Расширительный бак ДЖИЛЕКС 100л — технические характеристики на сайте РУСКЛИМАТ
Расширительный бак ДЖИЛЕКС 100л — технические характеристики на сайте РУСКЛИМАТ
код товара: НС-1029192
0.862 м
ВЫСОТА
Отзывов: 0
Описание
Характеристики
Отзывы (0)
Документация
Основные
Артикул
7790
Бренд
ДЖИЛЕКС
Гарантийный срок
24 мес
Страна производства
РОССИЯ
Цвет корпуса
Красный
Потребительские
Область применения
Отопление
Объем бака
100 л
Применение и соответствие
Система отопления
Монтажные
Вариант размещения
Вертикальное
Макс. рабочее давление
6 бар
Резьба входного патрубка
1 «
Вес и габариты товара
Вес товара (нетто)
16 кг
Высота товара
0.862 м
Глубина товара
0.45 м
Ширина товара
0.45 м
Дополнительные
Гарантийный документ
Гарантийный талон
Сравнить
В избранное
9 050 ₽
Нашли дешевле? Снизим цену!
Статус
под заказ
Доставка
бесплатно
Срок доставки
32 дня
Забери из магазина
При онлайн-оплате
Забери из магазина — скидка 5%
При онлайн-оплате скидка 3%
Беспроцентная рассрочка 0-0-6
Бесплатная доставка по г. Москва
Закажите коммерческое предложение
Закажите звонок!
Удобная функция заказа обратного звонка.
8 (495) 777-19-77
Помогаем по любым вопросам продажи и сервиса.
[email protected]
Не стесняйтесь написать нам письмо.
Сайт РУСКЛИМАТ.ру предлагает посмотреть технические характеристики Расширительного бака ДЖИЛЕКС 100л, которые могут вам помочь сделать правильный выбор при покупке товара.
Загрузка…
Загрузка…
ТРЕБУЕТСЯ ПОМОЩЬ?
ЗАЯВКА НА РАСЧЕТ
бюджета на кондиционирование, отопление, вентиляцию.
8 (495) 777-19-77
Помогаем по любым вопросам продажи и сервиса.
[email protected]
Не стесняйтесь написать нам письмо.
8 (495) 777-19-77
Сравнение
0 товаров
Товар добавлен к сравнению!
Товар удален из сравнения!
Корзина
0 товаров, 0a
Оформить
Загрузка. ..
Продолжая работу с rusklimat.ru, вы подтверждаете использование сайтом cookies вашего браузера.
ОК
Подробнее
Оставьте номер вашего телефона и мы вам перезвоним
Вы успешно заказали покупку товара в один клик!
Наши менеджеры свяжутся с вами в ближайшее время.
Неверно указан номер телефона, пожалуйста, повторите ввод!
Оставьте номер вашего телефона и мы вам перезвоним
Заказать
Ваша заявка принята!
Наши менеджеры свяжутся с вами в ближайшее время.
Расширительный бак ДЖИЛЕКС 100 100 л вертикальная установка
Достоинства
Недостатки
Комментарий
Оценка
Принимаю условия
предоставления данных.
объем 100 л
установка: вертикальная
для отопления
диаметр подключения: 1
материал фланца: металл
максимальное рабочее давление 6 бар
диаметр 450 мм
высота 862 мм
Средний рейтинг Расширительный бак ДЖИЛЕКС 100 100 л вертикальная установка — 5
Всего известно о 2 отзывах о Расширительный бак ДЖИЛЕКС 100 100 л вертикальная установка
Ищете положительные и негативные отзывы о Расширительный бак ДЖИЛЕКС 100 100 л вертикальная установка?
Из 11 источников мы собрали 2 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Расширительный бак ДЖИЛЕКС 100 100 л вертикальная установка выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Расширительный бак ДЖИЛЕКС 100 100 л вертикальная установка, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Расширительный бак ДЖИЛЕКС 100 100 л вертикальная установка
Информация об отзывах обновлена на 13.11.2022
Написать отзыв
Имя скрыто, 03.05.2020
Комментарий: Отличное качество московского завода, гидроаккумулятор
Дора, 02.03.2019
Достоинства: Быстрая бесплатная доставка, прямо к дому,что для меня очень важно. Замечательный цвет- голубой, такой, как надо! Хорошее качество!
Общие характеристики
Тип
расширительный бак
Объем
100 л
Установка
вертикальная
Для отопления
есть
Диаметр подключения
1
Максимальное рабочее давление
6 бар
Материал фланца
металл
Диаметр
450 мм
Высота
862 мм
Дополнительно
Срок службы
3650 дн.
Производители
ДЖИЛЕКС14
Wester14
STOUT6
Reflex5
WWQ3
UNIPUMP2
ВИХРЬ2
Oasis1
Показать еще
10 лучших гидроаккумуляторов для водоснабжения
Если вы думаете о том, как продлить жизнь скважинному или скважинному насосу, и хотите обеспечить свой домашний водопровод хорошим напором, вам понадобится гидроаккумулятор. Но какими характеристиками он должен обладать, чем отличаются дешевые модели от дорогих? Разобраться в этих вопросах поможет наш рейтинг лучших гидроаккумуляторов, составленный на основе отзывов и основных параметров продукции.
Место
Имя
Характеристика в рейтинге
ТОП-10 лучших гидроаккумуляторов для водоснабжения
1
ДЖИЛЭКС 150 В
Самый просторный
2
Ладана 100 л
Лучшее соотношение цены и качества
3
Вестер ВАВ 80
Стабильная конструкция
4
Рефлекс DE 100
Для высокого давления
5
Юнипамп 2 л
Лучшая цена
6
СТАУТ 100 л
Простой резервуар с вертикальной установкой
7
ГИЛЕКС 50 ВП
Вода без запаха
8
Aquabright GM-24 G 24 л
Самый недорогой большой аккумулятор
9
Unipump 100 л горизонтальный
Лучший выбор
10
Бизон ZRD
Запасное реле для аккумулятора
Системы отопления в частных и загородных домах работают по принципу замкнутого контура. Это когда вода, нагреваясь, начинает двигаться, тем самым заполняя всю систему. Если у вас одноэтажный дом, а котел установлен вровень с контуром, проблем не возникнет. А вот владельцы двухэтажных домов сталкиваются с тем, что горячая вода не поднимается выше первого этажа, создавая пробку. В итоге это приводит к закипанию жидкости в системе и выходу из строя котла или всего контура.
Такие же проблемы возникают и с водоснабжением, когда вода просто не поднимается над цокольным этажом, так как начальному насосу не хватает мощности. Справиться с этими задачами поможет насос, а в дополнение к нему гидроаккумулятор. Это специальный расширительный бачок, способный значительно увеличить срок службы насоса. Принцип работы, в двух словах, таков:
Насос перекачивает воду в водопровод, в том числе и в бак.
Инертный газ в баллоне сжимается и создает необходимое давление.
Как только вы начинаете пользоваться водопроводной водой, давление в системе падает.
Когда давление падает ниже критического уровня, гидроаккумулятор дает сигнал насосу и он включается, снова качая воду.
Без гидроаккумулятора при открытии крана сразу заработает насос, и система отопления просто не успеет прогреть проточную воду. Используя бак, при открытии крана вы получаете именно горячую воду, а наполнение происходит только при достижении критической отметки. Таким образом, гидроаккумулятор является не только удобным, но и практичным предметом, позволяющим снизить нагрузку на насос, а кроме того, защищает систему водоснабжения от гидроударов, неизменно возникающих в замкнутом контуре при его заполнены жидкостью снаружи.
ТОП-10 лучших гидроаккумуляторов для водоснабжения
ЗУБР АС 5000 профессиональный стабилизатор напряжения 5000 ВА, 140-260 В, 8% по цене 9 180 руб. у официального партнера ЗУБР в России
Преимущества
Микропроцессорное управление,
Шесть степеней защиты: от перегрузки, от короткого замыкания, от перегрева, от опасного повышенного напряжения, от опасного пониженного напряжения, от импульсных перенапряжений,
цифровой дисплей. Функция «Байпас».
Описание
Стабилизаторы напряжения ЗУБР предназначены для точного и быстрого выравнивания сетевого напряжения для защиты бытовой техники и оборудования. Устройство обеспечивает эффективную защиту электроприборов от нестабильного по значению напряжения в сети. Релейный тип стабилизации является одним из наиболее надежных. Светодиодная индикация и цифровой дисплей позволяют контролировать состояние устройства и величину выходного напряжения.
Применение
для поддержания стабильного напряжения питания нагрузок бытового и промышленного назначения 220В, 50Гц при отклонениях сетевого напряжения в широких пределах по значению и длительности. Стабилизаторы напряжения электронного типа применяются для стабилизации напряжения питания и защиты бытовой и промышленной техники, торгового оборудования, аппаратуры связи, а также в системах комплексного питания промышленного оборудования, коттеджей, квартир и офисов. бытовое оборудование (телевизоры, холодильники и т.д.), • системы освещения, • системы кондиционирования и вентиляции воздуха, • насосное оборудование, • блоки управления систем обогрева и водоснабжения, • лабораторные установки, • изделия, содержащие электродвигатель.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Российский стабилизатор напряжения, выпускается на 90% из Российских комплектующих. Мощные клемные колодки обеспечивают надежную работу и долговечность агрегата. Трансформатор с медной обмоткой выдерживает большие нагрузки. Купить вы можете у официального дилера компании ЗУБР в магазине Дровосек. Сайт Дровосек24.рф
Дополнительные характеристики:
Шесть степеней защиты: от перегрузки, от короткого замыкания, от перегрева, от опасного повышенного напряжения, от опасного пониженного напряжения, от импульсных перенапряжений.
Главная > Преобразователи напряжения Стабилизаторы >
Рекомендуем!
Цена: $199,99
Количество:
Описание
Simran AR5000 5000 Вт, 110 В <-> 220 В, 50 Гц/60 Гц — Трансформатор с регулятором-стабилизатором
Повышающий/понижающий преобразователь напряжения серии Simran AR с регулятором (стабилизатором) обеспечивает стабильный источник питания для всех основных бытовых приборов и чувствительной электроники. Каждая модель одобрена и сертифицирована CE.
В дополнение к преобразованию 220/230/240 вольт в 110/120 вольт и наоборот, эти трансформаторы регулятора напряжения стабилизируют либо 120 вольт, либо 220 вольт. Это означает, что они будут обеспечивать стабилизированное напряжение 120 вольт при входном напряжении 120 вольт, а также обеспечивать постоянное стабилизированное напряжение 220 вольт при входном напряжении 220/230/240 вольт. Входные параметры для стабилизации (регулирования) мощности 80 вольт – 140 вольт и 120 вольт – 240 вольт. Выход стабилизируется до 110 вольт или 220 вольт +/- 4%.
Стабилизатор напряжения подходит для стран с нестабильным электроснабжением. Этот стабилизатор может регулировать колебательное напряжение большого диапазона в общее выходное напряжение.
Стабилизатор напряжения подходит для стран с нестабильным электроснабжением. Этот стабилизатор может регулировать колебательное напряжение большого диапазона в общее выходное напряжение.
Сверхмощный повышающий/понижающий преобразователь напряжения 2 в 1 и стабилизатор/регулятор для непрерывного использования
Максимальная мощность 5000 Вт
Преобразует 220/240 В в регулируемое 110 В
Преобразует 110 В в регулируемое 220/240 В
Регулирует мощность для защиты приборов от повреждений, вызванных скачками напряжения, перепадами напряжения и скачками напряжения
Хорошо работает с аудио- и видеоаппаратурой, компьютерами, электроникой, холодильниками, морозильниками и многими другими Техника.
Индикатор входного напряжения
Выключатель питания
Переключаемый переключатель входного напряжения
Сверхмощный для непрерывной работы
Функция защитного отключения позволяет устройству автоматически отключаться в случае колебания напряжения и снова включаться в безопасном диапазоне мощности
2 стандартные розетки США и 1 розетка европейского/азиатского типа
Шнур питания европейского/азиатского типа
Адаптер штепсельной вилки американского типа в комплекте
Ручка для переноски
ВНИМАНИЕ! Убедитесь в мощности и напряжении вашего прибора или оборудования и мощность трансформатора подходят друг другу, а правильное входное напряжение выбирается на задней панели трансформатора в соответствии со страной использования, прежде чем вы подключите трансформатор и включите его. Несоблюдение инструкций может привести к повреждению трансформатора и прибора.
Технические характеристики
Размеры: L — 12 «x W — 12» x H — 6,5 «Прибл.
Вес: 38 фунтов ок. чтобы найти правильный преобразователь напряжения
Чтобы выбрать правильный преобразователь напряжения для вашего устройства, сначала найдите информацию о напряжении (110 или 220 В переменного тока) и номинальной мощности (Вт или Ампер) на задней или нижней части устройства или на инструкция по эксплуатации электроприбора.Если мощность в ваттах не указана, а указаны только амперы, умножьте вольты (входной переменный ток) на ампер, чтобы найти мощность в ваттах.
Например, Вольт (вход переменного тока) x Ампер (сила тока) = Вт (мощность) 110 В x 0,5 А = 55 Вт власть. Если вашему изделию требуется 5000 Вт, то этот преобразователь НЕ подходит для этого предмета, потому что требуемая мощность вашего изделия слишком близка к максимальной мощности этого преобразователя. Мы не рекомендуем использовать этот преобразователь примерно на 80% от его максимальной емкости 5000. Всегда безопаснее иметь БОЛЬШЕ, чем вам нужно, чем не иметь достаточного количества. Если вы используете этот преобразователь на максимальной мощности в течение длительного периода времени, он в конечном итоге сгорит.
Осторожно:
Обратите внимание, что трансформаторы следует использовать с осторожностью в любом случае. Хранить вдали от влажных помещений и детей. Мы не несем ответственности за неправильное использование трансформаторов. Мы всегда можем порекомендовать определенный размер и модель для любого имеющегося у вас электроприбора или электроники. Если у Вас есть вопросы, пожалуйста свяжитесь с нами.
Этот преобразователь напряжения не подходит для использования с тепловыделяющими устройствами, такими как выпрямители для волос, и такими приборами, как тостеры, рисоварки, чайники, утюги и т. д.
такие предметы, как телевизоры, компьютерные мониторы, электроинструменты, лазерные принтеры, имеют тенденцию к скачку мощности при запуске. Для безопасной работы рекомендуется выбирать преобразователь напряжения, который в два раза превышает фактическую номинальную мощность этих приборов.
Понижающий инвертор напряжения LM2596 — 3,2–35 В, 3 А
Модуль с импульсным инвертором понижающий LM2596. Входное напряжение от 3,2 В до 35 В. Максимальный длительный выходной ток 3 А. Выходное напряжение регулируется от 3,2 В до 35 В.
Индекс: MOD-02967
Индекс: MOD-02967
Доставка в течение 24 часов
В наличии
Индекс: PLL-04978
Доставка в течение 24 часов
В наличии
Понижающий регулятор напряжения D-SUN — 1,0–17 В, 1,8 А
Модуль с понижающим преобразователем. Входное напряжение от 4,75 В до 23 В. Максимальный длительный выходной ток 1,8 А. Выходное напряжение регулируется от 1,0 В до 17 В.
Индекс: MOD-08229
Индекс: MOD-08229
Доставка в течение 24 часов
В наличии
Блок питания Hi-Link HLK-PM03 100–240 В перем. тока / 3,3 В пост. тока — 1 А
Блок питания HLK-PM03 от Hi-Link преобразует сетевое напряжение (AC) от 100 В до 240 В в постоянный ток 3,3 В (DC) с силой тока 1 А. Он идеально подходит для питания…
Модуль понижающего импульсного инвертора с КПД 80 % — 93 %. Преобразует входное напряжение от 5,1 В до 36 В в выходное значение 5 В. Максимальный непрерывный ток составляет 1 А.
Индекс: PLL-03019
Индекс: PLL-03019
Доставка в течение 24 часов
В наличии
Понижающий регулятор напряжения D24V50F5 — 5 В 5 А — Pololu 2851
Понижающий преобразователь с выходным напряжением 5 В. Максимальный ток 5 А. Напряжение питания находится в широком диапазоне от 6 В до 38 В. Размеры модуля 20 х 18 мм.
Индекс: PLL-02754
Индекс: PLL-02754
Доставка в течение 24 часов
В наличии
Понижающий регулятор напряжения D24V5F3 — 3,3 В 0,5 А — Pololu 2842
Модуль понижающего импульсного инвертора с КПД 80 % — 93 %. Преобразует входное напряжение от 3,4 В до 36 В в выходное значение 3,3 В. Максимальный непрерывный ток…
Модуль понижающего импульсного инвертора с КПД 80 % — 93 %. Преобразует входное напряжение от 12,1 В до 36 В в выходное значение 12 В. Максимальный непрерывный ток составляет 1 А.
Индекс: PLL-03022
Индекс: PLL-03022
Доставка в течение 24 часов
В наличии
Понижающий регулятор напряжения D24V22F7 — 7,5 В 2,4 А — Pololu 2860
Понижающий преобразователь с выходным напряжением 7,5 В. Максимальный ток 2,4 А. Напряжение питания находится в широком диапазоне от 8 В до 36 В. Размеры модуля 18 х 18 мм.
Индекс: PLL-04980
Индекс: PLL-04980
Доставка в течение 24 часов
В наличии
Индекс: PLL-01351
Доставка в течение 24 часов
В наличии
Цена снижена
Акция
Индекс: MSS-20160
Доставка в течение 24 часов
В наличии
Понижающий регулятор напряжения D24V25F5 — 5 В 2,5 А — Pololu 2850
Понижающий преобразователь с выходным напряжением 5 В. Максимальный ток 2,5 А. Напряжение питания находится в широком диапазоне от 6 В до 38 В. Размеры модуля 18 х 18 мм.
Индекс: PLL-02753
Индекс: PLL-02753
Доставка в течение 24 часов
В наличии
Понижающий регулятор напряжения D24V22F9 — 9 В 2,3 А — Pololu 2861
Понижающий преобразователь с выходным напряжением 9 В. Максимальный ток 2,3 А. Напряжение питания в широком диапазоне от 9 В.от 0,6 В до 36 В. Размеры модуля 18 х 18 мм.
Понижающий преобразователь с выходным напряжением 5 В, работает при входном напряжении в диапазоне от 5,5 В до 50 В. Допустимая сила тока от 3,5 до 8 А.
Индекс: PLL-16392
Индекс: PLL-16392
Доставка в течение 24 часов
Доступен
Понижающий регулятор напряжения D24V22F12 — 12 В 2,2 А — Pololu 2855
Понижающий преобразователь с выходным напряжением 12 В. Максимальный ток 2,2 А. Напряжение питания находится в широком диапазоне от 12,7 В до 36 В. Размеры модуля 18 х 18 мм.
Индекс: PLL-04851
Индекс: PLL-04851
Доставка в течение 24 часов
В наличии
Понижающий регулятор напряжения D24V22F3 — 3,3 В 2,6 А — Pololu 2857
Понижающий преобразователь с выходным напряжением 3,3 В. Максимальный ток 2,6 А. Напряжение питания находится в широком диапазоне от 4 В до 36 В. Размеры модуля 18 х 18 мм.
Индекс: PLL-04977
Индекс: PLL-04977
Доставка в течение 24 часов
В наличии
Цена снижена
Акция
Понижающий регулятор напряжения D24V5F1 — 1,8 В 0,5 А — Pololu 2840
Модуль понижающего импульсного инвертора с КПД 80 % — 93 %. Преобразует входное напряжение от 3 В до 36 В в выходное значение 1,8 В. Максимальный непрерывный ток составляет…
Индекс: PLL-03107
Индекс: PLL-03107
Доставка в течение 24 часов
В наличии
Понижающий регулятор напряжения D24V5F2 — 2,5 В 0,5 А — Pololu 2841
Пила дисковая Makita 5604 R надежна, долговечна и комфортна в работе. Твердосплавной диск диаметром 190 мм обеспечивает пропил глубиной 66 мм под углом 90º и 46 мм при 45º. Модель оснащена раскалывающим ножом для предотвращения отдачи, системой пылеудаления с возможностью подключения пылесоса и прочной опорной плитой. Для дисковой пилы Макита 5704 R характерны малая вибрация и низкий уровень шума при работе.
Технические характеристики
Основные Подробные
Частота холостого хода, об/мин
4900
Вес, кг
4,6
Габаритная длина, мм
345
Сетевой шнур, кг
2,5
Мощность, Вт
1200
Диаметр диска, мм
190
Посадочное место, мм
30
Глубина распила при 45°, мм
46
Глубина распила при 90°, мм
66
Инструкция к Пила дисковая Makita 5704R
Комплектация
Пильный диск 12 зуб
параллельный упор
патрубок для пылесоса
шестигранный ключ
Параметры упакованного товара
Вес брутто, кг: 6. 38
Единица товара: шт.
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Великобритания — страна изготовителя*
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Интернет магазин «Детали». Запчасти для электро и бензоинструмента
Якорь для пилы дисковой Makita 5704R оригинал
Доставка по Украине
2 115 грн
1 692 грн
Купить
Мастерская по ремонту инструмента — магазин запчастей и техники Техновам
Циркулярная пила Makita 5704RK — Adendorff Machinery Mart
ХАРАКТЕРИСТИКИ
С расклинивающим ножом с защитой от отдачи.
Двойная изоляция, чехол для сбора пыли и переноски.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
НЕПРЕРЫВНЫЙ ВВОД ОЦЕНОК
1200 Вт
МАКС. РЕЖУЩАЯ СПОСОБНОСТЬ
0 градусов: 66 мм 45 градусов: 46 мм
ДИАМЕТР ЛЕЗВИЯ
190 мм
СКОРОСТЬ БЕЗ НАГРУЗКИ
4900 об/мин
ОБЩАЯ ДЛИНА
345 мм
НЕТТО ВЕС
4,9 кг
БЛОК ПИТАНИЯ ШНУР
2,5 м
Правила доставки
УСЛУГИ ДОСТАВКИ ЗАКАЗЫ ОТПРАВЛЯЮТСЯ КУРЬЕРОМ С НАШЕГО СКЛАДА (В JHB AEROTON). ПОЖАЛУЙСТА, ВЫБЕРИТЕ КОЛЛЕКЦИЮ В БЛИЖАЙШЕМ МАГАЗИНЕ, ЕСЛИ ВАМ СРОЧНО НУЖНЫ ТОВАРЫ В ЖЕ ДЕНЬ.
Пожалуйста, разместите свой заказ онлайн, чтобы забрать его в любом магазине (бесплатно), или выберите доставку, где ваша корзина будет указана за небольшую плату в зависимости от веса и вашего адреса доставки.
В настоящее время у нас есть 2 варианта доставки
Доставка. Стоимость доставки рассчитывается в зависимости от объемного веса и вашего адреса доставки.
Центры основных городов обычно имеют более низкую стоимость по сравнению с районами за пределами основных центров. Корзина рассчитывается исходя из вашего почтового индекса и объемного веса всего заказа.
Срок доставки большинства заказов: 4-6 рабочих дней.
Заказы, размещенные до 15:00 в рабочий день (с понедельника по пятницу, за исключением праздничных дней), обычно отправляются на следующий рабочий день нашими партнерами по доставке. Fastway для отправлений весом менее 30 кг и MDS Collivery для отправлений тяжелее 30 кг. Более крупные заказы (заказы с более чем 1 товаром) могут быть отправлены на следующий рабочий день.
Это не гарантия, а услуга с максимальным усилием, но для большинства заказов, размещенных в течение рабочей недели (с понедельника по пятницу), всегда будет доставлено в течение 4-6 рабочих дней, при этом большая часть заказов будет выполнена в течение этого времени. В случае задержек, когда мы предполагаем, что это займет больше времени, мы сообщим вам о прогрессе.
Выделение отдаленных районов за пределами основных центров в некоторых редких случаях может занять больше времени, чем наши 6 рабочих дней. Задержки чаще всего связаны с нечеткими адресами доставки, поэтому, пожалуйста, предоставьте нам как можно больше информации, чтобы предотвратить задержки.
ТЯЖЕЛЫЕ ГРУЗЫ СПЕЦИАЛЬНОЕ ЗАМЕЧАНИЕ. ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ ДЛЯ ГРУЗОВ БОЛЕЕ 100 КГ, ЧТО ГРУЗОВОЙ АВТОМОБИЛЬ НЕ МОЖЕТ ВЫГРУЗИТЬ ЭТИ ГРУЗЫ ВРУЧНУЮ. ТЯЖЕЛЫЕ ГРУЗЫ БОЛЕЕ 100 КГ ЗАКАЗЫВАЙТЕ ТОЛЬКО ЕСЛИ ВЫ СМОЖЕТЕ ВЫГРУЗИТЬ ТОВАР В МЕСТО ДОСТАВКИ.
Отслеживание: Мы добавляем примечание к каждому заказу перед его получением, оно отправляется по электронной почте на адрес электронной почты, используемый в процессе оформления заказа, поэтому, пожалуйста, убедитесь, что вы используете правильный адрес, и вы можете проверить электронную почту при отправке. Для MDS вам также будет отправлено SMS, когда вас заберут. Fastway также отправит электронное письмо, когда его заберут. Ваш заказ будет помечен как «завершенный» после сканирования выбранным партнером по доставке.
Мы не можем нести ответственность за задержки курьера, но тесно сотрудничаем с нашими тщательно отобранными партнерами и упаковываем товары, чтобы гарантировать отсутствие повреждений. будет соблюдать нашу гарантию.
Большинство заказов задерживается из-за неверной информации о доставке. Поэтому, пожалуйста, не забудьте указать правильное название улицы и пригорода, а также любую дополнительную информацию, необходимую для выполнения вашего заказа.
Плата за доставку : Adendorff Machinery Mart сотрудничает с Fastway & MDS Collivery. Ставка рассчитывается на основе вашего адреса доставки и общего объемного веса всего заказа. Он использует наибольшее из двух значений (вес или размер). Adendorff не добавляет никаких дополнительных сборов к стоимости доставки, и сбор используется только для отправки товара нашим клиентам и покрытия таких расходов, как упаковка и маркировка. Обратите внимание, что в отдаленных районах взимается более высокая плата. Если вы считаете, что плата не является выгодной, сообщите нам об этом по адресу [email protected].
2: Получение в выбранном отделении БЕСПЛАТНО бесплатно, только стоимость продуктов в корзине.
Чтобы разместить онлайн-заказ на сбор, просто просмотрите наш широкий ассортимент товаров на нашем веб-сайте. При добавлении товара в корзину вам будет предложено выбрать магазин или выбрать доставку, если хотите. После того, как магазин выбран, вы можете добавить товары и оформить заказ в нашем безопасном процессе оформления заказа. Вы можете заказать товары, имеющиеся в магазине на данный момент, только в течение 10 минут. Обратите внимание, что из-за загруженности магазина в редких случаях товар может быть распродан. В этом случае наш торговый персонал свяжется с вами, чтобы выполнить заказ в удобной для наших клиентов форме.
В процессе оформления заказа вы можете указать имя лица, осуществляющего сбор (при сборе), или, если вы хотите отправить курьера для сбора от вашего имени, нам потребуется имя курьера.
Все товары на складе проверяются онлайн в нашем магазине, однако из-за активности в магазине в некоторых случаях товар может быть готов не сразу. Вы получите подтверждение по электронной почте о том, что ваш заказ готов к выдаче в выбранном магазине. Электронное письмо также будет содержать адрес выбранного магазина.
Если у вас возникли технические проблемы с веб-сайтом (или проблемы с онлайн-доставкой), свяжитесь с нами по телефону 011 434 7000 (спросите об онлайн-продажах) или напишите в службу технической поддержки веб-сайта по адресу tooltime@adendorff. co.za.
По общим вопросам продаж и ценовым предложениям обращайтесь или пишите по электронной почте в любой магазин здесь: https://www.adendorff.co.za/store-locator/
A 1 (один) год «Carry in» условная гарантия распространяется на все приобретенные товары. Гарантия не распространяется на дефекты, вызванные небрежностью, износом деталей, неправильным использованием, злоупотреблением, случайным повреждением, модификациями, отсутствием технического обслуживания, неправильной проводкой, несанкционированным ремонтом, повреждением, вызванным молнией или скачками напряжения, использованием товаров вопреки инструкции по эксплуатации. и на батарейках.
Если продукт вас не полностью удовлетворил, неиспользованный продукт можно вернуть без каких-либо проблем.
Строго соблюдаются следующие условия:
(a) продукт должен быть в оригинальной упаковке
(b) продукт должен быть возвращен в течение 10 дней с даты покупки
(c) оригинальный счет-фактура, прилагаемый к продукту.
Adendorff Machinery Mart оставляет за собой право взимать «плату за упаковку» за товары, возвращенные не в оригинальной упаковке. Политика возмещения, возврата, обмена и отмены соответствует правилам CPA. Если продукт не подходит для целей, ожидаемых и указанных продавцу, будет применяться плата за обработку в зависимости от состояния продукта в соответствии с нашей политикой.
Гарантии на генераторы будут считаться недействительными, если они не будут установлены квалифицированным электриком. На наши большие генераторы распространяется заводская гарантия сроком на 1 год или 300 часов, в зависимости от того, что наступит раньше.
*Гарантии на генераторы будут считаться недействительными, если они не будут установлены квалифицированным электриком, который должен быть зарегистрирован в Министерстве труда и иметь необходимую сертификацию в соответствии с законом для выдачи CoC (сертификата соответствия) после завершения установки. Этот COC требуется только для стационарных/немобильных установок, например дома или офиса.
Ремонт: 3-месячная гарантия на все виды ремонта.
Угольные щетки для Makita 5704R 5705R 5705RKS 4131 HS7601J /2 GA5021 P
Описание
Доставка
Оплата
Возвращает
Это пара сменных угольных щеток Makita CB303, подходящих для моделей 5703 5704R 5705R 5705RKS и следующих моделей электроинструментов Makita:
4131
HS7601J /2
GA5021
LS0714
UT2204
5017RKB
9403
9404
9903
9920
2107F
PV7000C
Dear Customers, We are working on finding a solution to delivering to Европейский Союз с 1 июля 2021 года, но, к сожалению, нам необходимо прекратить продажи в 27 государств ЕС, пока мы не найдем решение, которое лучше всего подходит обеим сторонам, и не сократит время оформления и ненужные импортные пошлины и сборы за обработку. Пока мы не найдем подходящее решение, наши клиенты из ЕС по-прежнему могут без проблем совершать покупки на нашей платформе eBay. Ниже приведена ссылка на наш магазин
все еще можете сделать это, посетив наш магазин ebay по телефону ссылка ниже: Посетите наш магазин Ebay здесь
Мы приносим извинения за доставленные неудобства и надеемся, что очень скоро начнем продажу в ЕС.
Почтовый индекс
Мы предлагаем БЕСПЛАТНУЮ доставку на материковую часть Великобритании для всех наших товаров, поэтому вы точно знаете, сколько будете платить, прежде чем доберетесь до кассы, чтобы не было сюрпризов.
Время отправки
Все заказы, полученные до 12:00, отправляются в тот же рабочий день после получения оплаты. Мы осуществляем отправку по номеру , а не по номеру в выходные или праздничные дни. Если какие-либо товары будут приобретены в эти дни, они будут отправлены на следующий рабочий день после получения оплаты.
Как только ваш заказ будет отправлен, мы свяжемся с вами по электронной почте. Пожалуйста, подтвердите указанные сроки доставки в почтовых реквизитах, прежде чем связаться с нами, чтобы узнать, когда будет осуществлена доставка. Сроки доставки будут варьироваться в зависимости от того, какие услуги вы выбрали, но, пожалуйста, подождите до 7-10 рабочих дней для доставки в случае почтовых задержек.
Службы доставки
Мы отправляем все наши заказы в Великобритании, используя стандарт 2-го класса через Royal Mail, что может занять 2-5 рабочих дней, иногда мы можем использовать альтернативные службы доставки, если заказ имеет большую стоимость или больше.
Мы также предлагаем специальную доставку по Великобритании на следующий день для многих наших продуктов, и если эта опция доступна на кассе, будет четко указано, что цены будут варьироваться в зависимости от размера и веса заказываемых товаров.
Услуги Великобритании
Королевская почта 2-й класс — 3 рабочих дня Королевская почта 1-й класс — 1 рабочий день
Royal Mail Специальная доставка на следующий день Гарантировано до 13:00® (пн-пт)
Международные услуги
Royal Mail International Standard Европа/остальные страны – 10–30 дней Royal Mail International Tracked Европа/остальные страны – 10–15 дней
Европа
В настоящее время мы НЕ отправляем товары в 27 стран Европейского Союза с 1 июля 2021 года, но это не касается всех других стран, не входящих в ЕС.
Международные пошлины, налоги и сборы за обработку Обратите внимание, что мы (Top Deals Online Limited) не несем ответственности за какие-либо налоги на импорт, пошлины или любые сборы за обработку, когда товары ввозятся в страну назначения. Потребитель несет ответственность за все эти дополнительные расходы, если они возникают при попытке получить товар в стране вашего проживания. Если товары возвращаются к нам, потому что вы отказались или не уплатили необходимые ввозные пошлины, то будет возвращен только возврат покупной цены продукта.
Международные покупатели должны обратиться в налоговые органы своей страны, чтобы узнать, какие дополнительные сборы будут применяться к стоимости товаров, которые они покупают у нас.
Все наши международные заказы не включают налог на добавленную стоимость (НДС) Великобритании. Все заказы на сбор могут занять до 2 часов, прежде чем они будут готовы к сбору или пока не будет отправлено электронное письмо/SMS о сборе. Приезжайте НЕ до тех пор, пока не получите подтверждение о получении.
Мы принимаем множество форм оплаты, чтобы помочь нашим клиентам размещать заказы с минимальными усилиями, используя следующие способы оплаты на кассе.
Кредитные и дебетовые карты (Visa, Mastercard, Amex и Maestro)
Google Pay
Apple Pay
Оплата в магазине
ПайПал
Большинство наших заказов размещаются с использованием кредитных и дебетовых карт, и все данные обрабатываются безопасно с использованием 256-битных SSL-сертификатов, соответствующих PCI уровня 1, поэтому ваши данные хранятся в безопасности.
3D Secure — это дополнительный уровень безопасности для онлайн-транзакций по кредитным и дебетовым картам. Он добавляет этап аутентификации для онлайн-платежей, перенаправляя пользователя на домен эмитента карты.
Политика возврата В Top Deals Online мы хотим, чтобы вы были полностью удовлетворены нашими услугами и продуктами, которые вы приобрели каждый раз, когда делаете покупки у нас. Однако иногда мы знаем, что вы можете захотеть вернуть заказанный вами товар.
Адрес для возврата: Top Deals Online (Returns) 28 South way (1st Floor) Side Black Door Wembley HA9 0HE
Пожалуйста, внимательно прочитайте эту политику, прежде чем возвращать нам какой-либо товар, чтобы убедиться, что мы получить ваш возврат к вам как можно быстрее. Пожалуйста, НЕ возвращайте товар/ы, не связавшись с нами заранее, это поможет нам намного быстрее обработать ваш возврат или замену.
Пожалуйста, сообщите нам как можно больше информации о причине вашего возвращения, чтобы мы могли улучшить наши услуги для вас в будущем. При возврате вашего товара/ов, пожалуйста, включите примечание с вашим полным именем, адресом, номером телефона, чтобы помочь нам связаться с вами наиболее подходящим и наилучшим образом.
Ваше право на отмену Вы должны сообщить нам о своем намерении отменить заказ в течение 14 дней после дня получения по электронной почте [email protected]
Мы ответим в течение 1 рабочего дня, чтобы сообщить вам о наилучшем процессе возврата. Пожалуйста, не возвращайте товар, пока вы не получите от нас известие, так как это вызывает путаницу и замедляет процесс.
Возвращаемые товары должны быть в полной комплектации, в неиспользованном состоянии, пригодном для повторной продажи, и в оригинальной упаковке.
Мы подтвердим получение возвращенного товара по электронной почте на ваш зарегистрированный адрес электронной почты.
Полный возврат суммы заказа будет произведен с помощью исходного метода оплаты в течение 30 дней с момента получения товара обратно.
Вы несете ответственность за расходы по обратной доставке и страховке.
Если вы не вернете товар, мы заберем его и взимаем с вас прямые расходы на возврат. Если вы не позаботитесь о товарах до того, как они будут возвращены нам, и это приведет к повреждению или ухудшению качества, мы будем взимать с вас плату за снижение стоимости.
Неисправные продукты Вы должны сообщить нам, что вы возвращаете свой заказ, как только в нем обнаружится неисправность, по электронной почте [email protected].
Если о неисправности будет сообщено в течение 14 дней с момента получения, мы сообщим наш адрес возврата по электронной почте или по нашему усмотрению мы можем организовать сбор или замену товара.
Если товар по какой-либо причине возвращается через 14 дней, мы не возмещаем стоимость обратной пересылки.
Если товар выйдет из строя через 30 дней после покупки, но в течение гарантийного срока производителя, мы по своему усмотрению предложим его замену (запасные части) или вернем вам деньги.
Все замены зависят от наличия на складе на момент обработки.
На что не распространяется покрытие: • Нормальный износ, вызванный использованием в соответствии с инструкцией по эксплуатации, напр. щетки • Случайное повреждение • Неисправности, вызванные: неправильным использованием, ненормальными условиями окружающей среды (включая повреждения от мороза), перегрузкой, недостаточным обслуживанием, небрежной эксплуатацией или обращением с изделием. • Использование продукта не по назначению. • Любое изменение или модификация продукта. • Дефекты, вызванные использованием деталей или принадлежностей, не являющихся оригинальными компонентами Изготовителя. • Неправильная установка, если применимо. • Ремонт или модификация, выполненные сторонами, не являющимися авторизованными ремонтными агентами. • Претензии, кроме права на исправление дефектов продукта, на которые распространяются эти условия. • Незначительные отклонения от спецификации, не влияющие на функциональность продукта
Все запасные части являются совершенно новыми, однако на них НЕ распространяется какая-либо гарантия после их установки на машину. Top Deals Online Limited не несет никакой ответственности за неправильно установленные или заказанные запасные части, что может привести к поломке вашего электроинструмента. (s) не функционировать или повреждаться в процессе после этого. Все ремонтные работы, выполняемые с использованием любых наших деталей, осуществляются на риск владельцев, и вам следует обратиться за помощью к профессиональным техническим специалистам, прежде чем выполнять какие-либо ремонтные работы самостоятельно.
Неправильные заказы Если вы получили неправильный продукт, примите наши искренние извинения и сообщите нам об этом как можно скорее по электронной почте [email protected].
Мы сообщим вам о нашей процедуре возврата и адресе возврата и вышлем замену как можно скорее. Важно, чтобы вы описали продукт, который вы получили, чтобы мы могли отправить конверт с бесплатным возвратом и исправить наши запасы и избежать разочарования другого покупателя.
Товар не получен Имейте в виду, что ни один предмет не считается утерянным Королевской почтой, пока не пройдет полных 16 дней с момента отправки и 40 дней для международных заказов.
Профессиональная мотопомпа для перекачивания сильнозагрязенной воды.
Обеспечивает высоту напора до 26 м. Идеальна для тяжелых условий работы на стройке.
Мотопомпа для грязной воды FUBAG PG 1300T, напор 26 мет., производительность 1300 л/мин.
FUBAG PG 1300T
Осталось несколько штук
54 000 ₽
FUBAG PG 1300T теперь в вашей корзине покупок
Добавить к сравнению
ХАРАКТЕРИСТИКИ
Производитель
FUBAG
Диаметр всасывающего патрубка дюйм/мм
3/80
Диаметр напорного патрубка дюйм/мм
3/80
Производительность, л/мин
1300
Глубина всасывания м
8
Напор, м
26
Макс. размер частиц, мм
25
Тип топлива
Бензин
Расход топлива при 75% нагрузки, л/ч
2
Автономность работы
3
Размеры, см
65х50х59
Комплектация
Патрубки для подключения шлангов
Хомуты
Всасывающий фильтр
Отзывы
Оставьте отзыв об этом товаре первым!
Дополнительное оборудование
Покупатели, которые приобрели FUBAG PG 1300T, также купили
Приемущества
Более 3000 моделей генераторов и ИБП от ведущих мировых производителей
7 лет на рынке резервного энергоснабжения
Бесплатная доставка по Москве, быстрая доставка по России
Сервис от А до Я монтаж, обслуживание, ремонт, обучение
Низкие цены индивидуальные скидки и акции
Аренда Предоставляем генераторы в аренду на выгодных условиях
Статьи
Об учете особенностей нагрузки, подключаемой к ИБП и ГУ
admin 10 октября 2016
При выборе модели источника бесперебойного питания (ИБП) и генераторной установки (ГУ) в первую очередь руководствуются суммарной мощностью компонентов защищаемой системы и необходимым временем поддержания ее в автономном состоянии.
Знание суммарной мощности компонентов системы, заявленных в паспортах подключаемых приборов, к сожалению, не дает полной информации о том, на какую…
Двойное резервирование сети
admin 10 октября 2016
Схема двойного резервирования одной
группы потребителей при помощи 2-х ДГУ SDMO аналогичной мощности.
Данная схема позволяет повысить вероятность удачного запуска ДГУ в случае аварии входной сети, что может быть не маловажным для особо ответственных потребителей. Данная схема распространяется, прежде всего, на ДГУ с пультами MICS Telys. Не требуется абсолютно никаких доработок…
Fubag Water Motopompe Инструмент Цена, вода, fubag, вода png
Fubag Water Motopompe Инструмент Цена, вода, fubag, вода png
fubag,
png
PNG
вода,
мотопомпа,
инструмент
,
Цена
,
кувалдару,
двигатель
,
ул 36,
дизель Двигатель,
ООО ГК «Техмаш»,
бензин Двигатель,
организация,
машина,
аппаратная,
Электрогенератор,
насос,
топливо,
png,
стикер png,
скачать бесплатно
Скачать PNG бесплатно ( 1. 96MB )
Размеры
1286x1080px
Размер файла
1,96 МБ
Тип MIME
Изображение/png
изменить размер png
ширина (пкс)
высота (пкс)
Некоммерческое использование, DMCA Свяжитесь с нами
Аппаратные средства Насосы Дизельный двигатель Орошение Бензин, водяной насос, дизельное топливо, двигатель png 1000x1000px 875,87 КБ
черный, красный и белый портативный генератор Honda WMP20X, насосы Honda насосы Honda насосы Volute Двигатель-генератор, водяной насос, электроника, автомобиль png 1700x1499px 1,96 МБ
org/ImageObject»>
иллюстрация графика похода на бензин, бензин, топливо, цена на нефть, нефтеперерабатывающий завод, бензонасос, дизельное топливо, бочка png 600x512px 156,04 КБ
партия серо-зеленых металлических деталей, погружной насос, производство водяной скважины, насос PNG размер: 1436x1207px Размер файла: 1,95 МБ
Компрессор кондиционера LG Electronics Кондиционер с переменной частотой и регулируемой скоростью Приводы, сплит PNG размер: 802x993px Размер файла: 691.58 КБ
Насос Гидроаккумулятор Водяной Компрессор Электродвигатель, вода PNG размер: 700x700px Размер файла: 283.54 КБ
Сосуд под давлением Машина Газ Нержавеющая сталь, сосуд под давлением PNG размер: 804x640px Размер файла: 337.69 КБ
Двигатель-генератор Электрический генератор Топливо Компрессор, двигатель PNG размер: 500x500px Размер файла: 977. 64KB
Газовая турбина GE Energy Infrastructure Электростанция General Electric PNG размер: 1000×509пикс. Размер файла: 485.27 КБ
Ручной инструмент Архитектурное проектирование Строительные материалы Владимирский тракт, ящик для инструментов PNG размер: 1600x1200px Размер файла: 1,93 МБ
Насос Водяной колодец Ценовые стратегии Маркетинг продукта Реле давления, Jasa Tukang Service Pompa Air Akbar Teknik PNG размер: 800x800px Размер файла: 238.29 КБ
Honda Motor Company Аппаратные насосы Насосы Honda Насос для грязной воды Honda WT20 от MowDirect Honda WMP20 Ag / Химический насос, уплотнение PNG размер: 1001x1001px Размер файла: 1,11 МБ
org/ImageObject»>
черно-серая батарея с соединительными кабелями, автомобиль для обслуживания идентификационного материала батареи PNG размер: 837x801px Размер файла: 199,39 КБ
Погружной насос Продукт Вода Насос на солнечной энергии, вода PNG размер: 1280x1214px Размер файла: 1,43 МБ
Автомобильные комплектующие двигателей внутреннего сгорания Piston 2007 Chrysler 300, Детали двигателя PNG размер: 600x600px Размер файла: 465.43 КБ
Токарно винторезный станок – оборудование, которое используется для обработки заготовок из металлов и других материалов точением (резанием). С помощью токарных станков осуществляют расточку и обточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование, развертывание отверстий и другие работы.
На Токарно винторезном станке простой принцип работы: заготовка, которая зажата в горизонтальном положении, начинает вращаться и резцом, который подвижен, снимается не нужный материал. Но для того чтобы осуществить этот принцип, нужен механизм, который состоит из большого количества точно пригнанных элементов.
Токарные станки объединяют девять видов станков, которые отличаются по различным признакам: по конструктивной компоновке, по назначению, по степени автоматизации.
Использование на станках специальных дополнительных устройств (для фрезерования, для шлифования, для сверления радиальных отверстий) сильно расширяет технологическую функциональность оборудования.
Токарные станки, автоматы и полуавтоматы, делятся на вертикальные и горизонтальные, в зависимости от размещения шпинделя, который несет приспособление для установки заготовки детали, которая обрабатывается.
Вертикальные станки в основном используются для обработки деталей крупных размеров и массы, но небольшой
длины. Наиболее известные токарные станки во времена советского союза — 16К20 и 1К62.
Токарный станок предназначен для обработки материалов резанием, для того чтобы получить детали в форме тел вращения. На сегодняшний день есть несколько основных видов токарных станков. Самая универсальная техника токарной группы – это токарно-винторезные станки, которые применяют в условиях мелкосерийного
производства. А токарно-винторезные станки, в свою очередь, тоже разделяются на виды:
Устройство токарно винторезного станка
Токарно-винторезный станок имеет свое индивидуальное устройство. Основной корпус техники является
неподвижным, а инструмент начинает свою работу, нажатием специальных головок. Деталь, которая получается в
процессе обработки можно применять в таких операциях. Сейчас многие считают, что использование токарно-
винторезного станка осуществляется не оптимально. Обработку материалов можно увеличить и проводить с большей
эффективностью. Но элементом, получаемым производителями после работы, обычно довольны.
Токарно-винторезный станок — оси
Токарно-винторезный станок оси – это достаточно новое оборудование. Но, тем не менее, он уже успел завоевать популярность у специалистов промышленной сферы. Токарный станок оси, иначе называемый ОЗУ, объединяет в себе черты обычных токарных инструментов с пинолем стиля оси.
На токарном станке данного типа принцип работы достаточно
простой и понятный даже тем людям, которые никогда не сталкивались с промышленностью. В момент, когда
оборудование стыкуется с заготовкой, которую нужно обработать, то он начинает скользить по её поверхности. И
поэтому процесс обработки становится быстрым, легким, ну и качественным.
Токарно-винторезный станок типа CNC
Данный станок в состоянии заменить старый вид оборудования. Мультишпиндель и другие инструменты станков CNC
имеют ряд преимуществ: просты в установке и легки в эксплуатации. Такая техника в полном объеме отвечает
тенденциям сегодняшней разработки рабочих мест.
Показатели токарно-винторезных станков CNC намного
выше других существующих типов оборудования данного класса. Можно отметить, что организации, которые
приобретают такие станки, решают свои проблемы с производительностью на все сто процентов.
Токарно-винторезный станок с легкостью можно считать наиболее универсальным станком из всех существующих
станков токарной группы. Он используется в условиях мелкосерийного и единичного производства разнообразных
деталей. Сейчас за счет своей универсальности он пользуется большим спросом во многих организациях, которые
работают в металлообрабатывающей промышленности.
Такую популярность обеспечивает большой спектр
задач, которые он выполняет. Это и большая степень производительности, и надежность, и высокая точность
обработки деталей. Наиболее известным токарно-винторезным станком в советском союзе был 16К20. Работа этого
станка базируется на снятии стружки с заготовок продукции при точении, таким образом обрабатываются чаще
всего тела вращения. Также к станкам токарной группый входят и токарно карусельные станки.
Токарные станки позволяют обрабатывать внутренние и наружные поверхности. Техника дает возможность обтачивать
детали разнообразных форм (фасонных, конических, цилиндрических), выполнять сверление, растачивание,
развертывание отверстий, подрезку торцов, накатку рифлений, нарезание резьбы и другие операции. Также
возможность применения специального оборудования даст вам возможность выполнять и другую работу. К примеру,
вы сможете осуществлять фрезерование, шлифование, нарезание зубьев и другие.
Токарно-винторезная техника, в первую очередь, предназначена для единичного и мелкосерийного
производства. Но, если необходимо, его можно будет оборудовать дополнительными приспособлениями и
устройствами, которые дадут возможность расшириться до серийного производства. В массовом производстве
используются токарные и револьверные полуавтоматы и автоматы. Обслуживание автомата подразумевает
периодическую наладку, подачу материала на станок и контроль обрабатываемых деталей.
В полуавтомате
же движения, которые связаны со снятием и загрузкой заготовок, не автоматизированы. Автоматическое управление
рабочим процессом таких токарно-винторезных станков выполняется благодаря распределительному валу, где установлены кулачки.
устройство, назначение и технические характеристики
Токарно-винторезные станки имеют похожие конструкции и схожие принципы работы вне зависимости от модели и серии выпуска.
Основная функция данного оборудования – выполнять операции точения, сверления, обработка торцов, нарезание резьбы.
Обрабатывать могут металлические и неметаллические изделия. Поэтому токарно-винторезные станки пользуются популярность на производстве с небольшим размером выпускаемых серий продукции.
Содержание:
1 Назначение и область применения универсального станка по металлу
2 Основные конструктивные особенности
2.1 Передние и задние бабки
2.2 Суппорт
2.3 Коробка скоростей
2.4 Шпиндель
2.5 Станина
2.6 Нарезание резьбы
2.7 Электрический блок управления
2.8 Фартук
3 Методы классификации
3.1 Масса
3.2 Максимальная длина детали
3.3 Максимальный диаметр
4 Какие операции можно производить на устройстве
5 Основные технические характеристики
5. 1 Количество оборотов
5.2 Класс точности
5.3 Число передач
5.4 Размеры обрабатываемой детали
5.5 Вес и габаритные размеры
5.6 Величина подачи и максимального перемещения по оси
6 Применение ЧПУ
7 Обзор и схемы распространенных моделей
7.1 1Л532
7.2 16У04П
7.3 1П611
7.4 1Д601
7.5 16К40
Назначение и область применения универсального станка по металлу
Детали, обрабатываемые универсальными токарно-винторезными станками, в основном изготовлены из черных и цветных металлов.
Точение конусов ин нарезание резьбы – дополнительные функции станка. Если в комплекте идут дополнительные инструменты и сверла, то функциональные возможности станка еще больше.
Поскольку данные станки имеют большие габариты и внушительный вес, их редко можно встретить в частных мастерских. Сферы применения:
производство мелких серий продукции;
единичный выпуск и обработка деталей;
в редких случаях – массовое производство.
Но в промышленных масштабах токарно-винторезные станки используются редко. Читайте также: токарный станок 16У04П, технические характеристики, описание основных узлов
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
суппорт;
станина;
упорная и шпиндельная бабки;
электрическое оборудование;
ходовой вал;
гитары шестерен;
коробка, которая обеспечивает выбор и смену подач;
ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Читайте также: токарный станок 16К20 технические характеристики
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки.
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
система зубчатых передач;
клиноременная передача;
реверсивный электродвигатель;
электромагнитная муфта с системой торможения;
рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Читайте также: токарный станок это? Узнай больше по ссылке
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу. При использовании резца важно соблюдать полностью технологию. Она включает:
правильную заточку резца;
аккуратную настройку режимов работы станка;
при помощи шаблона правильная установка резца по центру детали;
замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
рукоятка для настройки количества оборотов;
система управления для установки параметров резцовой поверхности;
рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Методы классификации
токарно-винторезные станки разделяют на несколько типов. Есть несколько наиболее популярных признаков, по которым классифицируют станки данного типа.
Масса
Существуют небольшие станки, которые удобно использовать в личной мастерской или большие, по массе предназначенные для промышленного производства.
Крупные и тяжелые токарные устройства предназначены в основном для применения в машиностроении и энергетике. Тяжелые станки – выше 40 тонн по массе.
Легкие. Как правило, диаметр поперечного сечения в таком оборудовании не составляет больше 500 мм.
Станки с весом до 15 тонн считаются средними и на них не обрабатывают детали с диметром больше 1250 мм.
15-400 тонн. Редко встречается с высокими показателями точности. Обычно это оборудование класса Н.
Максимальная длина детали
Этот параметр определяется расстоянием между центрами станка. При равном диаметре выпускаемых изделий есть станки, способные обрабатывать длинные и короткие заготовки.
Максимальный диаметр
По максимальному диаметру имеется самая обширная классификация деталей. Они начинаются от 100 мм и вплоть до 4000 мм. Помимо вышеперечисленных показателей, часто для классификации используют такой параметр, как производительность.
Имеются станки для мелкосерийного производства, для средней серии и для крупных промышленных масштабов. Последний вариант используется на конвейерных линиях.
Какие операции можно производить на устройстве
К основным процессам, которые можно сделать при помощи токарно-винторезного станка:
выполнение сверления и зенкерования;
расточка отверстий;
расточка и обтачивание поверхностей с самой разной конфигурацией: конические, цилиндрические, фасонные;
подрезка и обработка торцов;
нарезание резьбы разных типов.
Полный набор возможных работ зависит напрямую от количества и разнообразия дополнительных инструментов.
Основные технические характеристики
У токарно-винторезного станка есть ряд технических характеристик, на которые стоит ориентироваться при выборе токарного станка по металлу как на производство, так и для личной небольшой мастерской.
Количество оборотов
Количество оборотов может отличаться в зависимости от размеров и предназначения токарного станка, но максимальное количество оборотов – 2000 в мин.
Большие обороты предназначены для тонких отверстий в маленьких деталях. Для личных целей в небольшой мастерской достаточно станка, который работает на скорости 1000 об/мин.
Класс точности
Существует несколько классов по точности станков. Для обработки мелких деталей и в промышленных масштабах используются станки повышенной точности с пометкой П.
Для бытовых условий достаточно станков с нормальным уровнем точности, которые имеют пометку Н. Есть особые классы точности, которые используются только на очень крупных производствах. Это обозначено буквами В, С.
Число передач
Всего в станке 24 скорости. При этом 12 из них переключаются с помощью автоматики, а остальные 12 – вручную посредством шестеренок.
Размеры обрабатываемой детали
Диаметр обрабатываемых деталей очень широк и может лежать в пределах от 0.5 см до 10 см при этом по техническим характеристикам длина обрабатываемой заготовки может быть от 2.5 метров до 12.5 м.
Вес и габаритные размеры
Размеры токарных станков сильно отличаются. В зависимости от комплектации и модели вес может достигать 400 тонн. Но настольные, домашние модели обычно не превышают по весу 3–4 тонны. Габаритные размеры также могут отличаться, например, для станка 1К62 они равны 2812/3200х1166х1324 мм.
Величина подачи и максимального перемещения по оси
Также зависит от конкретной модели и указывается в паспорте оборудования. У станка 1К62 максимальное перемещение пиноли 20 см.
Применение ЧПУ
Современные токарные станки, особенно иностранного производства, имеют числовое управление. Это позволяет добиться высокой точности обработки.
Особенностями таких станков являются следующие нюансы:
Все подвижные органы станка управляются мини блоком управления. Станок имеет сложную электрическую схему.
Все параметры станка с ЧПУ точно соответствуют ГОСТу и также расписаны в паспорте оборудования. Здесь указаны показатели точности, габариты, скорость.
Станки такого рода могут работать в домашних условиях, поскольку имеют небольшой размер, но при этом выдерживают поразительно высокие для своих габаритов нагрузки.
Оборудование имеет индикацию, а также табло для ввода информации.
Настольные станки с ЧПУ используются для высокоточной обработки небольших деталей. При этом у домашнего производства получается высокий показатель рентабельности.
Важно!
Большинство таких станков производят за границей, а потому они не соответствуют Российскому ГОСТу.
Обзор и схемы распространенных моделей
Среди разнообразного модельного ряда и нескольких поколений станков, которые выпускаются нашим производством, есть несколько моделей, которые продолжают пользоваться популярностью по своим техническим характеристикам и универсальным свойствам.
Все они используются на производстве или в бытовых условиях по сей день. При этом продолжают быть достойными конкурентами иностранным аналогам.
Это надежные, прочные и долговечные устройства, способные выполнять огромное количество самых разнообразных функций.
