Поликлиника управления делами президента РФ №3 (на Грохольском)
Официальное название Федеральное государственное бюджетное учреждение «Поликлиника №3» Управления делами Президента Российской Федерации.
Услуги
Структура поликлиники
Контакты и схема проезда
Отзывы
Федеральное государственное бюджетное учреждение «Поликлиника №3» Управления делами Президента Российской Федерации является крупным многопрофильным лечебно-профилактическим учреждением системы Кремлевской медицины. Поликлиника имеет мощную лечебно-диагностическую базу и оснащена новейшим медицинским оборудованием.
Высокое качество лечебно-диагностической, консультативной, реабилитационной и профилактической помощи, профессионализм врачей и медицинских сестер, внимательное отношение к проблемам здоровья людей создали поликлинике отличную репутацию среди пациентов.
Главными задачами учреждения являются: высокий стандарт оказания медицинской помощи, повышение профессионального уровня медицинского персонала, совершенствование методов организации работы с пациентами, использование новейшей аппаратуры, внедрение инновационных методов диагностики и лечения, развитие материально-технической базы, создание условий для комфорта и удобства при посещении поликлиники.
адрес: 129090, Москва, Грохольский пер., д. 31
телефон: +7 495 982 1010
Услуги поликлиники
Поликлиника обслуживает граждан на основании ДМС, а также за наличный расчет, по кредитным картам, по программам лечения конкретных заболеваний.
В поликлинике №3 Президента РФ оказывают лечебно-диагностическую, консультативную, реабилитационную и профилактическую медицинскую помощь по следующим профилям: хирургия, терапия, неврология, нейрофизиология, гинекология, урология, стоматология, отоларингология, офтальмология, наркология, психоневрология, дерматовенерология, сомнология, лечебная косметология, физиотерапия, диагностика.
Штат сотрудников состоит из высококвалифицированного медицинского персонала.
Прием и лечение пациентов осуществляется врачами более чем 35 специальностей ежедневно с 8:00 до 20:00, в субботние дни — с 8:00 до 14:00, обслуживание на дому — с 9:00 до 17:00.
Скорая медицинская помощь с бригадой реанимации работает круглосуточно.
Виды медицинского обслуживания
1. Добровольное медицинское страхование через ведущие страховые компании.
2. Обслуживание за наличный расчет и по кредитным картам через кабинет платных медицинских услуг.
3. Обслуживание в соответствии с программами по лечению конкретных заболеваний.
Платные услуги
ФГБУ «Поликлиника №3» УДП РФ создана для избранных, доступна для всех.
В Поликлинике вы сможете получить весь спектр медицинской помощи, выбрав подходящий для Вас вариант оплаты:
Через кабинет платных медицинских услуг, за наличный расчет и по банковским картам. Платные услуги предоставляются гражданам Российской Федерации и гражданам других государств в соответствии с действующим прейскурантом.
Через страховые компании (Добровольное медицинское страхование). Поликлиника работает со всеми ведущими страховыми компаниями которые существуют на рынке медицинских услуг. Медицинская помощь предоставляется пациентам с 18-летнего возраста.
Прямой договор с Поликлиникой только для юридический лиц.
Программа медицинского осмотра — Check UP.
Отделения, подразделения поликлиники
В составе поликлиники функционируют следующие подразделения и кабинеты:
Акушерство и гинекология
Ведение беременности
Вспомогательные репродуктивные технологии
Программы ЭКО, Обследование перед ЭКО, Психологическая поддержка
Отвертка аккумуляторная Вихрь ОА-3,6-К в Екатеринбурге
Категории
Аккумуляторная отвертка ВИХРЬ ОА-3,6-К – бытовой ручной электроинструмент для закручивания и откручивания шурупов, саморезов, винтов, дюбелей и других видов крепежных изделий. Питание от встроенной литий-ионной аккумуляторной батареи. Кнопка переключателя служит для изменения направления вращения шпинделя (реверс). Среднее положение переключателя реверса блокирует выключатель отвертки.
Подготовка и порядок работы 1. Перед началом использования машины необходимо: — наружные поверхности машины протереть насухо ветошью; — после транспортировки в зимних условиях, перед включением выдержать машину при комнатной температуре до полного высыхания водяного конденсата; — полностью зарядить аккумуляторную батарею. 2. Приступая к работе, следует: — проверить правильность и четкость срабатывания всех функций выключателя; — опробовать работу машины на холостом ходу в течении 10-15 секунд. 3. Во время работы: — избегайте длительной непрерывной работы машины; — не допускайте механических повреждений, ударов, падений машины и т.п.; — оберегайте машину от воздействия внешних источников тепла или химических активных веществ, а также от попадания жидкостей и посторонних твердых предметов внутрь машины; — обеспечьте эффективное охлаждение машины; — следите за нагревом электродвигателя. 4. По окончании работы: — очистите машину и дополнительные принадлежности от грязи; — обеспечьте хранение инструмента при температуре окружающей среды от +1°С до +35°С и относительной влажности воздуха не более 80%. 5. Зарядка аккумуляторной батареи. Подключите сетевой адаптер к разъему аккумуляторной отвертки, а затем произведите подключение адаптера к сети переменного тока 220-230В/50Гц. При этом загорятся светодиодные индикаторы, расположенные на верхней части отвертки. В зависимости от степени заряда сначала загорится красный, желтый, зелёный. Когда горят все 3 — зарядка завершена. Зарядка аккумулятора происходит до 3 часов, в зависимости от степени разряда аккумулятора. По истечении этого времени сетевой адаптер нужно отключить от сети, а затем и от отвертки. 6. Индикатор заряда. Данная модель имеет на корпусе индикацию заряда. Три светодиода располагаются друг за другом, при нажатии на кнопку индикации (верхняя часть отвертки) загорается(-ются) диод(ы) того цвета, которому соответствует уровень заряда. Например: красный диод горит, когда осталось
Отвертка аккумуляторная Вихрь ОА-3,6-К – один из множества товаров, которые представлены в ассортименте интернет-магазина «Ресанта». Здесь представлены основное описание товара и его характеристики, но если у вас возникают вопросы или вы хотите узнать дополнительную информацию, то звоните нам по телефону: 8 (343) 382-19-61. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Склад, магазин и сервисный центр компании «Ресанта» находятся в одном месте, что удобно для пользователя, если вы захотите забрать товар, купленный в интернет магазине, сами и подобрать к нему дополнительные товары или проконсультироваться с продавцами. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Предоставляем скидки ветеранам, именинникам и постоянным покупателям (кроме акционных товаров с подарками). Всю нашу продукцию (Отвертка аккумуляторная Вихрь ОА-3,6-К, в том числе) можно оплачивать по безналичному расчёту (НДС учтено), если Вы являетесь юридическим лицом.
Общие характеристики
Время заряда, ч
3
Емкость аккумулятора, А*ч
1
Тип работы
безударный
Частота вращения шпинделя, об/мин
250
Напряжение аккумулятора, В
3
Напряжение сети, В
220
Тип аккумулятора
Li-Ion
Частота, Гц
50
Максимальный крутящий момент, Н*м
3
Тип патрона
Быстрозажимной
Функции
Возможности
Реверс, Подсветка рабочей зоны, Наличие прорезиненной ручки
Задний ход
Да
Питание
От аккумулятора
Комплектация
Кейс
Да
Комплектация
Отвертка со встроенным аккумулятором, Бита 18 шт, Адаптер-удлинитель для бит, Сетевой адаптер, Паспорт, Упаковка (кейс).
Производитель
Бренд
Вихрь
Страна бренда
Россия
Страна производства
Китай
Гарантия, мес.
12
Размеры и вес
Вес без упаковки, кг
0,6
Вес в упаковке, кг
0,95
Габариты, см
13 x 5 x 17
Размеры в коробке, см
13 x 5 x 17
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте! Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Подписка на новости
Успей купить!
Вступи в нашу группу ВКОНТАКТЕ,
Назови промокод #РЕСАНТРЕСАНТОВИЧ
Получи преимущество!
ООО «РЕСАНТА-УРАЛ»
ОГРН 1146679029749
Копирование материалов на этом сайте
для коммерческих целей запрещено!
Ресанта-Урал — зарегистрированная
торговая марка.
Авторские права защищены.
Аккумуляторная отвертка вихрь оа-3,6-к (id 84794278)
Характеристики и описание
Аккумуляторная отвертка ВИХРЬ ОА-3,6-К – бытовой ручной электроинструмент для закручивания и откручивания шурупов, саморезов, винтов, дюбелей и других видов крепежных изделий. Питание от встроенной литий-ионной аккумуляторной батареи. Кнопка переключателя служит для изменения направления вращения шпинделя (реверс). Среднее положение переключателя реверса блокирует выключатель отвертки.
Подготовка и порядок работы 1. Перед началом использования машины необходимо: — наружные поверхности машины протереть насухо ветошью; — после транспортировки в зимних условиях, перед включением выдержать машину при комнатной температуре до полного высыхания водяного конденсата; — полностью зарядить аккумуляторную батарею. 2. Приступая к работе, следует: — проверить правильность и четкость срабатывания всех функций выключателя; — опробовать работу машины на холостом ходу в течении 10-15 секунд. 3. Во время работы: — избегайте длительной непрерывной работы машины; — не допускайте механических повреждений, ударов, падений машины и т.п.; — оберегайте машину от воздействия внешних источников тепла или химических активных веществ, а также от попадания жидкостей и посторонних твердых предметов внутрь машины; — обеспечьте эффективное охлаждение машины; — следите за нагревом электродвигателя. 4. По окончании работы: — очистите машину и дополнительные принадлежности от грязи; — обеспечьте хранение инструмента при температуре окружающей среды от +1°С до +35°С и относительной влажности воздуха не более 80%. 5. Зарядка аккумуляторной батареи. Подключите сетевой адаптер к разъему аккумуляторной отвертки, а затем произведите подключение адаптера к сети переменного тока 220-230В/50Гц. При этом загорятся светодиодные индикаторы, расположенные на верхней части отвертки. В зависимости от степени заряда сначала загорится красный, желтый, зелёный. Когда горят все 3 — зарядка завершена. Зарядка аккумулятора происходит до 3 часов, в зависимости от степени разряда аккумулятора. По истечении этого времени сетевой адаптер нужно отключить от сети, а затем и от отвертки. 6. Индикатор заряда. Данная модель имеет на корпусе индикацию заряда. Три светодиода располагаются друг за другом, при нажатии на кнопку индикации (верхняя часть отвертки) загорается(-ются) диод(ы) того цвета, которому соответствует уровень заряда. Например: красный диод горит, когда осталось <30% заряда; красный и жёлтый от 30 до 70%; красный, зелёный и желтый от 70 до 100
Был online: Сегодня
Продавец SilkNet Discount
4 года на Satu.kz
100+ заказов
Каталог продавца
Отзывы
240
Сайт продавца
Код: 13034
В наличии
9 090 Тг.
Алматы ∙
Продавец SilkNet Discount
Доставка
Оплата и гарантии
Популярные производители в категории Аккумуляторные отвертки
Xiaomi
ALTECO
Cersanit
Makita
DENZEL
Интерскол
Rombica
Black&Decker
У нас покупают
Оборудование и материалы для салонов красоты
Дрели, шуруповерты
Сверла, буры
Садовый инвентарь и освещение
Отрезные, зачистные, шлифовальные, пильные круги
Швейные аксессуары и фурнитура
Перфорированный крепеж
Уличное освещение
Высоковольтные выключатели
Инструмент для скашивания травы
Фитинги для труб
Инструменты для обрезки
Тепловые пушки и нагреватели
Тепловые пушки
Автоматические выключатели, узо
Промышленное освещение
Веревочные изделия
Инструменты для обработки почвы
ТОП теги
Аккумуляторный шуруповерт
Набор аккумуляторных инструментов
Набор отвертки
Шуруповёрты аккумуляторные
Шуруповерт pit
Дрель-шуруповёрт CROWN
Ремонт литиевого аккумулятора шуруповерта
Насколько вам удобно на satu?
Набор аккумуляторных отверток Marvel’s Black Panther — Ukonic
44 доллара 97 44,97 доллара США
Цена за единицу за
Сэкономьте 5 долларов
Заголовок по умолчанию — 44,97 долларов США
Купить сейчас в Walmart
Спасите день, если у вас есть этот набор аккумуляторных отверток Marvel Black Panther. Этот кейс со знаменитой эмблемой Marvel’s Black Panther содержит не вибраниум из Ваканды, а кое-что еще более полезное: аккумуляторную отвертку, 6 ручных отверток (на случай, если вы забудете зарядить беспроводную), трещотку и 30 мультиголовок. биты для всех ваших миссий по ремонту дома и электроники. Это отличный подарок на новоселье или хороший способ поблагодарить того, кто пришел вам на помощь.
ДЕТАЛИ
Набор отверток из 41 предмета в футляре «Черная пантера» из Marvel’s Avengers.
Беспроводная отвертка 3,6 В (с USB-кабелем для зарядки)
6 ручных отверток: шлиц 1/8″ и 3/32″, Phillips #00 и #0, Torx T6 и T8
Аккумуляторная отвертка имеет 210 об / мин, настройку крутящего момента 6 + 1, максимальный крутящий момент 5 Нм, аккумулятор 1300 мАч, вход 5 В 1 А и время зарядки 3-5 часов.
Веселый и полезный подарок на новоселье или день рождения для поклонников Marvel
Мини-фонарик Marvel’s Black Panther и многофункциональный набор инструментов
Обычная цена
14 долларов 97 $14,97
Занавеска для душа Чудо-женщина DC
Обычная цена
19 долларов 99 $19,99
Набор кружек Friends Mr. Rachel & Mrs Ross
Обычная цена
19 долларов 99 $19,99
Набор керамической посуды из 16 предметов «Карта мародеров Гарри Поттера»
Обычная цена
$129 99 $129,99
Майнкрафт Цветочный горшок с ромашкой и маком Подсветка настроения
Обычная цена
28 долларов 99 28,99 $
Набор бит Vortex из 55 предметов
Написать обзор
Crescent
Набор бит Vortex Crescent из 55 предметов
Рейтинг Обязательно
5 звезд (лучший)4 звезды3 звезды (средний)2 звезды1 звезда (худший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
комментариев Обязательно
Сейчас: $51,20
Текущий запас:
Артикул:
M310997 CAVBHSET-55
вместе с этим часто покупают
Общая стоимость:
добавить в корзину
Пожалуйста, выберите опции для всех выбранных продуктов
Описание
Описание
Изготовленные из стали S2, эти насадки для отверток Crescent имеют магнитный наконечник, что упрощает их использование. Эксклюзивная зона Dual Impact Torsion Zone™ помогает поглощать удары от ударов, поэтому ваши биты прослужат дольше при интенсивном использовании в классе. Они совместимы с ударными винтовертами и дрелями с шестигранным хвостовиком 1/4″, а лазерная маркировка означает, что вы никогда не забудете размер.
С изоляцией: Нет Гарантия: Ограниченная пожизненная Отделка: нейзильбер Покрытие наконечника: черный оксид Материал: сталь S2 Магнитные: да 1″ Ударная насадка Phillips® VORTEX™ Impact Power #2 x 1″ Ударная насадка Phillips® VORTEX™ Impact Power #3 x 1″ Ударная насадка Phillips® VORTEX™ 4–5 x 1″ Ударная насадка VORTEX™ с прорезью 6 — 8 x 1″ прорезных бит VORTEX™ Impact Power 8 — 10 x 1″ прорезных бит VORTEX™ Impact Power Квадратная бита VORTEX™ Impact Power #1 x 1″ Квадратная бита VORTEX™ Impact Power #2 x 1″ Квадратная бита VORTEX™ Impact Power #3 x 1″ T20 x 1″ Бита Torx® VORTEX™ Impact Power T25 x 1″ Torx® VORTEX™ Impact Power Bit T30 x 1″ Torx® VORTEX™ Impact Power Bit T40 x 1″ Torx® VORTEX™ Impact Power Bit #2 x 2″ Phillips™ VORTEX™ Impact Power Bit — 2 шт.
Как прикрепить ремень к триммеру, правильно одеть и настроить под себя
Работать триммером намного удобнее и легче с помощью специального ремня. Благодаря ему оператор может несколько часов подряд косить большие участки травы без боли в суставах и мышцах. Конструкция двухплечевого пояса разработана таким образом, чтобы мотокоса держалась с помощью креплений сама — без помощи рук. Ей понадобится только задавать направление, а все остальное она сделает сама. О том, как правильно прикрепить ремень к триммеру и настроить его под себя, чтобы облегчить нагрузку, и пойдет речь в данном материале.
Ремень-рюкзак для триммера – предназначение
Многие модели триммеров комплектуются обычным косым ремнем. Однако для работы лучше всего приобрести ремень-рюкзак, который специально разработан для мотокосы. Благодаря продуманной конструкции, он равномерно распределяет вес устройства на все тело. Наплечники с мягкой накладкой уменьшают тяжесть и снимают болевые ощущения в предплечьях. Жесткая спинка рассредоточивает нагрузку между верхними и нижними отделами спины, исключая поясницу. Удароустойчивая защита для бедра препятствует контакту мотокосы с ногой, чтобы она не терлась и не передавала вибрацию. Кроме того, ремень обеспечивает:
удобную транспортировку триммера;
комфорт при эксплуатации за счет эргономичности положения косы относительно тела;
безопасность в работе – ранцевый ремень предотвращает выскальзывание мотокосы из рук в момент попадания под нож жестких предметов.
Что собой представляет ремень-рюкзак
Стоит понимать, что вес заправленной мотокосы составляет в среднем 6-9 кг. И это устройство все время нужно держать в подвешенном состоянии. Чтобы равномерно распределить груз, ремень рюкзака как бы опоясывает тело со всех сторон. Основная нагрузка приходится на плечи и спину, поэтому верхняя его часть дополнена широкими поролоновыми вставками и тканевыми лямками. Дальше ремни опускаются вдоль тела и с помощью быстросъёмной клипсы соединяются друг с другом в районе груди или живота. А чтобы при нагрузке пояс не врезался в тело, предусмотрена широкая и прочная подкладка. К поясу крепится пластмассовая защита для ног. Она имеет карабин для присоединения к триммеру и амортизацию в виде пружины. Легкость отстегивания и застегивания мотокосы обеспечивает быстросъёмная защелка, расположенная сверху.
На заметку! Различные модели ранцевых ремней могут отличаться между собой конструкцией замков, карабинов, наличием или отсутствием дополнительных накладок и защелок. Однако принцип устройства и работы у них одинаковый.
Настройка ремня
Чтобы обеспечить себе условия комфортной работы, нужно уметь правильно одевать ремень-рюкзак. Этот процесс требует определенной сноровки, но потом, после подстройки ранца под себя первый раз, надеваться он будет гораздо быстрее и легче.
Регулировка высоты крюка
Самое главное – отрегулировать ремень так, чтобы триммер находился на нужном уровне от поверхности земли. Для этого следует поднять или опустить высоту крюка, что осуществляется путем подтяжки плечевых ремней до тех пор, пока держатель не будет находиться ниже бедер на 10-15 см (ширина ладони). При этом нож прикрепленной косы должен находиться параллельно поверхности, то есть — в строго горизонтальном положении.
На заметку! Если триммер прикрепить слишком высоко, то это сильно ограничит захват травы.
Уравновешивание косы перемещением ушка
После фиксации под себя необходимой высоты, нужно уравновесить триммер. Для этого переставляется ушко, с помощью которого устройство подвешивается к ремню, вперед или назад. В результате нужно прикрепить ремень к триммеру так, чтобы при отпускании руля, нож или пильный диск не ложился на землю, а висел над ней, не касаясь поверхности. На каком расстоянии он будет находиться, зависит от поставленных целей.
Совет! Расстояние над землей в 20-30 см подойдет для скоса высокой травы, а для газонов нужно 5-10 см.
Регулировка плечевых ремней
Чтобы нагрузка распределялась равномерно на плечи и спину, нужно хорошо отрегулировать плечевые ремни. Для этого достаточно подтянуть или расслабить лямки — они не должны впиваться в тело или свисать. Понять, как будет рассредоточиваться вес, можно, если нажать своими руками на крюк для подвески косы.
Закрепление бензокосы на ремне
В зависимости от модели бензиновую косу можно крепить на ремне с помощью планки или петли. В последнем случае для балансировки нужно передвигать ее по штанге, чтобы получить необходимый результат. В некоторых случаях предусмотрены механизмы амортизации, которые позволяют сгладить вибрацию и смягчить резкие скачки триммера.
