Политика конфиденциальности Разработка сайта в Москве megagroup.ru
jpg» bgcolor=»#85c0fe»/>
Omegatech
Договор публичной оферты
По настоящему Договору одна сторона Продавец с одной стороны, и любое лицо, принявшее условия настоящего Договора публичной оферты — Покупатель, с другой стороны, далее совместно именуемые — Стороны, заключили настоящий Договор публичной оферты (далее — Договор), адресованный неограниченному кругу лиц, являющийся официальным публичным предложением Продавца заключить с Покупателями договор купли-продажи Товаров, фотографии которых размещены в соответствующем разделе Веб-сайта http://www.expressdent.net.
Продавцы, намеренные осуществлять продажу Товаров с помощью Веб-сайта http://www.expressdent.net и Покупатели при приобретении Товаров, изображения которых размещены на соответствующих страницах http://www.expressdent.net, принимают условия настоящего Договора о нижеследующем.
ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Договорные отношения между Продавцом и Покупателем оформляются в виде Договора публичной оферты. Нажатие на странице Веб-сайта http://www.expressdent.net в соответствующем разделе кнопки «ЗАКАЗАТЬ» означает, что Покупатель, независимо от статуса (физическое лицо, юридическое лицо, физическое лицо-предприниматель), согласно действующему международному и украинскому законодательству, взял к выполнению условия Договора публичной оферты, которые указаны ниже.
1.2. Договор публичной оферты является публичным, то есть в соответствии со статьями 633, 641 Гражданского кодекса Украины его условия одинаковы для всех Покупателей независимо от статуса (физическое лицо, юридическое лицо, физическое лицо-предприниматель). При полном согласии с настоящим Договором Покупатель принимает условия и порядок оформления заказа, оплаты и доставки товара Продавцом, ответственности за недобросовестный Заказ и за невыполнение условий настоящего Договора.
1.3. Настоящий Договор вступает в силу с момента нажатия на кнопку «ЗАКАЗАТЬ», которым Покупатель дает согласие осуществить покупку имеющегося у Продавца Товара и действует до момента получения Покупателем Товара от Продавца и полного расчета с ним.
1.4. Для регулирования договорных правоотношений по Договору Стороны выбирают и, в случае необходимости, применяют украинское законодательство. Если международным договором, согласие на обязательность которого предоставлено Верховной Радой Украины, установлены иные правила, чем те, которые установлены украинским законодательством, то применяются правила международного договора.
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
«Договор публичной оферты» — публичный договор, образец которого размещен на Веб-сайте http://www.expressdent.net и применение которого является обязательным для всех Продавцов, содержащий предложение Продавца о приобретении Товара, изображение которого размещено на Веб-сайте http://www.expressdent.net, направленное неопределенному кругу лиц, в том числе Покупателям.
«Акцепт» — — принятие Покупателем предложения продавца о приобретении Товара, изображение которого размещено на Веб-сайте http://www.expressdent. net, путем добавления его в виртуальную корзину и отправки Заказа.
«Товар» — предмет торговли (изделие, модель, аксессуар, комплектующие и сопутствующие предметы, любые другие предметы торговли), о приобретении которого на Веб-сайте http://www.expressdent.net размещено предложение продавца.
«Покупатель» — любое дееспособное физическое, юридическое лицо, физическое лицо-предприниматель, согласно действующему международному и украинскому законодательству, посетившие Веб-сайт http://www.expressdent.net и имеющие намерение приобрести тот или иной Товар.
«Продавец» — любое дееспособное физическое, юридическое лицо, физическое лицо-предприниматель, согласно действующему международному и украинскому законодательству, которые являются владельцами или распространителями Товара и с помощью Веб-сайта http://www.expressdent.net имеют намерение его продать.
«Заказ» — должным образом оформленная и размещенная на Веб-сайте http://www. expressdent.net заявка Покупателя на покупку Товаров, адресующаяся продавцу.
«Законодательство» — установленные украинским или международным законодательством нормы для регулирования договорных правоотношений по Договору.
«Существенный недостаток Товара» — недостаток, который делает невозможным или недопустимым использование Товара в соответствии с его целевым назначением, возник по вине производителя (Продавца), после его устранения проявляется снова по независимым от потребителя причинам.
ПРЕДМЕТ ДОГОВОРА
3.1. Продавец обязуется на условиях и в порядке, определенных настоящим Договором продать Товар на основе Заказа, оформленного Покупателем на соответствующей странице Веб-сайта http://www.expressdent.net, а Покупатель обязуется на условиях и в порядке, определенных настоящим Договором , купить Товар и уплатить за него деньги.
3.2. Продавец гарантирует, что Товар не передан в залог, не является предметом спора, не находится под арестом, а также на него отсутствуют какие-либо права третьих лиц.
3.3. Продавец и Покупатель подтверждают, что действующий Договор не является фиктивной или притворной сделкой или сделкой, совершенной под влиянием давления или обмана.
3.4. Продавец подтверждает, что имеет все необходимые разрешения на осуществление хозяйственной деятельности, которые регулируют сферу правоотношений, возникающих и действующих в процессе исполнения настоящего Договора, а также гарантирует, что имеет право на производство и / или реализацию товара без каких-либо ограничений, в соответствии с требованиями действующего законодательства Украины, и обязуется нести ответственность в случае нарушения прав Покупателя в процессе исполнения настоящего Договора и реализации Товара.
ПРАВА И ОБЯЗАННОСТИ ПРОДАВЦА
4.1. Продавец обязан:
выполнять условия настоящего Договора
выполнять заказы Покупателя в случае поступления оплаты от Покупателя;
передать Покупателю Товар согласно выбранному образцу на соответствующей странице Веб-сайта http://www. expressdent.net, оформленному заказу и условиям настоящего Договора;
проверить качественные и количественные характеристики Товара во время его упаковки на складе;
уведомить покупателя о возможной дополнительной комиссии при оплате европейских заказов картами типа Mastercard, Visa, Visa Electron, Mastercard Electronic, Maestro путем информирования в данном договоре.
4.2. Продавец имеет право:
в одностороннем порядке приостановить оказание услуг по настоящему Договору в случае нарушения Покупателем условий настоящего Договора.
ЭДРПОУ 3076100034 Р/р 26001055317450 в Вінницька ФКБ «ПРИВАТБАНК» МФО 302689
Т.+38097-964-0553
или Субъект хозяйствования из числа лиц, предлагающих к приобретению на Веб-сайте http://www. expressdent.net Товар по единым согласованным правилам, изложенным в настоящем договоре публичной оферты.*
ПРАВА И ОБЯЗАННОСТИ ПОКУПАТЕЛЯ
5.1. Покупатель обязан:
своевременно оплатить и получить заказ на условиях настоящего Договора;
ознакомиться с информацией о Товаре, размещенной на Веб-сайте http://www.expressdent.net;
при получении Товара у лица, совершившего его доставку, убедиться в целостности и комплектности Товара путем осмотра содержимого упаковки. В случае повреждения или неполной комплектации Товара — зафиксировать их в акте, который вместе с Покупателем должно подписать лицо, осуществившее его доставку Покупателю.
5.2. Покупатель имеет право:
оформить заказ на соответствующей странице Веб-сайта http://www.expressdent.net;
требовать от продавца выполнения условий настоящего Договора;
на информирования о возможной дополнительной комиссии при оплате европейских заказов картами типа Mastercard, Visa, Visa Electron, Mastercard Electronic, Maestro.
ПОРЯДОК ОФОРМЛЕНИЯ ЗАКАЗА
6.1. Покупатель самостоятельно оформляет заказ на соответствующей странице Веб-сайта http://www.expressdent.net путем добавления Товаров в виртуальную корзину с помощью нажатия кнопки «В корзину!», или сделав заказ по электронной почте, или по номеру телефона, указанном в разделе контактов Веб-сайта http://www.expressdent.net.
6.2. Срок формирования Заказа до 2 рабочих дней с момента его оформления. В случае, если заказ отправлен в выходной или праздничный день, срок формирования начинается с первого после выходного рабочего дня.
ЦЕНА ДОГОВОРА И ПОРЯДОК ОПЛАТЫ
7.1. Цена каждого отдельного Товара определяется Продавцом и указывается на соответствующей странице Веб-сайта http://www.expressdent.net. Цена Договора определяется путем сложения цен всех выбранных Товаров помещенных в виртуальную корзину и цены доставки, которая определяется в зависимости от способа доставки в соответствии с условиями раздела 8 настоящего Договора.
7.2. Стоимость Заказа может изменяться в зависимости от цены, количества или номенклатуры товара.
7.3. Покупатель может оплатить заказ следующими способами:
1) с помощью банковского перевода денег на текущий счет Продавца, указанный в счете, в т.ч. с помощью Интернет-банкинга (Покупатель оплачивает заказ в течение трех дней с даты получения счета в размере 100% предоплаты).
2) наложенным платежом при получении Заказа в представительстве службы доставки на территории Украины или на территории другой страны в соответствии с местом осуществления заказа товара.
3) Кредитной картой следующего типа:
Visa
Visa Electron
Mastercard
Mastercard Electronic
Maestro
4) любым другим способом по договоренности с Продавцом.
Примечание. При оплате Покупателем заказа платежной картой возможно взимание дополнительной комиссии эмитентом этой карты, в частности при оплате Покупателем заказа платежной картой возможно взимание дополнительной комиссии при оплате Покупателем европейских заказов эмитентами карт Visa, Mastercard, Visa Electron, Mastercard Electronic, Maestro. При нажатии на странице Веб-сайта http://www.expressdent.net в соответствующем разделе кнопки «ЗАКАЗАТЬ» означает, что Продавец уведомил Покупателя о возможности взимания дополнительной комиссии при оплате Покупателем европейских заказов, эмитентом карты Visa, Mastercard, Visa Electron, Mastercard Electronic, Maestro.
УСЛОВИЯ ДОСТАВКИ ТОВАРА
8.1 Покупатель получает Товар с помощью доставки, или получает его лично. Порядок оплаты и получения указан на соответствующей странице Веб-сайта http://www.expressdent.net.
8.2. При доставке Товаров в другие города Украины или на территории другой страны, выполняемой другими Службами доставки (далее Компаниями-перевозчиками) Покупатель в полном объеме и безоговорочно соглашается с Правилами перевозки грузов этими компаниями-перевозчиками.
8.3. Факт получения Товара и отсутствие претензий к качеству Товара, доставляемого Компаниями-перевозчиками, Покупатель подтверждает собственной подписью в товаро-транспортной накладной, декларации Компании-перевозчика, или в расходной накладной при получении Товара. Со своей стороны, Продавец гарантирует отгрузку Товара Компании-перевозчику в количестве, указанном и оплаченном Покупателем, в комплектности согласно спецификации этого Товара и в надлежащем (рабочем) состоянии и качестве.
8.4. В случае отсутствия Покупателя по адресу доставки, указанной Покупателем в заявке или отказа Покупателя от получения Товара по необоснованным причинам, при доставке Курьером компании-перевозчика, Товар возвращается в торговый центр отгрузки. Оплата за услуги Компании-перевозчика вычитается из суммы, перечисленной Покупателем за Товар. Остаток суммы возвращается Покупателю на основании его письма, отправленного на e-mail: [email protected] с указанием расчетного счета, на который должны быть возвращены денежные средства.
Все вопросы, возникшие в процессе оплаты и получения Товара, Покупатель может выяснить по контактным данным в разделе Контакты.
УСЛОВИЯ ВОЗВРАТА ТОВАРА
9.1. В соответствии со ст. 9 Закона Украины «О защите прав потребителей», Покупатель имеет право на обмен Товара надлежащего качества в течение четырнадцати дней, не считая дня покупки, если более длительный срок не объявлен Продавцом. Покупатель имеет право на обмен Товара с учетом положений законодательства об основаниях и перечне Товаров, которые не подлежат обмену (возврату).
9.2. Если Покупатель намерен вернуть Товар, такой возврат осуществляется в соответствии с разделом Сайта «Возврат» с учетом правил и условий перевозчика или курьера, действуюших на территории Украины или на территории другой страны в соответствии с местом совершения получения Товара.
9.3. В случае наличия хотя бы одного из перечисленных недостатков, Покупатель обязан зафиксировать его в составленном акте произвольной формы. Акт должен быть подписан Покупателем и лицом, осуществившим доставку Товара или Продавцом. При возможности недостатки должны быть зафиксированы средствами фото- или видеосъемки. В течение 1 (одного) дня Покупатель обязан сообщить менеджера (представителя Продавца ответственного за оформление заказа на Товар) о выявленных недостатках и договориться о замене Товара, заполнив при этом рекламационную форму на возврат Товара на сайте http://www.expressdent.net.
9.4. Стороны согласовали, что в случае несоблюдения обязательных требований указанной процедуры, признается получение Покупателем Товара в надлежащем состоянии — без каких-либо механических повреждений и в полной комплектности.
ОТВЕТСТВЕННОСТЬ СТОРОН И РАЗРЕШЕНИЕ СПОРОВ
10.1. Стороны несут ответственность за неисполнение или ненадлежащее исполнение условий настоящего Договора в порядке, предусмотренном настоящим Договором и действующим международным и украинским законодательством.
10.2. В случае возникновения споров, связанных с выполнением Сторонами настоящего Договора, за исключением споров о взыскании задолженности с Покупателя, Стороны обязуются решать их путем переговоров с соблюдением претензионного порядка. Срок рассмотрения претензии — 7 (семь) календарных дней с даты ее получения. По спорам в связи со взысканием задолженности с Покупателя соблюдение претензионного порядка не требуется.
10.3. Все споры, разногласия или требования, возникающие из настоящего Договора или в связи с ним, в том числе касающиеся его исполнения, нарушения, прекращения или недействительности, подлежат разрешению в соответствующем суде согласно международному и украинскому материальному и процессуальному праву.
ФОРС-МАЖОРНЫЕ ОБСТОЯТЕЛЬСТВА
11.1. Стороны не несут ответственности за невыполнение любого из своих обязательств, за исключением обязательств по оплате, если докажут, что такое неисполнение было вызвано форс-мажорными обстоятельствами, то есть событиями или обстоятельствами, которые действительно находятся вне контроля такой стороны, наступившие после заключения настоящего Договора, носящие непредсказуемый и неотвратимый характер.
К форс-мажорным обстоятельствам относятся, в частности, природные катаклизмы, забастовки, пожары, наводнения, взрывы, обледенения, войны (как объявленные, так и необъявленные), мятежи, гибель товара, задержки перевозчиков, вызванные авариями или неблагоприятными погодными условиями, опасности и случайности на море, эмбарго, катастрофы, ограничения, накладываемые государственными органами (включая распределения, приоритеты, официальные требования, квоты и ценовой контроль), если эти обстоятельства непосредственно повлияли на исполнение настоящего Договора.
11.2. Сторона, для которой стало невозможным выполнение обязательств по настоящему Договору из-за наступления форс-мажорных обстоятельств, должна немедленно информировать другую Сторону в письменном виде о возникновении вышеуказанных обстоятельств, а также в течение 30 (тридцати) календарных дней предоставить другой Стороне подтверждение форс-мажорных обстоятельств. Таким подтверждением будет справка, сертификат или другой соответствующий документ, выданный уполномоченным государственным органом, расположенным по месту возникновения форс-мажорных обстоятельств.
11.3. Время, которое требуется Сторонам для выполнения своих обязательств по настоящему Договору, будет продлено на любой срок, в течение которого было отложено исполнение из-за перечисленных обстоятельств.
11.4. Если из-за действия обстоятельств непреодолимой силы неисполнение обязательств по настоящему Договору продолжается более трех месяцев, каждая из Сторон вправе расторгнуть настоящий Договор в одностороннем порядке, письменно уведомив об этом другую сторону.
Несмотря на наступление форс-мажора, перед прекращением настоящего Договора вследствие форс-мажорных обстоятельств Стороны осуществляют окончательные взаиморасчеты.
ПРОЧИЕ УСЛОВИЯ ДОГОВОРА
12.1. Информация, предоставляемая Покупателем является конфиденциальной. Информация о Покупателе используется исключительно в целях выполнения его Заказа (отправки сообщения продавцу о заказе Товара, отправки рекламных сообщений и т.д.).
12.2. Собственным акцептированием Договора или регистрацией на Веб-сайте http://www.expressdent.net(заполнение регистрационной анкеты) Покупатель добровольно дает согласие на сбор и обработку своих персональных данных с последующей целью: данные, которые становятся известны, будут использоваться в коммерческих целях, в том числе для обработки заказов на приобретение товаров, получение информации о заказе, рассылки телекоммуникационными средствами связи (электронной почтой, мобильной связью) рекламных и специальных предложений, информации об акциях, розыгрыши или любой другой информации о деятельности Веб-сайта http://www. expressdent.net.
Для целей, предусмотренных настоящим пунктом, Покупателю имеют право направляться письма, сообщения и материалы на почтовый адрес, e-mail Покупателя, а также отправляться sms-сообщения, осуществляться звонки на указанный в анкете телефонный номер.
12.3. Покупатель дает право осуществлять обработку его персональных данных, в том числе: помещать персональные данные в базы данных (без дополнительного уведомления об этом), осуществлять пожизненное хранение данных, их накопление, обновление, изменение (по мере необходимости). Продавец обязуется обеспечить защиту данных от несанкционированного доступа третьих лиц, не распространять и не передавать данные любой третьей стороне (кроме передачи данных связанным лицам, коммерческим партнерам, лицам, уполномоченным Продавцом на осуществление непосредственной обработки данных для указанных целей, а также на обязательный запрос компетентного государственного органа).
12.4. В случае нежелания получать рассылку, Покупатель имеет право обратиться к Продавцу, написав заявление об отказе от получения рекламных материалов, направив его на почтовый или электронный адрес.
12.5. Продавец не несет ответственности за содержание и достоверность информации, предоставляемой Покупателем при оформлении заказа. Покупатель несет ответственность за достоверность указанной при оформлении заказа информации.
x
Omega Technologies — Ручной инструмент механика по качеству
Загрузить нашу линейную карту
Минимальная сумма заказа: 50,00 долларов США Бесплатная доставка при заказе на сумму свыше 100 долларов США Часы работы: Понедельник — пятница 7:30 — 16:00 PST Телефон:
31125 Виа Колинас Люкс 905 Westlake Village, CA 91362
Посетите другие наши веб-сайты
Инструменты MRO Инструменты MRO Mobile Насадки Apex Инструмент Dotco Инструменты для технического обслуживания, Мексика Инструменты для технического обслуживания, Великобритания Головки Apex
Смотрите MROTV с инструментами от OMEGA TECHNOLOGIES!
Omega Technologies производит качественные инструменты для Boeing, Northrop, Airbus, авиации и профессиональных механиков по всему миру с 19 лет.83. Omega Technologies также распространяет качественные бренды, такие как Apex, Sturtevant Richmont, Wera, Zephyr, Utica и Master Power!
Bosch Tools
Bosch Tools — мировой лидер на рынке электроинструментов и принадлежностей к ним. Основными факторами успеха являются инновационная сила и скорость инноваций. От вас, как от профессионала, ожидают многого: скорости, надежности, компетентности, выносливости – одним словом, отличных результатов. Профессиональные электроинструменты Bosch — для профессионалов от профессионалов.
Промышленные инструменты Chicago Pneumatic
Независимо от того, нужны ли вам промышленные инструменты для общего обслуживания, тяжелого производства или практически для чего-то другого, у Chicago Pneumatic есть инструменты, которые могут удовлетворить ваши потребности. Компания «Чикаго Пневматик» поможет вам выполнить работу с помощью широкого ассортимента универсальных, надежных и удобных в использовании инструментов, а также полного ассортимента надежных пневматических инструментов, оригинальных запасных частей и аксессуаров гарантированного качества.
Инструменты Cleco
Известные своей долговечностью, надежностью и универсальностью, бренды Dotco и Cleco считаются ведущей линейкой инструментов для снятия и сборки материалов на промышленном рынке. Это стало возможным благодаря продуманному дизайну и технологиям производства, позволяющим производить небольшие, удобные и легкие инструменты, способные работать в самых суровых условиях.
Fuji Air Tools
Fuji Air Tools предлагает широкий ассортимент пневматических инструментов и сборочных систем для промышленного применения. С самого начала Fuji производила инструменты для самых тяжелых и требовательных промышленных условий в Японии и на планете. Это привело к появлению широкого ассортимента надежных и долговечных инструментов для удаления материала, которые являются предпочтительным выбором для металлообработки в Японии и во многих странах за рубежом.
Milwaukee Tool
С момента основания компании в 1924 году Milwaukee Tool лидирует в отрасли как по надежности, так и по производительности. Обладая непоколебимой приверженностью к торговле, Milwaukee Tool продолжает лидировать, уделяя особое внимание предоставлению инновационных решений для конкретной отрасли. Milwaukee Tool лидирует в отрасли по разработке инновационных решений, обеспечивающих повышенную производительность и непревзойденную надежность для профессиональных строителей.
Компания Universal Tool предлагает широкий выбор пневматических инструментов для промышленного применения и технического обслуживания. Универсальный инструмент стал символом качества и мастерства благодаря инновационным продуктам, в которых используются последние достижения в области проектирования пневматических инструментов. MRO Tools с гордостью предлагает линейку продуктов Universal Tool, в которую входят продукты с проверенной производительностью, которым вы можете доверять.
Биты для отверток Apex от Omega Technologies
Загрузить нашу линейную карту
Минимальная сумма заказа: 50,00 долларов США Бесплатная доставка при заказе на сумму свыше 100 долларов США Часы работы: Понедельник — пятница 7:30 — 16:00 PST Телефон:
31125 Виа Колинас Люкс 905 Westlake Village, CA 91362
Посетите другие наши веб-сайты
Инструменты MRO Инструменты MRO Mobile Насадки Apex Инструменты Dotco Инструменты MRO Mexico Инструменты MRO UK Розетки Apex
Omega Technologies — Ручной инструмент для механиков по качеству > Инструменты для крепежа Apex > Насадки для отверток Apex
Apex уже несколько десятилетий производит высококачественные биты для отверток в ответ на постоянно меняющиеся требования к крепежным изделиям. Эти требования различаются в зависимости от отрасли, но особенно высоки в авиационной отрасли. Были разработаны специальные сплавы, обладающие характеристиками, отвечающими особым требованиям аэрокосмической и автомобильной промышленности. Биты одинаковой твердости от разных марок дадут разные результаты. Мы понимаем, что выбор материала/марки может быть запутанным процессом. Omega Technologies будет рада предложить конкретные рекомендации, или вы можете просмотреть категории ниже, включая B.N.A.E., Frearson, Hi-Torque, Phillips, Pipe-Plug, Pozidriv, Quadrex, Sel-O-Fit, Slotted, Socket Head, Square Recess, Torq-Set, Torx Plus, Torx, Triple Square и Tri-Wing.
Вершина B.N.A.E. (метрические) Биты для отверток
Вершина B.N.A.E. (метрические) биты для отверток. Хвостовик с шестигранной вставкой 1/4 дюйма и хвостовик с шестигранной вставкой 1/4 дюйма с ребрами, препятствующими выскальзыванию. Также известны как французские биты. Название происходит от Bureau de Normalization de l’Aeronautique et de l’Espace.
Биты с шестигранной головкой Apex со сферическим концом
Шестигранные биты со сферическим концом Apex изготавливаются с использованием запатентованной стали и процесса термообработки, что обеспечивает большую прочность и более длительный срок службы бит. Передовой процесс обработки, используемый для изготовления шестигранных бит со сферическим концом Apex, обеспечивает более жесткие допуски.
Насадки для отверток Apex Frearson (Reed & Prince)
Биты для отверток Apex Frearson (Reed and Prince). Выемка Frearson сконструирована таким образом, что бита любого размера подходит для любой выемки. Выбирайте биты по диаметру корпуса, чем больше винт, тем больше диаметр корпуса.
Биты для отверток с высоким крутящим моментом Apex
Насадки Apex с высоким крутящим моментом. Углубление Hi-Torque было разработано для обеспечения очень высокого крутящего момента при установке и снятии, а также для уменьшения потребности в торцевой нагрузке от привода.
Биты для крестовой отвертки Apex
Биты для отверток с крестообразным шлицем Apex®. Приводной винт с головкой Phillips специально разработан так, чтобы выворачиваться, когда винт застревает, предотвращая повреждение крепежной детали или головки.
Насадки для отверток для трубных заглушек Apex
Биты для отверток Apex Pipe-Plug. Шестигранник с наружной резьбой на квадрат с наружной резьбой от 1/4 » до 1/2 ».
Биты для отверток Apex Pozidriv
Биты для отверток Apex Pozidriv®. Неглубокая крестообразная выемка на головке винта идентифицирует крепеж Pozidriv. Бита Pozidriv и конструкция углубления обеспечивают контакт, чем стандартный Phillips, для большего крутящего момента.
Насадки для отверток Apex Sel-O-Fit
Биты для отверток Apex Sel-O-Fit. Биты Sel-O-Fit предназначены для более эффективного закручивания винтов Pozidriv. Бит Sel-O-Fit передает крутящий момент на самую прочную и наиболее выгодную с точки зрения механики часть наконечника отвертки.
Биты для шлицевой отвертки Apex
Биты для шлицевой отвертки Apex. Биты для шлицевой отвертки имеют один паз в головке крепежного элемента, а инструмент, используемый для вбивания шлица, называется шлицевой головкой, плоским наконечником или плоской головкой.
Биты для отверток с внутренним шестигранником Apex
Биты для отверток с внутренним шестигранником Apex. Бит с головкой под торцевой ключ является одним из наиболее распространенных винтовых приводов в авиационной и автомобильной промышленности. Этот винтовой привод также распространен в тяжелой промышленности.
Биты для отверток с квадратным углублением Apex
Биты для отверток с квадратным шлицем Apex. Четыре стороны насадок для отверток с квадратным шлицем Apex расположены под прямым углом друг к другу. Противоположные стороны квадратных насадок параллельны.
Биты для отверток Apex Torq-Set
Биты для отверток Apex Torq-Set®. Torq-Set представляет собой крестообразный винтовой привод, используемый в приложениях, чувствительных к крутящему моменту. Головка Torq-Set внешне похожа на привод Phillips тем, что имеет крестовину с 4 плечами.
Биты для отверток Apex Torx Plus
Биты для отверток Apex Torx Plus®. Конфигурация крепежа Torx Plus и биты обеспечивает более плотную посадку, повышенную на 25% прочность биты и до 100% больше ездовых циклов. Этот улучшенный дизайн становится еще лучше, если он создан с использованием ноу-хау Apex.
Биты для отверток Apex Torx
Биты для отверток Apex Torx®. Крепления Torx становятся все более и более распространенными при сборке автомобилей и бытовой техники. Apex предлагает полный набор насадок для винтов Torx.
Биты для отверток с тройным квадратом Apex
Биты для отверток с тройным квадратом Apex. Биты тройного квадрата, также известные как биты XZN, представляют собой тип отвертки с 12 равномерно расположенными наконечниками, каждый из которых расположен под углом 90 °.
Биты для отверток Apex Tri-Wing
Биты для отверток Apex Tri-Wing®. Отвертка Tri-Wing, также известная как треугольная шлицевая, имеет три радиальных шлица.
Виды обработки натурального камня. Справочник производителя изделий из камня в Москве
Благодаря большому разнообразию натурального камня, любой Заказчик сможет найти наиболее подходящий для себя оттенок и цвет. Изучив пожелания клиента,наша компания с легкостью подберет камень, который удовлетворит все пожелания. Архитектура, как и дизайнерские направления всегда развиваются. Это же касается и натурального камня. Поиск лучших вариаций с его обработкой, укладкой не стоит на одном месте.
Развиваются не только способы добычи натурального камня, но и его обработки. Благодаря модернизации оборудования значительно упрощается обработка поверхностей натурального камня и становится возможным получение различных изделий из него.
Количество видов обработки натурального камня, с помощью которых производят очистку, шлифовку поверхности камня насчитывают более десяти.
Наиболее популярные виды обработки натурального камня : полировка, шлифовка, натуральный скол, термообработка, обработка щетками, царапанная поверхность, античная обработка.
►Polished – полированная поверхность натурального камня.
Это один из основных видов обработки. Суть процесса состоит в обработке поверхности камня при помощи специального устройства (начиная с №50ед и постепенно закончить №3500ед). Таким образом, поверхность доводят до блеска, при этом рисунок камня полностью сохраняется и становится зеркальным. Такая обработка проводится при постоянной подаче воды, что уменьшает трение, при этом необходимо сменять полировочные диски. Особо привлекательно смотрятся натуральные оникс, гранит и мрамор. Такому методу обработки подвергаются не все виды натурального камня, т.е. зеркальный блеск возможен не на всех поверхностях. Иногда полировку камня делают не в самом цеху, а уже после монтажа натурального камня. Такой пол из натурального камня смотрится весьма красиво, поскольку полируются не отдельные плиты, а вся поверхность, благодаря чему создается эффект цельного пола.
►Honed – лощеная поверхность.
Достигается путем шлифования камня сегментом под №800, в результате чего поверхность не становится зеркальной, но красиво проявляется внутренний рисунок камня. Поверхность камня приобретает эффект лощености, но свет отражать не будет, как в случае с Polished. Такому методу обработки подвергаются большинство видов натурального камня.
►Natural – натуральный скол.
Чаще всего такой обработке поддаются сланец и кварцит. Его обусловлено природной фактурой поверхности этих видов камней. Такая натуральность достигается методом расщепления каменного блока, в результате чего сохраняется природный скол. Несмотря на модернизацию производства, такой метод обработки камня возможен только вручную с помощью тонкой стамески и молотка. В результате обработки Natural, возможны перепады на поверхности толщиной до 5 мм, однако это не мешает использованию таких натуральных камней для отделки помещений.
►Termo — nермообработка.
Такой обработке, как правило, подвергаются слебы гранита, толщиной более 3 см. Поскольку такая обработка производится под открытым огнем при температуре 1000С, кроме гранита другие камни такую температуру выдержать не могут. Используют для этих целей горелки (а в более развитых в плане камнеобработки странах, таких как Италия, Бразилия, Китай, Индия применяются конвейерные обжигающие устройства). Из горелки подается открытый огонь высокой температуры и обрабатывается поверхность гранита. Таким образом, от камня начинают отшелушиваться различные мягкие включения, прорисовывается фактура камня глубиной до 1 мм. Фактура такого камня станет однородной. Такой способ используют для снижения скольжения при изготовлении гранитных ступеней, дорожек в местах, где на камень может попасть вода. Таким гранитом пользуются и для внутренней отделки, поскольку термообработанный гранит имеет более красивую и фактурную поверхность.
►Brushed – обработка камня щетками.
Такая обработка используется, когда необходима небольшая фактура натурального камня. Такой камень используют для столешниц, напольных покрытий, лестниц. Обрабатывают натуральный камень с помощью специальных щеток при постоянной подаче проточной воды. Есть мультищеточные машины, при помощи которых обрабатывают камень конвейерным способом, коленно-рычажные станки, а также специальные болгарки, на которые постоянно подается вода. Насухо обрабатывать щетками ни в коем случае нельзя.
►Chiseled – царапанная поверхность.
Это одна из новых видов обработки камня. Чаще всего такой обработке подвергают гранит и известняк. При данном методе на поверхность камня по всей длине наносятся полосы, глубина которых не превышает 1,5мм. Фактура может быть неоднообразной, однако в целом поверхность выглядит довольно однородной. Такую обработку делают на специальных станках, а камни, обработанные таким способом, используют на ступеньках, цоколях и прочих поверхностях.
►Antique – античная состаренная обработка.
Уже по названию становится ясно откуда пришел данный метод обработки. Поверхность натурального камня обработанного таким способом имеет хаотичную фактуру и неравномерность. Такой камень выглядит так, будто прослужил человеку уже около тысячи лет. Метод обработки заключается в том, что камень обрабатывают кислотой, после чего дают полежать до 15 минут и хорошо промывают водой и высушивают. Благодаря воздействию кислоты с поверхности натурального камня исчезают все посторонние включения, а на их месте образуются углубления различных форм. Таким образом, камень приобретает состаренный вид. Очень часто камень, обработанный таким способом, используют в различных общественных местах и квартирах.
Камень и Технологии — Производитель изделий из камня, 10 лет на рынке камнеобработки. Мы в Instagram @stone_and_technology
Перейти в каталог камня:
Мрамор
Гранит
Оникс
Лабрадорит
Травертин
Сланец
Песчаник
Получить консультацию, подобрать необходимый камень и вид обработки поверхности, рассчитать стоимость:
Телефоны:
+7 (495) 961-09-20,
+7 (903) 221-20-92,
+7 (968) 579-57-37
WhatsApp, Viber:
+7 (903) 221-20-92
Мы в Instagram @stone_and_technology
8 основных способов.
Популярные методы обработки камней и их особенности
О компании / Полезные статьи / 8 основных видов обработки природного камня: как правильно это делать и зачем
Рубрика: Полезные статьи
Для какой цели использовать натуральный камень зависит не только от его вида, но и от типа обработки. Грамотная порезка, шлифовка или полировка помогают выявить настоящую красоту материала и значительно расширить грани его применения. Обрабатывать природный камень не так уж и легко. Этот процесс должен проходить в строгом соответствии стандартам качества и учитывать плотность породы, ее цвет и текстуру.
Обработка камня, видео: особенности и наиболее популярные способы
8 основных способов обработки натурального камня
Обработка натурального камня имеет кардинальные отличия в зависимости от типа породы и будущего предназначения материала. Так выделяют:
1. Полировку
Такая обработка природного камня придает ему гладкую поверхность и потрясающий блеск. При данном способе прожилки породы способны создавать уникальные узоры, которые смотрятся гораздо насыщеннее, чем до полировки. Для этого метода воздействия используются специальные:
Шлиф. машины с порошковым напылением.
Войлочные круги.
Приспособления необходимы, чтобы правильно полировать камень до идеально ровного покрытия.
2. Шлифование
Шлифовочный вид обработки камня полностью снимает с него лицевой слой, позволяя проступить текстуре. После проведенных работ на породе остаются небольшие следы от абразивных кругов, которые практически незаметны.
Готовые изделия из камня удобно использовать для оформления внутренних или внешних ступеней дома. Их можно просверлить или разрезать. Благодаря шероховатой поверхности достигается отличный антискользящий эффект.
3. Распил
Исходя из названия метода понятно, что речь идет о распиливании больших кусков породы на плиты. К обычному разрезанию можно добавить абразивный способ – тогда фактура плиты обретет еще больший рельеф.
В зависимости о того, как распилить камень, можно использовать его для оформления садово-парковых дорожек или фасадов зданий. Одними из наиболее популярных видов пиленного материала стали брусчатка и бордюр.
4. Скол
Эта обработка камня имитирует природный процесс, в котором от одного цельного блока откалывают меньшие по размеру. При этом в породу вставляются специальные клинья, которые под давлением разбивают материал на части. Получившаяся скальная фактура может быть успешно использована в садово-парковом искусстве, при изготовлении памятников и монументов.
Зачастую скольный способ воздействия на породу – это обработка камня своими руками, ведь так можно достичь необходимых габаритов и рельефности материала
5. Обработка щетками
Подобные методы обработки камней – это механическое воздействие на породу водой и специальными щетками. В результате поверхность материала получается гладкой, и в то же время, совершенно не скользкой. Подобная полировка камня позволяет использовать его для создания:
Столешниц.
Ступеней.
Напольного покрытия.
6. «Царапаная поверхность»
Это обработка торца и кромки натуральной породы до получения неглубоких, хаотичных борозд. Такой способ является более интересным, чем обычная шлифовка камня и позволяет придать материалу особенный вид. Обработанные таким образом поверхности очень часто применяются для изготовления ступеней и цокольных этажей зданий.
«Царапанные» камни имеют очень интересный внешний вид и активно применяются в строительстве
7. Античная обработка
Конечно, это вид не демонстрирует, как пилить камень было принято в древние времена, но сможет придать породе искусственно состаренный внешний вид. Чтобы достичь такого эффекта, плиты помещают в кислоту, которая помогает удалить остатки инородных вкраплений и оставляет небольшие канавки после себя.
После того, как камень был опущен в кислоту, он принимает текстуру очень схожую к античному мрамору и граниту. Такая техника позволяет использовать его в интерьерах стилей Antique и «Классик»
8. Термическая обработка
Для материалов, применяемых в наружных отделочных работах, этот способ является преимущественным. Он быстрее и проще других, для достижения желаемого эффекта не нужно так много усилий, как полировать камень или шлифовать его.
Стоит отметить, что термообработанные плиты имеют отличные противоскользящие характеристики. Они менее подвержены разрушительному влиянию резких изменений погодных условий
При такой обработке, порода поддается обжигу, впоследствии которого мягкие вкрапления просто выгорают. Наиболее часто такой камень используется для мощения пешеходных дорожек, а также оформления заборов и ворот.
Обработка камня, фото которой Вы видите здесь – это быстрый способ получить отличный материал для строительства, при помощи высокотемпературного нагрева
Стоит ли обрабатывать камень своими руками
Вы уже знаете, как резать камень и обрабатывать его другими методами. Но теперь возникает вопрос, стоит ли делать это самостоятельно. Если у Вас есть лишнее время и желание, то можно. Но всегда лучше заказать готовый камень у проверенной компании и быть уверенным в его качестве. Специализированные производители имеют необходимую технику и условия для проведения любых видов воздействий. Кроме того, материал будет доставлен прямо на Ваш объект.
Компания «Камелот» готова предоставить натуральные камни для бани, строительства и дизайна по доступным ценам. Обращайтесь!
Следующая статья >
8 невероятных техник и процессов для работы с камнем
От грубых символов, кропотливо нанесенных на стены пещеры; фасады наших музеев с декоративной резьбой, полированные гранитные столешницы, блестящие на новых кухнях по всей стране — камень — это материал, который человечество использует уже почти 800 000 лет.
В частности, художники часто использовали камень для скульптурных работ. В архитектуре работа каменщика может определять целые города: от гранитно-серых улиц на северо-востоке Шотландии до квартир из коричневого камня в Бруклине, штат Нью-Йорк.
Конечно, у камня есть свои проблемы. В последние годы карьеры в Тоскане, используемые такими людьми, как Микеланджело, были закрыты из-за воздействия разработки карьеров на землю на окружающую среду; в то время как в ранее мирной афганской провинции Бадахшан возросла напряженность из-за добычи голубого камня, лазурита.
Однако при тщательном и этичном добыче камень представляет собой материал с широким спектром применений. Всегда тяжелый, всегда долговечный — он может быть грубым, гладким, точным, сложным, сухим, ломким и встречаться в множестве сложных природных узоров и цветов. При ручной резьбе требуется невероятное количество силы, терпения и мастерства. В более промышленном контексте машины просто завораживают.
Вот 8 различных методов и процессов обработки камня, и где вы можете найти их на Make Works.
1. Ручная резьба
До разработки инструментов для резьбы по металлу более твердые камни использовались для придания формы мягким камням, таким как мел или мыльный камень. Сегодня процесс ручной резьбы практически не изменился и остается физическим процессом, хотя стальное долото, инструменты и молотки каменщика используются для отделения материала от более крупных каменных блоков.
Традиционно резьба по камню использовалась для изготовления фасадов соборов, статуй и религиозной иконописи. Однако в течение 20-го века художники, работающие с камнем, такие как Генри Мур и Барбара Хепворт, начали создавать более абстрактные формы — практика, которая продолжается и по сей день.
Вы можете пройти мастер-класс по резьбе по камню у Майкла Шойерманна в Бирмингеме
Вы можете пройти мастер-класс по резьбе по камню в Эдинбургской скульптурной мастерской в Эдинбурге
2. Вырезание букв
Вырезание букв похоже на ручную резьбу, но для создания букв используются долото под разными углами. Обычно его используют для изготовления надгробий, табличек или надписей на памятниках.
Как и в случае с художником по вывескам, обучение искусству вырезания букв означает глубокое понимание типографики. Надпись часто адаптирована к типу камня; рассмотрение макета и цели при принятии решения о формах, интервалах, цветах, тенях и типах разрезов, которые будут использоваться.
Вы можете узнать больше о работе резчика букв здесь
Для вырезания букв из камня в Шотландии вы можете работать с Джиллиан Форбс недалеко от Кинросса.
3. Пескоструйная обработка
Пескоструйная обработка — это процесс подачи песка через сопло под давлением сжатого воздуха для придания формы другой поверхности. Пескоструйная обработка также может выполняться с использованием других абразивов, таких как стекло, пластик или, для более легкого покрытия, пищевая сода.
Пескоструйная обработка камня обычно используется для создания надписей или других изображений на надгробиях. Многие каменщики делают резиновый трафарет, который затем размещают на камне, чтобы защитить участки, которые они не хотят сносить взрывом. Эти трафаретные изображения часто изготавливаются в цифровом виде, а затем вырезаются с помощью резака для винила, что означает, что любой цифровой шрифт или плоское изображение можно перевести на камень.
До сих пор существует разрыв между каменщиками и резчиками букв в отношении качества таких методов, как пескоструйная обработка. С одной стороны, это дешевле и быстрее, но, как правило, использует типографику, предназначенную для бумаги и чернил, а не материальные качества камня, снижающие ее эффективность.
В Шотландии вы можете пройти пескоструйную обработку камня в компании Douglas G Swan and Sons в Дамфрисе и Галлоуэе.
4. Алмазная резка
Алмаз позволяет таким инструментам, как пилы, сверла и шлифовальные машины, резать особо твердые поверхности, например камень. Например, промышленная циркулярная алмазная пила имеет алмазные наконечники, встроенные по всему краю. Это используется для вырезания частей ненужного камня: превращения больших валунов в плиты различных размеров и другие пригодные для обработки детали.
Эти высокоскоростные алмазные пилы с компьютерным управлением лучше работают во влажном состоянии, так как вода предотвращает перегрев диска. Многие каменщики будут собирать и постоянно повторно использовать воду, используемую в этом процессе.
Вы можете найти алмазную пилу и инструменты в Elgin Marble Company в Элгине.
5. Полировка камня
Камень может быть шероховатым, плоским, матовым, гладким или отполированным до глянцевого покрытия, похожего на стекло. Для достижения этого существует ряд различных машин и методов полировки камня, которые можно использовать. Это включает в себя шлифовку — процесс, аналогичный шлифованию, когда большие металлические диски или алмазы шлифуют шероховатости и дефекты. Следующим этапом является полировка, когда на поверхность наносятся полировальные порошки и составы, такие как карбид кремния.
Для получения очень глянцевой поверхности можно нанести покрытие. Подобно использованию воска для дерева, на камень наносится полимер, который придает ему дополнительный блеск. На следующем уровне на камень распыляют химические вещества, такие как фторсиликат, и полируют его стальными ватными дисками. Это приводит к образованию на поверхности кристаллов, подобных стеклу, и называется кристаллизацией.
Следует иметь в виду, что не все камни можно полировать — гранит, мрамор и некоторые известняки хорошо подходят, но все они могут требовать различных методов полировки.
6. Пламя
Более продвинутый процесс резьбы по камню — это пламя поверхности с помощью реактивной горелки. Здесь высокие температуры в сочетании с холодной водой откалывают камень, заставляя его отслаиваться. Использование факелов на камне может быть использовано для удаления любых следов от предыдущих инструментов, оставляя естественную «пламенную отделку» — или, применяя тепло дольше, вы фактически вырезаете камень.
Обычно пламя используется для создания больших скульптур на открытом воздухе, когда более практично работать на месте. Струйные горелки также используются для восстановления нескользких поверхностей на каменных ступенях, удаления граффити со стен или даже для добычи небольшого количества материала.
Мы не нашли нигде в Шотландии использование реактивных факелов (в основном они используются в Соединенных Штатах), но если вы знаете кого-нибудь, пожалуйста, свяжитесь с нами.
7. Гидроабразивная резка
Гидроабразивная резка — это процесс, в котором вода с высокой скоростью используется для создания точных профилей, вырезанных или выгравированных практически из любого материала. Станки для гидроабразивной резки могут резать практически все материалы, в том числе камень толщиной от 1 мм до 150 мм, размеры которого варьируются от сложных профилей до 4 м на 2 м.
Гидроабразивная резка камня аналогична гидроабразивной резке любого другого материала и идеально подходит для создания камней как малых, так и больших размеров.
В Бирмингеме вы можете найти услуги гидроабразивной резки в компании Aquajet Profiles в Кэнли
В Шотландии вы можете найти услуги гидроабразивной резки в компании Jet Cut в Хиллингтоне
8.
Обработка с ЧПУ
90 002 Мы сохранили одного из наших фавориты останутся здесь, поскольку станки с ЧПУ играют впечатляющую роль, когда дело доходит до камня. 2-осевые фрезерные станки, 3-осевые токарные станки, 4-осевые кусачки, 5-осевые фрезерные станки — любые 3D-формы, которые, по вашему мнению, вы могли бы обрабатывать с ЧПУ в дереве или металле, вы, вероятно, получите и в камне.
Подобно алмазным пилам, инструменты с ЧПУ по камню часто имеют встроенные в них алмазы, чтобы они могли прорезать материал. Обычно станки с ЧПУ используются для изготовления каменных колонн, каменных скульптур и архитектурных элементов на заказ.
В Шотландии вы можете использовать станок с ЧПУ для обработки камня в Файфе Гленрок возле Старого Мелдрама.
Если вам понравилась эта статья, вас также может заинтересовать наша статья: Что такое порошковое покрытие и как его использовать?
Обработка природного камня | Индийский дистрибьютор гранитного камня
Предыдущий
Следующий
Обработка природного камня
Камень – это универсальный материал, и опыт наблюдения за готовыми камнями разнообразных цветов и форм поистине завораживает.
Процесс добычи природных камней начинается в карьере, где находят сегмент твердой породы и отделяют от него блоки, сводя к минимуму повреждение камней
их распиливают на плиты и плитки. Последующая распиловка превращает плиты в размерную каменную кладку.
Работы сложного характера могут выполняться на шлифовальных станках, вручную и на профилировочных пилах. Блоки с натуральной поверхностью разрезаются на различные куски разного размера и толщины. После этого поверхности придается законченный вид путем полировки текстуры.
Усовершенствованные методы с помощью передовых технологий дают лучшие результаты, чем традиционные методы.
Благодаря использованию новейших технологий может быть создан продукт, соответствующий международным стандартам.
Известняк и песчаник и, как правило, доступны в шлифованном виде, в то время как другой более твердый известняк и мрамор можно полировать.
Чтобы получить первоначальный рисунок и цвет натурального камня, полированные поверхности, естественно, считаются лучшей альтернативой среди различных видов каменных поверхностей, поскольку полированная поверхность не изменяет присущую камню природу.
Спрос российских потребителей на хорошую мебель остаётся на высоком уровне, несмотря на то, что её изготовлением никого уже удивить нельзя. Новые дизайнерские решения в интерьере заставляют производителей мебели постоянно расширять свой ассортимент. Мебельный бизнес довольно рентабельный и имеет несколько вариантов реализации в зависимости от заложенного бюджета. Спрос на корпусную мебель невероятно велик, поэтому открытие предприятия по ее изготовлению является очень прибыльным делом, так как люди её покупают всегда, независимо от сезона и погоды. Даже кризис ничего не изменит в вашем бизнесе, разве что снизит класс выпускаемой продукции от элитной до классической. Современное деревообрабатывающее производство – это высокоразвитые предприятия, многие из которых начинали свой путь со скромных станков, способных лишь на выпуск плоских мебельных изделий. Сегодня даже малые компании могут предложить потребителю по-настоящему креативную и интересную продукцию высокого качества, и все благодаря современному оборудованию для производства мебели. Производство мебельной продукции — сложный процесс, требующий использования специальных инструментов и оборудования. Современные станки для её производства включают в себя много разных моделей и типов, предназначенных для определенной операции. Модификации деревообрабатывающих машин могут отличаться широким спектром опционального оснащения. Для компании по производству корпусной мебели, достаточно базового оборудования, в основном, его выбор напрямую зависит от вида выпускаемых изделий на предприятии. Несмотря на то, что большинство станков стоит довольно дорого, их применение окупает себя уже в первые месяцы при условии стабильного спроса на производимую на них продукцию. Производители мебели могут использовать сегодня станки с ЧПУ (числовым программным управлением), которые позволяют не только разнообразить производство, но и сохранять стабильное качество. Что же является самым необходимым в современном производстве? Мы расскажем, какие машины для производства корпусной мебели понадобятся Вам на каждом этапе производства и как сделать правильный выбор.
Одним из лидеров на рынке оборудования для производства мебели, является интернет-магазин DrevoX.ru, так как нельзя организовать изготовление качественной продукции без специальной техники. Оборудование для мебельного производства представляет оптимальный набор, с помощью которого можно наладить изготовление современных изделий.
Выбирая оборудование, необходимо учитывать:
планируемые объемы выпуска продукции
специфику деятельности
размеры помещения, где будет осуществляться основная деятельность
Какие параметры существуют для того, чтобы определиться, какие именно станки будут приобретаться для открывающегося предприятия? На выбор будет влиять качество и цена станков, а также сроки их службы. Перед покупкой станков понадобится ознакомиться с:
Техническими характеристиками приобретаемой техники. Данные показатели оказывают большое влияние на качество производимых станком операций.
Немаловажно определение максимального размера обрабатываемых деталей.
И последним, параметром является производительность машины.
На сегодняшний день существует два основных направления работы — это производство из ДСП (древесно-стружечных плит) с различным покрытием, в том числе и ламинированным, и работа с натуральным массивом дерева. Несмотря на то, что производственные операции и в том, и в другом случае схожи, технически они имеют множество различий. Давайте разберем оба варианта.
Корпусная мебель из древесно-стружечной плиты:
Эта продукция является более дешевым аналогом традиционной деревянной мебели. Помимо сравнительно низкой стоимости, она обладает и рядом других преимуществ: легкость, устойчивость к влиянию внешней среды, вариативность и ремонтопригодность.
Основные этапы производства:
разработка проекта и чертежа;
раскрой материалов на прямолинейные или криволинейные изделия;
облицовка кромок изделий;
сверление отверстий для возможности скрепления изделий и фурнитуры;
Какое оборудование для производства мебели может потребоваться в этом случае?
Форматно-раскроечное оборудование— позволяет делать прямолинейные резы, а благодаря наличию двух дисков (основного отрезного и малого подрезного) удается с первого раза получить чистую (без сколов) кромку изделия. Также на данном оборудовании имеется возможность выполнять резы под необходимым углом и в зависимости от наличия опции наклона пильного диска станка делать скошенные кромки.
Фрезерное оборудование с ЧПУ— позволяет делать точные криволинейные резы и изготавливать пазы и филенки внутри контура. Предназначен также для производства фигурных деталей и сложных форм декоративной отделки мебельных фасадов.
Кромкооблицовочное оборудование— выполняет несколько функций: изделия с кромкой выглядят аккуратно и кромочный материал защищает изделие от поглощения влаги.
Сверлильно-присадочное оборудование— выполняет сверление в полученных изделиях для соединительных отверстий. Точное выполнение данной операции гарантирует качество сборки готовой продукции.
Корпусная мебель из массива дерева:
Производство мебели из массива, разумеется, потребует использование некоторого, уже известного нам оборудования, таких, как форматно-раскроечное или фрезерное, но при этом понадобится и другое:
Шлифовальное оборудование— так как речь идет о натуральном дереве, шлифовка не только плоскости, но и рельефных деталей просто необходима.
Торцовочное оборудование— помогает провести поперечный раскрой и удалить все дефекты натуральной древесины до начала финального раскроя отдельных деталей.
Токарное оборудование— позволяет разнообразить отделку мебели деревянными элементами — опорами, авторской фурнитурой или декором.
И другое оборудование
Не стоит забывать и про вспомогательное оборудование, так как основная часть оборудования для производства мебели, без систем аспирации и компрессорного оборудования, не используется, а приобрести необходимое оборудование в настоящее время никакого труда не составляет. В компании Древокс можно подобрать модели любого мирового производителя, которые подойдут для вашего производства. Очень часто встречаются предложения о продаже техники, бывшей в употреблении. Его стоимость намного ниже, чем нового, но это существенно снизит Ваши затраты. Нельзя начать серьёзный мебельный бизнес без минимального станочного обеспечения. Только качественный комплект оборудования может вывести производство на высокие показатели производительности и прибыли.
Компания Древокс предложит свои варианты оснащения и услуги по техническому, сервисному обслуживанию оборудования для производства мебели. Качественно настроенная техника эксплуатируется долго. А станки в каталоге нашего интернет-магазина периодически обновляются, модернизируются, ведь на рынке нередко появляются новые агрегаты, внедряются инновационные технологии. Бизнес по производству корпусной мебели будет успешным, если сотрудничать с надежными деловыми партнерами, поставщиками оборудования. Интернет-магазин DrevoX. ru предлагает станки от ведущих производителей.
К тому же, есть еще несколько причин, по которым многие предприниматели закупают оборудование именно в компании Древокс:
Доступные цены на оборудование и инструмент для изготовления мебели.
Большой ассортимент расходных материалов, которые всегда есть в наличии.
Возможность покупки в кредит или лизинг.
Проведение пуско-наладочных работ специалистами нашего Сервисного центра.
Гарантийное и послегарантийное обслуживание оборудования.
Если у Вас возникли вопросы, звоните по телефону +7(977)800-94-48. Мы поможем Вам выбрать оборудование для производства мебели, а также проконсультирует по вопросам оплаты и доставки товара. Не откладывайте покупку – закажите качественное оборудование прямо сейчас и пусть любое ваше начинание приносит прибыль!
Мебельная машина | Мебельный станок с ЧПУ для изготовления деревянной мебели на заказ
Виды и особенности классического мебельного станка с ЧПУ
Как мы упоминали выше, различные типы корпусных станков с ЧПУ могут выполнять различные процессы в производстве мебели. Мебельный станок с ЧПУ в основном включает следующие модели станков в зависимости от их функций.
Мебельный станок с ЧПУ для раскроя — раскройный станок с ЧПУ
Под станком с ЧПУ для раскроя здесь понимается станок с ЧПУ для раскроя или обрабатывающий центр для изготовления деревянной мебели. Этот тип мебельного станка с ЧПУ может быть индивидуальным фрезерным станком с ЧПУ или комбинироваться с другими автоматическими устройствами. Например, автоматическая загрузка, разгрузочные платформы, автоматическая этикетировочная машина и т. д. Некоторые из них со сверлильной головкой или агрегатной головкой также могут одновременно выполнять вертикальное и горизонтальное сверление или нарезку канавок.
Раскройный станок с ЧПУ для мебели может интегрировать процессы автоматической маркировки, загрузки, вертикального сверления, нарезания канавок, резки, фрезерования и автоматической разгрузки. Он может реализовать автоматическое, интеллектуальное и информативное производство панельной мебели на заказ. Усовершенствованное программное обеспечение для раскроя с разделением заказов помогает раскройному станку с ЧПУ для мебели оптимизировать схему раскроя и генерировать соответствующие данные обработки. Таким образом, это может значительно снизить сложность и количество ошибок при производстве мебели на заказ и повысить эффективность обработки.
Особенности мебельного станка с ЧПУ для раскроя включают в себя:
Компьютеризированная система управления раскройным станком с ЧПУ в значительной степени заменяет традиционное ручное управление, экономя труд и повышая эффективность производства.
Раскройный станок с ЧПУ для мебели режет деревянные панели фрезами, которые могут произвольно менять направление. Он может резать панели неправильной формы, что значительно повышает коэффициент использования панелей.
Работа мебельного станка с ЧПУ для раскроя проста и легка в освоении. Благодаря интеллектуальному управлению машина для раскроя вряд ли допустит ошибки.
Обычные рабочие могут работать с фрезерным станком с ЧПУ после простого обучения, что избавляет предприятия от зависимости от квалифицированных сотрудников и в определенной степени снижает затраты на рабочую силу.
По сравнению с традиционным станком, раскройный станок с ЧПУ для мебели имеет более высокую скорость, более высокую точность и лучшее качество резки.
Станок для раскроя древесины имеет широкую сферу применения и подходит для серийного производства различной панельной мебели.
Мебельный станок с ЧПУ для обвязки — кромкооблицовочный станок
Кромкооблицовочный станок или кромкооблицовочный станок — это тип мебельного станка с ЧПУ, который используется для обвязки прямых или изогнутых краев деревянных досок для изготовления шкафов с ЧПУ. Потому что качество кромки является очень важным фактором при выборе шкафов. Хорошее качество окантовки не только делает шкаф более красивым, но и эффективно снижает выделение формальдегида. Таким образом, кромкооблицовочный станок является незаменимым мебельным станком с ЧПУ для изготовления шкафов с ЧПУ.
Blue Elephant предлагает ручной кромкооблицовочный станок и автоматический кромкооблицовочный станок с ЧПУ для мебельной кромки как с правильными, так и с неправильными краями. Основные функции кромкооблицовочного станка с ЧПУ для мебели включают в себя склеивание, обвязку, обрезку концов, тонкую и грубую обрезку, шабрение и полировку. Кроме того, высококачественные кромкооблицовочные станки также имеют предварительное фрезерование, отслеживание профиля, двойное шабрение, двойное полирование, два клея и другие функции.
Автоматический кромкооблицовочный станок с ЧПУ для мебели подходит для массивной оклейки прямых кромок. Например, дверцы шкафов, офисные столы, ящики, прикроватные тумбочки и т. Д. В то время как изогнутые и неровные края больше подходят для оклейки кромок с использованием полуавтоматических кромкооблицовочных станков.
Особенности мебельного кромкооблицовочного станка с ЧПУ:
Функциональные узлы автоматического кромкооблицовочного станка понятны и просты в ремонте. Это помогает операторам легко понимать и обслуживать каждую часть станка с ЧПУ для кромкооблицовки мебели.
Кромкооблицовочные станки используют высокопроизводительные импортные двигатели, что сокращает рабочее время и повышает эффективность кромкооблицовки.
Все аксессуары, используемые в автоматическом мебельном станке с ЧПУ для кромкооблицовки, строго контролируются и полируются. Это обеспечивает стабильную работу при обвязывании и хорошие результаты обвязки.
Просто и удобно управлять и задавать параметры на большом экране с высоким разрешением. Весь процесс кромкооблицовки выполняется автоматически, что значительно сокращает человеческий труд.
Мебельный станок с ЧПУ для раскроя — панельный станок
Как следует из названия, этот тип мебельного станка с ЧПУ используется для раскроя деревянных панелей с помощью пил. Панельный станок можно разделить на горизонтальный панельный станок и вертикальный панельный станок в зависимости от режима обработки. Вертикальная панельная пила может сэкономить больше места, чем горизонтальная. Blue Elephant в основном предлагает два типа горизонтально-раскроечных станков.
Прецизионная пила с раздвижным столом представляет собой тип полуавтоматического мебельного станка с ЧПУ для резки панелей. С развитием технологии мебельного ЧПУ линейная точность резки досок с помощью дисковой пилы может достигать 0.1 мм, а угловая точность составляет 0.1°.
Пильный станок с раздвижными панелями распиливает деревянные доски с помощью двух пильных полотен, большого основного пильного полотна и небольшого вспомогательного пильного полотна. Кроме того, высоту и угол наклона пильных полотен можно регулировать вручную в соответствии с конкретными требованиями резки. Таким образом, помимо резки досок под углом 90°, панельный станок также может резать под наклонными углами, например, 45°, и делать канавки на поверхности панели. Хотя он может быстро и точно резать панели, раскройная пила по-прежнему недостаточно эффективна для массового производства. Таким образом, мы познакомим вас с компьютерным панельным станком с ЧПУ для мебели.
Компьютерные панельные пилы представляют собой модернизированный мебельный станок с ЧПУ для распиловки и калибровки деревянных досок. Он использует передовое промышленное компьютерное управление, которое имеет простой в использовании человеко-машинный интерфейс. Кроме того, он совместим и может быть интегрирован с различным программным обеспечением для оптимизации, программным обеспечением для управления штрих-кодами и программным обеспечением для автоматизации. Таким образом, этот мебельный станок с ЧПУ может выполнять быструю, эффективную, точную и массивную резку деревянных досок. Он довольно популярен среди производителей деревянной мебели с ЧПУ с большими объемами производства.
Мебельный станок с ЧПУ для растачивания — Сверлильный станок с ЧПУ
Растачивание или сверление – необходимый процесс в производстве щитовой мебели. Правильность проведения буровых работ напрямую влияет на эффективность производства и себестоимость. Таким образом, сверлильный станок с ЧПУ является незаменимым мебельным станком с ЧПУ для изготовления мебели из деревянных панелей. Традиционный сверлильный станок по дереву больше не может удовлетворить производственные потребности. Кроме того, универсальный сверлильный станок с ЧПУ с числовым программным управлением — это то, что нам нужно в мебельной промышленности с ЧПУ.
Компания Blue Eleon в основном поставляет сверлильный станок с ЧПУ для боковых отверстий, станок для сверления петель и шестисторонний сверлильный станок с ЧПУ по дереву.
Бокосверлильный станок с ЧПУ представляет собой тип станка для изготовления мебели, предназначенный для горизонтального сверления деревянных досок. Он может быть оснащен соответственно одной головкой, двумя головками и двумя головками с пильным диском. Их функции и приложения имеют определенные отличия. Но все они могут выполнять работы по боковому бурению эффективно и точно.
Шестигранный сверлильный станок представляет собой модернизированный и более совершенный сверлильный станок по дереву. Он может выполнить сверление на шести поверхностях и нарезание канавок на верхней и нижней поверхностях за одну операцию, не переворачивая доску. Кроме того, этот шестигранный сверлильный станок прост в управлении и не требует навыков работы с ЧПУ. Шестисторонний сверлильный станок поддерживает методы загрузки и разгрузки вперед и загрузки вперед и назад. Кроме того, его можно использовать отдельно или совместно с несколькими устройствами, что значительно экономит трудозатраты.
Станок для сверления петель — это простой корпусной станок с ЧПУ для проделывания отверстий под петли. Он имеет простую конструкцию и может быть оснащен одной или двумя буровыми головками. Станок для сверления петель довольно прост в эксплуатации, потому что у него всего одна функция. Это станок для изготовления мебели, популярный в небольших деревообрабатывающих мастерских.
Дополнительные станки для изготовления мебели
Эти станки для изготовления мебели играют дополнительную роль в процессе изготовления мебели с ЧПУ. Они часто имеют одну единственную функцию и легки и просты в эксплуатации и обучении. Дополнительные станки в основном включают в себя вакуумный пресс, полировальный станок с ЧПУ, станок для скругления углов и другие станки с ЧПУ для шкафов, используемые в процессе производства мебели с ЧПУ.
Поверхность деревянных досок не ровная. Особенно после резки и гравировки на поверхности досок могут быть заусенцы. Это оказывает большое влияние на последующие процессы, такие как пленка ПВХ и запекание краски. Поэтому необходимо использовать шлифовальный станок по дереву для шлифовки и полировки поверхностей деревянных досок. Станок для полировки дерева использует усовершенствованный человеко-машинный интерфейс с цифровым дисплеем, которым легко управлять. Он также использует импортный инвертор для обеспечения надежной и чувствительной работы. Более того, защитный кожух шлифовального станка по дереву гарантирует безопасность как оператора, так и оборудования.
Вакуумный пресс представляет собой мебельный станок с ЧПУ, специально разработанный для изготовления дверей из ПВХ и дверей шкафов. Используется для прессования различных пленок ПВХ на деревянных панелях в термическом и вакуумном режимах. Вакуумный пресс имеет два подвижных рабочих стола, которые приводятся в движение двигателями для автоматической загрузки и выгрузки заготовок. Его рабочие столы изготовлены из высокопрочных стальных пластин, которые вряд ли деформируются в условиях высокой температуры.
Станок для закругления углов представляет собой небольшой мебельный станок с ЧПУ для закругления острых углов деревянных панелей. Это делает панели более гладкими и безопасными.
Решения для производственных линий
Клиенты могут приобрести все вышеперечисленные мебельные станки по отдельности или в комплексе. Отдельные столяры или небольшие фабрики могут купить один или два станка с ЧПУ в зависимости от своих конкретных и неотложных потребностей. В то время как для фабрик по производству деревянной мебели с ЧПУ с большими объемами производства и достаточным бюджетом автоматические производственные линии являются лучшим выбором. Есть несколько производственных линий на выбор. Например, линия по производству шкафов с ЧПУ, линия по производству дверей шкафов и другие соединительные линии с ЧПУ для мебели. Мы также можем разработать производственную линию в соответствии с размером вашей фабрики и крупным бизнесом. Станки Blue Elephant с ЧПУ имеют жесткую и стабильную конструкцию и высококачественные компоненты. Они могут оказать огромную помощь в вашем бизнесе по производству автоматической мебели с ЧПУ.
Сколько стоит мебельный станок с ЧПУ?
Blue Elephant предлагает несколько моделей мебельных станков. И каждый из них также имеет несколько моделей и спецификаций. Цена мебельного станка с ЧПУ в значительной степени зависит от конкретных характеристик станка. Поэтому, пожалуйста, проконсультируйтесь с нами по цене конкретной машины для изготовления мебели.
типы машин
Основная функция
Диапазон цен
Раскройный станок с ЧПУ
Оптимальный раскрой деревянных досок
$ 10,000 — $ 40,000
Кромкооблицовочный станок
Лента с прямыми и изогнутыми краями
$ 3,000 — $ 30,000
Панельная пила
Резка древесных плит с высокой производительностью
$ 2,000 — $ 30,000
Сверлильный станок с ЧПУ
Сверление горизонтальных и вертикальных отверстий различного назначения
$ 3,000 — $ 30,000
Другие машины для изготовления мебели
Нанесите пленку ПВХ на двери и дверцы шкафов. Полировальные и песочные доски Закругление углов
$ 600 — $ 8,000
Примечание. Все диапазоны цен в приведенной выше таблице приведены только для справки.
Почему стоит выбрать наш мебельный станок с ЧПУ?
Интеллектуальное программное обеспечение ЧПУ для мебели может проектировать и оптимизировать рабочий путь, определять рабочее положение и выполнять операции быстро и точно. А коэффициент использования платы увеличивается на 40% без ручного вмешательства.
Мебельный станок с ЧПУ имеет удобный интерфейс управления и прост в эксплуатации. Для работы не требуется длительный опыт или много навыков. Кроме того, вы всегда будете изучать новые технические знания и знания ЧПУ для улучшения вашего производства и качества.
Машина для изготовления мебели может изготавливать повторяющиеся изделия тысячи раз. Линии соединения мебельных станков с ЧПУ вполне подходят для массового производства с высокой стабильностью.
Инвестирование в мебельный станок с ЧПУ может помочь вам сэкономить затраты на оплату труда. Вы можете выполнить качественную и точную работу с небольшим количеством рабочих.
У нас есть полный ассортимент мебельной продукции с ЧПУ, а покупка в одном месте может удовлетворить ваши разнообразные производственные потребности.
Системы автоматической загрузки и разгрузки, пылеудаления и позиционирования значительно повышают эффективность производства и сокращают производственные затраты.
Программное обеспечение с ЧПУ позволяет вам стимулировать проекты ваших столов с ЧПУ и другие планы мебели с ЧПУ. Таким образом, вам не нужно тратить время и деньги на изготовление прототипа. Это может сэкономить вам недели производственного времени при изготовлении стола с ЧПУ или стула с ЧПУ.
Меры предосторожности при покупке мебельного станка с ЧПУ
На рынке есть много производителей мебельных станков с ЧПУ. Они предлагают различные модели и характеристики мебельных станков. Итак, на что следует обратить внимание при покупке мебельного станка с ЧПУ?
1. Определите свои потребности в обработке.
Это поможет вам определить тип мебельного станка с ЧПУ, который вы хотите купить. Например, если вам нужно разрезать доски, вы можете рассмотреть раскройный станок с ЧПУ или панельную пилу. Если вам нужны кромкооблицовочные панели, ищите кромкооблицовочные станки напрямую. Если вы хотите открыть небольшую мебельную фабрику, вы можете приобрести несколько корпусных станков с ЧПУ, чтобы сформировать небольшую производственную линию в соответствии с вашими потребностями.
2. Найдите надежного или известного производителя мебельных станков с ЧПУ.
Небольшие производители станков с ЧПУ могут сэкономить производственные затраты, используя детали низкого качества. Кроме того, их послепродажное обслуживание также может быть несовершенным. Напротив, крупные или известные производители мебельного оборудования уделяют больше внимания качеству продукции и послепродажному обслуживанию, чтобы удержать клиентов и сохранить репутацию. Таким образом, выбор надежного или авторитетного производителя, вероятно, избавит вас от многих проблем.
Многие производители станков с ЧПУ, такие как Blue Elephant, предлагают широкий спектр мебельных станков, а также комплексные решения. Blue Elephant занимается производством мебельных станков уже более 12 лет. Кроме того, наша продукция продается в 180 странах и регионах. Наши машины имеют хорошую репутацию и послепродажное обслуживание по всему миру. Вы можете купить все станки с ЧПУ, необходимые для открытия фабрики панельной мебели у Blue Elephant.
3. Подтвердите характеристики станка с ЧПУ для производства мебели.
Этот шаг очень важен для вашей будущей обработки. Когда вы решили, какой станок для деревянной мебели купить, внимательно уточните технические характеристики станка у производителя. Например, площадь рабочего стола, мощность, точность обработки, повторная точность, скорость работы, система управления, дополнительные функции и т. д. Убедитесь, что выбранный вами станок для изготовления деревянной мебели наилучшим образом соответствует вашим потребностям в обработке.
4. Не гонитесь слепо за низкими ценами.
Мы часто говорим, что вы получаете то, за что платите. Низкая цена, скорее всего, за счет качества машины или обслуживания. Так что не гонитесь слепо за низкими ценами. Говоря об обслуживании, многие производители станков с ЧПУ не предоставляют послепродажное обслуживание и игнорируют вопросы клиентов после продажи станка. Это вызвало большие неприятности и даже убытки для клиентов. Поэтому перед покупкой мебельного станка с ЧПУ необходимо изучить послепродажное обслуживание производителя и оценку клиентов по различным каналам.
Какой мебельный станок с ЧПУ нужен для открытия мебельной фабрики?
С ростом популярности мебели на заказ для всего дома индустрия панельной мебели также открыла период беспрецедентного пикового спроса. Многие люди, занятые в мебельной промышленности, также хотят открыть фабрику по производству щитовой мебели. Однако открыть фабрику панельной мебели не так-то просто. Вам необходимо учитывать множество факторов, таких как фабричные здания, защита окружающей среды, мебельный станок с ЧПУ и рабочая сила. Далее речь пойдет о том, какой мебельный станок с ЧПУ нужен для открытия небольшой фабрики по производству щитовой мебели.
Сделать корпус шкафа
Чтобы изготовить только корпус шкафа, вам может понадобиться станок с ЧПУ, кромкооблицовочный станок, станок для бокового сверления и т. д. Кроме того, вам также могут понадобиться вспомогательные станки, такие как воздушный компрессор, станок для сверления петель и т. д. Как правило, экономичная панель производственная линия с станком для раскроя с ЧПУ и станком для бокового сверления может стоить около 35,000 XNUMX долларов США. Но цена будет выше, если вы используете высококачественные станки для изготовления мебели, такие как шестигранный сверлильный станок.
Сделать только двери шкафа или двери комнаты
Если вы делаете двери шкафа или двери комнаты, вам нужны крупные станки с ЧПУ, такие как обрабатывающий центр с ЧПУ для раскроя, шлифовальный станок для дерева и вакуумный пресс. Кроме того, для выполнения различных соединительных отверстий может потребоваться станок для сверления петель и станок для изготовления отверстий для дверных замков. Как правило, цена экономичной производственной линии для изготовления дверей шкафа составляет около 30,000 XNUMX долларов США. Но цена более высококлассных производственных линий выше.
Для изготовления как корпуса шкафа, так и дверей
Все вышеупомянутые станки с ЧПУ для шкафов необходимы для изготовления корпуса и дверей шкафа. Это означает, что вам нужен раскройный станок, кромкооблицовочный станок, сверлильный станок с ЧПУ, шлифовальный станок по дереву, вакуумный пресс и другие дополнительные станки для изготовления мебели. Вся линия по производству мебели может стоить вам около 60,000 XNUMX долларов США. Конечно, у нас есть как экономичные, так и высокотехнологичные производственные линии, отвечающие требованиям малых и крупных производителей мебели.
Тенденция развития мебельного станка с ЧПУ
Наиболее важной особенностью станка с ЧПУ для мебели является добавление «глаз» и «ушей» к станку с ЧПУ для мебели. Это позволяет машинам для изготовления мебели идентифицировать соответствующее программирование, понимать соответствующие инструкции и автоматически завершать производство.
Внедрение технологии изготовления мебели с ЧПУ многогранно. Он основан как на управляющем программном обеспечении ЧПУ, так и на соответствующей базе данных команд. Кроме того, также требуется поддержка мебельного станка с ЧПУ. Благодаря компьютерному процессу ввода и вывода мебельные станки с ЧПУ полностью меняют ручную обработку и делают производство мебели более высококачественным, точным и быстрым.
Тенденция развития мебельного станка с ЧПУ следует шаблонам от простого к сложному, от полуавтоматического к полностью автоматическому.
1. От ручного и полуавтоматического управления к числовому программному управлению.
Традиционный станок с ЧПУ для производства мебели ориентирован на выполнение нескольких функций на одном станке. Но из-за своей высокой стоимости он принципиально не меняет способ изготовления мебели с ЧПУ. Кроме того, первоначальный мебельный станок с ЧПУ требует ручного редактирования кода, что значительно повышает эффективность производства.
Однако модернизация технологии цифрового считывания вместе с добавлением программного обеспечения ЧПУ делает мебельные станки более ориентированными на применение. Фабрики могут производить большие объемы продукции с небольшим количеством рабочих.
2.От одной машины к соединительным линиям машины
Все больше и больше станков для изготовления мебели оснащаются числовым программным управлением. Таким образом, изготовление мебели из фиксированной обработки с ЧПУ постепенно реализует «сквозную» обработку. Это закладывает хорошую основу для появления производственных линий.
Автоматические производственные линии или соединительные линии — самые актуальные темы в современной мебельной промышленности с ЧПУ. Концепции «во время обработки ни одна деталь не кладется на землю» и «работа в высокоскоростном цикле» становятся реальностью в мебельном производстве. Это значительно повышает эффективность работы.
3.От частичного подключения к интеллектуальному и полному подключению
Частичные соединительные линии стали нормой для некоторых мебельных компаний. Поэтому теперь они пытаются реализовать соединение большего количества машин для изготовления мебели и полностью автоматизированного производства. Сам мебельный станок с ЧПУ также становится все более функциональным и автоматизированным.
Чтобы узнать больше о машинах для изготовления мебели, вы можете связаться с нами через Интернет или по электронной почте.
Руководство для начинающих по основным инструментам для деревообработки
Перейти к: Пилы | Напильники, рубанки и шлифовальные инструменты | Инструменты для сборки | Инструменты измерения | Другие предметы первой необходимости
Деревообработка означает разные вещи для разных людей. Многие мастера по дереву создают полезные и долговечные изделия, чтобы снять стресс и потренировать свои творческие мышцы. Они любители, которые знают, что опилки полезны для души. Другие становятся профессионалами. Они щедро получают вознаграждение за умение делать желанную мебель. Но независимо от того, являетесь ли вы мастером или любителем, вам нужны необходимые инструменты для деревообработки. Прочтите все это руководство для получения информации об этих инструментах. Вкратце, обязательные инструменты для деревообработки включают следующее:
Ручные пилы
Электропилы
Самолеты
Сандерс
Файлы
Молоток
Молоток
Дрель
Шуруповерт
Рулетка
Квадрат
Козлы
Верстак
Многие начинающие столяры чувствуют себя перегруженными огромным количеством инструментов, доступных на рынке. Вам легко накопить в магазине дорогих деревообрабатывающих инструментов на тысячи долларов. Однако большинство инструментов для начинающих столяров не обязательно должны быть сложными и дорогостоящими. Инструменты для деревообработки для начинающих должны начинаться с основ, чтобы вы могли почувствовать простоту, которая является основой отличной работы.
Существует пять классов основных деревообрабатывающих инструментов. Это инструменты для резки, отделки, сборки, измерения и удержания деревянных деталей при преобразовании сырья в завершенные проекты. Эти группы инструментов охватывают все, что нужно начинающему столяру для создания простых и сложных изделий. Чтобы помочь расставить приоритеты, что должно быть в вашем базовом наборе инструментов, вот руководство для начинающих по необходимым инструментам для деревообработки.
ПИЛЫ ДЛЯ ДЕРЕВООБРАБОТКИ
Почти каждый компонент проекта по деревообработке начинается с резки материалов. Лучшие и самые интересные изделия начинаются с грубых кусков дерева. Будь то твердая древесина, такая как дуб, или мягкая древесина, такая как сосна, древесина нуждается в распиловке и поперечной распиловке, чтобы начать обретать форму. Пилы являются ответом, но они бывают разных форм и размеров. Они также предназначены для различных задач резки. Вот что вам нужно, чтобы начать собирать свою коллекцию пил.
Циркулярная пила
Если в коробке каждого новичка есть одна электропила, то это циркулярная пила. Доступно бесконечное количество брендов, но все они имеют общую черту. Это круглое или круглое лезвие с острыми зубьями, которые разрывают дерево. Все циркулярные пилы электрические, хотя они бывают разной мощности. Большинство из них — это сетевые инструменты, работающие от бытового тока, но были достигнуты большие успехи в области аккумуляторных циркулярных пил.
Некоторые считают циркулярные пилы более подходящими для грубой столярной работы, чем для тонкой деревообработки. Это совсем не так. В умелых руках дисковые пилы режут прямые, четкие линии. Многое зависит от лезвия, которое вы используете.
Диски для циркулярных пил бывают трех типов:
Ножи для разрыва: Разрежьте материал вдоль или поперек волокон
Диски для поперечной резки: Для пиления поперек волокон
Комбинированные диски: Предназначены как для продольной, так и поперечной резки
Диски отличаются конструкцией зубьев. У рыхлительных лезвий зубья расположены равномерно, а у поперечных — в шахматном порядке. Комбинированные лезвия имеют оба расположения зубьев. Если вас беспокоит бюджет, лучше инвестировать в один хороший комбинированный диск с твердосплавными зубьями. Также необходимо знать диаметры лезвий. Круглые лезвия начинаются с 7 ½ дюймов, хотя распространены лезвия 10 дюймов, а диаметры 12 дюймов доступны для резки древесины больших размеров.
Циркулярные пилы
доступны в двух различных исполнениях. Один из них представляет собой прямой привод, при котором лезвие устанавливается под углом 90 градусов к двигателю и непосредственно на валу. Прямые приводы являются наиболее распространенными и наименее дорогими циркулярными пилами. Циркулярные пилы с изношенным приводом предназначены для тяжелых работ. У них все та же конструкция лезвий, но лезвие приводится в движение перед двигателем.
Электролобзик
Каждый начинающий столяр должен приобрести хороший лобзик. Их также называют сабельными пилами из-за их саблевидного лезвия, совершающего возвратно-поступательные движения. Эти электроинструменты предназначены для выполнения сложных разрезов, которые могут быть прямыми, криволинейными или змеевидными. Подумайте о линиях головоломки, и вы узнаете, на что способна головоломка.
Электролобзики
полностью отличаются от циркулярных пил. Вместо вращающихся лезвий лобзики режут движением вперед-назад или вверх-вниз. Лезвия различаются по количеству зубьев и составу. Они используются для резки металла и пластика, а также дерева. Диски с мелкими зубьями используются для распиливания шпона, а диски с крупными зубьями предназначены для грубой и быстрой работы.
Электролобзиком
легко управлять одной рукой. Это позволяет крепко держать работу другой рукой. Лобзики красиво вырезают маленькие, замысловатые детали. Одним из лучших применений лобзика является резка внутренних поверхностей, таких как внутренний круг или прямоугольник. Вы просто просверливаете пилотное отверстие и вставляете лезвие. Немного попрактиковавшись, вы скоро научитесь делать погружные пропилы лобзиком.
Составная торцовочная пила
Усорезные пилы
— это шаг вперед по сравнению с обычными циркулярными пилами. Они по-прежнему используют те же диски для продольной, поперечной и комбинированной резки, что и циркулярные пилы. Тем не менее, они закреплены на рычаге или гусенице так же, как и радиальные пилы, которые они почти заменили. Обычные диаметры лезвий составляют 10 и 12 дюймов, но комбинированные торцовочные пилы могут быть оснащены меньшим размером 7 ½ дюймов. Для торцовочной пилы всегда следует использовать качественный пильный диск для поперечной резки.
Эти электрические пилы являются исключительно универсальными инструментами. Они заменили стандартные стусла и пилы в большинстве магазинов. Новички обнаруживают, что механические торцовочные пилы делают гораздо более точные пропилы для скосов, скосов и сложных углов. Их легко установить под стандартными углами, такими как 22 ½, 45 и 9°.0 градусов, но их можно отрегулировать для любого промежуточного угла. Это включает в себя левый и правый разрезы.
Торцовочные пилы с электроприводом произошли от стандартной отрезной пилы. Теперь они доступны в моделях со скользящими рычагами, увеличивающими длину резки. Их силовые головки также наклоняются в каждую сторону, что позволяет выполнять резку под углом и под углом. Торцовочной пилой можно вырезать практически любую серию углов.
Настольная пила
Большинство начинающих плотников вкладывают деньги в настольную пилу в начале игры. Настольные пилы производят пропилы, которые нелегко выполнить с помощью других типов пил. Они сконструированы как перевернутые циркулярные пилы, где лезвие выходит из-под стола пилы или рабочей поверхности. Глубина лезвия и углы легко регулируются для точности.
Существует три основных варианта настольной пилы. Все три подходят для начинающих столяров. Это зависит от объема работы, которую вы будете выполнять, и местоположения. Возможно, вам понадобится стационарная настольная пила, которая остается в одном магазине, или переносная пила, которую можно хранить отдельно. Вот ваш выбор настольной пилы:
Настольные пилы корпусного типа тяжелые и рассчитаны на то, чтобы оставаться на месте. Название происходит от их двигателей, заключенных в нижний шкаф, а лезвие приводится в движение системой ремня и шкива. Они отлично подходят для универсальной работы от распиловки пиломатериалов до резки панелей. Многие новички выбирают настольную пилу в качестве основного предмета своей мастерской.
Настольные настольные пилы более легкие. Они сделаны портативными, поэтому их удобно перемещать между местами, а также удобно хранить, когда они не используются. Большинство настольных настольных пил имеют прямой привод. Это позволяет им оставаться компактными, но они имеют тенденцию быть шумными.
Настольные пилы Contractor имеют самую плотную конструкцию. Строительные подрядчики предпочитают их для быстрой и легкой резки на рабочих площадках, где время и пространство имеют большое значение. Настольные пилы Contractor также экономичны, что делает их хорошим выбором для новичков, изучающих свои задачи.
Для настольной пилы, также известной как отрезная пила или разделочная пила, всегда следует использовать качественное полотно, например комбинированное полотно с твердосплавным наконечником или полотно для продольной пилы от Luxite Saw.
Ленточная пила
Нет ничего лучше ленточной пилы для распиловки заготовок или выполнения сложных криволинейных пропилов. Эти электроинструменты представляют собой комбинацию циркулярных и сабельных пил, в которых зубья закреплены на плоской стальной ленте с непрерывной петлей и вращаются вокруг верхнего и нижнего шкивов. Между шкивами установлен плоский стол, который наклоняется для резки под углом.
Ленточные пилы
бывают разных размеров. Это зависит от размера заготовки, которую вы будете резать, и от того, насколько сложные разрезы вы хотите сделать. Есть две основные характеристики ленточной пилы, о которых следует знать, и каждая из них определяет выбор размера ленточной пилы:
Допустимая глубина – это расстояние, на которое полотно ленточной пилы выступает между шкивами . Это также называется торцевым открытием и варьируется от 4 дюймов для небольших ленточных пил до 12 дюймов и более для больших станков. Это определяет, насколько толстый ваш материальный потенциал.
Глубина выступа измеряется от зубьев лезвия до задней части опорной рамы . Это определяет, насколько широким может быть ваш запас. Глубокая горловина облегчает выполнение криволинейных разрезов, когда работа требует поворота стола.
Зубья ленточной пилы имеют грубую конструкцию для быстрой резки и мелкие зубья для плавной, медленной резки. Ширина лезвия важна для ленточных пил. Широкие лезвия более стабильны при распиливании, а тонкие лезвия облегчают резку по кривой.
Для наилучшего использования не забудьте приобрести качественные шины для ленточной пилы.
Ручные пилы
В каждой столярной мастерской всегда найдется место для ручных пил. Ручные пилы настолько просты и удобны для быстрой работы или там, где требуется детальный, точный рез. Что хорошо в ручных пилах, так это то, что они не имеют громоздкого веса, неуклюжих шнуров или батарей, которые умирают. Ручные пилы всегда готовы к работе, и они не дорогие.
Ручные пилы существуют уже сотни лет. По сути, это зубчатое стальное лезвие с деревянной ручкой, предназначенное для скольжения вперед и назад, разрезая работу. Но применение ручной пилы — это гораздо больше, чем думает большинство новичков. Вот некоторые конструкции ручных пил, которые следует учитывать:
Ручные пилы для распиловки: Резка по дереву
Ручные пилы для поперечной резки: Резьба поперек волокон древесины
Комбинированные ручные пилы: Могут делать как продольные, так и поперечные пропилы
Обратные пилы: Имеют прямоугольные полотна с распорками для косых пропилов
Ручные пилы для корпусов: Более крупные и прочные пилы
Ножовочные пилы: Такие же, как электролобзики и ленточные пилы для криволинейных пропилов
Ручные пилы типа «ласточкин хвост»: Для тонкой работы по типу «ласточкин хвост»
Ручные пилы для замочных скважин: Предназначены для вырезания внутренних отверстий
Начинающие столяры должны инвестировать в ручные пилы самого высокого качества, которые они могут себе позволить. Большинство разочарований при ручной распиловке связаны с дешевыми или тупыми лезвиями. Острое лезвие с превосходными зубьями может резать дерево почти так же быстро и точно, как электрическая пила.
ПРИНАДЛЕЖНОСТИ ДЛЯ НАПИЛЬКИ, СТРОГАНИЯ И ШЛИФОВАНИЯ, ИСПОЛЬЗУЕМЫЕ В ДЕРЕВООБРАБОТКЕ
После того, как деревянные детали обрезаны до грубой формы, они нуждаются в дополнительной обработке, чтобы придать им привлекательный законченный вид. Независимо от того, насколько хорош ваш пильный диск и насколько хорошего качества, вам все равно понадобятся какие-то материалы для заточки, строгания и шлифования. Вот во что стоит инвестировать начинающим столярам:
Самолеты
Рубанки являются режущими инструментами, а не абразивными, шлифовальными устройствами. Во всех типах рубанков используется фиксированное лезвие, которое срезает древесные волокна, позволяя им принимать форму и становиться все более гладкими. Размер и глубина лезвия являются ключевыми переменными в том, сколько материала можно удалить за один раз.
Вы услышите несколько названий самолетов, которые звучат несколько иностранно, если не забавно. И рубанки для шпунта, и рубанки домкрата режут древесину, но их применение значительно различается. Вы также услышите такие термины, как фуганки, блоки и спицы. Кроме того, вы услышите, как их называют по номерам. Это все типы ручных рубанков, которые должны изучить начинающие столяры. Вам могут понадобиться следующие ручные рубанки:
Домкрат: Эти инструменты удаляют много материала за один проход. Это инструмент «мастер на все руки», потому что доступны как изогнутые, так и прямые края — для сглаживания или соединения соответственно.
Блок-плоскости: Эти плоскости меньше и крепче. Они лучше всего подходят для плотной работы, где необходимы очень гладкие соединения.
Соединительные плоскости: Похожи на домкраты, за исключением того, что они предназначены для сглаживания краев и соединения деталей. Как правило, фуганки имеют длинные рамы.
Фальцевые рубанки: Используются для прорезания пазов под прямым углом вдоль волокон кромки доски. Эти суставы называются шпунтами, которые отличаются от внутренних канавок, называемых пазами.
Скребки: Сделаны для соскабливания тонких волокон с деревянных поверхностей для супергладкой отделки. Эти плоскости иногда называют кабинетными скребками.
Спицевые бритвы: Ручные рубанки, предназначенные для криволинейных поверхностей. Первоначально они предназначались для спиц тележек, но нашли свое применение у всех столяров.
Орбитальная шлифовальная машина
Если вы собираетесь купить один электрический инструмент для отделки дерева, это должна быть орбитальная шлифовальная машина. Эти быстродействующие машины снимают всю нагрузку с ручного шлифования и делают это намного быстрее. Орбитальные шлифовальные машины отличаются от встроенных инструментов, таких как ленточные шлифовальные машины. Они используют наждачную бумагу, вращающуюся по кругу или по орбите.
Обычные орбитальные шлифовальные машины берут круговой абразивный диск из наждачной бумаги и вращают его по кругу. Хотя они удаляют материал быстро, они, как правило, оставляют вихревые следы, которые трудно удалить. Эксцентриковая шлифовальная машина — ваша лучшая покупка. Они не циркулируют. Скорее, они колеблются случайным образом, оставляя поверхность дерева гладкой и шелковистой без следов.
Ручные напильники
Зачастую для придания формы и сглаживания дереву нет лучшего инструмента, чем ручной напильник. Ручные напильники недороги и служат долго, если вы покупаете напильники из качественной стали. Однажды затупившиеся ручные напильники лучше заменить, чем пытаться их заточить. Вот ваш основной выбор файлов для рук:
Рашпили — это инструменты с грубыми краями и крупными зубьями. Они используются для удаления большого количества древесины для придания общей формы, а затем используются более тонкие напильники.
Полукруглые напильники имеют плоскую поверхность с одной стороны и изогнутую поверхность с другой. Это позволяет работать с прямыми и криволинейными поверхностями.
Напильники плоские с обеих сторон. У них обычно грубые зубы с одной стороны и мелкие с обратной. Фрезерные напильники также имеют зубчатые края для труднодоступных мест.
Роторные фрезы похожи на ручные напильники, за исключением того, что они выполнены в виде электродрелей. Вы помещаете их в сверлильный патрон и позволяете вращающемуся абразивному действию удалять материал. Вращающиеся напильники доступны с различными формами и зернистостью.
Ручные напильники
также используются для заточки других лезвий и насадок для деревообработки. Металлические напильники обычно имеют чрезвычайно мелкие зубья и состоят из высококачественной стали. Как и в случае с любым инструментом, вы обычно получаете то, за что платите, и стоит инвестировать в высококачественные ручные файлы.
СБОРОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ДЕРЕВООБРАБОТКИ
Резка и шлифовка древесины — это только часть общего процесса деревообработки. После того, как ваши компоненты имеют правильный размер и достаточно гладкие для отделки, они все еще нуждаются в сборке. Успешная сборка изделий из дерева зависит от двух вещей. Вам нужны прецизионные соединения, которые подходят. Вам также потребуются правильные инструменты для их сборки и надежного крепления.
Основные сборочные инструменты для начинающих столяров:
Молоток
Универсального молотка для деревообработки не существует. Возможно, столярный молоток ближе всего к универсальному инструменту для колотания, но существуют и десятки их различных типов. Деревообрабатывающие молотки обычно выполняют две задачи. Это стучать и подглядывать. Насколько хорошо они это сделают, зависит от нескольких вещей:
Конструкция головки, включая размер и вес. Некоторые головки гладкие, как у отделочных молотков. У некоторых есть зазубренные поверхности для захвата гвоздей и крепежных деталей, как у молотков для каркаса.
Конструкция захвата, включая длину и изгиб. Молотки для окончательной обработки имеют длинные и ярко выраженные захваты, а инструменты для обрамления используют более прямой край, используемый для расщепления материалов.
Состав ручки имеет решающее значение для комфорта. Большинство начинающих плотников предпочитают деревянную или композитную рукоятку молотка. Они наносят меньше ударов при ударе. Рамщики любят стальные ручки. Там больше ударов, но сталь увеличивает вес, поэтому больше движущей силы. Стальные ручки также нелегко сломать.
Общий вес важен. Вес молотка измеряется в унциях. Легкие молотки имеют вес от 8 до 10 унций. Промежуточные молотки имеют вес от 16 до 20 унций, а тяжелые — от 24 до 32 унций.
Молотки различаются как по назначению, так и по составу. У начинающих столяров есть множество вариантов, и перед покупкой им необходимо определить, для чего они будут использовать свои молотки. Вот основные типы деревообрабатывающих молотков:
Молотки чистовые универсальные. Это должна быть ваша первая покупка, так как они очень удобны.
Крепкие молотки. Однако для большинства деревообрабатывающих проектов они немного избыточны.
Отбойные молотки похожи на отбойные молотки. Они предназначены для мелкой работы и обычно имеют два разных размера головы без когтей.
Молоток
Не путайте киянки с молотками. Оба являются поразительными инструментами, но у них совершенно разные области применения. Молотки обычно имеют стальную поверхность, но некоторые из них изготовлены из латуни или пластика. Молотки имеют большие деревянные или кожаные головки и съемные ручки для разных размеров головок.
Разница между молотками и киянками заключается в их нанесении ударов и отпечатке поверхности. Молотки намного мягче молотков и поглощают удары, а не наносят их. Они также оставляют минимальные следы ударов, что делает молотки идеальными для сбивания деревянных соединений.
Начинающие столяры должны понимать, что вы никогда не используете стальной молоток для стамесок. Удары от стальных молотков заставляют стамески вонзаться в древесину, оставляя шероховатую поверхность. Тем не менее, постукивая по долоту молотком, можно плавно прорезать древесину с постоянным давлением.
Электродрель
Электродрель
может стать лучшим другом начинающего столяра. Лишь немногие ремесленники старых времен все еще используют скобу и биту или ручную дрель. Электрические дрели так часто используются в мастерской по многим причинам. Они предназначены не только для сверления отверстий. Вы можете купить все виды насадок, чтобы превратить электрическую дрель в другие инструменты.
Если вы покупаете свою первую дрель, серьезно подумайте о покупке модели с питанием от сети. Дрели, работающие от тока 110/120 вольт, имеют значительно больший крутящий момент и долговечность, чем аккумуляторные дрели. Некоторым может показаться, что шнуры мешают, но они никогда не подведут при слабом заряде.
Если вы предпочитаете беспроводные дрели, они рассчитаны на напряжение. Ранние модели были на 7,5 вольт, но их быстро модернизировали. Теперь 18-вольтовые аккумуляторные дрели — это разумный выбор для начинающих. Они ненамного дороже 14-вольтовых дрелей и имеют значительно большую мощность.
Электродрели также классифицируются по размеру патрона: патроны 3/8 дюйма являются обычными патронами среднего размера, а патроны для тяжелых условий эксплуатации — 1/2 дюйма. Сверла доступны в моделях с ключом или с патроном без ключа, которые облегчают замену бит.
Шуруповерт
Шурупы
— лучший универсальный крепеж для деревообработки. Они крепко держатся и могут быть удалены при разборке, выполнении временных соединений или при возникновении ошибок. Вы, конечно, не хотите оставаться без своих стандартных ручных отверток, но инвестиции в механический шуруповерт сделают закручивание шурупов быстрее и проще. Шуруповерты особенно ценны, когда вам приходится работать с несколькими винтами.
Шуруповерты
являются продолжением семейства электродрелей. Большинство шуруповертов теперь беспроводные, что делает их удобными. Основное различие между настоящим шуруповертом и электродрелью заключается во внутренней форме патрона. Шуруповерты предназначены для вставки шестигранных или шестигранных хвостовиков бит. Это делает проскальзывание несуществующим.
ИНСТРУМЕНТ ДЛЯ ИЗМЕРЕНИЯ УГЛОВ И ИЗМЕРЕНИЯ ДЕРЕВА
Говорят, семь раз отмерь, один раз отрежь. Этот старый совет столяра — лучший из возможных. Еще один совет: купите измерительное оборудование хорошего качества, которое будет точным и легко читаемым. Ниже приведены основные инструменты для измерения и проверки углов, которые понадобятся начинающему столяру:
квадратов
Почти невозможно создать достойные проекты по деревообработке без ассортимента угольников. Хорошие квадраты позволяют создавать и проверять всевозможные углы. На поверхности большинства квадратов также выгравированы измерительные метки. Это позволяет использовать их как измерительные правила. Вот квадраты, которые у вас должны получиться:
Квадраты: Большие инструменты с прямым углом для больших рабочих поверхностей
Пробные угольники: Меньшие ручные устройства с прямым углом для быстрой проверки прямоугольности
Комбинированные угольники: Используется для точной проверки углов и расстояний
Квадраты скорости: Позволяет быстро проверить углы 90 и 45 градусов
Угловые угольники: Лучше всего подходят для установки косых пропилов
Уголки для скоса : Позволяет воссоздать существующий угол и шаблоны переноса
Делители, циркуль и глубиномеры технически не квадраты, но это простые и бесценные инструменты для деревообработки. Они переходят в другое семейство измерительных лент и правил.
Рулетки
У каждого столяра на поясе должна быть хотя бы одна рулетка.
Однако было бы трудно прикрепить к себе все рулетки, потому что их так много типов. Вот основные рулетки, которые следует учитывать:
Выдвижные стальные ленты: Это наиболее распространенные измерительные инструменты. Они бывают длиной от 12 до 30 футов.
Ленты на гибких катушках: Вы можете получить их из ткани или стали длиной более 100 футов.
Складные правила: Обратите внимание, что они не называются линейками. Это жесткие измерительные стержни для высокой точности. Большинство правил складываются в несколько разделов.
Кривые и линейки: Они относятся к линейке и удобны для быстрого взлета и прокладки прямых линий.
Прочее необходимое для успешного выполнения проектов по деревообработке
Теперь, когда у вас есть представление о том, какие начальные инструменты вам потребуются для резки, отделки, сборки и измерения изделий из дерева, вам понадобится способ держать их во время работы. Зажимные приспособления незаменимы в деревообрабатывающих цехах. Два лучших удерживающих инструмента — это козлы и ваш качественный верстак:
Козлы
Козлы — одно из первых вложений, которое вы должны сделать как столяр. Это простые четвероногие существа, которые прекрасно балансируют и выдерживают длинные бревна и тяжелые веса. Козлы обычно используются парами, но у многих столяров есть полдюжины козлов.
Вы можете сделать свои собственные жесткие козлы из дерева. Это экономичный способ использования отходов. Но есть так много коммерческих козлов, которые сделаны из стали, стекловолокна и пластика. Возможно, вам не стоит тратить время на изготовление козлов, если вы не хотите практики.
Качественный верстак
Если и есть что-то, что нужно учитывать начинающему плотнику, так это инвестиции в качественный верстак.
Да, вы можете сделать свой собственный из 2×4 и фанеры, но вы никогда не получите той полезности, которую вы получите от профессионального качественного верстака. Вы будете использовать его для каждого проекта и все время. Вот функции, которые следует искать в качественном верстаке:
Массивная деревянная конструкция
Регулируемая база для точного выравнивания
Два тиска разного размера
Большая рабочая поверхность со встроенными упорами
Нижние ящики для хранения инструментов
Отдельностоящий с доступом на 360 градусов
Инвестиции в качественные деревообрабатывающие инструменты
Последний совет начинающего столяра, который вам следует оставить, — это инвестировать в качественные инструменты. Именно для этого предназначены продукты Luxite Saw.
Наши шины и полотна для ленточных пил отмечены пятизвездочными отзывами. Вся наша продукция с гордостью производится в США, а наши лезвия производятся нашей командой специалистов по лезвиям. Наши полотна стоят немного дороже, чем обычные торцовочные или настольные пилы, но мастера клянутся их долговечностью и износостойкостью.
Обновлено 28.10.2021
12 инструментов, которые нужны каждому мебельщику
Краткое описание: Премьера нашего нового отдела ручных инструментов сосредоточена на 12 инструментах, которые каждый мебельщик должен иметь в своем арсенале: копировальная пила, рубанок, комбинированный угольник, кромкомер, маркировочный нож. , пила типа «ласточкин хвост», скребок для карт, маркировочный калибр, спица, плечевой рубанок, рубанок блока, набор стамесок.
Я начинал с электроинструмента, но понял, что даже если у вас есть все мыслимые машины, вам все равно нужны ручные инструменты, чтобы выполнять свою работу наилучшим образом.
Итак, теперь я использую станки для тяжелой работы по фрезерованию и измерению размеров пиломатериалов, а также для соединений, которые никогда не видны, таких как шпунты, пазы, пазы и шипы. Я храню свои ручные инструменты для того, где они действительно имеют значение: разметка, вырезание ласточкиного хвоста и подгонка соединений, а также подготовка поверхности. В результате мне не нужны все когда-либо сделанные ручные инструменты. На самом деле основных всего около десятка. Возможно, некоторые из них у вас уже есть, а остальные вы сможете подобрать со временем. И это стоит затраченных усилий, потому что их использование поможет вам сделать мебель лучше, и точка.
В дополнение к этим инструментам вам также понадобится прочный верстак, но вам не нужно тратить целое состояние на массивную скамью или тратить месяцы на ее изготовление. Перейдите на сайт Finewoodworking.com/extras, чтобы узнать о простой в изготовлении скамье, которая поможет вам быстро приступить к работе и даст вам возможность применить свои ручные инструменты в работе.
Инструменты для разметки
Точная разметка — неотъемлемая часть изготовления изысканной мебели, и она так же важна для работы с электроинструментом, как и для ручной работы. Это потому, что независимо от инструментов, которые вы используете, вам нужны точно расположенные и квадратные соединения. Если вы только начинаете заниматься деревообработкой, это должны быть первые ручные инструменты, которые вы покупаете.
Маркировочный шаблон
Разметочные шаблоны
отлично подходят для резки линии, параллельной краю доски, что жизненно важно для точной разметки шипов, пазов и базовой линии для ласточкина хвоста. Линия разреза лучше, чем линия карандаша, потому что она обеспечивает точное местоположение и линию для запуска стамески или ручной пилы. Калибры с ножом или отрезным кругом вырезают более чистые линии, чем штифтовые калибры, но колесные калибры найти легче. Я рекомендую для первого шага такой, как стандартный датчик колес Veritas.
Маркировочный нож
Вам также понадобится острый нож для разметки. У меня было много разных ножей, и я использовал их, но тот, к которому я обращаюсь снова и снова, — это нож для вырезания стружки. Мне нравится двойной скос лезвия, который позволяет мне маркировать с обеих сторон лезвия. А скосы проходят по всей высоте лезвия (поперечное сечение треугольное), поэтому я могу прислонить лезвие к боковой стороне заготовки и провести линию, точно прилегающую к ней. Лезвие также длинное, тонкое и жесткое, поэтому оно входит в труднодоступные места, не сгибаясь.
Комбинированный квадрат
Комбинированный угольник необходим для проведения карандашом или ножом линии под углом 45° и 90°. Важно получить хороший, как у Starrett, потому что он будет точным из коробки и останется таким. 12-дюймовый. Модель представляет собой рабочую лошадку, достаточно длинную, чтобы маркировать широкие доски или сразу несколько деталей. Это хорошо, чтобы быть первым, но я нашел второго, 6-дюймового. версия так же удобна. Из-за своего небольшого размера он лучше ложится в руку и его легче использовать при прокладке швов в узких местах и по торцевым волокнам.
Измеритель угла наклона
Благодаря поворотному лезвию, которое можно зафиксировать под любым углом, кромкомер полезен для переноса углов с чертежа на заготовку и установки углов лезвия настольной пилы. Тем не менее, вы, вероятно, будете использовать его сначала, чтобы выложить ласточкины хвосты, задача, для которой он идеально подходит. При покупке угломера обращайте внимание на две вещи: во-первых, лезвие должно плотно фиксироваться, чтобы случайно не сдвинуться. Во-вторых, гайка, используемая для его фиксации, не должна мешать использованию манометра (частая проблема с барашковой гайкой, используемой на некоторых манометрах).
Инструменты для столярных работ
Ласточкины хвосты являются отличительной чертой мастерства, и попытка вырезать их вручную того стоит. Тем не менее, даже если вы используете электроинструменты для резки всех столярных изделий, ручные инструменты по-прежнему являются лучшим способом для точной подгонки. Для ручного вырезания ласточкиного хвоста и тугих шипов я рекомендую пилу для ласточкина хвоста, копировальную пилу, набор стамесок и рубанок для уступов.
Пила «ласточкин хвост»
У вас есть два варианта пилы типа «ласточкин хвост»: западная задняя пила или японская цепная пила (дозуки). Японские пилы — хорошее начало, потому что даже недорогие из них очень острые прямо из коробки. Тем не менее, после 25 лет изготовления мебели и использования обоих типов пил, я могу сказать вам, что пистолетная рукоятка западных лобзиков позиционирует вашу кисть и руку для более прямого распила, поэтому вы получите более стабильные и точные результаты, чем с дозуки. Но не расстраивайтесь, если сначала купите дозуки. Вы найдете для него множество применений, таких как резка мелких деталей и обрезка штифтов заподлицо.
Копировальная пила
Нет нужды заботиться о том, чтобы избавиться от отходов между штифтами и хвостовиками, поэтому я использую переднюю пилу, чтобы сделать это, прежде чем обрезать долотом базовую линию. Вы сэкономите огромное количество времени по сравнению с удалением всех отходов зубилом. В дополнение к быстрому резу копировальные пилы также быстро вращаются — идеально подходят для маневрирования между штифтами или хвостами — а дешевые сменные лезвия означают, что вы всегда можете иметь наготове острое.
Зубила
Начните как минимум с четырех: 1/4 дюйма, 3⁄8 дюйма, 1/2 дюйма и 3/4 дюйма. . и 1-в. долото в дополнение к другим четырем. Держитесь подальше от стамесок размером в миллиметры; первый набор, который я купил, был метрическим, и это было ошибкой. Хотя их ширина приближалась к их эквивалентам в США, они были достаточно далеки, чтобы вызвать разочарование при выравнивании пазов или очистке канавок, сделанных дробными битами. После того, как у вас есть базовый набор, добавьте широкое долото (от 1 1/2 дюйма до 2 дюймов) для обрезки и снятия фаски в труднодоступных местах.
Плечевая плоскость
Независимо от того, как вы режете столярные изделия, у вас должна быть плоскость плеча, потому что нет ничего лучше для точной настройки соединений для идеальной подгонки. Что делает этот рубанок уникальным, так это то, что лезвие выходит на всю ширину подошвы, так что вы можете строгать прямо в угол. Если вы попытаетесь выстрогать щеку шипа рубанком, вы получите конический шип. Плечевые рубанки бывают разной ширины от 1/2 дюйма до 11/4 дюйма, но я считаю, что более широкий рубанок более универсален, он подходит как для широких шиповых щек, так и для узких уступов. У него также тонна массы, которая помогает ему оставаться на подошве ровно и двигаться с силой при выполнении поперечных пропилов.
Инструменты для придания формы и сглаживания
Хорошая отделка начинается с хорошей подготовки поверхности, а ручные инструменты — самый быстрый способ удалить машинные следы и задиры. Плоские поверхности и четкие фаски, которые создают рубанки, невозможно воспроизвести с помощью шлифовального станка. Гладкая и блочная плоскость — это две плоскости, которые нужно иметь. Добавьте скребок для карт, чтобы работать с действительно сложным зерном, и бритву для очистки изогнутых поверхностей.
Блок-плоскость
Для снятия фасок на кромках, выравнивания стыков и сглаживания шероховатости на концах плоскость блока незаменима. Он также идеально подходит для обрезки торцевых волокон на ласточкином хвосте. Блочные плоскости доступны в стандартных и малоугловых моделях. Я рекомендую низкоугольный рубанок с регулируемым горлом. Это позволяет делать тонкий срез с небольшим зевом, что помогает предотвратить разрыв.
Скребок для карт
На древесине со сложной текстурой, такой как тигровый клен, или когда у вас есть небольшой надрыв на чистой доске, нет такого инструмента, как скребок для карт. В отличие от рубанка, у скребка нет риска разрыва. Даже когда я вручную строгаю поверхность, я часто исправляю любые дефекты скребком для карт.
Спицы
Бритва, пожалуй, самый недооцененный инструмент в магазине. Этот странный инструмент на самом деле представляет собой рубанок с короткой подошвой и ручками сбоку, а не впереди и позади лезвия. Нет ничего быстрее в сглаживании кривых ленточной пилы. Инструмент доступен с плоской или изогнутой подошвой, но я рекомендую плоскую подошву, так как она хорошо работает даже на вогнутых поверхностях.
Сглаживающая плоскость
Наконец-то мы подошли к самому культовому ручному инструменту — рубанку. В течение многих лет я неплохо справлялся, используя только шлифовальные машины для сглаживания поверхностей, хотя сегодня я не мог представить себя без рубанка. Вы можете перейти от машинных следов к стеклянной поверхности всего за несколько движений. Это тот редкий случай в деревообработке, когда самый приятный путь является и самым эффективным, а результаты превосходят шлифование. Начнем с размера № 4. Если вы фрезеруете все свои пиломатериалы с помощью станков, вам действительно не нужна возможность выравнивания более длинного рубанка. Самый простой способ получить стружку — это купить новый рубанок хорошего качества — проверенные продукты Lie-Nielsen и Veritas. Старый рубанок, такой как почтенный Stanley Bailey, предлагает хорошее качество при первоначальной экономии, но требует некоторой доводки и, возможно, замены нового лезвия. Независимо от того, какой самолет вы покупаете, он должен быть острым как бритва.
В условиях домашних мастерских и строительных площадок чаще всего применяют передвижной ацетиленовый генератор типа АСП-10, имеющий производительность 1,25 м³/час (рис.2), основные технические характеристики которого приведены в таблице.
Ацетиленовый генератор АСП -10 представляет собой металлический цилиндр, состоящий из корпуса с крышкой 4 и мембраной 6, корзины 8, предназначенной для загрузки карбида кальция, предохранительного клапана 9, вентиля 12, предохранительного жидкостного затвора 13, сливного штуцера 14, контрольной пробки 15, сливного штуцера 16, поддона 17 и контрольного манометра 18.
В верхней части корпуса размещен газообразователь, в котором происходит разложение карбида кальция с выделением ацетилена. В средней части расположен вытеснитель, в котором находится воздушная подушка и вода, которая сообщается с водой в газообразователе в процессе работы генератора. В нижней части генератора расположен промыватель, в котором происходит охлаждение ацетилена и отделение его от образовавшейся извести. Газосборник, являющийся верхней частью промывателя, служит для накопления образовавшегося ацетилена.
Технические данные
Документация
Сопутствующая продукция
Технические характеристики генератора АСП-10
Технические характеристики генератора АСП-10
Значение
Номинальное давление, Мпа
0,15
Разовая загрузка карбида кальция, кг
3,5
Время работы без перезарядки, ч
0,8
Размеры кусков карбида кальция, мм
25-80
Общая вместимость генератора, литров
50,6
Вместимость промывателя, литров
24,5
Вместимость газообразователя, литров
15,0
Вместимость вытеснителя, литров
ИД
Количество заливаемой в генератор вода, литров
19,1
Габариты генератора, мм
420x380x960
Масса генератора (без загрузки), кг
21,3
Переносные ацетиленовые аппараты устанавливаются вне помещений, желательно под навесом. Стационарные аппараты, а также переносные, предназначенные для стационарной работы, должны устанавливаться в специальных помещениях и эксплуатироваться согласно требованиям «Правил техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов». Возле мест установки ацетиленовых генераторов должны вывешиваться предупредительные таблички. При минусовых температурах ацетиленовые генераторы устанавливают в утепленных будках.
Заправляют генератор в следующей последовательности. Через горловину 7 заливают необходимое количество воды, которая при достижении уровня переливной трубки 10 поступает в промыватель. Заполнение контролируют переливной пробкой 15. Карбид кальция загружают в металлическую решетчатую корзину 8, закрепляют поддон 17, устанавливают на место и прижимают металлической крышкой 4 с мембраной 6. Плотность прилегания крышки к корпусу генератора обеспечивается винтовым зажимом 1.
По мере разложения карбида кальция водой выделяемый в газообразователе ацетилен по трубке 10 поступает в промыватель, проходит сквозь слой воды, где охлаждается и очищается и через вентиль 12 по шлангу поступает на потребление.
Необходимое для сварки давление ацетилена поддерживается предохранительным затвором 13. Процесс разложения карбида кальция регулируется следующим образом. По мере разложения карбида кальция корзина опускается в воду вертикальным движением под действием вытеснителя. Когда давление ацетилена повышается, корзина с карбидом поднимается вверх под действием пружины и мембраны. При этом уровень погружения карбида в воду снижается и, как следствие, снижается количество вырабатываемого ацетилена, что, в свою очередь, приводит к снижению давления. Если давление падает ниже допустимого, усилием пружины корзина опускается в воду, и автоматически увеличивается количество вырабатываемого ацетилена и давление начинает повышаться.
Кроме того, давление в аппарате регулируется уровнем воды, находящейся в газообразователе. По мере выработки ацетилена, когда давление повышается, вода под его действием переливается в вытеснитель, ее уровень снижается и количество вырабатываемого ацетилена снижается. Если давление ацетилена падает, вода из вытеснителя поднимается вверх, смачивая карбид кальция, и количество вырабатываемого ацетилена вновь возрастает. Таким образом, при помощи указанных двух механизмов поддерживается необходимое количество вырабатываемого ацетилена и его рабочее давление.
Технические характеристики предохранительных затворов
Предохранительные затворы представляют собой защитные устройства. Основная функция предохранительного затвора состоит в защите ацетиленовых генераторов и трубопроводов от проникновения в них пламени при обратном ударе. Кроме того, предохранительный затвор препятствует проникновению в генератор кислорода из горелки или резака, что может привести к взрыву. Под обратным ударом понимают воспламенение горючей смеси в каналах горелки или резака и распространение пламени по шлангу горючего газа. Горящая смесь, образовавшаяся при обратном ударе, устремляется по ацетиленовому каналу горелки или резака в шланг и при отсутствии предохранительного затвора — в ацетиленовый аппарат, что может привести к его взрыву. Это отрицательное явление возникает в случае, если скорость истечения горючей смеси станет меньше скорости ее сгорания, а также от перегрева и засорения канала мундштука горелки или резака.
Предохранительные затворы могут быть двух типов — водяные (жидкостные) и сухие (механические). Внешний вид водяного затвора ЗСГ — 1,25, устанавливаемого на наиболее распространенных ацетиленовых генераторах АСП-10, показан на рис.3, а на рис. 4 показана принципиальная схема работы данного вида оборудования для низкого давления ацетилена.
Рис. 4. Водяной предохранительный затвор низкого давления для ацетилена: А — при нормальной работе; Б — в случае обратного удара; 1 — вентиль; 2 — трубка газоподводящая; 3 — воронка; 4 — выходной ниппель; 5 — контрольный кран; 6 — корпус; 7 — дно затвора; 8 — диск-рассекатель; 9 — резиновая прокладка; 10 — предохранительная трубка.
Затвор состоит из цилиндрического корпуса с верхним и нижним цилиндрическими днищами. В нижнее днище затвора ввернут обратный клапан, состоящий из корпуса, обрезиненного клапана и колпачка, ограничивающего подъем клапана. Внутри корпуса (в верхней части затвора) расположен пламяпреградитель, а в нижней — рассекатель. Корпус затвора заполняют водой до уровня контрольного крана. Ацетилен, подводящийся по трубке, проходит через обратный клапан, а в верхней части корпуса — через отражатель и отводится к месту потребления через расходный кран.
При обратном ударе ацетилено-кислородного пламени давлением воды клапан прижимается к седлу и не допускает проникновения ацетилена из генератора в затвор.
Пламя гасится столбом воды. После каждого обратного удара из затвора выбрасывается часть воды, которую необходимо дополнять до уровня контрольного крана. Это необходимо делать после каждого обратного удара, так как при недостатке воды ацетилен через затвор будет выходить в атмосферу.
Недостатком водяных предохранительных затворов является замерзание воды при работе на морозе. Поэтому в зимнее время их рекомендуется заливать морозоустойчивыми водными смесями этиленгликоля или глицерина. Приготавливают эти растворы смешиванием двух объемов этиленгликоля или глицерина с одним объемом воды. Температура замерзания таких жидкостей соответственно составляет -75°С и -36°С. Иногда применяют солевые растворы (NaCl и CaCL), но они вызывают коррозию стенок затвора, что накладывает ограничение на их использование.
Генератор ацетиленовый АСП-10 (карбид до 3.2 кг, 1.5 м3/ч)
Войти или зарегистрироваться
Технические характеристики: Вес, кг 16,5 Габариты, мм 450х600х1000 Рабочий газ ацетилен Разовая загрузка карбидом, кг 3,2 Емкость, л 50,6 Рабочее давление, кгс\см2 0,1-1,5 Генератор АСП-10 является довольно популярной моделью. С помощью АСП-10 можно генерировать газообразный ацетилен при добавлении карбида кальция в воду. Данный ацетиленовый генератор применяют для питания газосварочной аппаратуры при газопламенной обработке металлов. Наибольшая производительность генератора АСП-10 — 1,5м3/ч.
Данный генератор работает в широком диапазоне температур от -30 до +40° С, АСП-10 выполняет автоматическое регулирование количества генерируемого ацетилена и устойчивую работу по производительности в пределах 0,3-1,65 м3/час. В данной модели можно использовать карбид кальция, куски которого могут колебаться в пределах мм от 25 до 80.
Для начала работы с генератором АСП 10 необходимо залить нужное количество воды через горловину генератора. Карбид кальция засыпают в металлическую корзину и устанавливают в генератор. Затем закрывают крышку с мембраной. Генератор АСП 10 имеет винтовой зажим что обеспечивает герметичность крышки. В процессе разложения карбида кальция выделяется газ ацетилен, который поступает к оборудованию. Т.к. при избыточном давлении ацетилен взрывоопасен необходимое для безопасной работы давление газа поддерживается предохранительным клапаном.
По мере разложения карбида корзина автоматически погружается в воду под действием вытеснителя что влечет к большему выделению газа. При повышении давления в системе корзина с карбидом за счет действия мембраны поднимается вверх, что приводит к снижению давления получаемого газа. Таким образом газосварочное оборудование получает необходимое и постоянное количество ацетилена.
Оплата при получении
Оплатите товар при получении удобным для Вас способом
Гарантия
На весь ассортимент товара распространяется гарантия от производителей
Возврат в течение 14 дней
Вы получаете возможность вернуть либо обменять товар в течение 14 дней
Товары из этой категории
Баллон азотный 40 л (аттестованный., пустой)
Цена по запросу
Баллон азотный 40л. ГОСТ 949-73
Цена по запросу
Баллон ацетиленовый 10 л (новый, пустой)
Цена по запросу
Баллон кислородный 10л (новый, пустой, без колпака)
Цена по запросу
Производители
Интернет-магазин www. svarmat.ru — молодцы! Заказывал инвертор «Сварог» TIG 200P для сварки аллюминия. Доставили заказ точно в срок. После оформления на сайте позвонили практически сразу для согласования времени и адреса доставки, а еще и скидку сделали! С товаром тоже все отлично! Гарантийный срок нормальный 🙂 Обязательно буду покупать у них снова.
Смотреть все отзывы
Алексей Ерошин на связи
Главный менеджер
Если вы сомневаетесь в выборе оборудования, наши менеджеры бесплатно помогут вам.
Как вас зовут?
Ваш Email для ответа
Ваш вопрос
Как вас зовут?
Ваш Email или контактный телефон
Быстрый заказ товара
Как вас зовут?
Ваш Email или контактный телефон
Заказ звонка
Оставьте номер телефона и наши менеджеры перезвонят вам в ближайшее время
Ваш номер телефона
Устройство и принцип действия
Генератор ацетилена – это устройство для получения ацетилена путем химической реакции. Взаимодействие карбида кальция с водой приводит к выделению целевого продукта. В настоящее время такие устройства используются как в стационарных, так и в мобильных газовых установках. Собственно, ацетилен и является основным горючим при газовой сварке. Поговорим подробнее о том, что это за оборудование и каковы его ключевые особенности.
Классификация генераторов
Ацетиленовые генераторы принято классифицировать по нескольким признакам, среди которых производительность, применение, давление и принцип действия. По давлению различают ацетиленовые генераторы низкого давления — до 0,01 МПа, среднего — 0,07-0,15 МПа, высокого — более 0,15 МПа.
По способу передвижения ацетиленовый генератор может быть стационарным и передвижным. Последние устройства менее производительны — 0,3-3 м 3 , стационарные производят от 5 до 160 м 9 .0009 3 из горючих газов в час. Что касается принципа действия, то стоит отметить следующие виды: HF — смешение карбида и воды, VC — вода на CaC 2 с возможным «мокрым процессом». Кроме того, сварщики часто используют ВК, но только при «сухом способе». Очень редко, но все же применяются комбинированные генераторы. Они сочетают в себе черты и технические характеристики различных видов, которые дополняют друг друга.
Принцип действия ацетиленового генератора
Как отмечалось выше, конструкция и принцип работы устройства определяются его типом. Во-первых, давайте посмотрим на генератор «карбид в воде». Он самый популярный и простой.
Принцип работы следующий. Карбид через бункер подается определенной порцией в газообразующую камеру. В это время она проходит через кормушку. В газообразующей камере есть вода. Что касается подачи карбида, то она регулируется автоматически и во многом зависит от давления в системе. После очередной порции давление в газообразующей камере увеличивается. Если она падает ниже критической отметки, загружается следующая партия.
Непосредственно при взаимодействии образуется тот самый ацетилен. Он поступает в специальный шланг через селектор. Гашеная известь удаляется через специальный бункер.
Как работает генератор карбида в воде?
В данном случае речь пойдет о так называемом «мокром процессе». Принцип работы такого генератора аналогичен описанному выше с одним лишь отличием. Здесь на карбид периодически подается вода, откуда, собственно, и пошло название. Очевидным преимуществом такого решения является то, что при максимальной простоте конструкции надежность установки достаточно высока. Конечно, здесь есть и недостатки, которые выражаются в неполном разложении карбида кальция, а также возможном перегреве ацетилена из-за недостаточных размеров зарядного устройства. Такие агрегаты очень редко бывают стационарными, что связано с их малой производительностью, не превышающей 10 м 3 /час. Например, именно по такому принципу работает ацетиленовый генератор АСП-10. Имеет малый вес 16,5 кг, а производительность 1,5 м 3 /ч.
«Вода на карбиде» по принципу «сухого процесса»
Суть работы таких генераторов заключается в том, что в газовой камере находится приводной барабан с карбидом. Существует также полуавтоматическая система подачи карбида. Загружается в барабан через специальные люки. Сюда же добавляется вода. При этом крайне важно соблюдать правильную дозировку жидкости. Его количество должно быть ровно в два раза больше, чем необходимо для разрушения карбида. Так как при химической реакции выделяется много тепла, лишняя вода испаряется, и удалять их не нужно. Что касается гашеной извести, то она падает через нижнюю решетку барабана, а затем удаляется.
При этом устройство ацетиленового генератора позволяет получать сухую известь за счет полного испарения жидкости в системе. Отсюда собственно и появилось название «сухой процесс». Что касается преимуществ такого решения, то они заключаются в простоте обслуживания и удаления отработанного карбида. Как правило, это генераторы стационарного типа со средней производительностью.
Система водовытеснения
Конструктивное отличие таких ацетиленовых генераторов заключается в особенностях газообразующей камеры. Он состоит из двух соединенных между собой емкостей (горючего и газообразователя). Последний загружен карбидом, поэтому вода вытесняется в воздушные подушки вытеснителя. Через селектор ацетилен удаляется из камеры.
Количество загружаемого карбида, а также производительность устройства регулируются автоматически. Правда, процесс зависит от давления. Чем он выше, тем медленнее течет, и наоборот. Интересно, что работу ацетиленового генератора такого типа можно плавно регулировать, что является сильной стороной устройства. Также система «водоизмещение» славится своей надежностью. Главный недостаток заключается в том, что уход за продуктивными растениями очень сложен. Поэтому ацетиленовые генераторы этого типа выполнены мобильными и имеют небольшую производительность.
Комбинированные генераторы
Часто сварочное оборудование сочетает в себе системы «вода в карбиде» и «водовытеснение». Принцип работы заключается в том, что в газосборной камере находится корзина с карбидом, в которую подается вода. В ходе химической реакции образуется ацетилен. Если в системе возникает избыточное давление, вода вытесняется в воздушный мешок вытеснительной камеры. Отвод ацетилена осуществляется через обратный клапан, после чего он покидает камеру.
В случае падения давления вода из вытеснителя возвращается в корзину и тем самым стимулирует образование ацетилена. В большинстве своем такие системы изготавливаются мобильными. Комбинированные ацетиленовые генераторы отличаются высокой плавностью работы и отсутствием такого негативного фактора, как падение давления в системе. Устройства имеют низкую производительность, но пользуются большим спросом.
Устройство ацетиленового генератора низкого давления
Корпус такого устройства имеет две раздельные камеры. Верхний – водосборник, нижний – газосборник. Между собой они разделены специальной перегородкой. Газосборная камера имеет реторту, расположенную внизу. В него помещается корзина с карбидом. После загрузки он герметизируется, для чего в качестве уплотнителя используются резиновые прокладки.
С помощью крана вода подается сверху. При попадании в реторту запускается карбидный процесс, который затем поступает в камеру сбора газов. Потом он идет на осушитель и гидрозатвор, потом идет на резак или газовую горелку.
Регулировка давления автоматическая. По мере его увеличения жидкость вытесняется из реторты. Когда вода опускается ниже уровня крана, образование ацетилена значительно замедляется. Такое сварочное оборудование может работать при температуре окружающей среды до -25 градусов Цельсия, что, без сомнения, является достоинством.
Генераторы среднего и высокого давления
Ацетиленовый генератор АСП-10 относится к оборудованию, работающему в среднем диапазоне давлений. Устройство принципиально идентично генераторам низкого давления. Но здесь — большие габариты и соответствующая производительность. Из конструктивных особенностей стоит отметить наличие короба, по которому стекает вода. Кроме того, здесь предусмотрено элементарное водяное охлаждение ацетилена. Эта необходимость обусловлена высоким рабочим давлением и высокой температурой газа.
Заключение
Вот мы и разобрались, что такое ацетиленовый генератор. Цена такого оборудования зависит от его типа. Итак, АСП-10 будет стоить около 20 000 рублей. Чем производительнее агрегат, тем он дороже. Полноценные стационарные установки высокого давления стоят от 30 000 рублей и выше. При выборе необходимо учитывать температуры, при которых работает оборудование. Чем шире диапазон, тем универсальнее. В общем, это вся основная информация по данной теме. Теперь вы знаете, что такое ацетиленовый генератор, какие бывают эти устройства, в чем их конструктивные и технические отличия.
Растущий спрос на ацетиленовый завод по производству ацетиленовых газов |
23
Ноябрь
Растущий спрос на ацетиленовый завод по производству ацетиленовых газов
Химаншу Сехар
Растет спрос на ацетиленовые установки в Индии и за рубежом для производства ацетиленовых газов. Существуют различные виды ацетиленовых газовых установок. Ацетиленовые газовые заводы производят ацетиленовый газ, который легко воспламеняется и не имеет запаха с уникальным запахом. Он производится в процессе крекинга или химического карбида. Однако сегодня доступны и современные, высокотехнологичные ацетиленовые установки.
Bhartiya Cryogas , ведущий завод по производству ацетилена в Индии. Автоматический генератор ацетилена производит ацетилен в результате реакции кальция с водой. Достаточное количество воды содержится в корпусе генератора, в который сверху подается карбид кальция.
Преимущество генератора ацетилена заключается в том, что его можно настроить на работу при любой заданной температуре, независимо от размера используемого карбида или температуры охлаждающей воды.
Разница между тремя наиболее часто используемыми промышленными газами: ацетиленом, кислородом, аргоном и азотом. Также следует соблюдать меры предосторожности при хранении, транспортировке и прокладке этих легковоспламеняющихся газов.
Ацетилен представляет собой бесцветный газ без запаха с низким содержанием влаги. Он генерирует один из самых горячих топливных газов; ацетиленовое пламя в сочетании с кислородом дает температуру 315 градусов Цельсия. Из-за высокой воспламеняемости ацетилен должен находиться под давлением до 15 фунтов на квадратный дюйм (фунтов на квадратный манометр).
Необходимо соблюдать особую осторожность, чтобы давление в трубопроводе не превышало 15 фунтов на квадратный дюйм, поскольку этот газ является летучим и может разлагаться при высокой температуре и давлении, что может привести к возгоранию или взрыву. По мнению специалистов Bhartiya Cryogas, трубопровод подачи ацетилена под давлением выше 9 фунтов на квадратный дюйм должен быть оснащен предохранительным клапаном. Этот клапан должен быть изготовлен и установлен таким образом, чтобы давление в системе не превышало 22 фунтов на квадратный дюйм.
Рабочее давление трубопровода определяется исходя из кубических футов, требуемых в точках подачи коллектора. Клапаны должны использоваться, чтобы избежать смешивания кислорода и ацетилена при высоких температурах.
Кислород — это неметаллический элемент с высокой реакционной способностью. Кислород обычно используется в диапазоне температур от –22 ° F до 400 ° F и давлении 21 МПа (3000 фунтов на квадратный дюйм). При выборе материала трубки или трубопровода для газообразного кислорода необходимо учитывать скорость, температуру и давление. Трубопроводы, используемые при проектировании системы кислородных трубопроводов, должны быть очищены перед использованием, а также после установки. Следует учитывать температуру воспламенения материала кислородного трубопровода.
Аргон и азот — благородный газ, который абсолютно инертен. Это означает, что он не будет легко реагировать с любым веществом. Аргон является дорогим газом и используется в таких приложениях, как дуговая сварка, где азот может вступать в реакцию с электрической дугой. Его также рассматривают для применений, где требуется низкая теплопроводность.
●● Высокая надежность благодаря бесконтактному принципу работы
●● Цифровой и аналоговый вариант выхода по промышленным стандартам
Бесконтактный высокоскоростной линейный магнитный датчик LM10 разработан для жестких условий эксплуатации.Датчик LM10 состоит из водостойкой измерительной считывающей головки, которая двигается до 1,5 мм над магнитной самоклеющейся масштабной лентой и предлагает длину перемещения до 100 м.В измерительную головку встроенный светодиодный индикатор правильной установки головки и исправности датчика в эксплуатации, многочисленные технические допуски и специальное
оборудование для установки магнитной ленты упрощают монтаж устройства LM10.
Двунаправленная референтная метка может быть заранее установлена в масштабную ленту или приклеивается над лентой с помощью специального самовыравнивающего прибора,который значительно упрощает процесс установки. Датчики LM10 производятся в двух вариантах – с дигитальным или аналоговым выходом и предлагают заказчикам диапазон разрешений, в том числе 1, 2, 5, 10, 20 и 50 мкм.
При 1 мкм LM10 обеспечивает максимальную скорость 4 м/сек.Разработаны для жестких условий эксплуатации, эти компактные датчики линейных перемещений способны функционировать при рабочей температуре от -20 °C до +85 °C и могут похвастаться водостойким уплотнением (степень защиты IP68), высоким сопротивлением удару, вибрациям и давлению. Надежная магнитная лента стойкая также к химическим веществам, применяемым в разных отраслях промышленности.
Бесконтактная конструкция удачно решает не только проблему трения и износа, но также отправляет появление механического гистерезиса при максимальной скорости и ускорениях. Датчики LM10 гарантируют достоверные решения в сложных и тяжелых условиях применения, они успешно применяются в
деревоперерабатывающей, камнеперерабатывающей, металлообрабатывающей, текстильной, печатной, пластмассовой промышленностях и на производстве упаковки. Они пригодны также для систем автоматизации и сборочных конвейеров, для лазерной, пламенной и гидроабразивной резки, производства микросхем и печатных плат итп.
Технические характеристики
Магнитные энкодеры LM10/LM15
Максимальная длина измерения
50м (по предварительному заказу до 100м)
Шаг полюса LM10/LM15
2/5 мм
Доступные разрешения
5 µ
Длина синусоидального периода
2 мм
Масштаб магнитного разрыва
от 0,5 до 1,5 (в версии для клееной линейки)
Точность системы
±20µ / ±40µ при t 20 ° C
Температура эксплуатации / хранения
-20°C до +85° C / -40°C до +85°C
Гистерезис
<3 до 0,5 мм
Выходной сигнал
5V TTL
Питание
от 4,5 до 5,5 V
Класс защиты
IP68 (в соответствии с IEC 60529)
Вибрация (от 55 до 2000 Гц)
300 м / с2 (IEC 60068-2-6)
Монтажные размеры магнитного датчика LM 10
Применения
Дифференциальный магниторезистивный датчик (AMR) детектирует градиент магнитного поля над магнитной лентой и преобразует его в аналоговые сигналы синус и косинус. Эти аналоговые сигналы потом внутри считывающей головки преобразуются с помощью интерполятора, который обеспечивает диапазон разрешений до 1 мкм.
Надежные и достоверные измерения обеспечены только, когда зазор между сенсором и лентой не превышает ¾ дистанции от северного до южного полюса магнитной ленты. Внутри такого зазора амплитуда синус и косинус сигнала стабильная, с допуском 10%. Датчик детектирует градиент магнитного поля и таким образом является практически нечувствительным к внешним/случайным магнитным полям.
Монтажные размеры масштабной ленты
Цифровая индикация Arbah-L К+С для токарного станка Основные особенности цифровых дисплеев ARBAH K+C:
Настройка нулевой точки для осей X , Y , Z
Переключение режима единицы измерения: (дюймы/мм) дюйм/мм
Переключение показателей для оси X: радиус / диаметр
Переключение показателей: 2 оси / 3 оси / суммирование
Настройка значений для выбранной оси
Абсолютное (ABS) и относительное (INC) измерение
Деление значения оси (значение/2)
Часы реального времени
Оптические линейки К+С Основные преимущества:
-качественные оптические линейки с разрешением 0,001 до 100 мкм
-Высокая точность благодаря лазерной съемки
-Прочный алюминиевый корпус с двойным уплотнением
-Двойной шариковый подшипник для головки считывателя
-Компенсация перекоса между линейкой и суппортом станка
-Нечувствительны к вибрации
-Кабель для передачи данных с защитным кожухом
-Линейки с длинной измерения до 3000 мм
Цифровая индикация Arbah К+С для фрезерного станка Основные особенности цифровых дисплеев K+C:
Настройка нулевой точки для осей X , Y , Z
Переключение режима единицы измерения: (дюймы/мм) дюйм/мм
Переключение показателей для оси X: радиус / диаметр
Переключение показателей: 2 оси / 3 оси / суммирование
Настройка значений для выбранной оси
Абсолютное (ABS) и относительное (INC) измерение
Деление значения оси (значение/2)
Часы реального времени
магнитные линейки
С момента изобретения первых средств измерения перемещений органов станков наука и технология шагнули далеко вперед. По-прежнему одним из самых распространенных измерителей являются оптические линейки. Достоинств у них масса: это и превосходная точность измерений, и долговечность, и хорошая помехозащищенность. Но… Как всегда есть некоторые но.
Одним из недостатков оптических линеек является то, что использование в качестве измерителя стеклянной полоски с нанесенной на ней рисками делает саму конструкцию линейки достаточно уязвимой. Стекло, как всем нам известно, является очень хрупким материалом. И для обеспечения целостности стекла внутри линейки и отсутствия искривления геометрии требуется использовать жесткий металлический (дюралюминиевый) профиль, внутрь которого и помещается сама стеклянная шкала.
Такая конструкция имеет ограничения по длине, так как увеличение длины линейки увеличивает и ее массу, что негативно отражается на жесткости конструкции. Поэтому максимальная длина оптической линейки, как правило, ограничивается длиной 3 метра. Использование больших длин крайне нецелесообразно. Во-первых, оптическая линейка итак является продуктом весьма недешевым, а при заказе длины больше стандартного типоразмера стоимость такой оптической линейки становится просто астрономической. Но даже если вы и пошли на приобретение такой оптической линейки, то это не все трудности, с которыми вам придется столкнуться. Во-вторых, следующей задачей будет – как доставить такой хрупкий продукт в целостности и невредимости к вам на предприятие? Как следствие – значительное увеличение стоимости транспортировки.
В-третьих, доставка такой линейки целой и невредимой – это еще не все. Почему? Потому, что ее установка весьма трудоемкий и недешевый процесс. Устанавливать такую линейку должны специалисты высшей категории, которые возьмут за работу немалые деньги. В стоимость установки будут заложены возможные риски в случае повреждения самой линейки. Плюс процесс «примерки» оптической линейки на ее установочное место – процесс длительный, кропотливый и, можно сказать, ювелирный. Поверхность, на которую будет устанавливаться линейка, должна быть идеально ровной и геометрически правильной. Неправильная установка может в одночасье вывести дорогостоящую вещь из строя.
Итого: использование оптических линеек больших длин на универсальных станках крайне нецелесообразно. Это и очень дорого, и трудоемко, и, с точки зрения долговечности, крайне сомнительно.
Но как же быть в такой ситуации? Неужели нет решения? Есть! и оно уже успешно применяется: это применение магнитных линеек.
Что же такое магнитная линейка? Как правило, это гибкая резиновая лента на металлической полосе, в которую интегрированы магниты. Магниты располагаются с определенным шагом. Обычно применяется шаг полюсов 5+5мм и 2+2мм. Магниты интегрированы в саму резиновую основу и визуально не видны. Для придания жесткости конструкции эластичный слой с магнитами в фабричных условиях наносится на ленту из нержавеющей стали и механически неотделим от нее. Сама лента обеспечивает гибкость магнитной ленты (ее легко можно скрутить в моток). Металлическая лента также не дает магнитной линейке растягиваться, обеспечивая неизменное расстояние между полюсами магнитов. С обратной стороны металлическая лента имеет клейкую основу, которая позволяет закреплять магнитную линейку на требуемую поверхность.
Вообще установка магнитной линейки процесс весьма простой, по сравнению с установкой оптической линейки. Магнитная лента просто приклеивается на геометрически ровную поверхность. Второй неотъемлемой частью магнитной линейки является считывающая головка, которая крепится при помощи кронштейна на движущейся части станка. Она-то и фиксирует при движении чередование магнитных полюсов на магнитной ленте и преобразует это в понятный для ЧПУ или УЦИ электрический сигнал. Обычно это стандартный сигнал ТТЛ уровня. Требования к поверхности не являются жесткими. Расстояние между головкой и магнитной лентой может колебаться 1+1 мм. И это никак не отражается на точности измерений. После установки магнитной ленты, поверх нее обычно наклеивается лента из нержавеющей стали, которая обеспечивает защиту самой магнитной ленты от механических повреждений.
Но в чем же все-таки достоинства магнитной линейки по сравнению с оптической? Первое, и самое значительное, – это ее длина. Длина магнитной линейки может быть самой различной. Предлагаемые нами магнитные линейки могут иметь длину до 32 метров!! Разве можно представить себе оптическую линейку такой длины? А с магнитной линейкой все просто: вы просто отрезаете (или указываете в заказе) необходимую вам длину.
Второе: для установки магнитной линейки не требуется идеальная геометрическая поверхность (база), как для оптических линеек. Это очень важно, так как универсальные станки изначально не имеют подготовленных, геометрически точных поверхностей для установки измерительной системы. Но как же поступать в случае, если поверхность, на которую будет устанавливаться линейка, ну совсем кривая? Производители наших линеек предусмотрели и этот момент. В таких случаях мы применяем так называемые направляющие (Pad Strips), которые крепятся к станине станка через регулируемые по высоте опоры. Причем эти направляющие являются, по сути, каркасом для магнитной ленты. Сначала устанавливаются, геометрически юстируются и жестко фиксируются направляющие, а затем в них закладывается сама магнитная лента. Затем лента закрывается защитной лентой из нержавеющей стали. Использование такой каркасной системы позволяет устанавливать магнитную линейку на поверхность с перепадами по длине до 2 см!! Трудоемкость, конечно, несколько возрастает, но это несравнимо с процессом установки оптической линейки аналогичной длины. Плюс ко всему, полностью исключена возможность повреждения линейки.
Но как же соотносится стоимость оптической и магнитной линейки? А это уже третий плюс в пользу применения магнитных линеек. Дело в том, что в измерительных системах длиной от 2-х метров, уже экономически выгодно применять магнитные линейки. Это обусловлено тем, что самой дорогостоящей частью магнитной линейки является считывающая головка, поэтому увеличение длины магнитной линейки незначительно сказывается на увеличении стоимости.
И в завершении хочется добавить еще один плюс в пользу магнитных линеек – это класс защищенности. Если для оптических линеек очень критичным является среда использования (отсутствие пыли, грязи, СОЖ, металлической стружки), то для магнитной линейки это все не критично. Наши магнитные линейки имеют класс защищенности IP67, что позволяет им работать в тех условиях, где оптическая линейка выйдет из строя в считанные часы. На линейку попадают брызги эмульсии? – не проблема. Отлетает стружка? – не важно. В воздухе пары, дымность? – магнитная линейка в этих условиях будет работать безотказно. Единственное, чего боится магнитная линейка, – это прямое воздействие магнитных полей, так что устанавливать магнитные линейки в непосредственной близости от мощного источника электромагнитного излучения нежелательно.
Итак, если вам необходимо измерять большие перемещения и среда использования для вас имеет решающее значение, – смело применяйте магнитную линейку. Это грамотное и рациональное использование ваших средств.
Шовная линейка + магнитная направляющая
БЕСПЛАТНО Линейка направляющих для швов + БЕСПЛАТНАЯ магнитная направляющая для швов | Мадам Шью — МадамШью
перейти к содержанию
ВЫ ТАКЖЕ МОЖЕТЕ РАЗМЕЩАТЬ ЗАКАЗЫ ПО ТЕЛЕФОНУ 1-844-284-5336
Описание
Технические характеристики
Инструкции и многое другое
Отправка/возврат
Описание
С помощью этой линейки для направителей вы сможете точно устанавливать стежки на любой швейной машине. С помощью бесплатной магнитной направляющей для швов вы можете легко соблюдать точное расстояние при шитье.
Идеальная работа? Вы хотите более точные швы, чем маркировка игольной пластины вашей швейной машины?
В MadamSew 9 16 маленьких отверстий0021 Линейка для швов , предназначенная для вставки иглы для швейных машин. Используйте эти отверстия, чтобы точно измерить припуски на швы от ⅛” до 2” и установите строчку на швейной машине. Флуоресцентный зеленый цвет этого шаблона для швов делает его хорошо заметным на всех тканях.
Вместе с этой линейкой вы получаете дополнительную магнитную направляющую для швов , чтобы убедиться, что вы соблюдаете точное расстояние во время шитья. Вы можете просто временно прикрепить эту маленькую металлическую направляющую к большинству игольных пластин или металлических швейных машин. Направитель шва не будет смещаться во время шитья.
**Максимум 10 покупок на одного клиента**
Использование продукта
Точная настройка строчки каждый раз
Идеальное стачивание при выстегивании
Аккуратные швы при шитье
Вы также можете использовать линейку для направителей швов в качестве маленькой многофункциональной линейки
для измерения небольших деталей в целом (линейка 2 ½ дюйма x 5 дюймов)
для обрезки небольших полуквадратных треугольников с помощью удобной линии 45° и
, чтобы легко отмечать точку поворота для сшивания углов или пришивать бейку с помощью встроенного креста для маркировки поворота ¼ дюйма.
Примечание. Для швов шириной ¼ дюйма вам нужно будет либо поместить магнитный направитель перед прижимной лапкой, если это возможно на вашей машине, либо сдвинуть иглу до упора вправо, чтобы направитель не попал внутрь. путь вашей прижимной лапки. Для швов менее ¼ дюйма используйте ленту васи вместо магнитной направляющей.
**Максимальная покупка 10 штук на одного покупателя**
Инструкции и многое другое
Набор четких инструкций пользователя поставляется с каждой линейкой и магнитной направляющей для швов.
У нас также есть подробное руководство по эксплуатации с изображениями и видео, доступное на веб-сайте MadamSew:
онлайн-руководство по линейке для направителей швов .
Вы также можете просмотреть видеоролик Линейка направляющих для швов на Youtube
, в котором показано, как использовать линейку для направляющих для швов на швейной машине в сочетании с магнитной направляющей для швов.
Доставка/возврат
Когда я получу свой заказ?
Вы должны получить свой заказ в течение 2-5 рабочих дней после отправки посылки. Мы прилагаем все усилия, чтобы отгружать заказы в порядке очереди, в зависимости от наличия товара, как можно быстрее.
Для международных заказов Ваш заказ отправляется с нашего международного склада и будет доставлен в течение 2-5 недель. Однако в основном нам удается оставаться ниже этого верхнего предела.
Предлагаете ли вы возмещение?
Конечно! Все продукты Madam Sew поставляются с 60-дневной гарантией возврата денег , мы стремимся предоставить нашим клиентам наилучшее обслуживание клиентов. Если вы хотите запросить возврат средств, отправьте электронное письмо в нашу службу поддержки для получения помощи.
Как с вами связаться?
Электронная почта нашей службы поддержки клиентов: [email protected] или вы можете позвонить нам по телефону 1-844-284-5336.
Быстрая доставка
Товар, который есть в наличии, будет доставлен вам в течение 2-3 рабочих дней.
90723 Ящик для инструмента 285х155х125мм 12″ STELS — 90723
Распечатать
Главная Инструмент и ключи, оборудование
6
1
Код для заказа: 002673
Добавить фото
Дадим оптовые цены предпринимателям и автопаркам ?
Наличные при получении VISA, MasterCard, МИР Долями Оплата через банк
Производитель: STELS
Получить информацию о товаре или оформить заказ вы можете по телефону 8 800 6006 966.
Есть в наличии
Самовывоз
Уточняем
Доставка
Уточняем
Доступно для заказа — 6 шт.
Данные обновлены: 24.04.2023 в 16:30
Все характеристики
Отзывы о товаре
Вопрос-ответ
Характеристики
Сообщить о неточности в описании товара
Код для заказа
002673
Артикулы
90723
Производитель
STELS
Каталожная группа:
. .Инструмент шоферский и принадлежности Принадлежности
Отзывы о товаре
Вопрос-ответ
Задавайте вопросы и эксперты помогут вам найти ответ
Чтобы задать вопрос, необоходимо авторизоваться/зарегистрироваться на сайте
Чтобы добавить отзыв, необходимо авторизоваться/зарегистрироваться на сайте
Чтобы подписаться на товар, необходимо авторизоваться/зарегистрироваться на сайте
Сертификаты
Обзоры
Все обзоры участвуют в конкурсе — правила конкурса.
Для этого товара еще нет обзоров.
Написать обзор
Наличие товара на складах и в магазинах, а также цена товара указана на 24.04.2023 16:30.
Цены и наличие товара во всех магазинах и складах обновляются 1 раз в час. При достаточном количестве товара в нужном вам магазине вы можете купить его без предзаказа.
Интернет-цена — действительна при заказе на сайте или через оператора call-центра по телефону
8 800 6006 966. При условии достаточного количества товара в момент заказа.
Цена в магазинах — розничная цена товара в торговых залах магазинов без предварительного заказа.
Представленные данные о запчастях на этой странице несут исключительно информационный характер.
Ящик для инструмента 12″, 285 х 155 х 125 мм, пластик, Россия Stels
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
Перчатки х/б, ПВХ покрытие, «Точка», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия Сибртех
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия Сибртех
Перчатки трикотажные, ПВХ «Точка», меланж, 6 пар в упаковке, 7 класс Россия
Перчатки трикотажные, ПВХ «Точка», меланж, 6 пар в упаковке, 7 класс Россия
Набор инструментов, 1/2″, 1/4″, CrV, пластиковый кейс 98 предметов Stels
Набор инструментов, 1/2″, 1/4″, CrV, пластиковый кейс 98 предметов Stels
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Перчатки универсальные комбинированные STYLISH, L Gross
Перчатки универсальные комбинированные STYLISH, L Gross
Бокорезы, Standard, 160 мм, шлифованные, пластмассовые рукоятки Matrix
Бокорезы, Standard, 160 мм, шлифованные, пластмассовые рукоятки Matrix
Набор ключей комбинированных, 6-17 мм, 6 шт, CrV, полированный хром Matrix
Набор ключей комбинированных, 6-17 мм, 6 шт, CrV, полированный хром Matrix
Рулетка Rubber,3 м х 16 мм,обрезиненный корпус Matrix
Рулетка Rubber,3 м х 16 мм,обрезиненный корпус Matrix
Похожие товары
Ящик для инструмента, 410 х 215 х 197 мм, 16″, пластик Россия Сибртех
Ящик для инструмента, 410 х 215 х 197 мм, 16″, пластик Россия Сибртех
Ящик для инструмента 20″, 500 х 260 х 260 мм, пластик Россия Stels
Ящик для инструмента 20″, 500 х 260 х 260 мм, пластик Россия Stels
Ящик для инструмента 24″, 590 х 300 х 300 мм, пластик Россия Stels
Ящик для инструмента 24″, 590 х 300 х 300 мм, пластик Россия Stels
Ящик для инструментов, усиленный 16″ Stels
Ящик для инструментов, усиленный 16″ Stels
Ящик для инструмента, 430 х 200 х 160 мм, три секции, металлический Сибртех
Ящик для инструмента, 430 х 200 х 160 мм, три секции, металлический Сибртех
Подножки для полуприцепов, ящики для инструментов, ящики для грузовиков
Сверхмощный алюминиевый ящик с гладкими и ромбовидными ступенями, ящик для инструментов для полуприцепов, ящик для инструментов для седла для полуприцепов и ящик для инструментов для рамы грузовика. Сделано в США
Домашний
Подножки
A-SB51 — 26″ В x 28″ Г x 12″ Ш — Коробка для подножек полуприцепа с полированной алюминиевой отделкой, HD, открывающаяся крышка Single Drop, лазерная резка подножек и замок DT-T-Hand.
$582,00
A-SB51 — 26 дюймов В x 28 дюймов Г x 16 дюймов Ш — алюминиевый подножной бокс для полуприцепов HD, полностью гладкая поверхность, открывающаяся крышка Single Drop, штампованные ступени с лазерной резкой и замок с Т-образной рукояткой.
637,50 долларов США
A-SB51 — 26″ В x 28″ Г x 36″ Ш — Коробка для подножек полуприцепа с полированной алюминиевой отделкой, HD, открывающаяся крышка Single Drop, лазерная резка подножек и замок DT-T-Handle.
1095,00 долларов США
A-SB51 — 26″ В x 28″ Г x 48″ Ш — Коробка для подножки полуприцепа с полированной алюминиевой отделкой, HD, открывающаяся крышка Single Drop, лазерная резка подножек и замок DT-T-Handle.
1401,75 долларов США
Посмотреть подробности
A-SF51S 15″В x 30″Г x 24″Ш — Алюминиевый набор инструментов для ступенчатой рамы полуприцепа, гладкий корпус, открывающаяся дверца Diamond TP, замок с ручкой DT-T и штампованные ступени с лазерной резкой.
$843,75
Посмотреть подробности
A-SF51S 15″ В x 30″ Г x 30″ Ш — Алюминиевый набор инструментов для рамы для полуприцепов, гладкий корпус, открывающаяся дверца Diamond TP, замок с ручкой DT-T и штампованные ступени с лазерной резкой.
913,50 долларов США
Посмотреть подробности
A-SF51S 15″ В x 30″ Г x 30″ Ш — Алюминиевый набор инструментов для ступенчатой рамы полуприцепа, гладкий корпус, зеркальная отделка, открывающаяся дверь, замок с ручкой DT-T и штампованные ступени с лазерной резкой.
$960,00
Посмотреть подробности
A-SF51S 21″В x 30″Г x 30″Ш — Алюминиевый набор инструментов для ступенчатой рамы полуприцепа, гладкий корпус, зеркальное покрытие, открывающаяся дверь, замок с ручкой DT-T и штампованные ступени с лазерной резкой.
1155,00 долларов США
Посмотреть подробности
A-SF51S 27″В x 30″Г x 34″Ш — Алюминиевый набор инструментов для ступенчатой рамы полуприцепа, гладкий корпус, зеркальное покрытие, открывающаяся дверца, замок с ручкой DT-T и штампованные ступени с лазерной резкой.
1350,00 долларов США
A-SO51S- 24″В x 20″Г x 20″Ш — Алюминиевый масляный резервуар для полуприцепов HD Подножка, 30 галлонов, со смотровым стеклом и крышкой заливной горловины, одинарной перегородкой, штампованными ступенями рукоятки с лазерной резкой и полностью гладкой поверхностью
2224,50 долларов США
Посмотреть подробности
A-SO52S 15″ В x 30″ Г x 30″ Ш — Алюминиевый масляный резервуар для полуприцепов, Набор инструментов для ступеней рамы HD, 26 галлонов, со смотровым стеклом и крышкой заливной горловины, одинарной перегородкой, штампованными ступенями рукоятки с лазерной резкой и полностью гладкой поверхностью
2120,13 долларов США
Посмотреть подробности
CHS62 — 2″ В x 2″ Г x 11,5″ Ш — комплект подвески для стальной цепи (подходит для 12-дюймовых коробок SB51), крепления на болтах 7/16″ и белое порошковое покрытие
30,24 доллара США
Посмотреть подробности
Проверить состояние отключения
Имя класса
left-box-content
Показать как блок
Нет
Get AlertsReport Outage
Показать как блокировку
Нет
Имя класса
sce-ot-main-title
Показать как блок
Нет
Добавить горизонтальную линию
Показать как блок
Нет
Обнаружен неподдерживаемый браузер
Эта версия больше не поддерживается. Страница не будет функционировать должным образом. Для просмотра информации на этой странице вам потребуется последняя версия Safari, Google Chrome, Firefox или Microsoft Edge.
Имя класса
sce-cap2-error-msg
Показать как блок
Нет
Карта
Список
Поиск по адресу:
4
40004
Номер отключения
Номер счетчика
Не удалось найти сбой для введенного номера. Пожалуйста, позвоните нам по телефону 1-800-611-1911, чтобы мы могли вам помочь.
Пожалуйста, введите действительный номер отключения от 6 до 9 цифр
Имя класса
sce-cap2-heading
Выставить как блок
Нет
Добавить горизонтальную линию
Показать как блок
Нет
Имя класса
sce-cap-metersearch
Разоблачить как блокировку
Нет
Если вы получили от нас уведомление об отключении электроэнергии в вашем регионе, введите свой номер отключения выше. Вы можете найти его в своем уведомлении.
Имя класса
cap-oan-top
Expose as Block
Нет
Результаты поиска
Имя класса
sce-cap-hfa
0 Блок 40090 Expose 40092
Немного больше информации , мы можем помочь вам получить более точные данные о сбоях для вашего местоположения. Пожалуйста , чтобы просмотреть подробные результаты текущих отключений.
Имя класса
sce-cap-serv-addr-search
Предоставление в виде блока
Нет
Имя класса
sce-cap-hfa
Предоставление в виде блока
Нет
4
Переменная группа отключения:
Имя класса
ro-group-name
Выставить как блок
Нет
Серьезные отключения
SCE в настоящее время страдает от серьезных отключений электроэнергии. Посетите страницу Major Outages для получения дополнительной информации.
Имя класса
sce-cap2-major-outages
Выставить как блок
Нет
Просмотр:CountyCity
Выложить как блок
Нет
View By:CountyCity
Показать как блок
Нет
Выставить как блок
Нет
Показать больше станций электромобилей
Показать как блок
Нет
Последнее обновление: недоступно
Имя класса
sce-cap2-report
Показать как блок
Нет
Поддержка сообщества
24 Имена классов 2-comm-supp
Показать как Блок
№
Центры общественных ресурсов SCE доступны для поддержки клиентов во время отключения электроэнергии в целях общественной безопасности. .. Подробнее. Мы предоставляем доступ к нашей команде обслуживания клиентов, а также к комплектам обеспечения устойчивости клиентов, которые включают информацию PSPS, легкие закуски, воду, небольшие устройства обеспечения устойчивости и средства индивидуальной защиты. Информация о местоположении и часах работы обычно обновляется за день до любого потенциального события PSPS. Узнайте здесь больше о дополнительных ресурсах и программах, которые помогут вам подготовиться к чрезвычайным ситуациям или отключениям. SCE соответствует применимым требованиям COVID-19руководящие принципы, предоставленные местными и государственными органами здравоохранения. Меньше
Просмотреть все центры ресурсов сообщества
Имя класса
sce-cap2-crc-tab-content
Показать как блок
Нет
Коммунальные транспортные средства SCE доступны для поддержки клиентов во время отключения электроэнергии в целях общественной безопасности.. . Подробнее. Мы предоставляем доступ к нашей команде обслуживания клиентов, а также к комплектам обеспечения устойчивости клиентов, которые включают информацию PSPS, легкие закуски, воду, небольшие устройства обеспечения устойчивости и средства индивидуальной защиты. Информация о местоположении и часах работы обычно обновляется за день до любого потенциального события PSPS. Узнайте здесь больше о дополнительных ресурсах и программах, которые помогут вам подготовиться к чрезвычайным ситуациям или отключениям. SCE соответствует применимым требованиям COVID-19руководящие принципы, предоставленные местными и государственными органами здравоохранения. Меньше
Имя класса
sce-cap2-ccv-tab-content
Показать как блок
Нет
Приведенные ниже ресурсы могут помочь клиентам, которым нужен доступ к электричеству во время мероприятия PSPS, в том числе когда CRC закрыт:
Программа скидок для отелей SCE — клиенты, испытывающие продолжительное отключение, могут воспользоваться специальными тарифами в участвующих отелях и зарядить персональные электронные устройства. во время их пребывания.
2-1-1 — позвоните по номеру 211 или отправьте текстовое сообщение «PSPS» на номер 211211. 211 — это бесплатная круглосуточная конфиденциальная служба, которая предоставляет информацию и ресурсы для удовлетворения различных основных потребностей, включая временное жилье, питание, транспорт и медицинское обслуживание. Забота.
Карта осведомленности SCE об отключении электроэнергии . Клиенты, желающие узнать, влияет ли PSPS на конкретный адрес или место, могут ввести адрес в поле поиска адреса в верхней части этой веб-страницы.
Выставить как блок
№
Имя класса
sce-cap2-left
Показать как блок
Нет
Показать как блок
Нет
Имя класса
sce-cap2-right
Показать как блок
Нет
Показать как блок
Нет
Добавить горизонтальную линию
Текущие отключения питания
2 012
Из 5 миллионов клиентов SCE:
0 (0%)
Показать как блок
Нет
Предоставление как блокировка
Нет
Рассматривается возможность безопасного отключения питания
Из 5 миллионов клиентов SCE:
0 (0%)
Показать как блок
Нет
Показать как блок
Нет
Показать как блок
Нет
Добавить горизонтальную линию
Выкл.
Примечания:
Полевые и погодные условия регулярно меняются. Данные в режиме реального времени могут иногда иметь задержку. Пожалуйста, следите за обновлениями в недавно затронутых областях.
Количество клиентов основано на округах. Если канал выходит за пределы одного округа, клиенты будут учитываться в каждом округе, что может привести к пересчету.
Имя класса
sce-cap2-psps-disclaimer скрыть
Показать как блок
№
Советы по отключению
Всегда лучше быть готовым к отключению электроэнергии, будь то отключение из-за технического обслуживания или неожиданное отключение из-за дорожно-транспортного происшествия или неблагоприятных погодных условий.
Узнать больше
Ресурсы для клиентов и поддержка
Нашим главным приоритетом во время отключения электроэнергии является ваша безопасность и безопасность наших экипажей. Перейдите по ссылке ниже, чтобы узнать о программах и услугах, которые помогут вам подготовиться к отключению электроэнергии в целях общественной безопасности.
ELEGOO® Saturn S MSLA 4k 9,1 »Монохромный ЖК-принтер 3D-принтер 196 мм * 122 мм * 210 мм Объем печати Обзоры
ELEGOO® Saturn S MSLA 4k 9,1 »Монохромный ЖК-принтер 3D-принтер 196 мм * 122 мм * 210 мм Объем печати Обзоры — Banggood Русский Интернет-магазины
Отзывы покупателей
5 звезда2 (100.0%)
4 звезда0 (0%)
3 звезда0 (0%)
2 звезда0 (0%)
1 звезда0 (0%)
Написать отзыв Вы получите двойные Banggood поинты за отзыв если будете одним из трех первых кто оставит его!
Все отзывы
(2)
Образ
(1)
Видео
(0)
Все звезды
Все звезды(2)
5
Звезда(2)
4
Звезда(0)
3
Звезда(0)
2
Звезда(0)
1
Звезда(0)
Сортировать по:
оценке
оценке
полезности
дате
Отзывы только из вашей страны (Russian Federation)
|
Показать оригинал
» data-show-translate=»Обзор может быть переведен автоматически.»>Часть обзора переведена автоматически.
Общий 0 страницы
Перейти на страницу
Идти
Рекомендуем
255,26€
ELEGOO® Mars 2/Mars 2 Pro Монохромный 3D-принтер MSLA UV Фотоотверждаемый LCD Полимерный 3D-принтер с 6,08-дюймовым монохромным 2K-принтером LCD Размер печати 129
(104)
292,76€
6mm*143.36mm*175mm Print Size»>ELEGOO® Mars 3 ULTRA 4K Mono LCD 3D Printer with 89.6mm*143.36mm*175mm Print Size
(56)
457,45€
ELEGOO® SATURN MSLA 4K 8.9″ MONOCHROME LCD Resin 3D Printer UV Photocuring LCD Resin 3D Printer with 4K Monochrome LCD/Matrix UV LED Light Source/Off-Line/WLAN Print/ Print Size 192x120x200mm
(142)
200,37€
Creality 3D® UW-02 10,1-дюймовая стирально-отверждающая машина с 10,1-дюймовым экраном большого размера / 2 режима работы / универсальное отверждение н
(20)
8,50€
Ультрафиолетовое UV фиолетовый 3528 LED гибкая полоса черный свет с нами подключить 12v водонепроницаемый
(8)
411,70€
[EU Direct]TWOTREES® SP-5 Core XY Размер печати 300*300*350 мм 3D-принтер с цельнометаллическим корпусом/двойной линейной направляющей/экструдером DDB/возобнов
(129)
66,78€
FYSETC JanusBPS 355*355 мм Золотая различная лицевая сталь Пластина + Магнитная наклейка B-сторона + PEI Набор для 3D-принтера
(0)
87,82€
Ракета Тату Ручка Поворотный Тату Пулемет Постоянный Макияж Машинное отделение Алюминиевый патрон Тату Оборудование для оружия
(0)
39,33€
Creality 3D® CR-PLA Matte 1,0 кг 1,75 мм для 3D-принтера
(2)
410,80€
3D-принтер Artillery® Sidewinder X2 и Sidewinder X1 Набор с поддержкой большого размера печати 300 * 300 * 400 мм Печать резюме и определение биения нити с помощ
(2294)
91,48€
Комплект расширения области гравировки SCULPFUN S10 для расширения области гравировки гравировального станка S10/S9/S6pro/S6 до алюминиевого вала ра
(7)
recommendation for you
Elegoo Saturn 8.
9″ 4К. Обзор, распаковка, первые впечатления
Меня видимо потянуло на гигантизм. Еще один принтер купленный в распродажу был еще один фотополимерник.
У меня в мастерской трудятся 4шт мелких, 6″ полимерника, в целом с обьемами они справляются успешно. Но вот бывают заказы, которые весьма проблемно туда запихнуть. И тут начинается лес поддержек.
Основные детали что я печатаю — мне комфортнее от стола, минимизировать поддержки еще на этапе моделирования. Поэтому бОльший стол очень уж просился.
Поле печати заявлено — 19,2*12*20 сантиметров. Для полимерника это уже хороший результат.
Приходит принтер в такой коробке, мне приехало с помощью ДПД до отделения. Я заказывал две бутылки смолы с ним, их скотчем прикрепили к коробке. Упакован хорошо. По углам добавлены ребра жестости из плотно картона, и дополнительно связали пластиковыми уголками. Все же принтер не дешевый, постарались максимально защитить его.
Внутри основной коробки лежит собственно сам принтер и коробочка с «Tool Kit», так называемым набором юного печатника. Комплект стандартный в 2021 году для полимерников: внешний блок зарядки, пара шпателей (металлический и пластиковый), кусачки, перчатки, флешка, фильтры для смолы, пара масок, инструкция, и набор шестигранников с запасными винтами.
Внутри самого принтера, уже стандартно, весь обьем заполнен вспененным полиэтиленом, внутри которого спрятан столик.
В сравнении с младшим собратом, Voxelab Proxima 6″.
Очень чувствуется что у Elegoo это далеко не первый фотополимерный принтер. А тут еще и не бюджетный. Все места где пользователь может накосячить по не опытности — все подписано, все защищено пленками с предупреждениями что можно отдирать, что нельзя.
Ванна тоже неплохо продумана. Fep пленка конечно с двух сторон в защитной пленке. А на обратной стороне ванны по углам 4 винта торчат за корпус. Первая их задача — они центрируют ванну на основании принтера, удобно. Но главное чем понравилось — можно спокойно ставить на стол, не боясь об этот самый стол поцарапать пленку.
А вот запасной пленки в комплекте они не положили, обидненько.
Касаемо столика — он тоже в защитной пленке. Шлифовка отличная.
А вот к держателю столика некие вопросики. Он весьмаааа массивный. Прям монументааально выглядит. Но чисто технически можно было реализовать эту конструкцию. Фото на примере с мелким вокселем. Если б они выиграли 3-5 сантиметров и добавили это в печатное поле — думаю все были б только рады.
Но к самой кинематики сильно вопросов нет. Две рельсы, вал довольно ровный. Площадки все металлические, основание тоже. Все довольно массивно сделано.
Касаемо основания. Тут тоже везде металл. Все сделано аккуратно, симпатично. Спереди сенсорный дисплей, справа выведен разьем на флешку. Сзади 2 вентилятора на выдув теплого воздуха изнутри, порт для подключения к сети, кнопка включения и вход блока питания.
Скажу сразу — сетевой кабель я не подключал, не скажу работает тут или нет. В мастерской интернет заведен по Wi-fi только, нет необходимости принтер подключать к сети.
Снизу виднеются окошки для вентиляции радиаторов Параледа. Той конструкции, которая засвечивает смолу.
Я хотел заглянуть вовнутрь, как делал на всех принтерах, и тут ждал маааленький сюрприз. На моих Voxelab наружний корпус чисто для декорации, который прикручивается на основную раму. Тут корпус и есть рама. Если хочешь залезть вовнутрь, то будь добр разбери полностью. Отделить балку Z, открутить верхнюю панель и тд.
Поэтому я решил для морального успокоения заглянуть через единственную «форточку» в корпусе.
Внутри все довольно симпатично и аккуратно. Блок линз параледа, линзы матовые. Мотор оси Z висит на демферах, плата читу.
Особо делать тут нечего, поэтому закрываем окно.
Меню тоже стандартное, все необходимые функции имеются.
Датчик 0 по оси Z конечно же оптический. Немного напрягло что он стоит вертикально.
Обычно я калибрую стол так. Делаю Auto Home, затем вручную опускаю на несколько миллиметров и там уже затягиваю столик. Принцип такой. Принтер по датчику отбивает 0 и опускается медленно ниже на заданное значение каждый раз.
Когда датчик стоял горизонтально, тут я не парился. А когда есть шанс пробить его железным «копьем», немного напрягло. Но все настроилось отлично, в этом проблем нет.
В комплекте очень подробная инструкция как откалибровать стол. Все наглядно и понятно.
Единственный момент — эта инструкция является одновременно и калибровочным листом. То есть по задумке производителя — вы ее подкладываете и по ней калибруете зазор. Но….. Это не листик, это скорее картон, довольно толстый. Принцип калибровки то какой. Убираем ванну, подкладываем листик, толщиной с пленку. Он имитирует ее. И затягиваем стол чтоб зазора не было. То есть это тот самый 0, где нет зазоров. И тут мы используем картон…
В целом деталь думаю отпечатается, если не отпечатается — увеличить время засветки начального слоя и все будет ок. Но тогда мы получим приличную «слоновью ногу» на этих самых первых слоях от перезасвета. Непорядок.
Поэтому я выкинул эту бумажку и взял обычный лист А4 и по нему все настроил.
Так же пришлось сделать то, что я раньше никогда не делал)
Экран без защиты сверху, без никакой. Со временем, когда порвется пленка (а она рано или поздно порвется) — экран зальет смолой. Это обычно происходит во время печати. И собственно эта разлитая смола тут же засвечивается и прилипает.
На 6″ полимерниках это иногда происходит. Смолу уже оттирал от голого экрана. Практически всегда без последствий, но небольшие изьяны появляются. Там я честно особо не переживал, новый экран стоит адекватных денег, и пара запасных уже лежат. Тут 8.9″ 4К дисплей стоит уже весомо больше. Упороть его уж ооочень не хочется. Поэтому пришлось воспользоваться народным способом.
Пошел на цветочный рынок, купил рулон тонкой лавсановой пленки, стоит она копейки (около 200р). Отрезал по размеру и сверху положил на экран, по периметру проклеив обычным скотчем.
Пленка тонкая, прозрачная, на качество печати повлиять не должна. Но если протечет смола, она спасет драгоценный дисплей.
И еще из народных способов — обработать феп пленку какой-нибудь химией типа анти-дождя, восков и тд.
Много споров идет на эту тему, мазать или нет. Все сходятся на том, что да мазать стоит, но насколько ее хватает — неизвестно. Я использую вот такой спрей. Почему его? Потому что стоял в шкафу, я его для машины использую) Мне он больше всех понравился, решил тут тоже норм будет работать.
Принцип такой — напшикал обильно, подождал чуть чуть. Бумажными салфетками просто промокаю его досуха и все. Брака с ним меньше, детали практически никогда не прилипают (хотя это возможно еще и от прямоты рук и правильно подобранных настройках).
Повторяю обработку только тогда, когда мою ванну спиртом.
Ну и конечно же принтер в сборе. Выглядит красиво, ничего не скажешь)
Для тестирования принтера и настройки решил взять смолу эникубик. Стандартная, дешевая смола, цвет skin-like.
Полный обьем ванны — 680гр смолы, прилично.
И тут хочу сказать сразу один момент. Ванну и столик желательно помыть тщательно спиртом. После первой печати увидел все в таких черных разводах. Это краситель столика-ванны немного смыло, было немного неожиданно.
И еще одна маленькая придирка — кабель питания. Для фотополимерников у меня отдельная узкая полка. Так вот с угловыми разьмами вообще никаких неудобств не было. Но с прямым разьемом было немного неудобно, принтеру нужно больше свободного места сзади.
Но пора уже и попечатать.
Первым запустил тестовую пластинку. Параметры на глаз.
По мне так получилось очень даже неплохо. Пара последних пластинок не пропечаталась, поэтому немного добавил времени на слой и запустил то, что давно уже хотел.
Это эмблемка для моего друга из Калифорнии. Мелкие похожие штуки для него я успешно отпечатал на других принтерах. Но хотелось еще сделать ему максимально большой размер. Вышло замечательно, качество супер.
Была маленькая сложность оторвать ее от столика, уж очень хорошо к нему все прилипает. Но канцелярский нож справился отлично.
И нужно было испытать в бою то, что иногда приходится делать. Печатать за раз большие партии деталей.
Заказа на большое количество на горизонте не было, поэтому решил сделать армию малышей. Отпечатались все без брака, тут как раз нам на руку играет Параллед. Но не все ушастые пережили отделение от стола, и отделение поддержек. Дешевые смолы очень хрупкие, вот уши и поотлетали у многих.
Принтер мне очень понравился. Я очень долго ждал когда цена на большие размеры упадет хоть немного. Наконец то можно печатать приличных размеров детали в отличном качестве, когда это необходимо.
И напоследок решил добавить маленький тюнинг, который я сделал спустя несколько дней эксплуатации.
Колпак. Он огромный, он без ручек, он гладкий и красивый. Постоянно жалко его заляпать смолой, его неудобно поднимать, он довольно габаритный. Меня хватило на пару дней, и потом все-таки нервы сдали)
Обычная мебельная ручка. Выбрал первую что понравилась визуально и ее прикрутил. С ней гоооораздо стало легче и удобнее тягать этот колпак.
ELEGOO Saturn S Монохромный 3D-принтер с ЖК-дисплеем — WOL 3D
Описание
Saturn S — это обновленная версия ELEGOO Saturn. , который увеличивает объем печати, предоставляя больше возможностей печати. Его более высокое разрешение позволяет любой модели получать высокоточные результаты. Очиститель воздуха «включай и работай» означает меньше запаха и свежую среду для 3D-печати.
【Более высокая скорость печати】3D-принтер Elegoo Saturn S LCD оснащен монохромным ЖК-дисплеем Ultra 4K HD с разрешением HD 4098 x 2560, что сокращает время печати слоев до 1,5-2 с, что на 60% быстрее, чем у Mars Pro, но при этом обеспечивает выдающиеся результаты печати.
【Большой объем сборки】ЖК-3D-принтер Elegoo Saturn S имеет большой объем печати 196*122*210 мм/7,71 дюйма*4,80 дюйма*8,26 дюйма, и вы можете печатать несколько полноразмерных моделей одновременно, что значительно повысить свою производительность.
【Более высокая точность и простота печати】Ось Z использует двойную линейную направляющую, которая обеспечивает более стабильное движение и значительно повышает точность перемещения. Благодаря порту Ethernet на задней панели и встроенному диску данных емкостью 4 ГБ Saturn теперь поддерживает передачу файлов по локальной сети, что очень удобно для быстрой печати.
【Качественные отпечатки и стабильный успех】Матричный источник света состоит из 54 УФ-светодиодов с равномерным излучением света, что обеспечивает превосходные результаты печати и более точный размер печати. Установочные винты на рабочей пластине обеспечивают длительное выравнивание, отсутствие необходимости в частой калибровке, а обработанная пескоструйной обработкой поверхность обеспечивает гораздо более прочное сцепление, особенно при печати больших 3D-моделей.
3D-принтер Elegoo Saturn S LCD Параметры и характеристики: Система: EL3D-3.0.1 Управление: 3,5-дюймовый сенсорный экран Программное обеспечение для слайсера: Chitubox Подключение: USB Технология: светодиодный дисплей Фотоотверждение Источник света: встроенные УФ-светодиоды (длина волны 405 нм) ×2560) Точность по оси Z: 0,00125 мм Толщина слоя: 0,01–0,15 мм Скорость печати: 30 мм/ч Требования к питанию: 100–240 В, 24 В, 4 А, 96 Вт 9,44 дюйма (Вт) * 17,55 дюйма (В) 28 см (Д) * 24 см (Ш) * 44,6 см (В) Объем сборки: 7,71 дюйма (Д) * 4,80 дюйма (Ш) * 8,26 дюйма (В) 196 мм (Д) * 122 мм (Ш) * 210 мм (В) Вес: 24 фунта (11 кг)
Комплект отделки включает: 3D-принтер Saturn S * 1 Платформа для сборки * 1 Резервуар для смолы * 1 U-диск * 1 Перчатки * 3 23 набора инструментов * 1 Бумага для выравнивания*1
Посетите нашу страницу в Instagram, чтобы узнать больше об обновлениях и о том, какие продукты создаются с использованием 3D-принтера Elegoo Saturn S LCD 9. 0007
Монохромный ЖК-дисплей 4K HD с диагональю 8,9 дюйма
ELEGOO Saturn S — это крупногабаритный полимерный 3D-принтер с монохромным дисплеем Ultra 4K HD и большим рабочим объемом 196 x 122 x 210 мм. Теперь вы можете печатать гораздо более крупные модели с более высокой скоростью или печатать гораздо больше моделей за один раз, что значительно упрощает процесс 3D-печати смолой и значительно повышает эффективность печати.
Монохромный дисплей 4K имеет разрешение HD 4098*2460, 508 точек на дюйм, что означает, что разрешение по оси XY составляет 50 мкм или 0,05 мм, что обеспечивает гладкую и тонкую поверхность 3D-печатной модели.
Коэффициент светопропускания 4,8–5,2 % обеспечивает более высокую скорость печати (2–3 с на слой) и требует очень низкого энергопотребления, снижая тепловыделение, что, в свою очередь, продлевает срок службы монохромного ЖК-дисплея на 300 %.
Высокий коэффициент контрастности, оставляющий темную область с очень небольшим количеством световой энергии и практически без воздействия ультрафиолетового излучения во время процесса печати, улучшая ваши 3D-печатные модели с полной и выдающейся детализацией.
Лучший способ проецирования ультрафиолетового света
УФ-светодиодная матрица — один из наиболее важных компонентов, составляющих основу Saturn, стремящейся к большей точности и надежности печати.
54 светодиода, работающие с указанными выше линзами, могут генерировать более равномерный УФ-луч с длиной волны 405 нм, что идеально подходит для 3D-печати смолой и, как правило, имеет гораздо меньший угол излучения, что приводит к более высокой точности печати на уровне ± 0,05 мм.
Еще одним преимуществом проецирования света на монофонический дисплей является то, что для питания матричного светодиодного источника света требуется всего 65-80 мВт, что обеспечивает очень низкое тепловыделение и экономию энергии.
ЖК-3D-принтер Elegoo Saturn S Разработан для более стабильной и долговечной работы
Линейный рельс с двойной осью Z, оснащенный амортизирующим устройством в нижней части, что обеспечивает более тихое, стабильное и точное движение с точностью ± 0,02 мм . Никаких колебаний, смещения слоев и резкое уменьшение количества слоев в текстуре.
Регулировочный шарнир на шарикоподшипниках очень прост в обращении и, как правило, обеспечивает длительную работу по выравниванию. На рабочей пластине использовалась пескоструйная обработка поверхности для обеспечения более прочной адгезии, особенно при печати моделей большого размера.
3D-принтер
Saturn MSLA поставляется с металлическим резервуаром для смолы, изготовленным из алюминиевого сплава. Он имеет две ручки с обеих сторон для удобного демонтажа и четыре ножки для защиты пленки FEP от царапин.
Чип
STM32 адаптирован на основной плате управления, которая обладает мощными вычислительными и алгоритмическими возможностями.
Модернизация Chitubox Slicer Умнее
Благодаря удобному интерфейсу и рабочему процессу Chitubox позволяет нарезать модели всего за 4 клика. Очень просто.
Добавление опор становится все более и более простым. Один щелчок для автоматических опор, а также вы можете добавлять, редактировать и перемещать опоры по своему усмотрению. Функции точной настройки параметров поддержки позволяют калибровать форму, толщину и плотность поддержки.
Благодаря многоступенчатой настройке скорости отвода вы теперь можете значительно повысить эффективность печати и увеличить производительность.
10 слоев линейного перехода между нижними слоями и обычными слоями делают адгезию намного прочнее и плотнее, что позволяет избежать дефектов печати.
8-кратное сглаживание работает с улучшенной функцией размытия изображения, печатные текстуры на 3D-модели еще никогда не были такими гладкими и безупречными.
Безграничные возможности начинаются с 3D-печати смолой
3D-печать смолой неоднократно зарекомендовала себя как отличное решение для высокоточного моделирования и быстрого прототипирования.
От дизайна до печати теперь требуется всего несколько дней, а не недель. Вы можете посвятить больше времени другим новым проектам, а также расширить и ускорить свое производство.
Для тех, кого привлекают настольные игры и кто хотел бы создавать и печатать фигурки, миниатюры или скульптуры, теперь доступно гораздо более высокое разрешение. Полимерная печать имеет естественное преимущество по сравнению с 3D-печатью FDM, если вам нужна сверхяркая детализация для вашей работы
Elegoo Saturn 2 Полимерный 3D-принтер с 10-дюймовым монохромным ЖК-дисплеем 8K
Посмотрите вводное видео на Youtube:
Только принтер:
— 1 принтер Elegoo Saturn 2
Стартовый пакет:
Этот пакет содержит два 1 кг смываемой смолы, чтобы вы могли сразу начать печатать на своем новом 3D-принтере.
— 1 принтер Elegoo Saturn 2
— 2 смола ESUN 1000G, СМЫВАЕМАЯ ВОДОЙ ДЛЯ ЖК-3D-ПРИНТЕРОВ, 1000G RANDOM COLOR
Пакет для промывки и отверждения:
После того, как ваша модель из смолы будет распечатана, ее необходимо промыть. Машина для стирки/отверждения поможет вам решить эту проблему. Он содержит 1 станцию промывки и 1 станцию постотверждения и две моющиеся смолы по 1 кг с двойной функцией очистки и отверждения для удаления неотвержденной смолы 3D-печатных моделей и оптимизации качества печати, делая вашу постобработку простой и эффективной.
— 1 принтер Elegoo Saturn 2
— 1 машина для промывки и отверждения пучков Elegoo Mercury XS
-2 x ESUN 1000G СМЫВАЕМАЯ ВОДОЙ СМОЛА ДЛЯ ЖК-3D-ПРИНТЕРОВ, 1000G RANDOM COLOR
900 04 Стандартный пакет смолы Elegoo
Elegoo сделали свою машину, поэтому они должны быть лучшими, кто знает об их машине. Но стандартная смола Elegoo идеально подходит для принтера Elegoo. Это тип полимера, который меняет свои физические свойства при воздействии света и смолы, не содержащей летучих органических соединений. В случае 3D-печати это, как правило, жидкие пластиковые смолы, которые затвердевают под воздействием источника света, такого как лазер, лампа, проектор или светодиоды (LED), и большинство этих источников света излучают ультрафиолетовое излучение (УФ). ) света, который отлично работает с нашей фотоотверждаемой смолой.
— 2x Elegoo, 1000 г/бутылка, стандартная фотополимерная смола, RANDOM COLOR
— 1 x принтер Elegoo Saturn 2
Elegoo 8K, стандартный комплект смолы
Elegoo never прекращает улучшать свой продукт. Смола 8K содержит высококачественные пигменты и фотоинициаторы, модели, напечатанные из стандартной фотополимерной смолы ELEGOO 8K, имеют очень чистый и потрясающий цветовой эффект, как произведение искусства.
— 2 x Elegoo, 1000 г/бутылка, стандартная смола 8K, RANDOM COLOR (нет в наличии)
— 1 принтер Elegoo Saturn 2
Комплект твердой/жесткой смолы Elegoo, похожей на ABS
Представьте, что ваша идеальная 3D-модель из смолы случайно выходит из строя во время производственного брака. Ой, какой душераздирающий момент. Фотополимерная смола Elegoo AELEGOO, похожая на АБС, представляет собой тип полимера, который меняет свои физические свойства под воздействием света и не содержит летучих органических соединений. Когда дело доходит до печати промышленных деталей, где прочность модели имеет решающее значение, вам понадобится смола высокого стандарта, чтобы прототип работал безупречно и без каких-либо проблем. Скажите нет хрупкости и используйте смолу с более высокой прочностью.
— 2 шт. Elegoo, 1000 г/бутылка, смола, похожая на АБС, СЛУЧАЙНЫЙ ЦВЕТ
— 1 шт. egoo продукты, поэтому мы предлагаем это комплект для любителей эго. В этом комплекте у нас есть 2 бутылки стандартной фотополимерной смолы 8K и 2 бутылки стандартной смолы 8K, чтобы вы могли проверить, какая из них вам больше нравится. pacs) и 10-дюймовый экран 8K. Кроме того, никогда не забывайте о нашей машине для мойки и закрепления пакетов Mercury X, поэтому вам не нужно беспокоиться о том, как стирать отпечатанные работы.
— 2 шт. Elegoo, 1000 г/бутылка, смола 8K, смываемая водой, RANDOM COLOR
— 2 x Elegoo, 1000 г/бутылка, 8K стандартная смола, RANDOM COLOR (нет в наличии)
— 1 x Elegoo Mercury XS Bundle стирально-полимерная машина 9 0007
— 1 резервуар для смолы (1 упаковка) с разделительной пленкой из PFA (5 упаковок) для Saturn 2
— 1 10-дюймовый ЖК-экран 8K для Saturn 2
— 1 принтер для смолы Elegoo Saturn 2
Двойной комплект смолы Dudical 9000 6
Dudical означает «отлично». Серия смол Elegoo — это потрясающие продукты, которые идеально сочетаются с 3D-принтером на основе смолы Elegoo.
В этом комплекте мы предлагаем фотополимерные смолы ABS LIKE и 8K Standard. Фотополимерная смола ELEGOO специально разработана для уменьшения объемной усадки в процессе фотоотверждения, что обеспечивает высокую точность печатной модели с гладкой поверхностью.
— 2 x Elegoo, 1000 г/бутылка, смола, похожая на АБС, RANDOM COLOR
— 2 x Elegoo, 1000 г/бутылка, смола 8K Standard, RANDOM COLOR (нет в наличии)
— 1 x Elegoo Saturn 2, принтер для смолы
90 004 Богатство Связка смолы:
В этом комплекте мы предлагаем смолу Esun, смываемую водой, которую можно использовать для промывки отпечатка водой из-под крана; и смола PLA Pro, твердость 75 Shore D, не хрупкая, с низкой усадкой.
— 4 смола Esun, смываемая водой, 1 кг/бутылка, СЛУЧАЙНЫЙ ЦВЕТ
— 4 смола EsunPLA Pro, 1 кг/бутылка, СЛУЧАЙНЫЙ ЦВЕТ
— 1 принтер Elegoo Saturn 2 Resin
90 007
Можно мыть водой Пакет смолы
Вместо того, чтобы использовать изопропиловый спирт для очистки отпечатков, вы можете использовать водопроводную воду для мытья отпечатков. Обратите внимание, что вам все равно нужно оставить воду снаружи под солнечным светом, чтобы отвердеть любые смолы. Не сливайте воду прямо в раковину.
— 8 смола Esun, смываемая водой, 1 кг/бутылка, СЛУЧАЙНЫЙ ЦВЕТ
— 1 принтер Elegoo Saturn 2 Resin 10-дюймовый монохромный ЖК-экран 8K с HD-разрешение 7680×4320 и ультратонкое XY-разрешение 28,5 микрон позволяют создавать исключительно детализированные 3D-модели со временем отверждения всего 1-3 с на слой Устойчивое к царапинам закаленное стекло над ЖК-экраном с твердостью 9H для лучшего пропускания света и защита
【 На 43 % больше, чем объем печати Saturn 】Благодаря рабочему объему 219 x 123 x 250 мм / 8,62 x 4,84 x 9,84 дюйма и большому 10-дюймовому монохромному ЖК-экрану размер прототипа больше, а эффективность отверждения выше, вы можете напечатать один большая модель или несколько меньших моделей в одной партии.
【 Коллиматорный источник света Френеля 】 Коллиматорный источник света Френеля состоит из 64 высокоинтегрированных УФ-светодиодов, которые работают с линзой Френеля системы FCL для излучения однородного светового луча с длиной волны 405 нм с 9Однородность света 2%, превосходная точность печати и более гладкая поверхность.
【 Надежная производительность печати 】Ось Z оснащена двойными линейными направляющими и нескользящими выравнивающими винтами с внутренним шестигранником для сверхустойчивого и точного движения и замечательной производительности печати. Пластина для сборки с пескоструйной обработкой обеспечивает гораздо более прочное прилегание, а съемная подкладка из PFA упрощает удаление модели и снижает натяжение.
【 Среда печати без запаха 】Система фильтрации воздуха с фильтром с активированным углем может поглощать большую часть запаха смолы, создавая свежую среду для печати без запаха. Двойные теплопроводящие медные тепловые трубки с более быстрой передачей тепла и лучшим рассеиванием тепла продлевают срок службы 3D-принтеров
8K Vivid Details
Разрешение UHD 7680×4320 и высокая контрастность 380:1 позволяют печатать детализированные отпечатки с более четкими краями и углами с точностью до микрона, поддерживать толщину слоя печати до 0,01–0,2 мм при более высокой скорости печати 1- 3 с.
Увеличенное пространство для печати
Довольно большое рабочее пространство размером 219x123x250 мм и рабочей пластиной 225×129 мм откроет новые творческие возможности для больших моделей или задач пакетной печати. Цельнометаллическая ванночка для смолы с ножками предотвращает соприкосновение защитной пленки PFA с рабочей поверхностью.
Суперстабильная конструкция
Линейная железная дорога с двойной осью Z оснащена амортизирующим устройством в нижней части для более тихого, стабильного и точного движения. Пластина для печати с пескоструйной обработкой обеспечивает гораздо более прочное сцепление, особенно при печати больших 3D-моделей, в то время как защитная пленка из PFA с меньшим натяжением обеспечивает более высокую эффективность печати.
Беспроблемная печать
Очиститель воздуха со встроенной системой фильтрации воздуха с активированным углем может эффективно уменьшить запах смолы, освежая среду печати. Система отвода тепла включает в себя двойные теплопроводящие медные тепловые трубки с более быстрой вентиляцией и отводом тепла.
Превосходная точность и качество печати
Коллиматорный источник света Френеля с инновационной запатентованной технологией FCLS содержит 64 высокоинтегрированных светодиода, работающих с линзами Френеля системы FCL, обеспечивающими равномерное покрытие луча УФ-света по всему ЖК-экрану с неизменной точностью . 9№ 0007
Сменное устойчивое к царапинам закаленное стекло с твердостью 9H идеально подходит и восстанавливает детали печати, защищая экран.
Защитная пленка для экрана из закаленного стекла 9H
Сменное устойчивое к царапинам закаленное стекло с твердостью 9H идеально подходит и восстанавливает детали печати, защищая экран.
Мощное программное обеспечение для нарезки
Совместимость с последней версией ChitiBox, слайсера Lychee и другого программного обеспечения с автоматическим алгоритмом поддержки, обновленным инструментом восстановления модели и возможностью ручной доработки по мере необходимости.
прямолинейное поступательное или вращательное движение режущего инструмента или заготовки, скорость которого меньше скорости главного движения резания, предназначенное для того, чтобы распространить отделение слоя материала на всю обрабатываемую поверхность; под обрабатываемой поверхностью понимают поверхность заготовки, которая частично или полностью удаляется при обработке; под обработанной поверхностью понимают поверхность, образованную на заготовке в результате обработки; движение подачи может быть непрерывным или прерывистым. прерывистое движение подачи может происходить в перерывах процесса резания; движение подачи может входить в состав сложного формообразующего движения, например, при шлифовании резьбы; зависимости от направления движения подачи различают следующие движения подачи: продольное, поперечное и др.
Научные статьи на тему «Движение подачи»
вращательное движение. … распространение получили многошпиндельные станки, которые конструируются таким образом, чтобы главное движение… и движениеподач осуществлялось одновременно…. Привод подач силового стола может быть гидравлическим или электромеханическим…. Основным узлом подачи является коробка подач.
Статья от экспертов
Рассматривается проблема преобразования кинематических возмущений в направлении скорости подачи при продольном точении в траектории формообразующих движений инструмента относительно детали. При этом учитываются как упругие деформационные смещения вершины инструмента относительно исполнительных элементов станка, так и свойства динамической связи, формируемой процессом резания. Главное внимание уделяется динамике преобразования. Приводятся примеры анализа, а также даются рекомендации по выбору режимов и параметров системы.
Creative Commons
Научный журнал
Разнообразные физические движения во время игры весьма полезны для организма человека. … Движения во время игры интенсивные и разнообразные, но интенсивность может сменяться короткими передышками… Волейбол делает человека ловким, его движения скоординированы…. Развивается точность движений, гибкость и подвижность мышц и суставов…. Выделяют нижнюю прямую подачу, верхнюю прямую подачу, планирующую подачу, подачу в прыжке.
Статья от экспертов
Анализ влияния механических процессов обработки металла фрезерованием на точность отработки рабочим органом (столом с заготовкой) программно заданного закона движения посредством комплекса электроприводов подачи является актуальной проблемой. Обзор научной литературы выявил отсутствие работ, посвященных оценке пульсаций сил в зоне резания при фрезеровании и их влиянию на движение электроприводов подачи. Разработана математическая модель процесса фрезерования, учитывающая две степени свободы, с использованием которой получена имитационная модель, позволяющая исследовать пульсации силы в зоне резания по значению и направлению. Исследование показало, что при фрезерной обработке (особенно цилиндрическими и торцевыми фрезами) амплитуда пульсаций силы в зоне резания может достигать 50 % среднего значения. Исследование влияния параметров режимов резания на относительное движение стола и фрезы позволило установить связь между скоростью ее вращения, подачей на зуб, ошибкой позиционирования и…
Creative Commons
Научный журнал
Еще термины по предмету «Энергетическое машиностроение»
Гидравлическая турбина радиально-осевая
гидравлическая турбина, в рабочем колесе которой вода движется по криволинейным поверхностям вращения, изменяющим направление потока от радиального к осевому.
Дивертор термоядерного реактора
устройство термоядерного реактора с магнитным удержанием плазмы, предназначенное для удаления из плазмы примесных ионов.
Разрубка
разделение поковки на части путем внедрения инструмента.
Скорость движения подачи
Скорость движения подачи (vs)
Подача
Подача, Объемная подача, Расход
Подача (s)
Линии подачи
Геометрическая подача
Массовая подача
Подача на входе
Подача на выходе
Подача на зуб
Подача на оборот
Подача на ход
Угол подачи
Движение
Геометрическая подача топлива
Корректор подачи топлива
Объемная подача компрессора
Цикловая подача топлива
Шлифовка с фиксированной подачей
Смотреть больше терминов
Повышай знания с онлайн-тренажером от Автор24!
Напиши термин
Выбери определение из предложенных или загрузи свое
Тренажер от Автор24 поможет тебе выучить термины с помощью удобных и приятных карточек
Возможность создать свои термины в разработке
Еще чуть-чуть и ты сможешь писать определения на платформе Автор24. Укажи почту и мы пришлем уведомление с обновлением ☺️
Включи камеру на своем телефоне и наведи на Qr-код.
Кампус Хаб бот откроется на устройстве
Привет! Рады, что термин оказался полезен 🤩
Для копирования текста подпишись на Telegram bot. Удобный поиск по учебным материалам в твоем телефоне
Подписаться и скачать термин
Включи камеру на своем телефоне и наведи на Qr-код.
Кампус Хаб бот откроется на устройстве
Привет! Рады, что термин оказался полезен 🤩
Подписчики нашего Кампус Хаб бота получают определение прямо в телеграмм! Просто перейди по ссылке ниже
Скачать термин
Включи камеру на своем телефоне и наведи на Qr-код.
Кампус Хаб бот откроется на устройстве
Движения и привод в резьбонарезных станках
Механические передачи
Гидравлические передачи
Для образования на детали винтовых поверхностей различного профиля инструменту и заготовке сообщаются необходимые движения: основные и вспомогательные. К основным движениям относят главное движение и движение подачи.
Главным движением в станке является то движение, которое определяет скорость резания, т. е. скорость снятия стружки с заготовки. Главное движение может быть вращательным или прямолинейным. В резьбонарезных станках его совершает либо инструмент, либо заготовка.
Движение подачи, совершаемое заготовкой или инструментом, или тем и другим вместе, — это такое движение в станке, которое обеспечивает подвод к инструменту все новых и новых участков заготовки для снятия с них стружки. Движение подачи так же, как и главное движение, может быть вращательным или прямолинейным. При этом движений подач в станке может быть несколько и среди них может быть, например, продольная, поперечная, круговая, тангенциальная подача.
Главное движение и движение подачи осуществляются путем перемещения соответствующих исполнительных звеньев станка, несущих инструмент и заготовку. Перемещения исполнительных звеньев связаны между собой (часто жесткой кинематической цепью).
Вспомогательные движения в станках не связаны непосредственно с процессом резания, но обеспечивают подготовку к его осуществлению. К вспомогательным относятся движения, связанные с установкой, закреплением, освобождением и снятием заготовки и инструмента со станка, подводом и отводом инструмента, управлением станком, ускоренными перемещениями узлов станка, перемещением приборов, контролирующих обрабатываемые размеры и др.
Главное движение и движение подачи связаны с перемещением соответствующих исполнительных звеньев станка. Скорость перемещения этих звеньев задают исходя из условий, в которых происходит резьбонарезание. Обработку детали на станке необходимо вести с оптимальной скоростью резания, при которой достигается наибольшая производительность, обеспечивается выполнение технологических требований к качеству обработанной поверхности, наилучшим образом используются инструмент и станок. Оптимальная скорость резания определяется многими факторами: материалом заготовки и инструмента, геометрией режущих кромок инструмента, его стойкостью, требованиями к точности и шероховатости обработанной поверхности, величиной подачи и глубиной резания и др.
В каждом конкретном случае сочетания перечисленных факторов получается вполне определенная скорость резания. Для того чтобы на станке можно было всегда установить оптимальную скорость резания, в нем, очевидно, должен быть механизм для плавного (бесступенчатого) изменения скорости главного движения. Однако по ряду причин механизмы главного движения, особенно когда они вращательные, чаще выполняют со ступенчатым регулированием скоростей. В результате приходится считаться со следующим фактом. Дело в том, что для оптимальной расчетной скорости резания на станке со ступенчатым регулированием скорости главного движения, как правило, не найдется требуемой частоты вращения (или числа двойных ходов) исполнительного звена. Поэтому исходя из необходимости сохранения стойкости инструмента приходится устанавливать на станке ближайшую к оптимальной, но меньшую частоту вращения. В результате потеря скорости резания приводит к потере производительности процесса резания. При произвольном ступенчатом регулировании частот вращения исполнительного звена механизма главного движения потеря производительности процесса резания на разных ступенях регулирования будет различной, что нерационально при эксплуатации. Для того чтобы наибольшая потеря производительности процесса резания на любом участке ступенчатого регулирования скорости резания не превышала одной и той же величины (например, 10%), необходимо ступенчатый ряд частот вращения исполнительного звена строить по геометрической прогрессии со знаменателем ряда φ:
ni+1 = niφ ,
где ni и ni+1— соответственно предыдущая и последующая в ряду частоты вращения исполнительного звена.
Из формулы следует, что n2=n1φ, n3=n2φ, n4=n3φ и т. д., где n1, n2, n3, n4 — частоты вращения исполнительного звена.
Подачи в станке тоже могут быть расположены по геометрической прогрессии, но нередко их регулируют бесступенчато, а в резьбонарезных станках, особенно в цепи, обеспечивающей получение требуемого шага резьбы, ступени подач могут быть расположены по арифметической прогрессии или другой какой-либо закономерности.
Ступенчатое регулирование скоростей и подач в металлорежущих станках осуществляют с помощью сменных шкивов или сменных зубчатых колес, шестеренных коробок скоростей и сочетанием коробок скоростей со сменными зубчатыми колесами, с помощью многоскоростных электродвигателей, храповых механизмов и др.
Регулирование частоты вращения и скорости перемещения исполнительных звеньев главного движения и движения подачи осуществляют механизмами главного движения и движения подачи. В зависимости от назначения и конструкции станка механизмы главного движения и подачи выполняют различно. Однако любой сложный механизм состоит из отдельных элементов, которые обеспечивают исполнительным звеньям станка необходимые движения. Передача этих движений исполнительным звеньям от источника движения (электродвигателя) происходит в резьбонарезных станках в основном с помощью механических и гидравлических передач.
движение подачи | Dental-Dictionary.com
Съемные реставрации являются подкатегорией протезирования. Различные варианты частичной реставрации дополняют существующие зубы и/или имплантаты. Полные реставрации (полные/полные зубные протезы) заменяют все зубы в …
Съемные реставрации являются подкатегорией протезирования. Различные варианты частичной реставрации дополняют существующие зубы и/или имплантаты. Полные реставрации (полные/полные зубные протезы) заменяют все зубы на беззубой челюсти (единственная альтернатива протезированию, не связанная с имплантатами).
Различают менее дорогие чисто съемные протезы (включая полные съемные протезы и бюгельные протезы, удерживаемые на естественных зубах) и более дорогие несъемные съемные протезы. При более дорогих реставрациях съемный участок фиксируется с помощью ретенционных и коннекторных элементов (возможные варианты — кламмеры, аттачмены, телескопические коронки, системы пресс-штифтов, магниты и т. д.) на периодонтально закрепленном фиксированном участке реставрации (в основном в виде коронок или мостов на зубы и имплантаты).
Съемный протез полностью закрывает все разъемы и соответствует полному съемному протезу.
Как правило, съемные реставрации покрывают сегменты, которые расширены в большей или меньшей степени, поддерживаются слизистой оболочкой, несущей нагрузку, и покрывают ее. При изготовлении цель состоит в том, чтобы добиться равномерного прилегания съемной основы реставрации к челюсти с помощью специальных оттискных материалов и процедур. Если эластичность слизистой оболочки превышена или съемная реставрация подвергается повторяющимся растирающим движениям, могут быстро появиться пятна давления. По прошествии месяцев и лет костный участок протеза резорбируется индивидуально в разной степени (физиологическая и компрессионная атрофия). Конгруэнтность можно восстановить путем перебазировки базиса протеза.
Область съемной реставрации, которая покрывает твердое небо на верхней челюсти, называется небной пластиной (изготовленной из акрила или металла), а участок беззубого альвеолярного гребня называется седлом. Съемные реставрационные седла часто соединяются с помощью металлической основы (часто изготавливаемой с использованием CrCo), на верхней челюсти, возможно, с помощью большого соединителя (поперечного соединителя), а на нижней челюсти — с помощью лингвальной балки. Однако съемные реставрации могут быть изготовлены и без использования металла.
Бюгельный протез CoCr на гипсовой модели
Отсутствующие зубы в основном замещаются на седлах сборными протезами из акрила, реже (исторически чаще) также сборными фарфоровыми зубами. Напротив, съемные мостовидные протезы (в основном поддерживаемые телескопическими коронками) заменяют зубы цельными или облицованными промежуточными звеньями и функционируют полностью или в максимально возможной степени без покрытия слизистой оболочки.
Реставрации, фиксируемые для пациента (возможно, с винтовой фиксацией или полупостоянно цементируемой), но предназначенные для удаления стоматологом, называются «съемными оператором».
Съемные реставрации, в отличие от несъемных реставраций, позволяют осуществлять внеротовой уход и ремонт. Также облегчается контроль и гигиена оставшихся зубов. Во многих случаях съемные реставрации можно удлинить, если опорные зубы, несущие нагрузку, утеряны, и повторная обработка часто не требуется.
В случае съемных реставраций установка имплантатов для увеличения количества абатментов может способствовать более прочной и стабильной ретенции и снижению нагрузки на остаточные естественные зубы.
Если съемная реставрация предназначена только для временного ношения, т. е. для проверки нового окклюзионного соотношения или преодоления периода, необходимого для изготовления окончательной реставрации или другого лечения, это называется временной реставрацией. Это часто включает в себя простой акриловый протез с изогнутыми проволочными зажимами, если это необходимо. Съемные реставрации, устанавливаемые сразу после операции (установка имплантата или удаление), называются немедленными реставрациями.
Если другие анатомические структуры также замещаются съемными реставрациями в дополнение к отсутствующим зубам, они называются челюстно-лицевыми аппаратами.
Определение движения подачи. Значение движения подачи. Синонимы движения подачи
Движение подачи Подача Подача, н. 1. То, что едят; особенно, пища для зверей; корм; пастбище; сено; зерно, молотое или цельное; как, лучший корм для овец. 2. Выпас или пастбище. —Шак. 3. Пособие на корм, выдаваемое лошади, корове и т. д.; а еда; как, питание кукурузы или овса. 4. Еда или процесс еды. [Р.] За такое удовольствие до сего часа У кормушки или у фонтана я никогда не находил. — Милтон. 5. Вода, подаваемая в паровые котлы. 6. (Мах.) (a) Движение или акт переноса вещей в оперировать, как ткань к игле в шитье машина; или производить прогрессивную операцию на любой материал или объект в машине, например, в токарной токарном станке, перемещая режущий инструмент вдоль или по работа. (b) Подача материала к машине, как воды к паровой котел, уголь в топку или зерно в прогон камни. (c) Механизм действия кормления произведено; движение подачи. Мешок для корма, носовой мешок с кормом для лошади или мула.
Кормовая ткань, фартук для ведущей хлопчатобумажной, шерстяной или другой волокна, в машину, как для чесания и т. д. Кормовая дверка, дверца в топку, через которую подается уголь. Подача головы. а) Цистерна для подачи воды самотеком в пар. котел. (б) (Отливка) Избыток металла над формой, который служит для придания отливке большей компактности за счет ее давление; — также называется стояком, тупиком или просто кормить или голову —рыцарь. Подогреватель корма. (a) (Паровой двигатель) Судно, в котором питательная вода для котел нагревается, как правило, отработанным паром. (b) Бойлер или котел, в котором разогревается еда для запасов.
Движение подачи, или Шестерня подачи (Мах.), Цепь механизма. который сообщает движение той части, которая непосредственно производит кормить в машине. Подающая труба, труба для подачи в котел пара двигатель и т. д. водой. Питательный насос, напорный насос для подачи воды в пар. бойлер и др. Регулятор подачи, устройство для градуировки работы кормушка. —Рыцарь. Подающий винт, в токарных станках длинный винт, используемый для придания регулярное движение к подручнику или инструменту, или к работе. Питательная вода, вода, подаваемая в паровой котел и т.д. Подающее колесо (мах.), разновидность подающего устройства. См. Фидер, п., 8.
— BuzzFeed Entertainment Group, в которую также входит BuzzFeed Motion Pictures. По состоянию на 2016 год [обновление] у BuzzFeed были корреспонденты из 12 стран, причем зарубежных… — игольчатые и обратные движения гребенок машины. В старых машинах игла и движение подачи контролируются механическими кулачками. Некоторые современные бытовые… — для производства и участия в контенте для BuzzFeed Video, а также разработал две потоковые серии с BuzzFeed Motion Pictures. На 74-й церемонии вручения премии «Эмми»… — создать цилиндрическую форму. Первичное движение обеспечивается вращением заготовки, а движение подачи достигается медленным перемещением режущего инструмента… — Пластина. Движение подачи создавалось двумя металлическими стержнями, пересекающимися над дорожкой челнока. Нижний стержень, называемый стержнем подачи, имел зубцы.
Для самостоятельной сборки фрезерного станка необходимо выбрать контроллер управления ЧПУ. Контроллеры бывают как многоканальные: 3х и 4х осевые контроллеры шаговых двигателей, так и одноканальные. Многоканальные контроллеры чаще всего встречаются для управления небольшими шаговыми двигателями, типоразмера 42 или 57мм(nema17 и nema23). Такие двигатели подходят для самостоятельной сборки ЧПУ станков с рабочим полем до 1м. При самостоятельной сборке станка с рабочим полем более 1м следует использовать шаговые двигатели типоразмера 86мм(nema34), для управления такими двигателями понадобятся мощные одноканальные драйвера с током управления от 4,2А и выше.
Для управления настольными фрезерными станками широко распространены контроллеры на специализированных микросхемах-драйверах управления ШД, например, TB6560 или A3977. Эта микросхема содержит в себе контроллер, который формирует правильную синусоиду для разных режимов полушага и имеет возможность программной установки токов обмоток. Эти драйвера предназначены для работы с шаговыми двигателями до 3А, типоразмеры ШД NEMA17 42мм и NEMA23 57мм.
Управление контроллером с помощью специализированных программ управления станком MACh4 или KCAM или Linux EMC2 и других, установленных на ПК. Рекомендуется использовать компьютер с процессором частотой не менее 1GHz и память 1 Гб. Стационарный компьютер дает лучшие результаты, по сравнению с ноутбуками и значительно дешевле. Кроме того, вы можете использовать этот компьютер и для других работ, когда он не занят управлением вашим станком. При установке на ноутбук или ПК с памятью 512Мб рекомендуется провести оптимизацию системы под Mach4.
Для подключения к компьютеру используется параллельный порт LPT(для контроллера с USB интерфейсом порт USB). Если ваш компьютер не оборудован параллельным портом (всё больше и больше компьютеров выпускается без этого порта) вы можете приобрести плату расширителя портов PCI-LPT или PCI-E-LPT или специализированный контроллер-преобразователь – USB-LPT, который подключается к компьютеру через USB порт.
С настольным гравировально-фрезерным станком из алюминия CNC-2020AL, в комплекте блок управления с возможностью регулировки оборотов шпинделя, рисунок 1 и 2, блок управления содержит драйвер шаговых двигателей на микросхеме TB6560AHQ, блоки питания драйвера шаговых двигателей ШД и блок питания шпинделя.
рисунок 1
Рисунок 2
1. Один из первых контроллеров управления фрезерными станками с ЧПУ на микросхеме TB6560 был, получивший прозвище -«синяя плата» , рисунок 3. Этот вариант платы много обсуждался на форумах, она имеет ряд недостатков. Первый — медленные оптроны PC817, что требует при настройке программы управления станком MACh4, вводить максимально допустимое значение в поля Step pulse и Dir pulse = 15. Второй это плохое согласование выходов оптопар с входам драйвера TB6560, решается доработкой схемы, Рисунок 8 и 9. Третий — линейные стабилизаторы питания платы и в следствии этого большой перегрев, на последующих платах применены импульсные стабилизаторы. Четвертый — отсутствие гальванической развязки цепи питания. Реле шпинделя 5А, что в большинстве случаев недостаточно и требует применения более мощного промежуточного реле. К достоинствам можно отнести наличие разъема для подключении пульта управления. Этот контроллер в серии станков «Моделист» не применяется.
Рисунок 3.
2. Контроллер управления ЧПУ станком поступивший на рынок после «синей платы», получивший прозвище красная плата, рисунок 4.
Здесь применены более высокочастотные(быстрые) оптроны 6N137. Реле шпинделя 10А. Наличие гальванической развязки по питанию. Есть разъем для подключения драйвера четвертой оси. Удобный разъем для подключения концевых выключателей.
Рисунок 4.
3. Контроллер шаговых двигателей с маркировкой TB6560-v2 тоже красного цвета, но упрощенный, нет развязки по питанию, рисунок 5. Маленький размер, но и в следствии этого меньше размер радиатора.
Рисунок 5
4. Контроллер в алюминиевом корпусе, рисунок 6. Корпус защищает контроллер от пыли попадания металлических частей, он же служит и хорошим теплоотводом. Гальваническая развязка по питанию. Есть разъем для питания дополнительных цепей +5В. Быстрые оптроны 6N137. Низкоимпедансные и конденсаторы Low ESR. Нет реле управления включением шпинделя, но есть два выхода для подключения реле (транзисторные ключи с ОК) или ШИМ управления скоростью вращения шпинделя. Описание подключения сигналов управления реле на страничке Подключение концевых выключателей и реле шпинделя к контроллеру ЧПУ на TB6560
Данный контроллер не работает с программой MACh4, в комплекте своя программа управления станком.
6. Контроллер ЧПУ станка на драйвере ШД от Allegro A3977, рисунок 8.
Рисунок 8
7.Одноканальный драйвер шагового двигателя ЧПУ станка DQ542MA. Этот драйвер может использоваться при самостоятельном изготовлении станка с большим рабочим полем и шаговыми двигателями на ток до 4.2А, может работать и с двигателями Nema34 86mm, рисунок 9.
Рисунок 9
Фото доработки синей платы контроллера шаговых двигателей на TB6560, рисунок 10.
Рисунок 10.
Схема исправления синей платы контроллера ШД на TB6560, рисунок 11.
Рисунок 11.
Фрезерование печатных плат на фрезерном станке Roland
Студент ФабЛаба рассказывает, как он моделировал и фрезеровал печатную плату на станке Roland Modela.
Задача: разобраться в основах проектирования электроники. Повторить печатную плату «Hello World» и добавить по меньшей мере, на неё ещё одну кнопку и светодиод.
В работе мы использовали программный пакет Eagle – специализированное программное обеспечение для создания печатных плат, а также библиотеки Adafruit, Eagle и Fab Academy для получения необходимых компонентов.
Для начала рекомендуется ознакомится с первыми тремя частями учебного руководства по CadSoft Eagle от Jeremy Blum’а:
Скачать необходимые файлы для рассматриваемой в данной статье работы можно по следующим ссылкам: Схема для Eagle [.sch] Печатная плата для Eagle [.brd]
Список компонентов для изготовления платы (номиналы — см. в схеме):
1 шт. конденсатор CAP1206
1 шт. кварцевый резонатор
1 шт. 8-битовый микроконтроллер ATtiny44A-SSU
5 шт. резисторов 1206
1 шт. кнопка-переключатель 6 мм
1 шт. разъём для подключения Arduino (ARDUINO_SERIAL_PROGRAM SMD Pin)
1 шт. разъём AVRISP SMD
1 шт. RGB-светодиод
Процесс изготовления печатной платы:
Я чувствую себя очень комфортно, используя в качестве помощника при работе с электроникой программный пакет Eagle. Тем не менее, трудности возникали при поиске нужных компонентов в библиотеках. Например, мне необходимо было поменять конденсатор с простого на электролитический, и это оказалось непросто. Но после того, как я их все нашёл и разместил на схеме, используя модуль Schematic Design, я начал делать соединения — т.е. рисовать печатную плату.
При соединении элементов я руководствовался схемой в файле hello.ftdi.44 .png, но в силу отсутствия специализированных знаний мне всё-таки было трудновато понять, как конкретно в данной схеме работают и на какие параметры влияют применяемые резисторы и конденсаторы. Пришлось почитать «Энциклопедию электронных компонентов» под авторством Чарльза Платта, чтобы разобраться как использовать эти элементы на данной плате, особенно при попытке добавить несколько новых компонентов.
Я решил добавить кнопку и цветной светодиод на свою плату. Для расчёта номиналов резисторов я посмотрел описания используемых компонентов, а также зашёл на
онлайн-калькулятор сопротивлений чтобы всё рассчитать. Когда я закончил со схемой, я продолжил вносить изменения в печатную плату. Я разместил все элементы так как мне показалось оптимально, и запустил автотрассировку. Она весьма неплохо развела печатную плату и вручную почти ничего не пришлось доделывать, кроме изменения буквально пары соединений. Когда файл с печатной платой в Eagle был готов, я сохранил его как .png-файл, сделал контур в Фотошопе и отправил его на фрезерный станок Roland Modela для непосредственного её изготовления. Здесь пришлось сделать несколько попыток.
Первая попытка не увенчалась успехом, так как я неудачно — неровно — расположил заготовку и в некоторых местах фреза прошла где-то слишком глубоко, а где-то слишком грубо, и соединения были повреждены.
А вот вторая попытка фрезерования удалась на славу. Печатная плата вышла чёткая и чистая, но как только я начал припаивать компоненты, я заметил допущенную уже другую ошибку: двое из выводов микроконтроллера были подключены неверно. Пришлось вернуться в Eagle, исправлять, и фрезеровать снова.
В третий раз я всё сделал наверняка. Станок добротно вырезал плату, а после — я красиво всё запаял.
Заметка:
Когда дело дошло до программирования, оказалось, что плата не работает. Была допущена очередная ошибка с соединением. Начитавшись литературы и окончательно разобравшись в принципах работы данной схемы, перерисовал её, отфрезеровал её снова с помощью фрезерного станка, и запрограммировал.
Плата получилась даже проще и компактнее:
Фрезерный станок для печатных плат
Prometheus — Zippy Robotics, Inc
Prometheus позволяет вам делать печатные платы на вашем столе. Поддерживаются верхний и нижний слои, просверленные отверстия и обрезки краев.
ЗАКАЗАТЬ сейчас
Закажите станок для изготовления печатных плат Prometheus сейчас, чтобы занять место в очереди
*Обратите внимание, что если вы заказываете из-за пределов США, вы будете импортировать нашу продукцию и будете нести ответственность за любые таможенные пошлины/налоги/сборы, связанные с импортом нашей продукции. товары в вашу страну. Вы несете ответственность за информирование себя о том, что это может быть. Мы не несем ответственности за любые дополнительные расходы.
Серийная версия нашего фрезерного станка для печатных плат Prometheus.
Способность создавать вещи — это сила
.
Эта возможность есть у каждого. Мы хотим усилить ее с помощью Prometheus — настольного фрезерного станка для печатных плат, который позволит вам изготавливать печатные платы прямо на рабочем столе за считанные минуты. Вам больше не придется ждать, пока ваша плата будет доставлена вам из службы производства печатных плат.
ProCAM — демонстрация импорта Gerber из Circuit Maker
В этом видео мы покажем вам, как взять проект, созданный в Altium’s Circuit Maker, и создать печатную плату с помощью Prometheus.
Почему мы?
Мы считаем, что с Prometheus вы получите больше производительности на доллар, чем с любым из наших конкурентов. Наши особенности отличают Prometheus. Машины с аналогичными характеристиками стоят на тысячи долларов дороже. Наше соотношение цены и качества составило специально разработанных , как и остальные наши характеристики.
Мы также активно изучаем поддержку гибких материалов, поддержку паяльной маски и другие материалы помимо FR-4. С Zippy Robotics вы можете быть уверены, что мы никогда не перестанем внедрять инновации . Мы никогда не согласимся на «достаточно хорошо».
Отслеживание поверхности
Prometheus быстро исследует поверхность доски перед фрезерованием, создает карту поверхности и использует ее для поддержания одинаковой глубины резки по всей поверхности доски.
Программная калибровка выравнивания
Функция калибровки ProCAM гарантирует, что квадраты получаются квадратными. Нежелательный сдвиг, вращение и перемещение между слоями печатной платы исключены, даже если оси не идеально перпендикулярны. Никогда больше не беспокойтесь о прямой регистрации.
Поддержка мелкого шага
Имея дорожку 4 мил/пространство 5 мил, Prometheus может поддерживать практически любые компоненты для поверхностного монтажа.
Высокоскоростной шпиндель
50 000 об/мин позволяет сверлам малого диаметра резать с высокой скоростью подачи.
Низкое биение
Статическое биение нашего шпинделя составляет менее 0,0001 дюйма (2,5 микрона), поэтому вы можете работать с крошечными концевыми фрезами и иметь более длительный срок службы.
Как это работает Prometheus — фрезерный станок для печатных плат. Он работает путем фрезерования (или вырезания/гравировки) вашей схемы на стандартной плате с медным покрытием. Сверла, используемые во фрезерных станках, называются «концевыми фрезами», и хотя они могут быть похожи на сверла, между ними есть важное отличие: сверла предназначены для резки только с их острия, в то время как концевые фрезы могут резать и сбоку. Это позволяет фрезерному станку не только сверлить отверстия, но и вырезать предметы. В случае Прометея, вы можете фрезеровать свою схему, просверливать отверстия и даже вырезать форму самой платы (возможно, вам нужна круглая печатная плата или какая-то другая нестандартная форма, например).
Prometheus специально создан для изготовления печатных плат. Требования и спецификации, необходимые для вырезания мелких деталей, необходимых для современных печатных плат, сильно отличаются от стандартных фрезерных или фрезерных станков с ЧПУ, которые обычно используются для вырезания дерева или металла. Когда мы вырезаем элементы размером всего в несколько тысячных дюйма, единственной наиболее важной характеристикой является биение шпинделя или TIR (общее указанное биение). Это то, что вы редко встретите в кавычках для недорогих станков с ЧПУ общего назначения, но малое биение имеет решающее значение, когда речь идет о микрофрезеровании. Биение описывает, насколько сильно качается бита при вращении вокруг оси вращения. Слишком большое биение приведет к немедленной поломке маленьких концевых фрез. Вот почему шпиндели любительского уровня и ручные вращающиеся инструменты не подходят для точной работы с печатными платами. Мы могли бы купить готовый шпиндель с подходящими характеристиками для включения в Prometheus, но нам пришлось бы потратить более 1000 долларов только на шпиндель! Вероятно, это основная причина, по которой другие профессиональные заводы по производству печатных плат стоят более 8000 долларов. Мы решили эту проблему, спроектировав собственный недорогой шпиндель с малым биением, чтобы мы могли поставить профессиональный станок за небольшую часть стоимости.
Программное обеспечение ProCAM (Prometheus Computer-Aided Manufacturing) ProCAM — это программное обеспечение CAM, разработанное специально для Prometheus. Он позволяет импортировать стандартные файлы Gerber, которые вы создаете с помощью своего любимого инструмента проектирования печатных плат, а затем генерирует пути инструментов и используется для управления фрезерным станком Prometheus для печатных плат. ProCAM позволяет импортировать верхний слой, нижний слой (дополнительно), просверленные отверстия (дополнительно) и слой обрезки кромок (дополнительно). Последняя версия ProCAM позволяет выполнять контурное фрезерование. То есть он обводит один или несколько контуров вокруг каждой медной цепи, чтобы изолировать ее от остальной части платы. Это создает электрически правильную цепь. Однако в настоящее время мы работаем над добавлением в ProCAM опции полного удаления меди, чтобы она удаляла вся медь , которой нет в файлах Gerber.
Технические характеристики
Скорость шпинделя: 50 000 об/мин MAX X/Y Скорость: больше, чем 3800 мм/мин (150 млн. ) . подшипник (статический) Тип биты: Для нашего шпинделя требуются наши нестандартные биты Zippy Robotics, Максимальный диаметр хвостовика 0,1248 дюйма . Мы предлагаем соответствующие биты. Максимальный размер печатной платы: 6 дюймов x 4 дюйма или европейский размер 160 мм x 100 мм Тип печатной платы: FR-4, FR-1, Rogers 4350 (другие ламинаты Rogers проходят испытания). Односторонняя или двусторонняя Минимальный размер дорожки/промежутка: 4 мил дорожки/5 мл промежутков (1 мил = 0,001 дюйма = 0,0254 мм, 5 мил = 0,127 мм) Максимальный размер просверленного отверстия: 0,125 дюйма (3,175 мм) Разрешение X и Y: 0,000156 дюйма (4 микрона) Z разрешение: 0,000049 дюйма (1,25 микрона) Контроллер двигателя: Пользовательский контроллер ZippyTalk на базе Atmel ARM Вес: 30 фунтов. Занимаемая площадь: 14 x 15,8 дюймов Входное напряжение: Универсальный источник питания, 100–240 В переменного тока Возможности подключения: USB Plug-and-Play Системные требования: Windows 7 или более поздней версии. Планируется поддержка Mac и Linux Обратите внимание, что это текущие спецификации, но они могут измениться, если будут внесены дополнительные изменения до того, как мы начнем поставки.
Основы фрезерных станков для печатных плат
Специализированные станки, предназначенные для прототипирования печатных плат, могут значительно ускорить разработку.
Леланд Тешлер • Ответственный редактор Изучите онлайн-колонки с советами для инженеров, и вы часто будете видеть сообщения, пропагандирующие инвестиции в фрезерный станок, специально предназначенный для производства прототипов печатных плат. Инженеры, использующие эти машины, указывают на их преимущества, в том числе на резкое ускорение их способности повторять проекты печатных плат. Обычный подход заключается в том, чтобы заказать бесплатные образцы подложек у поставщиков печатных плат, а затем изготовить грубый прототип печатной платы, который затем заполняется и тестируется. Часто наличие завода по производству печатных плат позволяет инженерам изготавливать и тестировать несколько конструкций в течение дня.
Основная функция фрезерных станков для печатных плат заключается в выборочном фрезеровании медного слоя на подложке печатной платы для формирования дорожек и других проводящих участков на поверхности платы. Некоторые из этих специализированных машин также могут формировать переходные отверстия.
Конечно, существуют ограничения на то, что можно сделать с печатной платой, изготовленной на фрезерном станке. Основное ограничение заключается в том, что на простых станках возможны только двухслойные платы. Создание паяльной маски также проблематично.
Кроме того, фрезерные станки, достаточно хорошие для производства печатных плат, могут быть дорогими. Нижний предел ценового диапазона для этих машин составляет около 4000 долларов, но более сложное оборудование, способное делать переходные отверстия, может стоить в диапазоне 25000 долларов. Даже более сложные лазерные машины достигают шестизначной суммы. Эти устройства используют лазеры для удаления материала и, таким образом, имеют некоторые преимущества по сравнению с механическим фрезерованием, которые включают более высокую точность и отсутствие износа сверл.
Кроме того, аддитивные подходы к ПХБ становятся все более практичными. Эти машины для быстрого прототипирования могут стать недорогой альтернативой печатным станкам для плат, состоящих всего из нескольких слоев. Но есть также несколько высокопроизводительных аддитивных машин, которые, как говорят, обрабатывают сложные схемы с большим количеством слоев, а также электромеханические детали.
Базовые мельницы
Фрезерный станок Prometheus от Zippy Robotics.
Одним из станков по производству печатных плат в бюджетной категории является Prometheus от Zippy Robotics Inc. в Нортпорте, штат Нью-Йорк. Станок стоимостью 3000 долларов имеет шпиндель, который работает со скоростью 50 000 об/мин и имеет биение менее 2,5 микрон. В нем указана точность 0,15625 мил (4 микрона) по осям X и Y и всего 1,25 микрона по оси Z. Его максимальная скорость подачи составляет 3800 мм/мин, а станок включает отслеживание поверхности, что, как утверждается, обеспечивает стабильные результаты по глубине резания.
Завод поставляется с программным обеспечением управления под названием ProCAM, которое берет стандартные файлы чертежей Gerber и использует их для построения чертежей размером до 6×4 дюймов. особенности платы. Зиппи говорит, что машина может создавать дорожки размером 4 мил/5 мл с множеством корпусов микросхем для поверхностного монтажа и делать двухстороннюю плату с просверленными отверстиями примерно за час.
Следует отметить, что в 30-фунтовом Prometheus используются специальные биты, доступные только у Zippy. Компания заявляет, что типичные серийные биты будут немного больше максимально допустимого диаметра хвостовика и не будут входить в шпиндель. Также следует отметить отсутствие механизма автоматической смены инструмента.
Компания Bantam Tools в Пикскилле, штат Нью-Йорк, когда-то производила настольный фрезерный станок
Фрезерный станок с ЧПУ Bantam. Предыдущая версия обрабатывала исключительно работу с печатными платами. Он также может фрезеровать пластик, алюминий и подобные мягкие металлы.
станок, оптимизированный для использования с печатными платами. Это устройство было заменено более универсальным инструментом, называемым настольным фрезерным станком с ЧПУ, который также может обрабатывать алюминиевые и пластиковые детали. Вся машина весит 70 фунтов. Она имеет рабочую зону 7 x 9 x 3,5 дюйма и выполняет разрезы с повторяемостью ±1 мил. Двигатель шпинделя представляет собой агрегат мощностью 0,25 л. с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной.
Станок с ЧПУ Bantam стоит около 4000 долларов. Bantam производит пакет программного обеспечения для фрезерных станков, годовая подписка на который стоит 200 долларов. Bantam также предоставляет ряд специализированных режущих инструментов для станка, в том числе инструмент для гравировки печатных плат.
Станки с ЧПУ, подобные станкам Bantam, обладают универсальными возможностями, которые позволяют им создавать печатные платы, а также, возможно, корпуса, в которых будет размещаться печатная плата. Но станки компании LPKF Laser & Electronics N.A. в Туалатине, штат Орегон, оптимизированы для изготовления печатных плат. Компания, пожалуй, наиболее известна своими машинами серии ProtoMat. В линейке ProtoMat есть три модели, стоимость которых начинается от 9 долларов.800 и подняться примерно до 27 800 долларов.
Top, машина LPKF ProtoMat. внизу машина LPKF ProtoLaser.
Скорость двигателя шпинделя в этом диапазоне от 40 000 до 100 000 об/мин, а на двух станках используется автоматическая смена инструмента. Двигатели шпинделя с более высокой скоростью вращения обеспечивают более чистое качество фрезерной кромки с меньшим количеством заусенцев. Качество кромки особенно заметно при использовании концевых фрез меньшего размера и при фрезеровании более мягких подложек RF. Шпиндель ProtoMat E44 со скоростью вращения 40 000 об/мин обеспечивает минимальный размер дорожки размером 4 мил с интервалом 8 мил. Шпиндели со скоростью вращения 60 000 и 100 000 об/мин в системах ProtoMat S64 и S104 позволяют использовать дорожки толщиной 4 мила с интервалом 4 мила. .
На двух машинах также доступны камеры реперного выравнивания. Они вступают в игру при изготовлении двусторонних печатных плат, отмечая положение реперных меток на плате, чтобы структуры на обеих сторонах платы совпадали. Более дорогие модели также оснащены датчиком и программным обеспечением обратной связи по толщине меди для более точного контроля глубины реза, что очень удобно для приложений RF/MW.
Следует также отметить, что некоторые машины LPKF могут создавать многослойные печатные платы в сочетании с прессом для ламинирования и комплектом для нанесения покрытия через отверстия. Есть два уровня сложности комплектов для сквозных отверстий. В самом дешевом из них используется проводящий полимер, который вручную наносится на отверстия, просверленные в плате. Существует также специальная машина LPKF, которая применяет гальванические и химические процессы к отверстиям пластины в закрытой камере.
Станки линейки LPKF ProtoLaser явно предназначены для выполнения гораздо более сложных задач, чем грубое прототипирование. В них используются лазеры для операций резки и формовки, а их цена варьируется от 91 000 до 373 000 долларов. Лазерный луч удаляет медь рядом с будущими дорожками, не оставляя следов. Полученная структура имеет резко обрезанные края. Типичными областями применения являются точные, крутые боковые стенки или сверхбыстрая лазерная гравировка, резка и сверление.
Существует четыре модели протолазеров. Среди их особенностей — лазерные лучи с малым размером пятна, что позволяет вырезать каналы шириной до 15 мкм. Говорят, что такие прецизионные размеры особенно полезны для радиочастотных приложений, где часто используются полосковые линии.
Там, где менее дорогие машины могут работать достаточно хорошо для подложек печатных плат садового типа, лазерные машины могут работать с ламинированными подложками и керамикой на основе оксида алюминия, что позволяет изготавливать платы с мелким шагом. Модели ProtoLaser ST, S4, U4 или ProtoLaser R4 часто используются для обработки керамики, небольших следов и сверхбыстрого удаления металла, а также для лазерного травления некоторых гибких материалов (U4 и R4). Эти машины также позиционируются как обеспечивающие самые передовые возможности трассировки/пространства с нетронутой четкостью краев, доступной без использования химического травления.
Высококачественные лазерные станки LPKF включают в себя запатентованный процесс удаления штриховки и расслоения на больших участках истирания меди. Лазер разрезает область на тонкие полоски и отделяет полоски от органической подложки путем нагревания. Говорят, что этот метод значительно сокращает время обработки. для чувствительных подложек, создания следов шириной менее 1 мила (25 мкм), карманной гравировки и для работы с такими материалами, как стекло и тефлон, или тонкими гибкими подложками.
Другие особенности лазерных установок LPKF включают использование длины волны лазера, которая практически не затрагивает подложки, но при этом позволяет надежно обрабатывать медные поверхности с неоднородностями толщиной до 6 мкм. Эти машины также могут создавать микропереходы и отверстия в масках для пайки, резать и структурировать LTCC, обожженную керамику, подложки ITO/TCO и тонкие препреги.
Аддитивные машины
Аддитивные 3D-принтеры, которые могут работать с печатными платами, уже давно доступны. Среди главных преимуществ этого подхода — низкая стоимость 3D-принтера. Более того, 3D-принтеры потенциально могут изготавливать целые многослойные печатные платы с паяльными масками и изоляционными слоями. Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату.
Одним из основных недостатков печатных плат, напечатанных на 3D-принтере, является то, что проводники состоят из проводящих чернил, а не из меди. Полученные дорожки и контактные площадки не обладают такой проводимостью, как обычная плата с медным покрытием — проводящие частицы составляют лишь около 10-20% (по весу) состава проводящих чернил для струйных принтеров. Более низкая проводимость может сделать нецелесообразным изготовление таких же узких дорожек, доступных на мельнице для печатных плат. Следы, нанесенные проводящими чернилами, также могут иметь небольшие отклонения по высоте, что может вызвать проблемы с импедансом в некоторых высокочастотных цепях.
Ботофабрика SV2.
Кроме того, процесс производства печатных плат на 3D-принтерах может потребовать значительного вмешательства человека-оператора. Рассмотрим BotFactory SV2, стоимость которого начинается примерно с 7500 долларов. Каждый раз, когда принтер завершает нанесение слоя, оператор-человек должен заменить печатающую головку для следующего слоя, например, при переходе от печати проводников к печати слоя изоляции. Перед хранением только что снятой печатающей головки оператор должен вытереть все остатки с сопел. При необходимости оператор также должен заполнить станцию очистки изопропиловым спиртом. А изоляционные слои вручную протираются изопропиловым спиртом перед нанесением следующего слоя.
Некоторые 3D-принтеры не могут сами создавать токопроводящие сквозные отверстия. Обычная практика изготовления сквозных отверстий в этих случаях заключается в том, чтобы положить готовую доску на сверлильный станок и вручную просверлить отверстие, а затем добавить заклепку, которая вставляется на место с помощью заклепочного пресса.
Voltera V-One.
3D-принтеры все чаще включают в себя возможности захвата и размещения. SV2, например, также имеет головку захвата. Еще один 3D-принтер с возможностью самовывоза — это V-One от Voltera в Онтарио, Канада. Модель V-One за 4200 долларов также оснащена дрелью, которая не только
Машина Стрекоза от NanoDimension.
сверлит отверстия, но может выполнять фрезерование. Скорость вращения шпинделя 13 000 об/мин, биение 0,076 мм. Как и в принтерах BotFactory, проводящие сквозные отверстия обрабатываются заклепками.
Наконец, стоит отметить, что процесс 3D-печати печатных плат может быть быстрее, если принтер может одновременно использовать две печатающие головки, одну для проводников, а другую для диэлектриков. Именно такой подход используется в машинах высокого класса, таких как линейка Dragonfly от NanoDimension в Израиле. Они варьируются в цене от 50 000 долларов до шестизначной суммы. Помимо создания обычных элементов печатной платы, машины Dragonfly могут печатать компоненты, встроенные в плату. Встроенные возможности включают печатные конденсаторы, катушки, коаксиальные кабели и датчики, определяющие крутящий момент, прикосновение и напряжение.
На нашем сайте отображены товары, которые автоматически импортируются с сайта allegro.pl и переводятся на русский язык.
Так как мы не являемся продавцами товара, который отображен на нашем сайте, мы не можем обладать всей информацией о том или ином товаре. Дополнительную информацию о товарах можно узнать несколькими способами:
1. Подробно ознакомиться с описанием. Обычно вся необходимая информация находится в официальном описании на странице лота.
2. Если интересующей вас информации в описании не оказалось, можно задать вопрос напрямую продавцу. Он ответит вам в течение одного рабочего дня.
3. Если вы обладаете богатым опытом серфинга в интернете, возможно, вы сможете найти информацию о данном товаре на различных форумах и других интернет-ресурсах, воспользовавшись глобальными службами интернет-поиска.
4. Если вы не владеете языком или не желаете уточнить информацию по какой-либо другой причине, пожалуйста, обращайтесь к нам — мы с радостью вам поможем. Для того, чтобы мы задали вопрос продавцу, оформите заказ и в комментариях к товару пропишите интересующие вопросы. В течении дня мы сделаем запрос продавцу, комментарии появятся в личном кабинете.
Точный вес товара становится известным, только когда товар поступает на склад. Узнать примерный вес товара можно характеристиках товара, но не все продавцы его пишут.
Избежать некачественного товара можно путем тщательного отбора продавцов, т.е. старайтесь не гнаться за дешевыми товарами, которые продаются у продавцов с низким рейтингом. Доверяйте только проверенным интернет-магазинам. Если вы покупаете товар и сомневаетесь в надёжности продавца, то лучше заказать дополнительные фотографии.
1.Ищите по ключевым словам, уточняйте по каталогу слева
Допустим, вы хотите найти фару для AUDI, но поисковик выдает много результатов, тогда нужно будет в поисковую строку ввести точную марку автомобиля, потом в списке категорий, который находится слева, выберите новую категорию (Автозапчасти — Запчасти для легковых авто – Освещение- Фары передние фары). После, из предъявленного списка нужно выбрать нужный лот.
2. Сократите запрос
Например, вам понадобилось найти переднее правое крыло на KIA Sportage 2015 года, не пишите в поисковой строке полное наименование, а напишите крыло KIA Sportage 15 . Поисковая система скажет «спасибо» за короткий четкий вопрос, который можно редактировать с учетом выданных поисковиком результатов.
3. Используйте аналогичные сочетания слов и синонимы
Система сможет не понять какое-либо сочетание слов и перевести его неправильно. Например, у запроса «стол для компьютера» более 700 лотов, тогда как у запроса «компьютерный стол» всего 10.
4. Не допускайте ошибок в названиях, используйтевсегдаоригинальное наименованиепродукта
Если вы, например, ищете стекло на ваш смартфон, нужно забивать «стекло на xiaomi redmi 4 pro», а не «стекло на сяоми редми 4 про».
5. Сокращения и аббревиатуры пишите по-английски
Если приводить пример, то словосочетание «ступица бмв е65» выдаст отсутствие результатов из-за того, что в e65 буква е русская. Система этого не понимает. Чтобы автоматика распознала ваш запрос, нужно ввести то же самое, но на английском — «ступица BMW e65».
6. Мало результатов? Ищите не только в названии объявления, но и в описании!
Не все продавцы пишут в названии объявления нужные параметры для поиска, поэтому воспользуйтесь функцией поиска в описании объявления! Например, вы ищите турбину и знаете ее номер «711006-9004S», вставьте в поисковую строку номер, выберете галочкой “искать в описании” — система выдаст намного больше результатов!
7. Смело ищите на польском, если знаете название нужной вещи на этом языке
Вы также можете попробовать использовать Яндекс или Google переводчики для этих целей. Помните, что если возникли неразрешимые проблемы с поиском, вы всегда можете обратиться к нам за помощью.
Цианоакрилатные клеи | Цианоакрилатный клей | Клей СА | CA Adhesive
Цианоакрилатный клей (также известный как клей CA) — это общий термин для быстросхватывающегося моментального клея, используемого для склеивания всех типов материалов, таких как дерево, пластик, металлы и т. д. Некоторые из ключевых преимуществ использования этих клеев:
Простота использования
Идеально подходит для резины, большинства видов пластмасс, дерева и металлов
Быстрое время фиксации
Высокая скорость отверждения
Прозрачная прозрачная жидкость
Цианоакрилатный клей PARFIX или клей CA обычно представляет собой одно- или двухкомпонентную акриловую смолу в виде прозрачной жидкости. Обычно они состоят из двух ингредиентов: один используется для заливки, а другой используется в качестве отвердителя. В случае цианоакрилатных клеев отвердителем является вода (влага). Поэтому всякий раз, когда он вступает в контакт с влагой в воздухе, он автоматически затвердевает. Поскольку человеческая кожа по своей природе влажная, иногда пользователи прилипают кончиками пальцев к подложке приложения.
Клеи Parfix CA или цианоакрилатные клеи
Цианакрилатный клей Parfix для ресниц
Загрузить каталог (Размер: 3,10 МБ)
Компания PARSON является одним из ведущих производителей высококачественных цианоакрилатных клеев для широкого спектра применений в промышленной сборке. Ассортимент цианоакрилатных клеев Parfix проходит тройную перегонку, чтобы обеспечить высочайшую промышленную прочность с постоянными характеристиками для любых сборочных операций. Цианакрилатные клеи Parfix доступны в упаковках от 3-граммовых тюбиков до 200-килограммовых бочек. Мы также предлагаем широкий спектр услуг под частными торговыми марками без требований к минимальному количеству.
PARSON также производит следующие инженерные и конструкционные клеи:
ПАРТИТНЫЕ метакрилатные и конструкционные акриловые клеи
PARBOND Эпоксидные и полиуретановые клеи
PARLITE УФ-отверждаемые клеи
Анаэробные клеи SONLOK
PARSEAL Пропиточный герметик
Мы поставляем эти клеи для различных отраслей промышленности, таких как автомобильная, аэрокосмическая, железнодорожная, морская, спортивные товары, нефть и газ, вывески и дисплеи, медицинские устройства, печать и графика, мебель, строительство, трансмиссия и двигатели, а также общие Сборка. У Parson более 1200 клиентов в 43 странах мира.
Сертифицированная компания ISO 9001:2000
Сертифицированная компания DVGW
Соответствие ROHS
Сертифицировано SGS.
Parson предлагает полную линейку ускорителей, грунтовок и разрыхлителей для цианоакрилатных клеев. Ускорители PARFIX предназначены для увеличения скорости отверждения и способности заполнять пробелы цианоакрилатных клеев. Поверхностные свойства некоторых материалов являются кислыми или содержат очень мало влаги, что замедляет отверждение цианоакрилатных клеев.
Ускоритель PRAFIX предназначен для отверждения СА за десять секунд или меньше, а также помогает отвердить избыток СА, который вытекает из швов во время сборки. Ускоритель PRAFIX можно наносить на одну поверхность, а CA на противоположную поверхность. При соединении они моментально соединятся. Праймеры PARFIX созданы для обеспечения отверждения на неактивных поверхностях и повышения адгезии на поверхностях с низким энергопотреблением.
CA Клей | Клеи Parfix CA для промышленных, пластиковых и других применений
Parson Adhesives предлагает цианоакрилатные клеи и клей CA, используемые в различных промышленных применениях, производстве пластмасс и композитов.
Продукт Парфикс
Товар Номер
Упаковка
Приложение
Цвет
Заполнение зазоров
Категория
Вязкость, кпс
Скорость лечения
3380 ТДС
33801 33802 33806 33800
1 унция 1 унция 1 фунт 44 фунта
Промышленные детали
Черный
. 005”
Закаленный этил
200
Приспособление — 60 сек Полный — 24 часа.
3382 ТДС
33821 33822 33826 33820
1 унция 1 унция 1 фунт 44 фунта
Скрепки для проволоки
Прозрачный
.008”
Модифицированный этил
5000
Фиксатор — 25 сек Полный — 24 часа.
3401 ТДС
34011 34012 34018 34016 34017 34010
1 унция 2 унции 8 унций 1 фунт 4,4 фунта 44 фунта
Общего назначения
Прозрачный
. 005”
Нечувствителен к поверхности Этил
110
Крепеж-12 сек. Полный — 24 часа.
3403 ТДС
34031 34032 34038 34036 34037 34030
1 унция 2 унции 8 унций 1 фунт 4,4 фунта 44 фунта
Критические, косметические детали
Прозрачный
.008”
Алкокси-Этил Слабый запах/слабое поседение
1000
Фиксатор-40 сек Полный — 24 часа.
3404 ТДС
34041 34042 34048 34046 34047 34040
1 унция 2 унции 8 унций 1 фунт 4,4 фунта 44 фунта
Резиновые и пластиковые детали
Прозрачный
. 005”
Модифицированный этил
80
Крепеж-30 сек. Полный — 24 часа.
3406 ТДС
34061 34062 34068 34066 34067 34060
1 унция 2 унции 8 унций 1 фунт 4,4 фунта 44 фунта
Влагоотводящая марка
Прозрачный
.003”
Нечувствителен к поверхности Этил
20
Крепеж-12 сек. Полный — 24 часа.
3408 ТДС
34081 34082 34088 34086 34087 34080
1 унция 2 унции 8 унций 1 фунт 4,4 фунта 44 фунта
Влагоотводящая марка
Прозрачный
. 002”
Алкоксиэтил Слабый запах/слабое поседение
5
Крепеж-40 сек. Полный — 24 часа.
3409 ТДС
34093 34091 34096 34090
3 г 20 г 300 г 44 фунта
Общего назначения Промышленный
Прозрачный
0,010”
Этилцианоакрилат
Гель
Крепеж-70 сек. Полный — 24 часа.
3410 ТДС
34101 34102 34106 34107
1 унция 2 унции 1 фунт 4,4 фунта
Промышленные детали Производство
Черный
. 008”
Закаленная резина Этил
3 500
Крепеж — 85 сек. Полный — 24 часа
3411 ТДС
34111 34112 34118 34116 34117 34110
1 унция 2 унции 8 унций 1 фунт 4,4 фунта 44 фунта
Высокая ударопрочность и ударопрочность
Прозрачный
.009”
Закаленная резина Этил
5000
Крепеж-28 сек. Полный — 24 часа.
3412 ТДС
34121 34122 34126 34120
1 унция 2 унции 1 фунт 44 фунта
Склеивание общего назначения
Прозрачный
. 002”
Этил общего назначения
3
Крепеж-12 сек. Полный — 24 часа.
3414 ТДС
34141 34142 34148 34146 34147 34140
1 унция 2 унции 8 унций 1 фунт 4,4 фунта 44 фунта
Пластиковые детали
Прозрачный
.006”
Модифицированный Этил
110
Крепеж-20 сек. Полный — 24 часа.
3415 ТДС
34151 34156 34152
1 унция 1 фунт 44 фунта
Металлические детали
Прозрачный
. 008”
Метилцианоакрилат
3 600
Крепеж-28 сек. Полный — 24 часа.
3416 ТДС
34161 34162 34166 34167 34160
1 унция 2 унции 1 фунт 4,4 фунта 44 фунта
Пластиковые детали
Прозрачный
.008”
Модифицированный Этил
1 500
Крепеж-30 сек. Полный — 24 часа.
3417 ТДС
34171 34172 34176 34170
1 унция 2 унции 1 фунт 44 фунта
Общего назначения склеивание
Прозрачный
. 002”
Этилцианоакрилат
3
Крепеж-20 сек. Полный — 24 часа.
3420 ТДС
34201 34202 34206 34200
1 унция 2 унции 1 фунт 44 фунта
Пластиковые детали
Очистить
.002”
Этилцианоакрилат
2
Крепеж-20 сек. Полный — 24 часа.
3422 ТДС
34221 34222 34228 34226 34227 34220
1 унция 2 унции 8 унций 1 фунт 4,4 фунта 44 фунта
Пластиковые детали
Прозрачный
. 008”
Этилцианоакрилат
3 200
Фиксатор –20 сек. Полный — 24 часа.
3426 ТДС
34263 34261 34266 34260
3 г 20 г 300 г 44 фунта
Высокопроизводительный промышленный
Черный
0,010”
Резина Закаленный Этил
Гель
Фиксатор –20 сек. Полный — 24 часа.
3430 ТДС
34301 34302 34306 34300
1 унция 2 унции 1 фунт 44 фунта
Металлические детали
Прозрачный
. 005”
Метилцианоакрилат
80
Крепеж-28 сек. Полный — 24 часа.
3444 ТДС
34441 34442 34446 34440
1 унция 2 унции 1 фунт 44 фунта
Скрепки для проволоки
Прозрачный
.007”
Высокая температура Этил
700
Крепеж-28 сек. Полный — 24 часа.
3454 ТДС
34543 34541 34546 34540
3 г 20 г 300 г 44 Иб
Широкий выбор поверхностей
Прозрачный
0,10 дюйма
Нечувствителен к поверхности Этил
Гель
Крепеж-15 сек. Полный — 24 часа.
3455 ТДС
34551 34556
20 г 300 г
Слабый запах/ слабое цветение
Прозрачный
.010”
Алкоксиэтилцианоакрилат
Гель
Крепеж-80 сек. Полный — 24 часа.
3460 ТДС
34601 34606 34600
1 унция 1 фунт 44 фунта
Слабый запах/ слабое цветение
Прозрачный
.004”
Алкоксиэтилцианоакрилат
45
Крепеж-50 сек. Полный — 24 часа.
3480 ТДС
34801 34802 34806 34807 34800
1 унция 2 унции 1 фунт 4,4 фунта 44 фунта
Производство промышленных деталей
Черный
.006”
Закаленный Этил
300
Крепеж-80 сек. Полный — 24 часа.
3493 ТДС
34931 34936 34930
1 унция 2 унции 44 фунта
Низкая вязкость Клей для металла
Прозрачный
. 002”
Метилцианоакрилат
2
Крепеж-20 сек. Полный — 24 часа.
3495 ТДС
34951 34952 34956 34950
1 унция 2 унции 1 фунт 44 фунта
Общепромышленный
Прозрачный
.004”
Этилцианоакрилат
45
Фиксатор-20 сек Полный — 24 часа.
3496 ТДС
34961 34966 34960
1 унция 1 фунт 44 фунта
Резиновые и металлические детали
Прозрачный
. 006”
Метилцианоакрилат
125
Крепеж-25 сек. Полный — 24 часа.
3498 ТДС
34981 34986 34987
1 унция 1 фунт 44 фунта
Высокая термостойкость
Прозрачный
.007”
Модифицированный этил
500
Крепеж-45 сек. Полный — 24 часа.
3499 ТДС
34991 34996
20 г 300 г
Высокотемпературный гель
Прозрачный
0,010”
Модифицированный этил
Гель
Крепеж-70 сек. Полный — 24 часа.
3203 ТДС
32021 32026 32037
1 унция 1 фунт 44 фунта
Высокая термостойкость
Прозрачный
.005”
Модифицированный этил
375
Крепеж-30 сек. Полный — 24 часа.
3204 ТДС
32041 32046 32047
1 унция 1 фунт 44 фунта
Высокая термостойкость
Прозрачный
.008”
Модифицированный этил
4000
Крепеж-30 сек. Полный — 24 часа.
3205 ТДС
32051 32056
20 г 300 г
Высокая термостойкость
Прозрачный
.010”
Модифицированная нечувствительная поверхность Этил
Гель
Крепеж-30 сек. Полный — 24 часа.
3210 ТДС
32101 32106 32107
1 унция 1 фунт 44 фунта
Высокая термостойкость
Черный
.005”
Закаленная резина Этил
160
Крепеж-100 сек. Полный — 24 часа.
3211
32111 32116 32117
1 унция 1 фунт 44 фунта
Высокая термостойкость
Черный
.007”
Закаленная резина Этил
2 500
Крепеж-200 сек. Полный — 24 часа.
3212 ТДС
32121 32126
20 г 300 г
Высокая термостойкость
Черный
.008”
Закаленная резина Этил
11 000
Крепеж-345 сек. Полный — 24 часа.
3471 ТДС
34711 34716 34717 34710
1 унция 1 фунт 4,4 фунта 44 фунта
Различные поверхности
Прозрачный
.007”
Нечувствителен к поверхности Этил
600
Фиксатор-10 сек. Полный — 24 часа.
Подготовка поверхности
Parson предлагает полную линейку ускорителей, грунтовок и разрыхлителей для цианоакрилатных и анаэробных клеев. Ускорители Parfix предназначены для увеличения скорости отверждения и способности заполнять пробелы цианоакрилатных клеев. Праймеры Parfix созданы для обеспечения отверждения на неактивных поверхностях и повышения адгезии на поверхностях с низким энергопотреблением.
Продукт Парфикс
Номер детали
Упаковка
Цвет
Вязкость сП
Срок службы детали
Время высыхания
Заявка
3712
37122 37124 37129 37120
Бутылка на 2 унции Бутылка на 4 унции 1 галлон 55 галлонов
Прозрачный/янтарный
1
1 мин.
< 30 сек.
Все Цианоакрилат Клеи
1155
11552 11554 11551 11555 11553 11550
Бутылка на 2 унции Бутылка на 4 унции Бутылка на 16 унций 1 галлон 5 галлонов 55 галлонов
 ,LTD, КореяAdentatec, ГерманияAERS med, РоссияAjaxdent, КитайAl Dente, ГерманияAlphadent N.V БельгияAluwax DentalALUWAX DENTAL PRODUCTS COMPANYAmerican OrthodonticsAnexdent, ГерманияAnsell (UK), МалайзияARKONA, ПольшаArma Dental, ТурцияArtimax, СШАASA Dental, ИталияAstar, КитайAURA-Dent, ГерманияBANDELIN, ГерманияBaumann-Dental, ГерманияBausch, ГерманияBecoolBEGO, ГерманияBEIYUAN, ChinaBILKIM CO. LTD. ТурцияBio-Art, БразилияBio-Ost, РоссияBiomed, ГерманияBioXtra, БельгияBISCO, СШАBK-Medent, Южная КореяBonart Co., Ltd., Тайваньbredent, ГерманияBuffalo DentalBUSCH, ГерманияC-Dental Product, СШАCATTANICEKA, БельгияCELIT, РоссияCentrixCERTUSChangshu Yinuo Medical Articles Co.,LtdChifa, ПольшаChinaCODYSON, Гонг КонгColtene, ШвейцарияComDent, UKD-Tech, Индияda Vinci GmbH, ГерманияDeguDent GmbHDeltalab, USADenjoy Dental, КитайDenJoy, КНРDENKEN KDF Co.,Ltd. ЯпонияDENKEN KDF, ЯпонияDenSply Company, СШАDental-Union GmbH, ГерманияDentaldepoDENTAURUM, ГерманияDentLight, СШАDENTOS Inc. КореяDENTSPLY GACDENTSPLY MailleferDetax, ГерманияDFS — DIAMON GmbH, ГерманияDiagram s.
,LTD, КореяAdentatec, ГерманияAERS med, РоссияAjaxdent, КитайAl Dente, ГерманияAlphadent N.V БельгияAluwax DentalALUWAX DENTAL PRODUCTS COMPANYAmerican OrthodonticsAnexdent, ГерманияAnsell (UK), МалайзияARKONA, ПольшаArma Dental, ТурцияArtimax, СШАASA Dental, ИталияAstar, КитайAURA-Dent, ГерманияBANDELIN, ГерманияBaumann-Dental, ГерманияBausch, ГерманияBecoolBEGO, ГерманияBEIYUAN, ChinaBILKIM CO. LTD. ТурцияBio-Art, БразилияBio-Ost, РоссияBiomed, ГерманияBioXtra, БельгияBISCO, СШАBK-Medent, Южная КореяBonart Co., Ltd., Тайваньbredent, ГерманияBuffalo DentalBUSCH, ГерманияC-Dental Product, СШАCATTANICEKA, БельгияCELIT, РоссияCentrixCERTUSChangshu Yinuo Medical Articles Co.,LtdChifa, ПольшаChinaCODYSON, Гонг КонгColtene, ШвейцарияComDent, UKD-Tech, Индияda Vinci GmbH, ГерманияDeguDent GmbHDeltalab, USADenjoy Dental, КитайDenJoy, КНРDENKEN KDF Co.,Ltd. ЯпонияDENKEN KDF, ЯпонияDenSply Company, СШАDental-Union GmbH, ГерманияDentaldepoDENTAURUM, ГерманияDentLight, СШАDENTOS Inc. КореяDENTSPLY GACDENTSPLY MailleferDetax, ГерманияDFS — DIAMON GmbH, ГерманияDiagram s. r.l, ИталияDIANJINDIRECTA AB, ШвецияDISPOLAND, РоссияDIXONDR HOPF, ГерманияDr. Rudolf Liebe Nachf. GmbH & Co. KG. ГерманияDr.HINZ DENTALDreve Dentamid GmbH, ГерманияEdenta, ШвейцарияEighteeth, КитайEisenbacher, ГерманияEKOM, СловакияEluan, КитайERGOTRONICAErkodent, ГерманияERNST HINRICHS GmbH, ГерманияEschenbach, ГерманияESRO AG, ШвейцарияEUR-MEDEURONDAEuroTypeEVE, ГерманияEverall7, ПольшаEVIDSUN, РоссияEvolonEZO, JAPANFABRI, РоссияFATIH, ТурцияFINO, ГерманияFittydent International, АвстрияForestadentFormlabs, СШАFormula, ГерманияForum Engineering Technologies Ltd, ИзраильForum Technologies, ИзраильForum, ИзраильFOSHAN COXO MEDICAL INSTRUMENT CO., LTDfrasacoG&H EuropaG&H OrthodonticsG.S.V.DenSply, USAGabriel AsulinGAC OrthodonticsGC Orthodontics, ГерманияGC, ЯпонияGILIGA,ТайваньGingi-Pack, СШАGlasSpanGmbHGraphy Inc.Gravitonus IncGUGLIELMI S.p.A. ITALYGum Spa, ИзраильHager & Werken, ГерманияHAHNENKRATT GmbHHanel, ГерманияHanil, КореяHarald Nordin, ШвейцарияHarvestDentalHARZ Labs, РоссияHATHO, ГерманияHeraeus Kulzer, ГерманияHLW, ГерманияHoffmann’s, ГерманияHORICO, ГерманияHPdentHRS Silicone TechnologyHUBIT, КореяHuge Dental, КитайINTEGRA, USAInterbros GmbH, ГерманияInterdent, СловенияInvestaIvoclar Vivadent, ГерманияIvoclar Vivadent, ЛихтенштейнIvoclar, ЛихтенштейнJNBJNB, ИндонезияKagayaki, РоссияKamemizu Chemical Industry, ЯпонияKemdent, ВеликобританияKENDA, ЛихтенштейнKerr, USAKettenbach, ГерманияKeystone, СШАKFAT, ChinaKiefer Dental, ГерманияKIKUTANI, ЯпонияKlema, АвстрияKOMET, ГерманияKraft, АЭKRISTI, РоссияKuraray Noritake Dental, ЯпонияKWI, ТайваньLANCER, CШАLatusLeone, ИталияLewa Dental, ГерманияLIRA,ГерманияLM-Instruments, ФинляндияLOT, РоссияLV-RUDENT, РоссияM.
r.l, ИталияDIANJINDIRECTA AB, ШвецияDISPOLAND, РоссияDIXONDR HOPF, ГерманияDr. Rudolf Liebe Nachf. GmbH & Co. KG. ГерманияDr.HINZ DENTALDreve Dentamid GmbH, ГерманияEdenta, ШвейцарияEighteeth, КитайEisenbacher, ГерманияEKOM, СловакияEluan, КитайERGOTRONICAErkodent, ГерманияERNST HINRICHS GmbH, ГерманияEschenbach, ГерманияESRO AG, ШвейцарияEUR-MEDEURONDAEuroTypeEVE, ГерманияEverall7, ПольшаEVIDSUN, РоссияEvolonEZO, JAPANFABRI, РоссияFATIH, ТурцияFINO, ГерманияFittydent International, АвстрияForestadentFormlabs, СШАFormula, ГерманияForum Engineering Technologies Ltd, ИзраильForum Technologies, ИзраильForum, ИзраильFOSHAN COXO MEDICAL INSTRUMENT CO., LTDfrasacoG&H EuropaG&H OrthodonticsG.S.V.DenSply, USAGabriel AsulinGAC OrthodonticsGC Orthodontics, ГерманияGC, ЯпонияGILIGA,ТайваньGingi-Pack, СШАGlasSpanGmbHGraphy Inc.Gravitonus IncGUGLIELMI S.p.A. ITALYGum Spa, ИзраильHager & Werken, ГерманияHAHNENKRATT GmbHHanel, ГерманияHanil, КореяHarald Nordin, ШвейцарияHarvestDentalHARZ Labs, РоссияHATHO, ГерманияHeraeus Kulzer, ГерманияHLW, ГерманияHoffmann’s, ГерманияHORICO, ГерманияHPdentHRS Silicone TechnologyHUBIT, КореяHuge Dental, КитайINTEGRA, USAInterbros GmbH, ГерманияInterdent, СловенияInvestaIvoclar Vivadent, ГерманияIvoclar Vivadent, ЛихтенштейнIvoclar, ЛихтенштейнJNBJNB, ИндонезияKagayaki, РоссияKamemizu Chemical Industry, ЯпонияKemdent, ВеликобританияKENDA, ЛихтенштейнKerr, USAKettenbach, ГерманияKeystone, СШАKFAT, ChinaKiefer Dental, ГерманияKIKUTANI, ЯпонияKlema, АвстрияKOMET, ГерманияKraft, АЭKRISTI, РоссияKuraray Noritake Dental, ЯпонияKWI, ТайваньLANCER, CШАLatusLeone, ИталияLewa Dental, ГерманияLIRA,ГерманияLM-Instruments, ФинляндияLOT, РоссияLV-RUDENT, РоссияM. P.F. Brush Company, ГрецияMade in GermanyMade in Italiymade in TaiwanMaillefer, ШвейцарияManfredi, ИталияMANI, ЯпонияMASELMatrix, МалазияMatsuoka Meditech Corp. ЯпонияMedicNRG, ИзраильMESA, ИталияMESTRA, ИспанияMicerium S.p.A, ИталияMicrotecnor, ИталияMiltex® IntegraMIRADENT, Германияmodel-tray GmbH, GermanyMotyl® ГерманияMueller-OmicronMyerson, СШАMyofunctional Research Co.N&V, БельгияNARDI, ИталияNew Ancorvis s.r.l. ITALYNobilium, СШАNovah, ChinaNTI, ГерманияNUXEN, АргентинаOMEGATECH DP, ГерманияOmniDent, ГерманияOne Drop Only GmbH, ГерманияOp-d-Op, СШАOpticaLaser, БолгарияOral-B, ВеликобританияOrganical CAD/CAM GmbH, ГерманияPanadent, ГерманияParo, ШвейцарияPC ABRASIV, РоссияPerflex LTD, ИзраильPhrozen, ТайваньPicodent, ГерманияPolirapid, ГерманияPremium Plus, ChinaPresident Dental, ГерманияPressing Dental, Сан МариноPrimotec, ГерманияPromisee Dental, КитайProphy Unit, КитайPTCQuattroTi, ИталияR.T.D. FranceRelianca, СШАReliance DentalRenferRenfert, ГерманияRevylineRhein83, ИталияRHJC, КитайRolence, ТайваньRomax, РоссияRoyal Sovereign, АнглияS&C Polymer, ГерманияSAESHIN PRECISION IND.
P.F. Brush Company, ГрецияMade in GermanyMade in Italiymade in TaiwanMaillefer, ШвейцарияManfredi, ИталияMANI, ЯпонияMASELMatrix, МалазияMatsuoka Meditech Corp. ЯпонияMedicNRG, ИзраильMESA, ИталияMESTRA, ИспанияMicerium S.p.A, ИталияMicrotecnor, ИталияMiltex® IntegraMIRADENT, Германияmodel-tray GmbH, GermanyMotyl® ГерманияMueller-OmicronMyerson, СШАMyofunctional Research Co.N&V, БельгияNARDI, ИталияNew Ancorvis s.r.l. ITALYNobilium, СШАNovah, ChinaNTI, ГерманияNUXEN, АргентинаOMEGATECH DP, ГерманияOmniDent, ГерманияOne Drop Only GmbH, ГерманияOp-d-Op, СШАOpticaLaser, БолгарияOral-B, ВеликобританияOrganical CAD/CAM GmbH, ГерманияPanadent, ГерманияParo, ШвейцарияPC ABRASIV, РоссияPerflex LTD, ИзраильPhrozen, ТайваньPicodent, ГерманияPolirapid, ГерманияPremium Plus, ChinaPresident Dental, ГерманияPressing Dental, Сан МариноPrimotec, ГерманияPromisee Dental, КитайProphy Unit, КитайPTCQuattroTi, ИталияR.T.D. FranceRelianca, СШАReliance DentalRenferRenfert, ГерманияRevylineRhein83, ИталияRHJC, КитайRolence, ТайваньRomax, РоссияRoyal Sovereign, АнглияS&C Polymer, ГерманияSAESHIN PRECISION IND. CO. Ю.KореяSAEYANG MICROTECH CO. Ю.КореяSAM, ГерманияSaratoga, ИталияScheftner, ГерманияScheu Dental, ГерманияSCHULER DENTAL, ГерманияSeil Global, КореяServo-Dental, ГерманияShenpaz Industries, ИзраильSHENZHEN SIGEMA ABRASIVES CO.,LTDSHERA, ГерманияSheshan Brush, КитайShining 3D Tech, КитайShofu, ГерманияShofu, Япония.Sigema, КитайSIGMA DENTAL OPTICS GMBH, ГерманияSILADENT, ГерманияSILDENT, Ю.КореяSilfradent, ИталияSIMPLEXSmaile groupSMIIE group, ШвейцарияSmile Line, SwitzerlandSmile Line, ШвейцарияSmolWaxSong Yong, КореяSong Young, ТайваньSongjiang Sheshan, КитайSpofa, ЧехияSpokar, ЧехияSRL Dental GmbH, ГерманияSTRAUSS, ИзраильSUNSHINE, ГерманияSurgicon, ПакистанTau Steril, ИталияTCR INVESTteamworkmediaTecno-Gaz, ИталияTOBOOM, КитайTokuyama Dental, ЯпонияTOSI FOSHAN, КитайTRINONTroge Medical Gmbh, ГерманияUGIN, ФранцияUltradent Products, Inc.UNIARMUnivet, ИталияValplastVERDENT, EUVertex-Dental, НидерландыVision EngineeringViskoVita, ГерманияVITA Zahnfabrik, ГерманияVLADMIVA, РоссияVRK Lab, ГерманияVsmile, КитайWanhao, КитайWaterpikWDMS, USAWhip Mix, USAWillmann & Pein Gmbh, ГерманияWisdom, ВеликобританияWoodpecker/DTE, КитайWRP, МалайзияYamahachi Dental MFG.
CO. Ю.KореяSAEYANG MICROTECH CO. Ю.КореяSAM, ГерманияSaratoga, ИталияScheftner, ГерманияScheu Dental, ГерманияSCHULER DENTAL, ГерманияSeil Global, КореяServo-Dental, ГерманияShenpaz Industries, ИзраильSHENZHEN SIGEMA ABRASIVES CO.,LTDSHERA, ГерманияSheshan Brush, КитайShining 3D Tech, КитайShofu, ГерманияShofu, Япония.Sigema, КитайSIGMA DENTAL OPTICS GMBH, ГерманияSILADENT, ГерманияSILDENT, Ю.КореяSilfradent, ИталияSIMPLEXSmaile groupSMIIE group, ШвейцарияSmile Line, SwitzerlandSmile Line, ШвейцарияSmolWaxSong Yong, КореяSong Young, ТайваньSongjiang Sheshan, КитайSpofa, ЧехияSpokar, ЧехияSRL Dental GmbH, ГерманияSTRAUSS, ИзраильSUNSHINE, ГерманияSurgicon, ПакистанTau Steril, ИталияTCR INVESTteamworkmediaTecno-Gaz, ИталияTOBOOM, КитайTokuyama Dental, ЯпонияTOSI FOSHAN, КитайTRINONTroge Medical Gmbh, ГерманияUGIN, ФранцияUltradent Products, Inc.UNIARMUnivet, ИталияValplastVERDENT, EUVertex-Dental, НидерландыVision EngineeringViskoVita, ГерманияVITA Zahnfabrik, ГерманияVLADMIVA, РоссияVRK Lab, ГерманияVsmile, КитайWanhao, КитайWaterpikWDMS, USAWhip Mix, USAWillmann & Pein Gmbh, ГерманияWisdom, ВеликобританияWoodpecker/DTE, КитайWRP, МалайзияYamahachi Dental MFG. ,CO., JapanYamakin, ЯпонияYDM, ЯпонияYeti Dental, ГерманияYJMF, КитайYUSENDENT, КитайZeiser Dental, ГерманияZeiss, ГерманияZENGAZennyZhermack, ИталияZhermapol, ПольшаZL-Microdent, ГерманияZubler, ГерманияАВЕРОН, РоссияАЛКОРАнис-Дент, РоссияАО «САПФИР»АП-ДентАРМАВИРСКИЙ, РоссияБулат, РоссияВега, РоссияВЕГА-ПРО, РоссияВИВО АКТИВВладМива, РоссияГерманияГробет Фил КО оф Америка Инк, СШАДЕНЕСТ, РоссияДентис, РоссияЗЗМ, РоссияИздательство NewdentИздательство АзбукаИздательство ГалДентИздательство ГЭОТАР-МедиаИздательство ДентаксИздательство КвинтесеннцияИздательство Медицинская прессаИздательство МЕДпресс-информИздательство Практическая медицинаИздательство ТАРКОМMИспанияКвинтэссенцияКитайКМИЗ, РоссияКомета, РоссияКрасногвардеец, РоссияКрасТехноМед, РоссияКристалл, РоссияКрК, РоссияЛидер, РоссияМегидез, РоссияМедполимерМедполимер, РоссияМедторг+, РоссияМикрон-ХолдингММИЗ, РоссияНПО «Рубикон-Инновация»НЭВЗ-Н, РоссияОка-Медик, РоссияОртодент-ИнфоПакистанПента, РоссияПолимер-Стоматология, РоссияПризмаПризма, РоссияРосБел, РоссияРОСОМЗ, РоссияРоссиРоссияРуДент, РоссияРусАтлант, РоссияРЭСТАР, РоссияСАПФИР, РоссияСеафлекс, РоссияСОНИС, РоссияСпарк-Дон, РоссияСтелит, РоссияСтимул, РоссияТЕХНОЛОГИЯ, РоссияТехстомком, РоссияТПЩИ, РоссияТурбоМед, РоссияУЛЬТРАСТОМУНИХИМ, РоссияФреза, РоссияШкола зубных техниковЭвидент, РоссияЮ.
,CO., JapanYamakin, ЯпонияYDM, ЯпонияYeti Dental, ГерманияYJMF, КитайYUSENDENT, КитайZeiser Dental, ГерманияZeiss, ГерманияZENGAZennyZhermack, ИталияZhermapol, ПольшаZL-Microdent, ГерманияZubler, ГерманияАВЕРОН, РоссияАЛКОРАнис-Дент, РоссияАО «САПФИР»АП-ДентАРМАВИРСКИЙ, РоссияБулат, РоссияВега, РоссияВЕГА-ПРО, РоссияВИВО АКТИВВладМива, РоссияГерманияГробет Фил КО оф Америка Инк, СШАДЕНЕСТ, РоссияДентис, РоссияЗЗМ, РоссияИздательство NewdentИздательство АзбукаИздательство ГалДентИздательство ГЭОТАР-МедиаИздательство ДентаксИздательство КвинтесеннцияИздательство Медицинская прессаИздательство МЕДпресс-информИздательство Практическая медицинаИздательство ТАРКОМMИспанияКвинтэссенцияКитайКМИЗ, РоссияКомета, РоссияКрасногвардеец, РоссияКрасТехноМед, РоссияКристалл, РоссияКрК, РоссияЛидер, РоссияМегидез, РоссияМедполимерМедполимер, РоссияМедторг+, РоссияМикрон-ХолдингММИЗ, РоссияНПО «Рубикон-Инновация»НЭВЗ-Н, РоссияОка-Медик, РоссияОртодент-ИнфоПакистанПента, РоссияПолимер-Стоматология, РоссияПризмаПризма, РоссияРосБел, РоссияРОСОМЗ, РоссияРоссиРоссияРуДент, РоссияРусАтлант, РоссияРЭСТАР, РоссияСАПФИР, РоссияСеафлекс, РоссияСОНИС, РоссияСпарк-Дон, РоссияСтелит, РоссияСтимул, РоссияТЕХНОЛОГИЯ, РоссияТехстомком, РоссияТПЩИ, РоссияТурбоМед, РоссияУЛЬТРАСТОМУНИХИМ, РоссияФреза, РоссияШкола зубных техниковЭвидент, РоссияЮ. КореяЯн Лангнер ГмбХ
КореяЯн Лангнер ГмбХ jpg»>
jpg»> jpg» bgcolor=»#85c0fe»/>
jpg» bgcolor=»#85c0fe»/> Нажатие на странице Веб-сайта http://www.expressdent.net в соответствующем разделе кнопки «ЗАКАЗАТЬ» означает, что Покупатель, независимо от статуса (физическое лицо, юридическое лицо, физическое лицо-предприниматель), согласно действующему международному и украинскому законодательству, взял к выполнению условия Договора публичной оферты, которые указаны ниже.
Нажатие на странице Веб-сайта http://www.expressdent.net в соответствующем разделе кнопки «ЗАКАЗАТЬ» означает, что Покупатель, независимо от статуса (физическое лицо, юридическое лицо, физическое лицо-предприниматель), согласно действующему международному и украинскому законодательству, взял к выполнению условия Договора публичной оферты, которые указаны ниже.
 net, путем добавления его в виртуальную корзину и отправки Заказа.
net, путем добавления его в виртуальную корзину и отправки Заказа. expressdent.net заявка Покупателя на покупку Товаров, адресующаяся продавцу.
expressdent.net заявка Покупателя на покупку Товаров, адресующаяся продавцу.
 expressdent.net, оформленному заказу и условиям настоящего Договора;
expressdent.net, оформленному заказу и условиям настоящего Договора; expressdent.net, оформленному заказу и условиям настоящего Договора;
expressdent.net, оформленному заказу и условиям настоящего Договора; expressdent.net Товар по единым согласованным правилам, изложенным в настоящем договоре публичной оферты.*
expressdent.net Товар по единым согласованным правилам, изложенным в настоящем договоре публичной оферты.*

