Комбинированный круглопильно-фрезерный станок KPSN-300A | Griggio Centre
Перейти к содержанию
Москва, ул.Флотская, д.5, корпус «А», оф.608+7 (495) 544 54 [email protected]
Пн — Пт: 9-18
Технические характеристики
Преимущества станка
Комбинированные фрезерно-круглопильно-фуговально-рейсмусовые станки KPSN (Ройек, Чехия) интересны своими широкими возможностями при обработке всех типов дерева и древесных материалов. Фрезерная обработка и пиление круглыми пилами необходимы на каждом деревообрабатывающем производстве, также как и фугование базовой поверхности плюс рейсмусование в размер по толщине. Совмещение этих операций на одном станке – очень удобно для небольших цехов.
Фактически комбинированный пятиоперационный станок KPSN состоит из двух двухоперационных станков, объединенных общей станиной. Это фрезерно-круглопильный KPFN300A и фуговально-рейсмусные MSP315 или MSP415 (в зависимости от ширины обработки на фуганке и рейсмусе).
Как мы выяснили, чешский KPSN имеет тяжелую станину, приличные диаметры пил, работает фрезами большой массы и диаметра, имеет форматную каретку длиной до 3200 мм, приводы оснащены мощными отдельными двигателями, длинные базовые литые столы фуганка и рейсмуса… Полноценный деревообрабатывающий станок.
Один круглопильно-фрезерно-фуговально-рейсмусовый станок дешевле, чем отдельный импортный круглопильно-фрезерный станок по дереву (например, чешский KPFN300A) и отдельный импортный фуговально-рейсмусовый станок (например, MSP315). Подумайте, собираясь купить форматно-обрезной станок с фрезером, можно чуть доплатить и получить помимо циркулярки с фрезером еще и фуганок с рейсмусом.
Описание
Комбинированный пятиоперационный круглопильно-фрезерно-фуговально-рейсмусовый станок KPSN300A предназначен для всех основных операций в деревообработке. Во-первых, это раскрой погонажных (доски, брусья, планки, балки) и полноформатных плитных материалов (ДСтП, ЛДСП, МДФ, ДВП, ХДФ, орголит, текстолит, плиты с сотовым наполнителем, мебельный щит) при помощи основной и подрезной пил. Во-вторых, фрезерование различных профильных поверхностей насадными фрезами: профилирование погонажа, изготовление шиповых соединений, получение профилей и обгонка деталей по периметру. Также на чешском станке KPSN возможна работа концевыми фрезами: обгонка по периметру, изготовление паза под заднюю стенку, снятие свесов по пласти и т.д. В-третьих, фугование плоской поверхности заготовок из массива с целью создания базы для дальнейшей обработки досок, брусков, мебельного щита и т.д. В-четвертых, формирование финишной толщины брусковых и плоскостных заготовок рейсмусованием. В качестве опционального оборудования возможна установка сверлильно-пазовальной приставки VDA315L. Эта долбежка позволит получать отверстия (глухие или сквозные) и цилиндрические пазы.
Опции
При работе в режиме круглопильного (форматно-раскроечного станка) можно увеличить расстояние до упорной линейки. И сделать упор не на 800 мм (как у станка KPSN300A), а на 1500 мм. Полезно при работе с полноформатными листами МДФ или ЛДСП.
Малая угловая линейка, устанавливаемая в пазы форматно-обрезного стола, позволит быстрее и удобнее пилить маленькие и угловые заготовки (различные полочки в кухонной мебели, например).
Различные опорные линейки и столики на столе форматно-обрезного круглопильного узла станка KPFN300A будут полезны опытным и понимающим толк производителям мебели.
По фрезерному узлу чешских деревообрабатывающих станков KPSN300A и KPSN400A тоже есть много полезных опций: от специализированного шипорезного кожуха, оборудования для работы с короткими заготовками, специального шпинделя под цанговый зажим концевых фрез с увеличенной скоростью вращения до 10 тысяч оборотов в минуту, различных диаметров шпинделя (от 30 до 50 мм), до сменной конструкции шпинделя.
Узел фугования и рейсмусования станков KPSN можно дооснастить роликами на входе и выходе рейсмусового стола, ножевым валом типа TERSA-MBM, устройством для выставления ножей. А на модели KPSN400A также доступны ролики внутри самого рейсмусового стола и механизм подачи заготовок в рейсмус с двумя скоростями (на выбор).
Вообще, комбинированный станок KPSN вобрал в себя все лучшие возможности двухоперационных станков KPFN300A (циркулярка + фрезер) и MSP (фуганок + рейсмус). Каждый столяр найдет для себя много интересного.
Для столярных мастерских, не имеющих трехфазную электрическую сеть 380В, комбинированный станок KPSN может иметь электродвигатель 2,2 кВт для однофазной сети 220В.
Сверлильно-пазовальная приставка VDA315L фактически превращает комбинированный станок KPSN в деревообрабатывающий центр. К самой пазовальной приставке можно установить револьверный патрон с заранее установленными межосевыми расстояниями в 16/22/32/38 мм и угловую линейку с собственной шкалой нониуса.
Вопросы по станку
Вопросы по запчастям на станок
Вопросы по станку
Контактные данные:
Ваше имя *
Электронная почта *
Телефон *
Город
Станок (выбрать)
SSD-400
Ваше сообщение
Вопросы по запчастям на станок
Вверх
Принципиальные схемы обрезных станков
Лесопильные предприятия нашей страны оснащены обрезными станками Ц2Д-5А, Ц2Д-7А, ЦЗД-7, Ц4Д-4 и ЦЗД-7ф. На некоторых предприятиях установлены обрезные станки зарубежных фирм «Содерхамнс» (Тор), «Кархула» (8Н), «Дри» (KT-41I) и др.
Для двусторонней продольной обрезки кромок у необрезных досок применяют двухпильные обрезные станки Ц2Д-5А и Ц2Д-7. Трехпильный обрезной ЦЗД-7 и четырехпильный Ц4Д-4 станки используют для продольной параллельной распиловки широких необрезных пиломатериалов на две (ЦЗД-7) или три (Ц4Д-4) доски с одновременной обрезкой кромок. Для фрезерования кромок необрезных пиломатериалов применяют фрезерно-обрезной станок ЦЗД-7ф, который при необходимости может также производить продольную распиловку широких досок на две доски.
В результате обработки пиломатериалов на обрезных станках получаются чистообрезные доски с прямоугольным сечением.
Станки Ц2Д-7А, Ц4Д-4 и ЦЗД-7ф представляют собой унифицированную гамму. Не унифицирован станок Ц2Д-5А. Унифицированные станки имеют сварную станину, механизмы резания, подачи, управления перемещением пил, привода, ногтевой защиты, гидросистемы, пульта управления и электрошкафа.
Станки унифицированной гаммы обладают следующими отличительными особенностями. Механизмы подачи на всех станках имеют закрытые зубчатые передачи, работающие в масляных ваннах, рассчитанные на долголетний срок службы. Конструкция подающих вальцов позволяет осуществлять их быструю замену или ремонт без значительной разборки станка.
С целью обеспечения автоматического подъема верхних подающих вальцов предусмотрено устройство, срабатывающее при входе материала в зону передней когтевой завесы. Автоматический подъем вальцов обеспечивает плавный заход подаваемого материала и исключает разворот сориентированной доски независимо от состояния торца (косорез, неоторцованный и т. д.).
Станки оборудованы быстродействующими тормозами, которые крепятся с помошью крепежей, которые производятся на заводе по производству метизов, установленными на приводах пильных валов, когтевыми завесами, расположенными в передней и задней частях станка, и необходимыми блокировками, исключающими пуск станка при незакрытом ограждении и поднятой когтевой завесе.
При необходимости обрезные станки ЦЗД-7 и Ц4Д-4 могут быть трансформированы: первый — в двухпильный, а второй — в трехпильный станки без длительной остановки их.
Фрезерование необрезных кромок досок с получением технологической щепы на станке ЦЗД-7ф осуществляется фрезами, расположенными совместно с зачистными круглыми пилами, зачищающими поверхность кромок досок.
Установка подвижных пил (фрез у ЦЗД-7ф) на требуемый размер производится от гидросистемы с пульта управления. Станки Ц2Д-5А, Ц2Д-7, ЦЗД-7ф комплектуют впередистаночными роликовыми конвейерами (столами) ВЦ2Д-7, ВЦ4Д-4 и позадистаночными рейкоотделительными устройствами РЦ2Д-7, РЦЗД-7 и РЦ4Д-4.
На лесопильных предприятиях нашей страны широкое распространение получили двухпильные обрезные станки Ц2Д-5А с гидрофицированным перемещением подвижной пилы. Общий вид станка Ц2Д-5А и приведена его кинематическая схема. Эти станки серийно выпускает Вологодский станкозавод; они предназначены для двусторонней параллельной обрезки необрезных досок с целью получения чистообрезных пиломатериалов прямоугольного поперечного сечения.
ПОХОЖИЕ СТАТЬИ:
Опубликовано: 25.07.2011 Просмотрено: 1,654 раз
Sawyer Showcase: God’s Country Live Edge Wood Milling
Витрина Сойера:
Когда прошлым летом Карл вышел на пенсию, он стал проводить больше времени с теми, кого любит, в том числе со своей переносной пилорамой HM126. Он начал фрезеровать овалы и круги, которые решил опубликовать на Facebook Marketplace. Их любили люди, особенно невесты. Они сделали красивые свадебные украшения и приветственные знаки. По мере того, как раунды становились все более популярными, он брался за более крупные проекты.
Один был для Ассоциации радужных маршрутов, некоммерческой организации, которая поощряет жителей Садбери быть более здоровыми и общаться с природой, продвигая местные городские тропы. Прогулка по радужным корням Садбери использовала 250 его меньших раундов в качестве медалей для участников, прошедших 30-километровый поход. Карл всегда рад поддержать доброе дело. Затем к нему обратились местные школы с просьбой пожертвовать маленькие круги, сделанные из ясеня, чтобы они раскрасили их на День Благодарения. Детям было очень весело делать на них отпечатки рук. Его любовь и поддержка сообщества также позволили ему получить приглашение на выставку Sudbury Home Show в этом году.
Несмотря на то, что Карл по-прежнему считает фрезерование своим хобби, у Карла много клиентов, заинтересованных в его работе. Друг обратился к Карлу и предложил сделать логотип для его мельницы, поэтому он придумал название «God’s Country Live Edge Wood Milling». Карл фрезерует одни из самых красивых плит с живой кромкой, которые вы когда-либо видели, и у него всегда есть большой выбор пиломатериалов для своих клиентов. Когда он вложил средства в точилку и зубоустановку Woodland Mills, чтобы обновить свои лезвия, пильщики со всего мира начали просить его заточить и настроить их лезвия. Восстановление лезвий стало популярной услугой, которую он может предложить своим коллегам-пилочникам.
Карл работает из своего дома в Северном Онтарио. Возможно, у него не самый большой двор, но он, безусловно, использует все пространство, которое у него есть. Трудно пройти мимо его дома, не заметив, что Карл страстно любит фрезеровать дерево. Повсюду в его собственности аккуратные груды пиломатериалов. Он построил убежище, где стоит его HM126, прекрасно обслуживаемое и регулярно убираемое. Рядом с мельницей, прислоненной к стенам его гаража, стоит постоянно меняющийся ассортимент великолепных плит с живой кромкой. Одно можно сказать наверняка, у Карла всегда есть что посмотреть.
Карл не любит расточительства. Он делает все возможное, чтобы использовать каждый кусочек бревен, которые он обрабатывает. Некоторые из оставшихся произведений откладываются для того, чтобы местные художники могли бесплатно их подобрать. Детали со слишком большой текстурой или отверстиями идеально подходят для его приятелей-полицейских, которым нравится заниматься заливкой смолы в качестве времяпрепровождения — хобби, Карл уверен, что однажды он этим займется. Некоторые из оставшихся кусков от резки плит с живой кромкой довольно малы. Карл использует их для изготовления досок для колбасных изделий различных форм и стилей, чтобы раздавать их друзьям и семье, иногда даже добавляя бесплатную доску к заказу клиента.
Учитывая то количество бревен, которое перемалывает Карл, ему нужен постоянный запас бревен. Ему посчастливилось иметь красивый участок площадью 100 акров на острове Манитулин, где у него есть выбор из тысяч деревьев. На данный момент его HM126 идеально подходит для работы с бревнами, которые он фрезерует, но однажды он надеется добавить в свой арсенал HM130MAX.
Карл не только распиливает пиломатериалы на продажу, но и делает пиломатериалы для своих собственных проектов. Прямо сейчас он и его жена строят автономный домик на своей территории острова Манитулин, чуть более чем в 2 часах езды от дома. Эти двое хотели хижину, где они могли бы проводить отпуск и выходные, живя простой жизнью. Карлу не нравилась идея платить за гидроэлектростанцию, но было бы удобно иметь электричество на участке, когда появятся внуки. Решения? Солнечные генераторы для питания всего салона. Он построил надворную постройку и душ на открытом воздухе, обогреваемый ямой для костра, для этих существ. На территории есть 2 природных источника, из которых он может брать воду. Кабина подготовлена к зиме, хотя Карлу не привыкать к холоду, часто ловящемуся на езде при отрицательных температурах.
Внутри уютной хижины находится красивый лофт с перилами из кедра и обшивкой из белой сосны на стенах спальни. Вся древесина поступает из его собственности и обрабатывается на HM126.
Карлу удалось добиться большого успеха благодаря своей мельнице. Не только со своей семьей, но и с обществом, а также с клиентами, которые с любовью называют его по прозвищу «Карлос Амейгос». Он всегда готов помочь, чем может, давая советы и советы всем, кто спрашивает. Окружающим видно, что он любит то, чем занимается. Спасибо, что поделились своей историей, Карл!
Edge Technology 29-000 | Органайзер для фрезерных станков для режущих и измерительных инструментов
Краевые технологии
$33,95
22,65 доллара США
(Вы экономите $11,30)
Текущий запас: 3
Количество:
Корабли:
В тот же рабочий день, если заказ сделан до 12:30 по тихоокеанскому времени
Марка:
Краевая технология
Корабли:
В тот же рабочий день, если заказ сделан до 12:30 по тихоокеанскому времени
Снято с производства:
Артикул:
55001571
СКП:
Вес:
0,90 фунта
Доставка:
Рассчитывается на кассе
Функции
Отзывы
Органайзер Mill от Edge Technology обеспечивает надежное место для хранения инструментов и контрольного оборудования на передней части стола фрезерного станка.
ASPRO – с 2003 года топовый производитель профессионального окрасочного оборудования с широкой линейкой и функционалом. Продукция отличается высоким качеством, и оптимальной ценой. Сеть магазинов и сервисных центров по всей стране. Под брендом ASPRO продукция выпускается в России Китае для строительства, ремонтных и производственных работ
В сравнениеПерейти к сравнению выбранных товаров
Соплодержатель ASPRO для краскопульта
Размер сопла (мм)
50х20х20
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Удлинитель на краскопульт 30 см.
Длина (см)
30
Вход
7/8
Выход
7/8
Давление (Бар)
270
Резьбовое соединение
7/8
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Удлинитель на краскопульт 45 см.
Длина (см)
45
Вход
7/8
Выход
7/8
Давление (Бар)
270
Резьбовое соединение
7/8
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Удлинитель на краскопульт 100 см.
Длина (см)
100
Вход
7/8
Выход
7/8
Давление (Бар)
270
Резьбовое соединение
7/8
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Удлинитель на краскопульт 150 см.
Длина (см)
150
Вход
7/8
Выход
7/8
Давление (Бар)
270
Резьбовое соединение
7/8
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Удлинитель на краскопульт 200 см.
Длина (см)
200
Вход
7/8
Выход
7/8
Давление (Бар)
270
Резьбовое соединение
7/8
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Шланг для окрасочного аппарата 1/4
Диаметр шланга внутренний Ø (мм)
6
Соединение (Дюймы)
1/4
Давление рабочее (Бар)
200-250
Длина шланга (м)
15
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Насадка миксера для пастообразных шпаклевок ASPRO
Длина (мм)
381-584
Материал
металл
Хвостовик
М14
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Шланг для окрасочного аппарата 3/8
Диаметр шланга внутренний Ø (мм)
9. 5
Соединение (Дюймы)
3/8
Давление рабочее (Бар)
200-250
Длина шланга (м)
15
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Пистолет для окрасочного аппарата tip1
Соединение
1/4
Давление макс. (бар)
230
Выход
7/8
Расстояние распыл (см)
30
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Фасадный шпатель STORCH Flexogrip Alustar, 80 см со сменными лезвиями 326280
Тип
фасадная
Ширина лезвия (мм)
800
Зубцы
нет
Материал лезвия
нержавеющая сталь
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Измельчительная машина/миксер ASPRO GM2
Класс миксера
профи
Мощность (Вт)
1600
Патрон
М14
Число скоростей
2
Крепление патрона
М14
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Шланг для окрасочного аппарата 1/2
Диаметр шланга внутренний Ø (мм)
12
Соединение (Дюймы)
1/2
Давление рабочее (Бар)
200-250
Длина шланга (м)
15
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Пистолет окрасочный комбинированный ASPRO
Соединение
1/4
Давление макс. (бар)
270
Выход
7/8
Расстояние распыл (см)
30
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Пистолет шпаклевочный 3/8
Соединение
3/8
Давление макс. (бар)
270
Выход
7/8
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Шлифовальная машинка ASPRO D3
Класс машины
полупрофи
Диаметр диска Ø (мм)
180
Вес (кг)
2.4
Мощность (Вт)
710
Число оборотов макс. (об/мин)
3200
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Строительные ходули ASPRO 15-23
Нагрузка макс. (кг)
105
Высота ходуль (мм)
381-584
Рабочая высота (м)
2.65
Вес (кг)
5.9
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Строительные ходули ASPRO 24-40
Нагрузка макс. (кг)
105
Высота ходуль (мм)
609-1016
Рабочая высота (м)
3.1
Вес (кг)
7.0
Запросить аналог
В сравнениеПерейти к сравнению выбранных товаров
Строительные ходули ASPRO 18-30
Нагрузка макс. (кг)
105
Высота ходуль (мм)
457-762
Рабочая высота (м)
2. 85
Вес (кг)
6.2
Запросить аналог
freeНа данный товар бесплатная доставка
В сравнениеПерейти к сравнению выбранных товаров
Шлифовальная машинка ASPRO D1
Класс машины
полупрофи
Диаметр диска Ø (мм)
150
Вес (кг)
1.0
Мощность (Вт)
400
Амплитуда колебаний (мм)
5
Запросить аналог
freeНа данный товар бесплатная доставка
В сравнениеПерейти к сравнению выбранных товаров
Строительные ходули ASPRO 48-64
Нагрузка макс. (кг)
105
Высота ходуль (мм)
1219-1626
Рабочая высота (м)
3. 7
Вес (кг)
9.0
Запросить аналог
freeНа данный товар бесплатная доставка
В сравнениеПерейти к сравнению выбранных товаров
Шлифовальная машинка ASPRO C3
Класс машины
профи
Вес (кг)
6.36
Мощность (Вт)
750
Число оборотов макс. (об/мин)
1850
Плавный пуск
есть
Запросить аналог
freeНа данный товар бесплатная доставка
В сравнениеПерейти к сравнению выбранных товаров
Бак красконагнетательный ASPRO 10L-R 10л. с ручной мешалкой
Патроны и переходники для перфораторов. Товары и услуги компании «Zubr-shop.kz»
Патроны и переходники для перфораторов. Товары и услуги компании «Zubr-shop.kz»
Продавец Zubr-shop. kz развивает свой бизнес на Satu.kz 8 лет. Знак PRO означает, что продавец пользуется одним из платных пакетов услуг Satu.kz с расширенными функциональными возможностями. Сравнить возможности действующих пакетов
Начать продавать на Satu.kz
Корзина
464 отзыва
по порядкупо росту ценыпо снижению ценыпо новизне
2906_z01
Переходник ЗУБР «МАСТЕР» с «SDS+» на патрон (2906_z01)
713 Тг.
В наличии Оптом и в розницу
Купить
29061_z01
Переходник ЗУБР «МАСТЕР» с «SDS+» на патрон с винтом (29061_z01)
727 Тг.
В наличии Оптом и в розницу
Купить
2907-13-1/2_z02
Патрон быстрозажимной ЗУБР «МАСТЕР» для дрели, 13 мм, посадочная резьба 1/2″, под сверло Д 1,5 — 13 мм
2 754 Тг.
В наличии Оптом и в розницу
Купить
2907-13-3/8_z02
Патрон быстрозажимной ЗУБР «МАСТЕР» для дрели, 13 мм, посадочная резьба 3/8″, под сверло Д 1,5 — 13 мм
2 923 Тг.
В наличии Оптом и в розницу
Купить
29382-25-280_z01
ЗУБР 25 x 280 мм, SDS-max, зубило плоское 29382-25-280_z01 Профессионал
3 066 Тг.
В наличии Оптом и в розницу
Купить
2908-13-1/2_z02
Патрон ударный ключевой для дрели, ЗУБР Профессионал 2908-13-1/2, 13мм, посадочная резьба 1/2″, D=1,5-13мм, с
2 790 Тг.
В наличии Оптом и в розницу
Купить
2907-10-1/2_z02
Патрон быстрозажимной ЗУБР «МАСТЕР» для дрели, 10 мм, посадочная резьба 1/2″, под сверло Д 0,8-10 мм
1 991 Тг.
В наличии Оптом и в розницу
Купить
29064_z02
ЗУБР переходник с перфоратора SDS-Max на зажим SDS-Plus 29064_z02
8 168 Тг.
В наличии Оптом и в розницу
Купить
71/8/79
Адаптер АП18Л1 DCG,TMG для шуруповерта Ресанта ДА-18-2ЛК
6 062 Тг.
В наличии Оптом и в розницу
Купить
71/8/80
Аккумулятор для шуруповертов Ресанта ДА-12-2Л, ДА-12-2ЛК (АКБ12Л1 DCG)
10 103 Тг.
В наличии Оптом и в розницу
Купить
71/8/84
Аккумулятор для шуруповертов Ресанта ДА-24-2ЛК, ДА-24-2ЛК-У (АКБ24Л1 DCG)
16 208 Тг.
В наличии Оптом и в розницу
Купить
29062-13_z01
Переходник SDS ЗУБР 29062-13_z01, МАСТЕР, на SDS+ для патрона, 13 мм
Наведите курсор или нажмите, чтобы увеличить Нажмите, чтобы увеличить
Ключевая особенность
Ограничение продвижения: Не подходит для продвижения
Артикул: Адаптер SDS Plus для патрона
Тип хвостовика: SDS Plus
Ударопрочность: Нет
Применение: В этот комплект входит цельнометаллический трехкулачковый патрон 1/2 дюйма (заводской № 48 66 1360), переходник SDS на резьбу 1/2 20 (заводской номер 48 03 3005), винт зажимного патрона ( 06 75 3150) и ключ для зажимного патрона (заводской номер 48 66 3280). Комплект повышает эффективность использования перфоратора, позволяя использовать спиральные насадки с прямым хвостовиком только в режиме сверления.
Для использования с: Любой молоток SDS Plus
Общая длина: 3 дюйма
Применение основного материала: Бетон, кирпичная кладка
Посмотреть полную информацию о продукте
$55,51
Количество
Итого: 55,51 долл. США
Получите скидку 10% на первый заказ
Войдите в систему, чтобы получить бесплатную доставку при заказе на сумму от 50 долларов
30-дневный возврат
125 Агенты по обслуживанию клиентов в США
Технические характеристики |
Описание |
Отзывы
Zoro #: G5113945
Производитель #: 48-66-1370
UPC #: 045242 156627
Ограничение продвижения : Не подходит для продвижения
Артикул : адаптер SDS Plus для патрона
Тип хвостовика : SDS Plus
Ударопрочность : Нет
Применение : Этот комплект включает цельнометаллический трехкулачковый патрон 1/2 дюйма (артикул № 48 66 1360), переходник SDS на резьбу 1/2 20 (артикул № 48 03 3005), винт патрона ( 06 75 3150) и ключ для зажимного патрона (заводской номер 48 66 3280). Комплект повышает эффективность использования перфоратора, позволяя использовать спиральные насадки с прямым хвостовиком только в режиме сверления.
Для использования с : Любой молоток SDS Plus
Общая длина : 3 дюйма
Применение основного материала : Бетон, Кирпичная кладка
Система измерения : Доли дюйма
Тип хвостовика — обработка : SDS Plus
Направление резания : правостороннее
Для инструмента типа : вращающаяся дрель
Материал — Механическая обработка : Металл
Финишная обработка : Полировка (без покрытия)
Тип продукта : Адаптер SDS Plus для патрона
Страна происхождения (возможны изменения) : США
Адаптер SDS Plus к патрону, тип хвостовика — обработка SDS Plus, система измерения в долях дюйма, общая длина 3 дюйма, для типа инструмента вращающаяся дрель
Устройство управления вращением SDS Max с адаптером для бесключевого патрона
Написать обзор
Устройство управления вращением SDS Max с адаптером бесключевого патрона
Рейтинг Требуется
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Тема отзыва Требуется
Комментарии Требуется
Артикул:
17793
Сейчас:
$138,67
Текущий запас:
Количество:
Часто покупают вместе:
Описание
0 отзывов
Описание
Устройство управления вращением SDS Max с переходником для бесключевого патрона.
Если у вас есть вопросы о доступности, свяжитесь с нами или посетите наш раздел часто задаваемых вопросов.
Просмотреть всеЗакрыть
0 Отзывов
Просмотреть всеЗакрыть
сопутствующие товары
Клиенты также просмотрели
Сопутствующие товары
В корзину
Быстрый просмотр
Переходник с наружной резьбой 5/8 дюйма на сверло SDS Max
Сейчас:
113,20 долл. США
Переходник с наружной резьбой 5/8″ для сверла SDS Max. Дополнительную информацию см. в разделе «Типы соединений».0004
214,20
В корзину
Быстрый просмотр
Переходник с наружной резьбой 3/4 дюйма на сверло SDS-Max
Сейчас:
108,79 долл. США
Переходник с наружной резьбой 3/4 дюйма на сверло SDS-Max. Дополнительную информацию см. в разделе «Типы соединений».
Клиенты также просмотрели
В корзину
Быстрый просмотр
Echo EDR-260 (реверсивная дрель)
Сейчас:
599,99 долл. США
Легкие двухтактные буровые установки позволяют легко бурить скважины. Они сочетают в себе удобство аккумуляторной дрели с характеристиками мощной дрели. Эта дрель оснащена двигателем объемом 25,4 см3…
213,86
В корзину
Быстрый просмотр
Комбинированный перфоратор DeWalt 60V 2″ SDS Max
Сейчас:
$1979,50
Этот 60-вольтовый комбинированный перфоратор является самым мощным в отрасли аккумуляторным 2-дюймовым комбинированным перфоратором SDS Max. Благодаря прочному механизму, разработанному в Германии, и бесщеточному. ..
213,98
В корзину
Быстрый просмотр
Переходник с наружной резьбой 5/8 дюйма на сверло SDS Max
Сейчас:
$113,20
Переходник с наружной резьбой 5/8″ на сверло SDS Max. Дополнительную информацию см. в разделе «Типы соединений».
В корзину
Быстрый просмотр
Переходник с наружной резьбой 5/8 дюйма на шлицевое сверло
Сейчас:
113,67 долл. США
Переходник с наружной резьбой 5/8″ на шлицевое сверло. Дополнительную информацию см. в разделе «Типы соединений».0004
405,27
В корзину
Быстрый просмотр
Наружная резьба серии Signature для быстрого подключения адаптера с внутренней резьбой
Сейчас:
63,56 долл. США
Адаптеры позволяют выполнять преобразование между резьбовыми соединениями 5/8″, 3/4″, резьбовыми соединениями Signature Series, Quick Connect и Hex Quick Pin. Аксессуары: #309.12 – (1) быстроразъемное соединение…
351,95
В корзину
Быстрый просмотр
Крестовина рукоятки с храповым механизмом, быстроразъемное соединение
Сейчас:
$48,33
Крестовина с храповым механизмом, быстроразъемное соединение. Этот фитинг также можно использовать для соединения с шестигранным быстроразъемным штифтом.
Дополнительную информацию см. в разделе «Типы подключения».
По вопросам…
406.86
В корзину
Быстрый просмотр
4-дюймовый чехол для переноски Deluxe 1750, черный
Сейчас:
$344,95
Этот прочный и удобный кейс идеально подходит для хранения и транспортировки вашего ценного оборудования для отбора проб.
Моделирование защитного чехла для мобильного телефона (на примере iPhone 5s) и 3D печать полученной модели
3D-моделирование
Подпишитесь на автора
Подписаться
Не хочу
15
1. Определение габаритных размеров.
Для создания чехла необходимо знать точные габаритные размеры мобильного устройства, а также радиус скругления. Размеры мобильного телефона iPhone 5s показаны на чертеже ниже:
Создавая 3D модель чехла, нужно учесть, что его внутренний размер, куда будет помещён мобильный телефон, должен быть немного больше размера самого телефона (в зависимости от материала – для резины можно моделировать в размер).
Итак, необходимые размеры телефона по чертежу и внутренние размеры чехла:
Размеры телефона iPhone 5S:
Длина, мм — 123,83
Ширина, мм — 58,57
Толщина, мм — 7,6
Радиус скругления, мм — 7,35
Внутренние размеры чехла
Длина, мм — 124,1
Ширина, мм — 58,87
Толщина, мм — 7,9
Радиус скругления, мм — 7
Толщину стенки защитного чехла примем равной 1 мм.
В результате должна получиться 3D модель, показанная ниже:
2. Построение 3Д модели
Этапы построения 3D модели показаны на рисунке ниже:
2.1. Создание выталкивания
2.2. Сглаживание верхнего и нижнего рёбер
2.3. Создание оболочки
2.4. Создание выступа
2.5. Создание отверстий под кнопки громкости
2. 6. Создание отверстия под кнопку включения
2.7. Создание отверстия под камеру
2.8. Создание отверстий под динамики и зарядное устройство
2.9. Создание отверстия-логотипа
2.10. Применение материалов
Для наглядности визуализации полученной модели, а также оценки применения разных материалов можно воспользоваться командой «Фотореалистичный вид»:
3. Проверка 3D модели
Перед тем как экспортировать модель, рекомендуется выполнить проверку построенного объекта:
4. Экспорт 3D модели в STL формат
Для конвертации данных для печати на 3D принтере существует специальная команда «Печать 3D». Она позволяет экспортировать модель в сеточный формат STL с заданными настройками качества сетки:
5. Проверка 3D модели в netfabb Basic
Проверка показывает, что экспорт выполнен успешно – ошибок в модели нет. Модель можно выводить на 3D печать.
Результат:
Прототип позволяет оценить результат проектирования — при необходимости в модель можно внести изменения, чтобы чехол сидел плотнее, или при замене пластика на резину.
Подпишитесь на автора
Подписаться
Не хочу
15
Файл STL Чехлы для телефонов Xiaomi Redmi note 11 Pro и note 11 pro 5G・Шаблон для 3D-печати для загрузки・Cults
Чехол для Xiaomi Redmi note 12 pro plus
1,49 €
Чехол для телефона Xiaomi 13
1,49 €
Чехол для телефона Xiaomi Redmi 9
1,35 €
Чехол для телефона Xiaomi Poco X3
1,40 €
Чехол для Iphone 14 Plus
1,49 €
Чехол для Iphone 14 Pro Max
1,49 €
Чехол для Samsung Galaxy A23
1,49 €
Чехол для Samsung Galaxy A53 5G
1,49 €
Чехол для Samsung Galaxy A33
1,45 €
Чехол для Samsung Galaxy S23
1,49 €
Чехол для Samsung Galaxy A22 5G
1,45 €
IPHONE 13 PRO с крышкой для камеры
1,40 €
Лучшие файлы для 3D-принтеров в категории Гаджет
Крепление для вертикальной рамы GoPro Hero 9/10/11
Бесплатно
panQuad
Бесплатно
Рамка для джойкона Tab S8 Ultra
2 €
Customizable Bike Mount for Modular Mounting System
Бесплатно
Флекси-планктон ПРИНТ В МЕСТЕ
1 €
Kickbike Ski
Бесплатно
Threaded Mask Respirator
Бесплатно
API Test Tube Stand
0,90 €
Бестселлеры категории Гаджет
DIY Arduino Robot Arm с управлением со смартфона STEP файл
1 €
Writing Machine V2.
0 — 2D перьевой плоттер
6,10 €
ТЕДДИ, АРТИКУЛИРОВАННЫЙ И ПЕРЕДВИЖНОЙ КЛЮЧ, напечатанный на месте без опор
1,82 €
Откидная дверная коробка с редуктором
3,50 €
-20%
2,80 €
Хранилище 9 мм 186х помещается в банку для патронов 50 калибра
6,84 €
G17- DD17 Рама с рельсами
6,50 €
Приложение для превращения фотографии в голову боббла
3,50 €
DIY Arduino Robot Arm с управлением со смартфона
1 €
Приложение для создания брелков
3,50 €
ДЕРЖАТЕЛЬ ДЛЯ РУЧКИ JEEP WRANGLER — 3-В-1
1,85 €
Приложение для создания двойной текстовой иллюзии
3,50 €
PiPBOT 1 — РОБОТ для печати на месте
4,56 €
Корпус Igloo для Bambu P1P
4 €
АР15 УСИЛЕННЫЙ Л.
ОБНОВЛЕНИЕ
6,50 €
Карусель с крючками
4,56 €
3D-сканер: Приложение для превращения 2 фотографий в 3D-модель
7 €
💖 Вы хотите поддержать Cults?
Вам нравятся Cults и вы хотите помочь нам продолжить наш путь самостоятельно? Обратите внимание, что мы — маленькая команда из 3 человек, поэтому поддержать нас в поддержании деятельности и создании будущих разработок очень просто. Вот 4 решения, доступные для всех:
РЕКЛАМА: Отключайте блокировщик баннеров AdBlock и кликайте на наши рекламные баннеры.
АФФИЛИАЦИЯ: Совершайте покупки онлайн, переходя по нашим партнерским ссылкам здесь Amazon.
ДОНАТЫ: Если хотите, то можно сделать пожертвование через Ko-Fi здесь 💜.
ПРИГЛАШЕНИЕ ДРУЗЕЙ: Приглашайте своих друзей, откройте для себя платформу и великолепные 3D-файлы, которыми делится сообщество!
3d Phone Case — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Работают ли напечатанные на 3D-принтере чехлы для телефонов? Как их сделать — 3D Printerly
3D-принтеры могут создавать самые разные объекты, поэтому люди задаются вопросом, могут ли 3D-принтеры делать чехлы для телефонов и работают ли они. Я решил изучить это и дать вам, ребята, ответы.
Чехлы для телефонов, напечатанные на 3D-принтере, хорошо защищают ваш телефон, поскольку они могут быть изготовлены из тех же материалов, что и обычные чехлы для телефонов. TPU является фаворитом для 3D-печатных чехлов для телефонов, которые являются более гибкими материалами, но вы также можете выбрать жесткие материалы, такие как PETG и ABS. С помощью 3D-принтера вы можете создавать крутые нестандартные дизайны.
Есть еще кое-что, что вам нужно знать о чехлах для телефонов, напечатанных на 3D-принтере, особенно если вы хотите создать свой собственный, так что продолжайте читать, чтобы узнать больше.
Как сделать чехол для телефона, напечатанный на 3D-принтере
Чтобы напечатать чехол для смартфона с помощью 3D-печати, вы можете загрузить 3D-модель чехла для телефона с веб-сайта, такого как Thingiverse, а затем отправить файл в слайсер для обработки. После того, как файл будет нарезан с вашими идеальными настройками, вы можете отправить нарезанный файл G-кода на свой 3D-принтер и начать печать корпуса.
После того, как вы напечатали чехол, вы можете завершить его и спроектировать, используя такие методы, как покраска, погружение в воду и т. д.
Давайте подробнее рассмотрим, как можно распечатать чехол для телефона на 3D-принтере. .
Шаг 1. Получите 3D-модель чехла для телефона
Вы можете получить модель из онлайн-репозитория 3D-моделей, такого как Thingiverse.
Найдите нужный тип чехла для телефона
Выберите модель и загрузите ее
Шаг 2. Введите модель в слайсер и отрегулируйте настройки, затем нарежьте
Откройте Cura
Импортируйте модель в Cura с помощью сочетания клавиш CTRL + O или перетащите файл в Cura
3 Edit параметры печати для оптимизации модели для печати, такие как высота слоя, скорость печати, исходный шаблон слоя и многое другое.
Для него не нужны опоры, потому что 3D-принтеры могут соединять мосты без фундамента под ним.
Нарезка окончательной модели
Шаг 3: Сохранение модели на SD-карту
Когда вы закончите нарезку модели, вы должны передать нарезанный файл G-кода на SD-карту принтера. .
Нажмите на значок Сохранить на диск или непосредственно на «Съемный диск», когда SD-карта вставлена.
Выберите SD-карту из списка
Нажмите «Сохранить»
Шаг 4: Распечатайте модель
После сохранения G-кода на SD-карте извлеките SD-карту из ПК и вставьте ее в 3D-принтер.
Выберите модель на вашем принтере и начните печать.
Имейте в виду, что при создании этих чехлов для телефонов некоторые из них должны быть напечатаны из более мягкого материала, такого как ТПУ. Это полные чехлы, в которых вам нужно сдвинуть края, чтобы телефон поместился внутри, как показано ниже.
Дизайны, которые не являются полными и имеют более открытую форму, могут быть напечатаны на более жестких материалах.
Я также сделал корпус из черного ТПУ.
Как спроектировать чехол для телефона для 3D-печати
Дизайн чехла включает в себя создание модели чехла, которую вы хотите, в программном обеспечении для 3D-моделирования. Эта модель чехла должна соответствовать спецификациям телефона, для которого вы хотите использовать чехол.
Итак, вам необходимо измерить все характеристики телефона и точно воспроизвести их в корпусе модели. Эти функции включают размеры телефона, вырезы для камеры, разъемы для наушников и вырезы для кнопок.
После этого вы можете добавить к футлярам личные штрихи, такие как мотивы, узоры и многое другое. Однако это очень долгий процесс.
Самый простой способ создать чехол для телефона — загрузить шаблон и изменить его. Вы можете найти эти шаблоны на таких сайтах, как Thingiverse.
Используя программное обеспечение для 3D-моделирования, такое как Autodesk Fusion 360, теперь вы можете настроить чехол для телефона по своему усмотрению.
Вот отличная статья о том, как спроектировать эти чехлы.
Вы могли бы нанять себе дизайнера, у которого есть соответствующий опыт и знания в области создания 3D-моделей. Такие места, как Upwork или Fiverr, также дают вам возможность нанять людей, которые помогут разработать 3D-чехол для телефона в соответствии с вашими требованиями и желаниями.
Посмотрите видео ниже, чтобы узнать, как персонализировать чехлы для телефонов, напечатанные на 3D-принтере.
Как сделать 3D-чехол для телефона в Blender
В приведенном ниже видеоролике TeXplaiNIT показано, как создать 3D-печатный чехол для телефона с помощью Blender и TinkerCAD, получив размеры телефона.
Видео выше довольно устарело, но все еще должно быть хорошо, чтобы следовать ему.
Еще одно видео, которое я наткнулся ниже, можно было смотреть, но оно продвигалось довольно быстро. Вы можете посмотреть на клавиши, нажатые в правом нижнем углу, и создать в Blender чехол для телефона, который можно распечатать на 3D-принтере.
Вы хотите обратить внимание на то, что выделено на платформе Blender, чтобы редактировать и корректировать правильные части модели, а также когда пользователь удерживает SHIFT для выбора нескольких граней или вершин.
Одна вещь, которая не показана должным образом, это то, как создавать прямые линии при использовании инструмента-ножа. Вам просто нужно нажать C в режиме ножа, чтобы включить ограничение угла.
Лучшая нить для чехлов для телефонов, напечатанных на 3D-принтере
Наиболее важным фактором на этапе печати является выбор материала. Выбирая материал для печати вашего футляра, вы должны убедиться, что он эстетичен и функционален.
Вот несколько материалов, которые я рекомендую:
АБС
АБС немного сложно печатать, но это один из лучших материалов для изготовления жестких корпусов для вашего телефона. Помимо своей структурной жесткости, он также обладает прекрасной обработкой поверхности, что снижает затраты на постобработку.
PETG
PETG — еще один невероятно прочный материал, обладающий уникальным свойством прозрачности. Из этого материала можно распечатать прозрачные жесткие чехлы для смартфона.
