Обслуживание лазерной резки: Советы по техническому обслуживанию лазерного станка
Советы по техническому обслуживанию лазерного станка
Действие внутренних и внешних факторов вызывает деформации элементов станка, их изнашивание, вибрацию, что ухудшает его точность, а также влияет на производительность и качество конечной детали. Поэтому важно проводить обслуживание станка своевременно и правильно.
Замена воды
Чистить чиллер рекомендуется один раз в 2 недели. Качество воды и ее правильная температура способствуют продлению срока службы лазерной трубки. Советуем использовать очищенную или дистиллированную воду, а температура воды должна быть не выше 35. Если температура выше 35, остановите работу оборудования на 15 мин.
Чистка вытяжного вентилятора
После длительного использования вытяжной вентилятор накапливает много пыли, что мешает выкачивать воздух. Когда выкачивание воздуха производится плохо, необходимо осуществить чистку вытяжки и гофры. Во-первых, выключите устройство, отсоедините гофры от вытяжки, очистите их от загрязнений и затем очистите вытяжку изнутри.
Чистка линз
Лазерный станок имеет три отражателя и одну фокусирующую линзу: зеркало №1 находится рядом с источником лазерного луча — лазерной трубкой, верхний левый угол станка — зеркало №2, находится на левой стороне скользящего ползунка, зеркало №3 на вершине лазерной головки, фокусирующая линза располагается на дне лазерной головки. Лазер из трубки попадает на первый отражатель, затем отражается от второго, затем от третьего и фокусируется при помощи линзы на поверхности разрезаемого материала.
Зеркала легко загрязняются, что может привести к прекращению излучения и повреждению зеркала. Вы не должны смещать отражатели №1, №2, №3 во время их чистки, просто при помощи ватной палочки, пропитанной спиртом или ацетоном, слегка протрите их вращательным движением из центра к краю.
Достаньте фокусирующую линзу из лазерной головки и, используя тот же метод, протрите ее и верните обратно.
Чистка линейных направляющих
Рекомендуем производить чистку направляющих каждые 2 недели.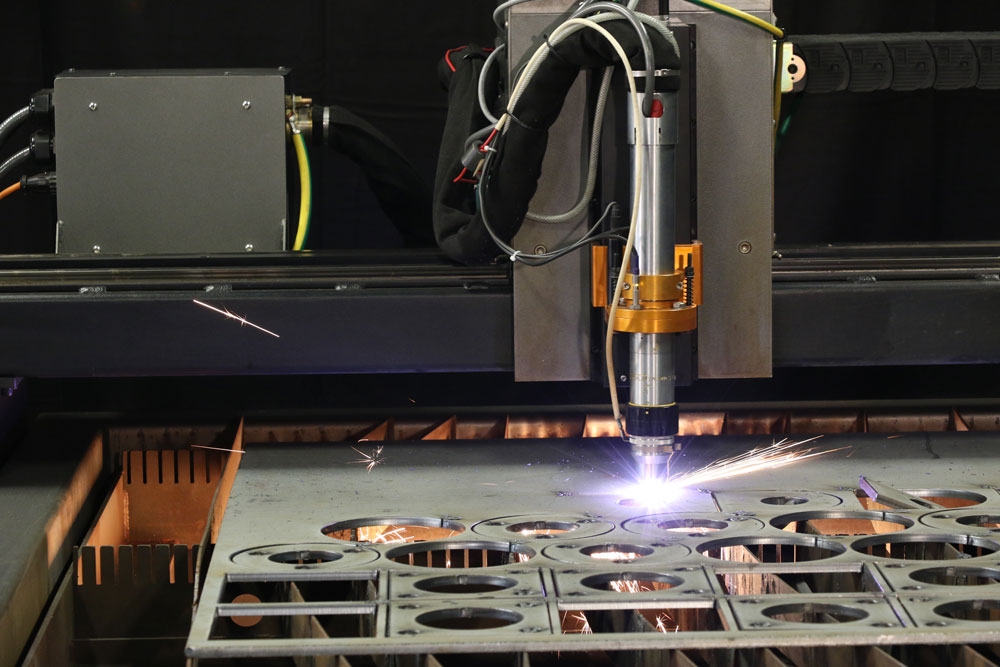 Во-первых, отодвиньте лазерную головку до конца вправо (или лево), протрите сухой тряпкой до блестящего состояния, используйте немного масла (рекомендуется масло для швейных машин) или силиконовый спрей, перемещайте лазерную головку несколько раз, чтобы смазка равномерно распределилась на направляющих. Почистите и смажьте ось Y также как Х.
Во-первых, отодвиньте лазерную головку до конца вправо (или лево), протрите сухой тряпкой до блестящего состояния, используйте немного масла (рекомендуется масло для швейных машин) или силиконовый спрей, перемещайте лазерную головку несколько раз, чтобы смазка равномерно распределилась на направляющих. Почистите и смажьте ось Y также как Х.
Осмотр оптической траектории (юстировка)
Система оптической траектории лазерного гравировального станка состоит из отражающих зеркал и фокусирующей линзы. Возможно наличие наклона оптического пути, необходимо проверить оптическую траекторию перед началом работы. Для этого можно приклеить несколько слоев бумажного скотча на зеркало и нажать кнопку «Laser» для кратковременного излучения лазера.
Вывод
Сохранение технического уровня станков, гарантируемых производителем, невозможно без четкого соблюдения требований к эксплуатации оборудования, техническому обслуживанию и ремонту. Они позволяют свести к минимуму как сумму затрат, так и потери производства, связанные с простоями оборудования из-за его неисправности.
Как продлить срок службы оптоволоконного лазерного станка?
В последние годы оптоволоконные лазерные станки с ЧПУ для резки металлов стали очень популярным металлообрабатывающим оборудованием на рынке. По сравнению с лазерными C02 станками, лазерные оптоволоконные станки имеют значительные эксплуатационные преимущества при резке металлов и являются лучшим выбором в области высокоточной лазерной обработки. Лазерный станок для резки металла может быть использован для резки под прямым углом или со скосом, при этом режущая кромка будет гладкой, плоской и без заусенцев. Станок для лазерной резки металлов имеет абсолютные преимущества в эффективности работы, расходных материалах и защите окружающей среды, и это заслуженный высокотехнологичный продукт. Как продлить срок службы оптоволоконного станка для резки металла в повседневной работе? Stankoff.RU даст ответ по следующим трем аспектам.
Меры предосторожности для правильной работы станка лазерной резки металла:
Если вы хотите продлить срок службы станка для лазерной резки, вам сначала необходимо научиться тому как правильно работать со станком. Если во время резки металла на лазерном станке происходит сбой, это не только снижает эффективность работы, но и создает потенциальные опасности. Новички должны пройти обучение у профессионалов, прежде чем они смогут работать самостоятельно.
Если во время резки металла на лазерном станке происходит сбой, это не только снижает эффективность работы, но и создает потенциальные опасности. Новички должны пройти обучение у профессионалов, прежде чем они смогут работать самостоятельно.
- Перед использованием станка оператор должен пройти профессиональную подготовку, чтобы понять принцип работы, структуру и характеристики оптоволоконного станка для лазерной резки.
- Выполняйте процедуру включения станка и резки металла в строгом соответствии с инструкциями производителя оборудования и его поставщика.
- Необходимо помнить, что станки для лазерной резки металлов предназначены только для резки металлов, а обработка иных материалов может привести к материальному ущербу и образования токсичных газов во время обработки.
- Операторы должны быть обеспеченны индивидуальными защитными очками в соответствии с правилами безопасности.
- Во время работы на лазерном станке для резки металлов оператор не должен покидать рабочее место.
 При необходимости отлучиться оператору надлежит приостановить выполнение программы резки и принять меры к невозможности ее случайного запуска в его отсутствии.
При необходимости отлучиться оператору надлежит приостановить выполнение программы резки и принять меры к невозможности ее случайного запуска в его отсутствии. - Проводите подбор параметров резки на одиночных тестовых моделях прежде чем выполнять резку серийных деталей для минимизации отходов и производственных потерь.
- Источник лазерного излучения, координатный стол, аппаратный шкаф¸ чиллер и стабилизатор а также рабочая зона вокруг станка должны содержаться в чистоте и порядке, а сырье, полуфабрикаты, готовая продукция и отходы должны размещаться упорядоченным образом.
- В рабочей зоне станка должен быть размещен огнетушитель. Избегайте размещения легковоспламеняющихся материалов и ГСМ, а также мусора в рабочей зоне станка.
- При возникновении неисправности оборудования во время обработки, необходимо немедленно остановить станок, сообщить об этом своему непосредственному руководителю и принять меры к ее устранению.
 При необходимости отлучиться оператору надлежит приостановить выполнение программы резки и принять меры к невозможности ее случайного запуска в его отсутствии.
При необходимости отлучиться оператору надлежит приостановить выполнение программы резки и принять меры к невозможности ее случайного запуска в его отсутствии.Ежедневное обслуживание станка для лазерной резки металла:
В повседневном производственном процессе, если вы хотите продлить срок службы станка для лазерной резки металла и обеспечить долгосрочную и эффективную работу станка, необходимо проводить ежедневное техническое обслуживание станка.
- Каждый раз перед началом работы на лазерном станке для резки металла необходимо проверить, достаточно ли количества вспомогательного газа в газовом баллоне; Если в качестве вспомогательного газа используется воздух, необходимо проверить, достаточно ли его давления в воздушной магистрали. При лазерной резки различных металлов следует выбирать соответствующий вспомогательный газ. Примеси во вспомогательном газе, такие как углеводороды, пыль и водяной пар, неизбежно приведут к повреждению оптических элементов, вызовут рассеивание лазерного луча что сделает невозможным осуществить качественную обработку материала.
- Лазерная головка оснащена системой водяного охлаждения всех частей оптического тракта для обеспечения оптимального температурного режима компонентов и защиты от высокой температуры во время лазерной обработки. Необходимо регулярно проверять, уровень и температуру воды в чиллере нормативным значениям предписанным производителем, чтобы избежать повреждений компонентов оборудования и выхода их из строя.
- Проверьте газовый контур станка, водяной контур охлаждения, систему смазки, соединения, трубки масляной и пневматической магистралей на предмет утечек и общего технического состояния.
- По окончании работы надлежит производить очистку станка и его компонентов, убрать обрезь, отходы и мусор, проверить осмотром состояние детаей оборудования.
- По окончании работы необходимо своевременно удалять конденсат из рессивера воздушного компрессора через сливной кран в его основании.
- После завершения работ выключите станок в соответствии с этапами выключения, указанными в инструкциях.

Регулярное обслуживание станка для лазерной резки металла:
Если вы хотите, чтобы срок службы вашего станка для лазерной резки был долгим, необходимо проводить регулярное техническое обслуживание, в соответствие с планом ТО с учетом его загрузки.
- В процессе работы могут произойти соударения сопловой части режущей головки с деталями на координатном столе. Необходимо регулярно проверять сопловой аппарат режущей головки станка и своевременно заменять его, если будут выявлены критические повреждения. Регулярно проверяйте чистоту защитного стекла внутри режущей головки и очищайте ее соответствующим образом.
- Обслуживание чиллера — необходимо проверить уровень воды в баке и при необходимости долить ее. Проверять температуру воды и ее соответствие нормативным требованиям, при необходимости отрегулировать соответствующее значение и заменить воду. Проверить систему охлаждения на предмет утечек или засорений. Проверить пылевой фильтр чиллера и произвести его чистку.
