевле и проще в работе, но дизельный полностью автономен;
Подберите основные технические параметры будущего компрессора — производительность и давление. Именно от них зависит качество и скорость пескоструйной очистки.
Если вы не хотите тратить время на подбор компрессора и боитесь ошибиться, наши инженеры помогут подобрать компрессор для пескоструя специально под ваши потребности и ответят на любые вопросы.
В нашем интернет-магазине продаются компрессоры для пескоструя с диапазоном производительности 2 800-30 500 л/мин и давления 6-25 бар:
дизельные и электрические;
на стационарных опорах и на передвижном шасси.
У нас вы найдете компрессор и для малых объемов пескоструйных работ, и для постоянной эксплуатации с множеством устройств в сложных условиях.
Предыдущая статья Как выбрать компрессор для отбойного молоткаСледующая статья Какой компрессор лучше – масляный и безмасляный? Отличия
Поделиться:
Выбор размера воздушного компрессора для пескоструйной обработки
Пескоструйные аппараты используются для удаления сложных веществ, таких как ржавчина или краска, с твердых поверхностей, таких как металл. Пескоструйный аппарат может сделать огромную работу по шлифованию внезапно простой. Чтобы добиться наилучшей производительности пескоструйного аппарата, вам необходимо выбрать правильный компрессор для работы. Используйте эти советы и рекомендации, чтобы сделать лучший выбор для вашего проекта.
Размер компрессора
Размеры компрессоров и пескоструйных аппаратов определяются на основе:
CFM (кубических футов в минуту): объем воздуха, который система может перемещать за минуту
PSI (фунтов на квадратный дюйм): Давление, создаваемое системой
Вы должны учитывать оба числа, чтобы убедиться, что ваш компрессор и пескоструйный аппарат будут работать вместе. Размер вашего пескоструйного аппарата и сопла определят необходимый размер вашего компрессора.
Как работают пескоструйные аппараты
Чтобы правильно подобрать размер компрессора для вашего проекта пескоструйной обработки, важно точно понимать, как работает пескоструйный аппарат. Пескоструйные аппараты очищают шероховатые поверхности, шлифуя их песком. Пескоструйный аппарат стреляет песком из пневматического пистолета с высокой скоростью. Существует несколько видов пескоструйных аппаратов. Каждый вводит песок в воздух по-своему.
Гравитационные пескоструйные аппараты: Эти пескоструйные аппараты оснащены напорным пистолетом с воронкой наверху. Сила сжатого воздуха, проходящего через пистолет, открывает бункер. Затем тяга воздуха вытягивает песок через бункер и из бочки вместе с воздухом.
Пескоструйные пистолеты: Этот пескоструйный пистолет соединяется непосредственно с канистрой с песком. Воздух и песок вместе проталкиваются через канистру в пистолет.
Пескоструйный аппарат с сифоном: Пескоструйный аппарат с сифоном оснащен двумя шлангами. Когда сжатый воздух проходит через первый шланг, он создает давление, которое вытягивает песок из бака через второй шланг. Затем воздух и песок вместе выходят из пескоструйного пистолета.
Компрессор не просто обеспечивает одиночный выброс воздуха. Он должен выдерживать соответствующее давление. Для этого ваш компрессор должен иметь правильный объем воздуха. Слишком мало, и он не сможет справиться с вашей работой.
Размер и эффективность компрессора
Для оптимальной эффективности любого абразивно-пескоструйного проекта следует использовать резервуар с давлением не менее 100 фунтов на квадратный дюйм. Если вы работаете с более низким PSI, вы значительно увеличите время своего проекта. Если вы уменьшите давление струйной очистки вдвое, ваш проект по очистке под давлением займет в четыре раза больше времени. Если вы стремитесь к скорости, в этой области чем больше, тем лучше. Увеличение размера пистолета в шкафу может сократить ваше рабочее время более чем на две трети.
Размер компрессора и выбор форсунки
По мере увеличения размера струйной форсунки также увеличивается необходимый объем воздуха и запас воздуха. Чем больше ваше сопло, тем больше CFM вам потребуется от вашего воздушного компрессора. Вы также должны учитывать необходимый PSI для вашего проекта. Более высокий PSI коррелирует с более высоким CFM. Например, если вы используете сопло № 2 на 100 фунтов/кв.0003
Для повышения эффективности вы должны выбрать максимально возможное сопло для вашего проекта. Если вы дробеструйно обрабатываете большие куски листового металла, рассмотрите модели №6, №7 или №8. Они варьируются в размерах от 3/8 дюйма до 1/2 дюйма. Если вы работаете с более точным проектом, требующим меньшего размера струи, сопло №4 размером 3/16 дюйма или сопло №5 размером 1/16 дюйма будет работать лучше.
Собираем все вместе
При пескоструйной очистке необходимо учитывать множество деталей. Ознакомьтесь с рекомендациями для вашего пескоструйного аппарата, чтобы убедиться, что он совместим с вашим соплом. Вам нужна насадка, достаточно прочная, чтобы выдерживать давление выбранного вами пескоструйного аппарата. Затем проверьте PSI и CFM вашего пескоструйного аппарата. Увеличьте размер вашего компрессора в соответствии с размером вашего другого оборудования. Рекомендуемые размеры компрессора для работы при 100 фунтов на квадратный дюйм:
Форсунка №2 1/8 дюйма: 20 куб. футов в минуту
Форсунка №3 3/16 дюйма: 45 куб. футов в минуту
Форсунка #4 1/4 дюйма: 81 куб. фут/мин
Форсунка № 5 5/16 дюйма: 137 кубических футов в минуту
Форсунка #6 3/8 дюйма: 196 кубических футов в минуту
Форсунка #7 7/16 дюйма: 254 кубических футов в минуту
Форсунка #8 1/2 дюйма: 338 кубических футов в минуту
Не забудьте увеличить размер компрессора для проектов с более высоким PSI. Если вы сомневаетесь, обратитесь к рекомендациям производителя для ваших инструментов.
С правильным компрессором вы сможете эффективно обеспечить эффективность любого проекта по пескоструйной очистке. Хотя компрессор необходим для этой работы, вам не нужно инвестировать в него для вашей компании. Доступная аренда оборудования даст вам необходимую функциональность с минимальными затратами.
Related Posts
Как определить размер воздушного компрессора для пескоструйной обработки
Есть много информации о сложных пескоструйных работах, которые легко упрощаются. Знание того, какой тип воздушного компрессора использовать для пескоструйной обработки, может быть очень запутанным. Вот ваше руководство по всему, что вам нужно знать о выборе размера воздушного компрессора для пескоструйной обработки. Но сначала важно знать, что делает пескоструйный аппарат.
Для чего вы используете пескоструйный аппарат?
При пескоструйной очистке сжатый воздух распыляет песок на поверхности, удаляя старую краску, ржавчину, грязь и жир. Либо восстановление предмета до его первоначального состояния, либо подготовка поверхности к окраске и ремонту. Машины чаще всего используются в автомобильной промышленности, на судовых и железнодорожных станциях и в других промышленных целях.
Приняв решение об пескоструйной очистке поверхности, вы должны выбрать воздушный компрессор правильного размера для своей работы.
Что такое размер воздушного компрессора?
Есть два важных показателя, которые необходимо знать для определения размеров компрессоров и пескоструйных аппаратов.
1. CFM (кубических футов в минуту) Это воздушный поток или объем воздуха, который компрессор может подать в течение минуты. Воздушный компрессор производительностью от 10 CFM до 20 CFM идеально подходит для небольших задач пескоструйной обработки. В то время как компрессор, производящий от 18 до 35 кубических футов в минуту, лучше подходит для более крупных работ, где требуется более мощный опыт. В то время как промышленный тип пескоструйной обработки требует CFM 50 – 100.
2. PSI (фунты на квадратный дюйм):
Это давление воздуха, создаваемое компрессором. Объем бака определяет, как долго компрессор может производить воздух. Чтобы найти правильный PSI для вашей работы, вам необходимо учитывать, как долго вы будете использовать инструмент и сколько инструментов вы используете одновременно на компрессоре.
Более высокий PSI означает более быструю очистку, в то время как они дороже, вы можете почувствовать, что затраты стоят сэкономленного времени. Вы должны использовать резервуар с минимальным давлением 100 фунтов на квадратный дюйм для оптимальной эффективности. Если вы уменьшите давление струйной очистки вдвое, ваш проект по очистке под давлением займет в четыре раза больше времени.
Вы должны учитывать значения как PSI, так и CFM, чтобы убедиться, что они работают вместе.
Какой размер сопла мне нужен?
CFM, PSI и размер сопла работают в унисон, поэтому, как только вы выяснили свои CFM и PSI, можно выбрать размер сопла. Чем больше сопло, тем выше давление воздуха и тем больше воздуха потребуется для пескоструйной обработки.
Форсунка № 2 на 100 PSI, ваш воздушный компрессор должен обеспечивать 20 CFM
Форсунка № 2 на 140 фунтов на квадратный дюйм, ваш воздушный компрессор должен обеспечивать CFM 28
Размер сопла влияет на форму струи, увеличение на один размер может увеличить мощность струи на 10%. Если вы работаете с точным участком дробеструйной обработки, потребуется меньшая схема дробеструйной обработки. Рекомендуется размер насадки 4 размером 3/16 дюйма или размер насадки 5 размером 1/16 дюйма.
Для более эффективной работы вам потребуется насадка большего размера. Рассмотрите размеры сопла в диапазоне от 6 до 9 и размером от 3/8 дюйма до 1/2 дюйма.
Важно отметить, что форсунки изнашиваются, старая изношенная форсунка требует большего объема в минуту для поддержания целевого давления. Вы также должны увеличить размер компрессора для проектов с более высоким PSI.
Важные указания по технике безопасности
Перед использованием воздушного компрессора для пескоструйной обработки убедитесь, что вы прочитали руководство производителя и соблюдаете все инструкции. Во время пескоструйной обработки надевайте защитную одежду, включая пылезащитную маску, защитные очки, рубашку с длинным рукавом и длинные брюки.
Где арендовать компрессор?
Вместо того, чтобы искать воздушный компрессор для продажи, вы можете арендовать воздушный компрессор с помощью iSeekplant.
Предназначенная для выполнения поперечных, косых и наклонных распилов в древесине, пластике и алюминии. Подходит для распиловки обрешетки крыши и брусков для внутренней отделки. Специальный зажим позволяет фиксировать заготовку, а лазер – производить распилы высокой точности.
PCM – модель торцовочной пилы, 8 – поколение, S (slide) – с протяжкой, 1200 Вт – мощность, 216х30 мм – размер отрезного диска.
Детали
Режим работы инструмента
Профессиональный. Режим работы 6-8 часов в день. 60 мин работы/10-15 минут отдых.
Гарантия
На все инструменты, проданные с 01.02.2023, действует стандартная гарантия:
Для профессиональных электроинструментов и измерительной техники гарантийный срок составляет один год.
Для садовой техники, электроинструментов и измерительной техники для домашних мастеров гарантийный срок составляет два года.
Продленная гарантия (12 мес. + 24 мес.) сохраняется для всех инструментов, приобретенных до 01.02.2023.
Для обладателей сертификата на продленную гарантию, полученного при регистрации инструмента, гарантия будет предоставлена по предъявлению сертификата.
Пользователям, приобретавшим инструменты в 2022 году, продление гарантии предоставляется автоматически. В случае необходимости воспользоваться гарантией достаточно предъявить чек о покупке или гарантийный талон с датой оформления в 2022 году.
Соответствующая информация для пользователей размещена на страницах сайта производителя. Приостановка действия услуги связана с технической невозможностью осуществлять необходимую регистрацию пользователей. Данная приостановка не влияет на основную гарантию, предоставляемую согласно законодательству РФ. Компания ООО «Роберт Бош» продолжает выполнять все гарантийные обязательства в полном объеме.
О возобновлении оказания услуги продленной гарантии будет сообщено дополнительно.
Документы:
pdfскачать
pdfскачать
pdfскачать
Характеристики
Тип товара
Пила торцовочная
Бренд
Bosch
Использование
Профессиональное
Мощность (Вт)
1200
Диаметр диска, мм
216
Посадочный диаметр, мм
30
Наличие лазера
Да
Плавный пуск
Нет
Макс. ширина пропила под углом 45°, мм
155
Макс. ширина пропила под углом 90°, мм
220
Упаковка
Коробка
Гарантия, мес
24
Дополнительная комплектация
Лазер
Страна-производитель
Китай
Вес, кг
15,28
Отзывы покупателей
Сначала показывать
13 апреля 2021
Покупал с протяжкой для постройки каркасника. Со своей функцией справилась на ура. Основной материал при строительстве доска 50*150, проблем или затруднений не вызвала. Пилит быстро и ровно. Незаменимый инструмент если надо торцевать сотню стоек за пару часов.
Вопросы и ответы
Станьте первым, кто задал вопрос об этом товаре
Защита рук
Защита лица, глаз, головы
Защита органов дыхания
Маркеры, карандаши, мел
Рулетки
Уровни
Струбцины, тиски, стусло
Верстаки
Столы малярные, помосты
Сетевые фильтры
Удлинители бытовые
Пояса, ремни, сумки
Демисезонная спецодежда
Зимняя спецодежда
Рабочая обувь, наколенники
668641
Доставим
Сегодня
1645 пар
Привезем в партнерские пункты выдачи
09/04 после 10:00
275 пар
при заказе до 07/04 до 11:59
Смотреть на карте
Перчатки полиэстеровые с латексным обливом Hesler черно-оранжевые
Цена за пар
За баллы:
28,50
В корзину
170127
Доставим
Сегодня
42986 пар
Привезем в партнерские пункты выдачи
09/04 после 10:00
7826 пар
при заказе до 07/04 до 11:59
Смотреть на карте
Перчатки х/б 5 нитей с двойным латексным обливом Стандарт зеленые
Цена за пар
За баллы:
8,25
В корзину
170126
Доставим
Сегодня
44670 пар
Привезем в партнерские пункты выдачи
09/04 после 10:00
7780 пар
при заказе до 07/04 до 11:59
Смотреть на карте
Перчатки х/б 6 нитей с ПВХ покрытием Петрович белые
Цена за пар
За баллы:
12,25
В корзину
946043
Смотреть на карте
Перчатки полиэстеровые 13 нитей с латексным обливом Delta Plus VV733 черно-оранжевые
Цена за пар
За баллы:
64,75
В корзину
970548
Доставим
Сегодня
1282 пар
Привезем в партнерские пункты выдачи
09/04 после 10:00
273 пар
при заказе до 07/04 до 11:59
Смотреть на карте
Перчатки нейлоновые с полиуретановым покрытием СВС Поликс бело-серые
Цена за пар
За баллы:
17,75
В корзину
105686
Доставим
Сегодня
10838 пар
Привезем в партнерские пункты выдачи
09/04 после 10:00
3017 пар
при заказе до 07/04 до 11:59
Смотреть на карте
Перчатки х/б 4 нити с ПВХ покрытием черные
Цена за пар
За баллы:
7,75
В корзину
633940
Доставим
Сегодня
964 пар
Привезем в партнерские пункты выдачи
09/04 после 10:00
145 пар
при заказе до 07/04 до 11:59
Смотреть на карте
Перчатки акриловые с латексным обливом оранжево-синие
Цена за пар
За баллы:
44,50
В корзину
633936
Доставим
Сегодня
2941 пар
Привезем в партнерские пункты выдачи
09/04 после 10:00
443 пар
при заказе до 07/04 до 11:59
Смотреть на карте
Перчатки х/б с тройным латексным обливом серо-синие
Цена за пар
За баллы:
14,75
В корзину
957388
Доставим
Сегодня
378 пар
Привезем в партнерские пункты выдачи
09/04 после 10:00
106 пар
при заказе до 07/04 до 11:59
Смотреть на карте
Перчатки полиэстеровые 13 нитей с полиуретановым покрытием Delta Plus VE702 белые
Перчатки х/б с нитриловым обливом кислотоустойчивые красные
Цена за пар
За баллы:
48,50
В корзину
606524
Доставим
Сегодня
213 шт
Привезем в партнерские пункты выдачи
09/04 после 10:00
при заказе до 07/04 до 11:59
Смотреть на карте
Перчатки х/б 10 нитей с латексным обливом Delta Plus VE730 желто-оранжевые
Цена за шт
За баллы:
52,25
В корзину
606522
Доставим
Сегодня
665 шт
Привезем в партнерские пункты выдачи
09/04 после 10:00
при заказе до 07/04 до 11:59
Смотреть на карте
Перчатки полиамидные 13 нитей с полиуретановым покрытием Delta Plus VE702
Цена за шт
За баллы:
27,25
В корзину
606520
Доставим
Сегодня
Привезем в строительные центры
Привезем в партнерские пункты выдачи
09/04 после 10:00
при заказе до 07/04 до 11:59
Смотреть на карте
Перчатки полиэтиленовое волокно 13 нитей с полиуретановым покрытием антипорезные Delta Plus VECUT42 серые
Цена за шт
За баллы:
184,75
В корзину
606517
Доставим
Сегодня
295 шт
Привезем в партнерские пункты выдачи
09/04 после 10:00
при заказе до 07/04 до 11:59
Смотреть на карте
Перчатки кожаные комбинированные Delta Plus DS202 серо-синие
Цена за шт
За баллы:
92,25
В корзину
606516
Доставим
Сегодня
135 шт
Привезем в партнерские пункты выдачи
09/04 после 10:00
при заказе до 07/04 до 11:59
Смотреть на карте
Перчатки кожаные комбинированные Delta Plus серо-синие
Цена за шт
За баллы:
122,25
В корзину
Пила торцовочная электрическая Bosch PCM 8S (0603B10100) 1200 Вт 216 мм в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить пила торцовочная электрическая Bosch PCM 8S (0603B10100) 1200 Вт 216 мм в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар пила торцовочная электрическая Bosch PCM 8S (0603B10100) 1200 Вт 216 мм действительны в Санкт-Петербурге.
Торцовочная пила Bosch GCM 216 0601B33000
Электроинструмент
Торцовочные пилы
ХарактеристикиОписаниеГарантияЗапасные части
Тип двигателя: щеточный
Макс. мощность: 1300 Вт
Напряжение сети: 220 В/Гц
Диаметр диска: 216 мм
Посадочный диаметр диска: 30 мм
Характеристики
Тип двигателя: щеточный
Макс. мощность: 1300 Вт
Напряжение сети: 220 В/Гц
Диаметр диска: 216 мм
Посадочный диаметр диска: 30 мм
Макс. ширина пропила под углом 90°: 123 мм
Макс. ширина пропила под углом 45°: 80 мм
Макс. глубина пропила под углом 90°: 60 мм
Макс. глубина пропила под углом 45°: 43 мм
Горизонтальное перемещение: нет
Наличие лазера: да
Регулировка оборотов: нет
Регулировка глубины реза: да
Габариты без упаковки (ДxШxВ): 500x455x325 мм
Вес нетто: 10.1 кг
Макс. количество оборотов: 4800 об/мин
Наличие протяжки: нет
Бренд: Bosch
Скачать инструкцию
Торцовочная пила Bosch GCM 216 0601B33000 — предназначена для выполнения прямолинейных продольных и поперечных распилов в древесине твердых и мягких пород, древесностружечных и древесноволокнистых плитах. Угол пропила регулируется в двух плоскостях: горизонтально (от -47 до +47 градусов) и вертикально (от 0 до 45 градусов). Функция блокировки шпинделя обеспечивает быструю замену оснастки. Для надежного закрепления заготовки предусмотрены фиксирующая струбцина и высокий упорный профиль (60 мм). Встроенный отключаемый лазер позволяет производить более точные пропилы. Система пылеудаления и возможность подсоединения пылесоса помогают поддерживать рабочее место в чистоте.
Преимущества:
Угол пропила регулируется в двух плоскостях – для выполнения различных задач
Функция блокировки шпинделя – быстрая замена оснастки
Блокировка от случайного включения – защита пользователя от непроизвольного запуска пилы
Фиксирующая струбцина и высокий упорный профиль – для надежного закрепления заготовки
Встроенный отключаемый лазер – для высокоточного пиления
Система пылеудаления и возможность подсоединения пылесоса – чистота рабочего места
Эргономичная горизонтальная ручка – для удобства быстрой транспортировки
Практичный измеритель длины – для многократного выпиливания одинаковых деталей
Съемный стол – обеспечивает легкую очистку
Комплектация:
Сетевая торцовочная пила
Пильный диск
Шестигранный ключ
Струбцина
Продольный упор
Скобы удлинителя – 2 шт.
Пылесборный мешок
Коробка
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
«Вечные» стихи — Hello Poetry
1
Когда сирень в последний раз цвела во дворе у дверей, И великая звезда рано опускалась в западном небе в ночи, Я оплакивал — и все же буду оплакивать вечно возвращающейся весной.
О вечно возвращающаяся весна! троицу обязательно мне принесешь; Сирень многолетник цветущий, и звезда поникшая на западе, И мысль о нем я люблю.
2
О могущественная, западная, падшая звезда! О тени ночи! О угрюмая, слезливая ночь! О великая звезда исчезла! О черный мрак, скрывающий звезду! О жестокие руки, которые держат меня бессильным! О беспомощная душа моя! О суровое окружающее облако, которое не освободит мою душу!
3
Во дворе перед старым фермерским домом, у побеленного частокола, Куст сирени, высокий, с сердцевидными листьями ярко-зеленого цвета, С множеством заостренных цветок, восходящий, нежный, с сильным ароматом, который я люблю, С каждым листом чудо…… и с этого куста во дворе у дверей, С нежными цветами и сердцевидными листьями ярко-зеленого цвета, Ветку с ее цветком я ломаю.
4
В болоте, в укромных уголках, Застенчивая и затаившаяся птица напевает песенку.
Одиночка, дрозд, Отшельник, замкнутый в себе, избегая поселений, Поет сам себе песню.
Песня кровоточащего горла! Выходная песня смерти — (ибо, дорогой брат, я знаю Если бы ты не был одарен петь, ты бы непременно умер.)
5
Над грудью весны, над землей, среди городов, Среди переулков и сквозь старые леса, (где недавно фиалки выглядывали из-под земли, замечая серый мусор;) Среди травы в поля по обе стороны от переулков — мимо бескрайней травы; Проходя желтую пшеницу, каждое зерно из ее савана в темно-коричневых полях восстает; Проходя яблони белые и розовые в садах; Перенос трупа в могилу, где он будет покоиться, Ночные и дневные путешествия гроб.
6
Гроб, проходящий по переулкам и улицам, Сквозь день и ночь, с огромным облаком, затемняющим землю, С пышностью закрученных флагов, с городами, задрапированными черным, С показом сами штаты, как женщины в креповых вуалях, стоят, С процессиями длинными и извилистыми, и flambeaus ночи, С бесчисленными зажженными факелами — с безмолвным морем лиц, и непокрытых голов, С ожидающим складом, прибывающим гробом и мрачными лицами, С панихидами в ночи, с тысячью голосов, возвышающихся сильно и торжественно; Со всеми скорбными голосами панихид, лившимися вокруг гроба, Тускло освещенными церквами и дрожащими органами — Где среди них ты идешь, Со звоном, звоном вечным звоном колоколов; Сюда! гроб, который медленно проходит, Я дарю тебе свою веточку сирени.
7
(Ни тебе, ни одному, одному; Цветы и ветки зеленые гробам все приношу: Яко свеж, как утро, — так бы я пропел тебе песню, О разумная и священная смерть.
Повсюду букеты роз, О смерть! Я покрываю тебя розами и ранними лилиями; Но большей частью и теперь сирень, что цветет первой, Обильно, ломаю, ломаю веточки с кустов; С заряженным оружием я иду, наливая для тебя, Для тебя и гробы всех тебя, о смерть.)
8
О западный шар, плывущий по небесам! Теперь я знаю, что ты, должно быть, имел в виду, как месяц с тех пор, как мы шли, Когда мы гуляли взад и вперед в темно-синем, столь таинственном, Когда мы шли в тишине прозрачной тенистой ночи, Как Я видел, что тебе есть что сказать, когда ты склонялся ко мне ночь за ночью, Когда ты низко спускался с неба, как будто на мою сторону, (в то время как другие звезды все смотрели на;) Когда мы бродили вместе в торжественную ночь (почему-то, я не знаю что, не давало мне уснуть); Когда я стоял на возвышении на ветру, в холодной прозрачной ночи, Когда я смотрел, где ты прошел, и потерялся в нижней черноте ночи, Когда моя душа, в ее тревоге, недовольна , утонул, как где ты, печальный шар, Заключил, опустился в ночь и пропал.
9
Пой, там, на болоте! О певец стыдливый и нежный! Я слышу твои записи — я слышу твой зов; Я слышу — я сейчас приду — я вас понимаю; Но на мгновение я медлю — ибо блестящая звезда задержала меня; Звезда, мой уходящий товарищ, держит и удерживает меня.
10
О, как я буду петь о мертвом, которого я любил? И как мне украсить мою песню для большой милой души, которая ушла? И каким будет мой парфюм, на могилу того, кого я люблю?
Морские ветры, дующие с востока и запада, Дующие с восточного моря и дующие с западного моря, пока не встречаются в прериях: Эти, и с ними, и дыхание моего пения, Я благоухаю могила его, которого я люблю.
11
О, что мне повесить на стены камеры? И что за картины повешу я на стены, Украшаю могилу того, кого люблю?
Картины растущей весны, и ферм, и домов, С кануном четвертого месяца на закате, и серым дымом ясным и ярким, С потоками желтого золота великолепного, ленивого, заходящего солнца, горящего, расширяющегося воздух; Со свежей сладкой травой под ногами и бледно-зелеными листьями плодовитых деревьев; Вдали струящаяся глазурь, грудь реки, кое-где ветровая рябь; С широкими холмами на берегах, со многими линиями на фоне неба и тенями; И город под рукой, с густыми домами, и дымоходами, И все сцены жизни, и мастерские, и возвращающиеся домой рабочие.
12
Вот! тело и душа! эта земля! Могучий Манхэттен, со шпилями, сверкающими и стремительными приливами и кораблями; Разнообразная и обширная земля — Юг и Север в свете — берега Огайо и сверкающий Миссури, И вечно раскинувшиеся прерии, покрытые травой и кукурузой.
Вот! самое превосходное солнце, такое спокойное и надменное; Фиолетово-лиловое утро с едва ощутимым ветром; Нежный, мягкорожденный, безмерный свет; Чудо, растекающееся, все омывающее — полдень исполненный; Грядущий канун, вкусный — желанная ночь и звезды, Над моими городами сияет все, обволакивая человека и землю.
13
Пой! пой, серо-бурая птица! Пой из болот, из глубин, из кустов лей свой напев; Безграничный из сумерек, из кедров и сосен.
Пой, милый братец, напевай свою песенку; Громкая человеческая песня, с голосом крайнего горя.