На этой прозрачной поверхности можно использовать пустой шаблон для удобной настройки чехла.
Поликарбонат
Это один из самых прочных и долговечных материалов, из которых можно напечатать на 3D-принтере чехол для смартфона. Кроме того, он имеет глянцевое покрытие, которое улучшит внешний вид печатного корпуса.
ТПУ
ТПУ — это гибкий материал, который можно использовать для изготовления мягких силиконовых чехлов для смартфонов. Он обеспечивает превосходную рукоятку, обладает отличной ударопрочностью и имеет элегантную матовую поверхность.
Примечание: Будьте очень осторожны, чтобы избежать или ограничить коробление при печати с этими нитями. Деформация может нарушить устойчивость и соответствие чехла телефону.
Постобработка идет после процесса печати. Здесь вы можете позаботиться о любом дефекте, оставшемся после печати. Вы также можете украсить и оформить корпус по своему усмотрению.
Общие методы отделки включают шлифование (для удаления пятен и прыщей), обработку тепловым пистолетом (для удаления нитей). Вы также можете рисовать, гравировать и даже использовать гидроокунание для оформления корпуса.
Сколько стоит 3D-печать чехла для телефона?
Вы можете напечатать на 3D-принтере индивидуальный чехол для телефона всего за 0,40 доллара США за чехол. Меньший чехол для телефона, для которого требуется около 20 граммов нити, с более дешевой нитью, которая стоит 20 долларов за кг, будет означать, что каждый чехол для телефона будет стоить 0,40 доллара. Чехлы для телефонов большего размера с более дорогой нитью накаливания могут стоить 1,50 доллара и выше.
Например, для печати этого чехла для iPhone 11 на Thingiverse требуется около 30 граммов нити. На самом деле, вы можете получить около 33 таких катушек из 1-килограммовой катушки.
Предполагая, что вы используете катушку с высококачественной нитью ТПУ, такой как нить Overture TPU, стоимость вашей упаковки составит около 28 ÷ 33 = 0,85 доллара США за коробку.
Существуют и другие незначительные расходы, связанные с 3D-печатью, такие как общее обслуживание и электроэнергия, но они составляют лишь очень небольшой процент от ваших расходов.
Однако, если у вас нет 3D-принтера, вам придется распечатать корпус через сервисы облачной печати. Эти службы примут ваш дизайн чехла для телефона, распечатают его и отправят вам.
Пользоваться этими услугами значительно дороже, чем распечатывать дело самостоятельно.
Вот цена на веб-сайте iMaterialise, который специализируется на создании и доставке 3D-печатных моделей. 16,33 фунта стерлингов переводятся примерно в 20 долларов только за 1 чехол для телефона, сделанный из нейлона или АБС-пластика (по той же цене). С помощью 3D-принтера вы можете получить около 23 чехлов для телефонов по 0,85 доллара за штуку.
Сколько времени занимает 3D-печать чехла для телефона?
Печать обычного чехла для телефона приличных размеров может занять около 3-5 часов. Однако, если вы хотите лучшего качества, это может занять больше времени.
Ниже приведены примеры того, сколько времени занимает 3D-печать чехла для телефона:
Чехол-бампер для Samsung S20 FE — 3 часа 40 минут
Чехол для iPhone 12 Pro — 4 часа 43 минуты
Чехол для iPhone 11 — 4 часы и 44 минуты
Для лучшего качества вам нужно уменьшить высоту слоя, что увеличит время печати. Кроме того, добавление рисунков и рисунков на чехол может увеличить время его печати, если только это не означает, что вы выдавливаете меньше материала, например, имеете зазоры в корпусе телефона.
Этот чехол для iPhone 12 Pro занял ровно 4 часа 43 минуты, как вы можете видеть ниже.
Можно ли на 3D-принтере напечатать чехол для телефона из PLA?
Да, вы можете напечатать на 3D-принтере чехол для телефона из PLA и успешно его использовать, но он не обладает максимальной гибкостью и долговечностью. PLA с большей вероятностью разобьется или сломается из-за физических свойств, но он определенно может работать хорошо. Некоторые пользователи говорят, что чехол для телефона из PLA прослужил несколько месяцев. Я бы порекомендовал получить мягкий PLA.
Конструкционная прочность PLA ниже, чем у PETG, ABS или поликарбоната. Это важный фактор, так как чехол для телефона должен быть достаточно прочным, чтобы выдерживать падения и защищать телефон.
На самом деле, некоторые люди, использующие чехлы из PLA, сообщали, что их чехлы не выдерживали более двух падений, прежде чем сломались. Это не оптимально для защитного чехла.
PLA не очень прочный, а это означает, что корпуса, напечатанные из PLA, деформируются в присутствии сильного солнечного света, а также становятся более хрупкими под воздействием УФ-излучения.
Наконец, качество поверхности не так уж и велико. PLA не обеспечивает отличного качества поверхности, как большинство других материалов (за исключением Silk PLA). Вам потребуется немного постобработки, чтобы окончательный вариант чехла для телефона выглядел соответствующе.
Лучшие файлы/шаблоны чехлов для телефонов, напечатанных на 3D-принтере
Если вы хотите напечатать чехол для телефона и не хотите создавать модель с нуля, вы можете легко загрузить шаблон и изменить его. Вы можете изменить файл STL, используя различные программы для 3D-моделирования.
Дополнительную информацию о том, как изменять файлы STL, можно найти в моей статье о редактировании и повторном микшировании файлов STL. Здесь вы можете научиться создавать ремиксы 3D-моделей с помощью различных программ.
Существует несколько сайтов, на которых можно получить файлы STL и шаблоны чехлов для телефонов для печати. Вот некоторые из моих любимых.
Thingiverse
Thingiverse — одно из крупнейших хранилищ 3D-моделей в Интернете. Здесь вы можете получить файл STL практически любой модели, которую захотите.
Если вам нужен STL-файл для чехла для телефона, вы можете просто найти его на сайте, и вам будут предложены сотни моделей на выбор.
Вот пример разнообразия чехлов для телефонов на сайте.
Чтобы сделать работу еще лучше, вы можете использовать инструмент настройки Thingiverse для уточнения и редактирования модели в соответствии со своими предпочтениями.
MyMiniFactory
MyMiniFactory — еще один сайт с довольно внушительной коллекцией моделей чехлов для телефонов, которые вы можете скачать. На сайте есть множество чехлов для телефонов популярных брендов, таких как Apple и Samsung, которые вы можете выбрать.
Вы можете получить доступ к их выбору здесь.
Однако вы можете загружать эти файлы только в формате STL. Это затрудняет их редактирование и настройку.
Cults3D
На этом сайте представлен широкий выбор бесплатных и платных 3D-моделей чехлов для телефонов для печати. Однако, чтобы получить лучшие из них, вам придется немного поискать.
Вы можете просмотреть эти чехлы для телефонов, чтобы найти идеальный.
Это очень хороший сайт, особенно если вы ищете простую модель, которую можно легко редактировать и настраивать.
CGTrader
CGTrader — это сайт, предлагающий 3D-модели инженерам и любителям 3D-печати. В отличие от других сайтов в этом списке, если вам нужна модель чехла для телефона от CG Trader, вам придется заплатить за нее.
Однако эта плата того стоит, потому что большинство моделей, найденных на CGTrader, являются высококачественными. Кроме того, эти 3D-модели бывают разных форматов, так что вы можете легко их модифицировать.
Если у вас есть деньги, чтобы купить модель, я рекомендую попробовать этот сайт. Итак, просмотрите CGTrader и посмотрите, сможете ли вы найти чехол для телефона, который вам подходит.
Лучший 3D-принтер для чехлов для телефонов
Мы говорили о 3D-моделях и нити; давайте теперь поговорим о центральной части головоломки, 3D-принтере.
Чтобы напечатать чехол для телефона из высококачественных материалов, таких как поликарбонат и PETG, вам нужен хороший прочный принтер, способный работать с этими материалами.
Вот некоторые из моих любимых вариантов.
Ender 3 V2
Название Ender 3 V2 хорошо известно многим любителям 3D-печати. Этот принтер представляет собой рабочую лошадку с широкими возможностями настройки, которая предлагает гораздо больше возможностей, чем предполагает его цена.
Благодаря нагреваемому карборундовому стеклу и модернизированному хотэнду вы можете легко печатать чехлы для телефонов из таких материалов, как АБС и ТПУ.
Однако, если вы хотите печатать на поликарбонате с помощью этого принтера, вам необходимо купить корпус для печати. Кроме того, вы должны перейти с хотэнда Боудена на цельнометаллический, чтобы выдерживать температуры, требуемые поликарбонатом.
Плюсы Ender 3 V2
Он имеет высокую модульность и легко настраивается в соответствии с вашими потребностями.
Превосходное соотношение цены и качества.
Минусы Ender 3 V2
Он не поставляется с корпусом или цельнометаллическим хот-эндом.
Печать чехлов для телефонов из поликарбоната и PETG на стеклянной рабочей пластине может быть проблематичной.
Некоторые функции (ручка управления) несколько сложны в использовании.
Проверьте Ender 3 V2 на Amazon для своих 3D-печатных чехлов для телефонов.
Qidi Tech X-Max
Qidi Tech X-Max — идеальный принтер для печати чехлов для смартфонов. Его легко настроить и использовать, что делает его отличным выбором для пользователей, не разбирающихся в технологиях.
Кроме того, он имеет корпус для печати термочувствительными материалами без каких-либо хлопот. Последним преимуществом X-max является то, что он поставляется с двумя хот-эндами.
Один из этих хотэндов может нагреваться до 300 ⁰C, что делает его пригодным для печати практически на любом материале.
Плюсы Qidi Tech X-Max
Он очень прост в использовании и настройке.
Вы можете печатать на широком спектре материалов, включая поликарбонат, используя сменное двойное сопло.
Поставляется с корпусом для защиты печати от колебаний температуры и коробления.
Главная САДОВАЯ И ПАРКОВАЯ ТЕХНИКА Опрыскиватели Аккумуляторный опрыскиватель PATRIOT PT-12AC 755302530
Ранцевый распылитель PATRIOT PT-12AC 755302530 используется в садоводстве для равномерного орошения растений и обработки удобрениями, в быту для мытья стен и машин.
Работает от аккумулятора напряжением 12 В емкостью 8 А*ч, который не имеет эффекта памяти. Благодаря ранцевому исполнению отличается удобством транспортировки. Объем бака составляет 12 литров для долгой работы.
Длина штанги — 90 см.
Технические характеристики
Объем бака для расп.вещ, л 12
Напряжение аккумулятора, В 12
org/PropertyValue»>Емкость аккумулятора, А*ч 8
Диаметр разбрызгивания, м 3
Комплектация *
Распылитель;
Упаковка.
Параметры упакованного товара
Единица товара: Штука Вес, кг: 4,99
Длина, мм: 380 Ширина, мм: 208 Высота, мм: 435
Преимущества
В комплект входят насадки для равномерного распыления раствора;
Конструкция в виде ранца — удобство транспортировки;
Удобные ремни с вентилируемой подушкой;
Аккумулятор — для независимости от розетки;
Большой бак для смеси объемом 12 л обеспечивает длительную работу PATRIOT PT-12AC 755302530 без дозаправки.
Уорд, конструкция с задним расположением двигателя и сильный, прочные штанги имеют решающее значение для помощи операторам в достижении точного и своевременного опрыскивания. Теперь опрыскиватель серии Patriot 50 сочетает в себе эти ключевые элементы с передовыми технологиями и решениями для подключения, чтобы вывести вашу работу на новый уровень.
Посмотрите серию Patriot 50 в действии на нашем канале YouTube
Найдите и закажите запчасти
Сравните характеристики
Руководство по эксплуатации
Ознакомьтесь с функциями
Оптимизированная технология распыления
С AIM Command FLEX™ II advanced технологии распыления, вы получаете наилучшие шансы на поддержание идеальной нормы внесения химикатов, давления и точности. Благодаря индивидуальному управлению включением/выключением форсунок эта передовая технология обеспечивает эффективное и точное внесение — независимо от скорости или рельефа местности.
Прочная конструкция стрелы. Мощная тех.
Конструкция стрелы с параллельными звеньями, изготовленная из прочных материалов, обеспечивает превосходную прочность без чрезмерного веса. Усовершенствованные технологии стрелы легко интегрируются, чтобы поднять точность и эффективность внесения на новый уровень.
AutoFold Plus: Двигайтесь быстрее с функцией автоматического складывания/раскладывания — просто нажмите и удерживайте переключатель AutoFold на подлокотнике MultiControl.
Аккубум: Автоматическое управление секциями штанги AccuBoom, управляемое с дисплея Viper 4+, автоматически выключает секции штанги, когда опрыскиватель входит в уже обработанную зону, и снова включает секции, когда покидает обработанную зону.
AutoBoom XRT: Встроенная опция автоматического управления высотой стрелы AutoBoom® XRT определяет и приспосабливается к изменениям рельефа для более точного и эффективного охвата каждого сантиметра земли.
Повышение эффективности с помощью подключенных решений
В современных условиях для защиты рентабельности требуется нечто большее, чем просто своевременное и точное распыление. Благодаря возможностям AFS Connect™ и Raven Slingshot® у вас есть непревзойденные решения для подключения, управления, данных и мониторинга, необходимые для обеспечения готовности ваших машин к выполнению поставленных задач. Узнайте больше о подключенных решениях, удаленных возможностях и решениях для автоматического вождения
Непревзойденный опыт оператора
Опрыскиватели серии Patriot 50 ставят производительность на первое место благодаря кабине, в которой идеально сочетаются простота, управляемость и комфорт. Эргономично расположенные элементы управления, превосходная управляемость и современные настраиваемые дисплеи
Подсветка ночью
Когда вам нужно закончить работу в нерабочее время, усовершенствованные комплекты светодиодных ламп ярче для лучшей видимости в ночное время, потребляют меньше энергии и управляются с дисплея AFS Pro 1200. Каждый опрыскиватель серии Patriot 50 оснащен передним освещением на капоте, кабине и баке, а также проблесковым светом в центральной секции, чтобы вы могли безопасно работать, обрабатывая гектары ночью и во время транспортировки.
Освещение факела распыла — Устанавливаемые на заводе фонари факела распыла с синими линзами обеспечивают исключительную видимость области нанесения и форсунок.
Пакет освещения Deluxe — Для операторов, которые часто опрыскивают в ночное время, дополнительные фонари, установленные на кабине и стреле, обеспечивают максимальную видимость и помогают видеть все компоненты опрыскивателя и местность вокруг вас.
Техническое обслуживание и тендеры стали проще
Увеличьте время работы в полевых условиях и быстро и эффективно избавьтесь от тендеров или технического обслуживания. Все находится в пределах досягаемости благодаря универсальному сервисному центру, эксклюзивной станции промывки наконечников, соединениям на уровне земли и открытой архитектуре.
Patriot 3250
Опрыскиватель Patriot ® 3250 доступен с баками для продукта емкостью 800 или 1000 галлонов и обеспечивает номинальную мощность 285 л. с., пиковую мощность 309 л.с.
Patriot 4350
Опрыскиватель Patriot ® 4350 предлагает емкость бака 1200 галлонов и номинальную мощность 335 л.с., пиковую мощность 374 л.с.
Patriot 4450
Опрыскиватель Patriot ® 4450 предлагает емкость бака 1600 галлонов и 390 номинальных лошадиных сил, 415 пиковых лошадиных сил.
Брошюры
Узнайте больше о Patriot 50 Series Брошюры
Patriot 50 Series Брошюры
3.28MB
Patriot 2250 Брошюра 9001 2 32,15 МБ
Брошюра о линейке прикладного оборудования
13,33 МБ
Запчасти и обслуживание
Оригинальные запасные части и обслуживание Case IH
Только оригинальные запасные части Case IH были изготовлены специально для вашей машины и рассчитаны на максимальную производительность. В магазине запчастей Case IH вы найдете все, что вам нужно, от фильтров, жидкостей, оборудования для обеспечения безопасности и товаров Case IH до руководств по эксплуатации, схем деталей, красок и аккумуляторов.
Посетите магазин запасных частей Case IH.
Найти дилера
Как работает корпусной опрыскиватель по сравнению с опрыскивателем John Deere? – Community
Одна лучше/надежнее другой
Я начал с двухтягового типа Hardi. Отличная машина, правда медленная за моим 4255. Следующим у меня был Патриот 150XL. Отличная машина, немного маленькая…
Подробнее
Это на самом деле самая важная часть…. При выборе любого оборудования всегда обращайтесь к дилеру, с которым вы можете работать… У него хороший сервис…
Подробнее
Как вам Mahindra Трактор?
Это одна из причин, по которой мы используем оборудование для точного посева. У John Deere просто не было необходимого опыта. Мы обратились к паре дилеров…
Подробнее
У меня есть и JD, и команда точного применения, и команда прицеливания. Уровень шума в кабине серии JD R такой же, как у Case. Шум двигателя вместо гидр…
Подробнее
Я использовал 1274C Rogator, у него было 7600 часов. Продал его в этом году. Я не знаю никаких проблем с ним, просто хотел перейти на RG1300B.
Опрыскиватели Case единственные, которые стабильно работают до 6500 часов. Недавно видел, как кто-то продавал здесь 9400 часов.
Есть JD, но следующим будет Agco. Еще не запускал один, но все, с кем я разговаривал, говорят, что он лучший. Стоит проверить.
Это единственный SP, которым я владел. Высокие часы. У нас была небольшая механическая проблема. В прошлом году поставил стартер и отключил аккумулятор. Положите …
Подробнее
Я хотел бы услышать больше мнений о ротаторах, преимуществах и недостатках по сравнению с John Deere.
1386 rowgator (бывший в употреблении и купленный дешево)+стрела Boyd 132′ (новая)+Topcon X35/agi4 rtk w/asc10 с приводом опрыскивателя+Tireboss TPC+шпиль EVO= BEAST. …
Подробнее
Мы владею несколькими из обоих. Личное мнение, но автопилот JD был на световые годы лучше, чем Case, если только вы не приобрели его с Viper или Trimble mo…
Подробнее
Кейс имеет конструкцию кабины, поэтому, когда вы поворачиваетесь в конце, вы можете оглянуться и увидеть, через что вы проехали
Ответ удален автором
Лучше спросить, как Agrifac или Hoerst сравниваются с североамериканскими опрыскиватели.
Я всегда говорю людям, что Deere для ковбоев и курятника. Опрыскиватели Deere немного тяжеловаты, возможно, у них лучше поддержка дилеров.
Комментарий удален автором
Я работаю по индивидуальному заказу и управляю Miller/new holland Я покрываю около 40-50000 акров в год и управляю Miller, я пробовал Deere Я согласен, что…
Подробнее
Вы не можете победить кейс, если у него есть команда прицеливания. В ветреную погоду олень будет брызнуть туманом, а ящик полетит прямо туда, куда надо…
Подробнее
Полностью согласен! Это примерно то, где я сейчас. Моя машина точно подходит, и у меня начинают возникать некоторые проблемы здесь и там. Предлагается чехол…
Подробнее
U***, рад помочь. Еще одна вещь, которую следует учитывать, это то, что вы не найдете никого лучше, чем Дир, когда дело доходит до обслуживания и запчастей. Я покрываю примерно 20 000-25 000 акров в год. Не могу победить систему зеленых звезд на оленях. Р…
Подробнее
20-25 000 акров в год? Мы пробегаем по 45-50 000 на 2 NITRO. Следующими будут Tridents или AgTruk вне MT из-за скорости движения. и…
Подробнее
Я трачу на него около 500 часов плюс-минус в год. Сейчас у меня чуть более 2000 часов, и я планирую запустить его еще год. Нет х…
Подробнее
Сколько часов вы работаете с ними, прежде чем его обменяют на новый?
Любой, кто занимается фермерством, знает, что это самый нелепый вопрос, заданный на сегодняшний день. Даже здешние фермеры, которые истекают кровью, используют Патриот…
Подробнее
Ага! Я пробежал оба. зеленая звезда — единственная победа Deere.
Забавно, что FBN удалил мой комментарий к этому посту, но оставил оригинальный пост этого парня. Похоже, им нужно пересмотреть свое собственное сообщество…
Подробнее
Ну же, будь милым! Когда мы обсуждаем мнения, всегда есть чему поучиться.
Мой John Deere лучше, только потому, что это Hagie sts12.
Руки вниз согласны без сомнения никакого сравнения. ***** определенно является лидером в области сельскохозяйственных аэрозолей, особенно теперь, когда он полностью интегрирован с Jo.
После того, как вам пришла идея купить 3D-принтер и своими руками собрать его, следует понять, как работает 3D-принтер и как его настраивать.
Для первого использования вам понадобиться правильно откалибровать принтер. В большинстве случаев прошивка уже стоит на плате и вам остается лишь правильно настроить начальное положение сопла над столом. Расскажем обо все по порядку.
Начнем с того, что объясним, как вообще возможно калибровать 3D-принтер, собранный своими руками. Это делается с помощью 3-х (иногда 4-х) концевых выключателей, или попросту стоперов, (небольшие запчасти для 3d-принтера), установленных на каждой оси X, Y, Z.
Стоперы выглядят как коробка с рычажком и прикрепляются к направляющим. Их легко можно двигать по оси, пока зажимный болт ослаблен.
Именно так мы должны сначала откалибровать ось Z. Когда экструдер ищет начальное положение, допустим по Z, он двигается вниз, пока не надавит на рычажок стопера. После того, как рычаг будет полностью прижат к стоперу, он передаст на управляющую плату необходимую информацию о том, где находится начальное положение относительно стопера. В случае с осью Z, очень важно правильно подобрать местоположение соответствующего стопера. Нам необходимо, чтобы между соплом и столом для печати проходил лист бумаги, причем не очень свободно. Этого нужно добиться в каждой точке стола, но сначала настроим это в переднем левом углу, который считается начальным положением.
Сперва на глаз или по линейке определим, где нужно расположить стопер. Затем в меню принтера (на дисплее) найдем управление осями. Они называются по-разному и находятся в разных местах, нам нужны пункты меню вроде «MOVE AXIS» и «HOME Z». (Такая неразбериха может возникнуть, когда вы решили купить 3d-принтер на интернет-площадках, вроде aliexpress) Нажав «HOME Z», экструдер поедет вниз, пока не нажмет рычаг стопера. После первого раза вы поймете, насколько ошиблись с местом расположения стопера. Далее остается лишь передвигать стопер до тех пор, пока вы не добьетесь нужного расстояниям между соплом и столом.
Теперь нужно настроить ось Х. Для этого нам понадобится подобрать место установки соответствующего стопера на горизонтальной оси, по которой ездит экструдер. Наша задача сделать так, чтобы начальное положение не выходило за левый край стола. То есть, чтобы при Х=0, сопло было на краю стола или немного отступив в сторону центра. Опять же, это делается аналогично предыдущей калибровке, только теперь необходимо будет выбрать команду «HOME X».
Самой простой настройкой, пожалуй, является калибровка оси Y. Наша задача – установить стопер на горизонтальную направляющую, по которой ездит стол. Аналогично предыдущей настройке, сопло должно находиться на краю передней части стола при Y=0. Не забываем, что теперь выбирается команда «HOME Y».
После такой настройки нам надо выбрать пункт типа «HOME» или «AUTO HOME». Тогда экструдер должен встать в левый передний угол стола, перемещаясь сразу по все трем осям. Но на этом настройка не заканчивается. Дело в том, что нам нужно, чтобы указанное расстояние между столом и соплом было в каждой точке стола. А так как невозможно с первого раза идеально ровно установить стол, то нам придется проверять выполнение данного условия в нескольких точках и настраивать его с помощью подкручивания зажимающих стол винтов.
Это лучше всего делать следующим образом: ставим сопло в начальное положение с помощью AUTO HOME, затем отключаем 3D-принтер от сети и вручную двигаем экструдер по периметру стола, а затем по диагонали, подкручивая, где нужно, стол. Данные движения повторяем 2-3 раза. После того, как у нас во всех точках стола экструдер стоит на нужной высоте (толщина листа), нужно затянуть зажимные болты стоперов покрепче. В процессе частого применения 3D-принетра, случается, что стоперы немного меняют свое положение. Поэтому важно следить за этим, особенно в печати первого слоя. Если первый слой лег как надо, то, скорее всего, все будет хорошо.
Дополнительно, хочется сказать про один интересный нюанс, который помогает решить несколько часто возникающих проблем в технологии 3d-печати. Бывает, что пластик не липнет к столу 3D-принтера. Это может возникать по трём причинам:
Неправильная температура стола или сопла для используемого ABS или PLA пластика
Плохой материал стола (например, металл)
Неправильная настройка диаметра прутка в слайсере (программа для 3d-принтера Repetier Host)
Другие неизвестные причины, по которым пластик не липнет к стеклянному столу
Если исключить п. 1 и 3 (которые решаются установкой правильных настроек), то проблему не прилипания пластика к столу можно решить довольно легко. Сначала нужно обезжирить стол. Затем, есть два варианта: наклеить малярный скотч (или использовать специальную комплектующую для 3d-печати – каптон) или нанести на стол липкую жидкость. Наиболее простым и более используемым является второй вариант. Чаще всего используют пиво, квас и лак для волос. Необходимо на горячую поверхность стола нанести жидкость и подождать, пока она испарится и образует пленку. Много жидкости лить не нужно, лучше взять тряпочку и равномерно растереть по всей поверхности.
На этом настройку принтера можно считать оконченной, осталось лишь научиться создавать файлы для печати, используя модели для 3d-принтера! Именно об этом будет наша следующая статья — «Работа в Repetier Host».
Настройка и техническое обслуживание FDM 3Д принтеров для долговечной работы. Инструкция для пользователей.
Содержание:
Какие узлы 3D принтера требуют регулярного ухода?
В чем особенности ухода за FDM 3D принтерами?
Калибровка и уход за нагревательным столом.
Очистка и уход за печатающим блоком.
Очистка и уход за кинематикой 3Д принтера.
Очистка и уход за корпусом.
Отсек электроники, как ухаживать?
Вывод
Всем привет, друзья, с Вами компания 3DTool!
Современные 3Д принтеры обладают продвинутыми системами контроля процесса печати, подачи материала, автокалибровкой и множеством других полезных, автоматизированных функций, и довольно далеко ушли от своих предшественников, где все манипуляции вплоть до подстройки тока на драйверах шаговых моторов и программирования прошивки под свою версию устройства необходимо было делать вручную. Тем не менее большая часть современных устройств так же требуют постоянного ухода и технического обслуживания. Давайте попробуем обобщить самые необходимые и распространенные операции и опишем их в нашей статье, как некое руководство для новых пользователей.
Какие узлы 3D принтера требуют регулярного ухода?
Для начала определимся, на какие вообще крупные узлы можно разбить любой 3д принтер?
Корпус
Кинематика
Печатающий блок
Печатный стол
Материнская плата / электроника
Независимо от технологии 3D печати, любой 3д принтер можно разбить на эти компоненты. Например, корпус требует очистки от налипшей пыли снаружи или внутри дабы не создавать риск короткого замыкания от статического электричества, кинематика требует очистки от налипшей грязи, регулярного смазывания и при необходимости замены ремней (не в случае с жесткой кинематикой на швп) печатающий блок необходимо чистить от налипшего материала, а в случае с фотополимерными принтерами не допускать вообще никаких загрязнений, особенно если это DLP или SLA 3Д принтер.
Однако давайте конкретизируем наше руководство и возьмем за основу некий стандартный FDM 3D принтер, как наиболее распространенный на рынке и на его основе подробно опишем процессы.
Каталог FDM 3D принтеров
В чем особенности ухода за FDM 3D принтерами?
Что из себя представляет сама технология и по какому принципу она работает, вы можете узнать из нашей статьи ЗДЕСЬ. В данном же материале мы подразумеваем, что читатель уже знаком с основными понятиями и терминами и понимает описываемый предмет.
Итак. Мы знаем, что термополимерные 3д принтеры работают с филаментом в качестве расходного материала, а сам процесс печати связан с нагреванием рабочих элементов устройства до довольно высоких температур. Сам расплавленный материал осаждается на рабочем столе либо на специальной адгезионной поверхности (BuildTak), либо на стекле с нанесенном на него клеем, либо на любом другом виде этого элемента. Например, ранее часто встречались просто алюминиевые столы, требующие наклеивания каптоновй ленты или малярного скотча.
Хорошая, ровная поверхность с нанесенным адгезивом это 90% вероятности успешно завершенной печати. Первый слой всегда определяет получится ли изделие вообще, или после некоторого количества времени печати, если первый слой отклеился или не пропечатался, вместо модели вы увидите характерную «вермишель».
Таким образом самым важным и первым пунктом технического обслуживания и настройки 3д принтера является настройка или калибровка нагревательного стола.
Калибровка и уход за нагревательным столом.
Существуют 3 варианта калибровки нагревательных столов – Ручная, Полуавтоматическая и автоматическая. Чаще всего в современных принтерах встречается полуавтоматический вариант, его мы сейчас и рассмотрим.
При полуавтоматическом варианте калибровки горизонта вашей рабочей области принтер запускает специальную программу движения, облегчающую процесс. Например, в 3д принтерах PICASO3D на платформе X, пользователю нужно ровно установить стеклянную платформу в своих пазах, запустить процесс калибровки и следовать указаниям устройства на экране. Важно визуально контролировать действия устройства и не допускать сильных перекосов или зазоров стола и стеклянной поверхности. Такую калибровку необходимо выполнять настолько часто, насколько часто на первом слое появляются артефакты, или нить вообще не приклеивается к столу / вжимается в него слишком сильно.
В случае ручной калибровки, например на 3д принтерах Zenit 3D, принтер так же управляет процессом передвигая печатающий блок по точкам калибровки, но поднимать или опускать стол в соответствующей точке должен сам оператор.
В упомянутых выше 3д принтерах зенит, это позволяют сделать 3 специальных регулировочных винта под конслью стола (на фото), которые необходимо подкручивать до тех пор, пока расстояние от стола до кончика сопла не будет насчитывать +/- 100мкм. Лучше всего это расстояние замерять специальным автомобильным щупом (для регулирования клапанов), или с помощью обычной белой а4 бумаги.
Суть калибровки заключается в подстраивании высоты так, чтобы лист бумаги или щуп двигались между столом и соплом с небольшим усилием, но все же легко проходили этот зазор. Сделать это будет необходимо в случае с зенитом в 3х точках, однако, как правило, в подобных устройствах калибровка выполняется по 4м точкам.
!Обратите внимание!
В случае нанесения адгезивного лака/спрея на стеклянную поверхность стола, всегда выполняйте калибровку _после_ нанесения средства, иначе в процессе смены стекла уровень может «убежать». Для наилучшей адгезии принтерам со стеклянным столом, можем порекомендовать проверенный годами адгезивный клей – спрей Picaso3D.
Следующий узел, требующий частого внимания и ухода – печатающий блок. Далее поговорим о нем.
Очистка и уход за печатающим блоком.
Конструкция этого узла такова, что нижняя точка — кончик сопла, всегда контактирует с материалом. На многих конфигурациях ее формы нижняя кромка как бы «разглаживает» выходящий из нее слой материала. Ввиду этого практически невозможно избежать налипания пластика на поверхность сопла, что со временем будет приводить к ее загрязнению, т. к. сопло проходит через циклы нагрева/остывания и налипший пластик карамелизуется, образовывая своеобразный «налет». Так же, при пусть редких, но неминуемых браках печати, или неправильно посчитанном задании, на сопло может налипать большие количества материала, в конце концов попадающее при следующих печатях на поверхность изделия и портящих ее.
Для того, чтобы сопло всегда было чистым, старайтесь после каждых двух трех удачных печатей протирать сопло неткаными салфетками, или трудновоспламеняемой тканью в момент, когда сопло еще горячее.
Если такой возможности нет, или загрязнение слишком велико, есть более радикальный способ, который требует извлечения сопла.
Способов очистки снятого сопла довольно много и нет нужды описывать в этом материале их все. Достаточно перечислить два основных: растворение пластика в растворителе, или прожигание газовой горелкой.
!ВНИМАНИЕ!
Любой обозначенный ниже способ требует от вас наличия подготовленного помещения с вытяжкой и оборудованного противопожарной системой. Ни в коем случае не проводите данных процедур в домашних условиях. Это может быть опасно!
В первом случае сопло опускается в ацетон и держится в нем несколько часов, после чего остатки пластика счищаются вручную жесткой щеткой.
Во втором случае вам необходима газовая горелка и длинный толстый пинцет/щипцы, которыми вы будете держать сопло. Необходимо нагреть его до слегка красноватого состояния, чтобы весь пластик выгорел и остудить в теплой воде. После чего его можно установить обратно в принтер предварительно посушив.
Каталог FDM 3D принтеров
Очистка и уход за кинематикой 3Д принтера
Кинематическая система вашего 3д принтера – важнейший узел, обеспечивающий бОльшую часть качества печати устройства. Исполнение кинематики, качество ее узлов и состояния влияют на изделие не меньше, чем сам филамент или печатающий блок. Безусловно, одно не может работать без другого, но, если вы сталкиваетесь с появившимися внезапно «артефактами» на поверхности ваших распечаток и уверены, что это не вина печатающего блока или электроники, обратите внимание на вашу кинематику.
Разные 3д принтеры построены на разных кинематических схемах. Они используют разные по длине ремни, разные виды направляющих и кронштейнов, разные виды подшипников и шпулей. Однако объединяет их одна важная вещь – для всех из них требуется чистота и своевременная смазка. Чем смазывать тот или иной вид направляющих и их каретки как правило чаще всего можно найти в руководстве к принтеру, а саму процедуру необходимо выполнять при интенсивной загрузке принтера не реже раза в месяц. К тому же, чем чаще работает устройство, тем медленнее смазка приходит в негодность, а чем больше устройство «простаивает» тем больше вероятность, что направляющие засорились пылью, а смазка утратила свои свойства.
Чтобы нанести ее заново, отключите принтер от сети и передвигая вручную печатающий блок, последовательно очистите направляющие от старой смазки и налипшей грязи ветошью, или нетканой салфеткой, смоченной в бензине / спирте. После чего протрите насухо и нанесите немного смазки равномерно по всей протяженности направляющих.
Обратите внимание, что рельсовые направляющие чаще всего имеют сапуны для впрыскивания смазки в тело каретки, а цилиндрические подшипники забиваются смазкой внутри. Конечно же, качественнее всего будет поменять смазку на элементах с полным разбором кинематики, но для неопытных пользователей мы не будем этого советовать. Просто обратитесь в ближайший сервис и доверьтесь профессионалам.
Каталог FDM 3D принтеров
Очистка и уход за корпусом.
В зависимости от материала, которым выполнен корпус вашего 3д принтера, можно выбрать разные сценарии его очистки. Например, если корпус выполнен из дибонда, как у принтеров PICASO 3D, достаточно использовать средство очистки мебели и обыкновенный спрей – антистатик. Так же следует поступить с элементами, выполненными из акрила / оргстекла.
Если же ваш корпус пластиковый или металлический, перед очисткой требуется убедится в том, что применяемые вами средства не повредят краску и/или пластик, это можно проверить по маркировке на флакончиках подобных средств.
Зачем вообще нужно чистить корпус? Спросит редкий читатель. А мы ответим: по той простой причине, что даже заземленные 3д принтеры с многочисленными защитами от статики и фильтрами на сетевом шнуре не застрахованы от разряда накопившейся энергии по материнской плате или другим электронным компонентам, что может вывести их из строя. К тому же грязный корпус внутри и снаружи это просто опасно с точки зрения самовозгорания и не эстетично.
И все же, а что на счет электроники?
Отсек электроники, как ухаживать?
Через многочисленных щели в корпусе и вентиляционные отверстия, в отсек электроники может попадать пыль и другой сор. Как не трудно догадаться, электроника – мозги и нервная система вашего устройства. Без нее ваш 3Д принтер не более чем набор шестерней и пластика. Сама по себе электронная начинка устройства, как правило защищена от различных напастей с помощью заземления, различных фильтров, сеточек и активного обдува, однако со временем она все равно покрывается слоем тонкой пыли или грязи и требует периодического внимания.
Если отсек электроники вашего устройства труднодоступен и для осмотра/очистки требуется разобрать пол принтера, мы не рекомендуем этого делать. Если же дело требует откручивания одной/двух крышек, регулярной проверяйте состояние системы и при необходимости продувайте сжатым воздухом. Но ни в коем случае не пылесосьте! Обычные бытовые пылесосы можно сравнить с огромными магнитами, накапливающими на своих корпусах статику, при прямом контакте с которой может пробежать искра по вашим электронным компонентам и платам по незапланированному сценарию и просто повредить их.
Лучшим способом очистки отсека от пыли будет ручная прочистка лопастей вентиляторов и продув компонентов сжатым воздухом. При этом весь процесс желательно делать под хорошей вытяжкой или на открытом воздухе.
Вывод.
Как и любое другое сложное техническое устройство, 3д принтер требует регулярного ухода и обслуживания. В него могут входить как периодические полные осмотры, разбор с устранением минорных проблем, так и простая очистка трущихся/нагревающихся элементов и уход за внешним видом устройства.
В нашей статье мы не затрагивали вопросов касающихся замены расходных запасных частей и случаев поломок устройства. Здесь даны базовые советы для новичков о том, как пользоваться 3д принтером правильно и что нужно делать для того, чтобы он прослужил вам долгую службу.
Более предметных вопросов, касающихся технического обеспечения и замены расходных материалов, мы обсудим в будущих статьях, если Ваш отклик будет положительным.
А на этом у нас все! Надеемся статья была для Вас полезной!
Приобрести FDM 3D принтер популярных производителей, задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:
В течение последних 10 лет 3D-печать была популярной модной фразой. Сторонники уже давно продвигают идею о том, что если вы придумали что-то новое или сломали что-то, что у вас есть, вы можете просто нажать кнопку на своем компьютере и распечатать новый за считанные минуты. Возможно, в какой-то момент эти идеи были преувеличены, но после того, как после многих лет скептицизма наконец-то появился принтер, кажется, что многие из ранних проблем с этими устройствами были решены. Я использую свой постоянно: от печати запасной части для лампы до изготовления корпуса небольшого робота-ракетоносца.
Сделайте свой выбор
Если вы выполните поиск в Интернете по запросу «3D принтер», вы найдете множество моделей по цене от менее 200 до более 1000 долларов. Конечно, между принтерами каждого ценового уровня есть некоторая разница в качестве, и вам следует учитывать такие характеристики, как разрешение, материалы, из которых он может печатать, скорость печати и область печати, которые определяют размер отпечатка. ты можешь сделать.
Ender 3, который стоит немногим более 200 долларов, является популярным выбором из-за его большой области печати 220 на 220 на 250 миллиметров, в то время как Prusa i3 MK3 — уважаемый принтер, который будет работать вы около 1000 долларов. Лично я купил Monoprice Select Mini 3D Printer V2, который является исключительно популярным малобюджетным принтером. Это довольно простой, с точки зрения функций, с относительно небольшой областью печати 120 на 120 на 120 миллиметров, но он стоил менее 200 долларов и работал очень хорошо для меня из коробки.
Начало работы
После распаковки принтера вам необходимо выровнять платформу, что означает простое регулировочное винты в каждом углу поверхности печати, чтобы убедиться, что она находится на постоянном расстоянии от кончика экструдера — части, которая печатает. Более мощные принтеры часто имеют функцию автоматического выравнивания, но Monoprice Select Mini ее не имеет.
Вместо этого мне пришлось переместить сопло экструдера — кончик узла экструдера, из которого вытекает расплавленная нить, — в положение рядом с четырьмя регулировочными винтами станины и повернуть их, пока оно не окажется на 0,05 миллиметра над станиной. Руководство предлагает измерить это, пытаясь подсунуть лист бумаги под него, и говорит, что если он скользит с небольшим сопротивлением, регулировка правильная.
Этот метод показался мне несколько случайным, поэтому я обратился к набору щупов. Это сработало хорошо, и мне не пришлось ничего настраивать в течение нескольких месяцев, но если у вас нет под рукой этих датчиков, бумажный метод, вероятно, сработает достаточно хорошо.
После выравнивания стола загрузите нить в экструдер. Это может означать возню с материалом до тех пор, пока он не будет подаваться правильно, и обрезка конца нити под углом может помочь в этом. Установите экструдер на правильную температуру для используемого материала, затем проталкивайте нить через экструдер, пока не увидите, как начинает появляться расплавленный пластик. Процедура настройки вашего принтера может отличаться, но после этого процесса вы будете готовы к печати.
