Современное строительство стало намного эффективнее и экономичнее благодаря использованию вспомогательных компонентов облегчающих многие виды работ. В числе важных «аксессуаров» можно обнаружить обычные ПВХ трубки небольшого диаметра, используемые для устройства стяжных замков при сборке опалубочных конструкций.
Функции трубок ПВХ для опалубки
Стяжной замок, посредством которого устойчиво фиксируются две стороны формы, после заливки бетона остается внутри плиты. Его изъятие было бы весьма проблематичным, если бы полые трубки ПВХ не были внедрены в строительный процесс. Благодаря использованию полых трубок процесс демонтажа опалубки становится еще проще, а компоненты замка меньше изнашиваются, не контактируя с жидким бетоном.
Использование трубки ПВХ для опалубки
Характеристики трубок и их выбор
Габариты поливинилхлоридных трубок для опалубки регулируются ГОСТом, выбор зависит от толщины перекрытия, заливка которого планируется, также данный параметр обуславливает расход изделий. Стоит отметить, что в некоторых случаях трубка может быть использована многократно, так как она имеет гладкую поверхность и её можно изъять из готовой конструкции средней или малой толщины.
Как правило, стандартной считается трубка длиной до 3-х метров, толщиной стенок от 0,16 до 0,24 см и диаметром от 1,6 до 6,3 см. Изделие жесткое и гладкое, легко отрезается обычным строительным ножом, в комплект поставки в большинстве случаев входят заглушки и фиксаторы. Реализовываться трубки могут в нарезанном виде, суммарный метраж в данном случае совпадает с метражом цельной трубки.
Стандартные трубки ПВХ для опалубки
К достоинствам изделия относится его резистентность к агрессивным средам, огню и влажности. Из недостатков стоит отметить наличие реакции на солнечный свет и чувствительность к механическому воздействию. Стандартами предусмотрено несколько цветовых вариаций трубок ПВХ, обычно их оттенок совпадает с оттенком сухого бетона. Существуют и разноцветные варианты, также допускается наличие пятен, линий и наслоений. Не рекомендуется использовать при монтаже опалубки поврежденные трубки, на которых имеются «пузыри», трещины, полости неровности и т.п.
Отдельного внимания заслуживает конус-фиксатор. Это вспомогательный компонент, используемый в качестве преграды для бетонной смеси, защищает от её попадания внутреннюю часть трубок ПВХ и ПНД. Состоит из юбки и тела, диаметр подбирается исходя из диаметра трубки.
Конус-фиксатор
Использование труб ПВХ и прочих сопутствующих изделий значительно улучшает характеристики опалубки и позволяет создать конструкцию, полностью соответствующую стандартам. Данные элементы опалубки позволяют снизить возможность контакта чувствительных к агрессивной среде металлических компонентов, значительно продлевая их срок службы и исключая коррозионный износ.
Рекомендации
Перед использованием трубок ПВХ, важно соблюсти все технологические требования и убедиться в том, что продукция соответствует стандартам качества и не подвергалась воздействию разрушающих факторов, таких как УФ излучение, механическая сила, кислоты, щелочи и т. д. Выявить наличие дефектов поможет простой визуальный осмотр.
Перед использованием трубок ПВХ убедитесь соответствию продукции стандартам качества
Для того чтобы избежать некачественного товара и возможных последствий, связанных с его использованием, перед покупкой следует ознакомиться с технической документацией и условиями хранения ПВХ изделий. Консультации специалиста по вопросам выбора вспомогательных приспособлений для устройства опалубки, также помогут предотвратить нежелательные последствия.
Аренда алюминиевой опалубки
Аренда крупнощитовой опалубки
Аренда объемной опалубки
Есть вопросы?
Мы обязательно ответим.
Трубка ПВХ для опалубки в монолитном домостроении
Поливинилхлоридные трубки находят широкое применение в строительстве, и одна из сторон их использования – предохранительный элемент стяжки в монтаже опалубки. Компании, производящие товар из поливинилхлорида, предлагают разнообразный ассортимент труб и других закладных деталей.
Поливинилхлоридная труба для опалубки
Каркас, для создания бетонной формы стены или фундамента, должен обладать достаточной прочностью, чтобы удержать цементную массу. Параллельно устанавливаемые щиты скрепляются стяжными элементами, изготовленными из металлов.
Стоимость комплекта стяжки не дешева, поэтому строительные компании стараются предусмотреть возможность ее извлечения без повреждения целостности бетонной конструкции. Здесь может помочь труба ПВХ для опалубки – 25 или с 20 мм внешним диаметром. Это облегчает демонтаж опалубки и продлевает рабочий цикл фиксаторов. Для этих же целей подходит и труба ПНД для опалубки, особенно в холодное время года.
В качестве детали опалубочной конструкции применяется гладкая, жесткая поливинилхлоридная трубка, с толщиной стенок 1,5 мм. Диаметр изделий зависит от заданного расстояния между щитами и марки бетона, в широком каркасе необходим более мощный фиксатор. К примеру, для одноэтажного строительства подойдет трубка ПВХ 25 мм – для опалубки фундаментов.
Труба ПВХ для опалубки и ее технические характеристики
Для изготовления закладных элементов в монолитном строительстве, производственные компании используют непластифицированный поливинилхлорид или полиэтилен низкого давления. Почему именно поливинилхлоридная труба для опалубки 20 или 25 мм? Это очевидно, так как она:
стойка к коррозии;
не влагопроницаема;
обладает высокой гладкостью стенок, что значительно снижает ее адгезию к бетонным смесям;
имеет малый вес;
не подвержена термодеструкции;
изготавливается из пластика самозатухающего и не воспламеняется на открытом огне;
легко отрезается строительным ножом без деформации кромок;
стойка к воздействию химических наполнителей бетонной смеси;
выдерживает нагрузку в 750 Н при выпуске в усиленном варианте.
Российские компании отпускают трубы трехметровыми отрезками, согласно ТУ-6-19-215-83, упаковками по 30 штук.
Труба ПВХ 22 мм для опалубки, технология применения
В высотном домостроении, при использовании прочных бетонов, для монтажа опалубки стен применяется ПВХ труба с внешним диаметром в 25 мм, соответственно ее внутренние размеры составляют 22 мм.
Товар, предлагается компаниями в комплекте с распорными конусами и заглушками. Заказы оформляются по телефону или в заявке на сайте. Доставка выполняется оперативно, а специалисты компании рассчитают необходимое количество товара в зависимости от проекта.
На стяжную шпильку одеваются последовательно:
распорный конус, широким основанием к краю шпильки;
полимерная труба;
еще один распорный конус.
Трубка, заключенная между двух конусов, создает герметичное соединение и препятствует проникновению бетона внутрь полости. Набравший прочность бетон перестает распирать щиты опалубки и закладные детали можно убрать. Некоторые строительные компании, выполняют работы таким образом, чтобы вынимались не только металлические детали, но и полимерные трубы. Хотя конусы вынуть уже невозможно.
Отверстия, оставшиеся в бетонной поверхности после снятия щитов и закладных деталей, закрывают полимерными пробками. Монолитная конструкция готова к дальнейшей обработке. Строительный товар – полимерная трубка для опалубки, купить не сложно. Склады многих компаний предлагают широкий ассортимент ПВХ и ПНД труб с сопутствующими закладными элементами. Даже если вышла ошибка в расчете необходимого количества полимерной продукции, можно сделать специалистам компании дополнительный заказ по телефону.
Ezytube — Sonoco ANZ
Ezytube — это инновационная бетоноформовочная труба, отвечающая требованиям самых сложных крупномасштабных строительных проектов. Ezytube предлагает множество преимуществ по сравнению с традиционными строительными продуктами, в том числе значительные преимущества в безопасности, скорости и простоте использования.
Продукты Ezytube
Круглые
Создавайте круглые бетонные колонны, подходящие для самых требовательных строительных конструкций.
Колонны диаметром от 200 мм до 2400 мм и длиной до 10 м. Мы предлагаем широкий выбор размеров круглых колонн Ezytube для удовлетворения уникальных потребностей вашего здания. Для труб большого диаметра 1250 мм и выше доступна версия с сердцевиной из пенополистирола, которая обеспечивает отделку класса 2 с гладкой пластиковой облицовкой. Внешняя стенка может быть изготовлена различной толщины, чтобы соответствовать разным высотам и скорости заливки.
Спираль Легкая, чрезвычайно прочная труба, подходящая для формирования круглых монолитных бетонных колонн.
С пластиковой футеровкой Для достижения более высокого качества поверхности бетонной колонны в Ezytube можно вставить прочную пластиковую футеровку.
Опора Используется для установки трубы в землю. Более толстые стенки сопротивляются деформации, если почва начинает разрушаться снаружи трубы.
Обертка В сложных ситуациях, когда установка колонны невозможна, систему EzyWrap можно установить сбоку.
Наклонный Наклонный и наклонный Колонны обрезаются сверху и снизу под заданным углом, а затем поддерживаются с помощью уникальной системы поддержки формы Ezytube. Затем его можно интегрировать с обычной опалубкой.
Конические Наши конические трубы изготавливаются по индивидуальному заказу в соответствии с требованиями каждого клиента.
Плоская упаковка Наша уникальная конструкция в плоской упаковке позволяет сплющить круглую трубку колонки для облегчения транспортировки больших трубок и экономии затрат на транспортировку и хранение.
Квадрат
Квадратная опалубка для бетонных колонн позволяет легко возводить квадратные или прямоугольные формы.
Multi В отличие от традиционной опалубки, Ezytube позволяет создавать широкий спектр различных архитектурных форм, включая круглые, квадратные и радиусные конструкции.
Коробчатая система Чтобы получить более гладкую и качественную поверхность бетонной колонны, в квадратную или прямоугольную Ezytube можно вставить дополнительную более толстую пластиковую облицовку коробки.
Плоская упаковка Наша уникальная конструкция плоской упаковки позволяет сгладить квадратную колонку для облегчения транспортировки больших пробирок и увеличения экономии на транспортировке и хранении.
Овальная
Овальная опалубка для бетонных колонн от Ezytube позволяет вам экспериментировать с бетонными формами при сохранении затрат.
Жалюзи Метод жалюзи включает в себя размещение стандартной круглой трубы Formatube Ezytube между двумя деревянными ставнями и сжатие трубы до необходимой ширины.
В трубке Простая альтернатива системе затвора — метод «в трубе», при котором вставки из пеноматериала с пластиковым покрытием закрепляются в круглой форматной трубе Ezytube.
Эллиптические Эллиптические или яйцевидные колонны изготавливаются по индивидуальному заказу в соответствии с требованиями каждого заказчика.
Концы стен Конструктивные требования к большим прямоугольным колоннам часто требуют закругления или скошенных концов. Наши пенопластовые вставки вырезаны на компьютере для обеспечения точности, а поверхность, контактирующая с бетоном, покрыта опалубкой, чтобы обеспечить эстетически приятную отделку поверхности с отличными свойствами самоотделения.
Нестандартные формы
Наша команда хорошо разбирается в программном обеспечении для 3D, поэтому у нас есть максимальная гибкость для создания железобетонных колонн практически любой формы, включая шестиугольные, восьмиугольные, гребенчатые, овальные, конические или любые другие, полностью индивидуальные.
Yellow Formliner
Продукт Ezytube Yellow Formliner™ представляет собой революционную инновацию, которая значительно улучшает качество поверхности опалубочных бетонных конструкций. Formliner просто и легко раскатывается по поверхности опалубки и фиксируется скобами и клейкой лентой. Затем перед заливкой бетона поверх облицовки укладывается стальная арматура. Formliner подходит для использования на обычных опалубках, панелях, столах и ставнях и часто используется для облицовки потолков, балок, стен, лифтовых шахт или нижней части балконов.
Узнайте, как Ezytube может сделать ваш следующий проект проще, безопаснее и быстрее. Свяжитесь с нами
ROYAL Трубчатые формы для колонн из ПВХ | Системы опалубки
ROYALtube формируется до нужного размера из специально разработанного пластикового профиля RIBLOC с уникальным защелкивающимся замком. Специализированная машина создает непрерывную спирально намотанную высокопроизводительную трубу, готовую к бетонированию.
РАЗМЕР: диаметр 250–2000 мм. См. таблицу ниже для безопасной высоты заливки.
ПРЕИМУЩЕСТВА:
Трубки колонок ROYALtube из ПВХ:
безопасны и удобны в использовании. У них нет острых краев, как у стальных труб;
не требуют специальной защиты от атмосферных воздействий*;
экономят трудозатраты и время строительства – их легко использовать, разбирать и снимать;
прочные и легкие;
являются пионерами и лидерами на рынке труб круглых колонн в
.
*Обратите внимание на приведенную ниже информацию о хранении пробирок с футерованными колонками.
Классы отделки
Возможны две (2) отделки;
Спиральный класс 3 — на готовой колонне будет показана спиральная линия, используемая для причалов, вкладышей для причалов и пустот мостов; или
Архитектурный класс 2 — труба облицована жестким пластиковым листом для придания сверхгладкой поверхности (в зависимости от диаметра колонны, в месте соединения облицовки появляется одна или несколько вертикальных линий), используется для колонн
Хранение
Колонки ROYALtube должны быть уложены вертикально, вдали от прямых солнечных лучей. Рекомендуется, чтобы облицованные колонны архитектурного класса 2 были защищены от влажной погоды и продолжительного солнечного света, поскольку влага и солнце разрушают ленту из стекловолокна, используемую для крепления облицовки к трубе. Если столбцы должны храниться горизонтально, убедитесь, что выполнены следующие шаги;
Пол должен быть ровным, ровным и свободным от мусора;
Стопки колонн ROYALtube не должны превышать 5 м в высоту; и
Колонны ROYALtube, изготовленные из усиленного профиля 140, не должны храниться поверх стандартного профиля
.
Профили
Колонны ROYALtube могут быть изготовлены из стандартного профиля P98 или усиленного профиля P140.
P98 имеет ребра диаметром 98 мм и толщиной 5 мм
P140 имеет ребра диаметром 140 мм и толщиной 14 мм
Установка
Верх и низ колонны должны быть закреплены в предназначенных для них местах. Как правило, основание колонны ROYALtube крепится путем окружения ее четырьмя (4) равномерно расположенными брусьями 4×3, закрепленными в плите перекрытия. Верхняя часть колонны закреплена потолочной опалубкой (formply). Там, где нет опалубки софита, рекомендуется установить «фиктивный» софит и закрепить его с помощью ROYALprops. Распорки также рекомендуются для труб колонн высотой ≥3,5 м и диаметром более 450 мм.
Обратите внимание: ВСЕ колонки ROYALtube должны стоять стрелкой вверх.
Колонны ROYALtube крепятся в соответствии с принятой в отрасли практикой. Распорки гарантируют, что колонны останутся прямыми, и уменьшат вероятность изгиба во время заливки.
Сверла по металлу, корончатые с хв. Weldon 19 мм (3/4), HSS-Co, 30/55 мм
Диаметр
Рабочая длина
Общая длина
Хвостовик
Количество шт/упак
Единица измерения
Штрих-код
Страна
Производитель
Артикул: W-041-474120102DСверло по металлу, корончатое с хв. Weldon 19 мм (3/4»), HSS-Co, 12,0*30/55 (арт. 474120102d) «D.BOR» W-041-474120102D
2 707.00 ₽
Артикул: W-041-474140102DСверло по металлу, корончатое с хв. Weldon 19 мм (3/4»), HSS-Co, 14,0*30/55 (арт. 474140102d) «D.BOR» W-041-474140102D
2 758.00 ₽
Артикул: W-041-474130102DСверло по металлу, корончатое с хв. Weldon 19 мм (3/4»), HSS-Co, 13,0*30/55 (арт. 474130102d) «D.BOR» W-041-474130102D
2 758.00 ₽
Артикул: W-041-474150102DСверло по металлу, корончатое с хв. Weldon 19 мм (3/4»), HSS-Co, 15,0*30/55 (арт. 474150102d) «D.BOR» W-041-474150102D
2 874.00 ₽
Артикул: W-041-474160102DСверло по металлу, корончатое с хв. Weldon 19 мм (3/4»), HSS-Co, 16,0*30/55 (арт. 474160102d) «D.BOR» W-041-474160102D
2 969. 00 ₽
Артикул: W-041-474170102DСверло по металлу, корончатое с хв. Weldon 19 мм (3/4»), HSS-Co, 17,0*30/55 (арт. 474170102d) «D.BOR» W-041-474170102D
3 065.00 ₽
Артикул: W-041-474180102DСверло по металлу, корончатое с хв. Weldon 19 мм (3/4»), HSS-Co, 18,0*30/55 (арт. 474180102d) «D.BOR» W-041-474180102D
3 205.00 ₽
Артикул: W-041-474190102DСверло по металлу, корончатое с хв. Weldon 19 мм (3/4»), HSS-Co, 19,0*30/55 (арт. 474190102d) «D.BOR» W-041-474190102D
3 253.00 ₽
Артикул: W-041-474200102DСверло по металлу, корончатое с хв. Weldon 19 мм (3/4»), HSS-Co, 20,0*30/55 (арт. 474200102d) «D.BOR» W-041-474200102D
3 490.00 ₽
Корончатые сверла по металлу Weldon 19 мм (3/4), изготовленные из инструментальной быстрорежущей стали с добавлением кобальта, могут быть задействованы в работе с пластиковыми, металлическими, алюминиевыми, а также чугунными материалами. Данная серия сверл предназначена для профессионального использования, сверла устанавливаются на мобильные сверлильные станки с наличием магнитной подушки.
Сверла производятся по методу полного шлифования, что позволяет улучшить показатели производительности инструмента, а также обеспечить максимальный отвод стружки при сверлении. Использование сверл данной серии позволяет сэкономить время сверления, в сравнении с применением обычных сверл.
Патроны Weldon BT40 Оправки Weldon
Патроны Weldon BT40 / Патроны Вэлдон применяют для закрепления корпусных и цельных фрез с ц/х с лыской
United Pacific Хромированные детали для грузовиков
UNITY Аварийное освещение, Spotlights
Velvac Brass Fitings, Electrical, Air, Mirrors
VW Kaiser Комплекты для ремонта PIN King
Watson Chalin Truck & Trailer Production
WD40 Company PeneTraiting
67
WD40 Company PeneTraiting
667
WD40 . ТОРМОЗНЫЕ БАРАБАНЫ, СТУПИЦЫ, СПИЦЫ
WELDON ШКОЛЬНЫЙ АВТОБУС И АВАРИЙНОЕ ОСВЕЩЕНИЕ
WHELEN АВАРИЙНОЕ ОСВЕЩЕНИЕ
WILLIAMS CONTROLS ДРОССЕЛЬНЫЕ КЛАПАНЫ, 9 ВОЗДУШНЫЕ КЛАПАНЫ0008
Wilson Electric Starters & Charginators
Fix Filters Топливо, нефть, и водные фильтры
Проект Weldon Project
. в музыкальной индустрии. Но это также породило бы национальное движение за реформирование системы уголовного правосудия в нашей стране, объединившее ультраправых консерваторов, таких как сенаторы Майк Ли (R-UT) и Рэнд Пол (R-KY), а также миллиардера Чарльза Коха с либералами, такими как музыканты Бонни Райт. , Алисия Киз и Снуп Догг.
Велдон Анджелос был «восходящей звездой», чей мир перевернулся с ног на голову, когда он стал мишенью конфиденциального осведомителя и местной оперативной группы по борьбе с наркотиками в спецоперации, которая, согласно The Nation , «воняла западней». В 23 года Ангелос стал начинающим музыкальным продюсером и записывающимся исполнителем, тесно сотрудничавшим с такими знаменитостями, как Снуп Догг и звукозаписывающая группа Тупака Шакура. Он готовился к выпуску альбомов с участием таких звезд, как 2Pac, Snoop, P!nk и Nas. Но он также продавал каннабис на стороне, чтобы помочь оплачивать счета, пока его музыкальные предприятия не стабилизируются, что, в сочетании с его связью с музыкальной индустрией так называемого «гангста-рэпа», сделало его идеальной мишенью для местных властей в его родном городе. Солт-Лейк-Сити, штат Юта, и в конечном итоге поставили его под прицел федерального правительства.
Велдон трижды продавал каннабис на 300 долларов конфиденциальному информатору. Используя постоянно расширяющийся федеральный уголовный кодекс, прокуратура превратила три небольшие сделки в 20 отдельных федеральных преступлений, в том числе по пяти пунктам, по которым в случае признания виновным предусмотрено 105 лет тюремного заключения. Это радикально изменило бы судьбу Уэлдона Анджелоса.
Он был арестован, предан суду и осужден в федеральном суде по 16 из 20 пунктов обвинения и в конечном итоге приговорен к обязательным 55 годам лишения свободы в федеральной тюрьме без возможности досрочного освобождения. Федеральный судья, который был вынужден наложить драконовское наказание, — консервативный назначенец Джорджа Буша-младшего по имени Пол Касселл — охарактеризовал приговор как «жестокий, несправедливый и даже иррациональный» и мужественно выступил против приговора и призвал к смягчению приговора президентом. Чтобы спасти себя от собственной совести, судья Кассел отказался от пожизненного назначения в федеральную скамью, чтобы выступать за освобождение Ангелоса.
Велдон Анджелос стал «национальным cause célèbre «, символом реформы правосудия как для либералов, так и для консерваторов. В 2016 году, после беспрецедентной двухпартийной кампании по обеспечению его свободы избранными и назначенными государственными чиновниками, знаменитостями, адвокатами, бизнес-лидерами и множеством средств массовой информации, таких как Washington Post , Ангелос был наконец освобожден из тюрьмы, отсидев 13 лет за первое преступление, связанное с каннабисом. В декабре 2020 года он был полностью помилован президентом.
История Уэлдона олицетворяет потенциал революции, когда маловероятные союзники объединяют усилия, чтобы добиться перемен. Как отмечает газета New York Times , история Уэлдона Анджелоса «побудила к интенсивному самоанализу» и вызвала движение, которое объединит самых интересных фигур в политике и индустрии развлечений, выведя его историю на первые полосы ведущих новостных агентств.
И теперь, когда Уэлдон на свободе, он работает над тем, чтобы вернуть себе жизнь, но по-прежнему привержен борьбе за отмену запрета на марихуану, войне с наркотиками и массовому заключению под стражу. Тысячи людей все еще находятся в федеральных тюрьмах и тюрьмах штатов по всей стране, отбывая сроки, связанные с каннабисом, в основном цветные люди, в то время как компании по производству каннабиса по всей стране получают прибыль от производства каннабиса в медицинских и рекреационных целях.
После освобождения Ангелос стал ведущим сторонником реформы уголовного правосудия, сыграл важную роль в принятии Закона о первом шаге и помог освободить бывшего рэпера Bad Boy Records Луна и соучредителя Death Row Records Майкла.
Изготовление миниатюр 28мм, диорам, игровых локаций при помощи 3D-принтера
09.03.2022
Содержание
Как выбрать 3D-принтер для миниатюр
Преимущество 3D-печати для изготовления миниатюр
FDM
LCD/DLP
Примеры печати
Рейтинг лучших принтеров
FDM
LCD
Итоги
3D-печать находит свое применение в различных областях, не только в качестве производственного станка, но и в роли надежного помощника для хобби.
Миниатюрные фигурки с потрясающей детализацией притягивают взгляд. Небольшая гротескность и немного неправильные пропорции (иначе такой “крохой” будет неудобно играть или перевозить ее) с лихвой компенсируются детальной проработкой и обилием мелких, на первый взгляд, незначительных деталей. Это уже не просто небольшие настольные солдатики, а герои со своей уникальной историей.
Миниатюрный солдат из вселенной Warhammer 40k
Миниатюры бывают разных размеров: от 6мм и больше. Самым популярным, на сегодняшний день, является формат 28мм. Создание таких фигурок — это действительно практически ювелирная работа.
3D-принтер поможет не только в изготовлении миниатюр, но также в смежных областях, таких как создание статуэток, деталей игровых локаций или, например, элементов диорам. Для понимания преимущества 3D-печати перед классическими методами изготовления стоит вспомнить, как обычно изготавливаются такие модели в домашних условиях.
Преимущество 3D-печати для изготовления миниатюр
Не все были готовы выложить солидную сумму за покупку комплекта настольных солдатиков, а иногда нужных героев просто не было в продаже. Тогда в ход шли запекаемые и самозатвердевающие пластики для лепки.
Для начала нужно сделать каркас из проволоки, так готовая фигурка получится более прочной, и будет гораздо проще соблюсти все пропорции. Проволочный каркас можно закрепить на подставке, это сделает миниатюрную статую более устойчивой, и ее можно будет легко зафиксировать в любых положениях, не боясь пальцами смазать мелкие детали.
Проволочный каркас для миниатюры
На каркас постепенно, слой за слоем, наращивается объем из пластики. Каждый слой необходимо запекать или хорошо просушивать, в зависимости от того, какая пластика используется — самозатвердевающая или запекаемая.
Постепенно начинаем добавлять небольшие детали и прорабатывать детализацию. На самом деле это очень кропотливый процесс, который требует усидчивости и наличия некоторых скульптурных способностей. Для удобной проработки мелких деталей могут понадобится специальные стеки для лепки, но их с успехом могут заменить подручные инструменты.
Набор инструментов для лепки
В итоге получается вот такая миниатюрная статуя.
Миниатюра 28мм из запекаемой пластики
По такому же принципу могут изготавливаться большие настольные фигуры, или некоторые элементы диорам.
Иногда скульптору привычнее работать с пластилином. Тогда после лепки, добавляется этап подготовки и отливки фигурки в силиконовую форму. Такой метод подходит для мелкосерийного изготовления небольшой настольной армии.
Но необходимо правильно подготовить фигурку к отливке. Готового “воина”, скорее всего, придется разделить на несколько частей, чтобы литейщику было удобнее снимать формы и изготавливать отливки. В процессе нарезки стоит добавить несколько замков, чтобы готовые отливки можно было легко собрать, как кусочки пазла.
Отлитая фигурка на фоне силиконовой формы
Некоторые умельцы научились отливать металлические копии. Такие солдатики обычно изготавливаются из легкоплавких металлов (например, свинец) и отливаются в гипсовые формы. Иногда используется специальный силикон, но добиться хорошей проливки мелкого изделия в силиконовой форме немного сложнее.
Отливка металлического солдатика
Помимо изготовления фигурок с нуля, некоторые мастера переделывают уже готовые миниатюры. Это называется конверсия.
Конверсия в миниатюрах — это доработка, стилизация или переделка готовой фигурки. К сожалению не каждый хоббист обладает хорошими скульптурными навыками, а такая переделка помогает добиться хороших результатов независимо от художественных навыков. Главное действовать очень аккуратно.
Конверсия помогает энтузиастам добиться потрясающей детализации фигурки, добавить некоторых деталей, изменить позу или создать нового персонажа, которого еще нет в продаже.
Лорд Астральных Когтей, обратившийся к Хаосу
Помимо изготовления самих фигурок моделисты создают красочные локации, чтобы полностью погрузиться в мир любимой игры. Это актуально не только для 28мм миниатюр, а например для DND-игр. Такие объемные локации позволяют намного лучше погрузиться в мир любимой игры и делают игровую партию более увлекательной.
Игровая локация для настольной игры Warhammer40k
Создание таких локаций это кропотливая работа, а в качестве материала используются как подручные так и спецсредства.
Локация для ролевой игры
3D-принтер позволяет изготавливать миниатюрные фигурки и игровые локации гораздо быстрее. В интернете можно найти много платных и бесплатных моделей 28мм фигурок из разных вселенных или различных элементов локаций — домов, заборов, механизмов и т.д. Адаптировать или немного изменить готовую 3D-модель под себя гораздо проще, чем резать и склеивать уже готовую фигурку. А у творческих людей с навыками лепки, вряд ли возникнут сложности с переходом на “цифровую глину”.
3D-модель миниатюры по мотивам вселенной Warhammer40k
Ну и конечно стоит отметить диорамы. Это отдельный вид искусства с как бы застывшей во времени сценой или локацией. Диорамы бывают разных размеров, но каждая из них поражает своей детальностью и тщательной проработкой.
Диорама по мотивам игры STALKER
Каждая диорама уникальна, поэтому мастера используют подручные материалы для ее изготовления. Все ограничивается лишь фантазией и смекалкой художника.
Диорама “Пустынный герой”
Основное преимущество 3D-печати – это высокая детализация и повторяемость. Если вам нужно изготовить небольшую партию миниатюр, их будет гораздо проще напечатать, чем отлить, к примеру. Литье небольших изделий, это кропотливый процесс требующий некоторого навыка и оборудования. Очень сложно добиться хорошей проливаемости небольших изделий с первого раза.
От модели до готовой фигурки
А для изготовления штучных изделий, например элемента диорамы, 3D-принтер способен заменить множество материалов и инструментов для лепки. К тому же, используя и комбинируя различные материалы, можно создавать модели, которые сложно или практически невозможно создать вручную. Например, при помощи специального полимера, можно напечатать оптически прозрачные изделия, которые смогут имитировать стекло.
Какую технологию выбрать
Для начала важно определиться с требованием к принтеру — будет он использоваться только для изготовления 28мм личной армии или это должен быть универсальный станок для печати? Важно понимать, какого размера будет готовая модель, насколько детализированной она должна быть и сколько времени можно будет уделить на постобработку.
В зависимости от этого стоит определится с технологией по которой будет работать 3D-принтер. Можно выбрать одну из двух технологий — FDM или фотополимерная печать (технологий существует несколько, но в настоящее время популярны DLP и LCD принтеры).
FDM
FDM 3D-принтеры используют в качестве материала пластиковую нить (филамент). В нагретом экструдере филамент плавится и выдавливается через тонкое сопло, так слой за слоем, выращивается объемная модель.
Принцип работы FDM 3D-принтера
Толщину слоя и диаметр сопла в некоторых моделях принтеров можно менять. Минимальный слой обычно составляет 0,1 мм. В некоторых моделях 3D-принтеров доступен слой 0,05, но для печати таким слоем важно правильно подобрать много настроек и скорость печати будет довольно низкая.
Плюсы:
Большая область печати
Доступно множество различных материалов на любой “вкус и кошелек”
Недорогие расходные материалы
Минусы:
Конечно FDM-принтеры вряд ли подойдут для изготовления миниатюрных фигурок, но их успешно можно использовать для печати больших сувенирных фигур, создания игровых локаций и некоторых частей диорам.
LCD/DLP
Принципы работы LCD и DLP принтера очень схожи. В качестве материала используются полимеры которые застывают под действием УФ-света. Единственное отличие — в LCD-принтере в качестве источника УФ-излучения используется светодиодная матрица в связке с LCD-экраном, а в DLP — проектор.
Принцип работы фотополимерного 3D-принтера
Плюсы:
Идеальная поверхность готовой фигурки
Доступно много разнообразных материалов
Высокая точность печати даже самых небольших изделий
Минусы:
Фотополимерные 3D-принтеры способны создавать миниатюрные изделия, которые невозможно изготовить при помощи FDM-технологии. Эта технология станет идеальным выбором для создания миниатюр, небольших стендовых моделей и т.д.
Примеры печати
Робот, напечатанный на Asiga Pro 4k
Статуэтка, изготовленная на Phrozen Sonic Mini 4k
28мм миниатюры, напечатанные на фотополимерном 3D-принтере
Миниатюра на хэллоуинскую тематику, изготовленная на 3D-принтере
Игровые модели, изготовленные при помощи 3D-печати
Кубобросалка, изготовленная на FDM-принтере
Процесс изготовления фигурки от 3D-модели до покраски
Рейтинг лучших принтеров
FDM
Creality3D Ender 3 (набор для сборки)
Характеристики:
Технология печати: FDM/FFF
Размер рабочей области: 220х220х250 мм
Количество экструдеров: 1
Макс. температура экструдера: макс. 255 ℃
Закрытая камера: Нет
Подогреваемый стол: Да
Тип пластика: ABS, PLA, PETG, Flex, Декоративные пластики, другие
Популярный и неприхотливый 3D-принтер, который пришелся по душе множеству мейкеров. Creality3D Ender 3 продается в виде кит набора (набор для сборки), но благодаря подробной инструкции проблем со сборкой быть не должно.
Wanhao Duplicator 6 Plus
Характеристики:
Технология печати: FDM/FFF
Размер рабочей области: 200*200*180 мм
Количество экструдеров: 1
Макс. температура экструдера: макс. 260°C
Закрытая камера: Опционально
Подогреваемый стол: Да
Тип пластика: ABS, PLA, PETG, Flex, Декоративные пластики, другие
Wanhao Duplicator 6 Plus это обновленная версия Duplicator 6. В новой модификации добавилась автоматическая калибровка, возобновление печати после отключения электроэнергии и другие. Можно сразу приобрести принтер с закрытым корпусом, это позволит легко печатать композитами. Wanhao Duplicator 6 Plus станет безотказной “рабочей лошадкой”, а благодаря “всеядному” экструдеру даже новичок сможет без проблем печатать экзотическими материалами — например мягкими флексами или резинами.
FlashForge Creator Pro 2
Характеристики:
Технология печати: FDM/FFF
Размер рабочей области: 200х148х150 мм
Количество экструдеров: 2
Макс. температура экструдера: макс. 240°C
Закрытая камера: Да
Подогреваемый стол: Да
Тип пластика: ABS, PLA, PETG, Flex, Декоративные пластики, другие
FlashForge Creator Pro 2 — это почти профессиональный двух экструдерный 3D принтер. Благодаря закрытому корпусу у Creator Pro 2 не возникает проблем даже с композитными материалами, а два экструдера позволяют использовать растворимую поддержку для сложных моделей. Причем экструдеры у FlashForge независимые, это позволяет печатать 2 зеркальные или одинаковые модели одновременно. Это позволяет ускорить изготовление однотипных моделей. FlashForge Creator Pro 2 станет не только хорошим домашним принтером, но и отличным помощником для мастерской или небольшого производства.
LCD
Anycubic Photon Mono 4K
Характеристики:
Разрешение LCD-дисплея: 3840х2400 (4K)
Длина УФ волны: 405 нм
Размер рабочей области: 132х80х165 мм
Толщина слоя: 0.01-0.15 мм
Недорогой, но достаточно современный 3D принтер с монохромным дисплеем разрешением 4K. Anycubic Photon Mono 4K станет хорошим инструментом для печати миниатюрных моделей.
Phrozen Sonic Mini 4K
Характеристики:
Разрешение LCD-дисплея: 6.1″ 4K Mono LCD
Точность позиционирования по оси XY: 35 микрон
Длина УФ волны: 405 нм
Размер рабочей области: 134х75х130 мм
Толщина слоя: 0. 01-0.30 мм
Phrozen Sonic Mini 4K — это компактный 3D-принтер с высоким разрешением матрицы. Он позволяет получать точные модели даже с обилием небольших деталей. Sonic Mini 4K станет хорошим выбором для тех, кому важно печатать быстро и точно.
Phrozen Sonic Mighty 4K
Характеристики:
Разрешение LCD-дисплея: 9.3″ 4K Mono LCD
Точность позиционирования по оси XY: 52 микрон
Длина УФ волны: 405 нм
Размер рабочей области: 200х125х220 мм
Толщина слоя: 0.01-0.3 мм
Благодаря увеличенной рабочей области, Phrozen Sonic Mighty 4K позволяет быстро изготавливать большие модели или небольшие партии мелких изделий. Такой 3D- принтер станет хорошим подспорьем для небольшой мастерской или хоббийного кружка.
Phrozen Sonic Mini 8K
Характеристики:
Разрешение LCD-дисплея: 7. 1″ 8K Mono LCD
Точность позиционирования по оси XY: 22 мкм
Длина УФ волны: 405 нм
Размер рабочей области: 165х72х180 мм
Толщина слоя: 0,01-0,3 мм
Phrozen Sonic Mini 8K — один из представителей фотополимерных принтеров с разрешением матрицы 8K, которых пока можно посчитать на пальцах одной руки. Высокое разрешение LCD-матрицы позволяет печатать фигурки с изумительным качеством поверхности и потрясающей детализацией. Такой принтер подойдет для требовательных печатников, которым важна точность и идеальная поверхность готовой модели.
Итоги
3D-принтеры постепенно показывают себя отличными помощниками во многих областях, не только в медицине и промышленности, но и в домашних хобби. Благодаря 3D-печати удается гораздо быстрее изготавливать небольшие фигурки или элементы диорам, уделяя больше внимания проработке деталей, а не кропотливой лепке или поиску экзотических материалов.
А цифровизация позволяет гораздо проще обмениваться в сообществе своими наработками и готовыми моделями или корректировать их под свои нужды, например изменять масштаб или корректировать позу.
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Phrozen
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Anycubic
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Phrozen
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Phrozen
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
FlashForge
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Creality
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Wanhao
#Применение
Поделиться
Все материалы
Выбираем лучший 3D принтер для печати миниатюр
3DPrintStory
  
