40386 Набор для восстановления резьбы М6 25 предметов АВТОДЕЛО — 40386 12915
Распечатать
Главная Инструмент и ключи, оборудование
48
1
Код для заказа: 544343
Добавить фото
1 080 ₽
Дадим оптовые цены предпринимателям и автопаркам ?
Наличные при получении VISA, MasterCard, МИР Долями Оплата через банк
Производитель: АВТОДЕЛО
Получить информацию о товаре или оформить заказ вы можете по телефону 8 800 6006 966.
Есть в наличии
Самовывоз
Уточняем
Доставка
Уточняем
Доступно для заказа — больше 10 шт.
Данные обновлены: 21.04.2023 в 08:30
Все характеристики
1 отзыв
Вопрос-ответ
Характеристики
Сообщить о неточности в описании товара
Код для заказа
544343
Артикулы
40386, 12915
Производитель
АВТОДЕЛО
Ширина, м:
0. 06
Высота, м:
0.28
Длина, м:
0.21
Вес, кг:
0.23
Отзывы о товаре
Вопрос-ответ
Задавайте вопросы и эксперты помогут вам найти ответ
Чтобы задать вопрос, необоходимо авторизоваться/зарегистрироваться на сайте
Чтобы добавить отзыв, необходимо авторизоваться/зарегистрироваться на сайте
Чтобы подписаться на товар, необходимо авторизоваться/зарегистрироваться на сайте
Сертификаты
Обзоры
Все обзоры участвуют в конкурсе — правила конкурса.
Для этого товара еще нет обзоров.
Написать обзор
Наличие товара на складах и в магазинах, а также цена товара указана на 21. 04.2023 08:30.
Цены и наличие товара во всех магазинах и складах обновляются 1 раз в час.
При достаточном количестве товара в нужном вам магазине вы можете купить его без предзаказа.
Интернет-цена — действительна при заказе на сайте или через оператора call-центра по телефону
8 800 6006 966. При условии достаточного количества товара в момент заказа.
Цена в магазинах — розничная цена товара в торговых залах магазинов без предварительного заказа.
Представленные данные о запчастях на этой странице несут исключительно информационный характер.
TIME-SERT — Вюрт Северо-Запад
TIME-SERT — Вюрт Северо-Запад
Куртки Start up jacket 2022
Очиститель тормозов
Химические продукты Вюрт для обслуживания и ремонта автомобиля
Каталоги Вюрт в pdf-формате
Ассортимент для автосервисов
Ассортимент и сервисы для промышленных предприятий
Вюрт в строительстве
Limited Edition 2021
Поиск по листам безопасности химических продуктов
Автомобильные лампы для легковых и грузовых автомобилей
Отвертки Вюрт ZEBRA VDE
Отвёртки Вюрт
TIME-SERT — совершенная технология восстановления резьбы
Моторное масло Вюрт
Замена артикулов с января 2021
Новый магазин Отвертка в Кирове
Весьма часто при выполнении ремонтных работ деталей и механизмов в резьбовых соединениях материалов с различными механическими свойствами выявляются такие дефекты, как разрушение или срез резьбы. В настоящее время существует много способов восстановления поврежденной резьбы в деталях. Самым простым и доступным является рассверливание отверстия с поврежденной резьбой с последующим нарезанием резьбы под больший диаметр. Однако этот способ не всегда возможен по конструктивным соображениям, например, из-за малой толщины стенок изделия.
Также используется метод «заклеивания» резьбы с помощью специальных эпоксидных композиций (например, арт. 0893449011). Однако данный способ неприемлем для деталей, воспринимающих высокие нагрузки и вибрации.
Существует способ ввинчивания в отверстие специальной спиральной резьбовой вставки, изготовленной из пружинной проволоки ромбического сечения. Материалом для такой детали является высокопрочная хромоникелевая нержавеющая сталь (12Х18Н9Т). Данная технология только частично решает процесс восстановления резьбы, так как соединение не становится абсолютно герметичным, да и после установки такой вставки с помощью специального ключа потребуется обрубка загнутого поводка, предназначенного для завинчивания ее в отверстие. Отломанный поводок может упасть в глухое отверстие, и извлечь его будет весьма тяжело.
Компания Вюрт предлагает простое и эффективное решение — технологию восстановления поврежденной резьбы TIME-SERT. Её ключевым элементом является тонкостенная резьбовая втулка с наружной и внутренней резьбой. После восстановления резьбы по технологии TIME-SERT мы получаем надежное, герметичное, стойкое к высоким нагрузкам и вибрациям резьбовое соединение. Диаметр резьбы при этом не изменяется.
Поврежденная резьба
Резьба, восстановленная по технологии TIME-SERT
Втулка TIME-SERT изготовлена из цельного куска материала по специальной технологии, которая обеспечивает очень малую толщину стенок. Последние витки резьбы на внутренней поверхности втулки прорезаны частично, их окончательное формирование происходит в момент установки втулки в отверстие при помощи специального инструмента. Благодаря этому втулка запрессовывается в заготовку, обеспечивая устойчивость к высоким постоянным нагрузкам, а также частому ввинчиванию и вывинчиванию винта. Поставляются втулки для метрической и дюймовой резьбы с нормальным и с мелким шагом.
Втулка TIME-SERT отличается тонкими стенками, образованными синхронно проходящими витками внешней и внутренней резьбы. Благодаря этому TIME-SERT может использоваться в отверстиях, расположенных близко к краю детали.
При установке втулка TIME-SERT запрессовывается в отверстии, что предотвращает ее самопроизвольное вывинчивание. Обычные резьбовые вставки могут самопроизвольно вывинчиваться вместе с винтом, доставляя неудобства при работе.
Втулка TIME-SERT имеет буртик, который обеспечивает точное позиционирование в детали и предотвращает самопроизвольное вывинчивание втулки при установке винта в сквозное отверстие.
В отличие от обычных резьбовых вставок технология TIME-SERT может применяться даже в тонкостенных материалах (например, при восстановлении резьбы в отверстии для слива машинного масла). Для надежной установки втулки достаточно всего нескольких витков резьбы.
Благодаря запрессовыванию в детали втулка TIME-SERT образует герметичное соединение, стойкое к воде, маслу и другим жидкостям, а также к газам, находящимся под давлением (например, отверстия для свеч зажигания в головке блока цилиндров).
Определенные размеры втулок TIME-SERT доступны в исполнении из нержавеющей стали. Это позволяет использовать их при ремонте оборудования для пищевой промышленности, в том числе узлов и агрегатов, работающих при высоких нагрузках.
Технология восстановления метрической или дюймовой резьбы
Для восстановления резьбы понадобится втулка TIME-SERT соответствующего размера и четыре специальных инструмента:
(A) Сверло HSS
(B) Фреза для снятия фасок
(C) Метчик
(D) Развальцовочник для установки втулки
Для восстановления метрической или дюймовой резьбы выполните следующие шаги:
1. Рассверлите поврежденную резьбу сверлом (А) из быстрорежущей стали повышенной прочности.
2. Раззенкуйте отверстие фрезой (B) до глубины, заданной ограничителем на фрезе.
3. Очистите отверстие от стружки сжатым воздухом при помощи продувочного пистолета (арт. 07149213 или арт. 071492 20), либо спрея для продувки арт. 0893620200. Метчиком (C) нарежьте резьбу для втулки TIME-SERT на всю глубину отверстия.
4. Повторно очистите отверстие от стружки и вручную завинтите втулку TIME-SERT в отверстие на несколько оборотов. Продолжайте завинчивание развальцовочником (D), предварительно смазав его маслом арт. 0893050004
5. После того, как бурт втулки окажется заподлицо с поверхностью, развальцовочник (D) начнет прорезать последние витки резьбы на втулке. При этом заметно возрастает сопротивление вращению.
6. При формировании последних витков резьбы на втулке развальцовочник (D) вдавливает ее в заготовку, запрессовывая втулку TIME-SERT в деталь. Когда сопротивление вращению спадет, можно вывернуть инструмент из отверстия. Ремонт завершен.
Технология восстановления свечной резьбы в головке блока цилиндров
Для восстановления свечной резьбы также понадобится втулка TIME-SERT соответствующего размера, однако набор используемых инструментов будет другим:
(A) Ступенчатый метчик
(B) Фреза для снятия фасок
(C) Развальцовочник для установки втулки
(D) T-образная рукоятка
Последовательность действий при восстановлении свечной резьбы приведена ниже. Все работы по восстановлению свечной резьбы производятся только на снятой головке блока цилиндров!
1. Вручную завинтите ступенчатый метчик (A) в отверстие с поврежденной резьбой.
2. Установите Т-образную рукоятку (D) на метчик (A). Поворачивайте рукоятку до тех пор, пока внешний конец метчика не выйдет из отверстия примерно на 5 мм. Таким образом, новая резьба нарезается поверх старой всего лишь за одну операцию.
3. Снимите T-образную рукоятку (D) и, не вытаскивая метчик (A), установите на него фрезу для снятия фасок (B). Поворачивая фрезу с помощью рукоятки (D), добейтесь полной зачистки краев отверстия. Поверхность после зачистки должна блестеть.
4. Очистите отверстие от стружки сжатым воздухом при помощи продувочного пистолета (арт. 07149213 или арт. 071492 20), либо спрея для продувки арт. 0893620200. Вручную или при помощи развальцовочника (C) завинтите втулку TIME-SERT на несколько оборотов. Перед использованием развальцовочника (C) его необходимо смазать маслом арт. 0893050004!
5. Смажьте развальцовочник (C) маслом арт. 0893050004 и, вращая его при помощи рукоятки (D), завинтите втулку TIME-SERT в отверстие. В момент формирования последних витков резьбы на втулке сопротивление вращению заметно возрастет. Продолжайте поворачивать рукоятку до тех пор, пока сопротивление не ослабнет.
6. Выверните развальцовочник (D) из отверстия. Ремонт завершен!
Все продукты для восстановления резьбы по технологии TIME-SERT Вы можете найти в специальном разделе интернет-магазина.
Ваш номер клиента указан в счете Würth, в уведомлении о доставке или в подтверждении заказа (вверху справа на первой странице). Если у Вас нет указанных документов Würth, пожалуйста, свяжитесь с нами по телефону 8 800 555 22 32 или напишите нам на wuerth@wuerth. spb.ru. Мы работаем по будним дням с 9 до 18.
Если Вы не являетесь клиентом Würth, Вы можете зарегистрироваться на нашем сайте. После проверки и подтверждения информации, Вы сразу же получите доступ ко всем ценам и сможете размещать заказы. Нажмите на «Зарегистрироваться», чтобы начать процесс регистрации.
-
null
Ваш номер клиента указан в счете Würth, в уведомлении о доставке или в подтверждении заказа (вверху справа на первой странице). Если у Вас нет указанных документов Würth, пожалуйста, свяжитесь с нами по телефону 8 800 555 22 32 или напишите нам на wuerth@wuerth. spb.ru. Мы работаем по будним дням с 9 до 18.
Если Вы не являетесь клиентом Würth, Вы можете зарегистрироваться на нашем сайте. После проверки и подтверждения информации, Вы сразу же получите доступ ко всем ценам и сможете размещать заказы. Нажмите на «Зарегистрироваться», чтобы начать процесс регистрации.