 При нажатии на странице Веб-сайта http://www.expressdent.net в соответствующем разделе кнопки «ЗАКАЗАТЬ» означает, что Продавец уведомил Покупателя о возможности взимания дополнительной комиссии при оплате Покупателем европейских заказов, эмитентом карты Visa, Mastercard, Visa Electron, Mastercard Electronic, Maestro.
При нажатии на странице Веб-сайта http://www.expressdent.net в соответствующем разделе кнопки «ЗАКАЗАТЬ» означает, что Продавец уведомил Покупателя о возможности взимания дополнительной комиссии при оплате Покупателем европейских заказов, эмитентом карты Visa, Mastercard, Visa Electron, Mastercard Electronic, Maestro. Со своей стороны, Продавец гарантирует отгрузку Товара Компании-перевозчику в количестве, указанном и оплаченном Покупателем, в комплектности согласно спецификации этого Товара и в надлежащем (рабочем) состоянии и качестве.
Со своей стороны, Продавец гарантирует отгрузку Товара Компании-перевозчику в количестве, указанном и оплаченном Покупателем, в комплектности согласно спецификации этого Товара и в надлежащем (рабочем) состоянии и качестве. 9 Закона Украины «О защите прав потребителей», Покупатель имеет право на обмен Товара надлежащего качества в течение четырнадцати дней, не считая дня покупки, если более длительный срок не объявлен Продавцом. Покупатель имеет право на обмен Товара с учетом положений законодательства об основаниях и перечне Товаров, которые не подлежат обмену (возврату).
9 Закона Украины «О защите прав потребителей», Покупатель имеет право на обмен Товара надлежащего качества в течение четырнадцати дней, не считая дня покупки, если более длительный срок не объявлен Продавцом. Покупатель имеет право на обмен Товара с учетом положений законодательства об основаниях и перечне Товаров, которые не подлежат обмену (возврату). В течение 1 (одного) дня Покупатель обязан сообщить менеджера (представителя Продавца ответственного за оформление заказа на Товар) о выявленных недостатках и договориться о замене Товара, заполнив при этом рекламационную форму на возврат Товара на сайте http://www.expressdent.net.
В течение 1 (одного) дня Покупатель обязан сообщить менеджера (представителя Продавца ответственного за оформление заказа на Товар) о выявленных недостатках и договориться о замене Товара, заполнив при этом рекламационную форму на возврат Товара на сайте http://www.expressdent.net. Срок рассмотрения претензии — 7 (семь) календарных дней с даты ее получения. По спорам в связи со взысканием задолженности с Покупателя соблюдение претензионного порядка не требуется.
Срок рассмотрения претензии — 7 (семь) календарных дней с даты ее получения. По спорам в связи со взысканием задолженности с Покупателя соблюдение претензионного порядка не требуется.