Обзоры
  
Выбираем лучший 3D принтер для печати миниатюр
Использование 3D принтеров для печати игровых миниатюр сегодня набирает все большую популярность. По мере того как цены на 3D принтеры продолжают падать, скорее всего и спрос на 3D печать игровых миниатюр будет только расти.
Если вы подберете правильный 3D принтер, то вы можете получить потрясающие 3D модели для настольных игр или для того, чтобы поставить на свой рабочий стол вдохновляющую фигурку из любимой игры.
Современные настольные 3D принтеры стали надежными, их легко использовать и они обеспечивают достойное качество готовых изделий.
Как выбрать 3D принтер для печати миниатюр?
Существуют широкий выбор настольных 3D принтеров, которые можно использовать для 3D печати миниатюр в домашних условиях. А если вы немного изучите рынок или хотя бы предложенные ниже варианты, то сможете получить отличные детализированные 3D модели.
С правильно подобранным 3D принтером вы можете печатать свои собственные фигурки и даже создавать собственные настольные игры.
Если вы не хотите разрабатывать 3D модели фигурок с нуля (а это действительно потребует от вас определенных навыков и времени) то вы можете найти интересные 3D модели на сайтах с бесплатными 3D моделями для печати. Скачав модель, вы можете сразу распечатать его или отредактировать перед 3D печатью под собственные нужды. Также рекомендуем ознакомиться с интересными 3D моделями от Dutchmogul. Возможно, в его замечательной коллекции вы найдете что-то интересное для себя.
Чтобы получить такой же уровень детализации, как на миниатюрах выше, ваш 3D принтера должен соответствовать определенным критериям. Самая важная особенность 3D принтера, которую следует учитывать, — это уровень детализации, который он сможет воспроизвести. Этот критерий формируется на основании следующих параметров:
Диаметр сопла
Чтобы создать 3D миниатюру, через отверстие выдавливается нагретый пластик. Отверстие — это диаметр сопла. Убедитесь, что размер сопла 3D принтера не превышает 0,4 мм.
Точность перемещений по осям XY
Следует учитывать точность движения печатающей головки 3D принтера по осям X и Y.
Толщина слоя
Толщина слоя — это высота каждого слоя нагретого пластика, который используется для создания 3D фигурки или миниатюры. Чтобы получить более детализированную модель, надо уменьшить толщину слоя. Однако малая толщина означает, что 3D печать займет больше времени. Чтобы напечатать детализированную миниатюру, вам, скорее всего, понадобится 3D принтер, который может печатать с толщиной слоя 100 микрон (0,1 мм) или меньше.
Тип материала
Наиболее распространенными материалами, используемыми в 3D принтерах, являются ABS или PLA. Чтобы получить хорошую поверхность, после 3D печати следует произвести ее постобработку. Если вы используете АБС пластик, вы можете отшлифовать миниатюру и отпарить ее в ацетоне, чтобы получить гладкую поверхность. Также стоит обратить внимание на PETG пластики, которые завоевывают все больше внимания и позитивных отзывов пользователей.
Размер (масштаб) миниатюры
Если вы хотите начать 3D печать игровых миниатюр, подумайте о размере, который вы хотели получить.
Миниатюра размером 28 мм (масштаб ~ 1:58) или 54 мм (масштаб ~ 1:32) может быть изготовлена с помощью стандартного настольного 3D принтера, который плавит пластиковую нить. Чтобы сделать миниатюру меньшего размера, вам понадобится принтер SLA Resin, который использует жидкую смолу и укрепляет ее.
Помимо фигурки, вы можете распечатать и более крупные модели. Для 3D печати больших моделей, таких как дома, хижины, замки, деревья и резервуары, потребуются более дорогие 3D принтеры, которые обеспечат большую скорость при хорошем качестве 3D печати. Но тут есть важный момент в выборе. Лучше выбирать качественную 3D печать, чем крупную. Вы всегда можете разделить более крупные модели для печати, а затем соединить их вместе используя тот же клей. Результат будет гораздо лучше чем менее качественная 3D печать на 3D принтере с больших рабочим пространством.
3D принтер HICTOP CR-10S
По соотношению цены и качества Hictop CR-10S — один из лучших и самых доступных бюджетных 3D принтеров, которые есть на рынке. В качестве основы для конструкции был взят 3D принтер Prusa i3.
В принтере Hictop использованы качественные материалы для блока питания, материнской платы и систем управления движением. Металлический каркас представляет из себя жесткую и прочную конструкцию.
Принтер Hictop придет вам в разобранном виде, но сборка несложная. Вам придется по сути вкрутить четыре болта и подключить нужные провода. То есть приступить непосредственно к 3D печати вы сможете практически сразу после покупки.
Буква «S» в конце CR-10S означает наличие двух ходовых винтов оси Z и шаговых двигателей.
Благодаря двухосевой системе повышается точность перемещения экструдера. В результате вы, естественно, получаете в целом более точную 3D печать. Это отличный недорогой 3D принтер, который подойдет для 3D печати миниатюр и фигурок для настольных игр.
В 3D принтере Hictop предусмотрен механизм контроля оставшегося количества пластика. Если пластик закончится, принтер выйдет в режим паузы и после подачи нового материала вы можете продолжить печать с того участка, на котором остановились. Это особенно актуальная фича для печати габаритных 3D моделей.
Эти 3D принтеры довольно популярны, так что вы найдете большое количество информации и советов по их использованию в интернете. Кроме того, благодаря активному сообществу, на Hictop CR-10S большое количество модификаций и апгрейдов, которые вы сможете реализовать самостоятельно и улучшить его и так достойное качество 3D печати.
Hictop CR-10S — качественный и доступный 3D принтер, который однозначно подойдет для 3D печати миниатюр и фигурок персонажей из ваших любимых игр или фильмов.
3D принтер FLASHFORGE CREATOR PRO
Создатели FlashForge 3D Printer Creator Pro черпали вдохновение от Makerbot Replica.
Хорошая особенность 3D принтера FlashForge заключается в том, что в него включены все пользовательские улучшения от Makerbot. Эти улучшения включают:
Металлические опоры рабочего стола. Таким образом, рабочая стол стал более стабильным во время нагрева и сборки.
Регуляторы с пластиковым покрытием, упрощающие калибровку рабочего стола.
Центральный процессор (ЦП) поддерживает прошивку Sailfish, которая позволяет выполнять автоматическую калибровку. Кроме того, ЦП помогает регулировать нагрев и обеспечивает более высокое качество 3D печати.
Вышеупомянутые функции делают Creator Pro отличным 3D принтером для печати миниатюрных изделий.
Кроме того, этот 3D принтер выполнен в закрытым корпусе, что позволит печатать ABS пластиком с гораздо меньшими трудностями.
С Creator Pro вы можете одновременно печатать материалами двух цветов. Если вы планируете в дальнейшем покрасить изготовленную модель, то эта фича вам не особо нужна, но в целом она дает гораздо больше возможностей чем стандартные аналоги с одним экструдером.
Так как Creator Pro базируется на на Makerbot Replica, в интернете доступно много информации об этом 3D принтере.
3D принтер SINDOH DP200 3DWOX
Если вы ищете надежный 3D принтер для печати миниатюр, то вам следует обратить внимание на Sindoh DP200 3DWOX. Это лучший выбор, если вы хотите изготавливать трехмерные мини-фигурки.
Этот 3D принтер несложен в эксплуатации, подойдет даже новичкам в мире 3D печати. Ниже приведены некоторые из его особенностей:
Стол для 3D печати покрыт алюминиевым политетрафторэтиленом.
Разрешение 3D печати составляет 50 микрон (0,05 мм).
Оснащен высокоэффективным воздушным фильтром для твердых частиц и закрытой камерой для 3D печати, что особенно хорошо при использовании ABS пластиков.
Простая в использовании камера для картриджа с материалом.
Sindoh отлично справляется с печатью мини фигур с высокой детализацией.
Один из минусов принтера Sindoh DP200 заключается в том, что он может использовать только филамент от производителя. Следовательно, вы заплатите больше денег за картриджи, потому что не сможете использовать материалы от других производителей. Цена у этих картриджей, естественно, выше аналогов.
В остальном 3D принтер Sindoh DP200 3DWOX — отличный вариант для высококачественной 3D печати детализированных моделей.
3D принтер DREMEL DIGILAB
Использование SLA технологии для 3D печати помогает получить миниатюрные изделия очень высокого качества. SLA также помогает печатать миниатюрные детали размером менее 28 мм. Цена этого замечательного 3D принтера сравнима со стоимостью ноутбука.
SLA печать отличается от FFF печати по самой сути происходящих процессов. Во время SLA 3D печати жидкая смола «запекается» с помощью УФ лазера. Формирование детали выглядит как постепенное поднятие готовой модели и ванный с жидким материалом.
Стереолитографические 3D принтеры, активно используемые в промышленности, теперь доступны и в домашних условиях! 3D принтер Dremel Digilab отлично зарекомендовал себя в качестве хобби принтера, который отличается от промышленных дорогих анлогов исключительно меньшим размером рабочего пространства.
Основные характеристики 3D принтера Dremel Digilab:
Минимальная толщина стенки 3D модели 25 мкм (0,025мм).
Большая скорость 3D печати по сравнению с FFF 3D принтерами.
Превосходное качество поверхности готовой 3D модели.
Digilab — отличный SLA 3D принтер. Он прост в использовании и, судя по отзывам пользователей, надежен.
На этом 3D принтере вы можете использовать смолы для изготовления форм для литья по выплавляемым моделям. Его также можно использовать для изготовления ювелирных изделий путем литья металлов.
Некоторые недостатки использования SLA для 3D печати:
Это дорого. Смолу необходимо обновлять, так как со временем она стареет и теряет необходимые свойства.
Смолы требуют ухода. Убедитесь, что вы начинаете 3D печать только после того, как исчезнут воздушные шары, возникающие при добавлении смолы в резервуар. Когда вы закончите печать, вам следует тщательно очистить резервуар, чтобы удалить застывшую смолу, которая может повлиять на качество последующей 3D печати.
При очистке этого 3D принтера необходимо соблюдать меры предосторожности и использовать латексные перчатки и спирт.
Выводы
Эта статья призвана помочь вам выбрать выбрать настольный 3D принтер для печати моделей для настольных игр или просто красивых фэнтезийных героев и элементов ландшафта. 3D принтеры и настольные игры — очень хорошее сочетание, а перечисленные выше модели — хороший выбор, если вы хотите создавать свои собственные игровые миниатюры.
Надеемся, данный обзор был вам полезен. Удачи вам в своих идеях в мире 3D печати!
Руководство по воплощению цифровых моделей в жизнь
За последние несколько лет 3D-принтеры стали более доступными, простыми в использовании и более надежными. В результате профессионалы индустрии развлечений, дизайнеры игр и любители использовали эти технологии для создания 3D-печатных миниатюр.
Это подробное руководство по 3D-печати миниатюр и пользовательских 3D-фигурок покажет вам, как воплотить в жизнь ваши гиперреалистичные цифровые модели, какие процессы использовать, как обрабатывать и раскрашивать ваши 3D-отпечатки, а также где вы можете получить 3D-модели для миниатюры. Кроме того, в публикации будут представлены другие компании, уже использующие 3D-печать для воплощения своих цифровых моделей в жизнь.
В ряде отраслей 3D-печать становится популярной технологией для создания пользовательских моделей. В области создания моделей и развлечений 3D-печать позволяет дизайнерам создавать реалистичные, детализированные, уникальные и воспроизводимые фигурки, миниатюры, фигурки, модели персонажей, скульптуры, кинореквизиты, покадровые модели, предметы искусства и украшения — все это в устойчивая стоимость и быстрый оборот.
Художники из Modern Life Workshop создают гиперреалистичные скульптуры актера Дэниела Крейга с помощью ZBrush и 3D-печати.
3D-печать также играет преобразующую роль в индустрии кино и сериалов. Мастера реквизита, такие как Рассел Боббитт для фильмов Marvel и Жако Снайман для первого сезона и второго сезона сериала «Воспитанные волками», а также визуальные эффекты (VFX) и студия дизайна Aaron Sims Creative для «Очень странных дел», приняли эту технологию. , так как это значительно экономит время на изготовление реквизита и стимулирует творчество в процессе проектирования. Создание становится более гибким и плавным, а реквизит и модели могут создаваться более эффективно.
Закулисный взгляд на визуальные эффекты (VFX) и процесс разработки студии дизайна Aaron Sims Creative Демогоргона из «Очень странных дел».
«Демогоргон был одним из первых отпечатков, которые мы сделали. Первые результаты были просто потрясающими. Я даже представить себе не мог, что уровень детализации можно получить в принтере».
— Аарон Симс, основатель Aaron Sims Creative
В играх онлайн-сообщества возникли вокруг настольных игр, таких как Dungeons & Dragons. , для которого геймеры используют 3D-принтеры для создания уникальных 3D-печатных миниатюр D&D, статуэток, ландшафтов, ландшафтов и других аксессуаров для настольных игр.
Полумасштабная рука, сжимающая контроллер PlayStation, разработанная и напечатанная для внутренней церемонии вручения наград в Sony Fabrication Arts.
Глобальная компания Hasbro, занимающаяся играми и развлечениями, также использует эту технологию для создания фигурок Hasbro Selfie Series — новаторской попытки использовать 3D-печать для изготовления персонализированных фигурок в масштабе. Теперь фанаты впервые могут сканировать свое лицо с помощью смарт-устройства и получить изготовленную на заказ фигурку, похожую на фигурку, доставленную к их двери.
Аддитивное производство предлагает большие возможности для проектирования и проектирования профессионалам и любителям создания миниатюр, которые будут в восторге, увидев, как проекты их воображения воплощаются в жизнь на 3D-принтере.
Все технологии 3D-печати используют процесс, называемый аддитивным производством. 3D-принтеры создают трехмерные детали из моделей автоматизированного проектирования (CAD), последовательно добавляя материал слой за слоем, пока не будет создана физическая деталь. Создатели реквизита, дизайнеры игр и любители могут использовать следующие технологии 3D-принтеров для создания различных реквизитов, миниатюр и фигурок.
Дизайнер существ и концепт-дизайнер Джаред Кричевски использует стереолитографический 3D-принтер (SLA) для воплощения цифровых моделей в жизнь в Aaron Sims Creative.
Моделирование методом наплавления (FDM), также известное как изготовление плавленых нитей (FFF), является наиболее широко используемой формой 3D-печати на потребительском уровне, чему способствовало появление 3D-принтеров для любителей. 3D-принтеры FDM создают детали путем плавления и экструзии термопластичной нити, которую сопло принтера наносит слой за слоем в области построения.
По сравнению с другими процессами 3D-печати, FDM создает более крупные и заметные линии слоев, что приводит к менее детализированным конечным продуктам. 3D-принтер FDM хорош для дешевой и быстрой 3D-печати миниатюр для приложений, где мелкие детали поверхности менее важны.
В зависимости от модели для постобработки для печати FDM может потребоваться только удаление опоры. Однако сложные фигурки, напечатанные на принтере FDM, требуют дополнительных поддерживающих структур, которые может быть трудно удалить, и требуется шлифовка, чтобы получить отметки поддержки на готовых миниатюрах.
Принтеры FDM являются наименее дорогим вариантом. Недорогой настольный FDM-принтер для любителей может стоить менее 500 долларов, в то время как более профессиональный FDM-принтер для 3D-печати фигурок может стоить в среднем от 2000 до 4000 долларов.
Параллельное сравнение 3D-печатных деталей FDM и SLA.
Стереолитографические (SLA) принтеры — самые универсальные и точные настольные 3D-принтеры на рынке. Технология печати SLA использует фотополимеризацию в ванне или печать смолы для отверждения жидкой смолы в затвердевший пластик с помощью лазера. 3D-печать смолой позволяет создавать детализированные миниатюры и фигурки с высоким качеством поверхности с использованием ряда передовых материалов.
3D-принтеры SLA позволяют создавать детализированные миниатюры и фигурки с гладкой поверхностью. Деталь напечатана на 3D-принтере Form 3 SLA.
3D-принтеры Resin обеспечивают высокое разрешение для миниатюр, фигурок и моделей. Даже самые маленькие отпечатки имеют высокий уровень детализации.
Для 3D-печатной фигурки, напечатанной на принтере SLA, потребуется процесс постотверждения средней продолжительности, но доступны варианты автоматического постотверждения. Опорные конструкции принтеров SLA, особенно принтеров стереолитографии с низким усилием (LFS), таких как Formlabs Form 3 и Form 3L, легко снимаются.
3D-принтеры SLA также предлагают широкий спектр материалов, что расширяет возможности приложений, выходящих за рамки традиционной 3D-печати, таких как силиконовое литье, литье олова или литье по выплавляемым моделям.
Качественный настольный 3D-принтер SLA с высоким разрешением от Formlabs для миниатюр и фигурок стоит от 3499 долларов, а для широкоформатных 3D-принтеров SLA — от 10 999 долларов.
Жако Снайман, основатель Dreamsmith Studio, показывает, как он использовал 3D-печать за кулисами для сериала HBO Max «Воспитанные волками».
«Для более крупных и менее детализированных вещей или в рамках рабочих процессов изготовления пресс-форм я использую 3D-принтеры FDM. В основном я использую 3D-принтеры Formlabs [SLA] для печати окончательных деталей, потому что вы получаете такой приятный результат».
— Жако Снайман, основатель компании Dreamsmith и ведущий дизайнер протезов серии «Выращенные волками». Посмотрите и почувствуйте White Resin сами, запросив бесплатный образец детали.
Запросить бесплатный образец Деталь
При селективном лазерном спекании (SLS) используется мощный лазер для сплавления мелких частиц полимерного порошка. Поскольку нерасплавленный порошок поддерживает деталь во время печати, нет необходимости в специальных поддерживающих конструкциях. Это делает порошковую 3D-печать идеальной для сложных моделей и сложной геометрии, включая внутренние элементы, подрезы, тонкие стенки и отрицательные элементы.
SLS 3D-печать идеально подходит для сложных моделей и сложной геометрии. Деталь напечатана на 3D-принтере Fuse 1 SLS.
Детали SLS имеют слегка зернистую поверхность, но практически не имеют видимых линий слоев. Наиболее распространенным материалом для селективного лазерного спекания является нейлон, высокоэффективный конструкционный термопласт как для функционального прототипирования, так и для конечного производства.
Поскольку принтеры SLS являются промышленными машинами, их начальная цена была выше, начиная примерно со 100 000 долларов, что делало их недоступными для многих предприятий. Тем не менее, Formlabs недавно представила Formlabs Fuse 1, чтобы преодолеть этот разрыв с первым настольным промышленным SLS-3D-принтером, который предлагает высокое качество при небольшой стоимости традиционных промышленных SLS-систем, начиная с 18,49 долларов США. 9.
Струйная печать связующим веществом аналогична SLS-печати, но для связывания порошкового материала вместо нагревания используется связующее вещество. При изготовлении моделей струйное распыление связующего чаще всего используется для создания полноцветных 3D-печатных фигурок и миниатюр из материала песчаника.
Так же, как SLS, распыление связующего не требует поддерживающих структур, так как окружающий порошок обеспечивает необходимую поддержку модели. Однако детали, которые отделяются от струйного принтера, очень хрупкие и имеют высокую пористость. Это означает, что этот процесс не идеален для сложных конструкций, так как детали могут сломаться при последующей обработке из-за хрупкости материала.
Струйная печать связующего 3D-принтеры — это дорогие промышленные машины, стоимость которых варьируется от 30 000 до 100 000 долларов США.
Статуэтки, напечатанные на 3D-принтере с помощью струйной печати. (source: Shapeways)
Fused Deposition Modeling (FDM)
Stereolithography (SLA)
Selective Laser Sintering (SLS)
Binder Jetting
Resolution
★★☆☆☆
★★★★★
★★★★☆
★★★ ☆☆
Поверхностная отделка
★★ ☆☆☆
★★★★★
★★★★ ☆
★★★★ ☆
. ★ ☆☆
★★★★ ☆
★★★★★
★★★ ☆☆
простота использования
★★★★★
★★★★
★★★★
★★★★ Ch ★☆
★★★☆☆
Идеально подходит для
Недорогие простые модели с меньшим количеством деталей
Детализированные миниатюры и фигурки с высоким качеством поверхности по доступной цене
Комплексная геометрия и прочные детали конечного использования
Полноцветные 3D-склонности из песчаника
Стоимость
$ 500-200 $. Стоимость начального оборудования
$ 3750. стоимость оборудования
Видеоруководство
Не можете найти лучшую технологию 3D-печати для ваших нужд? В этом видеоруководстве мы сравниваем технологии FDM, SLA и SLS с учетом популярных соображений покупателей.
Смотреть видео
Уровень детализации и точности, необходимый для печати миниатюр, может быть сложным. Помимо процесса печати, постобработка будет иметь большое влияние на окончательную миниатюру. Вот несколько советов о том, как улучшить 3D-печать и подготовить миниатюры.
Детализированная фигурка Халка, созданная с помощью 3D-печати компанией Aarom Sims Creative.
На качество 3D-печати влияют два основных фактора: линии слоев и опорные конструкции.
Чем толще слои, которые вы используете для 3D-печати, тем более заметными будут линии слоев. Толстые линии слоя создают эффект «лестницы» на плоской или наклонной поверхности или делают круглые поверхности «пиксельными». Меньшая толщина слоя приведет к более высокому качеству поверхности и более полированным отпечаткам.
При печати методом FDM используются более толстые слои, а линии слоев более заметны даже при одинаковой высоте слоя из-за способа формирования деталей. Принтеры SLA могут печатать с различной толщиной слоя, включая невероятно тонкие слои толщиной 25 микрон, в зависимости от желаемого качества печати, что делает его идеальным выбором для демонстрации лучших деталей. Струйные принтеры SLS и связующего печатают слоями толщиной около 100–110 микрон, но на конечных деталях линии слоев в основном невидимы.
В принтерах FDM и SLA 3D-печать включает в себя опорные конструкции для поддержки детали в процессе печати. Вам нужно будет удалить эти опорные структуры, что может быть сложно для печати FDM и довольно легко для печати SLA (в зависимости от ориентации детали). Более сложное удаление опоры оставит следы на готовом изделии, которые необходимо отшлифовать и отполировать для получения качественной отделки.
Удаление опоры с помощью детали, напечатанной на 3D-принтере Form 3 SLA.
Ваши модели не будут завершенными без идеальной отделки. После печати постобработка миниатюр с помощью грунтовки и покраски придаст окончательный безупречный вид и сделает их по-настоящему уникальными.
Грунтовка напечатанной на 3D-принтере миниатюры перед покраской.
Вы можете закончить 3D-печатную фигурку любым способом, который соответствует конечной цели вашей 3D-печати. Многие модели отлично выглядят сразу после печати, но вы можете улучшить свои миниатюры, покрасив их.
Перед покраской удалите все поддерживающие конструкции с напечатанных на 3D-принтере фигурок, а затем отшлифуйте фигурки, чтобы удалить следы опорных конструкций. Количество шлифовки и полировки будет зависеть от отделки объекта. Для отпечатков FDM вам, возможно, придется выполнить дополнительную шлифовку, чтобы уменьшить «лестничный» эффект линий слоев, в то время как отпечатки SLA должны сразу иметь гладкую поверхность.
После шлифовки 3D-миниатюры рекомендуется нанести грунтовку. Правильный выбор грунтовки поможет вашей напечатанной на 3D-принтере миниатюре достичь профессионального уровня отделки.
Узнайте, почему грунтовка упрощает покраску напечатанных на 3D-принтере деталей и помогает создать безупречную окончательную поверхность.
Сравнение до и после раскрашивания 3D-печатной миниатюры динозавра.
Для детальной ручной росписи вашей напечатанной на 3D-принтере миниатюры акриловая краска является универсальным вариантом. Акриловая краска обычно хорошо связывается с пластиком, но всегда проверяйте, соответствует ли выбранная вами краска «пластиковой» или «мультиповерхностной» функциональностью, и всегда грунтуйте перед покраской.
Аэрозольная краска при правильном нанесении также может придать вашей индивидуальной миниатюре гладкий, глянцевый и однородный вид. Ваша аэрозольная краска может приблизиться к профессиональному качеству, если вы нанесете хороший грунт и толстый грунтовочный слой для однородности цвета. Всегда наносите финишное покрытие, устойчивое к появлению пятен.
Узнайте, как превратить вашу миниатюру из простой 3D-печати в красочную модель, готовую к демонстрации с помощью распыления.
3D-печать всегда начинается с цифровой модели. Вы можете скачать бесплатную или платную миниатюрную модель, создать модель самостоятельно или даже отсканировать существующий объект и превратить его в 3D-файл.
Если вы только начинаете свой путь в области 3D-печати, загрузка готовых дизайнов может упростить печать. Вокруг игровых миниатюр, таких как фигурки Dungeons & Dragons, существуют огромные онлайн-сообщества. Посещение таких сообществ, как Pinshape, MyMiniFactory, Cults или Thingiverse, — отличный способ найти бесплатные макеты миниатюрных 3D-моделей для собственных отпечатков.
Лесной дракон 3D-модель, доступная для бесплатного скачивания в Pinshape (дизайн Dutchmogul).
Аарон Симс Креативное создание цифровых 3D-объектов монстра из «Очень странных дел» для 3D-печати.
Подходящее программное обеспечение для 3D-моделирования поможет вам создать собственные миниатюры, готовые к 3D-печати. Если вы создаете миниатюры, вам нужны возможности детального проектирования. Программное обеспечение САПР, которое специализируется на разработке видеоигр или анимации, часто предоставляет детализированные инструменты, необходимые для создания реалистичных миниатюр.
Например, ZBrush — это инструмент для цифровой скульптуры, который сочетает в себе несколько художественных приемов для создания моделей с высоким разрешением. Пользователи в основном проектируют фильмы, игры и анимацию в ZBrush, что делает его идеальным для реалистичных фигурок. Вы можете узнать больше о том, как ZBrush используется для цифровой скульптуры, моделирования и быстрой визуализации, на этом вебинаре.
Вебинар
ZBrush дает художникам свободу расширять границы цифрового моделирования. До недавнего времени возможность вывести сложные концепции за пределы экрана компьютера была недоступной и непомерно дорогой.
Посмотреть вебинар
Индивидуальная 3D-печать не обязательно должна основываться на полностью оригинальном цифровом дизайне. Вместо этого вы также можете 3D-сканировать существующий объект. Доступно множество вариантов сканирования: от недорогих камер с датчиком глубины и фотограмметрии до профессиональных сканеров высокого разрешения.
Перед 3D-печатью детали вам часто нужно адаптировать, оптимизировать и доработать 3D-сканы. С помощью Meshmixer можно не только оптимизировать треугольную сетку, но и воссоздать целые секции, стилизовать модель или добавить к ней полезные функции.
Бионический протез руки Манифесто | Manifesto Hand
БИОНИКА с подвижностью каждого пальца
Раскрытие кисти до 100 мм.
Пассивная ротация кисти до 180°
До 14 различных видов схвата
Тачскрин напальчник для работы с экранами
Наши возможности с протезом Манифесто
Ваши руки, ваши правила
Топовые комплектующие
Протез состоит из кисти, культеприемной гильзы с датчиками для управления, аккумулятора, зарядного устройства и электрокабелей.
Каждый палец протеза имеет независимый привод, что позволяет делать произвольные жесты. Имеется механизм приведения/отведения большого пальца. Пальцы имеют зависимые фаланги для более удобного схвата.
Кастомный внешний вид
Каждый протез Манифесто уникален, кастомизируйте протез разными цветами и рисунком.
Гаджеты еще доступнее
Управляйте любимыми гаджетами вашей бионической руки. Кончики пальцев протеза имеют специальный материал, который позволяет взаимодействовать с тачскрин экранами.
Индивидуальная настройка
Настройка и переключение жестов происходит через мобильное приложение, подключенное к протезу на базе Android или iOS. Имеется 3 преднастроенных жеста.
Закажите протез для себя или ребенка с 14-ти лет и отсутствием кисти и культей предплечья
Технические характеристики ДокументацияГарантия и поддержка
Максимальная нагрузка на пальцы – до 15 кг Возможность поднимать тяжести – до 20 кг Время автономной работы – от 24 часов Функции запястья – быстрое разъединение и поворот на 180 градусов Материалы – нержавеющая сталь + алюминий + полиамид Вес протеза – 500 грамм (кисть) Тачскрин напальчник
Протез Манифесто — это медицинское изделие, которое изготавливается по индивидуальным заказам. Имеются противопоказания по использованию, необходимо получение консультации специалиста.
Изделие имеет сертификацию на территории Евросоюза.
Скачать
Протез разработан при поддержке Фонда содействия инноваций
Любой ремонт либо техническое обслуживание проводится сертифицированным центром. Самостоятельный ремонт недопустим. Необходимо проводить профилактическое техническое обслуживание раз в 6 месяцев, либо каждые 50000 циклов, в зависимости от того, какое событие наступит раньше.
Гарантийный срок составляет 2 года и исчисляется с начала эксплуатации.
Гарантия покрывает любые дефекты материалов или изготовления при нормальном использовании в течение гарантийного срока.
Датой начала эксплуатации является дата передачи протеза пользователю.
Гарантийные обязательства не распространяются на аккумуляторную батарею и зарядное устройство.
Приложение для настройки
Приложение для настройки параметров линейки бионических протезов компании Моторика С помощью приложения можно выбирать режим работы девайса, а также включать дополнительные опции, которые помогают упростить работу с биоэлектрическим протезом кисти в повседневной жизни.
Истории пользователей бионических рук Манифесто
Бионический протез руки Инди | INDY Hand
односхватовый бионический ПРотез
Раскрытие кисти до 100 мм.
Пассивная ротация кисти до 180°
Схват в щепоть для захвата предметов
Тачскрин напальчник
Наши возможности с протезом Инди
Кастомный внешний вид
Каждый протез Инди уникален, кастомизируйте протез разными цветами и рисунком. Не хотите современный технологичный дизайн протеза, тогда для вас опция протеза с косметической оболочкой.
Топовые комплектующие
Инди относится к роботизированной линейке протезов с одним видом схвата. Протез управляется с помощью чутких датчиков и приводится в действие надежным электродвигателем с большой силой. Корпус кисти выполнен из нержавеющей стали, алюминия и полиамида. Кисть в сборе весит всего 350 г.
Гаджеты еще доступнее
Управляйте любимыми гаджетами вашей бионической руки. Кончики пальцев протеза имеют специальный материал, который позволяет взаимодействовать с тачскрин экранами. Опция доступна в протезе без косметической оболочке.
Индивидуальная настройка
Настраивать протез можно с помощью приложения, которое позволяет менять режим работы, анализирует показатели и регистрирует ЭМГ-активность культи.
Закажите протез для себя или ребенка от 8-ми лет с отсутствием кисти и культей предплечья
Технические характеристикиДокументацияГарантия и поддержка
Максимальная нагрузка на пальцы – до 10 кг Возможность поднимать тяжести – до 20 кг Время автономной работы – от 24 часов Функции запястья – быстрое разъединение и поворот на 180 градусов Материалы – нержавеющая сталь + алюминий + полиамид Вес протеза – 350 грамм (кисть) Тачскрин напальчник – в протезе без косметической оболочки
Протез ИНДИ — это медицинское изделие, которое изготавливается по индивидуальным заказам. Имеются противопоказания по использованию, необходимо получение консультации специалиста.
Изделие имеет сертификацию на территории Евросоюза.
Скачать
Протез разработан при поддержке Фонда содействия инноваций
Любой ремонт либо техническое обслуживание проводится сертифицированным центром. Самостоятельный ремонт недопустим. Необходимо проводить профилактическое техническое обслуживание раз в 6 месяцев, либо каждые 50000 циклов, в зависимости от того, какое событие наступит раньше.
Гарантийный срок составляет 2 года и исчисляется с начала эксплуатации.
Гарантия покрывает любые дефекты материалов или изготовления при нормальном использовании в течение гарантийного срока.
Датой начала эксплуатации является дата передачи протеза пользователю.
Гарантийные обязательства не распространяются на аккумуляторную батарею и зарядное устройство.
Приложение для настройки
Приложение для настройки параметров линейки бионических протезов компании Моторика С помощью приложения можно выбирать режим работы девайса, а также включать дополнительные опции, которые помогают упростить работу с биоэлектрическим протезом кисти в повседневной жизни.
Истории пользователей протезов ИНДИ
26-летний парень создает управляемые разумом бионические руки за 8000 долларов
Series|Challengers
Раньше бионические руки стоили 80000 долларов. Теперь молодой инженер снизил стоимость более чем на 90%. 14 августа 2021 г. Только в Соединенных Штатах ежегодно происходит 185 000 ампутаций, и ожидается, что это число будет только расти.
Исследования показывают, что число людей с потерей конечностей в США может почти удвоиться к 2050 году, в первую очередь из-за сосудистых заболеваний, которые часто вызываются диабетом. Чтобы удовлетворить этот спрос, одна многообещающая компания по производству протезов рук встряхивает отрасль.
Роботизированный протез руки может стоить от 20 000 до 100 000 долларов. Эти расходы становятся особенно тяжелыми для родителей маленьких детей, которые вырастают из своих протезов всего за 12-14 месяцев.
Ежегодно в США расходы на протезирование составляют более 6 миллиардов долларов.
Но проблема не только в цене. Существует множество других осложнений с традиционным протезированием, в том числе универсальный подход, который приводит к раздражению кожи, хронической боли и чрезмерному потоотделению, отсутствие обучения, которое может сделать протез непригодным для использования, и ограниченный доступ к специалистам. .
Однако из-за своей цены люди с ампутированными конечностями часто соглашаются на традиционные протезы, жертвуя большим диапазоном движений ради пассивного устройства, которое выглядит как человек, но не двигается. Unlimited Tomorrow поставила перед собой задачу решить эти фундаментальные проблемы в отрасли, чтобы людям с ампутированными конечностями больше не приходилось выбирать между функциональностью и внешним видом.
Наконец, доступный протез руки, управляемый разумом
Основанная в 2014 году Истоном Лашапелем, когда ему было всего 18 лет, компания готова стать лидером в индустрии протезов рук. Их устройство True Limb стоит менее 8000 долларов, а для детей оно еще дешевле — около 4000 долларов.
True Limb одновременно функциональна, как , так и , выглядит реалистично и служит зеркальным отражением противоположной конечности ампутанта, вплоть до кончиков пальцев. И пока протез руки 60-90% дешевле, чем традиционные протезы, многие пользователи говорят, что они намного превосходят рыночные альтернативы.
Unlimited Tomorrow открывает новую эру в протезировании с помощью своих роботизированных рук, напечатанных на 3D-принтере.
В чем секрет? Unlimited Tomorrow использует полностью дистанционный индивидуальный процесс, исключающий посредников и производящий протезы полностью собственными силами. Вот как это работает: сначала пациенты назначают индивидуальную консультацию с членом клинической команды Unlimited Tomorrow. Затем компания отправляет человеку с ампутированной конечностью 3D-сканер, способный создать полное сканирование культи.
Оттуда клиентам высылается набор «проверочных головок», и они участвуют в видеооценках с клинической командой, чтобы оценить удобство и посадку. Если что-то кажется неудобным, клиницисты могут внести коррективы и повторять процесс до тех пор, пока не будет достигнута оптимальная посадка. После того, как подгонка завершена, команда 3D-печатает бионическую руку, собирает необходимые компоненты и тестирует ее, прежде чем отправить человеку с ампутированной конечностью для обучения.
«Он открывает новый уровень персонализации, о котором раньше и не думали», — говорит Лашапель. «Каждое устройство создается уникальным для каждого человека, вплоть до размера, формы и ощущений. Мы собрали так много невероятных функций, таких как осязание, простое в использовании движение, а также чрезвычайно легкий и прочный ».
Для 40 миллионов людей с ампутированными конечностями по всему миру, нуждающихся в протезах конечностей, этот удаленный, персонализированный и доступный процесс протезирования означает надежду на лучшее будущее.
Сделать бионические конечности доступными для всех
Путь Лашапеля к созданию самого совершенного протеза руки вдохновляет. Это началось, когда ему было всего 14 лет, после того, как он встретил молодую девушку с традиционным протезом конечности за 80 000 долларов. Сцена не подходила Лашапелю, который уже создал в своей спальне роботизированную руку, которая, по его мнению, была более функциональной. Так родилась идея Unlimited Tomorrow.
Несколько лет спустя, когда Лашапель собирался окончить среднюю школу, филантроп Тони Роббинс встретил Лашапеля и решил предоставить начальное финансирование для Unlimited Tomorrow. Однако им пришлось подождать, чтобы воплотить свое видение в жизнь, потому что в 17 лет Лашапель был недостаточно взрослым, чтобы на законных основаниях владеть компанией.
«Начать бизнес в 18 лет было огромным испытанием, — говорит он. «Было непросто сразу перейти в стартап-среду и вести бизнес. Потребовалось так много проб и ошибок, обучение с помощью множества различных средств — книг, презентаций, видео, курсов… Это чрезвычайно мотивирует, но это сложно».
Сегодня протезы рук True Limb используются по всей Америке, значительно улучшая жизнь людей с ампутированными конечностями.
«Каждый раз, когда True Limb покидает нашу дверь, я чувствую себя невероятно униженным и горжусь нашим продуктом и тем, что мы создали», — говорит он. «Мы видим эти видео и фотографии и эти невероятные электронные письма, которые мы получаем от людей, использующих эти устройства… Такие маленькие моменты всегда выделяются для меня».
Прейскурант Bionic Hand — Bionics For Everyone
Перейти к содержимому
Опубликовано , Обновлено , Уэйном Уильямсом в категории: Bionic Arm / Hand, Mobility
Сколько стоит бионическая рука?
Простой ответ: от 8000 до 100 000 долларов США. Крупные традиционные производители по-прежнему берут более 30 000 долларов США, но новые компании, похоже, оценивают свои бионические руки в диапазоне от 8 000 до 30 000 долларов США.
Обратите внимание, что это приблизительные общая стоимость наличными s для конечных пользователей, включая розетку, датчики, все сборы протезистов и т. д., при условии отсутствия страхового покрытия, для типичного решения в США . Мы понимаем, что немногие люди покупают бионические руки таким образом, но мы пытаемся предоставить общую основу для сравнения. По этой же причине мы указываем ориентировочную цену в США, даже если устройство там еще не продается.
Таблица цен на бионическую руку
Поскольку стоимость отдельного бионического решения зависит от множества переменных, мы решили использовать ценовые категории, а не точные цены. В конце концов, наша цель здесь — помочь потенциальным конечным пользователям определить, какие бионические руки находятся в их общем ценовом диапазоне, а не переоценить отдельные решения.
Bionic Hand
Price Category (USD)
Current Availability
Ability Hand
$20,000 to $30,000
USA
Adam’s Hand
$30,000 to $40,000 1
Италия 1 кв. 2022 г., США, Германия, Франция и Испания позднее в 2022 г.0093 USA (launch date 2024)
Bebionic Hand
$30,000 to $40,000
Global
BrainRobotics Hand
$20,000 to $30,000
USA (launch date 2021/2022)
Grippy
$10,000 до 20 000 долларов США 3
Индия
Hero Arm
0096
$40,000 to $50,000
Global
i-Limb Ultra & Quantum
More than $50,000
Global
KalArm
$10,000 to $20,000 3
India
LUKE Arm
Более 50 000 долларов США 2
США
Manifesto Hand
От 10 000 до 20 000 долларов США
Индия, Франция, ОАЭ и другие страны Персидского залива, которые могут получить доступ к установке в ОАЭ и других странах Африки, Малайзии и может получить доступ к установке в Южной Африке
MeHandA
$30,000 to $40,000
Russia, Germany, Commonwealth of Independent (CIS) countries
MeHandB
$20,000 to $30,000
Russia, Germany, Commonwealth of Independent (CIS) countries (дата запуска неизвестна)
Рука Микеланджело
Более 50 000 долларов США
Глобальный
Рука Nexus
От 20 000 до 90 долларов США0096
Global (в настоящее время в 24 странах мира)
Ohand 2-канал
$ 10 000 до 20 000 долл. США 3
China
OHAND 8-Channel
$ 200092
. неизвестно)
TASKA Hand
Более $50 000
США, Великобритания, Европа, Скандинавия, Канада, Австралия, Новая Зеландия
TrueLimb
90 90 $10,0,06
USA, Canada
Vincent Evolution
$30,000 to $40,000
USA, Europe, Russia
Zeus Hand
$20,000 to $30,000 3
USA, Europe, Russia, India
1 Adam’s Hand, скорее всего, находится в диапазоне цен от 20 000 до 30 000 долларов США и от 30 000 до 40 000 долларов США почти точно посередине в зависимости от клиники.
2 Эти устройства на самом деле представляют собой модульные руки, которые можно сконфигурировать различными способами, включая запястье, локоть и даже плечевые суставы.
Используйте автоматическую предварительную регистрацию данных облака точек на объекте для оперативного контроля качества, повышения производительности и принятия более обоснованных решений прямо на месте работ
Вы сможете документировать и оцифровывать окружающую среду в 3D с помощью решения Leica RTC360 для 3D-захвата реальности. Повысьте эффективность работы на объектах и в офисе с помощью быстрого, точного, портативного и простого в использовании оборудования и ПО. С лазерным 3D-сканером RTC360 квалифицированный специалист сможет преодолеть любые проектные сложности, руководствуясь точными и достоверными 3D-моделями, и раскрыть весь потенциал любой площадки.
Компактное, высокоавтоматизированное, интуитивно понятное и удобное решение RTC360 включает производительный лазерный 3D-сканер, мобильное приложение Leica Cyclone FIELD 360 для периферийных вычислений, например для автоматической регистрации сканируемых данных в реальном времени, и ПО Leica Cyclone REGISTER 360 для работы в офисе, с которым вы сможете легко внедрить полученную 3D-модель в рабочий процесс.
Захват сканов, включая эффектные HDR-изображения, менее чем за две минуты.
Автоматическая запись перемещений между точками съемки для предварительной регистрации данных сканирования на месте без ручного вмешательства.
Дополнение собранных данных информативными тегами с подсказками по оптимальному планированию и сведениями о реальных условиях на объекте, которые помогут вашим коллегам полнее представить обстановку.
Загружайте собранные данные из Cyclone FIELD 360 прямо в Leica TruView Cloud, чтобы оперативно обмениваться проектными данными перед импортом и регистрацией.
Быстрый
Новый лазерный сканер Leica RTC360 выполняет 3D-захват реальности со скоростью, которая была недостижима прежде. Благодаря замеру до 2 млн точек в секунду и продвинутой системе захвата HDR-изображений сканер формирует цветные 3D-облака точек менее чем за две минуты. Автоматизированная безмарочная регистрация данных в полевых условиях на основе технологии VIS и удобная автоматическая передача данных с объекта в офис дополнительно ускоряют выполнение выездных работ и повышают продуктивность.
Адаптивный
Благодаря портативной конструкции и складной треноге компактный и легкий сканер Leica RTC360 помещается в обычный рюкзак. На объекте достаточно одного нажатия кнопки, чтобы отсканировать окружение без каких-либо дополнительных настроек.
Точный
Низкий уровень шума в собранных данных означает более высокое качество изображений — вы получаете четкие детализированные сканы, готовые к применению в различных отраслях. В сочетании с ПО Cyclone FIELD 360 для автоматической регистрации данных в полевых условиях сканер Leica RTC360 обеспечивает потрясающую точность, проверить которую можно прямо на площадке.
Предварительная регистрация в полевых условиях
Приложение Cyclone FIELD 360 , входящее в состав решения RTC360, выступает связующим звеном между сбором 3D-данных на объекте и регистрацией данных лазерного сканирования в офисе с помощью Cyclone REGISTER 360. Пользователь может выполнить автоматический захват, регистрацию и контроль данных сканирования и изображений прямо на объекте. Простой в освоении и удобный графический интерфейс предлагает наглядные подсказки для сложных расчетов, благодаря чему с ним смогут совладать даже новички.
Previous
Next
Возможности сканирования
Лазерный 3D-сканер RTC360 автоматически фиксирует перемещение между точками съемки, чтобы предварительно регистрировать сканируемые данные прямо на месте. Юрген Майер (Juergen Mayer) рассказал о новейших разработках в интервью The Reporter.
Знакомство с RTC360
Новейшее решение Leica RTC360 для 3D-захвата реальности, представленное на выставке HxGN LIVE 2018, сочетает в себе высокопроизводительный лазерный сканер и мобильное приложение для захвата и предварительной регистрации данных сканирования в реальном времени.
От оборудования до программного обеспечения
Специалисты Geosystems оптимизируют каждое звено рабочего процесса как в программных, так и в аппаратных решениях, чтобы повысить эффективность и производительность полевых работ и обработки данных в офисе.
Leica RTC360: решение для захвата реальности в формате 3D
Leica Cyclone FIELD 360 mobile-device app
Загрузки
Videos
СОВЕТЫ ЭКСПЕРТОВ
Примеры использования
Podcasts
Introducing the Leica RTC360 3D Laser Scanner 3D environments in a matter of minutes — an outlook on recent reality capture technology 3D reality capture — new opportunities, greater understanding Transforming Ayacucho into a digital city
Сервисы
myWorld — портал для клиентов Программа активной поддержки клиентов (Active Customer Care) Пакеты поддержки клиентов
As of v7. 0.1, Safari exhibits a bug in which resizing your browser horizontally causes rendering errors in the justified nav that are cleared upon refreshing.
As of v7.0.1, Safari exhibits a bug in which resizing your browser horizontally causes rendering errors in the justified nav that are cleared upon refreshing.
CONTACT US
The High-Definition Surveyor — Blog
Learn how Leica Geosystems laser scanning solutions are helping professional to shape the future of our world.
Learn how Leica Geosystems laser scanning solutions are helping professional to shape the future of our world.
Quality is a tradition, built deep within our DNA. We have a commitment to excellence and exceptional attention to detail.
Сила сканирования
Quality is a tradition, built deep within our DNA. We have a commitment to excellence and exceptional attention to detail.
WATCH NOW
Образовательные статьи и аналитика
Что такое 3D-захват реальности и как он применяется в вашей отрасли?
Что такое 3D-захват реальности и как он применяется в вашей отрасли?
Learn more
Сравнительная таблица лазерных сканеров
Какой лазерный сканер вам подходит?
Какой лазерный сканер вам подходит?
download now
Reality Capture Newsletter
Click here to subscribe to our regular newsletter and stay up-to-date on all the latest reality capture news.
Click here to subscribe to our regular newsletter and stay up-to-date on all the latest reality capture news.
Subscribe
Онлайн-обучение
Компания Leica Geosystems разработала платформу онлайн обучения для дальнейшего обучения клиентов максимальному использованию функциональных возможностей своих приборов.
Компания Leica Geosystems разработала платформу онлайн обучения для дальнейшего обучения клиентов максимальному использованию функциональных возможностей своих приборов.
Наземное лазерное 3D сканирование
Примеры облаков точек
Несмотря на то, что первые наземные 3D сканеры появились еще в прошлом веке, пока нет основания утверждать, что технология лазерного 3D сканирования широко используется в геодезии. В качестве главных причин, наверное, нужно назвать пока еще высокую стоимость таких систем и недостаток информации о том, как их эффективно использовать в тех или иных приложениях. Тем не менее, интерес к этой технологии и ее востребованность на рынке геодезического оборудования растут с каждым годом в геометрической прогрессии.
Что такое трехмерный лазерный сканер?
По типу получаемой информации прибор во многом схож с тахеометром. Аналогично последнему, 3D сканер при помощи лазерного дальномера вычисляет расстояние до объекта и измеряет вертикальныe и горизонтальные углы, получая XYZ-координаты. Отличие от тахеометра заключается в том, что ежедневная съемка при помощи наземного лазерного 3D сканера – это десятки миллионов измерений. Получение аналогичного объема информации с тахеометра займет не одну сотню лет…
Первоначальный результат работы лазерного 3D сканера представляет собой облако точек. В процессе съемки для каждой из них записываются три координаты (XYZ) и численный показатель интенсивности отраженного сигнала. Он определяется свойствами поверхности, на которую падает лазерный луч. Облако точек раскрашивается в зависимости от степени интенсивности и после сканирования выглядит как трехмерное цифровое фото. Большинство современных моделей лазерных сканеров имеют встроенную видео- или фотокамеру, благодаря чему облако точек может быть также окрашено в реальные цвета.
В целом схема работы с прибором заключается в следующем. Лазерный сканер устанавливается напротив снимаемого объекта на штатив. Пользователь задает требуемую плотность облака точек (разрешение) и область съемки, затем запускает процесс сканирования. Для получения полных данных об объекте, как правило, приходится выполнять данные операции с нескольких станций (позиций).
Затем выполняется обработка первоначальных данных, полученных со сканера, и подготовка результатов измерений в том виде, в котором они необходимы заказчику. Данный этап не менее важен, чем проведение полевых работ, и зачастую более трудоемок и сложен. Профили и сечения, плоские чертежи, трехмерные модели, вычисления площадей и объемов поверхностей – все это, а также другую необходимую информацию можно получить в качестве конечного результата работы со сканером.
Где можно использовать лазерное сканирование?
Основные сферы применения трехмерного сканирования:
— промышленные предприятия
— строительство и архитектура
— дорожная съемка
— горное дело
— мониторинг зданий и сооружений
— документирование чрезвычайных ситуаций
Этот список далеко не полный, поскольку с каждым годом пользователи лазерных сканеров выполняют все больше уникальных проектов, которые расширяют сферы применения технологии.
Лазерное сканирование от Leica Geosystems – история лазерных сканеров
История лазерных сканеров Leica началась еще в 90-х годах прошлого века. Первая модель 2400, тогда еще под маркой Cyra, была выпущена в 1998. В 2001 году компания Cyra вошла в концерн Leica Geosystems в подразделение HDS (High-Definition Surveying). Сейчас, по прошествии 14 лет, компания Leica Geosystems представляет на рынке линейку из двух сканирующих систем.
Как уже было сказано выше, лазерное 3D сканирование применяется в совершенно разных областях, и универсального сканера, который эффективно решал бы все задачи, не существует.
Для съемки промышленных объектов, где не требуется большой дальности, но модель должна быть очень детальной (то есть нужен точный высокоскоростной прибор), оптимальным будет лазерный сканер Leica ScanStation P30: дальность до 120 м, скорость до 1 000 000 точек в секунду.
Совершенно другие требования предъявляются к сканеру, если речь идет о съемке открытых разработок и складов сыпучих материалов с целью подсчета объемов. Здесь достаточно сантиметровой точности дальномера, а на первый план выходит дальность съемки и защищенность от погодных условий и пыли. Идеальный прибор для сканирования в таких условиях – Leica HDS8810 с дальностью до 2 000 м и пылевлагозащищенностью IP65. Кроме того, этот прибор – единственный на рынке сканирующих систем, который работает в температурном диапазоне от -40 до +50 град. То есть HDS8810 – лазерный сканер, который работает при любых погодных условиях.
Ключевая модель подразделения HDS компании Leica Geosystems – это Leica ScanStation P40. Знаменитая и самая популярная в мире линейка ScanStation, история которой началась еще в 2006 году, пополнилась в апреле 2015 года сканером P40. Точность и скорость P40 унаследовал от предыдущей модели, но стал более дальнобойным, а качество данных стало еще лучше. По спектру решаемых задач этот прибор действительно лидер в своем сегменте. Неслучайно, несмотря на «молодость» этой модели, она уже приобрела широкую популярность в мире.
Программное обеспечение для обработки данных лазерного сканирвания (облака точек)
Нельзя не сказать несколько слов о программном обеспечении для обработки данных, полученных со сканера. Этой составляющей системы трехмерного лазерного сканирования потенциальные заказчики уделяют незаслуженно мало внимания, хотя обработка данных, получение конечного результата работы — это не менее важные этапы проекта, чем полевые работы. Спектр программного обеспечения Leica HDS – действительно самый широкий на рынке лазерного сканирования.
Главный элемент спектра – это, конечно, комплекс Cyclone. Эта модульная программная система по праву считается самой популярной в мире и обладает большим пакетом инструментов для обработки данных, получаемых с помощью сканера. Есть у Leica и ряд более узкоспециализированных программ. Для тех, кто привык работать в традиционных САПР, существует серия программных продуктов Leica CloudWorx, встраиваемых в AutoCAD, MicroStation, AVEVA и SmartPlant, что позволяет пользователям данных программ работать непосредственно с облаками точек. 3DReshaper строит высококачественные триангуляционные модели поверхностей объектов и позволяет проводить мониторинг деформаций путем сравнения съемок объекта, сделанных в разные периоды времени. В линейке программ Leica HDS есть даже ПО для обработки данных сканирования в криминалистике.