1Л532
Один из наиболее популярных на территории бывшего СССР станок, на котором успешно можно выполнять обработку заготовок средних и больших размеров.
В свое время данное оборудование успешно экспортировалось во многие страны мира. Класс точности – Н. Масса станка – 43 тонны.
16У04П
Оборудование повышенной точности. Наибольший диаметр детали, обрабатываемой над станиной – 200 мм. Масса станка – 750 кг.
1П611
Токарный станок 1И611, использующийся на производстве, в том числе и для обточки колес ЖД транспорта. По ГОСТу отличаются повышенной точностью и имеет возможность торможения шпинделя. Вес устройства 560 кг. Легко выполняет следующие функции:
Сверление.
Отрезка.
Нарезание резьбы внутренней и наружной.
Обработка различных поверхностей.
Наибольший диаметр заготовки над станиной – 250 мм.
1Д601
Токарный станок 1Д601 лучше подходит для чисто бытового использования. Точность меньшая, чем у предыдущего станка. Отличается высокими показателями работы даже спустя много лет функционирования.
Перемещение суппорта, возможно только вручную. Масса всего станка около 30 кг. В связи, с небольшими габаритами максимальная длина обрабатываемой заготовки – 18 см.
16К40
Одна из наиболее популярных моделей, которая реально завоевала популярность среди мастеров. Относится к среднему классу оборудования с классом точности Н.
Начиная с 1932 года в СССР выпущено несколько десятков тысяч самых разных токарно-винторезных станков. Они использовались не только на производстве, но и для обучения молодежи, в школах, училищах, да и у многих настольные станки были в гаражах, домах, собственных мастерских.
Такое оборудование поможет расточить отверстие, подровнять необходимую поверхность, просверлить уже имеющееся отверстие. Важно, ориентируясь на начальные паспортные характеристики оборудования приобрести наиболее подходящую модель. Читайте также: чем так хорош токарно-винторезный станок 1М63, технические характеристики.
Что такое токарно-винторезный станок и как он работает?
Нарезание резьбы является неотъемлемой частью производственного процесса, но что такое токарно-винторезный станок и как он работает?
В этой статье мы расскажем, как работают токарно-винторезные станки и как выбрать правильную пластину для нарезания резьбы. В R.D. Barrett мы снабжаем инженеров и экспертов прецизионными инструментами с 1975 года, за это время мы накопили непревзойденные отраслевые знания и самый большой в Великобритании запас инженерных инструментов, включая резьбонарезные пластины и расходные материалы для механической обработки.
Что такое токарно-винторезный станок?
Токарно-винторезные станки существуют уже сотни лет и позволяют инженерам нарезать как внутреннюю, так и внешнюю резьбу. Современные передовые инженерные станки с ЧПУ выполняют ту же функцию с точностью, о которой предыдущие поколения инженеров могли только мечтать.
Станки с ЧПУ используют сменные пластины как для резки, так и для формовки заготовки. Единственная режущая точка (резьбонарезной инструмент) перемещается вверх и вниз по длине заготовки, удаляя материал для создания резьбы. Станки с ЧПУ могут нарезать как внутреннюю, так и внешнюю резьбу. Для этого заготовке может потребоваться пройти через ЧПУ несколько раз (так называемые многократные проходы).
Этот процесс известен как нарезание резьбы в одной точке. Нарезание резьбы в одной точке позволяет инженерам нарезать заготовки с различными размерами и формами резьбы, используя один держатель инструмента. Теоретически заготовки могут быть любого размера (хотя они, естественно, будут ограничены размерами станка с ЧПУ).
Но как работает токарно-винторезный станок? Давайте взглянем.
Как работает токарно-винторезный станок?
Когда заготовка вращается на токарном станке, из нее удаляется материал для формирования резьбы. Скорость движения фрезы и скорость вращения заготовки определяют глубину резания и сближение резьбы (шаг резьбы). Равномерность резьбы обеспечивается запрограммированной скоростью подачи на оборот.
Станки с ЧПУ работают на высочайшем уровне, обеспечивая высококачественные готовые заготовки, не требующие дополнительной обработки или инструментов. После снятия со станка с ЧПУ они готовы к использованию.
Способ входа режущего инструмента в заготовку можно запрограммировать различными способами в зависимости от применения. Опции включают радиальную подачу, угловую подачу и модифицированную угловую подачу. Выбор входа зависит от прочности материала, с которым вы работаете.
На качество нарезания резьбы могут влиять несколько факторов, в том числе износ инструмента, температура и отсутствие охлаждающей жидкости на заготовке.
Для нарезания резьбы на токарном станке требуются сменные пластины. Сменные пластины бывают разных размеров и материалов, включая высококачественные твердосплавные пластины.
Мы рекомендуем инвестировать в пластину для нарезания резьбы самого высокого качества, чтобы обеспечить постоянное качество и долговечность. Дешевые резьбонарезные пластины не прослужат долго и в некоторых случаях могут вызвать проблемы, включая сколы, которые могут повредить заготовку.
Для нарезания резьбы в самых тяжелых условиях мы рекомендуем использовать твердосплавные режущие пластины. Твердосплавные винтовые пластины могут работать при невероятно высоких температурах, точно обрабатывая металлы, включая стали, углерод, чугун и жаропрочные сплавы.
Чтобы выбрать правильную резьбонарезную пластину, вам потребуется следующая информация, в том числе:
Форма резьбы (THFT)
Тип инструмента
Минимальный диаметр отверстия (DMIN)
Обозначение производителя сплава (GRDMFG)
Диаметр соединения со стороны машины (DCONMS)
Тип требуемой резьбонарезной пластины также зависит от обрабатываемого материала. Пластины с плоской геометрией подходят для всех типов материалов, а резьбовые вставки с острой геометрией подходят для твердых материалов, включая нержавеющую сталь. Высококачественные стружколомающие пластины подходят для обработки твердых материалов, таких как нержавеющая сталь, где их можно использовать в течение более длительного периода непрерывной обработки без надзора.
В RD Barrett мы всегда готовы обсудить ваши требования к инженерному инструменту и помочь вам определить резьбонарезные пластины, которые вам нужны для текущей работы.
Точное машиностроение
В прошлом нарезание резьбы выполнялось опытными операторами станков. Современные станки с ЧПУ позволяют операторам создавать программы, обеспечивающие воспроизводимость и качество, раз за разом обеспечивая точные детали и точную резьбу.
В R.D. Barrett мы являемся инженерами-экспертами и можем дать беспристрастный совет, чтобы помочь вам выбрать пластины правильного размера для внутренней и внешней резьбы. Если вам нужна какая-либо информация или совет по нарезке резьбы или другим станкам, свяжитесь с нами сегодня.
Нарезание резьбы на токарном станке
Механическое создание нитей — это, по сути, очень простой процесс, и в следующей статье излагаются основные принципы, но не делается попыток охватить детали, которые уже неоднократно публиковались. Книга с информацией по нарезанию резьбы, наиболее подходящая для любителя (и идеально подходящая для освежения памяти профессионала), называется «Токарный станок для любителей». Это дает полное описание процесса с простыми инструкциями, которые позволят даже новичку успешно нарезать резьбу. Другие полезные публикации с полными инструкциями по резьбе и нарезанию резьбы включают недорогую книгу «Нарезание резьбы на токарном станке» и более новую, красиво оформленную книгу в твердом переплете «Нарезание резьбы» 9.0211 Калькуляторы зубчатых передач для помощи при нарезании резьбы, типичных схемах сменных колес, вычислении шагов, не указанных на схеме, определении того, какие шестерни составляют полный набор и т. д. можно найти здесь Как была создана первая резьба? Вы можете повторить процесс самостоятельно. Возьмите деревянную скалку и положите ее на ровную поверхность. Возьмите нож, держите его горизонтально и поместите острый край на верхнюю поверхность ролика рядом с одним концом и немного поверните лезвие горизонтально, скажем, на 10 или около того, нажмите вниз и используйте его, чтобы откатить штифт от себя. При вращении штифта образуется спиральная линия. Углубите линию разреза в V-образный паз, и у вас получится нить. К сожалению, если вы не домашний повар, у вас теперь серьезные проблемы с SWMBO, и вам нужно быстро попасть на Amazon и заказать еще один. Размер резьбы зависит от их внешнего диаметра и количества витков на дюйм. например 0,75″ x 10 tpi (0,75″ в диаметре и десять витков на дюйм). Или, для метрических резьб, по их наружному диаметру и расстоянию между гребнями резьбы, т.е. M10 x 1,5 — это резьба диаметром 10 мм с расстоянием между гребнями 1,5 мм. Шаг резьбы лучше всего измерять с помощью «измерителя резьбы», который можно приобрести у любого продавца машин, хотя при осторожном и хорошем зрении можно использовать стальную линейку. Нити не являются изобретением механического века: Герой Александра изобрел метод изготовления более крупных нитей две тысячи или более лет назад, и на протяжении столетий краснодеревщики и часовщики изготавливали свои собственные изделия вручную, как и мастерские по ремонту железных дорог, когда они производили партии грубых, скрученных вручную винтов с крупным шагом, которые использовались для крепления опорных пластин к деревянным шпалам. Однако, начиная с промышленной революции и продолжаясь в викторианские времена, потребность в гайках и болтах возникла как никогда и резьбовые фитинги ошеломляющего разнообразия типов и размеров. Ситуация сегодня, после десятилетий исследований иногда противоречащих друг другу требований и повсеместного принятия метрической системы (за исключением США), представляет собой огромное количество типов резьбы и сотни различных конструкций «застежки». Однако, несмотря на эту кажущуюся сложность, основные элементы нарезания резьбы на токарном станке просты. Токарный станок на протяжении тысячелетий оставался, по сути, гончарным кругом, перевернутым набок и способным, с инженерной точки зрения, только к простейшей работе. Его первое использование для нарезания резьбы было не чем иным, как революционным шагом, поскольку с помощью зубчатой передачи, соединяющей шпиндель токарного станка с длинным винтом, идущим вдоль станины, а винт с кареткой токарного станка, последний вместе с его режущий инструмент можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя. Если заготовка вращается восемь раз, а режущий инструмент с помощью зубчатой передачи перемещается ровно на один дюйм, то спираль будет вырезана с 8 оборотами на дюйм, иначе известной как 8 tpi. (t.p.i. = ниток на дюйм).
Хотя длинный стержень с резьбой вдоль станины первоначально назывался основной резьбой, или ходовым винтом , теперь обычно называют ходовой винт . Любой ходовой винт должен быть изготовлен очень точно (их часто производят специализированные производители, а не сами производители станков) с трапецеидальной, квадратной или другой формой резьбы, оптимизированной для этой задачи, но никогда со стандартной формой Витворта или метрической формы, поскольку к сожалению встречается на многих более дешевых токарных станках с Дальнего Востока. Ходовой винт будет воспроизводить свой точный шаг (отсюда необходимость точности) на нарезаемом материале — при условии, что он может каким-либо образом приводиться в движение напрямую от шпинделя передней бабки — обычно с помощью обычных прямозубых зубчатых колес, но иногда с помощью конических зубчатых колес, планетарных приводов. или даже, в некоторых случаях, с использованием зубчатых ремней. Конечно, с появлением компьютерного управления относительными движениями шпинделя и каретки можно легко управлять с помощью электроники — следовательно, теперь можно создавать резьбу без необходимости какого-либо механического соединения между шпинделем и кареткой). Дополнительным преимуществом нарезания резьбы было осознание того, что автоматическая и, следовательно, постоянная подача вдоль станины обеспечивает гораздо лучшее качество поверхности, особенно если подача была медленной и инструмент имел правильную форму. Таким образом, для повседневного использования сменные колеса обычно устроены так, чтобы обеспечить очень точную подачу каретки; настроить их для нарезки означает удалить большую часть или все из них и построить новый шлейф, следуя инструкциям в «схеме нарезки» (обычно прилагается к машине). По окончании нарезания резьбы резьбонарезной механизм снимается, а шестерни точной подачи заменяются. Этой трудоемкой работы можно в значительной степени избежать, если установить редуктор для нарезания резьбы, что объясняет их популярность в промышленности. Однако даже полноценный «быстросменный» резьбонарезной редуктор не может производить каждый шаг резьбы, и иногда необходимо заменить сменные ролики, чтобы расширить диапазон редуктора — или создать метрическую резьбу из английского редуктора, или наоборот. Несмотря на привлекательность токарно-винторезного редуктора для любительского использования (быстрый и простой выбор передачи), поскольку экономия времени обычно не рассматривается (за исключением ленивых), токарный станок, оснащенный сменными колесами, обеспечивает гораздо более адаптируемую машину. Если отсутствует таблица сменных колес токарного станка, не все потеряно, книга Нарезание резьбы на токарном станке поможет рассчитать новый комплект. Дополнительную помощь можно найти в наборе инструкций по использованию калькуляторов с разменным колесом, а необходимые загрузки программ можно найти здесь. Как уже объяснялось, привод режущих инструментов за счет прямого механического соединения с передней бабкой также позволял при обычной работе получать более гладкую и однородную отделку и в то же время значительно снижал утомляемость оператора. Эта форма силового движения первоначально называлась самодействующий или самодействующий — и оба термина когда-то широко использовались для различения токарно-винторезных станков. Когда каретка соединена с ходовым винтом, используется некоторая форма «гайки»: она может быть сплошной и постоянно зацепленной или одинарной или двойной «зажимной гайкой», которую оператор может зацеплять и расцеплять по своему желанию. Однако после того, как «зажимные гайки» были открыты и каретка отодвинулась назад, чтобы можно было сделать еще один разрез, возникает проблема, как снова зацепить гайки в нужном месте — проблема, решаемая простым, но остроумным способом. устройство, « D ial T hread I Индикатор». DTI состоит из шестерни, находящейся в зацеплении с ходовым винтом, но установленной на валу с циферблатом на другом конце, на котором выгравированы линии, чтобы оператор, следуя таблицам, (которые меняются в зависимости от шага нарезаемой резьбы), можно безопасно зацепить гайки и продолжить точное нарезание резьбы. К сожалению, возникает интересная трудность при нарезании резьбы с метрическим шагом на английском токарном станке — или наоборот — гайки ходового винта не должны расцепляться и токарный станок должен быть «электрически реверсирован» обратно в начальную точку каждый раз, когда выполняется новый проход.0211 Различные виды резьбы : Первый вопрос, который приходит в голову новичку: «Сможет ли мой токарный станок нарезать различные типы резьбы?» (Whitworth, British Standard Fine, American National Coarse, British Standard Brass, American National Fine, British Standard Brass, Unified National Coarse, Unified National Fine, British Association, British Cycle Standard, Metric и т. д.) Ответ: да. Обеспечьте токарный станок сменными колесами, необходимыми для передачи шпинделя на переднюю бабку, чтобы инструмент перемещался на нужное расстояние, пока шпиндель делает один оборот — это можно сделать. «Форма» или «форма» резьбы (которая, проще говоря, составляет существенное различие между «типами» резьбы, а не ее шагом) полностью зависит от «формы» используемого инструмента (или инструментов). чтобы разрезать его. Инструмент можно заточить, чтобы воспроизвести любой угол резьбы по желанию; при желании можно было бы, например, даже придумать свой собственный; Однако сначала проверьте эту ссылку или эту: они перечисляют и объясняют многие формы потоков, как текущие, так и устаревшие. Конечно, не все так просто, и в конце этой вводной статьи есть простое объяснение одного из запутанных отличий между метрической и дюймовой резьбой. Урок истории : Сядьте сзади — следует тест: два инженера, наиболее тесно связанных с разработкой механически разработанной резьбы (хотя они не изобрели этот процесс), оба работали в 1800-х годах: Генри Модсли (1771–1831) «Машиностроитель» из Лондона, Англия («инженер-инженер»), и один из его учеников, Джозеф Уитворт (1803–1887) Инструментальщик из Манчестера, Англия, известный своей прямолинейностью, если не сказать резкостью. способами (и, вероятно, воплощением изречения Шоу о том, что « весь прогресс зависит от неразумного человека ». ). Модслей был первым инженером, который смог создать и использовать очень точную винтовую резьбу. Его шедевром был винт длиной 5 футов и диаметром 2 дюйма (1525 мм на 51 мм) с пятьюдесятью витками на дюйм (50 на 25 мм), на которую навинчена гайка длиной двенадцать дюймов (305 мм) с 600 витками резьбы. Устройство было разработано для усреднения ошибок шага на небольших расстояниях и было жизненно важным элементом в процесс гравировки шкалы на астрономических и других очень точных измерительных приборах. Модслей продолжил производство ряда токарно-винторезных станков (с использованием принципа «основной резьбы» или «ведущего винта»), примеры которых можно увидеть в Лондонский музей науки и музей Генри Форда в Дирборне, штат Мичиган, США. Поразительно, насколько точными были резьбы Модслея (и настолько точным его измерительное оборудование), что он смог наблюдать эффект расширения солнечного света, нагревающего одну половину ходового винта. Уитворт был плодовитым изобретателем tor, слесарь-инструментальщик и дизайнер (и бизнесмен-миллионер), привнесший дисциплинированный подход в проектирование. Его навыки проектирования и разработки распространялись почти на всю область механики, но после публикации в 1841 г.0229 «Об универсальной системе резьбы » его лучше всего помнят за его успехи в стандартизации того, что в то время было хаотичной системой ручных, не взаимозаменяемых креплений. Собрав большой образец гаек и болтов из В различных мастерских и изучив их свойства, он предложил систему, при которой соотношение между глубиной резьбы и ее шагом поддерживалось в диапазоне размеров, а угол резьбы составлял 55 градусов. мастерских к 1858 году, и его быстро подхватили другие инженеры, поскольку его преимущества в виде простоты и взаимозаменяемости — не говоря уже о том, что его рекомендовал величайший из ныне живущих британских инженеров — стали очевидными.0003
Нарезание резьбы вручную : Можно нарезать резьбу на вращающейся цилиндрической поверхности без использования механической помощи, используя «нарезчик». Они больше похожи на токарные резцы по дереву с «формой резьбы», вырезанной на их торцах или боковых сторонах, и сделаны из твердой стали — инструментальной стали для самых качественных — и различаются по ширине и толщине в зависимости от шага резьбы и работы. они должны делать. Полноразмерные модели обычно крепятся к прочным деревянным ручкам, чтобы обеспечить необходимую покупку (которая может быть значительной), и стоят дорого. Однако есть более дешевая альтернатива — бегунки, которые изготавливаются из держателей штампов с автоматическим освобождением; эти узлы используются на токарных станках с токарными станками и удерживают четыре небольших одинаковых секции из инструментальной стали с очень точной резьбой по одному краю. Если их снять и установить в подходящий металлический держатель, их можно использовать точно так же, как их полноразмерных собратьев. К сожалению, использовать любой тип сложно, и новичкам рекомендуется полностью избегать их использования, хотя они могут играть роль в «очистке» резьбы, нарезанной механически, и придании радиуса или другой формы гребню и основанию резьбы. , процесс, который невозможен при описанном выше методе создания одноточечного потока. При использовании бегунок упирается в подходящую опору с небольшим количеством смазки между ними и вставляется в заготовку на центральной высоте с устойчивым скользящим движением. Продолжение ниже:
Форма резьбы Витворта с углом 55 градусов и закругленными основаниями и гребнями. Другие нити имеют плоские гребни с закругленными корнями или наоборот, или и гребень, и корень могут быть плоскими. Угол также может различаться — стандартная метрическая резьба составляет 60 градусов, в то время как некоторые резьбы имеют «квадратную нарезку» под углом 9 градусов.0 градусов. В то время как «одноточечный» инструмент, обычно используемый на токарном станке, может правильно обрезать углы, он не может создать радиусы в основании и на гребне, и они иногда формируются на этапе постобработки с помощью «нарезки» из твердой стали.
Основная форма одноточечного резьбонарезного инструмента, используемого для нарезания наружной резьбы.
Неотъемлемая часть набора инструментов для нарезания резьбы — резьбовой калибр с маркировкой общих углов резьбы. Это позволяет установить инструмент «прямо» для работы, как показано ниже.
Использование резьбомера для установки наружной резьбы.
Использование резьбомера для настройки инструмента для нарезания внутренней резьбы. Калибр прижимают к пластине, прижатой к точно повернутому концу трубы, на которую навинчивается резьба.
Режущая кромка внешней нарезки.
Резьбонарезной станок для внутренних работ
Продолжение: С умением (и удачей для новичка) чеканка вгрызается в поверхность и начинает формировать спиральный разрез; по мере того как другие точки на бегунке взаимодействуют со спиралью, действие становится до некоторой степени самостабилизирующимся и его легче выполнять; однако обычно требуется много проходов, прежде чем будет создана резьба на полную глубину. Нарезание резьбы резьбой Другая форма нарезки резьбы носит механический характер и иногда используется на прецизионных и специальных токарных станках, ее можно увидеть здесь. Система, вероятно, была изобретена Джозефом Нейсоном и получила патент 10 383 в Америке 3 января 1854 г. Метрическая резьба Существует интересное различие между «английской» резьбой (определение, включающее американские типы) и метрической. Все английские (иногда называемые «имперскими») и американские резьбы основаны на том, что происходит в пределах длины в один дюйм. В пределах этой длины в дюймах у вас может быть любое количество витков (шагов), хотя обычно оно ограничено на токарных станках либо со сменными колесами, либо с редуктором для нарезки винтов диапазоном от 2 до 56 t.p.i. Обычный предел шага резьбы на гайках и болтах составляет 40 tpi, спецификация ME (моделирование), выше которого они нарезаются только для специальных целей). Метрическая резьба устроена по-разному, нет фиксированной длины, в которую должны вписываться шаги, и каждая из них составляет долю или кратность миллиметра. Эффект этого проиллюстрирован, если вы возьмете центр впадины в любом месте резьбового стержня (с шагом в целых дюймах) и отмерите один дюйм в любом направлении — конечная точка также будет в центре впадины. Однако, если шаг представляет собой дробь, скажем, 6,5 tpi, то вам придется измерить два дюйма, чтобы учесть эффект дробной части 1/2). Метрические шаги рассчитаны таким образом, что центры впадин находятся на фиксированном расстоянии друг от друга в целых миллиметрах или долях мм, например: 0,25 мм, 0,75 мм, 1,0 мм, 1,5 мм, 2,5 мм и т. д. Если вы измеряете метрическую резьбу как для дюймового типа — но с фиксированной единицей метрическая длина (например, 100 мм) — вы обнаружите, что, хотя некоторые шаги действительно заканчиваются в центре впадины, большинство — нет, потому что они не делятся точно на 100. Хотя для всех практических целей эта разница не имеет значения, он создает интересный эффект при нарезании резьбы на токарном станке для, хотя на резьбо-циферблатном индикаторе англо-винторезного станка требуется всего одна шестерня, на метрическом станке требуется две, а иногда и три, чтобы охватить диапазон распространенных шагов. Фактически, для удовлетворения всех требований к метрическому шагу потребуются непрактичные шесть передач (или два или более индикатора, оснащенных необходимыми шестернями). Какая нить может быть наиболее часто «используемой» в мире — например, «используется» для застегивания и расстегивания вещей, а не для постоянного крепления (например, велосипедная спица, выпущенная в несколько триллионов раз)? Давайте разворошим осиное гнездо и предложим долгоживущую резьбу Уитворта 1/4″ x 20 tpi, которую можно найти в основании почти каждой камеры, чтобы можно было прикрепить штатив (это свойственно всем производителям и каждой модели, которую они выпускают, хотя некоторые более тяжелые профессиональные типы были, в качестве уступки жесткому использованию, оснащены либо двумя головками, либо одной более прочной головкой 3/8 «x 16 tpi). Являются ли верхушки тюбиков зубной пасты одного размера или ограничены несколькими? Если это так, этот фитинг также может быть претендентом. Мелкая подача Если вы не хотите нарезать винты, а просто нуждаетесь в очень тонкой подаче каретки для чистовой обработки токарных работ, шестерни располагаются в «компаунде» следующим образом: a) Конец ходовой винт: установите самую большую шестерню из комплекта сменных колес (часто 70 или 75 т) b) шестерня ходового винта представляет собой пару шестерен (набор B), закрепленных вместе на одном валу: большая из пары будет второй по величине в наборе сменных колес меньшая шестерня является второй после наименьшей. c) На валу над набором B находится еще одна пара шестерен, скрепленных вместе (набор C), состоящая из третьей по величине шестерни в наборе вместе с самой маленькой шестерней в наборе, d) приводной набор C будет маленькой шестерней, обычно на выходном валу узла реверса барабана. Конечно, возможность сделать это зависит от наличия всех шестерен в наборе — обычно от 10 до 14 для типичного маленького токарного станка. В некоторых случаях самая большая шестерня может оказаться слишком большой для работы с составными шестернями (или может не поместиться под крышкой шестерни) и может быть предназначена для преобразования дюймов в метрические или метрические в дюймы (в этом случае они может быть помечен как имеющий 127 или 135 зубов..
Типичное расположение сменных колес, ведущих вниз к редуктору для нарезания резьбы — в случае токарного станка Boxford модели VSL. На рисунке также показан умный, но простой рычажно-реверсивный механизм, с помощью которого направление привода к ходовому винту (и приводному валу, если он установлен) может быть изменено на обратное, а каретка перемещается либо в направлении, либо в направлении от бабка. В нейтральном центральном положении он позволяет шпинделю передней бабки вращаться, не приводя в движение ни одну из шестерен. Перемещение зацепляющий рычаг вверх или вниз (шпиндель, конечно, должен быть неподвижен) зацепляет одну или другую из пары барабанных шестерен под шестерней шпинделя , заставляя следующую шестерню в цепи вращаться либо по часовой стрелке, либо против часовой стрелки. Рычаг обычно, но не всегда, каким-то образом подпружинен, с плунжером, который входит в одно из трех отверстий на передней или боковой поверхности передней бабки. На всех типах барабанно-реверсивных механизмов шпилька обычно выполняется съемной, что позволяет ей быть частью токарно-винторезного станка и обеспечивает быстрое и простое средство замедления или ускорения минимальной скорости подачи каретки.
Лазерная гравировка на стекле от 500 руб в Москве: фото работ
Лазерная гравировка на стекле – это универсальная технология, позволяющая обрабатывать изделия различной формы и расцветки, делая их уникальными. Лазерный станок даёт возможность переносить на стеклянную основу надписи и сложные узоры. С нашей помощью вы сможете нанести на стеклянную поверхность текст с поздравлениями на подарок, изготовить красивый сувенир или целую партию уникальных изделий из стекла с нужными вам изображениями или словами. Стекло гравируется в присутствии клиента. Также вы можете заказать наши услуги дистанционно, доверив доставку клиенту и сэкономив время.
Стеклянные предметы
БокалыБутылкиВазыКружки
Отзывы о нас
Отзывы в Яндекс 48 отзывов (4,5 ★)
Отзывы в Google 20 отзывов (4,5 ★)
Отзывы в 2GIS 2 отзыва (5,0 ★)
Фото готовых работ по гравировке по стеклу
Свадебная гравировка на бокале
На кубке из стекла
Лазерная гравировка бокалов
Бокал с гравировкой
Гравировка на стекле — бокалы
Гравировка на стекле
Гравировка на бокалах
Гравировка на бокале отцу
На стекле
Гравировка на бокале
Гравировка на стекле — графин
Гравировка на кружках
Гравировка текста на стеклянной бутылке
Гравировка изображения и текста на стекле
Гравировка на стекле — ваза
Гравировка на свадебные бокалы
Гравировка на стекле — бокал
Гравировка на стекле -ваза
Лазерная гравировка на стекле
Гравировка текста на бутылке с темным стеклом
Гравировка на бокалах для виски
Гравировка на бокалах
Гравировка на кружке
Преимущества
Вечная гарантия
Вечная гарантия на гравировку. Не поддается стиранию
Высокая скорость
Высокая скорость выполнения заказов
Сверхвысокая детализация
Сверхвысокая детализация наносимого рисунка
Заводское качество
Опытные мастера и лазер последнего поколения — залог качества нашей фирмы!
Дистанционно
Возможность дистанционного выполнения заказа
Гарантия на сохранность
Гарантия от фирмы на целостность и сохранность предмета
Как заказать наши услуги
Оформление заказа в мастерской
работы выполняются в вашем присутствии,
на выполнение требуется 10-15 минут,
всегда готовы сделать срочные заказы любого объема.
Оформление заказа через сайт
вы можете оставить заказ онлайн,
для заказа прикрепите фото, текст или эскиз макета,
в наличии товары под гравировку.
Способы оплаты
Оплата банковской картой
В нашем офисе установлен терминал, который принимает банковские карты всех популярных платёжных систем. Также можно оплатить заказ удаленно — на реквизиты нашей банковской карты.
Оплата наличными
В офисе вы можете передать деньги наличными и получить кассовый чек. Оплата при таком расчёте в нашей студии проводится после выполнения заказа.
Оплата на расчетный счет
Представителям организаций мы предлагаем классический способ безналичного расчёта — через банк по реквизитам с предоставлением всей необходимой документации.
Аккуратно и красиво
Лазерная гравировка совершенно безопасна для стекла –она не предполагает механического воздействия на основу. Благодаря отсутствию вибрации даже тонкий и хрупкий материал гарантированно не повреждается. С помощью лазера можно нанести на стекло различные знаки на следующие изделия:
бутылки и другие сосуды. И необязательно они должны быть пустыми. Мы можем выгравировать поздравительную надпись на бутылке с шампанским, коньяком, виски, которую вы хотите вручить в подарок;
бокалы (например, для жениха и невесты, для гостиницы, ресторана или бара). Это может быть поздравительная надпись или красивый рисунок, занимающий практически всю площадь бокала или стакана. Цена гравировки на стекле при нанесении больших изображений, конечно, выше, однако такой декор смотрится особенно роскошно;
плоские листы стекла на фотографиях, табличках. Это отличный способ красиво оформить входную дверь в кабинете, информационный стенд или фотографию в рамке, которую вы собираетесь кому-либо подарить;
различные сувениры, в том числе сложной формы. Это могут быть стеклянные пирамидки, игрушки, брелоки и многое другое. Станок работает очень точно, может наносить буквы размером всего в несколько миллиметров на вогнутые или выпуклые поверхности;
наградные кубки. Надписи наносятся на саму чашу или подставку.
Лазер на стекле оставит матовый узор белого цвета. Он будет похож на тонкий слой инея, покрывающий предмет. На ощупь поверхность станет слегка шероховатой, благодаря чему, например, ножка бокала перестанет скользить в руке. Изображение сохранит такой внешний вид навсегда. Так как в ходе обработки удаляется очень тонкий слой материала, в рисунок не будет забиваться пыль и грязь, вещью можно будет с комфортом пользоваться.
Сложные изображения – за десять минут
Узоры, оригинальные шрифты, рисунки и символы – всё это мы можем нанести быстро и качественно. Если вы приедете в наш офис, то всю процедуру мастер выполнит в вашем присутствии. Вы увидите, как работает станок, предварительно сможете посмотреть макет, созданный в специальной программе. На весь процесс уходит в среднем 10 минут.
Советы и рекомендации по гравировке стекла.
Trotec Laser
Обучение и поддержка
org/ListItem»>Центр поддержки
Cтекло
Здесь вы найдете полезные советы и рекомендации по гравировке стекла. При помощи лазерной гравировки можно быстро и просто придать уникальности любому стеклянному предмету, будь то бокал для вина, пивной бокал, ваза, бутылка или графин. Узнать больше информации про лазер для стекла можно по ссылке.
Какое стекло можно обрабатывать лазерным гравером?
При помощи CO2-лазерного гравера можно выполнять лазерную гравировку плоских материалов, таких как оконное стекло или зеркала, конических и круглых заготовок, стаканов, бокалов для вина или фужеров для шампанского, а также любого рода бутылок. Зачастую более дешевое литое стекло легче поддается гравировке благодаря более низкому содержанию свинца. В результате обеспечивается более однородная структура. Дорогое выдувное стекло ручной работы или хрусталь могут подвергаться нагрузке материала, усугубляющейся тепловым влиянием во время лазерной гравировки, что может привести к образованию трещин.
Кроме того, зеркала подвергаются оптимальной обработке при помощи волоконного лазера, который удаляет только отражающий слой на задней стороне стекла. При этом, волоконный лазер не гравирует само стекло, поэтому его поверхность остается гладкой. Гравер Trotec Speedy flexx оснащен и CO2 -лазером, и волоконным лазером. Таким образом, вы можете легко комбинировать оба варианта обработки на одном гравере.
Лазерная резка стекла невозможна.
Какие существуют варианты обработки?
Для достижения различных эффектов в процессе гравировки стекла имеются различные подходы. Мы предлагаем вам эти методы:
1. Влажная бумажная салфетка
Использование важной бумажной салфетки не только предотвращает придание сильной шероховатости области гравировки, но и обеспечивает чистый, белый результат гравировки. Перед началом гравировки положите влажную бумажную салфетку на стекло. Убедитесь, что при этом не образуются воздушные пузырьки или складки. Это может иметь отрицательное влияние на результат гравировки. Кроме того, выключите систему обдува для предотвращения преждевременного высыхания бумаги во время обработки. После гравировки вытрите остатки, очистив область гравировки.
2. Монтажная пленка
Вместо влажной бумажной салфетки можно использовать монтажную пленку. Поверхность также не становиться шероховатой, как и при использовании влажных бумажных салфеток, однако цвет гравюры имеет скорее сероватый оттенок, а не белый. При использовании этого метода тоже убедитесь, что во время нанесения не образуются воздушные пузырьки или складки. После гравировки удалите остатки. В таком случае рекомендуется очистить стекло, чтобы удалить прилипшие остатки.
3. Гравировка без вспомогательных материалов
Стекло можно, конечно же, обрабатывать без применения влажной бумажной салфетки или монтажной пленки. В таком случае измените цвет на вашем графическом изображении с 100 %черного на 70 % серый, чтобы свести к минимуму влияние тепла на больших поверхностях и оптимизировать результаты гравировки. В настройках печати выберите тип растрирования по методу «упорядоченного возбуждения» (ordered dithering), однако используйте те же самые параметры. Благодаря этому изменению на поверхность стекла попадает меньше тепла, в результате чего получается менее шероховатая гравюра.
Как выполнять гравировку стеклянных предметов с закругленными формами и ручками?
Стеклянные предметы с закругленными формами обрабатываются при помощи устройства для круговой гравировки. Более детальные инструкции см Ссылка на Советы и рекомендации по устройству для круговой гравировки
Стаканы с ручкой обрабатываются аналогично при помощи устройства для круговой гравировки. Однако их необходимо устанавливать очень точно, чтобы ручка не вращалась в области гравировки. Прежде всего, передвиньте ось Y (движение вращения) в самое верхнее положение Закрепите заготовку так, чтобы ручка находилась немного выше уровня лазерного луча. Поскольку для процесса гравировки заготовка вращается назад, опасности столкновения с лазерной головкой нет. Для всех заготовок с ручками убедитесь, что графическое изображение не было слишком длинным и не находилось вблизи ручки. Точное положение своего рисунка вы можете легко увидеть в программе JobControl®, используя функцию «Что видишь, то и получишь» («What you see is what you get»). (WYSIWYG)
Как можно увидеть, где будет выгравирован мой рисунок?
Точное положение своего графического изображения вы можете увидеть в программе JobControl®, используя функцию «Что видишь, то и получишь» («What you see is what you get») (WYSIWYG) и перекрестие нитей.
Для этого передвиньте ось Y до целевого места лазерной обработки. Теперь разместите задание на панель к перекрестию нитей. В результате повторного перемещения оси Y вы можете проверить размеры задания на своей заготовке и исправить ошибки размещения на заготовке или в задании.
Совет: Для упрощения позиционирования задания в программе JobControl® в окне печати выберите дополнительно опцию «Уменьшить до размера задания» (Minimize to Job Size).
Как добиться наилучшего результата фотогравировки на стекле?
Для гравировки фотографий на стекле используйте матрицу градации серого на уровне 70 % черного. Таким образом, на стекло оказывается более низкое тепловое влияние, и результат получается более четким. Мы рекомендуем среднее разрешение 500 dpi и использование типа растрирования по методу «упорядоченного возбуждения» (ordered dithering). Благодаря этому изображение оптимально адаптируется к материалу.
Дополнительная информация
В случае возникновения проблем или технических вопросов наши специалисты сервисного обслуживания к вашим услугам.
Дополнительно о лазерной обработки стекла
назад к обзору
Получите индивидуальную поддержку от наших экспертов по лазерному оборудованию.
Связаться с нами
Техническая поддержка
Лазерная гравировка стекла | Trotec Laser
org/ListItem»> Trotec Laser
Лазерные материалы
Стекло
Невероятно тонкая и недорогая гравировка на стекле.
Бокалы для шампанского
Персонализация бокалов для вина, бокалов для шампанского, фужеров для шампанского, пивных бокалов, бутылок, зеркал или оконных стекол.
Как можно использовать лазерный станок для лазерной гравировки стекла.
С помощью лазерного гравировального станка вы можете выполнять простую, точную и эффектную гравировку на стекле, зеркале или хрустале. Добивайтесь захватывающих матовых эффектов, тончайших контуров или деталей — будь то лазерная гравировка фотографий, текстов или логотипов на стекле. Гравируйте бокалы для вина, бокалы для шампанского, бокалы для шампанского, пивные бокалы, бутылки, зеркала или оконные стекла со специальными эффектами. Этот процесс особенно удобен при использовании ротационной гравировальной насадки. Бокал для вина или другой стакан для питья с индивидуальной гравировкой, напр. на различные торжества, это прекрасный и запоминающийся подарок. Таким образом, каждое стекло с лазерной гравировкой уникально.
Вам нужна дополнительная информация о лазерных станках Trotec для гравировки стекла? Будем рады бесплатно проконсультировать вас.
Мы будем рады проконсультировать вас с самого начала. Свяжитесь с нами сейчас.
Свяжитесь с нами
Каковы преимущества лазерной гравировки стекла?
Сравнение технологий.
Что можно сделать со стеклом и гравировальным станком Trotec.
Что говорят наши клиенты о станках для лазерной гравировки стекла Trotec.
«Trotec Laser — отличный продукт, который значительно облегчает нашу работу».
Richard Ruprechter
Владелец — Ruprechter Glasbläserei-Laborbedarf e. U.
«В Trotec Laser я нашел машины с высокой производительностью и точностью, а также обширное техническое обслуживание. От установки до консультации и ответов, которые технические специалисты дают нам в любой ситуации!»
Федерика Сабини
Inhaberin von Incisioni Равенна
Читать историю клиента
Какой лазерный станок вам нужен для лазерной гравировки стекла?
Высокопроизводительный лазерный гравер и резак: серия Speedy
Самый быстрый лазерный гравер на рынке поможет вам сделать вашу повседневную работу более прибыльной. Если вы только начинаете свой бизнес или хотите увеличить производственные мощности.
Подробнее
Читать далее
Какое стекло мы рекомендуем для лазерной обработки
TroGlass Mirror представляет собой экструдированное акриловое стекло с отражающей поверхностью. Зеркальные листы являются идеальной альтернативой настоящему стеклу, поскольку они легче и имеют более высокую прочность на излом, чем стекло, а это означает, что материал имеет меньший риск падения и разбивания при установке на стену.
Можно ли лазером гравировать стекло?
Сколько ватт нужно использовать для гравировки стекла?
Какие стаканы подходят для гравировки?
Как подготовить стекло к лазерной гравировке?
Что нужно для успешной лазерной гравировки стекла ? Мы проконсультируем вас бесплатно.
Запросите 30-минутную встречу прямо сейчас.
Записаться на прием
Лазерная гравировка для начинающих: как гравировать стекло – OMTech Laser
Как выполнить лазерную гравировку очков с помощью вращающейся лазерной насадки
Все мы видели в магазинах красивую лазерную гравировку на стекле. Хотя эти имеющиеся в продаже предметы обычно производятся серийно с использованием процессов пескоструйной обработки или химического травления, вы можете научиться гравировке на стекле — как гравировать стекла с помощью лазерного гравера OMTech. Немного потренировавшись, вы сможете создавать потрясающие изделия с лазерной гравировкой, которые не только конкурируют с продуктами, купленными в магазине, но и полностью индивидуализируются для вас и ваших клиентов.
В этой статье мы обсудим, как выбрать лучшие виды стекла для лазерной гравировки, как создать и настроить дизайн для лазерной гравировки стекла, как использовать лазерную поворотную насадку и, наконец, научиться лазерной гравировке очков, производство и отделка конечного стекла с лазерной гравировкой.
Как выбрать лучшее стекло для лазерной гравировки
Стекло доступно буквально в десятках типов и все с разными формулами, хотя почти все они содержат в основном диоксид кремния (силикат), они могут иметь различные добавки, которые изменяют их поведение . Возможно, вы слышали о натриевом стекле, пирексе, свинцовом хрустале и т. д., и каждый из них имеет
различных свойств, которые определяют, насколько успешными будут стеклянные чашки с лазерной гравировкой.
Чтобы лучше понять это, нам нужно понять, как работает лазерная гравировка стекла. Если вы выполняете лазерную гравировку дерева, лазерный луч попадает на дерево и испаряет его — вот что создает дым. Однако стекло ведет себя иначе. Вместо того, чтобы испарять стекло, лазерный луч попадает на стекло и заставляет его быстро расширяться в точке, куда попадает лазерный луч (шириной всего 0,1 мм). Окружающее стекло расширяется не так быстро, поэтому область под лучом ломается. Эти микротрещины создают гравировку на поверхности стекла.
В зависимости от добавок в стекле этот процесс протекает немного по-разному, поэтому важно иметь пару запасных частей для тестирования перед фиксацией.
Например, добавление свинца в стекло для создания свинцового хрусталя создает стекло, более мягкое, чем стандартное стекло, и его значительно труднее успешно гравировать, поскольку стекло быстрее поглощает тепло и поэтому требует более мощного лазера, но это может привести к стекло перегревается и трескается.
Лучшее стекло для лазерной гравировки на самом деле является самым дешевым — стеклянная посуда для напитков в долларовом магазине очень хорошо гравируется лазером и является отличным выбором для начала обучения лазерной гравировке стаканов и получения максимальной отдачи от вашего лазерного гравера с вращающейся насадкой.
Как работают вращающиеся лазерные насадки
Ваш лазерный гравер OMTech поставляется с фиксированными направляющими X и Y, а также рабочей зоной лазера, которая фиксируется во время процесса гравировки или резки. Когда лазерный луч выходит из фокальной линзы и достигает заготовки, он имеет очень маленькую глубину резкости (или допуск фокусировки). Это означает, что сам станок идеально подходит для лазерной гравировки на плоских поверхностях.
Как работают вращающиеся лазерные насадки?
Чтобы преодолеть эти механические ограничения и гравировать на изогнутых поверхностях, таких как стаканы и чашки, вы можете использовать вращающуюся лазерную насадку для вращения объекта в заранее рассчитанной последовательности по мере того, как лазер срабатывает. Это вращение позволяет цилиндрической заготовке оставаться в фокусе лазера, противодействуя кривизне заготовки.
Различные типы вращающихся лазерных насадок
Существует три основных типа вращающихся лазерных насадок, которые вы можете установить на свой лазерный гравер. Для моих инструкций и демонстрации я буду использовать поворотную ось в стиле кулачкового патрона.
Роликовые вращающиеся приспособления
Роликовые вращающиеся приспособления состоят из двух длинных роликов, которые вращают заготовку и удерживают ее на месте в течение всего процесса гравировки. Когда шаговый двигатель вращает ролики, объект вращается в противоположном направлении. Эти вращающиеся лазерные насадки работают с цилиндрическими объектами, такими как бутылки с водой, но все, что имеет ручку, может быть очень сложно правильно расположить. Простые цилиндры быстро и легко настраиваются. Однако они основаны на трении между роликами и заготовкой, и если они проскальзывают, весь рисунок гравировки может быть смещен. По этой же причине не рекомендуется выполнять второй проход лазера с роликовыми вращающимися насадками.
Вращающееся приспособление для кулачкового патрона
Другой тип называется вращающимся приспособлением для кулачкового патрона, которое имеет набор кулачков, установленных в патроне, которые затягиваются и ослабляются с помощью ключа. Обычно они поставляются с двумя комплектами губок — внутренней и внешней. Внутренние предназначены для расширения наружу, чтобы захватить внутреннюю часть полого предмета, такого как чашка или стакан. Внешние челюсти захватывают внешнюю часть объекта. Эти вращающиеся насадки надежно удерживают объект и поэтому более точны и менее склонны к проскальзыванию.
Четырехколесные вращающиеся приспособления
Четырехколесные лазерные вращающиеся приспособления аналогичны вращающимся роликам, за исключением того, что они имеют четыре отдельных колеса (по одному в каждом углу), на которые будет опираться бутылка или стакан. Этот стиль крепления оси вращения позволяет вам поднимать и опускать каждую пару колес, чтобы вы могли противодействовать наклону конических или «конических» бутылок и стаканов.
Совет для профессионалов. Большинство губок изготовлены из стали, поэтому наденьте термоусадочную трубку на концы губок, чтобы не поцарапать гравируемый объект.
Как настроить вращающееся лазерное приспособление
Работа с поворотным лазерным приспособлением состоит из двух этапов:
Физически установите его в рабочей зоне лазерного станка.
Настройте поворотную насадку в программе лазерной гравировки (LightBurn) и контроллере Ruida.
Шаг 1. Как установить поворотную насадку для лазера
Первое, что вам нужно сделать, это опустить станину лазерного гравера в самую нижнюю точку, чтобы вращающаяся насадка вошла в сопло гравера и освободила его. Поместите вращающуюся лазерную насадку на рабочий стол так, чтобы патрон был справа, и выровняйте его по краю станины — это гарантирует, что вы выполняете лазерную гравировку под правильным углом.
Теперь возьмите круглую вилку от поворотного приспособления, найдите аналогичную розетку с правой стороны внутри шкафа и соедините их. Затяните хомут, чтобы вилка не выпала. Обратите внимание, что он подходит только одним способом, поэтому не применяйте силу.
Теперь, убедившись, что лазер выключен, откройте блок электроники с правой стороны лазерного гравера и найдите незакрепленный зеленый разъем. Теперь вы удалите тот же разъем
из контроллера шагового двигателя оси Y и замените его свободным разъемом. Теперь закройте шкаф.
Шаг 2. Настройка программного обеспечения для лазерных вращающихся насадок
Теперь, когда контроллер подключен к вращающейся насадке, нам нужно сообщить программе, что используется вращающаяся насадка. В LightBurn откройте Rotary Setup в меню Tools. В диалоговом окне теперь можно включить поворотный переключатель. В этой статье мы используем поворотный патрон, поэтому мы выбираем «Chuck» и затем нажимаем «Enable Rotary». Если сегодня вы используете роликовое вращающееся приспособление, сделайте этот выбор. Нужен последний шаг.
Шаг 3. Проверка поворотной насадки для лазера
Патрон вращающейся насадки приводится в движение шаговым двигателем. Как следует из названия, этот двигатель вращается за несколько «шагов», и нам нужно правильно установить это число в программном обеспечении, чтобы оно знало, сколько импульсов нужно отправить двигателю для правильного вращения. Обычному вращающемуся приспособлению потребуется 10 000 или 15 000 импульсов или шагов для достижения полного оборота, поэтому, если вы не можете найти это число в документации по вращающемуся приспособлению, вам придется угадать и проверить. Начните с 10 000 , затем приклейте кусок ленты к верхней части патрона и нажмите кнопку TEST в диалоговом окне LightBurn. Затем LightBurn даст указание контроллеру Ruida отправить 10 000 импульсов на поворотный диск. Если номер правильный, лента должна закончиться точно в том же месте, где она началась, если нет, то вам нужно будет соответствующим образом изменить номер.
Создание дизайна для лазерной гравировки
Пришло время подумать о дизайне, который вы хотите нанести на стекло лазером. Первое соображение заключается в том, какая часть стеклянного предмета может быть выгравирована. Несмотря на то, что объект будет вращаться, он вращается только вокруг одной оси. Поэтому он не может учитывать изменения высоты — поэтому нам нужно учитывать любые изгибы или выступы на объекте и проектировать гравировку с учетом этого.
Если лазерный луч сталкивается с выступом на стекле, луч выходит из фокуса по мере прохождения над выступом и искажается по бокам выступа, так что это не область для гравировки. Если стеклянный объект имеет кривую, то нам необходимо рассмотреть, на каких расстояниях лазерный луч остается достаточно сфокусированным для достижения чистой гравировки. Мы можем сделать это, выполнив линейный тест на лазерном гравере и изучив получившуюся форму песочных часов. Будет момент, когда линза начнет казаться резкой и начнет расширяться — для объектива с коротким фокусным расстоянием это будет довольно мало, а для объектива с большим фокусным расстоянием — больше. Расстояние от сопла до заготовки от этих точек начала до конца теста с уклоном покажет нам, какую кривизну стекла мы можем успешно выгравировать.
Когда вы создали свой дизайн в LightBurn, вам нужно будет повернуть его на 90 градусов, чтобы верхняя часть дизайна оказалась справа. Это потому, что мы используем ось Y для перемещения ротора.
Как использовать лазерную вращающуюся насадку
Вам понадобится хотя бы один запасной стеклянный предмет для тестирования. Как и при любой работе, которую мы выполняем на лазерном гравере, нам всегда нужно тестировать материал с различными настройками, чтобы увидеть, какой из них работает лучше всего. Например, с винным бокалом мы можем использовать несколько областей стекла для тестирования.
Параметры стекла для лазерной гравировки
На моем лазерном гравере OMTech мощностью 60 Вт я начинаю со скорости 100 мм/с и максимальной мощности 25 % и минимальной мощности 20 % в диалоговом окне РАЗРЕЗЫ/СЛОИ для любых линейных слоев и скорости 100 мм/с и 20 %. максимальная и минимальная мощность для любых слоев заливки.
Очистите предмет с помощью изопропилового спирта, чтобы удалить жир или загрязнения, а затем поместите его во вращающийся механизм и затяните патрон, чтобы крепко зажать его, но не настолько сильно, чтобы он треснул!
Используйте стрелки вверх и вниз на лазерной клавиатуре, чтобы повернуть поворотный диск, убедившись, что объект находится в центре.
Правильно расположите рисунок, чтобы он совпадал с объектом на поворотном устройстве. Если у вас установлена камера, это упрощает задачу, но не беспокойтесь, если ее нет. Начните с перемещения дизайна в приблизительное положение на экране LightBurn. Затем нажмите кнопку «Переместить голову» в меню слева и щелкните центр рисунка. Вращающийся патрон будет вращаться, а головка по оси X будет двигаться. Посмотрите, где все закончилось, и продолжайте слегка перемещать рисунок влево и вправо, что будет перемещать его вверх и вниз по объекту, пока рисунок не выровняется с тем местом, где вы хотите, чтобы он отображался на стекле.
Совет для профессионалов: Имейте в виду, что у некоторых стеклянных изделий есть линия литья — тонкий «шов», где два куска стекла были отлиты вместе. Всегда избегайте линии литья при лазерной гравировке стекла.
Теперь нам нужно расположить дизайн так, чтобы верхняя часть была выровнена с тем местом, где вы хотите, чтобы он располагался вертикально на выгравированном объекте. Используя инструмент «Переместить голову», щелкните крайний правый край дизайна, и голова по оси X будет двигаться.
Возьмитесь за всю ось X и медленно перемещайте ее вручную так, чтобы головка располагалась прямо над серединой объекта.
Используйте кнопку «Рамка» в диалоговом окне «Лазер» в LightBurn, вы должны увидеть, как головка и патрон перемещаются, чтобы показать крайние точки гравировки. Вы также можете использовать кнопку «переместить голову», чтобы перепроверить все.
Фокусировка вашего лазерного гравера
Обычно при лазерной гравировке заготовка является идеально плоской, поэтому мы фокусируем лазер на поверхности материала. Тем не менее, многие стеклянные сосуды для напитков изогнуты, поэтому нам нужно найти положение, при котором большая часть гравировки находится в фокусе, насколько это возможно. Если вы имеете дело с очень небольшой кривой, вы можете игнорировать это и просто сфокусироваться на ближайшей точке к соплу, но с большей кривизной вам может потребоваться больше экспериментов, чтобы найти идеальную точку фокусировки.
Интервал линии заполнения
Если вы гравируете линии, вам нужно беспокоиться только о параметрах скорости и мощности. Экспериментируйте с различными настройками, пока не найдете лучшие для своего лазерного гравера и стекла. Если вы создаете толстые буквы или фигуры, возможно, вы используете режим заливки. В этом случае вам также необходимо учитывать интервал между линиями или LPI (количество строк на дюйм), который показывает, насколько далеко перемещается лазерный луч за каждый проход гравировки. Низкий LPI может создавать видимые линии, тогда как высокий LPI может нагревать стекло слишком сильно, вызывая его растрескивание. Опять же, здесь вам нужно поэкспериментировать, чтобы увидеть, что дает наилучшие результаты. Я начал с 0,1 мм (254 LPI), но также получил хорошие результаты при 0,08 мм (318 LPI).
