Производство мебели, деталей из гнутоклееной фанеры и шпона в Санкт-Петербурге
Делаем в России
Производство работает в России 16 лет
Готовые решения
Каталог готовых чертежей с возможностью правки на стороне заказчика
чертежи на заказ
Разработка чертежей специально для ваших деталей
гибкий подход
Изготавливаем любые партии, минимальная от 1 штуки
О компании
Петербургская фабрика «Линия Стиля» с 2002 года специализируется на
производстве
гнутоклееных деревянных
конструкций, стульев, мебели и деталей из фанеры. Мы способны придать гибкому шпону абсолютно любую
форму
для
реализации вашей дизайнерской, мебельной или конструкторской задумки. Приходите к нам с собственными
чертежами,
эскизами, выбирайте изделия и детали из наших чертежных и электронных каталогов. Также мы составляем
проекты
изделий
из фанеры по словесному описанию заказчика.
ООО «Линия Стиля» — производитель гнутоклееной фанеры №1 в
Санкт-Петербурге
Фанера из массива дерева – идеальный материал для создания нестандартных
и
сложных по
конфигурации предметов.
После специальной обработки слои шпона готовы принять нужную форму и застыть под воздействием пресса
раз
и
навсегда, без трещин и заломов. Благодаря отработанной технологии соединения деталей путем
сращивания
габариты
изготавливаемых на фабрике «Линия Стиля» элементов не имеют ограничений по размерам.
Выпускаемая продукция
Ассортимент изделий на производстве гнутоклееных деталей из фанеры
разнообразен.
Это
детали для корпусной, мягкой
и детской мебели, предметы декора, малые архитектурные формы, полуфабрикаты для изделий различного
функционального назначения. В арсенале фабрики есть большой выбор собственных прессовальных форм.
Кроме
того, мы
сами создаем недостающие пресс-формы для изделий. Мастера нашей фабрики занимаются успешной
реализацией
комплексных инженерно-технических решений по проектам, не имеющим аналогов и требующим
нестандартного
подхода. Изготавливаем крепежные элементы и монтируем детали в соответствии с техническим заданием.
С учетом особенностей климата в Санкт-Петербурге для производства
гнутоклееных
изделий рекомендуется применять
березу. Ее древесина обладает достаточной мягкостью, а наличие широких годичных колец позволяет
срезать
широкие
слои шпона большого размера. Также наша фабрика работает с другими породами дерева по желанию
заказчика.
Применение гнутоклееных деталей из фанеры
Продукция производства гнутоклееной фанеры востребована в разных
областях.
Наши
заказчики – частные лица,
общественные организации, частные и государственные компании:
Дизайнеры и студии дизайна интерьера
Производители мебели
Строители, проектировщики, архитекторы
Владельцы развлекательных и культурно-досуговых учреждений:
кафе,
ресторанов, актовых залов, спортивных площадок, выставочных и гостиничных комплексов
Владельцы магазинов, торговых центров, автосалонов и бутиков
Производители оборудования и предметов для благоустройства улиц
и
открытых
площадок
Причины заказать изделия из гнутоклееной фанеры у фабрики «Линия
Стиля»
Мастера фабрики «Линия Стиля» решат любую задачу по созданию предметов и
заготовок
нестандартной формы за
несколько дней. Выполняем полный комплекс работ с ответственностью за результат:
Выполняем полный спектр операций с гибким шпоном: режем, клеим,
сращиваем
детали для получения крупногабаритных предметов, красим и обрабатываем лаком
Даже если идея изделия существует только в воображении, мы
сможем
воплотить
ее в жизнь
Доставляем товар удобным для заказчика способом
Упаковываем детали так, чтобы они прибыли к вам в целости и
сохранности
Даем гарантию на всю производимую продукцию
Принимаем разные виды оплаты
Разумная цена, безупречное качество и безграничные возможности нашего
производства
всегда к вашим услугам!
Показать больше
Каталог деталей
16 лет экспертизы в области проектирования и изготовления гнутоклееных деталей для мебели, интерьерного и архитектурного декора. Скачайте и редактируйте образцы из каталога.
Профиль 001
Скачать .max .b3d
Профиль 002
Скачать .max .b3d
Профиль 003
Скачать .max .b3d
Профиль 004
Скачать .max .b3d
Профиль 005
Скачать . max .b3d
Профиль 006
Скачать .max .b3d
Профиль 007
Скачать .max .b3d
Профиль 008
Скачать .max .b3d
Профиль 009
Скачать .max .b3d
Профиль 010
Скачать . max .b3d
Профиль 011
Скачать .max .b3d
Профиль 012
Скачать .max .b3d
Профиль 013
Скачать .max .b3d
Профиль 014
Скачать .max .b3d
Профиль 016
Скачать . max .b3d
Профиль 017
Скачать .max .b3d
Профиль 018
Скачать .max .b3d
Профиль 020
Скачать .max .b3d
Услуги
Криволинейные детали из древесины востребованы на производстве мебели,
интерьерного
декора
и разнообразных конструкций сложной формы. Для получения заготовок необходимой конфигурации используют
два
метода — пиление и гнутье шпона. Гнутоклееные детали и заготовки более практичны и долговечны, в них
отсутствуют
срезы, характерные для выпиленных изделий. Фабрика “Линия Стиля” производит гнутоклееные изделия из
древесины по
индивидуальным и типовым проектам.
И все это – из гнутоклееной фанеры
Мы занимаемся изготовлением гнутоклееных изделий из шпона в Санкт-Петербурге с
2002
года.
Представляем широкий
выбор криволинейных деталей и заготовок из фанеры и МДФ:
Гнутоклееные мебельные заготовки и полуфабрикаты любого размера и
конфигурации
Спинки и сиденья для стульев и кресел
Перегородки, экраны, заставки, ширмы
Архитектурные, технические и дизайнерские элементы сложной
конфигурации
Как это делается: изготовление гнутоклееных изделий
На производстве мастера фабрики “Линия Стиля” применяют два метода гнутья
изделий
из
фанеры — холодный и паровой. Когда нужно получить деталь либо заготовку из цельного листа шпона или создать изделие из
многослойной
фанеры,
применяется горячее гнутье. После размягчения в кипятке заготовка из древесины помещается в
форму-шаблон
для
гнутья. Готовая криволинейная деталь проходит сушку до уровня остаточной влажности 10-15%. Затем
изделие
охлаждают. Многослойные заготовки толщиной более 30 мм после проваривания гнут на прессовочных
станках.
Методом холодного гнутья получают тонкие многослойные детали. Шпон принимает
форму
за
счет
естественной гибкости
древесины. Пакет из нескольких слоев тонкого шпона, смазанного клеем, помещают в пресс-форму и
фиксируют. В
процессе холодного гнутья можно усилить жесткость изделия и удалить излишки клея путем
дополнительного
нагрева
формы. Застывшие заготовки подвергают сушке.
Криволинейные детали, полученные холодным методом, более устойчивы к изгибу и нагрузкам. Выбор
метода
обработки
зависит от толщины, выбранной породы древесины и других особенностей изготавливаемой детали.
Наши заказчики
К нам обращаются частные клиенты, фирмы и госорганизации из разных сфер
деятельности:
Специалисты по дизайну интерьеров, архитекторы
Строительные компании, подрядчики и проектировщики
Производители мебели, судостроительные и вагоностроительные заводы
Представители торговых, учебных и общественных заведений
Мы изготавливаем и продаем гнутоклееные изделия из шпона без посредников и
перекупщиков по
разумной цене. За 17
лет работы нам не поступило ни одной рекламации. В зависимости от сложности и объема заказа
предоставляем
заказчикам индивидуальные скидки на нашу продукцию.
Показать больше
вариант 1
У меня уже есть чертежи
Отправьте их нам и мы рассчитаем сроки и стоимость изготовления деталей.
Просчитать
вариант 2
Разработать чертежи
Сделаем чертежи и пресс-форму. Изготовим, упакуем и доставим готовую деталь.
Линия по выпуску бобышек методом экструзионного прессования
Цена: 8 120 000 у.е. (495 121 951 ₽)
В корзину
Клеевые вальцы для шпона HARTMANN PRIME HMP-2/1800
Цена: 23 000 у.е. (1 402 439 ₽)
В корзину
Смотреть всё
Оборудование для производства деревянных балок БДК-1
Это оборудование перемещает детали в пределах производственного помещения, автоматизируя производство и уменьшая долю ручного труда. Устройство, также известное как рольганг, состоит из жесткой стальной рамы, на которой последовательно размещены ролики.
Поддоны из опилок
Производство поддонов и палет, учитывая активное развитие логистических центров и увеличение объема грузоперевозок – одно из наиболее популярных и прибыльных направлений в бизнесе. Для изготовления поддона используются доски, а с недавнего времени …
Технология МДФ
МДФ является материалом, о котором говорят постоянно практически все представители мебельной индустрии.
Технология ДСП
Считается, что прародителем ДСП был Эрнст Хаббард, предложивший идею создания нового, ранее неизвестного науке материала из опилок и казеинового клея.
Технология ОСП 30 000 м³ в год/60 000 м³ в год
Сырье с помощью подъемно-транспортных машин помещается на окорочные станки, где после удаления коры древесина попадает по конвейеру на стружечный станок.
Описание технологического процесса производства фанеры
Для предотвращения остывания воды и сырья бассейны закрываются крышками. Сырье после прогревания подается на раскаточный стол, затем поштучно с помощью цепного транспортера в главный производственный корпус.
Гнутое ламинирование — The Wood Whisperer
Почему гнутое ламинирование?
Когда дело доходит до вырезания кривых, самый простой способ выполнить работу — просто вырезать кривую из куска цельного дерева. Но твердая древесина имеет существенные ограничения. Для некоторых изгибов потребуется такой толстый кусок заготовки, что это будет не только невероятно расточительно, но и, в первую очередь, вы вряд ли найдете древесину. Вторая проблема связана со стабильностью. Когда вы вырезаете кривую в прямоволокнистом куске цельной древесины, вы неизбежно создаете слабое место, где кривая пересекает волокна (ситуация, известная как «коротковолокнистая»). Так что лучше всего с сильно изогнутыми деталями либо пропарить материал, чтобы придать ему форму, либо сделать изогнутое ламинирование. На фото слева вы можете увидеть крупный план одного из рокеров на моем рокере, вдохновленном Малуфом. Это прекрасный пример ситуации, когда гнутое ламинирование является хорошим выбором.
Как это работает
Концепция на самом деле довольно проста. Толстые доски плохо гнутся, а тонкие гнутся. Поэтому мы просто нарезаем доску на тонкие полоски, чтобы при соединении полоски могли сгибаться до нужной формы. С клеем между каждым ламинатом используется пресс, чтобы согнуть связку ламинатов вокруг формы. Когда клей высохнет, заготовка примет новую форму. Таким образом, первым делом нужно построить форму, а затем разрезать древесину на полоски для ламинирования.
Гибкая форма
Существует множество способов создания формы и приложения давления. Способ, которым я научился это делать, оставляет мало места для ошибок и создает форму, которую можно использовать снова и снова. Используя 3/4-дюймовую фанеру, я вырезал и придавал нужную форму, а затем строил стопку такой высоты, какой мне нужно. Насадка заподлицо гарантирует, что каждый слой идеально соответствует форме. Затем я создаю негатив изогнутого профиля, который будет служить заглушкой, прикладывая давление к пластинам и вдавливая их в форму. Этот негатив учитывает толщину изогнутой детали, так что кривые идеально совпадают без мертвого пространства, как только стопка помещается между ними. Мне также нравится использовать пробку на изгибаемых поверхностях, чтобы равномерно распределять давление. Вся форма обмотана упаковочной лентой, чтобы клей не прилипал. Воск также является хорошей идеей для ремня и подтяжек.
Полоски
Полоски обычно режут на ленточной пиле, инструменте, который превосходно распиливает. Также можно использовать настольную пилу. То, насколько тонко вы нарежете полоски, зависит от ряда факторов, включая естественные свойства древесины на изгиб, жесткость кривой и вашу устойчивость к пружинению. 1/8 — 1/4″ — обычное дело, но я обычно получаю где-то около 3/16″. После того, как полоски нарезаны, их необходимо разгладить и довести до желаемой толщины. Я обычно использую для этой задачи барабанную шлифовальную машину, но можно использовать и рубанок.
Клей
На рынке представлено множество клеев и столько же мнений о том, какой клей работает лучше всего. На мой взгляд, хороший жесткий клеевой шов обеспечит наилучшие долгосрочные результаты. Это могут быть смоляные клеи, такие как DAP Weldwood и Unibond 800, а также эпоксидная смола. Но многие люди без проблем используют стандартный клей ПВА в своих ламинациях. На самом деле, это то, что сам Сэм Малуф использовал в своих креслах, поэтому я решил попробовать это на своем. Я использовал Titebond Extend для дополнительного рабочего времени. Я дам вам знать через несколько лет, если он решит снять ламинат. Клей наносится на каждую полосу с помощью клеевого валика для удобства.
Что теперь?
После помещения ламината в пресс оставьте его под прессом на ночь. На следующий день вам может понадобиться молоток или молоток, чтобы выбить заготовку из формы. В этот момент я обычно счищаю излишки клея с поверхности, а затем соединяю и выравниваю по мере необходимости.
Как только вы поймете, как работает этот процесс, перед вами откроется целый набор возможностей для дизайна! Дать ему шанс!
Наконечники дозирующей иглы Techcon серии TE с изогнутым наконечником
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
SKU : TECHCON TE714050B45PK-PACK OF 3
Выберите калибр: олива калибра 14 (упаковка из 3 шт.)
14 Gauge Olive (3 шт. в упаковке) 15 Gauge Amber (3 шт. в упаковке) 18 Gauge Green (3 шт. в упаковке) 20 Gauge Pink (3 шт. в упаковке) 21 Gauge Purple (3 шт. в упаковке) 22 Gauge Blue (3 шт. в упаковке) 23 Gauge Orange (3 шт. в упаковке) 25 Gauge Red (3 шт. в упаковке) 27 Gauge Clear (3 шт. в упаковке) 30 Gauge Lavender (3 шт. в упаковке)
Выберите длину: наконечник 1/2 дюйма
Наконечник 1/2 дюйма Наконечник 1,5 дюйма
Выберите угол: изгиб 45 градусов
Изгиб 45 градусов Изгиб 90 градусов
. ..или выберите по артикулу / артикулу
Выберите номер детали TECHCON TE714050B45PK-НАБОР ИЗ 3 TECHCON TE714050B90PK-НАБОР 3 TECHCON TE714150B45PK-НАБОР 3 TECHCON TE715050B45PK-НАБОР 3 TECHCON TE715050B90PK-PACK OF 3TECHCON TE718050B45PK-PACK OF 3TECHCON TE718050B90PK-PACK OF 3TECHCON TE718150B45PK-PACK OF 3TECHCON TE720050B45PK-PACK OF 3TECHCON TE720050B90PK-PACK OF 3TECHCON TE721050B45PK-PACK OF 3TECHCON TE721050B90PK-PACK OF 3TECHCON TE721150B45PK-PACK OF 3TECHCON TE722050B45PK-PACK OF 3TECHCON TE722050B90PK-PACK OF 3TECHCON TE723050B45PK-PACK OF 3TECHCON TE723050B90PK-PACK OF 3TECHCON TE725050B45PK-PACK OF 3TECHCON TE725050B90PK-PACK OF 3TECHCON TE727050B45PK-PACK OF 3TECHCON TE727050B90PK-PACK OF 3TECHCON TE730050B45PK-PACK OF 3TECHCON TE730050B90PK-PACK OF 3
Variant
14 калибровочная олива (упаковка из 3 шт.) / наконечник 1/2 дюйма / изгиб 45 градусов — 132,0014 долл. США оливка калибра (упаковка из 3 шт.) / 1/2-дюймовый наконечник / изгиб 90 градусов — 132,0014 долл. США Олива (3 шт. в упаковке) / Наконечник 1,5 дюйма / Изгиб 45 градусов — 198,0015 долл. США Калибр Янтарный (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0015 долл. США Калибр Янтарный (3 шт. в упаковке) / Наконечник 1/2 дюйма / 90 Изгиб в градусах — 132,0018 долларов США калибровочного зеленого цвета (3 шт. в упаковке) / наконечник 1/2 дюйма / изгиб 45 градусов — 132,0018 долл. США калибровочного зеленого цвета (3 шт. в упаковке) / наконечник 1/2 дюйма / изгиб 90 градусов — 132,0018 долларов США калибровочно-зеленого цвета (3 шт. в упаковке) / Наконечник 1,5 дюйма / изгиб 45 градусов — 19 долларов США8.0020 Розовый калибр (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0020 долл. США Розовый калибр (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 90 градусов — 132,0021 долл. США Фиолетовый калибр (3 шт. в упаковке) / 1/2 Наконечник / изгиб 45 градусов — 132,0021 долл. США Фиолетовый калибр (упаковка из 3 шт.) / Наконечник 1/2 дюйма / Изгиб 90 градусов — 132,0021 долл. США Фиолетовый калибр (комплект из 3 шт.) / Наконечник 1,5 дюйма / Изгиб 45 градусов — 198,0022 долл. США Калибровочно-синий (комплект из 3 шт.) ) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0022 долл. США Калибр синий (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 90 градусов — 132,0023 долл. США Калибр оранжевый (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 45 градусов — $132,0023 Gauge Orange (упаковка из 3 шт.) / наконечник 1/2 дюйма / 9 шт.Изгиб 0 градусов — 132,0025 долл. США Калибр красный (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0025 долл. США Калибровочный красный (комплект из 3 шт.) / Наконечник 1/2 дюйма / Изгиб 90 градусов — 132,0027 долл. США Прозрачный калибр (комплект из 3 шт.) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0027 долл. США Калибровочная прозрачная (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 90 градусов — 132,0030 долл. США Лавандовый калибр (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0030 долл. США Gauge Lavender (3 шт. в упаковке) / наконечник 1/2 дюйма / изгиб 90 градусов — $132,00
Опции 45° и 90°
Продается упаковками по 50 шт.
Гарантированная низкая цена от Gluegun.com
Торговая марка: Techcon Systems
Об изогнутых дозирующих иглах серии TE от Techcon Systems
Изогнутые наконечники дозирующих игл серии TE компании Techcon Systems были созданы для дозирования клея в труднодоступных местах. Они доступны в широком диапазоне размеров калибра для настройки объема дозирования и бывают с углами 45 градусов и 90 градусов.
Изогнутые наконечники Techcon серии TE имеют иглу из нержавеющей стали и полипропиленовую втулку с двойной спиралью, что гарантирует надежное крепление к шприцу. Это высококачественная игла для дозирования без заусенцев, обеспечивающая оптимальный поток клея. Изогнутые иглы Techcon серии TE изготавливаются с электрополированной канюлей и не содержат силикона и хлоридов. Мы рекомендуем максимальное давление дозирования 100 фунтов на квадратный дюйм при использовании изогнутых игл Techcon серии TE.
Techcon Systems и Gluegun.com
Gluegun.com является ведущим партнером Techcon Systems, предлагающим исключительное обслуживание всей продукции Techcon, а также гарантию низкой цены. Свяжитесь с одним из наших экспертов по продуктам Techcon, чтобы ответить на любые вопросы, касающиеся угловых наконечников серии TE или любых дозирующих продуктов Techcon.
Технические характеристики изогнутого дозирующего наконечника Techcon серии TE
Тип иглы
Код HTS
Артикул
Описание
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ714050Б45ПК
TE ИГЛА 14 GA X 1/2″, ИЗОГНУТАЯ НА 45 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ714050Б90ПК
TE ИГЛА 14 GA X 1/2″, ИЗОГНУТАЯ НА 90 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028. 90.0080
ТЭ714150Б45ПК
TE ИГЛА 14 GA X 1-1/2″, ИЗОГНУТАЯ НА 45 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ715050Б45ПК
TE ИГЛА 15 GA X 1/2″, ИЗОГНУТАЯ НА 45 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ715050Б90ПК
TE ИГЛА 15 GA X 1/2″, ИЗОГНУТАЯ НА 90 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ718050Б45ПК
TE ИГЛА 18 GA X 1/2″, ИЗОГНУТАЯ НА 45 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ718050Б90ПК
TE ИГЛА 18 GA X 1/2″, ИЗОГНУТАЯ НА 90 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ718150Б45ПК
TE ИГЛА 18 GA X 1-1/2″, ИЗОГНУТАЯ НА 45 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ720050Б45ПК
TE ИГЛА 20 GA X 1/2″, ИЗОГНУТАЯ НА 45 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028. 90.0080
ТЭ720050Б90ПК
TE ИГЛА 20 GA X 1/2″, ИЗОГНУТАЯ НА 90 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ721050Б45ПК
TE ИГЛА 21 GA X 1/2″, ИЗОГНУТАЯ НА 45 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ721050Б90ПК
TE ИГЛА 21 GA X 1/2″, ИЗОГНУТАЯ НА 90 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ721150Б45ПК
TE ИГЛА 21 GA X 1-1/2″, ИЗОГНУТАЯ НА 45 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ722050Б45ПК
TE ИГЛА 22 GA X 1/2″, ИЗОГНУТАЯ НА 45 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ722050Б90ПК
TE ИГЛА 22 GA X 1/2″, ИЗОГНУТАЯ НА 90 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ723050Б45ПК
TE ИГЛА 23 GA X 1/2″, ИЗОГНУТАЯ НА 45 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028. 90.0080
ТЭ723050Б90ПК
TE ИГЛА 23 GA X 1/2″, ИЗОГНУТАЯ НА 90 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ725050Б45ПК
TE ИГЛА 25 GA X 1/2″, ИЗОГНУТАЯ НА 45 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ725050Б90ПК
TE ИГЛА 25 GA X 1/2″, ИЗОГНУТАЯ НА 90 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ727050Б45ПК
TE ИГЛА 27 GA X 1/2, ИЗОГНУТАЯ НА 45 ГРАДУСОВ (КОЛ-ВО=50).
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ727050Б90ПК
TE ИГЛА 27 GA X 1/2″, ИЗОГНУТАЯ НА 90 ГРАДУСОВ (КОЛ-ВО=50)
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ730050Б45ПК
TE ИГЛА 30 GA X 1/2″ ИЗОГНУТА НА 45 ГРАДУСОВ (КОЛ-ВО=50).
ГНУТЫЕ ИГЛЫ
9028.90.0080
ТЭ730050Б90ПК
TE ИГЛА 30 GA X 1/2″ ИЗОГНУТАЯ 90 ГРАДУСОВ (КОЛ-ВО=50)
Есть вопросы по этому товару? Наша команда специалистов по клеям может помочь.
Инструмент, созданный по новейшей технологии BRUSHLESS, имеет улучшенные (по сравнению со щеточными моделями) характеристики, меньший вес и большую надежность. Высокая производительность и удобство эксплуатации обеспечивают отличные эксплуатационные характеристики
Применение
Для сверления, бурения, долбления в бетоне, перемешивания ЛКМ при установке соответствующего расходного инструмента
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Напряжение изделия, В
20
Частота вращения шпинделя, об/мин
0-1050
Частота ударов, уд/мин
0-4800
Максимальная сила удара, Дж
3
Макс. диаметр бурения (бетон), мм
26
Макс. диаметр сверления (дерево), мм
40
Макс. диаметр сверления (сталь), мм
13
Количество режимов
3
Режимы работы
сверление/ сверление с ударом/ удар
Патрон
SDS Plus
Сменный патрон
нет
Реверс
электронный
Регулировка частоты вращения/ударов
есть
Виброзащита
нет
Предохранительная муфта
есть
Металлический корпус редуктора
нет
Регулировка углового положения долота
есть
Тип двигателя
BRUSHLESS, бесщеточный
Количество аккумуляторов
2
Индикатор заряда батареи
есть
Зарядное устройство
импульсное
Время заряда батареи, ч
0. 5
Поддержание оборотов под нагрузкой
нет
Дополнительная рукоятка
есть
Ограничитель глубины сверления
есть
Фиксация выключателя
нет
Кейс
есть
Напряжение питания, В/Гц
230/50
Габариты, см
47×34. 5×10.5
Масса изделия, кг
3.3
Комплектация
Перфоратор
1
Аккумулятор
2
Зарядное стройство
1
Рукоятка дополнительная
1
Глубиномер
1
Смазка для бура
1
Кейс
1
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 2. 11 МБ)
Рекламная брошюра (скачать pdf, 4.1 МБ)
Инструкция для печати (скачать pdf, 2.17 МБ)
Сопутствующие товары
Защита глаз и лица
Защита рук
Буры
Миксеры универсальные
Защита органов дыхания
Пики-Зубила
Коронки по бетону твердосплавные
Защита головы
Защита органов слуха
Перфоратор аккумуляторный HEROCCO 4513900
Описание продукта
Перфоратор аккумуляторный Einhell Herocco обеспечивает большую мощность и более длительную работу благодаря бесщеточному двигателю. Сверление, сверление с ударом и долбление делают перфоратор ценным универсальным инструментом. Перфоратор является представителем семейства Power X-Change. Пневматический ударный механизм обеспечивает легкое и уверенное сверление и долбление бетона. Оснастка легко меняется благодаря универсальному патрону SDS-plus. Эргономичная рукоятка с мягкими вставками обеспечивает надежную и удобную фиксацию инструмента в руке. Светодиодная подсветка ярко освещает рабочую зону. В комплект поставки входит магнитный адаптер для бит, а также прочный кейс E-Box для хранения и транспортировки. Инструмент поставляется без аккумулятора и зарядного устройства. Для оптимальной работы рекомендуется использовать аккумулятор емкостью 3,0 Ач или выше.
Видеообзоры
Производительность
Ёмкость аккумулятора
1. 5 А⋅ч
2.0 А⋅ч
2.5 А⋅ч
3.0 А⋅ч
4.0 А⋅ч
5.2 А⋅ч
6.0 А⋅ч
Количество шурупов 6 x 60 мм, ввинченных в мягкую древесину
250 шт.
335 шт.
417 шт.
500 шт.
670 шт.
870 шт.
1000 шт.
Количество отверстий диаметром 6 мм на глубину 50 мм в бетоне
65 шт.
87 шт.
108 шт.
130 шт.
174 шт.
225 шт.
260 шт.
Рекомендуется использовать аккумуляторы ёмкостью не ниже 3.0 А⋅ч.
Технические характеристики
Число оборотов
0-1200 мин-1
Число ударов
0-5500 мин-1
Энергия удара
2. 2 Дж
Диаметр сверления в бетоне
20 мм
Логистические данные
Вес изделия
2.12 кг
Вес в упаковке
4.38 кг
Размер упаковки
400 x 360 x 120 мм
Количество в транспортной упаковке
4 шт.
Вес транспортной упаковки
18.5 кг
Размер транспортной упаковки
505 x 415 x 370 мм
Кратность в контейнере (20″/40″/40″HC)
1248 | 2592 | 3024
Сопроводительная документация
Руководство по эксплуатации
Скачать
Карточка товара
Скачать
Совместимые оснастка и материалы
Гарантийные обязательства и сервисное обслуживание
Гарантия действует в течение 36 месяцев с момента покупки устройства.
Гарантийные обязательства и сервисное обслуживание
Гарантия действует в течение 36 месяцев с момента покупки устройства.
Ваше имя
Ваш отзыв
Makita XPP01T1K 18V LXT® Lithium-Ion Cordless 5/16″ Metal Ho
Makita XPP01T1K 18V LXT® Lithium-Ion Cordless 5/16″ Metal Ho
Пожалуйста, заполните поля ниже, чтобы отправить другу ссылку на этот продукт. Ваш друг получит от вас электронное письмо со ссылкой на наш сайт.
Ваше имя: *
Ваш адрес электронной почты: *
Имя друга: *
Электронная почта друга: *
На заметку другу:: *
Проверка: *
Введите слово выше. ..
Описание
Makita XPP01T1K Комплект литий-ионного аккумуляторного дырокола LXT® 18 В для металла 5/16 дюйма
Пробивание отверстий в металле ¼ дюйма менее чем за 5 секунд с помощью комплекта литий-ионного дырокола LXT® 18 В для аккумулятора 5/16 дюйма (XPP01T1K) . XPP01T1K позволяет пробивать отверстия с полной беспроводной мобильностью. Он может пробивать до 180 отверстий диаметром 20 мм (25/32 дюйма) в стали толщиной 15/64 дюйма с аккумулятором LXT 5,0 Ач 18 В. Механизм остановки пуансона автоматически убирает матрицу после завершения пуансона, чтобы быстро продолжить работу. Для некоторых приложений пробивка отверстий стала быстрой и легкой! Эргономичная рукоятка поворачивается на 360°, обеспечивая оптимальное позиционирование в различных местах. Он имеет прорезиненную мягкую рукоятку для повышения комфорта при работе и удобную боковую рукоятку для дополнительной поддержки. XPP01T1K идеально подходит для производства, ОВКВ, сантехники, электрики, механики и многих других применений. Он является частью расширяющейся системы Makita 18V LXT®, крупнейшей в мире системы аккумуляторных инструментов, питаемой от 18-вольтовых литий-ионных аккумуляторов слайд-типа. Литий-ионные аккумуляторы Makita® 18V LXT® имеют самое быстрое время зарядки в своих категориях, поэтому они проводят больше времени за работой и меньше времени сидят на зарядном устройстве.
Характеристики
Литий-ионный аккумулятор Makita 18V LXT® обеспечивает полную беспроводную мобильность пробивки отверстий без проводов
Пробивает до (180) отверстий диаметром 25/32″ в стали толщиной 15/64″ Аккумулятор LXT® 5,0 Ач, 18 В
Механизм остановки пуансона автоматически втягивает матрицу после завершения пуансона, чтобы быстро продолжить работу
Рукоятка поворачивается на 360°, обеспечивая оптимальное позиционирование в различных местах
Регулируемая направляющая по глубине позволяет регулировать положение пуансона до 1-37/64″ (40 мм) от края заготовки
Максимальная толщина металлического листа 5/16″ из обычной стали и 15/64″ из нержавеющей стали
Быстрая и легкая пробивка отверстий менее чем за 5 секунд
Эргономичная пистолетная рукоятка с прорезиненной мягкой накладкой обеспечивает повышенный комфорт job
Встроенный светодиод. свет освещает рабочую зону
Рычаг возврата позволяет втягивать пуансон в середине операции
Полностью металлические шестерни и корпус шестерни для максимальной прочности на рабочей площадке
Удобная боковая ручка для дополнительной поддержки
Весит всего 23,8 фунта. с аккумулятором для снижения утомляемости оператора
Литий-ионный аккумулятор 18 В LXT® 5,0 Ач BL1850B полностью заряжается менее чем за 45 минут
Оснащен компьютерным управлением Star Protection™ для защиты от перегрузки, чрезмерной разрядки и перегрева
Rapid Optimum Зарядное устройство обменивается данными со встроенным чипом аккумулятора на протяжении всего процесса зарядки, чтобы оптимизировать срок службы аккумулятора за счет активного контроля тока, напряжения и температуры
Технология Makita обеспечивает наилучшее в своем классе время зарядки, благодаря чему батарея работает дольше и меньше времени находится в зарядном устройстве.
Совместимость с литий-ионными батареями Makita 18 В со звездочкой
3-летняя ограниченная гарантия на инструмент, аккумулятор и зарядное устройство
Используйте только оригинальные аккумуляторы и зарядные устройства Makita
*Испытано на низкоуглеродистой стали с пределом прочности на разрыв 65 000 фунтов на квадратный дюйм с литий-ионным аккумулятором BL1830B 18 В LXT® 3,0 Ач
Включает
(1) 18 В LXT® 5/16 дюйма металлическое отверстие Перфоратор (XPP01ZK)
(1) 18 В LXT®, литий-ионный, 5,0 Ач Батарея (BL1850B)
(1) 18 В LXT® Lithium-Ion Rapid Оптимальное зарядное устройство (DC18RC)
Получайте обновления продуктов, включая информацию о распродажах и предложениях
Подписаться
Отписаться
Ой! Введенный адрес электронной почты недействителен.
Уухуууууууууууууууууууууууууууууу Вы успешно подписались.
Хорошо! Вы отписались.
ВЕРХ
Пароль
Сбросить мой пароль
РУЧНОЙ ПЕРФОРАТОР для пробивки аккумуляторных электродов
Материал не может быть аккуратно перфорирован.
В настоящее время невозможно выполнить точную штамповку в пробном и мелкосерийном производстве.
В настоящее время невозможно выполнить штамповку более легко и удобно.
Исследования литий-ионных аккумуляторов
— Пробивка листов электродов монетной батареи —
Пробойники используются при изготовлении прототипов литий-ионных аккумуляторов монетного типа, но при штамповке возникают проблемы, такие как отслаивание материала электрода (активный материал), появление заусенцев на подложке, и неспособность пробивать с удовлетворительным качеством.
РУЧНОЙ ПЕРФОРАТОР чисто пробивает тонкую фольгу, таким образом, штамповка может быть выполнена без каких-либо заусенцев или отслоения электродного листа, на который нанесен электродный материал.
Измерение количества электродного материала, нанесенного
на лист электрода
При отборе проб для измерения количества материала, нанесенного на электродный лист, часть листа отрезается резаком и перфорируется. Нет ли способа сделать ударную работу более эффективной?
Нет необходимости в резке, а перфорацию можно выполнять прямо с линии нанесения покрытия! Точное и быстрое измерение нанесенного количества материала.
Невероятная резкость
Благодаря исключительной резкости, достигаемой за счет сверхточной обработки, РУЧНОЙ ПЕРФОРАТОР обеспечивает чистую штамповку без заусенцев и деформации. Не образуются мельчайшие осколки или другой мусор, поэтому нет загрязнения (примеси инородных тел). Это улучшает качество конечного продукта, повышает точность испытаний и эффективность работы, а также снижает потери материала.
Размеры перфорации можно заказать с шагом 0,01 мм.
Пожалуйста, проконсультируйтесь с нами относительно необычных форм.
Для изделий стандартной круглой и прямоугольной формы размер может быть указан с точностью до 0,01 мм. Мы также можем обрабатывать другие формы. Пожалуйста, пришлите нам документацию с указанием желаемой формы.
Легкий и компактный для повышения эффективности работы!
Компактная конструкция удобна в обращении даже в маленьких или нежных руках. (Вес корпуса инструмента составляет приблизительно 200 г и более.) Легкий вес достигается благодаря конструкции, в которой основное внимание уделяется простоте работы. РУЧНОЙ ПЕРФОРАТОР также идеально подходит для перфорации перчаточного ящика.
