Профессиональные торцовочные пилы ЗУБР — идеальное соотношение мощности двигателя и размеров диска, позволяющие получить быстрый и точный рез высокого качества. Компактная конструкция позволяет работать в ограниченном пространстве с установкой пилы вплотную к стене. Сдвижная каретка с линейными подшипниками обеспечивает мягкое перемещение пильной головы. Подсветка рабочей зоны с теневым указателем линии реза — максимально точная и чёткая проекция линии реза без предварительной настройки.
Применение
Для прямого, косого, под наклоном и комбинированного пиления заготовок из древесины и ее производных (в том числе с пластиковыми покрытиями), а также тонкого алюминиевого профиля
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Увеличенная ширина пиления благодаря сдвижной голове диска и диску максимального диаметра
Обновлённая конструкция позволяет сэкономить место в мастерской
LED-подсветка с указанием линии реза.
Блокировка шпинделя для простой замены диска
Автоматически закрывающийся защитный кожух защищает оператора от травм и повреждений
Фиксирующийся в любом положении поворотный стол и удобная регулировка наклона облегчают установку угла пиления
Специальный сплав обеспечивает легкость и прочность конструкции и, соответственно, точность пиления
Эффективный пылеотвод способствует более чистой работе
Струбцина в комплекте для надежного удержания заготовки
Удлинительные опоры стола предотвращают опрокидывание отпиленной заготовки, что повышает безопасность
Описание
Удобная торцовочная пила с обновлённой жёсткой и компактной конструкцией для работы с древесиной, пластиком и тонкостенным алюминием (при установке соответствующих дисков). Подвижная голова позволяет обрабатывать заготовки шириной до 305 мм. Торцовочные пилы ЗУБР ПРОФЕССИОНАЛ-надёжный и точный инструмент.
Применение
Для прямого, косого, под наклоном и комбинированного пиления заготовок из древесины и ее производных (в том числе с пластиковыми покрытиями), а также тонкого алюминиевого профиля
На электроинструмент «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Отрезные, зачистные и лепестковые круги для металла
Главная / Статьи / Отрезные и зачистные круги
Отрезные круги по металлу (диски для «болгарки») — это самые главные абразивные инструменты профессиональных сварщиков и слесарей. Они необходимы для резки и шлифовки листового или прокатного металла, зачистки швов и сварочных кромок изделий.
В данной статье мы разберемся, на какие типы разделяются круги отрезные, какие имеют размеры, каковы отличия отечественных отрезных кругов от зарубежных. Кроме того, выясним, как правильно подбирать отрезные и зачистные круги в зависимости от поставленной задачи.
Отрезные круги для резки металла — самый популярный вид абразивов, они составляют 90% продаж абразивных инструментов для работы с металлом. Отрезные круги отличаются друг от друга по внешнему диаметру, диаметру посадочного отверстия и толщине абразивного полотна. Абразивное полотно отрезного круга для прочности армируется специальным органическим соединением — бакелитовой связкой. Бакелитовая связка позволяет инструменту работать на высоких скоростях и предохраняет от разлета осколков при возникшем повреждении диска. Существуют отрезные круги и без армирования, но они не рекомендуются к применению для ручных УШМ из соображений техники безопасности. На отрезной машине круги крепятся при помощи посадочных отверстий, опрессованных для усиления прочности металлической рубашкой, и гаек определенной конструкции.
Поверхность отрезного диска несет информацию о толщине и диаметре полотна, посадочном диаметре и допустимой скорости (обороты в минуту), а также там имеется штрих-код, название фирмы-производителя, ГОСТ, показатели зернистости абразива. Размеры указаны в миллиметрах, но могут дублироваться в дюймах.
Диаметр круга отрезного может влиять на глубину реза, толщина абразивного полотна подбирается в соответствии с толщиной разрезаемого металла. Для «болгарок» посадочный диаметр применяется двух стандартов — самый распространенный 22 мм и редко применяемый 32 мм.
Для ручных УШМ («болгарок») отрезные круги имеют стандартные размеры: 115,125,150,180 и 230 мм. Диски с диаметрами больше 230 мм при работе с «болгарской» не используются.
Зачистные круги
Зачистные (или шлифовальные) круги применяют для зачистки поверхностей металлов перед сваркой, литьевых и сварных швов и соединений после сварки, а также шлифовки всех видов. Зачистные круги имеют диаметры, сходные с диаметрами отрезных кругов — 115-230 мм, диаметры посадки 22 и 32 мм, а толщина существенно отличается от толщины отрезных кругов: 6,10 или 20 мм. Благодаря своей конструкции зачистные круги обладают большой износостойкостью, обеспечивают большую площадь контакта полотна абразива с металлом, что позволяет обрабатывать за один проход металлическую поверхность большей площади. Стоимость зачистных кругов выше, чем отрезных, так как на их производство затрачивается больше материала.
Зачистные круги часто производятся без армирования, но поскольку толщина значительная, то отсутствие армирования не критично, прочность круга и так высока. Для образования шлифующей кромки зачистные круги при работе устанавливают под углом 35-45 градусов к металлической поверхности.
Лепестковые круги
Разновидностью зачистного круга является лепестковый круг. Абразивную поверхность лепесткового круга образуют листовые абразивные лепестки, закрепленные на диске из полимерного материала. Лепестковый круг сходен по размеру с отрезным кругом. В отличие от отрезного или зачистного диска лепестковый диск не стачивается, износу подвергаются только лепестки. Назначение лепесткового круга — сверхтонкая зачистка после основной, а также шлифовка кривых поверхностей. Диаметр лепестковых кругов 125 и 150 мм, посадочный диаметр 22 мм.
При покупке абразивного инструмента хорошо прислушаться к следующим рекомендациям:
Произведите тщательный осмотр круга, на нем не должно быть трещин, сколов и деформаций.
Установите круг на УШМ и проверьте на разрыв, дав поработать УШМ вхолостую несколько секунд. Так вы исключите наличие трещин, неразличимых на глаз.
Соблюдайте разрешенную скорость вращения круга.
Для деликатных работ выбирайте тонкие круги, а для грубых шлифовок — более толстые.
Выбирая диаметр круга, помните, что при резке используется всего две трети диаметра.
Не используйте неармированные круги.
Все статьи →
Что нужно знать о зачистных кругах, фибровых дисках и КЛТ
Операции ручной зачистки металла в промышленности осуществляются тремя основными типами кругов: твердыми бакелитовыми обдирочными дисками, фибровыми кругами и КЛТ. Выбор подходящего типа абразива зависит от поставленных задач и обрабатываемого материала.
Жесткие зачистные круги
Обдирочные круги используются там, где необходима грубая и длительная работа, а агрессивность и стойкость круга важнее высокого качества поверхности, добиться которого с использованием зачистного круга сложно, так как для их производства используются крупные фракции абразивного зерна. Как правило, жесткие зачистные диски используют для снятия сварных швов, фаски и зачистки поверхности под сварку. Материалы, подходящие для обработки таким абразивом: сталь, нержавеющая сталь, чугун, цветные металлы, камень.
Конструктивно зачистные круги аналогичны отрезным, но отличаются от них большей толщиной. Для работы на ручном инструменте используются диски диаметром 115, 125, 150, 180 и 230 мм. Стандартная толщина всех кругов – 6 мм, однако встречаются диски толщиной 8, 10 и даже 20 мм. Толщина обеспечивает прочность и долговечность диска при работе под большими нагрузками. Оптимальный угол работы жестким абразивным кругом по отношению к заготовке, необходимый для формирования шлифующей кромки – 35-45 градусов.
Тип зерна
Оксид алюминия. Универсальный абразив для обработки металла
Циркониевый корунд. Самозатачивающийся абразив для обработки нержавеющей стали
Керамическое зерно. Универсальный самозатачивающийся абразив для сверхбыстрой и качественной обработки любых металлов
Фибровые шлифовальные диски
Фибровые круги – оптимальный инструмент для выполнения зачистных работ на плоскости и снятия кромок. Качественный фибровый диск работает быстрее, чем жесткий зачистной, весит в разы меньше, а стоит – примерно так же. Кроме того, за счет широкой линейки зернистостей (Р24-120) фибровые круги позволяют не только агрессивно снимать металл, но и осуществлять относительно тонкую шлифовку.
Полный ассортимент фибровых кругов https://avtorefinisher.ru/abrasivnie_materialy/fibrovye_diski/
Изготавливаются фибровые круги путем пропитки нескольких слоев бумаги специальной кислотой. После частичного растворения и набухания основы, ее прессуют, наносят абразив и сушат. На выходе получается достаточно жесткий, но при этом эластичный круг, характеристики которого можно менять в зависимости от используемой оправки.
Тип зерна
Оксид алюминия. Стандартный абразив для обработки металла и древесины
Циркониевый корунд. Самозатачивающийся абразив для обработки нержавеющей стали
Керамическое зерно. Универсальный самозатачивающийся абразив для сверхбыстрой, качественной и агрессивной обработки любых металлов
Недостатки фибровых кругов:
не работают торцом
требуют покупки специальной оправки
Круги лепестковые торцевые (КЛТ)
Лепестковые шлифовальные круги разработаны как альтернатива фибровым кругам. Они выполнены из абразивных полосок на тканевой основе, расположенных веерным способом вокруг лицевой стороны плоского или выпуклого центра. Основание, к которому крепятся лепестки, производят из армированного стекловолокна или пластика.
КЛТ различаются по форме (плоские и конические), диаметру (115, 125, 150, 180 мм), плотности лепестков (высокая, стандартная, низкая), типу зерна (оксид алюминия, циркониевый корунд, керамическое зерно) и зернистости (Р24-180). Широкий ассортимент и удобная форма делает этот инструмент подходящим для множества различных операций – от грубой зачистки сварного шва до подготовки поверхности под чистовую шлифовку.
Преимущества КЛТ:
не требуют дополнительных переходников
долгий срок службы, обеспеченный равномерным износом лепестков
тихая и бережная обработка заготовки (по сравнению с жесткими зачистными кругами)
отсутствие перегрева заготовки в зоне шлифования – за счет веерного расположения лепестков
Особые модификации КЛТ
Комбинированные круги. Изготовляются из чередующихся слоев абразивной шкурки и нетканого волокна. Позволяют осуществлять шлифовку и окончательную чистовую обработку нержавеющей стали за один проход.
Круги с загнутыми лепестками. Загнутые наверх лепестки позволяют работать не только на плоскости, но и в углах.
Круги с прорезями. Так называемые круги Vision позволяют визуально контролировать область обрабатываемой поверхности непосредственно во время шлифовки.
Руководство для начинающих по различным типам угловых шлифовальных кругов
Получите максимальную отдачу от своей угловой шлифовальной машины, используя различные типы угловых шлифовальных кругов
Знаете ли вы, что ваша угловая шлифовальная машина предназначена не только для резки металла? Прикрепляя к нему различные диски и колеса, вы можете справиться с гораздо большим, чем раньше! Прочтите эту статью, чтобы получить больше информации о различных типах кругов для угловых шлифовальных машин!
Что такое угловая шлифовальная машина и как получить от нее максимальную пользу?
Угловая шлифовальная машина — это электроинструмент, используемый для шлифования, резки, полировки и т. д. В этом ручном инструменте используется диск для выполнения задач, упомянутых ранее. Угловые шлифовальные машины — чрезвычайно полезные инструменты, которые практичны во многих отраслях промышленности, от металлообработки и строительства до деревообработки и кузовных мастерских. Эти электроинструменты очень универсальны, потому что к ним можно присоединить широкий спектр колес и дисков. С помощью этих дисков они могут выполнять различные задачи от шлифовки и резки до шлифовки и полировки.
Мы собрали здесь список различных и полезных кругов и дисков для угловых шлифовальных машин. Если вы хотите получить максимальную отдачу от своей угловой шлифовальной машины и максимально повысить эффективность и производительность, обязательно прочитайте эту статью и получите дополнительную информацию.
Связанная статья: Полное руководство для угловых шлифовальных машин
Круги/диски для угловых шлифовальных машин
Самый очевидный и, вероятно, самый популярный среди различных типов дисков для угловых шлифовальных машин – это шлифовальный диск. Шлифовальные круги бывают разных типов и размеров (поскольку задачи, которые они должны выполнять, и размеры угловых шлифовальных машин различаются).
Твердость и гладкость шлифовального круга измеряется зернистостью. Как и в случае с наждачной бумагой, более низкий номер зернистости шлифовального круга означает, что он грубый, а более высокий номер означает, что шлифовальный круг менее грубый. Мелкозернистые шлифовальные круги удаляют материал быстрее, но они также производят больше искр и создают более грубый вид. Они также могут вызвать небольшие ожоги и больше царапин по сравнению с дисками с высокой зернистостью. Ronix производит высококачественные шлифовальные круги различных размеров.
роникс
Применение
Шлифовальные круги в основном используются для шлифования, удаления лишнего материала с поверхности, очистки срезов и подготовки металлических деталей к сварке. Они также используются для шлифовки металлических сварных швов и заточки различных садовых инструментов, таких как лопаты.
Отрезные диски
Вторым наиболее часто используемым кругом для угловых шлифовальных машин является отрезной диск. Как ясно из названия, отрезные диски используются для резки металлических прутков и металлических листов. По сравнению со шлифовальными кругами отрезные круги тоньше, чтобы обеспечить наиболее точные разрезы. Поэтому работа с ними более опасна. Если вы внезапно измените положение угловых шлифовальных машин или используете их в положении, при котором они изгибаются, они легко разобьются. Разлетающиеся мелкие части разбитого отрезного круга опасны и могут привести к серьезным повреждениям. Поэтому при работе с попыткой резки угловой шлифовальной машиной следует использовать качественные защитные приспособления. Отрезные диски Ronix изготовлены из материалов самого высокого качества, что делает работу с ними более безопасной по сравнению с некачественными дисками.
ronix
Применение
Вы можете использовать отрезные диски для резки металлических прутков, металлических труб и небольших кусков металлических листов и пластин. С их помощью также можно вырезать сварные швы. Для укорачивания различных болтов также рекомендуется использовать угловую шлифовальную машину и отрезной круг.
Лепестковые круги
Лепестковые круги и шлифовальные круги во многом схожи. Отличие состоит в том, что в отличие от шлифовальных кругов лепестковые в основном используются для чистовой обработки. Поэтому у них более мягкий характер. Опять же, как и шлифовальные круги, лепестковые диски бывают разной зернистости. Чем выше число, тем более гладкий диск.
ronix
Применение
Лепестковый диск используется для сглаживания сильно отшлифованной поверхности. Также отлично избавляет от заусенцев и царапин. Заусенцы и царапины острые, и если дотронуться до них без защиты (например, в защитной перчатке), результатом будут болезненные порезы. Кроме того, вы можете снимать фаски, а также снимать острые края с их помощью и полировать выдолбленный металл.
Проволочные колеса
Проволочные колеса состоят из набора проволок, прикрепленных к основанию в форме круга. Как и другие диски для угловых шлифовальных машин, проволочные круги изготавливаются разных форм и размеров, поскольку они используются для разных целей. Если у проволочного круга толстые закрученные щетинки, он считается более абразивным и может выполнять работу быстрее и легче. С другой стороны, более тонкие и прямые щетинки считаются менее агрессивными и используются для более тонких работ.
ronix
Применение
Если вы хотите удалить ржавчину с заготовки, одним из самых быстрых и простых способов добиться чистой поверхности является использование проволочного круга. Эти насадки для угловых шлифовальных машин также используются для удаления краски с поверхности.
Алмазные отрезные диски
Алмазные отрезные диски, несомненно, самые острые среди дисков для угловых шлифовальных машин. Эти колеса имеют алмазы, закрепленные на поверхности их кромок. У них обычно есть режущий обод, с помощью которого выполняется процесс резки. Чем выше режущий край, тем они долговечнее и тем дольше вы можете их использовать. Ronix производит алмазные отрезные диски с 10-миллиметровым режущим краем, которые являются эффективными и чрезвычайно прочными.
ronix
Применение
Алмазные отрезные круги благодаря алмазным кромкам подходят для резки устойчивых и труднопроницаемых материалов, таких как все виды гранита. Они также используются как для сухой, так и для мокрой резки.
Полировальные диски
Если вам нужна законченная и блестящая поверхность, прикрепив полировальные диски к угловой шлифовальной машине, вы получите то, что хотите. Само название говорит само за себя; с полировальным диском вы можете аккуратно отполировать желаемую поверхность. Как и любая другая насадка для угловых шлифовальных машин, полировальные круги производятся в широком диапазоне форм и материалов, каждая из которых может создать уникальный законченный вид. Обязательно используйте полировальные диски на угловой шлифовальной машине с переключателем скорости. Поскольку полировка требует определенной скорости, не все угловые шлифовальные машины подходят для задач полировки.
ronix
Применение
Для придания блеска металлическим заготовкам полировальные круги – это то, что вам нужно! Вот почему полировальные круги широко используются в автомастерских.
Часто задаваемые вопросы:
Есть ли отрезной круг для угловой шлифовальной машины для резки дерева?
Угловой шлифовальной машины для резки дерева не существует. Тем не менее, вы можете использовать лезвие для резки дерева, но это крайне опасно, и я не рекомендую этого делать.
Что такое зернистость в кругах для угловых шлифовальных машин?
Твердость и гладкость шлифовального круга измеряется зернистостью. Как и в случае с наждачной бумагой, более низкий номер зернистости шлифовального круга означает, что он грубый, а более высокий номер означает, что шлифовальный круг менее грубый.
Что такое проволочный круг для угловой шлифовальной машины?
Проволочные колеса состоят из набора проволок, прикрепленных к основанию в форме круга. Как и другие диски для угловых шлифовальных машин, проволочные круги изготавливаются разных форм и размеров, поскольку они используются для разных целей.
Какой круг болгарки самый острый?
Алмазные отрезные диски, несомненно, самые острые среди дисков для угловых шлифовальных машин. Эти колеса имеют алмазы, закрепленные на поверхности их кромок.
Какие типы кругов для угловых шлифовальных машин наиболее полезны?
Шлифовальный круг, лепестковый диск и шлифовальный диск
09 мая, 2022 г.
Самый важный фактор, который следует учитывать при использовании угловой шлифовальной машины в домашних условиях, — это тип насадки. Шлифовальный круг, лепестковый диск и шлифовальный диск являются наиболее распространенными насадками для угловых шлифовальных машин , но они используются для разных работ.
Шлифовальные круги чаще всего используются для различных работ по шлифованию, абразивной резке и механической обработке, в то время как лепестковые диски используются для придания формы и придания формы металлу, а шлифовальные диски используются для шлифования металла, дерева и других материалов.
Помимо этого, между шлифовальным кругом, лепестковым диском и шлифовальным кругом есть еще различия. Продолжайте читать, чтобы узнать больше о каждой из этих насадок для кофемолки.
Разница между шлифовальным кругом, лепестковым диском и шлифовальным диском
Угловая шлифовальная машина является одним из наиболее важных электроинструментов для резки металла . Если вы хотите удалить лишний материал с металлической поверхности, вы можете использовать шлифовальный круг и лепестковый диск. Однако лепестковый диск дает меньше искры, чем шлифовальный круг. Для эффективного шлифования и финишной обработки металла можно использовать шлифовальный диск. Давайте углубимся,
Шлифовальный круг или абразивный круг
Шлифовальный круг , также известный как абразивный круг, представляет собой абразивный инструмент, используемый для шлифования и придания формы металлу. Для эффективного шлифования на поверхности абразивного круга имеются тысячи режущих точек. Шлифовальный круг разработан с абразивными зернами с острыми краями для выполнения различных требований по шлифовке и резке металла. Этот металлообрабатывающий инструмент идеально подходит для снятия больших припусков, грубого смешивания и шлифования поверхностей.
Для чего используются шлифовальные круги?
Шлифовальные круги в основном используются для удаления излишков материала с металлических поверхностей. Этот круг также используется для удаления ржавчины, сварочных брызг и сварочного шлака. Шлифовальные круги доступны с различной зернистостью, например наждачная бумага . Круги с низкой зернистостью более грубые и имеют высокую скорость съема материала, в то время как круги с более высокой зернистостью мягче и имеют низкую скорость съема материала. Шлифовальные круги как с высокой, так и с низкой зернистостью используются для шлифовки, чистовой обработки, очистки и полировка металла .
Лепестковый диск
Лепестковый диск представляет собой абразивный инструмент, состоящий из различных слоев «лепестков» с абразивным покрытием. Лепестковые диски отлично подходят для эффективного шлифования и финишной обработки металла . Лепестковые диски производят меньше строжки и пригорания и обеспечивают более холодную резку, чем шлифовальные диски. Они в основном используются для шлифовки металлов, чистовой обработки, удаления заусенцев, удаления краски и ржавчины. Этот абразивный инструмент идеально подходит для обработки черных и цветных металлов.
Для чего используются лепестковые диски?
Лепестковые диски придают металлу форму и удаляют с поверхности наплавленный шов и шлак. Они удаляют металл медленнее, чем шлифовальные круги, и производят меньше искры. Лепестковые диски менее долговечны, чем шлифовальные круги, и могут быстро изнашиваться при неправильном хранении. Они безопаснее и проще в использовании, чем другие абразивные инструменты . При шлифовании и чистовой обработке лепестковый диск создает меньше вибрации и тепла. Для получения дополнительной информации прочитайте какой откидной диск используется для .
Шлифовальный диск
Шлифовальный диск — еще одна насадка к угловой шлифовальной машине, используемая для шлифования металла, дерева и других материалов. В то время как угловая шлифовальная машина для дерева не обеспечивает такого же высокого качества отделки, как эксцентриковая или орбитальная шлифовальная машина, она, как правило, хороша для большинства проектов «сделай сам». Начните с мелкозернистого шлифовального круга и постепенно увеличивайте зернистость, каждый раз аккуратно проводя угловой шлифовальной машиной по поверхности дерева.
Для чего используются шлифовальные круги?
Как следует из названия, шлифовальные диски используются для шлифования металла, дерева и пластика. Шлифовальные диски доступны практически со всеми размерами зернистости. Они предназначены для получения дополнительной отделки (проведите шлифовку перед полировкой). Однако шлифовальный диск не идеален для тяжелых задач, таких как удаление большого количества материала и агрессивное шлифование.
Главная > Каталог > Инструменты и техника > Пневматические инструменты > Аксессуары для пневмоинструментов
Фильтр влагоотделитель редуктор для пневмоинструмента Patriot FR 180 700л/мин
Код товара:
1134234
Производитель:
PATRIOT
Код производителя:
830901002
Наличие:
Ожидается *
* Товар будет доступен для заказа в течении нескольких дней
Цена: 720 ₽
Цена указана при покупке за наличный расчёт. Предложение не являются публичной офертой.
Характеристики
EAN код
4610032711117
Тип
Фильтр влагоотделитель редуктор
Назначение
для пневмоинструмента
Описание
Фильтр влагомаслоотделитель с регулятором давления Patriot FR 180 для очистки от влаги, масла и пыли сжатого воздуха, поступающего от компрессора к пневмоинструменту.
Максимальное давление
8 Бар
Посадочный размер (для коннектора)
1/4 «
Потребление воздуха
700 л/мин
Вес нетто
0. 25 кг
Особенности
Степень фильтрации: 40 мкм.
Внимание! Внешний вид товара, комплектация и характеристики могут изменяться производителем без предварительных уведомлений.
Проверяйте заявленные характеристики на официальных сайтах производителей.
Насосная группа Oventrop Regumat FR-180 DN 25 (1354097)
В связи с ежедневными изменениями курса валют ЦБ и большой нагрузкой временно принимаем заказы от 30 000 р. У Вас есть перечень необходимых материалов? — присылайте на
Насосная группа Oventrop Regumat FR-180 DN 25 со смесителем, терморегулятором и насосом Wilo Pico plus 25/1-6N
Описание
Документация
Отзывы
Доставка
Характеристики
Товар
Насосная группа
Страна
Германия
Высота, мм
414
Ширина, мм
202
Бренд
Oventrop
Серия
Regumat
Модель
regumat fr-180
Материал
Латунь
Длина, мм
248
Цвет
Черный
Межосевое расстояние, мм
125
Назначение
Для систем отопления
Гарантия
1 год
Бренд (рус. )
Овентроп
Рабочее давление, бар
10
Сервопривод
Нет
Теплоизоляция
стандартная
Диаметр
Dn 25
Подключение к контуру
1 1/2″ нр
Подключение к котлу
1 1/2″ нр
Максимальный расход, м³/ч
2,2
Максимальный расход, квт
52
Наличие
Есть
Монтажная длина насоса, мм
180
Подключение насоса
1 1/2″ нр
Давление открытия обрат. клапана, мбар
20
Насос
wilo pico plus 25/1-6n
Смеситель
3-ходовой
Комплектующие
запорный узел со встроенными термометрами, обратный клапан, трехходовой смесительный вентиль, регулятор с погружным датчиком 20-50°c, циркуляционный насос, электрический накладной регулятор
Крепежная система
нет
макс. рабочая температура, °c
95
шаровой кран перед насосом
нет
Техническая информация
Инструкция по монтажу и эксплуатации
+ Добавить комментарий
//»ProductVideo»
Бренд:
Овентроп
Серия:
Regumat
Модель:
regumat fr-180
Страна:
Германия
Артикул:
1354097
Ryanair FR180 — Статус рейса RYR180 и отслеживание
Рейс Вена, Австрия — Салоники, Греция
Международный рейс FR180 из Вены (VIE), Австрия, в Салоники (SKG), Греция, который выполняет авиакомпания Ryanair — Текущий статус рейса, расписание рейсов, время прибытия и отправления рейсов, маршрут полета и продолжительность полета.
FR180 — 180 рупий Ryanair (Франция)
VIE Вена Австрия
SKG Салоники Греция
Contact Airlines Он может не работать в запрошенную дату
Вылет из Международный аэропорт Вены
ИАТА: VIIEICAO: LOWW
Запланировано
07:10
Нет С31
Прибытие Международный аэропорт Салоники
IATA: SKGICAO: LGTS
Запланировано
09:55
Нет С31
Деталь FR180
Тип: международный рейс
Продолжительность полета: 1 час 40 минут
Дальность полета: 986 км / 613 миль
Авиакомпания
Райанэйр
ИАТА: FR
ИКАО:
рупий
Дни работы: пятница, воскресенье
Пассажирские услуги
Тип услуги: Обычный пассажир
Мест: 189
Грузоподъемность: 8,7 тонн
Пассажирские классы: Эконом
Подробнее
Самолет: Airbus A320
Позывной: 180 рупий
Часовой пояс отправления: Европа/Вена
Часовой пояс прибытия: Европа/Афины
Текущее время в Вене: вторник 2022-11-08 05:40
Текущее время в Салониках: вторник 2022-11-08 06:40
Рейсы Ryanair из Вены в Салоники
Рейсы Ryanair из Салоников в Вену
Ответы на часто задаваемые вопросы
Сколько лететь из Вены в Салоники?
В среднем беспосадочный перелет занимает 1 час 40 минут , расстояние полета 986 км (613 миль) .
Какой тип самолета используется для полета FR180?
Все рейсы FR180 выполняются на самолетах Airbus A320 .
Сколько рейсов FR180 выполняется в неделю?
2 рейса в неделю. Рейс FR180 выполняется по пятницам и воскресеньям.
G-код — это язык, с помощью которого компьютер управляет работой станка с ЧПУ.
Программное обеспечение CAM преобразует файл CAD в G-коды, которые управляют скоростью, подачей и координатами станка с ЧПУ.
Хотя G-коды автоматически генерируются компьютерной программой, редактирование этих G-кодов часто требуется для настройки процесса обработки с ЧПУ.
На рынке доступно множество редакторов G-кода, и выбор того, который соответствует вашим требованиям.
В этой статье я составил краткий список лучших доступных редакторов G-кода и дифференцировал их в зависимости от их функций, а также ключевых идей по каждому программному обеспечению.
Лучшие бесплатные редакторы G-кода
NC Viewer
NC Corrector V4.0
G-code Q’n’dirty Toolpath Simulator
Notepad++
Visual Studio Code (VS Code)
NC Viewer — лучший редактор G-кода в целом
Функции
Статус
САD
Нет
САМ
Да
Операционная система
Независимость от ОС (на основе браузера)
Офлайн/онлайн
онлайн
Краткое описание NC Viewer
NC Viewer — это онлайн -редактор G-кода, созданный для 3-осевых и 5-осевых фрезерных станков.
Это веб-редактор G-кода, к которому можно получить доступ через веб-браузер, и после кэширования в системной памяти он также может быть загружен в автономном режиме.
Среда САПР позволяет визуализировать ваш код в режиме реального времени, прокладывая траекторию движения инструмента. Вы можете масштабировать, панорамировать и вращать свой участок.
Будучи браузерным редактором G-кода, NC Viewer можно использовать на устройствах Android, iOS и Windows.
Вы можете видеть положение фрезы в режиме реального времени на графике, перемещаясь по каждой строке кода.
Эта функция, наряду с подсветкой синтаксиса, поможет вам точно определить область ошибки и исправить ее.
Следует отметить, что NC Viewer не подходит для 3D-печати, так как может плохо реагировать на некоторые команды 3D-печати.
Тем не менее, он идеально подходит для редактирования G-кодов фрезерных операций с ЧПУ.
NC Corrector V4.0 — это бесплатное автономное программное обеспечение, которое может отображать основные G-коды, циклы сверления и подпрограммы.
Вы можете импортировать типы файлов DXF и APT и преобразовывать их в G-код.
NC Corrector предоставляет различные сведения о вашем коде, такие как время обработки, длина пути, максимальная/минимальная точка траектории, количество сегментов, дуг и т. д.
Он показывает траекторию инструмента в виде 3D-модели над кодом, что может помочь вам визуализировать код и внести исправления.
G-code Q’n’dirty Toolpath Simulator — это браузерный редактор G-кода, который требует активного подключения к интернету для редактирования G-кодов и имитации траектории.
Он предоставляет среду САПР для написания кода и визуализации траектории движения инструмента в 2D- и 3D-проекциях.
Интерфейс не вычурный, но простой и удобный. Он загружается быстро и требует меньше вычислительной мощности для работы.
Он также показывает предполагаемое время для завершения работы.
Это программное обеспечение идеально подходит для фрезерных операций с ЧПУ, но не имеет функции аппроксимации размера рабочей пластины, которая обычно используется для 3D-принтеров, чтобы гарантировать, что отпечаток соответствует доступной рабочей области.
Кроме того, G-код Q’n’dirty также можно использовать для быстрого моделирования, устраняя необходимость в высококлассном программном обеспечении для моделирования.
Notepad++
Функции
Статус
САПР
Нет
САМ
Нет
Операционная система
Окна
Офлайн/онлайн
Не в сети
Краткий обзор Notepad++Интерфейс Notepad++
Notepad++ — это бесплатный автономный редактор кода для Windows, который можно легко загрузить с официального сайта.
Это обновление их предыдущей версии, которое обеспечивает более высокую скорость выполнения и меньший размер файла.
Вы можете выполнять основные операции редактора, такие как поиск, замена и поиск в Notepad++.
Хотя он не выделяет ваш G-код автоматически, вы можете загрузить расширение G-кода, чтобы добавить эту функцию.
После загрузки расширения G-кода импортируйте его в Notepad++.
В следующий раз, когда вы захотите использовать Notepad++ для редактирования G-кода, перейдите в раздел «язык» на панели инструментов и выберите расширение G-кода.
Код Visual Studio (код VS)
Функции
Статус
САПР
Нет
САМ
Да (для основных операций)
Операционная система
Windows, Mac, Linux
Офлайн/онлайн
Офлайн
Краткий обзор кода Visual StudioИнтерфейс кода VS
Visual Studio Code, разработанный Microsoft, представляет собой бесплатный автономный редактор кода, который можно использовать для редактирования G-кодов.
Для автоматического распознавания и выделения G-кода требуется расширение G-кода.
VS Code предоставляет на выбор несколько надстроек, для установки которых требуется активное подключение к Интернету.
Расширение HSM, которое вы можете загрузить из VS Code, также может генерировать редактируемый пример кода для основных операций.
Вы даже можете дважды щелкнуть строку своего G-кода, и VS Code автоматически определит постпроцессор, сгенерировавший ее.
Следует отметить, что VS Code и Notepad++ рекомендуются для приложений, в которых вы хотите только писать и редактировать свой G-код.
Однако они не предназначены специально для станков с ЧПУ и не обеспечивают визуализацию траектории движения инструмента.
G-Wizard Editor — это автономный редактор G-кода, обычно используемый в коммерческих целях для написания или изменения G-кода.
Это платное программное обеспечение с бесплатной пробной версией на 30 дней и стоит около 80 долларов в год, 140 долларов в течение трех лет и 270 долларов на всю жизнь.
Редактор G-wizard имеет базовые функции, такие как отладка ошибок и обратное построение графика, а также мощный симулятор для визуализации сложных G-кодов.
Одной из полезных функций G-Wizard Editor является диалоговое программирование ЧПУ.
Он может генерировать G-код для простых операций, таких как отверстие, торцевая фреза, прорезь, карман, бобышка, нарезание резьбы и гравировка, без необходимости в отдельном программном обеспечении CAD/CAM.
Редактор G-Wizard также проверяет код на наличие ошибок, помогая отлаживать и устранять неполадки в программе.
На веб-сайте G-Wizard Editor есть обучающие видеоролики и статьи, которые помогут вам начать работу с программным обеспечением.
NCPlot
Особенность
Статус
САПР
Нет
САМ
Да (из чертежей DXF)
Операционная система
Windows
Офлайн/онлайн
Офлайн
Краткий обзор NCPlotИнтерфейс NCPlot
NCPlot — платный редактор G-кода, для работы которого не требуется активное подключение к интернету.
Его лицензия стоит около 300 долларов, и если вы являетесь зарегистрированным пользователем NCPlot, вы можете получить скидку около 150 долларов за дополнительные лицензии на срок до одного года.
Он разработан для 4-осевого фрезерного станка и 2-осевого токарного станка и широко используется в промышленности благодаря широкому спектру функций, таких как зеркальное отображение, вращение, сдвиг, масштабирование, настройка адреса, вычисление адреса и создание нескольких копий элементов детали.
NCPlot может преобразовывать обычный текст непосредственно в G-код. Он также может оценить время, необходимое для изготовления детали, и время обработки инструмента для конкретной функции.
Он может импортировать чертежи DXF для создания G-кода для фрезерных и токарных станков. Фоновую диаграмму можно сохранить в виде файла DXF и загрузить обратно в программное обеспечение CAD/CAM.
CIMCO Edit
Функции
Статус
САD
Да (2D)
САМ
Да (2D)
Операционная система
Windows
Расходы
Оплаченный
Офлайн/онлайн
Офлайн
Краткий обзор CIMCO EditИнтерфейс CIMCO Edit
CIMCO Edit — это программное обеспечение премиум-класса для редактирования G-кода, предназначенное для профессионалов.
Это один из самых дорогих редакторов G-кода, стоимость подписки которого начинается от 560 долларов.
Помимо основных функций, таких как зеркальное отображение, вращение, сдвиг и масштабирование, он также предоставляет расширенные функции, такие как параллельное сравнение файлов, 2D CAD/CAM, помощь в написании кода, проверка ошибок, статистика траекторий, прогнозирование столкновений и мощные надстройки. для симуляций.
CIMCO Edit может взаимодействовать с несколькими машинами одновременно и не требует активного подключения к Интернету для работы.
Графический бэкплоттер может обрабатывать 2-осевой токарный станок и 3-осевой фрезерный станок и обеспечивает простую для понимания анимацию заготовки с функциями динамического масштабирования, панорамирования, вращения и измерения.
Помощник по кодам ЧПУ позволяет легко редактировать G-код. Просто введите необходимые значения, и помощник по кодам ЧПУ внесет эти изменения во весь код.
CIMCO Edit имеет одну из самых обширных обучающую программу, включая несколько обучающих видеороликов на своем веб-сайте, которые помогут вам изучить и получить максимальную отдачу от программного обеспечения.
TKCNC
Функции
Статус
САD
Нет
САМ
Да
Операционная система
Windows
Расходы
Оплаченный
Офлайн/онлайн
Офлайн
Краткое резюме TKCNCИнтерфейс TKCNC
TKCNC — это платное загружаемое программное обеспечение для написания и отладки G-кода с одной лицензией, стоимостью около 100 долларов.
Три лицензии можно купить примерно по 80 долларов каждая, а за 360 долларов вы можете получить неограниченное количество лицензий.
TKCNC — это автономный редактор G-кода, который предоставляет все основные функции, такие как вырезание, копирование, вставка, подсветка синтаксиса и функции поиска/замены.
Он позволяет выполнять различные операции с регистрами кода ЧПУ, такие как перенумерация, перемещение, зеркальное отображение, 2D и 3D вращение, сортировка и другие математические операции.
TKCNC предоставляет возможность импортировать файлы DXF из AutoCAD и преобразовывать их в G-код.
Хотя пользовательский интерфейс TKCNC не очень привлекателен, широкий набор функций делает его мощным редактором G-кода.
Часто задаваемые вопросы (FAQ)
Используется ли G-код в 3D-принтерах?
Да, G-код используется в 3D-принтерах для выполнения таких операций, как настройка скорости, координат, температуры основания и сопла, скорости вращения вентилятора и т. д.
Какие предварительные условия необходимы для изучения программирования G-кода?
Предпосылками, необходимыми для изучения программирования G-кода, являются базовая математика и знание того, как работают станки с ЧПУ. Довольно легко развить хорошее понимание программирования G-кода, поскольку язык очень логичен, но для освоения продвинутого программирования ЧПУ могут потребоваться годы. Однако возможность использовать компьютер для преобразования SVG-файла в G-код упростила программирование сложных проектов.
Что такое М-код?
M-код — это часть программирования ЧПУ, которая управляет различными операциями, такими как включение/выключение шпинделя, направление вращения шпинделя, включение/выключение охлаждающей жидкости, смена паллет и т. д. Как правило, типичная программа ЧПУ состоит из комбинации G-кодов и M -кодов. M-код настраивается и может варьироваться от машины к машине, тогда как G-коды универсальны.
NC Viewer — редактор G-Code и симулятор ЧПУ.
Проверка ваших программ G-Code имеет решающее значение для обеспечения надежной и максимально безотказной работы вашего ЧПУ станка. Лучший способ сделать это — использовать симулятор G-Code например NC Viewer.
Симулятор ЧПУ — этот тип программного обеспечения даст вам визуальную проверку того, что ваша программа будет делать, прежде чем вы запустите ее на своем станке с ЧПУ.
Подобные программы, также известны как: проверка G-кода, G-Code визуализатор или анализатор G-Code, помогают предотвратить сбои и поломку инструмента, что позволит сэкономить вам деньги и нервы.
Nc Viewer — это редактор и симулятор G-Code в браузере. Это означает, что вы можете добавить веб-сайт в закладки и пользоваться им, без необходимости загрузки. Он также удобен для мобильных устройств, хотя использовать его на мобильном телефоне непросто, экран слишком мал для информативного отображения.
Как вы могли догадаться, симулятор очень простой, с ограниченными функциями, хотя он поддерживает токарный станок и G-код для 3D-печати.
После загрузки приложения в браузере, вам будет представлена сетка рабочей области, показывающая три основных направления осей X, Y и Z. Красная линия представляет ось X, зеленая линия — ось Y, а синяя линия — ось Z.
В левой части экрана находится боковая панель, содержащая редактор файлов G-кода и несколько основных параметров машины.
Эту панель можно включать и выключать, с помощью небольшого значка «свернуть меню» в верхнем левом углу экрана. Или, как вариант, нажав ESC на клавиатуре.
Меню под значком «свернуть меню» состоит из:
Отменить;
Повторить;
Новый файл;
Открыть файл;
Сохранить файл;
Образец.
«Отменить» и «Повторить» говорят сами за себя.
«Новый файл» очистит редактор, чтобы вы могли составить новую программу.
«Открыть файл» позволяет загрузить существующую программу с вашего ПК.
«Сохранить файл» загрузит текущую программу в редакторе на ваш компьютер, а «Образец» загрузит демонстрационную программу, чтобы вы могли быстро проверить, как работает NC Viewer.
Внизу экрана редактора находятся три значка: Plot — «График», «Удалить график» и кнопка настроек (значок шестеренки).
Если ваш G-код не отображается автоматически и модель обработки пуста, нажмите кнопку «Plot», и она должна появиться.
Нажатие красной кнопки «Удалить график» удалит траекторию инструмента из рабочей области.
Кнопка настроек откроет панель с набором параметров для настройки окна редактора.
Под окном редактора находятся цифровые данные «Digital Read Out». Эти параметры показывают положение фрезы на основе вашего G-кода.
В окне опций, под индикацией, есть две «machine options» (опции машины).
Ориентация графика «Plot orientation» позволяет вам просматривать вашу программу G-кода так, как если бы вы запускали ее на вертикальном или горизонтальном ЧПУ стане.
Опция «diameter mode» позволяет отображать программу токарного станка.
Переходя к главному экрану симуляции обработки, где отображаются ваши траектории инструмента, в нижней части экрана есть меню, которое будет управлять перемещением «виртуального резака».
Меню состоит из знакомых кнопок для воспроизведения, перемотки назад, перехода вперед и назад и т. д.
Наряду с ними есть несколько кнопок выбора, для настройки области заднего фона.
Чтобы перемещаться и отслеживать траектории резака, вы можете использовать мышь или шарик ориентации, в правом верхнем углу экрана.
Чтобы увеличивать или уменьшать масштаб траекторий резака, используйте колесико прокрутки мыши, либо вращая колесо, либо нажимая на него и перемещая мышь вперед или назад. Чтобы перемещаться по области обработки, нажмите и удерживайте левую кнопку и переместите мышь.
Чтобы повернуть область обработки, нажмите и удерживайте правую кнопку и переместите мышь.
Другой способ ориентировать область обработки — использовать «шар обзора» в правом верхнем углу экрана. Просто щелкайте по различным областям шара для разных перспектив просмотра или щелкните значок дома для стандартного изометрического вида.
Преимущество симулятор ЧПУ NC Viewer.
Я обнаружил, что симулятор лучше всего работает с отображением линий и дуг, и довольно быстро эмулирует, по сравнению с другими программами.
Ограничения NC Viewer.
Первой небольшой проблемой является невозможность распознания коррекции инструмента, G41, G42 и т. д. Это небольшая проблема, которая характерна для многих симуляторов ЧПУ. NC Viewer будет показывать только осевую линию траектории инструмента, поскольку нет функции распознавания диаметров инструмента.
Следующим тестом, который я делал, было построение программы G-Code, которая использует подпрограмму, как и ожидалось, NC Viewer не смогла ее правильно прочитать.
Вывод по NC Viewer.
Не смотря на то, что это веб-приложение для симуляции работы ЧПУ станка. Оно имеет ряд ограничений. Программа отлично подойдёт для проверки кодов, написанных для самодельных ЧПУ станков, сделанных на Arduino или ESP32.
Понравился статья NC Viewer — редактор G-Code и симулятор ЧПУ? Не забудь поделиться с друзьями в соц. сетях.
А также подписаться на наш канал на YouTube, вступить в группу Вконтакте, в группу на Facebook.
Спасибо за внимание!
Технологии начинаются с простого!
Фотографии к статье
Файлы для скачивания
Скачивая материал, я соглашаюсь с Правилами скачивания и использования материалов.
Пример G-Code для проверки.nc
19 Kb
1561
Скачать
лучших редакторов G-кода [2023]: бесплатные и платные
G-код — это язык, с помощью которого компьютер управляет работой станка с ЧПУ.
Программное обеспечение CAM преобразует файл CAD в G-коды, которые управляют скоростью, подачей и координатами станка с ЧПУ.
Хотя G-коды автоматически генерируются компьютерной программой, редактирование этих G-кодов часто требуется для настройки процесса обработки с ЧПУ.
На рынке доступно множество редакторов G-кода, и выбор того, который соответствует вашим требованиям, может привести к путанице.
G-code Editor
Free/Paid
NC Viewer
Free
NC Corrector V4. 0
Free
G-code Q’n’dirty Toolpath Simulator
Free
Notepad++
Free
Visual Studio Code (VS Code)
Free
G-wizard Editor
Paid
NCPlot
Оплаченный
CIMCO EDIT
Оплаченный
TKCNC
Оплаченные
Best G-CD функции, а также ключевую информацию о каждом программном обеспечении.
Что в этом обзоре?
Лучшие бесплатные редакторы G-кода
Лучшие платные редакторы G-кода
Часто задаваемые вопросы
Лучшие бесплатные редакторы G-кода
NC Viewer
Корректор ЧПУ V4.0
G-код Q’n’dirty Симулятор траектории
Блокнот++
Код Visual Studio (код VS)
NC Viewer- Best Overall G-code Editor
Features
Status
CAD
No
CAM
Yes
Operating system
Независимая от ОС (на основе браузера)
Офлайн/Онлайн
Онлайн
Краткое описание интерфейса NC ViewerNC Viewer машины.
Это веб-редактор G-кода, к которому можно получить доступ через веб-браузер, и после его кэширования в системной памяти он также может быть загружен в автономном режиме.
Среда САПР позволяет визуализировать ваш код в режиме реального времени путем построения траектории движения инструмента. Вы можете масштабировать, панорамировать и вращать свой участок.
Являясь браузерным редактором G-кода, NC Viewer можно использовать на устройствах Android, iOS и Windows.
Вы можете видеть положение мельницы на графике в реальном времени по мере прохождения каждой строки кода.
Эта функция, наряду с подсветкой синтаксиса, поможет вам точно определить область ошибки и исправить ее.
Следует отметить, что NC Viewer не совсем подходит для 3D-печати, поскольку может плохо реагировать на некоторые команды 3D-печати.
Тем не менее, он идеально подходит для редактирования G-кодов фрезерных операций с ЧПУ.
Вы можете импортировать типы файлов DXF и APT и преобразовывать их в G-код.
NC Corrector предоставляет различные сведения о вашем коде, такие как время обработки, длина пути, максимальная/минимальная точка траектории, количество сегментов, дуг и т. д.
Он показывает траекторию инструмента в виде 3D-модели над кодом, который помочь вам визуализировать ваш код и внести исправления.
G-код Q’n’dirty Симулятор траектории
Функции
Статус
CAD
No
CAM
Yes
Operating system
OS independent (browser-based)
Offline/Online
Online
Quick summary on G -code Q’n’dirty Toolpath SimulatorG-code Q’n’dirty Интерфейс симулятора траектории
G-code Q’n’dirty Toolpath Simulator — это браузерный редактор G-кода, для редактирования G-кода которого требуется активное подключение к Интернету. коды и моделирование траектории инструмента.
Предоставляет среду САПР для написания кода и визуализации траектории движения инструмента в 2D и 3D проекциях.
Интерфейс не вычурный, но простой и удобный. Он загружается быстро и требует меньше вычислительной мощности для работы.
Также показывает предполагаемое время выполнения задания.
Это программное обеспечение идеально подходит для фрезерных операций с ЧПУ, но не имеет функции аппроксимации размера рабочей пластины, которая обычно используется для 3D-принтеров, чтобы гарантировать, что отпечаток соответствует доступной рабочей области.
Кроме того, G-код Q’n’dirty также можно использовать для запуска быстрых симуляций, устраняя необходимость в высокопроизводительном программном обеспечении для моделирования.
Notepad++
Features
Status
CAD
No
CAM
No
Operating System
Windows
Offline/Online
Offline
Краткое описание интерфейса Notepad++Notepad++ (Источник: Reddit)
Notepad++ — это бесплатный автономный редактор кода для Windows, который можно легко загрузить с официального сайта.
Это обновление предыдущей версии, обеспечивающее более высокую скорость выполнения и меньший размер файла.
Вы можете выполнять основные операции редактора, такие как поиск, замена и поиск в Notepad++.
Хотя ваш G-код не выделяется автоматически, вы можете загрузить расширение G-кода, чтобы добавить эту функцию.
После загрузки расширения G-кода импортируйте его в Notepad++.
В следующий раз, когда вы захотите использовать Notepad++ для редактирования G-кода, перейдите в раздел «язык» на панели инструментов и выберите расширение G-кода.
Visual Studio Code (VS Code)
Features
Status
CAD
No
CAM
Yes (for basic operations)
Operating system
Windows , Mac, Linux
Автономно/онлайн
Offline
Краткое описание интерфейса Visual Studio CodeVS Code
Visual Studio Code, разработанный Microsoft, представляет собой бесплатный автономный редактор кода, который можно использовать для редактирования G-кодов.
Для автоматического распознавания и выделения G-кода требуется расширение G-кода.
VS Code предоставляет на выбор несколько надстроек, для установки которых требуется активное подключение к Интернету.
Расширение HSM, которое можно загрузить с сайта VS Code, также может генерировать редактируемый пример кода для основных операций.
Вы даже можете дважды щелкнуть строку вашего G-кода, и VS Code автоматически определит постпроцессор, который ее сгенерировал.
Следует отметить, что VS Code и Notepad++ рекомендуются для приложений, в которых вы хотите только писать и редактировать свой G-код.
Однако они не предназначены специально для станков с ЧПУ и не обеспечивают визуализацию траектории движения инструмента.
Редактор G-Wizard — это автономный редактор G-кода, обычно используемый в коммерческих целях для написания или изменения G-кода.
Это платное программное обеспечение с бесплатной пробной версией на 30 дней и стоит около 99 долларов в год, 199 долларов в течение трех лет и 299 долларов в течение всей жизни.
Редактор G-wizard обладает базовыми функциями, такими как отладка ошибок и обратное построение графика, а также мощный симулятор для визуализации сложных G-кодов.
Одной из полезных функций G-Wizard Editor является диалоговое программирование ЧПУ.
Он может генерировать G-код для простых операций, таких как отверстие, торцевая фреза, прорезь, карман, бобышка, нарезание резьбы и гравировка, без необходимости использования отдельного программного обеспечения CAD/CAM.
Редактор G-Wizard также проверяет наличие ошибок в вашем коде, помогая при отладке и устранении неполадок в вашей программе.
На веб-сайте G-Wizard Editor есть обучающие видеоролики и статьи, которые помогут вам начать работу с программой.
NCPlot
Функция
Status
CAD
No
CAM
Yes (from DXF drawings)
Operating system
Windows
Offline/Online
Offline
Quick сводка по интерфейсу NCPlotNCPlot
NCPlot — платный редактор G-кода, для работы которого не требуется активное подключение к Интернету.
Его лицензия стоит около 300 долларов, и если вы являетесь зарегистрированным пользователем NCPlot, вы можете получить скидку около 150 долларов за дополнительные лицензии на срок до одного года.
Он разработан для 4-осевого фрезерного станка и 2-осевого токарного станка и широко используется в промышленности благодаря широкому спектру функций, таких как зеркальное отображение, вращение, сдвиг, масштабирование, настройка адреса, вычисление адреса и создание нескольких копий элементов детали.
NCPlot может преобразовывать обычный текст непосредственно в G-код. Он также может оценить время, необходимое для изготовления детали, и время обработки инструмента для конкретной функции.
Может импортировать чертежи DXF для создания G-кода для фрезерных и токарных станков. Фоновую диаграмму можно сохранить в виде файла DXF и загрузить обратно в программное обеспечение CAD/CAM.
CIMCO Edit
Features
Status
CAD
Yes (2D)
CAM
Yes (2D)
Operating System
Windows
Стоимость
Платная
Оффлайн/Онлайн
Оффлайн
Краткая сводка по CIMCO EditCIMCO Edit interface
CIMCO Edit — это программа редактирования G-кода премиум-класса, предназначенная для профессионалов.
Это один из самых дорогих редакторов G-кода, стоимость подписки которого начинается от 605 долларов.
Помимо основных функций, таких как зеркальное отображение, вращение, сдвиг и масштабирование, он также предоставляет расширенные функции, такие как параллельное сравнение файлов, 2D CAD/CAM, помощь при кодировании, проверка ошибок, статистика траекторий, прогнозирование столкновений и мощные функции добавления. -ons для моделирования.
CIMCO Edit может взаимодействовать с несколькими машинами одновременно и не требует активного подключения к Интернету для работы.
Графический бэкплоттер может работать с 2-х осевым токарным и 3-х осевым фрезерным станком и обеспечивает простую для понимания анимацию заготовки с функциями динамического масштабирования, панорамирования, вращения и измерения.
Помощник по кодам ЧПУ позволяет легко редактировать G-код. Просто введите требуемые значения, и помощник по кодам ЧПУ внесет эти изменения во весь код.
CIMCO Edit имеет одну из самых обширных документов, включая несколько обучающих видеороликов на своем веб-сайте, которые помогут вам изучить и получить максимальную отдачу от программного обеспечения.
TKCNC
Features
Status
CAD
No
CAM
Yes
Operating system
Windows
Cost
Paid
Offline/Online
Offline
Краткое описание интерфейса TKCNCTKCNC
TKCNC — это платное загружаемое программное обеспечение для написания и отладки G-кода с одной лицензией, стоимостью около 99 евро (107 долларов).
Три лицензии можно купить примерно по 79 евро (85,5 долларов США) каждая, а за 349 евро (378 долларов США) вы можете получить неограниченное количество лицензий для одного места.
TKCNC — это автономный редактор G-кода, который предоставляет все основные функции, такие как вырезание, копирование, вставка, подсветка синтаксиса и функции поиска/замены.
Позволяет выполнять различные операции с регистрами кода ЧПУ, такие как перенумерация, перемещение, зеркальное отображение, 2D и 3D вращение, сортировка и другие математические операции.
TKCNC предоставляет возможность импортировать файлы DXF из AutoCAD и преобразовывать их в G-код.
Хотя пользовательский интерфейс TKCNC не очень привлекателен, широкий набор функций делает его мощным редактором G-кода.
Часто задаваемые вопросы (FAQ)
Используется ли G-код в 3D-принтерах?
Да, G-код используется в 3D-принтерах для выполнения таких операций, как настройка скорости, координат, температуры основания и сопла, скорости вентилятора и т. д.
Какие предварительные условия необходимы для изучения программирования G-кода?
Предпосылками, необходимыми для изучения программирования G-кода, являются базовая математика и знание того, как работают станки с ЧПУ. Довольно легко развить хорошее понимание программирования G-кода, поскольку язык очень логичен, но продвинутое программирование ЧПУ может занять годы, чтобы овладеть им. Однако возможность использовать компьютер для преобразования SVG-файла в G-код упростила программирование сложных проектов.
Что такое М-код?
M-код — это часть программирования ЧПУ, которая управляет различными операциями, такими как включение/выключение шпинделя, направление вращения шпинделя, включение/выключение охлаждающей жидкости, смена паллет и т. д. Как правило, типичная программа ЧПУ состоит из комбинации G-кодов. и М-коды. M-код настраивается и может варьироваться от машины к машине, тогда как G-коды универсальны.
Это незначительное обновление добавляет португальский язык и исправляет функцию загрузки языка. Спасибо TribeJoint — instagram.com/tribejoint/ за предоставленный перевод!
Кроме того, были внесены небольшие изменения для улучшения расчета нагрузки стружки для крошечных и очень больших сверл.
В связанных новостях. В настоящее время ведется большая работа по расширению и улучшению базы данных материалов HSMAdvisor.
Вы можете загрузить последнее обновление HSMAdvisor здесь: https://hsmadvisor.com/download
Ура!
Пожалуйста, ознакомьтесь с новой темной темой в веб-приложении FSWizard на app.fswizard.com
Тему можно изменить на странице настроек приложения.
Приветствуются любые отзывы и рекомендации!
Ура!
HSMAdvisor v2.5.11 для MasterCam 2023 теперь доступен по адресу https://hsmadvisor.com/hsmadvisor_for_mastercam
Ядро HSMAdvisor также было обновлено для всех подключаемых модулей Mastercam с 2019 по 2023 год
Огромное спасибо всем, кто продолжает вносить свой вклад в это программное обеспечение и порекомендуйте его своим коллегам!
Ваши идеи, ваши отзывы и ваша поддержка прекрасны.
Ура!
Только что закончил настройку 4-й оси.
Этот стол начинает казаться переполненным.
FSWizard Machinist Калькулятор скорости и подачи имеет новую функцию!
Фильтрация была добавлена в список инструментов Cut Cloud, что упрощает поиск нужных инструментов:
Вы можете фильтровать по имени библиотеки, типу инструмента и/или поиску по простому тексту.
Кроме того, список теперь проверяет версию и обновляется в фоновом режиме, что означает, что страница теперь появляется почти сразу. Больше не нужно ждать 15-20 секунд, чтобы загрузить все ваши инструменты каждый раз, когда вы его открываете.
Спасибо всем, кто внес предложения по улучшению и пожелания!
Как обычно, вы можете найти ссылки на приложение FSWizard здесь: https://fswizard.com/
Ура!
Кому нравится отправлять электронные письма и беспокоиться о дополнительных счетах только для того, чтобы добавить пару рабочих мест к существующей лицензии?
Никто вот кто!
Клиенты HSMAdvisor теперь могут приобретать дополнительные места прямо на странице https://hsmadvosor. com/buy. Все, что вам нужно сделать, это ввести те же Имя , Фамилию и Электронный адрес , которые вы использовали при покупке исходной лицензии. Скидка на несколько рабочих мест распространяется на существующую лицензию!
Дополнительную информацию можно найти на новой странице справки: https://hsmadvisor.com/help?article_id=5497_adding-more-seats-to-your-license
Калькуляторы скорости и подачи HSMAdvisor и FSWizard постоянно развиваются и обогащаются новыми функциями.
Помогите им стать еще лучше, предоставив свои отзывы и предложения!
С уважением.
Сегодня вечером я выпустил последнюю версию HSMAdvisor и подключаемый модуль для Mastercam 2022, 2021 и 2020
Большинство проблем, о которых сообщили наши пользователи, были либо исправлены, либо иным образом решены.
Исправлены ошибки и улучшена процедура создания инструментов.
Кроме того, в диалоговом окне «Запись траектории инструмента» теперь есть возможность отключить регенерацию траектории и фактические значения, которые будут записаны в траекторию:
Кнопка «Сохранить» сохраняет текущее состояние флажков по умолчанию.
Плагин Mastercam можно скачать здесь: https://hsmadvisor.com/hsmadvisor_for_mastercam
Последняя автономная версия HSMAdvisor доступна здесь: https://hsmadvisor.com/download
Он имеет некоторые внутренние улучшения и дополнительные материалы. .
Что нового в этом обновлении HSMAdvisor:
Улучшенная скорость подачи твердосплавных инструментов при обработке мягких пластиков.
В настройки добавлен журнал «Отладка». Если у вас возникли проблемы, обязательно пришлите мне отладочный текст.
Пожалуйста, дайте мне знать, если у вас есть какие-либо отзывы или вопросы!
Долгожданная функция, которая уже некоторое время была доступна в FSWizard, теперь доступна и в HSMAdvisor!
В настоящее время он находится на стадии MVP, но теперь, когда вы входите в HSMADvisor Cloud как в FSWizard, так и в HSMAdvisor (совместное использование разрешено только в рамках одной учетной записи), облачные инструменты автоматически синхронизируются между двумя приложениями.
Ознакомьтесь с последней версией здесь: https://hsmadvisor.com/download. -> Войдите на вкладку База данных инструментов.
Затем выберите библиотеку инструментов, которую вы хотите синхронизировать с облаком, и перейдите в «Действия» -> «Библиотека инструментов». Включите параметр «Синхронизировать с облаком HSMAdvisor».
Синхронизированные инструменты теперь доступны в обоих приложениях:
Также добавлено несколько материалов:
AISI431, 1.4057, X17CrNi16-2 (QT800 и QT902)
Алюминий 3.1645; EN AW-2007
AISI4820 (1.6587, 18CrNiMo7-6)
Обязательно присылайте мне любые отзывы по этому или другим вопросам!
ЧЕРНАЯ ПЯТНИЦА СКИДКА!
Добрый день!
Я только что загрузил HSMAdvisor v2.4.2
В нем много улучшений. Полный список изменений можно найти здесь: https://hsmadvisor.com/?page=Download
Мы собираемся провести распродажу в честь Черной пятницы 26-28 ноября.
На первый взгляд, ударная дрель и перфоратор – взаимозаменяемые инструменты: у них схожие режимы и сфера эксплуатации, и всё, чем отличаются дрели от перфоратора – это размер и уровень шума. Это не так, и после ознакомления со статьей вы узнаете разницу между этими двумя инструментами: принцип работы, технические характеристики и особенности использования. В качестве дополнения мы дадим советы по выбору дрели и перфоратора.
Чем перфоратор отличается от дрели по устройству
Начинающие мастера считают, что, раз у обоих инструментов есть ударный механизм, то они идентичны. На самом деле, именно в нём кроется главная разница. Вы узнаете, как устроен удар у таких приборов, как дрель и перфоратор, отличие в других аспектах также будет раскрыто.
Ударный механизм
Самая обширная тема, которую предстоит затронуть в рамках сравнения – это механизм ударного инструмента. С одной стороны, это то, чем отличаются перфораторы от ударной дрели, но даже в рамках перфоратора он устроен по-разному. Ниже приведена таблица с типами ударных механизмов дрели и перфоратора. Далее мы раскроем, как работает каждый.
Типы механизма перфоратора
Типы механизма дрели
Качающий подшипник
Храповые шестерни
Пневматический механизм
Начнем с ударного механизма дрели, потому как он наиболее примитивен. В качестве основных элементов выступают шестерни, находящиеся в передней части инструмента:
Неподвижная шестерня зафиксирована на валу мотора, из-за чего не способна вращаться. В то же время, при работе вала она передает усилие подвижной, заставляя ее совершать возвратно-поступательные движения с определенной периодичностью.
Подвижная шестерня перемещается вперед-назад за счёт неподвижной, и на ней закреплен патрон с установленной рабочей оснасткой.
Минусом инструмента является то, что ударный механизм в нём значительно менее производителен. Дрель ударная, отличие от перфоратора которой заключается в малой амплитуде оснастки, требует от работника физических усилий: мастеру нужно надавливать на инструмент, буквально прижимая его к стене. Только так удастся добиться сколько-нибудь эффективного результата при сверлении бетона или кирпича. В то же время, нужно понимать, что удар в инструменте является опцией, а не основным режимом. Используя его на постоянной основе, вы быстро износите электродрель. Применение удара допустимо, если сверление бетонных конструкций требуется один или два раза в сезон, но при необходимости делать это постоянно лучше задуматься о покупке перфоратора.
Кстати, о них! Принцип работы электроперфоратора нивелирует главную проблему «конкурента» – необходимость сильно прижимать прибор к поверхности. Боёк, бьющий по патрону, сравнительно крупный, так что фактически делает самую тяжелую работу за вас. Прижимать технику к бетону всё же можно (и это даже пойдет на пользу!), но без излишнего энтузиазма. Выделяют два типа механизма удара, и мы рассмотрим каждый.
Качающийся подшипник – это значительно более надежный механизм, чем тот, что имеется у электродрели, но всё ещё уступающий «взрослым» аналогам. Применяется в малогабаритных моделях с низкой мощностью, рассчитанных на скромные нагрузки и домашнее применение. Прибор с касающимся подшипником сравнительно лёгок и дешев, обладает низкой амплитудой и высокой скоростью бойка. Подойдет для периодического использования. Нагружать стоит с большой осторожностью, иначе велик шанс выхода из строя.
Пневматический механизм используется в электроперфораторах профессионального класса, рассчитан на наиболее трудные задачи. Имеет высокую амплитуду, но сниженную по сравнению с качающимся подшипником скорость вращения. Обе особенности позволяют задействовать в работе крупные буры, зубила и прочую оснастку. Пневматические электроперфораторы крайне надежны, за счёт чего подходят для интенсивной эксплуатации в производстве и на строительных объектах. Цены на них также заметно выше.
Патрон
Отличия перфоратора от ударной дрели заключаются не только в механизме удара, что есть у инструментов: тип патрона также сказывается на сфере эксплуатации и удобстве применения. По умолчанию у ударных электродрелей и перфораторов они не взаимозаменяемые (не берем в расчет разного рода переходники). Ознакомившись с информацией ниже, вы узнаете об основных типах патронов электроперфораторов и ударных дрелей.
Название инструмента
Тип патрона
Особенности патрона
Ударная дрель
Ключевой
Используется в бюджетных и профессиональных моделях. Предполагает, что для фиксации оснастки требуется воспользоваться специальным ключом. Это менее удобно, чем в быстрозажимном аналоге, но обеспечивает надежное закрепление и исключает люфты. Главное – не потерять ключ.
Быстрозажимной (бесключевой)
Дрели с быстрозажимным патроном представлены в базовом и профессиональном сегментах. Название говорит за себя – для закрепления оснастки не требуется применение дополнительных аксессуаров: достаточно вставить сверло и закрутить патрон. Принцип крайне удобен, но в некачественных патронах приводит к люфту, который снижает точность; иногда из-за него мелкая оснастка выпадает.
Перфоратор
SDS-Plus
Активно применяется в инструментах для быта и некоторых профессиональных моделях с качающимся подшипником. Обеспечивает высокую скорость вращения и частоту колебания, из-за чего безупречно подходит для труднодоступных мест, работ на возвышенности, создания узких отверстий.
SDS-Max
Стандарт, используемый высокомощным ударным инструментом профессиональной направленности. Модели с SDS-Max пробивают армированный бетон и асфальт, создают широкие отверстия в кирпичной кладке. Это возможно благодаря высокой силе удара, достигающей 25 Джоулей.
SDS-Top
Малопопулярный стандарт бытового назначения, который применяется в электроприборах марки Bosch.
Резюмируя, патроны электродрелей рассчитаны на малую силу удара и высокую оборотистость, что важно при создании мелких отверстий и завинчивания узкого крепежа. Перфораторные патроны, напротив, вращаются медленнее, но фиксируют крупные буры, а это необходимо для сверления и штробления плотных материалов.
Аккумулятор
Отдельную нишу на рынке занимают аккумуляторные перфораторы и ударные электродрели. Стоит сразу сказать, что они значительно менее производительные, но более дорогие. Несмотря на это, остаются актуальными, ведь при отсутствии сети на 220 Вольт выбирать не приходится.
Беспроводная ударная электродрель в среднем в два раза менее оборотистая, чем сетевой аналог. Это влияет на количество ударов. Более того, с падением напряжения аккумулятора сила ударного инструмента продолжает непрерывно снижаться. С беспроводными перфораторами ситуация аналогична.
Отличие перфоратора и ударной дрели заключается в напряжении батареи. Аккумуляторные перфораторы рассчитаны в среднем на 18—20 Вольт (да, есть модели на 10.8 и 12, но их сила удара удручает; напряжение выше 20 встречается, однако совсем нечасто). У ударных электродрелей напряжение варьируется от 3.6 до 40 Вольт, но самыми типовыми у данного инструмента считаются 12 / 18 / 20 В. Напряжение батареи влияет на вес и цену инструмента. Соответственно, и без того недешёвый беспроводной перфоратор на 20 Вольт влетит в копеечку, если возникнет потребность в сменных АКБ.
Антивибрационная система
Если для домашних мастеров сильная вибрация является просто неприятной особенностью эксплуатации ударного инструмента, профессиональные строители и монтажники относятся к ней крайне серьезно. Псевдо-Рейно болезнь, известная в простонародье как вибрационная болезнь – это то, с чем сталкиваются на производстве мастера, использующие инструмент с некачественным антивибрационным механизмом. И тут важно знать следующее: отличие дрели от перфоратора в том, что только у последнего имеется достойная защита от воздействия вибрации на организм.
Профессиональные перфораторы оснащены целым комплексом мер по снижению негативного воздействия на здоровье:
Антивибрационный подвес. Рукоятки ударного инструмента укомплектованы системой пружинных подвесов, благодаря котором происходит поглощение вибрационного воздействия. По сути, пружины отделяют рукоятку от «основной» части прибора, в которой сосредоточены вредоносные колебания.
Система активного гашения вибрации. Несколько подвижных подшипников минимизируют воздействие вибраций на низких частотах.
Демпфирующее кольцо. Частично гасит отдачу, которая возникает в результате контакта оснастки с обрабатываемым материалом.
Ударные электродрели не предназначены для постоянной эксплуатации с включенным механизмом удара, что, видимо, дает производителю моральное право комплектовать свои товары куда менее комплексными мерами защиты здоровья пользователя.
Резиновая накладка не только препятствует выскальзыванию ударного инструмента из рук, но и гасит вибрацию. Эффективность данной меры минимальна, однако ей укомплектован практически каждый электроприбор.
Амортизирующие подвесы – это то, чем изредка оснащаются ударные дрели. Речь идёт о самых мощных и дорогих моделях.
Отличия режимов работы и назначений
Вопрос, в чем разница дрели и перфоратора, встает, когда появляются мысли о взаимозаменяемости, то есть можно ли выполнять перфоратором работу ударной дрели и наоборот. Ответ: да, но не всё так однозначно. Будем разбираться!
Чтобы лучше понять различия, разберем схожие аспекты, а именно режимы работы. Их три, и два из них есть у обоих типов ударного инструмента:
Безударное сверление. Режим, в котором работают электродрели без удара, есть и у перфораторов. В нем сверло вращается, но не совершает возвратно-поступательные движения. Подходит для создания отверстий в мягких материалах: дереве, ДСП, ДВП, МДФ, пластике, тонколистном металле.
Удар без сверления. Представлен только в электроперфораторах. Патрон движется вперед-назад без вращения. Подходит, чтобы штробить бетонные или кирпичные стены долотом, зубилом, лопаткой.
Ударное сверление. Задействованы как вращение, так и возвратно-поступательное движение. Используется со сверлами и бурами, чтобы создавать отверстия в конструкциях из бетона, кирпича, асфальта, камня.
Важно! Существуют двухрежимные электроперфораторы, в которых нет либо сверления без удара, либо удара без сверления.
Когда мы разобрались с режимами, рассмотрим специфику их применения нашими инструментами.
Режим работы
Название инструмента
Дрель
Перфоратор
Сверление без удара
Из-за низкого люфта режим идеально подойдет, чтобы создавать чистовые отверстия в мягких материалах. Мощные дрели в этом режиме справятся с толстыми бурами по древесине.
Теоретически прибор можно использовать для сверления по дереву или ДСП, если под рукой не оказалось электродрели – нужно только подобрать соответствующую оснастку. Проблема в следующем: перф не рассчитан на подобные операции, и люфт его патрона достаточно высок. Это обеспечит низкую точность, способную повредить хрупкую конструкцию.
Сверление с ударом
Действительно, при достаточной силе удара электродрелью можно создать тонкое (в среднем до 16 мм) отверстие в бетоне/камне. Для этого придется давить на электроприбор, а частая эксплуатация в таком режиме быстро износит внутренние узлы.
Основной режим работы электроперфоратора, позволяющий с минимальными физическими усилиями создавать крупные отверстия в бетонных и кирпичных стенах. Вред для организма минимален, потому как хорошие перфы оснащены прогрессивными антивибрационными системами.
Удар без сверления
Данный режим работы отсутствует.
Используется для штробления армированного бетона, асфальта, кирпичной кладки.
Производительность
Разница между перфоратором и дрелью заключается в производительности инструментов с ударом. Ударный механизм является для электродрели побочной функцией, так что с ним прибор значительно менее эффективен, чем перфоратор. Более того, регулярная эксплуатация электродрели с ударом приведет к быстрой поломке.
Перфораторы на 1 100 Вт предназначены для сверления и штробления с ударом. Однозначно можно сказать, что производительность этого инструмента в работах по бетону и кирпичу в разы выше.
Оснастка
Ещё одно, чем дрель отличается от перфоратора – это рабочая оснастка. Каждый тип инструмента ориентирован на свой «арсенал». Приведем сравнительную таблицу с совместимостью и назначением.
Название инструмента
Сфера эксплуатации
Название рабочей оснастки
Перфоратор
Сверлит железобетонные поверхности
Бур
Бурит бетонные конструкции, чтобы создать широкие отверстия
Коронка
С высокой точностью откалывает бетонные куски от стен
Создает отверстия в кирпичной кладке, бетонных основаниях
Сверло с победитовыми напайками
Электродрель
Создает отверстия в древесных, пластиковых заготовках
Высокопрочное стальное сверло
Создает отверстия в металлических листах, пено- и шлакоблоках
Быстрорежущее стальное сверло
Создает отверстия в каменных и гранитных заготовках
Алмазное сверло (напыление)
Создает отверстия в стеклянных, керамических, фарфоровых изделиях
Алмазное сверло (вставки)
Технические характеристики
Параметры инструментов – ещё одно, в чем отличие перфоратора от ударной дрели. Вкратце разберем основные критерии, которые указываются в ТХ товаров:
Мощность. Влияет на возможность работать в интенсивном режиме, сверлить твердые материалы, устанавливать массивную оснастку. От неё зависит вес инструмента. Мощные перфораторы используют с коронками и бурами, чтобы эффективно сверлить бетон и камень.
Скорость вращения. Вопреки мнению новичков, не характеризует мощность. Высокооборотистые дрели маломощные, но пригодны для создания узких отверстий. Профессиональные электроперфораторы, напротив, работают на низких оборотах, при этом их мощность достигает 2 000 Ватт.
Сила удара. Высокой энергией удара характерны профессиональные перфораторы – именно она обеспечивает высокую производительность ударного инструмента при работе с бетоном.
Частота ударов. Механизм электродрели и качающийся подшипник характерны высоким числом ударов в секунду, пневматический механизм – низким.
Диаметр сверления. Зависит от установленной оснастки и того, достаточной ли мощностью обладает инструмент, чтобы её «вытянуть».
Сравнительная характеристика
Перфоратор
Дрель
Мощность двигателя, кВт
0.45—2
0.25—1.5
Максимальная оборотистость вала, об/мин
1 500
3 500
Сила удара, Дж
1.5—18
Информация отсутствует
Число ударов в минуту, уд/мин
1 000 – 5 000
25 000 – 65 000
Максимальный размер сверления, мм
древесина
32
40
металл
13
16
кирпич
150
20
Срок эксплуатации
Если требуется инструмент для регулярных работ в ударном режиме, вопрос, что лучше дрель или перфоратор для дома, даже не стоит – перфоратор однозначно выигрывает. Прибор предназначен для ударов и получает минимальный износ при постоянном интенсивном использовании. Электродрель создана с расчетом на то, что удар будет включаться только иногда.
Вес
Масса сетевых электродрелей с ударом находится в диапазоне 2—3 килограмм, из-за чего ими комфортно работать длительное время без перерыва. С перфораторами всё несколько сложнее, потому как их вес зависит от класса инструмента.
Класс перфоратора
Вес перфоратора, кг
Легкий (бытовой)
4 и меньше
Средний (полупрофессиональный)
6 и меньше
Тяжелый (бочковый перфоратор)
6 и больше
Цена
Замечая, что разница дрели и перфоратора в цене достаточно велика, начинающие мастера покупают первую с интенцией сэкономить. Как правило, это заканчивается разочарованием, ибо при частом использовании с ударом прибор быстро приходит в негодность.
Чтобы не выкидывать деньги на ветер, покупайте технику по назначению! Да, перфоратор заметно дороже, но при частом штроблении и долблении бетона он прослужит вам в разы дольше, а работать им будет куда быстрее и приятнее. О покупке электродрели с ударом стоит задуматься только если вы сверлите бетон крайне редко и при помощи узких свёрл.
Советы по выбору
Узнав перфоратор и ударная дрель отличия, вы определились, какой инструмент нужен именно вам. Далее мы приведем ряд советов, которые помогут найти идеальную модель для индивидуальных потребностей.
Определите сферу эксплуатации. Отталкивайтесь от задач: нужно часто и много сверлить бетон – перфоратор, изредка создавать отверстия в кирпиче – электродрель.
Подумайте о частоте и интенсивности использования. Для периодических ремонтных и монтажных работ достаточно модели бытового класса; чтобы штробить и сверлить в производственных и строительных условиях, необходим профессиональный инструмент.
Смотрите на наличие реверса. Полезная функция, которая присутствует почти во всех моделях. Нужна, чтобы выкручивать крепеж и выводить застрявшее сверло.
Обратите внимание на режимы работы. Электродрели бывают с возможностью выбирать между ударным и безударным режимами, либо только с первым. Перфораторы существуют двух- и трехрежимные, причем первые могут быть либо со сверлением с ударом / без удара, либо со сверлением с ударом / с ударом без сверления.
Убедитесь в наличии системы гашения вибрации. Важный аспект, который поможет избежать профессиональных болезней при длительной и интенсивной эксплуатации инструмента.
Отличие перфоратора от ударной дрели
Ударная дрель и перфоратор похожи внешне, и это вводит в заблуждение многих покупателей. Кажется, что инструменты не отличаются друг от друга или отличаются незначительно. Это не так. Дрель и перфоратор ‒ разные инструменты, выполняющие разные задачи. Эта статья поможет понять, когда стоит приобрести перфоратор, а когда достаточно ударной дрели.
Ударный механизм
Ударная функция в дрели не является основной. Но она поможет быстрее и с меньшими усилиями просверлить отверстие в бетонной стене, когда вы захотите повесить полку или карниз. При этом у дрели нет ударного механизма. Внутри корпуса находятся шестеренки, которые соприкасаются зубцами и отскакивают друг от друга при проворачивании. Этот отскок и является ударом. Он настолько незначительный, что лишь немного усиливает давление на материал. Чтобы добиться большего эффекта, пользователю нужно прижимать дрель собственным весом. Руки от этого быстро устают.
При частом и интенсивном использовании ударная функция дрели ослабевает. Поэтому, если вам постоянно приходится сверлить материалы тверже металла и дерева, стоит купить перфоратор.
Долбление и сверление в твердых материалах ‒ основные задачи перфоратора. Инструмент оснащен полноценным ударным механизмом, позволяющим работать не прикладывая особых усилий. Вам не придется придавливать инструмент собственным весом ‒ в отличие от дрели он сам выполнит всю работу. Но у перфоратора есть другой недостаток ‒ вибрация, которая также может приводить к утомлению.
Перфораторы с лучшей, на наш взгляд антивибрационной системой:
BOSCH GBH 2-28F SDS plus
MAKITA HR 2811FT SDS plus
Материал
Перфоратор с легкостью пробивает самый прочный бетон, и чем мощнее модель, тем проще бур входит в материал. В то же время инструмент годится для работ по хрупким материалам, например, керамике, но только в режиме безударного сверления.
Ударная дрель отлично справляется с деревом и металлом, некоторыми нетвердыми марками бетона. Материалы вроде железобетона и тому подобных инструменту не под силу ‒ не хватит мощности.
Возможности
Может ли дрель заменить перфоратор и наоборот? В исключительных случаях инструменты могут выполнять функции друг друга. Как мы уже говорили, дрель вполне годится для того, чтобы проделать несколько отверстий в твердой стене. А некоторые модели перфораторов предназначены в том числе для сверления. Для этого к инструменту через переходник присоединяют сверлильный патрон.
Лучшие перфораторы с функцией сверления (сверлильный патрон входит в комплект поставки):
BOSCH GBH 2-28F SDS plus
MAKITA HR 2470FT SDS plus
Перфоратор не используют для точного сверления. Особенность его конструкции такова, что насадки фиксируются в нем не жестко, из-за чего невозможно получить отверстие точного диаметра.
Дрели обладают дополнительным преимуществом ‒ с соответствующими насадками их используют в качестве миксера для размешивания строительных материалов
Предлагаем лучшие дрели для размешивания:
BOSCH GSB 16RE (БЗП)
METABO SBE 760 (БЗП)
MAKITA HP 2050
Выводы
Итак, мы выяснили, что разница между перфоратором и ударной дрелью есть, и она существенная. Главный вопрос, на который нужно ответить, прежде чем отправиться в магазин: с каким материалом в основном вы будете работать? Если берете инструмент для сверления по твердому бетону, штробления стен, скалывания плитки и других сложных работ, вам однозначно нужен перфоратор. Если основная задача сводится к сверлению дерева, металла и лишь иногда бетона, подойдет ударная дрель.
Другие статьи по теме
Как выбрать перфоратор: рекомендации, нюансы
Перфоратор – не только мощный ударный инструмент для бурения бетонных стен, но и универсальный домашний помощник. Используя разнообразную оснастку мы можем использовать перфоратор для сверления отверстий, смешивания растворов, монтажа гипсокартона и вырезания подрозетников, а при наличии режима удара – для полноценных отбойных работ (например, демонтажа плитки).
«Пистолетный» vs «бочковой», или К чему приводят ошибки при подборе перфоратора
В многочисленных статьях на тему «Как выбрать перфоратор» приведены различные параметры, на которые необходимо обратить внимание, если вы захотели приобрести этот инструмент. Чтобы убедиться в этом, достаточно пройти по ссылке. В этой статье хочется сказать о другом. Когда-то с одним из наших консультантов произошла история, заставившая написать о различиях перфораторов с вертикальной и горизонтальной компоновкой. Но обо всем по порядку.
Рейтинг перфораторов, которые оценят ваши соседи
Основная проблема покупки инструмента в интернет-магазине – слишком большой ассортимент и отсутствие возможности проверить агрегат в деле до покупки. Сузить круг претендентов помогают отзывы и консультация с сотрудником магазина, однако не все покупатели готовы тратить свое время на поиск дополнительной информации. Чтобы упростить задачу выбора, мы составили рейтинг лучших перфораторов по количеству продаж и мнению наших покупателей.
Ломать — не строить. Отличия перфоратора от отбойного молотка
Потребность в отбойных работах возникает не так редко, как может показаться на первый взгляд. Переезд в новую квартиру, покупка дачного дома и их последующий ремонт и перепланировка ставят многих перед необходимостью обновить свой парк инструментов. И если профессионалы более‐менее четко понимают назначение и возможности тех или иных инструментов, то у рядового пользователя неизбежно появляется вопрос, что купить: перфоратор с функцией отбойного молотка или полноценный ударный инструмент? Попробуем разобраться вместе! <br>
Принцип работы отбойного молотка
Отбойный молоток необходим для выполнения профессиональных строительных работ. С его помощью мастера выполняют проемы в стенах из кирпича или бетона или полное ее разрушение, а также используют для разрушения промерзшего грунта, скальной породы, удаления асфальта.
Ударная дрель
и ударная дрель: в чем разница?
Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
Как домашний мастер, задумывались ли вы о том, использовать или взять напрокат ударную дрель или ударный инструмент? Здесь мы объясняем, как легко принять это решение.
Ударные дрели и ударные инструменты — это инструменты, которые новички часто путают. Путаница понятна. Ведь и те и другие громкие, с бойковым механизмом и приводными застежками.
Правда в том, что эти инструменты на самом деле разные. Хотя они могут звучать и выглядеть одинаково и даже иметь некоторые общие функции, у них есть свои сильные и слабые стороны.
На этой странице
Что такое перфоратор?
Перфоратор — это электрическая дрель, используемая для сверления отверстий в твердых поверхностях. Ударные дрели выглядят и действуют как традиционные электрические дрели со стандартными патронами, спусковыми крючками и регуляторами скорости, но они крупнее и мощнее. Кроме того, как и стандартная дрель, ударная дрель вращается по часовой стрелке и против часовой стрелки.
Имеет дополнительную настройку «молоток», которая активирует механизм внутри дрели. «Молоток» ударяет по задней части патрона. Эти удары, также известные как «удары», направляют удар по длине сверла в просверливаемый материал. Это действие пробивает биту вперед с каждым ударом. Некоторые перфораторы могут производить до 48 000 ударов в минуту (BPM)!
Вообще говоря, перфораторы стоят от 100 до 250 долларов США за модели с батарейным питанием. Модели со шнуром стоят от 75 до 200 долларов. Благодаря современным достижениям в области литий-ионных технологий модели с батарейным питанием популярны благодаря своей портативности, хотя некоторые проводные модели обладают большей мощностью.
Что такое ударный инструмент?
Ударная отвертка — это электроинструмент, используемый для забивания крепежных деталей, таких как винты и болты.
Эти инструменты оснащены быстросменными патронами на шарикоподшипниках, а не патронами с кулачками, которые используются в обычных дрелях. В этих специальных патронах нельзя использовать стандартные сверла с круглым хвостовиком, но они совместимы с шестигранным хвостовиком, быстросменными, ударопрочными шуруповертами или сверлами. Ударные шуруповерты также обычно короче и прочнее стандартных дрелей.
Ударные шуруповерты могут вращать крепеж по часовой стрелке или против часовой стрелки, как стандартная дрель, и на высоких скоростях. Однако, как только ударный инструмент почувствует определенное сопротивление крепежной детали, он автоматически активирует вращающуюся ударную наковальню. Удары наковальней известны как «удары», и некоторые водители предлагают до 4000 ударов в минуту (IPM)!
Каждый удар приводит к вращению биты с дополнительным крутящим моментом, что позволяет инструменту заворачивать более длинные и крупные крепежные детали, чем без наковальни.
Кроме того, скорость ударного шуруповерта может быть обманчива. Эти инструменты не вращаются в устойчивом, постоянном направлении. На самом деле они немного продвигают биту вперед, прежде чем быстро повернуть ее назад. Полезно думать об этом как о двух шагах вперед и шаге назад. Это помогает предотвратить соскальзывание кончика отвертки, что приводит к меньшему количеству сорванных креплений. Это происходит так быстро, что незаметно.
Аккумуляторные ударные инструменты обычно стоят от 100 до 200 долларов. Сетевые модели встречаются редко.
Перфоратор против ударного шуруповерта: для чего они используются?
Как перфораторы, так и ударные инструменты могут служить множеству целей, но они подходят для неспецифического применения.
Ударная дрель используется
Если вы пытались просверлить отверстие в кирпиче, плитке или бетоне, вы знаете, насколько сложной может быть эта работа. Это ситуации, когда перфоратор может быть незаменим. При активированной функции молотка дрель вбивает кончик сверла вперед в материал, быстро справляясь с монотонной задачей.
Некоторые распространенные области применения перфораторов включают:
Начало и просверливание отверстия на скользкой плитке или стеклянной задней стенке.
Сверление бетона подвала для крепления пиломатериалов.
Сверление отверстий в бетонных ступенях для крепления поручней.
Подвесные настенные крепления для телевизоров, полки или картины на кирпичных стенах.
Сверление отверстий в полу гаража для постоянного крепления стоек для электроинструментов к земле.
Сверление отверстий для крепления кронштейнов механической системы к бетонному полу подсобного помещения.
Примечание. Для сверления отверстий в каменной кладке перфоратором требуются специальные сверла для каменной кладки.
Ударный шуруповерт использует
Ударные гайковерты предназначены для размещения как можно большего количества ударов в маленьком инструменте. Они полезны для закручивания небольших крепежных деталей на высоких скоростях, а также для закручивания более длинных крепежных деталей без поломки гаечных ключей или головок.
Типичные области применения ударных винтовертов включают:
Вкручивание меньших шурупов в плотную или толстую древесину. (Они раскололи бы тонкое дерево.)
Быстрое завинчивание длинных и прочных шурупов, например, при подвешивании шкафов или других тяжелых предметов .
Заворачивание шурупов в узких местах, например, между балками или стойками или внутри шкафов.
Ударная дрель и ударный шуруповерт: основные отличия
Ниже приведены основные различия между ударными дрелями и ударными шуруповертами:
Ударные шуруповерты должны использовать биты с шестигранным хвостовиком, готовые к удару, в то время как ударные дрели подходят ко всем битам.
Ударные шуруповерты обычно намного меньше, короче и легче перфораторов, что делает их более полезными в тесных или неудобных местах.
Перфораторы часто имеют настройки скорости и крутящего момента, тогда как ударные инструменты имеют чувствительные к давлению триггеры для контроля скорости.
Пользователи могут выбирать, когда использовать настройку ударника на перфораторе, но ударные инструменты включают свою ударную наковальню автоматически.
Ударные шуруповерты обеспечивают лучший контакт с крепежом, чем ударная дрель, даже при отключенной установке ударника.
Популярные видео
ⓘ
Том Скализи
Том Скализи — автор и писатель, специализирующийся на строительстве и благоустройстве дома. Его карьера в торговле насчитывает более 15 лет как в качестве подрядчика, так и в качестве коммерческого строительного механика. Том написал для нескольких блогов и журналов, включая bobvila. com, thisoldhouse.com, levelset.com и другие. Его первая книга «Как исправить вещи» была опубликована в мае 2022 года. Помимо своей профессиональной жизни, Том также является страстным фанатом бейсбола и тренером. Он живет в долине реки Гудзон в Нью-Йорке со своей женой, четырьмя детьми и двумя собаками.
Ударный шуруповерт и перфоратор — в чем разница?
Популярная викторина, знаток: каковы основные различия между ударным шуруповертом и перфоратором? Если вы в тупике, вы не одиноки. Ответ: механизмов и приложений. Давайте перейдем к вопросу об ударном шуруповерте и перфораторе прямо сейчас.
Ударный инструмент против механизмов ударной дрели
Механизм ударного инструмента
Конструкция молота и наковальни помогает ударным инструментам выполнять свои задачи. У большинства ударов есть два молотка, хотя у некоторых есть три. Когда двигатель инструмента вращает подпружиненную пластину молотка, пружина сжимается, и пластины молотка и наковальни раздвигаются. На долю секунды возникает пространство между пластинами и потенциальная энергия пружины.
В этом пространстве пластины молота и наковальни скользят друг мимо друга только для того, чтобы снова с силой удариться друг о друга за счет кинетической энергии пружины. Это создает большой крутящий момент (и небольшое усилие, направленное вниз), когда молотки ударяют по наковальням и передают энергию через сверло, чтобы повернуть крепеж. Ударный инструмент быстро повторяет этот процесс. Мы смотрим на 90 107 ударов в минуту 90 108 (IPM) или 90 107 ударов в минуту 90 108 (BPM) для измерения частоты ударов в числах, которые достигают 4000 IPM в 18-вольтовом ударном драйвере.
Механизм ударной дрели
В какой-то степени механизм ударной дрели представляет собой разницу скорее в степени, чем в характере. Но разница приводит к поступательному усилию и меньшему крутящему моменту, чем у ударного шуруповерта.
Изображение предоставлено raphtec.wordpress.com
Ударная дрель также использует две пластины, но молоток и наковальня заменены механизмом, который выглядит так, как две шашки складываются вместе ( король мой!) .
Здесь есть и другие отличные изображения.
Когда вы начинаете сверлить, зубья скользят вверх и поверх противоположных зубьев или подшипников, создавая движение, толкающее вперед и соскальзывающее назад. Это переводит сверло в функцию откалывания , в то время как пластины, сцепляясь на долю секунды перед тем, как снова разойтись, быстро поворачивают сверло.
Частота ударов перфоратора обычно составляет десятки тысяч ударов в минуту (точка предпочтения — мы предпочитаем удары в минуту для ударных инструментов и ударов в минуту для перфораторов, хотя некоторые производители отличаются). Некоторые легко превышают 30 000 ударов в минуту.
Применение ударного шуруповерта в сравнении с перфоратором
Применение ударного шуруповерта
Механизм ударного шуруповерта создает вращательные удары, которые отлично подходят для завинчивания винтов всех типов и болтов с шестигранной головкой. Импульсный крутящий момент может приводить в действие и удалять жесткие крепежные детали, когда статический крутящий момент сверла может привести к его кулачковому срабатыванию или полной остановке.
Вы также можете использовать ударный инструмент для сверления с шестигранным хвостовиком, но это не оптимально. Форм-фактор короткого ударного шуруповерта достаточно отличается от ударной дрели (которая выглядит как обычная дрель/шуруповерт), поэтому вы можете легко заметить разницу.
Когда вы достигаете предела возможностей ударного гайковерта, вы переходите к ударному гайковерту.
Нравится ударный двигатель? Makita XDT16 недавно выиграл наш лучший обзор сравнения ударных шуруповертов!
Применение ударной дрели
Ударные дрели — это подходящий инструмент для сверления отверстий в кирпичной кладке (кирпич, камень, блоки, бетон) для установки анкеров и создания отверстий для выпускных коробок. При использовании сверла по каменной кладке перфоратор стружится при вращении, чтобы протолкнуть материал. Его более компактная и легкая конструкция по сравнению с перфоратором делает его хорошим выбором для сверления отверстий диаметром до 1/2 дюйма или около того в кирпичной кладке, но он не включает пылеуловитель, чтобы вы не вдыхали кварцевую пыль.