Британская территория в Индийском океане (долл. США)
Британские Виргинские острова (долл. США)
Бруней (BND$)
Болгария (BGNлв.)
Буркина-Фасо (XOFFr)
Бурунди (BIFFr)
Камбоджа (KHR៛)
Камерун (XAFFr3) 9000$2 Канада 03
Накидка Верде (CVE$)
Карибские Нидерланды (USD$)
Каймановы острова (KYD$)
Центральноафриканская Республика (XAFFr)
Чад (XAFFr)
Чили (USD$)
Китай (CNY¥3)
0
Остров Рождества (AUD$)
Кокосовые (Килинг) острова (AUD$)
Колумбия (USD$)
Коморские острова (KMFFr)
Конго – Браззавиль (XAFFr)
Конго – Киншаса (CDFFr)
Коста-Рика (CRC₡)
2 Кот-д’Ивуар (000003 OFF) 2 Хорватия ( EUR€)
Кюрасао (ANGƒ)
Кипр (EUR€)
Чехия (CZKKč)
Дания (DKKkr. )
Джибути (DJFFdj)
Республика Доминика (XCD0$3) ДОП$)
Эквадор (долл. США)
Египет (EGPج.م)
Сальвадор (USD$)
Экваториальная Гвинея (XAFFr)
Эритрея (USD$)
Эстония (EUR€)
Эсватини (USD$)
Эфиопия (ETBBr)
Фолклендские острова (F0KP)
Фарерские острова (DKKkr.)
Финляндия (EUR€)
Франция (EUR€)
Французская Гвиана (EUR€)
Габон (XOFFr)
Гамбия (GMDD)
Грузия (USD03) 900 Германия (EUR€)
Гана (USD$)
Гибралтар (GBP£)
Греция (EUR€)
Гренландия (DKKkr.)
Гренада (XCD$)
Гваделупа (EUR€)
Гватемала (GTQQ)
Гернси (GBP£)
2 Гвинея
3
Гвинея -Бисау (XOFFr)
Гайана (GYD$)
Гаити (USD$)
Гондурас (HNLL)
САР Гонконг (HKD$)
Венгрия (HUFFt)
Индия (ISKkr3)
2 Исландия (ISKK3)
2 INR₹)
Индонезия (IDRRp)
Ирак (USD$)
Ирландия (EUR€)
Остров Мэн (GBP£)
Израиль (ILS₪)
Италия (EUR€)
Ямайка (JMD$)
Япония (JPY¥)
Джерси (USD$)
Иордания (USD$)
Казахстан (KZT〒)
Кения (KESKSh)
Косово (EUR€)
Кувейт (USD$)
Кыргызстан (KGSsom)
Лаос 002 Латвия (EUR€)
Ливан (LBPل. ل)
Лесото (USD$)
Либерия (USD$)
Ливия (USD$)
Лихтенштейн (CHFCHF)
Литва (EUR€)
Люксембург (EUR€)
САР Макао (MOPP)
Мадагаскар (USD$)
900MK3 Малави (MW0K002) MYRRM)
Мальдивы (MVRMVR)
Мали (XOFFr)
Мальта (EUR€)
Мартиника (EUR€)
Мавритания (USD$)
Май (€02)
2 Маврикий (MUR02)
2 Май (MUR02)
2
Мексика (USD$)
Молдова (MDL)
Монако (EUR€)
Монголия (MNT₮)
Черногория (EUR€)
Монтсеррат (XCD$)
Марокко (MADد.م.)
Мозамбик (USD$)
Мьянма (Бирма) (0MMK03) 90 USD$)
Непал (NPR₨)
Нидерланды (EUR€)
Новая Зеландия (USD$)
Никарагуа (NIOC$)
Нигер (XOFFr)
Нигерия (NGN₦) Северная Македония (
3 9 MKDден)
Норвегия (долл. США)
Оман (долл. США)
Пакистан (PKR₨)
Палестинские территории (ILS₪)
Панама (USD$)
Парагвай (PYG₲)
Перу (PENS/. )
Филиппины (PHP₱)
Польша (EURPLNzł)2
3
Польша (EURPLNzł)
3
Катар (QARر.ق)
Реюньон (EUR€)
Румыния (RONLei)
Россия (USD$)
Руанда (RWFFRw)
Сан-Марино (EUR€)
Сан-Марино (EUR€)
900 ДДб )
Саудовская Аравия (SARر.س)
Сенегал (XOFFr)
Сербия (RSDRSD)
Сейшелы (USD$)
Сьерра-Леоне (SLLLe)
Сингапур (SGD$)
Синт-Мартен (ANGƒ)
Словакия (EUR00)
020002 Словения (000€) (USD$)
Южная Африка (USD$)
Южная Корея (KRW₩)
Южный Судан (USD$)
Испания (EUR€)
Шри-Ланка (LKR₨)
Сен-Бартельми (EUR) €)
Сент-Хелена (SHP£)
Сент-Китс и Невис (XCD$)
Сент-Люсия (XCD$)
Сен-Мартен (EUR€)
Сен-Пьер и Микелон (EUR€)
Сент-Винсент и Гренадины (XCD$)
Судан (USD$)
Суринам (
Швеция (SEKkr)
Швейцария (CHFCHF)
Тайвань (TWD$)
Таджикистан (TJSЅМ)
Танзания (TZSSh) 9000ุ3 TH
BTH )
Того (XOFFr)
Тринидад и Тобаго (TTD$)
Тристан-да-Кунья (GBP£)
Тунис (USD$)
Турция (USD$)
Туркменистан (USD$)
Острова Теркс и Кайкос (USD$)
Отдалённые острова США (USD$)
3 Уганда (UGXUSh)
Украина (UAH₴)
Объединенные Арабские Эмираты (AEDد. إ)
Великобритания (GBP£)
США (USD$)
Уругвай (UYU$)
Узбекистан (UZS)
Ватикан (EUR€)
Венесуэла (USD$)
Вьетнам (VND₫)
Западная Сахара (MADد.م.)
Йемен (YER﷼)
Замбия (USD$)
Зимбабве (USD$)
Комплект для ремонта резьбы Helicoil M6 x 1 мм | Автостроитель
Будьте первым кто оценит этот продукт
20 вставок
Сверло и метчик в комплекте
12,00 фунтов стерлингов
без стоимости доставки
Заказ в ближайшие 0.00.00 для быстрой отправки сегодня.
Кол-во:
+ —
Наконец-то доступный набор для ремонта сорванной резьбы в алюминиевых деталях.
Каждый комплект состоит из сверла соответствующего размера, метчика, инструмента для установки, инструмента для удаления хвостовика и ремонтной спиральной катушки — все в пластиковой коробке.
НАБОР ДЛЯ РЕМОНТА РЕЗЬБЫ M6 x 1 мм #HCM61
Доставка по Великобритании Цены для онлайн-заказов
Тип поставки
Стоимость доставки Общая корзина с НДС
Расчетное время доставки
>120 фунтов стерлингов
Royal Mail 48 * Корзина до 36 фунтов стерлингов
1,99 фунта стерлингов
2-3 рабочих дня со дня отправки
Королевская почта 48 отслеживается *
3,98 фунта стерлингов
Бесплатно
Бесплатно
Королевская почта 24 трека *
4,99 фунтов стерлингов
2,99 фунта стерлингов
Бесплатно
Заказ до 16:00 с понедельника по пятницу на следующий рабочий день
DPD (только для материковой части Великобритании)
6,98 фунтов стерлингов
4,99 фунтов стерлингов
2,99 фунтов стерлингов
Бесплатно
DHL (только для материковой части Великобритании) *
8,99 фунтов стерлингов
6,98 фунтов стерлингов
4,99 фунтов стерлингов
2,99 фунтов стерлингов
* Жидкости и аэрозоли нельзя отправлять через Royal Mail или DHL. Товары размером более 90 см также не будут отправлены Королевской почтой. Ограничение по весу Royal Mail 48 2 кг.
Для международной доставки и возврата посетите нашу страницу доставки.
Напишите свой отзыв
Заголовок отзыва:
*
Текст отзыва:
*
Рейтинг:
Плохо
Рейтинг 1
Рейтинг 2
Рейтинг 3
Рейтинг 4
Рейтинг 5
Отлично
Наконец-то доступный набор для ремонта сорванной резьбы в алюминиевых деталях.
Каждый комплект состоит из сверла соответствующего размера, метчика, инструмента для установки, инструмента для удаления хвостовика и ремонтной спиральной катушки — все в пластиковой коробке.
НАБОР ДЛЯ РЕМОНТА РЕЗЬБЫ M6 x 1 мм #HCM61
Бирки товаров
Ремонт резьбы (7)
,
комплект резьбы (6)
Вас также могут заинтересовать следующие продукты
СОТ11
Диаметр 50 мм x 40 мм. Внутренняя резьба M10 x 10 мм глубиной.
4,80 фунта стерлингов
h27SS
Для шлангов диаметром 17-25 мм.
1,92 фунта стерлингов
СОТ18
Идеально подходит для ЭБУ, топливных насосов, масляных радиаторов и т. д.
£3.00
HCM8125
20 вставок
Сверло и метчик в комплекте
£18.00
h40SS
Для шлангов диаметром 30-40 мм. Лента шириной 13 мм.
Джаз, средневековая и классическая музыка на органе. Реклама. ИП Романенко Олег Иванович. ИНН 771471613250
Смотреть расписание
Шоурум Air
Удивительный уголок Японии в центре города. Изначально в шоуруме были представлены только японские бренды, но затем появились и европейские. Здесь приводит в восторг каждая вещь: будь то наряд от Azs Tokyo или Comme des Garsons. Сюда хочется возвращаться снова и снова, потому что каждый раз вы открываете для себя что-то новое.
бул. Цветной, д. 15, стр. 1
Шоурум Leform
Один из первых шоурумов столицы ведёт свою историю с 1997 года, оттого и ценится среди прочих. Свою славу он заслужил тем, что первым приобщил россиян к творчеству Йоджи Ямамото, Дрис Ван Нотена и Ватанабэ. Также Leform известен и как один из самых авангардных магазинов одежды. Приходите сюда за оригинальными аксессуарами, пиджаками и предметами интерьера.
ул. Поварская, д. 35/28, пер. Дмитровский, д. 7, ш. Дмитровское, 35-й км ул. Краснопролетарская, д. 30, стр. 1
12 storeez
Российский модный бренд 12 storeez, работающий в десяти городах, известен и за пределами страны. Выпускает в основном женскую одежду, обувь и аксессуары, но есть и мужская коллекция. Концепция 12 storeez основана на том, чтобы помочь собрать практичный, но красивый гардероб, который можно быстро освежить несколькими новыми вещами. В том числе поэтому коллекцию здесь обновляют каждый месяц. У 12 storeez есть интернет-магазин и несколько шоурумов в Москве.
ул. Земляной Вал, д. 33, пл. Киевского вокзала, д. 2 бул. Ходынский, д. 4, просп. Вернадского, д. 6
Шоурум Grunge John Orchestra. Explosion
Пожалуй, самый оригинальный шоурум по материалам предлагаемого товара. Здесь объединены сложный крой, функциональность, особый тип окраски тканей и последние японские технологии в производстве одежды. Ассортимент шоурума состоит из японского органического денима, худи, трикотажных толстовок, оригинальных рубашек и курток. Также есть мужские и женские винтажные рюкзаки, сумки, клатчи, кошельки.