 expressdent.net.
expressdent.net. 
 com
com  youtube.com/embed/jnmOzlEPTG4?rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/jnmOzlEPTG4?rel=0″ frameborder=»0″ allowfullscreen=»»>  Компания «Чикаго Пневматик» поможет вам выполнить работу с помощью широкого ассортимента универсальных, надежных и удобных в использовании инструментов, а также полного ассортимента надежных пневматических инструментов, оригинальных запасных частей и аксессуаров гарантированного качества.
Компания «Чикаго Пневматик» поможет вам выполнить работу с помощью широкого ассортимента универсальных, надежных и удобных в использовании инструментов, а также полного ассортимента надежных пневматических инструментов, оригинальных запасных частей и аксессуаров гарантированного качества. Это привело к появлению широкого ассортимента надежных и долговечных инструментов для удаления материала, которые являются предпочтительным выбором для металлообработки в Японии и во многих странах за рубежом.
Это привело к появлению широкого ассортимента надежных и долговечных инструментов для удаления материала, которые являются предпочтительным выбором для металлообработки в Японии и во многих странах за рубежом. MRO Tools с гордостью предлагает линейку продуктов Universal Tool, в которую входят продукты с проверенной производительностью, которым вы можете доверять.
MRO Tools с гордостью предлагает линейку продуктов Universal Tool, в которую входят продукты с проверенной производительностью, которым вы можете доверять. com
com Биты одинаковой твердости от разных марок дадут разные результаты. Мы понимаем, что выбор материала/марки может быть запутанным процессом. Omega Technologies будет рада предложить конкретные рекомендации, или вы можете просмотреть категории ниже, включая B.N.A.E., Frearson, Hi-Torque, Phillips, Pipe-Plug, Pozidriv, Quadrex, Sel-O-Fit, Slotted, Socket Head, Square Recess, Torq-Set, Torx Plus, Torx, Triple Square и Tri-Wing.
Биты одинаковой твердости от разных марок дадут разные результаты. Мы понимаем, что выбор материала/марки может быть запутанным процессом. Omega Technologies будет рада предложить конкретные рекомендации, или вы можете просмотреть категории ниже, включая B.N.A.E., Frearson, Hi-Torque, Phillips, Pipe-Plug, Pozidriv, Quadrex, Sel-O-Fit, Slotted, Socket Head, Square Recess, Torq-Set, Torx Plus, Torx, Triple Square и Tri-Wing. Передовой процесс обработки, используемый для изготовления шестигранных бит со сферическим концом Apex, обеспечивает более жесткие допуски.
Передовой процесс обработки, используемый для изготовления шестигранных бит со сферическим концом Apex, обеспечивает более жесткие допуски.

