Напорные опрыскиватели Gardena Напорный опрыскиватель 5 л Plus
Дом
Продукты
Почва и земля
Опрыскиватели под давлением
Напорный опрыскиватель 5 л Plus
Опрыскиватели под давлением
Артикул № 11138-20
Опрыскиватель 5 л Plus
Артикул № : 11138-20
Артикул № 11138-20
Объем
5 л
Максимально допустимая рабочая температура
40 °C
Индикатор уровня
Да
Большое заливное отверстие
Да
Где купить
Сравнивать
Удалять
Функции
Описание
Информация и сервис
Функции
Функции
Продуманное обращение с дополнительным отверстием
Второе отверстие с мерным колпачком на корпусе обеспечивает практичную функцию 3-в-1 для легкого наполнения, измерения и опорожнения. Это устраняет необходимость откручивать головку насоса и оставляет пальцы сухими.
Эргономичное обращение
Напорный опрыскиватель 5 л Plus оснащен второй ручкой для удобного использования и мягкими ремнями для переноски. Дополнительный комфорт при работе в саду обеспечивают телескопическая струйная трубка, угловая форсунка, дополнительная плоская форсунка, а также эргономичная ручка насоса и копья.
Практическое оборудование
Входящий в комплект нейлоновый фильтр можно вставить как аксессуар. Он специально разработан для процеживания домашних смесей. Также включены подходящие рецепты для экологически чистых напитков.
Умное хранилище
Вторая рукоятка имеет встроенный механизм намотки шланга для чистого и компактного хранения после использования.
Все в одном обзоре
Чтение уровня заполнения очень легко благодаря смотровой полосе. Таким образом, вы сразу узнаете, сколько жидкости еще осталось в 5-литровом контейнере.
Безопасность
Предохранительный клапан сбрасывает давление из контейнера, когда его становится слишком много, тем самым гарантируя безопасность.
Гибкая насадка
Для максимально гибкого применения торцевого листа (сгибаемая на 90° насадка).
5-летняя гарантия гарантирует высокое качество
*После регистрации на сайте gardena.com/registration в течение 3 месяцев после покупки. Условия гарантии на сайте gardena.com/warranty.
Функции
Удобное обращение благодаря дополнительному отверстию
Второе отверстие с мерным колпачком на корпусе обеспечивает практичную функцию 3-в-1 для легкого наполнения, измерения и опорожнения. Это устраняет необходимость откручивать головку насоса и оставляет пальцы сухими.
Эргономичное обращение
Напорный опрыскиватель 5 л Plus оснащен второй ручкой для удобного использования и мягкими ремнями для переноски. Дополнительный комфорт при работе в саду обеспечивают телескопическая струйная трубка, угловая форсунка, дополнительная плоская форсунка, а также эргономичная ручка насоса и копья.
Практическое оборудование
Входящий в комплект нейлоновый фильтр можно вставить как аксессуар. Он специально разработан для процеживания домашних смесей. Также включены подходящие рецепты для экологически чистых напитков.
Умное хранилище
Вторая рукоятка имеет встроенный механизм намотки шланга для чистого и компактного хранения после использования.
Все одним взглядом
Чтение уровня заполнения очень легко благодаря смотровой полосе. Таким образом, вы сразу узнаете, сколько жидкости еще осталось в 5-литровом контейнере.
Безопасность
Предохранительный клапан сбрасывает давление из контейнера, когда его становится слишком много, тем самым гарантируя безопасность.
Гибкая насадка
Для максимально гибкого применения торцевого листа (сгибаемая на 90° насадка).
5-летняя гарантия гарантирует высокое качество
*После регистрации на сайте gardena.com/registration в течение 3 месяцев после покупки. Условия гарантии на сайте gardena.com/warranty.
Описание
Описание
Удобный напорный опрыскиватель для ухода за растениями с широкой струей
Если вы хотите аккуратно опрыскивать кусты, виноградные лозы, деревья или другие растения, напорный опрыскиватель 5 л Plus от GARDENA станет отличным выбором. Он оснащен многочисленными полезными функциями, которые помогут вам опрыскивать растения. Вы найдете второе отверстие со встроенной мерной крышкой на контейнере. Вы можете использовать это отверстие, чтобы удобно наполнить бутылку с распылителем, отмерить инсектицид и опорожнить ее после использования. Перед использованием вы создаете давление в 5-литровом контейнере, качая удобную широкую D-образную рукоятку вверх и вниз. Ножки обеспечивают безопасную стойку во время работы. Благодаря смотровой планке вы всегда видите уровень наполнения. Опрыскиватель оснащен второй ручкой, которая помогает при подъеме и переноске. Благодаря мягким ремням для переноски опрыскиватель удобно лежит на плече. Телескопическая распылительная трубка с наклонным соплом обеспечивает дальность действия и универсальность использования. Чтобы быть готовым к различным требованиям при орошении распылением, используйте различные настройки угловой форсунки. Здесь у вас есть выбор между струей или распыляющей насадкой. Кроме того, плоскоструйная форсунка доступна для точной работы в узких местах. На второй рукоятке также имеется практичная намотка для шланга, так что вы можете намотать шланг на рукоятку после использования. Нейлоновый фильтр также входит в комплект поставки распылителя. Вставьте его, что дает возможность процедить самодельные смеси для ухода за растениями. Интересные идеи рецептов для этого также включены. Эта естественная защита растений обеспечивает ваши растения дополнительными питательными веществами и в то же время защищает их от вредителей.
Технические характеристики
Артикул №
11138-20
EAN-код:
4078500052467
Информация и сервис
Сервис поддержки
Все, что Вам нужно знать
Все, что вам нужно знать о продуктах GARDENA в вашем сарае для инструментов. Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все.
Вам нужна дополнительная информация об этом продукте?
Пожалуйста, свяжитесь со службой поддержки клиентов или ознакомьтесь с нашими часто задаваемыми вопросами. Вы ищете руководство? Затем введите 4- или 5-значный артикул в поле поиска.
Перейти к часто задаваемым вопросам
Напорные опрыскиватели Gardena Напорный опрыскиватель 5 л Comfort
Дом
Продукты
Почва и земля
Опрыскиватели под давлением
Напорный опрыскиватель 5 л Комфорт
Опрыскиватели под давлением
Артикул № 11130-20
Опрыскиватель 5 л Comfort
Артикул № : 11130-20
Артикул № 11130-20
Volume
5 l
Max permissible operating temperature
40 °C
Level indicator
Yes
Safety valve
Yes
Где купить
Сравнивать
Удалять
Функции
Описание
Информация и сервис
Функции
Функции
Ступени для твердой подставки
Напорный опрыскиватель Comfort 5 л имеет эргономичные подножки и защиту сопла. В сочетании с широкой D-образной рукояткой они обеспечивают надежную и надежную стойку даже на неровных поверхностях при нагнетании давления.
Практичные аксессуары
Входящий в комплект нейлоновый фильтр можно вставить как аксессуар. Он специально разработан для процеживания домашнего лечения растений. Также включены подходящие рецепты для экологически чистых напитков.
Все в одном обзоре
Чтение уровня заполнения очень легко благодаря смотровой полосе. Так вы сразу узнаете, сколько жидкости еще осталось в 5-литровом контейнере.
Гибкая форсунка
Форсунка струйной трубки не только бесступенчато регулируется (от тумана до струи), рукоятка струйной трубки также имеет хорошую эргономику и может быть зафиксирована на месте.
Легкое заполнение
12-сантиметровое конусное отверстие напорного опрыскивателя значительно упрощает заправку.
Безопасность
Предохранительный клапан сбрасывает давление из контейнера, когда его становится слишком много, тем самым гарантируя безопасность.
5-летняя гарантия гарантирует высокое качество
*После регистрации на сайте gardena.com/registration в течение 3 месяцев после покупки. Условия гарантии на сайте gardena.com/warranty.
Защита
Защита сопла встроена в ступени.
Функции
Ступени для твердой подставки
Напорный опрыскиватель Comfort 5 л имеет эргономичные подножки и защиту сопла. В сочетании с широкой D-образной рукояткой они обеспечивают надежную и надежную стойку даже на неровных поверхностях при нагнетании давления.
Практичные аксессуары
Входящий в комплект нейлоновый фильтр можно вставить как аксессуар. Он специально разработан для процеживания домашнего лечения растений. Также включены подходящие рецепты для экологически чистых напитков.
Все в одном обзоре
Чтение уровня заполнения очень легко благодаря смотровой полосе. Так вы сразу узнаете, сколько жидкости еще осталось в 5-литровом контейнере.
Гибкая форсунка
Форсунка струйной трубки не только бесступенчато регулируется (от тумана до струи), рукоятка струйной трубки также имеет хорошую эргономику и может быть зафиксирована на месте.
Легкое заполнение
12-сантиметровое конусное отверстие напорного опрыскивателя значительно упрощает заправку.
Безопасность
Предохранительный клапан сбрасывает давление из контейнера, когда его становится слишком много, тем самым гарантируя безопасность.
5-летняя гарантия гарантирует высокое качество
*После регистрации на сайте gardena. com/registration в течение 3 месяцев после покупки. Условия гарантии на сайте gardena.com/warranty.
Защита
Защита сопла встроена в ступени.
Описание
Описание
Эргономичный напорный опрыскиватель для ухода за растениями. Со встроенным конусным отверстием для легкого наполнения и ступенями для удобного сцеживания
С напорным опрыскивателем 5 л Comfort от GARDENA вы будете хорошо подготовлены к различным задачам по уходу за растениями в вашем саду. Используйте его для точной обработки ваших цветов, кустарников или даже деревьев — будь то для распыления, удобрения или защиты растений, химически или органически. Прежде чем начать, вы создаете давление в 5-литровом контейнере, качая практичную D-образную рукоятку вверх и вниз. Поскольку распылитель также имеет эргономичные ступени для ног, у вас всегда будет устойчивая стойка во время сцеживания. Рецепты и соответствующий нейлоновый фильтр для приготовления собственных органических средств для ухода за растениями прилагаются к прибору. Используя этот фильтр, можно просто процедить отвар крапивы для защиты от вредителей, таких как тля. Процесс наполнения значительно упрощается благодаря 12-сантиметровому конусному отверстию. Когда все готово к процессу распыления, вы используете эргономично расположенный плечевой ремень, который делает переноску опрыскивателя удобной. Чтобы узнать, сколько жидкости еще осталось в баке, достаточно посмотреть на смотровую полоску. Струйная трубка очень удобно лежит в руке и имеет функцию фиксации, так что напорный опрыскиватель Comfort 5 л оправдывает свое название и в этом отношении. С распылительной струей или аэрозольным туманом у вас есть выбор из двух различных режимов распыления для гибкого ухода за вашими растениями.
Технические характеристики
Артикул №
11130-20
EAN-код:
4078500051156
Информация и сервис
Сервис поддержки
Все, что Вам нужно знать
Все, что вам нужно знать о продуктах GARDENA в вашем сарае для инструментов.
Сколько электричества расходует бытовая техника? » 24Gadget.Ru :: Гаджеты и технологии
Первый в мире складной iPhone (самодельный) (3 фото)
Недавно Samsung высмеяла Apple за то, что у неё до сих пор нет собственного складного iPhone. Теперь китайский пользователь превратил свой айфон в складной смартфон. Фанатское складное устройство iPhone получило название iPhone V (не путать с iPhone 5). Оно выполнено в форме раскладушки. Пользователь разделил внутренние компоненты смартфо…
Читать дальше
Обновление iOS ломает некоторых iPhone
В сети начали появляться жалобы владельцев iPhone 13/14 и их Pro-версий на некорректную работу гаджетов после обновления iOS. Возникающие при этом неполадки затрагивают дисплей устройства и рабочий стол операционной системы, затрудняя работу со смартфоном или вовсе делая её невозможной.
Читать дальше
LG представила гибкий дисплей, который можно мять
Компания LG представила прототип гибкого дисплея, который можно выкручивать, мять и растягивать в разные стороны.
Читать дальше
Старый iPhone способен работать от пальчиковых батареек
Ведущий канала Phone Repair Guru на YouTube в одном из выпусков проверил, будет ли работать iPhone, если вместо аккумулятора подключить пальчиковые батарейки. Результат очень удивил автора.
Читать дальше
EcoFlow выпустила новую линейку портативных зарядных станций RIVER 2 (3 фото)
Компания EcoFlow выпустила серию портативных зарядных станций RIVER 2, оснащенных LFP-батареями и технологией самой быстрой зарядки в мире.
Читать дальше
Вконтакте Одноклассники
Потребляемая мощность – одна из основных характеристик электроприборов. Поэтому на любом электроприборе или в инструкции к нему должна быть точная информация о количестве ватт, необходимых для его работы. Конечно, количество расходуемой электроэнергии может изменяться. Например, количество энергии, потребляемое компьютером, зависит от мощности блока питания и загруженности компьютера. В случае с холодильником, оно зависит от его объема и количества хранящихся в нем продуктов, а со стиральной машиной – от режима стирки, выставленной температуры, массы белья и т. д. Предлагаю вам список различных электроприборов с указанием их примерной мощности в ваттах, который поможет рассчитать потребляемую электроэнергию.
В приведенном ниже рейтинге указана приблизительная мощность бытовых электроприборов в порядке убывания:
Суммарная мощность бытовой техники составляет 47 782 Вт или 47,782 кВт.
Учитывая эти данные, 1000 ватт-часов (или 1 киловатт-часа) хватит для того, чтобы:
1. Получить 60 000 сообщений на автоответчик 2. Открыть 7200 банок электрическим консервным ножом 3. Прослушать 2143 песни на переносном стереомагнитофоне 4. Напечатать 1333 страницы на принтере 5. Приготовить 400 коктейлей в блендере 6. Замесить миксером 300 порций теста 7. Зарядить мобильный телефон 278 раз 8. Послушать 250 песен через стереосистему 9. Приготовить 100 тостов в тостер-овене 10. Сделать 67 причесок с помощью плойки для волос 11. Приготовить 36 гренок в тостере 12. Разговаривать 15 дней по телефону 13. Использовать беспроводной маршрутизатор Wi-Fi 6 дней 14. Использовать радио-часы 4 дня 15. Записать 45 фильмов на видеомагнитофон 16. Использовать спутниковую антенну 67 часов 17. Просмотреть 29 фильмов на DVD-плеере 18. Использовать энергосберегающую лампочку 56 часов 19. Использовать кабельную коробку 50 часов 20. Использовать аквариум 33 часа 21. Использовать цифровой видеорегистратор (DVR) 30 часов 22. Пользоваться ноутбуком 20 часов 23. Использовать 60-ваттную лампу накаливания 17 часов 24. Использовать увлажнитель воздуха 13 часов 25. Использовать потолочный вентилятор 13 часов 26. Пользоваться электрическим одеялом 1 ночь 27. Использовать портативный вентилятор 10 часов
28. Использовать компьютер (системный блок) 8 часов 29. Использовать монитор 7 часов 30. Посмотреть 13 серий ситкома по телевизору с ЭЛТ 31. Посмотреть 9 серий ситкома на ЖК-телевизоре (LCD) 32. Использовать холодильник 5 часов 33. Использовать игровую приставку 5 часов 34. Использовать осушитель воздуха 3 часа 35. Просмотреть 6 серий ситкома на плазменном телевизоре 36. Использовать морозилку 4 часа 37. Разогреть 13 блюд в микроволновке 38. Приготовить эспрессо с помощью эспрессо-машины 11 раз 39. Погладить утюгом 5 рубашек 40. Сделать 4 прически с помощью фена 41. Приготовить 4 пакета попкорна в попкорн-машине 42. Постирать белье в стиральной машине 3 раза 43. Заварить кофе в кофеварке 3 раза 44. Использовать нагреватель воды 2 часа 45. Приготовить 2 блюда на электроплите 46. Пылесосить полтора часа 47. Использовать комнатный кондиционер 1 час 48. Использовать обогреватель 40 минут 49. Испечь 1 раз кексы в духовке 50. Использовать центральный кондиционер 12 минут 51. Использовать электропечь 3 минуты 52. Использовать сушильную машину 18 минут (хватает на 0,4 полного цикла сушки) 53. Пользоваться посудомойкой 33 минуты (хватает на 0,3 цикла работы машины)
Источник: livejournal
электричество
В Вашем браузере отключен JavaScript. Для корректной работы сайта настоятельно рекомендуется его включить.
Сколько Ватт в 1 киловатте(кВт): перевод и таблица соотношений
Правильный расчёт суммарной мощности бытовых устройств, потребляющих электроэнергию, очень важен для потребителя, чтобы обеспечить правильную эксплуатацию приборов и экономию энергоресурсов. Рассмотрим физический принцип учёта показателей израсходованной электрической энергии и используемые для этого единицы измерения.
Содержание статьи
Понятие ватта
Перевод ватта в киловатты
Суммарное значение электрической мощности
Чем отличается киловатт от киловатт-часа
Понятие ватта
Ваттом (Вт) называют единицу электрической мощности – расхода энергии за определённое время. 1 ватт равен аналогичному количеству джоулей (Дж) электроэнергии в течение 1-й секунды.
Наименование этой единицы измерения происходит от фамилии британского учёного Джеймса Уатта, впервые предложивший использовать лошадиную силу в качестве универсального исчисления технических показателей машин.
Перевод ватта в киловатты
По аналогии с остальными единицами измерения, приставка «кило» означает 1000, поэтому формула перевода ватта в киловатты выглядит следующим образом:
1 кВт = 1000 Вт
Если указанные параметры утюга составляют 1,8 кВт, то в соответствующем переводе этот показатель составляет 1800 Вт.
При обратном переводе число ваттов делится на 1000: при мощности лампы накаливания 100 Вт этот критерий равняется 0,1 кВт.
Величину данной характеристики оборудования несложно узнать, изучив техническую документацию изделия или маркировку, нанесённую изготовителем на корпусе.
Суммарное значение электрической мощности
Иногда требуется подсчитать общую мощность бытовых потребителей, установленных в доме. Это необходимо для:
правильного выбора сечения кабеля при устройстве электропроводки;
подбора контролирующих устройств, включая автоматические выключатели, электросчётчик и пр.;
компоновки системы проводки в доме.
В конечном итоге правильный учёт суммарной энергоёмкости бытовых приборов обеспечивает эксплуатационную надёжность электропроводки и безопасность эксплуатации домашнего электрохозяйства.
Чтобы подсчитать наибольшую возможную мощность бытовых электроприборов, следует сложить количество ваттов, указанных в технической документации оборудования или непосредственно на самой технике. При проведении расчёта все значения должны быть соответственно преобразованы в одинаковую единицу измерения, учитывая описанный выше порядок.
Чем отличается киловатт от киловатт-часа
Многие потребители привычно называют показатели расхода электроэнергии, фиксируемые электросчётчиком, киловаттами. Но на самом деле этот показатель измеряется в киловатт-часах (квт*ч), что совсем не одно и то же.
Расход энергии в квт*ч определяется по количеству мощности, затраченной в течение определённого времени.
Пример подобного расчёта:
для освещения используется лампа накаливания в 0,06 кВт;
за 6 часов работы (примерное время эксплуатации в течение суток) этот прибор израсходует электроэнергии 0,06 × 6 = 0,36 квт*ч;
в месяц расход по указанной лампе составит 0,36 × 30 = 10,8 квт*ч.
Также можете ознакомится со статьей: Потребление электроэнергии разными видами лампочек
Аналогичным способом несложно рассчитать суммарный расход электрической энергии в месяц, зная продолжительность включения того или иного оборудования и его мощностные характеристики. Далее можно определить размер полученной экономии за счёт применения менее энергозатратного оборудования и бережливого отношения к потреблению ресурсов.
Правильный перевод единиц мощности электрической энергии очень важен для потребителя. Это позволит обеспечить безопасность эксплуатации оборудования и экономию расхода электроэнергии.
Think Energy — Оцените свой счет за электроэнергию и потребление
Почти каждый получает ежемесячный счет за электроэнергию и недоумевает, как они использовали столько электроэнергии.
Вместо того, чтобы просто обращаться к калькулятору киловатт-часов (кВтч), чтобы получить предположение, полезно знать, как рассчитать счет за электроэнергию. Умный способ расчета — выяснить ежемесячное потребление электроэнергии каждым прибором. Таким образом, вы можете увидеть, сколько электроэнергии потребляет каждое устройство в месяц, что позволит вам понять, где лучше сократить и сэкономить.
Шаг 1: расчет ватт в день
Чтобы рассчитать, во сколько вам обходится прибор в месяц, сначала нужно выяснить, сколько ватт электроэнергии он потребляет в день. Например, большинство холодильников потребляют 300–780 Вт, но предположим, что вы были одним из счастливчиков, выигравших холодильник, потребляющий всего 300 Вт. Чтобы рассчитать, сколько ватт потребляет ваш холодильник в день, вы должны умножить мощность (300) на количество часов (24), чтобы получить 7200 ватт-часов в день.
Пример:
300 ватт X 24 часа = 7200 ватт-часов в день
Шаг 2: Преобразование в киловатты в сутки (кВтч в сутки), поскольку ежемесячные счета за электроэнергию измеряются в киловатт-часах (кВтч). Один киловатт равен 1000 ватт, поэтому, чтобы вычислить, сколько кВтч в день использует ваш холодильник, вам просто нужно разделить ватт-часы в день (7200) на 1000, чтобы получить в общей сложности 7,2 кВтч в день.
Пример:
7200 ватт-часов в день / 1000 = 7,2 кВтч в день использования в месяц, а не только в день. Чтобы сделать этот расчет, вы просто умножаете кВтч в день (7,2) на 30 дней, чтобы получить 216 кВтч в месяц.
Пример:
7,2 кВтч в день X 30 дней = 216 кВтч в месяц
Шаг 4: Расчет общей стоимости
Теперь вы, наконец, знаете, что ваш холодильник потребляет 216 кВтч в месяц, и можете рассчитать, сколько это стоит вам в месяц. Чтобы рассчитать эту стоимость, вам нужно будет посмотреть свой последний ежемесячный счет за электроэнергию, чтобы увидеть, сколько вы платите за кВтч. Допустим, вы платите 10 центов за кВтч. Чтобы выяснить, во сколько вам обходится холодильник в месяц, вы умножаете свои кВтч в месяц (216) на тариф на электроэнергию (0,10 доллара США), чтобы получить общую сумму 21,60 доллара в месяц.
Пример:
216 кВтч в месяц X 0,10 доллара США за кВтч = 21,60 доллара США в месяц , четырехэтапный расчет. Если вы не можете найти эту этикетку, EPA предоставило список типичных уровней мощности для ваших повседневных устройств.
Теперь, когда вы знаете все необходимые шаги для подсчета месячного потребления электроэнергии вашими приборами, пора приступить к расчетам и экономии!
Стоимость электроэнергии — однократное использование оценивает стоимость электроэнергии, необходимой для работы устройства в течение определенного периода времени.
Этот калькулятор подскажет, сколько стоит эксплуатация электрического устройства в течение определенного периода времени. Это часто является темой для разговоров, и большую часть времени мы понятия не имеем, сколько на самом деле стоит эксплуатация наших электроприборов. Например, вам может быть интересно, сколько стоит вскипятить воду в электрическом чайнике. Скажем, мы хотим вскипятить 2 литра (чуть больше 7 чашек) в чайнике мощностью 2000 Вт, и вы знаете, что это занимает 6 минут. Затем этот калькулятор сделает расчет за вас и вернет значение 0,2 кВтч. При средней цене 0,13 доллара за кВтч мы получаем стоимость 2,6 цента за одно использование.
Если вы заинтересованы в постоянном использовании коммунальных услуг, таких как зарядка автомобиля, воспользуйтесь калькулятором стоимости электроэнергии. Давайте приведем гипотетический пример: вы используете свой 700-ваттный пылесос два раза в неделю по полчаса каждый раз, то есть час в неделю. Это 700 Втч (0,7 кВтч) в неделю или 36,525 кВтч в год. При той же цене электроэнергии в 0,13 доллара за кВтч ваш пылесос будет стоить вам 4,75 доллара в год.
Если вы заинтересованы в экономии денег, попробуйте наш калькулятор процентной скидки. Светодиодный калькулятор может пригодиться, если вы электрик, проверьте его!
Как снизить расходы на электроэнергию?
Вы также можете поиграть с переменными в Омникалькуляторе Калькулятор стоимости электроэнергии или сделать следующее:
Сократите время использования вашего самого мощного оборудования. Некоторыми примерами являются фены, HVAC и микроволновые печи.
Замените ваши приборы на те, которые потребляют меньше ватт.
Переехать в страну/штат, где стоимость электроэнергии ниже.
Как рассчитать счет за электроэнергию?
Попробуйте использовать инструмент Omnicalculator Калькулятор затрат на электроэнергию или сделайте следующее:
Получите мощность каждой емкости и запишите время их работы.
Умножьте мощность каждого прибора на время его работы, чтобы получить потребляемую мощность.
✅ ЛАЗЕРНЫЙ СТАНОК для резки фанеры с ЧПУ. Советы перед покупкой! Лайфхаки
Перед тем, как купить лазерный станок для резки фанеры, узнайте, как его выбрать и правильно им пользоваться. Это поможет вам точно определиться с характеристиками этого оборудования и понять, какая у него должна быть цена. Только полезная информация, лайфхаки и советы от опытных специалистов по лазерной резке фанеры.
Как выбрать лазерный станок для резки фанеры
Выбрать лазерный станок для резки фанеры опытному специалисту очень легко. Ведь у него большой опыт, знания, а главное, практика. Но что делать новичку, с чего начать поиски своего лазерного оборудования с ЧПУ для резки и раскроя фанеры? Как купить действительно то, что нужно по соответствующей цене, включая дополнительные опции? Как опытные специалисты рассказываем обо всем по-порядку.
Сперва-наперво вам необходимо знать, листы фанеры какой площади вы будете раскраивать. Под большую выбираем лазерный станок с большим рабочим полем, под меньшую — с маленьким (типа мини, настольный). Цена лазерного станка для резки фанеры зависит от его размера. С другой стороны, если вы имеете возможность разрезать крупноформатные листы фанеры на небольшие части, к примеру, фрезером или циркуляркой, то можете сразу обратить внимание на средне- или даже малоформатные аппараты лазерной резки. Так, к примеру, поступают на производствах мелких элементов и деталей из фанеры. Такие станки подходят для дома. Однако в этом случае нужно будет позаботиться о системе вентиляции.
Помимо площади вы должны знать, фанеру какой толщины вы будете резать. При этом помните, что если на лазерном станке с ЧПУ раскраивать толстую фанеру, то края реза у вас останутся обугленными. Да, есть один лайфхак, который поможет вам решить эту проблему, но о нем чуть ниже. С другой стороны, некоторые конечные изделия с черными краями получаются привлекательными.
Когда вам требуются чистый торец, то лучше для резки толстой фанеры использовать другие станки, среди которых могут быть фрезерные, а лазерное оборудование применять уже для гравировки.
Толщина фанеры, которую вы будете резать, влияет на мощность лазерного излучателя СО2 и, как следствие на стоимость лазерного станка для резки фанеры. Для его выбора можете ориентироваться на эти данные:
Фанера до 6 мм — 50 Вт
Фанера до 8 мм — 60 Вт
Фанера до 10 мм — 80 Вт
Для нанесения лазером на фанеру изображений (гравировки) можете остановиться на лазерной трубке мощностью 50 Вт. Но, как говорится, экономика должна быть экономной, поэтому, если стоит задача выпускать в единицу времени больше продукции и наладить доходное производство, то лучше купить лазерный станок с ЧПУ для резки фанеры с излучателем помощнее.
ВИДЕО. Сравнение лазерных станков для резки фанеры
Профессиональная промышленная и полупрофессиональная модели.
ВИДЕО. Бюджетные лазерные станки по фанере
Малоформатные модели.
А теперь мы расскажем о самой фанере для лазерной резке, как ее лучше раскраивать и нюансах обработки.
Лазерная резка фанеры: Все, что нужно знать
Если вы хотите создавать сложные вырезы на фанере для своего ремесленного или художественного проекта, лазерная резка должна стать вашим основным методом. Хотя лазеры могут помочь создавать потрясающее искусство на фанере, есть и трудности, которые необходимо преодолеть.
Твердость фанеры, образование сильного дыма и перегоревшие края — вот часть проблем, которые могут возникнуть.
Обеспечение оптимальных параметров и эффективный контроль процесса может помочь преодолеть эти проблемы и получить отличные результаты при лазерной резке фанеры.
В этой статье рассматривается процесс лазерной резки фанеры и различные способы решения проблем, возникающих в ходе этого процесса.
Важные аспекты при лазерной резке фанеры
Фанера требует высокой мощности лазера для выполнения чистых разрезов с минимальными ожогами по краю. Как правило, для лазерной резки фанеры различной толщины рекомендуется CO2-лазер мощностью около 60-100 Вт. Также рекомендуется использовать несколько проходов при высокой скорости резки.
Лазерная резка — это быстрый и точный метод, который можно использовать для вырезания сложных рисунков на фанере.
Существуют различные параметры, которые влияют на качество резки при лазерной резке фанеры.
Рекомендуемые параметры для лазерной резки фанеры:
Параметр
Рекомендация
Тип лазера
CO2 или диодный лазер
Мощность лазера
Высокая мощность (60 — 100 Вт CO2 лазер)
Скорость резки
Как можно выше
Размер пятна
Как можно меньше
Обдув воздухом
Настоятельно рекомендуется
Рабочий стол
Сотовый или штыревой
Вытяжная система
Необходима для уменьшения скопления дыма
Какой лазер использовать для резки фанеры?
Фанера — это органический материал, который демонстрирует хорошую поглощаемость длин волн CO2-лазеров (9500-10600 нм) и диодных лазеров (450-950 нм).
Это означает, что энергия CO2 и диодных лазеров легко поглощается фанерой и поэтому рекомендуется для лазерной резки фанеры.
С другой стороны, длина волны волоконного лазера (950-1060 нм) не подходит для лазерной резки фанеры.
Диодные лазеры доступны в относительно более низких вариантах мощности, чем CO2-лазеры, что ограничивает применение диодных лазеров для лазерной резки тонких листов фанеры.
В то время как мощные CO2-лазеры могут выполнять гладкие разрезы в листах фанеры толщиной около 1,5 мм.
Диодный лазер с выходной мощностью более 10 Вт — отличный выбор для проектов «сделай сам» и малого бизнеса.
Мощность лазера для резки фанеры
Мощность лазера определяет его способность прожигать материал.
Лазерный резак с высокой мощностью может выполнять сквозные резы в более толстых материалах по сравнению с маломощным лазерным резаком.
Однако маломощные лазеры также могут использоваться для резки толстого материала за несколько проходов со значительным увеличением ширины пропила.
Как правило, для фанеры рекомендуются CO2-лазеры мощностью 60-100 Вт, так как они могут резать фанеру различной толщины.
Высокая мощность лазера желательна для резки фанеры, так как она может быстро прожечь материал, сокращая время выдержки и минимизируя зону термического воздействия.
Чем меньше зона термического воздействия (ЗТВ), тем меньше будет прожогов кромок вдоль реза.
Скорость резки
Скорость резки во время процесса зависит от толщины материала и мощности лазера.
При лазерной резке фанеры желательно использовать высокую скорость резки, чтобы минимизировать время пребывания лазера.
Однако толщина и прочность фанеры могут ограничить достижение лазером очень высокой скорости резки.
Например, при использовании 100-ваттного CO2-лазера для резки 5-слойной фанеры толщиной 9 мм рекомендуется использовать 85% мощности лазера со скоростью резки 24 мм/сек для достижения гладкого реза с минимальными ожогами кромок.
Для лазерной резки толстой фанеры рекомендуется использовать многопроходную технику вместе с высокой скоростью резки.
Как правило, перед выполнением фактической резки рекомендуется провести пробные проходы.
Размер пятна
Размер пятна — это диаметр лазерного луча на поверхности заготовки.
Для достижения минимально возможного размера пятна лазер должен быть сфокусирован на поверхности заготовки.
Сведение лазерного луча в узкое пятно увеличивает плотность энергии лазера, тем самым повышая способность лазера быстро сжигать, плавить и испарять материал.
Узкое пятно рекомендуется для лазерной резки фанеры, так как оно позволяет лазеру прорезать фанеру с высокой скоростью.
Обдув воздухом
Обдув воздухом помогает в процессе лазерной резки, выдувая расплавленный материал из пропила и увеличивая скорость резки.
Он также защищает фокусирующую линзу, предотвращая попадание горячих осколков на линзу и ее повреждение.
Кроме того, он помогает регулировать температуру в зоне резки и уменьшает зону термического влияния (ЗТВ).
Поэтому при лазерной резке фанеры рекомендуется использовать обдув воздухом при максимальном давлении.
Рабочий стол
При лазерной резке фанеры образуется много дыма. Этот дым задерживается между заготовкой и рабочим столом, что приводит к образованию дымовых пятен на задней стороне заготовки.
Штыревой стол приподнимает заготовку над основанием стола и обеспечивает легкое удаление дыма, образующегося при резке. Еще один эффективный рабочий стол, который позволяет легко удалять дым, — это сотовый рабочий стол.
Он состоит из сотовой структуры, которая способствует легкому выходу дыма через зазоры на поверхности рабочего стола.
Кроме того, если вы ищете лазерный резак специально для фанеры, рекомендуется выбрать лазерный резак, который предлагает самую большую рабочую зону в своей ценовой категории.
Большая рабочая зона позволяет обрабатывать большие листы фанеры без необходимости разрезать их на более мелкие куски.
Вытяжная система
Хотя хороший рабочий стол может легко удалить дым, скопление дыма вокруг зоны резки может повлиять на работу лазера и ухудшить качество резки.
Хорошая вытяжная система помогает отводить дым от зоны резки, тем самым повышая качество резки.
Проблемы при лазерной резке фанеры
Лазерная резка фанеры может дать отличные результаты с гладкими срезами и высокой точностью, чего не могут достичь другие традиционные процессы резки.
Однако при этом могут возникнуть некоторые проблемы, которых следует опасаться.
Ожоги кромок
Ожоги кромок при лазерной резке фанеры.
Ожоги кромок — одна из самых распространенных проблем при лазерной резке фанеры.
Она приводит к обугливанию по краю реза и обычно возникает из-за высокой мощности лазера или низкой скорости резки.
Чтобы избежать краевых ожогов, рекомендуется уменьшить мощность лазера или увеличить скорость резки, а также выполнять резку за несколько проходов.
Обгорание
Использование многопроходной техники помогает избежать ожогов краев, но приводит к обгоранию поверхности.
Обгорание происходит из-за избыточного тепла, выделяемого в результате многократных проходов, что увеличивает зону термического воздействия и приводит к появлению следов ожога на поверхности фанеры.
Рекомендуется использовать малярный скотч, чтобы закрыть область вокруг среза и предотвратить обгорание.
Дым
Пятна дыма на древесине, гравированной лазером.
При лазерной резке высокоэнергетический лазерный луч прожигает слои фанеры, чтобы получить желаемый срез. Фанера состоит из нескольких слоев древесины, соединенных между собой клеящим материалом. При лазерной резке слоев древесины, имеющихся в фанере, образуется сильный дым.
Клеевой материал горит с выделением вредных испарений и еще больше увеличивает количество дыма, образующегося при лазерной резке фанеры. Этот дым мешает процессу лазерной резки, окрашивая заготовку и снижая производительность лазера за счет рассеивания лазерного луча.
Образования дыма избежать невозможно, но хорошая вытяжная система может помочь в удалении этого дыма из зоны резки.
Кроме того, использование штифтового стола и использование обдува воздухом может улучшить качество резки за счет удаления дыма от заготовки.
Виды фанеры, пригодной для лазерной резки
Лазерная резка фанеры дает отличные результаты с коричневатым краем, который придает срезу некоторый контраст.
Хотя все виды фанеры можно резать лазером, некоторые виды фанеры дают лучшие результаты, чем другие.
Более того, многие производители выпустили специальные серии фанеры, известные как «лазерная фанера».
Эти фанеры предназначены исключительно для лазерной резки и дают отличные результаты при лазерной резке и гравировке.
Фанера из березы
Березовая фанера — одна из наиболее часто используемых фанер для бытовых проектов.
Это прочная фанера, которая имеет небольшой вес и обеспечивает хорошую обработку поверхности.
При лазерной резке березы получается чистый срез со светло-коричневым краем.
Возможно, из нее получаются не самые качественные срезы, но она легко режется и может использоваться для различных проектов.
Березовая фанера для лазерной резки — одна из самых простых фанер для лазерной резки и является отличным выбором для начинающих.
Бамбуковая фанера
Бамбуковая фанера хорошо известна среди мастеров благодаря своему красивому цвету и плотной текстуре древесины.
При лазерной резке бамбуковой фанеры получаются чистые срезы с красивым коричневым краем, который придает проекту контрастность и подчеркивает красоту вырезанного рисунка.
Красивый коричневый контраст делает ее идеальной для проектов лазерной гравировки.
Кроме того, бамбуковая фанера доступна в различных оттенках, и использование комбинации светлой и темной бамбуковой фанеры добавит контраста проекту.
Буковая фанера
Фанера из бука известна своим насыщенным золотисто-коричневым цветом, который выделяет ее среди других видов фанеры.
Эстетическая красота делает ее идеальной для декоративного применения и художественных работ.
Фанера из бука дает отличные результаты при лазерной резке.
Она идеально подходит для таких проектов, как вырезанные лазером визитные карточки или свадебные приглашения.
Фанера из сосны
Она имеет красивую текстуру и обычно обладает отличными водостойкими характеристиками.
Высокая степень обработки поверхности и прочная конструкция сосны делают ее идеальной для таких проектов, как мебель и ювелирные изделия.
При лазерной резке фанеры из сосны получаются чистые срезы со сравнительно меньшим контрастом, чем при лазерной резке бамбуковой фанеры.
Фанера джарра
Фанера Джарра выделяется среди других фанер благодаря своему темному и насыщенному красному цвету.
Она легко поддается лазерной резке и создает темный контраст, что повышает визуальную эстетику среза.
Ее уникальный цвет делает ее идеальным выбором для добавления контраста в деревообрабатывающие проекты.
Часто задаваемые вопросы:
Можно ли резать лазером древесину твердых пород?
Да выполнять лазерную резку древесины твердых пород можно. Для лазерной резки твердой древесины требуется умеренно мощный CO2 или диодный лазер для выполнения чистых разрезов с минимальными ожогами кромки. При обжиге древесины образуется коричневатый край, который придает проекту контрастность.
Можно ли гравировать фотографии лазером на фанере?
Да, при лазерной гравировке фанеры получается высококачественная гравировка с темным контрастом, что делает ее идеальной для гравировки фотографий с хорошим уровнем детализации.
Можно ли выполнить лазерную резку МДФ?
МДФ — это прочный материал, изготовленный из древесных волокон, который дает отличные результаты при лазерной резке или гравировке. Как правило, для резки плит МДФ различной толщины рекомендуется использовать лазер CO2 мощностью более 60 Вт.
Лазерная резка фанеры: Полное руководство
от Winnie Li Опубликовано 27 марта 2023 г.
Фанера — это универсальный и прочный материал, который можно использовать для изготовления различных изделий и предметов, таких как мебель, украшения, предметы декора и многое другое. Если у вас есть навыки и инструменты для резки и гравировки фанеры, вы можете создать широкий ассортимент продукции для своего инвентаря.
Но как точно и качественно резать и гравировать фанеру? Какую фанеру следует использовать? Какая машина вам нужна? В этом подробном руководстве по лазерной резке фанеры мы ответим на все эти и другие вопросы. Мы также поможем вам выбрать лучшую фанеру и правильный станок для лазерной резки фанеры с совершенством.
Можно ли резать фанеру лазером?
Да. Фанеру можно легко разрезать с помощью лазерного резака, поэтому ее в основном предпочитают как для резки, так и для гравировки. Производители мебели, художники, декораторы, владельцы бизнеса и профессионалы используют лазерные резаки для резки фанеры, потому что они обеспечивают точность и отличные результаты за минимальное время.
Что такое фанера?
Фанера – это инженерная древесина, состоящая из тонких слоев шпона. Эти слои склеены вместе в чередующихся направлениях волокон. Толщина каждого слоя может варьироваться от 1,5 мм до 2,5 мм в зависимости от требований. Слои укладываются до тех пор, пока не будет достигнута нужная толщина.
Таким образом, фанера не тверже цельной древесины. В большинстве случаев твердая древесина более твердая, а иногда и такая же твердая. Это означает, что если лазерный резак режет твердую древесину определенного типа, он также может резать и фанеру.
Как работает лазерная резка фанеры?
Лазерная резка — это технология, в которой используется высокоэнергетический лазерный луч для точного и быстрого разрезания материалов.
Процесс лазерной резки фанеры включает в себя фокусировку лазерного луча на поверхности фанеры и перемещение его по заданной траектории, которая управляется компьютером. Лазерный луч нагревает и испаряет древесный материал вдоль линии разреза, придавая фанере желаемую форму.
Кроме того, лазерные резаки могут также гравировать сложные рисунки и узоры на фанере с мелкими деталями.
Какой лазер следует использовать для резки фанеры?
Для лазерной резки фанеры необходим подходящий тип лазера. Для резки и гравировки дерева и фанеры можно использовать только диодный лазер или CO2-лазер. Волоконные лазерные резаки в основном предназначены для резки металлов и не рекомендуются для резки фанеры. Волоконные лазеры слишком мощные и могут привести к возгоранию фанеры. Более того, волоконные лазеры оставляют на древесине плохие следы, которые не читаются и не эстетичны.
Какой толщины фанеру может резать лазерный резак?
Толщина фанеры, которую может разрезать лазерный резак , зависит от типа лазера и мощности лазера. Давайте разберемся с этими переменными.
Что касается типа лазера, CO2-лазеры довольно мощные. Им легко резать фанеру. Поэтому для этой задачи предпочтительны CO2-лазеры. Тем не менее, диодные лазеры также превосходны, и благодаря новым технологиям они могут работать лучше, чем традиционные диодные лазеры. Самое главное в диодных лазерах то, что они имеют более длительный срок службы по сравнению с CO2.
Мощность лазера играет очень важную роль. Чем выше мощность, тем легче он может резать дерево или другие материалы.
Под мощностью мы подразумеваем оптическую/выходную мощность лазера. Вы можете увидеть различные номинальные мощности, указанные в спецификации. Мощность машины представляет собой мощность, потребляемую машиной.
Лазерный модуль также имеет две мощности; один — это оптическая/выходная мощность лазера, а другой — электрическая мощность лазера. Вы должны видеть оптический/выходной сигнал при выборе станка для лазерной гравировки или резки.
Доступные на рынке станки для лазерной гравировки и резки своими руками могут резать фанеру толщиной до 15 мм за один проход. CO2-лазеры мощностью около 40 Вт могут резать липу толщиной 10-15 мм, а диодные лазеры могут резать липу толщиной 3-10 мм за один проход, в зависимости от оптической/выходной мощности. Например, xTool D1 Pro (20 Вт) может резать липу толщиной 10 мм за один проход.
Если лазерный станок не может разрезать фанеру за один проход, потребуется еще один или два прохода. Но несколько проходов означают, что машине потребуется больше времени, что снизит производительность.
5 простых проектов из фанеры, которые можно сделать с помощью лазерного резака
С помощью лазерного резака вы можете превратить фанеру в удивительные творения, демонстрирующие ваши творческие способности и навыки. В этом разделе мы покажем вам пять простых проектов из фанеры, которые вы можете сделать с помощью лазерного резака. Эти проекты просты в исполнении и подходят как новичкам, так и экспертам. Если вы хотите сделать что-то для себя или в подарок, эти проекты вдохновят вас на изучение возможностей лазерной резки фанеры.
Деревянные настенные часы
Источник: 1LasercutFile через Etsy
Ничто не сравнится с настенными часами ручной работы, которые добавят очарования и индивидуальности вашему дому. С помощью лазерного резака вы можете превратить кусок фанеры в красивый циферблат, отражающий ваш стиль и вкус. Предпочитаете ли вы простой или замысловатый дизайн, круглую или квадратную форму, естественную или красочную отделку, вы можете сделать это с помощью лазерного резака. Все, что вам нужно, это часовой механизм и крепеж, чтобы повесить его на стену.
Картины из дерева
источник: Maker Design Lab через instructables
Если вы ищете способ оживить свои стены, почему бы не попробовать сделать свое собственное настенное искусство из дерева с помощью лазерного резака? Вы можете вырезать любую фигуру или рисунок из фанеры и создать потрясающее произведение искусства, которое произведет впечатление на ваших гостей. Вы также можете добавить глубины и объема, сложив вместе разные слои фанеры. Просто склейте их вместе и прикрепите крючки или вешалки сзади.
Деревянная дверная вешалка
Источник: JLeighDesignco через Etsy
Дверная вешалка — это веселый и простой способ украсить дверь к праздникам. С помощью лазерного резака вы можете вырезать любую фигуру из фанеры и раскрасить ее праздничными красками. Вы также можете добавить текст или украшения, чтобы сделать его более личным и привлекательным. Например, вы можете сделать снеговика, пряничного человечка, северного оленя или дверную вешалку на рождественской елке и добавить ленточки, колокольчики или украшения, чтобы они сверкали.
Рождественские украшения
Рождественские украшения — это особый и значимый подарок, который вы можете сделать для себя или кого-то другого. С помощью лазерного резака вы можете вырезать из фанеры любую форму и выгравировать на ней свое имя, инициалы или сообщение. Вы также можете выбрать один из различных дизайнов, таких как звезда, сердце, снежинка или круг. Затем просто обвяжите его шпагатом или веревкой и повесьте на дерево.
Набор деревянных подставок
источник: Лазарис через Etsy 9№ 0003
Набор подставок для подставок — это практичный и стильный предмет из фанеры, который можно сделать для дома или в подарок. С помощью лазерного резака вы можете вырезать любой дизайн из фанеры и защитить свой стол от пятен и брызг. Вы также можете добавить немного пробки или резины, чтобы сделать их более устойчивыми и долговечными. Вы можете выбирать из различных дизайнов, таких как изображения, текст, логотипы или узоры. Вы также можете нанести немного лака или герметика, чтобы сделать их более устойчивыми к влаге и теплу.
Лучшая фанера для лазерной резки и гравировки
Доступны разные виды фанеры, поэтому новичку сложно выбрать какой-то один. Но становится легче, если вы знаете, какие факторы необходимо учитывать.
Сначала нужно проверить тип фанеры и оттенок фанеры .
Цвет фанеры зависит от ваших требований и предпочтений. Тип фанеры даст вам лучшее представление о содержании смолы, текстуре, доступных оттенках и отделке.
Вам также нужно обратить внимание на текстуру дерева. Это может не выглядеть привлекательно на продукте, который вы производите, или может добавить ему красоты.
Вы можете получить представление о содержании смолы, выполнив поиск. Если содержание смолы высокое, результаты гравировки будут темнее. Но если содержание смолы низкое, гравировка будет светлой.
Учтя эти факторы, вы легко сможете выбрать подходящую фанеру для своей работы. Вот некоторые типы фанеры, а также их детали. Это даст вам лучшее представление о том, что вам нужно посмотреть.
Березовая фанера
Новички могут начать лазерную резку фанеры с березовой фанеры. Это одна из наиболее часто покупаемых видов фанеры для лазерной резки и гравировки. Внешний вид, отделка и цвет фанеры превосходны. Его можно разрезать без каких-либо хлопот и в более быстром темпе.
Бамбуковая фанера
Бамбуковая фанера известна своими превосходными результатами резки. Он доступен в нескольких оттенках, которые вы можете выбрать. Он дает привлекательный светло-коричневый цвет по краям. Он имеет натуральную подкладку или древесную текстуру, которая хорошо видна. Если вы не хотите плотное зерно, то эта фанера вам не подходит.
Сосна обруча
Фанера из сосны обруча имеет невероятную отделку, которая может использоваться для изготовления предметов высокого класса и роскоши в зависимости от качества/класса. У него гладкое зерно, которое также подходит для гравировки. Он прочный, долговечный и водостойкий.
Other types of plywood that are suitable for laser cutting and engraving are,
Walnut plywood
Cherry plywood
Item2″> Basswood plywood
Maple plywood
Ash plywood
Bubinga plywood
Red oak plywood
White oak Фанера
Фанера из красного дерева
Фанера из сосны
Фанера Fraxinus mandshurica
Купить Фанера
Лучшие лазерные резаки для резки фанеры
xTool D1 Pro
xTool D1 Pro — это станок для гравировки и резки с диодным лазером. Лучшее в этом станке то, что его можно использовать как для гравировки, так и для резки, так как вы можете менять лазерный модуль в зависимости от задачи.
Лазерный модуль мощностью 40 Вт, который является самым мощным в мире диодным лазерным модулем, может резать липу толщиной 15 мм всего за один проход. Это идеальный лазерный станок, который может быстро и без проблем резать фанеру. Вы можете добиться более высокой производительности с этой режущей машиной.
Станок способен резать более толстую фанеру по сравнению с аналогичными продуктами на рынке благодаря уникальной лазерной технологии. Он использует несколько лазерных источников внутри лазерного модуля, и лучи от всех источников объединяются в одну точку. Это делает лазер более мощным.
Вы также можете приобрести лазерный модуль мощностью 5 Вт для D1 Pro. Он специально разработан для гравировки. Лазерное пятно составляет всего 0,06 x 0,06 мм, чтобы обеспечить более мелкие детали. Он может резать фанеру из липы толщиной до 3 мм за один проход.
Рабочая зона достаточно большая и имеет размеры 430 х 390 мм. Плюс результат резки и гравировки невероятный. Если вы прикрепите Air Assist, вам не нужно беспокоиться о прожогах и изменении цвета дерева.
Функция безопасности D1 Pro делает его идеальным станком для резки/гравировки дерева или фанеры. Он имеет функцию обнаружения пламени, которая предупреждает пользователя о появлении пламени во время процесса и автоматически останавливает машину.
Лазерный гравер xTool D1 Pro
Цена:
Цвет
Металлический серый, золотисто-красный
Упаковка
D1 Pro 20WD1 Pro 20 Вт + RA2 Pro + проставки (8 шт. )D1 Pro 20 Вт + RA2 Pro + проставки (8 шт.) + Air AssistD1 Pro 10000 + RA2 Pro + переходники (8 шт.) D1 Pro 10 Вт + RA2 Pro + переходники (8 шт.) + Air Assist
Вилка питания переменного тока
Вилка стандарта США (110 В) Вилка стандарта Австралии (220 В)
Узнать больше
xTool Laserbox Rotary
Laserbox Rotary — это CO2-лазер с невероятной номинальной мощностью 40 Вт. Он может резать до 15 мм фанеры из липы всего за один проход. Кроме того, его невероятная скорость достигает 350 мм/с.
Если вы ищете самодельный станок для резки фанеры с помощью CO2-лазера, этот станок может стать лучшим выбором благодаря своим характеристикам. Автофокус машины с искусственным интеллектом может регулировать лазер в зависимости от материала и его толщины, что очень удобно для начинающих. Это также может повысить вашу производительность, поскольку оно способно к пакетной обработке.
Laserbox Rotary — мощная, но безопасная в использовании машина. Он имеет защитную крышку для предотвращения лазерных лучей, и машина останавливается, когда крышка открыта. Самое главное, он имеет умный очиститель дыма, который удаляет пыль и дым, образующиеся при лазерной резке фанеры. Кроме того, в случае перегрева, возгорания и других проблем пользователь получает немедленные оповещения.
xTool M1
xTool M1 — удобный для начинающих, простой в использовании и компактный станок для лазерной и ножевой резки. Он доступен с оптической мощностью лазера 5 Вт и 10 Вт.
Лазерный станок мощностью 10 Вт идеально подходит для резки. Он может резать липу толщиной до 8 мм за один проход. Невероятная технология с несколькими лазерными источниками помогает резать древесину на очень высокой скорости. С другой стороны, станок мощностью 5 Вт подходит для гравировки. Однако он может резать фанеру толщиной до 3 мм.
Устройство имеет встроенную камеру, которая помогает в извлечении изображений, пакетной обработке и автофокусировке. Он предлагает визуальную обработку и плавную работу.
Если вы также хотите разрезать другие деликатные материалы, такие как винил, вы можете использовать режущий нож машины, чтобы идеально разрезать материал. Таким образом, это универсальная машина для различных типов материалов.
Машина полностью безопасна благодаря многочисленным функциям безопасности. Он также имеет защитную крышку, а также функцию автоматического отключения.