Балансировка ручек
Важным этапом настройки ранцевого ремня является также регулировка ручек до оптимального уровня.Когда оператор будет держать мотокосу, его руки должны быть расслаблены, а плечи находиться параллельно туловищу. Поэтому после подгонки двухплечевого ремня следует отрегулировать двуручный механизм путем движения его вверх или вниз. Нужно достичь такого результата, чтобы руки лишь задавали направление, а не держали прибор. Если после этого опять нарушится балансировка триммера, то придется заново повторить все этапы.
Правила безопасности
Среди наиболее безопасных и популярных триммеров особо ценятся изделия немецких производителей (в том числе Denzel), так как они уделяют повышенное внимание качеству и надежности. Однако, несмотря на бренд и модель, есть ряд правил, которые при использовании триммера нужно четко знать и соблюдать.
Перед применением необходимо ознакомиться с инструкцией по эксплуатации.
Нельзя работать с триммером в состоянии утомления, болезни, опьянения.
Запрещается использовать косу во взрывоопасных и пожароопасных зонах.
Нельзя косить во время грозы и дождя, а также после дождя, когда трава мокрая.
Можно работать только в светлое время суток, в условиях хорошей освещенности.
Использовать следует только тот вид горючего и смазки, который подходит для конкретной модели триммера.
Не рекомендуется самостоятельно ремонтировать инструмент.
Не следует прикасаться к вращающимся или нагревающимся элементам во время работы.
Нельзя курить и разводить огонь в процессе скашивания и т.д.
Важно! При эксплуатации триммера существуют и другие вредные для здоровья факторы: повышенный уровень шума, вибрация, выхлопные газы, высокая температура некоторых частей, отлетающие ветки и др. Чтобы минимизировать риски, нужно использовать спецодежду, очки и наушники.
Если остались вопросы по регулировке на ремне-рюкзаке конкретной модели мотокосы, ответы можно попытаться найти в руководстве по эксплуатации, прилагающемуся к продукции, или посмотреть видео в интернете, где наглядно и доступно показано, как настроить и отрегулировать пояс вместе с бензокосой.
Самые лучшие триммеры
Триммер Huter GET-400 на Яндекс Маркете
Триммер СТАВР ТЭ-1700Р на Яндекс Маркете
Триммер Makita UR3502 на Яндекс Маркете
Триммер Husqvarna 128R на Яндекс Маркете
Триммер GARDENA SmallCut 300/23 на Яндекс Маркете
RX 502 Ремень для левшей для триммера, газонокосилки или мотокосы
RX 502 Ремень для левшей для триммера, газонокосилки или мотокосы — PROTEKT
включи воображение защити жизнь
Polski
English
Deutsch
Français
Español
Italiano
x
КАТЕГОРИИ
Все категории
Средства индивидуальной защиты
Дополнительные аксессуары
Сиденья для работ на высоте
Гамаки
Альпинистическое снаряжение
Чехлы и подкладки
Лямки для транспортировки тяжестей
Плечевые ремни для триммера, газонокосилки или мотокосы
Краски и аппликаторы
Вентиляторы
Остальное
Амортизаторы и стропы
Лестницы, леса и мобильные платформы
Каски, защита зрения и слуха
Веревки
Палатки, ширмы и ограждения
Защита края и защита веревок от перетирания
Пояса и снаряжение для работы в подпоре
Анкерные устройства и точки крепления
Страховочные привязи, защитная одежда
Когти монтерские
Снаряжение для подвешивания анкерных линий
Устройства для подъема и спуска
СИЗ втягивающего типа и СИЗ ползункового типа
Карабины
Страховочные комплекты
Цена нетто:
Узнать цену
Артикул:
RX502
EAN штрихкод:
5901685773089
Торговый индекс:
RX502000000000000000
Марка:
PROTEKT
Скачать
Сгенерировать карту продукта
Брошюра продукта
Описание
Это удобный быстросъемный ремень с защитной накладкой на бедро. Ремень равномерно распределяет нагрузку и обеспечивает свободу движений.
Вы не нашли то, что искали?
Подпишитесь на рассылку о новинках
Waist Trimmer Belt — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(102 релевантных результата)
Действительно ли работает поясной триммер? | 2022
Пояс-триммер сейчас в моде. Трудно открыть Instagram или Tiktok и не увидеть, как кто-то рекламирует новейший и лучший триммер для талии.
Но помогают ли они похудеть? Может ли пояс для триммера дать вам шесть кубиков, если использовать его во время тренировки?
Ответить на эти вопросы немного сложно. Настоящий вопрос, который мы должны задать: «Работают ли триммеры для талии?»
Эта статья расскажет правду о похудении от тренера по талии. Мы рассмотрим, что такое пояс для триммера, как его использовать и носить, а также преимущества его использования.
Самое главное, мы рассмотрим, для чего предназначен пояс для триммера, а не для городской легенды похудения, которой он стал.
Что такое поясной триммер?
Работают ли триммеры для талии?
Поясной тренажер представляет собой ремень из неопренового материала, не содержащего латекса, который вы оборачиваете вокруг талии. Пояс для триммера иногда называют «поясом для тренировки талии».
Тренажер для талии напоминает пояс вокруг живота. Они носятся вокруг туловища, обычно нижняя половина вокруг живота, полностью вокруг тела. Обычно они прикрепляются спереди с помощью липучки или какой-либо другой завязки.
Резинка ремня триммера для талии позволяет растягиваться и затягиваться вокруг тела, создавая плотное «объятие» вокруг живота и спины.
Большинство носят поясные кроссовки под тренировочной одеждой в спортзале во время тренировки.
Первоначально триммерами такого типа пользовались преимущественно женщины. Но за последние несколько лет мужчины стали использовать их чаще (включая меня).
Почему люди носят поясной триммер?
Работают ли триммеры для талии?
Это немного сложно.
За прошедшие годы пояс-триммер заработал репутацию инструмента для контроля веса.
По этой причине большинство людей носят пояс-триммер, чтобы похудеть.
В то время как большинство тренажеров для талии рекламируют другие преимущества (которые мы обсудим ниже), социальные сети и поддельные отзывы клиентов раздули миф о похудении о поясе-триммере в нечто гораздо большее, чем это должно быть на самом деле.
Как на самом деле работает поясной триммер?
Много лет назад люди обычно брали полиэтиленовую пленку с кухни и обматывали ею себя во время тренировки, чтобы вызвать сильное потоотделение. Считалось, что если они будут больше потеть, это приведет к потере жира. Это был оригинальный триммер для талии.
Самодельный пояс обматывали вокруг тела и надевали во время тренировки.
Современный пояс-триммер для талии или пояс-тренажер для талии удерживает тепло в области вашего тела во время тренировки, вызывая повышение температуры тела и усиление потоотделения, как и полиэтиленовая пленка.
Материал ремня триммера для талии обычно изготавливается из неопрена, не содержащего латекса, который хорошо сохраняет тепло и намного удобнее.
Кто-то, кто использует неопреновый пояс для триммера или тренажер для талии, обычно снимает пояс в конце тренировки и обнаруживает избыток пота на животе и триммере для талии.
Хорошо, но работают ли триммеры для талии?
Когда мы спрашиваем: «Работает ли пояс для триммера», мы должны понимать, для чего предназначены тренажеры для талии и как они рекламируются.
Хотите верьте, хотите нет, но большинство производителей ремней для талии не заявляют, что вы можете похудеть, надев их пояса.
Хотя, возможно, упоминают, что ношение пояса может помочь «поддержать» потерю жира, обычно они не утверждают, что ношение пояса напрямую связано с потерей веса.
Если вы посмотрите на тренажеры для талии (триммеры) на Amazon, в большинстве случаев не упоминается о том, что он «пояс для похудения ».
Триммеры для талии Sweet Sweat, одни из самых популярных на Amazon (подробный обзор я сделал ЗДЕСЬ), на их официальном сайте не упоминается ни потеря веса, ни потеря жира.
Они упоминают только «каждый день потеть».
По сути, это то, что предлагает большинство производителей триммеров и тренажеров для талии; ремень, который вызовет больше потоотделения во время тренировки.
Итак, на вопрос, работают ли триммеры для талии, ответ положительный. Они вызывают избыточное потоотделение..
А как насчет тренажера для талии и похудения?
Sweet Sweat Belt Пояс-триммер Слоган
Большинство людей не хотят, чтобы пояс-триммер для талии вызывал больше пота; они покупают триммер для талии, потому что хотят похудеть.
Итак, можно ли похудеть с поясом-триммером?
Ни одно убедительное исследование не показало, что потеря жира может быть связана с ношением корсета для талии.
В 2010 году было проведено небольшое исследование, но оно не дало результатов.
Но, даже если мы посмотрим, как работает пояс для триммера, там есть некоторые ответы, которые мы можно использовать .
Мы знаем, что лучший возбудитель потоотделения — это избыточный вес воды в нашем организме. Увеличение и выделение пота из нашего тела влияет на вес.
Таким образом, разумно сказать, что чем больше человек потеет, тем больший избыточный вес воды он может сбросить.
Тем не менее, избыточный вес пота и воды не является жиром . Любой жир, потерянный с потом, скорее всего, восстановится, когда организм регидратируется, что сделает потерю веса временной потерей.
Хотя некоторые утверждают, что «нагрев» тела из-за давления пояса может увеличить сжигание калорий и жира, за этими утверждениями просто нет науки , и, скорее всего, реклама в социальных сетях выходит из-под контроля .
Когда дело доходит до этого, потеря жира может быть достигнута только при потреблении меньшего количества калорий, чем вы сжигаете каждый день. ЗДЕСЬ руководство для начинающих, чтобы рассказать вам, как это сделать.
Пояс для триммера по-прежнему ценный инструмент
Работают ли триммеры для талии? – Триммер для талии Sweet Sweat
Я часто ношу триммер для талии Sweet Sweat.
Я не полагаюсь на триммерный пояс для похудения, но большинство компаний не обещают жиросжигания, поэтому ожидать этого было бы глупо.
Я использую свой тренажер для талии почти каждый раз, когда бегаю на свежем воздухе или выполняю любые виды высокоинтенсивных интервальных тренировок на свежем воздухе.
Итак, вам может быть интересно, почему я использую пояс для тренировки талии.
1. Опора для поясницы/средней секции От пояса
Поясничная поддержка может помочь улучшить осанку и облегчить боль в спине, поддерживая нижнюю часть спины и способствуя правильному выравниванию.
Кроме того, поддержка поясницы помогает предотвратить травмы во время упражнений и других физических нагрузок.
Поясничная опора помогает снизить нагрузку на позвоночник и мышцы, поддерживая нижнюю часть спины, что позволяет вам двигаться более свободно и с меньшей болью.
Поясной ремень, такой как триммер для талии Sweet Sweat, стоит лотов , если он позволит мне продолжать пробежку и даст мне возможность полноценно тренироваться без дискомфорта в спине.
Поддержка талии и спины, которую дает ремень для тренировки талии, уменьшила или облегчила большую часть моей боли в пояснице после долгого бега.
2. Ощущение сжатия
Тренажер для талии Sweet Sweat усиливает ощущение сжатия и поддержки вокруг моей талии. Небольшое увеличение сжатия при обертывании дает мне ощущение « тугих », которое я предпочитаю, не ограничивая движения.
3. Пояс согревает меня
Одно из преимуществ ношения этого пояса-триммера, особенно в зимние месяцы, заключается в том, что он является невероятным теплоизолятором тела. Неопрен прекрасно согревает туловище.
4. Пояс Уменьшает вес воды
Вес воды – это термин, используемый для описания избыточной воды, хранящейся в вашем теле. Эта вода содержится в жировых клетках, мышцах и других тканях.
Когда вы теряете жир, вода, хранящаяся в этих жировых клетках, высвобождается в ваше тело. Это может привести к временному увеличению веса на весах.
Однако эта потеря веса не обязательно означает потерю жира.
Чтобы похудеть, вам нужно создать дефицит калорий, потребляя меньше калорий, чем вы сжигаете.
Вы также можете похудеть за счет потоотделения и мочеиспускания. Вы теряете жидкость и электролиты, когда потеете, что приводит к обезвоживанию и уменьшению жировых отложений.
Мне нравится, как мое тело чувствует себя после тяжелой тренировки и пота. А когда вы снимаете его с талии и позволяете свежему воздуху дуть на ваше тело, это небольшой бонус за тяжелую работу.
Заключительные мысли о триммерах для талии и ремнях для обрезки
Несмотря на слухи и социальные сети, триммеры для талии не обещают нам потерю жира.
Никакие специальные таблетки или пояс-триммер не могут вызвать потерю жира.
Но ремень может быть полезен, если вы знаете, для чего он предназначен, и устанавливаете правильные ожидания.
Тренажер для талии поможет вам в вашем фитнес-путешествии. Так что независимо от того, ведет ли это к потере жира, более быстрому бегу или просто к общему оздоровлению, пояс для тренировки талии стоит подумать о том, чтобы добавить его в свой арсенал.
Если вам понравилась эта статья, вам также могут понравиться:
Обзор лучшего триммера для талии Sweet Sweat | 2022
10 лучших бутылок для протеиновых шейкеров | Оценено и проверено на 2022 год
Хотите набор из шести штук? 7 лучших упражнений для тренировки пресса, которые вам нужно знать
7 лучших усилителей хвата для силы хвата рук
Роб Вагенер
Роб является сертифицированным личным тренером и сертифицированным тренером по питанию Национальной академии спортивной медицины.
Более 3000 пунктов выдачи
заказов и постаматов
СДЭК
Характеристики
Тип виброплиты
Одноходовые
Масса, кг
80
Габариты подошвы, мм
510х480
Основание
Сварное
Емкость водяного бака, л
10
Центробежная сила, кН
15
Производительность, м2/час
600
Частота вибрации, вибр. /мин
5600
Глубина уплотнения сыпучих материалов, мм
300
Модель двигателя
Honda GX160
Мощность двигателя, кВт/л.с.
4,0 / 5,5
Тип двигателя
Одноцилиндровый, бензиновый, 4-х тактный с воздушным охлаждением
Тип запуска
Ручной стартер
Объём топливного бака, л
3.6
Расход топлива л/час
1.4
Вид топлива
Бензин
Рекомендуемый тип масла
SAE10W30
Уровень шума, dB/7м
105
Описание
Утрамбовать грунт, укатать асфальт, выровнять уложенную брусчатку – все эти и другие подобные действия под силу виброплите TSS-VP80TH. Этот агрегат является «мини-версией» катка-асфальтоукладчика, являясь при этом более универсальным
Незаменима виброплита бензиновая, например, в случае, если нужно залатать небольшие трещины или выбоины в асфальте. Виброплиты с бензиновыми двигателями Honda предназначены для уплотнения практически любого типа покрытия, кроме того, доступны даже самые укромные уголки — узкие проходы, углы
Дорожное строительство, благоустройство территорий, ландшафтный дизайн, прокладка коммуникаций. Везде, где есть необходимость послойного уплотнения, но нет подхода крупногабаритной техники. Отлично показала себя в работе с песчаным , гравийным основаниями, связными грунтами
Особенности
Складывающаяся ручка для удобной транспортировки и хранения
Встроенные колеса для легкой транспортировки
Легко удаляющийся водный резервуар
Плавно изогнутые вверх края плиты основания облегчают уплотнение и не оставляют кромки
Легкое управление помогает обрабатывать в углах
Защитный кожух предотвращает попадание песка и почвы
Специальные соединения уменьшают вибрацию в рукоятку
Управление дроссельной заслонкой на ручке управления виброплитой, для удобства оператора
Защитная рама над двигателем, для предотвращения повреждений, имеет специальный упор для поднятия виброплиты краном
Интернет-магазины с единой корзиной
Виброплиты ТСС VP60HT в Химках: 499-товаров: бесплатная доставка [перейти]
Лопата совковая ЗУБР Сибин 39509 142 см отзывы — 0 честных отзыва покупателей о Лопата совковая ЗУБР Сибин 39509 142 см
На текущей странице мы собрали из более чем 17 источников отзывы, характеристики, фото, видео и инструкции к руководству для Лопата совковая ЗУБР Сибин 39509 142 см
Все характеристики и отзывы для Лопата совковая ЗУБР Сибин 39509 142 см проверены на корректность и вы можете не сомневаться в их правдивости и использовать чтобы принять решение о покупке .
Всего известно 8 характеристик, главные вы можете увидеть ниже а все остальные на отдельной влкадке.
Всего собрано: 0, из них с оценкой 5: 0 штук, с оценкой 4: 0 штук, с оценкой 3: 0 штук, с оценкой 2: 0 штук, с оценкой 1: 0 штук. Прочитав все отзывы для Лопата совковая ЗУБР Сибин 39509 142 см вы сможете сделать выводы о покупке или подбора другой модели товара.
Вес
1.6 кг
Дополнительная информация
длина рабочей части 28 см
Общая длина
142 см
Тип лопаты
совковая
Черенок
есть
Материал черенка
дерево
Материал рабочей части
углеродистая сталь
Отзывы
Инструкции и файлы
Характеристики
Видео обзоры
Оценок 1 (количество: 0, процентов: 0%)
Оценок 2 (количество: 0, процентов: 0%)
Оценок 3 (количество: 0, процентов: 0%)
Оценок 4 (количество: 0, процентов: 0%)
Оценок 5 (количество: 0, процентов: 0%)
Обязательно напишите несколько слов о преобретенном вами товаре, чтобы каждый мог ознакомиться с вашим отзывом или вопросом. Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались .
Все отзывы и характеристики взяты из отрктый источников, все авторы дали свое согласие на обработку данных, за любые неточности или ошибки в отзывах и характеристиких товара администрация сайта ответсвенности не несет.
Тачка ЗУБР «ПТ-100» 180кг, 90л, садово-строительная, «ПРОФЕССИОНАЛ», 39901_z01 по цене 4 182 руб. у официального партнера ЗУБР в России
Преимущества
Усиленный стальной оцинкованный кузов толщиной 0,9мм и объемом 90л для сыпучих грузов имеет цинковое покрытие, обеспечивающее защиту тачки от внешних воздействий.
Мощная стальная рама из цельногнутой трубы поддерживает кузов снизу и обеспечивает повышенную грузоподъемность тачки
Колесо имеет стальной обод и усиленные подшипники и обеспечивает лёгкое передвижение по неровной поверхности.
Описание
Тачка ЗУБР предназначена для транспортировки грузов во время проведения строительных, ремонтных или садовых работ. Изготовлена из высококачественных материалов, гарантирующих продолжительный срок эксплуатации. Отличается прочной конструкцией, большой грузоподъемностью, хорошей маневренностью и долговечностью.
Применение
Применяется для транспортировки различных грузов во время проведения строительных работ
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Комплект крепежных деталей с инструкцией по сборке (арт. W39903S_z01)
1
Напишите свой отзыв о «Тачка ЗУБР ПТ-200 садово-строительная, грузоподъемность 200 кг, объем 100 л / 39903»
Имя / Псевдоним
Плюсы
Минусы
Комментарий
Оценка товара
Нажимая на кнопку я соглашаюсь с политикой обработки моих персональных данных
Подъемное оборудование Bison 10-тонная обычная тележка
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Скидка $297,00
Позвоните нам сейчас по самой низкой цене: 430-888-4217 Бесплатная доставка. Нет налога с продаж.
Почему стоит покупать у нас?
☑ Быстрое реагирование и время обслуживания обеспечивают душевное спокойствие для вашего бизнеса и дома.
☑ Дружелюбный, опытный персонал, которому доверяют сотни домовладельцев и владельцев бизнеса
☑ Безопасный платежный шлюз SSL Сделайте покупки легкими и без стресса.
Благодаря компактной, но мощной конструкции вы можете использовать тележки Bison Push Travel Beam, чтобы упростить и повысить эффективность подъемных работ, личных или деловых.
Простые тележки премиум-класса от Bison могут предоставить вам и их операторам более легкую мобильность для ваших подвешенных легких или тяжелых грузов и оказать вам поддержку, необходимую для плавного управления этими подъемными ситуациями. Вы можете просто отрегулировать кольца на валу, чтобы они соответствовали различным размерам полки балки, с которыми вы или оператор можете иметь дело. Это обеспечивает плавный процесс перемещения, занимая при этом минимальное пространство над головой, что максимально увеличивает рабочее пространство. Вы можете приобрести плоскую тележку Bison в различных вариантах для работы с различными весами, начиная с ½ тонны и заканчивая 10 тоннами.