Поток воздуха
При лазерной гравировке стекла вам не нужно много воздуха на сопле, поэтому, если у вас есть регулируемая подача воздуха, держите его на минимальном уровне с достаточным количеством воздуха, чтобы создать положительное давление в сопле, чтобы сохранить объектив чистый.
Как нанести лазерную гравировку на бокал для шампанского
Теперь вы должны надежно закрепить бокал в патроне. Голова должна располагаться над центральной линией объекта и быть сфокусирована на стекле. Теперь вы можете начать гравировку при работающем вентиляторе, температуре охлаждающей воды ниже 68°F (20°C) и закрытой крышке.
Никогда не оставляйте работающий лазерный станок без присмотра. Наблюдайте за лазером на наличие признаков возгорания и при необходимости используйте кнопку аварийной остановки.
После завершения гравировки вы можете рассмотреть результат (рекомендую использовать увеличительное стекло) и убедиться, что гравировка выполнена ровно и в соответствии с вашими пожеланиями. Вы можете отрегулировать скорость и мощность по мере необходимости, чтобы создать более или менее четкое изображение.
Как обработать бокалы для шампанского с лазерной гравировкой
Следующий шаг чрезвычайно важен. Как объяснялось ранее, при лазерной гравировке стекла на поверхности образуются микротрещины, в результате чего образуются очень мелкие частицы чрезвычайно острого стекла. Таким образом, вам понадобится защита рук и глаз при работе с гравированным стеклом. Вам также понадобится проволочная щетка или проволочный диск на электродрели (вы также можете использовать дрель типа Dremel), чтобы пройтись по гравировке. Это удалит частицы стекла и сделает готовую гравировку гладкой на ощупь. Проволочная щетка не повредит стекло.
Советы для профессионалов: лазерная гравировка бокала для шампанского
Если ваш дизайн довольно прост, то гравировка должна быть выполнена быстро без повреждения стекла, однако, если у вас достаточно сложный дизайн, вы можете поместите кусок влажной бумаги внутрь стекла под ним, где он будет выгравирован, убедившись, что нет пузырьков воздуха. Это поглотит часть тепла от лазера и поможет предотвратить растрескивание.
Слои Заливка + Линия или Смещенная заливка не рекомендуются при гравировке стекла, так как окончательные эффекты не радуют глаз, а Смещенная заливка может одновременно нагревать стекло слишком сильно, вызывая его более легкое растрескивание.
Старайтесь, чтобы ваши проекты были простыми, и оставляйте достаточно места между каждым объектом. Когда стекло разбивается на микротрещины, это происходит со случайностью, которая находится вне нашего контроля. Хотя эти фрагменты являются микроскопическими, они ограничивают уровень детализации, который может быть получен, и очень мелкий текст или мелкие детали могут накладываться друг на друга, если они слишком малы или расположены слишком близко друг к другу. Разные типы стекол будут вести себя по-разному — еще одна веская причина сначала протестировать на запасном стекле.
Заключение: Лазерная гравировка круглых очков
Лазерная гравировка стекла — довольно простая техника, если вы научились настраивать лазерный гравер и вращающуюся насадку. Кроме того, работы по гравировке занимают очень мало времени. Возможность создавать уникальные подарки с лазерной гравировкой ограничена только вашим воображением, и они станут прекрасным подарком как на свадьбу, так и на годовщину.
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
4 750 руб
Предложить свою цену
Характеристики и описание: Подметальная машина Champion MS3740 (MS3740)
Щетка Champion MS3740 – это современный, простой в эксплуатации и очень удобный инструмент, который используют для того, чтобы провести уборку дорожек и асфальтированных площадок около частного дома. Щетка является прекрасной альтернативой простому венику, поскольку используя ее, человеку не приходится напрягаться и утомляться, а уборка территории проходит намного быстрее и качественнее. Инструмент отлично справляется с удалением мусора и пыли. Для такой модели щетки не нужно ни электричество, ни топливо. Поэтому, она имеет большую мобильность и является экономически выгодной. У этого инструмента большой эксплуатационный срок, поскольку для его изготовления применены новейшие технологии и использованы только те материалы, которые уже прошли проверки и гарантированно являются очень прочными, устойчивыми к ударам.
На этой уборочной машине установлена щетка, ширина которой составляет 40 сантиметров. Благодаря этому, небольшая территория убирается буквально за несколько проходов. Модель Чемпион MS3740 оснащена специальным мусоросборником, объем которого составляет 40 литров. За счет этого оператору не приходится часто выбрасывать мусор из контейнера, поэтому время, затрачиваемое на проведение работы, еще большое сокращается. Таким инструментом очень просто пользоваться, поэтому он подходит для каждого. Так как весит механическая щетка MS3740 всего лишь 11 килограмм, ее может эксплуатировать женщина, пожилой человек или подросток. Производством данной модели уборочной машины занимаются Соединенные Штаты Америки совместно с Китаем. Обратите внимание на подметальную машину Champion GS6510E, которая может эксплуатироваться и в летнее и в зимнее время.
Гарантия и сервис: Подметальная машина Champion MS3740
Отзывы о товаре: Подметальная машина Champion MS3740 (MS3740)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Ознакомиться с правилами публикации отзывов
Аксессуары : Подметальная машина Champion MS3740
Рекомендуем посмотреть
Подметальная машина Karcher S 550
7 780 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Подметальная машина Karcher S 650
8 590 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Подметальная машина Karcher S 750
16 890 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Подметальная машина Karcher S 750
18 190 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Подметальная машина STIHL KGA 770
55 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Руководство пользователя для Champion MS3740
Скачать инструкцию
Инструкция в формате — PDF
Количество страниц — 8 страниц
Размер — 0. 8 МБ
Доступно — Бесплатное скачивание
Доступно — Онлайн чтение
1
2
3
4
5
6
7
8
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ПОДМЕТАЛЬНАЯ МАШИНА
МЕХАНИЧЕСКАЯ
MS3740
Предыдущая страница Следующая страница
Оглавление инструкции
Страница 1 из 9
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ПОДМЕТАЛЬНАЯ МАШИНА МЕХАНИЧЕСКАЯ MS3740
Страница 2 из 9
2 СОДЕРЖАНИЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ……………………………………………………………. 3 ВВЕДЕНИЕ……………………………………………………………………………………… ………… 3 ПРАВИЛА БЕЗОПАСНОСТИ
Страница 3 из 9
3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Модель MS3740 2800 м2/ч 400 мм 40 л 4 км/ч 11 кг Максимальная площадь уборки Ширина щетки Объём контейнера для мусора Рабочая скорость Вес ВВЕДЕНИЕ Уважаемый пользователь! Благодарим за покупку продукции Champion. В данном руководстве приведены правила эксплуатации
Страница 4 из 9
4 ПРАВИЛА БЕЗОПАСНОСТИ ЭКСПЛУАТАЦИИ ВНИМАНИЕ! 1. 2. 3. 4. 5. 6. 7. 8. Ручная подметальная машина не предназначена для сбора токсичных, ядовитых и других опасных для здоровья материалов. Не собирать горящие или горячие материалы, такие как окурки. При удалении осколков стекла или металла из
Страница 5 из 9
5 ОСНОВНЫЕ ДЕТАЛИ И УЗЛЫ ПОДМЕТАЛЬНОЙ МАШИНЫ 4 5 3 6 2 1 7 Рис.1 1.Колесо 2. Гайка крепления рукоятки 3. Рукоятка управления. 4. Контейнер для мусора 5. Гайки регулятора высоты подъема наружных щеток 6. Наружные щетки 7. Гайка регулятора высоты подъема внутренних щеток.
Страница 6 из 9
6 СХЕМА УСТРОЙСТВА ПОДМЕТАЛЬНОЙ ЩЕТКИ. ОСНОВНЫЕ ДЕТАЛИ 7 6 8 9 5 10 4 11 12 3 13 2 14 1 Рис.2 1. Внутренние щетки 2.Наружные щетки 3.Шкив привода правой наружной щетки 4.Ремень привода правой наружной щетки 5.Гайка регулировки высоты подъема внутренней щетки 6.Ремень привода внутренней щетки
Страница 7 из 9
7 ЭКСПЛУАТАЦИЯ ПОДМЕТАЛЬНОЙ МАШИНЫ Возьмитесь за руль и толкайте машину вперед, не превышая обычную скорость ходьбы. ВНИМАНИЕ! Подметальная машина работает только при движении вперед. При движении назад щетки не собирают мусор. 2 ПОСЛЕ ОКОНЧАНИЯ РАБОТЫ После окончания работы очистите контейнер от
Страница 8 из 9
ПРОИЗВОДИТЕЛЬ ОСТАВЛЯЕТ ЗА СОБОЙ ПРАВО ВНОСИТЬ ИЗМЕНЕНИЯ В КОНСТРУКЦИЮ ОТДЕЛЬНЫХ ДЕТАЛЕЙ И УЗЛОВ, НЕ УХУДШАЮЩИХ КАЧЕСТВО ИЗДЕЛИЯ, БЕЗ ПРЕДВАРИТЕЛЬНОГО УВЕДОМЛЕНИЯ. ПОСЛЕ ПРОЧТЕНИЯ ИНСТРУКЦИИ СОХРАНИТЕ ЕЕ В ДОСТУПНОМ НАДЕЖНОМ МЕСТЕ. www.championtool.ru
Страница 9 из 9
Инструкции для садовая техника Champion
Champion HT726
Champion Т525-2
Champion EM3212
Champion GTP101E
Champion BC5712
Популярные инструкции Champion
Champion BC4401
Champion GS6510E
Champion T 263
Champion CS5580
Champion EM3212
Champion GTP101E
Champion BC 5602
Champion G120HK
Champion HP6160 — деталировка
Champion DG10E 3 деталировка
16-дюймовая бензопила объемом 40 куб.
см — Champion Power Equipment
Силовое оборудование Чемпиона
16-дюймовая портативная бензиновая бензопила Champion объемом 40 куб. Благодаря антивибрационным опорам двигателя и цепи с низкой отдачей этот мощный инструмент поможет вам выполнять работу безопасно и эффективно.
Описание
Электрооборудование Champion 100642 16-дюймовая переносная бензиновая бензопила объемом 40 см3 предназначена для умеренной, надежной и портативной резки с высокой мощностью и скоростью. Независимо от того, подрезаете ли вы ветки или рубите бревна, этот мощный инструмент поможет вам выполнить работу безопасно и эффективно.
Разработанная с учетом вашей безопасности, эта бензопила оснащена кожухом полотна, пильной цепью с низким уровнем отдачи, а также передним защитным кожухом и цепным тормозом, которые обеспечивают защиту и снижают вероятность получения травмы в случае отдачи. Кроме того, блокировка курка дроссельной заслонки предотвращает случайное ускорение, экран искрогасителя задерживает легковоспламеняющиеся частицы, а уловитель цепи снижает вероятность получения травмы в случае обрыва или схода цепи пилы с рельсов.
Наслаждайтесь плавной работой благодаря антивибрационным опорам двигателя, а также автоматической системе смазки направляющей шины и пильной цепи, что не только повышает эффективность резки, но и увеличивает срок службы цепи.
Топливный бак вмещает 13,2 унции бензина, а резервуар для масла цепи вмещает 7,1 унции масла (рекомендуемое масло для двухтактных двигателей). В комплект поставки бензопилы также входят напильник, универсальный гаечный ключ и мерная бутыль для смеси бензина и масла. Вы обнаружите, что руководство пользователя очень подробное и хорошо написанное, что позволяет легко и безопасно приступить к работе с бензопилой.
Эта бензопила сертифицирована EPA. Покупайте с уверенностью — наша надежная поддержка и сеть сервисных центров подкрепят вашу покупку двухлетней ограниченной гарантией и БЕСПЛАТНОЙ пожизненной технической поддержкой.
Что включено
Ключ
Моторное масло
Оболочка стержня
Характеристики
Стержень в комплекте
Да
Длина стержня
16 дюймов.
Бар Марка
Орегон
Тип стержня
160SDEA041
Защита лезвия в комплекте
Да
Цепь в комплекте
Да
Тип цепи
91P057X
Шаг цепи
0,375 дюйма.
Датчик цепи
0,05 дюйма.
Скорость цепи
22,86 м/с
Цепной тормоз
Да
Масленка для цепи
автоматический
Объем масла для цепи
0,2 кварт.
Регулировка цепи без инструментов
Нет
Защита от вибрации
Да
Тип питания
Бензин
Тип пуска
Отдача
Марка двигателя
Чемпион
Объем двигателя
40сс
Тип двигателя
2-тактный
Соотношение топливной смеси
40:1 газ:масло
Емкость для бензина
0,1 гал.
Тип моторного масла
2-тактный
Моторное масло в комплекте
Да
Отсечка при низком уровне масла
Нет
Листинг ETL
cETLus
Сертифицировано EPA
Да
Соответствует CARB
Нет
Габаритные размеры
Длина
30,7 в.
Ширина
9.4 в.
Высота
11 в.
Вес
11,7 фунт.
Загрузки
Champion 12 000 Вт с электрическим запуском
Champion 12 000 Вт с электрическим запуском ХАРАКТЕРИСТИКИ:
Champion 12 кВт 100237 оснащен мощным двигателем Champion 754cc Milwaukee Series V-Twin с верхним расположением клапанов, развивающим максимальную скорость 3600 об/мин. Его рабочая громкость составляет всего 63,5 дБА.
Генератор размещен в стальном корпусе и не требует особого обслуживания. На пропане он производит 14 000 пиковых ватт, а на природном газе 12 500 ватт.
При половинной нагрузке на пропан расходуется 1,6 галлона в час. В то время как на природном газе он потребляет 116,5 фут3/ч при половинной нагрузке.
Он оснащен модулем автоматического управления Champion, который управляет изменением нагрузки.
Двигатель работает на полностью синтетическом масле, что увеличивает интервалы технического обслуживания. Емкость моторного масла составляет 1,5 литра, и когда масла становится мало, генератор отключается для защиты двигателя.
Система смазки под давлением с навинчиваемым масляным фильтром автомобильного типа.
Описание продукта
Видео
PDF
Электрооборудование Champion 100111 Портативный генератор мощностью 15000/12000 Вт с электрическим запуском
Владение этим прочным портативным генератором означает, что в следующий раз, когда произойдет отключение, электричество в вашем доме останется включенным. Для проектов массивный двигатель этого портативного генератора имеет все необходимое для работы с несколькими электроинструментами и крупным оборудованием, необходимым для выполнения работы. Добавьте портативный генератор Champion к своему снаряжению уже сегодня!
Портативный генератор мощностью 15 000 Вт при пуске и 12 000 Вт при работе
Надежный двигатель V-Twin Champion объемом 717 куб. : одна запирающая розетка 120 В 30 А, одна запирающая розетка 120/240 В 30 А, одна розетка 120/240 В 50 А и четыре розетки 120 В 20 А GFCI, а также встроенный сетевой фильтр Volt Guard™ предотвращает перегрузки и обеспечивает безопасность ваших приборов и оборудования
Предназначен для безопасной и удобной транспортировки, погрузки и разгрузки, плюс Intelligauge отслеживает напряжение, частоту и время работы, чтобы вы могли легко контролировать выходную мощность и отслеживать интервалы технического обслуживания
Номинальная мощность 2 кВт; лазерная сварка низкой мощности; варианты исполнения с волоконным лазером, лазером с прямым диодом или синим лазером.
Наша компания – официальный дилер крупнейшего в мире производителя лазерного оборудования и комплектующих «RayTools » AG в России и ЕАЭС. Основанное в 2005 производство со штаб-квартирой в Швейцарии разрабатывает лазерные головы высокой надёжности. На официальном сайте «RayTools » можно заказать лазерные головки, а также расходники – линзы, сопла, с гарантией их оригинальности. Значительная часть представленных в нашем интернет-магазине товаров находится на складе в Москве, остальную продукцию можно купить под заказ непосредственно с производства.
Воспользуйтесь всеми преимуществами покупки у аккредитованного дилера «RayTools »:
Экономия средств. Вы получаете лучшую цену на рынке, без посреднических наценок.
Полная поддержка продукта, а не просто продажа. Мы выполняем развернутые консультации по подбору, проводим обучение, а также сервисное сопровождение продукции бренда на всём протяжении её службы.
Гарантия оригинальности. Продаем только фирменные лазерные головы и расходники «RayTools ».
Гарантийное и постгарантийное обслуживание. Гарантия на весь ассортимент составляет 12 месяцев, всегда есть возможность приобрести расходники и запчасти из складских запасов.
Удобная гибкая система оплаты. Работаем с НДС и без. При необходимости можем оформить рассрочку платежа.
описание
Фирма «RayTools » AG занимается разработкой и производством интеллектуальных систем доставки луча лазера, которые в России чаще называют обрабатывающими лазерными головками. Завод поставляет в том числе головы с автофокусировкой.
Обрабатывающие головки «RayTools » со встроенным интеллектом применяются для микро- и макрообработки, таких как резка листа, плит, труб и профилей, объемная 3Д-резка, роботизированная резка, сварка, плакирование, наплавка, закалка, термообработка.
Подробнее о компании
Контакты
Производитель лазерных головок для резки металла RayTools
org/BreadcrumbList»>
Главная
/ RayTools
Производитель лазерных головок для резки металла. Швейцарский бренд. Сделано в китае. Дата основания 2005г.
Найдено товаров : 26
Вид каталога:
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Код товара: 57866
Под заказ 45 дней
Лазерная головка RayTools BM111 3. 3KW с автофокусом
Номинальная мощность 6кВт; Интеллектуальная сенсорная технология с мониторингом состояния в режиме реального времени; Протокол EtherCAT.
BM115 2.0 Головка для лазерной резки с автофокусом (снято с производства)
Номинальная мощность 6кВт/8кВт/12кВт; Стандартная лазерная резка с автофокусом.
BM115 3.0 Головка для лазерной резки с автофокусом (снято с производства)
Номинальная мощность 6кВт/8кВт/12кВт; Обновлено с BM115 2. 0; Стандартная лазерная резка с автоматической фокусировкой и возможностью резки на полной мощности.
Номинальная мощность 6кВт/8кВт/12кВт; Интеллектуальная сенсорная технология с мониторингом состояния в режиме реального времени; Протокол EtherCAT.
Универсальная интеллектуальная лазерная режущая головка BS04K (доступна во всем мире, кроме Китая)
Номинальная мощность 4кВт; Полностью интеллектуальная сенсорная технология с мониторингом состояния в режиме реального времени с помощью приложения или ЧПУ. Автофокус 0-10В или EtherCAT.
Универсальная интеллектуальная лазерная режущая головка BS08K (доступна во всем мире, кроме Китая)
Номинальная мощность 8кВт; Полностью интеллектуальная сенсорная технология с мониторингом состояния в режиме реального времени с помощью приложения или ЧПУ. Автофокус 0-10В или EtherCAT.
Номинальная мощность 12кВт; Полностью интеллектуальная сенсорная технология с мониторингом состояния в режиме реального времени с помощью приложения или ЧПУ; Автофокус 0-10В или EtherCAT.
BT240S Лазерная режущая головка с ручной фокусировкой
Номинальная мощность 3,3 кВт; Стандартная лазерная резка с ручной фокусировкой.
Станция высокоточной микролазерной резки EMP1250
Размер обработки 1250х1250мм; Линейные моторизованные оси X и Y; ЧПУ на базе EtherCAT; Режущая головка Raytools.
Станция высокоточной микролазерной резки EMP5040
Размер обработки 500х400мм; Линейные моторизованные оси X и Y; ЧПУ на базе EtherCAT; Режущая головка Raytools.
Станция высокоточной микролазерной резки EMP6060
Размер обработки 600х600мм; Линейные моторизованные оси X и Y; ЧПУ на базе EtherCAT; Режущая головка Raytools.
Станция высокоточной микролазерной резки EMP8080
Размер обработки 800х800мм; Линейные моторизованные оси X и Y; ЧПУ на базе EtherCAT; Режущая головка Raytools.
Номинальная мощность 2кВт; лазерная сварка малой мощности; Оптоволоконный/диодный/синий вариант подходит для волоконного лазера, прямого диодного лазера или синего лазера.
Лазерная сварочная головка BW240
Номинальная мощность 4кВт; Лазерная сварка средней мощности;
BW290-6B Лазерная сварочная головка
Номинальная мощность 6кВт; Лазерная сварка высокой мощности. Гибридная версия сварки вобуляцией с помощью волоконного лазера и фиксированной точечной сварки с помощью синего лазера с длиной волны 450 нм.
BW290-6D Лазерная сварочная головка
Номинальная мощность 6кВт; Лазерная сварка высокой мощности. Гибридный вариант фиксированной точечной сварки волоконным лазером и диодным лазером.
BW290-8W Лазерная сварочная головка
Номинальная мощность 8кВт; Лазерная сварка высокой мощности. Широковолновая оптическая система, совместимая с диодным или волоконным лазером.
BW310 Двухточечная лазерная сварочная головка
Номинальная мощность 4кВт; Двухточечная сварка, особенно для стыковой сварки неодинаковой толщины, различных материалов и оцинкованной стали.
Многофункциональная станция лазерной обработки EMP-MLP
Номинальная мощность 1-6 кВт, быстрое переключение между лазерной сваркой, наплавкой и закалкой.
OLE-W5030 Лазерный сварочный аппарат
Лазерная сварка X/Y/Z с рабочим размером 500×300 мм, консольного типа.
Лазерный сварочный аппарат OLE-W5050
Лазерная сварка X/Y/Z с рабочим размером 500×500 мм портального типа.
PL5050 Новая энергетическая сварочная станция
Сварка новой энергией с рабочим размером 500x500x200 мм.
RayEdge-1000 Ручной лазерный сварочный аппарат 4-в-1
Токарный резец — самый распространенный режущий инструмент при обработке металла. Резцом обрабатывают цилиндрические и фасонные поверхности, нарезают резьбу, отрезают готовые детали.
От правильного выбора резца зависит форма стружки. Токарь должен подобрать рабочий инструмент так, чтобы образующаяся стружка была безопасной и не создавала помех при резании.
Различные типы производства и станочного оборудования требуют определенного вида стружки, что в результате повышает производительность труда.
Конструкция токарного резца
Основой резца является стержень, закрепляемый в резцедержателе. В передней части стержня установлен режущий элемент — головка. Резец имеет несколько поверхностей. По передней поверхности сходит стружка. Задние поверхности, главная и вспомогательная, обращены к детали. Главная режущая кромка, лежащая на пересечении передней и главной задней поверхностей, выполняет резание металла.
Классификация резцов
Токарные резцы различаются:
По направлению подачи. Правые резцы перемещаются при рабочей подаче от задней бабки к передней (справа налево). Левые совершают обратное рабочее движение.
По виду рабочей головки: прямые, отогнутые резцы.
Выпускаются токарные резцы цельными и составными. Составной резец выполнен с присоединяемой головкой из дорогостоящей стали.
По геометрическому сечению стержня.
Режущая часть токарных резцов может быть изготовлена из углеродистых и твердосплавных сталей («Победит»), алмазных и минералокерамических материалов.
Определить рабочее направление резца просто. При установке режущая кромка должна быть направлена к обрабатываемой детали.
Типы токарных резцов
Проходные. Применяются для обработки внешних цилиндрических поверхностей. Выполняются для рабочего прохода в обоих направлениях. Отогнутый проходной резец может обрабатывать торцы при поперечной подаче.
Проходные упорные. С их помощью обрабатывают ступенчатые детали, выполняют подрезку торцов. Такие резцы обеспечивают перпендикулярность смежных плоскостей ступенек. Могут быть как правыми, так и левыми. Изготавливаются из твердых сплавов напайкой на стержень.
Подрезные. Протачивают ступенчатый профиль детали, подрезают торцы, буртики, способны обрабатывать внешние цилиндрические поверхности. Твердосплавная режущая часть выполняется методом напайки на основание.
Расточные. Увеличивают (растачивают) диаметр отверстий, подготовленных сверлением. Расточка осуществляется в несколько приемов с образованием на торце ступенчатой поверхности. Затем, используя поперечную подачу, срезают ступеньки до образования перпендикулярных поверхностей.
Отрезные. Отделяют готовую деталь от заготовки, протачивают канавки, пазы. Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
Нарезание внутренней и наружной резьбы проводится резьбовыми резцами. Фасонные точат поверхности сложной формы и канавки.
Револьверно-автоматные резцы
Применяются на токарно-револьверных станках-автоматах при серийном производстве.
Резцы продольного точения. Автоматные резцы из быстрорежущей стали выполняются напайкой или механическим креплением режущей части к стержню. Инструмент, в зависимости от установки по отношению к детали, бывает радиальным и тангенциальным, что обеспечивается специальной заточкой, а также конструкцией державки, установленной в револьверной головке. Поворачивая державку, резцы устанавливаются под различными углами по отношению к обрабатываемой детали.
Прорезные и отрезные резцы. Устанавливаются на поперечных суппортах станков-автоматов. Имеют конструкцию аналогичную резцам для токарных станков обычного исполнения. Так как станки-автоматы в основном работают с прутковыми заготовками, то отрезной резец, имея специфическую заточку, не только отрезает готовую деталь, но и обрабатывает торец следующей детали.
Выбор токарных резцов
Токарный резец, являясь на первый взгляд сравнительно простым инструментом, требует к себе серьезного подхода. Для качественной обработки металла к нему предъявляется ряд требований:
Правильный подбор материала и геометрических размеров режущей части инструмента.
Достаточная виброустойчивость державки.
Соответствие пластины инструментального материала для конкретного вида обработки: форма и размер, способ крепления. Выбор геометрии и конструкции места для крепления пластины.
Способ стружколомания.
Все эти факторы определяют качество будущей детали, скорость выполнения операций.
Геометрические размеры резцов должны обеспечивать:
Максимальное время работы режущей части до величины максимального износа — стойкость инструмента.
Сохранение всех первоначальных настроек. Это особенно актуально при работе станков-автоматов.
Качество обрабатываемой поверхности.
Недопущение чрезмерного уровня вибраций.
Точного соблюдения всех условий и параметров достичь невозможно. Поэтому для обработки конкретных изделий проводится оптимизация всех критериев, в результате чего готовая деталь должна соответствовать заданным размерам и шероховатостям.
Заточка резцов
Важным условием качественного изготовления деталей является их своевременная заточка. Этот процесс выполняется на точильно-шлифовальных станках при постоянном охлаждении.
Заточка резца осуществляется в строгой последовательности. Сначала доводится главная поверхность с переходом на заднюю и вспомогательную плоскость. Затем получают ровную режущую кромку передней поверхности.
Резцы из быстрорежущей стали затачиваются электрокорундовым шлифовальным кругом. Точильный инструмент из карбида кремния используется для резцов из твердых сплавов. Применение шаблонов значительно облегчает доводку резцов.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Основные виды токарных резцов по металлу
Этот материал полностью раскрывает тему токарных резцов по металлу. После знакомства с текстом станет понятно, для чего нужны эти изделия, чем они отличаются между собой и какие имеют особенности. Сразу необходимо заострить внимание на характеристиках режущих поверхностей. Независимо от типа, они всегда делаются из специальных сплавов. Самыми популярными считаются Т5К10, ВК8 и т. д.
Проходные прямые резцы
По своим рабочим свойствам эти инструменты сходны с аналогами, относящимися к отогнутому типу. Но прямыми резцами сложней обрабатывать фаски. Именно поэтому работники цехов так неохотно используют изделия данного вида. А если и отдают им предпочтение, то почти всегда применяют для обработки заготовок с цилиндрической формой.
Проходные прямые резцы
Резцедержатели для таких инструментов бывают двух форм, имеющих следующие соответствующие размеры (указаны в мм):
25×25 — квадратные (используются не часто и преимущественно для решения нестандартных задач),
25×16 — прямоугольные (самые востребованные).
Купить твердосплавные напаиваемые пластины для проходных прямых резцов
Перейти
Проходные отогнутые резцы
Резцы этого типа имеют характерный отгиб рабочей части. Он может иметь направление в правую или левую стороны. Применяются они в соответствии с расположением обрабатываемой детали на станке. Чаще всего применение сводится к работам на торцах будущих изделий и реже к съему фасок.
Проходные отогнутые резцы
Резцедержатели для подобных металлообрабатывающих инструментов имеют целый ряд типовых размеров (даны в миллиметрах):
16×10 (используются на станках для обучения токарному делу),
20×12 (нестандартная размерность, используется по необходимости),
25×16 (самый ходовой размер, используемый на большинстве станков),
32×20,
40×25 (державки с такими габаритами встречаются редко).
Характеристики таких резцов отражены в действующем ГОСТ 18877-73.
Купить твердосплавные напаиваемые пластины для проходных отогнутых резцов
Перейти
Проходные упорные отогнутые резцы
Ошибочно считать, что отогнутая часть резцов данного типа — это важнейшая конструктивная особенность. Они также могут быть прямыми! Для обозначения изделий не обязательно упоминать все нюансы их формы. Достаточно сказать, что они являются проходными упорными!
Проходные упорные отогнутые резцы
Этот тип токарных инструментов является самым универсальным и востребованным. Именно с их помощью производится резка или точение металлических заготовок, имеющих форму цилиндров. Резец подается вдоль оси вращения. При должной заточке и мастерстве специалиста он способен снимать внушительный слой стали.
Резцедержатели для подобных инструментов выполняются в следующих типоразмерах (мм):
16×10,
20×12,
25×16,
32×20,
40x
Инструментальные цеха производят резцы указанного типа с разнонаправленным отгибом рабочей части (как левым, так и правым).
Купить твердосплавные напаиваемые пластины для проходных упорных изогнутых резцов
Перейти
Подрезные отогнутые резцы
Визуально они очень схожи с проходными изделиями. Главное и единственное отличие в том, что у первых форма режущей пластины похожа на равносторонний треугольник с одной изогнутой гранью. При этом подрезные инструменты бывают как отогнутыми, так и упорными. Хотя второй тип встречается намного реже.
Особенность работы с резцами заключается в их перпендикулярной подаче к оси вращения!
Подрезные отогнутые резцы
У изделий этого типа есть три основных размера (указаны в мм):
16×10,
25×16,
32x
Купить твердосплавные напаиваемые пластины для подрезных отогнутых резцов
Перейти
Отрезные резцы
Такие резцы встречаются в токарном деле чаще других. Их название говорит само за себя, указывая на основную область использования — отрезание. Изделия подаются строго перпендикулярно к оси вращения заготовки. Помимо отрезов с их помощью делают различные канавки.
Основная конструктивная особенность подобных металлообрабатывающих инструментов — очень тонкая ножка. Она позволяет сокращать потери материла при отрезании и имеет накладную пластину из сплава повышенной твердости.
Отрезные резцы
Для удобства использования на станках резцы отрезного типа изготавливают разнонаправленными: лево- и правосторонними. Если возникает сложность с их идентификацией, достаточно положить изделие так, чтобы режущая пластина находилась снизу. По стороне расположения ножки можно понять, к какой группе и относится инструмент.
Изделия могут предназначаться для резцедержателей следующих размеров (указано в мм):
16×10 (встречаются на станках для обучения),
20×12,
20×16 (оптимальный и самый популярный размер),
40×25 (редкая размерность, которая используется на нестандартных работах).
Купить твердосплавные напаиваемые пластины для отрезных резцов
Перейти
Резьбонарезные резцы для создания наружной резьбы
Подобные изделия призваны выполнять одни задачи — качественно создавать метрические резьбы на наружных частях обрабатываемых деталей. В случае необходимости токарь может переточить кромку для изготовления резьб других видов.
Резьбонарезные резцы для создания наружной резьбы
Главная отличительная черта данных резцов — их режущие пластины выполняются в виде конуса или наконечника копья. Ее изготавливают из стандартных сплавов с повышенными показателями прочности и твердости.
Имеют три типоразмера (в мм):
16×10 (применяются на маломощных или станках небольшого размера),
25×16 (самый ходовой размер),
32×20 (редко используемый форм-фактор).
Купить твердосплавные напаиваемые пластины для наружных резьбонарезных резцов
Перейти
Резцы для нарезания внутренней резьбы
Резцы предназначены для качественного нарезания резьбы на внутренних поверхностях заготовок. Нюанс в том, что делать это возможно на отверстиях значительного диаметра. Всему виной объемная рабочая часть, имеющая явное сходство с расточными аналогами. Но это не взаимозаменяемые инструменты, предназначенные для разных работ.
Резцы для нарезания внутренней резьбы
Резцедержатели для указанных изделий всегда имеют квадратное сечение. В их маркировке кроме двух привычных цифр имеется третья. Она указывает на длину самой державки, то есть на сколько можно погрузить резец внутрь заготовки.
Области использования инструментов ограничена. Ими можно пользоваться только на тех станках, где установлена так называемая «гитара». Она имеет одну или две пары зубчатых колес, призванных регулировать частоту вращения шпинделя.
Для наглядности представим размерность резцов в мм:
16x16x150,
20x20x200,
25x25x
Купить твердосплавные напаиваемые пластины для внутренних резьбонарезных резцов
Перейти
Расточные резцы для обработки отверстий глухого типа
Такими резцами обычно обрабатывают глухие отверстия разного диаметра, а для максимального удобства их рабочая часть имеет небольшой изгиб. Они внешне схожи с подрезными аналогами — режущая пластина также выполнена в форме треугольника.
Расточные резцы для обработки отверстий глухого типа
Резцедержатели выполняют в трех основных размерах (указаны в мм):
16x16x170,
20x20x200,
25x25x
Размер державки напрямую влияет на диаметр обрабатываемого отверстия!
Купить твердосплавные напаиваемые пластины на расточные резцы для глухих отверстий
Перейти
Расточные резцы для обработки отверстий сквозного типа
Главная отличительная особенность подобных резцов — рабочая часть со значительным изгибом. Причем между величиной отгиба и толщиной снимаемого металла есть прямая зависимость.
Изделиями этого типа производят обработку отверстий, которые были предварительно просверлены насквозь в заготовке. Причем глубина обработки напрямую зависит от длины резцедержателя!
Расточные резцы для обработки отверстий сквозного типа
Расточные резцы имеют держатели следующих габаритов (размеры в мм):
16x16x170,
20x20x200,
25x25x
Все параметры инструментов регулирует ГОСТ 18882-73.
Купить твердосплавные напаиваемые пластины на расточные резцы для сквозных отверстий
Перейти
Сборные резцы для использования на токарных станках
Все предыдущие резцы обладали узкими областями применения. Но в токарной обработке существуют инструменты, способные выполнять универсальные задачи. Речь идет о резцах, называемых сборными. На них возможно установка практически любых режущих пластин (в зависимости от текущих задач). Имея такое изделия, можно выполнять различные токарные работы.
Сборные резцы для использования на токарных станках
Подобный вид резцов используется в двух случаях:
на станках с ЧПУ,
на специализированных токарных станках.
Они имеют практически неограниченную область применения: от обычной расточки, до контурной обработки и т. п.
Это не весь список существующих резцов. В токарном деле существуют и другие типы инструментов, например, фасонные, прорезные и т. д. В таблице вверху страницы подробно показаны все основные виды инструментов.
Типы зубов и их функции. Обзор анатомии зубов
Обзор анатомии зубов
Номер курса: 500
Пройти тест
Содержание курса
В полости рта есть 4 типа зубов:
Резцы
– Четыре передних зуба на верхней и нижней челюстях называются резцами. Их основная функция – измельчение пищи. Два резца по обе стороны от средней линии известны как центральные резцы. Два соседних зуба с центральными резцами известны как боковые резцы. Резцы имеют один корень и острый режущий край. Резцы развиваются из 4 долей, в отличие от задних зубов, которые развиваются от 4 до 5 долей. При первом прорезывании резцы имеют 3 мамелона или выпуклости на режущем крае, которые являются остатками долей, из которых развился зуб. Цингулюм является остатком 4-го мамелона и может иметь ямку, образовавшуюся в нем, где он соприкасается с язычной поверхностью зуба. Эти мамелоны режущего края обычно стираются вскоре после прорезывания при нормальной функции жевания. Центральные резцы имеют более острые резцовые углы, чем боковые резцы. Центральные резцы верхней челюсти также уникальны тем, что они больше, чем центральные резцы нижней челюсти. Верхнечелюстные боковые резцы часто наиболее разнообразны по своей форме. Иногда боковые резцы верхней челюсти могут иметь форму штифта и поэтому называются «латеральными штифтами». Боковые резцы верхней челюсти также могут отсутствовать врожденно. Центральный резец нижней челюсти — самый маленький зуб из всех резцов. 4
Клыки
– В ротовой полости четыре клыка. Два в верхнечелюстной дуге и два в нижнечелюстной области. Они находятся сзади и рядом с боковыми резцами. Их основная функция – разрывать пищу. У них один заостренный бугорок и один корень. У них самый длинный корень среди всех зубов. Они также служат для формирования уголков рта. Клыки имеют очень выступающий поясок, но поясок верхней челюсти более заметен, чем поясок нижнечелюстных клыков, и редко имеет ямки. Язычная образована одним язычным гребнем, который лежит между двумя язычными ямками. 4
Премоляры (бикуспиды)
– Эти зубы расположены сзади и рядом с клыками и предназначены для дробления и измельчения пищи. В полости рта восемь премоляров. По два в каждом квадранте рта. Ближайший к средней линии является первым премоляром, а самый дальний от средней линии — вторым премоляром. Эти зубы могут иметь 2-3 бугорка (у второго премоляра нижней челюсти обычно их 3). Лицевой бугорок обычно длиннее и шире язычного. В 1-м премоляре нижней челюсти язычный бугорок очень мал и обычно нефункционален. Первый премоляр верхней челюсти имеет два корня, а остальные премоляры имеют один корень. Премоляров в молочных зубах нет. Премоляры заменяют молочные моляры, когда они расслаиваются. Часто 1-й премоляр — это зуб, который удаляют при ортодонтических процедурах, чтобы освободить место для скученных зубов. 4
Моляры
— Самые задние зубы во рту — это моляры. У них более широкая и плоская поверхность с 4-5 буграми и самая большая коронка среди всех других зубов. Они предназначены для измельчения пищи. Моляры нижней челюсти обычно имеют 2 корня. Верхнечелюстные моляры, расположенные позади вторых премоляров, обычно имеют 3 корня. В постоянном прикусе 12 моляров, по три в каждом квадранте рта. Они называются, начиная с ближайшего к средней линии, как первые моляры, вторые моляры и третьи моляры. Хотя у некоторых людей третьи моляры развиваются не полностью, поэтому они могут различаться по размеру и форме или даже отсутствовать. Третьи моляры часто называют зубами мудрости и часто имеют сросшиеся корни. Молочные зубы содержат только восемь моляров. Моляр нижней челюсти – это первый постоянный зуб, который прорезывается во рту. 4 .
0/17Следующая
5 типов зубов
В течение жизни у вас разовьются два разных набора зубов. В младенчестве у вас прорежутся молочные зубы, которые часто называют молочными. Со временем они заменятся вашими постоянными зубами. У вас разовьются 20 молочных зубов и 32 постоянных зуба, которые будут развиваться поэтапно. Есть пять различных типов зубов, которые прорезываются в течение жизни, каждый из которых имеет разную форму и свою функцию. У каждого зуба есть противоположный на другой стороне рта, который прорезывается примерно в то же время.
Резцы
Резцы — это восемь зубов, наиболее заметных в передней части рта. Всего резцов восемь, четыре сверху и четыре снизу. Их часто называют передними зубами. Эти зубы предназначены для откусывания пищи. Обычно это первые зубы, которые прорезываются, а молочные резцы появляются примерно в шестимесячном возрасте. Позже они будут заменены постоянным набором резцов, которые появятся в возрасте шести и восьми лет.
Клыки
Двигаясь наружу во рту, следующие зубы — это клыки. Эти четыре зуба являются самыми острыми зубами во рту. Цель, которую они выполняют, состоит в том, чтобы разорвать и разорвать пищу на части, облегчая ее переваривание. Первые клыки начинают появляться в возрасте от 16 до 20 месяцев. Для молочных клыков верхние зубы появятся непосредственно перед нижними. Их заменяют постоянные клыки. Эти зубы обычно появляются в возрасте от 9 до 12 лет. Они прорезываются напротив молочных клыков, поскольку нижние зубы обычно появляются раньше верхних. Нижние клыки обычно появляются в возрасте около девяти лет, а верхние клыки обычно появляются в возрасте около 11 или 12 лет.
Премоляры
Продолжая движение наружу, премоляры или премоляры служат для пережевывания и измельчения пищи. Будет четыре премоляра: два на верхней челюсти и два на нижней. Ваши молочные премоляры обычно появляются примерно в возрасте 10 лет, а ваши постоянные премоляры обычно появляются примерно через год, примерно в возрасте 11 лет.
Моляры
Моляры, или временные моляры, выполняют основную функцию пережевывания и измельчения пищи. Их заменяют восемь постоянных премоляров, четыре на верхней челюсти и четыре на нижней челюсти. Постоянные моляры располагаются позади молочных зубов, а не заменяют их. Эти зубы впервые начинают появляться в возрасте от 12 до 15 месяцев. Первые моляры обычно прорезываются примерно в возрасте шести лет до того, как молочные моляры выпадут. Вторые моляры обычно прорезываются в возрасте от 11 до 13 лет.0003
Третьи моляры
Последние зубы, которые разовьются, а часто и первые постоянные зубы, — это третьи моляры. Эти зубы более известны как зубы мудрости. Третьи моляры обычно не прорезываются примерно до 18-20 лет, но у некоторых людей третьи моляры вообще никогда не появляются. Эти зубы часто вызывают скученность зубов, что заставляет большинство людей удалять эти зубы.
В течение жизни у вас будет пять различных типов зубов, которые прорежутся во рту; резцы, клыки, премоляры, моляры и третьи моляры. Четыре из пяти типов появятся как молочные зубы, а затем как постоянные зубы, которые заменят молочные зубы. Единственными зубами, которые появляются только один раз, являются третьи моляры, или зубы мудрости, которые обычно появляются в возрасте от 18 до 20 лет и обычно удаляются, поскольку они вызывают переполненность полости рта. Все эти пять типов зубов служат определенной цели, когда речь идет о расщеплении пищи, чтобы сделать ее более удобоваримой. Служа такой важной цели, помимо вашей улыбки, вы хотите убедиться, что о ваших зубах заботятся должным образом. Приходите к доктору Акосте в стоматологическую клинику Hancock Village Dental, чтобы убедиться в здоровье своих зубов.
Стоматология Хэнкок Виллидж
2560 в.д. шоссе 50
Люкс 103
Клермон, Флорида 34711
352.989.5815
Отличный персонал. Я был во многих стоматологах за свои годы, но этот персонал был лучшим из когда-либо. Очень впечатлен. Гигиенист рассказал мне о моих зубах много такого, чего я никогда не знал. В офисе было очень чисто и использовалась современная техника. Меня приняли очень вовремя, ждать не пришлось. Очень рекомендую пройти эту практику!
Лора Штейн | Флорида
Очень дружелюбный и сделал визит очень комфортным для моих детей! Им не терпится вернуться.
Дженнифер Гомес | Флорида
Когда ребенок говорит, что он так взволнован визитом к дантисту, для меня как для мамы это УДОВОЛЬСТВИЕ. Атмосфера просто замечательная и очень дружелюбная. Персонал феноменальный и семейный. Здесь вы должны быть для ваших стоматологических потребностей.
Топ 10 вертикальных Ленточнопильных станков по металлу за 2023 год
1 место
Отзывы(0):
Цена: 68 202 p
Ø пиления
110
Размер заготовки
120×110
Угол поворота рамы °
90
Мощность , кВт
0.37
Напряжение
220В
Масса, кг
73
Ленточная пила Proma PPK-115U позволяет резать круглый металлический прокат, уголки, трубы и швеллеры на заготовки определенных размерных параметров, причем непрерывно. Ленточнопильный станок способен работать с цветными металлами, нержавеющей и легированной сталью, чугуном. Это оборудование может осуществлять пакетную резку заготовок с мелким сечением.
Станки для ленточной резки выпускаются трех основных видов:
Полное описание …
2 место
Отзывы(21):
Цена: 171 600 p
Ø пиления
180
Размер заготовки
180х180
Угол поворота рамы °
90
Мощность , кВт
0.55
Напряжение
220В
Масса, кг
145
Ленточнопильный станок JET HVBS-712K предназначен для непрерывной резки проката круглого сечения, труб, швеллеров, уголков, из всех основных материалов.
Полное описание …
3 место
Отзывы(0):
Цена: 517 600 p
Ø пиления
400
Размер заготовки
400х285
Угол поворота рамы °
90
Мощность , кВт
2.40
Напряжение
380В
Вертикальный ленточнопильный станок по металлу VS-400 предназначен для вертикальной непрерывной резки проката круглого сечения, труб, швеллеров, уголков, из всех основных материалов. Ленточная пила имеет основной подшипник, который отличается высокой точностью настройки, что как следствие обеспечивает высокую точность резки. Полотно прочно прикреплено к редуктору и основанию с помощью шарнира. Рабочий стол оснащен специальными рельсами для перемещения. Станок имеет прочную стальную раму. Тиски станка изготовлены из чугуна и позволяют надежно зажимать заготовку.
Полное описание …
4 место
Отзывы(1):
Цена: 171 600 p
Ø пиления
180
Размер заготовки
180х180
Угол поворота рамы °
90
Мощность , кВт
0.75
Напряжение
380В
Масса, кг
145
Ленточнопильный станок JET HVBS-712K предназначен для непрерывной резки проката круглого сечения, труб, швеллеров, уголков, из всех основных материалов.
Полное описание …
5 место
Отзывы(0):
Цена: 792 000 p
Ø пиления
700
Размер заготовки
700x500x570
Угол поворота рамы °
90
Мощность , кВт
3.00
Напряжение
380В
Масса, кг
2150
Вертикальный ленточнопильный станок по металлу СРЗ-200-02 исп.500 предназначен для порезки листового, прямоугольного и профильного проката на мерные заготовки в пределах технических характеристик. Металлорежущий станок состоит из мощной станины, на которой смонтированы ведущее и ведомое колёса, привод пильной ленты, привод подачи стола, агрегат подачи СОЖ и шкаф электрооборудования. Скорость подачи стола и скорость ленточной пилы плавно регулируются преобразователями частоты.
Полное описание …
6 место
Отзывы(0):
Цена: 1 760 000 p
Ø пиления
1000
Размер заготовки
1000x500x570
Угол поворота рамы °
90
Мощность , кВт
3.00
Напряжение
380В
Масса, кг
2000
Вертикальный ленточнопильный станок по металлу СРЗ-200-02 исп. 1000 предназначен для порезки листового, прямоугольного и профильного проката на мерные заготовки в пределах технических характеристик. Металлорежущий станок состоит из мощной станины, на которой смонтированы ведущее и ведомое колёса, привод пильной ленты, привод подачи стола, агрегат подачи СОЖ и шкаф электрооборудования. Скорость подачи стола и скорость ленточной пилы плавно регулируются преобразователями частоты.
Полное описание …
7 место
Отзывы(0):
Цена: 890 000 p
Ø пиления
500
Размер заготовки
500x500x570
Угол поворота рамы °
90
Мощность , кВт
3. 00
Напряжение
380В
Масса, кг
1850
Вертикальный ленточнопильный станок по металлу СРЗ-200-02 исп.500 предназначен для порезки листового, прямоугольного и профильного проката на мерные заготовки в пределах технических характеристик. Металлорежущий станок состоит из мощной станины, на которой смонтированы ведущее и ведомое колёса, привод пильной ленты, привод подачи стола, агрегат подачи СОЖ и шкаф электрооборудования. Скорость подачи стола и скорость ленточной пилы плавно регулируются преобразователями частоты.
Полное описание …
8 место
Отзывы(0):
Цена: 645 370 p
Ø пиления
203
Размер заготовки
203х355
Угол поворота рамы °
90
Мощность , кВт
0. 75
Напряжение
380В
Масса, кг
290
Мощный вертикальный ленточнопильный станок JET VBS-1408 с большим рабочим столом.
Особенности JET VBS-1408
Многофункциональный наклонный рабочий стол
Легко читаемый индикатор натяжения ленточного полотна
Изменяемая скорость движения ленточного полотна для высокой эффективности резки
Устройство для сварки, шлифовки и резки биметаллическ
Полное описание …
9 место
Отзывы(0):
Цена: 5 071 671 p
Ø пиления
350
Размер заготовки
350×2000
Угол поворота рамы °
90 / 45
Мощность , кВт
3. 00
Напряжение
380В
Масса, кг
6300
Многофункциональный вертикальный ленточнопильный станок EMI VS450M предназначен для непрерывной резки круглого проката, труб, швеллеров, уголков, из всех основных материалов. Удобен для резки листового материала.
Этот станок осуществляет резание под угломи в диапазоне от 45-90 град., с помощью наклона рамы в обе стороны от положения в 90град . Главное движение резания осуществляется электромеханическим путем.
Полное описание …
10 место
Отзывы(0):
Цена: 766 377 p
Ø пиления
254
Размер заготовки
254х394
Угол поворота рамы °
90
Мощность , кВт
1. 50
Напряжение
380В
Масса, кг
428
Мощный вертикальный ленточнопильный станок JET VBS-1610 с большим рабочим столом.
Особенности JET VBS-1610
Многофункциональный наклонный рабочий стол
Легко читаемый индикатор натяжения ленточного полотна
Изменяемая скорость движения ленточного полотна для высокой эффективности резки
Устройство для сварки, шлифовки и резки биметаллическ
Полное описание …
Сравнительная таблица
Характеристики
PROMA PPK-115U
JET HVBS-712K (230В)
Stalex VS — 400
JET HVBS-712K (400В)
СРЗ-200-02 исп. 700
СРЗ-200-02 исп.1000
СРЗ-200-02 исп.500
JET VBS-1408
EMI VS450M
JET VBS-1610
Цена
68202
171600
517600
171600
792000
1760000
890000
645370
5071671
766377
Ø пиления
110
180
400
180
700
1000
500
203
350
254
Размер заготовки
120×110
180х180
400х285
180х180
700x500x570
1000x500x570
500x500x570
203х355
350×2000
254х394
Угол поворота рамы °
90
90
90
90
90
90
90
90
90 / 45
90
Конструкция
Горизонтальный
Горизонтальный
Вертикальный
Горизонтальный
Вертикальный
Вертикальный
Вертикальный
Вертикальный
Вертикальный
Вертикальный
Автоматизация
Ручные
Ручные
Ручные
Ручные
Ручные
Ручные
Ручные
Ручные
Полуавтоматические
Ручные
Мощность
0. 37
0.55
2.40
0.75
3.00
3.00
3.00
0.75
3.00
1.50
Напряжение
220В
220В
380В
380В
380В
380В
380В
380В
380В
380В
Масса
73
145
145
2150
2000
1850
290
6300
428
В наличии
56
0
0
0
0
0
0
0
0
0
Заказать вертикальный ленточнопильный станок V 420 H
Наименование параметра
модель
V 420 H
Резание под углом 90o, мм
420
420
420х530
Расстояние от пола до рабочего стола
мм
1060
Угол поворота пильной рамы слева направо
гр.
45o 90o 30o
Скорость резания
м/мин
15-100 — бесступенчато
Размер ленточной пилы
мм
4570х34х1.1
Мощность
Главный двигатель
кВт
3
Помпа системы охлаждения
кВт
0.12
Двигатель гидравлики
кВт
0.37
Двигатель подающего устройства заготовки
кВт
х
Двигатель очищающей ленту щетки
кВт
0.09
Объем жидкости:
Гидравлическая система
л
12
Система охлаждения
л
70
Габаритные размеры
Длина
мм
2200
Ширина
мм
1300
Высота
мм
2600
Вес
кг
1350
Станок мод. V 420H предназначен для резки практически всех основных металлов: легких сплавов, цветных металлов, конструкционных, высоколегированных, нержавеющих и быстрорежущих сталей, высокопрочных чугунов замкнутым ленточным полотном. Этот станок осуществляет резание под углами в диапазоне от 45-90-30 град., с помощью наклона рамы в обе стороны от положения в 90град . Главное движение резания осуществляется электромеханическим путем. Станок оснащен (вариатором) бесступенчатой регулировкой скорости режущего полотна в диапазоне 15-120 м/мин.
Стандартная комплектация
Подача заготовки — ручная
Зажим заготовки — гидравлически с двух сторон от ленты
Цикл резки — автоматический
Подача пильной рамы — гидравлически с регулированием усилия резания
Настройка угла — гидравлически
Частотное регулирование оборотами главного двигателя
Опции и дополнительное оборудование
Микродозирующая система
Цифровая индикация угла резания
Похожие товары
Вертикальный ленточнопильный станок VS 450 M с полуавтоматическим управлением
55260
Угол наклона пильной рамы 45-90 градусов
Максимальный размер резки 350х2000 мм.
Скорость резания 20-100 м/мин
Мощность двигателя 3 кВт.
Вертикальный ленточнопильный станок V 302 DGH с полуавтоматическим управлением Угол наклона пильной рамы 30-90-45 градусов
Максимальный размер резки 300х420 мм.
Скорость резания 35/70 м/мин
Мощность двигателя 1.1/1.5 кВт.
Вертикальный ленточнопильный станок V 520 H
40400
Угол наклона пильной рамы 30-90-45 градусов
Максимальный размер резки 520х600 мм.
Скорость резания 18-110 м/мин
Мощность двигателя 4 кВт.
Вертикальная ленточная пила для резки металла | Вертикальные ленточнопильные станки
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Мы гордимся тем, что производим вертикальные ленточнопильные станки, которые экономят ваше время и обеспечивают точные результаты день за днем, год за годом. Эти пилы могут сделать кривые или прямые разрезы и занимают мало места в вашем магазине.
Почему стоит выбрать вертикальный ленточнопильный станок Baileigh?
Переменная скорость — Вы можете выбрать скорость, подходящую для вашего материала.
Регулируемые направляющие лезвия – В этих направляющих используются шарикоподшипники, чтобы приблизиться к лезвию для обеспечения точности.
Станция для сварки лезвий . Вы можете резать, сваривать и отжигать лезвия, если вам нужно вырезать центр из куска материала.
Поворотный чугунный рабочий стол — Стол перемещается влево, вправо, вперед и назад, поэтому вам не нужно резать детали под неудобным углом.
Электросварная стальная рама – Жесткая конструкция станка предотвращает колебание и обеспечивает точную резку лезвия.
Запасные части на складе – Мы отправляем детали с нашего склада в Висконсине как можно быстрее.
Гарантия на детали 1 год и пожизненная техническая поддержка по телефону . Наши компетентные представители готовы ответить на ваши вопросы.
Не знаете, какая вертикальная ленточная пила по металлу вам нужна? Позвоните нашей команде экспертов по телефону 1-844-477-7707 , и мы подберем лучшую ленточнопильный станок для ваших задач и бюджета.
ПодробнееПодробнее
4 799,00 $ $
В наличии
120 вольт
Переменная скорость
Глубина горловины 12,2 дюйма
Максимальная толщина резки 6,69 дюйма
Ширина полотна от 1/8 до 1/2 дюйма
Переменная скорость: от 100 до 1000 футов в минуту
$5 685,00 $
В наличии
120 вольт
Переменная скорость
Глубина горловины 14,17 дюйма
Максимальная толщина резки 7,08 дюйма
Ширина полотна от 1/8 до 1/2 дюйма
Переменная скорость: от 110 до 1200 футов в минуту
 рабочее давление
рабочее давление Москва
Москва ..
..
 Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Расширительный бак ДЖИЛЕКС 100 100 л вертикальная установка, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Расширительный бак ДЖИЛЕКС 100 100 л вертикальная установка, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами! Замечательный цвет- голубой, такой, как надо! Хорошее качество!
Замечательный цвет- голубой, такой, как надо! Хорошее качество!
 Но какими характеристиками он должен обладать, чем отличаются дешевые модели от дорогих? Разобраться в этих вопросах поможет наш рейтинг лучших гидроаккумуляторов, составленный на основе отзывов и основных параметров продукции.
Но какими характеристиками он должен обладать, чем отличаются дешевые модели от дорогих? Разобраться в этих вопросах поможет наш рейтинг лучших гидроаккумуляторов, составленный на основе отзывов и основных параметров продукции. Это когда вода, нагреваясь, начинает двигаться, тем самым заполняя всю систему. Если у вас одноэтажный дом, а котел установлен вровень с контуром, проблем не возникнет. А вот владельцы двухэтажных домов сталкиваются с тем, что горячая вода не поднимается выше первого этажа, создавая пробку. В итоге это приводит к закипанию жидкости в системе и выходу из строя котла или всего контура.
Это когда вода, нагреваясь, начинает двигаться, тем самым заполняя всю систему. Если у вас одноэтажный дом, а котел установлен вровень с контуром, проблем не возникнет. А вот владельцы двухэтажных домов сталкиваются с тем, что горячая вода не поднимается выше первого этажа, создавая пробку. В итоге это приводит к закипанию жидкости в системе и выходу из строя котла или всего контура.