Набор STAYER Ключи «ТЕХНО» рожковые, 6-22мм, 8 предметов 27046-Н8
ед.
Набор STAYER Ключи «ТЕХНО» рожковые, 6-30мм, 8 предметов 27045-Н8
ед.
Набор STAYER Ключи «ТЕХНО» рожковые, 6-32мм, 12 предметов 27047-h22
ед.
Набор STAYER Ключи «ТЕХНО» рожковые, 8-24мм, 6 предметов 27041-H6
ед.
Набор КГД (5,5 — 36) в сумке
ед.
Набор КГД (8-46) в сумке
ед.
Набор КГД 12 (8х10-30х32) в сумке
ед.
Набор КГД №1 (5,5 — 24) в сумке
ед.
Набор КГД №1а (5,5 — 19) в сумке
ед.
Набор КГД №9 (5,5х7-19х22) в сумке
ед.
Набор КГК 11 (8-24) в сумке
ед.
Набор КГК 12 (8-27) в сумке
ед.
Набор КГК 12 (8-30) в сумке
ед.
Набор КГК 17 (10-46) в сумке
ед.
Набор КГК 21 (5-32) в сумке
ед.
Набор КГК 7 (8-19) в сумке
ед.
Набор КГК 8 (8-22) в сумке
ед.
Набор КГН 11 (8х9-27х30) в сумке
ед.
Набор КГН 11 (8х9-32х36) в сумке
ед.
Набор КГН 8 (8×9-19×22) в сумке
ед.
Набор КГН 9 (8х9-22х24) в сумке
ед.
Набор Ключи «ТЕХНО» рожковые, 6-19мм, 6 предметов 27040-Н6
ед.
Набор накидных ключей (17х19-32х36) в сумке
ед.
Добавить инструмент
Оформить заказ
Заявка от
Ваш E-mail
Ваш телефон
Отправить заказ
Отмена
Прикрепите файл
Заявка от
Ваш E-mail
Ваш телефон
Отправить заказ
Отмена
Ключи гаечные рожковые (КГД)
КЛЮЧ ГАЕЧНЫЙ КГД 10*11 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 10*11 ХРОМ
КЛЮЧ ГАЕЧНЫЙ КГД 10*12
КЛЮЧ ГАЕЧНЫЙ КГД 10*12 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 10*13 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 10*13 ХРОМ
КЛЮЧ ГАЕЧНЫЙ КГД 11*13 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 12*13
КЛЮЧ ГАЕЧНЫЙ КГД 12*13 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 12*14
КЛЮЧ ГАЕЧНЫЙ КГД 12*14 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 13*14 736-007
КЛЮЧ ГАЕЧНЫЙ КГД 13*14 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 13*15 КАМ
КЛЮЧ ГАЕЧНЫЙ КГД 13*17
КЛЮЧ ГАЕЧНЫЙ КГД 13*17 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 13*17 ХРОМ
КЛЮЧ ГАЕЧНЫЙ КГД 14*15
КЛЮЧ ГАЕЧНЫЙ КГД 14*15 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 14*17 736-010
КЛЮЧ ГАЕЧНЫЙ КГД 14*17 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 16*17 КАМ
КЛЮЧ ГАЕЧНЫЙ КГД 17*19 736-011
КЛЮЧ ГАЕЧНЫЙ КГД 17*19 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 18*19 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 19*22
КЛЮЧ ГАЕЧНЫЙ КГД 19*22 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 20*22 ПАВ
КЛЮЧ ГАЕЧНЫЙ КГД 20*22СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 21*23
КЛЮЧ ГАЕЧНЫЙ КГД 21*23СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 22*24
КЛЮЧ ГАЕЧНЫЙ КГД 22*24 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 24*27
КЛЮЧ ГАЕЧНЫЙ КГД 24*27 ИНЗА
КЛЮЧ ГАЕЧНЫЙ КГД 24*27 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 27*30
КЛЮЧ ГАЕЧНЫЙ КГД 27*30 КАМ
КЛЮЧ ГАЕЧНЫЙ КГД 27*30 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 27*32 ПАВ
КЛЮЧ ГАЕЧНЫЙ КГД 27*32 КАМ
КЛЮЧ ГАЕЧНЫЙ КГД 27*32 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 30*32
КЛЮЧ ГАЕЧНЫЙ КГД 30*32 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 30*32 ХРОМ
КЛЮЧ ГАЕЧНЫЙ КГД 32*36 ИНЗА
КЛЮЧ ГАЕЧНЫЙ КГД 32*36 КАМ
КЛЮЧ ГАЕЧНЫЙ КГД 32*36 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 36*41 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 4*5КАМ
КЛЮЧ ГАЕЧНЫЙ КГД 41*46 ИНЗА
КЛЮЧ ГАЕЧНЫЙ КГД 41*46 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 46*50 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 5*5,5 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 5,5*7 КАМ
КЛЮЧ ГАЕЧНЫЙ КГД 5,5*7 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 50*55 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 55*60 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 6*7 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 6*8 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 65*70 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 7*8 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 8*10
КЛЮЧ ГАЕЧНЫЙ КГД 8*10 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 8*9
КЛЮЧ ГАЕЧНЫЙ КГД 8*9 СИТ
КЛЮЧ ГАЕЧНЫЙ КГД 9*11
КЛЮЧ ГАЕЧНЫЙ КГД 9*11 СИТ
НАБОР КЛЮЧЕЙ КГД 10ШТ. (8*10-32*36)
НАБОР КЛЮЧЕЙ КГД 12ШТ. (6-30) DIN
НАБОР КЛЮЧЕЙ КГД 12ШТ. (6*7-30*32)
НАБОР КЛЮЧЕЙ КГД 12ШТ. (6*7-41*46)
НАБОР КЛЮЧЕЙ КГД 6ШТ. (8*10-17*19)
НАБОР КЛЮЧЕЙ КГД 7ШТ. (8*10-19*22)
НАБОР КЛЮЧЕЙ КГД 8ШТ. (6*7-27*30)
НАБОР КЛЮЧЕЙ КГД 9ШТ. (6*7-22*24)
НАБОР КЛЮЧЕЙ КГД 9ШТ. (6*7-32*36)
НАБОР КЛЮЧЕЙ КГД 9ШТ. (6*7-36*41)
Новости
01.04.2020
Изменился наш адрес
Мы переехали в новый офис по адресу: г. Ижевск, ул. Обнорского, д.1
подробнее…
06.11.2016
Снижение цен на омедненую продукцию
Обновился прайс-лист на омедненый инструмент
подробнее…
22.04.2014
Новое предложение в разделе «Распродажи»
Отрезные круги по низким ценам
подробнее. ..
21.11.2013
Фотографии с образцами продукции Тунгалой
подробнее…
25.07.2013
Новые товары в интернет-магазине
В ассортименте продукции производимой нашей компанией появились новые товары
подробнее…
сом1 |
сингапурский доллар
Стандартное наименование
кгд1
1
Систематическое название
ИЛ125В
сингапурских доллара ID
SGD:S000001387
Псевдонимы
ОГД1
Тип элемента
ОРФ
, проверено
Описание
Субъединица митохондриального комплекса альфа-кетоглутаратдегидрогеназы; катализирует ключевой этап в цикле трикарбоновых кислот (TCA), окислительное декарбоксилирование альфа-кетоглутарата с образованием сукцинил-КоА
2
Название Описание
альфа-кетоглутаратдегидрогеназа
Сравнительная информация
Сведения о последовательности
Последовательность
Последовательность эталонного генома S. cerevisiae получена из лабораторного штамма. S288C. Загрузите последовательность ДНК или белка, просмотрите геномный контекст и координаты. Нажмите «Сведения о последовательности», чтобы просмотреть всю информацию о последовательности для этого локуса, включая для других штаммов.
Анализ последовательности
Только S288C
ВЗРЫВ |
БЛАСТ |
Грунтовки для дизайна |
Карта фрагментов ограничений |
Размер фрагмента ограничения |
Шестикадровый перевод
S288C по сравнению с другими видами
BLASTN против грибков |
BLASTP в NCBI |
BLASTP против грибков
S288C против других штаммов
Выравнивание деформации |
Средство просмотра вариантов
Подробная информация о белках
Белок
Информация о белке, полученная из основной последовательности (длина, молекулярная масса, изоэлектрическая точка) и экспериментально определенная (среднее содержание, среднее абсолютное отклонение). Нажмите «Сведения о белке» для получения дополнительной информации о белке, такой как период полураспада, распространенность, домены, домены, общие с другими белками, поиск последовательности белка для различных штаммов, физико-химические свойства, сайты модификации белка и внешние идентификаторы для белка.
Длина (а.о.)
1014
Мол. Вес (Да)
114412.3
Изоэлектрическая точка
7,23
Медиана численности (молекул/клетка)
11221 +/- 4969
Аллели
Курируемые мутантные аллели для указанного гена, перечисленные в алфавитном порядке. Нажмите на имя аллеля, чтобы открыть страницу аллеля. Нажмите «Поиск SGD», чтобы просмотреть все аллели в результатах поиска. Нажмите «YeastMine», чтобы просмотреть все аллели в YeastMine.
кгд1-Δ
Детали онтологии генов
Генная онтология
Аннотации GO состоят из четырех обязательных компонентов: продукта гена, термина из одного из трех Словари, контролируемые Gene Ontology (GO) (молекулярная функция, биологический процесс и Cellular Component), ссылка и код доказательства. SGD создал вручную высокопроизводительные аннотации GO, полученные из литература, а также расчетные или прогнозируемые аннотации. Нажмите «Сведения об онтологии генов», чтобы просмотреть вся информация GO и доказательства для этого локуса, а также биологические процессы, которые он разделяет с другими генами.
Резюме
Субъединица митохондриального альфа-кетоглутаратдегидрогеназного комплекса, участвующего в цикле трикарбоновых кислот (TCA)
митохондриальный оксоглутаратдегидрогеназный комплекс
(ИДА)
Высокая пропускная способность
часть
митохондрия
(ХДА)
Комплекс
Аннотации макромолекулярных комплексов импортируются из портала комплексов. Эти аннотации были получены на основе данных о физическом молекулярном взаимодействии, извлеченных из литературы и перекрестных ссылок в статье, или на основе выводов куратора из информации о гомологах у близкородственных видов или на основе научных данных.
Митохондриальный комплекс 2-оксоглутаратдегидрогеназы
Пути
Детали фенотипа
Фенотип
Аннотации фенотипа для гена представляют собой отобранные единичные мутантные фенотипы, которые требуют наблюдаемого (например, «форма клетки»), квалификатор (например, «аномальный»), тип мутанта (например, нулевой), фон штамма, и ссылка. Кроме того, аннотации классифицируются как классические генетики или высокопроизводительные. (например, крупномасштабное исследование, набор систематических мутаций). Когда это возможно, информация об аллелях и предоставляются дополнительные детали. Нажмите «Сведения о фенотипе», чтобы просмотреть все аннотации фенотипа и доказательства этого локуса, а также фенотипы, которые он разделяет с другими генами.
Аннотации взаимодействия курируются BioGRID и включают физические или наблюдаемые генетические взаимодействия по крайней мере между двумя генами. Аннотация взаимодействия состоит из типа взаимодействия, имени интерактор, тип анализа (например, двухгибридный), тип аннотации (например, ручной или высокопроизводительный) и ссылка, а также другие детали эксперимента. Нажмите «Сведения о взаимодействии», чтобы просмотреть все взаимодействия. аннотации и доказательства для этого локуса, включая визуализацию взаимодействия.
Всего 156 взаимодействий для 136 уникальных генов
Физические взаимодействия
Affinity Capture-MS: 58
Affinity Capture-RNA: 5
Affinity Capture-Western: 6
Софракционирование: 1
Совместная очистка: 1
ПТС: 1
Этикетка с датчиком приближения-MS: 1
Двухгибридный: 1
Генетические взаимодействия
Отрицательный генетический: 60
Фенотипическое усиление: 1
Подавление фенотипа: 2
Положительный Генетический: 7
Дефект синтетического роста: 6
Синтетическая летальность: 4
Синтетическое спасение: 2
Детали регламента
Регламент
Количество предполагаемых регуляторов (генов, которые его регулируют) и мишеней (генов, которые он регулирует) для данный локус, основанный на экспериментальных данных. Эти доказательства включают данные, полученные с помощью высокопроизводительные техники. Нажмите «Сведения о регулировании», чтобы просмотреть все аннотации к регулированию, общие GO. обогащение среди регулируемых целей и диаграмма регулятор/цель для локуса.
Регуляторы
7
Цели
0
Сведения о выражении
Выражение
Данные выражения получены из записей, содержащихся в Gene Expression Omnibus (GEO) и являются первыми log2 преобразованы и нормализованы. Ссылочные наборы данных могут содержать одно или несколько условий, и в результате может быть больше условий, чем наборов данных, представленных в одной кликабельной гистограмме бар. Деление гистограммы на уровне 0,0 отделяет условия с пониженным регулированием (зеленые) и наборы данных от те, которые активируются (красные). Нажмите «Сведения о выражении», чтобы просмотреть все аннотации выражений и детали для этого локуса, включая визуализацию генов, которые имеют сходный паттерн экспрессии.
Сведения о литературе
Литература
Вся отобранная вручную литература по указанному гену, организованная по темам в соответствии с их актуальность для гена (основная литература, дополнительная литература или обзор). Нажмите «Подробнее о литературе». для просмотра всей литературной информации по этому локусу, включая общую литературу между генами.
Основной
30
Дополнительный
82
отзывов
11
Ресурсы
Белковая структура AlphaFold |
ЕС.1.2.4.2 |
Энтрез Джин |
Протеин Entrez RefSeq |
ФунгиБД |
Искать во всех NCBI |
ЮниПарк |
ЮниПротКБ
gender barung · Коллекция музыкальных инструментов Гриннелл-колледжа · Библиотеки Гриннелл-колледжа
gender barung — это металлофонный идиофон яванского народа Явы, Индонезия. Это инструмент для полифонической обработки, являющийся частью яванского гамелана. Железный гамелан, к которому принадлежит инструмент, изображенный на этой странице, имеет три gendèr barung —один для системы настройки laras sléndro и два для инструментов laras pélog . Он используется почти исключительно для исполнения гамелана, но некоторые странствующие уличные музыканты используют его для сопровождения своего пения. gender barung — один из немногих инструментов гамелан, на которых в прошлом могли играть женщины. Стилизованное изображение мифологической птицы гаруды украшает колпачки торцов инструмента (см. изображение первой детали).
Description
This gendèr barung is a multi-octave metallophone with thirteen thin rectangular keys ( wilah ) suspended by ropes ( pluntur ) and posts ( sanggan ) (second detail image) перенастроенные трубчатые резонаторы ( bumbu ). Клавиши этого gender barung изготовлены из переработанного листового железа ( besi ), но латунь и бронза также часто используются для изготовления яванских металлофонов. Клавиши градуированы по размеру и расположены в горизонтальной плоскости от самой длинной, самой широкой и самой тонкой на одном конце до самой короткой, самой узкой и самой толстой на другом конце. На четверти полной длины ключа с каждого конца просверливают отверстия для приема каната, на котором подвешивается ключ, которые являются узловыми (мертвыми) точками в моде вибрации для прямоугольных ключей. Клавиши подвешены над корпусом из тикового дерева ( rancak ) и выше цилиндрические трубчатые резонаторы из оцинкованного листового металла, по одному на каждую из тринадцати клавиш инструмента (третье детальное изображение). Хотя внешне все резонаторы имеют одинаковую длину, внутри они останавливаются деревянными дисками, так что каждый из них имеет уникальную рабочую длину (четвертое изображение детали). Несколько нижних резонаторов закрыты крышками с центральными отверстиями разного диаметра; это позволяет им резонировать со звуковыми волнами, которые длиннее их физической длины (пятое подробное изображение). Стойки из рога буйвола располагаются между парами ключей, оставляя только крайний левый ключ. Один отрезок веревки проходит через проушину в верхней части каждой стойки, через торцевые доски корпуса и через все отверстия в ключах. Веревка обвивается вокруг короткого бамбукового штифта на нижней стороне каждого замочного отверстия (шестое подробное изображение). Две деревянные палочки с головками из мягких дисков ( табух ) используются для ударов по прутьям.
Игрок — Интерфейс инструмента и производство звука
Один исполнитель, сидящий на земле, играет на инструменте; с точки зрения игрока более длинные клавиши с более низким тоном находятся слева, а более короткие клавиши с более высоким тоном — справа. Держа по одной колотушке в каждой руке и ударяя по клавишам ближе к середине, исполнитель воспроизводит двухголосные контрапунктические паттерны ( cengkok ), которые ведут к важным нотам ( seleh ) в скелетной мелодии ( balungan ) произведения ( gendhing ). Каждая клавиша настроена на определенную высоту звука, а последовательность клавиш составляет пентатонику в диапазоне двух с половиной октав. См. Gamelan Besi (Iron) из Центральной Явы для настройки и регистрации информации для этого gendèr barung. На инструменте играют с постоянным динамическим уровнем. При ударе по клавишам создается четкий, устойчивый тон, который требует сложной техники демпфирования. Поскольку обод колотушек мягкий, производимые тона, и особенно их атаки, относительно мягкие по сравнению с металлофонами, которые звучат с жесткими колотушками. Для расширенного примера видео gender barung выполняется, перейдите по этой ссылке. Исполнение gendèr barung требует не только приобретения специальной техники, но и овладения большим словарным запасом cengkok и знанием того, как применять его к обширному репертуару gendhing и вокальным произведениям ( sekar ) — всем без помощи обозначений. Не каждый яванский музыкант может это сделать, так что gender barung игрок может считаться специалистом.
Происхождение/История/Эволюция
На гравюре из голландской книги конца 16-го века изображен род , доказывающий, что инструмент существовал на Яве в то время. 10- и 11-клавишные варианты инструмента встречаются в сохранившихся наборах начала 19 -го -го века, которые не подвергались модернизации (Raffles и Quigley). На протяжении 19 и 20 веков к инструменту добавлялись клавиши, и сохранившиеся образцы Gendèr Barung с 10, 11, 12, 13 и 14 ключами можно найти.
Библиографические ссылки
Картоми, Маргарет и Руби Орнштейн. 1984. «Гендер», NGDMI v.2: 35.
Kunst, Jaap. 1973. Музыка на Яве . 3 -й -й изд. Гаага: Мартинус Нийхофф.
Пикванс, Ричард. 2005. Руководство Gamelan . Лондон: Книги Джаман Мас.
Куигли, Сэм. «Раффлз Гамелан в Клейдон-Хаусе». http://www3.primushost.com/~samq/claydon/
В последние годы, в связи с качественным развитием современного деревообрабатывающего оборудования, все чаще проявляется интерес к использованию технологии «нестинг» при изготовлении мебели. Понятие «технология Nesting» подразумевает под собой выполнение максимального количества технологических операций на одном деревообрабатывающем центре и получение деталей фактически готовых для последующей сборки изделия.
Перевод Nesting
Nesting переводится от английского словосочетания to nest, означающее «гнездо», «клетка» или «ячейка» и используется в различных промышленных отраслях для обозначения методики раскладки подготовленного материала на одной поверхности для его последующей обработки.
Термин Nesting впервые начал применяться при строительстве сборных домов в Северной Америке, когда на обрабатывающих центрах производился полный цикл изготовления стеновых панелей из крупноформатных древесных плит, из которых затем собирались коробки домов. В дальнейшем, с распространением технологии, данный термин стал использоваться в других отраслях, в том числе полиграфии при выкладке документов на бумагу для дальнейшей печати, в текстильной промышленности для шаблонной выкройки, а также при производстве изделий из кожи, жести и других материалов. Таким образом, русский перевод Nesting, в зависимости от сферы применения, может означать слова «вложение», «раскладывание», «фрагментация», «мозаичное размещение»…
В мебельном производстве Nesting – это одновременное выполнение нескольких технологических операций на одном станке (как правило, обрабатывающем центре с ЧПУ), в том числе раскроя древесной плиты, с одновременным фрезерованием и сверлением форматируемых деталей под фурнитуру на месте.
Достоинства технологии нестинг (nesting)
Эффективность использования технологии нестинг выражается, в первую очередь, в сосредоточении большого объема операций технологического цикла в условиях ограниченных площадью производственных помещений, используемых трудовых ресурсов и времени изготовления конечного продукта. Здесь следует отметить значительное сокращение затрат на транспортировку, складирование и подготовку материалов для последующих этапов обработки.
При использовании фрезерных станков и обрабатывающих центров с ЧПУ с концевыми фрезами, в сравнении с круглопильными станками, где раскрой ведется пропилом через весь лист, благодаря возможности криволинейного раскроя, снижается выход в отходы обрезков материала.
Так как обработка ведется на одном оборудовании и от единой технологической базы, возрастает исполняемаяточность размеров деталей и сверловки на них. При исправном состоянии обрабатывающего центра, точность будет зависеть только от качества написания нестинг — программ.
Сокращаются затраты на приобретение и эксплуатацию других деревообрабатывающих станков (форматно-раскроечных, фрезерных, сверлильных), в том числе расходы, связанные с их настройкой, обслуживанием и организацией технологического процесса.
Недостатки технологии нестинг (nesting)
Несмотря на все достоинства технологии Nesting, следует отметить широкий ряд недостатков и проблем, возникающих при ее внедрении в производство мебели:
Относительно низкая скорость раскроя по сравнению с использованием форматных круглопильных станков. С одной стороны это обусловлено использованием концевых фрез диаметром 10-25 мм, которым приходится перерабатывать в стружку значительно больший объем древесины в широком пропиле. С другой стороны, теряется возможность использования пакетного способа раскроя ДСП.
Большой объем стружки требует дополнительных затрат для ее своевременного удаления.
При малых объемах заказов могут оставаться крупные остатки плит, для которых потребуется использовать индивидуальные нестинг программы обработки.
Такие операции как горизонтальное сверление и выборка глухих отверстий под фурнитуру с обратной стороны чаще всего невозможны. Поэтому приходится использовать дополнительное оборудование.
После раскроя ламинированной плиты концевыми фрезами на углах деталей и с тыльной стороны в местах подвода фрезы могут оставаться сколы.
При небольших размерах деталей увеличивается процент отходов, так как на каждый пропил расход материала увеличивается на размер соответствующий диаметру фрезы.
Широкие габаритные размеры рабочего стола обрабатывающего центра с ЧПУ создают некоторые затруднения при снятии с него готовых деталей.
Использование технологии нестинг на современном высокотехнологичном оборудовании с ЧПУ требует высокий уровень квалификации работника при написании нестинг — программ.
Предпосылки внедрения технологии нестинг в производство
Комплексная обработка ДСП или МДФ на фрезерном станке или обрабатывающем центре с ЧПУ при соответствующей организации производства открывает многие дополнительные возможности, как для небольших фирм, так и для крупных предприятий.
Крупные мебельные предприятия технология нестинг заинтересует, прежде всего, при массовом изготовлении корпусной мебели с большим количеством нелинейных деталей из ДСП. Если требуется обходиться без использования форматно-раскроечных станков, можно увеличить производительность оборудования, используя обрабатывающие центры с дополнительными силовыми узлами, которые выполняют обработку ДСП или МДФ плиты одновременно несколькими фрезами.
Если деревообрабатывающий цех специализируется на небольших и индивидуальных заказах, то технология нестинг также покажет высокую отдачу при изготовлении криволинейных, непрямых деталей со сложной фрезеровкой, воплощая в жизнь самые сложные дизайнерские решения. Наиболее распространенный пример применения технологии Nesting – это производство мебельных фасадов из МДФ. После укладки цельной плиты МДФ на крупноформатный обрабатывающий центр с ЧПУ через определенное время на выходе получаются готовые под облицовку пленкой или покраску разноразмерные детали со сложным рельефным рисунком на поверхности.
Если вы хотите купить обрабатывающий центр с ЧПУ с нестинговым столом, позвоните по телефону: +7 (926) 417-05-52
Что такое технология нестинг (nesting)
В последние годы, в связи с качественным развитием современного деревообрабатывающего оборудования, все чаще проявляется интерес к использованию технологии «нестинг» при изготовлении мебели. Понятие «технология Nesting» подразумевает под собой выполнение максимального количества технологических операций на одном деревообрабатывающем центре и получение деталей фактически готовых для последующей сборки изделия.
Перевод Nesting
Nesting переводится от английского словосочетания to nest, означающее «гнездо», «клетка» или «ячейка» и используется в различных промышленных отраслях для обозначения методики раскладки подготовленного материала на одной поверхности для его последующей обработки.
Термин Nesting впервые начал применяться при строительстве сборных домов в Северной Америке, когда на обрабатывающих центрах производился полный цикл изготовления стеновых панелей из крупноформатных древесных плит, из которых затем собирались коробки домов. В дальнейшем, с распространением технологии, данный термин стал использоваться в других отраслях, в том числе полиграфии при выкладке документов на бумагу для дальнейшей печати, в текстильной промышленности для шаблонной выкройки, а также при производстве изделий из кожи, жести и других материалов. Таким образом, русский перевод Nesting, в зависимости от сферы применения, может означать слова «вложение», «раскладывание», «фрагментация», «мозаичное размещение»…
В мебельном производстве Nesting – это одновременное выполнение нескольких технологических операций на одном станке (как правило, обрабатывающем центре с ЧПУ), в том числе раскроя древесной плиты, с одновременным фрезерованием и сверлением форматируемых деталей под фурнитуру на месте.
Достоинства технологии нестинг (nesting)
Эффективность использования технологии нестинг выражается, в первую очередь, в сосредоточении большого объема операций технологического цикла в условиях ограниченных площадью производственных помещений, используемых трудовых ресурсов и времени изготовления конечного продукта. Здесь следует отметить значительное сокращение затрат на транспортировку, складирование и подготовку материалов для последующих этапов обработки.
При использовании фрезерных станков и обрабатывающих центров с ЧПУ с концевыми фрезами, в сравнении с круглопильными станками, где раскрой ведется пропилом через весь лист, благодаря возможности криволинейного раскроя, снижается выход в отходы обрезков материала.
Так как обработка ведется на одном оборудовании и от единой технологической базы, возрастает исполняемая точность размеров деталей и сверловки на них. При исправном состоянии обрабатывающего центра, точность будет зависеть только от качества написания нестинг — программ.
Сокращаются затраты на приобретение и эксплуатацию других деревообрабатывающих станков (форматно-раскроечных, фрезерных, сверлильных), в том числе расходы, связанные с их настройкой, обслуживанием и организацией технологического процесса.
Недостатки технологии нестинг (nesting)
Несмотря на все достоинства технологии Nesting, следует отметить широкий ряд недостатков и проблем, возникающих при ее внедрении в производство мебели:
1. Относительно низкая скорость раскроя по сравнению с использованием форматных круглопильных станков. С одной стороны это обусловлено использованием концевых фрез диаметром 10-25 мм, которым приходится перерабатывать в стружку значительно больший объем древесины в широком пропиле. С другой стороны, теряется возможность использования пакетного способа раскроя ДСП.
2. Большой объем стружки требует дополнительных затрат для ее своевременного удаления.
3. При малых объемах заказов могут оставаться крупные остатки плит, для которых потребуется использовать индивидуальные нестинг программы обработки.
4. Такие операции как горизонтальное сверление и выборка глухих отверстий под фурнитуру с обратной стороны чаще всего невозможны. Поэтому приходится использовать дополнительное оборудование.
5. После раскроя ламинированной плиты концевыми фрезами на углах деталей и с тыльной стороны в местах подвода фрезы могут оставаться сколы.
6. При небольших размерах деталей увеличивается процент отходов, так как на каждый пропил расход материала увеличивается на размер соответствующий диаметру фрезы.
7. Широкие габаритные размеры рабочего стола обрабатывающего центра с ЧПУ создают некоторые затруднения при снятии с него готовых деталей.
8. Использование технологии нестинг на современном высокотехнологичном оборудовании с ЧПУ требует высокий уровень квалификации работника при написании нестинг — программ.
Предпосылки внедрения технологии нестинг в производство
Комплексная обработка ДСП или МДФ на фрезерном станке или обрабатывающем центре с ЧПУ при соответствующей организации производства открывает многие дополнительные возможности, как для небольших фирм, так и для крупных предприятий.
Крупные мебельные предприятия технология нестинг заинтересует, прежде всего, при массовом изготовлении корпусной мебели с большим количеством нелинейных деталей из ДСП. Если требуется обходиться без использования форматно-раскроечных станков, можно увеличить производительность оборудования, используя обрабатывающие центры с дополнительными силовыми узлами, которые выполняют обработку ДСП или МДФ плиты одновременно несколькими фрезами.
Если деревообрабатывающий цех специализируется на небольших и индивидуальных заказах, то технология нестинг также покажет высокую отдачу при изготовлении криволинейных, непрямых деталей со сложной фрезеровкой, воплощая в жизнь самые сложные дизайнерские решения. Наиболее распространенный пример применения технологии Nesting – это производство мебельных фасадов из МДФ. После укладки цельной плиты МДФ на крупноформатный обрабатывающий центр с ЧПУ через определенное время на выходе получаются готовые под облицовку пленкой или покраску разноразмерные детали со сложным рельефным рисунком на поверхности.
Другие статьи…
2022 Лучшие станки с ЧПУ для раскроя | Линии по производству мебели
У вас есть идея сделать своими руками или купить недорогие раскройные станки с ЧПУ для изготовления планов, проектов и идей по индивидуальному заказу мебели с линией по производству панельной мебели в США, Великобритании, ОАЭ, Канаде, Австралии, России, Южной Африке, Китае. , Индии или других странах Азии, Европы, Северной Америки, Южной Америки, Африки и Океании? Ознакомьтесь с руководством покупателя лучшего гнездового фрезерного станка с ЧПУ 2022 года для производителей современных кухонь, производителей шкафов, краснодеревщиков, производителей шкафов, производителей дверей, продавцов и поставщиков, станков с ЧПУ, операторов и начинающих в современном промышленном производстве. Мы предложим вам раскройные станки с ЧПУ 2022 года с профессиональным обслуживанием клиентов и поддержкой для изготовления шкафов, шкафов, шкафов, домашних дверей, предметов интерьера и более индивидуальной панельной мебели.
Что такое раскройный станок с ЧПУ?
Станок с ЧПУ Nesting — это тип линии по производству панельной мебели, которая представляет собой интеллектуальное решение с ЧПУ для производства мебели по индивидуальному заказу, такого как изготовление панельной мебели, изготовление дверей шкафа, изготовление дверей шкафа, изготовление дверей для дома, изготовление шкафов, изготовление предметов интерьера, изготовление шкафов , изготовление мебели для дома, изготовление мебели для магазинов и офисов. В производственном процессе оператор, как и носильщики, интеллектуальные станки для раскроя с ЧПУ могут реализовать автоматическую вставку штрих-кода, автоматическую подачу, сверление, прорезку, резку, автоматическую загрузку, автоматические процессы извлечения для вырезания бокового отверстия, прорези сзади, заднего отверстия, весь процесс не требует человеческого суждения, автоматической обработки, избавления от зависимости специалистов по деревообработке и технических работников. Станок с ЧПУ для раскроя также известен как станок с ЧПУ для раскроя, обрабатывающий центр с ЧПУ для раскроя, фрезерный станок с ЧПУ для раскроя, линия для производства панельной мебели.
Кроме того, автоматический раскройный станок с ЧПУ вместо традиционной пилы с толкающим столом или точной пилы, чтобы предотвратить возникновение производственных травм, гарантирует здоровье сотрудников.
Сколько типов линий по производству панельной мебели?
Линии по производству панельной мебели включают в себя автоматический центр сверления и резки рядов этикеток, станок для интеллектуальных отверстий по индивидуальному заказу для шкафов и шкафов, шестистороннее сверление с ЧПУ, панельную пилу с ЧПУ, интеллектуальное соединение шкафа, линию формованных дверей шкафа и гардероба, множественное шестистороннее сверление и соединения станков для резки, планирование и проектирование производственного процесса, обрабатывающий центр для сборки массивной древесины.
Как раскройный станок с ЧПУ работает с линией по производству панельной мебели?
Рабочий путь автоматически создается программой. Благодаря программному обеспечению для интеллектуального проектирования, позволяющему разделить одно 3D-моделирование, можно реализовать реальный эффект рендеринга карты. Индивидуальная форма и размер мебели с первого взгляда. После того, как автоматическая сборка сгенерировала отчет об одной панели и заявления об оборудовании, а также выводит все форматы чертежей листа (чертежи формата DXF, принадлежащие к общему формату, их можно открыть во всех программах фрезерного станка с ЧПУ), каждая часть отверстий пластины, пазы автоматически сгенерировано. Благодаря оптимизации с помощью программного обеспечения для автоматической компоновки для оптимизации компоновки и создания пути обработки (программа ЧПУ) для максимального использования сырья.
Это может быть полностью массовое производство мебели по индивидуальному заказу, обработка полуфабрикатов может быть четко различима, ее нелегко спутать.
Это может сократить трудозатраты, улучшить использование сырья, значительно снизить производственные затраты.
В загрузочном столе конвейерной ленты имеется два лазерных излучения датчик, когда заготовка прибывает к датчику, конвейер останавливается автоматически. Когда рабочий снимает заготовки, передача продолжать работу до тех пор, пока датчик не обнаружит следующие детали.
Technical Parameters — Specifications
Brand
STYLECNC
Model
S1, S2, S3, S4, S5, S6
Price Range
$5,500.00 — 56 000,00 $
Конструкция стола
Вакуумная система
X, Y Конструкция
9002
003
Z Structure
Ball Screw, linear square rail
Working Voltage
AC380V,3PH/50/60Hz,3PH
Command
G-код, *uoo, *mmg, *plt
Операционная система
Тайваньская система управления Syntec
Фрезерно-фрезерные станки с ЧПУ VS
Многие клиенты использовали традиционные фрезерные станки с ЧПУ по дереву, прежде чем использовать станки с ЧПУ для раскроя. Раньше они в основном использовались для резки специальных форм или изготовления полых решеток, фрезерования дверей шкафов и других процессов. От функционального принципа до внешнего вида станка фрезерный станок с ЧПУ по дереву похож на станок с ЧПУ для раскроя, но на самом деле основная функция фрезерного станка по дереву с ЧПУ — это резьба, а основная функция станка с ЧПУ для раскроя — резка. .
1. Хотя обычный фрезерный станок с ЧПУ может открывать материалы, его конструкция станины и механические части определяют, что его нельзя использовать для длительных работ по резке, в противном случае это приведет к деформации станины и снижению механической точности;
2. Конфигурация станка: фрезерные станки с ЧПУ обычно используют шаговые двигатели и обычные системы Weihong. Станок с ЧПУ для раскроя обычно использует японскую систему высокоскоростного сервопривода Yaskawa или Taiwan Delta, а также тайваньскую систему управления нового поколения, поэтому разница в стоимости очень велика.
3. Используемая система управления отличается. Станок с ЧПУ для раскроя может взаимодействовать со многими программами для резки, оптимизирующими дизайн и компоновку, что может значительно повысить коэффициент использования листа, а программное обеспечение может автоматически разделять заказ и автоматически открывать материал. Операция проста, и производство может быть достигнуто. Это обычный непревзойденный фрезерный станок с ЧПУ;
4. Конструкция станины и аксессуары, используемые станком для резки, намного выше, чем у фрезерного станка с ЧПУ, который может адаптироваться к длительной работе по резке, а скорость очень высокая;
5. Экономия труда. Превосходный станок с ЧПУ для раскроя может взаимодействовать с автоматической подачей, разгрузкой, автоматической маркировкой и другими системами автоматизации, чтобы действительно реализовать автоматическое производство, и один человек может выполнить операцию;
6. Функция сбора пыли станка для резки намного сильнее, чем у гравировального станка, и эффект удаления пыли лучше;
7. Станок для резки представляет собой устройство с числовым программным управлением с большим количеством механизмов обнаружения и отказоустойчивости и прост в эксплуатации. Обычные рабочие могут выполнить операцию после простого обучения.
Как выбрать производителя станков с ЧПУ?
Как гарантированный поставщик и производитель станков с ЧПУ для раскроя, STYLECNC предлагает для продажи все виды лучших станков с ЧПУ для раскроя в соответствии с вашими потребностями.
Станки с ЧПУ для раскроя STYLECNC используют оригинальное программное обеспечение для раскроя с ЧПУ и систему раскроя с ЧПУ, высококачественные оригинальные комплекты станков с ЧПУ для раскроя, биты, детали и инструменты.
STYLECNC предлагает себестоимость ваших планов раскроя с ЧПУ без каких-либо посредников. У нас вы получите лучшие раскройные станки с ЧПУ по доступной цене.
STYLECNC также предлагает интеллектуальные решения для раскроя с ЧПУ, бесплатное круглосуточное индивидуальное обслуживание и бесплатную поддержку.
Как купить фрезерный станок с ЧПУ Nesting с линией по производству панельной мебели?
1. Проконсультируйтесь:
Мы порекомендуем вам наиболее подходящий раскройный станок с ЧПУ после того, как ознакомимся с вашими требованиями.
2. Цитата:
Мы предложим вам наше подробное предложение в соответствии с консультируемым обрабатывающим центром с ЧПУ. Вы получите наиболее подходящие характеристики, лучшие аксессуары и доступную цену.
3. Оценка процесса:
Обе стороны тщательно оценивают и обсуждают все детали (технические параметры, спецификации и деловые условия) заказа, чтобы исключить любые недоразумения.
4. Размещение заказа:
Если у вас нет сомнений, мы вышлем вам PI (Proforma Invoice), а затем подпишем с вами договор.
5. Производство:
Мы организуем изготовление станков с ЧПУ сразу после получения вашего подписанного договора купли-продажи и депозита. Последние новости о производстве будут обновляться и сообщаться покупателю фрезерного станка с ЧПУ во время производства.
6. Контроль качества:
Вся производственная процедура будет проходить регулярный осмотр и строгий контроль качества. Полный фрезерный станок с ЧПУ для раскроя будет протестирован, чтобы убедиться, что он может работать хорошо, прежде чем покинуть завод.
7. Доставка:
Мы организуем доставку в соответствии с условиями контракта после подтверждения покупателем станка с ЧПУ.
8. Таможенное оформление:
Мы предоставим и доставим все необходимые отгрузочные документы покупателю и обеспечим беспрепятственное таможенное оформление.
9. Поддержка и обслуживание:
Мы предлагаем профессиональную техническую поддержку и бесплатное обслуживание по телефону, электронной почте, Skype, WhatsApp, онлайн-чату, удаленному обслуживанию. У нас также есть доставка от двери до двери в некоторых районах.
Автоматический фрезерный станок с ЧПУ | Раскройный станок с ЧПУ
Фрезерный станок с ЧПУ Nesting
Станок с ЧПУ Nesting представляет собой оборудование с числовым программным управлением, предназначенное специально для производства панельной мебели. Его основная функция – резка деревянных досок. При обработке режущий станок включает в себя резку, штамповку, нарезку канавок и другие процессы. Как правило, благодаря плану интеллектуального программного обеспечения станок с ЧПУ для раскроя автоматически улучшает дизайн набора, создает карту эффектов и выполняет такие операции, как спонтанные модификации, и непроизвольно создает различные пути. Следовательно, это экономит и улучшает использование листа. К счастью, раскройный станок с ЧПУ широко используется в мебельной промышленности, например, при изготовлении шкафов, платяных шкафов, дверей из цельного дерева, без покраски, композитных материалов из цельного дерева и дверей. Представьте себе, что один раскройный станок с ЧПУ сделал для различных домов и офисных дверей. Если вы хотите воплотить в жизнь панельную мебель, раскройный станок с ЧПУ — ваш лучший друг.
Подробнее
Общая классификация раскройных станков с ЧПУ
Многоцелевой раскройный станок с ЧПУ
Многоцелевой раскройный станок с ЧПУ представляет собой часть оборудования для числового отслеживания, специально разработанного для производства линеек мебельной продукции. Общие многопроцессорные раскройные станки с ЧПУ включают в себя; двойные процессы, три процесса и четыре процесса резки с ЧПУ. Тем не менее, обсуждаемый станок с ЧПУ, многофункциональное устройство, уникально появился благодаря производству одинарных и двойных корпусных головок. Различные головки имеют различные функции обработки, но не ограничиваются такими функциями, как резка, прорезка пазов и сверление. Он также собран с комплектом рядковой сеялки и 9буровое долото, которое используется для бурения отверстий по горизонтали. Пробивка стопок с особой бдительностью и избегание округлости вырубки вполне возможна для отверстий нескольких диаметров. При повороте ряда сверл элементы соединяются со всеми девятью сверлами, вращающимися одновременно, без необходимости разблокировать диаметр отверстия, что увеличивает скорость сверления. С гарантией эффективности 30% многопроцессорный станок для резки с ЧПУ является наиболее подходящим для производства шкафов.
Станок с ЧПУ для автоматической смены инструмента
Будучи станком с ЧПУ для автоматической смены инструмента, этот раскройный станок с ЧПУ выполняет функцию автоматической смены инструмента во время обработки и по-прежнему выполняет позиционирование, оптимизацию, резку, штамповку, прорезку пазов и гравировку. Оснащен автономным магазином инструментов и каждой комбинацией инструментов, предназначенных для выполнения ключевых функций обработки любого неметаллического материала. Рама встроена в структуру подвижной колонны гентри, а все компоненты устройства изготовлены и собраны с точностью, чтобы повысить удобство обслуживания, прочность, качество работы и долговечность. Обладая всеми этими преимуществами, этот раскройный станок с ЧПУ широко используется и почитается для обработки в промышленности благодаря возможности автоматической смены инструмента. Что ж, если производительность и красота являются вашими целями, этот станок с ЧПУ для раскроя является самым большим секретом.
Другие популярные коллекции станков с ЧПУ: станок с ЧПУ по дереву, 4-осевой фрезерный станок с ЧПУ, 5-осевой фрезерный станок с ЧПУ, плазменный резак с ЧПУ, фрезерный станок с ЧПУ по камню, фрезерный станок с ЧПУ ATC, мини-маршрутизатор с ЧПУ
Type3, Ucancam, Artcam, Alphcam, Cabinet Vision и т. д.
Диапазон цен
18000,00 – 58000,00 долларов
Другие названия
вложенный фрезерный станок с ЧПУ, автоматический вложенный фрезерный станок с ЧПУ, вложенный станок с ЧПУ, линия по производству мебели, загрузочно-разгрузочный станок для дерева, ЧПУ с автоматической загрузкой и разгрузкой, вложенный гравировальный станок с ЧПУ
Строительная промышленность (общая деревообработка, кухонные шкафы и двери, фасады и навесные стены, колонны и балюстрады)
Вывески и реклама (вывески внутри и снаружи, гравировка и барельеф, объемные буквы, похороны)
Рельефная скульптура, трехмерная гравировка и цилиндрический проект.
Пластмассы и композиты (ACP, ACM, материал с твердой поверхностью и т. д.)
Цветные металлы и морской
Преимущества и особенности фрезерного станка с ЧПУ Nesting
Увеличение использования листа на 40%. В режущий станок с ЧПУ встроена фреза для проникновения в материал, которая случайным образом поворачивается для проникновения в заготовки уникальной формы и увеличения скорости нанесения пластины.
Снижает трудозатраты. Только один человек управляет несколькими раскройными станками с ЧПУ одновременно или с разной скоростью, что значительно снижает трудозатраты.
Снижает трудоемкость. Благодаря встроенной функции автоматической загрузки и выгрузки устройство с ЧПУ для раскроя упрощает работу и сокращает количество рабочих задач в заводских условиях.
Высокий коэффициент безопасности. Иногда небрежность со стороны оператора фрезерного станка с ЧПУ приводит к ненужным травмам из-за меньшего внимания, уделяемого работе при использовании таких предметов, как настольная пила. Тем не менее, встроенный фактор безопасности открывателя гарантирует защиту от любого несчастного случая или травмы при поиске.
Эффективный эффект всасывания. Нестинговый станок с ЧПУ оснащен двухцилиндровым пылесосом, что облегчает очистку воем в 3-5 раз выше, чем у обычной настольной пилы.
Более высокая производительность. Станок с ЧПУ для раскроя включает в себя полностью автоматическую загрузку и разгрузку одновременно и даже справляется с рабочими нагрузками в 1,5 раза больше, чем при обычном ручном открытии. Наконец, участие рабочих в обработке станков с ЧПУ снижает трудоемкость и повышает эффективность производства.
Прочная сбалансированная конструкция, обеспечивающая максимальную устойчивость. Специально разработанные технологии гарантируют точность и жесткость. Тяжелое монолитное основание гарантирует прочность и отсутствие вибрации, что обеспечивает постоянное качество продукции.
Портальная конструкция со сдвоенным двигателем предназначена для повышения стандартов точности и надежности при выполнении операций механической обработки.
Автоматическая смазка — это опция, которая обеспечивает непрерывную смазку основных движущихся частей фрезерно-фрезерного станка с ЧПУ без необходимости вмешательства оператора.
Моторизация по двойной оси Y поддерживает высокие скорости и ускорения, обеспечивая при этом высокую точность и качество. Более высокая мощность двигателя увеличивает ускорение на 3 м/с 2 и скорость 85 м/мин.
Системы загрузки и разгрузки выполняются одновременно, что позволяет оператору удалять готовые компоненты со станции разгрузки с максимальной безопасностью, пока фрезерный станок с ЧПУ уже обрабатывает следующую панель. Система загрузки панелей с ножничным подъемником и автоматическим выравниванием панелей. Простота использования системы обеспечивает долгосрочную надежность.
Панели загрузки и выгрузки, которые автоматизируют и оптимизируют процесс обработки и занимают до 40% меньше места.
Размер фрезерного станка с ЧПУ
настраивается в зависимости от размера панели заказчика. Мы можем изготовить такие размеры, как 1300*2500 мм, 1500*3000 мм, 2000*3000 мм, 2000*4000 мм и т. д.
Как купить фрезерный станок с ЧПУ?
Запрос. Не стесняйтесь сообщить нам, какой материал вы хотите, каков ваш максимальный рабочий размер и какой продукт вы хотите сделать. Бюджет тоже приветствуется.
Предоставлено бесплатное предложение
. Мы отправим вам лист с расценками с конфигурацией станка с ЧПУ, фотографиями, видео и ценами в соответствии с вашим запросом.
Запустить заказ. Ваша компания организует депозит, и мы начинаем производство фрезерных станков с ЧПУ с 3D-дизайна, сварки корпусов станков с ЧПУ, механической обработки, покраски, подготовки, производства и проверки запасных частей.
Токарные патроны для станков — виды, нюансы выбора различных токарных патронов. Кулачки для токарных патронов.
Токарный патрон — важный элемент оснастки токарного станка. От того, насколько надежно закреплена заготовка на станке, зависит точность обработки. От качества изготовления патрона — зависит длительность эксплуатации. В процессе совершенствования металлообрабатывающих технологий было разработано множество конструкций патронов, из которых были выбраны наиболее эффективные.
Закрепление патронов на токарном станке
Крепление и центрирование токарных патронов производится на шпинделе токарного станка. Диаметры патронов и способы их крепления — стандартизированы. В зависимости от производителя патроны будут обозначаться типом (по ISO) или исполнением (по Гост). Распространенная конструкция конца шпинделя — это крепление типа С или типа D (cam-lock). Существуют и другие конструкции шпинделя.
Для крепления токарных патронов широко используются фланцы и планшайбы, размещаемые на шпинделе. Они имеют такую же конструкцию, как и фланец токарного патрона, однако такие приспособления позволяют значительно повысить универсальность, поскольку на них можно устанавливать различные патроны. На планшайбах имеются многочисленные отверстия для затяжных болтов и центрирующий выступ. При установке патрона на планшайбу или фланец также можно добиться высокой точности.
Виды токарных патронов
Токарные патроны делятся на такие виды:
Механические. Наиболее распространенный класс патронов, разделяется на кулачковые, поводковые, цанговые. Первая группа сейчас практически вытеснила вторую и, в свою очередь, делится на самоцентрирующиеся, обычно с 3 кулачками, и несамоцентрирующиеся, у которых количество кулачков может быть 2, 4 или 6. Шестикулачковые патроны используются реже всего.
Механизированные: Пневматические, гидравлические, электрические. Автоматизируют процесс зажима-разжима заготовки с заданным усилием. Гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм (диаметры импортных патронов указаны в дюймах 6, 8, 10, 12, 15 и далее дюймов). Пневматические патроны применяются на токарных автоматах. Цанговые патроны служат для зажима прутковой заготовки относительно небольшого диаметра. Электрические. не получили широкого распространения.
Токарный патрон с механическим управлением
Патрон с пневматическим приводом
Наружный диаметр токарных патронов находится в пределах 80-1000 мм, из которых наибольшей популярностью пользуются патроны диаметром 80-400 мм. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Двухкулачковые патроны
Патроны этого типа имеют достаточно простое строение. Они могут быть ручными с двухзаходным винтом или с механическим приводом. В ручных устройствах винт располагается либо среди кулачков, либо сбоку.
Главный недостаток двухкулачковых патронов — при перекосе кулачков в направляющих из-за боковых зазоров происходит смещение центра заготовки. Поэтому направляющие тщательно шлифуют, а кулачки подгоняют под них с минимальным зазором.
Ходовой винт выполняется из прочных легированных сталей с высоким содержанием хрома. Кулачки производятся из цементируемой стали, термическая обработка которой придает высокую прочность.
Трехкулачковые патроны
Трехкулачковый патрон получил наибольшее распространение. Причина высокой популярности — быстрота крепления деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто.
В отличие от патронов клинореечного типа, этот патрон не требует времени на переналадку, когда устанавливается заготовка другого размера. Центрирование патрона может выполняться цилиндрическим пояском или конусом.
Патрон представляет массивную планшайбу, в которой прорезаны радиальные пазы. В них перемещаются три кулачка, приводимые в действие конической зубчатой передачей, которая смонтирована внутри планшайбы. Одно из колец снабжено торцевой резьбой, называемой спиралью Архимеда, при помощи которой его можно вращать ключом. При вращении этой спирали происходит одновременное перемещение всех кулачков.
Четырехкулачковые патроны
Патрон этого типа имеет кулачки, которые перемещаются независимо друг от друга, что обеспечивает ему широкие возможности. С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
Наиболее простые четырехкулачковые токарные зажимы представляют собой чугунную планшайбу, на которой винтами зажимаются кулачки. Планшайба имеет лучевые пазы, на которых возможно размещение дополнительной оснастки.
Для крупных станков используются массивные патроны с Т-образными пазами. Перемещение кулачков выполняется винтами, ось которых лежит на плоскости планшайбы. В таких патронах часто используются составные кулачки.
Выбор токарного патрона
Выбор патрона ведется в зависимости от обрабатываемой детали. Двухкулачковые патроны применяются для зажима небольших фасонных заготовок. Для простых симметричных заготовок чаще всего используются трехкулачковые патроны, которые позволяют быстро закрепить деталь на шпинделе. Чтобы зажать несимметричную деталь, применяются двух- или четырехкулачковые патроны. Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы.
Если длина заготовки превышает ее диаметр в 4 раза и более, то ее крепление выполняется патроном, в зависимости от формы, и подвижным центром задней бабки. Другим вариантом является применение крепления заготовки в центрах с использованием поводкового патрона для передачи вращающего момента. Таким образом можно закреплять деталь, длина которой превышает диаметр в 10 раз. Для еще более длинных заготовок используются дополнительные опоры — люнеты.
Несмотря на все разнообразие патронов для токарных станков с ЧПУ, некоторые детали сложной и несимметричной формы невозможно закрепить в них. Для таких заготовок используются планшайбы с противовесом.
Дата внесения последних изменений 16.06.2020
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Приспособления для закрепления деталей за наружную поверхность токарного патрона
Трехкулачковые самоцентрирующие патроны. Существует несколько типов самоцентрирующих трехкулачковых патронов с ручным приводом, различающихся между собой устройством для перемещения кулачков. Независимо от особенностей этих устройств перемещение кулачков патрона во всех случаях происходит одновременно и с одинаковой скоростью. Благодаря этому ось цилиндрической поверхности, предназначенной для закрепления детали в патроне, должна совпасть с осью вращения шпинделя станка.
Наиболее широкое применение получил спиральный самоцентрирующий трехкулачковый патрон (рис. 46). В корпусе 3 этого патрона заложена стальная коническая шестерня 4, на обратной стороне которой имеется спиральная канавка. На кулачках 2 патрона сделано несколько выступов, которые входят в спиральную канавку шестерни 4. При вращении одной из трех шестерен 1 посредством ключа (квадратный хвост которого входит в такое же отверстие в торце шестерни) вращается шестерня 4. Под действием спирали, нарезанной на обратной стороне этой шестерни, кулачки будут перемещаться в пазах корпуса патрона, что и требуется для закрепления детали.
Рассматриваемый патрон имеет два комплекта кулачков. Один из этих комплектов (кулачки 2) используется для закрепления детали за ее внутреннюю, а другой (кулачки 5) — за ее наружную поверхность.
При небольшом диаметре наружной поверхности, за которую деталь закрепляется в патроне, можно использовать и кулачки 2. Кулачки> в этом случае соприкасаются с деталью поверхностями А. Такой способ особенно часто применяется при изготовлении деталей из прутка, пропущенного через отверстие в шпинделе. Кулачки 5 используются иногда для закрепления детали за поверхность отверстия. Они соприкасаются в этом случае с деталью поверхностями В и работают, как говорят, «на разжим».
При замене одного комплекта кулачков другим необходимо вводить в паз корпуса сначала тот кулачок, на котором имеется цифра 1 (или одна точка, намеченная керном). После того как при вращении большой шестерни первый выступ этого кулачка войдет в спиральную канавку, можно вводить в следующий паз кулачок с цифрой 2, а затем (в последний паз) кулачок с цифрой 3. При правильной сборке патрона все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга. При неправильной сборке патрона коснутся только два кулачка, а третий не будет касаться остальных. В этом случае следует вывести все кулачки и ввести их снова в пазы корпуса патрона, как это было указано выше.
Биение точно обработанной детали, закрепленной в новом спиральном патроне, составляет 0,06—0,12 мм (в зависимости от диа>метра патрона). Величина этого биения быстро возрастает вследствие износа рабочих поверхностей спирали шестерни и выступов кулачков. Точность центрирования патроном зависит и от состояния пазов, по которым перемещаются кулачки. При износе этих пазов кулачки при закреплении детали отходят от корпуса патрона (рис. 47) и положение детали получается неправильным.
Для повышения точности центрирования патроном можно пользоваться чугунной разрезной втулкой (рис. 48, а).
Эту втулку, обработанную начерно, разрезают, зажимают в кулачки патрона и растачивают по диаметру детали, которая будет в ней обрабатываться. На время растачивания в место разреза кладут медную прокладку, которая после растачивания вынимается. Положение втулки относительно кулачков должно быть постоянным, поэтому на втулке и на каком либо кулачке надо сделать отметки мелом или закернить. Лучше, однако, если в боковую поверхность втулки ввернуть небольшой винт, который во время работы должен плотно прилегать всегда к какому-нибудь одному из кулачков патрона. Заплечик у втулки следует делать для того, чтобы она не смещалась вдоль оси патрона.
При больших размерах детали разрезная втулка плохо пружинит. В этих случаях также с целью улучшения центрирования на кулачки патрона надеваются и закрепляются стопорными винтами чугунные кольца (рис. 48, б). Головки винтов не должны выступать над поверхностью колец. Установив кулачки в положение близкое к требуемому для закрепления данной детали, делают в кольцах выточку по диаметру> детали.
Разрезная втулка и кольца повышают точность установки детали и, кроме того, предохраняют поверхность ее от повреждений кулачками патрона.
Расширение пределов применения трехкулачкового патрона. Для закрепления некоторых деталей, например, длинных (рис.49, а), или,наоборот, коротких, но больших диаметров (рис. 49, б), могут , быть очень полезны специальные накладные кулачки, подобные показанным на рисунках. На этих рисунках: 1 — корпус патрона; 2 —основные кулачки; 3 — накладные кулачки; 4 — обрабатываемая деталь.
Накладные кулачки часто изготовляют сырыми (незакаленными), что дает возможность протачивать рабочие поверхности кулачков после их закрепления на основных кулачках. Такое протачивание обязательно после установки вновь изготовленных накладных кулачков, но его полезно делать и время от времени при дальнейшем использовании патрона. Протачивание кулачков следует производить на том станке, на котором будет работать данный патрон. При простой форме рабочих поверхностей кулачков они могут быть и закаленными. Рабочие поверхности их следует шлифовать, используя для этого переносную шлифовальную машинку.
Детали, закрепляемые в трехкулачковом самоцентрирующем патроне. Из сказанного выше вытекает, что деталь, обрабатываемую на токарном станке, следует закреплять в трехкулачковом самоцентрирующем патроне в следующих, случаях:
если деталь имеет цилиндрическую поверхность (наружную или внутреннюю), за которую она может быть достаточно прочно закреплена в патроне;
если обработка детали может быть выполнена при ее закреплении, которое не требует большого усилия, вредного для патрона;
если при обработке поверхностей детали, наиболее удаленных от патрона, установка ее не нарушается и сама деталь не будет погнута;
если вся обработка детали, закрепленной в патроне, может быть выполнена за одну установку;
если обработка детали выполняется за несколько установок, но строгой концентричности поверхностей ее, обрабатываемых при разных установках, не требуется.
Длинные детали, закрепленные в трехкулачковом самоцентрирующем патроне, следует поддерживать задним центром.
Двухкулачковые самоцентрирующие патроны. Перемещение основных кулачков 2 этого патрона (рис. 50) осуществляется посредством винта 4, один конец которого, например А, имеет правую резьбу, а другой, В, — левую. Соответственные резьбы имеются в кулачках 2. В средней части винта патрона сделана шейка Б с заплечиками, охватывающими полуподшипник 1. Полуподшипник прикреплен к корпусу патрона. Поэтому винт при вращении его посредством ключа за квадратный конец (любой) осевого перемещения не имеет, а перемещаются с одинаковой скоростью основные кулачки 2 с прикрепленными к ним накладными кулачками 3. На рис. 51 изображены примерные конструкции деталей, обрабатываемых с помощью двухкулачковых патронов. Из их рассмотрения нетрудно убедиться, что трехкулачковые патроны непригодны для обработки таких деталей.
Форма накладных кулачков 3 (рис. 50), изготовленных специально применительно к обработке одной или нескольких деталей, позволяет обеспечить их центрирование при установке и закреплении. Для детали, изображенной на рис. 51, б (симметричной относительно оси 00), накладные кулачки имеют одинаковые вырезы по контуру Г (рис. 50), а второй детали (рис. 51, а) — разные, поскольку одинаковые кулачки не обеспечат симметричной установки такой детали относительно оси ОО.
В двухкулачковых патронах можно в отдельных случаях центрировать и закреплять детали и по цилиндрическим поверхностям.
Детали, закрепляемые в двухкулачковом самоцентрирующем патроне. Этот патрон следует применять в следующих случаях:
1) если поверхность, за которую закрепляется и с помощью которой центрируется деталь, имеет нецилиндрическую форму, но симметричную хотя бы относительно одной оси;
2) если поверхность, за которую закрепляется и с помощью которой центрируется деталь, имеет цилиндрическую форму, но кулачки трехкулачкового патрона не имеют доступа к этой поверхности и нужны накладные кулачки специальной формы, например такие, как это показано на рис. 52.
Четырехкулачковые патроны с независимым перемещением кулачков. Кулачки 1 этого патрона (рис. 53) входят своими квадратными выступами 4 в пазы патрона и удерживаются в них гайками 2, которые должны быть затянуты настолько, чтобы кулачки могли перемещаться без излишней и вредной слабины. Для перемещения кулачков служат винты 3 с квадратными головками А, проходящие через выступы кулачков. Эти винты не имеют осевых перемещений, так как они упираются нижним концом в стенку паза, а заплечиком, сделанным вблизи квадратного конца, — в обод патрона. Квадратные головки винтов находятся в углублениях, сделанных в ободе патрона, и не должны выступать над ним (в целях безопасности).
На передней стороне патрона нанесены круговые риски на расстоянии 10—15 мм одна от другой. Пользуясь этими рисками, можно быстро устанавливать все кулачки на одинаковом расстоянии от центра патрона. На рис. 53 кулачки поставлены для закрепления детали за наружную поверхность. В случае необходимости кулачки можно перевернуть и закрепить обрабатываемую деталь за внутреннюю поверхность.
Существенный недостаток четырехкулачковых патронов — длительность проверки положения закрепляемых в них деталей, которая, однако, сокращается по мере накопления опыта.
Проверка установки детали, обрабатываемой в четырехкулачковом патроне. Эта проверка производится по боковой или по торцовой поверхности устанавливаемой детали или по обеим поверхностям.
Проверку установки детали, изготовляемой из грубой отливки или поковки, по боковой необработанной поверхности следует производить мелом. Для этого, пользуясь круговыми рисками, грубо устанавливают деталь в патроне и, предварительно закрепив ее, пускают станок в ход на тихих оборотах. Затем подводят к детали кусок мела. Мел обычно берут в правую руку и поддерживают ее для большей устойчивости левой. Руки должны быть расположены относительно детали так, как изображено на рис. 54, а. Ни в коем случае не следует держать руки так, как показано на рис. 54, б, потому что при слишком сильном нажатии на поверхность детали мел может «подхватить», что вызывает нередко повреждение руки. Лучше опереть руку на зажатый в резцедержателе и подведенный к устанавливаемой детали резец.
Мел, коснувшись детали, отметит ту часть поверхности, которая наиболее удалена от оси вращения, и поэтому деталь надо сместить в сторону, противоположную меловой отметке. Для этого останавливают станок, освобождают одни кулачки и поджимают другие. Обрабатываемая деталь смещается в сторону ослабленных кулачков.
После этого станок пускают в ход, снова посредством мела определяют «высокое» место, и т.д. до тех пор, пока мел не будет касаться детали со всех сторон равномерно.
На рис.55 показаны три характерных случая положения меловой риски на боковой поверхности проверяемой детали. На рисунке цифрами 1,2,3,4 обозначены кулачки патрона, 5- обрабатываемая деталь, 6-меловые риски и 7-стрелки, указывающие направление, в которое должна быть смещена деталь. Если риска расположена по рис.55,а, т.е симметрично относительно кулачка 4, необходимо слегка освободить (равномерно) кулачки 1 и 3, несколько больше ослабить кулачок 2, поджать кулачок 4 и снова закрепить кулачки 1 и 3.
При расположении риски точно посередине между двумя кулачками, например между кулачками 4 и 1 (рис. 55, б), для правильной установки детали необходимо одинаково ослабить кулачки 2 и 3 и поджать кулачки 4 и 1.
Когда риска располагается так, как показано на рис. 55, в, следует немного освободить кулачок 3, несколько больше кулачок 2 и после этого закрепить кулачки 1 и 4.
Предварительную проверку установки по боковой поверхности деталей, изготовляемых из более точных заготовок (штамповка, прокат), надо производить также по мелу, но окончательная проверка таких деталей (учитывая малый припуск) осуществляется при помощи рейсмуса. Его устанавливают или на суппорт станка, или на стальную плитку, положенную на станину (рис. 56). Загнутый конец иглы рейсмуса подводят к поверхности проверяемой детали так, чтобы между этой поверхностью и концом иглы был просвет 0,3—0,5 мм. Затем медленно вращают деталь и наблюдают, как изменяется величина этого просвета. Изменяя установку детали (перемещая для этого кулачки патрона, как указано выше), добиваются того, чтобы изменение просвета было возможно меньшим. После этого закрепляют деталь окончательно.
Иногда оказывается необходимым проверить правильность установки детали по торцовой обработанной поверхности. В этом случае поступают так же, как и при проверке (рейсмусом) установки детали по боковой поверхности. Чем ближе будет расположен конец иглы к поверхности детали, тем точнее будет проверена установка ее.
Заметим в заключение, что при всех указанных выше проверках установки детали при помощи рейсмуса изменение ния детали, закрепленной просвета между его иглой и поверхностью детали наблюдается отчетливее, если сзади иглы держать листок белой бумаги.
Более точная проверка положения детали по ее обработанной поверхности производится при помощи индикатора. Общий вид и некоторые детали индикатора показаны на рис. 57.
В основании 9 индикатора (рис. 57, а) посредством накатанной гайки 10 закрепляется стойка 8, на которой при помощи зажима 4 удерживается стержень 2. Этот стержень зажимом 1 соединен со стержнем 5, на котором посредством зажима 6 закреплен индикатор 5 с кнопкой 7. Ослабив винты зажимов 1, 4 и 6, а также гайку 10, можно установить индикатор 3 в любом положении. Затем следует закрепить эти зажимы. Кнопка 7 является (рис. 57, б) концом стерженька 16, который проходит через корпус индикатора. На части стерженька, расположенной внутри корпуса, нарезаны зубья, образующие рейку, сцепленную с маленькой шестерней 12. При перемещении стерженька 16 вдоль оси шестерня 12 вращается, и ее вращение через шестерни 11 и 13 передается оси, на которой закреплена стрелка 15. Конец стрелки расположен над шкалой, каждое деление которой соответствует перемещению стерженька 16 на 0,01 мм. Под действием пружинки 14 стерженек 16 отводится вниз и кнопкой 7 прижимается к проверяемой поверхности.
Установив основание индикатора на суппорт станка или плиту, положенную на станину, подводят кнопку индикатора к поверхности проверяемой детали и медленно поворачивают последнюю. При правильном положении детали стрелка индикатора не должна отклоняться от первоначального положения.
Детали, закрепляемые в четырехкулачковом патроне. Этот патрон применяется при закреплении детали за наружную цилиндрическую поверхность в случаях:
если обработка детали производится при большом зажимном усилии;
когда закрепление детали производится за необработанную или нецилиндрическую поверхность;
если обработка детали в самоцентрирующих (трехкулачковом или двухкулачковом) патронах невозможна, например, когда они малы по размерам, при сложной конфигурации деталей и т. п.;
когда требуется обеспечить точное положение детали, устанавливаемой по ранее обработанной поверхности (с помощью рейсмуса или индикатора, например при ремонте тяжелых деталей).
Четырехкулачковые патроны, как это показано ниже, находят применение и в других случаях, например, когда у детали обрабатываемая поверхность (наружная или внутренняя) смещена относительно цилиндрической поверхности, используемой для закрепления и т. д.
Уход за патронами. Независимо от конструкции патрона его точность и срок службы зависят от ухода за ним.
Если патрон не нужен, его следует протереть сухой тряпкой (особенно пазы для кулачков, и особо тщательно, если в нем обрабатывалась чугунная деталь), защитить концами нарезанное отверстие в патроне и открытые части пазов для кулачков от попадания пыли. Время от времени патрон надо разбирать и очищать. Перед установкой патрона на шпиндель станка следует протереть шпиндель сухой тряпкой, затем тряпкой, смоченной в керосине, и, наконец, слегка смазать чистым маслом (для облегчения свертывания патрона, если он крепится на резьбовом конце шпинделя). Резьбу в патроне перед каждым навертыванием его на шпиндель станка также необ>ходимо тщательно прочищать.
Зажим Side-Loc Xpansion приводится в действие сбоку, что делает его идеальным для работы с глухими отверстиями. Он производится как для фрезерных, так и для токарных станков. Кулачковый вал и поршень расширяют хомут сбоку. Те же монтажные размеры, что и у нашего оригинального идентификационного зажима.
Зажим Side-Loc Xpansion приводится в действие поворотом кулачкового вала с головкой под торцевой ключ сбоку, который перемещает конический плунжер для расширения зажима. Стопорное кольцо обеспечивает точный заданный диаметр и жесткость для обработки. Максимальный крутящий момент на стопорном кольце 10 фут-фунтов. (13 Нм). Как и наши оригинальные хомуты ID XpansionTM, хомут Side-Loc Xpansion имеет функцию мертвой длины, которая имеет решающее значение для размеров с жесткими допусками.
Зажим Side-Loc Xpansion разработан в двух вариантах: один для фрезерных операций, а другой для токарных работ. Для каждой модели доступен один размер. Фрезерный зажим Side-Loc Xpansion Clamp можно обрабатывать от 1,120 до 0,710 (от 28,4 до 18 мм), а токарную версию — от 2,09 до 0,710 (от 53 до 18 мм). Версия для токарного станка имеет прямой хвостовик 1 дюйм (25 мм).
G† — Минимальный диаметр, до которого может быть уменьшен размер «F». H* — (6) крепежных винтов входят в комплект. D Шестигранный ключ: M6
A
B
C
D
E +. 000 -.002
F
G†
H*
44.4
25.4
21.3
19.0
NA
53.3
17.8
25
For More Mitee-Bite Side-Loc Xpansion Clamps Click Here
Зажим штока из нержавеющей стали для токарного станка Chheda Сталь
Chheda Design
Артикул:
020300208
$18. 00
(4 отзыва)
Chheda Design
Зажим штока для токарного станка Chheda Design из нержавеющей стали
Рейтинг Обязательно
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя Обязательно
Электронная почта Обязательно
Тема отзыва Требуется
комментариев Обязательно
Текущий запас:
Количество:
Добавление в корзину… Товар добавлен
Надежно удерживает стержень по центру для поворота с подвижным центром, фиксирующим его. Нужен токарный станок и живой центр.
Изготовлен из нержавеющей стали
Самоцентрирующийся
Ширина пуговицы, которая подходит: от 0,80 до 0,50 дюйма / от 20 до 13 мм
Размеры: Диаметр стержня: 0,48 дюйма / 12 мм Длина: 1,70 дюймы / 43 мм
Советы Premal: 1. Смягчите края U-образных пазов наждачной бумагой с зернистостью 220, если на кнопке недостаточно места, чтобы можно было немного удалить ее. U-образные прорези немного вдавливают края кнопки.
2. Нагрейте область пуговицы на штоке, чтобы вернуть ей форму. (Будьте осторожны, чтобы не сжечь)
3. Сначала вставьте конец пуговицы в зажим, прежде чем закрепить приводной центр. Это позволит облегчить самоцентрирование штока.
Зажим для штока Chheda Design
Зажим для штока Chheda Design, вырезающий шип на акриловом штоке с…
Отзывы
5
Отличный маленький инструмент
Опубликовано DS 9 июня 2022 г.
Очень удобен для ремонта существующих штоков или их установки на другую трубу. Я не часто использую формованные стержни, но когда я это делаю, этот маленький инструмент незаменим. На вес золота за удобство, которое он предлагает.
5
Зажим штока
Опубликовано Джимом 14 февраля 2022 г.
Идеальный инструмент для ремонта штоков
5
Отличное дополнение к моему токарному станку по дереву.
Системы компенсации прогиба у листогибочных прессов
Станина | Привод рабочей балки | Система крепления инструмента | Система задних упоров
Система компенсации прогиба | Дополнительные устройства | Автоматизация гибки | ЧПУ
Необходимость применения систем компенсации прогиба продиктована тем, что балки крепятся к станине только по краям. Какие бы ни были они мощные, под большой нагрузкой испытывают упругую деформацию и прогибаются в середине. В этом случае длинные детали сгибаются неравномерно. Посередине угол гиба получается меньше, чем по краям. Рассмотрим распространенные системы и конструкции, позволяющие предотвратить или частично/полностью компенсировать прогиб балки, тем самым получить качественный гиб с постоянным углом по всей длине.
На верхней балке:
Полиспаст в приводе верхней балки равномерно распределяет нагрузку и прогиба не происходит на всей длине. Не требует управления. Такая конструкция обеспечивает высокое качество гиба при средних нагрузках. На высоких нагрузках дополнительно применяются другие системы небольшой компенсации прогиба.
Распределение усилий в верхней балке листогиба SafanDarley
Удлинители с клиньями. Перемещая клинья вдоль линии гиба можно менять общую высоту каждого удлинителя. Опытным путем индивидуально подбирается высота для каждого удлинителя. При малых и средних нагрузках может быть единственной системой компенсации прогиба на станке. Это очень простое и распространенное решение, но требует длительной ручной настройки при смене материала и реализуемо не во всех системах крепления.
Удлинитель с клином
Сдвоенные гидроцилиндры с каждой стороны вместо одного так распределяют нагрузку, чтобы прогиб верхней балки уменьшался. Управляется системой ЧПУ, но не может полностью компенсировать прогиб при средних и высоких нагрузках, поэтому требуются дополнительные системы.
Гидравлический привод верхней балки на станках TruBend
На нижней балке:
Особая саморегулирующаяся конструкция нижней балки с прорезями по краям. Под нагрузкой нижняя балка прогибается не как обычно — середина ниже краев, а наоборот — края оказываются ниже середины.
Используется в сочетании с другими системами компенсации прогиба. Так, на электромеханическом станке SafanDarley с усилием 300 тонн прогиб верхней балки минимизируется конструкцией привода, прогиб нижней — специальными прорезями. Дополнительно применяется система CROWNING, для получения гиба максимальной точности и качества.
Нижняя балка листогиба SafanDarley E-Brake 300T Dual Drive
Там, где требуется компенсировать не только прогиб нижней балки, но и верхней, применяется нижняя балка с прорезями и клиньями, положение которых определяет прогиб краев и выбирается вручную по ситуации.
Нижняя балка листогиба TruBend серии 3000
Бомбирование — применение одного или нескольких гидроцилиндров, управляемых ЧПУ. Нижняя балка состоит из трех толстых листов стали. Центральный элемент, на который устанавливаются матрицы, жестко соединен с боковинами и является элементом станины. Передний и задний лист краями опираются на валы, установленные в центральном листе. Гидроцилиндры установлены так, что их корпуса опираются на передний и задний элементы, а штоки в центральный. При подаче давления по команде ЧПУ цилиндры корпусом давят на передний и задний листы, а штоком поднимают центральный лист. При этом центральный элемент деформируется так, что его середина оказывается выше краев, которые остаются неподвижны. Таким образом, система бомбирования может компенсировать прогиб и верхней балки.
Система бомбирования листогиба и схема ее работы
CROWNING — система крепления матриц, включающая в себя устройство компенсации прогиба. Ниже схематично показан принцип его работы. Сопряжение элементов по зигзагообразной линии (корона) спроектировано таким образом, что высота «волны» уменьшается от центра к краям. При перемещении нижнего элемента верхняя часть как бы выгибается (в действительности верхняя часть состоит из нескольких сегментов). Регулируя положение нижнего элемента можно задать необходимую разницу высот матриц в центре балки и по краям. Существуют системы с ручным и ЧПУ-управляемым сервоэлектрическим или гидравлическим приводом. Это самая передовая и точная система компенсации прогиба.
Принцип работы системы CROWNING
Как видим, системы компенсации прогиба балки бывают конструктивно очень простыми, но требующими сложной регулировки, нерегулируемыми и достаточно сложными ЧПУ-управляемыми устройствами.
Система антипрогиба (бомбирование) Задняя боковая защита — КиберПедия
Ручная система компенсации прогиба Wila «Волновая система»
Опционально
Моторизированная система компенсации прогиба бренда Wila «Волновая система»
Опционально
Заднее боковое защитное покрытие
Задний световой барьер
Стандарт
Пуансон от Eurostamp
Матрица от Eurostamp
Опции:
· Панель ЧПУ на выбор:
ü M35 (Автоматический просчет оптимизации последовательности изгиба с проверкой столкновений) имеет цветной 10-дюймовый жидкокристаллический 2D тачскрин
ü Cybelec Touch 8 с 8 дюймовым 2D тачскрином и ручным расчетом последовательности изгиба на 4 оси
ü Cybelec Touch 12 с 12 дюймовым 2D тачскрином и автоматическим расчетом последовательности изгиба на 4 оси
ü Delem DA-52
ü Delem DA-56 (Автоматический просчет оптимизации последовательности изгиба с проверкой столкновений) имеет цветной жидкокристаллический 2D экран
Останки MOVE найдены: Брат жертв взрыва подает в суд на город Филадельфию и Пенсильванский университет дом на Осейдж-авеню, 13 мая 1985 г.
12427799″ frameborder=»0″ allowfullscreen>
Брат, потерявший двух братьев и сестер во время взрыва MOVE, подает в суд на город Филадельфию и Пенсильванский университет за неправильное обращение с останками.
ФИЛАДЕЛЬФИЯ (WPVI) — A брат, который потерял двух братьев и сестер во время взрыва MOVE, теперь подает в суд на город Филадельфию и Университет Пенсильвании за неправильное обращение с останками
Сестры Лайонелла Дотсона, Катрисия и Занетта, были убиты, когда полиция сбросила бомбу на дом группы освобождения черных на Осейдж-авеню 13 мая 19 г.85.
Всего погибло 11 человек. Девочкам было 14 и 12 лет.
В августе Дотсону передали останки двух сестер.
EMBED <>
Еще видео
В судебном процессе Дотсон утверждает, что останки Катриции рассматривались как научные образцы в Пенсильванском музее.
В прошлом году было обнаружено, что в офисе судебно-медицинской экспертизы Филадельфии были останки некоторых девушек.
СМОТРИТЕ ТАКЖЕ: Филадельфия опубликовала независимый отчет о ненадлежащем обращении с останками жертв взрыва MOVE
Тогдашний комиссар здравоохранения доктор Томас Фарли ушел в отставку в 2021 году после того, как признал, что организовал кремацию и утилизацию частичных останков девочек в 2017 году, не уведомив членов семьи.
Через несколько дней после этого объявления останки были обнаружены в кабинете судебно-медицинской экспертизы.
Должностные лица города и Пенна сообщили Action News, что не комментируют предстоящий судебный процесс.
СМОТРИТЕ ТАКЖЕ: Члены MOVE требуют ответов о пропаже детских останков
Kenney предоставляет «следующие шаги» при переходе на перемещение остается
Лучшие истории
$ 1,9B Powerball.
11 раз выстрелили в человека в поезде SEPTA в Филадельфии
Часы голосования в день выборов, избирательные участки и проблемы с сообщениями
3 часа назад
Выборы в канун: кандидаты в Пенсильванию делают окончательное обращение к избирателям
2 часа назад
WHY Pennsylvania не может иметь ночных результатов. Билеты проданы в округе Бакс, так как джекпот растет
Филадельфия делится списком избирателей, подавших фальшивые бюллетени
Пелоси рассказывает о муже, как она узнала о нападении
Боссы возвращения на родину об угрозах взрыва в HBCU и общих травмах – Крайний срок
Обычно суетливая жизнь студентов Брингстонского университета прекратилась после того, как кампус был закрыт из-за угрозы взрыва бомбы во время вечернего эпизода сериала CW «Все американцы: Возвращение домой ».
Это история, которую шоураннеры Нкечи Окоро Кэрролл и Марки Джексон надеялись показать на маленьком экране с самого начала шоу, учитывая растущее число угроз заложить бомбы в адрес колледжей и университетов, которые исторически были чернокожими, за последние несколько лет.
В этом году HBCU в Соединенных Штатах подвергались угрозам взрыва не менее 57 раз. В августе Университет Говарда получил две угрозы заложить бомбу в течение недели. На сегодняшний день в связи с этими инцидентами не было произведено ни одного ареста.
«Если когда-либо и было какое-либо шоу, чтобы рассказать об этом, я чувствовал, что это было наше, потому что мы находимся в среде HBCU, и мы действительно стремимся показать подлинное изображение чернокожей молодежи на телевидении», — сказал Кэрролл Deadline во время недавнего интервью. интервью.
В течение эпизода студенты и преподаватели вынуждены вести трудные разговоры о том, как лучше всего справиться с этой общей травмой, которую они переживают. Естественно, у студентов очень разные представления о том, как с этим справиться, а также о том, как предотвратить повторение подобного в их кампусе.
Кэрролл и Джексон поговорили с Deadline о том, как они создали сложное повествование и как этот инцидент подготовит почву для еще большего обсуждения психического здоровья и важности радости чернокожих в Эпизоде 5.
DEADLINE: Почему для вас было важно сосредоточить эти два эпизода на угрозе взрыва бомбы в Брингстоне, в отличие от многих других инцидентов, которые могли вызвать разговор о психическом здоровье?
NKECHI OKORO CARROLL : Марки и я говорили об этом довольно много с первого сезона — и не просто делали историю для шокирующего значения, но [излагали] план того, как оправиться от чего-то подобного, а не видеть что-то вроде этого. это происходит, а затем ожидается, что сообщество просто будет устойчивым, поднимется на следующий день и продолжит работу. Как мы рисуем картину, которую хотим, помогая нашей молодежи оправиться от подобных вещей? Несмотря на то, что это очень специфическая история, когда она происходит в HBCU, это очень универсальная история о том, что происходит в этом мире. Вчера была угроза взрыва в средней школе Санта-Моники, и этим детям пришлось закрыться. У нашей молодежи совсем другой опыт, и мы чувствовали, что можем сделать эту очень специфическую историю, а также достучаться до масс. Мы признаем, что это происходит, а также спрашиваем: как нам пережить их здоровым образом?
DEADLINE: Я оценил разговор, который происходит на теннисном корте, где у студентов очень разные представления о том, как справиться. Некоторые хотят двигаться дальше, а другим нужно потратить время на обработку. Как вы формировали эти голоса, чтобы они казались подлинными?
МАРКИ ДЖЕКСОН: Ну, во многом это было просто попыткой понять, через что проходят дети и каковы их взгляды, а не наши взгляды. Действительно пытаясь поговорить со многими людьми, у которых были родственники HBCU или которые ходили в HBCU, чтобы действительно получить эти точки зрения, как вы это делаете? Как вы реагируете, когда что-то подобное происходит постоянно, но вам все равно приходится вставать каждый день, и вы не можете прожить свою жизнь под прикрытием? Что вы должны сделать в своей собственной психологии, чтобы пройти через это? Для некоторых это просто признание того, что такие вещи случаются, я не позволю этому отягощать меня, я собираюсь отмахнуться от этого и продолжать двигаться. К этому есть устойчивость. Но мы также хотели поговорить с [идеей о том], что это нормально, позволять этому влиять на вас. То, что мы действительно хотим передать в этой сцене и в Эпизоде 4, заключается в том, что вы все можете не соглашаться и воспринимать что-то по-разному, но вы все равно являетесь единым целым. Вы все еще семья, даже если у вас есть разногласия по поводу общего опыта.
DEADLINE: Наряду с этим, среди другой группы студентов также есть очень сложная дискуссия о наилучшем способе реагирования на угрозы взрыва. Когда кто-то предлагает увеличить присутствие полиции в кампусе, некоторые студенты выступают против этого. Какими были эти обсуждения в комнате сценаристов, которые повлияли на разговор на экране?
КЭРРОЛЛ: Прелесть нашего шоу в том, что у нас есть комната сценаристов, полная писателей, которые очень откровенно рассказывают о своем личном опыте, будь то в ситуации, точно такой же, или в других ситуациях, когда произошла какая-то травматическая ситуация. опыт. И это похоже на: «Хорошо, полицейский навредил или помог в этой ситуации?» Как сообщество, мы не всегда согласны. Поэтому мы хотели убедиться, что в этих эпизодах мы представляем все разные точки зрения. Речь идет не о том, чтобы изложить нашу повестку дня, а о том, чтобы открыть диалог и разговор, независимо от того, согласны ли мы с этим мнением или нет, будут мнения, которые существуют в наших семьях, в наших отношениях с другими людьми, в нашей комнате писателей, и [речь шла] о том, чтобы вывести их на экран.
DEADLINE: Мы почти не видим Кэма в этом эпизоде после того, как он получает звонок об угрозе взрыва, но в конце между ним и Амарой есть пронзительная сцена, где они оба плачут в ее офисе, узнав, что они в безопасности. Казалось, что они были единственными, кто понял друг друга в тот момент.
ДЖЕКСОН: Когда Кэм (Митчел Эдвардс) получает звонок, а Амара (Келли Дженретт) является президентом университета, они вдвоем находятся на переднем крае всего этого. Для Амары ее работа состоит в том, чтобы утешать и утешать учеников. Когда агент ФБР отключает ее и исключает из процесса, это усугубляется травмой, которую она чувствует, [она] пытается оставаться сильной. Это все, что она может сделать. Но потом, когда все закончилось, они поняли, что это освобождение, и из-за того, где она находится, и из-за ее положения, не так много людей, с которыми она действительно может поделиться этим, кроме Кэма, потому что он был там. Он страдает от другой травмы, которой нет у других, и он просто предпочитает сидеть и быть с ней. Это момент, когда нет слов, чтобы действительно описать то, через что они все прошли. Итак, мы любим красоту просто, он собирается убедиться, что она не будет одна, поскольку она, наконец, позволяет себе чувствовать то, что она чувствует.
DEADLINE: Как будет продолжаться обсуждение в Эпизоде 5?
ДЖЕКСОН: Когда мы доходим до пяти, речь идет о получении помощи и поддержки, которые вам нужны, чтобы справиться с [этой травмой].
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Распродажа
67 819 ₽
31 160 ₽
В наличии
Купить в 1 клик
23 452 ₽
10 940 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
8 470 ₽
В наличии
Купить в 1 клик
19 511 ₽
9 670 ₽
В наличии
Купить в 1 клик
17 722 ₽
8 810 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 890 ₽
В наличии
Купить в 1 клик
7 284 ₽
3 280 ₽
В наличии
Купить в 1 клик
New!
5 070 ₽
3 867 ₽
Осталась 1 штука
Купить в 1 клик
Набор сверл по металлу HSS-G 25 шт.
от 1-13мм 0.5мм (141025108D-T)
Большой набор сверл для высверливания разнокалиберных отверстий в металле посредством электродрелей Макита и подобного инструмента других производителей. В комплекте 25 сверл диаметром от 1мм до 13 мм с шагом 0.5 мм. Сверла изготовлены из быстрорежущей стали HSS.
Производитель — D.Bor (Германия). Сделано в Германии.
Технические характеристики
Основные Подробные
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Германия — родина бренда
Германия — страна изготовителя*
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
2607019446 | Набор спиральных сверл по металлу Bosch, 25 шт.
, от 1 мм до 13 мм
Посмотреть все Наборы сверл
22 На складе SG для доставки в течение 2 рабочих дней
127 На глобальном складе для доставки в течение 4 рабочих дней
tickAdded
View basket
Price 1 Set
Was MYR241.35
You pay
MYR200.97
Set(s)
Per Set
1 +
200,97 малайзийских ринггитов
RS Артикул:
196-334
Пр. Часть №:
2607019446
Производитель:
Bosch
Leafrohs Статус: не применимо
COO (Country of Oring):
CN
1
COO (страна происхождения):
CN
Сведения о продукте
Набор спиральных сверл HSS-R, метрический, 25 предметов
Прочная кассета со сверлами по металлу HSS-R в четко организованном лотке Размеры от 1 до 13 мм с шагом 0,5 мм
Сверла 900 Наборы HSS/Masonry
Сверла для металлообработки.
Технические характеристики
Атрибут
Значение
Тип сверла
Спиральное сверло0025
Set Type
Twist Drill Set
Minimum Size
1mm
Drilling Application
Metal
Maximum Size
13mm
Material
HSS-R
Количество штук
25
Содержимое набора
Сверла из быстрорежущей стали
25 шт.
Набор метрических сверл по металлу из быстрорежущей стали 1 мм
Ваше имя
Ваш адрес электронной почты
Я прочитал и согласен с Условия и положения и Политика конфиденциальности.
Установите этот флажок, чтобы продолжить.
Описание
Технические характеристики
Отзывы
Подходит для работы с легированной и низкоуглеродистой сталью, цветными металлами, стальным литьем, чугуном и пластиком. При резке или обработке металла рекомендуется охлаждающая жидкость, такая как масло. Это помогает продлить срок службы сверла и дает лучшие результаты на заготовке.
Материал
Быстрорежущая сталь
Уголок долота
118°
Размер сверла
1 мм / 1,5 мм / 2 мм / 2,5 мм / 3 мм / 3,5 мм / 4 мм / 4,5 мм / 5 мм / 5,5 мм / 6 мм / 6,5 мм / 7 мм / 7,5 мм / 8 мм / 8,5 мм / 9 мм / 9,5 мм / 10 мм / 10,5 мм / 11 мм / 11,5 мм / 12 мм / 12,5 мм / 13 мм
(ДБС-257)
Артикул
ДБС-257
Торговая марка
ИКЕТА
Транспортировочный вес
1,2000 кг
Транспортировочная ширина
0,190 м
Транспортировочная высота
0,060 м
Транспортировочная длина
0,110 м
Транспортировочный куб
0,001254000м3
Будьте первым, кто оставит отзыв об этом продукте!
Помогите другим пользователям iketa делать покупки разумнее, написав отзывы о купленных вами товарах. Написать отзыв о продукте
Мы стремимся обеспечить защиту вашей конфиденциальности. Если мы попросим вас предоставить определенную информацию, по которой вас можно идентифицировать при использовании этого веб-сайта, вы можете быть уверены, что она будет использоваться только в соответствии с настоящим заявлением о конфиденциальности.
Время от времени мы можем изменять эту политику, обновляя эту страницу. Вам следует время от времени проверять эту страницу, чтобы убедиться, что вы довольны любыми изменениями.
Что мы собираем
Мы можем собирать следующую информацию:
имя и должность
контактная информация, включая адрес электронной почты
демографическая информация, такая как почтовый индекс, предпочтения и интересы
прочая информация, относящаяся к опросам клиентов и/или предложениям
Что мы делаем с собранной информацией
Нам нужна эта информация, чтобы понять ваши потребности и предоставить вам более качественные услуги, в частности, по следующим причинам:
Ведение внутренней документации.
Мы можем использовать эту информацию для улучшения наших продуктов и услуг.
Мы можем периодически отправлять рекламные электронные письма о новых продуктах, специальных предложениях или другую информацию, которая, по нашему мнению, может показаться вам интересной, используя предоставленный вами адрес электронной почты.
Время от времени мы также можем использовать вашу информацию, чтобы связаться с вами в целях исследования рынка. Мы можем связаться с вами по электронной почте, телефону, факсу или почте. Мы можем использовать эту информацию для настройки веб-сайта в соответствии с вашими интересами.
Безопасность
Мы стремимся обеспечить безопасность вашей информации. Чтобы предотвратить несанкционированный доступ или раскрытие информации, мы внедрили подходящие физические, электронные и управленческие процедуры для защиты и защиты информации, которую мы собираем в Интернете.
Как мы используем файлы cookie
Файл cookie — это небольшой файл, который запрашивает разрешение на размещение на жестком диске вашего компьютера. Как только вы соглашаетесь, файл добавляется, и файл cookie помогает анализировать веб-трафик или сообщает вам, когда вы посещаете определенный сайт. Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях.
Мы используем файлы cookie журнала трафика, чтобы определить, какие страницы используются. Это помогает нам анализировать данные о трафике веб-страницы и улучшать наш веб-сайт, чтобы адаптировать его к потребностям клиентов. Мы используем эту информацию только для целей статистического анализа, после чего данные удаляются из системы. В целом файлы cookie помогают нам сделать веб-сайт лучше, позволяя нам отслеживать, какие страницы вы считаете полезными, а какие нет. Файл cookie никоим образом не дает нам доступа к вашему компьютеру или какой-либо информации о вас, кроме данных, которыми вы решили поделиться с нами. Вы можете принять или отклонить файлы cookie. Большинство веб-браузеров автоматически принимают файлы cookie, но обычно вы можете изменить настройки своего браузера, чтобы отказаться от файлов cookie, если хотите. Это может помешать вам воспользоваться всеми преимуществами веб-сайта.
Ссылки на другие сайты
Наш сайт может содержать ссылки на другие интересующие вас сайты. Однако, как только вы использовали эти ссылки, чтобы покинуть наш сайт, вы должны помнить, что мы не имеем никакого контроля над этим другим веб-сайтом. Поэтому мы не можем нести ответственность за защиту и конфиденциальность любой информации, которую вы предоставляете во время посещения таких сайтов, и такие сайты не регулируются настоящим заявлением о конфиденциальности. Вам следует проявлять осторожность и ознакомиться с заявлением о конфиденциальности, применимым к рассматриваемому веб-сайту.
Управление вашей личной информацией
Вы можете ограничить сбор или использование вашей личной информации следующими способами: можете щелкнуть, чтобы указать, что вы не хотите, чтобы информация использовалась кем-либо в целях прямого маркетинга
, если вы ранее давали нам согласие на использование вашей личной информации в целях прямого маркетинга, вы можете изменить свое решение в любое время, написав нам или отправив электронное письмо.
 глубина пропила под углом 90°, мм
глубина пропила под углом 90°, мм 8
8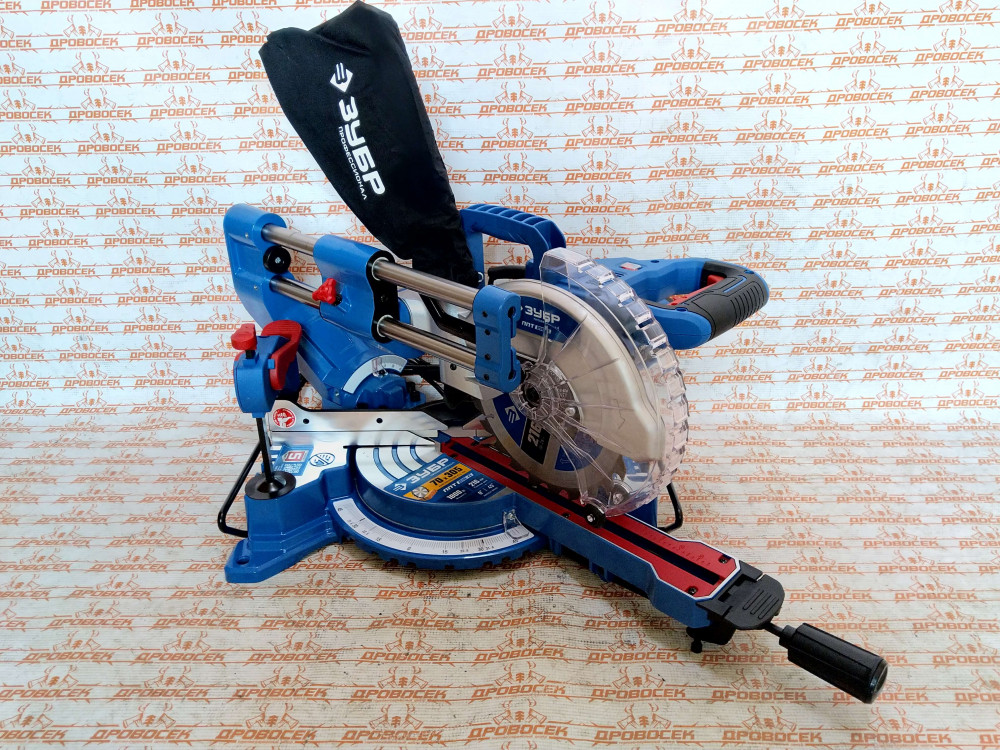 94 МБ)
94 МБ) Подвижная голова позволяет обрабатывать заготовки шириной до 305 мм. Торцовочные пилы ЗУБР ПРОФЕССИОНАЛ-надёжный и точный инструмент.
Подвижная голова позволяет обрабатывать заготовки шириной до 305 мм. Торцовочные пилы ЗУБР ПРОФЕССИОНАЛ-надёжный и точный инструмент.
 0
0