Толщина (мм)
АИ
Cu
Ni
Нержавеющая сталь
МО
АС
ПТ
ПЭ
ИП
ПП
ПЭТ
ФРП
Керамическая пленка
0,010~0,050
○
○
○
○
○
○
○
○
—
△
○
○
○
0,050~0,100
○
○
—
△
—
○
○
○
○
○
○
—
—
0,100~0,150
○
—
—
—
—
○
—
○
○
—
○
—
—
0,150~0,200
△
—
—
—
—
○
—
○
○
—
—
—
—
То, что делает возможной остроту РУЧНОГО ПЕРФОРАТОРА, — это сверхточная шлифовка и технологии прецизионной сборки, которые были основными технологиями Nogamigiken с момента нашего основания. В частности, HANDHELD PUNCH использует сверхточное шлифование, обеспечивающее параллельную и ортогональную точность 5/10 000 мм, а также ноу-хау в производстве прецизионных лезвий, которые мы культивировали более 40 лет с момента основания. Таким образом, он позволяет перфорировать — при минимизации заусенцев и деформации — ранее трудно перфорируемые материалы, такие как материалы из тонкой фольги, листы электродов (катод, анод, алюминиевая фольга, медная фольга) и сепараторы.
«Nous avons décidé d’acheter un poinçonneur NOGAMI afin de pouvoir réaliser la découpe d’chantillons avec une grande récision. La découpe d’échantillons est facile et chécise (правильные бордюры, идентификация поверхности…). Le risque d’accroc et d’endommagement de l’échantillon est plus limité, les échantillons sont plus homogenes.
Nous recommandons les poinçonneurs NOGAMI pour toutes les personnes dont les travaux nécessitent la découpe d’échantillons de manière fiable et chécise.
(на английском языке) «Мы решили купить пуансон NOGAMI, чтобы мы могли вырезать образцы с высокой точностью. Резка образцов проста и точна (ровные края, идентичная поверхность…). Риск зацепления и повреждения образца меньше, образцы более однородны. Мы рекомендуем перфораторы NOGAMI всем, чья работа требует надежного и точного вырезания образцов».
Научный сотрудник исследовательской лаборатории во Франции
«Каждый год функциональность и производительность аккумуляторов улучшаются, а проблемы с качеством, такие как заусенцы, стали серьезной проблемой для электродных материалов. Тем не менее, РУЧНОЙ ПУАНСОН от Nogamigiken не дает заусенцев и сохраняет свою остроту, , и это оказало огромную помощь в наших научно-исследовательских лабораториях. У нас в отделе около 20 таких пуансонов, и я рекомендую их другим исследователям». Инженер-технолог, производитель аккумуляторов
«Качество с точки зрения заусенцев и отслаивания намного превосходит продукцию других компаний, а штамповка может выполняться с одинаковым качеством независимо от того, кто выполняет эту работу. В нашей компании мы работаем внутри перчаточных боксов, и малый вес инструмента очень помогает».
Инженер, производитель автомобилей
«РУЧНОЙ ПЕРФОРАТОР от Nogamigiken имеет того же качества, что и штамп, но он чрезвычайно дешев по сравнению со штампом , и это очень помогает. Матрицы Томсона можно сделать недорого, но они не могут достичь качества РУЧНОГО ПУАНСОНА. Эти инструменты недорогие, но качественные, поэтому у нас их много разной формы».
Научный сотрудник, энергетическая лаборатория
«Я хотел бы искренне поблагодарить вас за вашу терпеливую поддержку, которая помогла нам плавно внедрить РУЧНОЙ ПЕРФОРАТОР вашей компании. Мы очень довольны купленным у вас РУЧНЫМ ПЕРФОРАТОМ и используем его каждый день. Мы уже не можем представить ни дня без РУЧНОГО ПЕРФОРАТОРА! В будущем мы желаем вам всего наилучшего в успешном открытии рынка в Германии. Мы очень довольны вашим продуктом и будем распространять информацию о его превосходном качестве.
Университетский исследователь, Германия
На 25-й церемонии награждения за выдающиеся новые технологии и продукты малых и средних предприятий РУЧНОЙ ПЕРФОРАТОР получил награду Honorable Mention Award. Награда спонсируется: Фондом поддержки малых и средних предприятий Resona и Nikkan Kogyo Shimbun, Ltd.
Можете ли вы изготовить формы, отличные от круглых или прямоугольных?
Да, мы также можем изготовить нестандартные формы. Пожалуйста, обращайтесь за подробностями.
Нам нужен пуансон диаметром φ11,28. Сможете ли вы изготовить такой перфоратор?
Да, можем. Размеры могут быть указаны в единицах измерения 0,01 мм.
Можно ли пробивать толстые материалы?
РУЧНОЙ ПЕРФОРАТОР — это перфоратор для тонких материалов, максимальная толщина которого составляет 0,2 мм для полимерных пленок и 0,1 мм для металлической фольги. Мы можем сделать предложение, в зависимости от материала, поэтому, пожалуйста, сначала запросите, используя следующую форму.
Сколько времени занимает получение инструмента после заказа?
Продукция изготавливается на заказ, поэтому срок поставки составляет около 4 недель. Срок составляет 5 недель и более для индивидуальных заказов.
Можно ли пробивать несколько размеров с помощью одного РУЧНОГО ПУАНСОНА, меняя пуансон?
РУЧНОЙ ПЕРФОРАТОР является прецизионным инструментом, поэтому его конструкция не предназначена для замены удары.
Мы хотим определить инструменты для каждого размера.
Доступен метод окраски корпуса цветным алюмитом для облегчения идентификации. (дополнительно)
Какое плановое техническое обслуживание необходимо выполнять после покупки?
Мы рекомендуем чистить сразу после использования. Подробности смотрите в прилагаемой инструкции.
Возникнут ли проблемы при использовании РУЧНОГО ПЕРФОРАТОРА за пределами чистого помещения?
Нет. Однако воздержитесь от использования в средах с резкими перепадами температуры или высоким уровнем запыленности.
Не стесняйтесь сделать первый шаг, обсудив с нами ваши потребности.
Форма запроса (*обязательный ответ)
Проблема, требующая решения (Допускается несколько ответов)*
Качество обрабатываемых деталейТочность размеровДолговечность шаблона и штампа или Долговечность инструмента и штампаОбрабатываемость・ПроизводительностьОпределение причины неисправностиПрочее
Подробная информация о выпуске*
Осуществляемые вами процессы механической обработки*
Штамповочная матрицаТомсон высекальный пресс・ГрейверЛазерная резкаНет опыта обработки листового металлаДругие
Материал для штамповки
Название материала*:
Толщина материала*:
мм
Исходная форма материала:
Форма и размеры штамповки Размеры перфорации могут быть указаны с интервалом 0,01 мм. Для четырехугольной формы угол R 0,2 ~. В случае формы, отличной от круга или четырехугольника, пожалуйста, прикрепите рисунок или аналогичную информацию, используя следующий формат данных.
Штампованная форма и размеры*:
Круг ЧетырехугольникДругие
мм
× мм
× мм
Детали формы штамповки и размеры:
Точность перфорации:
± мм
Допустимая высота заусенцев:
мкм
Загрузить вложения
Прикрепите файл(ы) чертежа(ов) штампованной формы, положения штамповки и изделия.
Вы ищете значения SLA? На следующем изображении вы можете увидеть основные определения SLA. При желании вы также можете загрузить файл изображения для печати или поделиться им со своим другом через Facebook, Twitter, Pinterest, Google и т. Д. Чтобы увидеть все значения SLA, пожалуйста, прокрутите вниз. Полный список определений приведен в таблице ниже в алфавитном порядке.
Основные значения SLA
На следующем изображении представлены наиболее часто используемые значения SLA. Вы можете записать файл изображения в формате PNG для автономного использования или отправить его своим друзьям по электронной почте.Если вы являетесь веб-мастером некоммерческого веб-сайта, пожалуйста, не стесняйтесь публиковать изображение определений SLA на вашем веб-сайте.
Все определения SLA
Как упомянуто выше, вы увидите все значения SLA в следующей таблице. Пожалуйста, знайте, что все определения перечислены в алфавитном порядке.Вы можете щелкнуть ссылки справа, чтобы увидеть подробную информацию о каждом определении, включая определения на английском и вашем местном языке.
Акроним
Определение
SLA
Studio Legale Альфинито
SLA
Агентство безопасности логистики
SLA
Адаптер лунного модуля корабля
SLA
Альбукерке лаборатории Sandia
SLA
Анализ поверхности уровня
SLA
Анализ предел спецификации
SLA
Аппарат стереолитографии
SLA
Армия Шри Ланки
SLA
Армия освобождения Судана
SLA
Ассоциация Саскачевана Лакросс
SLA
Ассоциация Шри-Ланки
SLA
Ассоциация излишков линии
SLA
Ассоциация интеллектуальных жизни
SLA
Ассоциация специальных библиотек
SLA
Ассоциация студентов библиотекарь
SLA
Ассоциация школьных библиотек
SLA
Вспомогательной книги учета
SLA
Герметичные свинцово кислотные
SLA
Государственного лицензирования агентства
SLA
Государственное агентство ведущего
SLA
Дополнительное лицензионное соглашение
SLA
Заклинание как способность
SLA
Земли значительные изменения
SLA
Канадская Сосьете де ла исследователей бокового амиотрофического Amyotrophique
SLA
Квадратный Рамочная антенна
SLA
Короткие и Лонг арм
SLA
Лазерная стереолитография
SLA
Ликер государственный орган
SLA
Массив вытянутыми объектив
SLA
Медленно левую руку православная
SLA
Наука обучения оценки
SLA
Национальные авиакомпании Сьерра, Сьерра-Леоне
SLA
Начисление Специальный отпуск
SLA
Одного жилого помещения
SLA
Одной линии адаптер
SLA
Отраслевые Рамочная антенна
SLA
Оценка уровня обслуживания
SLA
Пескоструйной, крупный песок, кислотно травленная
SLA
Подход устойчивых средств к существованию
SLA
Программное обеспечение лицензионное соглашение
SLA
Простая жизнь Америки
SLA
Растворимый антиген печени
SLA
Решения Латинской Америки
SLA
Руководство Академии наук
SLA
Сайт уровень агрегации
SLA
Сальта Сальта, Аргентина — Международный
SLA
Саскачеван библиотечная ассоциация
SLA
Сатурн лем адаптер
SLA
Секретариат по правовым вопросам
SLA
Сексуальные освободительная армия
SLA
Семь письмо акроним
SLA
Симбионистская армия освобождения
SLA
Синдская язык орган
SLA
Синхронные линии адаптер
SLA
Сканированные линейный массив
SLA
Сканирующий лазерный альтиметр
SLA
Служебная надбавка жизни
SLA
Соглашение об уровне обслуживания
SLA
Соглашение пиломатериалов хвойных пород
SLA
Сохраненные ежегодного отпуска
SLA
Стратегическая логистика агентство
SLA
Студент привел деятельность
SLA
Стэнфордского линейного ускорителя
SLA
Так долго, Астория
SLA
Трансфер лазерный альтиметр
SLA
Трудовая помощь Швейцарии
SLA
Уровня агрегатор сайта
SLA
Усвоение второго языка
SLA
Услуги местоположения Audiovisuels
SLA
Шесть письмо акроним
SLA
Школа лицензионное соглашение
SLA
Шотландский библиотечная ассоциация
SLA
Шотландский местный орган власти
SLA
Юг ливанской армии
Что такое SLA (Service Level Agreement) helpdesk
Service Level Agreement или SLA (соглашение об уровне сервиса) — три слова, определяющие подходы компании к организации ИТ-процессов. Согласно ITIL (IT InfrastructureLibrary) SLA — это мини-договор, устанавливающий параметры качества предоставляемых бизнесу ИТ-услуг.
В SLA описываются условия предоставления услуг (сервисов), устанавливается перечень таких услуг, а также правила, по которым заказчик будет пользоваться этими сервисами. В то же время SLA — один из основных механизмов, позволяющих управлять качеством ИТ-услуг и управлять ожиданиями пользователей.
Роботы и SLA SLA в ИнфраМенеджере
Что должно быть в SLA
Описание сервисов или услуг, которые предоставляются по данному SLA (какая-то часть каталога сервисов, предоставляемых ИТ-службой).
Описание условий предоставления услуг, вплоть до порядка работы с заявкой на предоставление конкретных сервисов.
Измеримые параметры качества ИТ услуг. Эти параметры качества, безусловно, должны соотноситься с бизнес-целями организации и быть отражением потребностей бизнес-пользователей, в том числе в способах оказания им ИТ-услуг. Такими параметрами качества могут быть время устранения инцидентов, время, в течение которого сервис должен быть восстановлен и тому подобное. Так, например, создание почтового ящика для нового сотрудника должно занимать у ИТ-службы не более 4 часов.
Говоря иными словами, для ИТ-подразделения SLA — это набор параметров ключевых ИТ-процессов, а соблюдение SLA — основной ключевой показатель эффективности (KPI) ИТ-отдела.
Целью любого SLA является закрепление правил игры с определенной категорией бизнес-пользователей, по которым ИТ-служба будет с ними играть. При этом важно понимать, что SLA — это не внутренний документ ИТ, а договор, который заключается совместно с представителями бизнеса, и о котором проинформированы все пользователи.
Место SLA в ИнфраМенеджер Service Desk
SLA: с чего начать
Чаще всего к разработке SLA приходят в контексте внедрения Service Desk-системы. Начиная внедрять у себя управление уровнем качества обслуживания пользователей, не стоит пытаться объять необъятное, начните двигаться вперед небольшими шагами.
Группируем пользователей, начинаем с 2-3 групп
Начните с 2-3 групп, например, VIP- пользователи и Обычные пользователи
Определяем критические ИТ сервисы, не больше 4
Определите несколько критических сервисов, управление качеством которых не требует отлагательств. Например, в торговой организации одним из таких сервисов станет подключение к crm-системе менеджеров по продажам. В любом случае, это будет какая-то часть вашего каталога сервисов, предоставляемых ИТ-службой
Устанавливаем реальные нормы качества для SLA, с учетом наших возможностей и целевые показатели.
Определите параметры качества предоставления сервисов и установите для них реальные нормативы. Эти параметры должны соотноситься с бизнес-целями организации и быть отражением потребностей бизнес-пользователей, в том числе в способах оказания им ИТ-услуг. Такими параметрами могут быть:
время устранения инцидентов
время, в течение которого сервис должен быть восстановлен, и тому подобное
Важно знать, от каких процессов зависит качество этих ИТ-сервисов. Эти процессы будут служить ограничивающим фактором при установлении сроков в SLA (правда, оптимизация этих процессов — уже совсем другая история). Например, при создании нового рабочего места производится закупка нового оборудования, поэтому сроки подготовки рабочего места не могут быть меньше, чем сроки закупки.
И, как бы всем участникам процесса не хотелось, чтобы все заявки по какому-то сервису закрывались за 5 минут, если традиционно они закрываются по 10 дней — значит от 10 дней и надо начинать плясать.
Фиксируем SLA
Зафиксируйте SLA для ваших групп пользователей с выбранными нормами качества по выбранным критическим сервисам.
Информируем всех без исключения пользователей
Постоянно измеряем соблюдение SLA по выбранным параметрам качества
Вы должны с открытыми глазами смотреть на ситуацию, сколько SLA за период были выполнены, какие нормативы были соблюдены, какие систематически нарушаются. Только такие данные позволят вам в дальнейшем принимать взвешенные управленческие решения, а не руководствоваться ощущениями.
Постоянно анализируем и оптимизируем процессы до достижения целевых показателей
Постоянно ищите способы оптимизации процессов, чтобы постепенно приближать, например, сроки в SLA к тем, которые нужны бизнесу. Этот процесс называется «Service Level Management», SLM.
Все статьи о методологии автоматизации ИТ процессов
Что означает SLA? Бесплатный словарь
Фильтр категорий: Показать все (100)Наиболее распространенные (3)Технологии (18)Правительство и военные (27)Наука и медицина (25)Бизнес (18)Организации (29)Сленг / жаргон (7)
Высота слоя — это, собственно, высота каждого слоя пластика, экструдированного, вулканизированного или спеченного на 3D принтере. Этот параметр настраивается с помощью вашего слайсера и оказывает гораздо большее влияние на окончательную напечатанную 3D модель, чем может показаться на первый взгляд. При правильном использовании этот параметр увеличит скорость, разрешение и качество 3D печати в целом.
Высота слоя 3D печати обычно измеряется в микронах. Один микрон эквивалентен 0,001 мм.
На что следует обратить внимание, играя с высотой слоя на принтерах FDM: более тонкий вертикальный слой приводит к более толстой горизонтальной линии, а более толстый вертикальный слой приводит к более тонкой горизонтальной линии. Это может снизить точность в горизонтальной плоскости, особенно в небольших движущихся деталях.
Различные принтеры имеют разное максимальное разрешение высоты слоя. Стандартная минимальная высота обычно составляет от 50 до 100 микрон (от 0,05 до 0,1 мм). Более дешевые 3D принтеры обычно не обладают такой высокой точностью. В таких принтерах, как, например, Anet A8, минимальная высота слоя составляет 100 микрон (0,1 мм). Поэтому при покупке 3D принтера следует учитывать минимальную высоту слоя.
SLA и лазерные 3D принтеры обычно имеют гораздо меньший минимум по сравнению с принтерами FDM, что объясняет безумно детализированные модели, которые можно на них напечатать.
Оптимизируем скорость 3D печати
Одна из наиболее распространенных причин изменения настроек высоты слоя 3D принтера — увеличение скорости 3D печати. Большая высота слоя означает, что принтеру не нужно печатать большое слоев для достижения одинаковой общей высоты, что приводит к гораздо более быстрой 3D печати.
Как правило, увеличение высоты слоя снижает разрешение и качество печати. Таким образом, этот «прием» лучше подходит для больших 3D моделей, где детали крупного плана будут либо проигнорированы, либо исправлены во время любой постобработки.
Высота слоя может быть оптимизирована для каждой модели отдельно, чтобы достичь максимальной скорости печати при сохранении определенного разрешения. Тем не менее, это то, что следует оценивать индивидуально для каждого 3D принтера, поскольку для эффективной 3D печати придется поиграться с настройками.
Увеличиваем разрешение
Малоизвестный факт в сообществе 3D печати: большинство 3D принтеров имеют более высокое разрешение по вертикали, чем по горизонтали. Почему? Ходовые винты обеспечивают вашему 3D принтеру гораздо более точное вертикальное положение, чем приводные ремни, используемые для других осей. Таким образом, принтер может создавать более четкие модели в вертикальной плоскости, чем в горизонтальной.
Это одна из причин, почему что модель «Fillenium Malcon» от aaskedall так популярен (среди энтузиастов «Звездных войн»). Именно из-за наличия таких удивительных деталей, которые можно реализовать на огромном количестве 3D принтеров.
Более низкая высота слоя на вашем 3D принтере, конечно, замедлит печать, но принтер будет наносить больше слоев для данной высоты, что позволяет получить гораздо более высокую детализацию.
Сглаживаем поверхность
Еще одно использование экстремальной детализации, доступной при меньшей высоте слоя, — это сглаживание 3D моделей. При меньшей высоте слоя они становятся менее заметными, а детали становятся более гладкими. При увеличении высоты слоя поверхность модели становится шероховатой, а слои отчетливо видны.
Обладая этими знаниями, вы можете гарантировать, что детали, требующие очень гладкой отделки (например, оси или валы) будут максимально гладкими за счет уменьшения высоты слоя 3D печати. Как вы, наверное, догадались, это увеличивает детализацию, но снижает скорость 3D печати, поэтому учитывайте это при печати больших 3D моделей.
Разработчики слайсеров заметили этот момент, и программное обеспечение PrusaSlicer даже добавило настройку для увеличения гладкости печати за счет изменения высоты слоя. Ну а для получения дополнительной информации о том, как сглаживать модели, можете ознакомится с этим руководством по сглаживанию PLA.
Тонкости 3D-печати. Часть 2. Теория и практика.
Продолжаю серию статей начатую частью, посвященной полимерам. Данная часть будет посвящена теории и практике 3D печати, и я постараюсь раскрыть те вопросы, которые возникают, когда на практике получается не совсем то, о чем, казалось бы, теоретически известно.
Для начала немного вроде бы известной всем и каждому элементарной теории FDM печати 🙂
Казалось бы, что может быть проще? Есть пруток на катушке, который поступает в волшебный хотэнд, где плавится и понемногу, как зубная паста из тюбика намазывается слоями. В ходе этого процесса и растет наша распечатка. Вроде все просто, да не совсем.
Дело в том, что как только пластиковый пруток начинает нагрев в канале хотэнда, он начинает расширяться. Возникает странная картина: входит в хотэнд печатающей головки, допустим, 1 кубический сантиметр пластика, а выходит уже несколько большее его количество! И ладно бы оно таким и оставалось впоследствии, — мы бы смирились с этой странной, нарушающей законы сохранения энергии математикой. Но, вот незадача, как только пластик покидает печатающую головку через сопло, и начинает остывать, он начинает стремиться вернуть свой первоначальный объем.
В конце первой части статьи ‘Полимеры’, я уже рассматривал этот вопрос и дал общий совет: не греть пластик сверх необходимой для достижения хорошей адгезии между слоями температуры, так как усадка нагретого пластика тем сильнее, чем выше температура печати. Для каждого из пластиков, используемых в 3D печати эта температура конечно же своя и находится экспериментальным путем в том температурном диапазоне, который указан производителем прутка на упаковке.
Почему бы производителю не указать конкретную идеальную температуру?
Дело в том, что мы все используем печать для самых разных, порой, очень причудливых целей! Кому-то нужна высочайшая детализация при печати небольших объектов, а кто-то печатает конечные изделия весьма приличных размеров. Кому-то нужен лишь внешний вид прототипа, а кому-то важна механическая прочность полученной распечатки.
И очень важно понять для себя, что же ты хочешь получить, так как полный набор этих свойств получить бывает довольно проблематично. Не все печатают для себя и для своих целей, многие печатают и под заказ, и вот тут следует очень хорошо владеть и теорией и практикой печати, и даже быть в некоторой степени материаловедом, чтобы предложить заказчику тот материал, модель и способ печати, который максимально его устроит в виде готового результата.
В целом, чем меньше температура печати конкретным пластиком, тем выше детализация, которую можно получить, но тем меньше механическая прочность распечатки.
Как увеличить прочность распечатки не прибегая к повышению температуры печати?
Для того, чтобы получить ответ на этот вопрос можно зарыться в математические дебри, опять вспомнить о силах Ван-Дер-Ваальса… но можно и просто привести наглядные примеры из окружающей нас жизни.
Вы пробовали когда-нибудь разделить 2 ровных стекла, лежащих друг на друге? Чем больше их площадь и чем они ровнее, тем больше поверхность их соприкосновения и тем сложнее их разделить.
Вот и с 3D печатью прослеживается такая же зависимость. Чем больше поверхность соприкосновения последующего слоя распечатки с предыдущим, тем лучше между ними адгезия.
Что же влияет на размер этой площади, кроме непосредственно площади самого слоя распечатки?
Наибольшее влияние на площадь соприкосновения между слоями оказывают размер сопла и температура печати. Чем выше температура, тем менее вязким выходит пластик из хотэнда, соответственно он лучше ‘смачивает’ поверхность предыдущего слоя.
* Что интересно, так это то, что теоретически, чем более шероховатой получилась поверхность предыдущего слоя распечатки, тем лучше будет ее сцепление с последующим слоем, при должной температуре печати!
На иллюстрации показаны 3 варианта разрезов слоев. 1 — типичный результат слишком низкой температуры печати; 2 — идеальный вариант, когда текучесть пластика достаточная для заполнения неровностей предыдущего слоя; 3 — воображаемый сверх идеальный вариант увеличенной площади склейки за счет неровной поверхности предыдущего слоя.
Чисто визуально разница между вариантами 1 и 2 видна на распечатке из прозрачного пластика. Распечатка начинает блестеть по всей толщине, будто вся пронизана тонкими серебристыми нитями. В сущности так и есть — серебристые нити это воздух, оставшийся между слоями.
Больше всего воздуха остается в месте стыка периметров, за счет того, что ‘колбаска’ выдавливаемого из сопла пластика в поперечном разрезе представляет из себя не прямоугольник, а прямоугольник с полностью скругленными краями. Вот в местах боковых стыков этих ‘колбасок’ как раз и кроется воздух, уменьшающий прочность распечатки.
Уменьшить количество стыков можно уменьшением количества элементов, образующих стык!
Конечно, идеальным вариантом пластикового изделия со свойствами гомогенными по всей его толщине, является отливка — один элемент на изделие. Но мы говорим о 3D печати.
Соответственно, для получения максимально прочной распечатки нужно максимально увеличить диаметр используемого сопла и толщину слоя, таким образом уменьшив количество элементов!
Толщину слоя нельзя увеличивать чрезмерно, равно как и диаметр сопла. Но если с диаметром все понятно — чем он меньше, тем выше возможная детализация, то с толщиной слоя не всё так прозрачно, так как она не так влияет на детализацию за счет того, что она меньше диаметра сопла. И вопрос — насколько меньше?
Что такое диаметр сопла и высота слоя с точки зрения математики слайсера?
Слайсер не видит, какое у вас стоит сопло в принтере. И он даже не сможет проверить, если вы его обманете 🙂 И вот почему: для программы управления принтером, а так же для слайсера, который готовит код для программы управления, диаметр сопла и высота слоя есть не более чем 2 переменные на основе которых высчитывается количество пластика, которое нужно продавить через хотэнд за то время, пока он перемещается на расстояние в 1 см. Всё!
Соответственно, если вы уверены, что через сопло, установленное на принтере, заведомо пролезет и больше пластика, — смело выставляйте диаметр сопла больше физического. Меньший размер тоже можно выставлять. Но тут, как и везде, есть свои пределы. И если с программным увеличением диаметра все понятно, то программное уменьшение диаметра сопла может дать нестабильность потока пластика и его срыв с сопла. Особенно это заметно на заполнении. Так что если у вас постоянно рвет сетку заполнения — просто выставьте диаметр сопла больше.
*На фото результаты распечаток сделанных соплом 1.2мм. В параметрах слайсера выставлены последовательно сопла 2, 1.5, 1.3, 1, 0.8, 0.5 мм.
Вовсе не обязательно ставить для всех операций печати сопло одного диаметра! Спросите как? Значит вы ни разу не залезали на вкладку Advanced в настройках Slic3r.
Вполне можно выставить для заполнения программный диаметр сопла в 2мм, а для периметров и сплошного заполнения оставить 1мм. Или наоборот.
*На фото показаны результаты для двух этих вариантов.
Правильное отношение диаметра сопла к толщине слоя.
Должно быть всем понятно, что если толщина слоя будет равна диаметру сопла, то распечатка будет представлять из себя ни что иное, как пучок слабо склеенных прутков равных соплу по диаметру! Такой вариант как раз можно увидеть на иллюстрации в правом верхнем углу.
* На иллюстрации изображена табличка наиболее подходящих отношений диаметра сопла к высоте слоя. В целом, чем меньше высота слоя, тем меньше нужно выбирать сопло для печати. Соотношение диаметра сопла к высоте слоя примерно 2-4 к 1.
Но, казалось бы, чем плохо выставить высоту слоя значительно меньше, чем диаметр сопла? До какого-то предела высоту слоя конечно можно уменьшать, но не бесконечно, так как со временем начинают накапливаться ошибки и на поверхности (внешнем периметре) распечатки образуются артефакты. Происходит это скорее всего потому, что поток пластика вынужден растекаться по не идеально ровной поверхности предыдущего слоя, таким образом увеличивая погрешность от слоя к слою или повторяя ее с небольшим смещением.
Если же высоту слоя увеличить, то ошибки скрадываются и с каждым новым слоем становятся менее заметными.
* На фото распечатки сделанные соплом 1.2мм (в настройках слайсера выставлен размер сопла 2мм) с высотой слоя от 0.4, 0.3, 0.2, 0.15, 0.1мм. Легко заметить, что на распечатке со слоем 0.1мм появились артефакты поверхности.
Исходя из вышеприведенных доводов, можно сделать вывод, что следует соблюдать правильное соотношение диаметра сопла к высоте слоя для получения наиболее качественных распечаток.
Что такое скорость печати с точки зрения математики и физики?
Максимально упростив схему для ясности мы получим явную картину того, что: скорость печати прежде всего отражается на объеме пластика, который необходимо нагреть и продавить сквозь сопло определенного диаметра.
Не будем рассматривать такие ограничители скорости, как конструкция принтера и его кинематика, так как это выходит за рамки обсуждающихся в статье вопросов.
То есть фактически, наиболее существенными ограничителями скорости печати являются 2 параметра:
— мощность хотэнда (он должен успевать расплавить максимальное количество пластика в секунду)
— диаметр сопла (через него должно пройти максимальное количество расплавленного пластика в секунду)
Все мы наверное еще помним задачку из школьного курса алгебры: рассчитайте насколько нужно увеличить диаметр трубы, чтобы вода из бассейна вылилась в 2 раза быстрее 😉
Вот и получается, что если у нас дома или на работе стоит конкретный принтер, то увеличить скорость его печати можно лишь увеличив температуру расплава (увеличив мощность, подаваемую на хотэнд) и увеличив диаметр сопла.
Причём, чтобы увеличить скорость печати в 2 раза, нужно увеличить диаметр сопла примерно в 1.4 раза 🙂
Охлаждение.
Итак, мы увеличили скорость печати в 2 или даже 3 раза. Ок! Здорово. Но вот незадача, по закону сохранения энергии, если мы начали греть пластик в 2-3 раза быстрее, то и остужать его нужно настолько же быстрее. Иначе возможны совершенно незапланированные сбои, вызванные оплыванием пластика, особенно, если вы печатаете пластиками с низкой температурой стеклования (попросту — долго застывающими). К таким пластикам относятся PLA и его смеси, а так же большинство ударо- и морозостойких пластиков — термоэластопластов, в том числе и пластик Filamentarno! Prototyper нашего производства.
*На фото типичный результат недостаточного обдува распечатки.
Обдув — один из самых тонких и трудно осваиваемых инструментов в 3D печати. И он настолько же полезен, насколько и сложен в освоении.
Печать мостов, нависаний, мелких деталей, маленьких моделей — все это практически невозможно ускорить без использования обдува распечатки.
Мощность обдува следует рассматривать, как параметр взаимосвязанный со скоростью печати — чем она выше, тем мощнее должен быть обдув.
Эпилог.
Коротко все тезисы статьи можно свести к следующему:
Не повышать температуру печати сверх необходимой для достижения достаточной адгезии между слоями
***
Экспериментировать со всеми доступными на рынке материалами — это поможет понять диапазон доступных Вам возможностей
***
Использовать сопла сообразного целям размера; обязательно иметь их несколько от 0.2 до 1.2мм
***
Не стесняться использовать программную подгонку диаметра сопла, использовать различную ширину экструзии для разных типов заполнения
***
Подбирать высоту слоя сообразно диаметру сопла
***
Подбирать температуру печати сообразно как размеру распечатки, так и диаметру сопла
***
Обязательно использовать охлаждение при повышении скорости печати и печати сложных объектов
***
Выбирать мощность обдува сообразно скорости печати
На этом пока всё!
Следующая статья этой серии скорее всего будет посвящена моделированию для печати.
Стоит помнить, что печать на FDM принтере пластиком это процесс схожий с литьем. Соответственно и требования, предъявляемые к модели должны быть такими же, как и требования, предъявляемые к мастермодели для отливки из пластика.
С уважением, команда Filamentarno!
Производитель уникальных материалов для 3D печати.
www.filamentarno.ru
Почему высота слоя 3D-печати имеет значение?
В процессе 3D-печати методом наплавления (FDM) 3D-принтер считывает цифровой файл, делит объект на части и выдавливает расплавленный пластик через сопло слой за слоем, формируя конечную деталь. Процесс кажется простым, но есть много факторов, которые могут повлиять на качество вашего окончательного отпечатка, от выбранного вами материала до особенностей вашего дизайна. Высота каждого отдельного слоя в вашей детали также может иметь огромное влияние на конечный продукт. Давайте рассмотрим это более подробно.
Высота слоя 3D-принтера 101
Высота слоя — это показатель того, сколько материала сопло принтера выдавливает для каждого слоя вашей детали. Он измеряется в микронах или миллиметрах, может быть отрегулирован с помощью программы слайсера и варьируется от проекта к проекту.
Точно так же, как количество пикселей определяет разрешение телевизора, высота слоя отпечатка определяет его разрешение. При меньшей высоте слоя требуется больше слоев для достижения той же высоты, что повышает качество и гладкость детали. К сожалению, это также увеличивает время печати, что коррелирует с увеличением стоимости. Более высокие слои 3D-печати требуют меньше времени для печати, что снижает стоимость печати вашей детали, но компромисс заключается в том, что детали будут иметь более низкое разрешение.
Если ваш дизайн художественный, очень подробный или должен быть невероятно точным, выберите более низкую высоту слоя. Точно так же выберите меньшую высоту слоя, если ваша деталь имеет отверстия, углы или криволинейные поверхности — в противном случае из-за многослойной природы 3D-печати на ней могут появиться заметные ступеньки. 3D-печать с меньшей высотой слоя также может помочь, если ваш дизайн имеет выступы, так как слои будут больше перекрываться. Однако будьте осторожны с использованием тонких слоев толщиной менее 0,1 мм, так как это увеличивает время печати и вероятность появления дефектов, а также снижает отдачу в отношении видимого качества вашей детали.
С другой стороны, если вам нужно быстро напечатать деталь, снизить расходы или отдать предпочтение функциональности, а не эстетике, вам следует использовать сопло большего размера и большую высоту слоя. Более высокая высота слоя означает, что ваш принтер будет печатать меньше слоев для достижения того же объема, что ускоряет процесс печати и дает вам полнофункциональный продукт по более низкой цене. Однако ваша часть также будет иметь меньше деталей и более низкое качество. Хорошая новость заключается в том, что вы всегда можете отшлифовать, покрасить или окунуть изделие в ванну с ацетоном, чтобы улучшить его внешний вид.