бул. Никитский, д. 25 ул. Новодмитровская, д. 1, стр. 27
Шоурум Rehabshop
Бывший онлайн-магазин, превратившийся в бутик на Патриарших. Хозяйка магазина тщательно отбирает товары и лично ездит в Европу закупать брендовые вещи. Это марки Rochas, Golden Goose, Isabel Marant, MM6, Patou и другие. А ещё здесь радуют распродажами и приятными скидками, на некоторые вещи скидки доходят до 70%.
пер. Большой Козихинский, д. 19/6
Showroom11
Место понравится поклонникам брендов RELIGION. Всё для юных и отчаянных: кожаные куртки, брюки-чинос, трикотаж, платья, юбки и обувь с кричащими принтами. Есть забавные комбинезоны от OnePiece, капюшон в которых застёгивается и закрывает лицо. В периоды распродаж бывают скидки до 50%.
ул. Большая Новодмитровская, д. 36, стр. 9 (дизайн-завод FLACON)
LYNXSTORE
Одежда, сочетающая смелые идеи, формы и стили авангардных дизайнеров, производится совместно с европейскими, азиатскими, американскими и российскими марками, — их объединяет прогрессивный подход к созданию повседневных вещей. А ещё многие вещи, которые представлены в LynxStore, поставляется эксклюзивно.
ул. Зацепа, д. 21, стр. 2
BatNorton
Магазин петербургского бренда BatNorton. Уличная одежда для молодёжи, которая не стесняется выражать себя через нестандартные образы. Футуристическая обувь, яркие принты с изображением ночных городов и космических пространств, вещи нестандартного кроя и эпатажные аксессуары. Любите выделяться из толпы — загляните в этот шоурум.
ул. Большая Новодмитровская, д. 36, стр. 2 (дизайн-завод FLACON) Пресненская наб., д. 2 (ТРЦ «АФИМОЛЛ СИТИ») Манежная пл., д. 1, корп. 2 бул. Ходынский, д. 4
TheBoys
Здесь продают качественную итальянскую одежду для мужчин по приемлемым ценам. Пиджаки, брюки, костюмы, свитера, куртки и пальто — все вещи хозяева закупают напрямую у производителей. Каждая вещь представлена в шоуруме только в единственном размере и экземпляре. Так что, одеваясь здесь, вы точно будете выглядеть эксклюзивно.
ул. Тверская, д. 28, корп. 2
SHU
SHU — питерский бренд лаконичной повседневной одежды. Выпускают по две сезонные коллекции в год и несколько тематических линеек. Здесь можно найти удачные экземпляры верхней одежды, в том числе куртки, которым не страшны морозы, а ещё качественный деним, расслабленные свитшоты и футболки из плотного хлопка. Флагманский отдел SHU открылся в Москве осенью 2020 года.
Чистопрудный бул. , д. 16 ул. Новодмитровская, д. 1/27
Le Journal Intime
Российский бренд славится игривым и повседневным бельём из прочной сетки. Комплекты выглядят нежно и даже почти невесомо, но за счёт особенностей материала и фасона подходит даже обладательницам большой груди. Здесь легко можно найти роскошные боди из компрессионного трикотажа, эффектные корсеты, трусы с высокой талией, браллеты с анатомическими выточками, которые формируют чашку и комфортно поддерживают грудь. Отдельное слово нужно сказать о цветовой гамме: это насыщенный, плотный, умеренно яркий синий, коралловый и нюдовый оттенки.
ул. Тверская, д. 15, ш. Ленинградское, д. 16А, ул. Авангардная, д. 3
My812
Московское представительство ещё одного петербургского бренда, который красавицы обеих столиц уже успели полюбить за шёлковые блузки и платья сложного кроя. Это не просто магазин, а шоурум-квартира с просторной студией и примерочной с огромным панорамным окном. Платья с голой спиной, полупрозрачные модели с объёмными рукавами, трендовые платья-комбинации, бесконечные каскады воланов, качественный шёлк и лён — всё это здесь.
бул. Рождественский, д. 10/7, стр. 1
Магазин женской одежды EVDOKIA
0+
Современный российский бренд носит старинное имя в честь бабушки одной из основательниц магазина. EVDOKIA доказывает, что одежда может быть удобной, красивой и выделяющейся одновременно. Она дышит свободой, объединяет несколько стилей, не отстаёт от мировых трендов и дополнена оригинальными деталями. В гардеробе бренда одежда из натуральных тканей — хлопка, льна, ангорской шерсти. Дизайнеры отдают предпочтение естественным цветам и растительным принтам. Индивидуальности добавляют вставки из фактурной ткани, аккуратные оборки, кружево, оригинальный рукав. Ещё одна полезная особенность — все вещи бренда легко комбинировать между собой, подбирая образы на любые случаи. Получить подробную информацию о магазине, ознакомиться с ассортиментом и сделать заказ можно на официальном сайте бренда.
ул. Новопесчанная, д. 18.
Kixbox
Здесь вы найдёте большой выбор молодёжной одежды как для мужчин, так и для женщин. В зимнее время шоурум порадует актуальными утеплёнными рубашками и бомберами, а в летнее — оригинальными вельветовыми шортами разных цветов. Также в магазине можно приобрести брендовые кроссовки и ботинки нестандартных цветов и размеров, вязаные жилетки с рисунками и многое другое.
бул. Цветной, д. 15, стр. 1
UNIQUE FABRIC
Проект креативного ателье готов одеть своих посетителей буквально с головы до ног. На прилавках есть верхняя одежда и ботинки, бижутерия, очки и приятные глазу аксессуары. Для любителей продумывать свой образ до мелочей есть аксессуары и украшения. Из актуального: куртки на завязках, тёплые платья и платья-халаты, а также большой выбор удобных сумок.
ул. Земляной Вал, д. 42/20 ул. Большая Садовая, д. 5
ARNY PRAHT
В этом шоуруме вы найдёте массу необычных сумок: и круглая, и квадратная, и мешком, и гипер-маленькая, и мохнатая. Также в вещах нет ничего лишнего: минимализм и лаконичность. Любая деталь — лишь для того, чтобы упростить ежедневное использование.
ул. Новодмитровская, д. 1, стр. 6
бул. Цветной, д. 15, стр. 1
Если вы нашли опечатку или ошибку, выделите фрагмент текста, содержащий её, и нажмите Ctrl+↵
Выберите рассылку:
Нажимая на кнопку «Подписаться», вы соглашаетесь на передачу и обработку предоставленной персональной информации в соответствии с условиями Политики конфиденциальности.
Подписка оформлена
Спасибо!
Шоурум gaggen.store — салон «МОБИЛЬЕРИ»
COVID-19: ЧТО МЫ ПРЕДПРИНИМАЕМ подробнее…
Выгодные условия покупки. ООО «МОБИЛЬЕРИ» Официальный дилер Gaggenau в России.
Вы можете увидеть технику вживую в нашем большом салоне. Вас проконсультируют специалисты с большим опытом работы. Помогут сориентировать, что лучше купить в вашем случае.
MOBILIERE — официальный дилер элитной техники Gaggenau в России с 2004 года. Мы работаем напрямую с производителем, потому гарантируем своим клиентам безупречное немецкое качество продукции и выгодные условия покупки.
Практически все модели всегда есть в наличии. Посетите наш большой салон в Москве, посмотрите на великолепную технику вживую и опробуйте понравившуюся модель на практике.
Нас рекомендуют архитекторы и дизайнеры, крупные специалисты в своей отрасли.
График работы: Пн-Пт, 10:00-19:00
Адрес салона: г. Москва, Университетский проспект, д. 21 кор. 1 м. Ломоносовский проспект. В пешей доступности, 5-7 мин. Бесплатная парковка, свободные места есть всегда. Схема проезда
До нас легко добраться. 5-7 мин. пешком от метро. Бесплатная парковка. Свободные места всегда есть.
Наши преимущества
Официальный дилер Gaggenau в России
Цены от завода производителя. Выгодная покупка. Без переплаты.
Бесплатная доставка по Москве, МО
Быстрая доставка по России. Прямые поставки с завода. Без посредников.
Фирменная гарантия — 1 год
Товар высокого качества и протестирован. Срок службы техники: 20 лет.
Бесплатное хранение — 3 мес.
Хранение техники на складе в Москве на любой срок. Купите технику сегодня и не переживайте о росте цен.
Подключение техники
Качественная и профессиональная установка. Обученные специалисты. Гарантия на работы: 1 год.
Утилизация старой техники
Демонтируем и вывозим старую технику. Проверяем подойдет ли новая (выезжает специалист).
Мы всегда на связи с нашими клиентами!
После покупки остаемся на связи с вами по любым вопросам. Обслуживание, инструкции, схемы монтажа, обучение пользованию техникой и т.д.
Гарантийный талон
Вся техника сертифицирована и имеет официальную гарантию. Срок службы техники: 20 лет.
ООО «МОБИЛЬЕРИ» Официальный дилер Gaggenau в России.
ИНН 7729759053 ОГРН 5137746176310
В Москве Евгений Малкин рассказывает о своем пропущенном сезоне, одиночестве и будущем в НХЛ
МОСКВА — Хотя стадион «Морозово Арена» находится всего в 3 милях к юго-востоку от Кремля, найти его непросто. Окруженный оживленными автомобильными дорогами, он расположен в неприметном, в основном промышленном районе, рядом с извилистой Москвой-рекой. Его внешний вид без окон впечатляет, если не считать тканевых фресок высотой 20 футов с изображением хоккеистов и фигуристов возле главного входа.
Реклама
Внутри здание более привычно. Двойные катки доминируют в пространстве. В скромном кафе подростки подают горячий чай посетителям, наблюдая, как взрослые и дети всех возрастов скользят по льду. Двойные стальные двери ведут в коридор, который ведет в раздевалки с деревянными скамейками. Рядом есть закусочная и стеклянная витрина с трофеями, завоеванными молодежными командами и фигуристами-чемпионами. На стенах висят майки звезд российского хоккея.
В конце коридора есть небольшая комната, и именно здесь Евгений Малкин иногда уединяется после изнурительных летних тренировок. Он сидит возле большой настенной наклейки с мультяшным волком в хоккейной майке и наблюдает за своим 3-летним сыном Никитой. За пределами зала, на льду, Малкин проталкивается вместе с другими игроками НХЛ, пытаясь утопить в поту воспоминания о провальном сезоне 2018-19. Здесь, в этой маленькой игровой комнате, он в основном неподвижен, часто до часа, наблюдая, как его сын безжалостно шлепает по пластиковым шайбам своей детской клюшкой. Инстинктивно, как и его отец, он любит хватать и рвать его.
«(Он) точно нападающий», — говорит Малкин. «Нет защитника. Нет вратаря. Если он (не) нападающий, он не играет в хоккей. … Он любит брать 20 шайб и хочет забить 20 шайб. Он никогда не ставит шайбы обратно. Он пытается найти больше шайб и снова забить. Я говорю: «Нет, нам нужно (вернуть) шайбы». А он такой: «Нет, нет, шайбы всегда остаются внутри».