 Конфигурация крепежа Torx Plus и биты обеспечивает более плотную посадку, повышенную на 25% прочность биты и до 100% больше ездовых циклов. Этот улучшенный дизайн становится еще лучше, если он создан с использованием ноу-хау Apex.
Конфигурация крепежа Torx Plus и биты обеспечивает более плотную посадку, повышенную на 25% прочность биты и до 100% больше ездовых циклов. Этот улучшенный дизайн становится еще лучше, если он создан с использованием ноу-хау Apex.
 Поверхность камня приобретает эффект лощености, но свет отражать не будет, как в случае с Polished. Такому методу обработки подвергаются большинство видов натурального камня.
Поверхность камня приобретает эффект лощености, но свет отражать не будет, как в случае с Polished. Такому методу обработки подвергаются большинство видов натурального камня. Используют для этих целей горелки (а в более развитых в плане камнеобработки странах, таких как Италия, Бразилия, Китай, Индия применяются конвейерные обжигающие устройства). Из горелки подается открытый огонь высокой температуры и обрабатывается поверхность гранита. Таким образом, от камня начинают отшелушиваться различные мягкие включения, прорисовывается фактура камня глубиной до 1 мм. Фактура такого камня станет однородной. Такой способ используют для снижения скольжения при изготовлении гранитных ступеней, дорожек в местах, где на камень может попасть вода. Таким гранитом пользуются и для внутренней отделки, поскольку термообработанный гранит имеет более красивую и фактурную поверхность.
Используют для этих целей горелки (а в более развитых в плане камнеобработки странах, таких как Италия, Бразилия, Китай, Индия применяются конвейерные обжигающие устройства). Из горелки подается открытый огонь высокой температуры и обрабатывается поверхность гранита. Таким образом, от камня начинают отшелушиваться различные мягкие включения, прорисовывается фактура камня глубиной до 1 мм. Фактура такого камня станет однородной. Такой способ используют для снижения скольжения при изготовлении гранитных ступеней, дорожек в местах, где на камень может попасть вода. Таким гранитом пользуются и для внутренней отделки, поскольку термообработанный гранит имеет более красивую и фактурную поверхность. Есть мультищеточные машины, при помощи которых обрабатывают камень конвейерным способом, коленно-рычажные станки, а также специальные болгарки, на которые постоянно подается вода. Насухо обрабатывать щетками ни в коем случае нельзя.
Есть мультищеточные машины, при помощи которых обрабатывают камень конвейерным способом, коленно-рычажные станки, а также специальные болгарки, на которые постоянно подается вода. Насухо обрабатывать щетками ни в коем случае нельзя. Метод обработки заключается в том, что камень обрабатывают кислотой, после чего дают полежать до 15 минут и хорошо промывают водой и высушивают. Благодаря воздействию кислоты с поверхности натурального камня исчезают все посторонние включения, а на их месте образуются углубления различных форм. Таким образом, камень приобретает состаренный вид. Очень часто камень, обработанный таким способом, используют в различных общественных местах и квартирах.
Метод обработки заключается в том, что камень обрабатывают кислотой, после чего дают полежать до 15 минут и хорошо промывают водой и высушивают. Благодаря воздействию кислоты с поверхности натурального камня исчезают все посторонние включения, а на их месте образуются углубления различных форм. Таким образом, камень приобретает состаренный вид. Очень часто камень, обработанный таким способом, используют в различных общественных местах и квартирах. Популярные методы обработки камней и их особенности
Популярные методы обработки камней и их особенности Так выделяют:
Так выделяют: К обычному разрезанию можно добавить абразивный способ – тогда фактура плиты обретет еще больший рельеф.
К обычному разрезанию можно добавить абразивный способ – тогда фактура плиты обретет еще больший рельеф. В результате поверхность материала получается гладкой, и в то же время, совершенно не скользкой. Подобная полировка камня позволяет использовать его для создания:
В результате поверхность материала получается гладкой, и в то же время, совершенно не скользкой. Подобная полировка камня позволяет использовать его для создания:
 Но теперь возникает вопрос, стоит ли делать это самостоятельно. Если у Вас есть лишнее время и желание, то можно. Но всегда лучше заказать готовый камень у проверенной компании и быть уверенным в его качестве. Специализированные производители имеют необходимую технику и условия для проведения любых видов воздействий. Кроме того, материал будет доставлен прямо на Ваш объект.
Но теперь возникает вопрос, стоит ли делать это самостоятельно. Если у Вас есть лишнее время и желание, то можно. Но всегда лучше заказать готовый камень у проверенной компании и быть уверенным в его качестве. Специализированные производители имеют необходимую технику и условия для проведения любых видов воздействий. Кроме того, материал будет доставлен прямо на Ваш объект.
 Сегодня процесс ручной резьбы практически не изменился и остается физическим процессом, хотя стальное долото, инструменты и молотки каменщика используются для отделения материала от более крупных каменных блоков.
Сегодня процесс ручной резьбы практически не изменился и остается физическим процессом, хотя стальное долото, инструменты и молотки каменщика используются для отделения материала от более крупных каменных блоков.
 Эти трафаретные изображения часто изготавливаются в цифровом виде, а затем вырезаются с помощью резака для винила, что означает, что любой цифровой шрифт или плоское изображение можно перевести на камень.
Эти трафаретные изображения часто изготавливаются в цифровом виде, а затем вырезаются с помощью резака для винила, что означает, что любой цифровой шрифт или плоское изображение можно перевести на камень.
 На следующем уровне на камень распыляют химические вещества, такие как фторсиликат, и полируют его стальными ватными дисками. Это приводит к образованию на поверхности кристаллов, подобных стеклу, и называется кристаллизацией.
На следующем уровне на камень распыляют химические вещества, такие как фторсиликат, и полируют его стальными ватными дисками. Это приводит к образованию на поверхности кристаллов, подобных стеклу, и называется кристаллизацией.
 Обработка с ЧПУ
Обработка с ЧПУ 