Простые тележки Bison оснащены боковыми откидными пластинами для обеспечения безопасности вас и любых операторов при использовании оборудования. Вы также можете быть уверены, что имеете дело с надежным и безопасным в использовании продуктом благодаря прочным и долговечным тележкам Bison, соответствующим стандарту ASME B30.11.
Если вы не уверены, нужны ли вам простые тележки или тележки с редуктором, обратитесь к опытному члену команды LES USA, который будет рад помочь найти правильное решение для вас.
Спецификация
Часть
Описание с емкостью
СКП
Упаковка
Вес/вес изделия
Транспортировочные размеры
(в)
Балка
Ширина
(в)
PT005
Простая тележка Bison 0,5 т
850011782378
12. 13
9″ x 6 1/2″ x 3″
2,68 – 4,96
PT010
1-тонная обычная тележка
850011782385
18.08
9 1/2″ x 7″ x 4″
3,15 – 5,74
PT020
2-тонная обычная тележка
850011782392
28,66
12″ x 8 1/2″ x 4 1/2″
3,15 – 6,61
PT030
3-тонная обычная тележка
850011782408
46,29
12 1/2″ x 9″ x 5 1/2″
3,46 – 6,61
PT050
5-тонная обычная тележка
850011782415
74,96
14 x 12 x 6 дюймов
3,94 – 7,09
ПТ100
10-тонная обычная тележка
850011782422
196,21
20 x 18 x 8 дюймов
4,92 – 7,99
American ExpressApple PayDiners ClubDiscoverMeta PayGoogle PayMastercardShop PayVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Облако – The Buffalo Wool Co.
Pure Buffalo (Bison) – Roving
Мы много работали, чтобы произвести самый чистый, самый мягкий, самый лучший чистый пух американского бизона с максимально возможной длиной штапелей. Волокна были дважды очищены и тщательно обезвожены, удалив все VM (растительные вещества) вместе со всем остевым волосом, чтобы получить самое мягкое из доступных волокон буйвола.
Мы можем переработать только 4-6 унций волокна на одно животное, что делает прядение настоящим удовольствием. Так что попробуйте сегодня это редкое супермягкое волокно! Продается в пакетах по 1 унции или 1/2 унции
100% реальных отзывов реальных покупателей.
Мы сотрудничаем со сторонней платформой отзывов, чтобы гарантировать целостность и достоверность отзывов наших клиентов. Мы не можем редактировать рейтинги отзывов и не курируем наши обзоры.
Пух бизона потрясающий
Замечательный опыт работы с Buffalo Wool Co. Я рад, что наткнулся на эту компанию. Была небольшая задержка с доставкой, когда я позвонил в Buffalo Wool, я получил мобильный телефон владельца, пока они работали в поле. Задержку устранили в тот же день. Буйволиный пух отличается высочайшим качеством.
Красавица
Бизон просто великолепен и прекрасно кружится!
Честно говоря, я заказал это, потому что я восхищаюсь зубрами и хотел иметь возможность безопасно «погладить» одного из них. Он такой мягкий! Моя семья тоже была впечатлена.
Волокно бизона
Мечта прясть!
Весёлая игра
Я получил это, чтобы развлечься, когда мы снова сможем путешествовать.
Унесено ветром
Я был поражен. Я купил пух буйвола в другом магазине, и теперь я вижу, что возможно… такой чистый, без пуповины, такой идеально обезвоженный… и ты подарил мне халяву! Никогда больше никуда не пойду для этого, никогда. Спасибо! (с сердечками и т. д.),
Lovely fiber
Хотя компания Buffalo Wool Co. производит множество изделий из пряжи буйвола, они также продают волокно буйвола для прядения. У него довольно короткая длина штапеля, но из него все равно легко прясть прекрасную пряжу.
Я купил свою пряжу, чтобы использовать ее для смешивания с другими волокнами, и я полностью ожидаю, что мне понравится полученная пряжа.
Приятно прясть
Мне очень понравилось прясть это волокно! Я использовал веретено с опорой в стиле тахкли, крутил быстро и точно, как рекомендовано, держа часть пуха в ладони и откручивая кончиками пальцев. Волокно очень хорошо приготовлено, и у меня не было отходов. Я сплела половину Z и сделала двухслойную S, а половину S с двухслойной Z.
Сфм Лоохи og buda борщ Мидзи hooker кпс М. К.Т НЗЖ я.л.к.в.м.о.м. оффники Копатыч вацок Брошка Смотрящий Сладкий Лейм кв изи-пизи лемон сквизи REAL VAMP
Интересные определения:
Фикрайтеры — это создатели фанфиков, а фикридеры — их читатели.
Батл у хиппи означает бутылка (от англ. bottle), а в субкультуре хип-хоп батл — соревнование, состязание (от англ. battle — битва).
Трюкеры — обобщённое название трейсеров (паркура), байкеров, файерщиков, роллеров, скейтеров, (список нуждается в дополнении) и других молодёжных неформальных движений уличного экстремального спорта.
Технология SLM: сфера использования, преимущества
Основы 3D
Топологическая оптимизация
Автор: Алексей Чехович
Автор: Алексей Чехович
Где используется SLM-технология | Анализ данных и построение изделия | Преимущества технологии селективного лазерного плавления | Обзор оборудования для 3D-печати металлом
SLM (Selective Laser Melting) – селективное (выборочное) лазерное плавление – новаторская технология изготовления сложных по форме и структуре изделий из металлических порошков по математическим CAD-моделям. Этот процесс заключается в последовательном послойном расплавлении порошкового материала посредством мощного лазерного излучения.
SLM открывает перед современными производствами широчайшие возможности, так как позволяет создавать металлические изделия высокой точности и плотности, оптимизировать конструкцию и снизить вес производимых деталей.
Селективное лазерное плавление – одна из технологий 3D-печати металлом, которые способны с успехом дополнять классические производственные процессы. Оно дает возможность изготавливать объекты, превосходящие по физико-механическим свойствам продукты стандартных технологий. С помощью SLM-технологии можно создать уникальные сложнопрофильные изделия без использования мехобработки и дорогой оснастки, в частности, благодаря возможности управлять свойствами изделий.
SLM-машины призваны решать сложные задачи на авиакосмических, энергетических, нефтегазовых, машиностроительных производствах, в металлообработке, медицине и ювелирном деле. Их также используют в научных центрах, конструкторских бюро и учебных заведениях при проведении исследований и экспериментальных работ.
Термин «лазерное спекание», который нередко применяют для описания SLM, является не совсем точным, поскольку подаваемый на 3D-принтер металлический порошок под лучом лазера не спекается, а полностью расплавляется и превращается в однородное сырье.
Примеры применения технологии селективного лазерного плавления
Где используется SLM-технология
Селективное лазерное плавление находит применение в промышленности для изготовления:
компонентов разнообразных агрегатов и узлов;
конструкций сложной формы и структуры, включая многоэлементные и неразборные;
штампов;
деталей пресс-форм;
прототипов;
ювелирных изделий;
имплантатов и протезов в медицине и стоматологии.
Анализ данных и построение изделия
Прежде всего цифровая 3D-модель детали разделяется на слои, чтобы каждый слой, имеющий толщину 20-100 микрон, был визуализирован в 2D. Специализированное программное обеспечение анализирует данные в STL-файле (отраслевой стандарт) и сопоставляет их со спецификациями 3D-принтера. Следующий этап после обработки полученной информации – построение, которое состоит из большого количества циклов для каждого слоя создаваемого объекта.
Построение слоя включает следующие операции:
металлический порошок наносится на плиту построения, которая закреплена на платформе построения;
лазерный луч сканирует сечение слоя изделия;
платформа опускается в колодец построения на глубину, совпадающую с толщиной слоя.
Построение выполняется в камере SLM-машины, которая заполнена инертным газом (аргоном или азотом). Основной объем газа расходуется на начальном этапе, когда путем продувки из камеры построения удаляется весь воздух. По завершении процесса построения деталь вместе с плитой вынимают из камеры порошкового 3D-принтера, а затем отделяют от плиты, удаляют поддержки и выполняют финальную обработку изделия.
Схема построения изделия в аддитивных установках SLM Solutions
Преимущества технологии селективного лазерного плавления
SLM-технология имеет серьезные перспективы для повышения эффективности производства во многих отраслях промышленности, поскольку:
обеспечивает высокую точность и повторяемость;
механические характеристики изделий, напечатанных на этом типе 3D-принтера, сравнимы с литьем;
решает сложные технологические задачи, связанные с изготовлением геометрически сложных изделий;
сокращает цикл научно-исследовательских и опытно-конструкторских работ, обеспечивая построение сложнопрофильных деталей без использования оснастки;
позволяет уменьшить массу за счет построения объектов с внутренними полостями;
экономит материал при производстве.
Обзор оборудования для 3D-печати металлом
3DLAM: доступные и эффективные машины российского производства
3DLAM Mid – идеальный баланс стоимости и возможностей. Принтер обеспечивает печать деталей высотой до 220 мм при детализации от 0,1 мм с использованием волоконного лазера мощностью 300 Вт / 500 Вт или больше
Компания 3DLAM из Санкт-Петербурга занимается разработкой и производством 3D-принтеров для печати изделий из металлических порошков. Стремясь сделать SLM-технологию более доступной, производитель успешно внедряет свои решения как на отечественных предприятиях, так и за рубежом. 3DLAM производит и сами принтеры, и электронику для них, в том числе высокоскоростные управляющие платы, и ПО 3DLAM Slicer для контроля и управления принтером и для слайсинга.
Преимущества 3D-принтеров:
доступное оборудование, полностью разрабатываемое и изготавливаемое в России;
широкое применение в разных сферах — от промышленности до медицины и искусства;
возможность печати изделий самых сложных форм и размеров;
высокий уровень детализации благодаря высокоточному волоконному лазеру и шарико-винтовым передачам класса точности C5.
Модельный ряд:
3DLAM Mini;
3DLAM Mid;
3DLAM Max.
SLM Solutions: интегрированные системные решения в области 3D-печати металлом
Изделия, созданные на установке SLM Solutions
Компания SLM Solutions, чей головной офис располагается в Любеке (Германия), является ведущим разработчиком технологий металлического аддитивного производства. Основное направление деятельности компании – разработка, сборка и продажа оборудования и интегрированных системных решений в области селективного лазерного плавления. iQB Technologies – официальный дистрибутор SLM Solutions в России.
Модельный ряд:
SLM Solutions SLM 125;
SLM Solutions SLM 280 Production Series;
SLM Solutions SLM 280 2. 0;
SLM Solutions SLM 500;
SLM Solutions SLM 800.
HBD: от стоматологии до авиации
Стоматологический SLM-принтер HBD-150 с бесконтактной системой очистки и напечатанные образцы
HBD – известный в Китае бренд и один из лидеров внутреннего рынка в сегменте 3D-печати металлом. Компания планомерно внедряет технологии нового поколения в программное обеспечение для 3D-принтеров, разрабатывает системы управления и создает технические базы данных. HBD имеет более 100 технологических патентов и свыше 20 авторских прав на ПО. В портфеле производителя более 15 моделей принтеров больших, средних и малых размеров (самая крупная камера построения – 600 мм х 600 мм х 1000 мм). Специалисты HBD имеют богатый опыт работы в решении комплексных задач в различных отраслях.
SLM-принтеры HBD широко используются в медицине (протезирование, ортопедия), стоматологии (печать зубных протезов, коронок и имплантатов), автомобилестроении, машиностроении и авиационной промышленности, а также в литейном производстве, образовании и НИОКР. Они отлично подойдут для прототипирования, изготовления кастомизированных изделий и мелкосерийного производства. Среди главных достоинств оборудования – безопасная система очистки атмосферы, удобное бесконтактное добавление материала, конфигурации с одним или двумя лазерами.
Модельный ряд (доступный на данный момент для заказа):
HBD 150/150D;
HBD 200/350;
HBD 1200/1500.
Sharebot MetalONE: 3D-печать металлом в компактном формате
В последние годы на рынке начали появляться компактные 3D-принтеры по металлу, ориентированные прежде всего на НИОКР и малый и средний бизнес. Одна из самых привлекательных установок этой категории по соотношению цены и качества носит название MetalONE и основана на технологии, аналогичной SLM, – прямом лазерном спекании металлов (DMLS). Машина разработана итальянской компанией Sharebot, которая имеет солидный опыт разработок в области нескольких технологий 3D-печати. MetalONE предназначен для проведения исследований, тестирования изделий и изготовления деталей небольших и средних габаритов: камера построения принтера – 65 х 65 х 100 мм.
При решении задач в промышленных целях 3D-принтер способен создавать прототипы мелких деталей с невероятной точностью и производить их быстро и без существенных трудностей. Непревзойденная повторяемость печати гарантирует возможность мелкосерийного производства с неизменно высоким качеством. iQB Technologies – эксклюзивный дистрибутор решений Sharebot в России.
У вас есть вопросы? Компания iQB Technologies – дистрибутор 3D-сканеров, программного обеспечения, аддитивных установок и расходных материалов для 3D-принтеров ведущих мировых производителей – готова предложить решения по внедрению 3D-технологий в технологический процесс вашего предприятия. Свяжитесь с нашими экспертами: +7 (495) 223-02-06, [email protected].
Статья опубликована 03. 05.2017 , обновлена 27.10.2022
Определение
в кембриджском словаре английского языка
Переводы smh
на Китайский (традиционный)
на Китайский (упрощенный) Увидеть больше
Нужен переводчик?
Получите быстрый бесплатный перевод!
Обзор
пахло
выплавленный
плавильный завод
плавка
пш
чуть-чуть
капля
улыбка
улыбаться чему-либо/кому-либо
Проверьте свой словарный запас с помощью наших веселых викторин по картинкам
{{randomImageQuizHook. copyright1}}
{{randomImageQuizHook.copyright2}}
Авторы изображений
Попробуйте пройти викторину
Слово дня
блокбастер
Великобритания
Ваш браузер не поддерживает аудио HTML5
/ˈblɒkˌbʌs.tə р /
НАС
Ваш браузер не поддерживает аудио HTML5
/ˈblɑːkˌbʌs.tɚ/
очень успешная книга или фильм
Об этом
Блог
Приблизительно: речь идет о примерных цифрах и суммах
Подробнее
New Words
сафари
Больше новых слов
Что означает SMH (и как его использовать)
Вероятно, вы не хотите, чтобы вам его говорили
Онлайновые аббревиатуры, такие как SMH, являются частью растущей тенденции в онлайн-общении и обмене сообщениями. Использование аббревиатур призвано сэкономить ваше время, набрав несколько символов вместо полной фразы, и помочь вам лучше выразить себя. На самом деле, если вы не знаете значения распространенных аббревиатур, вы потратите больше времени на поиски в Google, пытаясь понять, что имел в виду ваш друг, когда использовал SMH в тексте.
С появлением приложений для обмена мгновенными сообщениями вы можете ожидать, что в Интернете появится больше коротких сокращений, таких как GG, NSFW и HMU. Начните с изучения того, что означает SMH и как его использовать, прежде чем он застанет вас врасплох.
Содержание
Что такое SMH?
SMH означает качаю головой или качаю головой . Он используется для выражения неодобрения, разочарования, разочарования или недоверия, в зависимости от контекста. Чаще всего он используется в текстовых сообщениях или чате, когда кто-то говорит или делает что-то, что вы не одобряете, и вы ищете быстрый и эффективный способ выразить свои эмоции.
Когда ситуация обостряется, пользователи иногда выбирают более сильную версию этой аббревиатуры. Иногда SMH может использоваться для обозначения глупых людей и столько ненависти . Хотя сообщение, стоящее за аббревиатурой, в этих случаях не сильно меняется.
Другим популярным вариантом SMH является SMDH. Это расшифровывается как , покачивающий моей проклятой головой , и в основном является более выразительной версией оригинальной аббревиатуры.
Примеры использования
Скорее всего, вы увидите SMH в сообщении от друга или в групповом чате. Тем не менее, он также часто используется в социальных сетях, таких как Twitter, Instagram, Facebook и Snapchat, как #SMH.
Иногда за SMH следует смайлик с изображением лицевой ладони — человек прижимает руку к голове. Оба используются для выражения разочарования, недоверия или смущения чьими-то словами или действиями.
Вы также можете обнаружить, что SMH используется как часть заголовка видео YouTube или эскизов. Это быстрый способ сообщить зрителям о вашей позиции по проблеме, поднятой в видео, не перегружая строку заголовка.
Происхождение SMH
Трудно точно отследить происхождение SMH. Хотя кажется, что впервые он появился в Urban Dictionary в начале 2000-х. Он начал распространяться в Интернете примерно в то же время, что и facepalm , но в конечном итоге SMH выиграл гонку и сейчас используется более широко, чем первый.
SMH пошла по тому же пути, что и любой другой тренд в Интернете. Его первое появление, скорее всего, произошло на каком-то форуме или в чате. Затем он превратился в мемы, затем использовался в GIF-файлах, которые люди отправляли друг другу в приложениях для обмена сообщениями, пока, наконец, он не стал популярным хэштегом, используемым в социальных сетях. Сегодня люди все еще иногда используют SMH в текстах, хотя его часто заменяют смайликами с изображением лицевой ладони.
Как использовать SMH
Если вы хотите начать использовать SMH в повседневном общении, есть несколько способов сделать это. Ваш выбор будет в основном зависеть от вашего стиля общения и приложения или сети, которую вы используете для общения.
Используйте SMH в текстовых сообщениях
Если вы в основном используете приложения для обмена мгновенными сообщениями для повседневного общения, вы можете начать использовать аббревиатуру SMH в ее исходной текстовой форме. Убедитесь, что вы используете его только тогда, когда этого требует ситуация, иначе людей может раздражать ваше внезапное изменение стиля общения.
Использовать SMH в ответ на действия другого человека, определенную ситуацию или произошедшее событие. Если вы чувствуете, что не можете найти нужных слов, чтобы выразить свои эмоции, такие как недоверие или разочарование, это также подходящее время и место для использования SMH.
Что касается правильной формы аббревиатуры, то строгих правил относительно того, как именно она должна выглядеть, не существует. Вот несколько вариантов:
SMH . Используется отдельно и во всех заглавных буквах, чтобы выразить ваши эмоции.
. Буквы нижнего регистра обычно указывают на более низкий уровень важности. Случайный способ использовать аббревиатуру, не требуя немедленного внимания.
SMH в конце фразы/сообщения. Для тех случаев, когда вам все еще нужно сформулировать, в чем ваша проблема с человеком или ситуацией. Не кажется таким сильным, как SMH, используемый сам по себе.
SMH не всегда используется в исходном виде. Иногда пользователи добавляют больше букв, чтобы выразить определенное отношение. Вот несколько популярных вариантов аббревиатуры:
SMHS . Когда вы не хотите показаться агрессивным или эмоциональным, а скорее дружелюбным и игривым, вы можете использовать SMHS, что означает , качая головой и улыбаясь .
SMDH . Для максимального эффекта вы можете использовать SMDH, что означает , покачивая головой .
Используйте SMH в виде GIF-файлов или эмодзи
Если ваши основные каналы связи включают сайты социальных сетей, вы можете вместо этого использовать SMH в форме забавного GIF-файла или эмодзи. Поскольку такие инструменты, как GIPHY, теперь интегрированы в большинство приложений для социальных сетей, найти и выбрать подходящий GIF для прикрепления к сообщению несложно.
Правильный GIF-файл может помочь вам передать сложные чувства, которые трудно выразить с помощью языка, и все это с нулевой тратой времени.
Насколько хорошо вы знаете свой онлайн-сленг?
SMH — не единственная онлайн-аббревиатура, которая может вас озадачить, когда вы увидите ее в тексте. Независимо от того, решите вы использовать его в повседневном общении или нет, знание своего онлайн-сленга может помочь вам общаться с людьми разного происхождения, возраста и уровня образования.
Вы уже сталкивались с SMH? Какие еще аббревиатуры, используемые в Интернете, вам приходилось искать в Google, чтобы понять их значение? Поделитесь с нами своим опытом использования онлайн-сленга в комментариях ниже.
Аня — внештатный писатель по технологиям. Родом из России, в настоящее время она работает удаленным работником и цифровым кочевником. Имея образование в области журналистики, лингвистики и технического перевода, Аня не могла представить свою жизнь и работу без ежедневного использования современных технологий.