Малкиным движет то же желание. Когда он забивает – а это было на протяжении большей части его карьеры – он счастлив и уверен в себе. Когда он этого не делает — а в прошлом сезоне он этого не делал, — эта уверенность превращается в сомнения, страх и гнев.
«Вы теряете уверенность и начинаете слишком много думать», — говорит Малкин. «Я (начал) слишком много думать. А когда я начинаю слишком много думать, я начинаю злиться на всех».
С лета перед приездом в Питтсбург в возрасте 20 лет Малкин не сталкивался с таким межсезоньем, как в последние несколько месяцев. После дюжины в основном очарованных лет он не ожидал сезона, когда он будет чувствовать разочарование из-за своих языковых ограничений, смущение из-за своих решений на льду и за его пределами, злость практически на всех и изоляцию от близких.
Реклама
Каждое лето он приезжает в Москву, чтобы воссоединиться со своим наследием, друзьями и семьей. После адского сезона он также вернулся, нуждаясь в новой цели, даже если он не знал об этом, когда прибыл.
Он нашел его во время тяжелых тренировок на льду этой невзрачной арены в рабочем районе Южного Порта, а также в той маленькой комнате, наблюдая, как его сын пытается забивать, забивать и забивать. И последнее может иметь такое же значение, как и первое, помогая Малкину снова обрести свое величие.
«Я никогда не вижу будущего, — говорит Малкин. «Я думаю, что это моя проблема».
Никто не был более потрясен, чем Малкин, когда прошлый сезон стал «худшим» в его 13-летней карьере в НХЛ.
«Думаю, в прошлом году это была моя вина, — говорит Малкин.
Он забил вдвое меньше голов (21), чем в предыдущем сезоне. Он казался медленным в переходе. Он слишком много рисковал и совершал слишком много потерь. Время от времени он был ранен, но также расстроен.
Он отдалился. Он дрался со своим тренером. Он потерял веру в своего вингера. Он выглядел как «обычный игрок».
Малкин был неузнаваем почти во всех отношениях. Себе больше всего.
«Я думаю, что моя голова начинает, как, (становится) сумасшедшей, — говорит Малкин, — я сражаюсь с Салли. Я сражаюсь с товарищами по команде. Немного обиделся на всех».
Бои Малкина со своим тренером Майком Салливаном проходили на льду. Малкин лоббировал около 20 минут, и он хотел играть, когда соперники дергали своего вратаря. Салливану нужно было увидеть Малкина из «Пингвинз» в чемпионатах 2016 и 2017 годов. Он хотел доверять Малкину в решающие моменты игр. Он хотел, чтобы Малкин давал то, что капитан Сидни Кросби давал «Пингвинз» в каждой игре. Ему нужно было ликвидировать слепые проходы в середину площадки. Выбирайте места вместо того, чтобы идти в угол. Отбирать шайбы у соперников, а не совершать потери.
В то время как драки Малкина с Салливаном обычно происходили наедине, его проблемы с Филом Кесселом было гораздо труднее скрыть.
Реклама
Каждый горд до упрямства. К своей экипировке придирчивы (а в прошлом сезоне взволновали проблемы: коньки и перчатки у Малкина, клюшки у Кесселя). У них одни из лучших бросков в истории игры. А когда ставки высоки, Малкин и Кессель проявляют себя с лучшей стороны, что характерно для некоторых великих игроков, которые превращаются в иконы.
Их дружба настоящая, говорит Малкин.
Но к концу прошлого сезона все, от владельцев до менеджеров и тренеров, считали, что Кессел должен уйти, чтобы Малкин остался.
Фил Кессель и Евгений Малкин были товарищами по команде четыре года и товарищами по линии три года. (Дэвид Дермер / USA Today)
Малкин отказался сообщить, как развалились его отношения на льду с Кесселом. Но ясно, что он устал чувствовать себя застрявшим между продолжающимся расколом Салливана-Кессела, согласно многочисленным источникам в команде и лиге. Эти источники также говорят, что Малкин пришел к выводу, что Кессел довольствуется двумя титулами и в основном интересуется своей статистикой. Малкин беспокоился, что его будут воспринимать так же, если Кессель останется его вингером.
Несколько источников в команде говорят, что Малкин запросил обмен, если Кессел вернется.
Малкин это отрицает, но это не значит, что он хотел сыграть еще одну игру, не говоря уже о другом сезоне, с Кесселем в качестве напарника.
Нет.
Итак, теперь Кессел в Аризоне, его продали.
В июне генеральный менеджер «Пингвинз» Джим Резерфорд заявил, что только Кросби неприкосновенен в торговых переговорах, что является ударом по луку Малкина, намеренно или нет. Многочисленные источники в команде сообщили, что Кросби, редко вмешивающийся в управленческие вопросы, дал понять «Пингвинз», что Малкина нельзя продавать ни по какой причине.
«Это я и Гено», — сказал Кросби.
Малкин преуменьшил комментарии Резерфорда. Он закатил глаза, обсуждая их, и заметил, что уже слышал торговые разговоры. В частном порядке торговые разговоры ужалили. Больно было еще больше, потому что он впервые услышал эту новость, когда был в составе сборной России на чемпионате мира в Словакии.
Реклама
Главным образом Малкин был раздражен тем, что впервые его будущее — не только в Питтсбурге, но и как великого игрока НХЛ — подвергалось открытым сомнениям.
«Мы говорим об одном неудачном году, понимаете?» — говорит Малкин. Его быстрый, глубокий вздох говорит о раздражении.
Малкин не поделился со многими людьми — особенно в Питтсбурге — тем, насколько сложным для него был прошлый сезон.
Он долго не видел свою семью. Никита сопровождал жену Малкина Анну в Москву, где она провела рождественские и новогодние праздники, работая на российском телевидении. Когда они не были в Москве, Анна и Никита проводили много зимних дней в собственности Малкиных на Фишер-Айленде, недалеко от Майами.
Ежедневные видеосообщения и телефонные звонки только заставляли его скучать по ним еще больше.
Малкин часто разлучался со своей женой Анной и сыном Никитой в течение сезона. (Чарльз Леклер / USA Today)
В то же время Сергей Гончар, помощник тренера «Пингвинз» и человек, которого Малкин называет «не то что другом, а семьей», бывал рядом не так часто. Он получил разрешение от руководства делить свое время между командой и семьей в Далласе.
«Я думаю, что иногда я (слишком) одинок и думаю о себе», — говорит он. «Моя жена злится на меня; Я до сих пор не открыт для нее. Мы вместе уже пять лет, но иногда я никогда не рассказываю ей о своих проблемах.
«Я никогда никому не рассказываю о своих проблемах».
Питтсбург тоже стал меньше. Хотя такие города, как Москва, Майами и Нью-Йорк, всегда казались ему более интересными, Малкин ценил Питтсбург за его жителей; менталитет рабочих Западной Пенсильвании напоминает ему его родной город, Магнитогорск, еще один стальной город.
Местные команды значат для жителей Питтсбурга и Магнитогорска больше, чем в больших городах. Малкину нравилась страстная связь, которую он установил с фанатами. В отличие от того времени, когда он играл за «Металлург», в «Питтсбурге» он мог получить лучшее из обоих миров: обожание и уединение.
Реклама
Но Питтсбург помрачнел. «Дождь идет каждый день, — говорит он. И он не ошибается. Самым дождливым годом в истории города был 2018 год, и 2019 год был таким же.
Малкин тоже все еще чувствует себя чужаком в Северной Америке. «НАС. немного тяжело для меня», — говорит он. «Из-за (из) языка. Потому что, может быть, это, типа, другой менталитет».
Малкин говорит, что не уверен, что его «понимают» ни друзья из «Питтсбурга», ни товарищи по команде «Пингвинз», особенно новички. Он редко ходит на групповые обеды и признает, что часто не отвечает на текстовые сообщения.
Он предполагает, что его нерешительность по поводу быстрого взаимодействия с более молодыми или новыми товарищами по команде ограничивает его способность быть эффективным лидером Пингвинов. Спустя все эти годы, несмотря на то, что он может брать целые интервью на английском (в том числе несколько для этой истории), Малкин по-прежнему «боится», что скажет не те слова, и, к его смущению, «люди меня не поймут».
«Я знаю, что мне нужно (принести) руководство в комнату», — говорит Малкин. «Иногда мне страшно, потому что я чувствую, что мой английский плохой».
Он верит, что Кросби и Крис Летанг, его товарищи по команде уже более десяти лет, знают его как «забавного парня». Они делают. Он чувствует себя в безопасности, делясь «настоящим Джено» с вице-президентом Penguins по связям со СМИ Дженнифер Буллано Риджли.
В основном, однако, Малкину еще предстоит полностью раскрыться перед «Питтсбургом» или «Пингвинз».
Москва для Малкина предлагает знакомое и иностранное. Красочные соборы, каменные статуи и блестящие здания по всему центру города. Скрытые жемчужины ресторанов — итальянские, французские, ближневосточные и азиатские закусочные, смешанные с несколькими заведениями, где подают традиционные русские блюда, такие как борщ и свежеперемешанные цитрусовые.
Малкин всегда находил в Москве чувство комфорта, которое позволяет ему вздохнуть легче, сосредоточиться и вернуться в нужное русло.
В Москве Малкин перешел от восстановления к возрождению после поражения во второй половине сезона 2010/11 из-за разрыва связок колена. Именно здесь Анна выгнала его в последние дни Олимпийских игр 2014 года после того, как Россия не смогла завоевать медаль в мужском хоккейном турнире. Это ее родной город, но это было его безопасное место.
Итак, после худшего сезона в его карьере это было единственное место, где он мог приземлиться. Если Малкин собирался снова стать великим хоккеистом, то это произошло здесь.
Малкин не из Москвы, но его жена из Москвы, и большую часть межсезонья они проводят в столице России. (Роб Росси / For The Athletic)
Год назад, в это же время, после восстановления своего тела под руководством Алекса Тринки, помощника тренера по силовой и физической подготовке «Пингвинз», Малкин предвкушал «отличный год». Но после первого месяца прошлого сезона Малкин говорит, что «забыл работать», как учил Тринка.
Он перестал оставаться в спортзале, чтобы растянуться после подъема. Ноги предали его, чувствуя себя все слабее с каждой игрой. Катание на коньках всегда было основой его успеха, но его «первые пару шагов были очень трудными», и Малкин говорит, что чувствовал себя «немного медленным».
Он пытался компенсировать это обманом со льдом. За исключением того, что он не мог вернуться достаточно быстро, чтобы помочь в обороне. Он форсировал рискованные передачи, потому что не мог постоянно прорываться через нейтральную зону или танцевать вокруг фигуристов соперника. Он подвергал себя опасности безрассудными рывками в повороты. Если бы он этого не сделал, он бы никогда не смог выиграть гонку с потерей шайбы.
Персонал «Пингвинз» упомянул, что Кессел слишком доволен, как одна из проблем, с которыми Малкин столкнулся со своим бывшим нападающим. Если быть честным, Малкин сказал бы, что позволил случиться тому же самому.
Возобновить карьеру в России легче, чем сделать.
