Что-то выбрали? Хотите подешевле? Позвоните нам, мы предложим и проконсультируем! Приготовим товар к выдаче, а Вы заберете подешевле у нас в офисе.
Фекальный насос ВИХРЬ ФН-450 способен перекачивать воду, содержащую твердые и волокнистые частицы. Производительность агрегата — 16 м3/час. Насосная часть включает центробежное рабочее колесо на валу ротора электродвигателя и уплотнения. Электродвигатель состоит из статора, короткозамкнутого ротора и подшипниковых щитов. Статор оснащен двумя обмотками с термопротектором, который защищает от перегрева при превышении температуры обмоток выше допустимой нормы.
Устройство относится к погружным насосам, особенностью которых является то, что механизм находится ниже уровня выкачиваемой жидкости (воды или стоков). Насос размещается в подвешенном состоянии или на специальной платформе, чтобы не затянуть ил или песок со дна. Специальный поплавковый механизм позволяет насосу включаться в момент, когда уровень жидкости достигает критичного уровня (поднимается или опускается до определённой точки).
Особенности и преимущества: — Так как весь механизм находится в растворе, и внутри него также есть жидкость, систему перед использованием заливать не нужно, то есть насос всегда готов к работе; — Механизм не подвержен перегреву, а значит, у него очень длительный срок эксплуатации; — Элементы насоса изготовлены из материалов, стойких к коррозии, так как они постоянно находятся в жидкости, что делает эту модель более долговечной и доступной; — Благодаря автоматической системе включения/отключения (поплавковая), которая срабатывает при падении уровня жидкости ниже положенного, такая модель насоса очень надёжная и долговечная; — Защита от перегрева делает систему ещё более надёжной; — Универсальные – подходят для выкачивания любых не очень агрессивных растворов (воды, стоков и фекальных масс).
Фекальный насос Вихрь ФН-450 – один из множества товаров, которые представлены в ассортименте интернет-магазина «Ресанта». Здесь представлены основное описание товара и его характеристики, но если у вас возникают вопросы или вы хотите узнать дополнительную информацию, то звоните нам по телефону: 8 (343) 382-19-61. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Склад, магазин и сервисный центр компании «Ресанта» находятся в одном месте, что удобно для пользователя, если вы захотите забрать товар, купленный в интернет магазине, сами и подобрать к нему дополнительные товары или проконсультироваться с продавцами. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Предоставляем скидки ветеранам, именинникам и постоянным покупателям (кроме акционных товаров с подарками). Всю нашу продукцию (Фекальный насос Вихрь ФН-450, в том числе) можно оплачивать по безналичному расчёту (НДС учтено), если Вы являетесь юридическим лицом.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте! Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Подписка на новости
Успей купить!
Вступи в нашу группу ВКОНТАКТЕ,
Назови промокод #РЕСАНТРЕСАНТОВИЧ
Получи преимущество!
ООО «РЕСАНТА-УРАЛ»
ОГРН 1146679029749
Копирование материалов на этом сайте
для коммерческих целей запрещено!
Ресанта-Урал — зарегистрированная
торговая марка.
Авторские права защищены.
Anti-Vortex Bulk Head Assembly
Магазин будет работать некорректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Перейти к основному содержанию
Поиск
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Антивихревой узел 1 дюйм
22,99 долл. США
Антивихревой узел 11/4″
25,91 долл. США
Антивихревой узел 11/2 дюйма
22,35 доллара США
Противовихревой узел 2 дюйма
27,07 долларов США
Закажи сейчас, заплати потом с
Описание продукта
Блок переборки Anti-Vortex.
Необходимо предотвратить попадание воздуха в помпу? Это устройство сделает это.
Установите на дно вашего резервуара, где проходит обычный штуцер перегородки, и вы не будете втягивать воздух в свой насос через всасывающую линию, потому что это устройство предотвращает завихрение (которое заставляет вас втягивать воздух в насос).
Размеры: 1″, 1 1/4″, 1 1/2″ и 2″. Размеры относятся к наружной резьбе NPT (национальная трубная резьба). Вы можете прикрепить свои фитинги к резьбе для питания насоса.
Противовихревые фитинги включают в себя прокладку и гайку, но Rittenhouse рекомендует нанести немного силиконового герметика, чтобы предотвратить любые утечки.
Приведенная ниже таблица поможет вам заменить существующий антивихревой узел на распылителе Rittenhouse.
Деталь №
Анти-Вихрь
Мин. Размер Отверстие в баке
504104-1
1 дюйм
1 1/4″
504105-1
1 1/4″
1 5/8 дюйма
504106-1
1 1/2 дюйма
1 3/4″
504107-1
2 дюйма
2 3/8″
Сопутствующие товары
Вихревые насосы | Пентаир
Вихревые насосы
Поделиться
Поделиться по электронной почте
Поделиться через Twitter
Поделиться через Facebook
Поделиться через Linkedin
Распечатать
Вихревые насосы
Узнайте больше о решениях Pentair для вихревых насосов.
Профессиональные ресурсы
Центр загрузки
Концентратор Pentair Pro
Служба поддержки клиентов
Поддержка продукта
Свяжитесь с нами
Мы здесь, чтобы помочь с любым из ваших запросов о продуктах.
Связаться с нами
Поддержка и ресурсы
Центр водного образования
Центр загрузки
Про концентратор
Купить на месте
Введите местоположение:
Кнопка геолокации Или
Дилеры не найдены. Пожалуйста, попробуйте другое место.
Где бы Вы ни были — дома, на даче, в гараже — инструмент ЗУБР всегда будет под рукой. Компактную и легкую дрель-шуруповерт ничего не стоит взять с собой, отправляясь на дачу, разместить на полке в гараже, найти место в шкафу в квартире. А когда будет нужно — она станет продолжением Ваших рук. Предназначена для сверления отверстий в различных материалах (при установке сверла), а также для вкручивания/выкручивания крепежа
Бренд:
ЗУБР
Серия:
МАСТЕР
Аккумулятор:
Аккумулятор
Биты 25 мм:
Биты 25 мм
Дрель-шуруповерт:
Дрель-шуруповерт
Кейс:
Кейс
Руководство по эксплуатации:
Руководство по эксплуатации
Сверла:
Сверла
Удлинитель для бит:
Удлинитель для бит
Блокировка шпинделя:
есть
Время заряда батареи:
1 ч
Габариты:
30x9x25 см
Дисплей:
нет
Для ледобура (рыбалки):
нет
Дополнительный аккумулятор:
есть
Емкость аккумулятора:
1. 5 А·ч
Емкость аккумулятора, А*ч:
1.5
Жесткий крутящий момент:
36 Н×м
Зарядное устройство:
Зарядное устройство
Защита от перегрузки:
есть
Индикатор заряда батареи:
есть
Кейс в комплекте:
есть
Кол-во аккумуляторов в комплекте:
2
Кол-во ступеней крутящего момента:
17+1
Количество аккумуляторов:
2 шт
Макс. крутящий момент, Н×м:
36
Масса изделия:
1 кг
Мягкий крутящий момент:
18 Н×м
Напряжение аккумулятора:
12 В
Напряжение изделия:
12 В
Напряжение изделия, В:
12
Напряжение питания зарядного устройства:
230/50 В/Гц
Напряжение, В:
12
Подсветка:
есть
Размер патрона:
0. 8-10 мм
Реверс:
есть
Съемная батарея:
есть
Тип аккумулятора:
—
Тип двигателя:
щеточный
Тип патрона:
быстрозажимной
Тормоз двигателя:
есть
Ударная функция:
нет
Частота вращения шпинделя:
0-300/0-1050 об/мин
Число скоростей:
—
Электронная регулировка частоты вращения:
есть
ЗУБР_ЗДА-12-Ли-КН_instruction. pdf (ЗУБР_ЗДА-12-Ли-КН_instruction.pdf, 1,449 Kb) [Скачать]
Каковы 3 стадии интеллектуальных зарядных устройств?
Возможно, вы слышали, что вам нужно трехступенчатое зарядное устройство. Мы говорили это, и мы скажем это снова. Лучшее зарядное устройство для аккумулятора — это трехступенчатое зарядное устройство. Их также называют «умными зарядными устройствами» или «зарядными устройствами, управляемыми микропроцессором». По сути, эти типы зарядных устройств безопасны, просты в использовании и не будут перезаряжать аккумулятор. Почти все зарядные устройства, которые мы продаем, являются трехступенчатыми зарядными устройствами.
Итак, трудно отрицать, что трехступенчатые зарядные устройства работают, и работают они хорошо. Но вот вопрос на миллион долларов: Какие 3 этапа? Что делает эти зарядные устройства такими разными и эффективными? Это действительно того стоит? Давайте узнаем, пройдя каждый этап, один за другим.
Этап 1 | Массовая зарядка
Основное назначение зарядного устройства — перезарядка аккумулятора. На этом первом этапе, как правило, фактически используются самые высокие напряжение и сила тока, на которые рассчитано зарядное устройство. Уровень заряда, который может быть применен без перегрева батареи, известен как естественная скорость поглощения батареи. Для типичной 12-вольтовой AGM-батареи напряжение зарядки, поступающее в аккумулятор, достигает 14,6-14,8 вольт, а у залитых аккумуляторов может быть еще выше. Для гелевого аккумулятора напряжение должно быть не более 14,2-14,3 вольта. Если зарядное устройство представляет собой зарядное устройство на 10 ампер, и если сопротивление батареи позволяет это, зарядное устройство будет выдавать полные 10 ампер. На этом этапе аккумуляторы будут перезаряжаться, если они сильно разряжены. На этом этапе нет риска перезарядки, потому что батарея еще даже не полностью заряжена.
Этап 2 | Абсорбционная зарядка
Интеллектуальные зарядные устройства определяют напряжение и сопротивление аккумулятора перед зарядкой. После считывания заряда батареи зарядное устройство определяет, на каком этапе следует правильно заряжать. Как только аккумулятор достигнет уровня заряда 80%*, зарядное устройство перейдет в режим абсорбции. В этот момент большинство зарядных устройств будут поддерживать постоянное напряжение, в то время как сила тока снижается. Меньший ток, поступающий в аккумулятор, безопасно повышает заряд аккумулятора, не перегревая его.
Этот этап занимает больше времени. Например, последние оставшиеся 20 % батареи занимают гораздо больше времени по сравнению с первыми 20 % на этапе массовой загрузки. Ток непрерывно снижается, пока батарея почти не достигнет полной емкости.
*Фактическое состояние заряда, на которое перейдет стадия поглощения, зависит от зарядного устройства.
Стадия 3 | Плавающий заряд
Некоторые зарядные устройства переходят в плавающий режим уже при уровне заряда 85%, а другие начинают ближе к 95%. В любом случае, поплавковая ступень полностью заряжает аккумулятор и поддерживает 100% заряд. Напряжение будет уменьшаться и поддерживаться на постоянном уровне 13,2-13,4 вольта, что является максимальным напряжением, которое может выдерживать 12-вольтовая батарея. Ток также уменьшится до точки, где он считается струйкой. Отсюда и пошло выражение «капельное зарядное устройство». По сути, это плавающая стадия, когда заряд поступает в аккумулятор постоянно, но только с безопасной скоростью, чтобы обеспечить полный заряд и не более того. Большинство интеллектуальных зарядных устройств не отключаются в этот момент, однако совершенно безопасно оставлять батарею в плавающем режиме на месяцы и даже годы.
Полезнее всего для аккумулятора быть заряженным на 100 %.
Мы уже говорили это раньше и повторим снова. Лучшее зарядное устройство для аккумулятора — трехступенчатое интеллектуальное зарядное устройство. Они просты в использовании и не беспокоят. Вам никогда не придется беспокоиться о том, чтобы оставить зарядное устройство на аккумуляторе слишком долго. На самом деле, лучше оставить его включенным. Когда батарея не полностью заряжена, кристаллы сульфата накапливаются на пластинах, и это лишает вас энергии. Если вы оставляете свой PowerSports в сарае в межсезонье или на время отпуска, подключите аккумулятор к 3-ступенчатому зарядному устройству. Это гарантирует, что ваша батарея будет готова к запуску в любое время. Воспользуйтесь ссылкой ниже, чтобы просмотреть наш выбор смарт-чейнджеров и зарядных устройств 12/24 В.
Выберите зарядное устройство Smart Battery Charger
Была ли эта информация полезной? Подпишитесь, чтобы получать обновления и предложения.
Пожалуйста, введите действующий адрес электронной почты, например [email protected]
Мы уважаем ваше право на неприкосновенность частной жизни и никогда никому не передадим информацию о вашей электронной почте.
Лучшие зарядные устройства постоянного тока и изоляторы для аккумуляторов Vanlife (как зарядить фургон во время вождения)
Наличие электричества в фургоне просто потрясающе. Это означает, что вы можете жить полностью автономно, имея свет, холодильник, телефоны и компьютеры, и при этом не беспокоиться о счетах за электричество или перебоях в подаче электроэнергии.
Многие вандвеллеры устанавливают солнечные батареи на своих фермах. Но иногда солнечной энергии недостаточно, особенно если ваш бюджет не позволяет вам потратиться на огромную многопанельную систему.
Пасмурная погода, дым от лесных пожаров и кемпинг в тенистых лесах могут ограничить количество солнечного света, попадающего на ваши панели, заставляя вас искать достаточное количество солнца, чтобы перезарядить разряжающиеся батареи. Даже с нашей более крупной системой мощностью 400 Вт мы столкнулись с проблемами разрядки батареи примерно через 4-5 дней при плохом солнечном свете.
Вот почему мы настоятельно рекомендуем настроить электрическую систему вашего фургона на зарядку аккумуляторов от генератора фургона во время движения.
Зарядка от генератора — отличный способ дополнить солнечные батареи вашего фургона и убедиться, что ваши аккумуляторы всегда заряжены независимо от погоды. А если у вас ограниченный бюджет, вы даже можете отказаться от солнечной энергии и при этом иметь основное электричество в своем самодельном фургоне.
Жизнь в дороге означает значительное количество поездок, а возможность заряжать батареи во время вождения имеет важное значение для жизни в фургоне.
Как заряжать аккумуляторы вашего фургона во время вождения
В каждом автомобиле есть генератор переменного тока. Генератор переменного тока — это устройство, которое преобразует механическую энергию двигателя вашего фургона в электричество и использует это электричество для питания электроники вашего фургона и зарядки пускового аккумулятора.
Вы можете легко использовать генератор переменного тока для зарядки второй (вспомогательной) батареи, просто соединив положительные клеммы обеих батарей так, чтобы они были параллельны. Но параллельное подключение аккумуляторов означает, что при выключенном двигателе ваши электрические нагрузки также разряжают пусковой аккумулятор — не очень хорошо, если вы хотите завести свой фургон утром!
Итак, вам нужно устройство, позволяющее заряжать второй (вспомогательный) аккумулятор от генератора вашего фургона без разряда пускового аккумулятора при неработающем двигателе.
Для этого есть два типа устройств: зарядные устройства постоянного тока и изоляторы аккумуляторов .
Мы рассмотрим оба варианта в этом посте, но в целом мы рекомендуем большинству людей приобретать зарядное устройство постоянного тока для своих установок.
Что такое зарядное устройство постоянного тока?
Зарядное устройство постоянного тока (также известное как зарядное устройство от батареи к батарее или зарядное устройство b2b) — это устройство, которое получает входной сигнал от генератора переменного тока/стартерной батареи и использует его для зарядки вспомогательной батареи.
Зарядные устройства DC-DC могут заряжать аккумуляторы практически любого типа (включая литиевые), они работают с современными генераторами переменного напряжения и используют многоступенчатую зарядку для полной и правильной зарядки аккумуляторной батареи.
Зарядные устройства постоянного тока бывают двух видов: один вход и двойной вход.
Зарядные устройства постоянного тока с одним входом
Зарядные устройства постоянного тока с одним входом выполняют одну и только одну функцию: заряжают дополнительный аккумулятор от генератора переменного тока. Это то, что вы хотите получить, если у вас уже есть солнечное оборудование или если вы хотите гибко выбирать точные характеристики, которые вам нужны для каждого компонента.
Pros
Различные значения силы тока для удовлетворения ваших конкретных требований
Простое дополнение к солнечным комплектам Renogy или существующим солнечным установкам
Минусы
Другой компонент, занимающий место
Может потребоваться подключение к цепи зажигания
Лучшее зарядное устройство постоянного тока
Зарядное устройство Renogy 40A DC-DC Charger
Заряжает вспомогательные батареи от генератора переменного тока. Также доступны размеры 20А и 60А.
Размер 20 А лучше всего подходит для аккумуляторов 40 Ач+ LFP или 100 Ач+ AGM
Размер 40A лучше всего подходит для аккумуляторов 100Ah+ LFP или 200Ah+ AGM
Размер 60A лучше всего подходит для аккумуляторов 120Ah+ LFP или 300Ah+ AGM
70909
08
GnomadHome со скидкой 10% в Renogy.com
Проверить цену на Renogy Проверить цену на Amazon
Мы получаем комиссию, если вы нажмете на эту ссылку и совершите покупку (без каких-либо дополнительных затрат для вас).
Также хорошо
Интеллектуальное зарядное устройство постоянного тока Victron Orion-Tr 30A (изолированное)
Интеллектуальное зарядное устройство постоянного тока Victron с возможностью подключения по Bluetooth. Поставляется в моделях от 12А до 30А.
Проверить цену на Amazon
Мы получаем комиссию, если вы нажмете на эту ссылку и совершите покупку (без каких-либо дополнительных затрат для вас).
Зарядные устройства постоянного тока с двумя входами
Зарядные устройства постоянного тока с двумя входами, с другой стороны, также функционируют как контроллеры заряда от солнечных батарей. Таким образом, с помощью всего одного устройства вы можете заряжать аккумуляторы от своих солнечных панелей и от вашего двигателя. Это значительно упрощает установку и делает вашу электрическую систему более чистой.
Однако комбинированные блоки, подобные этому, лишают гибкости возможности индивидуальной настройки вашей солнечной установки независимо от зарядки двигателя, поскольку вы будете привязаны к спецификациям вашего зарядного устройства постоянного тока (например, DCC50S от Renogy может принимать только 25 В). солнечный вход, что означает, что вы должны подключить свои панели параллельно, чтобы оставаться под этим напряжением).
Но, если вы все равно планируете подключать панели параллельно, то DCC50S позволит вам иметь в системе на один компонент меньше.
Pros
Одно устройство поддерживает как солнечную зарядку, так и зарядку постоянным током
Простота установки (обычно без крана зажигания)
Также дозаряжает стартерную батарею
Минусы
Меньшая гибкость с параметрами зарядки
Необходимость собрать собственные солнечные компоненты вместо покупки комплекта
Также хорошо
REDARC Зарядное устройство постоянного тока 40 А с двумя входами
Зарядное устройство с двумя входами 40 А, позволяющее заряжать как от солнечной батареи, так и от генератора переменного тока. Также доступен в версии 50A.
Проверить цену на Amazon
Мы получаем комиссию, если вы нажмете на эту ссылку и совершите покупку (без каких-либо дополнительных затрат для вас).
Что такое изолятор батареи?
Изолятор аккумуляторной батареи — это устройство, позволяющее заряжать вспомогательную аккумуляторную батарею от генератора вашего фургона, сохраняя при этом стартерную и вспомогательную аккумуляторные батареи «изолированными» друг от друга.
Батарейные изоляторы недороги, и их, как правило, довольно легко установить. Тем не менее, они не всегда являются лучшим выбором для электрических потребностей вашего фургона, и в большинстве случаев вам следует использовать зарядное устройство постоянного тока.
Батарейные изоляторы могут не работать должным образом с современными генераторами переменного напряжения, не будут работать с литиевыми батареями (если вы не заплатите бешеные деньги за литиевый изолятор) и могут не поддерживать надлежащее напряжение для полной зарядки вспомогательных батарей.
Существует три типа аккумуляторных изоляторов: соленоидные аккумуляторные изоляторы, полупроводниковые аккумуляторные изоляторы, и реле напряжения (или «интеллектуальные» изоляторы). Интеллектуальные изоляторы, чувствительные к напряжению, безусловно, являются лучшим выбором, поэтому мы сосредоточим наше обсуждение на них.
Умные разъединители батарей работают, автоматически определяя напряжение вашей стартовой батареи. Когда напряжение достигает 13,3 В (это означает, что двигатель включен и аккумулятор полностью заряжен), изолятор «включается» и передает 100% тока генератора на вспомогательный аккумулятор. Когда напряжение пусковой батареи падает до 12,8 В (это означает, что пусковая батарея больше не заряжается), изолятор «отключается», чтобы предотвратить разрядку пусковой батареи.
Верхний изолятор батареи
Зарядные устройства Keyline Iso-Pro 140A Smart Battery Isolator
Прочный и долговечный интеллектуальный изолятор батареи для зарядки вспомогательного аккумулятора во время вождения. Простота установки и сертификат IP65.
Проверить цену на Amazon
Мы получаем комиссию, если вы нажмете на эту ссылку и совершите покупку (без каких-либо дополнительных затрат для вас).
Зарядные устройства KeyLine Интеллектуальный изолятор батареи Iso-Pro140 отлично зарекомендовал себя в нашем фургоне. Он маленький и компактный, его очень просто установить (самое сложное — это протянуть кабель аккумулятора из моторного отсека в заднюю часть автомобиля). И он сертифицирован по стандарту IP65, а это значит, что вам не придется беспокоиться о его выходе из строя после поездки по пыльной дороге на Burning Man.
Пакетная сделка
Зарядные устройства KeyLine Комплект для двух аккумуляторов Iso-Pro 140A
Все, что вам нужно для установки интеллектуального изолятора аккумуляторов. Включает Iso-Pro 140, кабель аккумулятора, обжимные клеммы и наконечники.
Проверить цену на Amazon
Мы получаем комиссию, если вы нажмете на эту ссылку и совершите покупку (без каких-либо дополнительных затрат для вас).
KeyLine Iso-Pro 140 также доступен в виде комплекта, включающего проводку, кольца, клеммы и т. д., что значительно упрощает установку.
Когда использовать изолятор батареи (и когда , а не )
Изоляторы батареи будут работать на вашей машине, если все из следующего:
У вас старый фургон с фиксированным напряжением генератор. Батарейные изоляторы нуждаются в постоянном напряжении для правильной работы. Если у вас более новый автомобиль (около 2015 года или новее) с «умным» генератором переменного напряжения, изолятор, вероятно, вам не подойдет.
Ваши вспомогательные батареи свинцово-кислотные (AGM, гелевые, залитые свинцово-кислотные). Большинство изоляторов не работают должным образом с литиевыми батареями. (Есть специальные изоляторы для лития, но они супер дорогие и поэтому бесполезны.)
У вас ограниченный бюджет. Батарейные изоляторы дешевле, чем зарядные устройства постоянного тока, но это единственное их преимущество. Если у вас не ограниченный бюджет, вам лучше использовать зарядное устройство постоянного тока.
Если к вам относятся все три вышеперечисленных пункта, то отлично — приобретите изолятор батареи для своей установки.
Однако, если какой-либо из вышеперечисленных не относится к вам , вам необходимо зарядное устройство постоянного тока.
Зарядные устройства постоянного тока и изоляторы аккумуляторов
На первый взгляд зарядные устройства постоянного тока очень похожи на изоляторы аккумуляторов. Оба позволяют заряжать вспомогательный аккумулятор во время движения и предотвращают разрядку пускового аккумулятора при выключенном двигателе. Но разница в заключается в том, как они заряжают вашу вспомогательную батарею.
Изоляторы батарей просто подключите вместе стартерный и вспомогательный аккумуляторы, что поставит их на одинаковое напряжение. Таким образом, если ваш генератор переменного тока посылает 14,4 В на вашу стартерную батарею, подключение изолятора батареи также поставит вашу вспомогательную батарею на 14,4 В (что означает, что она заряжается).
Есть несколько проблем с этим:
В современных генераторах переменного напряжения выходное напряжение может колебаться, препятствуя срабатыванию изолятора батареи.
Если ваш генератор не выдает достаточного напряжения, ваш изолятор может только частично заряжать вспомогательную батарею. Это может привести к износу батареи с течением времени.
Падение напряжения может быть проблемой, если у вас есть длинный провод, соединяющий изолятор с дополнительной батареей.
Зарядные устройства постоянного тока , с другой стороны, берут входное напряжение от вашего генератора переменного тока / пусковой батареи и повышают его до необходимого напряжения для зарядки дополнительной батареи. Они делают это, помещая «нагрузку» на ваш генератор переменного тока, чтобы ваш генератор обращался с ним, как, скажем, с лампочкой, и посылал на него энергию. Независимо от того, какое напряжение выдает ваш генератор переменного тока, зарядное устройство постоянного тока будет подавать правильное зарядное напряжение на дополнительную батарею.
У ths есть несколько преимуществ:
Зарядные устройства DC-DC могут выдерживать колебания современных генераторов переменного напряжения и при этом правильно заряжать вспомогательную батарею
Зарядные устройства
DC-DC могут использовать многоступенчатую зарядку, чтобы вы знали, что ваши батареи правильно и полностью заряжены.
Зарядные устройства
DC-DC могут работать с различными профилями зарядки, что означает, что вы можете использовать их для зарядки различных типов аккумуляторов (включая литиевые).
Каковы недостатки зарядных устройств постоянного тока? Главным образом потому, что они немного дороже, чем изоляторы батареи, и их может быть немного сложнее установить (поскольку некоторые зарядные устройства постоянного тока требуют подключения к цепи зажигания).
Но зарядные устройства постоянного тока гораздо более универсальны и функциональны, чем разъединители батарей, и мы считаем, что они являются лучшим выбором для vanlife.
Зарядное устройство или изолятор батареи постоянного тока какого размера вам нужно?
Зарядные устройства постоянного тока и изоляторы батарей бывают разных размеров, обозначенных силой тока (например, зарядное устройство постоянного тока на 60 А или изолятор батареи на 140 А). Как выбрать правильный размер для своего фургона?
Выбор размера зарядного устройства постоянного тока
При выборе зарядного устройства постоянного тока вам нужно определить его размер на основе уровень заряда ваших вспомогательных аккумуляторов. Это зависит от химического состава вашей батареи, поэтому скорость заряда батареи AGM отличается от скорости зарядки литиевой батареи.
Вот общее практическое правило для скоростей заряда аккумуляторов:
Литиевые аккумуляторы (LiFePO4 и т. д.) можно заряжать при 0,5C (или 50% емкости ***). Это означает, что аккумулятор емкостью 100 Ач можно заряжать током 50 А.
Свинцово-кислотные аккумуляторы (AGM, гелевые, FLA и т. д.) можно заряжать при температуре 0,2°C (или 20% емкости ***). Это означает, что аккумулятор емкостью 100 Ач можно заряжать током 20 А.
***Примечание: Это только общие указания. Прежде чем выбирать компоненты для зарядки, проверьте характеристики ваших конкретных аккумуляторов.
Калькулятор размера зарядного устройства постоянного тока
Имейте в виду, что это максимальная скорость зарядки . Вы можете уменьшить размер зарядного устройства, но не превышайте его (некоторые зарядные устройства постоянного тока, такие как модели Renogy, которые мы рекомендуем, могут при необходимости устанавливать более низкую скорость зарядки).
Опять же, дважды проверьте характеристики вашей конкретной батареи, чтобы убедиться, что вы получаете зарядное устройство постоянного тока нужного размера.
Выбор размера изолятора аккумуляторной батареи
Общая рекомендация заключается в выборе размера изолятора аккумуляторной батареи на основе максимальной мощности вашего генератора переменного тока. Вы должны найти этот номер либо в спецификации вашего автомобиля, либо на самом генераторе.
Итак, если максимальная выходная мощность вашего генератора составляет 175 А, то теоретически вам потребуется как минимум изолятор батареи на 175 А.
Однако, хотя ваш генератор переменного тока может выдавать 175 А, не все это доступно для зарядки дополнительной батареи. Часть этого используется для питания других систем и электроники в вашем фургоне, поэтому сила тока, фактически передаваемая через изолятор батареи, может быть значительно меньше.
Кроме того, большинство аккумуляторных изоляторов имеют размеры от 125 до 150 А. Хотя доступны изоляторы большего размера, они становятся довольно дорогими выше 150 А, и в этот момент вы все равно можете приобрести зарядное устройство постоянного тока.
Короче говоря, если вы идете по пути изолятора батареи, стандартный интеллектуальный изолятор на 125–150 А должен иметь достаточную емкость в большинстве ситуаций.
Установка зарядного устройства постоянного тока или изолятора батареи в вашем фургоне
Что вам нужно
Компоненты
Зарядное устройство постоянного тока или изолятор батареи
Батарея глубокого разряда
Кабель аккумулятора (размер кабеля зависит от технических характеристик вашего устройства)
Наконечники клемм аккумулятора (размер под ваш кабель) и обжимной инструмент
(2) встроенные предохранители ANL (по одному на каждую батарею — см. характеристики предохранителей для вашего конкретного устройства)
Инструменты
Аккумуляторная дрель
Набор инструментов для механика
Мультиметр
Стяжки
Оболочка кабеля/гибкий кабелепровод (размер соответствует вашему кабелю)
Инструкции
Отсоедините отрицательную клемму аккумулятора от стартового аккумулятора. Это важная мера безопасности, которая изолирует стартерную батарею, чтобы вас не ударило током.
Установите зарядное устройство. Найдите легкодоступное место. Изолятор батареи обычно устанавливается в моторном отсеке (вам может потребоваться временно снять стартерную батарею, чтобы освободить место). Зарядные устройства DC-DC обычно устанавливаются сзади вспомогательной батареи, чтобы они не были защищены от элементов.
Протяните кабель аккумуляторной батареи от моторного отсека к электрическому центру вашего фургона. Возможно, вам придется запустить это под фургоном. Накройте кабель аккумулятора оболочкой или гибким кабелепроводом, чтобы предотвратить короткое замыкание. Используйте стяжки, чтобы не мешать. Убедитесь, что кабель натянут и ничего не свисает. Просверлите отверстие в полу вашего фургона, чтобы проложить провод внутри. Замажьте это силиконовым герметиком.
Заземлите зарядное устройство. Подсоедините зарядное устройство постоянного тока или изолятор батареи к общей точке заземления на шасси вашего фургона. Лучше всего использовать существующий заземляющий винт.
При необходимости: Подключите зарядное устройство к цепи зажигания автомобиля. Некоторые зарядные устройства постоянного тока (и изоляторы аккумуляторов) требуют подключения к цепи зажигания вашего фургона.
Подсоедините зарядное устройство к стартовому аккумулятору. Отрежьте и обожмите кабель аккумулятора до нужного размера. Проложите кабель от зарядного устройства постоянного тока или изолятора к встроенному предохранителю ANL, затем другой кабель от предохранителя к вашей стартовой батарее (для зарядных устройств постоянного тока это длинный кабель, который вы проложили под своим фургоном). моторный отсек).
Подсоедините зарядное устройство к дополнительной батарее. Отрежьте и обожмите кабель аккумулятора до нужного размера. Проложите кабель от зарядного устройства постоянного тока или изолятора к встроенному предохранителю ANL, затем другой кабель от предохранителя к дополнительной батарее (для изоляторов батареи это длинный кабель, который вы проложили под своим фургоном. Зарядные устройства постоянного тока установлены рядом с дополнительный аккумулятор)
Подсоедините стартерную батарею и убедитесь, что все работает . Запустите свой фургон, подождите несколько минут и проверьте, заряжается ли ваша вспомогательная батарея. Зарядные устройства постоянного тока должны дать вам показания. На изоляторах батареи будут световые индикаторы, и вы также можете проверить напряжение на клеммах дополнительной батареи с помощью мультиметра.
Шаг 1: Отсоедините отрицательную клемму аккумулятора от стартового аккумулятора.
Найдите легкодоступное место. Изолятор батареи обычно устанавливается в моторном отсеке (вам может потребоваться временно снять стартерную батарею, чтобы освободить место). Зарядные устройства DC-DC обычно устанавливаются сзади вспомогательной батареи, чтобы они не были защищены от элементов.
Шаг 2: Установите зарядное устройство.
Найдите легкодоступное место для установки зарядного устройства. Зарядные устройства постоянного тока обычно устанавливаются рядом с дополнительной батареей. Изоляторы аккумуляторной батареи обычно устанавливаются в моторном отсеке (для этого шага может потребоваться временно снять стартерную аккумуляторную батарею).
Шаг 3:
Протяните кабель аккумуляторной батареи от моторного отсека к электрическому концентратору вашего фургона.
Возможно, вам придется запустить его под фургоном. Накройте кабель аккумулятора оболочкой или гибким кабелепроводом, чтобы предотвратить короткое замыкание. Используйте стяжки, чтобы не мешать. Убедитесь, что кабель натянут и ничего не свисает. Просверлите отверстие в полу вашего фургона, чтобы проложить провод внутри. Замажьте это силиконовым герметиком.
Шаг 4: Заземлите зарядное устройство на металлическую точку на шасси вашего автомобиля.
Подсоедините зарядное устройство постоянного тока или изолятор батареи к общей точке заземления на шасси вашего фургона. Лучше всего использовать существующий заземляющий винт.
Шаг 5:
При необходимости: Вставьте зарядное устройство в цепь зажигания вашего автомобиля .
Для некоторых зарядных устройств постоянного тока (и аккумуляторных изоляторов) требуется подключение к цепи зажигания вашего фургона.
Шаг 6:
Подсоедините зарядное устройство к встроенному предохранителю, а затем к стартовой батарее.
Отрежьте и обожмите кабель аккумулятора до нужного размера. Проложите кабель от зарядного устройства постоянного тока или изолятора к встроенному предохранителю ANL, затем другой кабель от предохранителя к вашей стартовой батарее (для зарядных устройств постоянного тока это длинный кабель, который вы проложили под своим фургоном). моторный отсек).
Важное примечание о плавких предохранителях
В инструкциях, прилагаемых к некоторым разъединителям батарей, могут не требоваться какие-либо предохранители. Но добавление двух встроенных предохранителей (один как можно ближе к вашей стартовой батарее, а другой ближе к вашей вспомогательной батарее) — важная функция безопасности.
Предохранитель предназначен для разрыва цепи в случае короткого замыкания. Когда вы устанавливаете изолятор, вы, скорее всего, прокладываете электрический провод под своим фургоном. Если этот провод каким-то образом замкнулся и обе ваши батареи не перегорели, у вас могут быть серьезные проблемы.
Таким образом, при установке разъединителя рекомендуется предохранить обе батареи. Если сомневаетесь, добавьте предохранитель!
Какой мощности предохранитель вам нужен? Если это не указано в инструкциях к изолятору батареи/зарядному устройству постоянного тока, рекомендуется установить предохранитель в зависимости от скорости заряда вашей батареи.
Шаг 7: Подсоедините зарядное устройство к дополнительной батарее.
Отрежьте и обожмите кабель аккумулятора до нужного размера. Проложите кабель от зарядного устройства постоянного тока или изолятора к встроенному предохранителю ANL, затем другой кабель от предохранителя к дополнительной батарее (для изоляторов батареи это длинный кабель, который вы проложили под своим фургоном. Зарядные устройства постоянного тока установлены рядом с дополнительный аккумулятор).
Шаг 8: Снова подключите стартерную батарею и убедитесь, что все работает .
В продолжение предыдущего материала, рассмотрим преимущества и недостатки 3D-печати методом стереолитографии (sla).
Стереолитография (SLA) – второй по популярности (после fdm) метод 3D-печати, который в равной степени подходит как для профессионалов, так и для любителей, предлагая значительную гибкость проектирования для прототипирования, изготовления общих деталей и мелкосерийного производства.
Процесс печати
SLA-принтеры строят модели слой за слоем, как это делают принтеры FDM. Но в sla-технологии используется не пластиковая нить, а жидкая смола. Емкость 3D-принтера заполняется ультрафиолетовой смолой и под воздействием лазерного луча смола затвердевает. Процесс продолжается, послойным способом сверху-вниз и, в результате, создается конечный продукт.
Преимущества SLA-печати
Принтеры SLA — идеальный выбор для сложных моделей с высокой точностью детализации
Слои тоньше и химически связаны, что снижает риск деформации и структурного ослабления.
Поверхность гладкая, шлифование не требуется.
Принтеры SLA не требуют обновлений, модификаций или самодельных импровизаций. Они предназначены для получения высококачественных отпечатков сразу после подключения к электросети.
Недостатки SLA-печати:
Высокая стоимость
Процесс печати SLA требует дополнительных технических знаний.
Эксплуатационные расходы больше, чем у принтеров FDM. Расходные материалы более дорогие.
Принтеры SLA обычно не рекомендуются новичкам, потому что с ними нужно осторожно обращаться. Смола токсична.
Готовые детали чувствительны к солнцу, длительное воздействие солнечного света может снизить механическую прочность модели.
FDM или SLA?
Многие пользователи стоят перед выбором, какой принтер приобрести – fdm или sla? Обе технологии имеют свое место в мире 3D-печати. Необходимо рассмотреть сильные стороны каждого принтера — характеристики печати, размер рабочей области принтера, качество печати, материалы, скорость печати, эксплуатационные расходы, адгезия и постобработка. Также необходимо учесть различные факторы, такие как стоимость производства, сроки выполнения и сложность дизайна продукта. FDM может производить продукцию, которая имеет простой дизайн и низкую стоимость. SLA, в свою очередь, может разработать детальный дизайн за более короткий промежуток времени, но с высокими производственными затратами.
Оба метода являются частью текущих производственных процессов в разных отраслях промышленности. Многие компании используют комбинацию этих двух методов печати. Поэтому важно принимать во внимание различные преимущества, которые предлагает каждый из этих процессов.
Если вы еще не определились с покупкой 3Д-принтера, компания ООО «АЙ ЭМ СИ КОМПЬЮТЕРС», профессиональный поставщик услуг 3D-печати, предлагает изготовление на заказ в Минске пластиковых деталей и элементов любой сложности. Заказывайте, печатайте, тестируйте и вносите новые идеи и предложения, которые мы реализуем за считанные дни.
Наш сотрудник поможет разобраться во всех тонкостях 3D-печати и подскажет оптимальное решение для вашей задачи.
Технологии фотополимерной 3D-печати: описание, плюсы и минусы
Говоря о различных 3D-принтерах и их технологиях 3D-печати, рассмотрим SLA, DLP, LCD. Каждый из этих сокращений обозначает конкретную технологию фотополимеризации и не является взаимозаменяемым. Каждая технология работает по-своему, со своими особенностями и своими плюсами и минусами. Фотополимеризация — это метод, в котором используется свет (видимый или ультрафиолетовый) для создания химической реакции, в результате которой жидкий материал, называемый полимером, становится более твердым в результате процесса отверждения.
Стереолитография — более часто называемая SLA 3D-печатью — является одним из самых популярных и распространенных методов. Он работает с использованием мощного лазера для отверждения жидкой смолы, которая содержится в резервуаре, чтобы создать желаемую трехмерную форму. В двух словах, этот процесс послойно преобразует светочувствительную жидкость в трехмерные твердые пластики с использованием лазера малой мощности и фотополимеризации.
Лазер направляется в соответствующие координаты управляемым компьютером зеркалом. Процесс повторяется до тех пор, пока вся часть не будет завершена. Смола, которой не касается лазер, остается в ванне и может быть использована повторно. Чем больше или сложнее объект для печати, тем больше времени потребуется лазеру для заполнения одного слоя. Это позволяет объектам достичь максимально возможной прочности и стать более стабильными. После завершения полимеризации материала платформа поднимается из резервуара, и избыток смолы сливается. В конце процесса модель промывается и помещается в УФ-печь для окончательного отверждения.
Плюсы:
SLA является одним из самых точных методов 3D-печати на рынке.
Прототипы могут быть созданы с очень высоким качеством, с мелкими деталями (тонкие стены, острые углы и т. д.) и сложными геометрическими формами. Толщина слоя может составлять всего 25 мкм, с минимальными размерами элементов от 50 до 250 мкм.
Поверхности печати гладкие.
Объемы сборки могут достигать 50х50х60 см³ без ущерба для точности.
Минусы:
Печать обычно занимает много времени.
Крутые склоны и выступы требуют опорных конструкций в процессе строительства. Такие детали могут потенциально разрушиться во время фаз печати или отверждения.
Стоимость печати SLA сравнительно высока (например, машина, материалы, лабораторная среда).
Типичными 3D-принтерами для SLA печати является Form 2/3 (Formlabs), Peopoly Moai.
Подобный метод, который обычно группируется с SLA, называется Digital Light Processing (DLP). Он представляет собой своего рода эволюцию процесса SLA. В отличие от SLA, DLP использует экран цифрового проектора, чтобы высвечивать одно изображение каждого слоя по всей платформе с использованием микрозеркал.
Поскольку проектор представляет собой цифровой экран, каждый слой будет состоять из квадратных пикселей. Таким образом, разрешение принтера DLP соответствует размеру пикселя, тогда как с SLA это размер лазерного пятна.
Принцип работы зеркал в некотором роде напоминает цифровой код, состоящий из нулей и единиц. В этом случае 1 представляет свет, отраженный от зеркала, и 0 представляет свет, поглощенный нагревательным элементом. Компьютерная программа содержит готовую 3D-модель, согласно которой свет попадает на необходимые участки расходного материала. Таким образом, слои постепенно формируются один за другим. Самый тонкий слой имеет толщину 10 мкм, и это лучшая характеристика среди всех существующих аддитивных технологий.
Хотя это относительно молодая технология, она уже показывает отличные результаты. Например, её можно сравнить с лазерной стереолитографией с точки зрения качества и точности производимых товаров. Тем не менее, DLP значительно выгоднее, поскольку она будет стоить вам гораздо дешевле.
Технология DLP имеет следующие основные преимущества:
Более высокая скорость печати.
Различные области применения.
Более низкая стоимость.
Процесс 3D-печати проще благодаря засветке слоя целиком.
Основными недостатками технологии являются:
С увеличением области печати уменьшается точность.
Проблемы с паразитной засветкой.
Технология наиболее широко используется в прототипировании, обычно применяется инженерами и дизайнерами. DLP 3D-принтеры удобны для производства различных моделей.
3D-принтерами для DLP печати является XYZ Nobel Superfine, Kudo3D Titan 2HR, Flash Forge Hunter.
В последнее время вы можете найти на рынке 3D-принтеры с использованием LCD. В таких 3D-принтерах в качестве источника света используются ультрафиолетовые LCD-дисплеи. Качество печати на LCD-принтере зависит от его плотности. Чем больше пикселей, тем лучше качество печати.
LCD-экран состоит из крошечных пикселей, которые, будучи активными или неактивными, создают изображение слоя нашего объекта, пропуская через него ультрафиолетовый свет или нет.
Источник света может представлять собой одиночную матрицу УФ-светодиодов или более сложную структуру, включающую в себя линзы, которые способны более точно фокусировать свет, чтобы более точно освещать пиксели LCD-дисплея, увеличивая разрешение.
Преимущество, которое разделяют и DLP, и LCD по сравнению с SLA, заключается в скорости сборки. Поскольку весь слой мигает одновременно, а не в одной точке, две технологии обычно способны производить детали быстрее.
Преимущества технологии LCD:
Простой в использовании.
Намного дешевле других технологий, не использует лазеров и подвижных отражателей.
Работа ограничивается только размером и разрешением матрицы.
Недостатки технологии LCD:
Проблемы с паразитной засветкой
Скорость засветки может быть ниже из-за слабой засветки.
Контур изделия не такой четкий.
3D-принтеры для LCD печати: Zortrax Inkspire, Anycubic Photon и Photocentric Liquid Crystal HR V2.
Хотя SLA является первым процессом, разработанным для быстрого прототипирования, и старейшим из основных методов 3D-печати, она все еще остается привлекательным решением для создания прототипов с высокой точностью и долговечностью. Технологии DLP и LCD, как правило, работают быстрее, чем SLA, потому что они проецируют один полный слой за раз. Независимо от того, насколько большой или сложный объект для печати, только его высота и выбранное разрешение Z будут влиять на рабочее время.
← Новый материал для 3D-печати, который увеличивается в 40 раз | Пополнение фотополимеров для 3D-принтеров Inkspire →
преимуществ и недостатков полимерных 3D-принтеров — чемпионат мира
Автор Рональд ГамильтонОпубликовано Опубликовано в рубрике ТехнологииКомментариев к преимуществам и недостаткам полимерных 3D-принтеров
нет.