О жидкая, и свободная, и нежная! О дикая и свободная душа моя! О чудесный певец! Тебя только я слышу……пока держит меня звезда, (но скоро уйдет;) Еще держит меня сирень, с властным запахом.
14
Теперь, когда я сидел днем и смотрел вперед, В конце дня, с его светом, и весенними полями, и фермером, готовящим урожай, В большом бессознательном пейзаже моей земли, с ее озерами и лесами, В небесной воздушной красоте, (после беспокойных ветров и бурь;) Под арочными небесами быстротечного дня и голосов детей и женщин, Многочисленные морские приливы — и я видел корабли, как они плыли, И приближающееся лето с богатством, и поля, все занятые трудом, И бесконечные отдельные дома, как все они жили, каждый со своей едой и мелочами повседневных обычаев; И улицы, как пульсировали их пульсации, и города задыхались — вот! тогда и там, Обрушившись на них всех, и среди них всех, окутав меня вместе с остальными, Появилось облако, показался длинный черный след; И я познал Смерть, ее мысль и священное знание смерти.
15
Затем со знанием смерти, как идущей по одну сторону от меня, И мыслью о смерти близко идущей по другую сторону от меня, И я посередине, как с товарищами, и как держась за руки товарищей , Я бежал к скрытой принимающей ночи, которая не говорит, Вниз к берегам водным, по болотной тропе в сумраке, К торжественным тенистым кедрам, И призрачным соснам, таким тихим.
И певец, такой застенчивый перед остальными, принял меня; Серо-коричневая птица, которую я знаю, приняла нас, товарищей, троих; И он спел то, что казалось песнью смерти, и стих для него я люблю.
Из глубоких укромных уголков, Из душистых кедров и призрачных сосен, Донесся птичий гимн.
И очарование гимна пленило меня, Когда я держал, как будто в их руках, моих товарищей в ночи; И голос моего духа слился с песней птицы.
КЭРОЛ СМЕРТИ.
16
Приди, милая и успокаивающая Смерть, Колышись по свету, безмятежно прибывающая, прибывающая, Днём, ночью, всем, каждому, Рано или поздно, нежная Смерть.
Хвала бы бездонной вселенной, За жизнь и радость, и за предметы и любопытные знания; И за любовь, сладкую любовь — Но хвала! хвалить! хвалить! За уверенно обвивающие руки прохладно обволакивающей Смерти.
Темная Мать, всегда скользящая рядом, с мягкими ногами, Разве никто не воспевал для тебя песнопение самого полного приветствия?
Тогда я пою это для тебя — я прославляю тебя превыше всего; Я приношу тебе песню, чтобы, когда ты действительно должен прийти, прийти неуклонно.
Подойди, сильная Избавительница! Когда это так — когда ты взял их, я радостно воспеваю мертвых, Потерянный в любящем, плывущем океане тебя, Омытый потоком твоего блаженства, о Смерть.
От меня тебе радостные серенады, Танцы тебе предлагаю, приветствуя тебя, — украшения и пиршества тебе; И виды открытого ландшафта, и высокого неба годятся, И жизнь, и поля, и ночь огромная и задумчивая.
Ночь, в тишине, под множеством звезд; Океанский берег, и хриплый шепот волны, чей голос мне знаком; И душа обратится к тебе, о обширная и хорошо завуалированная Смерть, И тело благодарно прильнет к тебе.
Над верхушками деревьев я плыву тебе с песней! Над вздымающимися и опускающимися волнами — над бесчисленными полями и широкими прериями; Над всеми густонаселенными городами, и изобилующими пристанями и путями, Я с радостью воспеваю эту песнь, с радостью тебе, о Смерть!
17
В счет моей души, Громко и сильно поддержала серо-коричневую птицу, Чистыми, обдуманными нотами, растекаясь, заполняя ночь.
Громкий в соснах и тусклых кедрах, Ясный в свежести сырой и болотной благовония; А я с товарищами там ночью.
Пока мой взгляд, что был связан в моих глазах, не закрылся, Что касается длинных панорам видений.
18
Я видел врасплох армии; И видел я, как в безмолвном сне, сотни боевых знамен; Пронесенный сквозь дым боев, и пронзенный снарядами, я видел их, И несущийся туда-сюда сквозь дым, и рваный и ******; И, наконец, на посохах осталось несколько клочков, (и все в тишине), И посохи все в щепках и сломаны.
Я видел боевые трупы, мириады их, И белые скелеты юношей — я видел их; Я видел осколки и осколки всех погибших солдат войны; Но я увидел, что они не такие, как думали; Они сами были в полном покое — не страдали; Остались живые и страдали — страдала мать, И жена, и ребенок, и задумчивый товарищ страдали, И армии, что оставались, страдали.
19
Проходящие видения, проходящие ночи; Прохождение, развязывание рук моих товарищей; Проходя песню птицы-отшельника и счетную песню моей души, (Победоносная песня, песня выхода смерти, но переменчивая, вечно меняющаяся песня, Низкие и плачущие, но ясные ноты, поднимающиеся и опускающиеся, заливающие ночь, Грустно опускающиеся и падающие в обморок, как предостережение и предостережение, и снова разрывающиеся от радости, Покрывающие землю и заполняющие просторы небес, Как тот могучий псалом в ночи я слышал из укромных уголков,) Проходя, я оставляю тебя, сирень с сердцевидными листьями; Я оставляю тебя там, во дворе, цветущим, возвращаясь с весной, Я прекращаю петь о тебе; От моего взгляда на тебя на западе, перед западом, в общении с тобой, О товарищ блестящий, с серебряным лицом в ночи.
Выбор типа механической передачи | Статьи компании «ЮСТО»
Механическая передача – устройство, преобразующее механическую энергию привода к остальным исполнительным механизмам машины. Такой передаче свойственна смена характера движения, изменение его направления,преобразование скорости или силы.
Существуют следующие передачи зацепления,используемые на фрезерно-гравировальных станках с ЧПУ:
Червячные
Ременные
Зубчатые
Цепные
Гипоидные
Винтовые
Волновые
При проектировании станков с ЧПУ наибольшее распространение получили винтовые и зубчатые механические передачи.
Зубчатая передача предполагает использование в своем механизме зубчатых колес и предназначена для преобразования вращательного движения в поступательное.
Преимущества зубчатой передачи:
Длительный срок службы
Высокая надёжность
Работа на высоких скоростях
Преобразование больших мощностей
Высокая точность перемещения
В зависимости от расположения зубьев выделяют передачи:
Прямозубые
Косозубые
Шевронные
Применение прямозубых колёс в передаче целесообразно при малых скоростях. Главным достоинством является его дешевизна, а недостатком– вибрации в работе, быстрый износ и возникновение погрешностей.
Косозубые передачи обладают возможностью уменьшать действие механических колебаний и используются в изготовлении ответственных узлов и механизмов. Это обосновано большей площадью зацепления, нежели у прямозубой передачи.
Винтовая передача включает в свою конструкцию винт и гайку и также обладает способностью к преобразованию вращательного движения в поступательное и наоборот.
Выделяют два основных вида винтовых механических передач: качения (шарико-винтовые) и скольжения.
Шарико-винтовая передача нашла свое применение на различных металлообрабатывающих станках. Элементы качения, содержащиеся в винтовой передаче, преобразуют механическую энергию между винтом и гайкой.
В сравнении с зубчатыми передачами шарико-винтовые являются более точными,но работают на меньших скоростях, атакже возрастает вероятность прогиба при работе на большой длине перемещения.
Применение передач в рекламной сфере производства
Главной целью в работе компаний, специализирующихся на рекламе производственной деятельности,является криволинейная обработка и раскрой листовых материалов. Поэтому более целесообразным является применение станков с зубчатыми передачами. Они дают возможность производить скоростную обработку, увеличить производительность,при этом сохранить требуемую точность необходимых материалов (композитные,акриловые, пластмассы и другие).
Применение передач в обработке металлов и дерева
Деревообработка,производимая на фрезерно-гравировальных станках с ЧПУ, ведется в плоскостной системе координат по осям X,Y.Поэтому в данном случае рационально использовать зубчатую передачу типа рейка-шестерня. При необходимости обработки в пространственной системе координат, то есть с использованием третьей координаты Z, целесообразна установка шарико-винтовой передачи.
В обработке металлов резанием главным критерием качества является позиционная точность. Поэтому в станках с ЧПУ на всех координатных осях должны использоваться шарико-винтовые передачи.
Бывают случаи, когда могут возникнуть не совсем стандартные задачи, а использование механических передач не соответствовать данным критериям выбора. Наши квалифицированные специалисты всегда рады вам помочь и подобрать необходимый тип передач.
Выбор типа механической передачи | Статьи
Механическая передача – это механизм, который служит для преобразования механической энергии от привода к исполнительному механизму. Как правило, при этом, происходит изменение характера движения: изменение момента, скорости, силы либо изменение направления.
В фрезерно-гравировальных станках с ЧПУ, используются так называемые, передачи зацепления.
Чаще всего, при изготовлении механических станков с ЧПУ, применяют зубчатые либо винтовые передачи. Реже все остальные.
Зубчатые передачи преобразуют вращательное движение ведущий шестерни в поступательное движение рейки. Данные вид передач имеет высокий эксплуатационный ресурс и отличную надежность. Применяются они, как правило, при высоких скоростях перемещения, а так же, для преобразования больших мощностей. Типы передач рейка\шестерня, подразделяются на прямозубые, косозубые и шевронные. В станках, поставляемых нашей компанией, используются прямозубые и косозубые передачи.
Основные минусы прямозубых передач типа рейка\шестерня – это создаваемые при работе вибрации, что приводит к их достаточно быстрому изнашиванию и как следствию, появлению погрешностей. Так же, данный тип передачи достаточно шумный. К плюсам можно отнести дешевизну производства.
Косозубые передачи обладают лучшей плавностью хода и более низким уровнем шума. При зацеплении рейки с шестерней, площадь сопряжения у косозубых передач больше, чем у прямозубых. Данное зацепление происходит постепенно, а не сразу, как у прямозубых типов передач.
Зубчатые передачи, позволяют добиться точности перемещения, в пределах 0,05 мм на 300 мм пути.
Винтовая передача преобразует вращательное движение в поступательное и наоборот. Подразделяют их на передачи скольжения и качения. Во фрезерных станках, поставляемых нашей компанией, используются передачи качения. А именно, шариковинтовые передачи (ШВП). Шариковинтовые передачи отличаются более высокой точностью, относительно зубчатых передач, но имеют меньшие скоростные характеристики. Шариковинтовая передача содержит элементы качения, которые передают механическую энергию между гайкой и винтом. Концы винта, закрепляются на подшипниковых опорах, а гайка, непосредственно соединена с перемещаемым узлом. При вращении винта, гайка линейно перемещается по нему.
Существуют варианты и с вращением гайки, но такая схема не применяется в станках, поставляемых нашей компанией.
Одним из основных ограничений при использовании ШВП, является необходимая длина перемещений. При достаточно большой длине ШВП, происходит её прогиб. Для его устранения приходится применять винт с большим сечением, что негативно влияет на его тепловое расширение.
Именно по этой причине, не целесообразно покупать станок форматом более 1500х1500 мм, с шариковинтовой передачей.
И так, попробуем подвести итоги и сделать выводы:
Вывод №1. Тип передачи Рейка\шестерня, применяется на станках, где скорость является основным параметром и не предъявляются высокие требования к точности перемещений. Так же они применяются на станках, с рабочим полем более 1500х1500 мм.
Вывод №2. Шариковинтовая пара, используется при необходимости добиться высокой точности перемещения при относительно невысоких скоростях. Имеет ограничения по длине.
Выбор типа передачи для рекламных производств:
Основной задачей для РПК (рекламно-производственных компаний), является криволинейный раскрой неметаллических листовых материалов, а следовательно, целесообразно приобретение станка на зубчатых передачах. Высокие скорости обработки, а так же скорости холостых перемещений, позволят существенно увеличить количество производимых операций и выпускаемых изделий в смену. Применение косозубой передачи по осям X и Y, позволит выполнять работу быстрее, при сохранении точности, достаточной для основных рекламных материалов (ПВХ, оргстекло, композитных материалов и т.д.).
Типы передач для дерево- и металлообработки:
Дерево, имеет достаточно крупную частицу, т.е. относится к низкодисперсным системам. Фрезерно-гравировальные станки с ЧПУ по дереву, не требует повышенной точности. Для деревообработки, в основном применяют станки на рейках/шестернях по осям X и Y. При необходимости высокоточной 3D обработки рельефа по оси Z, устанавливают шариковинтовую передачу.
При металлообработке, одними из основных параметров, являются точность обработки и позиционирования. Редко когда требуется обработка металла на станке с ЧПУ, с точностью менее 0,02 мм/300 мм. Для этих целей подходят станки только на шариковинтовых парах, установленных по всем осям. При обработке металлов, происходит относительно небольшой съем материала на один оборот фрезы и следовательно, любая повышенная погрешность может быть губительной как для инструмента, так и для самой заготовки. Для металлообработки на станках с ЧПУ, как правило, не требуется высоких значений скорости перемещения и обработки, т.к. резание происходит на достаточно низких скоростях.
Необходимо понимать, что бывают не совсем стандартные задачи и материалы, для которых выше озвученные параметры выбора, могут являться не правильными. Если у Вас есть сомнения по поводу правильного выбора типа передач, обращайтесь к нам, и мы с удовольствием Вам поможем определиться.
Вернуться обратно
ОПУБЛИКОВАТЬ В СОЦ.СЕТЯХ
типов шестерен | KHK Производитель зубчатых колес
org/BreadcrumbList»>
ТОП
>
Знание передач
>
Введение в шестерни
>
Типы передач
Типы шестерен
Существует много типов зубчатых колес, таких как прямозубые, косозубые, конические, червячные, зубчатые рейки и т. д. Их можно классифицировать по расположению осей, таких как параллельные валы, пересекающиеся валы и непересекающиеся валы.
Необходимо точно понимать различия между типами зубчатых колес, чтобы обеспечить необходимую передачу усилия в механических конструкциях. Даже после выбора общего типа важно учитывать такие факторы, как: размеры (модуль, количество зубьев, угол подъема, ширина торца и т. д.), стандарт класса точности (ISO, AGMA, DIN), потребность в шлифовке зубьев. и/или термообработка, допустимый крутящий момент и КПД и т. д.
Помимо этой страницы, мы представляем более подробную техническую информацию о шестернях в разделе Gear Knowledge (отдельная страница в формате PDF). В дополнение к приведенному ниже списку, каждый раздел, такой как червячная передача, рейка и шестерня, коническая передача и т. д., имеет собственное дополнительное пояснение, касающееся соответствующего типа передачи. Если просмотр PDF затруднен, обратитесь к этим разделам.
Лучше всего начать с общих знаний о типах шестерен, как показано ниже. Но помимо них существуют и другие типы, такие как плоское зубчатое колесо, шевронное зубчатое колесо (двойное косозубое зубчатое колесо), коронное зубчатое колесо, гипоидное зубчатое колесо и т. д.
Короткометражный фильм «Легкий выбор передач»
Цилиндрическое зубчатое колесо
Зубчатые колеса с цилиндрическими делительными поверхностями называются цилиндрическими зубчатыми колесами. Цилиндрические зубчатые колеса относятся к группе зубчатых колес с параллельными валами и представляют собой цилиндрические зубчатые колеса с линией зубьев, которая является прямой и параллельной валу. Цилиндрические зубчатые колеса являются наиболее широко используемыми зубчатыми колесами, которые позволяют достичь высокой точности при относительно простых производственных процессах. Они имеют характеристику отсутствия нагрузки в осевом направлении (осевая нагрузка). Большую часть зацепляющей пары называют шестерней, а меньшую — шестерней. Нажмите здесь, чтобы выбрать цилиндрические шестерни Шестерни с защитой от люфта KHK
Эскиз цилиндрических шестерен
Косозубое зубчатое колесо
Косозубое зубчатое колесо используется с параллельными валами, подобными прямозубым зубчатым колесам, и представляет собой цилиндрическое зубчатое колесо с намотанным зубчатым рядом. Они имеют лучшее зацепление зубьев, чем цилиндрические шестерни, обладают превосходной бесшумностью и могут передавать более высокие нагрузки, что делает их подходящими для высокоскоростных приложений. При использовании косозубых передач они создают осевое усилие в осевом направлении, что обуславливает необходимость использования упорных подшипников. Косозубые шестерни бывают с правым и левым вращением, что требует наличия противоположных шестерен для зацепления пары. Нажмите здесь, чтобы выбрать косозубые шестерни
Эскиз косозубых шестерен
Зубчатая рейка
Зубья одинакового размера и формы, расположенные на равных расстояниях вдоль плоской поверхности или прямого стержня, называются зубчатой рейкой. Зубчатая рейка представляет собой цилиндрическую шестерню с бесконечным радиусом делительного цилиндра. Зацепляясь с цилиндрической шестерней, он преобразует вращательное движение в поступательное движение. Зубчатые рейки можно условно разделить на рейки с прямыми зубьями и рейки с косыми зубьями, но обе они имеют прямые зубья. Обрабатывая концы зубчатых реек, можно соединить зубчатые рейки встык. Щелкните здесь, чтобы выбрать зубчатую рейку
Эскиз зубчатой рейки
Коническое зубчатое колесо
Коническое зубчатое колесо имеет форму конуса и используется для передачи усилия между двумя валами, которые пересекаются в одной точке (пересекающиеся валы). Коническая шестерня имеет конус в качестве поверхности шага, и ее зубья нарезаны вдоль конуса. Виды конических зубчатых колес включают прямые конические зубчатые колеса, косозубые конические зубчатые колеса, спирально-конические зубчатые колеса, угловые зубчатые колеса, угловые конические зубчатые колеса, коронные зубчатые колеса, нулевые конические зубчатые колеса и гипоидные зубчатые колеса. Нажмите здесь, чтобы выбрать конические шестерни
Эскиз конических шестерен
Спирально-коническое зубчатое колесо
Спирально-коническое зубчатое колесо представляет собой коническое зубчатое колесо с изогнутыми линиями зубьев. Благодаря более высокому коэффициенту контакта зубьев они превосходят прямозубые конические шестерни по эффективности, прочности, вибрации и шуму. С другой стороны, их сложнее производить. Кроме того, поскольку зубья изогнуты, они вызывают осевое усилие. В спирально-конических зубчатых колесах зубчатое колесо с нулевым углом закручивания называется нулевым коническим зубчатым колесом. Нажмите здесь, чтобы выбрать спирально-конические шестерни
Эскиз спирально-конических шестерен
Винтовые шестерни
Винтовые передачи представляют собой пару одноручных косозубых шестерен с углом закручивания 45° на непараллельных, непересекающихся валах. Поскольку контакт зуба является точечным, их грузоподъемность низкая, и они не подходят для передачи большой мощности. Поскольку мощность передается за счет скольжения поверхностей зубьев, необходимо обратить внимание на смазку при использовании винтовых передач. Нет никаких ограничений в отношении комбинаций количества зубьев. Щелкните здесь, чтобы выбрать винтовые передачи
Эскиз винтовых передач
Угловая шестерня
Угловая шестерня представляет собой коническую шестерню с передаточным отношением 1. Они используются для изменения направления передачи мощности без изменения скорости. Различают прямые угловые и спиральные угловые передачи. При использовании спиральных угловых передач возникает необходимость рассмотреть возможность использования упорных подшипников, поскольку они создают осевое усилие в осевом направлении. Помимо обычных угловых передач с 9Углы вала 0 °, косые шестерни с любыми другими углами вала называются угловыми косыми шестернями. Щелкните здесь, чтобы выбрать угловые зубчатые колеса
Эскиз угловых зубчатых колес
Червячная передача
Винтовая форма, нарезанная на валу, называется червяком, сопряженная шестерня — червячным колесом, а вместе на непересекающихся валах называется червячной передачей. Червяки и червячные колеса не ограничиваются цилиндрическими формами. Существует тип песочных часов, который может увеличить коэффициент контакта, но его производство становится более сложным. За счет скользящего контакта поверхностей зубчатых колес необходимо уменьшить трение. По этой причине обычно для червяка используется твердый материал, а для червячного колеса — мягкий материал. Несмотря на низкую эффективность из-за скользящего контакта, вращение плавное и бесшумное. Когда угол опережения червяка мал, он создает функцию самоблокировки. Щелкните здесь, чтобы выбрать червячные передачи
Эскиз червячных передач
Внутреннее зубчатое колесо
Внутреннее зубчатое колесо имеет зубья, нарезанные внутри цилиндров или конусов, и работает в паре с внешним зубчатым колесом. В основном внутренние шестерни используются для планетарных зубчатых передач и муфт зубчатого вала. Существуют ограничения на разницу в количестве зубьев между внутренними и внешними шестернями из-за эвольвентного взаимодействия, трохоидного взаимодействия и проблем с обрезкой. Направления вращения внутреннего и внешнего зубчатых колес в зацеплении одинаковы, но они противоположны, когда два внешних зубчатых колеса находятся в зацеплении. Щелкните здесь, чтобы выбрать внутреннюю шестерню
Эскиз внутренней шестерни
Что такое шестерня?
Зубчатое колесо представляет собой элемент машины, в котором зубья нарезаны вокруг цилиндрических или конусообразных поверхностей с одинаковым шагом. Зацепив пару этих элементов, они используются для передачи вращения и усилий от ведущего вала к ведомому валу. По форме зубчатые колеса можно разделить на эвольвентные, циклоидальные и трохоидальные. Кроме того, их можно классифицировать по положению вала как шестерни с параллельными валами, шестерни с пересекающимися валами, а также шестерни с непараллельными и непересекающимися валами. История зубчатых колес стара, и использование зубчатых колес появилось еще в Древней Греции в до н.э. в сочинениях Архимеда.
Коробка для образцов различных типов шестерен
Обзор шестерен
(Важная терминология и номенклатура шестерен на этом рисунке)
Червяк
Червячное колесо
Внутренняя шестерня
Зубчатая муфта
Винтовая передача
Эвольвентные шлицевые валы и втулки
Угловой редуктор
Цилиндрическая шестерня
Косозубая шестерня
Трещотка
Собачка
Стойка
Шестерня
Прямая коническая шестерня
Спирально-коническая шестерня
Существует три основных категории зубчатых колес в соответствии с ориентацией их осей
Конфигурация:
Параллельные оси / прямозубые, косозубые, зубчатые рейки, внутренние зубчатые колеса
Другое / Эвольвентный шлицевой вал и втулка, зубчатая муфта, собачка и храповик
Разница между шестерней и звездочкой
Проще говоря, шестерня входит в зацепление с другой шестерней, а звездочка входит в зацепление с цепью и не является шестерней. Помимо звездочки, предмет, который чем-то похож на шестерню, представляет собой храповик, но его движение ограничено одним направлением.
Классификация типов зубчатых передач с точки зрения взаимного расположения присоединяемых валов
Когда два вала шестерен параллельны (параллельные валы) Цилиндрическое зубчатое колесо, зубчатая рейка, внутреннее зубчатое колесо и косозубое зубчатое колесо и т. д. Как правило, они имеют высокий КПД передачи.
Когда два вала шестерен пересекаются друг с другом (пересекающиеся валы) Коническая шестерня относится к этой категории. Как правило, они имеют высокую эффективность передачи.
Когда два вала шестерен не параллельны или не пересекаются (оси со смещением) Червячная передача и винтовая передача относятся к этой группе. Из-за скользящего контакта эффективность передачи относительно низкая.
Класс точности зубчатых колес
При группировке типов зубчатых колес по точности используется класс точности. Класс точности определяется стандартами, установленными ISO, DIN, JIS, AGMA и т. д. Например, JIS определяет погрешность шага, погрешность профиля зуба, отклонение спирали, погрешность биения и т. д. для каждого класса точности.
Наличие шлифования зубьев
Наличие шлифовки зубьев сильно влияет на работу зубчатых колес. Таким образом, при рассмотрении типов зубчатых колес шлифование зубьев является важным элементом, который следует учитывать. Шлифование поверхности зубьев делает шестерни тише, увеличивает мощность передачи усилия и влияет на класс точности. С другой стороны, добавление процесса шлифования зубьев увеличивает стоимость и подходит не для всех зубчатых колес. Для получения высокой точности помимо шлифовки существует процесс, называемый бритьем, с использованием бритвенных резцов.
Виды формы зуба
Чтобы классифицировать типы шестерен по форме зуба, различают эвольвентную форму зуба, циклоидальную форму зуба и трохоидную форму зуба. Среди них чаще всего используется эвольвентная форма зуба. Они просты в изготовлении и имеют возможность правильно создавать сетку, даже если расстояние между центрами немного отличается. Циклоидная форма зуба в основном используется в часах, а трохоидная форма зуба — в основном в насосах.