 Также на данном оборудовании имеется возможность выполнять резы под необходимым углом и в зависимости от наличия опции наклона пильного диска станка делать скошенные кромки.
Также на данном оборудовании имеется возможность выполнять резы под необходимым углом и в зависимости от наличия опции наклона пильного диска станка делать скошенные кромки.
 В компании Древокс можно подобрать модели любого мирового производителя, которые подойдут для вашего производства. Очень часто встречаются предложения о продаже техники, бывшей в употреблении. Его стоимость намного ниже, чем нового, но это существенно снизит Ваши затраты. Нельзя начать серьёзный мебельный бизнес без минимального станочного обеспечения. Только качественный комплект оборудования может вывести производство на высокие показатели производительности и прибыли.
В компании Древокс можно подобрать модели любого мирового производителя, которые подойдут для вашего производства. Очень часто встречаются предложения о продаже техники, бывшей в употреблении. Его стоимость намного ниже, чем нового, но это существенно снизит Ваши затраты. Нельзя начать серьёзный мебельный бизнес без минимального станочного обеспечения. Только качественный комплект оборудования может вывести производство на высокие показатели производительности и прибыли. ru предлагает станки от ведущих производителей.
ru предлагает станки от ведущих производителей. Мебельный станок с ЧПУ в основном включает следующие модели станков в зависимости от их функций.
Мебельный станок с ЧПУ в основном включает следующие модели станков в зависимости от их функций. Усовершенствованное программное обеспечение для раскроя с разделением заказов помогает раскройному станку с ЧПУ для мебели оптимизировать схему раскроя и генерировать соответствующие данные обработки. Таким образом, это может значительно снизить сложность и количество ошибок при производстве мебели на заказ и повысить эффективность обработки.
Усовершенствованное программное обеспечение для раскроя с разделением заказов помогает раскройному станку с ЧПУ для мебели оптимизировать схему раскроя и генерировать соответствующие данные обработки. Таким образом, это может значительно снизить сложность и количество ошибок при производстве мебели на заказ и повысить эффективность обработки.
 Таким образом, кромкооблицовочный станок является незаменимым мебельным станком с ЧПУ для изготовления шкафов с ЧПУ.
Таким образом, кромкооблицовочный станок является незаменимым мебельным станком с ЧПУ для изготовления шкафов с ЧПУ. Это помогает операторам легко понимать и обслуживать каждую часть станка с ЧПУ для кромкооблицовки мебели.
Это помогает операторам легко понимать и обслуживать каждую часть станка с ЧПУ для кромкооблицовки мебели.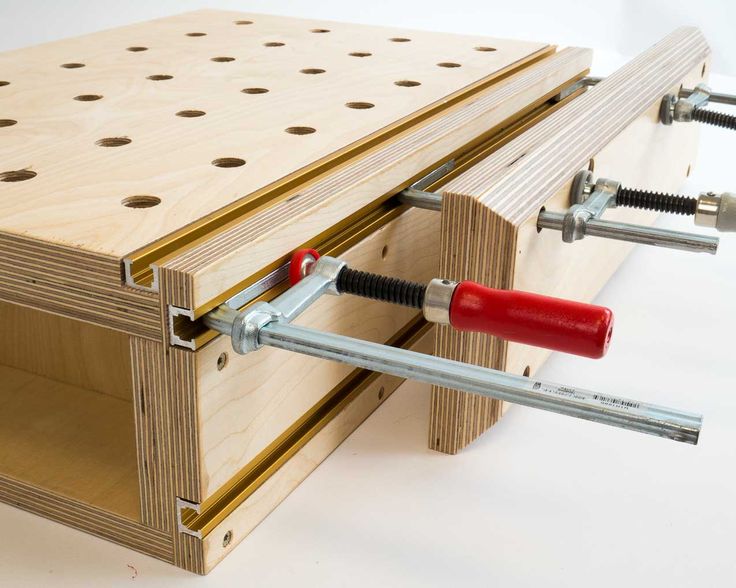 Вертикальная панельная пила может сэкономить больше места, чем горизонтальная. Blue Elephant в основном предлагает два типа горизонтально-раскроечных станков.
Вертикальная панельная пила может сэкономить больше места, чем горизонтальная. Blue Elephant в основном предлагает два типа горизонтально-раскроечных станков. Таким образом, мы познакомим вас с компьютерным панельным станком с ЧПУ для мебели.
Таким образом, мы познакомим вас с компьютерным панельным станком с ЧПУ для мебели. Таким образом, сверлильный станок с ЧПУ является незаменимым мебельным станком с ЧПУ для изготовления мебели из деревянных панелей. Традиционный сверлильный станок по дереву больше не может удовлетворить производственные потребности. Кроме того, универсальный сверлильный станок с ЧПУ с числовым программным управлением — это то, что нам нужно в мебельной промышленности с ЧПУ.
Таким образом, сверлильный станок с ЧПУ является незаменимым мебельным станком с ЧПУ для изготовления мебели из деревянных панелей. Традиционный сверлильный станок по дереву больше не может удовлетворить производственные потребности. Кроме того, универсальный сверлильный станок с ЧПУ с числовым программным управлением — это то, что нам нужно в мебельной промышленности с ЧПУ. Он может выполнить сверление на шести поверхностях и нарезание канавок на верхней и нижней поверхностях за одну операцию, не переворачивая доску. Кроме того, этот шестигранный сверлильный станок прост в управлении и не требует навыков работы с ЧПУ. Шестисторонний сверлильный станок поддерживает методы загрузки и разгрузки вперед и загрузки вперед и назад. Кроме того, его можно использовать отдельно или совместно с несколькими устройствами, что значительно экономит трудозатраты.
Он может выполнить сверление на шести поверхностях и нарезание канавок на верхней и нижней поверхностях за одну операцию, не переворачивая доску. Кроме того, этот шестигранный сверлильный станок прост в управлении и не требует навыков работы с ЧПУ. Шестисторонний сверлильный станок поддерживает методы загрузки и разгрузки вперед и загрузки вперед и назад. Кроме того, его можно использовать отдельно или совместно с несколькими устройствами, что значительно экономит трудозатраты. Они часто имеют одну единственную функцию и легки и просты в эксплуатации и обучении. Дополнительные станки в основном включают в себя вакуумный пресс, полировальный станок с ЧПУ, станок для скругления углов и другие станки с ЧПУ для шкафов, используемые в процессе производства мебели с ЧПУ.
Они часто имеют одну единственную функцию и легки и просты в эксплуатации и обучении. Дополнительные станки в основном включают в себя вакуумный пресс, полировальный станок с ЧПУ, станок для скругления углов и другие станки с ЧПУ для шкафов, используемые в процессе производства мебели с ЧПУ. Используется для прессования различных пленок ПВХ на деревянных панелях в термическом и вакуумном режимах. Вакуумный пресс имеет два подвижных рабочих стола, которые приводятся в движение двигателями для автоматической загрузки и выгрузки заготовок. Его рабочие столы изготовлены из высокопрочных стальных пластин, которые вряд ли деформируются в условиях высокой температуры.
Используется для прессования различных пленок ПВХ на деревянных панелях в термическом и вакуумном режимах. Вакуумный пресс имеет два подвижных рабочих стола, которые приводятся в движение двигателями для автоматической загрузки и выгрузки заготовок. Его рабочие столы изготовлены из высокопрочных стальных пластин, которые вряд ли деформируются в условиях высокой температуры. Есть несколько производственных линий на выбор. Например, линия по производству шкафов с ЧПУ, линия по производству дверей шкафов и другие соединительные линии с ЧПУ для мебели. Мы также можем разработать производственную линию в соответствии с размером вашей фабрики и крупным бизнесом. Станки Blue Elephant с ЧПУ имеют жесткую и стабильную конструкцию и высококачественные компоненты. Они могут оказать огромную помощь в вашем бизнесе по производству автоматической мебели с ЧПУ.
Есть несколько производственных линий на выбор. Например, линия по производству шкафов с ЧПУ, линия по производству дверей шкафов и другие соединительные линии с ЧПУ для мебели. Мы также можем разработать производственную линию в соответствии с размером вашей фабрики и крупным бизнесом. Станки Blue Elephant с ЧПУ имеют жесткую и стабильную конструкцию и высококачественные компоненты. Они могут оказать огромную помощь в вашем бизнесе по производству автоматической мебели с ЧПУ.