 Для образования шлифующей кромки зачистные круги при работе устанавливают под углом 35-45 градусов к металлической поверхности.
Для образования шлифующей кромки зачистные круги при работе устанавливают под углом 35-45 градусов к металлической поверхности.
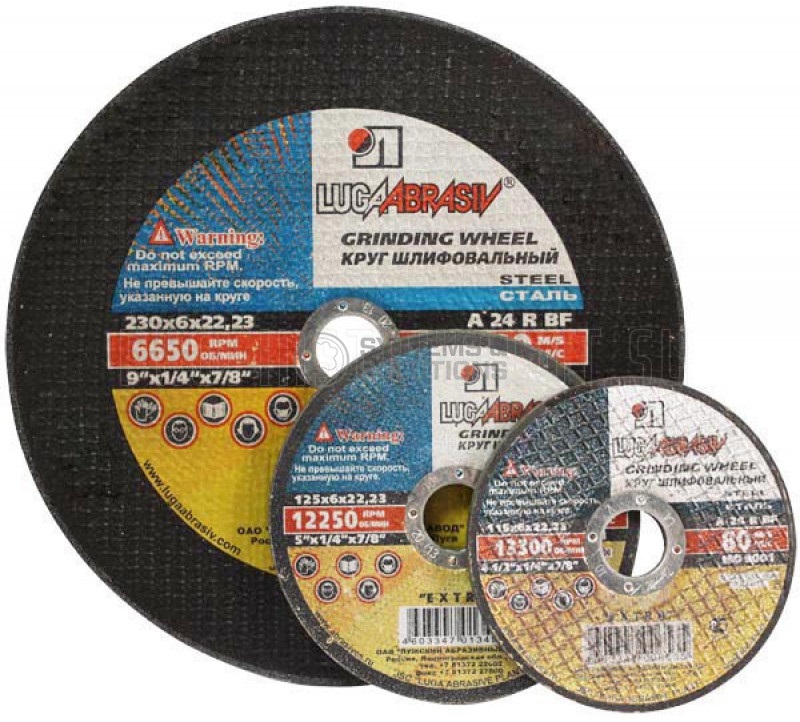 Материалы, подходящие для обработки таким абразивом: сталь, нержавеющая сталь, чугун, цветные металлы, камень.
Материалы, подходящие для обработки таким абразивом: сталь, нержавеющая сталь, чугун, цветные металлы, камень. Качественный фибровый диск работает быстрее, чем жесткий зачистной, весит в разы меньше, а стоит – примерно так же. Кроме того, за счет широкой линейки зернистостей (Р24-120) фибровые круги позволяют не только агрессивно снимать металл, но и осуществлять относительно тонкую шлифовку.
Качественный фибровый диск работает быстрее, чем жесткий зачистной, весит в разы меньше, а стоит – примерно так же. Кроме того, за счет широкой линейки зернистостей (Р24-120) фибровые круги позволяют не только агрессивно снимать металл, но и осуществлять относительно тонкую шлифовку. Они выполнены из абразивных полосок на тканевой основе, расположенных веерным способом вокруг лицевой стороны плоского или выпуклого центра. Основание, к которому крепятся лепестки, производят из армированного стекловолокна или пластика.
Они выполнены из абразивных полосок на тканевой основе, расположенных веерным способом вокруг лицевой стороны плоского или выпуклого центра. Основание, к которому крепятся лепестки, производят из армированного стекловолокна или пластика. Изготовляются из чередующихся слоев абразивной шкурки и нетканого волокна. Позволяют осуществлять шлифовку и окончательную чистовую обработку нержавеющей стали за один проход.
Изготовляются из чередующихся слоев абразивной шкурки и нетканого волокна. Позволяют осуществлять шлифовку и окончательную чистовую обработку нержавеющей стали за один проход. д. В этом ручном инструменте используется диск для выполнения задач, упомянутых ранее. Угловые шлифовальные машины — чрезвычайно полезные инструменты, которые практичны во многих отраслях промышленности, от металлообработки и строительства до деревообработки и кузовных мастерских. Эти электроинструменты очень универсальны, потому что к ним можно присоединить широкий спектр колес и дисков. С помощью этих дисков они могут выполнять различные задачи от шлифовки и резки до шлифовки и полировки.
д. В этом ручном инструменте используется диск для выполнения задач, упомянутых ранее. Угловые шлифовальные машины — чрезвычайно полезные инструменты, которые практичны во многих отраслях промышленности, от металлообработки и строительства до деревообработки и кузовных мастерских. Эти электроинструменты очень универсальны, потому что к ним можно присоединить широкий спектр колес и дисков. С помощью этих дисков они могут выполнять различные задачи от шлифовки и резки до шлифовки и полировки. Шлифовальные круги бывают разных типов и размеров (поскольку задачи, которые они должны выполнять, и размеры угловых шлифовальных машин различаются).
Шлифовальные круги бывают разных типов и размеров (поскольку задачи, которые они должны выполнять, и размеры угловых шлифовальных машин различаются).
 С их помощью также можно вырезать сварные швы. Для укорачивания различных болтов также рекомендуется использовать угловую шлифовальную машину и отрезной круг.
С их помощью также можно вырезать сварные швы. Для укорачивания различных болтов также рекомендуется использовать угловую шлифовальную машину и отрезной круг. Как и другие диски для угловых шлифовальных машин, проволочные круги изготавливаются разных форм и размеров, поскольку они используются для разных целей. Если у проволочного круга толстые закрученные щетинки, он считается более абразивным и может выполнять работу быстрее и легче. С другой стороны, более тонкие и прямые щетинки считаются менее агрессивными и используются для более тонких работ.
Как и другие диски для угловых шлифовальных машин, проволочные круги изготавливаются разных форм и размеров, поскольку они используются для разных целей. Если у проволочного круга толстые закрученные щетинки, он считается более абразивным и может выполнять работу быстрее и легче. С другой стороны, более тонкие и прямые щетинки считаются менее агрессивными и используются для более тонких работ. Ronix производит алмазные отрезные диски с 10-миллиметровым режущим краем, которые являются эффективными и чрезвычайно прочными.
Ronix производит алмазные отрезные диски с 10-миллиметровым режущим краем, которые являются эффективными и чрезвычайно прочными.