Создание Gears
Эта статья воспроизводится с разрешения. Масао Кубота, Хагурума Нюмон, Токио: Ohmsha, Ltd., 1963.
Шестерни — это колеса с зубьями, которые иногда называют зубчатыми колесами.
Шестерни представляют собой механические компоненты, передающие вращение и мощность от одного вала к другому, если каждый вал имеет выступы (зубья) соответствующей формы, равномерно расположенные по его окружности, так что при вращении следующий зуб входит в пространство между зубьями другой вал. Таким образом, это компонент машины, в котором мощность вращения передается поверхностью зуба первичного двигателя, толкающей поверхность зуба ведомого вала. В крайнем случае, когда одна сторона представляет собой прямолинейное движение (это можно представить как вращательное движение вокруг бесконечной точки), это называется зубчатой рейкой.
Существует множество способов передачи вращения и мощности от одного вала к другому, например, за счет трения качения, оборачивающей передачи и т. д. Однако, несмотря на простую конструкцию и относительно небольшой размер, зубчатые колеса имеют много преимуществ, таких как надежность передачи , точное соотношение угловых скоростей, длительный срок службы и минимальная потеря мощности.
От небольших часов и прецизионных измерительных приборов (применения для передачи движения) до больших зубчатых колес, используемых в морских трансмиссионных системах (применения для передачи энергии), шестерни широко используются и считаются одним из важных механических компонентов наряду с винтами и подшипниками.
Существует множество типов шестерен. Однако самыми простыми и наиболее часто используемыми передачами являются те, которые используются для передачи определенного передаточного числа между двумя параллельными валами на определенном расстоянии. В частности, шестерни с зубьями, параллельными валам, как показано на рисунке 1. 1, называемые цилиндрическими шестернями, являются наиболее популярными.
[Рисунок 1.1 Цилиндрические зубчатые колеса]
Простейшим способом передачи удельного отношения угловых скоростей между двумя параллельными валами является привод трения качения. Это достигается, как показано на рис. 1.2, за счет наличия двух цилиндров, диаметры которых обратно пропорциональны передаточному отношению скоростей, которые соприкасаются и вращаются без проскальзывания (если два вала вращаются в противоположных направлениях, контакт происходит снаружи; направление, контакт внутри). То есть вращение получается за счет силы трения контакта качения. Однако избежать некоторых проскальзываний невозможно и, как следствие, на надежную передачу рассчитывать не приходится. Чтобы получить большую передачу мощности, требуются более высокие контактные усилия, что, в свою очередь, приводит к высоким нагрузкам на подшипники. По этим причинам такая компоновка не подходит для передачи большого количества энергии. В результате возникла идея создать подходящую форму зубьев, равномерно расположенных на поверхностях качения цилиндров таким образом, чтобы хотя бы одна пара или несколько зубьев всегда находились в контакте. Сталкивая зубья ведомого вала с зубьями ведущего вала, можно гарантировать надежную передачу. Это называется цилиндрическим зубчатым колесом, а эталонный цилиндр, на котором вырезаны зубья, называется делительным цилиндром. Цилиндрические зубчатые колеса представляют собой один из видов цилиндрических зубчатых колес.
[Рисунок 1.2 Цилиндры шага]
Когда два вала пересекаются, ориентирами для нарезных зубьев являются конусы в контакте качения. Это конические шестерни, как показано на рис. 1.3, где базовый конус, на котором вырезаны зубья, называется делительным конусом. (рис. 1.4).
[Рис. 1.3 Конические зубчатые колеса]
[Рис. 1.4 Делительные конусы]
Когда два вала не параллельны и не пересекаются, криволинейные поверхности, контактирующие с качением, отсутствуют. В зависимости от типа зубчатых колес зубья создаются на паре эталонных контактирующих вращающихся поверхностей. Во всех случаях необходимо установить профиль зуба таким образом, чтобы относительное движение контактирующих поверхностей шага соответствовало относительному движению зацепления зубьев на эталонных криволинейных поверхностях.
Если зубчатые колеса рассматриваются как твердые тела, то для того, чтобы два тела сохраняли заданное отношение угловых скоростей при контакте поверхностями зубьев, не наталкиваясь друг на друга и не разделяясь, необходимо, чтобы общие нормальные компоненты скорости две шестерни в точке контакта должны быть равными. Другими словами, в этот момент относительного движения поверхностей зубчатых колес в направлении общей нормали нет, а относительное движение существует только по поверхности контакта в точке контакта. Это относительное движение есть не что иное, как скольжение поверхностей зубчатых колес. Поверхности зубьев, за исключением особых точек, всегда связаны так называемой передачей скольжения.
Для того, чтобы формы зубьев удовлетворяли условиям, описанным выше, использование огибающей поверхности может привести к желаемой форме зуба в качестве общего метода.
Теперь задайте одну сторону поверхности шестерни A как криволинейную поверхность FA и придайте обеим шестерням указанное относительное вращение. Затем в системе координат, привязанной к зубчатому колесу В, проводится группа последовательных положений поверхности зубчатого колеса FA. Теперь подумайте об огибающей этой группы кривых и используйте ее как поверхность зуба FB шестерни B. Тогда из теории огибающих поверхностей ясно, что две поверхности шестерни находятся в постоянном линейном контакте, и две шестерни будут иметь желаемое относительное движение.
Также можно привести формы зуба следующим способом. Рассмотрим, кроме пары шестерен A и B с заданным относительным движением, третью воображаемую шестерню C в зацеплении, где A и B находятся в зацеплении, и зададим ей произвольную поверхность формы зуба FC (криволинейная поверхность только без тела зуба) и соответствующее относительное движение.
Теперь, используя тот же метод, что и раньше, из воображаемого зацепления шестерни А с воображаемой шестерней С получите форму зуба FA как оболочку формы зуба FC. Обозначим линию контакта поверхностей зубьев FA и FC как IAC. Точно так же получите контактную линию IBC и поверхность зуба FB из воображаемого зацепления шестерни B и воображаемой шестерни C. Таким образом, поверхности зуба FA и FB получаются при посредничестве FC. В этом случае, если контактные линии IAC и IBC совпадают, шестерни A и B находятся в прямом контакте, а если IAC и IBC пересекаются, шестерни A и B будут иметь точечный контакт в этом пересечении.
Это означает, что с помощью этого метода можно получить формы зубьев с точечным контактом, а также формы зубьев с линейным контактом.
Однако существуют ограничения геометрических форм зубьев, как описано выше, особенно когда тела зубьев поверхностей FA и FB заходят друг на друга или когда эти области нельзя использовать в качестве форм зубьев. Это вторжение одного тела зуба в другое называется интерференцией профилей зуба.
Как видно из приведенного выше объяснения, теоретически существует множество способов изготовления зубьев, создающих заданное относительное движение. Однако в действительности учет зубчатого зацепления, прочности формы зуба и сложности нарезания зубьев ограничит использование этих видов форм зубьев лишь немногими.
Бесплатные технические данные редуктора доступны в формате PDF
Компания KHK предлагает бесплатно книгу «Технические данные редуктора» в формате PDF. Эта книга очень полезна для изучения зубчатых колес и зубчатых передач. В дополнение к типам зубчатых колес и терминологии зубчатых передач, книга также включает разделы, касающиеся профиля зубьев, расчетов размеров, расчетов прочности, материалов и термической обработки, идей о смазке, шуме и т. д. Из этой книги вы можете многое узнать о зубчатых передачах. .
Способы использования зубчатых колес в механических конструкциях
Шестерни в основном используются для передачи мощности, но, исходя из идей, их можно использовать как элементы машин по-разному. Ниже приводится введение в некоторые из способов.
Захватывающий механизм Используйте две цилиндрические шестерни одинакового диаметра в зацеплении, чтобы при реверсировании ведущей шестерни ведомая шестерня также реверсировалась. Используя это движение, вы можете получить механизм захвата рабочей детали. Заготовки различных размеров можно размещать, регулируя угол раскрытия захватного кулачка, что обеспечивает универсальную конструкцию механизма захвата.
Механизм прерывистого движения Существует Женевский механизм в качестве механизма прерывистого движения. Однако из-за необходимости в специализированных механических компонентах он стоит дорого. Используя шестерни с отсутствующими зубьями, можно получить недорогой и простой прерывистый механизм. Под шестерней с отсутствующими зубьями мы подразумеваем шестерню, в которой любое количество зубьев шестерни удалено из корней. Шестерня, соединенная с шестерней с отсутствующими зубьями, будет вращаться до тех пор, пока она находится в зацеплении, но остановится, как только встретится с участком с отсутствующими зубьями ведущей шестерни. Однако у него есть недостаток, заключающийся в переключении при приложении внешней силы, когда шестерни выключены. В этих случаях необходимо поддерживать его положение с помощью таких средств, как использование фрикционного тормоза.
Специальный механизм передачи мощности Установив обгонную муфту (механизм, обеспечивающий вращательное движение только в одном направлении) на одной ступени зубчатой передачи зубчатого редуктора, можно создать механизм, который передает движение в одном направлении, но работает на холостом ходу. задом наперед. Используя этот механизм, вы можете создать систему, которая приводит в действие двигатель при подаче электроэнергии, но когда питание отключается, он перемещает выходной вал под действием силы пружины. Благодаря внутренней установке пружины (витой пружины кручения или спиральной пружины), которая наматывается в направлении вращения в зубчатой передаче, редуктор приводится в действие по мере наматывания пружины. Когда пружина полностью закручена, двигатель останавливается, и электромагнитный тормоз, встроенный в двигатель, удерживает это положение. При отключении электричества тормоз отпускается, и сила пружины приводит в движение шестерню в направлении, противоположном вращению двигателя. Этот механизм используется для закрытия клапанов при отключении питания (аварийный режим) и называется «аварийный запорный клапан с пружинным возвратом».
Почему трудно достать нужные шестерни?
Для самого зубчатого колеса стандарта не существует.
Зубчатые колеса использовались во всем мире с древних времен во многих областях и являются типичными компонентами элементов машин. Однако, что касается класса точности зубчатых колес, в различных странах существуют промышленные стандарты, такие как AGMA (США), JIS (Япония), DIN (Германия) и т. д. С другой стороны, нет никаких стандартов в отношении факторов. который в конечном итоге определяет [саму шестерню], такую как ее форма, размер, диаметр отверстия, материал, твердость и т. д. В результате нет единого подхода, но это набор фактических спецификаций шестерни, определенных отдельными дизайнерами. дизайн их машин или тех, которые определены отдельными производителями передач.
Существует множество спецификаций шестерен
Как упоминалось выше, существует множество спецификаций шестерен. За исключением очень простых шестерен, не будет преувеличением сказать, что существует столько видов, сколько мест, где используются шестерни. Например, среди многих зубчатых колес, когда совпадают характеристики угла прижатия, шага зубьев и количества зубьев, существует множество других характеристик, определяющих зубчатые колеса, таких как размер отверстия, ширина торца, термообработка, окончательная твердость, шероховатость поверхности после шлифования, наличие вала и т. д. Можно сказать, что вероятность совместимости двух шестерен мала. Это одна из причин, по которой (например, при поломке шестерни) трудно получить замену шестерни.
Не удается получить нужные шестерни
Иногда бывает так, что вы не можете получить замену изношенной или сломанной шестерни на месте эксплуатации машины. В этом случае, в большинстве случаев, нет проблем, если есть руководство или список деталей для машины, содержащий чертеж, необходимый для изготовления шестерни. Также нет проблем, если есть возможность связаться с производителем машины и что производитель может поставить необходимое оборудование. К сожалению, во многих случаях: — В инструкции к машине не показан чертеж шестерни сам по себе — Невозможно получить только шестерню от производителя машины и т. д. По таким причинам трудно получить необходимую шестерню. В этих случаях возникает необходимость изготовления производственного чертежа сломанной шестерни. Это часто сложно без специальных технических знаний о снаряжении. Для производителей зубчатых колес ситуация часто бывает столь же сложной из-за недостаточности данных о зубчатом колесе. Кроме того, для создания чертежа из сломанной шестерни требуется много инженерной рабочей силы, и это ставит вопрос о том, кто будет нести эти затраты.
Когда требуется только одно зубчатое колесо, стоимость производства высока
Когда машина, использующая зубчатое колесо, производится серийно, то и зубчатое колесо изготавливается для определенного размера производственной партии, распределяя удельную стоимость зубчатого колеса, принимая преимущество экономии на масштабе. С другой стороны, пользователи, использующие машину после ее изготовления, когда одна или две шестерни нуждаются в замене, часто сталкиваются с высокой себестоимостью производства, что делает окончательную стоимость ремонта иногда очень высокой. Короче говоря, разница в двух методах производства (массовое производство или мелкосерийное производство) оказывает большое влияние на стоимость снаряжения. Например, покупка 300 шестерен за один раз для проекта по производству нового оборудования (изготовление 300 шестерен одной партией) по сравнению с покупкой одной шестерни на замену позже (с производственной партией из 1 штуки) имеет огромную разницу в себестоимости единицы продукции. Это та же самая ситуация на этапе проектирования новой машины, когда для прототипа нужна одна шестерня с той же высокой стоимостью.
Возможность использования стандартных зубчатых колес
Если при проектировании новой машины технические характеристики используемых зубчатых колес могут быть согласованы со стандартными зубчатыми колесами производителя, упомянутые выше проблемы могут быть решены. По этому методу:
Вы можете избежать этапа проектирования новых шестерен при проектировании машины
Вы можете использовать 2D/3D модели САПР, чертежи деталей для печати, расчеты прочности и т. д., предоставленные производителем зубчатых колес
Даже если вам нужна только одна шестерня для пробы, стандартные шестерни обычно производятся производителями шестерен серийно и имеют разумную цену
Вот некоторые из удобств, которыми вы можете воспользоваться.
Кроме того, когда шестерня в используемой машине нуждается в замене, если ее технические характеристики аналогичны характеристикам производителя шестерен, может быть возможно заменить ее стандартной шестерней отдельно или стандартной шестерней с дополнительной операцией. В этой ситуации также можно избежать неудобств при выполнении следующих задач:
Ищите чертежи
Создать новые чертежи
Ищите подрядчика для изготовления шестерни
Принять высокую стоимость штучного производства
Ссылки по теме : 齿轮的种类 — 中文版 Зубчатые колеса, подходящие для машин пищевой промышленности Знать типы зубчатых колес и соотношения между двумя валами и шестерня
Типы зубчатых колес: руководство по различным механическим зубчатым колесам
Зубчатые колеса — важнейшая часть двигателей — представляют собой механические устройства, позволяющие изменять крутящий момент и скорость машин. Существуют различные типы зубчатых колес со специфическими требованиями и спецификациями, начиная от простых форм и заканчивая более сложными.
Часто несколько шестерен образуют сложные машины, но это не всегда так. Например, шестерни присутствуют в простых машинах, таких как часы, где они регулируют скорость часовой стрелки. В этой статье мы обсудим различные механические передачи и их применение. Давайте читать дальше.
Что такое Gears?
Шестерни представляют собой вращающиеся механические устройства с зубьями, обеспечивающие передачу крутящего момента и скорости. Часто механические шестерни имеют цилиндрическую форму с наборами зубьев вокруг корпуса. Когда две или более передач работают синхронно, они находятся в трансмиссии. Передача мощности — это то, что приводит к изменению скорости или крутящего момента.
Преимущества шестерен
Шестерни механически прочны. Следовательно, они могут поднимать более высокие грузы.
С помощью редуктора они позволяют изменять соотношение скоростей.
Хорошо работают на низких скоростях.
Высокоэффективная передача мощности.
Идеально подходят для передачи больших значений крутящего момента.
Шестерни требуют только регулярной смазки, следовательно, мало внимания уделяется техническому обслуживанию.
Обладают высокой прочностью, поэтому зубчатая система служит долго.
Недостатки зубчатых колес
Зубчатые колеса не подходят для передачи движения на большие расстояния.
Они не гибкие.
Шестерни шумят, особенно на высоких скоростях.
Не подходят для удаленных валов.
Различные типы зубчатых колес и их применение
В механике группировка зубчатых колес в различные классы зависит от конфигурации зубьев, использования и направления движения. Ниже приведены наиболее важные виды зубчатых колес.
Цилиндрическое зубчатое колесо
Цилиндрическое зубчатое колесо передает мощность в одной плоскости, когда два вала (ведущий и ведомый) параллельны. Зубья цилиндрических шестерен параллельны оси вала. Поэтому, когда он входит в зацепление с другим цилиндрическим зубчатым колесом, он передает мощность на параллельный вал. Это самые распространенные формы зубчатых колес, которые применяются в автомобилях, конвейерных системах, шестеренных насосах и двигателях, редукторах и т. д.
Косозубая шестерня
Зубья косозубой шестерни расположены под углом к валу, в отличие от цилиндрических шестерен, которые расположены параллельно. У них несколько зубов соприкасаются во время передачи. В результате косозубые механические передачи могут выдерживать большие нагрузки. Кроме того, они работают с меньшим шумом и вибрациями, так как нагрузки лучше распределяются. Кроме того, они подвержены меньшему износу из-за меньшего трения. Ниже показаны различные типы винтовых зубчатых колес.
Одинарная или двойная косозубая шестерня
Одинарная косозубая шестерня имеет зубья либо в левой, либо в правой спирали. Однако шестерни с двойной спиралью имеют зубья в обоих направлениях. В двойных косозубых передачах есть две винтовые поверхности рядом друг с другом с промежутком между ними. Грани идентичны, но имеют противоположные спиральные углы. Использование двойной косозубой шестерни обеспечивает более значительное перекрытие зубьев, что приводит к более плавной передаче.
Шестерня-елочка
Этот набор очень похож на двойную косозубую шестерню. Однако они меньше и не имеют пространства между двумя спиральными гранями. Шестерни типа «елочка» имеют две косозубые шестерни, соединенные из стороны в сторону. Они не так распространены из-за высоких производственных затрат и производственных трудностей, хотя они лучше подходят для применения в условиях вибрации и сильных ударов.
Винтовые передачи
Винтовые передачи представляют собой пару косозубых передач, работающих под углом закручивания 45 градусов. Они возникают на непараллельных и непересекающихся валах. Они имеют низкую грузоподъемность из-за контакта с одним зубом. Поэтому эти шестерни не идеальны для передачи большой мощности.
Применение косозубых передач
Водяные насосы
Смесители
Автомобили
Шестерни конические конические, с коническими зубьями
2 90 Они передают усилие между перпендикулярными валами. То есть валы, которые пересекаются под прямым углом (90 градусов). Однако конические зубчатые колеса дороги и не передают большой крутящий момент в зависимости от размера, как конфигурация с параллельным валом.
Прямые конические шестерни
Прямые конические шестерни являются наиболее распространенными конфигурациями зубьев конической шестерни. Причина тому – простота конструкции и простота изготовления. Прямые скошенные зубья входят в зацепление все сразу, а не постепенно при правильном подборе. Делительная поверхность прямозубых конических зубчатых колес имеет коническую форму с прямыми зубьями, сужающимися к кончику.
Спирально-конические зубчатые колеса
Спирально-конические механические зубчатые колеса имеют криволинейные линии зубьев, и они имеют лучшее отношение контакта зубьев, чем прямозубая коническая шестерня. Следовательно, они превосходят по эффективности и прочности и производят меньше вибрации и шума. Однако у них есть производственные трудности.
Конические зубчатые колеса Zerol®
Конические зубчатые колеса Zerol® являются зарегистрированным товарным знаком Gleason Co. Зубчатое колесо сочетает в себе черты как прямых, так и спиральных конических зубчатых колес с изогнутыми зубьями. Таким образом, редуктор подходит для обоих применений. Однако у них нулевые углы закручивания, и, следовательно, зубья могут вращаться в любом направлении.
Угловые шестерни
Угловые шестерни представляют собой особый тип конических шестерен, поскольку они имеют одинаковое количество зубьев. У них валы расположены на 90 градусов друг к другу, и эти шестерни меняют передачу мощности, не влияя на скорость. Угловые зубчатые колеса уникальны, потому что они имеют передаточное отношение 1. В отличие от этого, другие конические зубчатые колеса могут иметь передаточное число в диапазоне от 10: 1 до 500: 1.
Корончатые шестерни
Корончатые шестерни, которые иногда называют торцевыми шестернями, также имеют зубья под прямым углом к поверхности колеса. У них конус тангажа 90 градусов. В промышленности коронные зубчатые колеса входят в зацепление с другими коническими зубчатыми колесами или прямозубыми зубчатыми колесами при силовом круговом движении.
Гипоидные шестерни
Гипоидные шестерни внешне похожи на спирально-конические шестерни, но они функционируют на непересекающихся валах. Они работают под углом 90 градусов и широко используются в автомобильной промышленности. Вы видите эти шестерни на осях транспортных средств.
Применение конических зубчатых колес
Миксеры
Системы полива
Дробители
Зубчатая шестерня
Звоной шестерня состоит из шестерни (черви для кольца (Черная рукавая кольца (Черная ручка) и Вварная шестерня (и наборная кольца (черви для наборочного вала (Черная колеса). ). Этот тип редуктора передает мощность на непересекающиеся валы, образующие прямые углы. Типы зубчатых колес работают за счет скользящего контакта с меньшим трением, а за счет плавного и бесшумного вращения. Таким образом, они подходят для применения в условиях сильного удара. Однако они имеют низкий КПД, что ограничивает их использование в маломощных приложениях.
Применение червячных передач
Сельскохозяйственные машины
Небольшие конвейеры
Упаковочное оборудование
Зубчатая рейка 9003 9003 Они состоят из двух круговых шестерен: шестерня входит в зацепление с линейной шестерней – рейкой. Они переводят вращательное движение в поступательное. Эти шестерни распространены в системе рулевого управления автомобилей. В системах реечной передачи могут использоваться как прямые, так и косозубые шестерни. Реечные передачи в основном применяются в автомобильном рулевом управлении 9.0340 .
Вам необходимо обработать шестерни? RapidDirect — ваш лучший партнер в области обработки зубчатых колес. Получите предложение сегодня!
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
A Brief Table of Different Types of Mechanical Gears
Types of Gears
Characteristics
Applications
Цилиндрическая шестерня
а. Самый распространенный вид снастей. б. Простота изготовления. с. Используйте для конфигурации шестерни с параллельными осями. д. Круглый корпус шестерни.
а. Часы б. Малые конвейеры c. Автомобильная
Винтовая передача
а. Круглый корпус шестерни. б. КПД ниже, чем у прямозубых. с. Конфигурация с параллельными осями. Более плавная работа с меньшим уровнем шума.
а. Водяные насосы б. Смесители в. Автомобили
Коническая шестерня
а. Конический корпус шестерни. б. Конфигурация пересекающихся осей. с. Существуют прямые, спиральные конструкции и конструкции со скосом Zerol®.
а. Смесители б. Системы полива c. Дробилки
Червячная передача
а. Зубчатая пара состоит из круглой и винтовой шестерен. б. Низкая эффективность. с. Непараллельные и непересекающиеся конфигурации.
а. Сельскохозяйственные машины б. Небольшие конвейеры
