Программирование чпу с нуля для новичков учебник: Книга: «Основы программирования для станков с ЧПУ в САМ-системе. Учебник» — Инна Колошкина. Купить книгу, читать рецензии | ISBN 978-5-9729-0949-0
Программирование станков с ЧПУ это не сложно
- Главная
- Информация о продукции
- Станки c ЧПУ
- Программирование станков с ЧПУ это не сложно
Программирование станков с ЧПУ это не сложно
2017-09-12
В самом деле, программирование станков с ЧПУ не представляет особых затруднений. В то же время необходимо создавать управляющие программы (УП) для этих устройство таким образом, чтобы по максимуму использовать их в работе.
Программирование выполняется на языке, известном как ISO 7 бит, также его именуют языком G и M кодов.
Программы могут разрабатываться тремя наиболее распространёнными способами:
посредством ручного программирования;
посредством создания программ на стойке станка ЧПУ;
наконец, с помощью CAM-систем.
Все три названных способах программирования используются в определённых случаях, ни один из них не следует рассматривать как универсальный. Именно их сочетание позволит добиться наибольшего эффекта. Овладеть ручным программированием не так сложно при наличии базовых представлений о программировании. В то же время работа с CAM-системой является довольно лёгкой для понимания.
Именно их сочетание позволит добиться наибольшего эффекта. Овладеть ручным программированием не так сложно при наличии базовых представлений о программировании. В то же время работа с CAM-системой является довольно лёгкой для понимания.
Ручное программирование
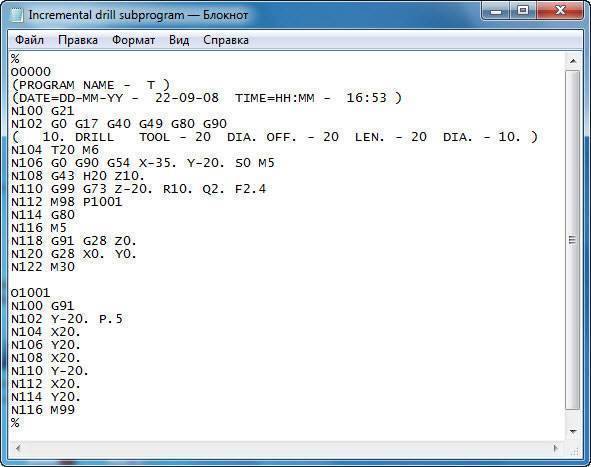
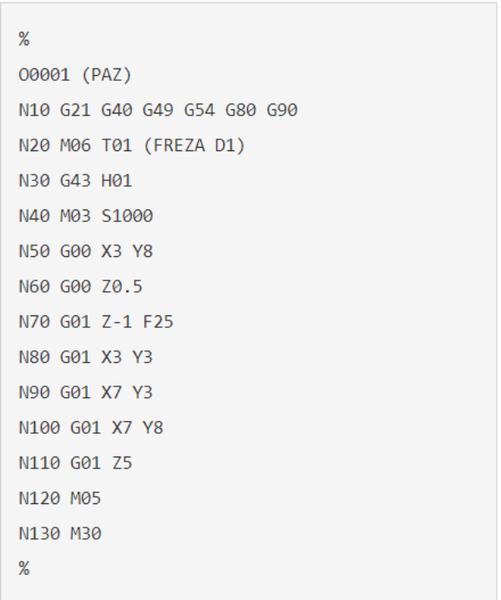
Ручное программирование означает создание программы на собственном компьютерном устройстве, где имеется текстовый редактор. На нём и создаётся управляющая программа. Программа содержит координаты, куда передвигается инструмент, производящий обработку заготовок, а также требуемые сведения в форме кодов G и M. Она представляет собой файл с расширением .txt.
После того, как программа готова, её переносят на станок с ЧПУ в виде того же .txt файла. Компьютер и станок соединяют через COM-порт компьютера. Прежде всего проводят синхронизацию их программ, отвечающих за коммуникацию. После этого происходит простое отправление и приём данных. Особый случай — если программа имеет объём, который превосходит величину памяти станка с ЧПУ. В этом случае команды станку направляются непосредственно с компьютера.Особый вариант — написание программы ручкой на листе бумаги, оно имеет смысл, лишь если в производственном помещении нет доступа к компьютеру или иному устройству.
В этом случае команды станку направляются непосредственно с компьютера.Особый вариант — написание программы ручкой на листе бумаги, оно имеет смысл, лишь если в производственном помещении нет доступа к компьютеру или иному устройству.
Чрезмерной сложности для понимания ручное программирование не представляет. Эту функцию в состоянии выполнять любой технолог, который знаком с его принципами. В то же время ручное программирование — это сравнительно трудоёмкий процесс, которые требует скрупулёзной точности. Этому варианту создания программ отдают предпочтение в том случае, когда необходимо выполнить несложную обработку заготовок стандартной формы. Второй случай — отсутствие требуемых для двух других методов средств разработки.
Кроме того, до сих пор на производстве присутствует масса станков с ЧПУ, управление которыми возможно исключительно с применением ручного программирования. Значительное количество предприятий используют подобные модели. Причина этого именно в том, что на таких предприятиях выполняются в основном простые операции с заготовками, да и количество станков сравнительно невелико.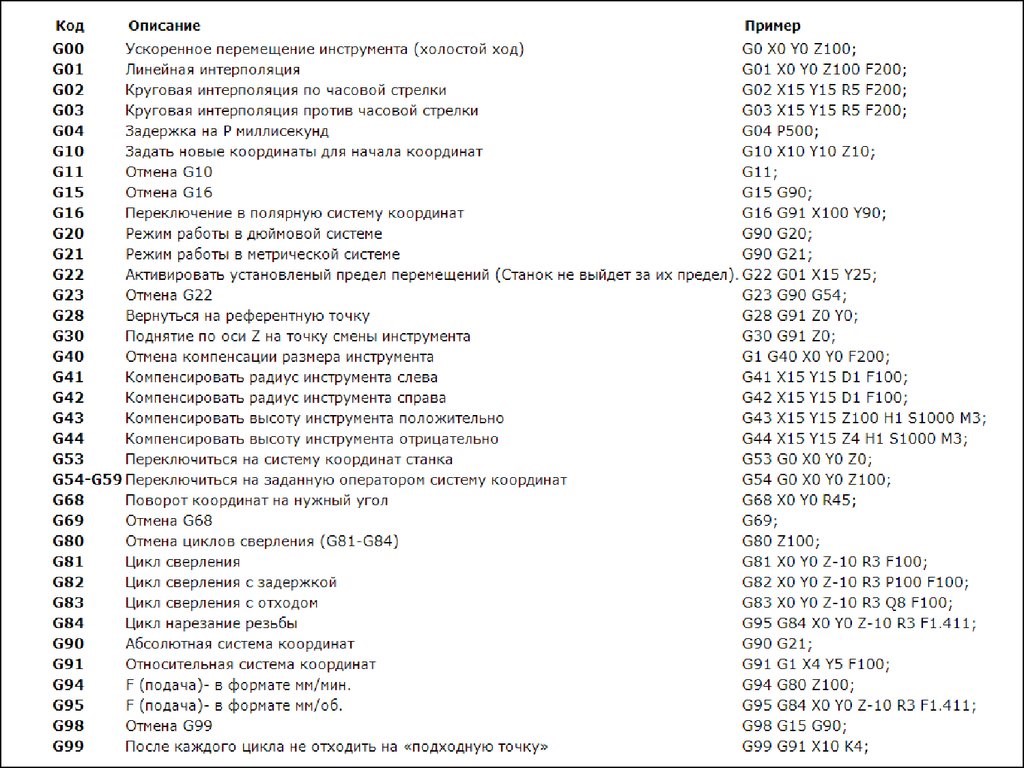 В результате программист-технолог, который отлично владеет навыками ручного программирования, способен добиться весьма высокой производительности труда.
В результате программист-технолог, который отлично владеет навыками ручного программирования, способен добиться весьма высокой производительности труда.
Ещё более характерный вариант – когда операции с заготовками не просто несложные, но повторяющиеся, а их количество ограничено. Тогда сотрудник пишет программы под каждую из этих операций, и довольно долгое время её менять не требуется вовсе. Необходимость написания программ возникнет лишь при появлении потребности в новых операциях станков.
В итоге ручное программирование выигрывает по эффективности у двух других вариантов. Иначе говоря, для маленького предприятия ручное программирование может быть оптимальными решением.
По эффективности оно победит куда более продвинутый вариант с CAM-системой. К тому же и на предприятиях, где использование последнего метода целесообразно при потребности а коррекции управляющих программ используют ручное программирование. Также этот вариант коррекции используют, когда новую программу, написанную другими способами необходимо оттестировать на станке.
Программирование на пульте стойки станка
Поскольку сейчас многие станки с ЧПУ оборудуются дисплеем и клавиатурой, программировать в таких случаях можно непосредственно на станке, что даёт возможность разрабатывать рабочие программы для такой модели на ней самой. Программировать можно вводят в устройство G и M коды, а также в диалоговом режиме. Также имеется опция тестирования программы, для чего на дисплее станка выполняют визуальную имитацию обработки заготовки с помощью графического приложения.
Программирование с использованием системы CAM
Это специализированная система, позволяющая добиться большей производительности, нежели при программировании ручным способом либо на самом станке.
Система CAM выполняет вычисление траектории инструменты, который производит обработку заготовки. Она действует в автоматическом режиме. Её применяют, если нужна управляющая программа для руководства операциями над деталью сложной конфигурации. Также CAM востребована, если станки на предприятии выполняют массу различных операций. В этих случаях ручной обсчёт нецелесообразен и даже невозможен.
В этих случаях ручной обсчёт нецелесообразен и даже невозможен.
В целом же заниматься ручным программированием станков с ЧПУ весьма несложно, никакого специального образования при этом не требуется. Эта работа вполне доступна и непрофессионалам, поскольку язык ISO 7 бит довольно прост. В остальных случаях все трудные операции возьмёт на себя система CAM.
Мало затруднений вызывает работа по написанию управляющих программ для нескольких станков, выполняющих стандартные операции с заготовками простой формы. Но проще всего программирование для единственного станка, который владелец создал своими руками. Научиться писать программы для такой модели совсем несложно.