Дополнительные советы по лазерной резке и гравировке фанеры
Прожигание кромок
Обжигание кромок при лазерной резке фанеры или дерева является довольно распространенным явлением. Выглядит совсем не привлекательно. Есть несколько приемов, позволяющих уменьшить ожог кромки при резке.
Во-первых, вы можете попробовать другие настройки на вашем лазерном станке. Попробуйте уменьшить мощность и увеличить скорость.
В случае обгорания краев поверхности можно попробовать нанести на фанеру малярный скотч перед гравировкой и резкой. На малярном скотче появятся следы прожогов, а древесина останется целой.
Основной причиной этих ожогов является выделение дыма. Таким образом, система подачи воздуха и выхлопа в лазерном станке может быть очень полезной.
Обгоревшие края можно удалить наждачной бумагой. Вы также можете попробовать мыло и денатурат, чтобы очистить место ожога.
Запах
Запах из-за клея, используемого в фанере. Вы не можете устранить этот запах, но если вы используете подачу воздуха и выхлопную систему, то проблемы с запахом не будет.
Некоторые лазерные станки закрыты и имеют вытяжную систему, например Laserbox Rotary. В то время как в некоторых машинах можно присоединить выхлопную систему и использовать кожух.
Пожарный
Лазерный станок должен быть оснащен функцией безопасности или комплектом пожарной безопасности для обнаружения любого пламени или пожара. Никогда не оставляйте его без присмотра, когда он работает. Кроме того, вы также должны организовать огнетушитель, чтобы справиться с любой проблемой.
Пожар при резке фанеры чаще всего возникает из-за обломков и частиц, образующихся при резке. Должен быть пневматический помощник, чтобы сдуть остатки.
Заключение
Фанеру можно резать на станке для резки и гравировки с использованием углекислотного или диодного лазера. Соблюдая необходимые меры предосторожности и хитрости, можно добиться наилучших результатов. Мы поделились, как выбрать фанеру и лучший станок для ее раскроя и гравировки. Вы можете выбрать любой из них в соответствии с вашими требованиями и типом продукции, которую вы хотите сделать.
Дополнительные вопросы. Пожалуйста, присоединяйтесь к нашей группе Facebook, чтобы получить вдохновение!
Статьи по теме
Интернет-магазин xTool | 30 марта 2023 г.
Защитный колпачок для объектива лазера: все, что вам нужно знать
Winnie Li | 27 марта 2023 г.
Лазерная резка фанеры: полное руководство
Винни Ли | 17 марта 2023 г.
Лазерная гравировка по дереву: руководство для начинающих
Удалить
Удалить
Лазерная резка фанеры | Trotec Laser
Trotec Laser
Материалы для лазерной резки
Фанера
Все, что вам нужно знать о лазерной резке фанеры. Изделия и компоненты из фанеры можно гравировать и резать экономично и точно.
Резка листов фанеры
Лазерная обработка вывесок, подарков, игрушек, моделей или мебели.
Как можно использовать лазерный станок для резки фанеры.
Будь то архитектура и моделирование, прототипирование, подарки, игрушки, декоративно-прикладное искусство или изготовление мебели — фанера может похвастаться легким весом и стабильностью размеров. С помощью лазерной технологии вы можете резать материал быстро, без контакта и, следовательно, без износа. Лазерная гравировка обеспечивает тонкое и естественное изменение цвета материала. Логотипы, имена или маркировка могут повысить ценность подарков или рекламных материалов и сделать их уникальными.
Вам нужна дополнительная информация о лазерной резке фанеры?
Мы проконсультируем вас бесплатно.
Мы будем рады проконсультировать вас с самого начала. Свяжитесь с нами сейчас.
Свяжитесь с нами
Какие виды фанеры подходят для лазерной гравировки и лазерной резки?
Выберите материал
Фанера
Почему лазерный станок является правильным инструментом для лазерной резки фанеры.
Сравнение технологий.
Что можно сделать с помощью фанеры и лазерного станка Trotec.
Что делает наших клиентов успешными при лазерной резке фанеры.
«Мы выбрали лазер Trotec, потому что область его применения чрезвычайно велика. Это стало для нас решающим фактором, потому что позволяет дать волю нашим идеям. Простота эксплуатации и обслуживания машины особенно впечатляет. Мы используем его каждый день, поэтому приятно знать, что вы можете положиться как на лазерный станок, так и на сервис Trotec».
Тобиас, Армин, Флориан
taf-Laser GmbH (Южный Тироль)
«В нашей охраняемой мастерской мы производим, например, инновационные ящики для вина и многое другое из дерева. Многие изделия из дерева реализуются и производятся с использованием лазерного станка Trotec Speedy 400».
Бренд малой моторизованной сельхозтехники «Агат» принадлежит ОАО ГМЗ «АГАТ», образованному в 1968 году как цех №100 Московского машиностроительного завода «Знамя революции» на производственной площади, арендованной у Гаврилов-Ямского льнокомбината «Заря социализма».Главной специализацией завода стал выпуск деталей для топливорегулирующей аппаратуры двигателей самолетов военной и гражданской авиации (МиГ, Су, Ту, Бе, Як).
В 1999 году ОАО ГМЗ «АГАТ» — вошел в состав ФНПЦ «Салют», одного из крупнейших производителей авиационных двигателей. А уже с 2002 года начал производить по их заказу мотоблоки под торговой маркой «Салют-5». В 2011 году контракт не был продлен, поэтому ОАО ГМЗ «АГАТ» с 2012 года стал выпускать мотоблоки под собственной маркой «Агат», по тем-же чертежам, на том-же оборудовании, с теми-же отечественными поставщиками стали, комплектующих и прежде всего редуктора, выполненного на Омском Производственном Объединении имени П. И. Баранова. Кроме того, появились новые поставщики двигателей известных мировых брендов, что позволило расширить линейку выпускаемых мотоблоков.
В настоящее время мотоблоки «Агат» производятся в России (г. Гаврилов-Ям, Ярославская область).
Мотоблок Агат Л-6,5 относится к семейству мотоблоков «Агат» (аналог мотоблоков «Салют-5», с коробкой передач 2+1 в 2-х диапазонах), с двигателем Lifan («Л» — Лифан) мощностью 6,5 л.с. класс — коммерческие двигатели общего назначения (серия F) — для работы длительное время на участках средней площади. Максимальное тяговое усилие с балластным грузом 35 кг на ходовых колесах или грузом 15 кг на передней подвеске (согласно инструкции) – до 70 кГс.
Целесообразность применения данного класса лежит в интервале от 12 до 50 соток земельного массива.
Агат Л-6,5 является классическим мотоблоком, представляющим собой фрезерный мотокультиватор со шкивом отбора мощности (ШОМ), у которого почвофрезы устанавливаются на ведущую ось вместо колес. Этим определяется комплектация мотоблока: фрезы и сошник. Кроме того, прилагается комплект из двух пневматических колес.
За счет колес, прицепной скобы и шкива отбора мощности мотокультиваторы Агат допускают различные схемы агрегатирования. Установка дополнительного навесного и прицепного оборудования, позволяет круглогодично выполнять широкий спектр агротехнических, хозяйственных и коммунальных работ.
Особенности классических мотоблоков «Агат» — шкив отбора мощности (ШОМ) расположен на ведомом шкиве (отбор по среднему ручью в сторону прицепной скобы), возможность установки ШОМ на вал, расположенный справа на редукторе, ведомый шкив привода имеет три ручья, ведомый шкив с ведущим (четыре ручья) соединен двумя клиновидными ремнями, легко переводится в положение транспортировки, в котором помещается в багажник легкового автомобиля.
Рычаг переключения скоростей расположен на корпусе редуктора внизу под стойкой руля, в комплекте 4 фрезы, мощность двигателей от 5,0 до 6,5 л. с.
Особенности модели «Л-6,5» — двигатель Lifan 168F-2 с максимальной мощностью 6,5 л.с.
Основные элементы мотоблока Агат Л-6,5:
Двигатель Lifan (Китай) серии F Horizontal мощностью 6HP, модель 168F-2, мощность 6,5 л.с.
LF — LifanGroup Co Ltd— это крупнейшая в Китае частная компания, которая имеет всемирную известность. Была основана в 1992 году и с тех пор заявила о себе как о современном производителе, главным приоритетом которого является качество и надежность за приемлемую цену. Двигатели данной серии производятся в Китае (г.Чунцин, район Бэйпэй Цайцзяган).
Серия Fмощностью 6HP (Horizontal) – F серия мощностью до 6,5 л.с. с горизонтальным валом. Это горизонтальные 4-х тактные одноцилиндровые двигатели с принудительным воздушным охлаждением, ориентированные на эксплуатацию в нормальных условиях, мощностью до 6.5 л.с., с ручным и электрическим стартером (опция), в комплекте с понижающим редуктором и без. Разработаны специально для потребительского применения.
Используются для установки на садовую и сельскохозяйственную технику малой мощности: газонокосилки, мотокультиваторы, мотоциклы, квадроциклы, скутера, водяные насосы.
Модель 168F-2 – самый мощный двигатель в серии, одноцилиндровый («1») объемом 196 куб.см («68» -диаметр поршня 68 мм, «2» — увеличенный ход поршня с 45 мм до 54 мм) с принудительным воздушным охлаждением и ручным стартером («F», электрозапуск — «FD») с горизонтальным расположением коленчатого вала и с верхним расположение клапанов (OHV — overhead-valve). Максимальная мощность 6,5 л.с. достигается при 3600 об/мин.
Система зажигания — бестранзисторная ТС1(быстрый, надежный, легкий запуск).
Система защиты от запуска при малом уровне масла — активируется при запуске и автоматически отключается после, что позволяет производить кратковременные наклоны мотора (до 25 градусов) без риска, что двигатель заглохнет из-за изменения уровня масла в картере.
Топливный кран, позволяющий перекрывать подачу топлива в карбюратор при транспортировке.
Простота в использовании и обслуживании.
Система запуска — ручной стартер с втягивающимся шнуром (электростартер опция). Вес «сухого» двигателя –15,3 кг.
Для работы двигателя рекомендуется использовать неэтилированный (допускается этилированный) бензин с октановым числом не менее 85 и масло SAE 30 (летнее) или SAE10W30 (всесезонное).
Расход топлива при номинальной выходной мощности составляет порядка 289 г/л. с. в час (395 г/кВт-ч) или 1,4 литров в час при 3600 об/мин.
Трансмиссия мотоблока Агат Л-6,5 состоит из сцепления и коробки передач (редуктора). Механизм сцепления — механический, за счет натяжения ремня клиноременной передачи.
Состоит из клинового ремня, натяжного ролика с рычагом, пружины возврата, тяги и рычага управления, расположенного на руле. При нажатии на рычаг на рукоятке руля ролик, перемещаясь, создает необходимое натяжение приводных ремней, и вращение от двигателя передается на ведомый шкив редуктора. Редуктор — механический, шестеренчато-цепной, маслонаполненный (1,1 л) в алюминиевом корпусе.
Зубчатое соединение повышает надежность трансмиссии, так как для шестеренчатого редуктора допустимы любые возможные нагрузки, в том числе ударные от камней, попадающихся в почве.
Редуктор обеспечивает моноблоку 2 передачи вперед и 1 назад. Передачи переключаются рукояткой на редукторе.
Ведущий шкив имеет 4 ручья, то есть 2 пары. Ведомый шкив – три ручья, крайние из которых (1 и 3) являются шкивом редуктора (приводным шкивом). Крутящий момент на шкив редуктора передается двумя клиновыми ремнями. При перестановке на ведущем шкиве 2-х приводных ремней с пары ручьев одного диаметра (первый диапазон скоростей) на пару ручьев другого диаметра обеспечивается второй диапазон значений скоростей вращения ведомого шкива и, соответственно, выходных полуосей редуктора. Так реализуется 4 скорости вперед и 2 назад.
Смена диапазонов скоростей (пар ручьев) производится не только сменой ручья для ремня, как на МБ «Нева», а путем снятия шкива ШОМ с вала двигателя, переворота его на 180 градусов, обратной установкой на вал и установкой ремней на другую пару ручьев с регулировкой их натяжения по инструкции.
Переключение передач позволяет выбрать скорость для различных видов работ и транспортировки грузов. Первая передача – 2,8 км/час предназначена для тяжелых агротехнических работ на сложном грунте — целине, четвертая – 7,8 км/час, для перевозки грузов на малогабаритной транспортной тележке.
Шкив отбора мощности — шкив боковой под клиноременную передачу, расположенный перпендикулярно к продольной оси симметрии мотоблока. Представляет собой средний ручей ведомого шкива. Частота вращения соответствует частоте вращения приводного шкива. Вращение шкиву отбора мощности передается через клиноременную передачу от ведущего вала через приводной ведомый шкив по среднему ручью в противоположную сторону относительно приводной клиноременной передачи. Предназначен для подключения внешних активных агрегатов. Для привода стационарных навесных орудий (деревообрабатывающие станки, кормоизмельчители и т.д.) можно использовать вал, расположенный справа на редукторе МБ. На вал крепится шкив 650403000 с защитным кожухом (продается отдельно), а клиновой ремень для привода навесных орудий прилагается в их комплектах сменных частей.
Рама — представляет собой два стальных штампованных угольника. На раме установлены и закреплены болтами: двигатель, редуктор, стойка руля, опора, защитные крылья. В хвостовой части рамы имеется скоба для установки и крепления рекомендованного к применению сменного навесного и прицепного оборудования.
Благодаря смещенному вперед и низко расположенному центру тяжести «Агат» устойчив к опрокидыванию.
Сцепная скоба– служат для присоединения сменного прицепного оборудования (напрямую либо через универсальную сцепку) и фронтального навесного оборудования при развороте руля на 180 градусов.
Штырь на передней части рамы– конструкцией не предусмотрен, для механического присоединения фронтального навесного оборудования служит либо скоба мотоблока, либо специальное сцепное устройство, руль разворачивается на 180 градусов.
Ограничитель глубины культивации (сошник) – устанавливается в хвостовой части мотоблока, предназначен для ограничения глубины культивации и скорости движения при обработке почвы, фиксируется на различной высоте в зависимости от типа обрабатываемой почвы.
Фрезы-культиваторы – предназначены для обработки почвы рыхлением без оборота пласта и устанавливаются на правую и левую полуоси редуктора в соответствии с инструкцией, так как имеют правое и левое исполнение.
Колеса пневматические – служат для перемещения мотоблока как отдельно, так и с установленными на нем механизмами и устройствами. При установке расширительных втулок возможна установка колес большего диаметра.
Дополнительное оборудование
Важной особенностью мотоблоков «Агат» является возможность использования большого количества отечественных навесных и прицепных орудий. Дополнительное оборудование, предназначенное для этого мотоблока, выпускают многие производители в России и бывших союзных республиках.
Вот далеко не полный список оборудования для МБ «Агат»:
Кроме того, «Агат» совместим с оборудованием, предназначенным для многих других отечественных и импортных мотоблоков.
К наиболее часто используемому дополнительному оборудованию относятся:
Устанавливаются на ось редуктора: Колеса и фрезы.
Полольник-рыхлитель.
Грунтозацепы, колеса для окучивания.
Утяжелители.
Устанавливаются на прицепную скобу напрямую либо через универсальную сцепку: Плуги, борона.
Окучник одно-, двухрядный, дисковый.
Овощевыкапыватель.
Картофелесажалка однорядная навесная.
Транспортные тележки, адаптеры с кузовом и без.
Лопата-отвал ЛМ-100.
Устанавливаются с применением ШОМ (орудия активного привода): Щетка ЩМ-0,9 «Торнадо».
Снегоуборщик СМ-0,6 «Мегалодон».
Косилка роторная «Заря».
Косилка КМ-0,5 «Терминатор».
Насос водяной (помпа) НМЦ.
Насосная установка УН-1 для полива.
Генераторная приставка для подачи электроэнергии.
Кормоизмельчители,
Стационарный деревообрабатывающий станок и др.
Характеристики:
Мощность
6,5 л.с.
Вес
62…82 кг согласно инструкции
Ширина вспашки
80/60/35 см (6/4/2 фрезы)
Сцепление
клиноременная передача с натяжным роликом
Редуктор
механический, шестеренчатый
Количество скоростей
4 вперед/2 назад (2/1 в двух диапазонах)
Глубина вспашки
25 см
Двигатель
Lifan 168F-2
Размер колес
39…41 см (пневматические)
Колея
Переменная ступенчато регулируемая
Ширина колеи
Нормальная-260 мм; с удлинителями-540 мм
Объем масла в редукторе
1,1 л
Вал отбора мощности
Шкив на клиноременной передаче
Количество фрез
4 (возможно увеличение до 6 или уменьшение до 2)
Количество ножей на фрезе
4
Частота вращения фрез
20-130 об/мин
Диаметр фрез-культиваторов
31 см
Тип мотоблока по массе
средний (по ГОСТу 28523-90)
Двигатель, параметры:
Модель
168F-2 LF Horizontal
Производитель
Lifan (КНР) / сборка КНР
Тип двигателя
бензиновый, карбюраторный, 4-х тактный
Объем цилиндра
196 куб. см
Емкость топливного бака
3,6 л.
Объем масла
0,6 л
Поступательная скорость вперед
I – 2,8/6,3; II – 3,5/7,8 км/час (3600 об/мин)
Поступательная скорость назад
2,0/2,5 км/час (3600 об/мин)
Ходовая система
Одноосная, колесная формула 2х2
Дорожный просвет
11…12 см
Угол поперечной статической устойчивости
15 град, не менее
Радиус поворота
1,5 м
Рулевое устройство
Штанговое
Комплектация
Мотоблок, 4 фрезы для рыхления земли, пневмоколеса, сошник
Габаритные размеры, ГхШхВ
1510х620х1335 мм, не более, в рабочем положении
Страна производитель
Россия
Гарантия
1 год
Мотоблок УГРА НМБ-1Н7, двигатель Lifan, 6,5 л.
с, 3 вперед/1 назад, колеса 4.00-10
Главная > Мотоблоки > Мотоблок УГРА НМБ-1Н7, двигатель Lifan, 6,5 л.с, 3 вперед/1 назад, колеса 4.00-10
Мощность: 6,5 л.с.
Вес: 90 кг
Ширина обработки: до 90 см
Сцепление: дисковое
Редуктор: шестеренчатый
44 200 р.
Нет в наличии
Описание
Технические характеристики
Комплектация: фрезы, пневмоколеса, сошник. Производитель вправе изменить комплектацию без предварительного уведомления.
Нуждаетесь в мощной, надежной и безопасной машине, тогда вам нужен мотоблок КАДВИ Угра НМБ-1Н7. Он выполняет разнообразный спектр работ в комплекте с навесными орудиями: косит, обрабатывает почву, поливает, опрыскивает, убирает снег, сажает и выкапывает картофель, транспортирует грузы весом до 350 килограммов. Универсальность мотоблока заключается в наличии двух валов отбора мощности, что дает возможность с легкостью подключать разные дополнительные навесные орудия: снегоуборщик, водяной насос, сенокосилку и другие. Мотоблок КАДВИ Угра НМБ-1Н7 оснащен двигателем LIFAN максимальной мощностью 6,5 л.с. и металлическим топливным баком. Агрегат можно использовать для обработки больших земельных участков, площадью 4 000 м. кв. Мотоблок снабжен шестеренчатой коробкой передач и редуктором привода, сцеплением из металлокерамических дисков. Все это значительно повышает работоспособность агрегата. Полностью исключены такие проблемы как соскакивание, проскальзывание и обрыв, в связи с отсутствием приводных клиновых ремней. Работа с навесными и прицепными орудиями оптимизируется за счет коробки передач, имеющей три скорости вперед и одну назад. Рулевая колонка мотоблока КАДВИ Угра НМБ-1Н7 поддается легкой регулировке в вертикальной и горизонтальной плоскости, обладает вибрационной защитой. Благодаря развороту руля в горизонтальной плоскости «затаптывание» почвы при культивации не происходит. Российский мотоблок Угра является единственным агрегатом, который выполнен по всем европейским нормам безопасности. Красная ручка в системе управления остановки двигателя, черный рычаг, блокирующий муфты заднего хода мгновенно и безопасно останавливают агрегат в экстренной ситуации. Возможность производить стационарные работы с навесными орудиями: кормодробилка, земляной бур, водяной насос, циркулярная пила, позволяют два вала отбора мощности, которые имеются на коробке передач. Минимальная разборка мотоблока значительно облегчает его перевозку, он легко умещается в любом легковом автомобиле.
Преимущества мотоблок НМБ-1Н7 с двигателем LIFAN 6,5 л.с:
– Профессиональный мотоблок . – Большая мощность(6,5 л.с.) . – Стальной обслуживаемый шестеренчатый редуктор. – Сцепление из метелокерамических дисков. – Отсутствие ремней в конструкции мотоблока. – Большой ресурс мотора . – Большая ширина обработки . – Четырехтактный двигатель . – Верхнее расположение клапанов . – Коробка передач(3 вперед/1 назад) . – Пневматические колеса . – Достаточный для обработки целины вес(98 кг.) . – Вал отбора мощности(для использования насадок) . – Регулируемый руль . – Возможность использования транспортировочной тележки. – Грузоподъемность(до 500кг) . – Компактные размеры(для облегчения транспортировки) . – Широкий спектр навесного оборудования . – Возможно использовать для : кошения травы, перевозки грузов, выкапывания картофеля, окучивания, нарезания грядок и борозд, для уборки территории (щетка – очиститель, лопата – отвал, роторный снегоуборщик).
Мощность 6,5 л.с.
Вес 90 кг
Ширина обработки до 90 см
Сцепление дисковое
Редуктор шестеренчатый
Реверс естьГлубина обработки до 32 см
Регулируемый руль в 2 положениях
Дополнительно усиленный редуктор, большой дорожный просвет
Двигатель LIFAN 168F-2A — 196 куб.см.
Максимальное число оборотов двигателя 2500 об/мин
Количество скоростей 3 вперед/1 назад
Регулируемая рулевая колонка 2 положения
Объем топливного бака 3. 6 л
Площадь обработки 20000 м2
Страна производитель Россия
Гарантия 18 месяцев
BCS 718 — 6.5HP — Землеройные инструменты
Наши мотоблоки могут быть оснащены различными вариантами колес. Наиболее популярными являются ГРУЗОВЫЕ КОЛЕСА, КОЛЕСА БОЛЬШОГО РАЗМЕРА и ЗАПОЛНЕНИЕ ПЕНОГАМИ колес. Вот краткий обзор плюсов и минусов этих вариантов:
ВЕС КОЛЕС: Любое орудие, которому требуется большое тяговое усилие колес для «выполнения работы» (например, бульдозерные отвалы, прицепные плуги, культиваторы, глубокорыхлители). , обжимной каток и т. д.) всегда будут работать лучше, если трактор просто больше весит… потому что более тяжелый трактор может создавать большее тяговое усилие. Добавлять этот вес на колеса лучше всего, потому что добавление веса на колеса не меняет БАЛАНС машины… грузы прикрепляются к «точке опоры» трактора, то есть к оси. Наш » Вешалки для штанги «на сегодняшний день являются наиболее популярным вариантом для этого, потому что они используют стандартные 1-дюймовые пластины для штанги с центральным отверстием для фактического веса . .. и вы можете найти их практически где угодно, а используемые веса такие же тяжелые, как и новые! Если используемое орудие требует дополнительного тягового усилия трактора, установите противовесы, если вам нужен более легкий и маневренный трактор (например, для скашивания), снимите противовесы Стойки могут оставаться на тракторе даже когда нет груза
МИНУСЫ: Если выбраны «длинные» подвески, они выступают на пару дюймов за края колес.
КОЛЕСА БОЛЬШОГО РАЗМЕРА: На большинстве моделей тракторов вы можете перейти на колеса следующего размера большего размера, просто заплатив разницу в стоимости между двумя размерами (цены на колеса указаны на нашей странице «Трактор Аксессуары» , раздел «Колеса»).
ПЛЮСЫ: Увеличенный клиренс под трактором, меньше шансов «провалиться» на пересеченной/неровной местности.Также немного увеличивается скорость относительно земли (например: переход с колес 5x10x20″ на колеса 5x12x22″ увеличивает скорость движения примерно на 10%).
МИНУСЫ: Изменяет угол наклона трактора/навесного оборудования, что может быть недостатком для некоторых навесных орудий… в частности, для серповидных стержней и снегоуборщиков. В некоторых случаях можно использовать удлинитель ВОМ, чтобы помочь «выровнять» угол навесного оборудования. Кроме того, увеличение скорости относительно земли может вызвать серьезную нагрузку на двигатель при использовании навесного оборудования, которое в некоторых условиях может «максимально увеличить» мощность двигателя (косилки, снегоочистители)… если машина движется на 10 % быстрее из-за больших колес, двигатель вынужден работать на 10% больше.
КОЛЕСА С ПЕНОНАПОЛНЕНИЕМ
Эта опция означает, что воздух в шинах заменен постоянной твердой резиной (закачивается в колеса в виде пены, но затвердевает, превращаясь в довольно твердую резину).
ПЛЮСЫ: Ни единого шанса спустить шину — никогда. Нулевое обслуживание шин. Кроме того, вы получаете некоторое сцепление с дорогой благодаря дополнительному весу твердой резины (дополнительный вес в зависимости от размера шин показан на странице 9 наших аксессуаров ).0007 , секция колес)
МИНУСЫ: Вы не сможете убрать этот лишний вес — никогда. Вес трактора будет увеличен на 25% — 40% навсегда. Если вы стремитесь к минимальному уплотнению почвы, это может быть проблематично. Кроме того, дополнительный вес увеличивает тормозной путь … дополнительная инерция затрудняет остановку трактора (наиболее заметно при скашивании и особенно при движении под уклон). Можно было бы добавить, что залитое пеной колесо тоже невозможно снять с обода, не разрезав покрышку пополам, но так как на такой тихоходной машине за 30+ лет шины все равно не изнашиваются, то это не действительно забота. Наконец, компания, которую мы используем для наполнения шин пеной, не всегда делает «первоначальную» работу с точки зрения внешнего вида… то есть шины / диски иногда забрызгиваются или капают на пенопластовый материал (темно-коричневый материал). . Если внешний вид этого остатка вас смущает, то с небольшим усилием он отслаивается…
A Дифференциал — это редуктор в центре оси, который распределяет мощность вращения между двумя колесами, расположенными по обе стороны этой оси. Следовательно, дифференциал позволяет двум колесам на одной оси вращаться с разными скоростями или даже одному колесу вращаться, в то время как другое неподвижно. Все автомобили, грузовики, большие тракторы и т. д. имеют дифференциалы на ведущих осях. (Если бы они этого НЕ делали, то каждый раз, когда вы поворачиваете на своей машине, одно из колес оставляло бы черный след на асфальте… так как во время поворота ВНЕШНИЕ колеса вращаются быстрее, чем ВНУТРЕННИЕ, потому что внешние колеса Таким образом, наличие дифференциала на мотоблоке позволяет оператору маневрировать машиной без особых усилий, так как во время поворота (например, в конце садового ряда) два колеса могут вращаться на разных скоростях, а значит не надо «таскать» руль во время поворота. Если мотоблок, оборудованный дифференциалом, также оборудован рулевыми тормозами (как, например, несколько более крупных машин), это добавляет «следующий шаг» в облегчении маневрирования, поскольку оператор может просто включить один из тормозов, который замедляет одно из колес и, следовательно, ускоряет другое, и трактор более или менее поворачивается сам.
Теперь, с дифференциалом, бывают случаи, когда ОДНО колесо на оси теряет сцепление с дорогой, и оно просто сидит и крутится, в то время как другое колесо ничего не делает. (Вы когда-нибудь видели двухколесный автомобиль, застрявший в снегу или грязи? Обычно крутится только ОДНО колесо). выбраться из ямы… если одно колесо будет вращаться легче, чем другое, дифференциал просто передаст всю мощность этому колесу. Вот почему все наши мотоблоки с дифференциалом также оснащены «Блокировкой дифференциала», которая отключает дифференциал и блокирует 2 колеса вместе . Как только дифференциал «заблокирован», у вас одинаковое сцепление с обоими колесами… но трактором также становится намного труднее маневрировать, поскольку колеса больше не могут вращаться независимо друг от друга! Элемент управления блокировкой/разблокировкой дифференциала расположен прямо на руле трактора и может быть активирован в любое время, даже во время движения трактора.
Меньшие мотоблоки обычно НЕ имеют дифференциала на оси. (Если дифференциала нет, он считается « цельной осью », потому что ось представляет собой сплошную деталь, которая постоянно соединяет два колеса.) В этой системе одно из колес должно «разорвать сцепление» во время поворачиваться и, по сути, «волочиться». Меньшие тракторы имеют такую конструкцию по двум причинам: 1. Дифференциал является очень дорогим в производстве устройством, и отсутствие его установки снижает стоимость на меньших моделях тракторов; и 2. Небольшие тракторы легче по весу и относительно легко маневрируют даже без дифференциала. (машины меньшего размера в стандартной комплектации также имеют более узкую колею для облегчения маневрирования… гораздо легче «сломать сцепление» с колесами во время поворота, когда колеса расположены ближе друг к другу)
PowerSafe™ — торговая марка BCS. для новой «гидромеханической» системы сцепления, представленной BCS в Европе в 2011 году и в Северной Америке в 2012 году. Она появляется в Северной Америке на моделях BCS 660, 739., 749, 750 и 779. Это сцепление, в котором используется гидравлическое давление для сжатия дисков сцепления (а не пружинное натяжение, как в любом «стандартном» сцеплении) для передачи мощности. Поэтому тракторы со сцеплением PowerSafe имеют встроенный гидравлический микронасос, который прокачивает масло через масляный фильтр к сцеплению. Этот тип сцепления также находится в масляной ванне, поэтому оно охлаждается циркулирующим маслом (а не только воздухом), и поэтому предположительно его труднее перегреть.
Этот тип системы никогда ранее не использовался в мотоблоке, и, честно говоря, мы в Earth Tools не знаем, какова будет долговечность со временем. Как я это вижу сейчас (Джоэл, владелец Earth Tools, пишет 15.03.2022), вот список преимуществ/недостатков:
Преимущества :
Относительная простота использования управления сцеплением, поскольку управление перемещает только клапан… не сжимает большую пружину сцепления.
Очень безопасно… ручка безопасности «присутствие оператора» на руле (та, которую нужно удерживать, чтобы заставить машину двигаться) также зацеплена за систему сцепления, поэтому, если вы отпустите машину, это будет похоже на вы выжали ручку сцепления…машина мгновенно останавливается, но двигатель НЕ глушится. (Есть отдельное управление выключением двигателя)
Вероятно, легче использовать тому, кто вообще не имеет опыта работы со сцеплением (т. е. тому, кто никогда не управлял рычагом переключения передач), потому что эта система мокрого сцепления затрудняет «неправильное использование» сцепления из-за перегрева. .
BCS предлагает расширенную гарантию на 5 лет на эту систему сцепления (3 года на стандартное сцепление). (Интересно, что BCS начала предлагать эту «расширенную» гарантию только после того, как продажи моделей PowerSafe были плохими в течение первых 2 лет… им понадобился дополнительный «крючок». )
Система PowerSafe имеет встроенный «тормоз трансмиссии», который мгновенно останавливает трансмиссию, когда рычаг сцепления выжат (или отпущен предохранительный рычаг), когда селектор переключения передач трактора все еще находится «в положении» (тормоз трансмиссии бесполезен). если поставить селектор коробки передач в нейтральное положение!) Это удобная функция при использовании машины на склонах… но у нее есть недостаток (см. ниже).
Модели PowerSafe также оснащены «стояночным тормозом», который блокирует оба колеса, потянув за один рычаг на руле. Опять же, это удобно, если вы работаете на крутых склонах. (Другие модели BCS с «рулевыми тормозами» также могут иметь «заблокированные» тормоза для парковки, но замки включаются независимо от каждого из двух органов управления тормозами). Однако у этой функции есть обратная сторона … см. ниже.
Недостатки :
Требуется более частая замена трансмиссионного масла с заменой масляного фильтра: каждые 100 часов работы (30 часов для масла для начальной обкатки)…дополнительные расходы. (и если вы не выполните это в соответствии с графиком BCS, гарантия на сцепление АННУЛИРУЕТСЯ)
Тракторы с этой системой сцепления НЕ оснащены более высокой «транспортной» передачей, которая есть у тракторов со «стандартным сцеплением». Если вы планируете использовать универсальный прицеп с мотоблоком, отсутствие более высокой «транспортной» скорости может стать обломом.
ГОРАЗДО более сложная гидравлическая система сцепления PowerSafe означает, что если со временем что-то пойдет не так с «внутренностями» сцепления, вам ОБЯЗАТЕЛЬНО придется доставить его дилеру для обслуживания, поскольку для этого требуются специальные методы и инструменты. Для сравнения, стандартные системы сцепления настолько просты, что многие из наших клиентов (фермеры, домовладельцы) годами обслуживали свои собственные… если на самом деле, у нас есть полные инструкции по снятию и установке сцепления стандартного типа на нашем веб-сайте (я бы даже не пытался публиковать такие инструкции для PowerSafe… слишком сложно!!), и мы предлагаем ремонт стандартных сцеплений в течение 1-2 дней, если возникнет такая необходимость. Таким образом, сцепление PowerSafe не является хорошим выбором для тех, кто делает все своими руками и хочет полагаться на свои собственные навыки/обычные инструменты при обслуживании своего оборудования.
Масляный фильтр немного оголен, прямо под/сзади двигателя. В настоящее время у нас было 3 наших клиента, которые случайно сломали фильтр во время кошения щеткой на пересеченной местности. Ремонт был не дорогой (около 40 долларов), но их трактор, конечно, застрял в поле, пока не привезли новую деталь… так как с отломанным фильтром гидравлическая система просто выкачивает масло на землю. (Мы рекомендовали BCS, чтобы они установили защитную пластину на заводе под фильтр… хотя пока без изменений.)
Из-за функции «тормоза трансмиссии», упомянутой в разделе «Преимущества» выше, трансмиссия ПРЕКРАЩАЕТСЯ при включении сцепления. Это означает, что ПЕРЕКЛЮЧЕНИЕ ПЕРЕДАЧ на самом деле немного сложнее для моделей PowerSafe, потому что, если шестерни трансмиссии «остановились» в месте, где они не совсем выровнены, вы не можете «переключить» сцепление, чтобы включить передачи. (если вы попробуете «ослабить» муфту PowerSafe, вы ПОЛУЧИТЕ шестерни. Как только «тормоз трансмиссии» отключается, он мгновенно переходит в ПОЛНУЮ МОЩНОСТЬ). Это особенно заметно (и раздражает) при включении рычага ВОМ (на самом деле, это была достаточно большая проблема, поэтому мы сняли специальное видео о включении ВОМ на наших различных моделях мотоблоков: https://www.youtube.com/watch?v=RKhtwCGDops)
Из-за «однорычажного стояночного тормоза», упомянутого в разделе «Преимущества» выше, опорный кронштейн для тросов активации тормоза был изменен компанией BCS для размещения дополнительных тросов стояночного тормоза. На моделях PowerSafe с «независимыми рулевыми тормозами» (749, 750, 779) это означает, что тросы рулевого тормоза также проходят через этот новый кронштейн. НУ, инженеры BCS не слишком хорошо продумали это… новое положение тросов делает их МЕНЕЕ ЭФФЕКТИВНЫМИ для активации рулевых тормозов из-за плохого угла крепления. По сравнению с тракторами с «сухим сцеплением» и рулевыми тормозами (852, 853), рулевые тормоза на моделях PowerSafe примерно на На 30% менее эффективен. Мы показали BCS, как это можно исправить (изготовив другой опорный кронштейн, улучшающий угол крепления троса), но за 10 лет они не внесли никаких изменений.
Еще одно замечание: система «предохранения» на тракторах со стандартным сцеплением — это то, к чему вы привыкли за последние 30 лет, если вообще работали с какой-либо силовой техникой: когда вы отпускаете ручку «предохранителя» на руль, двигатель глохнет. Это соответствует всем североамериканским стандартам безопасности для силового оборудования с ручным управлением. И: Если оператору необходимо отойти от машины во время ее работы, для этого есть возможность: просто сожмите рукоятку сцепления и зафиксируйте небольшую защелку, которая удерживает рукоятку сцепления в «выжатом» положении… это автоматически удерживает «предохранительный» рычаг в нижнем положении и позволяет двигателю работать… но при выжатой рукоятке сцепления мощность не может передаваться на колеса или навесное оборудование. Если отпустить сцепление, предохранительный рычаг мгновенно выскакивает и глушит двигатель. (Я упоминаю об этом, потому что на веб-сайте BCS America подразумевается, что тракторы, оснащенные PowerSafe, являются единственными моделями, в которых вы можете отойти от руля, и двигатель не заглохнет. Это полное заблуждение! BCS просто изо всех сил пытается продать технологию. что они недавно инвестировали так много миллионов долларов/евро.)
Суть в следующем: как было сказано выше, мы не знаем, как муфты PowerSafe будут работать в долгосрочной перспективе. Они могут быть отличными, они могут быть бомбой… но без многолетней истории службы мы просто не знаем. Что мы ДЕЙСТВИТЕЛЬНО знаем, так это то, что стандартные сцепления существуют уже много лет, и при правильном использовании они могут легко прослужить до 2000 часов… и что их может довольно легко заменить любой, кто имеет базовые навыки механики.
Так что выбирайте сами… у нас есть все модели (а также множество масляных фильтров PowerSafe!) функции скорости. «Рабочие» скорости на всех тракторах BCS работают в обоих направлениях с помощью рычага «челночного переключения» с редуктором… но из-за компактной конструкции этих трансмиссий «транспортная» скорость (4-я передача , в случае тракторов серии 800) идет только в ОДНОМ направлении, в зависимости от того, в каком направлении разрезается червячная передача оси. Результат: У модели 852 4-я передача «транспортная» скорость работает ТОЛЬКО ВПЕРЕД, когда трактор находится в РЕЖИМЕ ПЕРЕДНЕГО ВОМ (кошения), в то время как у модели 853 4-я передача «транспортная» передача работает ТОЛЬКО ВПЕРЕД, когда трактор находится в РЕЖИМЕ ЗАДНЕГО ВОМ (обработка почвы) (это направление, в котором трактор будет тянуть универсальный прицеп, разбрасыватель компоста или что-либо, прикрепленное к «сцепному устройству» трактора, что делает модель 853 обычно более продаваемой). ).
Из-за того, что некоторые клиенты выбирают навесное оборудование, скорость транспортировки в одном ИЛИ в другом направлении (направление переднего ВОМ ИЛИ заднего ВОМ) иногда более желательна… поэтому мы храним модели 852 и 853, чтобы лучше обслуживать наших клиентов. .
Например: если человек будет использовать в основном косилку, сенокосное или снегоуборочное оборудование (все с передним ВОМ) и, возможно, немного будет использовать культиватор, то трактор с транспортной скоростью работает в Передний- Желателен режим ВОМ : это 852 . Тем не менее, если трактор будет использоваться для различных целей (кошение, обработка почвы и т. д.) и , особенно , если в вашем будущем будет установлена задняя тележка: тогда 853 имеет больше смысла.
ОБРАТИТЕ ВНИМАНИЕ: Рабочие скорости (1-я, 2-я и 3-я передачи) на 852 и 853 ИДЕНТИЧНЫ, поэтому фактические скорости скашивания, обработки почвы и т. д. на обоих тракторах одинаковы. Вопрос здесь в том, в каком направлении вы хотите, чтобы работала быстрая 4-я «транспортная» передача «из пункта А в пункт Б».
Применимость агрегата и все остальные функции одинаковы для моделей 852 и 853.
БКС 710 — 7 л.с.
Мотоблоки
БКС 722 — 8 л.с.
Мотоблок BCS модели 718
(показан с режущим аппаратом 39 дюймов)
Модель BCS 718 оснащена той же двухступенчатой трансмиссией, что и модель 710, но с более надежным, полностью регулируемым агрегатом. рулей. Эта модель хорошо подходит для небольшого садоводства, стационарного применения (мойка высокого давления, измельчитель/измельчитель), некоторых задач по уборке снега и транспортировке, но только для ограниченного кошения из-за низкой общей скорости движения. Это точно такой же трактор, как и BCS 722, за исключением того, что у модели 722 двигатель большего размера и колеса стандартного размера.
Почему новые тракторы BCS ЧЕРНЫЕ?
Сопоставимая модель трактора марки Grillo: G85
Цена (только трактор… без навесного оборудования) :
6,5 л. с. Обычная цена продажи: $2944 АКЦИОННАЯ ЦЕНА НА КОНЕЦ ГОДА ДО 31 ДЕКАБРЯ 2022 ГОДА: $2867
Технические характеристики
Тип двигателя/л.с.
GX200 Хонда Газ
Система запуска
Отдача (ручная)
Муфта
Коническая, автомобильного типа
Трансмиссия
Все шестерни и валы из закаленной стали, поддерживаемые шарикоподшипниками, в масляной ванне
Дифференциал (подробности здесь)
Нет
Рулевые тормоза
Нет
Скорость обработки почвы (задний ВОМ)
Передний ход: 0,65, 1,3, 6,5 мили в час • Реверс: 0,7, 1,4 мили в час
Скорость скашивания (передний ВОМ)
Вперед: 0,7, 1,4 мили в час • Обратный ход: 0,65, 1,3 мили в час
Размер колеса
Фиксированный обод 4 x 8 x 16 дюймов, тракторный протектор, трубчатый тип
Внешняя колесная колея (без аксессуаров)
16 дюймов
Элементы безопасности
Контроль присутствия оператора (переключатель аварийного режима), блокировка задней передачи/ВОМ (для предотвращения вспашки задним ходом)
Руль
Антивибрационный, мгновенно регулируется вверх-вниз и из стороны в сторону; также полностью реверсивный для перехода из режима переднего ВОМ в режим заднего ВОМ. Все органы управления на ручках.
ВОМ Тип
Независимая, 990 об/мин при максимальной частоте вращения двигателя
Способ смены инструментов
Две шпильки с резьбой 12 мм с гайками или дополнительная быстроразъемная сцепка
Масса трактора (без навесного оборудования)
145 фунтов.
ТЕЛЕФОН ЧАСЫ (EST)
15 марта — 31 октября
С понедельника по пятницу, , с 9:00 до 18:00 по восточному поясному времени.
1 ноября — 14 марта
С понедельника по пятницу 9:00–17:00 EST
В выходные дни по договоренности. Обратите внимание на праздничные часы слева .
ПОСЕЩЕНИЕ НАШЕГО МАГАЗИНА: Пожалуйста, позвоните заранее!
Если вы хотите посетить наш магазин, у нас достаточно земли, чтобы продемонстрировать наши мотоблоки с любым навесным оборудованием. Но если едете в гости, ЗВОНИТЕ минимум за сутки! Часы работы розничной торговли назначаются по предварительной записи (да, и в выходные тоже), поэтому чем больше вы сообщите нам, тем лучше мы сможем настроить наш график в соответствии с вашим графиком. Иногда мы не в магазине, занимаемся доставкой, демонстрацией или демонстрацией оборудования на выставках.
Большинству приусадебных участков нужны крепкая косилка, садовый культиватор и, возможно, способ расчистить снег с подъездных дорог. Но покупка и обслуживание трех или более двигателей может обойтись довольно дорого. Многие из нас мечтают иметь стандартный трактор с различным навесным оборудованием, но тракторы тоже могут быть недосягаемы, если вы не занимаетесь сельским хозяйством.
Есть и третий вариант, который может оказаться идеальным и более доступным для многих из нас — двухколесный мотоблок. Эти машины имеют более мощные двигатели, чем большинство однофункционального силового оборудования, и они могут принимать широкий спектр навесного оборудования, что позволяет вам покупать и обслуживать только один высококачественный двигатель для выполнения различных задач. Мы опробовали два ведущих мотоблока: косилку DR Field and Brush Mower, продаваемую компанией Country Home Products из Вермонта, и мотоблок BCS, произведенный в Италии, но имеющий дилеров по всей территории Соединенных Штатов. Цены начинаются менее чем с 3000 долларов — намного меньше, чем ездовой трактор, и меньше, чем несколько отдельных машин.
Как совладелец Wild Onion Farm, небольшого огородного предприятия в Лоуренсе, штат Канзас, мне нужно было что-то, что могло бы легко переключаться с обработки наших клумб на скашивание междурядий травы, на расчистку кустов с боков плотин наших прудов. С помощью моей жены и делового партнера Линн я смог сравнить модели DR и BCS. .
Обе марки – отличные продукты, которыми с удовольствием мог бы пользоваться любой землевладелец. Оба хорошо сложены и продуманно спроектированы. Ни один из них не является недорогим, но когда я поговорил с друзьями, которые владеют ими в течение многих лет, я убедился, что их долговечность делает их гораздо более ценными, чем несколько менее дорогих единиц оборудования, выполняющих ту же работу.
Косилка DR
Мы протестировали косилку DR Field and Brush Mower Pro мощностью 15 л.с., вторую по величине из четырех доступных моделей DR. Он поставляется с бензиновым двигателем Kawasaki V-Twin Pro с верхним расположением клапанов, который оживает при прикосновении к электростартеру. Двигатель был достаточно мощным, чтобы прокатить меня по поворотам, пока я не изучил его нюансы. По словам нашего 17-летнего сына, который в основном косит на нашей ферме, «эта косилка не для кротких». Кусторезная косилка шириной 26 дюймов никогда не спотыкалась на рогозах и неровных, заросших участках с небольшими деревянистыми кустарниками. Благодаря своим прочным, сверхмощным лезвиям он косил чище, чем я ожидал, и прорезал все, не завязнув.
Мы также протестировали 42-дюймовую насадку для чистовой косилки. Эта косилка имеет два поворотных ролика спереди, которые позволяют совершать крутые повороты. Все устройство построено низко и может косить кусты или заборы на высоте более 17 дюймов от земли. Это действительно съело гектары. По оценкам DR, он может косить газон площадью пол-акра менее чем за 30 минут. Однако фермы — это не газоны. На нашей «лужайке» скрывается опасное скопление известняковых камней, спиленных столбов забора и выбоин неизвестно чем. Широкие задние шины и большие самоустанавливающиеся колеса DR удерживали деку косилки над столкновением, предотвращая изгиб или вмятины лезвий. Это навесное оборудование также оснащено двумя ножами для мульчирования с высоким подъемом, которые превосходно поднимают растительность перед стрижкой и мульчированием.
Если вам нужен резервный источник электроэнергии, также доступен генератор мощностью 6000 Вт, который, по словам DR, будет одновременно питать холодильник, морозильник, скважинный насос и систему отопления дома. Это уникальное крепление к генератору дает вам четыре розетки на 110 вольт с автоматическим выключателем на 20 ампер и одну розетку на 220 вольт с автоматическим выключателем на 25 ампер. (Для использования при температуре ниже 35 градусов они также предлагают зимнюю крышку двигателя.)
Другие доступные навесные приспособления включают 30-дюймовый снегоочиститель и 42-дюймовый снегоотвал. Все монтируются и демонтируются без усилий. Прочный вал из нержавеющей стали в передней части трактора легко вставляется в монтажные кольца на каждом из устройств и удерживается на месте кольцом и штифтом из нержавеющей стали. DR использует ременные приводы для всех различных инструментов, и их очень просто надеть, хотя в каждом устройстве используется ремень разной длины.
Сам трактор оснащен блокируемым дифференциалом (коробка передач, передающая мощность от двигателя на задние колеса; когда она заблокирована, они вращаются с одинаковой скоростью), которая наиболее полезна при скашивании поперек склонов. По словам DR, эта машина безопасна на склонах до 20 градусов. Когда вы косите на ровной местности, дифференциал может оставаться разблокированным, что облегчает поворот и управление.
В DR используются те же шины, что и на вездеходах, с очень агрессивным протектором и жидким герметиком для предотвращения проколов. Он сидит низко и широко для центра тяжести земли.
15-сильный V-Twin Pro имеет четыре передачи переднего хода и одну передачу заднего хода. На левой рукоятке находится аварийный сигнализатор, функция безопасности, которая отключает двигатель, если оператор теряет управление. Чтобы двигатель работал, когда газонокосилка включена, она должна быть нажата. На этой же ручке находится сцепление, которое нужно выжимать во время движения. (Это было источником единственной жалобы, которая у нас была — непрерывное сжатие в течение длительного времени, как правило, вызывало у Линн усталость рук.) Элемент управления на правой рукоятке приводит в действие мощный дисковый тормоз.
Джой Ломинска, огородник из Лоуренса, штат Канзас, и ее муж Боб годами использовали более раннюю модель DR. Они использовали его для скашивания пастбищ и провели на нем много-много часов, когда он вышел из эксплуатации. Теперь у них есть новая модель, и Джой ценит ее способность косить тяжелые, влажные овсяницы, небольшие пни и саженцы. Она говорит, что ее немного пугает новая, более мощная модель, особенно при маневрировании в труднодоступных местах — например, вокруг ее трав. Боб говорит, что у него нет такой проблемы, что отражает наш с Линн опыт работы с DR.
В целом, DR представляет собой простую машину, простую в понимании и управлении. Он довольно мощный, что означает быстрое выполнение большинства задач, не опасаясь увязнуть.
Мотоблок BCS
Мы протестировали трактор BCS модели 853 с установленным сзади 26-дюймовым культиватором и насадками для кусторезов. Он оснащен одноцилиндровым бензиновым двигателем Honda Gh490 мощностью 13 лошадиных сил. BCS и его орудия отличаются от DR тем, что они имеют зубчатую передачу без ремней. Это означает, что между трансмиссией и навесным оборудованием находится вал отбора мощности (ВОМ). Эта модель поставлялась с быстроразъемным соединением, которое позволяло нам менять навесное оборудование примерно за минуту.
Ручки BCS реверсивные — задняя часть машины может стать передней частью машины. Это позволяет устанавливать культиватор с задними зубьями или, изменяя конфигурацию рукоятки, различные косилки, снегоочистители и даже измельчитель/измельчитель. Руль можно поворачивать в стороны на несколько высот, что позволяет вам идти рядом и управлять одной рукой, не тревожа вспаханную почву.
Румпель, которым известен BCS, работал исключительно хорошо. Я попробовал его на дерне и устоявшемся садовом участке. Два прохода по дерну превратили его в мелкое семенное ложе. На садовом участке было достаточно одного прохода, а культиватор может работать на глубину до 8 дюймов. Секрет способности почвообрабатывающей машины BCS заключается в высокой скорости вращения пальцев, примерно в два раза превышающей скорость некоторых сопоставимых культиваторов. Кроме того, культиватор не оставляет необработанной центральной полосы, как это делают другие модели. Имеется регулируемый окучник/бороздник, который увеличивает полезность культиватора для обработки почвы.
Насадка для щеточной косилки представляет собой цеповую косилку, что означает, что она имеет множество отдельных лезвий, которые вращаются вертикально от горизонтальной оси. Их часто считают лучшим выбором для пересеченной местности, потому что лезвия могут поворачиваться, что снижает вероятность их разрушения пнями, камнями или другими неподвижными объектами. Компания также продает косилку с серповидным стержнем шириной до 53 дюймов, которую она рекомендует для использования на небольших саженцах (до 1,5 дюймов) и на плотинах прудов. Как щеточная косилка, так и косилка с серповидным брусом поворачиваются на тракторе, чтобы соответствовать неровной местности.
Также предлагается дополнительная косилка шириной 38 дюймов, которую можно оснастить травосборником. В сочетании с sulky (двухколесное сиденье с откидным верхом) вы можете получить конфигурацию газонокосилки, но гораздо большей длины.
Для трактора BCS доступно гораздо больше навесного оборудования, некоторые из которых произведены BCS, а некоторые — других производителей. Earth Tools, крупнейший дистрибьютор BCS в Соединенных Штатах, предлагает более 30 единиц навесного оборудования, в том числе измельчители/измельчители, снегоочистители, укладчики пластиковой мульчи, грядоформователи, дровоколы и даже мини-пресс-подборщики для сена.
Трактор имеет четыре скорости переднего хода, но максимальная скорость предназначена для использования с опциональным валом. Я не знал об этом, когда впервые попробовал его, и я с гордостью могу сказать, что могу бегать так же быстро, как румпель. Трактор также можно поворачивать задним ходом для маневрирования, при этом навесное оборудование отключается.
Шины на BCS напоминают тракторные шины, с глубокими выступами и шириной 5 дюймов. Вы можете приобрести удлинители оси, которые увеличивают ширину трактора для кошения на крутых склонах.
Я разговаривал с Виргом Фанк из Топики, штат Канзас, который владеет культиваторами BCS уже 16 лет. Он использует культиватор, снегоочиститель и измельчитель/измельчитель. У Вирга также есть отвальный плуг, для использования которого требуется колесный груз массой 90 фунтов. Фанк говорит, что электрический стартер — это большой плюс, особенно холодным утром, когда он использует снегоуборочную машину. Единственное, что его беспокоит, это то, что тросы управления, которые должны изгибаться вперед и назад при переворачивании рукояток, со временем могут растягиваться. Но запчасти, обслуживание и дистрибуция теперь на высоте, говорит он, и он всегда может получить то, что ему нужно.
Как и ДР, БКС готов к атаке сложных задач. Это означает, что для этого требуется значительная сила верхней части тела. Пользователи, не обладающие этой силой, могут столкнуться с трудностями при рыхлении дерна или попытке вспахать исключительно сухую почву.
BCS является мощным и может легко выполнять некоторые узкоспециализированные работы. Широкий спектр навесного оборудования позволяет выполнять множество задач на небольших фермах или участках.
Диам. Ведущая бобышка 50 мм (коническое отверстие HSK-A100)
Скорость шпинделя
100–1000 об/мин
Скорость шпинделя (дополнительная высокоскоростная спецификация)
100–2000 об/мин
Максимальный крутящий момент шпинделя
307 Н·м
Двигатели