Начать печать
3D-принтер, производящий основной корпус автомата для выдачи пуговиц. Jeremy S. Cook
Мой принтер поставляется с образцом модели на прилагаемой SD-карте, с которой можно начать, если вы хотите убедиться, что ваш принтер действительно работает. Лично меня не интересовал маленький пластиковый кот, и вместо этого я обратился к Thingiverse, чтобы найти небольшой корпус для проекта по электронике, над которым я работал.
Эти файлы обычно поставляются в формате стереолитографии (STL), и вам нужно будет загрузить их в программу нарезки, такую как Cura, чтобы создать фактический файл G-кода, который управляет вашим принтером.
Получение файлов в формате STL означает, что вы можете модифицировать загруженные вами модели, чтобы они соответствовали вашему принтеру, и настроить способ печати. Например, вам может понадобиться определенная толщина стенок, скорость печати или свойства заполнения (насколько твердой будет внутренняя часть вашего отпечатка), которые влияют на конечный продукт.
На Thingiverse и во многих других местах для скачивания доступно множество предметов для печати, но, на мой взгляд, настоящее волшебство 3D-печати происходит, когда вы создаете нестандартные детали. Лично я разрабатываю большинство своих проектов в Autodesk Fusion 360, но такие программы, как Tinker CAD и OpenSCAD, также являются популярными вариантами моделирования.
После многих лет работы над проектами с использованием более традиционных инструментов, просто удивительно иметь возможность просто нажать кнопку, и мой принтер создаст деталь. В моем случае это обычно были кронштейны и небольшие прокладки для робототехники и других проектов, но и более декоративные элементы также довольно популярны, и их можно отделать и покрасить, чтобы они действительно выделялись.
Как: настроить настольную производственную станцию для 3D-печати
Подготовка рабочего места для нового 3D-принтера может быть увлекательной, просто убедитесь, что вы приняли во внимание некоторые ключевые советы, прежде чем приступить к работе.
Опубликовано 23 января 2020 г.
от
Алек Рихтер
Вы готовы начать 3D-печать на своем 3D-принтере FFF, будь то для бизнеса или для развлечения, и, возможно, вы приобрели машину, и она уже в пути, или вы все еще ищете, какую из них приобрести (что, я предложите позвонить нам, и мы можем помочь вам найти именно то, что вам нужно). Что-то, о чем я даже не задумывался, пока мой первый принтер не появился у меня на пороге, было то, где именно я собирался его поставить и что мне нужно, чтобы поддерживать его в порядке. Я потратил некоторое время, чтобы осмотреть штаб-квартиру MatterHackers, свою домашнюю установку и некоторые станции, которые я видел в Интернете и на публичных площадках, и составил список вещей, с которыми вы можете столкнуться при использовании вашего нового 3D-принтера.
Выбор места:
Первое, что нужно решить, это место, где вы собираетесь разместить принтер. Это может измениться в зависимости от размера и количества принтеров, о которых мы говорим. Имея всего один принтер, было бы легко установить рядом с вами специальный стол, на котором есть все, что вам нужно, но с дюжиной принтеров вам понадобится система стеллажей, и ваши потребности значительно изменятся. В любом случае лучше иметь некоторое пространство, большое или маленькое, которое вы могли бы сфокусировать на 3D-печати и обеспечить, чтобы 3D-принтер или принтеры оставались там какое-то время. Старайтесь не выбирать место, которое будет находиться слишком далеко от розетки, потому что по мере развития вашей станции вы можете оказаться без розеток для различных принадлежностей принтера.
Существует множество различных мест и стилей установки для 3D-принтеров FFF, например, этот специально модифицированный стеллаж.
Некоторые примеры:
Здесь, в студии, у нас установлено много принтеров, которые регулярно используются для печати (и в качестве классного фона). Он изготовлен на заказ с использованием импортных шведских столов из ДСП с ножками, расколотыми распорками, напечатанными на 3D-принтере, и множеством винтов, скрепляющих все вместе. Это специально созданная установка, но она удовлетворяет наши потребности, однако она менее удобна, чем наличие одного рядом со мной, за которым я могу внимательно следить, но с таким количеством 3D-принтеров шум нарастает, и в комнате становится заметно теплее, когда они все бегут.
Использование уже существующих мебельных решений и их дальнейшее развитие является основой для настройки 3D-печати многих пользователей.
Другим нравится держать свои принтеры прямо на столе рядом с компьютером для удобства управления и наблюдения за отпечатками по мере их выполнения. В зависимости от размера 3D-принтера, это будет наиболее вероятная установка, просто потому, что она не требует дополнительных усилий, но все же работает очень хорошо. Pulse XE прекрасно помещается на столе, но принтер, такой как Raise 3D Pro2+, немного велик, чтобы поместиться на рабочем столе, и лучше подходит для тележки, что делает его отличной платформой для Fab Station.
Тележка Raise Pro2+ — отличное дополнение для управления материалами и инструментами.
Еще один действительно элегантный вариант — это небольшая тележка, на которую можно поставить 3D-принтер, и это дает дополнительное преимущество, поскольку все инструменты и аксессуары находятся рядом с принтером. Убедитесь, что это прочная платформа, так как любое шаткое основание может повлиять на качество печати, производимой на 3D-принтере, даже на самой современной машине.
Для других машин найти достаточно большую тележку несложно, вам просто нужно сделать немного больше собственных настроек, чтобы она соответствовала вашим потребностям.
Хранение нити:
Подумайте, где вы будете хранить весь материал, который будете собирать для своего 3D-принтера; вы будете удивлены тем, как быстро вы переходите от пары катушек к десяткам, особенно с учетом большого разнообразия цветов и материалов, доступных на MatterHackers.com.
Учитывая тот объем материалов, который у нас есть в MatterHackers, нам нужен был простой способ управлять всем. В студии у нас есть нить под рамой под принтерами, организованная по материалам. В другом месте в офисе у нас есть волокнистая стена, где хранятся все наши другие материалы от PLA до PEEK. Здесь мы отсортировали материал по конкретному материалу, цвету и размеру диаметра, что позволяет очень легко найти именно ту нить, которую вы ищете. Существует множество различных способов ведения организованного инвентаря, но цель должна состоять в том, чтобы получить доступ к любому материалу, который вам нужен, без необходимости слишком много перемещаться, чтобы добраться до него. Наличие катушек в студии в две или три стопки становится больше проблем, чем пользы.
Четкое отображение всех ваших материалов не только выглядит красиво, но и значительно упрощает просмотр вашего текущего инвентаря.
Поддержание чистоты:
Теперь, когда вы справились с основными задачами, важно содержать рабочее место в чистоте и порядке. 3D-печать настолько чиста или грязна, насколько вы ей позволите; очень легко накопить кучу обрезков нити, линий очистки, юбок и неудачных отпечатков. Я обнаружил, что лучший способ бороться с этим — иметь маленькую кисть, например, кисть для рисования, чтобы иметь возможность смахивать пыль с принтера и прилегающих территорий, и мусорное ведро рядом с рабочей станцией, чтобы сметать все в него. Когда у меня есть мусорное ведро в другом конце комнаты, очень легко просто положить отходы и подумать: «Я разберусь с этим позже».
Мусорное ведро и маленькая щетка позволяют всегда помнить о чистоте.
Инструменты для достижения успеха:
Есть несколько важных инструментов, которые я считаю бесценными для процесса 3D-печати. Держите под рукой несколько USB-накопителей, SD-карт или микро-SD-карт (независимо от того, что используют ваши принтеры), чтобы вы могли начать нарезку, пока ваши отпечатки еще не закончились. Набор штангенциркулей и запасных аккумуляторов для измерения деталей и получения ощущения масштаба как для 3D-моделей, которые вы проектируете, так и для моделей, которые вы загрузили; фаска 0,5 мм может выглядеть большой, но на самом деле ее практически нет. Резаки заподлицо отлично подходят для обрезки нити перед тем, как вы вставите ее в экструдер, или, если вы будете осторожны, она удобна для удаления опоры. Художественный нож или инструмент для удаления заусенцев — это удобный инструмент для удаления любых пятен на оттиске или очень тонких основах. В зависимости от того, поддерживает ли его 3D-принтер, гаечный ключ для снятия сопла в случае серьезного замятия или если вам нужно заменить его во время обслуживания (многие используют гаечный ключ на 7 мм, другие используют большие размеры, поэтому обязательно сверьтесь со своими штангенциркулем). перед покупкой). Вы также можете легко найти их в наборах инструментов MatterHackers.
Наличие штангенциркуля всегда под рукой дает моим проектам хорошую проверку работоспособности, чтобы все мои виртуальные измерения имели смысл в реальном мире.
Техническое обслуживание:
Следуйте всем рекомендациям производителя 3D-принтера, но в целом за этими машинами довольно легко ухаживать. Время от времени убедитесь, что все скользящие поверхности, такие как линейные стержни или рельсы, хорошо смазаны, мусор находится вдали от любых движущихся частей, и вы не замечаете, что какие-либо детали значительно изнашиваются (например, ремни могут создавать много черной пыли). если они выходят из строя).
Поддержание чистоты и чистоты печатных поверхностей поможет вам только в долгосрочной перспективе, поэтому обращайте внимание на любые признаки износа и незамедлительно устраняйте их. Неожиданное время простоя намного хуже, чем ожидаемое техническое обслуживание.
Устранение неполадок:
У нас есть много видеороликов и статей, в которых подробно рассказывается, как устранять любые проблемы, которые могут возникнуть при 3D-печати, ссылки на которые вы можете найти ниже. Для тех трудноразрешимых проблем, которые кажутся не такими уж общими, вы всегда можете связаться с нашей службой поддержки по телефону или электронной почте. Я бы порекомендовал посмотреть видео MatterHackers о «деформации» и «не выдавливании детали», так как это, кажется, самые распространенные ошибки, которые я вижу у новых пользователей. Мы также добавим ссылку на наше удобное руководство по устранению неполадок в описании видео ниже.
Наличие 3D-принтера откроет перед вами новые возможности для творчества: от маленьких и изысканных до больших и специализированных. Хотя для многих это первый инструмент, наблюдать за тем, как работают эти машины, замечательно, и даже после всех этих лет я все еще загипнотизирован, наблюдая за тем, как они работают. Есть ли у вас какие-то детали настройки, о которых я не упомянул и которые, по вашему мнению, важно знать другим? Я всегда открыт для того, чтобы узнать больше и поделиться знаниями с другими читателями, поэтому обязательно оставьте комментарий ниже.
Зубчатая передача позволяет передавать вращение на незначительные расстояния при постоянном передаточном числе. В состав ее входят ведущее и ведомое зубчатые колеса. Ведущее (обычно меньшее) зубчатое колесо часто называют шестерней.
Рис. 1. Элементы зубчатого колеса
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Зубчатые колеса изготовляются цилиндрическими и коническими. Цилиндрические зубчатые колеса могут иметь прямые, косые, шевронные и спиральные зубья. Зубчатые колеса с косыми и шевронными зубьями служат для плавной передачи значительных усилий. Зубчатые колеса со спиральными зубьями позволяют передавать вращение между перекрещивающимися валами. Размеры (модуль) зубчатых колес определяют расчетами на прочность (изгиб), контактную прочность сдвига, изнашивание и нагревание.
Рис. 2. Цилиндрические колеса с зубьями а — прямыми; б — косыми; в — шевронными; г — спиральными
Зубчатые колеса обычно изготовляются из чугунного и стального литья, а также из конструкционных и специальных сталей точеными, коваными, штампованными или сварными. Зубья колес обрабатываются на станках.
Зубчатые передачи, работающие в закрытых масляных ваннах, называются редукторными передачами. Они служат для увеличения крутящего момента на валу и для снижения числа оборотов вала. Обычно электродвигатели имеют на валу около 1000—1500 об/мин, которые нужно редуцировать (снижать) в 20—25 раз. Редукторы обычно устанавливаются между электродвигателем и машиной, к которой передается движение. Корпусы редукторов выполняются чаще литыми, иногда сварными. При малых передаточных числах (до г = 10) применяются одноступенчатые редукторы. Двух- и трехступенчатые редукторы применяются при больших значениях передаточных чисел.
На рис. 3 показана схема редуктора с цилиндрическими зубчатыми колесами.
Червячная передача применяется для вращения близкорасположенных валов при большом значении передаточного числа (10, 25, 40 до 100, иногда и до 400).
Червячная передача состоит из червяка (часто изготовляемого вместе с валом) и червячного колеса. Червячные колеса диаметром DH,0> Мв обычно изготовляются сборными — зубчатый венец бронзовый, а колесо чугунное. Червячная передача обычно применяется для передачи вращения от червяка к червячному колесу, т. е. для замедления.
Передаточное число червячной передачи — не только отношение числа оборотов ведущего вала ‘к числу оборотов ведомого вала, но также и от-, ношение числа зубьев червячного колеса к числу заходов червяка:
Рис. 3. Редуктор с цилиндрическими зубчатыми колесами а — общий вид; б — кинематическая схема
Очень часто червячные передачи выполняются редукторными.
Рис. 4. Червячный редуктор а — общий вид; б — принципиальная схема
МЕТОДИЧЕСКАЯ РАЗРАБОТКА открытого занятия по дисциплине «Техническая механика» на тему «Червячные передачи, их расчёт»
Пояснительная записка
Данная методическая разработка представляет собой материалы для проведения открытого занятия по дисциплине «Техническая механика» на тему: «Червячные передачи, их расчёт».
На занятии студенты изучают червячные передачи — их классификацию, достоинства и недостатки, материалы из которых изготовляют червячные передачи, расчёты на прочность, тепловой расчёт и геометрический расчёт. Студенты развивают навыки математического расчёта, пространственное мышление. Занятие носит профессиональный и развивающий характер.
Методическая разработка содержит: план — конспект открытого занятия по данной теме; иллюстрации; фотографии выполненные на уроке; задачу с примером решения, вопросы для закрепления нового материала, тестовые задания по изученной раннее теме, список использованных источников.
В методической разработке указано, что занятие делится на три части: в первой части проводится опрос всех студентов при помощи тестовых заданий; во второй части изучение нового материала и в третей части решение задачи по изученной на занятии теме.
Большое количество иллюстраций необходимо: для лучшего усвоения материала, потому что известно, что графические изображения легче воспринимается студентами; для развёрнутого поэтапного объяснения материала; для развития пространственного мышления без которого невозможно изучение данной дисциплины.
План открытого занятия
по дисциплине «Техническая механика»
Преподаватель: Цветков Леонид Петрович
Группа ВЭВХ-231
Дата: 15.05.2014 года
Тема занятия: Червячные передачи, их расчёт.
Цели занятия:
обучающая: ознакомить студентов с червячными передачами, их классификацией, достоинствами, недостатками, материалами, расчётами;
Тестовый опрос студентов по теме:«Прямозубые цилиндрические передачи» -15 мин.
Образец двух вариантов тестовых заданий показан на рисунке. Всего 30 вариантов заданий.
Изложение нового материала
Тема: Червячные передачи
1. Общие сведения
Передача состоит из червяка, представляющего собой короткий винт с трапецеидальной или эвольвентной резьбой и колеса с косыми зубьями и с вогнутой поверхностью для лучшего огибания червяка.
При вращении червяка, его витки давят на зубья колеса, заставляя его вращаться, и скользят вдоль зубьев, вызывая нагрев, повышенный износ.
ЧП применяют для передачи движения между скрещивающимися валами со скоростью V до 25 м/с и мощностью до 70 кВт.
а) материалы:
· червяк из стали45, 50, 40Х, 40ХН, 40ХВГ, 65Г с закалкой до
HRC 45-50 или 15Х, 20X с цементацией до HRC 58-63 c с последующей шлифовкой витков;
· колесо из антифрикционных материалов или из стали с венцом из антифрикционных материалов: бронзы БрОФ10-1 при V до 25 м/с,
БрАЖ9-4Л при V до 6 м/с, серый чугун СЧ10, СЧ15, СЧ18 при V до 2 м/с.
пластмассы:текстолит, ДСП, капрон, нейлон.
б) классификация
· по форме червяка: цилиндрические и глобоидальные;
· по конструкции: с нижним, верхним или боковым расположением червяка;
· по профилю витков червяка: эвольвентный , конволютный ( удлиненная или укороченная эвольвента), архимедов червяк(конус).
Наиболее распространен архимедов червяк.
в) достоинства
· большое передаточное отношение и выигрыш в силе;
· плавность и бесшумность в работе;
· возможность получения самотормозящей передачи.
г) недостатки из-за сил трения при скольжении витков по зубьям
· низкий КПД;
· нагрев в зоне зацепления
2. Геометрический расчет ведут по формулам зубчатых колёс, определяя:
· расчетный модуль ;
· расчётный шаг
· число заходов червякаz1=1,2,3,4 по ГОСТу;
· угол профиля 2α=400, α=200;
· размеры зуба ha1=ha2=m, hf1=hf2=1,2m;
· делительный диаметр d1=mq, d2=mz2
· коэффициент диаметра червяка q его принимают по ГОСТу
· ,
· ; ;
· угол подъёма винтовой линии ;
· межосевое расстояние , отсюда ;
· наибольший диаметр ;
· передаточное отношение , но возможно u=1-1000,
зубья не обкатываются, а скользят относительно друг друга;
Витки червяка скользят вдоль зубьев колеса
Скорость скольжения =
где окружная скорость:
на червяке, на колесе . поверхности витка
её раскладывают на 3 составляющие: окружную, радиальную и осевую.
· окружная на колесе = осевой на червяке ;
· радиальная на колесе= радиальной на червяке
· осевая на колесе = окружной на червяке Fa2=Ft1=
, , т.е. тогда т.е. осевая сила на червяке много больше, чем на колесе.
5. Расчет на прочность
Червячные передачи выходят из строя из-за усталостного выкрашивания, поломки, износа и заедания зубьев колеса, поэтому расчёт, как и для зубчатых передач, ведут на контактную усталость и усталость при изгибе, а чтобы не было заедания, делают тепловой расчёт и расчёт на жёсткость червяка.
а) расчет на контактную усталость
Чтобы не было усталостного выкашивания необходимо, чтобы переменные контактные напряжения не превышали допускаемых .
Допускается перегрузка 5%, недогрузка 15%.
б) Расчёт на усталость при изгибе
Чтобы зуб не поломался переменные напряжения изгиба не должны превышать допускаемых ,
6. Расчёт вала червяка на жёсткость
Для правильного зацепления прогиб червяка не должен превышать допускаемого
,
где: — осевой момент инерции опасного сечения;
— расстояние между опорами червяка берут с чертежа, или принимают Если , то уменьшают или увеличивают q
7. Тепловой расчёт
При работе выделяется большое количество тепла, масло нагревается, вязкость падает, возникает опасность заедания.
Чтобы не было заедания температура масла не должна превышать допускаемого , где .
где — температура окружающего воздуха;
Кт — коэффициент теплоотдачи зависит от материала корпуса ;
А– площадь охлаждаемой поверхности
Если , то необходимо:
· увеличить площадь А охлаждаемой поверхности, применив рёбра охлаждения;
· применить искусственное охлаждение:
а) обдувом корпуса вентилятором, насаженным на вал червяка ; б) охлаждением масла водой, проходящей через змеевик;
в) циркуляцией масла через холодильник.
Вопросы на закрепление материала
· Из каких материалов изготовляют червяк и венец зубчатого колеса.
· Достоинства и недостатки червячных передач.
· Как вычисляют передаточное отношение червячных передач.
· Какие силы действуют в червячной передаче.
· Как изменится передаточное отношение, если число заходов червяка увеличить до 2.
· Тепловой расчёт червячных передач.
· Решить задачу.
Задача
Червячный редуктор с передаточным отношением u=50, двигателем мощностью 3 кВт с частотой вращения1440 об/м наматывает на барабан диаметром 100 мм трос с грузом F.
Определить вращающий момент на барабане и величину силы F.
КПД редуктора 0,7.
Дано:
Р1=3 кВт=3000 Вт
n1=1440 об/м,
ω1=
dБ=100 мм=0,1м
η=0,7
Решение
;
. Вес колёсной пары ≈1000 кг
V.Домашнее задание — 2 мин
Конспект лекций, учебник [2] с. 171-191.
VI. Заключение: подведение итогов занятия – 2 мин
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1 Аркуша А.И. Техническая механика — М.: Высшая школа, 2003. – 352 с.
2 Эрдеди А.А. Эрдеди Н.А. Детали машин — М.: Издательский центр «Академия», 2003. – 288 с.
Все о червячных передачах — что это такое и как они работают
Червячные передачи — это компоненты силовой передачи, которые в основном используются в качестве передаточных редукторов для изменения направления вращения вала, а также для уменьшения скорости и увеличения крутящего момента между непараллельно вращающимися валами. Они используются на валах с непересекающимися перпендикулярными осями. Поскольку зубья зацепляющихся шестерен скользят мимо друг друга, червячные передачи неэффективны по сравнению с другими зубчатыми передачами, но они могут привести к значительному снижению скорости в очень компактных пространствах и, следовательно, имеют множество промышленных применений. По существу, червячные передачи можно разделить на одно- и двухконтурные, что описывает геометрию зацепления зубьев. Здесь описаны червячные передачи, а также обсуждение их работы и общих применений.
Цилиндрические червячные передачи
Основной формой червяка является эвольвентная рейка, с помощью которой образуются цилиндрические зубчатые колеса. Зубья рейки имеют прямые стенки, но когда они используются для создания зубьев на заготовках шестерен, они создают знакомую изогнутую форму зуба эвольвентного прямозубого колеса. Эта зубчатая рейка по существу наматывается вокруг тела червяка. Сопряженное червячное колесо состоит из косозубых зубьев шестерни, нарезанных под углом, соответствующим углу зуба червяка. Истинная форма шпоры возникает только в центральной части колеса, поскольку зубья изгибаются, охватывая червяк. Зацепление аналогично действию зубчатой рейки, за исключением того, что поступательное движение рейки заменено вращательным движением червяка. Кривизна зубьев колеса иногда описывается как «горбовидная».
Черви будут иметь от одного до четырех (или более) потоков или запусков. Каждая резьба входит в зацепление с зубом на червячном колесе, которое имеет гораздо больше зубьев и гораздо больший диаметр, чем червяк. Черви могут поворачиваться в любом направлении. Червячные колеса обычно имеют не менее 24 зубьев, а сумма витков червяка и зубьев колеса обычно должна быть больше 40. Червяки могут быть изготовлены непосредственно на валу или отдельно и надеты на вал позже.
Многие червячные редукторы теоретически являются самотормозящимися, то есть не могут иметь обратный привод от червячного колеса, что является преимуществом во многих случаях, например, при подъеме грузов. Если желательной характеристикой является обратный ход, геометрия червяка и колеса может быть адаптирована для его обеспечения (часто требуется несколько пусков).
Отношение скоростей червяка и колеса определяется отношением числа зубьев колеса к виткам червяка (а не их диаметрам).
Поскольку червяк изнашивается сравнительно больше, чем колесо, часто для каждого из них используются разные материалы, например червяк из закаленной стали, приводящий в движение бронзовое колесо. Также доступны пластиковые червячные колеса.
Червячные передачи с одинарной и двойной оболочкой
Обволакивание относится к способу, при котором зубья червячного колеса частично наматываются на червяк или зубья червяка частично наматываются на колесо. Это обеспечивает большую площадь контакта. В червячной передаче с одним огибающим цилиндрический червяк входит в зацепление с зубьями колеса с желобками.
Чтобы обеспечить еще большую контактную поверхность зуба, иногда сам червяк имеет форму песочных часов, чтобы соответствовать кривизне червячного колеса. Эта установка требует тщательного осевого позиционирования червяка. Червячные передачи с двойной оболочкой сложны в обработке и имеют меньше применений, чем червячные передачи с одной оболочкой. Достижения в области механической обработки сделали конструкции с двойной оболочкой более практичными, чем в прошлом.
Косозубые шестерни с перекрестными осями иногда называют червячными передачами без огибающей. Самолетный хомут, скорее всего, не имеет огибающей конструкции.
Приложения
Редукторы с червячной передачей обычно применяются в приводах ленточных конвейеров, поскольку лента движется сравнительно медленно по отношению к двигателю, что обуславливает необходимость редуктора с высоким передаточным числом. Сопротивление обратному движению через червячное колесо можно использовать для предотвращения реверсирования ленты при остановке конвейера. Другими распространенными областями применения являются приводы клапанов, домкраты и циркулярные пилы. Иногда они используются для индексации или в качестве точных приводов для телескопов и других инструментов.
Нагрев является проблемой червячных передач, так как движение, по сути, скользит, как гайка на винте. Для привода клапана рабочий цикл, вероятно, будет прерывистым, и тепло, вероятно, легко рассеивается между нечастыми операциями. Для привода конвейера с возможной непрерывной работой тепло играет большую роль в проектных расчетах. Кроме того, для червячных передач рекомендуются специальные смазки из-за высокого давления между зубьями, а также из-за возможности истирания червяка и колеса из разных материалов. Корпуса червячных передач часто снабжены охлаждающими ребрами для отвода тепла от масла. Можно добиться практически любой степени охлаждения, поэтому тепловые факторы для червячных передач следует учитывать, но не ограничивать. Обычно рекомендуется, чтобы температура масла не превышала 200 ° F, чтобы обеспечить эффективную работу любого червячного привода.
Обратное движение может иметь место, а может и не возникать, поскольку оно зависит не только от углов наклона спирали, но и от других менее поддающихся количественной оценке факторов, таких как трение и вибрация. Чтобы гарантировать, что это произойдет всегда или никогда не произойдет, разработчик червячного привода должен выбрать углы спирали, которые либо достаточно крутые, либо достаточно пологие, чтобы переопределить эти другие переменные. Продуманный дизайн часто предполагает включение резервного торможения с самоблокирующимся приводом, когда на карту поставлена безопасность.
Червячные передачи доступны как в корпусе, так и в виде зубчатых передач. Некоторые агрегаты могут поставляться со встроенными серводвигателями или в многоскоростном исполнении.
Специальные прецизионные червяки и версии с нулевым люфтом доступны для применений, связанных с высокоточными редукторами. Высокоскоростные версии доступны у некоторых производителей.
Резюме
В этой статье представлено краткое обсуждение червячных передач и принципов их работы. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах. Дополнительную информацию о зубчатых колесах можно найти на веб-странице Американской ассоциации производителей зубчатых колес.
Прочие шестерни Артикул
Типы звездочек — руководство по покупке Томаса
Все о прямозубых зубчатых колесах — что это такое и как они работают
О сцеплениях — краткое руководство
Понимание передач
Все о конических зубчатых колесах — что это такое и как они работают
Все о косозубых передачах — что это такое и как они работают
Все о реечных передачах — что это такое и как они работают
Материалы для зубчатых передач, классификация и применение
Определения терминологии передач
Top Gears Производители и поставщики
Другие товары от Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Классы червячных передач, пропорции, материалы и нарезка червячных передач
Червячная передача используется во многих различных устройствах механической передачи энергии, от настраивающих колков струнных музыкальных инструментов до лифтов, конвейерных систем и систем дифференциального привода транспортных средств. В этой статье будет представлен обзор распространенных типов червячных передач, классов, стандартов, материалов и методов изготовления.
Червячная передача
Червячные передачи можно разделить на два основных класса: червячные передачи с мелким шагом и червячные передачи с крупным шагом. Червячные передачи с мелким шагом отделены от червячных передач с крупным шагом по следующим причинам:
1) Червяки с мелким шагом и червячные передачи используются в основном для передачи движения, а не мощности. Прочность зуба, за исключением более крупного конца диапазона мелкого шага, редко является важным фактором; большее значение имеют долговечность и точность, так как они влияют на передачу равномерного углового движения.
2) Конструкции корпуса и методы смазки, как правило, сильно различаются для червячных передач с мелким шагом.
3) Поскольку червяки и червячные передачи с мелким шагом настолько малы, отклонение профиля и подшипники зубьев нельзя измерить с той же точностью, что и для червяков с крупным шагом.
4) Оборудование, обычно доступное для нарезания червячных передач с мелким шагом, имеет ограничения, которые ограничивают диаметр, диапазон шага, степень достижимой точности и тип получаемого зубчатого подшипника.
5) Особое внимание следует уделить насадке в закаленных червяках с мелким шагом и режущих инструментах для червячных передач.
6) Взаимозаменяемость и высокая производительность являются важными факторами в червячных передачах с мелким шагом; индивидуальная подгонка червяка к шестерне, как это часто практикуется с прецизионными червяками с крупным шагом, нецелесообразно в случае червячных передач с мелким шагом.
Американский стандарт проектирования червячных передач с мелким шагом (ANSI B6.9-1977)
Настоящий стандарт предназначен в качестве процедуры проектирования червяков с мелким шагом и червячных передач с осями, расположенными под прямым углом. Он охватывает цилиндрические червяки со спиральной резьбой и червячные шестерни с зубчатыми колесами для полностью сопряженных поверхностей зубьев. Он не распространяется на косозубые шестерни, используемые в качестве червячных передач.
Червячные фрезы : Червячная фреза для изготовления зубчатых колес является копией сопряженного червяка в отношении профиля зубьев, количества витков и шага. Втулка отличается от червяка главным образом тем, что наружный диаметр втулки больше, что позволяет производить повторную заточку и обеспечивать нижний зазор в червячном механизме.
Шаги : Было установлено восемь стандартных осевых шагов для обеспечения адекватного охвата обычно требуемого диапазона шагов: 0,030, 0,040, 0,050, 0,065, 0,080, 0,100, 0,130 и 0,160 дюйма.
Осевой шаг используется в качестве основы для этого стандарта конструкции, потому что: 1) Осевой шаг определяет ход, который является основным размером при производстве и проверке червяков; 2) осевой шаг червяка равен окружному шагу шестерни в центральной плоскости; и 3) только один набор сменных шестерен или один главный кулачок хода требуется для данного шага, независимо от угла хода, на широко используемом червячном оборудовании.
Углы опережения : Для обеспечения адекватного охвата было установлено пятнадцать стандартных углов опережения: 0,5, 1, 1,5, 2, 3, 4, 5, 7, 9, 11, 14, 17, 21, 25 и 30 градусов.
Эта серия углов в плане была стандартизирована для: 1) Минимизации инструментов; 2) позволяют получить геометрическое подобие червяков с разным осевым шагом при сохранении одинакового угла подъема; и 3) принять во внимание распределение производства в червячных передачах с мелким шагом.
Например, большинство червяков с мелким шагом имеют одну или две резьбы. Это требует меньших приращений в нижней части ряда углов опережения. Для менее часто используемых номеров резьбы достаточно пропорционально больших приращений в верхней части ряда углов подъема.
Угол давления червяка : Угол давления 20 градусов был выбран в качестве стандарта для фрез и шлифовальных кругов, используемых для производства червяков в соответствии с настоящим стандартом, поскольку он позволяет избежать нежелательного подреза независимо от угла подъема.
Таблица 1. Формулы для пропорций американских стандартных червяков и червячных передач с мелким шагом ANSI B6.9-1977
Все размеры указаны в дюймах, если не указано иное.
a Текущая практика червячных передач с мелким шагом не требует использования заготовок с горловиной. Это приводит к гораздо более простой заготовке, показанной на диаграмме, которая очень похожа на цилиндрическую или косозубую шестерню. Небольшая потеря контакта в результате использования заготовок без звеньев мало влияет на несущую способность мелкошаговых червячных передач. Иногда желательно использовать червячные фрезы для изготовления червячных передач, в которых необходимо строго контролировать соотношение размеров между наружным и делительным диаметрами. В таких случаях заготовку делают чуть больше D или на величину (обычно от 0,010 до 0,020) в зависимости от шага. Червячные шестерни с навершием будут иметь маленькое горлышко, которое является результатом зубофрезерной операции. Для всех намерений и целей горловина незначительна, и бланк, сделанный таким образом, не должен рассматриваться как горловой бланк.
b Эта формула обеспечивает достаточную длину для червяков с мелким шагом.
c Как указано в тексте на странице 2207, фактический угол давления будет немного больше из-за производственного процесса.
Хотя угол давления фрезы или шлифовального круга, используемого для производства червяка, составляет 20 градусов, нормальный угол давления, создаваемый червяком, на самом деле будет немного больше и будет варьироваться в зависимости от диаметра червяка, угла подъема и диаметра фрезы или шлифовальный круг. Метод расчета изменения угла давления приведен под заголовком Влияние метода изготовления на профиль червяка и угол давления .
Диапазон делительного диаметра червяков : Минимальный рекомендуемый диаметр шага червяка составляет 0,250 дюйма, а максимальный — 2000 дюймов.
Форма зубьев червячных и червячных передач : Форма червячной резьбы в нормальной плоскости определяется как форма, получаемая симметричным двойным коническим резцом или шлифовальным кругом, имеющим прямые элементы и угол прилегания 40 градусов.
Поскольку червяки и червячные передачи тесно связаны с методом их изготовления, невозможно четко указать форму зубьев червячной передачи, не ссылаясь на сопрягаемый червяк. По этой причине спецификации червяка должны включать способ изготовления и диаметр используемой фрезы или шлифовального круга. Точно так же для определения формы производящего инструмента информация о способе изготовления червячной резьбы должна быть предоставлена изготовителю, если инструменты должны быть спроектированы правильно.
Профиль червяка представляет собой кривую, которая отклоняется от прямой на различную величину в зависимости от диаметра червяка, угла подъема и диаметра фрезы или шлифовального круга. Метод расчета этого отклонения приведен в Стандарте. Под формой зуба червячной передачи понимается ее полное сопряжение с ответной резьбой червяка.
Влияние диаметра режущей кромки на профиль и угол давления червяков
Влияние метода производства на профиль червяка и угол давления
В червячных передачах зубчатый подшипник обычно используется в качестве средства оценки точности профиля зуба, поскольку прямые измерения профиля на червяках с мелким шагом или червячных передачах нецелесообразны. Согласно AGMA 370.01, Руководству по проектированию мелкошаговых зубчатых передач, минимальная 50-процентная начальная площадь контакта подходит для большинства мелкошаговых червячных передач, хотя в некоторых случаях, например, при значительных колебаниях нагрузки, более ограниченная начальная площадь контакта может быть желательным.
За исключением случаев, когда при изготовлении червяков используются однолезвийные токарные инструменты, концевые фрезы или фрезы специальной формы, угол давления и профиль, создаваемые фрезой, отличаются от таковых у самой фрезы. Величина этих различий зависит от нескольких факторов, а именно от диаметра и угла подъема червяка, толщины и глубины резьбы червяка, диаметра фрезы или шлифовального круга. На прилагаемой диаграмме показаны эффекты кривизны и угла давления, создаваемые в червяке резцами и шлифовальными кругами, а также то, как на степень изменения профиля червяка и угла давления влияет диаметр используемого режущего инструмента.
Материалы для червячной передачи
Червячная передача, особенно для силовой передачи, должна иметь стальные червяки и червячные передачи из фосфористой бронзы. Эта комбинация используется широко. Червяки должны быть закалены и отшлифованы, чтобы получить точность и гладкую поверхность.
Червячные передачи из фосфористой бронзы должны содержать от 10 до 12 процентов олова. S.A.E. бронза зубчатая фосфористая (№ 65) содержит 88-90 % меди, 10-12 % олова, 0,50 % свинца, 0,50 % цинка (но при максимальном суммарном содержании свинца, цинка и никеля 1,0 %), фосфора 0,10-0,30 % , алюминий 0,005%. S.A.E. бронза зубчатая фосфорно-никелевая (№ 65 + Ni) содержит 87 % меди, 11 % олова, 2 % никеля и 0,2 % фосфора.
Однозаходные червячные передачи
Отношение скорости червяка к скорости червячной передачи может быть от 1,5 и менее до 100 и более. Червячные передачи с высокими передаточными числами не очень эффективны в качестве передатчиков мощности; тем не менее, часто требуются как высокие, так и низкие коэффициенты. Поскольку передаточное отношение равно количеству зубьев червячной передачи, деленному на количество витков или «заходов» на червяке, для получения высокого передаточного числа используются однозаходные червяки. Как правило, соотношение 50 является максимально рекомендуемым для комбинации одного червяка и червячной передачи, хотя возможны соотношения до 100 и выше. Когда требуется высокое передаточное отношение, может быть предпочтительнее использовать в комбинации два комплекта червячной передачи многозаходного типа вместо одного комплекта однозаходного типа, чтобы получить такое же общее передаточное число и более высокое значение. комбинированная эффективность.
Однозаходные червяки сравнительно неэффективны из-за влияния малого угла подъема; следовательно, однозаходные червяки не используются, когда основной целью является максимально эффективная передача мощности, но они могут использоваться либо тогда, когда необходимо большое снижение скорости с одним набором зубчатых передач, либо, возможно, как средство регулировки, особенно если «механическое преимущество» или самоблокировка являются важными факторами.
Многозаходные червячные передачи
Когда червячная передача предназначена в первую очередь для эффективной передачи мощности, угол опережения червяка должен быть настолько большим, насколько это согласуется с другими требованиями, и предпочтительно между 25 или 30 и 45 градусами. Это означает, что червь должен быть многопоточным. Чтобы получить заданное отношение, некоторое количество зубьев червячной передачи, деленное на некоторое количество витков червяка, должно равняться этому соотношению. Таким образом, если соотношение равно 6, могут использоваться следующие комбинации:
Числители представляют количество зубьев червячной передачи, а знаменатели — количество витков червяка или «заходов». Количество зубьев червячной передачи не может быть точным кратным количеству витков на многозаходном червяке, чтобы получить действие «охотничьего зуба».
Количество витков или «заходов» на червяке : Количество витков на червяке обычно варьируется от одного до шести или восьми, в зависимости от передаточного отношения зубчатого зацепления. По мере увеличения передаточного отношения количество червячных нитей, как правило, уменьшается. Однако в некоторых случаях большее из двух соотношений может также иметь большее количество потоков. Например, соотношение 6 1/5 будет иметь 5 потоков, тогда как соотношение 6 5/6 будет иметь 6 потоков. Всякий раз, когда отношение дробное, число витков на червяке равно знаменателю дробной части отношения.
Нарезка червячной передачи
К станкам, используемым для нарезания червячных передач, относятся обычные фрезерные станки, зубофрезерные станки, предназначенные для нарезания цилиндрических, спиральных или червячных передач, а также специальные станки, предназначенные специально для нарезания червячных передач. Используются следующие общие методы: (1) резка с использованием прямой фрезы и радиального движения подачи между фрезой и заготовкой зубчатого колеса; (2) резание подачей фрезы по касательной к заготовке червячной передачи; и (3) резка путем подачи сужающейся фрезы по касательной. Метод нахлыста более медленный по сравнению с червячной фрезой, но он имеет два неоспоримых преимущества: во-первых, вместо дорогой фрезы можно использовать очень простой и недорогой фрез. Это имеет большое значение, когда количество червячных передач недостаточно велико для изготовления варочной поверхности. Во-вторых, с помощью метода фрезы можно производить червячные передачи с более точными зубьями, чем при использовании прямой фрезы. Конические фрезы специально приспособлены для нарезания червячных передач, которые должны зацепляться с червяками, имеющими большие углы наклона спирали; они также предпочтительнее для червячных передач, имеющих большую ширину поверхности пропорционально диаметру червяка. Зубья червячной передачи формируются более точно с помощью конической фрезы, чем с прямой фрезой, которой придается радиальное движение подачи.
выбор профессионала и начинающего / Подборки товаров с Aliexpress и не только / iXBT Live
Для работы проектов iXBT.com нужны файлы cookie и сервисы аналитики. Продолжая посещать сайты проектов вы соглашаетесь с нашей Политикой в отношении файлов cookie
Итак, продолжаю тему 3D-принтеров, на этот раз речь пойдет про бюджетные и доступные фотополимерные устройства. Фотополимерная 3D печать все дешевеет и дешевеет и становится доступна не только профессионалам, но и начинающим печатникам-мейкерам-дизайнерам. Стоимость ряда моделей значительно снизилась в последнее время, особенно сильно повлияли бюджетные стартапы в SLA печати, сделав доступными офисные модели компактных принтеров типа Sparkmaker и Longer. Практически все модели доступны на складе в Подмосковье, доставляют быстро, есть смысл добавить в корзину и сравнивать, выбирать оптимальный для себя по стоимости и параметрам печати.
Простой принтер для начинающих — Sparkmaker SLA
Sparkmaker SLA принтер
Sparkmaker SLA — это самый бюджетный принтер для начинающих. Одна из самых первых доступных моделей, цена менее $200. На текущий момент доступен ряд апгрейдов, масса запасных частей, готовые модели для печати. Разрешение печати: 845 x 480 точек, размеры рабочей области: 98 x 55 х 125 мм. Практически не шумит, работает автономно, предусмотрена калибровка высоты. Принтеры и смола в наличии в Москве.