Помимо рассмотрения желаемого баланса между функциональностью и эстетикой, вам необходимо будет принять во внимание тип 3D-принтера FDM, на котором производится ваша деталь, при принятии решения о том, какую высоту слоя использовать. Если высота слоя слишком мала для диаметра сопла принтера, он будет с трудом выталкивать нить, но если она слишком высока, слои не будут слипаться. Хорошее эмпирическое правило — поддерживать высоту слоя между 25% и 75% диаметра сопла принтера.
Ключевые соображения относительно высоты слоя 3D-принтера
При выборе высоты слоя вам следует подумать о конкретном процессе 3D-печати, который вы используете, поскольку некоторые принтеры имеют меньшую минимальную высоту слоя. При печати детали с помощью FDM высота слоя обычно составляет от 0,05 мм до 0,4 мм, наиболее распространенной является 0,2 мм.
Как вы решаете, следует ли печатать на верхней или нижней границе допустимого диапазона? Ответ зависит от конструкции и назначения вашей детали. Вы захотите спросить себя:
Насколько подробным является мой компонент и насколько точным он должен быть?
Есть ли в моей детали отверстия, кривые или наклонные поверхности?
Насколько быстрым должно быть время печати?
Насколько сильным должен быть мой компонент?
Имеет ли значение гладкая поверхность?
Буду ли я выполнять постобработку этого компонента?
Что важнее: эстетика или функциональность моей детали?
Какова моя целевая цена за деталь?
После того, как вы ответили на эти вопросы, вы можете найти высоту слоя, которая предлагает баланс разрешения и скорости, которые требуются для вашей детали.
Достигните новых высот с Fast Radius
Высота слоя может повлиять на время печати, качество, стоимость, прочность и многое другое, поэтому очень важно выбрать соответствующую высоту слоя. Если вы не уверены, какая высота слоя лучше всего подходит для вашего проекта, рассмотрите возможность сотрудничества с надежным партнером-производителем.
Когда вы работаете с Fast Radius, вы получаете доступ к опытной команде, которая может помочь вам выбрать правильную высоту слоя для вашего проекта, чтобы обеспечить быструю и качественную печать. Вы также можете получить ценную информацию и сократить расходы с помощью нашей облачной производственной платформы. Свяжитесь с нами сегодня, чтобы начать работу над вашим следующим проектом.
Посетите наш ресурсный центр, чтобы узнать больше о стоимости 3D-печати, выборе правильной технологии 3D-печати и многом другом.
Готовы создавать детали с помощью Fast Radius?
Начать расценки
Насколько важна высота слоя для 3D-печати? 3D-печать более качественных деталей с правильной толщиной слоя
Насколько важна высота слоя для 3D-печати и какое влияние она оказывает на ваши нестандартные детали? Оказывается, высота слоя может иметь большое значение. В этой статье вы узнаете о важности высоты слоя и о том, как она влияет на качество, внешний вид и прочность деталей, напечатанных на 3D-принтере.
Все
Процессы 3D-печати строить детали слой за слоем. Из-за
аддитивный характер 3D-печати, толщина каждого слоя определяет разрешение отпечатка аналогично тому, как количество пикселей определяет разрешение телевизионного или компьютерного монитора.,
Высота нижнего слоя обычно приводит к более гладким поверхностям деталей. Недостатком является то, что чем ниже высота слоя, тем больше времени требуется для завершения печати.
Дизайнеру важно определить, что важнее: эстетика (более гладкая поверхность) или экономия времени (и затрат). В этой статье мы обсудим преимущества и ограничения использования различной высоты слоя в
3D печать .
Почему важна высота слоя для деталей, напечатанных на 3D-принтере?
Для некоторых процессов печати (таких как
SLS и
SLM/DMLS ) определение конкретной высоты слоя не очень важно, так как их разрешение по умолчанию уже подходит для большинства приложений. Или, в некоторых случаях, высота слоя уже задана производителем.
Для других процессов (таких как
FDM и
Соглашение об уровне обслуживания ), выбор высоты слоя является важным параметром дизайна, который влияет на время печати, стоимость, внешний вид и физические свойства печатной детали.
Часто визуальная разница между деталями, напечатанными с толщиной 100 и 200 мкм, очень мала. Однако для печати детали размером 100 мкм потребуется в два раза больше времени (3D-принтер должен будет проследить в два раза больше поперечных сечений), и это повлияет на стоимость.
Сравните 3 детали FDM, напечатанные с толщиной слоя 50, 200 и 300 микрон (слева направо)
Какова типичная высота слоя для разных 3D-принтеров?
В таблице ниже приведены типичные или стандартные значения высоты слоя для каждого из наиболее распространенных процессов 3D-печати:
Типичная высота слоя
ФДМ
50–400 мкм (чаще всего: 200 мкм)
Соглашение об уровне обслуживания
25–100 мкм (чаще всего: 50 мкм)
СЛС
80–120 мкм (чаще всего: 100 мкм)
МДФ
80 мкм
DMLS/SLM
30–50 мкм
Макро отпечатки FDM (50, 200 и 300 микрон слева направо) показаны в том же масштабе для сравнения.
Как узнать правильную высоту слоя для приложения 3D-печати?
Перед выбором высоты слоя необходимо ответить на следующие вопросы:
В вашей 3D-модели есть криволинейные поверхности или отверстия?
Является ли функциональность или внешний вид основным соображением при проектировании?
Будет ли деталь готова после 3D-печати и перед использованием? Потребуется ли дополнительная постобработка?
Как высота слоя влияет на детали с кривыми и углами?
Влияние высоты слоя более заметно на кривых и углах и менее заметно на прямых вертикальных стенах из-за послойного характера 3D-печати.
Например, чтобы напечатать отверстие вдоль горизонтальной оси, программное обеспечение принтера должно разрезать круглое отверстие на несколько слоев, а затем наложить их друг на друга, создавая негладкий край, похожий на лестницу. Это называется ступенчатым эффектом и становится более заметным на поверхностях с большей кривизной.
Если конструкция включает значительное количество кривых, углов или отверстий, использование меньшей высоты слоя приведет к получению более точной детали.
Эффект ступенчатости становится более распространенным в областях большей кривизны.
Как высота слоя влияет на качество и функциональность внешнего вида?
Высота слоя влияет на вертикальное разрешение детали, влияя на ее гладкость. Если внешний вид является вашей главной заботой, то выбор более низкой высоты слоя идеален, так как это приведет к более гладкой поверхности.
С другой стороны, при 3D-печати функциональной детали предпочтительнее использовать более высокую высоту слоя, поскольку это приведет к экономии времени и средств и улучшению механических характеристик. Например, детали FDM, напечатанные из PLA с высотой слоя 300 мкм, имеют прочность примерно на 20 % выше, чем детали, напечатанные толщиной 100 мкм.
Вал – геометрическое тело цилиндрической формы, которое в виду своих конструктивных особенностей, может передавать движение другим частям механизма.
Главное отличие вала от оси является то, что вал осуществляет передачу вращающего момента от одной детали к другой, а ось является опорной деталью, не передающей вращения.
Наименование
Вал
Формат файла
*.dwg
Файл архива
*.rar
Размер файла
10 кб
Скачать
Бесплатно
Валы и оси самые распространённые детали, используемые в машиностроении,
наряду с другими сопрягаемыми деталями они проходят определённый цикл обработки, требующий соблюдения специальных технических условий. При расчёте деталей вращения валов и осей их рассматривают как балки, свободно лежащие на двух опорах и подвергающихся силовой нагрузке, вызывающей изгиб.
Материалы для изготовления валов и осей должны выбираться с достаточно высокой степенью прочности и упругости, как правило, это углеродистые и легированные стали.
Для основной массы валов применяют среднеуглеродистые, а так же легированные стали, например: сталь 45, сталь 40Х.
Для валов испытывающих значительные нагрузки применяемых в ответственных машинах используют легированные стали такие как: сталь 40ХН, сталь 20Х, сталь 12ХНЗА.
Оси, как правило, изготавливаются из углеродистых сталей обычного качества. Как для валов, так и для осей используется круглый прокат или если этого требуется, специальные поковки.
На валах устанавливаются шкивы, зубчатые колеса, звездочки и другие детали вращения.
Как и у осей у валов существуют разновидности, это могут быть трансмиссионные валы, коренные валы, шпиндели. По геометрическим параметрам валы подразделяются на следующие формы: прямые валы, гибкие и коленчатые валы.
Гладкие цилиндрические валы и оси могут быть ступенчатыми или гладкими, однако при их конструировании следует минимизировать число ступеней или по возможности обходиться без них.
Детали, собираемые на валу или оси должны свободно устанавливаться к своей посадочной поверхности и располагаться как можно ближе к опорам для повышения жёсткости кинематической конструкции. Поверхность валов и осей подвергают термической обработке с целью упрочнения и повышения несущей способности.
При вращении валы подвергаются циклически изменяемым напряжениям при работе механизма. На работоспособность деталей вращения влияет сопротивление усталости и прочностные характеристики. Из практики установлено, что в основном разрушение валов и осей происходит из-за усталости используемого материала, подвергающегося воздействию крутящих и изгибающих моментов возникающих при работе скоростных машин.
Примеры использования валов:
Карданный вал, это специальное изделие используется как в автомобилях, так и в отдельных механизмах. Карданный вал позволяет передавать крутящий момент между валами механизмов расположенными по несоосной схеме.
Распределительный вал, используется для управления потоками газов, синхронизируя цикл впуска и выпуска в двигателе внутреннего сгорания. Распределительный вал состоит из опорных частей и кулачков, между которыми имеются шейки меньшего диаметра с галтелями для снижения напряжений.
Коленчатый вал, как правило, основная деталь двигателя внутреннего сгорания, а так же некоторых иных конструкций, где используется кривошипный механизм. Коленчатый вал весьма сложная деталь, в виду своих конструктивных особенностей, требующая определённой последовательности при выборе технологического процесса.
Технологический процесс изготовления детали «Ступенчатый вал»
Национальный технический университет Украины «Киевский политехнический институт» Кафедра химического, полимерного и силикатного машиностроения Технология машиностроения Ступенчатый вал 2013
В курсовом проекте разработан технологический процесс изготовления детали «Ступенчатый вал». Цель курсового проекта — получить практические навыки решения задач, возникающих при разработке технологических процессов изготовления деталей и проектировании технологической оснастки. Во время выполнения работы решаются следующие задачи: — Разработка технологического процесса изготовления детали «Ступенчатый вал», что означает выбор метода изготовления заготовки, назначение последовательности выполнения операций, выбор оборудования и инструмента для каждой операции технологического процесса, расчет элементов режимов резания, сил резания. В курсовом проекте описаны порядок и все этапы разработки технологического процесса изготовления «Ступенчатый вал».
Деталь – ступенчатый вал. В качестве материала применяется сталь 30Х13 ГОСТ 5632-72. Метод формообразования – поковка. После окончательной обработки вал отправляется на сборку. Вал имеет пять шеек, выполняемых по 6 квалитету точности с шероховатостью по параметру Ra 1,25 (38js6; 40js6; 45js6; 32,2n6; 32n6). На две из этих шеек устанавливаются зубчатые колёса по средствам шпоночного соединения. Крайние шейки вала имеют резьбу М24×1,5-6g для закрепления зубчатых колёс от осевого перемещения гайками. Поверхности 40js6; 45js6 и 32,2n6 мм имеют повышенную твердость 37…43 HRCЭ. , получаемую в результате термообработки. Для того, чтобы остальные поверхности не подвергались термообработке (25..30 HRCЭ), она производится в индукционной установке (ТВЧ). Вал изготовляется из высоколегированной коррозионностойкой хромистой стали. Это обусловлено рабочей средой изделия.
Исходные данные: Годовая программа выпуска изделий: N=10000 шт. Количество деталей в изделии: m=1. Режим работы предприятия: 2 смены в сутки. Ориентировочный тип производства – среднесерийное.
Состав: ПЗ, Приспособление, Спецификация, Заготовка, Технологические операции, маршрутные карты
NT200 — Голосовая маска ( Voice Changer ) — набор для пайки купить в Мастер Кит. Драйвер, программы, схема, отзывы, инструкция, своими руками, DIY
NT200 — Голосовая маска ( Voice Changer ) — набор для пайки купить в Мастер Кит. Драйвер, программы, схема, отзывы, инструкция, своими руками, DIY
У нас Вы можете купить Мастер Кит NT200 — Голосовая маска ( Voice Changer ) — набор для пайки: цена, фото, DIY, своими руками, технические характеристики и комплектация, отзывы, обзор, инструкция, драйвер, программы, схема
Мастер Кит, NT200, Голосовая маска ( Voice Changer ) — набор для пайки, цена, описание, фото, купить, DIY, своими руками, отзывы, обзор, инструкция, доставка, драйвер, программы, схема
https://masterkit.ru/shop/1298227
Набор для сборки
Моддинг / Мультимедиа
Наборы для сборки / Начинающим электронщикам
NT200 представляет собой набор для пайки своими руками «голосовой маски». Модуль предназначен для изменения голоса в реальном времени. То есть, он способен поднимать тон вашего голоса или наоборот тон голоса можно установить очень низким. Дополнительная настройка может придать металлический окрас вашему голосу и он станет похож на голос робота. Голосовая маска – прекрасная возможность для начинающего электронщика и радиолюбителя собрать своими руками интересное электронное устройство и применить его в своем творчестве. Сердцем устройства является, хорошо зарекомендовавшая себя временем микросхема RTS0072B. Эта специализированная цифровая микросхема фирмы «Realtek», еще известная как «Voice Changer». Несмотря на свою простоту, в своем составе она содержит модуль аналого-цифрового преобразователя (АЦП), модуль цифровой обработки и модуль цифро-аналогового преобразователя (ЦАП).
Данное устройство предназначено для использования только в развлекательных целях.
Радиоконструктор будет интересным, а главное, увлекательным и полезным подарком всем начинающим радиолюбителям.
Возрастное ограничение 14+.
Нет в наличии
2 710
Где купить
NT200 представляет собой набор для пайки своими руками «голосовой маски». Модуль предназначен для изменения голоса в реальном времени. То есть, он способен поднимать тон вашего голоса или наоборот тон голоса можно установить очень низким. Дополнительная настройка может придать металлический окрас вашему голосу и он станет похож на голос робота. Голосовая маска – прекрасная возможность для начинающего электронщика и радиолюбителя собрать своими руками интересное электронное устройство и применить его в своем творчестве. Сердцем устройства является, хорошо зарекомендовавшая себя временем микросхема RTS0072B. Эта специализированная цифровая микросхема фирмы «Realtek», еще известная как «Voice Changer». Несмотря на свою простоту, в своем составе она содержит модуль аналого-цифрового преобразователя (АЦП), модуль цифровой обработки и модуль цифро-аналогового преобразователя (ЦАП).
Данное устройство предназначено для использования только в развлекательных целях.
Радиоконструктор будет интересным, а главное, увлекательным и полезным подарком всем начинающим радиолюбителям.
Возрастное ограничение 14+.
Технические характеристики
Напряжение питания постоянное, В
6…9
Ток потребления макс., мА
16…22
Размеры печатной платы, мм
90 х 45
Габариты модуля, мм
90х45х20
Вес с упаковкой, г
77
Инструкции
Инструкция
Принцип работы
Голосовая маска сделана на двух микросхемах: D1-LM386 и D2-RTS0072B. LM386 – усилитель низкой частоты. RTS0072B – специализированная микросхема фирмы «Realtek» известная как «Voice Changer». Это цифровая микросхема содержащая модуль АЦП, модуль цифровой обработки и модуль ЦАП. В зависимости от установок DIP – переключателя в D2 происходит смещение спектра входного голосового сигнала или искажение его до «голоса робота».
Конструкция устройства
Конструктивно NT200 выполнена на односторонней печатной плате из фольгированного стеклотекстолита размером 90х45мм.
Дополнительная информация
DIP переключатель – предназначен для установки режима синтеза (изменения) голоса: S1,S2 – комбинация этих переключателей повышает или понижает голос согласно таблице:
S1
1
1
S2
1
1
голос
низкий
высокий
очень низкий
очень высокий
частота*
800 Гц
1333 Гц
660 Гц
2 кГц
* Например, если на вход подать частоту 1 кГц на выходе получим… S – включает режим изменения высоты голоса с помощью только переменного резистора R8. N – отключает любое изменение голоса. Устройство работает как микрофонный усилитель. R – включает режим «Голос робота» SW1 – включает питание модуля. Переменный резистор R8 – плавно регулирует высоту голоса при включенном SEL. Подстроечный резистор R4 – регулирует громкость «голосовой маски».
Монтажная схема
Схемы
Схема
Настройка
1. Подключите к устройству источник питания постоянного напряжения +9В согласно маркировке на печатной плате. Внимание! Неправильная полярность питания может повредить устройство!
2. Опустите рычажок SW1 DIP-переключателя в нижнее положение. Вы включите устройство.
3. Изменяя положения остальных рычажков DIP-переключателя согласно таблице попробуйте что-нибудь произнести в микрофон. Из громкоговорителя вы услышите ваш изменённый голос.
Техническое обслуживание
Производитель оставляет за собой право изменять внешний вид, комплектацию, конструкцию и параметры, не изменяющие технические характеристики товара.
Вопросы и ответы
Доброго времени суток! Приобрел даный товар но столкнулся с проблемой. Все спаяв, и подключив питание, маска в режиме изменения высоты голоса с помощью переменного резистора R8 выдает только высокий голос, когда же пробую настроить на более низкий, слышен только шум. В чем может быть проблема? Заранее спасибо.
Установите постоянный резистор Rh номиналом 10 кОм параллельно крайним выводам переменного резистора R8.
Здравствуйте, я бы хотел узнать о наборе NT200, у него перечень элементов, и есть ли он вообще в наличии?
Перечень компонентов можно увидеть в инструкции.
Здравствуйте. Плата NT200 есть в наличии ?
Отдельно плата не продается.
Здравствуйте,подскажите пожалуйста,есть ли в комплекте инструкция?Не сложна ли маска в сборке,так как я в электронике совсем не разбираюсь
В наборе есть инструкция. Если все собрать без ошибок устройство начинает работать сразу и не требует настройки.
Cкажите, какова мощность динамика? Tсли громко говорить в микрофон не будет ли слышно этого громче, чем в динамике?
Будет. Если необходимо увеличить громкость используйте усилитель. Например BM2037M.
Добрый день. Возможно ли заказать уже спаяную?
Такой возможности нет.
Добрый вечер купила у вас набор для начинающих голосовая маска. подскажите как лучше устанавливать постоянные резисторы. Спасибо.
Перед установкой постоянных резисторов, номинал необходимо контролировать с помощью мультиметра.
После сборки запустилось, но на голос НЕ реагирует, а если дуешь в микрофон — такой звук меняет и усиливает. Неисправность микрофона?
Либо неисправен микрофон. Либо перепутана полярность его подключения.
Видео
Комментарии
Задать вопрос на Форуме
Аналогичные устройства
С этим товаром покупают
Обсудить на форуме
Copyright www. maxx-marketing.net
Тиски слесарные NORDBERG NT200
Главная
Вопросы и
ответы
СЕРВИСНАЯ СЛУЖБА
Цены на
услуги
Наши сертификаты
Сервисная служба
Оплата и доставка
Оплата
Доставка
Контакты
Артикул: NT200
Полное
описание
Технические
характеристики
Сертификаты
и инструкции
Отзывы
покупателей
Изготовлены из высокопрочного чугуна, предназначены для неподвижной фиксации различных деталей и заготовок.
Крепятся к столу или верстаку болтами.
На тисках имеется наковальня.
Основание тисков имеет поворотный механизм, благодаря которому корпус тисков можно разворачивать на 360°
Губки из упрочненной Hi-Q стали закалены и отшлифованы
Специальные рифления на рабочей поверхности губок гарантируют точность и безопасность крепления деталей
Версия для печати
Категории:
Инструменты
CANbridge NT 200/420
Конфигурируемый мост/маршрутизатор CAN-CAN с поддержкой CAN FD
CANbridge NT предлагается в двух версиях: CANbridge NT 200 с 2 классическими каналами CAN и CANbridge NT 420 с 4 Каналы CAN, где 2 канала можно переключать между CAN и CAN FD. Оба устройства позволяют легко подключать сети CAN (CAN FD), включая сети с разной скоростью передачи данных или форматами кадров (11/29-битный идентификатор). Мосты/маршрутизаторы имеют мощный микроконтроллер , который может выполнять фильтрацию сообщений, трансляцию идентификаторов и мультиплексирование данных (например, требуется для преобразования сообщений CAN FD в CAN), при этом даже пакеты с более высокими скоростями передачи данных могут обрабатываться без потери сообщений.
Коды заказов: 1.01.0331.20000, 1.01.0331.42000
Особенности и преимущества
Комплект поставки
Технические характеристики
Как это работает
Конфигурация
загрузок
Особенности и преимущества
ХАРАКТЕРИСТИКИ
До 4 каналов CAN (2 CAN FD) в одном устройстве
Мощный фильтр, преобразование идентификаторов, сопоставление данных и функции мультиплексирования
Выполнение предопределенных действий с использованием «Правил действий», запускаемых событием
Программирование любых правил действий с использованием LUA
Настраиваемые уровни безопасности для доступа к устройству (конфигурация или загрузка прошивки)
Средство настройки Windows для простой настройки через USB
ПРЕИМУЩЕСТВА
Простое подключение систем и устройств CAN и CAN FD
Экономия средств благодаря простой проводке
Позволяет расширение системы и топологию «дерево/звезда»
Повышенная надежность системы
Защита линии с помощью гальванической развязки
Комплект поставки
CANbridge NT 200 или CANbridge NT 420
Компакт-диск с конфигуратором CAN-шлюза
Руководство
Кабель мини-USB
Технические характеристики
Битрейт CAN
от 5 до 1000 кбит/с
Битрейт CAN FD
Арбитражная скорость до 1000 кбит/с, скорость передачи данных до 8000 кбит/с. Скорость передачи данных подтверждена испытаниями. Возможны определяемые пользователем скорости передачи данных. Внимание: Максимальная скорость передачи данных может быть превышена в зависимости от конкретных условий эксплуатации (длина кабеля, выполненные настройки, удаленные станции и т. д.), но также не может быть достигнута.
Согласующий резистор шины CAN
Нет
Макс. количество шинных узлов
120
Блок питания
от 9 В до 36 В пост. тока
Потребляемый ток
Обычно 110 мА (при входном напряжении 24 В) или 220 мА (при входном напряжении 12 В)
Гальваническая развязка
1 кВ в течение 1 с
Рабочая температура
от -40 °С до +85 °С
Класс защиты
IP20
Размеры
114,5 х 99 х 22,5 мм
Вес
Прибл. 150 г
Сертификация
CE, FCC, UL
Как это работает
В отличие от повторителя CAN, который только транслирует электрические сигналы, сообщения CAN полностью принимаются CANbridge NT, а затем отправляются в другую сеть CAN или CAN FD в соответствии с существующим фильтром, преобразование , сопоставление портов или правила мультиплексирования (принцип Store-Forward). С двумя CANbridge NT 420 можно передавать сообщения между двумя классическими сетями CAN через сеть CAN FD (туннель CAN).
Фильтрация и мультиплексирование С помощью таблиц преобразования возможен прием/передача сообщений между всеми 4 каналами. С помощью правил фильтрации и преобразования сообщения CAN или CAN FD могут быть отфильтрованы или изменены. С помощью этого механизма нагрузка на шину может быть уменьшена в отдельных сетях путем отправки только тех сообщений, которые представляют интерес для другой сети. Для приложений SAE J1939 предусмотрена специальная таблица сопоставления, адаптированная к конкретным параметрам. Функция мультиплексирования/демультиплексирования данных позволяет отображать, например, данные CAN-FD в несколько стандартных сообщений CAN и наоборот.
Правила действий В ответ на полученные сообщения, события состояния устройства или CAN-шины могут автоматически выполняться различные действия, напр. отправка сообщений (CAN, CAN FD), изменение настроек устройства или переключение светодиодов устройства. Правила действий создаются с помощью интуитивно понятных раскрывающихся меню для событий и действий в инструменте настройки устройства на базе Windows или с помощью сценариев LUA.
Циклическая передача Функция циклической передачи обеспечивает циклическую пересылку сообщений. Как сообщения, так и время цикла определяются в центральной таблице циклической передачи.
Конфигурация
Конфигурация CANbridge NT и загрузка встроенного программного обеспечения выполняются с помощью интуитивно понятного инструмента конфигурации Windows через USB. С помощью этого инструмента можно очень легко настроить фильтр, сопоставление, мультиплексор или правила трансляции без навыков программирования.
Средство настройки Windows с поддержкой CANbridge NT и CAN@net NT
Связанные продукты
Этот продукт можно приобрести на следующих «интернет-порталах».
Покупка у утвержденного дистрибьютора HMS Для получения оптовых цен и доступа к первой линии технической поддержки и помощи на местном языке обратитесь к ближайшему дистрибьютору HMS.
Найти дистрибьютора
Усилитель Orion NT200 Special Edition SQ
Усилители специальной серии всегда круты. Вы знаете, с уникальными цветами, причудливым дизайном, подобранными вручную компонентами? Многие производители усилителей производили усилители такого типа в 1990-х годах, чтобы выделиться не только среди других усилителей на рынке, но даже среди своей линейки продуктов. Усилитель, который мы собираемся обсудить сегодня, был доступен в 1996 году компанией Orion по рекомендованной розничной цене 1200 долларов США. NT200 имеет одну из самых уникальных схем окраски, которые я когда-либо видел на автомобильных аудиоусилителях … даже по сей день. Это мраморный фиолетовый, и его нужно увидеть лично, чтобы оценить.
NT200 и аналогичный NT100 были разработаны как бескомпромиссные усилители качества звука (SQ). См. характеристики NT200 ниже:
Двухканальный усилитель мощностью 100 Вт x 2 канала на 4 Ом
Dual Mono Design — два отдельных блока питания
Мостовой до 400 Вт на 4 Ом
Без встроенных кроссоверов
Балансные входы через разъемы mini XLR
2 Ом стерео / 4 Ом моно стабильный (номинал)
Двойные внутренние предохранители 30 А для питания
Дополнительный балансный кроссовер NT200BIX
1996 Orion NT 200 «Dual Mono Block» Special Edition Amplifier
Два аудиовхода NT200 служили как можно более чистыми и сбалансированными аудиосигналами. .. чтобы свести к минимуму нежелательный шум. Единственная проблема с этими типами входов заключается в том, что они несовместимы со стандартными проводами RCA, используемыми в большинстве послепродажных установок (без адаптеров). Однако решение Orion использовать балансные входы на этих усилителях показало, что они серьезно относятся к этим усилителям и их приверженности качеству звука. В качестве альтернативы вы также можете использовать стандартное штекерное соединение Orion DIN с кроссовером Orion (или PPI) или сигнальным процессором.
Orion NT200’s Balanced and DIN вход
, прежде чем я получил NT200 на старой школе. радиатор. Мальчик, я был неправ! Просто взгляните на внутренности этих усилителей, и вы увидите БОЛЬШУЮ разницу! Вы можете легко увидеть большие конденсаторы NT200 и два источника питания. Это действительно делает 250 HCCA довольно анемичным!
Набор сверл по бетону Makita 5 шт (D-05175)
Код товара: D-05175
Применение
бетон, камень, кирпич
Количество
5 шт
Диаметры
4, 5, 6, 8, 10 мм
Упаковка
пластикавая кассета
Больше информации об изделии
185
/userfiles/image/catalog/d-05175_makita.jpg
D-05175
Набор сверл по бетону Makita 5 шт (D-05175)
1084
314 грн
Купить
Комбинированный набор сверл Makita 5 шт (D-23759)
Код товара: D-23759
Применение
камень, металл, дерево
Количество
5 шт
Диаметры
5, 6, мм
Упаковка
пластикавая кассета
Больше информации об изделии
314
/userfiles/image/catalog/d-23759_makita. jpg
D-23759
Комбинированный набор сверл Makita 5 шт (D-23759)
1087
350 грн
Купить
Набор сверл для шестигранного патрона Makita 5 шт (D-20769)
Код товара: D-20769
Применение
металл, дерево
Количество
5 шт
Диаметры
5, 6, 8 мм
Упаковка
пластикавая кассета
Больше информации об изделии
350
/userfiles/image/catalog/d-20769_makita.jpg
D-20769
Набор сверл для шестигранного патрона Makita 5 шт (D-20769)
1086
373 грн
Купить
Комбинированный набор сверл Makita 9 шт (D-71962)
Код товара: D-71962
Применение
бетон, металл, дерево
Количество
9 шт
Диаметры
5, 6, 8 мм
Упаковка
пластикавая кассета
Больше информации об изделии
373
/userfiles/image/catalog/d-71962_makita. jpg
D-71962
Комбинированный набор сверл Makita 9 шт (D-71962)
6001
385 грн
Купить
Набор сверл по металлу HSS-G Makita 6 шт (D-57196)
Код товара: D-57196
Применение
металл
Количество
6 шт
Диаметры
2, 3, 4, 5, 6, 8 мм
Упаковка
пластикавая кассета
Больше информации об изделии
385
/userfiles/image/catalog/d-57196_makita.jpg
D-57196
Набор сверл по металлу HSS-G Makita 6 шт (D-57196)
4014
420 грн
Купить
Набор сверл и бит Makita 21 шт (P-57087)
Код товара: P-57087
Применение
кирпич, металл
Количество
21 шт
Биты
PH, PZ, шлиц
Упаковка
кассета
Больше информации об изделии
420
/userfiles/image/catalog/p-57087_makita. jpg
P-57087
Набор сверл и бит Makita 21 шт (P-57087)
1100
443 грн
Купить
Набор сверл по металлу HSS-TIN Makita 10 шт (D-72849)
Код товара: D-72849
Применение
металл
Количество
10 шт
Диаметры
1; 2; 3; 4; 5; 6; 7; 8; 9, 10 мм
Упаковка
пластикавая кассета
Больше информации об изделии
443
/userfiles/image/catalog/d-72849_makita.jpg
D-72849
Набор сверл по металлу HSS-TIN Makita 10 шт (D-72849)
6024
450 грн
Купить
Комбинированный набор сверл и бит Makita 21 шт (P-30829)
Код товара: P-30829
Применение
камень, металл
Количество
21 шт
Биты
PH, PZ, шлиц
Упаковка
пластикавая кассета
Больше информации об изделии
450
/userfiles/image/catalog/p-30829_makita. jpg
P-30829
Комбинированный набор сверл и бит Makita 21 шт (P-30829)
3919
554 грн
Купить
Набор сверл по металлу HSS-Co по металлу 2-8 мм (6 шт.) Makita (D-57168)
Код товара: D-57168
Применение
легированной и нелегированной стали, нержавеющей стали, чугуна, алюминия, алюминиевых сплавов, меди, латуни и бронзы
Количество
5 шт
Диаметры
2, 3, 4, 5, 6, 8 мм
Упаковка
пластикавая кассета
Больше информации об изделии
554
/userfiles/image/catalog/d-57168_makita.jpg
D-57168
Набор сверл по металлу HSS-Co по металлу 2-8 мм (6 шт.) Makita (D-57168)
4734
691 грн
Купить
Набор сверл по металлу HSS MFORCE Makita 5 шт (D-30508)
Код товара: D-30508
Применение
металл
Количество
5 шт
Диаметры
4, 5, 6, 8, 10 мм
Упаковка
пластикавая кассета
Больше информации об изделии
691
/userfiles/image/catalog/d-30508_makita_1. jpg
D-30508
Набор сверл по металлу HSS MFORCE Makita 5 шт (D-30508)
1088
Email:
×
1
2
3
4
5
Больше товаров
Makita USA — Подробная информация о продукте — XT510SM
XT510SM
18 В LXT® Lithium‑Ion Cordless 5‑Pc. Комбинированный комплект (4,0 Ач)
ОТВЕРТКА-ОТВЕРТКА: 1/2-дюймовая отвертка с 2 скоростями (0–600 и 0–1900 об/мин) обеспечивает максимальный крутящий момент до 480 дюймов на фунт
УДАРНЫЙ ОТВЕРТИТЕЛЬ: Ударный отвертка с переменной скоростью (0-2900 об/мин и 0-3500 дюймов в минуту) обеспечивает усилие 1460 дюймов на фунт. Максимальный крутящий момент
ЦИРКУЛЯРНАЯ ПИЛА: 6-1/2-дюймовая циркулярная пила со скоростью вращения 3700 об/мин для более быстрой резки и продольного распила древесины
RECIPRO SAW: Recipro Saw обеспечивает скорость от 0 до 3000 об/мин при замене лезвия без инструментов; весит всего 3,9 кг. с батареей
ВКЛЮЧАЕТ: В комплект входят XFD10Z, XDT11Z, XSS02Z, XRJ01Z, DML815, (2) литий-ионных аккумулятора 18 В LXT® 4,0 Ач, зарядное устройство и сумка для инструментов
LXT® Lithium-Ion
Пользователи инструментов, которые отключают шнур с помощью Makita 18V LXT®, получают новый уровень удобства, эффективности и производительности. Makita создала категорию аккумуляторных инструментов на 18 В с литий-ионным аккумулятором в 2005 году, и сегодня это самая большая в мире линейка аккумуляторных инструментов на 18 В. Ведущая технология Makita дает пользователям инструментов непревзойденную производительность и широкий ассортимент, а инновации в технологии двигателей и аккумуляторов стирают отраслевые стандарты и оставляют позади старое мышление. Благодаря батареям с высокой емкостью в ампер-часах, эффективным щеточным и бесщеточным двигателям и технологии 36 В (18 В X2) LXT® инструменты Makita 18 В LXT® не только соответствуют требованиям проводных устройств, но и могут превосходить проводные устройства по производительности, оставаясь при этом на одной беспроводной платформе. питается от самых быстрозаряжающихся литий-ионных аккумуляторов 18 В в отрасли. [Подробнее]
Компьютерные элементы управления Star Protection™
Аккумуляторные инструменты Makita разработаны для промышленного применения и обеспечивают дополнительную защиту при выполнении самых сложных работ. Компания Makita создала компьютерные элементы управления STAR Protection™. STAR — это коммуникационная технология, которая отслеживает условия во время использования, позволяя инструменту и аккумулятору обмениваться данными для защиты от перегрузки, чрезмерной разрядки и перегрева. Если STAR обнаруживает условия, которые угрожают перегрузкой, переразрядом или перегревом инструмента или аккумулятора, инструмент автоматически останавливается. В это время пользователь может перезапустить инструмент, заменить или зарядить аккумулятор и снова включить инструмент. Когда вы вставляете аккумулятор Makita 18V LXT® с символом STAR в инструмент Makita, который имеет либо символ STAR, либо желтую клемму, вы получаете преимущества от STAR Protection Computer Controls™.