Трудно найти время на льду, особенно когда клубы КХЛ открывают тренировочные сборы в июле (когда игроки НХЛ начинают активнее тренироваться в межсезонье). Ищете каток с тренажерным залом? Забудь об этом.
Полноценное питание не так легкодоступно, как даже в Питтсбурге. Москва больше, но она остается городом в России, где трудные экономические времена не позволили стране идти в ногу с Америкой и Канадой.
Тринка однажды слышал, как Малкин описал один день из своей московской жизни всего несколько лет назад: он брал что-нибудь поесть по дороге на каток. Он переодевался после тренировки на льду, но не мог хранить снаряжение на объекте. Поэтому Малкин бросал его в багажник, и водитель отвозил его домой, где он вешал свое снаряжение, чтобы оно могло проветриться. Он снова ел — и снова что-то не очень полезное — прежде чем его отвезли в другое учреждение, обычно в другую часть города, чтобы он мог разогреться и поднять тяжести в спортзале, который на самом деле не отвечал основным потребностям человека. профессиональный хоккеист.
«Хоккеистам в России не так просто, — говорит Малкин.
Несколько лет назад Малкину рассказали о бывшем хоккейном проспекте Павле Маркидане, работавшем на более новом объекте — «Морозово Арене». В нем был минимум того, что ему нужно, достаточно хорошо, но не слишком хорошо.
Малкин использовал свой высокий статус, чтобы получить права скваттера на «Морозово Арену». Он не владеет зданием, но управляет им. Малкин определяет время на льду и доступность тренажерного зала и даже может заказать блюда из меню в ресторане арены.
Малкин отдыхает во время июльской тренировки на «Морозово Арене» в Москве. (Роб Росси / For The Athletic)
Взамен Маркидану разрешили повесить несколько футболок с автографами Малкина по всему зданию. Он также проводит тренировки на льду, в которых участвуют Малкин, Александр Радулов и другие игроки НХЛ, в том числе Денис Гурьянов из Stars, Илья Любушкин из Coyotes и Владисав Каменев из Avalanche. Когда Илья Ковальчук находится в Москве, он также присоединяется к отряду Малкина — высший знак уважения со стороны бесспорного лидера этого поколения звезд российского хоккея.
Малкин принимает командование в Москве. Во многом так же, как он видел, как Ковальчук делал годами. Во многом так, как он чувствует, что не может в Питтсбурге.
Он никогда бы не попытался добиться благоприятного обращения в учреждении в Северной Америке. Ему было бы стыдно так разыгрывать свою славу в Магнитогорске или Питтсбурге.
А вот в Москве Малкин — полноценный мужчина, и огромную роль в этом играет присутствие Анны и Никиты.
Они с Анной хотят, чтобы их сын ценил страну и ее культуру, тем более, что Никита родился в Питтсбурге и воспитывается в основном там и недалеко от Майами.
Свободное время Малкина с сыном в основном ограничивается межсезоньем, да и то — между тренировками, свиданиями с друзьями и такими вещами, как пробки, походы в банк и, ну, жизнь — у него не так много времени, как Ему бы понравилось. Здесь, в Москве, заботливая сторона Малкина может проявляться так, как не может больше нигде.
Его группа поддержки в Москве всегда включала семью Гончар, которая каждое лето проводит в городе несколько недель. Российский агент Геннадий Ушаков, для которого Малкин приберегает свои самые игривые выпады, но которому Малкин яростно предан, всегда рядом, чтобы справиться со всеми разнообразными потребностями. Друзья детства из Магнитогорска приезжают с семьями в гости. Малкин также подружился с московскими знаменитостями искусства и музыки.
Мало кто из Питтсбурга приезжал сюда, чтобы навестить Малкина. Тринка является исключением.
В отличие от того, что было год назад, Малкин уже катался три недели, когда Тринка приехал в последнюю неделю июля. Анна взяла Никиту на отдых в Сочи, чтобы гарантировать, что Малкин сможет сосредоточиться на тренировках Тринки. Вскоре к Малкину и Тринке присоединилась Беса Цинцадзе, бывшая фигуристка, которая сейчас занимается фигурным катанием и в прошлом работала с Малкиным и Кросби в Питтсбурге.
«У нас были невероятные 10 дней катания, и он усердно работал», — говорит Цинцадзе. «Что мне нравится, так это когда Гено сказал: «Беса, ты приезжай в Майами, а мы продолжим».
«Знаешь, все говорят, что с Гено покончено. Я вижу, как он снова уверенно катается, и я говорю, что он проведет еще пять замечательных лет».
Малкин большую часть лета провел с Павлом Маркиданом (слева) и Алексом Тринкой (справа). (Роб Росси / For The Athletic)
Малкин наказал себя на льду Маркиданом и Цинцадзе. Он проверил свои собственные пределы во время тренировок с Тринкой, которая намеренно добавила дискомфорта в динамику, изменив все упражнения с предыдущего лета.
Эта перестройка происходила с нуля. Но Малкин также внес изменения, которым он когда-то сопротивлялся.
Он исключил алкоголь из своего рациона, чтобы тренироваться. Он подписался на службу доставки здоровой пищи. На обед он ел салаты и нежирное мясо. Он сбросил около семи фунтов.
Малкин даже по будням начал рано ложиться.
Когда август закончился и Малкин вернулся в Питтсбург, он почувствовал, что добился цели, которую поставил перед собой, когда его самолет приземлился в Москве пару месяцев назад.
Отступление. Восстанавливаться. Восстановить.
Тогда вернись с целью.
Хоккеистов учат ловить момент и не зацикливаться на прошлом или отдаленном будущем. Выиграйте следующую смену. Сделайте следующее сохранение.
Но сейчас, в этот момент его карьеры, Малкину нужно было смотреть вперед.
«Мое желание — выиграть четвертый Кубок, — говорит Малкин. «Не так много россиян с четырьмя Кубками. Я был бы единственным. Это моя цель прямо сейчас».
Упоминая Кросби и Летанга, Салливана и Резерфорда, Малкин говорит, что «понимает нашу группу» и уверен, что ранний уход «Пингвинз» в прошлом году был ошибкой — мало чем отличающейся от его отягчающего сезона.
«С этой командой у нас есть (а) реальный шанс снова победить», — говорит Малкин. «Я верю в это, конечно. Потому что в нашей организации есть профессионалы».
Малкин считает, что победа в Кубке Стэнли в четвертый раз укрепит его наследие среди великих россиян. (Кристофер Ханевинкель / USA Today)
Он знает, что снова выиграть Кубок невозможно, если он не вернется на «мой уровень».
«Это мой вызов, — говорит Малкин. «Я знаю что могу.»
На июньской встрече Малкин сказал Салливану дать ему 20 минут на льду, и он позаботится о том, чтобы это были «хорошие 20 минут».
«Мне всегда кажется, что я думаю на льду, — говорит Малкин. «Но только когда вы станете старше, вы поймете, как я могу изменить (свою) игру, чтобы стать лучше».
Может ли он быть лучше?
Даже если он прав. Даже если его тело сильнее. Даже если бои закончились и он больше на льду. Даже если все проблемы, которые привели к худшему сезону в его карьере, внезапно исчезнут, сможет ли Малкин в 33 года не только вернуться туда, где он когда-то был, но и стать лучше?
«Я (не) показал свою игру на 100 процентов. Я все еще думаю, что могу стать лучше», — говорит он.
Малкин вернулся в Питтсбург с четким видением своей дальнейшей хоккейной жизни.
Первым, по его словам, является пятерка лучших в гонке по набранным очкам и «точно около 100 очков». Это должно облегчить нагрузку на Кросби и помочь «Пингвинз» выйти в 14-й плей-офф подряд. Всего девять голов из 400, Малкин уже присматривается к Клубу 500 и присоединится к Алексу Овечкину в качестве единственного российского члена. Он близок к тому, чтобы превзойти кумира детства Сергея Федорова (1179).точки.
«Ближайшие три года будут огромными», — говорит Малкин. «Я все еще хочу играть на 100% — и подписать контракт еще на три года с «Питтсбургом».
Это означало бы, что Малкину исполнится 38 лет и его любимые «20 лет в одной команде», если считать, когда его задрафтовали «Пингвинз». Никите только что исполнилось 9 лет, и в идеале он должен быть старшим братом по крайней мере для одного брата или сестры.
Как Малкин отреагировал на худший сезон в своей карьере?
Он отступил на лед. Он работал. Он говорит, что изменился. Но это может быть менее важно, чем то, как он заглянул в будущее и установил желаемый финал. Для его карьеры. За свою жену и маленького Никиту, пацана, который показал в этой маленькой комнате, что может хватать и рвать ее, как его отец.
«Я понимаю, что каждый день теряю свою хоккейную жизнь, — говорит Малкин. «Я хочу быть голодным. Это очень важно для меня. Это принципиально».
(верхнее фото: Джастин Берл / Icon Sportswire via Getty Images)
Пешеходная экскурсия по Санкт-Петербургу Карло Росси
Время: примерно 3,5 часа
1812 год был для России славным. Изодранные остатки Великой Армии Наполеона, опасно зависшие на подступах к Москве, были вынуждены отступить в Париж, потерпев унизительное поражение. В этой «Отечественной войне» Россия показала себя жизненно важной европейской державой, и теперь Петербург хотел отпраздновать громкую победу. Триумфальные здания Карло Росси в превосходном стиле ампир были спроектированы так, чтобы отражать новое величие страны, а его великолепные гармоничные ансамбли до сих пор доминируют в значительной части центра города. Эта прогулка проведет вас мимо многих самых знаковых сооружений Росси и Петербурга. Мы также заглянем на некоторые другие достопримечательности по пути, изучая русский классицизм в лучшем виде.
Кем был Карло Росси?
Хотя этот выдающийся архитектор был родом из Италии, своей настоящей родиной он считал Россию.
Карло Джованни Росси:
родился в итальянском Неаполе в 1775 году.
приехал в петербургские северные края в двухлетнем возрасте, когда его мать, итальянская балерина, была приглашена туда выступать.
учился в Италии в 1802-1803 годах, где познакомился с архитектурной славой классического прошлого.
спроектировал одни из самых впечатляющих архитектурных ансамблей Санкт-Петербурга, тем самым помог превратить город в один из красивейших в мире.
№
умер от холеры в 1849 году в возрасте семидесяти трех лет в городе, который он помог создать, но в такой нищете, что не было средств на его похороны.
Что делает Росси Росси?
Величественные архитектурные ансамбли, созданные по его принципу, согласно которому здания в городе должны гармонировать друг с другом и образовывать единое целое
Классические элементы уравновешенности, пропорции и благородной — не скучной — простоты
Сбалансированная симметрия вокруг центрального элемента, такого как портик или триумфальная арка
Удачное сочетание архитектуры и скульптуры
На более приземленном уровне: желтые здания, белые колонны
Начнем экскурсию с площади Ломоносова, , с набережной реки Фонтанки, которая во времена Росси была окраиной города. Этот архитектурный полукруг знаменует границу протянувшегося отсюда до Невского проспекта грандиозного Александринского театрального ансамбля Росси, над которым он трудился с 1816 по 1832 год. Сразу же можно отметить некоторые характерные черты Росси: нежно-желтый цвет зданий, закругленные классические арки, белые колонны и украшения, а также чувство симметрии и баланса, сосредоточенное в визуальном фокусе — в данном случае центральное здание с тремя большими закругленными арками на первом этаже, увенчанное тремя закругленными окнами, украшенными с обеих сторон. парами дорических колонн. Ансамбль, в котором первоначально размещались различные императорские правительственные учреждения, изящно изгибается вокруг зеленой кольцевой дороги, в центре которой стоит бюст эрудита и писателя Михаила Ломоносова.