Профессиональный фотополимерный принтер Longer ORANGE
Longer Orange 30 Longer Orange 10
Один из немногих 3Д принтеров, которые я положительно оценил. Принтеры Orange 10 и Orange 30 работают буквально из коробки и, в отличие от дорогостоящих моделей, совершенно не капризные. Легко эксплуатировать, при необходимости можно выставить высоту печати. Подробный обзор модели Longer Orange 30. Все модели и фотополимер Longer Resin в наличии в Москве. Orange 10 имеет разрешение печати: 854 x 480 точек, размеры рабочей области: 98 x 55 х 140 мм. Orange 30 имеет разрешение печати: 2560 х 1440 точек, размеры рабочей области: 120 х 68 х 170 мм. Практически не шумит, работает автономно, предусмотрена калибровка высоты. Принтеры и смола в наличии в Москве.
Отличный фотополимерный принтер Anycubic PHOTON
Anycubic PHOTON Anycubic PHOTON-S
Заслуженный большой фотополимерный 3D принтер от Anycubic. Одновременно продаются сразу две модели: PHOTON и PHOTON-S. Последняя чуть дороже, имеет конструктивные изменения, но обе печатают отлично. Из особенностей выделю патентованный шарнирный механизм крепления столика, который облегчает выравнивание. Обе модели PHOTON имеют разрешение печати: 2560 х 1440 точек, размеры рабочей области: 115 х 65 х 155 мм. Все модели в наличии в Москве, заодно не забудьте прикупить быстрый фотополимер Anycubic — один из самых дешевых.
Фотополимерный принтер Anet N4 LCD
3D принтер Anet N4
Интересная модель от Anet — фотополимерный принтер модели «N4» с разрешением печати: 2560 х 1440 точек, и размерами рабочей области: 120 х 65 х 138 мм. А вот цена радует — это один из самых бюджетных принтеров с 2К разрешением. Минимальный размер «пикселя» 40 микрон. Не забудьте прихватить на пробу фотополимерную смолу Anet.
Интересный фотополимерный 3D принтер Nova
Принтер Nova3D
Необычный 3D принтер выпустила компания Nova3D — стильный офисный компактный принтер для фотополимерной печати. Из особенностей — использована точная рельса Т-rail, столик имеет регулировку наклона для удобства юстировки. Размер области печати 130 х 70 х 150 мм. Разрешение печати 2К (2560 х 1440 точек). Внимание: предусмотрена оффлайновая печать (с USB Накопителя), а также подключение по сети LAN и через WiFi. Принтеры доступны в России.
Профессиональные принтеры Wanhao
Wanhao Duplicator D11 CGR Wanhao Duplicator D8
Одни из самых продуманных и самых продаваемых — 3D принтеры от Wanhao. В магазине доступны сейчас две модели фотополимерных принтеров — Duplicator D11 CGR (обновленная модель) и Duplicator D8 (модель 2019 года). Обе модели заслужено считаются лучшими для фотополимерной печати, что касается новинки D8, то выделю большую площадь печати (192 x 120 x 180 мм). Из «фишек» — WiFi подключение.
Большой фотополимерный 3D принтер Kelant
Kelant S400
Ну и одна из недорогих офисных моделей большого формата — Kelant S400. Размер области печати 192 х 120 х 200 мм, высокая мощность ультрафиолетовой матрицы (суммарная мощность потребления около 140 Вт) — все это дает возможность печатать быстро и качественно. Принтер доступен при заказе с Москвы, доставка IML (курьер).
Итак, в подборку вошли самые популярные, недорогие и востребованные модели SLA-принтеров. Ряд моделей остался за рамками статьи, я думаю, в ближайшее время сделаю продолжение, чтобы охватить все, плюс добавлю в рекомендации фотополимерную смолу. Кстати, большинство магазинов, специализирующихся на 3D печати, как на Алиэкспресс, так и у нас локально, предлагают свои варианты фотополимером, причем есть недорогие и хорошие варианты. При выборе учитывайте действующие купоны магазинов, а также выбирайте местную доставку (из России/RU).
Новости
Публикации
Образ средневекового рыцаря в сияющих металлических доспехах привит нам историческими фильмами, книгами и выставками в музеях. И образ этот возник не на пустом месте: есть множество достоверных…
Собрал всю известную на данный момент информацию по беспилотному такси, который уже к концу года в тестовом режиме будут возить всех желающих по району JBR в Дубае (10 машин), а к 2030 году…
«Людвиг Больцман, — говорится в начале одного учебника по физике, фотография которого широко распространилась в последние годы, — посвятивший большую часть своей жизни изучению…
Нашествия саранчи периодически случаются во многих странах Африки, в Индии, Китае и даже в России. Но вот Северную Америку эта напасть обходит стороной. И это не потому, что на американском…
Всего пара мест на планете удостоились громкого титула «Долина смерти». К известным можно отнести центр пустыни Мохаве. К этому месту неприменимо само понятие слова «жизнь» – сухость и жара не…
Попали мне тут на обзор довольно любопытные часы LEMFO WS18 Max Ultra. Цена таких часов около 25 долларов, и за эту цену китайцы умудрились нафаршировать часы разными функциями. Тут и сочный IPS…
Фотополимерный 3D-принтер: какой выбрать | Оборудование
Еще недавно фотополимерная печать была дорогим и малодоступным способом воспроизведения объемных фигур. Приобрести мощное оборудование могли только профессионалы из узких сфер деятельности. Сегодня благодаря увеличению объема предложений и снижению стоимости на принтеры качественная трехмерная печать стала более доступной. Все представленное на рынке оборудование можно классифицировать по способу печати и используемому сырью. Особой популярностью пользуются фотополимерные 3D-принтеры. Они оснащены высококачественной матрицей с максимально гладкой внешней поверхностью. Благодаря этому конечные изделия, даже самые миниатюрные, имеют правильные формы с детальной прорисовкой.
Коротко о расходных материалах
Для фотополимерной 3D-печати потребуются особые смолы (жидкий пластик), которые приобретают твердость при контакте со светом. Они чувствительны к воздействию ультрафиолета, что определяет конструктивные особенности 3D-принтеров. Физические свойства расходных материалов широко разнятся. Они после полимеризации могут быть твердыми или гибкими, матовыми или прозрачными. Консистенция, время засветки (отверждения), цветовая гамма также варьируются. Исходя из целей использования конечных изделий можно выбрать как биологически безопасные смолы, так и технические варианты. Стоимость расходных материалов довольно высокая, поэтому при выборе оборудования стоит учитывать имеющийся ассортимент совместимого полимерного сырья.
Технология SLA (лазерная стереолитография)
Фотополимерная 3D-печать зародилась именно с этой технологии в 1984 году. Суть процесса заключается в том, что отверждение сырья происходит под воздействием высокоточного лазера.
Конструктивные особенности. Классическая модель фотополимерного 3D-принтера состоит из кюветы со смолами, которая расположена под платформой. Она приводится в движение (поднимается, опускается и вращается) специальным механизмом. В некоторых случаях в движение приводится сама кювета. Лазерный излучатель и зеркальная система отклонения расположены в верхней части оборудования.
Способ печати. Во время работы лазерного стереолитографического 3D-принтера происходит погружение платформы в кювету с расходным материалом на глубину одного слоя. Ввиду достаточно густой консистенции смол для ускорения печати может применяться выравнивающий механизм. Далее следует поступательный точечный процесс засветки материала лазерным облучателем. Направление луча в горизонтальной и вертикальной плоскостях определяется движением отклоняющей зеркальной системы. По завершении вычерчивания и полимеризации платформа погружается в кювету еще на один слой, и процесс повторяется. Так поэтапно происходит формирование всей цифровой модели.
Особенности технологии. SLA-3D-принтеры имеют очень высокую точность и качество печати. Они надежны и довольно понятны в использовании. Кроме того, оборудование совместимо со многими фотополимерными смолами, представленными на рынке.
Технология DLP (светодиодная стереолитография)
Этот метод создания трехмерных моделей весьма схож с технологией SLA. Отличие состоит в том, что вместо лазерного излучателя с зеркальной системой используется цифровой светодиодный проектор.
Конструктивные особенности. Оборудование состоит из стеклянной платформы с вертикальной осью Z, кюветы с фотополимерной смолой, стеклянной подложки и расположенного внизу цифрового светодиодного проектора. Важным отличием оборудования является материал, из которого изготовлена кювета. Он полностью прозрачен для ультрафиолетового излучения.
Способ печати. С помощью цифрового проектора осуществляется полимеризация шаблонов сразу целого слоя, а не точечно, как в случае с SLA-оборудованием. Особенностью фотополимерного 3D-принтера с технологией DLP является возможность перевернутой, или обратной, печати изображения. В этом случае платформа не погружается в расходный материал, а поднимается вдоль оси Z, постепенно растягивая слои засвеченной смолы.
Особенности технологии. Печать объектов путем светодиодной стереолитографии не занимает много времени. К тому же отсутствие деликатной зеркальной системы делает оборудование более устойчивым к физическому воздействию и положительно сказывается на точности печати, позволяя получить более высокое разрешение по оси Z. Размер проекции и самих моделей по высоте может быть весьма значительным, так как он не ограничен глубиной кюветы. Это позволяет получить более объемную зону построения без увеличения габаритов принтера. В процессе работы оборудования могут возникать нежелательные засветки, а по мере увеличения области печати – снижаться точность и скорость. Расходные материалы достаточно разнообразны и имеют доступную стоимость.
Технология LCD (прямой ультрафиолетовой засветки)
Данный способ фотополимерной 3D-печати основан на тех же принципах, что и светодиодная стереолитография. Отличие заключается в том, что в качестве шаблона засветки (матрицы) используется особая LCD-панель.
Конструктивные особенности. Под стеклянной платформой с осью Z расположена прозрачная кювета со смолой. Далее послойно расположены матрица (LCD-панель) и линза Френеля. В нижней части оборудования располагается сверхяркий светодиод, который и обеспечивает процесс полимеризации смолы.
Способ печати. Линза Френеля выравнивает свечение мощного светодиода. С помощью LCD-панели внутри оборудования создаются белый контур объекта и насыщенный черный фон. Черный цвет не пропускает мощное излучение, тогда как белый контур свободно засвечивается. Благодаря этому каждый слой полимера быстро затвердевает.
Особенности технологии. Оборудование не содержит сложных и дорогостоящих составляющих (лазерных источников, подвижных отражателей), поэтому технология LCD-печати считается наименее затратной. Стоимость оборудования ниже цены аналогов. Рабочая область полимеризации ограничена только разрешением матрицы и габаритами оборудования. При этом слабая сила засветки увеличивает скорость полимеризации по сравнению с DLP-технологией. В процессе печати могут возникать засветки. Кроме того, за счет особенностей формирования маски контур стенки может получаться нечетким.
На что обратить внимание при выборе
Выбирая фотополимерный 3D-принтер, необходимо учитывать, что любое оборудование, независимо от технологии печати, по завершении работы имеет тенденцию оставлять часть исходных смол в кювете. Если есть необходимость в одновременном использовании разных исходных материалов, чтобы снизить их расход, можно приобрести дополнительные резервуары. Чем больше будет область печати оборудования, тем выше будет расход смол.
Для начала необходимо определиться с целью покупки оборудования. Если требуется полупрофессиональная и профессиональная печать, можно рассмотреть средний ценовой сегмент. Для масштабной полимеризации сложных изделий подойдут промышленные 3D-принтеры.
Исходя из задач печати выбирается соответствующая технология. Для небольших и более точных объектов подходят классические высокоточные лазерные стереолитографические модели (SLA). Более габаритные изделия, поверхность которых можно дополнительно обработать, как правило, печатаются на светодиодных стереолитографических фотополимерных 3D-принтерах (DLP). Для среднегабаритных объектов без сложных рельефных поверхностей можно выбрать модели прямой ультрафиолетовой засветки (LCD). Важным нюансом является то, что в моделях с SLA- и DLP-печатью происходит частичное отверждение изделий, необходимое для сохранения физической формы. Так как полный процесс полимеризации занимает много времени, после изготовления, модели необходимо подвергнуть дополнительному облучению. Для этого можно использовать специальные камеры с ультрафиолетовыми лампами или прозрачные боксы из кварцевого стекла, выставленные под прямые солнечные лучи.
Важным аспектом является удобство последующей эксплуатации. Современное оборудование не предоставляет большой выбор в настройках печати. Как правило, оно ориентировано на изготовление конкретных образцов. Так, если устройство выбирается для фотополимерной 3D-печати узкопрофильных малогабаритных изделий, то полимеризация других, более крупных заготовок может быть затруднительной. Влияние здесь оказывают размер камеры и совместимость исходных материалов. Степень автоматизации также довольно важна. Такие функции, как система автоматической подачи полимерной смолы в кювету, датчик уровня материала, быстросъемная платформа построения, могут значительно ускорить и упростить процессы постановки и отслеживания статуса печати.
Сегодня на рынке представлен большой ассортимент фотополимерных 3D-принтеров разных производителей, что позволяет подобрать подходящую по цене модель, наиболее полно отвечающую предъявляемым требованиям. В нашем магазине представлены как новые модели промышленных 3D-принтеров от ведущих производителей, так и подержанное оборудование в хорошем рабочем состоянии.
3D-печать: фотополимерная смола против нити
Если вы хотите инвестировать в пластиковый 3D-принтер для своего бизнеса или дома, есть несколько доступных технологий 3D-печати. Для малого бизнеса или домашних пользователей можно использовать филаментные / FDM-принтеры начального уровня, а также полимерные 3D-принтеры. Для среднего и крупного бизнеса существует широкий спектр промышленных вариантов производства пластиковых деталей с помощью струйной печати, SLS, 3D-печати смолой (например, DLP, SLA и MSLA) и филаментной / FDM-3D-печати. Crealityexpert.com провел отличное сравнение 3D-принтеров начального уровня из смолы и филамента.
Смола или филамент FDM 3D-печать
Чтобы выбрать наиболее подходящую технологию печати, важно знать, какие детали и какую обработку вы хотите выполнять самостоятельно. Каждая технология — это отдельный инструмент, предназначенный для разных задач. Существуют компромиссы между филаментными и смоляными 3D-принтерами. В этой статье вы можете узнать о компромиссах и узнать больше о вариантах 3D-печати начального уровня, которые лучше всего подходят для вашего приложения.
Изображение от Formlabs : 3D-принтер Filament FDM слева и SLA-полимерный 3D-принтер справа.
Основы 3D-печати FDM из нити и смолы
Нити, используемые в 3D-печати, представляют собой термопластики, которые плавятся при нагревании. Термопласты могут формоваться и формоваться в горячем состоянии и затвердевать при охлаждении. Нить подается в нагревательную камеру в узле экструдера принтера, где она нагревается до точки плавления, а затем выдавливается через металлическое сопло. Когда узел экструдера перемещается, отслеживание пути, запрограммированного в файле 3D-объекта, для создания печатного объекта слой за слоем.
Принтеры для смолы формируют детали из жидкой смолы, которая отверждается и затвердевает под воздействием УФ-излучения. Подобно филаментным принтерам, полимерные принтеры строят детали слоями. Разница в том, что он затвердевает, когда часть подвергается воздействию света. Каждый срез в узоре УФ-света затвердевает смолу в нужных местах. Существует три типа распространенных полимерных 3D-принтеров: DLP (цифровая обработка света), SLA (стереолитография) и MSLA (микростереолитография). Эти технологии различаются тем, как они отверждают полимер. В 3D-принтерах DLP используется чип DMD и проектор (в основном как старые диапроекторы) для одновременного отверждения всего слоя.0003
В принтерах SLA используется лазер, который прочерчивает путь через смолу. В том месте, где лазер попадает на смолу, смола отверждается и затвердевает. Внешне эти принтеры очень похожи. С появлением печати на основе ЖК-дисплеев (MSLA) цены на системы 3D-печати на основе смолы упали до уровня принтеров FDM. Вот почему в большинстве недорогих полимерных принтеров используется почти одна и та же технология LCD/MSLA.
Решая, какой из этих типов 3D-принтеров приобрести, вам в первую очередь нужно подумать о том, какие детали вы планируете изготавливать. Филаментные принтеры хорошо подходят для изготовления деталей с термопластическими свойствами и часто представляют собой более крупные детали. Полимерные принтеры превосходно воспроизводят мелкие детали и могут печатать гораздо более точно на мелких деталях, но используют термореактивную смолу. Есть еще несколько важных факторов, которые следует учитывать при выборе того, какая из этих технологий лучше всего подходит для ваших конкретных потребностей.
Качество печати смолы по сравнению с филаментными 3D-принтерами
Смоляные принтеры известны своим превосходным качеством поверхности, как в отношении мелких деталей на отпечатках, так и для создания моделей с почти незаметными линиями слоев. Для сравнения, каждый слой полимерного принтера обычно имеет толщину 25–100 микрон, а слои филаментного принтера обычно имеют толщину 100–300 микрон. Даже при печати с толщиной слоя 100 микрон по обеим технологиям детали, напечатанные на 3D-принтере из смолы, получаются гораздо более детализированными и точными.
Полимерные принтеры способны фиксировать очень мелкие детали, поскольку разрешение каждого слоя определяется размером пикселей на ЖК-экране, который обычно находится в диапазоне 50 микрон для потребительских 3D-принтеров MSLA. Для некоторых специализированных принтеров, таких как Phrozen Sonic Mini 8K, размер пикселя еще меньше — 22 микрона. Для филаментного принтера разрешение ограничено размером отверстия в сопле, куда наносится расплавленный материал, которое обычно составляет 0,4 мм (400 микрон). На филаментные принтеры можно установить сопла меньшего размера, но самые маленькие жизнеспособные сопла по-прежнему имеют диаметр 200 микрон. По словам CrealityExperts, такое сопло также значительно увеличит время печати на филаментном принтере.
Изображение Formlabs : 3D-принтер Filament FDM слева и SLA-полимерный 3D-принтер справа.
Если вы хотите изготавливать детализированные объекты, такие как минифигурки, детали ювелирных изделий, стоматологические изделия или детали, для которых важна высокая точность, полимерные принтеры — отличный выбор.
Скорость печати смолы по сравнению с FDM нитью 3D-печати
При типичных настройках филаментные принтеры могут производить отдельные объекты гораздо быстрее. Если вы добавите больше объектов на платформу печати, время печати увеличится пропорционально. Это связано с тем, что сопло должно отслеживать каждую деталь отдельно. Полимерные принтеры, такие как принтеры MSLA и DLP, могут печатать несколько деталей с тем же временем печати, что и один объект. LCD и DLP отображают каждый слой в течение фиксированного периода времени, независимо от того, сколько частей вы печатаете. В этих случаях полимер часто может быть значительно быстрее для случаев, когда вам нужно много деталей.
Прочность печатной детали из смолы по сравнению с нитью FDM
В деталях, напечатанных из нити, используются термопластические материалы с их известными термопластическими свойствами. Помимо обычно используемого PLA, вы можете использовать альтернативные материалы, такие как PETG и ABS, которые обеспечивают повышенную прочность и устойчивость к теплу/УФ-излучению для деталей, используемых на открытом воздухе. Детали, напечатанные на 3D-принтере FDM, имеют значительно меньшую прочность, когда силы действуют на слои. Это означает, что сила по оси Z обычно намного слабее по сравнению с силой в направлении XY. Поэтому очень важно учитывать ориентацию деталей, чтобы максимизировать прочность.
Стандартные смоляные оттиски довольно хрупкие и, как правило, не предпочтительны для функциональных деталей, которые будут подвергаться значительным нагрузкам или старению. Кроме того, для стандартных смол воздействие солнечного света приводит к тому, что отпечатки со временем становятся слабее. Для наружного применения важно выбрать правильные смолы, которые могут выдерживать старение под действием УФ-излучения. Кроме того, важно прочитать технический паспорт каждого материала, чтобы понять его свойства.
Объем сборки и скорость печати из смолы по сравнению с 3D-печатью FDM нитью.
Если вы хотите печатать большие детали, филаментные принтеры имеют преимущество. 3D-принтеры FDM начального уровня, такие как Creality Ender 3, имеют рабочий объем 220 x 220 x 250 мм. На одну модель больше, Creality XR-10 Max имеет даже объем печати 450 x 450 x 475 мм. Для филаментных FDM-принтеров легче разработать больший объем печати, а более крупные принтеры легче найти.
Полимерные 3D-принтеры начального уровня имеют меньший объем печати. Принтеры начального уровня, такие как Elegoo Mars 2, могут печатать до 129х 80 х 160 мм. Широкоформатные принтеры Resin, такие как Elegoo Saturn, имеют размеры 192 x 120 x 150 мм и все же значительно меньше, чем даже филаментные принтеры начального уровня. Доступны даже более крупные модели, такие как Phrozen Sonic Mega 8K, Elegoo Jupiter, Anycubic Photon M3 Max и Peopoly Phenom Prime.
Объемы сборки этих принтеров:
Anycubic Photon M3 Max 300 * 164 * 298 мм
Elegoo Jupiter 278 * 0 278 * 0
Elegoo Jupiter0003
Phrozen Sonic Mega 8K 330 * 185 * 400 мм
Peopoly Phenom Prime 276 × 155 x 400 мм 0002 3D-принтеры Resin просты в настройке, фотополимерная смола может добавить некоторые сложности. Важно отметить, что жидкая смола является химическим веществом. Перед использованием новой смолы важно прочитать паспорт безопасности. В SDS также будут указаны средства индивидуальной защиты, например, надевать перчатки всякий раз, когда есть возможность соприкоснуться со смолой. Кроме того, некоторые смолы могут иметь отчетливый запах, поэтому рекомендуется хранить полимерные 3D-принтеры в хорошо проветриваемом помещении. Запах смолы варьируется от смолы к смоле. Большинство дешевых смол изготавливаются из дешевых строительных блоков, которые могут иметь довольно неприятный запах. Большинство смол Liqcreate не имеют запаха или имеют слабый запах. Отправьте электронное письмо по адресу [email protected], чтобы узнать больше об этом.
Для 3D-печати смолой всегда требуется постобработка, в то время как для печати нитью FDM это необязательно. Готовые отпечатки имеют оставшуюся жидкую фотополимерную смолу на поверхности после их завершения. Вам нужно будет вымыть и пост-отверждение напечатанных деталей из смолы. Моющими растворителями могут быть изопропиловый спирт (IPA), этанол или очиститель смолы Liqcreate. Растворитель пропитается смолой и станет неэффективным после его использования несколько раз. Когда эффективность падает, рекомендуется обновить моющий растворитель и утилизировать его в соответствии с местными правилами.
Филаментные принтеры легче использовать после настройки. Со всеми материалами можно безопасно обращаться без какой-либо защиты, и для большинства отпечатков не требуется постобработка. После печати опорные конструкции необходимо удалить, а дополнительная постобработка не является обязательной. Например, вы можете сгладить детали, напечатанные на 3D-принтере PLA, распылив ацетон на поверхность. Прочитайте инструкции, прежде чем пытаться это сделать, потому что это также снижает точность!
Изображение All3DP.com: Сглаживание поверхности 3D-печатных деталей из PLA-филамента.
Стоимость смолы по сравнению с 3D-печатью FDM нитью
Несколько лет назад покупка 3D-принтера на основе смолы была намного дороже по сравнению с 3D-принтером с нитью. С появлением недорогих полимерных 3D-принтеров MSLA на основе ЖК-дисплеев ситуация изменилась. Благодаря этой технологии бюджетные полимерные 3D-принтеры начального уровня стоят в том же диапазоне, что и филаментные 3D-принтеры начального уровня. У вас есть множество вариантов, когда вы ищете бюджетный полимерный 3D-принтер или бюджетный филаментный 3D-принтер. CrealityExperts провела сравнение между полимерными 3D-принтерами начального уровня и филаментными FDM-принтерами. См. их бок о бок сравнения.
3D-принтеры начального уровня из смолы и нити
Изображение CrealityExperts : 3D-принтеры начального уровня из смолы и нити, Creality Ender 3 слева и Elegoo Mars справа.
3D-принтеры среднего размера/размера из смолы и нити
Изображение CrealityExperts повернуть справа.
Крупноформатные полимерные и филаментные 3D-принтеры
Изображение CrealityExperts правильно .
Промышленные 3D-принтеры из смолы и нити
Stratasys недавно выпустила свой промышленный 3D-принтер FDM F123. Принтеры серии F123 сочетают в себе возможности промышленного уровня с простотой эксплуатации. Принтеры F123, не требующие специальных знаний, предлагают 3D-печать из углеродного волокна, быструю и простую замену материалов и автоматическую калибровку для получения точных и надежных результатов. Он имеет объем сборки до 355 x 254 x 355 мм и более 8 доступных промышленных нитей. Согласно журналу TCT, самая маленькая машина (с меньшим объемом сборки и двумя доступными материалами) имеет стартовую цену в 20 000 долларов.
Изображение с сайта 3Dprintingindustry.com: Новая серия филаментных 3D-принтеров FDM Stratasys F123.
Также доступны промышленные полимерные 3D-принтеры, например, Nexa3D NXE400. Фотополимерный 3D-принтер NXE 400 с рабочим объемом 275 x 160 x 400 мм, интеллектуальной оптимизацией и революционной запатентованной Nexa3D технологией фотоотверждения подслоя смазки (LSPc) идеально подходит для любого применения.
Текущие расходы на полимерную и FDM 3D-печать
По данным CrealityExperts: важно учитывать общую стоимость владения 3D-принтером, потому что текущие расходы могут составлять более значительную часть общей стоимости, чем покупная цена самой машины. Большая часть текущих расходов связана с материалами, которые вы используете для изготовления деталей: нитью или смолой.
В целом, стоимость смолы за килограмм выше, но вы, вероятно, будете использовать меньше с полимерным принтером из-за его меньшего размера. Если вы планируете печатать большие детали на принтере для смолы, вы можете сократить расход смолы, сделав детали полыми и включив дренажное отверстие, чтобы неиспользованная смола в центральной полости могла стекать. Кроме того, вы должны подсчитать стоимость моющих растворителей, и настоятельно рекомендуется приобрести моющую установку и установку для отверждения, чтобы получить наилучшие результаты. Для филаментных принтеров детали обычно используют сетчатый рисунок заполнения, что позволяет экономить материал.
Дополнительные расходы на 3D-печать смолой включают в себя пленку FEP на дне резервуара для смолы и иногда новый ЖК-экран, если ваш принтер использует технологию MSLA. При 3D-печати филаментом экструдер, который проталкивает филамент, и горячий конец, который расплавляет его перед нанесением на деталь, обычно являются первыми деталями, которые нуждаются в замене. Принтеры с нитью FDM требуют немного большего обслуживания, но разница невелика.
Мы надеемся, что со всей этой информацией у вас будет достаточно технических ноу-хау, чтобы решить, какая технология печати лучше всего подходит для вас. Если у вас есть какие-либо вопросы или комментарии, отправьте электронное письмо по адресу [email protected].
10 лучших фотополимерных 3D-принтеров
0Акций
После успеха нашего первого списка 10 лучших 3D-принтеров стоимостью менее 1000 долларов (некоторые из вас указали, что это был список всех доступных 3D-принтеров стоимостью менее 1000 долларов, а не только 10 лучших, и вы правы), на этот раз мы решили навести порядок во все более запутанном мире недорогих фотополимерных 3D-принтеров. Вот некоторые из используемых нами параметров (цены указаны без учета налога с продаж):
Мы учитывали только 3D-принтеры стоимостью менее 5000 долларов США, поэтому мы не учитываем Ember от Autodesk, Voyager от Sharebot и, естественно, все профессиональные 3D-принтеры от DWS и , особенно EnvisionTEC, которая является бесспорным лидером в профессиональном сегменте технологий 3D-печати на основе DLP. Это, очевидно, также исключает все многокомпонентные струйные 3D-принтеры, такие как Stratasys и 3D Systems. Среди крупных производителей только 3D Systems попала в список со своим ProJet 12009.0003
Мы не позиционировали 3D-принтеры в списке по цене, а только субъективно. Хотя мы видели некоторые из них в действии, мы никогда лично не владели ни одним из них, поэтому в большинстве случаев у нас сложилось впечатление, которое во многом основано на том, насколько хорош опыт людей, у которых они есть, и насколько хорошо производитель представила свою продукцию средствам массовой информации.
Мы понимаем, что может быть больше 3D-принтеров стоимостью менее 5000 долларов, о которых мы не знаем (думаю, что на последнем Euromold я насчитал около 25 компаний, и я уверен, что некоторые из них продемонстрировали низкую стоимостные системы). Однако из-за ранее упомянутых моментов мы рассмотрели их в прошлом. Кроме того, мы рассматриваем только 3D-принтеры, которые уже доступны на рынке, и у нас есть четкая информация о сроке доставки для доставки, а это означает, что нам пришлось исключить 3D-принтеры Xfab Old World Labs и DWS LAB из числа самых интересных, о которых было объявлено. , первый из-за разрешения 100 нм/1 микрон, а другой из-за цилиндрического объема сборки 180 x 180 мм.
Мы также не включили комплекты или 3D-принтеры, которые доступны только с внешними проекторами или с проекторами, которые не входят в комплект, исключив сверхдешевые проекты, такие как LumiPocket от Lumi Industries и Peachy Printer. Нам было бы слишком сложно оценить фактическую полную стоимость этих систем. Мы надеемся, что те, у кого есть знания, время и возможность построить полимерный 3D-принтер из набора «Сделай сам», уже знают, куда идти, и мы не указываем им на это. Для всех остальных, поехали.
Все, у кого есть Form1 или Form1+ (а их число быстро растет), любят их, как детей. Это одна из самых крутых машин с тех пор, как она появилась на Kickstarter. Form1+ выделяется как первый недорогой 3D-принтер SLA на рынке, хотя с тех пор ему пришлось выплатить лицензионные отчисления 3D Systems за нарушение патента. Отсутствие проектора (использование вместо этого лазера для создания каждого среза) означает, что машина не зависит от разрешения изображения и, таким образом, может обеспечивать более высокую детализацию объектов (20–100 микрон) и более крупные объекты (125 x 125 x 165 мм). Formlabs также предлагает четыре различных типа смол, в том числе литейный материал и новую высокопрочную смолу.
В конце 2013 года компания 3D Systems решила перенести свою фирменную технологию SLA на настольные компьютеры и сделала это с Projet 1200, который предлагает версию технологии, получившую название Micro-SLA, с помощью которой все отверждение и постобработка выполняются внутри сама машина. Однако это означает, что крошечный Projet 1200 имеет очень маленькую рабочую зону 43 x 27 x 150 мм. Разрешение соответствует толщине слоя всего 30 микрон, что не так высоко, как у Form1+. Тем не менее, 3D Systems может предложить шесть различных совместимых материалов из линейки VisiJet FTX (литой, прозрачный, золотой, зеленый, серебряный и серый), специально предназначенных для изготовления пластиковых прототипов и моделей для литья.
С самого начала ориентируясь на потребителя, XYZprinting удивила нас некоторыми невероятно дешевыми продуктами и всегда поставляет именно то, что обещала. На этот раз, с Nobel 1.0, он обещает 3D-принтер SLA с объемом сборки 128 x 128 x 200 мм и разрешением слоя до 25 микрон примерно за половину цены Form1+. Он также обещает стать практически полностью автономным принтером «подключи и работай» благодаря разъему USB и механизму автоматической заправки смолы по мере необходимости. В отличие от своих сестер FFF из серии да Винчи, в нем используются обычные фотополимерные смолы. Вы можете прочитать обзор Nobel 1.0 от 3DPI здесь.
За некоторыми исключениями, рынок 3D-печати, похоже, принадлежит второстепенным. Часто это компании, которые производили определенные продукты, которые затем инвестировали в 3D-печать. Например, Full Spectrum Laser из Лас-Вегаса были экспертами в области лазеров, и это привело их к разработке 3D-принтера Pegasus Touch SLA после того, как они собрали немало денег на Kickstarter. Машина доступна для продажи на внутреннем рынке по цене от 2999 долларов США и имеет габариты 177 x 177 x 228 мм, что больше, чем у всех перечисленных машин. Толщина слоя составляет от 25 до 100 микрон. FSL предлагает собственные калиброванные смолы, в том числе литейные, гибкие и нескольких цветов; однако машина также открыта для общих материалов. Стоит отметить, что FSL также находится в процессе разработки двух 3D-принтеров DLP, которые также доступны для предварительного заказа менее чем за 5000 долларов.
B9 Creator находится в этом списке как потому, что это 3D-принтер стоимостью менее 5000 долларов, так и потому, что это была одна из первых коммерчески доступных систем, достигших этой ценовой категории. Он основан на технологии DLP, что означает, что для отверждения фотополимерной смолы используется свет проектора, а не лазер. Однако по сравнению с большинством других принтеров, перечисленных до сих пор, он имеет довольно небольшой рабочий объем 57 x 32 x 203 мм. Цена уравновешивается доступностью материалов, которые доступны в нескольких разных цветах и с различными механическими свойствами, в диапазоне от 100 до 200 долларов за бутылку 1 кг. Машина также доступна в виде комплекта, что снижает цену примерно на 1000 долларов.
Поскольку мы сейчас обсуждаем машины DLP, Kudo3D — одна из самых интересных новинок на рынке. Он построен в США и может предложить довольно большой размер сборки 192 x 108 x 243 мм по цене, почти идентичной Form1+. В то время как разрешение для 3D-принтеров DLP оценить немного сложнее (поскольку оно обратно пропорционально размеру объекта, который вы хотите напечатать), что больше всего впечатляет в Kudo3D, ожидая коммерческой доступности технологий непрерывного DLP от таких компаний, как Carbon3D, это скорость, которая может достигать 1,9дюймов в час по оси Z для более низкого разрешения Z около 200 микрон. Еще одна интересная особенность заключается в том, что можно остановить печать, чтобы сменить смолу и создать многоцветные объекты.
UNCIA 3D китайского производства захватила все заголовки, когда было объявлено, что она достигнет Indiegogo по цене 299 долларов (что помогло ей достичь своей цели всего за четыре дня), невероятной цене даже для машины без излишеств и острых ощущений. Даже сейчас, при цене 1379 долларов, это, вероятно, самый дешевый 3D-принтер DLP на рынке, который поставляется со встроенным проектором. Он имеет объем сборки 102 x 77 x 170 мм и максимальное разрешение 100 микрон.
Makex M-One, также производимый в Китае, но основанный на технологии с открытым исходным кодом, является еще одним из тех 3D-принтеров DLP, которые поставляются со встроенным проектором или в виде отдельного комплекта, который может использовать любой проектор. В любом случае, он стоит менее 5000 долларов, при этом пакет HD-проектора стоит 3999 долларов, а пакет проектора с низким разрешением — 2899 долларов (также доступны более дорогие варианты Silver и Black Set). M-One может достигать максимального разрешения слоя 15 микрон с максимальным объемом сборки 145x110x170 мм. Он также поставляется с собственным программным обеспечением для нарезки Maker (которое можно бесплатно загрузить как для Windows, так и для Mac).
Как и более известная компания XYZprinting, китайская компания CTC перешла от 3D-принтеров FFF к разработке собственного 3D-принтера SLA, который появился на рынке по той же цене, что и Nobel 1.0, за 1480 долларов. По сравнению с Nobel 1.0, 3D-принтер Riverside Photocuring (это его официальное название) имеет немного более широкий и вместе с тем немного меньший рабочий объем 135 x 135 x 180 мм и может достигать минимального разрешения 100 микрон (хотя более высокие уровни разрешения не поддерживаются). указан). Он поддерживает Cura в качестве программного обеспечения для нарезки и может поставляться с местных складов CTC в США, Великобритании, Австрии и Германии.
Stalactite — это стартап, базирующийся в Барселоне, а также единственная компания в этом списке, базирующаяся в Европе. Кроме того, возможно, это тот, у которого самый хороший веб-сайт, прямо там, где Formlabs, который всегда помогает. 3D-принтер Stalactite 102, появившийся на Indiegogo в начале 2014 года, представляет собой систему DLP с максимальным объемом сборки 102,4 x 76,8 x 180 мм и продается по цене 2895 евро. Машина может достигать разрешения лазера 25 микрон, а также представляет новый подход к технологии DLP, который позволяет последнему отвержденному слою отделяться от нижней поверхности резервуара без нарушения калибровки процесса печати. Как и Formlabs, Stalactite 3D также предлагает четыре различных материала: фотополимерные смолы Casty, Elastic, Standard и Prototyping.
Давиде Шер
Давиде родился в Милане, Италия, и переехал в Нью-Йорк в возрасте 14 лет, где он получил образование вплоть до степени бакалавра. Он вернулся в Италию в 26 лет и начал работать редактором журнала, посвященного индустрии видеоигр. По мере того, как рынок смещался в сторону новых бизнес-моделей, Давид начал работать в YouTech, первом в Италии журнале о технологиях для iPad, где он открыл для себя мир аддитивного производства и был чрезвычайно очарован его невероятным потенциалом.
а как например сделать цилиндр и просверлить в нем несколько сквозных отверстий) да хотелось бы исключить холостые перемещения инструмента в процессе фрезеровки и расчет шагов двигателя, в расчете на градус а не на миллиметр. Но пока такой не нашел.
Нажмите для раскрытия…
Проверил Аспир. Действительно, создаёт развёртку, ещё и 3Д модель некорректно отображает (соответственно и УП). Нужна КАМ профессиональная, ориентированная на промышленные станки. У меня стоит МастерКАМ (Mastercam). Импортирует корректно, УП создаёт четко по модели, именно поворотом. Интересовался у знакомого, он делал УП для пром ЧПУ, раньше пользовался АДЕН (сейчас отошёл).
trew21
trew21
ЗНАЕТ ЧТО ГОВОРИТ
Регистрация
21.12.2018
Сообщения
2 161
Реакции
2 305
Баллы
188
Возраст
51
Город
Великий Новгород
Имя
Андрей
Станок
MPCNC-Primo
Плата
SKR1. 3
Прошивка
Marlin
#32
В DeskProto есть мастер на 4-ю ось, но я не пробовал, постпроцессор как то криво там работает
extrimus
extrimus
ПОЧТИ ПРОФИ
Регистрация
29. 03.2019
Сообщения
5 902
Реакции
5 248
Баллы
250
Возраст
56
Адрес
Россия
Город
Иваново
Имя
Андрей
Плата
Woodpecker 3.2
Прошивка
GBRL 1.1f
#33
Efenia написал(а):
Вот тоже ищу программку под 4ю ось, пока без результатно, все только через разверку (представление фигуры развернутой в одной плоскости) а как например сделать цилиндр и просверлить в нем несколько сквозных отверстий) да хотелось бы исключить холостые перемещения инструмента в процессе фрезеровки и расчет шагов двигателя, в расчете на градус а не на миллиметр. Но пока такой не нашел.
Нажмите для раскрытия…
DeskProto 7.0. Ничего разворачивать не надо. Для интереса попробовал. Мастером УП создается за 6 шагов. Только там нет (или не нашел) имитации.
Efenia
Efenia
ЗНАЕТ ЧТО ГОВОРИТ
Регистрация
24.08.2018
Сообщения
6 974
Реакции
6 167
Баллы
205
Возраст
52
Город
Долгопрудный
Имя
Владимир
Плата
MKS DLC GRBL
05.2020″ data-time-string=»21:38″ title=»22.05.2020 в 21:38″ itemprop=»datePublished»>22.05.2020
#34
demyuri написал(а):
Проверил Аспир. Действительно, создаёт развёртку, ещё и 3Д модель некорректно отображает (соответственно и УП). Нужна КАМ профессиональная, ориентированная на промышленные станки. У меня стоит МастерКАМ (Mastercam). Импортирует корректно, УП создаёт четко по модели, именно поворотом. Интересовался у знакомого, он делал УП для пром ЧПУ, раньше пользовался АДЕН (сейчас отошёл).
Нажмите для раскрытия…
Спасибо большое за изучение вопроса, пока боюсь не потяну я нормальную КАД программу, стоимость которой во много раз превышает стоимость станка. Придется мучаться с развертками.
demyuri
demyuri
МЕСТНЫЙ СТОРОЖИЛА
Регистрация
31.10.2019
Сообщения
9 289
Реакции
8 650
Баллы
200
Возраст
48
Адрес
РОССИЯ
Веб-сайт
youtu.be
Город
Барнаул
Имя
Юрий
Станок
3018 ПРО, доработанный
Плата
Дятел 3. 4
Прошивка
1.1f
#35
Efenia написал(а):
стоимость которой во много раз превышает стоимость станка.