 Мощные клемные колодки обеспечивают надежную работу и долговечность агрегата. Трансформатор с медной обмоткой выдерживает большие нагрузки. Купить вы можете у официального дилера компании ЗУБР в магазине Дровосек. Сайт Дровосек24.рф
Мощные клемные колодки обеспечивают надежную работу и долговечность агрегата. Трансформатор с медной обмоткой выдерживает большие нагрузки. Купить вы можете у официального дилера компании ЗУБР в магазине Дровосек. Сайт Дровосек24.рф
 org/PropertyValue»>
org/PropertyValue»>
 org/PropertyValue»>
org/PropertyValue»>
 Каждая модель одобрена и сертифицирована CE.
Каждая модель одобрена и сертифицирована CE.
 Несоблюдение инструкций может привести к повреждению трансформатора и прибора.
Несоблюдение инструкций может привести к повреждению трансформатора и прибора. Мы не рекомендуем использовать этот преобразователь примерно на 80% от его максимальной емкости 5000. Всегда безопаснее иметь БОЛЬШЕ, чем вам нужно, чем не иметь достаточного количества. Если вы используете этот преобразователь на максимальной мощности в течение длительного периода времени, он в конечном итоге сгорит.
Мы не рекомендуем использовать этот преобразователь примерно на 80% от его максимальной емкости 5000. Всегда безопаснее иметь БОЛЬШЕ, чем вам нужно, чем не иметь достаточного количества. Если вы используете этот преобразователь на максимальной мощности в течение длительного периода времени, он в конечном итоге сгорит. Для безопасной работы рекомендуется выбирать преобразователь напряжения, который в два раза превышает фактическую номинальную мощность этих приборов.
Для безопасной работы рекомендуется выбирать преобразователь напряжения, который в два раза превышает фактическую номинальную мощность этих приборов. 99
99 Входное напряжение от 4,75 В до 23 В. Максимальный длительный выходной ток 1,8 А. Выходное напряжение регулируется от 1,0 В до 17 В.
Входное напряжение от 4,75 В до 23 В. Максимальный длительный выходной ток 1,8 А. Выходное напряжение регулируется от 1,0 В до 17 В. Преобразует входное напряжение от 5,1 В до 36 В в выходное значение 5 В. Максимальный непрерывный ток составляет 1 А.
Преобразует входное напряжение от 5,1 В до 36 В в выходное значение 5 В. Максимальный непрерывный ток составляет 1 А. Преобразует входное напряжение от 3,4 В до 36 В в выходное значение 3,3 В. Максимальный непрерывный ток…
Преобразует входное напряжение от 3,4 В до 36 В в выходное значение 3,3 В. Максимальный непрерывный ток… Преобразует входное напряжение от 12,1 В до 36 В в выходное значение 12 В. Максимальный непрерывный ток составляет 1 А.
Преобразует входное напряжение от 12,1 В до 36 В в выходное значение 12 В. Максимальный непрерывный ток составляет 1 А. Максимальный ток 2,5 А. Напряжение питания находится в широком диапазоне от 6 В до 38 В. Размеры модуля 18 х 18 мм.
Максимальный ток 2,5 А. Напряжение питания находится в широком диапазоне от 6 В до 38 В. Размеры модуля 18 х 18 мм. Допустимая сила тока от 3,5 до 8 А.
Допустимая сила тока от 3,5 до 8 А. Максимальный ток 2,6 А. Напряжение питания находится в широком диапазоне от 4 В до 36 В. Размеры модуля 18 х 18 мм.
Максимальный ток 2,6 А. Напряжение питания находится в широком диапазоне от 4 В до 36 В. Размеры модуля 18 х 18 мм.
 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.