Так же советуем прочитать:
Управление ЧПУ станком – основы и правильный выбор
Наладчик станков с ЧПУ: сложно ли обучиться?
Программы для ЧПУ станков полный набор для начала работы
Обучающий видеокурс программирования обработки на станках с ЧПУ — TaeguTec
Уважаемые машиностроители!
Представляем обучающий видеокурс — Основы Программирования Обработки на станках с ЧПУ.
Первая часть курса состоит из 50+ видеоуроков и доступна абсолютно бесплатно для всех, кому интересен мир ЧПУ.
Курс стартует 1 сентября 2020 года с вводного урока. Далее видео будут выкладываться ежедневно в течение сентября и октября 2020 года.
Анонс курса от Жовтобрюха Валерия Алексеевича на нашем YouTube-канале:
Смотрите это видео на YouTube
Перейти к видеокурсу
Программа курса:
1 — Автоматическое управление
2 — Особенности устройства станка с ЧПУ
3 — Функциональные составляющие ЧПУ
4 — Языки программирования ЧПУ-обработки
5 — Процесс фрезерования
6 — Режущий инструмент
7 — Вспомогательный инструмент
8 — Базовые определения и формулы
9 — Рекомендации по фрезерованию
10 — Прямоугольная система координат
11 — Создание простой УП
12 — Создание УП на ПК
13 — Передача УП на станок
14 — Проверка УП на станке
15 — Техника безопасности
16 — Нулевая точка станка и направления перемещений
17 — Нулевая точка программы и рабочая система координат
18 — Компенсация длины инструмента
19 — Абсолютные и относительные координаты
20 — Комментарии в УП и карта наладки
21 — G-, M-коды и структура УП
22 — Слово данных, адрес и число. Модальные и немодальные коды
Модальные и немодальные коды
23 — Формат программы
24 — Строка безопасности и важность форматирования УП
25 — Базовые G-коды: G00 и G01
26 — Базовые G-коды: G02 и G03
27 — Базовые M-коды. Введение
28 — Останов выполнения УП: M00 и M01
29 — Управление вращением шпинделя: M03, M04, M05
30 — Управление подачей СОЖ: M07, M08, M09
31 — Автоматическая смена инструмента: M06
32 — Завершение программы: M30 и M02
33 — Постоянные циклы. Введение
34 — Стандартный цикл сверления и цикл сверления с выдержкой
35 — Относительные координаты в постоянном цикле
36 — Циклы прерывистого сверления
37 — Циклы нарезания резьбы
38 — Циклы растачивания
39 — Автоматическая коррекция на радиус инструмента
40 — Использование автоматической коррекции на радиус инструмента
41 — Активация, подвод и отвод
42 — Подпрограмма
43 — Работа с осью вращения (4-й координатой)
44 — Параметрическое программирование
45 — Методы программирования
46 — Что такое CAD, CAM и CAE?
47 — Схема работы с CAD и CA
48 — Виды моделирования
49 — Модульность CAM-системы
50 — Геометрия и траектория
51 — Алгоритм работы в CAM
52 — Постпроцессор
53 — Ассоциативность
54 — 5-осевое фрезерование и 3D-коррекция
55 — Высокоскоростная (ВСО/HSM) и высокопроизводительная обработка / Трохоидальное фрезерование
56 — Критерии для оценки, сравнения и выбора CAM-систем / Программирование ЧПУ-обработки в CAD/CAM
Продуктивного обучения!
© 2008-2023 taegutec ukraine all rights reserved
1Решите, какие инструменты программирования использовать |
| Результат: выберите CAM, диалоговое ЧПУ или рукописный G-код Программы G-кода можно создавать с помощью программного обеспечения CAM, диалогового ЧПУ или путем написания G-кода вручную. Решение о том, какой метод использовать, во многом зависит от возможностей имеющихся инструментов и сложности создаваемой программы. В общем, CAM лучше всего справляется со сложными программами обработки деталей. Диалоговый ЧПУ хорош для работы с деталями и характеристиками деталей, которые аналогичны тем, что можно легко сделать на ручном станке (без ЧПУ). Написанный вручную g-код чаще всего используется в качестве дополнения к двум другим, когда требуется какое-то особое поведение или когда части относительно просты. Рукописный G-код чаще всего встречается в программах для токарных станков, которые, как правило, проще и их легче писать от руки, чем программы для фрезерных станков. Подачи и скоростиНезависимо от того, какой метод вы выберете для программирования ЧПУ, вы должны уметь определять правильные подачи и скорости. Большинство CAM и диалогового программного обеспечения запросят у вас эту информацию, и, конечно же, она также понадобится вам для ручного кодирования G-кода. В ходе опросов мы узнали, что определение правильной подачи и скорости является одним из самых сложных аспектов ЧПУ для изучения: Поскольку вы только начинаете, вам нужен ярлык для каналов и скоростей. Купите себе калькулятор подачи и скорости, такой как наш G-Wizard. Это значительно упростит вашу жизнь, а также принесет гораздо лучшие результаты.
|
2Программирование части |
| Результат: G-код для детали + лист настройки Используя выбранный нами подход к программированию, мы создадим программу обработки деталей с помощью g-кода и обновим наш лист настройки, чтобы он соответствовал этой программе обработки деталей. Рассмотрим каждый стиль ниже:
|
|
|
|
|
|
|
3Завершите лист настройки▶ |
| Результат: готовый лист настройки Простой лист настройки… На этом последнем шаге мы проверим, что наш лист наладки соответствует программе обработки детали: – Одинаковы ли операции и в том же порядке как в программе обработки детали, так и в карте наладки? – Есть ли у нас правильный список инструментов, который соответствует программе обработки деталей в нашем листе наладки? – Содержит ли лист наладки информацию о нулевой детали и любых рабочих смещениях, используемых в программе обработки детали? – Есть ли у нас полная информация о заготовке в листе наладки и соответствует ли она предположениям программы обработки детали? – Что программа Part ожидает от оператора? Существуют ли необязательные остановки, сообщения, #переменные для инициализации или другие вещи, на которые должен обратить внимание оператор? Все это должно быть задокументировано в листе настройки, чтобы оператор мог обратиться к нему. Некоторое программное обеспечение CAM может генерировать лист настройки как часть процесса публикации G-кода. Это может быть очень удобно, и мы добавим любую автоматически сгенерированную информацию о листе настройки в нашу электронную таблицу Excel. Ресурсы Для получения хороших статей о установочных листах попробуйте следующее: – Искусство установочного листа : Хорошее введение в создание отличных установочных листов. Включает простой шаблон Excel для установочного листа. – Результаты опроса по установочным листам : мы опросили читателей CNCCookbook о установочных листах. В этой статье обсуждается то, что они должны были сказать. – Обзор производительности магазина : В этой статье мы узнаем, что читатели CNCCookbook почувствовали себя лучше. Установочные листы были первым, что их магазин мог сделать для повышения производительности. Установочные листы важны!
|