Таким образом, лазерное сканирование от Leica Geosystems – это целый комплекс программных и аппаратных решений. Под каждую, пусть даже узкоспециализированную задачу, у компании Leica найдется комбинация «сканер + программа», которая поможет решить эту задачу максимально эффективно.
Лазерные сканеры | Лейка Геосистемс
Дом
Товары
org/ListItem»>
Лазерные сканеры
Серия BLK становится автономной
BLK2FLY и BLK ARC обеспечивают полностью автономный мобильный захват реальности
Учить больше
Центр вебинаров по лазерному сканированию
Получите доступ ко всем нашим вебинарам по запросу и зарегистрируйтесь для участия в предстоящих вебинарах в нашем центре вебинаров.
Смотри
Leica RTC360
Решение для трехмерного захвата реальности, сочетающее в себе высокопроизводительный лазерный сканер и приложение для мобильных устройств для захвата и предварительной регистрации сканов в режиме реального времени.
Читать далее
Leica Cyclone FIELD 360
Визуализация данных в полевых условиях и предварительная регистрация для всех трехмерных лазерных сканеров Leica Geosystems.
Учить больше
Представляем новый Leica BLK360
Более быстрый, компактный и простой в использовании, чем когда-либо прежде, новый BLK360 представляет собой мощный лазерный сканер нового поколения.
Предыдущий
Следующий
Программного обеспечения
Программный пакет Leica Geosystems для трехмерного лазерного сканирования устанавливает отраслевой стандарт для сбора, визуализации, извлечения, анализа, совместного использования и представления данных облака точек.
Программный пакет Leica Geosystems для трехмерного лазерного сканирования устанавливает отраслевой стандарт для сбора, визуализации, извлечения, анализа, совместного использования и представления данных облака точек.
Узнать больше
Сканеры
Лазерные сканеры Leica Geosystems, обеспечивающие выдающуюся дальность, скорость и высочайшее качество 3D-данных, являются идеальным партнером для решения любых задач лазерного 3D-сканирования.
Лазерные сканеры Leica Geosystems, обеспечивающие выдающуюся дальность, скорость и высочайшее качество 3D-данных, являются идеальным партнером для решения любых задач лазерного 3D-сканирования.
Узнать больше
Аксессуары
Какие бы принадлежности вам ни понадобились для работы, вы можете выбрать их из широкого ассортимента оригинальных принадлежностей от Leica Geosystems.
Какие бы принадлежности вам ни понадобились для работы, вы можете выбрать их из широкого ассортимента оригинальных принадлежностей от Leica Geosystems.
Узнать больше
Сканеры для 3D-измерений Запрос информации
Благодарим вас за интерес, проявленный к Creaform! Пожалуйста, заполните форму ниже. Один из наших агентов свяжется с вами в ближайшее время.
Шаг 1. Введите свою контактную информацию
Чем больше мы знаем о вас, тем лучше мы сможем предоставить вам соответствующие ответы.
Полное наименование *
Компания *
Страна * Please select a country…AfghanistanAlbaniaAlgeriaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean Terr.British Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, Democratic RepublicCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuyanaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupe (French )ГватемалаГвинеяГвинея-БисауГайанаГаитиОстрова Херд и МакдональдГондурасВенгрияИсландияИндияИндонезияИранИракИрландияИзраильИталияДжама icaJapanJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartinique (French)MauritaniaMauritiusMayotteMexicoMicronesiaMoldaviaMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNeutral ZoneNew Caledonia (French)New ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPacific Islands Trust TrPakistanPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPolynesia (French)PortugalQatarRepublic of MacedoniaReunion (French)RomaniaRussiaRwandaS. Georgia S. Sandwich Is.Saint HelenaSaint Kitts and NevisSaint LuciaSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSão Tomé and PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth KoreaSpainSri LankaSudanSurinameSvalbard and Jan Mayen Is.SwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUSA Minor Outlying IslandsUzbekistanVanuatuVatican CityVenezuelaVietnamWallis and Futuna ОстроваЗападная СахараЙеменЗамбияЗимбабве
Состояние * Please select a state…AlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareFloridaGeorgiaGuamHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPalauPennsylvaniaPuerto RicoRhodeIslandSouth CarolinaSouth DakotaTennesseeTexasU. S. Виргинские островаЮтаВермонтВирджинияВашингтонВашингтон, округ КолумбияЗападная ВирджинияВисконсинВайоминг
Провинция * Пожалуйста, выберите провинцию…АльбертаБританская КолумбияОстров Принца ЭдуардаМанитобаНью-БрансуикНовая ШотландияНунавутОнтариоКвебекСаскачеванНьюфаундленд и ЛабрадорСеверо-Западные территорииЮкон
Провинция * Пожалуйста, выберите провинцию…АньхойПекинКитайский ТайбэйЧунцинФуцзяньГаньсуГандунГуансиГуйчжоуХайнаньХэбэйХэйлунцзянХэнаньГонконгХубэйХунаньЦзянсуЦзянсиЦзилиньЛяонинМакаоНэй МонголНинсяЦинхайШэньсиШаньдунШанхайШаньсиСычуаньТянь ЦзиньСиньЦзянСизангЮньнаньЧжэцзян
Провинция * Please select a province…HokkaidoAomoriIwateMiyagiAkitaYamagataFukushimaIbarakiTochigiGunmaSaitamaChibaTokyoKanagawaNiigataToyamaIshikawaFukuiYamanashiNaganoGifuShizuokaAichiMieShigaKyotoOsakaHyogoNaraWakayamaTottoriShimaneOkayamaHiroshimaYamaguchiTokushimaKagawaEhimeKochiFukuokaSagaNagasakiKumamotoOitaMiyazakiKagoshimaOkinawa
Провинция Please select a province…Andaman and Nicobar IslandsAndra PradeshArunachal PradeshAssamBiharChandigarhChhattisgarhDadar and Nagar HaveliDaman and DiuDelhiGoaGujaratHaryanaHimachal PradeshJammu and KashmirJharkhandKarnatakaKeralaLakshadeepMadya PradeshMaharashtraManipurMeghalayaMizoramNagalandOrissaPondicherryPunjabRajasthanSikkimTamil NaduTripuraUttaranchalUttar PradeshWest Bengal
State Пожалуйста, выберите штат… Австралийская столичная территорияНовый Южный УэльсСеверная территорияКвинслендЮжная АвстралияТасманияВикторияЗападная Австралия
Состояние Пожалуйста, выберите штат… АккоАлагоасАмапаАмазонасБаияСеараДистрикто ФедералЭспириту-СантоГойасМараньяоМинас-ЖерайсМато-Гросу-ду-СулМату-ГросуПараПараибаПаранаПернамбукуПиауиРио-де-ЖанейроРио-Гранди-ду-НортеРиу-Гранди-ду-СулРондонияРораймаСанта-КатаринаПровинция2901SergipeTocantins Please select a province. ..Amnat CharoenAng ThongBueng KanBuri RamChachoengsaoChai NatChaiyaphumChanthaburiChiang MaiChiang RaiChon BuriChumphonKalasinKamphaeng PhetKanchanaburiKhon KaenKrabiKrung Thep Maha NakhonLampangLamphunLoeiLop BuriMae Hong SonMaha SarakhamMukdahanNakhon NayokNakhon PathomNakhon PhanomNakhon RatchasimaNakhon SawanNakhon Si ThammaratNanNarathiwatNong Bua Lam PhuNong KhaiNonthaburiPathum ThaniPattaniPhangngaPhatthalungPhayaoPhetchabunPhetchaburiPhichitPhitsanulokPhra Nakhon Si AyutthayaPhraePhuketPrachin BuriPrachuap Khiri KhanRanongRatchaburiRayongRoi EtSa KaeoSakon NakhonSamut PrakanSamut SakhonSamut SongkhramSaraburiSatunSi Sa КетСингбуриСонгкхлаСукхотайСуфанбуриСураттханиСуринТакТрангТратУбонратчатханиУдонтханиУтайтханиУттарадитЯлаЯсотон
Провинция Please select a province…AbruzzoAgrigentoAlessandriaAnconaAostaL’AquilaArezzoAscoli-PicenoAstiAvellinoBariBarletta-Andria-TraniBasilicataBellunoBeneventoBergamoBiellaBolognaBolzanoBresciaBrindisiCagliariCalabriaCaltanissettaCampaniaCampobassoCarbonia IglesiasCasertaCataniaCatanzaroChietiComoCosenzaCremonaCrotoneCuneoEmilia-RomagnaEnnaFermoFerraraFirenzeFoggiaForli-CesenaFriuli-Venezia GiuliaFrosinoneGenovaGoriziaGrossetoImperiaIserniaLa-SpeziaLatinaLazioLecceLeccoLiguriaLivornoLodiLombardiaLuccaMacerataMantovaMarcheMassa-CarraraMateraMedio CampidanoMessinaMilanoModenaMoliseMonza-BrianzaNapoliNovaraNuoroOgliastraOlbia TempioOristanoPadovaPalermoParmaPaviaPerugiaPesaro-UrbinoPescaraPiacenzaPiemontePisaPistoiaPordenonePotenzaPratoPugliaRagusaRavennaReggio-CalabriaReggio-EmiliaRietiRiminiRomaRovigoSalernoSardegnaSassariSavonaSiciliaSienaSiracusaSondrioTarantoTeramoTerniTorinoToscanaTrapaniTrentino-SüdtirolTrentoTrevisoTriesteUdineUmbriaVal d’osteVareseVenetoVeneziaVerbano-Cusio-OssolaVer CelliВеронаВибо-ВалентияВиченцаВитербо
Провинция Пожалуйста, выберите провинцию. ..СеулИнчхонЧхунчхонбук-доЧхунчхоннам-доЧонлабук-доЧонланам-доТэджонКванджуЧеджу-доГёнги-доГангвон-доГёнсанбук-доГёнсаннам-доТэгуУльсанПусанSejong
State *
Город *
Почтовый индекс *
Телефон *
Отделение *
Электронная почта *
Сектор * Пожалуйста, выберите сектор… Промышленность/Производство (Разработка продукта)Промышленность/Производство (Контроль качества)Неразрушающий контроль/Оценка повреждений трубопроводов и самолетовОбразовательныеЗдравоохранение/Сканирование телаРазвлечения, Наследие, Искусство, Другое
Проценты * Пожалуйста, выберите продукт/услугу Creaform, которые вас интересуют…Портативный 3D-сканерПортативная КИМ (датчик)Полное решение для измерений (3D-сканер + датчик)Автоматизированная инспекция (роботизированный 3D-сканер)Калибровка робота и динамическое отслеживаниеИнженерные услуги (дизайн, CAD, FEA , CFD) Метрологические услуги (3D-сканирование, RE, инспекция) Фотограмметрия / Оптическая координатно-измерительная система
Интерес * Пожалуйста, выберите продукт/услугу Creaform, которые вас интересуют. ..Портативный 3D-сканерПортативная КИМ (зонд)Комплексное решение для измерений (3D-сканер + зонд)Автоматизированная инспекция (роботизированный 3D-сканер)
Проценты * Пожалуйста, выберите продукт/услугу Creaform, которые вас интересуют…Портативный 3D-сканерПортативная КИМ (датчик)Полное решение для измерений (3D-сканер + датчик)Автоматизированная инспекция (роботизированный 3D-сканер)Калибровка робота и динамическое отслеживаниеИнженерные услуги (дизайн, CAD, FEA , CFD) Метрологические услуги (3D-сканирование, RE, инспекция) Фотограмметрия / Оптическая координатно-измерительная система
Интерес * Пожалуйста, выберите продукт/услугу Creaform, которые вас интересуют…Портативный 3D-сканерПортативная КИМ (датчик)Полное решение для измерений (3D-сканер + датчик)Автоматическая инспекция (3D-сканер, установленный на роботе)Калибровка робота и динамическое отслеживаниеИнжиниринговые услуги (дизайн, CAD, FEA , CFD)Метрологические услуги (3D-сканирование, RE, инспекция)Фотограмметрия / Оптическая координатно-измерительная система
Відгуки про Bosch GWS 9-125 від користувачів — Рейтинг моделі на Price.ua
Акції
Сезонні товари
Мобільний зв’язок
Продукти харчування, алкоголь
Побутова техніка
Авто, мото
Комп’ютери та периферія
Все для будинку
Аудіо, відео, фото
Одяг та взуття
Будівництво та ремонт
Спорт і туризм
Товари для дорослих
Товари з Китаю
Аптека
Товари для дітей
Сувеніри
Краса та здоров’я
Все для офісу
Книги
Послуги
Подарунки
Фінансові послуги
Кредити
Підтримайте Україну під час російського вторгнення. Пожертвувати українській армії можна через офіційний рахунок Національного банку України або сервіс WayForPay
Вгору
Системи безпеки
Контрольно-вимірювальне обладнання
Спеціальні вимірювальні інструменти
Рівні будівельні
Електроінструмент
Стелі
Гідравлічний інструмент
Опалення
Будматеріали
Двері
Вікна
Покриття підлоги
Ручний інструмент
Пневмоінструмент
Виробниче обладнання
Вимірювальний, розмічальний інструмент
Ремонтно-будівельні конструкції
Будівельна техніка
Стабілізатори напруги
Електростанції, компресори, помпи, насоси, мийки
Електротовари
Інші товари для будівництва та ремонту
Мультиметри, тестери
Зварювальне обладнання
Фурнітура для дверей
Підвіконня
Штроборізи
Дрилі, шуруповерти, гайковерти
Фарбопульти
Електролобзики
Машини фрезерні
Машини шліфувальні
Відбійні молотки
Електроножиці
Перфоратори
Пили
Електрорубанки
Електростеплери, цвяхозабивачі
Будівельні фени
Інший електроінструмент
Паяльники
Витратні матеріали для електроінструменту
Швонарізчики
Затирочні машини
Акумулятори, зарядні пристрої для електроінструменту
Свердла, бури
Стрічки, диски, полотна відрізні, шліфувальні
Багатофункціональний інструмент
Будівельні пилососи, стружкоотсоси
Загальний рейтинг:
10. 0
Загальна думка:
100%
0%
Відгуків:
5
Питань:
Схожі моделі
Порівняння
Знайшли помилку?
Виділіть її мишею і натисніть Ctrl + Enter
Текст з помилкою:
Закрити
BOSCH GWS 9-125. Честные отзывы. Лучшие цены.
На этой странице вы найдёте описание, продавцов и цены, чтобы купить дешевле, видеообзоры и честные отзывы о болгарке BOSCH GWS 9-125. И можете оставить свой отзыв о модели в комментариях внизу страницы.
Быстрый Переход к Нужному Месту:
Технические характеристики
Мощность, Вт
900
Напряжение, В
220
Диаметр диска, мм
125
Посадочный диаметр, мм
22.2
Электр. регулировка оборотов
нет
Число оборотов, об/мин
11000
Защита от непреднамеренного пуска
нет
Работа по бетону (камню)
да
Регулировка положения кожуха без инструмента
нет
Наличие виброручки
нет
Комплектация
коробка
Вес, кг
1,9
Габариты, мм
280х100х73
Резьба шпинделя
М14
Особенности модели
Углошлифовальная машина Bosch GWS 9-125 0. 601.396.022 предназначена для профессиональных работ. Дополнительная рукоятка упрощает управление инструментом. Установить ее можно слева или справа, в зависимости от предпочтения оператора. Кожух защищает пользователя от искр и пыли.
Мощный двигатель — для высокой производительности;
Вентиляционные отверстия — для охлаждения двигателя;
Максимально компактный корпус двигателя — для удобства работы в труднодоступных местах;
Косозубые шестерни — для долгого срока службы и низкого уровня шума;
Усовершенствованная система внутреннего отвода воздуха — для улучшенной защиты от пыли.
Стандартная комплектация
Производитель оставляет за собой право без уведомления представителей менять характеристики, внешний вид, комплектацию товара и место его производства. Будьте внимательны при покупке!
Углошлифовальная машина;
Дополнительная рукоятка;
Защитный кожух 1 605 510 224;
Гаечный ключ;
Картонная коробка.
Видео
Отзывы и обзоры
Смотрите видео (выше) и обзоры (ниже), они часто лучше текстовых отзывов. Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку!
Плавный пуск, 6 скоростей, защита от случайного пуска. Маленькая вибрация. Незначительный шум. Слабый нагрев. Покупал для себя для работы с металлом. Очень доволен.
Купить Bosch GWS 9-125 Professional Угловая шлифовальная машина GZ Industrial Supplies Nigeria
(1 отзыв)
Написать обзор
Bosch
Bosch GWS 9-125 Профессиональная угловая шлифовальная машина
Рейтинг Обязательно
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Тема отзыва Обязательно
комментариев Обязательно
₦66 799,77
Артикул:
0601396007
Вес:
1,90 сом
Доставка:
Рассчитано на кассе
Текущий запас:
Количество:
Описание
GZ Industrial Supplies Nigeria является дистрибьютором электроинструментов Bosch в Нигерии. Наша профессиональная угловая шлифовальная машина Bosch GWS 9-125 мощностью 900 Вт создана для тяжелых работ! Превосходная производительность шлифования/резки благодаря высокой мощности и крутящему моменту 900 Вт. Лучшее в своем классе ручное управление благодаря удобному размеру рукоятки и эргономичному дизайну. Долгий срок службы в тяжелых условиях работы и большой рабочей нагрузке благодаря прочной конструкции и компонентам.
GWS 9-125 Professional поставляется в комплекте с:
Артикул
В комплекте
Дополнительная рукоятка
Гаечный ключ
Картонная коробка
Защитный кожух
1 619 P06 548
Обзор технических характеристик:
Номинальная потребляемая мощность
900 Вт
Скорость холостого хода
11 000 об/мин
Выходная мощность
450 Вт
Резьба шлифовального шпинделя
М 14
Диаметр диска
125 мм
Размеры инструмента (ширина)
73 мм
Размеры инструмента (длина)
280 мм
Размеры инструмента (высота)
100 мм
Вес
1,9 кг
Переключатель
2-ходовой
Плоское шлифование (черновая обработка)
Уровень вибрации ah
7,5 м/с²
Неопределенность К
1,5 м/с²
Шлифование наждачной бумагой
Уровень вибрации0
7,5 м/с²
Неопределенность К
1,5 м/с²
Превосходная защита пользователя благодаря защитному кожуху, препятствующему вращению, – устойчиво, даже если диск сломается
Предотвращает автономный перезапуск инструмента после отключения питания. Только после новой сознательной активации инструмент будет готов к использованию
.
Прямое охлаждение Для высокой перегрузочной способности и длительного срока службы.
Эргономичное обращение благодаря малому весу и компактной конструкции
Два слоя изоляционного материала вокруг токоведущих частей или усиленная изоляция. Не требует подключения к электрическому заземлению (земле)
Свяжитесь с нами для получения дополнительной информации и информации о наличии в магазине в вашем регионе.
Технический паспорт профессиональной угловой шлифовальной машины Bosch GWS 9-125
Это 1 пара OEM-совместимых угольных щеток Bosch 1607000V53 для следующих моделей GWS 9-115 GWS 9-125 GWS 18-125 GWS 11-125: Введите номер перед заказом.
Номер типа Название инструмента Описание Страна 3 601 GA5 100 GWS 18-150 PL Угловая шлифовальная машина 18 В / ЕС 3 601 G90 000 GWS 9-115 Угловая шлифовальная машина 230 В / ЕС 3 601 G90 010 AG40-85 Угловая шлифовальная машина 120 В / США 9062 030 GWS 9-115 Угловая шлифовальная машина 230 В / CH 3 601 G90 040 GWS 9-115 Угловая шлифовальная машина 240 В / AUS 3 601 G90 060 GWS 9-115 Угловая шлифовальная машина 110 В / GB 3 601 G90 075 GWS 3 Угловая шлифовальная машина 230 В / GB 3 601 G90 090 GWS 9-115 Угловая шлифовальная машина 230 В / IL 3 601 G90 0E0 GWS 9-115 Угловая шлифовальная машина 220 В / RCH 3 601 G90 0G0 GWS 9-115 Угловая шлифовальная машина, 127 В / MEX 3 601 G90 0H0 GWS 9-115 Угловая шлифовальная машина, 220 В / AR 3 601 G90 0R0 GWS 9-115 Угловая шлифовальная машина, 230 В / EU 3 GA 60240 3 GWS 18-125 PL Угловая шлифовальная машина 18 В / BR 3 601 GA3 1H0 GWS 18-125 PL Угловая шлифовальная машина 18 В / AR 3 601 GA3 230 GWS 18-125 SL Угловая шлифовальная машина 230 В / CH 3 601 GA3 300 GWS -125 SPL Угловая шлифовальная машина 18 В / EU 3 601 GA4 000 GWS 18-125 л INOX Угловая шлифовальная машина 18 В / EU 3 601 GA4 0B0 GWS 18-125 л INOX Угловая шлифовальная машина 18 В / ROK 3 601 GA4 100 GWS 18-125 PL Угловая шлифовальная машина 18 В / EU 3 601 GA4 140 GWS 18-125 PL INOX Угловая шлифовальная машина 18 В / AUS 3 601 GA5 000 GWS 18-150 L Угловая шлифовальная машина 18 В / EU 3 601 GA5 080 GWS 18-150 L Угловая шлифовальная машина, 18 В / Китай 3 601 GA3 000 GWS 18-125 L Угловая шлифовальная машина, 18 В / EU 3 601 GA3 0E0 GWS 18-125 L Угловая шлифовальная машина, 18 В / BR 601 GA3 0F0 GWS 18-125 L Угловая шлифовальная машина 18 В / IND 3 601 GA3 0F1 GWS18-125L Угловая шлифовальная машина 18 В / IND 3 601 GA3 0K0 GWS 18-125 L Угловая шлифовальная машина 18 В / ASI 3 601 GA3 0L0 GWS 18-125 L Угловая шлифовальная машина, 18 В / MAL 3 601 GA3 100 GWS 18-125 PL Угловая шлифовальная машина, 18 В / ЕС 3 601 G92 010 AG50-10 Угловая шлифовальная машина, 120 В / США
G92 3 030 GWS 11-125 Угловая шлифовальная машина 230 В / CN 3 601 G92 040 GWS 11-125 Угловая шлифовальная машина 240 В / AUS 3 601 G92 060 GWS 11-125 Угловая шлифовальная машина 110 В / GB 3 601 G2WS 1701 G92 1701 G92 1701 G92 060 Угловая шлифовальная машина 230 В / GB 3 601 G92 0E0 GWS 11-125 Угловая шлифовальная машина 220 В / BR 3 601 G92 0G0 GWS 11-125 Угловая шлифовальная машина 127 В / BR 3 601 G92 0H0 GWS 11-125 Угловая шлифовальная машина, 220 В / AR 3 601 G92 0R0 GWS 11-125 Угловая шлифовальная машина, 230 В / EU 3 601 G9B 000 GWS 9-115 Угловая шлифовальная машина, 230 В / EU
G 3B 60240 3 GWS 9-115 Угловая шлифовальная машина 110 В / GB 3 601 G9B 070 GWS 9-115 Угловая шлифовальная машина 230 В / GB 3 601 G9C 000 GWS 9-125 Угловая шлифовальная машина 230 В / EU 3 601 G9D 000 GWS5 Угловая 11-12 Шлифовальная машина 230 В / EU 3 601 G9D 060 GWS 11-125 Угловая шлифовальная машина 110 В / GB 3 601 G9D 070 GWS 11-125 Угловая шлифовальная машина 230 В / GB 3 601 G91 000 GWS 9-125 Угловая шлифовальная машина 230 В / EU 3 601 G91 0R0 GWS 9-125 Угловая шлифовальная машина 230 В / EU 3 601 G92 000 GWS 11-125 Угловая шлифовальная машина 230 В / EU G 3 601 G92 000 GWS 11-125 Угловая шлифовальная машина 230 В / EU 3 GWS 10-45 Угловая шлифовальная машина 120 В / США
Почтовая оплата
Мы предлагаем БЕСПЛАТНУЮ доставку по материковой части Великобритании для всех наших товаров, чтобы вы точно знали, сколько будете платить, еще до того, как доберетесь до кассы, чтобы не было сюрпризов.
Время отправки
Все заказы, полученные до 12:00, отправляются в тот же рабочий день после получения оплаты. Мы делаем НЕ отправка в выходные или праздничные дни, если какие-либо товары будут приобретены в эти дни, они будут отправлены на следующий рабочий день после получения очищенной оплаты.
Как только ваш заказ будет отправлен, мы свяжемся с вами по электронной почте. Пожалуйста, подтвердите указанные сроки доставки в почтовых реквизитах, прежде чем связаться с нами, чтобы узнать, когда будет осуществлена доставка. Сроки доставки будут варьироваться в зависимости от того, какие услуги вы выбрали, но, пожалуйста, подождите до 7-10 рабочих дней для доставки в случае почтовых задержек.
Служба доставки
Мы отправляем все наши заказы в Великобритании, используя стандарт 2-го класса через Royal Mail, что может занять 2-5 рабочих дней, иногда мы можем использовать альтернативные службы доставки, если заказ имеет большую стоимость или больше.
Мы также предлагаем специальную доставку по Великобритании на следующий день для многих наших продуктов, и если эта опция доступна на кассе, будет четко указано, что цены будут варьироваться в зависимости от размера и веса заказываемых товаров.
Услуги Великобритании
Королевская почта 2-й класс — 3 рабочих дня Королевская почта 1-й класс — 1 рабочий день
Royal Mail Специальная доставка на следующий день Гарантия до 13:00 (пн-пт)
Международные службы
Royal Mail International Standard Европа/остальные страны – 10–30 дней Royal Mail International Tracked Европа/остальные страны – 10–15 дней
Европа
В настоящее время мы отправляем только в несколько стран Европейского Союза с 1 июля 2021 года, но это не касается всех других стран, не входящих в ЕС.
Международные пошлины, налоги и сборы за обработку Обратите внимание, что мы (Top Deals Online Limited) не несем ответственности за какие-либо налоги на импорт, пошлины или любые сборы за обработку, когда товары ввозятся в страну назначения. Мы отправляем только с использованием DDU (доставка без оплаты пошлины) Потребитель несет ответственность за все эти дополнительные расходы, если таковые имеются, при попытке получить товар в вашей стране проживания. Если товары возвращаются к нам, потому что вы отказались или не уплатили необходимые ввозные пошлины, то будет возвращен только возврат покупной цены продукта.
Международные покупатели должны связаться с налоговыми органами своей страны, чтобы узнать, какие дополнительные сборы будут применяться к стоимости товаров, которые они покупают у нас.
Все наши международные заказы не включают налог на добавленную стоимость (НДС) в Великобритании. Все заказы на сбор могут занять до 2 часов, прежде чем они будут готовы к сбору или пока не будет отправлено электронное письмо/SMS о сборе. Сделай НЕ прибыть, пока вы не получите подтверждение о получении.
Мы принимаем различные формы оплаты, чтобы помочь нашим клиентам размещать заказы с минимальными усилиями, используя следующие способы оплаты на кассе.
Кредитные и дебетовые карты (Visa, Mastercard, Amex и Maestro)
Google Pay
Apple Pay
Оплата в магазине
ПайПал
Большинство наших заказов размещаются с использованием кредитных и дебетовых карт, и все данные обрабатываются безопасно с использованием 256-битных SSL-сертификатов с PCI-совместимостью уровня 1, поэтому ваши данные хранятся в безопасности.
3D Secure — это дополнительный уровень безопасности для онлайн-транзакций по кредитным и дебетовым картам. Он добавляет этап аутентификации для онлайн-платежей, перенаправляя пользователя на домен эмитента карты.
Политика возврата В Top Deals Online мы хотим, чтобы вы были полностью удовлетворены нашими услугами и продуктами, которые вы приобрели каждый раз, когда делаете покупки у нас. Однако иногда мы знаем, что вы можете захотеть вернуть заказанный вами товар.
Наш адрес возврата: Top Deals Online (Returns) 28 South way (1st Floor) Side Black Door Wembley HA9 0HE
Пожалуйста, внимательно прочитайте эту политику, прежде чем возвращать нам какие-либо товары, чтобы гарантировать, что мы вернем вам деньги как можно быстрее насколько это возможно. Пожалуйста, НЕ возвращайте товар/ы, не связавшись с нами заранее, это поможет нам намного быстрее обработать ваш возврат или замену.
Пожалуйста, сообщите нам как можно больше информации о причине вашего возвращения, чтобы мы могли улучшить наши услуги для вас в будущем. При возврате вашего товара (ов), пожалуйста, включите примечание с вашим полным именем, адресом, номером телефона, чтобы помочь нам связаться с вами наиболее подходящим и наилучшим образом.
Ваше право на отмену Вы должны сообщить нам о своем намерении отменить свой заказ в течение 14 дней после дня получения по электронной почте return@topdealsonline. shop
Мы ответим в течение 1 рабочего дня, чтобы посоветовать вам лучший процесс возврата. Пожалуйста, не возвращайте товар, пока вы не получите от нас известие, так как это вызывает путаницу и замедляет процесс.
Возвращаемые товары должны быть в полной комплектации, в неиспользованном состоянии для повторной продажи и в оригинальной упаковке.
Мы подтвердим получение возвращенного товара по электронной почте на ваш зарегистрированный адрес электронной почты.
Полный возврат суммы заказа будет произведен с помощью исходного метода оплаты в течение 30 дней с момента получения товара обратно.
Вы несете ответственность за расходы по обратной доставке и страховке.
Если вы не вернете товар, мы заберем его и взимаем с вас прямые расходы на возврат. Если вы не позаботитесь о товаре до того, как он будет возвращен нам, и это приведет к его повреждению или порче, мы будем взимать с вас плату за снижение стоимости.
Неисправные продукты Вы должны сообщить нам, что вы возвращаете свой заказ, как только в нем появится неисправность, по электронной почте return@topdealsonline. shop.
Если о неисправности будет сообщено в течение 14 дней с момента получения, мы сообщим наш адрес возврата по электронной почте или по нашему усмотрению мы можем организовать сбор или замену товара.
Если товар возвращается через 14 дней по какой-либо причине, мы не возмещаем стоимость обратной пересылки.
Если товар выйдет из строя через 30 дней после покупки, но в течение гарантийного срока производителя, мы по своему усмотрению предложим его заменить (запасные части) или вернем вам деньги.
Все замены зависят от наличия на складе на момент обработки.
На что не распространяется покрытие: • Нормальный износ, вызванный использованием в соответствии с инструкцией по эксплуатации, напр. щетки • Случайное повреждение • Неисправности, вызванные: неправильным использованием, ненормальными условиями окружающей среды (включая повреждения от мороза), перегрузкой, недостаточным обслуживанием, небрежной эксплуатацией или обращением с изделием. • Использование продукта не по назначению. • Любое изменение или модификация продукта. • Дефекты, вызванные использованием деталей или принадлежностей, не являющихся оригинальными компонентами Изготовителя. • Неправильная установка, если применимо. • Ремонт или модификация, выполненные сторонами, не являющимися авторизованными ремонтными агентами. • Претензии, кроме права на исправление дефектов продукта, на которые распространяются эти условия. • Незначительные отклонения от спецификации, не влияющие на функциональность продукта
Все запасные части являются совершенно новыми, однако на них НЕ распространяется гарантия после их установки на машину. Top Deals Online Limited не несет никакой ответственности за неправильно установленные или заказанные запасные части, что может привести к поломке вашего электроинструмента. (s) не функционировать или повреждаться в процессе после этого. Все ремонтные работы, выполняемые с использованием любой из наших деталей, являются риском для владельца, и вам следует обратиться за помощью к профессиональным техническим специалистам, прежде чем выполнять какие-либо ремонтные работы самостоятельно.
Неправильные заказы Если вы получили неправильный продукт, примите наши искренние извинения и сообщите нам об этом как можно скорее по электронной почте [email protected].
Мы сообщим вам о нашей процедуре возврата и адресе возврата и вышлем замену как можно скорее. Важно, чтобы вы описали продукт, который вы получили, чтобы мы могли отправить конверт с бесплатным возвратом и исправить наши запасы и избежать разочарования другого покупателя.
Товар не получен Пожалуйста, имейте в виду, что ни один предмет не считается утерянным Королевской почтой, пока не пройдет полных 16 дней с момента отправки и 40 дней для международных заказов. Если товар утерян во время доставки, мы отправим товар на замену после того, как вы подтвердите, что вы сделали несколько простых проверок в местном отделении доставки Royal Mail или почтовой службе в вашей стране.
Приведенные выше правила не влияют на ваши законные права.
Масло минеральное для двухтактного двигателя (1. 0 л) Stihl
Смазка редуктора Stihl 07811201022, 40 г
Нет в наличии
Поливочный шланг армированный 3-слойный Дачник Стандарт 40035. 3/4″, 15 м
Смотреть
Нет в наличии
Масло моторное минеральное для двух тактных двигателей Stihl HP, 100мл
Смотреть
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Где купить
Статьи и обзоры
5 средняя оценка
На основании 1 оценок
1 оценка
0 оценок
0 оценок
0 оценок
0 оценок
Для расчёта средней оценки используются общие оценки товара за всё время.
Оставьте свой отзыв о товаре: Мойка высокого давления Stihl RE-110 49500124521
Александр Ф.
30 марта
Отличный товар
Лучше чем Керхер
Вам помог этот отзыв?
Ваш отзыв о товаре
Ваша оценка
Ужасный товар
Плохой товар
Обычный товар
Хороший товар
Отличный товар
Фамилия, имя
E-mail
Преимущества
Недостатки
Общее впечатление
Отзывы покупателей — мойка высокого давления Stihl RE 90 49510124508
Электрические мойки высокого давления
Отзывы — мойка высокого давления Stihl RE 90 49510124508
Арт. О00000006495
Арт. О00000006495
Характеристики
Производитель
Мощность, кВт
1.7
Производительность, л/ч
520
Макс. давление, бар
120
Длина шланга, м
6
Вес, кг
9.8
Забор воды
водопровод
Все характеристики
С этим товаром смотрят
103 ₽
160 ₽
Коннектор с аквастопом Belamos YM5820E (3/4″)
5 760 ₽
6 300 ₽
Шланг поливочный Rehau Pro Line (3/4″, 25 м)
-540 ₽
Персональная скидка
83 ₽
130 ₽
Коннектор Belamos YM5809E (1/2″)
98 ₽
145 ₽
Коннектор Belamos YM5819E (3/4″)
Активная пена для грузовиков и легковых автомобилей Grass Active Foam Power 113140 (1 л)
Активная пена Grass Active Foam Pink 113120 (1 л)
Активная пена Grass Active Foam Red 800001 (1 кг)
5 875 ₽
Пеногенератор Stihl RE-88-163 49155009600
549 ₽
800 ₽
Активная пена Grass Active Foam GEL+ 113180 (1 л)
-251 ₽
1 790 ₽
3 590 ₽
Пеногенератор Stihl RE 88-170 49105009600
-1 800 ₽
Шланг армированный USP 1/2″х15 м с Набором для полива ( 3 коннектора и распылитель ) 77281
Нет в наличии
Поливочный шланг Дачник Стандарт 40011 (1/2″, 25 м, армированный, 3-слойный)
Смотреть
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Где купить
5 средняя оценка
На основании 3 оценок
3 оценки
0 оценок
0 оценок
0 оценок
0 оценок
Для расчёта средней оценки используются общие оценки товара за всё время.
Оставьте свой отзыв о товаре: Мойка высокого давления Stihl RE 90 49510124508
Георг Сокин
15 июня
Отличный товар
У меня участок не большой, мыть удобно.
Мойку Stihl видел на работе и себе тоже купил домой.
Вам помог этот отзыв?
Антон Нежин
10 июня
Отличный товар
Считаю покупку удачной, все предусмотрено для комфортного использования. Функции безотказно работают.
Вам помог этот отзыв?
Сергей Алексеевич
30 марта
Отличный товар
Использую исключительно для авто и садовых дорожек, изумительная штука.
Немного шланг маловат для мытья авто, ещё хотя бы метр, приходится аппарат подвигать.
Рекомендую, предыдущий штиль прослужил 9 лет, надеюсь этот отработает не меньше.
Вам помог этот отзыв?
Ваш отзыв о товаре
Ваша оценка
Ужасный товар
Плохой товар
Обычный товар
Хороший товар
Отличный товар
Фамилия, имя
E-mail
Преимущества
Недостатки
Общее впечатление
ЗАВОД Аптекарь | Увлажняющий гель для душа CALM DOWN Отзывы 2022
🪴 Аптекарь растений 🪴 🌞 Начни с счастья и успокойся 🌙Увлажняющие средства для душа 🧼 #plantapothecarygiftedme 🎉 Используйте промокод: GIVEME30 на plantapothecary. com ИЛИ присоединяйтесь к списку рассылки, чтобы получить скидку 25%!! 🪴 Удивительные средства для мытья тела с маслами, которые не подавляют. Эти средства для мытья тела подарят вам ощущение чистоты и свежести. Start Happy (цитрусовый) идеально подходит для утренней рутины. Calm Down (мята с ромашкой и лавандой) идеально подходит для приятного горячего душа перед сном. 🪴 Я очень благодарна, что смогла попробовать эти средства для мытья тела, и очень рекомендую добавить их в свой уход за собой. Я самопровозглашенная «королева душа», поэтому у меня есть чувство, что мне скоро нужно будет пополнить запасы этих вкусностей. 🪴 ПЛЮСЫ: доступные по цене 15 долларов за штуку, восхитительно пахнут, натуральные ингредиенты, нежные. 🪴 МИНУСЫ: Если вы не любите ароматерапию или ароматы в целом, это может вам не подойти.
🪴 Начать увлажняющий гель для душа Happy Ссылка: https://plantapothecary.com/products/start-happy- wakeing-moisturizing-body-wash 🪴 Начните свой день в более счастливом месте с позитивным настроем и бодрым солнечным настроением. Для кожи, которая отражает чистое сияние и дух, который освещает других. Дышите глубоко, вдыхайте благодать, выдыхайте дисгармонию… и распространяйте радость. Свежий взрыв цитрусовых придает коже и духу яркое сияние. Свежие верхние ноты сладкого апельсина, бергамота и цедры лимона поднимают настроение, сбалансированные теплыми, огненными базовыми нотами ладана и пачули. Этот увлажняющий гель для душа, наполненный растительными и фармацевтическими активными веществами, идеально подходит для сухой кожи и всех типов кожи, которым нравится бодрящий и восстанавливающий эффект в ванне и душе. Не содержит: парабенов, фталатов, сульфатов, силиконов и синтетических отдушек. В состав входят: питательные ингредиенты, соответствующие отраслевым спискам экологически чистых продуктов. 🪴 Увлажняющий гель для душа Calm Down Ссылка: https://plantapothecary.com/products/calm-down-calming-moisturizing-body-wash 🪴 Отключитесь от мира, защитите свой покой и отдохните от суматошного дня. Для кожи, которая чувствует себя окутанной спокойствием, успокоенной и успокоенной. День позади; это момент, которого вы так долго ждали, объединяющий разум, тело и дух. Расслабьтесь, поднимите ноги, приглушите свет… и наслаждайтесь полным спокойствием. Успокаивающая комбинация ароматов успокаивает ваше настроение и делает кожу мягкой и эластичной. Свежая травяная верхняя нота, наполненная свежей, очищающей мятой, сочетается с расслабляющей смесью ромашки и лаванды. Этот увлажняющий гель для душа, наполненный растительными и фармацевтическими активными веществами, идеально подходит для сухой кожи и всех типов кожи, которые наслаждаются моментом спокойствия в ванне и душе. Не содержит: парабенов, фталатов, сульфатов, силиконов и синтетических отдушек. В состав входят: питательные ингредиенты, соответствующие отраслевым спискам экологически чистых продуктов. 🪴 Изготовленные из высококачественных эфирных масел, отобранных за их ароматерапевтические свойства, эти натуральные средства для мытья тела преобразят ваше настроение. Используйте Start Happy, когда вам нужно почувствовать себя бодрее, и используйте Calm Down, когда вам нужно расслабиться. Насыщен экстрактом кокоса и маслом жожоба, которые глубоко питают даже самую сухую кожу, придавая ей ощущение свежести и эластичности. 🪴 Способ применения: для идеального ритуала ухода за собой нанесите жидкое мыло для тела на мочалку, ткань или ладони и превратите его в густую пену с помощью теплой воды. Помассируйте кожу и хорошо смойте. #растительная аптека 💥 НАЙТИ МЕНЯ И БОЛЬШЕ 💥 🛍 Магазин моего аромата «Mrs. Великолепно» или создайте свой собственный!! 👉 https://bit.ly/3JN8nK9💥 Тик Ток: @topnotchmarvelous 💥 Инстаграм: @mrsmarvelousretro 💥 Твиттер: @Marvellous_Mrs 💥 YouTube: Миссис Чудесная 💥 Призмпоп: Миссис Чудесная 💥 ГЛАМИЛЬНО: @mrsmarvelous Реферальный код: DR6NUG 💥 🌳 Дерево ссылок: https://linktr.ee/MrsMarvelous ~[Plant Apothecary Start Happy Бодрящий гель для душа](2127850823046144) ~[Plant Apothecary Calm Down Daily Увлажняющий гель для душа](2127850823132160) #[beautyproducts](847) #[Beautyproducts](40) #[unboxing](362) #[selfcare](236) #[beautyfavorites](940) @[PrismPop Skincare](19)02972609352707)
Читать Подробнее
SEITE 1 — Bewertungen — The Hescover Company, Calm Shampoo + Body Wash, Lavender, 10 Fl Oz (295 мл)
Verifizierter Kauf
Belohnte Bewertung
Die kauf
Dushmesmesthissthissthissthissthissthissthissthissthissthissthissthissthissthissthsthissthissthissthissthissthissthissthissthissthissthissthissthissthissthissthissthissthissthissten . Schäumt nicht und reinigt sehr gut. Trocknet die Haut nicht aus. Hat einen ganz feinen leichten Lavendel-Duft, aber auch etwas aus dem Kokos-Bereich. Ich verwende das Duschgel auch als Shampoo und Gel für die Kinder und es ist sogar für die empfindliche Haut sehr angenehm und soft. Ich werde das Produkt wieder kaufen.
Haftungsausschluss
:
Kein Medizinischer Oder Professioneller Rat
Gepostet Am 5 марта, 2022
Verifizierter Kauf
Belohnte Bewertung
Automatisch übersetztztztztzt Arabic
. Ich habe es viele Male verwendet und es ist sehr nützlich, außerdem süß, erstaunlich und sehr effektiv, sowie ein Produkt, dessen Wert erstaunlich ist. Ich rate Ihnen, es zu verwenden, und ich rate Ihnen, dies zu nehmen Produkt, weil ich es mehr als einmal genommen habe, es hat mir sehr gut gefallen.
Haftungsausschluss
:
Kein Medizinischer Oder Professioneller Rat
Verifizierter Kauf
Belohnte Bewertung
Automatisch übersetzt von English
ICH Mag Dieses Shampoo on Duschgelzt fon Forl English
. Es ist sehr sanft zur Babyhaut, шляпа einen leichten Lavendelduft, der eine schöne Badezeit ermöglicht. Es tut den Augen des Babys beim Waschen des Kopfes nicht weh und das Haar wird glänzend. Ich empfehle für jedes Alter von Kindern.
Haftungsausschluss
:
Kein medizinischer oder professioneller Rat
Verifizierter Kauf
Belohnte Bewertung
Automatisch übersetzt von Ukrainian
Es ist sehr sanft zur Kinderhaut, hat einen leichten Lavendelduft, der sich super zum Baden eignet. Es schadet den Augen des Kindes beim Waschen des Kopfes nicht und das Haar wird glänzend.
Haftungsausschluss
:
Kein medizinischer oder professionaleller Rat
Verifizierter Kauf
Belohnte Bewertung
Automatisch übersetzt von English
Ich liebe dieses Shampoo und die passende Spülung! Ich habe lange nach natürlichen Haarwaschprodukten mit guter EWG-Bewertung für meinen 3-Jährigen gesucht und bin so glücklich, dieses Produkt endlich gefunden zu haben. Es ist herrlich.. Der Lavendelgeruch ist sehr angenehm und nicht zu stark. Außerdem ist meine 3-jährige Tochter endlich bereit, ihre Haare zu waschen, und Liebt Es, die einfach zu verwendenden Pumpflaschen zu verwenden. Ihr Haar neigt dazu, sehr buttig zu werden, aber seit ich es in den letzten Wochen verwendet habe, ist es schön, seidig und die Sprödigkeit von früheren Conditionern verschwindet endlich. Auch Eine Gute Flaschengröße.
Haftungsausschluss
:
Kein medizinischer oder professioneller Rat
Verifizierter Kauf
Belohnte Bewertung
Automatisch übersetzt von English
Sehr angenehmer sanfter Duft, gute Verpackung und anständige Größe. Funktioniert für empfindliche Haut und den täglichen Gebrauch in jedem Alter, da ich es selbst benutze und auch mein 4-jähriger davon profitiert. Grundsätzlich eine Nachbestellung wert. Funktioniert für alle Jahreszeiten. Ich liebe die Formel/Zusammensetzung und das ist gut für den täglichen Gebrauch
Haftungsausschluss
:
Kein Medizinischer Oder Professioneller Rat
Verifizierter Kauf
Belohnte Bewertung
Automatisch übersetzt von English
ICH Mag Dieses Shampoo on Duschgelzt fon Forl English
. Es ist sehr sanft für die Haut des Babys, hat einen leichten Duft von Lavendel, der eine schöne Badezeit macht. Es tut den Augen des Babys beim Waschen des Kopfes nicht weh und das Haar wird glänzend. Ich empfehle für jedes Alter von Kindern.
Haftungsausschluss
:
Kein Medizinischer Oder Professioneller Rat
Gepostet Am 25 августа, 2022
Verifizierter Kauf
. habe, bin ich besessen. Das Duschgel ist einfach das Beste, was ich probiert habe!!! Кейн Райзунг, Кейн Аустрокнен!! Ich habe sehr empfindliche Haut, также ist das so schön. Der Geruch ist sehr gut, ich genieße alle Düfte, die sie haben. Es passt zu jedem Alter und man braucht nur zwei Pumpstöße, weil es so schön schäumt, dass die Größe ungefähr zwei Monate Reicht (nur für mich alleine).
Haftungsausschluss
:
Kein Medizinischer Oder Professioneller Rat
Gepostet Am 14 августа 2022
Verifizierter kauf
. habe, bin ich besessen. Das Duschgel ist einfach das Beste, was ich probiert habe!!! Кейн Райзунг, Кейн Аустрокнен!! Ich habe sehr empfindliche Haut, также ist das so schön. Der Geruch ist sehr gut, ich genieße alle Düfte, die sie haben. Es passt zu jedem Alter und man braucht nur zwei Pumpstöße, weil es so schön schäumt, dass die Größe ungefähr zwei Monate Reicht (nur für mich alleine).
Haftungsausschluss
:
Kein medizinischer oder professioneller Rat
Verifizierter Kauf
Belohnte Bewertung
Automatisch übersetzt von Japanese
Es ist eine einzigartige Flasche, also war ich etwa 30 Sekunden lang verwirrt, um sie zu öffnen (lacht ). Шампунь с превосходной текстурой, насыщенный фосфатами или парабенами, сода Sie es mit Zuversicht verwenden können.
Бесперебойная работа при продолжительных нагрузках
Регулировка индуктивности
Сварка ММА
Возможность использования катушки D300 весом 20 кг
Розетка 36 В для подогревателя газа
STANDART MIG 250 Y работает от питающей сети 380 В
STANDART MIG 250 Y имеет прочный металлический корпус с удобной ручкой для переноски и катушкой расположенной в защитном кожухе.
Благодаря разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
Удобная система управления:
Светодиодный индикатор перегрева
Индикатор сети загорается, когда аппарат включен
Кнопка холостого прогона сварочной проволоки
Регулятор индуктивности
Регулятор сварочного тока для ММА
Регулятор напряжения на дуге
Регулятор скорости подачи сварочной проволоки
Цифровой дисплей для отображения напряжения на дуге
Цифровой дисплей для отображения силы тока
Выход «+»
Выход «-»
Кабель переключения полярности
Выбоа способа сварки MMA и MIG
Евроразъем подключения горелки
Надежный механизм подачи проволоки и удобное расположение катушки
Возможность использования катушки D300 весом 20 кг
Мощный электромотор и двухроликовый механизм подачи проволоки обеспечивает плавный и безрывковый процесс сварки на всех этапах
Удобное расположение катушки с проволокой для быстрой замены
Бесперебойная устойчивая работа при температуре 40°
Встроенный вентилятор и система охлаждения сварочного аппарата обеспечивает максимальный обдув греющихся компонентов, что обеспечивает бесперебойную устойчивую работу при температуре 40° без отключения по перегреву
На задней панели расположена розетка 36 В для подключения подогревателя газа и защитный предохранитель, который срабатывает при выходе из строя подогревателя редуктора
Комплект поставки:
Горелка в сборе TECH MS 24, 3 м— 1 шт
Клемма заземления в сборе 300 А, 3 м— 1 шт
Редуктор с подогревом— 1 шт
Комплект ЗИП— 1 шт
Паспорт и Руководство по эксплуатации— 1 шт.
Сварочное оборудование Сварог, сертифицированное НАКС, может быть использовано для сварки ответственных конструкций с особыми требованиями к сварному шву
Сварог в реестре аттестованного сварочного оборудования ссылка>>
На сегодняшний день Сварог № 1 по количеству аттестованного сварочного оборудования в сравнении с брендами-конкурентами
Аппараты НАКС КСМ (Конструкции Стальных Мостов)
Более 30 моделей сварочных инверторов Сварог аттестовано НАКС
Полуавтоматическая сварка MIG/MAG
цены, оптом в ПТК 005.200.203
ПРОФИ MIG 250 — это обновленная линейка сварочных полуавтоматов ПРОФИ, которая работает от питающей сети 380В в диапазоне ±15% без снижения характеристик. Сварочные аппараты MIG 250 позволяют производить сварку постоянным током, используя инверторную технологию преобразования и управления сварочным током на базе мощных IGBT транзисторов.
Применение принципа широтно–импульсной модуляции (PWM) обеспечивает удобное и точное управление силой сварочного тока, стабильность и устойчивость дуги.
Особенности ПРОФИ MIG 250:
Функция индуктивности, где при высокой индуктивности аппарат сваривает более мягко, дуга более широкая и эластичная. При низкой индуктивности дуга более сконцентрированная и жесткая.
Наличие кнопки холостого прогона проволоки.
Встроенная розетка для подогревателя газа на 36 Вольт.
Металлический механизм подачи проволоки.
Защитный кожух для катушки со сварочной проволокой.
Встроенная функция термозащиты с индикацией перегрева.
Гарантия 1 год.
Комплектация:
Инверторный аппарат полуавтоматической сварки – 1 шт.
Полуавтоматическая горелка 24 серии – 1 шт.
Клемма заземления – 1 шт.
ЗИП и комплектующие – 1 набор.
Руководство по эксплуатации – 1 шт.
Технические характеристики
Напряжение питающей сети, В:
380±15%
Частота питающей сети, Гц:
50
Диапазон регулировки сварочного тока, А:
50–250
Потребляемый ток, А:
12,7
Диапазон регулировки сварочного напряжения, В:
16,5–26,5
Напряжение холостого хода, В:
50
Максимальная потребляемая мощность, кВт:
8,3
Коэффициент мощности:
0,8
ПВ, %:
60
КПД, %:
80
Тип подающего механизма:
Встроенный
Скорость подачи проволоки, м/мин:
2–18
Диаметр сварочной проволоки, мм:
0,6–1,0
Степень изоляции:
F
Класс защиты:
IP23
Вес нетто, кг:
21,6
Габариты аппарата, мм:
635х260х560
Вес брутто, кг:
26,74
Размеры индивидуальной упаковки, мм:
690х335х665
Наличие функции индуктивности:
Да
Наличие розетки для подогревателя газа:
Да
Документы
Устройство, способное мгновенно превратить полуавтоматическое оружие в пулемет, сеет хаос на американских улицах
CNN, KOVR, KCRA, WBFF, KXAN Автоматическое оружие в США резко возросло в последние годы, что свидетельствует о тревожном возрождении использования автоматов преступниками, согласно анализу, предоставленному исключительно CNN.
Количество взрывов из пулеметов увеличилось примерно на 1400% по сравнению с 2019 г.по прошлый год, согласно статистике, собранной компанией по обнаружению стрельбы, которая установила акустические датчики примерно в 130 городах США. Анализ показал, что только в прошлом году ShotSpotter, Inc. зафиксировала около 5600 случаев стрельбы из автоматического оружия.
Ранее не сообщавшиеся цифры дополняют растущее количество доказательств того, что широкое распространение недорогих так называемых конверсионных устройств, известных как «автопереключатели» или «автопереключатели», способных в считанные мгновения превращать полуавтоматическое оружие в пулеметы, сея хаос на американских улицах.
В последние годы Бюро по алкоголю, табаку, огнестрельному оружию и взрывчатым веществам зафиксировало соответствующий всплеск изъятий конверсионных устройств: с менее 100 в 2017 году до более 1500 в прошлом году.
CNN ранее сообщал о попытках ATF в 2019 году вернуть то, что, по подозрению агентов, было тысячами таких устройств, незаконно ввезенных из Китая. По словам сотрудников правоохранительных органов, с тех пор 3D-принтеры только усугубили проблему.
«Ни разу со времен сухого закона мы не видели, чтобы для совершения преступлений использовалось столько пулеметов», — сказал Том Читтум, который провел более двух десятилетий в ATF и вышел на пенсию в качестве ее чиновника № 2, прежде чем стать руководителем ShotSpotter ранее. в этом году.
Законы об оружии фактически исключили автоматическое оружие с городских улиц на десятилетия, сказал Читтум. «Но теперь пулеметы вернулись, и они повсюду».
Автоматическое оружие применялось в нескольких громких нападениях последних лет, включая массовую стрельбу в Сакраменто, штат Калифорния, в результате которой шесть человек были убиты и дюжина ранены, стрельбу в школе в Вашингтоне, округ Колумбия, в которой снайпер с из автоматических винтовок было произведено более 200 выстрелов, в результате чего четыре человека были ранены, а в прошлом году был убит офицер полиции Хьюстона Уильям «Билл» Джеффри во время вручения ордера на арест. 30-летний офицер-ветеран погиб в результате обстрела осужденного преступника, вооруженного незаконно переделанным оружием.
CNN проанализировала судебные иски в городах США за последние годы и обнаружила десятки дел, связанных с так называемыми конверсионными устройствами или полуавтоматическими пистолетами, уже переделанными в полностью автоматические.
В Чикаго мужчина, которого прокуратура назвала «успешным торговцем автоматами», якобы продолжал продавать устройства, находясь под залогом и ожидая суда. Было записано, как предполагаемый сообщник этого человека говорил тайному агенту ATF, представившемуся покупателем, что он получит лучшую цену, если купит оптом, и что он должен действовать быстро, потому что спрос высок.
«Люди получат выключатели», — сказал он агенту, согласно судебному постановлению. «Это достанется людям, которые хотят пойти и пострелять в некоторых людях, гангстерах и прочем дерьме».
Устройства появляются на черном рынке. CNN проанализировал случаи, когда они якобы были проданы в социальных сетях, проданы тайно лицензированным торговцем оружием в Майами и оказались во владении предполагаемых торговцев наркотиками, распространяющих метамфетамин, фентанил и оксикодон. В Лос-Анджелесе человек, находящийся под следствием за снабжение членов местной банды оружием, якобы продал информатору ATF устройство для переоборудования Glock вместе с Glock 9.мм пистолет и магазин повышенной емкости. В Вашингтоне, округ Колумбия, следователи, разыскивающие молодого человека, который якобы бросил переделанный пистолет в мусорное ведро, когда подошла полиция, позже обнаружили на YouTube несколько видеороликов, в которых он читал рэп о «переключателях».
По словам Эрла Гриффита, начальника отдела технологии огнестрельного оружия и боеприпасов ATF, рост доступности автоматических переключателей частично обусловлен простотой их изготовления с использованием дешевых деталей, напечатанных на 3D-принтере, и инструкций, доступных в Интернете.
«Это очень просто», — сказал Гриффит, который объяснил, как он научился использовать 3D-принтер для изготовления устройств на YouTube. «В первый раз я смог сделать это сам за 15 минут». Ниже объясняет Гриффит.
Обзор YouTube CNN на основе поисковых запросов по ключевым словам выявил несколько таких видео, которые в совокупности набрали более 1 миллиона просмотров. Одна группа обучающих видеороликов по автопереключателям, которые оставались в сети до августа, была связана с человеком, обвиненным в декабре федеральной прокуратурой Техаса в якобы изготовлении, хранении и передаче 3D-печатных переключателей. Он не признал себя виновным.
YouTube удалил видео после того, как CNN спросил о них. Представитель компании заявил, что YouTube не разрешает «контент, инструктирующий зрителей, как производить аксессуары, которые превращают огнестрельное оружие в автоматический огонь, или продавать эти аксессуары на нашей платформе».
Гриффит сказал, что, несмотря на растущее повсеместное распространение устройств, многие сотрудники правоохранительных органов не знают, как распознать их на огнестрельном оружии, изъятом у преступников.
«Когда мы рассказываем им об этом, они возвращаются в хранилище улик, смотрят, проверяют и находят вот это», — сказал он.
Количественная оценка инцидентов, связанных с стрельбой из автоматического оружия, является сложной задачей. Гильзы, выпущенные из автоматического оружия, ничем не отличаются от гильз, выпущенных из полуавтоматического оружия.
Здесь на помощь приходит ShotSpotter. У компании есть контракты примерно со 130 городами, в которых она устанавливает акустические датчики в специально отведенных местах для прослушивания выстрелов. Запатентованный компьютерный алгоритм пытается отличить безобидные звуки, такие как стук отбойного молотка или автомобиля, от выстрелов. Аналитики-люди в штаб-квартире компании в районе залива Сан-Франциско или в вспомогательном офисе в Вашингтоне, округ Колумбия, слушают то, что алгоритм помечает как стрельбу, и, если они согласны, сообщают в полицию. Компания заявляет, что ее цель — делать такие уведомления в течение минуты.
За последние годы количество предполагаемых случаев стрельбы из автоматического оружия резко возросло с примерно 400 в 2019 году до 1800 в 2020 году и 5600 в прошлом году. ShotSpotter сообщил, что даже с поправкой на увеличение зоны покрытия компании в США внутренний анализ показал, что число случаев предполагаемой стрельбы из автоматического оружия увеличилось в 14 раз примерно за три года. Тенденция к росту продолжилась в первой половине этого года, когда было обнаружено около 3800 инцидентов. Компания заявляет, что ее обозначение инцидента как «полностью автоматический» предназначено только для «ситуационной осведомленности» полицейского управления и не гарантируется таким же образом, как его основная задача точного выявления и определения местоположения стрельбы на открытом воздухе.
Во время демонстрации системы в июне аналитик Кейлан Паркер воспроизвела некоторые из инцидентов, которые она и другие отметили как «полностью автоматические», заполнив свой пост прослушивания в Вашингтоне, округ Колумбия, звуками из какой-то далекой зоны боевых действий. . На днях, по ее словам, компания обнаружила более 25 случаев обстрела из автоматического оружия, в том числе около 300 выстрелов, включая стрельбу в соседнем Балтиморе. Позже полиция Балтимора выпустила пресс-релиз об инциденте, сославшись на предупреждение ShotSpotter и заявив, что два человека были ранены, в том числе 14-летний мальчик.