В этой статье мы постараемся описать те материалы, которые чаще всего применяются в производстве, чем это характеризуется и как правильно подобрать материал под ту или иную потребность. Существует огромное множество разновидностей термопластов используемых при производстве пластиковых изделий методом литья под давлением в металлические пресс-формы, а также в рамках одного основного материала можно менять характеристики за счет добавок.
За основу возьмем небольшой список самых популярных материалов, которые покрывают 95% требований, предъявляемых клиентами к своим изделиям:
Обозначение
Марки-ровка
Название
Рабочая температура °С
Прочность МПа
Дороговизна,
1 дешево –
10 дорого
ABS
Акрилонитрил-бутадиенстирол
-20 – +80
36 – 60
9
PE
Полиэтилен высокого давления (ПЭВД)
-70 – +80
11. 7 – 19.6
1
Полиэтилен низкого давления (ПЭНД)
-80 – +95
19 – 35
2
PP
Полипропилен
-5 – +110
24 – 39
7
PA
Полиамид
-40 – +150
77 – 180
10
PET
Полиэтилентерефталат
-40 – +60
80 – 120
4
*значения усредненные и могут отличаться от характеристик конкретной марки
Рассмотрим основные виды поверхностей изделий:
Глянцевая
Матовая
Гальванизированная
Текстурированная
Цвет пластика может быть практически любой и задается номером из таблицы RAL, ниже пример некоторых цветов:
ABS (АБС) – Акрилонитрилбутадиенстирол является одним из самых распространенных материалов с широчайшей сферой применения, при этом достаточно прочный. Его используют для производства корпусных изделий в приборостроении, разъемов в электронике, бытовой техники, фурнитуры, розеток, выключателей и т.д. Большинство пластиковых изделий в автомобильной промышленности делается именно из АБС-пластика: бампера, решетки радиаторов, колпаки колесных дисков, элементы салона и многое другое. Не мало применений данный тип пластика находит в медицинской промышленности. В пищевой промышленности ABS не так популярен, тут господствует материал под названием полипропилен (PP), о нем чуть позже. Поверхность АБС-пластика легко поддается гальванизации, тем самым расширяя круг применения в декоративных изделиях.
Данный вид пластика имеет хороший коэффициент усадки (0,4-0,7 %) позволяя изготавливать изделия с высокой точностью.
Не используется АБС-пластик там, где необходима устойчивость к высоким или низким температурам, где необходима износостойкость, к примеру, в подвижных механизмах, где необходима эластичность.
Справедливости ради, нужно отметить, что существует множество марок АБС-пластика, а также комбинации АБС с другими пластиками, поэтому выбор марки лучше оставить специалистам на производстве.
Примеры изделий:
PE – (ПЭ) полиэтилен это самый производимый полимер в мире, его процентная доля среди прочих полимеров составляет более 30%. Технология производства изделий относительно простая и не требует узкоспециализированного оборудования как, к примеру, с поливинилхлоридом. Существует огромное множество добавок и красителей для придания необходимых свойств и характеристик конечному продукту. Самые валовые продукты делают именно из полиэтилена. ПЭ находит свое применение в производстве шлангов и труб, изоляции для электрических кабелей. Пленки из полиэтилена широко используются в быту и для нужд самых разнообразных видов промышленности. Из них делают упаковки, пакеты, мешки для мусора и т.д. Полиэтилен высокого давления (ПЭВД) применяется в ламинировании картонных и металлических поверхностей.
Полиэтилен легко поддается переработке всеми известными способами, хорошо сваривается, пластичен, ударостоек, обладает хорошими диэлектрическими свойствами, устойчив к бензину, воде, алкоголю, маслу. Из минусов – довольно большой коэффициент усадки, что затрудняет производство высокоточных изделий, низкая прочность у большинства марок.
Примеры изделий:
PP – (ПП) полипропилен по количеству производства в мире идет сразу после полиэтилена и занимает более 20% от объема всех полимеров. Полипропилен, как правило, имеет более высокую рабочую температуру, чем у полиэтилена, легко выдерживает кипячение, после введения стабилизаторов в состав пластика становится устойчивым к кислороду и свету, является хорошим гидроизолятором.
Широчайшее применение PP нашел в пищевой промышленности: упаковки для продуктов могут обладать хорошей прозрачностью, устойчивостью к перегибам и замятиям, такая упаковка довольно прочная и практически не тянется. Благодаря барьерным свойствам не пропускает кислород, пары и жидкости, уберегая продукт внутри упаковки от посторонней влаги и запахов.
Определенные марки полипропилена не имеют практически никаких выделений даже при нагреве и выдерживают температуру более 110°С, благодаря чему этот материал получил широкое применение в производстве всевозможных продуктовых контейнеров, разовой посуды, крышек для бутылок, футляров с гибкими петлями и многого другого.
Примеры изделий:
PA – (ПА) Полиамид обладает повышенной прочностью, термостойкостью, стойкостью к истиранию и циклическим нагрузкам, обладает хорошими фрикционными качествами. Благодаря этим свойствам данный материал часто используют в механических изделиях с подвижными элементами. Рассмотрим один из самых распространенных полиамидов – PA6, его также называют капролоном или нейлоном (в США), чем прочнее марка полиамида, тем выше ее гигроскопичность, тоесть свойство впитывать влагу, что влечет за собой ухудшение диэлектрических характеристик. Чаще всего прочностные характеристики полиамида усиливают добавлением стекловолокна, в итоге получается еще одна распространенная марка – PA6-GF30, где приставка GF30 обозначает наполнение полиамида стекловолокном на 30%.
Полиамид относится к конструкционным пластикам, из него производят всевозможные шестерни, валики и ролики, корпуса для техники с повышенной вибрационной и ударной стойкостью. Коэффициент трения полиамида при соприкосновении с металлом довольно низок, что обеспечивает износостойкость. Помимо конструкционного применения, полиамид совершил революцию в текстильной промышленности. Из волокон производят пряжу, нити и нейлоновые ткани.
Примеры изделий:
PET – (ПЭТ) полиэтилентерефталат занимает пятое место по объемам производства в мире, однако в России он не имеет столь широкого разнообразия применений. Более 90% материала идет на производство преформ для изготовления пластиковых бутылок.
Преформа производится на термопластавтаматах методом литья под давлением в металлическую пресс-форму и является сырьем для производства всевозможных пластиковых бутылок. Полиэтилентерефталат обладает хорошей ударной стойкостью и выдерживает многократное сгибание, низкая гигроскопичность позволяет материалу легко хранить всевозможные жидкости в том числе газированные. Обладая такой же прозрачностью, что и оргстекло, PET в 10 раз прочнее. Кроме бутылок из полиэтилентерефталата можно увидеть такую продукцию, как прозрачные пленки и упаковочную ленту, которая по прочности сопоставима со стальной лентой.
Примеры изделий:
Износостойкий пластик — Руспласт
Износостойкость — характеристика материала, демонстрирующая его сопротивление износу при различных условиях эксплуатации; при этом учитывается как скорость, так и интенсивность изнашивающих нагрузок.
Стойкость к износу определяется рядом факторов:
структура материала;
состав материала;
базовые параметры твердости и шероховатости;
предполагаемые и реальные условия эксплуатации.
Износостойкий пластик изначально обладает хорошей сопротивляемостью физическим повреждениям, во многих случаях значительно превышая аналогичные параметры у стальных изделий.
Зачастую для достижения требуемого уровня приходится идти на дополнительные меры, например, использование дополнительного износостойкого покрытия. Это позволяет серьезно улучшить эксплуатационные качества, но усложняет производство, повышает стоимость готового продукта.
Износостойкий пластик находит активное применение и в машиностроении. В частности, шестерни из полиамидов приобретают все большую популярность, заменяя стальные аналоги во многих технических узлах, предполагающих высокий износ задействованных деталей за счет постоянной нагрузки.
В нашем ассортименте представлены такие виды износостойкого пластика как:
полибутилентерефталат (пбт);
полиацеталь;
особо прочные виды АБС.
Полибутилентерефталат применяется для деталей автомобильной электрики. А также приводов, выключателей, контейнеров подушки безопасности и других деталей. Он хорошо переносит высокие температуры. Устойчив при длительной экспуатации. В сплавах используется для изготовления промышленных сушилок и фенов.
Полиацеталь или полиформальдегид служит для изготовления особо прочных пленок. В сплавах повышает полимерные свойства вещества — эластичность, устойчивость к растворению. Применяется в промышленности для изготовления втулок, смазок, арматуры. В изготовлении бытовой техники становится основой для изготовления подшипников, эластичных вкладок, устойчивых к деформации корпусов. Эластичные свойства вещества здесь сочетаются с высокой прочностью на разрыв, что обеспечивает длительную эксплуатацию деталей.
Износостойкие виды АБС-пластика также нашли применение в автопроме. С их помощью отливают крупные детали: корпуса коробки передач, аккумуляторы, приборные панели. Основными свойствами вещества здесь являются повышенная прочность к деформациям, ударам, высокий диапазон температур эксплуатации (от –40 до +90°С), устойчивость к воздействию агрессивных химических веществ (кислот, щелочей). При этом детали, выполненные из АБС-пластика, не являются токсичными для человека, они прочны и надежны.
По всем вопросам обращайтесь к нашему эксперту Вадиму Луневу:
Не каждый вид пластика подходит для этих тяжелых работ. Но те, которые есть, могут помочь оптимизировать рабочий процесс, сэкономить деньги и выполнять проекты более эффективно, чем когда-либо прежде.
Акрилонитрил-бутадиен-стирол (АБС)
Лист из АБС-пластика является одним из наиболее широко используемых пластиков на рынке благодаря своей доступности и прочности. Другие ключевые особенности, которые делают его идеальным для тяжелого пластикового оборудования, включают его невероятную ударопрочность и простоту обработки, требующие небольшой мощности для придания формы и доводки до желаемых размеров для применения. Он также хорошо поддается термоформованию, поэтому его можно легко нагревать и сгибать в нужную форму.
Общие области применения оборудования из АБС-пластика
Корпуса машин для заводского оборудования
Приборные панели автомобиля
Ящики для хранения на строительных площадках
Прототипирование и моделирование
Ограждения и кожухи для машин/оборудования
Полиэтилен высокой плотности (ПЭВП)
Пластиковый лист из ПЭВП — еще один универсальный член семейства тяжелых пластиков, прочный и простой в изготовлении. Его можно использовать в широком диапазоне температур (от -50 ° F до 180 ° F), что делает его пригодным для очень жарких и очень холодных условий. Он также обладает высокой ударной вязкостью и химической стойкостью, а также низким водопоглощением. Как и ABS, HDPE легко обрабатывается; его можно обрабатывать резанием, клепкой, фрезерованием, сверлением, лазерной резкой, сваркой и многими другими способами.
Общие области применения поликарбонатного пластикового оборудования
Водопроводные трубы и их части (фланцы)
Нефтяные вышки и другие морские конструкции
Резервуары для химикатов
Противоскользящие поверхности для лодок и кораблей/других влажных сред
Прицеп-самосвал, футеровка бака и желоба
Поликарбонат (ПК)
Поликарбонат — самый прочный пластик, более чем в 20 раз прочнее акрила и в 200 раз прочнее стекла. Он обладает отличной прозрачностью, поэтому его часто используют в пластиковом оборудовании, требующем прозрачности. Поликарбонат также обладает отличным балансом инженерных свойств, которые дают ему возможность работать в широком диапазоне температур, противостоять ударам и сохранять стабильность размеров. Это также термопласт, поэтому его можно повторно нагревать и формировать в новые формы по мере необходимости.
Общие области применения пластикового оборудования из полиэтилена высокой плотности
Промышленное и коммерческое остекление (окна)
Прозрачные защитные кожухи
Окна и ветровые стекла тяжелой техники
Маски и смотровые очки
Полупроводниковые компоненты
Продолжить знакомство с популярными тяжелыми пластиками
Компания A&C Plastics может рассказать гораздо больше о многих типах тяжелых пластиков и о том, как они используются в самом прочном пластиковом оборудовании. Просмотрите остальные наши ресурсы по тяжелому пластику или свяжитесь с нами сегодня, чтобы получить индивидуальное предложение по типу пластика, который вы хотели бы использовать для своего проекта.
Свяжитесь с нами
ПОПУЛЯРНЫЕ ТИПЫ ПЛАСТИКА
ПОЛИКАРБОНАТ
Товары в магазине
HDPE
Товары в магазине
АБС
Товары в магазине
4 АКРИЛ
1 Товары в магазине 1
Топ-3 самых ударопрочных пластика и для чего они используются
Лучшие ударопрочные пластики и их преимущества
Опубликовано
Пластмассы, как правило, прочные, устойчивые к коррозии и химическим веществам, легкие, простые в изготовлении и менее дорогие по сравнению с альтернативными материалами, такими как металл. Как и в случае любого производственного материала, у каждого материала могут быть свои преимущества и недостатки. Несмотря на то, что существует множество ударопрочных пластиков, некоторые из них превосходны в своих областях применения. Ниже мы обсудим потенциал трех наиболее распространенных ударопрочных пластиков.
АБС-пластик
ABS (акрилонитрил-бутадиен-стирол) — это широко используемый термопластичный полимер, который используется во всем: от популярных игрушек Lego ® до деталей автомобилей. Тепло, при котором формуется АБС-пластик, влияет на его конечные свойства: низкие температуры обеспечивают большую ударопрочность, а высокие температуры обеспечивают более высокую термостойкость.
Преимущества:
Хорошая обрабатываемость
Нижний предел ценовой шкалы
Высокая ударопрочность
Хорошая прочность и жесткость
Прекрасные эстетические качества
Легко клеится и окрашивается
Недостатки:
Опасность для окружающей среды (на масляной основе)
Не подходит для пищевых продуктов
Применение:
Багаж
Корпуса приборов
Корпуса электроинструментов
Корпус камеры
Ящики для инструментов
Клюшки для гольфа
Автомобильные бамперы
Поликарбонат Пластик
Поликарбонатный пластик представляет собой термопластичный полимер, который можно сделать полностью прозрачным (как стекло). Из-за того, что он может быть прозрачным, этот пластик обычно используется в качестве менее хрупкой альтернативы стеклу.
Преимущества:
Отличная прочность и жесткость
Отличная электроизоляция
Простота обработки, изготовления и термоформования
Хорошо сцепляется с растворяющими цементами
Превосходная оптическая прозрачность
Недостатки:
Дорого
Не устойчив к царапинам
Применение:
Мансардные окна
Знаки (внутренние и наружные)
Защита машин
Очки
Дисплеи и графические держатели
Лицевые щитки
Архитектурное остекление для защиты федеральных и правительственных зданий, медицинских учреждений и станций метро/ж/д/автобусов от вандализма
pDCPD Пластик
В отличие от АБС и поликарбоната, pDCPD представляет собой термореактивный пластик (см.
Что делать, если необходимо покрыть равномерным тонким слоем лака двери, мебельные щиты, наличники и другие изделия, имеющие плоскую поверхность? Оптимальное решение проблемы – применение специальной лаконаливной машины. Способ покрытия лаком с ее помощью на сегодня относится к числу наиболее эффективных технологий окраски плоских поверхностей с экономным расходом ЛКМ.
Лаконаливной станок работает по принципу водопада, обволакивая полирующим составом поверхности элементов, требующих лакирования, и обеспечивая им идеально равномерное качественное окрашивание.
Как наносится ЛКМ по технологии налива
Суть наливного метода окраски заключается в том, что лаконаливная машина создает завесу из жидкого лако-красочного материала, через которую пропускают требующие окраски элементы и детали, уложив их на движущуюся с одинаковой скоростью ленту конвейера. метода налива состоит в том, что уложенные на движущийся конвейер детали проходят ЛКМ подается из литьевой головки, которая снизу имеет регулирующийся зазор в 0,6-1,2 мм. Стекающий из завесы лак, не попавший на окрашиваемые изделия, улавливается специальным желобом и стекает в сборник. Оттуда при помощи нагнетательного насоса с регулированием бесступенчатого типа лак отправляется вновь в литьевую головку для полирования других изделий, поступающих на конвейер.
Наливной способ нанесения лака или краски нашел широкое распространение благодаря своей эффективности и высокой производительности. За один прием он позволяет нанести на изделия качественно и равномерно большое количество ЛКМ сравнительно высокой вязкости, расходуя растворители по минимуму.
Метод налива признан одним из самых экономичных, вынужденные потери ЛКМ при его применении не превышают 5-10%. При этом, правда, такая технология окраски не обеспечивает нанесение малых(менее 90 г/м2) объемов лака за один проход, а если лаконаливная машина встраивается в производственную линию, то возникает необходимость применения специальных устройств для разгона и замедления хода конвейера с окрашиваемыми деталями, так как в лаконаливной машине скорость их перемещения выше, чем на линии.
Несмотря на эти небольшие трудности при монтировании линий, высокая эффективность машин лаконаливного типа бесспорна даже при том, что ей требуется достаточно много времени на запуск или промывку после использования.
Оборудование для нанесения лкм
Фильтры
Название товара
Бренд
…
Leif & Lorentz
Закрыть список
Флаг товара
…Новинка
Сброс фильтра
Сортировка: РекомендацияНазваниеЦена
На странице: 284872ВСЕ
Лаконаливной станок Leif & Lorentz B2 550
Лаконаливной станок Leif & Lorentz B2 1000
Лаконаливной станок Leif & Lorentz B2 1300
Лаконаливной станок Leif & Lorentz B2 1400
Преимущества лаконаливной технологии окраски
экономный расход ЛКМ – потери не выходят из диапазона в 5 — 10%;
возможность нанесения различных видов лако-красочных материалов;
высокая производительность наливного оборудования;
возможность механизации и автоматизации процесса покраски или полирования.
Недостатки наливного метода
имеются существенные ограничения формы окрашиваемых элементов и деталей;
технология не обеспечивает нанесения минимальных (меньше 90 г/м2) расходов ЛКМ за одну операцию;
экономически выгодно применение лаконаливной технологии покраски только при условии конвейерного производства изделий промышленным способом.
Купите станки для нанесения лака
В каталоге нашей компании, представленном на сайте, Вы всегда найдете большой выбор станков, применяемых для деревообработки, поставляемых на российский рынок лучшими мировыми производителями. Все деревообрабатывающее оборудование, которое мы реализуем, отличает надежность, превосходное качество, высокая производительность и большой эксплуатационный ресурс. Станки для деревообработки, которые мы предлагаем, служат долго и приносят владельцам высокий доход.
Лаконаливной станок для нанесения покрытий | Поставщик оборудования для нанесения покрытия
Лаконаливной станок используется для покрытия грунтовочным слоем и для распределения двухслойного покрытия на предметы мебели, корпусные панели изделий, настенные и напольные керамические плиты, напольный настил из цельной древесины, деревянные двери и бамбуковые предметы. Станок придает каждому обрабатываемому изделию зеркально-глянцевое покрытие поверхности детали.
По сравнению с вальцовым станком для нанесения покрытий лаконаливное устройство предоставляет более плотное покрытие пленкой всего за один цикл. Благодаря чему данное оборудование подходит для различных типов лакокрасочного материала, включая УФ-лак, нитролак, аминолак, акриловый лак и полиуретановый лак. Лакокрасочные материалы требуют более плотного нанесения, а лаконаливной станок предоставляет покрытие без осадков и размытий. Подходит для таких материалов, как дерево, мрамор, стекло, металл, пластик, полимерный композит, неорганические материалы и другое.
Применение
Нано микрокристаллическая пластина
Лаконаливное покрытие поверхности керамической плиты
Принцип работы
Лакокрасочный материал подается насосом во внутреннюю часть через завесу, далее равномерно стекает вниз по завесе, образуя ровный и тонкий слой покрытия. Плоские панели подаются конвейером и проходят через тонкую завесу с определенной скоростью. Вследствие чего поверхность предметов покрываются равномерным слоем.
Толщина слоя покрытия лакокрасочным материалом регулируется настройкой расхода насоса, подающего материал, скорости конвейера и зазором между конвейером и завесой. Таким образом, толщина нанесенного слоя достигает 0.06 мм.
Головка лаконаливного устройства
Основные характеристики
Эффективная толщина обработки
2-80 мм
Эффективная ширина обработки
620/920/1320 мм
Минимальная длина обработки
300 мм
Скорость конвейера
0-60 м/мин
Блок питания
380 В/50 ГГц
Тип краски
УФ / Водоэмульсионный/ПУ/НЦ
Особенности лаконаливного оборудования
На поверхности панелей, покрытых лаконаливным станком, образуется толстая пленка с зеркально-глянцевым эффектом.