Технология экстремальной защиты XPT™
Когда инструмент Makita приходится работать в суровых условиях, технология экстремальной защиты Makita (XPT™) обеспечивает дополнительную защиту. XPT™ — это серия встроенных уплотнений, предназначенных для отвода пыли и воды для увеличения срока службы. Куда бы вас ни привела работа, инструменты Makita, оснащенные XPT™, спроектированы так, чтобы обеспечить повышенную надежность и длительный срок службы.
La página que selecciono por el momento no está disponible en español.
Расписание:
¿Proceder con Esta Página en Inglés?
Makita USA — Подробная информация о продукте -XT801X1
Этот комбинированный комплект включает 8 аккумуляторных продуктов Makita® 18V LXT®, включая XFD10Z, XDT11Z, XSS02Z, XRJ01Z, XOB01Z, XWT12ZB, DUB182Z, DML815 и 2 шт. Аккумуляторы LXT® 18 В.
Компактная аккумуляторная дрель-шуруповерт Makita® 18V LXT® ½” (XFD10Z) обеспечивает мощность, производительность и превосходную эргономику в компактном размере, с эффективным 4-полюсным двигателем, который обеспечивает 480 дюймов на фунт. максимального крутящего момента и на 25% больше скорости, чем у предыдущей модели.
Аккумуляторный ударный шуруповерт Makita® 18V LXT® (XDT11Z) обеспечивает мощность и скорость в компактном размере для полного спектра задач по вождению и креплению.
Аккумуляторная циркулярная пила Makita® 18V LXT® 6-1/2” (XSS02Z) обеспечивает мощность беспроводного пиления благодаря высокомоментному двигателю Makita и компактному дизайну для различных видов резки. Созданный Makita двигатель с высоким крутящим моментом развивает скорость 3700 об/мин для более быстрой резки.
Аккумуляторная компактная сабельная пила Makita® 18V LXT® (XRJ01Z) представляет собой универсальное решение для резки, которое сочетает в себе переменную скорость и длину хода 1/2 дюйма с эксклюзивным двухпозиционным переключателем включения/выключения, который позволяет использовать либо лопастной, либо триггерный переключатель. . Подрядчики получают более быструю и эффективную резку, а также удобство замены лезвий «без инструментов» и быстрое время зарядки.
Аккумуляторная 5-дюймовая эксцентриковая шлифовальная машина Makita® 18V LXT® (XOB01Z) обеспечивает повышенную эффективность и мобильность столяров. XOB01Z имеет три режима скорости, превосходную эргономику и до 40 минут работы без подзарядки. Большой 1/8-дюймовый эксцентрик с произвольной орбитой разработан для эффективного шлифования, быстрого удаления материала и финишной обработки без завихрений. Тормоз колодки уменьшает свободное вращение для улучшения общей отделки, а система управления регулирует скорость колодки при запуске.
Малогабаритный бесщеточный ударный гайковерт Makita® 18V LXT® с квадратным хвостовиком 3/8 дюйма (XWT12ZB) идеально подходит для работы в ограниченном пространстве и для работы над головой. XWT12ZB оснащен эффективным бесщеточным двигателем, рассчитанным на увеличение времени работы до 50 %, увеличение мощности и скорости, а также увеличение срока службы инструмента. Он имеет переменную двухскоростную передачу с 0-1300/0-2400 об/мин и 0-2000/0-3600 дюймов в минуту и до 130 футофунтов. Максимальный крутящий момент.
Воздуходувка Makita® 18V LXT® (DUB182Z) — незаменимый инструмент для уборки и любимый инструмент на рабочих площадках и в мастерских. Он легко сочетает в себе удобство беспроводного подключения с превосходным соотношением мощности и веса литий-ионного аккумулятора Makita 18V LXT®.
Makita® 18V LXT® L.E.D. Фонарик (DML815, только инструмент) обеспечивает яркое освещение без шнура. 4 светодиода высокой яркости. фонарик обеспечивает 160 люмен.
Эти продукты являются частью расширяющейся системы Makita 18V LXT®, крупнейшей в мире аккумуляторной системы инструментов, питаемой от литий-ионных аккумуляторов 18V. Аккумуляторы Makita® 18V LXT® имеют самое быстрое время зарядки в своих категориях, поэтому они проводят больше времени за работой и меньше сидят на зарядном устройстве. В этот комплект входят аккумуляторы и зарядное устройство.
Гидротехнические сооружения Белорецкого водохранилища
Мостовой переход, Волжкая ГЭС
АО «Мелеузовские минеральные удобрения», г. Мелеуз
Машиностроительный завод имени М.И. Калинина, г. Екатеринбург
МУП АГО «Ангарский Водоканал», Иркутская обл.
КНС «Южный берег», г. Красноярск
Мост через р. Маглуша, Московская область
Водоканал г.Челябинск пос.Новосинеглазово
Канская ТЭЦ, Красноярский край
ОАО «АКРОН», г. Великий Новгород
АО «Выксунский водоканал», г. Выкса
Водоканал Челябинска, пос. Новосинеглазово
Кировэнерго, г. Киров
Автодорожный мост через р. Инзер, Республика Башкортостан
Барнаульская ТЭЦ-2, г. Барнаул
Новосибирская ГЭС, г. Новосибирск
АО «Невинномысский Азот», г. Невинномысск
АО «ЕвроХим-Северо-Запад», г. Кингисепп
АО «БМК», г. Белорецк
Показать все элементы
Статьи:
Ремонт плит перекрытия
Область применения
Характеристики
Инструкция
Документация
Отзывы
КТтрон-праймер (состав для защиты арматуры)
Скачать инструкцию по применению «КТтрон–праймер».
PDF
«КТтрон–праймер» — сухая смесь, состоящая из цемента, минерального заполнителя и модифицирующих добавок. При смешивании сухой смеси с необходимым количеством воды образуется безусадочный раствор с высокой степенью адгезии к основанию. После отверждения кирпично-красный цвет.
Область применения
Характеристики
Сухая смесь
Фракция заполнителя, мм, не более
0,63
Расход на 1 м² при нанесении слоя толщиной 1 мм, кг
1,5
Примерный расход на 1 п.м арматуры диаметром 12 мм, кг
0,1
Примерный расход на 1 п.м арматуры диаметром 16 мм, кг
0,2
Растворная смесь
Расход воды для затворения 1 кг сухой смеси, защита арматуры, л
0,24-0,25
Расход воды для затворения 1 кг сухой смеси, грунтование плотных бетонов, л
0,24-0,25
Расход воды для затворения 1 кг сухой смеси, грунтование пористых поверхностей, л
0,5-0,6
Жизнеспособность, мин
30
Водоудерживающая способность, %, не менее
98
Минимальная толщина нанесения, мм
1,0
Рекомендуемая толщина нанесения, мм
2,0
Температура применения, ᵒC
от +5 до +35
После отверждения
Марка по морозостойкости, не менее
F300
Прочность сцепления с металлом, МПа, не менее
3,0
Прочность сцепления с бетоном в возрасте 7 суток, МПа, не менее
1,2
Прочность сцепления с бетоном в возрасте 28 суток, МПа, не менее
2,0
Теплостойкость при постоянном воздействии, °С
+120
Контакт с питьевой водой
разрешен
Эксплуатация в агрессивных средах
5< pH <14
Климатические зоны применения
все
Упаковка
Ведро весом 5 кг.
Хранение
Ведра хранить на поддонах, предохраняя от влаги, при температуре от -30 °С до +50 °С и влажности воздуха не более 70 %.
Гарантия изготовителя
Гарантийный срок хранения — 18 месяцев
Транспортировка
Материал транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на данном виде транспорта.
Меры безопасности
Материал относится к малоопасным веществам. Не относится к числу опасных грузов и является пожаровзрывобезопасным и не радиоактивным материалам. При работе с составом необходимо использовать индивидуальные средства защиты, предохраняющие от попадания смеси в дыхательные пути, в глаза и на кожу, согласно типовым нормам. В случае попадания сухой смеси в глаза необходимо промыть их большим количеством воды и обратиться к врачу.
Утепленная лыжная куртка Primer — Ebony Citron (серый) — мужская
{% для предложения в offer. all %} {% if offer.settings.success != пусто и offer.settings.eligible %}
{{ предложение.настройки.успех }}
{% перерыв %} {% конец%} {% if offer.settings.eligible == false и offer.settings.approach != пусто %}
Пожалуйста, выберите… {% для варианта в product.variants %} {%, если вариант.доступен == ложь %} {{ вариант.название }} — Распродано {% еще %} {{вариант.название}} {% конец%} {% конец для %}
{% еще %}
{% конец%}
{% конец для %}
{% при ‘поглощении’ %}
{% if offer. prompt != пусто %}
{{ предложение.приглашение | новая строка_to_br }}
{% конец%} {% для продукта в offer.products %} {% присвоить productIndex = forloop.index0 %} {% if product.in_cart %}{% продолжить %}{% endif %} {% если только offer.product_selection == ‘все’ %} {% если offer.products.size == 1 %}
Пожалуйста, выберите… {% для варианта в product.variants %} {%, если вариант.доступен == ложь %} {{ вариант.название }} — Распродано {% еще %} {{вариант.название}} {% конец%} {% конец для %}
{% еще %}
{% конец%}
{% конец для %}
{% конец %} {% перерыв %} {% конец%} {% конец для %}
Добро пожаловать
{% if Geo.current_site.title != Geo.target_site.title %}
{{ Geo.current_site.flag_label }}
→
{{ Geo.target_site.flag_label }}
{% конец%}
Магазин в:
Страна
{% для страны в Geo. config.available_countries %} {% if Shopify.country == country.iso_code %}
{% для диаграммы в SizeCharts %} {% присвоить chart_opts = chart. option | расколоть:’,’ %} {% для _opt в chart_opts %} {% назначить вариант = _опт | полоска %} {% если option.name == вариант %}
{% если sizeChart.button_label %} {{ sizeChart.button_label | использовать заглавные буквы }} {% еще %} Таблица размеров {% конец%}
{% назначить opt_match = true %} {% перерыв %} {% конец%} {% конец для %} {% если opt_match %} {% перерыв %} {% конец%} {% конец для %}
{% присвоить отсортированные значения = option.values %} {% если option.name содержит «Длина» или option.name содержит «Ширина» или option.name содержит «Высота» или option. name содержит «Глубина» или option.name содержит «Толщина» или option.name содержит «Вес» %} {% присвоить отсортированные значения = option.values | Сортировать %} {% конец%} {% для значения в sortedvalues %} {% присвоить inventory_quantity = 0 %} {% доступное назначение = false %} {% назначить optionVariant = false %}
{%, если product.options_with_values.size == 3 и optionIndex == 1 %} {% для v в product.variants %} {%, если v.option1 == вариант.option1 и v.option2 == значение %} {% назначить optionVariant = v %} {% присвоить количество_инвентаря = количество_инвентаря | плюс: v.inventory_quantity %} {% if v. available %}{% assign available = true %}{% endif %} {% конец%} {% конец для %} {% elsif product. options_with_values.size == 3 и optionIndex == 2%} {% для v в product.variants %} {% если v.bogus %} {% if v.option1 == variant.option1 и v.option2 == variant.option2 и v.option3 == значение %} {% назначить optionVariant = v %} {% присвоить количество_инвентаря = количество_инвентаря | плюс: v.inventory_quantity %} {% if v. available %}{% assign available = true %}{% endif %} {% конец%} {% бесконечный %} {% конец для %} {% elsif product.options_with_values.size == 2 и optionIndex == 1%} {% для v в product.variants %} {% если v.bogus %} {%, если v.option1 == вариант.option1 и v.option2 == значение %} {% назначить optionVariant = v %} {% присвоить количество_инвентаря = количество_инвентаря | плюс: v. inventory_quantity %} {% if v. available %}{% assign available = true %}{% endif %} {% конец%} {% бесконечный %} {% конец для %} {% еще %} {% для v в product.variants %} {% если v.bogus %} {% если v.option1 == значение %} {% назначить optionVariant = v %} {% присвоить количество_инвентаря = количество_инвентаря | плюс: v.inventory_quantity %} {% if v. available %}{% assign available = true %}{% endif %} {% конец%} {% бесконечный %} {% конец для %} {% конец%} {% присвоить проверено = «» %} {% if variant.options[optionIndex] == value%}{% assign checked = «checked» %}{% endif %}
{% назначить option_image = false%} {% если option. name содержит ‘color’ или option.name содержит ‘Color’ %} {% для v в product.variants %} {% если v.option1 == значение %} {% присвоить option_image = v.images[0].src %} {% перерыв %} {% конец%} {% конец для %} {% конец%}
{% если option.name содержит ‘color’ или option.name содержит ‘color’ или option.name содержит ‘Colour’ или option.name содержит ‘Color’ %} {% если только option_image %}
{% бесконечный %} {% еще %}
{{ценить}} {% конец%}
{% конец для %}
{% конец для %}
{%, если вариант. доступен %}
{% еще %}
{% endif%}
{% если ошибка %}
{{описание_ошибки}}
{% конец%}
Теплый
Теплый
Теплее
Самый теплый
Гидроизоляция
Сухая
Осушающая
Сухая
Особенности
плюс
минус
Растягивание на 360° EXO SHIELD Полотняное переплетение из переработанного полиэстера с ламинатом 20k и DWR без PFC
Изоляция PrimaLoft® Black ECO (60 г)
Молнии YKK®
Съемный, совместимый с шлемом капюшон с регулируемым отверстием
Молния YKK® AquaGuard® нагрудного кармана для защиты телефона и других ценных вещей от влаги.
Полностью проклеенные швы
Система вентиляции подмышек
Безопасный карман для карты данных
Шасси из бронзы: подкладка из тафты и фиксированная юбка из пудры с защелкой
Регулируемые хлястики с внутренними эластичными манжетами и отверстиями для большого пальца
221048_043
Подробнее
Описание
плюс
минус
Швейцарский армейский нож из лыжных курток, Primer поможет вам, когда вы находитесь в горах или сгребаете последний снегопад на подъездной дорожке. Растягивающийся на 360° внешний слой EXO SHIELD обеспечивает дополнительную свободу движений, а ламинат 20k обеспечивает исключительную гидроизоляцию. Утеплитель PrimaLoft® Black ECO и центральная молния YKK® AquaGuard® приподнимают Primer по сравнению с обычной зимней курткой и защищают вас от непогоды.
Подробнее
вентиляция
Стратегически расположенная система вентиляции с полностью герметичными молниями для максимального притока воздуха.
Эластичные наручные гамаши
Манжеты для запястий из эластичного нейлона с внутренней фиксацией и петлями для большого пальца с фиксацией положения для более полной защиты от перчаток до рукавов.
Активность
Рекреационный
ПРИМЕЧАНИЕ. Длина следующих брюк черного цвета — Dare и Sentinel Tailored. Длина бывает короткая и длинная. Обычный — это стандартный внутренний шов, как показано в таблице выше. Короткая на 2 дюйма короче внутреннего шва выше, а длинная на 2 дюйма длиннее.
A: Грудь: Расслабив руки по бокам, измерьте под мышками по самой широкой части бюста
18807 по талии. самая узкая часть
C: Бедра: Стоя, ноги на ширине плеч, измерьте обхват бедер в самой широкой части.
D: Внутренняя нога: Встаньте, слегка расставив ноги. Измерьте расстояние от основания промежности до пола.
E: Длина рукава: Измерьте расстояние от верхней части плеча до запястья.
CHIP подготовил инструкцию, которая поможет сделать из простых фотографий полноценные 3D-модели. Мы подобрали подходящее ПО и подробно описали процесс превращения.
Ваши снимки легко превратить в настоящие трехмерные модели, которые можно распечатать на 3D-принтере. Мы расскажем, как это работает.
Шаг 1: преобразование фотографий в 3D-модель
Чтобы начать превращение, вам понадобится программа VisualFSM.
Импортируйте в VisualFSM все фотографии соответствующего объекта. Лучше всего сделать несколько фотографий, двигаясь вокруг предмета.
Нажмите кнопку Compute Missing matches, а затем — Compute 3D Reconstruction.
Если результат вас устраивает, а 3D-модель можно узнать по разным точкам, кликните на CMVS. После завершения расчетного процесса нажмите клавишу Tab, чтобы просмотреть готовую 3D-модель.
Шаг 2: оптимизация 3D модели
3D-еда для 3D-людей
Теперь вам нужна программа MeshLab.
Перейдите в раздел File — Open Project File и импортируйте проект, созданный в первом шаге.
В правом верхнем углу вы найдете инструмент, который позволит вам удалить лишнее. Очистите с его помощью вашу 3D-модель и при необходимости выровняйте края. Сохраните проект как PLY-файл.
Перейдите к разделу Filters — Point Set — Surface Reconstruction: Poisson. Выберите для параметра Octree Depth значение 12, а для Solver Divide — 10 и нажмите Apply.
Удалите свое облако точек. Теперь у вас есть готовый 3D-объект.
Нажмите Filters — Selection — Select Non Manifold Edges и снова используйте инструмент удаления.
Перейдите к пункту Filters — Texture — Parameterization + texturing from registered rasters. Выберите здесь максимально высокое разрешение, поставьте галочку на UV stretching и снова нажмите Applу.
Сохраните готовую модель как OBJ-файл. Теперь вы можете просто распечатать его на 3D-принтере.
Читайте также:
Смотрим 3D-фильмы с PlayStation 3 и 4
Топ-5: бесплатные программы для дизайна и 3D-моделирования
3D-модели онлайн: лучшие программы
Фото: pixabay.com
Автор
Ольга Дмитриева
Была ли статья интересна?
Поделиться ссылкой
Нажимая на кнопку «Подписаться», Вы даете согласие на обработку персональных данных
Рекомендуем
Реклама на CHIP Контакты
Создание 3D-модели объекта по фотографиям студия промышленного дизайна KLONA, Москва
Создание 3D-модели объекта по фотографиям относится к дисциплине фотограмметрии. Существует два больших направления в фотограмметрии:
фототопография, которая помогает составлять карты и планы местности;
прикладная фотограмметрия, которая нужна в строительстве, архитектуре и криминалистике.
Для производства также используют 3D-моделирование по фотографии. С помощью набора фото можно произвести точную 3D-модель и создать копию объекта.
Изначально фотограмметрия использовалась только для воссоздания ландшафтов и построения карт. Сегодня она работает лучше, так как мощные цифровые камеры позволяют получить качественное изображение объекта, что упрощает процесс 3D-моделирования.
3D-объект из фотографий — статуэтка по фото
3D-моделирование по фотографии: техники
Основная причина использования этого метода — отсутствие чертежей или самого объекта рядом с 3D-моделлером. Эта технология полезна тем, что позволяет моделировать большие объекты, не снимая замеры. Также она подходит для территорий или объектов, находиться на которых человеку небезопасно.
3D-моделирование по фотографии также используют археологи, чтобы презентовать результаты раскопок.
Читайте также: Промдизайн: 7 новых продуктов, которые упрощают жизнь
3D-модель фигурки по фото
Сделать 3D-модель по фотографии: применение в кино и играх
Сфера развлечений — еще одна область, где применяется построение 3D-модели по фотографии. В случае с кинофильмами моделирование нужно для спецэффектов и комбинирования кадров. Для игр и мультфильмов нужны люди-прототипы.
На основе их фотографий рисуют персонажей, это добавляет им реалистичности и гармонизирует персонажа. Так, прототипом джина из «Алладина» стал Робин Уильямс, а характерная внешность злой королевы из белоснежки — заслуга Джоан Кроуфорд, звезды первой величины эпохи Золотого Голливуда.
В прошлом, чтобы придумать мультипликационному или игровому герою характеристики живого человека, нужен был художник. Сегодня в этом помогут специальные программы, о них расскажем ниже. А если вам нужен полностью новый персонаж, обратитесь в KLONA: у нас есть подразделение аниматоров.
Изготовление 3D-модели по фотографии: пример Disney
Разработка 3D-модели по фото: услуги прототипирования
В случае, если у заказчика есть фотографии готового изделия, копия или вариация которого нужна, 3D-модель можно изготовить по ним. Важно, что если деталь сложная, то нужно много фото с разных ракурсов. Конечно же, если есть возможность предоставить 3D-моделлеру само изделие, а не фото, лучше так и сделать.
3D-модель по фотографии: промдизайн
Создание 3D-модели по фотографии поможет быстро сориентироваться и оценить сроки разработки реальной модели. Для прикидки перед основным моделированием это хороший вариант. Однако это не подходит для сложных изделий с большим количеством неровностей, углов или для дизайнерских предметов. В подобных случаях проще будет создать 3D-модель с нуля.
Построение 3D-модели по фотографии: правила
Для получения качественной и точной 3D-модели нужно придерживаться определенных правил.
Делайте фотографию в фокусе. Удобнее всего выполнить это условие, если объект расположить на вращающейся платформе. Камеру нужно поставить недалеко и расположить ее на штативе. Так объект всегда будет в центре, и можно будет поймать все нужные углы. Важно, что способ подходит только для небольших объектов.
Большой объект может не получится вращать. Если платформу для автомобиля найти еще реально, то вращать жилое здание не получится, если вы не Халк, конечно же. Поэтому придется вращаться вокруг объекта, держа всегда одинаковую дистанцию, с какой бы стороны ни велась съемка. Если все это вызывает затруднения, то можно вызвать фотографа компании KLONA, и он сделает снимки вместо вас. Также, если фотографировать совсем не получается, можно снять замеры с изделия.
Фотокамеру нужно позиционировать в вертикальной и горизонтальной плоскости, поэтому штатив должен быть с уровнем.
Обязательными являются как минимум 3 фотографии предмета: нужен вид сбоку, спереди и сверху. Необязательным, но желательным, является фото в полупрофиль.
Читайте также: 7 заблуждений заказчика о промдизайне
Построение 3D-модели по фото: дополнительные рекомендации
Результат будет лучше, если поместить объект на однотонном фоне.
Фон с маркировкой — калиброванный стенд, он поможет получить более точную 3D-модель.
Изображения нужно конвертировать или сохранить в формате . JPG.
Высота и ширина всех изображений не должны отличаться.
Важно пронумеровать все изображения, разместив их последовательно.
Создание 3D-модели по фотографии: обзор программного обеспечения
В этом разделе мы расскажем о программах, которые помогут превратить набор фотографий в 3D-модель, однако важно помнить, что они любительские и используются для малобюджетных проектов. И если вам нужна качественная 3D-модель, с помощью которой нужно изготовить партию изделий, обратитесь в студию КЛОНА. С нами вы быстрее получите требуемый результат.
CrazyTalk — программа для создания лицевой анимации. В нее встроена технология 3D Head Creation, что повышает точность полученных моделей. Также она позволяет имитировать движение губ, что увеличивает реалистичность.
be/1Ew22mWMgMk» title=»3D-модель корпуса наушников»>
3D-моделирование и лицевая анимация по фотографии
FaceGen — программа для моделирования лиц в игровой анимации. Среди полезных функций — ползунок, который позволяет видоизменять полученное изображение. Вы имели дело с таким, если хоть раз создавали персонажа в игре Sims.
Headshop — программа для моделирования лиц по портретным фотографиям. Кроме загрузки фото потребуется отметить на них опорные точки, и лишь потом приступить к моделированию.
Strata Foto 3D — программа, которая превращает фотографии в 3D-модели. Её главным преимуществом является возможность импортировать и экспортировать изображения в Photoshop. В отличие от предыдущих примеров, Starta в основном используется для интернет-магазинов и приложений.
3D-объект из фотографий: Starta
360.3D — более функциональная программа, для которой потребуется от 4 до 8 фотографий изделия. В программном обеспечении предусмотрено 3 уровня работы в зависимости от навыков моделлера. Она подходит для профессиональных разработчиков и для начинающих специалистов, нужно только выбрать свой уровень подготовки. 360.3D лучше всего подходит для создания виртуальных туров. Среди функций — возможность настроить фон, выставить свет и добавить анимационные эффекты.
123В — наиболее простая в применении программа,так как для работы с ней подойдут фото не только с профессиональной камеры, а и изображения, полученные с помощью телевизионной камеры или планшета. Она популярна среди новичков и тех, кто пользуется трехмерным редактором Autodesk, так как 123В выпустили ее создатели.
3D-моделирование по фотографии: главные моменты
Для того чтобы 3D-модель получилась, потребуются снимки высокого качества и правильно выставленный кадр. Если это не вариант, подумайте о других опциях.
В любом случае потребуется редактирование полученной 3D-модели, а для сложных моделей этот процесс может затянуться.
Если внутри модели есть детали или что-то, что нужно отразить, то придется моделировать вручную.
3D-модели, полученные после фотомоделирования, могут значительно отличаться габаритами от исходного предмета.
3D-моделирование по фотографии: преимущества
Позволяет создать 3D-модель габаритного объекта.
Дает возможность моделировать существующие объекты, не сталкиваясь с ними вживую.
Позволяет не проводить замеры предмета.
Сделать 3D-модель по фотографии можно, не имея чертежей.
Разрешает не обращать внимания на внутреннее устройство объекта.
Подходит для 3D-моделирования лиц и используется при разработке малобюджетных игр и анимации.
Также используется для создания виртуальных туров по салонам, гостиницам и торговым центрам, демонстрации товаров в онлайн-магазинах.
Является хорошим способом, если нужно один раз напечатать 3D-модель объекта и важен сам факт ее наличия, а не качество.
3D-модель по фотографии — быстрый и относительно простой способ создания модели, так как программное обеспечение позволяет частично автоматизировать процесс. Если ваши требования совпадают с одним из пунктов списка, стоит заказать 3D-моделирование по фотографии в KLONA. Расскажите нам о своей задаче, и менеджеры вам помогут.
Как преобразовать фотографии в 3D-модель? (обновление 2022 г.
)
Центр обучения 3D
Посмотреть все категории
Комплектация:
Введение
Как превратить одно изображение в 3D-модель
От одного 2D-изображения к 3D-модели: лучшие инструменты
Как вы можете преобразовать несколько изображений в 3D-модель
Как вы можете создать 3D-модель из нескольких изображений
Выбор утвержденного программного обеспечения для фотограмметрии для создания вашего 3D-файла
Другие способы превратить объект в 3D-модель
Что делать, если у вас есть 3D-файл?
Введение
Как превратить одно изображение в 3D-модель?
Во-первых, результаты вашей модели зависят от количества и качества сделанных вами фотографий; чем больше фотографий и выше разрешение, тем более подробной будет ваша 3D-модель. Вам не нужно быть профессиональным 3D-художником или 3D-дизайнером, но, обладая небольшими навыками 3D и достаточным количеством времени, каждый может создать хороший 3D-персонаж или объект и распечатать его.
Вы увидите, что 3D-принтеры могут воплотить в жизнь ваши лучшие изображения. Вы можете создать любой аватар или модель с помощью технологии 3D-печати, вы также можете создать модель САПР с изображениями из видеоигр. Все возможно. Мы разделяем решения по количеству изображений, которые вы уже сделали для создания 3D-файла.
Знаете ли вы, что можно создать 3D-модель даже из одной картинки?
Не волнуйтесь — создание 3D-модели из фотографий возможно, но вы должны иметь в виду, что возможности и допустимые детали будут более ограниченными. Например, вы не можете рассчитывать на создание идеального 360-градусного файла вашего питомца или вашего дома на основе одной фотографии. Для получения нужной формы с помощью процесса печати лучше иметь много фотографий, чтобы получить детальную модель и впечатляющий результат. Возможно, удастся напечатать идеальную модель САПР, используя только одно изображение из 9.0049 будущее 3D-печати , но пока это невозможно.
Но тем не менее, если у вас есть только этот вариант, вы можете создать интересный 3D-печатный объект с помощью технологии аддитивного производства , которую мы знаем сегодня.
От одного 2D-изображения к 3D-модели: лучшие инструменты
Используйте инструмент «Выдавливание»
Изображение представляет собой 2D-файл, а это означает, что вы сможете играть только с двумя осями, чтобы использовать его в своей 3D-модели. Инструмент вытягивания поможет вам создать третью ось для создания новой геометрии из выбранного компонента. Этот инструмент поможет вам придать объем вашей 2D-модели на основе определенного алгоритма (наиболее распространенным является преобразование вашего изображения в уровни серого и вычисление высоты на основе интенсивности серого). Это довольно распространенный инструмент, который вы можете найти в программном обеспечении САПР. Если у вас нет графического программного обеспечения, вы можете взглянуть на одно из этих бесплатных потрясающих программ для 3D: SketchUp, Blender или Meshmixer.
Smoothie 3D
Для преобразования ваших 2D-фотографий Smoothie 3D может быть самым простым решением. Это бесплатное онлайн-программное обеспечение меняет правила игры в создании 3D-моделей на основе одного изображения. Имея только одно изображение, вы можете создать простую цифровую модель онлайн, которая будет выглядеть ближе к результату, полученному при сканировании или фотограмметрии. В чем хитрость? Что ж, если ваши 2D-изображения можно воспроизвести симметрично, вы можете получить удивительно похожую 3D-модель. Однако, если вам нужно создать асимметричную модель с большим количеством деталей, вам, вероятно, потребуется использовать другое программное обеспечение с большим количеством изображений.
smoothie-3D.com
Искусственный интеллект
Этот инструмент на основе искусственного интеллекта, разработанный исследователями, способен преобразовать одну фотографию в 3D-модель. Это онлайн-приложение для 3D-реконструкции лица исследует лицо, используя одно изображение, и создает модель, которую можно полностью использовать для 3D-печати.
Литофан
Во-первых, что такое литофан? Литофан — это способ 3D-печати фотографии с использованием толщины отпечатка для отображения различных оттенков серого, некоторые из которых будут темными, а другие — ярче при освещении сзади. Для создания 3D-модели доступны следующие варианты: Cura или Image to Lithophane.
После того, как ваша модель будет сгенерирована, вам нужно будет нарезать ее. Чтобы нарезать модель, вам нужно будет выбрать программное обеспечение для нарезки, создать слой и направить ваш 3D-принтер. Чтобы получить хороший 3D-печатный литофан, не рекомендуется использовать принтер FDM, высота слоя может быть недостаточной.
https://www.indiamart.com
Как преобразовать несколько изображений в 3D-модель?
Много раз люди обращались к нам за решением, основанным на 10 или 20 фотографиях. Например, когда вы хотите создать аватар, скажем, вашего дедушки, вы начинаете спрашивать вокруг, чтобы получить фотографии, пытаетесь найти хороший его портрет, еще одну фотографию, где он сидит в саду, третью, которая играет. с детьми и т. д.
Когда вы думаете, что собрали достаточно материала, вы ищете автоматическое решение для создания 3D-модели на основе этих различных изображений, сделанных в разное время, с разных устройств и т. д. К сожалению, его нет. Потому что в этом случае нужен особый секрет-соус и его воображение. Вы должны мысленно упорядочить изображения и вылепить свою модель, основываясь на размерах и деталях, которые вы можете ухватить с изображений.
Создание модели из таких фотографий занимает много времени. Таким образом, единственный способ добиться оптимального результата – 9 0049 преобразовать множество изображений, чтобы создать очень точный цифровой дизайн . Тогда вы сможете распечатать интересную модель и получить хорошее качество печати.
Подводя итог, у вас есть 3 решения для перехода от 2D к 3D с несколькими фотографиями:
вы по-прежнему можете использовать решения, описанные для одной фотографии
вы можете запустить себя в программном обеспечении для 3D-моделирования (например, Zbrush или Sculptris)
вы можете попросить 3D-дизайнера помочь вам смоделировать ваш 3D-файл.
Действительно, с большей перспективой благодаря различным изображениям вы сможете создать более подробную и точную 3D-модель. Если вам нужна дополнительная информация, чтобы найти 3D-дизайнера для этого процесса, свяжитесь с нами.
Как создать 3D-модель из нескольких изображений?
Даже если 3D-печать позволяет создавать 3D-объекты сложной формы, сначала необходимо создать детальную модель, чтобы получить оптимизированный результат. В этой части мы дадим вам несколько советов по оптимизации изображений для создания наилучшей 3D-модели. Для этого лучше всего использовать фотограмметрию.
Этот метод подразумевает процесс сбора серии точек в пространстве из серии фотографий. Сначала вы делаете серию фотографий объекта со всех возможных ракурсов, после чего загружаете их в программу фотограмметрии и создаете файл для 3D-печати.
Чтобы получить лучшую 3D-модель для фотографий, сначала нужно сделать хорошие фотографии. Вот наши лучшие советы.
Выберите правильный материал для наилучшего результата
Цифровая камера: конечно, ваша старая камера не подойдет, так как вам нужно иметь цифровые файлы для загрузки на ваш компьютер. Камера вашего смартфона может быть хорошим началом, но вы, очевидно, получите более детальный результат с цифровой зеркальной камерой с одним объективом, поскольку разрешение в пикселях будет в три раза лучше, а настройки более настраиваемые. Мы настоятельно рекомендуем использовать этот тип камеры, так как вам нужно максимально использовать свет и очертания вашего объекта. Лучшие настройки — низкий ISO, чтобы максимально уменьшить шум. Главное его преимущество в том, что он поможет вам получить небольшую диафрагму с уменьшенной глубиной резкости. Это позволит вам увеличить резкость контура объекта, делая его менее запутанным для программного обеспечения. Если вы планируете снимать объект в движении, имейте в виду, что установка может быть намного сложнее. Вам понадобится много цифровых камер, как показано выше на картинке (от 50 до 100) с механизмом одновременного срабатывания.
Осветительное устройство: Даже если вы сможете изменить настройки камеры, чтобы улучшить светочувствительность, дополнительное освещение будет иметь ключевое значение для улучшения вашей съемки. Добавление света поможет вам получить одновременно хорошую светочувствительность и снизить уровень шума. Действительно, ваш ISO может быть ниже, и вы выиграете в скорости и уменьшите зернистость. Независимо от того, используете ли вы естественный или искусственный свет, важно избегать как можно большего количества теней, которые могли бы размыть очертания объекта
Штатив: или любая другая опора, позволяющая стабилизировать объект и камеру. Изображения будут менее размытыми и более последовательными. Это обеспечит более детализированные и плоские изображения.