 Циркулярка Макита. Гарантия 3 года
Циркулярка Макита. Гарантия 3 года 80 грн
80 грн 5)
5) Киев
Киев Запчасти для электро и бензоинструмента
Запчасти для электро и бензоинструмента ПОЖАЛУЙСТА, ВЫБЕРИТЕ КОЛЛЕКЦИЮ В БЛИЖАЙШЕМ МАГАЗИНЕ, ЕСЛИ ВАМ СРОЧНО НУЖНЫ ТОВАРЫ В ЖЕ ДЕНЬ.
ПОЖАЛУЙСТА, ВЫБЕРИТЕ КОЛЛЕКЦИЮ В БЛИЖАЙШЕМ МАГАЗИНЕ, ЕСЛИ ВАМ СРОЧНО НУЖНЫ ТОВАРЫ В ЖЕ ДЕНЬ.  Более крупные заказы (заказы с более чем 1 товаром) могут быть отправлены на следующий рабочий день.
Более крупные заказы (заказы с более чем 1 товаром) могут быть отправлены на следующий рабочий день.

 Вы можете заказать товары, имеющиеся в магазине на данный момент, только в течение 10 минут. Обратите внимание, что из-за загруженности магазина в редких случаях товар может быть распродан. В этом случае наш торговый персонал свяжется с вами, чтобы выполнить заказ в удобной для наших клиентов форме.
Вы можете заказать товары, имеющиеся в магазине на данный момент, только в течение 10 минут. Обратите внимание, что из-за загруженности магазина в редких случаях товар может быть распродан. В этом случае наш торговый персонал свяжется с вами, чтобы выполнить заказ в удобной для наших клиентов форме. co.za.
co.za.