- Координатная система — проверить подключения электропроводов по всем осям, подключения воды, газов и лазерной головки. Проверить электрические соединений всех приводов, а также работоспособность операции аварийной остановки. Проверить систему безопасности и оповещения. Проверить кабель каналы на наличие повреждений, загрязнений, перегибов и деформации. Проверить все воздушные, газовые и водяных соединений на предмет утечек, перегибов и деформаций. Проверить, не ослаблены ли крепежные винты каждой части станка. Направляющие и зубчатые рейки следует регулярно очищать от налёта, отработанной смазки, продуктов износа.
- Автоматический насос подачи смазки — оптоволоконные лазерные станки оснащены автоматическим насосом для смазки. Когда количество масла в насосе слишком мало, необходимо своевременно заполнять масляный насос маслом. Категорически запрещается использовать твердые смазочные материалы во избежание любых засоров в системе.
 Необходимо регулярно проверять сопловой аппарат режущей головки станка и своевременно заменять его, если будут выявлены критические повреждения. Регулярно проверяйте чистоту защитного стекла внутри режущей головки и очищайте ее соответствующим образом.
Необходимо регулярно проверять сопловой аппарат режущей головки станка и своевременно заменять его, если будут выявлены критические повреждения. Регулярно проверяйте чистоту защитного стекла внутри режущей головки и очищайте ее соответствующим образом. Проверить, не ослаблены ли крепежные винты каждой части станка. Направляющие и зубчатые рейки следует регулярно очищать от налёта, отработанной смазки, продуктов износа.
Проверить, не ослаблены ли крепежные винты каждой части станка. Направляющие и зубчатые рейки следует регулярно очищать от налёта, отработанной смазки, продуктов износа.Как решить возникающие проблемы:
Станки для лазерной резки металлов — это широко используемое оборудование и некоторые проблемы неизбежно возникнут вовремя его использования. Как решить проблемы и минимизировать потери?
Если у вас есть опыт работы и обслуживания оптоволоконных лазерных станков, вы сможете решить некоторые проблемы самостоятельно. Тем не менее, большинство пользователей станков для лазерной резки используют это оборудование впервые и никогда раньше не эксплуатировали его. В этом случае вы можете обратиться в сервисный отдел нашей компании, а профессиональная команда специалистов выполнит весь ряд послепродажного обслуживания, а возможные возникающие проблемы будут решены своевременно и эффективно.
В этом случае вы можете обратиться в сервисный отдел нашей компании, а профессиональная команда специалистов выполнит весь ряд послепродажного обслуживания, а возможные возникающие проблемы будут решены своевременно и эффективно.
График технического обслуживания оптоволоконного станка:
Подробнее про график и перечень необходимых технических работ вы можете узнать в рекомендуемом нами плане технического обслуживания лазерных оптоволоконных станков для резки металла.
График обслуживания оптоволоконных лазерных станков.pdf
332Скачать
Индивидуальные онлайн-услуги лазерной резки
Xometry предлагает высококачественные услуги лазерной резки металла. Наши услуги лазерной резки металла поддерживают различные металлические материалы, в том числе: сталь, нержавеющую сталь, инструментальную сталь, пружинную сталь, алюминий, латунь, бронзу, медь и титан. Наши станки для лазерной резки используют как волоконные лазеры, так и CO2-лазеры и могут резать до 4 дюймов металлического материала. Xometry предлагает мгновенные расценки на услуги лазерной резки металла и бесплатную доставку заказов в США.
Xometry предлагает мгновенные расценки на услуги лазерной резки металла и бесплатную доставку заказов в США.
Для получения дополнительной информации посетите нашу страницу услуг лазерной резки металла или просто начните расчет стоимости сейчас.
Список материалов для лазерной резки металла
Список металлических материалов, поддерживаемых службой лазерной резки металла Xometry, см. ниже. Другие материалы также могут быть доступны для цитаты.
- 1075 Пружинная сталь, отожженная
- 1075 Пружинная сталь, вороненая закаленная
- 1095 Пружинная сталь, отожженная
- 1095 Пружинная сталь, вороненая закаленная
- 4130 chrome-moly steel, annealed
- Aluminum 2024-T3
- Aluminum 5052 h42
- Aluminum 6061 T6
- Aluminum 7075 T6
- Aluminum MIC6
- AR400 Steel, hardened
- AR500 Steel, hardened
- Bearing Bronze 932 M07
- Латунь 260
- Латунь 353 H02
- Латунь 464 H01
- Бронза 220 H02
- Бронза 510 H08 (весна)
- Углеродочный волокон
- Копт0013
- Copper 110, Annealed
- Copper 110, H01
- Copper 110, H02
- Corten A588 (Weathered) Steel
- Hot Rolled Steel 1045
- Hot Rolled Steel A569/ASTM A1011
- Nickel 200, annealed
- Nickel 625, отожженная
- Предварительно анодированная 6061-T6, черная
- Кремниевая бронза 655
- Нержавеющая сталь 17-4 PH, отожженная
- Нержавеющая сталь 17-7 Подкладка, закаленная
- Нержавеющая сталь 91, отпуск0013
- Stainless Steel 304
- Stainless Steel 304 shim, hardened
- Stainless Steel 304, #4 brushed
- Stainless Steel 316
- Stainless Steel 410, annealed
- Stainless Steel 430, #3 brushed
- Stainless Steel 440C
- Нержавеющая сталь CPM 154
- Нержавеющая сталь S30V, отожженная
- Сталь 1008, оцинкованная
- Сталь 1018
- Сталь 4140, закаленная
- Сталь 80CRV2
- Сталь A0013
- Сталь A36, маринованный и смазанный маслом
- Сталь A366/1008
- Сталь A572 Скал 50
- Сталь G90, Galvanized
- Титан (2 класс 2)
- .
- Инструментальная сталь O1, отожженная

Услуги лазерной резки пластика
Xometry предлагает услуги лазерной резки пластика высокого качества. Наши услуги лазерной резки пластика поддерживают различные пластиковые материалы, в том числе: акрил, пену и эластомер. Наши станки для лазерной резки используют как волоконные лазеры, так и CO2-лазеры и могут резать до 4 дюймов пластикового материала.
Для получения дополнительной информации посетите нашу страницу «Услуги лазерной резки пластика» или просто начните мгновенное предложение сейчас.
Пластиковые лазерные резки Список материалов
- ABS, Black
- ABS, белый
- Ацетал, черный
- Ацетальный, белый
- Акрилик, прозрачный
- Акрилика,
- булочка с прозрачным ножом. Черный
- Резина Buna-N, черный
- EPDM
- Вспененный этиленвинилацетат, черный
- Вспененный этиленвинилацетат, синий
- Сверхмягкий пенополиуретан, на клейкой основе, черный
- Сверхмягкий пенополиуретан, черный
- Огнестойкий полиуретановый воздушный фильтр, серый
- Огнестойкий силиконовый пенопласт, серый
- Garolite G-10 (FR4), черный
- Garolite G-11 (FR5), зеленый
- Garolite LE (фенольный), коричневый
- HDPE, белый
- Высокотемпературная силиконовая пена, на клеевой основе, красная
- Высокотемпературная силиконовая резина, на клеевой основе, красная
- Высокая Силиконовая резина Temp, красная
- Нейлон 6/6, черный
- Бумажное волокно и смесь Buna-N, серый
- PETG пластик, прозрачный
- Поликарбонат, прозрачный
- Полипропилен, белый
- Материал прокладки PTFE
- PTFE , Серый
- UHMW-PE, Белый
ПВХ 90 Белый,
Услуги лазерной резки акрила
Xometry предлагает высококачественные услуги лазерной резки акрила. Мы предлагаем прозрачные (прозрачные) акриловые материалы, а также различные цвета. Преимущества лазерной резки акрилом включают в себя прочность, простоту использования, прозрачность и водонепроницаемость/влагостойкость.
Мы предлагаем прозрачные (прозрачные) акриловые материалы, а также различные цвета. Преимущества лазерной резки акрилом включают в себя прочность, простоту использования, прозрачность и водонепроницаемость/влагостойкость.
Для получения дополнительной информации посетите нашу страницу услуг лазерной резки акрила или просто начните мгновенное предложение сейчас.
Услуги лазерной резки дерева
Xometry предлагает высококачественные услуги лазерной резки дерева. Мы предлагаем различные древесные материалы, включая лиственные породы вишни, ДВП, МДФ, лиственные породы тополя, лиственные породы красного дуба, ламинат без покрытия (фанеру) и березу.
Для получения дополнительной информации посетите нашу страницу услуг лазерной резки дерева или просто начните мгновенное предложение сейчас.
Альтернативы лазерной резке
Альтернативы лазерной резке для листовой резки включают услуги гидроабразивной резки и услуги плазменной резки. Лазерная резка имеет ограничения по толщине разрезаемого материала. Лазерная резка может резать до 4 дюймов материала. Для материалов толще 4 дюймов используйте услуги гидроабразивной или плазменной резки.
Лазерная резка может резать до 4 дюймов материала. Для материалов толще 4 дюймов используйте услуги гидроабразивной или плазменной резки.
Компания лазерной резки. Бесплатная цитата в сек. Доставка в тот же день
Лазерная резка прототипов и производства с использованием более 450 металлов, пластиков, композитов, каучуков, пеноматериалов и дерева.
Связаться с инженером по продажам
Заказные детали доставляются в тот же день.
Наши возможности лазерной резки
Чтобы обеспечить высочайшее качество деталей, вырезанных лазером, мы предлагаем различные технологии лазерной резки, включая CO2 и оптоволокно, и каждая технология специально адаптирована к различным материалам для обеспечения стабильной Результаты.
Независимо от материала, количества или размера все детали имеют размерную точность ±0,13 мм, минимальный размер элемента 1×1 мм и минимальный лазерный разрез 0 мм. Максимальная толщина материала, которую могут обрабатывать наши станции лазерной резки, составляет 25,4 мм (до того, как лазерный пропил станет слишком большим), максимальный размер для деталей, изготовленных из любого листового материала, составляет 3000 мм x 1500 мм.
Максимальная толщина материала, которую могут обрабатывать наши станции лазерной резки, составляет 25,4 мм (до того, как лазерный пропил станет слишком большим), максимальный размер для деталей, изготовленных из любого листового материала, составляет 3000 мм x 1500 мм.
Наши возможности для лазерной резки CO2
мин. Время выполнения
в тот же день
Max Laser Power
120W
Точность
± 0,13MM 9000
LASERAL KER
± 0,13MM 9000
LASERAL KER
± 0,13MM 9000
LASERAL KER
. — 19,1 мм
Максимальный размер детали
3000 x 1500 x 12,7 мм
Минимальный размер детали
6 x 6 x 0,1 мм
Минимальный размер элемента
903 903 Количество деталей
218 1 — 100 000
Доставка в США
БЕСПЛАТНО
Наши возможности для лазерной лазерной лазерной лазерной
0 — 0,1 мм
Толщина материала
0,4 — 25,4 мм
Макс.
 Размер детали
Размер детали
3000 x 1500 x 25,4 мм
мин.0231
1x толщина материала (мин. 1 мм)
Количество деталей
1 — 100,000
Доставка по США
Бесплатно
Услуги по изготовлению листового металла
См. наши возможности доставки деталей на заказ
3 в тот же день
3.
Что такое лазерная резка?