Программирование ЧПУ для начинающих | Американ Микро Индастриз
Руководство для начинающих по программированию ЧПУ
Опубликовано: 16 июля 2021 г. в Без рубрики
в Без рубрики
Что такое программирование ЧПУ?
Программирование ЧПУ (программирование числового программного управления) является важным аспектом современного производства, позволяющим станкам с компьютерным управлением выполнять точные и сложные задачи. Он включает в себя создание набора инструкций, определяющих движения и функции машины, что позволяет ей превращать сырье в готовую продукцию с исключительной точностью, скоростью и постоянством.
Программирование ЧПУ позволяет превратить код в резьбу и многое другое. Программа направляет обрабатывающие инструменты, чтобы разрезать нужный материал до нужной формы. Однако из-за сложности инструментов и реакции машин на программу освоение этой формы программирования может занять годы. С большим количеством практики даже новички в программировании ЧПУ могут изучить основы и стать опытными операторами станков с ЧПУ.
Станки с ЧПУ в основном используют G-коды и M-коды для управления процессом обработки. G-коды определяют позиционирование детали или инструментов. Эти коды подготавливают деталь к процессу резки или фрезерования. М-коды включают вращение инструментов и различные другие функции. Для таких характеристик, как скорость, номер инструмента, смещение диаметра фрезы и подача, система использует другие буквенно-цифровые коды, начинающиеся с S, T, D и F соответственно.
Какие существуют типы программирования ЧПУ?
Существует три основных типа программирования ЧПУ – ручное, автоматизированное производство (CAM) и диалоговое. У каждого есть уникальные плюсы и минусы. Начинающие программисты ЧПУ должны узнать, что отличает каждый тип программирования от других и почему важно знать все три метода.
Ручное программирование ЧПУ
Ручное программирование ЧПУ — самая старая и наиболее сложная разновидность. Этот тип программирования требует, чтобы программист знал, как будет реагировать машина.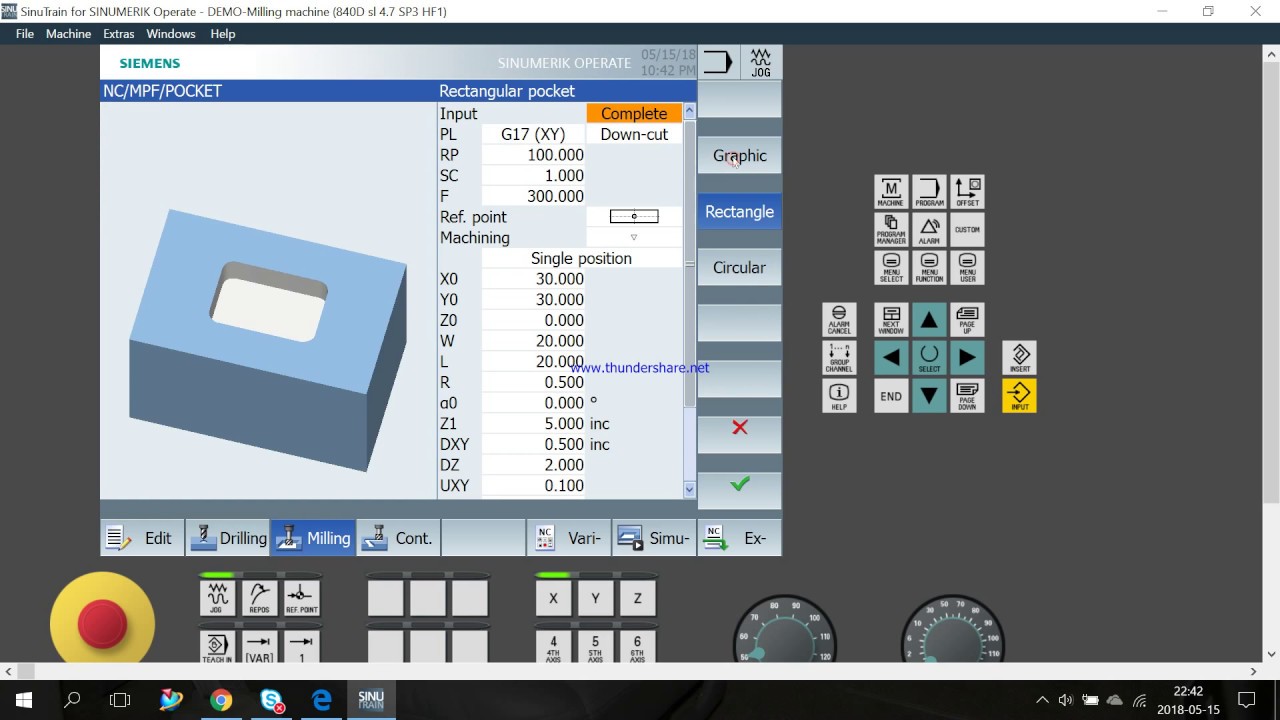 Им нужно визуализировать результат программы. Поэтому этот вид программирования лучше всего подходит для самых простых задач или когда специалисту необходимо создать узкоспециализированный дизайн.
Им нужно визуализировать результат программы. Поэтому этот вид программирования лучше всего подходит для самых простых задач или когда специалисту необходимо создать узкоспециализированный дизайн.
Программирование CAM CNC
Программирование CAM CNC идеально подходит для тех, кому не хватает математических навыков. Программное обеспечение преобразует дизайн САПР в язык программирования ЧПУ и преодолевает многие математические трудности, необходимые при использовании метода ручного программирования. Этот подход представляет собой разумную золотую середину между уровнем знаний, необходимых для ручного программирования, и предельной простотой диалогового программирования. Однако, используя CAM для программирования, у вас есть больше возможностей по сравнению с последним, и вы можете автоматизировать большую часть процесса с помощью проектирования CAD.
Диалоговое или мгновенное программирование ЧПУ
Самым простым типом программирования для начинающих является диалоговое или мгновенное программирование. С помощью этой техники пользователям не нужно знать G-код для создания нужных разрезов. Диалоговое программирование позволяет пользователю вводить важные детали простым языком. Оператор также может проверить движения инструмента перед выполнением программы, чтобы обеспечить точность проекта. Недостатком этого метода является его неспособность приспособить сложные пути.
С помощью этой техники пользователям не нужно знать G-код для создания нужных разрезов. Диалоговое программирование позволяет пользователю вводить важные детали простым языком. Оператор также может проверить движения инструмента перед выполнением программы, чтобы обеспечить точность проекта. Недостатком этого метода является его неспособность приспособить сложные пути.
Как найти правильный тип программирования ЧПУ для ваших нужд
Лучший тип программирования ЧПУ для ваших нужд зависит от вашего уровня комфорта при работе с системой. Большинство новичков не захотят использовать ручное программирование из-за его сложности и высокой погрешности. Тем не менее, программирование CAM и разговорное программирование являются доступными вариантами для тех, кто входит в эту область. Для тех, кто хочет обрабатывать сложные конструкции, лучше подойдет CAM. Однако поначалу вы можете работать с диалоговым программированием, чтобы создавать простые формы и привыкать к тому, как программы взаимодействуют с машиной.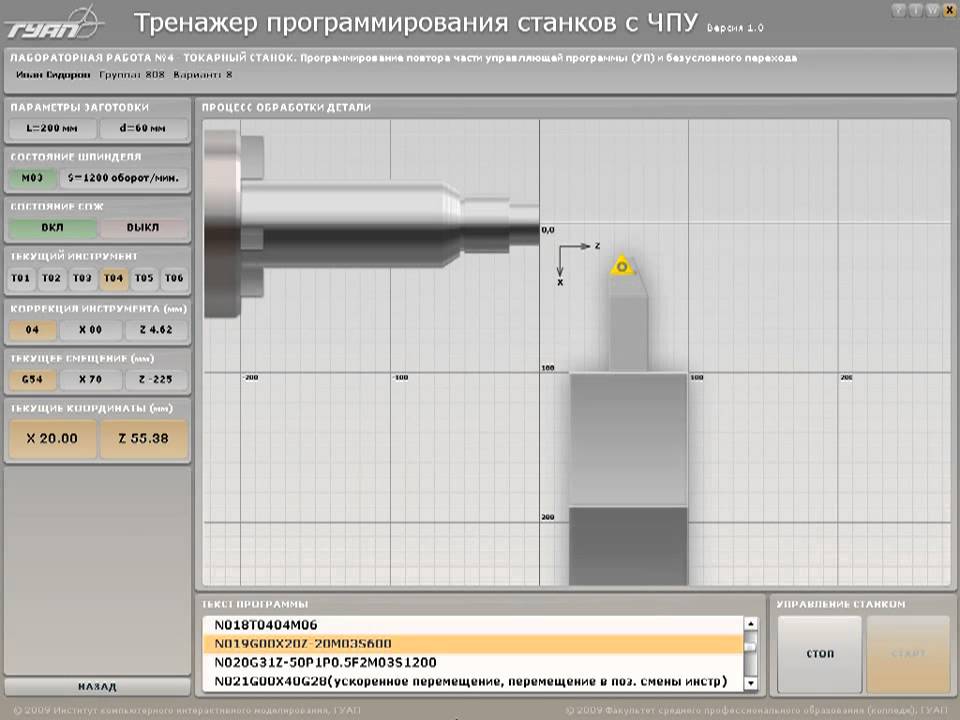
Какие виды программ доступны для ЧПУ?
Программное обеспечение, используемое для программирования ЧПУ , может включать системы автоматизированного проектирования (CAD), автоматизированного проектирования (CAE) и CAM.
Программное обеспечение САПР позволяет дизайнерам полностью работать на компьютере для моделирования своих проектов вместо использования бумаги. Однако дизайн, созданный с помощью программного обеспечения CAD, должен пройти через программу CAM для создания направлений станка с ЧПУ.
Как правило, программное обеспечение CAE представляет собой инструмент, который инженеры используют для точной настройки аспектов проектирования, таких как динамика потока и тепла, движение и оптимизация для конкретной функции.
Из трех CAM является наиболее важным для программирования ЧПУ. Это программное обеспечение преобразует проекты в программный код ЧПУ для управления станком.
Программирование ЧПУ для начинающих
Новичкам следует сначала найти программу, которую они могут использовать. Программное обеспечение CAD и CAM или программа, которая интегрирует эти две программы, будет достаточно для новичков. Однако, поскольку потребности у всех разные, лучшее программное обеспечение будет зависеть от того, что вам проще всего использовать. Изучите доступные варианты и по возможности запросите демонстрационные версии, чтобы найти программное обеспечение, с которым вы можете работать.
Программное обеспечение CAD и CAM или программа, которая интегрирует эти две программы, будет достаточно для новичков. Однако, поскольку потребности у всех разные, лучшее программное обеспечение будет зависеть от того, что вам проще всего использовать. Изучите доступные варианты и по возможности запросите демонстрационные версии, чтобы найти программное обеспечение, с которым вы можете работать.
Не забывайте освежать навыки математики и компьютерного программирования, чтобы облегчить уроки, и поддерживайте регулярный график изучения и отработки методов программирования.
Насколько сложно программировать ЧПУ?
Новички часто хотят знать: «Насколько сложно программировать ЧПУ?» Ответ не так прост, как можно было ожидать. Большинство программистов, разбирающихся в математике и координатной геометрии, легко изучают основы. Однако овладение более продвинутыми функциями программирования ЧПУ требует усилий, практики и навыков. Если вы хотите достичь такого уровня знаний, продолжайте заниматься программированием и найдите курсы, которые помогут вам в этом.
Советы начинающим, чтобы добиться успеха
Новичкам следует начинать с простых небольших проектов. Попытка заняться негабаритными или тяжелыми проектами, которые требуют дополнительных действий во время программирования и настройки, может оказаться слишком сложной задачей. Добившись успеха в нескольких небольших проектах, вы сохраните мотивацию продолжать работу над более сложными проектами.
Не забудьте попросить о помощи. Если вы посещаете курсы программирования ЧПУ в колледже или университете, задавайте много вопросов. Многие онлайн-курсы по ЧПУ имеют форумы или функции чата, где вы можете получить полезные ответы. Используйте их, чтобы получить помощь, когда вы чувствуете, что застряли на проекте.
Как научиться программированию ЧПУ
Существует несколько онлайн-ресурсов и ресурсов для обучения программированию ЧПУ. Поиск в Интернете может помочь вам найти ресурсы для обучения в вашем районе. Завершение формального класса поможет вам убедиться, что вы освоили основы, прежде чем переходить к более сложной работе над проектом.
 цепь + перчатки — универсальный инструмент для разноплановых задач — от валки деревьев, до частного строительства. Оснащена экологичным и экономичным двигателем X-TORQ. Есть система быстрого старта. Пила удобна в работе и проста в обслуживании. Предусмотрена защита от вибрации.
цепь + перчатки — универсальный инструмент для разноплановых задач — от валки деревьев, до частного строительства. Оснащена экологичным и экономичным двигателем X-TORQ. Есть система быстрого старта. Пила удобна в работе и проста в обслуживании. Предусмотрена защита от вибрации. 325 дюймов
325 дюймов 325 SN, 1.5 мм, 64
325 SN, 1.5 мм, 64 325 SN .050/1.3 56 Pixel
325 SN .050/1.3 56 Pixel 325″ для 372ХР. Для соревнований вальщиков (обрезка сучьев)
325″ для 372ХР. Для соревнований вальщиков (обрезка сучьев) 325″, 1.5 мм, 72 звена, ЛоуВиб
325″, 1.5 мм, 72 звена, ЛоуВиб 325″, 1.3 мм (100 футов/30 метров)
325″, 1.3 мм (100 футов/30 метров) с.
с. 8л.с.
8л.с. Именно компания ОРЕГОН является изобретателем цепи для бензопилы того вида, который мы сейчас используем для резки древесины. Так называемая «цепь крючок» была изобретена в 50-х годах прошлого века. С тех пор продукция американской компании OREGON завоевала пользователей по всему миру благодаря бескомпромиссному качеству от лучшего мирового производителя режущей гарнитуры для бензопил. Не стоит забывать о большом ассортименте шин ОРЕГОН для разных моделей бензопил. Также в ассортименте компании огромный выбор ведущих звездочек. Все многообразие запчастей для бензопил OREGON позволяет подобрать необходимые детали под одной маркой, самого высокого качества. При этом заплатив гораздо меньше чем за запчасти с брендом производителя мототехники. Наш магазин является официальным дилером торговой марки OREGON и предлагает оригинальную продукцию самого лучшего качества.
Именно компания ОРЕГОН является изобретателем цепи для бензопилы того вида, который мы сейчас используем для резки древесины. Так называемая «цепь крючок» была изобретена в 50-х годах прошлого века. С тех пор продукция американской компании OREGON завоевала пользователей по всему миру благодаря бескомпромиссному качеству от лучшего мирового производителя режущей гарнитуры для бензопил. Не стоит забывать о большом ассортименте шин ОРЕГОН для разных моделей бензопил. Также в ассортименте компании огромный выбор ведущих звездочек. Все многообразие запчастей для бензопил OREGON позволяет подобрать необходимые детали под одной маркой, самого высокого качества. При этом заплатив гораздо меньше чем за запчасти с брендом производителя мототехники. Наш магазин является официальным дилером торговой марки OREGON и предлагает оригинальную продукцию самого лучшего качества. Цепи OREGON производятся в Канаде, США, Бразилии и Китае.
Цепи OREGON производятся в Канаде, США, Бразилии и Китае.
 У него есть Заводской Заказ более чем на 21 день с момента запроса заказа.
У него есть Заводской Заказ более чем на 21 день с момента запроса заказа. Это сертифицированная OEM-цепь Husqvarna 20 h35-78 325 058, изготовленная в соответствии с самыми высокими стандартами обеспечения качества, что гарантирует, что ваше наружное силовое оборудование Husqvarna будет работать в наилучших условиях, повышая мощность его двигателя.
Это сертифицированная OEM-цепь Husqvarna 20 h35-78 325 058, изготовленная в соответствии с самыми высокими стандартами обеспечения качества, что гарантирует, что ваше наружное силовое оборудование Husqvarna будет работать в наилучших условиях, повышая мощность его двигателя. Мы поставляем оригинальные запчасти, соответствующие стандартам производителей оригинального оборудования (OEM). Разве это не правильная часть для вашего оборудования? Ознакомьтесь с нашим полным каталогом Husqvarna Miscellaneous Catalog.
Мы поставляем оригинальные запчасти, соответствующие стандартам производителей оригинального оборудования (OEM). Разве это не правильная часть для вашего оборудования? Ознакомьтесь с нашим полным каталогом Husqvarna Miscellaneous Catalog. Компания имеет более чем 300-летний опыт разработки новаторских технологий.
Компания имеет более чем 300-летний опыт разработки новаторских технологий. В нем также содержится основная информация о том, что входит в комплекты и аксессуары.
В нем также содержится основная информация о том, что входит в комплекты и аксессуары.