Двигатель шпинделя (серводвигатель переменного тока)
20/15 л.с. x 2
15/11 кВт x 2
Двигатель подачи (ось X) (серводвигатель переменного тока)
3 л.с.
2,0 кВт
Двигатель подачи (оси Y и Z) (серводвигатель переменного тока)
2 л.с. x 2
1,5 кВт x 2
Ось A (серводвигатель переменного тока)
1,5 л.с.
1,0 кВт
Гидравлический блок
3 HP
2,2 кВт
Конвейер для стружки
1/4 л. с.
0,2 кВт
Масляный насос
1/40 л.с.
0,018 кВт
Размеры машины (Ш x Д x В)
126,0″ x 126,7″ x 85,9″
3200 x 3219 x 2181 мм
Вес машины
17 637 фунтов
8000 кг
Бак гидравлического масла
5,28 галлона
20 литров
Бак для смазочного масла
0,48 галлона
1,8 литра
Наклон ножа
0,0012″/11,8″
0,03/300 мм
Требования к давлению воздуха
71,25 фунтов на кв. дюйм и более, 79,25 галлонов/мин и более
0,5 МПа и более, 300 л/мин и более
Потребность в электроэнергии
44 кВА, 200/220 В переменного тока ±10%, 50/60 Гц
Технические характеристики и конструкция машины могут быть изменены без предварительного уведомления по единоличному усмотрению технического отдела Amada.
Одна из проблем, с которой встречаются все фанаты FDM 3D-печати без исключения, это ребристость внешних поверхностей. Так как сама технология основана на последовательном нанесении слоев пластика, этого эффекта не избежать. Можно, конечно, сделать его менее заметным за счет повышения вертикального разрешения принтера (т.е. нанесения более тонких слоев), но полностью избавиться от ребристости не получится.
3D-модель из PLA-пластика до и после обработки горелкой. Видна внутренняя структура под просевшим наружным слоем
Практически с первых же дней проекта RepRap начались поиски методов обработки готовых моделей с целью сглаживания поверхностей. Упор был сделан на две особенности термопластиков: способность плавиться под воздействием высоких температур и размягчаться при контакте с соответствующими химикатами.
Как правило, термообработка не дает хороших результатов – регулировать нагревание поверхности достаточно сложно, а это приводит в итоге к вскипанию пластика, проседанию или просто выделению токсичных паров. Тем не менее, этот метод можно попробовать на монолитных моделях из PLA-пластика.
Более многообещающей является химическая обработка, однако и она сопряжена с определенными сложностями. Кроме технологических проблем, актуальна проблема реагентов – разные пластики реагируют с разными растворителями. Если ацетон прекрасно растворяет ABS-пластик, то на PLA-пластик он почти не имеет эффекта. С лимоненом же все с точностью до наоборот.
Основные приемы химического сглаживания до сих пор вращаются вокруг именно ABS-пластика ввиду его высокой популярности и дешевизны подходящих растворителей.
Типичным растворителем для ABS-пластика является ацетон. Хорошая растворяющая способность позволяет использовать его в виде клея для составляющих деталей моделей из ABS, хотя обычно для этого используется самодельная смесь, производимая растворением в ацетоне ABS крошки. Такой же клей (только более густой консистенции) нередко используется и для ремонта расслоений или трещин.
Наряду с повышенной эстетикой, немаловажным фактором в разработке методов сглаживания является повышенная прочность. Монолитная внешняя оболочка усиливает модели, предотвращая расслоение, и гарантирует их герметичность.
Ручная обработка
Makeraser – комбинированный инструмент, предназначенный, в том числе, и для обработки внешней поверхности моделей
Неудивительно, что первым делом 3D-мейкеры вооружились обычными кисточками с натуральным ворсом (синтетика может раствориться) в попытках сгладить свои модели. Однако, обработка с помощью кисточки – дело трудоемкое, да еще и требующее определенной сноровки. Ведь уже размягченный пластик легко деформировать самой кисточкой, то есть волоски будут оставлять на пластике след, который может и не выровняться перед тем, как ацетон испарится. Сравнять ярко выраженные неровности таким методом можно, но добиться ровной поверхности достаточно сложно.
Плюсом же подобной обработки является выборочное нанесение ацетона, что позволяет избегать сглаживания острых углов. Ведь для Хеопса построили пирамиду, а не конус, не так ли?
Попыткой создать специальный инструмент для ручной обработки стало устройство под названием Makeraser. По сути, это простой фломастер с резервуаром, наполненным ацетоном или ацетоновым клеем, и встроенным скребком для снятия моделей с платформы. С точки зрения практичности, этот инструмент лучше подходит для склеивания частей модели или нанесения ABS/ацетонового клея на рабочий столик непосредственно перед печатью для борьбы с закручиванием нижних слоев.
Погружение в ацетон
Неудачные попытки выравнивания поверхности погружением
Более перспективным и наиболее простым методом является погружение в ацетон. Выдержка модели из ABS-пластика в неразбавленном ацетоне около 10 секунд вполне достаточна для растворения внешнего слоя модели. Конкретное время выдержки может варьироваться в зависимости от качества исходной модели и концентрации ацетона. Так как продажа чистого ацетона регулируется, можно воспользоваться техническим растворителем.
После выдержки модель необходимо выдержать на воздухе пока ацетон не испарится. Процесс может занять около получаса.
Хотя этот метод достаточно быстр, регулировать процесс сложно. При излишней выдержке модель просто начнет растворяться, быстро теряя мелкие черты. Кроме того, загрязнение ацетона пластиком одного цвета может привести к появлению разводов на последующих моделях, окунаемых в тот же раствор. Более контролируемым процессом является обработка ацетоновыми парами.
Пожалуй, наиболее эффективный метод получения моделей из ABS-пластика с глянцевой поверхностью. Этот метод требует помещения модели в тару с небольшим количеством ацетона на дне. Сама модель не должна соприкасаться с ацетоном, поэтому модель следует устанавливать на платформу, либо подвешивать над поверхностью растворителя. При установке на платформу следует учитывать свойства материала подставки. Древесина плохо подходит для этой задачи ввиду пористости: нижняя поверхность модели склеится с древесиной, а отделить ее будет достаточно сложно. Наилучшим вариантом считается использование металлической подставки.
Желательно не использовать древесину в качестве платформы
После размещения модели емкость необходимо подогреть, чтобы повысить температуру ацетона. Ацетон испаряется и при комнатной температуре, но слишком медленно. Следует иметь в виду, что кипячение ацетона не рекомендуется, так как это будет способствовать накоплению конденсата на модели, который, в свою очередь, может вызвать образование разводов. Таким образом, для лучших результатов не стоит превышать температурный порог в 56°C.
Безопасное кустарное устройство для обработки парами, использующее кипяток во внешней кастрюле для нагревания ацетона во внутренней
Время выдержки сильно варьируется в зависимости от температуры ацетона. Так, при кипячении может хватить лишь нескольких секунд, тогда как эксперименты при комнатной температуре требовали до 40 минут выдержки. К счастью, используя прозрачный контейнер можно определить готовность модели «на глаз».
Как и в случае с обработкой погружением, готовую модель необходимо проветрить до затвердевания внешней поверхности, избегая лишнего физического контакта.
Как при погружении моделей в ацетон, так и при обработке парами следует учитывать толщину стенок моделей. Оболочка должна быть достаточно толстой, чтобы выдержать неминуемую потерю внешнего слоя. Кроме того, особенно тонкие черты могут просто раствориться, а острые углы будут сглажены.
Техника безопасности
Результат успешной обработки модели из ABS-пластика ацетоновыми парами
Ацетон не считается высокотоксичным веществом, но, тем не менее, следует проявлять осторожность. Вдыхание паров может привести к отеку легких и пневмонии. Признаком отравления служит ощущение интоксикации, сопровождаемое головокружением. Кроме того, ацетон вызывает раздражение слизистых оболочек. При работе с ацетоном не следует пренебрегать индивидуальными средствами защиты – очками и перчатками.
Стоит обратить особое внимание на легкую воспламеняемость ацетона. Воздушные смеси с концентрацией ацетона до 13% по объему взрывоопасны – при обработке ацетоновыми парами категорически рекомендуется проводить работы в хорошо вентилируемом помещении и, по возможности, использовать вытяжку. Не используйте открытый огонь для нагревания ацетона: так как пары растворителя тяжелее воздуха, они будут вытеснять воздух из сосуда, а оказавшись снаружи, охладятся и войдут в прямой контакт с огнем со всеми вытекающими последствиями. Плотно закрывать сосуд также не рекомендуется, особенно при сильном нагревании, во избежание разрушения под давлением.
Коммерческие варианты
Результат работы установки Stratasys Finishing Touch Smoothing Station
Помимо вышеописанного устройства Makeraser, существуют и коммерчески производимые установки для обработки парами как ацетона, так и других растворителей – дихлорметана, бутанона и др.
Компания Stratasys производит малоизвестную, но успешную установку Finishing Touch, способную обрабатывать любые вариации ABS-пластика до качества, практически неотличимого от моделей, произведенных литьем под давлением. Процесс облегчается наличием системы рециркуляции, что позволяет экономить на растворителе и предотвращать загрязнение воздуха потенциально опасными парами.
Перспективная установка Sky Tech MagicBox
Разработчики нового устройства Sky Tech MagicBox обещают совместимость своего устройства не только с ABS-пластиком, но и с PLA. Правда, они намереваются добиться этого с использованием все того же ацетона, несмотря на невысокую растворимость полилактида (PLA) в этом растворителе. Тем не менее, даже при возможности работы только с ABS новое устройство станет хорошим пособием, особенно для компаний, использующих FDM 3D-печать для мелкосерийного производства.
Перейти на главную страницу Энциклопедии 3D-печати
Обработка 3D моделей | 3DminiLAB
Для того, чтобы напечатанная из пластика модель приобрела заводской вид, необходима постобработка. Она включает в себя: порозаполнение специальным грунтом, ручное или механическое вышкуривание, нанесение промежуточного грунта, окрас, лакирование. Мы предлагаем огромную палитру цветов и разнообразие фактур.
С помощью нашего уникального состава для сглаживания печатных слоев МСС-6, который имеется в продаже, Вы получите идеально подготовленную поверхность с заводским внешним видом.
В процессе изготовления изделий с помощью 3D печати в большинстве случаев производится дополнительная обработка, выполняемая в несколько этапов: удалением поддержек; проведением шлифования изделий; обработки с помощью холодной сварки; заполнением образовавшихся промежутков; дополнительной полировкой; наложением грунта и окраской; воздействия на изделие парами растворителя; обработки с использованием кратковременного погружения в растворитель; нанесения на изделие эпоксидной смолы; наложения покрытия из металла. После изготовления изделия на поверхности остаются поддержки, которые бывают 2-х типов: растворимые и нерастворимые. Удалением поддержек производится с помощью плоскогубцев и щеточек, а оставшиеся следы удаляются в ходе дальнейшей обработки. Удаление растворимых поддержек производится путем помещения изделия в емкость с растворителем до полного растворения поддержки. Данный метод применяется при сочетании HIPS пластика с ABS, PVA пластика PLA. Шлифование изделия производится с использованием наждачной бумаги с разной зернистостью покрытия. Холодная сварка выполняется для соединения 2-х и более деталей одного изделия с помощью ацетона (при использовании пластика ABS) или клея (для PLA пластика). Данный метод используется для изготовления объемных изделий размер, которых превышает возможности принтера. Заполнение промежутков поверхности изделия производится с помощью эпоксидной смолы, наполнителя и обработкой поверхности ацетоном. Полировка – производится для придания изделиям гладкой поверхности. Выполняется путем обработки наждачной бумагой, полировки с использованием специальных составов, ткани, полировочного диска. Нанесение грунта и окраска – выполняется с использованием нанесения аэрозольного грунта и акриловых красок. Обработка парами растворителя осуществляется путем помещения изделия в герметичную емкость с растворителем на определенное время. Погружение в растворитель производится путем помещения изделия на краткий промежуток времени в растворитель (при использовании пластика ABS в растворитель MEK или ТНF). Нанесение эпоксидной смолы на поверхность изделия производится с помощью аппликатора. Нанесение металлического покрытия выполняется с помощью гальванического процесса с использованием специальных растворов.
Уточнить информацию по ценам вы можете на странице Прайс-лист или на странице Наши контакты.
Подробно ознакомится с Нами Вы можете на странице О компании.
Наглядно просмотреть наши работы Вы можете на странице Галерея.
Узнать подробнее о клиентах, с которыми мы работаем можно на странице Наши клиенты.
Узнать более подробную информацию про технологию печати Вы можете на странице 3D печать.
Узнать информацию про Прототипирование Вы можете на страницеПрототипирование.
Подробно ознакомиться с производством 3D продукции Вы можете на страницеМелкосерийное производство.
Узнать о моделировании трехмерной модели Вы можете на странице 3D моделирование.
Информация по изготовлению фигурок находится на странице Минифигурки людей.
Информацию о составе печатных слоев Вы можете просмотреть на странице Состав MCC-6.
Более подробно ознакомится с технологией отливки Вы можете на странице Отливка в силикон.
Информация о технологии нанесения красителя находится на странице Аэрография.
Ознакомится с процессом вырезания изделий Вы можете на странице Плоттерная резка.
5 основных этапов процесса
5 основных этапов процесса
Создание 3D-моделей — одна из самых популярных услуг компьютерной графики, используемая в архитектуре, дизайне интерьеров и продуктов, а также в автомобильной и игровой индустрии.
Что касается производителей, то профессиональное 3D моделирование Компания предоставляет массу возможностей для их бизнеса. Он обеспечивает быстрое и удобное прототипирование, качественные решения для анимации, а также первоклассную 3D-визуализацию для различных целей — каталогов, списков, онлайн- и офлайн-рекламы, социальных сетей и т. д. Честно говоря, сегодня ни одна маркетинговая кампания не может обойтись без челюстно-лицевой рекламы. сбрасывание визуализаций и высококачественных 3D-моделей. Ведь современные проблемы требуют современных решений!
Рынок 3D визуализации насыщен предложениями как от фрилансеров, так и от компьютерных студий. Но все подрядчики называют разные цены. Чтобы по-настоящему разобраться в ситуации и сделать правильный выбор, маркетологам и производителям в первую очередь необходимо понять, как происходит создание 3D-моделей. Немного углубившись в тему, они смогут понять, за что платят за создание 3D-моделей, а затем выбрать лучшего подрядчика. Итак, начнем, 5 основных этапов создания 3D модели.
№1. Постановка точной задачи
Во-первых, маркетологи и производители должны точно знать, каковы их цели с точки зрения создания 3D-моделей. Тип и сложность 3D-объекта зависят от его будущего использования, будь то статичная красивая визуализация или решение движения — анимация, 360-градусный обзор продукта, виртуальная реальность и так далее.
Итак, клиент ставит перед студией компьютерной графики четкую задачу, отправляя им развернутый бриф с образцами, референсами и чертежами продукции. После этого вместе с руководителем проекта студии они могут обсудить и уточнить все детали, а также назначить сроки создания 3D-модели.
Профессиональные 3D-студии знают, насколько важен этот этап. Имея большой опыт в 3D-моделировании, они могут подсказать, какая 3D-модель для каких целей лучше, разбить процесс на этапы и распределить задачи между экспертами в команде. В результате, чем яснее первоначальный бриф, тем быстрее идет процесс и требуется меньше корректировок.
#2. Построение базовой геометрии
Существуют различные способы создания 3D-модели с использованием твердотельных, поверхностных и каркасных типов 3D-моделирования. Solid опирается на создание нового объекта путем преобразования базовых геометрических форм — кубов, шаров, цилиндров и т. д. Поверхностный метод основан на рисовании направляющих линий, которые создают поверхность. А под полигональным моделированием подразумевается создание 3D модели из полигонов. В основном, это самый популярный вид 3D-моделирования для проектирования мебели.
Многоугольник состоит из трех точек-вершин, объединенных общими ребрами. Его основная структура треугольная, и эти треугольники могут быть объединены в более сложные поверхности. Чем больше полигонов имеет созданный 3D-объект, тем ровнее его поверхность и качественнее. Но сама такая 3D-модель становится более «тяжелой». «Тяжелый» в этом контексте означает, что для рендеринга требуется много ресурсов. Поэтому он не работает для приложений VR, AR и видеоигр. Тем не менее, это создание 3D-модели идеально подходит для красивых фотореалистичные 3D визуализации .
#3. Настройка полигонов и топологии
Часто после создания базовой геометрии 3D-модели необходимо настроить полигоны в соответствии с формой объекта. Это жизненно важно для тех типов 3D-объектов, которые могут быть слишком тяжелыми для запуска в приложениях, VR, AR или компьютерных играх, созданных на движке Unity. В этих случаях такие процессы, как топология и ретопология, могут решить проблему за счет уменьшения количества полигонов. Если меньшие полигоны точно повторяют форму и линии структуры, то 3D-модель становится легче, но сохраняет хорошее качество.
Топология и ретопология для создания 3D-моделей также позволяют уменьшить системные ошибки и другие виды ошибок. После их использования 3D-объекты не требуют больших ресурсов компьютера или смартфона, но передают изображение с высоким качеством и реалистичностью.
№4. Выбор материалов и текстур
Существует множество различных библиотек материалов для 3D-программ, где вы можете найти любые материалы и текстуры, начиная с камня, дерева, металлов, тканей и т. д.
Материалы определяют такие характеристики объекта, как прозрачность , твердость, отражательная способность и так далее. Однако они не имеют ни цвета, ни рисунка. А текстура — это, по сути, 2D-изображение поверхности, которая не имеет каких-либо ранее упомянутых свойств материала. Вместе они дают при создании 3D-модели как рисунок, так и рельеф поверхности.
Обычно 3D художники используют готовые текстуры, но всегда могут создать свои по желанию клиента. Этот вариант идеально подходит для эксклюзивных материалов для нестандартных изделий с уникальным дизайном. Пользовательская текстура является гарантией того, что ни один другой 3D-художник не будет использовать ее для создания своей 3D-модели. Конечно, создание собственной текстуры требует времени и денег, но так опытный 3D-специалист сможет сделать именно тот материал, который нужен производителю.
#5. Отображение и применение текстур
Картирование — это процесс создания карты текстуры и ее наложения на 3D-модель. Хотя 3D-объект представляет собой 3D-объем, карты всегда создаются в 2D. Это значит, что они представляют собой не более чем цветную плоскую картинку без рельефа поверхности. Поэтому, даже имея на руках различные карты, 3D-художникам приходится прикладывать усилия, чтобы текстура выглядела реалистично.
Чтобы получить реалистичный материал, специалисты по 3D используют черно-белое изображение текстуры для создания специальной карты черно-белого рельефа. Все белые пятна и линии на этой карте означают выпуклость, а черные — впадины. Используя карту рельефа в качестве основы, 3D-художники могут настроить выпуклость текстуры в программном обеспечении для 3D-графики, чтобы сделать ее более или менее рельефной и рельефной.
С помощью программного обеспечения для 3D художники могут изменять не только рельеф, но и прозрачность и отражение материала. Лучшим примером того, как все эти характеристики одинаково важны для фотореализма, является кожа. Нанесение на карту материала кожи — процесс, требующий больших затрат — он должен иметь точный рельеф, плотность и отражения одновременно. Но не волнуйтесь, работая с профессионалами, которые достаточно квалифицированы и опытны, даже самые сложные и подробные материалы выглядят на 100% реальными.
На первый взгляд создание 3D-модели выглядит как простая последовательность шагов, за которой легко следовать. Но из-за какой-либо ошибки проект может застрять на одном из этапов, а то и вернуться к предыдущим. Поэтому дальновидные 3D-специалисты всегда уделяют должное внимание всем этапам работы. Грамотно уточняют задачу, тщательно выстраивают геометрию и грамотно создают материалы. Осознавая все шаги, они могут избежать ошибок рендеринга и предоставить клиенту модель 100% качества.
Заинтересованы в создании первоклассных 3D-моделей? Выберите наши услуги 3D-моделирования и получите точные 3D-объекты фотореалистичного качества!
5 шагов к созданию потрясающей 3D-модели
Перейти к содержимому
Планируете использовать 3D-моделирование для своего маркетинга? Вот шаги для создания такого сценария, подробно описанные нашей дочерней компанией WYLog .
Часто между реальным и воображаемым существует очень небольшая разница. Это часто происходит и с 3D-моделированием, поскольку теперь сцены могут оживать и воспроизводиться очень реалистично. Будь то разработка анимации, создание модели для веб-сайта или видеоигры, основы создания 3D остаются прежними… В этой статье мы покажем вам различные шаги для создания сцены 3D-моделирования с помощью WYLog.
Для разработки этих творений наши специалисты по 3D используют мощные инструменты, такие как Blender для создания объектов и поверхностей или программное обеспечение MakeHuman для проектирования человеческих моделей.
Перед тем, как приступить к визуальному моделированию, мы сосредоточимся на разработке раскадровки, которая будет служить для установления руководящих принципов проекта и выделения общей атмосферы визуала, который будет создан.
Шаг 1: Блокировка
На первом этапе художник делает грубые модели 3D-объектов и размещает их, чтобы сформировать сцену. Он фокусируется на оболочке и границах объекта. На этом шаге отображаются ключевые позы и размещение объектов или персонажей, которые будут созданы.
Шаг 2: Детализация
На этом этапе художник добавляет детали к исходным блокам 3D-модели. Модели выглядят более плавными и детализированными; они близки к своей окончательной форме. Некоторые художники также устанавливают освещение и размещение камеры на этом этапе, чтобы подготовить сцену к текстурированию.
Шаг 3: Текстурирование
Теперь приступим к текстурированию! Текстурирование позволяет художнику сделать модель более реалистичной, добавляя цвета, рисунки и текстуры. Другими словами, это искусство придания одежды 3D-моделям. На этом этапе вам нужно понять UV-отображение и то, как текстуры используются в различных приложениях.
Именно на этом этапе художники могут сделать все возможное, чтобы сделать сцену реалистичной. Итак, как мы поступим? Наши 3D-художники обычно полагаются на изображения или материальные фотографии. Кроме того, важно также добавлять детали, потому что слишком идеальная сцена теряет свою правдоподобность. Таким образом, мы не экономим на тенях, углах стола, печатях и т. д.
Шаг 4: Рендеринг
Постепенно, по мере того, как сцена становится более детальной и точной, мы приближаемся к конечному результату. Теперь, когда текстурирование и освещение завершены, художник приступает к рендерингу сцены. В ходе этого процесса обычно выявляются ошибки, и художник соответствующим образом корректирует свою работу. Несовершенства являются частью реального мира, поэтому большая часть усилий нашей 3D-команды будет заключаться в добавлении некоторых недостатков, чтобы 3D-модель выглядела более живой.
Шаг 5: Постобработка
Последним этапом каждой визуализируемой сцены является постобработка. Это когда художник использует программное обеспечение для постобработки, чтобы дополнительно настроить окончательный рендер, чтобы выявить еще больше деталей. Рендеринг обычно обрабатывается цветом, а некоторые художники даже добавляют эффекты и используют фотофильтры, чтобы сделать сцену более привлекательной. Освещение также важно на этом этапе, чтобы 3D-модель выглядела максимально реалистично.
Токарные станки по металлу — это станки, предназначенные для обработки деталей типа тел вращения при помощи разнообразных режущих инструментов. Заготовка получает вращение от шпинделя станка. Съем стружки с вращающейся заготовки осуществляется режущим инструментом.
Наша компания поставляет следующие станки из токарной группы:
Токарные станки с ЧПУ прямая станина
Токарные станки с ЧПУ наклонная станина
Токарные обрабатывающие центры
Токарные станки с ЧПУ — появились в результате необходимости большей автоматизации токарных операций и с развитием электронной элементной базы. Токарные станки с ЧПУ, с прямой станиной, являются прямыми потомками универсальных токарных станков. Установка высокоточных ШВП, вместо конических винтов, привода подач на каждую ось (X,Z), частотный преобразователь для плавного изменения скорости вращения шпинделя, станция импульсной смазки направляющих и циркуляционной смазки коробки скоростей, электромеханическая резцедержка и установка системы ЧПУ позволяют получить возможность автоматизированного изготовления деталей. Оператор выполняет «привязку» инструмента к заготовке, запуск цикла обработки, контроль детали на выходе. Станки отличаются меньшей стоимостью, простотой обслуживания и более широким диапазоном РМЦ.
Токарные станки с ЧПУ, с наклонной станиной отличаются от «прямой станины» — более массивной станиной, направляющие по осям расположены под углом к горизонту. Наклон станины упрощает отвод стружки от детали, серводвигатель шпинделя (или моторшпиндель) реализует плавность изменения скорости внутри всего диапазона скоростей. Отсутствие коробки скоростей шпинделя — дает возможность повысить скорость вращения шпинделя вплоть до 8000 об/мин. Обычно скорость шпинделя составляет 3000~4500 об/мин, что в 1.5~2 раза выше скорости вращения шпинделя с коробкой скоростей.
Кроме этого применение наклонной станины позволяет:
расширить количество инструментов в резцедержке 8~12 позиций;
использовать резцедержку с приводным инструментом, шпиндель с заготовкой можно провернуть на заданный угол;
использовать противошпиндель для перехвата заготовок и двухсторонней обработки;
использовать систему автоматического измерения вылета инструмента;
подача СОЖ под давлением;
стружкосборник стружки;
прочие опции
Поставка станков:
цеха металлообработки;
инструментальное производство;
мелко, средне и крупносерийное производство деталей;
обучающие классы;
мастерские.
Токарный станок с ЧПУ по металлу – характеристики и модели
Конструктивные особенности станков
Маркировка токарного оборудования с ЧПУ
Особенности программирования станков
Приводы и вспомогательные устройства
Наиболее популярные модели станков
Огромные технологические возможности по производству качественных деталей из металла, отличающихся высокой точностью своих геометрических параметров, предоставляет современный токарный станок с ЧПУ. Такие станки, выпускаемые отечественными, а также зарубежными производителями, характеризуются высокой эффективностью и исключительной надежностью.
Токарный станок с ЧПУ с револьверной головкой на 12 позиций
Конструктивные особенности станков
Токарные станки с ЧПУ, используемые в наше время на многих производственных предприятиях, — это современное оборудование, позволяющее выполнять обработку деталей из металла, характеризующуюся высокой точностью. Это обеспечивается следующими конструктивными особенностями такого оборудования:
в передаточных устройствах привода подобных станков практически полностью отсутствуют зазоры;
все несущие элементы, узлы и механизмы, входящие в конструкцию токарного станка с ЧПУ обладают высокой жесткостью;
кинематические цепи оборудования специально разработаны таким образом, чтобы их длина была минимальной, а также чтобы минимальным было количество механических передач, которые их составляют;
в конструкции токарных агрегатов предусмотрены специальные сигнализаторы, отвечающие за обратную связь;
такие устройства отличаются повышенной устойчивостью против вибрационных нагрузок, обязательно возникающих в процессе их работы;
гидравлические, а также другие узлы токарного оборудования перед началом работы предварительно разогреваются при помощи специальных систем, что минимизирует риск возникновения тепловых деформаций в процессе выполнения обработки.
На токарные станки с ЧПУ устанавливаются направляющие, характеризующиеся повышенной износостойкостью и пониженным коэффициентом трения, что очень важно для обеспечения высокой точности выполнения токарных работ по металлу. Благодаря таким характеристикам направляющих агрегата снижается уровень рассогласования в его контролирующей системе, и все подвижные механизмы перемещаются по заданным параметрам с максимальной точностью.
Направляющие узлы токарного станка, где предусмотрены элементы качения, в качестве которых преимущественно используются ролики, разработаны и изготовлены так, чтобы при работе на высоких скоростях и при их интенсивном нагреве коэффициент трения в них оставался неизменным.
Естественно, направляющие токарных станков, на которых обработка деталей из металла выполняется на высоких скоростях, должны отличаться повышенной жесткостью. Обеспечивается это требование благодаря тому, что направляющие подвергаются предварительному натягу, который выполняют с помощью специальных регулирующих механизмов. Для снижения сил трения в направляющих узлах суппорта агрегата и его станины, работающих по принципу скольжения, их изготавливают на основе пар материалов: качественный износостойкий пластик (как правило, фторопласт) плюс чугун или сталь.
Направляющие токарных станков, оснащенных системами ЧПУ, могут располагаться в горизонтальной, вертикальной или наклонной плоскостях. В зависимости от этого модели агрегатов причисляют к определенной категории.
Чтобы обеспечить высокую жесткость несущим элементам токарного оборудования с ЧПУ, их выполняют в коробчатой форме с обязательными поперечными и продольными внутренними ребрами. Для изготовления данных элементов используют технологии литья и сварки. Если раньше для выполнения несущих элементов токарных станков по металлу использовали только чугун или сталь, то сейчас многие зарубежные производители выполняют колонны, станины, а также салазки таких агрегатов из бетона с добавлением полимеров или искусственного гранита, что придает им высокую жесткость и повышенную устойчивость к вибрационным нагрузкам.
Важнейшим элементом любого металлорежущего оборудования, в том числе и токарной группы, является шпиндельный узел, испытывающий значительные нагрузки в процессе работы. Именно поэтому все базовые и посадочные поверхности такого узла, а также его шейки, должны отличаться повышенной износоустойчивостью. Подшипники, которые устанавливаются в опоры узла, обеспечивают точность его вращения, к ним предъявляют повышенные требования по степени их износоустойчивости.
Передняя бабка с патроном станка SN-500
На токарных станках, оснащенных системой ЧПУ, шпиндельный узел характеризуется более сложной конструкцией.
Объясняется это тем, что в данный элемент устанавливают ряд дополнительных: зажимные механизмы для рабочих приспособлений, работающие в автоматическом режиме, индикаторы, отвечающие за автодиагностику оборудования и за адаптивный контроль над процессом выполнения обработки. На токарных станках данной категории шпиндельный узел (по оси его вращения) может быть расположен в горизонтальной, а также в вертикальной плоскости.
Маркировка токарного оборудования с ЧПУ
Система автоматизированного управления станков токарной группы может быть организована по трем основным схемам.
Контурная
Данная схема предполагает программирование траектории перемещения (криволинейной в том числе) рабочего инструмента и контроль над правильностью осуществления данной процедуры.
Позиционная
При реализации такой схемы программируются координаты точек, в которых должен оказаться рабочий инструмент после выполнения определенной технологической операции.
Адаптивная
Данная схема предполагает совмещение принципов работы двух предыдущих.
По маркировке отечественного токарного оборудования, оснащенного ЧПУ, достаточно просто определить категорию такого устройства.
Буквенно-цифровое обозначение, стоящее в конце маркировки, как раз и указывает на то, по какой системе в данном станке организовано числовое программное управление:
Ф1 — станки, в которых рабочий инструмент перемещается по предварительно заданным координатам, при этом в них предусмотрена цифровая индикация;
Ф2 — модели, где перемещение инструмента реализовано по позиционной схеме;
Ф3 — токарное оборудование, в котором реализована контурная схема управления движением инструмента;
Ф4 — модели токарных станков с ЧПУ с адаптивной (универсальной) системой управления.
Маркировка токарных станков с ЧПУ
В маркировке некоторых моделей токарных станков с ЧПУ можно встретить буквенно-цифровое обозначение С1-С5, которое говорит о том, что такое оборудование отличается особыми технологическими возможностями. В частности, модели, в маркировке которых присутствуют обозначения С1 и С2, обладают невысоким пределом подач и небольшим диапазоном их регулировки. А вот агрегаты, в маркировке которых есть символы С3, С4 и С5Т, наоборот, имеют увеличенный диапазон подач и отличаются широкими возможностями по их регулировке.
Благодаря своим расширенным возможностям модели станков, в чьей маркировке присутствуют символы С4 и С5, можно использовать для эффективного выполнения многих технологических операций, например, нарезания наружной и внутренней резьбы, обработки заготовок, имеющих цилиндрическую, коническую и фасонную форму, в том числе и ступенчатую. Стоит отметить, что обрабатывать на таких станах можно как наружные, так и внутренние поверхности, отличающиеся сложностью своей конфигурации.
Особенности программирования станков
Чтобы использование токарных станков, оснащенных системой ЧПУ, было максимально эффективным, необходимо тщательно разработать технологический процесс обработки, а также составить программу, которая будет управлять работой оборудования. При решении этих вопросов надо учитывать ряд важных параметров: необходимость увязки систем координат оборудования, расположения на нем обрабатываемой заготовки и исходного положения рабочего инструмента с его дальнейшими перемещениями, которые он должен автоматически совершать в процессе работы.
Принцип числового программного управления токарным станком
При составлении программы для такого станка принимают во внимание, что рабочий инструмент перемещается по координатным осям обрабатываемой детали, которая находится в неподвижном состоянии. Что важно, он перемещается в прямолинейном направлении по осям, параллельным осям обрабатываемой заготовки.
Суть программирования отдельной технологической операции, выполняемой на таком станке, заключается в том, что компьютерной программой описывается маршрут, который должен пройти режущий инструмент, чтобы сформировать деталь с заданными геометрическими параметрами.
При составлении такой программы придерживаются следующего алгоритма.
Технологический процесс делится на три этапа: черновая, чистовая и отделочная обработка. Чтобы повысить производительность выполнения работ и снизить их трудоемкость, черновые и чистовые операции стараются объединить.
Чтобы минимизировать погрешности фиксации и базирования обрабатываемой детали, ее технологические и конструкторские базы совмещают по определенным правилам.
Полную обточку детали желательно выполнить с минимальным количеством ее установок.
Необходимо придерживаться рационального подхода к вопросам обработки заготовок. Это предполагает, к примеру, обточку частей цилиндрических и конических заготовок с небольшой жесткостью только после того, как выполнена обработка их участков, отличающихся достаточной жесткостью.
В технологическом процессе, который предполагает использование для обработки токарных станков, оснащенных ЧПУ, под отдельной операцией понимается обработка, выполняемая на одном станке. При этом такие операции могут разделяться на отдельные переходы, подразделяемые на самостоятельные проходы.
Переходы, которые может выполнять токарный станок, оснащенный ЧПУ, делятся на позиционные, элементарные, инструментальные и вспомогательные.
Существуют определенные правила разработки программ последовательности работы с обрабатываемой заготовкой, придерживаясь которых можно обеспечить высокое качество готового изделия. В соответствии с этими правилами, в компьютерной программе для токарного станка задаются следующие параметры: число переходов и проходов, общее количество установок, вид обработки, которой подвергают заготовку, количество режущих элементов и их типоразмеры. Если технические возможности оборудования позволяют, то желательно все инструменты, участвующие в работе, помещать в один резцедержатель.
Револьверная головка SAUTER для токарного станка с ЧПУ
Но не всегда резцедержатели агрегата позволяют установить в них все элементы, которые участвуют в обработке. В таких случаях, не являющейся большой редкостью, в управляющей программе предусматривают приостановку работы, которая необходима для замены инструмента. Кроме того, при использовании таких станков можно разбить процесс обработки на несколько частей, чтобы не приостанавливать его для замены инструмента. Большая часть моделей токарных станков с системами ЧПУ оснащена резцедержателями, в которых можно зафиксировать ограниченный набор режущих инструментов. В большинстве случаев для работы таких устройств используют инструмент, оснащенный многогранными режущими пластинами. Чтобы быстро привести его в порядок, если режущая грань износилась, достаточно просто повернуть пластину и продолжить работу.
Среди наиболее распространенных инструментов, которыми оснащаются токарные агрегаты с ЧПУ, можно отметить следующие: для растачивания — резцы, режущие пластины которых наплавлены или закреплены механическим способом; для нарезания резьбы — трехгранные сборные резцы; для обработки отверстий и выполнения подрезки — ромбические резцы с твердосплавными пластинами. Все инструменты устанавливаются в резцедержателе в той последовательности, в которой они участвуют в обработке. Точкой отсчета, задаваемой в компьютерной программе управления, является закругление при вершине резца или сама его вершина.
Токарный станок с ЧПУ DMTG модель CKE6150Z
Приводы и вспомогательные устройства
В токарных станках с ЧПУ невысокой и значительной мощности используют различные типы электродвигателей, которые служат приводом главного движения. В первом случае преимущественно используют электродвигатели постоянного тока, во втором — переменного. Отечественные производители, выпускающие станки данной категории, оснащают их электродвигателями асинхронного типа с четырьмя полюсами, которые способны без сбоев работать даже в самых сложных условиях: при наличии в окружающей атмосфере частичек масла, металлической пыли и мелкой стружки. Не страшны таким электродвигателям и критические перегрузки, которые они успешно переносят.
Приводной механизм настольного токарного станка D250x550 CNC
Для привода механизма подач токарных станков с ЧПУ применяются электродвигатели синхронного и асинхронного типа, но чаще всего используют двигатели первого типа, оснащенные индикаторами обратной связи, тормозными элементами, а также магнитами, изготовленными из редкоземельных химических элементов. Для управления такими двигателями в электрической схеме токарных станков используются цифровые преобразователи.
В том случае, если на оборудовании установлен асинхронный двигатель, для управления им необходим частотный преобразователь, собранный на микропроцессорах. При использовании таких электродвигателей на станках устанавливается специальный программатор, оснащенный экраном графического или цифрового типа.
Панель управления токарного станка Trens
На токарных станках, управляемых компьютерными программами, обязательно устанавливаются вспомогательные устройства, к которым относятся:
загрузочные механизмы;
механизмы, обеспечивающие зажим заготовки;
смазывающие устройства;
устройства, предназначенные для уборки стружки, которая образовывается в процессе обработки;
механизмы, предназначенные для быстрой смены инструментов.
В отличие от подобных приспособлений, использующихся на обычных станках, данные устройства отличаются высокой производительностью и надежностью своей работы.
Наиболее популярные модели станков
Одной из наиболее популярных моделей токарного станка, оснащенного системой ЧПУ, которая активно используется отечественными производителями, является 16А20Ф3. В качестве управляющей системы на таких станках установлена система Электроника НЦ-31 или 2Р-22. На станках данной модели устанавливается частотно-регулируемый двигатель асинхронного типа, автоматическая головка на 6-12 позиций, шпиндельный узел с тремя скоростями вращения, привод и датчик, которые используются для нарезания резьбы.
Станок токарный серии 16А20Ф3, предназначенный для полуавтоматической обработки металлических деталей
Еще одной популярной моделью является станок МК6713С5, относящийся к категории высокоточного патронного оборудования. В конструкции данного токарного агрегата следует выделить крестообразный суппорт и шпиндель, в держателе которого можно зафиксировать одновременно шесть инструментов. Используя данный токарно-винторезный станок, оснащенный системой ЧПУ, можно эффективно выполнять следующие работы по металлу: нарезать резьбу, точить и растачивать заготовки, выполнять обработку деталей дискового типа.
Представлены на отечественном рынке и подобные токарные станки зарубежных моделей, к наиболее популярным из которых можно отнести следующие.
TRENS SBL300 CNC — токарное оборудование с ЧПУ двухшпиндельного типа. Станок данной модели отличается широкой функциональностью, кроме стандартных токарных операций по металлу, на нем можно выполнять обработку различных валов, фланцев, деталей сложной конфигурации, осуществлять фрезерные операции. Шпиндельный узел этого станка оснащен подшипниками радиально-упорного типа, что позволяет работать на нем на высоких скоростях и получать изделия, отличающиеся высоким качеством. Программное управление станком предусматривает жесткую привязку его координатной системы к геометрии режущего инструмента при помощи специального комплекса подстройки, работающего по контактной схеме. Благодаря этому нет необходимости в четком ориентировании рабочего инструмента по отношению к обрабатываемой заготовке.
Противошпиндель ROXM, устанавливаемый на токарных станках TRENS
Vturn-V760 — станок с вертикальным расположением шпиндельного узла, в качестве конструктивных особенностей которого выделяются следующие: восьмипозиционная рабочая головка, двенадцатидюймовый патрон гидравлического типа, устройство для удаления стружки конвейерного типа, автоматизированный смазочный механизм, резцедержатели различных типов. Кроме того, станок может оснащаться дополнительными технологическими приспособлениями, значительно расширяющими его функциональные возможности. Для удобства управления, которое обеспечивается при помощи системы Fanuc 0i-T, токарный станок данной модели оснащен цветным монитором графического типа.
Шпиндель и револьверная инструментальная головка вертикального токарного станка Vturn-760
LS360 CNC (компания-производитель MetalMaster) — токарный станок, станина которого расположена в наклонной плоскости. На станке данной модели, где установлена система управления Siemens 808D, можно обрабатывать детали, выполненные из обычной и нержавеющей стали, медных и алюминиевых сплавов. Среди конструктивных особенностей данного агрегата стоит выделить надежную гидравлическую систему от японской компании Yuken, восьмипозиционную рабочую головку, импульсную смазочную систему, работающую в автоматическом режиме.
Естественно, на отечественном рынке широко представлена продукция и других зарубежных производителей, среди которой каждый сможет выбрать именно тот станок для токарных работ, какой удовлетворит его по всем параметрам.
Для чего используется токарный станок с ЧПУ?
по Marc Bird | 6 Jan ’23
Токарный станок по металлу с ЧПУ — это машина, предназначенная для вращения металлической заготовки на центральном шпинделе. Это позволяет использовать точный режущий инструмент внутри или снаружи заготовки, чтобы создать что-то индивидуальное.
Токарные станки с ЧПУ Boxford предназначены в основном для использования в учебных заведениях, колледжах и университетах. Однако их также можно найти в некоторых отделах исследований и разработок и использовать для прототипирования и мелкосерийного производства.
Наше программное обеспечение CAD/CAM Design Tools упрощает процесс проектирования и производства и дает учащимся представление о том, что нужно для программирования станков с ЧПУ, без какого-либо предварительного опыта программирования станков с ЧПУ.
Итак, как именно это работает и что можно сделать на токарном станке с ЧПУ?
Множество применений токарного станка с ЧПУ по металлу
Токарный станок с ЧПУ по металлу можно использовать для различных целей, включая производство и прототипирование, исследования и разработки, а также образование.
Изготовление производственных деталей является одним из основных применений токарного станка с ЧПУ по металлу, и многие специальные детали могут быть созданы с помощью этого станка. Точно так же создание прототипа проекта или проекта с использованием токарного станка с ЧПУ по металлу очень распространено в определенных отраслях, поскольку это позволяет вам работать над дизайном и тестировать его, прежде чем инвестировать в полномасштабную окончательную версию.
Исследования и разработки являются ответвлением этого, поскольку создание новых конструкций и деталей может быть ускорено с помощью токарного станка с ЧПУ по металлу, и дизайнеры могут экспериментировать с различными конфигурациями, прежде чем будет сделана окончательная версия. В аналогичных контекстах токарный станок по металлу с ЧПУ может использоваться в учебных заведениях для обучения учащихся производственным процессам
Наконец, ремонт и восстановление существующих компонентов или металлических деталей можно легко выполнить на токарном станке с ЧПУ благодаря конструкции с числовым программным управлением.
Что я могу сделать?
Использование токарного станка с ЧПУ по металлу может варьироваться в различных отраслях промышленности в зависимости от предполагаемого использования станка. Они обычно используются для создания фигур, таких как головки винтов, или для сверления отверстий в компонентах, таких как шестерни и оси.
Крупногабаритные специализированные токарные станки с ЧПУ могут даже изготавливать сложные детали с несколькими углами, такие как крылья самолета или лопасти турбины. Эти машины могут работать даже с металлами высокой плотности, такими как титан! В специализированных областях, таких как медицина, токарные станки с ЧПУ по металлу могут использоваться для изготовления нестандартных протезов.
Однако, если вы ищете что-то для мастерской, вы можете искать более достижимые продукты, такие как мелкие детали.
Почему я должен получить токарный станок по металлу с ЧПУ?
По сравнению с другими методами изготовления сложных металлических деталей токарные станки с ЧПУ обладают преимуществом высокой точности и повторяемости при создании компонентов.
В конечном счете, все зависит от того, что вы хотите сделать и какое у вас есть место для новой машины. Свяжитесь с нами сегодня, чтобы получить экспертную консультацию о том, какая машина лучше всего подходит для вас!
← Волоконный лазерный гравер Великобритания советы и рекомендации
Практическое применение станка для лазерной резки металла →
Что такое токарный станок с ЧПУ?
Токарный станок традиционно используется при токарной обработке дерева, металлообработке, прядении металлов, термическом напылении, восстановлении деталей и обработке стекла. Один или два центра обычно удерживают заготовку, и по крайней мере один центр может перемещаться горизонтально для размещения заготовок различной длины. Токарные станки с ЧПУ быстро заменяют старые производственные станки благодаря простоте настройки, эксплуатации, воспроизводимости и точности. Токарные работы с ЧПУ — это всего лишь один из видов обработки с ЧПУ.
Но что такое токарный станок с ЧПУ? Во-первых, ЧПУ означает компьютерное числовое управление и относится к станку, управляемому компьютерной системой. Токарный станок с ЧПУ работает с точными инструкциями по проектированию для обработки деталей в соответствии с точными спецификациями. Токарный станок с ЧПУ — это станок, в котором материал или деталь удерживается на месте и вращается основным шпинделем, поскольку режущий инструмент, работающий с материалом, устанавливается и перемещается по различным осям.
Простой токарный станок с ЧПУ работает по двум осям с режущим инструментом в фиксированном положении на револьверной головке от 8 до 24 позиций. Вращательное действие заготовки называется «поворотом». Вот почему некоторые типы токарных станков с ЧПУ называются токарными станками с ЧПУ. Токарные станки с ЧПУ производят точные круглые формы с внешним диаметром (OD) и внутренним диаметром (ID). С помощью этого станка можно обрабатывать множество различных конструкций, в зависимости от потребностей различных отраслей промышленности. Они широко используются в нефтегазовой, автомобильной, аэрокосмической, медицинской, электронной, горнодобывающей, энергетической, сталелитейной и бумажной промышленности, а также в судостроении.
Современные токарные станки с ЧПУ обычно поставляются с инструментами, которые могут работать на нескольких осях. Различные типы станков могут включать оси X и Y, включать вторую револьверную головку с другими инструментами или включать второй шпиндель. Это означает, что токарный станок с ЧПУ может выполнять дополнительные операции фрезерования, сверления и нарезания резьбы, что приводит к полному и даже сложному процессу изготовления детали и устраняет необходимость переноса детали на другой станок для второй операции. В этой статье рассматриваются различные типы токарных станков с ЧПУ, их применение и соображения.
Крупный план токарного станка с ЧПУ
Изображение предоставлено Вадимом Ратниковым/Shutterstock.com
Типы токарных станков с ЧПУ
Токарные станки с ЧПУ
классифицируются на типы по количеству осей. Они доступны с различными осями, что позволяет производить более сложные детали без ручного переключения станков или инструментов. Различные оси влияют на то, как обрабатываемая деталь или инструмент могут быть расположены, повернуты и приближены в процессе обработки.
2-осевой токарный станок с ЧПУ
Этот базовый токарный станок с ЧПУ имеет две линейные оси, которые могут выполнять обработку внешнего диаметра/внутреннего диаметра, в основном цилиндрическую обработку и торцевание, или сверление и нарезание резьбы в центре детали. Он имеет оси X и Z и не позволяет выполнять фрезерование.
3-осевой токарный станок с ЧПУ
С 3-осевым токарным станком с ЧПУ добавляется ось C и система спасательных инструментов, что позволяет позиционировать деталь так, чтобы можно было выполнять стандартные операции фрезерования, растачивания и нарезания резьбы. Возможны винтовые фрезерные операции, требующие медленного синхронного вращения заготовки.
4-осевой токарный станок с ЧПУ
4-осевой станок имеет дополнительную ось Y, чтобы можно было выполнять операции обработки вне центра. Четвертая ось хорошо подходит для более нерегулярных и сложных токарных работ.
5-осевой токарный станок с ЧПУ
В 5-осевых токарных станках к 3-осевому токарному станку с ЧПУ добавляется вторая револьверная головка. Тогда такие машины будут иметь по две оси на каждой верхней и нижней револьверной головке, а также ось С на вращающемся шпинделе. Это позволяет использовать два инструмента одновременно на детали, что значительно увеличивает скорость обработки.
Токарный станок с ЧПУ с 6 или более осями
При наличии более пяти осей перестановка может включать следующее: две оси С с первичным и вторым шпинделем; две турели, с верхней и нижней турелями, каждая с двумя линейными осями; одна ось Y на верхней башне; и второй шпиндель, который может двигаться к основному шпинделю для захвата детали. Есть даже машины с более чем восемью осями. Однако 8-осевые токарные станки — это очень сложные и сложные машины, которые обычно не нужны для повседневных производственных нужд.