Система управления конвейром состоит из двигателя, редуктора и инвертора, которые характеризуются высокой точностью, превосходной стабильностью и гибкой регулировкой.
Основные компоненты оборудования согласно требованиям к применению изготавливаются отливным методом в самостоятельно разработанных пресс-формах. Благодаря чему головка и насос для нанесения покрытия из алюминия не деформируются, сохраняя габариты, долговечны и прочны.
Конвейерная лента изготовлена из высококачественного полимерного композита с высокой антикоррозионным свойством, легко очищается.
Покрытия могут быть восстановлены и переработаны, что значительно снижает отходы, расходы на сырье и уровень загрязнения окружающей среды.
Используются экологически безопасные ультрафиолетовые покрытия, которые мгновенно высыхают и экологически безопасны.
Модели оборудования
Модель
Эффективная ширина обработки (мм)
Мощность подачи (кВт)
Мощность валика покрытия (кВт)
Мощность дозирующего вальца (кВт)
Габаритные размеры
SR-L1620
620
0. 75
0.75
3
3000x1680x1200
SR-L1920
920
0.75
1.5
6
3000x1980x1200
SR-L11320
1320
1.5
2.2
6
5000x2280x1200
Гиссерай Лексикон
ist Weltweit das umfangreichste Werk, das auf neuestem Technologiesstandard basiert und in English und Deutscher Sprache verfügbar ist! В бессрочном онлайн-лексиконе вы найдете полный набор технических и промышленных технологий! Может быть студентом или инженером, специалистом или практиком, профессором университета или инвестором. Hier finden Sie был Siesuchen!
FARO® Vantage Lasertracker — Schnelle, genaue Messungen für großformatige Anwendungen
Unterstützung für die E-Mobilität: KUKA Liefert 36 Roboter and ZF — Automatisierung für Eine Emeremere Mobilität: Bei der ZF Gusstechnologie GmbH…
Neues Hammerüberwachungssystem MH5 für bis zu 8 Entkern-Hämmer zur Zustandsüberwachung von Entkern-Hämmern.
Simpson Technologies schließt sich der Norican-Gruppe an — Erwerb des Experten für Sandaufbereitung ergänzt globales Angebot.
Dynamik, Prozesssicherheit und Effizienz sind die wichtigsten Erfolgskriterien für das neuentwickelte Fill Bearbeitungszentrum SYNCROMILL C21-63/1500….
Д-р Зено Штауб, генеральный директор Vontobel Holding AG, eines in der Schweiz börsenkotierten, weltweit tätigen Investmenthauses, das…
Das TAG-System versieht jedes Gussteil mit einer eindeutigen ID, die die Bediener einscannen können, um das Gussteil einer bestimmten Fehlerursache…
«Industrieller Herbst» in voller Blüte — Die Messe Kielce METAL, die Fachmesse für die Gießereiindustrie, und ihre Schwesterveranstaltungen, die in…
SAG am Weg auf den Weltmarkt mit LKW-Kryotanksystem für flussigen Wasserstoff — Derzeit интенсивный тест Testeinsatz bei OEM – wichtiger Schritt in Richtung.. .
Hammerstation HM-1 — Mit der Hammerstation HM-1 lassen sich Sandkerne von Gussteilen einfach und kostengünstig brechen.
ASK Chemicals führt ECOCURE™ BLUE PRO ein — ASK Chemicals, einer der führenden Anbieter von Gießereichemikalien, Bringt den Cold-Box-Binder ECOCURETM…
Neues Projekt geht an den Start — Foundry Goes Green — Die Gießereibranche dominiert den Veranstaltungskalender von Targi Kielce in der Zeit vom 20….
Вайтерлезен
Производите быстрее с помощью машины для розлива жидкости оптом
В чем разница между машиной для розлива жидкости
и машиной для розлива жидкости ?
Существует несколько типов разливочной машины s. Разливочные машины могут иметь разные крышки. Некоторые машины для розлива жидкости имеют различные типы жидкостей. Эти машины имеют функцию перекачивания жидкости или вакуумирования ее в воздух. Разливочные машины состоят из различных типов ликвидос. Эти машины имеют функцию перекачки жидкости путем вакуумирования или разделения жидкости.
Разливочная машина s для продажи
Это разливочные машины для продажи на Alibaba.com. Разливочные машины эффективны и экономят время. Разливочные машины бывают разных размеров, размеров и типов насосов-дозаторов жидкости, которые можно использовать для контроля количества жидкости, подлежащей промывке и хранению. Эти машины для розлива жидкости s, также известные как машины для розлива жидкости s или дозирующие насосы, производят жидкость с высокой скоростью и с минимально возможной скоростью. 9Машина для розлива жидкости 0107 состоит из дозирующих насосов для производства жидкости, а также дозирования и дозирования на высоких скоростях. Разливочные машины бывают разных размеров, а дозирующие насосы эффективны и экономят время. Эти машины бывают разных размеров и имеют дозирующие насосы для производства жидкости, а также машины для розлива жидкости. Машина для розлива жидкостей также предназначена для использования в качестве машин для смешивания и дозирования.
Разливочные машины нужны эффективно и экономят время. Эти 9Машина для розлива жидкости 0107 шумная, но она может создавать вкус и вкус. Разливочные машины шумные, потому что они содержат контейнеры и жидкости большого объема. Эти машины для розлива жидкости s шумные, потому что они содержат жидкости в продуктах, а затем производят тот же вкус, что и вода. Разливочные машины шумные, потому что они содержат жидкости так же, как и бутылки на машине. Однако есть также машины для розлива жидкости s, которые шумны и могут создавать вкус. Эти разливочные машины шумные, потому что они содержат жидкости в основе, а затем производят вкус. Однако есть и машина для розлива жидкости s, которые шумны и могут производить вкус. Эти машины для розлива жидкости s шумны, потому что они содержат жидкости без высокой температуры. Разливочные машины шумные и могут производить.
Машины для розлива жидкостей доступны на Alibaba.com. Разливочные машины также просты в использовании и удобны. Эти машины для розлива жидкостей s просты в использовании и также используются для увеличения потока продуктов. Эти разливочные машины также просты в использовании, так как они разливают в бутылки, контейнеры и дозирующие пакеты. А 9Машина для розлива жидкости 0107 также известна как машина для розлива жидкости s. Эти разливочные машины просты и удобны в использовании, а также разливают пакеты и бутылки с различными продуктами.
Машины для розлива жидкости, такие как насосы высокого давления, необходимы для очистки продукта и дозирования жидкости в полости. Существуют также автоматы для розлива жидкости с для дозирования жидкости в полость. Автоматизированная машина для розлива жидкости s доступна для продажи на Alibaba.com. При дозировании жидкости в полость образуется много жидких отходов. Есть и автомат машина для розлива жидкости с, для дозирования жидкости в полость. С автоматической машиной для заливки жидкости s, машину для заливки жидкости s можно использовать на поверхностях и вне их с высокой скоростью и долговечностью. Продаваемые разливочные машины могут использоваться с дозированием жидкости в полость. Существуют также автоматические разливочные машины S, для дозирования жидкости в полость без химикатов.
Какие бывают машины для розлива жидкости
с доступен?
Какие существуют типы машин для розлива жидкостей? Машина для розлива жидкости s можно разделить на три типа. Они наполняются воздухом, дозируются и распределяются. Машина для розлива жидкости s может использоваться в размерах 20, 30 и 60. Это машины для розлива жидкости , которые обычно дозируются и дозируются. Эти машины для розлива жидкости s также включают в себя 20-30 литров, 330 литров и 430 литров. машина для розлива жидкости s включает дозирующие машины, дозирующие машины и машины для склеивания. Эти 9Машина для розлива жидкости 0107 s включает в себя ряд дозирующих машин, дозирующих машин и распылительных машин. К ним относятся дозирующие машины, дозирующие машины и машины для розлива жидкости. дозаторы жидкости, также известные как дозаторы или машины для заливки жидкости, в дозаторы или дозаторы. К ним относятся жидкость-
Машина для розлива жидкости s доступна в различных размерах. К ним относятся стационарная машина для розлива жидкости с и машина для розлива жидкости под высоким давлением с. Машина для розлива жидкости использует два или более компонентов для управления потоком жидкости или газа.
Что такое дозатор жидкости?
Разливщики жидкости бывают разных размеров и типов, включая разливщики жидкости, разливщики жидкого азота и разливщики азота. Разливочные машины работают в течение длительного периода времени, когда требуется заливка жидкости. Эти заливочные жидкости содержат жидкость или азот в основе заливочной жидкости. Эти разливочные устройства легко наливаются, и они бывают самых разных размеров и типов.
Разливочные устройства или небольшие разливочные устройства представляют собой простой в использовании способ дозирования каучуков и испарения жидких жидкостей. Эти небольшие разливочные устройства идеально подходят для дозирования каучуков и испарения жидких жидкостей. Эти небольшие разливочные устройства идеально подходят для дозирования и распределения кузалей над испаряющейся жидкостью.
Разливочные машины представляют собой тип разливочной машины, которая используется для дозирования жидкости для джина или пивного бара.
Точило в хозяйстве — нужная вещь. Его присутствие среди инструментов незаметно и обыденно, но отсутствие сразу дает о себе знать потерей возможностей. Я это остро почувствовал, когда после переезда лишился старого точила. Что бы восстановить функционал, купил небольшой станок, хорошо подходящий для условий квартиры. О нем и будет обзор.
Станок заказывал с алиэкспресс, но у русской компании.
Бесплатная доставка из Москвы, в отделение СДЭК в Белгороде дошло быстро, буквально за несколько дней.
Бренд Калибр
Модель ТЭ+ВГ-160
Характеристики:
— Мощность 160 Ватт;
— Количество оборотов вала 0-10000 об/мин.;
— Диаметр круга 75 мм;
— Толщина круга 17 мм;
— Номинальное напряжение 220В;
— Частота 50 Гц;
— Номинальная потребляемая мощность — 160 Вт.;
— Посадочный диаметр 10 мм;
— Уровень вибрации 2,1 м/с2
— Электродвигатель однофазный коллекторный;
— Габариты в упаковке (ДхШхВ)270х175х220 мм
Вес (брутто/нетто) 3. 2/2.8 кг
Более подробные характеристики в скане инструкции ниже.
Внешний вид посылки.
Картонный коробок с краткой информацией о точиле.
Содержимое.
Инструкция, гарантия.
Скан инструкции
.
Гибкий вал метровой длинны.
Крепеж защитных экранов
Сменные цанги головки гибкого вала, инструмент для их установки/замены и элементы крепления защитных экранов.
Защитные экраны. Сделаны из полистирола.
Сам станок
Провода около полутора метров.
На нижней стороне основания, антивибрационные опоры.
Станок очень компактный. Свободно размещается на половинке листа А4.
Снимаем боковую крышку защитного кожуха.
И снимаем с оси вала шлифовальный круг.
Таким же образом и полировальный.
Полностью в сборе.
Узел крепления экрана более детально.
Тросик вала имеет квадратный профиль, сторона 2 мм.
Сменные цанги под насадки разного диаметра, ключ и шестигранник для их замены, сверла.
В руке. Вал не бьет. Малые размеры позволяют работать в трудно доступных местах.
Старая мора с лезвием из углеродистой стали. Половина лезвия отполирована.
Немного макрофотографий.
Шлифовальный круг.
Полировальный круг.
Корпус
Вопрос о хранении/размещении точила мне помогли решить вот эти две старые петли.
Их я снял при утилизации старого шкафа, и сохранил из-за необычной конструкции. И как видно не зря — пригодились.
Нарезаем на петлях резьбу.
Вырезаем пазы в полке, для установки петель заподлицо.
Прикручиваем станок болтами к петлям. Дополнительный крепеж не требуется, полку повесил, под небольшим углом — точило самое себя прижимает к поверхности гравитацией.
В сложенном состоянии.
Под ноутбуком.
В такой позиции можно работать гибким валом.
На досуге, пытаюсь понемногу шить из кожи. И здесь точило имеет много применений.
Подготавливаем кожу, инструмент, нитки.
Кроим.
Срезаем фаски фаскорезом.
Можно и сточить.
Делаем разметку под отверстия.
Делаем отверстия. Для очень толстой кожи (свыше 4 мм) такой способ пробивки отверстий порой единственно возможный.
Вшиваем змейку.
Получился простой, незамысловатый пенал.
Еще, полировальный круг, можно использовать для искусственного состаривания кожи.
Используя специальные насадки и вал, можно быстро и хорошо полировать торцы кожи.
Работа с абразивами неизменно приводит к появлению большого количества пыли. Что бы этого избежать в квартире, я придумал небольшое приспособление — насадку на пылесос, для отсоса пыли из рабочей зоны.
Это простейшая конструкция. В идеале, я хотел ее изготовить из алюминиевой трубы, но не нашел подходящей.
Вот так выглядит в сборе.
Станок хорошо использовать для заточки сверл.
Нашел безобразно сточенное, лысое сверло.
Немного реанимировал его на точиле. Результат далек от совершенства. но теперь им по крайней мере можно сверлить.
Конечно, для более качественной и точной заточки нужно пользоваться специальными приспособлениями. Их большое количество конструкций, но подумываю о создании по подобию, изображенной ниже.
Картинка из интернета.
У каждого диска есть рабочие упоры. Они регулируются в довольно широком диапазоне
Но они удобны не для вех случаев использования.
Под себя смоделировал более длинный упор, с отличной конфигурацией. У которого сзади крепится маленький неодимовый магнит, для мягкой фиксации затачиваемого инструмента.
Из недостатков, отмечу, что шлифовальный диск немногим превышает диаметр самого мотора. Это конструктивная особенность — плата за компактность. Хотя и ее можно обойти сняв кожух — толщины диска хватает для обточки под очень острым углом. Но и это лишнее — для заточки ножей я использую китайский клон Edge Apex.
Выводы: Компактный, тихий, многофункциональный и с регулируемыми оборотами — отличный аппарат. Станок покрывает 90% моих бытовых и хозяйственных нужд, хобби. Я доволен.
Планирую купить
+77
Добавить в избранное
Обзор понравился
+111 +205
Рейтинг точильных станков — ТОП-5 лучших электроточил
Точильные станки
* * *
Как только вы приобретаете какой-то инструмент, у которого есть режущая или колющая часть, готовьтесь к тому, что в скором времени его нужно будет заточить. Ведь как бы бережно вы не относились к технике, любой острый элемент тупится в процессе эксплуатации.
В периодической заточке нуждаются все режущие насадки электроинструментов (ножи, диски, фреза, цепь). Время от времени приходится точить и самые обычные и распространенные предметы обихода (тот же нож, ножницы, лопата, топорище). Использовать абразивный брусок или наждак — вчерашний день. Современные устройства можно только испортить такой заточкой. Поэтому неудивительно, что точильный станок уже давно стал необходимым прибором в каждой домашней мастерской.
Чтобы помочь вам определиться, какой электрический наждак лучше для дома, для гаража, для дачи, мы подобрали пятерку лучших точильных станков.
1. Двойное точило Metabo DSD 200 (619201000)
Рейтинг возглавляет лучший заточный станок от популярного немецкого производителя Метабо. Точило очень компактное, занимает мало места в помещении. Оснащено небольшим и нешумным электродвигателем (600 Вт). Привод асинхронный, без щеток, фактически, не нуждается в тех. обслуживании, работает от стандартной сети 220В. Оснащен двумя абразивными кругами диаметром 200 мм. Левый диск имеет абразив крупнее, используется для того, чтобы править и точить острые элементы на первичном этапе. Это грубая заточка. Второй точильный камень (правый) оснащен мелкозернистым абразивом, очень хорошо подходит для доводки и шлифовки. Цена данного инструмента высоковата, зато вы получаете продуманную безопасность при работе. Есть и большое стекло, чтобы защитить глаза, есть защитный кожух, чтобы гасить искры и мелкие частицы металла. Установлена кнопка блокировки от случайного пуска и аварийный выключатель в пылезащитном исполнении. Вибрации снижены, благодаря резиновым амортизаторам на подставке. Заготовка фиксируется упором, регулировка упора производится быстро и легко, без ключей.
Плюсы:
Два больших точильных диска для разных задач и разных этапов заточки и шлифования;
Простой бесщеточный электродвигатель с оптимальной мощностью;
Отменная система безопасности и защиты пользователя;
Колебания отлично гасятся резиновыми демпферами;
Маленькие размеры при великолепном функционале.
Минусы:
Дороговат.
2. Верстат точильний Einhell TC-BG 200
В ТОП-5 точильных станков мы включили еще одно лучшее точило для дома от немецкого производителя. В этот раз мы рекомендуем именитый бренд Einhell, широко известный в Украине и радующий пользователей отменным качеством своих инструментов. В принципе, «немцы» и «качество» — слова синонимы, так что о надежности данного прибора можно не волноваться. Еще одна приятная новость — низкая цена. Стоит это точило почти в 2,5 раза дешевле, чем Метабо. Двигатель, конечно, слабее, всего 400 Вт. Но для домашних заточек металлических и пластмассовых изделий его мощности хватает с избытком. Также есть два точильных диска разной зернистости. Один для грубой шлифовки и правки, а другой — для финишного полирования. Диски защищены кожухами, есть и большое искрозащитное стекло. Вал сбалансирован, шарикоподшипники большие, добротные. Снизу прочного металлического корпуса установлены 4 резиновых ножки, гасящие колебания от мотора.
Плюсы:
Безопасность при работе гарантируют боковые защитные кожухи и стекло для защиты глаз;
Простая регулировка рабочего упора способствует точности выполнения задач;
Крепкий металлический корпус долговечный и надежный;
Резиновые демпферы поглощают вибрацию полностью;
Два точильных круга дают возможность делать и черновую, и конечную обработку.
Минусы:
Короткий кабель.
3. Точило Vulkan NBG-200F 200х20х16 (15480)
Выбирая, какой лучше точильный станок для домашней мастерской, обратите внимание на точило Вулкан. Это бытовой настольный прибор от украинского производителя. Исполнен надежно, качественно. Используется для заточки ножей, режущих металлических элементов. Мотор находится в долговечном металлическом корпусе. Мощность электропривода составляет 350 Вт. В наличии два точильных камня, одни с зернистостью 60 (грубая правка) и второй с зернистостью 36 (финишная обработка). Внешний диаметр абразивных кругов 200 мм. Станок безопасный, оба диска закрыты стальными защитными кожухами, есть и крупное искрогасящее стекло.
Плюсы:
Два больших точильных круга для первичной и финишной заточки и шлифовки;
Стальные защитные кожухи повышают безопасность;
Большое стекло гарантирует защиту глаз от летящих искр и мелкой металлической стружки;
Корпус рассчитан на длительную эксплуатацию;
Оптимальная мощность для домашней мастерской.
Минусы:
Небольшая вибрация.
4. Точило Scheppach BG 200 al
Небольшой точильный станок от немецкой торговой марки Шепач — отличный выбор для профессиональной заточки. Конструкция настольная. Можно прикрепить болтами к столу или верстаку, используя специальные отверстия в подошве корпуса. Мотор мощный, 550 Вт. Точит не только плоские острые детали, но и круглые. Очень удобен для заточки сверла, поскольку имеет угловой фрезеровальный паз. Заготовки прочно фиксируются, удобно регулируются по длине зажатия. Клавиша включения расположена на передней панели. Встроена система плавного пуска, благодаря чему начало работы получается мягким, без рывка. Абразивных диска два — для начального и финишного этапа обработки. Установлены защитные кожухи и большая линза для защиты глаз. Удобно, что в этой модели есть освещение рабочей зоны, для него используется светильник на гибкой ножке, регулируемый. Производитель предусмотрел и охлаждение деталей, которые сильно греются при заточке. Для этого в комплекте есть емкость для воды.
Плюсы:
Наличие фрезеровочного паза под углом позволяет идеально заточить сверла;
Функция плавного пуска дает возможность точного и спокойного старта;
Охлаждающая емкость с водой устраняет перегрев металла при обработке;
Исполнение настольное, для надежного крепления на столе есть отверстия под болты;
Мягкая подсветка рабочей области с регулируемым наклоном светильника;
Предусмотрены все необходимые элементы для безопасной работы.
Минусы:
Трудно найти диск.