Нажмите для раскрытия…
Такую я тоже не потяну. (шепотом): нашёл торрент, полностью рабочая…
Efenia
«/>
Efenia
ЗНАЕТ ЧТО ГОВОРИТ
Регистрация
24.08.2018
Сообщения
6 974
Реакции
6 167
Баллы
205
Возраст
52
Город
Долгопрудный
Имя
Владимир
Плата
MKS DLC GRBL
#36
demyuri написал(а):
Такую я тоже не потяну. (шепотом): нашёл торрент, полностью рабочая…
Нажмите для раскрытия…
Спасибо
extrimus
extrimus
ПОЧТИ ПРОФИ
Регистрация
29.03.2019
Сообщения
5 902
Реакции
5 248
Баллы
250
Возраст
56
Адрес
Россия
Город
Иваново
Имя
Андрей
Плата
Woodpecker 3. 2
Прошивка
GBRL 1.1f
#37
demyuri написал(а):
Такую я тоже не потяну. (шепотом): нашёл торрент, полностью рабочая…
Нажмите для раскрытия…
(ещё тише шепотом) я только там и беру….
Efenia
«/>
Efenia
ЗНАЕТ ЧТО ГОВОРИТ
Регистрация
24.08.2018
Сообщения
6 974
Реакции
6 167
Баллы
205
Возраст
52
Город
Долгопрудный
Имя
Владимир
Плата
MKS DLC GRBL
#38
extrimus написал(а):
(ещё тише шепотом) я только там и беру. …
Нажмите для раскрытия…
К сожалению у меня на даче yota, они торренты блокируют, а VPN настраивать лень как то. Да и комп дома отключен.
extrimus
extrimus
ПОЧТИ ПРОФИ
Регистрация
29.03.2019
Сообщения
5 902
Реакции
5 248
Баллы
250
Возраст
56
Адрес
Россия
Город
Иваново
Имя
Андрей
Плата
Woodpecker 3. 2
Прошивка
GBRL 1.1f
#39
Efenia написал(а):
К сожалению у меня на даче yota, они торренты блокируют, а VPN настраивать лень как то. Да и комп дома отключен.
Нажмите для раскрытия…
Плагин для браузера Browsec VPN
Efenia
«/>
Efenia
ЗНАЕТ ЧТО ГОВОРИТ
Регистрация
24.08.2018
Сообщения
6 974
Реакции
6 167
Баллы
205
Возраст
52
Город
Долгопрудный
Имя
Владимир
Плата
MKS DLC GRBL
#40
extrimus написал(а):
Плагин для браузера Browsec VPN
Нажмите для раскрытия. ..
Спасибо, попробую
Некорректное написание уп для поворотная ось в Deskproto.
panov-05
panov-05
ОН ТАКОЙ
Регистрация
23.07.2019
Сообщения
561
Реакции
41
Баллы
73
Город
Зеленоградск
Имя
Максим
07.2021″ data-time-string=»14:38″ title=»30.07.2021 в 14:38″ itemprop=»datePublished»>30.07.2021
#32
желаю вам удачи , я из за глюков лицензионку купил , месяц им написал назад об их не доработках , ща дорабатывают.как только выпустят мою обнову то черновая обработка в проге увеличится в два раза.С вас медаль .Не знаю какую , придумайте сами.
zsedcxaqw
zsedcxaqw
МЕСТНЫЙ
Регистрация
30.07.2021
Сообщения
8
Реакции
8
Баллы
23
Город
Курск
07.2021″ data-time-string=»14:51″ title=»30.07.2021 в 14:51″ itemprop=»datePublished»>30.07.2021
Последнее редактирование:
#32
Последнее редактирование:
Сейчас проверю переведу дату на полгода и посмотрю.
Ваши сообщения автоматически объединены: 07.2021″ data-time-string=»14:36″ title=»30.07.2021 в 14:36″>30.07.2021
Перевел на год вперед все работает
Ваши сообщения автоматически объединены:
Проверил еще раз УП и черновую и чистовую Сохраняет полностью. Вот скриншот конца УП
zsedcxaqw
zsedcxaqw
МЕСТНЫЙ
Регистрация
30.07.2021
Сообщения
8
Реакции
8
Баллы
23
Город
Курск
07.2021″ data-time-string=»10:01″ title=»31.07.2021 в 10:01″ itemprop=»datePublished»>31.07.2021
Последнее редактирование:
#33
Последнее редактирование:
Немного попробовал DeskProto 7.1 хочу сказать интересная прога простая быстро можно создавать УП для поворотной оси. Но для поворотки когда стоит приличная болванка опасно сразу врезание на полную глубину, хоть в 7. 1 и есть регулировка скорость для врезной подачи и подача для большого обьема снимаемого материала, это конечно слабовато ведь фреза опускается сразу на всю глубину а потом вращение идет. Все таки мне в этом плане больше PowerMill 2021 нравится на много сложнее но он очень гибкий. Вот такую траекторию врезания для поворотки я всегда создаю в PowerMill
extrimus
extrimus
ПОЧТИ ПРОФИ
Регистрация
29.03.2019
Сообщения
5 902
Реакции
5 248
Баллы
250
Возраст
56
Адрес
Россия
Город
Иваново
Имя
Андрей
Плата
Woodpecker 3. 2
Прошивка
GBRL 1.1f
#34
zsedcxaqw написал(а):
Немного попробовал DeskProto 7.1 хочу сказать интересная прога простая быстро можно создавать УП для поворотной оси. Но для поворотки когда стоит приличная болванка опасно сразу врезание на полную глубину, хоть в 7.1 и есть регулировка скорость для врезной подачи и подача для большого обьема снимаемого материала, это конечно слабовато ведь фреза опускается сразу на всю глубину. …
Нажмите для раскрытия…
DeskProto позволяет создавать УП с опусканием фрезы на ЛЮБУЮ глубину.
zsedcxaqw
zsedcxaqw
МЕСТНЫЙ
Регистрация
30.07.2021
Сообщения
8
Реакции
8
Баллы
23
Город
Курск
#35
С этим мы в курсе, это все понятно, я за винтовое врезание у DeskProto, а создавать по слойное врезание смысла тогда нет для использования DeskProto и к тому же она только для 3 осей. Я пользуюсь PowerMill. Для этой проги ваще нет ни каких преград и по глубине и по осям. По глубине в DeskProto фреза все равно идет перпендикулярно оси вращения, а ось в DeskProto только прямая линия. В PowerMill эту ось можно сделать любой мнимой кривой и тогда фреза чтобы двигаться к этой кривой должна перемещаться в 3-х осях X.Y.Z а 4 ось это ось вращения, получается что станок начинает полноценно работать в 4 осях. DeskProto это не по зубам.
panov-05
panov-05
ОН ТАКОЙ
Регистрация
23.07.2019
Сообщения
561
Реакции
41
Баллы
73
Город
Зеленоградск
Имя
Максим
08.2021″ data-time-string=»21:09″ title=»01.08.2021 в 21:09″ itemprop=»datePublished»>01.08.2021
#36
когда я покупал программу я был о ней очень высокого мнения , но нашел в ней недостатки , также как и вы считал что если у меня станок на четырех осях то и прога будет работать на четырех.Оказалось что нет.Она всегда работает только на трех.Хоть круговая обработка , хоть пяти осевая. Станок всегда в проге трехосевой.Единственно , что к этой проге я нашел курс в трех уроках и меня он обучил.У меня вопрос , кто в инете учит по Повермиллу , есть ли талантливые преподаватели?Если нет педагога то вы никогда не освоите программу , хотя после дескпрото я и камбам смогу освоить и другое.Но как говорит Лех из деск прото можно потом всегда выбрать другие три оси. Но по времени обработки конечно это будет дольше.Программе дескпрото после покупки все равно благодарен тем что она меня обучила. Я гавна много нажрался например с фрикадом , да он бесплатен , но вот после деск прото точно смогу освоить и его.Так как программа она сама учит. И сайту благодарен тоже , мужики нормальное дело делаете.Демиургу привет.Олегу тоже , Робинзону.И этот который меня все время банит за вынос головного мозга.Мужик.я благодаря вам, ща изучаю работу импульсного блока питания.Это такой секс головного мозга.И пиво лидское темное , это просто зашибись.Всем ура!!!!!
zsedcxaqw
zsedcxaqw
МЕСТНЫЙ
Регистрация
30.07.2021
Сообщения
8
Реакции
8
Баллы
23
Город
Курск
08.2021″ data-time-string=»23:13″ title=»01.08.2021 в 23:13″ itemprop=»datePublished»>01.08.2021
#37
У меня вопрос , кто в инете учит по Повермиллу , есть ли талантливые преподаватели?
Нажмите для раскрытия…
Полно талантливых людей. Я обучался по роликам выложенным в нете, были ошибки конечно но поворотку предпочитаю делать только в PowerMill, не давно только начал разбираться с DeskProto мне кажется это самая, самая простая прога проше и даже на много чем ArtCAM а с PowerMill смысла нет сравнивать это совершенно другой уровень. Буду ли использовать DeskProto для создания УП не знаю, может только для самых простых элементов.
OlegK
OlegK
Младший ненаучный сотрудник
Регистрация
11.06.2019
Сообщения
2 645
Реакции
4 910
Баллы
188
Город
Печора
Имя
Олег
Станок
CNC3018C
Прошивка
1.1f
08.2021″ data-time-string=»23:32″ title=»01.08.2021 в 23:32″ itemprop=»datePublished»>01.08.2021
#38
В софтовом разделе обе темы по DeskProto закрыты, поэтому засуну эти ссылки сюда, может кому пригодится… Изготовление деталей сложной формы в DeskProto Перенаправление осей в программе DeskProto
wzor
wzor
ТОЛЬКО ВОТ…
Регистрация
24.10.2021
Сообщения
1
Реакции
0
Баллы
1
10.2021″ data-time-string=»10:03″ title=»25.10.2021 в 10:03″ itemprop=»datePublished»>25.10.2021
#39
Немного тормознутая стала. Кстати никто не встречал под линукс версию с лечением? zsedcxaqw, если можно ответь в ЛС по сохранению УП.
zsedcxaqw
zsedcxaqw
МЕСТНЫЙ
Регистрация
30.07.2021
Сообщения
8
Реакции
8
Баллы
23
Город
Курск
10.2021″ data-time-string=»17:38″ title=»25.10.2021 в 17:38″ itemprop=»datePublished»>25.10.2021
#40
wzor написал(а):
Немного тормознутая стала. Кстати никто не встречал под линукс версию с лечением? zsedcxaqw, если можно ответь в ЛС по сохранению УП.
Нажмите для раскрытия…
Извините не встречал
4-осевой поворотный модуль — для резьбы и лазерной гравировки
Часто покупаемые вместе
Для резьбы и лазерной гравировки цилиндрических объектов!
Хотите раскрыть весь потенциал своего фрезерного станка с ЧПУ YoraHome или лазерного гравировального станка?
Поворотный модуль YoraHome 4-й оси — это мощное обновление ЧПУ 2-в-1, которое позволит вам вырезать и лазерно гравировать цилиндрические объекты.
Мы предлагаем две модели: одна совместима с 3018-Pro, 3036, 6550, 6550-Pro; а другой работает с 6060 или 1х1м.
Важно: Перед обновлением обязательно просмотрите наши видеоролики о конфигурации 4th Axis Rotary с программным обеспечением Easel и LightBurn.
Технические характеристики изделия
4-я ось (совместима с 3018-Pro, 3036, 6550, 6550-Pro) Патрон: 3-кулачковый патрон 50 мм Высота центра: 43 мм Передаточное число: 3:1 Шаговый двигатель: 2-фазный 42-тактный шаговый двигатель Подключение: 4-контактный разъем Размер: 270 мм x 110 мм x 70 мм Вес: 1,62 кг В комплект поставки входят: 1x 4-я поворотная бабка, 1x задняя бабка, 2x ключи для зажимных патронов, 1x силовой кабель Передаточное число: 5:1 Шаговый двигатель: 2-фазный шаговый двигатель 57 (Nema 23) Соединение: Авиационное соединение Размер: 191 мм x 165 мм x 101 мм Вес: 3,7 кг В комплект входят: 1x 4-й поворотный механизм, 1x задняя бабка, 2x ключи для зажимных патронов, 1x силовой кабель
бамбук, доска, бамбук, воск
Примеры поддерживаемых материалов для лазерной гравировки: дерево, бамбук, кожа, ткань, шифер, стекло
Кольца для стаканов (бесплатная загрузка↓)
Чтобы предоставить вам больше гибкости, наша команда разработчиков разработан два кольца для стаканов основаны на двух наиболее распространенных чашках Yeti за пределами возможностей челюстей с 4-й осью:
→1 кольцо для стаканов на 30 унций (95 мм или 3 3/4 дюйма)
→1 кольцо для Стаканы на 20 унций (81,5 мм или 2 7/8 дюйма)
Файлы STL для этих колец доступны для бесплатной загрузки здесь. Вы можете напечатать свой собственный 3D-принтер (для личного использования).
Эти кольца позволят вам выгравировать лазером несколько стаканов, как показано в этом видео.
Наслаждайтесь!
Часто задаваемые вопросы
Наша непревзойденная гарантия
Мы разрабатываем новые обновления и некоторые из самых уникальных продуктов в мире, и мы подкрепляем это нашей непревзойденной 40-дневной гарантией .
Если у вас не будет счастливого опыта, мы сделаем все возможное, чтобы убедиться, что вы на 100% удовлетворены своей покупкой. Не стесняйтесь обращаться к нам за любой помощью, которая может вам понадобиться.
Наше пятибалльное обещание для клиентов
БЕСПЛАТНО Гарантия замены
БЕСПЛАТНО Доставка по всему миру
Номер для отслеживания Для каждого заказа
Безопасные платежи через Paypal или кредитную карту. Мы также предлагаем финансирование с помощью Affirm, Sezzle и Afterpay.
Поддержка и обслуживание в США и Великобритании
Служба поддержки клиентов мирового уровня
Мы предлагаем непревзойденную поддержку — пользователи в восторге от того, что мы не успокаиваемся до тех пор, пока каждая проблема не будет решена к их удовлетворению.
Мы любим наших клиентов.
Мы предлагаем поддержку по электронной почте, чату, телефону, видеоконференциям, нашей богатой базе знаний, а также нашей отличной группе Facebook и форуму CNC.
Это очень весело. Моя жена настроила машину и запустила менее чем за 2 часа. Машины и аксессуары YoraHome фантастические, а поддержка, которую вы получаете, просто фантастическая. Мы очень рады быть частью семьи YoraHome.
— Рон А., клиент YoraHome
Наши партнеры
Отзывы клиентов
Проектирование 4-й оси для гравировки колец на ЧПУ 2418/3018 – Jordan Poles
Билл материалов:
NEMA 17 КАГОД.
1 винт M3-12 мм для крепления оправки к валу шагового двигателя
4 винта M3-16 мм для крепления шагового двигателя к креплению
2 винта M3-20 мм для осей на люнете
Не так давно это было Я импульсивно купил себе мини-токарный станок, вдохновленный такими, как This Old Tony среди других создателей YouTube. Я полагался на разрозненную мешанину информации в Интернете, чтобы начать использовать эту штуку. Безопасность превыше всего, но после того, как я научился вращать кусок металла на высокой скорости и делать это так, чтобы не бояться за свою жизнь, я обратился к изучению того, как на самом деле использовать этот удивительный новый инструмент в своих проектах.
Я наткнулся на замечательные вводные уроки по токарному станку от Blondihacks, и я невероятно благодарен Куинн за способность представить сложную информацию о правильном использовании токарного станка в такой простой и продуманной форме! Я настоятельно рекомендую ознакомиться с ними, если вы только начинаете работать со своим первым токарным станком по металлу!
Наконец-то я начал вставать на ноги, и к тому времени, когда я добрался до «Учебник по токарному станку по металлу 16: Ваш первый проект!» Я был рад применить свои новые знания с пользой. Хотя есть много хороших вариантов для первого проекта, Blondihacks упростил его: мы сделали кольцо (другими словами, простую замаскированную втулку). Мне понравилась эта идея, особенно потому, что я получил в свои руки красивую блестящую латунь, чтобы начать точение, я предполагал, что из нее получится прекрасное украшение.
Я измерил свой палец, начертил схему и организовал порядок операций перед тем, как отправиться в путь: торцовка, токарная обработка, центральное сверление, сверление, отрезка, напильник, удаление заусенцев и, наконец, полировка! Прежде чем я это осознал, я превратил стержень из твердой латуни в блестящее кольцо, которое идеально скользило на моем пальце.
Это было очень приятно, и мне понравился внешний вид готового продукта, но я хотел вывести этот простой первый проект на новый уровень. Я хотел добавить несколько декоративных элементов, чтобы усилить вау-эффект. Я также хотел сделать еще одно кольцо в подарок для своей девушки, и я хотел придать ему немного больше индивидуальности, добавить больше своего мастерства и любви к последнему изделию.
Дизайн:
Имея это в виду, я начал искать решения, которые позволили бы мне использовать мой станок с ЧПУ для вытравливания на поверхности кольца любого орнамента, который я хотел. Я представил себе простую четвертую ось, использующую шаговый двигатель для вращения какой-то оправки, удерживающей кольцо на месте во время резьбы. Я обратился к thingiverse, думая, что наверняка кто-то уже разработал его. К моему большому удивлению, такой конструкции не существовало! Решив воплотить это в жизнь, я загрузил Freecad и начал разрабатывать свой собственный.
Выше вы можете увидеть последнюю версию модели FreeCAD на момент написания этой статьи (v3, хотя еще предстоит некоторая работа по совершенствованию дизайна). Как оригинальные файлы дизайна, так и STL можно найти на Thingiverse:
https://www.thingiverse.com/thing:4778215
Гравировка:
Я взялся за то, чтобы воплотить описанный выше дизайн в жизнь, в надежде, что однажды он может помочь кому-то еще, кто хочет сделать что-то подобное.
Я начал с того, что нашел SVG моего дизайна. Для моего первого запуска я использовал посох асклепия, символ медицины и врачей. Я перенес это в FreeCAD с помощью верстака «Черновик». Затем я конвертирую в эскиз, прежде чем переключиться на верстак для проектирования деталей, чтобы подогнать его под выбранное мной тело. Смотрите видео ниже для краткого изложения моей методологии.
После того, как моя модель полностью настроена, я перехожу к верстаку траектории и создаю свою траекторию. В текущей версии freecad гравер, похоже, не работает для обработки карманов, поэтому я создал концевую фрезу диаметром 0,1 мм, что примерно соответствует диаметру острия моего V-образного гравера. Я создаю карманную операцию с конечной глубиной 0,2 мм и шагом 0,1 мм (вероятно, это очень консервативно, но лучше перестраховаться, чем потом сожалеть). Я использую скорость подачи 1 мм/сек и устанавливаю шпиндель на максимальную скорость вращения.
Последний шаг перед началом работы на фрезерном станке с ЧПУ: ОЧЕНЬ ВАЖНО ! С этой новой поворотной 4-й осью вы должны сообщить своему станку с ЧПУ, сколько шагов требуется, чтобы переместиться на 1 мм на поверхности вашего кольца. В моем случае я использую GRBL для запуска станка с ЧПУ; кроме того, на моей плате управления нет свободного порта шагового двигателя для управления 4-й осью, поэтому я заменил шаговый двигатель оси Y на шаговый двигатель 4-й оси. Учитывая, что я использую ось Y, я пошел дальше и изменил значение $101 = 38, которое сообщает плате управления, что для перемещения на 1 мм по этой оси требуется 38 шагов. (обратите внимание, всегда полезно записать значение по умолчанию, чтобы вы могли вернуться к нему, как только закончите с использованием 4-й оси). Я пришел к числу 38, используя простую математику. Мои драйверы шаговых двигателей настроены на шаг 1/8, поэтому на полный оборот приходится 360 * 8 шагов. Я знаю, что внешняя окружность моего кольца равна пи * диаметр (в моем случае пи * 24 ~= 75). Таким образом, я просто вычисляю (360 * 8) / (пи * 24) ~= 38,
С этим последним шагом мы отправились в гонки. Оттуда все было гладко, за одним исключением. Кажется, что в выравнивании моей установки есть некоторые несовершенства (чего я пытался избежать с помощью люнета, но со смешанными результатами.


 Во-вторых, фрезерование различных профильных поверхностей насадными фрезами: профилирование погонажа, изготовление шиповых соединений, получение профилей и обгонка деталей по периметру. Также на чешском станке KPSN возможна работа концевыми фрезами: обгонка по периметру, изготовление паза под заднюю стенку, снятие свесов по пласти и т.д. В-третьих, фугование плоской поверхности заготовок из массива с целью создания базы для дальнейшей обработки досок, брусков, мебельного щита и т.д. В-четвертых, формирование финишной толщины брусковых и плоскостных заготовок рейсмусованием. В качестве опционального оборудования возможна установка сверлильно-пазовальной приставки VDA315L. Эта долбежка позволит получать отверстия (глухие или сквозные) и цилиндрические пазы.
Во-вторых, фрезерование различных профильных поверхностей насадными фрезами: профилирование погонажа, изготовление шиповых соединений, получение профилей и обгонка деталей по периметру. Также на чешском станке KPSN возможна работа концевыми фрезами: обгонка по периметру, изготовление паза под заднюю стенку, снятие свесов по пласти и т.д. В-третьих, фугование плоской поверхности заготовок из массива с целью создания базы для дальнейшей обработки досок, брусков, мебельного щита и т.д. В-четвертых, формирование финишной толщины брусковых и плоскостных заготовок рейсмусованием. В качестве опционального оборудования возможна установка сверлильно-пазовальной приставки VDA315L. Эта долбежка позволит получать отверстия (глухие или сквозные) и цилиндрические пазы.

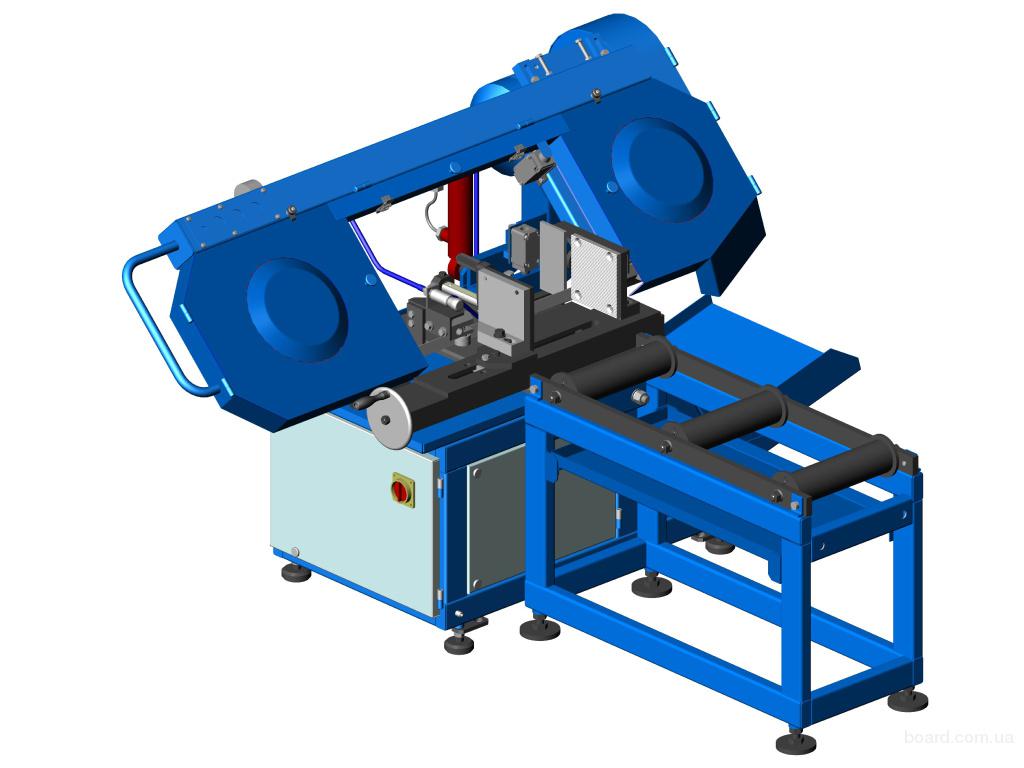 На некоторых предприятиях установлены обрезные станки зарубежных фирм «Содерхамнс» (Тор), «Кархула» (8Н), «Дри» (KT-41I) и др.
На некоторых предприятиях установлены обрезные станки зарубежных фирм «Содерхамнс» (Тор), «Кархула» (8Н), «Дри» (KT-41I) и др.


 Карл всегда рад поддержать доброе дело. Затем к нему обратились местные школы с просьбой пожертвовать маленькие круги, сделанные из ясеня, чтобы они раскрасили их на День Благодарения. Детям было очень весело делать на них отпечатки рук. Его любовь и поддержка сообщества также позволили ему получить приглашение на выставку Sudbury Home Show в этом году.
Карл всегда рад поддержать доброе дело. Затем к нему обратились местные школы с просьбой пожертвовать маленькие круги, сделанные из ясеня, чтобы они раскрасили их на День Благодарения. Детям было очень весело делать на них отпечатки рук. Его любовь и поддержка сообщества также позволили ему получить приглашение на выставку Sudbury Home Show в этом году.
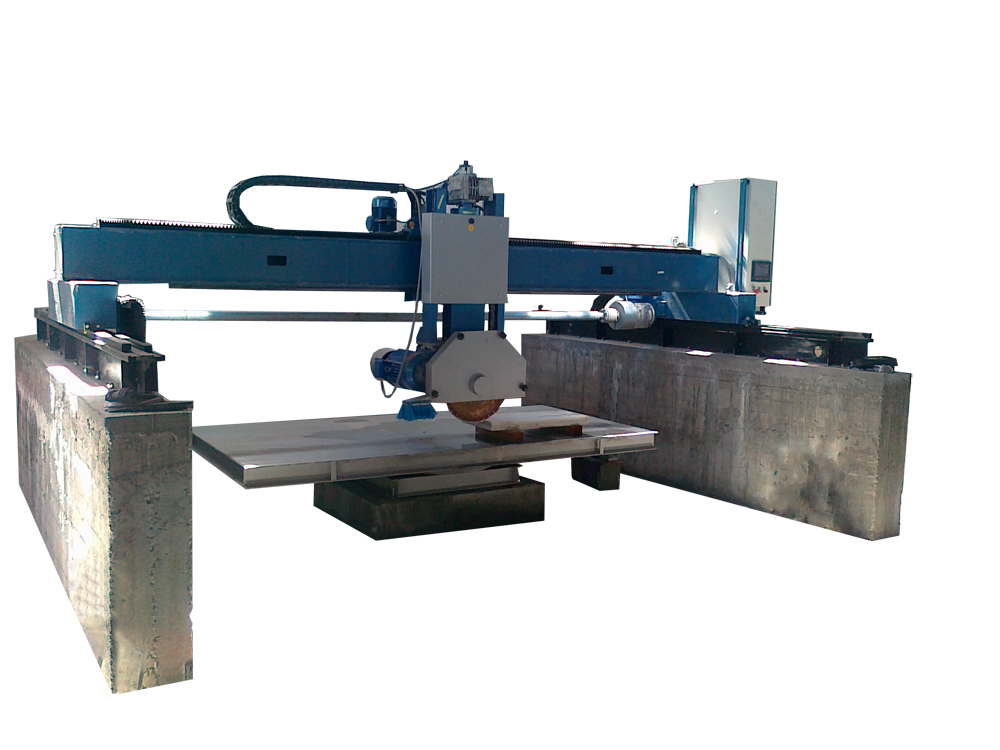 Некоторые из оставшихся кусков от резки плит с живой кромкой довольно малы. Карл использует их для изготовления досок для колбасных изделий различных форм и стилей, чтобы раздавать их друзьям и семье, иногда даже добавляя бесплатную доску к заказу клиента.
Некоторые из оставшихся кусков от резки плит с живой кромкой довольно малы. Карл использует их для изготовления досок для колбасных изделий различных форм и стилей, чтобы раздавать их друзьям и семье, иногда даже добавляя бесплатную доску к заказу клиента. Решения? Солнечные генераторы для питания всего салона. Он построил надворную постройку и душ на открытом воздухе, обогреваемый ямой для костра, для этих существ. На территории есть 2 природных источника, из которых он может брать воду. Кабина подготовлена к зиме, хотя Карлу не привыкать к холоду, часто ловящемуся на езде при отрицательных температурах.
Решения? Солнечные генераторы для питания всего салона. Он построил надворную постройку и душ на открытом воздухе, обогреваемый ямой для костра, для этих существ. На территории есть 2 природных источника, из которых он может брать воду. Кабина подготовлена к зиме, хотя Карлу не привыкать к холоду, часто ловящемуся на езде при отрицательных температурах.

 5
5 (бар)
(бар) (кг)
(кг) 85
85 7
7
 Комарово
Комарово Нижняя Тавда
Нижняя Тавда Березняки
Березняки kz развивает свой бизнес на Satu.kz 8 лет.
kz развивает свой бизнес на Satu.kz 8 лет.






 Комплект повышает эффективность использования перфоратора, позволяя использовать спиральные насадки с прямым хвостовиком только в режиме сверления.
Комплект повышает эффективность использования перфоратора, позволяя использовать спиральные насадки с прямым хвостовиком только в режиме сверления. Комплект повышает эффективность использования перфоратора, позволяя использовать спиральные насадки с прямым хвостовиком только в режиме сверления.
Комплект повышает эффективность использования перфоратора, позволяя использовать спиральные насадки с прямым хвостовиком только в режиме сверления.
 США
США ..
.. США
США
 6. Создание отверстия под кнопку включения
6. Создание отверстия под кнопку включения Проверка 3D модели
Проверка 3D модели 0 — 2D перьевой плоттер
0 — 2D перьевой плоттер ОБНОВЛЕНИЕ
ОБНОВЛЕНИЕ de
de Я решил изучить это и дать вам, ребята, ответы.
Я решил изучить это и дать вам, ребята, ответы.



 youtube.com/embed/RcGzdwvhor8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>
youtube.com/embed/RcGzdwvhor8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>  youtube.com/embed/su03UfJx3_w?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>
youtube.com/embed/su03UfJx3_w?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»> 
 Вы также можете рисовать, гравировать и даже использовать гидроокунание для оформления корпуса.
Вы также можете рисовать, гравировать и даже использовать гидроокунание для оформления корпуса.
 Кроме того, добавление рисунков и рисунков на чехол может увеличить время его печати, если только это не означает, что вы выдавливаете меньше материала, например, имеете зазоры в корпусе телефона.
Кроме того, добавление рисунков и рисунков на чехол может увеличить время его печати, если только это не означает, что вы выдавливаете меньше материала, например, имеете зазоры в корпусе телефона.
 Здесь вы можете научиться создавать ремиксы 3D-моделей с помощью различных программ.
Здесь вы можете научиться создавать ремиксы 3D-моделей с помощью различных программ.




 Теперь опрыскиватель серии Patriot 50 сочетает в себе эти ключевые элементы с передовыми технологиями и решениями для подключения, чтобы вывести вашу работу на новый уровень.
Теперь опрыскиватель серии Patriot 50 сочетает в себе эти ключевые элементы с передовыми технологиями и решениями для подключения, чтобы вывести вашу работу на новый уровень. Усовершенствованные технологии стрелы легко интегрируются, чтобы поднять точность и эффективность внесения на новый уровень.
Усовершенствованные технологии стрелы легко интегрируются, чтобы поднять точность и эффективность внесения на новый уровень. Благодаря возможностям AFS Connect™ и Raven Slingshot® у вас есть непревзойденные решения для подключения, управления, данных и мониторинга, необходимые для обеспечения готовности ваших машин к выполнению поставленных задач. Узнайте больше о подключенных решениях, удаленных возможностях и решениях для автоматического вождения
Благодаря возможностям AFS Connect™ и Raven Slingshot® у вас есть непревзойденные решения для подключения, управления, данных и мониторинга, необходимые для обеспечения готовности ваших машин к выполнению поставленных задач. Узнайте больше о подключенных решениях, удаленных возможностях и решениях для автоматического вождения
 с., пиковую мощность 309 л.с.
с., пиковую мощность 309 л.с.
 Уровень шума в кабине серии JD R такой же, как у Case. Шум двигателя вместо гидр…
Уровень шума в кабине серии JD R такой же, как у Case. Шум двигателя вместо гидр… …
… В ветреную погоду олень будет брызнуть туманом, а ящик полетит прямо туда, куда надо…
В ветреную погоду олень будет брызнуть туманом, а ящик полетит прямо туда, куда надо… Нет х…
Нет х…
 Далее остается лишь передвигать стопер до тех пор, пока вы не добьетесь нужного расстояниям между соплом и столом.
Далее остается лишь передвигать стопер до тех пор, пока вы не добьетесь нужного расстояниям между соплом и столом. Но на этом настройка не заканчивается. Дело в том, что нам нужно, чтобы указанное расстояние между столом и соплом было в каждой точке стола. А так как невозможно с первого раза идеально ровно установить стол, то нам придется проверять выполнение данного условия в нескольких точках и настраивать его с помощью подкручивания зажимающих стол винтов.
Но на этом настройка не заканчивается. Дело в том, что нам нужно, чтобы указанное расстояние между столом и соплом было в каждой точке стола. А так как невозможно с первого раза идеально ровно установить стол, то нам придется проверять выполнение данного условия в нескольких точках и настраивать его с помощью подкручивания зажимающих стол винтов.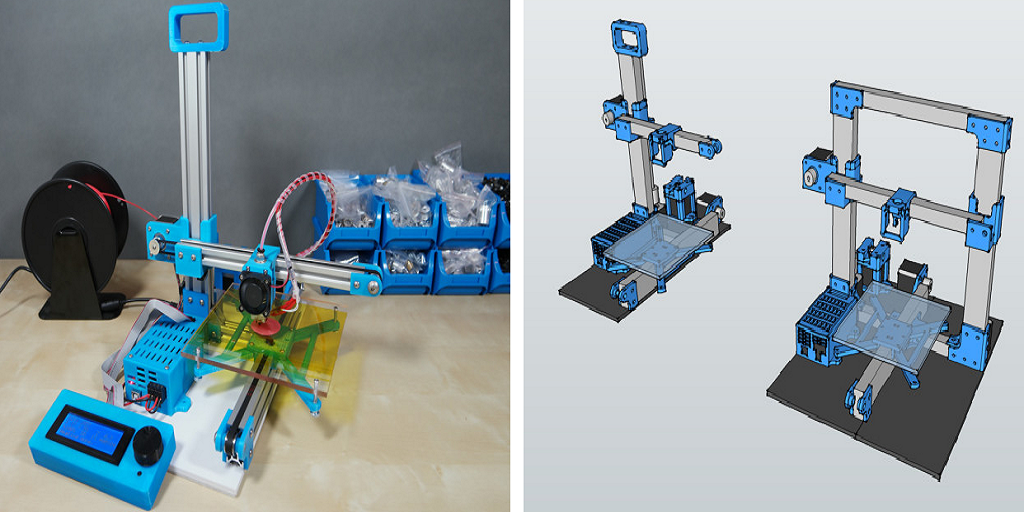 Бывает, что пластик не липнет к столу 3D-принтера. Это может возникать по трём причинам:
Бывает, что пластик не липнет к столу 3D-принтера. Это может возникать по трём причинам: Много жидкости лить не нужно, лучше взять тряпочку и равномерно растереть по всей поверхности.
Много жидкости лить не нужно, лучше взять тряпочку и равномерно растереть по всей поверхности.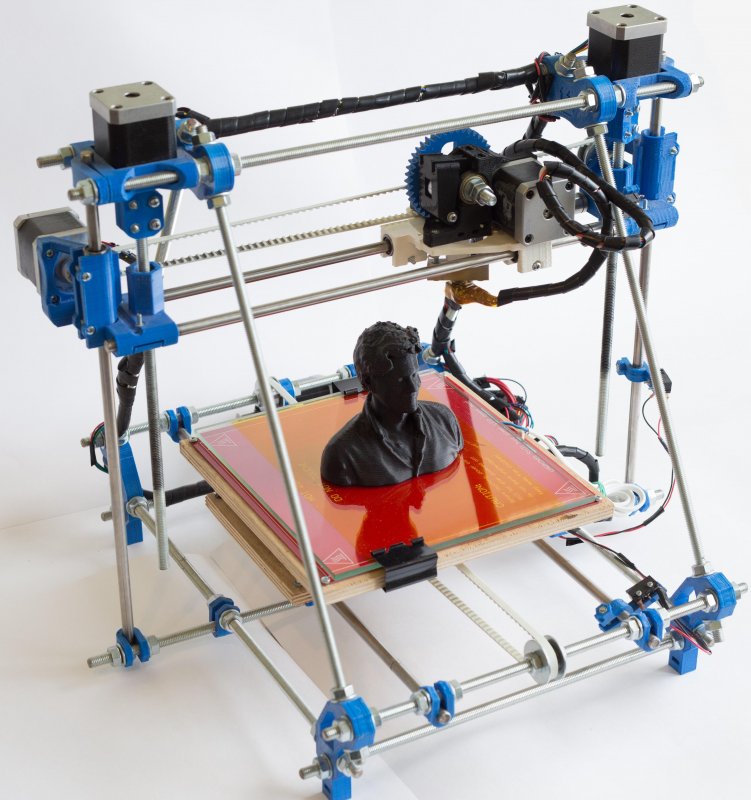 Тем не менее большая часть современных устройств так же требуют постоянного ухода и технического обслуживания. Давайте попробуем обобщить самые необходимые и распространенные операции и опишем их в нашей статье, как некое руководство для новых пользователей.
Тем не менее большая часть современных устройств так же требуют постоянного ухода и технического обслуживания. Давайте попробуем обобщить самые необходимые и распространенные операции и опишем их в нашей статье, как некое руководство для новых пользователей.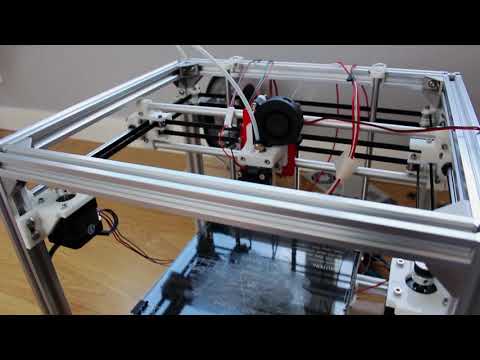
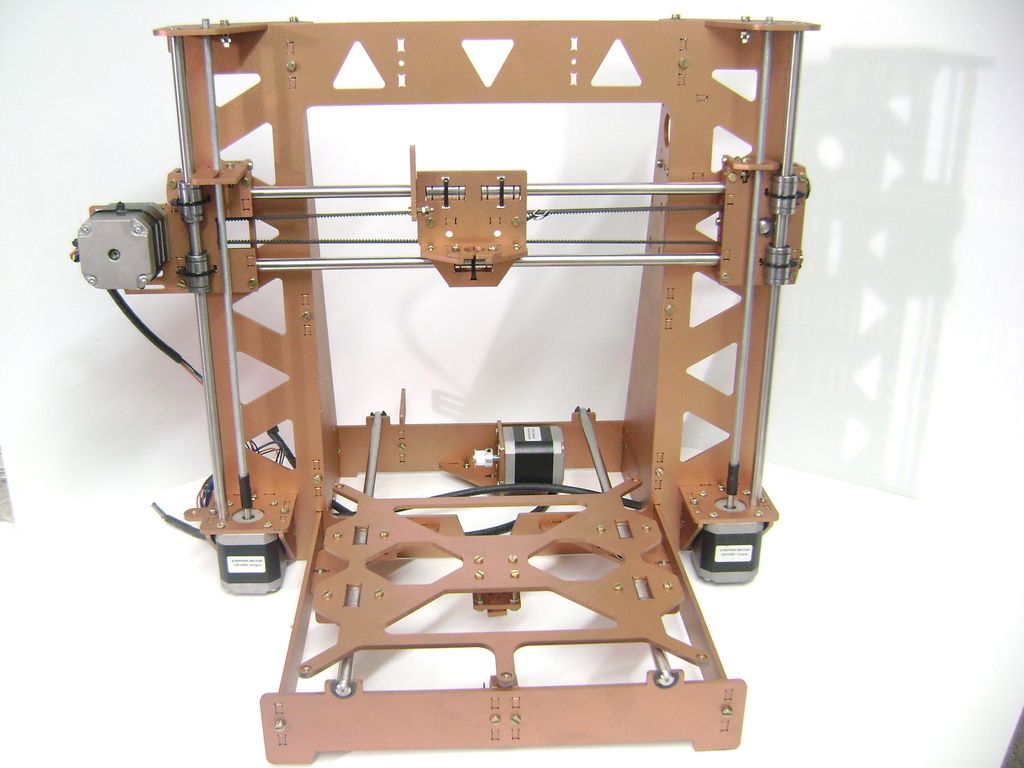
 Важно визуально контролировать действия устройства и не допускать сильных перекосов или зазоров стола и стеклянной поверхности. Такую калибровку необходимо выполнять настолько часто, насколько часто на первом слое появляются артефакты, или нить вообще не приклеивается к столу / вжимается в него слишком сильно.