 Пока мы не найдем подходящее решение, наши клиенты из ЕС по-прежнему могут без проблем совершать покупки на нашей платформе eBay. Ниже приведена ссылка на наш магазин
Пока мы не найдем подходящее решение, наши клиенты из ЕС по-прежнему могут без проблем совершать покупки на нашей платформе eBay. Ниже приведена ссылка на наш магазин  Если какие-либо товары будут приобретены в эти дни, они будут отправлены на следующий рабочий день после получения оплаты.
Если какие-либо товары будут приобретены в эти дни, они будут отправлены на следующий рабочий день после получения оплаты.
 Потребитель несет ответственность за все эти дополнительные расходы, если они возникают при попытке получить товар в стране вашего проживания. Если товары возвращаются к нам, потому что вы отказались или не уплатили необходимые ввозные пошлины, то будет возвращен только возврат покупной цены продукта.
Потребитель несет ответственность за все эти дополнительные расходы, если они возникают при попытке получить товар в стране вашего проживания. Если товары возвращаются к нам, потому что вы отказались или не уплатили необходимые ввозные пошлины, то будет возвращен только возврат покупной цены продукта.



 Top Deals Online Limited не несет никакой ответственности за неправильно установленные или заказанные запасные части, что может привести к поломке вашего электроинструмента. (s) не функционировать или повреждаться в процессе после этого. Все ремонтные работы, выполняемые с использованием любых наших деталей, осуществляются на риск владельцев, и вам следует обратиться за помощью к профессиональным техническим специалистам, прежде чем выполнять какие-либо ремонтные работы самостоятельно.
Top Deals Online Limited не несет никакой ответственности за неправильно установленные или заказанные запасные части, что может привести к поломке вашего электроинструмента. (s) не функционировать или повреждаться в процессе после этого. Все ремонтные работы, выполняемые с использованием любых наших деталей, осуществляются на риск владельцев, и вам следует обратиться за помощью к профессиональным техническим специалистам, прежде чем выполнять какие-либо ремонтные работы самостоятельно.

 96MB )
96MB ) org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»>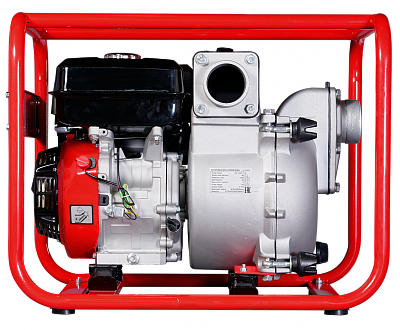 org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> 38 КБ
38 КБ org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> 39 КБ
39 КБ org/ImageObject»>
org/ImageObject»> 08KB
08KB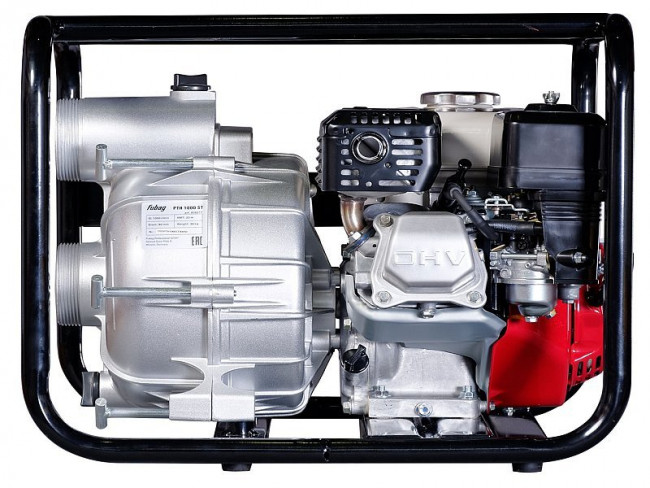 98 КБ
98 КБ org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> 64KB
64KB 57KB
57KB org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»>
 Основной корпус техники является
Основной корпус техники является
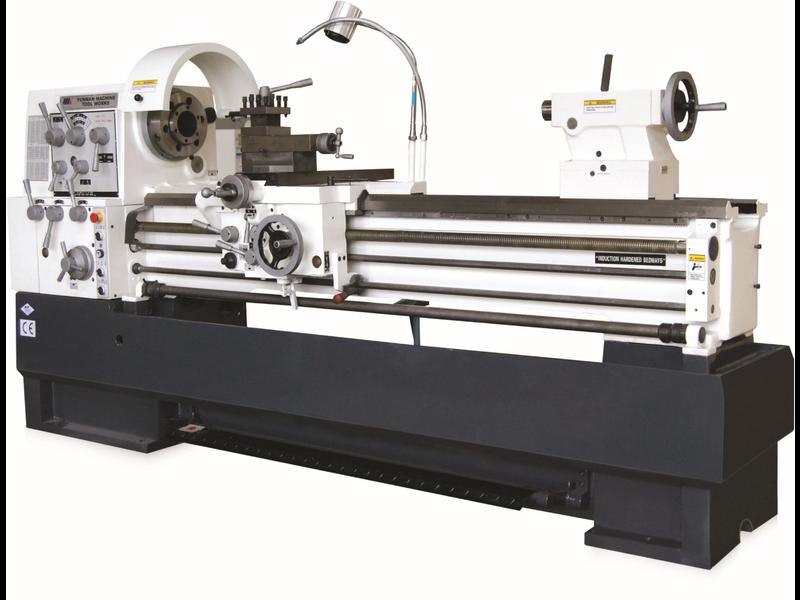 В момент, когда
В момент, когда
 Он используется в условиях мелкосерийного и единичного производства разнообразных
Он используется в условиях мелкосерийного и единичного производства разнообразных
 Также
Также

 1 Количество оборотов
1 Количество оборотов

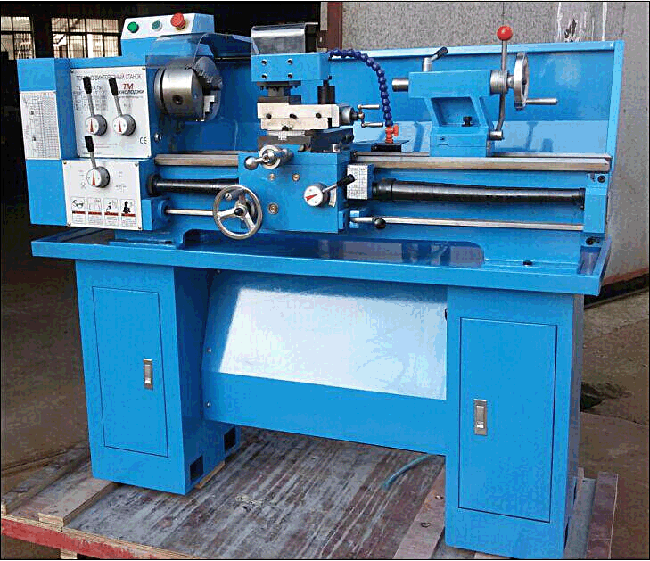 Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.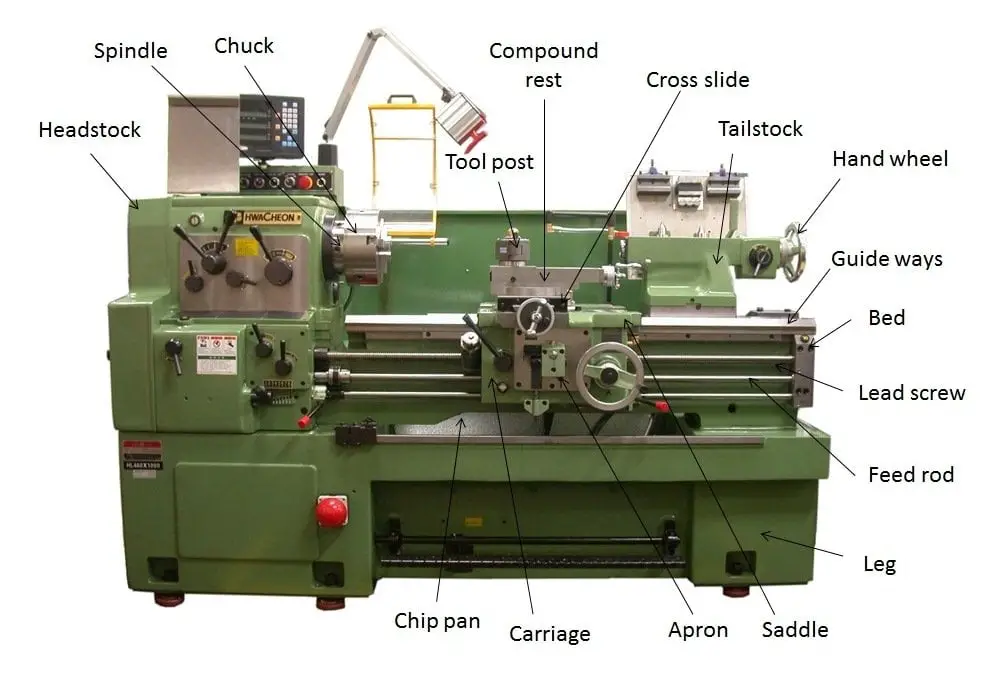 На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.



 Есть особые классы точности, которые используются только на очень крупных производствах. Это обозначено буквами В, С.
Есть особые классы точности, которые используются только на очень крупных производствах. Это обозначено буквами В, С.






 Пластины с плоской геометрией подходят для всех типов материалов, а резьбовые вставки с острой геометрией подходят для твердых материалов, включая нержавеющую сталь. Высококачественные стружколомающие пластины подходят для обработки твердых материалов, таких как нержавеющая сталь, где их можно использовать в течение более длительного периода непрерывной обработки без надзора.
Пластины с плоской геометрией подходят для всех типов материалов, а резьбовые вставки с острой геометрией подходят для твердых материалов, включая нержавеющую сталь. Высококачественные стружколомающие пластины подходят для обработки твердых материалов, таких как нержавеющая сталь, где их можно использовать в течение более длительного периода непрерывной обработки без надзора. Если вам нужна какая-либо информация или совет по нарезке резьбы или другим станкам, свяжитесь с нами сегодня.
Если вам нужна какая-либо информация или совет по нарезке резьбы или другим станкам, свяжитесь с нами сегодня.
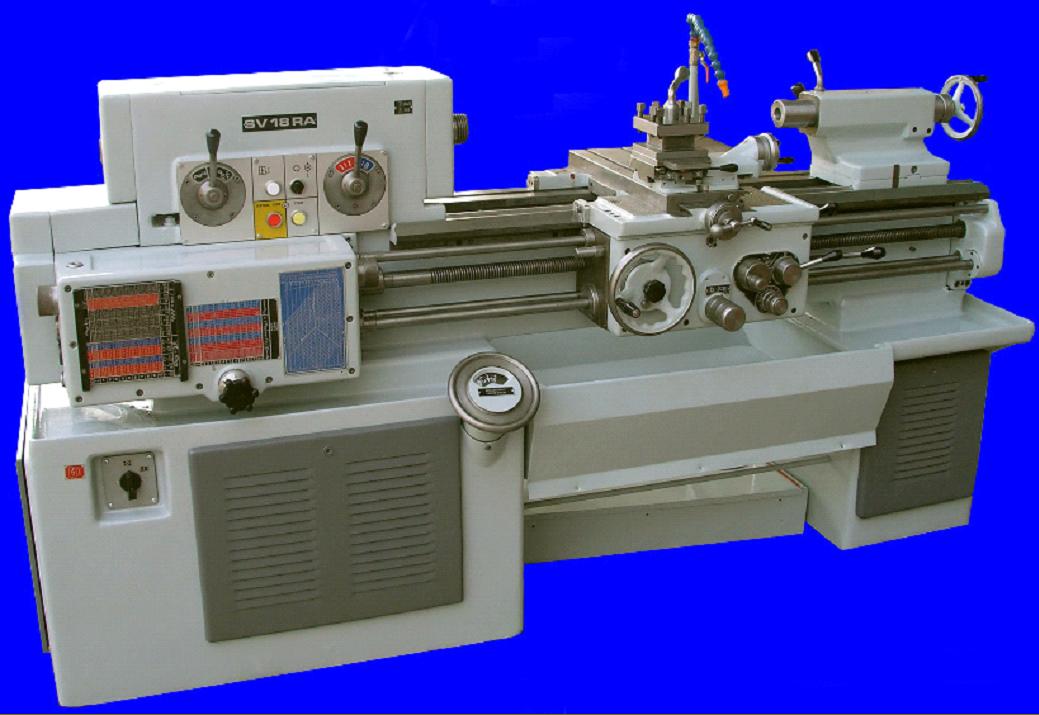 При вращении штифта образуется спиральная линия. Углубите линию разреза в V-образный паз, и у вас получится нить. К сожалению, если вы не домашний повар, у вас теперь серьезные проблемы с SWMBO, и вам нужно быстро попасть на Amazon и заказать еще один. Размер резьбы зависит от их внешнего диаметра и количества витков на дюйм. например 0,75″ x 10 tpi (0,75″ в диаметре и десять витков на дюйм). Или, для метрических резьб, по их наружному диаметру и расстоянию между гребнями резьбы, т.е. M10 x 1,5 — это резьба диаметром 10 мм с расстоянием между гребнями 1,5 мм. Шаг резьбы лучше всего измерять с помощью «измерителя резьбы», который можно приобрести у любого продавца машин, хотя при осторожном и хорошем зрении можно использовать стальную линейку.
При вращении штифта образуется спиральная линия. Углубите линию разреза в V-образный паз, и у вас получится нить. К сожалению, если вы не домашний повар, у вас теперь серьезные проблемы с SWMBO, и вам нужно быстро попасть на Amazon и заказать еще один. Размер резьбы зависит от их внешнего диаметра и количества витков на дюйм. например 0,75″ x 10 tpi (0,75″ в диаметре и десять витков на дюйм). Или, для метрических резьб, по их наружному диаметру и расстоянию между гребнями резьбы, т.е. M10 x 1,5 — это резьба диаметром 10 мм с расстоянием между гребнями 1,5 мм. Шаг резьбы лучше всего измерять с помощью «измерителя резьбы», который можно приобрести у любого продавца машин, хотя при осторожном и хорошем зрении можно использовать стальную линейку.  Однако, начиная с промышленной революции и продолжаясь в викторианские времена, потребность в гайках и болтах возникла как никогда и резьбовые фитинги ошеломляющего разнообразия типов и размеров. Ситуация сегодня, после десятилетий исследований иногда противоречащих друг другу требований и повсеместного принятия метрической системы (за исключением США), представляет собой огромное количество типов резьбы и сотни различных конструкций «застежки». Однако, несмотря на эту кажущуюся сложность, основные элементы нарезания резьбы на токарном станке просты. Токарный станок на протяжении тысячелетий оставался, по сути, гончарным кругом, перевернутым набок и способным, с инженерной точки зрения, только к простейшей работе. Его первое использование для нарезания резьбы было не чем иным, как революционным шагом, поскольку с помощью зубчатой передачи, соединяющей шпиндель токарного станка с длинным винтом, идущим вдоль станины, а винт с кареткой токарного станка, последний вместе с его режущий инструмент можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя.
Однако, начиная с промышленной революции и продолжаясь в викторианские времена, потребность в гайках и болтах возникла как никогда и резьбовые фитинги ошеломляющего разнообразия типов и размеров. Ситуация сегодня, после десятилетий исследований иногда противоречащих друг другу требований и повсеместного принятия метрической системы (за исключением США), представляет собой огромное количество типов резьбы и сотни различных конструкций «застежки». Однако, несмотря на эту кажущуюся сложность, основные элементы нарезания резьбы на токарном станке просты. Токарный станок на протяжении тысячелетий оставался, по сути, гончарным кругом, перевернутым набок и способным, с инженерной точки зрения, только к простейшей работе. Его первое использование для нарезания резьбы было не чем иным, как революционным шагом, поскольку с помощью зубчатой передачи, соединяющей шпиндель токарного станка с длинным винтом, идущим вдоль станины, а винт с кареткой токарного станка, последний вместе с его режущий инструмент можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя. Если заготовка вращается восемь раз, а режущий инструмент с помощью зубчатой передачи перемещается ровно на один дюйм, то спираль будет вырезана с 8 оборотами на дюйм, иначе известной как 8 tpi. (t.p.i. = ниток на дюйм).
Если заготовка вращается восемь раз, а режущий инструмент с помощью зубчатой передачи перемещается ровно на один дюйм, то спираль будет вырезана с 8 оборотами на дюйм, иначе известной как 8 tpi. (t.p.i. = ниток на дюйм). Ходовой винт будет воспроизводить свой точный шаг (отсюда необходимость точности) на нарезаемом материале — при условии, что он может каким-либо образом приводиться в движение напрямую от шпинделя передней бабки — обычно с помощью обычных прямозубых зубчатых колес, но иногда с помощью конических зубчатых колес, планетарных приводов. или даже, в некоторых случаях, с использованием зубчатых ремней. Конечно, с появлением компьютерного управления относительными движениями шпинделя и каретки можно легко управлять с помощью электроники — следовательно, теперь можно создавать резьбу без необходимости какого-либо механического соединения между шпинделем и кареткой).
Ходовой винт будет воспроизводить свой точный шаг (отсюда необходимость точности) на нарезаемом материале — при условии, что он может каким-либо образом приводиться в движение напрямую от шпинделя передней бабки — обычно с помощью обычных прямозубых зубчатых колес, но иногда с помощью конических зубчатых колес, планетарных приводов. или даже, в некоторых случаях, с использованием зубчатых ремней. Конечно, с появлением компьютерного управления относительными движениями шпинделя и каретки можно легко управлять с помощью электроники — следовательно, теперь можно создавать резьбу без необходимости какого-либо механического соединения между шпинделем и кареткой).  По окончании нарезания резьбы резьбонарезной механизм снимается, а шестерни точной подачи заменяются. Этой трудоемкой работы можно в значительной степени избежать, если установить редуктор для нарезания резьбы, что объясняет их популярность в промышленности. Однако даже полноценный «быстросменный» резьбонарезной редуктор не может производить каждый шаг резьбы, и иногда необходимо заменить сменные ролики, чтобы расширить диапазон редуктора — или создать метрическую резьбу из английского редуктора, или наоборот. Несмотря на привлекательность токарно-винторезного редуктора для любительского использования (быстрый и простой выбор передачи), поскольку экономия времени обычно не рассматривается (за исключением ленивых), токарный станок, оснащенный сменными колесами, обеспечивает гораздо более адаптируемую машину.
По окончании нарезания резьбы резьбонарезной механизм снимается, а шестерни точной подачи заменяются. Этой трудоемкой работы можно в значительной степени избежать, если установить редуктор для нарезания резьбы, что объясняет их популярность в промышленности. Однако даже полноценный «быстросменный» резьбонарезной редуктор не может производить каждый шаг резьбы, и иногда необходимо заменить сменные ролики, чтобы расширить диапазон редуктора — или создать метрическую резьбу из английского редуктора, или наоборот. Несмотря на привлекательность токарно-винторезного редуктора для любительского использования (быстрый и простой выбор передачи), поскольку экономия времени обычно не рассматривается (за исключением ленивых), токарный станок, оснащенный сменными колесами, обеспечивает гораздо более адаптируемую машину. 
 К сожалению, возникает интересная трудность при нарезании резьбы с метрическим шагом на английском токарном станке — или наоборот — гайки ходового винта не должны расцепляться и токарный станок должен быть «электрически реверсирован» обратно в начальную точку каждый раз, когда выполняется новый проход.0211 Различные виды резьбы :
К сожалению, возникает интересная трудность при нарезании резьбы с метрическим шагом на английском токарном станке — или наоборот — гайки ходового винта не должны расцепляться и токарный станок должен быть «электрически реверсирован» обратно в начальную точку каждый раз, когда выполняется новый проход.0211 Различные виды резьбы :  чтобы разрезать его. Инструмент можно заточить, чтобы воспроизвести любой угол резьбы по желанию; при желании можно было бы, например, даже придумать свой собственный; Однако сначала проверьте эту ссылку или эту: они перечисляют и объясняют многие формы потоков, как текущие, так и устаревшие. Конечно, не все так просто, и в конце этой вводной статьи есть простое объяснение одного из запутанных отличий между метрической и дюймовой резьбой.
чтобы разрезать его. Инструмент можно заточить, чтобы воспроизвести любой угол резьбы по желанию; при желании можно было бы, например, даже придумать свой собственный; Однако сначала проверьте эту ссылку или эту: они перечисляют и объясняют многие формы потоков, как текущие, так и устаревшие. Конечно, не все так просто, и в конце этой вводной статьи есть простое объяснение одного из запутанных отличий между метрической и дюймовой резьбой.  ). Модслей был первым инженером, который смог создать и использовать очень точную винтовую резьбу. Его шедевром был винт длиной 5 футов и диаметром 2 дюйма (1525 мм на 51 мм) с пятьюдесятью витками на дюйм (50 на 25 мм), на которую навинчена гайка длиной двенадцать дюймов (305 мм) с 600 витками резьбы. Устройство было разработано для усреднения ошибок шага на небольших расстояниях и было жизненно важным элементом в процесс гравировки шкалы на астрономических и других очень точных измерительных приборах. Модслей продолжил производство ряда токарно-винторезных станков (с использованием принципа «основной резьбы» или «ведущего винта»), примеры которых можно увидеть в Лондонский музей науки и музей Генри Форда в Дирборне, штат Мичиган, США. Поразительно, насколько точными были резьбы Модслея (и настолько точным его измерительное оборудование), что он смог наблюдать эффект расширения солнечного света, нагревающего одну половину ходового винта. Уитворт был плодовитым изобретателем tor, слесарь-инструментальщик и дизайнер (и бизнесмен-миллионер), привнесший дисциплинированный подход в проектирование.
). Модслей был первым инженером, который смог создать и использовать очень точную винтовую резьбу. Его шедевром был винт длиной 5 футов и диаметром 2 дюйма (1525 мм на 51 мм) с пятьюдесятью витками на дюйм (50 на 25 мм), на которую навинчена гайка длиной двенадцать дюймов (305 мм) с 600 витками резьбы. Устройство было разработано для усреднения ошибок шага на небольших расстояниях и было жизненно важным элементом в процесс гравировки шкалы на астрономических и других очень точных измерительных приборах. Модслей продолжил производство ряда токарно-винторезных станков (с использованием принципа «основной резьбы» или «ведущего винта»), примеры которых можно увидеть в Лондонский музей науки и музей Генри Форда в Дирборне, штат Мичиган, США. Поразительно, насколько точными были резьбы Модслея (и настолько точным его измерительное оборудование), что он смог наблюдать эффект расширения солнечного света, нагревающего одну половину ходового винта. Уитворт был плодовитым изобретателем tor, слесарь-инструментальщик и дизайнер (и бизнесмен-миллионер), привнесший дисциплинированный подход в проектирование. Его навыки проектирования и разработки распространялись почти на всю область механики, но после публикации в 1841 г.0229 «Об универсальной системе резьбы » его лучше всего помнят за его успехи в стандартизации того, что в то время было хаотичной системой ручных, не взаимозаменяемых креплений. Собрав большой образец гаек и болтов из В различных мастерских и изучив их свойства, он предложил систему, при которой соотношение между глубиной резьбы и ее шагом поддерживалось в диапазоне размеров, а угол резьбы составлял 55 градусов. мастерских к 1858 году, и его быстро подхватили другие инженеры, поскольку его преимущества в виде простоты и взаимозаменяемости — не говоря уже о том, что его рекомендовал величайший из ныне живущих британских инженеров — стали очевидными.0003
Его навыки проектирования и разработки распространялись почти на всю область механики, но после публикации в 1841 г.0229 «Об универсальной системе резьбы » его лучше всего помнят за его успехи в стандартизации того, что в то время было хаотичной системой ручных, не взаимозаменяемых креплений. Собрав большой образец гаек и болтов из В различных мастерских и изучив их свойства, он предложил систему, при которой соотношение между глубиной резьбы и ее шагом поддерживалось в диапазоне размеров, а угол резьбы составлял 55 градусов. мастерских к 1858 году, и его быстро подхватили другие инженеры, поскольку его преимущества в виде простоты и взаимозаменяемости — не говоря уже о том, что его рекомендовал величайший из ныне живущих британских инженеров — стали очевидными.0003 они должны делать.
они должны делать. 