 Шлифовальный круг разработан с абразивными зернами с острыми краями для выполнения различных требований по шлифовке и резке металла. Этот металлообрабатывающий инструмент идеально подходит для снятия больших припусков, грубого смешивания и шлифования поверхностей.
Шлифовальный круг разработан с абразивными зернами с острыми краями для выполнения различных требований по шлифовке и резке металла. Этот металлообрабатывающий инструмент идеально подходит для снятия больших припусков, грубого смешивания и шлифования поверхностей. Лепестковые диски отлично подходят для эффективного шлифования и финишной обработки металла . Лепестковые диски производят меньше строжки и пригорания и обеспечивают более холодную резку, чем шлифовальные диски. Они в основном используются для шлифовки металлов, чистовой обработки, удаления заусенцев, удаления краски и ржавчины. Этот абразивный инструмент идеально подходит для обработки черных и цветных металлов.
Лепестковые диски отлично подходят для эффективного шлифования и финишной обработки металла . Лепестковые диски производят меньше строжки и пригорания и обеспечивают более холодную резку, чем шлифовальные диски. Они в основном используются для шлифовки металлов, чистовой обработки, удаления заусенцев, удаления краски и ржавчины. Этот абразивный инструмент идеально подходит для обработки черных и цветных металлов.

 25 кг
25 кг )
)
 клапана, мбар
клапана, мбар
 рабочая температура, °c
рабочая температура, °c