 6052
6052



 СПЗ 41
СПЗ 41 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} ..
..


 17 пунктов д. квартира/офис » data-phone=»»>
17 пунктов д. квартира/офис » data-phone=»»> ул.Лобненский бульвар д. д.4 квартира/офис
ул.Лобненский бульвар д. д.4 квартира/офис д. квартира/офис » data-phone=»»>
д. квартира/офис » data-phone=»»>
 Показана полная оптимизация каждой области лиганда и объяснены полные конструктивные особенности этих лигандов. Описано применение лучших представителей этого класса лигандов для асимметричного гидрирования сложных эфиров мочевины, BOC- и CBZ-енкарбаматов и ряда енамидов. Новое разрешение предшественников P-хиральных лигандов — описаны их цинковые комплексы, и представлены исследования, приведшие к открытию катализаторов, способных осуществлять асимметричное гидрирование с э.и. >99% в многокилограммовом масштабе.
Показана полная оптимизация каждой области лиганда и объяснены полные конструктивные особенности этих лигандов. Описано применение лучших представителей этого класса лигандов для асимметричного гидрирования сложных эфиров мочевины, BOC- и CBZ-енкарбаматов и ряда енамидов. Новое разрешение предшественников P-хиральных лигандов — описаны их цинковые комплексы, и представлены исследования, приведшие к открытию катализаторов, способных осуществлять асимметричное гидрирование с э.и. >99% в многокилограммовом масштабе. Мы являемся одним из немногих публичных глобальных инфраструктурных компаний, которые инвестируют в первоклассные инфраструктурные активы со стабильными денежными потоками, высокой маржой и большими перспективами роста.
Мы являемся одним из немногих публичных глобальных инфраструктурных компаний, которые инвестируют в первоклассные инфраструктурные активы со стабильными денежными потоками, высокой маржой и большими перспективами роста.
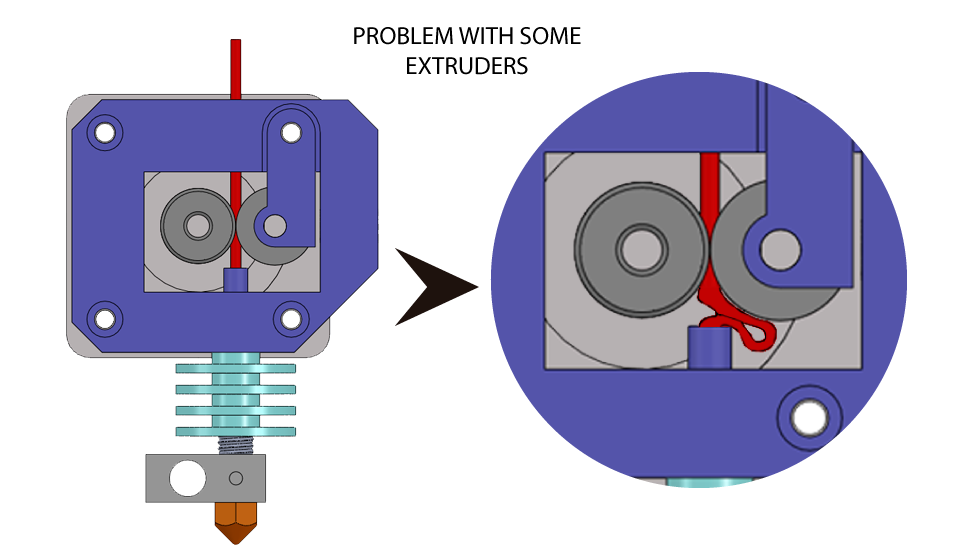
 Этот дополнительный вес добавляет ограничения скорости, вызывая большее колебание и, возможно, потерю точности по осям X и Y.
Этот дополнительный вес добавляет ограничения скорости, вызывая большее колебание и, возможно, потерю точности по осям X и Y.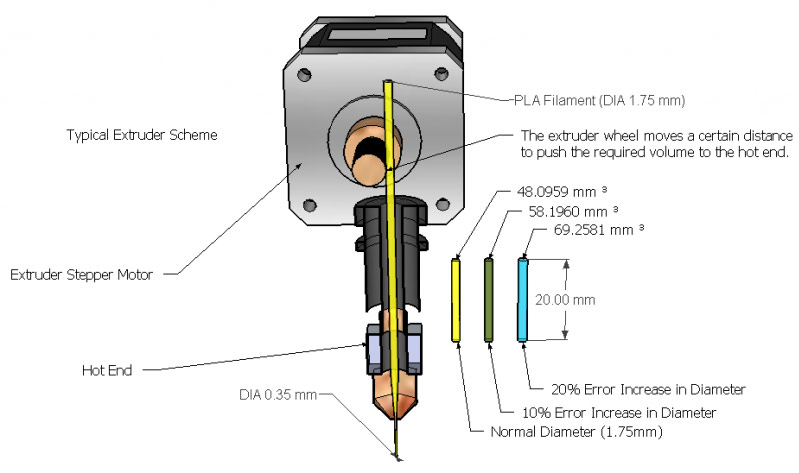
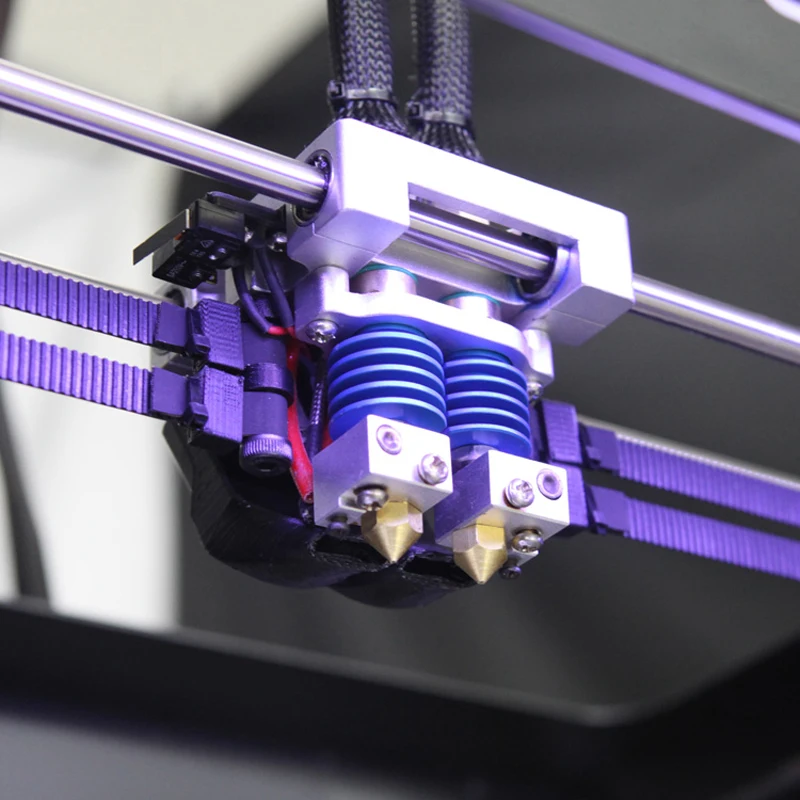 Например, принтеры Delta наверняка не смогут поддерживать прямую экструзию. Однако если у вашего 3D принтера декартова система координат и прочная рама, 3D печать с помощью Direct экструдера не должна вызывать проблем.
Например, принтеры Delta наверняка не смогут поддерживать прямую экструзию. Однако если у вашего 3D принтера декартова система координат и прочная рама, 3D печать с помощью Direct экструдера не должна вызывать проблем.
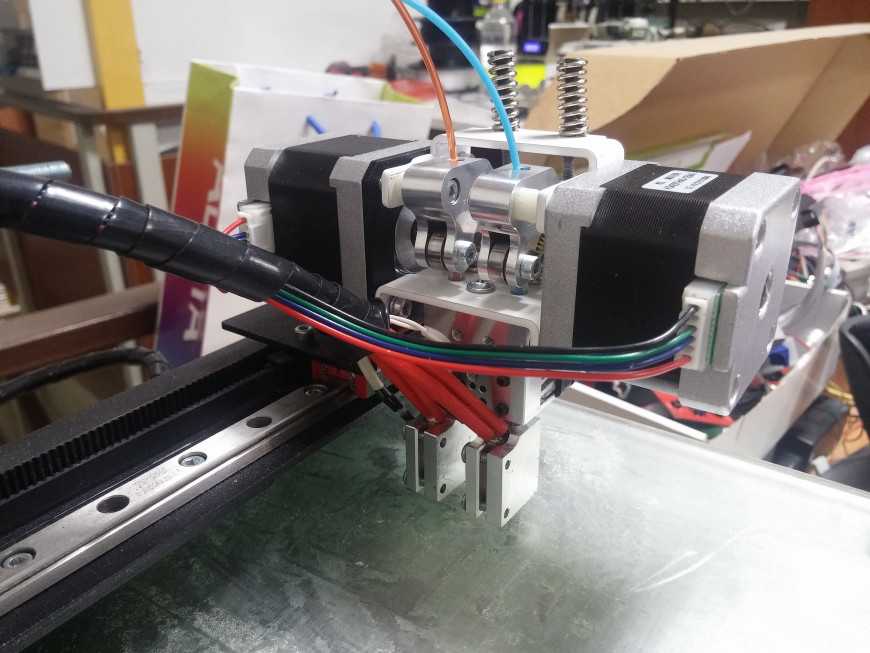