Применение токарных станков с ЧПУ
Материал, обрабатываемый токарным станком с ЧПУ, медленно срезается. В результате получается точно готовое изделие или сложная деталь. Поскольку эти машины настолько универсальны, они используются во многих отраслях промышленности, включая автомобильную, электронную, аэрокосмическую, производство огнестрельного оружия, спорт и другие.
Токарный станок с ЧПУ может производить плоские поверхности и резьбу или, в случае декоративных токарных станков, трехмерные изделия, которые являются довольно сложными. Их можно использовать как для мелких, так и для крупных деталей с предельной точностью. Заготовка обычно прочно удерживается на месте одним или двумя центрами, но материал также можно закрепить с помощью цанг или зажимов.
Некоторые примеры изделий, которые можно изготовить на токарном станке с ЧПУ, включают бейсбольные биты, распределительные валы, чаши, коленчатые валы, кии, вывески, музыкальные инструменты, а также ножки столов и стульев.
Соображения
Токарный станок с ЧПУ следует использовать с осторожностью. Хотя процесс автоматизирован, оператор должен понимать параметры компьютерного программирования, стандарты безопасности и другую важную информацию. Токарный станок уделяет особое внимание деталям, поэтому им должен управлять квалифицированный профессионал. Производственные процессы упрощаются благодаря автоматизации, которая состоит из сложных команд и скорости, задаваемых внутренним компьютером, но оператор-человек по-прежнему должен контролировать весь процесс. Это означает, что необходима специальная подготовка для развития необходимых навыков.
При выборе подходящего токарного станка с ЧПУ необходимо учитывать множество факторов, таких как качество зажимов, удерживающих заготовку в устойчивом положении, и уровень допуска токарного станка с ЧПУ. Вес является важным фактором при выборе станка с ЧПУ. Подъемный станок выдержит сильные вибрации и другие операции, влияющие на эффективность токарного станка с ЧПУ. Легкий токарный станок с ЧПУ может быстрее выйти из равновесия, что повлияет на результат.
Еще одним соображением является измерение качания. Это максимальный диаметр любого материала, который можно разрезать или обработать на токарном станке. Это измерение проводится от станины токарного станка до центра шпинделя. Если известен желаемый выходной размер, это измерение поможет при выборе токарного станка с ЧПУ.
Заключение
Выше изложены основы того, что такое токарный станок с ЧПУ, типы токарных станков с ЧПУ и некоторые соображения, которые могут быть приняты во внимание производителями и механическими мастерскими при принятии решения о том, является ли токарная обработка с ЧПУ наиболее оптимальным решением для их конкретного применения обработки. . Чтобы найти более подробную информацию о местных коммерческих и промышленных поставщиках услуг и оборудования для производства на заказ, посетите Платформу поиска поставщиков Thomas, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
AIRMAN – бренд японской компании HOKUETSU INDUSTRIES, организованной в 1938 году и выпускающей такое оборудование, как портативные и стационарные компрессоры, генераторы, сварочные генераторы, осветительные мачты, а также миниэкскаваторы. Компрессоры и Генераторы AIRMAN известны во многих странах мира. Японская компания неоднократно становилась пионером в поиске новых технических решений. Японские технологии и качество сборки гарантия долговечной и надежной работы Вашего оборудования.
Наш YouTube канал
Наши продукты
Дизельный генератор Airman SDG300S-P
В наличии
Электрический компрессор Airman SAS75SD 7
В наличии
Дизельный компрессор Airman PDS185SC
В наличии
Дизельный компрессор Airman PDS185SC-W
В наличии
HOKUETSU INDUSTRIES CO.
, LTD (AIRMAN)
«Техстройконтракт» (ТСК) – один из лидеров российского рынка продаж специализированной техники импортного производства. Компания является эксклюзивным дилером Hitachi Construction Machinery Cо., Ltd, Tadano, Sakai, Airman, Sumitomo и официальным дилером New Holland, Denyo, Hidromek, Tsurumi, Shantui, Castrol в России. Залог успеха деятельности компании – доступность широкого спектра новой и б/у спецтехники, навесного оборудования, запчастей и расходных материалов, предоставление сервисного обслуживания и ремонта техники в любой точке России, а также возможность сдачи техники в аренду. «Техстройконтракт» планомерно расширяет филиальную сеть по России. На сегодняшний день насчитывается 92 филиала.
В 2005 г. компания «Техстройконтракт» подписав дистрибьюторский договор с HOKUETSU INDUSTRIES CO., LTD. (AIRMAN), начала распространение компрессоров и генераторов на территории России и бывшего СССР. В производственную линейку AIRMAN входят: воздушные передвижные компрессоры, воздушные стационарные компрессоры, генераторы, осветительные вышки. Техстройконтракт является эксклюзивным дилером Hokuetsu Industries в России.
Наши бренды
цены, фотографии, подробный каталог продукции.
Крупная международная компания Hokuetsu Industries Co. Ltd, представляющая на рынке дизельные электростанции под торговой маркой Airman, выпускает современное энергогенерирующее оборудование, отличающееся одним из самых низких уровней шумовой нагрузки в мире. Именно поэтому две основные серии ДГУ данного производителя получили название Ultra Silent (ультра тихие) Ultra Super Silent (ультра бесшумные), а сами электростанции Airman, благодаря применению инновационных технологий и современных инженерно-технических решений, эксперты называют оборудованием нового поколения.
С момента начала производства, компания Hokuetsu Industries Co. Ltd ставила своей целью создание техники, идеально подходящей даже самым специфическим потребностям потребителей, удобной и простой в управлении и эксплуатации, а также возможной к установке в местах, имеющих самые строгие ограничения по уровню шума. В настоящее время любая дизельная электростанция Airman – это оборудование высшего класса качества и надежности, имеющая длительный срок беспроблемной эксплуатации и работающая тише любых аналогов в своем классе.
В настоящее время компания предлагает на мировом рынке генераторы Airman в достаточно широком разнообразии моделей, объединенных в три основные серии. Наиболее мощные ДГУ, предназначенные для создания систем автономного и резервного энергоснабжения промышленного и полупромышленного назначения представлены в серии Silent (тихие). Это генераторы мощностью от 195 до 800 кВа, маркирующиеся в каталогах и документации как SDG220S – SDG800S, построены на базе двигателей ведущих мировых производителей, таких как Mitsubishi и Hino с прямым впрыском и турбонаддувом, характеризуются надежной работой в любых температурных режимах и экономичным потреблением топлива.
Серия ДГУ Ultra Silent – это генераторы в диапазоне мощностей от 10,5 до 150 кВа с высоконадежными и экономичными дизельными двигателями Kuboto, Isuzu и Hino. Данное оборудование маркируется SDG13S – SDG150S и может использоваться на объектах самого различного типа и назначения.
Серия Ultra Super Silent является самой современной и тихой, и именно здесь используются все самые новые достижения и технологии в области создания резервных энергогенерирующих систем последнего поколения. Электростанции данного типа выпускаются в диапазоне мощностей от 20 до 150 кВа (маркируются как SDG25AS – SDG150AS) и предназначены для установки в местах, имеющих максимальные ограничения по уровню шума.
Выберите необходимую Вам мощность:
4-40 кВА
40-100 кВА
100-200 кВА
200-500 кВА
500-1000 кВА
Идёт загрузка данных
В таблице приведена максимальная мощность электростанций. Расход топлива указан при 75% нагрузке от номинальной мощности. Габариты, ёмкость бака и вес электростанций приведены для моделей в открытом исполнении (если доступна к поставке данная комплектация).
Летчик Определение и значение — Merriam-Webster
воздух · человек
ˈer-mən
1
: гражданский или военный летчик, летчик или авиатехник
2
: военнослужащий военно-воздушных сил: например,
а
: рядовой одного из четырех званий ниже сержанта
б
: военнослужащий ранга выше базового летчика и ниже летчика первого класса
Синонимы
летчик
человек-птица
листовка
листовка
пилот
Просмотреть все синонимы и антонимы в тезаурусе
Примеры предложений
ее отец был летчиком , сбитым во Вьетнаме
Недавние примеры в Интернете
В спортзале ее встречает с распростертыми объятиями ее сестра, летчик ВВС Эбигейл Бремер, которая, по мнению Маккензи, не смогла присутствовать на выпускном.
Сет Карнелл, USA TODAY , 11 октября 2022 г.
В Top Gun: Maverick, титульный 9 Тома КрузаЛетчик 0047 должен договориться о своих отношениях как с Петухом Майлза Теллера — сыном покойного друга Маверика Гуся, — так и со старой возлюбленной Пенни, которую играет Дженнифер Коннелли.
Кларк Коллис, EW.com , 9 июня 2022 г.
Когда летчики пытались спасти пассажиров, один из летчиков заметил кружащую акулу-быка, длина которой составляла от 10 до 12 футов.
Джо Марио Педерсен, 9 лет0047 Орландо Сентинел , 15 июля 2022 г.
Один летчик выносит предупреждение о свободе вероисповедания вскоре после того, как федеральный судья временно запретил администрации Байдена увольнять военнослужащих ВВС из-за их статуса вакцинации.
Fox News , 28 июля 2022 г.
ВВС возбудили уголовное дело против летчика с авиабазы Хилл в связи с апрельским взрывом, в результате которого пострадали американские военнослужащие на базе на востоке Сирии.
The Salt Lake Tribune , 4 августа 2022 г.
Дэвис говорит, что среди тех братьев, которые поступили на службу раньше нее, двое пошли в морскую пехоту, один стал моряком, один работал летчиком на самолете , а еще один служил на Гавайях в ВМС США.
Джефф Трусделл, PEOPLE.com , 28 июля 2022 г.
ВВС не разглашают имя летчика , если не будут предпочтительнее обвинения.
Луис Мартинес, 9 лет0047 Новости ABC , 21 июня 2022 г.
Среди погибших был стрелок, летчик ВВС , чьи судимости, которые запрещали бы ему покупать оружие, не были представлены в NICS.
Ник Пензенстадлер, USA TODAY , 16 июня 2022 г.
Узнать больше
Эти примеры предложений автоматически выбираются из различных онлайн-источников новостей, чтобы отразить текущее использование слова «летчик». Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
История слов
Первое известное использование
1873, в значении, определенном в смысле 1
Путешественник во времени
Первое известное использование летчик был в 1873 г.
Посмотреть другие слова того же года поле авиапочты
летчик
базовый летчик
Посмотреть другие записи поблизости
Процитировать эту запись0003
«Летчик». Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/airman. По состоянию на 12 ноября 2022 г.
воздух · человек
-мэн
1
: запись пилота 1 чувство 3, авиатор
2
а
: военнослужащий военно-воздушных сил
б
: военнослужащий военно-воздушных сил в звании ниже сержанта
особенно
: один со званием чуть ниже летчика первого класса
Больше от Merriam-Webster на
летчик
Нглиш: Перевод летчик для испаноговорящих
Britannica. com: статья в энциклопедии о летчике
Последнее обновление:
— Обновлены примеры предложений
Подпишитесь на крупнейший словарь Америки и получите тысячи дополнительных определений и расширенный поиск без рекламы!
Merriam-Webster без сокращений
опьянять
См. Определения и примеры »
Получайте ежедневно по электронной почте Слово дня!
Тест на часто путаемые слова
Я пошел в магазин ______, чтобы купить поздравительную открытку.
канцелярские товары стационарный
Проверьте свои знания и, возможно, узнаете что-нибудь по пути.
ПРОЙДИТЕ ТЕСТ
Ежедневное задание для любителей кроссвордов.
ПРОЙДИТЕ ТЕСТ
Летчик Определение и значение | Dictionary.com
Основные определения
Викторина
Примеры
Британский
Показывает уровень сложности слова.
[ air-muhn ]
/ ˈɛər mən /
Сохранить это слово!
Показывает уровень сложности слова.
существительное во множественном числе летчики·люди.
летчик.
ВВС США. рядовой одного из трех низших званий (летчик базового, летчик, летчик первого класса). Сокращение: Амн
член военного экипажа.
(в других странах) рядовой военно-воздушных сил.
ВИКТОРИНА
ВЫ ПРОЙДЕТЕ ЭТИ ГРАММАТИЧЕСКИЕ ВОПРОСЫ ИЛИ НАТЯНУТСЯ?
Плавно переходите к этим распространенным грамматическим ошибкам, которые ставят многих людей в тупик. Удачи!
Вопрос 1 из 7
Заполните пропуск: Я не могу понять, что _____ подарил мне этот подарок.
Происхождение летчика
1870–75, в более раннем смысле; авиа 1 +-человек, на модели моряка
Слова поблизости летчик
воздушный шлюз, воздушный журнал, бортовой журнал, airmada, авиапочта, летчик, летное мастерство, медаль летчика, карта воздуха, маршал авиации, воздушная масса
ВВС первыми сталкиваются с отказом войск от мандата на вакцинацию, поскольку тысячи людей избегают прививок|Алекс Хортон|28 октября 2021 г.|Washington Post
Даже если командир считает, что запрос летчика был искренним, в нем может быть отказано, если считается, что непривитый летчик может нанести ущерб сплоченности подразделения или затруднить совместную работу, сказал Штефанек.
ВВС первыми сталкиваются с отказом войск от мандата на вакцинацию, поскольку тысячи людей избегают прививок|Алекс Хортон|28 октября 2021 г.|Washington Post
Робертс, исполнительный продюсер и рассказчик проекта, говорит, что это особенно самое время вернуться к истории летчиков.
Робин Робертс чествует наследие своего отца и летчиков Таскиги в новом документальном фильме|Бранде Викториан|9 февраля 2021 г.|Essence.com автомобиль был остановлен полицией Остина, согласно разведывательному отчету, подготовленному Региональным разведывательным центром Остина, межведомственным центром синтеза.
У Бугалу Буа есть оружие, судимости и военная подготовка. Теперь они хотят свергнуть правительство.0003
Домашняя Плейта — так эта группа летчиков называла Зону 51 — начала поиски.
Полвека назад у Зоны 51 разбился самолет-разведчик ЦРУ. Этот исследователь нашел его.|Сара Скоулз|5 января 2021 г.|Популярная наука
Мы говорим о четырех столпах всесторонней физической подготовки летчика.
ВВС США: Поклянись Богом или убирайся|Дэйв Маджумдар|8 сентября 2014|DAILY BEAST
Но, по ее словам, ее настроение испортилось, когда другой летчик сделал неприемлемый комментарий сексуального характера.
Шпионы, ложь и изнасилование в военно-воздушных силах: история агента под прикрытием|Джейкоб Сигел|4 марта 2014|DAILY BEAST
Вместе они начали оказывать давление на ее лидеров, чтобы они поступили правильно с молодым летчиком.
Шпионы, ложь и изнасилование в ВВС: история агента под прикрытием|Джейкоб Сигел|4 марта 2014 г.|DAILY BEAST и товарищ летчик из 152-го авиакрыла.
Учитель из Невады Майк Лэндсберри пережил войну. Он был убит в классе.|Джейкоб Сигел|23 октября 2013 г.|DAILY BEAST
Старший сержант и начальник погрузки, отвечающий за бомбы и боеприпасы ВВС США, Ловерде был образцовым летчиком.
Не спрашивай, не говори Отменить Годовщина: перемещение изменило национальный ландшафт|Патрик Мерфи|20 сентября 2012 г.
Настройка любого станка с ЧПУ ( https://vektorus.ru/cnc/ ) — это необходимое подготовительное мероприятие, без которого не удастся нормально запустить оборудование. Производители используют стандартные системы ориентации, что позволяет вырабатывать единый подход. Калибровка станка ЧПУ является одним из этапов настройки, и ее необходимо провести по всем правилам.
Система координат
Система позиционирования места нахождения инструмента и рабочих органов станка с ЧПУ базируется на декартовой системе координат, т. е. с использованием осей X, Y, Z. Они определяют линейное перемещение. Если предусмотрено еще и круговое движение вокруг указанных осей, то дополнительно вводятся оси А (вращение вокруг Х), В (вращение вокруг Y) и С (вращение вокруг Z). Таким образом, станки могут иметь от 3 до 6 контролируемых осей движения. Помимо основных осей, в системе могут быть задействованы вспомогательные оси для передвижения дополнительных устройств и приспособлений.
Иллюстрирует расположение основных осей «правило правой руки». Если правую кисть со сжатыми пальцами расположить ладонью вверх, затем средний палец поднять вверх, указательный вытянуть вперед, а большой отставить в сторону, то средний палец укажет положительное направление оси Z, указательный — Y, большой — Х. Соответственно, противоположное направление будет считаться отрицательным. На практике, по оси Х осуществляется перемещение инструмента и узлов влево и вправо, по Y — вперед и назад, по Z — вверх и вниз.
Калибровка станка ЧПУ
Калибровка станка ЧПУ представляет собой обнуление всех основных и вспомогательных осей, т. е. установку начальной точки отсчета. Именно с нее управляющая программа начнет отсчет траектории движения инструмента или рабочего органа. Данная процедура может выполняться автоматически или вручную.
На простых трехосевых станках предусматривается ручная калибровка, заключающаяся в совмещении начала системы координат с осью вращения шпинделя. По оси Z обнуление может достигаться опусканием инструмента до поверхности рабочего стола или заготовки. Автоматизация процедуры обеспечивается с помощью специальной программы, например широко распространенного приложения CNC.
Для чего нужна калибровка? Управляющая программа выдает команду на движение инструмента по определенной траектории. Это движение должно осуществляться в нужную сторону. Если инструмент находится в произвольной точке, то программа не сможет сориентироваться в пространстве и не начнет работу. Только после обнуления всех предыдущих передвижений можно запустить ее со стартовой позиции.
База данных
Для составления алгоритма взаимосвязи всех рабочих органов станка при выполнении определенной операции необходимы сведения о параметрах и координатах рабочего инструмента, основных узлов, линии упора, инструментального магазина и других элементов системы в опорных точках. Эта информация помещается в базу данных станка. Все данные вводятся в виде числовых значений координат с учетом смещения относительно нулевой точки. По этим данным разрабатывается управляющая программа, которая и руководит движением всех основных и вспомогательных элементов станка.
Начальные точки станка
Начальная точка — это ноль в системе декартовых координат, где пересекаются все 3 оси. Именно от этой точки начинается отсчет траектории движения инструмента. Позиционирование его в любой момент осуществления операции производится относительно данной нулевой отметки. Для работы управляющей программы устанавливается не только абсолютная начальная точка с калибровкой всех осей, но и нулевые точки рабочего стола. Эти отметки позволяют производить отсчет программы обработки. Они особенно важны при наличии на станке нескольких линий упоров и при обработке нескольких заготовок одновременно.
Как правило, абсолютная начальная точка задается производителем станка, и она устанавливается с помощью специальных датчиков и концевых выключателей. Система координат рабочего стола может иметь такие нулевые точки:
Прямые «нули». Они устанавливаются по углу заготовки, расположенном на точке, соответствующей абсолютной начальной точке, в которой пересекаются линии упоров осей X и Y.
Симметричные или зеркальные начальные точки. Отсчет ведется от линии упора оси Y на рабочем столе, расположенной противоположно линии упоров абсолютного нуля.
Смещенные точки. При отсчете учитывается смещение на величину рабочего стола за вычетом размера заготовки.
Важно! Нулевые точки и линии упоров вводятся в управляющую программу, а инструмент и рабочие узлы возвращаются в них, после чего станок может начинать работать в заданном режиме.
Как откалибровать станок CNC: пошаговая инструкция
Автоматическую калибровку станков с ЧПУ обеспечивает программа CNC с пакетом Mach4. Она совмещается с операционными системами Windows 7, 2000 и XP. Для проведения калибровки необходимо совершить следующие действия:
Установить программу.
Проверить работу драйвера. Для этого запускается файл DriverTest.exe.
Установить порт. В меню «Конфигурации» отыскивается «Порты и Пины» и ставится отметка на выбранный порт.
Настроить пины управления шаговыми двигателями. Чтобы задействовать двигатели, надо найти вкладку «Выходы двигателей» и внести необходимые изменения. Если двигателей более трех, то следует добавить пины по дополнительным осям, например: A-axis = Enabled, Step Pin = 8, Dir Pin = 9. При необходимости изменения направления вращения двигателей ставится отметка в окне Dir Low Active соответствующей оси.
Настроить выходные сигналы. Устанавливается вкладка Output Signals, в которую вносятся нужные изменения. Включаются управляющие контроллеры путем нажатия кнопки Reset. Если контроллер не включается, надо задействовать поле Active Low.
Установить скорости холостых перемещений и передаточных чисел. В меню «Конфигурации» задействуется «Настройка двигателя». По каждой оси устанавливаются передаточные числа, скорости и ускорения.
Автоматическое определение параметров калибровки осуществляется путем введения в окошко «Шаги в мм» необходимых данных. По результатам расчета происходит перемещение калибруемой оси в нулевую точку. Далее надо перейти в режим настроек и запустить калибровку.
Калибровка станка ЧПУ необходима для его запуска. Без ее проведения управляющая программа просто не может определить истинное размещение инструмента. Калибровка обнуляет все предыдущие перемещения и приводит станок в исходное положение. После ее завершения программа запускается с нуля, и осуществляется полноценная обработка детали.
23 ноября 2020
7224
Получите консультацию специалиста
Система координат станка ЧПУ и Калибровка
Работа на станках и обрабатывающих центрах ЧПУ тесно связана с системами координат, которые определяют положение основных частей станка и заготовок обрабатываемых деталей относительно друг друга.
Производители станков ЧПУ, в целях упрощения понимания устройства и работы своего оборудования, в качестве единой системы координат применяют стандартную декартову систему, которая используется в геометрии для описания позиции точки на плоскости или в пространстве. В качестве системы отсчета на станках ЧПУ используются оси X, Y, Z, которые определяют линейные перемещения основных узлов и агрегатов станка ЧПУ.
Круговые движения узлов и агрегатов станка ЧПУ, а также заготовок, закрепленных на вращающихся рабочих столах, обозначаются осями A (при вращении вокруг оси X), B (при вращении вокруг оси Y), C (при вращении вокруг оси Z).
В терминологии конструкция станка ЧПУ определяется возможностями обрабатывающего инструмента перемещаться в направлении осей координат. При возможном перемещении инструмента только по осям X, Y, Z станок ЧПУ определяется как 3-х осевой. При добавлении устройств позиционирования инструмента или заготовки на оси A, B, C, по отдельности или в группе по два, по три, станок ЧПУ будет определяться соответственно как 4-х, 5-ти или 6-ти осевой.
В устройстве станков ЧПУ также могут присутствовать вспомогательные оси. Они непосредственно не задействованы в обработке деталей и используются для перемещения вспомогательных устройств, например цепных или револьверных магазинов инструмента.
Калибровка станка ЧПУ
Чтобы определить местоположение какого-либо элемента на станке, предварительно необходимо найти и выставить в базе данных станка начальную точку (или «абсолютный ноль») от которой производится отчет. Для этого перед началом работы выполняют калибровку (обнуление) основных и вспомогательных осей станка.
Калибровка станка ЧПУ, в зависимости от конструкции, может выполняться как вручную, так и в автоматическом режиме. Ручная калибровка производится на простейших 3-х осевых станках ЧПУ совмещением нулевой точки осей X, Y рабочего стола и оси вращения фрезерного шпинделя. Обнуление оси Z на таких станках может выполняться совмещением нижнего кончика инструмента и верхней плоскости рабочего стола или заготовки детали. Калибровка инструмента по координатной оси Z также может производиться в рабочем процессе при смене инструмента с использованием специального датчика калибровки и измерения инструмента.
Для калибровки станков ЧПУ с более сложным оборудованием запускается специальная программа, которая приводит в движение механизмы устройств и агрегатов, движущихся вдоль или вокруг основных координатных осей станка. «Абсолютный ноль» станка здесь определяется посредством срабатывания концевиков и датчиков расположенных на пути их движения.
База данных станка ЧПУ
Параметрические данные и координаты инструментов, агрегатов, линий упоров, магазинов инструмента и прочих рабочих элементов, как правило, должны быть прописаны в базе данных станка ЧПУ. База данных предназначена для хранения сведений об инструментах, агрегатах и управлении ими. Вся информация в ней прописана в виде числовых значений декартовых координат с поправкой на смещение относительно абсолютной начальной точки.
При программировании процессов обработки, база данных станка ЧПУ служит для составления управляющих программ, алгоритмов взаимодействия рабочих инструментов с заготовками деталей и их безопасного перемещения относительно других элементов станка.
Начальные точки станка ЧПУ
Для позиционирования деталей заготовок на рабочем столе станка ЧПУ используют начальные точки.
Начальная точка – это предварительно определенная в системе координат станка ЧПУ точка («ноль»), от которой производится отсчет положения какого-либо элемента на станке. Кроме абсолютной начальной точки, которая определяется способом калибровки осей станка и его устройств, на станке есть «нули рабочего стола». Это программируемые начальные точки рабочих зон станка ЧПУ, от которых производится отсчет программы обработки.
Использование начальных точек рабочего стола особенно актуально на станках и обрабатывающих центрах ЧПУ имеющих несколько линий упоров и позволяющих производить обработку одновременно нескольких заготовок деталей. В этом случае системе координат рабочего стола станков ЧПУ различают следующие типы начальных точек:
Прямые начальные точки. В качестве точки отсчета используется угол детали, расположенный на точке пересечения линий упоров осей X, Y, соответствующей «абсолютному нолю» системы координат рабочего стола.
Зеркальные (симметричные) начальные точки. Отсчет и позиционирование заготовок производится от линии упоров оси Y рабочего стола противоположной линии упоров абсолютной начальной точки. Используются для реализации левых и правых симметричных частей мебели.
Смещенные прямые и зеркальные начальные точки. Детали располагаются на линиях упоров противоположных нулевым линиям упоров. Отсчет производится из расчета смещения на величину размера рабочего стола за вычетом размера детали.
Таким образом, без дополнительной подготовки можно точно позиционировать несколько заготовок на рабочем столе станка ЧПУ и по единой программе изготавливать симметричные детали мебельных корпусов, фасадов и т.д.
Калибровка станка с ЧПУ | Разнообразные машинные системы
от DMS Team | 24 августа 2020 г. | Разнообразные станочные системы
Станок с ЧПУ — это тщательно продуманный инструмент, который требует правильного выравнивания для оптимальной работы. Если машина не откалибрована должным образом, конечный продукт может иметь деформации или размеры могут быть неправильными. Хуже того, машина, которая постоянно выходит из строя, будет иметь более короткий срок службы.
Это особенно важно, если вы попали в аварию. После сбоя машины вы можете ожидать четыре типичных проблемы:
Поворотные исходные позиции могут быть потеряны.
Положение моста на колоннах может смещаться.
Положение Z на подшипниках может смещаться.
Рельсы могут смещаться.
Чтобы быть уверенным в конечном продукте, калибровка имеет ключевое значение. В Diversified Machine Systems (DMS) есть команда экспертов, которые регулярно выезжают на место для калибровки наших машин по всей стране, но вместо этого мы лучше обучим вас, чтобы вы стали экспертом. При надлежащем обучении вы будете знать, как «заглянуть под капот» вашей машины и уверенно ее откалибровать.
В этом блоге мы познакомим вас со всеми пятью настройками осей для высокофункциональной машины. Мы поможем вам освоить элементы линейного возведения в квадрат, которые будут включать все три основных отношения перпендикулярности — XY, XZ и YZ.
Для начала мы рекомендуем несколько инструментов. Уровень машиниста, индикатор подметания, подметальный рычаг, индикатор погружения, основание магазина, инструментальный шарик и установочный штифт — все это полезно иметь под рукой. DMS рада предоставить вам любой из этих инструментов по разумной цене.
Квадратура машины включает в себя точный порядок операций. Шаги с первого по пятый должны быть выполнены в заданном порядке; в противном случае вы рискуете отменить предыдущий шаг.
1. Выровняйте основание
Прежде чем приступить к работе на машине, вам необходимо установить ровное основание. Последствия неровной платформы многообразны: рельсы, несущие блоки и сварные детали основания будут подвергаться чрезмерным нагрузкам. Повторяемость становится невозможной, и вам могут потребоваться запасные части.
Чтобы выровнять основание, используйте трехплоскостной лазер или машинный уровень на поручнях моста и опорных поручнях в нескольких фиксированных точках, чтобы убедиться, что машина выровнена. При этом вы создаете ровную плоскость вдоль линейных направляющих, прикрепленных к основанию машины. Хотя это и не обязательно, мы рекомендуем, чтобы самолет был на уровне земли для простоты использования.
2. Выровняйте мост (X-Y)
После того, как у вас есть ровное основание, мост должен быть квадратным. Это потребует создания перпендикулярной оси между X и Y, где X — поперечное перемещение моста, а Y — подвижный стол или подвижный портал. Вы сместите фиксированную ось X относительно Y.
Чтобы отрегулировать мост, начните с шести крепежных болтов. Держите нижний правый болт затянутым как точку поворота и полностью снимите верхний левый болт. Затем ослабьте оставшиеся четыре болта. Используя магнитное основание и циферблатный индикатор, вы можете проверить выравнивание моста. Прикрепите магнитное основание к шпинделю или коромыслу шпинделя, а затем переместите его к одной стороне стола и обнулите индикатор. Оттуда двигайтесь по передней части стола и следите за линейным отклонением. Если такое отклонение есть, можно считать, что мост не квадратный. Используя индикатор, вы можете повторно выровнять мост, а затем заменить шесть болтов.
3. Выровняйте остов спереди-назад (Z-к-Y)
Затем вы выровняете остов спереди-назад. Может показаться заманчивым прикрепить магистраль к Z-образным направляющим, но это не решит никаких проблем. Вместо этого вставьте всю опорную тележку между рельсами моста. Вы можете использовать лазер или гранитные блоки для этого шага. Выровняйте гранит по плоскости Y, а затем укажите край гранита под углом 90 градусов. При необходимости отрегулируйте прокладку, чтобы ось Z была перпендикулярна оси Y.
4. Выровняйте магистраль из стороны в сторону (Z-к-X)
Теперь вы выровняете магистраль из стороны в сторону, где Z перпендикулярен мосту. Повторите предыдущий шаг, указывая на сторону, а не на основание. Сдвиньте позвоночник, оставив один из 16 болтов затянутым в качестве точки поворота. Поместите регулировочный клин с правой или левой стороны, создавая клин между позвоночником и верхней частью беговой колодки. С помощью индикатора отрегулируйте, пока Z-X не станет квадратным.
5. 4-е и 5-е выравнивание
Четвертый и пятый мировоззрения самые сложные. На станке DMS четвертая ось — это ось C, которая вращается вокруг оси Z. Пятая — это ось вращения шпинделя, которая может быть осью A (которая вращается вокруг X) или осью B (которая вращается вокруг Y). Поскольку эти выравнивания более сложны, мы рекомендуем посмотреть учебник с визуальными эффектами здесь . Четвертое и пятое выравнивание начинается примерно в 20:00, но не стесняйтесь смотреть видео полностью, чтобы получить полный обзор всех пяти шагов.
В случае аварии Z-рельсы с большей вероятностью, чем рельсы моста, сместятся. Они также являются наиболее сложными для повторного выпрямления. Если ваши Z-направляющие не выровнены, мы приглашаем вас вызвать эксперта DMS, чтобы он выровнял их для вас.
Чтобы выпрямить поручни моста, снимите подшипник и прикрепите магнитное основание и погружной индикатор. Обнулите индикатор и затем начните перемещать его по рельсу. Отметьте каждое место, где индикатор показывает, что рейка не прямая, а затем ослабьте все болты в этом окне. Один за другим толкайте или тяните рельс с помощью монтировки и обнуляйте индикатор, затягивая каждый болт по мере выпрямления рельса. Продолжайте систематически вдоль всей рейки, пока она не станет квадратной.
С помощью этих пяти шагов калибровки вы можете найти и устранить большинство проблем с калибровкой с помощью нескольких инструментов и новых знаний. И, конечно же, DMS всегда рада помочь, предоставив дальнейшие инструкции или отправив специалиста для помощи на месте.
Если у вас есть какие-либо вопросы о калибровке машины DMS, позвоните нам по телефону 855-266-5063 или напишите нам по адресу [email protected].
The Manufacturing Minute — это наш ежемесячный информационный бюллетень. Мы предоставляем последние новости обрабатывающей промышленности, обновления событий DMS и последний контент из нашего блога. Подпишитесь сегодня, чтобы быть в курсе того, что происходит на производстве и в DMS.
Спасибо за подписку!
Подписаться
Как откалибровать систему позиционирования станка с ЧПУ
Автор: Dozuki System
Избранное: 0
Сложность
Умеренный
Шаги
24
Необходимое время
Подскажите время??
Секции
1
Как откалибровать систему позиционирования станка с ЧПУ 24 шага
Флаги
0
BackSafety Процедуры
Полный экран
Опции
История
Скачать PDF
Править
Перевести
Встроить это руководство
Введение.
Сначала убедитесь, что система датчиков и соединения с машиной работают правильно. Во-первых, убедитесь, что система датчиков и соединения с машиной работают правильно. Во-первых, убедитесь, что система датчиков и соединения с машиной работают правильно.
См. шаги 3 и 4 для правильного процесса.
Пожалуйста, посмотрите электрическую схему
Редактировать
org/HowToDirection»>
В режиме MDI введите: M59 P1133 ; G04 P1.0: M59 P1134 .
При открытых дверях нажмите и удерживайте ЗАПУСК ЦИКЛА .
После запуска программы осторожно коснитесь пальцем щупа инструмента.
Подвесной пульт управления издает звуковой сигнал каждый раз, когда нажимается щуп инструмента. Зонд инструмента активирован.
org/HowToDirection»>
Нажмите RESET , чтобы завершить активацию.
Убедитесь, что винт затянут.
Редактировать
В MDI введите: M59 P1134 .
Держите рабочий щуп в пределах досягаемости OMI . Нажмите и удерживайте СТАРТ ЦИКЛА .
Осторожно нажмите на стилус, пульт управления издаст звуковой сигнал, указывающий на то, что доказательство активировано.
Редактировать
Контрольный индикатор с точностью до 0,0005 дюйма или 0,013 мм
Магнитное основание для крепления индикатора
«Калибровочный стержень», обычно состоящий из калибровочного штифта 1/2 дюйма или 12 мм, зажатого в цанговой оправке.
«Кольцо калибра», обычно с диаметром отверстия 2000 дюймов или 50000 мм.
Примечание: точно просверленное отверстие в детали или приспособлении также можно использовать вместо калибра-кольца.
Кусачки для проволоки Необходимы для этого шага.
Редактировать
Вот как отрегулировать биение щупа Work Probe.
Сначала вставьте рабочий датчик в шпиндель.
Поместите магнитное основание на стол и совместите наконечник индикатора со стержнем зонда.
Перемещайте оси с шагом 0,001 дюйма, пока индикатор не коснется стилуса.
Установив наконечник индикатора на щуп, нажмите E-STOP , чтобы случайно не вытолкнуть датчик во время регулировки.
Редактировать
Поверните датчик вручную, чтобы проверить биение.
Если биение превышает 0,0005 дюйма или 0,013 мм, требуется регулировка.
Введите значение биения.
том
Редактировать
На корпусе зонда слегка ослабьте два верхних СТОПОРНЫХ установочных винта, а затем слегка затяните их.
org/HowToDirection»>
ПРЕДУПРЕЖДЕНИЕ : Четыре нижних набора винтов регулируют положение держателя щупа. Очень небольшие корректировки оказывают большое влияние на биение иглы.
Решите, в каком направлении необходимо отрегулировать иглу, чтобы уменьшить биение.
Ослабьте, а затем слегка затяните два (2) противоположных винта, которые НЕ совпадают с этим направлением, чтобы увеличить трение.
текст
Редактировать
org/HowToDirection»>
Аккуратно ослабьте второй набор (2) противоположных винтов. Они будут использоваться для выравнивания крепления щупа.
Затяните винт С ТОЙ ЖЕ СТОРОНЫ, где указано максимальное значение индикатора. Это отодвигает кончик стилуса от индикатора.
Когда вы затягиваете «толкающий» винт, вам нужно немного ослабить противоположный регулировочный винт и стопорный винт, чтобы обеспечить движение.
Редактировать
Продолжайте регулировку внутрь с каждым набором винтов, чтобы уменьшить биение как можно ближе к нулю.
Если биение меньше 0,0005 дюйма или 0,013 мм, осторожно затяните каждый верхний стопорный винт, одновременно затягивая противоположный нижний регулировочный винт.
Затем сделайте другой набор.
Редактировать
Затянув стопорные винты, еще раз проверьте биение щупа.
Теперь, когда щуп рабочего датчика отцентрирован, можно начинать калибровку обоих пруфов.
Это правильный способ сделать это.
Редактировать
Меню калибровки WIPS объясняются в Руководстве оператора Haas VMC.
Нажмите MDI/DNC.
Затем нажмите PRGRM/CONVRS.
На экране выберите вкладку НАСТРОЙКА.
Затем выберите вкладку КАЛИБРОВКА ИНСТРУМЕНТА.
Вставьте калибровочный стержень в шпиндель.
Редактировать
Редактировать
Используя ось Z и индикатор, проверьте расстояние от торца шпинделя до кончика измерительного штифта.
Это , а НЕ измерение измерительной линии.
Используйте этот метод последовательно для измерения калибровочного стержня, и результаты всегда будут воспроизводимыми для качественной работы.
1. КОНТРОЛЬНЫЙ ШТИФТ
2. ДЕРЖАТЕЛЬ ИНСТРУМЕНТА ИЗМЕРИТЕЛЬНАЯ ЛИНИЯ
3. ПОВЕРХНОСТЬ ШПИНДЕЛЯ
Редактировать
org/HowToDirection»>
Обнулить индикатор на торце шпинделя.
Затем обнулите положение оси Z на экране.
Переместите ось Z так, чтобы кончик калибровочной линейки достиг того же нуля, что и индикатор.
Редактировать
С помощью микрометра определите диаметр измерительного штифта, используемого в калибровочном стержне, и запишите это число.
org/HowToDirection»>
Следуйте инструкциям на экране. Перемещая ось Z в толчковом режиме, поднесите калибровочную линейку непосредственно к щупу инструмента и нажмите F1 .
Затем выполните толчковое перемещение по оси X, чтобы центрировать стержень над датчиком инструмента, и снова нажмите F1 . Сделайте то же самое для оси Y.
Затем введите номер инструмента, который вы будете использовать для калибровочной линейки.
Редактировать
org/HowToDirection»>
Теперь введите длину калибровочного стержня. Используйте значение, которое вы записали на шаге 15.
Затем введите показания микрометра, отмеченные ранее в шаге 16. ВНИМАНИЕ: ЭТО ДОЛЖЕН БЫТЬ ДИАМЕТР, А НЕ РАДИУС.
Редактировать
Нажмите CYCLE START, чтобы запустить процедуру автоматической калибровки.
Калибровочная планка будет касаться верхней части щупа инструмента и в четырех местах сбоку от щупа.
Редактировать
Когда программа завершится, в окне состояния КАЛИБРОВКА будет отображаться ВЫПОЛНЕНО . Можно начинать калибровку рабочего датчика.
Нажмите ОТМЕНА и выберите вкладку Калибровка рабочего датчика .
Закрепите калибр-кольцо на столе в пределах досягаемости датчика. Введите рабочее смещение, которое будет использоваться для калибровки рабочего датчика.
Редактировать
org/HowToDirection»>
С калибровочным стержнем в шпинделе расположите штифт над краем калибра-кольца.
Поместите прокладку, щуп или лист бумаги поверх датчика.
Нажмите кнопку .0001/.1. Переместите ось Z так, чтобы кончик стержня слегка касался бумаги. Нажмите F1 .
Введите длину калибровочного стержня из шага 15. Нажмите кнопку WRITE/ENTER .
Введите толщину используемой прокладки, в данном случае листа бумаги толщиной 0,003 дюйма. Нажмите НАПИШИТЕ/ВВЕДИТЕ еще раз.
Редактировать
Снимите калибровочный стержень со шпинделя и вставьте на его место рабочий щуп.
Измерьте длину рабочего щупа с помощью линейки механика (точность 1/16 дюйма или 1,5 мм).
Обратите внимание, что в стандартном датчике Renishaw используется шарик диаметром 0,2362 дюйма или 6 мм.
Теперь введите длину рабочего датчика, а также диаметр индикаторного шарика.
Редактировать
Измерьте калибр-кольцо нутрометром или нутромером. Если внутренний диаметр выгравирован на манометре, можно использовать это число.
Затем введите диаметр кольцевого калибра и нажмите WRITE/ENTER .
Перемещайте оси до тех пор, пока кончик щупа не окажется в центре кольца и на высоте около 0,3 дюйма или 7 мм над поверхностью.
Аккумуляторная угловая шлифмашина болгарка Bosch GWS-48 PRO УШМ 125 мм Бош 48V 6Ah
Доставка по Украине
5 824 грн
4 860 грн
Купить
TopRide интернет магазин
Аккумуляторная болгарка Bosch GWS-48 PRO ( 48V, 6Ah) в кейсе с регулятором оборотов. УШМ Бош
Доставка по Украине
5 536 грн
4 716 грн
Купить
BiGSTOR
Акумуляторна болгарка Makita DGA504 ( 24V 5.0Ah )
На складе в г. Киев
Доставка по Украине
6 300 грн
5 040 грн
Купить
Кузьмич
Аккумуляторная угловая шлифмашина BOSCH GWS 12V-76 Professional Solo 06019F2000
Интернет магазин качественного инструмента
Категории
Производители
BOSCH Professional
Dremel
BOSCH
BOSCH для домашних мастеров
BOSCH садовая техника
Показать все
Подписка на новости
Главная /
Аккумуляторный инструмент
/
Болгарки
/
Аккумуляторная угловая шлифмашина BOSCH GWS 12V-76 Professional Solo 06019F2000
Полное описание
Характеристики
Теги товара
Аккумуляторная угловая шлифмашина BOSCH GWS 12V-76 Professional Solo
Аккумуляторная угловая шлифмашина BOSCH GWS 12V-76 Professional Solo — легкая и компактная беспроводная болгарка с небольшим диском диаметром 76 мм и посадочным отверстием 10 мм. Аккумуляторная угловая шлифмашина BOSCH GWS 12V-76 Professional Solo работает от 10,8 или 12-вольтовых литий-ионных аккумуляторов. Аккумуляторная угловая шлифмашина BOSCH GWS 12V-76 Professional Solo — универсальный операционный инструмент, оснащенный мощным бесщеточным двигателем. Аккумуляторная угловая шлифмашина BOSCH GWS 12V-76 Professional Solo поставляется в исполнении Solo — без аккумуляторов и зарядного устройства.
Свойства аккумуляторной угловой шлифмашины BOSCH GWS 12V-76 Professional Solo:
Самая мощная угловая шлифмашинка, работающая от аккумуляторов 10,8 или 12 В.
Самая высокая мощность шлифовки и резки в своем классе на один заряд аккумулятора.
Надежный и выносливый бесщеточный двигатель.
Благодаря компактной конструкции и маленькому весу (всего 700 г) оператору удобно и комфортно работать в узких местах и над головой.
Универсальность применения
Фиксация шпинделя для смены оснастки.
Быстрая остановка диска.
Рукоятка с мягкой накладкой.
Комплект поставки:
Аккумуляторная угловая шлифмашина BOSCH GWS 12V-76 Professional Solo 06019F2000
Исполнение Solo — без аккумуляторов и зарядного устройства.
Твердосплавный отрезной круг, Carbide Multi Wheel, 76 x 10 мм (2 608 623 011).
2 отрезных круга по нержавеющей стали, Expert for Inox, 76 x 10 мм (2 608 601 520).
Вкладка L-BOXX
Картонная коробка.
Число оборотов холостого хода в мин
19500
Диаметр диска, мм
76
Диаметр посадочного отверстия диска, мм
10
Резьба шпинделя
M5
Аккумулятор, В
10,8 / 12
Тип аккумулятора
Li-Ion
Похожие товары
Вместе с этим также покупают
Показать все
Аккумуляторная ножовка Bosch GSA 10,8 V-LI Professional 060164L902
Аккумуляторный лобзик BOSCH GST 12V-70 Professional Solo 06015A1001
BOSCH 06019F200B — GWS 12V-76 — Аккумуляторная угловая шлифовальная машина 12 В 19 500 об/мин в кейсе с 2 аккумуляторами по 3 Ач и зарядным устройством
Посетите магазин BOSCH
Посетите магазин BOSCH
Аккумуляторная малогабаритная угловая шлифовальная машина GWS 12V-76 Professional — первая в мире УШМ в категории 12 В. Чрезвычайно компактный и эргономичный инструмент для быстрой резки на рабочем месте, делая…
Подробнее
Начиная с
$ 268,66
Сэкономьте 34%
$ 408,43
Без НДС ?
Аккумуляторная малая угловая шлифовальная машина GWS 12V-76 Professional — первая в мире угловая шлифовальная машина в категории 12 В. Он чрезвычайно компактен и эргономичен для быстрой резки на рабочем месте, делая…
Подробнее
Дополнительная скидка 10% при заказе от 250 евро с кодом скидки: WORK2022
Дополнительная скидка 10% при заказе от 250 евро с кодом скидки: WORK2022
Доставка по всему миру Мы работаем с лучшими международными курьерами, чтобы связаться с нашими клиентами по всему миру и доставить товары любого размера и веса. Узнайте больше здесь.
Официальная гарантия
Mister Worker предоставляет 2-летнюю гарантию на все товары. Гарантия, предлагаемая компаниям/торговцам, действительна в течение 1 года бесплатно. Для получения дополнительной информации нажмите здесь.
Описание
Аккумуляторная малая угловая шлифовальная машина GWS 12V-76 Professional — первая в мире угловая шлифовальная машина в категории 12 В. Чрезвычайно компактный и эргономичный инструмент для быстрой резки на рабочем месте, что делает его удобным для резки в любой ситуации. Высокопроизводительный бесщеточный двигатель этой малогабаритной угловой шлифовальной машины обеспечивает высокую скорость работы и высокую производительность. Он также очень универсален для различных материалов, таких как резка металла, плитки и кирпича. Совместим со всеми аккумуляторами и зарядными устройствами Bosch Professional 12 В (Система Professional 12 В).
Состав: Вставка L-BOXX 1/2 (1 600 A00 F0F) L-BOXX 102 (1 600 A01 2FZ) Быстрое зарядное устройство GAL 12V-40 Professional (1 600 A01 9R3) 2 аккумулятора GBA 12 В 3,0 Ач (1 600 A00 X79) 1 отрезной диск из твердого сплава Carbide Multiwheel (2 608 623 011) Вкладыш 1/2 L-BOXX для зарядного устройства и аккумулятора 2 отрезных диска Expert for Inox, 76 x 10 x 1 мм (приобретаются отдельно в комплекте) из 5: 2 608 601 520) Защитный кожух (2 608 000 632)
ПРИМЕЧАНИЕ Этот продукт оснащен евровилкой и работает от сети 200–230 В.
Напряжение аккумулятора : 12 В
K погрешность измерения (дБ) : 3
Погрешность измерения K (сглаживание поверхности (черновая обработка)) : 1,5 м/с²
Скорость холостого хода : 19 500 об/мин
ø отверстия : 10,0 мм
Обдирочный/отрезной круг, ø : 76 мм
Уровень звуковой мощности, дБ (А) : 86
Уровень звукового давления, дБ (А) : 75
Резьба шпинделя : M5
Величина распространения вибрации ah (сглаживание поверхности (черновая обработка)) : 13,5 м/с²
Аналогично BOSCH 06019F200B — GWS 12V-76 — Аккумуляторная угловая шлифовальная машина 12 В 19 500 об/мин в кейсе с 2 аккумуляторами по 3 Ач и зарядным устройством
Другие покупатели также купили
Аккумуляторная угловая шлифовальная машина Bosch 12 В наконец-то здесь
Если вы покупаете что-то по нашим ссылкам, ToolGuyd может получить партнерскую комиссию.
Потребовалось всего 6,5 лет, чтобы Bosch наконец представила в США аккумуляторную угловую шлифовальную машину 12V Max, модель GWS12V-30N.
Dewalt, Milwaukee и другие бренды профессиональных аккумуляторных электроинструментов стабильно выпускают свои инструменты и внедряют инновации, но я давно ничего не слышал от Bosch Tools. Итак, я покопался на их сайте, чтобы посмотреть, что я мог найти.
Честно говоря, я никогда не думал, что мы увидим этот продукт в США. Bosch никогда не выпускал здесь ни свой беспроводной вращающийся инструмент 12V Max, ни мини-циркулярную пилу, ни пару других продуктов, которые доступны только в Европе. По прошествии пары лет я понял, что нет никакой надежды увидеть здесь запуск 12-вольтовой кофемолки.
Реклама
У Milwaukee есть отрезной инструмент M12, а Dewalt недавно выпустила отрезной инструмент 20V Max для различных материалов. Может быть, Bosch понял, что пришло время принести сюда свою кофемолку класса 12V.
На веб-сайте Bosch говорится, что эта 3-дюймовая угловая шлифовальная машина:
идеальна для профессионалов, которым нужна компактная мощная установка для выполнения быстрых и сложных пропилов в ограниченном пространстве, недоступных другим инструментам.
Оснащен бесщеточным двигателем, «оптимизированной структурой редуктора» (что это значит?), 19500 об/мин без нагрузки и «выдающаяся эргономика и управляемость».
Bosch описывает замену колес как быструю благодаря «инновационному дизайну зубчатого крепления», когда нужно «просто потянуть за стопорную скобу и открутить шпиндельный винт».
Инновационная конструкция замка шпинделя – обеспечивает быструю замену круга, с фиксатором шпинделя
Реклама
Непонятно, к чему это относится. Судя по изображениям, отрезной круг удерживается на месте большой шайбой и болтом с резьбой, поэтому их «быстрая замена круга», похоже, связана с шестигранным ключом.
В онлайн-руководстве пользователя Bosch есть блокировка шпинделя, и да, для смены отрезного круга требуется шестигранный ключ. Так как же это быстро, когда сама Bosch предлагает угловые шлифовальные машины с зажимами для принадлежностей без инструментов?
Ничего страшного, но я не вижу ничего инновационного в необходимости откручивать прижимной болт шестигранным ключом. Может быть, в этом есть что-то, чего я не вижу.
Шлифовальная машина имеет защиту от перезапуска, что означает, что инструмент не запустится автоматически при смене батарей. Это кажется хорошей функцией безопасности.
Он также имеет электронный тормоз, и Bosch заявляет, что он может остановить отрезной диск «менее чем через секунду после выключения кофемолки».
Bosch заявляет, что их аккумуляторная угловая шлифовальная машина 12V Max достаточно мощна, чтобы резать такие материалы, как резьбовой стержень, распорка, кабелепровод, плитка и многое другое. Обратите внимание на использование одной рукой и вертикальную ориентацию резки на изображении продукта.
Bosch также показывает угловую шлифовальную машину, используемую для резки пластиковых труб. Обратите внимание, как теперь он удерживается двумя руками в горизонтальной ориентации резки.
Если инструмент действительно способен резать несколько типов материалов сверх того, для чего вы обычно используете более крупную угловую шлифовальную машину, то было бы более уместно рассматривать его как мультирез, аналогичный версиям Dewalt и Milwaukee?
Измельчитель поставляется с отрезным и шлифовальным дисками (по одному каждого), так что это не просто режущий инструмент. Однако похоже, что он способен резать и шлифовать металл только при использовании прилагаемых аксессуаров.
Размер диска 3″
Размер оправки 3/8″
Резьба шпинделя 3/8″ (или M5??)*
Длина 7,1″ x высота 3,5″ x ширина 3,3″
аккумулятор)
19 500 об/мин (без нагрузки)
Электрический тормоз
макс. 0,25″ Толщина шлифовального круга Тип 27
-0,8. Должно быть и то, и другое.
В руководстве пользователя указано, что шлифовальный станок НЕ предназначен для шлифования металла дисками Типа 11, бетонной поверхности, шлифовки или чистки проволочной щеткой кругом или чашкой.
Резка металла дисками типа 41/1A и шлифование дисками типа 27 диаметром 3″ указаны как возможный вариант с прилагаемым защитным кожухом.
Резка бетона и кирпичной кладки также возможна с дополнительными насадками. Но неясно, потребуются ли и будут ли доступны дополнительные приспособления для резки каменной кладки, или они просто означают, что требуются соответствующие 3-дюймовые диски.
Bosch показывает шлифовальную машину для резки пластиковых труб из ПВХ (и маркировка ASTM подтверждает это), но неясно, используется ли она с входящим в комплект отрезным диском (описание или номера сменных моделей не предоставлены) или с отдельным 3-дюймовым колесом.
Новая шлифовальная машина очень похожа на инструменты моделей Bosch GWS 12V-76 и GWS 10,8-76 с небольшими отличиями, за исключением того, что версия для США/Северной Америки имеет другой защитный кожух.
(Шлифовальная машина была выпущена в Европе до того, как Bosch перешла с маркировки 10,8 В на 12 В Max, поэтому 12V-76 и 10,8-76 относятся к одному и тому же инструменту.)
Не то чтобы я жалуюсь, но я Хотел бы я знать, почему Bosch USA потребовалось почти 7 лет, чтобы доставить эту компактную кофемолку в США.
Я почти отказался от платформы Bosch 12V Max, за исключением беспроводного вращающегося инструмента и циркулярной пилы, которые я заказал в Европе, но должен сказать — я удивлен и взволнован этим запуском.
 000.00)
000.00) 000.00)
000.00) 5 л
5 л
 ) Тип: опрыскиватель, Производитель: ГАРДЕНИЯ, Объем: 5 л
) Тип: опрыскиватель, Производитель: ГАРДЕНИЯ, Объем: 5 л Это устраняет необходимость откручивать головку насоса и оставляет пальцы сухими.
Это устраняет необходимость откручивать головку насоса и оставляет пальцы сухими. Таким образом, вы сразу узнаете, сколько жидкости еще осталось в 5-литровом контейнере.
Таким образом, вы сразу узнаете, сколько жидкости еще осталось в 5-литровом контейнере.