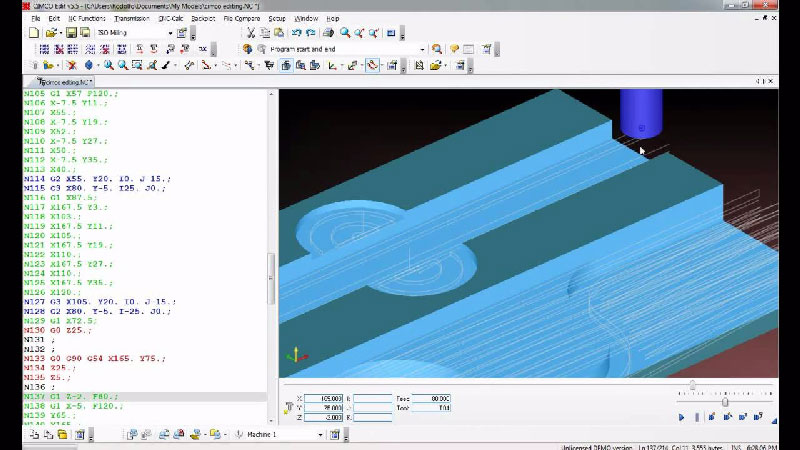 0Интерфейс NC Corrector V4.0
0Интерфейс NC Corrector V4.0