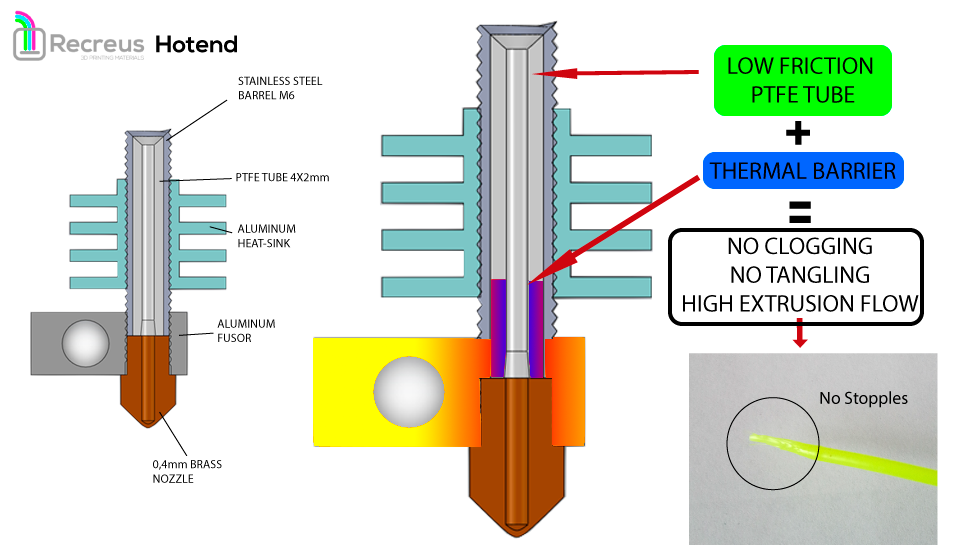
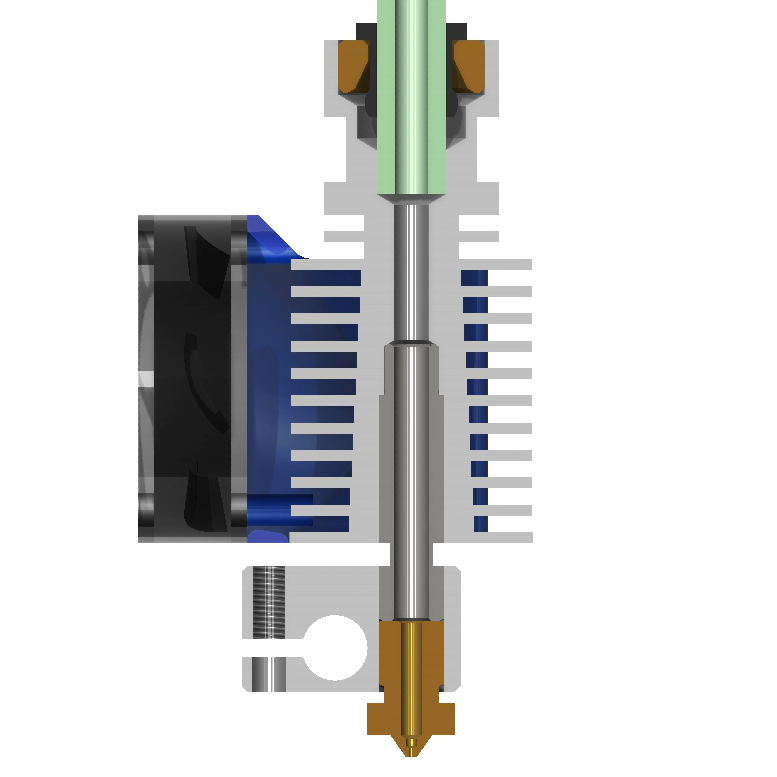
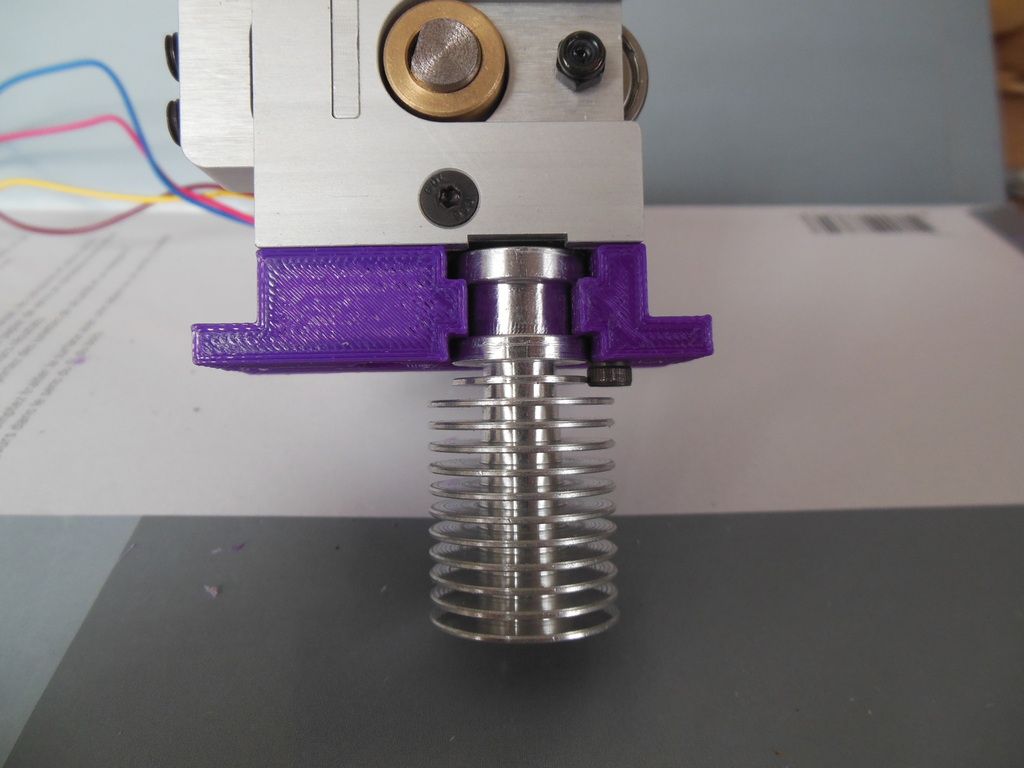 . Оба варианта экструдера обеспечивают подачу нити в печатающую головку, но различаются способом подачи нити в хотэнд. И у прямого экструдера, и у боуденовского экструдера есть свои преимущества и недостатки, о которых мы хотели бы более подробно рассказать ниже и тем самым облегчить вам выбор при покупке.
. Оба варианта экструдера обеспечивают подачу нити в печатающую головку, но различаются способом подачи нити в хотэнд. И у прямого экструдера, и у боуденовского экструдера есть свои преимущества и недостатки, о которых мы хотели бы более подробно рассказать ниже и тем самым облегчить вам выбор при покупке.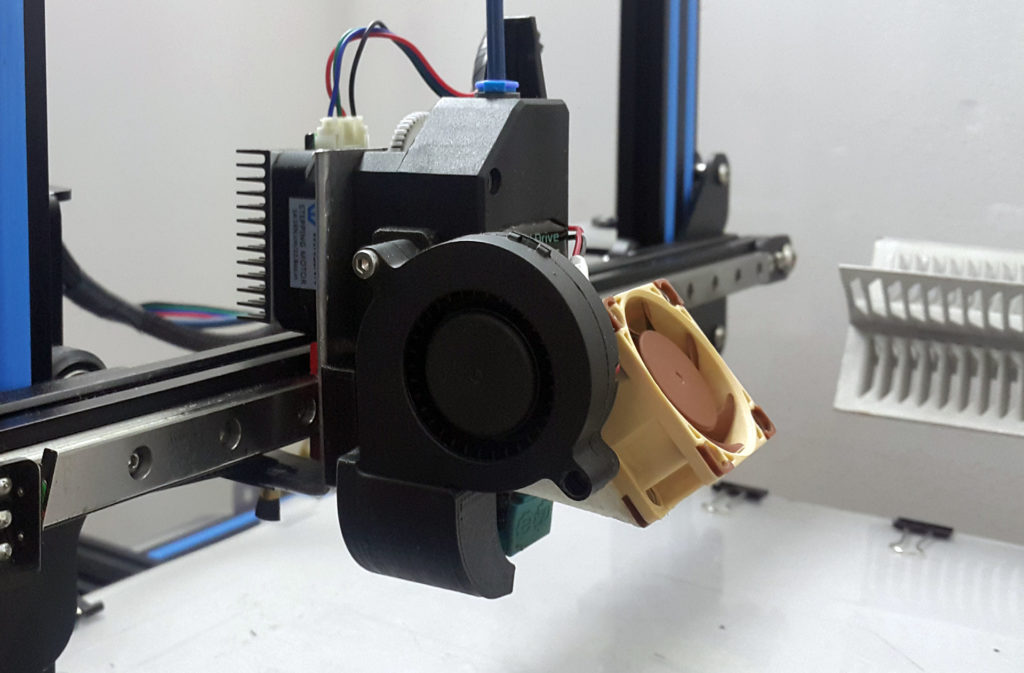
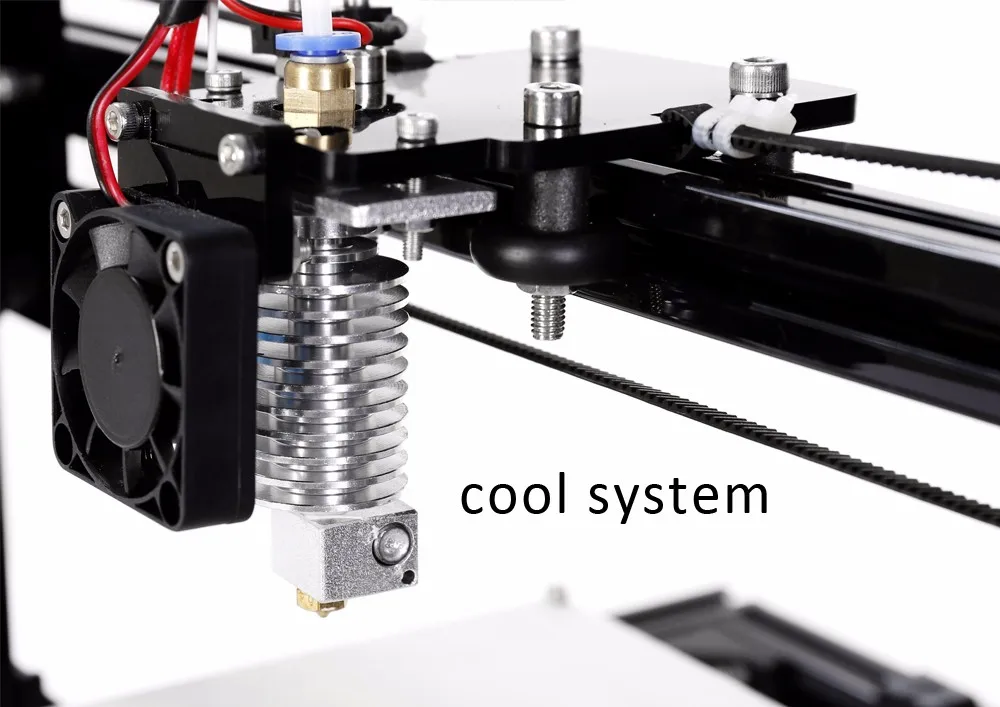
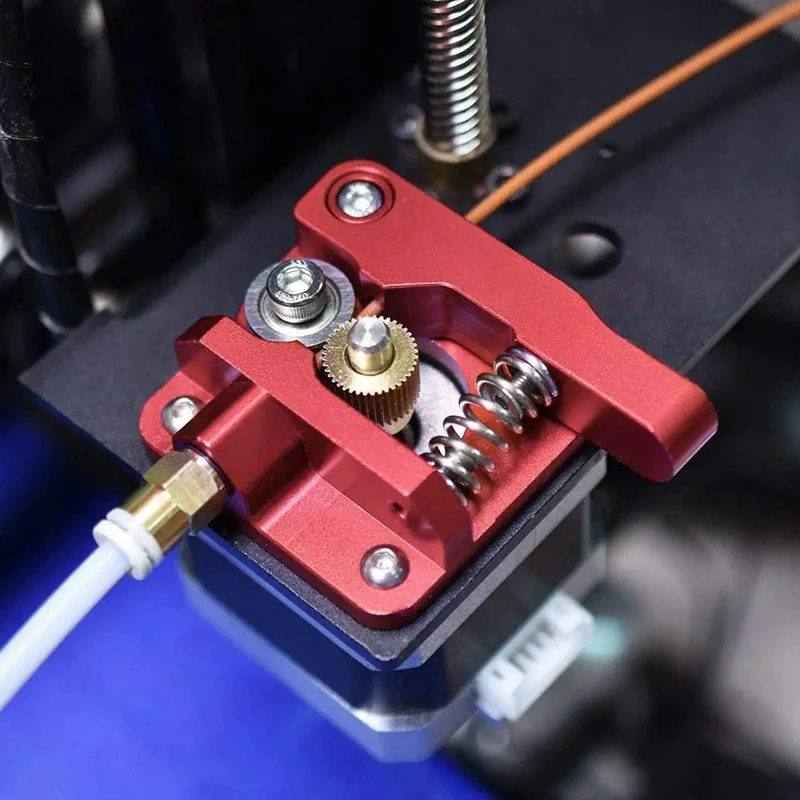
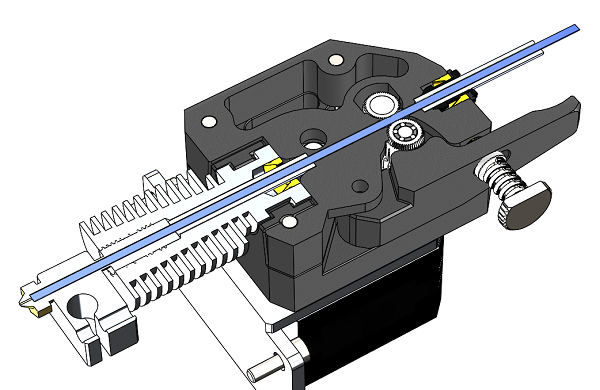 Экструдеры Боудена требуют более длительного и быстрого втягивания, чтобы избежать напряжения.
Экструдеры Боудена требуют более длительного и быстрого втягивания, чтобы избежать напряжения.
 niceshops.com/upload/image/product/large/default/23210_db7c5cab.512×512.jpg» data-said=»12882″ title=»Silver»> серебристый
niceshops.com/upload/image/product/large/default/23210_db7c5cab.512×512.jpg» data-said=»12882″ title=»Silver»> серебристый