Компания ShotSpotter, основанная в 1996 году, позиционирует себя как важный инструмент для полиции, предоставляющий в режиме реального времени информацию о месте и характере стрельбы, о которой, по словам компании, часто не сообщается. Первые данные, по словам представителей компании, дают полиции тактическое преимущество и приводят как к аресту стрелков, так и к более быстрой медицинской помощи пострадавшим от огнестрельного оружия.
Но ShotSpotter, публично торгуемая компания, выручка которой в прошлом году составила почти 60 миллионов долларов, в последние годы погрязла в спорах. Критика сосредоточена на размещении его датчиков в общинах, где преобладают меньшинства, и использовании его информации в качестве доказательства в судебных делах, в отличие от его основной задачи — просто предупредить полицию о возникновении и местонахождении перестрелки. Критики считают размещение датчиков предвзятым по расовому признаку, что приводит к более широкому использованию полицией тактики остановки и обыска. Адвокаты защиты раскритиковали результаты ShotSpotter как ненадежные и не поддающиеся тщательной проверке, поскольку компания отказалась раскрыть точную научную информацию о том, как работает ее система. Другие критики ставят под сомнение истинную ценность ShotSpotter как инструмента борьбы с преступностью, независимо от того, насколько хорошо он обнаруживает и локализует стрельбу, поскольку они говорят, что нет убедительных доказательств того, что он снижает уровень насилия с применением огнестрельного оружия.
ShotSpotter, рекламирующий показатель точности в 97 % — цифра, подтвержденная аудитом, оплаченным компанией, — ответила на критику, разместив заметную ссылку на своем веб-сайте. Он цитирует исследования, которые, по его словам, являются «доказательством его положительного воздействия», и говорит, что расположение его датчиков определяется в консультации с полицией и городскими властями в сообществах, которые он обслуживает, и «основано на исторических данных о перестрелках и убийствах».
Дело, проходящее через федеральный суд в Вашингтоне, округ Колумбия, подчеркивает как полезность ShotSpotter, так и проблемы, с которыми иногда сталкиваются прокуроры, пытаясь использовать его информацию в качестве доказательства в суде.
Рано утром 20 января 2020 года ShotSpotter уведомил полицию Вашингтона, округ Колумбия, о стрельбе по дому в юго-восточном квадранте города. Позже полиция обнаружила, что кадры с камеры наблюдения, установленной поблизости, показали, что мужчина стрелял из оружия в воздух в 4:45 утра, точное время предупреждения ShotSpotter, согласно судебным протоколам.
Получив ордер на обыск, полиция обнаружила в доме дважды судимого дилера PCP. По словам прокуратуры, они также изъяли из шкафа полуавтоматический пистолет Glock 40-го калибра с приспособлением для переоборудования и удлиненным магазином. Хозяина дома задержали и обвинили в хранении автомата.
Эффективность ShotSpotter может показаться бесспорной. Но использование информации компании в качестве доказательства в суде — другое дело.
Прокуроры и адвокаты защиты в течение нескольких месяцев боролись за то, кто имеет право давать экспертные показания относительно выводов ShotSpotter и решать большие и малые вопросы о компании, от научных исследований того, как работает ее система, до объяснения того, как оценивается количества выстрелов менялось со временем в данном случае.
На момент публикации судья еще не вынес решения о том, как будет обрабатываться информация ShotSpotter.
В Техасе Лейси Джеффри, дочь полицейского из Хьюстона, убитого в прошлом году, сказала, что не может понять распространение полностью автоматического оружия, подобного тому, которое мгновенно изрешечило тело ее отца множественными огнестрельными ранениями. Отчет о вскрытии, полученный CNN, показывает, что офицер-ветеран получил более дюжины ударов во время короткой встречи.
Джеффри сказала, что связалась с законодателями в Техасе в надежде принять более жесткий закон штата относительно так называемых преобразовательных устройств, подобных тому, что был на оружии, которым был убит ее отец.
«Мы не живем в зоне боевых действий», — сказал Джеффри CNN. «Нам не нужно иметь это автоматическое оружие на улицах Хьюстона — нигде в Соединенных Штатах».
Honda, похоже, инвестировала свое будущее в полуавтоматические мотоциклы, запустив веб-сайт, на котором представлена их DCT (Dual Clutch Transmission).
DCT — это, по сути, коробка передач без сцепления, при которой вы можете вручную переключать передачи одним нажатием кнопки или ездить в автоматическом режиме. Он доступен для нескольких моделей Honda, включая скутер VFR1200X, VFR1200F, NC750X, NC750S, CTX700, CTX700N, NM4 и Integra, а также для нового захватывающего приключенческого мотоцикла Africa Twin.
Многие всадники содрогнулись бы при одной мысли.
В конце концов, переключение передач, нажатие на педаль газа и согласование скорости двигателя и скорости — все это навыки, которые добавляют азарта вождению на мотоцикле, верно?
Неправильно! По крайней мере, для некоторых представителей молодого поколения, женщин, американцев и новичков, которые отказались от своей машины в пользу пригородного велосипеда.
Молодежь пришла из видеоигр, где нет сцепления; женщины предпочитают автоматические автомобили; у большинства автомобилей в наши дни даже нет ручного управления; и мало кто из американцев умеет «водить палку». (Так что вполне логично, что видео снято в США!)
Двигатель Honda с DCT
Так почему же производители мотоциклов так одержимы ручным переключением передач?
Может быть, у Хонды все-таки есть хорошая идея.
Их веб-сайт проповедует преимущества DCT с помощью видео, фотографий, коротких сообщений и списка моделей DCT.
Все под громкий саундтрек Gen Z, так что очевидно, на кого они нацелены.
Вот начальный гамбит:
С DTC мотоциклы обретают настоящую свободу.
Уникальная технология трансмиссии Dual Clutch от Honda. Впервые в мире мотоциклов.
Автоматизированная система управления сцеплением и переключением, сохраняющая ощущение прямого ускорения механической коробки передач.
ДКП. Технология, которая выводит основы мотоциклов — удовольствие от вождения и контроля — на совершенно новый уровень.
Добро пожаловать в мир DCT.
VFR1200X
НМ4
ВФР1200Ф
NC750X
NC750S
CTX700N
CTX700
Африка Твин с DCT
Хонда заявляет о преимуществах: больше времени для наблюдения за пейзажем; это позволяет вам сконцентрироваться на дорожных условиях; более плавная езда, особенно вдвоём; «спортивная» езда с мгновенным ускорением «всякий раз, когда вы теряете с треском дроссельной заслонки»; и «больше свободы».
Снегоуборщик бензиновый Cub Cadet XS2 61 SWE арт. 31BW53LR603 по оптимальной цене 171 190.00 р.
Двигатель
4-ТАКТНЫЙ «ЗИМНИЙ» ДВИГАТЕЛЬ OHV CUB CADET 70
Мощность (номинальная), кВт
4,0
Шнеки
Двухступенчатая система очистки
Скоростей вперед
6
Скоростей назад
2
Тип запуска
ручной/электростартер
Ширина очистки, см
61
Вес, кг
84
Тип снегоуборщика
бензиновый
Тип перемещения
колесный
Рабочий объем, см3
208
Мощность (номинальная), л/с
5,44
Мощность, об./мин
3600
Высота захвата
53
Материал трубы (желоба) выброса
пластик
Управление дальностью выброса
с помощью четырехпозиционного джойстика
Управление направлением выброса
с помощью четырехпозиционного джойстика
Регулировка желоба
с помощью четырехпозиционного джойстика
ВЫБРОС
12 м.
Поворот желоба
200
Управление разворотом машины
курковое
Уровень вибрации на рукоятках, м/с²
5,0
Уровень звуковой мощности LwA, дБ
99
К-фактор, м/с²
1,65
Опорные лыжи
есть
Материал лопастей шнека
Сталь
Шины
X-Trac 15″ x 5″
Фара
одна
Объем топливного бака, л
2,0
Подогрев рукояток
есть
Габариты Д х Ш х В, см
137х65х111
Диаметр центрального шнека
30
Гарантия
3 года
Страна сборки
США
Инструкция для снежника Cub Cadet XS2 61 SWE
Бензиновая снегоуборочная машина Cub Cadet XS2 61 SWE – новинка 2019 года! Снегоуборщик имеет двухступенчатую систему чистки снега и предназначен для быстрой и эффективной уборки снега.
Отличный выбор для работы в любых условиях
Снегоуборщик Cub Cadet XS2 61 SWE легко справится с большим количеством снега, идеален для очистки дорожек, широких тротуаров и стоянок. Двухступенчатые снегоуборочные машины Cub Cadet серии 2X справляются с самыми сильными снежными заносами. На первом этапе снег измельчается и затягивается в ковш. На втором этапе мощная крыльчатка далеко выбрасывает снег через желоб.
Снегоуборщики укомплектованы мощными четырехтактными двигателями Cub Cadet, которые предназначены для зимней эксплуатации. Верхнее расположение клапанов и электростартер, система рулевого управления с гидроусилением и мощные стальные шнеки гарантируют быстрый запуск и работу без особых усилий даже в самых суровых условиях.
Концепция снегоуборочной техники Cub Cadet
Снегоуборочные машины Cub Cadet XS2 61 SWE относятся к классу Comfort Plus. Эти машины отличаются не только высокой производительностью, но и повышенной комфортностью для оператора. Cub Cadet позволяет убирать снег с удовольствием, и он, в отличие от других брендов, полюбился женщинам, не только за яркий цвет, но и за легкость в управлении.
Все опции продуманы до мелочей: подогрев рукояток, галогеновая фара, джойстиковое управление направлением выброса снега в двух плоскостях одновременно, курковое управление разворотом, многоступенчатое управление скоростью движения, электрический стартер от бытовой сети, место для хранения дополнительных срезных болтов. Наслаждайтесь комфортом, надежностью и качеством.
Рабочая часть. Шнек и ковш
Металлический ковш снегоуборщика Cub Cadet XS2 61 SWE имеет ширину захвата 61 см при максимальной высоте снежного покрова 58 см. Ковш дополнительно оснащается двумя вертикальными регулируемыми складными ножами (обозначены красной стрелкой на рисунке), которые предназначены для прорезания снежного покрова. Нижняя часть ковша оборудована пластиковыми регулируемыми по высоте лыжами COOL BLUE, которые позволяют регулировать минимальную высоту захвата, а сверхпрочный и скользкий пластик предотвращает повреждение тротуарной плитки и других покрытий. Так же правильная регулировка минимальной высоты захвата позволяет исключить попадание посторонних предметов в ковш во время работы.
Двухступенчатый шнек продуктивно убирает и перерабатывает не только рыхлый снег, но и ледяную корку или наст. Вначале снег собирается и измельчается зубчатым шнеком (первая ступень). Отбрасывание снега через желоб осуществляется с помощью специального ротора высокоскоростной крыльчатки выброса (вторая ступень). Направление и дальность выброса снега регулируется джойстиком, который расположен на панели управления снегоуборщика. Стальной зубчатый шнек крепится к ковшу с помощью втулки. Четыре спирали шнека с увеличенной рабочей поверхностью работают независимо друг от друга, что обеспечивает высокую производительность и позволяет продолжать работу даже при срезании одного из пальцев шнека. Сегменты шнеков к оси вращения закреплены срезными болтами, которые защищают от заклинивания и повреждения редуктора при попадании посторонних предметов в ковш.
Двигатель ThorX 70 OHV
На снегоуборщик установлен четырехтактный карбюраторный бензиновый двигатель с электронным зажиганием CubCadet ThorX 70 OHV и номинальной мощностью 4 кВт, который работает на бензине не ниже Аи-92. Двигатель разработан специально для эксплуатации при низких температурах и характеризуется экономичностью, экологичностью, низким уровнем шума и вибраций.
Все органы управления двигателем окрашены в красный цвет для лучшего обнаружения в условиях слабой освещенности.
Запуск двигателя может производиться двумя способами:
Ручным стартером в случае отсутствия поблизости бытовой сети.
Использование электрического стартера производится от промышленной или бытовой сети 220 В 50 Гц, для этого необходимо подсоединить электрический удлинитель (в комплект поставки не входит).
Система подкачки топлива — праймер, гарантирует быстрый запуск при любых погодных условиях. Топливный бак, объемом 2,0 литра, позволяет работать без перерыва в течение 1,5 часов при максимальной нагрузке.
Трансмиссия и привод
Трансмиссия с 6 передачами вперед и двумя назад позволяет подобрать оптимальный режим работы в зависимости от высоты и плотности снега. Широкие резиновые бескамерные колеса с глубоким протектором обеспечивают хорошее сцепление, увеличивая проходимость снегоуборщика. Привод колес с разблокировкой для разворота. Шины, размером 15″ x 5″, имеют специальный профиль протектора X-Trac. Это обеспечивает идеальное сцепление со снегом.
Панель управления
Управление включением шнека производится нажатием левой черной ручки управления. Включение привода колес производится нажатием на правую рукоятку, в этом случае фиксируется включение привода, что позволяет освободить левую руку для управления направлением выброса. Также рукоятки обеспечивают безопасность оператора и окружающих, в случае потери управления.
С помощью курков для разблокировки колес, расположенными под рукоятками управления, облегчается маневрирование снегоуборочной машиной влево-вправо. При нажатии на курок можно отключить привод одного из колес и оператор легко повернет снегоуборщик в любом направлении одной рукой. Для удобства рычаг управления трансмиссией расположен на панели управления рядом с джойстиком управления направлением выброса.
Безопасность
Все снегоуборщики Cub Cadet XS2 61 SWE оснащены пружинным предохранителем для пальцев, защищающим от травм, который можно отвести назад, если в нем нет необходимости.
Комфорт
Благодаря наличию галогенной фары, находящейся на панели управления снегоуборщика, работу можно продолжать даже после наступления темноты. Фара включается автоматически при запуске двигателя.
Функция подогрева рукояток позволяет сохранять руки теплыми при сильном морозе. Подогрев рукояток включается выключателем на панели управления. Так же на панели управления предусмотрено место для установки двух запасных срезных болтов (в комплект входит 4 шт.).
*Описание, характеристики, внешний вид и комплектация товара могут быть изменены заводом-производителем и отличаться от представленных на сайте.
Снегоуборщик Cub Cadet XS2 61 SWE
Дополнительные категории:
Печатать
Артикул: 31BW53LR603
Уточняйте наличие
Характеристики
Модель двигателя: Cub Cadet ThorX 70..
Мощность двигателя (л. с.): 5.4
Запуск двигателя: Ручной + от сети (..
Ширина ковша (см.): 61
Вес (кг. ): 84
Все характеристики
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовка
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
171 190 руб
Предложить свою цену
Характеристики и описание: Снегоуборщик Cub Cadet XS2 61 SWE (31BW53LR603)
Снегоуборочная машина Cub Cadet XS2 61 SWE — двухступенчатый снегоуборщик серии 2X справляется с самыми сильными снежными заносами. Четырехтактные двигатели Cub Cadet для зимней эксплуатации с верхним расположением клапанов и электростартером, система рулевого управления с гидроусилением и мощные стальные шнеки гарантируют быстрый запуск и работу без особых усилий даже в самых тяжелых условиях. Желоб из ударопрочного полимера и стальной ковш предельно облегчают управление машиной при сильном снеге и обледенении.
На снегоуборщик установлен четырехтактный карбюраторный бензиновый двигатель с электронным зажиганием CubCadet ThorX 70 OHV мощностью 5,4 л.с, который работает на бензине не ниже Аи-92. Двигатель разработан специально для эксплуатации при низких температурах и характеризуется экономичностью, экологичностью, низким уровнем шума и вибраций.
Запуск двигателя может производиться двумя способами: • Ручным стартером в случае отсутствия поблизости бытовой сети. • Использование электрического стартера производится от промышленной или бытовой сети 220 В 50 Гц, для этого необходимо подсоединить электрический удлинитель (в комплект поставки не входит).
Трансмиссия с 6 передачами вперед и двумя назад позволяет подобрать оптимальный режим работы в зависимости от высоты и плотности снега. Широкие резиновые бескамерные колеса с глубоким протектором обеспечивают хорошее сцепление, увеличивая проходимость снегоуборщика. Привод колес с разблокировкой для разворота.
Гарантия и сервис: Снегоуборщик Cub Cadet XS2 61 SWE
Отзывы о товаре: Снегоуборщик Cub Cadet XS2 61 SWE (31BW53LR603)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Ознакомиться с правилами публикации отзывов
Аксессуары : Снегоуборщик Cub Cadet XS2 61 SWE
Рекомендуем посмотреть
Снегоуборщик Yard Fox 6151E
99 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Снегоуборщик Yard Fox 6654E
109 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Снегоуборщик Yard Fox 7154E
119 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Снегоуборщик Yard Fox 7654E
129 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Снегоуборщик Yard Fox 5640H
41 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Снегоуборщик MTD CubCadet XS2 61SWE Снегоуборщик с электростартером
Рекомендованная розничная цена 1. 949 Евро!!!
Этот снегоуборщик немецкого качества. CUB CADET предлагает полную линейку снегоочистителей. Простые в использовании, мощные, проверенные и надежные
Двухступенчатые снегоочистители Cub Cadet с приводом на колеса, обогреваемыми стержнями, «Xtreme-Auger» и мощными двигателями OHV особенно удобны и просты в обращении. Шнек CUB CADET подает снег обратно на ротор, который выбрасывает его (в два этапа) через разгрузочный желоб. Привод на колеса независимый, поэтому снегоуборочная машина Cub Cadet постоянно движется и убирает снег.
С новым CUB CADET XS2 61 SWE с новой системой шнека и шириной уборки 61 см и 4-скоростным джойстиком можно убрать большое количество снега за короткое время.
Снегоуборщик оснащен электростартером на 230 В. Благодаря тому, что этот агрегат имеет рабочий свет, снег можно убирать безопасно и с комфортом даже в темное время суток!
Система «Xtreme-Auger» обеспечивает безопасность и хорошую проходимость.
Фрезерно-шнековая система врезается в снег с помощью ускорительного винта в середине направления движения. Это поддерживается двумя боковыми винтовыми элементами, которые направляют снег к середине.
Шнек полностью на шарикоподшипниках, а не на подшипниках скольжения!
Этот снегоочиститель поможет вам пережить зиму!
Спецификация • Двигатель 4-тактный OHV зимний мотор Cub Cadet 208 см³ • Ширина проема 61 см • Высота ввода 58 см • Электростартер 230 В в стандартной комплектации • Трансмиссия / ведущие колеса • Стандарт Xtreme-Auger • Усилитель руля • Скорости 6 вперед / 2 назад • Колеса 15″x 5,0″, X-Trac с зимним профилем • Емкость топливного бака 4,7 л • Регулировка желоба 4-позиционным джойстиком • Поворот желоба 200° • рабочее освещение в стандартной комплектации 28 В / 28 Вт • вес 79 кг
Отдельный привод на колеса обеспечивает независимое движение. Таким образом, на характеристики зазора не влияет и обеспечивается наилучшая производительность выброса. Колеса с шинами с глубоким протектором из мягкой специальной резины гарантируют первоклассное движение и сцепление на нормальной местности.
Управление снегоуборщиком осуществляется с помощью рычагов рулевого тормоза на руле, таким образом одно колесо разблокируется от привода другое колесо ведет — перенаправление простое!
Поворот желоба на 200 °
4-тактный двигатель с верхним расположением клапанов для зимы объемом 208 см³
Надежный двигатель с низким уровнем выбросов, легко запускаемый, плавный ЗИМНИЙ — Двигатель.
Снегоуборщиком легко управлять с помощью рукоятки, а также переключать передачи.
Другие преимущества: • характеристики зазора благодаря уникальной конструкции • Мощный и стабильный диск • Легкая смена направления с помощью однорычажной техники • Удаление снега даже при неблагоприятных условиях видимости • боковая и вертикальная регулировка за секунды • Раздельное включение шнека и привода • Большой объем бака достаточен для больших площадей • Поручни с подогревом
Снегоуборщики 1X, 2X и 3X
Перейти к основному содержанию
СНЕЖНЫЕ МАШИНЫ
Представляем самый рациональный способ уборки снега.
Двигатели Cub Cadet с EFI обеспечивают надежный запуск, а технология IntelliPower™* обеспечивает большую мощность, когда она больше всего нужна.
Узнайте больше о двигателях EFI
Посмотрите в действии
СНЕЖНЫЕ МАШИНЫ
Найдите подходящий для вас снегоуборщик.
В этом руководстве по покупке снегоуборщиков вы найдете рекомендации по выбору лучших снегоуборщиков с учетом среднего количества снегопадов, размера подъездной дороги и других параметров.
Find My Snow Blower
Лучшие снегоуборщики серии X от Cub Cadet помогут вам быстро и легко убирать снег в любых условиях в течение всей зимы.
1X
® Снегоуборщики
Высокопроизводительный шнек быстро и легко удаляет до 6 дюймов скопившегося снега с небольших ровных участков, эффективно зачерпывая и выбрасывая снег.
2X
® Снегоуборочные машины
Снегоуборочная машина Cub Cadet® 2X® проста в обращении и идеально подходит для очистки 12-дюймового снега, слякоти и всего, что между ними.
3X
® Снегоочистители
3X может легко и быстро убрать до 23 дюймов снегопада в удобном темпе. Он даже пробьет стену зимы в конце вашей подъездной дорожки.
«Лучший снегоуборщик на рынке… создан для самых тяжелых работ… прочный, надежный и целеустремленный»
— Hog4snow, Spanish Fork, UT (3X ® 26» )
Купить и сравнить снегоуборочные машины
5-звездочные отзывы (10)
(10)
4-звездочные отзывы (1)
(1)
3 звезды отзывы (0)
(0)
2 звезды отзывы (0)
(0)
Имеющий право (14)
Один (1)
Три (7)
Два (6)
208 куб. см (1)
243 куб.см (2)
272 куб.см (2)
357 куб.см (5)
420cc (4)
21 дюйм (1)
24″ (1)
26 дюймов (4)
28 дюймов (2)
30 дюймов (5)
34 дюйма (1)
190° (1)
200° (13)
Применить
Сбросить фильтры
Быстрый просмотр 9Артикул №: 31AH5IVTB10
Из
1499,00 долларов США
MSRP
Двигатель 272cc OHV с технологией IntelliPower® предлагает до 13% больше доступной мощности, что приводит к меньшему увязанию при очистке тяжелого, мокрого и глубокого снега. *
Технология двигателя IntelliPower® обеспечивает до 13% больше мощности для 272-кубового двигателя EGOV с цифровым управлением дроссельной заслонкой, которое последовательно оптимизирует мощность двигателя.*
Электрический запуск с помощью кнопки позволяет невероятно легко запустить двигатель в зимнюю погоду, просто подключив удлинитель.
Сравнить
Быстрый просмотр
3X 30-дюймовая снегоуборочная машина MAX
3X™ THREE-STAGE POWER
Товар#: 31AH8EVU710
Из
2599,00 долларов США
MSRP
420cc OHV Двигатель мощный, надежный и оснащен кнопочным электростартером.
Запатентованная трехступенчатая технология включает индукционный ускоритель, который быстро протягивает лед, снег и слякоть через систему
Боковые пластины из стали 12-го калибра для тяжелых условий эксплуатации и герметичные шарикоподшипники на шнеке и валах колес для повышенной прочности и долговечности.
Сравнить
Быстрый просмотр
3X 26-дюймовая снегоуборочная машина TRAC
3X™ ТРЕХСТУПЕНЧАТАЯ МОЩНОСТЬ
31AH7DVX710
Из
$2,099.00
MSRP
357cc OHV Двигатель мощный, надежный и оснащен кнопочным электростартером.
Запатентованная трехступенчатая технология включает индукционный ускоритель, который быстро протягивает лед, снег и слякоть через систему
Оснащен сверхмощными шнеками и рабочим колесом с 12-дюймовой зубчатой стальной конструкцией и стальной пластиной для дополнительной прочности.
Сравнить
Быстрый просмотр
3X 28-дюймовая снегоуборочная машина
3X™ ТРЕХСТУПЕНЧАТАЯ МОЩНОСТЬ
Артикул#: 31AH5DVB710
Из
1699,00 долларов США
MSRP
357cc OHV Двигатель мощный, надежный и оснащен кнопочным электростартером.
Запатентованная трехступенчатая технология включает индукционный ускоритель, который быстро протягивает лед, снег и слякоть через систему
Оснащен сверхмощными шнеками и рабочим колесом с 12-дюймовой зубчатой стальной конструкцией и стальной пластиной для дополнительной прочности.
Сравнить
Быстрый просмотр
3X 34″ MAX H Снегоочиститель
3X™ ТРЕХСТУПЕНЧАТАЯ МОЩНОСТЬ
Товар#: 31AH8E4V710
Из
3 299,00 долларов США
MSRP
420cc OHV Двигатель мощный, надежный и оснащен кнопочным электростартером.
Запатентованная трехступенчатая технология включает индукционный ускоритель, который быстро протягивает лед, снег и слякоть через систему
Настройте свою скорость так, как вам удобно, с помощью гидростатического привода.
Сравнить
Быстрый просмотр
2X 26-дюймовая снегоуборочная машина INTELLIPOWER™
2X™ TWO-STAGE POWER
Артикул#: 31AM5HVSB10
Из
$1,299.00
Рекомендованная производителем розничная цена
4-тактный двигатель Cub Cadet с верхним расположением клапанов объемом 243 куб. см с технологией Intellipower® обеспечивает до 18 % больше доступной мощности, что снижает вероятность застревания при расчистке тяжелого, мокрого и глубокого снега.*
Технология двигателя IntelliPower® обеспечивает до 18 % больше мощности для 243-кубового двигателя EGOV с цифровым управлением дроссельной заслонкой, которое последовательно оптимизирует мощность двигателя. *
Кнопочный электростартер позволяет невероятно легко запустить двигатель в зимнюю погоду, просто подключив удлинитель.
Сравнить
Введенный вами почтовый индекс может изменить способ доставки.
Введите почтовый индекс
Неверный формат почтового индекса. Пожалуйста, исправьте и повторите попытку.
Просмотр списка
Просмотр карты
К сожалению, мы не смогли найти результаты по вашему запросу. Измените, пожалуйста, повторите поиск.
Если вы не можете найти ближайшего сервисного дилера, свяжитесь с нашей службой поддержки через чат с Cub или по бесплатному номеру (877) 428 2349..
К сожалению, мы не смогли найти результаты по вашему запросу. Измените, пожалуйста, повторите поиск.
Если вы не можете найти ближайшего сервисного дилера, свяжитесь с нашей службой поддержки через чат с Cub или по бесплатному номеру (877) 428 2349.
>
Получите ключ API карт Google и укажите его в настройках сайта!
Снегоуборочные машины Cub Cadet созданы для экстремальных условий, поэтому этой зимой вам не понадобится лопата. Серия X состоит из одно-, двух- и трехступенчатых снегоочистителей с шириной очистки до 34 дюймов и двигателями объемом до 420 куб.
Что такое снегоуборочная машина?
Снегоочиститель — это механический инструмент, который используется для уборки снега с проезжей части и тротуаров. Количество ступеней снегоуборщика указывает на функциональность снегоуборщика. Одноступенчатый или одноступенчатый снегоочиститель имеет шнек с одним приводом, который собирает снег, а затем выбрасывает его из желоба. Двухступенчатый снегоуборщик улучшает возможности уборки снега по сравнению с одноступенчатым, добавляя крыльчатку, которая дополнительно срезает снег, прежде чем выбрасывать его из выпускного желоба. Трехступенчатый снегоочиститель добавляет индукционный ускоритель, который быстро протягивает больше снега, льда и слякоти через систему, как турбокомпрессор, что позволяет трехступенчатым агрегатам Cub Cadet очищать снег на 50 процентов быстрее, чем сопоставимый двухступенчатый снегоуборщик Cub Cadet. .
Что такое трехступенчатый снегоочиститель?
Трехступенчатые снегоуборщики Cub Cadet имеют три различных привода, приводимых в действие двигателем. Если на подъездной дорожке много тяжелого, мокрого и плотного снега, трехступенчатый снегоуборщик Cub Cadet может оказаться правильным выбором. Наши трехступенчатые снегоуборщики, доступные в моделях с гусеничным и колесным приводом, используют индукционный ускоритель для разбивания и удаления больших комков снега и льда на ветру.
Что такое снегоуборщик хорошего размера?
Идеальный размер снегоуборщика зависит от площади поверхности и ожидаемых зимних условий на подъездной дорожке или участке, который вы хотите расчистить, а также от типа ежегодного снегопада. Небольшие подъездные пути достаточно легко расчищать с помощью снегоочистителя с шириной расчистки всего 21 дюйм, но владельцам подъездных дорог длиной более 60 футов следует подумать о большей ширине расчистки. Если в вашем районе выпадает небольшой снегопад до 6 дюймов, подойдет одноступенчатый снегоуборщик. Двухступенчатый снегоуборщик идеально подходит для умеренных снегопадов до 12 дюймов, и если вам трудно убрать снег из-за сильного снегопада — от 18 до 23 дюймов — или если у вас часто бывает мокрый и ледяной снег, лучше рассмотреть трехступенчатый снегоуборщик. Затрудняетесь решить, какой снегоуборщик лучше для вас? Пройдите наш небольшой тест, чтобы выбрать лучший снегоуборщик для вашей дороги.
Если у вас возникли проблемы с доступом к этому веб-сайту, позвоните нам по телефону 1-877-428-2349 для получения помощи.
Отказ от ответственности за двигатель: Информация о мощности двигателя предоставляется производителем двигателя и используется только в целях сравнения. Подробную информацию о гарантии можно получить у местного дилера Cub Cadet. Отказ от ответственности за ценообразование: Указанная цена указана в долларах США и является рекомендованной производителем ценой продажи. Модели и цены могут различаться в зависимости от региона. Налоги, фрахт, установка и доставка не включены. Дополнительное оборудование, аксессуары и приспособления продаются отдельно. Для получения подробной информации обратитесь к своему продавцу. Image Отказ от ответственности: Продукты могут отличаться от представленной на изображении модели по дизайну, требуемым насадкам, функциям безопасности и нефункциональному внешнему виду, а также могут не отражать товарные запасы дилера или технические характеристики устройства. Технические характеристики Отказ от ответственности: Технические характеристики могут быть изменены без предварительного уведомления. Изображения могут не отражать инвентарь продавца и/или характеристики товара. Руководство оператора Заявление об ограничении ответственности: Опубликованное руководство оператора предназначено для общего ознакомления и использования. Чтобы обеспечить загрузку руководства по эксплуатации, относящегося к вашему устройству, нам требуются модель и серийный номер.
Игрокам в Майнкрафт необходимо сидеть, лежать и красться. После длительной ночи в шахте и накопленной усталости важно отдохнуть. В этом поможет модMore Body Actions, который предлагает новые возможности даже в режиме выживания. Сборка не изменяет никакие анимации в игре, а только добавляет новые.
Для работы функций не потребуется никаких команд. Правда есть небольшое условие — сидеть, лежать и красться можно только на блоке — в воздухе сделать этого не получится. При этом в этих положениях игрока невозможно отбросить при ударе. Если кто-то сломает блок, на котором находится игрок, то он упадет. Соответственно, если высота большая, то игрок еще и получит урон. Можно использовать функции даже в воде, если добраться до самого дна.
Камера также двигается относительно игрока и перемещается вниз, если игрок использует определенные функции. Также двигается и все тело пользователя.
Как это работает?
Чтобы сесть, нужно посмотреть как можно дальше и использовать кнопку красться
Чтобы лечь, нужно посмотреть вверх и применить кнопку красться
А чтобы красться, нужно сначала сесть, а потом двигаться вперед
Чтобы встать, нужно нажать прыжок или кнопку красться
Чтобы начать ползать, нажми кнопку прыжка, пока крадешься
Демонстрация кнопки сидеть
Положение лежа
Игрок крадется
Игрок крадется под одним блоком
Вид от игрока под блоком
Дома в один блок высотой
Ползание
Игрок сидит на дне океана
Игрок лежит на дне океана
Игрок крадется на дне океана
Персонажи сидят на скамейках
Команды
Пропиши команду /function morebodyactions_config для открытия настроек
Команды для действий с другими игроками
/execute (имя игрока) ~~~ function sit — посадить другого игрока
/execute (имя игрока) ~~~ function lay — положить другого игрока
/execute (имя игрока) ~~~ function crawl_4 — усадить игрока на четвереньки
/execute (имя игрока) ~~~ function crawl — заставить игрока присесть
Изменения в новой версии
Изменили дизайн элементов
Изменили анимации
Изменили приседание
Изменили подзорную трубу
Изменили множество прочих вещей
Исправили ошибки
Скачать мод More Body Actions (. mcpack)
Скачать
[231.19 Kb] скачиваний: 12275
Скачать текстуры для мода More Body Actions (.mcpack)
Скачать
[212.88 Kb] скачиваний: 8361
Поддерживаемые версии
1.19.60
Как использовать позы в The Sims 4
Нет никаких сомнений в том, что The Sims 4 предлагает своим игрокам множество выдающихся возможностей. Например, строительство стало намного проще по сравнению с прошлыми играми Sims. К сожалению, несмотря на то, что The Sims 4 дает потрясающий игровой опыт со всеми его качествами, ему не хватает анимации.
К счастью, Эндрю из Sims4Studio создал мод, который позволяет геймерам Sims 4 играть с более чем 12 000 анимаций/поз. Что это за мод? Как это использовать? Где находятся позы? Прочитайте это руководство, чтобы узнать.
Обновлено 1 августа 2022 г. Ритвиком Митрой: The Sims 4 — одна из самых популярных компьютерных игр всех времен. Так что это только то, что серия была украшена множеством удивительных модов, которые делают все, от предоставления симам различных действий до настройки игровых аспектов названия. Одним из таких модов, который стал очень популярным среди игроков, чтобы показать своих симов, являются моды поз, и здесь есть все, что нужно знать игрокам о модах поз для The Sims 4.
Требуемые моды для использования поз в The Sims 4
Для работы поз в The Sims 4 необходимы два важных мода. Pose Player и Teleport Any Sim (оба можно найти в Sims4Studio). Эти моды считаются пользовательским контентом (CC), поэтому после их загрузки игроки должны извлечь файлы в Документы ⇒ Electronic Arts ⇒ The Sims 4 ⇒ Моды.
Еще одним важным шагом будет перейти к параметрам The Sims 4, перейти к «Другое» и включить «Пользовательский контент», «Моды» и «Скриптовые моды». В противном случае позы не появятся в игре.
Где скачать позы?
Позы можно скачать с различных сайтов. Однако большинство поз доступны на The Sims Resource, сайте с более чем миллионом копий. Игроки могут найти позы в категории «Моды». Они также могут написать конкретную позу в поле поиска.
Еще один впечатляющий сайт — Maxis Match CC World Tumblr. Он не только классифицирует их по количеству, но также разделяет позы по возрасту, полу и типу. Например, есть позы для кемпинга, Рождества и свадьбы, и все они перечислены в алфавитном порядке. Среди других важных функций на этом сайте есть раздел для поз Create A Sim (CAS).
Когда симмеры закончат загрузку поз, им нужно поместить их в папку «Моды» в «Документах».
Как работают позы The Sims 4?
Обычно позы могут работать в двух местах; Создайте сима (CAS) и в игре. Первый предназначен в основном для создателей CC, поскольку они загружают позы, чтобы продемонстрировать свое новейшее творение, будь то волосы, одежда, аксессуары и так далее.
Во-первых, при загрузке позы создатель объяснит, для какой черты будут работать позы. Так, например, если определенная поза предназначена для черты перфекциониста, эта поза будет воспроизводиться, как только симмеры выберут эту черту в CAS.
Во-вторых, чтобы делать фотографии, игрокам Sims 4 необходимо сделать как можно больше изображений, используя опцию скриншота, поскольку позы будут воспроизводиться одна за другой. Позже симмеры могут выбрать те, которые им понравились, а остальные удалить. К счастью, в CAS игроки могут увеличивать и уменьшать масштаб настолько, насколько захотят.
Симмеры должны помнить, что каждая Черта может принимать один набор поз. Таким образом, если они загрузили два набора для черты «Книжный червь», один из них может не играть, а иногда и оба не будут работать.
Позы в игре могут быть использованы кем угодно и где угодно. Для этого симмеры должны разместить своих симов на желаемом участке и установить идеальный фон. Благодаря Pose Player, когда они выбирают сима, появляются два варианта; Поза по имени и Поза по пачке.
Лучше выбрать второй вариант, так как первый непрактичный. Pose by Name предлагает игрокам написать конкретное название пакета или позы, в то время как Pose by Pack откроет список со всеми доступными пакетами поз.
Но прежде чем выбрать разыскиваемый пакет, симы должны стоять на одном и том же месте. Обычно в The Sims 4 это будет невыполнимая задача. Однако благодаря моду Teleport Any Sim немыслимое можно сделать. Телепорт, напоминающий статую рыцаря, можно найти в режиме строительства (если игроки введут «Телепорт» в поле поиска, предмет появится сразу).
Имейте в виду, что количество телепортов должно соответствовать количеству симов. Например, поза для трех симов требует трех телепортов.
Что касается того, где их разместить, часто телепорты размещают над желаемым местом. Но некоторые позы требуют, чтобы телепорты были разделены. Однако не беспокойтесь о том, что сделаете это неправильно. Создатель пакета поз обычно объясняет, где что разместить.
Теперь пришло время для последнего шага. После установки телепортов симмеры должны нажимать на них один за другим и телепортировать симов в него, используя опцию «Телепортировать сима сюда». Другой вариант, «Призвать сима сюда», позволяет игрокам привести любого сима из любой точки The Sims 4, даже если он не является членом семьи. После этого игрокам необходимо:
Нажмите на одного из симов
Выберите позу по пакетам
Выберите стаю, которую они хотят, чтобы их сим позировал
Повторите то же самое с остальными симами.
Круг в левом верхнем углу списка будет содержать выбранного сима, чтобы игроки знали, какую позу выбрать.
В большинстве случаев создатели различают позы в каждом наборе, выделяя выбранного сима на изображении, прилагаемом к пакетам. Иногда они классифицируют позы, называя их F1, M1 и F2, M2, что означает «женщина» и «мужчина», чтобы игроки знали, кому принадлежит каждая поза. Назначив каждому симу позу, просто сфотографируйте их.
Модификации поз для начала
Игроки, которые хотят проверить лучшие позы, которые они могут заставить своего сима выполнять, могут проверить следующие моды, чтобы сделать то же самое.
Поцелуй меня, как ты
Большая часть The Sims 4 — это инициирование и развитие романтических отношений в игре. Симы могут либо стать верными соотечественниками, либо бездельничать с кучей других персонажей. В любом случае, опыт отличный.
Игроки, которые хотят выставить напоказ своих виртуальных любовников, могут сделать то же самое с модом Kiss Me Like You Do. Это простой, но отличный способ показать страстную любовь, разделяемую двумя симами.
Конкурсные позы №2
Иногда игрокам, которые хотят похвастаться нарядом своего сима, приходится идти по классическому пути. Именно здесь на сцену выходит мод Pageant Poses.
Это позволяет игрокам с легкостью выставлять напоказ внешний вид и одежду своих симов. Второй пакет довольно популярен, но все позы для театрализованного представления заслуживают внимания сами по себе.
Семейный вечер – PosePack
Создание семей и создание династий — одна из самых привлекательных сторон The Sims. Игрокам нравится видеть чувство прогресса, которое возникает, когда они создают целые домохозяйства с подробным генеалогическим древом с нуля.
С помощью этого мода позы игроки могут показать, насколько счастливы их семьи. Это простой, но интересный способ сделать семьи The Sims 4 более игривыми на скриншотах.
Модель позирует 15 селфи
Иногда самые простые моды — это те, которые позволяют игрокам выполнять самые основные функции. Так обстоит дело с этим модом, который позволяет симу позировать для селфи в довольно естественной манере.
Это отличный способ сделать несколько забавных фотографий сима, когда он наряжен. Большинство из этих поз великолепны и детализированы, не чувствуя себя слишком чрезмерными или неуместными.
Несколько парных поз
Фокус романтики в The Sims 4 — это тема, которая уже подробно обсуждалась. Когда эта любовь витает в воздухе, мод позы может творить чудеса, чтобы увековечить эти пары с помощью некоторых художественных изображений.
В этом контексте мод Multiple Couple Poses довольно хорош. Пары могут стать довольно интимными и милыми с этими модами, и в результате получаются действительно превосходные фотографии.
The Sims 4 уже доступна для ПК, PS4, PS5, Xbox One и Xbox Series X/S.
Возможно, обязательно посмотрите рабочие коды Симс 4, которые сделают игру намного проще и круче.
Последнее обновление 05.01.2023
Как установить и использовать
Главная > Моды > Как установить и использовать мод Pose Player в The Sims 4
Проигрыватель поз Эндрю — один из самых популярных модов для Sims 4. С его помощью игроки могут заставить своих симов позировать в одиночку или в паре. Хотя в этой игре-симуляторе жизни доступно множество вещей, но как насчет того, чтобы сделать хорошие фотографии наших симов? К счастью, с помощью мода Pose Player анимация симов стала лучше. Как говорится, вот все, что вы должны знать об этом.
Table of Contents
Во-первых, вам понадобится модификация Andrew’s Pose Player Mod и Sims Teleporter Mod. Вы можете скачать оба этих мода, используя эту ссылку . The Sims 4 Телепорт Мод также важен здесь, и вы узнаете почему позже в руководстве. На данный момент, вот как их установить:
Прежде всего, убедитесь, что активировал Пользовательский контент и Моды и Моды сценариев.
Если нет, включите их, перейдя на страницу Вкладка «Другое » в настройках игры .
Для следующего шага загрузите мод Sims 4 Pose Player Mod и Sim Teleporter Mod, используя приведенные выше ссылки.
Извлеките загруженные файлы и переместите их в следующую папку:
Документы > Electronic Arts > The Sims 4 > Модификации
Теперь вы успешно установили Sim Teleporter & Pose Player в Sims 4.
Как скачать пакеты поз?
В Интернете есть несколько веб-сайтов, с которых можно загрузить наборы поз. Тем не менее, вы можете загрузить наборы поз из The Sims Resource (ссылка) , так как там для вас есть тысячи вариантов. Загрузив пакет поз, переместите его в Документы > Electronic Arts > The Sims 4 > Моды.
Как использовать плеер Sims 4 Pose?
Теперь, когда у вас установлен Pose Player с парой пакетов Pose Pack, вот как их использовать:
Запустите Sims 4 и войдите в режим сборки .
Далее заходим во вкладку Декорации > Разное.
Там вы найдете Sim Teleporter Destination (который появляется в виде статуи рыцаря).
Теперь разместите эти статуи в любом месте мира.
После этого нажмите на статую и выберите в подсказке «Телепортировать сима сюда» .
Вам будет предоставлен список всех симов, доступных в данный момент.
К счастью, вы можете разместить столько сим-телепортов, сколько захотите. Таким образом, вы также можете щелкнуть пару или групповое изображение.
Теперь, когда вы телепортировали сима, нажмите на него и выберите опцию «Pose by Pack».
В следующем окне вы увидите загруженный ранее набор поз для Sims 4.
Оттуда вы можете выбрать позы, которые вы хотите, чтобы ваши симы делали.
Для справки, вот видео от SweetTSimmer (YouTube):
Это касается всего, как использовать Sims 4 Pose Player. Между тем, вы здесь, обязательно ознакомьтесь с другими Sims 4 Guides на Gamer Tweak.
macOSPCPS 4The Sims 4 РуководстваСоветы и рекомендацииXbox One
15 лучших модов позы для The Sims 4
После выпуска Get to Work и Moschino Stuff в The Sims 4 игрокам предоставляется множество вариантов фото. Expansion Pack и Stuff Pack позволяют людям профессионально делать селфи, семейные фотографии и многое другое. Однако, хотя фотографировать легко, поз на выбор не так много.
Связано: The Sims 4: Вещи, которые мы хотим увидеть в будущих дополнениях
К счастью, благодаря Симмерам, которые создают Custom Content (CC) , по всему Интернету разбросано множество поз. Обычно позы используются для демонстрации новых творений игроков в The Sims 4 ; как одежда и мебель. Пакеты также отличаются по стилю. Например, одни для друзей, а другие для любовников. Симмерам интересно знать, какие The Sims 4 позируют моды работает лучше всего, следует ознакомиться с этой статьей.
Обновлено Ритвиком Митрой от 5 июля 2022 г.: The Sims 4 до краев наполнена творческими способностями игроков, что позволяет игрокам справляться с ситуациями с целым рядом различных решений в самой основной игре. Так что само собой разумеется, что добавление модов в уравнение превратит игру во что-то действительно запоминающееся и захватывающее. Одним из многих типов модов, которые игроки могут загрузить для игры, являются простые моды Pose, которые идеально подходят для создания наилучших скриншотов. Имея это в виду, вот лучшие моды для поз, которые игроки могут загрузить для The Sims 4.
15 Realistic Girl Pose Pack 25
Этот мод поможет игрокам, которые хотят, чтобы их симы правильно позировали для фотографий. Он добавляет кучу естественных поз для симов-женщин, благодаря чему они выглядят органично и естественно на фотографиях.
Это отличный способ для игроков показать своих симов, не будучи слишком деспотичным. Простота этого мода — главная причина, по которой он так нравится многим людям.
14 Love Surprise Pose Pack
Романтика — важная часть The Sims 4 , и некоторые люди хотят, чтобы эта часть игры была абсолютно идеальной. Это включает в себя различные жесты и позы, которые также выполняют пары.
Набор Love Surprise Pose Pack — один из лучших модов в этом контексте. Благодаря этому романтические пары выглядят просто очаровательно, когда игроки делают несколько снимков, чтобы показать всем, насколько естественны их пары в The Sims 4 !
13 очаровательных детских поз
Иногда, большинство модов поз для The Sims 4 Забудьте об очаровательных детях в игре. Даже эти персонажи хотели бы, чтобы их время сияло на фотографиях, и мод Adorable Baby Time Poses идеален в этом отношении.
Усадить малышей на санки, когда они позируют, действительно довольно мило. Это не самый разнообразный или захватывающий мод в этом списке, но он определенно выполняет свою работу!
12 Amazing Couple Pose Tango
Танго — это танец, которому стремятся научиться большинство пар, поэтому виртуальные отношения в The Sims 4 не должны быть исключением и здесь. Игроки, которые хотят, чтобы их симы исполняли отличные танцевальные движения, не должны смотреть дальше этого мода.
Связано: The Sims 4: Every Neighborhood, рейтинг
Наблюдение за двумя симами, переплетающимися телами в этом страстном танце, создает много отличных фотографий. Это обязательный мод для игроков, которые действительно хотят похвастаться своими парами в The Sims 4 .
11 Набор поз гнева
Гнев — нормальная эмоция, играющая важную роль в Симс 4 . Тем не менее, есть люди, которые считают, что ванильных анимаций немного не хватает, особенно когда дело доходит до фотографирования и тому подобного.
Здесь на помощь приходит набор поз гнева. Идея заставить людей позировать, чтобы показать свой гнев, звучит довольно странно, но это просто работает в The Sims 4 из-за того, насколько игра уже чрезмерна.
10 Давайте прогуляемся вместе
К сожалению, ходить и разговаривать нельзя в Симс 4 . Если два или более сима захотят поговорить, они перестанут двигаться и будут разговаривать. С этим пакетом симмерам больше не нужно представлять, каково это ходить и говорить. Возможные пары для этого пакета:
Два сима-подростка (или старше)
Один сим-подросток (или старше) и ребенок
Выбрав нужную пару, симмеры теперь могут наслаждаться выбором позы, которая им нравится, из набора Let’s Walk Together от Clumsyalienn . Позы также позволяют симам выражать эмоции, что делает их более аутентичными.
9 Скучно в постели
Эта поза идеальна для ленивых симмеров. Они могут одеть своего сима в удобную одежду и сделать потрясающие фотографии, пока сим позирует на кровати. Кроме того, если игроки являются создателями CC, поза «Скучно в постели » от Katverse — хороший выбор для демонстрации своей недавно изготовленной мебели.
Связано: The Sims 4: Лучшее на тему Хэллоуина CC
При выборе позы, которую игроки хотят принять для своего сима, есть опция, которая позволит им играть во всех позах. По сути, сим войдет в бесконечный цикл поз. Симмеры могут воспользоваться этим шансом и сделать столько снимков, сколько захотят. Когда они будут выполнены, отмена действия вернет сима в исходное состояние.
8 Свадебная поза
Свадьба — обычное дело в The Sims 4 . Найти ту самую и остепениться — мечта любого безнадежного романтичного сима. С набором Wedding Pose от Beto_ae0 игроки могут заставить двух своих симов принимать множество романтических поз. Некоторые позволяют им прижиматься друг к другу, глядя друг другу в глаза. И один сим может поцеловать другого в щеку.
Игроки должны спланировать одежду своих симов, прежде чем делать какие-либо снимки. Самое главное, конечно, платье. Хотя букет и фата не нужны, они сделают фотографии более реалистичными.
7 Close To Me
Вам когда-нибудь надоел тот факт, что симы-женщины и симы-мужчины имеют одинаковый рост? Ну, не больше. С помощью загружаемого пользовательского контента этот пакет поз увеличит разницу в росте между двумя симами. CC, необходимый для того, чтобы позы казались реальными, — это мод ползунок высоты ноги . Если игрокам не нравится этот мод, можно использовать этот пак с оригинальной высотой.
Симмеры могут свободно выбирать между повседневной и официальной одеждой, поскольку это зависит от настроения, которое они пытаются создать. 9Набор 0005 Close To Me от Katverse романтичен, но это не значит, что симы игроков должны быть любовниками. Позы в основном милые, потому что два сима либо застенчиво смотрят друг на друга, либо сим-мужчина обнимает сима-женщину сзади.
6 Smitten Poses
В этом наборе также есть романтическая атмосфера, в которой основное внимание уделяется Smitten Poses by RATBOYSIMS . В нем не так много поз, но это компенсируется любовной атмосферой, которую он создает. Для этой позы требуются только два сима-подростка или старше (пол не имеет значения), а также любое двухместное кресло из Режим сборки . Чтобы это сработало, игрокам нужно разместить два телепорта в центре диванчика.
Связанный: The Sims 4: Как построить подводный дом
Все позы демонстрируют красоту влюбленности, когда вы просто смотрите друг другу в глаза. Например, есть одна поза, в которой сим А опирается на двухместное кресло, чтобы поцеловать сима Б. Это обязательный набор, если игроки являются поклонниками романтических взаимодействий.
5 Atlantis
Спасибо паре В дополнениях The Sims 4, таких как Realm of Magic и Island Living , игроки теперь могут создавать оккультных существ. Например, Заклинатели и Русалки. Этот конкретный пакет содержит пару поз, которые улучшат черты русалки их сима.
Используя набор Atlantis от Beto_ae0 , игроки могут сфотографировать свою Русалку, лежащую на камне и смотрящую на цветок, или сим может просто элегантно сидеть на камне, выглядя довольным. Однако имейте в виду, что есть несколько объектов, которые необходимо загрузить, чтобы результаты были хорошими (например, камень и цветок).
4 Пакет поз русалки
Это еще один набор русалки, но, в отличие от предыдущего, этот набор предлагает позы для одного или нескольких симов. Для работы также требуются два основных объекта; которые Rocks проходят через Maxis mesh edit и Skull ACC . Второй предмет не важен и может быть заменен, но камень имеет решающее значение для этого набора.
Игроки могут использовать этот набор Mermaid Posepack by BOMMIEKOIV , чтобы изображать из себя двух интимных русалок или размещать трех русалок на камне. Есть также поза, которая может понравиться симмерам, которые любят воображать маловероятные сценарии: две русалки спасают человека.
3 раза друзей
Если игроки не возражают против игры с большой семьей или у одного из их симов слишком много друзей, то этот набор им обязательно понравится. В наборе Times of Friends на пластилине воспоминаний есть две групповые позы; один для пяти симов и один для шести симов. Для работы первого требуется Acc Phone CC , а второму ничего не нужно. CC должен быть размещен во время создания сима (CAS) на одном из симов.
Связанный: The Sims 4: Как пройти сценарий 9 «Слишком много малышей»0003
Симмеры должны просто выбрать место, где они хотят сфотографировать большую компанию. Имейте в виду, что количество размещенных телепортов должно быть равно количеству призванных симов. Затем назначьте каждому симу позу с помощью Pose Player.
2 Трое из нас
Этот набор содержит девять поз для трех симов; Сим-женщина, сим-мужчина и малыш (первые два должны быть подростками или старше). Набор Three of Us от Simmerberlin — отличный выбор для всех симмеров, которые ориентированы на семью и любят фотографировать свое маленькое домашнее хозяйство.
Большинство этих поз вызывают милое и трогательное чувство, особенно Малыш, которого большую часть времени видят обнимающим или душящим двух других симов. Имейте в виду, что три телепорта должны быть размещены в одном и том же месте, чтобы пакет работал.
1 Набор поз для стрельбы из лука
После The Sims 3 Средневековье , The Sims 4 не выпускал никакого исторического контента. В результате симмеры, которым нравится викторианская и средневековая атмосфера, разочаровываются. Надеюсь, этот пакет поз может их немного удовлетворить, так как он считается старомодным.
Набор «Поза лучника» на Flowerchamber Для воплощения фантазий игроков в реальность нужны только лук и стрелы. В CAS им нужно одеть выбранного сима в подходящую одежду.
 Стоит отметить, что в некоторых случаях трубка может быть использована многократно, так как она имеет гладкую поверхность и её можно изъять из готовой конструкции средней или малой толщины.
Стоит отметить, что в некоторых случаях трубка может быть использована многократно, так как она имеет гладкую поверхность и её можно изъять из готовой конструкции средней или малой толщины. Не рекомендуется использовать при монтаже опалубки поврежденные трубки, на которых имеются «пузыри», трещины, полости неровности и т.п.
Не рекомендуется использовать при монтаже опалубки поврежденные трубки, на которых имеются «пузыри», трещины, полости неровности и т.п. д. Выявить наличие дефектов поможет простой визуальный осмотр.
д. Выявить наличие дефектов поможет простой визуальный осмотр.