Реечная передача
a. Зубчатая пара состоит из зубчатой рейки и цилиндрической шестерни. б. Конфигурация параллельных осей. с. Изменяет вращательное движение на прямолинейное и наоборот.
а. Автомобильное рулевое управление b. Весы
Основные параметры конструкции зубчатого колеса
Ниже мы обсудим основные параметры зубчатого колеса , влияющие на конструкцию зубчатого колеса.
Форма шестерни
Большинство зубчатых колес имеют круглую форму с зубьями, выровненными вокруг цилиндрического корпуса. Однако они также встречаются в конической, эллиптической, квадратной и треугольной формах. Круглые зубчатые передачи имеют постоянное передаточное число для скорости вращения и крутящего момента. Таким образом, одинаковые входные данные обеспечивают одинаковую скорость и выходной крутящий момент. Противоположным является то, что существует в некруглых зубчатых колесах. Следовательно, они могут выполнять специальные требования к неравномерным движениям, такие как изменение скорости и обратное движение.
Модуль
Модуль относится к размеру зуба шестерни в миллиметрах. Следовательно, модуль напрямую связан с размером зубьев шестерни. Это важный параметр, на который следует обращать внимание при подборе передач. Модуль представляет собой значение, полученное путем деления делительного диаметра на количество зубьев в шестерне. Математически это выглядит так:
Модуль = Делительный диаметр / Количество зубьев.
Однако существуют общие значения для модулей, которые соответствуют тому, как они встречаются в промышленных приложениях.
Конфигурация осей зубчатых колес
Конфигурации осей зубчатых колес бывают трех видов: параллельные, пересекающиеся и непараллельные (или непересекающиеся). Зубчатые колеса с параллельными осями встречаются параллельно с валами, вращающимися в противоположных направлениях. Пересекающиеся шестерни пересекаются в одной плоскости, а оси непараллельных шестерен пересекаются в разных плоскостях. Однако конфигурации с пересекающимися и параллельными зубчатыми колесами имеют большую эффективность и скорость, чем непараллельные зубчатые колеса.
Угол давления
Угол давления — это угол, который зуб образует с нормалью к делительной линии. Как правило, часто используется угол давления 20 градусов. Хотя в некоторых случаях встречаются углы 14,5 и 17,5. Большие углы давления указывают на широкое выпячивание, что приводит к большей прочности зуба.
Количество зубьев
Количество зубьев и значения модуля и угла давления имеют решающее значение при расчете размеров зубчатых колес. Количество зубьев имеет жизненно важное значение при расчете скорости передачи (передаточного отношения) с использованием следующего выражения:
Число зубьев ведущей шестерни / Число зубьев ведомой шестерни.
Направление закручивания
Шестерня считается правосторонней, если ее зубья обращены вправо, и левосторонней, если они расположены слева. Чтобы передача мощности происходила в паре косозубых или конических шестерен, две шестерни, работающие рука об руку, должны иметь противоположные направления закручивания. Например, две косозубые шестерни с зубьями, движущимися в одном направлении, никогда не зацепятся. Однако винтовые и червячные передачи являются однонаправленными, но с зацеплением.
Угол кручения
Угол кручения — это угол наклона зуба относительно оси цилиндра. Увеличение угла кручения шестерен приводит к более значительному направлению тяги. В результате снижается КПД машины. Как правило, угол кручения менее 25 градусов идеально подходит для косозубых передач, чтобы уменьшить тягу.
Рекомендации по проектированию и выбору зубчатых колес
Ниже приведены некоторые важные факторы, которые необходимо учитывать при проектировании и выборе зубчатых колес.
Условия эксплуатации и окружающей среды
Условия эксплуатации и окружающей среды зубчатых передач имеют решающее значение для их долговечности и производительности. Рабочие условия включают нагрузку и трение на зубья. С другой стороны, условия окружающей среды включают влажность, температуру и чистоту. Эти два условия влияют на тип редуктора и конструктивные факторы, такие как конструкция, обработка поверхности, смазочные материалы и метод смазки.
Ограничения по размерам
Размерные ограничения ограничивают пространство, занимаемое зубчатыми колесами. Например, шестерни должны быть в центре между валами. Однако бывают случаи, когда они немного дальше от центра, чтобы лучше соответствовать системе передач. В таких случаях профиль зубов изменяется. Использование специального оборудования и конструкций, которые лучше всего подходят для пространства, является еще одним эффективным способом управления размерными ограничениями.
Требования к трансмиссии
Механические передачи часто передают движение и крутящий момент внутри компонентов машины. Однако, в зависимости от дизайна и конструкции, они могут изменять направление движения и увеличивать скорость или выходной крутящий момент. При проектировании зубчатых передач необходимо учитывать технические характеристики и требования к применению: изменение направления или увеличение скорости или крутящего момента. Они могут влиять на тип шестерни, конструкцию и конфигурацию.
Стандарты проектирования
Шестерни имеют различные спецификации, но не имеют общего отраслевого стандарта. Часто конструкции зубчатых колес соответствуют либо стандарту производителя, либо проектным спецификациям машины или системы. Однако несколько стран создали стандарт для своих отраслей. Например, в Соединенных Штатах шестерни сгруппированы Американской ассоциацией производителей зубчатых колес (AGMA). В Японии и Германии тоже есть такие ассоциации.
Затраты
Стоимость является важным фактором, особенно при работе с нестандартными шестернями. Материалы конструкции, конструкция, отделка поверхности, требования к точности и смазке влияют на стоимость. Хотя необходимо использовать шестерни, соответствующие всем спецификациям, необходимо учитывать стоимость. Итак, если стандартные шестерни соответствуют стандартам, лучше использовать их, так как индивидуальные шестерни повлекут за собой другие расходы.
Как производить зубчатые колеса
Зубчатые колеса производятся с использованием нескольких технологических процессов. Среди них:
Ковка
Экструзия и холодное волочение
Порошковая металлургия
Вырубка
Обработка зубчатых колес
Механическая обработка часто выполняется для придания зубчатым колесам окончательной формы и размеров. После изготовления зубчатых колес можно применить обработку поверхности, такую как шлифование и хонингование, для улучшения общих характеристик зубчатого колеса.
RapidDirect – услуги по механической обработке зубчатых колес
Читая эту статью, вы, должно быть, накопили обширные знания о зубчатых колесах, требованиях к их спецификациям и их применении. Теперь у вас есть представление о типах шестерен, которые вам нужны для вашей машины. Однако вы можете не знать, как это сделать. В этом случае свяжитесь с RapidDirect для получения дополнительной информации о зубчатых колесах и наших услугах по механической обработке.
Мы предлагаем комплексные услуги по механической обработке зуборезных операций. Мы работаем с доступными материалами, рекомендованными для удовлетворения ваших индивидуальных требований к снаряжению. Кроме того, мы можем похвастаться высококвалифицированными машинистами. Таким образом, наши услуги по механической обработке гарантируют единообразие и точность всех работ, чтобы обеспечить высочайшее качество продукции.
Мы предоставляем онлайн-платформу котировок, где вы мгновенно получаете котировку после загрузки файлов САПР. Кроме того, вы можете выбрать различные материалы и варианты отделки поверхности для ваших деталей по конкурентоспособным ценам. Более того, вы можете отслеживать свой заказ на этой платформе и просматривать весь процесс производства вашей детали. Мы предлагаем скидку до 30 процентов.
Получите быстрое предложение по обработке зубчатых колес!
Часто задаваемые вопросы
В чем разница между шестерней и звездочкой?
а. Шестерни и звездочки похожи, оба механических устройства содержат зубья, которые способствуют передаче мощности. Однако ниже приведены некоторые ключевые различия между ними. б. Зубья шестерни сцепляются, а ракеты сцепляются с цепью велосипеда или гусеницами военных танков. с. Шестерни могут передавать крутящий момент в параллельной, перпендикулярной и других конфигурациях, тогда как ракеты работают только вдоль параллельной оси. д. Зубчатые колеса лучше подходят для передачи на короткие расстояния, а звездочка и цепь — на большие расстояния. эл. Шестерни передают крутящий момент в противоположных направлениях. Однако с ракетами дело обстоит наоборот.
В чем разница между шестернями и шестернями?
Там, где две шестерни сцеплены вместе, шестерня меньше.
Морфологический разбор (часть речи) слова прямолинейный
Часть речи:
прилагательное
Род:
мужской
Число:
единственное
Степень сравнения:
—
Падеж:
именительный
Склонение прилагательного прямолинейный
Падеж
Вопрос
Единственное
Множ.
Мужской
Средний
Женский
Именительный
(кто, что?)
прямолинейный
прямолинейное
прямолинейная
прямолинейные
Родительный
(кого, чего?)
прямолинейного
прямолинейной
прямолинейных
Дательный
(кому, чему?)
прямолинейному
прямолинейной
прямолинейным
Винительный
(кого, что?)
прямолинейный
прямолинейную
прямолинейных
Творительный
(кем, чем?)
прямолинейным
прямолинейной
прямолинейными
Предложный
(о ком, о чём?)
прямолинейном
прямолинейной
прямолинейных
перевод на английский, синонимы, антонимы, примеры предложений, определение,значение, словосочетания
Давно не посещал уроки истории, но я уверен, что прямолинейный геноцид обычно не срабатывал.
I haven’t been in history class for a while, but I’m pretty sure straight — up genocide hasn’t worked out too often.
Он сказал себе, что напишет стандартный прямолинейный рапорт, и все же ему пришлось задуматься.
He had told himself that he would simply write a standard straightforward report along the time — honoured lines, yet now he had to stop and think, although stage fright had nothing to do with it.
Пол О’Нейл — прямолинейный министр финансов США — предполагает, что Соединенные Штаты мало что могут или желают сделать для того, чтобы упрочить доллар.
Paul O’Neill, the outspoken US Treasury Secretary, suggests that there is little the US could or would do to sustain the dollar.
При этом его прямолинейный подход делает его крайне удобным противником для любого стратега, который способен мыслить аналогичным образом.
Yet by the same token, his straightforward approach makes him the easiest sort of opponent for a similarly minded strategist.
Но, тем не менее, Яценюк — высокий, лысый и прямолинейный — считает свое неустойчивое пребывание в должности успешным.
But Yatsenyuk — tall, bald, and outspoken — still views his shaky tenure as a success.
Тебе нужен кто-то, более приземленный, кто-то более прямолинейный , кто-то с… рыжими волосами, сочными полными губами, в белой блузке, зёленом пиджаке и с бэджиком.
You need somebody a little more down — to — earth somebody with some integrity, somebody with — Red hair and full pouting lips a white blouse, a green jacket and a name tag.
Ты был очень прямолинейный по телефону.
You weren’t very straight on the phone.
Такой вот он прямолинейный . Так что давай.
Well, that’s just the kind of straightforward guy he is.
Если использовался открытый ключ с асимметричным алгоритмом и я применю прямолинейный метод взлома, тогда нам светит, грубо говоря, 1000 лет.
Well, if it’s a public key with asymmetric algorithms and I do a brute — force attack, then we’re looking at, I don’t know roughly 1000 years.
Я прямолинейный парень.
I’m a bottom — line kind of a guy.
А вы у нее были? — спросил прямолинейный Козлевич. -У Зоси Викторовны?
Have you seen her? asked the forthright Kozlevich. I mean Zosya Victorovna?
Давно не посещал уроки истории, но я уверен, что прямолинейный геноцид обычно не срабатывал.
I haven’t been in history class for a while, but I’m pretty sure straight — up genocide hasn’t worked out too often.
Нет-нет, это невозможно… никак невозможно… Чтобы добропорядочный, недалекий, прямолинейный англичанин двенадцать раз кряду вонзил в своего врага нож!
That is just it — it is impossible — quite impossible — that an honourable, slightly stupid, upright Englishman should stab an enemy twelve times with a knife!
Мой муж слишком прямолинейный и грубый. ..
My husband is pushy and very aggressive…
Вы всегда такой прямолинейный ?
Are you always this blunt?
Более распространенный прямолинейный профиль, используемый в бытовых и коммерческих целях и обсуждаемый в большинстве статей, известен как Калибр а.
The more common straight — sided profile used in domestic and commercial applications and discussed in most of this article is known as ‘gauge A’.
Поскольку Боб не знает базиса, в котором были закодированы фотоны, все, что он может сделать, — это выбрать базис наугад для измерения, либо прямолинейный , либо диагональный.
As Bob does not know the basis the photons were encoded in, all he can do is to select a basis at random to measure in, either rectilinear or diagonal.
Красс из Эссекса объединил яростный, прямолинейный стиль панк-рока с преданной анархистской миссией и сыграл важную роль в зарождающемся анархо-панковском движении.
Crass, from Essex, merged a vehement, straight — ahead punk rock style with a committed anarchist mission, and played a major role in the emerging anarcho — punk movement.
Крейцкопф-это не поршень меньшего диаметра, он даже не круговой, а прямолинейный подшипник, состоящий из башмака и направляющей.
Crosshead is not smaller diameter piston, it is not even circular, it is straight line bearing consisting of shoe and guide.
Обычно прямолинейный с четкими посланиями, панк-арт часто связан с политическими проблемами, такими как социальная несправедливость и экономическое неравенство.
Usually straightforward with clear messages, punk art is often concerned with political issues such as social injustice and economic disparity.
Прямолинейный поп-рок с запоминающимися мелодиями и хорошо просчитанным сочетанием украденных риффов Metallica и романтических элементов баллады.
Straightforward pop — rock with catchy melodies and a well — calculated mix of stolen Metallica riffs and romantic ballad elements.
Эти две волны интерферируют, образуя прямолинейный узор бахромы, интенсивность которого синусоидально изменяется по всей среде.
The two waves interfere, giving a straight — line fringe pattern whose intensity varies sinusoidally across the medium.
Наиболее явным является блюзовая Румба длинношерстного, где он накладывает прямолинейный блюз с клавесинным ритмом.
The most explicit is ‘Longhair’s Blues Rhumba,’ where he overlays a straightforward blues with a clave rhythm.
Прямолинейный инструмент без расширенного диапазона был выпущен в 1832 году Исааком Дакостой и Огюстом Баффетом.
A straight — bodied instrument without extended range was produced in 1832 by Isaac Dacosta and Auguste Buffet.
Прямолинейный многоугольник — это многоугольник, все ребра которого пересекаются под прямым углом.
A rectilinear polygon is a polygon all of whose edge intersections are at right angles.
Прямолинейный многоугольник, который также прост, также называется свободным от отверстий, потому что у него нет отверстий — только одна непрерывная граница.
A rectilinear polygon that is also simple is also called hole — free because it has no holes — only a single continuous boundary.
Голыгон — это прямолинейный многоугольник, длины сторон которого в последовательности являются последовательными целыми числами.
A golygon is a rectilinear polygon whose side lengths in sequence are consecutive integers.
Прямолинейный многоугольник, который не является прямоугольником, никогда не бывает выпуклым, но он может быть ортогонально выпуклым.
A rectilinear polygon which is not a rectangle is never convex, but it can be orthogonally convex.
См. ортогонально выпуклый прямолинейный многоугольник .
See Orthogonally convex rectilinear polygon .
Монотонный прямолинейный полигон-это монотонный полигон, который также является прямолинейным .
A monotone rectilinear polygon is a monotone polygon which is also rectilinear .
Вайнхофен-веган и ведет прямолинейный образ жизни.
Weinhofen is a vegan and lives a straight edge lifestyle.
В эту статью следует включить прямолинейный подраздел lead on Cloture.
A straight forward sub — section lead on Cloture should be included on this article.
Это более прямолинейный американский R&B / soul того времени.
Is more straightforward American R&B/soul of that time.
Если что-то типа воздуха из будущего вполне осязаемо и действенно, то путь из нашего настоящего в обусловленное будущее не всегда прямолинеен .
While something like air from the future is very effective and tangible, the trajectory from our present to a future consequence is not always so linear.
На самом деле, ответ гораздо менее прямолинеен .
Actually, the answer is more nuanced and subtle than that.
Он слишком прямолинеен , слишком любит спорить.
He was too outspoken, too inclined to take issue.
Да, Уолли бывает прямолинеен . Но зато он говорит всё как есть, ты же знаешь…
Listen, I know that Wally can be a bit blunt, but at least he tells it like it is, you know what I mean?
Он был довольно прямолинеен .
Actually, he made it pretty easy.
Юй фан, как известно, был очень прямолинеен в своей речи, и было много случаев, когда он оскорблял людей, когда был пьян.
Yu Fan was known to be very direct in his speech and there were many instances when he offended people while he was drunk.
Герцог был прямолинеен , а Диана-чувствительна.
The Duke was direct and Diana was sensitive.
Это объясняет, почему Кэйити никогда не был очень прямолинеен в их отношениях.
This explains why Keiichi has never been very forward in their relationship.
Он часто был прямолинеен в своих критических замечаниях и в этом вопросе даже не щадил Вивекананду.
He was often direct with his criticisms and in this matter he did not even spare Vivekananda.
Ответ на этот вопрос довольно прямолинеен .
The answer to this is pretty straight forward.
Он может быть довольно прямолинеен с теми, кто редактирует так, как ему кажется сомнительным.
He can be quite direct with those who edit in a way he finds questionable.
С другой стороны, расчет коэффициента передачи энергии T менее прямолинейен , так как свет распространяется в разных направлениях в двух средах.
On the other hand, calculation of the power transmission coefficient T is less straight — forward, since the light travels in different directions in the two media.
Она не может быть прямолинейна из-за настойчивой мамаши.
She can’t be direct because of a pushy mother.
Конечно, она немного резка и прямолинейна .
Sure, she’s feisty and outspoken.
Ты была прямолинейна и не несла чепухи.
You were direct and no nonsense.
Ты прямолинейна , как асфальтовый каток.
You’re about as subtle as a steamroller.
Версия а ясна, прямолинейна и прямолинейна ; версия Б туманна и многословна.
Version A is clear, straightforward and direct; version B is woolly and verbose.
Вечнозеленые, кориастые, шершавые и голые филлоды плоские и имеют линейную форму, которая прямолинейна и мелко изогнута.
The evergreen, coriaceous, scurfy and glabrous phyllodes are flat and have a linear shape that is straight to shallowly incurved.
Она эфемерна, прямолинейна , размеренна и неосознанна.
It is ephemeral, straightforward, measured, and unselfconscious.
Перед ним сидела юность, немножко грубая, прямолинейная , какая-то обидно нехитрая.
In front him was youth — a bit rough, straight as an arrow, and frustratingly uncomplicated.
Я тоже прямолинейная .
I’m also a straightforward girl.
Она очень прямолинейная .
She’s a very straightforward girl.
Версия А, которая явно более прямая и прямолинейная , не входит в эту головоломку.
Version A, which is clearly more direct and straightforward, doesn’t go into this conundrum.
Прямолинейная и склонная к спорам, Стейси не слишком любила командную работу и покинула команду вскоре после вступления в нее.
Forthright and argumentative, Stacy did not take easily to teamwork and left the team shortly after joining.
Холли-решительная, прямолинейная эльфийка и единственная женщина-капитан Лепрекона, разведывательного подразделения ЛЭП.
Holly is a determined, forthright elf and the only female captain of LEPrecon, the reconnaissance division of the LEP.
Независимая, упрямая и прямолинейная , она к тому же превосходная лучница.
Independent, tough — minded, and blunt, she is also an excellent archer.
Очень умная, прямолинейная женщина, и она прилепилась к Темной ночи.
A very intelligent, blunt woman, and cleaves to Darkfall.
Прямолинейное определение и значение — Merriam-Webster
rec·ti·lin·e·ar
ˌrek-tə-li-nē-ər
1
: движение по прямой или формирование прямой линии
прямолинейное движение
2
: характеризуется прямыми линиями
прямолинейный горизонт современного города
3
: перпендикулярное направление 3
прямолинейность
ˌrek-tə-ˌli-nē-er-ə-tē
-ˈa-rə-tē
существительное
прямолинейно наречие
Примеры предложений
прямолинейный горизонт современного города
Недавние примеры в Интернете
Новая структура, которая почти вдвое увеличивает общую выставочную площадь, представляет собой серию взаимосвязанных, прямолинейных павильонов, спускающихся каскадом вниз по холму и по шоссе к гавани.
— Себастьян Сми, Washington Post , 14 марта 2023 г.
Этот космический корабль был построен компанией Advanced Space и вышел на важную для НАСА орбиту: около прямолинейных гало-орбит.
— Эрик Бергер, Ars Technica , 18 ноября 2022 г.
прямолинейный Эмпайр-стейт-билдинг из стали и бетона, икона строительства 20-го века, уйдет в историю.
— Джонатон Китс, Discover Magazine , 13 мая 2020 г.
Мороженое с гоголь-могольм продавалось в прямолинейной форме , известной как кирпич.
— Жак Келли, Балтимор, солнце , 13 декабря 2022 г.
Эта небольшая миссия Lunar Flashlight, 6U CubeSat размером с портфель, рассчитана почти на 9 лет.0039 прямолинейная гало-орбита вокруг Луны, похожая на ту, на которую частный космический корабль CAPSTONE вышел этой осенью.
— Эрик Бергер, Ars Technica , 30 ноября 2022 г.
И они были расположены вдоль улиц, которые немного извивались, но были довольно обычными в своей прямолинейной планировке.
— Джон Келли, Washington Post , 12 ноября 2022 г.
Его подъездная дорога, ведущая от гор Де Лонг к порту, была единственной прямолинейное наложение на обширный ландшафт.
— Эмили Витт, The New Yorker , 21 ноября 2022 г.
Эта миссия считается первым полетом CubeSat на Луну, а также первым космическим аппаратом, совершившим полет по околопрямолинейной гало-орбите (NRHO).
— Мэтью Хамфрис, PCMAG , 15 ноября 2022 г.
Узнать больше
Эти примеры программно скомпилированы из различных онлайн-источников, чтобы проиллюстрировать текущее использование слова «прямолинейный». Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.
История слов
Этимология
Позднелатинское rectilineus , от латинского rectus + linea line
Первое известное использование
1651, в значении, определенном в смысле 1
Путешественник во времени
Первое известное использование прямолинейного было в 1651 г.
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/rectilinear. По состоянию на 6 апреля 2023 г.
Последнее обновление:
— Обновлены примеры предложений
Подпишитесь на крупнейший словарь Америки и получите тысячи дополнительных определений и расширенный поиск без рекламы!
Merriam-Webster полное определение
в кембриджском словаре английского языка
Улицы обсажены деревьями, здания высотой всего в пару этажей, а дороги успокаивающе прямолинейны .
Из ПРОВОДНОЙ
Эффект этих тяжелых прямолинейных молдингов , очерченных толстыми рамками, создает впечатление, что скелетная структура архитектуры обнажается снаружи.
Из Кембриджского корпуса английского языка
Что не очевидно, так это то, что это движение является равномерным и прямолинейным .
Из Кембриджского корпуса английского языка
В дополнение к исследованиям, решающим задачу вложения с прямыми и прямолинейных форм, некоторые подходы предлагают решения для криволинейных форм.
Из Кембриджского корпуса английского языка
Эти области соответствуют прямолинейным углам, преобладающим в рукотворных чертежах.
Из Кембриджского корпуса английского языка
Распространение понятия вынужденного движения на все прямолинейных движений.
Из Кембриджского корпуса английского языка
Ведь это представление позволяло рассматривать круговое движение вокруг оси как совокупность прямолинейных движений.
Из Кембриджского корпуса английского языка
По-видимому, он думал о круговом движении как о результате действия двух прямолинейных агентств: импульс и гравитация.
Из Кембриджского корпуса английского языка
Это изображение показывает, что полосы прямолинейны примерно на 1 мм ~ по сравнению с апертурой 53 5 мм2!
Из Кембриджского корпуса английского языка
Нижний баннер имеет черный прямолинейный рисунок.
Из Кембриджского корпуса английского языка
И мы видим, что свет не движется ни с прямолинейное или круговое движение.