 1
1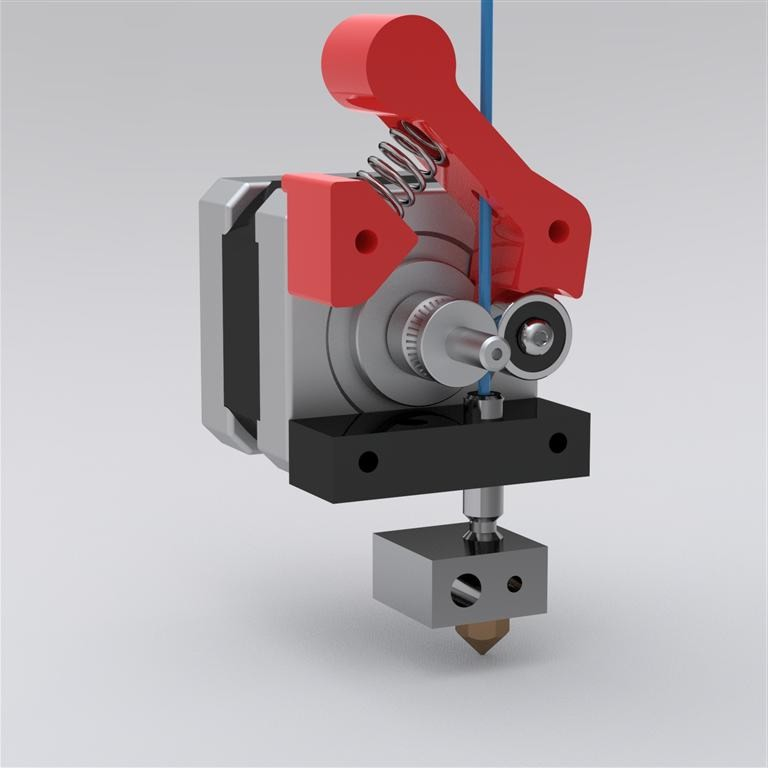 0, включая корпус, A350T
0, включая корпус, A350T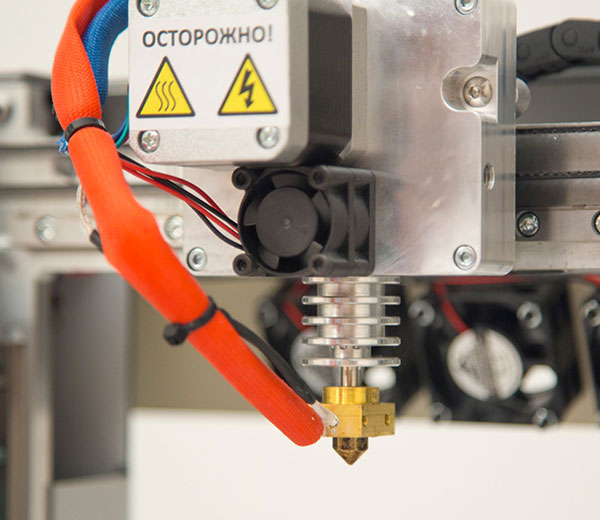


 В интернете нашелся какое-то описание от одного старого принтера от Anycubic.
В интернете нашелся какое-то описание от одного старого принтера от Anycubic.  491562843322754 g
Price=11.491562843322754
Resin=0
Individual=0
======================== PREVIEW ==================================
PREVIEW
PreviewLen=75276
Width=224
*
Height=168
======================== LAYERS ==================================
LAYERDEF
LayersDefLen=32004
LayersDefLen=1000
layer=0 addr=107456 length=3432 height=6.0 speed=3.0 time=60.0 b0=0x3d4ccccd b1=0x0 b2=0x0
done
491562843322754 g
Price=11.491562843322754
Resin=0
Individual=0
======================== PREVIEW ==================================
PREVIEW
PreviewLen=75276
Width=224
*
Height=168
======================== LAYERS ==================================
LAYERDEF
LayersDefLen=32004
LayersDefLen=1000
layer=0 addr=107456 length=3432 height=6.0 speed=3.0 time=60.0 b0=0x3d4ccccd b1=0x0 b2=0x0
done

 27 мм в лучшем случае. Теоретически должны получаться и 0.8 мм, но тут надо напрячься и подобрать правильную выдержку и как-то сделать исходный bmp файл без пиксельных зазубрин по краям.
27 мм в лучшем случае. Теоретически должны получаться и 0.8 мм, но тут надо напрячься и подобрать правильную выдержку и как-то сделать исходный bmp файл без пиксельных зазубрин по краям. А всё это помог запустить Photon.
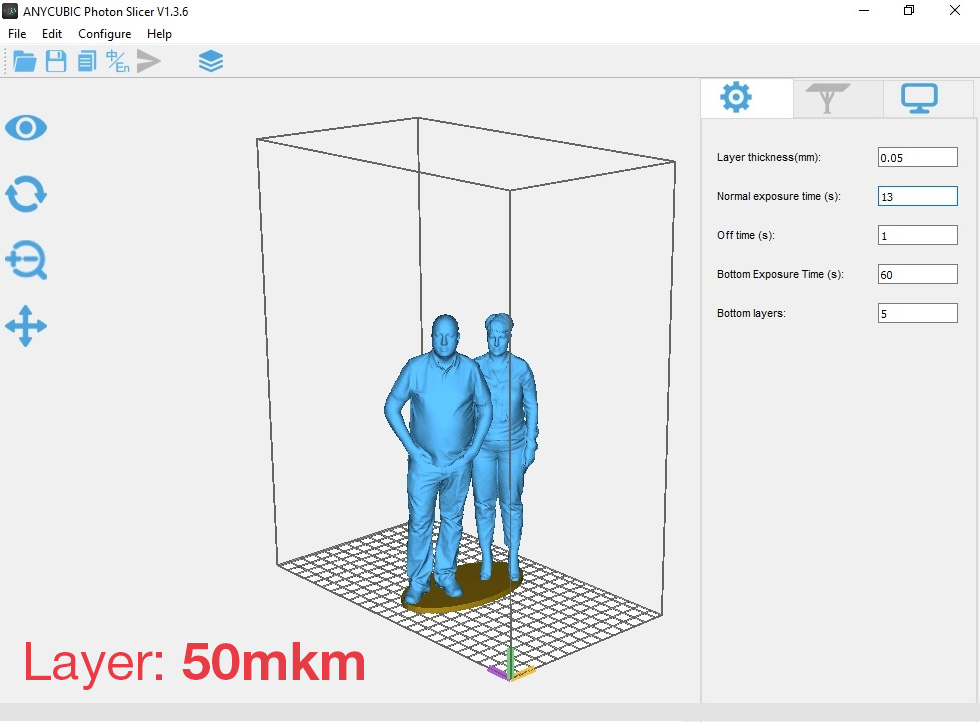
А всё это помог запустить Photon. высота слоя, мкм
высота слоя, мкм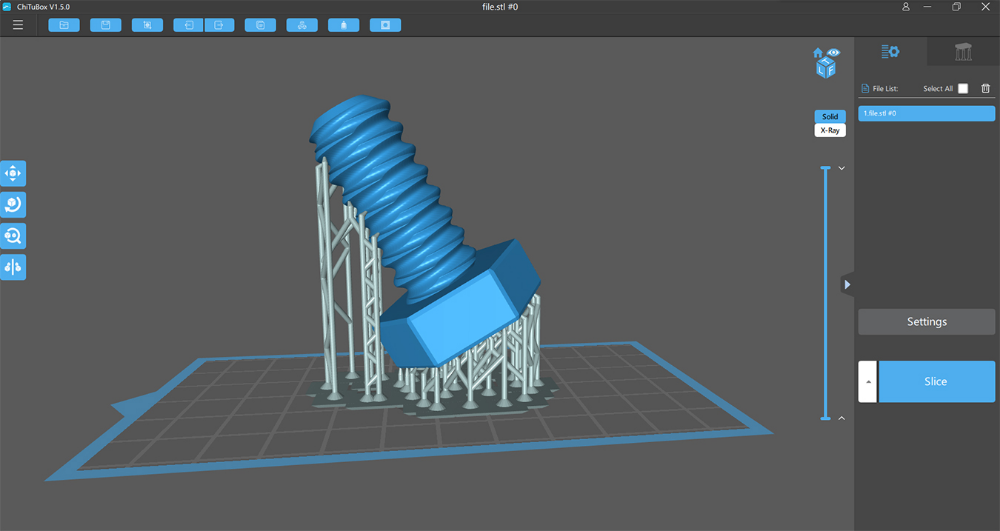 Жидкокристаллические (LCD, ЖК) матрицы – это компоненты, которые формируют разрешение, выступая в качестве маски для источника излучения.
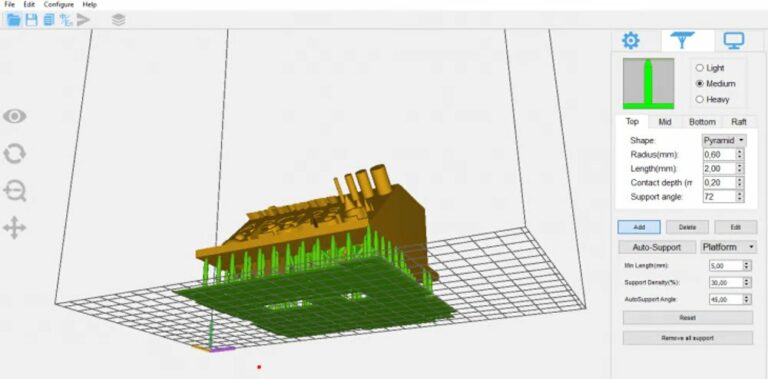
Жидкокристаллические (LCD, ЖК) матрицы – это компоненты, которые формируют разрешение, выступая в качестве маски для источника излучения. С Photon Mono и Mono X компания Anycubic решила пойти по пути, который действительно стал самым плодотворным дизайнерским выбором для бюджетных полимерных принтеров: это съемная акриловая крышка.
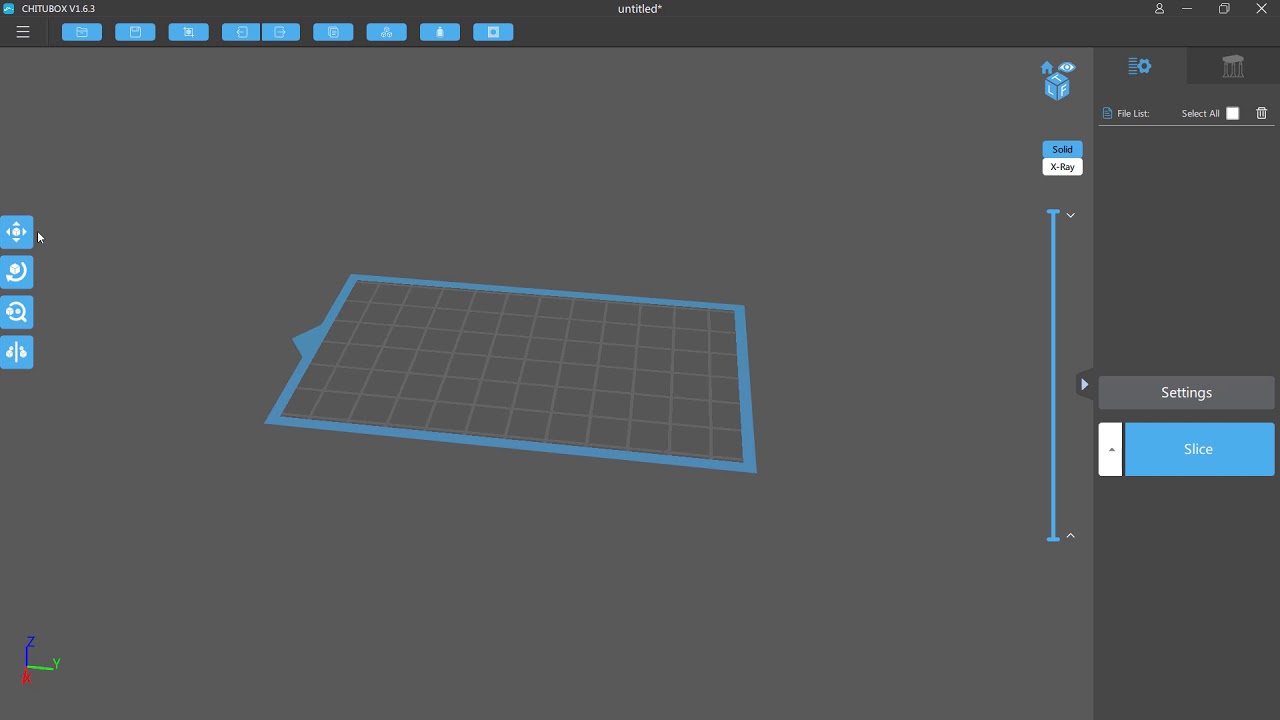
С Photon Mono и Mono X компания Anycubic решила пойти по пути, который действительно стал самым плодотворным дизайнерским выбором для бюджетных полимерных принтеров: это съемная акриловая крышка. В наличии-то он в наличии, но воспользоваться им не так просто. Для этого понадобится специальное приложение Anycubic, которое живет на флешке в виде файла .apk. Не самый практичный способ распространять программы для смартфонов, особенно если учесть, что на свете нет смартфонов с разъемом USB Type A. С трудом оправившись от шока, мы набрали в Google «Anycubic app» и нашли страницу на сайте Anycubic, откуда приложение можно скачать (чтобы потом установить его в обход настроек безопасности). Ну и суета!
В наличии-то он в наличии, но воспользоваться им не так просто. Для этого понадобится специальное приложение Anycubic, которое живет на флешке в виде файла .apk. Не самый практичный способ распространять программы для смартфонов, особенно если учесть, что на свете нет смартфонов с разъемом USB Type A. С трудом оправившись от шока, мы набрали в Google «Anycubic app» и нашли страницу на сайте Anycubic, откуда приложение можно скачать (чтобы потом установить его в обход настроек безопасности). Ну и суета!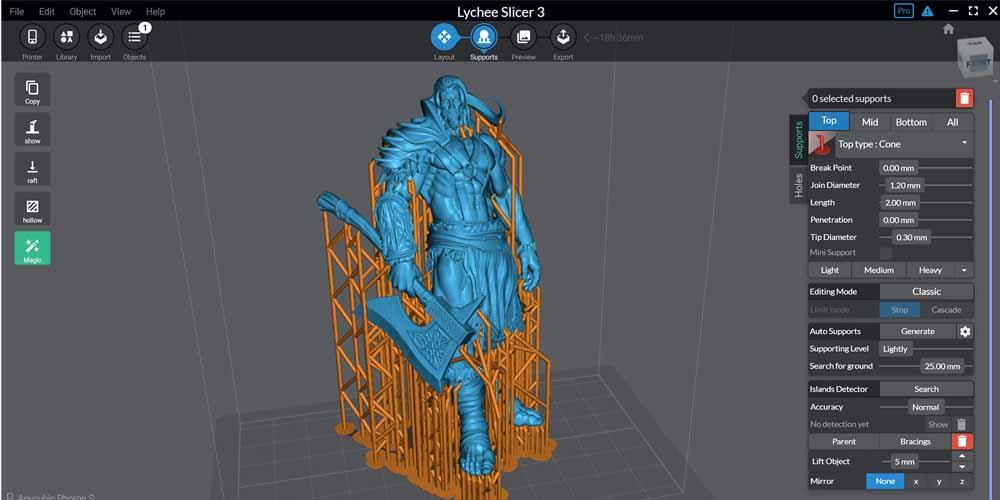 Иными словами, в нем должно быть более чем достаточно места для всех ваших идей.
Иными словами, в нем должно быть более чем достаточно места для всех ваших идей. У Photon Mono SE источник мощнее, чем у Mono, поэтому в одном случае скорость достигает 50 мм/ч, в другом – 80 мм/ч.
У Photon Mono SE источник мощнее, чем у Mono, поэтому в одном случае скорость достигает 50 мм/ч, в другом – 80 мм/ч. У него серьезный рабочий объем и разрешение 4K, он вполне конкурентоспособен среди среднеразмерных бойцов и в состоянии заполнить (когда выйдет где-нибудь в 2021 году) нишу, созданную некогда Elegoo Saturn.
У него серьезный рабочий объем и разрешение 4K, он вполне конкурентоспособен среди среднеразмерных бойцов и в состоянии заполнить (когда выйдет где-нибудь в 2021 году) нишу, созданную некогда Elegoo Saturn.