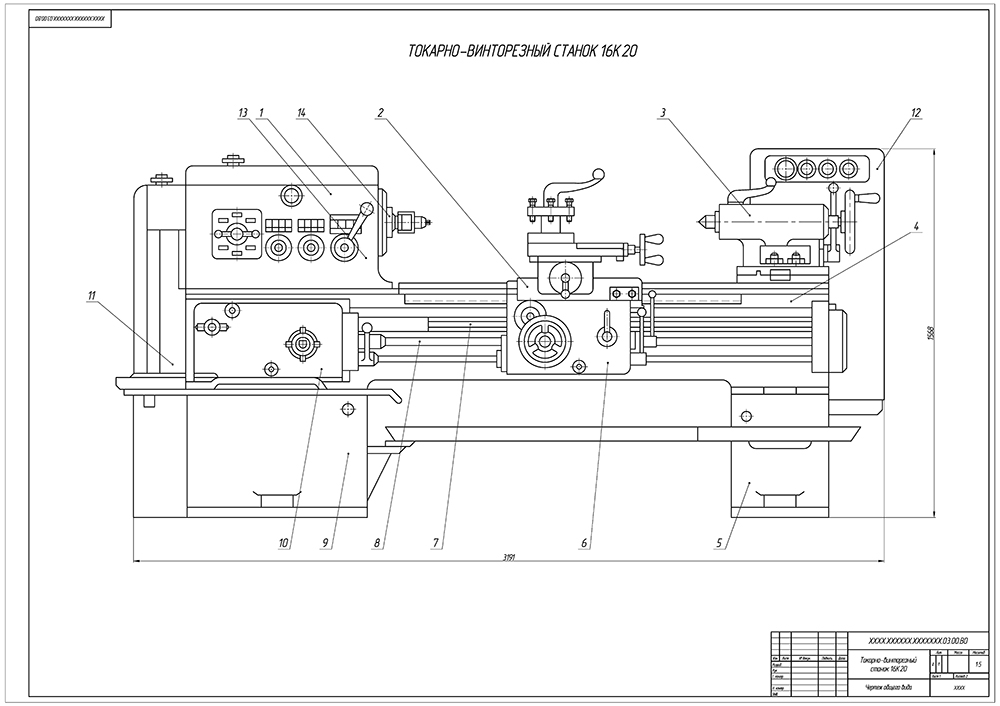 Это позволяет установить инструмент «прямо» для работы, как показано ниже.
Это позволяет установить инструмент «прямо» для работы, как показано ниже.  Калибр прижимают к пластине, прижатой к точно повернутому концу трубы, на которую навинчивается резьба.
Калибр прижимают к пластине, прижатой к точно повернутому концу трубы, на которую навинчивается резьба. 
 Эффект этого проиллюстрирован, если вы возьмете центр впадины в любом месте резьбового стержня (с шагом в целых дюймах) и отмерите один дюйм в любом направлении — конечная точка также будет в центре впадины. Однако, если шаг представляет собой дробь, скажем, 6,5 tpi, то вам придется измерить два дюйма, чтобы учесть эффект дробной части 1/2). Метрические шаги рассчитаны таким образом, что центры впадин находятся на фиксированном расстоянии друг от друга в целых миллиметрах или долях мм, например: 0,25 мм, 0,75 мм, 1,0 мм, 1,5 мм, 2,5 мм и т. д. Если вы измеряете метрическую резьбу как для дюймового типа — но с фиксированной единицей метрическая длина (например, 100 мм) — вы обнаружите, что, хотя некоторые шаги действительно заканчиваются в центре впадины, большинство — нет, потому что они не делятся точно на 100. Хотя для всех практических целей эта разница не имеет значения, он создает интересный эффект при нарезании резьбы на токарном станке для, хотя на резьбо-циферблатном индикаторе англо-винторезного станка требуется всего одна шестерня, на метрическом станке требуется две, а иногда и три, чтобы охватить диапазон распространенных шагов.
Эффект этого проиллюстрирован, если вы возьмете центр впадины в любом месте резьбового стержня (с шагом в целых дюймах) и отмерите один дюйм в любом направлении — конечная точка также будет в центре впадины. Однако, если шаг представляет собой дробь, скажем, 6,5 tpi, то вам придется измерить два дюйма, чтобы учесть эффект дробной части 1/2). Метрические шаги рассчитаны таким образом, что центры впадин находятся на фиксированном расстоянии друг от друга в целых миллиметрах или долях мм, например: 0,25 мм, 0,75 мм, 1,0 мм, 1,5 мм, 2,5 мм и т. д. Если вы измеряете метрическую резьбу как для дюймового типа — но с фиксированной единицей метрическая длина (например, 100 мм) — вы обнаружите, что, хотя некоторые шаги действительно заканчиваются в центре впадины, большинство — нет, потому что они не делятся точно на 100. Хотя для всех практических целей эта разница не имеет значения, он создает интересный эффект при нарезании резьбы на токарном станке для, хотя на резьбо-циферблатном индикаторе англо-винторезного станка требуется всего одна шестерня, на метрическом станке требуется две, а иногда и три, чтобы охватить диапазон распространенных шагов. Фактически, для удовлетворения всех требований к метрическому шагу потребуются непрактичные шесть передач (или два или более индикатора, оснащенных необходимыми шестернями).
Фактически, для удовлетворения всех требований к метрическому шагу потребуются непрактичные шесть передач (или два или более индикатора, оснащенных необходимыми шестернями). 

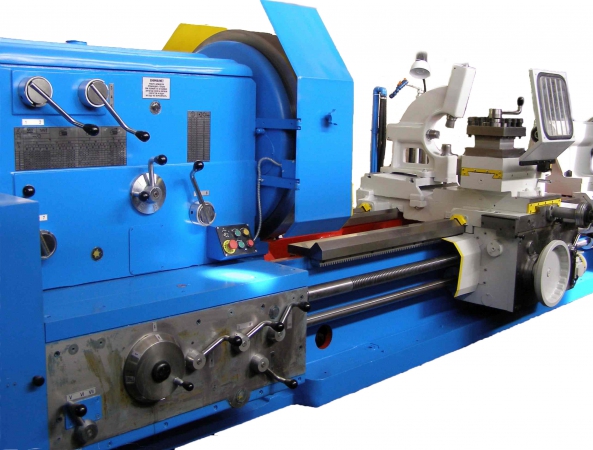
 Также можно оплатить заказ удаленно — на реквизиты нашей банковской карты.
Также можно оплатить заказ удаленно — на реквизиты нашей банковской карты. Это может быть поздравительная надпись или красивый рисунок, занимающий практически всю площадь бокала или стакана. Цена гравировки на стекле при нанесении больших изображений, конечно, выше, однако такой декор смотрится особенно роскошно;
Это может быть поздравительная надпись или красивый рисунок, занимающий практически всю площадь бокала или стакана. Цена гравировки на стекле при нанесении больших изображений, конечно, выше, однако такой декор смотрится особенно роскошно; Изображение сохранит такой внешний вид навсегда. Так как в ходе обработки удаляется очень тонкий слой материала, в рисунок не будет забиваться пыль и грязь, вещью можно будет с комфортом пользоваться.
Изображение сохранит такой внешний вид навсегда. Так как в ходе обработки удаляется очень тонкий слой материала, в рисунок не будет забиваться пыль и грязь, вещью можно будет с комфортом пользоваться. org/ListItem»>Центр поддержки
org/ListItem»>Центр поддержки
 Это может иметь отрицательное влияние на результат гравировки. Кроме того, выключите систему обдува для предотвращения преждевременного высыхания бумаги во время обработки. После гравировки вытрите остатки, очистив область гравировки.
Это может иметь отрицательное влияние на результат гравировки. Кроме того, выключите систему обдува для предотвращения преждевременного высыхания бумаги во время обработки. После гравировки вытрите остатки, очистив область гравировки. В настройках печати выберите тип растрирования по методу «упорядоченного возбуждения» (ordered dithering), однако используйте те же самые параметры. Благодаря этому изменению на поверхность стекла попадает меньше тепла, в результате чего получается менее шероховатая гравюра.
В настройках печати выберите тип растрирования по методу «упорядоченного возбуждения» (ordered dithering), однако используйте те же самые параметры. Благодаря этому изменению на поверхность стекла попадает меньше тепла, в результате чего получается менее шероховатая гравюра.

 org/ListItem»> Trotec Laser
org/ListItem»> Trotec Laser Этот процесс особенно удобен при использовании ротационной гравировальной насадки. Бокал для вина или другой стакан для питья с индивидуальной гравировкой, напр. на различные торжества, это прекрасный и запоминающийся подарок. Таким образом, каждое стекло с лазерной гравировкой уникально.
Этот процесс особенно удобен при использовании ротационной гравировальной насадки. Бокал для вина или другой стакан для питья с индивидуальной гравировкой, напр. на различные торжества, это прекрасный и запоминающийся подарок. Таким образом, каждое стекло с лазерной гравировкой уникально. U.
U.

 Однако стекло ведет себя иначе. Вместо того, чтобы испарять стекло, лазерный луч попадает на стекло и заставляет его быстро расширяться в точке, куда попадает лазерный луч (шириной всего 0,1 мм). Окружающее стекло расширяется не так быстро, поэтому область под лучом ломается. Эти микротрещины создают гравировку на поверхности стекла.
Однако стекло ведет себя иначе. Вместо того, чтобы испарять стекло, лазерный луч попадает на стекло и заставляет его быстро расширяться в точке, куда попадает лазерный луч (шириной всего 0,1 мм). Окружающее стекло расширяется не так быстро, поэтому область под лучом ломается. Эти микротрещины создают гравировку на поверхности стекла.
 Для моих инструкций и демонстрации я буду использовать поворотную ось в стиле кулачкового патрона.
Для моих инструкций и демонстрации я буду использовать поворотную ось в стиле кулачкового патрона. Обычно они поставляются с двумя комплектами губок — внутренней и внешней. Внутренние предназначены для расширения наружу, чтобы захватить внутреннюю часть полого предмета, такого как чашка или стакан. Внешние челюсти захватывают внешнюю часть объекта. Эти вращающиеся насадки надежно удерживают объект и поэтому более точны и менее склонны к проскальзыванию.
Обычно они поставляются с двумя комплектами губок — внутренней и внешней. Внутренние предназначены для расширения наружу, чтобы захватить внутреннюю часть полого предмета, такого как чашка или стакан. Внешние челюсти захватывают внешнюю часть объекта. Эти вращающиеся насадки надежно удерживают объект и поэтому более точны и менее склонны к проскальзыванию.
 Теперь закройте шкаф.
Теперь закройте шкаф. Начните с 10 000 , затем приклейте кусок ленты к верхней части патрона и нажмите кнопку TEST в диалоговом окне LightBurn. Затем LightBurn даст указание контроллеру Ruida отправить 10 000 импульсов на поворотный диск. Если номер правильный, лента должна закончиться точно в том же месте, где она началась, если нет, то вам нужно будет соответствующим образом изменить номер.
Начните с 10 000 , затем приклейте кусок ленты к верхней части патрона и нажмите кнопку TEST в диалоговом окне LightBurn. Затем LightBurn даст указание контроллеру Ruida отправить 10 000 импульсов на поворотный диск. Если номер правильный, лента должна закончиться точно в том же месте, где она началась, если нет, то вам нужно будет соответствующим образом изменить номер. Если стеклянный объект имеет кривую, то нам необходимо рассмотреть, на каких расстояниях лазерный луч остается достаточно сфокусированным для достижения чистой гравировки. Мы можем сделать это, выполнив линейный тест на лазерном гравере и изучив получившуюся форму песочных часов. Будет момент, когда линза начнет казаться резкой и начнет расширяться — для объектива с коротким фокусным расстоянием это будет довольно мало, а для объектива с большим фокусным расстоянием — больше. Расстояние от сопла до заготовки от этих точек начала до конца теста с уклоном покажет нам, какую кривизну стекла мы можем успешно выгравировать.
Если стеклянный объект имеет кривую, то нам необходимо рассмотреть, на каких расстояниях лазерный луч остается достаточно сфокусированным для достижения чистой гравировки. Мы можем сделать это, выполнив линейный тест на лазерном гравере и изучив получившуюся форму песочных часов. Будет момент, когда линза начнет казаться резкой и начнет расширяться — для объектива с коротким фокусным расстоянием это будет довольно мало, а для объектива с большим фокусным расстоянием — больше. Расстояние от сопла до заготовки от этих точек начала до конца теста с уклоном покажет нам, какую кривизну стекла мы можем успешно выгравировать. Например, с винным бокалом мы можем использовать несколько областей стекла для тестирования.
Например, с винным бокалом мы можем использовать несколько областей стекла для тестирования. Затем нажмите кнопку «Переместить голову» в меню слева и щелкните центр рисунка. Вращающийся патрон будет вращаться, а головка по оси X будет двигаться. Посмотрите, где все закончилось, и продолжайте слегка перемещать рисунок влево и вправо, что будет перемещать его вверх и вниз по объекту, пока рисунок не выровняется с тем местом, где вы хотите, чтобы он отображался на стекле.
Затем нажмите кнопку «Переместить голову» в меню слева и щелкните центр рисунка. Вращающийся патрон будет вращаться, а головка по оси X будет двигаться. Посмотрите, где все закончилось, и продолжайте слегка перемещать рисунок влево и вправо, что будет перемещать его вверх и вниз по объекту, пока рисунок не выровняется с тем местом, где вы хотите, чтобы он отображался на стекле.
 Если вы создаете толстые буквы или фигуры, возможно, вы используете режим заливки. В этом случае вам также необходимо учитывать интервал между линиями или LPI (количество строк на дюйм), который показывает, насколько далеко перемещается лазерный луч за каждый проход гравировки. Низкий LPI может создавать видимые линии, тогда как высокий LPI может нагревать стекло слишком сильно, вызывая его растрескивание. Опять же, здесь вам нужно поэкспериментировать, чтобы увидеть, что дает наилучшие результаты. Я начал с 0,1 мм (254 LPI), но также получил хорошие результаты при 0,08 мм (318 LPI).
Если вы создаете толстые буквы или фигуры, возможно, вы используете режим заливки. В этом случае вам также необходимо учитывать интервал между линиями или LPI (количество строк на дюйм), который показывает, насколько далеко перемещается лазерный луч за каждый проход гравировки. Низкий LPI может создавать видимые линии, тогда как высокий LPI может нагревать стекло слишком сильно, вызывая его растрескивание. Опять же, здесь вам нужно поэкспериментировать, чтобы увидеть, что дает наилучшие результаты. Я начал с 0,1 мм (254 LPI), но также получил хорошие результаты при 0,08 мм (318 LPI). Голова должна располагаться над центральной линией объекта и быть сфокусирована на стекле. Теперь вы можете начать гравировку при работающем вентиляторе, температуре охлаждающей воды ниже 68°F (20°C) и закрытой крышке.
Голова должна располагаться над центральной линией объекта и быть сфокусирована на стекле. Теперь вы можете начать гравировку при работающем вентиляторе, температуре охлаждающей воды ниже 68°F (20°C) и закрытой крышке. Таким образом, вам понадобится защита рук и глаз при работе с гравированным стеклом. Вам также понадобится проволочная щетка или проволочный диск на электродрели (вы также можете использовать дрель типа Dremel), чтобы пройтись по гравировке. Это удалит частицы стекла и сделает готовую гравировку гладкой на ощупь. Проволочная щетка не повредит стекло.
Таким образом, вам понадобится защита рук и глаз при работе с гравированным стеклом. Вам также понадобится проволочная щетка или проволочный диск на электродрели (вы также можете использовать дрель типа Dremel), чтобы пройтись по гравировке. Это удалит частицы стекла и сделает готовую гравировку гладкой на ощупь. Проволочная щетка не повредит стекло.
 Таким инструментом очень просто пользоваться, поэтому он подходит для каждого. Так как весит механическая щетка MS3740 всего лишь 11 килограмм, ее может эксплуатировать женщина, пожилой человек или подросток. Производством данной модели уборочной машины занимаются Соединенные Штаты Америки совместно с Китаем. Обратите внимание на подметальную машину Champion GS6510E, которая может эксплуатироваться и в летнее и в зимнее время.
Таким инструментом очень просто пользоваться, поэтому он подходит для каждого. Так как весит механическая щетка MS3740 всего лишь 11 килограмм, ее может эксплуатировать женщина, пожилой человек или подросток. Производством данной модели уборочной машины занимаются Соединенные Штаты Америки совместно с Китаем. Обратите внимание на подметальную машину Champion GS6510E, которая может эксплуатироваться и в летнее и в зимнее время.
 8 МБ
8 МБ ………… 3 ПРАВИЛА БЕЗОПАСНОСТИ
………… 3 ПРАВИЛА БЕЗОПАСНОСТИ ОСНОВНЫЕ ДЕТАЛИ 7 6 8 9 5 10 4 11 12 3 13 2 14 1 Рис.2 1. Внутренние щетки 2.Наружные щетки 3.Шкив привода правой наружной щетки 4.Ремень привода правой наружной щетки 5.Гайка регулировки высоты подъема внутренней щетки 6.Ремень привода внутренней щетки
ОСНОВНЫЕ ДЕТАЛИ 7 6 8 9 5 10 4 11 12 3 13 2 14 1 Рис.2 1. Внутренние щетки 2.Наружные щетки 3.Шкив привода правой наружной щетки 4.Ремень привода правой наружной щетки 5.Гайка регулировки высоты подъема внутренней щетки 6.Ремень привода внутренней щетки см — Champion Power Equipment
см — Champion Power Equipment




 Его рабочая громкость составляет всего 63,5 дБА.
Его рабочая громкость составляет всего 63,5 дБА. Для проектов массивный двигатель этого портативного генератора имеет все необходимое для работы с несколькими электроинструментами и крупным оборудованием, необходимым для выполнения работы. Добавьте портативный генератор Champion к своему снаряжению уже сегодня!
Для проектов массивный двигатель этого портативного генератора имеет все необходимое для работы с несколькими электроинструментами и крупным оборудованием, необходимым для выполнения работы. Добавьте портативный генератор Champion к своему снаряжению уже сегодня!

 org/BreadcrumbList»>
org/BreadcrumbList»> 3KW с автофокусом
3KW с автофокусом 2
2 




 0;
0; Автофокус 0-10В или EtherCAT.
Автофокус 0-10В или EtherCAT.
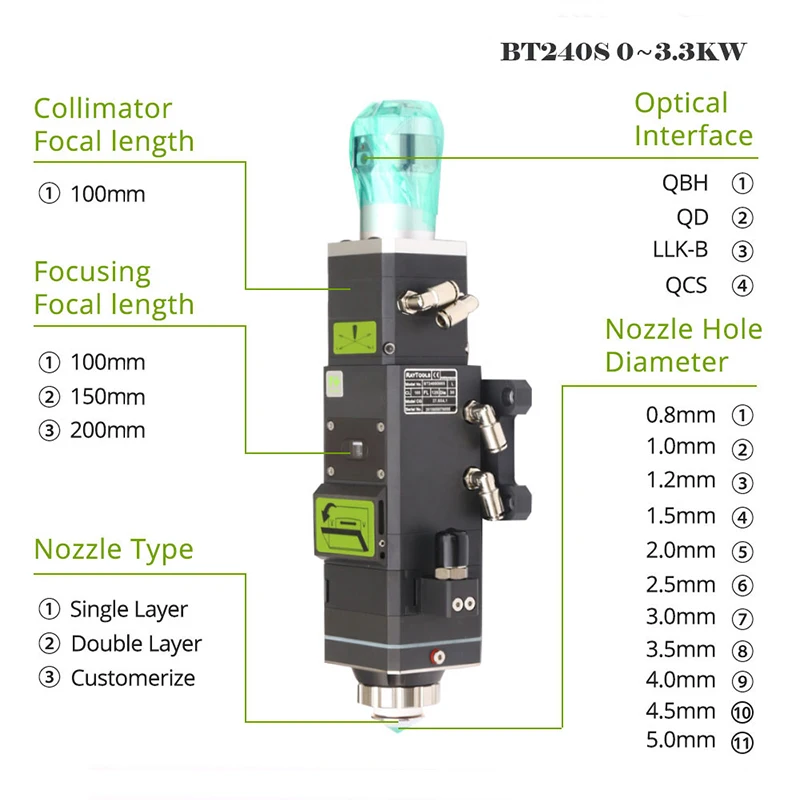
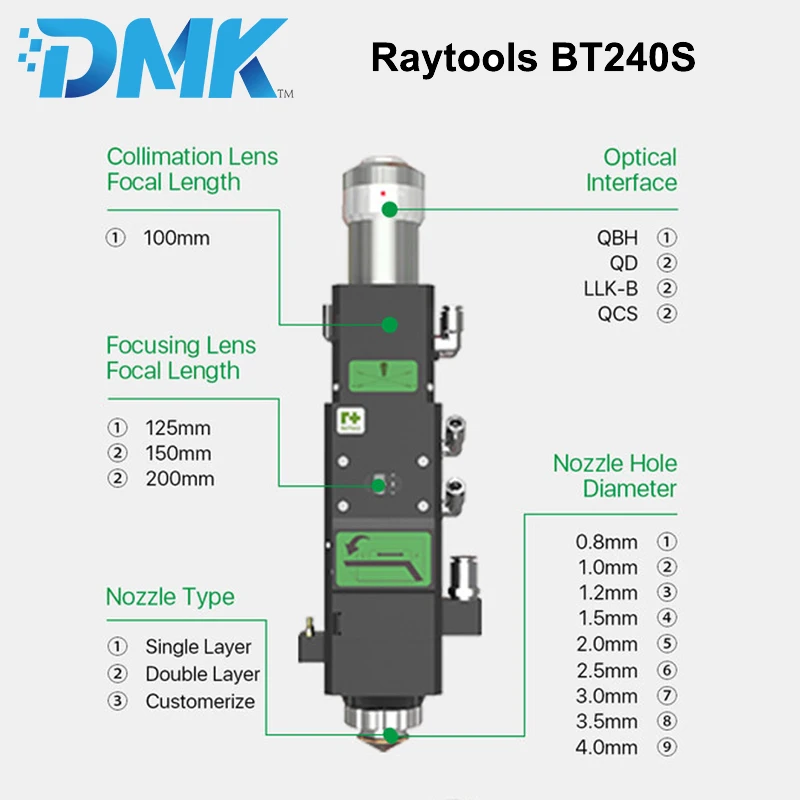

 Встроенная гальваническая и приводная система.
Встроенная гальваническая и приводная система.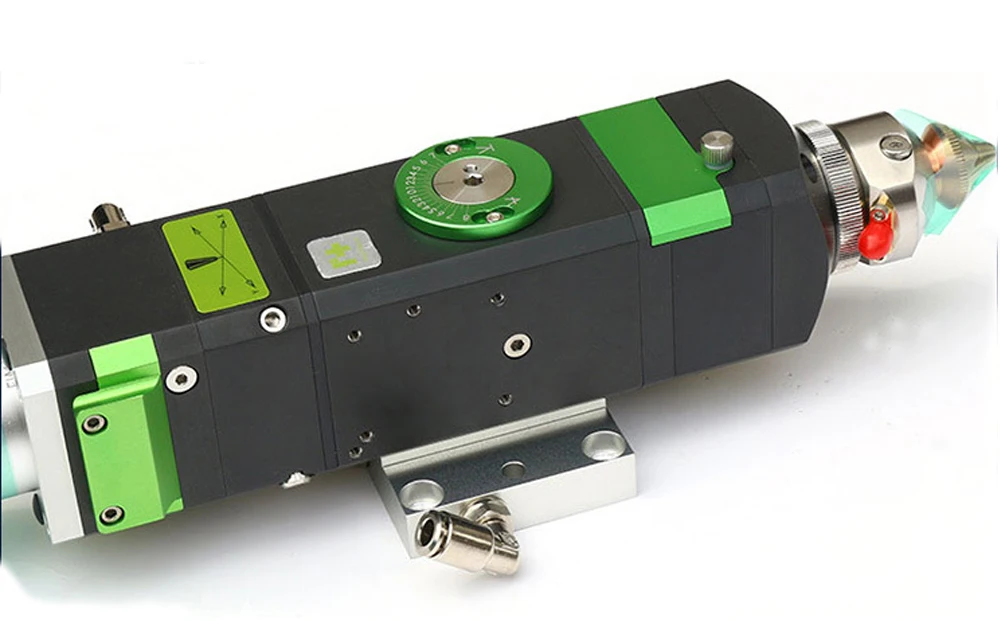 Встроенная гальваническая и приводная система.
Встроенная гальваническая и приводная система.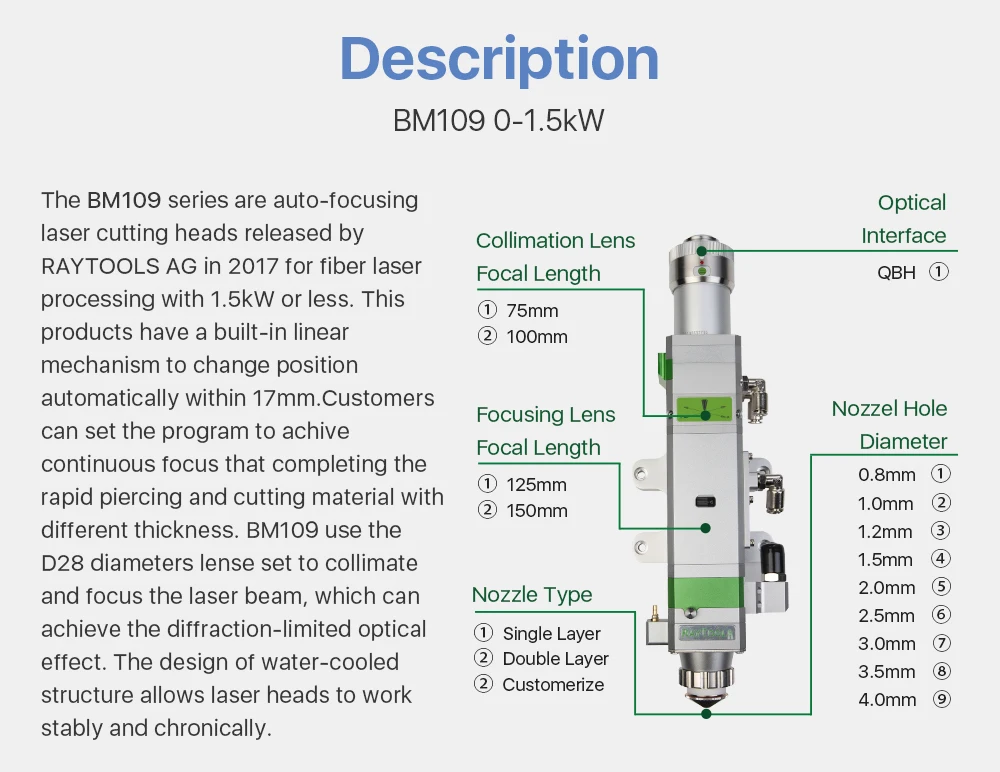 Функция качающейся сварки с помощью системы гальво. Встроенная гальваническая и приводная система.
Функция качающейся сварки с помощью системы гальво. Встроенная гальваническая и приводная система.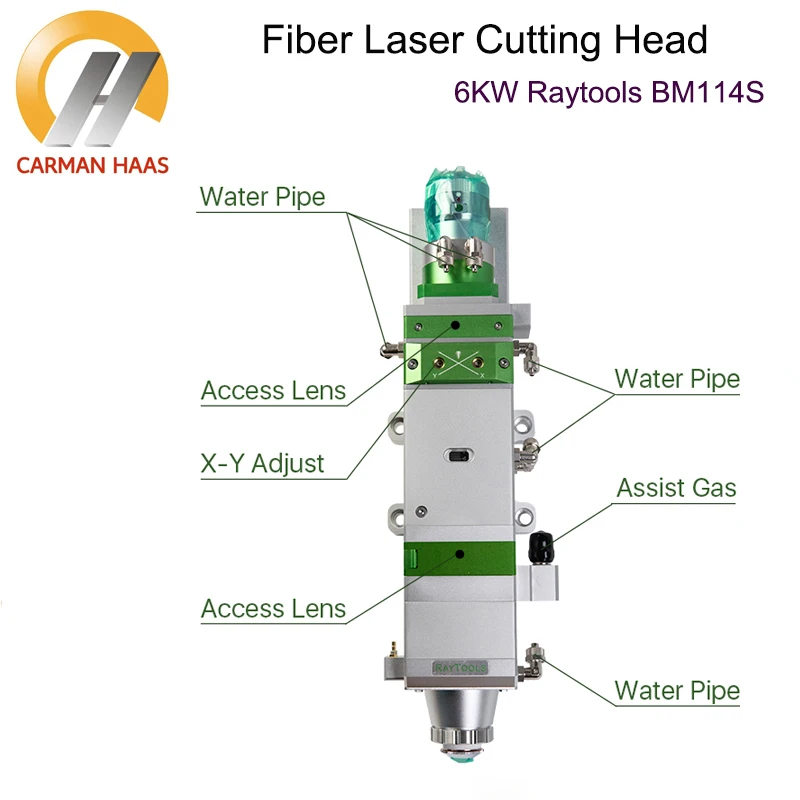