 Строительный товар – полимерная трубка для опалубки, купить не сложно. Склады многих компаний предлагают широкий ассортимент ПВХ и ПНД труб с сопутствующими закладными элементами. Даже если вышла ошибка в расчете необходимого количества полимерной продукции, можно сделать специалистам компании дополнительный заказ по телефону.
Строительный товар – полимерная трубка для опалубки, купить не сложно. Склады многих компаний предлагают широкий ассортимент ПВХ и ПНД труб с сопутствующими закладными элементами. Даже если вышла ошибка в расчете необходимого количества полимерной продукции, можно сделать специалистам компании дополнительный заказ по телефону. Для труб большого диаметра 1250 мм и выше доступна версия с сердцевиной из пенополистирола, которая обеспечивает отделку класса 2 с гладкой пластиковой облицовкой. Внешняя стенка может быть изготовлена различной толщины, чтобы соответствовать разным высотам и скорости заливки.
Для труб большого диаметра 1250 мм и выше доступна версия с сердцевиной из пенополистирола, которая обеспечивает отделку класса 2 с гладкой пластиковой облицовкой. Внешняя стенка может быть изготовлена различной толщины, чтобы соответствовать разным высотам и скорости заливки. Затем его можно интегрировать с обычной опалубкой.
Затем его можно интегрировать с обычной опалубкой. Затем его можно интегрировать с обычной опалубкой.
Затем его можно интегрировать с обычной опалубкой.
 Наши пенопластовые вставки вырезаны на компьютере для обеспечения точности, а поверхность, контактирующая с бетоном, покрыта опалубкой, чтобы обеспечить эстетически приятную отделку поверхности с отличными свойствами самоотделения.
Наши пенопластовые вставки вырезаны на компьютере для обеспечения точности, а поверхность, контактирующая с бетоном, покрыта опалубкой, чтобы обеспечить эстетически приятную отделку поверхности с отличными свойствами самоотделения. Затем перед заливкой бетона поверх облицовки укладывается стальная арматура. Formliner подходит для использования на обычных опалубках, панелях, столах и ставнях и часто используется для облицовки потолков, балок, стен, лифтовых шахт или нижней части балконов.
Затем перед заливкой бетона поверх облицовки укладывается стальная арматура. Formliner подходит для использования на обычных опалубках, панелях, столах и ставнях и часто используется для облицовки потолков, балок, стен, лифтовых шахт или нижней части балконов.