Процесс печати смолой быстрее и проще в настройке, чем 3D-печать, но у него есть некоторые недостатки. Во-первых, разрешение отпечатков ограничено. Это связано со сложными параметрами печати смолой. Вы должны уделять пристальное внимание деталям, чтобы вы могли произвести высококачественную печать. Смола, которую вы используете, будет определять уровень детализации, которого вы можете достичь. Например, полимерный принтер может печатать объекты с разрешением до 100 микрон.
Лучшие полимерные принтеры, доступные на сегодняшний день
Помимо стоимости, полимерный принтер требует большого объема обслуживания, которое может быстро окупиться. Но стоимость промышленного блока все еще относительно низка. Стоимость фотополимера может достигать тысячи долларов. Эта технология также более точна, чем другие методы. Недостатком использования метода печати смолой является то, что он требует процесса отверждения после печати, но преимущества перевешивают недостатки.
Полимерные отпечатки обеспечивают лучшее качество
Полимерный принтер также обеспечивает более высокое качество печати, чем другие технологии. Как правило, светочувствительную смолу легче загрузить в принтер, чем расплавленный пластик. В результате получается более точная и эстетически приятная печать. Металлический 3D-принтер также проще использовать при гравировке мелких деталей. Он оставляет тонкую линию слоя, которая практически незаметна, тогда как модель из расплавленного пластика оставляет след слоя, который будет заметен окружающим.
Использование технологии печати смолой
Преимущества печати смолой перевешивают недостатки. Например, стоимость полимерного принтера выше, чем для других методов 3D-печати. Тем не менее, он намного более доступен для мастеров форм и прототипов и может создавать более сложные формы и узоры. Наконец, смола более устойчива к воде, чем пластик, что делает ее идеальной для водонепроницаемых применений. Смола также прочнее и поддерживает больше объектов на платформе сборки, а детали «летают» без каких-либо дефектов.
Top Недостатки
Недостатком печатных машин для смолы является ограниченный объем сборки. С помощью полимерного принтера невозможно производить крупномасштабные объекты, а значит, модель должна быть маленькой. Производить высококачественные модели дороже, но смола дешевле, чем другие методы 3D-печати. Преимущество полимерного принтера заключается в том, что он может создавать более детализированные и прочные объекты, чем традиционная машина, а также может быть быстрее и безопаснее, чем другие виды 3D-печати.
Принтеры из смолы дороже
Принтер из смолы дороже, чем машина для 3D-печати, но он того стоит. Он более точен, чем машины FDM и SLA, и предлагает больший диапазон материалов. Но к недостаткам полимерной печати можно отнести то, что они требуют большего ухода, чем другие технологии. Наконец, полимерные принтеры дороже, чем машины FDM и SLA. Кроме того, они не так универсальны, как другие 3D-принтеры.
Вывод
Основным недостатком полимерных принтеров является их дороговизна при использовании в продуктах конечного использования. Они дешевле для прототипов и мастеров форм. Недостатком смоляного принтера является то, что материалы, используемые в этих машинах, не очень экологичны и могут содержать свинец, который может повлиять на окружающую среду. Недостатком печати смолой является тот факт, что смола опасна для окружающей среды. Если он не используется ответственно, это может вызвать проблемы со здоровьем.
Плюсы и минусы отверждения и экструзии
В начале 2010-х у потребителей и профессионалов, ищущих недорогой 3D-принтер, был только один вариант: моделирование методом наплавления (FDM). Первоначально разработанная гигантом аддитивного производства Stratasys, технология FDM включает в себя нагрев нитей термопластика и осаждение расплавленного материала в виде последовательных 2D-слоев.
Однако в 2009 году срок действия патента Stratasys на технологию FDM истек, что позволило ряду небольших компаний начать разработку собственных 3D-принтеров экструзионного типа, многие из которых были ориентированы на новых покупателей. [1] И по мере того, как на рынке появлялось все больше и больше продуктов — Makerbot, Ultimaker и другие — цены стремительно снижались.
Но вскоре у покупателей появился второй вариант недорогой 3D-печати пластиком. Примерно к 2012 году такие компании, как B9Creations и Formlabs, разрабатывали и продавали доступные 3D-принтеры, в которых использовалась совершенно другая технология: фотополимеризация в ваннах. Вместо плавления и экструзии пластика эти принтеры использовали яркий свет для выборочного отверждения жидкой смолы, создавая детали с мелкими деталями и исключительно гладкой поверхностью. Как и в случае с FDM, рынок принтеров SLA и DLP быстро рос, что привело к снижению цен.
С тех пор технологии филаментной и полимерной печати остаются двумя основными вариантами 3D-печати пластиковых деталей на потребительском и профессиональном уровнях. И поскольку многие потребители и профессионалы в конечном итоге выбирают непосредственно между FDM и стереолитографическими 3D-принтерами, эта статья направлена на сравнение двух технологий, рассмотрение их соответствующих плюсов и минусов, а также подходящих вариантов использования для каждой из них.
Что такое печать SLA/DLP?
Стереолитография (SLA) и цифровая обработка света (DLP) — это две тесно связанные технологии 3D-печати, в которых в качестве печатного материала используется жидкая смола. Обе они могут быть классифицированы как технологии фотополимеризации в ваннах: процесс печати происходит в ванне, заполненной жидкой смолой, и эта смола подвергается фотополимеризации, химической реакции, вызванной светом, при которой она превращается из жидкой в твердую.
Итак, как именно работает 3D-печать смолой? Сначала мы рассмотрим, как вообще работает фотополимеризационная 3D-печать, затем посмотрим, чем SLA-принтеры отличаются от DLP-принтеров.
Процесс 3D-печати смолой
Технология 3D-печати смолой основана на процессе фотополимеризации. В качестве материала для печати используется жидкая смола, и эта жидкость может превратиться в твердое вещество под воздействием света. Однако это на самом деле не объясняет, как полимерные 3D-принтеры способны создавать высокодетализированные 3D-объекты, такие как прототипы, модели, выравниватели зубов и образцы ювелирных изделий.
Для создания 3D-форм 3D-принтеры из смолы работают так же, как и другие 3D-принтеры. То есть они формируют последовательные слои 2D-форм, в результате чего получается окончательная 3D-форма, состоящая из всех этих слоев, соединенных вместе. Но их метод создания каждого 2D-слоя в высшей степени уникален: стереолитография и 3D-принтеры DLP используют точный источник УФ-излучения для отверждения 2D-рисунка в жидкую смолу; только область рисунка смолы затвердевает, а остальная часть остается жидкой.
SLA 3D-принтер
Чтобы создать следующие слои (и построить 3D-форму), полимерный принтер должен создать движение по оси Z — вверх или вниз. Для этого платформу сборки опускают (или поднимают) небольшими шажками после отверждения слоя.
После отверждения каждого слоя затвердевшую смоляную деталь можно извлечь из 3D-принтера, готовую к удалению опоры и другим этапам постобработки. Любую оставшуюся смолу можно сохранить и использовать повторно.
Смолы, используемые для DLP и SLA-печати — технически термореактивные полимеры — могут быть жесткими или гибкими. Некоторые продаются как высокопрочные инженерные смолы, в то время как другие продаются как литейные смолы, которые могут выгорать при использовании в качестве моделей во время литья по выплавляемым моделям.
SLA и DLP
Стереолитография и цифровая обработка света В 3D-принтерах используются разные источники света. Принтеры SLA, которые, как правило, дороже, чем принтеры DLP, используют ультрафиолетовый (УФ) лазер для выборочного закрепления рисунков в жидкой смоле.[3] Эти лазеры эффективно «рисуют» рисунок в смоле.
DLP-принтеры работают по-другому. Вместо того, чтобы использовать сфокусированный лазерный луч для рисования узора, они используют линзу проектора и серию крошечных зеркал. Это означает, что весь 2D-слой можно отвердить сразу, запустив 2D-изображение в резервуар для смолы, что делает процесс быстрее, чем SLA. [4]
Родственной формой полимерной печати является ЖК-печать, которая по своей природе ближе к DLP, чем к SLA. В ЖК-принтерах на основе смолы ЖК-панель используется в качестве маски, которая помещается между источником света и смолой для создания 2D-рисунков; они обычно дешевле, чем системы SLA и DLP.
Моделирование наплавлением (FDM) — иногда известное как изготовление плавленых нитей (FFF) — сегодня является доминирующей формой 3D-печати. Отчасти это связано с его популярностью среди новичков и любителей, хотя есть много профессиональных и промышленных пользователей 3D-принтеров FDM: высококачественные принтеры и материалы FDM можно использовать для изготовления промышленных деталей, аэрокосмических компонентов и инструментов.
FDM — это технология 3D-печати пластиком, в которой в качестве сырья используются катушки термопластичных нитей. В процессе печати нить аккуратно сматывается с катушки, нагревается, а затем укладывается слоями с помощью экструдера. Как только расплавленный пластик нанесен (сначала на рабочую пластину, а затем на последующие слои), он остывает и затвердевает, создавая твердую пластиковую деталь. В некоторых случаях печатная платформа нагревается для улучшения адгезии.
3D-принтер с филаментом
Чтобы придать каждому слою точную 2D-форму, печатающая головка перемещается по направляющим вдоль осей X и Y, подавая материал из сопла. Это линейное движение достигается с помощью двигателей, управляемых компьютерными инструкциями. Когда слой завершен, печатающая головка постепенно перемещается вдоль оси Z (вверх) по другой направляющей, а затем начинает следующий слой.
Несмотря на свои ограничения, FDM является универсальным и надежным процессом 3D-печати, совместимым с огромным количеством пластиковых нитей; материалы включают доступные термопласты, такие как PLA, инженерные материалы, такие как поликарбонат, и высокоэффективные материалы, такие как PEEK, а также различные смеси и композиты. Процессы филаментной печати чаще всего используются для прототипирования, хотя они также могут производить детали для конечного использования.
3D-печать смолой и нитью
3D-печать смолой и нитью — это два разных процесса, в которых используются разные материалы и технологии. Таким образом, детали, напечатанные смолой, и детали, напечатанные филаментом, могут сильно различаться.
Качество печати
В целом процессы 3D-печати смолой могут обеспечить лучшее разрешение, лучшую чистоту поверхности и, как правило, могут производить более высококачественные детали, чем процессы экструзии.
Когда речь идет об очень мелких деталях, такой процесс, как SLA, может обеспечить высокий уровень точности размеров. Многие 3D-принтеры SLA способны печатать с высотой слоя всего 25 микрон, в то время как большинство 3D-принтеров FDM могут достигать только около 100 микрон. Полимерные принтеры также могут соответствовать очень жестким допускам.
Полимерные принтеры также имеют преимущество, когда речь идет об отделке поверхности. 3D-печать FDM часто создает линии слоев (видимые выступы между слоями вдоль оси Z), которые необходимо удалить с помощью шлифовки или других этапов постобработки (которые изменяют окончательные размеры напечатанной детали). Но процессы SLA и DLP производят исключительно гладкие детали, требующие минимальной последующей обработки, помимо удаления поддержки.
Наконец, детали, напечатанные из нити, могут быть более подвержены короблению и деформации, чем изготовленные из смолы. Это связано с неизбежными колебаниями температуры, возникающими при FDM-печати.
Долговечность напечатанных деталей
Хотя 3D-принтеры из смолы могут производить детали более высокого качества, чем филаментные принтеры, им не хватает прочности и долговечности деталей. Детали из смолы часто бывают слабыми и хрупкими, поэтому они имеют относительно небольшое количество конечных применений.
Не все нити одинаково долговечны — например, из PLA-филамента получаются довольно хрупкие детали — но огромный выбор материалов для 3D-печати FDM означает, что можно изготавливать очень прочные детали. Доступная нить из АБС-пластика позволяет создавать прочные детали, которые являются прочными и устойчивыми к высоким температурам, в то время как более дорогие пластмассы, такие как поликарбонат и нейлон, дают еще лучшие результаты.
Еще одним преимуществом филаментной 3D-печати по сравнению с полимерной 3D-печатью является ее совместимость с композитными материалами. Термопласты, такие как PLA и ABS, могут быть армированы, например, стекловолокном или углеродным волокном, что делает напечатанные детали намного прочнее.[6] Такое армирование невозможно с жидкими смолами.
Объем сборки
Как правило, филаментные 3D-принтеры имеют большую площадь сборки, чем полимерные 3D-принтеры. Таким образом, в то время как полимерные принтеры отлично подходят для миниатюрных деталей с высокой детализацией, FDM лучше подходит для крупных отпечатков.
Мы можем посмотреть на объемы сборки некоторых лидирующих на рынке продуктов, чтобы увидеть разницу. Невероятно популярный принтер Formlabs Form 2 SLA имеет объем 145×145×175 мм, что меньше, чем у популярных FDM-принтеров, таких как Ultimaker 3 (215×215×200 мм), Makerbot Replicator 2 (285×153×155 мм) и Prusa i3 MK3S (250 х 210 х 210 мм).
Промышленные широкоформатные 3D-принтеры FDM, такие как BigRep Pro (1020 × 970 × 985 мм) и Stratasys F770 (1000 × 610 × 610 мм), предлагают огромные объемы печати, но по гораздо более высокой цене, чем потребительские 3D-принтеры FDM.
Но хотя филаментная печать, как правило, лучше подходит для больших отпечатков, можно добиться широкоформатной 3D-печати смолой, если стереолитографический аппарат использует конфигурацию сверху вниз, а не снизу вверх. Принтеры для печати снизу вверх (т. е. большинство настольных полимерных принтеров) имеют источник света под резервуаром для полимера и строят деталь вверх ногами. Однако принтеры с вертикальной печатью имеют источник света над резервуаром для смолы и перемещают рабочую платформу вниз. Эти принтеры, которые чаще используются в промышленных условиях, требуют полного бака жидкой смолы, но могут печатать гораздо более крупные детали.
При печати смолой SLA лучше подходит для широкоформатной печати, чем DLP. В DLP-принтерах используются проекторы с конечным разрешением (измеряемым в пикселях), поэтому, хотя технически возможно печатать большие детали, для достижения большего размера приходится жертвовать разрешением. Принцип аналогичен использованию видеопроектора дома: если поставить проектор вплотную к стене, изображение будет небольшим, но четким; если вы отодвинете его дальше, изображение станет больше, но вы сможете увидеть отдельные пиксели.
Скорость печати
Сравнивать скорость печати филаментных и полимерных 3D-принтеров сложно, поскольку нужно учитывать множество факторов.
Во-первых, не все технологии полимерной печати одинаковы: DLP, как правило, намного быстрее, чем SLA, поскольку может отверждать сразу весь слой. Однако, поскольку объемы сборки при использовании DLP, как правило, очень малы, обычно невозможно распечатать пакеты объектов во время одного задания на печать. Таким образом, хотя фактическая печать может выполняться медленнее по SLA, она может обеспечить более высокую пропускную способность, если требуется несколько единиц.
3D-печать FDM находится где-то между DLP и SLA, когда речь идет о чистой скорости печати, но некоторые нити необходимо печатать очень медленно, чтобы избежать коробления и деформации. И опять же, филаментные 3D-принтеры могут иметь гораздо большие объемы сборки, чем полимерные принтеры, что обеспечивает возможность пакетной печати и более высокую пропускную способность дублирующих деталей.
Наконец, 3D-принтеры (всех технологий), как правило, имеют регулируемую скорость, что позволяет пользователям сбалансировать время печати с качеством печати.
3D-принтеры со смолой и филаментом имеют свои уникальные характеристики и преимущества, поэтому при выборе между ними лучше спросить «для чего будет использоваться 3D-принтер?» а не «какая технология 3D-печати лучше?»
В целом, полимерные 3D-принтеры лучше всего подходят для изготовления мелких детализированных деталей с превосходным качеством поверхности. Но филаментные принтеры выходят на первое место, когда речь идет о больших или прочных деталях, особенно тех, которые требуют конечного использования. Полимерные принтеры подходят для таких деталей, как литьевые модели, визуальные прототипы и стоматологические устройства, в то время как филаментные принтеры предлагают более широкий спектр применений, включая функциональные прототипы, промышленные детали и крупномасштабные модели.
[1] Schoffer F. Как срок действия патентов открывает новое поколение 3D-печати [Интернет]. TechCrunch. ТехКранч; 2016 [цитировано 14 января 2022]. Доступно по адресу: https://techcrunch.com/2016/05/15/how-expiring-patents-are-ushering-in-the-next-generation-of-3d-printing
[2] Библиотека материалов для 3D-печати Formlabs [Интернет]. Формлабс. [цитировано 14 января 2022 г.]. Доступно по адресу: https://formlabs.com/uk/materials
[3] Стереолитография [SLA] детали по запросу: Stratasys Direct [Интернет]. Стратасис.
Оптоволоконный лазерный станок 3 в 1 для сварки, чистки и резки металла LCW-1500/Raycus G.Weike (Китай)
Данное оборудование является новейшей интегрированной системой «три в одном», которая поддерживает лазерную сварку, лазерную очистку и лазерную резку металла в ручном режиме.
Рабочий режим можно свободно переключать в соответствии с различными сценариями применения.
Разработан на основе ручных сварочных аппаратов, обладает высокой надежностью и стабильностью. Оснащен механизмом подачи проволоки и водяным чиллером.
Применение
Используются при производстве кухонной утвари, сантехники, бытовой техники, металлической мебели, окон и дверей, автозапчастей, в рекламном производстве и во многих других сферах.
Особенности конструкции
Лазерный источник Raycus
Серия волоконно-оптических лазеров третьего поколения с одним модулем. Бренд №1 в Китае. Запатентованная конструкция для бесперебойной работы и легкого обслуживания. Устойчивый к суровым условиям окружающей среды. Синхронизированное управление лазерным источником. Прямое управление всеми функциями оптоволоконного лазера. Ресурс работы 100 000 моточасов.
Голова Au3tech для лазерной чистки
Голова Au3tech для лазерной сварки
Голова Au3tech для лазерной резки
Система управления Au3tech
Удобный сенсорный экран, легкое и быстрое нажатие и установка параметров, функции определения неисправностей в режиме реального времени, обратная связь и сигнализация. Существует библиотека параметров процессов, которая может обеспечить быстрое запоминание и хранение рабочих параметров. Пульт дистанционного управления для удобной настройки параметров. Экономьте времени и усилий, простота в эксплуатации.
Устройство подачи проволоки
Система подачи проволоки отвечает за стабильную подачу проволоки во время сварки. Двухтактный механизм подачи проволоки используется для обеспечения хорошего выравнивания проволоки и стабильной скорости подачи проволоки. Если требуется предварительный нагрев, добавляется источник питания нагревающий проволоку. Применяется для аргонодуговой сварки, лазерной сварки, плазменной сварки. Имеет легкую конструкцию, положение угла подачи проволоки можно регулировать.
Водяной чиллер
Система охлаждения с двойным фреоновым контуром, обеспечивает постоянное поддержание оптимально-рабочей температуры иттербиевого источника в заданном эксплуатационном диапазоне.
Сварка. Таблица зависимости толщины заготовки от вида материала и выходной мощности волоконного лазера
Материал
Толщина металла, мм
1000Вт
1500Вт
2000Вт
Глубина расплава, мм
Выходная мощность, %
Глубина расплава, мм
Выходная мощность, %
Глубина расплава, мм
Выходная мощность, %
Нержавеющая сталь
0,6
0,2
16
0,3
15
0,3
10
0,8
0,2
20
0,3
20
0,4
15
1,0
0,3
25
0,5
25
0,5
20
1,2
0,3
30
0,5
30
0,6
25
1,8
0,3
40
0,7
40
0,8
35
2,5
0,5
40-45
0,8
40-45
1,0
35-45
3,0
0,7
60
1,2
60
1,4
50
5,0
1,5
70-80
2,1
70-80
6,0
2,5
80-90
7,0
3,0
80-90
Алюминий, медь
0,5
0,3
70-80
0,3
70-80
0,4
60-80
1,0
0,5
80-90
0,5
80-90
0,8
80-90
1,5
0,6
85-95
0,6
80-90
0,8
80-90
2,0
0,8
85-95
1,0
85-95
4,0
2,0
90-100
Чистка.
Параметры очистки в зависимости от мощности лазерного источника
Характеристики лазерного источника
Объект очистки
Толщина очистки
Скорость очистки
Ширина линии очистки
Количество проходов
Производит-ть
RFL-1000
оксидный слой
≤25 Нм
8 мм/с
50 мм
1
1,4 м²/ч
≤50 Нм
15 мм/с
50 мм
4
0,67 м²/ч
≤75 Нм
15 мм/с
50 мм
8
0,34 м²/ч
ржавчина
≤30 Нм
25 мм/с
50 мм
1
4,5 м²/ч
≤60 Нм
20 мм/с
50 мм
1
3,6 м²/ч
≤100 Нм
10 мм/с
50 мм
1
1,8 м²/ч
масляная краска, гальваническое покрытие
≤200 Нм
10 мм/с
90 мм
5
0,65 м²/ч
≤400 Нм
10 мм/с
90 мм
8
0,4 м²/ч
≤600 Нм
10 мм/с
90 мм
10
0,32 м²/ч
RFL-2000
оксидный слой
≤25 Нм
15 мм/с
50 мм
1
2,7 м²/ч
≤50 Нм
15 мм/с
50 мм
3
0,9 м²/ч
≤75 Нм
15 мм/с
50 мм
5
0,54 м²/ч
ржавчина
≤30 Нм
50 мм/с
50 мм
1
9 м²/ч
≤60 Нм
35 мм/с
50 мм
1
6,3 м²/ч
≤100 Нм
20 мм/с
40 мм
1
2,88 м²/ч
масляная краска, гальваническое покрытие
≤200 Нм
10 мм/с
90 мм
3
1,08 м²/ч
≤400 Нм
10 мм/с
90 мм
5
0,65 м²/ч
≤600 Нм
10 мм/с
90 мм
6
0,54 м²/ч
≤800 Нм
10 мм/с
90 мм
7
0,46 м²/ч
≤1000 Нм
10 мм/с
90 мм
8
0,4 м²/ч
≤1200 Нм
10 мм/с
90 мм
9
0,36 м²/ч
Получаемые изделия
Сварка
Чистка
Очистка от масла
Очистка от краски
Лазерная чистка пыли
Удаление оксидного слоя
Очистка от ржавчины
Удаление ржавчины
Удаление ржавчины
Чистка винтов
Преимущества
Оптоволоконная лазерная сварка
Оптоволоконная лазерная чистка
✓ Сварной шов гладкий и красивый.
Отсутствует деформация поверхности, не требует последующего шлифования, отсутствует необходимость чистовой обработки сварного шва.
✓ Отсутствие образований токсичных веществ во время работы.
Процесс абсолютно безопасен и не производит негативное воздействие на человеческий организм.
✓ Равномерность сварки.
Достигается равномерным распределением точечной энергии лазерного сварочного аппарата.
✓ Отсутствие шума.
Особая технология лазерной очистки ограничивает появление звуковых шумов, в то время как механический способ отличается большей громкостью и причиняет весомый дискомфорт.
✓ Высокая скорость сварки.
Скорость лазерной сварки в 2-10 раз выше, чем скорость традиционной сварки.
✓ Высокая эффективность и качественная обработка нужного изделия.
Остальные способы удаления ржавчины и коррозии не дают такого хорошего результата. При чистке лазером пользователь не контролирует качество процедуры, поэтому возможность допущения ошибки исключается.
✓ Простота эксплуатации.
Гибкий ручной режим работы легок в освоении, не требует специального обучения. С помощью ручного пистолета можно сваривать длинные отрезки (отсутствует ограничение длины сварки длиной рабочего поля). Возможность сваривать труднодоступные зоны и осуществлять сварку под любым углом.
✓ Простота в эксплуатации.
Установка сама определяет оптимальный рабочий режим при автоматической работе. Также есть возможность ввода информации вручную. Для этого корпус устройства укомплектован специальным пультом и дисплеем.
✓ Универсальность.
Гибкие настройки позволяют производить шовную и точечную сварку.
✓ Режим работы.
Лазерная очистка металла может проводиться в ручном режиме с пультом дистанционного управления.
✓ Экономия в обслуживании.
Отсутствие расходных материалов, низкое электропотребление, стабильность работы и длительный срок службы снизят затраты на обслуживание.
✓ Безопасность для зрения.
Аппараты оснащены защитным кожухом. Необходимо работать в защитных очках.
✓ Экологичность.
Надежная и экологически чистая технология без загрязнения окружающей среды.
✓ Компактность.
Легкий вес и компактность позволяют использовать установку в любых производственных условиях.
✓ Устойчивость к коррозии и высокая термостойкость.
Производитель: G.Weike
Родина бренда: Китай
Мощность лазера
1500 Вт
Лазерный источник
Raycus
Длина волны
1064 Нм
Срок службы
100 000 моточасов
Время непрерывной работы
24 часа
Глубина сварки
0,5-3 мм
Ширина чистки за проход
0-80 мм
Фокусная высота чистки
600 мм
Длина волокна
10 метров
Скорость
0-120 мм/сек
Напряжение
220В
Потребляемая мощность
12 кВт
Система управления
ЧПУ
Система охлаждения
Водяной чиллер
Рабочая температура
15-35 ℃
Рабочая влажность
Габаритные размеры
1150х600х800 мм
Вес
220 кг
Аппарат для лазерной сварки металлов PB300CE с чпу
Следует разъяснить, что PB300CE является источником лазерного излучения и для полноценности конструкции необходима комплектация автоматизированным рабочим столом (манипулятор изделия). Компания HAN’S LASER в своей номенклатуре имеет источники и рабочие столы, обладающие различными характеристиками, удовлетворяющие требования самого широкого круга Заказчиков. Одно из главных преимуществ данной конструкции является то, что излучение от источника, передается на рабочий стол по гибкому волокну, имеющему длину до двадцати метров, а источник в свою очередь имеет возможность подключения до четырех рабочих столов, что позволяет Заказчику не только расширить производственную мощность соответствующего технологического участка, но и использовать различные по своим характеристикам и назначению рабочие столы, не меняя при этом генератор.
Генератор изготавливается в строгом соответствие с европейскими стандартами.
Характеристика продукта
Аппарат для сварки металлов PB300CE относится к группе лазеров, активной средой которых является алюмоиттриевый гранат легированный неодимом, а в качестве генерации среды выступают ксеноновые лампы.
Основными элементами конструкции являются: Nd:YAG резонатор, волоконно-оптическая система передачи лазерного излучения, PFCS система управления мощностью лазера с обратной связью в режиме реального времени, источник питания лазера HPP700ACE и система охлаждения.
Керамический моноблок резонатора с несколькими лампами накачки способен генерировать излучение с выходной мощностью 300 Вт и пиковой мощностью 6 кВт.
Преимущества
Широкий набор регулируемых технологических параметров лазера в широком диапазоне позволяет обрабатывать большое количество сталей и сплавов, различной толщины;
Качество и стабильность излучения;
Реализация процесса сварки, как на воздухе, так и в атмосфере инертных газов;
Возможно выполнение таких технологических операций, как закалка различных материалов, легирование и наплавка;
Возможность комплектации с различными манипуляторами изделия;
Сертификат CE
Сфера применения
Из материалов следует отметить возможность работы с конструкционными сталями, алюминиевыми и медными сплавами, магниевыми и титановыми сплавами.
Технические данные
Тип лазера
YAG
Длина волны излучения
1064 нм
Макс. выходная мощность
300 Вт
Макс. энергия в импульсе
6 Дж/мс
Ширина импульса
0.1-50 мс
Частота след. импульсов
1-200 Гц
Кол-во форм импульсов
50 групп
Кол-во волоконных выходов
≤4
Метод разделения излучения
По времени или энергии
Диаметр жилы волокна
0.6 мм
Тип обратной связи
Обр. связь по мощности
Охлаждение
Водяное
Потребляемая мощность
16 кВт
Электропитание
380 В
Вес
500 кг
Габариты (ДxШxВ, мм)
1480x610x1100
Пришло время ручной лазерной сварки в металлообработке
Достижения в области лазерной сварки сделали ручную лазерную сварку доступной для бизнеса способами, которые раньше были невозможны. Сварщики, использующие ручные лазерные сварочные аппараты, должны соблюдать процедуры и рекомендации по технике безопасности, такие как ношение негорючей одежды, одежды с длинными рукавами и сварочной одежды. IPG Photonics
В течение многих лет производители в отрасли использовали традиционные методы сварки, такие как MIG или TIG. Но попутно эти традиционные методы создали ограничения.
Сварка TIG, например, представляет собой трудоемкий метод сварки двумя руками, для которого требуется опытный высококвалифицированный оператор. Он генерирует сильное тепло, которое деформирует тонкие материалы, затрудняет сварку меди и ограничено при сварке металлов различной толщины.
Между тем, для сварки MIG требуется расходуемая проволока, предварительная очистка материала и скошенные стыки для сварки с полным проплавлением толстых материалов. Углы перемещения и работы ограничены, а вертикальное положение может быть затруднительным.
Поскольку отрасль постоянно меняется, производители ищут новые способы оставаться конкурентоспособными. Они пришли к выводу, что для этого требуется снижение затрат, повышение эффективности и воспроизводимое качество деталей. Есть и новая задача: дать возможность новым сварщикам работать продуктивно и своевременно, не жертвуя при этом качеством. Американское общество сварщиков указывает, что к 2023 году в США будет дефицит квалифицированных сварщиков, составляющий 375 000 человек. чем сварка MIG и TIG, для повышения производительности и точности.
Каковы преимущества лазерной сварки?
В течение многих лет лазеры рассматривались скорее как научные инструменты, чем как промышленные инструменты, в основном из-за традиционного использования оптических элементов и зеркал, требующих тщательного выравнивания и обращения.
В 1990-х годах компания IPG Photonics впервые представила на рынке волоконные лазеры для промышленного применения. Эти лазерные источники являются полностью твердотельными. Простота волоконного лазера объясняет его эффективность, компактность, надежность и низкую стоимость, которые обеспечивают его успех в промышленных применениях. По сравнению с устаревшими лазерными системами волоконная технология обеспечивает более высокую выходную мощность и качественный луч при меньших затратах и минимальном техническом обслуживании.
Совершенствование лазерной технологии сделало лазерную сварку все более популярной технологией в отраслях, где важны высокая прочность сварного шва и стабильное качество сварки. Качество и яркость света волоконного лазера точно регулируют тепловложение материала, что позволяет сваривать тонкие материалы. Лазеры не ограничиваются только сталями; они также могут сваривать алюминий и медь. Даже биметаллическая сварка является практической реальностью.
Оптоволоконная технология упрощает технологию доставки луча, открывая еще больше возможностей для усовершенствования процесса. Современная технология подачи луча, такая как сварка с колебанием, при которой луч колеблется вперед и назад, позволяет стабилизировать ванну расплава, расширить окно процесса (диапазоны параметров сварки) и свести к минимуму плохую или переменную подгонку деталей (в определенных пределах). . Во многих случаях это устраняет необходимость в последующем шлифовании, что снижает трудозатраты.
Лазерная сварка также может быть автоматизирована для повышения производительности и рентабельности производства. Его высокая точность позволяет соединять мелкие детали с низким тепловложением и минимальным искажением.
Гибкость кобота в сочетании с возможностями технологии ручной лазерной сварки делает его подходящим для небольших объемов производства с большим ассортиментом продукции. ИПГ Фотоникс
В начале цена ограничивала его потенциал и была барьером для входа. В промышленных применениях лазеры были дорогими, требовали периодического ремонта и использовались только на дорогостоящих деталях, обычно интегрированных в робот или специальную лазерную рабочую станцию.
Эти ранние лазеры потребляли значительно больше энергии, чем современные волоконные лазеры, эффективность которых в настоящее время достигает 50%. Это обеспечивает экономию средств в нижней строке. Эта эффективность также может устранить необходимость в чиллерах, что сделает лазерную технологию более портативной, чем когда-либо прежде. Наконец, по сравнению с традиционной ручной сваркой MIG и TIG лазерная сварка, как правило, выполняется быстрее, повышает производительность и увеличивает прибыль.
Постоянно снижая стоимость лазерного источника, улучшая качество света и предлагая уникальные варианты подачи луча, производители лазеров теперь могут предлагать системы с более выгодным предложением, что делает их более доступными и больше не зарезервированными для приложений премиум-класса.
Как работает ручная лазерная сварка?
Экономичные лазерные источники в сочетании с гибкостью доставки волоконного лазера обеспечивают беспрецедентный доступ к ручной лазерной сварке.
Но как это работает? Проще говоря, плотность мощности лазера плавит металл, устраняя необходимость зажигать дугу; функция качания избавляет от необходимости вплетать бусину вручную; и во многих случаях подача проволоки полностью исключена. Высокая удельная мощность приводит к меньшему размеру и лучшему контролю сварочной ванны. Благодаря точному контролю параметров лазера эффекты теплового искажения уменьшаются, что делает процесс доступным для неквалифицированных операторов и позволяет организациям повышать квалификацию своих опытных сотрудников до более важных ролей.
Надежность оборудования когда-то была проблемой ручной лазерной сварки. Структурным блоком волоконного лазера является диод с одним излучателем, срок службы которого на порядок больше, чем срок службы диодной матрицы или альтернативных стержней. Насосы герметичны в соответствии со стандартами телекоммуникаций и не боятся влажности, пыли, вибрации и самых агрессивных промышленных сред.
Благодаря промышленной надежности ручной лазерной сварки волоконные лазеры могут использоваться в дополнение к базовой автоматизации производства, что еще больше повышает эффективность производства. Благодаря относительно недавнему взрыву технологии совместных роботов (коботов) базовые уровни автоматизации производства стали доступны на многих производственных площадках. Коботы по своей природе синергичны с технологией ручной лазерной сварки, потому что они экономичны и просты в использовании и развертывании. Гибкость робота в сочетании с возможностями технологии ручной лазерной сварки делают его пригодным для небольших объемов производства с большим ассортиментом продукции. Если его можно сварить вручную, то, скорее всего, его можно сварить и с помощью кобота. Это может еще больше повысить производительность лазерной сварки, позволяя вам предварительно загружать приспособление для детали, пока кобот выполняет сварку на отдельном приспособлении.
Нужно ли быть экспертом по лазерам, чтобы управлять ручным лазером?
Нисколько. Ручные системы лазерной сварки обычно имеют предварительные настройки для распространенных типов и толщин материалов. Простые элементы управления позволяют выбрать правильную предустановку, выбрав тип и толщину материала из таблицы и установив элементы управления в соответствии с указанными настройками. В случае интеграции с коботом, кобот можно настроить на автоматический выбор правильных настроек для текущего проекта.
Сварные швы выглядят великолепно, но прочны ли они?
Ручная лазерная сварка обеспечивает превосходную эстетику, но выглядит ли это слишком хорошо, чтобы быть правдой? Чтобы ответить на этот вопрос, IPG подготовила несколько образцов и отправила их в Sturbridge Metallurgical Services Inc. (SMS) для независимой оценки.
Стыковые соединения пластин толщиной 0,036 дюйма, 0,075 дюйма и 0,120 дюйма были выполнены, а срезы были подготовлены с использованием стандартной методики ASTM и проверены при 50-кратном увеличении. Всего было проверено 26 поперечных сечений. Во всех случаях не отмечено растрескивания, непровара, пористости, включений и других дефектов. Сварные профили прошли все испытания, недоливов не отмечено.
Во всех случаях при испытаниях сварки стыковых соединений пластин из нержавеющей стали 304 толщиной 0,036 дюйма, 0,07 дюйма и 0,120 дюйма трещин, непроваров, пористости, включений и других дефектов не отмечено. Сварные профили прошли все испытания и не было замечено недоливов. Sturbridge Metallurgical Services Inc.
Было установлено, что все образцы сварных швов соответствуют стандартам AWS D17.1:2017 Class A.
Что еще я могу сделать с моим ручным лазером?
В зависимости от системы ручная лазерная сварка доступна в конфигурациях, позволяющих выполнять сварку с полным проплавлением до 6 мм. Кроме того, некоторые конфигурации системы можно также использовать для очистки деталей. Это может быть полезно при подготовке детали к удалению любых остатков масла или мусора с заготовки.
Возможности ручного лазера для очистки также можно использовать для предотвращения коррозии и пассивации материала после сварки. IPG подготовила несколько сварных швов в соответствии с ASTM B117-19., Стандартная практика эксплуатации аппарата для распыления соли (тумана) и отправил их в SMS. Параллельное сравнение сварного шва, пассивированного лазером, и непассивированного сварного шва показало успех лазерной пассивации.
Каковы некоторые правила безопасности?
Несмотря на то, что ручной лазер прост в использовании и имеет встроенные функции безопасности, важно помнить, что это мощное промышленное оборудование. При использовании ручного лазера помните, что лучи могут быть опасны для тела и глаз. Луч лазерной сварки невидим, поэтому нельзя полагаться на визуальные подсказки, чтобы гарантировать безопасность.
Несмотря на то, что эти системы являются лазерами класса IV, в них встроены функции безопасности, чтобы защитить вас. При разработке программы лазерной безопасности хорошей отправной точкой является рассмотрение ANSI Z136.1 (2014), Safe Use of Lasers . В дополнение к лазерной безопасности вам необходимо выполнить традиционные требования безопасности при сварке.
Вот несколько общих правил, которым необходимо следовать:
Выполняйте все работы по лазерной сварке в зоне, контролируемой лазером (LCA) — светонепроницаемом помещении с электрическими блокировками, отключающими лазерный луч при открытии двери.
Носите негорючую одежду, одежду с длинными рукавами и сварочную одежду. Все присутствующие в LCA должны использовать средства индивидуальной защиты, в том числе очки для защиты от лазерного излучения, рассчитанные на тип лазера, и традиционный сварочный шлем.
Соблюдайте меры безопасности при эксплуатации, принимая во внимание возможность отражения лазерного луча.
Никогда не работайте на ручном лазерном сварочном аппарате, не ознакомившись полностью с требованиями безопасности и процедурами, задокументированными в руководстве производителя оборудования, которое требует от вас соблюдения указаний в Z136.1.
Подходит ли мне ручная лазерная сварка?
Быть в производственном бизнесе означает находить новые способы оставаться конкурентоспособными и совершенствовать процессы. Сварка может отнимать много времени и энергии; без нужного оборудования оно может стать доступным только высококвалифицированным мастерам.
Ручная лазерная сварка обеспечивает быструю сварку; прост в освоении и эксплуатации; и обеспечивает высококачественные, стабильные результаты для широкого диапазона материалов и толщин с минимальными искажениями, деформациями, подрезами или прожогами. Он обеспечивает полное проплавление и сводит к минимуму дефекты сварки, такие как трещины или непровар.
Если вы хотите сократить свои расходы, улучшить качество сварки и упростить процесс сварки, ручная лазерная сварка обеспечит вам лучший путь как к успеху, так и к повышению прибыльности, при этом позволяя человеку, не имеющему профессионального опыта сварки, сварить как профессионал.
Линейка продуктов IPG Photonics включает ручную систему лазерной сварки и очистки LightWELD. IPG Photonics
Ручные лазерные сварочные аппараты
Ручные лазерные сварочные аппараты — чрезвычайно гибкие машины, используемые для соединения кусков металла. В этом сообщении блога мы обсудим технологию, назначение и преимущества этих передовых машин.
Типичный ручной лазерный сварочный аппарат. Изображение предоставлено Fortune Laser
Лазерная сварка — это прогрессивный метод, используемый для сварки металлов или термопластичных материалов с использованием лазерного луча. Лазерный луч служит концентрированным источником тепла, что обеспечивает исключительную точность и быстроту выполнения. Лазерный источник создает более прочный шов на чрезвычайно высокой скорости, что делает машины удобными для машиностроения, требующего высокой точности производственного процесса.
Ручные лазерные сварочные аппараты оптимизируют мобильность во время этого процесса и обеспечивают дополнительную гибкость для пользователя. Хотя использование человеком обычно приводит к меньшей точности, точность процесса сварки на этих машинах перевешивает любые недостатки, приводящие к высококачественным сварным швам. Эти машины исключительно удобны в использовании, часто они представляют собой машину «все в одном», очень похожую на показанную выше.
Ручные лазерные сварочные аппараты
Технология ручных лазерных аппаратов аналогична технологии автоматизированных, с добавлением нескольких удобных для пользователя аспектов для повышения гибкости и мобильности. Основное отличие заключается в том, как мощность лазера передается на портативное устройство для управления человеком. Несмотря на разницу, они сохраняют стандартные характеристики лазерной сварки для создания прочных и точных соединений на различных совместимых материалах.
Основные характеристики системы ручного лазерного сварочного аппарата
В ручном лазерном устройстве функции в целом организованы так, как показано на фотографии ниже. Лазерный двигатель размещен в другом блоке, а результирующее излучение направляется на ручной сварочный пистолет через оптическое волокно. Этот сварочный пистолет, как правило, оснащен функцией определения фокуса, позволяющей быстро позиционировать аппарат в нужной зоне сварки.
В процессе сварки лазер нагревает/плавит окружающие материалы, а затем сплавляет их вместе в процессе охлаждения.
Ручной лазерный сварочный пистолет: На схеме основных компонентов показаны сопло выходного отверстия, пусковая кнопка и выход для подключения специального потока охлаждающего газа для охлаждения свариваемых деталей.
Как показано на фото, сварочный пистолет оснащен распылительной головкой, пусковой кнопкой и датчиком температуры. Все это обеспечивает чрезвычайно эффективную или эргономичную конструкцию, обеспечивающую минимальное техническое обслуживание и высокую стабильность. Тщательный контроль глубины и ширины сварного шва, который обеспечивает это устройство, делает его популярным выбором для отраслей, требующих точного и плавного выполнения.
Отдельный блок ручного лазерного сварочного аппарата — это место, где генерируются излучение и энергия. Этот компонент содержит удобную панель управления для легкого использования настроек машины. Обычно он будет напоминать машину на схеме, показанной ниже.
Ручной лазерный сварочный аппарат: На схеме основных компонентов выделены основной операционный блок, в котором находится лазерная головка, и рабочий дисплей, который управляет всеми ключевыми параметрами лазера.
Кстати, если производительность вашего лазерного сварочного аппарата ухудшится, рассмотрите возможность приобретения хорошего детектора мощности от нашего спонсора — Gentec EO . Они являются ведущим мировым экспертом в области решений для измерения лазерного луча.
Преимущества и недостатки ручных лазерных сварочных аппаратов
Преимущества этих аппаратов значительно перевешивают недостатки, но здесь мы обсудим их обоих в кратком сравнении.
Ограничения
Основным недостатком ручных лазерных сварочных аппаратов часто называют их высокую цену. Они варьируются от оценочной стоимости в 8000 долларов для портативных устройств до примерно 50 000 долларов для автоматических машин. Для компаний меньшего масштаба, работающих над более личными проектами, эти расходы могут быть немного недосягаемыми. Однако преимущества и общая экономическая эффективность этих машин часто могут легко уравновесить их цену со временем.
Преимущества
До появления лазерных сварочных аппаратов пайка, дуговая сварка и сварка пламенем были стандартными методами сварки. Пайка — это процедура, используемая для соединения двух или более предметов с использованием присадочного металла. Обычные присадочные металлы обычно включают олово, свинец, серебро, алюминий, никель или медь. Присадочный металл заливается в желаемую область соединительного шва, а затем расплавляется для создания сварного шва. На фото ниже сравнивается стандартная пайка и лазерная сварка.
Наглядное сравнение паяного сварного соединения (справа) и ручной лазерной сварки (слева).
Как видно из фотографии выше, совершенно очевидно, что ручные лазерные сварочные аппараты обеспечивают более высокую точность и чистоту по сравнению с методами пайки. Сам сварной шов имеет гораздо меньшую площадь поверхности, и вокруг стыка остается меньше остатков. В конечном итоге это обеспечивает более гладкий внешний вид сварных деталей.
Ручные лазерные сварочные аппараты не только более точны, но и намного быстрее. В зависимости от типа лазера и используемой мощности машины могут сваривать материалы на высокой скорости, составляющей несколько метров в минуту. Это делает лазерные сварочные аппараты чрезвычайно подходящими для высокопроизводительных сред.
Другим заметным преимуществом является их совместимость с широким спектром материалов, как обсуждалось ранее. Когда речь идет о разных типах стали, машины способны сваривать материал разной толщины. Когда-то было сложно учитывать альтернативную толщину с использованием методов пайки, поэтому это сэкономило много времени для обрабатывающей промышленности.