Следуйте этим десяти заповедям оптимальной съемки, чтобы создать свой 3D-файл
Постарайтесь расположить объект таким образом, чтобы он был приподнят, и вы могли легко поворачиваться, чтобы делать снимки со всех сторон.
Снимайте различные петли и каждый раз меняйте угол, чтобы обязательно покрыть поверхность вашего объекта сверху вниз и слева направо.
Сделайте не менее 30-40 фотографий, чтобы получить детальную модель.
Для того, чтобы облегчить процесс на вашей программе, положите газету или стикеры на поверхность, соприкасающуюся с вашим объектом, это поможет отличить его от вашего объекта.
Ограничьте вариации света, движения и фокусировки между вашими снимками
Убедитесь, что экспозиции будет достаточно, чтобы получить точную форму вашего объекта.
Чтобы получить максимальную отдачу от пикселя вашей камеры, вы можете попробовать снимать в формате RAW, чтобы получить максимально четкие снимки.
Используйте объектив с малой деформацией от 30 до 60 мм
Имейте небольшую апертуру от 8 до 16
Наименьшее возможное значение ISO от 100 до 200
Выбор одобренного программного обеспечения для фотограмметрии для создания вашего 3D-файла
После того, как у вас есть эта серия изображений, вы можете загрузить их в специализированное программное обеспечение для фотограмметрии, например следующее:
Autodesk 123D Catch
123D catch — это программное обеспечение Autodesk, которое позволяет легко создавать 3D-модели из ваших изображений с помощью смартфона. или ваш компьютер. Приложение бесплатное. Канал YouTube 123D catch полон учебных пособий, которые помогут вам легко освоить программное обеспечение с первой попытки и дадут вам точные советы по улучшению вашего набора изображений. Ознакомьтесь также с нашим руководством 123D Catch.
Agisoft Photoscan
Photoscan — это компьютерная программа, которая также является хорошей альтернативой. Он предлагает бесплатную лицензию для частных лиц или профессиональную лицензию стоимостью 179 долларов. К вашему компьютеру предъявляются некоторые технические требования для правильной работы (например, объем оперативной памяти более 256 ГБ). Но результаты могут быть впечатляющими, если вы решите загрузить много данных. Например, это программное обеспечение использовалось для создания впечатляющей 3D-модели целого университетского городка на основе 5000 изображений. Оно менее доступно, чем программное обеспечение Autodesk, и будет более ориентировано на опытных пользователей.
Context Capture (ранее Acute 3D)
Как и Photoscan, Contact Capture представляет собой более сложное и профессионально ориентированное программное обеспечение для фотограмметрии. Это программное обеспечение, приобретенное системой Bentley, находится на переднем крае технологий и предлагает удивительные результаты.
Reality Capture
Reality Capture — это программа для чистой фотограмметрии, в ней нет функции лазерного сканирования. Это решение для фотограмметрии простое в использовании и имеет довольно дружественный интерфейс. Скорость и качество — главные преимущества этой программы Autodesk. Вы сможете работать с различными форматами файлов и даже с небольшими объектами, используя это полное программное обеспечение.
Когда у вас будет эта серия изображений, вы можете загрузить их в специализированное программное обеспечение для фотограмметрии, например:
Autodesk 123D Catch
123D catch — это программное обеспечение Autodesk, которое позволяет вам легко создавать 3D-модели из ваших изображений с помощью смартфон или ваш компьютер. Приложение бесплатное. Канал YouTube 123D catch полон учебных пособий, которые помогут вам легко освоить программное обеспечение с первой попытки и дадут вам точные советы по улучшению вашего набора изображений. Ознакомьтесь также с нашим руководством 123D Catch.
Agisoft Photoscan
Photoscan — это компьютерная программа, которая также является хорошей альтернативой. Он предлагает бесплатную лицензию для частных лиц или профессиональную лицензию стоимостью 179 долларов. К вашему компьютеру предъявляются некоторые технические требования для правильной работы (например, объем оперативной памяти более 256 ГБ). Но результаты могут быть впечатляющими, если вы решите загрузить много данных. Например, это программное обеспечение использовалось для создания впечатляющей 3D-модели целого университетского городка на основе 5000 изображений. Оно менее доступно, чем программное обеспечение Autodesk, и будет более ориентировано на опытных пользователей.
Context Capture (ранее Acute 3D)
Как и Photoscan, Contact Capture представляет собой более сложное и профессионально ориентированное программное обеспечение для фотограмметрии. Это программное обеспечение, приобретенное системой Bentley, находится на переднем крае технологий и предлагает удивительные результаты.
Reality Capture
Reality Capture — это программа для чистой фотограмметрии, в ней нет функции лазерного сканирования. Это решение для фотограмметрии простое в использовании и имеет довольно дружественный интерфейс. Скорость и качество — главные преимущества этой программы Autodesk. Вы сможете работать с различными форматами файлов и даже с небольшими объектами, используя это полное программное обеспечение.
Другие способы превратить объект в 3D-модель
Лучший способ превратить объект в 3D-модель — это 3D-сканирование, позволяющее зафиксировать форму вашего предмета. Мы почти уверены, что у вас дома нет 3D-сканера, но знаете ли вы, что создать 3D-скан можно только с помощью смартфона? 3D-сканирование — это простой способ превратить объект в модель САПР.
Благодаря компьютерной томографии вы также можете создать 3D-модель собственного мозга, а также распечатать ее на 3D-принтере!
Что делать, если у вас есть 3D-файл?
Вот последние шаги, и тогда вы закончите 3D-печать ваших фотографий. Во-первых, вам нужно закончить и оптимизировать ваш 3D-файл в другом программном обеспечении, отличном от описанного выше. Часто случается так, что ваш 3D-файл не может быть распечатан, поскольку очень сложно создать сплошную сетку на основе набора изображений (т. е. текстур). Некоторые 3D-программы предлагают эффективные инструменты для создания правильных файлов, такие как MeshLab. Вы сможете работать над разрешением и размером вашего файла, создавая высоко- или низкополигональную сетку.
Затем вы должны выбрать формат для вашего файла. 3DS, OBJ, C4D, DAE, STL. Файлы STL чаще всего используются для 3D-печати.
Последняя и самая простая часть: вам просто нужно напечатать его в 3D, загрузив свое 3D-изображение в наш онлайн-сервис 3D-печати! Существует множество возможностей для 3D-печати моделей, поскольку доступны различные материалы для 3D-печати. Вы должны выбрать материал для 3D-печати, который вы хотите использовать для своей модели САПР, он определит аддитивный процесс.
Обычно мы рекомендуем использовать полноцветный материал из песчаника, чтобы получить красочный и вероятный результат. Как видите, с технологией 3D-печати, которая у нас есть сейчас, превратить фотографии в 3D-модели не так уж и сложно. Вы можете сделать это самостоятельно или с небольшой помощью, и хорошая новость заключается в том, что вам не нужно иметь дома 3D-сканер или 3D-принтер!
Даже если аддитивное производство очень полезно и эффективно для быстрого прототипирования или даже для работы над промышленными образцами, благодаря впечатляющим технологиям, позволяющим создавать самые разнообразные проекты от медицинских устройств до кухонного оборудования, офисного оборудования или архитектурных экстерьеров. Благодаря таким технологиям, как цифровая обработка света (CLIP), многоструйный синтез или селективное лазерное спекание, вы можете работать с чем угодно или просто экспериментировать с этими процессами печати.
Благодаря этому небольшому руководству вы сможете создать 3D-персонажа без использования 3D-сканирования. Будем рады, если вы поделитесь с нами своим проектом. Мы всегда рады видеть, чего вы можете достичь с помощью технологий 3D-печати. Это повод показать нам, как можно добиться впечатляющих результатов, превратив ваши фотографии в 3D-модели!
Не забудьте подписаться на нашу новостную рассылку, чтобы получать все советы, необходимые для использования аддитивного производства!
Изображение предоставлено: 3D-портрет. Toolfarm.com
Как сделать 3D модель из фотографии?
Можно ли 3D-печатать из фотографии?
Как преобразовать изображение в литофана?
Похожие темы
Наверх
Получайте последние новости о 3D-печати прямо на свой почтовый ящик
Подпишитесь на нашу еженедельную рассылку, чтобы узнавать о новейших технологиях 3D-печати, приложениях, материалах и программном обеспечении.
фотографий для 3D-печати | Блог о 3D-печати
Начните вводить запрос выше и нажмите клавишу возврата для поиска. Нажмите Esc для отмены.
Билли | 20 августа 2014 г. | Учебники
Как сделать 3D-модель из фотографий за 5 простых шагов
от Billy | 20 августа 2014 г.
Приложение для сканирования, упомянутое в этом сообщении блога, больше недоступно для загрузки. Щелкните здесь, чтобы узнать о 20 лучших 3D-сканерах.
Хотите превратить фотографию в 3D-модель? В настоящее время вы можете легко создавать объекты для 3D-печати и 3D-модели из изображений и фотографий. В этом уроке мы покажем вам, как можно превратить обычные 2D-изображения повседневных объектов в необычные 3D-модели. Превращение 2D в 3D еще никогда не было таким простым, поскольку этот проект не требует опыта программирования и полностью работает на бесплатном программном обеспечении. Если вы думаете о 3D-печати этих 3D-моделей, вам даже не нужно покупать 3D-принтер, и вы можете сделать все это, не выходя из дома. Давайте начнем!
Создадим 3d модель из фотографий!
Шаг 1: Захват объекта с помощью Digital P hot os.
Первый шаг — запечатлеть объект, сфотографировав его. Эти изображения послужат основой для остальной части вашего проекта и позже станут 3D-моделью. Вы можете сделать этот шаг с помощью цифровой камеры или мобильного телефона.
Чтобы сделать 3D-печать на основе фотографий, нам сначала нужно получить правильные изображения.
Поместите свой объект в центр и делайте снимки в цикле, полностью перемещаясь вокруг объекта.
Сделайте еще одну петлю под другим углом, чтобы убедиться, что вы закрываете верхнюю часть объекта. Стремитесь к 30-40 последовательным фотографиям.
Для достижения наилучших результатов прикрепите к объекту газеты или стикеры, чтобы помочь программному обеспечению для 3D-строительства определить, где находится дно.
Старайтесь поддерживать одинаковое освещение, положение объекта и фокусировку на всех снимках.
Избегайте переэкспонированных или недоэкспонированных фотографий.
Избегайте однотонных, отражающих, прозрачных поверхностей и предметов. Они не делают хороших 3D-моделей.
Чтобы получить дополнительную помощь в настройке и съемке вашего объекта, ознакомьтесь с этим руководством.
Вот как вы должны фотографировать, чтобы создать 3D-модель.
Шаг 2. Создайте 3D-модель из фотографий. Загрузите свои изображения в Autodesk 123D Catch
Autodesk 123D Catch – это бесплатный инструмент, который поможет вам собрать 3D-модель из только что сделанных снимков. 123D Catch автоматически определит общие черты ваших фотографий и преобразует их в единый 3D-дизайн. Ваша модель будет загружена и сохранена в облачном хранилище Autodesk.
Создайте бесплатную учетную запись
Загрузите изображения
Сшитая модель из всех изображений
Шаг 3: Просмотрите и очистите свою 3D-модель.
Похлопайте себя по спине за то, что зашли так далеко, вы уже на полпути. Следующим шагом будет очистка и исправление любых ошибок, которые могут быть в вашей модели в 123D Catch. Иногда изображения захватывают лишние элементы, которые вы не хотите включать в свою модель, но вы можете очистить их с помощью инструментов «лассо» и «исцелить». Инструмент лассо поможет вам выделить и удалить ненужные области. Инструмент восстановления поможет вам заполнить любые дыры в вашей модели и исправить их.
Шаг 4 (бонус!): отредактируйте свою 3D-модель и подключитесь к своей творческой искре
В вашей модели чего-то не хватает? Хотите добавить крылья или руки робота? Поднимите его на новый уровень с дочерним приложением Autodesk Meshmixer, которое позволяет очень легко смешивать, перемешивать, смешивать, лепить, штамповать или раскрашивать 3D-проекты, начиная с более чем 10 000 моделей в галерее. Узнайте больше о Meshmixer здесь. Ниже приведен пример смешивания только что созданной модели с головами медведя и лебедя!
Шаг 5: 3D-печать на основе ваших изображений: Распечатайте 3D-модель с помощью i.
Как отполировать пластик от царапин в домашних условиях
Поверхности из всевозможных пластмасс окружают нас. Они удобны и практичны, но подвержены деформации. Поэтому вопрос, как отполировать пластик от царапин, всегда актуален. Чтобы ваш любимый смартфон, подоконник или телевизор сохранял привлекательный внешний вид, необходимо ознакомиться с нашими советами и, с помощью неcложных действий, превратить их практически в первозданный вид.
Достаточно оглянуться вокруг, чтобы увидеть, насколько незаменимым стал пластик в повседневной жизни. Из него изготавливается: бытовая техника, средства связи, кухонная утварь, автомобильные детали, отделочные материалы.
Этот материал легок и дешев, прост в эксплуатации и неприхотлив, а также устойчив к скачкам температуры. Единственный минус – относительно невысокая плотность, что является следствием появления на нем потертостей и царапин. Менять из-за этого все изделие целиком слишком накладно.
Подготовка
Приступая к работе, необходимо в первую очередь определиться с тем, что мы, собственно, собираемся делать и какими подручными средствами. Выполнить полировку несложно, важно только знать как. Для начала следует понять, что мастера на все руки различают как минимум три различных вида таких действий:
Термический (с помощью фена).
Химический (то есть, воздействуя на пластмассу зубной пастой, полиролем или пастой ГОИ).
Механический (используя дрель или иную полировальную машину).
Первоначально оцениваем, насколько велик нанесенный ущерб, и уже исходя из этого, выбираем методику дальнейшей работы:
Убрать царапины с пластика следует с помощью ручной полировкой.
Более глубокие повреждения можно одолеть, используя термическое воздействие.
Идеальный блеск покрытие приобретает после химической обработки, и ваши фары заблестят, как новенькие.
Когда будущая стратегия действий определена, остается тщательно подготовить изделие для работы. Используя самые обычные средства для мытья посуды или очистки стекол, следует аккуратно убрать накопившуюся грязь и жирные пятна. Наверняка пластик имеет обрамление, выполненное из другого материала. Эти места обклеиваются с помощью малярной ленты, которая будет удалена после окончания работы.
Шлифование пластика
Этот метод механической обработки пластмассовой поверхности применяется в случае, если имеются глубокие царапины, от которых нельзя эффективно избавиться никаким другим способом. Материал хорошо поддается шлифовке, имея низкую температуру плавления. В результате неторопливой, тщательной работы у нас должна получиться равномерная матовая поверхность там, где прежде были глубокие царапины. Вот последующая амплитуда действий:
предварительно очищенный материал располагаем там, где с ним будет удобно заниматься;
готовим рабочее место, убираем все ненужные предметы;
в качестве обрабатывающего материала берем несколько водостойких шкурок различной текстуры;
в качестве подсобного инструмента пригодится специальная шлифовальная машинка;
если машинки нет, то следует иметь в виду, что хороший эффект дает шлифовка с использованием мыльной воды.
Работу начинаем, используя шкурку, имеющую крупную текстуру. Шлифовка – дело неспешное, требуется аккуратность. Обрабатываем изделие в медленном режиме, следим за температурой, оно не должна перегреваться. Методично переходим от крупной текстуры шкурок к более мелким. После использования каждой из них протираем обработанное место с помощью сухой тряпки, это позволяет не пропускать оставшиеся недочеты.
Как отполировать пластик от царапин самостоятельно
Есть несколько способов, используя которые, устранение царапин и потертостей перестанет быть неосуществимой мечтой. В домашних условиях, с помощью нехитрых приспособлений, можно своими руками сделать потертое изделие идеальным.
Если пластиковая поверхность, которую имеет ваш кухонный стол, перестала сверкать и покрылась царапинами, то отполировать ее до первоначального блеска не составит труда.
Тот же метод позволит сделать оконный откос таким же фактурным, каким он был несколько лет назад. Несколько часов целенаправленного труда сэкономят вам значительные деньги.
Ручная полировка
После избавления от царапин самое время перейти к следующему трудоемкому процессу – к полировке, делающей старую деталь почти новой. Услуги, предполагающие удаление царапин, широко предоставляют салоны по продаже автомобилей и сотовой связи, а также специализированные клининговые компании.
Стоят они недешево, ту же самую работу несложно сделать своими руками. Ведь специальные средства и приспособления, которые используют профессионалы, продаются во всех автомагазинах. Главное при выборе полировочной пасты: не забывать, что обрабатывать мы будем пластик; чтобы не промахнуться в выборе, следует проконсультироваться с продавцом, который даст профессиональный совет.
К слову сказать, неплохо зарекомендовала себя при выбранном способе обработки паста ГОИ. Она должна быть знакома тем, кто служил в армии и драил ременную бляху. Таким средством можно идеально полировать предметы, не претендующие на первозданную прозрачность.
Если речь идет про телевизор, на котором появились царапины или про телефон, который имеет основательные потертости, то лучше применять специальные пасты. Пусть они стоят дороже, зато эффект будет желаемым.
Ручная полировка:
оптимально обработает мелкие детали и небольшие поверхности;
пасту берем однородную, примеси и крупинки исключаются;
особый глянец придаст масло;
наносим пасту на поверхность войлоком или фетром
используем круговые движения;
рука идет легко, нажим невелик;
весь процесс занимает от 15 до 20 минут.
Используем полировальную машину, которая в наиболее бюджетном исполнении состоит из дрели со специальной насадкой:
недорогая полировочная насадка продается в магазине;
лучшее применение такой машины – поверхность фар;
хорошую экономию дает замена насадки на кусок обычного войлока.
Этот материал требует основательного закрепления, чтобы не соскакивал.
Обработка полиролем
В числе средств, приобретаемых в специализированном магазине, не забудьте про полироль. С его помощью итогом вашей работы станет глянцевый пластик, ничем не отличающийся от того, который мы приобретали в магазине. Технология работы следующая:
Средство наносится на поверхность в виде небольшого равномерного слоя.
Необходимо основательно растереть его специальной тканью или насадкой.
Затем начинается, собственно, процесс работы, которым достигается требуемый результат, пластик до зеркального блеска доведет г полироль.
Если полируется поверхность телефона, то, подверженный периодическому воздействию влаги, прозрачный пластик со временем теряет достигнутый результат, и процесс следует повторить.
Повторение необходимо в любом случае, если вы увидели, что ваш пластик снова черный и потертый.
Вывод: чтобы избежать частого обновления, берегите предметы обихода от влаги.
Использование полировальной машины
Это вполне профессиональный инструмент, позволяющий довести восстановление изделия до идеального процесса. Такой инструмент отличается полезностью и удобством. Особенно рекомендован он для автолюбителей, которые время от времени доводят до совершенства фары своей машины, а также ее пластиковые поверхности. Главное удобство заключается в скорости, за несколько минут проделывается объем работы, на который вручную уйдет, возможно, не один час.
Соображение, которым руководствуется человек, приобретающий такую технику, состоит в необходимости время от времени наводить порядок в своем домашнем хозяйстве. Стоит такой полировальный шедевр не так уж и дорого, имеется в наличии в магазинах, торгующих электроинструментами.
Несколько нюансов, которые следует соблюдать в процессе применения инструмента:
перед тем, как пустить в работу специальные средства, необходимо убрать остатки грязи с помощью влажной насадки;
когда действие близится к концу, используется одна из специальных паст, приобретенных в магазине;
для наведения особенного глянца на изделие поможет специальная насадка из поролона.
Весь метод занимает несколько минут.
Видео: как отполировать пластик от царапин полировальной машиной?
Фен
Еще один довольно оригинальный метод избавления от царапин заключается в использовании самого обычного фена. Смысл метода прост: пластик живо реагирует на резкие перепады температуры, поэтому термообработка является оптимальным способом «залечить раны» на поверхности вашего телефона.
Для работы используются два типа инструментов: обычный фен, применяемый для сушки волос, и специальный строительный агрегат.
Перед работой с пластика удаляются загрязнения.
Процесс лучше всего начать с минимальной мощности.
Направляем струю горячего воздуха на требуемый участок.
Если царапины продолжают оставаться, мощность необходимо постепенно увеличивать, но без фанатизма.
Главный ожидаемый результат заключается в том, чтобы участок с царапинами приобрел матовую основу, а сами они пропали.
После остывания начинается полировка пластика.
Зубная паста
В ряде случаев не возникает необходимости приобретать дорогостоящие изделия. Как показывает практика, абразивом для полировки тех же фар могут служить такие подручные средства, как обычная зубная паста. Несмотря на дешевизну и предельную доступность, блеск поверхности, в итоге, получается ничуть не хуже, чем при использовании патентованного средства из специализированного магазина.
Принцип работы с данным средством:
при помощи моющих средств избавляемся от загрязнений;
состав средства должен быть нейтральным;
после обезжиривания изделие промывается и высушивается;
паста наносится на кусочек фланели;
движения круговые, по часовой стрелке или против нее;
периодически необходимо смывать получившуюся кашицу;
оставшуюся пасту лучше всего удалять при помощи влажной губки.
Очевидно, что, используя нехитрые способы и бюджетный арсенал средств, можно сэкономить значительные деньги и получить поистине блестящий результат.
Читайте далее:
Как восстановить прозрачность пластику в домашних условиях
Пластик — самый универсальный, дешевый, практичный материал. Вряд ли удастся в двух словах описать все сферы, где он используется. Простота изготовления, практичность и многие другие качества сделали пластик пригодным для медицины, космонавтики и прочих направлений, без которых современное человечество даже не мыслит себя. Изделия из пластика окружают нас повсюду.
Содержание:
Что потребуется
Процесс полировки пластика
Полезные советы
Другие способы
Полировка пластика шлифовальным кругом
Применение зубной пасты
org/ListItem»> Термическая обработка
Обработка полиролем
Взгляните на ноутбук, зарядное устройство или собственный мобильный телефон — все они с 95%-ной вероятностью сделаны из пластика (по крайней мере, их корпуса). Из него же изготавливаются и другие полезные приспособления. Работники в мастерских, к примеру, используют для защиты глаз специальные очки из ударопрочного пластика.
Микроцарапины на экране телефона
К сожалению, у этого материала есть недостатки, и один из них — чувствительность к механическому воздействию. При постоянном трении на пластиковой поверхности возникают характерные потертости. Многие люди, столкнувшиеся с ними, уверены, что прозрачность вернуть уже невозможно, но это не так. Существуют способы, помогающие сделать пластиковые изделия прозрачными. Сейчас мы расскажем о них.
к содержанию ↑
Что потребуется
Основным рабочим инструментом является наждачная бумага марки P2000. Это шлифовальная шкурка, нередко применяемая сотрудниками автослесарных мастерских при полировке автомобильных фар, габаритных огней и прочих пластиковых поверхностей. Шкурка P2000 отличается характерным слоем абразивного порошка. Размер зерен варьируется в диапазоне 5-7 мкм, благодаря чему наждачная бумага подходит для полировки:
автомобильного кузова;
металлических и деревянных поверхностей;
различных изделий с лакокрасочным покрытием.
Бумага наждачная водостойкая p-2000
В качестве абразивного зерна нередко выступает карбид кремния. Такая наждачная бумага считается наиболее качественной и эффективной, поскольку подходит для сухого и мокрого шлифования. По перечисленным характеристикам наждачная бумага P2000 идеально подходит для полировки пластиковых поверхностей.
Вторым по значимости компонентом служит абразивная полировочная паста. Она продается в магазинах с автозапчастями и предназначается для устранения рисок, которые неизбежно остаются после полирования поверхностей круговыми движениями. Паста настолько эффективна, что применяется для полировки ЛКП автомобилей. При грамотном использовании она помогает создать глянцевую, идеально гладкую поверхность.
Абразивная паста для полировки фар
Третий компонент — обыкновенная вода. Она потребуется для вымывания мелких частиц пластика в ходе полировки. Проводить работу рекомендуется в резиновых защитных перчатках, поэтому следует заранее приобрести несколько пар.
к содержанию ↑
Процесс полировки пластика
Полировка пластиковой поверхности проходит в несколько ключевых этапов. Ориентироваться необходимо по глубине самых больших царапин: они послужат своеобразным уровнем.
Шлифовать пластик наждачной бумагой P2000 необходимо только по мокрому, поэтому, обильно смочив поверхность водой, приступ к полировке круговыми движениями. При наличии очень глубоких царапин, чтобы не тратить время попусту, можно воспользоваться более грубой шкуркой.
Смачивать поверхность водой необходимо регулярно, как и отряхивать шкурку от пластиковых опилок, забивающихся между зернами. Полируя пластик, ориентируйтесь на уровень глубочайшей царапины. В результате шлифовки она должна исчезнуть, сравняться со всей поверхностью. При этом необходимо следить, чтобы поверхность стиралась равномерно по всей плоскости, иначе будут искажения, перепады уровня и прочие мелкие недочеты.
Задача наждачной бумаги — сточить пластик до основания царапины, однако вследствие этой обработки поверхность становится равномерной, но матовой. Именно для устранения данного эффекта используется абразивная паста. Нанеся небольшое количество на ватку или чистую ткань, необходимо растереть пасту по поверхности пластика. Рекомендуется периодически увлажнять пластик, чтобы процесс продвигался быстрее и эффективнее.
Чтобы добиться желаемого результата, следует втирать пасту круговыми движениями. Спешить не стоит, чем тщательнее будете обрабатывать пластиковую поверхность, тем лучше будет результат. Взбрызгивать пластиковую поверхность рекомендуется из пульверизатора, чтобы на ней не образовывались излишки воды. Без влаги паста быстро засыхает, что влечет увеличение ее расхода.
Оценить результат такой полировки можно на просвет. Спустя 15-20 минут полировки достаточно взглянуть на пластик, и будет видно, как он становится прозрачным. Чтобы достигнуть намеченной цели, следует повторить те же процедуры по всей поверхности изделия. Обратите внимание, что во время полировки на пластике могут остаться следы пасты, что усложнит оценку прозрачности. Поэтому рекомендуется промыть и тщательно просушить поверхность, и только потом оценивать, насколько прозрачной она стала.
к содержанию ↑
Полезные советы
Скорость полировки во многом зависит от качества абразивной пасты, а то, в свою очередь, от стоимости. Наиболее эффективные пасты стоят довольно дорого. Как вариант, можно воспользоваться дешевой, но при этом придется затратить больше времени на полировку.
Если стоит задача обработать большую пластиковую поверхность, то рекомендуется воспользоваться полировальными насадками. В этом случае обработка ведется при помощи бормашины, дрели или болгарки. Машинная полировка считается менее аккуратной. Она подходит для выравнивания больших поверхностей, но места стыков, фаски, углубления и переходы лучше обрабатывать вручную. Кроме того, при работе с электроинструментами гораздо быстрее высыхает абразивная паста, что приводит к увеличению ее расхода.
к содержанию ↑
Другие способы
Известны и другие методы обработки пластиковых поверхностей, применяемые повсеместно. Данные способы были проверены на деле, поэтому их эффективность не вызывает сомнений.
Полировка пластика шлифовальным кругом
Распространенный способ, применяемый в специализированных мастерских. Подходит для тех случаев, если есть доступ к шлифовальному кругу и требуется обработать пластиковую деталь наспех. Шлифовальный круг обеспечивает быструю полировку, однако обработка получается грубой и подходит для исключительных случаев. Например, будет крайне трудно отполировать линзы защитных очков или аналогичные изделия с характерным изгибом и множеством мелких деталей.
В большинстве случаев шлифовальный круг применяется при обработке больших деталей, имеющих незначительный изгиб. Примером может послужить автомобильный бампер, который полируется в ходе кузовного ремонта перед окрашиванием.
к содержанию ↑
Применение зубной пасты
Поразительно, но зубная паста действительно подходит для полировки пластиковых поверхностей. Данный способ настолько действенный, что автослесари применяют его для полировки фар: поверхность становится идеально гладкой, будто только сошла с заводского конвейера. Полировка зубной пасты отнимает немного больше времени, чем при применении абразивного состава. Тем не менее, метод достаточно эффективен, не говоря уже о незначительных затратах.
Шлифовка фар зубной пастой
к содержанию ↑
Термическая обработка
Сколы, потертости и прочие дефекты являются следствием грубого механического воздействия. Термическая обработка помогает оплавить острые грани. Пластик постепенно плавится, сращивается, становясь вновь прозрачным. Данный способ достаточно сложен и требует определенных навыков. Будьте осторожны, поскольку неправильное применение может повлечь за собой порчу изделия.
Обработка полиролем
Полироль и аналогичные составы прекрасно подходят для работы с мягкими материалами и податливыми поверхностями. Единственный их минус в высокой стоимости. Именно поэтому они применяются по большей части в профессиональной сфере. Однако если необходимо вернуть прозрачность какой-либо важной детали автомобиля или бытовой техники, то можно воспользоваться полиролем. Эффект не заставит себя долго ждать.
Большинство приведенных способов достаточно просты, а, главное — не требуют специальной подготовки и дорогостоящих материалов. Опробуйте их в деле и обязательно поделитесь полученным результатом в комментариях под этой статьей.
Как удалить царапины с пластика 3 способа
Фото: istockphoto.com
Любой пластик — окна, фары, мебель для патио и многое другое — подвержен царапинам в результате естественного износа. Случайная неглубокая отметина может остаться незамеченной, но со временем они будут накапливаться, и ваша пластиковая вещь будет выглядеть довольно изношенной.
К счастью, можно избавиться от таких дефектов, приложив немного усилий и несколько предметов домашнего обихода, которые так же легко найти, как открыть аптечку. (Подсказка: мы говорим о старой доброй зубной пасте!)
Однако важно соблюдать осторожность: используя неправильную технику, вы можете потускнеть или создать больше царапин, что усугубит проблему. Цель состоит в том, чтобы разрушить пластик ровно столько, сколько , чтобы выровнять царапину и восстановить бесшовную поверхность. Поэтому вместо того, чтобы выбрасывать эти пластиковые предметы, сделайте так, чтобы они снова выглядели как новые, с помощью наших советов о том, как удалить царапины с пластика.
Инструменты и материалы
Полировальная паста для металла или пластика
РАРКА СЛУЧАЯ
Ватниковые шарики
мыло посуды
Печащая сода
Наждачная бумага
См. Полный список «
Хлопковые тряпки
Зубная паста
Шаг 1: SCRITINISINIISE.
Глубина царапины определяет, как ее удалить. Как правило, если вы проводите ногтем по царапине, и ноготь не зацепляется, значит, он достаточно мелкий, чтобы его можно было успешно обработать легкими абразивами, такими как зубная паста или пищевая сода. Если гвоздь цепляет , однако это более глубокая царапина, которая потребует серии проходов влажной наждачной бумагой сверхтонкого зерна.
ШАГ 2: Отчистите до скрипа.
Перед полировкой тщательно очистите пластиковую поверхность, чтобы любой свободный мусор не поцарапал пластик. Используйте теплую воду и несколько капель средства для мытья посуды или небольшое количество медицинского спирта, нанесенное на чистую ткань или хлопчатобумажную салфетку.
Перейдите к следующему шагу, если ваши царапины довольно легкие, или сразу переходите к шагу 4, если вы пытаетесь отшлифовать небольшую царапину.
ШАГ 3. Сначала отполируйте мягким абразивом, например зубной пастой или пищевой содой.
Силикагель в зубной пасте может быть достаточно абразивным, чтобы закрасить мелкие царапины. Выдавите ровно столько, чтобы покрыть царапину, и, работая небольшими кругами ватным тампоном или чистой сухой хлопчатобумажной тканью, полируйте, пока поверхность не начнет выравниваться. Смойте остатки водой и осмотрите свою работу; может потребоваться несколько применений и до 10 минут работы над локтями, прежде чем вы получите желаемые результаты.
Не хотите выбрасывать зубную пасту? Смешайте равные части воды и пищевой соды, чтобы получилась густая паста, и нанесите ее с помощью ватного тампона или ткани, втирая в царапину мягкими круговыми движениями. Периодически промывайте, чтобы проверить свой прогресс, повторяя это до тех пор, пока вы полностью не удалите царапину.
СВЯЗАННЫЕ С: 10 гениальных способов домашнего использования пищевой соды
Если ни зубная паста, ни пищевая сода не помогли, перейдите к влажной наждачной бумаге.
Фото: istockphoto.com
ШАГ 4: Влажный песок для более глубоких царапин.
Влажное шлифование медленно выравнивает поверхность пластика с чуть большей силой, чем зубная паста или пищевая сода, что делает его идеальным для более глубоких царапин. Влага не дает материалу скапливаться на наждачной бумаге, предотвращая появление новых царапин на пластике.
Замочите кусок влажной/сухой наждачной бумаги с зернистостью 800 в воде на несколько минут до насыщения. Аккуратными круговыми движениями отшлифуйте область, стараясь не надавливать слишком сильно, иначе вы можете оставить новые царапины. Промывайте между проходами и повторно смачивайте наждачную бумагу по мере необходимости на протяжении всего процесса.
ШАГ 5: Выберите более мелкое зерно.
Если остались следы царапины, очистите область еще раз и перейдите на наждачную бумагу с зернистостью 1000 (чем выше номер, тем мельче зернистость), повторяя круговые полирующие движения и очистку после каждого прохода. Продолжайте использовать наждачную бумагу с более мелкой зернистостью, примерно до 2000, пока царапина полностью не исчезнет. Когда царапина будет сглажена, снова протрите поверхность влажной тряпкой.
ШАГ 6: Полируйте до блеска.
После устранения царапины и очистки поверхности можно заметить, что пластик в рабочей зоне потерял блеск. Чтобы вернуть блеск, нанесите небольшое количество полироли для пластика или металла, ровно столько, чтобы покрыть матовое пятно, и нанесите круговыми движениями чистой сухой тканью. Возможно, вам придется повторить процесс несколько раз, но, в конце концов, пластик снова будет блестеть как новый.
Как чистить и полировать пластик – удалять царапины и пятна с мутных предметов
Подпишитесь на нашу рассылку
Благодарим вас за регистрацию в Realhomes. Вскоре вы получите электронное письмо с подтверждением.
Возникла проблема. Пожалуйста, обновите страницу и повторите попытку.
Отправляя свою информацию, вы соглашаетесь с Условиями использования (открывается в новой вкладке) и Политикой конфиденциальности (открывается в новой вкладке) и вам исполнилось 16 лет.