Отправимся по первой улице, которая поворачивает направо от площади Ломоносова . Это улица Зодчего Росси, улица идеальных пропорций. Два одинаковых ряда зданий с колоннами стоят друг напротив друга по обе стороны этой короткой, но монументальной улочки. Их высота соответствует их ширине, 22 метра, а длина зданий, 220 метров, ровно в десять раз превышает ширину. Полученное совершенство настолько совершенно, что у нас почти возникает ощущение прогулки по идеально спроектированной театральной декорации.
Александринский театр
Александринский театр назван в честь Александры Федоровны, супруги императорского покровителя Росси, Николая I.
Сам Николас был настолько впечатлен достижением Росси, что подарил архитектору собственную театральную ложу навечно. Увы, когда император обнаружил, что Росси сдавал ящик в аренду как источник столь необходимых средств, Николай отказался от подарка.
На его сцене выступали многие из лучших актеров и актрис России, на нем состоялись премьеры многих величайших драматических произведений страны, в том числе чеховского «Чайка » , который на первом показе оказался заметным провалом. Публика освистала, главная актриса потеряла голос, а униженный Чехов поклялся отказаться от написания пьес, обещание, которое, к счастью, не сдержал.
Здесь выступали многие знаменитости, в том числе Александр Пушкин, Федор Достоевский, Лев Толстой и Петр Чайковский.
Еще раз отметим типичные для Росси архитектурные черты: закругленные арки, белые колонны и изысканный декор, которые в совокупности создают величественный, симметричный ансамбль, который венчает здание в конце улицы – Александринский театр. Направляясь к театру, давайте остановимся, чтобы почтительно поклониться Дому номер 2, где располагалась престижная Балетная академия имени Вагановой (до революции — Императорское хореографическое училище). Здесь занимались плие такие известные танцоры, как Павлова, Нижинский, Нуриев, Баланчин и Барышников.
Впереди театр. Даже сзади это здание впечатляет, но давайте прогуляемся к фасаду , чтобы полюбоваться его главным фасадом. Великолепный проект Росси, завершенный в 1832 году, сосредоточен на шестиколонной колоннаде, увенчанной фронтоном с двумя изящными ангелами, протягивающими победный венок к лире. Фронтон увенчан богом солнца Аполлоном, который стоит прямо в своей колеснице, запряженной четырьмя вздыбленными лошадьми. Это великолепная архитектура победы, просвещения и могущества.
Эта шкатулка здания является центральным элементом Александринского архитектурного ансамбля, протянувшегося, как уже отмечалось ранее, от площади Ломоносова до Невского проспекта. Теперь идем в этом направлении .
Александринский театр
Улица Зодчего Росси
Прогуливаясь по Екатерининскому саду, небольшому благоустроенному парку, выходящему на театр , мы подходим к блестящему Памятнику Екатерине Великой, бабушке покровителя Росси Николая I. Екатерина во всей своей просвещенной императорской славе и украшенная в горностаевом плаще стоит на пьедестале, окруженном девятью живыми изображениями выдающихся сановников своего времени. Она указывает свой скипетр в сторону Невского проспекта, к которому мы сейчас направляемся .
При этом давайте посмотрим направо, чтобы полюбоваться двумя серыми садовыми павильонами с колоннами, спроектированными Росси как украшение старого Аничкова дворца, территория которого простирается отсюда до реки Фонтанки. А также взглянем на внушительное серое строение слева: второе здание Российской национальной библиотеки . Построенная для размещения растущей коллекции, для которой первое здание за углом на Садовой улице стало слишком тесным, Росси спроектировал библиотеку как неотъемлемую часть ансамбля Александринской площади. Это несколько необычное для нашего архитектора сооружение, светло-серого цвета и, подобно павильонам, более богато украшенное, с множеством статуй философов и поэтов, в том числе Гомера и Вергилия, и, соответственно, римской богини мудрости, Минерва.
Мы достигли оживленного Невского проспекта, элегантной главной улицы города. Повернем налево и пройдем мимо Библиотеки к Гостиному Двору , длинному желтому зданию, которое тянется вдоль Невского на целый квартал. Архитектор Жан-Батист Валлен де ла Мот изменил прежние планы этой торговой галереи, самой ранней и одной из крупнейших в городе, состоящей из почти 200 отдельных магазинов. Строительство, которое продолжалось более двадцати лет, было завершено в 1785 году. Глядя на двухэтажный фасад, можно заметить первоначальное сходство со зданиями Росси, которые мы уже видели, поскольку мы замечаем архитектурные элементы, которые он также использовал: белые пилястры, округлые арки, желтые стены. Но по сравнению с его имперскими постройками эффект здесь меньше и скромнее, даже теснее. Величие и величие менее очевидны. Мы можем заключить, что Гостиный двор — прекрасное и впечатляющее здание в неоклассическом стиле, но, безусловно, , а не Росси.
Взглянув на часы на ржаво-оранжевой итальянской башне Городской думы , построенной на рубеже девятнадцатого века и ранее размещавшей аппаратуру для передачи сообщений между различными царскими резиденциями, мы видим, что время стремительно летит. Итак, давайте пересечем Невский проспект по удобному подземному переходу и пойдем по короткой Михайловской улице , которую Росси планировал сделать парадным входом к нашей следующей остановке.
Впереди мы видим большую, усаженную деревьями площадь, в центре которой стоит статуя поэта Александра Пушкина, протянувшего правую руку, как бы говоря: «Вот архитектурная красота великого Росси, которая меня окружает!» Рядом удобно расположены несколько скамеек, так что давайте воспользуемся этой возможностью, чтобы дать отдых ногам и полюбоваться нашей благоприятной обстановкой.
Мы сейчас сидим на Площади Исскуств, названной так из-за большого количества близлежащих театров, музеев и концертных залов. Площадь, утопающая в освежающей зелени, была заложена Росси как часть его Михайловского ансамбля, над которым он работал в период с 1819 по 1825 год. По замыслу Росси ансамбль представлял собой грандиозный фокус, Михайловский дворец, окруженный тремя -этажные постройки более скромного характера. Если мы посмотрим в том направлении, куда указывает Пушкин, мы увидим Михайловский театр оперы и балета, фасад которого был спроектирован Росси и прекрасно иллюстрирует эту концепцию площади: он тщательно создал фасад, чтобы он напоминал не импозантный театр, а скорее жилой дом, украшенный старомодными фонарями. Давайте воспользуемся моментом, чтобы снять нашу шляпу в 11 Итальянская улица : это относительно скромное здание, спроектированное архитектором, стало его резиденцией после смерти матери, а их квартира на престижной Миллионной улице стала слишком дорогой для его содержания в одиночку. Рядом, на углу, улица Итальянская, 9, фасад которой был построен по проекту Росси и в котором сейчас находится Санкт-Петербургская филармония. Не все постройки вокруг Площади Искусств были спроектированы Росси, но, оглянувшись вокруг, мы можем определить, что большинство из них следуют его классическому примеру с гармоничными результатами.
А теперь обратим внимание на центральный объект ансамбля, Михайловский дворец , расположенный сразу за статуей Пушкина и проходящий по всей северной стороне Площади Искусств. В этом здании с 1890-х годов размещается Государственный Русский музей, но не следует забывать, что оно было спроектировано Росси как резиденция одного человека, Михаила Павловича Романова, четвертого сына убитого царя Павла I, а также брата Александра I. , победитель войны 1812 года, и Николай I, покровитель Росси. Мы снова замечаем тонкое чувство симметрии и величия Росси, сосредоточенное на восьмиколонном коринфском портике, увенчанном треугольным фронтоном. Два боковых флигеля, задуманные как вспомогательные постройки, имеют ту же высоту, что и первый этаж главного дворца, и выходят на улицу, образуя тем самым защитный двор, в котором могли высаживаться аристократические гости, направляясь на один из музыкальных вечеров, устроенных супругой Михаила. , чем и славился дворец.
Сейчас у нас нет времени зайти внутрь, чтобы полюбоваться огромной коллекцией русского искусства, но если вы сделаете это позже, найдите минутку, чтобы осмотреть главный вестибюль и Белую комнату. Это все, что осталось от искусного дизайна Росси интерьера дворца, который был полностью перестроен, когда здание было преобразовано в музей в 1890-х годах. Эти два внутренних пространства создают впечатление мастерства Росси как архитектора интерьера, который уделял большое внимание каждой детали, включая материалы, цветовую гамму, фрески, паркет и дверные ручки.
«Триумф современной архитектуры в Санкт-Петербурге — это дворец, который сейчас занимает великий князь Михаил и поэтому называется Дворцом Михаила. Трудно найти в какой-либо другой столице или даже в Санкт-Петербурге столь законченный такой изысканный экземпляр». Август Боззи Гранвиль, 1826 г.
Теперь, когда мы отдохнули и полюбовались еще одним грандиозным творением Росси, давайте направимся прямо вдоль фасада Михайловского дворца, минуя Этнографический музей (спроектирован Василием Свиньиным между 1902 и 1913 годами в хорошем стиле Росси) , а затем через несколько минут поверните налево на первый перекресток, Садовая улица . Прогуливаясь по оживленной Садовой, мы замечаем впереди справа от себя здание персикового цвета с тонким золотым шпилем. Это Михайловский замок (в отличие от Михайловского дворца Росси), построенный как якобы неприступная крепость для Павла I, который, как оказалось справедливо, боялся покушения. Он был убит в своей спальне собственными охранниками в 1801 году, всего через сорок дней после того, как поселился в стенах замка. Для наших целей интересно отметить, что одним из главных архитекторов сооружения был Винченцо Бренна, в мастерской которого юный Росси обучался, и фактически Росси помогал своему наставнику в этом проекте, в частности, в оформлении внутренних пространств. .
На Садовой, напротив Замка, находим вход в Михайловский сад и проходим в это лиственное убежище . Здесь у нас есть возможность полюбоваться не только архитектурным великолепием Росси, отметив первозданную симметрию северного фасада Михайловского дворца, простирающегося слева от нас, но и его высоким мастерством ландшафтного дизайнера: гармоничный классический фасад дворца стратегически выходит на просторную лужайку. который окружен более уединенными местами, защищенными высокими деревьями. В результате получилась приятная композиция здания и ландшафта, что еще раз свидетельствует о способности Росси создавать не только совершенные отдельные элементы, но и целые, прекрасно интегрированные ансамбли.
Давайте быстро повернем направо, чтобы посмотреть на небольшой желтый Павильон , который стоит на берегу реки Мойки, и его колонны отражения рябят в тихих водах. Этот очаровательный павильон был спроектирован Росси как приятное место для романтических встреч в канун лета, где можно насладиться чаем и, возможно, поиграть в карты. Ныне в нем находится небольшое кафе и сувенирный магазин, а главное – бюст нашего уважаемого архитектора.