В целом портативные системы обеспечивают гибкость, недоступную другим машинам, что обеспечивает мобильность для выполнения уникальных сварных швов различных размеров и толщины.
Резюме
Анализируя технологию и преимущества лазерной сварки в целом, обычному человеку очевидно, что машины чище и обеспечивают большую точность. Но, как мы более подробно обсудили выше, преимущества предлагают гораздо больше. Погружаясь в отраслевые проекты, мы видим, как лазерная сварка служит универсальным инструментом в самых разных областях. От маленького кольца на пальце до машины, которую вы водите каждый день, портативные лазерные сварочные аппараты сыграли решающую роль в бесконечных неожиданных проектах вокруг вас.
———————————————————
Знаете ли вы?
Технология лазерной сварки в настоящее время является хорошо изученной областью, документально подтвержденной на многих сайтах и в публикациях. Для начала вас может заинтересовать наше краткое руководство по лазерной сварке. В качестве бонуса к этой статье давайте еще раз повторим два основных процесса лазерной сварки. Лазерная сварка возможна в двух отдельных режимах: сварка с ограничением проводимости и сварка с отверстием . Оба используются в разных сценариях, но общее приложение очень похоже.
Сварка с ограничением проводимости используется только в том случае, если плотность мощности лазера составляет менее 0,5 мегаватт на квадратный сантиметр, как указано в данных, собранных Amada Weld Tech. Удельная мощность считается количеством мощности на единицу объема или отношением доступной мощности к объему. Более высокая плотность мощности не связана с лучшей производительностью, просто для разных методов используются разные значения.
Ibis Praha Wenceslas Square 3* (Чехия/Столичный регион — Прага/Прага/Прага 2). Рейтинг отелей и гостиниц мира
59 нравится
Поиск минимальных цен на отель
Туры (с авиабилетом)
Цены на номера
Трансфер от аэропорта
Город вылета . ..
Город вылета
крупные аэропорты
Период дат вылетов
Период дат вылетов
диапазон дат’
точные даты
Пребывание 7 — 14 ночей
Количество ночей
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
Человек в номере
Человек в номере
Взрослых
Тип и вид из номера
ЛЮБОЙ
Тип и вид из номера
Любой тип номера
room
suite
apartment
residence
Любой вид из номера
Garden View
Land View
Mountain View
Pool View
Sea View
Special View
Water View
Валюта ₽ — рубли
₽
Выберите валюту
₽Рубль
€Евро
$Доллар
₸ Тенге
ББел. рубль
₴Гривна
Выберите аэропорт
Аэропорт
Аэропорт
в отель
из отеля
сравнить с похожими отелями
Общая информация
ОПИСАНИЕ ИНФРАСТРУКТУРЫ ОТЕЛЯ
ПЕРЕХОД В РАЗДЕЛ ОПИСАНИЕ ОТЕЛЯ
Расположение Особенности отеля
Бары и рестораны Условия для детей Бассейны Характеристики пляжа Развлечения Спорт
Оздоровление и лечение
Сервис и услуги Особенности проживания Заселение в отель
ОБЩАЯ ИНФОРМАЦИЯ ОБ ОТЕЛЕ
Ibis Wenceslas Square 3* отель предлагает комфортабельное размещение в самом центре одного из самых прекрасных городов мира и вблизи всех знаменитых достопримечательностей — Вацлавская площадь, еврейский квартал и Староместская площадь, Карлов мост и Пражский Град. Отсюда всего 5 минут ходьбы до Национального музея и Национальной Оперы. Современное здание, выполненное из стекла и металла, является частью офисного комплекса – вы увидите Прагу историческую и современную.
Месторасположение:
Центральный вокзал (1.
больше информации об отеле
136
Новые добавленные фото туристов
10
Фотографии отельера
0
Видео из отеля
Отель 27
Номера 27
Вид из номера 2
Рестораны и бары 12
Рядом с отелем 4
Прочее 74
Добавить фото
Бронирование отеля и уcлуг
Туры в отель — СРАВНЕНИЕ ЦЕН ПО ДАТАМ ВЫЛЕТА
УКАЖИТЕ ПАРАМЕТРЫ ВАШЕЙ ПОЕЗДКИ
Город вылета . ..
Город вылета
крупные аэропорты
Период дат вылетов
Период дат вылетов
диапазон дат’
точные даты
Пребывание 7 — 14 ночей
Количество ночей
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
Человек в номере
Человек в номере
Взрослых
Валюта ₽ — рубли
₽
Выберите валюту
₽Рубль
€Евро
$Доллар
₸ Тенге
ББел. рубль
₴Гривна
ОПИСАНИЕ НОМЕРОВ ОТЕЛЯ
трансфер от аэропорта до отеля
Альтернативные варианты этому отелю
Больше вариантов отелей
Цены на отели в Прага
Интересует сравнительная подборка
с этим отелем?
Да, подберите мне отели поинтереснее
РЕЙТИНГ И РЕКОМЕНДАЦИИ ОТЕЛЯ
91.4%
64 (91%) рекомендуют
3 (4%) воздержались
3 (4%) не рекомендуют
4. 50 размещение
4.45 сервис
4.54 питание
90 всего оценок и отзывов
54 от туристов
2 от турагентов
Отзывы и оценки отеля
90 — всего отзывов
54 — от туристов
2 — от турагентов
34 — от других
18. 02.2021
23:12
Прага на Новый 2020 Год!!
Это было отличное завершение 2019 года и суперское начало 2020 го…
Отдых: Декабрь 2019 6 фото Отзыв
4.33
09.02.2020
20:51
Отличный зимний отдых))
Всем здрасти . И снова Прага))
Сразу хочу предупредить всех — …
Отдых: Январь 2020 42 фото Отзыв
5
10.01.2020
09:36
ОТЛИЧНЫЕ НОВОГОДНИЕ КАНИКУЛЫ С СЕМЬЕЙ!
Прилетели в Прагу вечером,долго простояли в очереди на регистраци. ..
Отдых: Декабрь 2019 3 фото Отзыв
5
11.12.2019
23:17
Достойный отель.
Изначально бронировали другой отель 4 звезды, но нам его не подтв…
Отдых: Декабрь 2019 Отзыв
4.33
30.08.2019
10:10
Хороший отель для бюджетного отдыха с семьей.
Начну по порядку. С размещением в отеле проблем не было. Приехали…
Отдых: Август 2019 Отзыв
4.33
11. 08.2019
11:21
хороший отель для недельного пребывания
Всем добрый день! Мы отдыхали в Праге неделю в конце июля 2019 го…
Отдых: Июль 2019 Отзыв
4.83
14.05.2019
13:27
Хороший отель с удобным размещением!
Отдыхали на майских праздниках с мужем. Прага волшебна, особенно …
Отдых: Март 2019 6 фото Отзыв
4.67
СМОТРЕТЬ ВСЕ ОТЗЫВЫ (90)
ДОБАВИТЬ СВОЙ ОТЗЫВ
Вопросы об отеле
25 — всего вопросов
17 — от туристов
8 — от турагентов
25. 06.19
18:18
Добрый день! Уточните пожалуйста: кондиционер в номере- что имеется ввиду? Сплит-система, оконный кондиционер или центральное кондиционирован …
1
Ответ
12.05.19
06:39
Добрый день! Подскажите, пожалуйста, есть ли в номерах зеркало? Перечитала много отзывов и просмотрела много фото отеля и ни на одном не увид …
1
Ответ
21.04.19
11:58
Добрый день! В одном из отзывов прочла, что в номерах отеля нет возможности подключения тройника (например, для зарядки нескольких телефонов …
1
Ответ
СМОТРЕТЬ ВСЕ ВОПРОСЫ (25)
ЗАДАТЬ СВОЙ ВОПРОС
Группа подписчиков и гостей отеля Группа отеля
48
участников
Узнавайте первыми о новостях, акциях, бонусах и выгодных ценах отеля!
Окружение и окрестности отеля
Места рядом с отелем
645 мест
Ресторан U Kalicha
Бары, рестораны, кафе
150 м. от отеля
подробнее
Пивная Kulovy Blesk
Бары, рестораны, кафе
185 м. от отеля
подробнее
Церковь Святой Екатерины Александрийской
Святыни и храмы
197 м. от отеля
подробнее
Пивная «Предыстория»
Бары, рестораны, кафе
203 м. от отеля
подробнее
Улица Ячменная
Архитектура, памятники
231 м. от отеля
подробнее
Ресторан-пивоварня «Пивоварский дум»
Бары, рестораны, кафе
253 м. от отеля
1 экскурсия
подробнее
Костел Святого Штепана
Святыни и храмы
260 м. от отеля
подробнее
Улица Штепанская
Архитектура, памятники
277 м. от отеля
подробнее
Ресторан La Campagna в Праге
Рестораны
332 м. от отеля
подробнее
Магазин мясных деликатесов Reznictvi Uzenarstvi
Шопинг
345 м. от отеля
подробнее
СМОТРЕТЬ ВСЕ МЕСТА РЯДОМ (645) . ..
Смотреть отели в других районах Прага
Городские категория 3* центр
ОТЕЛИ ПРАГА 2 3* 7
ОТЕЛИ ПРАГА 2 3* 31
ОТЕЛИ ПРАГА 2 3* 26
ОТЕЛИ ПРАГА 9 3* 9
ОТЕЛИ ПРАГА 9 3* 17
ОТЕЛИ ПРАГА 9 3* 11
ОТЕЛИ ПРАГА 8 3* 8
ОТЕЛИ ПРАГА 8 3* 3
ОТЕЛИ ПРАГА 8 3* 2
ОТЕЛИ ПРАГА 8 3* 19
ОТЕЛИ ПРАГА 7 3* 3
ОТЕЛИ ПРАГА 7 3* 2
ОТЕЛИ ПРАГА 7 3* 10
ОТЕЛИ ПРАГА 6 3* 8
ОТЕЛИ ПРАГА 6 3* 7
ОТЕЛИ ПРАГА 6 3* 15
ОТЕЛИ ПРАГА 5 3* 6
ОТЕЛИ ПРАГА 5 3* 11
ОТЕЛИ ПРАГА 5 3* 7
ОТЕЛИ ПРАГА 5 3* 32
ОТЕЛИ ПРАГА 4 3* 6
ОТЕЛИ ПРАГА 4 3* 7
ОТЕЛИ ПРАГА 4 3* 39
ОТЕЛИ ПРАГА 3 3* 4
ОТЕЛИ ПРАГА 3 3* 6
ОТЕЛИ ПРАГА 3 3* 31
ОТЕЛИ ПРАГА 11 3* 1
ОТЕЛИ ПРАГА 10 3* 5
ОТЕЛИ ПРАГА 10 3* 4
ОТЕЛИ ПРАГА 10 3* 16
ОТЕЛИ ПРАГА 1 3* 12
ОТЕЛИ ПРАГА 1 3* 73
ОТЕЛИ ПРАГА 1 3* 8
Все Городские отели 3* Чехия центр
ОТЕЛИ СТОЛИЧНЫЙ РЕГИОН — ПРАГА 3* 70
ОТЕЛИ СТОЛИЧНЫЙ РЕГИОН — ПРАГА 3* 126
ОТЕЛИ СТОЛИЧНЫЙ РЕГИОН — ПРАГА 3* 45
ОТЕЛИ СТОЛИЧНЫЙ РЕГИОН — ПРАГА 3* 207
ОТЕЛИ ПРАГА 3* 70
ОТЕЛИ ПРАГА 3* 126
ОТЕЛИ ПРАГА 3* 45
ОТЕЛИ ПРАГА 3* 207
ОТЕЛИ ЧЕХИЯ 3* 228
Оцените ваше впечатление от этого отеля
Если вы здесь, то отель вас скорее всего заинтересовал. Поделитесь, какое впечатление оставила информация об отеле 👇
не понравился
я уже был в этом отеле
ЗАКАЖИТЕ ТУР С ЭТИМ ОТЕЛЕМ ИЛИ ПОДБОРКУ АЛЬТЕРНАТИВНЫХ ВАРИАНТОВ
УКАЖИТЕ ПАРАМЕТРЫ ВАШЕЙ ПОЕЗДКИ
Ваше имя
Телефон
Email (необязательно)
*Нажимая на вышерасположенные кнопки «ОТПРАВИТЬ ЗАЯВКУ» и «СФОРМИРОВАТЬ ЗАЯВКУ», Вы принимаете Соглашение об обработке персональных данных и подтверждаете, что ознакомлены с Политикой конфиденциальности, и Правилами сайта new.tophotels.ru.
Города …
Город вылета
Метро …
Спасибо.
Ваша заявка отправлена и будет обработана в ближайшее время.
Номер заявки — .
Я хочу изменить данные заявки.
Перейти на главную страницу.
Перейти в каталог отелей.
Таблица квадратов и квадратных корней
Обновлено 31 января 2023 г. | Логан Чемберлен
Квадратный корень числа — это число, которое при умножении само на себя дает желаемое значение. Так, например, квадратный корень из 49 равен 7 (7×7=49). Сам процесс умножения числа на называется возведением в квадрат .
Числа, квадратные корни которых являются целыми числами (точнее, целыми положительными числами), называются совершенными квадратными числами. Числа с десятичными знаками не являются идеальными квадратными корнями.
Все положительные числа имеют положительное число в качестве квадратного корня, называемого главным, и отрицательное число. Все эти числа известны как действительные числа.
Все отрицательные числа будут иметь комплексное число в качестве квадратного корня. Комплексное число – это число, умноженное на , т.е. i — это «мнимый» квадратный корень из -1. Оно называется воображаемым, но для математиков оно существует.
Как мы выписываем квадратные корни?
Уравнение с квадратным корнем записывается с использованием подкоренного знака или подкоренного символа (). Число, из которого мы хотим получить корень, находится после или под хвостом радикала (например, 3, если мы хотим найти квадратный корень из 3). Число после корня называется подкоренным. На калькуляторе вместо радикала вы можете увидеть «sqrt».
Для чего мы используем квадратные корни?
Возможно, это сложно представить, но квадратные корни — одни из самых полезных чисел. Функции квадратного корня очень важны для физических уравнений всех видов. Они также ценны для статистики; статистики постоянно используют квадратные корни при анализе корреляции между различными точками данных.
Список идеальных квадратов
Используйте эту таблицу, чтобы найти квадраты и квадратные корни чисел из 1 до 100 .
Вы также можете использовать эту таблицу для оценки квадратных корней больших чисел.
Например, если вы хотите найти квадратный корень из 2000 , просматривайте средний столбец , пока не найдете число, ближайшее к 2000. Число в среднем столбце, ближайшее к 2000, равно 2025. .
Теперь посмотрите на число слева от 2025 , чтобы найти его квадратный корень. Квадратный корень из 2025 равен 9.0005 45 .
Следовательно, приблизительный квадратный корень из 2000 равен 45 .
Чтобы получить более точное число, вам придется использовать калькулятор (44,721 — более точный квадратный корень из 2000).
Готовитесь к длительной учебной сессии? Возможно, вас заинтересует наш список лучших рабочих стульев 2020 года.
НОМЕР
КВАДРАТ
КВАДРАТНЫЙ КОРЕНЬ
1
1
1.000
2
4
1,414
3
9
1,732
4
16
2. 000
5
25
2,236
6
36
2,449
7
49
2,646
8
64
2,828
9
81
3.000
10
100
3,162
11
121
3,317
12
144
3,464
13
169
3,606
14
196
3,742
15
225
3,873
16
256
4. 000
17
289
4,123
18
324
4,243
19
361
4,359
20
400
4,472
21
441
4,583
22
484
4,690
23
529
4,796
24
576
4,899
25
625
5. 000
26
676
5.099
27
729
5,196
28
784
5,292
29
841
5,385
30
900
5,477
31
961
5,568
32
1 024
5,657
33
1089
5,745
34
1 156
5,831
35
1 225
5,916
36
1 296
6. 000
37
1 369
6.083
38
1 444
6,164
39
1 521
6,245
40
1 600
6,325
41
1 681
6.403
42
1 764
6.481
43
1 849
6,557
44
1 936
6,633
45
2 025
6,708
46
2 116
6,782
47
2 209
6,856
48
2 304
6,928
49
2 401
7. 000
50
2 500
7.071
51
2 601
7.141
52
2 704
7.211
53
2 809
7,280
54
2 916
7,348
55
3 025
7,416
56
3 136
7,483
57
3 249
7,550
58
3 364
7,616
59
3 481
7,681
60
3 600
7,746
61
3 721
7. 810
62
3 844
7,874
63
3 969
7,937
64
4 096
8.000
65
4 225
8.062
66
4 356
8.124
67
4 489
8,185
68
4 624
8.246
69
4 761
8. 307
70
4 900
8,367
71
5 041
8.426
72
5 184
8.485
73
5 329
8,544
74
5 476
8.602
75
5 625
8.660
76
5 776
8,718
77
5 929
8,775
78
6 084
8. 832
79
6 241
8,888
80
6 400
8,944
81
6 561
9.000
82
6 724
9.055
83
6 889
9.110
84
7 056
9,165
85
7 225
9.220
86
7 396
9,274
87
7 569
9,327
88
7 744
9. 381
89
7 921
9.434
90
8 100
9.487
91
8 281
9,539
92
8 464
9,592
93
8 649
9,644
94
8 836
9,695
95
9 025
9,747
96
9 216
9,798
97
9 409
9,849
98
9 604
9,899
99
9 801
9,950
100
10 000
10. 000
ПРИМЕЧАНИЕ. Квадратные корни в этой таблице округлены до ближайшей тысячной.
Среднее и медиана
Числа и формулы
Нахождение квадратных корней
Среднее и медиана
Числа и формулы
Нахождение квадратных корней
Источники +
Наши общие источники
Крупнейшие землетрясения в США
Ядерные и химические аварии
Факты переработки
Текущие события на этой неделе: апрель 2023 г.
70 цитат из книг о любви
Иностранные языки: испанский
Статуя Свободы: факты, история и профиль
Квадраты и квадратные корни
Сначала узнайте о квадратах, затем получите квадратные корни.
Как возвести число в квадрат
Чтобы возвести число в квадрат: умножьте его само на себя .
Пример: Сколько будет 3 в квадрате?
3 В квадрате
=
= 3 × 3 = 9
«Квадрат» часто пишется как маленькая двойка, например:
.
Здесь написано «4 в квадрате равно 16» (маленькая двойка говорит число появляется дважды при умножении)
Квадраты От 0
2 до 6 2
0 В квадрате
=
0 2
=
0 × 0
=
0
1 Квадрат
=
1 2
=
1 × 1
=
1
2 В квадрате
=
2 2
=
2 × 2
=
4
3 В квадрате
=
3 2
=
3 × 3
=
9
4 В квадрате
=
4 2
=
4 × 4
=
16
5 В квадрате
=
5 2
=
5 × 5
=
25
6 Квадрат
=
6 2
=
6 × 6
=
36
Квадраты также в таблице умножения:
Отрицательные числа
Мы также можем возвести в квадрат отрицательных числа .
Пример: Что произойдет, если возвести в квадрат (−5) ?
Ответ:
(−5) × (−5) = 25
(поскольку отрицательное число, умноженное на отрицательное, дает положительное)
Было интересно!
Когда мы возводим в квадрат отрицательное число, мы получаем положительный результат .
Точно так же, как возведение в квадрат положительного числа:
.
(Подробнее читайте Квадраты и квадратные корни в алгебре)
Квадратные корни
квадратный корень из идет в другую сторону:
3 в квадрате равно 9, поэтому квадратный корень из из 9 это 3
Квадратный корень из числа равен …
… значение, которое может быть , умноженным само на , чтобы получить исходное число.
Квадратный корень из 9 равен …
… 3 , потому что при умножении 3 на получаем 9 .
Это все равно, что спросить:
Что мы можем умножить само на себя, чтобы получить это?
Чтобы помочь вам вспомнить , подумайте о корне дерева:
«Я знаю дерево , но какой корень его создал? »
В данном случае дерево «9», а корень «3».
Вот еще квадраты и квадратные корни:
4
16
5
25
6
36
7
49
Десятичные числа
Это также работает для десятичных чисел.
Попробуйте ползунки ниже (примечание: ‘…’ означает, что десятичные дроби продолжаются вечно):
Использование ползунков:
Чему равен квадратный корень из 8 ?
Чему равен квадратный корень из 9 ?
Чему равен квадратный корень из 10 ?
Что такое 1 в квадрате?
Что такое 1,1 в квадрате?
Что такое 2,6 в квадрате?
Негативы
Ранее мы обнаружили, что можем возводить в квадрат отрицательные числа:
Пример: (−3) в квадрате
(−3) × (−3) = 9
И, конечно же, 3 × 3 = 9 .
Таким образом, квадратный корень из 9 может быть −3 или +3
.
Пример: Чему равен квадратный корень из 25?
(−5) × (−5) = 25
5 × 5 = 25
Таким образом, квадратные корни из 25 равны −5 и +5
Символ квадратного корня
Это специальный символ, означающий «квадратный корень».
это вроде как галочка, и на самом деле началась сотни лет назад в виде точки с движением вверх.
Он называется радикалом , и всегда делает математику важной!
Мы используем его так:
и мы говорим «квадратный корень из 9 равен 3»
Пример: Что такое √25?
25 = 5 × 5, другими словами, когда мы умножаем 5 отдельно (5 × 5) мы получаем 25
Таким образом, ответ:
√25 = 5
Но подождите! Разве квадратный корень из не может быть равен -5 ? Потому что (−5) × (−5) = 25 тоже.
Ну, квадратный корень из 25 может быть -5 или +5.
Но когда мы используем радикальный символ √ , мы даем только положительный (или нулевой) результат .
Пример: Что такое √36?
Ответ: 6 × 6 = 36, поэтому √36 = 6
Идеальные квадраты
Совершенные квадраты (также называемые «квадратными числами») — это квадраты целых чисел:
Совершенный Квадраты
0
0
1
1
2
4
3
9
4
16
5
25
6
36
7
49
8
64
9
81
10
100
11
121
12
144
13
169
14
196
15
225
и т. д…
Постарайтесь запомнить их до 12.
Вычисление квадратных корней
Легко извлечь квадратный корень из полного квадрата, но действительно трудно для работы других квадратных корней.
Пример: что такое √10?
Итак, 3 × 3 = 9 и 4 × 4 = 16, поэтому мы можем предположить, что ответ находится между 3 и 4.
Попробуем 3,5: 3,5 × 3,5 = 12,25
Попробуем 3,2: 3,2 × 3,2 = 10,24
Попробуем 3,1: 3,1 × 3,1 = 9,61
…
Приближаемся к 10, но для получения хорошего ответа потребуется много времени!
В этот момент я достаю свой калькулятор, и он говорит:
.
3,1622776601683793319988935444327
Но цифры продолжаются и продолжаются без какой-либо закономерности.
Так даже ответ калькулятора только приближение !
Примечание: подобные числа называются иррациональными числами, если вы хотите узнать больше.
А также используйте свой здравый смысл, чтобы убедиться, что у вас есть правильный ответ.
Увлекательный способ вычисления квадратного корня
Существует забавный метод вычисления квадратного корня, который с каждым разом становится все более и более точным:
а) начните с предположения (допустим, 4 — это квадратный корень из 10)
b) разделить на предположение (10/4 = 2,5) c) добавить это к предположению (4 + 2,5 = 6,5) d) затем разделить результат на 2, другими словами разделить его пополам. (6,5/2 = 3,25) e) теперь установите это как новое предположение и снова начните с b)
Наша первая попытка увеличила нас с 4 до 3,25
Повторный переход ( b к e ) дает нам: 3,163
Повторный переход ( b к e ) дает нам: 3,1623
Итак, после 3-х раз вокруг ответ 3,1623, что довольно хорошо, потому что:
Механизированная штукатурка дома в Подмосковье под шпатлевку. Стены умеренно ровные. Вода есть. Электричество есть.
штукатурная смесь для профессионального машинного нанесения
сетка на стыки
грунтовка
маяки
глянцевание стен + 30 /м2
Ваша цена, под ключ
510 /м2 480 480 /м2 440 /м2
Мы получили заявку и перезвоним вам в ближайшее время.
Заявка на бесплатный замер
или по телефону
+7 (925) 638-34-44
Цена на штукатурку стен за м²
Цена на штукатурку стен за м²
Под шпаклевку
Осуществляется гипсовой штукатуркой. Предназначена для дальнейшего шпаклевания и проведения малярных работ.
от 490 /м2 все включено
Под обои
Осуществляется гипсовой штукатуркой. Позволяет клеить обои без дополнительной отделки.
от 5З0 /м2 все включено
Для помещений с повышенной влажностью
Осуществляется цементно-песчаной штукатуркой. Применяется во влажных помещениях (кухнях, санузлах, ванных комнатах) под любые виды отделки.
от 550 /м2 все включено
Штукатурка фасадов
Смесь подбирается индивидуально после осмотра объекта с учетом его особенностей и специфики использования.
от 700 /м2 все включено
Больше всего вопросов у наших клиентов возникает именно на этот счет.
1Профессиональные штукатурные станции увеличивают производительность наших бригад более чем в 4 раза по сравнению со строителями, которые вручную выполняют эту работу.
2У наших специалистов внушительный опыт в выполнении механизированной штукатурки, поэтому они выравнивают стены максимально быстро и без переделок.
3Поставщики делают нам существенные скидки на материалы, поэтому их закупки обходятся нашей компании дешевле, чем конкурентам.
Материалы
Гипсовая штукатурка
Мы используем только самые лучшие и проверенные смеси для машинной штукатурки.
Результат: белые стены готовые под поклейку обоев
Результат: серые стены готовые под поклейку обоев
Виктор Козлов
Строитель с 14-летним стажем. Учился в профильном Московском государственном строительном университете (МГСУ). Предъявляет высокие требования к качеству выполнения штукатурных работ на всех объектах.
Мы получили заявку и перезвоним вам в ближайшее время.
Ваше имя
Номер телефона
Мы получили заявку и перезвоним вам в ближайшее время.
Ваше имя
Номер телефона
Что вы хотите оштукатурить?
Дом
Квартиру
Где находится объект?
Москва
подмосковье
Область
Как хотите оштукатурить?
Под шпатлевку
Под обои
Насколько ровные стены?
Перепад до 2 см
Перепад до 4 см
Перепад более 4 см
Есть ли подвод воды?
Есть
Нет
Есть ли подвод электричества?
Есть, 220 V
Есть, 380 V
Нет
Итого:
Механизированная штукатурка дома в Подмосковье под шпатлевку. Стены умеренно ровные. Вода есть. Электричество есть.
штукатурная смесь для профессионального машинного нанесения
сетка на стыки
грунтовка
маяки
глянцевание стен + 30 /м2
Ваша цена, под ключ
510 /м2 480 480 /м2 440 /м2
Мы получили заявку и перезвоним вам в ближайшее время.
Заявка на бесплатный замер
или по телефону
+7 (925) 638-34-44
Master Plastering & Services Inc.
перейти к содержанию
Загрузка…
Команда HomeMaster Plastering & Services Inc.2023-04-14T10:11:46-06:00
Специалисты по современному строительству
Мы специалисты по штукатурке, покраске и другим услугам на дому. Мы предлагаем отделку музейного качества на каждой работе! Если вам нужны работы с потолками, стенами, столярные, штукатурные или малярные работы, позвоните нам по телефону 857.251.5496.
Штукатурка
Покраска
Очистка
Установка гипсокартона
Столярные работы
Изоляция напыляемой пеной
Что говорят наши клиенты
«Отличная работа. Вежливый специалист вовремя. Очень рекомендую».
Джудит Маршан
«Отличное и быстрое обслуживание! Джуниор и его команда отремонтировали мой потолок быстро и очень профессионально! Настоятельно рекомендую!»
Дженнифер Джонсон
«Младший и его люди отлично поработали. Заделали две зияющие дыры в моей хозяйской ванне после ремонта сантехники. Это замечательно. С Джуниором приятно работать».
Кэти Линч
«Мастер Штукатур отлично справился. Рабочие были профессиональны и уделяли большое внимание выполнению работы даже сверх моих ожиданий. Я настоятельно рекомендую Master Plastering и буду снова нанимать».
Кэндис Уильямсон
«Замечательное, быстрое и качественное обслуживание Джуниора и его команды. Очень ценю работу. Спасибо.»
Алекси ДиКосола
«Мы наняли Джуниора для относительно небольшой работы по гипсокартону — протечка в ванной на втором этаже потребовала вскрытия потолка на первом этаже, поэтому после сантехники нам пришлось ремонтировать потолок и стену. Джуниор был очень отзывчивым, ответственным, и цена была справедливой. Самое главное, его команда отлично поработала! закрепил гипсокартон и подошел к цвету стены. Это была небольшая работа, но Джуниор заботился о качестве работы, как если бы это был большой проект. Его команда — это тоже группа действительно хороших людей. Я с радостью снова найму Master Plastering.”
ЭфратАми Шавит
«С Джуниором и его командой очень приятно работать! Я нанял их для двух работ: 1) открыть шкаф из гипсокартона и нанести гладкую штукатурку на поверхность. 2) Наклейте синие доски на старый попкорновый потолок и боковую стену и покройте их гладкой штукатуркой. Не могу нарадоваться результатам, действительно мастерски сделано. И рабочая этика экипажа на высшем уровне. Всегда вовремя и хорошо подготовленный, накрыть территорию перед работой, убрать после работы. Хорошая связь. Вежлив к соседям. Пять звезд!»
Хэнань Ли
«Джуниор и его команда отлично поработали! Они были вежливы, профессиональны и своевременны. Они явно гордятся своей работой и были очень аккуратны в уборке. Очень рекомендую и нанимаю снова!”
Лорен Ли
«Джуниор и его команда были профессионалами и проделали выдающуюся работу по облицовке 4 потолков с отделкой из попкорна и завершили ее гладкой штукатуркой. Они были вовремя и очень чистые и профессиональные работники. Джуниор и его команда сделали именно то, что обещали. Я с нетерпением жду возможности снова поработать с ними над предстоящими проектами. Я очень рекомендую мастерскую штукатурку».
Фил Клотье
«Я управляю несколькими многоквартирными домами в районе Бостона и использую Master Plastering всякий раз, когда мне нужна быстрая и профессиональная штукатурка. От установки нового гипсокартона до ремонта и лоскутных работ — Младший и его команда могут сделать все. Они также подчеркивают чистоту и внимание к деталям. Более того, они могут вернуться и тоже покрасить! Настоящая комплексная услуга, я бы посоветовал Master Plastering всем, кто ищет профессиональную команду, которой можно доверять».
Чад Коэн
Наша недавняя работа
Вот несколько примеров проектов, которые мы реализовали за последние несколько месяцев. Проверьте это!
Ссылка для загрузки страницы
Перейти к началу
Продукты — Master of Plaster
Master of Plaster Finishing Systems предлагает 5 различных линеек гашеных известковых штукатурок – все они предварительно смешаны и готовы к использованию.
Чаще всего наносится в три слоя, некоторые из наиболее декоративных отделок могут быть расширены до семи или восьми слоев в зависимости от желаемой эстетики. Важно отметить, что на материалы не следует наносить связующее вещество, но поверхность должна быть чистой и не содержать грязи, масел или химикатов. Подготовка стен имеет первостепенное значение для обеспечения надежного сцепления, и мы рекомендуем очистить исторические стены перед нанесением с помощью теплой воды и уксуса в соотношении 50/50. С нашими штукатурками герметизация не требуется, но если вы предпочитаете покрывать штукатурки воском или герметиком, мы рекомендуем использовать полностью натуральный пчелиный воск или крем для штукатурки, состоящий из натуральных масел, чтобы сохранить пользу для здоровья и воздухопроницаемость ваших полностью натуральных поверхностей.
Ассортимент восков и герметиков, совместимых с нашими известковыми штукатурками, бесконечен.
Тем не менее, мы рекомендуем использовать полностью натуральные пигменты и воски/герметики при отделке поверхности материала, чтобы сохранить воздухопроницаемость и естественное качество материалов. Существует бесконечное количество гипсовых кремов, натуральных пчелиных восков и полирующих масляных герметиков с высоким блеском, которые доступны или могут быть созданы специально для использования. Линия кремов Roman Beeswax настоятельно рекомендуется, а образцы пластырей, запечатанных этими материалами, могут быть отправлены по запросу. Мы не производим никаких кремов самостоятельно, но ежедневно работаем со многими из этих материалов и можем наилучшим образом направить вас к желаемым продуктам.
Утвержденные основания . Утвержденные основания для использования со всеми штукатурками MOP: существующая штукатурка, синяя плита, гипсокартон, блок органических строительных материалов Faswall, цементная плита, гипсовая штукатурка, подложки DensArmor Panel, каменная кладка и существующие окрашенные поверхности. В исторических проектах всегда проверяйте наличие пятен грязи и масел на нижележащем основании, так как они переносятся при использовании известковых штукатурок MOP. Для подготовки стен перед нанесением может потребоваться грунтовка, такая как Kilz или Zinsser, чтобы предотвратить просачивание.
По конкретным вопросам или по запросу проведения внутренних испытаний по стандартам ASTM на определенных субстратах, не указанных в списке, обращайтесь напрямую.
Линия штукатурок Master of Plaster Finishing System разработана для нанесения тонкими слоями в качестве облицовочной штукатурной системы, служащей для создания высококачественной отделки для внутренней отделки стен.
Хотя чаще всего материалы наносятся лезвием со стальной кромкой, материалы также можно наносить распылением, валиком и губкой. Стандартный процесс включает в себя нанесение 2 слоев штукатурки Base с последующим нанесением одного слоя штукатурки Finish. Базовое покрытие может быть использовано для зацепления и затирки швов, а также для покрытия любых существующих головок гвоздей и шурупов. В противном случае любой шовный герметик, используемый для обработки поверхности стеновой панели, необходимо будет загрунтовать и загерметизировать перед нанесением материалов MOP. Материалы должны выдерживать время отверждения между нанесением слоев от 8 до 14 часов – в зависимости от внутренних условий. Для окраски после нанесения известковые штукатурки должны полностью высохнуть в течение от 2 до 4 недель, в зависимости от влажности и температурных условий. Любые оставшиеся материалы можно сохранить, просто очистив стенки ведра и нанеся тонкий слой воды поверх оставшейся штукатурки. Закройте крышку и храните в климатизированном помещении для максимального срока службы. Смешивание должно происходить после повторного открытия, так как более тяжелый заполнитель со временем начнет опускаться на дно, а вода будет выталкиваться на поверхность.
Информацию о конкретных процессах нанесения для каждой линии штукатурки см. в прикрепленных загружаемых PDF-файлах.
Реставрация
Специальная формула, предназначенная для обновления, восстановления и ремонта существующих оштукатуренных поверхностей. Все лоскутные работы, включая использование гипсовых шайб, шурупов и ленты из стекловолокна, должны выполняться для усиления существующих стеновых и потолочных систем. После завершения необходимого структурного ремонта система восстановления базового и финишного покрытия позволяет бесшовно связать все ремонтные работы, чтобы создать единый безупречный фасад из штукатурки. Используется для получения гладкой или текстурированной плоской поверхности стены, которую затем можно покрасить или оставить в виде натуральной штукатурки. Этот уникальный состав поддерживается как единственная исторически достоверная штукатурка, разработанная специально для восстановления существующих оштукатуренных поверхностей. Поставляется в натуральном базовом белом цвете.
Чтобы сохранить историческую достоверность, следует либо нанести 2 слоя основы (обеспечивая очень тонкий, легкий зуб и текстуру), либо нанести 2 слоя основы, а затем нанести один слой отделки. . (Обеспечение гладкой, чистой поверхности, лишенной какой-либо текстуры).
Загрузить технический паспорт
Загрузить паспорт безопасности (SDS) для реставрационной отделки
Загрузить паспорт безопасности (SDS) для Restoration Base
Caenstone
Каменная штукатурка с отделкой из известняка и гранита, этот материал представляет собой слюдяную адаптацию стандартного состава извести и состоит из запатентованных органических материалов с крупным и слегка окрашенным заполнителем. Производит отделку из известняка, облицованную тесаным камнем, которая часто дополняется ключевыми линиями для создания блокирующих узоров. Эта штукатурка изначально была разработана для достижения отделки и ощущения сходства с камнями, добытыми в Кане, Франция. Эти карьеры являются единственными в своем роде в мире. Нажмите, чтобы узнать больше об истории и создании этих уникальных каменных штукатурок.
Загрузить технический паспорт Загрузить паспорт безопасности (SDS)
Шпон
Система штукатурки шпона разработана специально для использования на новых или свежих стеновых и потолочных системах. Варианты отделки стен ограничены бесконечным числом, насколько это позволяют технологии нанесения. Подобная рецептура реставрационной штукатурки, система штукатурки Veneer характеризуется базовым слоем из мелко измельченного известнякового заполнителя и гладким финишным слоем из мелкозернистой известковой замазки. Мраморная пыль придает этому материалу легкий блеск и блеск при нанесении гладким шпателем. Запотевание и полировка могут обеспечить больший блеск и зеркальную поверхность, а также матовую поверхность.
Загрузить технический паспорт
Venetian
Настоящая аутентичная штукатурка на основе извести, которая используется для достижения высочайшего уровня отделки стен. Изготовленная из гашеной извести и самой чистой и мелкой мраморной пыли из Франции, эта штукатурка характеризуется глянцевой поверхностью и полированным внешним видом благодаря множеству методов затирки, которые создают зеркальную эстетику. Используемая известь проходит процесс старения, прежде чем вручную превращается в венецианскую штукатурку.
Линия Venetian предлагается в обширном каталоге пользовательских оттенков и используется для достижения отделки Старого Света исторических европейских штукатуров, а также для экспериментальной и художественной отделки современных дизайнов. Возможна также подборка цвета по цветовой палитре Бенджамина Мура или Шервина Уильямса, однако важно отметить, что известковая штукатурка будет выглядеть иначе, чем плоская окрашенная поверхность, поэтому цвета могут немного отличаться от образца крошки краски. С известковыми штукатурками трудно добиться глубоких цветовых оттенков, поэтому для более темной отделки штукатурку придется изготавливать на заказ. Требуется дополнительная цена и требуется более длительное время выполнения заказа. Также крайне важно отметить, что наша венецианская штукатурка не содержит акрила и синтетики, в отличие от многих современных «венецианских штукатурок», представленных сегодня на рынке.
Загрузить паспорт безопасности (SDS) для Venetian Base
Загрузить технический паспорт
Загрузить паспорт безопасности (SDS) для Venetian Finish
Limewash
Чистая гашеная известковая основа, известковая промывка используется как при реставрации исторических зданий и для декоративной отделки. Прелесть этого продукта в том, что он действует больше как пятно, чем краска, просачиваясь в подложку, на которую наносится, и придавая уникальный и отличительный вид. Гораздо более органичные по своей природе, лаймовые смывки предлагаются в различных индивидуальных оттенках для создания художественной отделки высочайшего уровня. Создание слабых текстур с помощью различных техник кисти и губки — обычное использование известковых отмывок. Этот материал также широко используется в наружных работах для поддержания исторических построек и создания эффекта потертости на новых конструкциях. Игра между этой известковой штукатуркой и природными элементами является прекрасным явлением и создает уникальную эстетику на каждом новом индивидуальном фасаде.
Загрузить технический паспорт
Загрузить паспорт безопасности (SDS)
Гашеная известь
Наша линия известковой замазки изготовлена из извести компании Mississippi Lime Company, а также извести, добытой в Огайо и Индиане. Доступны различные времена гашения, а также варианты использования просеянной или непросеянной шпаклевки. Для получения дополнительных сведений о наличии и количестве, пожалуйста, позвоните для подтверждения. Все замазки доступны в варианте 5 галлонов. Доступны варианты гашения на шесть месяцев, 12 месяцев, 2 года, 5 лет, 10 лет и 15 лет.
Декоративная штукатурка
Высококвалифицированная команда MOP активно работает в области декоративной штукатурки. От штатных художников, работающих с глиной и лепными гипсами, до штукатуров, выполняющих работы с карнизами и отделкой — дизайны, создаваемые для внутренних помещений, безграничны. Наши работы простираются от украшения частных поместий на Лонг-Айленде до восстановления исторических плантационных домов 17 и 18 веков. Каждый проект уникален и требует особого таланта — пожалуйста, свяжитесь с нами в отношении вашего индивидуального медальона, карниза, ниши, розетки, яйца и дротика, капители и основания, а также гипсового фриза.
Реставрационные добавки – Сетчатая лента из стекловолокна и шайбы из нержавеющей стали также доступны в MOP. Сетчатая лента изготовлена из тонкого стекловолокна для нанесения самого тонкого шпона и доступна в рулонах 6 дюймов и 36 дюймов x 150 футов. Гипсовые шайбы изготовлены из нержавеющей стали и доступны в упаковках по 100 и 400 штук.
Новости сайта ВсеСтанки.рф. Динамика (тенденции, статистика) развития станкостроения в Российской Федерации в 2022 году
За последние десять лет правительство трижды принимало программы развития станкостроения в России (последнюю — в 2020 году) и дважды — план мероприятий по импортозамещению в станкостроительной промышленности (последний был принят в 2021 году). К сожалению, их содержание, повторяется из программы в программу. Эти документы не конкретные планы, а перечисление желательных целевых показателей, при этом никак не расписано, кто и как их достигает [1].
Все станкостроение можно подразделить на две основные группы: «рядовые» станки «нормальной» точности для производства простых изделий и сложные, многокоординатные прецизионные станки [1].
[1]
Пояснения по экономике.
При экономическом анализе необходимо понимать следующие основные постулаты:
Ведение учёта в денежном выражении.
Существуют два вида учёта (анализа): в денежном и в натуральном выражении (штуки, кг). Для проведения сравнительного анализа достаточно разнородной (не однотипной) станочной продукции применяется денежное выражение, чтобы можно было сравнить продукцию между собой. Анализ удельной цены станка мы не проводим, так как следуем от общего к частному. Анализ удельной цены станка более частный анализ по сравнению с анализом общих тенденций или общей статистики.
При учёте (анализе) главными (показательными) являются относительные цифры (%, доля). Абсолютные цифры являются вспомогательными и используются совместно с относительными.
Для получения объективным относительных показателей сравнение цифр за период времени (напр. месяц) традиционно проводится с предыдущим периодом (напр. месяцем) и аналогичным периодом прошлого года. Таким образом можно видеть краткосрочную текущую динамику сегодняшнего периода и среднесрочную динамику по годам.
По данным Ассоциации Станкоинструмент за 9 месяцев 2022 года пятёрка лидеров по количеству выпущенных станков с ЧПУ в России выглядит следующим образом:
СтанкоМашКомплекс (г. Тверь)
Ульяновский станкостроительный завод (г. Ульяновск)
Саста (г. Сасово)
НПК Дельта-Тест (г. Фрязино)
Станкомашстрой (г. Пенза)
Всего за 10 месяцев 2022 года по данным Росстата в России произведено 4 947 металлообрабатывающих станков (103,3% к аналогичному периоду прошлого года) [2].
Ассоциация «Станкоинструмент» — это национальный отраслевой станкоинструментальный союз, учрежденный в 1999 году как результат поэтапного реформирования отрасли. Сегодня Ассоциация объединяет предприятия, НИИ и инжиниринговые компании, суммарно выпускающие более 90% станков, прессов и инструмента в России [3]. Ассоциация «Станкоинструмент» выступает организатором раздела экспозиции отечественных производителей станкоинструментальной продукции международной выставки «Металлообработка. Технологии. Оборудование» — «RIMTOS» в рамках выставки «Импортозамещение». Место проведения: МВЦ «Крокус-Экспо» Сроки проведения: перенесена на осень 2023 года, точная дата проведения уточняется [4].
Станкостроение в России
В 2022 году наблюдался рост спроса на отечественные станки. Уход зарубежных станкостроительных компаний с российского рынка во время конфликта на Украине в 2022 году привел к тому, что спрос на продукцию отечественных производителей в данной отрасли значительно вырос. Однако полностью заменить «иностранцев» пока не получается. Цель Минпромторга РФ — к 2050 году увеличить показатель продаж отечественных станков в России с 30% до 50%. Оставшуюся же часть, полагают чиновники, будет покрывать импорт [5]. В 2021 году доля российских станков на внутреннем рынке составляла 30%. Россия не входит в топ-10 стран-производителей станков, находясь по данному показателю лишь на 33 месте в мире. По данным Минпромторга, доля российского производства станкостроения с 2017 года по 2021 год с 15% выросла до 30% [5].
Общие тенденции деловой активности организаций в России.
Годовой отчёт РОССТАТа «Промышленное производство в России» с полными итогами 2022 года будет официально опубликован 29 декабря сего года [6].
По данным РОССТАТа деловая активность организаций в России в октябре 2022 года имеет следующие тенденции [6]:
Средний уровень загрузки производственных мощностей составил в октябре 2022 года в обрабатывающих производствах (станкостроение, выпуск металлургического, горнодобывающего оборудования, сельскохозяйственной техники и т.п.) – 60%.
9% респондентов соответственно указывают на избыточность мощностей.
Среди факторов, ограничивающих, по мнению руководителей, рост производства, в обрабатывающих производствах преобладают три основные причины:
неопределенность экономической ситуации,
недостаточный спрос на продукцию предприятий на внутреннем рынке и
высокий уровень налогообложения [6].
Обрабатывающие производства [7]
Примечание: Серым цветом на диаграмме обозначены данные октября 2022 года. Коричневым цветом — данные октября 2021 года.
Тенденции изменения динамики промышленного производства в России в течение 2022 года.
В марте 2022 года промышленное производство выросло на 3,0% (по сравнению с аналогичным периодом 2021 года). По сравнению с февралем 2022 года рост составил (+) 9,9%. В целом за I квартал 2022 года промышленное производство выросло на 5,9% по сравнению с январем-мартом 2021 года. Производство машин и оборудования (станкостроение, выпуск металлургического, горнодобывающего оборудования, сельскохозяйственной техники и т. п.) выросло – (+)14,4% (по сравнению с мартом 2021 года) [9].
В апреле 2022 года промышленное производство сократилось на 1,6% (по сравнению с аналогичным периодом 2021 года). По сравнению с мартом 2022 года снижение индекса промышленного производства составило (-) 8,5%. В целом за январь-апрель 2022 года промышленное производство выросло на 3,9% по сравнению с аналогичным периодом 2021 года. Производство машин и оборудования (станкостроение, выпуск металлургического, горнодобывающего оборудования, сельскохозяйственной техники и т. п.) выросло – (+) 12,6%(по сравнению с апрелем 2021 года) [8].
В июне 2022 года промышленное производство сократилось на 1,8% (по сравнению с аналогичным периодом 2021 года). По сравнению с маем 2022 года индекс промышленного производства вырос на 2,0%. В целом за первое полугодие 2022 года промышленное производство увеличилось на 2,0% по сравнению с январем-июнем 2021 года. Производство машин и оборудования (станкостроение, выпуск металлургического, горнодобывающего оборудования, сельскохозяйственной техники и т. п.) снизилось – (-)2,0% (по сравнению с июнем 2021 года) [10].
В августе 2022 года промышленное производство сократилось на 0,1% (по сравнению с аналогичным периодом 2021 года). При этом, по сравнению с июлем 2022 года индекс промышленного производства вырос на (+)1,8%. В целом за январь-август 2022 года объемы промышленного производства выросли на (+)0,9% по сравнению с аналогичным периодом 2021 года. Производство машин и оборудования (станкостроение, выпуск металлургического, горнодобывающего оборудования, сельскохозяйственной техники и т.п.) выросло – (+)9,1% (по сравнению с августом 2021 года) [11].
В сентябре 2022 года промышленное производство снизилось на 3,1% к сентябрю 2021 года. По сравнению с августом 2022 года рост составил 0,5%. В целом за девять месяцев 2022 года промышленное производство увеличилось на 0,4% по сравнению с январем-сентябрем 2021 года. Производство машин и оборудования (станкостроение, выпуск металлургического, горнодобывающего оборудования, сельскохозяйственной техники и т.п.) снизилось – (-)6,8% (по сравнению с сентябрем 2021 года) [12].
В октябре 2022 года промышленное производство производства сократились, по сравнению с аналогичным периодом 2021 года на 2,6%. Одновременно отмечен рост производства, по сравнению с сентябрем 2022 (+) на 5,3%. В целом за девять месяцев 2022 промышленное производство увеличилось на 0,1% по сравнению с январем-октябрем 2021 года. Производство машин и оборудования (станкостроение, выпуск металлургического, горнодобывающего оборудования, сельскохозяйственной техники и т. п.) снизилось – (-)6,6%;(по сравнению с октябрем 2021 года) [13]. Ремонт и монтаж машин и оборудования снизился – (-)5,6% (по сравнению с октябрем 2021 года) [13].
Выводы.
В целом по мнению руководителей предприятий, ключевыми препятствиями для роста являются неопределенность экономической ситуации (на это указало 42% респондентов), низкий спрос на внутреннем рынке по мнению 23% участников опроса и недостаток финансовых средств – 22% [13]. Производство машин и оборудования, по сравнению с январем-октябрем 2021 года, не изменилось. NB Надо учитывать, что для экономической оценки нормальной считается погрешность в размере 1%.
Подписывайтесь и следите за деятельностью Федеральной службы государственной статистики в социальных сетях
XLSX
Индексы производства по Российской Федерации
25.6 Кб, 15.06.2022
XLSX
Индексы производства по отдельным видам экономической деятельности по субъектам Российской Федерации