Важно визуально контролировать действия устройства и не допускать сильных перекосов или зазоров стола и стеклянной поверхности. Такую калибровку необходимо выполнять настолько часто, насколько часто на первом слое появляются артефакты, или нить вообще не приклеивается к столу / вжимается в него слишком сильно. Сделать это будет необходимо в случае с зенитом в 3х точках, однако, как правило, в подобных устройствах калибровка выполняется по 4м точкам.
Сделать это будет необходимо в случае с зенитом в 3х точках, однако, как правило, в подобных устройствах калибровка выполняется по 4м точкам.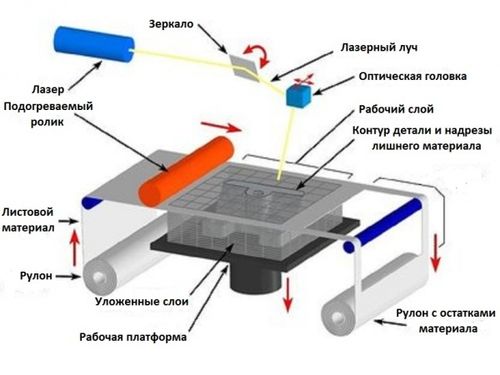 к. сопло проходит через циклы нагрева/остывания и налипший пластик карамелизуется, образовывая своеобразный «налет». Так же, при пусть редких, но неминуемых браках печати, или неправильно посчитанном задании, на сопло может налипать большие количества материала, в конце концов попадающее при следующих печатях на поверхность изделия и портящих ее.
к. сопло проходит через циклы нагрева/остывания и налипший пластик карамелизуется, образовывая своеобразный «налет». Так же, при пусть редких, но неминуемых браках печати, или неправильно посчитанном задании, на сопло может налипать большие количества материала, в конце концов попадающее при следующих печатях на поверхность изделия и портящих ее.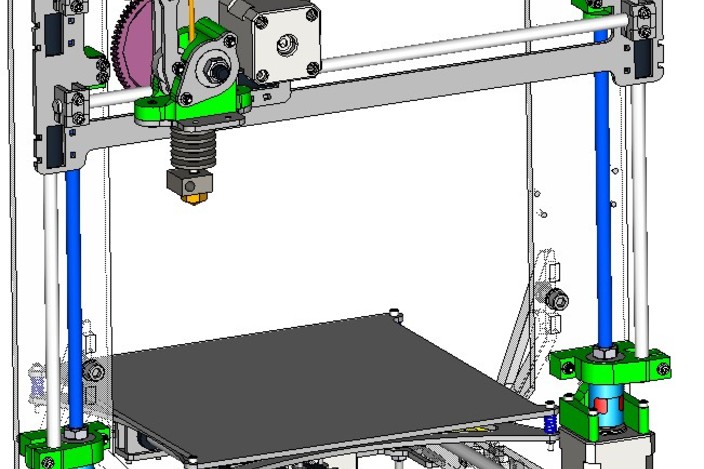 Ни в коем случае не проводите данных процедур в домашних условиях. Это может быть опасно!
Ни в коем случае не проводите данных процедур в домашних условиях. Это может быть опасно!
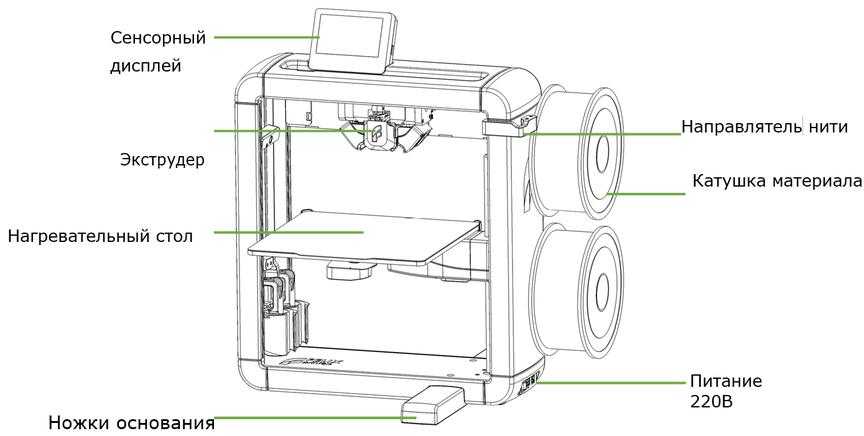
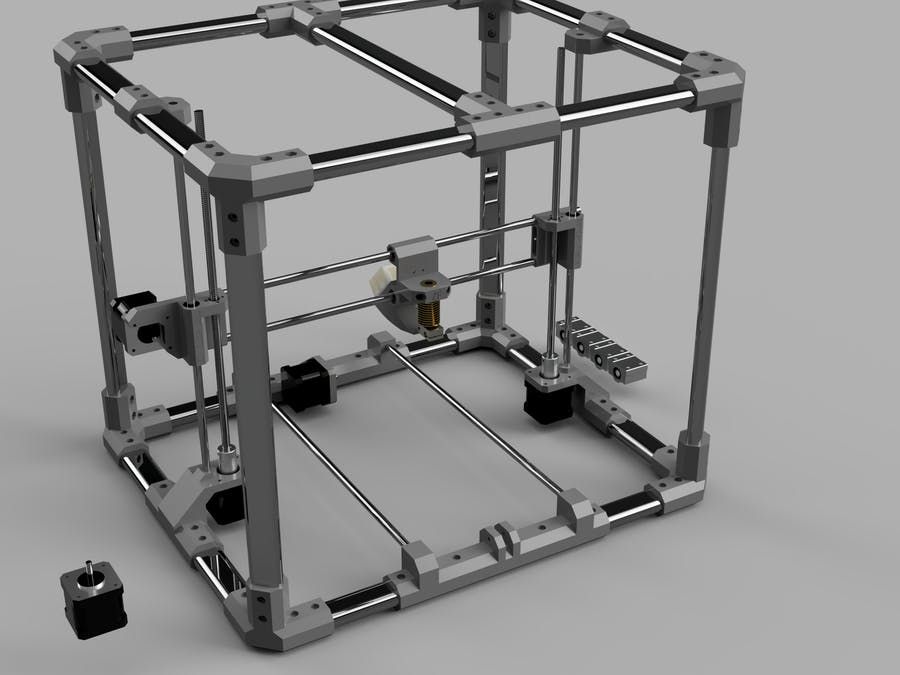


 Сторонники уже давно продвигают идею о том, что если вы придумали что-то новое или сломали что-то, что у вас есть, вы можете просто нажать кнопку на своем компьютере и распечатать новый за считанные минуты. Возможно, в какой-то момент эти идеи были преувеличены, но после того, как после многих лет скептицизма наконец-то появился принтер, кажется, что многие из ранних проблем с этими устройствами были решены. Я использую свой постоянно: от печати запасной части для лампы до изготовления корпуса небольшого робота-ракетоносца.
Сторонники уже давно продвигают идею о том, что если вы придумали что-то новое или сломали что-то, что у вас есть, вы можете просто нажать кнопку на своем компьютере и распечатать новый за считанные минуты. Возможно, в какой-то момент эти идеи были преувеличены, но после того, как после многих лет скептицизма наконец-то появился принтер, кажется, что многие из ранних проблем с этими устройствами были решены. Я использую свой постоянно: от печати запасной части для лампы до изготовления корпуса небольшого робота-ракетоносца.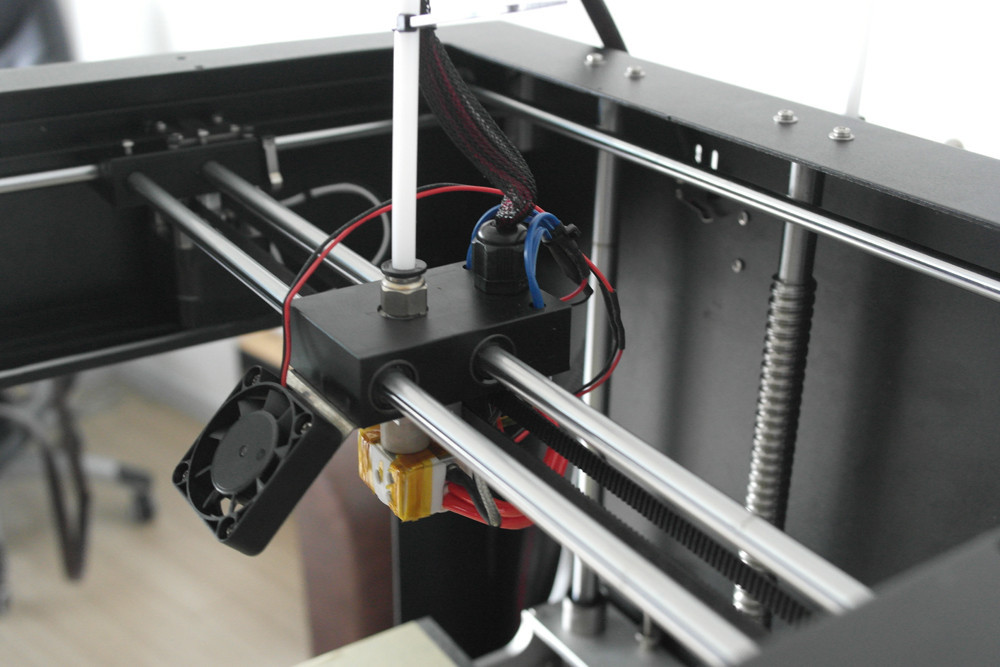 Лично я купил Monoprice Select Mini 3D Printer V2, который является исключительно популярным малобюджетным принтером. Это довольно простой, с точки зрения функций, с относительно небольшой областью печати 120 на 120 на 120 миллиметров, но он стоил менее 200 долларов и работал очень хорошо для меня из коробки.
Лично я купил Monoprice Select Mini 3D Printer V2, который является исключительно популярным малобюджетным принтером. Это довольно простой, с точки зрения функций, с относительно небольшой областью печати 120 на 120 на 120 миллиметров, но он стоил менее 200 долларов и работал очень хорошо для меня из коробки.
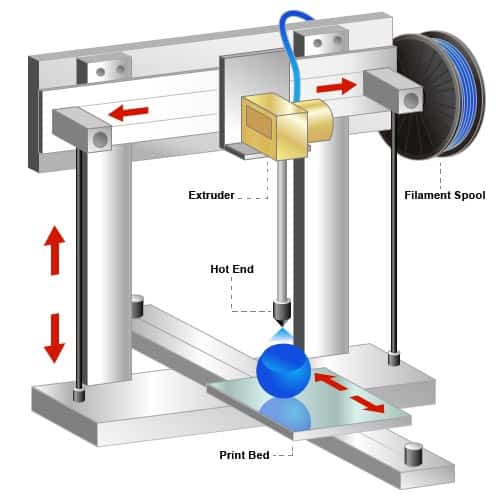 Лично меня не интересовал маленький пластиковый кот, и вместо этого я обратился к Thingiverse, чтобы найти небольшой корпус для проекта по электронике, над которым я работал.
Лично меня не интересовал маленький пластиковый кот, и вместо этого я обратился к Thingiverse, чтобы найти небольшой корпус для проекта по электронике, над которым я работал.
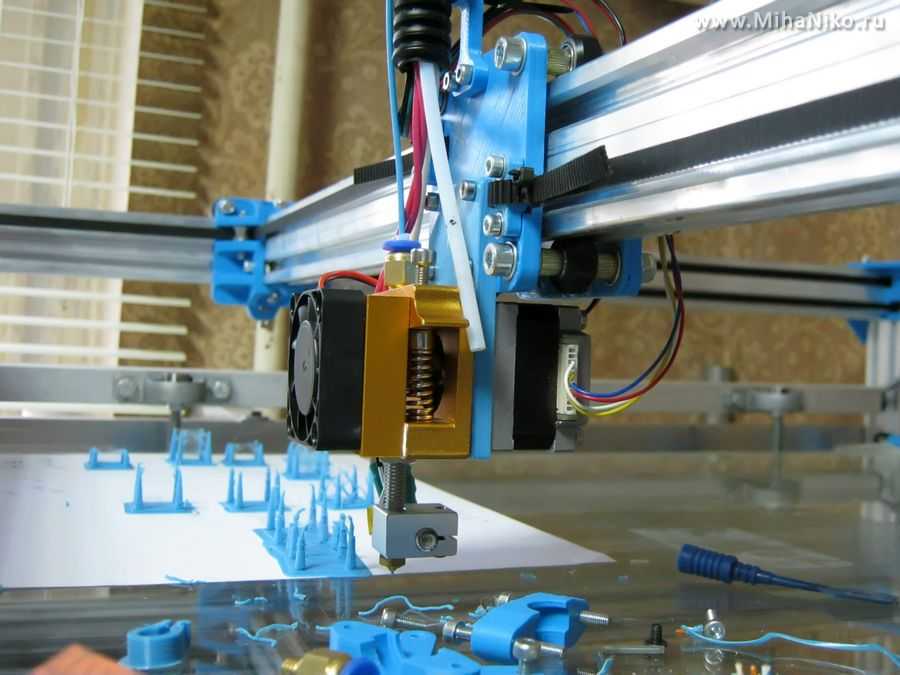 Что-то, о чем я даже не задумывался, пока мой первый принтер не появился у меня на пороге, было то, где именно я собирался его поставить и что мне нужно, чтобы поддерживать его в порядке. Я потратил некоторое время, чтобы осмотреть штаб-квартиру MatterHackers, свою домашнюю установку и некоторые станции, которые я видел в Интернете и на публичных площадках, и составил список вещей, с которыми вы можете столкнуться при использовании вашего нового 3D-принтера.
Что-то, о чем я даже не задумывался, пока мой первый принтер не появился у меня на пороге, было то, где именно я собирался его поставить и что мне нужно, чтобы поддерживать его в порядке. Я потратил некоторое время, чтобы осмотреть штаб-квартиру MatterHackers, свою домашнюю установку и некоторые станции, которые я видел в Интернете и на публичных площадках, и составил список вещей, с которыми вы можете столкнуться при использовании вашего нового 3D-принтера. Старайтесь не выбирать место, которое будет находиться слишком далеко от розетки, потому что по мере развития вашей станции вы можете оказаться без розеток для различных принадлежностей принтера.
Старайтесь не выбирать место, которое будет находиться слишком далеко от розетки, потому что по мере развития вашей станции вы можете оказаться без розеток для различных принадлежностей принтера.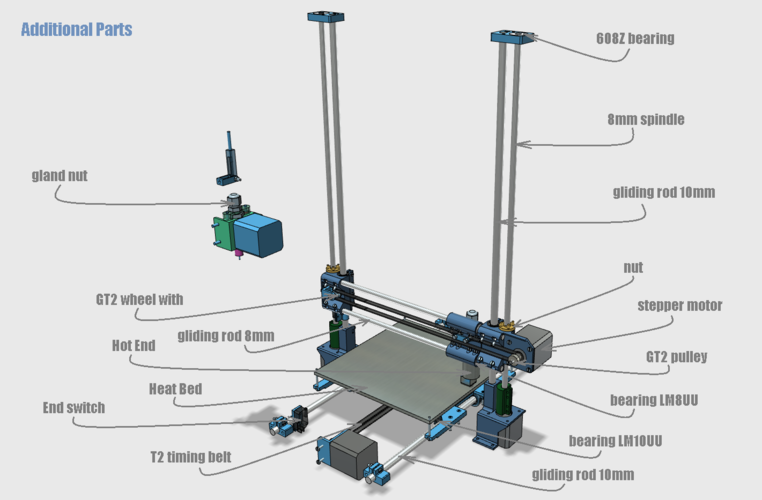
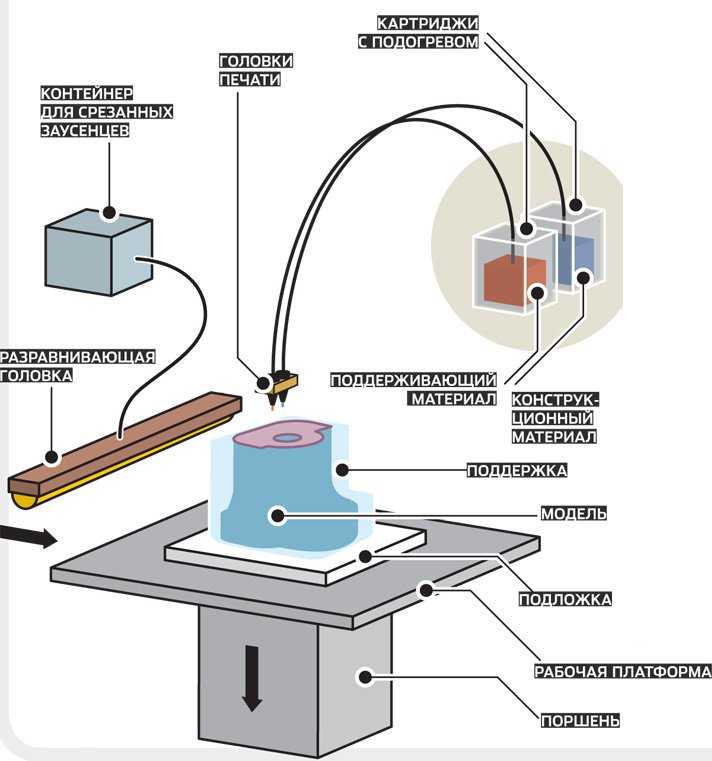
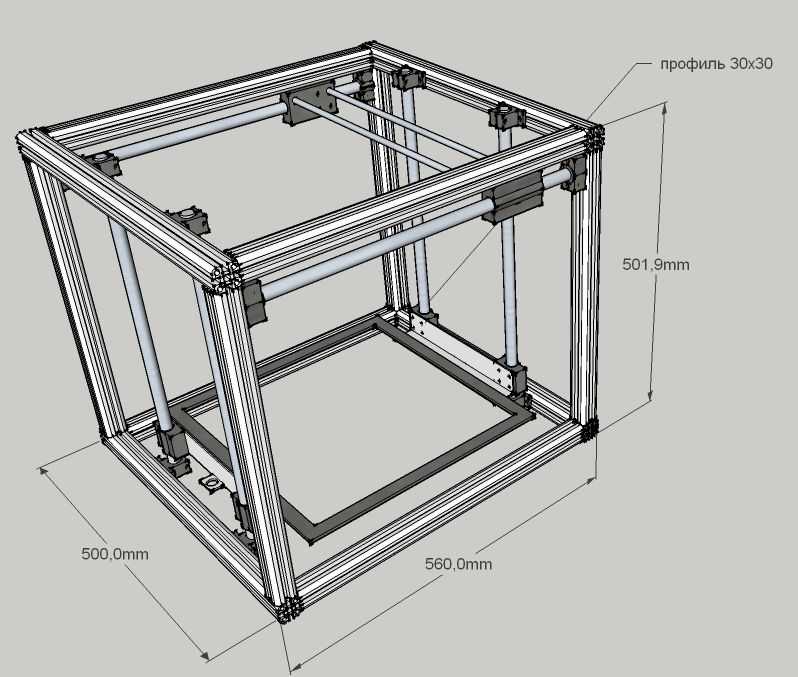 Наличие катушек в студии в две или три стопки становится больше проблем, чем пользы.
Наличие катушек в студии в две или три стопки становится больше проблем, чем пользы.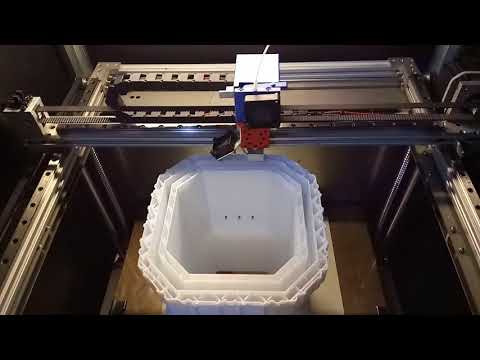 Держите под рукой несколько USB-накопителей, SD-карт или микро-SD-карт (независимо от того, что используют ваши принтеры), чтобы вы могли начать нарезку, пока ваши отпечатки еще не закончились. Набор штангенциркулей и запасных аккумуляторов для измерения деталей и получения ощущения масштаба как для 3D-моделей, которые вы проектируете, так и для моделей, которые вы загрузили; фаска 0,5 мм может выглядеть большой, но на самом деле ее практически нет. Резаки заподлицо отлично подходят для обрезки нити перед тем, как вы вставите ее в экструдер, или, если вы будете осторожны, она удобна для удаления опоры. Художественный нож или инструмент для удаления заусенцев — это удобный инструмент для удаления любых пятен на оттиске или очень тонких основах. В зависимости от того, поддерживает ли его 3D-принтер, гаечный ключ для снятия сопла в случае серьезного замятия или если вам нужно заменить его во время обслуживания (многие используют гаечный ключ на 7 мм, другие используют большие размеры, поэтому обязательно сверьтесь со своими штангенциркулем).
Держите под рукой несколько USB-накопителей, SD-карт или микро-SD-карт (независимо от того, что используют ваши принтеры), чтобы вы могли начать нарезку, пока ваши отпечатки еще не закончились. Набор штангенциркулей и запасных аккумуляторов для измерения деталей и получения ощущения масштаба как для 3D-моделей, которые вы проектируете, так и для моделей, которые вы загрузили; фаска 0,5 мм может выглядеть большой, но на самом деле ее практически нет. Резаки заподлицо отлично подходят для обрезки нити перед тем, как вы вставите ее в экструдер, или, если вы будете осторожны, она удобна для удаления опоры. Художественный нож или инструмент для удаления заусенцев — это удобный инструмент для удаления любых пятен на оттиске или очень тонких основах. В зависимости от того, поддерживает ли его 3D-принтер, гаечный ключ для снятия сопла в случае серьезного замятия или если вам нужно заменить его во время обслуживания (многие используют гаечный ключ на 7 мм, другие используют большие размеры, поэтому обязательно сверьтесь со своими штангенциркулем).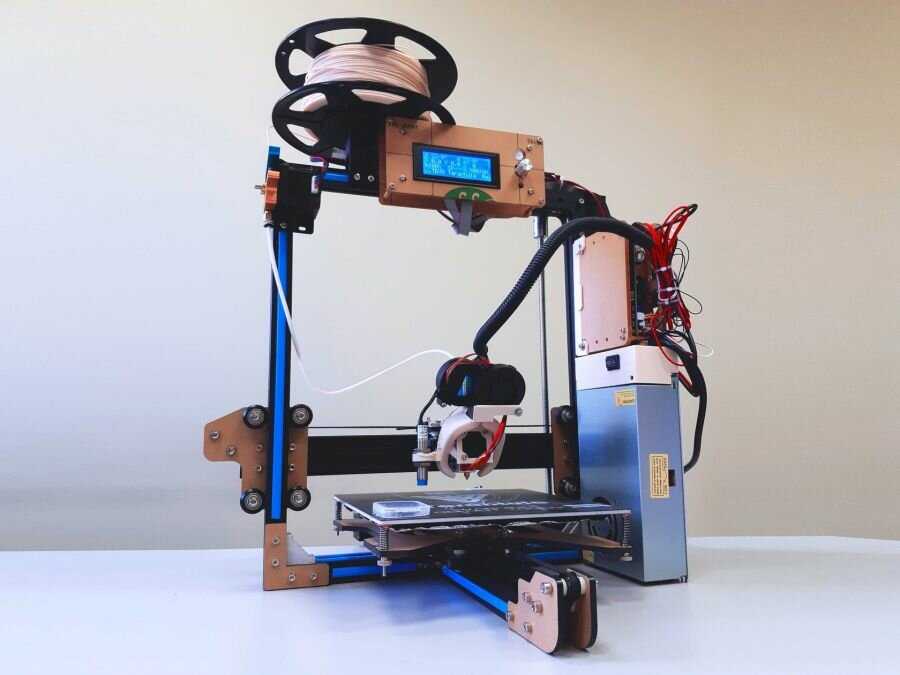 перед покупкой). Вы также можете легко найти их в наборах инструментов MatterHackers.
перед покупкой). Вы также можете легко найти их в наборах инструментов MatterHackers.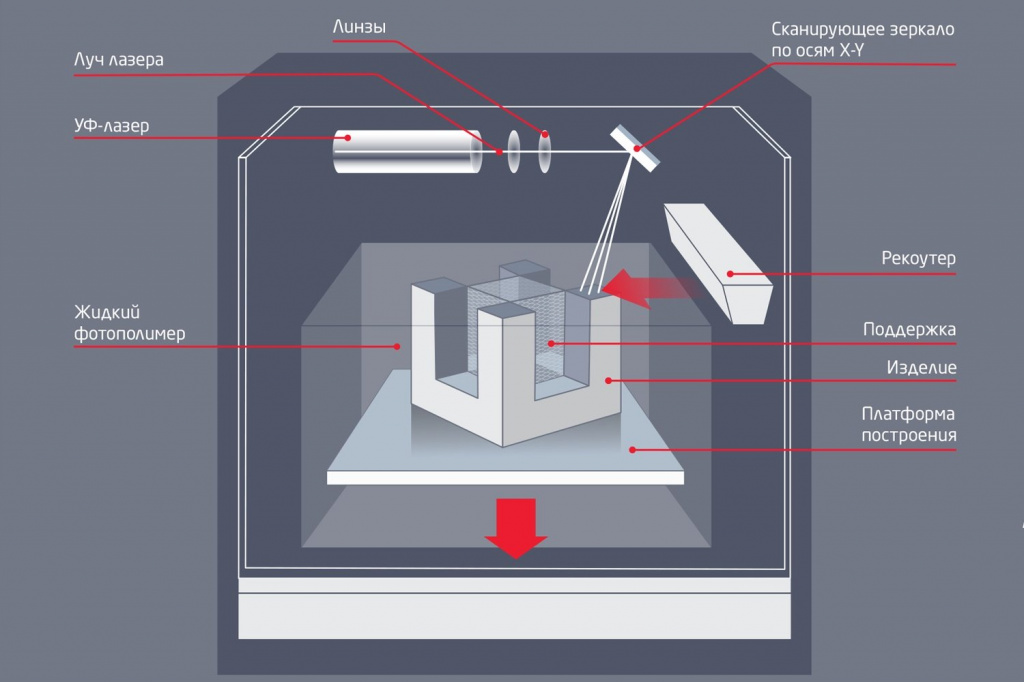 Для тех трудноразрешимых проблем, которые кажутся не такими уж общими, вы всегда можете связаться с нашей службой поддержки по телефону или электронной почте. Я бы порекомендовал посмотреть видео MatterHackers о «деформации» и «не выдавливании детали», так как это, кажется, самые распространенные ошибки, которые я вижу у новых пользователей. Мы также добавим ссылку на наше удобное руководство по устранению неполадок в описании видео ниже.
Для тех трудноразрешимых проблем, которые кажутся не такими уж общими, вы всегда можете связаться с нашей службой поддержки по телефону или электронной почте. Я бы порекомендовал посмотреть видео MatterHackers о «деформации» и «не выдавливании детали», так как это, кажется, самые распространенные ошибки, которые я вижу у новых пользователей. Мы также добавим ссылку на наше удобное руководство по устранению неполадок в описании видео ниже.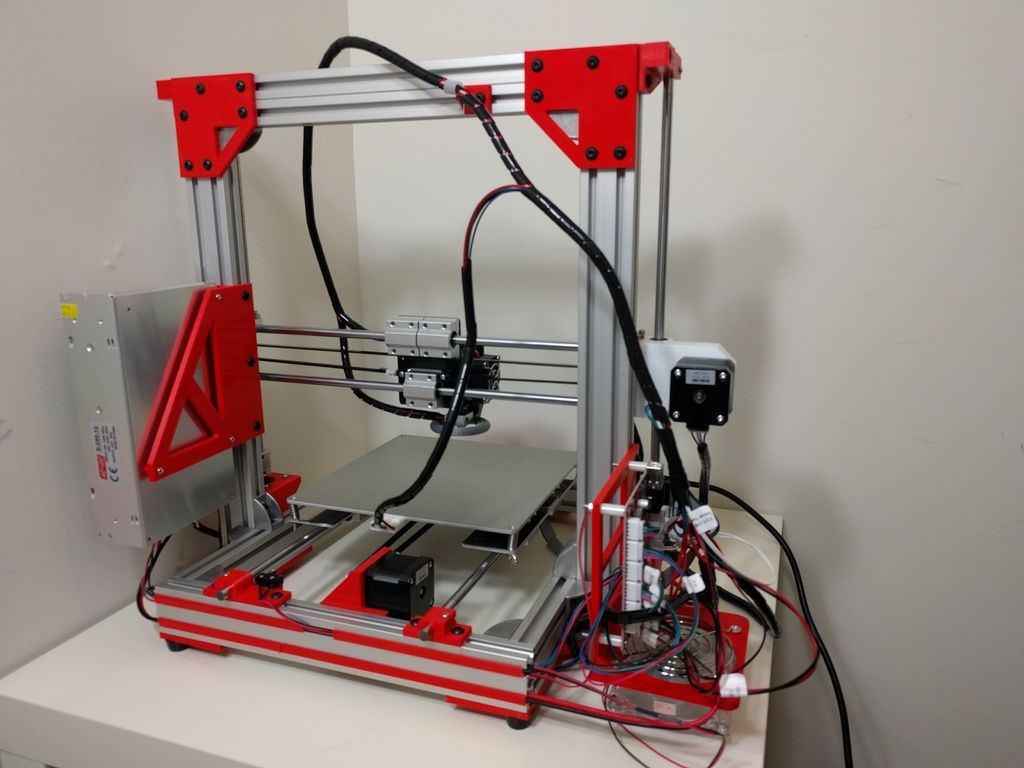
 При малых передаточных числах (до г = 10) применяются одноступенчатые редукторы. Двух- и трехступенчатые редукторы применяются при больших значениях передаточных чисел.
При малых передаточных числах (до г = 10) применяются одноступенчатые редукторы. Двух- и трехступенчатые редукторы применяются при больших значениях передаточных чисел.
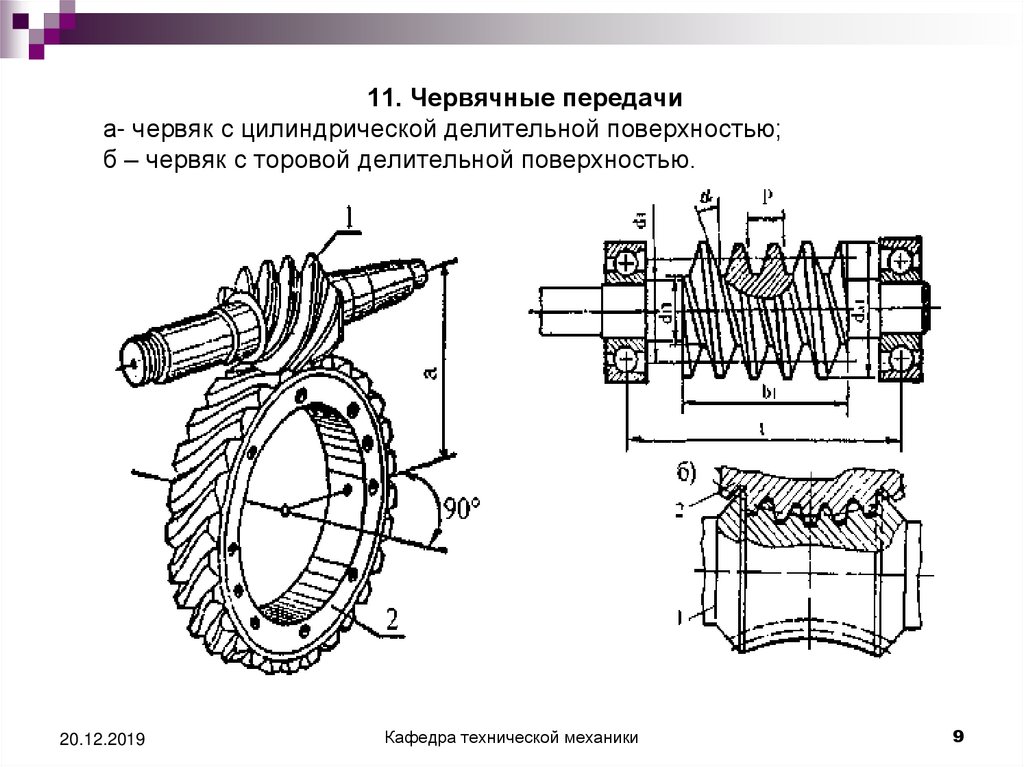

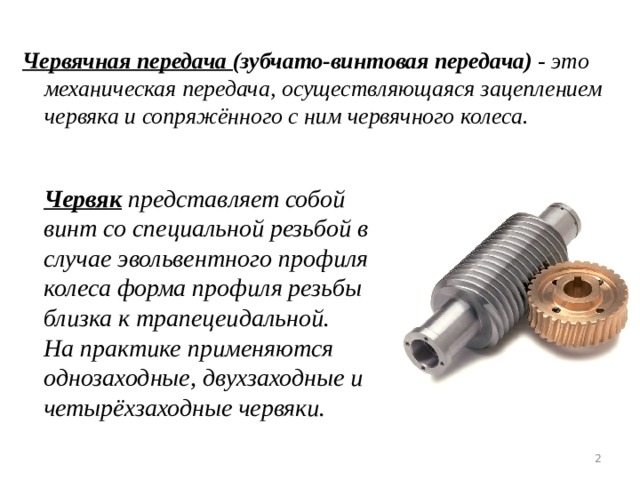

 поверхности витка
поверхности витка
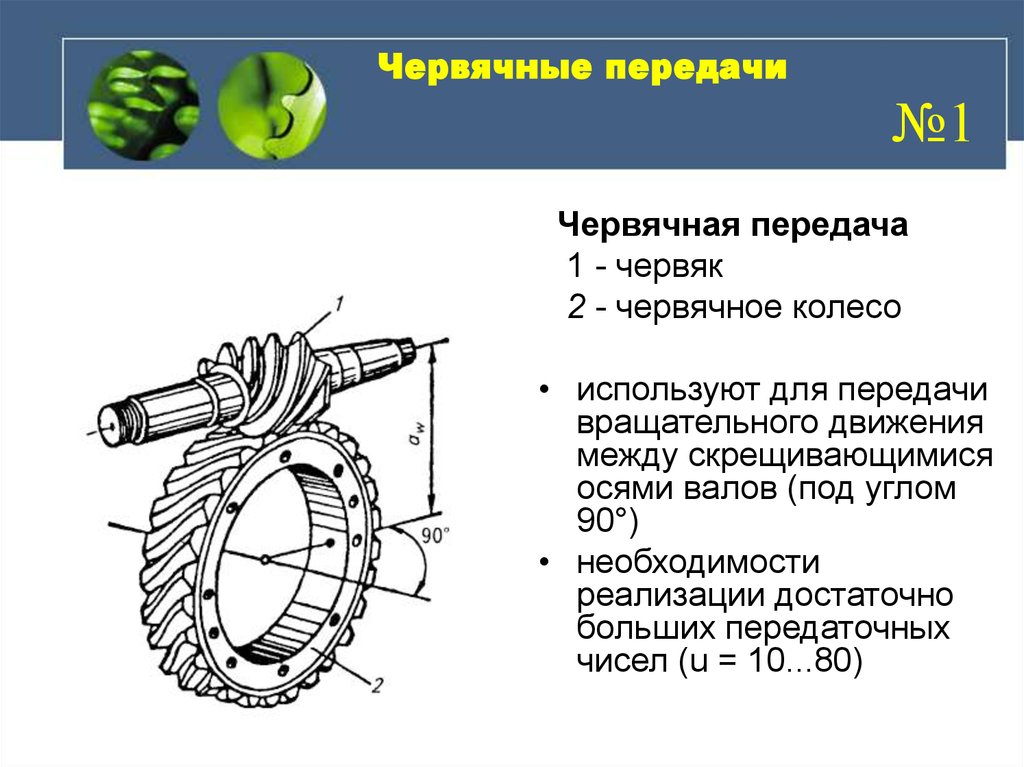
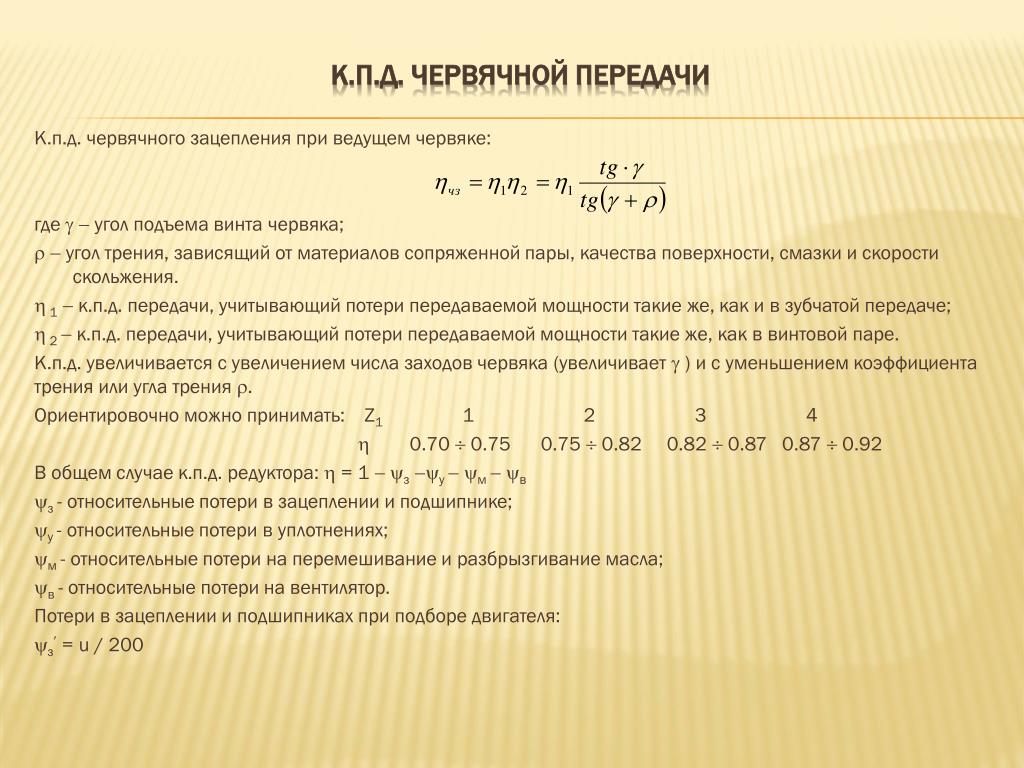
 Они используются на валах с непересекающимися перпендикулярными осями. Поскольку зубья зацепляющихся шестерен скользят мимо друг друга, червячные передачи неэффективны по сравнению с другими зубчатыми передачами, но они могут привести к значительному снижению скорости в очень компактных пространствах и, следовательно, имеют множество промышленных применений. По существу, червячные передачи можно разделить на одно- и двухконтурные, что описывает геометрию зацепления зубьев. Здесь описаны червячные передачи, а также обсуждение их работы и общих применений.