Лазерная резка — это субтрактивный производственный процесс, в котором используется лазерный луч для вырезания деталей из листового материала. Однако лазерные лучи не режут и не плавят, а вместо этого используют свою интенсивную лазерную энергию для испарения материала, что предотвращает возгорание или разрушение материала. Машины для лазерной резки контролируются компьютерами с цифровым управлением (следовательно, это делает их ЧПУ), и это позволяет лазерным резчикам создавать любые 2D (изменение команд меняет форму), а также делает лазерные резаки способными обеспечивать высокую степень точности. многие тысячи деталей.
многие тысячи деталей.
Благодаря многочисленным преимуществам лазерных резаков они чрезвычайно популярны среди инженеров, особенно при создании прототипов и мелкосерийном производстве. Детали, на изготовление которых на стандартных станках с ЧПУ ушли бы часы, можно изготовить на лазерном резаке с меньшими затратами и за короткое время.
Материалы для лазерной резки
Чтобы помочь инженерам выбрать правильный материал, мы имеем в наличии более 450 материалов, каждый из которых подходит для лазерной резки и обеспечивает высокую точность. Наши инженерные материалы означают, что внутренняя структура, консистенция и плотность являются однородными, что позволяет создавать детали, точный вес, прочность на растяжение и центр масс которых четко определены. В то же время инженерные материалы гарантируют точность различных деталей, даже если они изготовлены в разное время.
Конечно, будут приложения, которые требуют очень специфических материалов, и мы принимаем запросы на пользовательские материалы. Если вам требуется нестандартный материал, сообщите нам, что это за материал и где его можно приобрести, чтобы мы могли предоставить точную цену, но помните, что мы можем резать только материалы, безопасные для лазера.
Если вам требуется нестандартный материал, сообщите нам, что это за материал и где его можно приобрести, чтобы мы могли предоставить точную цену, но помните, что мы можем резать только материалы, безопасные для лазера.
Латунь ПКМ
5052-h42 Алюминий
Нержавеющая сталь 304
Красный акрил
Пенополиуретан
Прозрачный акрил
Черный силикон
Янтарная бамбуковая фанера
Белый делрин
Черный акрил
Неоновый оранжевый акрил
Серая поляризационная пленка
Нестандартные детали доставляются в тот же день.
Как производство, управляемое программным обеспечением, помогает лазерной резке
Производство может быть чрезвычайно сложным и утомительным процессом; Детали должны быть спроектированы правильно, эти детали должны быть изготовлены, производственные данные должны быть сгенерированы вокруг этой детали, и лица, ответственные за производство деталей, должны понимать требования к этой детали. Традиционно весь этот процесс занимал много часов ценного инженерного времени, и малейшее недопонимание могло привести к отказу детали.
Традиционно весь этот процесс занимал много часов ценного инженерного времени, и малейшее недопонимание могло привести к отказу детали.
Наши производственные услуги, управляемые программным обеспечением, помогают упростить производственные услуги лазерной резки, отделяя инженеров от производства и предоставляя набор онлайн-инструментов, которые обеспечивают мгновенное ценовое предложение в зависимости от выбранного материала, сложности детали и количества детали. Наши программные инструменты означают, что в течение нескольких минут после загрузки вашего дизайна вы можете выбрать свой материал, ввести количество заказа, оплатить и немедленно запустить свою деталь в производство.
Еще одним важным преимуществом нашей услуги по производству, управляемой программным обеспечением, является то, что все другие наши услуги, включая чистовую обработку, объединены в единый онлайн-инструмент, что позволяет вам держать все производство деталей под одной крышей. Это значительно снижает сложность производства и одновременно защищает интеллектуальную собственность.
Это значительно снижает сложность производства и одновременно защищает интеллектуальную собственность.
Но самая важная особенность нашей услуги лазерной резки, управляемой программным обеспечением, заключается в том, что она позволяет масштабировать проект от прототипа до производства одним щелчком мыши. Наши услуги по лазерной резке не делают различий между прототипами и готовыми к продаже деталями, а это означает, что даже отдельные прототипы идеально представляют то, что вы получите при заказе тысяч деталей.
Сколько стоит лазерная резка?
Цены на лазерную резку зависят от множества факторов, в том числе от материала, из которого изготовлена деталь, размера детали, сложности детали и дополнительной отделки.
При рассмотрении затрат на механическую обработку чем больше времени требуется для вырезания детали, тем дороже она будет. Простые формы, такие как прямоугольники и круги, вырезаются очень быстро, что удешевляет их производство (в отличие от сложных деталей со множеством вырезов). Изготовление больших графических областей, использующих гравировку, занимает много времени, что делает детали с гравировкой более дорогими. Однако по сравнению с другими методами производства (такими как фрезерование с ЧПУ) лазерная резка на сегодняшний день является одним из самых экономичных вариантов, доступных инженерам.
Изготовление больших графических областей, использующих гравировку, занимает много времени, что делает детали с гравировкой более дорогими. Однако по сравнению с другими методами производства (такими как фрезерование с ЧПУ) лазерная резка на сегодняшний день является одним из самых экономичных вариантов, доступных инженерам.
В дополнение к низким эксплуатационным расходам лазерным резакам также не хватает инструментов и уникальных настроек, а это означает, что они значительно дешевле и проще в эксплуатации по сравнению с фрезерными станками с ЧПУ.
Чтобы продемонстрировать, насколько рентабельной является лазерная резка, вы можете загрузить свою деталь в нашу онлайн-службу производства, управляемую программным обеспечением, выбрать материал и мгновенно увидеть цену на эту деталь в различных количествах.
Нестандартные детали доставляются в тот же день.
Высокоскоростная прецизионная лазерная резка с гарантированным сроком службы
Когда дело доходит до производства, качество имеет важное значение; детали, которые не могут быть изготовлены с высокой степенью точности и прецизионности, ненадежны. Однако также важно, чтобы детали производились быстро, чтобы обеспечить их экономическую эффективность. Наш многолетний опыт работы в области лазерной резки позволил нам найти идеальный баланс между качеством и скоростью, гарантируя, что наши программные услуги обеспечивают клиентов необходимыми деталями по отличным ценам.
Однако также важно, чтобы детали производились быстро, чтобы обеспечить их экономическую эффективность. Наш многолетний опыт работы в области лазерной резки позволил нам найти идеальный баланс между качеством и скоростью, гарантируя, что наши программные услуги обеспечивают клиентов необходимыми деталями по отличным ценам.
Чтобы продемонстрировать нашу уверенность в производимых нами деталях, на все детали предоставляется 365-дневная гарантия, независимо от размера заказа, выбранного материала или сложности детали. Эта гарантия дает инженерам определенную степень уверенности в надежности своих деталей не только с первого заказа, но и для каждой детали в каждом заказе.
Какие детали можно изготовить с помощью лазерной резки?
Лазерная резка отлично подходит для изготовления лицевых панелей, используемых, например, в промышленном оборудовании, панелях управления, пользовательских интерфейсах, музыкальных инструментах и медицинских устройствах. Это особенно актуально для электронной промышленности, где почти все электронные устройства размещены в каком-либо корпусе.
Это особенно актуально для электронной промышленности, где почти все электронные устройства размещены в каком-либо корпусе.
Лазерная резка также идеально подходит для изготовления небольших механических деталей из металла и пластика. Например, миниатюрные шестерни, используемые в сложных механических устройствах, могут использовать недорогие и высокоточные возможности лазерной резки.
Лазерная резка древесины идеально подходит для художественных работ, где важна эстетика. Высокая температура лазерной резки приводит к тому, что кромки среза выглядят обугленными, и это может создать сильный контраст в дизайне, который очень популярен для деревянных ящиков, корпусов устройств и гравированных рисунков. Лазерная резка металла может использоваться для изготовления кронштейнов и фитингов, а сочетание наших услуг по лазерной резке с нашими услугами по гибке и отделке металлов позволяет создавать готовые к продаже трехмерные детали.
Наш вырезанный лазером картон и текстиль идеально подходят для моды и ремесел, включая упаковку продуктов, вкладыши, открытки, рекламные материалы и наклейки. Некоторые текстильные материалы, такие как войлок, можно даже использовать в некоторых инженерных приложениях, включая уплотнения и уплотнительные кольца.
Некоторые текстильные материалы, такие как войлок, можно даже использовать в некоторых инженерных приложениях, включая уплотнения и уплотнительные кольца.
Лицевые панели для корпусов
Для любого электронного устройства, имеющего пользовательские интерфейсы, порты разъемов или вырезы, потребуется корпус с плоской поверхностью, и хотя его можно интегрировать в конструкцию корпуса, зачастую проще создать отдельный лицевая панель, вставленная в корпус. Изготовление лицевых панелей может выполняться с использованием множества различных производственных технологий, но лазерная резка предлагает наиболее экономичный вариант для прототипов и небольших объемов. Возможность точной резки создает лицевые панели, готовые к продаже сразу после резки, а возможность гравировать графику и текст может устранить необходимость в дополнительных этапах обработки (таких как прямая печать и перенос изображений). Наконец, лицевые панели, вырезанные лазером, выглядят очень профессионально, что может преобразить прототипы продуктов с использованием готовых корпусов.
Художественные изделия и предметы роскоши
Лазерная резка древесины идеально подходит для художественных работ, где важна эстетика. Высокая температура лазерной резки приводит к тому, что кромки среза выглядят обугленными, и это может создать сильный контраст в дизайне, который очень популярен для деревянных ящиков, корпусов устройств и гравированных рисунков. Это обычно наблюдается в индустрии подарков, а также в предметах роскоши, которые хотят произвести впечатление продукта ручной работы. Кроме того, древесина отлично подходит для лазерной гравировки, так как обугленные линии разреза очень хорошо видны. Наконец, древесину легко обрабатывать и обрабатывать, что делает ее отличным материалом при создании базовых прототипов новых продуктов, когда инженерам может потребоваться внести коррективы.
Механические вставки
Бытовая электроника, для которой требуется металлический сепаратор по периметру корпуса или кусок металлического экрана для снижения электромагнитных помех, также может иметь преимущества лазерной резки. Хотя для создания таких деталей можно использовать механическую обработку с ЧПУ, сильные механические силы, воздействующие на тонкие листы во время обработки, могут вызвать коробление, а длительное время, затрачиваемое на ЧПУ, делает его очень дорогим. Однако лазерная резка позволяет быстро обрабатывать тонкие листы металла, такого как нержавеющая сталь и алюминий, а качество деталей, вырезанных лазером, позволяет сразу же использовать их в продуктах без необходимости дальнейшей обработки.
Хотя для создания таких деталей можно использовать механическую обработку с ЧПУ, сильные механические силы, воздействующие на тонкие листы во время обработки, могут вызвать коробление, а длительное время, затрачиваемое на ЧПУ, делает его очень дорогим. Однако лазерная резка позволяет быстро обрабатывать тонкие листы металла, такого как нержавеющая сталь и алюминий, а качество деталей, вырезанных лазером, позволяет сразу же использовать их в продуктах без необходимости дальнейшей обработки.
Почему вы можете доверять Ponoko
Ponoko имеет многолетний опыт работы в сфере лазерной резки и гравировки, обслужив более 33 000 клиентов и изготовив более 2 миллионов деталей. Наш показатель качества деталей с точностью 99,7 % демонстрирует нашу способность надежно производить детали, а наша 365-дневная гарантия гарантирует, что все заказанные детали будут соответствовать всем требованиям. Независимо от того, является ли это прототипом или серийным изделием, готовым к продаже, каждая отдельная деталь, которую мы производим, обрабатывается в равной степени в соответствии с одними и теми же высокими инженерными стандартами высокого качества. Таким образом, вы можете доверять нашим услугам лазерной резки всех деталей, независимо от заказа.