169.57 Кб, 15.06.2022
XLSX
Индексы производства по Российской Федерации
237. 68 Кб, 15.06.2022
XLSX
Индексы производства по Российской Федерации (годовые данные)
34.2 Кб, 15.06.2022
XLSX
Индексы производства по отдельным видам экономической деятельности по субъектам Российской Федерации. Годовые данные с 2015 г.
59 Кб, 15.06.2022
XLSX
Индексы производства по отдельным видам экономической деятельности по субъектам Российской Федерации
958 Кб, 26.04.2023
XLSX
Индексы производства по отдельным видам экономической деятельности ОКВЭД2 по Российской Федерации
279.59 Кб, 26.04.2023
XLSX
Индексы производства по отдельным видам экономической деятельности ОКВЭД2 по Российской Федерации. Квартальные данные с 2021 года
52. 05 Кб, 26.04.2023
XLSX
Индексы производства по Российской Федерации. Годовые данные с 2015 г.
34.67 Кб, 01.02.2023
XLSX
Индексы производства по отдельным видам экономической деятельности ОКВЭД2 по субъектам Российской Федерации. Годовые данные с 2015 г.
74.15 Кб, 22.02.2023
XLSX
Индексы промышленного производства с исключением сезонного и календарного факторов
26.98 Кб, 26.04.2023
HTML
Индекс предпринимательской уверенности, методология
4.77 Кб, 29.09.2018
Организаций по добыче полезных ископаемых (без малых предприятий)
Организаций обрабатывающих производств (без малых предприятий)
Организаций, обеспечивающих электрической энергией, газом и паром; кондиционированием воздуха(без малых предприятий)
XLSX
Объем отгруженных товаров собственного производства, выполненных работ и услуг собственными силами по отдельным видам экономической деятельности Российской Федерации
21. 19 Кб, 15.06.2022
XLSX
Объем отгруженных товаров собственного производства, выполненных работ и услуг собственными силами по отдельным видам экономической деятельности по субъектам Российской Федерации
58.76 Кб, 15.06.2022
call_madeWEB
Отгружено товаров собственного производства, выполнено работ и услуг собственными силами (без НДС, акцизов и аналогичных обязательных платежей) по «чистым» видам деятельности (оперативные данные) по 2016 г.
29.09.2018
XLSX
Объем отгруженных товаров собственного производства, выполненных работ и услуг собственными силами по Российской Федерации. Годовые данные
36.98 Кб, 29.03.2023
XLSX
Объем отгруженных товаров собственного производства, выполненных работ и услуг собственными силами по отдельным видам экономической деятельности Российской Федерации
98. 54 Кб, 29.03.2023
XLSX
Объем отгруженных товаров собственного производства, выполненных работ и услуг собственными силами по субъектам Российской Федерации. Годовые данные
58.09 Кб, 29.03.2023
XLSX
Объем отгруженных товаров собственного производства, выполненных работ и услуг собственными силами по субъектам Российской Федерации
119.85 Кб, 29.03.2023
HTML
Производство основных видов продукции в натуральном выражении, методология
1.43 Кб, 29.09.2018
XLS
Производство основных видов продукции в натуральном выражении (годовые данные с 2017 года — в соответствии с ОКПД2)
2.66 Мб, 19.10.2022
call_madeWEB
Производство основных видов продукции в натуральном выражении (годовые данные – с 2010 по 2016 гг.)
11. 07.2019
call_madeWEB
Производство основных видов продукции в натуральном выражении (годовые данные – по 2009 г.)
29.09.2018
XLS
Производство основных видов продукции в натуральном выражении (месячные данные с 2017 года — в соответствии с ОКПД2)
2.78 Мб, 19.10.2022
call_madeWEB
Производство основных видов продукции в натуральном выражении (месячные данные — с 2010 по 2016 гг..)
29.09.2018
call_madeWEB
Производство основных видов продукции в натуральном выражении (месячные данные – с 2005 по 2009 г.)
29.09.2018
PDF
Комментарий к разделу
63.9 Кб, 08.09.2021
XLSX
Производство основных видов продукции в натуральном выражении в марте
1.08 Мб, 26.04.2023
XLSX
Производство основных видов продукции в натуральном выражении в феврале
1. 06 Мб, 30.03.2023
XLSX
Производство основных видов продукции в натуральном выражении в январе
961.9 Кб, 30.03.2023
XLSX
Производство отдельных видов пищевой продукции по субъектам Российской Федерации в 2023 году (оперативные данные)
94.92 Кб, 26.04.2023
XLSX
Производство основных видов продукции в натуральном выражении в декабре
1.1 Мб, 21.03.2023
XLSX
Производство основных видов продукции в натуральном выражении в ноябре
1.09 Мб, 21.03.2023
XLSX
Производство основных видов продукции в натуральном выражении в октябре
1.09 Мб, 21.03.2023
XLSX
Производство основных видов продукции в натуральном выражении в сентябре
1. 09 Мб, 21.03.2023
XLSX
Производство основных видов продукции в натуральном выражении в августе
1.09 Мб, 21.03.2023
XLSX
Производство основных видов продукции в натуральном выражении в июле
1.09 Мб, 21.03.2023
XLSX
Производство основных видов продукции в натуральном выражении в июне
1.07 Мб, 21.03.2023
XLSX
Производство основных видов продукции в натуральном выражении в мае
1.08 Мб, 21.03.2023
XLSX
Производство основных видов продукции в натуральном выражении в апреле
1.07 Мб, 21.03.2023
XLSX
Производство основных видов продукции в натуральном выражении в марте
1.06 Мб, 21.03.2023
XLSX
Производство основных видов продукции в натуральном выражении в феврале
1.04 Мб, 21.03.2023
XLSX
Производство основных видов продукции в натуральном выражении в январе
1004. 59 Кб, 21.03.2023
XLSX
Производство отдельных видов пищевой продукции по субъектам Российской Федерации в 2022 году (оперативные данные)
274.21 Кб, 28.02.2023
XLSX
Производство основных видов продукции в натуральном выражении в декабре
1.01 Мб, 02.02.2022
XLSX
Производство основных видов продукции в натуральном выражении в ноябре
1 Мб, 07.02.2022
XLSX
Производство основных видов продукции в натуральном выражении в октябре
1021.02 Кб, 07.02.2022
XLSX
Производство основных видов продукции в натуральном выражении в сентябре
1018.66 Кб, 07.02.2022
XLSX
Производство основных видов продукции в натуральном выражении в августе
1021 Кб, 07. 02.2022
XLSX
Производство основных видов продукции в натуральном выражении в июле
1.04 Мб, 07.02.2022
XLSX
Производство основных видов продукции в натуральном выражении в июне
1011.39 Кб, 07.02.2022
XLSX
Производство основных видов продукции в натуральном выражении в мае
1006.96 Кб, 07.02.2022
XLSX
Производство основных видов продукции в натуральном выражении в апреле
1005.04 Кб, 07.02.2022
XLSX
Производство основных видов продукции в натуральном выражении в марте
994.99 Кб, 07.02.2022
XLSX
Производство основных видов продукции в натуральном выражении в феврале
980.16 Кб, 07.02.2022
XLSX
Производство основных видов продукции в натуральном выражении в январе
906.24 Кб, 07.02.2022
XLSX
Производство отдельных видов пищевой продукции по субъектам Российской Федерации в 2021 году (оперативные данные)
273. 63 Кб, 01.03.2022
XLSX
Уровень использования среднегодовой производственной мощности организаций по выпуску отдельных видов продукции (годовые данные — с 2017 г.) в соответствии с ОКПД2
33.94 Кб, 19.10.2022
DOC
Уровень использования среднегодовой производственной мощности организаций по выпуску отдельных видов продукции (с 2010 по 2016 гг.)
168.5 Кб, 29.09.2018
call_madeWEB
Уровень использования среднегодовой производственной мощности организаций по выпуску отдельных видов продукции (по 2009 г.)
29.09.2018
XLSX
Электробаланс и потребление электроэнергии в Российской Федерации c 2005-2021гг.
961.15 Кб, 30.05.2022
XLSX
Баланс энергоресурсов 2005 — 2021гг.
143.62 Кб, 10.02.2023
Информация
PDF
Регламент разработки и публикации данных по производству и отгрузке продукции и динамике промышленного производства
422. 28 Кб, 15.09.2020
PDF
«Методика расчета индекса физического объема промышленной продукции (для федерального и регионального уровней» — методологический материал 1996 года по расчету индекса промышленного производства.
449.12 Кб, 16.12.2019
DOCX
Алгоритм формирования информации о производстве продукции по видам по полному кругу производителей
20.42 Кб, 19.04.2021
PDF
Официальная статистическая методология исчисления индекса промышленного производства
1.3 Мб, 17.01.2020
DOC
Официальная статистическая методология исчисления индекса промышленного производства (отменена приказом Росстата от 16.01.2020 г. № 7)
607.5 Кб, 29.09.2018
PDF
Временный регламент разработки и публикации данных по производству продукции в натуральном (стоимостном) выражении и динамике промышленного производства (отменен приказом Росстата от 18. 08.2020 г. № 470)
266.7 Кб, 29.09.2018
DOC
Регламент разработки и публикации данных по продукции добывающих, обрабатывающих производств, производству и распределению электроэнергии, газа и воды (отменен)
90.5 Кб, 29.09.2018
call_madeWEB
Деловая активность организаций в России в декабре 2022 года
call_madeWEB
О промышленном производстве в I квартале 2023 года
XLSX
Уточнение индексов производства за 2021-2022 гг.
90.76 Кб, 01.02.2023
XLSX
Структура уточнений индексов промышленного производства по видам экономической деятельности за октябрь 2021 года
123.64 Кб, 03.02.2022
XLSX
Структура уточнений индексов промышленного производства по видам экономической деятельности за сентябрь 2021 года
61. 94 Кб, 01.12.2021
XLSX
Структура уточнений индексов промышленного производства по видам экономической деятельности за август 2021 года
61 Кб, 28.10.2021
XLSX
Структура уточнений индексов промышленного производства по видам экономической деятельности за июль 2021 года
101.03 Кб, 27.09.2021
XLSX
Структура уточнений индексов промышленного производства по видам экономической деятельности за май 2021 года
13.16 Кб, 26.07.2021
XLSX
Структура уточнений индексов промышленного производства по видам экономической деятельности за апрель 2021 года
13.35 Кб, 25.06.2021
XLSX
Структура уточнений индексов промышленного производства по видам экономической деятельности за март 2021 года
15.68 Кб, 28.05.2021
XLSX
Структура уточнений индексов промышленного производства по видам экономической деятельности за февраль 2021 года
13. 42 Кб, 19.04.2021
XLSX
Структура уточнений индексов промышленного производства по видам экономической деятельности за январь 2021 года
12.9 Кб, 18.03.2021
XLSX
Структура уточнений индексов промышленного производства по видам экономической деятельности за декабрь 2020 года
12.91 Кб, 16.02.2021
XLSX
Структура уточнений индексов промышленного производства по видам экономической деятельности
55.76 Кб, 28.01.2021
call_madeWEB
Промышленное производство в России
17.12.2021
call_madeWEB
Российский статистический ежегодник
29.09.2018
call_madeWEB
Регионы России. Социально-экономические показатели
29.09.2018
call_madeWEB
Регионы России. Основные характеристики субъектов Российской Федерации
29. 09.2018
call_madeWEB
Бюллетень «Структура и основные показатели деятельности хозяйствующих субъектов»
29.09.2018
call_madeWEB
«Социально-экономическое положение России» (ежемесячный доклад)
29.09.2018
DOCX
Краткий комментарий к проведению расчетов индексов промышленного производства
30.58 Кб, 04.03.2022
XLSX
Структура добавленной стоимости по промышленному производству Российской Федерации
47.42 Кб, 07.02.2023
DOCX
Перечень видов экономической деятельности, по которым расчет индексов производства осуществляется методом дефлятирования
22.05 Кб, 18.02.2021
XLSX
«Корзина» товаров-представителей для оперативных расчетов индексов производства (с 2021 года) и годовых расчетов индексов производства (с 2020 года) (базисный 2018 год)
140.63 Кб, 29.03.2023
XLSX
«Корзина» товаров-представителей для расчетов индексов производства (базисный 2018 год)
238. 27 Кб, 15.06.2022
XLSX
«Корзина» товаров-представителей для расчетов индексов производства (базисный 2010 год)
759.76 Кб, 15.06.2022
XLSX
«Корзина» товаров-представителей для расчетов индексов производства (базисный 2008 год)
304.03 Кб, 15.06.2022
До 2017 года по Общероссийскому классификатору продукции по видам экономической деятельности ОК 034-2007 (ОКПД),
с 1 января 2017 года по Общероссийскому классификатору продукции по видам экономической деятельности ОК 034-2014 (ОКПД2).
XLS
Для разработки статистической информации в оперативном (ежемесячном) режиме в 2023 году и по итогам за 2023 год
4.39 Мб, 01.03.2023
XLS
Для разработки статистической информации в оперативном (ежемесячном) режиме в 2022 году и по итогам за 2022 год
4. 39 Мб, 12.12.2022
XLS
Для разработки статистической информации в оперативном (ежемесячном) режиме в 2021 году и по итогам за 2021 год
4.36 Мб, 20.12.2021
RAR
Для разработки статистической информации в оперативном (ежемесячном) режиме в 2020 году и по итогам за 2020 год
258.41 Кб, 08.12.2020
XLS
Для разработки статистической информации в оперативном (ежемесячном) и годовом режимах: в 2019 году
3.73 Мб, 05.02.2020
XLS
Для разработки статистической информации в оперативном (ежемесячном) и годовом режимах: в 2018 году, утвержденная руководителем Росстата А.Е. Суриновым от 29.06.2018 № 78-у
3.74 Мб, 29.09.2018
XLS
Для разработки статистической информации в оперативном (ежемесячном) и годовом режимах: в 2017 году
4.6 Мб, 29.09.2018
XLSX
Для разработки статистической информации в оперативном (ежемесячном) и годовом режимах: в 2016 году
993. 86 Кб, 29.09.2018
XLSX
Для разработки статистической информации в оперативном (ежемесячном) и годовом режимах: в 2015 году
928.56 Кб, 29.09.2018
XLS
Для разработки статистической информации в оперативном (ежемесячном) и годовом режимах: в 2014 году
1.58 Мб, 29.09.2018
XLS
Для разработки статистической информации в оперативном (ежемесячном) и годовом режимах: в 2013 году
3.1 Мб, 29.09.2018
XLS
Для разработки статистической информации в оперативном (ежемесячном) и годовом режимах:в 2012 году
3.44 Мб, 29.09.2018
XLS
Для разработки статистической информации в оперативном (ежемесячном) и годовом режимах: в 2011 году
2.43 Мб, 29.09.2018
XLS
Для разработки статистической информации о балансе производственных мощностей по итогам за 2022 год
115. 5 Кб, 11.01.2023
XLS
Для разработки статистической информации о балансе производственных мощностей по итогам за 2021 год
114.5 Кб, 20.12.2021
XLS
Для разработки статистической информации о балансе производственных мощностей по итогам за 2020 год
118 Кб, 29.12.2020
XLS
Для разработки статистической информации о балансе производственных мощностей по итогам: за 2019 год
116.5 Кб, 16.01.2020
XLS
Для разработки статистической информации о балансе производственных мощностей по итогам за год: за 2018 год
118.5 Кб, 13.09.2019
XLS
Для разработки статистической информации о балансе производственных мощностей по итогам за год: за 2017 год
118.5 Кб, 29.09.2018
XLS
Для разработки статистической информации о балансе производственных мощностей по итогам за год: за 2016 год
114. 5 Кб, 29.09.2018
XLS
Для разработки статистической информации о балансе производственных мощностей по итогам за год: за 2015 год
114 Кб, 29.09.2018
XLS
Для разработки статистической информации о балансе производственных мощностей по итогам за год: за 2014 год
112.5 Кб, 29.09.2018
XLS
Для разработки статистической информации о балансе производственных мощностей по итогам за год: за 2013 год
113 Кб, 29.09.2018
XLS
Для разработки статистической информации о балансе производственных мощностей по итогам за год: за 2012 год
113.5 Кб, 29.09.2018
Ответственный за раздел
Промышленное производство
Управление статистики предприятий
Индексы производства Объем отгруженных товаров собственного производства, выполненных работ и услуг собственными силами
Производство основных видов продукции в натуральном выражении:
добыча топливно-энергетических полезных ископаемых; производство кокса, нефтепродуктов; производство и распределение электроэнергии, газа и воды; электробаланс РФ; баланс энергоресурсов РФ
лесозаготовки; добыча металлических руд; добыча прочих полезных ископаемых; обработка древесины и производство изделий из дерева; целлюлозно-бумажное производство; химическое производство; производство резиновых и пластмассовых изделий; производство прочих неметалл. минеральных продуктов; металлургическое производство; производство машин и оборудования; производство электрооборудования; производство транспортных средств и оборудования; прочие производства (в части произв. мебели)
рыболовство; производство пищевых продуктов,вкл. напитки, и табака; текстильное и швейное роизводство; производство кожи и изделий из кожи; издательская и полиграфическая деятельность; прочие производства (в части ювелирных изделий, художественных промыслов и др.)
Ваш путеводитель по рынку промышленного оборудования в России
Правительство России продолжает поддерживать развитие и рост рынка машинного оборудования для преодоления экономических санкций со стороны Запада. Эта поддержка осуществляется за счет политики субсидирования, которая создает автомобильный рынок, направленный на увеличение потребления станков.
Тем не менее, падение цен на нефть и спад в восстановлении мировой экономики после пандемии, региональный конфликт с Украиной и жесткие санкции негативно сказываются на потреблении техники в России.
Помимо импорта оборудования, Россия также экспортирует инструменты для машиностроения. Экспорт машин является одним из неэнергетических и несырьевых видов экспорта страны, вторым по величине после сельского хозяйства.
В этой статье рассматриваются рынки промышленного оборудования в России, включая сельскохозяйственную, горнодобывающую и строительную технику.
Сельскохозяйственная техника в России
Плодородные сельскохозяйственные угодья занимают около 220 миллионов гектаров российской земли, что составляет почти 20% плодородных земель мира. Однако 87% этой земли не обрабатывается, что свидетельствует о том, что у отрасли сельскохозяйственного машиностроения есть потенциал для роста в России.
Во втором квартале 2022 года вклад сельскохозяйственного сектора в ВВП составил 638,90 млрд рублей, что значительно больше по сравнению с вкладом в 448,70 млрд рублей в первом квартале.
Однако в России по-прежнему не хватает сельскохозяйственной техники и техники, что препятствует увеличению производства. Для повышения сельскохозяйственного производства правительство поощряет фермеров приобретать передовые технологии.
Интенсивный акцент на повышении производительности ферм стимулирует потребность в механизации. Производители сельскохозяйственного оборудования получают большие выгоды от государственных стимулов. Они могут способствовать внутреннему производству и экспорту сельскохозяйственной техники.
Несмотря на государственные стимулы, рынок промышленной сельскохозяйственной техники в России по-прежнему сталкивается с рядом проблем, включая высокую стоимость кредита, высокую стоимость тракторов и геополитическую неопределенность. Некоторые фермеры опасаются вкладывать свой капитал в тракторы или новые машины.
Рост импорта сельскохозяйственной техники в Россию
В последнее время Россия вложила значительные средства в новые передовые сельскохозяйственные машины и оборудование, чтобы восполнить дефицит машиностроения в стране.
Иностранные производители могут экспортировать свое современное оборудование в руки российских фермеров. Российский рынок импорта сельскохозяйственной техники оценивается в 1,2 миллиарда долларов США и ждет, пока импортеры начнут использовать его.
На тракторы приходится наибольшая доля в размере 741 млн долларов США, в то время как на уборочную технику, такую как зерноуборочные комбайны, приходится 505 млн долларов США. А оставшиеся 427 млн долларов США идут на другое оборудование, такое как тепличное оборудование, сеялки, плуги, бороны и т. д.
Будущее рынка сельхозтехники в России
Ожидается, что российский рынок сельскохозяйственной техники вырастет до 5,28 млрд долларов США при среднегодовом темпе роста (CAGR) в 4,26% в 2024 году. Этот рост связан с несколькими факторами, в том числе:
Внедрение фермерами передовых технологий для удовлетворить растущий спрос на продукты питания
Новые машины, заменяющие традиционные методы ведения сельского хозяйства
Высокий спрос на повышение производительности, операционной эффективности и внедрение механизации.
Российские растениеводческие компании, фермерские хозяйства и агрохолдинги являются крупными потребителями сельскохозяйственной техники. Прогнозируется, что к 2025 г. Россия станет самозависимой от снабжения продовольствием9.0003
Промышленное горнодобывающее оборудование в России
Россия богата полезными ископаемыми, многие горнодобывающие компании добывают драгоценные металлы, бокситы, железную руду, уголь и алмазы.
Страна является производителем алмазов номер один в мире. Он обладает 15% мировых запасов угля, что ставит его на второе место в мире.
Россия также является 2 и крупнейшим производителем платины в мире. И он занимает позицию 3 и по производству золота, железной руды и свинца. Компании также добывают медь, никель, кобальт и другие драгоценные камни.
Эти возможности для майнинга означают, что России нужно больше майнингового оборудования. Статистика показывает, что страна импортирует более 50% своей горнодобывающей техники.
Это открывает многообещающие возможности для бизнеса производителей горнодобывающего оборудования в России и за ее пределами.
Рост импорта горнодобывающей техники в Россию
Некоторые горнодобывающие машины пользуются повышенным спросом в России. Например, электромобили имеют высокий потенциал роста в отрасли, поскольку они уменьшают углеродный след и повышают безопасность шахтеров.
Некоторые компании также разрабатывают оборудование для подземных работ, такое как мини-погрузчики с литий-ионными батареями, для непрерывной работы и высокой мобильности.
Крайне необходимо оборудование для добычи угля, за которым следует оборудование для добычи металлов и полезных ископаемых.
Будущее рынка горнодобывающей техники в России
Ожидается, что российский рынок горнодобывающей техники будет расти со среднегодовым темпом роста (CAGR) в 6% в период с 2022 по 2027 год.
Этот прогнозируемый рост обусловлен такими факторами, как:
Увеличение спроса на электрические машины для подземных горных работ
Повышение спроса на минеральные удобрения для повышения урожайности сельского хозяйства в стране
Строительная техника в России
Российское правительство имеет несколько строительных предприятий, от дорог до жилых домов. Поэтому строительная техника часто пользуется повышенным спросом в стране.
Однако конфликт страны с Украиной ставит под угрозу достижения отрасли. Кроме того, санкции со стороны Европы и уход некоторых крупных строительных игроков нанесли ущерб отрасли.
России необходимо расширить сеть дорог, что увеличивает спрос на такое оборудование, как дорожные катки, погрузчики, экскаваторы и грузовые автомобили.
Рост импорта строительной техники в Россию
Несмотря на то, что российская строительная отрасль столкнулась с многочисленными проблемами, такими как тарифы, рост стоимости материалов и пандемия, отрасль продолжает расти.
Частные организации являются крупными инвесторами в стране, внося свой вклад в крупные строительные работы. Россия 3 rd ведущий импортер строительной техники, предоставляющий возможности для бизнеса иностранным производителям.
Будущее строительной техники в России
Прогнозируется, что российский рынок техники будет расти со среднегодовым темпом роста (CAGR) более 2% в период с 2023 по 2026 год.
Этот рост обусловлен планом правительства по инвестициям в инфраструктуре, возобновляемых источниках энергии и проектах жилого строительства. Однако российско-украинский кризис может повлиять на эти прогнозы, если тупиковая ситуация продлится дольше.
Металлообрабатывающее оборудование
Российская обрабатывающая промышленность и другие отрасли в значительной степени полагаются на металлообрабатывающее оборудование для изготовления металлических компонентов для различных применений.
Технологические достижения, в том числе автоматизация и Интернет вещей, быстро меняют отрасль металлообработки.
Металлообработка представляет собой огромный рынок, позволяющий производителям реализовывать уникальные стратегии производства качественных материалов по сниженной цене.
Обработка включает фрезерование, сварку, штамповку, формование, механическую обработку, шлифование и чистовую обработку. Конечные продукты или компоненты применяются во многих отраслях промышленности страны.
Рост импорта металлообрабатывающего оборудования в Россию
Каждая действующая отрасль в России нуждается в металлических компонентах для замены деталей машин и другого оборудования. Эта отрасль является основой производства, добычи полезных ископаемых и строительства, что предоставляет возможности для бизнеса инвесторам, ищущим стабильную нишу.
Хотя Россия производит некоторое оборудование, необходимое для обработки металлов, она также импортирует несколько станков в дополнение к своему собственному. Металлообрабатывающее машиностроение является подходящей возможностью для инвестиций.
Будущее металлообрабатывающего оборудования в России
Объем российского рынка металлообрабатывающего оборудования оценивается в миллиарды долларов с однозначным совокупным годовым темпом роста в обозримом будущем. По прогнозам, количество оборудования для производства металлов будет увеличиваться по мере продвижения России к индустриализации.
Пищевое оборудование
Агропищевая промышленность быстро развивается в России, что приводит к увеличению объема импорта пищевого оборудования. Россия является продовольственным центром, где правительство концентрируется на сельскохозяйственном секторе, чтобы защитить своих граждан от продовольственных кризисов.
Акцент российского правительства на производстве продуктов питания стимулирует развитие и инвестиции в индустрию пищевого оборудования. Это включает в себя оборудование для хранения и обработки, кухонное оборудование и оборудование для приготовления пищи и напитков.
Растущая индустрия гостеприимства и туризма часто использует это оборудование, включая отели, рестораны и коммерческие кухни. Большинству пищевых фабрик также требуются складские помещения с регулируемой температурой для сохранения свежести скоропортящихся продуктов, что способствует развитию пищевой промышленности.
Рост импорта пищевого оборудования в Россию
Производители пищевого оборудования имеют жизнеспособный рынок в России, если опираться на прошлые статистические данные.
Например, в 2020 году импорт промышленного оборудования для приготовления пищи в Россию составил 792 доллара США, что сделало страну 2 и крупнейшим импортером этого оборудования в мире. Этот импорт поступал из Нидерландов, Германии, Италии, Польши и Литвы.
Санкции со стороны некоторых европейских стран из-за конфликта в Украине могут временно повлиять на рост пищевого машиностроения, но эта тенденция вернется к норме, когда она закончится.
Будущее пищевого оборудования в России
Прогнозируется, что мировой рынок пищевого оборудования вырастет с 31,83 млрд долларов США до 39,16 млрд долларов США при среднегодовом темпе роста 5,31% в период с 2022 по 2026 год.
Население России растет, и его динамика меняется, что способствует развитию автоматизированного пищевого оборудования для удовлетворения спроса. Будущее перспективно для импортеров и экспортеров пищевого оборудования в России.
Рынок упаковочного оборудования
Российский рынок упаковочного оборудования является одним из крупнейших в мире, но он все еще расширяется, чтобы удовлетворить растущий спрос.
По мере того, как страна постепенно расширяет свое местное фармацевтическое и пищевое производство, рынок упаковочного оборудования также расширяется. Компании используют упаковку для защиты своей продукции и информирования покупателей.
Рост импорта упаковочного оборудования в Россию
Увеличение спроса на высококачественную упаковку в стране создало возможности для бизнеса производителей упаковочного оборудования и машин. Спрос огромен, и местные компании не могут его удовлетворить, обеспечивая процветающий рынок для импортеров.
Некоторые страны экспортируют свое упаковочное оборудование в Россию, чтобы получить более высокую цену. Отрасль, вероятно, продолжит расти в обозримом будущем, что позволит инвесторам получать положительный доход от инвестиций.
Будущее упаковочного оборудования в России
Упаковочное оборудование, вероятно, будет расширяться в России по мере того, как фабрики и компании производят товары и услуги. Новые автоматизированные машины пользуются большим спросом, поскольку компании стремятся сократить инвестиции в рабочую силу.
Поскольку сельское хозяйство и обрабатывающая промышленность России продолжают расти, будущее упаковочного оборудования выглядит радужным. Эти фабрики потребуют высококачественных упаковочных материалов.
Заключение
Хотя Россия вовлечена в конфликт с Украиной, ее рынок промышленного оборудования расширяется. От сельскохозяйственной техники до горнодобывающей, строительной, металлообрабатывающей, пищевой и упаковочной техники, Россия предлагает отличные инвестиционные возможности для импортеров и предпринимателей. В стране существует высокий спрос на эти машины, что обещает высокую отдачу от инвестиций.
Руководство по покупке, Новые поступления
Выставка станков в Москве
Опубликовано
Рынок металлообрабатывающего оборудования в России заманчив, но сложен.
Марк Альберт
Почетный редактор, Modern Machine Shop
Поделиться
Читать дальше
Сделано в США — Сезон 2 Эпизод 6: Почему и как Хардиндж переориентирует производство станков
Правильный выбор шлифовального круга
Бенчмаркинг: бесценный бизнес-инструмент
Выставочные залы, которые занимает MASHEX, современны и привлекательны.
Haas Automation представила большую экспозицию станков на стенде своего российского представителя Abamet.
Этот новый жилой комплекс олицетворяет растущее процветание Москвы.
Подмосковье переживает строительный бум.
Конструкция рязанского токарно-карусельного станка RT417RF3-6 отражает потребности клиентов из США, которым требуются исключительно большие отверстия шпинделя для таких операций, как нарезание резьбы на трубах в тяжелых условиях в нефтедобывающей промышленности или обработка гидроцилиндров. Более крупные и мощные модели будут представлены на выставке EMO в этом месяце в Ганновере, Германия.
Предыдущий
Следующий
Что такое выставка станков в Москве? Какая такая Москва дней? МАШЭКС, выставка «Промышленность и технологии для России», проводится ежегодно с 1988 года. В этом году выставка переехала в Крокус Центр Экспо находится примерно в 15 милях от Красной площади, что в прямом и переносном смысле сердце Москвы. (Красная площадь, у кстати, до сих пор правильно называется таковым, потому что этот цвет считался синонимом красоты, когда Кремль и его соборы и дворцы были построены столетия назад. Их красота остается, хотя политическая революции пришли и ушли.)
Крокус Центр — современный комплекс с несколькими крупными выставочными залы, которые могут соперничать с любой выставочной площадкой в Европе или Северной Америке. Здания просторные, чистые, функциональные и со вкусом оформлены. MASHEX работал четыре дня (29 мая — 1 июня) во время редкой жары, которая загнал температуру наружного воздуха в 90-е, хотя выставочные залы были комфортно кондиционированы. Шоу можно подвести итоги статистика, предоставленная спонсорами выставки: 50 000 квадратных метров выставки космос; 500 экспонентов; 15 000 участников. Эти цифры, однако, не раскрыть характер или значение шоу.
Это Главная станкостроительная выставка России, место встречи продавцов станков съезжаются покупатели со всей страны. Что экспоненты показали и что интересующиеся россияне много рассказывают о металлообработке промышленность там. В целом экспоненты привезли свои последние и самые современное оборудование. Предложить что-либо меньшее, по-видимому, значило бы недооценивают российский рынок металлообработки. Покупатели заинтересованы во всех ведущих технологиях и передовых процессах в качестве покупателей в любой точке мира.
На выставке были представлены VMC с пятью осями; многоцелевые станки; токарные станки для твердого точения; проволока и баран электроразрядные установки; роботы-сварщики; твердосплавные вставки с новейшие покрытия и геометрия; и другие недавно разработанные технологии.
Хотя части российской экономики и социальной инфраструктуры все еще находятся в в режиме догоняющего развития страна переживает бум во многих отраслях промышленности. сектора. Энергетическая промышленность быстро расширяется; растущая середина класс жаждет потребительских товаров; и строительная отрасль находится в на полном ходу — высокие подъемные краны приветствуют будущее на каждом горизонте московского окрестности, кажется.
Чтобы не отставать, российским производителям обычно нужны машины, способные выполнение сложных работ с жесткими допусками. Они вроде меньше заинтересованы в автоматизации, такой как портальные загрузчики, роботизированная передача деталей или гибкие системы обработки, хотя устройства смены поддонов, которые сохраняют малое время простоя машины пользуются популярностью. Заработная плата и льготы относительно в России низкий, поэтому большого давления на сокращение численности населения в заводы.
На выставочном этаже
Торговые марки, знакомые американским магазинам, было легко узнать. На самом деле ты часто можно было найти машины одного и того же производителя в нескольких киосках — в в некоторых случаях одна и та же модель появлялась более чем в одном месте. Практически каждый дилер или дистрибьютор в России принимает участие в этой выставке, поэтому хотя их территории могут не пересекаться, существует много дублирование, когда все они выставляют свои самые продаваемые машины в одном расположение.
С наибольшую долю рынка в России занимают европейские станкостроители лучшие представлены на выставке. Там были DMG, Danobat и Index. а также многочисленные более мелкие компании, обслуживающие отрасль. Сандвик Coromant, Walter AG и Iscar были среди экспонентов режущего инструмента. Delcam и Siemens были среди поставщиков программного обеспечения и ЧПУ. Строители из Японии не отставали. Ямадзаки Мазак, Мори Сейки, Окума, Макино и ряд других компаний имели сильное присутствие. Не потрудитесь обратиться к каталогу шоу для получения полного списка «Кто Где с чем». Не каждый дилер или дистрибьютор перечисляет все линии, которые они несут.
Ряд американских компаний привлекли внимание. Хаас Автоматизация, Хурко, Hardinge, Gleason и MAG Industrial (представляющие Fadal, Цинциннати Machine, Giddings & Lewis и другие бренды теперь в этом семействе) присутствовали, и это лишь некоторые из них.
Станкостроение в России уже не то, что раньше, факт видно на этом спектакле. Советское правительство когда-то поддерживало процветающую группа строителей, но у многих из них были заводы в других странах советского блока. страны. После распада СССР в начале 1990-е, эти «станкостроительные предприятия» потеряли доступ к этим производственным удобства. Они также потеряли закрытые рынки в торговом блоке и потеряли сильно субсидируемые производственные заказы от советского правительства, тройной удар. Тем не менее некоторым из этих компаний удалось перегруппироваться и вновь утвердиться в качестве ключевых игроков на российском и международные рынки. У этих компаний были большие стенды на МАШЭКС.
Three To Watch
Рязанский станкостроительный завод, например, преуспел в обоих Россия и Северная Америка. Эта компания специализируется на больших токарных станках, которые пользуются повышенным спросом со стороны нефтяной промышленности и других отраслей тяжелой промышленности таких как железнодорожное оборудование и судостроение. Рязань показала токарно-карусельный станок для тяжелой токарной обработки. Эта машина была недавно переработана, чтобы соответствовать спецификации, предложенные его продавцом в США, Shamrock Machinery Co., Хьюстон, Техас. Компания увеличила диаметр шпинделя до 320 мм, усилила передняя бабка грузоподъемностью 40 тонн и добавлена задняя бабка для деталей весом до 25 тонн. Он имеет ось C с независимым водить машину. Кровать имеет три направляющих, чтобы выдерживать большие силы тяги. поддержание стабильности. Предыдущая версия этой модели была показана на IMTS 2006 и продан американской компании по обработке деталей ветряных турбин. Этот строитель также производит некоторые большие токарные станки с наклонной станиной, VMC и зуборезные станки, которые продаются по всему миру.
Два других российских станкостроителя, Савеловский машиностроительный завод Отдельного упоминания заслуживают завод и Ивановский завод тяжелого станкостроения. Каждый из них преследовал разные стратегии в годы, прошедшие после Советского Союза. распад, справляясь с конкурентным рынком без правительства поддерживать. Савелово многопрофильный. Хотя 50% продукции приходится на еще металлообрабатывающие станки, компания также производит упаковку оборудование, стенды для испытаний продукции и другие машины для производства. Большинство его станков спроектированы и изготовлены для клиентов Спецификация для специальных применений в авиационной промышленности.
Иваново, тем временем сосредоточился на больших HMC и станках для твердого точения. Сейчас этот строитель специализируется на машинах для автомобильной, энергетической и оборонные отрасли. Машины на выставке представили впечатляющие появление. Ограждение из листового металла, например, привлекательно разработан и хорошо сделан. На одном большом HMC на выставке был изображен HSK-63. инструмент, большое устройство смены поддонов и система ЧПУ Siemens Sinumerik.
Возможности
Интерес к следующему Выставка МАШЭКС (25-30 мая 2008 г. ) была успешной, заказы на выставку space проходят немного быстрее, чем на предыдущих шоу. AMT – Ассоциация производственных технологий рассматривает спонсирование американского павильона для его членов, которые хотят протестировать рынок их продукты. Выход на российский рынок нельзя воспринимать легкомысленно. Перед лицом хорошо зарекомендовавших себя конкурентов из Европы, Японии или США, потенциальные новички должны взвесить другие варианты, такие как приближаясь к Индии, Китаю или Бразилии в первую очередь. Если они решатся России, этим компаниям придется набраться терпения. Российские покупатели любят придерживаться того, что они знают. Они ожидают, что поддержка и обслуживание будут отзывчивый, эффективный и разумный в цене.
Есть не является веской причиной для покупателей станков из США посещать MASHEX, хотя в выставочных залах они чувствовали бы себя как дома. Однако, Американские производители и поставщики станков должны внимательно это шоу и на российском рынке. Даже посещение шоу только для того, чтобы общение с дистрибьюторами и экспонентами даст хорошее «прочувствование» рынок. Окно возможностей невелико. Через несколько лет получить закрепиться в России будет сложнее. Отечественные строители скорее всего, вернут себе прежнюю силу и смелость. Иностранный компании с форой будут в хорошем положении, чтобы использовать их знакомство с рынком и их умение решать его проблемы и риски.
Информацию о выставке MASHEX 2008 можно получить на сайте www.mashex.ru.
Взгляд изнутри
Майк Ричардс, президент Shamrock Machinery Co., часто бывает в России и была на этой выставке. Его комментарии впоследствии дают интересные идеи:
«Русский покупатели предпочитают приобретать российские станки, потому что чувствуют устраивает наличие запчастей и сервиса. Интересное суть в том, что за это они будут платить премию за российские машины причина. На очереди европейские машины из-за знакомства с Качество и электроника.
Патрон для перфоратора под сверло и переходники-адаптеры для сверления
Типы современных SDS-патронов
Конструкция и принцип действия устройств категории SDS
Насадки и инструменты
Используя быстросъемный патрон для перфоратора под сверло, который обозначается аббревиатурой SDS, многие даже не задаются вопросом о том, как устроен его механизм и по какому принципу он работает. Между тем появление в 1980 году такого патрона, созданию которого мы обязаны специалистам компании Bosch, можно с полным основанием назвать настоящей революцией в сфере оснащения электрического инструмента. Чтобы понять, насколько эффективным является патрон данного типа, достаточно расшифровать его аббревиатуру, которая составлена из начальных букв трех немецких слов Steck, Dreh и Sitzt («вставь, поверни, закреплено»). О высокой эффективности такого зажимного устройства свидетельствует и то, что за 25 лет, прошедших с момента его разработки, его конструкция практически не изменилась.
Патрон перфоратора в разобранном виде
Компания Bosch не стала монополизировать производство зажимных устройств SDS и предоставила право выпускать такие патроны для дрелей и перфораторов всем фирмам, которые занимаются изготовлением электрического инструмента бытового и промышленного назначения. Благодаря этому патронами данного типа сегодня оснащается около 90% всех выпускаемых электрических дрелей и перфораторов.
На электродрели и перфораторы (хотя и значительно реже) устанавливаются патроны и других типов, в качестве которых могут использоваться устройства с жесткой фиксацией инструмента, а также цанговые и кулачковые патроны. Чаще всего такие патроны встречаются на оборудовании профессионального назначения, а в оснащении электрических дрелей и перфораторов для бытового использования применяются преимущественно зажимные устройства, в обозначении которых имеется аббревиатура SDS.
Предназначенные для тяжелых работ по бетону перфораторы могут использоваться в сочетании с быстросъемными патронами и для сверления дерева или металла
Особенности эксплуатации патронов для перфораторов SDS (как и любого другого типа) заключаются в том, что они в процессе обработки подвергаются нагрузкам ударного и крутящего характера. Именно поэтому к качеству изготовления таких патронов предъявляются высокие требования. Удобно то, что быстрозажимной патрон категории SDS достаточно легко поддается техническому обслуживанию и ремонту.
За счет того, что между хвостовиком сверла и внутренней поверхностью патрона категории SDS имеется небольшой люфт, механизм такого устройства испытывает незначительные радиальные нагрузки. При этом все ударные нагрузки, которые принимает на себя сверло, передаются на монолитный упор, являющийся неподвижным узлом по отношению к конструктивным элементам патрона. Именно поэтому такие патроны, устанавливаемые на дрель или перфоратор, отличаются высокой надежностью и длительным сроком эксплуатации. Однако это утверждение актуально только при надлежащем техническом обслуживании и смазке механизмов такого устройства.
Типы современных SDS-патронов
Тип патрона для перфоратора под сверло или любой другой инструмент зависит от категории применяемого оборудования. Каждый вид перфоратора или дрели, как известно, разрабатывается с учетом надежной фиксации инструмента определенного диаметра. Так, в зависимости от диаметра сверла с хвостовиком SDS, которое можно закреплять в таком устройстве, патроны данной категории подразделяются на несколько типов: SDS, устройства категории SDS-plus, патроны моделей SDS-plus, SDS-top, SDS-quick и SDS-max.
Наиболее распространенными являются следующие модели.
SDS-plus
Это патроны, предназначенные для закрепления в них сверл, диаметр хвостовика которых соответствует 10 мм. Инструмент, рабочий диаметр которого находится в пределах 4–26 мм, а длина не превышает 1 метра, углубляется своим хвостовиком в патрон на 40 мм. При помощи такого сверла можно создавать ударную нагрузку, величина которой не превышает 5 Дж. Патроны серии SDS-plus устанавливаются на перфораторы, относящиеся к легкой и средней категории, правильное пространственное положение которых относительно обрабатываемой поверхности обеспечивается за счет мускульной силы оператора.
Патрон системы SDS-Plus
SDS-max
В этих патронах фиксируются сверла с диаметром хвостовика 18 мм. Инструмент, рабочий диаметр которого может достигать 60 мм, устанавливается на глубину 90 мм. Патроны данной категории можно увидеть на перфораторах тяжелой категории, способных создавать ударную нагрузку величиной до 30 Дж. Следует учитывать тот факт, что профессиональные перфораторы, отличающиеся значительными весом и большими габаритами, лучше всего использовать в комплекте со специальными подпорками и направляющими, которые позволяют удерживать инструмент в требуемом положении.
Патрон системы SDS-max внешне отличается разве только длиной
Конструкция и принцип действия устройств категории SDS
Конструкция и принцип, по которому работает сверлильный патрон данной категории, достаточно просты.
На хвостовике сверла имеется два открытых направляющих паза, которые перемещаются по шлицам патрона, расположенным в его внутренней части. За счет взаимодействия внутренних шлицев патрона и направляющих пазов хвостовика инструменту сообщается крутящий момент.
На хвостовике сверла имеются и закрытые пазы, которые, совмещаясь с шариковыми зажимами патрона, предотвращают выпадение инструмента. Конструкция SDS-патрона разработана таким образом, что в процессе выполнения обработки на шариковые фиксаторы не оказывается никакой нагрузки.
Для того чтобы передать ударную нагрузку на торец сверла, в конструкции перфоратора используется так называемый молоток, приводимый в действие пневматическим или электрическим приводом.