 Они предлагают различные модели и характеристики мебельных станков. Итак, на что следует обратить внимание при покупке мебельного станка с ЧПУ?
Они предлагают различные модели и характеристики мебельных станков. Итак, на что следует обратить внимание при покупке мебельного станка с ЧПУ? Напротив, крупные или известные производители мебельного оборудования уделяют больше внимания качеству продукции и послепродажному обслуживанию, чтобы удержать клиентов и сохранить репутацию. Таким образом, выбор надежного или авторитетного производителя, вероятно, избавит вас от многих проблем.
Напротив, крупные или известные производители мебельного оборудования уделяют больше внимания качеству продукции и послепродажному обслуживанию, чтобы удержать клиентов и сохранить репутацию. Таким образом, выбор надежного или авторитетного производителя, вероятно, избавит вас от многих проблем. Например, площадь рабочего стола, мощность, точность обработки, повторная точность, скорость работы, система управления, дополнительные функции и т. д. Убедитесь, что выбранный вами станок для изготовления деревянной мебели наилучшим образом соответствует вашим потребностям в обработке.
Например, площадь рабочего стола, мощность, точность обработки, повторная точность, скорость работы, система управления, дополнительные функции и т. д. Убедитесь, что выбранный вами станок для изготовления деревянной мебели наилучшим образом соответствует вашим потребностям в обработке. Многие люди, занятые в мебельной промышленности, также хотят открыть фабрику по производству щитовой мебели. Однако открыть фабрику панельной мебели не так-то просто. Вам необходимо учитывать множество факторов, таких как фабричные здания, защита окружающей среды, мебельный станок с ЧПУ и рабочая сила. Далее речь пойдет о том, какой мебельный станок с ЧПУ нужен для открытия небольшой фабрики по производству щитовой мебели.
Многие люди, занятые в мебельной промышленности, также хотят открыть фабрику по производству щитовой мебели. Однако открыть фабрику панельной мебели не так-то просто. Вам необходимо учитывать множество факторов, таких как фабричные здания, защита окружающей среды, мебельный станок с ЧПУ и рабочая сила. Далее речь пойдет о том, какой мебельный станок с ЧПУ нужен для открытия небольшой фабрики по производству щитовой мебели.
 Вся линия по производству мебели может стоить вам около 60,000 XNUMX долларов США. Конечно, у нас есть как экономичные, так и высокотехнологичные производственные линии, отвечающие требованиям малых и крупных производителей мебели.
Вся линия по производству мебели может стоить вам около 60,000 XNUMX долларов США. Конечно, у нас есть как экономичные, так и высокотехнологичные производственные линии, отвечающие требованиям малых и крупных производителей мебели.
 Таким образом, изготовление мебели из фиксированной обработки с ЧПУ постепенно реализует «сквозную» обработку. Это закладывает хорошую основу для появления производственных линий.
Таким образом, изготовление мебели из фиксированной обработки с ЧПУ постепенно реализует «сквозную» обработку. Это закладывает хорошую основу для появления производственных линий.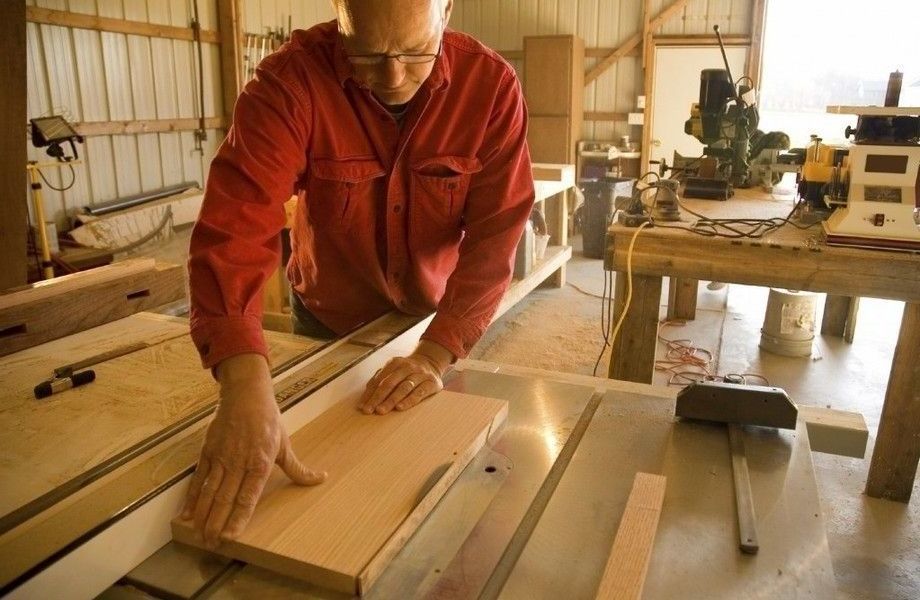
 Вам легко накопить в магазине дорогих деревообрабатывающих инструментов на тысячи долларов. Однако большинство инструментов для начинающих столяров не обязательно должны быть сложными и дорогостоящими. Инструменты для деревообработки для начинающих должны начинаться с основ, чтобы вы могли почувствовать простоту, которая является основой отличной работы.
Вам легко накопить в магазине дорогих деревообрабатывающих инструментов на тысячи долларов. Однако большинство инструментов для начинающих столяров не обязательно должны быть сложными и дорогостоящими. Инструменты для деревообработки для начинающих должны начинаться с основ, чтобы вы могли почувствовать простоту, которая является основой отличной работы. Будь то твердая древесина, такая как дуб, или мягкая древесина, такая как сосна, древесина нуждается в распиловке и поперечной распиловке, чтобы начать обретать форму. Пилы являются ответом, но они бывают разных форм и размеров. Они также предназначены для различных задач резки. Вот что вам нужно, чтобы начать собирать свою коллекцию пил.
Будь то твердая древесина, такая как дуб, или мягкая древесина, такая как сосна, древесина нуждается в распиловке и поперечной распиловке, чтобы начать обретать форму. Пилы являются ответом, но они бывают разных форм и размеров. Они также предназначены для различных задач резки. Вот что вам нужно, чтобы начать собирать свою коллекцию пил. Многое зависит от лезвия, которое вы используете.
Многое зависит от лезвия, которое вы используете. Прямые приводы являются наиболее распространенными и наименее дорогими циркулярными пилами. Циркулярные пилы с изношенным приводом предназначены для тяжелых работ. У них все та же конструкция лезвий, но лезвие приводится в движение перед двигателем.
Прямые приводы являются наиболее распространенными и наименее дорогими циркулярными пилами. Циркулярные пилы с изношенным приводом предназначены для тяжелых работ. У них все та же конструкция лезвий, но лезвие приводится в движение перед двигателем.

 Они сконструированы как перевернутые циркулярные пилы, где лезвие выходит из-под стола пилы или рабочей поверхности. Глубина лезвия и углы легко регулируются для точности.
Они сконструированы как перевернутые циркулярные пилы, где лезвие выходит из-под стола пилы или рабочей поверхности. Глубина лезвия и углы легко регулируются для точности. Они сделаны портативными, поэтому их удобно перемещать между местами, а также удобно хранить, когда они не используются. Большинство настольных настольных пил имеют прямой привод. Это позволяет им оставаться компактными, но они имеют тенденцию быть шумными.
Они сделаны портативными, поэтому их удобно перемещать между местами, а также удобно хранить, когда они не используются. Большинство настольных настольных пил имеют прямой привод. Это позволяет им оставаться компактными, но они имеют тенденцию быть шумными. Эти электроинструменты представляют собой комбинацию циркулярных и сабельных пил, в которых зубья закреплены на плоской стальной ленте с непрерывной петлей и вращаются вокруг верхнего и нижнего шкивов. Между шкивами установлен плоский стол, который наклоняется для резки под углом.
Эти электроинструменты представляют собой комбинацию циркулярных и сабельных пил, в которых зубья закреплены на плоской стальной ленте с непрерывной петлей и вращаются вокруг верхнего и нижнего шкивов. Между шкивами установлен плоский стол, который наклоняется для резки под углом. Это определяет, насколько широким может быть ваш запас. Глубокая горловина облегчает выполнение криволинейных разрезов, когда работа требует поворота стола.
Это определяет, насколько широким может быть ваш запас. Глубокая горловина облегчает выполнение криволинейных разрезов, когда работа требует поворота стола. Но применение ручной пилы — это гораздо больше, чем думает большинство новичков. Вот некоторые конструкции ручных пил, которые следует учитывать:
Но применение ручной пилы — это гораздо больше, чем думает большинство новичков. Вот некоторые конструкции ручных пил, которые следует учитывать: Большинство разочарований при ручной распиловке связаны с дешевыми или тупыми лезвиями. Острое лезвие с превосходными зубьями может резать дерево почти так же быстро и точно, как электрическая пила.
Большинство разочарований при ручной распиловке связаны с дешевыми или тупыми лезвиями. Острое лезвие с превосходными зубьями может резать дерево почти так же быстро и точно, как электрическая пила.
 Как правило, фуганки имеют длинные рамы.
Как правило, фуганки имеют длинные рамы. Они используют наждачную бумагу, вращающуюся по кругу или по орбите.
Они используют наждачную бумагу, вращающуюся по кругу или по орбите.