Таким образом, вы можете доверять нашим услугам лазерной резки всех деталей, независимо от заказа.
Часто задаваемые вопросы о лазерной резке
—+
Насколько быстро выполняется лазерная резка?
—+
В чем преимущество лазерной резки?
—+
Какие лазерные технологии существуют?
—+
Какое программное обеспечение можно использовать для создания деталей лазерной резки?
—+
Какие файлы читает лазерный резак?
—+
Использовать ли векторную или растровую графику для лазерной резки?
—+
Сколько стоит лазерная резка?
—+
Можно ли вырезать трехмерные фигуры с помощью лазерного резака?
—+
Какую точность обеспечивает лазерная резка?
—+
Что такое лазерный пропил и стоит ли о нем беспокоиться?
-+
С какими проблемами сталкиваются станки для лазерной резки?
—+
Какие материалы можно резать лазером?
—+
Существуют ли материалы, которые нельзя резать лазером?
—+
Подходит ли лазерная резка для массового производства?
—+
Что такое вырезанные лазером живые петли и как их можно использовать для создания 3D-деталей?
—+
Занимается ли Поноко необычными и уникальными проектами лазерной резки?
—+
Принимает ли Ponoko нестандартные материалы для лазерной резки?
Нужно что-то кроме лазерной резки? Ознакомьтесь с другими нашими услугами
Лазерные резаки отлично подходят для изготовления 2D-деталей, но они не всегда являются лучшим вариантом для инженеров.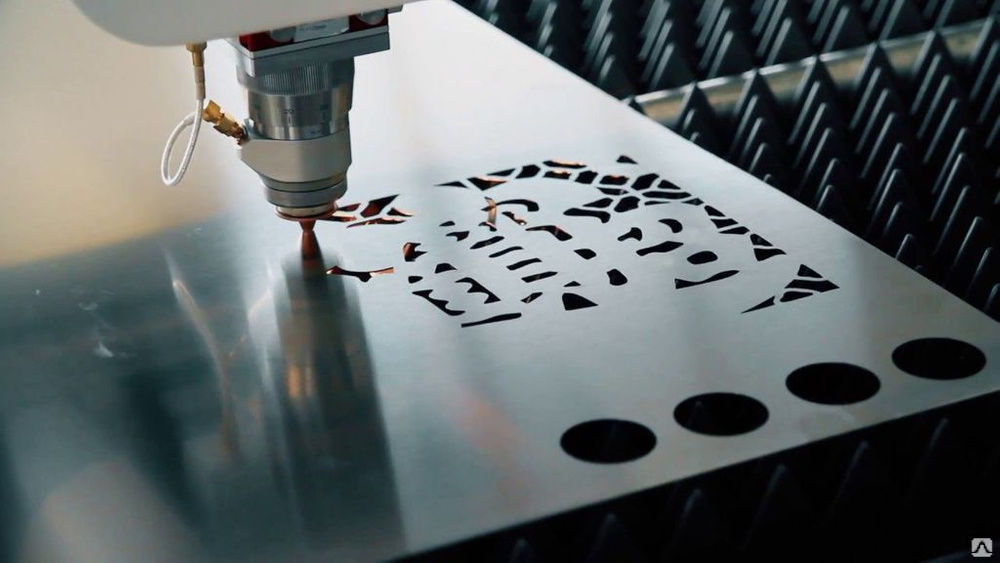
 И это касается не только устройств, но и жидкостей, которые применяются в процессе эксплуатации техники Stihl. Это нужно с одной целью, чтобы инструменты, которые вы приобретаете, функционировали на полную мощность и выдавали результат, который был заявлен компанией Stihl. Все устройства проходят тесты с высококачественными смазочными материалами и топливом.
И это касается не только устройств, но и жидкостей, которые применяются в процессе эксплуатации техники Stihl. Это нужно с одной целью, чтобы инструменты, которые вы приобретаете, функционировали на полную мощность и выдавали результат, который был заявлен компанией Stihl. Все устройства проходят тесты с высококачественными смазочными материалами и топливом..jpg) с.
с. Простая замена цепи благодаря практичному устройству быстрого натяжения цепи (B). Существенно облегчает труд при заготовке дров или возведении деревянных построек. Отлично подходит для валки деревьев диаметром до 30 см.
Простая замена цепи благодаря практичному устройству быстрого натяжения цепи (B). Существенно облегчает труд при заготовке дров или возведении деревянных построек. Отлично подходит для валки деревьев диаметром до 30 см. Нужно лишь ослабить гайку крепления крышки цепной звёздочки, и с помощью регулировочного колесика легко и быстро натянуть цепь. Инструмент для этого не требуется.
Нужно лишь ослабить гайку крепления крышки цепной звёздочки, и с помощью регулировочного колесика легко и быстро натянуть цепь. Инструмент для этого не требуется. Прочищать воздушный фильтр требуется только при ощутимом падении мощности. Становится возможной работа в течение длительного времени без техобслуживания.
Прочищать воздушный фильтр требуется только при ощутимом падении мощности. Становится возможной работа в течение длительного времени без техобслуживания.
 с.
с. STIHL оставляет за собой право вносить изменения в технические характеристики и оборудование.
STIHL оставляет за собой право вносить изменения в технические характеристики и оборудование. Результатом является более низкий расход топлива и высокий крутящий момент в широком диапазоне оборотов.
Результатом является более низкий расход топлива и высокий крутящий момент в широком диапазоне оборотов. Эта система состоит из направляющей шины STIHL Ematic или Ematic S, пильной цепи STIHL Oilomatic и масляного насоса с переменным или уменьшенным расходом. В результате практически каждая капля смазки для цепей попадает точно в нужное место.
Эта система состоит из направляющей шины STIHL Ematic или Ematic S, пильной цепи STIHL Oilomatic и масляного насоса с переменным или уменьшенным расходом. В результате практически каждая капля смазки для цепей попадает точно в нужное место. Ширина под ключ: 19 (для МС 261 и выше), 19-13 (для МС 271, МС, 291, МС 311, МС 391), 19–16 (для МС 170, МС 171, МС 180, МС 181, МС 19)3С, МС 211, МС 231, МС 241, МС 251), 16 и 13 (для МС 150, МС 201, МС 201 Т).
Ширина под ключ: 19 (для МС 261 и выше), 19-13 (для МС 271, МС, 291, МС 311, МС 391), 19–16 (для МС 170, МС 171, МС 180, МС 181, МС 19)3С, МС 211, МС 231, МС 241, МС 251), 16 и 13 (для МС 150, МС 201, МС 201 Т). Отвертка с плоским лезвием 3,5 мм для регулировки карбюратора и очистки канавок, отвертка Torx® TX 27, нейлоновый чехол с петлей для ремня. Размер под ключ 19-13 для MS 271, MS 291, MS 311 и MS 391, ширина под ключ 19-16 для MS 170, MS 171, MS 180, MS 181, MS 193 C, MS 211, MS 231, MS 241 и MS 251.
Отвертка с плоским лезвием 3,5 мм для регулировки карбюратора и очистки канавок, отвертка Torx® TX 27, нейлоновый чехол с петлей для ремня. Размер под ключ 19-13 для MS 271, MS 291, MS 311 и MS 391, ширина под ключ 19-16 для MS 170, MS 171, MS 180, MS 181, MS 193 C, MS 211, MS 231, MS 241 и MS 251. В комплекте со многими из тех же конструктивных особенностей, от которых зависят профессионалы, MS 170 имеет малый вес и необходимую мощность — идеально подходит для резки и обрезки небольших деревьев в жилых помещениях, дров или уборки после урагана.
В комплекте со многими из тех же конструктивных особенностей, от которых зависят профессионалы, MS 170 имеет малый вес и необходимую мощность — идеально подходит для резки и обрезки небольших деревьев в жилых помещениях, дров или уборки после урагана. Достаточно легкого натяжения шнура. Так же просто наш Quick Chain Adjuster, который позволяет регулировать цепь пилы без инструментов. Невероятно простой в использовании, MS 180 C-BE станет большим подспорьем в вашем списке работ по рубке дерева по дому.
Достаточно легкого натяжения шнура. Так же просто наш Quick Chain Adjuster, который позволяет регулировать цепь пилы без инструментов. Невероятно простой в использовании, MS 180 C-BE станет большим подспорьем в вашем списке работ по рубке дерева по дому. см (1,9куб. в.)
см (1,9куб. в.)
 Скорость цепи 20 м/с обеспечивает чистую и эффективную резку, а автоматическая система смазки поддерживает смазку пилы на протяжении всего процесса резки. Для дополнительного контроля и безопасности пила оснащена прочными металлическими распорными шипами и тормозом отдачи с хорошо видимым индикатором положения тормоза. Испытайте Power Beyond Belief™ без шума, суеты и дыма.
Скорость цепи 20 м/с обеспечивает чистую и эффективную резку, а автоматическая система смазки поддерживает смазку пилы на протяжении всего процесса резки. Для дополнительного контроля и безопасности пила оснащена прочными металлическими распорными шипами и тормозом отдачи с хорошо видимым индикатором положения тормоза. Испытайте Power Beyond Belief™ без шума, суеты и дыма. Производительность резки на 25 % выше по сравнению с MSA 120 C-BQ. Мягкая рукоятка, быстрая и удобная замена цепи благодаря системе быстрого натяжения цепи STIHL, цепной тормоз QuickStop Super, масляный бак с прозрачным смотровым окном, высокая производительность пиления благодаря пильной цепи 1/4″ PM3.
Производительность резки на 25 % выше по сравнению с MSA 120 C-BQ. Мягкая рукоятка, быстрая и удобная замена цепи благодаря системе быстрого натяжения цепи STIHL, цепной тормоз QuickStop Super, масляный бак с прозрачным смотровым окном, высокая производительность пиления благодаря пильной цепи 1/4″ PM3. В дополнение к легкому запуску, наши литий-ионные инструменты производят нулевой выброс выхлопных газов и работают тише, чем их бензиновые аналоги, что делает их идеальным выбором для областей с ограничениями по выбросам или шуму. Эта бензопила, работающая от сменной 36-вольтовой литий-ионной батареи STIHL, обеспечивает скорость, мощность резки и время работы, необходимые для выполнения практически любой работы по распиловке на вашем участке. STIHL MSA 200 C-BQ — аккумуляторная бензопила, достаточно прочная, чтобы носить имя STIHL.
В дополнение к легкому запуску, наши литий-ионные инструменты производят нулевой выброс выхлопных газов и работают тише, чем их бензиновые аналоги, что делает их идеальным выбором для областей с ограничениями по выбросам или шуму. Эта бензопила, работающая от сменной 36-вольтовой литий-ионной батареи STIHL, обеспечивает скорость, мощность резки и время работы, необходимые для выполнения практически любой работы по распиловке на вашем участке. STIHL MSA 200 C-BQ — аккумуляторная бензопила, достаточно прочная, чтобы носить имя STIHL. см (7,4 унции)
см (7,4 унции) см (13,2 унции)
см (13,2 унции) с.)
с.) см (16,9 унции)
см (16,9 унции) см (16,9 унции)
см (16,9 унции)
 Шланг легко подсоединяется к крану и сразу готов к использованию.
Шланг легко подсоединяется к крану и сразу готов к использованию.