Схема зажимно-приводного узла перфоратора
Чтобы извлечь или установить инструмент с хвостовиком SDS, необходимо выполнить следующие действия:
потянув за подвижное кольцо патрона, освободить шариковые зажимы и извлечь сверло;
опустить кольцо (тем самым зафиксировав его при помощи шариков, входящих в соединение с закрытыми пазами хвостовика), чтобы установить сверло.
Схема SDS-патрона перфоратора
Насадки и инструменты
Кроме самих сверл в комплекте с патронами, относящимися к категории SDS, можно использовать различные переходники на перфоратор. Это позволяет значительно расширить функциональность перфоратора и применять его для выполнения различных работ.
Переходники и адаптеры для оснащения перфоратора позволяют, просто меняя в нем инструменты, использовать такое оборудование для сверления, выполнять с его помощью бурение глубоких отверстий в твердых материалах, а также осуществлять многие другие виды работ. Перфоратор, отличающийся высокой мощностью, прекрасно справится с теми задачами, которые не в состоянии решить маломощная электрическая дрель. К таким задачам, в частности, относятся сверление изделий из древесины посредством мощных сверл, выполнение отверстий в бетонных конструкциях при помощи инструмента корончатого типа.
Работа перфоратора со сверлом, имеющим цилиндрический хвостовик, возможна с помощью переходника, на который навинчивается обыкновенный кулачковый патрон
Используя перфоратор и патрон для перфоратора категории SDS, следует иметь в виду, что конструкция такого зажимного механизма предполагает наличие люфта, поэтому на высокую точность выполнения работ рассчитывать не стоит. Как правило, перфораторы используются в тех случаях, когда для выполнения обработки больше нужна высокая мощность, а не точность.
Рассматривая возможность использования переходников на перфоратор, следует иметь в виду, что с их помощью на оборудование, обладающее высокой мощностью, можно устанавливать патроны с более скромными характеристиками, но не наоборот.
Если, используя адаптер для перфоратора легкого или среднего класса, установить мощный инструмент, это может стать причиной быстрого выхода оборудования из строя. Кроме того, если мощное сверло, установленное в сверлильное устройство легкой или средней категории, заклинит в создаваемом отверстии, это может привести к проворачиванию перфоратора вокруг своей оси и получению серьезных травм. Именно поэтому перфоратор необходимо использовать в комплекте со сверлами, соответствующими его категории.
Удобство применения перфоратора состоит в том, что для каждого вида работ, выполняемых с его помощью, разработан специальный инструмент, прекрасно справляющийся с поставленными задачами. Использование патронов для перфоратора SDS позволяет выполнять замену таких инструментов максимально оперативно, что значительно повышает производительность рабочих операций.
Кулачковый патрон с переходником в собранном виде
Высокая эффективность использования такого оборудования, как перфоратор, обусловлена еще и тем, что выполнять обработку с его помощью можно как в режиме сверления, так и в режиме удара. Такие технические возможности делают перфоратор по-настоящему универсальным устройством, которое может быть использовано в качестве как обычной дрели, так и отбойного молотка. Кроме того, специальные модели патронов для перфоратора SDS и соответствующие насадки к ним позволяют использовать такое устройство в качестве миксера, при помощи которого можно эффективно размешивать различные строительные смеси.
Наиболее значимые недостатки применения перфораторов заключаются в том, что их работа сопровождается громким шумом и образованием большого количества пыли. Если с отведением пыли из зоны обработки при использовании перфоратора позволяют справиться специальные приспособления, то вопрос о том, как снизить шум, возникающий при работе такого оборудования, специалисты пока не решили.
цена за штуку, характеристики, фото
Предназначен для установки на перфораторы с системой крепления SDS-plus для перехода на систему крепления «зажимной патрон» с целью использования перфоратора в качестве дрели для сверления металла, дерева.
Детали
Характеристики
Артикул
030-320
Тип товара
Переходник
Бренд
Практика
Тип хвостовика
SDS-plus
Посадка под оснастку
Зажимной патрон
Фасовка, шт
1
Страна-производитель
Китай
Вес, кг
0,046
Отзывы покупателей
Станьте первым, кто оставил отзыв об этом товаре
Вопросы и ответы
09 апреля 2020
Здравствуйте! Описание товара неполное, непонятно для какой посадочной резьбы данный переходник предназначен (1/2 или 3/8)Ответить
31 июля 2018
есть вот такая коронка https://petrovich. ru/catalog/5537/129721/, потерял адаптер ((( этот адаптер подойдет если без центровочного сверла ?Ответить
Сертификаты
Вам могут понадобиться
Маркеры, карандаши, мел
Рулетки
Ножи строительные, лезвия
Защита рук
Метлы, щетки, совки
Товары для уборки
Пылесосы
Защита органов дыхания
Демисезонная спецодежда
Мешки, пакеты, коробки, стретч
156806
Доставим
Сегодня
706 шт
Привезем в партнерские пункты выдачи
28/04 после 10:00
144 шт
при заказе до 26/04 до 10:59
Смотреть на карте
Маркер перманентный Edding EcoLine 21 черный грифель 1,5-3 мм
Цена за шт
За баллы:
35,75
В корзину
156803
Доставим
Сегодня
Привезем в партнерские пункты выдачи
28/04 после 10:00
при заказе до 26/04 до 10:59
Смотреть на карте
Маркер перманентный Edding EcoLine 22 черный грифель 1-5 мм
Цена за шт
За баллы:
37,75
В корзину
104703
Доставим
Сегодня
1028 шт
Привезем в партнерские пункты выдачи
28/04 после 10:00
261 шт
при заказе до 26/04 до 10:59
Смотреть на карте
Маркер перманентный Edding 300 черный грифель 1,5-3 мм
Цена за шт
За баллы:
35,25
В корзину
104702
Доставим
Сегодня
825 шт
Привезем в партнерские пункты выдачи
28/04 после 10:00
119 шт
при заказе до 26/04 до 10:59
Смотреть на карте
Маркер перманентный Edding 370 черный грифель 1 мм
Цена за шт
За баллы:
33,50
В корзину
128649
Доставим
Сегодня
Привезем в партнерские пункты выдачи
28/04 после 10:00
при заказе до 26/04 до 10:59
Смотреть на карте
Маркер перманентный Edding 390 черный грифель 4-12 мм
Цена за шт
За баллы:
117
В корзину
139567
Доставим
Сегодня
1228 упак
Привезем в партнерские пункты выдачи
28/04 после 10:00
347 упак
при заказе до 26/04 до 10:59
Смотреть на карте
Карандаш строительный малярный Hesler (10 шт. )
Цена за упак
За баллы:
25,25
В корзину
125418
Доставим
Сегодня
1053 упак
Привезем в партнерские пункты выдачи
28/04 после 10:00
181 упак
при заказе до 26/04 до 10:59
Смотреть на карте
Карандаш строительный малярный Hesler (2 шт.)
Цена за упак
За баллы:
3,75
В корзину
104701
Доставим
Сегодня
107 шт
Привезем в партнерские пункты выдачи
28/04 после 10:00
при заказе до 26/04 до 10:59
Смотреть на карте
Маркер перманентный для труднодоступных мест Edding 8850 черный грифель 0,7-1 мм
Цена за шт
За баллы:
71
В корзину
104704
Доставим
Сегодня
Привезем в партнерские пункты выдачи
28/04 после 10:00
при заказе до 26/04 до 10:59
Смотреть на карте
Маркер перманентный Edding retract 11 черный грифель 1,5-3 мм
Цена за шт
За баллы:
103
В корзину
156810
Доставим
Сегодня
146 шт
Привезем в партнерские пункты выдачи
28/04 после 10:00
при заказе до 26/04 до 10:59
Смотреть на карте
Маркер перманентный Edding 1 черный грифель 1-5 мм
Цена за шт
За баллы:
47,50
В корзину
Похожие товары
150114
Доставим
Сегодня
Привезем в партнерские пункты выдачи
28/04 после 10:00
при заказе до 26/04 до 10:59
Смотреть на карте
Переходник Практика с SDS-max на SDS-plus
Цена за шт
1 690 ₽
1 741 ₽
За баллы:
422,25
В корзину
Переходник Практика с SDS-plus на зажимной патрон в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить переходник Практика с SDS-plus на зажимной патрон в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар переходник Практика с SDS-plus на зажимной патрон действительны в Санкт-Петербурге.
Продолжая работу с сайтом, вы даете согласие на использование сайтом cookies и
обработку персональных данных в целях функционирования сайта, проведения ретаргетинга, статистических исследований, улучшения сервиса и предоставления релевантной рекламной информации на основе ваших предпочтений и интересов.
SDS Сверлильный патрон Картридж с отверткой Быстросменный адаптер Конвертер Картридж с перфоратором Хром для электродрелей — История цен и обзор | Продавец AliExpress — Ожидание
Продавец:
Рейтинг Alitools:
/
Рейтинг Алиэкспресс:
100%
Прочтите отзывы и свяжитесь с продавцом. Если все выглядит хорошо, продолжайте покупку.
Продавец активен на платформе более трех лет.
Покупатели довольны общением продавца.
Товары продавца соответствуют описанию.
12% покупателей недовольны товарами продавца.
Во время доставки могут возникнуть задержки.
6.31 – 12.46
$
10
заказы
/
3
отзывы
Рейтинг: 5
5.99 $ (-5%)
5.99 $ (-5%)
5.68 $ (-10%)
5.36 $ (-15%)
5.05 $ (-20%)
Out telegrambot
Anonymous
SDS max сверла ударные по бетону
90 214 008 люди знают о нас *
: от высокого к низкому
Показаны все 11 результатов
Сверло GRAFF 12x370x500 мм по бетону для перфоратора SDS max
Сверло GRAFF по бетону, 12x370x500 мм для перфоратора SDS-max, высокая производительность при сверлении бетона. Вакуумная пайка […]
Подробнее
Сверло GRAFF 14x370x500 мм по бетону для перфоратора SDS max
Сверло GRAFF по бетону 14x370x500 мм для перфоратора SDS-max, высокая производительность при сверлении бетона. Вакуумная пайка […]
Подробнее
Сверло GRAFF 16x370x500 мм по бетону для перфоратора SDS max
Сверло GRAFF по бетону, 16x370x500 мм для перфоратора SDS-max, высокая производительность при сверлении бетона. Вакуумная пайка […]
Подробнее
Сверло GRAFF 18x370x500 мм по бетону для перфоратора SDS max
Сверло GRAFF по бетону 18x370x500 мм для перфоратора SDS-max, высокая производительность при сверлении бетона. Вакуумная пайка […]
Подробнее
Сверло GRAFF 20x370x500 мм по бетону для перфоратора SDS max
Сверло GRAFF по бетону, 20x370x500 мм для перфоратора SDS-max, высокая производительность при сверлении бетона. Вакуумная пайка […]
Подробнее
Сверло GRAFF 22x370x500 мм по бетону для перфоратора SDS max
Сверло GRAFF по бетону 22x370x500 мм для перфоратора SDS-max, высокая производительность при сверлении бетона. Вакуумная пайка […]
Подробнее
Сверло GRAFF 24x370x500 мм по бетону для перфоратора SDS max
Сверло GRAFF по бетону, 24x370x500 мм для перфоратора SDS-max, высокая производительность при сверлении бетона. Вакуумная пайка […]
Подробнее
Сверло GRAFF 25x370x500 мм по бетону для перфоратора SDS max
Сверло GRAFF по бетону 25x370x500 мм для перфоратора SDS-max, высокая производительность при сверлении бетона. Вакуумная пайка […]
Подробнее
Сверло GRAFF 28x370x500 мм по бетону для перфоратора SDS max
Сверло GRAFF по бетону 28x370x500 мм для перфоратора SDS-max, высокая производительность при сверлении бетона. Вакуумная пайка […]
Подробнее
Сверло GRAFF 30x370x500 мм по бетону для перфоратора SDS max
Сверло GRAFF по бетону 30x370x500 мм для перфоратора SDS-max, высокая производительность при сверлении бетона. Вакуумная пайка […]
Подробнее
Сверло GRAFF 32x370x500 мм по бетону для перфоратора SDS max
Сверло GRAFF по бетону 32x370x500 мм для перфоратора SDS-max, высокая производительность при сверлении бетона. Вакуумная пайка […]
Подробнее
Сортировка по умолчаниюСортировать по популярностиСортировать по последнимСортировать по цене: от низкой к высокойСортировать по цене: от высокой к низкой
Показаны все 11 результатов
Полезная информация:
Бетон — один из самых прочных материалов, поэтому просверлить в нем даже самое маленькое отверстие очень сложно. В результате инструмент для бурения должен обладать повышенными техническими характеристиками. Для этих целей сверла по бетону совершенствуют наконечниками из цементированного карбида. Режущая поверхность такого изделия имеет обратную заточку.
Особенности сверл SDS plus по бетону Основным материалом для изготовления твердосплавных вставок является сплав на основе вольфрама и кобальта. Современные технологии позволяют изготавливать вставки из улучшенного вольфрамокобальтового сплава. Это позволяет делать отверстия в:
бетоне;
кирпич;
гранит;
керамическая плитка.
Главной особенностью сверл является форма хвостовика. Они имеют несколько канавок, предназначенных для эффективной передачи ударной вибрации, а также вращения. Существует пять типов хвостовиков SDS, однако только два из них завоевали популярность: SDS max и SDS plus. Между ними есть отличия, например, у первого пять канавок, а у второго четыре. Толщина сверл SDS plus почти вдвое меньше, чем у сверл Max. Хвостовики SDS plus устанавливаются на корончатые или буровые коронки диаметром 26 мм. Большинство крупных сверл имеют головку в виде лопаты с ровными гранями, которые затачиваются под углом более 90 градусов. Однако при сверлении наблюдается большая неопределенность диаметра, при этом сверло нагревается и теряет исходное качество. С высокопрочным бетоном такой инструмент не справится. Благодаря некоторым исследованиям стало возможным создание бурового долота с четырехгранной и даже шестигранной рабочей головкой. Строение его наконечника более сложное, чем в предыдущем случае, однако ударная нагрузка распределяется равномерно. Такие сверла используются для обработки железобетона. Высокая прочность и оптимальный угол заточки позволяют шлифовать даже металлические прутья, а также минимизировать погрешности.
Классификация сверл по диаметру Сверла SDS plus имеют только четные диаметры, минимум 6 мм и максимум 26 мм. Можно найти сверла толщиной 4 или 5 мм, но найти подходящий инструмент очень сложно. Каждый диаметр напрямую зависит от длины. Сверла менее 12 мм используются для создания отверстий в крепежных системах. Сверла большего диаметра используются для обустройства технических коммуникаций. Размеры стандартного SDS-Max указывают на то, что этот инструмент предназначен для глубокого сверления. Толщина их находится в пределах 12-50, при длине 600-1000. Можно найти более длинные сверла, специалисты часто используют специальные удлинители. Инструмент отлично подходит для устройства технических каналов непосредственно в бетоне. Важно отметить, что дрели этой линейки относятся к профессиональной серии, в домашних условиях они не используются, так как обычная ударная дрель не способна обеспечить достаточную мощность.
Срок службы сверл Каждому опытному домашнему мастеру известны известные бренды, выпускающие качественный, надежный и долговечный инструмент. Сверла производят такие компании, как Keil, Hilti, Alpen, Makita и др. Более авторитетными считаются Bosch и AEG. Страна происхождения имеет мало значения. Даже китайские товары могут быть качественными. При выборе инструмента нужно обратить внимание на наличие сертификата от производителя. На долговечность изделия влияют методы сверления. Слишком большое усилие и бесконтрольность при работе сверлом приводят к повреждению направляющих канавок и хвостовика. Об этих проблемах свидетельствует выпадение сверла из рабочего патрона. Сверление большого количества отверстий небольшой глубины лучше проводить сверлом с разными кромками. Такое изделие легко затачивается на наждачной подставке. Обработка более плотных материалов осуществляется с помощью головок многогранного типа. Более дорогие модели прошли закалку и несколько этапов заточки, чтобы инструмент не стирался.
Смеситель лабораторный СЛ-6 предназначен для перемешивания комбикорма, муки, зерна, круп, семян, хлопьев, а также сыпучих порошков, гранул и жидкостей. Смеситель лабораторный — устройство и принцип действия прибора для смешивания комбикорма.
Конструкция
Отличительная особенность — прозрачный цилиндр из органического стекла позволяет визуально наблюдать за процессами в режиме реального времени, причем цилиндрическую емкость для загрузки образцов наклонена под углом 45°.
Лабораторный смеситель СЛ-6 благодаря значительной массе, подобранному центру тяжести, устойчиво располагается на столе, невысокая частота вращения снижает до минимума вибрацию оборудования для приготовления образцов комбикорма, а значительный объем бункера позволяет сократить затраты времени на проведение исследований. Исследуемая проба помещается в загрузочный цилиндр. Допускается заполнение на 2/3 объема, после чего закрывается крышка. Время вращения устанавливается механическим таймером с функцией отключения по истечении заданного интервала.
Смеситель комбикорма производит перемешивание материала за счет периодического перемещения внутри камеры, как вокруг продольной оси, так и от крышки к днищу, чему способствует наклоненная форма. Происходит усреднение в трех пространственных измерениях и частичное измельчение.
Основные преимущества
Лабораторный смеситель СЛ-6 комбикорма обладает рядом преимуществ:
эффективное перемешивание с минимальным истиранием компонентов, при низкой частоте вращения;
наличие возможности установки времени смешивания позволяет стандартизовать систему приготовления лабораторной пробы;
камера выполнена из прозрачного оргстекла или нержавеющей стали;
камеру легко повернуть вручную для загрузки и выгрузки продукта;
смесители для комбикормов работают без выделения пыли, что важно с точки зрения пожарной безопасности и защиты органов дыхания персонала;
частота вращения может быть увеличена до 60 об/мин по заказу.
Характеристики
Объем пробы, не более, л
1,4 или 4,0
Вместимость камеры, л
2 или 6
Частота вращения, об/мин
15
Таймер, мин
1 ÷ 30
Электропитание, В/Гц
220 / 50
Габаритные размеры, мм не более
620х324х570
Масса, кг не более
20
Угол наклона цилиндра, град
45
Гарантия, мес
36
Срок службы, лет, не менее
10
Шины Nankang SL6 отзывы, тесты шин Нэнкэнг SL-6 от автовладельцев
Nankang SL6
Ниже отображены сводные характеристики шины, основанные на отзывах и оценках автовладельцев со всего мира. При учёте общей оценки летней шины её показатели на снегу и льду не учитываются.
Средняя оценка шин Nankang SL6 пользователями сайта: 3.31 из 5
Количество отзывов на шины Nankang SL6: 102 шт.
Место в рейтинге: 1643
Место в рейтинге (зимние): 371
Управление на сухой дороге
Торможение на сухой дороге
Управление на мокрой дороге
Торможение на мокрой дороге
Управление на снегу
Управление на льду
Комфорт при движении
Внутренний шум
Внешний шум
Эффективность торможения
Стойкость к аквапланированию
Скоростные характеристики
Износоустойчивость
Качество изготовления
Оправданность цены
Все оценки пользователей
Оценки реальных покупателей
Оценки шин Nankang SL6 по месяцам
Купить шины Nankang SL6 Сравнить с другими шинами
org/Review»>
Андрей о шине Nankang SL6
Товар куплен в Мосавтошине
Оценка
5
соотношение цена качество на отлично
Автомобиль:
ВАЗ Samara
Размер:
195/65 R16C 104/102R
Купите опять?:
Определённо да
Город:
Магнитогорск
Управление на сухой дороге
Управление на мокрой дороге
Управление на снегу
Управление на льду
Курсовая устойчивость
Комфорт при движении
Бесшумность в движении
Эффективность торможения
Стойкость к аквапланированию
Скоростные характеристики
Износоустойчивость
Качество изготовления
Оправданность цены
org/Review»>
Mario H. о шине Nankang SL6
Оценка
3.8
К сожалению, пользователь не написал комментарий к своему отзыву.
Автомобиль:
OPEL VIVARO
Размер:
205/65 R16 V
Купите опять?:
Определённо да
Управление на сухой дороге
Торможение на сухой дороге
Управление на мокрой дороге
Торможение на мокрой дороге
Управление на снегу
Комфорт при движении
Внутренний шум
Внешний шум
Износоустойчивость
Алексей о шине Nankang SL6
Оценка
4.3
К сожалению, пользователь не написал комментарий к своему отзыву.
Автомобиль:
MERCEDES BENZ SPRINTER/SPRINTER Van
Размер:
235/65 R16 R
Купите опять?:
Скорее всего
Управление на сухой дороге
Торможение на сухой дороге
Управление на мокрой дороге
Торможение на мокрой дороге
Управление на снегу
Комфорт при движении
Внутренний шум
Внешний шум
Износоустойчивость
org/Review»>
Алексей о шине Nankang SL6
Оценка
3.8
К сожалению, пользователь не написал комментарий к своему отзыву.
Размер:
235/65 R16
Купите опять?:
Определённо да
Управление на сухой дороге
Торможение на сухой дороге
Управление на мокрой дороге
Торможение на мокрой дороге
Управление на снегу
Комфорт при движении
Внутренний шум
Внешний шум
Износоустойчивость
Сергей Николаевич о шине Nankang SL6
Оценка
2.9
К сожалению, пользователь не написал комментарий к своему отзыву.
Автомобиль:
MERCEDES BENZ Vito
Размер:
205/65 R16 T
Купите опять?:
Определённо да
Управление на сухой дороге
Торможение на сухой дороге
Управление на мокрой дороге
Торможение на мокрой дороге
Управление на снегу
Комфорт при движении
Внутренний шум
Внешний шум
Износоустойчивость
org/Review»>
Slavik о шине Nankang SL6
Оценка
3.4
К сожалению, пользователь не написал комментарий к своему отзыву.
Автомобиль:
MERCEDES BENZ VITO
Размер:
205/65 R16 T
Купите опять?:
Скорее всего
Управление на сухой дороге
Торможение на сухой дороге
Управление на мокрой дороге
Торможение на мокрой дороге
Управление на снегу
Комфорт при движении
Внутренний шум
Внешний шум
Износоустойчивость
Slavik о шине Nankang SL6
Оценка
3.7
К сожалению, пользователь не написал комментарий к своему отзыву.
Автомобиль:
OPEL
Размер:
205/65 R16 T
Купите опять?:
Определённо да
Управление на сухой дороге
Торможение на сухой дороге
Управление на мокрой дороге
Торможение на мокрой дороге
Управление на снегу
Комфорт при движении
Внутренний шум
Внешний шум
Износоустойчивость
org/Review»>
Hofmann Hans Peter о шине Nankang SL6
Оценка
2.8
К сожалению, пользователь не написал комментарий к своему отзыву.
Автомобиль:
VW T5
Размер:
205/65 R16 T
Купите опять?:
Скорее всего
Управление на сухой дороге
Торможение на сухой дороге
Управление на мокрой дороге
Торможение на мокрой дороге
Управление на снегу
Комфорт при движении
Внутренний шум
Внешний шум
Износоустойчивость
Отзыв о шине Nankang SL6
Оценка
4.9
К сожалению, пользователь не написал комментарий к своему отзыву.
Автомобиль:
MERCEDES BENZ SPRINTER
Размер:
235/65 R16
Купите опять?:
Определённо да
Управление на сухой дороге
Торможение на сухой дороге
Управление на мокрой дороге
Торможение на мокрой дороге
Управление на снегу
Комфорт при движении
Внутренний шум
Внешний шум
Износоустойчивость
org/Review»>
Hans-Henning Hain о шине Nankang SL6
Оценка
3.9
К сожалению, пользователь не написал комментарий к своему отзыву.
Автомобиль:
VW T 5
Размер:
205/65 R16 T
Купите опять?:
Скорее всего
Управление на сухой дороге
Торможение на сухой дороге
Управление на мокрой дороге
Торможение на мокрой дороге
Управление на снегу
Комфорт при движении
Внутренний шум
Внешний шум
Износоустойчивость
Nankang SL6 отзывы и тесты
Сегодня в интернет-магазине Мосавтошины представлен широчайший ассортимент автомобильных шин. Очень часто это не облегчает, а затрудняет выбор, особенно в тех случаях когда несколько моделей шин отличаются друг от друга лишь нюансами. Опубликованные на нашем сайте отзывы написаны самими покупателями. Большинство из них отличается объективностью и непредвзятостью, что позволяет сделать единственно правильный выбор.
Еще одним преимуществом отзывов, представленных на нашем сайте, является то, что они объективно описывают, как достоинства, так и недостатки той или иной модели шин. При этом очень часто указанные в отзывах недостатки могут быть отнесены к конкретным условиям эксплуатации. Поэтому важно ознакомиться по возможности с большим их количеством. Это даст возможность более объективно оценить эксплуатационные качества интересующих вас моделей.
Представленные на нашем сайте отзывы о Nankang SL6 индивидуальны и по большей части объективны. Если их нет, то вы можете стать первым, кто напишет их, что крайне важно, поскольку это поможет множеству автовладельцев сделать единственно верный выбор, основываясь на вашем опыте. Однако их соответствие реальности очень сильно зависит от количества оставленных мнений. Поэтому, если вы уже стали обладателем этой модели шин – пожалуйста, оставьте отзыв о ней даже в том случае, когда к ней нет никаких претензий. Это действие не отнимет много времени, зато станет отличной помощью при выборе другим автовладельцам. Чтобы оставит отзыв, достаточно всего лишь заполнить особую форму, располагающуюся непосредственно на странице выбранной шины.
В тех случаях, когда отзывов на ту или иную модель шин нет, вы всегда можете рассчитывать на помощь консультантов нашего магазина. Обратившись в Мосавтошина, вы гарантированно получите не только высококачественные шины и диски, но и квалифицированную помощь при их выборе.
Domane SL 6 Gen 4
Обзор
Каждая поездка может начинаться на тротуаре, но это не значит, что она там и заканчивается. Вам нужна поездка, которая сочетает в себе универсальность, комфорт и скорость. Внешний вид важен, но не менее важны точное переключение передач электронной трансмиссии Shimano 105 Di2 и надежность гидравлических дисковых тормозов. Благодаря карбоновой раме и задней части IsoSpeed каждая поездка станет мечтой.
Легкая и изысканная карбоновая рама OCLV серии 500 со сглаживающей дорогу задней частью IsoSpeed, мощными плоскими дисковыми тормозами и полностью беспроводной электронной трансмиссией 2×12 Shimano 105 Di2. Кроме того, готовые бескамерные колеса Bontrager Paradigm Comp, интегрированная карбоновая кабина, а также внутреннее хранилище и прокладка кабелей, которые добавляют мотоциклу возможностей и элегантного внешнего вида. Дополнительные крепления на верхней трубе позволяют закрепить сумки для более длительных поездок без громоздких ремней и банджи.
Все преимущества карбонового Domane для сглаживания дорог с беспроводным групсетом Shimano 105 Di2 и дополнительной тормозной силой гидравлических дисковых тормозов. Этот велосипед удобен, быстр, легок и готов к приключениям — с высоким зазором в шинах 38 мм, который позволяет вам плавать как по дорогам с твердым покрытием, так и по легкому гравию
Задняя часть Domane SL Gen 4 IsoSpeed, встроенные тросы и аэродинамическая форма трубы Kammtail обеспечивают быструю, легкую и плавную езду
Этот суперуниверсальный велосипед в равной степени подходит для приключений на целый день на открытой дороге, клубных заездов и гонок
Электронная трансмиссия Shimano 105 Di2 не сломит банк и по-прежнему обеспечивает плавное и быстрое переключение передач
Сглаживание дороги IsoSpeed и клиренс для шин диаметром до 38 мм поглощают утомительные неровности дороги, обеспечивая более плавную и комфортную езду
Удобное внутреннее отделение для хранения дает вам универсальное место для хранения инструментов и снаряжения, а крепления на верхней трубе позволяют аккуратно пристегнуть сумку для приключений на весь день
«Когда вы садитесь на велосипед, который быстр, быстр и общителен, но при этом плывет и нянчится с гонщиком, как с новорожденным ребенком, что ж, это особенный велосипед. Вот что такое новый Domane: особенный. Отличный велосипед стал лучше. Велосипед для современного шоссейного гонщика: чертовски быстрый, невероятно удобный и такой практичный».
Читать далее
«Поездка просто великолепна. Его баланс между плавностью хода, комфортом, устраняющим вибрацию, четкой управляемостью и невероятной скоростью сочетается со способностью съехать с проторенной дорожки».
Читать далее
«Уровень плавности хода Domane продолжает впечатлять, создавая ощущение, похожее на поездку в роскошном седане. Он поглощает все дорожные вибрации, работает тихо и обманчиво быстро разгоняется на ровной поверхности… пробуждение после возвращения к шоссейному велосипеду без IsoSpeed».
Читать далее
«Я ездил на Domane по местному гравию и некоторым избранным кускам, чтобы посмотреть, как он поведет себя. Самым заметным переходом с дороги на гравий было ощущение легкости. Обычно, когда вы катитесь с асфальта на камни, мотоцикл чувствуется пугливый и нервный (гонщик или велосипед). Доман чувствует себя стабильно, и вместо того, чтобы задерживать дыхание, вы выдыхаете».
Читать далее
НОВЫЙ
2023
НОВЫЙ
2023
НОВЫЙ
2023
РАСПРОДАЖА
2023
НОВЫЙ
2023
НОВЫЙ
2023
Легче с усовершенствованной системой IsoSpeed сзади Domane SL Gen 4 или повысьте комфорт с комбинацией IsoSpeed спереди и сзади Gen 3.
Узнать больше
Увидеть мир на Домане с поездкой Trek Travel! Отправьтесь в велосипедный отпуск на всю жизнь и получите скидку до 500 долларов на следующую покупку велосипеда.
Найдите путешествие своей мечты
Исследования показывают, что единственной наиболее эффективной мерой, которую вы можете предпринять, чтобы выделиться среди автомобилистов, является использование передних и задних дневных ходовых огней. Команда Trek-Segafredo использует их на каждой тренировочной поездке в любое время суток — и они обнаружили, что эти фонари действительно имеют значение.
Читать далее
Trek — это гораздо больше, чем производство лучших в мире велосипедов и велоэкипировки. Узнайте больше обо всем, что делает компания Trek, чтобы сделать велосипедное пространство более безопасным, инклюзивным и веселым.
Читать далее
РАСПРОДАЖА
НОВЫЙ
РАСПРОДАЖА
НОВЫЙ
РАСПРОДАЖА
НОВЫЙ
РАСПРОДАЖА
НОВЫЙ
Domane SL 6 AXS Gen 4
Обзор
Каждая поездка может начинаться на тротуаре, но это не значит, что она там и заканчивается. Вам нужна поездка, которая сочетает в себе универсальность, комфорт и скорость. Внешний вид важен, но важна и надежность, и вам нравится высокотехнологичная беспроводная установка трансмиссии SRAM Rival AXS и тормозная способность гидравлических дисковых тормозов. Благодаря карбоновой раме и задней части IsoSpeed каждая поездка станет мечтой.
Легкая и изысканная карбоновая рама OCLV серии 500 со сглаживающей дорогу задней частью IsoSpeed. Беспроводная электронная трансмиссия SRAM Rival AXS 2×12 и мощные дисковые тормоза с плоским креплением. Кроме того, широкие готовые бескамерные колеса Bontrager Paradigm Comp 25, интегрированная карбоновая кабина, внутреннее хранилище и прокладка кабеля, которые добавляют велосипеду возможностей и элегантного внешнего вида. Дополнительные крепления на верхней трубе позволяют закрепить сумки для более длительных поездок без громоздких ремней и банджи.
Все преимущества карбонового Domane для сглаживания дорог с полностью беспроводной системой SRAM Rival AXS. Этот велосипед удобен, быстр, легок и готов к приключениям — с высоким 38-миллиметровым зазором между шинами, который позволяет вам плавать как по дорогам с твердым покрытием, так и по легкому гравию.
Задняя часть Domane SL Gen 4 IsoSpeed, встроенные тросы и аэродинамическая форма трубы Kammtail обеспечивают быструю, легкую и плавную езду
Этот суперуниверсальный велосипед одинаково подходит для приключений на целый день на открытой дороге, клубных заездов и гонок
Беспроводная трансмиссия SRAM Rival AXS не оставит дыру в вашем кошельке, и вы можете полностью настроить логику переключения с помощью приложения AXS
Сглаживание дороги IsoSpeed и клиренс для шин диаметром до 38 мм поглощают утомительные неровности дороги, обеспечивая более плавную и комфортную езду
Удобное внутреннее отделение для хранения дает вам универсальное место для хранения инструментов и снаряжения, а крепления на верхней трубе позволяют аккуратно пристегнуть сумку для приключений на весь день
«Когда вы садитесь на велосипед, который быстр, быстр и общителен, но при этом плывет и нянчится с гонщиком, как с новорожденным ребенком, что ж, это особенный велосипед. Вот что такое новый Domane: особенный. Отличный велосипед стал лучше. Велосипед для современного шоссейного гонщика: чертовски быстрый, невероятно удобный и такой практичный».
Читать далее
«Поездка просто великолепна. Его баланс между плавностью хода, комфортом, устраняющим вибрацию, четкой управляемостью и невероятной скоростью сочетается со способностью съехать с проторенной дорожки».
Читать далее
«Уровень плавности хода Domane продолжает впечатлять, создавая ощущение, похожее на поездку в роскошном седане. Он поглощает все дорожные вибрации, работает тихо и обманчиво быстро разгоняется на ровной поверхности… пробуждение после возвращения к шоссейному велосипеду без IsoSpeed».
Читать далее
«Я ездил на Domane по местному гравию и некоторым избранным кускам, чтобы посмотреть, как он поведет себя. Самым заметным переходом с дороги на гравий было ощущение легкости. Обычно, когда вы катитесь с асфальта на камни, мотоцикл чувствуется пугливый и нервный (гонщик или велосипед). Доман чувствует себя стабильно, и вместо того, чтобы задерживать дыхание, вы выдыхаете».
Читать далее
НОВЫЙ
2023
НОВЫЙ
2023
НОВЫЙ
2023
РАСПРОДАЖА
2023
НОВЫЙ
2023
НОВЫЙ
2023
Легче с усовершенствованной системой IsoSpeed сзади Domane SL Gen 4 или повысьте комфорт с комбинацией IsoSpeed спереди и сзади Gen 3.
Узнать больше
Увидеть мир на Домане с поездкой Trek Travel! Отправьтесь в велосипедный отпуск на всю жизнь и получите скидку до 500 долларов на следующую покупку велосипеда.
Найдите путешествие своей мечты
Исследования показывают, что единственной наиболее эффективной мерой, которую вы можете предпринять, чтобы выделиться среди автомобилистов, является использование передних и задних дневных ходовых огней.
Главная ЭЛЕКТРОИНСТРУМЕНТ Реноваторы Сетевой многофункциональный резак PATRIOT MF 295 110303295
Сетевой многофункциональный резак PATRIOT MF 295 110303295 удобен при эксплуатации в труднодоступных местах. Изготовлен из качественных деталей, что гарантирует надежность и долговечность инструмента. Комплектуется насадками, которые позволяют выполнять вырезку пазов, распиловку заготовок из дерева, пластика и мягких цветных металлов, разрезание пластиковых труб, шлифовку, шабрение, очистку поверхности керамической плитки и других материалов. Имеет кабель длиной 2 метра. Возможно использовать оснастку других производителей: Dremel, Bosch и Makita.
Технические характеристики
Электр. регулировка оборотов нет
Количество насадок в наборе, шт 7
org/PropertyValue»>Габариты, мм 320х105х80
Тип соединения OQIS
Мощность (Вт) 330
Длина кабеля, м 2
Вес, кг 1.3
Частота колебаний, кол/мин 20000
Угол колебаний, град 3.2
Размер хода платформы, мм 3
Возможность подключения к пылесосу нет
org/PropertyValue»>Плавный пуск нет
Поддержание постоянных оборотов под нагрузкой нет
Комплектация коробка
Комплектация
Сетевой многофункциональный резак;
Рабочие инструменты:
— шлифовальная плитка для шкурок (80х80х80) — 1 шт.;
Цена указана при покупке за наличный расчёт. Предложение не являются публичной офертой.
Характеристики
EAN код
6934097701110
Основные характеристики
Тип
Многофункциональный инструмент
Мощность
220 Вт
Регулировка частоты вращений
ДА
Угол колебания влево / вправо
3.2 °
Максимальная частота колебаний
20000 колебаний/мин
Питание
Тип электропитания
от электросети
Корпус
Вес товара
1300 грамм
Цвет
рыжий
Особенности
Рукоятка с мягкой накладкой
ДА
Внимание! Внешний вид товара, комплектация и характеристики могут изменяться производителем без предварительных уведомлений.
Проверяйте заявленные характеристики на официальных сайтах производителей.
ищет информацию о турбовентиляторном двигателе General Electric MF-295
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Автор темы Пионер
Дата начала
Пионер
Найти и сблизиться с врагом
#1
Добрый день
Я ищу информацию о несуществующем турбовентиляторном двигателе General Electric MF-295, который был претендентом на установку USAF/USN TFX/F-111. Я никогда не обращал внимания на это раньше, в отношении программы TFX/F-111, до настоящего момента :-[
«MF-295 находился на ранней стадии разработки, но обещал значительные преимущества в размере, весе и производительности. Во всех предложениях [для TFX], кроме предложения General Dynamics, использовался MF-29.5 двигатель…..»
Нажмите, чтобы развернуть…
(источник: Boon Seh Choo et al, 2003 г. Пример использования F-111
Есть ли на этом форуме что-либо, касающееся GE MF-295?
С уважением Pioneer
GeorgeA
ДОСТУП: Совершенно секретно
#2
Я мало что нашел. Во внутренней книге GE «Восемь десятилетий прогресса» есть странная картина и небольшая рецензия — просто то, что MF-295 опоздал в первом раунде конкурса TFX, был «меньше, легче и мощнее», чем TF30. и был предпочтительным вариантом Боинга. Он должен был опоздать примерно на два года по сравнению с TF30 просто потому, что GE опоздала с ним.
sferrin
ДОСТУП: USAP
#3
«Макнамара представил свои доводы в пользу предложения General Dynamics/Grumman и убедил своих противников, сославшись на лучшую усталостную долговечность , более высокую максимальную скорость, более низкую 9Радиолокационная сигнатура 0052 и превосходные возможности электронного противодействия . Макнамара признал, что предложение Boeing , по-видимому, имело превосходную дальность полета , возможность бездельничать и управляемость на низкой скорости — по крайней мере, на бумаге, — но ему удалось убедить слушателей в том, что затраты Boeing были нереалистично оптимистичными. Это изменило ситуацию в пользу его первоначального выбора. Взгляд в прошлое, как правило, подтверждает мнение Макнамары . Предлагаемая Боингом силовая установка ТРДД General Electric MF-295, существовал только как набор спецификаций в то время, когда и не были готовы к полету до 1967 года, , в то время как Pratt & Whitney TF30 General Dynamics находился на продвинутой стадии проектирования. .»
От AeroAustralia относительно F-111B.
Dynoman
ДОСТУП: Совершенно секретно
#4
Еще одна пара проблем с MF-295 заключалась в том, что Boeing планировал, что TFX будет иметь реверсирование тяги в полете для замедления вместо воздушного тормоза, как предлагала General Dynamics. Обеспокоенность по поводу попадания выхлопных газов на поверхности управления полетом и то, что это не было реализовано в истребителях того времени, беспокоила Министерство обороны. Конструкция Boeing также включала установленный на спине воздухозаборник с дозвуковой диффузорной системой, которая, по мнению Министерства обороны, могла вызвать искажение потока в двигателях на больших углах атаки. М-295 были меньше и обладали более высокими технологиями (я полагаю, что в двигателе было больше титана, а также в шарнирной коробке крыла), но, как упоминалось ранее, это было просто предложение, и связанный с ним риск развития был слишком велик для Министерства обороны. рассмотреть против более традиционной конструкции двигателя GD. ВВС понравились двигатели меньшего размера, поскольку они уменьшают диаметр фюзеляжа, тем самым уменьшая сопротивление и увеличивая дальность полета. Предполагалось, что MF-295 GD будет использовать компоненты двигателей J-79 и J-93, чтобы сделать его менее «рисковым» для планировщиков Министерства обороны. Дизайн GE считался настолько хорошей концепцией, что Lockheed, North American Aviation и McDonnell Douglas также рассматривали MF-29.5 в их конструкции.
GeorgeA
ДОСТУП: Совершенно секретно
#5
Из восьми десятилетий прогресса:
. . после первоначального представления J79 и отсутствия выбора его ни одной из конкурирующих компаний по производству планеров General Electric сразу же предложила новую конструкцию — MF29.5, двухроторная силовая установка с передним вентилятором.
В статье Fortune говорилось: «… MF295 был на несколько сотен фунтов легче, чем двигатель Allison или Pratt & Whitney, и был меньше по длине и диаметру. узкий фюзеляж, столь важный для сверхзвуковых требований ВВС». . . .
Нажмите, чтобы развернуть…
Боинг. . . решил перейти на MF295 . . . другие подрядчики, по-видимому, разделяли взгляды Боинга в отношении North American, McDonnell, Douglas, Lockheed, . . . в итоге перешел на MF295.
Компания GE предложила модель MF295 вопреки решительным возражениям ряда инженеров-ветеранов и некоторых руководителей компании. В конструкции представлены две концепции — сдвоенный ротор. . . как способ достижения повышенной степени сжатия компрессора и переднего вентилятора — оба отличались от принципов проектирования GE того времени.
Нажмите, чтобы развернуть…
Пионер
Найти и сблизиться с врагом
#6
Спасибо, господа, за ваши отзывы и участие!
Конструкция Боинга также включала установленный на спине воздухозаборник с дозвуковой диффузорной системой, которая, по мнению Министерства обороны, могла вызвать искажение потока в двигателях на больших углах атаки.
Нажмите, чтобы развернуть…
Принимая во внимание искаженный поток к двигателям, проблемы General Dynamics F-111, которые потребовали обширных исследований и разработок, которые привели к исправлению Triple Plough , можно задаться вопросом, были ли опасения Министерства обороны чрезмерно консервативными, учитывая технологический прогресс TFX. программа — точка!
С уважением Пионер
Дайноман
ДОСТУП: Совершенно секретно
#7
Верно, что воздухозаборники F-111 могли быть спроектированы лучше на этапе предварительного проектирования, и инженерам пришлось перемещать воздухозаборники дальше от граничного слоя фюзеляжа и дальше от перчаток крыла по мере продолжения разработки. Верхние воздухозаборники Boeing 818, вероятно, были спроектированы с учетом первоначальной задачи по предотвращению ударов, а не по конструкции истребителя с маневренностью в качестве водителя. Воздухозаборники наверху, установленные далеко за наградой, предназначены для устранения радиолокационных отражений от нижней части самолета. Тщательная конструкция удлинителей передней кромки может помочь повторно активировать поток воздуха к спинным воздухозаборникам при увеличении угла атаки, чтобы контролировать восстановление давления и динамические искажения, позволяя конструкции достигать углов, сопоставимых с истребителями. Однако в начале 19В 60-х годах было слишком мало практических конструкций боевых самолетов, чтобы можно было сравнить предложение Boeing с верхним воздухозаборником, что привело к общему отклонению его воздухозаборника.
Пионер
Найти и сблизиться с врагом
#8
Дайноман сказал:
Верно, что воздухозаборники F-111 могли быть спроектированы лучше на этапе предварительного проектирования, и инженерам пришлось перемещать воздухозаборники дальше от граничного слоя фюзеляжа и дальше от перчаток крыла по мере продолжения разработки. Верхние воздухозаборники Boeing 818, вероятно, были спроектированы с учетом первоначальной задачи по предотвращению ударов, а не по конструкции истребителя с маневренностью в качестве водителя. Воздухозаборники наверху, установленные далеко за наградой, предназначены для устранения радиолокационных отражений от нижней части самолета. Тщательная конструкция удлинителей передней кромки может помочь повторно активировать поток воздуха к спинным воздухозаборникам при увеличении угла атаки, чтобы контролировать восстановление давления и динамические искажения, позволяя конструкции достигать углов, сопоставимых с истребителями. Однако в начале 19В 60-х годах было слишком мало практических конструкций боевых самолетов, чтобы можно было сравнить предложение Boeing с верхним воздухозаборником, что привело к общему отклонению его воздухозаборника.
Нажмите, чтобы развернуть…
Интересно Dynoman
Спасибо за ваш вклад.
С уважением Пионер
Делиться:
Фейсбук
Твиттер
Реддит
Пинтерест
Тамблер
WhatsApp
Электронная почта
Делиться
Связь
ПЕРЕМЕЩЕНО: ищу информацию о турбовентиляторном двигателе General Electric MF-295
Автор: flateric
Ответов: 0
Бар
Есть ли информация о двигателе кормового вентилятора General Electric MF239 C-3?
Начато предварительным планом флота
Ответов: 2
Г
Газотурбинные двигатели General Electric
Создан Метеоритом
Ответов: 4
Системы обозначений
Рассматриваемые двигатели для ранних Sabre II/Super-7!!
Автор Дейно
Ответов: 21
Г
С
Замена Pratt & Whitney J57 на General Electric J79?
Состояние: Новый: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке. Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар был упакован…
HEV53449
Продано
Быстрый просмотр
Рулевая колонка Massey Ferguson Super 90 Mf 85 Mf 88
Сейчас:
886,55 долларов США
Состояние:
Используемый: Предмет, который использовался ранее. Предмет может иметь некоторые признаки косметического износа, но полностью исправен и функционирует по назначению. . —
HEV557459
Клиенты также просмотрели
Добавить в корзину
Быстрый просмотр
Насос гидроусилителя руля — Massey Ferguson 88 88 Super 90 Super 90 85 85 193286M91
Сейчас:
$1,933.95
Состояние: Новый: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке. — Заменяет OEM # Massey Ferguson: 185700M91, 193286M91, 193724M92 Тип детали: рулевое управление / передний мост…
HEV598550
Добавить в корзину
Быстрый просмотр
3759794M1-Уплотнение вала Massey Ferguson Ipto
Сейчас:
$398.00
Состояние: Новый: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке. Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар был упакован…
HEV54055
В корзину
Быстрый просмотр
Высококачественный насос гидроусилителя рулевого управления Massey Ferguson Mf 5900
Сейчас:
$499,98
Состояние: Новый: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке.
 Насос размещается в подвешенном состоянии или на специальной платформе, чтобы не затянуть ил или песок со дна. Специальный поплавковый механизм позволяет насосу включаться в момент, когда уровень жидкости достигает критичного уровня (поднимается или опускается до определённой точки).
Насос размещается в подвешенном состоянии или на специальной платформе, чтобы не затянуть ил или песок со дна. Специальный поплавковый механизм позволяет насосу включаться в момент, когда уровень жидкости достигает критичного уровня (поднимается или опускается до определённой точки).