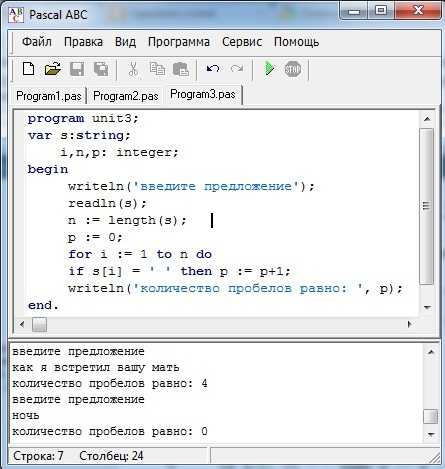
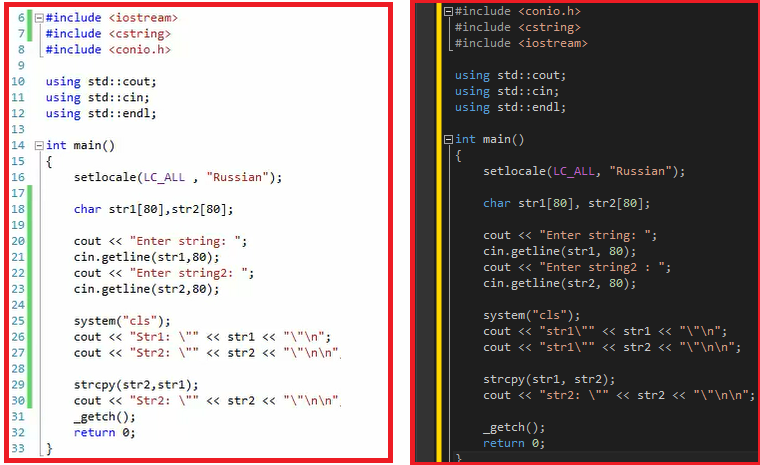
 д. Как правило, типичная программа ЧПУ состоит из комбинации G-кодов и M -кодов. M-код настраивается и может варьироваться от машины к машине, тогда как G-коды универсальны.
д. Как правило, типичная программа ЧПУ состоит из комбинации G-кодов и M -кодов. M-код настраивается и может варьироваться от машины к машине, тогда как G-коды универсальны.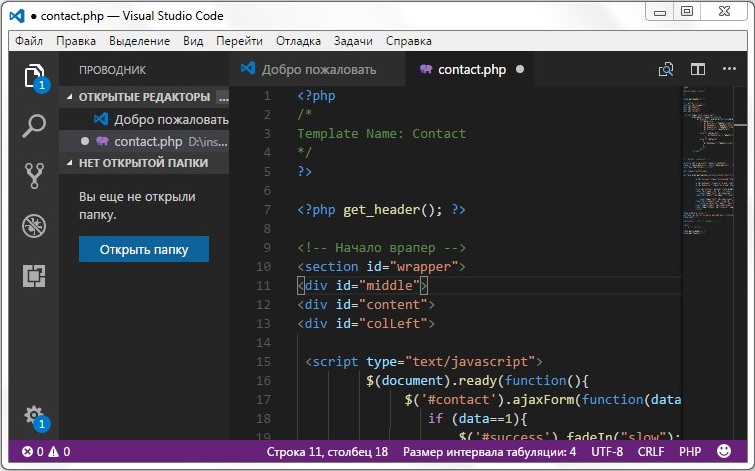 Это означает, что вы можете добавить веб-сайт в закладки и пользоваться им, без необходимости загрузки. Он также удобен для мобильных устройств, хотя использовать его на мобильном телефоне непросто, экран слишком мал для информативного отображения.
Это означает, что вы можете добавить веб-сайт в закладки и пользоваться им, без необходимости загрузки. Он также удобен для мобильных устройств, хотя использовать его на мобильном телефоне непросто, экран слишком мал для информативного отображения.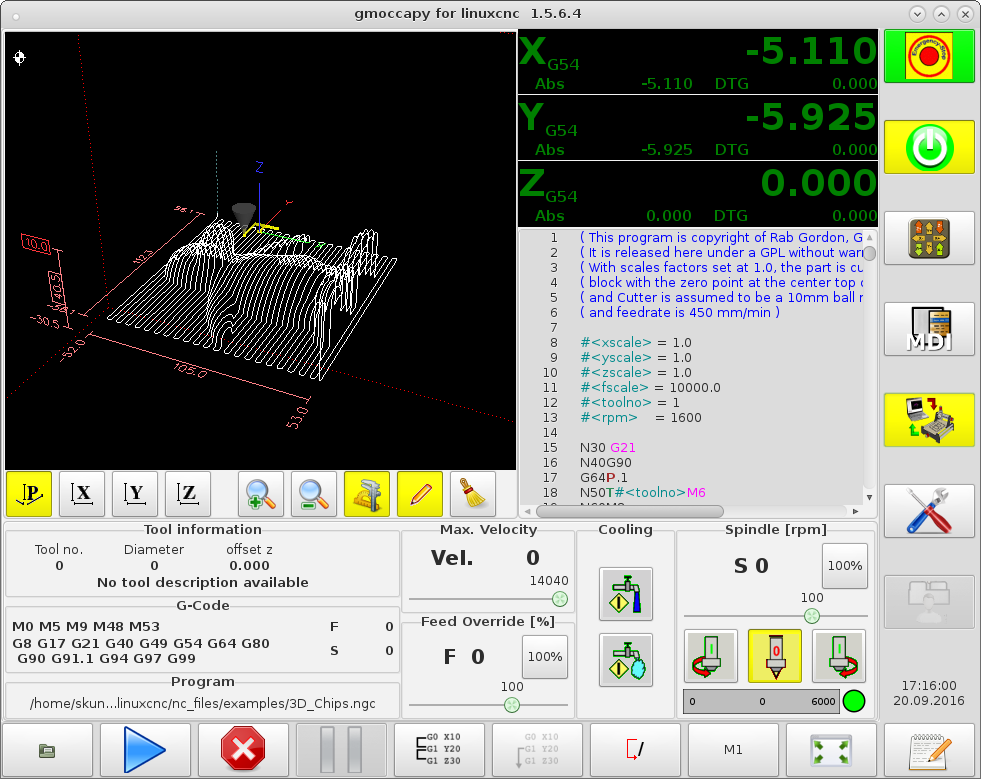
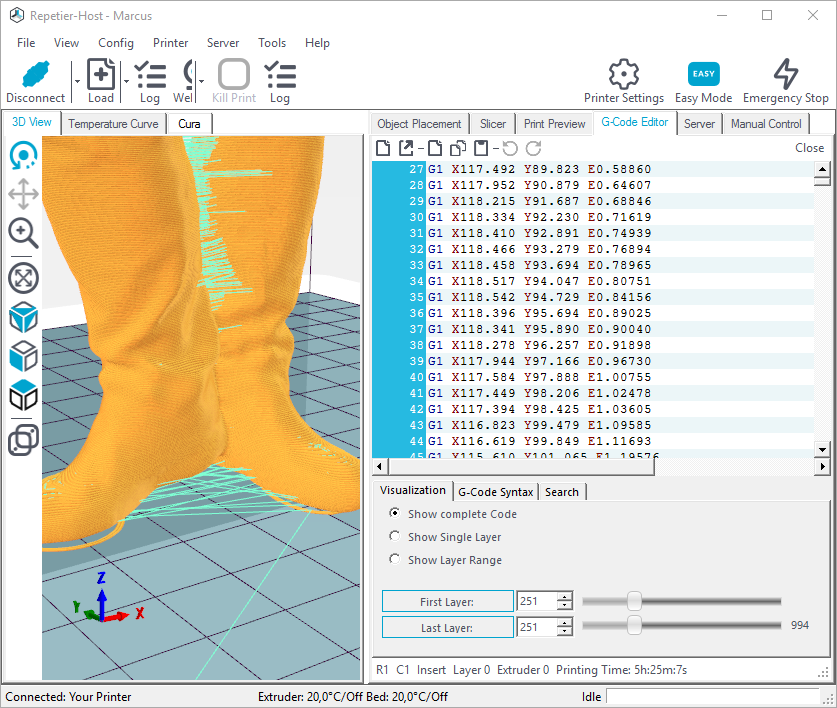
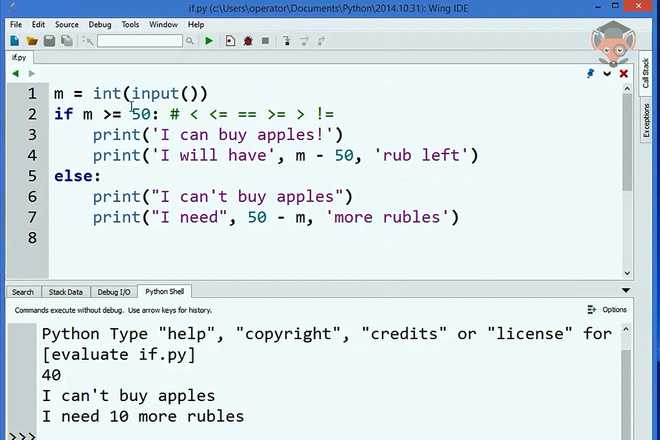 0
0
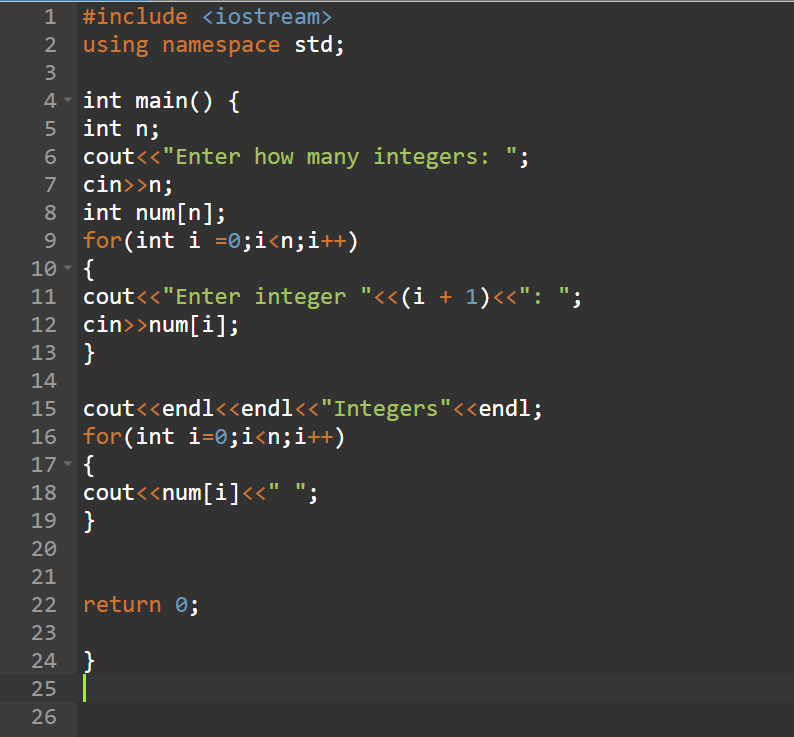 0 Интерфейс NC Corrector V4.0 подпрограммы.
0 Интерфейс NC Corrector V4.0 подпрограммы.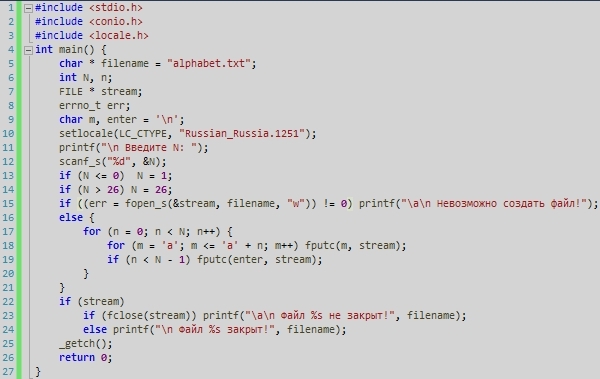 коды и моделирование траектории инструмента.
коды и моделирование траектории инструмента.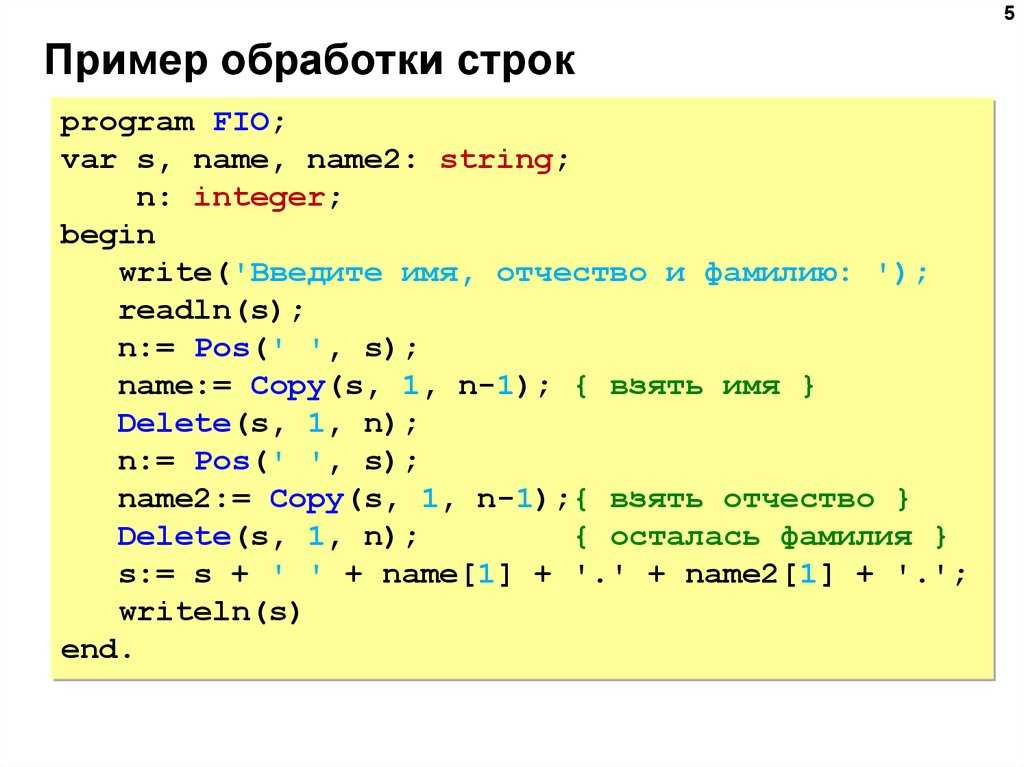
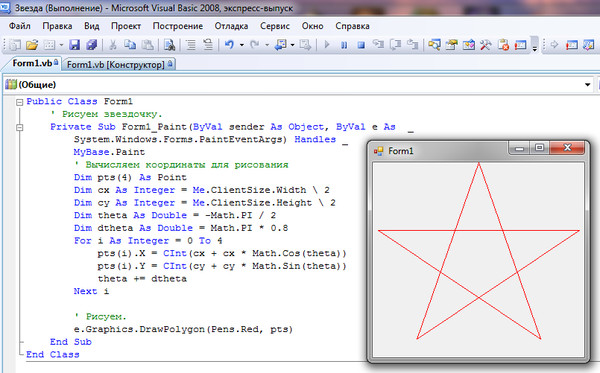
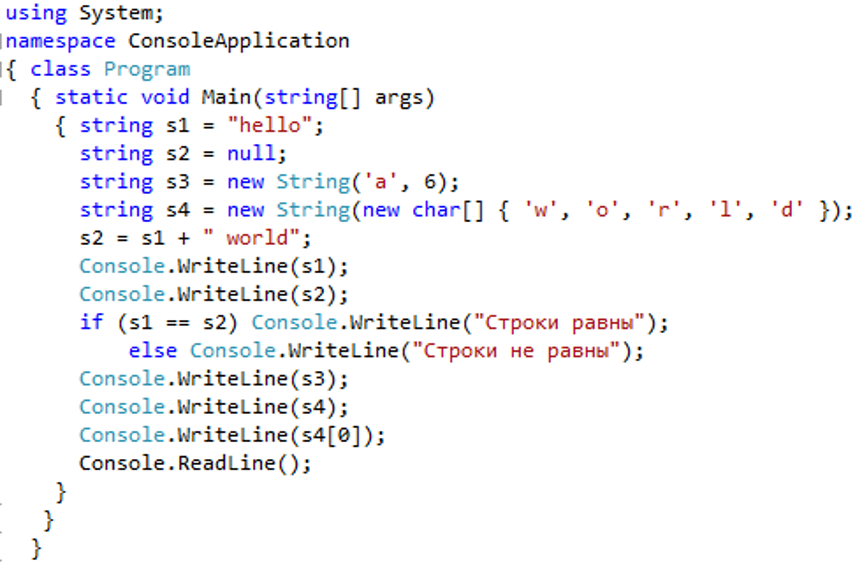
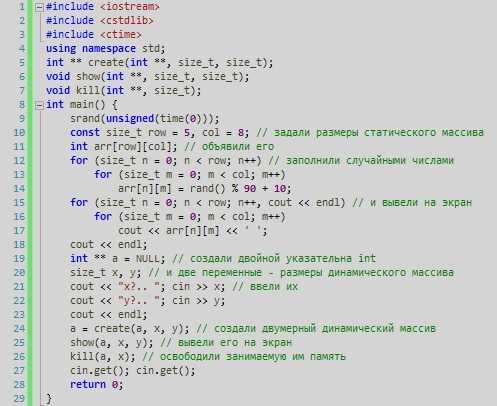
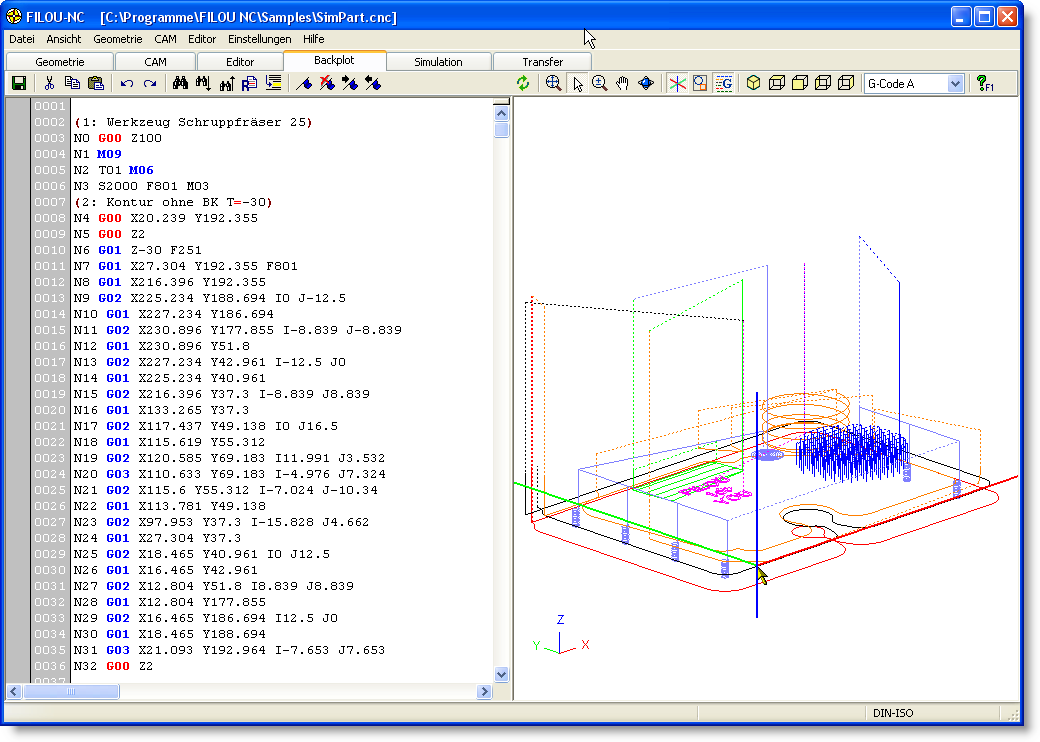