 Практичный набор включает в себя соединитель для крана, переходник, соединитель для шланга, водозапорную планку и насадку-распылитель, чтобы вы могли сразу же приступить к работе. Например, используйте насадку-распылитель для удаления грязи с террасы или полейте грядку с помощью струи-распылителя. Благодаря высококачественной структуре шланга он стабилен по размеру и гибок. Эластичность садового шланга гарантирует, что при поливе растений или уборке он не завязывается и не перекручивается. Он устойчив к ультрафиолетовому излучению и морозостойкости, поэтому может находиться на улице круглый год. Водяной шланг подходит для разрывного давления до 22 бар. Он не содержит загрязняющих веществ и, следовательно, не содержит фталатов (
Практичный набор включает в себя соединитель для крана, переходник, соединитель для шланга, водозапорную планку и насадку-распылитель, чтобы вы могли сразу же приступить к работе. Например, используйте насадку-распылитель для удаления грязи с террасы или полейте грядку с помощью струи-распылителя. Благодаря высококачественной структуре шланга он стабилен по размеру и гибок. Эластичность садового шланга гарантирует, что при поливе растений или уборке он не завязывается и не перекручивается. Он устойчив к ультрафиолетовому излучению и морозостойкости, поэтому может находиться на улице круглый год. Водяной шланг подходит для разрывного давления до 22 бар. Он не содержит загрязняющих веществ и, следовательно, не содержит фталатов ( Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все.
Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все. Благодаря новой технологии они сцепляются, как шестерни. Профиль Power Grip исполняет желание многих владельцев садов: надежное соединение с оптимальным сцеплением. Положительный побочный эффект приподнятого профиля: шланг легче скручивается и хорошо скользит. Благодаря плотной высококачественной спиральной ткани с двумя спиралями, работающими в противоположных направлениях, шланг устойчив к давлению и размеру, а также даже более гибок в использовании, чем шланг Comfort FLEX. Это связано с большей плотностью спиралей, что делает шланг более гибким и удобным в обращении. Не путается и не скручивается. Это лучшие условия для удобного и гибкого использования в вашем саду. При необходимости может систематически расширяться с помощью фитингов и продуктов для полива Original GARDENA System. Шланг не содержит вредных пластификаторов (фталатов) и тяжелых металлов и, конечно же, устойчив к ультрафиолетовому излучению. Толстые стенки делают шланг особенно прочным и долговечным.
Благодаря новой технологии они сцепляются, как шестерни. Профиль Power Grip исполняет желание многих владельцев садов: надежное соединение с оптимальным сцеплением. Положительный побочный эффект приподнятого профиля: шланг легче скручивается и хорошо скользит. Благодаря плотной высококачественной спиральной ткани с двумя спиралями, работающими в противоположных направлениях, шланг устойчив к давлению и размеру, а также даже более гибок в использовании, чем шланг Comfort FLEX. Это связано с большей плотностью спиралей, что делает шланг более гибким и удобным в обращении. Не путается и не скручивается. Это лучшие условия для удобного и гибкого использования в вашем саду. При необходимости может систематически расширяться с помощью фитингов и продуктов для полива Original GARDENA System. Шланг не содержит вредных пластификаторов (фталатов) и тяжелых металлов и, конечно же, устойчив к ультрафиолетовому излучению. Толстые стенки делают шланг особенно прочным и долговечным.
 Котельники
Котельники Домодедово
Домодедово Пушкино
Пушкино Красногорск
Красногорск 8-10
8-10 Будьте внимательны при покупке!
Будьте внимательны при покупке! 8 / 5. Количество оценок: 15
8 / 5. Количество оценок: 15





 00
00 Большую роль для успешных результатов играет калибровка рабочей зоны 3D-принтера. В некоторых моделях эта функция идет уже встроенной в программное обеспечение, но в любом случае во всех принтерах платформа выравнивается одним и тем же способом.
Большую роль для успешных результатов играет калибровка рабочей зоны 3D-принтера. В некоторых моделях эта функция идет уже встроенной в программное обеспечение, но в любом случае во всех принтерах платформа выравнивается одним и тем же способом.
 Как правило, на полный оборот требуется 3200 шагов мотора. Теперь выясняем, какова величина перемещения по оси Z за полный оборот винта. Для этого нужно знать шаг резьбы, после чего выполняются расчеты: делим полный оборот шагов на количество шагов резьбы. Калибровка осей X и Y – более сложный процесс. Здесь все зависит от типа ремня и шкивов – если они одинаковые, то и расчеты будут простые. Если разные – придется высчитывать шаг зубцов.
Как правило, на полный оборот требуется 3200 шагов мотора. Теперь выясняем, какова величина перемещения по оси Z за полный оборот винта. Для этого нужно знать шаг резьбы, после чего выполняются расчеты: делим полный оборот шагов на количество шагов резьбы. Калибровка осей X и Y – более сложный процесс. Здесь все зависит от типа ремня и шкивов – если они одинаковые, то и расчеты будут простые. Если разные – придется высчитывать шаг зубцов. Постоянная температура на одном уровне позволяет улучшить качество печати.
Постоянная температура на одном уровне позволяет улучшить качество печати.
 : 9
: 9
 4 Промышленное стекирование
4 Промышленное стекирование 4 Промышленное штабелирование
4 Промышленное штабелирование
 Идеи.
Идеи. Вам стоит заранее ознакомиться с неисправностями, характерными для этих гаджетов,…
Вам стоит заранее ознакомиться с неисправностями, характерными для этих гаджетов,… Основы
Основы Для работы такого оборудования требуются специальные материалы. Самые…
Для работы такого оборудования требуются специальные материалы. Самые… Идеи.
Идеи. ..
.. Получение в этот день эксклюзивного подарка, созданного с любовью и только для нее одной, принесет радость, улыбку и позитивный настрой. А современная и креативная 3D-ручка поможет вам создать настоящий шедевр.
Получение в этот день эксклюзивного подарка, созданного с любовью и только для нее одной, принесет радость, улыбку и позитивный настрой. А современная и креативная 3D-ручка поможет вам создать настоящий шедевр. Валентина, который вдохновляет всех влюбленных на романтические поступки, мне тоже захотелось создать что-то нежное и нестандартное. Обдумав все, я приступила к процессу создания фоторамки, которая достойно украсит наш дом.
Валентина, который вдохновляет всех влюбленных на романтические поступки, мне тоже захотелось создать что-то нежное и нестандартное. Обдумав все, я приступила к процессу создания фоторамки, которая достойно украсит наш дом.
 Вам стоит заранее ознакомиться с неисправностями, характерными для этих гаджетов, чтобы работа с устройством вызывала минимум проблем.
Вам стоит заранее ознакомиться с неисправностями, характерными для этих гаджетов, чтобы работа с устройством вызывала минимум проблем. Основы
Основы Для работы такого оборудования требуются специальные материалы. Самые популярные виды пластика — это ABS и PLA. Какой из них вы предпочитаете?
Для работы такого оборудования требуются специальные материалы. Самые популярные виды пластика — это ABS и PLA. Какой из них вы предпочитаете? Ознакомьтесь с нашей политикой конфиденциальности, чтобы узнать больше о том, что мы делаем с вашими данными, а также о ваших правах и возможностях, включая способы управления файлами cookie.
Ознакомьтесь с нашей политикой конфиденциальности, чтобы узнать больше о том, что мы делаем с вашими данными, а также о ваших правах и возможностях, включая способы управления файлами cookie.

 И самое главное, как мы уже писали ниже, это – автономность в использовании.
И самое главное, как мы уже писали ниже, это – автономность в использовании.

 .
. Мы уверенны в своей продукции, поэтому предоставляем максимальную гарантию на каждую модель 3Д ручки. Гарантия составляет 12 месяцев. Если у вас возникли какие-либо вопросы, служба техподдержки «SmartFamily« всегда готова помочь в их разрешении.
Мы уверенны в своей продукции, поэтому предоставляем максимальную гарантию на каждую модель 3Д ручки. Гарантия составляет 12 месяцев. Если у вас возникли какие-либо вопросы, служба техподдержки «SmartFamily« всегда готова помочь в их разрешении. ult-responsive.flipbox_heading» data-responsive-json-new=»{"font-size":"desktop:24px;","line-height":""}»>Сертификаты Соответствия
ult-responsive.flipbox_heading» data-responsive-json-new=»{"font-size":"desktop:24px;","line-height":""}»>Сертификаты Соответствия Это довольно простые устройства по сравнению с 3D-принтерами, поэтому исправления довольно простые.
Это довольно простые устройства по сравнению с 3D-принтерами, поэтому исправления довольно простые. Myriwell — Scribbler …» src=»https://www.youtube.com/embed/xKQGpekNuL0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Myriwell — Scribbler …» src=»https://www.youtube.com/embed/xKQGpekNuL0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> 
 Он заметил проблему с двигателем, который выскакивал из места и терял сцепление с нитью накала.
Он заметил проблему с двигателем, который выскакивал из места и терял сцепление с нитью накала.


 Поскольку безопасность учащихся также является приоритетом, в 3Doodler Start нет горячих деталей. Он также использует 100-процентную экологически чистую нить, поэтому абсолютно не выделяет паров. Однако он совместим только с нитями 3Doodler Start, но, к счастью, длинный список опций позволяет легко их найти.
Поскольку безопасность учащихся также является приоритетом, в 3Doodler Start нет горячих деталей. Он также использует 100-процентную экологически чистую нить, поэтому абсолютно не выделяет паров. Однако он совместим только с нитями 3Doodler Start, но, к счастью, длинный список опций позволяет легко их найти. Любые обрезки или оставшиеся рисунки затем можно компостировать, и в нашем магазине также есть дополнительные заправки 3Doodler Start .
Любые обрезки или оставшиеся рисунки затем можно компостировать, и в нашем магазине также есть дополнительные заправки 3Doodler Start . , а горящий зеленый индикатор указывает на то, что перо включено и готово к работе.
, а горящий зеленый индикатор указывает на то, что перо включено и готово к работе. Когда они плотно вдавят пластик в ручку и осторожно повернут его по часовой стрелке, он должен войти в зацепление с шестернями ручки, и ученики почувствуют, что он зафиксировался на месте. Кроме того, если одна прядь слишком короткая, они могут использовать другую прядь, чтобы прижать первую вниз. Учителя также должны убедиться, что нити, которые учащиеся подают в порт подачи, имеют чистые концы. Использование ножниц для обрезки зазубренных концов уменьшит вероятность застревания.
Когда они плотно вдавят пластик в ручку и осторожно повернут его по часовой стрелке, он должен войти в зацепление с шестернями ручки, и ученики почувствуют, что он зафиксировался на месте. Кроме того, если одна прядь слишком короткая, они могут использовать другую прядь, чтобы прижать первую вниз. Учителя также должны убедиться, что нити, которые учащиеся подают в порт подачи, имеют чистые концы. Использование ножниц для обрезки зазубренных концов уменьшит вероятность застревания. Как только это будет безопасно, они могут начать 3D-печать, используя обычные процесс экструзии .
Как только это будет безопасно, они могут начать 3D-печать, используя обычные процесс экструзии .