 д. он может анализировать процесс печати и определять, нужны ли какие-либо улучшения.
д. он может анализировать процесс печати и определять, нужны ли какие-либо улучшения.

 Он был разработан, чтобы быть максимально доступным и простым в использовании, и обеспечивает структурированный рабочий процесс, чтобы избежать ошибок при печати. Он совместим с широким спектром машин, включая решения от Flashforge, Elegoo, Anycubic или Creality. Слайсер основан на модели искусственного интеллекта, а также предлагает функцию восстановления 3D-моделей. Вы также можете использовать его с машинами FDM. Имейте в виду, что хотя предлагается бесплатная пробная версия, подписка стоит 6 долларов в месяц. 9ChiTuBox, один из самых популярных слайсеров для 3D-принтеров смолы удобный интерфейс. эффективность и совместимость с большим количеством SLA-принтеров, представленных на рынке. Программное обеспечение Chitubox, которое многие пользователи считают одним из лучших слайсеров для полимерных 3D-принтеров, включает в себя все необходимое для успешного выполнения следующей задачи по полимерной 3D-печати. Хотя в прошлом программное обеспечение было полностью бесплатным, и его бесплатная версия включает в себя наиболее важные инструменты, CBD-Tech также выпустила профессиональную версию, которая включает в себя дополнительные возможности, позволяющие выполнять более подробные настройки.
Он был разработан, чтобы быть максимально доступным и простым в использовании, и обеспечивает структурированный рабочий процесс, чтобы избежать ошибок при печати. Он совместим с широким спектром машин, включая решения от Flashforge, Elegoo, Anycubic или Creality. Слайсер основан на модели искусственного интеллекта, а также предлагает функцию восстановления 3D-моделей. Вы также можете использовать его с машинами FDM. Имейте в виду, что хотя предлагается бесплатная пробная версия, подписка стоит 6 долларов в месяц. 9ChiTuBox, один из самых популярных слайсеров для 3D-принтеров смолы удобный интерфейс. эффективность и совместимость с большим количеством SLA-принтеров, представленных на рынке. Программное обеспечение Chitubox, которое многие пользователи считают одним из лучших слайсеров для полимерных 3D-принтеров, включает в себя все необходимое для успешного выполнения следующей задачи по полимерной 3D-печати. Хотя в прошлом программное обеспечение было полностью бесплатным, и его бесплатная версия включает в себя наиболее важные инструменты, CBD-Tech также выпустила профессиональную версию, которая включает в себя дополнительные возможности, позволяющие выполнять более подробные настройки. Премиум-версия доступна за 169 долларов.в год.
Премиум-версия доступна за 169 долларов.в год.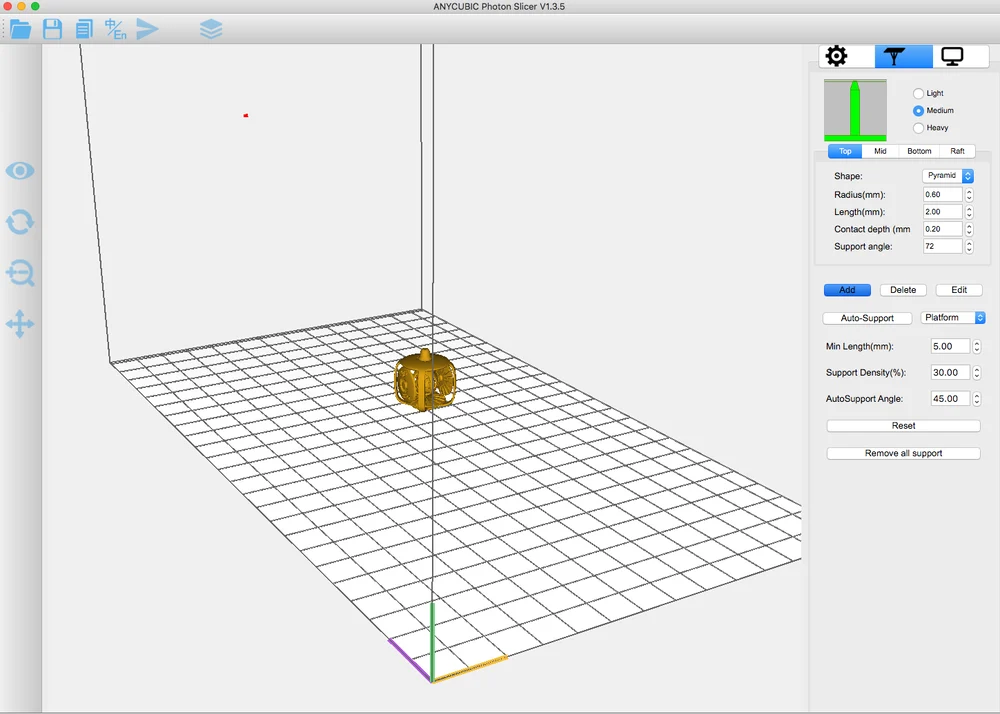
 NanoDLP — это программное обеспечение для нарезки, совместимое с большинством полимерных 3D-принтеров, доступных на рынке, но если вы хотите использовать его настраиваемую поддержку, вам придется прибегнуть к NanoSupport, который также доступен бесплатно. Функции слайсера включают в себя, среди прочего, маскирование, шаблоны заполнения и даже поддержку сглаживания.
NanoDLP — это программное обеспечение для нарезки, совместимое с большинством полимерных 3D-принтеров, доступных на рынке, но если вы хотите использовать его настраиваемую поддержку, вам придется прибегнуть к NanoSupport, который также доступен бесплатно. Функции слайсера включают в себя, среди прочего, маскирование, шаблоны заполнения и даже поддержку сглаживания. Кроме того, помимо того, что Photon Workshop является идеальным слайсером для пользователей принтеров Photon, он также имеет ряд функций, включая автоматическое и ручное создание поддержки и выемку.
Кроме того, помимо того, что Photon Workshop является идеальным слайсером для пользователей принтеров Photon, он также имеет ряд функций, включая автоматическое и ручное создание поддержки и выемку.
 печать. Простой в использовании интерфейс особенно подходит для новых пользователей, а экспертный режим подходит для профессионалов, которым необходим детальный контроль. Также теперь можно добавлять текст к 3D-моделям, чтобы назвать лишь некоторые из многих функций слайсера.
печать. Простой в использовании интерфейс особенно подходит для новых пользователей, а экспертный режим подходит для профессионалов, которым необходим детальный контроль. Также теперь можно добавлять текст к 3D-моделям, чтобы назвать лишь некоторые из многих функций слайсера.
 Кроме того, имеет место использование отдельных частей рабочей кромки фрез для получения декоративного профиля.
Кроме того, имеет место использование отдельных частей рабочей кромки фрез для получения декоративного профиля.
 Применяются для получения шиповых соединений корпусной мебели, ящичных соединений и врезания поперечных планок. Также используются для реставрационных работ антикварной мебели.
Применяются для получения шиповых соединений корпусной мебели, ящичных соединений и врезания поперечных планок. Также используются для реставрационных работ антикварной мебели.

 п.
п.
 Например, хвостовики диаметром в ¼ или ½ дюйма в пересчёте на метрическую систему выдадут диаметры со значениями 6,35 и 12,7 мм. Метрические размеры типовых цанг – 6,8 и 12 мм. Следовательно, они не равнозначны и не совместимы.
Например, хвостовики диаметром в ¼ или ½ дюйма в пересчёте на метрическую систему выдадут диаметры со значениями 6,35 и 12,7 мм. Метрические размеры типовых цанг – 6,8 и 12 мм. Следовательно, они не равнозначны и не совместимы.
 Вертикальные лезвия не фрезеруют, а иссекают древесину, что практически выражается в значительных ударных нагрузках.
Вертикальные лезвия не фрезеруют, а иссекают древесину, что практически выражается в значительных ударных нагрузках.