Из Кембриджского корпуса английского языка
Но он делает это вдоль прямолинейных путей.
Из Кембриджского корпуса английского языка
Но прямолинейное движение имеет причину, которая быстро перестает функционировать (desinere festinans).
Из Кембриджского корпуса английского языка
Прямолинейные вертикальные решетки, генерируемые в круглом поле, простирающемся между 3 и 9град, пространственная частота 2 цикла 0 град, представлены в режиме «начало-смещение».
Сеть комисионных магазинов «Скупка №1» г. Москва ул.Енисейская д.15
+7 (926) 255-35-35
Получите деньги наличными за 2 часа оставьте заявку на оценку
Выберите состояние товараНовоеХорошееПлохоеНеисправное
Главная » Мы выкупаем » Скупка инструментов » Скупка станков
Продать циркулярный станок распиловочный
Продать сверлильный станок
Продать фуговально-рейсмусовый станок
Продать камнерезный станок
Продать станок фуговальный
Продать станок строгальный
Продать станок ленточнопильный
Продать станок фрезеровальный
Продать станок деревообрабатывающий
Продать станок токарный
Почему клиенты выбирают нас?
Мы всегда найдём самое оптимальное решение для нашего клиента и чётко выполним наши обязательства!
Бесплатный выезд оценщика
Деньги сразу наличными!
Дороже ломбардов и комиссионных магазинов
Скупка товара до 90% от стоимости
Как продать технику?
1
Узнать цену (оставить заявку или позвонить)
2
Привезти к нам или вызвать оценщика
3
Подписать договор (при себе иметь паспорт)
4
Получить деньги (всю сумму наличными на руки)
Отзывы клиентов
Для нас благодарность клиентов — лучший показатель качества нашей работы и основной стимул делать всё возможное для оказания качественных услуг.
Александра
Всем доброго дня….по советам знакомых.мы были в скупках…..Отличные ребята там работают….веселые,подскажут.В Новогиреево ухватили классную камеру(Panasonic HC-V270),в Реутове вообще посмеялись от души,веселые ребята там,купили синтезатор ребенку,в Балашихе взяли отличный радио телефон.
Почему сдать технику нам выгодно?
Темпы развития электроники таковы, что все приборы рассчитаны на короткий срок эксплуатации – два-три года и даже самый современный на момент покупки девайс становится уже неактуальным. Скупка цифровой техники, осуществляемая skypka1.com, позволит удалить ненужные устройства в минимальные сроки и с максимальной выгодой для хозяев.
Выкуп техники от СКУПКА №1 – это комфорт и удобство для наших клиентов:
круглосуточный прием заявок через сайт;
обратная связь компетентных клиент-менеджеров в течение нескольких минут после заполнения необходимых полей онлайн-формы;
при необходимости срочный выезд специалиста-оценщика на адрес клиента;
разумная оценка скупаемых устройств в зависимости от состояния, марки и срока эксплуатации прибора;
возможен выкуп как работающих, так и неисправных устройств; получение денежных средств в день обращения;
вежливый, опрятный, аккуратный и лояльный персонал.
Выезд на адрес заказчика осуществляется сразу же после согласования времени и составляет всего 15-20 минут: нашим клиент нет необходимости тратить время на ожидание.
Избавьтесь от устаревшего и ненужного – освободите свой дом!
Естественно, что ноутбук или компьютер, приобретенный всего два года назад, на сегодняшний день падает в цене – их реальная стоимость уже через год составляет едва ли половину тех средств, которые были затрачены на покупку. Вполне понятным желанием является обновление своих электронных помощников, однако далеко не всегда существует финансовая возможность для этого. Скупка дает возможность для каждого из жителей города осуществить свои желания за счет неиспользуемых вещей: любая цифровая техника (телефон, планшет, ноутбук или стационарный компьютер) будет выкуплена в день обращения.
Достаточно часто возникает ситуация, когда молодежь, приобретавшая бытовую электронику, уезжает из города, а техника остается у бабушек или родителей, которым она попросту не нужна –это отличный вариант поправить свое финансовое состояние: специалисты СКУПКА №1 выезжают на место и выкупают неиспользуемые устройства. Не менее актуальным является и вариант с переездом в другой город – как правило, забирается только самое ценное и необходимое, остальное же легко и удобно выкупит наша компания: принтеры и мониторы, МФУ и потерявшие актуальность мобильные гаджеты известных торговых марок будут оценены и вывезены в минимальный срок.
Выберите состояние товараНовоеХорошееПлохоеНеисправное
Выкуп бывших в употреблении металлообрабатывающих станков
Быстрая оценка
Оценка 1-3 станка по телефону, большой список оценим в течении суток
Вывезем сами
Демонтаж и вывоз оборудования произведем своими силами и за свой счет
Любое количество
Скупаем станки от 1 шт, за большим объемом готовы выехать до 1500 км от Москвы
Оплатим в любой форме
Оплата сразу и в любой форме (наличные и Б/Н), без рассрочек.
Что мы покупаем в первую очередь
Самые приоритетные направления по покупке:
Заводы, продающие станки после модернизации и реорганизации производства.
Предприятия, избавляющиеся от незадействованного оборудования.
Банкротящиеся заводы, желающие продать все станки одним разом.
Также покупаем в розницу у компаний и частников, находящихся в несильной отдаленности от Москвы. За большими объемами станков (от 5 шт) выезжаем по России (до Урала).
Покупка б/у станков осуществляется после оценки, которую в короткие сроки выполнит наш сотрудник. Выкуп оборудования возможен как штучно (при плачевном состоянии большинства оборудования, если оно не пригодно к восстановлению), так и массово (оптом), тогда часть станков мы вывозим, а часть отправляем на металлолом.
Имеем собственные бригады такелажников, вывозим станки своими силами и за свой счет. Нас не пугают большие объемы, узкие проемы. В случае необходимости вынесем все через окно, демонтируем стену, либо разберем сам станок.
Где мы покупаем б/у станки
Покупка 1-3 станка
Покупка 3-5 станков
Покупка от 5 станков
Скупаем Б/У станки не только в Москве, но и по России (до Урала), работаем в таких городах, как: Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Казань, Самара, Ростов-на-Дону, Воронеж, Волгоград, Нижний Тагил, Ижевск, Чебоксары, Иваново, Курск, Саратов, Пенза, Ульяновск. Уфа, Челябинск. Псков, Тверь, Брянск, Тула, Рязань, Владимир, Ярославль, Вологда, Петрозаводск, Киров, Пермь, Сыктывкар, Архангельск и в других городах, смотрите карту.
Занимаемся скупкой БУ станков только для обработки металла:
Токарная группа
Фрезерная группа
Шлифовальные и заточные
Сверлильные и расточные
Прессы и вальцы
Долбежные и строгальные
Б\У станки с ЧПУ
Пригодные к восстановлению
Занимается выкупом б/у станков и металлообрабатывающего оборудования российского (в том числе СССР), немецкого, чешского, болгарского и швейцарского производства. Покупка в короткие сроки и любыми объемами. Выкупаем станки практически в любом состоянии (кроме совсем непригодных к восстановлению).
Какая ни была бы ваша цель: продажа, покупка б/у станков или просто консультация — мы будем рады ответить на все ваши вопросы.
Независимо, какую вы преследуете цель продажи. Нас интересует только скупка станков и оборудования, бывших в употреблении (в том числе и с консервации).
Renault продаст свою долю в автомобилестроительной компании Lada за один рубль, сообщает Россия Россия заявила в среду, что это последний пример того, как местные институты скупают сделки, когда западные фирмы бегут.
Министерство торговли также заявило, что завод Renault в Москве, производящий автомобили под брендами Renault и Nissan, будет передан правительству города, что является еще одним признаком того, что российские власти планируют делать с западными активами.
Французский автопроизводитель и правительство Франции, которому принадлежит 15% акций Renault, отказались комментировать сделку, о которой впервые сообщили российские информационные агентства со ссылкой на министра торговли Дениса Мантурова.
Министерство торговли заявило, что Renault будет иметь право выкупить свою долю в Автовазе (AVAZI_p.MM) в течение пяти-шести лет у НАМИ, института, основанного более века назад и занимающегося проектированием и производством российских легковых и грузовых автомобилей, включая лимузины. используется президентом Владимиром Путиным.
Эти шаги, вероятно, подчеркнут опасения, что российские фирмы и учреждения скупают самые ценные активы страны по выгодной цене, в то время как западные компании изо всех сил пытаются соблюдать санкции в связи с конфликтом на Украине, а также угрозы Кремля, что иностранные активы могут быть арестованы.
Российское правительство разрабатывает законодательство, согласно которому контроль над иностранными компаниями будет передан внешнему местному управлению, а применение санкций иностранными руководителями и компаниями будет считаться уголовным преступлением.
Renault, западный автопроизводитель, наиболее подверженный влиянию России, заявил в прошлом месяце, что приостанавливает работу своего московского завода и рассматривает возможность неденежного списания на сумму 2,2 миллиарда евро (2,3 миллиарда долларов), чтобы отразить потенциальные затраты на приостановку. читать дальше
Акции Renault упали в начале торгов, но позже отыграли эти потери и выросли на 1,1% в 09:54 по Гринвичу, опередив индекс голубых фишек Франции (.FCHI).
«Скромный позитив, поскольку это приближает проблему к разрешению, оставляет дверь открытой для возвращения, хотя явно много неизвестных относительно того, когда / если российский автомобильный рынок восстановится и геополитический климат охладится», — пишут аналитики Credit Suisse.
[1/2] Табличка с логотипом Renault возле автосалона в Санкт-Петербурге, Россия, 24 марта 2022 г. REUTERS/REUTERS PHOTOGRAPHER
Renault решила передать свою долю в АвтоВАЗе, которому принадлежит прославленную марку Lada НАМИ, потому что у нее не было возможности продолжать свою деятельность в России, заявили в министерстве торговли.
Сделка будет стоить один рубль и даст Renault возможность выкупить долю обратно, говорится в сообщении.
«Но если в этот период мы будем инвестировать, то это будет учтено при расчете стоимости. Никаких подарков здесь не будет», — цитирует Мантурова «Интерфакс».
Вторжение Москвы в Украину 24 февраля спровоцировало массовый отъезд корпораций из России. По данным Йельской школы менеджмента, более 750 компаний объявили о том, что в той или иной степени сокращают свою деятельность.
Французский производитель электрооборудования Schneider Electric (SCHN. PA) заявил в среду, что продаст свои предприятия в России и Беларуси местному руководству и подписал письмо о намерениях с назначенными покупателями. читать далее
Еще одним ярким примером является французский банк Societe Generale, который потерял 3 миллиарда евро в результате продажи своей дочерней компании в Росбанке инвестиционной компании Interros Capital, связанной с российским олигархом Владимиром Потаниным.
Есть лишь несколько примеров интереса иностранных компаний к поглощению российского бизнеса.
Anheuser-Busch InBev (ABI.BR) ведет переговоры о продаже своей доли в российско-украинском предприятии своему турецкому партнеру. В результате этой сделки крупнейшая в мире пивоварня может получить 1,1 миллиарда долларов. читать далее
Сообщалось, что британская энергетическая компания Shell ведет переговоры с некоторыми китайскими фирмами о продаже своей доли в крупном российском газовом проекте. Shell отказалась комментировать отчет. читать дальше
Россия называет свои действия на Украине «спецоперацией» по разоружению Украины и защите ее от фашистов. Украина и Запад заявляют, что обвинения в фашизме беспочвенны, а война является ничем не спровоцированным актом агрессии.
(1 доллар = 0,9404 евро)
Отчет Дэвида Люнггрена; Дополнительные отчеты Доминик Видалон, Тассило Хаммель и Жозефина Мейсон; Под редакцией Ричарда Пуллина, Стивена Котса и Дэвида Кларка
Наши стандарты: Принципы доверия Thomson Reuters.
5 мест, где можно продать бывшее в употреблении промышленное оборудование
Независимо от того, есть ли у вас одна машина или целый завод, вы можете продать бывшее в употреблении промышленное оборудование за наличные.
Главное найти подходящего покупателя и лучшую цену.
Вот 5 мест, где сегодня можно продать бывшее в употреблении промышленное оборудование . Кроме того, советы и ресурсы, которые помогут вам начать работу, и специальное предложение для экономии денег!
$$ АКЦИЯ — Сэкономьте деньги на экологически чистых продуктах! $$
Хотите сэкономить на экологически чистых продуктах? Воспользуйтесь специальными распродажами, которые сейчас проходят!
Все эти продукты сертифицированы как «Climate Pledge Friendly» и уже поступили в продажу на Amazon. Ограниченное по времени предложение!
Получите скидку!
1. Дилеры промышленного оборудования
Продажа дилеру часто является самым быстрым и простым способом продать бывшее в употреблении промышленное оборудование.
Торговцы промышленным оборудованием — это компании, специализирующиеся на продаже подержанного и нового промышленного оборудования. Они имеют многолетний опыт и знают, как оценить оборудование, чтобы получить лучшую цену. Кроме того, у них есть большие сети, которые могут охватить лучших покупателей.
Вот список дилеров промышленного оборудования, которых мы рассмотрели и оценили.
Дилер
Рейтинг
Лучший для
.
Дополнительная информация
Кемплер Индастриз
Бесплатное руководство и рейтинг A+ от Better Business Bureau
Дополнительная информация
Бывшие в употреблении машины
Продажа и оценка
Дополнительная информация
Aaron Equipment Company
Опытный и преданный делу персонал службы поддержки
Аарон покупает и продает технологическое оборудование и работает в бизнесе с 19 лет35. В штате продаж и поддержки более 50 человек.
4 варианта продажи
Аарон предлагает 4 варианта продажи оборудования.
Прямая покупка — Аарон может купить ваше подержанное оборудование напрямую вас и перечислить ваше подержанное оборудование на их веб-сайте, как если бы это был их собственный инвентарь
Аукцион . Они могут выставить ваше оборудование на своем сайте онлайн-аукциона
. Посетите веб-сайт Аарона
Kempler Industries
Бесплатное руководство по продаже бывшего в употреблении промышленного оборудования
Kempler — семейный дилер подержанного оборудования в третьем поколении с более чем 50-летним опытом. У них один из самых больших запасов подержанной техники в мире.
Часто покупают б/у оборудование у частных лиц. По этой причине Kempler предлагает бесплатное руководство по продаже бывшего в употреблении промышленного оборудования.
Их веб-сайт предлагает несколько вариантов продажи. Кроме того, у них есть специальный отдел закупок с рейтингом A+ от Better Business Bureau.
3 Варианты продажи
Прямая покупка — Продавайте подержанное оборудование напрямую компании Kempler.
Консигнация — Или Kempler может найти покупателя на ваше подержанное оборудование, используя методы стратегической поисковой оптимизации и рекламы с оплатой за клик.
А Аукцион/Ликвидация . Наконец, Kempler может выставить ваше бывшее в употреблении оборудование с аукциона через свое подразделение по продаже оборудования. У них обширная клиентская база покупателей по всему миру. Они могут организовать аукцион на месте или онлайн-трансляцию в зависимости от ваших потребностей.
Посетите веб-сайт Кемплера
MachinesUsed.com
Служба профессиональной оценки
MachinesUsed предлагает профессиональные услуги по оценке всех видов промышленного оборудования. У них есть профессиональные оценщики в штате, которые могут предоставить надежную оценку для вашего оборудования.
3 Варианты продажи
Прямая покупка — Как и другие дилеры, MachinesUsed может приобрести ваше оборудование напрямую.
Интернет-аукционы — Или они могут продать ваше подержанное оборудование онлайн на одном аукционе, если есть достаточно предметов. Кроме того, они могут добавить ваше оборудование на один из своих ежемесячных аукционов Multi-Shop.
Консигнация — MachinesUsed позаботится о рекламе, маркетинге и продаже оборудования.
Обмен новой или подержанной машины
Кроме того, MachinesUsed предлагает уникальную альтернативу, когда владельцы могут обменять свое подержанное оборудование на новое или подержанное оборудование.
Узнайте больше, посмотрев видео их компании.
Посетите MachinesUsed.com
2. Craigslist Heavy Equipment Section
Другой вариант продажи бывшего в употреблении промышленного оборудования — использовать Craigslist.
Craigslist является сайтом классифицированной рекламы номер один в мире и имеет специальный раздел для «тяжелого оборудования», где люди продают бывшее в употреблении промышленное оборудование.
Просто зайдите на Craigslist.com, выберите свой регион и нажмите «Создать объявление». Это так просто!
Если вы никогда раньше не продавали на Craigslist, попробуйте пройти курс ниже. Его прошли более 1000 человек, и он рассчитан на новичков!
Доступно на Udemy
3. eBay Business & Industrial Section
Вы также можете использовать eBay для продажи бывшего в употреблении промышленного оборудования. На eBay есть раздел «Бизнес и промышленность», где люди продают новое и бывшее в употреблении промышленное оборудование.
Размещение товаров на eBay совершенно бесплатно. Вы можете размещать до 50 товаров в месяц без каких-либо комиссий.
На веб-сайте eBay есть раздел, в котором объясняется, как начать продавать.
Однако, если вам нужно пошаговое руководство, пройдите курс Udemy ниже. Это бестселлер с множеством положительных оценок. Его прошли почти 10 000 человек!
Доступно на Udemy
4. Локально на Facebook Marketplace
Facebook также предлагает возможность продавать бывшее в употреблении промышленное оборудование.
Facebook создал Facebook Marketplace, чтобы людям было проще покупать и продавать в своем районе.
Торговая площадка Facebook — удобный способ найти покупателей. У него более 800 миллионов пользователей, и его можно использовать бесплатно.
Узнайте, как продавать на Facebook Marketplace, выполнив четыре простых шага.
5. Общедоступные группы Facebook
Вы также можете присоединиться к общедоступной группе Facebook, посвященной покупке и продаже подержанного оборудования.
Например, группа ниже посвящена продаже промышленного оборудования.
В Facebook существует множество групп, посвященных продаже различного оборудования.
Например, мы нашли группу ниже, которая специализируется на покупке и продаже ресторанного оборудования, выполнив поиск в Google.
Попробуйте погуглить «Facebook использовал оборудование ______». Укажите тип оборудования, которое вы пытаетесь продать, и есть большая вероятность, что группа появится!
Если вы хотите узнать советы и рекомендации по продажам на Facebook Marketplace и в группах Facebook, попробуйте онлайн-курс ниже.
Автор может научить вас, как совершить продажу в течение 24 часов в некоторых группах Facebook!
Доступно на Udemy
Где вы продаете бывшее в употреблении промышленное оборудование? Комментарий ниже, чтобы помочь сообществу!
Другие статьи
4 Устойчивый бизнес в Интернете, который вы можете начать сегодня — Вы когда-нибудь хотели начать экологически чистый онлайн-бизнес? Вот 4 бизнеса, которые вы можете начать сегодня на своем ноутбуке.
 Это нужно для того чтобы удалить стружку из отверстия.
Это нужно для того чтобы удалить стружку из отверстия.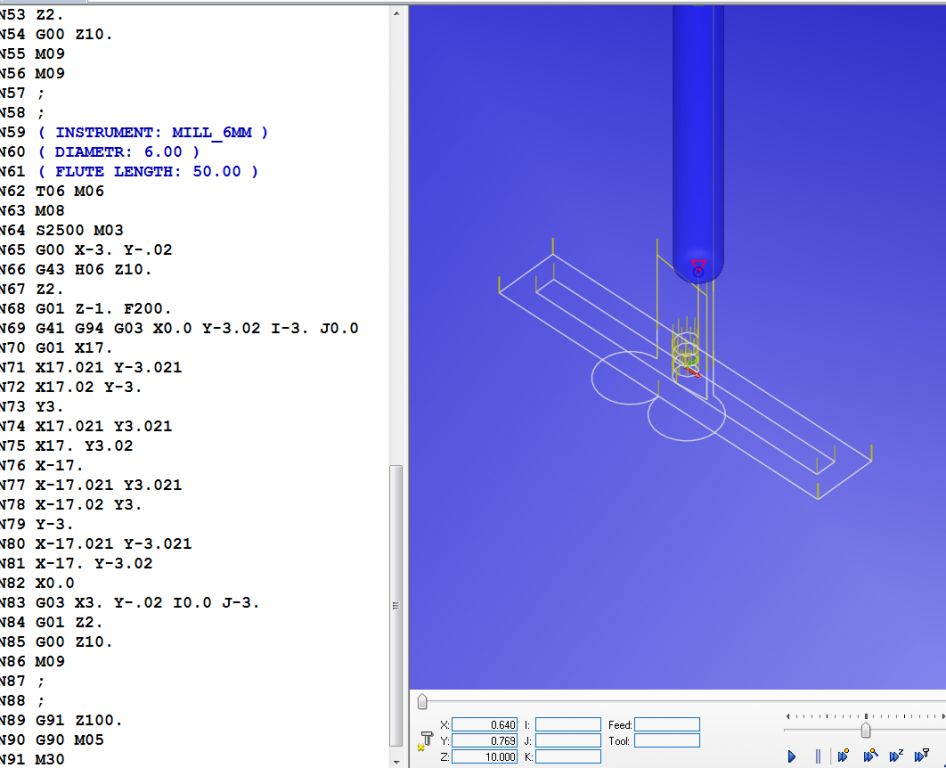
 Например, задержка помогает обеспечить гладкое дно отверстия и удалить стружку со дна отверстия. Попадание стружки между острием сверла и дном отверстия при спуске сверла для следующего шага значительно увеличивает износ инструмента, особенно с такими материалами, как нержавеющая сталь.
Например, задержка помогает обеспечить гладкое дно отверстия и удалить стружку со дна отверстия. Попадание стружки между острием сверла и дном отверстия при спуске сверла для следующего шага значительно увеличивает износ инструмента, особенно с такими материалами, как нержавеющая сталь.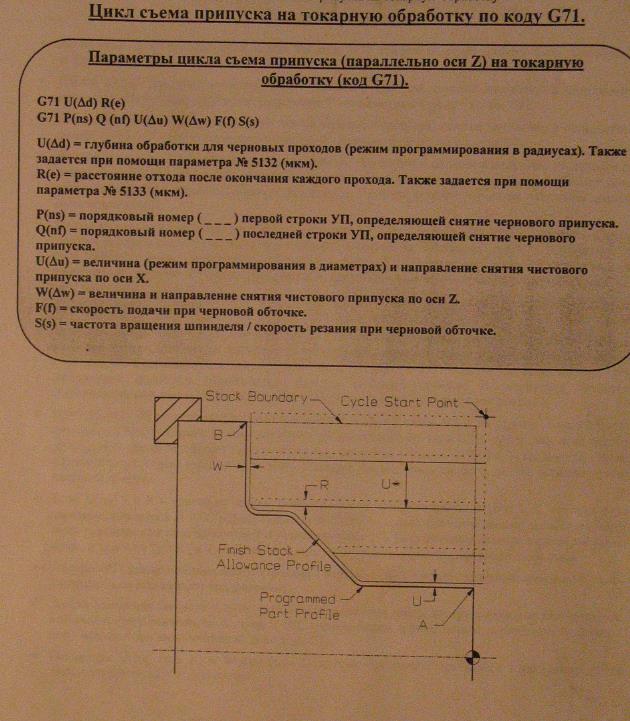 В нашем примере это координаты X10Y12.
В нашем примере это координаты X10Y12.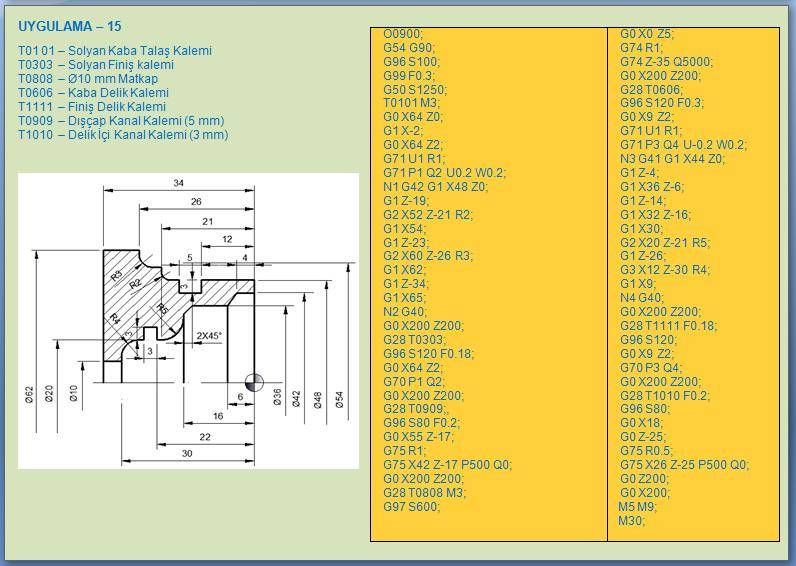 Если действует G98 (заданная перед циклом, например, G99, показанная выше), отвод возвращается к исходной высоте Z. Если действует G99, отвод осуществляется на высоту R. Возможность возврата к исходной высоте Z с помощью G98 предоставляется в случае, если между отверстиями есть препятствия, такие как зажимы или другие элементы детали.
Если действует G98 (заданная перед циклом, например, G99, показанная выше), отвод возвращается к исходной высоте Z. Если действует G99, отвод осуществляется на высоту R. Возможность возврата к исходной высоте Z с помощью G98 предоставляется в случае, если между отверстиями есть препятствия, такие как зажимы или другие элементы детали. Сложность заключается в том, чтобы дать вам все возможности, необходимые для решения множества ситуаций. Тем не менее, есть хорошие новости, независимо от того, пытаетесь ли вы просто учиться или активно разрабатываете и тестируете постоянные циклы в своем g-коде. Вы можете использовать симулятор g-кода или CAM ПО, чтобы упростить их понимание и работу. Это значительно упростит понимание и работу с постоянными циклами.
Сложность заключается в том, чтобы дать вам все возможности, необходимые для решения множества ситуаций. Тем не менее, есть хорошие новости, независимо от того, пытаетесь ли вы просто учиться или активно разрабатываете и тестируете постоянные циклы в своем g-коде. Вы можете использовать симулятор g-кода или CAM ПО, чтобы упростить их понимание и работу. Это значительно упростит понимание и работу с постоянными циклами.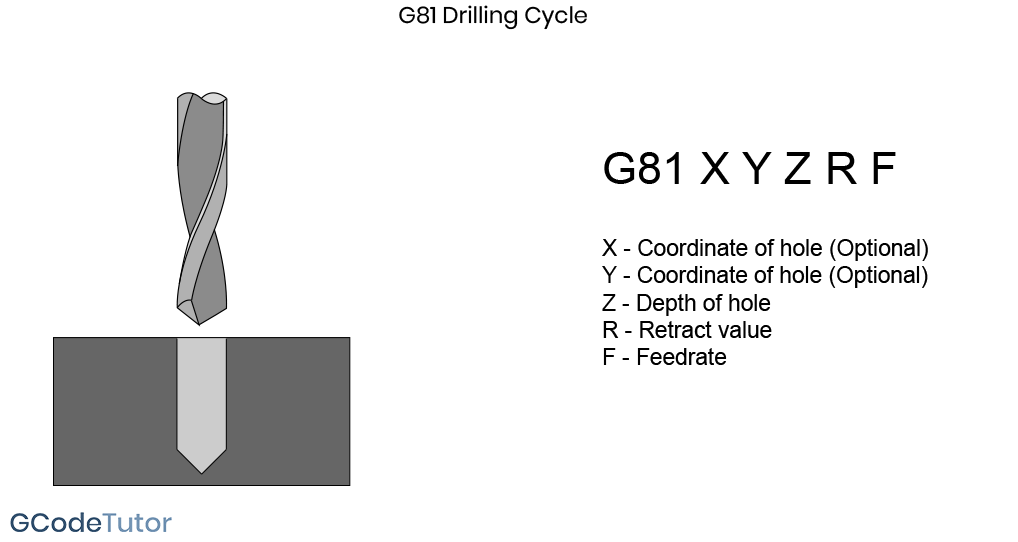 Существует еще один подход, который можно использовать для нескольких отверстий, предполагая, что они имеют регулярный интервал, и это использование относительных координат и повторов.
Существует еще один подход, который можно использовать для нескольких отверстий, предполагая, что они имеют регулярный интервал, и это использование относительных координат и повторов. Таким образом, он хорошо подходит для более глубоких отверстий, чем может обрабатывать цикл G73. G83 также позволяет останавливаться на дне отверстия. Это увеличивает точность глубины отверстия.
Таким образом, он хорошо подходит для более глубоких отверстий, чем может обрабатывать цикл G73. G83 также позволяет останавливаться на дне отверстия. Это увеличивает точность глубины отверстия.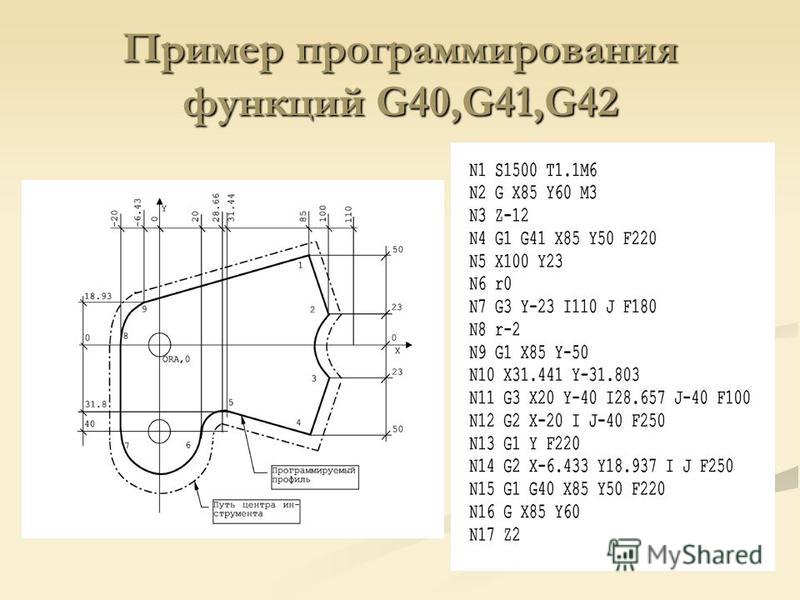 youtube.com/embed/ExX9kazih3o?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/ExX9kazih3o?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 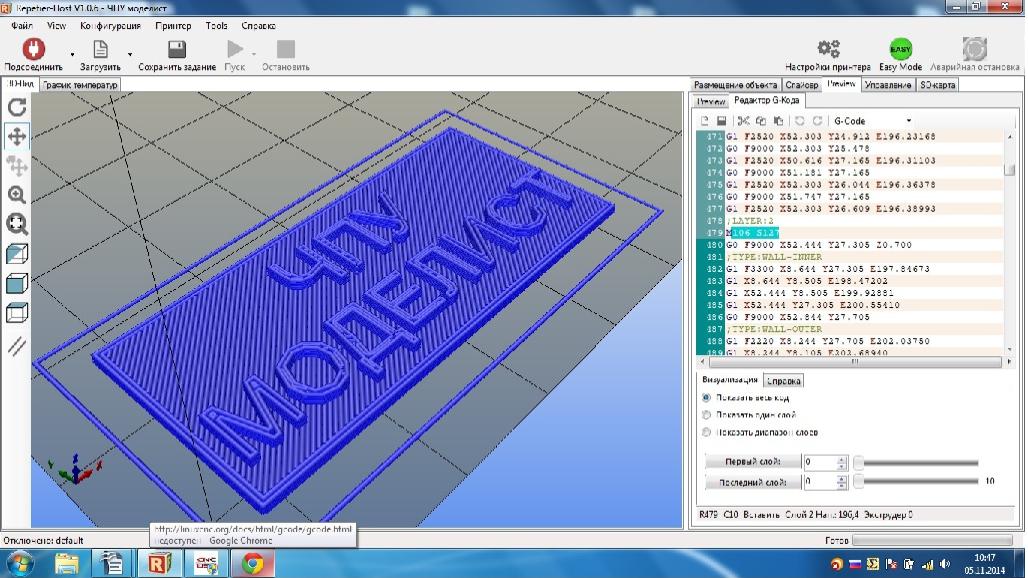 )
)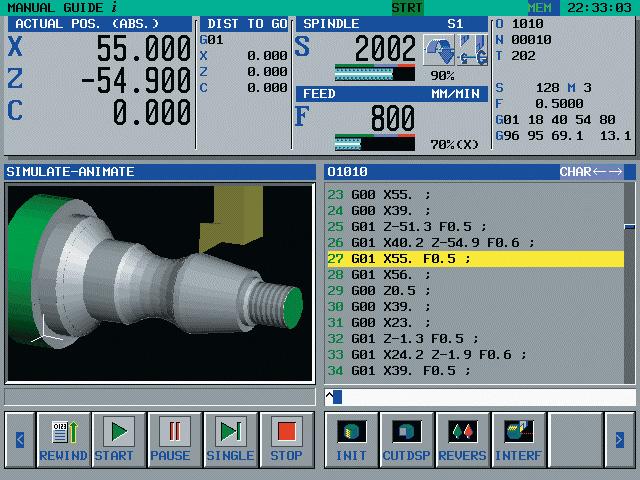 )
)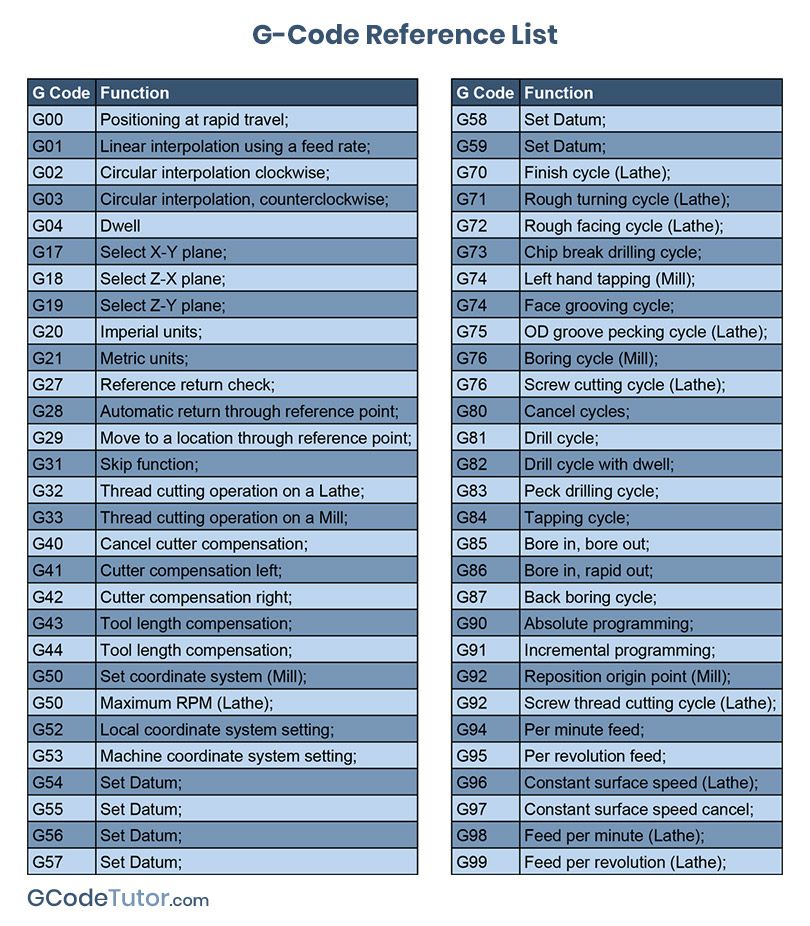 Если указаны I, J и K в процессе первого прохода выполняется сверление на значение глубины I, каждый последующий проход сокращается на значение J, а минимальная глубина резания равна K. Если указано P инструмент будет задерживаться на дне отверстия на указанное время. Если указаны как K, так и Q для стандартного цикла выбирается другой режим. В этом режиме инструмент будет отводиться в плоскость R при достижении общего количества проходов, равного K. 96-0117 ред. AL 07-2011 167
Если указаны I, J и K в процессе первого прохода выполняется сверление на значение глубины I, каждый последующий проход сокращается на значение J, а минимальная глубина резания равна K. Если указано P инструмент будет задерживаться на дне отверстия на указанное время. Если указаны как K, так и Q для стандартного цикла выбирается другой режим. В этом режиме инструмент будет отводиться в плоскость R при достижении общего количества проходов, равного K. 96-0117 ред. AL 07-2011 167 / All copyrights remain by their owners.
/ All copyrights remain by their owners.
 Стандартный цикл G71 выполняет черновую обработку профиля с использованием линейных перемещений по оси Z. Цикл G72 используется для облицовки, а цикл повторения шаблона G73 используется, когда мы обрабатываем уже вырезанный профиль. Например, отливка или предварительно обработанная деталь. Ниже мы рассмотрим этот цикл G73 и то, как он работает.
Стандартный цикл G71 выполняет черновую обработку профиля с использованием линейных перемещений по оси Z. Цикл G72 используется для облицовки, а цикл повторения шаблона G73 используется, когда мы обрабатываем уже вырезанный профиль. Например, отливка или предварительно обработанная деталь. Ниже мы рассмотрим этот цикл G73 и то, как он работает.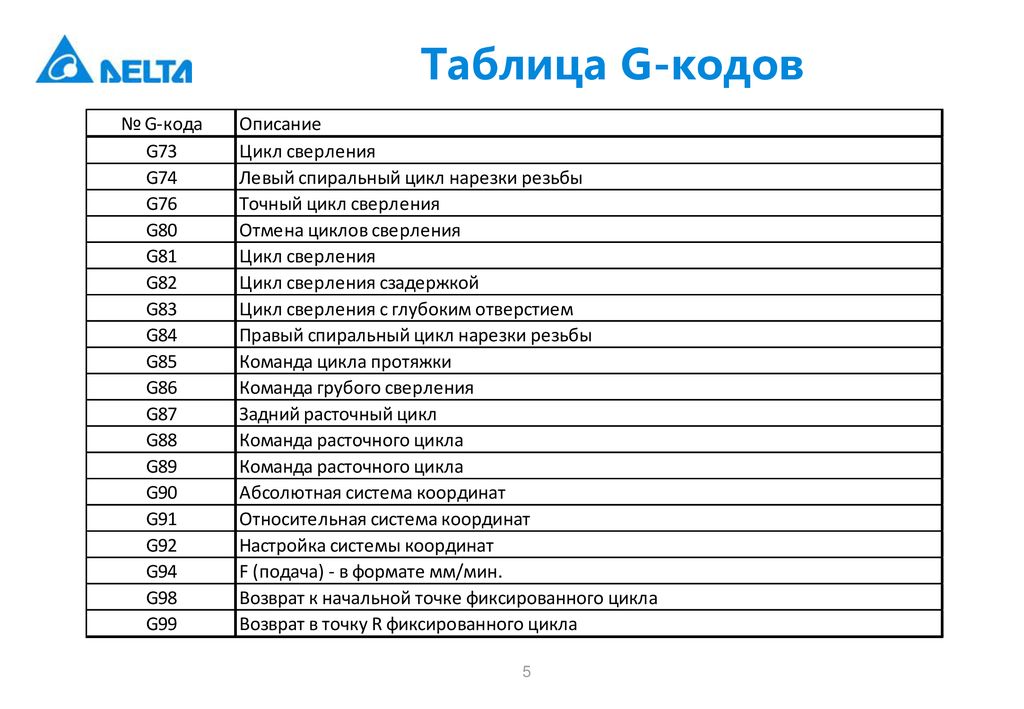
 Он определяет, сколько материала мы оставляем для того, чтобы наш чистовой инструмент удалил его в последующей операции.
Он определяет, сколько материала мы оставляем для того, чтобы наш чистовой инструмент удалил его в последующей операции. 0 З-34.0;
0 З-34.0; 
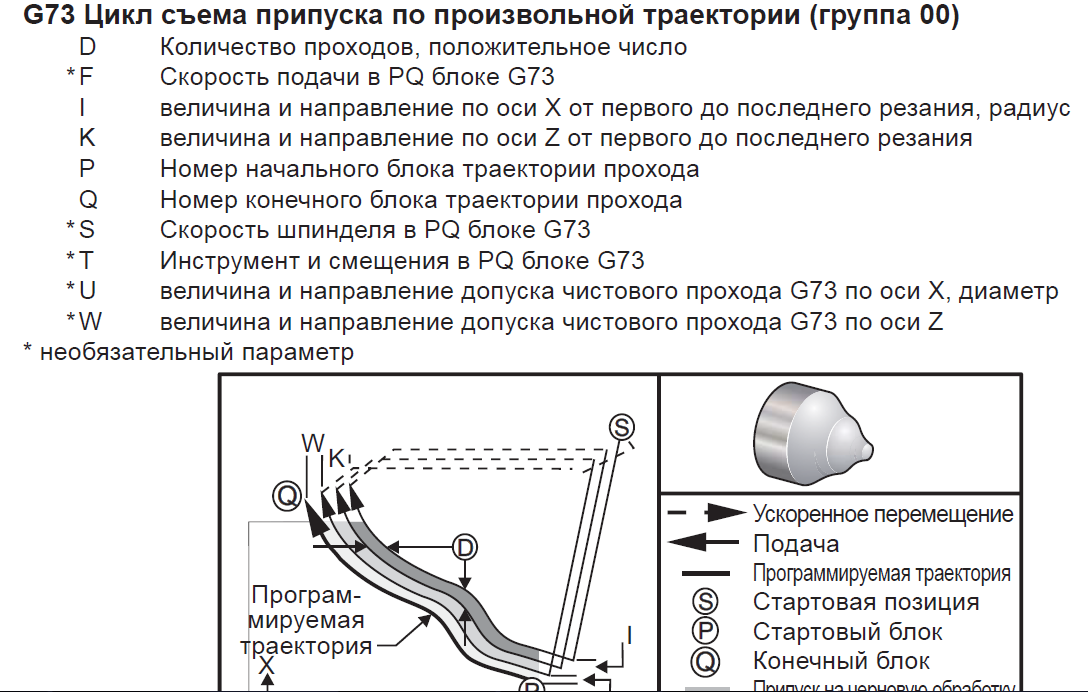 Если мы не используем охлаждающую жидкость через шпиндель, это очень полезный метод. Я также рассказываю об этом в этой статье.
Если мы не используем охлаждающую жидкость через шпиндель, это очень полезный метод. Я также рассказываю об этом в этой статье.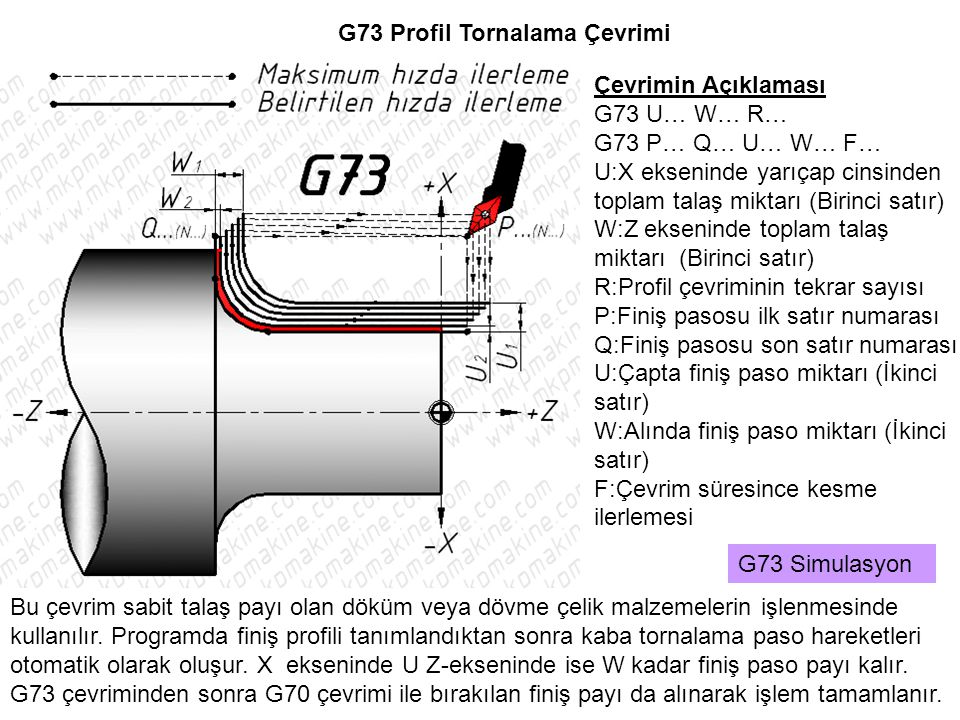