 У некоторых есть зазубренные поверхности для захвата гвоздей и крепежных деталей, как у молотков для каркаса.
У некоторых есть зазубренные поверхности для захвата гвоздей и крепежных деталей, как у молотков для каркаса. Вот основные типы деревообрабатывающих молотков:
Вот основные типы деревообрабатывающих молотков:


 Это позволяет использовать их как измерительные правила. Вот квадраты, которые у вас должны получиться:
Это позволяет использовать их как измерительные правила. Вот квадраты, которые у вас должны получиться:
 Зажимные приспособления незаменимы в деревообрабатывающих цехах. Два лучших удерживающих инструмента — это козлы и ваш качественный верстак:
Зажимные приспособления незаменимы в деревообрабатывающих цехах. Два лучших удерживающих инструмента — это козлы и ваш качественный верстак: Вы будете использовать его для каждого проекта и все время. Вот функции, которые следует искать в качественном верстаке:
Вы будете использовать его для каждого проекта и все время. Вот функции, которые следует искать в качественном верстаке:
 В результате мне не нужны все когда-либо сделанные ручные инструменты. На самом деле основных всего около десятка. Возможно, некоторые из них у вас уже есть, а остальные вы сможете подобрать со временем. И это стоит затраченных усилий, потому что их использование поможет вам сделать мебель лучше, и точка.
В результате мне не нужны все когда-либо сделанные ручные инструменты. На самом деле основных всего около десятка. Возможно, некоторые из них у вас уже есть, а остальные вы сможете подобрать со временем. И это стоит затраченных усилий, потому что их использование поможет вам сделать мебель лучше, и точка. Если вы только начинаете заниматься деревообработкой, это должны быть первые ручные инструменты, которые вы покупаете.
Если вы только начинаете заниматься деревообработкой, это должны быть первые ручные инструменты, которые вы покупаете. А скосы проходят по всей высоте лезвия (поперечное сечение треугольное), поэтому я могу прислонить лезвие к боковой стороне заготовки и провести линию, точно прилегающую к ней. Лезвие также длинное, тонкое и жесткое, поэтому оно входит в труднодоступные места, не сгибаясь.
А скосы проходят по всей высоте лезвия (поперечное сечение треугольное), поэтому я могу прислонить лезвие к боковой стороне заготовки и провести линию, точно прилегающую к ней. Лезвие также длинное, тонкое и жесткое, поэтому оно входит в труднодоступные места, не сгибаясь. Тем не менее, вы, вероятно, будете использовать его сначала, чтобы выложить ласточкины хвосты, задача, для которой он идеально подходит. При покупке угломера обращайте внимание на две вещи: во-первых, лезвие должно плотно фиксироваться, чтобы случайно не сдвинуться. Во-вторых, гайка, используемая для его фиксации, не должна мешать использованию манометра (частая проблема с барашковой гайкой, используемой на некоторых манометрах).
Тем не менее, вы, вероятно, будете использовать его сначала, чтобы выложить ласточкины хвосты, задача, для которой он идеально подходит. При покупке угломера обращайте внимание на две вещи: во-первых, лезвие должно плотно фиксироваться, чтобы случайно не сдвинуться. Во-вторых, гайка, используемая для его фиксации, не должна мешать использованию манометра (частая проблема с барашковой гайкой, используемой на некоторых манометрах). Японские пилы — хорошее начало, потому что даже недорогие из них очень острые прямо из коробки. Тем не менее, после 25 лет изготовления мебели и использования обоих типов пил, я могу сказать вам, что пистолетная рукоятка западных лобзиков позиционирует вашу кисть и руку для более прямого распила, поэтому вы получите более стабильные и точные результаты, чем с дозуки. Но не расстраивайтесь, если сначала купите дозуки. Вы найдете для него множество применений, таких как резка мелких деталей и обрезка штифтов заподлицо.
Японские пилы — хорошее начало, потому что даже недорогие из них очень острые прямо из коробки. Тем не менее, после 25 лет изготовления мебели и использования обоих типов пил, я могу сказать вам, что пистолетная рукоятка западных лобзиков позиционирует вашу кисть и руку для более прямого распила, поэтому вы получите более стабильные и точные результаты, чем с дозуки. Но не расстраивайтесь, если сначала купите дозуки. Вы найдете для него множество применений, таких как резка мелких деталей и обрезка штифтов заподлицо.
 Плечевые рубанки бывают разной ширины от 1/2 дюйма до 11/4 дюйма, но я считаю, что более широкий рубанок более универсален, он подходит как для широких шиповых щек, так и для узких уступов. У него также тонна массы, которая помогает ему оставаться на подошве ровно и двигаться с силой при выполнении поперечных пропилов.
Плечевые рубанки бывают разной ширины от 1/2 дюйма до 11/4 дюйма, но я считаю, что более широкий рубанок более универсален, он подходит как для широких шиповых щек, так и для узких уступов. У него также тонна массы, которая помогает ему оставаться на подошве ровно и двигаться с силой при выполнении поперечных пропилов. Он также идеально подходит для обрезки торцевых волокон на ласточкином хвосте. Блочные плоскости доступны в стандартных и малоугловых моделях. Я рекомендую низкоугольный рубанок с регулируемым горлом. Это позволяет делать тонкий срез с небольшим зевом, что помогает предотвратить разрыв.
Он также идеально подходит для обрезки торцевых волокон на ласточкином хвосте. Блочные плоскости доступны в стандартных и малоугловых моделях. Я рекомендую низкоугольный рубанок с регулируемым горлом. Это позволяет делать тонкий срез с небольшим зевом, что помогает предотвратить разрыв.

 Стационарные аппараты, а также переносные, предназначенные для стационарной работы, должны устанавливаться в специальных помещениях и эксплуатироваться согласно требованиям «Правил техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов». Возле мест установки ацетиленовых генераторов должны вывешиваться предупредительные таблички. При минусовых температурах ацетиленовые генераторы устанавливают в утепленных будках.
Стационарные аппараты, а также переносные, предназначенные для стационарной работы, должны устанавливаться в специальных помещениях и эксплуатироваться согласно требованиям «Правил техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов». Возле мест установки ацетиленовых генераторов должны вывешиваться предупредительные таблички. При минусовых температурах ацетиленовые генераторы устанавливают в утепленных будках.
 Если давление ацетилена падает, вода из вытеснителя поднимается вверх, смачивая карбид кальция, и количество вырабатываемого ацетилена вновь возрастает. Таким образом, при помощи указанных двух механизмов поддерживается необходимое количество вырабатываемого ацетилена и его рабочее давление.
Если давление ацетилена падает, вода из вытеснителя поднимается вверх, смачивая карбид кальция, и количество вырабатываемого ацетилена вновь возрастает. Таким образом, при помощи указанных двух механизмов поддерживается необходимое количество вырабатываемого ацетилена и его рабочее давление. Это отрицательное явление возникает в случае, если скорость истечения горючей смеси станет меньше скорости ее сгорания, а также от перегрева и засорения канала мундштука горелки или резака.
Это отрицательное явление возникает в случае, если скорость истечения горючей смеси станет меньше скорости ее сгорания, а также от перегрева и засорения канала мундштука горелки или резака.

 Данный ацетиленовый генератор применяют для питания газосварочной аппаратуры при газопламенной обработке металлов. Наибольшая производительность генератора АСП-10 — 1,5м3/ч.
Данный ацетиленовый генератор применяют для питания газосварочной аппаратуры при газопламенной обработке металлов. Наибольшая производительность генератора АСП-10 — 1,5м3/ч.
 svarmat.ru — молодцы! Заказывал инвертор «Сварог» TIG 200P для сварки аллюминия. Доставили заказ точно в срок. После оформления на сайте позвонили практически сразу для согласования времени и адреса доставки, а еще и скидку сделали! С товаром тоже все отлично! Гарантийный срок нормальный 🙂 Обязательно буду покупать у них снова.
svarmat.ru — молодцы! Заказывал инвертор «Сварог» TIG 200P для сварки аллюминия. Доставили заказ точно в срок. После оформления на сайте позвонили практически сразу для согласования времени и адреса доставки, а еще и скидку сделали! С товаром тоже все отлично! Гарантийный срок нормальный 🙂 Обязательно буду покупать у них снова. Взаимодействие карбида кальция с водой приводит к выделению целевого продукта. В настоящее время такие устройства используются как в стационарных, так и в мобильных газовых установках. Собственно, ацетилен и является основным горючим при газовой сварке. Поговорим подробнее о том, что это за оборудование и каковы его ключевые особенности.
Взаимодействие карбида кальция с водой приводит к выделению целевого продукта. В настоящее время такие устройства используются как в стационарных, так и в мобильных газовых установках. Собственно, ацетилен и является основным горючим при газовой сварке. Поговорим подробнее о том, что это за оборудование и каковы его ключевые особенности. Кроме того, сварщики часто используют ВК, но только при «сухом способе». Очень редко, но все же применяются комбинированные генераторы. Они сочетают в себе черты и технические характеристики различных видов, которые дополняют друг друга.
Кроме того, сварщики часто используют ВК, но только при «сухом способе». Очень редко, но все же применяются комбинированные генераторы. Они сочетают в себе черты и технические характеристики различных видов, которые дополняют друг друга. Гашеная известь удаляется через специальный бункер.
Гашеная известь удаляется через специальный бункер. Существует также полуавтоматическая система подачи карбида. Загружается в барабан через специальные люки. Сюда же добавляется вода. При этом крайне важно соблюдать правильную дозировку жидкости. Его количество должно быть ровно в два раза больше, чем необходимо для разрушения карбида. Так как при химической реакции выделяется много тепла, лишняя вода испаряется, и удалять их не нужно. Что касается гашеной извести, то она падает через нижнюю решетку барабана, а затем удаляется.
Существует также полуавтоматическая система подачи карбида. Загружается в барабан через специальные люки. Сюда же добавляется вода. При этом крайне важно соблюдать правильную дозировку жидкости. Его количество должно быть ровно в два раза больше, чем необходимо для разрушения карбида. Так как при химической реакции выделяется много тепла, лишняя вода испаряется, и удалять их не нужно. Что касается гашеной извести, то она падает через нижнюю решетку барабана, а затем удаляется. Он состоит из двух соединенных между собой емкостей (горючего и газообразователя). Последний загружен карбидом, поэтому вода вытесняется в воздушные подушки вытеснителя. Через селектор ацетилен удаляется из камеры.
Он состоит из двух соединенных между собой емкостей (горючего и газообразователя). Последний загружен карбидом, поэтому вода вытесняется в воздушные подушки вытеснителя. Через селектор ацетилен удаляется из камеры. В ходе химической реакции образуется ацетилен. Если в системе возникает избыточное давление, вода вытесняется в воздушный мешок вытеснительной камеры. Отвод ацетилена осуществляется через обратный клапан, после чего он покидает камеру.
В ходе химической реакции образуется ацетилен. Если в системе возникает избыточное давление, вода вытесняется в воздушный мешок вытеснительной камеры. Отвод ацетилена осуществляется через обратный клапан, после чего он покидает камеру.
 Эта необходимость обусловлена высоким рабочим давлением и высокой температурой газа.
Эта необходимость обусловлена высоким рабочим давлением и высокой температурой газа. Существуют различные виды ацетиленовых газовых установок. Ацетиленовые газовые заводы производят ацетиленовый газ, который легко воспламеняется и не имеет запаха с уникальным запахом. Он производится в процессе крекинга или химического карбида. Однако сегодня доступны и современные, высокотехнологичные ацетиленовые установки.
Существуют различные виды ацетиленовых газовых установок. Ацетиленовые газовые заводы производят ацетиленовый газ, который легко воспламеняется и не имеет запаха с уникальным запахом. Он производится в процессе крекинга или химического карбида. Однако сегодня доступны и современные, высокотехнологичные ацетиленовые установки.
 Клапаны должны использоваться, чтобы избежать смешивания кислорода и ацетилена при высоких температурах.
Клапаны должны использоваться, чтобы избежать смешивания кислорода и ацетилена при высоких температурах.
 Датчики LM10 гарантируют достоверные решения в сложных и тяжелых условиях применения, они успешно применяются в
Датчики LM10 гарантируют достоверные решения в сложных и тяжелых условиях применения, они успешно применяются в  Эти аналоговые сигналы потом внутри считывающей головки преобразуются с помощью интерполятора, который обеспечивает диапазон разрешений до 1 мкм.
Эти аналоговые сигналы потом внутри считывающей головки преобразуются с помощью интерполятора, который обеспечивает диапазон разрешений до 1 мкм. По-прежнему одним из самых распространенных измерителей являются оптические линейки. Достоинств у них масса: это и превосходная точность измерений, и долговечность, и хорошая помехозащищенность. Но… Как всегда есть некоторые но.
По-прежнему одним из самых распространенных измерителей являются оптические линейки. Достоинств у них масса: это и превосходная точность измерений, и долговечность, и хорошая помехозащищенность. Но… Как всегда есть некоторые но. Во-первых, оптическая линейка итак является продуктом весьма недешевым, а при заказе длины больше стандартного типоразмера стоимость такой оптической линейки становится просто астрономической. Но даже если вы и пошли на приобретение такой оптической линейки, то это не все трудности, с которыми вам придется столкнуться. Во-вторых, следующей задачей будет – как доставить такой хрупкий продукт в целостности и невредимости к вам на предприятие? Как следствие – значительное увеличение стоимости транспортировки.
Во-первых, оптическая линейка итак является продуктом весьма недешевым, а при заказе длины больше стандартного типоразмера стоимость такой оптической линейки становится просто астрономической. Но даже если вы и пошли на приобретение такой оптической линейки, то это не все трудности, с которыми вам придется столкнуться. Во-вторых, следующей задачей будет – как доставить такой хрупкий продукт в целостности и невредимости к вам на предприятие? Как следствие – значительное увеличение стоимости транспортировки.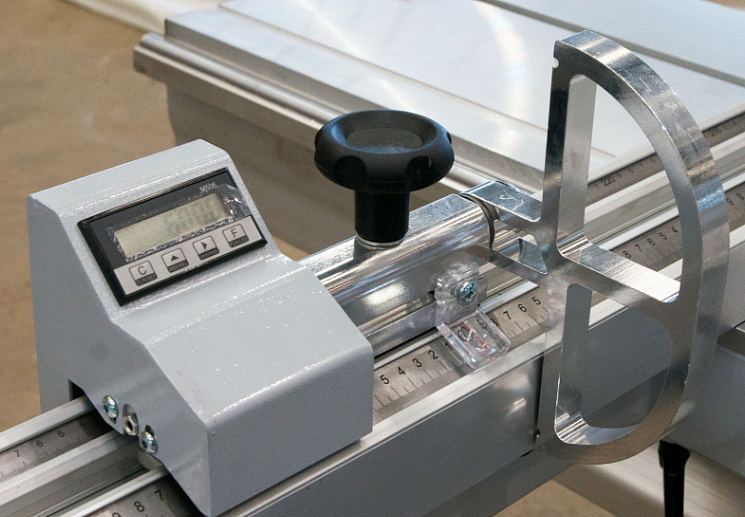 Неправильная установка может в одночасье вывести дорогостоящую вещь из строя.
Неправильная установка может в одночасье вывести дорогостоящую вещь из строя. С обратной стороны металлическая лента имеет клейкую основу, которая позволяет закреплять магнитную линейку на требуемую поверхность.
С обратной стороны металлическая лента имеет клейкую основу, которая позволяет закреплять магнитную линейку на требуемую поверхность. Длина магнитной линейки может быть самой различной. Предлагаемые нами магнитные линейки могут иметь длину до 32 метров!! Разве можно представить себе оптическую линейку такой длины? А с магнитной линейкой все просто: вы просто отрезаете (или указываете в заказе) необходимую вам длину.
Длина магнитной линейки может быть самой различной. Предлагаемые нами магнитные линейки могут иметь длину до 32 метров!! Разве можно представить себе оптическую линейку такой длины? А с магнитной линейкой все просто: вы просто отрезаете (или указываете в заказе) необходимую вам длину.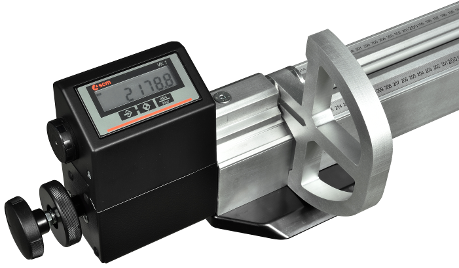 Затем лента закрывается защитной лентой из нержавеющей стали. Использование такой каркасной системы позволяет устанавливать магнитную линейку на поверхность с перепадами по длине до 2 см!! Трудоемкость, конечно, несколько возрастает, но это несравнимо с процессом установки оптической линейки аналогичной длины. Плюс ко всему, полностью исключена возможность повреждения линейки.
Затем лента закрывается защитной лентой из нержавеющей стали. Использование такой каркасной системы позволяет устанавливать магнитную линейку на поверхность с перепадами по длине до 2 см!! Трудоемкость, конечно, несколько возрастает, но это несравнимо с процессом установки оптической линейки аналогичной длины. Плюс ко всему, полностью исключена возможность повреждения линейки. Наши магнитные линейки имеют класс защищенности IP67, что позволяет им работать в тех условиях, где оптическая линейка выйдет из строя в считанные часы. На линейку попадают брызги эмульсии? – не проблема. Отлетает стружка? – не важно. В воздухе пары, дымность? – магнитная линейка в этих условиях будет работать безотказно. Единственное, чего боится магнитная линейка, – это прямое воздействие магнитных полей, так что устанавливать магнитные линейки в непосредственной близости от мощного источника электромагнитного излучения нежелательно.
Наши магнитные линейки имеют класс защищенности IP67, что позволяет им работать в тех условиях, где оптическая линейка выйдет из строя в считанные часы. На линейку попадают брызги эмульсии? – не проблема. Отлетает стружка? – не важно. В воздухе пары, дымность? – магнитная линейка в этих условиях будет работать безотказно. Единственное, чего боится магнитная линейка, – это прямое воздействие магнитных полей, так что устанавливать магнитные линейки в непосредственной близости от мощного источника электромагнитного излучения нежелательно. С помощью бесплатной магнитной направляющей для швов вы можете легко соблюдать точное расстояние при шитье.
С помощью бесплатной магнитной направляющей для швов вы можете легко соблюдать точное расстояние при шитье.

 Мы прилагаем все усилия, чтобы отгружать заказы в порядке очереди, в зависимости от наличия товара, как можно быстрее.
Мы прилагаем все усилия, чтобы отгружать заказы в порядке очереди, в зависимости от наличия товара, как можно быстрее.
 .Инструмент шоферский и принадлежности
.Инструмент шоферский и принадлежности
 org/ListItem» data-v-e272a100=»» data-v-5466daea=»»>Прочий инструмент
org/ListItem» data-v-e272a100=»» data-v-5466daea=»»>Прочий инструмент Сделано в США
Сделано в США

 Страница не будет функционировать должным образом. Для просмотра информации на этой странице вам потребуется последняя версия Safari, Google Chrome, Firefox или Microsoft Edge.
Страница не будет функционировать должным образом. Для просмотра информации на этой странице вам потребуется последняя версия Safari, Google Chrome, Firefox или Microsoft Edge. Вы можете найти его в своем уведомлении.
Вы можете найти его в своем уведомлении.  .. Подробнее. Мы предоставляем доступ к нашей команде обслуживания клиентов, а также к комплектам обеспечения устойчивости клиентов, которые включают информацию PSPS, легкие закуски, воду, небольшие устройства обеспечения устойчивости и средства индивидуальной защиты. Информация о местоположении и часах работы обычно обновляется за день до любого потенциального события PSPS. Узнайте здесь больше о дополнительных ресурсах и программах, которые помогут вам подготовиться к чрезвычайным ситуациям или отключениям. SCE соответствует применимым требованиям COVID-19руководящие принципы, предоставленные местными и государственными органами здравоохранения. Меньше
.. Подробнее. Мы предоставляем доступ к нашей команде обслуживания клиентов, а также к комплектам обеспечения устойчивости клиентов, которые включают информацию PSPS, легкие закуски, воду, небольшие устройства обеспечения устойчивости и средства индивидуальной защиты. Информация о местоположении и часах работы обычно обновляется за день до любого потенциального события PSPS. Узнайте здесь больше о дополнительных ресурсах и программах, которые помогут вам подготовиться к чрезвычайным ситуациям или отключениям. SCE соответствует применимым требованиям COVID-19руководящие принципы, предоставленные местными и государственными органами здравоохранения. Меньше . Подробнее. Мы предоставляем доступ к нашей команде обслуживания клиентов, а также к комплектам обеспечения устойчивости клиентов, которые включают информацию PSPS, легкие закуски, воду, небольшие устройства обеспечения устойчивости и средства индивидуальной защиты. Информация о местоположении и часах работы обычно обновляется за день до любого потенциального события PSPS. Узнайте здесь больше о дополнительных ресурсах и программах, которые помогут вам подготовиться к чрезвычайным ситуациям или отключениям. SCE соответствует применимым требованиям COVID-19руководящие принципы, предоставленные местными и государственными органами здравоохранения. Меньше
. Подробнее. Мы предоставляем доступ к нашей команде обслуживания клиентов, а также к комплектам обеспечения устойчивости клиентов, которые включают информацию PSPS, легкие закуски, воду, небольшие устройства обеспечения устойчивости и средства индивидуальной защиты. Информация о местоположении и часах работы обычно обновляется за день до любого потенциального события PSPS. Узнайте здесь больше о дополнительных ресурсах и программах, которые помогут вам подготовиться к чрезвычайным ситуациям или отключениям. SCE соответствует применимым требованиям COVID-19руководящие принципы, предоставленные местными и государственными органами здравоохранения. Меньше во время их пребывания.
во время их пребывания.

 6mm*143.36mm*175mm Print Size»>ELEGOO® Mars 3 ULTRA 4K Mono LCD 3D Printer with 89.6mm*143.36mm*175mm Print Size
6mm*143.36mm*175mm Print Size»>ELEGOO® Mars 3 ULTRA 4K Mono LCD 3D Printer with 89.6mm*143.36mm*175mm Print Size 9″ 4К. Обзор, распаковка, первые впечатления
9″ 4К. Обзор, распаковка, первые впечатления Комплект стандартный в 2021 году для полимерников: внешний блок зарядки, пара шпателей (металлический и пластиковый), кусачки, перчатки, флешка, фильтры для смолы, пара масок, инструкция, и набор шестигранников с запасными винтами.
Комплект стандартный в 2021 году для полимерников: внешний блок зарядки, пара шпателей (металлический и пластиковый), кусачки, перчатки, флешка, фильтры для смолы, пара масок, инструкция, и набор шестигранников с запасными винтами.

 Принцип такой. Принтер по датчику отбивает 0 и опускается медленно ниже на заданное значение каждый раз.
Принцип такой. Принтер по датчику отбивает 0 и опускается медленно ниже на заданное значение каждый раз.  Непорядок.
Непорядок. Но если протечет смола, она спасет драгоценный дисплей.
Но если протечет смола, она спасет драгоценный дисплей. 
 Меня хватило на пару дней, и потом все-таки нервы сдали)
Меня хватило на пару дней, и потом все-таки нервы сдали)
 0007
0007
 Никаких колебаний, смещения слоев и резкое уменьшение количества слоев в текстуре.
Никаких колебаний, смещения слоев и резкое уменьшение количества слоев в текстуре. Один щелчок для автоматических опор, а также вы можете добавлять, редактировать и перемещать опоры по своему усмотрению. Функции точной настройки параметров поддержки позволяют калибровать форму, толщину и плотность поддержки.
Один щелчок для автоматических опор, а также вы можете добавлять, редактировать и перемещать опоры по своему усмотрению. Функции точной настройки параметров поддержки позволяют калибровать форму, толщину и плотность поддержки. Вы можете посвятить больше времени другим новым проектам, а также расширить и ускорить свое производство.
Вы можете посвятить больше времени другим новым проектам, а также расширить и ускорить свое производство. Машина для стирки/отверждения поможет вам решить эту проблему. Он содержит 1 станцию промывки и 1 станцию постотверждения и две моющиеся смолы по 1 кг с двойной функцией очистки и отверждения для удаления неотвержденной смолы 3D-печатных моделей и оптимизации качества печати, делая вашу постобработку простой и эффективной.
Машина для стирки/отверждения поможет вам решить эту проблему. Он содержит 1 станцию промывки и 1 станцию постотверждения и две моющиеся смолы по 1 кг с двойной функцией очистки и отверждения для удаления неотвержденной смолы 3D-печатных моделей и оптимизации качества печати, делая вашу постобработку простой и эффективной. ) света, который отлично работает с нашей фотоотверждаемой смолой.
) света, который отлично работает с нашей фотоотверждаемой смолой. Когда дело доходит до печати промышленных деталей, где прочность модели имеет решающее значение, вам понадобится смола высокого стандарта, чтобы прототип работал безупречно и без каких-либо проблем. Скажите нет хрупкости и используйте смолу с более высокой прочностью.
Когда дело доходит до печати промышленных деталей, где прочность модели имеет решающее значение, вам понадобится смола высокого стандарта, чтобы прототип работал безупречно и без каких-либо проблем. Скажите нет хрупкости и используйте смолу с более высокой прочностью. Серия смол Elegoo — это потрясающие продукты, которые идеально сочетаются с 3D-принтером на основе смолы Elegoo.
Серия смол Elegoo — это потрясающие продукты, которые идеально сочетаются с 3D-принтером на основе смолы Elegoo. Обратите внимание, что вам все равно нужно оставить воду снаружи под солнечным светом, чтобы отвердеть любые смолы. Не сливайте воду прямо в раковину.
Обратите внимание, что вам все равно нужно оставить воду снаружи под солнечным светом, чтобы отвердеть любые смолы. Не сливайте воду прямо в раковину.