 /nЯ люблю выгодные приобретения, без проблем. Эксплуатирую уже 4 дня, всё шикарно!Ключ трубный рычажный №2й СИБРТЕХ 15759
/nЯ люблю выгодные приобретения, без проблем. Эксплуатирую уже 4 дня, всё шикарно!Ключ трубный рычажный №2й СИБРТЕХ 15759 /nЗа тот недолгий срок, а именно 5 недель, СИБРТЕХ 15759 показал себя с лучшей стороны. За такие скромные деньги это почти что подарок!/nЦена хорошая, в любом случае СИБРТЕХ 15759 точно модель качественная.Ключ трубный рычажный №2й СИБРТЕХ 15759
/nЗа тот недолгий срок, а именно 5 недель, СИБРТЕХ 15759 показал себя с лучшей стороны. За такие скромные деньги это почти что подарок!/nЦена хорошая, в любом случае СИБРТЕХ 15759 точно модель качественная.Ключ трубный рычажный №2й СИБРТЕХ 15759 Ключ трубный рычажный №2й СИБРТЕХ 15759
Ключ трубный рычажный №2й СИБРТЕХ 15759 Цена+Качество = СИБРТЕХ 15759. Рекомендуем.Ключ трубный рычажный №2й СИБРТЕХ 15759
Цена+Качество = СИБРТЕХ 15759. Рекомендуем.Ключ трубный рычажный №2й СИБРТЕХ 15759 0
0 /nКачество материалов и исполнение неприменно радуют. За такие деньги один из лучших, если не единственно верный вариант./nСущественный набор функций.
/nКачество материалов и исполнение неприменно радуют. За такие деньги один из лучших, если не единственно верный вариант./nСущественный набор функций. Ключ трубный рычажный №2й СИБРТЕХ 15759
Ключ трубный рычажный №2й СИБРТЕХ 15759 Длина — именно то, что я хотела./nРаботает просто идеально, попробуйте, думаю вам тоже понравится./nВсе превосходно работает.Ключ трубный рычажный №2й СИБРТЕХ 15759
Длина — именно то, что я хотела./nРаботает просто идеально, попробуйте, думаю вам тоже понравится./nВсе превосходно работает.Ключ трубный рычажный №2й СИБРТЕХ 15759 СИБРТЕХ 15759 работает всего 5 дней, но мощь уже видна.Ключ трубный рычажный №2й СИБРТЕХ 15759
СИБРТЕХ 15759 работает всего 5 дней, но мощь уже видна.Ключ трубный рычажный №2й СИБРТЕХ 15759 Зашла на сайт, чекнула Ключ трубный рычаж. №1, литой СИБРТЕХ и мне как-то не очень. После 2 дней мозгового штурма выбор пал на СИБРТЕХ 15759. Действительно|Реально} крутая модель 15759, отвечающая абсолютно всем моим запросам от крутого бренда СИБРТЕХ!
Зашла на сайт, чекнула Ключ трубный рычаж. №1, литой СИБРТЕХ и мне как-то не очень. После 2 дней мозгового штурма выбор пал на СИБРТЕХ 15759. Действительно|Реально} крутая модель 15759, отвечающая абсолютно всем моим запросам от крутого бренда СИБРТЕХ! Эксплуатирую уже 4 дня, всё шикарно!
Эксплуатирую уже 4 дня, всё шикарно!

 Я не успела купить до подорожания… скрипя сердцем купила таки трубный рычажный ключ, ключ трубный рычажный, трубный ключ, оттягивать с покупкой было уже нельзя. полторы недели активно пользуюсь.
Я не успела купить до подорожания… скрипя сердцем купила таки трубный рычажный ключ, ключ трубный рычажный, трубный ключ, оттягивать с покупкой было уже нельзя. полторы недели активно пользуюсь. Качество, надежность — все на прекрасном уровне. А еще мне понравился дизайн данной штуки.
Качество, надежность — все на прекрасном уровне. А еще мне понравился дизайн данной штуки.

 Благодаря им мы выбрали именно СИБРТЕХ 15759.
Благодаря им мы выбрали именно СИБРТЕХ 15759.
 Пользуюсь уже 2 дня!!!
Пользуюсь уже 2 дня!!!
 org/BreadcrumbList» data-v-5466daea=»» data-v-d801a12a=»»>
org/BreadcrumbList» data-v-5466daea=»» data-v-d801a12a=»»> 5 x 21х41 Россия Stels
5 x 21х41 Россия Stels 5, №2, цельнокованый, CrV, тип «L» Gross
5, №2, цельнокованый, CrV, тип «L» Gross 5, №2, цельнокованый, CrV, тип «S» Gross
5, №2, цельнокованый, CrV, тип «S» Gross


 Это определенный победитель со мной».
Это определенный победитель со мной». Двутавровая рукоятка на каждом инструменте имеет широкую форму, которая равномерно распределяет вес.
Двутавровая рукоятка на каждом инструменте имеет широкую форму, которая равномерно распределяет вес.
 Лучший трубный ключ для кранов — EZ Change Plumbing Ridgid Wrench
Лучший трубный ключ для кранов — EZ Change Plumbing Ridgid Wrench Настоятельно рекомендую этот продукт, даже если вы используете его только один раз».
Настоятельно рекомендую этот продукт, даже если вы используете его только один раз». Благодаря компактным размерам инструмента его можно использовать вместо более крупного ключа в труднодоступных местах. Клиенты остались довольны этими инструментами и отметили, что они довольно просты в использовании.
Благодаря компактным размерам инструмента его можно использовать вместо более крупного ключа в труднодоступных местах. Клиенты остались довольны этими инструментами и отметили, что они довольно просты в использовании. Этот 20-дюймовый инструмент Amazon’s Choice KOOTANS подходит для большинства труб, даже для очень маленьких труб диаметром от 1,5 до 6 дюймов, и специально разработан для небольших и тесных пространств.
Этот 20-дюймовый инструмент Amazon’s Choice KOOTANS подходит для большинства труб, даже для очень маленьких труб диаметром от 1,5 до 6 дюймов, и специально разработан для небольших и тесных пространств.
 Один рецензент прокомментировал его универсальность и написал: «Он работает отлично. Вы можете затянуть или ослабить, просто повернув гаечный ключ. Когда вы хотите снять его с трубы, вы просто открываете подпружиненный захват и вытаскиваете его».
Один рецензент прокомментировал его универсальность и написал: «Он работает отлично. Вы можете затянуть или ослабить, просто повернув гаечный ключ. Когда вы хотите снять его с трубы, вы просто открываете подпружиненный захват и вытаскиваете его». Этот сверхбольшой 45-дюймовый трубный ключ, выполненный в виде ключа с «головкой-молотом», был разработан для хорошего забивания. Это необходимый инструмент для больших труб на ремонтных работах, строительных площадках и профессиональных работах.
Этот сверхбольшой 45-дюймовый трубный ключ, выполненный в виде ключа с «головкой-молотом», был разработан для хорошего забивания. Это необходимый инструмент для больших труб на ремонтных работах, строительных площадках и профессиональных работах. Это может показаться сложным, но с этим комбинированным инструментом очень легко работать.
Это может показаться сложным, но с этим комбинированным инструментом очень легко работать. Этот инструмент остается высококачественным, несмотря на его сниженную цену, и, поскольку он изготовлен из термообработанной штампованной стали, он рассчитан на долгий срок службы.
Этот инструмент остается высококачественным, несмотря на его сниженную цену, и, поскольку он изготовлен из термообработанной штампованной стали, он рассчитан на долгий срок службы. США, The Home Depot ) — универсальный трубный ключ с неизменно высокими отзывами и способностью устранять многие проблемы с сантехникой и трубопроводами.
США, The Home Depot ) — универсальный трубный ключ с неизменно высокими отзывами и способностью устранять многие проблемы с сантехникой и трубопроводами. Ниже мы перечислим наиболее распространенные типы трубных ключей и способы их применения.
Ниже мы перечислим наиболее распространенные типы трубных ключей и способы их применения. Ключ с составным рычагом, как следует из названия, обеспечивает большее усилие при работе с очень тугими или ржавыми соединениями. Это позволяет вам оказывать большее давление на сустав, нанося меньше вреда хрупкой структуре.
Ключ с составным рычагом, как следует из названия, обеспечивает большее усилие при работе с очень тугими или ржавыми соединениями. Это позволяет вам оказывать большее давление на сустав, нанося меньше вреда хрупкой структуре. Ключ для торцевых труб обеспечивает более плотный захват для затягивания и раскручивания действительно застрявших гаек и болтов.
Ключ для торцевых труб обеспечивает более плотный захват для затягивания и раскручивания действительно застрявших гаек и болтов. Кроме того, зубы челюсти будут иметь значение для ее захвата, то есть чем острее зубы, тем лучше они будут захватывать гладкие поверхности.
Кроме того, зубы челюсти будут иметь значение для ее захвата, то есть чем острее зубы, тем лучше они будут захватывать гладкие поверхности.
 Но сегодня, если я столкнусь с жесткой подгонкой, которая просто не сдвинется с места, я должен обмануть. Иди разберись! Я говорю, конечно же, о первом в отрасли трубном ключе Milwaukee Cheater.
Но сегодня, если я столкнусь с жесткой подгонкой, которая просто не сдвинется с места, я должен обмануть. Иди разберись! Я говорю, конечно же, о первом в отрасли трубном ключе Milwaukee Cheater. Гаечный ключ без ручки увеличивается с 10 дюймов до 18 дюймов с короткой ручкой, а затем снова до 24 дюймов с длинной ручкой. Помимо обеспечения большого рычага, он может заменить несколько гаечных ключей.
Гаечный ключ без ручки увеличивается с 10 дюймов до 18 дюймов с короткой ручкой, а затем снова до 24 дюймов с длинной ручкой. Помимо обеспечения большого рычага, он может заменить несколько гаечных ключей. Вам понадобится ключ следующего размера, чтобы обойти фитинги. Но с трубным ключом Milwaukee Cheater в этом нет необходимости.
Вам понадобится ключ следующего размера, чтобы обойти фитинги. Но с трубным ключом Milwaukee Cheater в этом нет необходимости.
 Компоненты ключа изготовлены из стали — очевидно, это более тяжелый материал, — но полые удлинители рукоятки делают его достаточно легким для работы в течение длительного времени.
Компоненты ключа изготовлены из стали — очевидно, это более тяжелый материал, — но полые удлинители рукоятки делают его достаточно легким для работы в течение длительного времени.
 5
5 5
5
 Даже самый лучший электроинструмент может быть опасен при неправильном использовании. Поэтому стоит рассмотреть характеристики перфораторов «Вихрь», правила их правильной и безопасной эксплуатации, плюсы и минусы этого инструмента и отзывы его владельцев.
Даже самый лучший электроинструмент может быть опасен при неправильном использовании. Поэтому стоит рассмотреть характеристики перфораторов «Вихрь», правила их правильной и безопасной эксплуатации, плюсы и минусы этого инструмента и отзывы его владельцев. Важной особенностью всех моделей является использование системы крепления SDS, разработанной известной компанией Bosch. Для всех моделей, кроме П-1200К-М, где используется крепление SDS-max, характерна система SDS-plus. Также все перфораторы компании отличаются наличием двух рукояток, одна из которых неподвижна, а другая может вращаться в диапазоне до 360 градусов. Рассмотрим подробнее ассортимент ТМ «Вихрь».
Важной особенностью всех моделей является использование системы крепления SDS, разработанной известной компанией Bosch. Для всех моделей, кроме П-1200К-М, где используется крепление SDS-max, характерна система SDS-plus. Также все перфораторы компании отличаются наличием двух рукояток, одна из которых неподвижна, а другая может вращаться в диапазоне до 360 градусов. Рассмотрим подробнее ассортимент ТМ «Вихрь».  Максимальный диаметр сверления в бетоне 26 мм.