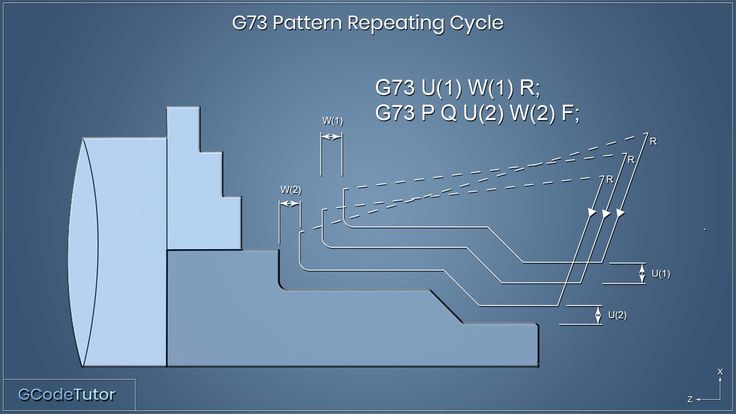

 Данные установки надежны, компактны, позволяют автоматически поддерживать давление в системе в заданном диапазоне. Применяются в системах водоснабжения небольших домов при заборе воды из колодцев, резервуаров, прудов и других источников
Данные установки надежны, компактны, позволяют автоматически поддерживать давление в системе в заданном диапазоне. Применяются в системах водоснабжения небольших домов при заборе воды из колодцев, резервуаров, прудов и других источников Данные установки надежны, компактны, позволяют автоматически поддерживать давление в системе в заданном диапазоне. Применяются в системах водоснабжения небольших домов при заборе воды из колодцев, резервуаров, прудов и других источников
Данные установки надежны, компактны, позволяют автоматически поддерживать давление в системе в заданном диапазоне. Применяются в системах водоснабжения небольших домов при заборе воды из колодцев, резервуаров, прудов и других источников Possono до 8-9 млн. тонн. глубина и способны функционировать даже в присутствии воды Mix газа.
Possono до 8-9 млн. тонн. глубина и способны функционировать даже в присутствии воды Mix газа. Данные установки надежны, компактны, позволяют автоматически поддерживать давление в системе в заданном диапазоне. Применяются в системах водоснабжения небольших домов при заборе воды из колодцев, резервуаров, прудов и других источников.
Данные установки надежны, компактны, позволяют автоматически поддерживать давление в системе в заданном диапазоне. Применяются в системах водоснабжения небольших домов при заборе воды из колодцев, резервуаров, прудов и других источников. 6 м3/час
6 м3/час 8 кг
8 кг -DROP
-DROP 1 кг
1 кг

 Глубина уровня всасывания до 9 метров. Каждая единица отличается по весу и мощности. Емкость мембранных баков различается по объему: 22 л, 25 л, 60 л. Производительность насоса до 60 л/мин, что позволяет широко использовать их на даче для полива, наполнения емкостей, откачки баков, повышения напора. в водопроводной системе. Отличие также заключается в конструктивных особенностях – бронзовые фитинги и центробежные насосы.
Глубина уровня всасывания до 9 метров. Каждая единица отличается по весу и мощности. Емкость мембранных баков различается по объему: 22 л, 25 л, 60 л. Производительность насоса до 60 л/мин, что позволяет широко использовать их на даче для полива, наполнения емкостей, откачки баков, повышения напора. в водопроводной системе. Отличие также заключается в конструктивных особенностях – бронзовые фитинги и центробежные насосы.
 20-25 метров под давлением 32 литра благодаря погружному эжектору. Есть 2 типа устройств — АПМ 100/25 и АПМ 200/25. Чугунный корпус весит 27 кг, гидробак имеет емкость 22 литра. Разница только в мощности двигателя и производительности. АРМ 100 с двигателем мощностью 1100 Вт перекачивает 40 л/мин, а АРМ 200 мощностью 1500 Вт всасывает 50 л/мин.
20-25 метров под давлением 32 литра благодаря погружному эжектору. Есть 2 типа устройств — АПМ 100/25 и АПМ 200/25. Чугунный корпус весит 27 кг, гидробак имеет емкость 22 литра. Разница только в мощности двигателя и производительности. АРМ 100 с двигателем мощностью 1100 Вт перекачивает 40 л/мин, а АРМ 200 мощностью 1500 Вт всасывает 50 л/мин. Используя прилагаемые инструкции, устройство можно установить вручную. Агрегат размещают на ровной твердой поверхности возле источника воды. К входному всасывающему патрубку подсоединяется шланг, который опускается в подземную шахту колодца или колодца. В выходное отверстие на корпусе цилиндра вставлена водопроводная труба, которая подает и распределяет воду по водоразборным точкам.
Используя прилагаемые инструкции, устройство можно установить вручную. Агрегат размещают на ровной твердой поверхности возле источника воды. К входному всасывающему патрубку подсоединяется шланг, который опускается в подземную шахту колодца или колодца. В выходное отверстие на корпусе цилиндра вставлена водопроводная труба, которая подает и распределяет воду по водоразборным точкам. Насосная станция состоит из нескольких технологических элементов и, как любой механизм, может выйти из строя. Не обязательно сразу обращаться в сервисный центр. В инструкции к устройству указаны наиболее частые неисправности и схема действий по устранению каждой конкретной проблемы.
Насосная станция состоит из нескольких технологических элементов и, как любой механизм, может выйти из строя. Не обязательно сразу обращаться в сервисный центр. В инструкции к устройству указаны наиболее частые неисправности и схема действий по устранению каждой конкретной проблемы.
 цилиндр
цилиндр Также необходимо заранее удостовериться в наличии запасных мембран и других запчастей.
Также необходимо заранее удостовериться в наличии запасных мембран и других запчастей.
 п.
п.
 п.
п. плиты, печи
плиты, печи Самара)ЭМ-кабель (г.Саранск)СтроительОрдерABBСветовые ТехнологииУралПластПартнер-ЭлектроGALADVartonФКУ ИК-1 УФСИН России по Костромской области ЭлтиКОАКСИАЛSkyNet (Россия)ЗСП (ООО «Завод Световых Приборов»)ООО «Элтрос» г.ПодольскЮВЕЛТAvalonGloboMassiveShetaleЧПТУП ВЭТП Свет ВитебскУЗОЛАКабельный завод АЛЮР (Псковская обл, г. Великие Луки)МОСКАБЕЛЬЭлкаб КЗПАРИТЕТНИЛЕДЛЕПТОНМоскабель ФуджикураСпецкабельСПКБ-ТехноРосдюбельLegrandBJCFedeSimonPowermanДИПИнкотексСибртехОКЗ (Орловский кабельный завод)Gunsan (Турция)BJC (Испания)Витебское электротехническое предприятие Свет ЧПТУПЭФФЕСТДЭКShetale ElectronicЭлектротехникNEXELРТ-кабельIN HOMEАльфакабельUltraflashTechnoluxЛюмсветVI-KOКитайHagerЭлектрофидерФокусИнтерсколLEDcraftСЕКТОР ЭНЕРГОФАZAMutlusanRuVinilСниксСектор-ЭнергоКсенонЯрославский кабельРЭК-PRYSMIANВЭКЗ (Волжский Электро-Кабельный Завод)АКЗLEZARDHelvarTekforПо СпецавтоматикаЭлектростандартMassive (Бельгия)GLOBO (Австрия)GeniledРЕСАНТАВатраМеандрZKabelEUROSVETMastechVIKOМФК ТЕХЭНЕРГОЧеркесский завод НВА ОАО«Юрьев-Польский завод «Промсвязь»ЧЭАЗЭкоЛюксFEMANООО Электротехнический завод г.
Самара)ЭМ-кабель (г.Саранск)СтроительОрдерABBСветовые ТехнологииУралПластПартнер-ЭлектроGALADVartonФКУ ИК-1 УФСИН России по Костромской области ЭлтиКОАКСИАЛSkyNet (Россия)ЗСП (ООО «Завод Световых Приборов»)ООО «Элтрос» г.ПодольскЮВЕЛТAvalonGloboMassiveShetaleЧПТУП ВЭТП Свет ВитебскУЗОЛАКабельный завод АЛЮР (Псковская обл, г. Великие Луки)МОСКАБЕЛЬЭлкаб КЗПАРИТЕТНИЛЕДЛЕПТОНМоскабель ФуджикураСпецкабельСПКБ-ТехноРосдюбельLegrandBJCFedeSimonPowermanДИПИнкотексСибртехОКЗ (Орловский кабельный завод)Gunsan (Турция)BJC (Испания)Витебское электротехническое предприятие Свет ЧПТУПЭФФЕСТДЭКShetale ElectronicЭлектротехникNEXELРТ-кабельIN HOMEАльфакабельUltraflashTechnoluxЛюмсветVI-KOКитайHagerЭлектрофидерФокусИнтерсколLEDcraftСЕКТОР ЭНЕРГОФАZAMutlusanRuVinilСниксСектор-ЭнергоКсенонЯрославский кабельРЭК-PRYSMIANВЭКЗ (Волжский Электро-Кабельный Завод)АКЗLEZARDHelvarTekforПо СпецавтоматикаЭлектростандартMassive (Бельгия)GLOBO (Австрия)GeniledРЕСАНТАВатраМеандрZKabelEUROSVETMastechVIKOМФК ТЕХЭНЕРГОЧеркесский завод НВА ОАО«Юрьев-Польский завод «Промсвязь»ЧЭАЗЭкоЛюксFEMANООО Электротехнический завод г. КалугаКМ-профильLinelНОВАТЕК-ЭЛЕКТРОГК РУБЕЖLightLuxКадошкинский электротехнический заводООО ТПК «Электроспециндустрия»UplastКабельная арматураРЗКАEcolaВолжский Электро-Кабельный Завод (ВЭКЗ)Калужский кабельный завод (ККЗ)Электроспециндустрия ООО ТПКЗАВОД ПРИПОЕВ И СПЛАВОВАрзамасский кабельный завод (АКЗ)РЭМЗБелая ЦерковьПЭМИ ОАОЮрьев-Польский завод «Промсвязь»Нефтегорский кабельный завод (НКЗ)Урал ПАК ООО ТДЭЛИКС ОООЭлектротехнический завод ООО г.КалугаВОРОНЕЖСКИЙ ЗАВОД КОНТАКТНОЙ АППАРАТУРЫ ОАОЭМ-кабельТехномаркет ООО ПКФМайлуу-Сууйский ламповый завод ОсООПотенциал ООО (г. Козьмодемьянск)РЕГИОНАЛЬНАЯ СЫРЬЕВАЯ КОМПАНИЯ ООО (РСК)ГарнизонЭНЗА ООО ТДСпецавтоматика ПОSafelineNE-ADФАЗАSAFFITУРАЛЭЛЕКТРОСВЕТОБАЛТПРОМGeneralFITОреолМталлистЗЭТАРУСДмитров-кабельЭлпрокабельМастер ТокаХУБИКСБАЛАНСЭНЕРГОСенсор ЗАОНПО Кабель-СТемирКабель-АрсеналBELSVETООО «Пан-Электро»ООО «Клинцовское УПП»ЗУБРООО НПП «МОЛОТ»Реле и автоматикаООО «ЭМЗСБЫТ»EZETEKGUSI ElectricООО «ВНИИР-Промэлектро»Нева-ТрансАО МЗЭИTYCO RAYCHEMКАМКАБЕЛЬГОСНИПСЭМЗ Электродеталь г.
КалугаКМ-профильLinelНОВАТЕК-ЭЛЕКТРОГК РУБЕЖLightLuxКадошкинский электротехнический заводООО ТПК «Электроспециндустрия»UplastКабельная арматураРЗКАEcolaВолжский Электро-Кабельный Завод (ВЭКЗ)Калужский кабельный завод (ККЗ)Электроспециндустрия ООО ТПКЗАВОД ПРИПОЕВ И СПЛАВОВАрзамасский кабельный завод (АКЗ)РЭМЗБелая ЦерковьПЭМИ ОАОЮрьев-Польский завод «Промсвязь»Нефтегорский кабельный завод (НКЗ)Урал ПАК ООО ТДЭЛИКС ОООЭлектротехнический завод ООО г.КалугаВОРОНЕЖСКИЙ ЗАВОД КОНТАКТНОЙ АППАРАТУРЫ ОАОЭМ-кабельТехномаркет ООО ПКФМайлуу-Сууйский ламповый завод ОсООПотенциал ООО (г. Козьмодемьянск)РЕГИОНАЛЬНАЯ СЫРЬЕВАЯ КОМПАНИЯ ООО (РСК)ГарнизонЭНЗА ООО ТДСпецавтоматика ПОSafelineNE-ADФАЗАSAFFITУРАЛЭЛЕКТРОСВЕТОБАЛТПРОМGeneralFITОреолМталлистЗЭТАРУСДмитров-кабельЭлпрокабельМастер ТокаХУБИКСБАЛАНСЭНЕРГОСенсор ЗАОНПО Кабель-СТемирКабель-АрсеналBELSVETООО «Пан-Электро»ООО «Клинцовское УПП»ЗУБРООО НПП «МОЛОТ»Реле и автоматикаООО «ЭМЗСБЫТ»EZETEKGUSI ElectricООО «ВНИИР-Промэлектро»Нева-ТрансАО МЗЭИTYCO RAYCHEMКАМКАБЕЛЬГОСНИПСЭМЗ Электродеталь г. СаратовДАГЭЛЕКТРОАВТОМАТРСКЭЛИКСРыбинский кабельный заводПан-ЭлектроЭЛЕКТЭлектроспециндустрияЧеркесский завод НВАПЭМИЮрьев-Польский завод ПромсвязьУрал ПАК ТДНПП МОЛОТВНИИР-ПромэлектроЗавод резинотехнических изделийВОРОНЕЖСКИЙ ЗАВОД КОНТАКТНОЙ АППАРАТУРЫМЗЭИКлинцовское УППКашинский завод электроаппаратурыПотенциалЭНЗАЭлектротех (комплектующие IEK)ЭМЗСБЫТПромстройкабельВЭКЗККЗМОНЭЛНева-Транс КомплектИМПУЛЬСASD/in HOMEHyperlineLIGHT PHENOMENGaussИвКЗIEK / GENERICAISOFLEXГорсGarinКАБЕЛЬ-СWerkelНПП РЕЛСИСЕрмакКабельЭлектроСвязьНКЗЭнкорWAGOCEAGПромЭлСпецресурсPowerCubeРОССИЯBylectricaРечицкий метизный заводAPEYRONПКТРЭМЗ/TDMTEXENERGOПСКИнженерсервисЮжноуральский арматурно-изоляторный заводУгличкабельAVIORAMATRIXHeadmanФАZАSDMMETABOАссистентЧЕГЛОКHAGWERTWSMFALCOЛУГАKAM-toolsINGCOКУЗЬМИЧRUTEKTIGARBOИСТОКМАСТЕР PROFESSIONALLitewerkТехническая КерамикаЗКМКАльтемаEnergyERAAURAMAXСОЮЗIDEALКИРСКАБЕЛЬИркутсккабельAY-KAСинтэкРББЭМЗРыбинсскабельStekkerНовомосковский КЗWATTSONMEGA-FIXРАДИУСEngyДЗНВАИП Раченков А.
СаратовДАГЭЛЕКТРОАВТОМАТРСКЭЛИКСРыбинский кабельный заводПан-ЭлектроЭЛЕКТЭлектроспециндустрияЧеркесский завод НВАПЭМИЮрьев-Польский завод ПромсвязьУрал ПАК ТДНПП МОЛОТВНИИР-ПромэлектроЗавод резинотехнических изделийВОРОНЕЖСКИЙ ЗАВОД КОНТАКТНОЙ АППАРАТУРЫМЗЭИКлинцовское УППКашинский завод электроаппаратурыПотенциалЭНЗАЭлектротех (комплектующие IEK)ЭМЗСБЫТПромстройкабельВЭКЗККЗМОНЭЛНева-Транс КомплектИМПУЛЬСASD/in HOMEHyperlineLIGHT PHENOMENGaussИвКЗIEK / GENERICAISOFLEXГорсGarinКАБЕЛЬ-СWerkelНПП РЕЛСИСЕрмакКабельЭлектроСвязьНКЗЭнкорWAGOCEAGПромЭлСпецресурсPowerCubeРОССИЯBylectricaРечицкий метизный заводAPEYRONПКТРЭМЗ/TDMTEXENERGOПСКИнженерсервисЮжноуральский арматурно-изоляторный заводУгличкабельAVIORAMATRIXHeadmanФАZАSDMMETABOАссистентЧЕГЛОКHAGWERTWSMFALCOЛУГАKAM-toolsINGCOКУЗЬМИЧRUTEKTIGARBOИСТОКМАСТЕР PROFESSIONALLitewerkТехническая КерамикаЗКМКАльтемаEnergyERAAURAMAXСОЮЗIDEALКИРСКАБЕЛЬИркутсккабельAY-KAСинтэкРББЭМЗРыбинсскабельStekkerНовомосковский КЗWATTSONMEGA-FIXРАДИУСEngyДЗНВАИП Раченков А. В.ЧИНГИЗХАНONIEK / ARMATBRAUBERGКАМ-TOOLSЭВАНElectricСАМКАБКрепдилCAVELVolpeParkОрловский кабельный завод ГК/ ГОСТок
В.ЧИНГИЗХАНONIEK / ARMATBRAUBERGКАМ-TOOLSЭВАНElectricСАМКАБКрепдилCAVELVolpeParkОрловский кабельный завод ГК/ ГОСТок Получается, что единственный плюс — это вес. Очень легкие и удобные.
Получается, что единственный плюс — это вес. Очень легкие и удобные. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить тросорез КВТ ТР-10 610 мм (58594) в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар тросорез КВТ ТР-10 610 мм (58594) действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить тросорез КВТ ТР-10 610 мм (58594) в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар тросорез КВТ ТР-10 610 мм (58594) действительны в Санкт-Петербурге. Компания разрабатывает, производит и продает широкий спектр ручных и аккумуляторных гидравлических инструментов для следующих рынков:
Компания разрабатывает, производит и продает широкий спектр ручных и аккумуляторных гидравлических инструментов для следующих рынков: each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
 Sonic Mini 4K обеспечивает высокую детализацию, позволяя печатать модели, которые точно соответствуют размерам и дизайну, в независимости от сложности проекта.
Sonic Mini 4K обеспечивает высокую детализацию, позволяя печатать модели, которые точно соответствуют размерам и дизайну, в независимости от сложности проекта.

 youtube.com/embed/JMPkiG-tRAo» frameborder=»0″ allow=»autoplay; fullscreen; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/JMPkiG-tRAo» frameborder=»0″ allow=»autoplay; fullscreen; picture-in-picture» allowfullscreen=»»>  10.2020
10.2020 Были времена, когда 3D принтер за $600 вызывал восторг и желание побыстрее его заказать, но технологии не стоят на месте, а разработчики и производители ищут новые варианты, чтобы опустить цену еще ниже. Данный обзор посвящен одному из бюджетных 3D принтеров стоимостью около $200 — Monoprice Select Mini.
Были времена, когда 3D принтер за $600 вызывал восторг и желание побыстрее его заказать, но технологии не стоят на месте, а разработчики и производители ищут новые варианты, чтобы опустить цену еще ниже. Данный обзор посвящен одному из бюджетных 3D принтеров стоимостью около $200 — Monoprice Select Mini.