 Он оснащен многочисленными полезными функциями, которые помогут вам опрыскивать растения. Вы найдете второе отверстие со встроенной мерной крышкой на контейнере. Вы можете использовать это отверстие, чтобы удобно наполнить бутылку с распылителем, отмерить инсектицид и опорожнить ее после использования. Перед использованием вы создаете давление в 5-литровом контейнере, качая удобную широкую D-образную рукоятку вверх и вниз. Ножки обеспечивают безопасную стойку во время работы. Благодаря смотровой планке вы всегда видите уровень наполнения. Опрыскиватель оснащен второй ручкой, которая помогает при подъеме и переноске. Благодаря мягким ремням для переноски опрыскиватель удобно лежит на плече. Телескопическая распылительная трубка с наклонным соплом обеспечивает дальность действия и универсальность использования. Чтобы быть готовым к различным требованиям при орошении распылением, используйте различные настройки угловой форсунки. Здесь у вас есть выбор между струей или распыляющей насадкой.
Он оснащен многочисленными полезными функциями, которые помогут вам опрыскивать растения. Вы найдете второе отверстие со встроенной мерной крышкой на контейнере. Вы можете использовать это отверстие, чтобы удобно наполнить бутылку с распылителем, отмерить инсектицид и опорожнить ее после использования. Перед использованием вы создаете давление в 5-литровом контейнере, качая удобную широкую D-образную рукоятку вверх и вниз. Ножки обеспечивают безопасную стойку во время работы. Благодаря смотровой планке вы всегда видите уровень наполнения. Опрыскиватель оснащен второй ручкой, которая помогает при подъеме и переноске. Благодаря мягким ремням для переноски опрыскиватель удобно лежит на плече. Телескопическая распылительная трубка с наклонным соплом обеспечивает дальность действия и универсальность использования. Чтобы быть готовым к различным требованиям при орошении распылением, используйте различные настройки угловой форсунки. Здесь у вас есть выбор между струей или распыляющей насадкой. Кроме того, плоскоструйная форсунка доступна для точной работы в узких местах. На второй рукоятке также имеется практичная намотка для шланга, так что вы можете намотать шланг на рукоятку после использования. Нейлоновый фильтр также входит в комплект поставки распылителя. Вставьте его, что дает возможность процедить самодельные смеси для ухода за растениями. Интересные идеи рецептов для этого также включены. Эта естественная защита растений обеспечивает ваши растения дополнительными питательными веществами и в то же время защищает их от вредителей.
Кроме того, плоскоструйная форсунка доступна для точной работы в узких местах. На второй рукоятке также имеется практичная намотка для шланга, так что вы можете намотать шланг на рукоятку после использования. Нейлоновый фильтр также входит в комплект поставки распылителя. Вставьте его, что дает возможность процедить самодельные смеси для ухода за растениями. Интересные идеи рецептов для этого также включены. Эта естественная защита растений обеспечивает ваши растения дополнительными питательными веществами и в то же время защищает их от вредителей. Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все.
Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все. В сочетании с широкой D-образной рукояткой они обеспечивают надежную и надежную стойку даже на неровных поверхностях при нагнетании давления.
В сочетании с широкой D-образной рукояткой они обеспечивают надежную и надежную стойку даже на неровных поверхностях при нагнетании давления.
 Он специально разработан для процеживания домашнего лечения растений. Также включены подходящие рецепты для экологически чистых напитков.
Он специально разработан для процеживания домашнего лечения растений. Также включены подходящие рецепты для экологически чистых напитков. com/registration в течение 3 месяцев после покупки. Условия гарантии на сайте gardena.com/warranty.
com/registration в течение 3 месяцев после покупки. Условия гарантии на сайте gardena.com/warranty. Поскольку распылитель также имеет эргономичные ступени для ног, у вас всегда будет устойчивая стойка во время сцеживания. Рецепты и соответствующий нейлоновый фильтр для приготовления собственных органических средств для ухода за растениями прилагаются к прибору. Используя этот фильтр, можно просто процедить отвар крапивы для защиты от вредителей, таких как тля. Процесс наполнения значительно упрощается благодаря 12-сантиметровому конусному отверстию. Когда все готово к процессу распыления, вы используете эргономично расположенный плечевой ремень, который делает переноску опрыскивателя удобной. Чтобы узнать, сколько жидкости еще осталось в баке, достаточно посмотреть на смотровую полоску. Струйная трубка очень удобно лежит в руке и имеет функцию фиксации, так что напорный опрыскиватель Comfort 5 л оправдывает свое название и в этом отношении. С распылительной струей или аэрозольным туманом у вас есть выбор из двух различных режимов распыления для гибкого ухода за вашими растениями.
Поскольку распылитель также имеет эргономичные ступени для ног, у вас всегда будет устойчивая стойка во время сцеживания. Рецепты и соответствующий нейлоновый фильтр для приготовления собственных органических средств для ухода за растениями прилагаются к прибору. Используя этот фильтр, можно просто процедить отвар крапивы для защиты от вредителей, таких как тля. Процесс наполнения значительно упрощается благодаря 12-сантиметровому конусному отверстию. Когда все готово к процессу распыления, вы используете эргономично расположенный плечевой ремень, который делает переноску опрыскивателя удобной. Чтобы узнать, сколько жидкости еще осталось в баке, достаточно посмотреть на смотровую полоску. Струйная трубка очень удобно лежит в руке и имеет функцию фиксации, так что напорный опрыскиватель Comfort 5 л оправдывает свое название и в этом отношении. С распылительной струей или аэрозольным туманом у вас есть выбор из двух различных режимов распыления для гибкого ухода за вашими растениями.
 Конечно, количество расходуемой электроэнергии может изменяться. Например, количество энергии, потребляемое компьютером, зависит от мощности блока питания и загруженности компьютера. В случае с холодильником, оно зависит от его объема и количества хранящихся в нем продуктов, а со стиральной машиной – от режима стирки, выставленной температуры, массы белья и т. д. Предлагаю вам список различных электроприборов с указанием их примерной мощности в ваттах, который поможет рассчитать потребляемую электроэнергию.
Конечно, количество расходуемой электроэнергии может изменяться. Например, количество энергии, потребляемое компьютером, зависит от мощности блока питания и загруженности компьютера. В случае с холодильником, оно зависит от его объема и количества хранящихся в нем продуктов, а со стиральной машиной – от режима стирки, выставленной температуры, массы белья и т. д. Предлагаю вам список различных электроприборов с указанием их примерной мощности в ваттах, который поможет рассчитать потребляемую электроэнергию. Тостер-печь (тостер овен) – 1200 ватт
Тостер-печь (тостер овен) – 1200 ватт Увлажнитель воздуха – 75 Вт
Увлажнитель воздуха – 75 Вт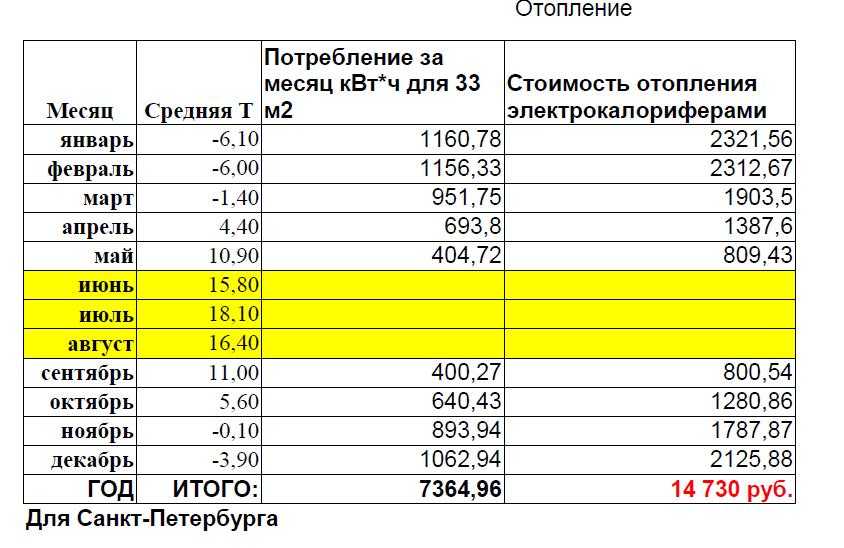 Напечатать 1333 страницы на принтере
Напечатать 1333 страницы на принтере Использовать потолочный вентилятор 13 часов
Использовать потолочный вентилятор 13 часов Пылесосить полтора часа
Пылесосить полтора часа