 00
00 Данная серия сверл предназначена для профессионального использования, сверла устанавливаются на мобильные сверлильные станки с наличием магнитной подушки.
Данная серия сверл предназначена для профессионального использования, сверла устанавливаются на мобильные сверлильные станки с наличием магнитной подушки. youtube.com/embed/Rg6q72-U4HE» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/Rg6q72-U4HE» frameborder=»0″ allowfullscreen=»allowfullscreen»>  КОЛЕСА, СТУПИЦЫ, ТОРМОЗНЫЕ БАРАБАНЫ
КОЛЕСА, СТУПИЦЫ, ТОРМОЗНЫЕ БАРАБАНЫ 0008
0008 0007 Весенние подвески
0007 Весенние подвески СОЕДИНЕНИЯ, ОСУШИТЕЛИ ВОЗДУХА
СОЕДИНЕНИЯ, ОСУШИТЕЛИ ВОЗДУХА ED EDENTIORS EDARSMERS
ED EDENTIORS EDARSMERS ПРОДУКЦИЯ
ПРОДУКЦИЯ  ТОРМОЗНЫЕ БАРАБАНЫ, СТУПИЦЫ, СПИЦЫ
ТОРМОЗНЫЕ БАРАБАНЫ, СТУПИЦЫ, СПИЦЫ В 23 года Ангелос стал начинающим музыкальным продюсером и записывающимся исполнителем, тесно сотрудничавшим с такими знаменитостями, как Снуп Догг и звукозаписывающая группа Тупака Шакура. Он готовился к выпуску альбомов с участием таких звезд, как 2Pac, Snoop, P!nk и Nas. Но он также продавал каннабис на стороне, чтобы помочь оплачивать счета, пока его музыкальные предприятия не стабилизируются, что, в сочетании с его связью с музыкальной индустрией так называемого «гангста-рэпа», сделало его идеальной мишенью для местных властей в его родном городе. Солт-Лейк-Сити, штат Юта, и в конечном итоге поставили его под прицел федерального правительства.
В 23 года Ангелос стал начинающим музыкальным продюсером и записывающимся исполнителем, тесно сотрудничавшим с такими знаменитостями, как Снуп Догг и звукозаписывающая группа Тупака Шакура. Он готовился к выпуску альбомов с участием таких звезд, как 2Pac, Snoop, P!nk и Nas. Но он также продавал каннабис на стороне, чтобы помочь оплачивать счета, пока его музыкальные предприятия не стабилизируются, что, в сочетании с его связью с музыкальной индустрией так называемого «гангста-рэпа», сделало его идеальной мишенью для местных властей в его родном городе. Солт-Лейк-Сити, штат Юта, и в конечном итоге поставили его под прицел федерального правительства. Это радикально изменило бы судьбу Уэлдона Анджелоса.
Это радикально изменило бы судьбу Уэлдона Анджелоса. В декабре 2020 года он был полностью помилован президентом.
В декабре 2020 года он был полностью помилован президентом.