Максимальный диаметр сверления в бетоне 26 мм. к. скорость в этом режиме составляет всего 472 об/мин. Зато сила удара этой модели составляет 11 Дж, что позволяет делать отверстия в бетоне диаметром до 40 мм.
к. скорость в этом режиме составляет всего 472 об/мин. Зато сила удара этой модели составляет 11 Дж, что позволяет делать отверстия в бетоне диаметром до 40 мм. Компания также имеет 4 ДЦ в Казахстане.
Компания также имеет 4 ДЦ в Казахстане. Несоблюдение этого правила чревато поломкой.
Несоблюдение этого правила чревато поломкой.
 Этот инструмент поможет вам повесить картину в спальне, прикрепить турник к стене или проложить новую электропроводку. При необходимости перфоратор справится с отверстием в металле. Чтобы было удобнее работать, выньте из корпуса и наденьте дополнительную рукоятку с ограничителем глубины сверления.
Этот инструмент поможет вам повесить картину в спальне, прикрепить турник к стене или проложить новую электропроводку. При необходимости перфоратор справится с отверстием в металле. Чтобы было удобнее работать, выньте из корпуса и наденьте дополнительную рукоятку с ограничителем глубины сверления. Устройства с энергией удара до 3 Дж считаются бытовыми. Этого вполне достаточно, чтобы сделать отверстие под дюбель или штробу для прокладки электропроводки. мощные устройства являются профессиональными.
Устройства с энергией удара до 3 Дж считаются бытовыми. Этого вполне достаточно, чтобы сделать отверстие под дюбель или штробу для прокладки электропроводки. мощные устройства являются профессиональными.
 В остальных случаях стоит присмотреться к моделям со сменным картриджем.
В остальных случаях стоит присмотреться к моделям со сменным картриджем. Мощность 1100 Вт, максимальная энергия удара 3,5 Дж, 5100 ударов в минуту. С ним вы сможете повесить полку или отбить старую отделку, поставить карнизы или расширить дверной проем. Предохранительная муфта защитит от повреждений, если дрель заклинит, а реверс поможет ее достать. Чтобы руки меньше уставали от вибрационных нагрузок, имеется антивибрационная система. В футляре есть съемная ручка с ограничителем глубины.
Мощность 1100 Вт, максимальная энергия удара 3,5 Дж, 5100 ударов в минуту. С ним вы сможете повесить полку или отбить старую отделку, поставить карнизы или расширить дверной проем. Предохранительная муфта защитит от повреждений, если дрель заклинит, а реверс поможет ее достать. Чтобы руки меньше уставали от вибрационных нагрузок, имеется антивибрационная система. В футляре есть съемная ручка с ограничителем глубины. В кейсе, кроме самого перфоратора, есть еще дополнительная рукоятка с глубиномером.
В кейсе, кроме самого перфоратора, есть еще дополнительная рукоятка с глубиномером.
 Ведь при таких высоких нагрузках его огнеупорные вставки разрушатся за очень короткий промежуток времени.
Ведь при таких высоких нагрузках его огнеупорные вставки разрушатся за очень короткий промежуток времени. В общем, вал устройства вращается только для того, чтобы удалить пыль после сверления. Маленькая дрель должна вращаться быстрее, а большая. медленнее, иначе он будет изнашиваться слишком быстро.
В общем, вал устройства вращается только для того, чтобы удалить пыль после сверления. Маленькая дрель должна вращаться быстрее, а большая. медленнее, иначе он будет изнашиваться слишком быстро.
 до 3 кг, мощность до 800 Вт, энергия удара до 3 Дж;
до 3 кг, мощность до 800 Вт, энергия удара до 3 Дж;
 Она представляет собой твердый железный блок, который служит опорой для ковки металла. Коническая форма одной из сторон наковальни используется для сгибания заготовок. Эта конструкция для обработки железа считается самой прочной и устойчивой. Ее вес иногда достигает нескольких сотен килограммов.
Она представляет собой твердый железный блок, который служит опорой для ковки металла. Коническая форма одной из сторон наковальни используется для сгибания заготовок. Эта конструкция для обработки железа считается самой прочной и устойчивой. Ее вес иногда достигает нескольких сотен килограммов. На нем можно изготавливать различные элементы или все изделие полностью.
На нем можно изготавливать различные элементы или все изделие полностью. Многие мастера сами изготавливают себе некоторые приспособления. В качестве дополнительного оборудования используется ручной пресс. Он служит для изготовления элементов треугольной формы, или узора «гусиная лапка». В настоящее время для производства кованых изделий широко используются новейшие станки для обработки металла: кузнечно-прессовая машина для изготовления различных кованых элементов, плазменная и лазерная резка металла, а также гибочный станок.
Многие мастера сами изготавливают себе некоторые приспособления. В качестве дополнительного оборудования используется ручной пресс. Он служит для изготовления элементов треугольной формы, или узора «гусиная лапка». В настоящее время для производства кованых изделий широко используются новейшие станки для обработки металла: кузнечно-прессовая машина для изготовления различных кованых элементов, плазменная и лазерная резка металла, а также гибочный станок. Для данной цели может использоваться дополнительный дымоход, который будет способствовать выводу продуктов горения. Для поддержания тяги и предотвращения вероятности задымления многие мастера устанавливают в помещении вентилятор.
Для данной цели может использоваться дополнительный дымоход, который будет способствовать выводу продуктов горения. Для поддержания тяги и предотвращения вероятности задымления многие мастера устанавливают в помещении вентилятор.
 Рукоятки инструментов должны изготавливаться из качественного дерева и быть тщательно обработаны во избежание травм.
Рукоятки инструментов должны изготавливаться из качественного дерева и быть тщательно обработаны во избежание травм.

 Инструменты для кузнечного дела лучшего качества и по лучшим ценам в магазине Blacksmiths Depot . Мы хотели бы быть вашим первым поставщиком инструментов для ковки.
Инструменты для кузнечного дела лучшего качества и по лучшим ценам в магазине Blacksmiths Depot . Мы хотели бы быть вашим первым поставщиком инструментов для ковки.  и хотите. И у нас есть намного больше.
и хотите. И у нас есть намного больше. Щипцы очень специфичны по форме и размеру, но у нас есть и более универсальные. Попробуйте нашу собственную марку, выкованную в нашем собственном магазине, или попробуйте европейскую марку, такую как Peddinghaus Handwerk или Perun. У нас также есть литые щипцы Economy, которые прочны и удобны в использовании. У нас есть щипцы, предназначенные для удержания лезвий, плоских стержней, круглых и квадратных стержней, а также многие другие формы.
Щипцы очень специфичны по форме и размеру, но у нас есть и более универсальные. Попробуйте нашу собственную марку, выкованную в нашем собственном магазине, или попробуйте европейскую марку, такую как Peddinghaus Handwerk или Perun. У нас также есть литые щипцы Economy, которые прочны и удобны в использовании. У нас есть щипцы, предназначенные для удержания лезвий, плоских стержней, круглых и квадратных стержней, а также многие другие формы.

 6DIN
6DIN
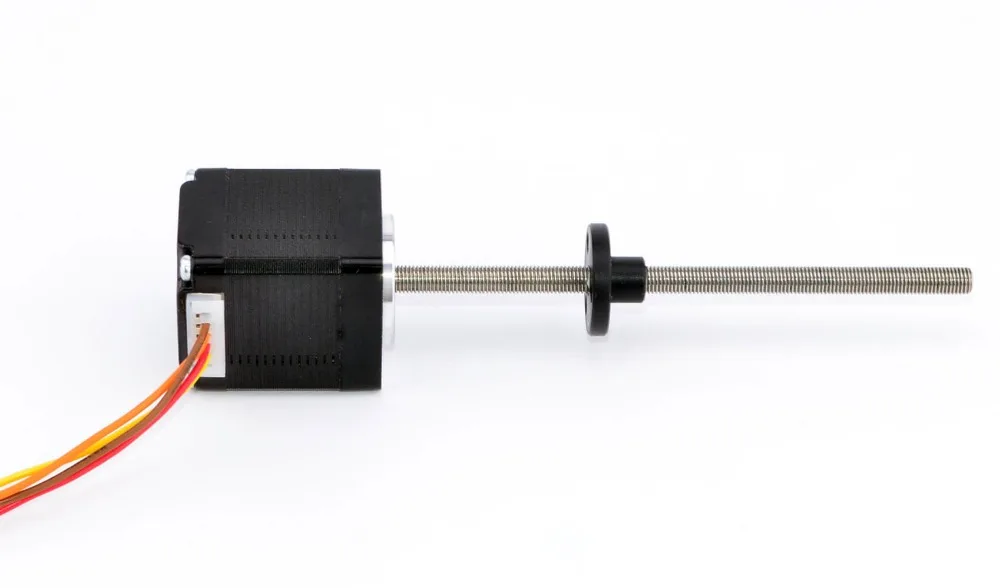
 Все эти конструкции требуют различных механических компонентов. Наиболее эффективным способом достижения этой цели это сделать данное преобразование внутри самого шагового двигателя.