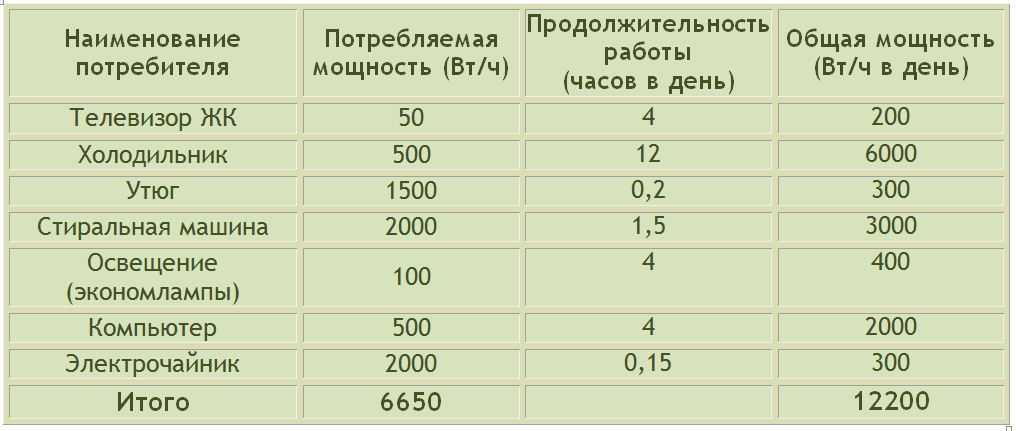 Чтобы сделать этот расчет, вы просто умножаете кВтч в день (7,2) на 30 дней, чтобы получить 216 кВтч в месяц.
Чтобы сделать этот расчет, вы просто умножаете кВтч в день (7,2) на 30 дней, чтобы получить 216 кВтч в месяц.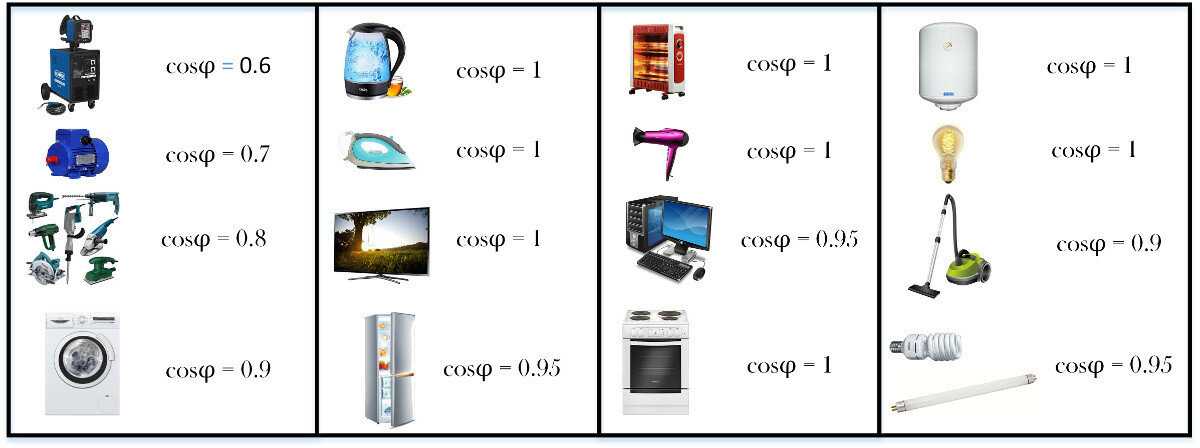
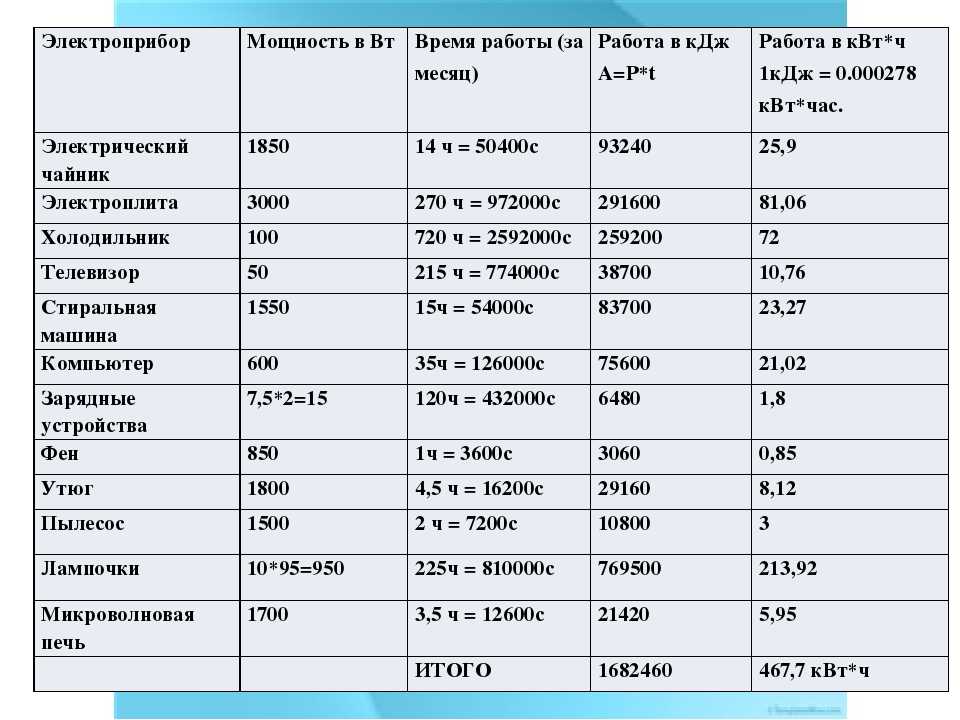
 При той же цене электроэнергии в 0,13 доллара за кВтч ваш пылесос будет стоить вам 4,75 доллара в год.
При той же цене электроэнергии в 0,13 доллара за кВтч ваш пылесос будет стоить вам 4,75 доллара в год.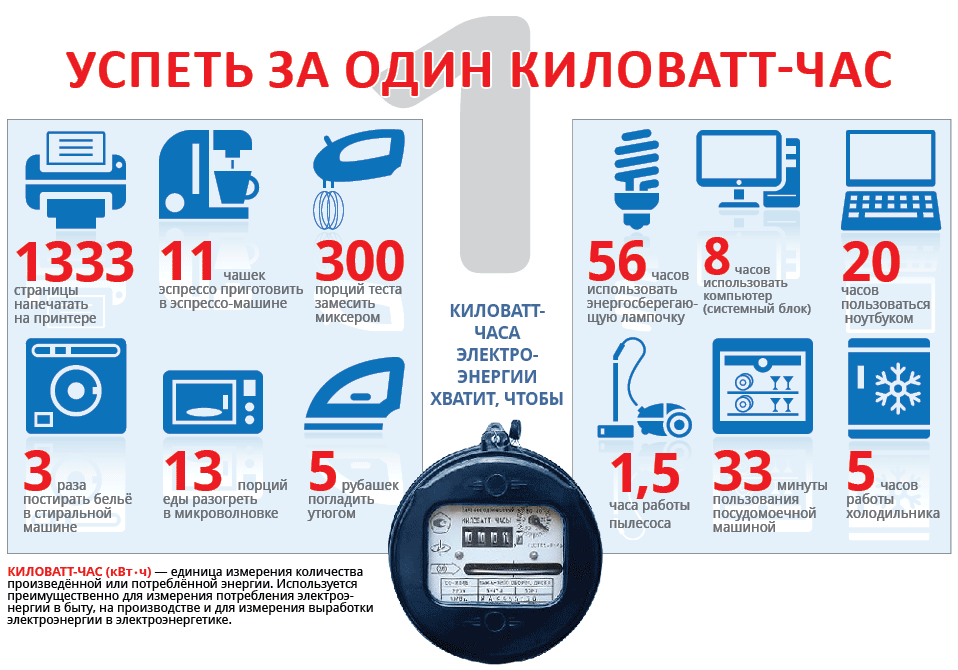
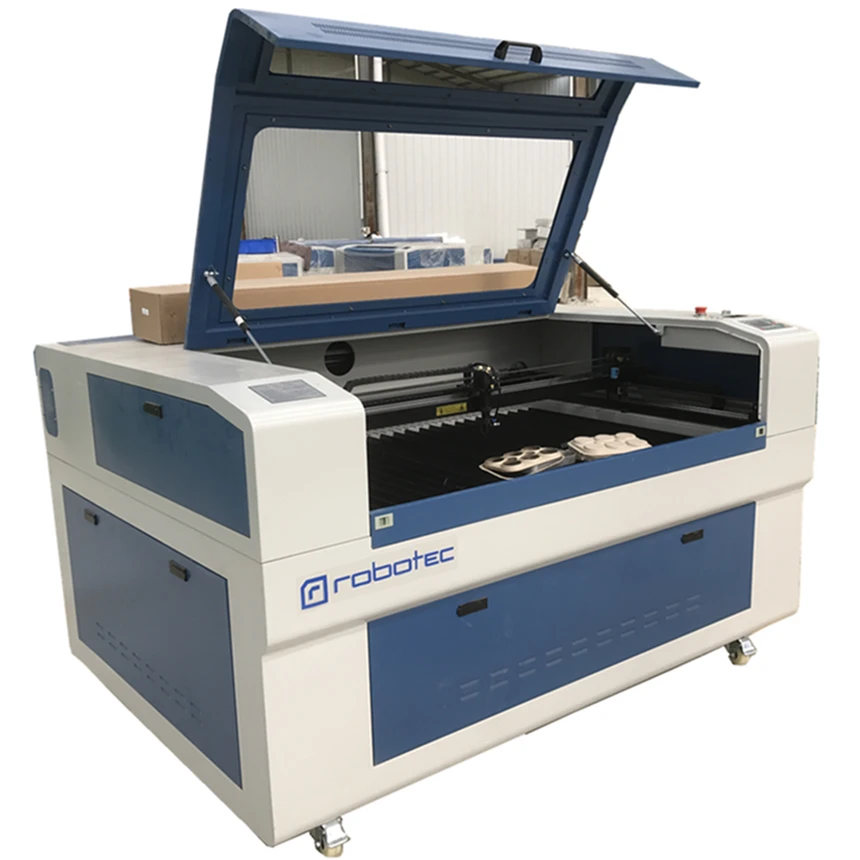
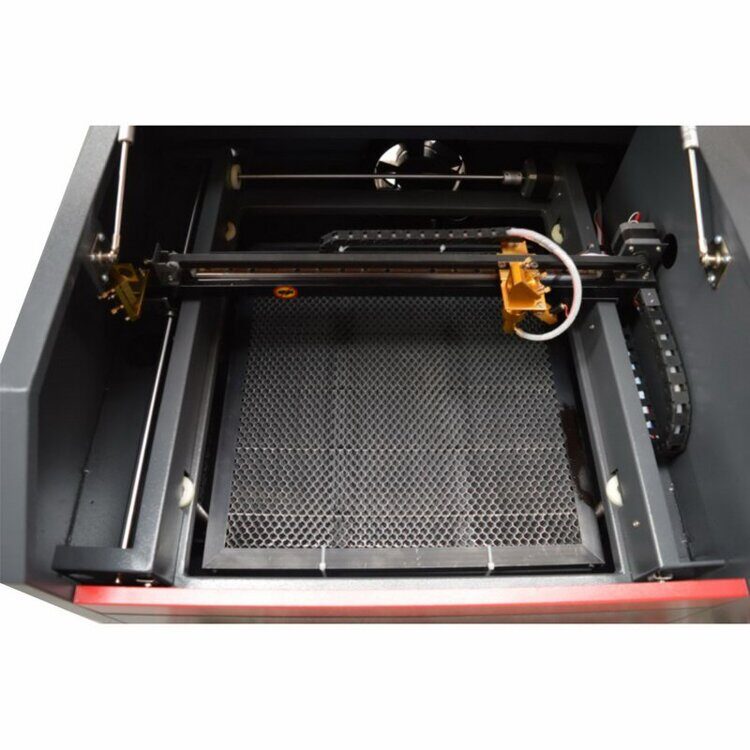