 США
США

 Пожалуйста, попробуйте другое место.
Пожалуйста, попробуйте другое место.
 0 А
0 А 2-12 В
2-12 В 5 А
5 А 4 А
4 А 4 А
4 А 2-24 В
2-24 В 5 А·ч
5 А·ч крутящий момент, Н×м:
крутящий момент, Н×м: 8-10 мм
8-10 мм pdf (ЗУБР_ЗДА-12-Ли-КН_instruction.pdf, 1,449 Kb) [Скачать]
pdf (ЗУБР_ЗДА-12-Ли-КН_instruction.pdf, 1,449 Kb) [Скачать] На этом первом этапе, как правило, фактически используются самые высокие напряжение и сила тока, на которые рассчитано зарядное устройство. Уровень заряда, который может быть применен без перегрева батареи, известен как естественная скорость поглощения батареи. Для типичной 12-вольтовой AGM-батареи напряжение зарядки, поступающее в аккумулятор, достигает 14,6-14,8 вольт, а у залитых аккумуляторов может быть еще выше. Для гелевого аккумулятора напряжение должно быть не более 14,2-14,3 вольта. Если зарядное устройство представляет собой зарядное устройство на 10 ампер, и если сопротивление батареи позволяет это, зарядное устройство будет выдавать полные 10 ампер. На этом этапе аккумуляторы будут перезаряжаться, если они сильно разряжены. На этом этапе нет риска перезарядки, потому что батарея еще даже не полностью заряжена.
На этом первом этапе, как правило, фактически используются самые высокие напряжение и сила тока, на которые рассчитано зарядное устройство. Уровень заряда, который может быть применен без перегрева батареи, известен как естественная скорость поглощения батареи. Для типичной 12-вольтовой AGM-батареи напряжение зарядки, поступающее в аккумулятор, достигает 14,6-14,8 вольт, а у залитых аккумуляторов может быть еще выше. Для гелевого аккумулятора напряжение должно быть не более 14,2-14,3 вольта. Если зарядное устройство представляет собой зарядное устройство на 10 ампер, и если сопротивление батареи позволяет это, зарядное устройство будет выдавать полные 10 ампер. На этом этапе аккумуляторы будут перезаряжаться, если они сильно разряжены. На этом этапе нет риска перезарядки, потому что батарея еще даже не полностью заряжена. Как только аккумулятор достигнет уровня заряда 80%*, зарядное устройство перейдет в режим абсорбции. В этот момент большинство зарядных устройств будут поддерживать постоянное напряжение, в то время как сила тока снижается. Меньший ток, поступающий в аккумулятор, безопасно повышает заряд аккумулятора, не перегревая его.
Как только аккумулятор достигнет уровня заряда 80%*, зарядное устройство перейдет в режим абсорбции. В этот момент большинство зарядных устройств будут поддерживать постоянное напряжение, в то время как сила тока снижается. Меньший ток, поступающий в аккумулятор, безопасно повышает заряд аккумулятора, не перегревая его. Ток также уменьшится до точки, где он считается струйкой. Отсюда и пошло выражение «капельное зарядное устройство». По сути, это плавающая стадия, когда заряд поступает в аккумулятор постоянно, но только с безопасной скоростью, чтобы обеспечить полный заряд и не более того. Большинство интеллектуальных зарядных устройств не отключаются в этот момент, однако совершенно безопасно оставлять батарею в плавающем режиме на месяцы и даже годы.
Ток также уменьшится до точки, где он считается струйкой. Отсюда и пошло выражение «капельное зарядное устройство». По сути, это плавающая стадия, когда заряд поступает в аккумулятор постоянно, но только с безопасной скоростью, чтобы обеспечить полный заряд и не более того. Большинство интеллектуальных зарядных устройств не отключаются в этот момент, однако совершенно безопасно оставлять батарею в плавающем режиме на месяцы и даже годы. Если вы оставляете свой PowerSports в сарае в межсезонье или на время отпуска, подключите аккумулятор к 3-ступенчатому зарядному устройству. Это гарантирует, что ваша батарея будет готова к запуску в любое время. Воспользуйтесь ссылкой ниже, чтобы просмотреть наш выбор смарт-чейнджеров и зарядных устройств 12/24 В.
Если вы оставляете свой PowerSports в сарае в межсезонье или на время отпуска, подключите аккумулятор к 3-ступенчатому зарядному устройству. Это гарантирует, что ваша батарея будет готова к запуску в любое время. Воспользуйтесь ссылкой ниже, чтобы просмотреть наш выбор смарт-чейнджеров и зарядных устройств 12/24 В.







 Когда напряжение достигает 13,3 В (это означает, что двигатель включен и аккумулятор полностью заряжен), изолятор «включается» и передает 100% тока генератора на вспомогательный аккумулятор. Когда напряжение пусковой батареи падает до 12,8 В (это означает, что пусковая батарея больше не заряжается), изолятор «отключается», чтобы предотвратить разрядку пусковой батареи.
Когда напряжение достигает 13,3 В (это означает, что двигатель включен и аккумулятор полностью заряжен), изолятор «включается» и передает 100% тока генератора на вспомогательный аккумулятор. Когда напряжение пусковой батареи падает до 12,8 В (это означает, что пусковая батарея больше не заряжается), изолятор «отключается», чтобы предотвратить разрядку пусковой батареи. И он сертифицирован по стандарту IP65, а это значит, что вам не придется беспокоиться о его выходе из строя после поездки по пыльной дороге на Burning Man.
И он сертифицирован по стандарту IP65, а это значит, что вам не придется беспокоиться о его выходе из строя после поездки по пыльной дороге на Burning Man. Батарейные изоляторы нуждаются в постоянном напряжении для правильной работы. Если у вас более новый автомобиль (около 2015 года или новее) с «умным» генератором переменного напряжения, изолятор, вероятно, вам не подойдет.
Батарейные изоляторы нуждаются в постоянном напряжении для правильной работы. Если у вас более новый автомобиль (около 2015 года или новее) с «умным» генератором переменного напряжения, изолятор, вероятно, вам не подойдет.
 Это может привести к износу батареи с течением времени.
Это может привести к износу батареи с течением времени.
 Это зависит от химического состава вашей батареи, поэтому скорость заряда батареи AGM отличается от скорости зарядки литиевой батареи.
Это зависит от химического состава вашей батареи, поэтому скорость заряда батареи AGM отличается от скорости зарядки литиевой батареи. Вы можете уменьшить размер зарядного устройства, но не превышайте его (некоторые зарядные устройства постоянного тока, такие как модели Renogy, которые мы рекомендуем, могут при необходимости устанавливать более низкую скорость зарядки).
Вы можете уменьшить размер зарядного устройства, но не превышайте его (некоторые зарядные устройства постоянного тока, такие как модели Renogy, которые мы рекомендуем, могут при необходимости устанавливать более низкую скорость зарядки). Часть этого используется для питания других систем и электроники в вашем фургоне, поэтому сила тока, фактически передаваемая через изолятор батареи, может быть значительно меньше.
Часть этого используется для питания других систем и электроники в вашем фургоне, поэтому сила тока, фактически передаваемая через изолятор батареи, может быть значительно меньше. характеристики предохранителей для вашего конкретного устройства)
характеристики предохранителей для вашего конкретного устройства) Возможно, вам придется запустить это под фургоном. Накройте кабель аккумулятора оболочкой или гибким кабелепроводом, чтобы предотвратить короткое замыкание. Используйте стяжки, чтобы не мешать. Убедитесь, что кабель натянут и ничего не свисает. Просверлите отверстие в полу вашего фургона, чтобы проложить провод внутри. Замажьте это силиконовым герметиком.
Возможно, вам придется запустить это под фургоном. Накройте кабель аккумулятора оболочкой или гибким кабелепроводом, чтобы предотвратить короткое замыкание. Используйте стяжки, чтобы не мешать. Убедитесь, что кабель натянут и ничего не свисает. Просверлите отверстие в полу вашего фургона, чтобы проложить провод внутри. Замажьте это силиконовым герметиком. Проложите кабель от зарядного устройства постоянного тока или изолятора к встроенному предохранителю ANL, затем другой кабель от предохранителя к вашей стартовой батарее (для зарядных устройств постоянного тока это длинный кабель, который вы проложили под своим фургоном). моторный отсек).
Проложите кабель от зарядного устройства постоянного тока или изолятора к встроенному предохранителю ANL, затем другой кабель от предохранителя к вашей стартовой батарее (для зарядных устройств постоянного тока это длинный кабель, который вы проложили под своим фургоном). моторный отсек). На изоляторах батареи будут световые индикаторы, и вы также можете проверить напряжение на клеммах дополнительной батареи с помощью мультиметра.
На изоляторах батареи будут световые индикаторы, и вы также можете проверить напряжение на клеммах дополнительной батареи с помощью мультиметра.



 Также необходимо учесть различные факторы, такие как стоимость производства, сроки выполнения и сложность дизайна продукта. FDM может производить продукцию, которая имеет простой дизайн и низкую стоимость. SLA, в свою очередь, может разработать детальный дизайн за более короткий промежуток времени, но с высокими производственными затратами.
Также необходимо учесть различные факторы, такие как стоимость производства, сроки выполнения и сложность дизайна продукта. FDM может производить продукцию, которая имеет простой дизайн и низкую стоимость. SLA, в свою очередь, может разработать детальный дизайн за более короткий промежуток времени, но с высокими производственными затратами.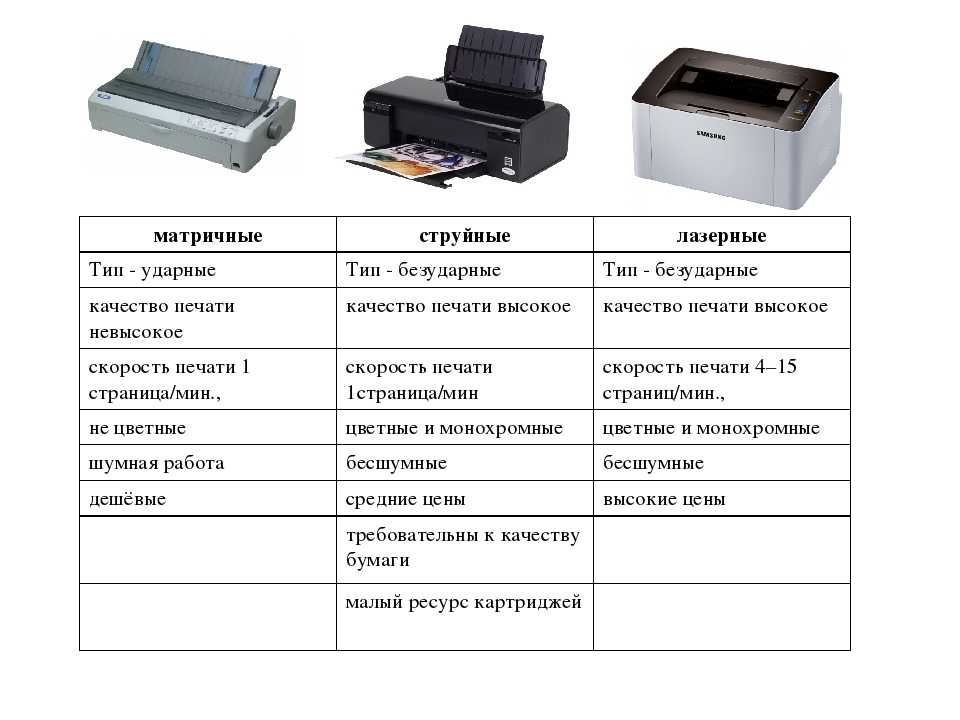
 В двух словах, этот процесс послойно преобразует светочувствительную жидкость в трехмерные твердые пластики с использованием лазера малой мощности и фотополимеризации.
В двух словах, этот процесс послойно преобразует светочувствительную жидкость в трехмерные твердые пластики с использованием лазера малой мощности и фотополимеризации. д.) и сложными геометрическими формами. Толщина слоя может составлять всего 25 мкм, с минимальными размерами элементов от 50 до 250 мкм.
д.) и сложными геометрическими формами. Толщина слоя может составлять всего 25 мкм, с минимальными размерами элементов от 50 до 250 мкм.
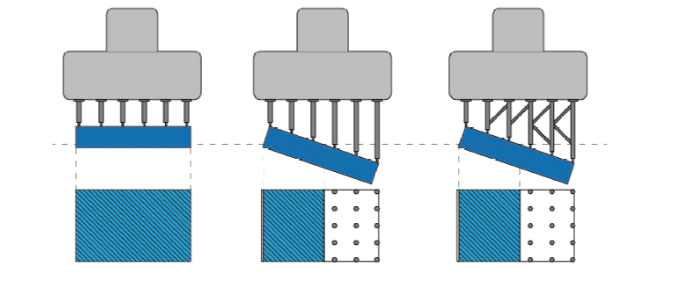
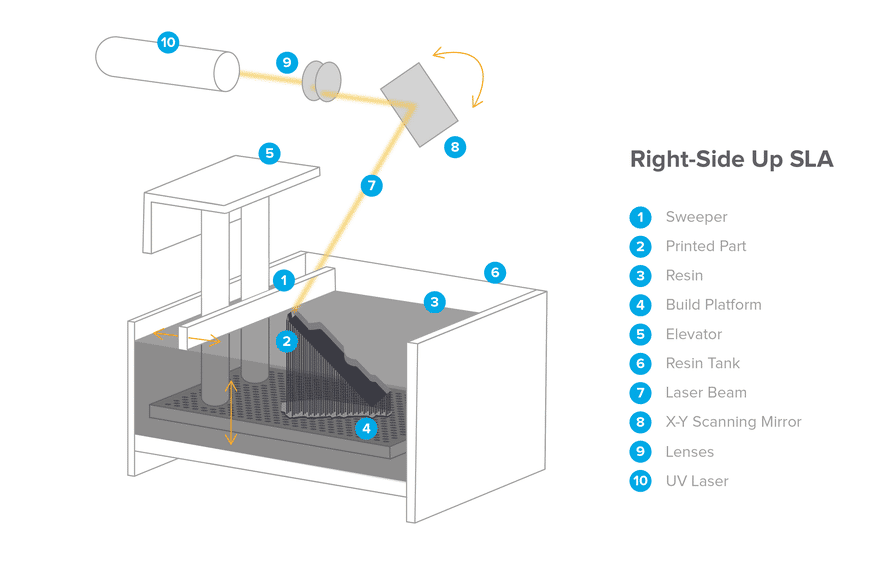
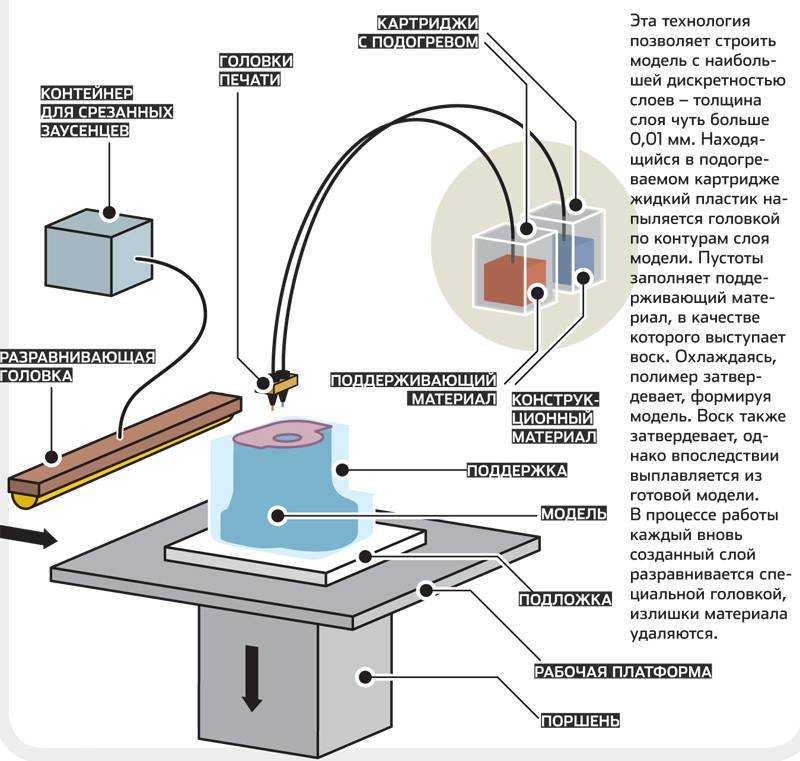
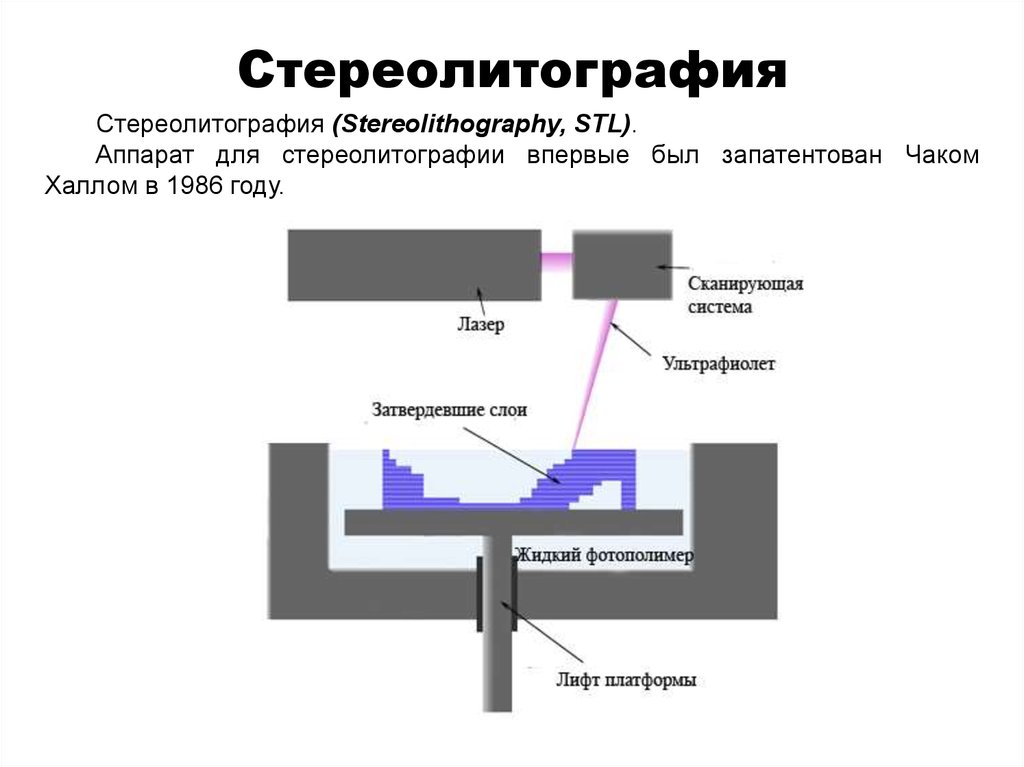 Как правило, светочувствительную смолу легче загрузить в принтер, чем расплавленный пластик. В результате получается более точная и эстетически приятная печать. Металлический 3D-принтер также проще использовать при гравировке мелких деталей. Он оставляет тонкую линию слоя, которая практически незаметна, тогда как модель из расплавленного пластика оставляет след слоя, который будет заметен окружающим.
Как правило, светочувствительную смолу легче загрузить в принтер, чем расплавленный пластик. В результате получается более точная и эстетически приятная печать. Металлический 3D-принтер также проще использовать при гравировке мелких деталей. Он оставляет тонкую линию слоя, которая практически незаметна, тогда как модель из расплавленного пластика оставляет след слоя, который будет заметен окружающим.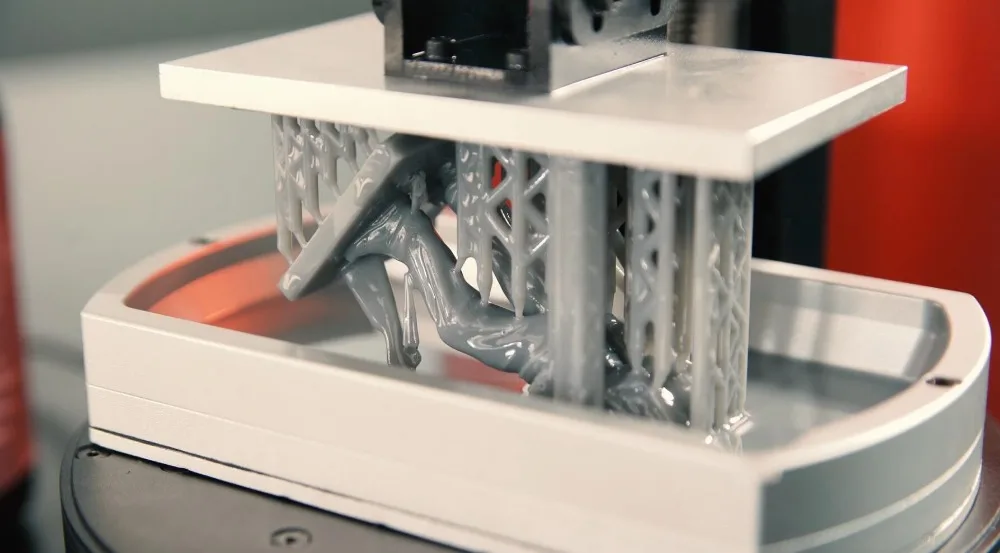 С помощью полимерного принтера невозможно производить крупномасштабные объекты, а значит, модель должна быть маленькой. Производить высококачественные модели дороже, но смола дешевле, чем другие методы 3D-печати. Преимущество полимерного принтера заключается в том, что он может создавать более детализированные и прочные объекты, чем традиционная машина, а также может быть быстрее и безопаснее, чем другие виды 3D-печати.
С помощью полимерного принтера невозможно производить крупномасштабные объекты, а значит, модель должна быть маленькой. Производить высококачественные модели дороже, но смола дешевле, чем другие методы 3D-печати. Преимущество полимерного принтера заключается в том, что он может создавать более детализированные и прочные объекты, чем традиционная машина, а также может быть быстрее и безопаснее, чем другие виды 3D-печати.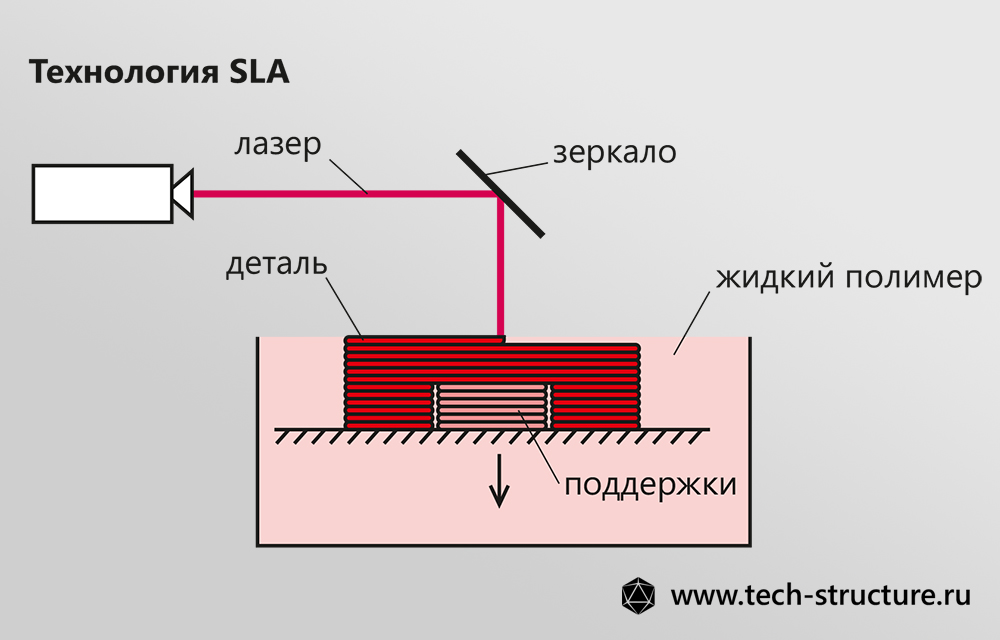 Недостатком смоляного принтера является то, что материалы, используемые в этих машинах, не очень экологичны и могут содержать свинец, который может повлиять на окружающую среду. Недостатком печати смолой является тот факт, что смола опасна для окружающей среды. Если он не используется ответственно, это может вызвать проблемы со здоровьем.
Недостатком смоляного принтера является то, что материалы, используемые в этих машинах, не очень экологичны и могут содержать свинец, который может повлиять на окружающую среду. Недостатком печати смолой является тот факт, что смола опасна для окружающей среды. Если он не используется ответственно, это может вызвать проблемы со здоровьем. [1] И по мере того, как на рынке появлялось все больше и больше продуктов — Makerbot, Ultimaker и другие — цены стремительно снижались.
[1] И по мере того, как на рынке появлялось все больше и больше продуктов — Makerbot, Ultimaker и другие — цены стремительно снижались.
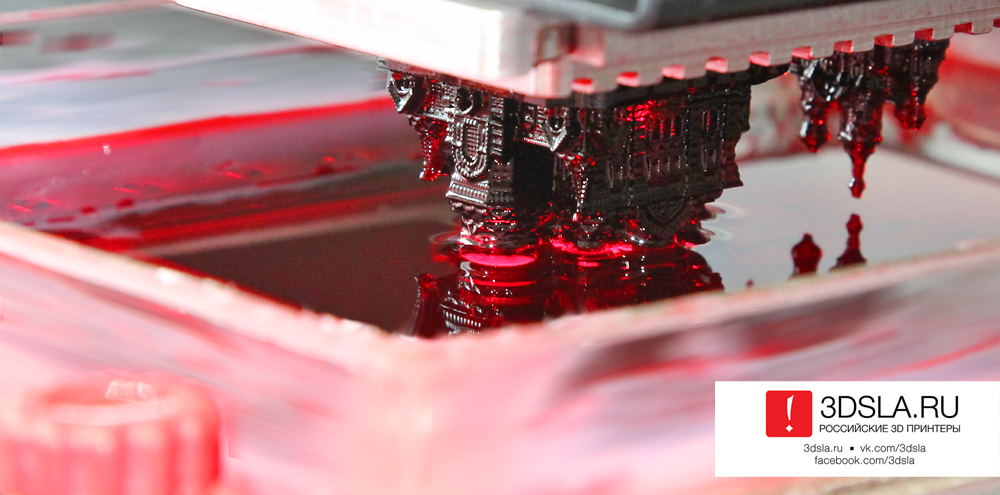

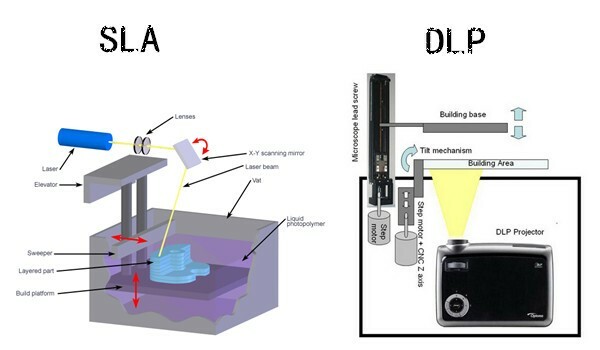 [4]
[4] Как только расплавленный пластик нанесен (сначала на рабочую пластину, а затем на последующие слои), он остывает и затвердевает, создавая твердую пластиковую деталь. В некоторых случаях печатная платформа нагревается для улучшения адгезии.
Как только расплавленный пластик нанесен (сначала на рабочую пластину, а затем на последующие слои), он остывает и затвердевает, создавая твердую пластиковую деталь. В некоторых случаях печатная платформа нагревается для улучшения адгезии.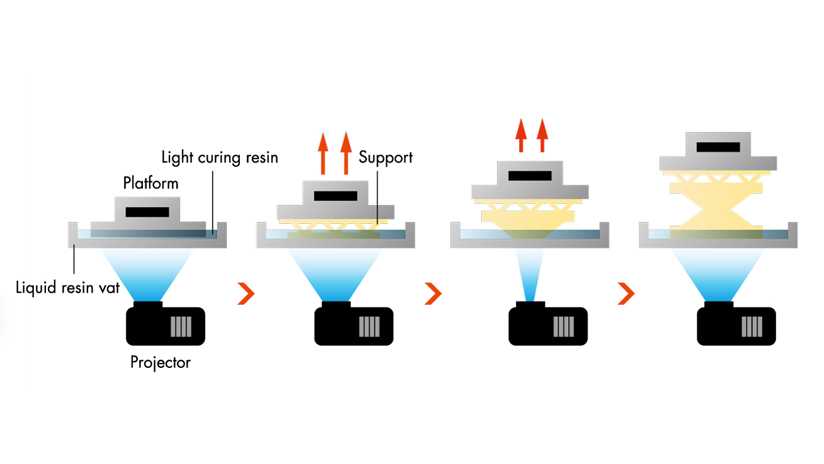 Процессы филаментной печати чаще всего используются для прототипирования, хотя они также могут производить детали для конечного использования.
Процессы филаментной печати чаще всего используются для прототипирования, хотя они также могут производить детали для конечного использования.