Будь то пластик детского игрового домика, лучших контейнеров для хранения продуктов, садовой мебели или даже газонокосилки, этот материал со временем царапается и тускнеет. К счастью, вы можете довольно хорошо чистить и полировать пластик с помощью обычных бытовых средств, многие из которых вы найдете в своей аптечке…
Мы берем зубную пасту, пищевую соду и уксус. Мы также включили несколько более энергичных методов, таких как тепловые пушки и наждачная бумага, для действительно эффективных результатов на больших предметах. Итак, будь то мутная пара линз или ваш любимый цветной садовый стул, который вы хотите красиво поднять, продолжайте читать, чтобы снова отполировать все ваши пластиковые предметы до совершенства.
Как чистить пластмассу
Чтобы получить представление о том, какого внимания заслуживают ваши пластмассовые предметы, начните с их очистки. Просто используйте теплую воду с мягким моющим средством для посуды. Дайте ему высохнуть на воздухе. Далее мы рассмотрим, как удалить и отполировать надоедливые царапины, но если вы имеете дело с пятнами, перейдите к нашему разделу о том, как удалить пятна с пластика.
Как удалить царапины с пластика
Чтобы узнать, какой метод выбрать, сначала нужно определить, насколько велика царапина, с которой вы имеете дело. Как только область станет чистой, осторожно проведите пальцем по пластиковой поверхности. Если ваш ноготь легко проходит по царапине, то более щадящий метод, такой как зубная паста и пищевая сода, должен быть достаточным.
Если же ваш ноготь заедает, значит, вы имеете дело с более крупной царапиной, для устранения которой потребуется более тяжелый метод, например, наждачная бумага или фен. Для последних двух методов мы рекомендуем носить защитные очки и маску для безопасности.
Очистка пластика удивительно похожа на Удаление царапин со стекла – узнай подробности.
(Изображение предоставлено Дэном Диммоком на Unsplash)
Полировка пластика зубной пастой
Использование зубной пасты действительно эффективно для удаления мелких царапин с поверхности мягкого пластика на мелких предметах домашнего обихода, таких как рамки или ящики для хранения. Вы можете использовать негелевую пасту, и если вы сможете найти пасту с пищевой содой, это будет дополнительным бонусом. Просто нанесите количество размером с горошину на салфетку из микрофибры или хлопчатобумажную ткань и круговыми движениями втирайте в чистую поцарапанную область. Делайте это в течение нескольких минут или до тех пор, пока царапина не будет видна. Промойте, высушите и этого должно быть достаточно. Если нет, то можно повторить.
Примечание: Если вы чистите линзы очков, используйте тот же метод, но с менее абразивной гелевой зубной пастой.
Полировка пластика пищевой содой
Аналогично описанному выше методу, но вы сделаете пасту аналогичной консистенции, используя равные части воды и пищевой соды. Нанесите на поцарапанную область круговыми движениями и тканью из микрофибры, как указано выше. Смойте и повторите при необходимости.
(Изображение предоставлено Getty Images)
Узнайте больше очистка пищевой содой советы в нашем руководстве.
Полировка пластика наждачной бумагой
Использование влажной наждачной бумаги поможет постепенно выровнять неровную поверхность. Это идеально подходит для больших царапин на больших поверхностях, таких как фары или садовая мебель. Во-первых, убедитесь, что наждачная бумага пригодна для использования во влажном состоянии, так как вам нужно замочить лист примерно на 10 минут перед обработкой области. Затем хитрость заключается в том, чтобы начать с зернистости 220/320, переходя к более тонкой зернистости, что даст вам окончательную отделку
Слегка отшлифуйте круговыми движениями, следя за тем, чтобы не отшлифовать окружающие области (при необходимости отметьте это малярным скотчем) и удаляйте остатки хлопчатобумажной тканью, пока поверхность не станет гладкой, а царапины больше не будут видны. Возможно, вам придется увеличить зернистость до 800/1000, непрерывно полируя, пока вы не достигнете желаемых результатов.
Уборка вашей лучшей садовой мебели ? Найдите последние подборки.
Полировка пластика с помощью фена
Если на газонокосилке или на террасе у вас есть мутный или мутный кусок пластика, вы можете использовать фен, чтобы сгладить его и вернуть блеск поверхности. Хитрость заключается в том, что вы хотите нагреть пластик, но не до такой степени, чтобы он плавился и дымил (токсично). Итак, используйте тепловую пушку на самом низком уровне и равномерно двигайтесь по всей поверхности. Вы не хотите оставаться на одном месте слишком долго. Вы быстро начнете видеть более гладкую и полированную поверхность.
(Изображение предоставлено Getty images)
Как удалить пятна с пластика
Если это желтое пятно от травы или другого типа, из-за которого ваши пластиковые предметы мебели, контейнеры для пищевых продуктов и другие предметы выглядят тусклыми и хорошо использовать, попробуйте один из следующих советов по удалению пятен:
Уксус: Идеально подходит для использования на пластиковых контейнерах для пищевых продуктов и т.п., поскольку он натуральный. Просто смешайте одну столовую ложку белого уксуса на чашку воды и замочите вещи на пару часов, пока пятно не исчезнет. Товар побольше? Распылите раствор прямо на пятно и дайте ему время впитаться, затем протрите.
Медицинский спирт: Или дезинфицирующее средство для рук также полезно для удаления пятен от кофе или помидоров. Просто нанесите небольшое количество средства на пятно и вотрите его, затем промойте участок теплой водой с моющим средством для посуды, чтобы полностью удалить пятно.
Лимоны: Просто потрите пятно половинкой лимона и по возможности дайте высохнуть на солнце. Комбинация не только удалит обесцвечивание, но и продезинфицирует ваши вещи.
Найдите больше способов протирать уксусом по дому.
Профилактические меры
Накройте пластиковую мебель для сада: Это позволит сохранить ваши вещи в лучшем состоянии на долгие годы, так как покрытие игровых домиков, стульев и т. д. предотвратит их обесцвечивание на солнце, а также любые предметы, царапающие поверхность. из них в плохую погоду. Еще лучше? Держите вещи внутри, если у вас есть сарай или гараж.
 Мы способны придать гибкому шпону абсолютно любую
Мы способны придать гибкому шпону абсолютно любую
 Благодаря отработанной технологии соединения деталей путем
Благодаря отработанной технологии соединения деталей путем

 Выполняем полный комплекс работ с ответственностью за результат:
Выполняем полный комплекс работ с ответственностью за результат: Скачайте и редактируйте образцы из каталога.
Скачайте и редактируйте образцы из каталога. max .b3d
max .b3d
 max .b3d
max .b3d
 max .b3d
max .b3d
 max .b3d
max .b3d
 Гнутоклееные детали и заготовки более практичны и долговечны, в них
Гнутоклееные детали и заготовки более практичны и долговечны, в них

 В
В
 За 17
За 17
 Крупногабаритные детали
Крупногабаритные детали
 е.
е. е.
е. Для изготовления поддона используются доски, а с недавнего времени …
Для изготовления поддона используются доски, а с недавнего времени …
 Это прекрасный пример ситуации, когда гнутое ламинирование является хорошим выбором.
Это прекрасный пример ситуации, когда гнутое ламинирование является хорошим выбором. Затем я создаю негатив изогнутого профиля, который будет служить заглушкой, прикладывая давление к пластинам и вдавливая их в форму. Этот негатив учитывает толщину изогнутой детали, так что кривые идеально совпадают без мертвого пространства, как только стопка помещается между ними. Мне также нравится использовать пробку на изгибаемых поверхностях, чтобы равномерно распределять давление. Вся форма обмотана упаковочной лентой, чтобы клей не прилипал. Воск также является хорошей идеей для ремня и подтяжек.
Затем я создаю негатив изогнутого профиля, который будет служить заглушкой, прикладывая давление к пластинам и вдавливая их в форму. Этот негатив учитывает толщину изогнутой детали, так что кривые идеально совпадают без мертвого пространства, как только стопка помещается между ними. Мне также нравится использовать пробку на изгибаемых поверхностях, чтобы равномерно распределять давление. Вся форма обмотана упаковочной лентой, чтобы клей не прилипал. Воск также является хорошей идеей для ремня и подтяжек.

 ..или выберите по артикулу / артикулу
..или выберите по артикулу / артикулу США оливка калибра (упаковка из 3 шт.) / 1/2-дюймовый наконечник / изгиб 90 градусов — 132,0014 долл. США Олива (3 шт. в упаковке) / Наконечник 1,5 дюйма / Изгиб 45 градусов — 198,0015 долл. США Калибр Янтарный (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0015 долл. США Калибр Янтарный (3 шт. в упаковке) / Наконечник 1/2 дюйма / 90 Изгиб в градусах — 132,0018 долларов США калибровочного зеленого цвета (3 шт. в упаковке) / наконечник 1/2 дюйма / изгиб 45 градусов — 132,0018 долл. США калибровочного зеленого цвета (3 шт. в упаковке) / наконечник 1/2 дюйма / изгиб 90 градусов — 132,0018 долларов США калибровочно-зеленого цвета (3 шт. в упаковке) / Наконечник 1,5 дюйма / изгиб 45 градусов — 19 долларов США8.0020 Розовый калибр (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0020 долл. США Розовый калибр (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 90 градусов — 132,0021 долл. США Фиолетовый калибр (3 шт. в упаковке) / 1/2 Наконечник / изгиб 45 градусов — 132,0021 долл.
США оливка калибра (упаковка из 3 шт.) / 1/2-дюймовый наконечник / изгиб 90 градусов — 132,0014 долл. США Олива (3 шт. в упаковке) / Наконечник 1,5 дюйма / Изгиб 45 градусов — 198,0015 долл. США Калибр Янтарный (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0015 долл. США Калибр Янтарный (3 шт. в упаковке) / Наконечник 1/2 дюйма / 90 Изгиб в градусах — 132,0018 долларов США калибровочного зеленого цвета (3 шт. в упаковке) / наконечник 1/2 дюйма / изгиб 45 градусов — 132,0018 долл. США калибровочного зеленого цвета (3 шт. в упаковке) / наконечник 1/2 дюйма / изгиб 90 градусов — 132,0018 долларов США калибровочно-зеленого цвета (3 шт. в упаковке) / Наконечник 1,5 дюйма / изгиб 45 градусов — 19 долларов США8.0020 Розовый калибр (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0020 долл. США Розовый калибр (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 90 градусов — 132,0021 долл. США Фиолетовый калибр (3 шт. в упаковке) / 1/2 Наконечник / изгиб 45 градусов — 132,0021 долл. США Фиолетовый калибр (упаковка из 3 шт.) / Наконечник 1/2 дюйма / Изгиб 90 градусов — 132,0021 долл. США Фиолетовый калибр (комплект из 3 шт.) / Наконечник 1,5 дюйма / Изгиб 45 градусов — 198,0022 долл. США Калибровочно-синий (комплект из 3 шт.) ) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0022 долл. США Калибр синий (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 90 градусов — 132,0023 долл. США Калибр оранжевый (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 45 градусов — $132,0023 Gauge Orange (упаковка из 3 шт.) / наконечник 1/2 дюйма / 9 шт.Изгиб 0 градусов — 132,0025 долл. США Калибр красный (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0025 долл. США Калибровочный красный (комплект из 3 шт.) / Наконечник 1/2 дюйма / Изгиб 90 градусов — 132,0027 долл. США Прозрачный калибр (комплект из 3 шт.) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0027 долл. США Калибровочная прозрачная (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 90 градусов — 132,0030 долл.
США Фиолетовый калибр (упаковка из 3 шт.) / Наконечник 1/2 дюйма / Изгиб 90 градусов — 132,0021 долл. США Фиолетовый калибр (комплект из 3 шт.) / Наконечник 1,5 дюйма / Изгиб 45 градусов — 198,0022 долл. США Калибровочно-синий (комплект из 3 шт.) ) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0022 долл. США Калибр синий (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 90 градусов — 132,0023 долл. США Калибр оранжевый (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 45 градусов — $132,0023 Gauge Orange (упаковка из 3 шт.) / наконечник 1/2 дюйма / 9 шт.Изгиб 0 градусов — 132,0025 долл. США Калибр красный (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0025 долл. США Калибровочный красный (комплект из 3 шт.) / Наконечник 1/2 дюйма / Изгиб 90 градусов — 132,0027 долл. США Прозрачный калибр (комплект из 3 шт.) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0027 долл. США Калибровочная прозрачная (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 90 градусов — 132,0030 долл. США Лавандовый калибр (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0030 долл. США Gauge Lavender (3 шт. в упаковке) / наконечник 1/2 дюйма / изгиб 90 градусов — $132,00
США Лавандовый калибр (3 шт. в упаковке) / Наконечник 1/2 дюйма / Изгиб 45 градусов — 132,0030 долл. США Gauge Lavender (3 шт. в упаковке) / наконечник 1/2 дюйма / изгиб 90 градусов — $132,00 Мы рекомендуем максимальное давление дозирования 100 фунтов на квадратный дюйм при использовании изогнутых игл Techcon серии TE.
Мы рекомендуем максимальное давление дозирования 100 фунтов на квадратный дюйм при использовании изогнутых игл Techcon серии TE. 90.0080
90.0080 90.0080
90.0080 90.0080
90.0080
 5
5 5×10.5
5×10.5 11 МБ)
11 МБ) Сверление, сверление с ударом и долбление делают перфоратор ценным универсальным инструментом. Перфоратор является представителем семейства Power X-Change. Пневматический ударный механизм обеспечивает легкое и уверенное сверление и долбление бетона. Оснастка легко меняется благодаря универсальному патрону SDS-plus. Эргономичная рукоятка с мягкими вставками обеспечивает надежную и удобную фиксацию инструмента в руке. Светодиодная подсветка ярко освещает рабочую зону. В комплект поставки входит магнитный адаптер для бит, а также прочный кейс E-Box для хранения и транспортировки. Инструмент поставляется без аккумулятора и зарядного устройства. Для оптимальной работы рекомендуется использовать аккумулятор емкостью 3,0 Ач или выше.
Сверление, сверление с ударом и долбление делают перфоратор ценным универсальным инструментом. Перфоратор является представителем семейства Power X-Change. Пневматический ударный механизм обеспечивает легкое и уверенное сверление и долбление бетона. Оснастка легко меняется благодаря универсальному патрону SDS-plus. Эргономичная рукоятка с мягкими вставками обеспечивает надежную и удобную фиксацию инструмента в руке. Светодиодная подсветка ярко освещает рабочую зону. В комплект поставки входит магнитный адаптер для бит, а также прочный кейс E-Box для хранения и транспортировки. Инструмент поставляется без аккумулятора и зарядного устройства. Для оптимальной работы рекомендуется использовать аккумулятор емкостью 3,0 Ач или выше. 5 А⋅ч
5 А⋅ч 2 Дж
2 Дж
 ..
.. Он является частью расширяющейся системы Makita 18V LXT®, крупнейшей в мире системы аккумуляторных инструментов, питаемой от 18-вольтовых литий-ионных аккумуляторов слайд-типа. Литий-ионные аккумуляторы Makita® 18V LXT® имеют самое быстрое время зарядки в своих категориях, поэтому они проводят больше времени за работой и меньше времени сидят на зарядном устройстве.
Он является частью расширяющейся системы Makita 18V LXT®, крупнейшей в мире системы аккумуляторных инструментов, питаемой от 18-вольтовых литий-ионных аккумуляторов слайд-типа. Литий-ионные аккумуляторы Makita® 18V LXT® имеют самое быстрое время зарядки в своих категориях, поэтому они проводят больше времени за работой и меньше времени сидят на зарядном устройстве. свет освещает рабочую зону
свет освещает рабочую зону


 Не образуются мельчайшие осколки или другой мусор, поэтому нет загрязнения (примеси инородных тел).
Не образуются мельчайшие осколки или другой мусор, поэтому нет загрязнения (примеси инородных тел).  РУЧНОЙ ПЕРФОРАТОР также идеально подходит для перфорации перчаточного ящика.
РУЧНОЙ ПЕРФОРАТОР также идеально подходит для перфорации перчаточного ящика. В частности, HANDHELD PUNCH использует сверхточное шлифование, обеспечивающее параллельную и ортогональную точность 5/10 000 мм, а также ноу-хау в производстве прецизионных лезвий, которые мы культивировали более 40 лет с момента основания. Таким образом, он позволяет перфорировать — при минимизации заусенцев и деформации — ранее трудно перфорируемые материалы, такие как материалы из тонкой фольги, листы электродов (катод, анод, алюминиевая фольга, медная фольга) и сепараторы.
В частности, HANDHELD PUNCH использует сверхточное шлифование, обеспечивающее параллельную и ортогональную точность 5/10 000 мм, а также ноу-хау в производстве прецизионных лезвий, которые мы культивировали более 40 лет с момента основания. Таким образом, он позволяет перфорировать — при минимизации заусенцев и деформации — ранее трудно перфорируемые материалы, такие как материалы из тонкой фольги, листы электродов (катод, анод, алюминиевая фольга, медная фольга) и сепараторы.
 В нашей компании мы работаем внутри перчаточных боксов, и малый вес инструмента очень помогает».
В нашей компании мы работаем внутри перчаточных боксов, и малый вес инструмента очень помогает». Мы очень довольны вашим продуктом и будем распространять информацию о его превосходном качестве.
Мы очень довольны вашим продуктом и будем распространять информацию о его превосходном качестве.
 (дополнительно)
(дополнительно)

 Согласно ITIL (IT InfrastructureLibrary) SLA — это мини-договор, устанавливающий параметры качества предоставляемых бизнесу ИТ-услуг.
Согласно ITIL (IT InfrastructureLibrary) SLA — это мини-договор, устанавливающий параметры качества предоставляемых бизнесу ИТ-услуг.
 Такими параметрами качества могут быть время устранения инцидентов, время, в течение которого сервис должен быть восстановлен и тому подобное. Так, например, создание почтового ящика для нового сотрудника должно занимать у ИТ-службы не более 4 часов.
Такими параметрами качества могут быть время устранения инцидентов, время, в течение которого сервис должен быть восстановлен и тому подобное. Так, например, создание почтового ящика для нового сотрудника должно занимать у ИТ-службы не более 4 часов.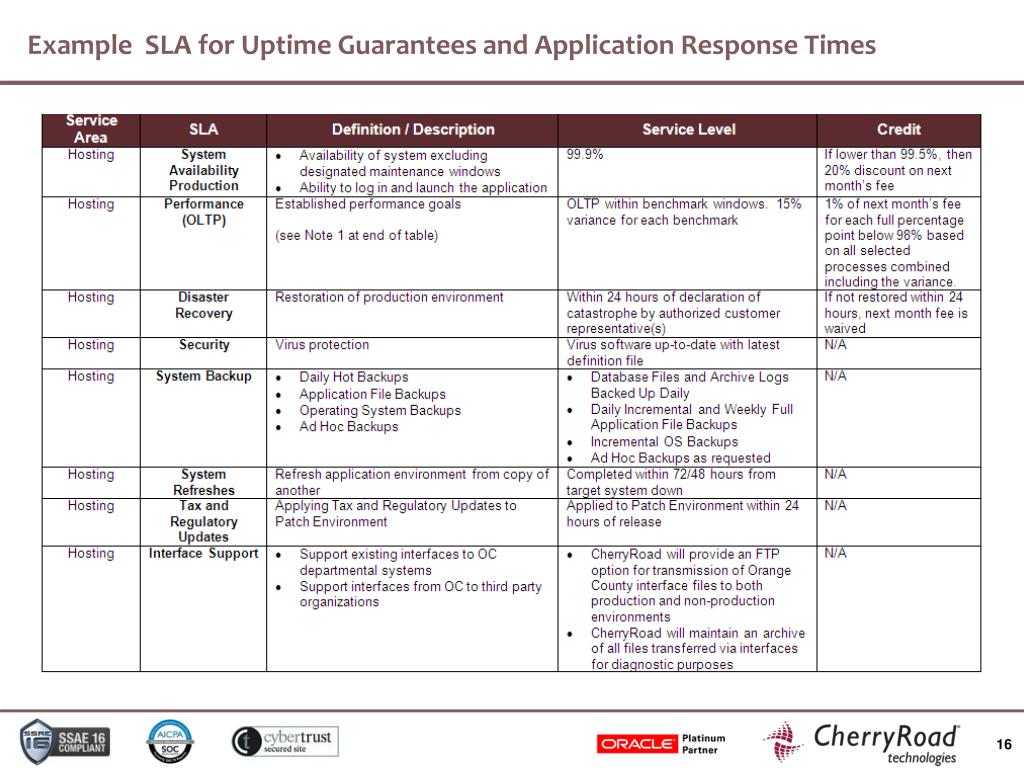 Начиная внедрять у себя управление уровнем качества обслуживания пользователей, не стоит пытаться объять необъятное, начните двигаться вперед небольшими шагами.
Начиная внедрять у себя управление уровнем качества обслуживания пользователей, не стоит пытаться объять необъятное, начните двигаться вперед небольшими шагами.
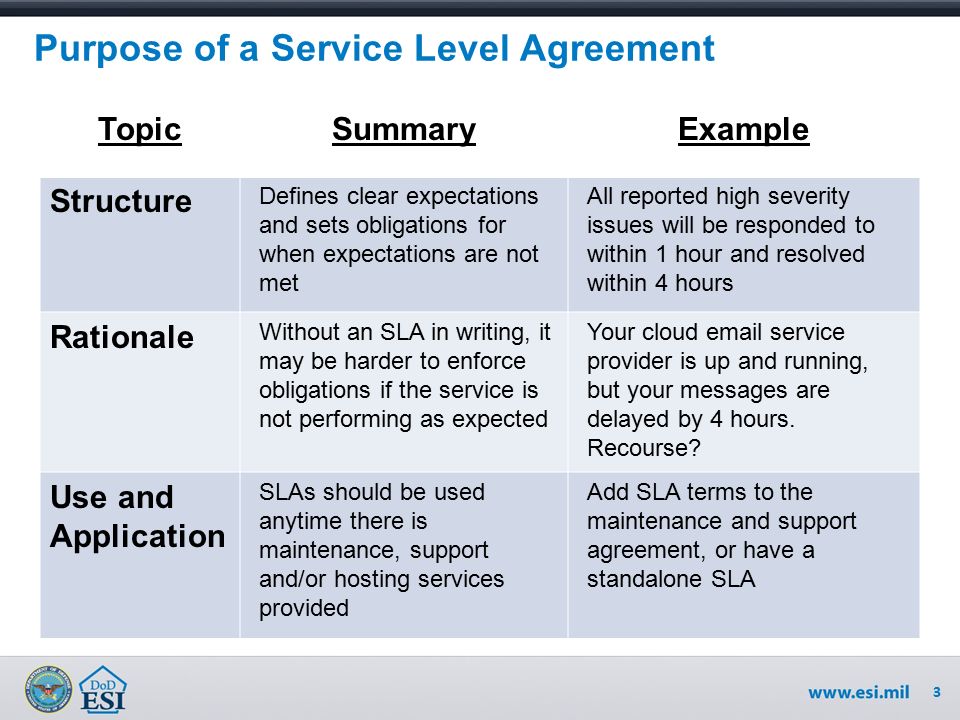 Эти параметры должны соотноситься с бизнес-целями организации и быть отражением потребностей бизнес-пользователей, в том числе в способах оказания им ИТ-услуг. Такими параметрами могут быть:
Эти параметры должны соотноситься с бизнес-целями организации и быть отражением потребностей бизнес-пользователей, в том числе в способах оказания им ИТ-услуг. Такими параметрами могут быть:

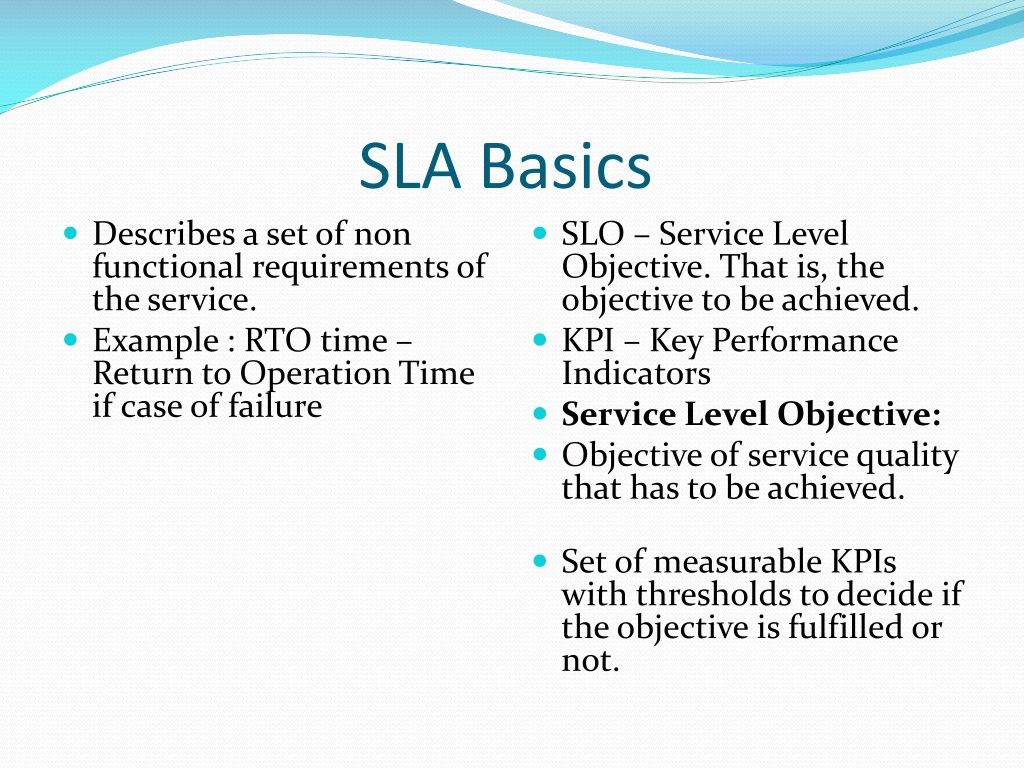 Этот процесс называется «Service Level Management», SLM.
Этот процесс называется «Service Level Management», SLM.
 (Camas, WA)
(Camas, WA)  and-Long-arm (автомобильная подвеска)
and-Long-arm (автомобильная подвеска)  Служба поддержки (основана в 1936 г.; Швейцария)
Служба поддержки (основана в 1936 г.; Швейцария)  com, Все права защищены.
com, Все права защищены. (Camas, WA)
(Camas, WA)

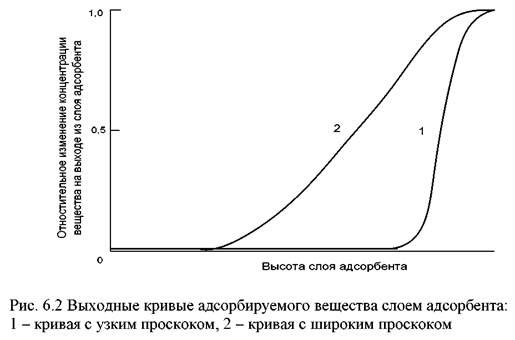
 Именно из-за наличия таких удивительных деталей, которые можно реализовать на огромном количестве 3D принтеров.
Именно из-за наличия таких удивительных деталей, которые можно реализовать на огромном количестве 3D принтеров.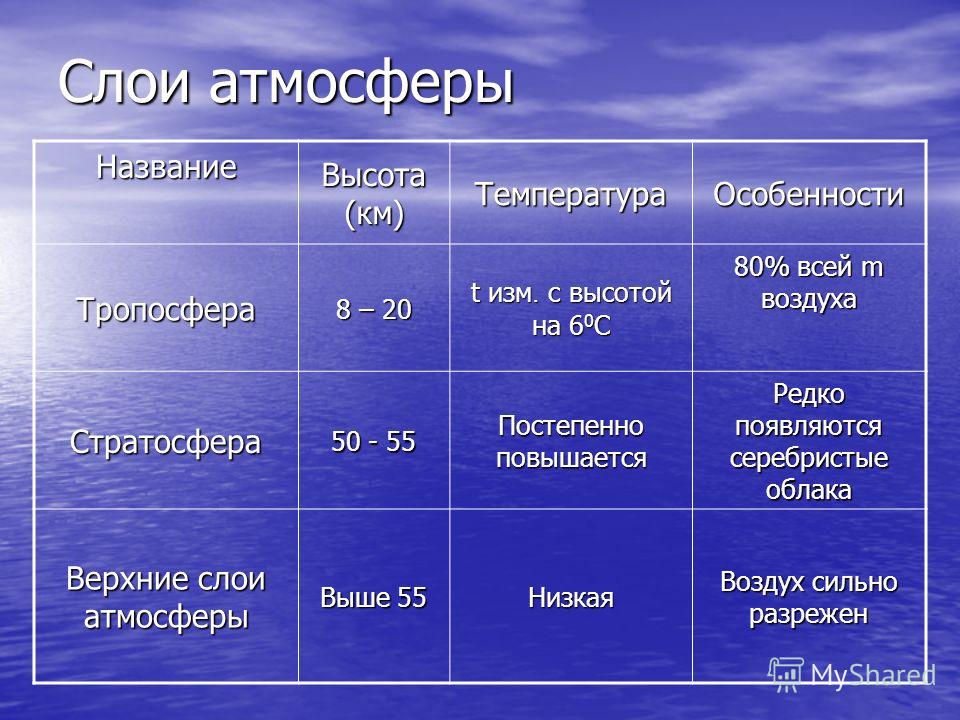 Ну а для получения дополнительной информации о том, как сглаживать модели, можете ознакомится с этим руководством по сглаживанию PLA.
Ну а для получения дополнительной информации о том, как сглаживать модели, можете ознакомится с этим руководством по сглаживанию PLA.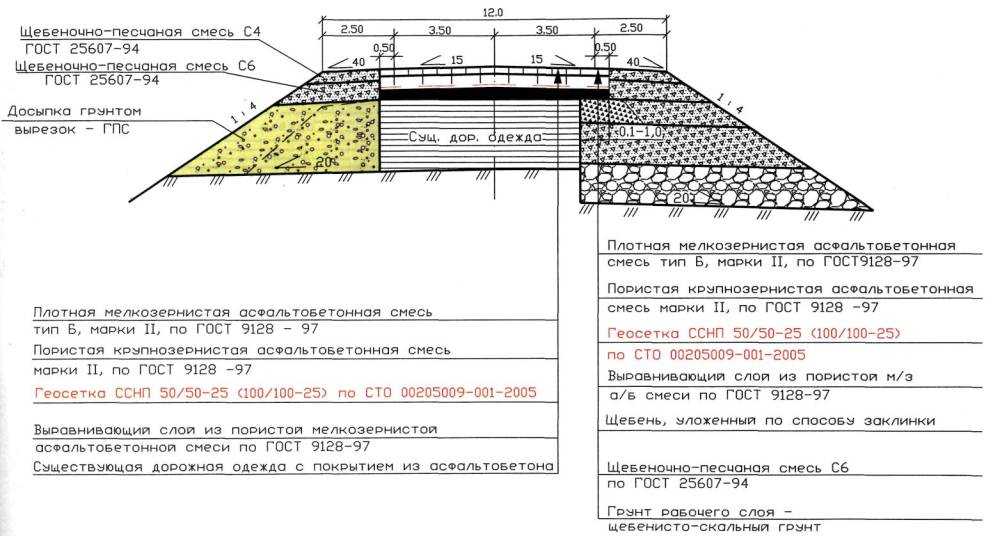 Возникает странная картина: входит в хотэнд печатающей головки, допустим, 1 кубический сантиметр пластика, а выходит уже несколько большее его количество! И ладно бы оно таким и оставалось впоследствии, — мы бы смирились с этой странной, нарушающей законы сохранения энергии математикой. Но, вот незадача, как только пластик покидает печатающую головку через сопло, и начинает остывать, он начинает стремиться вернуть свой первоначальный объем.
Возникает странная картина: входит в хотэнд печатающей головки, допустим, 1 кубический сантиметр пластика, а выходит уже несколько большее его количество! И ладно бы оно таким и оставалось впоследствии, — мы бы смирились с этой странной, нарушающей законы сохранения энергии математикой. Но, вот незадача, как только пластик покидает печатающую головку через сопло, и начинает остывать, он начинает стремиться вернуть свой первоначальный объем. Кому-то нужен лишь внешний вид прототипа, а кому-то важна механическая прочность полученной распечатки.
Кому-то нужен лишь внешний вид прототипа, а кому-то важна механическая прочность полученной распечатки.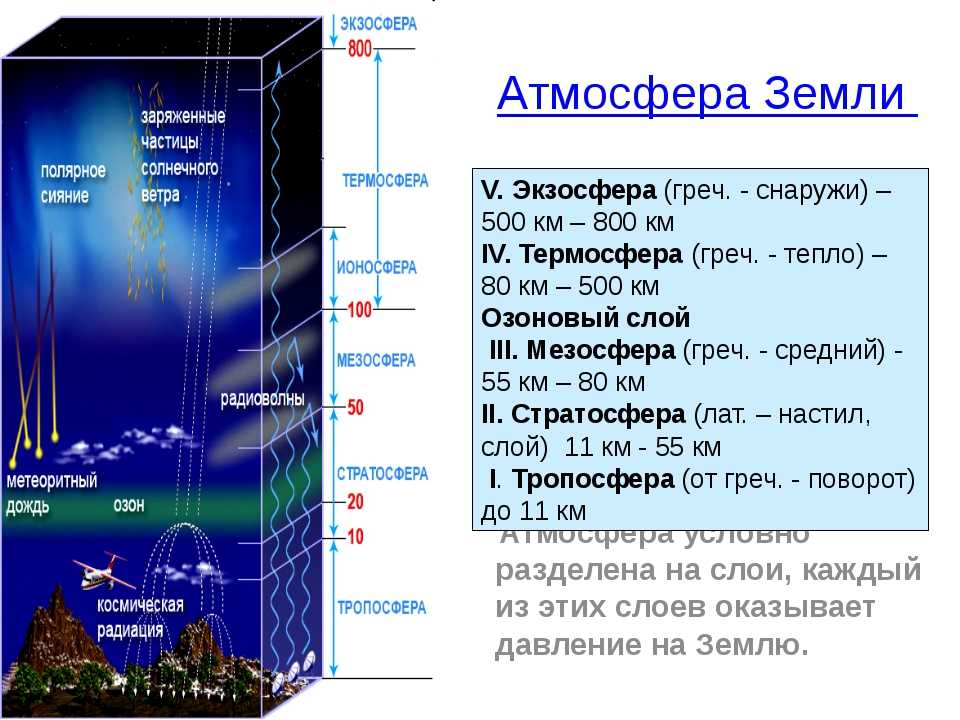
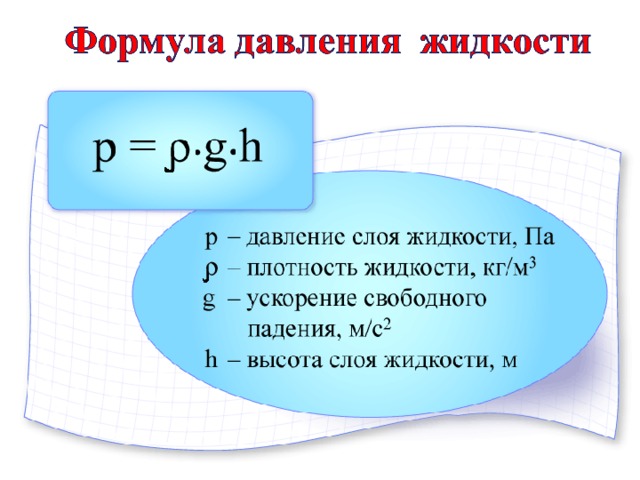 1 — типичный результат слишком низкой температуры печати; 2 — идеальный вариант, когда текучесть пластика достаточная для заполнения неровностей предыдущего слоя; 3 — воображаемый сверх идеальный вариант увеличенной площади склейки за счет неровной поверхности предыдущего слоя.