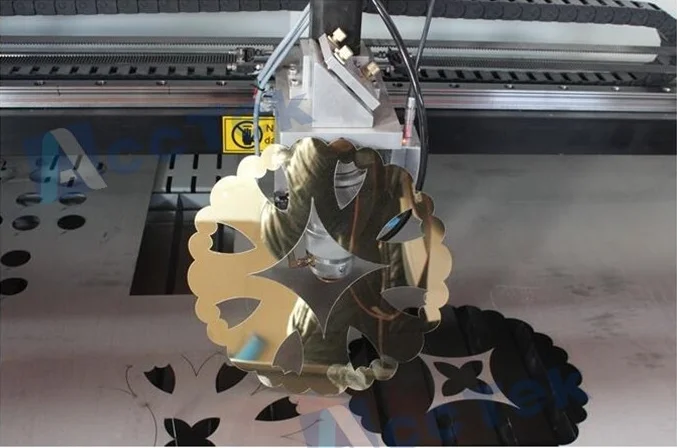


 При обжиге древесины образуется коричневатый край, который придает проекту контрастность.
При обжиге древесины образуется коричневатый край, который придает проекту контрастность. Если у вас есть навыки и инструменты для резки и гравировки фанеры, вы можете создать широкий ассортимент продукции для своего инвентаря.
Если у вас есть навыки и инструменты для резки и гравировки фанеры, вы можете создать широкий ассортимент продукции для своего инвентаря.

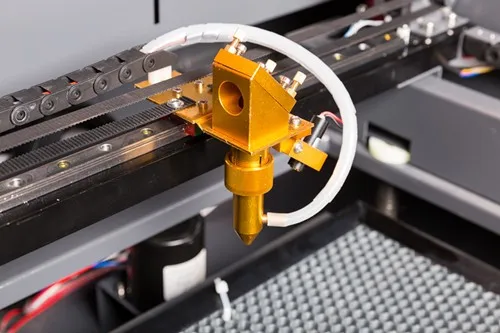 Волоконные лазерные резаки в основном предназначены для резки металлов и не рекомендуются для резки фанеры. Волоконные лазеры слишком мощные и могут привести к возгоранию фанеры. Более того, волоконные лазеры оставляют на древесине плохие следы, которые не читаются и не эстетичны.
Волоконные лазерные резаки в основном предназначены для резки металлов и не рекомендуются для резки фанеры. Волоконные лазеры слишком мощные и могут привести к возгоранию фанеры. Более того, волоконные лазеры оставляют на древесине плохие следы, которые не читаются и не эстетичны.
 Например, xTool D1 Pro (20 Вт) может резать липу толщиной 10 мм за один проход.
Например, xTool D1 Pro (20 Вт) может резать липу толщиной 10 мм за один проход.
 Вы также можете добавить глубины и объема, сложив вместе разные слои фанеры. Просто склейте их вместе и прикрепите крючки или вешалки сзади.
Вы также можете добавить глубины и объема, сложив вместе разные слои фанеры. Просто склейте их вместе и прикрепите крючки или вешалки сзади. С помощью лазерного резака вы можете вырезать из фанеры любую форму и выгравировать на ней свое имя, инициалы или сообщение. Вы также можете выбрать один из различных дизайнов, таких как звезда, сердце, снежинка или круг. Затем просто обвяжите его шпагатом или веревкой и повесьте на дерево.
С помощью лазерного резака вы можете вырезать из фанеры любую форму и выгравировать на ней свое имя, инициалы или сообщение. Вы также можете выбрать один из различных дизайнов, таких как звезда, сердце, снежинка или круг. Затем просто обвяжите его шпагатом или веревкой и повесьте на дерево.
 Если содержание смолы высокое, результаты гравировки будут темнее. Но если содержание смолы низкое, гравировка будет светлой.
Если содержание смолы высокое, результаты гравировки будут темнее. Но если содержание смолы низкое, гравировка будет светлой. Он доступен в нескольких оттенках, которые вы можете выбрать. Он дает привлекательный светло-коричневый цвет по краям. Он имеет натуральную подкладку или древесную текстуру, которая хорошо видна. Если вы не хотите плотное зерно, то эта фанера вам не подходит.
Он доступен в нескольких оттенках, которые вы можете выбрать. Он дает привлекательный светло-коричневый цвет по краям. Он имеет натуральную подкладку или древесную текстуру, которая хорошо видна. Если вы не хотите плотное зерно, то эта фанера вам не подходит. Item2″> Basswood plywood
Item2″> Basswood plywood Лучшее в этом станке то, что его можно использовать как для гравировки, так и для резки, так как вы можете менять лазерный модуль в зависимости от задачи.
Лучшее в этом станке то, что его можно использовать как для гравировки, так и для резки, так как вы можете менять лазерный модуль в зависимости от задачи. Он специально разработан для гравировки. Лазерное пятно составляет всего 0,06 x 0,06 мм, чтобы обеспечить более мелкие детали. Он может резать фанеру из липы толщиной до 3 мм за один проход.
Он специально разработан для гравировки. Лазерное пятно составляет всего 0,06 x 0,06 мм, чтобы обеспечить более мелкие детали. Он может резать фанеру из липы толщиной до 3 мм за один проход.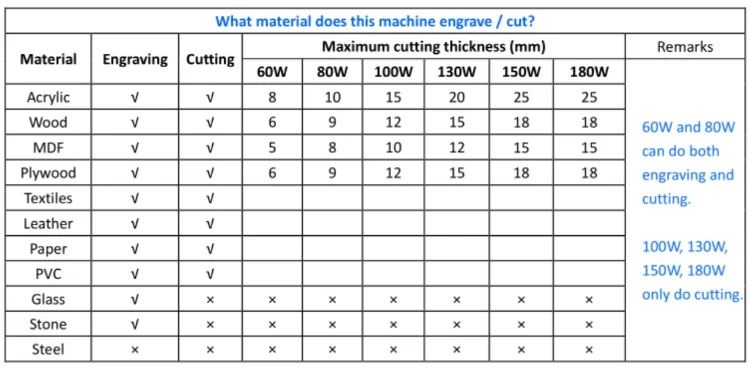 )D1 Pro 20 Вт + RA2 Pro + проставки (8 шт.) + Air AssistD1 Pro 10000 + RA2 Pro + переходники (8 шт.) D1 Pro 10 Вт + RA2 Pro + переходники (8 шт.) + Air Assist
)D1 Pro 20 Вт + RA2 Pro + проставки (8 шт.) + Air AssistD1 Pro 10000 + RA2 Pro + переходники (8 шт.) D1 Pro 10 Вт + RA2 Pro + переходники (8 шт.) + Air Assist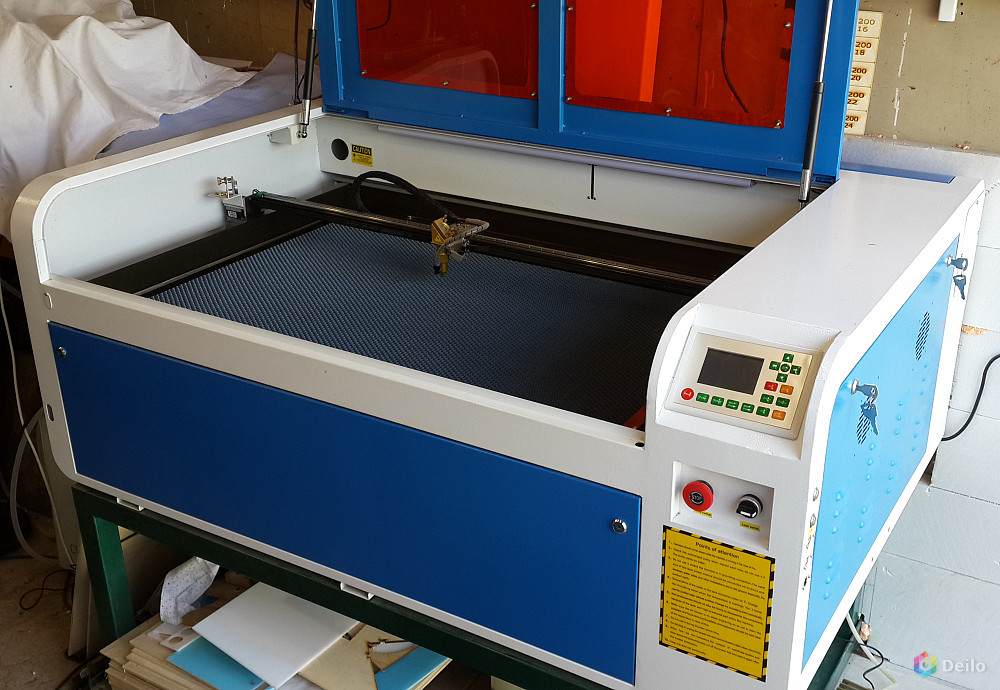 Это также может повысить вашу производительность, поскольку оно способно к пакетной обработке.
Это также может повысить вашу производительность, поскольку оно способно к пакетной обработке.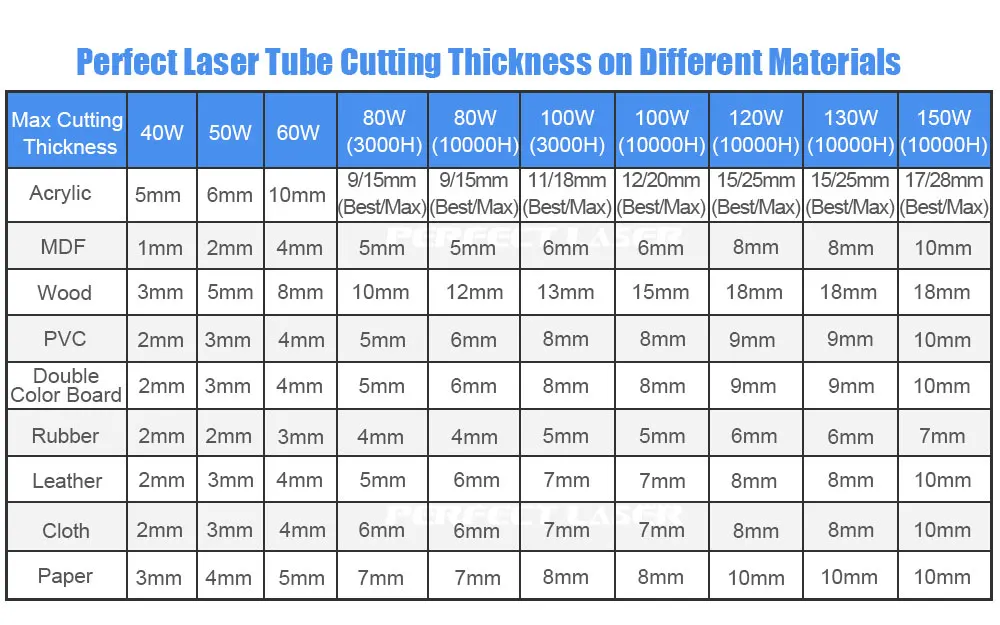 Невероятная технология с несколькими лазерными источниками помогает резать древесину на очень высокой скорости. С другой стороны, станок мощностью 5 Вт подходит для гравировки. Однако он может резать фанеру толщиной до 3 мм.
Невероятная технология с несколькими лазерными источниками помогает резать древесину на очень высокой скорости. С другой стороны, станок мощностью 5 Вт подходит для гравировки. Однако он может резать фанеру толщиной до 3 мм. Выглядит совсем не привлекательно. Есть несколько приемов, позволяющих уменьшить ожог кромки при резке.
Выглядит совсем не привлекательно. Есть несколько приемов, позволяющих уменьшить ожог кромки при резке.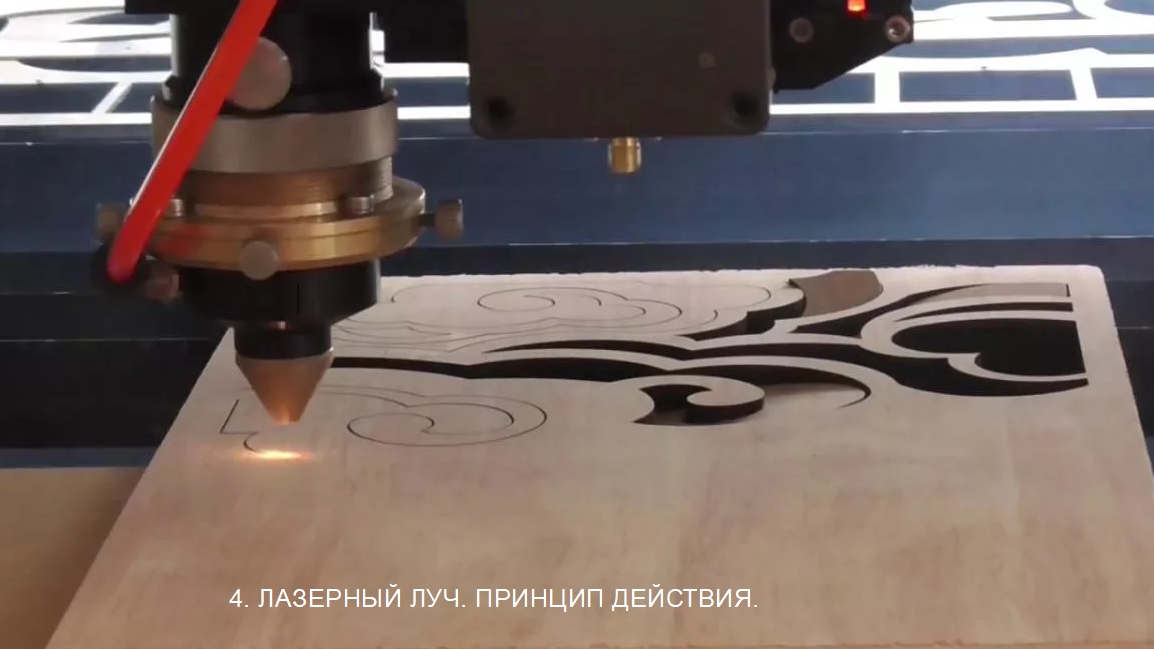 Вы не можете устранить этот запах, но если вы используете подачу воздуха и выхлопную систему, то проблемы с запахом не будет.
Вы не можете устранить этот запах, но если вы используете подачу воздуха и выхлопную систему, то проблемы с запахом не будет.

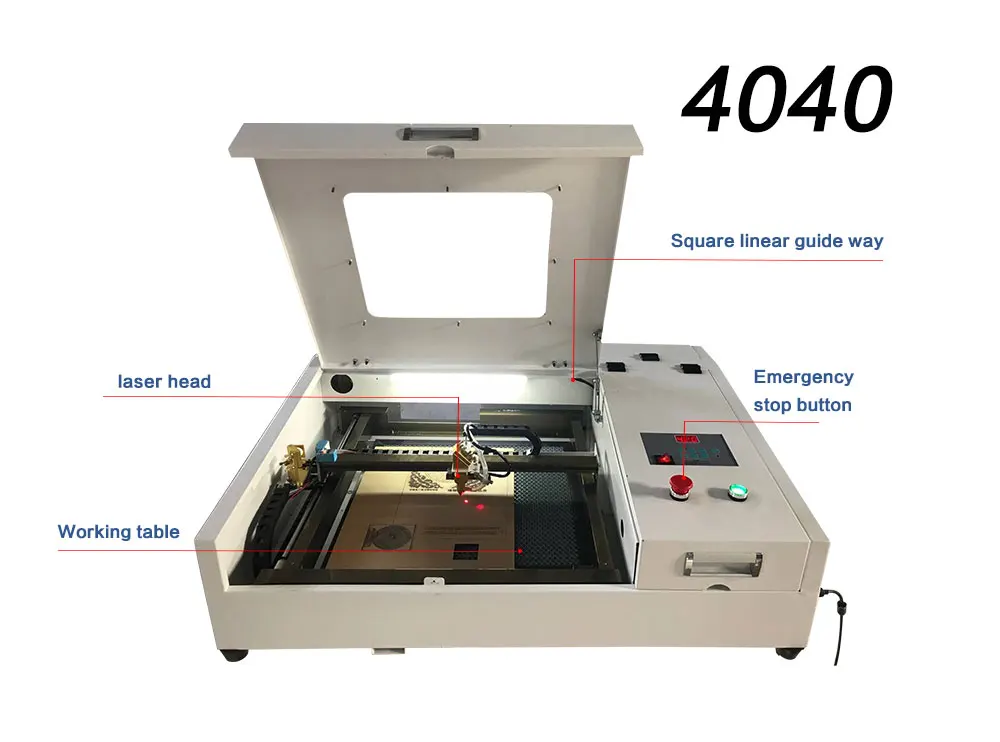
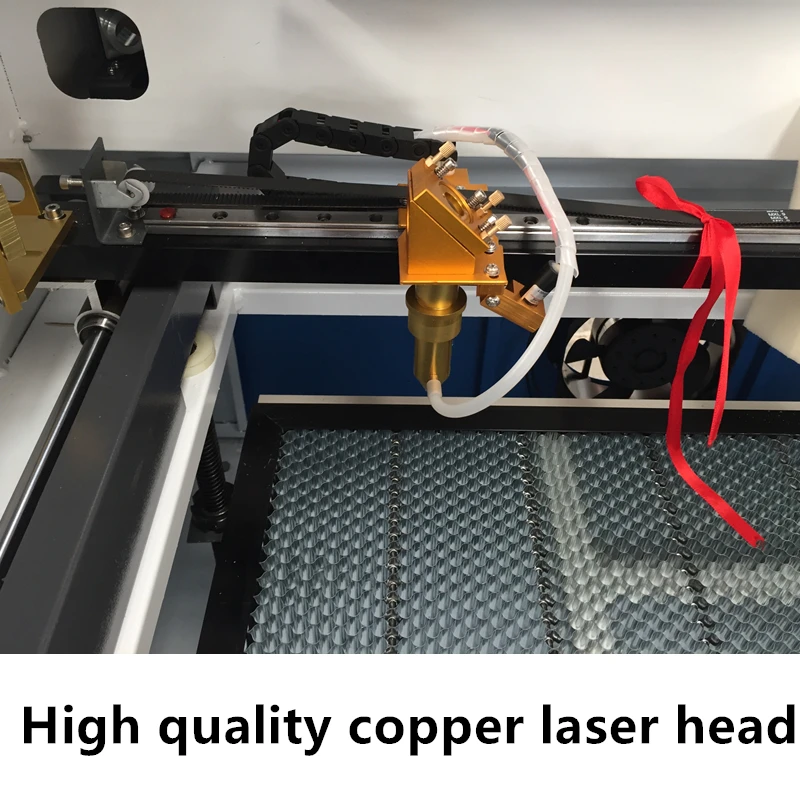 Сравнение технологий.
Сравнение технологий.
 Этим определяется комплектация мотоблока: фрезы и сошник. Кроме того, прилагается комплект из двух пневматических колес.
Этим определяется комплектация мотоблока: фрезы и сошник. Кроме того, прилагается комплект из двух пневматических колес.  с.
с.  Разработаны специально для потребительского применения.
Разработаны специально для потребительского применения. 
 с. в час (395 г/кВт-ч) или 1,4 литров в час при 3600 об/мин.
с. в час (395 г/кВт-ч) или 1,4 литров в час при 3600 об/мин. Ведомый шкив – три ручья, крайние из которых (1 и 3) являются шкивом редуктора (приводным шкивом). Крутящий момент на шкив редуктора передается двумя клиновыми ремнями. При перестановке на ведущем шкиве 2-х приводных ремней с пары ручьев одного диаметра (первый диапазон скоростей) на пару ручьев другого диаметра обеспечивается второй диапазон значений скоростей вращения ведомого шкива и, соответственно, выходных полуосей редуктора. Так реализуется 4 скорости вперед и 2 назад.
Ведомый шкив – три ручья, крайние из которых (1 и 3) являются шкивом редуктора (приводным шкивом). Крутящий момент на шкив редуктора передается двумя клиновыми ремнями. При перестановке на ведущем шкиве 2-х приводных ремней с пары ручьев одного диаметра (первый диапазон скоростей) на пару ручьев другого диаметра обеспечивается второй диапазон значений скоростей вращения ведомого шкива и, соответственно, выходных полуосей редуктора. Так реализуется 4 скорости вперед и 2 назад. 
 В хвостовой части рамы имеется скоба для установки и крепления рекомендованного к применению сменного навесного и прицепного оборудования.
В хвостовой части рамы имеется скоба для установки и крепления рекомендованного к применению сменного навесного и прицепного оборудования. 