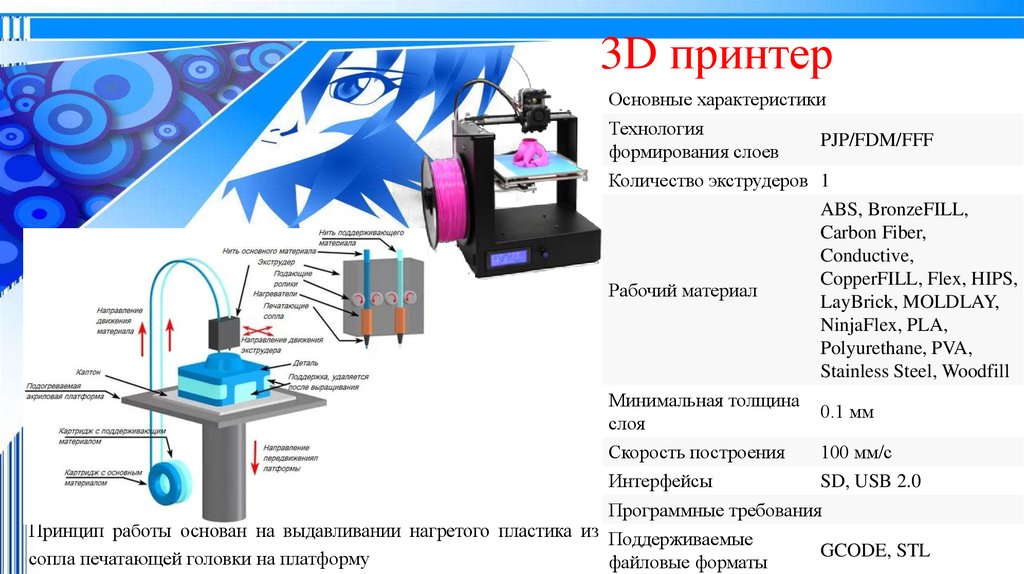 Однако принтеры с вертикальной печатью имеют источник света над резервуаром для смолы и перемещают рабочую платформу вниз. Эти принтеры, которые чаще используются в промышленных условиях, требуют полного бака жидкой смолы, но могут печатать гораздо более крупные детали.
Однако принтеры с вертикальной печатью имеют источник света над резервуаром для смолы и перемещают рабочую платформу вниз. Эти принтеры, которые чаще используются в промышленных условиях, требуют полного бака жидкой смолы, но могут печатать гораздо более крупные детали.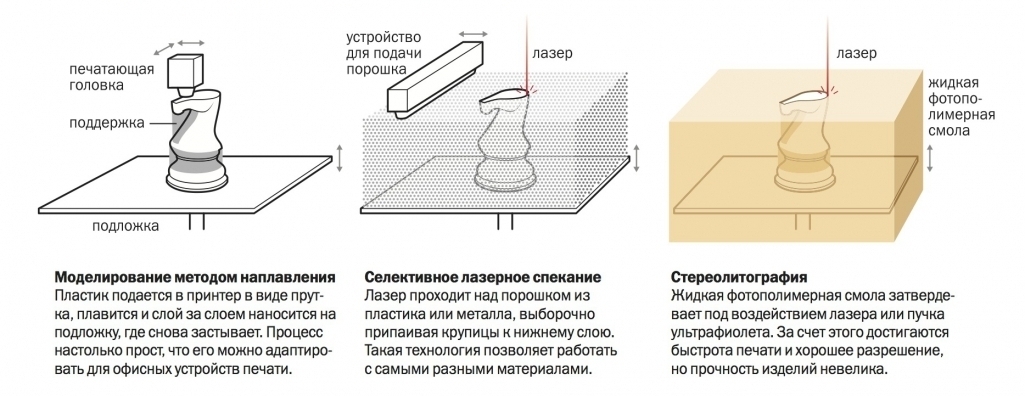 Однако, поскольку объемы сборки при использовании DLP, как правило, очень малы, обычно невозможно распечатать пакеты объектов во время одного задания на печать. Таким образом, хотя фактическая печать может выполняться медленнее по SLA, она может обеспечить более высокую пропускную способность, если требуется несколько единиц.
Однако, поскольку объемы сборки при использовании DLP, как правило, очень малы, обычно невозможно распечатать пакеты объектов во время одного задания на печать. Таким образом, хотя фактическая печать может выполняться медленнее по SLA, она может обеспечить более высокую пропускную способность, если требуется несколько единиц. Но филаментные принтеры выходят на первое место, когда речь идет о больших или прочных деталях, особенно тех, которые требуют конечного использования. Полимерные принтеры подходят для таких деталей, как литьевые модели, визуальные прототипы и стоматологические устройства, в то время как филаментные принтеры предлагают более широкий спектр применений, включая функциональные прототипы, промышленные детали и крупномасштабные модели.
Но филаментные принтеры выходят на первое место, когда речь идет о больших или прочных деталях, особенно тех, которые требуют конечного использования. Полимерные принтеры подходят для таких деталей, как литьевые модели, визуальные прототипы и стоматологические устройства, в то время как филаментные принтеры предлагают более широкий спектр применений, включая функциональные прототипы, промышленные детали и крупномасштабные модели.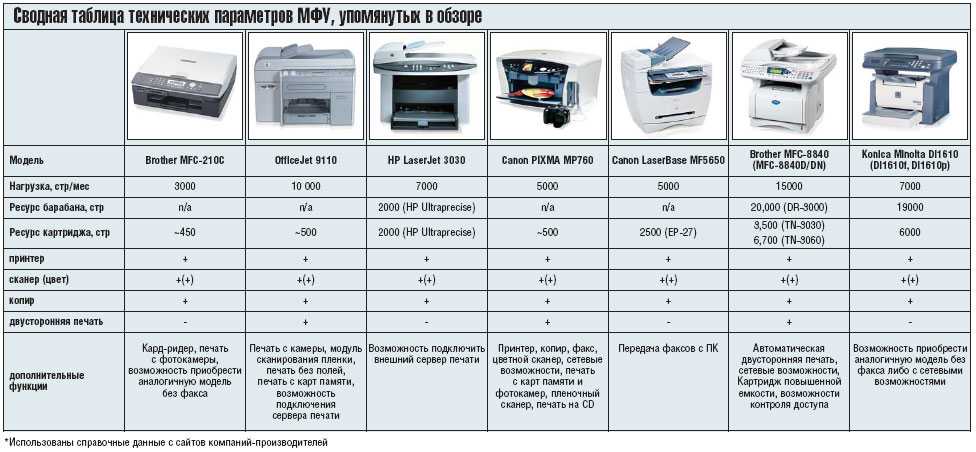
 Двухтактный механизм подачи проволоки используется для обеспечения хорошего выравнивания проволоки и стабильной скорости подачи проволоки. Если требуется предварительный нагрев, добавляется источник питания нагревающий проволоку. Применяется для аргонодуговой сварки, лазерной сварки, плазменной сварки. Имеет легкую конструкцию, положение угла подачи проволоки можно регулировать.
Двухтактный механизм подачи проволоки используется для обеспечения хорошего выравнивания проволоки и стабильной скорости подачи проволоки. Если требуется предварительный нагрев, добавляется источник питания нагревающий проволоку. Применяется для аргонодуговой сварки, лазерной сварки, плазменной сварки. Имеет легкую конструкцию, положение угла подачи проволоки можно регулировать.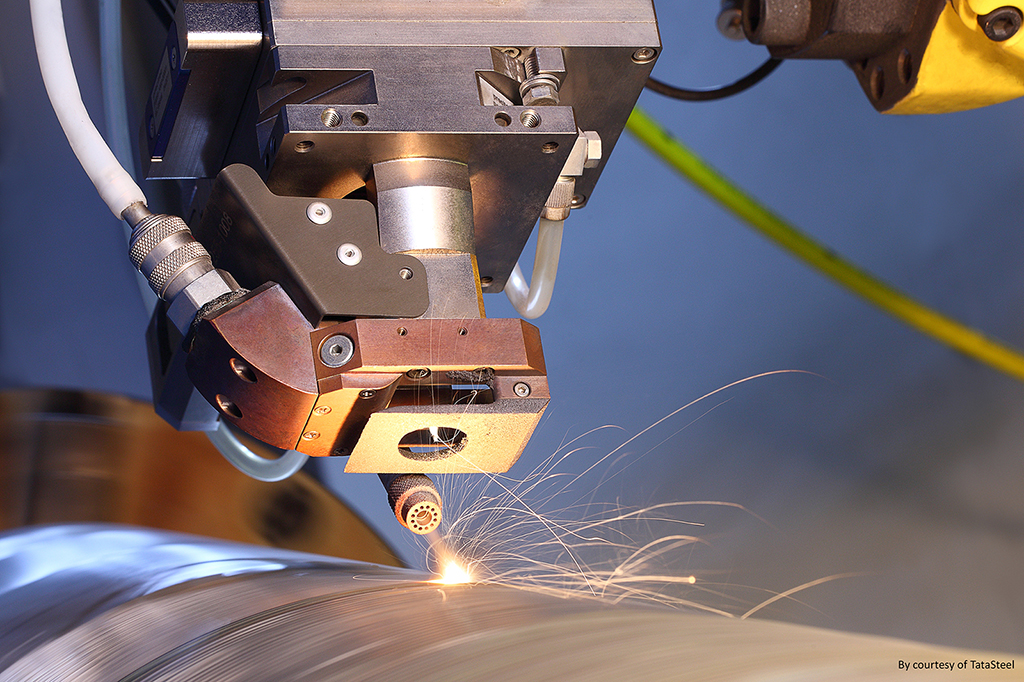 Параметры очистки в зависимости от мощности лазерного источника
Параметры очистки в зависимости от мощности лазерного источника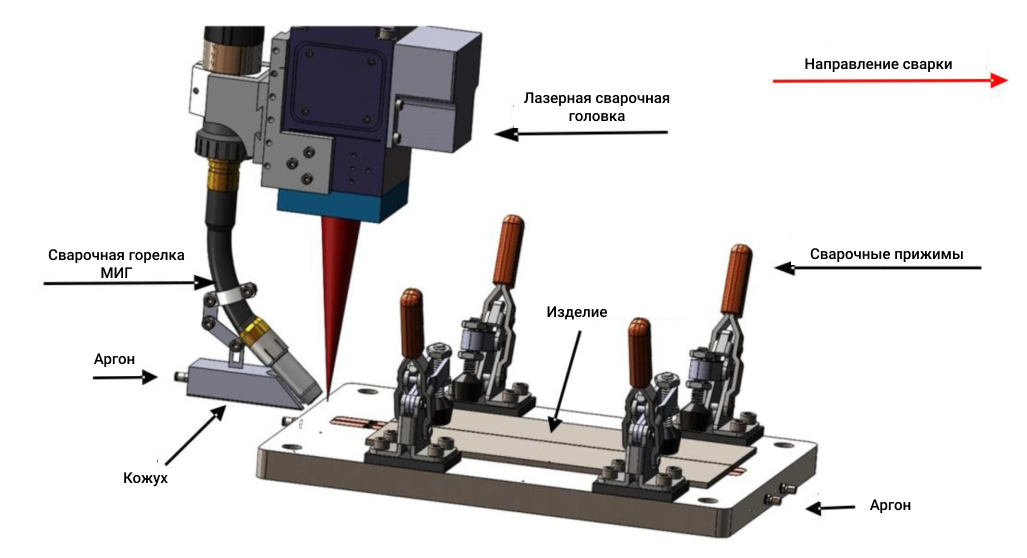
 При чистке лазером пользователь не контролирует качество процедуры, поэтому возможность допущения ошибки исключается.
При чистке лазером пользователь не контролирует качество процедуры, поэтому возможность допущения ошибки исключается.
 Компания HAN’S LASER в своей номенклатуре имеет источники и рабочие столы, обладающие различными характеристиками, удовлетворяющие требования самого широкого круга Заказчиков. Одно из главных преимуществ данной конструкции является то, что излучение от источника, передается на рабочий стол по гибкому волокну, имеющему длину до двадцати метров, а источник в свою очередь имеет возможность подключения до четырех рабочих столов, что позволяет Заказчику не только расширить производственную мощность соответствующего технологического участка, но и использовать различные по своим характеристикам и назначению рабочие столы, не меняя при этом генератор.
Компания HAN’S LASER в своей номенклатуре имеет источники и рабочие столы, обладающие различными характеристиками, удовлетворяющие требования самого широкого круга Заказчиков. Одно из главных преимуществ данной конструкции является то, что излучение от источника, передается на рабочий стол по гибкому волокну, имеющему длину до двадцати метров, а источник в свою очередь имеет возможность подключения до четырех рабочих столов, что позволяет Заказчику не только расширить производственную мощность соответствующего технологического участка, но и использовать различные по своим характеристикам и назначению рабочие столы, не меняя при этом генератор.
 выходная мощность
выходная мощность Сварщики, использующие ручные лазерные сварочные аппараты, должны соблюдать процедуры и рекомендации по технике безопасности, такие как ношение негорючей одежды, одежды с длинными рукавами и сварочной одежды. IPG Photonics
Сварщики, использующие ручные лазерные сварочные аппараты, должны соблюдать процедуры и рекомендации по технике безопасности, такие как ношение негорючей одежды, одежды с длинными рукавами и сварочной одежды. IPG Photonics  Они пришли к выводу, что для этого требуется снижение затрат, повышение эффективности и воспроизводимое качество деталей. Есть и новая задача: дать возможность новым сварщикам работать продуктивно и своевременно, не жертвуя при этом качеством. Американское общество сварщиков указывает, что к 2023 году в США будет дефицит квалифицированных сварщиков, составляющий 375 000 человек. чем сварка MIG и TIG, для повышения производительности и точности.
Они пришли к выводу, что для этого требуется снижение затрат, повышение эффективности и воспроизводимое качество деталей. Есть и новая задача: дать возможность новым сварщикам работать продуктивно и своевременно, не жертвуя при этом качеством. Американское общество сварщиков указывает, что к 2023 году в США будет дефицит квалифицированных сварщиков, составляющий 375 000 человек. чем сварка MIG и TIG, для повышения производительности и точности.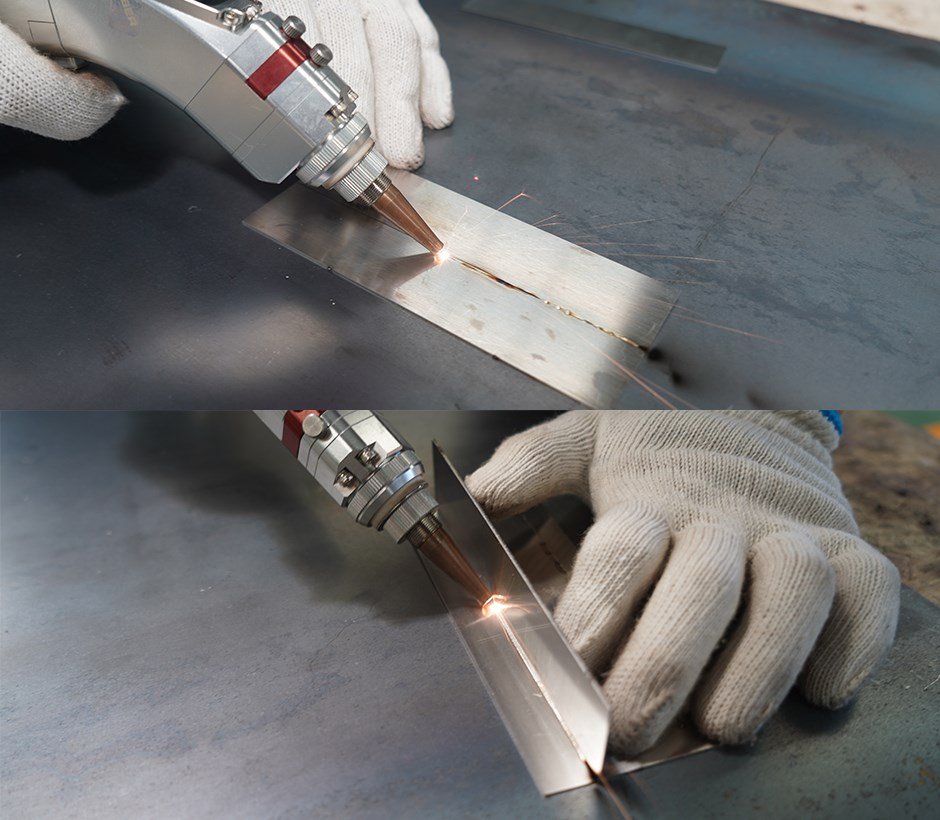 По сравнению с устаревшими лазерными системами волоконная технология обеспечивает более высокую выходную мощность и качественный луч при меньших затратах и минимальном техническом обслуживании.
По сравнению с устаревшими лазерными системами волоконная технология обеспечивает более высокую выходную мощность и качественный луч при меньших затратах и минимальном техническом обслуживании. . Во многих случаях это устраняет необходимость в последующем шлифовании, что снижает трудозатраты.
. Во многих случаях это устраняет необходимость в последующем шлифовании, что снижает трудозатраты. Это обеспечивает экономию средств в нижней строке. Эта эффективность также может устранить необходимость в чиллерах, что сделает лазерную технологию более портативной, чем когда-либо прежде. Наконец, по сравнению с традиционной ручной сваркой MIG и TIG лазерная сварка, как правило, выполняется быстрее, повышает производительность и увеличивает прибыль.
Это обеспечивает экономию средств в нижней строке. Эта эффективность также может устранить необходимость в чиллерах, что сделает лазерную технологию более портативной, чем когда-либо прежде. Наконец, по сравнению с традиционной ручной сваркой MIG и TIG лазерная сварка, как правило, выполняется быстрее, повышает производительность и увеличивает прибыль. Высокая удельная мощность приводит к меньшему размеру и лучшему контролю сварочной ванны. Благодаря точному контролю параметров лазера эффекты теплового искажения уменьшаются, что делает процесс доступным для неквалифицированных операторов и позволяет организациям повышать квалификацию своих опытных сотрудников до более важных ролей.
Высокая удельная мощность приводит к меньшему размеру и лучшему контролю сварочной ванны. Благодаря точному контролю параметров лазера эффекты теплового искажения уменьшаются, что делает процесс доступным для неквалифицированных операторов и позволяет организациям повышать квалификацию своих опытных сотрудников до более важных ролей. Коботы по своей природе синергичны с технологией ручной лазерной сварки, потому что они экономичны и просты в использовании и развертывании. Гибкость робота в сочетании с возможностями технологии ручной лазерной сварки делают его пригодным для небольших объемов производства с большим ассортиментом продукции. Если его можно сварить вручную, то, скорее всего, его можно сварить и с помощью кобота. Это может еще больше повысить производительность лазерной сварки, позволяя вам предварительно загружать приспособление для детали, пока кобот выполняет сварку на отдельном приспособлении.
Коботы по своей природе синергичны с технологией ручной лазерной сварки, потому что они экономичны и просты в использовании и развертывании. Гибкость робота в сочетании с возможностями технологии ручной лазерной сварки делают его пригодным для небольших объемов производства с большим ассортиментом продукции. Если его можно сварить вручную, то, скорее всего, его можно сварить и с помощью кобота. Это может еще больше повысить производительность лазерной сварки, позволяя вам предварительно загружать приспособление для детали, пока кобот выполняет сварку на отдельном приспособлении. В случае интеграции с коботом, кобот можно настроить на автоматический выбор правильных настроек для текущего проекта.
В случае интеграции с коботом, кобот можно настроить на автоматический выбор правильных настроек для текущего проекта.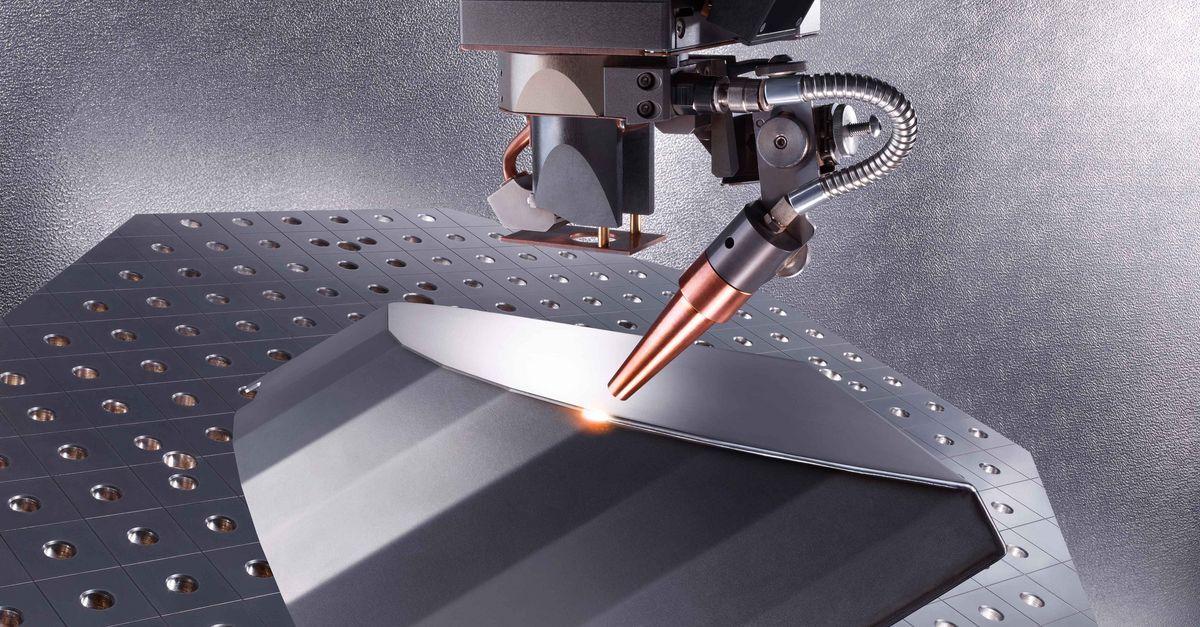 Сварные профили прошли все испытания и не было замечено недоливов. Sturbridge Metallurgical Services Inc.
Сварные профили прошли все испытания и не было замечено недоливов. Sturbridge Metallurgical Services Inc. 

 Он обеспечивает полное проплавление и сводит к минимуму дефекты сварки, такие как трещины или непровар.
Он обеспечивает полное проплавление и сводит к минимуму дефекты сварки, такие как трещины или непровар. Лазерный луч служит концентрированным источником тепла, что обеспечивает исключительную точность и быстроту выполнения. Лазерный источник создает более прочный шов на чрезвычайно высокой скорости, что делает машины удобными для машиностроения, требующего высокой точности производственного процесса.
Лазерный луч служит концентрированным источником тепла, что обеспечивает исключительную точность и быстроту выполнения. Лазерный источник создает более прочный шов на чрезвычайно высокой скорости, что делает машины удобными для машиностроения, требующего высокой точности производственного процесса.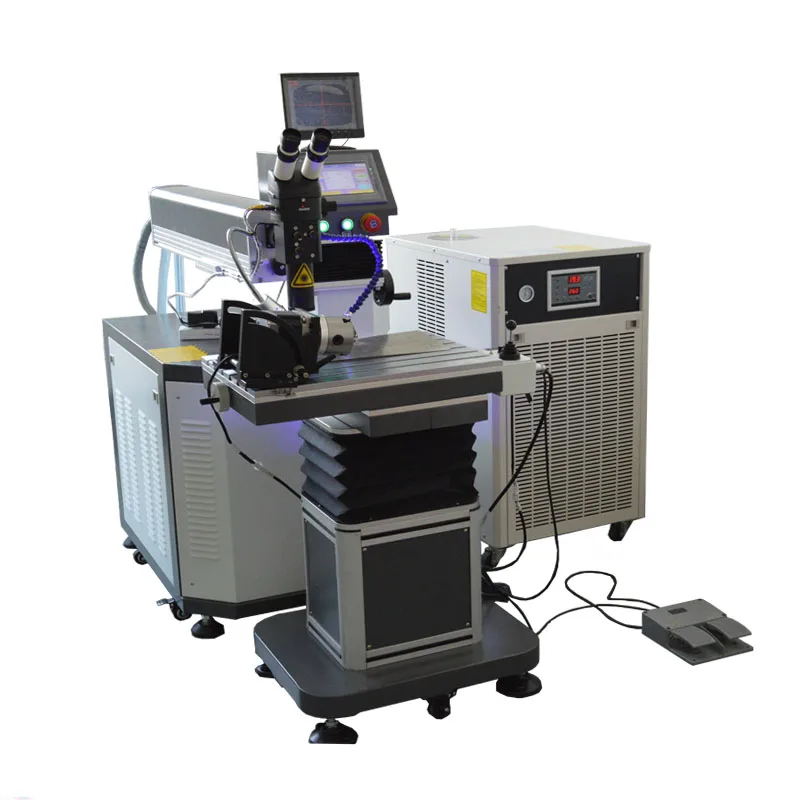 Основное отличие заключается в том, как мощность лазера передается на портативное устройство для управления человеком. Несмотря на разницу, они сохраняют стандартные характеристики лазерной сварки для создания прочных и точных соединений на различных совместимых материалах.
Основное отличие заключается в том, как мощность лазера передается на портативное устройство для управления человеком. Несмотря на разницу, они сохраняют стандартные характеристики лазерной сварки для создания прочных и точных соединений на различных совместимых материалах.
 Они являются ведущим мировым экспертом в области решений для измерения лазерного луча.
Они являются ведущим мировым экспертом в области решений для измерения лазерного луча.  Обычные присадочные металлы обычно включают олово, свинец, серебро, алюминий, никель или медь. Присадочный металл заливается в желаемую область соединительного шва, а затем расплавляется для создания сварного шва. На фото ниже сравнивается стандартная пайка и лазерная сварка.
Обычные присадочные металлы обычно включают олово, свинец, серебро, алюминий, никель или медь. Присадочный металл заливается в желаемую область соединительного шва, а затем расплавляется для создания сварного шва. На фото ниже сравнивается стандартная пайка и лазерная сварка.


 : 7500321; SAVANNAАксессуары для ванной комнаты SquareКитайБамбук, керамика, пластикВ боксе 18 наборов
: 7500321; SAVANNAАксессуары для ванной комнаты SquareКитайБамбук, керамика, пластикВ боксе 18 наборов ..
.. рубль
рубль Отсюда всего 5 минут ходьбы до Национального музея и Национальной Оперы. Современное здание, выполненное из стекла и металла, является частью офисного комплекса – вы увидите Прагу историческую и современную.
Отсюда всего 5 минут ходьбы до Национального музея и Национальной Оперы. Современное здание, выполненное из стекла и металла, является частью офисного комплекса – вы увидите Прагу историческую и современную.
 ..
.. рубль
рубль 50
50 02.2021
02.2021 ..
.. 08.2019
08.2019 06.19
06.19

 ..
.. Поделитесь, какое впечатление оставила информация об отеле 👇
Поделитесь, какое впечатление оставила информация об отеле 👇 |
| Число, из которого мы хотим получить корень, находится после или под хвостом радикала (например, 3, если мы хотим найти квадратный корень из 3). Число после корня называется подкоренным. На калькуляторе вместо радикала вы можете увидеть «sqrt».
Число, из которого мы хотим получить корень, находится после или под хвостом радикала (например, 3, если мы хотим найти квадратный корень из 3). Число после корня называется подкоренным. На калькуляторе вместо радикала вы можете увидеть «sqrt». Число в среднем столбце, ближайшее к 2000, равно 2025. .
Число в среднем столбце, ближайшее к 2000, равно 2025. . 000
000 000
000 000
000 000
000 000
000 810
810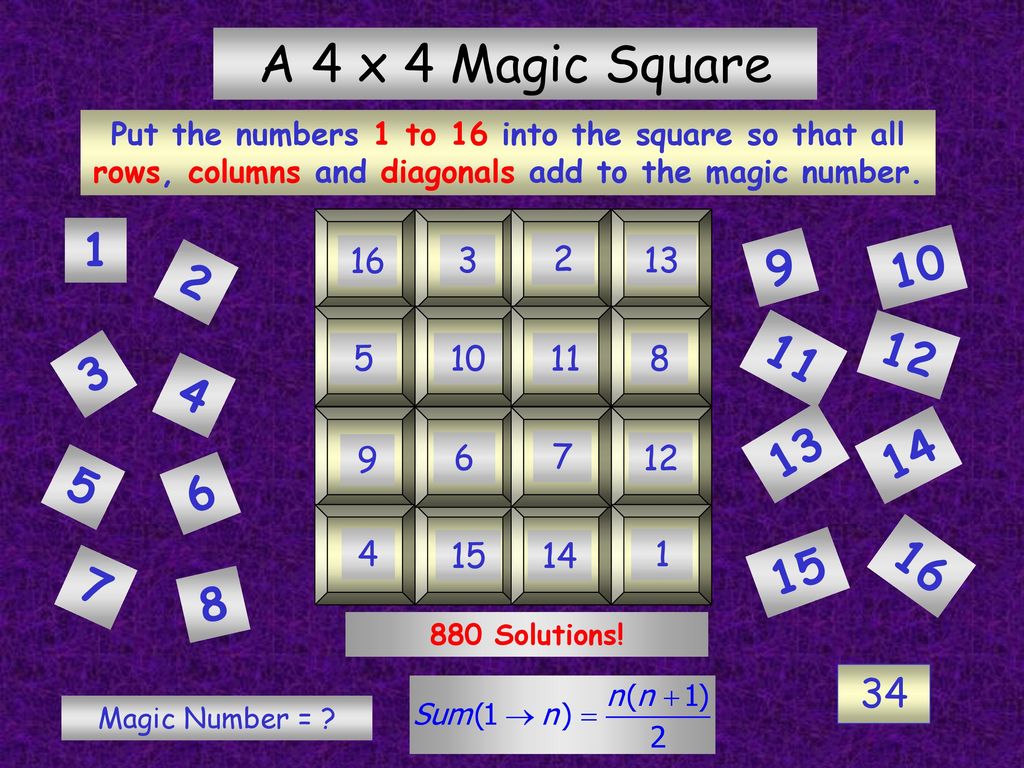 307
307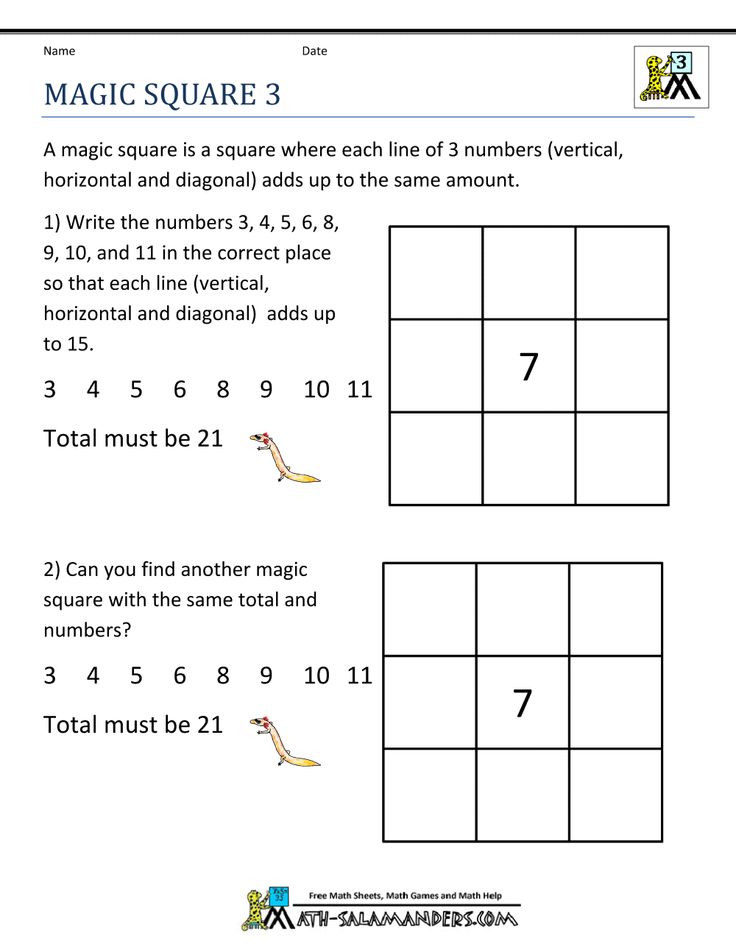 832
832 381
381 000
000


 д…
д…


 Вежливый специалист вовремя. Очень рекомендую».
Вежливый специалист вовремя. Очень рекомендую».  Очень ценю работу. Спасибо.»
Очень ценю работу. Спасибо.»  Не могу нарадоваться результатам, действительно мастерски сделано. И рабочая этика экипажа на высшем уровне. Всегда вовремя и хорошо подготовленный, накрыть территорию перед работой, убрать после работы. Хорошая связь. Вежлив к соседям. Пять звезд!»
Не могу нарадоваться результатам, действительно мастерски сделано. И рабочая этика экипажа на высшем уровне. Всегда вовремя и хорошо подготовленный, накрыть территорию перед работой, убрать после работы. Хорошая связь. Вежлив к соседям. Пять звезд!» 