 Конструкция прочная, надежная, со стальным корпусом из листового металла, в котором спрятана вся электроника. Так что волноваться за повреждения при транспортировке не стоит.
Конструкция прочная, надежная, со стальным корпусом из листового металла, в котором спрятана вся электроника. Так что волноваться за повреждения при транспортировке не стоит. Разрешающая способность была 200 микрон. Все шло хорошо до последних слоев. Верхняя часть лапы и уши не получилось напечатать ни разу. Всего было 3 попытки.
Разрешающая способность была 200 микрон. Все шло хорошо до последних слоев. Верхняя часть лапы и уши не получилось напечатать ни разу. Всего было 3 попытки.
 Например, когда температура 3D печати установлена на 215°C, на панели управления она скачет в диапазоне между 213°C и 217°C.
Например, когда температура 3D печати установлена на 215°C, на панели управления она скачет в диапазоне между 213°C и 217°C.
 Он прост в использовании, а качество печати может соперничать с моделями, которые стоят дороже.
Он прост в использовании, а качество печати может соперничать с моделями, которые стоят дороже. MAON
MAON LABISTS Mini 3D — крошечный, простой и дешевый.
LABISTS Mini 3D — крошечный, простой и дешевый.
 Способность 3D-принтера Da Vinci Mini к самовыравниванию делает его идеальным для начинающих, желающих начать с малого, и в целом это отличный начальный принтер, хотя будьте осторожны, так как очень сложно использовать нити сторонних производителей, поэтому вы можете быть ограничены собственными материалами XYZprinting. -бренд ПЛА.
Способность 3D-принтера Da Vinci Mini к самовыравниванию делает его идеальным для начинающих, желающих начать с малого, и в целом это отличный начальный принтер, хотя будьте осторожны, так как очень сложно использовать нити сторонних производителей, поэтому вы можете быть ограничены собственными материалами XYZprinting. -бренд ПЛА. Но вы по-прежнему можете печатать на 3D-принтере стандартные PLA и ABS, а также PETG, гибкие материалы и ASA.
Но вы по-прежнему можете печатать на 3D-принтере стандартные PLA и ABS, а также PETG, гибкие материалы и ASA.
 Поверхность проста в уходе и представлена в двух вариантах: гладкой и текстурированной.
Поверхность проста в уходе и представлена в двух вариантах: гладкой и текстурированной.

 Благодаря его компактным размерам вы можете построить целую печатную ферму для быстрого производства механических деталей. А доступная цена делает MINI+ отличным первым 3D-принтером для всех.
Благодаря его компактным размерам вы можете построить целую печатную ферму для быстрого производства механических деталей. А доступная цена делает MINI+ отличным первым 3D-принтером для всех. Сообщество вокруг наших продуктов огромно и отзывы исключительно положительные — не верите нам? Посетите группы Facebook и видео на YouTube! С вашим 3D-принтером можно так много сделать — его покупка — это только начало!
Сообщество вокруг наших продуктов огромно и отзывы исключительно положительные — не верите нам? Посетите группы Facebook и видео на YouTube! С вашим 3D-принтером можно так много сделать — его покупка — это только начало!
 Величина, характер и направление действия температурных деформаций в значительной степени определяются размещением на станке тепловыделяющих узлов и получаемой избыточной температурой их нагрева.
Величина, характер и направление действия температурных деформаций в значительной степени определяются размещением на станке тепловыделяющих узлов и получаемой избыточной температурой их нагрева. Жесткость изгиба и кручения сварных деталей по отношению к литым часто увеличивается в 2,5–3 раза;
Жесткость изгиба и кручения сварных деталей по отношению к литым часто увеличивается в 2,5–3 раза; Это композиционный материал на основе наполнителя в виде крошки гранита и полимерного (эпоксидного) связующего компонента холодного отверждения в количестве до 10%.
Это композиционный материал на основе наполнителя в виде крошки гранита и полимерного (эпоксидного) связующего компонента холодного отверждения в количестве до 10%.
 Компоновки различаются получаемыми габаритными размерами, удобством доступа оператора и наладчика к рабочей зоне и режущим инструментам, схемой восприятия сил резания направляющими суппортов, отводом стружки и др. В современных токарных станках с ЧПУ наряду с вариантом, показанным на рис. 3.1, а, широкое применение получила компоновка, показанная на рис. 3.1, д. При такой компоновке имеется удобный доступ оператора к патрону шпинделя для установки заготовки, к задней бабке и к револьверной головке с инструментами. При этом данные токарные станки с ЧПУ выпускаются как с одной, так и с двумя револьверными головками. Некоторые фирмы выпускают токарные станки с ЧПУ c тремя револьверными головками, с противошпинделем, а также имеющие другие компоновки.
Компоновки различаются получаемыми габаритными размерами, удобством доступа оператора и наладчика к рабочей зоне и режущим инструментам, схемой восприятия сил резания направляющими суппортов, отводом стружки и др. В современных токарных станках с ЧПУ наряду с вариантом, показанным на рис. 3.1, а, широкое применение получила компоновка, показанная на рис. 3.1, д. При такой компоновке имеется удобный доступ оператора к патрону шпинделя для установки заготовки, к задней бабке и к револьверной головке с инструментами. При этом данные токарные станки с ЧПУ выпускаются как с одной, так и с двумя револьверными головками. Некоторые фирмы выпускают токарные станки с ЧПУ c тремя револьверными головками, с противошпинделем, а также имеющие другие компоновки.
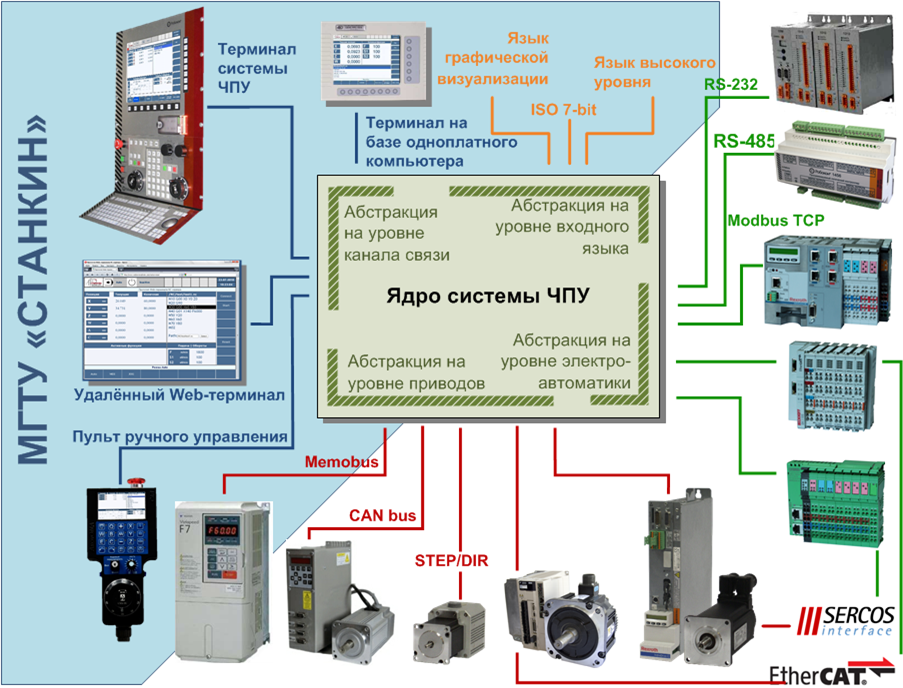 В станках с горизонтальной компоновкой шпинделя находит широкое применение арочная конструкция колонны, в центральном проеме которой перемещается шпиндельная бабка (рис. 3.2, а). Такая компоновка предотвращает скручивание колонны при нагрузке вдоль оси шпинделя, что наблюдалось при старом консольном расположении шпиндельной бабки (рис. 3.2, б). Кроме того, при такой термосимметричной компоновке снижается влияние температурных деформаций колонны на точность станка за счет равномерного нагрева ее левой и правой сторон. При консольном расположении шпиндельной бабки имели место неравномерные температурные деформации, которые приводили к значительным отклонениям оси шпинделя.
В станках с горизонтальной компоновкой шпинделя находит широкое применение арочная конструкция колонны, в центральном проеме которой перемещается шпиндельная бабка (рис. 3.2, а). Такая компоновка предотвращает скручивание колонны при нагрузке вдоль оси шпинделя, что наблюдалось при старом консольном расположении шпиндельной бабки (рис. 3.2, б). Кроме того, при такой термосимметричной компоновке снижается влияние температурных деформаций колонны на точность станка за счет равномерного нагрева ее левой и правой сторон. При консольном расположении шпиндельной бабки имели место неравномерные температурные деформации, которые приводили к значительным отклонениям оси шпинделя. рис. 3.2, а).
рис. 3.2, а).
 3.3).
3.3).
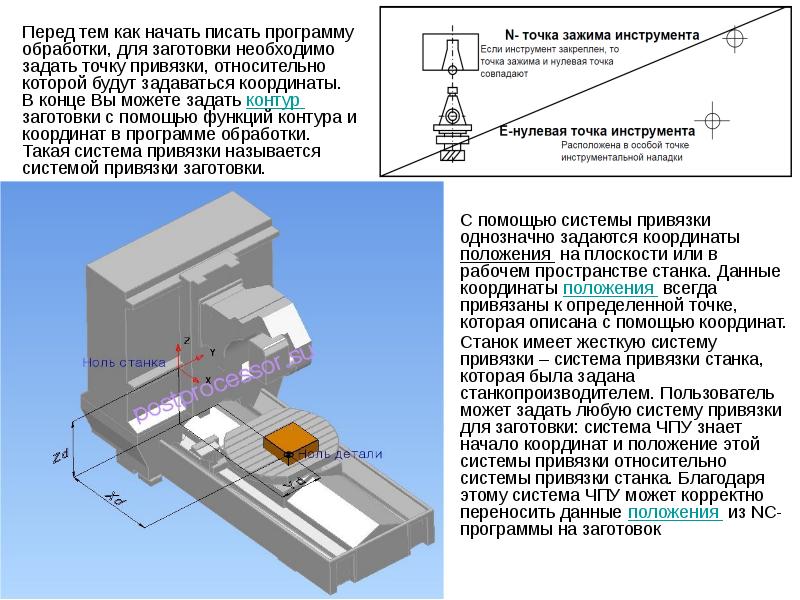 3.3, в) ходовой винт установлен в двух неподвижных опорах 3 и предварительно растянут. В результате при нагреве температурные деформации ходового винта не влияют на точность изготовления детали.
3.3, в) ходовой винт установлен в двух неподвижных опорах 3 и предварительно растянут. В результате при нагреве температурные деформации ходового винта не влияют на точность изготовления детали.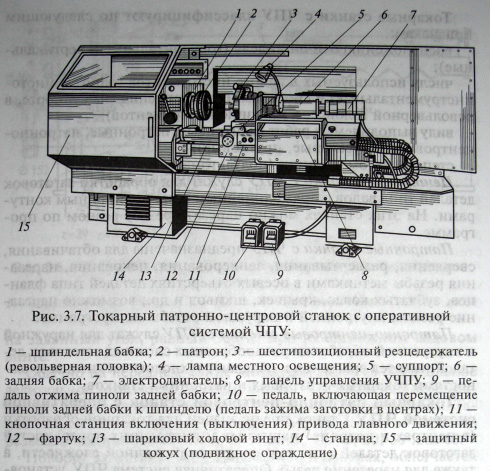 Последнее имеет место при другой компоновке, когда ось ходового винта 2 салазок 1 и ось шпинделя 3 находятся в разных вертикальных плоскостях. (рис. 3.4, б).
Последнее имеет место при другой компоновке, когда ось ходового винта 2 салазок 1 и ось шпинделя 3 находятся в разных вертикальных плоскостях. (рис. 3.4, б).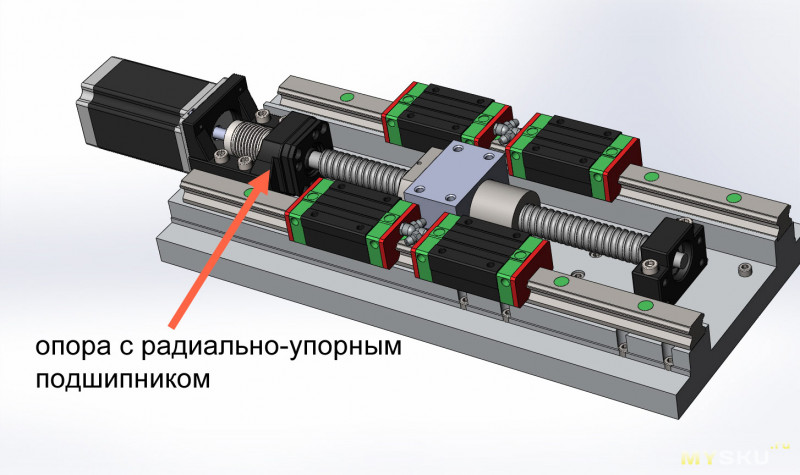
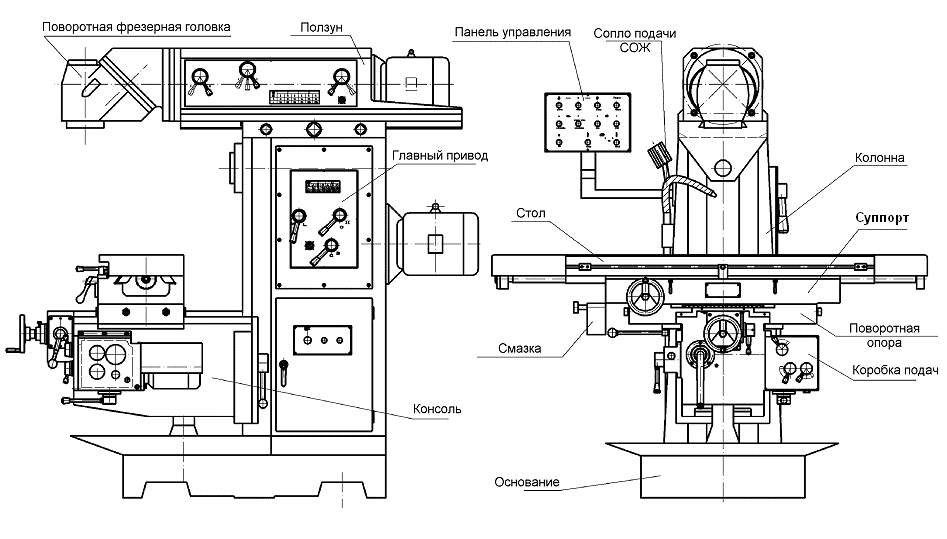 3.5, б). По мере увеличения централизованной разработки и изготовления все большего разнообразия унифицированных и нормализованных узлов и механизмов станков с ЧПУ специализированными фирмами более перспективным становится второе направление использования модульного принципа, когда при разработке и изготовлении конкретных станков с ЧПУ в максимальной степени применяются готовые модули большинства узлов и механизмов станков с ЧПУ.
3.5, б). По мере увеличения централизованной разработки и изготовления все большего разнообразия унифицированных и нормализованных узлов и механизмов станков с ЧПУ специализированными фирмами более перспективным становится второе направление использования модульного принципа, когда при разработке и изготовлении конкретных станков с ЧПУ в максимальной степени применяются готовые модули большинства узлов и механизмов станков с ЧПУ.
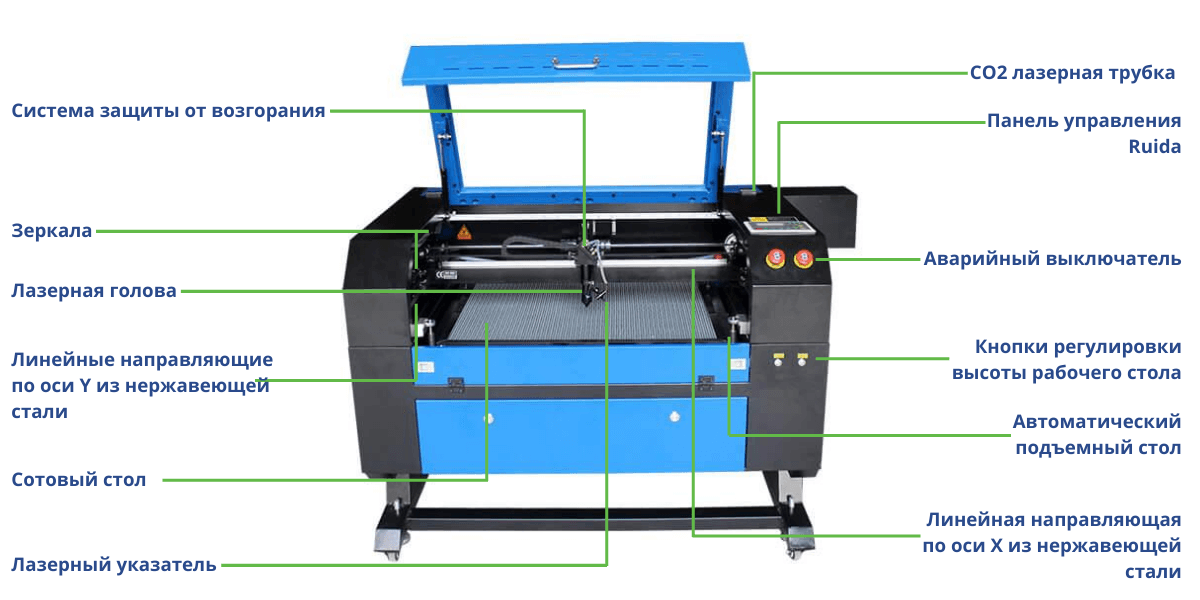 Созданные на модульном принципе станки не обладают избыточными функциями, поэтому они экономичнее станков с универсальными возможностями;
Созданные на модульном принципе станки не обладают избыточными функциями, поэтому они экономичнее станков с универсальными возможностями;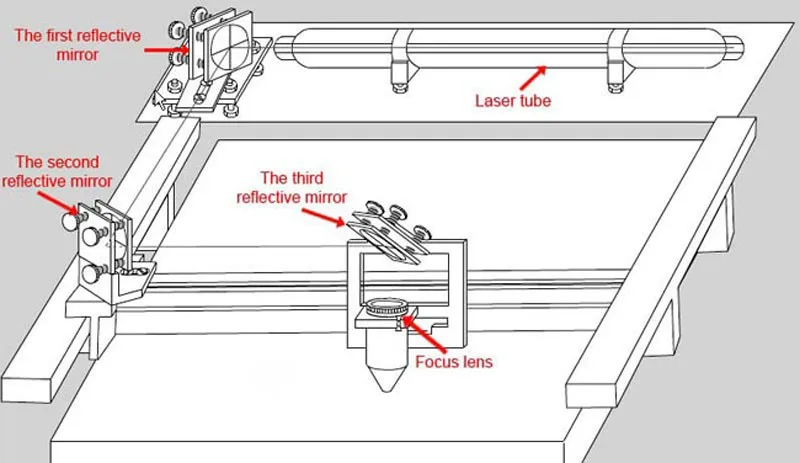 Компоновки различаются получаемыми габаритными размерами, удобством доступа оператора и наладчика к рабочей зоне и режущим инструментам, схемой восприятия сил резания направляющими суппортов, отводом стружки и др.
Компоновки различаются получаемыми габаритными размерами, удобством доступа оператора и наладчика к рабочей зоне и режущим инструментам, схемой восприятия сил резания направляющими суппортов, отводом стружки и др.
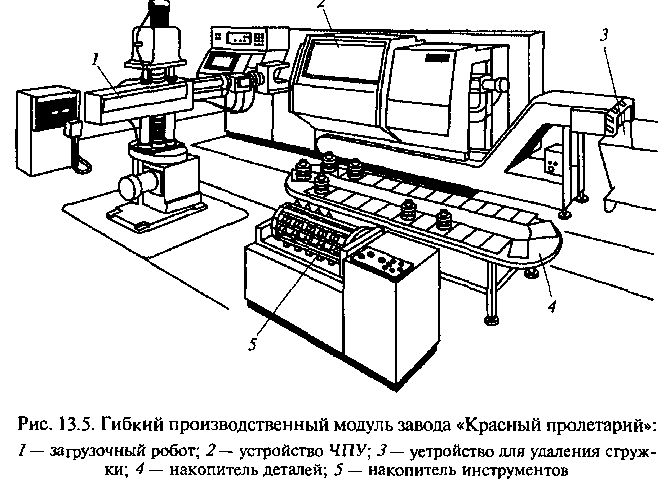

 Если пришло время изменить планировку вашего цеха, попробуйте выполнить следующие шаги:
Если пришло время изменить планировку вашего цеха, попробуйте выполнить следующие шаги: Если у вас недостаточно места для хранения, установите дополнительные полки или ящики, чтобы каждый оператор мог легко получить доступ к общим инструментам.
Если у вас недостаточно места для хранения, установите дополнительные полки или ящики, чтобы каждый оператор мог легко получить доступ к общим инструментам.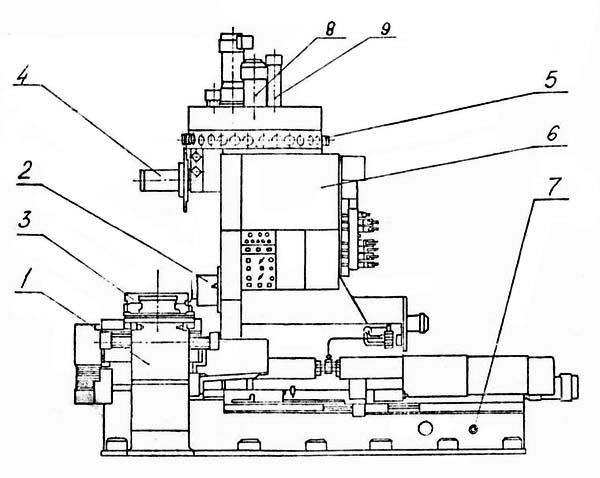
 Вместо этого подумайте о том, как ваши работники будут использовать пространство с момента прибытия на работу до момента окончания рабочего дня. Есть ли у вас легкий доступ к зонам отдыха и уборным? Есть ли у сотрудников шкафчики или другое место для хранения личных вещей? Убедитесь, что у каждого есть то, что ему нужно для продуктивной работы.
Вместо этого подумайте о том, как ваши работники будут использовать пространство с момента прибытия на работу до момента окончания рабочего дня. Есть ли у вас легкий доступ к зонам отдыха и уборным? Есть ли у сотрудников шкафчики или другое место для хранения личных вещей? Убедитесь, что у каждого есть то, что ему нужно для продуктивной работы. Чтобы узнать больше, свяжитесь с нами сегодня.
Чтобы узнать больше, свяжитесь с нами сегодня.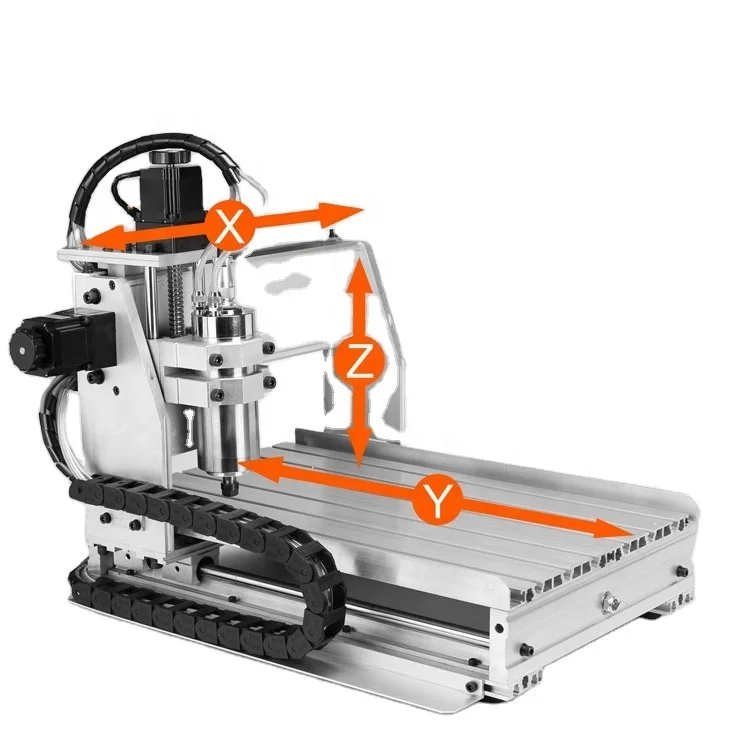 Узнайте больше о новых
Узнайте больше о новых Станок с ЧПУ обрабатывает кусок материала (металл, пластик, дерево, керамика или композит) в соответствии со спецификациями, следуя закодированной запрограммированной инструкции и без ручного оператора.
Станок с ЧПУ обрабатывает кусок материала (металл, пластик, дерево, керамика или композит) в соответствии со спецификациями, следуя закодированной запрограммированной инструкции и без ручного оператора.