Они используются на валах с непересекающимися перпендикулярными осями. Поскольку зубья зацепляющихся шестерен скользят мимо друг друга, червячные передачи неэффективны по сравнению с другими зубчатыми передачами, но они могут привести к значительному снижению скорости в очень компактных пространствах и, следовательно, имеют множество промышленных применений. По существу, червячные передачи можно разделить на одно- и двухконтурные, что описывает геометрию зацепления зубьев. Здесь описаны червячные передачи, а также обсуждение их работы и общих применений.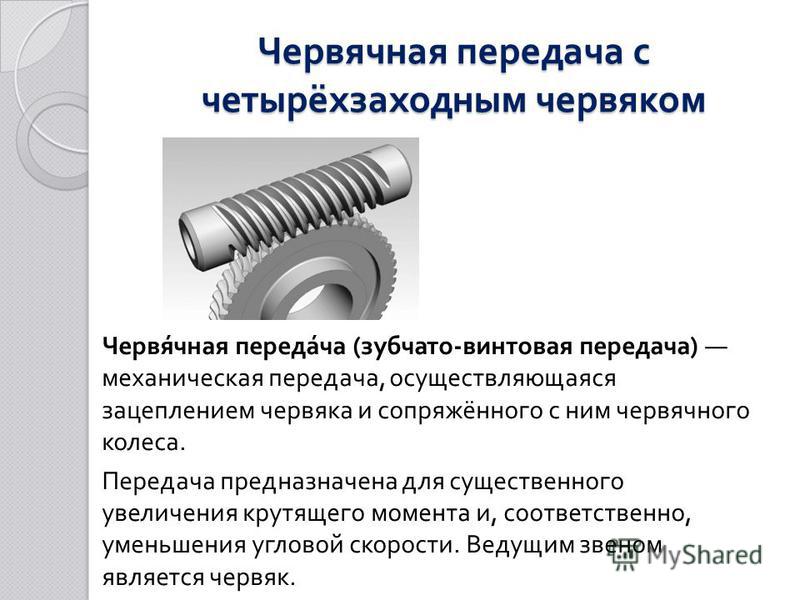 Истинная форма шпоры возникает только в центральной части колеса, поскольку зубья изгибаются, охватывая червяк. Зацепление аналогично действию зубчатой рейки, за исключением того, что поступательное движение рейки заменено вращательным движением червяка. Кривизна зубьев колеса иногда описывается как «горбовидная».
Истинная форма шпоры возникает только в центральной части колеса, поскольку зубья изгибаются, охватывая червяк. Зацепление аналогично действию зубчатой рейки, за исключением того, что поступательное движение рейки заменено вращательным движением червяка. Кривизна зубьев колеса иногда описывается как «горбовидная».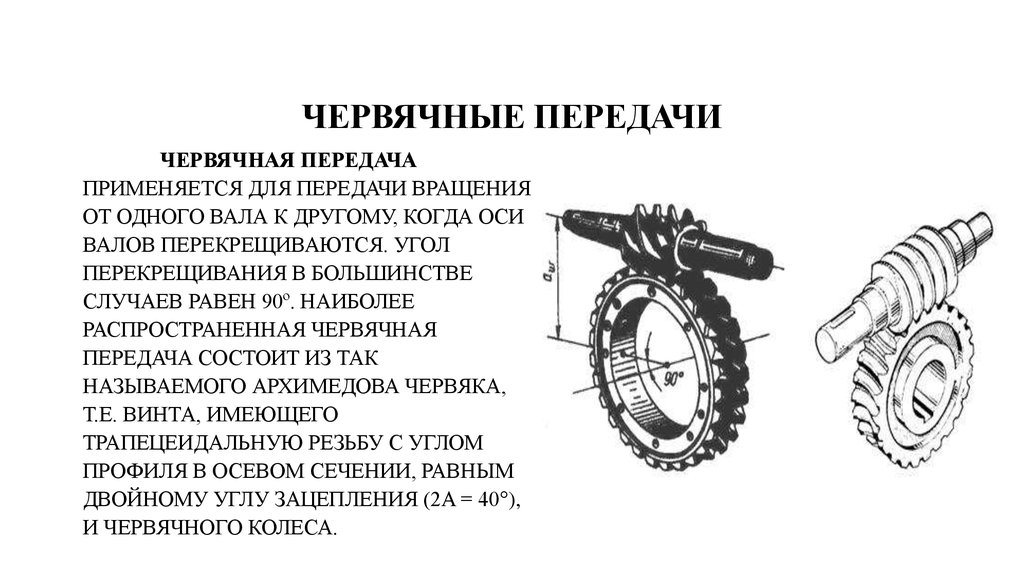 Если желательной характеристикой является обратный ход, геометрия червяка и колеса может быть адаптирована для его обеспечения (часто требуется несколько пусков).
Если желательной характеристикой является обратный ход, геометрия червяка и колеса может быть адаптирована для его обеспечения (часто требуется несколько пусков).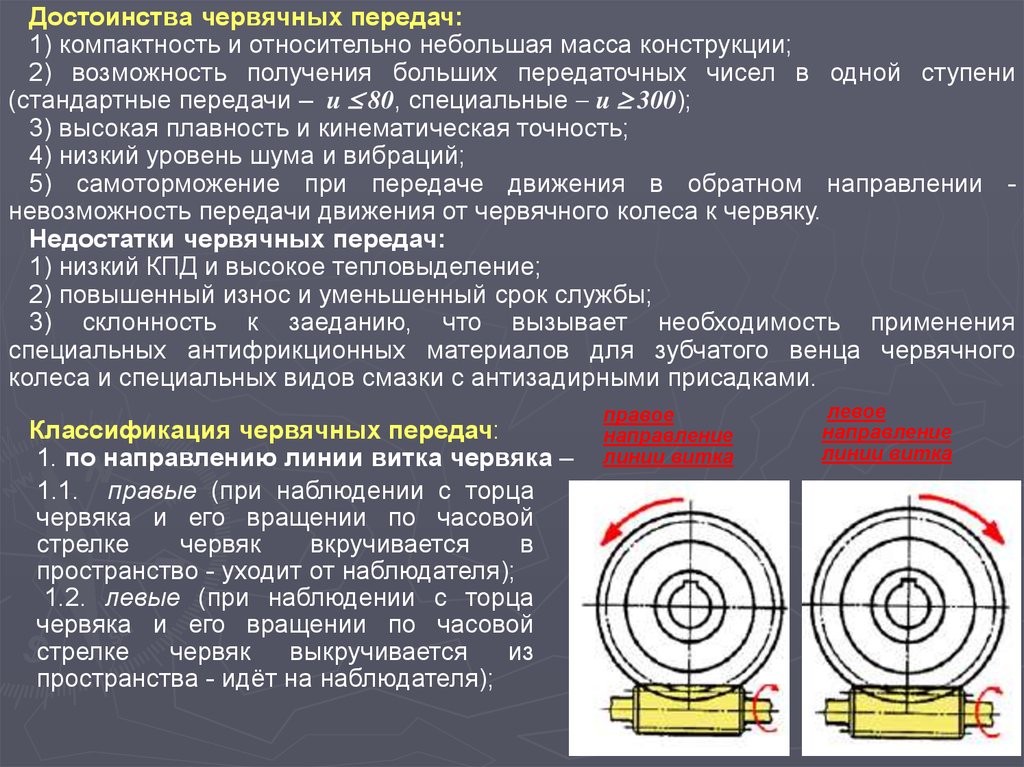 Эта установка требует тщательного осевого позиционирования червяка. Червячные передачи с двойной оболочкой сложны в обработке и имеют меньше применений, чем червячные передачи с одной оболочкой. Достижения в области механической обработки сделали конструкции с двойной оболочкой более практичными, чем в прошлом.
Эта установка требует тщательного осевого позиционирования червяка. Червячные передачи с двойной оболочкой сложны в обработке и имеют меньше применений, чем червячные передачи с одной оболочкой. Достижения в области механической обработки сделали конструкции с двойной оболочкой более практичными, чем в прошлом.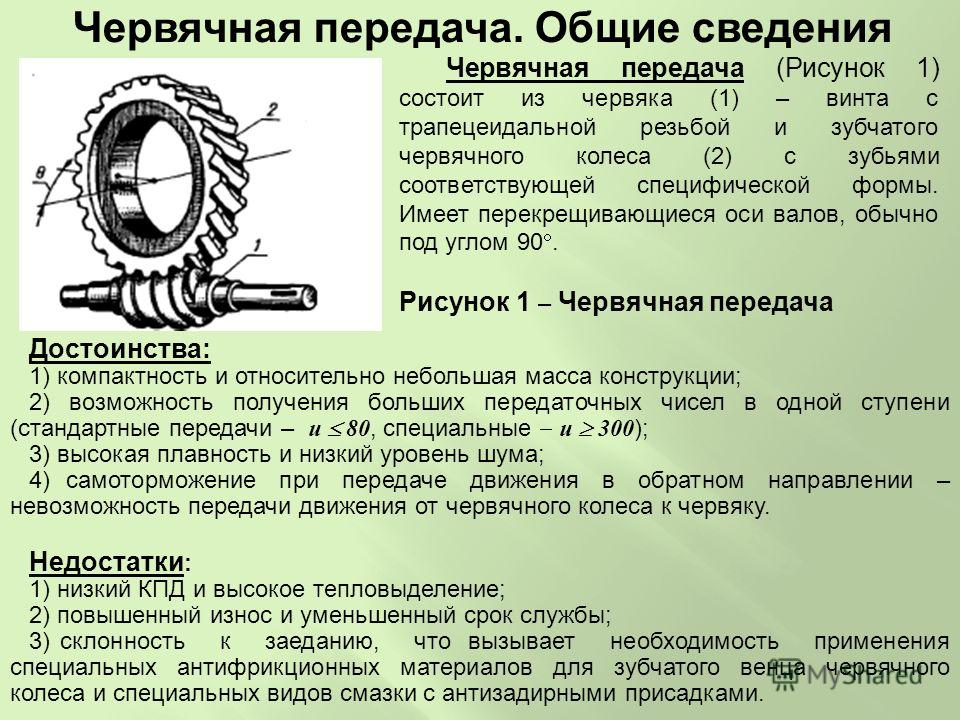
 Чтобы гарантировать, что это произойдет всегда или никогда не произойдет, разработчик червячного привода должен выбрать углы спирали, которые либо достаточно крутые, либо достаточно пологие, чтобы переопределить эти другие переменные. Продуманный дизайн часто предполагает включение резервного торможения с самоблокирующимся приводом, когда на карту поставлена безопасность.
Чтобы гарантировать, что это произойдет всегда или никогда не произойдет, разработчик червячного привода должен выбрать углы спирали, которые либо достаточно крутые, либо достаточно пологие, чтобы переопределить эти другие переменные. Продуманный дизайн часто предполагает включение резервного торможения с самоблокирующимся приводом, когда на карту поставлена безопасность.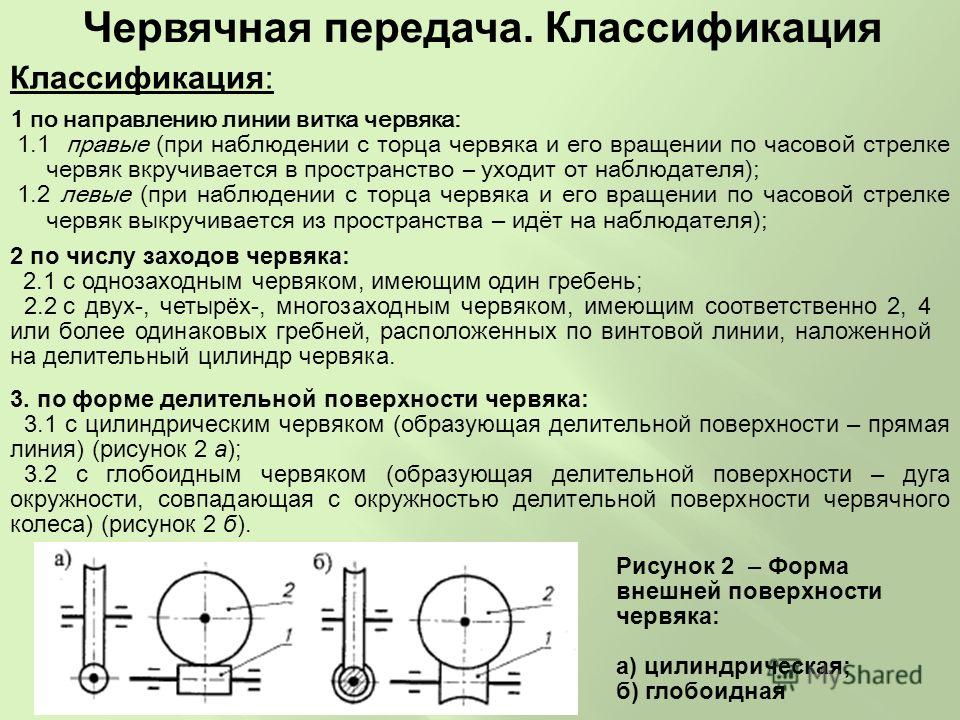 Дополнительную информацию о зубчатых колесах можно найти на веб-странице Американской ассоциации производителей зубчатых колес.
Дополнительную информацию о зубчатых колесах можно найти на веб-странице Американской ассоциации производителей зубчатых колес. В этой статье будет представлен обзор распространенных типов червячных передач, классов, стандартов, материалов и методов изготовления.
В этой статье будет представлен обзор распространенных типов червячных передач, классов, стандартов, материалов и методов изготовления.
 Он не распространяется на косозубые шестерни, используемые в качестве червячных передач.
Он не распространяется на косозубые шестерни, используемые в качестве червячных передач.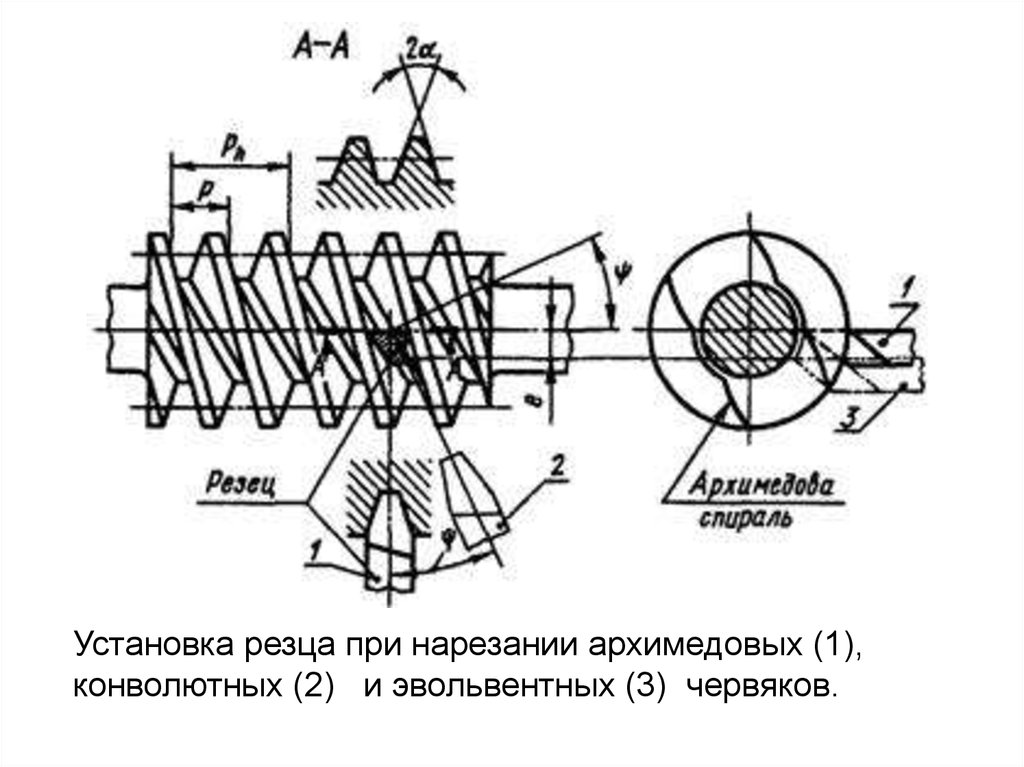
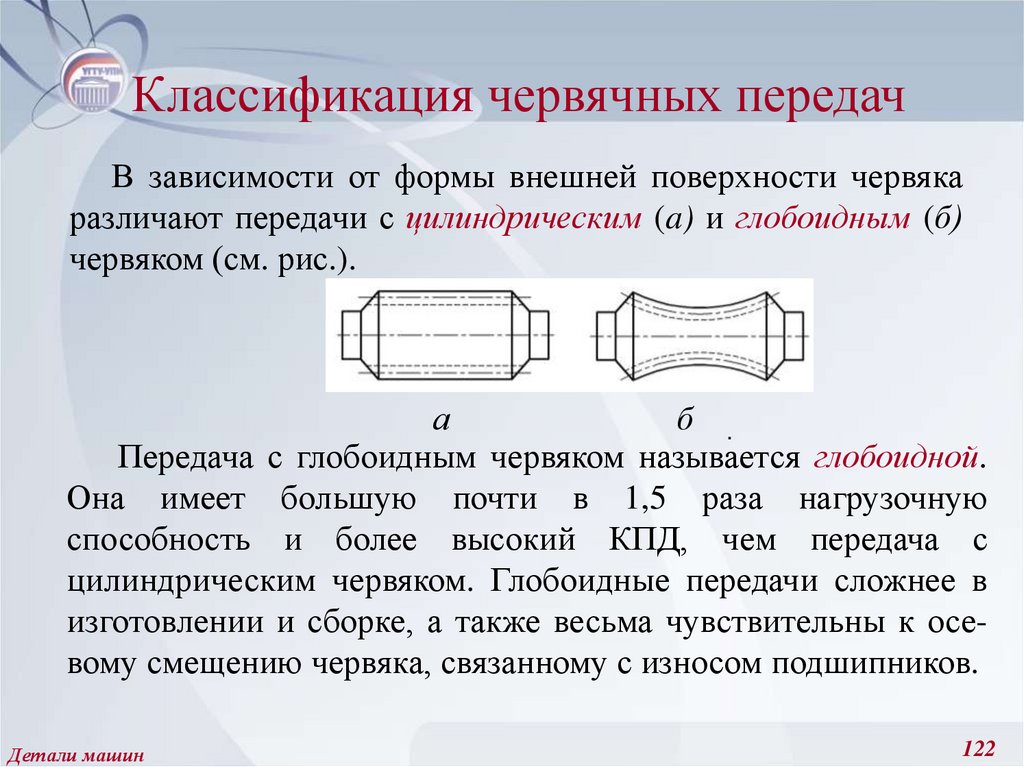 Для всех намерений и целей горловина незначительна, и бланк, сделанный таким образом, не должен рассматриваться как горловой бланк.
Для всех намерений и целей горловина незначительна, и бланк, сделанный таким образом, не должен рассматриваться как горловой бланк. 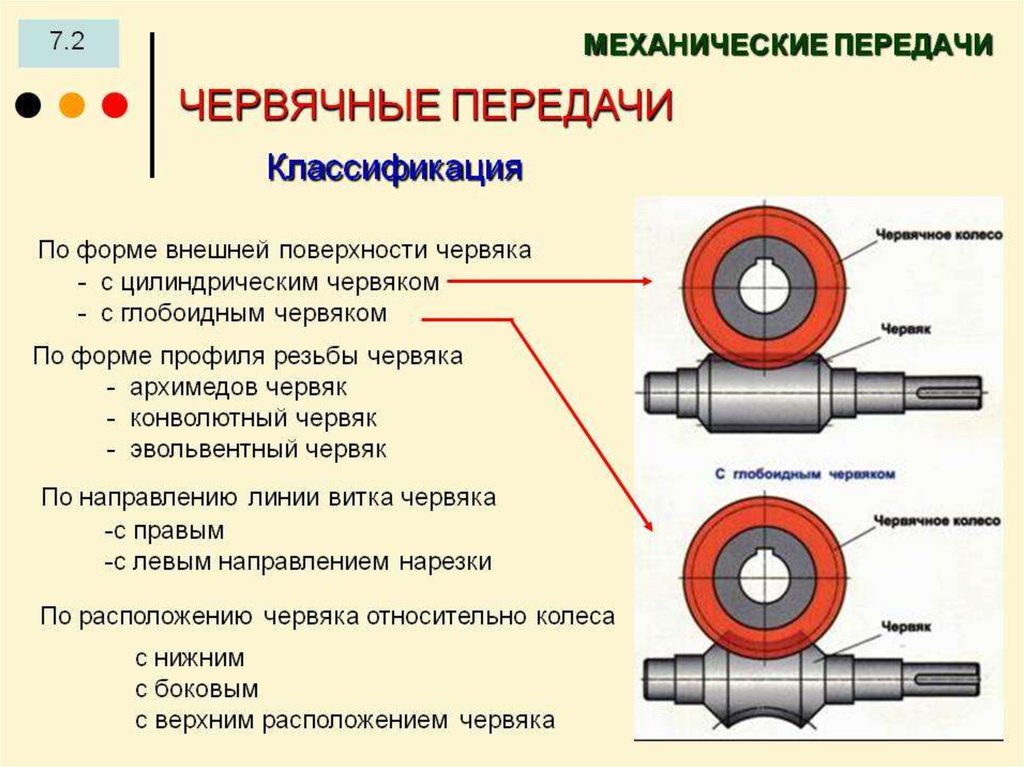
 Под формой зуба червячной передачи понимается ее полное сопряжение с ответной резьбой червяка.
Под формой зуба червячной передачи понимается ее полное сопряжение с ответной резьбой червяка.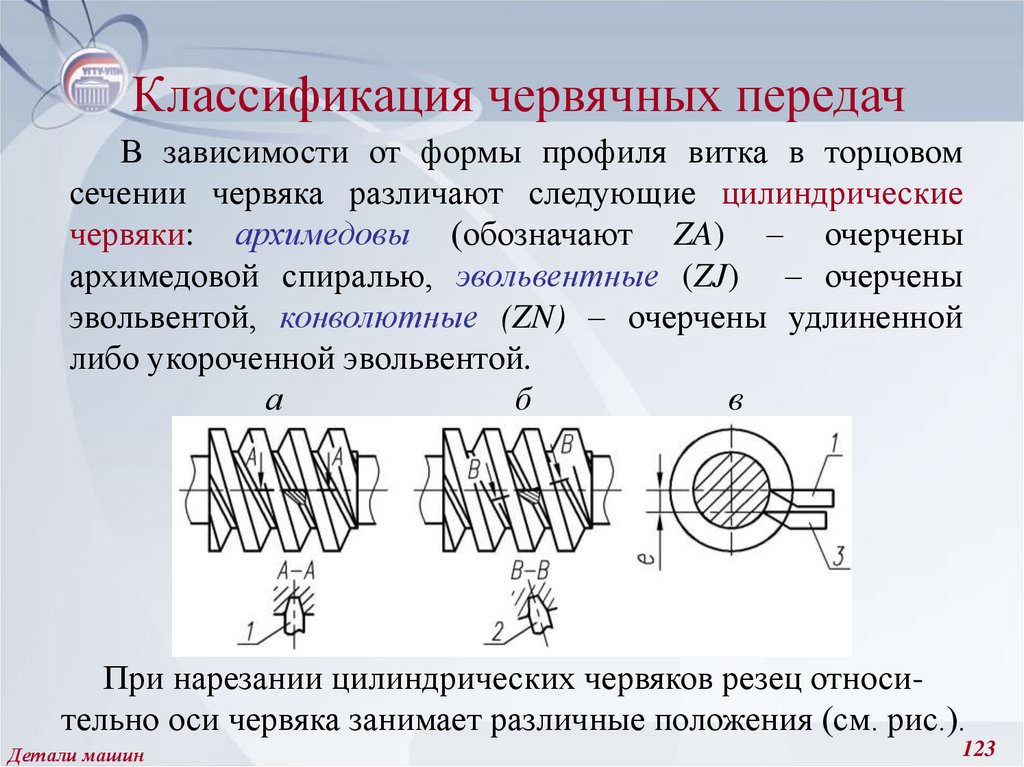 Величина этих различий зависит от нескольких факторов, а именно от диаметра и угла подъема червяка, толщины и глубины резьбы червяка, диаметра фрезы или шлифовального круга. На прилагаемой диаграмме показаны эффекты кривизны и угла давления, создаваемые в червяке резцами и шлифовальными кругами, а также то, как на степень изменения профиля червяка и угла давления влияет диаметр используемого режущего инструмента.
Величина этих различий зависит от нескольких факторов, а именно от диаметра и угла подъема червяка, толщины и глубины резьбы червяка, диаметра фрезы или шлифовального круга. На прилагаемой диаграмме показаны эффекты кривизны и угла давления, создаваемые в червяке резцами и шлифовальными кругами, а также то, как на степень изменения профиля червяка и угла давления влияет диаметр используемого режущего инструмента. S.A.E. бронза зубчатая фосфорно-никелевая (№ 65 + Ni) содержит 87 % меди, 11 % олова, 2 % никеля и 0,2 % фосфора.
S.A.E. бронза зубчатая фосфорно-никелевая (№ 65 + Ni) содержит 87 % меди, 11 % олова, 2 % никеля и 0,2 % фосфора.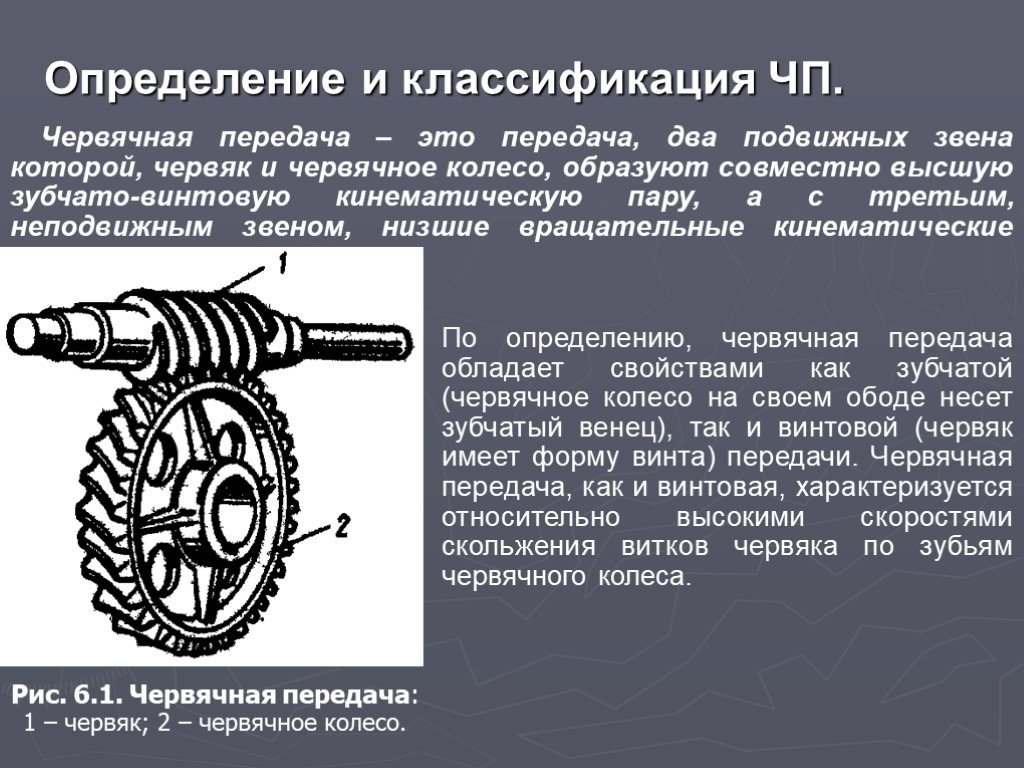 комбинированная эффективность.
комбинированная эффективность. Таким образом, если соотношение равно 6, могут использоваться следующие комбинации:
Таким образом, если соотношение равно 6, могут использоваться следующие комбинации: Используются следующие общие методы: (1) резка с использованием прямой фрезы и радиального движения подачи между фрезой и заготовкой зубчатого колеса; (2) резание подачей фрезы по касательной к заготовке червячной передачи; и (3) резка путем подачи сужающейся фрезы по касательной. Метод нахлыста более медленный по сравнению с червячной фрезой, но он имеет два неоспоримых преимущества: во-первых, вместо дорогой фрезы можно использовать очень простой и недорогой фрез. Это имеет большое значение, когда количество червячных передач недостаточно велико для изготовления варочной поверхности. Во-вторых, с помощью метода фрезы можно производить червячные передачи с более точными зубьями, чем при использовании прямой фрезы. Конические фрезы специально приспособлены для нарезания червячных передач, которые должны зацепляться с червяками, имеющими большие углы наклона спирали; они также предпочтительнее для червячных передач, имеющих большую ширину поверхности пропорционально диаметру червяка. Зубья червячной передачи формируются более точно с помощью конической фрезы, чем с прямой фрезой, которой придается радиальное движение подачи.
Используются следующие общие методы: (1) резка с использованием прямой фрезы и радиального движения подачи между фрезой и заготовкой зубчатого колеса; (2) резание подачей фрезы по касательной к заготовке червячной передачи; и (3) резка путем подачи сужающейся фрезы по касательной. Метод нахлыста более медленный по сравнению с червячной фрезой, но он имеет два неоспоримых преимущества: во-первых, вместо дорогой фрезы можно использовать очень простой и недорогой фрез. Это имеет большое значение, когда количество червячных передач недостаточно велико для изготовления варочной поверхности. Во-вторых, с помощью метода фрезы можно производить червячные передачи с более точными зубьями, чем при использовании прямой фрезы. Конические фрезы специально приспособлены для нарезания червячных передач, которые должны зацепляться с червяками, имеющими большие углы наклона спирали; они также предпочтительнее для червячных передач, имеющих большую ширину поверхности пропорционально диаметру червяка. Зубья червячной передачи формируются более точно с помощью конической фрезы, чем с прямой фрезой, которой придается радиальное движение подачи.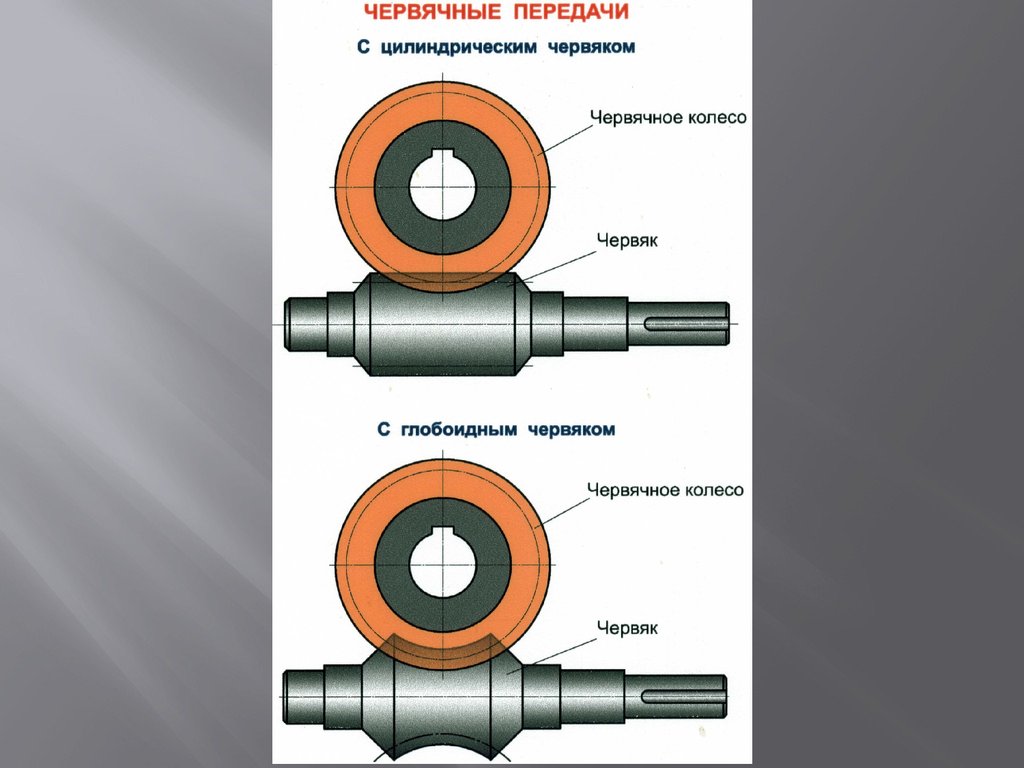
 Принтеры и смола в наличии в Москве.
Принтеры и смола в наличии в Москве. Не забудьте прихватить на пробу фотополимерную смолу Anet.
Не забудьте прихватить на пробу фотополимерную смолу Anet. Из «фишек» — WiFi подключение.
Из «фишек» — WiFi подключение.  И образ этот возник не на пустом месте: есть множество достоверных…
И образ этот возник не на пустом месте: есть множество достоверных…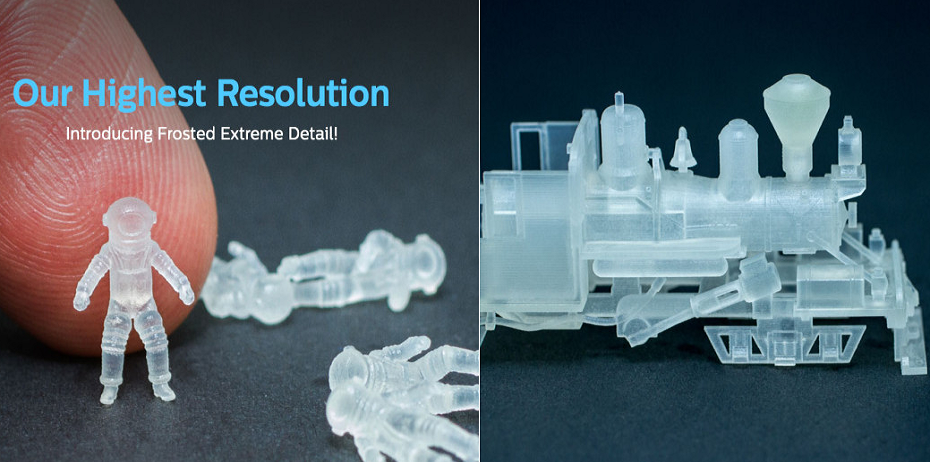 Тут и сочный IPS…
Тут и сочный IPS… Она приводится в движение (поднимается, опускается и вращается) специальным механизмом. В некоторых случаях в движение приводится сама кювета. Лазерный излучатель и зеркальная система отклонения расположены в верхней части оборудования.
Она приводится в движение (поднимается, опускается и вращается) специальным механизмом. В некоторых случаях в движение приводится сама кювета. Лазерный излучатель и зеркальная система отклонения расположены в верхней части оборудования.
 Они надежны и довольно понятны в использовании. Кроме того, оборудование совместимо со многими фотополимерными смолами, представленными на рынке.
Они надежны и довольно понятны в использовании. Кроме того, оборудование совместимо со многими фотополимерными смолами, представленными на рынке.
 В этом случае платформа не погружается в расходный материал, а поднимается вдоль оси Z, постепенно растягивая слои засвеченной смолы.
В этом случае платформа не погружается в расходный материал, а поднимается вдоль оси Z, постепенно растягивая слои засвеченной смолы.
 Отличие заключается в том, что в качестве шаблона засветки (матрицы) используется особая LCD-панель.
Отличие заключается в том, что в качестве шаблона засветки (матрицы) используется особая LCD-панель.
 Рабочая область полимеризации ограничена только разрешением матрицы и габаритами оборудования. При этом слабая сила засветки увеличивает скорость полимеризации по сравнению с DLP-технологией. В процессе печати могут возникать засветки. Кроме того, за счет особенностей формирования маски контур стенки может получаться нечетким.
Рабочая область полимеризации ограничена только разрешением матрицы и габаритами оборудования. При этом слабая сила засветки увеличивает скорость полимеризации по сравнению с DLP-технологией. В процессе печати могут возникать засветки. Кроме того, за счет особенностей формирования маски контур стенки может получаться нечетким.
 Для масштабной полимеризации сложных изделий подойдут промышленные 3D-принтеры.
Для масштабной полимеризации сложных изделий подойдут промышленные 3D-принтеры.

 В этой статье вы можете узнать о компромиссах и узнать больше о вариантах 3D-печати начального уровня, которые лучше всего подходят для вашего приложения.
В этой статье вы можете узнать о компромиссах и узнать больше о вариантах 3D-печати начального уровня, которые лучше всего подходят для вашего приложения. Разница в том, что он затвердевает, когда часть подвергается воздействию света. Каждый срез в узоре УФ-света затвердевает смолу в нужных местах. Существует три типа распространенных полимерных 3D-принтеров: DLP (цифровая обработка света), SLA (стереолитография) и MSLA (микростереолитография). Эти технологии различаются тем, как они отверждают полимер. В 3D-принтерах DLP используется чип DMD и проектор (в основном как старые диапроекторы) для одновременного отверждения всего слоя.0003
Разница в том, что он затвердевает, когда часть подвергается воздействию света. Каждый срез в узоре УФ-света затвердевает смолу в нужных местах. Существует три типа распространенных полимерных 3D-принтеров: DLP (цифровая обработка света), SLA (стереолитография) и MSLA (микростереолитография). Эти технологии различаются тем, как они отверждают полимер. В 3D-принтерах DLP используется чип DMD и проектор (в основном как старые диапроекторы) для одновременного отверждения всего слоя.0003 Филаментные принтеры хорошо подходят для изготовления деталей с термопластическими свойствами и часто представляют собой более крупные детали. Полимерные принтеры превосходно воспроизводят мелкие детали и могут печатать гораздо более точно на мелких деталях, но используют термореактивную смолу. Есть еще несколько важных факторов, которые следует учитывать при выборе того, какая из этих технологий лучше всего подходит для ваших конкретных потребностей.
Филаментные принтеры хорошо подходят для изготовления деталей с термопластическими свойствами и часто представляют собой более крупные детали. Полимерные принтеры превосходно воспроизводят мелкие детали и могут печатать гораздо более точно на мелких деталях, но используют термореактивную смолу. Есть еще несколько важных факторов, которые следует учитывать при выборе того, какая из этих технологий лучше всего подходит для ваших конкретных потребностей.
 Детали, напечатанные на 3D-принтере FDM, имеют значительно меньшую прочность, когда силы действуют на слои. Это означает, что сила по оси Z обычно намного слабее по сравнению с силой в направлении XY. Поэтому очень важно учитывать ориентацию деталей, чтобы максимизировать прочность.
Детали, напечатанные на 3D-принтере FDM, имеют значительно меньшую прочность, когда силы действуют на слои. Это означает, что сила по оси Z обычно намного слабее по сравнению с силой в направлении XY. Поэтому очень важно учитывать ориентацию деталей, чтобы максимизировать прочность. На одну модель больше, Creality XR-10 Max имеет даже объем печати 450 x 450 x 475 мм. Для филаментных FDM-принтеров легче разработать больший объем печати, а более крупные принтеры легче найти.
На одну модель больше, Creality XR-10 Max имеет даже объем печати 450 x 450 x 475 мм. Для филаментных FDM-принтеров легче разработать больший объем печати, а более крупные принтеры легче найти. Важно отметить, что жидкая смола является химическим веществом. Перед использованием новой смолы важно прочитать паспорт безопасности. В SDS также будут указаны средства индивидуальной защиты, например, надевать перчатки всякий раз, когда есть возможность соприкоснуться со смолой. Кроме того, некоторые смолы могут иметь отчетливый запах, поэтому рекомендуется хранить полимерные 3D-принтеры в хорошо проветриваемом помещении. Запах смолы варьируется от смолы к смоле. Большинство дешевых смол изготавливаются из дешевых строительных блоков, которые могут иметь довольно неприятный запах. Большинство смол Liqcreate не имеют запаха или имеют слабый запах. Отправьте электронное письмо по адресу
Важно отметить, что жидкая смола является химическим веществом. Перед использованием новой смолы важно прочитать паспорт безопасности. В SDS также будут указаны средства индивидуальной защиты, например, надевать перчатки всякий раз, когда есть возможность соприкоснуться со смолой. Кроме того, некоторые смолы могут иметь отчетливый запах, поэтому рекомендуется хранить полимерные 3D-принтеры в хорошо проветриваемом помещении. Запах смолы варьируется от смолы к смоле. Большинство дешевых смол изготавливаются из дешевых строительных блоков, которые могут иметь довольно неприятный запах. Большинство смол Liqcreate не имеют запаха или имеют слабый запах. Отправьте электронное письмо по адресу  Моющими растворителями могут быть изопропиловый спирт (IPA), этанол или очиститель смолы Liqcreate. Растворитель пропитается смолой и станет неэффективным после его использования несколько раз. Когда эффективность падает, рекомендуется обновить моющий растворитель и утилизировать его в соответствии с местными правилами.
Моющими растворителями могут быть изопропиловый спирт (IPA), этанол или очиститель смолы Liqcreate. Растворитель пропитается смолой и станет неэффективным после его использования несколько раз. Когда эффективность падает, рекомендуется обновить моющий растворитель и утилизировать его в соответствии с местными правилами. С появлением недорогих полимерных 3D-принтеров MSLA на основе ЖК-дисплеев ситуация изменилась. Благодаря этой технологии бюджетные полимерные 3D-принтеры начального уровня стоят в том же диапазоне, что и филаментные 3D-принтеры начального уровня. У вас есть множество вариантов, когда вы ищете бюджетный полимерный 3D-принтер или бюджетный филаментный 3D-принтер. CrealityExperts провела сравнение между полимерными 3D-принтерами начального уровня и филаментными FDM-принтерами. См. их бок о бок сравнения.