 Существует бесконечное количество гипсовых кремов, натуральных пчелиных восков и полирующих масляных герметиков с высоким блеском, которые доступны или могут быть созданы специально для использования. Линия кремов Roman Beeswax настоятельно рекомендуется, а образцы пластырей, запечатанных этими материалами, могут быть отправлены по запросу. Мы не производим никаких кремов самостоятельно, но ежедневно работаем со многими из этих материалов и можем наилучшим образом направить вас к желаемым продуктам.
Существует бесконечное количество гипсовых кремов, натуральных пчелиных восков и полирующих масляных герметиков с высоким блеском, которые доступны или могут быть созданы специально для использования. Линия кремов Roman Beeswax настоятельно рекомендуется, а образцы пластырей, запечатанных этими материалами, могут быть отправлены по запросу. Мы не производим никаких кремов самостоятельно, но ежедневно работаем со многими из этих материалов и можем наилучшим образом направить вас к желаемым продуктам. Для подготовки стен перед нанесением может потребоваться грунтовка, такая как Kilz или Zinsser, чтобы предотвратить просачивание.
Для подготовки стен перед нанесением может потребоваться грунтовка, такая как Kilz или Zinsser, чтобы предотвратить просачивание. Материалы должны выдерживать время отверждения между нанесением слоев от 8 до 14 часов – в зависимости от внутренних условий. Для окраски после нанесения известковые штукатурки должны полностью высохнуть в течение от 2 до 4 недель, в зависимости от влажности и температурных условий. Любые оставшиеся материалы можно сохранить, просто очистив стенки ведра и нанеся тонкий слой воды поверх оставшейся штукатурки. Закройте крышку и храните в климатизированном помещении для максимального срока службы. Смешивание должно происходить после повторного открытия, так как более тяжелый заполнитель со временем начнет опускаться на дно, а вода будет выталкиваться на поверхность.
Материалы должны выдерживать время отверждения между нанесением слоев от 8 до 14 часов – в зависимости от внутренних условий. Для окраски после нанесения известковые штукатурки должны полностью высохнуть в течение от 2 до 4 недель, в зависимости от влажности и температурных условий. Любые оставшиеся материалы можно сохранить, просто очистив стенки ведра и нанеся тонкий слой воды поверх оставшейся штукатурки. Закройте крышку и храните в климатизированном помещении для максимального срока службы. Смешивание должно происходить после повторного открытия, так как более тяжелый заполнитель со временем начнет опускаться на дно, а вода будет выталкиваться на поверхность. После завершения необходимого структурного ремонта система восстановления базового и финишного покрытия позволяет бесшовно связать все ремонтные работы, чтобы создать единый безупречный фасад из штукатурки. Используется для получения гладкой или текстурированной плоской поверхности стены, которую затем можно покрасить или оставить в виде натуральной штукатурки. Этот уникальный состав поддерживается как единственная исторически достоверная штукатурка, разработанная специально для восстановления существующих оштукатуренных поверхностей. Поставляется в натуральном базовом белом цвете.
После завершения необходимого структурного ремонта система восстановления базового и финишного покрытия позволяет бесшовно связать все ремонтные работы, чтобы создать единый безупречный фасад из штукатурки. Используется для получения гладкой или текстурированной плоской поверхности стены, которую затем можно покрасить или оставить в виде натуральной штукатурки. Этот уникальный состав поддерживается как единственная исторически достоверная штукатурка, разработанная специально для восстановления существующих оштукатуренных поверхностей. Поставляется в натуральном базовом белом цвете. Производит отделку из известняка, облицованную тесаным камнем, которая часто дополняется ключевыми линиями для создания блокирующих узоров. Эта штукатурка изначально была разработана для достижения отделки и ощущения сходства с камнями, добытыми в Кане, Франция. Эти карьеры являются единственными в своем роде в мире. Нажмите, чтобы узнать больше об истории и создании этих уникальных каменных штукатурок.
Производит отделку из известняка, облицованную тесаным камнем, которая часто дополняется ключевыми линиями для создания блокирующих узоров. Эта штукатурка изначально была разработана для достижения отделки и ощущения сходства с камнями, добытыми в Кане, Франция. Эти карьеры являются единственными в своем роде в мире. Нажмите, чтобы узнать больше об истории и создании этих уникальных каменных штукатурок. Запотевание и полировка могут обеспечить больший блеск и зеркальную поверхность, а также матовую поверхность.
Запотевание и полировка могут обеспечить больший блеск и зеркальную поверхность, а также матовую поверхность. С известковыми штукатурками трудно добиться глубоких цветовых оттенков, поэтому для более темной отделки штукатурку придется изготавливать на заказ. Требуется дополнительная цена и требуется более длительное время выполнения заказа. Также крайне важно отметить, что наша венецианская штукатурка не содержит акрила и синтетики, в отличие от многих современных «венецианских штукатурок», представленных сегодня на рынке.
С известковыми штукатурками трудно добиться глубоких цветовых оттенков, поэтому для более темной отделки штукатурку придется изготавливать на заказ. Требуется дополнительная цена и требуется более длительное время выполнения заказа. Также крайне важно отметить, что наша венецианская штукатурка не содержит акрила и синтетики, в отличие от многих современных «венецианских штукатурок», представленных сегодня на рынке. Создание слабых текстур с помощью различных техник кисти и губки — обычное использование известковых отмывок. Этот материал также широко используется в наружных работах для поддержания исторических построек и создания эффекта потертости на новых конструкциях. Игра между этой известковой штукатуркой и природными элементами является прекрасным явлением и создает уникальную эстетику на каждом новом индивидуальном фасаде.
Создание слабых текстур с помощью различных техник кисти и губки — обычное использование известковых отмывок. Этот материал также широко используется в наружных работах для поддержания исторических построек и создания эффекта потертости на новых конструкциях. Игра между этой известковой штукатуркой и природными элементами является прекрасным явлением и создает уникальную эстетику на каждом новом индивидуальном фасаде.
 Тверь)
Тверь)
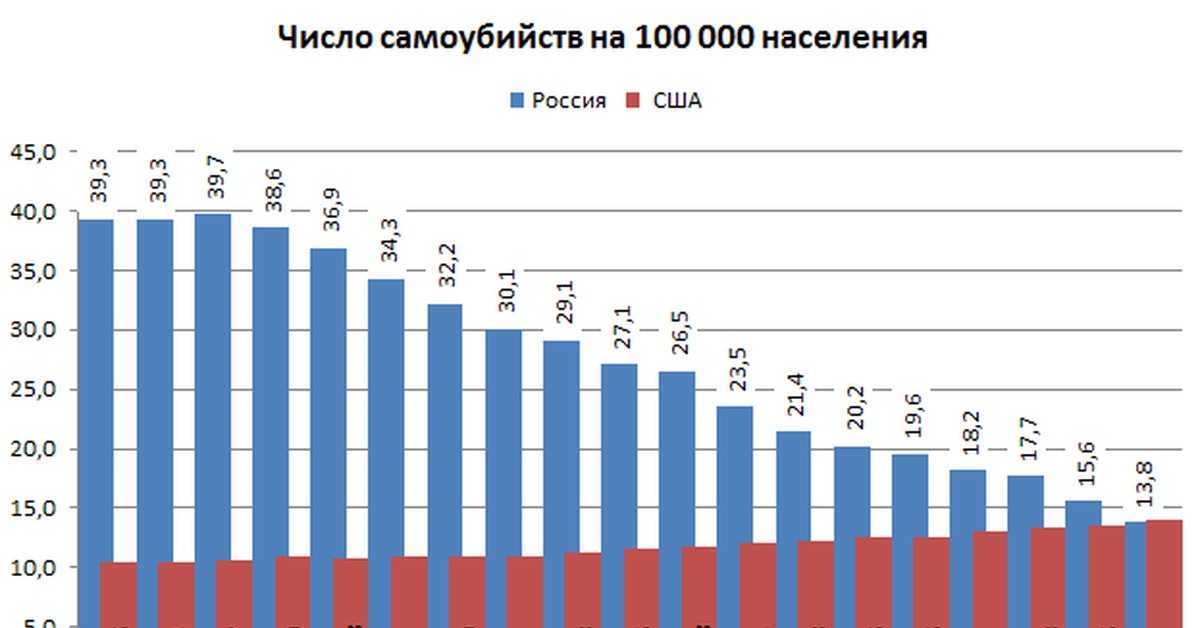
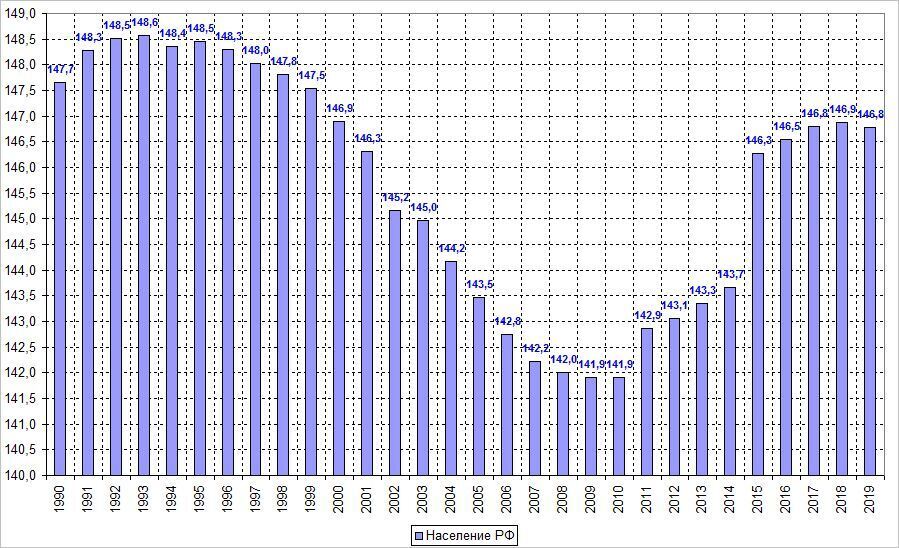 Коричневым цветом — данные октября 2021 года.
Коричневым цветом — данные октября 2021 года.
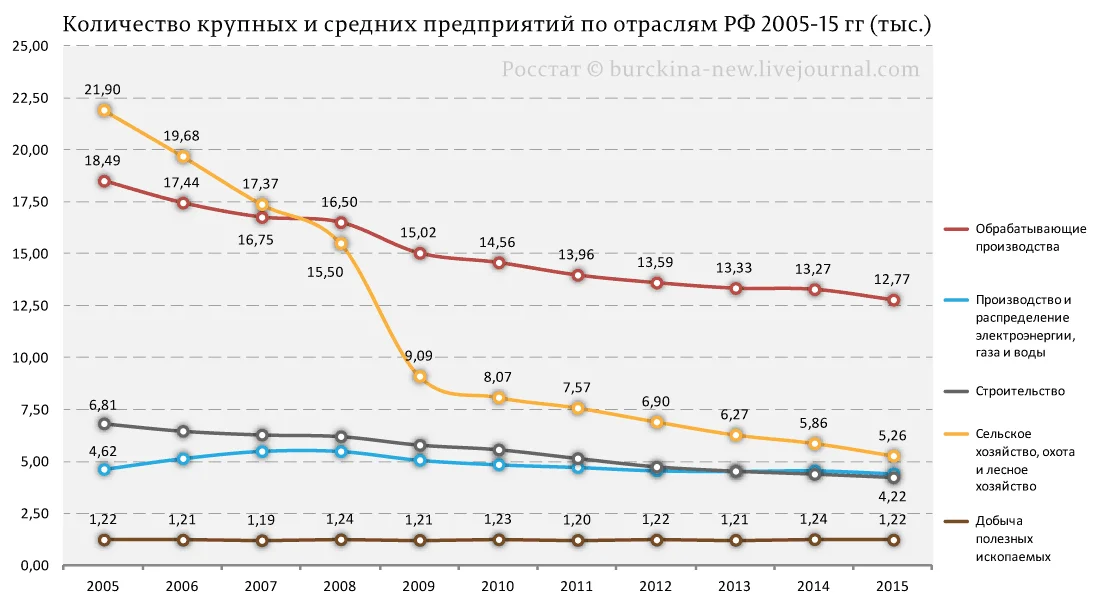
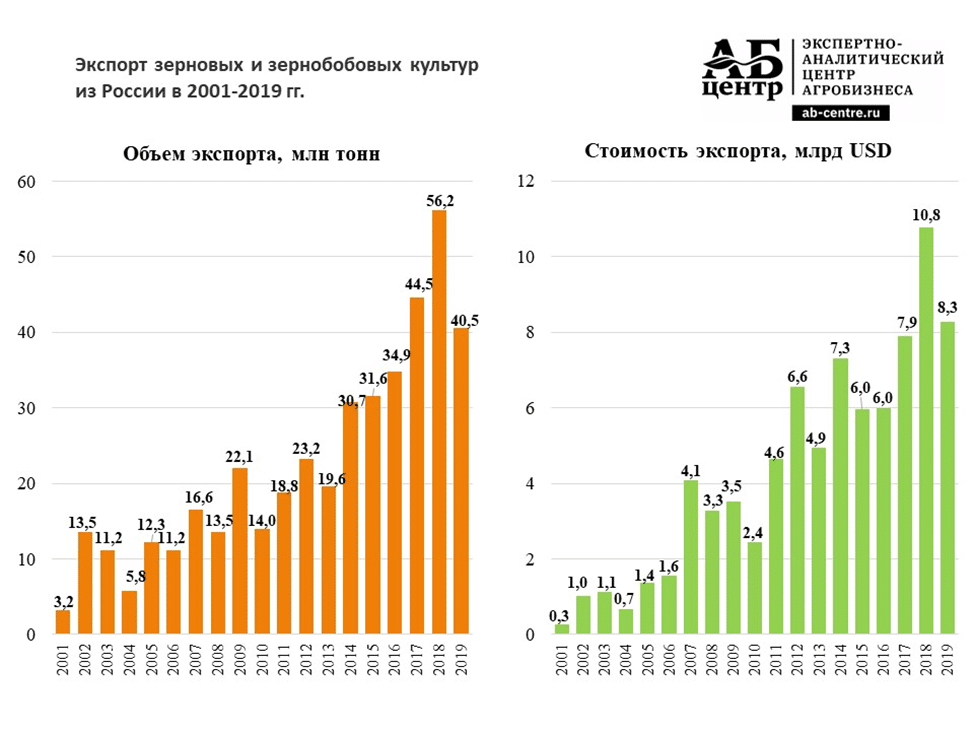
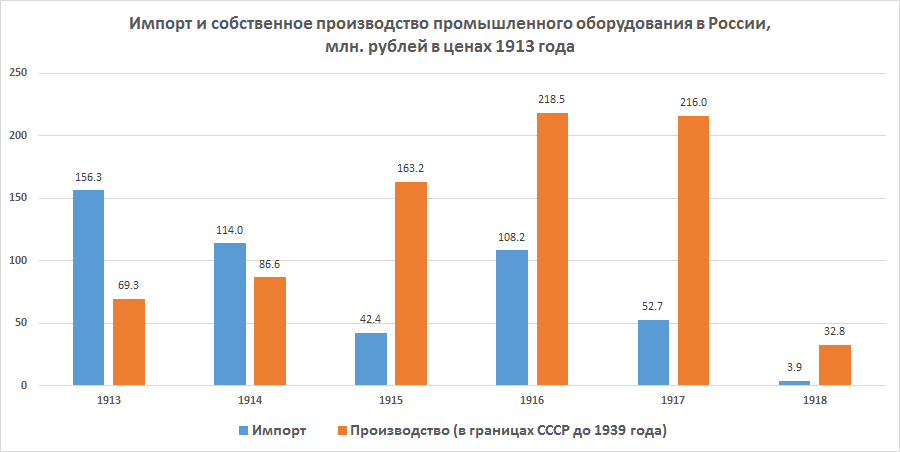
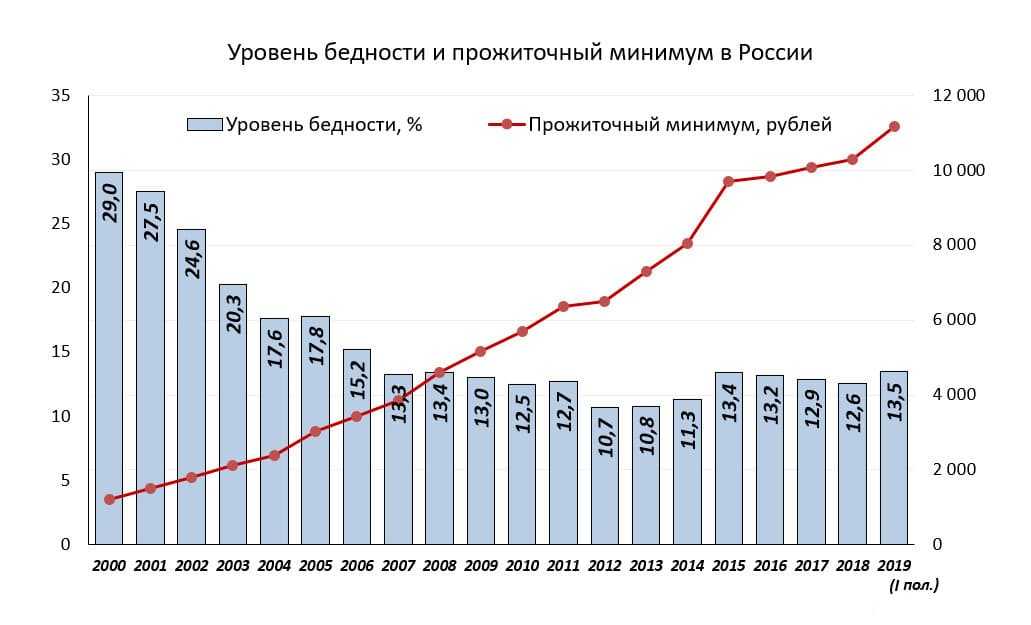 gov.ru/folder/313/document/185226
gov.ru/folder/313/document/185226 68 Кб, 15.06.2022
68 Кб, 15.06.2022 05 Кб, 26.04.2023
05 Кб, 26.04.2023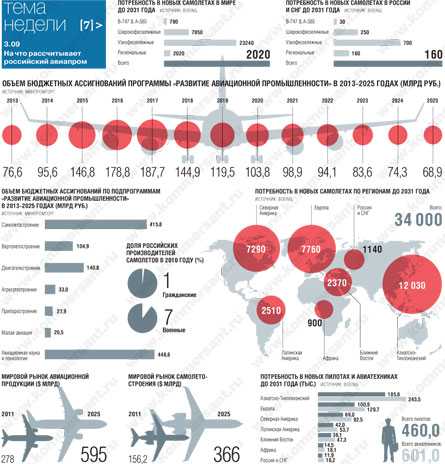 19 Кб, 15.06.2022
19 Кб, 15.06.2022 54 Кб, 29.03.2023
54 Кб, 29.03.2023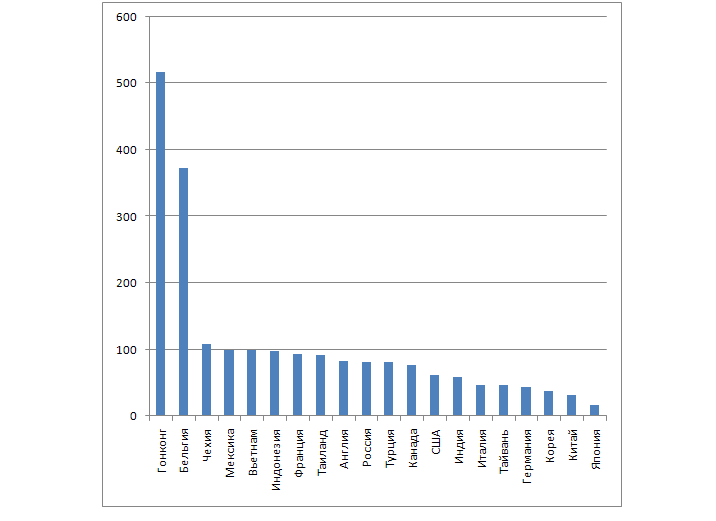 07.2019
07.2019 06 Мб, 30.03.2023
06 Мб, 30.03.2023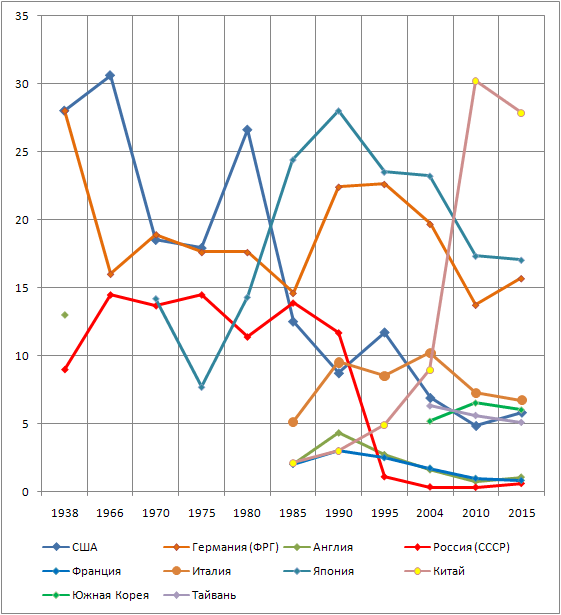 09 Мб, 21.03.2023
09 Мб, 21.03.2023 59 Кб, 21.03.2023
59 Кб, 21.03.2023 02.2022
02.2022_51.jpg) 63 Кб, 01.03.2022
63 Кб, 01.03.2022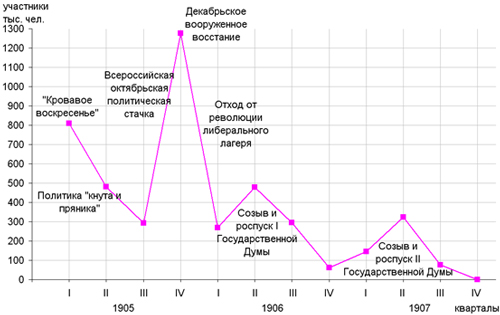 28 Кб, 15.09.2020
28 Кб, 15.09.2020 08.2020 г. № 470)
08.2020 г. № 470) 94 Кб, 01.12.2021
94 Кб, 01.12.2021 42 Кб, 19.04.2021
42 Кб, 19.04.2021 09.2018
09.2018 27 Кб, 15.06.2022
27 Кб, 15.06.2022 39 Мб, 12.12.2022
39 Мб, 12.12.2022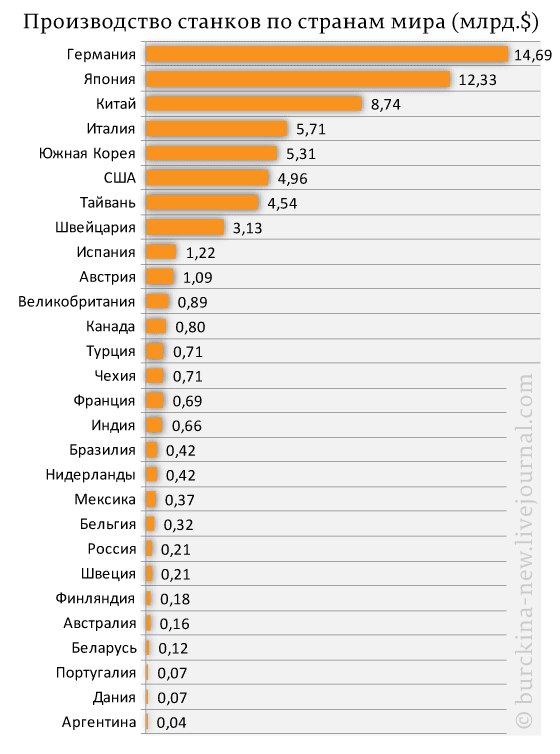 86 Кб, 29.09.2018
86 Кб, 29.09.2018 5 Кб, 11.01.2023
5 Кб, 11.01.2023 5 Кб, 29.09.2018
5 Кб, 29.09.2018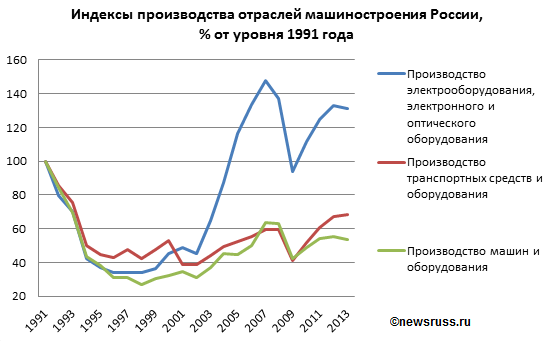 : (495) 568-00-42, доб. 99-494
: (495) 568-00-42, доб. 99-494 минеральных продуктов;
минеральных продуктов; : (495) 568-00-42, доб. 99-517
: (495) 568-00-42, доб. 99-517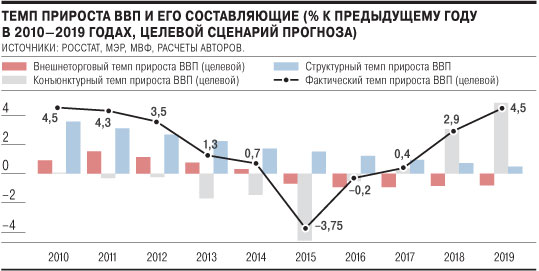
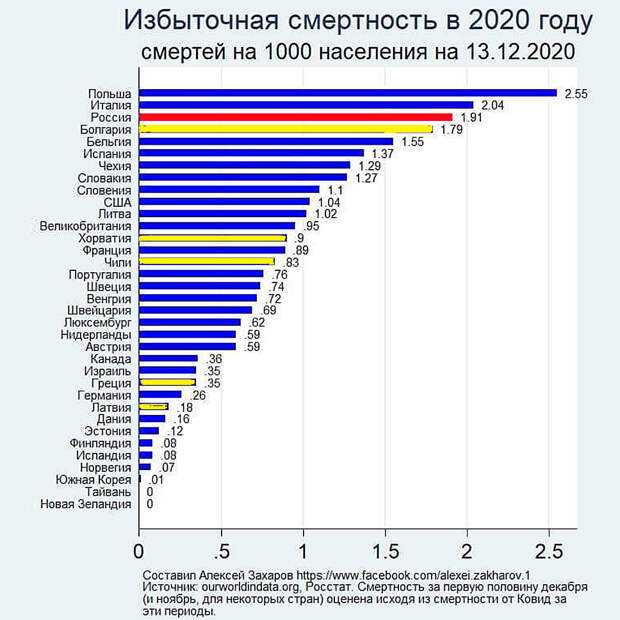
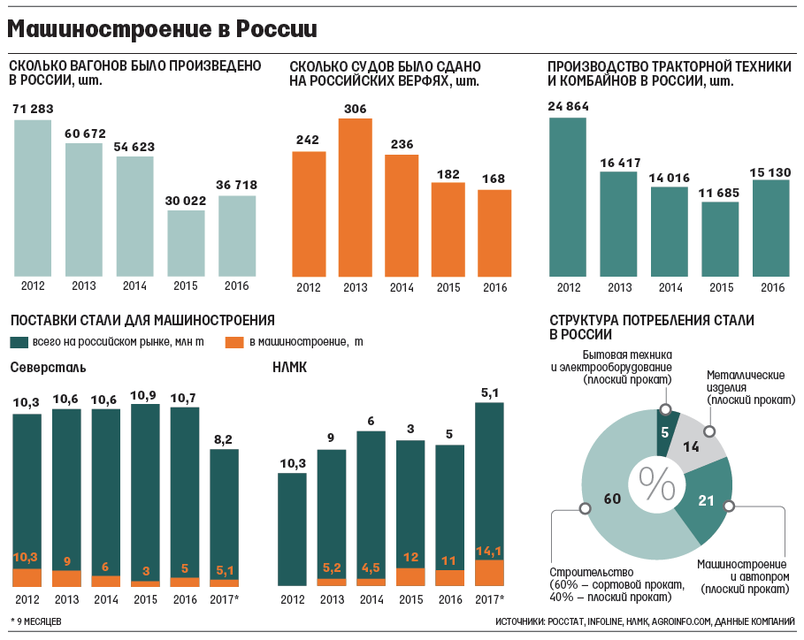


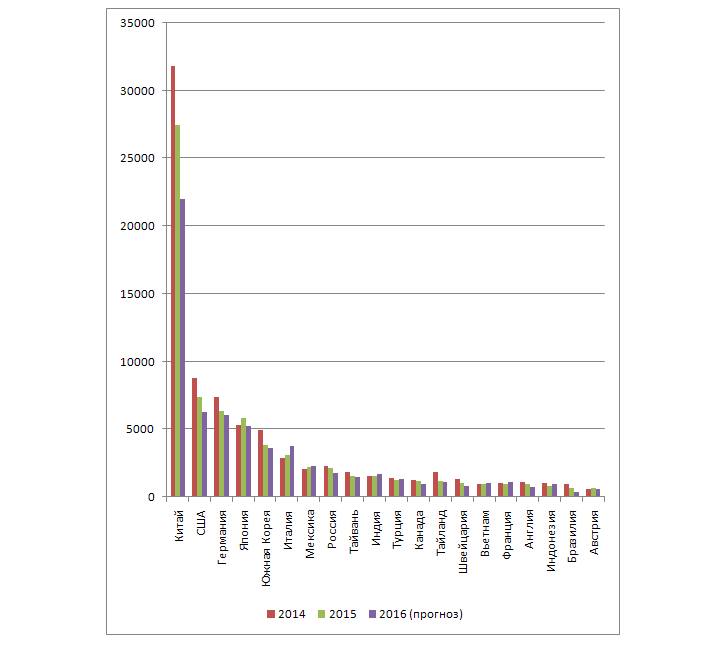 Поэтому строительная техника часто пользуется повышенным спросом в стране.
Поэтому строительная техника часто пользуется повышенным спросом в стране.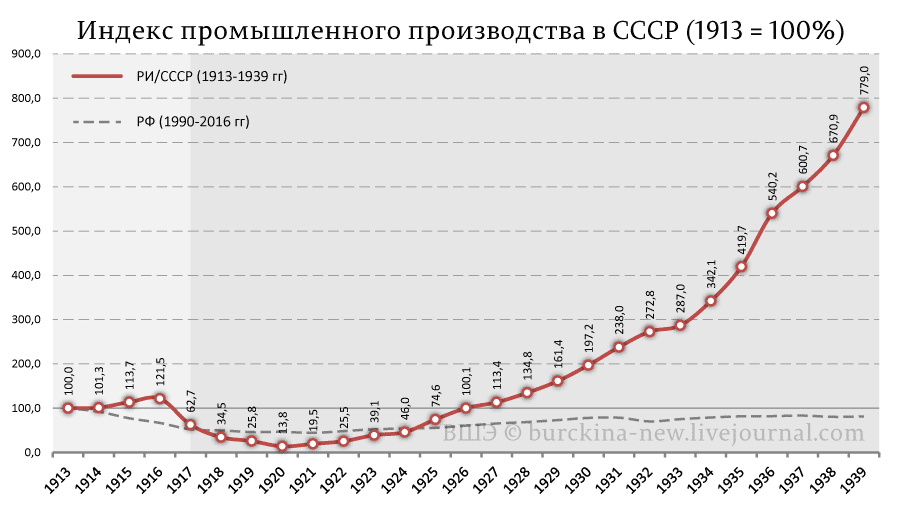
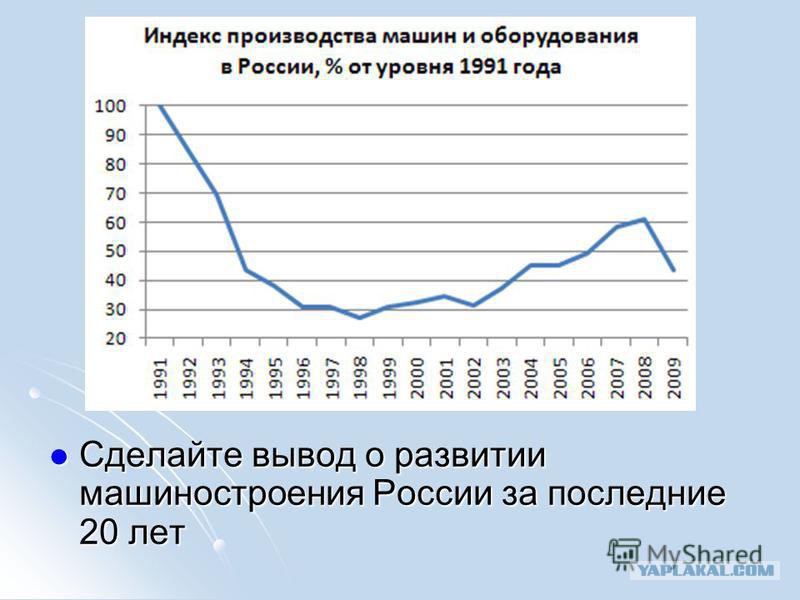
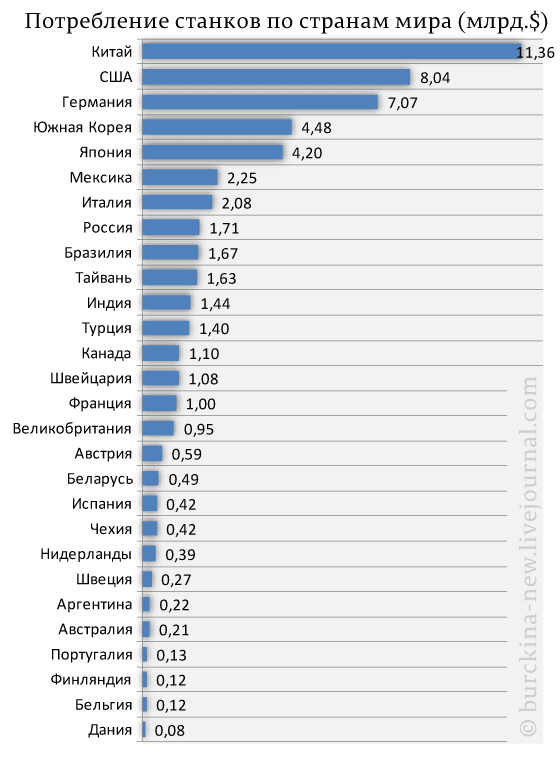 Россия является продовольственным центром, где правительство концентрируется на сельскохозяйственном секторе, чтобы защитить своих граждан от продовольственных кризисов.
Россия является продовольственным центром, где правительство концентрируется на сельскохозяйственном секторе, чтобы защитить своих граждан от продовольственных кризисов. Этот импорт поступал из Нидерландов, Германии, Италии, Польши и Литвы.
Этот импорт поступал из Нидерландов, Германии, Италии, Польши и Литвы. Компании используют упаковку для защиты своей продукции и информирования покупателей.
Компании используют упаковку для защиты своей продукции и информирования покупателей. Эти фабрики потребуют высококачественных упаковочных материалов.
Эти фабрики потребуют высококачественных упаковочных материалов.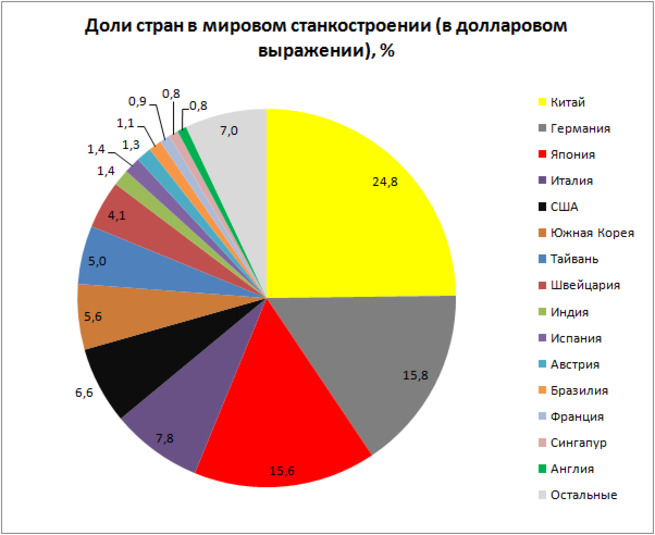
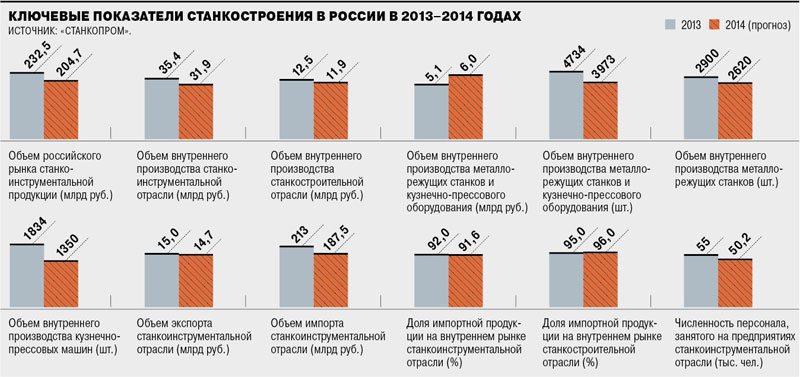 В этом году выставка переехала в
В этом году выставка переехала в


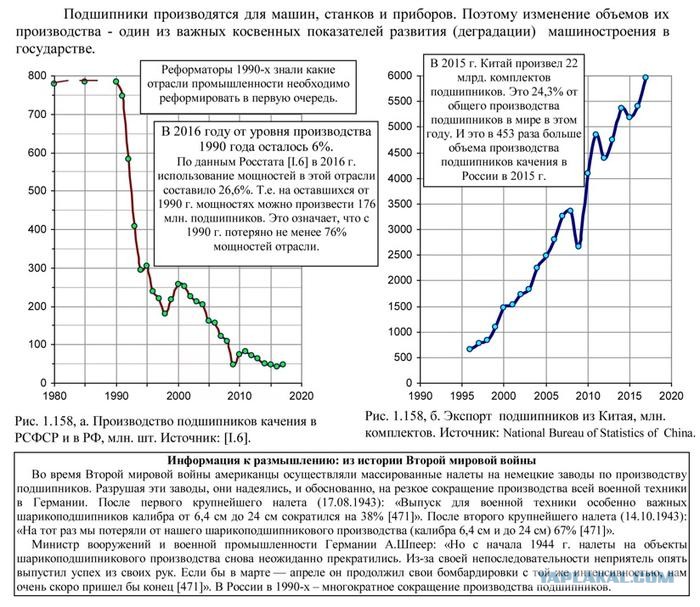
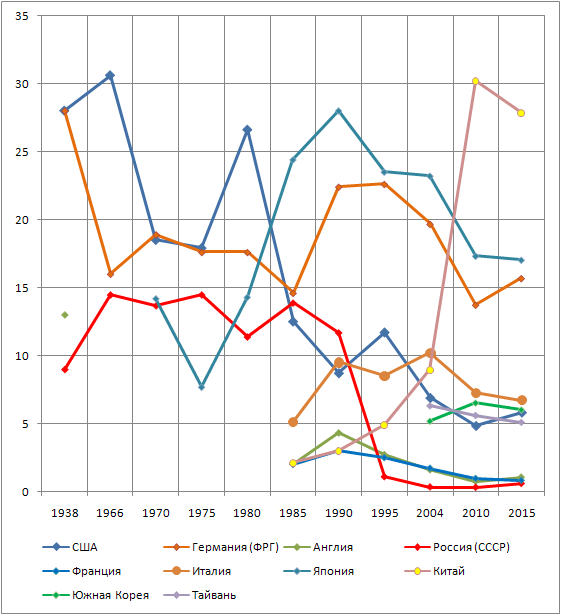 Рязань показала токарно-карусельный станок
Рязань показала токарно-карусельный станок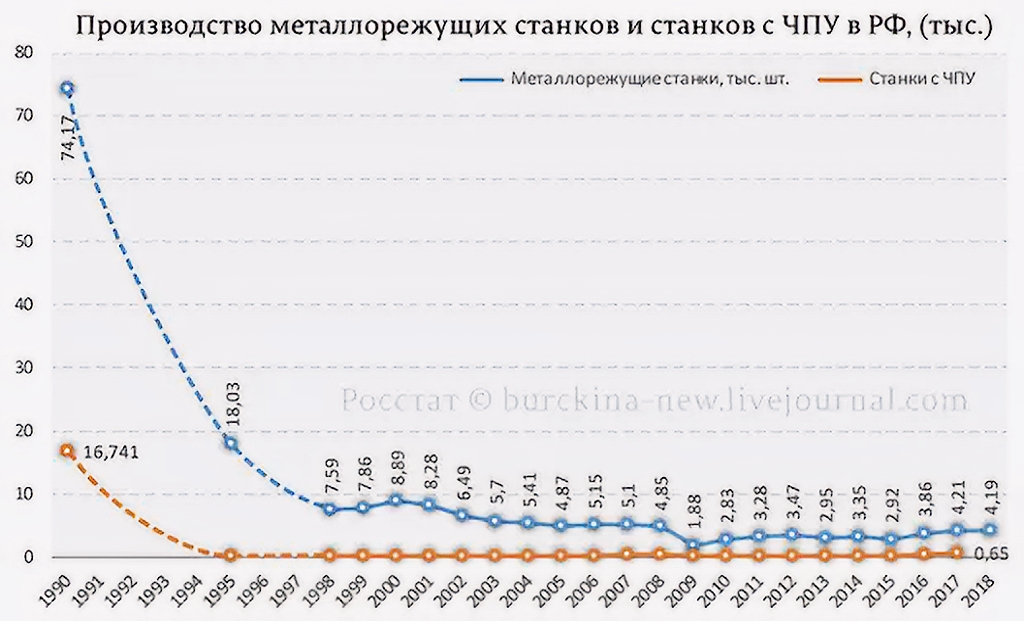
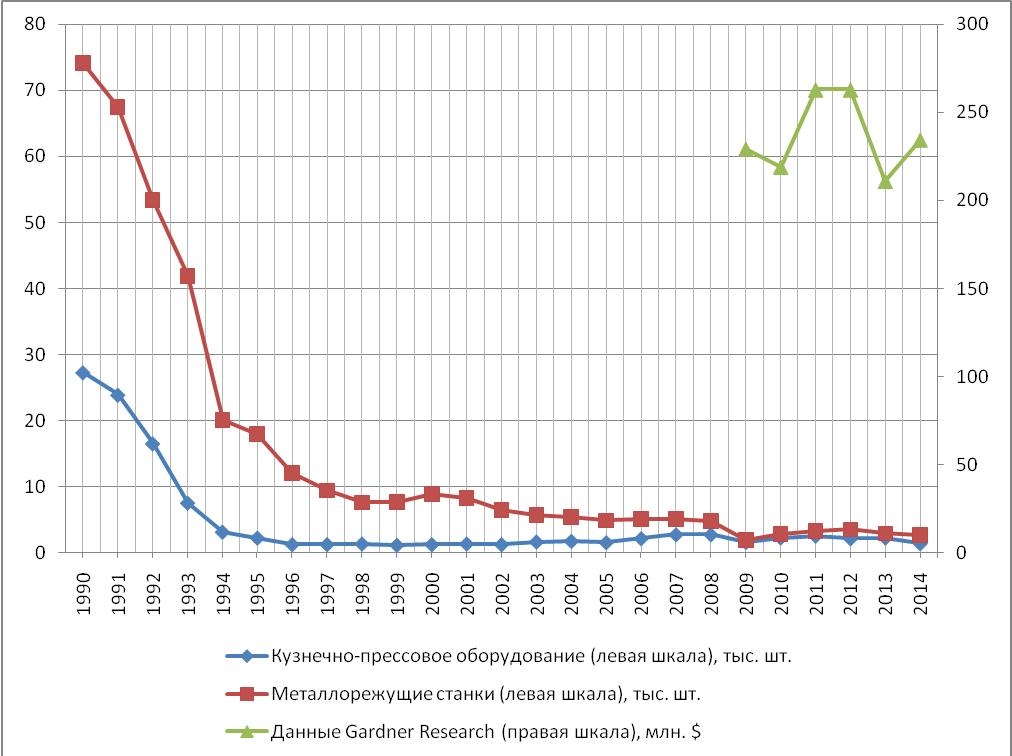 ) была успешной, заказы на выставку
) была успешной, заказы на выставку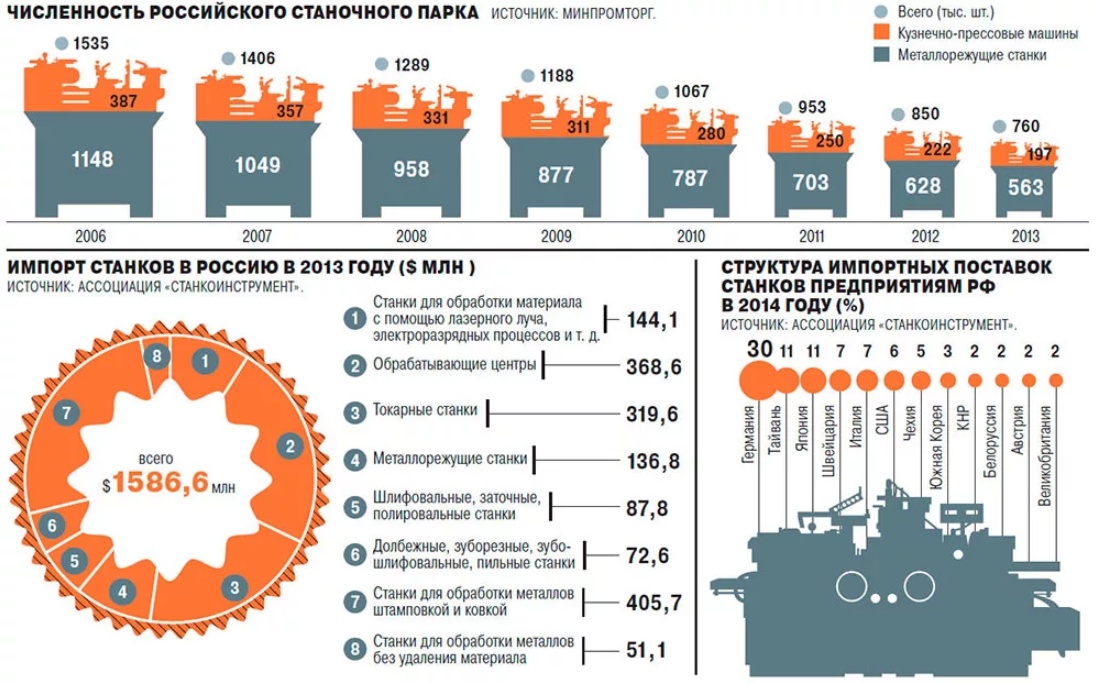 Даже посещение шоу только для того, чтобы
Даже посещение шоу только для того, чтобы
 Именно поэтому к качеству изготовления таких патронов предъявляются высокие требования. Удобно то, что быстрозажимной патрон категории SDS достаточно легко поддается техническому обслуживанию и ремонту.
Именно поэтому к качеству изготовления таких патронов предъявляются высокие требования. Удобно то, что быстрозажимной патрон категории SDS достаточно легко поддается техническому обслуживанию и ремонту. Каждый вид перфоратора или дрели, как известно, разрабатывается с учетом надежной фиксации инструмента определенного диаметра. Так, в зависимости от диаметра сверла с хвостовиком SDS, которое можно закреплять в таком устройстве, патроны данной категории подразделяются на несколько типов: SDS, устройства категории SDS-plus, патроны моделей SDS-plus, SDS-top, SDS-quick и SDS-max.
Каждый вид перфоратора или дрели, как известно, разрабатывается с учетом надежной фиксации инструмента определенного диаметра. Так, в зависимости от диаметра сверла с хвостовиком SDS, которое можно закреплять в таком устройстве, патроны данной категории подразделяются на несколько типов: SDS, устройства категории SDS-plus, патроны моделей SDS-plus, SDS-top, SDS-quick и SDS-max.
 За счет взаимодействия внутренних шлицев патрона и направляющих пазов хвостовика инструменту сообщается крутящий момент.
За счет взаимодействия внутренних шлицев патрона и направляющих пазов хвостовика инструменту сообщается крутящий момент.
 Как правило, перфораторы используются в тех случаях, когда для выполнения обработки больше нужна высокая мощность, а не точность.
Как правило, перфораторы используются в тех случаях, когда для выполнения обработки больше нужна высокая мощность, а не точность. Использование патронов для перфоратора SDS позволяет выполнять замену таких инструментов максимально оперативно, что значительно повышает производительность рабочих операций.
Использование патронов для перфоратора SDS позволяет выполнять замену таких инструментов максимально оперативно, что значительно повышает производительность рабочих операций. Если с отведением пыли из зоны обработки при использовании перфоратора позволяют справиться специальные приспособления, то вопрос о том, как снизить шум, возникающий при работе такого оборудования, специалисты пока не решили.
Если с отведением пыли из зоны обработки при использовании перфоратора позволяют справиться специальные приспособления, то вопрос о том, как снизить шум, возникающий при работе такого оборудования, специалисты пока не решили. ru/catalog/5537/129721/, потерял адаптер ((( этот адаптер подойдет если без центровочного сверла ?Ответить
ru/catalog/5537/129721/, потерял адаптер ((( этот адаптер подойдет если без центровочного сверла ?Ответить )
) Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить переходник Практика с SDS-plus на зажимной патрон в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар переходник Практика с SDS-plus на зажимной патрон действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить переходник Практика с SDS-plus на зажимной патрон в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар переходник Практика с SDS-plus на зажимной патрон действительны в Санкт-Петербурге. Если все выглядит хорошо, продолжайте покупку.
Если все выглядит хорошо, продолжайте покупку.
 Вакуумная пайка […]
Вакуумная пайка […] Вакуумная пайка […]
Вакуумная пайка […] Вакуумная пайка […]
Вакуумная пайка […]
 Такие сверла используются для обработки железобетона. Высокая прочность и оптимальный угол заточки позволяют шлифовать даже металлические прутья, а также минимизировать погрешности.
Такие сверла используются для обработки железобетона. Высокая прочность и оптимальный угол заточки позволяют шлифовать даже металлические прутья, а также минимизировать погрешности.



 org/Review»>
org/Review»> org/Review»>
org/Review»> org/Review»>
org/Review»> org/Review»>
org/Review»> org/Review»>
org/Review»> org/Review»>
org/Review»> Опубликованные на нашем сайте отзывы написаны самими покупателями. Большинство из них отличается объективностью и непредвзятостью, что позволяет сделать единственно правильный выбор.
Опубликованные на нашем сайте отзывы написаны самими покупателями. Большинство из них отличается объективностью и непредвзятостью, что позволяет сделать единственно правильный выбор. Поэтому, если вы уже стали обладателем этой модели шин – пожалуйста, оставьте отзыв о ней даже в том случае, когда к ней нет никаких претензий. Это действие не отнимет много времени, зато станет отличной помощью при выборе другим автовладельцам. Чтобы оставит отзыв, достаточно всего лишь заполнить особую форму, располагающуюся непосредственно на странице выбранной шины.
Поэтому, если вы уже стали обладателем этой модели шин – пожалуйста, оставьте отзыв о ней даже в том случае, когда к ней нет никаких претензий. Это действие не отнимет много времени, зато станет отличной помощью при выборе другим автовладельцам. Чтобы оставит отзыв, достаточно всего лишь заполнить особую форму, располагающуюся непосредственно на странице выбранной шины. Благодаря карбоновой раме и задней части IsoSpeed каждая поездка станет мечтой.
Благодаря карбоновой раме и задней части IsoSpeed каждая поездка станет мечтой. Вот что такое новый Domane: особенный. Отличный велосипед стал лучше. Велосипед для современного шоссейного гонщика: чертовски быстрый, невероятно удобный и такой практичный».
Вот что такое новый Domane: особенный. Отличный велосипед стал лучше. Велосипед для современного шоссейного гонщика: чертовски быстрый, невероятно удобный и такой практичный». Обычно, когда вы катитесь с асфальта на камни, мотоцикл чувствуется пугливый и нервный (гонщик или велосипед). Доман чувствует себя стабильно, и вместо того, чтобы задерживать дыхание, вы выдыхаете».
Обычно, когда вы катитесь с асфальта на камни, мотоцикл чувствуется пугливый и нервный (гонщик или велосипед). Доман чувствует себя стабильно, и вместо того, чтобы задерживать дыхание, вы выдыхаете». Команда Trek-Segafredo использует их на каждой тренировочной поездке в любое время суток — и они обнаружили, что эти фонари действительно имеют значение.
Команда Trek-Segafredo использует их на каждой тренировочной поездке в любое время суток — и они обнаружили, что эти фонари действительно имеют значение. Благодаря карбоновой раме и задней части IsoSpeed каждая поездка станет мечтой.
Благодаря карбоновой раме и задней части IsoSpeed каждая поездка станет мечтой. Вот что такое новый Domane: особенный. Отличный велосипед стал лучше. Велосипед для современного шоссейного гонщика: чертовски быстрый, невероятно удобный и такой практичный».
Вот что такое новый Domane: особенный. Отличный велосипед стал лучше. Велосипед для современного шоссейного гонщика: чертовски быстрый, невероятно удобный и такой практичный». Обычно, когда вы катитесь с асфальта на камни, мотоцикл чувствуется пугливый и нервный (гонщик или велосипед). Доман чувствует себя стабильно, и вместо того, чтобы задерживать дыхание, вы выдыхаете».
Обычно, когда вы катитесь с асфальта на камни, мотоцикл чувствуется пугливый и нервный (гонщик или велосипед). Доман чувствует себя стабильно, и вместо того, чтобы задерживать дыхание, вы выдыхаете».
 org/PropertyValue»>Плавный пуск нет
org/PropertyValue»>Плавный пуск нет


 ВВС понравились двигатели меньшего размера, поскольку они уменьшают диаметр фюзеляжа, тем самым уменьшая сопротивление и увеличивая дальность полета. Предполагалось, что MF-295
ВВС понравились двигатели меньшего размера, поскольку они уменьшают диаметр фюзеляжа, тем самым уменьшая сопротивление и увеличивая дальность полета. Предполагалось, что MF-295  . после первоначального представления J79 и отсутствия выбора его ни одной из конкурирующих компаний по производству планеров General Electric сразу же предложила новую конструкцию — MF29.5, двухроторная силовая установка с передним вентилятором.
. после первоначального представления J79 и отсутствия выбора его ни одной из конкурирующих компаний по производству планеров General Electric сразу же предложила новую конструкцию — MF29.5, двухроторная силовая установка с передним вентилятором. . . как способ достижения повышенной степени сжатия компрессора и переднего вентилятора — оба отличались от принципов проектирования GE того времени.
. . как способ достижения повышенной степени сжатия компрессора и переднего вентилятора — оба отличались от принципов проектирования GE того времени.
 Верхние воздухозаборники Boeing 818, вероятно, были спроектированы с учетом первоначальной задачи по предотвращению ударов, а не по конструкции истребителя с маневренностью в качестве водителя. Воздухозаборники наверху, установленные далеко за наградой, предназначены для устранения радиолокационных отражений от нижней части самолета. Тщательная конструкция удлинителей передней кромки может помочь повторно активировать поток воздуха к спинным воздухозаборникам при увеличении угла атаки, чтобы контролировать восстановление давления и динамические искажения, позволяя конструкции достигать углов, сопоставимых с истребителями. Однако в начале 19В 60-х годах было слишком мало практических конструкций боевых самолетов, чтобы можно было сравнить предложение Boeing с верхним воздухозаборником, что привело к общему отклонению его воздухозаборника.
Верхние воздухозаборники Boeing 818, вероятно, были спроектированы с учетом первоначальной задачи по предотвращению ударов, а не по конструкции истребителя с маневренностью в качестве водителя. Воздухозаборники наверху, установленные далеко за наградой, предназначены для устранения радиолокационных отражений от нижней части самолета. Тщательная конструкция удлинителей передней кромки может помочь повторно активировать поток воздуха к спинным воздухозаборникам при увеличении угла атаки, чтобы контролировать восстановление давления и динамические искажения, позволяя конструкции достигать углов, сопоставимых с истребителями. Однако в начале 19В 60-х годах было слишком мало практических конструкций боевых самолетов, чтобы можно было сравнить предложение Boeing с верхним воздухозаборником, что привело к общему отклонению его воздухозаборника. Однако в начале 19В 60-х годах было слишком мало практических конструкций боевых самолетов, чтобы можно было сравнить предложение Boeing с верхним воздухозаборником, что привело к общему отклонению его воздухозаборника.
Однако в начале 19В 60-х годах было слишком мало практических конструкций боевых самолетов, чтобы можно было сравнить предложение Boeing с верхним воздухозаборником, что привело к общему отклонению его воздухозаборника. Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар был упакован…
Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар был упакован… — Заменяет OEM # Massey Ferguson: 185700M91, 193286M91, 193724M92 Тип детали: рулевое управление / передний мост…
— Заменяет OEM # Massey Ferguson: 185700M91, 193286M91, 193724M92 Тип детали: рулевое управление / передний мост…