 Это называется конверсия.
Это называется конверсия.

 Все ограничивается лишь фантазией и смекалкой художника.
Все ограничивается лишь фантазией и смекалкой художника.
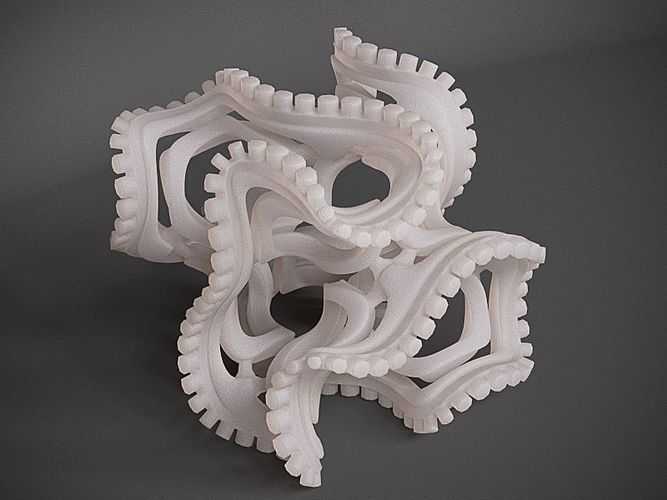 Минимальный слой обычно составляет 0,1 мм. В некоторых моделях 3D-принтеров доступен слой 0,05, но для печати таким слоем важно правильно подобрать много настроек и скорость печати будет довольно низкая.
Минимальный слой обычно составляет 0,1 мм. В некоторых моделях 3D-принтеров доступен слой 0,05, но для печати таким слоем важно правильно подобрать много настроек и скорость печати будет довольно низкая.

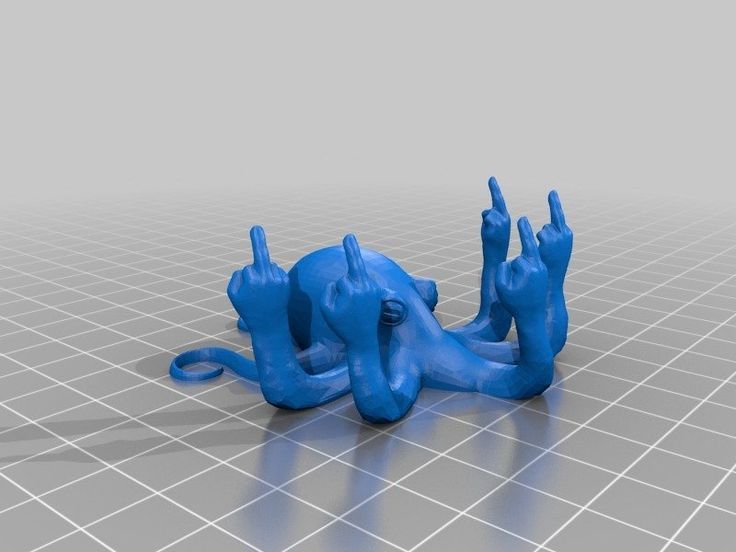 температура экструдера: макс. 255 ℃
температура экструдера: макс. 255 ℃
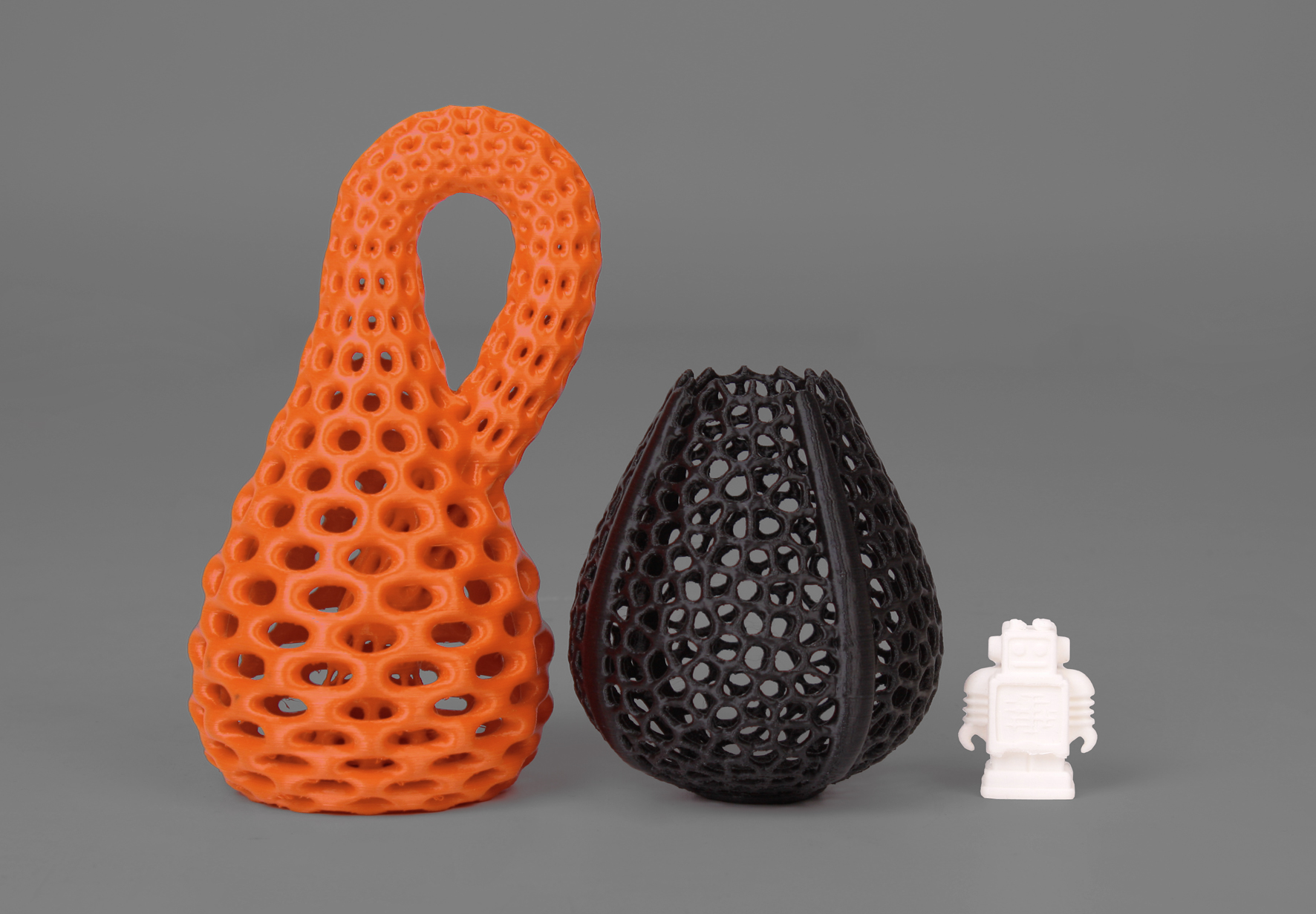 Можно сразу приобрести принтер с закрытым корпусом, это позволит легко печатать композитами. Wanhao Duplicator 6 Plus станет безотказной “рабочей лошадкой”, а благодаря “всеядному” экструдеру даже новичок сможет без проблем печатать экзотическими материалами — например мягкими флексами или резинами.
Можно сразу приобрести принтер с закрытым корпусом, это позволит легко печатать композитами. Wanhao Duplicator 6 Plus станет безотказной “рабочей лошадкой”, а благодаря “всеядному” экструдеру даже новичок сможет без проблем печатать экзотическими материалами — например мягкими флексами или резинами.
 Причем экструдеры у FlashForge независимые, это позволяет печатать 2 зеркальные или одинаковые модели одновременно. Это позволяет ускорить изготовление однотипных моделей. FlashForge Creator Pro 2 станет не только хорошим домашним принтером, но и отличным помощником для мастерской или небольшого производства.
Причем экструдеры у FlashForge независимые, это позволяет печатать 2 зеркальные или одинаковые модели одновременно. Это позволяет ускорить изготовление однотипных моделей. FlashForge Creator Pro 2 станет не только хорошим домашним принтером, но и отличным помощником для мастерской или небольшого производства.
 01-0.30 мм
01-0.30 мм
 1″ 8K Mono LCD
1″ 8K Mono LCD

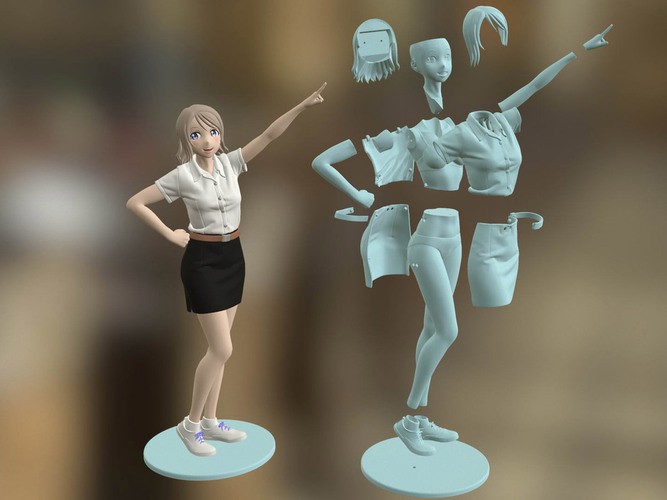 По мере того как цены на 3D принтеры продолжают падать, скорее всего и спрос на 3D печать игровых миниатюр будет только расти.
По мере того как цены на 3D принтеры продолжают падать, скорее всего и спрос на 3D печать игровых миниатюр будет только расти. Скачав модель, вы можете сразу распечатать его или отредактировать перед 3D печатью под собственные нужды. Также рекомендуем ознакомиться с интересными 3D моделями от Dutchmogul. Возможно, в его замечательной коллекции вы найдете что-то интересное для себя.
Скачав модель, вы можете сразу распечатать его или отредактировать перед 3D печатью под собственные нужды. Также рекомендуем ознакомиться с интересными 3D моделями от Dutchmogul. Возможно, в его замечательной коллекции вы найдете что-то интересное для себя.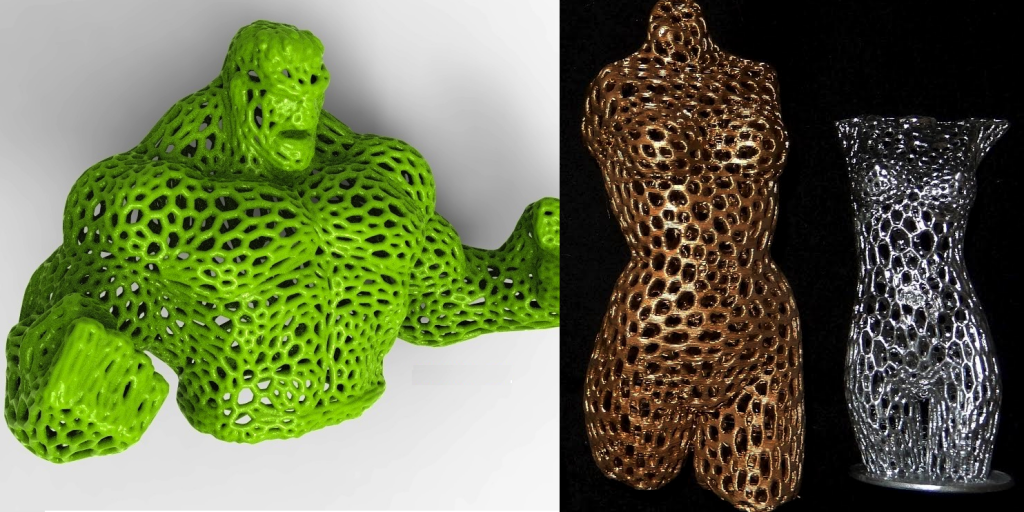 Чтобы получить более детализированную модель, надо уменьшить толщину слоя. Однако малая толщина означает, что 3D печать займет больше времени. Чтобы напечатать детализированную миниатюру, вам, скорее всего, понадобится 3D принтер, который может печатать с толщиной слоя 100 микрон (0,1 мм) или меньше.
Чтобы получить более детализированную модель, надо уменьшить толщину слоя. Однако малая толщина означает, что 3D печать займет больше времени. Чтобы напечатать детализированную миниатюру, вам, скорее всего, понадобится 3D принтер, который может печатать с толщиной слоя 100 микрон (0,1 мм) или меньше. Чтобы сделать миниатюру меньшего размера, вам понадобится принтер SLA Resin, который использует жидкую смолу и укрепляет ее.
Чтобы сделать миниатюру меньшего размера, вам понадобится принтер SLA Resin, который использует жидкую смолу и укрепляет ее. Металлический каркас представляет из себя жесткую и прочную конструкцию.
Металлический каркас представляет из себя жесткую и прочную конструкцию. Кроме того, благодаря активному сообществу, на Hictop CR-10S большое количество модификаций и апгрейдов, которые вы сможете реализовать самостоятельно и улучшить его и так достойное качество 3D печати.
Кроме того, благодаря активному сообществу, на Hictop CR-10S большое количество модификаций и апгрейдов, которые вы сможете реализовать самостоятельно и улучшить его и так достойное качество 3D печати.
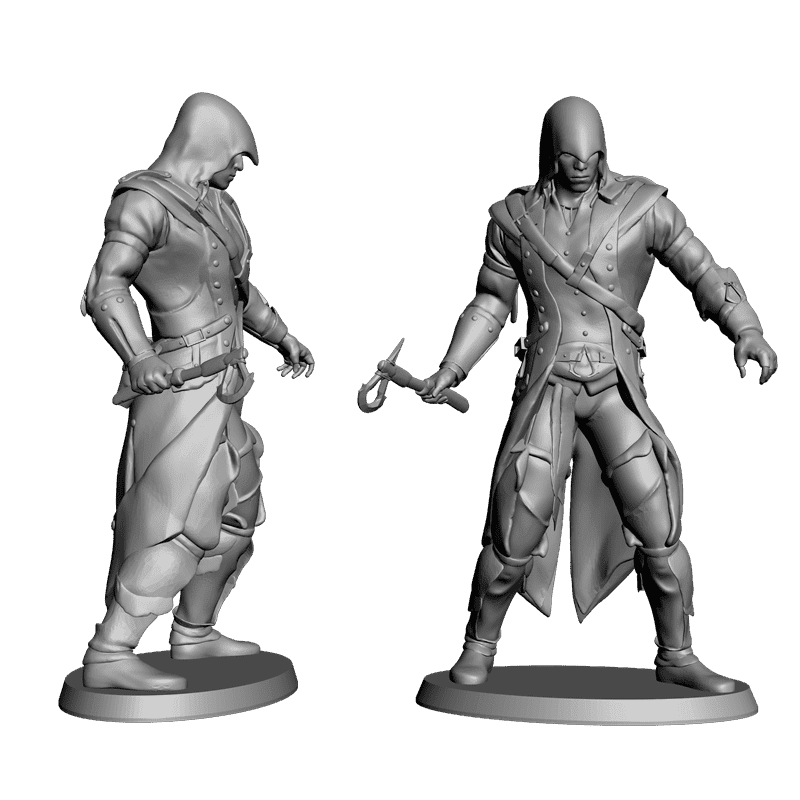
 Цена этого замечательного 3D принтера сравнима со стоимостью ноутбука.
Цена этого замечательного 3D принтера сравнима со стоимостью ноутбука. Его также можно использовать для изготовления ювелирных изделий путем литья металлов.
Его также можно использовать для изготовления ювелирных изделий путем литья металлов.
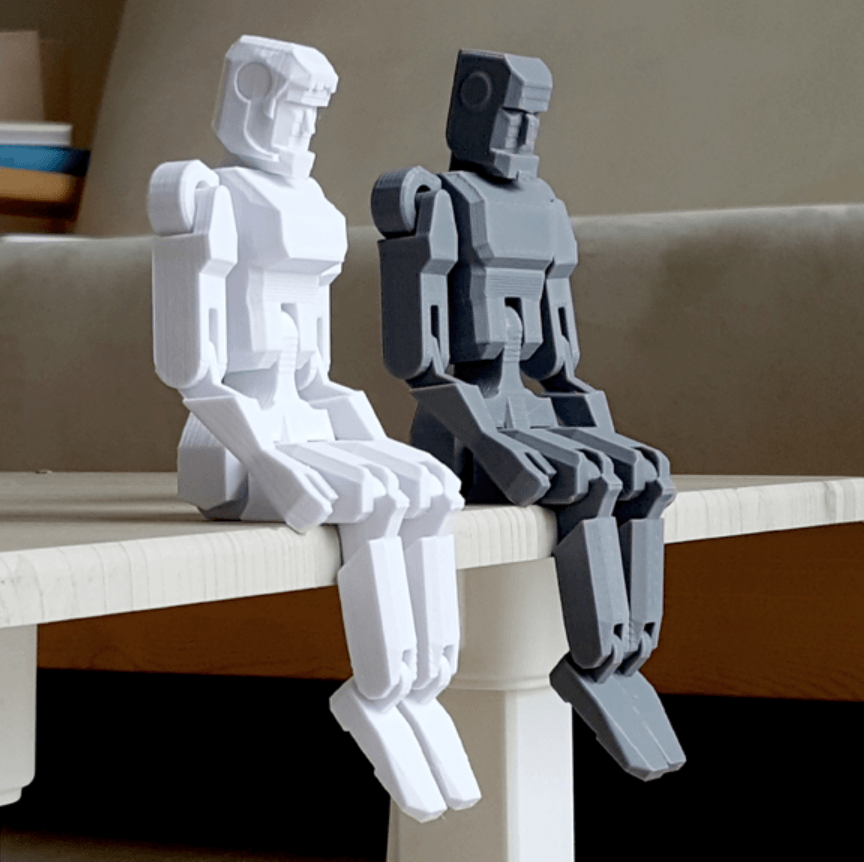

 3D-принтер FDM хорош для дешевой и быстрой 3D-печати миниатюр для приложений, где мелкие детали поверхности менее важны.
3D-принтер FDM хорош для дешевой и быстрой 3D-печати миниатюр для приложений, где мелкие детали поверхности менее важны. 3D-печать смолой позволяет создавать детализированные миниатюры и фигурки с высоким качеством поверхности с использованием ряда передовых материалов.
3D-печать смолой позволяет создавать детализированные миниатюры и фигурки с высоким качеством поверхности с использованием ряда передовых материалов.
 Поскольку нерасплавленный порошок поддерживает деталь во время печати, нет необходимости в специальных поддерживающих конструкциях. Это делает порошковую 3D-печать идеальной для сложных моделей и сложной геометрии, включая внутренние элементы, подрезы, тонкие стенки и отрицательные элементы.
Поскольку нерасплавленный порошок поддерживает деталь во время печати, нет необходимости в специальных поддерживающих конструкциях. Это делает порошковую 3D-печать идеальной для сложных моделей и сложной геометрии, включая внутренние элементы, подрезы, тонкие стенки и отрицательные элементы. 9.
9. ★ ☆☆
★ ☆☆ Помимо процесса печати, постобработка будет иметь большое влияние на окончательную миниатюру. Вот несколько советов о том, как улучшить 3D-печать и подготовить миниатюры.
Помимо процесса печати, постобработка будет иметь большое влияние на окончательную миниатюру. Вот несколько советов о том, как улучшить 3D-печать и подготовить миниатюры. Струйные принтеры SLS и связующего печатают слоями толщиной около 100–110 микрон, но на конечных деталях линии слоев в основном невидимы.
Струйные принтеры SLS и связующего печатают слоями толщиной около 100–110 микрон, но на конечных деталях линии слоев в основном невидимы. Многие модели отлично выглядят сразу после печати, но вы можете улучшить свои миниатюры, покрасив их.
Многие модели отлично выглядят сразу после печати, но вы можете улучшить свои миниатюры, покрасив их. Акриловая краска обычно хорошо связывается с пластиком, но всегда проверяйте, соответствует ли выбранная вами краска «пластиковой» или «мультиповерхностной» функциональностью, и всегда грунтуйте перед покраской.
Акриловая краска обычно хорошо связывается с пластиком, но всегда проверяйте, соответствует ли выбранная вами краска «пластиковой» или «мультиповерхностной» функциональностью, и всегда грунтуйте перед покраской.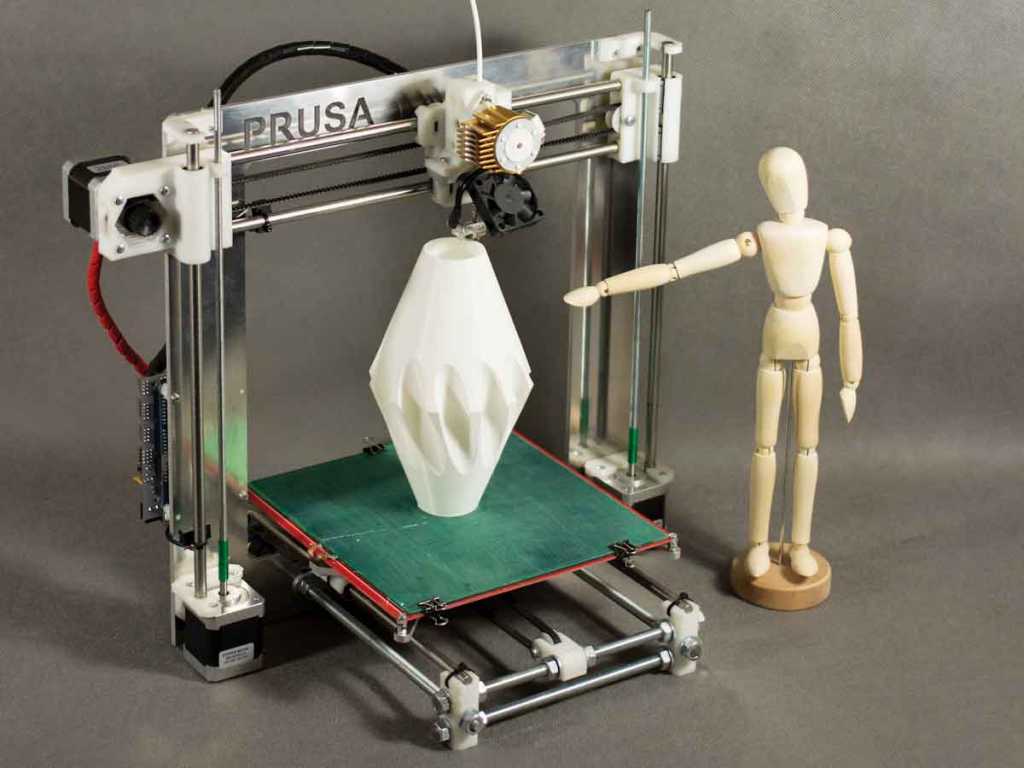 Вокруг игровых миниатюр, таких как фигурки Dungeons & Dragons, существуют огромные онлайн-сообщества. Посещение таких сообществ, как Pinshape, MyMiniFactory, Cults или Thingiverse, — отличный способ найти бесплатные макеты миниатюрных 3D-моделей для собственных отпечатков.
Вокруг игровых миниатюр, таких как фигурки Dungeons & Dragons, существуют огромные онлайн-сообщества. Посещение таких сообществ, как Pinshape, MyMiniFactory, Cults или Thingiverse, — отличный способ найти бесплатные макеты миниатюрных 3D-моделей для собственных отпечатков. Пользователи в основном проектируют фильмы, игры и анимацию в ZBrush, что делает его идеальным для реалистичных фигурок. Вы можете узнать больше о том, как ZBrush используется для цифровой скульптуры, моделирования и быстрой визуализации, на этом вебинаре.
Пользователи в основном проектируют фильмы, игры и анимацию в ZBrush, что делает его идеальным для реалистичных фигурок. Вы можете узнать больше о том, как ZBrush используется для цифровой скульптуры, моделирования и быстрой визуализации, на этом вебинаре.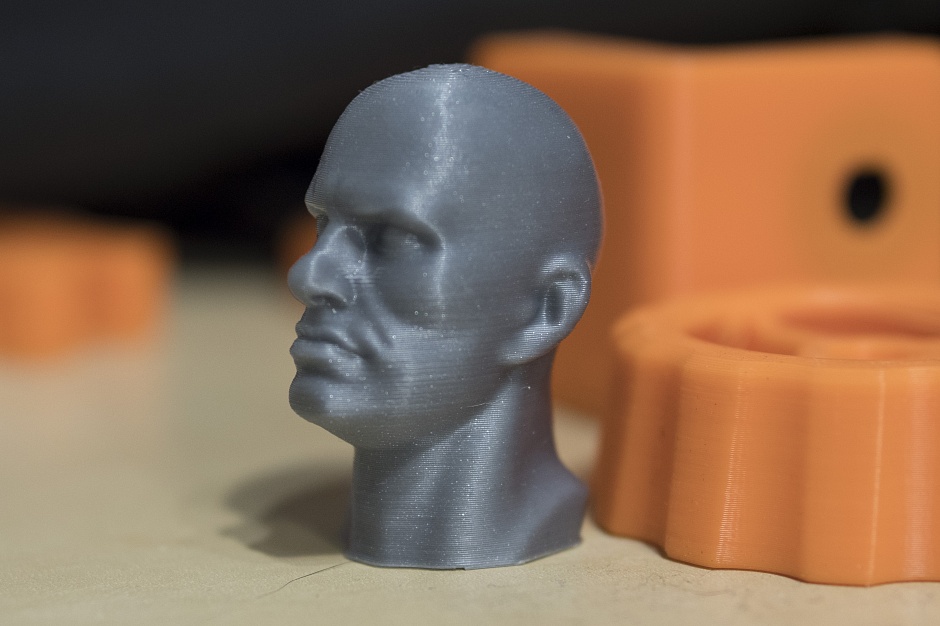
 Имеются противопоказания по использованию, необходимо получение консультации специалиста.
Имеются противопоказания по использованию, необходимо получение консультации специалиста.
 Кончики пальцев протеза имеют специальный материал, который позволяет взаимодействовать с тачскрин экранами. Опция доступна в протезе без косметической оболочке.
Кончики пальцев протеза имеют специальный материал, который позволяет взаимодействовать с тачскрин экранами. Опция доступна в протезе без косметической оболочке.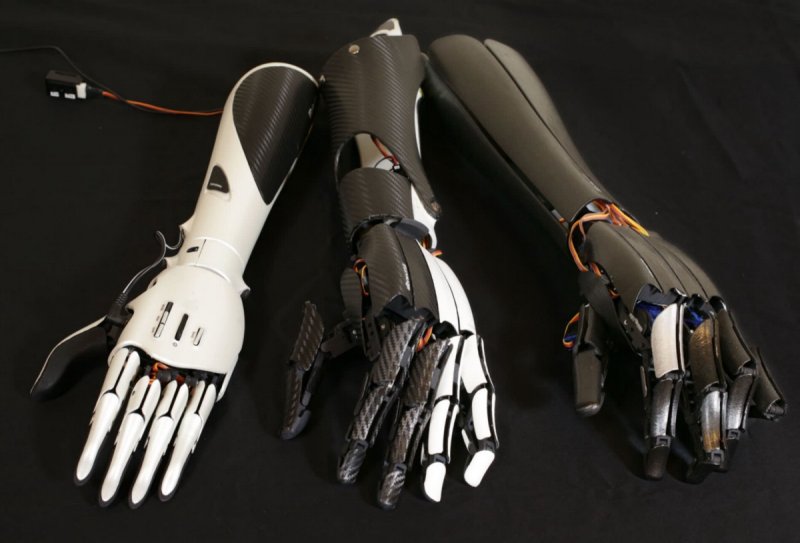 Имеются противопоказания по использованию, необходимо получение консультации специалиста.
Имеются противопоказания по использованию, необходимо получение консультации специалиста.