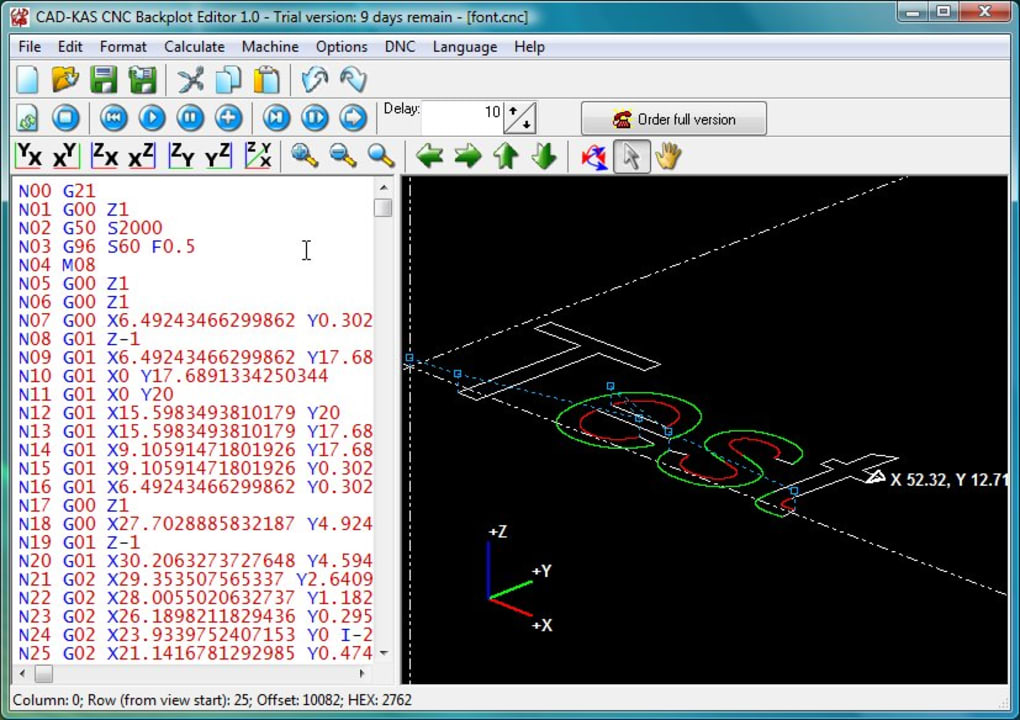 Довольно легко развить хорошее понимание программирования G-кода, поскольку язык очень логичен, но продвинутое программирование ЧПУ может занять годы, чтобы овладеть им. Однако возможность использовать компьютер для преобразования SVG-файла в G-код упростила программирование сложных проектов.
Довольно легко развить хорошее понимание программирования G-кода, поскольку язык очень логичен, но продвинутое программирование ЧПУ может занять годы, чтобы овладеть им. Однако возможность использовать компьютер для преобразования SVG-файла в G-код упростила программирование сложных проектов.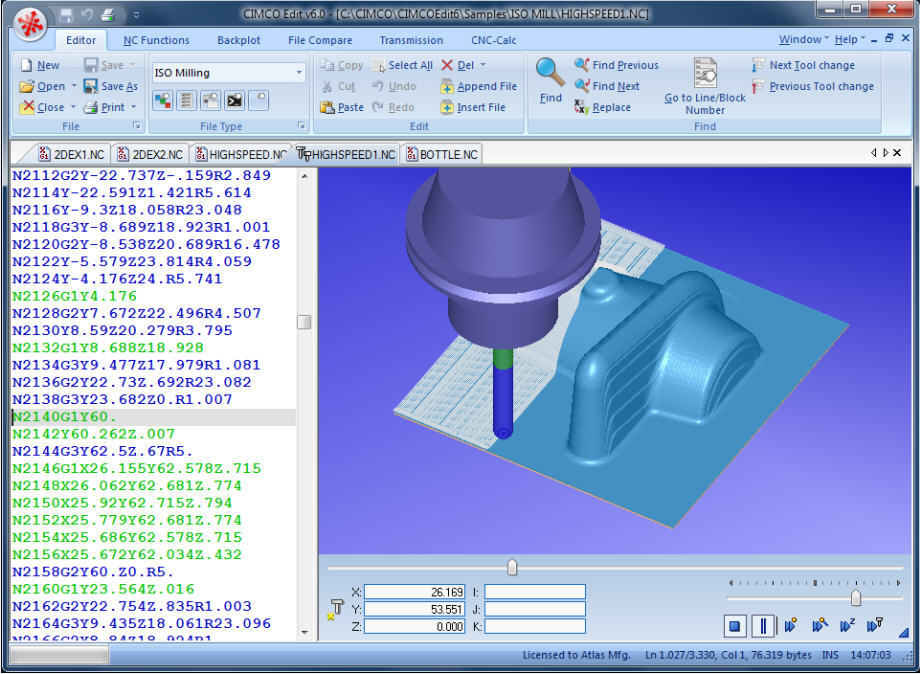
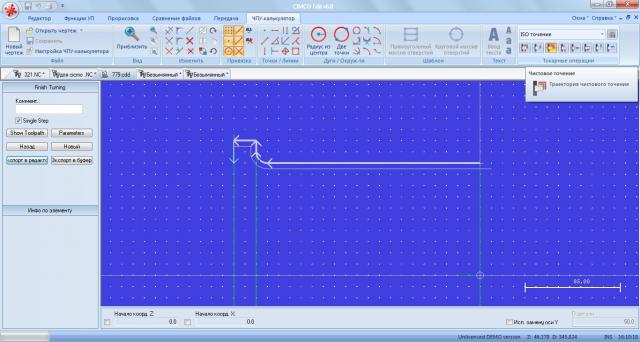
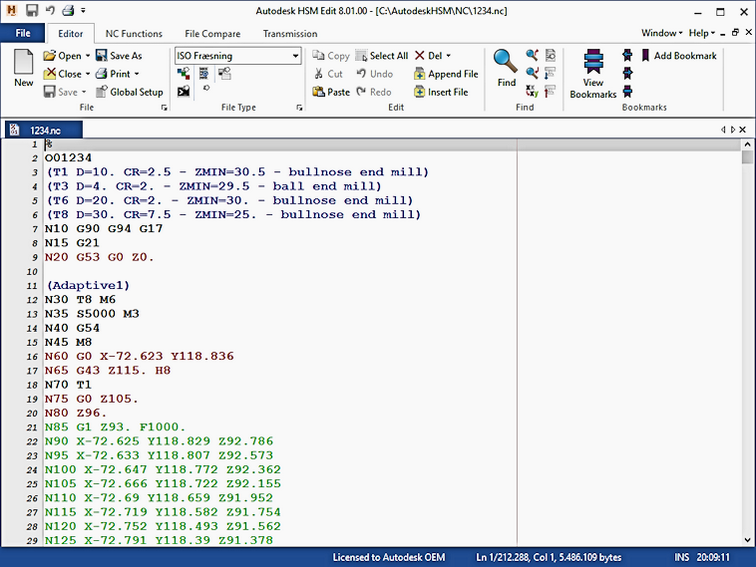 com/buy.
com/buy. 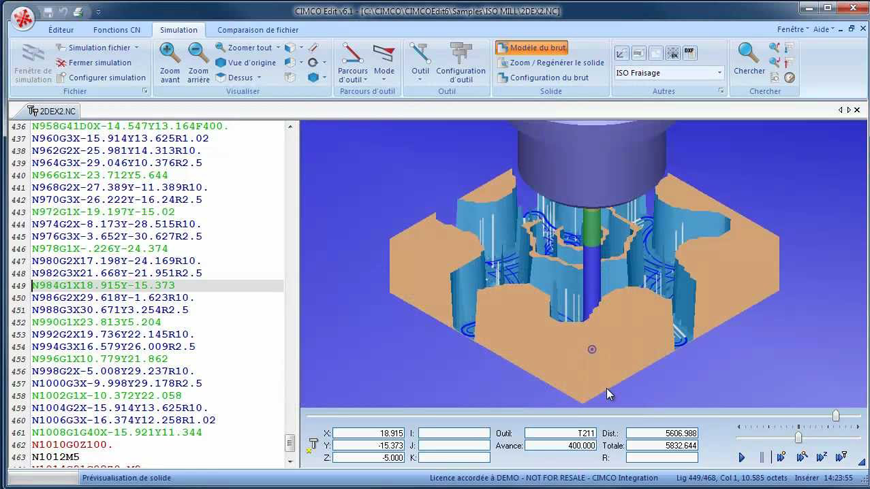
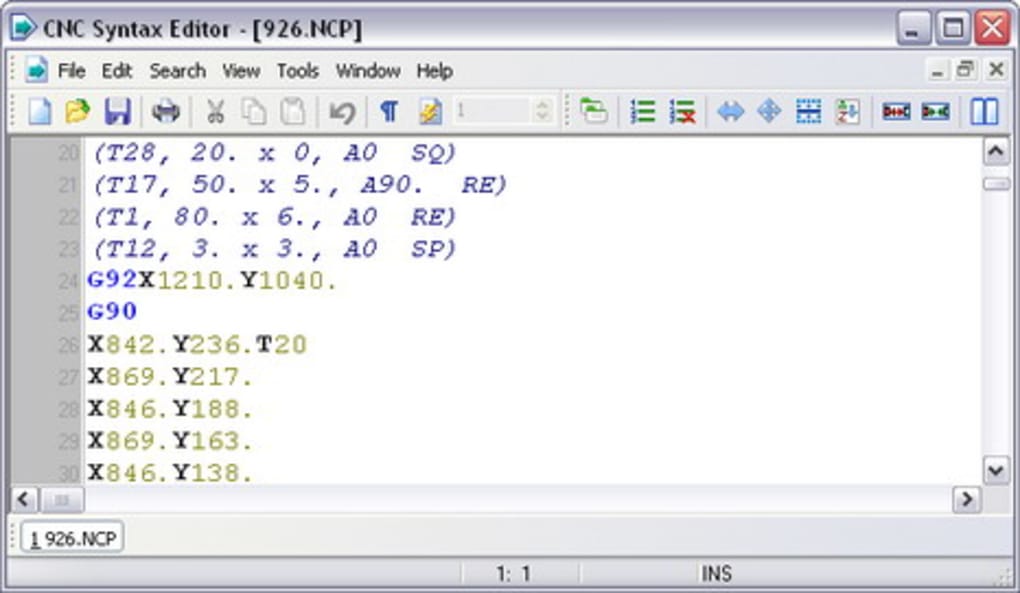
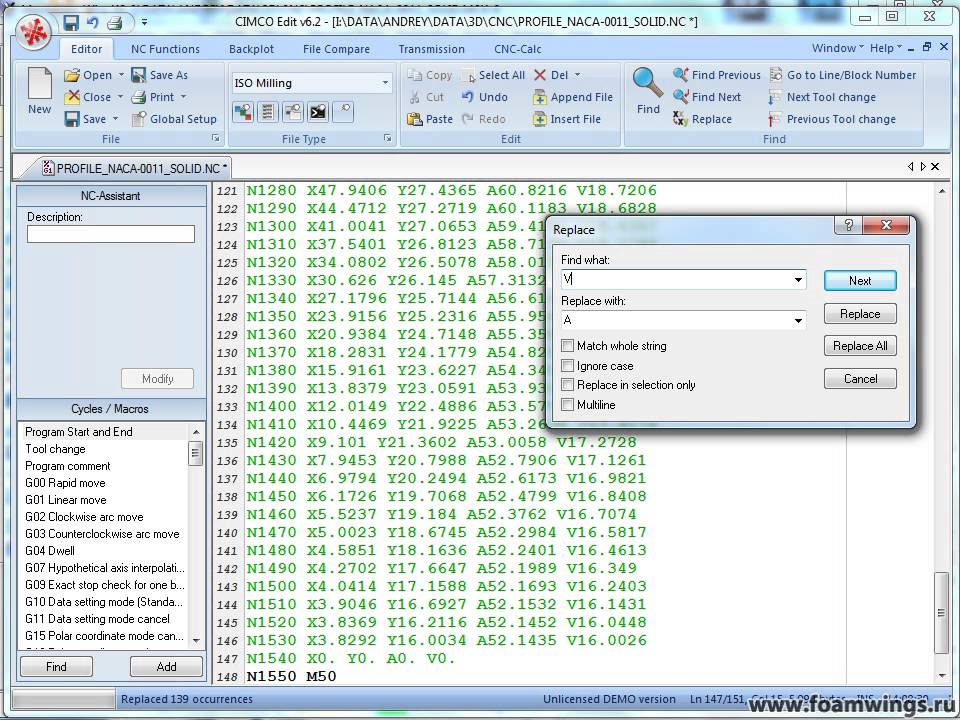
 В качестве основных элементов выступают шестерни, находящиеся в передней части инструмента:
В качестве основных элементов выступают шестерни, находящиеся в передней части инструмента:
 Используя его на постоянной основе, вы быстро износите электродрель. Применение удара допустимо, если сверление бетонных конструкций требуется один или два раза в сезон, но при необходимости делать это постоянно лучше задуматься о покупке перфоратора.
Используя его на постоянной основе, вы быстро износите электродрель. Применение удара допустимо, если сверление бетонных конструкций требуется один или два раза в сезон, но при необходимости делать это постоянно лучше задуматься о покупке перфоратора.
 Подойдет для периодического использования. Нагружать стоит с большой осторожностью, иначе велик шанс выхода из строя.
Подойдет для периодического использования. Нагружать стоит с большой осторожностью, иначе велик шанс выхода из строя.

 Перфораторные патроны, напротив, вращаются медленнее, но фиксируют крупные буры, а это необходимо для сверления и штробления плотных материалов.
Перфораторные патроны, напротив, вращаются медленнее, но фиксируют крупные буры, а это необходимо для сверления и штробления плотных материалов.
 У ударных электродрелей напряжение варьируется от 3.6 до 40 Вольт, но самыми типовыми у данного инструмента считаются 12 / 18 / 20 В. Напряжение батареи влияет на вес и цену инструмента. Соответственно, и без того недешёвый беспроводной перфоратор на 20 Вольт влетит в копеечку, если возникнет потребность в сменных АКБ.
У ударных электродрелей напряжение варьируется от 3.6 до 40 Вольт, но самыми типовыми у данного инструмента считаются 12 / 18 / 20 В. Напряжение батареи влияет на вес и цену инструмента. Соответственно, и без того недешёвый беспроводной перфоратор на 20 Вольт влетит в копеечку, если возникнет потребность в сменных АКБ.
 Рукоятки ударного инструмента укомплектованы системой пружинных подвесов, благодаря котором происходит поглощение вибрационного воздействия. По сути, пружины отделяют рукоятку от «основной» части прибора, в которой сосредоточены вредоносные колебания.
Рукоятки ударного инструмента укомплектованы системой пружинных подвесов, благодаря котором происходит поглощение вибрационного воздействия. По сути, пружины отделяют рукоятку от «основной» части прибора, в которой сосредоточены вредоносные колебания.
 Патрон движется вперед-назад без вращения. Подходит, чтобы штробить бетонные или кирпичные стены долотом, зубилом, лопаткой.
Патрон движется вперед-назад без вращения. Подходит, чтобы штробить бетонные или кирпичные стены долотом, зубилом, лопаткой. Мощные дрели в этом режиме справятся с толстыми бурами по древесине.
Мощные дрели в этом режиме справятся с толстыми бурами по древесине.


 Вкратце разберем основные критерии, которые указываются в ТХ товаров:
Вкратце разберем основные критерии, которые указываются в ТХ товаров:

 Прибор предназначен для ударов и получает минимальный износ при постоянном интенсивном использовании. Электродрель создана с расчетом на то, что удар будет включаться только иногда.
Прибор предназначен для ударов и получает минимальный износ при постоянном интенсивном использовании. Электродрель создана с расчетом на то, что удар будет включаться только иногда.
 Как правило, это заканчивается разочарованием, ибо при частом использовании с ударом прибор быстро приходит в негодность.
Как правило, это заканчивается разочарованием, ибо при частом использовании с ударом прибор быстро приходит в негодность.

 Эта статья поможет понять, когда стоит приобрести перфоратор, а когда достаточно ударной дрели.
Эта статья поможет понять, когда стоит приобрести перфоратор, а когда достаточно ударной дрели.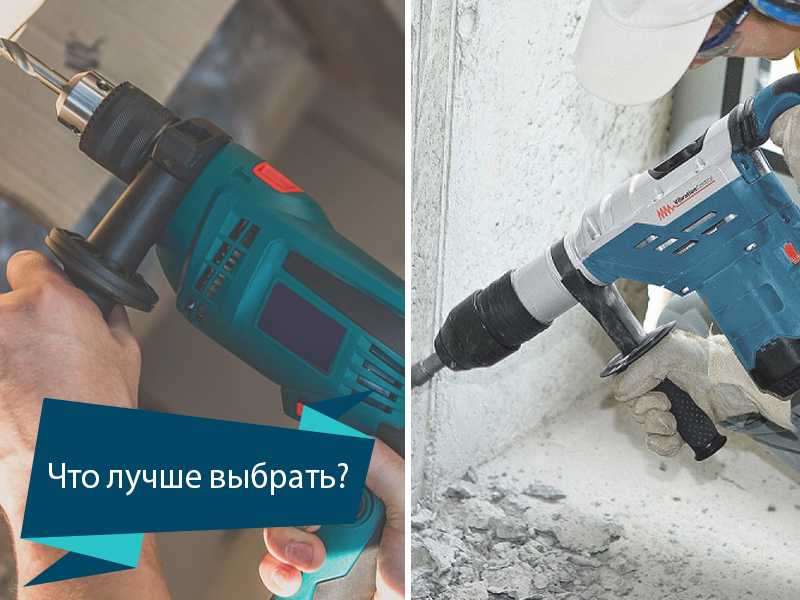 Вам не придется придавливать инструмент собственным весом ‒ в отличие от дрели он сам выполнит всю работу. Но у перфоратора есть другой недостаток ‒ вибрация, которая также может приводить к утомлению.
Вам не придется придавливать инструмент собственным весом ‒ в отличие от дрели он сам выполнит всю работу. Но у перфоратора есть другой недостаток ‒ вибрация, которая также может приводить к утомлению.  А некоторые модели перфораторов предназначены в том числе для сверления. Для этого к инструменту через переходник присоединяют сверлильный патрон.
А некоторые модели перфораторов предназначены в том числе для сверления. Для этого к инструменту через переходник присоединяют сверлильный патрон.  Если основная задача сводится к сверлению дерева, металла и лишь иногда бетона, подойдет ударная дрель.
Если основная задача сводится к сверлению дерева, металла и лишь иногда бетона, подойдет ударная дрель. Но обо всем по порядку.
Но обо всем по порядку. С его помощью мастера выполняют проемы в стенах из кирпича или бетона или полное ее разрушение, а также используют для разрушения промерзшего грунта, скальной породы, удаления асфальта.
С его помощью мастера выполняют проемы в стенах из кирпича или бетона или полное ее разрушение, а также используют для разрушения промерзшего грунта, скальной породы, удаления асфальта.


 При активированной функции молотка дрель вбивает кончик сверла вперед в материал, быстро справляясь с монотонной задачей.
При активированной функции молотка дрель вбивает кончик сверла вперед в материал, быстро справляясь с монотонной задачей. Они полезны для закручивания небольших крепежных деталей на высоких скоростях, а также для закручивания более длинных крепежных деталей без поломки гаечных ключей или головок.
Они полезны для закручивания небольших крепежных деталей на высоких скоростях, а также для закручивания более длинных крепежных деталей без поломки гаечных ключей или головок.
 com, thisoldhouse.com, levelset.com и другие. Его первая книга «Как исправить вещи» была опубликована в мае 2022 года. Помимо своей профессиональной жизни, Том также является страстным фанатом бейсбола и тренером. Он живет в долине реки Гудзон в Нью-Йорке со своей женой, четырьмя детьми и двумя собаками.
com, thisoldhouse.com, levelset.com и другие. Его первая книга «Как исправить вещи» была опубликована в мае 2022 года. Помимо своей профессиональной жизни, Том также является страстным фанатом бейсбола и тренером. Он живет в долине реки Гудзон в Нью-Йорке со своей женой, четырьмя детьми и двумя собаками.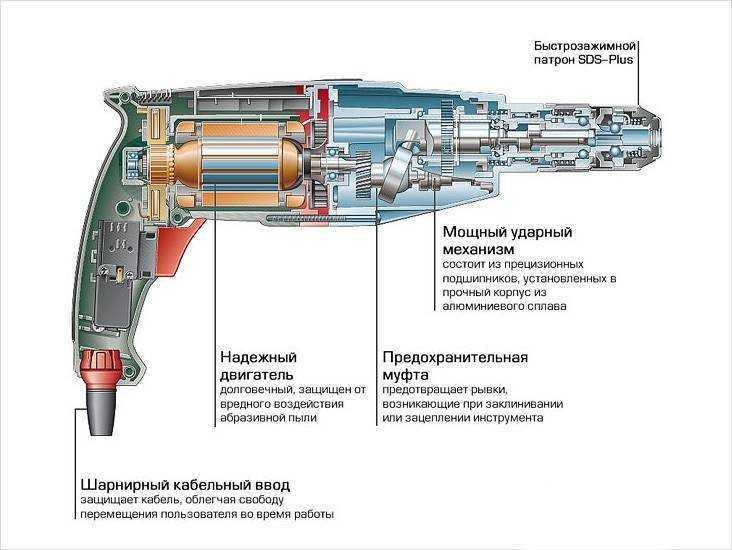 На долю секунды возникает пространство между пластинами и потенциальная энергия пружины.
На долю секунды возникает пространство между пластинами и потенциальная энергия пружины.