1 — типичный результат слишком низкой температуры печати; 2 — идеальный вариант, когда текучесть пластика достаточная для заполнения неровностей предыдущего слоя; 3 — воображаемый сверх идеальный вариант увеличенной площади склейки за счет неровной поверхности предыдущего слоя.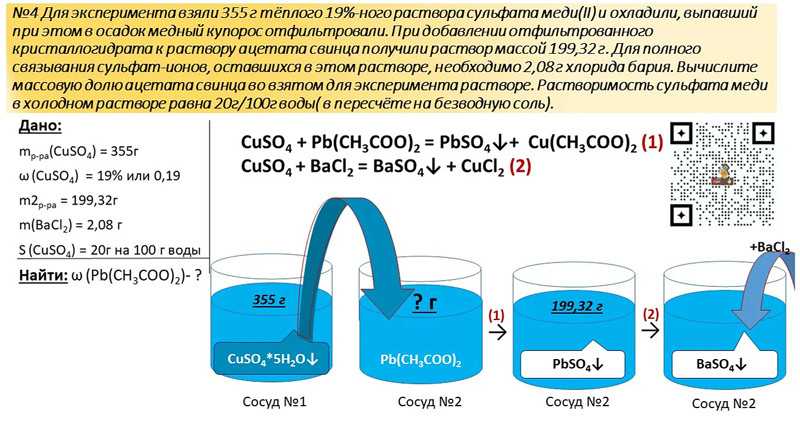 Но мы говорим о 3D печати.
Но мы говорим о 3D печати.  Всё!
Всё! Или наоборот.
Или наоборот.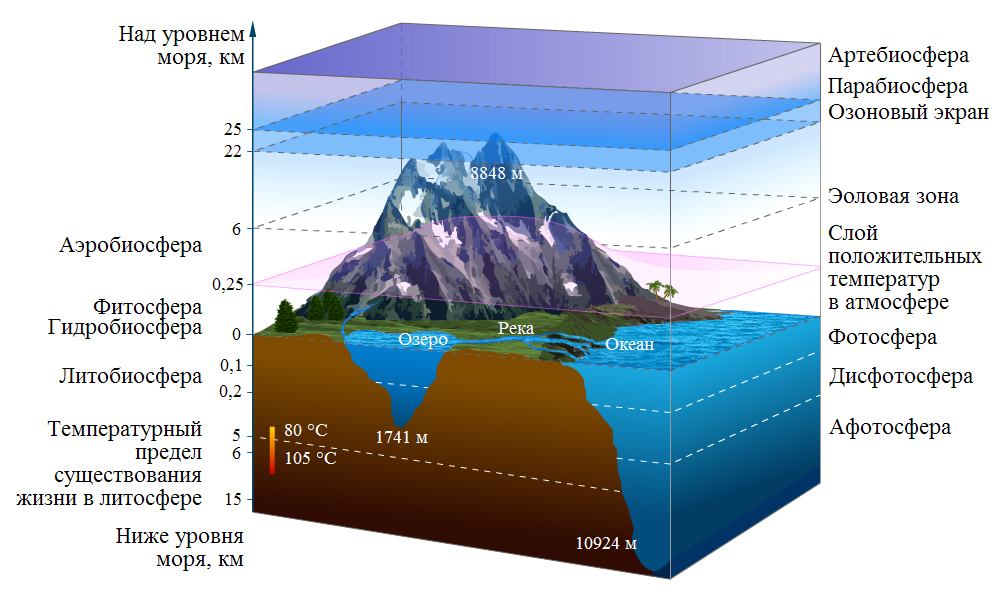
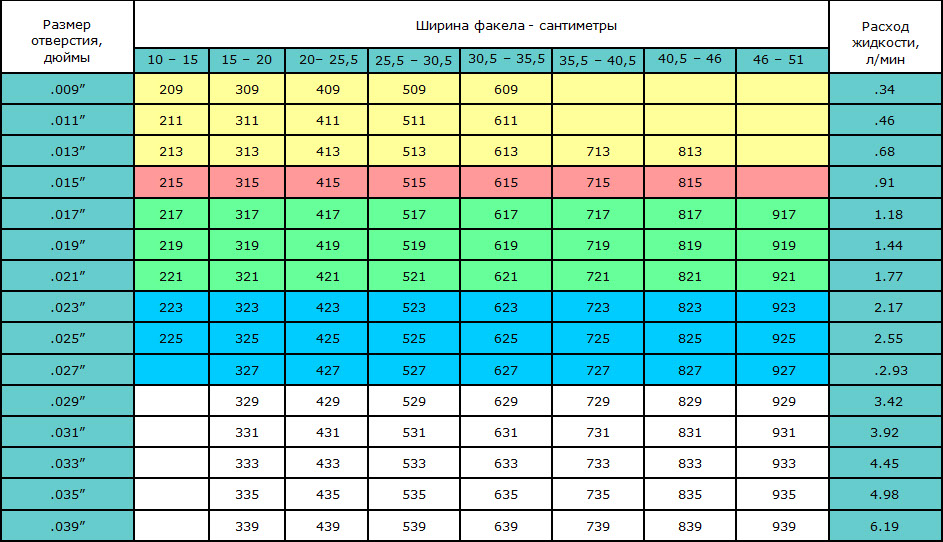

 Он измеряется в микронах или миллиметрах, может быть отрегулирован с помощью программы слайсера и варьируется от проекта к проекту.
Он измеряется в микронах или миллиметрах, может быть отрегулирован с помощью программы слайсера и варьируется от проекта к проекту. 3D-печать с меньшей высотой слоя также может помочь, если ваш дизайн имеет выступы, так как слои будут больше перекрываться. Однако будьте осторожны с использованием тонких слоев толщиной менее 0,1 мм, так как это увеличивает время печати и вероятность появления дефектов, а также снижает отдачу в отношении видимого качества вашей детали.
3D-печать с меньшей высотой слоя также может помочь, если ваш дизайн имеет выступы, так как слои будут больше перекрываться. Однако будьте осторожны с использованием тонких слоев толщиной менее 0,1 мм, так как это увеличивает время печати и вероятность появления дефектов, а также снижает отдачу в отношении видимого качества вашей детали. Если высота слоя слишком мала для диаметра сопла принтера, он будет с трудом выталкивать нить, но если она слишком высока, слои не будут слипаться. Хорошее эмпирическое правило — поддерживать высоту слоя между 25% и 75% диаметра сопла принтера.
Если высота слоя слишком мала для диаметра сопла принтера, он будет с трудом выталкивать нить, но если она слишком высока, слои не будут слипаться. Хорошее эмпирическое правило — поддерживать высоту слоя между 25% и 75% диаметра сопла принтера.
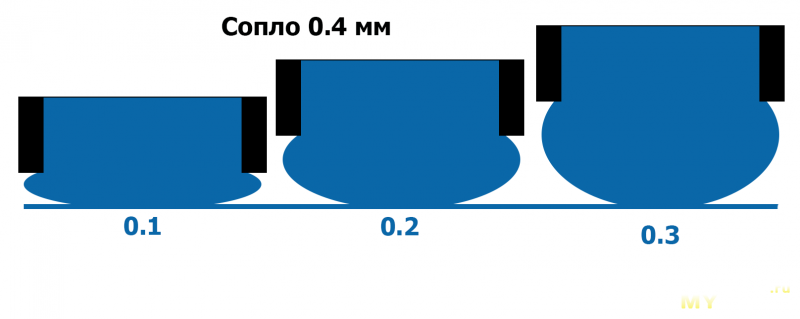 В этой статье вы узнаете о важности высоты слоя и о том, как она влияет на качество, внешний вид и прочность деталей, напечатанных на 3D-принтере.
В этой статье вы узнаете о важности высоты слоя и о том, как она влияет на качество, внешний вид и прочность деталей, напечатанных на 3D-принтере. Или, в некоторых случаях, высота слоя уже задана производителем.
Или, в некоторых случаях, высота слоя уже задана производителем.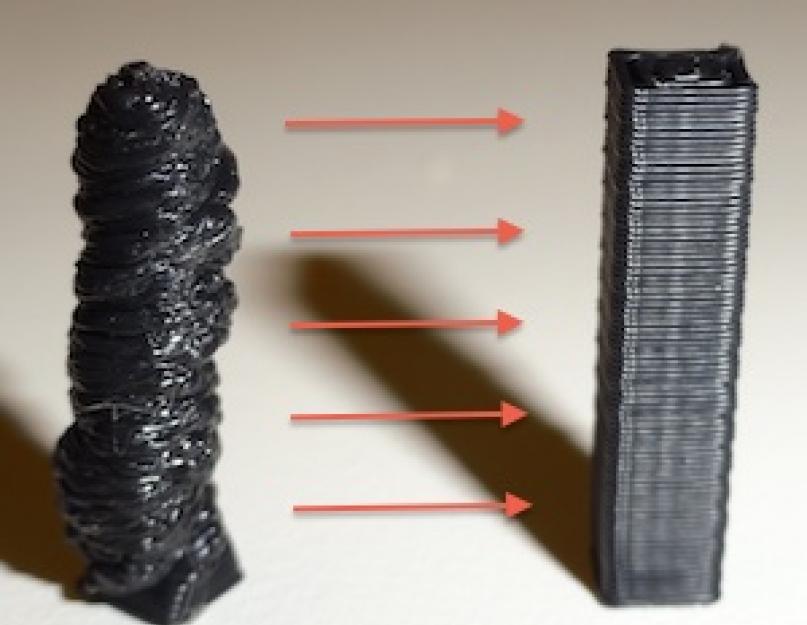
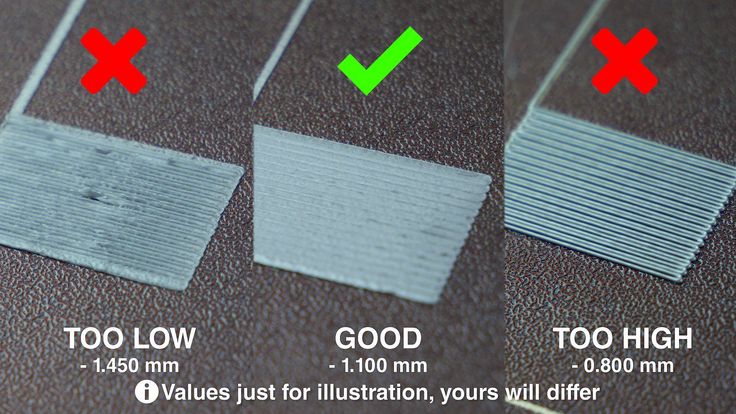 Это называется ступенчатым эффектом и становится более заметным на поверхностях с большей кривизной.
Это называется ступенчатым эффектом и становится более заметным на поверхностях с большей кривизной.
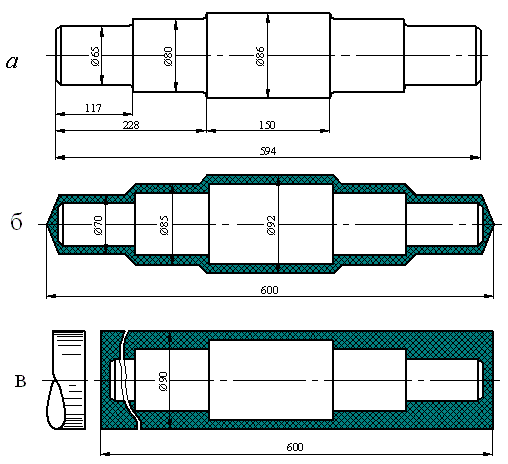
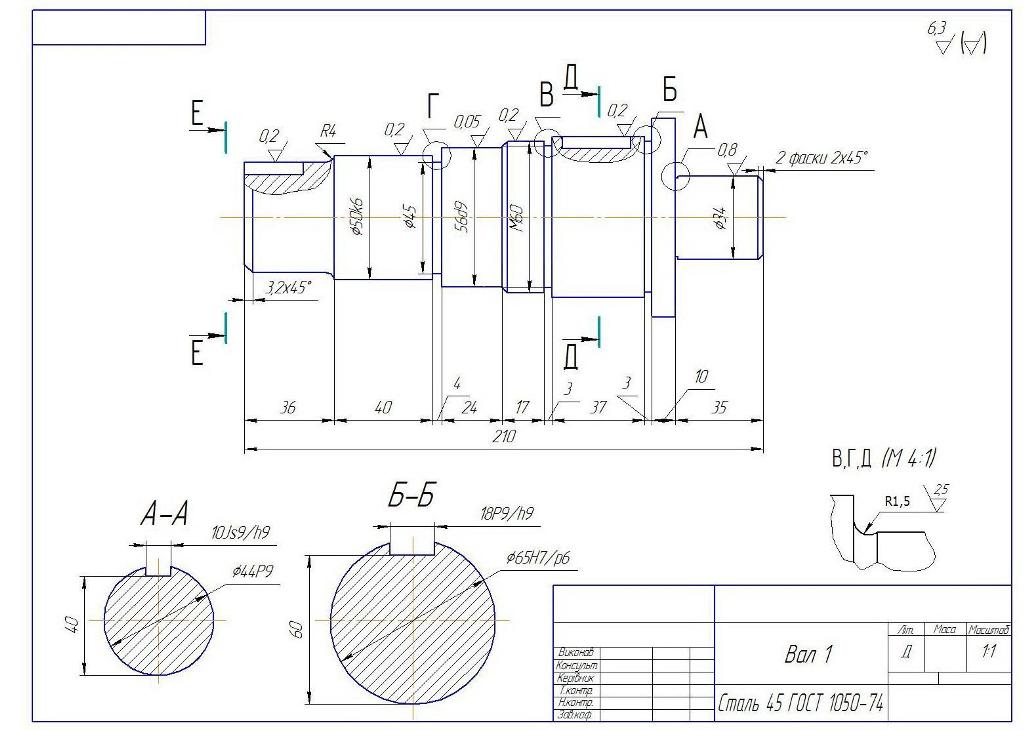 Распределительный вал состоит из опорных частей и кулачков, между которыми имеются шейки меньшего диаметра с галтелями для снижения напряжений.
Распределительный вал состоит из опорных частей и кулачков, между которыми имеются шейки меньшего диаметра с галтелями для снижения напряжений.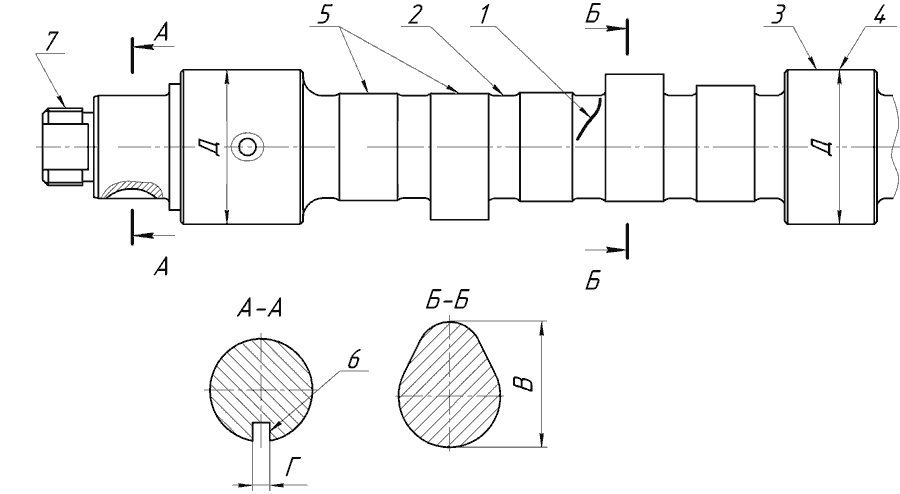 Во время выполнения работы решаются следующие задачи: — Разработка технологического процесса изготовления детали «Ступенчатый вал», что означает выбор метода изготовления заготовки, назначение последовательности выполнения операций, выбор оборудования и инструмента для каждой операции технологического процесса, расчет элементов режимов резания, сил резания. В курсовом проекте описаны порядок и все этапы разработки технологического процесса изготовления «Ступенчатый вал».
Во время выполнения работы решаются следующие задачи: — Разработка технологического процесса изготовления детали «Ступенчатый вал», что означает выбор метода изготовления заготовки, назначение последовательности выполнения операций, выбор оборудования и инструмента для каждой операции технологического процесса, расчет элементов режимов резания, сил резания. В курсовом проекте описаны порядок и все этапы разработки технологического процесса изготовления «Ступенчатый вал».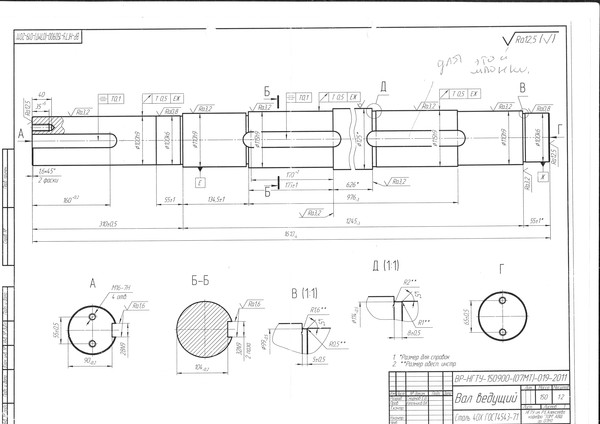 , получаемую в результате термообработки. Для того, чтобы остальные поверхности не подвергались термообработке (25..30 HRCЭ), она производится в индукционной установке (ТВЧ).
, получаемую в результате термообработки. Для того, чтобы остальные поверхности не подвергались термообработке (25..30 HRCЭ), она производится в индукционной установке (ТВЧ).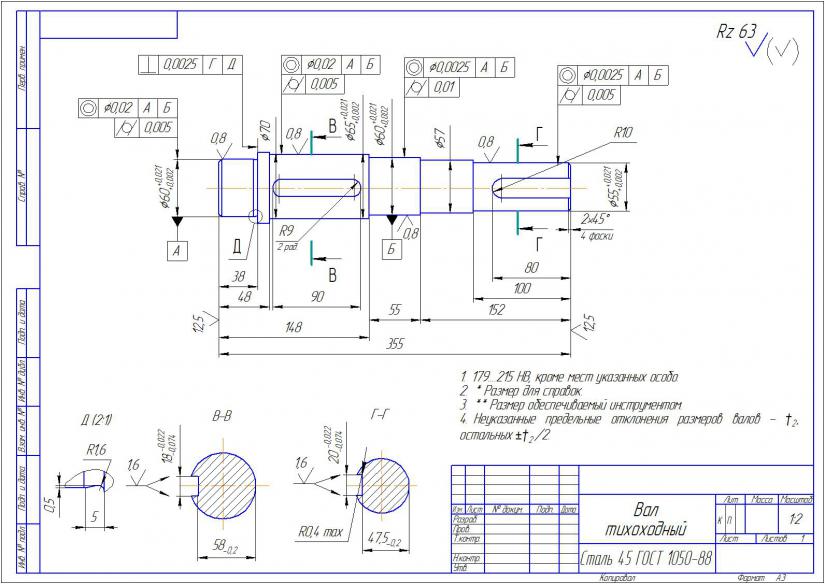 .spw
.spw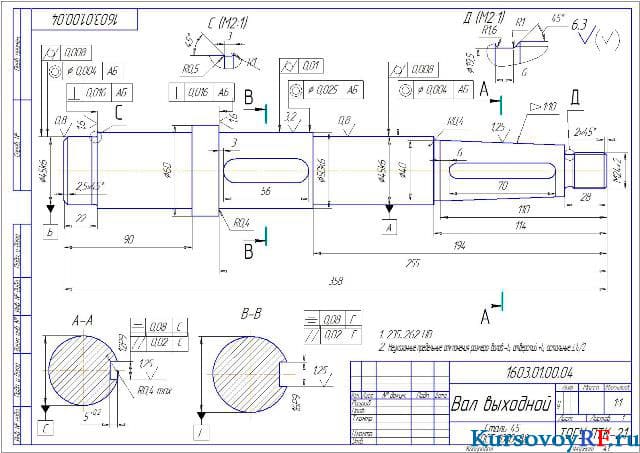 me/alldrawings
me/alldrawings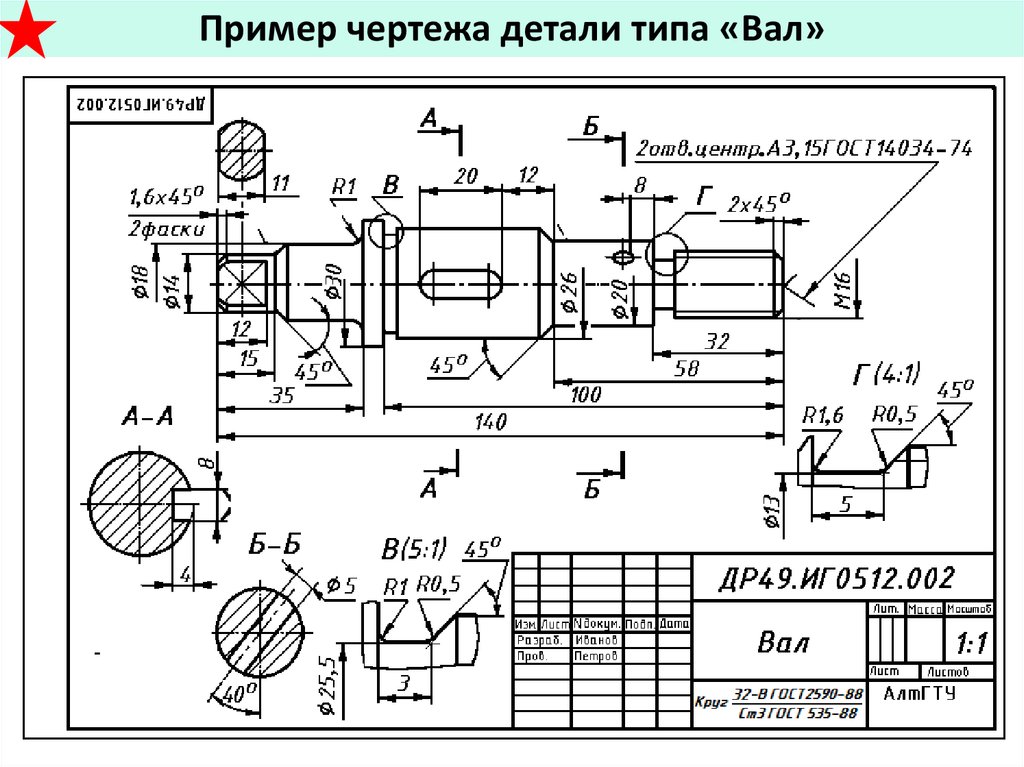 CDW
CDW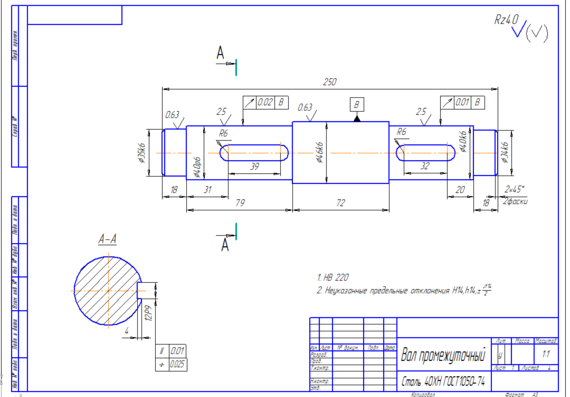 dwg
dwg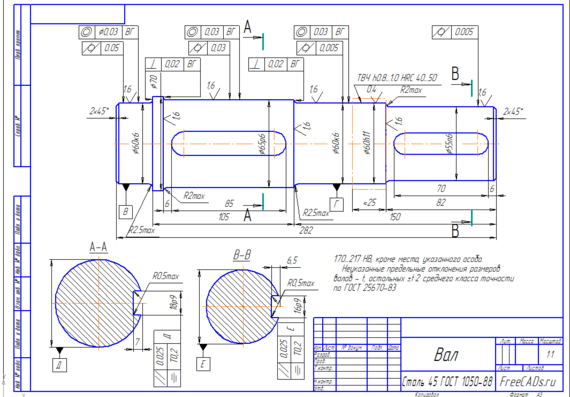 dxf
dxf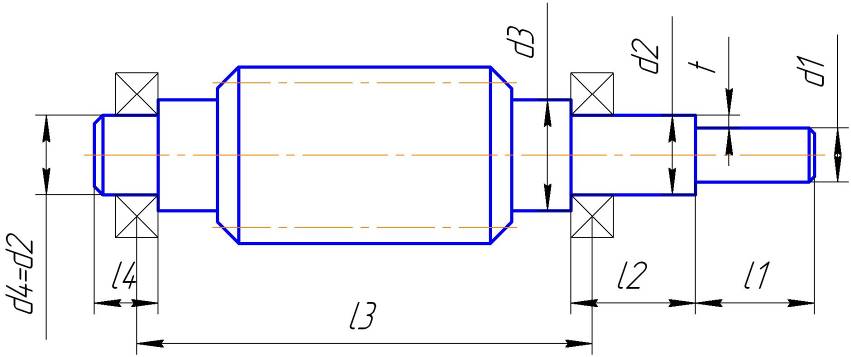 png
png CDW
CDW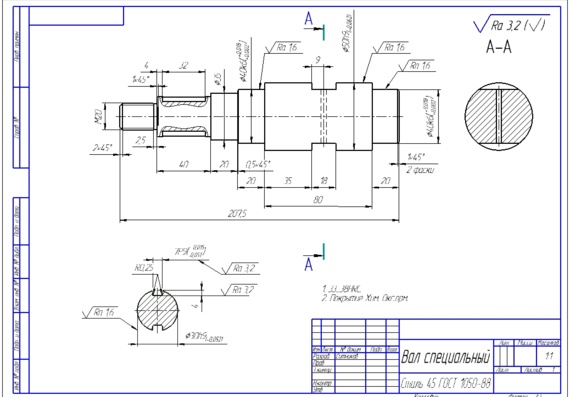
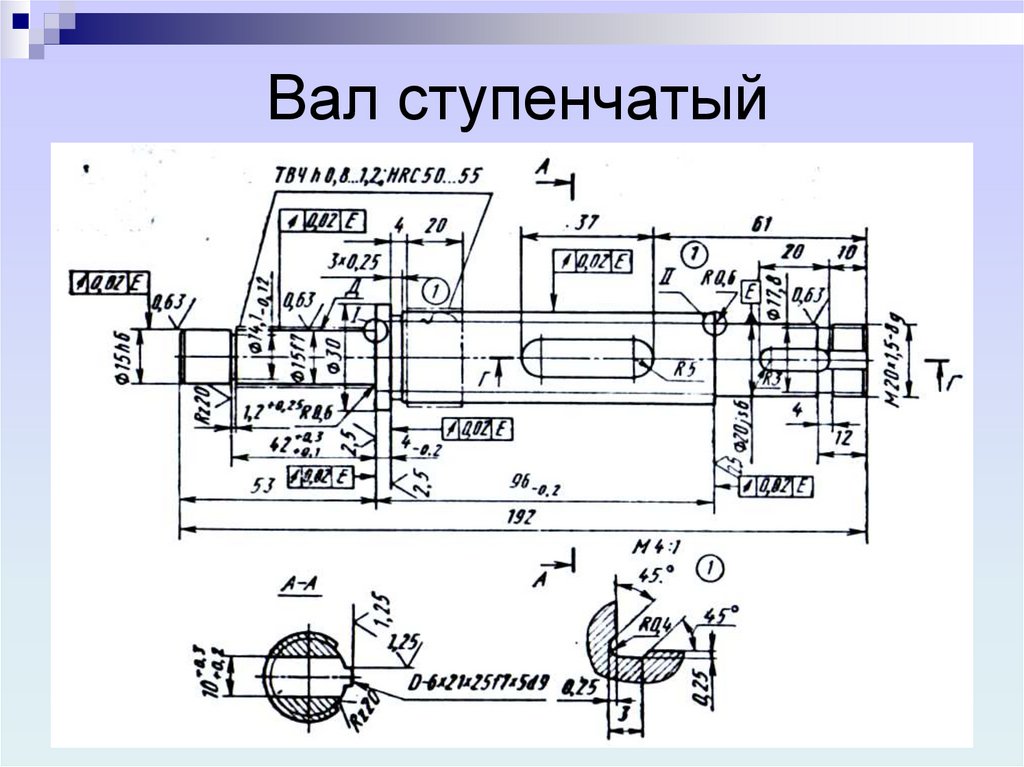 me/alldrawings
me/alldrawings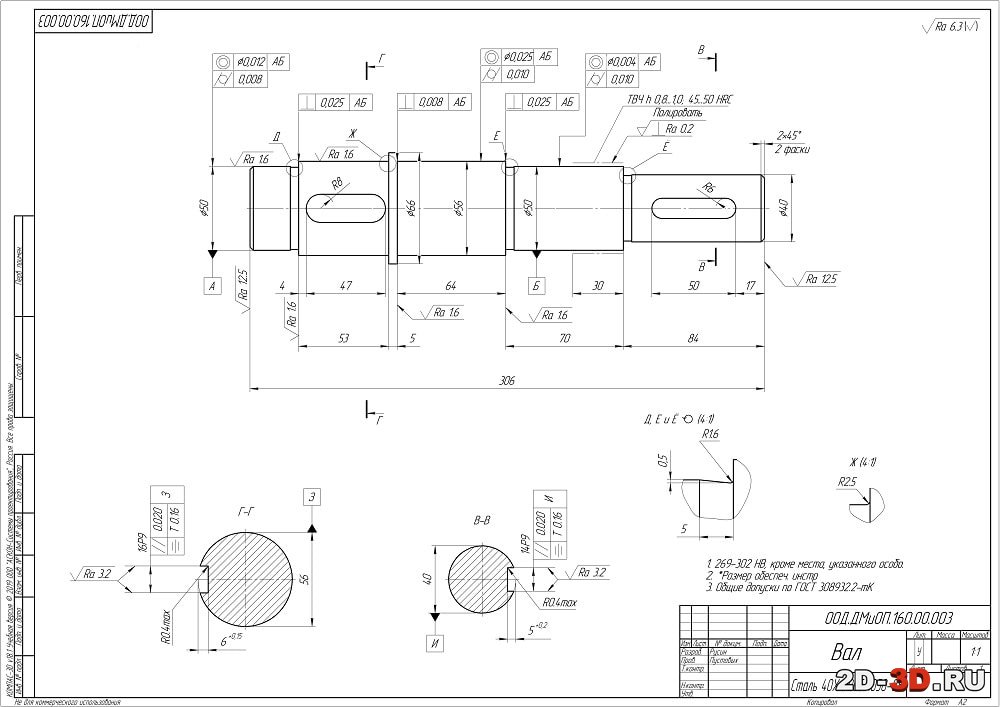 cdw
cdw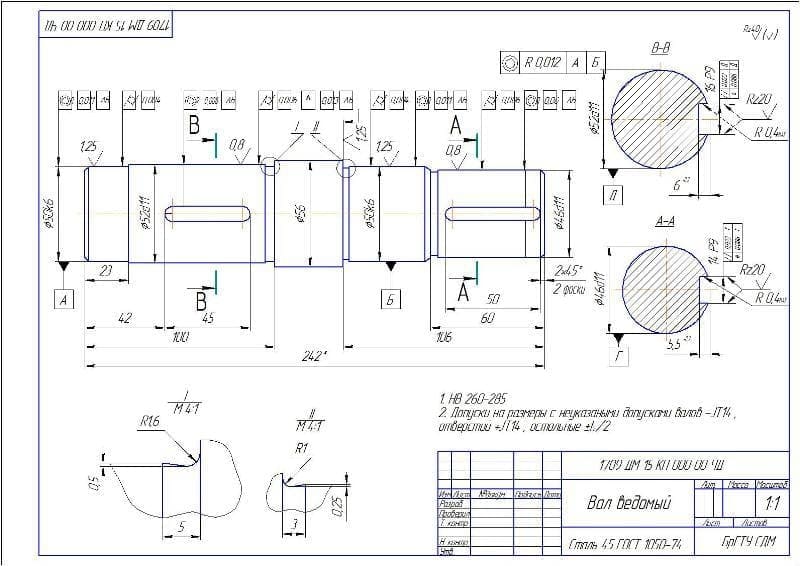 dwg
dwg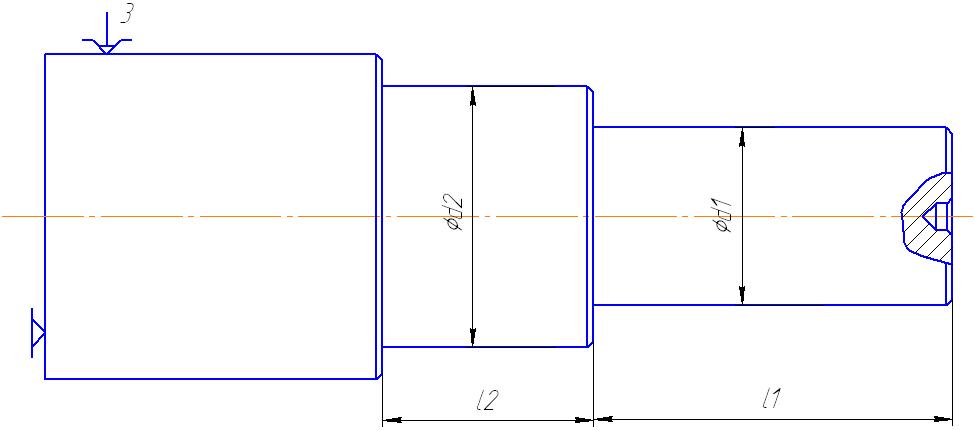 dxf
dxf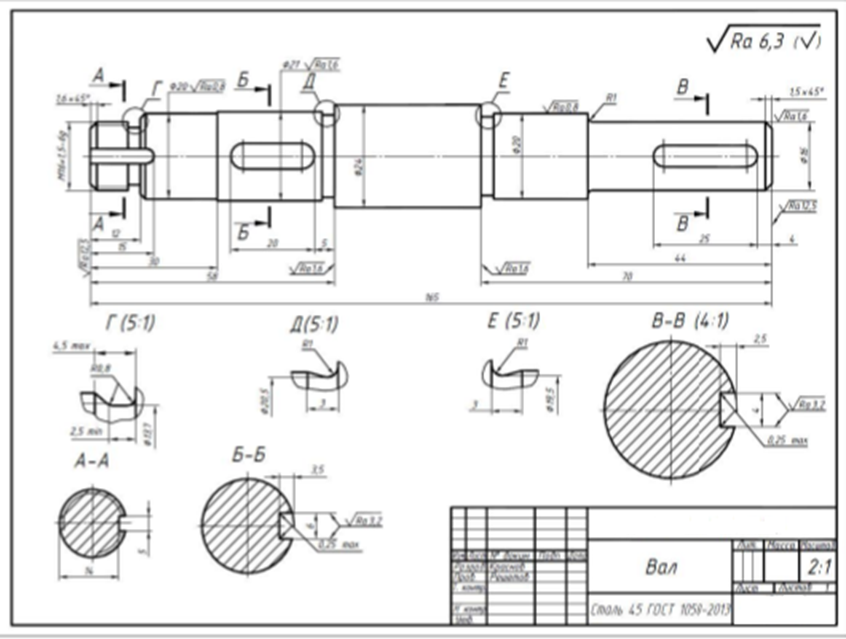 png
png

 Несмотря на свою простоту, в своем составе она содержит модуль аналого-цифрового преобразователя (АЦП), модуль цифровой обработки и модуль цифро-аналогового преобразователя (ЦАП).