 Система отвода тепла включает в себя двойные теплопроводящие медные тепловые трубки с более быстрой вентиляцией и отводом тепла.
Система отвода тепла включает в себя двойные теплопроводящие медные тепловые трубки с более быстрой вентиляцией и отводом тепла.
 …
…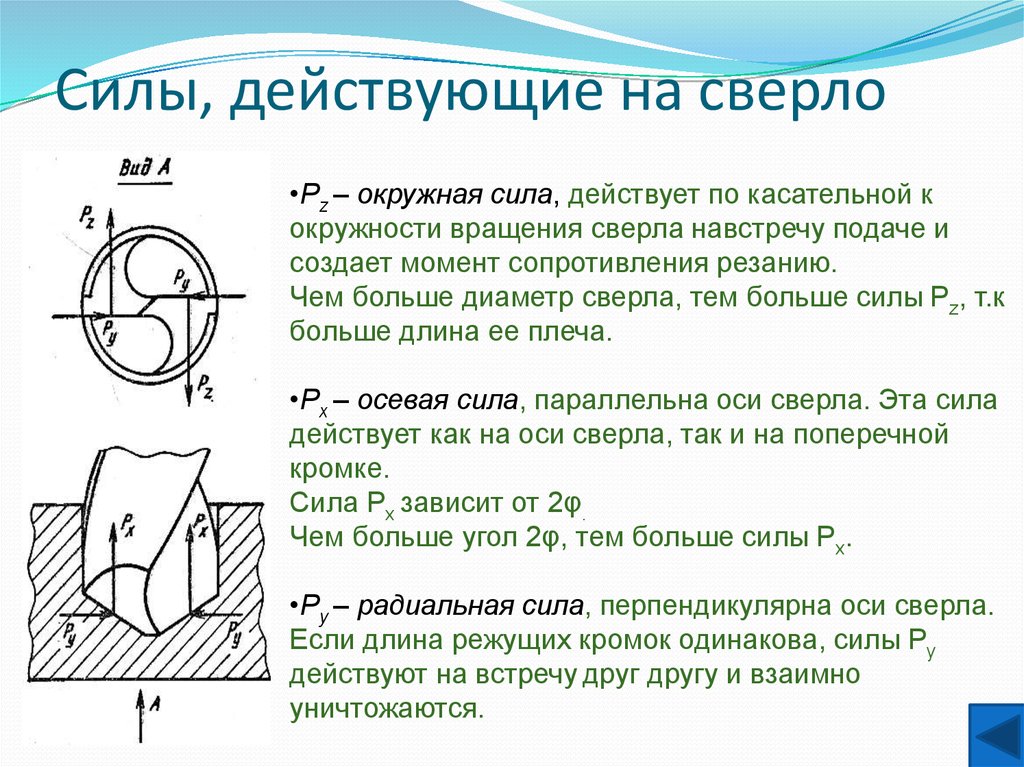 Исследование показало, что при фрезерной обработке (особенно цилиндрическими и торцевыми фрезами) амплитуда пульсаций силы в зоне резания может достигать 50 % среднего значения. Исследование влияния параметров режимов резания на относительное движение стола и фрезы позволило установить связь между скоростью ее вращения, подачей на зуб, ошибкой позиционирования и…
Исследование показало, что при фрезерной обработке (особенно цилиндрическими и торцевыми фрезами) амплитуда пульсаций силы в зоне резания может достигать 50 % среднего значения. Исследование влияния параметров режимов резания на относительное движение стола и фрезы позволило установить связь между скоростью ее вращения, подачей на зуб, ошибкой позиционирования и…
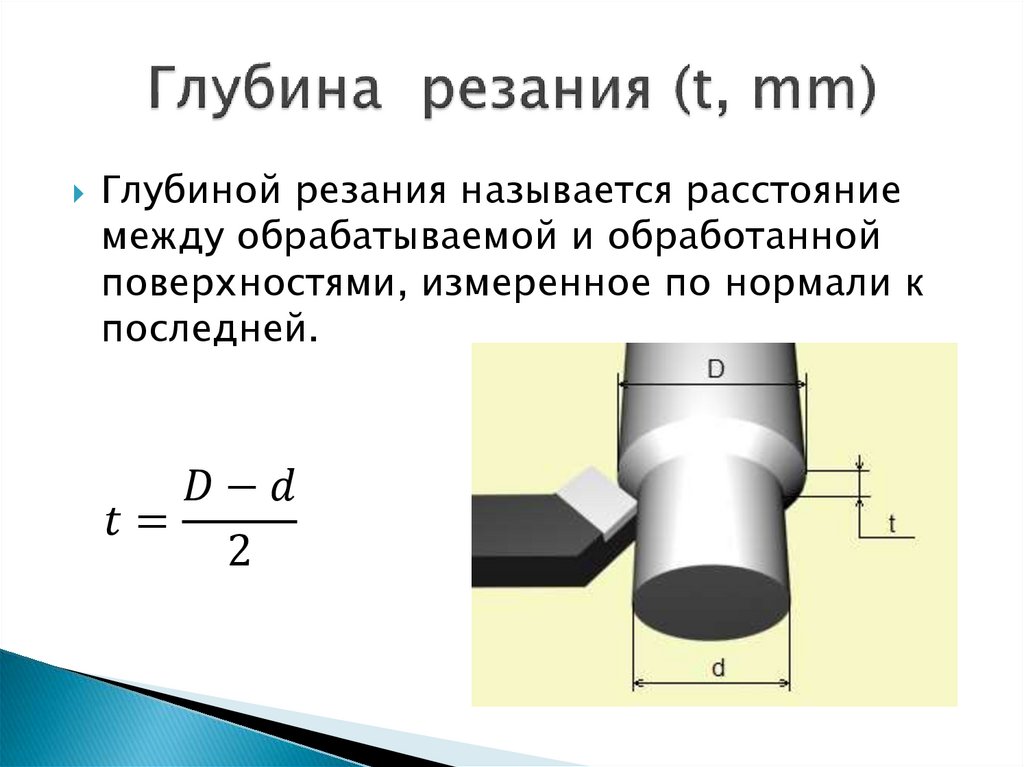
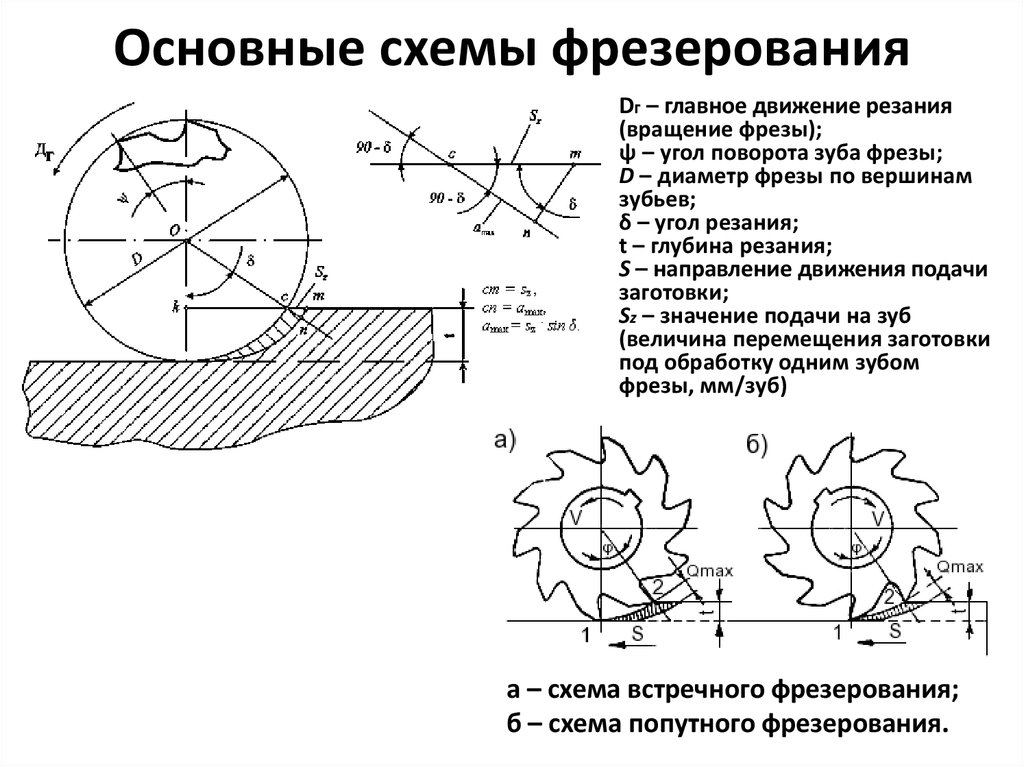
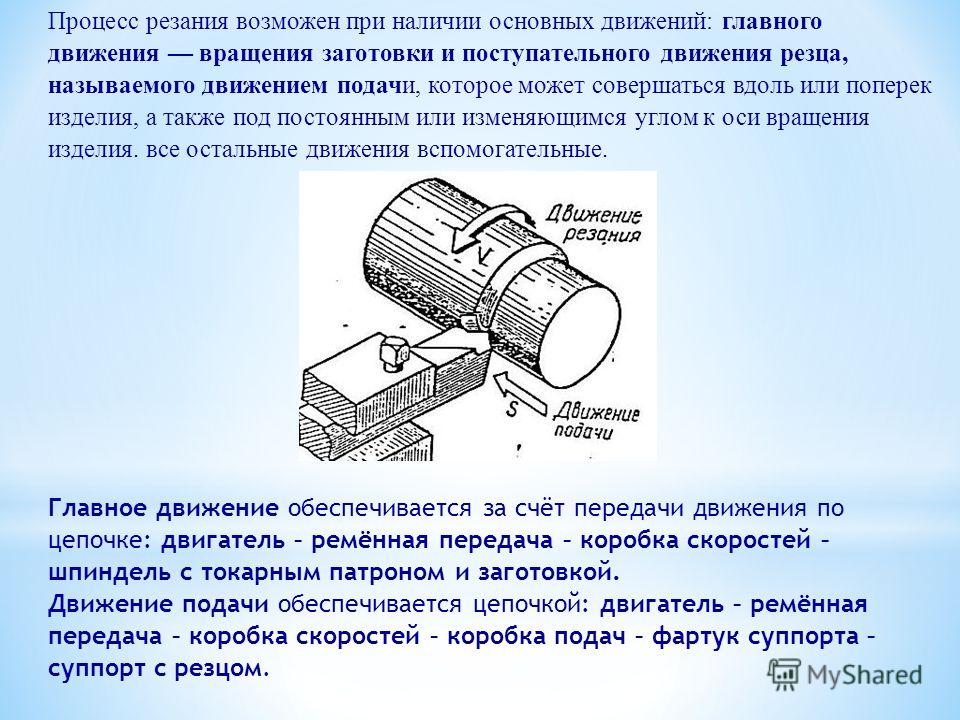 При этом движений подач в станке может быть несколько и среди них может быть, например, продольная, поперечная, круговая, тангенциальная подача.
При этом движений подач в станке может быть несколько и среди них может быть, например, продольная, поперечная, круговая, тангенциальная подача.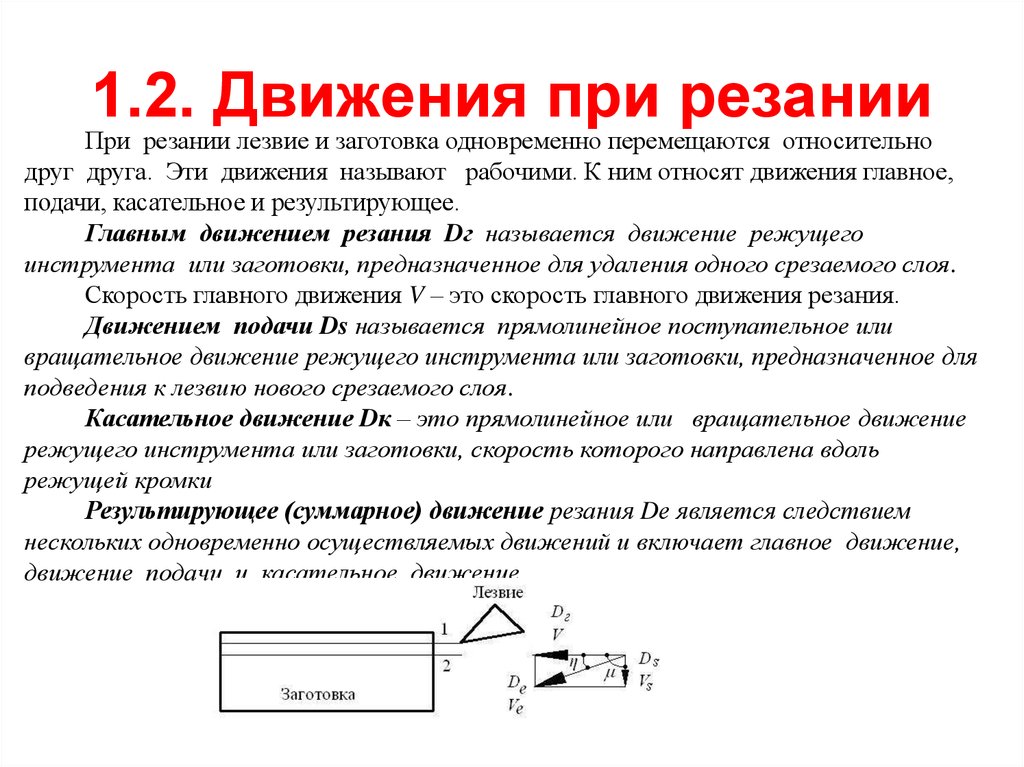 Обработку детали на станке необходимо вести с оптимальной скоростью резания, при которой достигается наибольшая производительность, обеспечивается выполнение технологических требований к качеству обработанной поверхности, наилучшим образом используются инструмент и станок. Оптимальная скорость резания определяется многими факторами: материалом заготовки и инструмента, геометрией режущих кромок инструмента, его стойкостью, требованиями к точности и шероховатости обработанной поверхности, величиной подачи и глубиной резания и др.
Обработку детали на станке необходимо вести с оптимальной скоростью резания, при которой достигается наибольшая производительность, обеспечивается выполнение технологических требований к качеству обработанной поверхности, наилучшим образом используются инструмент и станок. Оптимальная скорость резания определяется многими факторами: материалом заготовки и инструмента, геометрией режущих кромок инструмента, его стойкостью, требованиями к точности и шероховатости обработанной поверхности, величиной подачи и глубиной резания и др. Дело в том, что для оптимальной расчетной скорости резания на станке со ступенчатым регулированием скорости главного движения, как правило, не найдется требуемой частоты вращения (или числа двойных ходов) исполнительного звена. Поэтому исходя из необходимости сохранения стойкости инструмента приходится устанавливать на станке ближайшую к оптимальной, но меньшую частоту вращения. В результате потеря скорости резания приводит к потере производительности процесса резания. При произвольном ступенчатом регулировании частот вращения исполнительного звена механизма главного движения потеря производительности процесса резания на разных ступенях регулирования будет различной, что нерационально при эксплуатации. Для того чтобы наибольшая потеря производительности процесса резания на любом участке ступенчатого регулирования скорости резания не превышала одной и той же величины (например, 10%), необходимо ступенчатый ряд частот вращения исполнительного звена строить по геометрической прогрессии со знаменателем ряда φ:
Дело в том, что для оптимальной расчетной скорости резания на станке со ступенчатым регулированием скорости главного движения, как правило, не найдется требуемой частоты вращения (или числа двойных ходов) исполнительного звена. Поэтому исходя из необходимости сохранения стойкости инструмента приходится устанавливать на станке ближайшую к оптимальной, но меньшую частоту вращения. В результате потеря скорости резания приводит к потере производительности процесса резания. При произвольном ступенчатом регулировании частот вращения исполнительного звена механизма главного движения потеря производительности процесса резания на разных ступенях регулирования будет различной, что нерационально при эксплуатации. Для того чтобы наибольшая потеря производительности процесса резания на любом участке ступенчатого регулирования скорости резания не превышала одной и той же величины (например, 10%), необходимо ступенчатый ряд частот вращения исполнительного звена строить по геометрической прогрессии со знаменателем ряда φ: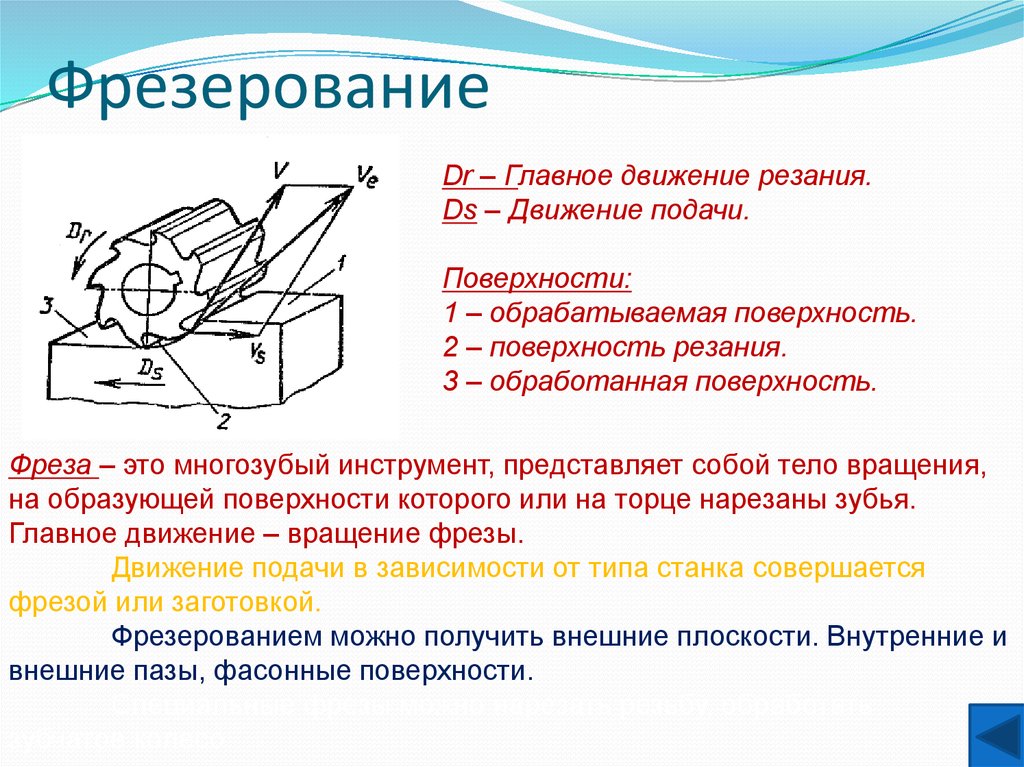
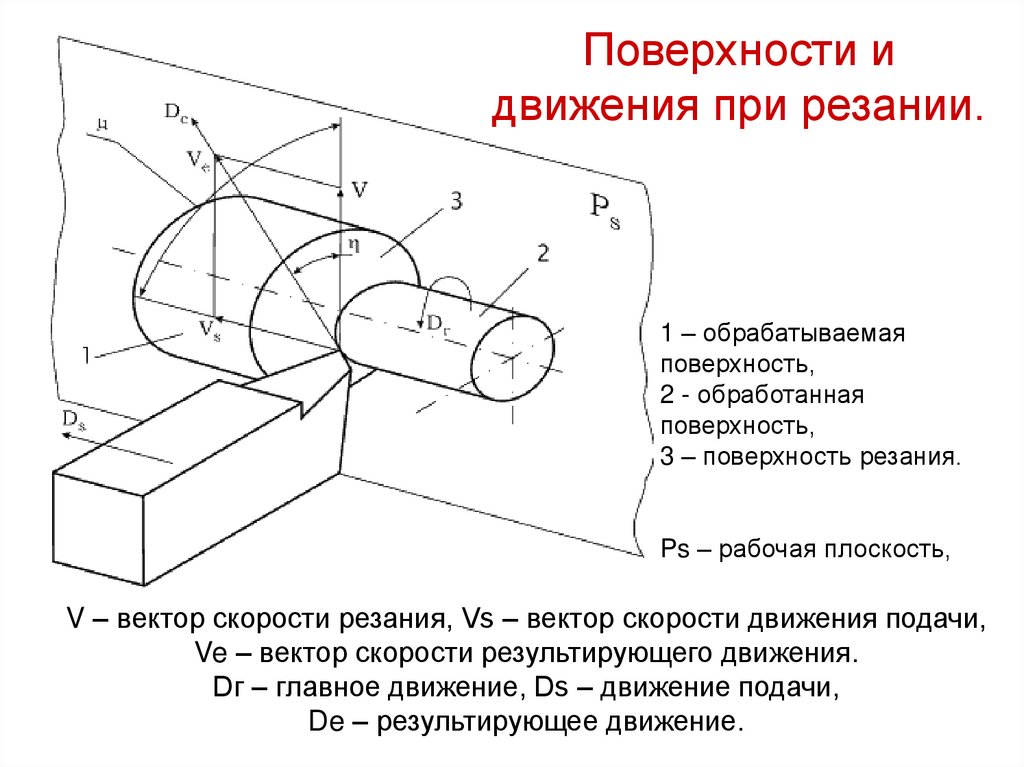 В зависимости от назначения и конструкции станка механизмы главного движения и подачи выполняют различно. Однако любой сложный механизм состоит из отдельных элементов, которые обеспечивают исполнительным звеньям станка необходимые движения. Передача этих движений исполнительным звеньям от источника движения (электродвигателя) происходит в резьбонарезных станках в основном с помощью механических и гидравлических передач.
В зависимости от назначения и конструкции станка механизмы главного движения и подачи выполняют различно. Однако любой сложный механизм состоит из отдельных элементов, которые обеспечивают исполнительным звеньям станка необходимые движения. Передача этих движений исполнительным звеньям от источника движения (электродвигателя) происходит в резьбонарезных станках в основном с помощью механических и гидравлических передач.
 Если эластичность слизистой оболочки превышена или съемная реставрация подвергается повторяющимся растирающим движениям, могут быстро появиться пятна давления. По прошествии месяцев и лет костный участок протеза резорбируется индивидуально в разной степени (физиологическая и компрессионная атрофия). Конгруэнтность можно восстановить путем перебазировки базиса протеза.
Если эластичность слизистой оболочки превышена или съемная реставрация подвергается повторяющимся растирающим движениям, могут быстро появиться пятна давления. По прошествии месяцев и лет костный участок протеза резорбируется индивидуально в разной степени (физиологическая и компрессионная атрофия). Конгруэнтность можно восстановить путем перебазировки базиса протеза.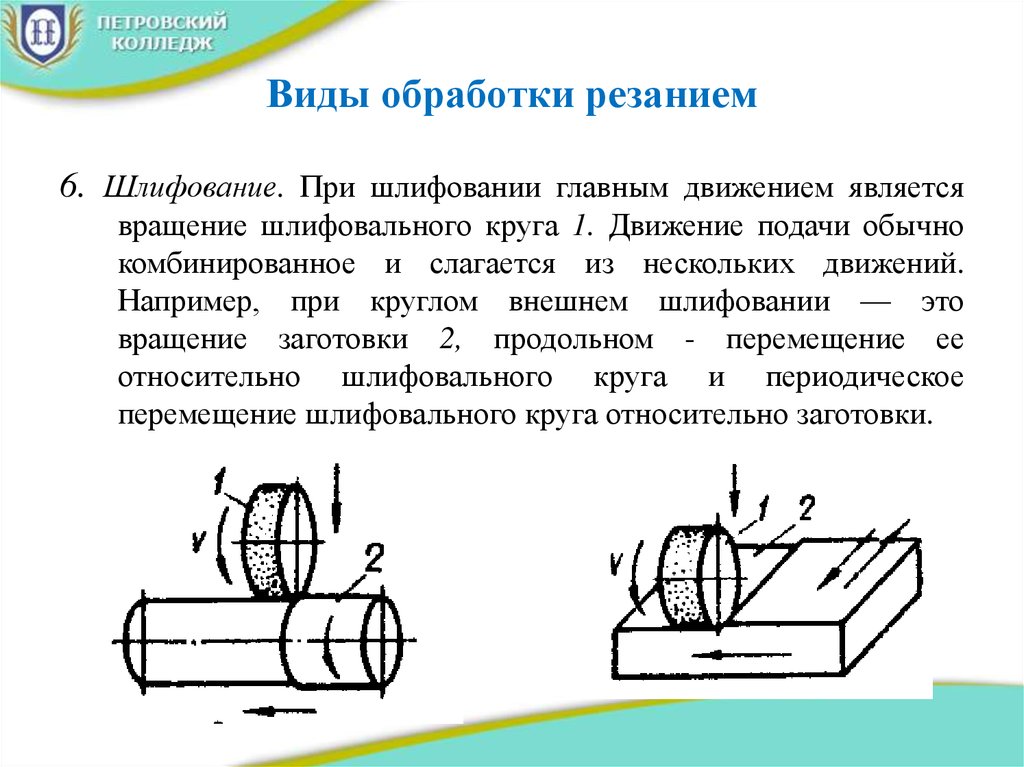 Напротив, съемные мостовидные протезы (в основном поддерживаемые телескопическими коронками) заменяют зубы цельными или облицованными промежуточными звеньями и функционируют полностью или в максимально возможной степени без покрытия слизистой оболочки.
Напротив, съемные мостовидные протезы (в основном поддерживаемые телескопическими коронками) заменяют зубы цельными или облицованными промежуточными звеньями и функционируют полностью или в максимально возможной степени без покрытия слизистой оболочки. е. для проверки нового окклюзионного соотношения или преодоления периода, необходимого для изготовления окончательной реставрации или другого лечения, это называется временной реставрацией. Это часто включает в себя простой акриловый протез с изогнутыми проволочными зажимами, если это необходимо. Съемные реставрации, устанавливаемые сразу после операции (установка имплантата или удаление), называются немедленными реставрациями.
е. для проверки нового окклюзионного соотношения или преодоления периода, необходимого для изготовления окончательной реставрации или другого лечения, это называется временной реставрацией. Это часто включает в себя простой акриловый протез с изогнутыми проволочными зажимами, если это необходимо. Съемные реставрации, устанавливаемые сразу после операции (установка имплантата или удаление), называются немедленными реставрациями.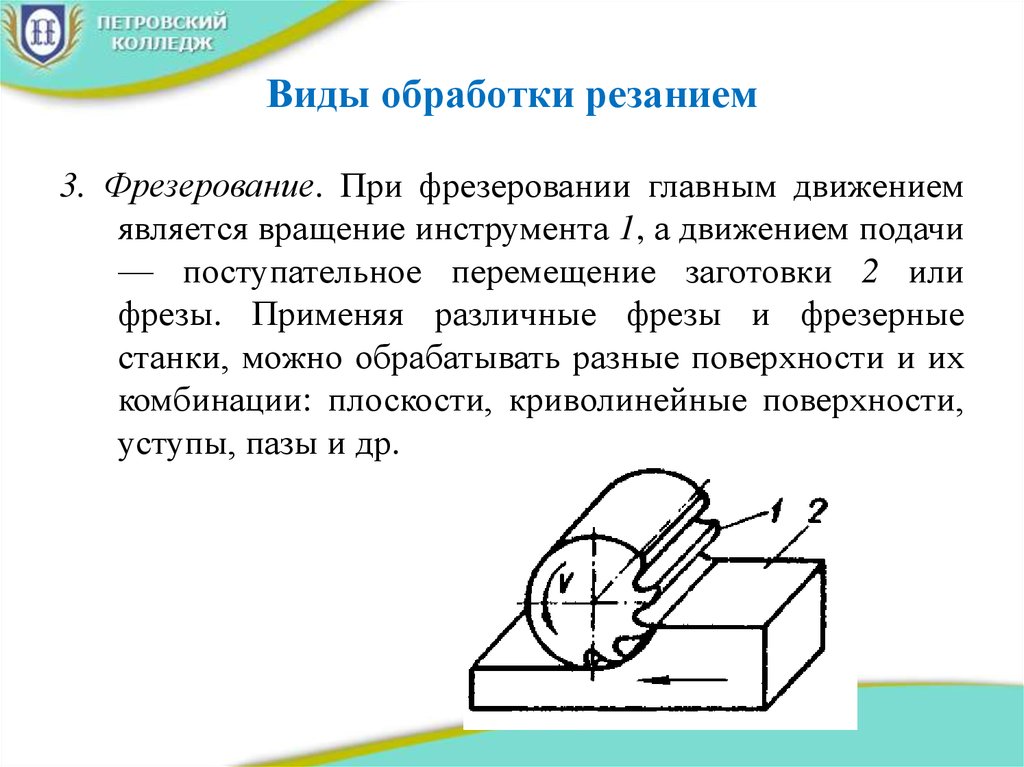
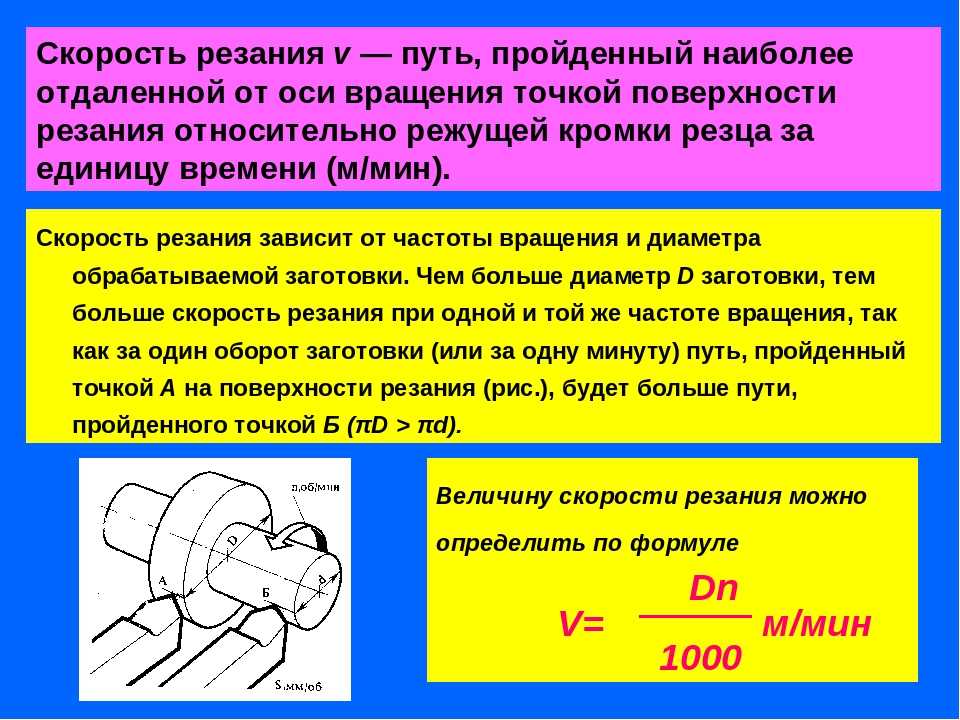
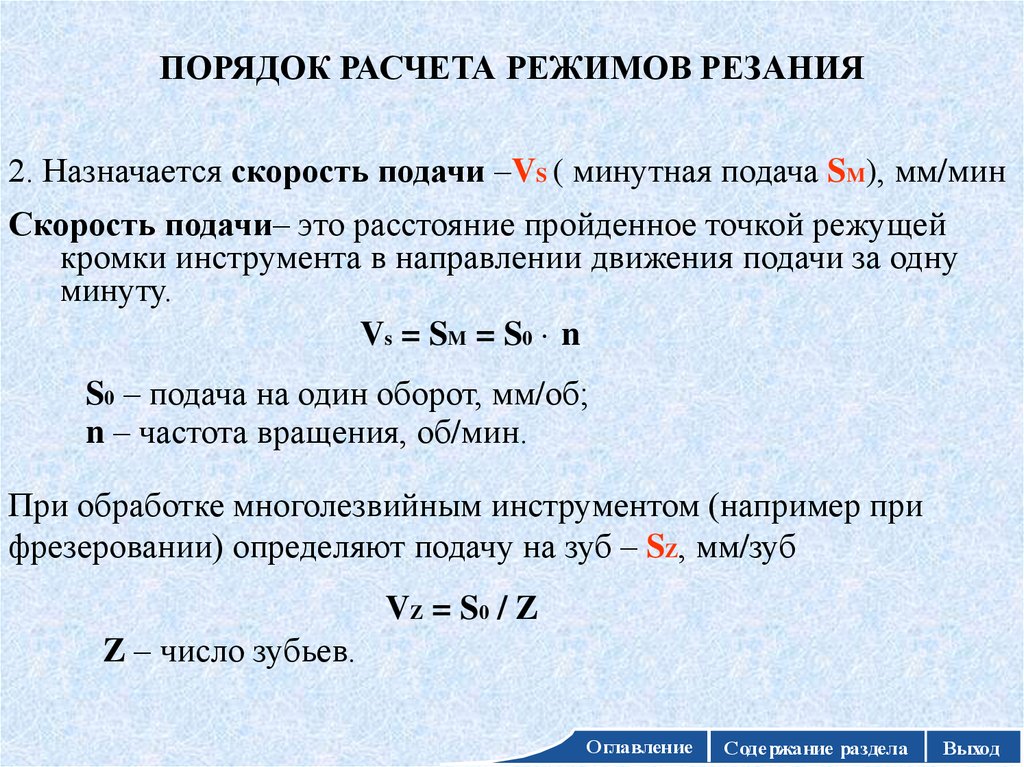
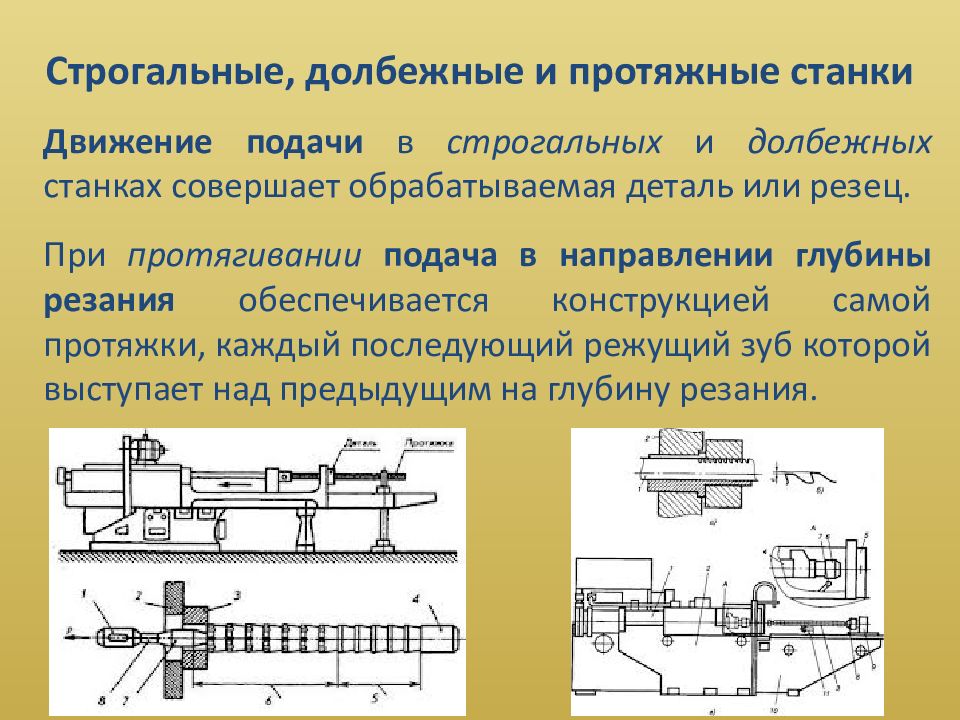
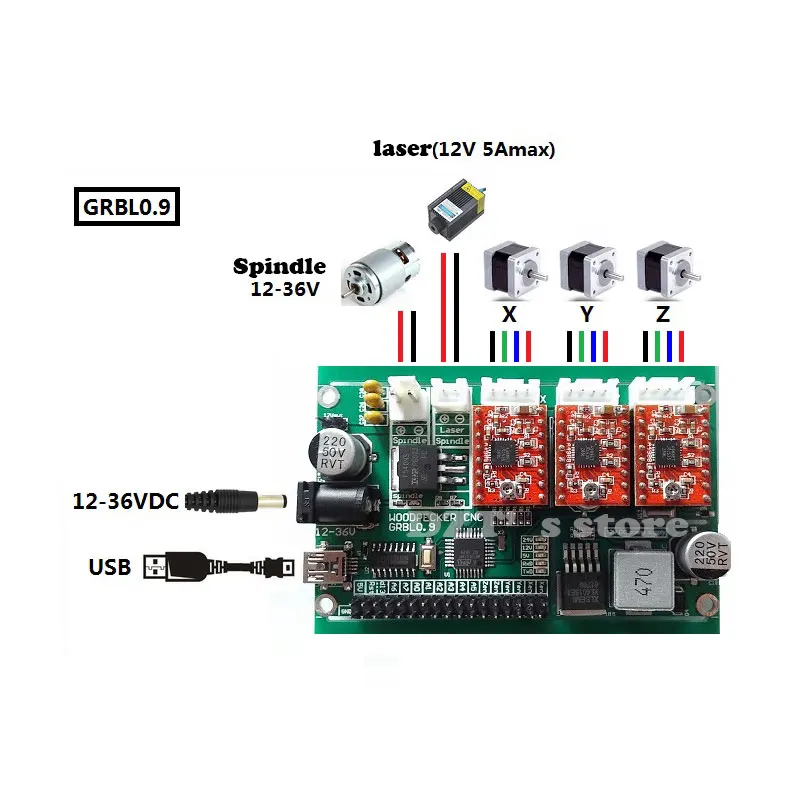
 Четвертый — отсутствие гальванической развязки цепи питания. Реле шпинделя 5А, что в большинстве случаев недостаточно и требует применения более мощного промежуточного реле. К достоинствам можно отнести наличие разъема для подключении пульта управления. Этот контроллер в серии станков «Моделист» не применяется.
Четвертый — отсутствие гальванической развязки цепи питания. Реле шпинделя 5А, что в большинстве случаев недостаточно и требует применения более мощного промежуточного реле. К достоинствам можно отнести наличие разъема для подключении пульта управления. Этот контроллер в серии станков «Моделист» не применяется.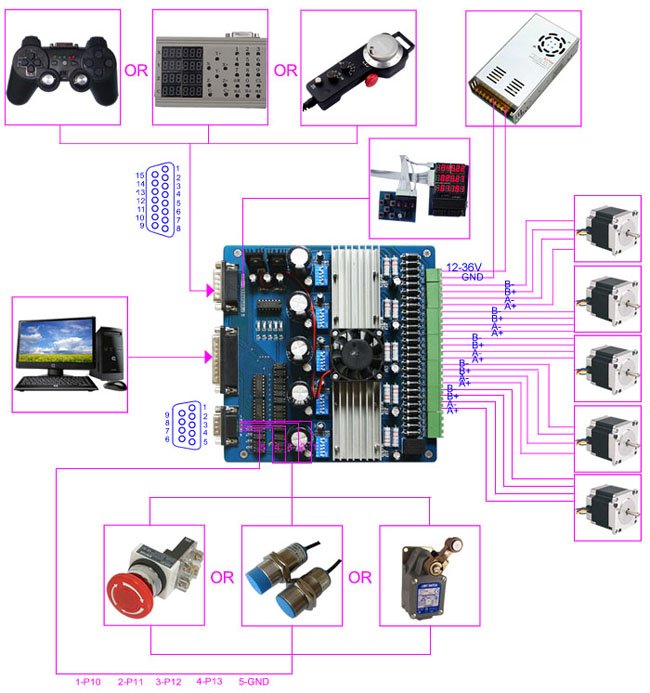
 4х осевой контроллер фрезерно-гравировального станка с ЧПУ, интерфейс USB, рисунок 7.
4х осевой контроллер фрезерно-гравировального станка с ЧПУ, интерфейс USB, рисунок 7.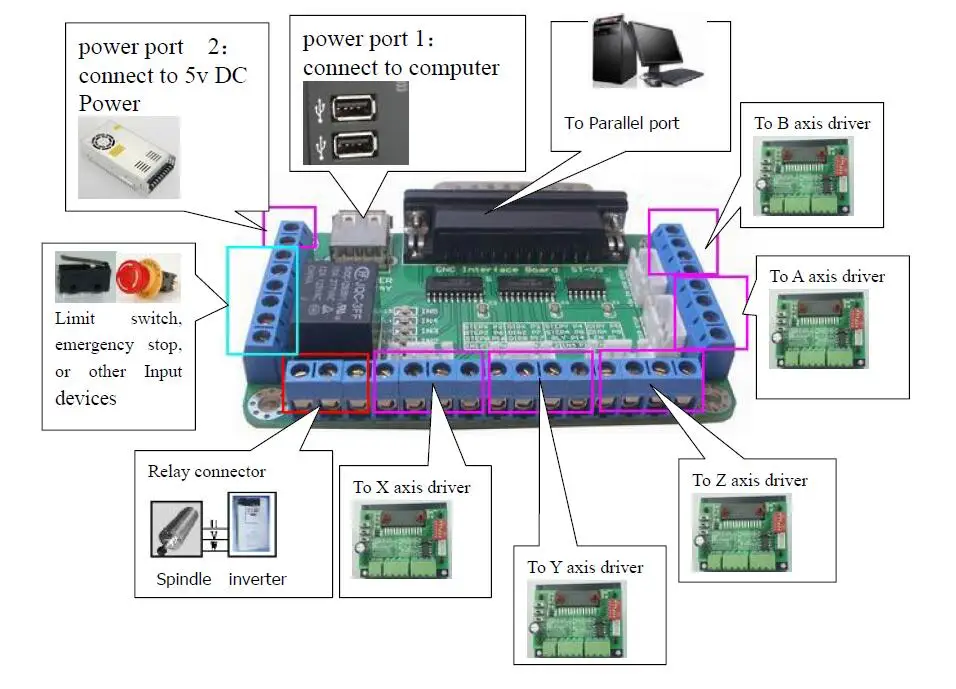
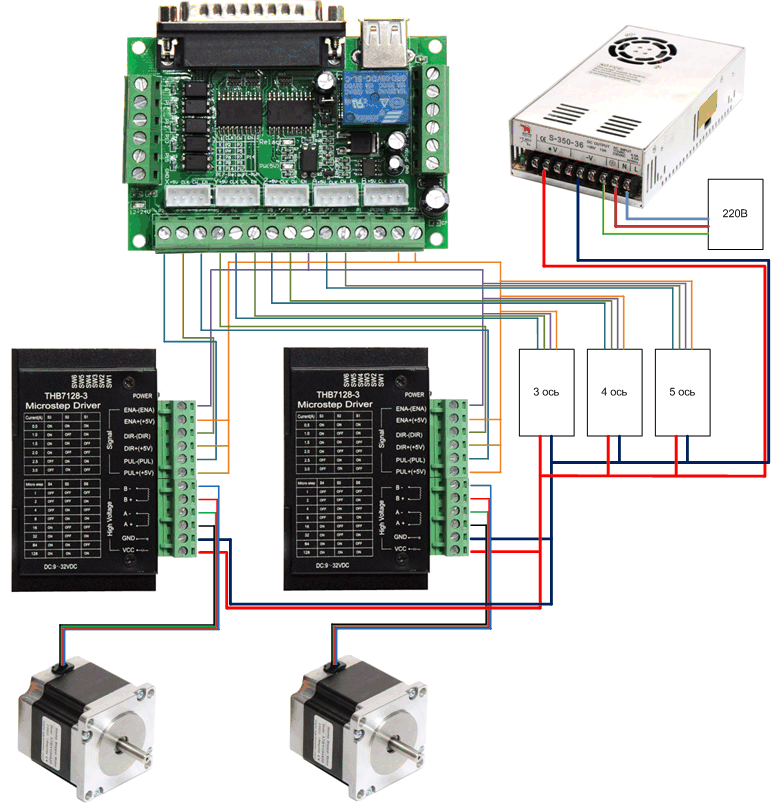 резисторов 1206
резисторов 1206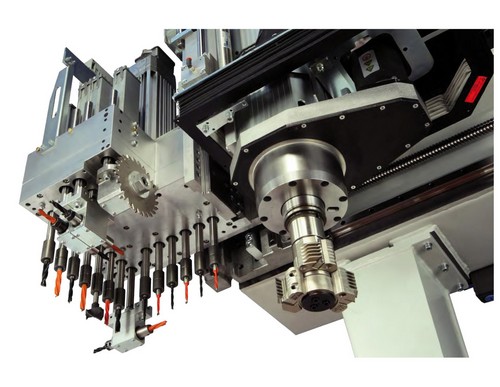
 Печатная плата вышла чёткая и чистая, но как только я начал припаивать компоненты, я заметил допущенную уже другую ошибку: двое из выводов микроконтроллера были подключены неверно. Пришлось вернуться в Eagle, исправлять, и фрезеровать снова.
Печатная плата вышла чёткая и чистая, но как только я начал припаивать компоненты, я заметил допущенную уже другую ошибку: двое из выводов микроконтроллера были подключены неверно. Пришлось вернуться в Eagle, исправлять, и фрезеровать снова.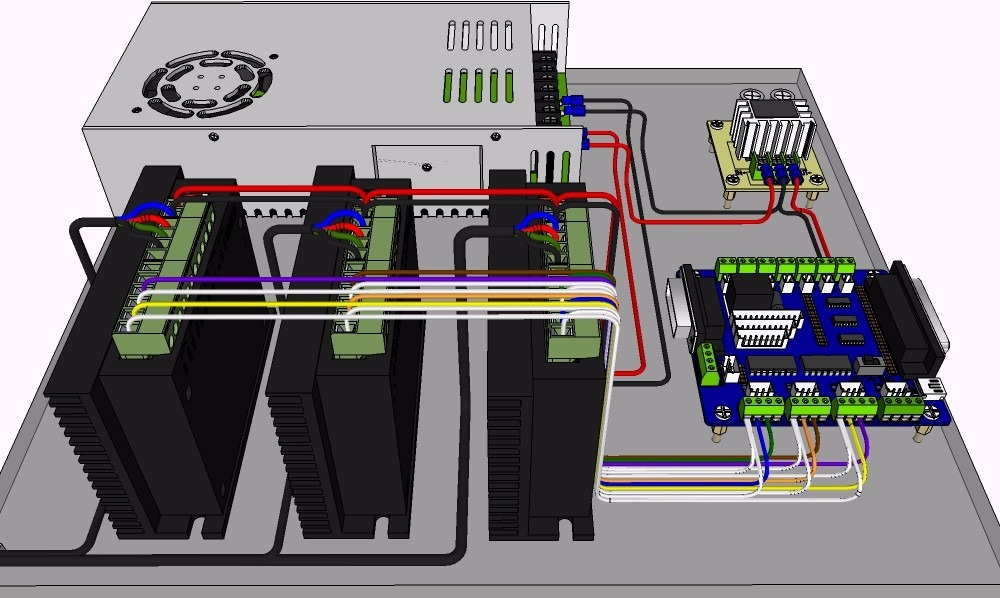
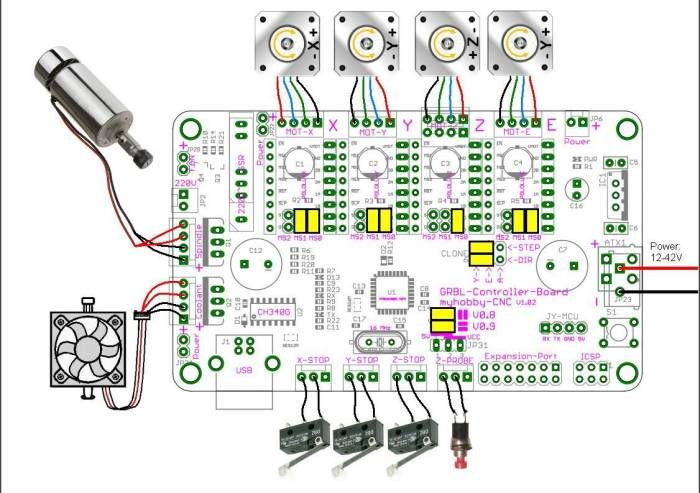 Вам больше не придется ждать, пока ваша плата будет доставлена вам из службы производства печатных плат.
Вам больше не придется ждать, пока ваша плата будет доставлена вам из службы производства печатных плат.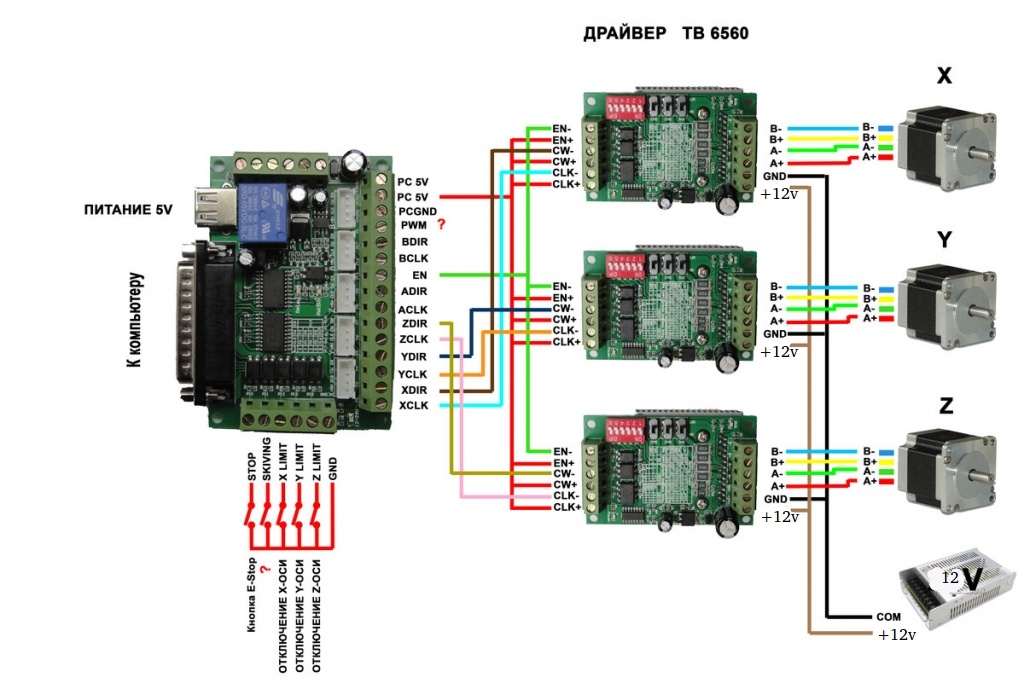 Мы никогда не согласимся на «достаточно хорошо».
Мы никогда не согласимся на «достаточно хорошо».
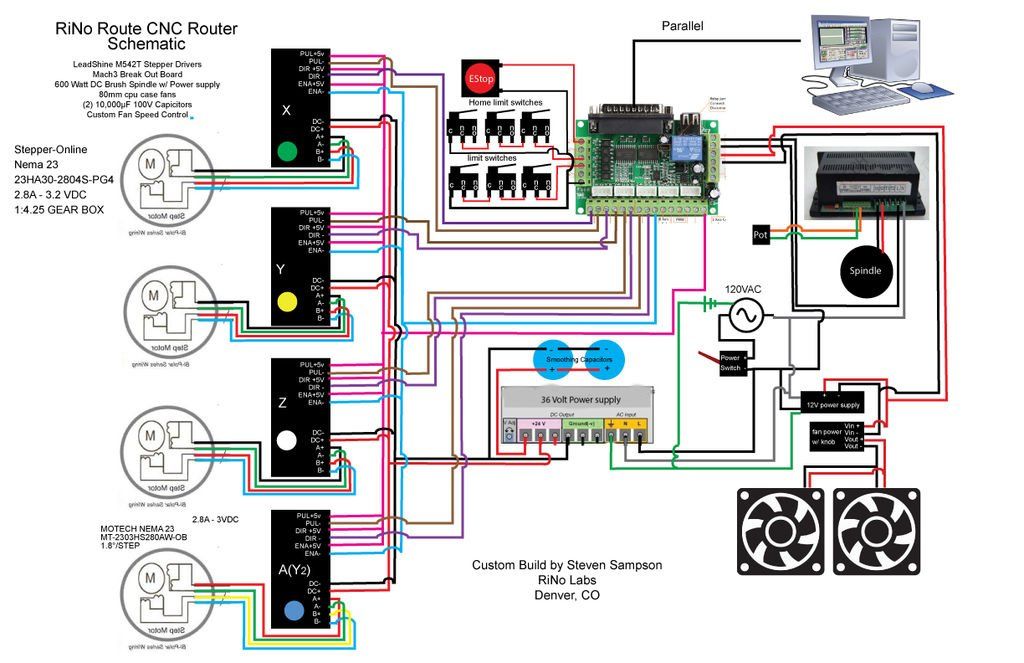 Когда мы вырезаем элементы размером всего в несколько тысячных дюйма, единственной наиболее важной характеристикой является биение шпинделя или TIR (общее указанное биение). Это то, что вы редко встретите в кавычках для недорогих станков с ЧПУ общего назначения, но малое биение имеет решающее значение, когда речь идет о микрофрезеровании. Биение описывает, насколько сильно качается бита при вращении вокруг оси вращения. Слишком большое биение приведет к немедленной поломке маленьких концевых фрез. Вот почему шпиндели любительского уровня и ручные вращающиеся инструменты не подходят для точной работы с печатными платами. Мы могли бы купить готовый шпиндель с подходящими характеристиками для включения в Prometheus, но нам пришлось бы потратить более 1000 долларов только на шпиндель! Вероятно, это основная причина, по которой другие профессиональные заводы по производству печатных плат стоят более 8000 долларов. Мы решили эту проблему, спроектировав собственный недорогой шпиндель с малым биением, чтобы мы могли поставить профессиональный станок за небольшую часть стоимости.
Когда мы вырезаем элементы размером всего в несколько тысячных дюйма, единственной наиболее важной характеристикой является биение шпинделя или TIR (общее указанное биение). Это то, что вы редко встретите в кавычках для недорогих станков с ЧПУ общего назначения, но малое биение имеет решающее значение, когда речь идет о микрофрезеровании. Биение описывает, насколько сильно качается бита при вращении вокруг оси вращения. Слишком большое биение приведет к немедленной поломке маленьких концевых фрез. Вот почему шпиндели любительского уровня и ручные вращающиеся инструменты не подходят для точной работы с печатными платами. Мы могли бы купить готовый шпиндель с подходящими характеристиками для включения в Prometheus, но нам пришлось бы потратить более 1000 долларов только на шпиндель! Вероятно, это основная причина, по которой другие профессиональные заводы по производству печатных плат стоят более 8000 долларов. Мы решили эту проблему, спроектировав собственный недорогой шпиндель с малым биением, чтобы мы могли поставить профессиональный станок за небольшую часть стоимости.
 )
) 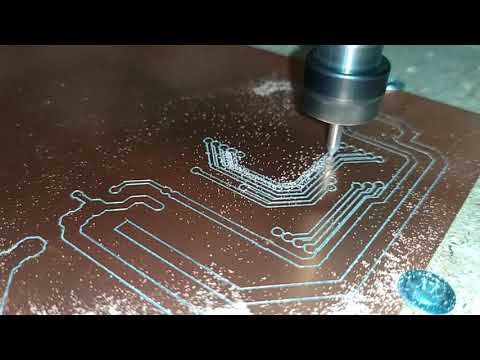
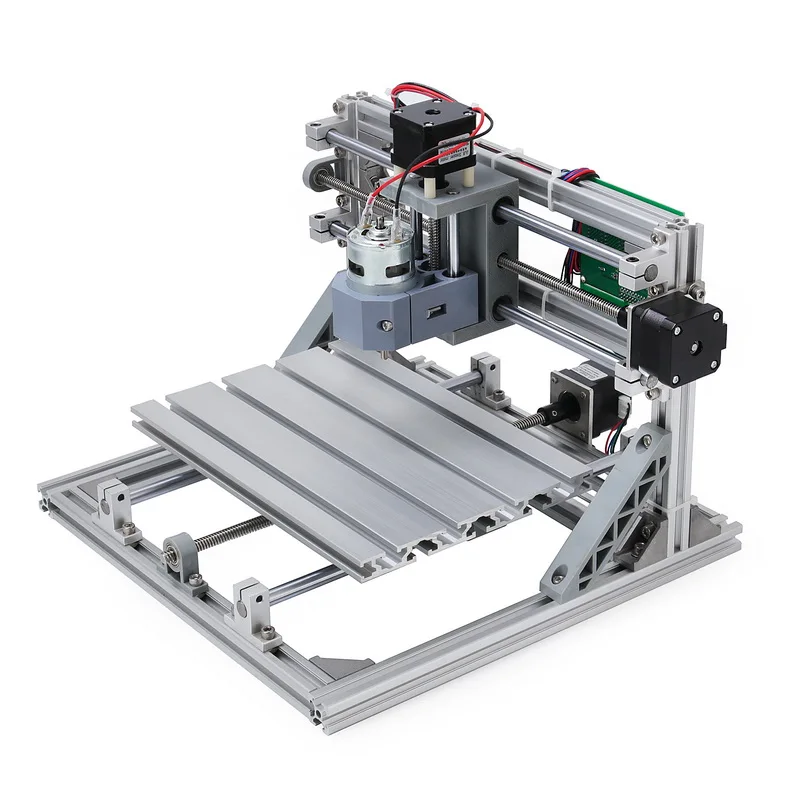 Инженеры, использующие эти машины, указывают на их преимущества, в том числе на резкое ускорение их способности повторять проекты печатных плат. Обычный подход заключается в том, чтобы заказать бесплатные образцы подложек у поставщиков печатных плат, а затем изготовить грубый прототип печатной платы, который затем заполняется и тестируется. Часто наличие завода по производству печатных плат позволяет инженерам изготавливать и тестировать несколько конструкций в течение дня.
Инженеры, использующие эти машины, указывают на их преимущества, в том числе на резкое ускорение их способности повторять проекты печатных плат. Обычный подход заключается в том, чтобы заказать бесплатные образцы подложек у поставщиков печатных плат, а затем изготовить грубый прототип печатной платы, который затем заполняется и тестируется. Часто наличие завода по производству печатных плат позволяет инженерам изготавливать и тестировать несколько конструкций в течение дня.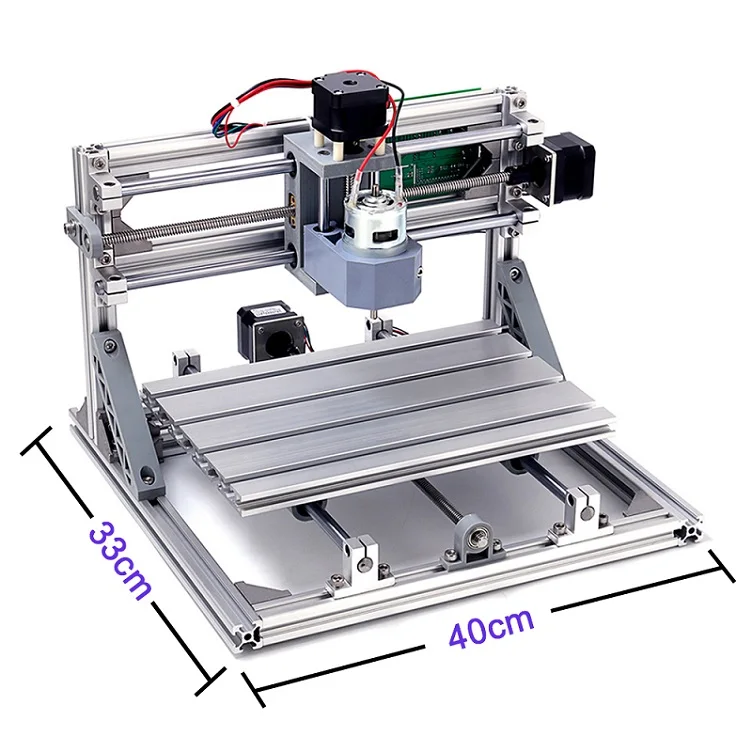 Создание паяльной маски также проблематично.
Создание паяльной маски также проблематично.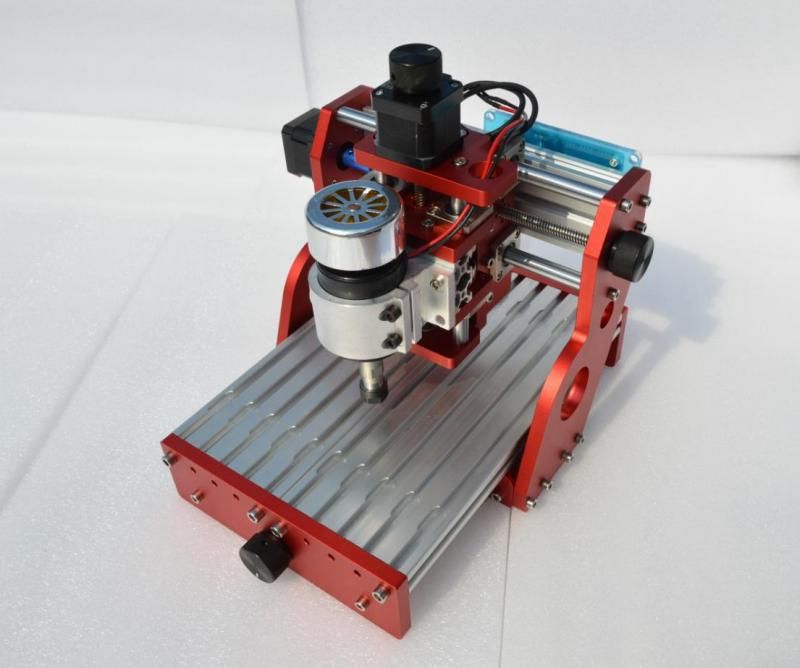

 с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной.
с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной.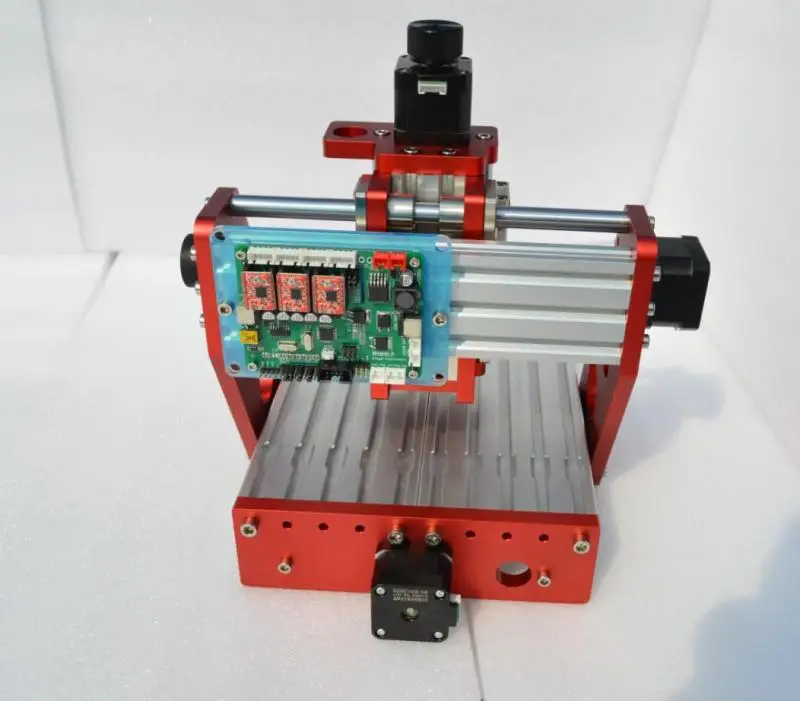 внизу машина LPKF ProtoLaser.
внизу машина LPKF ProtoLaser.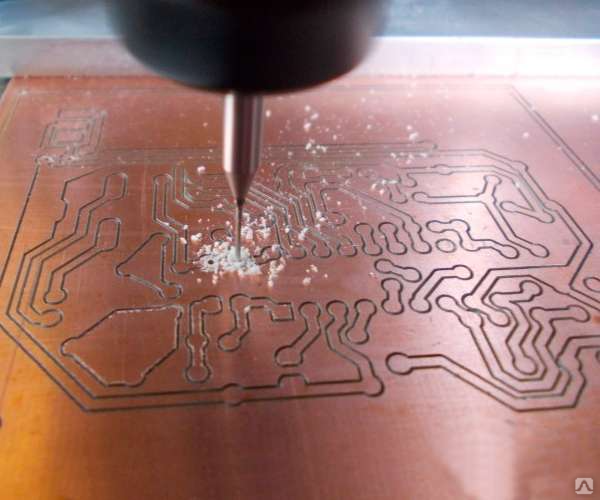
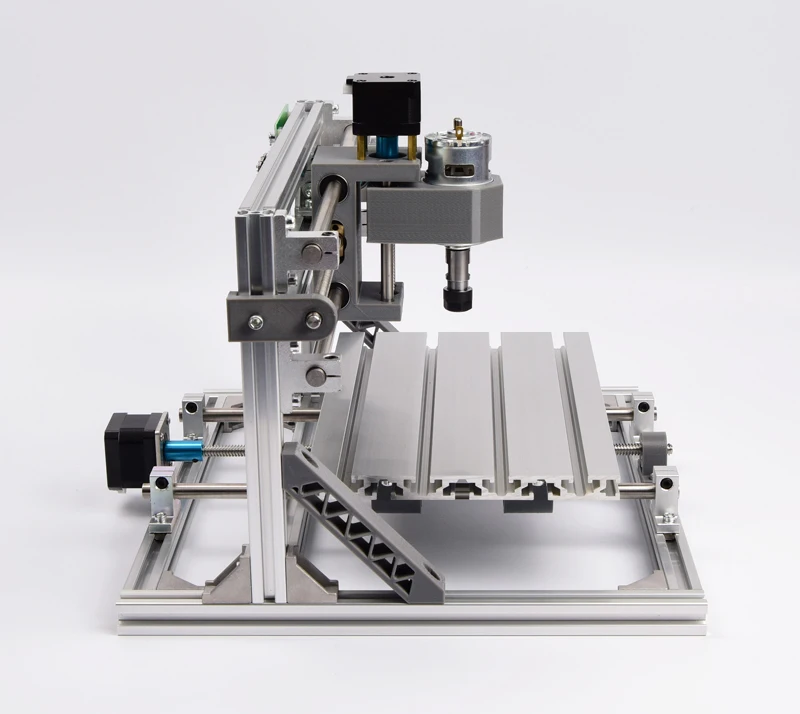
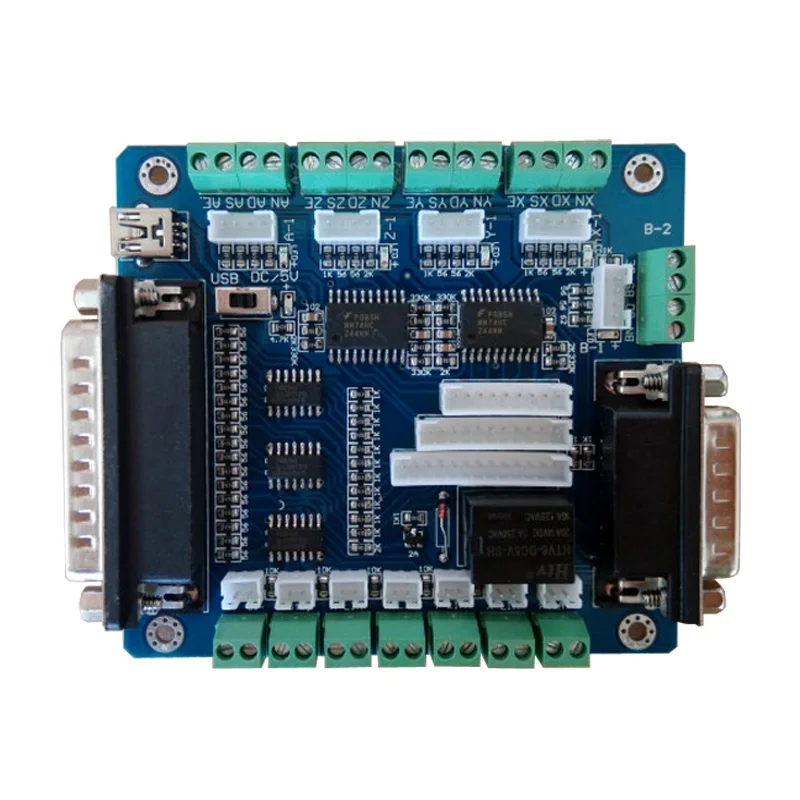 Лазер разрезает область на тонкие полоски и отделяет полоски от органической подложки путем нагревания. Говорят, что этот метод значительно сокращает время обработки. для чувствительных подложек, создания следов шириной менее 1 мила (25 мкм), карманной гравировки и для работы с такими материалами, как стекло и тефлон, или тонкими гибкими подложками.
Лазер разрезает область на тонкие полоски и отделяет полоски от органической подложки путем нагревания. Говорят, что этот метод значительно сокращает время обработки. для чувствительных подложек, создания следов шириной менее 1 мила (25 мкм), карманной гравировки и для работы с такими материалами, как стекло и тефлон, или тонкими гибкими подложками. Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату.
Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату. Каждый раз, когда принтер завершает нанесение слоя, оператор-человек должен заменить печатающую головку для следующего слоя, например, при переходе от печати проводников к печати слоя изоляции. Перед хранением только что снятой печатающей головки оператор должен вытереть все остатки с сопел. При необходимости оператор также должен заполнить станцию очистки изопропиловым спиртом. А изоляционные слои вручную протираются изопропиловым спиртом перед нанесением следующего слоя.
Каждый раз, когда принтер завершает нанесение слоя, оператор-человек должен заменить печатающую головку для следующего слоя, например, при переходе от печати проводников к печати слоя изоляции. Перед хранением только что снятой печатающей головки оператор должен вытереть все остатки с сопел. При необходимости оператор также должен заполнить станцию очистки изопропиловым спиртом. А изоляционные слои вручную протираются изопропиловым спиртом перед нанесением следующего слоя.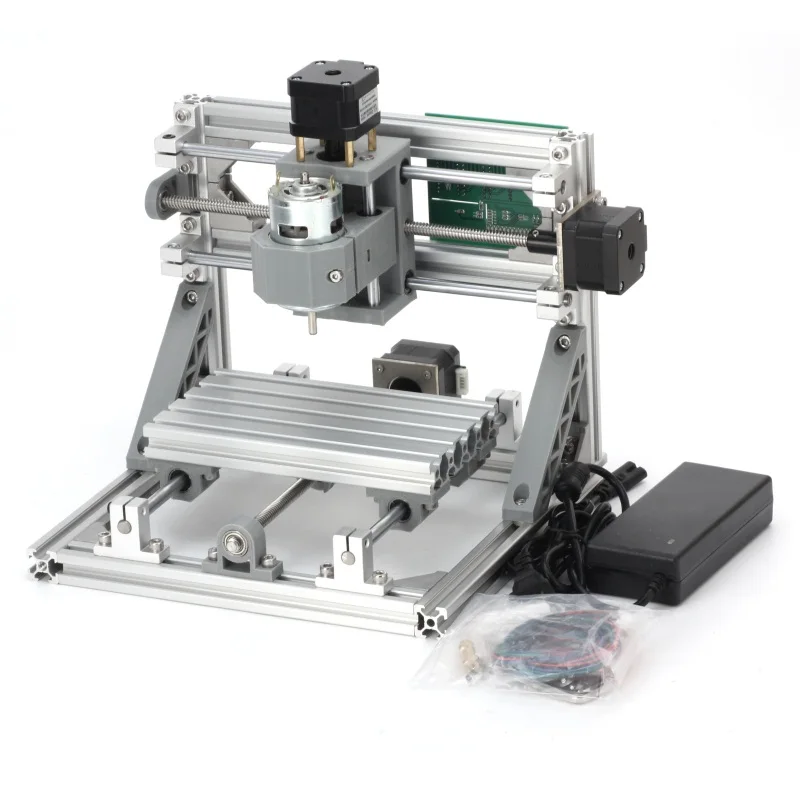 Еще один 3D-принтер с возможностью самовывоза — это V-One от Voltera в Онтарио, Канада. Модель V-One за 4200 долларов также оснащена дрелью, которая не только
Еще один 3D-принтер с возможностью самовывоза — это V-One от Voltera в Онтарио, Канада. Модель V-One за 4200 долларов также оснащена дрелью, которая не только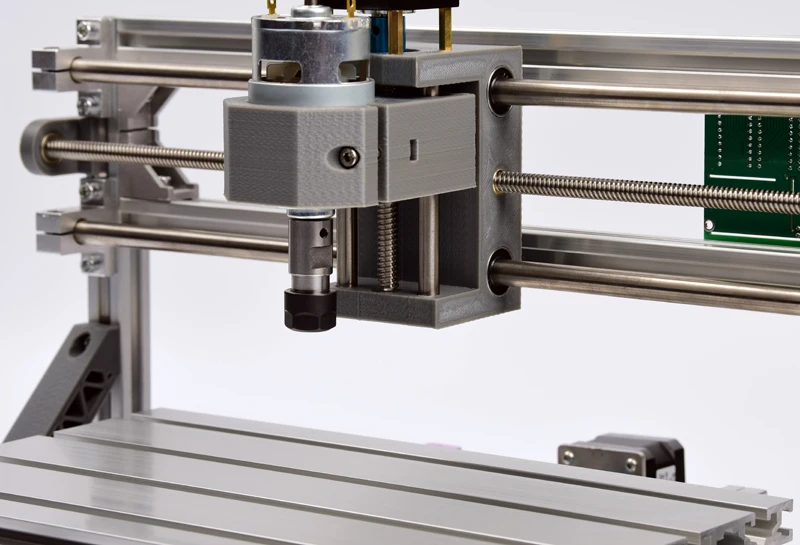
 После, из предъявленного списка нужно выбрать нужный лот.
После, из предъявленного списка нужно выбрать нужный лот. Система этого не понимает. Чтобы автоматика распознала ваш запрос, нужно ввести то же самое, но на английском — «ступица BMW e65».
Система этого не понимает. Чтобы автоматика распознала ваш запрос, нужно ввести то же самое, но на английском — «ступица BMW e65». д. Некоторые из ключевых преимуществ использования этих клеев:
д. Некоторые из ключевых преимуществ использования этих клеев:
 У Parson более 1200 клиентов в 43 странах мира.
У Parson более 1200 клиентов в 43 странах мира.
 005”
005” 005”
005” 005”
005” 002”
002” 008”
008” 002”
002” 008”
008” 002”
002” 008”
008” 005”
005”

 002”
002” 006”
006”