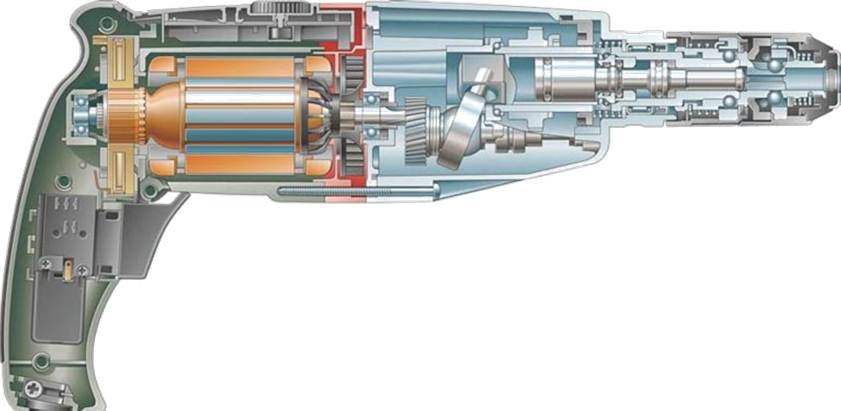


 (8*10-32*36)
(8*10-32*36) ..
.. cerevisiae получена из лабораторного штамма.
cerevisiae получена из лабораторного штамма. Нажмите «Сведения о белке» для получения дополнительной информации о белке, такой как период полураспада, распространенность, домены, домены, общие с другими белками, поиск последовательности белка для различных штаммов, физико-химические свойства, сайты модификации белка и внешние идентификаторы для белка.
Нажмите «Сведения о белке» для получения дополнительной информации о белке, такой как период полураспада, распространенность, домены, домены, общие с другими белками, поиск последовательности белка для различных штаммов, физико-химические свойства, сайты модификации белка и внешние идентификаторы для белка. Нажмите «YeastMine», чтобы просмотреть все аллели в YeastMine.
Нажмите «YeastMine», чтобы просмотреть все аллели в YeastMine.
 Эти аннотации были получены на основе данных о физическом молекулярном взаимодействии, извлеченных из литературы и перекрестных ссылок в статье, или на основе выводов куратора из информации о гомологах у близкородственных видов или на основе научных данных.
Эти аннотации были получены на основе данных о физическом молекулярном взаимодействии, извлеченных из литературы и перекрестных ссылок в статье, или на основе выводов куратора из информации о гомологах у близкородственных видов или на основе научных данных. Нажмите «Сведения о фенотипе», чтобы просмотреть все аннотации фенотипа и
Нажмите «Сведения о фенотипе», чтобы просмотреть все аннотации фенотипа и Аннотация взаимодействия состоит из типа взаимодействия, имени
Аннотация взаимодействия состоит из типа взаимодействия, имени Эти доказательства включают данные, полученные с помощью
Эти доказательства включают данные, полученные с помощью Ссылочные наборы данных могут содержать одно или несколько условий, и в результате
Ссылочные наборы данных могут содержать одно или несколько условий, и в результате
 nyc3.digitaloceanspaces.com/omeka-s/digital-grinnell/original/8e5df2052200097cf086a6dfae495455.jpg» data-thumb=»https://digital-grinnell.nyc3.digitaloceanspaces.com/omeka-s/digital-grinnell/medium/8e5df2052200097cf086a6dfae495455.jpg» data-sub-html=»<p>gallery #1</p>»>
nyc3.digitaloceanspaces.com/omeka-s/digital-grinnell/original/8e5df2052200097cf086a6dfae495455.jpg» data-thumb=»https://digital-grinnell.nyc3.digitaloceanspaces.com/omeka-s/digital-grinnell/medium/8e5df2052200097cf086a6dfae495455.jpg» data-sub-html=»<p>gallery #1</p>»> jpg» data-sub-html=»<p>detail #2</p>»>
jpg» data-sub-html=»<p>detail #2</p>»> jpg» data-thumb=»https://digital-grinnell.nyc3.digitaloceanspaces.com/omeka-s/digital-grinnell/medium/1ab9e9fa6bd648eb2d7ae5612f7f5a32.jpg» data-sub-html=»<p>detail #5</p>»>
jpg» data-thumb=»https://digital-grinnell.nyc3.digitaloceanspaces.com/omeka-s/digital-grinnell/medium/1ab9e9fa6bd648eb2d7ae5612f7f5a32.jpg» data-sub-html=»<p>detail #5</p>»> Это инструмент для полифонической обработки, являющийся частью яванского гамелана. Железный гамелан, к которому принадлежит инструмент, изображенный на этой странице, имеет три gendèr barung —один для системы настройки laras sléndro и два для инструментов laras pélog . Он используется почти исключительно для исполнения гамелана, но некоторые странствующие уличные музыканты используют его для сопровождения своего пения. gender barung — один из немногих инструментов гамелан, на которых в прошлом могли играть женщины. Стилизованное изображение мифологической птицы гаруды украшает колпачки торцов инструмента (см. изображение первой детали).
Это инструмент для полифонической обработки, являющийся частью яванского гамелана. Железный гамелан, к которому принадлежит инструмент, изображенный на этой странице, имеет три gendèr barung —один для системы настройки laras sléndro и два для инструментов laras pélog . Он используется почти исключительно для исполнения гамелана, но некоторые странствующие уличные музыканты используют его для сопровождения своего пения. gender barung — один из немногих инструментов гамелан, на которых в прошлом могли играть женщины. Стилизованное изображение мифологической птицы гаруды украшает колпачки торцов инструмента (см. изображение первой детали). Клавиши этого gender barung изготовлены из переработанного листового железа ( besi ), но латунь и бронза также часто используются для изготовления яванских металлофонов. Клавиши градуированы по размеру и расположены в горизонтальной плоскости от самой длинной, самой широкой и самой тонкой на одном конце до самой короткой, самой узкой и самой толстой на другом конце. На четверти полной длины ключа с каждого конца просверливают отверстия для приема каната, на котором подвешивается ключ, которые являются узловыми (мертвыми) точками в моде вибрации для прямоугольных ключей. Клавиши подвешены над корпусом из тикового дерева ( rancak ) и выше цилиндрические трубчатые резонаторы из оцинкованного листового металла, по одному на каждую из тринадцати клавиш инструмента (третье детальное изображение). Хотя внешне все резонаторы имеют одинаковую длину, внутри они останавливаются деревянными дисками, так что каждый из них имеет уникальную рабочую длину (четвертое изображение детали).
Клавиши этого gender barung изготовлены из переработанного листового железа ( besi ), но латунь и бронза также часто используются для изготовления яванских металлофонов. Клавиши градуированы по размеру и расположены в горизонтальной плоскости от самой длинной, самой широкой и самой тонкой на одном конце до самой короткой, самой узкой и самой толстой на другом конце. На четверти полной длины ключа с каждого конца просверливают отверстия для приема каната, на котором подвешивается ключ, которые являются узловыми (мертвыми) точками в моде вибрации для прямоугольных ключей. Клавиши подвешены над корпусом из тикового дерева ( rancak ) и выше цилиндрические трубчатые резонаторы из оцинкованного листового металла, по одному на каждую из тринадцати клавиш инструмента (третье детальное изображение). Хотя внешне все резонаторы имеют одинаковую длину, внутри они останавливаются деревянными дисками, так что каждый из них имеет уникальную рабочую длину (четвертое изображение детали). Несколько нижних резонаторов закрыты крышками с центральными отверстиями разного диаметра; это позволяет им резонировать со звуковыми волнами, которые длиннее их физической длины (пятое подробное изображение). Стойки из рога буйвола располагаются между парами ключей, оставляя только крайний левый ключ. Один отрезок веревки проходит через проушину в верхней части каждой стойки, через торцевые доски корпуса и через все отверстия в ключах. Веревка обвивается вокруг короткого бамбукового штифта на нижней стороне каждого замочного отверстия (шестое подробное изображение). Две деревянные палочки с головками из мягких дисков ( табух ) используются для ударов по прутьям.
Несколько нижних резонаторов закрыты крышками с центральными отверстиями разного диаметра; это позволяет им резонировать со звуковыми волнами, которые длиннее их физической длины (пятое подробное изображение). Стойки из рога буйвола располагаются между парами ключей, оставляя только крайний левый ключ. Один отрезок веревки проходит через проушину в верхней части каждой стойки, через торцевые доски корпуса и через все отверстия в ключах. Веревка обвивается вокруг короткого бамбукового штифта на нижней стороне каждого замочного отверстия (шестое подробное изображение). Две деревянные палочки с головками из мягких дисков ( табух ) используются для ударов по прутьям. Каждая клавиша настроена на определенную высоту звука, а последовательность клавиш составляет пентатонику в диапазоне двух с половиной октав. См. Gamelan Besi (Iron) из Центральной Явы для настройки и регистрации информации для этого gendèr barung. На инструменте играют с постоянным динамическим уровнем. При ударе по клавишам создается четкий, устойчивый тон, который требует сложной техники демпфирования. Поскольку обод колотушек мягкий, производимые тона, и особенно их атаки, относительно мягкие по сравнению с металлофонами, которые звучат с жесткими колотушками. Для расширенного примера видео gender barung выполняется, перейдите по этой ссылке. Исполнение gendèr barung требует не только приобретения специальной техники, но и овладения большим словарным запасом cengkok и знанием того, как применять его к обширному репертуару gendhing и вокальным произведениям ( sekar ) — всем без помощи обозначений. Не каждый яванский музыкант может это сделать, так что gender barung игрок может считаться специалистом.
Каждая клавиша настроена на определенную высоту звука, а последовательность клавиш составляет пентатонику в диапазоне двух с половиной октав. См. Gamelan Besi (Iron) из Центральной Явы для настройки и регистрации информации для этого gendèr barung. На инструменте играют с постоянным динамическим уровнем. При ударе по клавишам создается четкий, устойчивый тон, который требует сложной техники демпфирования. Поскольку обод колотушек мягкий, производимые тона, и особенно их атаки, относительно мягкие по сравнению с металлофонами, которые звучат с жесткими колотушками. Для расширенного примера видео gender barung выполняется, перейдите по этой ссылке. Исполнение gendèr barung требует не только приобретения специальной техники, но и овладения большим словарным запасом cengkok и знанием того, как применять его к обширному репертуару gendhing и вокальным произведениям ( sekar ) — всем без помощи обозначений. Не каждый яванский музыкант может это сделать, так что gender barung игрок может считаться специалистом.

 Здесь следует отметить значительное сокращение затрат на транспортировку, складирование и подготовку материалов для последующих этапов обработки.
Здесь следует отметить значительное сокращение затрат на транспортировку, складирование и подготовку материалов для последующих этапов обработки. С одной стороны это обусловлено использованием концевых фрез диаметром 10-25 мм, которым приходится перерабатывать в стружку значительно больший объем древесины в широком пропиле. С другой стороны, теряется возможность использования пакетного способа раскроя ДСП.
С одной стороны это обусловлено использованием концевых фрез диаметром 10-25 мм, которым приходится перерабатывать в стружку значительно больший объем древесины в широком пропиле. С другой стороны, теряется возможность использования пакетного способа раскроя ДСП.

 Понятие «технология Nesting» подразумевает под собой выполнение максимального количества технологических операций на одном деревообрабатывающем центре и получение деталей фактически готовых для последующей сборки изделия.
Понятие «технология Nesting» подразумевает под собой выполнение максимального количества технологических операций на одном деревообрабатывающем центре и получение деталей фактически готовых для последующей сборки изделия. Таким образом, русский перевод Nesting, в зависимости от сферы применения, может означать слова «вложение», «раскладывание», «фрагментация», «мозаичное размещение»…
Таким образом, русский перевод Nesting, в зависимости от сферы применения, может означать слова «вложение», «раскладывание», «фрагментация», «мозаичное размещение»…
 Относительно низкая скорость раскроя по сравнению с использованием форматных круглопильных станков. С одной стороны это обусловлено использованием концевых фрез диаметром 10-25 мм, которым приходится перерабатывать в стружку значительно больший объем древесины в широком пропиле. С другой стороны, теряется возможность использования пакетного способа раскроя ДСП.
Относительно низкая скорость раскроя по сравнению с использованием форматных круглопильных станков. С одной стороны это обусловлено использованием концевых фрез диаметром 10-25 мм, которым приходится перерабатывать в стружку значительно больший объем древесины в широком пропиле. С другой стороны, теряется возможность использования пакетного способа раскроя ДСП.

 , Индии или других странах Азии, Европы, Северной Америки, Южной Америки, Африки и Океании? Ознакомьтесь с руководством покупателя лучшего гнездового фрезерного станка с ЧПУ 2022 года для производителей современных кухонь, производителей шкафов, краснодеревщиков, производителей шкафов, производителей дверей, продавцов и поставщиков, станков с ЧПУ, операторов и начинающих в современном промышленном производстве. Мы предложим вам раскройные станки с ЧПУ 2022 года с профессиональным обслуживанием клиентов и поддержкой для изготовления шкафов, шкафов, шкафов, домашних дверей, предметов интерьера и более индивидуальной панельной мебели.
, Индии или других странах Азии, Европы, Северной Америки, Южной Америки, Африки и Океании? Ознакомьтесь с руководством покупателя лучшего гнездового фрезерного станка с ЧПУ 2022 года для производителей современных кухонь, производителей шкафов, краснодеревщиков, производителей шкафов, производителей дверей, продавцов и поставщиков, станков с ЧПУ, операторов и начинающих в современном промышленном производстве. Мы предложим вам раскройные станки с ЧПУ 2022 года с профессиональным обслуживанием клиентов и поддержкой для изготовления шкафов, шкафов, шкафов, домашних дверей, предметов интерьера и более индивидуальной панельной мебели. В производственном процессе оператор, как и носильщики, интеллектуальные станки для раскроя с ЧПУ могут реализовать автоматическую вставку штрих-кода, автоматическую подачу, сверление, прорезку, резку, автоматическую загрузку, автоматические процессы извлечения для вырезания бокового отверстия, прорези сзади, заднего отверстия, весь процесс не требует человеческого суждения, автоматической обработки, избавления от зависимости специалистов по деревообработке и технических работников. Станок с ЧПУ для раскроя также известен как станок с ЧПУ для раскроя, обрабатывающий центр с ЧПУ для раскроя, фрезерный станок с ЧПУ для раскроя, линия для производства панельной мебели.
В производственном процессе оператор, как и носильщики, интеллектуальные станки для раскроя с ЧПУ могут реализовать автоматическую вставку штрих-кода, автоматическую подачу, сверление, прорезку, резку, автоматическую загрузку, автоматические процессы извлечения для вырезания бокового отверстия, прорези сзади, заднего отверстия, весь процесс не требует человеческого суждения, автоматической обработки, избавления от зависимости специалистов по деревообработке и технических работников. Станок с ЧПУ для раскроя также известен как станок с ЧПУ для раскроя, обрабатывающий центр с ЧПУ для раскроя, фрезерный станок с ЧПУ для раскроя, линия для производства панельной мебели.

 Раньше они в основном использовались для резки специальных форм или изготовления полых решеток, фрезерования дверей шкафов и других процессов. От функционального принципа до внешнего вида станка фрезерный станок с ЧПУ по дереву похож на станок с ЧПУ для раскроя, но на самом деле основная функция фрезерного станка по дереву с ЧПУ — это резьба, а основная функция станка с ЧПУ для раскроя — резка. .
Раньше они в основном использовались для резки специальных форм или изготовления полых решеток, фрезерования дверей шкафов и других процессов. От функционального принципа до внешнего вида станка фрезерный станок с ЧПУ по дереву похож на станок с ЧПУ для раскроя, но на самом деле основная функция фрезерного станка по дереву с ЧПУ — это резьба, а основная функция станка с ЧПУ для раскроя — резка. .
 Станок для резки представляет собой устройство с числовым программным управлением с большим количеством механизмов обнаружения и отказоустойчивости и прост в эксплуатации. Обычные рабочие могут выполнить операцию после простого обучения.
Станок для резки представляет собой устройство с числовым программным управлением с большим количеством механизмов обнаружения и отказоустойчивости и прост в эксплуатации. Обычные рабочие могут выполнить операцию после простого обучения.

 Его основная функция – резка деревянных досок. При обработке режущий станок включает в себя резку, штамповку, нарезку канавок и другие процессы. Как правило, благодаря плану интеллектуального программного обеспечения станок с ЧПУ для раскроя автоматически улучшает дизайн набора, создает карту эффектов и выполняет такие операции, как спонтанные модификации, и непроизвольно создает различные пути. Следовательно, это экономит и улучшает использование листа. К счастью, раскройный станок с ЧПУ широко используется в мебельной промышленности, например, при изготовлении шкафов, платяных шкафов, дверей из цельного дерева, без покраски, композитных материалов из цельного дерева и дверей. Представьте себе, что один раскройный станок с ЧПУ сделал для различных домов и офисных дверей. Если вы хотите воплотить в жизнь панельную мебель, раскройный станок с ЧПУ — ваш лучший друг.
Его основная функция – резка деревянных досок. При обработке режущий станок включает в себя резку, штамповку, нарезку канавок и другие процессы. Как правило, благодаря плану интеллектуального программного обеспечения станок с ЧПУ для раскроя автоматически улучшает дизайн набора, создает карту эффектов и выполняет такие операции, как спонтанные модификации, и непроизвольно создает различные пути. Следовательно, это экономит и улучшает использование листа. К счастью, раскройный станок с ЧПУ широко используется в мебельной промышленности, например, при изготовлении шкафов, платяных шкафов, дверей из цельного дерева, без покраски, композитных материалов из цельного дерева и дверей. Представьте себе, что один раскройный станок с ЧПУ сделал для различных домов и офисных дверей. Если вы хотите воплотить в жизнь панельную мебель, раскройный станок с ЧПУ — ваш лучший друг. Общие многопроцессорные раскройные станки с ЧПУ включают в себя; двойные процессы, три процесса и четыре процесса резки с ЧПУ. Тем не менее, обсуждаемый станок с ЧПУ, многофункциональное устройство, уникально появился благодаря производству одинарных и двойных корпусных головок. Различные головки имеют различные функции обработки, но не ограничиваются такими функциями, как резка, прорезка пазов и сверление. Он также собран с комплектом рядковой сеялки и 9буровое долото, которое используется для бурения отверстий по горизонтали. Пробивка стопок с особой бдительностью и избегание округлости вырубки вполне возможна для отверстий нескольких диаметров. При повороте ряда сверл элементы соединяются со всеми девятью сверлами, вращающимися одновременно, без необходимости разблокировать диаметр отверстия, что увеличивает скорость сверления. С гарантией эффективности 30% многопроцессорный станок для резки с ЧПУ является наиболее подходящим для производства шкафов.
Общие многопроцессорные раскройные станки с ЧПУ включают в себя; двойные процессы, три процесса и четыре процесса резки с ЧПУ. Тем не менее, обсуждаемый станок с ЧПУ, многофункциональное устройство, уникально появился благодаря производству одинарных и двойных корпусных головок. Различные головки имеют различные функции обработки, но не ограничиваются такими функциями, как резка, прорезка пазов и сверление. Он также собран с комплектом рядковой сеялки и 9буровое долото, которое используется для бурения отверстий по горизонтали. Пробивка стопок с особой бдительностью и избегание округлости вырубки вполне возможна для отверстий нескольких диаметров. При повороте ряда сверл элементы соединяются со всеми девятью сверлами, вращающимися одновременно, без необходимости разблокировать диаметр отверстия, что увеличивает скорость сверления. С гарантией эффективности 30% многопроцессорный станок для резки с ЧПУ является наиболее подходящим для производства шкафов. Оснащен автономным магазином инструментов и каждой комбинацией инструментов, предназначенных для выполнения ключевых функций обработки любого неметаллического материала. Рама встроена в структуру подвижной колонны гентри, а все компоненты устройства изготовлены и собраны с точностью, чтобы повысить удобство обслуживания, прочность, качество работы и долговечность. Обладая всеми этими преимуществами, этот раскройный станок с ЧПУ широко используется и почитается для обработки в промышленности благодаря возможности автоматической смены инструмента. Что ж, если производительность и красота являются вашими целями, этот станок с ЧПУ для раскроя является самым большим секретом.
Оснащен автономным магазином инструментов и каждой комбинацией инструментов, предназначенных для выполнения ключевых функций обработки любого неметаллического материала. Рама встроена в структуру подвижной колонны гентри, а все компоненты устройства изготовлены и собраны с точностью, чтобы повысить удобство обслуживания, прочность, качество работы и долговечность. Обладая всеми этими преимуществами, этот раскройный станок с ЧПУ широко используется и почитается для обработки в промышленности благодаря возможности автоматической смены инструмента. Что ж, если производительность и красота являются вашими целями, этот станок с ЧПУ для раскроя является самым большим секретом. 00
00
 Быстрая скорость передвижения
Быстрая скорость передвижения

 Система загрузки панелей с ножничным подъемником и автоматическим выравниванием панелей. Простота использования системы обеспечивает долгосрочную надежность.
Система загрузки панелей с ножничным подъемником и автоматическим выравниванием панелей. Простота использования системы обеспечивает долгосрочную надежность.
 Шестикулачковые патроны используются реже всего.
Шестикулачковые патроны используются реже всего. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
 С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах. Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы.
Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы. Существует несколько типов самоцентрирующих трехкулачковых патронов с ручным приводом, различающихся между собой устройством для перемещения кулачков. Независимо от особенностей этих устройств перемещение кулачков патрона во всех случаях происходит одновременно и с одинаковой скоростью. Благодаря этому ось цилиндрической поверхности, предназначенной для закрепления детали в патроне, должна совпасть с осью вращения шпинделя станка.
Существует несколько типов самоцентрирующих трехкулачковых патронов с ручным приводом, различающихся между собой устройством для перемещения кулачков. Независимо от особенностей этих устройств перемещение кулачков патрона во всех случаях происходит одновременно и с одинаковой скоростью. Благодаря этому ось цилиндрической поверхности, предназначенной для закрепления детали в патроне, должна совпасть с осью вращения шпинделя станка.
 При правильной сборке патрона все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга. При неправильной сборке патрона коснутся только два кулачка, а третий не будет касаться остальных. В этом случае следует вывести все кулачки и ввести их снова в пазы корпуса патрона, как это было указано выше.
При правильной сборке патрона все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга. При неправильной сборке патрона коснутся только два кулачка, а третий не будет касаться остальных. В этом случае следует вывести все кулачки и ввести их снова в пазы корпуса патрона, как это было указано выше. На время растачивания в место разреза кладут медную прокладку, которая после растачивания вынимается.
На время растачивания в место разреза кладут медную прокладку, которая после растачивания вынимается.


 Для детали, изображенной на рис. 51, б (симметричной относительно оси 00), накладные кулачки имеют одинаковые вырезы по контуру Г (рис. 50), а второй детали (рис. 51, а) — разные, поскольку одинаковые кулачки не обеспечат симметричной установки такой детали относительно оси ОО.
Для детали, изображенной на рис. 51, б (симметричной относительно оси 00), накладные кулачки имеют одинаковые вырезы по контуру Г (рис. 50), а второй детали (рис. 51, а) — разные, поскольку одинаковые кулачки не обеспечат симметричной установки такой детали относительно оси ОО. 52.
52. В случае необходимости кулачки можно перевернуть и закрепить обрабатываемую деталь за внутреннюю поверхность.
В случае необходимости кулачки можно перевернуть и закрепить обрабатываемую деталь за внутреннюю поверхность. 54, б, потому что при слишком сильном нажатии на поверхность детали мел может «подхватить», что вызывает нередко повреждение руки. Лучше опереть руку на зажатый в резцедержателе и подведенный к устанавливаемой детали резец.
54, б, потому что при слишком сильном нажатии на поверхность детали мел может «подхватить», что вызывает нередко повреждение руки. Лучше опереть руку на зажатый в резцедержателе и подведенный к устанавливаемой детали резец. Если риска расположена по рис.55,а, т.е симметрично относительно кулачка 4, необходимо слегка освободить (равномерно) кулачки 1 и 3, несколько больше ослабить кулачок 2, поджать кулачок 4 и снова закрепить кулачки 1 и 3.
Если риска расположена по рис.55,а, т.е симметрично относительно кулачка 4, необходимо слегка освободить (равномерно) кулачки 1 и 3, несколько больше ослабить кулачок 2, поджать кулачок 4 и снова закрепить кулачки 1 и 3. 56). Загнутый конец иглы рейсмуса подводят к поверхности проверяемой детали так, чтобы между этой поверхностью и концом иглы был просвет 0,3—0,5 мм. Затем медленно вращают деталь и наблюдают, как изменяется величина этого просвета. Изменяя установку детали (перемещая для этого кулачки патрона, как указано выше), добиваются того, чтобы изменение просвета было возможно меньшим.
56). Загнутый конец иглы рейсмуса подводят к поверхности проверяемой детали так, чтобы между этой поверхностью и концом иглы был просвет 0,3—0,5 мм. Затем медленно вращают деталь и наблюдают, как изменяется величина этого просвета. Изменяя установку детали (перемещая для этого кулачки патрона, как указано выше), добиваются того, чтобы изменение просвета было возможно меньшим.
 Под действием пружинки 14 стерженек 16 отводится вниз и кнопкой 7 прижимается к проверяемой поверхности.
Под действием пружинки 14 стерженек 16 отводится вниз и кнопкой 7 прижимается к проверяемой поверхности.

 000 -.002
000 -.002  00
00 Нужен токарный станок и живой центр.
Нужен токарный станок и живой центр.

 Под нагрузкой нижняя балка прогибается не как обычно — середина ниже краев, а наоборот — края оказываются ниже середины.
Под нагрузкой нижняя балка прогибается не как обычно — середина ниже краев, а наоборот — края оказываются ниже середины. Передний и задний лист краями опираются на валы, установленные в центральном листе. Гидроцилиндры установлены так, что их корпуса опираются на передний и задний элементы, а штоки в центральный. При подаче давления по команде ЧПУ цилиндры корпусом давят на передний и задний листы, а штоком поднимают центральный лист. При этом центральный элемент деформируется так, что его середина оказывается выше краев, которые остаются неподвижны. Таким образом, система бомбирования может компенсировать прогиб и верхней балки.
Передний и задний лист краями опираются на валы, установленные в центральном листе. Гидроцилиндры установлены так, что их корпуса опираются на передний и задний элементы, а штоки в центральный. При подаче давления по команде ЧПУ цилиндры корпусом давят на передний и задний листы, а штоком поднимают центральный лист. При этом центральный элемент деформируется так, что его середина оказывается выше краев, которые остаются неподвижны. Таким образом, система бомбирования может компенсировать прогиб и верхней балки. 12427799″ frameborder=»0″ allowfullscreen>
12427799″ frameborder=»0″ allowfullscreen>
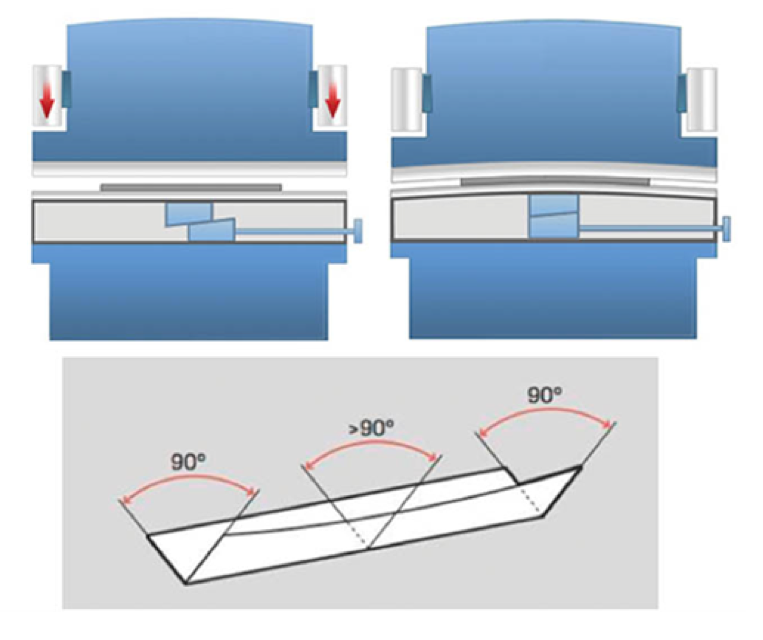 11 раз выстрелили в человека в поезде SEPTA в Филадельфии
11 раз выстрелили в человека в поезде SEPTA в Филадельфии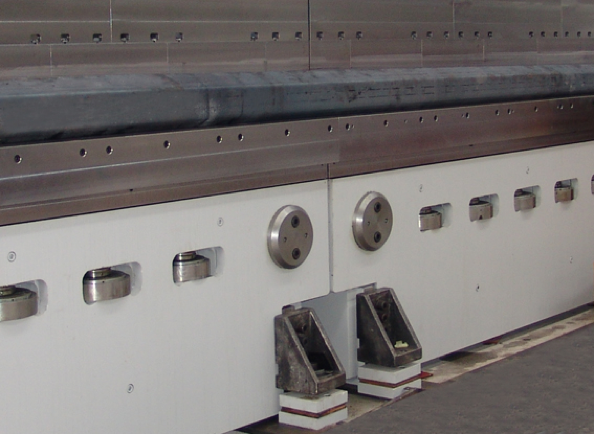

 Мы признаем, что это происходит, а также спрашиваем: как нам пережить их здоровым образом?
Мы признаем, что это происходит, а также спрашиваем: как нам пережить их здоровым образом? К этому есть устойчивость. Но мы также хотели поговорить с [идеей о том], что это нормально, позволять этому влиять на вас. То, что мы действительно хотим передать в этой сцене и в Эпизоде 4, заключается в том, что вы все можете не соглашаться и воспринимать что-то по-разному, но вы все равно являетесь единым целым. Вы все еще семья, даже если у вас есть разногласия по поводу общего опыта.
К этому есть устойчивость. Но мы также хотели поговорить с [идеей о том], что это нормально, позволять этому влиять на вас. То, что мы действительно хотим передать в этой сцене и в Эпизоде 4, заключается в том, что вы все можете не соглашаться и воспринимать что-то по-разному, но вы все равно являетесь единым целым. Вы все еще семья, даже если у вас есть разногласия по поводу общего опыта. опыт. И это похоже на: «Хорошо, полицейский навредил или помог в этой ситуации?» Как сообщество, мы не всегда согласны. Поэтому мы хотели убедиться, что в этих эпизодах мы представляем все разные точки зрения. Речь идет не о том, чтобы изложить нашу повестку дня, а о том, чтобы открыть диалог и разговор, независимо от того, согласны ли мы с этим мнением или нет, будут мнения, которые существуют в наших семьях, в наших отношениях с другими людьми, в нашей комнате писателей, и [речь шла] о том, чтобы вывести их на экран.
опыт. И это похоже на: «Хорошо, полицейский навредил или помог в этой ситуации?» Как сообщество, мы не всегда согласны. Поэтому мы хотели убедиться, что в этих эпизодах мы представляем все разные точки зрения. Речь идет не о том, чтобы изложить нашу повестку дня, а о том, чтобы открыть диалог и разговор, независимо от того, согласны ли мы с этим мнением или нет, будут мнения, которые существуют в наших семьях, в наших отношениях с другими людьми, в нашей комнате писателей, и [речь шла] о том, чтобы вывести их на экран. Для Амары ее работа состоит в том, чтобы утешать и утешать учеников. Когда агент ФБР отключает ее и исключает из процесса, это усугубляется травмой, которую она чувствует, [она] пытается оставаться сильной. Это все, что она может сделать. Но потом, когда все закончилось, они поняли, что это освобождение, и из-за того, где она находится, и из-за ее положения, не так много людей, с которыми она действительно может поделиться этим, кроме Кэма, потому что он был там. Он страдает от другой травмы, которой нет у других, и он просто предпочитает сидеть и быть с ней. Это момент, когда нет слов, чтобы действительно описать то, через что они все прошли. Итак, мы любим красоту просто, он собирается убедиться, что она не будет одна, поскольку она, наконец, позволяет себе чувствовать то, что она чувствует.
Для Амары ее работа состоит в том, чтобы утешать и утешать учеников. Когда агент ФБР отключает ее и исключает из процесса, это усугубляется травмой, которую она чувствует, [она] пытается оставаться сильной. Это все, что она может сделать. Но потом, когда все закончилось, они поняли, что это освобождение, и из-за того, где она находится, и из-за ее положения, не так много людей, с которыми она действительно может поделиться этим, кроме Кэма, потому что он был там. Он страдает от другой травмы, которой нет у других, и он просто предпочитает сидеть и быть с ней. Это момент, когда нет слов, чтобы действительно описать то, через что они все прошли. Итак, мы любим красоту просто, он собирается убедиться, что она не будет одна, поскольку она, наконец, позволяет себе чувствовать то, что она чувствует.
 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.

 , от 1 мм до 13 мм
, от 1 мм до 13 мм Часть №:
Часть №: Набор метрических сверл по металлу из быстрорежущей стали 1 мм
Набор метрических сверл по металлу из быстрорежущей стали 1 мм Написать отзыв о продукте
Написать отзыв о продукте
 Как только вы соглашаетесь, файл добавляется, и файл cookie помогает анализировать веб-трафик или сообщает вам, когда вы посещаете определенный сайт. Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях.
Как только вы соглашаетесь, файл добавляется, и файл cookie помогает анализировать веб-трафик или сообщает вам, когда вы посещаете определенный сайт. Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях.