5. Точилка Makita GB602
Для заточки инструментов в домашней мастерской рекомендуем купить наждак Макита. Стоит он не так уж и дешево, зато это чистая Япония, надежная и долговечная. Станок маленький, не слишком мощный, но очень комфортный в работе. Весит всего 9,4 кг. Привод на 250 Вт потребляет минимум электричества. Круги имеют внешний диаметр 150 мм. Для габаритных деталей они не подойдут, но для мелких — это самый лучший прибор. Обороты достигают показателя 2850 оборотов в минуту, что обеспечивает хорошую продуктивность и качество правки. Один точильный круг имеет зернистость 120 — он для черновой обработки, а другой — 60. На нем шлифуют и полируют, доводят до совершенства детали. Вибрация не чувствуется, ее гасят четыре небольших резиновых ножки. В комплектацию входят защитные очки и набор ключей для замены кругов.
Плюсы:
Экономный электродвигатель с высокими оборотами и отличными защитами;
Абразивные круги с алмазным напылением гарантируют качество работы, как при грубой, так и при финишной обработке;
Две искрозащитные линзы над каждым диском повышают безопасность при заточке и шлифовке;
Устойчивый к износу корпус с резиновыми демпферами, гасящими колебания;
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 35 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
5 лучших точилок для карандашей.
Время заточки: 3 секунды
Причины для покупки
ОТДЕЛИТЕЛЬНЫЕ ОТДЫМИ
Заменяемые детали
Причины избежать
Дорого
Медленно на больших карандашах
Наш любимый затопление было обновлено с момента тестирования. Обновленная модель, изображенная выше, имеет более гладкий внешний вид, а ручка диаметра карандаша была переработана для более легкого поворота. В нашем обзоре мы ссылаемся на обновленный X-ACTO School Pro .
X-ACTO School Pro Electric — это рабочая точилка для карандашей, предназначенная для использования в больших объемах с различными типами карандашей, включая цветные, графитовые и угольные карандаши различной твердости. Это устройство имеет шесть предустановленных диаметров карандашей, охватывающих широкий диапазон размеров до 10 миллиметров. Стружка собирается в большой прозрачный контейнер, поэтому легко увидеть, когда его нужно опорожнить. Эта машина помогает бороться с чрезмерной заточкой (и, следовательно, с отходами карандаша), отключая «улетающее» спиральное лезвие, как только оно достигает тонкой точки.
Несмотря на то, что мы были весьма впечатлены этой точилкой, мы столкнулись с одной проблемой: ножки на присосках часто требовали перестановки на нашем гладком рабочем столе. Кроме того, эта модель не такая тихая, как хотелось бы для использования в библиотеке или классе. Эта проблема более очевидна при заточке карандашей большого диаметра, потому что станок замедляется под нагрузкой. Наконец, этот продукт относительно дорог по сравнению с другими, которые мы тестировали. Тем не менее, немногие из точилок в нашем обзоре могут довести такое разнообразие карандашей до идеального состояния так же быстро, как X-ACTO School Pro.
Эта непритязательная рабочая лошадка отлично смотрится на любом рабочем столе.
Кредит: Лора Каснер
Лучший индивидуальный размер
Kum Long Point
Проверить цену на Amazon
Максимальный диаметр карандаша: 8 мм | Время заточки: 30 секунд
ПРИЧИНЫ КУПИТЬ
Сверхтонкое острие
Прозрачный контейнер для бритья
ПРИЧИНЫ ИЗБЕГАТЬ Двухъярусная система заточки
3-
3
Борьба с нестандартными карандашами
KUM Long Point использует две отдельные точилки в одном устройстве. Сначала он превращает древесину в удлиненный конус, а затем стрижет грифель до тонкого конца. Точилка размером с ладонь легко помещается в портфель или сумку, а прозрачная корзина для стружки позволяет видеть, когда пора высыпать опилки. Точилка предназначена для грифелей диаметром 2 и 3,15 мм, обычных для художественных карандашей, но может работать и с карандашами диаметром 8 мм.
KUM использует два лезвия, по одному на каждый этап процесса заточки. Эти лезвия эффективны, но вторая ступень может сломать тонкий наконечник, если вы не будете осторожны. Кроме того, этот блок плохо справляется с углем или цветными карандашами. Карандаши нестандартной формы также сложны, например, с треугольным поперечным сечением. Наконец, учитывая ручной характер этой модели, заточка нового карандаша происходит довольно медленно. Несмотря на эти недостатки, точилка является боссом для своего размера и производит один из лучших наконечников в группе.
№
С этой компактной точилкой никогда не бывает скучно.
Кредит: Лора Каснер
Лучший выбор за ваши деньги
Toolsand Electric
13 долларов на Amazon
Максимальный диаметр карандаша: 8 мм | Время заточки: 7 секунд (электрический режим)
ПРИЧИНЫ КУПИТЬ
Батарейки в комплекте
Запасное лезвие в комплекте
ПРИЧИНЫ ИЗБЕГАТЬ
Требуется крепкий захват
Шестигранные карандаши — боль
Ручной инструмент Toolsand Electric уникален тем, что он работает как вручную, так и на батарейках. Если ситуация требует этого или у вас просто закончились батарейки, вы можете молча почистить кончик карандаша. Эта модель может работать с карандашами различных форм, размеров (до 8 мм) и типов (цветные, графитовые и мягкоугольные).
Несмотря на то, что Toolsand универсален, он не справляется с некоторыми задачами. А именно, точилка плохо справляется с шестигранными углями или карандашами, которые находятся на более твердой стороне спектра. Более того, мы бы не рекомендовали эту точилку для детей, потому что она требует достаточной силы захвата, чтобы удерживать карандаши против единственного лезвия бритвы, которое их сбривает. Несмотря на эти ограничения, этот продукт недорог, универсален, компактен и эффективен.
Возможность работы как с ручным, так и с аккумуляторным питанием делает этот прибор уникальным в своем классе.
Кредит: Лаура Каснер
Лучшее решение для разных диаметров карандаша
Настенное крепление X-ACTO Ranger
Проверить цену на Amazon
Максимальный диаметр карандаша: 19013 | Время заточки: 7–15 секунд (зависит от пользователя)
ПРИЧИНЫ КУПИТЬ
Тихий
Прочный
ПРИЧИНЫ, КОТОРЫХ ИЗБЕЖАТЬ
Уголь нельзя затачивать
Должен быть установлен
Классическое настенное крепление X-ACTO Ranger может вызвать чувство ностальгии по декоративно-прикладному искусству начальной школы. Эта ручная рукоятка не требует ни места на столе, ни электричества. Настенное крепление позволяет легко поворачивать ручку, а отсутствие двигателя сводит шум к минимуму. Кроме того, эта машина может работать с широким диапазоном диаметров карандашей от 4 до 12 миллиметров и доводит все эти размеры до точной точки.
Есть несколько особенностей, которые нам нравятся в этой модели, но в глазах некоторых людей эти же особенности могут быть восприняты как недостатки. Так обстоит дело с требованием настенного крепления Ranger. Если у вас нет места на стене для крепления этой модели или вы не хотите вкручивать шурупы в стену, то это не для вас. Кроме того, если вам не нравится ручная рукоятка, то это невозможно, потому что нет электрического варианта. Наконец, эта модель не точит уголь. Однако не смотрите дальше, если вам нужна надежная и тихая машина, произведенная компанией, которая будет поддерживать свой продукт.
Мега-классическая школьная точилка.
Кредит: Лаура Каснер
Лучший для регулируемой резкости
Товары для офиса с электроприводом и на батарейках
Узнать цену на Amazon
Максимальный диаметр карандаша: 8 | Время заточки: 7 секунд
ПРИЧИНЫ КУПИТЬ
Три уровня заточки
Ручки для цветных и угольных карандашей
ПРИЧИНЫ ИЗБЕЖАТЬ
Требуется приличная сила захвата
Неэффективные упоры для лезвий
Электрическая точилка для карандашей OfficeGoods с батарейным питанием — это продукт с прекрасным дизайном, и он справляется со всеми типами карандашей, которые мы ей предлагали, а именно с графитовыми, цветными, и уголь. Станок затачивается довольно быстро (7 секунд для графитового карандаша диаметром 8 мм), и, возможно, лучше всего то, что вы можете установить угол наклона кончика на тупой, средний или острый в соответствии с вашим предполагаемым использованием или предпочтениями.
И наоборот, точилка OfficeGoods требует от вас быть внимательным при подведении карандашей к острию, потому что машина не прекращает заточку эффективно, когда достигается желаемый угол. Таким образом, если вы не обращаете внимания, он может нежелательно съесть карандаш. Одно лезвие вонзается в карандаш достаточно сильно, чтобы удерживать карандаш в неподвижном состоянии относительно сложно. Тем не менее, мы считаем, что этот станок является хорошим продуктом для тех, кто затачивает разнообразные карандаши под разными углами. Кроме того, два варианта питания (аккумулятор или подключаемый модуль) обеспечивают пользователю гибкость.
Три варианта заточки этого устройства удовлетворят всех пользователей.
AFMAT Heavy Duty Electric имеет узкий диапазон типов карандашей, с которыми он хорошо справляется. Однако при использовании стандартного 8-миллиметрового карандаша он отлично работает. Хотя в устройстве используется только одно спиральное лезвие, его конструкция полностью металлическая, что, безусловно, обеспечивает более прочную конструкцию. Наконец, его корзина для стружки достаточно вместительна для нечастого опорожнения и интенсивного использования.
К сожалению, ножки AFMAT не очень цепкие, поэтому его можно использовать двумя руками — одной для удержания машины на месте, а другой для карандаша. К тому же, если не следить за заточкой, машинка может съедать карандаш. Тем не менее, эта машина заточит большинство угольных карандашей, а также сделает красивые кончики круглых, треугольных или шестигранных графитовых карандашей.
Эта точилка лучше всего подходит для стандартных карандашей диаметром 8 мм.
Кредит: Лаура Каснер
Лучший для заточки одной рукой
Bostitch Personal Electric
16 долларов США на Amazon
Max 9 Диаметр карандаша 13 | Время заточки: 6 секунд
ПРИЧИНЫ КУПИТЬ
Относительно тупой угол заточки
Точит все стандартные карандаши
ПРИЧИНЫ ИЗБЕГАТЬ
Громко
Грязно при опорожнении
Уникальный дизайн Bostitch Personal Electric придает ему интересный вид. Он затачивает стандартные карандаши до тонкой, хотя и более крутой точки. Кроме того, ножки устройства имеют достаточно прочный захват, чтобы можно было работать одной рукой.
Хотя нам нравится внешний вид Personal, скошенные боковые стенки делают опорожнение полного лотка грязным делом. Кроме того, этот продукт ограничен стандартными 8-миллиметровыми карандашами. Хотя он не может работать с цветным грифелем, он может без особых усилий доводить угольные карандаши до точки. Так что, если вы ищете электрическую модель, которую можно использовать одной рукой и которая выглядит интересно при загрузке, это билет.
В отличие от некоторых конкурентов, этот настольный блок остается на месте во время работы.
Кредит: Лаура Каснер
Лучший для ручной заточки
Точилка STAEDTLER
4 доллара США на Amazon
Макс. 1 диаметр карандаша 1038: 19 мм 1038 | Время заточки 40 секунд0003
Ручная заточка
Точилка STAEDTLER — это отличная дорожная точилка для большой сумки или рюкзака. Цилиндрическая форма удобна для захвата, а наконечник очень острый. Эта модель может работать с несколькими типами грифелей и диаметров карандашей. Он также прост в эксплуатации и недорог.
С другой стороны, этому ручному устройству требовалось много времени, чтобы заточить новый карандаш. Кроме того, корзина для документов маленькая, а поскольку она непрозрачная, проверить ее наполнение можно, только отвинтив крышку. Тем не менее, STAEDTLER будет работать с различными типами грифелей (включая цветные и, в меньшей степени, угольными) и формами карандашей (включая треугольные).
Просто, надежно и эффективно. Чего еще можно желать от точилки для путешествий?
Авторы и права: Лаура Каснер
Почему нам стоит доверять
Старший аналитик Остин Палмер тестирует потребительские товары уже большую часть десятилетия. Он часто использует карандаш номер два, чтобы рисовать схемы и инструменты для тестирования, а также делать подробные записи. Он знает цену острому карандашу и хорошо сконструированной точилке. Дополняет опыт Остина старший редактор обзоров Ник Майли. В своей предыдущей карьере дендрохронолога он провел много часов, глядя в микроскоп на сердцевины деревьев, размечая кольца, настолько узкие, что с трудом помещается одна точка карандашом. Он ценит ценность тонкого карандаша.
Независимо от ваших предпочтений, для вас есть тип жала. Анализ типа острия имел решающее значение для нашей оценки этих продуктов. Уровень шума этих машин был важным аспектом нашего анализа.
Анализ точилок для карандашей, проведенный нашей командой, был простым, но исчерпывающим. Мы заточили все доступные карандаши и оценили их производительность. А именно, это были карандаши круглой, шестиугольной и треугольной формы с графитовыми, цветными и угольными графитами. Мы также оценили машины по диапазону диаметров, которые они могли приспособить. Возможно, самое главное, мы углубились в удобные функции, предлагаемые каждой машиной. Например, мы подсчитали, сколько времени требуется для заточки стандартного карандаша, сколько шума производит машина и есть ли в лезвии механизм автоматической остановки для предотвращения чрезмерной заточки.
Анализ и результаты испытаний
Наш анализ точилок для карандашей основывается на четырех показателях для изучения всех аспектов хорошей точилки для карандашей. В частности, это удобство, тип грифеля, диаметр и форма карандаша, а также острота и тип острия. Для каждой из этих широких категорий были тщательно разработаны тесты, чтобы дать полное представление о каждой машине и о том, кому она лучше всего подходит. Для получения подробной информации о каждой метрике и машинах, которые работали лучше всего, пожалуйста, продолжайте читать.
Удобство
Следует признать, что название категории не говорит само за себя. Для наших целей он охватывает аспекты точилки, такие как количество рук, необходимых для работы со станком, насколько шумно при заточке нового карандаша, сколько времени требуется, чтобы довести новый карандаш до острия, и размер стружки. мусорное ведро Кроме того, мы проверили, есть ли у станка автоматическая остановка для предотвращения чрезмерной заточки, какой тип лезвия он использует и доступны ли запасные части. Без сомнения, электрический X-ACTO School Pro — самая удобная из всех рассмотренных здесь точилок. У него есть «улетающее» лезвие, которое никогда не перетачивается, большой контейнер для документов, который ограничивает поездки в мусорную корзину, и он не слишком шумный или медленный в своей работе. Более того, производитель предлагает к покупке запасные части, если в этом возникнет необходимость.
Измерение уровня звука может показаться немного придирчивым, но мы думаем, что библиотекари и учителя оценят эту информацию.
Авторы и права: Остин Палмер
В качестве альтернативы, если вам нужна точилка на ходу, настольная машина будет совсем неудобна. Если это ваша ситуация, обратите внимание на KUM Long Point и Toolsand Electric Pencil Sharpener . Оба устройства удобны для путешествий и предлагают достаточную гибкость для заточки различных типов карандашей. Toolsand уникален тем, что работает как вручную, так и на батарейках. Для дополнительного удобства в комплекте идет дополнительное лезвие и батарейки.
Инструмент и инструмент идеально подходят для карандашей различных диаметров и форм.
Авторы и права: Остин Палмер
Тип грифеля
Как следует из названия, показатель типа грифеля рассматривает типы карандашей, которые формовщик может надежно довести до конца. В частности, для этого анализа мы протестировали графитовые и цветные карандаши, а также мягкие, средние и твердые угольные карандаши. Удивительно, но многие модели в нашем обзоре имеют системы лезвий, которые не справляются ни с чем, кроме стандартного графитового карандаша. Если вам нужна точилка, которая может все, обратите внимание на рабочий стол 9.0137 X-ACTO School Pro или карманный компьютер OfficeGoods . Обе точилки, вероятно, впечатлят, потому что мы видели, как они эффективно затачивают все типы грифелей, включая сложные угольные карандаши.
Здесь мы видим идеально заточенные мягкие, средние и твердые угольные карандаши. Хотя это кажется банальным, многие точилки не справились с этой задачей.
Кредит: Остин Палмер
Если вас интересует только заточка стандартных графитных карандашей, взгляните на Х-АКТО Рейнджер . Эта классическая настенная машина с ручным приводом — рабочая лошадка для доводки графита до мельчайших деталей. Если вас больше всего интересуют цветные карандаши, набор инструментов Toolsand станет вашим профессионалом. Что касается древесного угля, электрический AFMAT работает очень хорошо, но имейте в виду, что трудно сказать, когда карандаш острый, что делает чрезмерную заточку и трату ваших карандашей реальной проблемой.
Хотя эта модель не может работать с цветными или угольными карандашами, она отлично справляется со стандартным графитом.
Авторы и права: Остин Палмер
Диаметр и форма карандаша
Существует множество различных форм и диаметров карандашей. Таким образом, мы рассмотрели диапазон форм и размеров, которые будут принимать эти машины. В частности, мы рассмотрели карандаши с круглым, шестиугольным и треугольным стержнем. Как вы можете себе представить, карандаши треугольной формы создавали проблемы для нескольких точилок. Кроме того, многие точилки предназначены для стандартных 8-миллиметровых карандашей, таких как разновидность графита номер два, ставшая печально известной в результате стандартизированных испытаний. Если вам нужна универсальность, обратите внимание на, как вы уже догадались, модель 9.0137 X-ACTO School Pro . Эта машина мало что может заточить, кроме столярных карандашей.
Не так много вещей, которые эта точилка не может заточить.
Авторы и права: Остин Палмер
Другим примечательным продуктом является X-ACTO Ranger , который охватывает диаметры до 11 мм и практически любую форму. Кроме того, STAEDTLER может работать с любой формой карандаша, но его диаметр ограничен 8 мм.
Старый резервный Ranger подходит для карандашей любой формы диаметром до 11 мм.
Авторы и права: Лора Каснер
Острота и тип острия
Независимо от типа острия всем нужен острый карандаш. Однако угол этой точки зависит от предполагаемого использования и предпочтений. Например, длинное узкое острие, такое как у KUM Long Point или X-ACTO Ranger , может оказаться желательным, если вы выполняете тонкие линии. Тем не менее, вам, вероятно, понадобится тупой наконечник, если вы работаете с грубым материалом, таким как дерево. К счастью для тех, кто хочет вариантов, 9Точилка 0137 OfficeGoods имеет три настройки (тупая, средняя и острая), поэтому вы можете принимать решения для конкретных задач.
Если вам нужны чаевые, обратите внимание на OfficeGoods.
Кредит: Остин Палмер
Заключение
В этом обзоре мы анализируем и описываем каждый аспект хорошей точилки для карандашей. Хотя желаемая головка карандаша является индивидуальным предпочтением, мы предоставляем все детали, чтобы вы могли выбрать точилку, соответствующую вашим потребностям.
 Москвы: Поликлиника №3 Управления делами Президента РФ на Грохольском переулке
Москвы: Поликлиника №3 Управления делами Президента РФ на Грохольском переулке Поликлиника имеет мощную лечебно-диагностическую базу и оснащена новейшим медицинским оборудованием.
Поликлиника имеет мощную лечебно-диагностическую базу и оснащена новейшим медицинским оборудованием.



 Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.

 Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.  Питание от встроенной литий-ионной аккумуляторной батареи. Кнопка переключателя служит для изменения направления вращения шпинделя (реверс). Среднее положение переключателя реверса блокирует выключатель отвертки.
Питание от встроенной литий-ионной аккумуляторной батареи. Кнопка переключателя служит для изменения направления вращения шпинделя (реверс). Среднее положение переключателя реверса блокирует выключатель отвертки.
 Например: красный диод горит, когда осталось <30% заряда; красный и жёлтый от 30 до 70%; красный, зелёный и желтый от 70 до 100
Например: красный диод горит, когда осталось <30% заряда; красный и жёлтый от 30 до 70%; красный, зелёный и желтый от 70 до 100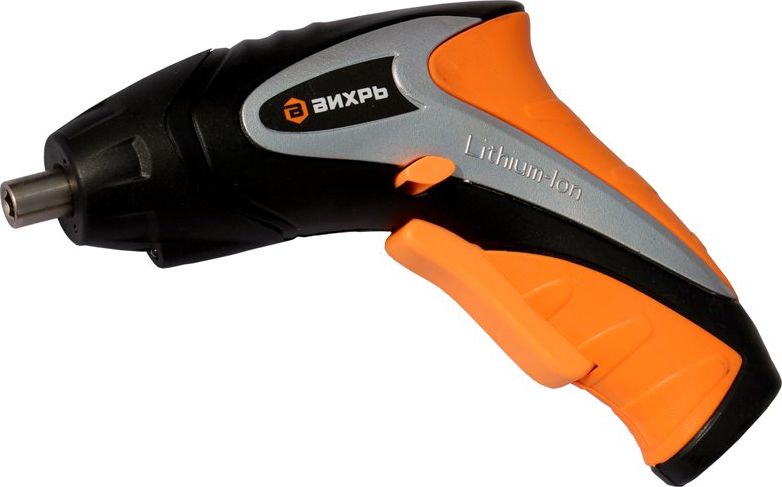 Этот кейс со знаменитой эмблемой Marvel’s Black Panther содержит не вибраниум из Ваканды, а кое-что еще более полезное: аккумуляторную отвертку, 6 ручных отверток (на случай, если вы забудете зарядить беспроводную), трещотку и 30 мультиголовок. биты для всех ваших миссий по ремонту дома и электроники. Это отличный подарок на новоселье или хороший способ поблагодарить того, кто пришел вам на помощь.