С появлением недорогих полимерных 3D-принтеров MSLA на основе ЖК-дисплеев ситуация изменилась. Благодаря этой технологии бюджетные полимерные 3D-принтеры начального уровня стоят в том же диапазоне, что и филаментные 3D-принтеры начального уровня. У вас есть множество вариантов, когда вы ищете бюджетный полимерный 3D-принтер или бюджетный филаментный 3D-принтер. CrealityExperts провела сравнение между полимерными 3D-принтерами начального уровня и филаментными FDM-принтерами. См. их бок о бок сравнения.


 Вот некоторые из используемых нами параметров (цены указаны без учета налога с продаж):
Вот некоторые из используемых нами параметров (цены указаны без учета налога с продаж):
 Мы надеемся, что те, у кого есть знания, время и возможность построить полимерный 3D-принтер из набора «Сделай сам», уже знают, куда идти, и мы не указываем им на это. Для всех остальных, поехали.
Мы надеемся, что те, у кого есть знания, время и возможность построить полимерный 3D-принтер из набора «Сделай сам», уже знают, куда идти, и мы не указываем им на это. Для всех остальных, поехали. Однако это означает, что крошечный Projet 1200 имеет очень маленькую рабочую зону 43 x 27 x 150 мм. Разрешение соответствует толщине слоя всего 30 микрон, что не так высоко, как у Form1+. Тем не менее, 3D Systems может предложить шесть различных совместимых материалов из линейки VisiJet FTX (литой, прозрачный, золотой, зеленый, серебряный и серый), специально предназначенных для изготовления пластиковых прототипов и моделей для литья.
Однако это означает, что крошечный Projet 1200 имеет очень маленькую рабочую зону 43 x 27 x 150 мм. Разрешение соответствует толщине слоя всего 30 микрон, что не так высоко, как у Form1+. Тем не менее, 3D Systems может предложить шесть различных совместимых материалов из линейки VisiJet FTX (литой, прозрачный, золотой, зеленый, серебряный и серый), специально предназначенных для изготовления пластиковых прототипов и моделей для литья. Вы можете прочитать обзор Nobel 1.0 от 3DPI здесь.
Вы можете прочитать обзор Nobel 1.0 от 3DPI здесь. Он основан на технологии DLP, что означает, что для отверждения фотополимерной смолы используется свет проектора, а не лазер. Однако по сравнению с большинством других принтеров, перечисленных до сих пор, он имеет довольно небольшой рабочий объем 57 x 32 x 203 мм. Цена уравновешивается доступностью материалов, которые доступны в нескольких разных цветах и с различными механическими свойствами, в диапазоне от 100 до 200 долларов за бутылку 1 кг. Машина также доступна в виде комплекта, что снижает цену примерно на 1000 долларов.
Он основан на технологии DLP, что означает, что для отверждения фотополимерной смолы используется свет проектора, а не лазер. Однако по сравнению с большинством других принтеров, перечисленных до сих пор, он имеет довольно небольшой рабочий объем 57 x 32 x 203 мм. Цена уравновешивается доступностью материалов, которые доступны в нескольких разных цветах и с различными механическими свойствами, в диапазоне от 100 до 200 долларов за бутылку 1 кг. Машина также доступна в виде комплекта, что снижает цену примерно на 1000 долларов. Еще одна интересная особенность заключается в том, что можно остановить печать, чтобы сменить смолу и создать многоцветные объекты.
Еще одна интересная особенность заключается в том, что можно остановить печать, чтобы сменить смолу и создать многоцветные объекты. M-One может достигать максимального разрешения слоя 15 микрон с максимальным объемом сборки 145x110x170 мм. Он также поставляется с собственным программным обеспечением для нарезки Maker (которое можно бесплатно загрузить как для Windows, так и для Mac).
M-One может достигать максимального разрешения слоя 15 микрон с максимальным объемом сборки 145x110x170 мм. Он также поставляется с собственным программным обеспечением для нарезки Maker (которое можно бесплатно загрузить как для Windows, так и для Mac). Кроме того, возможно, это тот, у которого самый хороший веб-сайт, прямо там, где Formlabs, который всегда помогает. 3D-принтер Stalactite 102, появившийся на Indiegogo в начале 2014 года, представляет собой систему DLP с максимальным объемом сборки 102,4 x 76,8 x 180 мм и продается по цене 2895 евро. Машина может достигать разрешения лазера 25 микрон, а также представляет новый подход к технологии DLP, который позволяет последнему отвержденному слою отделяться от нижней поверхности резервуара без нарушения калибровки процесса печати. Как и Formlabs, Stalactite 3D также предлагает четыре различных материала: фотополимерные смолы Casty, Elastic, Standard и Prototyping.
Кроме того, возможно, это тот, у которого самый хороший веб-сайт, прямо там, где Formlabs, который всегда помогает. 3D-принтер Stalactite 102, появившийся на Indiegogo в начале 2014 года, представляет собой систему DLP с максимальным объемом сборки 102,4 x 76,8 x 180 мм и продается по цене 2895 евро. Машина может достигать разрешения лазера 25 микрон, а также представляет новый подход к технологии DLP, который позволяет последнему отвержденному слою отделяться от нижней поверхности резервуара без нарушения калибровки процесса печати. Как и Formlabs, Stalactite 3D также предлагает четыре различных материала: фотополимерные смолы Casty, Elastic, Standard и Prototyping.
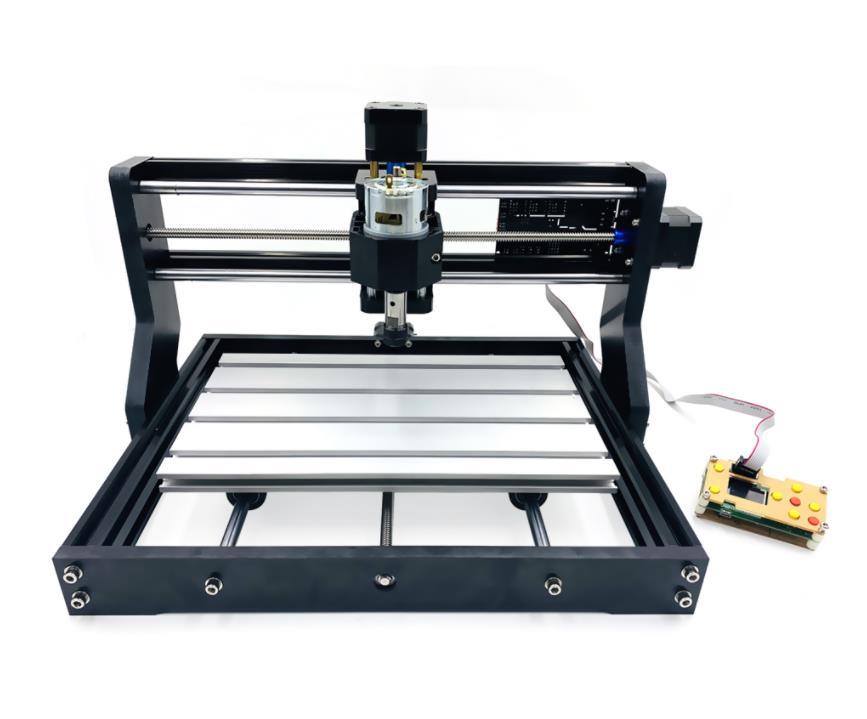 Действительно, создаёт развёртку, ещё и 3Д модель некорректно отображает (соответственно и УП).
Действительно, создаёт развёртку, ещё и 3Д модель некорректно отображает (соответственно и УП). 3
3 03.2019
03.2019 Но пока такой не нашел.
Но пока такой не нашел. 05.2020″ data-time-string=»21:38″ title=»22.05.2020 в 21:38″ itemprop=»datePublished»>22.05.2020
05.2020″ data-time-string=»21:38″ title=»22.05.2020 в 21:38″ itemprop=»datePublished»>22.05.2020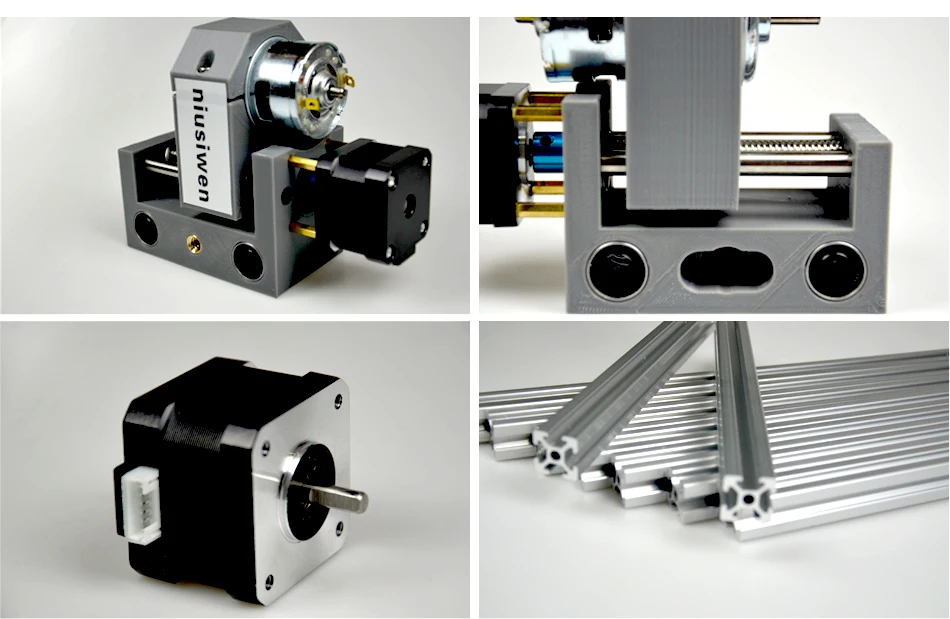 Придется мучаться с развертками.
Придется мучаться с развертками. 4
4 «/>
«/>
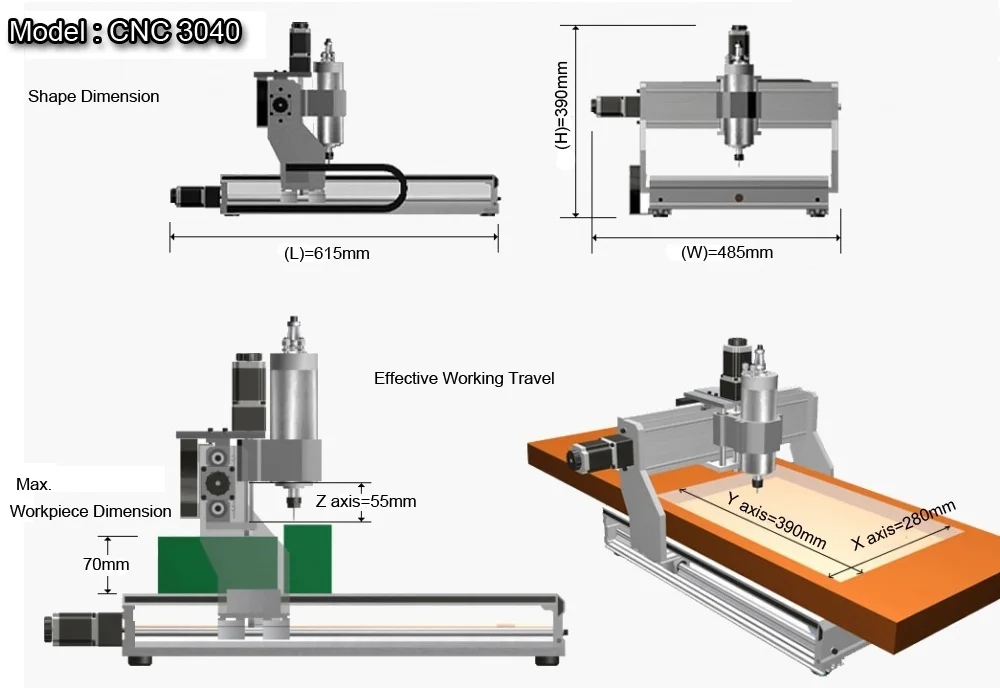 2
2 «/>
«/>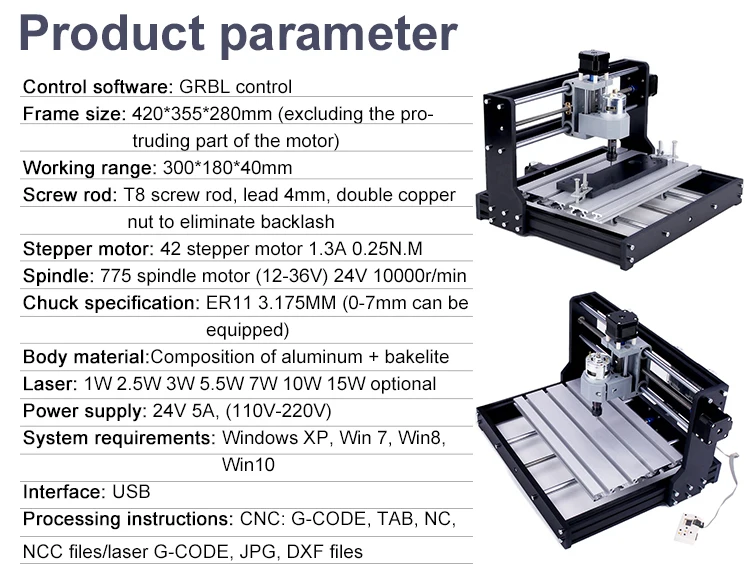 …
…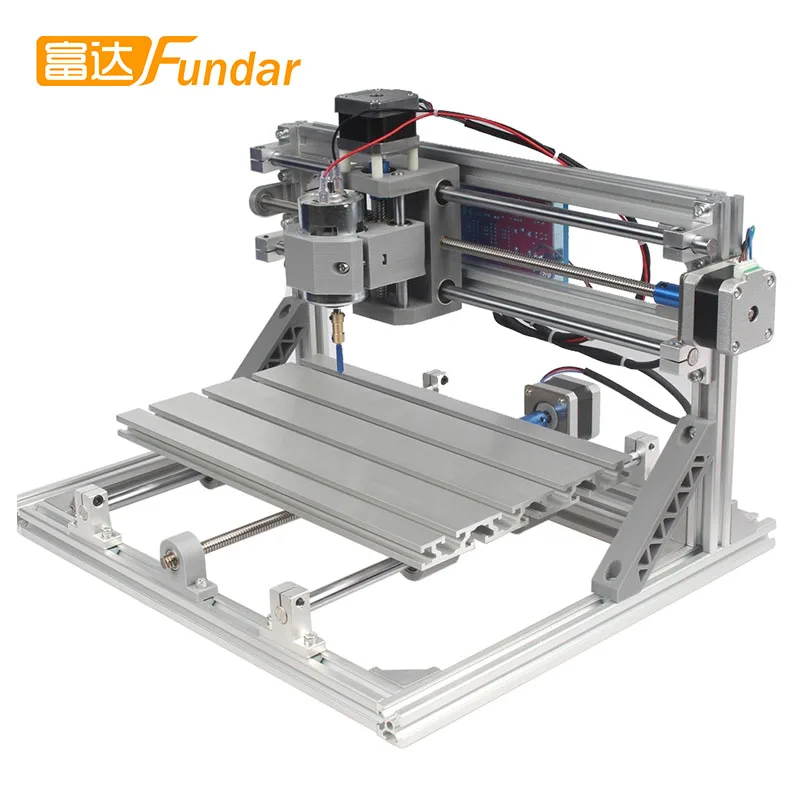 2
2 «/>
«/> ..
..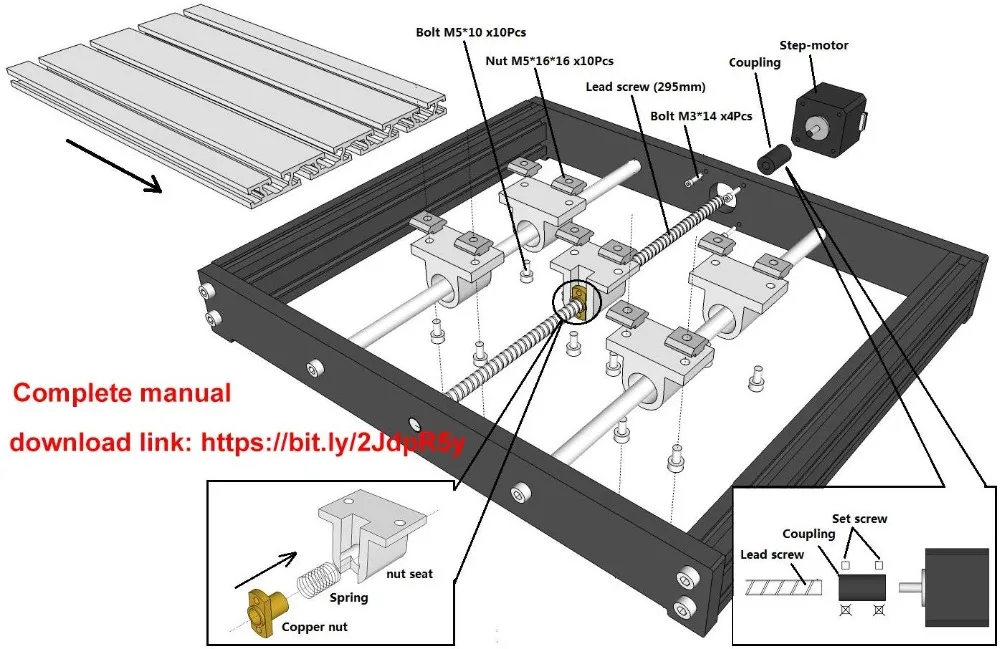 07.2021″ data-time-string=»14:38″ title=»30.07.2021 в 14:38″ itemprop=»datePublished»>30.07.2021
07.2021″ data-time-string=»14:38″ title=»30.07.2021 в 14:38″ itemprop=»datePublished»>30.07.2021 07.2021″ data-time-string=»14:51″ title=»30.07.2021 в 14:51″ itemprop=»datePublished»>30.07.2021
07.2021″ data-time-string=»14:51″ title=»30.07.2021 в 14:51″ itemprop=»datePublished»>30.07.2021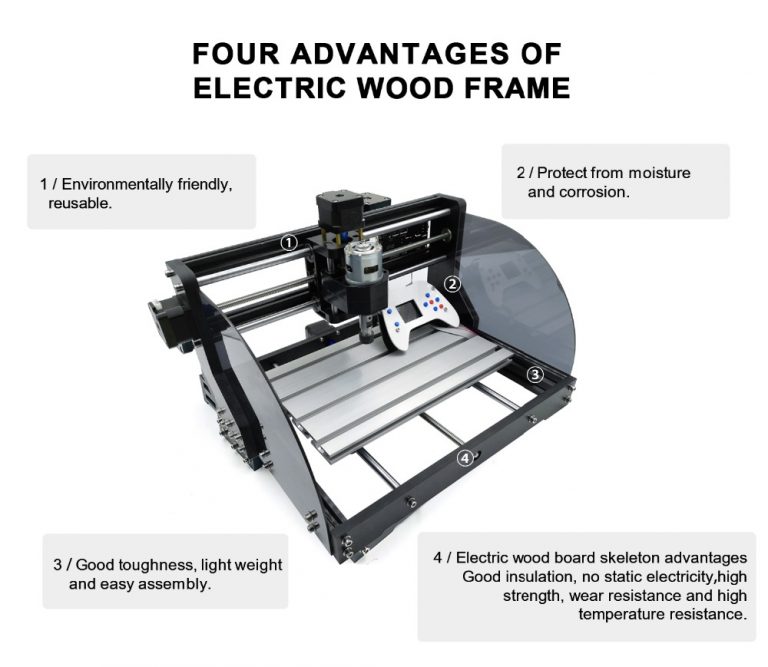 07.2021″ data-time-string=»14:36″ title=»30.07.2021 в 14:36″>30.07.2021
07.2021″ data-time-string=»14:36″ title=»30.07.2021 в 14:36″>30.07.2021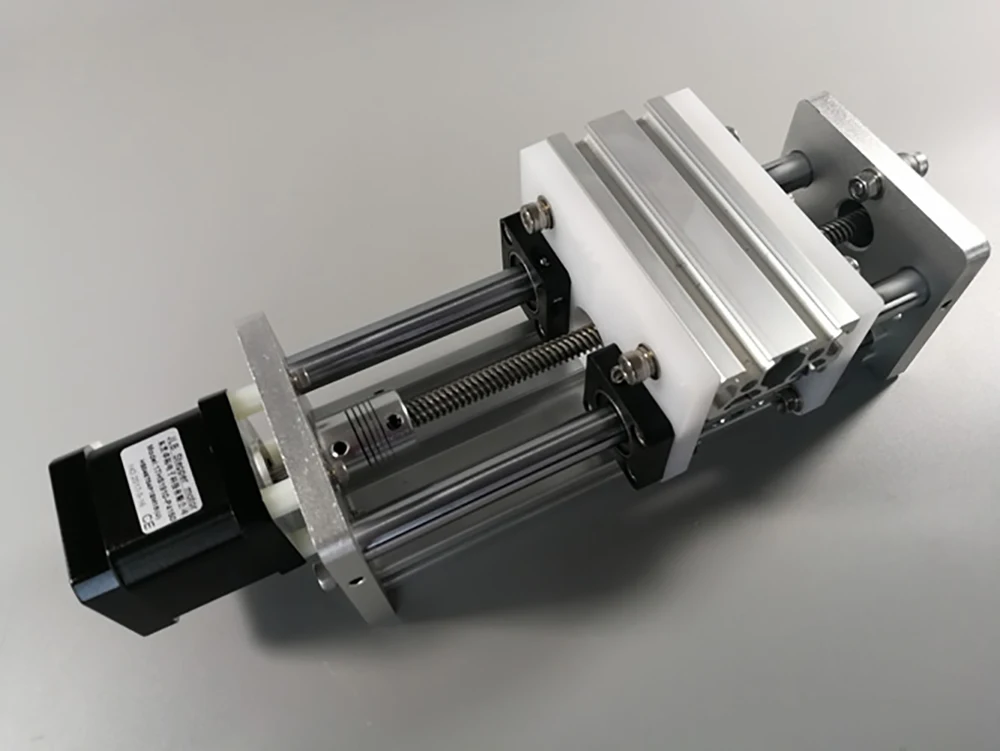 07.2021″ data-time-string=»10:01″ title=»31.07.2021 в 10:01″ itemprop=»datePublished»>31.07.2021
07.2021″ data-time-string=»10:01″ title=»31.07.2021 в 10:01″ itemprop=»datePublished»>31.07.2021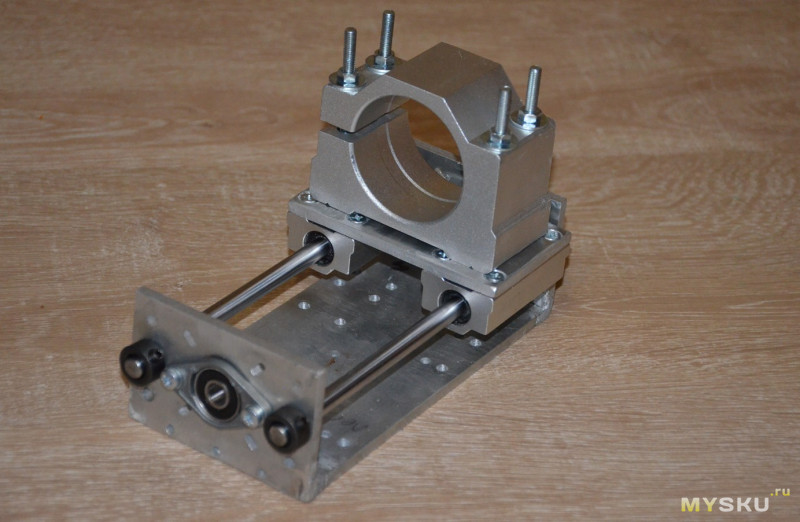 1 и есть регулировка скорость для врезной подачи и подача для большого обьема снимаемого материала, это конечно слабовато ведь фреза опускается сразу на всю глубину а потом вращение идет. Все таки мне в этом плане больше PowerMill 2021 нравится на много сложнее но он очень гибкий. Вот такую траекторию врезания для поворотки я всегда создаю в PowerMill
1 и есть регулировка скорость для врезной подачи и подача для большого обьема снимаемого материала, это конечно слабовато ведь фреза опускается сразу на всю глубину а потом вращение идет. Все таки мне в этом плане больше PowerMill 2021 нравится на много сложнее но он очень гибкий. Вот такую траекторию врезания для поворотки я всегда создаю в PowerMill 2
2 …
…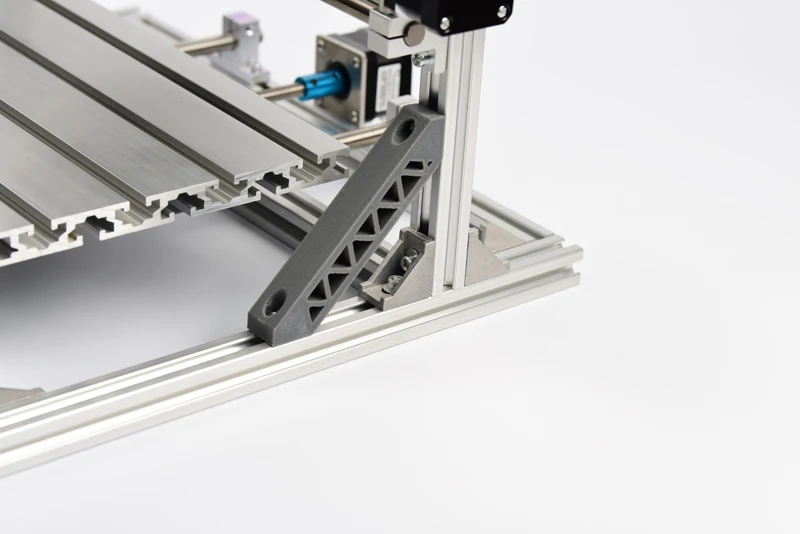 Я пользуюсь PowerMill. Для этой проги ваще нет ни каких преград и по глубине и по осям. По глубине в DeskProto фреза все равно идет перпендикулярно оси вращения, а ось в DeskProto только прямая линия. В PowerMill эту ось можно сделать любой мнимой кривой и тогда фреза чтобы двигаться к этой кривой должна перемещаться в 3-х осях X.Y.Z а 4 ось это ось вращения, получается что станок начинает полноценно работать в 4 осях. DeskProto это не по зубам.
Я пользуюсь PowerMill. Для этой проги ваще нет ни каких преград и по глубине и по осям. По глубине в DeskProto фреза все равно идет перпендикулярно оси вращения, а ось в DeskProto только прямая линия. В PowerMill эту ось можно сделать любой мнимой кривой и тогда фреза чтобы двигаться к этой кривой должна перемещаться в 3-х осях X.Y.Z а 4 ось это ось вращения, получается что станок начинает полноценно работать в 4 осях. DeskProto это не по зубам.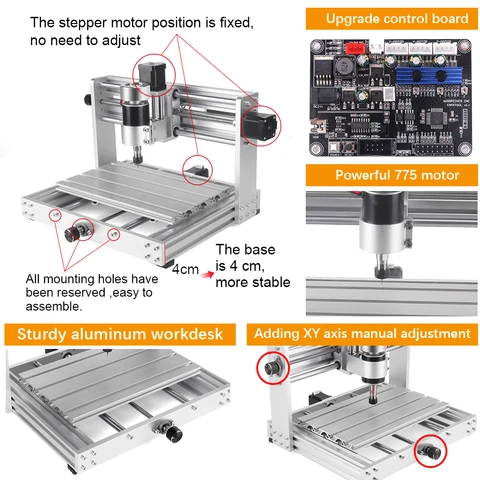 08.2021″ data-time-string=»21:09″ title=»01.08.2021 в 21:09″ itemprop=»datePublished»>01.08.2021
08.2021″ data-time-string=»21:09″ title=»01.08.2021 в 21:09″ itemprop=»datePublished»>01.08.2021 Но по времени обработки конечно это будет дольше.Программе дескпрото после покупки все равно благодарен тем что она меня обучила.
Но по времени обработки конечно это будет дольше.Программе дескпрото после покупки все равно благодарен тем что она меня обучила.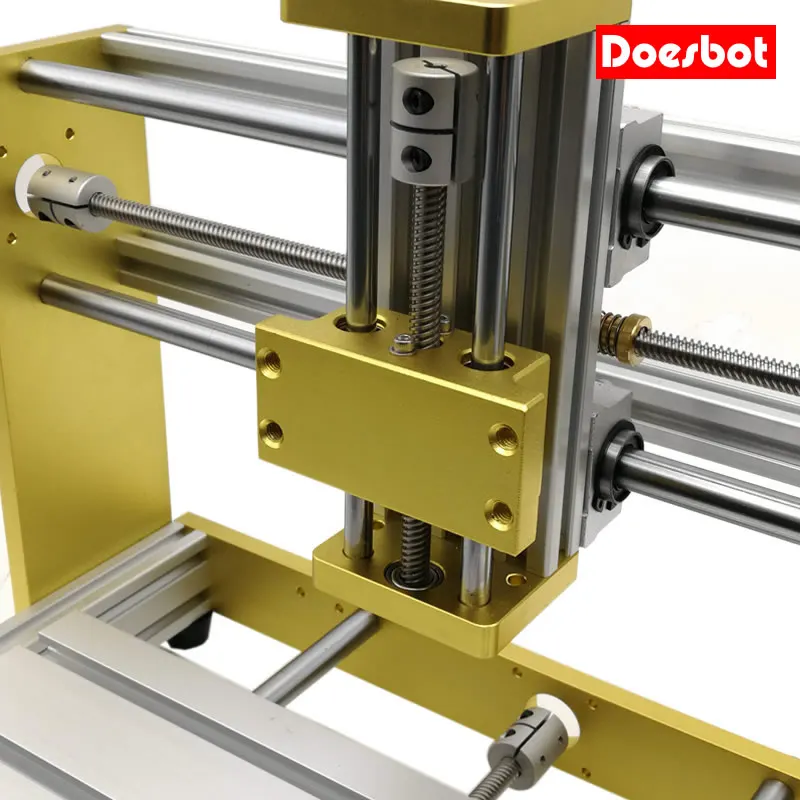 08.2021″ data-time-string=»23:13″ title=»01.08.2021 в 23:13″ itemprop=»datePublished»>01.08.2021
08.2021″ data-time-string=»23:13″ title=»01.08.2021 в 23:13″ itemprop=»datePublished»>01.08.2021
 08.2021″ data-time-string=»23:32″ title=»01.08.2021 в 23:32″ itemprop=»datePublished»>01.08.2021
08.2021″ data-time-string=»23:32″ title=»01.08.2021 в 23:32″ itemprop=»datePublished»>01.08.2021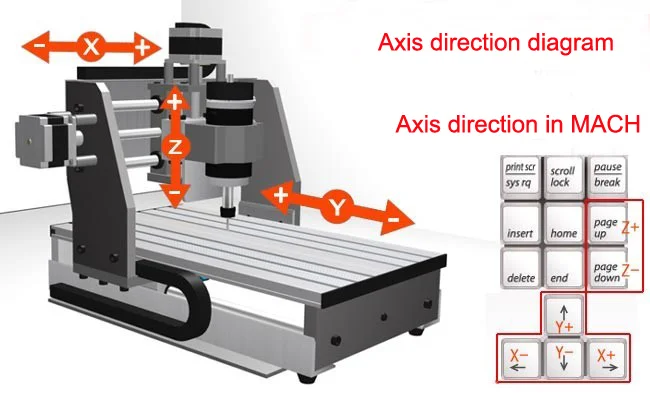 10.2021″ data-time-string=»10:03″ title=»25.10.2021 в 10:03″ itemprop=»datePublished»>25.10.2021
10.2021″ data-time-string=»10:03″ title=»25.10.2021 в 10:03″ itemprop=»datePublished»>25.10.2021 10.2021″ data-time-string=»17:38″ title=»25.10.2021 в 17:38″ itemprop=»datePublished»>25.10.2021
10.2021″ data-time-string=»17:38″ title=»25.10.2021 в 17:38″ itemprop=»datePublished»>25.10.2021 youtube.com/embed/QhrQkfDJpJQ?mode=opaque&wmode=transparenet&html5=1&autoplay=1&loop=1&showinfo=0&rel=0&modestbranding=1&autohide=1&controls=1″ frameborder=»0″ allow=»accelerometer; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/QhrQkfDJpJQ?mode=opaque&wmode=transparenet&html5=1&autoplay=1&loop=1&showinfo=0&rel=0&modestbranding=1&autohide=1&controls=1″ frameborder=»0″ allow=»accelerometer; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Вы можете напечатать свой собственный 3D-принтер (для личного использования).
Вы можете напечатать свой собственный 3D-принтер (для личного использования).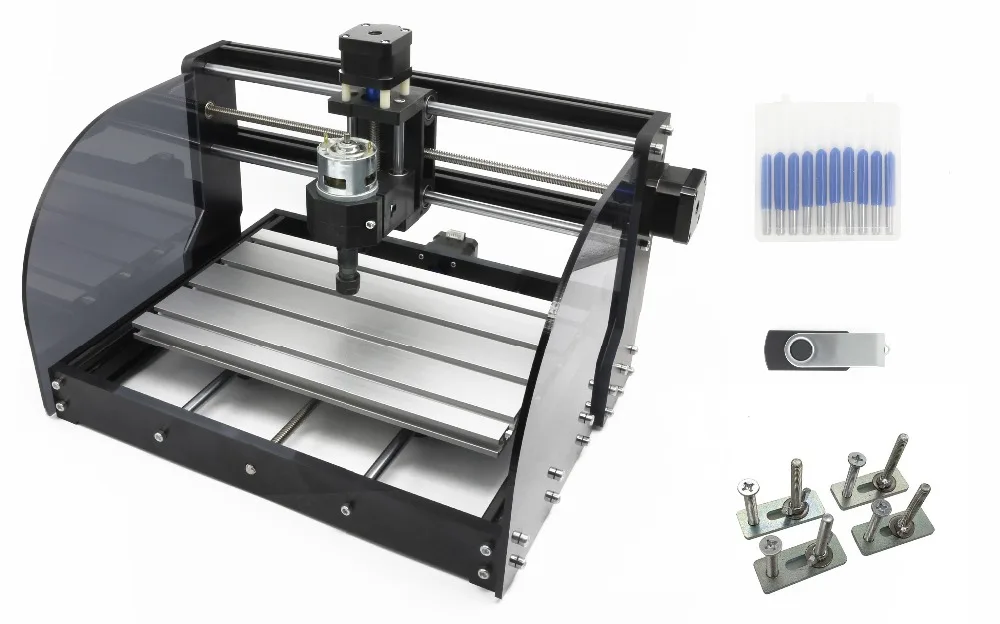

 Я полагался на разрозненную мешанину информации в Интернете, чтобы начать использовать эту штуку. Безопасность превыше всего, но после того, как я научился вращать кусок металла на высокой скорости и делать это так, чтобы не бояться за свою жизнь, я обратился к изучению того, как на самом деле использовать этот удивительный новый инструмент в своих проектах.
Я полагался на разрозненную мешанину информации в Интернете, чтобы начать использовать эту штуку. Безопасность превыше всего, но после того, как я научился вращать кусок металла на высокой скорости и делать это так, чтобы не бояться за свою жизнь, я обратился к изучению того, как на самом деле использовать этот удивительный новый инструмент в своих проектах.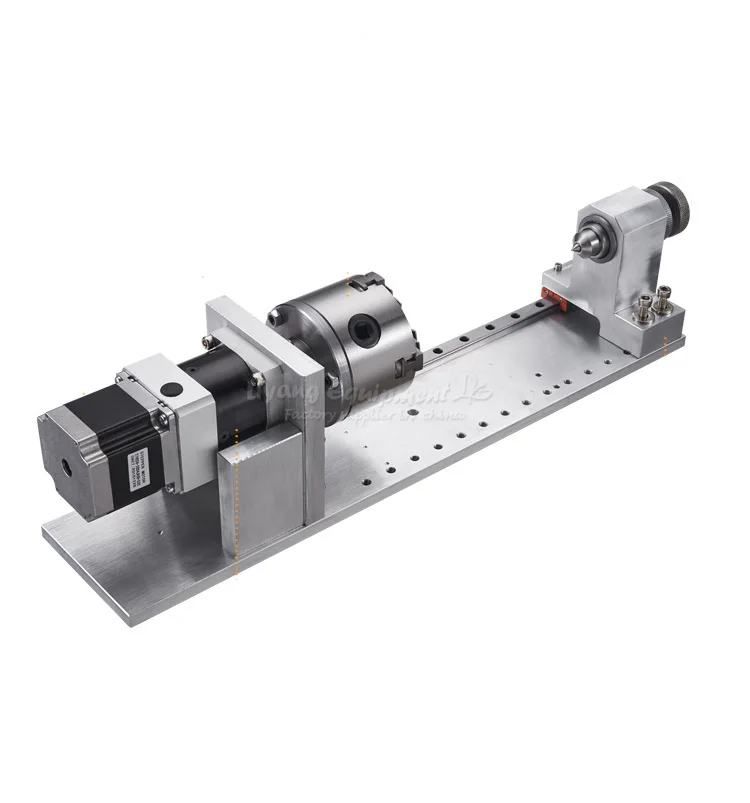 Мне понравилась эта идея, особенно потому, что я получил в свои руки красивую блестящую латунь, чтобы начать точение, я предполагал, что из нее получится прекрасное украшение.
Мне понравилась эта идея, особенно потому, что я получил в свои руки красивую блестящую латунь, чтобы начать точение, я предполагал, что из нее получится прекрасное украшение. Я представил себе простую четвертую ось, использующую шаговый двигатель для вращения какой-то оправки, удерживающей кольцо на месте во время резьбы. Я обратился к thingiverse, думая, что наверняка кто-то уже разработал его. К моему большому удивлению, такой конструкции не существовало! Решив воплотить это в жизнь, я загрузил Freecad и начал разрабатывать свой собственный.
Я представил себе простую четвертую ось, использующую шаговый двигатель для вращения какой-то оправки, удерживающей кольцо на месте во время резьбы. Я обратился к thingiverse, думая, что наверняка кто-то уже разработал его. К моему большому удивлению, такой конструкции не существовало! Решив воплотить это в жизнь, я загрузил Freecad и начал разрабатывать свой собственный.
 В моем случае я использую GRBL для запуска станка с ЧПУ; кроме того, на моей плате управления нет свободного порта шагового двигателя для управления 4-й осью, поэтому я заменил шаговый двигатель оси Y на шаговый двигатель 4-й оси. Учитывая, что я использую ось Y, я пошел дальше и изменил значение $101 = 38, которое сообщает плате управления, что для перемещения на 1 мм по этой оси требуется 38 шагов. (обратите внимание, всегда полезно записать значение по умолчанию, чтобы вы могли вернуться к нему, как только закончите с использованием 4-й оси). Я пришел к числу 38, используя простую математику. Мои драйверы шаговых двигателей настроены на шаг 1/8, поэтому на полный оборот приходится 360 * 8 шагов. Я знаю, что внешняя окружность моего кольца равна пи * диаметр (в моем случае пи * 24 ~= 75). Таким образом, я просто вычисляю (360 * 8) / (пи * 24) ~= 38,
В моем случае я использую GRBL для запуска станка с ЧПУ; кроме того, на моей плате управления нет свободного порта шагового двигателя для управления 4-й осью, поэтому я заменил шаговый двигатель оси Y на шаговый двигатель 4-й оси. Учитывая, что я использую ось Y, я пошел дальше и изменил значение $101 = 38, которое сообщает плате управления, что для перемещения на 1 мм по этой оси требуется 38 шагов. (обратите внимание, всегда полезно записать значение по умолчанию, чтобы вы могли вернуться к нему, как только закончите с использованием 4-й оси). Я пришел к числу 38, используя простую математику. Мои драйверы шаговых двигателей настроены на шаг 1/8, поэтому на полный оборот приходится 360 * 8 шагов. Я знаю, что внешняя окружность моего кольца равна пи * диаметр (в моем случае пи * 24 ~= 75). Таким образом, я просто вычисляю (360 * 8) / (пи * 24) ~= 38,