 Рабочие части инструмента имеют цилиндрический или конический профиль. Торцы закруглены. Фрезы часто применяют для изготовления штампового инструмента и сложных моделей.
Рабочие части инструмента имеют цилиндрический или конический профиль. Торцы закруглены. Фрезы часто применяют для изготовления штампового инструмента и сложных моделей.
.jpg)
 Цельные инструменты имеют стабильные параметры и высокую жесткость. Применяются для большинства операций.
Цельные инструменты имеют стабильные параметры и высокую жесткость. Применяются для большинства операций.


 Мы предлагаем решения для черновых и чистовых работ, ручного и механизированного труда.
Мы предлагаем решения для черновых и чистовых работ, ручного и механизированного труда.
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. org/Offer»>
org/Offer»> Прекрасно сочетается с нашей пеной с тиснением под жемчуг.
Прекрасно сочетается с нашей пеной с тиснением под жемчуг.
 Не замачивайте в горячей воде, не кладите формочки в посудомоечную машину, не оставляйте в горячей машине и не используйте их для нарезки горячего теста для печенья, только что из печи. Избегайте контакта с теплом, иначе форма для печенья деформируется.
Не замачивайте в горячей воде, не кладите формочки в посудомоечную машину, не оставляйте в горячей машине и не используйте их для нарезки горячего теста для печенья, только что из печи. Избегайте контакта с теплом, иначе форма для печенья деформируется.
 Конструкция выглядит следующим образом: к оправе, а именно к ее верхней рамке, крепятся откидные линзы. Когда вы нуждаетесь в затемнении, достаточно просто опустить линзы.
Конструкция выглядит следующим образом: к оправе, а именно к ее верхней рамке, крепятся откидные линзы. Когда вы нуждаетесь в затемнении, достаточно просто опустить линзы. Такой аксессуар может создать нужное настроение и дополнить оригинальный образ, однако долго использовать подобные очки не рекомендуется, так как откидная часть в этом случае может существенно ухудшать обзор.
Такой аксессуар может создать нужное настроение и дополнить оригинальный образ, однако долго использовать подобные очки не рекомендуется, так как откидная часть в этом случае может существенно ухудшать обзор. Если основная часть имеет корригирующую функцию, важно также, чтобы оправа подходила вашему рецепту. Однако самостоятельно, без помощи специалиста, это не определить.
Если основная часть имеет корригирующую функцию, важно также, чтобы оправа подходила вашему рецепту. Однако самостоятельно, без помощи специалиста, это не определить. Необходимость в оптике, совмещающей обе этих функции возникает во многих ситуациях: в солнечную погоду в городе, на отдыхе, во время занятий спортом и особенно остро чувствуется во время вождения автомобиля. Тем более, что специалисты неустанно твердят о том, что солнцезащитные очки – это не просто аксессуар для красоты и комфорта, и что просто необходимо хорошо защищать глаза от яркого солнечного света и ультрафиолета, иначе с возрастом мы можем столкнуться с различными весьма тяжёлыми заболеваниями, среди которых катаракта и некоторые виды рака.
Необходимость в оптике, совмещающей обе этих функции возникает во многих ситуациях: в солнечную погоду в городе, на отдыхе, во время занятий спортом и особенно остро чувствуется во время вождения автомобиля. Тем более, что специалисты неустанно твердят о том, что солнцезащитные очки – это не просто аксессуар для красоты и комфорта, и что просто необходимо хорошо защищать глаза от яркого солнечного света и ультрафиолета, иначе с возрастом мы можем столкнуться с различными весьма тяжёлыми заболеваниями, среди которых катаракта и некоторые виды рака./i.s3.glbimg.com/v1/AUTH_08fbf48bc0524877943fe86e43087e7a/internal_photos/bs/2021/r/L/aTJXIxT6erfxrVAJOs7w/2011-09-06-3d-glasses-lg.jpg) Это решение, при всём его удобстве, выглядит не всегда эстетично, и часто возникают трудности с выбором накладки подходящей формы и размера.
Это решение, при всём его удобстве, выглядит не всегда эстетично, и часто возникают трудности с выбором накладки подходящей формы и размера.  И вскоре вы имеете индивидуально изготовленную, идеально вам подходящую пару очков.
И вскоре вы имеете индивидуально изготовленную, идеально вам подходящую пару очков.
 Поэтому оптики неохотно берутся за окрашивание старых очков, принесённых клиентами, и их можно понять, ведь хороший результат тут гарантировать невозможно.
Поэтому оптики неохотно берутся за окрашивание старых очков, принесённых клиентами, и их можно понять, ведь хороший результат тут гарантировать невозможно.

 Санкт-Петербург, ул. Ильюшина 3 (м. Комендантский проспект).
Санкт-Петербург, ул. Ильюшина 3 (м. Комендантский проспект).

 поляризованный
поляризованный Некоторые помогают чувствительным к свету людям управлять воздействием света. Считается, что другие тонированные линзы помогают с другими вещами, такими как ночное вождение или восприятие цвета.
Некоторые помогают чувствительным к свету людям управлять воздействием света. Считается, что другие тонированные линзы помогают с другими вещами, такими как ночное вождение или восприятие цвета.
 Гораздо лучше просто надеть пару специально тонированных линз.
Гораздо лучше просто надеть пару специально тонированных линз. Путь боли в зрительном нерве был обнаружен, поскольку это исследование показало, что 6 слепых страдающих мигренью, вообще не воспринимающих свет (из-за повреждения или удаления зрительного нерва), не подвергались влиянию света во время приступов мигрени.
Путь боли в зрительном нерве был обнаружен, поскольку это исследование показало, что 6 слепых страдающих мигренью, вообще не воспринимающих свет (из-за повреждения или удаления зрительного нерва), не подвергались влиянию света во время приступов мигрени.
 Если у вас проблемы со сном, обратитесь за советом к врачу.
Если у вас проблемы со сном, обратитесь за советом к врачу.

 Окружение может выглядеть ярче. Их свойство повышать контрастность делает желтые очки идеальными для ночного вождения или занятий спортом. Возможно некоторое искажение цвета. Некоторые используют желтые или желтые линзы в качестве очков, блокирующих синий свет, чтобы лучше спать по ночам.
Окружение может выглядеть ярче. Их свойство повышать контрастность делает желтые очки идеальными для ночного вождения или занятий спортом. Возможно некоторое искажение цвета. Некоторые используют желтые или желтые линзы в качестве очков, блокирующих синий свет, чтобы лучше спать по ночам.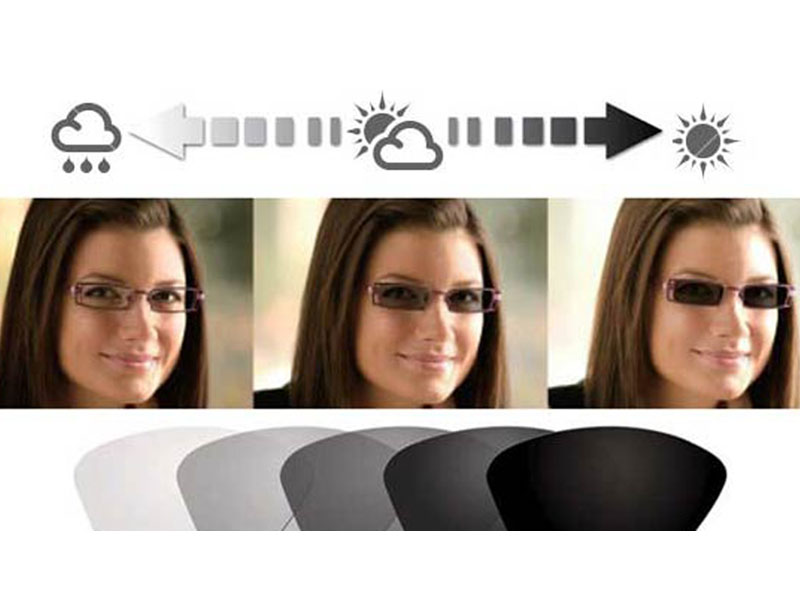
 Оттенки, которые блокируют определенные длины волн света, могут сделать некоторые изображения более яркими или четкими, но большинство людей, которые сталкиваются с этим, адаптируются в течение нескольких дней или недель.
Оттенки, которые блокируют определенные длины волн света, могут сделать некоторые изображения более яркими или четкими, но большинство людей, которые сталкиваются с этим, адаптируются в течение нескольких дней или недель. Покрытие может стоить вам немного больше, но на него стоит обратить внимание, если вам нужны определенные преимущества.
Покрытие может стоить вам немного больше, но на него стоит обратить внимание, если вам нужны определенные преимущества.
 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.



 Очень тонкий срез
Очень тонкий срез

 Быстрая резка
Быстрая резка

 д.
д. Имеет хорошую абразивную стойкость, воздуховод очень гибкий, прозрачный.
Имеет хорошую абразивную стойкость, воздуховод очень гибкий, прозрачный. Изготовлен из полиуретана, армирован омедненной стальной спиралью, что позволяет частично снимать статическое электричество.
Изготовлен из полиуретана, армирован омедненной стальной спиралью, что позволяет частично снимать статическое электричество. Изготовлен из полиуретана, армирован омедненной стальной спиралью, что позволяет частично снимать статическое электричество. Полиуретановый воздуховод PU-1200 — толщина стенки 1,2мм обладает высокой прочностью и износостойкостью.
Изготовлен из полиуретана, армирован омедненной стальной спиралью, что позволяет частично снимать статическое электричество. Полиуретановый воздуховод PU-1200 — толщина стенки 1,2мм обладает высокой прочностью и износостойкостью. Применяется для отсоса и транспортировки абразивных материалов, порошков, муки, зерна, хлопьев, прочих сухих пищевых продуктов, производственных отходов и органических материалов в промышленности, сельском хозяйстве и т.п. Отличная стойкость к абразивному износу, атмосферному воздействию и влиянию микроорганизмов. Стоек к воздействию химических веществ. Производится также в антистатичном исполнении.
Применяется для отсоса и транспортировки абразивных материалов, порошков, муки, зерна, хлопьев, прочих сухих пищевых продуктов, производственных отходов и органических материалов в промышленности, сельском хозяйстве и т.п. Отличная стойкость к абразивному износу, атмосферному воздействию и влиянию микроорганизмов. Стоек к воздействию химических веществ. Производится также в антистатичном исполнении. Поэтому воздуховоды из полиуретана (ПУР, PUR) по сравнению с аналогами из резины или ПВХ, имеют более длительный срок службы.
Поэтому воздуховоды из полиуретана (ПУР, PUR) по сравнению с аналогами из резины или ПВХ, имеют более длительный срок службы. диам. (дюймы): 10 и 12
диам. (дюймы): 10 и 12 диам. (дюймы): 1, 1,25, 1,5 и 2
диам. (дюймы): 1, 1,25, 1,5 и 2 (дюймы): 2, 2,25, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 7, 8, 9, 10, 12, 14, 16 и 18
(дюймы): 2, 2,25, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 7, 8, 9, 10, 12, 14, 16 и 18 диам. (дюймы): 1, 1,25, 1,5, 1,75, 2, 2,25, 2,5, 2,75, 3, 3,5, 4, 4,5, 5, 5,5, 6, 7, 8, 9, 10, 12, 14, 16, 18 , 20, 22 и 24
диам. (дюймы): 1, 1,25, 1,5, 1,75, 2, 2,25, 2,5, 2,75, 3, 3,5, 4, 4,5, 5, 5,5, 6, 7, 8, 9, 10, 12, 14, 16, 18 , 20, 22 и 24 Д. (дюймы): 2, 3, 4, 5, 6, 7, 8, 10 и 12
Д. (дюймы): 2, 3, 4, 5, 6, 7, 8, 10 и 12 org/ListItem»> Канальные шланги>
org/ListItem»> Канальные шланги> 0
0