Все эти конструкции требуют различных механических компонентов. Наиболее эффективным способом достижения этой цели это сделать данное преобразование внутри самого шагового двигателя.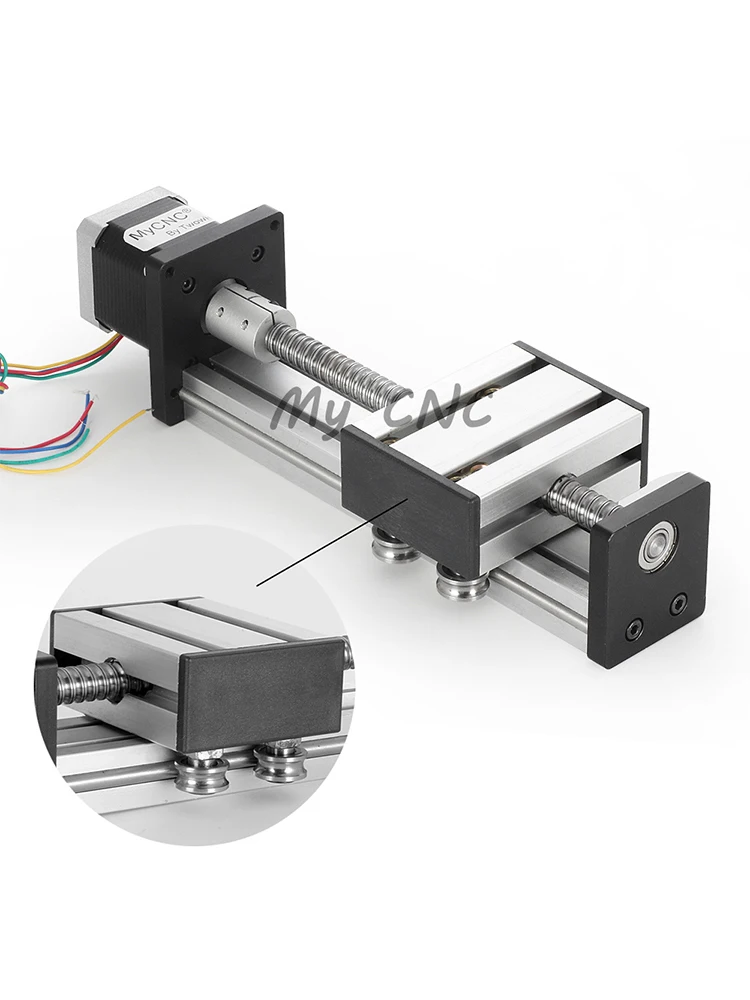 напряжение,
напряжение, 46
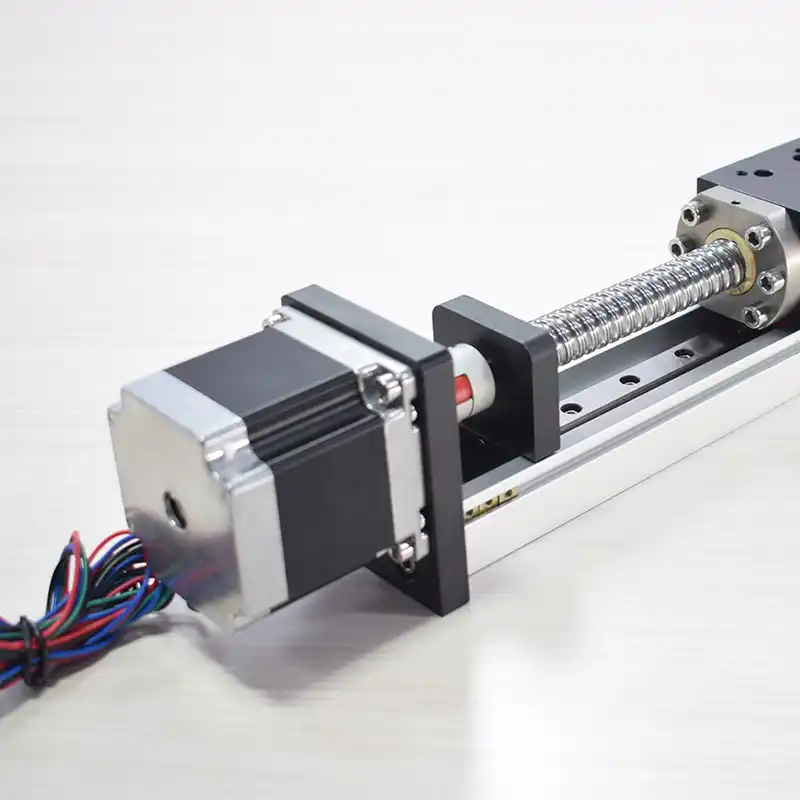
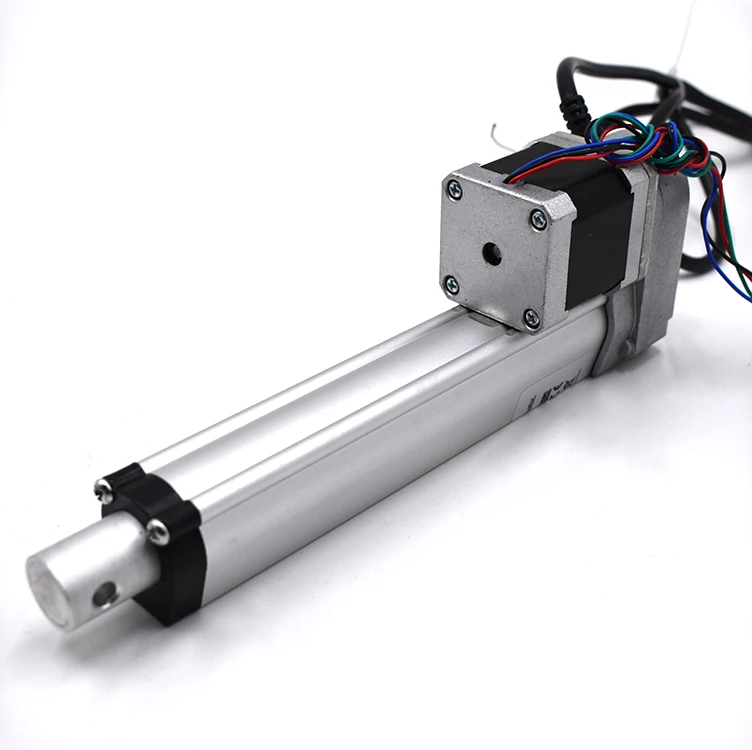
46 Этот запатентованный интерфейс снижает допуски и шум, повышая эффективность и долговечность по сравнению с V-образной резьбой и бронзовой гайкой, обычно используемой в других линейных приводах. Приводы доступны в конфигурациях с захватом, без захвата и с внешней линейной конфигурацией.
Этот запатентованный интерфейс снижает допуски и шум, повышая эффективность и долговечность по сравнению с V-образной резьбой и бронзовой гайкой, обычно используемой в других линейных приводах. Приводы доступны в конфигурациях с захватом, без захвата и с внешней линейной конфигурацией.

 Все кривые привода прерывателя были созданы с двигателем на 5 В и источником питания на 75 В.
Все кривые привода прерывателя были созданы с двигателем на 5 В и источником питания на 75 В.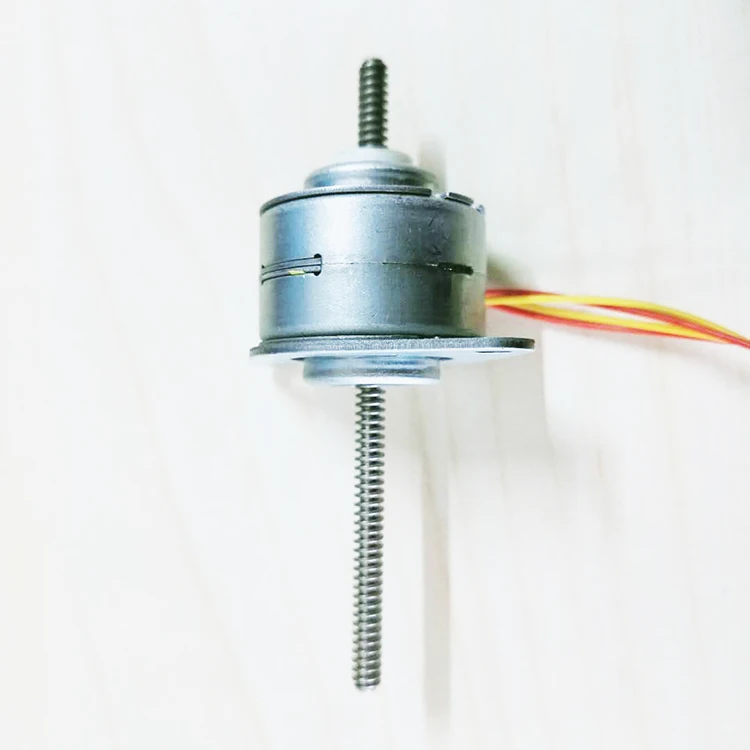 Диапазон
Диапазон 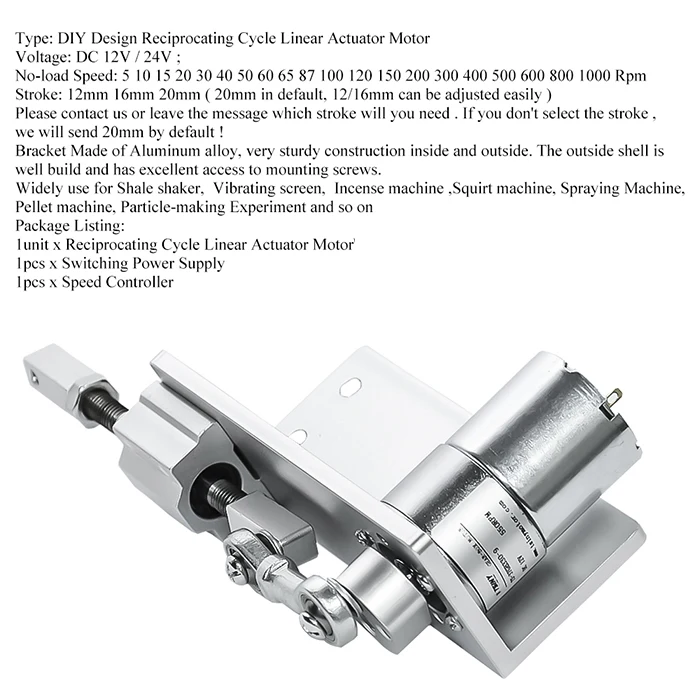 Это экономичная альтернатива премиальным типам PFPE (перфторполиэфир), где основным требованием является работа при низких температурах, поскольку они обеспечивают низкий пусковой крутящий момент.
Это экономичная альтернатива премиальным типам PFPE (перфторполиэфир), где основным требованием является работа при низких температурах, поскольку они обеспечивают низкий пусковой крутящий момент.  Номинальная рабочая температура от -80°C до +204°C.
Номинальная рабочая температура от -80°C до +204°C. Дополнительный индекс также доступен как 3-й канал. Энкодер размера 8 обеспечивает разрешение для приложений, требующих 250 и 300 импульсов на оборот. Энкодер размером 11, 14 и 17 обеспечивает разрешение для приложений, требующих 200, 400 и 1000 импульсов на оборот. Энкодер размером 23 и 34 предлагается с разрешением 200, 400, 1000 и 2000 отсчетов на оборот. Доступны энкодеры для всех конфигураций двигателей — с принудительной, нефиксированной и внешней линейной.
Дополнительный индекс также доступен как 3-й канал. Энкодер размера 8 обеспечивает разрешение для приложений, требующих 250 и 300 импульсов на оборот. Энкодер размером 11, 14 и 17 обеспечивает разрешение для приложений, требующих 200, 400 и 1000 импульсов на оборот. Энкодер размером 23 и 34 предлагается с разрешением 200, 400, 1000 и 2000 отсчетов на оборот. Доступны энкодеры для всех конфигураций двигателей — с принудительной, нефиксированной и внешней линейной.
 В зависимости от ваших предпочтений контакты могут быть нормально разомкнутыми или нормально замкнутыми. Замыкание контактов повторяется с точностью до положения одного шага, определяя линейные перемещения на уровне 0,0005 дюйма (0,0013 см) на шаг. Также доступны несколько контактных переключателей. Переключатель позволяет производителям устройств более точно отслеживать движения для лучшего контроля и улучшения Q.C. При заказе двигателей с переключателем исходного положения перед номером детали должна стоять буква S. За дополнительной информацией по заказу обращайтесь в компанию Haydon Kerk Motion Solutions.
В зависимости от ваших предпочтений контакты могут быть нормально разомкнутыми или нормально замкнутыми. Замыкание контактов повторяется с точностью до положения одного шага, определяя линейные перемещения на уровне 0,0005 дюйма (0,0013 см) на шаг. Также доступны несколько контактных переключателей. Переключатель позволяет производителям устройств более точно отслеживать движения для лучшего контроля и улучшения Q.C. При заказе двигателей с переключателем исходного положения перед номером детали должна стоять буква S. За дополнительной информацией по заказу обращайтесь в компанию Haydon Kerk Motion Solutions. начальный при 2-4 В пост. тока, 100 мА
начальный при 2-4 В пост. тока, 100 мА Датчик имеет практически неограниченный срок службы. Возможна поставка специальных кабелей и разъемов.
Датчик имеет практически неограниченный срок службы. Возможна поставка специальных кабелей и разъемов. , 1,5 мкс макс. @ Vcc = 12 В, RL = 1,6 кОм
, 1,5 мкс макс. @ Vcc = 12 В, RL = 1,6 кОм
 техпаспорт синхронных устройств переменного тока)
техпаспорт синхронных устройств переменного тока) 