Двигаемся дальше по парку, направляясь к одной из самых известных достопримечательностей Петербурга , Храм Спаса-на-Крови. Построенная между 1883 и 1907 годами на месте, где царь Александр II был убит революционным террористом в 1881 году, эта роскошная церковь с куполами-луковицами и украшенная украшениями в неорусском стиле представляет собой контрапункт, с помощью которого мы можем более ясно созерцать творение Росси. сдержанный, величавый классицизм, его симметрия и уравновешенность.
Стоит потратить время, чтобы осмотреть роскошный интерьер церкви, который содержит более 7500 метров великолепной мозаики, но поскольку мы идем по следу нашего итальянского гения, поворачиваем налево для короткой, но приятной прогулки по каналу Грибоедова . При Росси канал назывался Екатеринским в честь Екатерины Великой, а с 1923 года носит имя писателя и государственного деятеля Александра Грибоедова, чья классическая пьеса «Горе от ума» впервые была поставлена в Александринском театре Росси в 1831 году.
Через несколько минут мы снова достигаем оживленного Невского проспекта , где Казанский собор встречает нас своими колоннадными объятиями. Это здание, хотя и выполненное в стиле ампир, не было спроектировано Росси, и поэтому оно дает нам еще одну возможность для сравнения. Построенный между 1801 и 1811 годами по проекту архитектора Андрея Воронихина, две основные черты экстерьера — это полукруглая колоннада, состоящая из двойного ряда девяноста шести коринфских колонн и венчающего купола — то, что Росси редко использовал, — который поднимается на высоту 71,5 метра. . Полученное величие действительно впечатляет, и здание выражает большее чувство динамизма, но оно менее интегрировано в окружающую среду, чем гармоничные ансамбли Росси, и его пропорции кажутся несколько более шаткими, чем изящно сбалансированные работы нашего итальянца.
Повернув направо на Невский проспект, проходим канал Грибоедова, реку Мойку и через несколько минут делаем первый поворот направо на Большой Морской улице . Когда мы идем по этой короткой улице, перед нами лежит великолепная желтая двойная Триумфальная арка Росси, но поскольку он стратегически изменил направление Морской улицы так, что она резко поворачивает влево, мы пока не можем видеть, куда ведет арка. Ощущение архитектурного напряжения возрастает по мере продвижения. Что нас ждет за поворотом? Постепенно становится видимой все возрастающая часть барочного шедевра Бартоломео Растрелли, Зимнего дворца, обрамленного изгибами Триумфальной арки, пока перед нами не предстанет вся его слава, предваряемая вертикальной тягой Александровской колонны. Это удивительный архитектурный вход на одну из самых красивых площадей в мире.
Проследуем прямо к Александровской колонне , возведенной в 1834 году по проекту Огюста де Монферрана как памятник победе над армией Наполеона и названной так потому, что ангел, парящий на вершине 47,5-метрового монолита, несет огромную сходство с Александром I.
Теперь обернитесь и посмотрите назад на Триумфальную арку . Кто не может не аплодировать гению Карло Росси, который использует эту грандиозную арку в качестве архитектурного центра, чтобы соединить два плавно изогнутых крыла здания Главного штаба, которые простираются на 600 метров, охватывая, таким образом, южную сторону площади. Этот ансамбль, построенный между 1819и 1829 г., в котором первоначально размещались военные штабы, а также министерства финансов и иностранных дел, еще раз демонстрирует атрибуты, которые Росси использует с таким изысканным вкусом: его чувство равновесия и симметрии, гармонию декора здания, великолепие всего фасада в знакомых желтых тонах. и оживлен коринфскими колоннами, и архитектурой победы, ярче всего выраженной в внушительной десятиметровой шестиконной квадриге, перевозящей крылатую фигуру Славы. Какое великолепное решение огромной задачи, с которой столкнулся Росси при проектировании центральной площади города, обращенной к резиденции царя, который сможет наблюдать за результатом из окна своей спальни!
«Неужели мы все еще не осмеливаемся превзойти искусство древних римлян?» Карло Росси в письме императору Николаю I
Покидая площадь, следуя за Зимним дворцом по его левой стороне, мы вскоре оказываемся на Неве. Поворачиваем налево и продолжаем движение по Адмиралтейской набережной , откуда открывается прекрасный вид на здания Васильевского острова, в первую очередь на Кунсткамеру, увенчанную куполом свадебного торта. Вскоре мы достигаем Сенатской площади, с западной стороны которой граничит огромный Сенатско-Синодский ансамбль. Теперь нам легко определить «российские» аспекты этого желтого, колонного, симметричного, величественного ансамбля, построенного между 1829 и 1829 гг. и 1834 г., чтобы разместить как высшую церковную (Синод), так и законодательную / административную (Сенат) власть Императорской России. Два архитектурно одинаковых, но независимых здания — Сенат справа и Синод слева — имеют длину 100 метров каждое. Их фасады оживлены восьмиколонными заглубленными портиками и на манер Главного штаба объединены богато украшенной триумфальной аркой, символизирующей единство духовной и светской власти. Арку венчает скульптурная группа «Справедливость и благочестие» и герб Российской империи.
Это был последний шедевр Росси, завершивший формирование петербургских парадных ансамблей. Из-за ссор с некоторыми из окружения Николая I великий Росси окончательно ушел в отставку в 1832 году, но жил в Петербурге, пока не умер в бедности и относительной неизвестности в 1849 году. — и это не здание Росси, а Медный всадник. Эта знаковая статуя Петра Великого на вздыбленном коне с смело протянутой к реке правой рукой была создана французским скульптором Этьеном Фальконе по завещанию Екатерины Великой и открыта в 1782 году после двенадцати лет мучений.
Хотэнд (Подготовленный E3D V6/Volcano, Dragon, Rapido, Dragonfly или CR-10)
1-2шт. Вентилятор 5015 центробежный
Вентилятор 4010 осевой
Каретка MGN9H
6шт. Винт М3х6 с полукруглой головкой
2шт. Винт М3х12 с полукруглой головкой
4шт. Винт М3х6 с потайной головкой
2шт. Винт М3х35 с потайной головкой
2шт. Винт М3х8 с цилиндрической головкой
2шт. Гайка М3
4шт. Резьбовая вставка М3х3
6шт. Резьбовая вставка М3х5
4шт. Подшипник F623
2шт. Подшипник 623
2шт. Шайба М3
Для крепления хотэнда E3D V6 / Volcano, Dragon, Rapido, Dragonfly:
4шт. Винт М2.5х8 с цилиндрической головкой
PTFE трубка. Длина отмеряется в шаге 5
Для крепления хотэнда CR-10:
2шт. Винт М3х20 c полукруглой или потайной головкой
2шт. Резьбовая вставка М3х5
PTFE трубка. Длина отмеряется в шаге 5
Необходимые инструменты
Паяльник или любое другое устройство для установки резьбовых вставок
Отвертки или ключи для винтов
Нож
Клеевой пистолет
Стяжки
Печать деталей
Выбор материала
Деталь
Предпочтительно
Возможно
Нежелательно
LPH mount
PA GF, PP GF
PETG, PA, PC
ABS, ASA, HIPS, PLA и другие на их основе
LPH case
PA GF, PP GF
PETG, ABS, ASA, PA, PC
PLA
LPH front fan duct
Любой с термостойкостью более 100°C. Можно напечатать на SLA
PLA, PETG
LPH back fan duct
Любой с термостойкостью более 100°C. Можно напечатать на SLA
PLA, PETG
Roller spacer
Любой жесткий
Любой гибкий
Ориентация моделей
Рекомендуемые параметры печати
Для деталей case, mount и spacer:
Параметр
Значение
Ширина линий
0.3-0.6 мм
Толщина слоя
0.1-0.3 мм
Толщина периметров, крышки и дна
2 мм
Заполнение
100%
Скорость печати
Любая, на которой будет достаточно точная геометрия и достаточно высокая прочность
Поддержки
Не нужны
Для сопел системы охлаждения:
Параметр
Значение
Ширина линий
Подобрать так, чтобы стенки печатались без заполнения зазора. Толщина стенки 0.8 мм
Толщина слоя
~ 0.2 мм
Заполнение
100%
Скорость печати
Любая, на которой будет достаточно точная геометрия и достаточно высокая прочность
Поддержки
Для переднего сопла не нужны. Для заднего нужны под носик (как на изображении выше)
Сборка
Шаг 1. Подготовка детали mount
1.1 Вплавьте резьбовые вставки М3х5 в указанные углубления. Обратите внимание, что пластик не должен попасть внутрь резьбы
1.2 Повторите с обратной стороны
1.3 Вставьте гайки М3 в указанные углубления
Шаг 2. Установка детали mount на балку оси Х
2.1 Установите деталь на каретку MGN9H и прикрутите 4 винтами М3х6 с полукруглой головкой. Обратите внимание, что ключ (А) должен совпадать с ухом каретки оси Y.
Шаг 3. Сборка роликов
3. 1 Соберите ролики в задней части на винты М3х35. Последовательность деталей в ролике: Подшипник F623 — шайба — подшипник 623 — подшипник F623. Вниз ставится деталь roller spacer.
Шаг 4. Подготовка детали Case
4.1 Вплавьте резьбовые вставки М3х3 в указанные углубления (с невидимой стороны зеркально). Обратите внимание, что пластик не должен попасть внутрь резьбы, а также вытесненный пластик не должен создавать бугра на поверхности детали;
4.2 (Опционально) Вплавьте резьбовые вставки М3х5 в указанные углубления. Если не собираетесь часто снимать/ставить вентилятор, то можно крепиться в 2 других отверстия, они сделаны под вкручивание винтов М3 непосредственно в тело детали.
Шаг 5. Установка хотэнда
Вариант 1. Установка хотэнда E3D V6 / Dragon / Dragonfly / Rapido
Если у вас CR-10 хотэнд, то переходите сразу к варианту 2.
5.1 Установите хотэнд на место через нижнее отверстие. Обратите внимание, что если используется не осесимметричный хитблок (V6 / Volcano и т.д.), то длинная часть должна смотреть в другую сторону от предполагаемого положения сопел системы охлаждения модели. Если используется медно-керамический хитблок, то провода лучше поставить в сторону предполагаемого крепления системы охлаждения;
5.2 Закрепите хотэнд на 4 винта М2.5х8 с циллиндрической головкой;
5.3 Засуньте трубку в отверстие до упора в горло. Для LGX Lite трубка должна выступать на ~ 3 мм, для Minifeeder на ~ 5 мм. Обрежьте исходя из этих размеров и окончательно установите в канал;
Вариант 2. Установка хотэнда CR-10
5.1 Установите хотэнд на место через нижнее отверстие. Обратите внимание, что если используется не осесимметричный хитблок (V6 / Volcano и т.д.), то длинная часть должна смотреть в другую сторону от предполагаемого положения сопел системы охлаждения модели (на изображении не показано). Если используется медно-керамический хитблок, то провода лучше поставить в сторону предполагаемого крепления системы охлаждения;
5. 2 Закрепите хотэнд на 2 винта М3х20 с циллиндрической головкой;
5.3 Засуньте трубку в отверстие до упора в горло. Для LGX Lite трубка должна выступать на ~ 3 мм, для Minifeeder на ~ 5 мм. Обрежьте исходя из этих размеров и окончательно установите в канал.