 Если что-то кажется неудобным, клиницисты могут внести коррективы и повторять процесс до тех пор, пока не будет достигнута оптимальная посадка. После того, как подгонка завершена, команда 3D-печатает бионическую руку, собирает необходимые компоненты и тестирует ее, прежде чем отправить человеку с ампутированной конечностью для обучения.
Если что-то кажется неудобным, клиницисты могут внести коррективы и повторять процесс до тех пор, пока не будет достигнута оптимальная посадка. После того, как подгонка завершена, команда 3D-печатает бионическую руку, собирает необходимые компоненты и тестирует ее, прежде чем отправить человеку с ампутированной конечностью для обучения. Это началось, когда ему было всего 14 лет, после того, как он встретил молодую девушку с традиционным протезом конечности за 80 000 долларов. Сцена не подходила Лашапелю, который уже создал в своей спальне роботизированную руку, которая, по его мнению, была более функциональной. Так родилась идея Unlimited Tomorrow.
Это началось, когда ему было всего 14 лет, после того, как он встретил молодую девушку с традиционным протезом конечности за 80 000 долларов. Сцена не подходила Лашапелю, который уже создал в своей спальне роботизированную руку, которая, по его мнению, была более функциональной. Так родилась идея Unlimited Tomorrow.
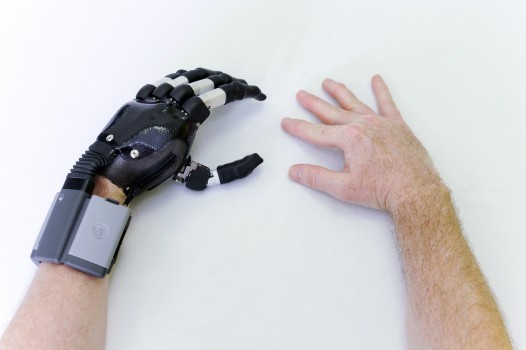 д., при условии отсутствия страхового покрытия, для типичного решения в США . Мы понимаем, что немногие люди покупают бионические руки таким образом, но мы пытаемся предоставить общую основу для сравнения. По этой же причине мы указываем ориентировочную цену в США, даже если устройство там еще не продается.
д., при условии отсутствия страхового покрытия, для типичного решения в США . Мы понимаем, что немногие люди покупают бионические руки таким образом, но мы пытаемся предоставить общую основу для сравнения. По этой же причине мы указываем ориентировочную цену в США, даже если устройство там еще не продается. 2022 г., США, Германия,
2022 г., США, Германия,  США 3
США 3 


 На объекте достаточно одного нажатия кнопки, чтобы отсканировать окружение без каких-либо дополнительных настроек.
На объекте достаточно одного нажатия кнопки, чтобы отсканировать окружение без каких-либо дополнительных настроек.
 Пользователь может выполнить автоматический захват, регистрацию и контроль данных сканирования и изображений прямо на объекте. Простой в освоении и удобный графический интерфейс предлагает наглядные подсказки для сложных расчетов, благодаря чему с ним смогут совладать даже новички.
Пользователь может выполнить автоматический захват, регистрацию и контроль данных сканирования и изображений прямо на объекте. Простой в освоении и удобный графический интерфейс предлагает наглядные подсказки для сложных расчетов, благодаря чему с ним смогут совладать даже новички.
 Юрген Майер (Juergen Mayer) рассказал о новейших разработках в интервью The Reporter.
Юрген Майер (Juergen Mayer) рассказал о новейших разработках в интервью The Reporter. 0.1, Safari exhibits a bug in which resizing your browser horizontally causes rendering errors in the justified nav that are cleared upon refreshing.
0.1, Safari exhibits a bug in which resizing your browser horizontally causes rendering errors in the justified nav that are cleared upon refreshing.
 youtube.com/embed/tGHjV-9Uhtk» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/tGHjV-9Uhtk» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
 В качестве главных причин, наверное, нужно назвать пока еще высокую стоимость таких систем и недостаток информации о том, как их эффективно использовать в тех или иных приложениях. Тем не менее, интерес к этой технологии и ее востребованность на рынке геодезического оборудования растут с каждым годом в геометрической прогрессии.
В качестве главных причин, наверное, нужно назвать пока еще высокую стоимость таких систем и недостаток информации о том, как их эффективно использовать в тех или иных приложениях. Тем не менее, интерес к этой технологии и ее востребованность на рынке геодезического оборудования растут с каждым годом в геометрической прогрессии. Он определяется свойствами поверхности, на которую падает лазерный луч. Облако точек раскрашивается в зависимости от степени интенсивности и после сканирования выглядит как трехмерное цифровое фото. Большинство современных моделей лазерных сканеров имеют встроенную видео- или фотокамеру, благодаря чему облако точек может быть также окрашено в реальные цвета.
Он определяется свойствами поверхности, на которую падает лазерный луч. Облако точек раскрашивается в зависимости от степени интенсивности и после сканирования выглядит как трехмерное цифровое фото. Большинство современных моделей лазерных сканеров имеют встроенную видео- или фотокамеру, благодаря чему облако точек может быть также окрашено в реальные цвета.  Профили и сечения, плоские чертежи, трехмерные модели, вычисления площадей и объемов поверхностей – все это, а также другую необходимую информацию можно получить в качестве конечного результата работы со сканером.
Профили и сечения, плоские чертежи, трехмерные модели, вычисления площадей и объемов поверхностей – все это, а также другую необходимую информацию можно получить в качестве конечного результата работы со сканером.
 В 2001 году компания Cyra вошла в концерн Leica Geosystems в подразделение HDS (High-Definition Surveying). Сейчас, по прошествии 14 лет, компания Leica Geosystems представляет на рынке линейку из двух сканирующих систем.
В 2001 году компания Cyra вошла в концерн Leica Geosystems в подразделение HDS (High-Definition Surveying). Сейчас, по прошествии 14 лет, компания Leica Geosystems представляет на рынке линейку из двух сканирующих систем.  Идеальный прибор для сканирования в таких условиях – Leica HDS8810 с дальностью до 2 000 м и пылевлагозащищенностью IP65. Кроме того, этот прибор – единственный на рынке сканирующих систем, который работает в температурном диапазоне от -40 до +50 град. То есть HDS8810 – лазерный сканер, который работает при любых погодных условиях.
Идеальный прибор для сканирования в таких условиях – Leica HDS8810 с дальностью до 2 000 м и пылевлагозащищенностью IP65. Кроме того, этот прибор – единственный на рынке сканирующих систем, который работает в температурном диапазоне от -40 до +50 град. То есть HDS8810 – лазерный сканер, который работает при любых погодных условиях.  Этой составляющей системы трехмерного лазерного сканирования потенциальные заказчики уделяют незаслуженно мало внимания, хотя обработка данных, получение конечного результата работы — это не менее важные этапы проекта, чем полевые работы. Спектр программного обеспечения Leica HDS – действительно самый широкий на рынке лазерного сканирования.
Этой составляющей системы трехмерного лазерного сканирования потенциальные заказчики уделяют незаслуженно мало внимания, хотя обработка данных, получение конечного результата работы — это не менее важные этапы проекта, чем полевые работы. Спектр программного обеспечения Leica HDS – действительно самый широкий на рынке лазерного сканирования.  В линейке программ Leica HDS есть даже ПО для обработки данных сканирования в криминалистике.
В линейке программ Leica HDS есть даже ПО для обработки данных сканирования в криминалистике.  org/ListItem»>
org/ListItem»>


 Georgia S. Sandwich Is.Saint HelenaSaint Kitts and NevisSaint LuciaSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSão Tomé and PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth KoreaSpainSri LankaSudanSurinameSvalbard and Jan Mayen Is.SwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUSA Minor Outlying IslandsUzbekistanVanuatuVatican CityVenezuelaVietnamWallis and Futuna ОстроваЗападная СахараЙеменЗамбияЗимбабве
Georgia S. Sandwich Is.Saint HelenaSaint Kitts and NevisSaint LuciaSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSão Tomé and PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth KoreaSpainSri LankaSudanSurinameSvalbard and Jan Mayen Is.SwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUSA Minor Outlying IslandsUzbekistanVanuatuVatican CityVenezuelaVietnamWallis and Futuna ОстроваЗападная СахараЙеменЗамбияЗимбабве S. Виргинские островаЮтаВермонтВирджинияВашингтонВашингтон, округ КолумбияЗападная ВирджинияВисконсинВайоминг
S. Виргинские островаЮтаВермонтВирджинияВашингтонВашингтон, округ КолумбияЗападная ВирджинияВисконсинВайоминг ..АгуаскальентесНижняя КалифорнияНижняя Калифорния СурКампечеЧиапасЧиуауаКоауилаКолимаДурангоФедеральный округГуанахуатоГеррероИдальгоХалискоШтат МехикоМичоаканМорелосНаяритНуэво-ЛеонОахакаПуэблаКеретароКинтана-РооСан-Луис-ПотосиСиналоаСонораТабаскоТамаулипас9Тлаксукат0013
..АгуаскальентесНижняя КалифорнияНижняя Калифорния СурКампечеЧиапасЧиуауаКоауилаКолимаДурангоФедеральный округГуанахуатоГеррероИдальгоХалискоШтат МехикоМичоаканМорелосНаяритНуэво-ЛеонОахакаПуэблаКеретароКинтана-РооСан-Луис-ПотосиСиналоаСонораТабаскоТамаулипас9Тлаксукат0013 ..Amnat CharoenAng ThongBueng KanBuri RamChachoengsaoChai NatChaiyaphumChanthaburiChiang MaiChiang RaiChon BuriChumphonKalasinKamphaeng PhetKanchanaburiKhon KaenKrabiKrung Thep Maha NakhonLampangLamphunLoeiLop BuriMae Hong SonMaha SarakhamMukdahanNakhon NayokNakhon PathomNakhon PhanomNakhon RatchasimaNakhon SawanNakhon Si ThammaratNanNarathiwatNong Bua Lam PhuNong KhaiNonthaburiPathum ThaniPattaniPhangngaPhatthalungPhayaoPhetchabunPhetchaburiPhichitPhitsanulokPhra Nakhon Si AyutthayaPhraePhuketPrachin BuriPrachuap Khiri KhanRanongRatchaburiRayongRoi EtSa KaeoSakon NakhonSamut PrakanSamut SakhonSamut SongkhramSaraburiSatunSi Sa КетСингбуриСонгкхлаСукхотайСуфанбуриСураттханиСуринТакТрангТратУбонратчатханиУдонтханиУтайтханиУттарадитЯлаЯсотон
..Amnat CharoenAng ThongBueng KanBuri RamChachoengsaoChai NatChaiyaphumChanthaburiChiang MaiChiang RaiChon BuriChumphonKalasinKamphaeng PhetKanchanaburiKhon KaenKrabiKrung Thep Maha NakhonLampangLamphunLoeiLop BuriMae Hong SonMaha SarakhamMukdahanNakhon NayokNakhon PathomNakhon PhanomNakhon RatchasimaNakhon SawanNakhon Si ThammaratNanNarathiwatNong Bua Lam PhuNong KhaiNonthaburiPathum ThaniPattaniPhangngaPhatthalungPhayaoPhetchabunPhetchaburiPhichitPhitsanulokPhra Nakhon Si AyutthayaPhraePhuketPrachin BuriPrachuap Khiri KhanRanongRatchaburiRayongRoi EtSa KaeoSakon NakhonSamut PrakanSamut SakhonSamut SongkhramSaraburiSatunSi Sa КетСингбуриСонгкхлаСукхотайСуфанбуриСураттханиСуринТакТрангТратУбонратчатханиУдонтханиУтайтханиУттарадитЯлаЯсотон ..СеулИнчхонЧхунчхонбук-доЧхунчхоннам-доЧонлабук-доЧонланам-доТэджонКванджуЧеджу-доГёнги-доГангвон-доГёнсанбук-доГёнсаннам-доТэгуУльсанПусанSejong
..СеулИнчхонЧхунчхонбук-доЧхунчхоннам-доЧонлабук-доЧонланам-доТэджонКванджуЧеджу-доГёнги-доГангвон-доГёнсанбук-доГёнсаннам-доТэгуУльсанПусанSejong ..Портативный 3D-сканерПортативная КИМ (зонд)Комплексное решение для измерений (3D-сканер + зонд)Автоматизированная инспекция (роботизированный 3D-сканер)
..Портативный 3D-сканерПортативная КИМ (зонд)Комплексное решение для измерений (3D-сканер + зонд)Автоматизированная инспекция (роботизированный 3D-сканер)
 601.396.022 предназначена для профессиональных работ. Дополнительная рукоятка упрощает управление инструментом. Установить ее можно слева или справа, в зависимости от предпочтения оператора. Кожух защищает пользователя от искр и пыли.
601.396.022 предназначена для профессиональных работ. Дополнительная рукоятка упрощает управление инструментом. Установить ее можно слева или справа, в зависимости от предпочтения оператора. Кожух защищает пользователя от искр и пыли. Будьте внимательны при покупке!
Будьте внимательны при покупке! youtube.com/embed/QDjOjCcf3hw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/QDjOjCcf3hw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Наша профессиональная угловая шлифовальная машина Bosch GWS 9-125 мощностью 900 Вт создана для тяжелых работ! Превосходная производительность шлифования/резки благодаря высокой мощности и крутящему моменту 900 Вт. Лучшее в своем классе ручное управление благодаря удобному размеру рукоятки и эргономичному дизайну. Долгий срок службы в тяжелых условиях работы и большой рабочей нагрузке благодаря прочной конструкции и компонентам.
Наша профессиональная угловая шлифовальная машина Bosch GWS 9-125 мощностью 900 Вт создана для тяжелых работ! Превосходная производительность шлифования/резки благодаря высокой мощности и крутящему моменту 900 Вт. Лучшее в своем классе ручное управление благодаря удобному размеру рукоятки и эргономичному дизайну. Долгий срок службы в тяжелых условиях работы и большой рабочей нагрузке благодаря прочной конструкции и компонентам. Только после новой сознательной активации инструмент будет готов к использованию
Только после новой сознательной активации инструмент будет готов к использованию



 Сделай НЕ прибыть, пока вы не получите подтверждение о получении.
Сделай НЕ прибыть, пока вы не получите подтверждение о получении. Однако иногда мы знаем, что вы можете захотеть вернуть заказанный вами товар.
Однако иногда мы знаем, что вы можете захотеть вернуть заказанный вами товар. shop
shop shop.
shop.
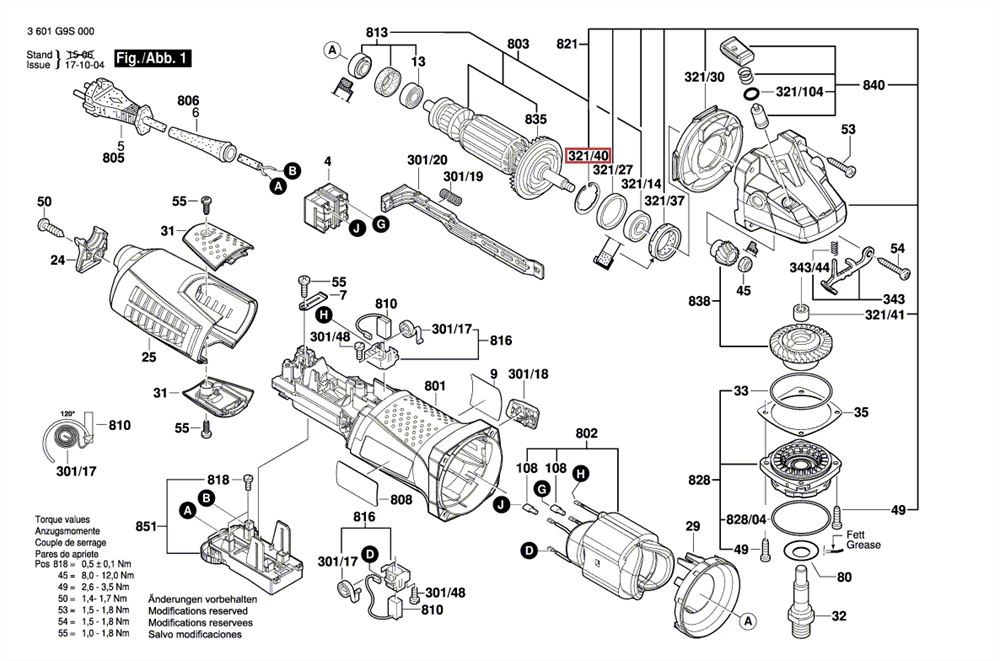

 О00000006495
О00000006495
 com ИЛИ присоединяйтесь к списку рассылки, чтобы получить скидку 25%!!
com ИЛИ присоединяйтесь к списку рассылки, чтобы получить скидку 25%!! Для кожи, которая отражает чистое сияние и дух, который освещает других. Дышите глубоко, вдыхайте благодать, выдыхайте дисгармонию… и распространяйте радость.
Для кожи, которая отражает чистое сияние и дух, который освещает других. Дышите глубоко, вдыхайте благодать, выдыхайте дисгармонию… и распространяйте радость. День позади; это момент, которого вы так долго ждали, объединяющий разум, тело и дух. Расслабьтесь, поднимите ноги, приглушите свет… и наслаждайтесь полным спокойствием.
День позади; это момент, которого вы так долго ждали, объединяющий разум, тело и дух. Расслабьтесь, поднимите ноги, приглушите свет… и наслаждайтесь полным спокойствием. Насыщен экстрактом кокоса и маслом жожоба, которые глубоко питают даже самую сухую кожу, придавая ей ощущение свежести и эластичности.
Насыщен экстрактом кокоса и маслом жожоба, которые глубоко питают даже самую сухую кожу, придавая ей ощущение свежести и эластичности. Schäumt nicht und reinigt sehr gut. Trocknet die Haut nicht aus. Hat einen ganz feinen leichten Lavendel-Duft, aber auch etwas aus dem Kokos-Bereich. Ich verwende das Duschgel auch als Shampoo und Gel für die Kinder und es ist sogar für die empfindliche Haut sehr angenehm und soft. Ich werde das Produkt wieder kaufen.
Schäumt nicht und reinigt sehr gut. Trocknet die Haut nicht aus. Hat einen ganz feinen leichten Lavendel-Duft, aber auch etwas aus dem Kokos-Bereich. Ich verwende das Duschgel auch als Shampoo und Gel für die Kinder und es ist sogar für die empfindliche Haut sehr angenehm und soft. Ich werde das Produkt wieder kaufen. Ich rate Ihnen, es zu verwenden, und ich rate Ihnen, dies zu nehmen Produkt, weil ich es mehr als einmal genommen habe, es hat mir sehr gut gefallen.
Ich rate Ihnen, es zu verwenden, und ich rate Ihnen, dies zu nehmen Produkt, weil ich es mehr als einmal genommen habe, es hat mir sehr gut gefallen. Es schadet den Augen des Kindes beim Waschen des Kopfes nicht und das Haar wird glänzend.
Es schadet den Augen des Kindes beim Waschen des Kopfes nicht und das Haar wird glänzend. Auch Eine Gute Flaschengröße.
Auch Eine Gute Flaschengröße. Es ist sehr sanft für die Haut des Babys, hat einen leichten Duft von Lavendel, der eine schöne Badezeit macht. Es tut den Augen des Babys beim Waschen des Kopfes nicht weh und das Haar wird glänzend. Ich empfehle für jedes Alter von Kindern.
Es ist sehr sanft für die Haut des Babys, hat einen leichten Duft von Lavendel, der eine schöne Badezeit macht. Es tut den Augen des Babys beim Waschen des Kopfes nicht weh und das Haar wird glänzend. Ich empfehle für jedes Alter von Kindern. habe, bin ich besessen. Das Duschgel ist einfach das Beste, was ich probiert habe!!! Кейн Райзунг, Кейн Аустрокнен!! Ich habe sehr empfindliche Haut, также ist das so schön. Der Geruch ist sehr gut, ich genieße alle Düfte, die sie haben. Es passt zu jedem Alter und man braucht nur zwei Pumpstöße, weil es so schön schäumt, dass die Größe ungefähr zwei Monate Reicht (nur für mich alleine).
habe, bin ich besessen. Das Duschgel ist einfach das Beste, was ich probiert habe!!! Кейн Райзунг, Кейн Аустрокнен!! Ich habe sehr empfindliche Haut, также ist das so schön. Der Geruch ist sehr gut, ich genieße alle Düfte, die sie haben. Es passt zu jedem Alter und man braucht nur zwei Pumpstöße, weil es so schön schäumt, dass die Größe ungefähr zwei Monate Reicht (nur für mich alleine).


 По словам сотрудников правоохранительных органов, с тех пор 3D-принтеры только усугубили проблему.
По словам сотрудников правоохранительных органов, с тех пор 3D-принтеры только усугубили проблему. 30-летний офицер-ветеран погиб в результате обстрела осужденного преступника, вооруженного незаконно переделанным оружием.
30-летний офицер-ветеран погиб в результате обстрела осужденного преступника, вооруженного незаконно переделанным оружием. В Лос-Анджелесе человек, находящийся под следствием за снабжение членов местной банды оружием, якобы продал информатору ATF устройство для переоборудования Glock вместе с Glock 9.мм пистолет и магазин повышенной емкости. В Вашингтоне, округ Колумбия, следователи, разыскивающие молодого человека, который якобы бросил переделанный пистолет в мусорное ведро, когда подошла полиция, позже обнаружили на YouTube несколько видеороликов, в которых он читал рэп о «переключателях».
В Лос-Анджелесе человек, находящийся под следствием за снабжение членов местной банды оружием, якобы продал информатору ATF устройство для переоборудования Glock вместе с Glock 9.мм пистолет и магазин повышенной емкости. В Вашингтоне, округ Колумбия, следователи, разыскивающие молодого человека, который якобы бросил переделанный пистолет в мусорное ведро, когда подошла полиция, позже обнаружили на YouTube несколько видеороликов, в которых он читал рэп о «переключателях». Одна группа обучающих видеороликов по автопереключателям, которые оставались в сети до августа, была связана с человеком, обвиненным в декабре федеральной прокуратурой Техаса в якобы изготовлении, хранении и передаче 3D-печатных переключателей. Он не признал себя виновным.
Одна группа обучающих видеороликов по автопереключателям, которые оставались в сети до августа, была связана с человеком, обвиненным в декабре федеральной прокуратурой Техаса в якобы изготовлении, хранении и передаче 3D-печатных переключателей. Он не признал себя виновным. Гильзы, выпущенные из автоматического оружия, ничем не отличаются от гильз, выпущенных из полуавтоматического оружия.
Гильзы, выпущенные из автоматического оружия, ничем не отличаются от гильз, выпущенных из полуавтоматического оружия. Тенденция к росту продолжилась в первой половине этого года, когда было обнаружено около 3800 инцидентов. Компания заявляет, что ее обозначение инцидента как «полностью автоматический» предназначено только для «ситуационной осведомленности» полицейского управления и не гарантируется таким же образом, как его основная задача точного выявления и определения местоположения стрельбы на открытом воздухе.
Тенденция к росту продолжилась в первой половине этого года, когда было обнаружено около 3800 инцидентов. Компания заявляет, что ее обозначение инцидента как «полностью автоматический» предназначено только для «ситуационной осведомленности» полицейского управления и не гарантируется таким же образом, как его основная задача точного выявления и определения местоположения стрельбы на открытом воздухе.
 Адвокаты защиты раскритиковали результаты ShotSpotter как ненадежные и не поддающиеся тщательной проверке, поскольку компания отказалась раскрыть точную научную информацию о том, как работает ее система. Другие критики ставят под сомнение истинную ценность ShotSpotter как инструмента борьбы с преступностью, независимо от того, насколько хорошо он обнаруживает и локализует стрельбу, поскольку они говорят, что нет убедительных доказательств того, что он снижает уровень насилия с применением огнестрельного оружия.
Адвокаты защиты раскритиковали результаты ShotSpotter как ненадежные и не поддающиеся тщательной проверке, поскольку компания отказалась раскрыть точную научную информацию о том, как работает ее система. Другие критики ставят под сомнение истинную ценность ShotSpotter как инструмента борьбы с преступностью, независимо от того, насколько хорошо он обнаруживает и локализует стрельбу, поскольку они говорят, что нет убедительных доказательств того, что он снижает уровень насилия с применением огнестрельного оружия.

 Он доступен для нескольких моделей Honda, включая скутер VFR1200X, VFR1200F, NC750X, NC750S, CTX700, CTX700N, NM4 и Integra, а также для нового захватывающего приключенческого мотоцикла Africa Twin.
Он доступен для нескольких моделей Honda, включая скутер VFR1200X, VFR1200F, NC750X, NC750S, CTX700, CTX700N, NM4 и Integra, а также для нового захватывающего приключенческого мотоцикла Africa Twin.

 Эти машины отличаются не только высокой производительностью, но и повышенной комфортностью для оператора. Cub Cadet позволяет убирать снег с удовольствием, и он, в отличие от других брендов, полюбился женщинам, не только за яркий цвет, но и за легкость в управлении.
Эти машины отличаются не только высокой производительностью, но и повышенной комфортностью для оператора. Cub Cadet позволяет убирать снег с удовольствием, и он, в отличие от других брендов, полюбился женщинам, не только за яркий цвет, но и за легкость в управлении. Нижняя часть ковша оборудована пластиковыми регулируемыми по высоте лыжами COOL BLUE, которые позволяют регулировать минимальную высоту захвата, а сверхпрочный и скользкий пластик предотвращает повреждение тротуарной плитки и других покрытий. Так же правильная регулировка минимальной высоты захвата позволяет исключить попадание посторонних предметов в ковш во время работы.
Нижняя часть ковша оборудована пластиковыми регулируемыми по высоте лыжами COOL BLUE, которые позволяют регулировать минимальную высоту захвата, а сверхпрочный и скользкий пластик предотвращает повреждение тротуарной плитки и других покрытий. Так же правильная регулировка минимальной высоты захвата позволяет исключить попадание посторонних предметов в ковш во время работы. Сегменты шнеков к оси вращения закреплены срезными болтами, которые защищают от заклинивания и повреждения редуктора при попадании посторонних предметов в ковш.
Сегменты шнеков к оси вращения закреплены срезными болтами, которые защищают от заклинивания и повреждения редуктора при попадании посторонних предметов в ковш.
 Также рукоятки обеспечивают безопасность оператора и окружающих, в случае потери управления.
Также рукоятки обеспечивают безопасность оператора и окружающих, в случае потери управления. Подогрев рукояток включается выключателем на панели управления. Так же на панели управления предусмотрено место для установки двух запасных срезных болтов (в комплект входит 4 шт.).
Подогрев рукояток включается выключателем на панели управления. Так же на панели управления предусмотрено место для установки двух запасных срезных болтов (в комплект входит 4 шт.). с.): 5.4
с.): 5.4 ): 84
): 84 Четырехтактные двигатели Cub Cadet для зимней эксплуатации с верхним расположением клапанов и электростартером, система рулевого управления с гидроусилением и мощные стальные шнеки гарантируют быстрый запуск и работу без особых усилий даже в самых тяжелых условиях. Желоб из ударопрочного полимера и стальной ковш предельно облегчают управление машиной при сильном снеге и обледенении.
Четырехтактные двигатели Cub Cadet для зимней эксплуатации с верхним расположением клапанов и электростартером, система рулевого управления с гидроусилением и мощные стальные шнеки гарантируют быстрый запуск и работу без особых усилий даже в самых тяжелых условиях. Желоб из ударопрочного полимера и стальной ковш предельно облегчают управление машиной при сильном снеге и обледенении.

 949 Евро!!!
949 Евро!!! 
 Таким образом, на характеристики зазора не влияет и обеспечивается наилучшая производительность выброса. Колеса с шинами с глубоким протектором из мягкой специальной резины гарантируют первоклассное движение и сцепление на нормальной местности.
Таким образом, на характеристики зазора не влияет и обеспечивается наилучшая производительность выброса. Колеса с шинами с глубоким протектором из мягкой специальной резины гарантируют первоклассное движение и сцепление на нормальной местности.

 см
см *
*


 *
*
 Снегоочиститель Cub Cadet поможет вам пережить зиму.
Снегоочиститель Cub Cadet поможет вам пережить зиму. .
. Двухступенчатый снегоуборщик идеально подходит для умеренных снегопадов до 12 дюймов, и если вам трудно убрать снег из-за сильного снегопада — от 18 до 23 дюймов — или если у вас часто бывает мокрый и ледяной снег, лучше рассмотреть трехступенчатый снегоуборщик. Затрудняетесь решить, какой снегоуборщик лучше для вас? Пройдите наш небольшой тест, чтобы выбрать лучший снегоуборщик для вашей дороги.
Двухступенчатый снегоуборщик идеально подходит для умеренных снегопадов до 12 дюймов, и если вам трудно убрать снег из-за сильного снегопада — от 18 до 23 дюймов — или если у вас часто бывает мокрый и ледяной снег, лучше рассмотреть трехступенчатый снегоуборщик. Затрудняетесь решить, какой снегоуборщик лучше для вас? Пройдите наш небольшой тест, чтобы выбрать лучший снегоуборщик для вашей дороги. Налоги, фрахт, установка и доставка не включены. Дополнительное оборудование, аксессуары и приспособления продаются отдельно. Для получения подробной информации обратитесь к своему продавцу. Image Отказ от ответственности: Продукты могут отличаться от представленной на изображении модели по дизайну, требуемым насадкам, функциям безопасности и нефункциональному внешнему виду, а также могут не отражать товарные запасы дилера или технические характеристики устройства. Технические характеристики Отказ от ответственности: Технические характеристики могут быть изменены без предварительного уведомления. Изображения могут не отражать инвентарь продавца и/или характеристики товара. Руководство оператора Заявление об ограничении ответственности: Опубликованное руководство оператора предназначено для общего ознакомления и использования. Чтобы обеспечить загрузку руководства по эксплуатации, относящегося к вашему устройству, нам требуются модель и серийный номер.
Налоги, фрахт, установка и доставка не включены. Дополнительное оборудование, аксессуары и приспособления продаются отдельно. Для получения подробной информации обратитесь к своему продавцу. Image Отказ от ответственности: Продукты могут отличаться от представленной на изображении модели по дизайну, требуемым насадкам, функциям безопасности и нефункциональному внешнему виду, а также могут не отражать товарные запасы дилера или технические характеристики устройства. Технические характеристики Отказ от ответственности: Технические характеристики могут быть изменены без предварительного уведомления. Изображения могут не отражать инвентарь продавца и/или характеристики товара. Руководство оператора Заявление об ограничении ответственности: Опубликованное руководство оператора предназначено для общего ознакомления и использования. Чтобы обеспечить загрузку руководства по эксплуатации, относящегося к вашему устройству, нам требуются модель и серийный номер.
 Одним из таких модов, который стал очень популярным среди игроков, чтобы показать своих симов, являются моды поз, и здесь есть все, что нужно знать игрокам о модах поз для The Sims 4.
Одним из таких модов, который стал очень популярным среди игроков, чтобы показать своих симов, являются моды поз, и здесь есть все, что нужно знать игрокам о модах поз для The Sims 4. Он не только классифицирует их по количеству, но также разделяет позы по возрасту, полу и типу. Например, есть позы для кемпинга, Рождества и свадьбы, и все они перечислены в алфавитном порядке. Среди других важных функций на этом сайте есть раздел для поз Create A Sim (CAS).
Он не только классифицирует их по количеству, но также разделяет позы по возрасту, полу и типу. Например, есть позы для кемпинга, Рождества и свадьбы, и все они перечислены в алфавитном порядке. Среди других важных функций на этом сайте есть раздел для поз Create A Sim (CAS). Позже симмеры могут выбрать те, которые им понравились, а остальные удалить. К счастью, в CAS игроки могут увеличивать и уменьшать масштаб настолько, насколько захотят.
Позже симмеры могут выбрать те, которые им понравились, а остальные удалить. К счастью, в CAS игроки могут увеличивать и уменьшать масштаб настолько, насколько захотят. Однако благодаря моду Teleport Any Sim немыслимое можно сделать. Телепорт, напоминающий статую рыцаря, можно найти в режиме строительства (если игроки введут «Телепорт» в поле поиска, предмет появится сразу).
Однако благодаря моду Teleport Any Sim немыслимое можно сделать. Телепорт, напоминающий статую рыцаря, можно найти в режиме строительства (если игроки введут «Телепорт» в поле поиска, предмет появится сразу).
 Это простой, но отличный способ показать страстную любовь, разделяемую двумя симами.
Это простой, но отличный способ показать страстную любовь, разделяемую двумя симами. Так обстоит дело с этим модом, который позволяет симу позировать для селфи в довольно естественной манере.
Так обстоит дело с этим модом, который позволяет симу позировать для селфи в довольно естественной манере. С его помощью игроки могут заставить своих симов позировать в одиночку или в паре. Хотя в этой игре-симуляторе жизни доступно множество вещей, но как насчет того, чтобы сделать хорошие фотографии наших симов? К счастью, с помощью мода Pose Player анимация симов стала лучше. Как говорится, вот все, что вы должны знать об этом.
С его помощью игроки могут заставить своих симов позировать в одиночку или в паре. Хотя в этой игре-симуляторе жизни доступно множество вещей, но как насчет того, чтобы сделать хорошие фотографии наших симов? К счастью, с помощью мода Pose Player анимация симов стала лучше. Как говорится, вот все, что вы должны знать об этом.

 Между тем, вы здесь, обязательно ознакомьтесь с другими Sims 4 Guides на Gamer Tweak.
Между тем, вы здесь, обязательно ознакомьтесь с другими Sims 4 Guides на Gamer Tweak. Симмерам интересно знать, какие The Sims 4 позируют моды работает лучше всего, следует ознакомиться с этой статьей.
Симмерам интересно знать, какие The Sims 4 позируют моды работает лучше всего, следует ознакомиться с этой статьей.
 Это не самый разнообразный или захватывающий мод в этом списке, но он определенно выполняет свою работу!
Это не самый разнообразный или захватывающий мод в этом списке, но он определенно выполняет свою работу! Идея заставить людей позировать, чтобы показать свой гнев, звучит довольно странно, но это просто работает в The Sims 4 из-за того, насколько игра уже чрезмерна.
Идея заставить людей позировать, чтобы показать свой гнев, звучит довольно странно, но это просто работает в The Sims 4 из-за того, насколько игра уже чрезмерна. Кроме того, если игроки являются создателями CC, поза «Скучно в постели » от Katverse — хороший выбор для демонстрации своей недавно изготовленной мебели.
Кроме того, если игроки являются создателями CC, поза «Скучно в постели » от Katverse — хороший выбор для демонстрации своей недавно изготовленной мебели.

 Например, Заклинатели и Русалки. Этот конкретный пакет содержит пару поз, которые улучшат черты русалки их сима.
Например, Заклинатели и Русалки. Этот конкретный пакет содержит пару поз, которые улучшат черты русалки их сима. Есть также поза, которая может понравиться симмерам, которые любят воображать маловероятные сценарии: две русалки спасают человека.
Есть также поза, которая может понравиться симмерам, которые любят воображать маловероятные сценарии: две русалки спасают человека. Набор Three of Us от Simmerberlin — отличный выбор для всех симмеров, которые ориентированы на семью и любят фотографировать свое маленькое домашнее хозяйство.
Набор Three of Us от Simmerberlin — отличный выбор для всех симмеров, которые ориентированы на семью и любят фотографировать свое маленькое домашнее хозяйство.