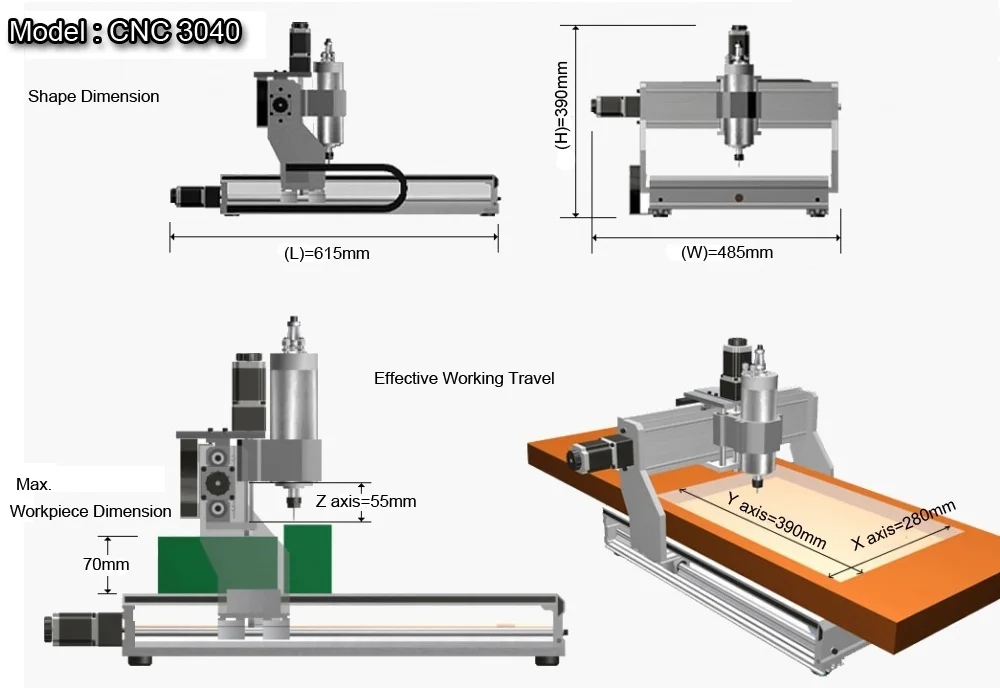


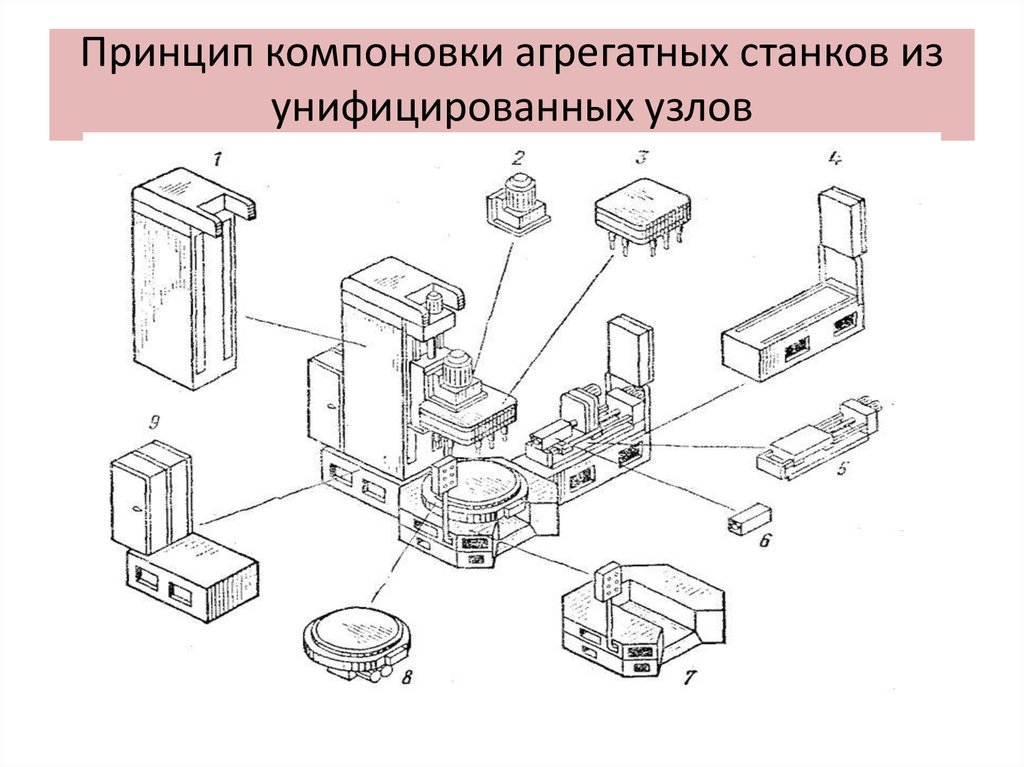


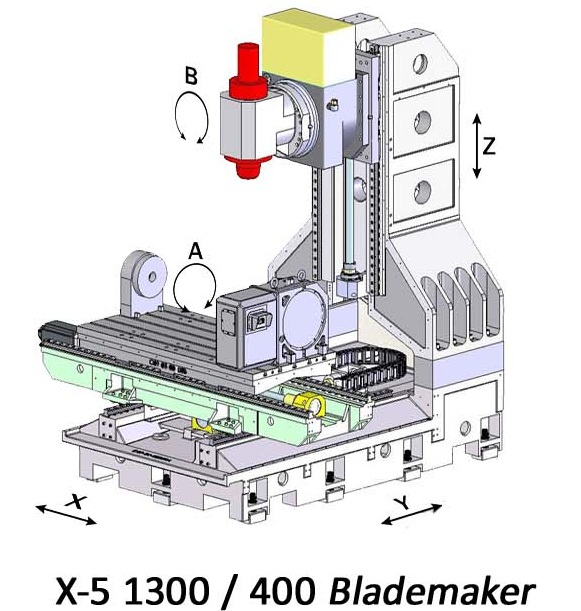

 Это снижает нагрузку на инструменты, обеспечивает более высокое качество обработки и немного сокращает время цикла.
Это снижает нагрузку на инструменты, обеспечивает более высокое качество обработки и немного сокращает время цикла.  Это снижает точность. Для пластика рекомендуются более толстые стенки, потому что они:
Это снижает точность. Для пластика рекомендуются более толстые стенки, потому что они:

 Для получения узких внутренних радиусов потребуются маленькие фрезы. На внутренних вертикальных ребрах будут радиусы. Текст
Для получения узких внутренних радиусов потребуются маленькие фрезы. На внутренних вертикальных ребрах будут радиусы. Текст 
 В данном виде установки смесь из абразива и воздуха передаются по одному каналу под большим давлением. Так как напорная пескоструйная установка обладает большой мощностью, то очень быстро расходует абразив. Поэтому подбирать диаметр сопла и компрессор нужно внимательно, чтобы избежать перерасхода материала.
В данном виде установки смесь из абразива и воздуха передаются по одному каналу под большим давлением. Так как напорная пескоструйная установка обладает большой мощностью, то очень быстро расходует абразив. Поэтому подбирать диаметр сопла и компрессор нужно внимательно, чтобы избежать перерасхода материала.
 м. в час способен нормально работать от компрессора производительностью от 3900 и выше и давлением от 7 до 12 бар;
м. в час способен нормально работать от компрессора производительностью от 3900 и выше и давлением от 7 до 12 бар;
 Воздух подаётся в постоянном режиме по специальному рукаву, а абразивный материал подсасывается к соплу отдельным воздушным потоком. Эжекторная установка значительно уступает в мощности напорной. Используется такая установка, в основном для декоративных работ:
Воздух подаётся в постоянном режиме по специальному рукаву, а абразивный материал подсасывается к соплу отдельным воздушным потоком. Эжекторная установка значительно уступает в мощности напорной. Используется такая установка, в основном для декоративных работ:
 м. в час. Здесь нужно устанавливать компрессор, производительность которого начинается с 1200 л/мин.
м. в час. Здесь нужно устанавливать компрессор, производительность которого начинается с 1200 л/мин.


 Если ваша работа по пескоструйной обработке предполагает выезды, где вы часто не уверены в наличии источника электричества, ваш выбор — дизельный компрессор. Его главным плюсом является полная автономность.
Если ваша работа по пескоструйной обработке предполагает выезды, где вы часто не уверены в наличии источника электричества, ваш выбор — дизельный компрессор. Его главным плюсом является полная автономность. Если данный показатель высок, появляется возможность использовать сопла с большим диаметром. Это увеличивает скорость пескоструйной обработки за счет увеличения пятна очистки.
Если данный показатель высок, появляется возможность использовать сопла с большим диаметром. Это увеличивает скорость пескоструйной обработки за счет увеличения пятна очистки.  Этими условиями являются: расстояние до зоны очистки, диаметр сопла, абразивоструйного и воздушного шланга, особенности абразивного материала, длина магистралей, высота подачи материала.
Этими условиями являются: расстояние до зоны очистки, диаметр сопла, абразивоструйного и воздушного шланга, особенности абразивного материала, длина магистралей, высота подачи материала. Именно от них зависит качество и скорость пескоструйной очистки.
Именно от них зависит качество и скорость пескоструйной очистки.  Пескоструйный аппарат может сделать огромную работу по шлифованию внезапно простой. Чтобы добиться наилучшей производительности пескоструйного аппарата, вам необходимо выбрать правильный компрессор для работы. Используйте эти советы и рекомендации, чтобы сделать лучший выбор для вашего проекта.
Пескоструйный аппарат может сделать огромную работу по шлифованию внезапно простой. Чтобы добиться наилучшей производительности пескоструйного аппарата, вам необходимо выбрать правильный компрессор для работы. Используйте эти советы и рекомендации, чтобы сделать лучший выбор для вашего проекта. Пескоструйные аппараты очищают шероховатые поверхности, шлифуя их песком. Пескоструйный аппарат стреляет песком из пневматического пистолета с высокой скоростью. Существует несколько видов пескоструйных аппаратов. Каждый вводит песок в воздух по-своему.
Пескоструйные аппараты очищают шероховатые поверхности, шлифуя их песком. Пескоструйный аппарат стреляет песком из пневматического пистолета с высокой скоростью. Существует несколько видов пескоструйных аппаратов. Каждый вводит песок в воздух по-своему. Он должен выдерживать соответствующее давление. Для этого ваш компрессор должен иметь правильный объем воздуха. Слишком мало, и он не сможет справиться с вашей работой.
Он должен выдерживать соответствующее давление. Для этого ваш компрессор должен иметь правильный объем воздуха. Слишком мало, и он не сможет справиться с вашей работой. Вы также должны учитывать необходимый PSI для вашего проекта. Более высокий PSI коррелирует с более высоким CFM. Например, если вы используете сопло № 2 на 100 фунтов/кв.0003
Вы также должны учитывать необходимый PSI для вашего проекта. Более высокий PSI коррелирует с более высоким CFM. Например, если вы используете сопло № 2 на 100 фунтов/кв.0003 Рекомендуемые размеры компрессора для работы при 100 фунтов на квадратный дюйм:
Рекомендуемые размеры компрессора для работы при 100 фунтов на квадратный дюйм:


 Если вы работаете с точным участком дробеструйной обработки, потребуется меньшая схема дробеструйной обработки. Рекомендуется размер насадки 4 размером 3/16 дюйма или размер насадки 5 размером 1/16 дюйма.
Если вы работаете с точным участком дробеструйной обработки, потребуется меньшая схема дробеструйной обработки. Рекомендуется размер насадки 4 размером 3/16 дюйма или размер насадки 5 размером 1/16 дюйма.

 Пилит быстро и ровно. Незаменимый инструмент если надо торцевать сотню стоек за пару часов.
Пилит быстро и ровно. Незаменимый инструмент если надо торцевать сотню стоек за пару часов. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить пила торцовочная электрическая Bosch PCM 8S (0603B10100) 1200 Вт 216 мм в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар пила торцовочная электрическая Bosch PCM 8S (0603B10100) 1200 Вт 216 мм действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить пила торцовочная электрическая Bosch PCM 8S (0603B10100) 1200 Вт 216 мм в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар пила торцовочная электрическая Bosch PCM 8S (0603B10100) 1200 Вт 216 мм действительны в Санкт-Петербурге. мощность: 1300 Вт
мощность: 1300 Вт Для надежного закрепления заготовки предусмотрены фиксирующая струбцина и высокий упорный профиль (60 мм). Встроенный отключаемый лазер позволяет производить более точные пропилы. Система пылеудаления и возможность подсоединения пылесоса помогают поддерживать рабочее место в чистоте.
Для надежного закрепления заготовки предусмотрены фиксирующая струбцина и высокий упорный профиль (60 мм). Встроенный отключаемый лазер позволяет производить более точные пропилы. Система пылеудаления и возможность подсоединения пылесоса помогают поддерживать рабочее место в чистоте.

 На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.









 Поэтому в станках с ЧПУ на всех координатных осях должны использоваться шарико-винтовые передачи.
Поэтому в станках с ЧПУ на всех координатных осях должны использоваться шарико-винтовые передачи. Реже все остальные.
Реже все остальные.


 Для этих целей подходят станки только на шариковинтовых парах, установленных по всем осям. При обработке металлов, происходит относительно небольшой съем материала на один оборот фрезы и следовательно, любая повышенная погрешность может быть губительной как для инструмента, так и для самой заготовки.
Для этих целей подходят станки только на шариковинтовых парах, установленных по всем осям. При обработке металлов, происходит относительно небольшой съем материала на один оборот фрезы и следовательно, любая повышенная погрешность может быть губительной как для инструмента, так и для самой заготовки.  org/BreadcrumbList»>
org/BreadcrumbList»> д.), стандарт класса точности (ISO, AGMA, DIN), потребность в шлифовке зубьев. и/или термообработка, допустимый крутящий момент и КПД и т. д.
д.), стандарт класса точности (ISO, AGMA, DIN), потребность в шлифовке зубьев. и/или термообработка, допустимый крутящий момент и КПД и т. д. Цилиндрические зубчатые колеса относятся к группе зубчатых колес с параллельными валами и представляют собой цилиндрические зубчатые колеса с линией зубьев, которая является прямой и параллельной валу. Цилиндрические зубчатые колеса являются наиболее широко используемыми зубчатыми колесами, которые позволяют достичь высокой точности при относительно простых производственных процессах. Они имеют характеристику отсутствия нагрузки в осевом направлении (осевая нагрузка). Большую часть зацепляющей пары называют шестерней, а меньшую — шестерней.
Цилиндрические зубчатые колеса относятся к группе зубчатых колес с параллельными валами и представляют собой цилиндрические зубчатые колеса с линией зубьев, которая является прямой и параллельной валу. Цилиндрические зубчатые колеса являются наиболее широко используемыми зубчатыми колесами, которые позволяют достичь высокой точности при относительно простых производственных процессах. Они имеют характеристику отсутствия нагрузки в осевом направлении (осевая нагрузка). Большую часть зацепляющей пары называют шестерней, а меньшую — шестерней.  При использовании косозубых передач они создают осевое усилие в осевом направлении, что обуславливает необходимость использования упорных подшипников. Косозубые шестерни бывают с правым и левым вращением, что требует наличия противоположных шестерен для зацепления пары.
При использовании косозубых передач они создают осевое усилие в осевом направлении, что обуславливает необходимость использования упорных подшипников. Косозубые шестерни бывают с правым и левым вращением, что требует наличия противоположных шестерен для зацепления пары.  Коническая шестерня имеет конус в качестве поверхности шага, и ее зубья нарезаны вдоль конуса. Виды конических зубчатых колес включают прямые конические зубчатые колеса, косозубые конические зубчатые колеса, спирально-конические зубчатые колеса, угловые зубчатые колеса, угловые конические зубчатые колеса, коронные зубчатые колеса, нулевые конические зубчатые колеса и гипоидные зубчатые колеса.
Коническая шестерня имеет конус в качестве поверхности шага, и ее зубья нарезаны вдоль конуса. Виды конических зубчатых колес включают прямые конические зубчатые колеса, косозубые конические зубчатые колеса, спирально-конические зубчатые колеса, угловые зубчатые колеса, угловые конические зубчатые колеса, коронные зубчатые колеса, нулевые конические зубчатые колеса и гипоидные зубчатые колеса. 
 Различают прямые угловые и спиральные угловые передачи. При использовании спиральных угловых передач возникает необходимость рассмотреть возможность использования упорных подшипников, поскольку они создают осевое усилие в осевом направлении. Помимо обычных угловых передач с 9Углы вала 0 °, косые шестерни с любыми другими углами вала называются угловыми косыми шестернями.
Различают прямые угловые и спиральные угловые передачи. При использовании спиральных угловых передач возникает необходимость рассмотреть возможность использования упорных подшипников, поскольку они создают осевое усилие в осевом направлении. Помимо обычных угловых передач с 9Углы вала 0 °, косые шестерни с любыми другими углами вала называются угловыми косыми шестернями.  По этой причине обычно для червяка используется твердый материал, а для червячного колеса — мягкий материал. Несмотря на низкую эффективность из-за скользящего контакта, вращение плавное и бесшумное. Когда угол опережения червяка мал, он создает функцию самоблокировки.
По этой причине обычно для червяка используется твердый материал, а для червячного колеса — мягкий материал. Несмотря на низкую эффективность из-за скользящего контакта, вращение плавное и бесшумное. Когда угол опережения червяка мал, он создает функцию самоблокировки. 
 Помимо звездочки, предмет, который чем-то похож на шестерню, представляет собой храповик, но его движение ограничено одним направлением.
Помимо звездочки, предмет, который чем-то похож на шестерню, представляет собой храповик, но его движение ограничено одним направлением. Класс точности определяется стандартами, установленными ISO, DIN, JIS, AGMA и т. д. Например, JIS определяет погрешность шага, погрешность профиля зуба, отклонение спирали, погрешность биения и т. д. для каждого класса точности.
Класс точности определяется стандартами, установленными ISO, DIN, JIS, AGMA и т. д. Например, JIS определяет погрешность шага, погрешность профиля зуба, отклонение спирали, погрешность биения и т. д. для каждого класса точности. Они просты в изготовлении и имеют возможность правильно создавать сетку, даже если расстояние между центрами немного отличается. Циклоидная форма зуба в основном используется в часах, а трохоидная форма зуба — в основном в насосах.
Они просты в изготовлении и имеют возможность правильно создавать сетку, даже если расстояние между центрами немного отличается. Циклоидная форма зуба в основном используется в часах, а трохоидная форма зуба — в основном в насосах. 1, называемые цилиндрическими шестернями, являются наиболее популярными.
1, называемые цилиндрическими шестернями, являются наиболее популярными. В результате возникла идея создать подходящую форму зубьев, равномерно расположенных на поверхностях качения цилиндров таким образом, чтобы хотя бы одна пара или несколько зубьев всегда находились в контакте. Сталкивая зубья ведомого вала с зубьями ведущего вала, можно гарантировать надежную передачу. Это называется цилиндрическим зубчатым колесом, а эталонный цилиндр, на котором вырезаны зубья, называется делительным цилиндром. Цилиндрические зубчатые колеса представляют собой один из видов цилиндрических зубчатых колес.
В результате возникла идея создать подходящую форму зубьев, равномерно расположенных на поверхностях качения цилиндров таким образом, чтобы хотя бы одна пара или несколько зубьев всегда находились в контакте. Сталкивая зубья ведомого вала с зубьями ведущего вала, можно гарантировать надежную передачу. Это называется цилиндрическим зубчатым колесом, а эталонный цилиндр, на котором вырезаны зубья, называется делительным цилиндром. Цилиндрические зубчатые колеса представляют собой один из видов цилиндрических зубчатых колес. В зависимости от типа зубчатых колес зубья создаются на паре эталонных контактирующих вращающихся поверхностей. Во всех случаях необходимо установить профиль зуба таким образом, чтобы относительное движение контактирующих поверхностей шага соответствовало относительному движению зацепления зубьев на эталонных криволинейных поверхностях.
В зависимости от типа зубчатых колес зубья создаются на паре эталонных контактирующих вращающихся поверхностей. Во всех случаях необходимо установить профиль зуба таким образом, чтобы относительное движение контактирующих поверхностей шага соответствовало относительному движению зацепления зубьев на эталонных криволинейных поверхностях.


 Ниже приводится введение в некоторые из способов.
Ниже приводится введение в некоторые из способов. Однако у него есть недостаток, заключающийся в переключении при приложении внешней силы, когда шестерни выключены. В этих случаях необходимо поддерживать его положение с помощью таких средств, как использование фрикционного тормоза.
Однако у него есть недостаток, заключающийся в переключении при приложении внешней силы, когда шестерни выключены. В этих случаях необходимо поддерживать его положение с помощью таких средств, как использование фрикционного тормоза.
 дизайн их машин или тех, которые определены отдельными производителями передач.
дизайн их машин или тех, которые определены отдельными производителями передач. В этом случае, в большинстве случаев, нет проблем, если есть руководство или список деталей для машины, содержащий чертеж, необходимый для изготовления шестерни. Также нет проблем, если есть возможность связаться с производителем машины и что производитель может поставить необходимое оборудование. К сожалению, во многих случаях:
В этом случае, в большинстве случаев, нет проблем, если есть руководство или список деталей для машины, содержащий чертеж, необходимый для изготовления шестерни. Также нет проблем, если есть возможность связаться с производителем машины и что производитель может поставить необходимое оборудование. К сожалению, во многих случаях:  С другой стороны, пользователи, использующие машину после ее изготовления, когда одна или две шестерни нуждаются в замене, часто сталкиваются с высокой себестоимостью производства, что делает окончательную стоимость ремонта иногда очень высокой. Короче говоря, разница в двух методах производства (массовое производство или мелкосерийное производство) оказывает большое влияние на стоимость снаряжения. Например, покупка 300 шестерен за один раз для проекта по производству нового оборудования (изготовление 300 шестерен одной партией) по сравнению с покупкой одной шестерни на замену позже (с производственной партией из 1 штуки) имеет огромную разницу в себестоимости единицы продукции. Это та же самая ситуация на этапе проектирования новой машины, когда для прототипа нужна одна шестерня с той же высокой стоимостью.
С другой стороны, пользователи, использующие машину после ее изготовления, когда одна или две шестерни нуждаются в замене, часто сталкиваются с высокой себестоимостью производства, что делает окончательную стоимость ремонта иногда очень высокой. Короче говоря, разница в двух методах производства (массовое производство или мелкосерийное производство) оказывает большое влияние на стоимость снаряжения. Например, покупка 300 шестерен за один раз для проекта по производству нового оборудования (изготовление 300 шестерен одной партией) по сравнению с покупкой одной шестерни на замену позже (с производственной партией из 1 штуки) имеет огромную разницу в себестоимости единицы продукции. Это та же самая ситуация на этапе проектирования новой машины, когда для прототипа нужна одна шестерня с той же высокой стоимостью. По этому методу:
По этому методу: Существуют различные типы зубчатых колес со специфическими требованиями и спецификациями, начиная от простых форм и заканчивая более сложными.
Существуют различные типы зубчатых колес со специфическими требованиями и спецификациями, начиная от простых форм и заканчивая более сложными.

 Ниже показаны различные типы винтовых зубчатых колес.
Ниже показаны различные типы винтовых зубчатых колес.
 Причина тому – простота конструкции и простота изготовления. Прямые скошенные зубья входят в зацепление все сразу, а не постепенно при правильном подборе. Делительная поверхность прямозубых конических зубчатых колес имеет коническую форму с прямыми зубьями, сужающимися к кончику.
Причина тому – простота конструкции и простота изготовления. Прямые скошенные зубья входят в зацепление все сразу, а не постепенно при правильном подборе. Делительная поверхность прямозубых конических зубчатых колес имеет коническую форму с прямыми зубьями, сужающимися к кончику. Однако у них нулевые углы закручивания, и, следовательно, зубья могут вращаться в любом направлении.
Однако у них нулевые углы закручивания, и, следовательно, зубья могут вращаться в любом направлении. Они работают под углом 90 градусов и широко используются в автомобильной промышленности. Вы видите эти шестерни на осях транспортных средств.
Они работают под углом 90 градусов и широко используются в автомобильной промышленности. Вы видите эти шестерни на осях транспортных средств. Они переводят вращательное движение в поступательное. Эти шестерни распространены в системе рулевого управления автомобилей. В системах реечной передачи могут использоваться как прямые, так и косозубые шестерни. Реечные передачи в основном применяются в автомобильном рулевом управлении 9.0340 .
Они переводят вращательное движение в поступательное. Эти шестерни распространены в системе рулевого управления автомобилей. В системах реечной передачи могут использоваться как прямые, так и косозубые шестерни. Реечные передачи в основном применяются в автомобильном рулевом управлении 9.0340 . 


 Однако конфигурации с пересекающимися и параллельными зубчатыми колесами имеют большую эффективность и скорость, чем непараллельные зубчатые колеса.
Однако конфигурации с пересекающимися и параллельными зубчатыми колесами имеют большую эффективность и скорость, чем непараллельные зубчатые колеса. Чтобы передача мощности происходила в паре косозубых или конических шестерен, две шестерни, работающие рука об руку, должны иметь противоположные направления закручивания. Например, две косозубые шестерни с зубьями, движущимися в одном направлении, никогда не зацепятся. Однако винтовые и червячные передачи являются однонаправленными, но с зацеплением.
Чтобы передача мощности происходила в паре косозубых или конических шестерен, две шестерни, работающие рука об руку, должны иметь противоположные направления закручивания. Например, две косозубые шестерни с зубьями, движущимися в одном направлении, никогда не зацепятся. Однако винтовые и червячные передачи являются однонаправленными, но с зацеплением. Рабочие условия включают нагрузку и трение на зубья. С другой стороны, условия окружающей среды включают влажность, температуру и чистоту. Эти два условия влияют на тип редуктора и конструктивные факторы, такие как конструкция, обработка поверхности, смазочные материалы и метод смазки.
Рабочие условия включают нагрузку и трение на зубья. С другой стороны, условия окружающей среды включают влажность, температуру и чистоту. Эти два условия влияют на тип редуктора и конструктивные факторы, такие как конструкция, обработка поверхности, смазочные материалы и метод смазки. При проектировании зубчатых передач необходимо учитывать технические характеристики и требования к применению: изменение направления или увеличение скорости или крутящего момента. Они могут влиять на тип шестерни, конструкцию и конфигурацию.
При проектировании зубчатых передач необходимо учитывать технические характеристики и требования к применению: изменение направления или увеличение скорости или крутящего момента. Они могут влиять на тип шестерни, конструкцию и конфигурацию. Итак, если стандартные шестерни соответствуют стандартам, лучше использовать их, так как индивидуальные шестерни повлекут за собой другие расходы.
Итак, если стандартные шестерни соответствуют стандартам, лучше использовать их, так как индивидуальные шестерни повлекут за собой другие расходы. Однако вы можете не знать, как это сделать. В этом случае свяжитесь с RapidDirect для получения дополнительной информации о зубчатых колесах и наших услугах по механической обработке.
Однако вы можете не знать, как это сделать. В этом случае свяжитесь с RapidDirect для получения дополнительной информации о зубчатых колесах и наших услугах по механической обработке.


 ..
..




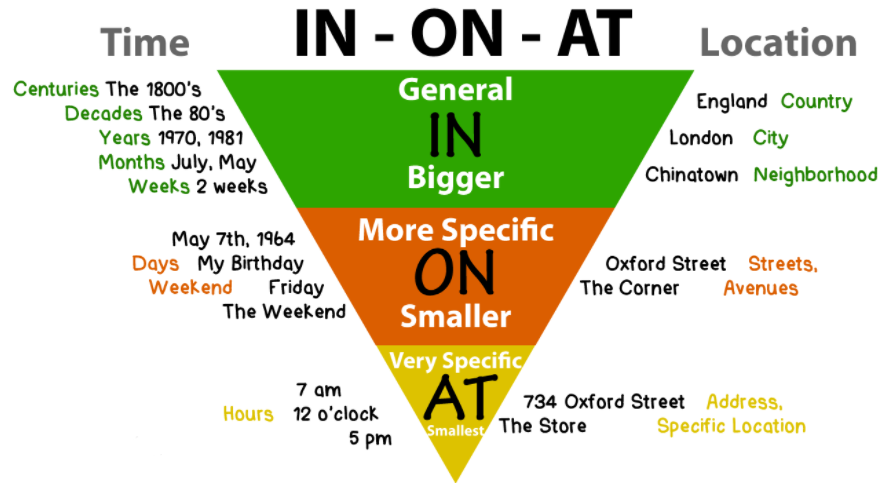



 Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.
Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах. Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/rectilinear. По состоянию на 6 апреля 2023 г.
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/rectilinear. По состоянию на 6 апреля 2023 г.



 Не менее актуальным является и вариант с переездом в другой город – как правило, забирается только самое ценное и необходимое, остальное же легко и удобно выкупит наша компания: принтеры и мониторы, МФУ и потерявшие актуальность мобильные гаджеты известных торговых марок будут оценены и вывезены в минимальный срок.
Не менее актуальным является и вариант с переездом в другой город – как правило, забирается только самое ценное и необходимое, остальное же легко и удобно выкупит наша компания: принтеры и мониторы, МФУ и потерявшие актуальность мобильные гаджеты известных торговых марок будут оценены и вывезены в минимальный срок.

 Покупка в короткие сроки и любыми объемами. Выкупаем станки практически в любом состоянии (кроме совсем непригодных к восстановлению).
Покупка в короткие сроки и любыми объемами. Выкупаем станки практически в любом состоянии (кроме совсем непригодных к восстановлению).


 PA) заявил в среду, что продаст свои предприятия в России и Беларуси местному руководству и подписал письмо о намерениях с назначенными покупателями. читать далее
PA) заявил в среду, что продаст свои предприятия в России и Беларуси местному руководству и подписал письмо о намерениях с назначенными покупателями. читать далее Shell отказалась комментировать отчет. читать дальше
Shell отказалась комментировать отчет. читать дальше Кроме того, советы и ресурсы, которые помогут вам начать работу, и специальное предложение для экономии денег!
Кроме того, советы и ресурсы, которые помогут вам начать работу, и специальное предложение для экономии денег!
 В штате продаж и поддержки более 50 человек.
В штате продаж и поддержки более 50 человек.
 У них есть профессиональные оценщики в штате, которые могут предоставить надежную оценку для вашего оборудования.
У них есть профессиональные оценщики в штате, которые могут предоставить надежную оценку для вашего оборудования.