Этот кейс со знаменитой эмблемой Marvel’s Black Panther содержит не вибраниум из Ваканды, а кое-что еще более полезное: аккумуляторную отвертку, 6 ручных отверток (на случай, если вы забудете зарядить беспроводную), трещотку и 30 мультиголовок. биты для всех ваших миссий по ремонту дома и электроники. Это отличный подарок на новоселье или хороший способ поблагодарить того, кто пришел вам на помощь.
 Rachel & Mrs Ross
Rachel & Mrs Ross Эксклюзивная зона Dual Impact Torsion Zone™ помогает поглощать удары от ударов, поэтому ваши биты прослужат дольше при интенсивном использовании в классе. Они совместимы с ударными винтовертами и дрелями с шестигранным хвостовиком 1/4″, а лазерная маркировка означает, что вы никогда не забудете размер.
Эксклюзивная зона Dual Impact Torsion Zone™ помогает поглощать удары от ударов, поэтому ваши биты прослужат дольше при интенсивном использовании в классе. Они совместимы с ударными винтовертами и дрелями с шестигранным хвостовиком 1/4″, а лазерная маркировка означает, что вы никогда не забудете размер.
 А чтобы при нагрузке пояс не врезался в тело, предусмотрена широкая и прочная подкладка. К поясу крепится пластмассовая защита для ног. Она имеет карабин для присоединения к триммеру и амортизацию в виде пружины. Легкость отстегивания и застегивания мотокосы обеспечивает быстросъёмная защелка, расположенная сверху.
А чтобы при нагрузке пояс не врезался в тело, предусмотрена широкая и прочная подкладка. К поясу крепится пластмассовая защита для ног. Она имеет карабин для присоединения к триммеру и амортизацию в виде пружины. Легкость отстегивания и застегивания мотокосы обеспечивает быстросъёмная защелка, расположенная сверху. Для этого следует поднять или опустить высоту крюка, что осуществляется путем подтяжки плечевых ремней до тех пор, пока держатель не будет находиться ниже бедер на 10-15 см (ширина ладони). При этом нож прикрепленной косы должен находиться параллельно поверхности, то есть — в строго горизонтальном положении.
Для этого следует поднять или опустить высоту крюка, что осуществляется путем подтяжки плечевых ремней до тех пор, пока держатель не будет находиться ниже бедер на 10-15 см (ширина ладони). При этом нож прикрепленной косы должен находиться параллельно поверхности, то есть — в строго горизонтальном положении.
 Когда оператор будет держать мотокосу, его руки должны быть расслаблены, а плечи находиться параллельно туловищу. Поэтому после подгонки двухплечевого ремня следует отрегулировать двуручный механизм путем движения его вверх или вниз. Нужно достичь такого результата, чтобы руки лишь задавали направление, а не держали прибор. Если после этого опять нарушится балансировка триммера, то придется заново повторить все этапы.
Когда оператор будет держать мотокосу, его руки должны быть расслаблены, а плечи находиться параллельно туловищу. Поэтому после подгонки двухплечевого ремня следует отрегулировать двуручный механизм путем движения его вверх или вниз. Нужно достичь такого результата, чтобы руки лишь задавали направление, а не держали прибор. Если после этого опять нарушится балансировка триммера, то придется заново повторить все этапы.

 Ремень равномерно распределяет нагрузку и обеспечивает свободу движений.
Ремень равномерно распределяет нагрузку и обеспечивает свободу движений. Трудно открыть Instagram или Tiktok и не увидеть, как кто-то рекламирует новейший и лучший триммер для талии.
Трудно открыть Instagram или Tiktok и не увидеть, как кто-то рекламирует новейший и лучший триммер для талии. Они носятся вокруг туловища, обычно нижняя половина вокруг живота, полностью вокруг тела. Обычно они прикрепляются спереди с помощью липучки или какой-либо другой завязки.
Они носятся вокруг туловища, обычно нижняя половина вокруг живота, полностью вокруг тела. Обычно они прикрепляются спереди с помощью липучки или какой-либо другой завязки.




 Неопрен прекрасно согревает туловище.
Неопрен прекрасно согревает туловище.

 Виброплиты с бензиновыми двигателями Honda предназначены для уплотнения практически любого типа покрытия, кроме того, доступны даже самые укромные уголки — узкие проходы, углы
Виброплиты с бензиновыми двигателями Honda предназначены для уплотнения практически любого типа покрытия, кроме того, доступны даже самые укромные уголки — узкие проходы, углы 5 л.с.
5 л.с. 899, Вес упакованного товара, кг: 1.3
899, Вес упакованного товара, кг: 1.3 44, Серия: Inspire
44, Серия: Inspire

 W39903S_z01)
W39903S_z01) Нет налога с продаж.
Нет налога с продаж.  Вы можете приобрести плоскую тележку Bison в различных вариантах для работы с различными весами, начиная с ½ тонны и заканчивая 10 тоннами.
Вы можете приобрести плоскую тележку Bison в различных вариантах для работы с различными весами, начиная с ½ тонны и заканчивая 10 тоннами. 13
13 Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
 Я купил пух буйвола в другом магазине, и теперь я вижу, что возможно… такой чистый, без пуповины, такой идеально обезвоженный… и ты подарил мне халяву! Никогда больше никуда не пойду для этого, никогда. Спасибо! (с сердечками и т. д.),
Я купил пух буйвола в другом магазине, и теперь я вижу, что возможно… такой чистый, без пуповины, такой идеально обезвоженный… и ты подарил мне халяву! Никогда больше никуда не пойду для этого, никогда. Спасибо! (с сердечками и т. д.),
 К.Т
К.Т Этот процесс заключается в последовательном послойном расплавлении порошкового материала посредством мощного лазерного излучения.
Этот процесс заключается в последовательном послойном расплавлении порошкового материала посредством мощного лазерного излучения.


 По завершении процесса построения деталь вместе с плитой вынимают из камеры порошкового 3D-принтера, а затем отделяют от плиты, удаляют поддержки и выполняют финальную обработку изделия.
По завершении процесса построения деталь вместе с плитой вынимают из камеры порошкового 3D-принтера, а затем отделяют от плиты, удаляют поддержки и выполняют финальную обработку изделия.
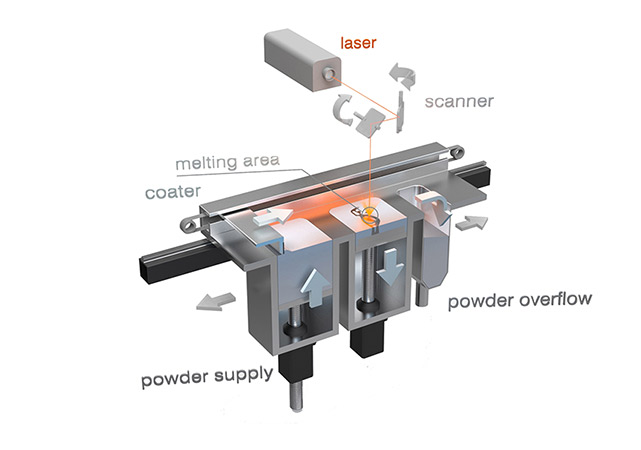

 0;
0; Они отлично подойдут для прототипирования, изготовления кастомизированных изделий и мелкосерийного производства. Среди главных достоинств оборудования – безопасная система очистки атмосферы, удобное бесконтактное добавление материала, конфигурации с одним или двумя лазерами.
Они отлично подойдут для прототипирования, изготовления кастомизированных изделий и мелкосерийного производства. Среди главных достоинств оборудования – безопасная система очистки атмосферы, удобное бесконтактное добавление материала, конфигурации с одним или двумя лазерами.
 MetalONE предназначен для проведения исследований, тестирования изделий и изготовления деталей небольших и средних габаритов: камера построения принтера – 65 х 65 х 100 мм.
MetalONE предназначен для проведения исследований, тестирования изделий и изготовления деталей небольших и средних габаритов: камера построения принтера – 65 х 65 х 100 мм.
 05.2017 , обновлена 27.10.2022
05.2017 , обновлена 27.10.2022 copyright1}}
copyright1}}
 Тем не менее, он также часто используется в социальных сетях, таких как Twitter, Instagram, Facebook и Snapchat, как #SMH.
Тем не менее, он также часто используется в социальных сетях, таких как Twitter, Instagram, Facebook и Snapchat, как #SMH. Затем он превратился в мемы, затем использовался в GIF-файлах, которые люди отправляли друг другу в приложениях для обмена сообщениями, пока, наконец, он не стал популярным хэштегом, используемым в социальных сетях. Сегодня люди все еще иногда используют SMH в текстах, хотя его часто заменяют смайликами с изображением лицевой ладони.
Затем он превратился в мемы, затем использовался в GIF-файлах, которые люди отправляли друг другу в приложениях для обмена сообщениями, пока, наконец, он не стал популярным хэштегом, используемым в социальных сетях. Сегодня люди все еще иногда используют SMH в текстах, хотя его часто заменяют смайликами с изображением лицевой ладони.
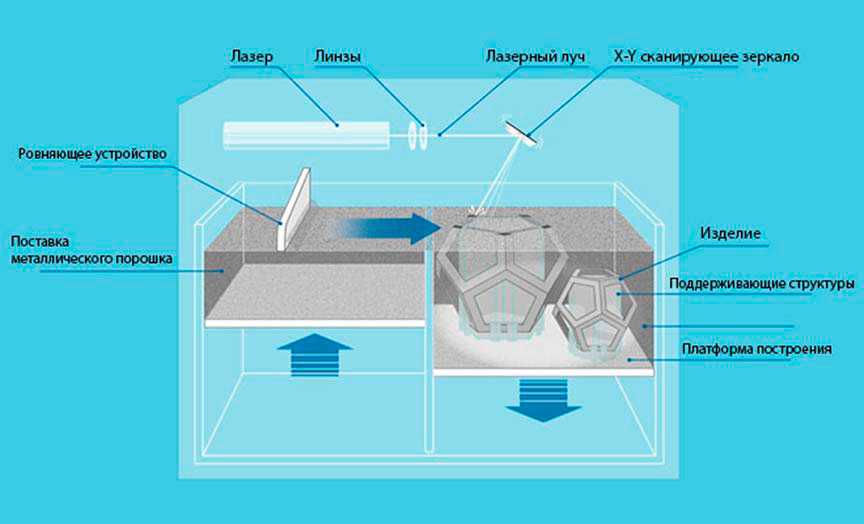 Иногда пользователи добавляют больше букв, чтобы выразить определенное отношение. Вот несколько популярных вариантов аббревиатуры:
Иногда пользователи добавляют больше букв, чтобы выразить определенное отношение. Вот несколько популярных вариантов аббревиатуры: 
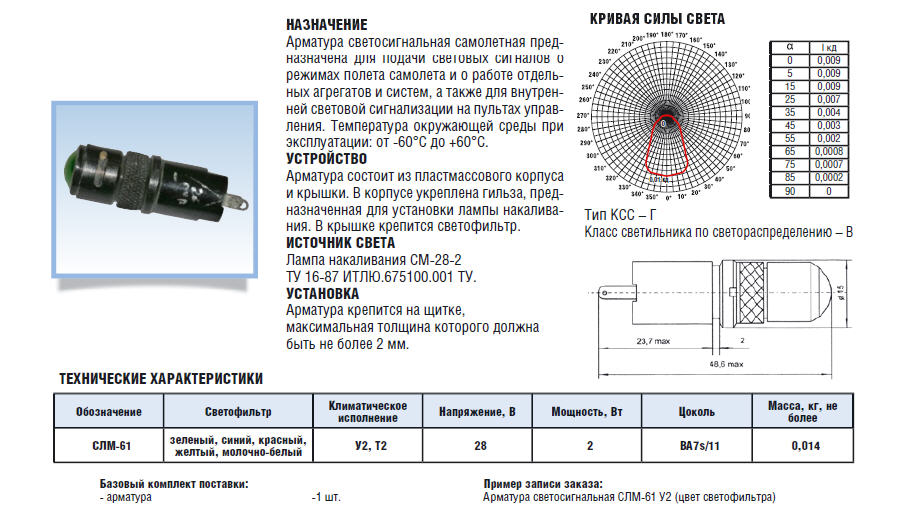
 Его используют для производства корпусных изделий в приборостроении, разъемов в электронике, бытовой техники, фурнитуры, розеток, выключателей и т.д. Большинство пластиковых изделий в автомобильной промышленности делается именно из АБС-пластика: бампера, решетки радиаторов, колпаки колесных дисков, элементы салона и многое другое. Не мало применений данный тип пластика находит в медицинской промышленности. В пищевой промышленности ABS не так популярен, тут господствует материал под названием полипропилен (PP), о нем чуть позже. Поверхность АБС-пластика легко поддается гальванизации, тем самым расширяя круг применения в декоративных изделиях.
Его используют для производства корпусных изделий в приборостроении, разъемов в электронике, бытовой техники, фурнитуры, розеток, выключателей и т.д. Большинство пластиковых изделий в автомобильной промышленности делается именно из АБС-пластика: бампера, решетки радиаторов, колпаки колесных дисков, элементы салона и многое другое. Не мало применений данный тип пластика находит в медицинской промышленности. В пищевой промышленности ABS не так популярен, тут господствует материал под названием полипропилен (PP), о нем чуть позже. Поверхность АБС-пластика легко поддается гальванизации, тем самым расширяя круг применения в декоративных изделиях.
 Из минусов – довольно большой коэффициент усадки, что затрудняет производство высокоточных изделий, низкая прочность у большинства марок.
Из минусов – довольно большой коэффициент усадки, что затрудняет производство высокоточных изделий, низкая прочность у большинства марок.
 Коэффициент трения полиамида при соприкосновении с металлом довольно низок, что обеспечивает износостойкость. Помимо конструкционного применения, полиамид совершил революцию в текстильной промышленности. Из волокон производят пряжу, нити и нейлоновые ткани.
Коэффициент трения полиамида при соприкосновении с металлом довольно низок, что обеспечивает износостойкость. Помимо конструкционного применения, полиамид совершил революцию в текстильной промышленности. Из волокон производят пряжу, нити и нейлоновые ткани. Кроме бутылок из полиэтилентерефталата можно увидеть такую продукцию, как прозрачные пленки и упаковочную ленту, которая по прочности сопоставима со стальной лентой.
Кроме бутылок из полиэтилентерефталата можно увидеть такую продукцию, как прозрачные пленки и упаковочную ленту, которая по прочности сопоставима со стальной лентой. Это позволяет серьезно улучшить эксплуатационные качества, но усложняет производство, повышает стоимость готового продукта.
Это позволяет серьезно улучшить эксплуатационные качества, но усложняет производство, повышает стоимость готового продукта.
 В сплавах повышает полимерные свойства вещества — эластичность, устойчивость к растворению. Применяется в промышленности для изготовления втулок, смазок, арматуры. В изготовлении бытовой техники становится основой для изготовления подшипников, эластичных вкладок, устойчивых к деформации корпусов. Эластичные свойства вещества здесь сочетаются с высокой прочностью на разрыв, что обеспечивает длительную эксплуатацию деталей.
В сплавах повышает полимерные свойства вещества — эластичность, устойчивость к растворению. Применяется в промышленности для изготовления втулок, смазок, арматуры. В изготовлении бытовой техники становится основой для изготовления подшипников, эластичных вкладок, устойчивых к деформации корпусов. Эластичные свойства вещества здесь сочетаются с высокой прочностью на разрыв, что обеспечивает длительную эксплуатацию деталей.
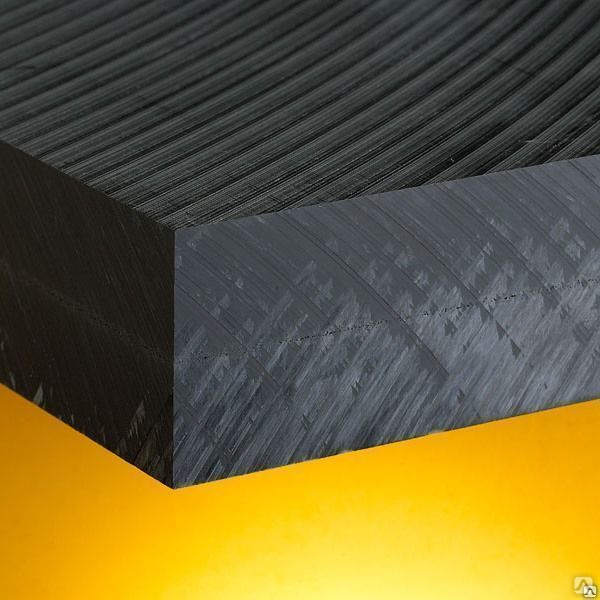 com
com
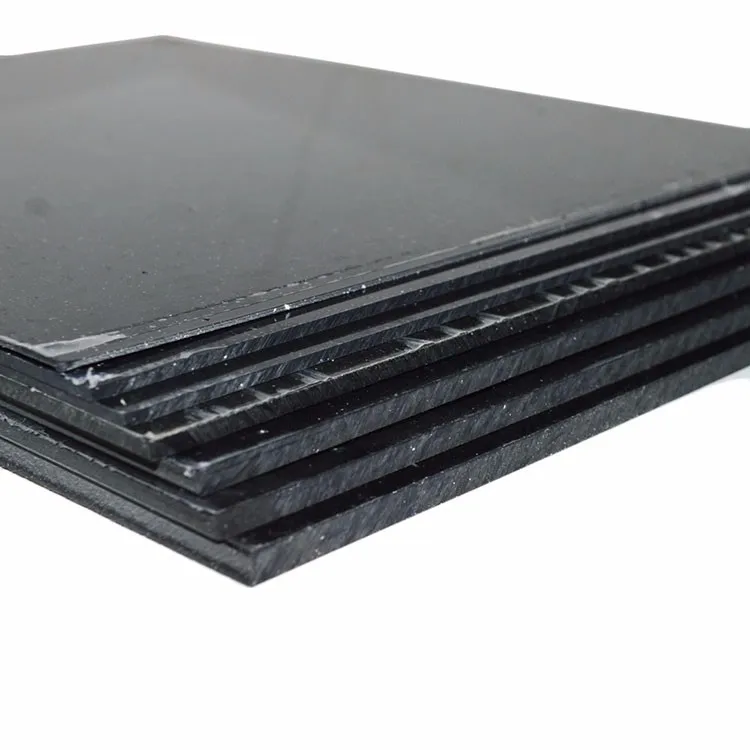 org/BreadcrumbList»>
org/BreadcrumbList»>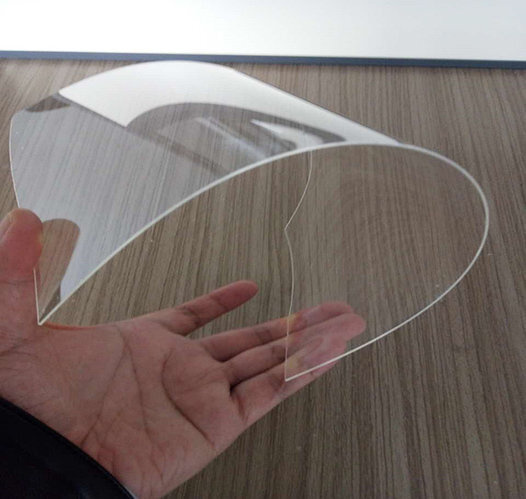 Другие ключевые особенности, которые делают его идеальным для тяжелого пластикового оборудования, включают его невероятную ударопрочность и простоту обработки, требующие небольшой мощности для придания формы и доводки до желаемых размеров для применения. Он также хорошо поддается термоформованию, поэтому его можно легко нагревать и сгибать в нужную форму.