Несмотря на свою простоту, в своем составе она содержит модуль аналого-цифрового преобразователя (АЦП), модуль цифровой обработки и модуль цифро-аналогового преобразователя (ЦАП). LM386 – усилитель низкой частоты. RTS0072B – специализированная микросхема фирмы «Realtek» известная как «Voice Changer». Это цифровая микросхема содержащая модуль АЦП, модуль цифровой обработки и модуль ЦАП. В зависимости от установок DIP – переключателя в D2 происходит смещение спектра входного голосового сигнала или искажение его до «голоса робота».
LM386 – усилитель низкой частоты. RTS0072B – специализированная микросхема фирмы «Realtek» известная как «Voice Changer». Это цифровая микросхема содержащая модуль АЦП, модуль цифровой обработки и модуль ЦАП. В зависимости от установок DIP – переключателя в D2 происходит смещение спектра входного голосового сигнала или искажение его до «голоса робота». N – отключает любое изменение голоса. Устройство работает как микрофонный усилитель. R – включает режим «Голос робота» SW1 – включает питание модуля. Переменный резистор R8 – плавно регулирует высоту голоса при включенном SEL. Подстроечный резистор R4 – регулирует громкость «голосовой маски».
N – отключает любое изменение голоса. Устройство работает как микрофонный усилитель. R – включает режим «Голос робота» SW1 – включает питание модуля. Переменный резистор R8 – плавно регулирует высоту голоса при включенном SEL. Подстроечный резистор R4 – регулирует громкость «голосовой маски».
 Если все собрать без ошибок устройство начинает работать сразу и не требует настройки.
Если все собрать без ошибок устройство начинает работать сразу и не требует настройки. maxx-marketing.net
maxx-marketing.net

 Скорость передачи данных подтверждена испытаниями. Возможны определяемые пользователем скорости передачи данных.
Скорость передачи данных подтверждена испытаниями. Возможны определяемые пользователем скорости передачи данных.  150 г
150 г Для приложений SAE J1939 предусмотрена специальная таблица сопоставления, адаптированная к конкретным параметрам. Функция мультиплексирования/демультиплексирования данных позволяет отображать, например, данные CAN-FD в несколько стандартных сообщений CAN и наоборот.
Для приложений SAE J1939 предусмотрена специальная таблица сопоставления, адаптированная к конкретным параметрам. Функция мультиплексирования/демультиплексирования данных позволяет отображать, например, данные CAN-FD в несколько стандартных сообщений CAN и наоборот. С помощью этого инструмента можно очень легко настроить фильтр, сопоставление, мультиплексор или правила трансляции без навыков программирования.
С помощью этого инструмента можно очень легко настроить фильтр, сопоставление, мультиплексор или правила трансляции без навыков программирования. Усилитель, который мы собираемся обсудить сегодня, был доступен в 1996 году компанией Orion по рекомендованной розничной цене 1200 долларов США. NT200 имеет одну из самых уникальных схем окраски, которые я когда-либо видел на автомобильных аудиоусилителях … даже по сей день. Это мраморный фиолетовый, и его нужно увидеть лично, чтобы оценить.
Усилитель, который мы собираемся обсудить сегодня, был доступен в 1996 году компанией Orion по рекомендованной розничной цене 1200 долларов США. NT200 имеет одну из самых уникальных схем окраски, которые я когда-либо видел на автомобильных аудиоусилителях … даже по сей день. Это мраморный фиолетовый, и его нужно увидеть лично, чтобы оценить. .. чтобы свести к минимуму нежелательный шум. Единственная проблема с этими типами входов заключается в том, что они несовместимы со стандартными проводами RCA, используемыми в большинстве послепродажных установок (без адаптеров). Однако решение Orion использовать балансные входы на этих усилителях показало, что они серьезно относятся к этим усилителям и их приверженности качеству звука. В качестве альтернативы вы также можете использовать стандартное штекерное соединение Orion DIN с кроссовером Orion (или PPI) или сигнальным процессором.
.. чтобы свести к минимуму нежелательный шум. Единственная проблема с этими типами входов заключается в том, что они несовместимы со стандартными проводами RCA, используемыми в большинстве послепродажных установок (без адаптеров). Однако решение Orion использовать балансные входы на этих усилителях показало, что они серьезно относятся к этим усилителям и их приверженности качеству звука. В качестве альтернативы вы также можете использовать стандартное штекерное соединение Orion DIN с кроссовером Orion (или PPI) или сигнальным процессором.
 jpg
jpg jpg
jpg jpg
jpg jpg
jpg с батареей
с батареей питается от самых быстрозаряжающихся литий-ионных аккумуляторов 18 В в отрасли. [Подробнее]
питается от самых быстрозаряжающихся литий-ионных аккумуляторов 18 В в отрасли. [Подробнее] Когда вы вставляете аккумулятор Makita 18V LXT® с символом STAR в инструмент Makita, который имеет либо символ STAR, либо желтую клемму, вы получаете преимущества от STAR Protection Computer Controls™.
Когда вы вставляете аккумулятор Makita 18V LXT® с символом STAR в инструмент Makita, который имеет либо символ STAR, либо желтую клемму, вы получаете преимущества от STAR Protection Computer Controls™. Аккумуляторы LXT® 18 В.
Аккумуляторы LXT® 18 В. . Подрядчики получают более быструю и эффективную резку, а также удобство замены лезвий «без инструментов» и быстрое время зарядки.
. Подрядчики получают более быструю и эффективную резку, а также удобство замены лезвий «без инструментов» и быстрое время зарядки. Он имеет переменную двухскоростную передачу с 0-1300/0-2400 об/мин и 0-2000/0-3600 дюймов в минуту и до 130 футофунтов. Максимальный крутящий момент.
Он имеет переменную двухскоростную передачу с 0-1300/0-2400 об/мин и 0-2000/0-3600 дюймов в минуту и до 130 футофунтов. Максимальный крутящий момент.
 Мелеуз
Мелеуз Великий Новгород
Великий Новгород Новосибирск
Новосибирск PDF
PDF 
 all %}
all %} название | разделить: ‘-‘ | первый }}
название | разделить: ‘-‘ | первый }} index0 %}
index0 %} prompt != пусто %}
prompt != пусто %} variants.size > 1 %}
variants.size > 1 %} config.available_countries %}
config.available_countries %} price != variant.compare_at_price and variant.compare_at_price > 0 %}{{variant.compare_at_price | деньги}}{% endif %}
price != variant.compare_at_price and variant.compare_at_price > 0 %}{{variant.compare_at_price | деньги}}{% endif %} options_with_values[0].name }} –
options_with_values[0].name }} – option | расколоть:’,’ %}
option | расколоть:’,’ %} name содержит «Глубина»
name содержит «Глубина» options_with_values.size == 3 и optionIndex == 2%}
options_with_values.size == 3 и optionIndex == 2%} inventory_quantity %}
inventory_quantity %} name содержит ‘color’ или option.name содержит ‘Color’ %}
name содержит ‘color’ или option.name содержит ‘Color’ %} доступен %}
доступен %}

 самая узкая часть
самая узкая часть США
США
 Выберите для параметра Octree Depth значение 12, а для Solver Divide — 10 и нажмите Apply.
Выберите для параметра Octree Depth значение 12, а для Solver Divide — 10 и нажмите Apply.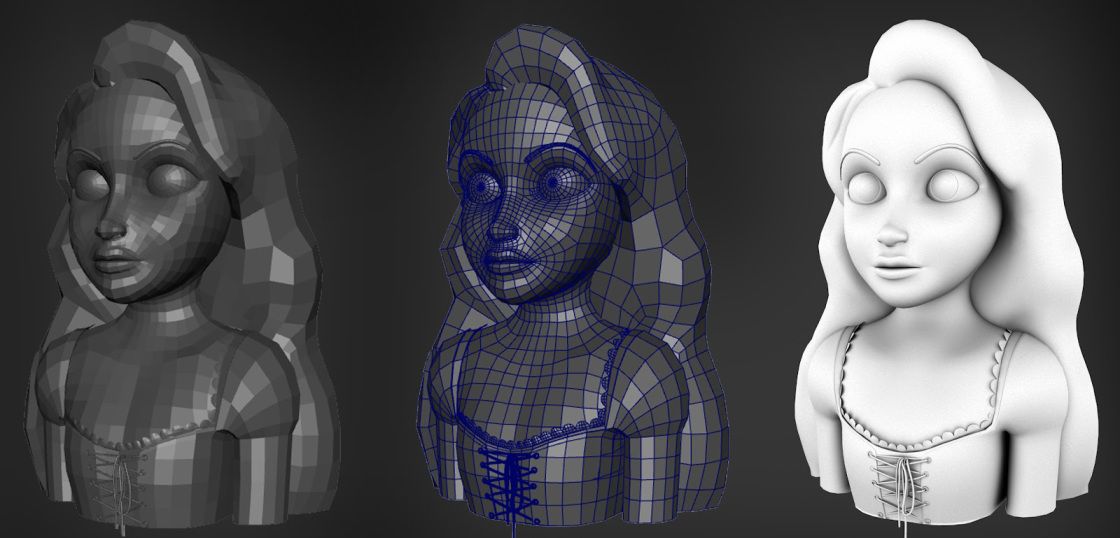 Существует два больших направления в фотограмметрии:
Существует два больших направления в фотограмметрии: Эта технология полезна тем, что позволяет моделировать большие объекты, не снимая замеры. Также она подходит для территорий или объектов, находиться на которых человеку небезопасно.
Эта технология полезна тем, что позволяет моделировать большие объекты, не снимая замеры. Также она подходит для территорий или объектов, находиться на которых человеку небезопасно.
 Однако это не подходит для сложных изделий с большим количеством неровностей, углов или для дизайнерских предметов. В подобных случаях проще будет создать 3D-модель с нуля.
Однако это не подходит для сложных изделий с большим количеством неровностей, углов или для дизайнерских предметов. В подобных случаях проще будет создать 3D-модель с нуля. Если все это вызывает затруднения, то можно вызвать фотографа компании KLONA, и он сделает снимки вместо вас. Также, если фотографировать совсем не получается, можно снять замеры с изделия.
Если все это вызывает затруднения, то можно вызвать фотографа компании KLONA, и он сделает снимки вместо вас. Также, если фотографировать совсем не получается, можно снять замеры с изделия. JPG.
JPG. be/1Ew22mWMgMk» title=»3D-модель корпуса наушников»>
be/1Ew22mWMgMk» title=»3D-модель корпуса наушников»>  В программном обеспечении предусмотрено 3 уровня работы в зависимости от навыков моделлера. Она подходит для профессиональных разработчиков и для начинающих специалистов, нужно только выбрать свой уровень подготовки. 360.3D лучше всего подходит для создания виртуальных туров. Среди функций — возможность настроить фон, выставить свет и добавить анимационные эффекты.
В программном обеспечении предусмотрено 3 уровня работы в зависимости от навыков моделлера. Она подходит для профессиональных разработчиков и для начинающих специалистов, нужно только выбрать свой уровень подготовки. 360.3D лучше всего подходит для создания виртуальных туров. Среди функций — возможность настроить фон, выставить свет и добавить анимационные эффекты.

 )
) Вам не нужно быть профессиональным 3D-художником или 3D-дизайнером, но, обладая небольшими навыками 3D и достаточным количеством времени, каждый может создать хороший 3D-персонаж или объект и распечатать его.
Вам не нужно быть профессиональным 3D-художником или 3D-дизайнером, но, обладая небольшими навыками 3D и достаточным количеством времени, каждый может создать хороший 3D-персонаж или объект и распечатать его. Возможно, удастся напечатать идеальную модель САПР, используя только одно изображение из 9.0049 будущее 3D-печати , но пока это невозможно.
Возможно, удастся напечатать идеальную модель САПР, используя только одно изображение из 9.0049 будущее 3D-печати , но пока это невозможно. Если у вас нет графического программного обеспечения, вы можете взглянуть на одно из этих бесплатных потрясающих программ для 3D: SketchUp, Blender или Meshmixer.
Если у вас нет графического программного обеспечения, вы можете взглянуть на одно из этих бесплатных потрясающих программ для 3D: SketchUp, Blender или Meshmixer. Это онлайн-приложение для 3D-реконструкции лица исследует лицо, используя одно изображение, и создает модель, которую можно полностью использовать для 3D-печати.
Это онлайн-приложение для 3D-реконструкции лица исследует лицо, используя одно изображение, и создает модель, которую можно полностью использовать для 3D-печати. Например, когда вы хотите создать аватар, скажем, вашего дедушки, вы начинаете спрашивать вокруг, чтобы получить фотографии, пытаетесь найти хороший его портрет, еще одну фотографию, где он сидит в саду, третью, которая играет. с детьми и т. д.
Например, когда вы хотите создать аватар, скажем, вашего дедушки, вы начинаете спрашивать вокруг, чтобы получить фотографии, пытаетесь найти хороший его портрет, еще одну фотографию, где он сидит в саду, третью, которая играет. с детьми и т. д. 
 Главное его преимущество в том, что он поможет вам получить небольшую диафрагму с уменьшенной глубиной резкости. Это позволит вам увеличить резкость контура объекта, делая его менее запутанным для программного обеспечения. Если вы планируете снимать объект в движении, имейте в виду, что установка может быть намного сложнее. Вам понадобится много цифровых камер, как показано выше на картинке (от 50 до 100) с механизмом одновременного срабатывания.
Главное его преимущество в том, что он поможет вам получить небольшую диафрагму с уменьшенной глубиной резкости. Это позволит вам увеличить резкость контура объекта, делая его менее запутанным для программного обеспечения. Если вы планируете снимать объект в движении, имейте в виду, что установка может быть намного сложнее. Вам понадобится много цифровых камер, как показано выше на картинке (от 50 до 100) с механизмом одновременного срабатывания. Изображения будут менее размытыми и более последовательными. Это обеспечит более детализированные и плоские изображения.
Изображения будут менее размытыми и более последовательными. Это обеспечит более детализированные и плоские изображения.
 Он предлагает бесплатную лицензию для частных лиц или профессиональную лицензию стоимостью 179 долларов. К вашему компьютеру предъявляются некоторые технические требования для правильной работы (например, объем оперативной памяти более 256 ГБ). Но результаты могут быть впечатляющими, если вы решите загрузить много данных. Например, это программное обеспечение использовалось для создания впечатляющей 3D-модели целого университетского городка на основе 5000 изображений. Оно менее доступно, чем программное обеспечение Autodesk, и будет более ориентировано на опытных пользователей.
Он предлагает бесплатную лицензию для частных лиц или профессиональную лицензию стоимостью 179 долларов. К вашему компьютеру предъявляются некоторые технические требования для правильной работы (например, объем оперативной памяти более 256 ГБ). Но результаты могут быть впечатляющими, если вы решите загрузить много данных. Например, это программное обеспечение использовалось для создания впечатляющей 3D-модели целого университетского городка на основе 5000 изображений. Оно менее доступно, чем программное обеспечение Autodesk, и будет более ориентировано на опытных пользователей. Это решение для фотограмметрии простое в использовании и имеет довольно дружественный интерфейс. Скорость и качество — главные преимущества этой программы Autodesk. Вы сможете работать с различными форматами файлов и даже с небольшими объектами, используя это полное программное обеспечение.
Это решение для фотограмметрии простое в использовании и имеет довольно дружественный интерфейс. Скорость и качество — главные преимущества этой программы Autodesk. Вы сможете работать с различными форматами файлов и даже с небольшими объектами, используя это полное программное обеспечение. Он предлагает бесплатную лицензию для частных лиц или профессиональную лицензию стоимостью 179 долларов. К вашему компьютеру предъявляются некоторые технические требования для правильной работы (например, объем оперативной памяти более 256 ГБ). Но результаты могут быть впечатляющими, если вы решите загрузить много данных. Например, это программное обеспечение использовалось для создания впечатляющей 3D-модели целого университетского городка на основе 5000 изображений. Оно менее доступно, чем программное обеспечение Autodesk, и будет более ориентировано на опытных пользователей.
Он предлагает бесплатную лицензию для частных лиц или профессиональную лицензию стоимостью 179 долларов. К вашему компьютеру предъявляются некоторые технические требования для правильной работы (например, объем оперативной памяти более 256 ГБ). Но результаты могут быть впечатляющими, если вы решите загрузить много данных. Например, это программное обеспечение использовалось для создания впечатляющей 3D-модели целого университетского городка на основе 5000 изображений. Оно менее доступно, чем программное обеспечение Autodesk, и будет более ориентировано на опытных пользователей. Это решение для фотограмметрии простое в использовании и имеет довольно дружественный интерфейс. Скорость и качество — главные преимущества этой программы Autodesk. Вы сможете работать с различными форматами файлов и даже с небольшими объектами, используя это полное программное обеспечение.
Это решение для фотограмметрии простое в использовании и имеет довольно дружественный интерфейс. Скорость и качество — главные преимущества этой программы Autodesk. Вы сможете работать с различными форматами файлов и даже с небольшими объектами, используя это полное программное обеспечение. Часто случается так, что ваш 3D-файл не может быть распечатан, поскольку очень сложно создать сплошную сетку на основе набора изображений (т. е. текстур). Некоторые 3D-программы предлагают эффективные инструменты для создания правильных файлов, такие как MeshLab. Вы сможете работать над разрешением и размером вашего файла, создавая высоко- или низкополигональную сетку.
Часто случается так, что ваш 3D-файл не может быть распечатан, поскольку очень сложно создать сплошную сетку на основе набора изображений (т. е. текстур). Некоторые 3D-программы предлагают эффективные инструменты для создания правильных файлов, такие как MeshLab. Вы сможете работать над разрешением и размером вашего файла, создавая высоко- или низкополигональную сетку. Как видите, с технологией 3D-печати, которая у нас есть сейчас, превратить фотографии в 3D-модели не так уж и сложно. Вы можете сделать это самостоятельно или с небольшой помощью, и хорошая новость заключается в том, что вам не нужно иметь дома 3D-сканер или 3D-принтер!
Как видите, с технологией 3D-печати, которая у нас есть сейчас, превратить фотографии в 3D-модели не так уж и сложно. Вы можете сделать это самостоятельно или с небольшой помощью, и хорошая новость заключается в том, что вам не нужно иметь дома 3D-сканер или 3D-принтер!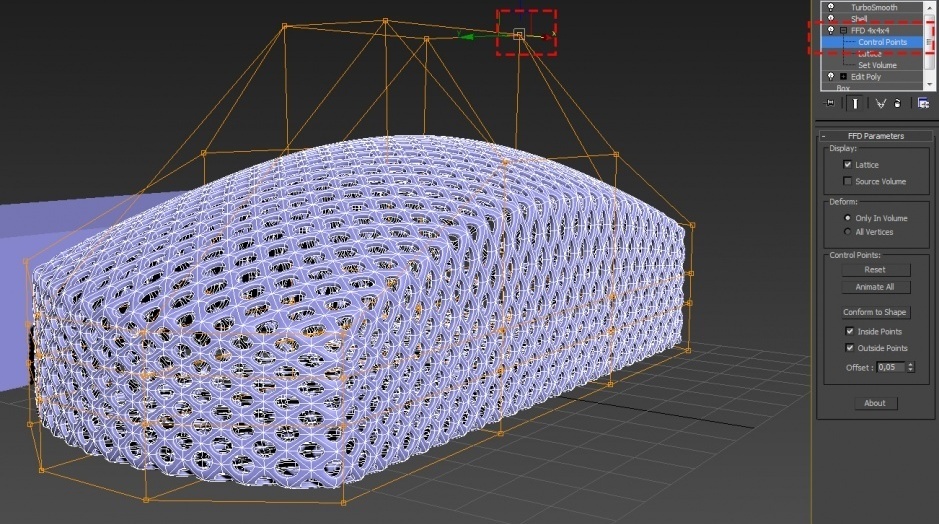 Это повод показать нам, как можно добиться впечатляющих результатов, превратив ваши фотографии в 3D-модели!
Это повод показать нам, как можно добиться впечатляющих результатов, превратив ваши фотографии в 3D-модели!
 Давайте начнем!
Давайте начнем! 
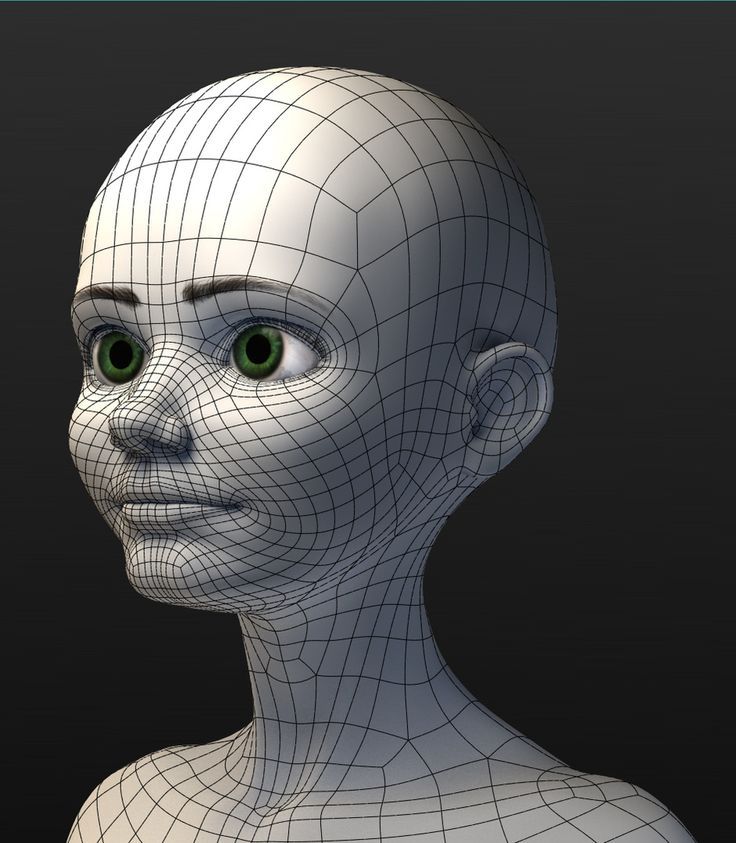 Следующим шагом будет очистка и исправление любых ошибок, которые могут быть в вашей модели в 123D Catch. Иногда изображения захватывают лишние элементы, которые вы не хотите включать в свою модель, но вы можете очистить их с помощью инструментов «лассо» и «исцелить». Инструмент лассо поможет вам выделить и удалить ненужные области. Инструмент восстановления поможет вам заполнить любые дыры в вашей модели и исправить их.
Следующим шагом будет очистка и исправление любых ошибок, которые могут быть в вашей модели в 123D Catch. Иногда изображения захватывают лишние элементы, которые вы не хотите включать в свою модель, но вы можете очистить их с помощью инструментов «лассо» и «исцелить». Инструмент лассо поможет вам выделить и удалить ненужные области. Инструмент восстановления поможет вам заполнить любые дыры в вашей модели и исправить их.
 Наверняка пластик имеет обрамление, выполненное из другого материала. Эти места обклеиваются с помощью малярной ленты, которая будет удалена после окончания работы.
Наверняка пластик имеет обрамление, выполненное из другого материала. Эти места обклеиваются с помощью малярной ленты, которая будет удалена после окончания работы.
 Пусть они стоят дороже, зато эффект будет желаемым.
Пусть они стоят дороже, зато эффект будет желаемым. Технология работы следующая:
Технология работы следующая: Главное удобство заключается в скорости, за несколько минут проделывается объем работы, на который вручную уйдет, возможно, не один час.
Главное удобство заключается в скорости, за несколько минут проделывается объем работы, на который вручную уйдет, возможно, не один час. Смысл метода прост: пластик живо реагирует на резкие перепады температуры, поэтому термообработка является оптимальным способом «залечить раны» на поверхности вашего телефона.
Смысл метода прост: пластик живо реагирует на резкие перепады температуры, поэтому термообработка является оптимальным способом «залечить раны» на поверхности вашего телефона. Несмотря на дешевизну и предельную доступность, блеск поверхности, в итоге, получается ничуть не хуже, чем при использовании патентованного средства из специализированного магазина.
Несмотря на дешевизну и предельную доступность, блеск поверхности, в итоге, получается ничуть не хуже, чем при использовании патентованного средства из специализированного магазина. Простота изготовления, практичность и многие другие качества сделали пластик пригодным для медицины, космонавтики и прочих направлений, без которых современное человечество даже не мыслит себя. Изделия из пластика окружают нас повсюду.
Простота изготовления, практичность и многие другие качества сделали пластик пригодным для медицины, космонавтики и прочих направлений, без которых современное человечество даже не мыслит себя. Изделия из пластика окружают нас повсюду. org/ListItem»> Термическая обработка
org/ListItem»> Термическая обработка Это шлифовальная шкурка, нередко применяемая сотрудниками автослесарных мастерских при полировке автомобильных фар, габаритных огней и прочих пластиковых поверхностей. Шкурка P2000 отличается характерным слоем абразивного порошка. Размер зерен варьируется в диапазоне 5-7 мкм, благодаря чему наждачная бумага подходит для полировки:
Это шлифовальная шкурка, нередко применяемая сотрудниками автослесарных мастерских при полировке автомобильных фар, габаритных огней и прочих пластиковых поверхностей. Шкурка P2000 отличается характерным слоем абразивного порошка. Размер зерен варьируется в диапазоне 5-7 мкм, благодаря чему наждачная бумага подходит для полировки: Паста настолько эффективна, что применяется для полировки ЛКП автомобилей. При грамотном использовании она помогает создать глянцевую, идеально гладкую поверхность.
Паста настолько эффективна, что применяется для полировки ЛКП автомобилей. При грамотном использовании она помогает создать глянцевую, идеально гладкую поверхность. Полируя пластик, ориентируйтесь на уровень глубочайшей царапины. В результате шлифовки она должна исчезнуть, сравняться со всей поверхностью. При этом необходимо следить, чтобы поверхность стиралась равномерно по всей плоскости, иначе будут искажения, перепады уровня и прочие мелкие недочеты.
Полируя пластик, ориентируйтесь на уровень глубочайшей царапины. В результате шлифовки она должна исчезнуть, сравняться со всей поверхностью. При этом необходимо следить, чтобы поверхность стиралась равномерно по всей плоскости, иначе будут искажения, перепады уровня и прочие мелкие недочеты. Без влаги паста быстро засыхает, что влечет увеличение ее расхода.
Без влаги паста быстро засыхает, что влечет увеличение ее расхода. youtube.com/embed/7HmvujOSQ-4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/7HmvujOSQ-4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Подходит для тех случаев, если есть доступ к шлифовальному кругу и требуется обработать пластиковую деталь наспех. Шлифовальный круг обеспечивает быструю полировку, однако обработка получается грубой и подходит для исключительных случаев. Например, будет крайне трудно отполировать линзы защитных очков или аналогичные изделия с характерным изгибом и множеством мелких деталей.
Подходит для тех случаев, если есть доступ к шлифовальному кругу и требуется обработать пластиковую деталь наспех. Шлифовальный круг обеспечивает быструю полировку, однако обработка получается грубой и подходит для исключительных случаев. Например, будет крайне трудно отполировать линзы защитных очков или аналогичные изделия с характерным изгибом и множеством мелких деталей. Тем не менее, метод достаточно эффективен, не говоря уже о незначительных затратах.
Тем не менее, метод достаточно эффективен, не говоря уже о незначительных затратах.
 Цель состоит в том, чтобы разрушить пластик ровно столько, сколько , чтобы выровнять царапину и восстановить бесшовную поверхность. Поэтому вместо того, чтобы выбрасывать эти пластиковые предметы, сделайте так, чтобы они снова выглядели как новые, с помощью наших советов о том, как удалить царапины с пластика.
Цель состоит в том, чтобы разрушить пластик ровно столько, сколько , чтобы выровнять царапину и восстановить бесшовную поверхность. Поэтому вместо того, чтобы выбрасывать эти пластиковые предметы, сделайте так, чтобы они снова выглядели как новые, с помощью наших советов о том, как удалить царапины с пластика.

 Аккуратными круговыми движениями отшлифуйте область, стараясь не надавливать слишком сильно, иначе вы можете оставить новые царапины. Промывайте между проходами и повторно смачивайте наждачную бумагу по мере необходимости на протяжении всего процесса.
Аккуратными круговыми движениями отшлифуйте область, стараясь не надавливать слишком сильно, иначе вы можете оставить новые царапины. Промывайте между проходами и повторно смачивайте наждачную бумагу по мере необходимости на протяжении всего процесса. Возможно, вам придется повторить процесс несколько раз, но, в конце концов, пластик снова будет блестеть как новый.
Возможно, вам придется повторить процесс несколько раз, но, в конце концов, пластик снова будет блестеть как новый. Мы также включили несколько более энергичных методов, таких как тепловые пушки и наждачная бумага, для действительно эффективных результатов на больших предметах. Итак, будь то мутная пара линз или ваш любимый цветной садовый стул, который вы хотите красиво поднять, продолжайте читать, чтобы снова отполировать все ваши пластиковые предметы до совершенства.
Мы также включили несколько более энергичных методов, таких как тепловые пушки и наждачная бумага, для действительно эффективных результатов на больших предметах. Итак, будь то мутная пара линз или ваш любимый цветной садовый стул, который вы хотите красиво поднять, продолжайте читать, чтобы снова отполировать все ваши пластиковые предметы до совершенства. Если ваш ноготь легко проходит по царапине, то более щадящий метод, такой как зубная паста и пищевая сода, должен быть достаточным.
Если ваш ноготь легко проходит по царапине, то более щадящий метод, такой как зубная паста и пищевая сода, должен быть достаточным. Просто нанесите количество размером с горошину на салфетку из микрофибры или хлопчатобумажную ткань и круговыми движениями втирайте в чистую поцарапанную область. Делайте это в течение нескольких минут или до тех пор, пока царапина не будет видна. Промойте, высушите и этого должно быть достаточно. Если нет, то можно повторить.
Просто нанесите количество размером с горошину на салфетку из микрофибры или хлопчатобумажную ткань и круговыми движениями втирайте в чистую поцарапанную область. Делайте это в течение нескольких минут или до тех пор, пока царапина не будет видна. Промойте, высушите и этого должно быть достаточно. Если нет, то можно повторить. Это идеально подходит для больших царапин на больших поверхностях, таких как фары или садовая мебель. Во-первых, убедитесь, что наждачная бумага пригодна для использования во влажном состоянии, так как вам нужно замочить лист примерно на 10 минут перед обработкой области. Затем хитрость заключается в том, чтобы начать с зернистости 220/320, переходя к более тонкой зернистости, что даст вам окончательную отделку
Это идеально подходит для больших царапин на больших поверхностях, таких как фары или садовая мебель. Во-первых, убедитесь, что наждачная бумага пригодна для использования во влажном состоянии, так как вам нужно замочить лист примерно на 10 минут перед обработкой области. Затем хитрость заключается в том, чтобы начать с зернистости 220/320, переходя к более тонкой зернистости, что даст вам окончательную отделку  Хитрость заключается в том, что вы хотите нагреть пластик, но не до такой степени, чтобы он плавился и дымил (токсично). Итак, используйте тепловую пушку на самом низком уровне и равномерно двигайтесь по всей поверхности. Вы не хотите оставаться на одном месте слишком долго. Вы быстро начнете видеть более гладкую и полированную поверхность.
Хитрость заключается в том, что вы хотите нагреть пластик, но не до такой степени, чтобы он плавился и дымил (токсично). Итак, используйте тепловую пушку на самом низком уровне и равномерно двигайтесь по всей поверхности. Вы не хотите оставаться на одном месте слишком долго. Вы быстро начнете видеть более гладкую и полированную поверхность.