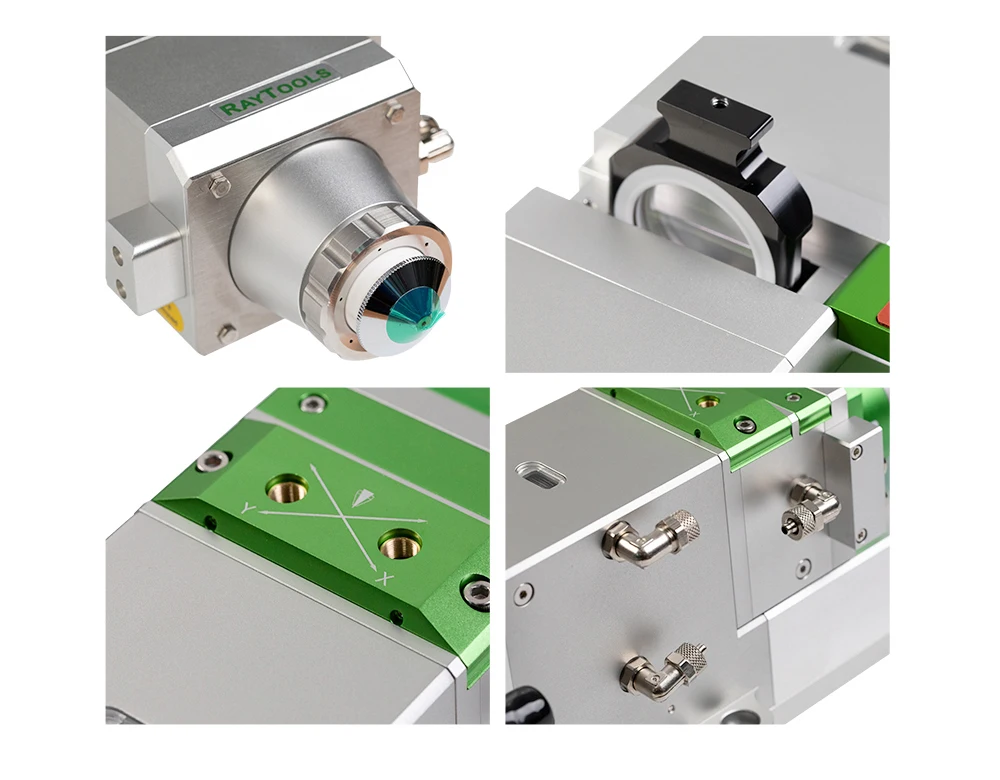

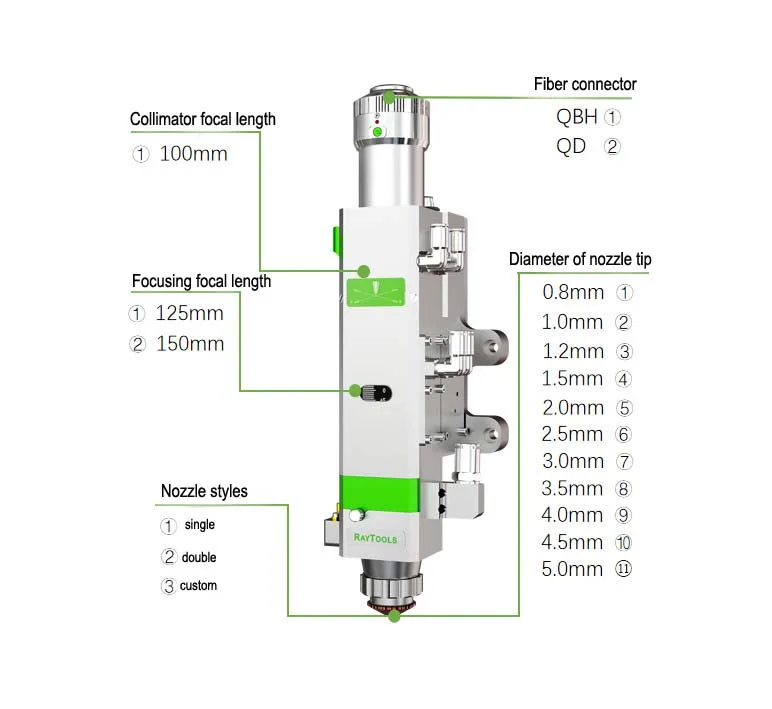
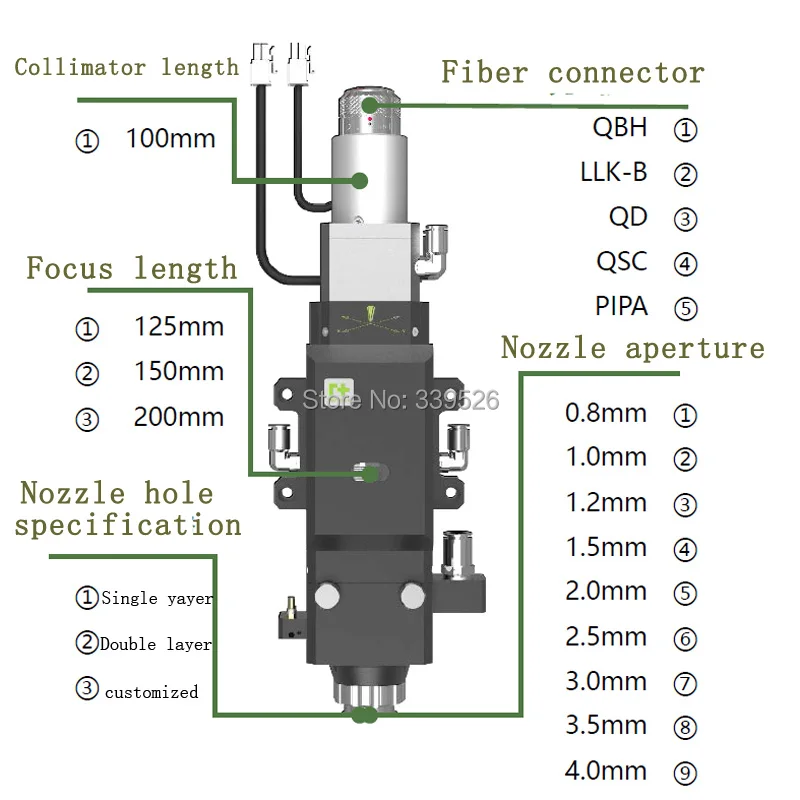
 Отогнутый проходной резец может обрабатывать торцы при поперечной подаче.
Отогнутый проходной резец может обрабатывать торцы при поперечной подаче. Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов. Так как станки-автоматы в основном работают с прутковыми заготовками, то отрезной резец, имея специфическую заточку, не только отрезает готовую деталь, но и обрабатывает торец следующей детали.
Так как станки-автоматы в основном работают с прутковыми заготовками, то отрезной резец, имея специфическую заточку, не только отрезает готовую деталь, но и обрабатывает торец следующей детали.
 Точильный инструмент из карбида кремния используется для резцов из твердых сплавов. Применение шаблонов значительно облегчает доводку резцов.
Точильный инструмент из карбида кремния используется для резцов из твердых сплавов. Применение шаблонов значительно облегчает доводку резцов.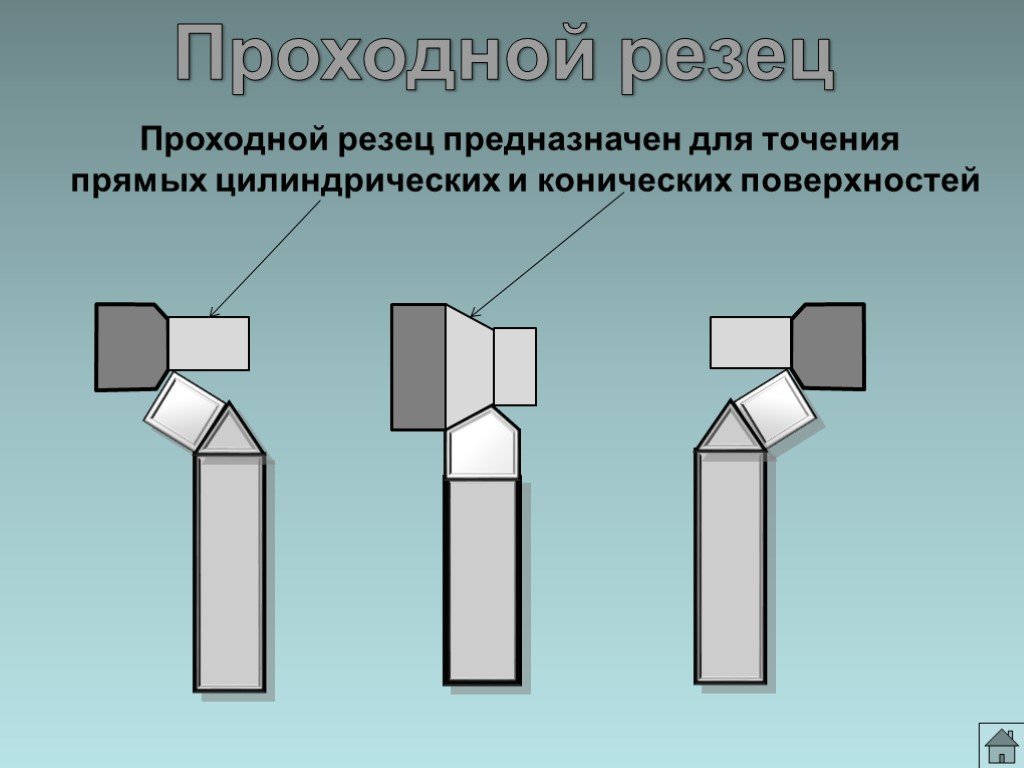 Сразу необходимо заострить внимание на характеристиках режущих поверхностей. Независимо от типа, они всегда делаются из специальных сплавов. Самыми популярными считаются Т5К10, ВК8 и т. д.
Сразу необходимо заострить внимание на характеристиках режущих поверхностей. Независимо от типа, они всегда делаются из специальных сплавов. Самыми популярными считаются Т5К10, ВК8 и т. д.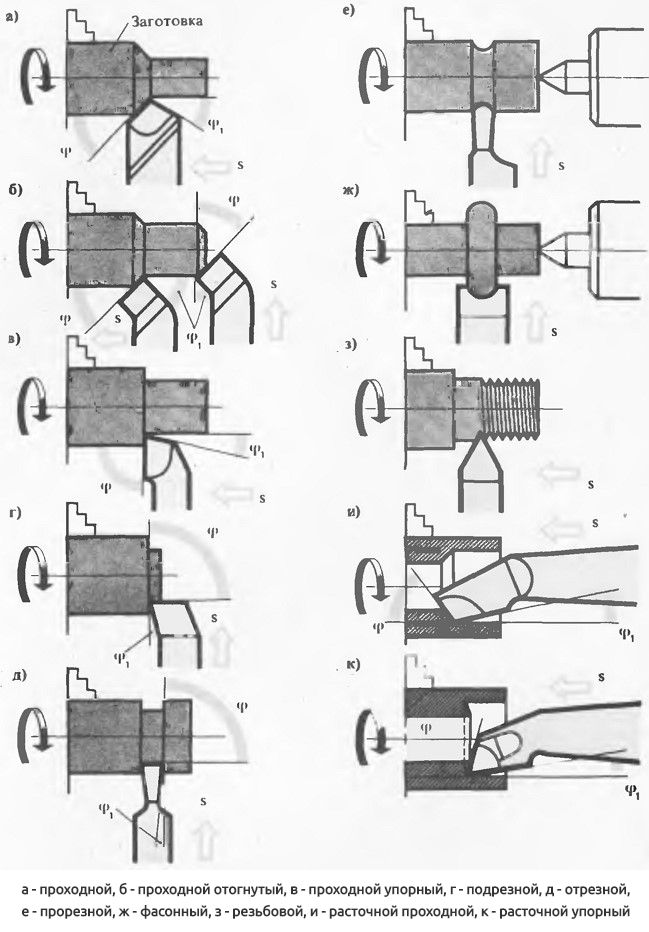 Он может иметь направление в правую или левую стороны. Применяются они в соответствии с расположением обрабатываемой детали на станке. Чаще всего применение сводится к работам на торцах будущих изделий и реже к съему фасок.
Он может иметь направление в правую или левую стороны. Применяются они в соответствии с расположением обрабатываемой детали на станке. Чаще всего применение сводится к работам на торцах будущих изделий и реже к съему фасок.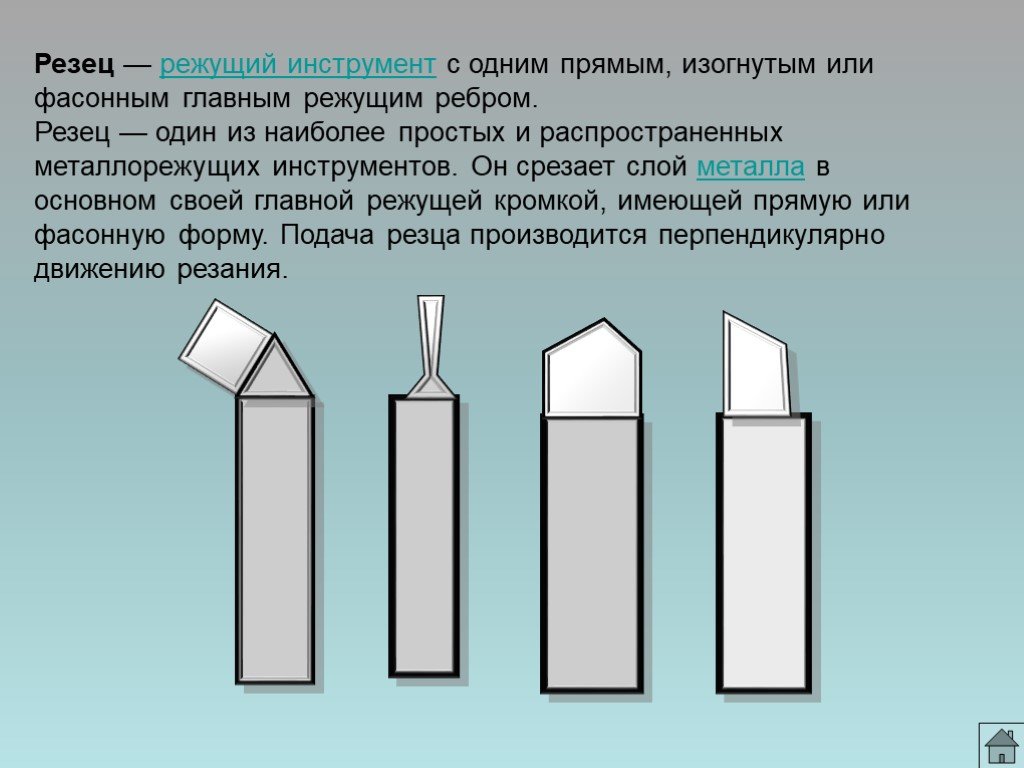 Они также могут быть прямыми! Для обозначения изделий не обязательно упоминать все нюансы их формы. Достаточно сказать, что они являются проходными упорными!
Они также могут быть прямыми! Для обозначения изделий не обязательно упоминать все нюансы их формы. Достаточно сказать, что они являются проходными упорными! Главное и единственное отличие в том, что у первых форма режущей пластины похожа на равносторонний треугольник с одной изогнутой гранью. При этом подрезные инструменты бывают как отогнутыми, так и упорными. Хотя второй тип встречается намного реже.
Главное и единственное отличие в том, что у первых форма режущей пластины похожа на равносторонний треугольник с одной изогнутой гранью. При этом подрезные инструменты бывают как отогнутыми, так и упорными. Хотя второй тип встречается намного реже. Она позволяет сокращать потери материла при отрезании и имеет накладную пластину из сплава повышенной твердости.
Она позволяет сокращать потери материла при отрезании и имеет накладную пластину из сплава повышенной твердости. В случае необходимости токарь может переточить кромку для изготовления резьб других видов.
В случае необходимости токарь может переточить кромку для изготовления резьб других видов.
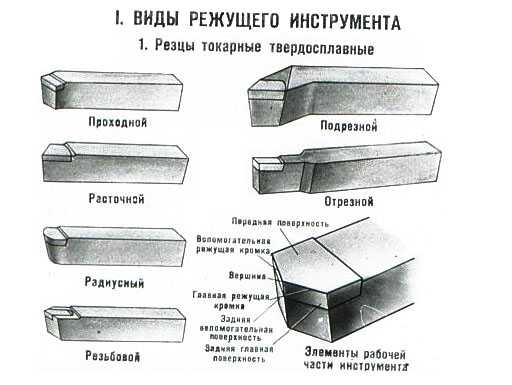


 Центральные резцы имеют более острые резцовые углы, чем боковые резцы. Центральные резцы верхней челюсти также уникальны тем, что они больше, чем центральные резцы нижней челюсти. Верхнечелюстные боковые резцы часто наиболее разнообразны по своей форме. Иногда боковые резцы верхней челюсти могут иметь форму штифта и поэтому называются «латеральными штифтами». Боковые резцы верхней челюсти также могут отсутствовать врожденно. Центральный резец нижней челюсти — самый маленький зуб из всех резцов. 4
Центральные резцы имеют более острые резцовые углы, чем боковые резцы. Центральные резцы верхней челюсти также уникальны тем, что они больше, чем центральные резцы нижней челюсти. Верхнечелюстные боковые резцы часто наиболее разнообразны по своей форме. Иногда боковые резцы верхней челюсти могут иметь форму штифта и поэтому называются «латеральными штифтами». Боковые резцы верхней челюсти также могут отсутствовать врожденно. Центральный резец нижней челюсти — самый маленький зуб из всех резцов. 4  Язычная образована одним язычным гребнем, который лежит между двумя язычными ямками. 4
Язычная образована одним язычным гребнем, который лежит между двумя язычными ямками. 4  У них более широкая и плоская поверхность с 4-5 буграми и самая большая коронка среди всех других зубов. Они предназначены для измельчения пищи. Моляры нижней челюсти обычно имеют 2 корня. Верхнечелюстные моляры, расположенные позади вторых премоляров, обычно имеют 3 корня. В постоянном прикусе 12 моляров, по три в каждом квадранте рта. Они называются, начиная с ближайшего к средней линии, как первые моляры, вторые моляры и третьи моляры. Хотя у некоторых людей третьи моляры развиваются не полностью, поэтому они могут различаться по размеру и форме или даже отсутствовать. Третьи моляры часто называют зубами мудрости и часто имеют сросшиеся корни. Молочные зубы содержат только восемь моляров. Моляр нижней челюсти – это первый постоянный зуб, который прорезывается во рту. 4 .
У них более широкая и плоская поверхность с 4-5 буграми и самая большая коронка среди всех других зубов. Они предназначены для измельчения пищи. Моляры нижней челюсти обычно имеют 2 корня. Верхнечелюстные моляры, расположенные позади вторых премоляров, обычно имеют 3 корня. В постоянном прикусе 12 моляров, по три в каждом квадранте рта. Они называются, начиная с ближайшего к средней линии, как первые моляры, вторые моляры и третьи моляры. Хотя у некоторых людей третьи моляры развиваются не полностью, поэтому они могут различаться по размеру и форме или даже отсутствовать. Третьи моляры часто называют зубами мудрости и часто имеют сросшиеся корни. Молочные зубы содержат только восемь моляров. Моляр нижней челюсти – это первый постоянный зуб, который прорезывается во рту. 4 . Со временем они заменятся вашими постоянными зубами. У вас разовьются 20 молочных зубов и 32 постоянных зуба, которые будут развиваться поэтапно. Есть пять различных типов зубов, которые прорезываются в течение жизни, каждый из которых имеет разную форму и свою функцию. У каждого зуба есть противоположный на другой стороне рта, который прорезывается примерно в то же время.
Со временем они заменятся вашими постоянными зубами. У вас разовьются 20 молочных зубов и 32 постоянных зуба, которые будут развиваться поэтапно. Есть пять различных типов зубов, которые прорезываются в течение жизни, каждый из которых имеет разную форму и свою функцию. У каждого зуба есть противоположный на другой стороне рта, который прорезывается примерно в то же время.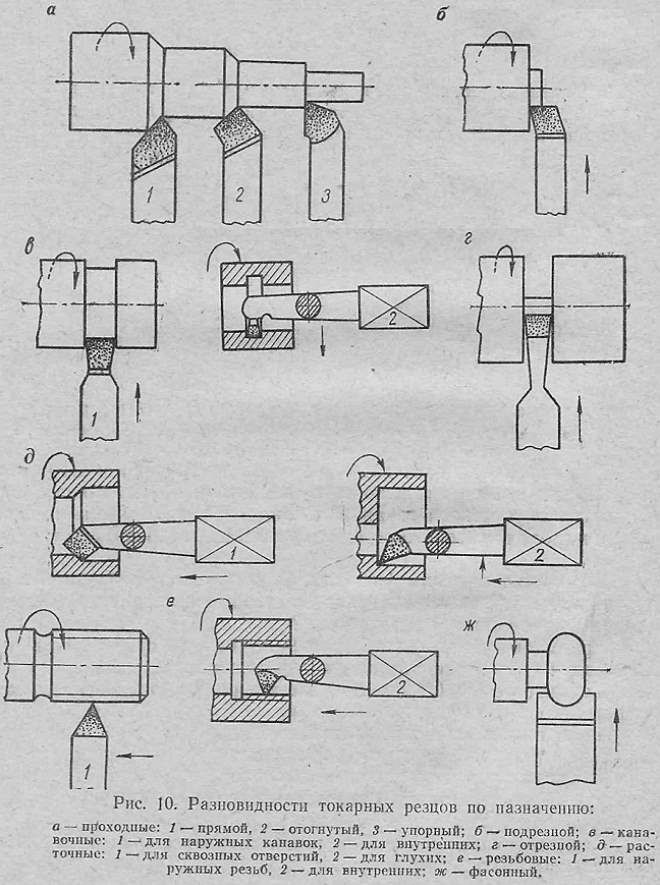 Первые клыки начинают появляться в возрасте от 16 до 20 месяцев. Для молочных клыков верхние зубы появятся непосредственно перед нижними. Их заменяют постоянные клыки. Эти зубы обычно появляются в возрасте от 9 до 12 лет. Они прорезываются напротив молочных клыков, поскольку нижние зубы обычно появляются раньше верхних. Нижние клыки обычно появляются в возрасте около девяти лет, а верхние клыки обычно появляются в возрасте около 11 или 12 лет.
Первые клыки начинают появляться в возрасте от 16 до 20 месяцев. Для молочных клыков верхние зубы появятся непосредственно перед нижними. Их заменяют постоянные клыки. Эти зубы обычно появляются в возрасте от 9 до 12 лет. Они прорезываются напротив молочных клыков, поскольку нижние зубы обычно появляются раньше верхних. Нижние клыки обычно появляются в возрасте около девяти лет, а верхние клыки обычно появляются в возрасте около 11 или 12 лет.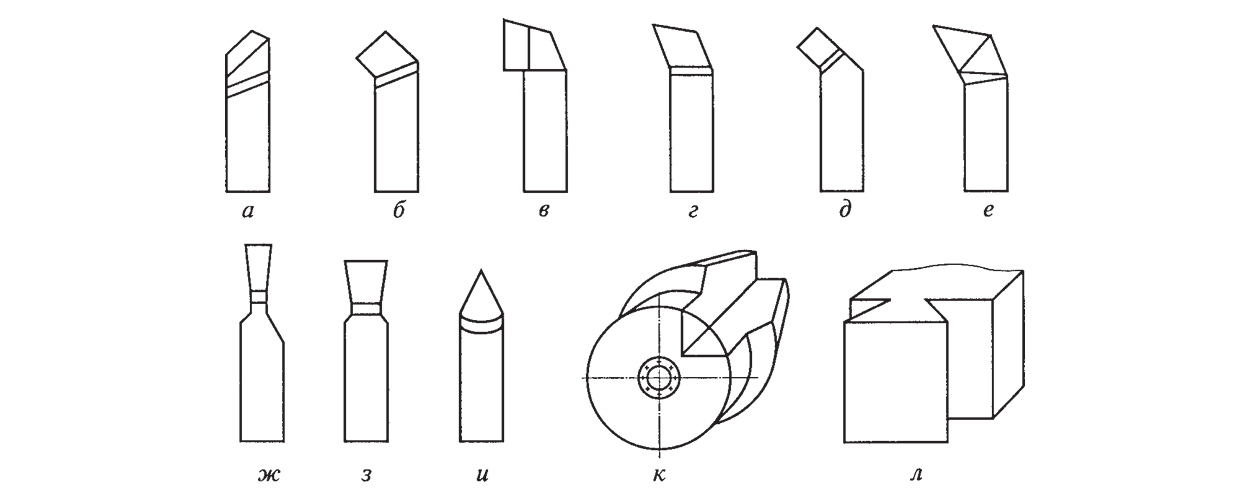 Постоянные моляры располагаются позади молочных зубов, а не заменяют их. Эти зубы впервые начинают появляться в возрасте от 12 до 15 месяцев. Первые моляры обычно прорезываются примерно в возрасте шести лет до того, как молочные моляры выпадут. Вторые моляры обычно прорезываются в возрасте от 11 до 13 лет.0003
Постоянные моляры располагаются позади молочных зубов, а не заменяют их. Эти зубы впервые начинают появляться в возрасте от 12 до 15 месяцев. Первые моляры обычно прорезываются примерно в возрасте шести лет до того, как молочные моляры выпадут. Вторые моляры обычно прорезываются в возрасте от 11 до 13 лет.0003 Все эти пять типов зубов служат определенной цели, когда речь идет о расщеплении пищи, чтобы сделать ее более удобоваримой. Служа такой важной цели, помимо вашей улыбки, вы хотите убедиться, что о ваших зубах заботятся должным образом. Приходите к доктору Акосте в стоматологическую клинику Hancock Village Dental, чтобы убедиться в здоровье своих зубов.
Все эти пять типов зубов служат определенной цели, когда речь идет о расщеплении пищи, чтобы сделать ее более удобоваримой. Служа такой важной цели, помимо вашей улыбки, вы хотите убедиться, что о ваших зубах заботятся должным образом. Приходите к доктору Акосте в стоматологическую клинику Hancock Village Dental, чтобы убедиться в здоровье своих зубов. Меня приняли очень вовремя, ждать не пришлось. Очень рекомендую пройти эту практику!
Меня приняли очень вовремя, ждать не пришлось. Очень рекомендую пройти эту практику!

 Полотно прочно прикреплено к редуктору и основанию с помощью шарнира. Рабочий стол оснащен специальными рельсами для перемещения. Станок имеет прочную стальную раму. Тиски станка изготовлены из чугуна и позволяют надежно зажимать заготовку.
Полотно прочно прикреплено к редуктору и основанию с помощью шарнира. Рабочий стол оснащен специальными рельсами для перемещения. Станок имеет прочную стальную раму. Тиски станка изготовлены из чугуна и позволяют надежно зажимать заготовку.
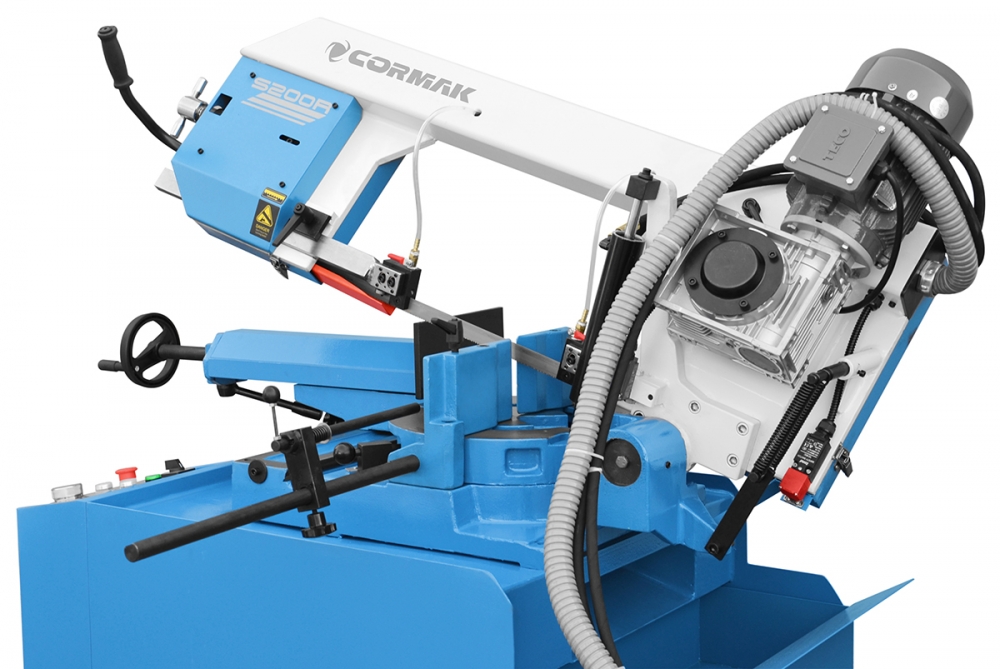
 1000 предназначен для порезки листового, прямоугольного и профильного проката на мерные заготовки в пределах технических характеристик.
1000 предназначен для порезки листового, прямоугольного и профильного проката на мерные заготовки в пределах технических характеристик. 00
00 75
75 00
00 50
50 700
700 37
37
 V 420H предназначен для резки практически всех основных металлов: легких сплавов, цветных металлов, конструкционных, высоколегированных, нержавеющих и быстрорежущих сталей, высокопрочных чугунов замкнутым ленточным полотном. Этот станок осуществляет резание под углами в диапазоне от 45-90-30 град., с помощью наклона рамы в обе стороны от положения в 90град . Главное движение резания осуществляется электромеханическим путем. Станок оснащен (вариатором) бесступенчатой регулировкой скорости режущего полотна в диапазоне 15-120 м/мин.
V 420H предназначен для резки практически всех основных металлов: легких сплавов, цветных металлов, конструкционных, высоколегированных, нержавеющих и быстрорежущих сталей, высокопрочных чугунов замкнутым ленточным полотном. Этот станок осуществляет резание под углами в диапазоне от 45-90-30 град., с помощью наклона рамы в обе стороны от положения в 90град . Главное движение резания осуществляется электромеханическим путем. Станок оснащен (вариатором) бесступенчатой регулировкой скорости режущего полотна в диапазоне 15-120 м/мин.



 label}}
label}}