Другие ключевые особенности, которые делают его идеальным для тяжелого пластикового оборудования, включают его невероятную ударопрочность и простоту обработки, требующие небольшой мощности для придания формы и доводки до желаемых размеров для применения. Он также хорошо поддается термоформованию, поэтому его можно легко нагревать и сгибать в нужную форму. Он также обладает высокой ударной вязкостью и химической стойкостью, а также низким водопоглощением. Как и ABS, HDPE легко обрабатывается; его можно обрабатывать резанием, клепкой, фрезерованием, сверлением, лазерной резкой, сваркой и многими другими способами.
Он также обладает высокой ударной вязкостью и химической стойкостью, а также низким водопоглощением. Как и ABS, HDPE легко обрабатывается; его можно обрабатывать резанием, клепкой, фрезерованием, сверлением, лазерной резкой, сваркой и многими другими способами.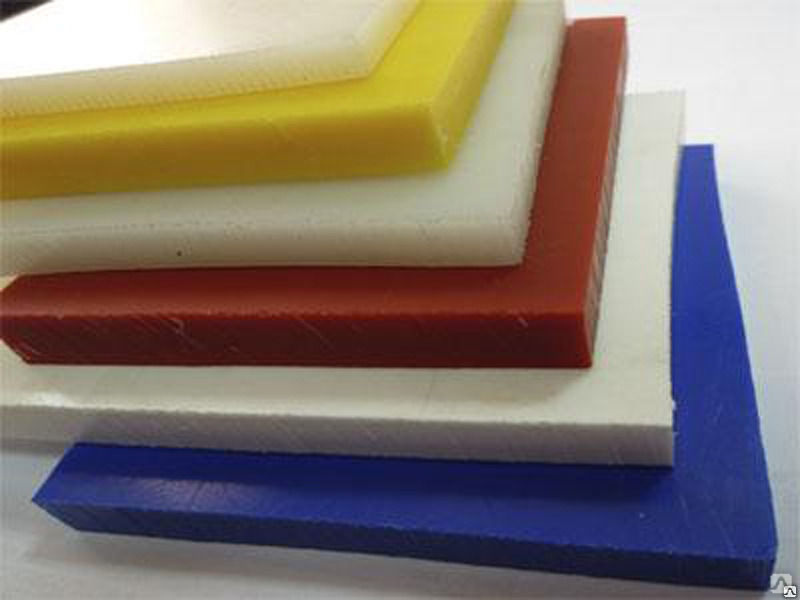 Это также термопласт, поэтому его можно повторно нагревать и формировать в новые формы по мере необходимости.
Это также термопласт, поэтому его можно повторно нагревать и формировать в новые формы по мере необходимости.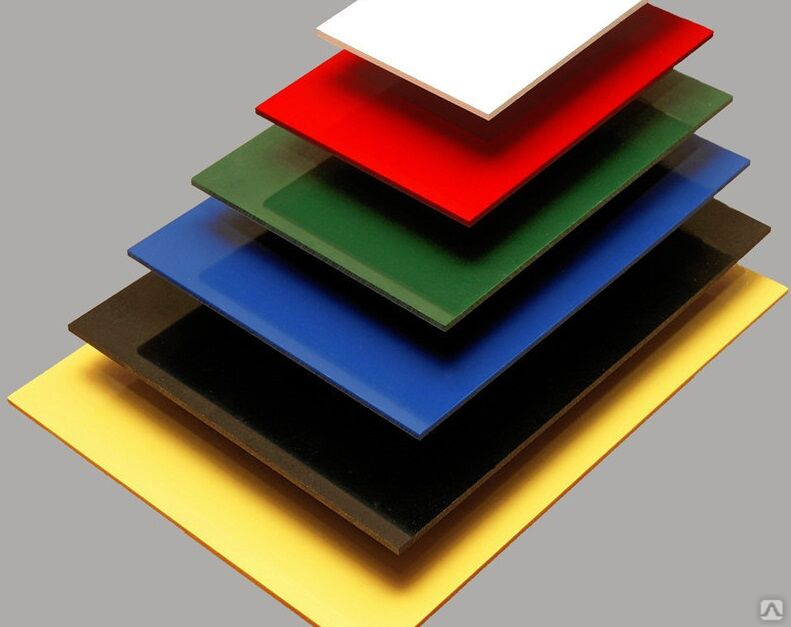 Из-за того, что он может быть прозрачным, этот пластик обычно используется в качестве менее хрупкой альтернативы стеклу.
Из-за того, что он может быть прозрачным, этот пластик обычно используется в качестве менее хрупкой альтернативы стеклу.


 Станок придает каждому обрабатываемому изделию зеркально-глянцевое покрытие поверхности детали.
Станок придает каждому обрабатываемому изделию зеркально-глянцевое покрытие поверхности детали. Плоские панели подаются конвейером и проходят через тонкую завесу с определенной скоростью. Вследствие чего поверхность предметов покрываются равномерным слоем.
Плоские панели подаются конвейером и проходят через тонкую завесу с определенной скоростью. Вследствие чего поверхность предметов покрываются равномерным слоем.
 75
75 .
. Разливочные машины могут иметь разные крышки. Некоторые машины для розлива жидкости имеют различные типы жидкостей. Эти машины имеют функцию перекачивания жидкости или вакуумирования ее в воздух. Разливочные машины состоят из различных типов ликвидос. Эти машины имеют функцию перекачки жидкости путем вакуумирования или разделения жидкости.
Разливочные машины могут иметь разные крышки. Некоторые машины для розлива жидкости имеют различные типы жидкостей. Эти машины имеют функцию перекачивания жидкости или вакуумирования ее в воздух. Разливочные машины состоят из различных типов ликвидос. Эти машины имеют функцию перекачки жидкости путем вакуумирования или разделения жидкости. Разливочные машины бывают разных размеров, а дозирующие насосы эффективны и экономят время. Эти машины бывают разных размеров и имеют дозирующие насосы для производства жидкости, а также машины для розлива жидкости. Машина для розлива жидкостей также предназначена для использования в качестве машин для смешивания и дозирования.
Разливочные машины бывают разных размеров, а дозирующие насосы эффективны и экономят время. Эти машины бывают разных размеров и имеют дозирующие насосы для производства жидкости, а также машины для розлива жидкости. Машина для розлива жидкостей также предназначена для использования в качестве машин для смешивания и дозирования. Однако есть и машина для розлива жидкости s, которые шумны и могут производить вкус. Эти машины для розлива жидкости s шумны, потому что они содержат жидкости без высокой температуры. Разливочные машины шумные и могут производить.
Однако есть и машина для розлива жидкости s, которые шумны и могут производить вкус. Эти машины для розлива жидкости s шумны, потому что они содержат жидкости без высокой температуры. Разливочные машины шумные и могут производить. Существуют также автоматы для розлива жидкости с для дозирования жидкости в полость. Автоматизированная машина для розлива жидкости s доступна для продажи на Alibaba.com. При дозировании жидкости в полость образуется много жидких отходов. Есть и автомат машина для розлива жидкости с, для дозирования жидкости в полость. С автоматической машиной для заливки жидкости s, машину для заливки жидкости s можно использовать на поверхностях и вне их с высокой скоростью и долговечностью. Продаваемые разливочные машины могут использоваться с дозированием жидкости в полость. Существуют также автоматические разливочные машины S, для дозирования жидкости в полость без химикатов.
Существуют также автоматы для розлива жидкости с для дозирования жидкости в полость. Автоматизированная машина для розлива жидкости s доступна для продажи на Alibaba.com. При дозировании жидкости в полость образуется много жидких отходов. Есть и автомат машина для розлива жидкости с, для дозирования жидкости в полость. С автоматической машиной для заливки жидкости s, машину для заливки жидкости s можно использовать на поверхностях и вне их с высокой скоростью и долговечностью. Продаваемые разливочные машины могут использоваться с дозированием жидкости в полость. Существуют также автоматические разливочные машины S, для дозирования жидкости в полость без химикатов. Они наполняются воздухом, дозируются и распределяются. Машина для розлива жидкости s может использоваться в размерах 20, 30 и 60. Это машины для розлива жидкости , которые обычно дозируются и дозируются. Эти машины для розлива жидкости s также включают в себя 20-30 литров, 330 литров и 430 литров. машина для розлива жидкости s включает дозирующие машины, дозирующие машины и машины для склеивания. Эти 9Машина для розлива жидкости 0107 s включает в себя ряд дозирующих машин, дозирующих машин и распылительных машин. К ним относятся дозирующие машины, дозирующие машины и машины для розлива жидкости. дозаторы жидкости, также известные как дозаторы или машины для заливки жидкости, в дозаторы или дозаторы. К ним относятся жидкость-
Они наполняются воздухом, дозируются и распределяются. Машина для розлива жидкости s может использоваться в размерах 20, 30 и 60. Это машины для розлива жидкости , которые обычно дозируются и дозируются. Эти машины для розлива жидкости s также включают в себя 20-30 литров, 330 литров и 430 литров. машина для розлива жидкости s включает дозирующие машины, дозирующие машины и машины для склеивания. Эти 9Машина для розлива жидкости 0107 s включает в себя ряд дозирующих машин, дозирующих машин и распылительных машин. К ним относятся дозирующие машины, дозирующие машины и машины для розлива жидкости. дозаторы жидкости, также известные как дозаторы или машины для заливки жидкости, в дозаторы или дозаторы. К ним относятся жидкость- Машина для розлива жидкости использует два или более компонентов для управления потоком жидкости или газа.
Машина для розлива жидкости использует два или более компонентов для управления потоком жидкости или газа.



 Это конструктивная особенность — плата за компактность. Хотя и ее можно обойти сняв кожух — толщины диска хватает для обточки под очень острым углом. Но и это лишнее — для заточки ножей я использую китайский клон Edge Apex.
Это конструктивная особенность — плата за компактность. Хотя и ее можно обойти сняв кожух — толщины диска хватает для обточки под очень острым углом. Но и это лишнее — для заточки ножей я использую китайский клон Edge Apex. Ведь как бы бережно вы не относились к технике, любой острый элемент тупится в процессе эксплуатации.
Ведь как бы бережно вы не относились к технике, любой острый элемент тупится в процессе эксплуатации. Привод асинхронный, без щеток, фактически, не нуждается в тех. обслуживании, работает от стандартной сети 220В. Оснащен двумя абразивными кругами диаметром 200 мм. Левый диск имеет абразив крупнее, используется для того, чтобы править и точить острые элементы на первичном этапе. Это грубая заточка. Второй точильный камень (правый) оснащен мелкозернистым абразивом, очень хорошо подходит для доводки и шлифовки. Цена данного инструмента высоковата, зато вы получаете продуманную безопасность при работе. Есть и большое стекло, чтобы защитить глаза, есть защитный кожух, чтобы гасить искры и мелкие частицы металла. Установлена кнопка блокировки от случайного пуска и аварийный выключатель в пылезащитном исполнении. Вибрации снижены, благодаря резиновым амортизаторам на подставке. Заготовка фиксируется упором, регулировка упора производится быстро и легко, без ключей.
Привод асинхронный, без щеток, фактически, не нуждается в тех. обслуживании, работает от стандартной сети 220В. Оснащен двумя абразивными кругами диаметром 200 мм. Левый диск имеет абразив крупнее, используется для того, чтобы править и точить острые элементы на первичном этапе. Это грубая заточка. Второй точильный камень (правый) оснащен мелкозернистым абразивом, очень хорошо подходит для доводки и шлифовки. Цена данного инструмента высоковата, зато вы получаете продуманную безопасность при работе. Есть и большое стекло, чтобы защитить глаза, есть защитный кожух, чтобы гасить искры и мелкие частицы металла. Установлена кнопка блокировки от случайного пуска и аварийный выключатель в пылезащитном исполнении. Вибрации снижены, благодаря резиновым амортизаторам на подставке. Заготовка фиксируется упором, регулировка упора производится быстро и легко, без ключей.
 Вал сбалансирован, шарикоподшипники большие, добротные. Снизу прочного металлического корпуса установлены 4 резиновых ножки, гасящие колебания от мотора.
Вал сбалансирован, шарикоподшипники большие, добротные. Снизу прочного металлического корпуса установлены 4 резиновых ножки, гасящие колебания от мотора. Используется для заточки ножей, режущих металлических элементов. Мотор находится в долговечном металлическом корпусе. Мощность электропривода составляет 350 Вт. В наличии два точильных камня, одни с зернистостью 60 (грубая правка) и второй с зернистостью 36 (финишная обработка). Внешний диаметр абразивных кругов 200 мм. Станок безопасный, оба диска закрыты стальными защитными кожухами, есть и крупное искрогасящее стекло.
Используется для заточки ножей, режущих металлических элементов. Мотор находится в долговечном металлическом корпусе. Мощность электропривода составляет 350 Вт. В наличии два точильных камня, одни с зернистостью 60 (грубая правка) и второй с зернистостью 36 (финишная обработка). Внешний диаметр абразивных кругов 200 мм. Станок безопасный, оба диска закрыты стальными защитными кожухами, есть и крупное искрогасящее стекло. Конструкция настольная. Можно прикрепить болтами к столу или верстаку, используя специальные отверстия в подошве корпуса. Мотор мощный, 550 Вт. Точит не только плоские острые детали, но и круглые. Очень удобен для заточки сверла, поскольку имеет угловой фрезеровальный паз. Заготовки прочно фиксируются, удобно регулируются по длине зажатия. Клавиша включения расположена на передней панели. Встроена система плавного пуска, благодаря чему начало работы получается мягким, без рывка. Абразивных диска два — для начального и финишного этапа обработки. Установлены защитные кожухи и большая линза для защиты глаз. Удобно, что в этой модели есть освещение рабочей зоны, для него используется светильник на гибкой ножке, регулируемый. Производитель предусмотрел и охлаждение деталей, которые сильно греются при заточке. Для этого в комплекте есть емкость для воды.
Конструкция настольная. Можно прикрепить болтами к столу или верстаку, используя специальные отверстия в подошве корпуса. Мотор мощный, 550 Вт. Точит не только плоские острые детали, но и круглые. Очень удобен для заточки сверла, поскольку имеет угловой фрезеровальный паз. Заготовки прочно фиксируются, удобно регулируются по длине зажатия. Клавиша включения расположена на передней панели. Встроена система плавного пуска, благодаря чему начало работы получается мягким, без рывка. Абразивных диска два — для начального и финишного этапа обработки. Установлены защитные кожухи и большая линза для защиты глаз. Удобно, что в этой модели есть освещение рабочей зоны, для него используется светильник на гибкой ножке, регулируемый. Производитель предусмотрел и охлаждение деталей, которые сильно греются при заточке. Для этого в комплекте есть емкость для воды.

 Metabo DSD 200
Metabo DSD 200 de
de Время заточки: 3 секунды
Время заточки: 3 секунды
 Сначала он превращает древесину в удлиненный конус, а затем стрижет грифель до тонкого конца. Точилка размером с ладонь легко помещается в портфель или сумку, а прозрачная корзина для стружки позволяет видеть, когда пора высыпать опилки. Точилка предназначена для грифелей диаметром 2 и 3,15 мм, обычных для художественных карандашей, но может работать и с карандашами диаметром 8 мм.
Сначала он превращает древесину в удлиненный конус, а затем стрижет грифель до тонкого конца. Точилка размером с ладонь легко помещается в портфель или сумку, а прозрачная корзина для стружки позволяет видеть, когда пора высыпать опилки. Точилка предназначена для грифелей диаметром 2 и 3,15 мм, обычных для художественных карандашей, но может работать и с карандашами диаметром 8 мм.
 Более того, мы бы не рекомендовали эту точилку для детей, потому что она требует достаточной силы захвата, чтобы удерживать карандаши против единственного лезвия бритвы, которое их сбривает. Несмотря на эти ограничения, этот продукт недорог, универсален, компактен и эффективен.
Более того, мы бы не рекомендовали эту точилку для детей, потому что она требует достаточной силы захвата, чтобы удерживать карандаши против единственного лезвия бритвы, которое их сбривает. Несмотря на эти ограничения, этот продукт недорог, универсален, компактен и эффективен. Эта ручная рукоятка не требует ни места на столе, ни электричества. Настенное крепление позволяет легко поворачивать ручку, а отсутствие двигателя сводит шум к минимуму. Кроме того, эта машина может работать с широким диапазоном диаметров карандашей от 4 до 12 миллиметров и доводит все эти размеры до точной точки.
Эта ручная рукоятка не требует ни места на столе, ни электричества. Настенное крепление позволяет легко поворачивать ручку, а отсутствие двигателя сводит шум к минимуму. Кроме того, эта машина может работать с широким диапазоном диаметров карандашей от 4 до 12 миллиметров и доводит все эти размеры до точной точки. Станок затачивается довольно быстро (7 секунд для графитового карандаша диаметром 8 мм), и, возможно, лучше всего то, что вы можете установить угол наклона кончика на тупой, средний или острый в соответствии с вашим предполагаемым использованием или предпочтениями.
Станок затачивается довольно быстро (7 секунд для графитового карандаша диаметром 8 мм), и, возможно, лучше всего то, что вы можете установить угол наклона кончика на тупой, средний или острый в соответствии с вашим предполагаемым использованием или предпочтениями. 1 диаметр карандаша8: 8 9 Макс. Время заточки: 3 секунды
1 диаметр карандаша8: 8 9 Макс. Время заточки: 3 секунды Тем не менее, эта машина заточит большинство угольных карандашей, а также сделает красивые кончики круглых, треугольных или шестигранных графитовых карандашей.
Тем не менее, эта машина заточит большинство угольных карандашей, а также сделает красивые кончики круглых, треугольных или шестигранных графитовых карандашей.
 Эта модель может работать с несколькими типами грифелей и диаметров карандашей. Он также прост в эксплуатации и недорог.
Эта модель может работать с несколькими типами грифелей и диаметров карандашей. Он также прост в эксплуатации и недорог. В своей предыдущей карьере дендрохронолога он провел много часов, глядя в микроскоп на сердцевины деревьев, размечая кольца, настолько узкие, что с трудом помещается одна точка карандашом. Он ценит ценность тонкого карандаша.
В своей предыдущей карьере дендрохронолога он провел много часов, глядя в микроскоп на сердцевины деревьев, размечая кольца, настолько узкие, что с трудом помещается одна точка карандашом. Он ценит ценность тонкого карандаша.
 Без сомнения, электрический X-ACTO School Pro — самая удобная из всех рассмотренных здесь точилок. У него есть «улетающее» лезвие, которое никогда не перетачивается, большой контейнер для документов, который ограничивает поездки в мусорную корзину, и он не слишком шумный или медленный в своей работе. Более того, производитель предлагает к покупке запасные части, если в этом возникнет необходимость.
Без сомнения, электрический X-ACTO School Pro — самая удобная из всех рассмотренных здесь точилок. У него есть «улетающее» лезвие, которое никогда не перетачивается, большой контейнер для документов, который ограничивает поездки в мусорную корзину, и он не слишком шумный или медленный в своей работе. Более того, производитель предлагает к покупке запасные части, если в этом возникнет необходимость. Для дополнительного удобства в комплекте идет дополнительное лезвие и батарейки.
Для дополнительного удобства в комплекте идет дополнительное лезвие и батарейки. Хотя это кажется банальным, многие точилки не справились с этой задачей.
Хотя это кажется банальным, многие точилки не справились с этой задачей. В частности, мы рассмотрели карандаши с круглым, шестиугольным и треугольным стержнем. Как вы можете себе представить, карандаши треугольной формы создавали проблемы для нескольких точилок. Кроме того, многие точилки предназначены для стандартных 8-миллиметровых карандашей, таких как разновидность графита номер два, ставшая печально известной в результате стандартизированных испытаний. Если вам нужна универсальность, обратите внимание на, как вы уже догадались, модель 9.0137 X-ACTO School Pro . Эта машина мало что может заточить, кроме столярных карандашей.
В частности, мы рассмотрели карандаши с круглым, шестиугольным и треугольным стержнем. Как вы можете себе представить, карандаши треугольной формы создавали проблемы для нескольких точилок. Кроме того, многие точилки предназначены для стандартных 8-миллиметровых карандашей, таких как разновидность графита номер два, ставшая печально известной в результате стандартизированных испытаний. Если вам нужна универсальность, обратите внимание на, как вы уже догадались, модель 9.0137 X-ACTO School Pro . Эта машина мало что может заточить, кроме столярных карандашей.