 см
см с, 3 вперед/1 назад, колеса 4.00-10
с, 3 вперед/1 назад, колеса 4.00-10 Универсальность мотоблока заключается в наличии двух валов отбора мощности, что дает возможность с легкостью подключать разные дополнительные навесные орудия: снегоуборщик, водяной насос, сенокосилку и другие. Мотоблок КАДВИ Угра НМБ-1Н7 оснащен двигателем LIFAN максимальной мощностью 6,5 л.с. и металлическим топливным баком. Агрегат можно использовать для обработки больших земельных участков, площадью 4 000 м. кв. Мотоблок снабжен шестеренчатой коробкой передач и редуктором привода, сцеплением из металлокерамических дисков. Все это значительно повышает работоспособность агрегата. Полностью исключены такие проблемы как соскакивание, проскальзывание и обрыв, в связи с отсутствием приводных клиновых ремней. Работа с навесными и прицепными орудиями оптимизируется за счет коробки передач, имеющей три скорости вперед и одну назад. Рулевая колонка мотоблока КАДВИ Угра НМБ-1Н7 поддается легкой регулировке в вертикальной и горизонтальной плоскости, обладает вибрационной защитой. Благодаря развороту руля в горизонтальной плоскости «затаптывание» почвы при культивации не происходит.
Универсальность мотоблока заключается в наличии двух валов отбора мощности, что дает возможность с легкостью подключать разные дополнительные навесные орудия: снегоуборщик, водяной насос, сенокосилку и другие. Мотоблок КАДВИ Угра НМБ-1Н7 оснащен двигателем LIFAN максимальной мощностью 6,5 л.с. и металлическим топливным баком. Агрегат можно использовать для обработки больших земельных участков, площадью 4 000 м. кв. Мотоблок снабжен шестеренчатой коробкой передач и редуктором привода, сцеплением из металлокерамических дисков. Все это значительно повышает работоспособность агрегата. Полностью исключены такие проблемы как соскакивание, проскальзывание и обрыв, в связи с отсутствием приводных клиновых ремней. Работа с навесными и прицепными орудиями оптимизируется за счет коробки передач, имеющей три скорости вперед и одну назад. Рулевая колонка мотоблока КАДВИ Угра НМБ-1Н7 поддается легкой регулировке в вертикальной и горизонтальной плоскости, обладает вибрационной защитой. Благодаря развороту руля в горизонтальной плоскости «затаптывание» почвы при культивации не происходит. Российский мотоблок Угра является единственным агрегатом, который выполнен по всем европейским нормам безопасности. Красная ручка в системе управления остановки двигателя, черный рычаг, блокирующий муфты заднего хода мгновенно и безопасно останавливают агрегат в экстренной ситуации. Возможность производить стационарные работы с навесными орудиями: кормодробилка, земляной бур, водяной насос, циркулярная пила, позволяют два вала отбора мощности, которые имеются на коробке передач. Минимальная разборка мотоблока значительно облегчает его перевозку, он легко умещается в любом легковом автомобиле.
Российский мотоблок Угра является единственным агрегатом, который выполнен по всем европейским нормам безопасности. Красная ручка в системе управления остановки двигателя, черный рычаг, блокирующий муфты заднего хода мгновенно и безопасно останавливают агрегат в экстренной ситуации. Возможность производить стационарные работы с навесными орудиями: кормодробилка, земляной бур, водяной насос, циркулярная пила, позволяют два вала отбора мощности, которые имеются на коробке передач. Минимальная разборка мотоблока значительно облегчает его перевозку, он легко умещается в любом легковом автомобиле.
 6 л
6 л .. и вы можете найти их практически где угодно, а используемые веса такие же тяжелые, как и новые! Если используемое орудие требует дополнительного тягового усилия трактора, установите противовесы, если вам нужен более легкий и маневренный трактор (например, для скашивания), снимите противовесы Стойки могут оставаться на тракторе даже когда нет груза
.. и вы можете найти их практически где угодно, а используемые веса такие же тяжелые, как и новые! Если используемое орудие требует дополнительного тягового усилия трактора, установите противовесы, если вам нужен более легкий и маневренный трактор (например, для скашивания), снимите противовесы Стойки могут оставаться на тракторе даже когда нет груза
 Кроме того, вы получаете некоторое сцепление с дорогой благодаря дополнительному весу твердой резины (дополнительный вес в зависимости от размера шин показан на странице 9 наших аксессуаров ).0007 , секция колес)
Кроме того, вы получаете некоторое сцепление с дорогой благодаря дополнительному весу твердой резины (дополнительный вес в зависимости от размера шин показан на странице 9 наших аксессуаров ).0007 , секция колес) . Если внешний вид этого остатка вас смущает, то с небольшим усилием он отслаивается…
. Если внешний вид этого остатка вас смущает, то с небольшим усилием он отслаивается… Если мотоблок, оборудованный дифференциалом, также оборудован рулевыми тормозами (как, например, несколько более крупных машин), это добавляет «следующий шаг» в облегчении маневрирования, поскольку оператор может просто включить один из тормозов, который замедляет одно из колес и, следовательно, ускоряет другое, и трактор более или менее поворачивается сам.
Если мотоблок, оборудованный дифференциалом, также оборудован рулевыми тормозами (как, например, несколько более крупных машин), это добавляет «следующий шаг» в облегчении маневрирования, поскольку оператор может просто включить один из тормозов, который замедляет одно из колес и, следовательно, ускоряет другое, и трактор более или менее поворачивается сам.
 Она появляется в Северной Америке на моделях BCS 660, 739., 749, 750 и 779. Это сцепление, в котором используется гидравлическое давление для сжатия дисков сцепления (а не пружинное натяжение, как в любом «стандартном» сцеплении) для передачи мощности. Поэтому тракторы со сцеплением PowerSafe имеют встроенный гидравлический микронасос, который прокачивает масло через масляный фильтр к сцеплению. Этот тип сцепления также находится в масляной ванне, поэтому оно охлаждается циркулирующим маслом (а не только воздухом), и поэтому предположительно его труднее перегреть.
Она появляется в Северной Америке на моделях BCS 660, 739., 749, 750 и 779. Это сцепление, в котором используется гидравлическое давление для сжатия дисков сцепления (а не пружинное натяжение, как в любом «стандартном» сцеплении) для передачи мощности. Поэтому тракторы со сцеплением PowerSafe имеют встроенный гидравлический микронасос, который прокачивает масло через масляный фильтр к сцеплению. Этот тип сцепления также находится в масляной ванне, поэтому оно охлаждается циркулирующим маслом (а не только воздухом), и поэтому предположительно его труднее перегреть.
 )
) (и если вы не выполните это в соответствии с графиком BCS, гарантия на сцепление АННУЛИРУЕТСЯ)
(и если вы не выполните это в соответствии с графиком BCS, гарантия на сцепление АННУЛИРУЕТСЯ) Таким образом, сцепление PowerSafe не является хорошим выбором для тех, кто делает все своими руками и хочет полагаться на свои собственные навыки/обычные инструменты при обслуживании своего оборудования.
Таким образом, сцепление PowerSafe не является хорошим выбором для тех, кто делает все своими руками и хочет полагаться на свои собственные навыки/обычные инструменты при обслуживании своего оборудования. (если вы попробуете «ослабить» муфту PowerSafe, вы ПОЛУЧИТЕ шестерни. Как только «тормоз трансмиссии» отключается, он мгновенно переходит в ПОЛНУЮ МОЩНОСТЬ). Это особенно заметно (и раздражает) при включении рычага ВОМ (на самом деле, это была достаточно большая проблема, поэтому мы сняли специальное видео о включении ВОМ на наших различных моделях мотоблоков: https://www.youtube.com/watch?v=RKhtwCGDops)
(если вы попробуете «ослабить» муфту PowerSafe, вы ПОЛУЧИТЕ шестерни. Как только «тормоз трансмиссии» отключается, он мгновенно переходит в ПОЛНУЮ МОЩНОСТЬ). Это особенно заметно (и раздражает) при включении рычага ВОМ (на самом деле, это была достаточно большая проблема, поэтому мы сняли специальное видео о включении ВОМ на наших различных моделях мотоблоков: https://www.youtube.com/watch?v=RKhtwCGDops) Мы показали BCS, как это можно исправить (изготовив другой опорный кронштейн, улучшающий угол крепления троса), но за 10 лет они не внесли никаких изменений.
Мы показали BCS, как это можно исправить (изготовив другой опорный кронштейн, улучшающий угол крепления троса), но за 10 лет они не внесли никаких изменений. Если отпустить сцепление, предохранительный рычаг мгновенно выскакивает и глушит двигатель. (Я упоминаю об этом, потому что на веб-сайте BCS America подразумевается, что тракторы, оснащенные PowerSafe, являются единственными моделями, в которых вы можете отойти от руля, и двигатель не заглохнет. Это полное заблуждение! BCS просто изо всех сил пытается продать технологию. что они недавно инвестировали так много миллионов долларов/евро.)
Если отпустить сцепление, предохранительный рычаг мгновенно выскакивает и глушит двигатель. (Я упоминаю об этом, потому что на веб-сайте BCS America подразумевается, что тракторы, оснащенные PowerSafe, являются единственными моделями, в которых вы можете отойти от руля, и двигатель не заглохнет. Это полное заблуждение! BCS просто изо всех сил пытается продать технологию. что они недавно инвестировали так много миллионов долларов/евро.) «Рабочие» скорости на всех тракторах BCS работают в обоих направлениях с помощью рычага «челночного переключения» с редуктором… но из-за компактной конструкции этих трансмиссий «транспортная» скорость (4-я передача , в случае тракторов серии 800) идет только в ОДНОМ направлении, в зависимости от того, в каком направлении разрезается червячная передача оси. Результат: У модели 852 4-я передача «транспортная» скорость работает ТОЛЬКО ВПЕРЕД, когда трактор находится в РЕЖИМЕ ПЕРЕДНЕГО ВОМ (кошения), в то время как у модели 853 4-я передача «транспортная» передача работает ТОЛЬКО ВПЕРЕД, когда трактор находится в РЕЖИМЕ ЗАДНЕГО ВОМ (обработка почвы) (это направление, в котором трактор будет тянуть универсальный прицеп, разбрасыватель компоста или что-либо, прикрепленное к «сцепному устройству» трактора, что делает модель 853 обычно более продаваемой). ).
«Рабочие» скорости на всех тракторах BCS работают в обоих направлениях с помощью рычага «челночного переключения» с редуктором… но из-за компактной конструкции этих трансмиссий «транспортная» скорость (4-я передача , в случае тракторов серии 800) идет только в ОДНОМ направлении, в зависимости от того, в каком направлении разрезается червячная передача оси. Результат: У модели 852 4-я передача «транспортная» скорость работает ТОЛЬКО ВПЕРЕД, когда трактор находится в РЕЖИМЕ ПЕРЕДНЕГО ВОМ (кошения), в то время как у модели 853 4-я передача «транспортная» передача работает ТОЛЬКО ВПЕРЕД, когда трактор находится в РЕЖИМЕ ЗАДНЕГО ВОМ (обработка почвы) (это направление, в котором трактор будет тянуть универсальный прицеп, разбрасыватель компоста или что-либо, прикрепленное к «сцепному устройству» трактора, что делает модель 853 обычно более продаваемой). ).  .
.
 с. Обычная цена продажи: $2944 АКЦИОННАЯ ЦЕНА НА КОНЕЦ ГОДА ДО 31 ДЕКАБРЯ 2022 ГОДА: $2867
с. Обычная цена продажи: $2944 АКЦИОННАЯ ЦЕНА НА КОНЕЦ ГОДА ДО 31 ДЕКАБРЯ 2022 ГОДА: $2867 Все органы управления на ручках.
Все органы управления на ручках. Но если едете в гости, ЗВОНИТЕ минимум за сутки! Часы работы розничной торговли назначаются по предварительной записи (да, и в выходные тоже), поэтому чем больше вы сообщите нам, тем лучше мы сможем настроить наш график в соответствии с вашим графиком. Иногда мы не в магазине, занимаемся доставкой, демонстрацией или демонстрацией оборудования на выставках.
Но если едете в гости, ЗВОНИТЕ минимум за сутки! Часы работы розничной торговли назначаются по предварительной записи (да, и в выходные тоже), поэтому чем больше вы сообщите нам, тем лучше мы сможем настроить наш график в соответствии с вашим графиком. Иногда мы не в магазине, занимаемся доставкой, демонстрацией или демонстрацией оборудования на выставках. Эти машины имеют более мощные двигатели, чем большинство однофункционального силового оборудования, и они могут принимать широкий спектр навесного оборудования, что позволяет вам покупать и обслуживать только один высококачественный двигатель для выполнения различных задач. Мы опробовали два ведущих мотоблока: косилку DR Field and Brush Mower, продаваемую компанией Country Home Products из Вермонта, и мотоблок BCS, произведенный в Италии, но имеющий дилеров по всей территории Соединенных Штатов. Цены начинаются менее чем с 3000 долларов — намного меньше, чем ездовой трактор, и меньше, чем несколько отдельных машин.
Эти машины имеют более мощные двигатели, чем большинство однофункционального силового оборудования, и они могут принимать широкий спектр навесного оборудования, что позволяет вам покупать и обслуживать только один высококачественный двигатель для выполнения различных задач. Мы опробовали два ведущих мотоблока: косилку DR Field and Brush Mower, продаваемую компанией Country Home Products из Вермонта, и мотоблок BCS, произведенный в Италии, но имеющий дилеров по всей территории Соединенных Штатов. Цены начинаются менее чем с 3000 долларов — намного меньше, чем ездовой трактор, и меньше, чем несколько отдельных машин. Оба хорошо сложены и продуманно спроектированы. Ни один из них не является недорогим, но когда я поговорил с друзьями, которые владеют ими в течение многих лет, я убедился, что их долговечность делает их гораздо более ценными, чем несколько менее дорогих единиц оборудования, выполняющих ту же работу.
Оба хорошо сложены и продуманно спроектированы. Ни один из них не является недорогим, но когда я поговорил с друзьями, которые владеют ими в течение многих лет, я убедился, что их долговечность делает их гораздо более ценными, чем несколько менее дорогих единиц оборудования, выполняющих ту же работу.
 Это уникальное крепление к генератору дает вам четыре розетки на 110 вольт с автоматическим выключателем на 20 ампер и одну розетку на 220 вольт с автоматическим выключателем на 25 ампер. (Для использования при температуре ниже 35 градусов они также предлагают зимнюю крышку двигателя.)
Это уникальное крепление к генератору дает вам четыре розетки на 110 вольт с автоматическим выключателем на 20 ампер и одну розетку на 220 вольт с автоматическим выключателем на 25 ампер. (Для использования при температуре ниже 35 градусов они также предлагают зимнюю крышку двигателя.) По словам DR, эта машина безопасна на склонах до 20 градусов. Когда вы косите на ровной местности, дифференциал может оставаться разблокированным, что облегчает поворот и управление.
По словам DR, эта машина безопасна на склонах до 20 градусов. Когда вы косите на ровной местности, дифференциал может оставаться разблокированным, что облегчает поворот и управление.
 BCS и его орудия отличаются от DR тем, что они имеют зубчатую передачу без ремней. Это означает, что между трансмиссией и навесным оборудованием находится вал отбора мощности (ВОМ). Эта модель поставлялась с быстроразъемным соединением, которое позволяло нам менять навесное оборудование примерно за минуту.
BCS и его орудия отличаются от DR тем, что они имеют зубчатую передачу без ремней. Это означает, что между трансмиссией и навесным оборудованием находится вал отбора мощности (ВОМ). Эта модель поставлялась с быстроразъемным соединением, которое позволяло нам менять навесное оборудование примерно за минуту. Кроме того, культиватор не оставляет необработанной центральной полосы, как это делают другие модели. Имеется регулируемый окучник/бороздник, который увеличивает полезность культиватора для обработки почвы.
Кроме того, культиватор не оставляет необработанной центральной полосы, как это делают другие модели. Имеется регулируемый окучник/бороздник, который увеличивает полезность культиватора для обработки почвы.
 Он использует культиватор, снегоочиститель и измельчитель/измельчитель. У Вирга также есть отвальный плуг, для использования которого требуется колесный груз массой 90 фунтов. Фанк говорит, что электрический стартер — это большой плюс, особенно холодным утром, когда он использует снегоуборочную машину. Единственное, что его беспокоит, это то, что тросы управления, которые должны изгибаться вперед и назад при переворачивании рукояток, со временем могут растягиваться. Но запчасти, обслуживание и дистрибуция теперь на высоте, говорит он, и он всегда может получить то, что ему нужно.
Он использует культиватор, снегоочиститель и измельчитель/измельчитель. У Вирга также есть отвальный плуг, для использования которого требуется колесный груз массой 90 фунтов. Фанк говорит, что электрический стартер — это большой плюс, особенно холодным утром, когда он использует снегоуборочную машину. Единственное, что его беспокоит, это то, что тросы управления, которые должны изгибаться вперед и назад при переворачивании рукояток, со временем могут растягиваться. Но запчасти, обслуживание и дистрибуция теперь на высоте, говорит он, и он всегда может получить то, что ему нужно.

 ) для фрезерного станка корвет 86 Назначение: фрезерные станки
) для фрезерного станка корвет 86 Назначение: фрезерные станки К-86 для фрезерного станка (фрезера) энкор Корвет 86 Производитель: Энкор
К-86 для фрезерного станка (фрезера) энкор Корвет 86 Производитель: Энкор вес заготовки)
вес заготовки) Ведущая бобышка 50 мм (коническое отверстие HSK-A100)
Ведущая бобышка 50 мм (коническое отверстие HSK-A100)  с.
с.
 Ведь для Хеопса построили пирамиду, а не конус, не так ли?
Ведь для Хеопса построили пирамиду, а не конус, не так ли?
 Наилучшим вариантом считается использование металлической подставки.
Наилучшим вариантом считается использование металлической подставки.

 Процесс облегчается наличием системы рециркуляции, что позволяет экономить на растворителе и предотвращать загрязнение воздуха потенциально опасными парами.
Процесс облегчается наличием системы рециркуляции, что позволяет экономить на растворителе и предотвращать загрязнение воздуха потенциально опасными парами. Мы предлагаем огромную палитру цветов и разнообразие фактур.
Мы предлагаем огромную палитру цветов и разнообразие фактур. Удаление растворимых поддержек производится путем помещения изделия в емкость с растворителем до полного растворения поддержки. Данный метод применяется при сочетании HIPS пластика с ABS, PVA пластика PLA.
Удаление растворимых поддержек производится путем помещения изделия в емкость с растворителем до полного растворения поддержки. Данный метод применяется при сочетании HIPS пластика с ABS, PVA пластика PLA.
 Он обеспечивает быстрое и удобное прототипирование, качественные решения для анимации, а также первоклассную 3D-визуализацию для различных целей — каталогов, списков, онлайн- и офлайн-рекламы, социальных сетей и т. д. Честно говоря, сегодня ни одна маркетинговая кампания не может обойтись без челюстно-лицевой рекламы. сбрасывание визуализаций и высококачественных 3D-моделей. Ведь современные проблемы требуют современных решений!
Он обеспечивает быстрое и удобное прототипирование, качественные решения для анимации, а также первоклассную 3D-визуализацию для различных целей — каталогов, списков, онлайн- и офлайн-рекламы, социальных сетей и т. д. Честно говоря, сегодня ни одна маркетинговая кампания не может обойтись без челюстно-лицевой рекламы. сбрасывание визуализаций и высококачественных 3D-моделей. Ведь современные проблемы требуют современных решений! Тип и сложность 3D-объекта зависят от его будущего использования, будь то статичная красивая визуализация или решение движения — анимация, 360-градусный обзор продукта, виртуальная реальность и так далее.
Тип и сложность 3D-объекта зависят от его будущего использования, будь то статичная красивая визуализация или решение движения — анимация, 360-градусный обзор продукта, виртуальная реальность и так далее. Solid опирается на создание нового объекта путем преобразования базовых геометрических форм — кубов, шаров, цилиндров и т. д. Поверхностный метод основан на рисовании направляющих линий, которые создают поверхность. А под полигональным моделированием подразумевается создание 3D модели из полигонов. В основном, это самый популярный вид 3D-моделирования для проектирования мебели.
Solid опирается на создание нового объекта путем преобразования базовых геометрических форм — кубов, шаров, цилиндров и т. д. Поверхностный метод основан на рисовании направляющих линий, которые создают поверхность. А под полигональным моделированием подразумевается создание 3D модели из полигонов. В основном, это самый популярный вид 3D-моделирования для проектирования мебели. Это жизненно важно для тех типов 3D-объектов, которые могут быть слишком тяжелыми для запуска в приложениях, VR, AR или компьютерных играх, созданных на движке Unity. В этих случаях такие процессы, как топология и ретопология, могут решить проблему за счет уменьшения количества полигонов. Если меньшие полигоны точно повторяют форму и линии структуры, то 3D-модель становится легче, но сохраняет хорошее качество.
Это жизненно важно для тех типов 3D-объектов, которые могут быть слишком тяжелыми для запуска в приложениях, VR, AR или компьютерных играх, созданных на движке Unity. В этих случаях такие процессы, как топология и ретопология, могут решить проблему за счет уменьшения количества полигонов. Если меньшие полигоны точно повторяют форму и линии структуры, то 3D-модель становится легче, но сохраняет хорошее качество. Однако они не имеют ни цвета, ни рисунка. А текстура — это, по сути, 2D-изображение поверхности, которая не имеет каких-либо ранее упомянутых свойств материала. Вместе они дают при создании 3D-модели как рисунок, так и рельеф поверхности.
Однако они не имеют ни цвета, ни рисунка. А текстура — это, по сути, 2D-изображение поверхности, которая не имеет каких-либо ранее упомянутых свойств материала. Вместе они дают при создании 3D-модели как рисунок, так и рельеф поверхности. Поэтому, даже имея на руках различные карты, 3D-художникам приходится прикладывать усилия, чтобы текстура выглядела реалистично.
Поэтому, даже имея на руках различные карты, 3D-художникам приходится прикладывать усилия, чтобы текстура выглядела реалистично.
 Это часто происходит и с 3D-моделированием, поскольку теперь сцены могут оживать и воспроизводиться очень реалистично. Будь то разработка анимации, создание модели для веб-сайта или видеоигры, основы создания 3D остаются прежними… В этой статье мы покажем вам различные шаги для создания сцены 3D-моделирования с помощью WYLog.
Это часто происходит и с 3D-моделированием, поскольку теперь сцены могут оживать и воспроизводиться очень реалистично. Будь то разработка анимации, создание модели для веб-сайта или видеоигры, основы создания 3D остаются прежними… В этой статье мы покажем вам различные шаги для создания сцены 3D-моделирования с помощью WYLog.
 д.
д.
 Это обеспечивается следующими конструктивными особенностями такого оборудования:
Это обеспечивается следующими конструктивными особенностями такого оборудования:
 Обеспечивается это требование благодаря тому, что направляющие подвергаются предварительному натягу, который выполняют с помощью специальных регулирующих механизмов. Для снижения сил трения в направляющих узлах суппорта агрегата и его станины, работающих по принципу скольжения, их изготавливают на основе пар материалов: качественный износостойкий пластик (как правило, фторопласт) плюс чугун или сталь.
Обеспечивается это требование благодаря тому, что направляющие подвергаются предварительному натягу, который выполняют с помощью специальных регулирующих механизмов. Для снижения сил трения в направляющих узлах суппорта агрегата и его станины, работающих по принципу скольжения, их изготавливают на основе пар материалов: качественный износостойкий пластик (как правило, фторопласт) плюс чугун или сталь. Если раньше для выполнения несущих элементов токарных станков по металлу использовали только чугун или сталь, то сейчас многие зарубежные производители выполняют колонны, станины, а также салазки таких агрегатов из бетона с добавлением полимеров или искусственного гранита, что придает им высокую жесткость и повышенную устойчивость к вибрационным нагрузкам.
Если раньше для выполнения несущих элементов токарных станков по металлу использовали только чугун или сталь, то сейчас многие зарубежные производители выполняют колонны, станины, а также салазки таких агрегатов из бетона с добавлением полимеров или искусственного гранита, что придает им высокую жесткость и повышенную устойчивость к вибрационным нагрузкам.




 Если технические возможности оборудования позволяют, то желательно все инструменты, участвующие в работе, помещать в один резцедержатель.
Если технические возможности оборудования позволяют, то желательно все инструменты, участвующие в работе, помещать в один резцедержатель.

 В конструкции данного токарного агрегата следует выделить крестообразный суппорт и шпиндель, в держателе которого можно зафиксировать одновременно шесть инструментов. Используя данный токарно-винторезный станок, оснащенный системой ЧПУ, можно эффективно выполнять следующие работы по металлу: нарезать резьбу, точить и растачивать заготовки, выполнять обработку деталей дискового типа.
В конструкции данного токарного агрегата следует выделить крестообразный суппорт и шпиндель, в держателе которого можно зафиксировать одновременно шесть инструментов. Используя данный токарно-винторезный станок, оснащенный системой ЧПУ, можно эффективно выполнять следующие работы по металлу: нарезать резьбу, точить и растачивать заготовки, выполнять обработку деталей дискового типа. Программное управление станком предусматривает жесткую привязку его координатной системы к геометрии режущего инструмента при помощи специального комплекса подстройки, работающего по контактной схеме. Благодаря этому нет необходимости в четком ориентировании рабочего инструмента по отношению к обрабатываемой заготовке.
Программное управление станком предусматривает жесткую привязку его координатной системы к геометрии режущего инструмента при помощи специального комплекса подстройки, работающего по контактной схеме. Благодаря этому нет необходимости в четком ориентировании рабочего инструмента по отношению к обрабатываемой заготовке.
 Это позволяет использовать точный режущий инструмент внутри или снаружи заготовки, чтобы создать что-то индивидуальное.
Это позволяет использовать точный режущий инструмент внутри или снаружи заготовки, чтобы создать что-то индивидуальное. Точно так же создание прототипа проекта или проекта с использованием токарного станка с ЧПУ по металлу очень распространено в определенных отраслях, поскольку это позволяет вам работать над дизайном и тестировать его, прежде чем инвестировать в полномасштабную окончательную версию.
Точно так же создание прототипа проекта или проекта с использованием токарного станка с ЧПУ по металлу очень распространено в определенных отраслях, поскольку это позволяет вам работать над дизайном и тестировать его, прежде чем инвестировать в полномасштабную окончательную версию. Они обычно используются для создания фигур, таких как головки винтов, или для сверления отверстий в компонентах, таких как шестерни и оси.
Они обычно используются для создания фигур, таких как головки винтов, или для сверления отверстий в компонентах, таких как шестерни и оси. Свяжитесь с нами сегодня, чтобы получить экспертную консультацию о том, какая машина лучше всего подходит для вас!
Свяжитесь с нами сегодня, чтобы получить экспертную консультацию о том, какая машина лучше всего подходит для вас! Токарный станок с ЧПУ работает с точными инструкциями по проектированию для обработки деталей в соответствии с точными спецификациями. Токарный станок с ЧПУ — это станок, в котором материал или деталь удерживается на месте и вращается основным шпинделем, поскольку режущий инструмент, работающий с материалом, устанавливается и перемещается по различным осям.
Токарный станок с ЧПУ работает с точными инструкциями по проектированию для обработки деталей в соответствии с точными спецификациями. Токарный станок с ЧПУ — это станок, в котором материал или деталь удерживается на месте и вращается основным шпинделем, поскольку режущий инструмент, работающий с материалом, устанавливается и перемещается по различным осям.
 Различные оси влияют на то, как обрабатываемая деталь или инструмент могут быть расположены, повернуты и приближены в процессе обработки.
Различные оси влияют на то, как обрабатываемая деталь или инструмент могут быть расположены, повернуты и приближены в процессе обработки. Четвертая ось хорошо подходит для более нерегулярных и сложных токарных работ.
Четвертая ось хорошо подходит для более нерегулярных и сложных токарных работ.

 Легкий токарный станок с ЧПУ может быстрее выйти из равновесия, что повлияет на результат.
Легкий токарный станок с ЧПУ может быстрее выйти из равновесия, что повлияет на результат.
 Техстройконтракт является эксклюзивным дилером Hokuetsu Industries в России.
Техстройконтракт является эксклюзивным дилером Hokuetsu Industries в России.

 Габариты, ёмкость бака и вес электростанций приведены для моделей в открытом исполнении (если доступна к поставке данная комплектация).
Габариты, ёмкость бака и вес электростанций приведены для моделей в открытом исполнении (если доступна к поставке данная комплектация).



 com: статья в энциклопедии о летчике
com: статья в энциклопедии о летчике 
 Удачи!
Удачи!


 По оси Z обнуление может достигаться опусканием инструмента до поверхности рабочего стола или заготовки. Автоматизация процедуры обеспечивается с помощью специальной программы, например широко распространенного приложения CNC.
По оси Z обнуление может достигаться опусканием инструмента до поверхности рабочего стола или заготовки. Автоматизация процедуры обеспечивается с помощью специальной программы, например широко распространенного приложения CNC. По этим данным разрабатывается управляющая программа, которая и руководит движением всех основных и вспомогательных элементов станка.
По этим данным разрабатывается управляющая программа, которая и руководит движением всех основных и вспомогательных элементов станка.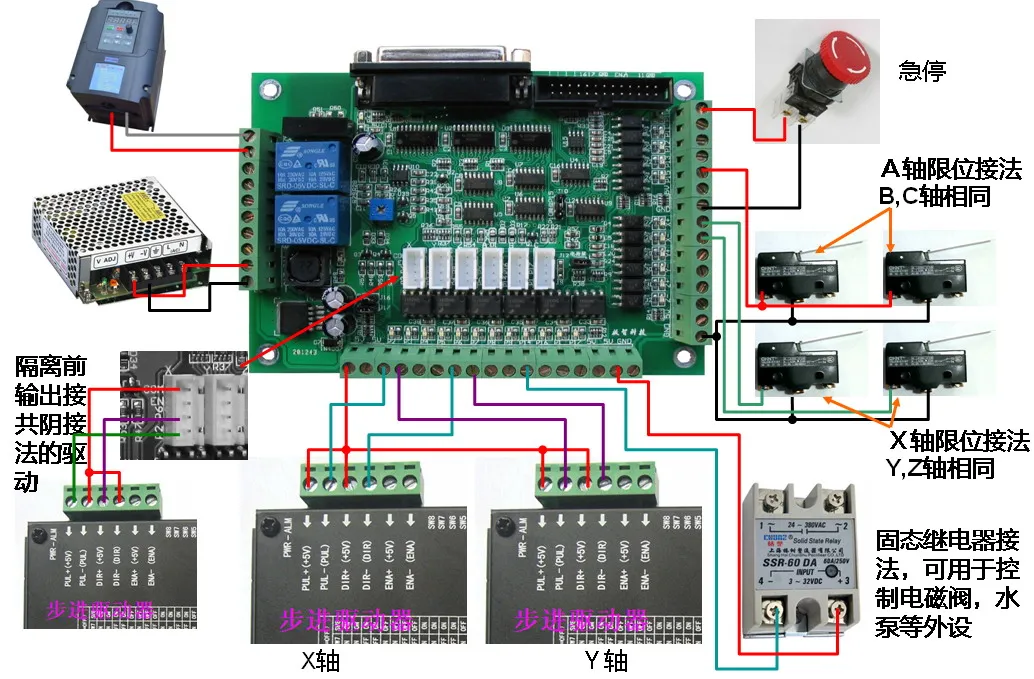 Они устанавливаются по углу заготовки, расположенном на точке, соответствующей абсолютной начальной точке, в которой пересекаются линии упоров осей X и Y.
Они устанавливаются по углу заготовки, расположенном на точке, соответствующей абсолютной начальной точке, в которой пересекаются линии упоров осей X и Y. Для этого запускается файл DriverTest.exe.
Для этого запускается файл DriverTest.exe.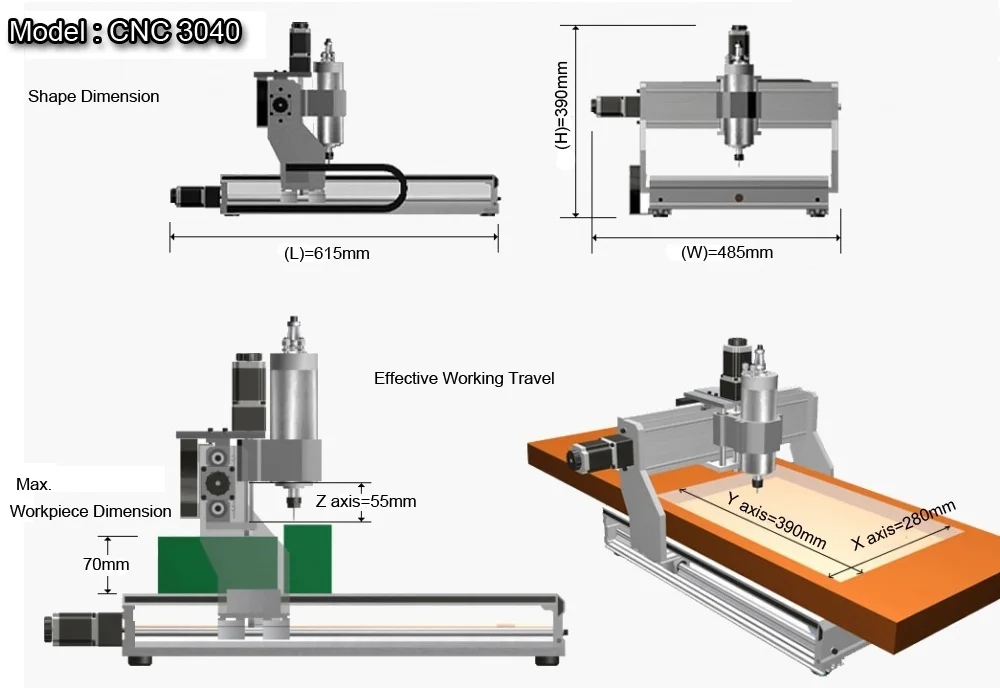

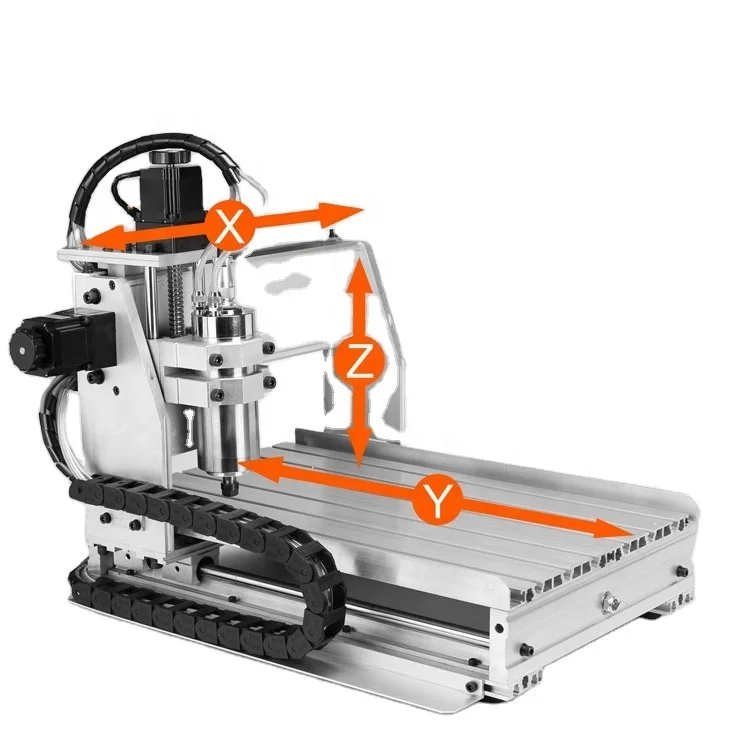
 Калибровка инструмента по координатной оси Z также может производиться в рабочем процессе при смене инструмента с использованием специального датчика калибровки и измерения инструмента.
Калибровка инструмента по координатной оси Z также может производиться в рабочем процессе при смене инструмента с использованием специального датчика калибровки и измерения инструмента.
 Если машина не откалибрована должным образом, конечный продукт может иметь деформации или размеры могут быть неправильными. Хуже того, машина, которая постоянно выходит из строя, будет иметь более короткий срок службы.
Если машина не откалибрована должным образом, конечный продукт может иметь деформации или размеры могут быть неправильными. Хуже того, машина, которая постоянно выходит из строя, будет иметь более короткий срок службы. Мы поможем вам освоить элементы линейного возведения в квадрат, которые будут включать все три основных отношения перпендикулярности — XY, XZ и YZ.
Мы поможем вам освоить элементы линейного возведения в квадрат, которые будут включать все три основных отношения перпендикулярности — XY, XZ и YZ. При этом вы создаете ровную плоскость вдоль линейных направляющих, прикрепленных к основанию машины. Хотя это и не обязательно, мы рекомендуем, чтобы самолет был на уровне земли для простоты использования.
При этом вы создаете ровную плоскость вдоль линейных направляющих, прикрепленных к основанию машины. Хотя это и не обязательно, мы рекомендуем, чтобы самолет был на уровне земли для простоты использования. Если такое отклонение есть, можно считать, что мост не квадратный. Используя индикатор, вы можете повторно выровнять мост, а затем заменить шесть болтов.
Если такое отклонение есть, можно считать, что мост не квадратный. Используя индикатор, вы можете повторно выровнять мост, а затем заменить шесть болтов. С помощью индикатора отрегулируйте, пока Z-X не станет квадратным.
С помощью индикатора отрегулируйте, пока Z-X не станет квадратным. Обнулите индикатор и затем начните перемещать его по рельсу. Отметьте каждое место, где индикатор показывает, что рейка не прямая, а затем ослабьте все болты в этом окне. Один за другим толкайте или тяните рельс с помощью монтировки и обнуляйте индикатор, затягивая каждый болт по мере выпрямления рельса. Продолжайте систематически вдоль всей рейки, пока она не станет квадратной.
Обнулите индикатор и затем начните перемещать его по рельсу. Отметьте каждое место, где индикатор показывает, что рейка не прямая, а затем ослабьте все болты в этом окне. Один за другим толкайте или тяните рельс с помощью монтировки и обнуляйте индикатор, затягивая каждый болт по мере выпрямления рельса. Продолжайте систематически вдоль всей рейки, пока она не станет квадратной.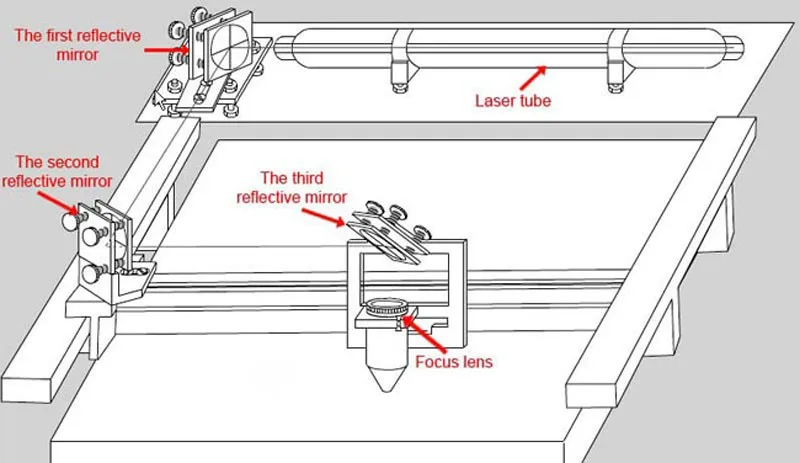 Подпишитесь сегодня, чтобы быть в курсе того, что происходит на производстве и в DMS.
Подпишитесь сегодня, чтобы быть в курсе того, что происходит на производстве и в DMS.
 org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»>


 org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»>



 org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»>
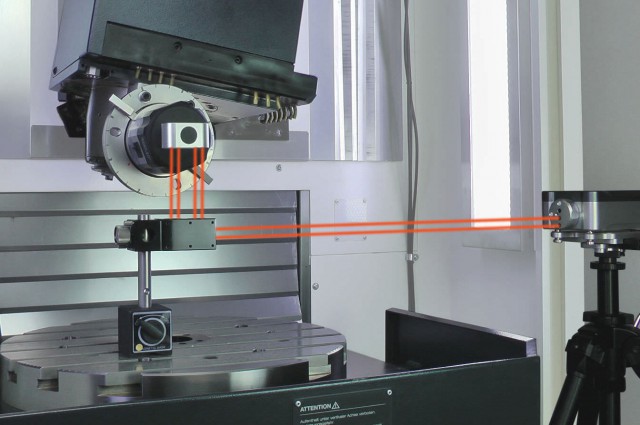 org/HowToDirection»>
org/HowToDirection»> Нажмите НАПИШИТЕ/ВВЕДИТЕ еще раз.
Нажмите НАПИШИТЕ/ВВЕДИТЕ еще раз.
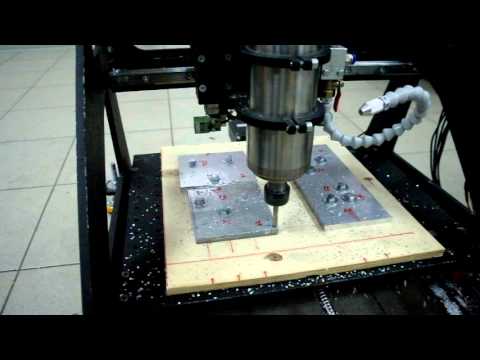
 50 грн
50 грн Винница
Винница УШМ Макита, угловая шлифмашина + Подарок
УШМ Макита, угловая шлифмашина + Подарок УШМ Бош
УШМ Бош Аккумуляторная угловая шлифмашина BOSCH GWS 12V-76 Professional Solo работает от 10,8 или 12-вольтовых литий-ионных аккумуляторов. Аккумуляторная угловая шлифмашина BOSCH GWS 12V-76 Professional Solo — универсальный операционный инструмент, оснащенный мощным бесщеточным двигателем. Аккумуляторная угловая шлифмашина BOSCH GWS 12V-76 Professional Solo поставляется в исполнении Solo — без аккумуляторов и зарядного устройства.
Аккумуляторная угловая шлифмашина BOSCH GWS 12V-76 Professional Solo работает от 10,8 или 12-вольтовых литий-ионных аккумуляторов. Аккумуляторная угловая шлифмашина BOSCH GWS 12V-76 Professional Solo — универсальный операционный инструмент, оснащенный мощным бесщеточным двигателем. Аккумуляторная угловая шлифмашина BOSCH GWS 12V-76 Professional Solo поставляется в исполнении Solo — без аккумуляторов и зарядного устройства.





 Может быть, в этом есть что-то, чего я не вижу.
Может быть, в этом есть что-то, чего я не вижу. Однако похоже, что он способен резать и шлифовать металл только при использовании прилагаемых аксессуаров.
Однако похоже, что он способен резать и шлифовать металл только при использовании прилагаемых аксессуаров..png)