Шаг 6. Установка подающего механизма
6.1 Установите подающий механизм на место. Убедитесь, что он соприкасается с корпусом детали case, а также что трубка попала в канал;
6.2 Зафиксируйте подающий механизм винтами М3х6.
Шаг 7. Установка вентилятора обдува радиатора
7.1 Установите вентилятор на место и закрепите двумя винтами. Если вы вплавляли вставки в деталь case, то используйте винты М3х12 или М3х14 и отверстия (А), если нет — винты М3х16 и отверстия (B).
Шаг 8. Подготовка системы охлаждения модели
8.1 Приклейте вентиляторы 5015 к соплам системы охлаждения. Лучше всего использовать термоклей (клей-пистолет) так как он и держит нормально, и позволяет в случае чего снять вентилятор без повреждений. Но можно использовать и другой нравящийся вам клей.
Шаг 9. Установка системы охлаждения модели
9.1 Установите систему охлаждения на печатающую голову и прикрутите винтами М3х8 с полукруглой головкой. Винты на этом этапе затягивать не надо;
9.2 Отрегулируйте положение сопел системы охлаждения так, чтобы их нижние точки были примерно на 1мм выше кончика сопла. Затяните винты (1).
Шаг 10. Установка печатающей головы
10.1 Установите печатающую голову на каретку и закрепите винтами М3х6 с потайной головкой.
Дата: 24.04.2022
Автор: Дмитрий Соркин
Telegram: @dmitry_sorkin
E-mail: [email protected]
Руководство
: Как обновить клон E3D V6 Hotend
E3D годами лидирует на рынке хотэндов, а последний E3D V6 является золотым стандартом почти полвека. Как производитель оборудования с открытым исходным кодом, они выпускают свои инженерные схемы под Стандартной общественной лицензией (GPL), предоставляя необходимые схемы другим для просмотра, тиражирования и дальнейшего улучшения.
Патенты существуют только для защиты их товарных знаков, таких как фирменные наименования и косметический внешний вид. Дизайн и функциональность являются добросовестным использованием при условии, что производные должны выпускать свой исходный код, модифицированный или нет.
К сожалению, качество недешево. Подлинный хот-энд E3D V6 стоит около 60 долларов, что непомерно дорого для тех, у кого ограниченный бюджет. В качестве альтернативы реплики производятся за границей и продаются по гораздо более низкой цене, хотя и с более низким качеством деталей и минимальной гарантией качества.
По этой причине клоны V6 всегда будут авантюрой. На заводе качество может варьироваться от исключительного до совершенно непригодного для использования, даже если оно производится на одной производственной линии.
Многое из этого легко воспроизвести, созданное с почти таким же качеством, как и у подлинного хот-энда E3D. Радиатор, блок нагревателя и т. д. клонированы до совершенства. Есть всего несколько важных элементов, которые могут улучшить или испортить производительность, и именно здесь подделки могут не сработать. Если мы их модернизируем, мы сможем построить хот-энд, который будет сравним или даже лучше настоящего.
В ходе этого руководства наша цель — обновить клон V6, используя его как недорогую отправную точку для создания гораздо лучшего хот-энда. Заменив несколько основных деталей решениями для вторичного рынка, мы можем значительно повысить как надежность, так и производительность. Для каждого раздела я рассмотрю два разных подхода к обновлению этой конкретной части комплекта.
Бюджет предложения будут более дешевыми обновлениями с незначительной выгодой. Мы можем выполнить ремонт своими руками, чтобы устранить производственные проблемы, или заказать дешевые запчасти оптом, выбрав лучшие детали из партии. Этот путь направлен на достижение производительности, сравнимой с аутентичным хот-эндом E3D V6. (Ориентировочная стоимость: $30)
Premium предложения, с другой стороны, являются продуктами высшего уровня, лучше, чем оригинальные компоненты. Несмотря на исключительное качество E3D, даже их хот-энды оставляют место для улучшений. Детали от сторонних поставщиков часто имеют такую же или меньшую цену при использовании материалов с более высокими характеристиками.
1) Теплозащита V6
Теплозащита (или горловина) — единственное наиболее важное обновление, которое мы можем сделать, частая проблема на клонах V6. Это металлическая трубка, которая находится между радиатором и блоком нагревателя, создавая канал, по которому нить проходит вниз к хотэнду. Когда он достигает блока, он постепенно начинает таять, прежде чем вытолкнуться из сопла.
Идеальный терморазрыв должен иметь гладкие внутренние стенки, позволяющие филаменту беспрепятственно скользить по стержню до тех пор, пока он не достигнет сопла. Любые изменения поверхности отверстия могут привести к засорению, заклиниванию и другим проблемам экструзии, особенно во время отвода, когда расплавленный пластик втягивается обратно в горловину.
Полированное отверстие (показано на фото выше) идеально подходит для надежной работы, этот процесс удаляет инструментальные следы и другие дефекты поверхности. К сожалению, дешевые клоны V6 часто поставляются с рассверленным теплоотводом, и, хотя обычно это достаточно хорошо, небольшие выступы в стенке могут зацепить нить накала и создать неожиданные проблемы.
Бюджет: Полированный терморазрыв
Для домашних мастеров, стремящихся минимизировать затраты, вы можете отполировать терморазрыв в домашних условиях. Используя дрель или дремель с мелкозернистой стальной ватой, легко выровнять внутреннее отверстие. Некоторые пользователи даже наносят зеленый полировальный состав на хлопковую нить и разглаживают ее трением.
При этом теплозащита является самой важной частью любого хот-энда. Самостоятельная полировка может обеспечить стабильную производительность, но, скорее всего, не будет соответствовать продуктам послепродажного обслуживания.
Это приводит нас к Micro Swiss, американскому предприятию с ЧПУ, известному своими высококачественными продуктами для 3D-принтеров. Они производят износостойкий полированный терморазрыв для хот-энда V6 с антипригарным покрытием TwinClad XT, обеспечивающим низкое трение и высокую смазывающую способность. Это значительно снижает вероятность засорения, а также защищает от абразивных волокон, таких как углеродное волокно и пластик, наполненный металлом.
Micro Swiss V6 Heatbreak — $16,00
Premium: Titanium Heatbreak
Титан прочнее традиционной нержавеющей стали, используемой для терморазрыва, которая тверже большинства металлов, но при этом может быть довольно хрупкой. Титан также имеет явное преимущество в виде более низкой теплопроводности, что означает меньшую вероятность тепловой ползучести и засорения. Это помогает создать более четкое разделение в тепловом барьере, когда верхняя камера остается холодной, а нижняя половина нагревается.
Компания E3D выпустила собственное обновление Titanium V6 Heatbreak Upgrade, но оно имеет высокую цену (50 долларов) и ужасные отзывы. Я хотел бы отдать должное их продукту, но этого недостаточно, учитывая запрашиваемую цену.
К счастью, есть много других поставщиков с титановыми терморазрывами, которые продаются по гораздо более низкой цене и с гораздо лучшими отзывами. Небольшая компания из Лос-Анджелеса под названием 3D Passion имеет идеальный 5-звездочный рейтинг на Amazon, где я опробую их в ближайшем будущем.
Титановый терморазрыв (2 шт.) — 22,22 долл. США
2) Вентилятор охлаждения V6
Несмотря на распространенное мнение, теплоотвод не всегда является причиной проблемных клонов V6. Недостаточное охлаждение может быть столь же вредным для надежной работы. Настоящий хот-энд E3D V6 поставляется с вентилятором на шарикоподшипниках 3010, который выталкивает 4,6 кубических фута в минуту (куб. фут/мин) воздуха по сравнению со средним показателем всего 2,0 кубических фута в минуту или меньше на большинстве копий.
Без надлежащего охлаждения ребер радиатора тепло может пройти вверх по горловине и преждевременно начать плавить нить на холодном конце. Эту проблему обычно называют Heat Creep , когда пластик размягчается и прилипает к стенкам, что в конечном итоге приводит к образованию засоров.
Бюджет: Модернизация 30-мм вентилятора
Самое простое решение — заменить хотэнд-вентилятор на более производительную модель. E3D продает подлинную замену, предлагая то же качество, что и их премиальные хот-энды, плюс это помогает финансово поддерживать их бизнес. Он имеет 7 лопастей вентилятора для более тихой работы, двойной шарикоподшипник для увеличения срока службы и кабель длиной 1 метр для удобной установки.
Если вы решите выбрать другую марку, обязательно ознакомьтесь с техническими характеристиками перед размещением заказа. В качестве альтернативы я также использовал вентилятор с двойным шарикоподшипником GDSTime 3010 в прошлом на нескольких клонах V6, которые имеют заявленные 13 800 об/мин и 5,64 кубических футов в минуту.
30-мм вентилятор крепится только к синему воздуховоду с помощью (4) винтов с крестообразным шлицем. Чтобы заменить вентилятор, осторожно снимите его (они легко снимаются) и просто замените вентиляторы.
Premium: Модернизация 40-мм вентилятора
Большие 40-мм вентиляторы наиболее распространены для ПК и другой электроники, а это означает, что на рынке доступно гораздо больше вариантов. Хотя воздуховод вентилятора V6 не подходит к ним из коробки, существует множество конструкций адаптеров, напечатанных на 3D-принтере, которые позволяют это сделать.
Адаптер вентилятора E3D V6 с 30 мм на 40 мм
Что касается продуктов, вентиляторы Noctua являются чрезвычайно популярным выбором для 3D-принтеров. Учитывая, что просто вентилятор, у него абсурдное количество функций, вроде максимального обдува и бесшумных режимов работы, антивибрационных креплений и всяких переходников. Он производит 4,83 кубических фута в минуту, охлаждая немного больше, чем версия E3D, и не создает окружающего шума.
40-мм вентилятор Noctua — 13,95 долл. США
Если это слишком дорого для вашей крови, почти любой обычный 40-мм вентилятор должен обеспечить адекватное охлаждение радиатора.
Единственным реальным недостатком этого метода является увеличение объема хот-энда. V6 разработан, чтобы быть компактным и легким, поэтому большая комбинация вентилятора и адаптера кажется немного нелогичной. Тем не менее, это достойное обновление, которое отлично работает для многих пользователей.
3) Форсунка V6
Латунные форсунки, поставляемые в комплекте с хотэндами-клонами V6, не представляют собой ничего особенного, но в большинстве случаев они достаточно хороши. Настоящая проблема, конечно же, заключается в контроле качества, о котором китайские производители забывают. Когда вы покупаете дешевые форсунки по цене 1 доллар за штуку, заводские рабочие не проверяют наличие дефектов, они просто продаются как есть.
Перед установкой клона V6 поднесите сопло к свету и посмотрите на наличие заусенцев вокруг отверстия. Это должен быть идеальный круг без видимых изъянов. В противном случае он может повлиять на качество печати и должен быть заменен как можно скорее.
Форсунки являются расходным материалом. Они не предназначены для вечной эксплуатации и со временем изнашиваются, даже быстрее при печати абразивными нитями.
Будь то неотложная проблема или что-то, что нужно сделать позже, в конечном итоге нам придется заменить его. Когда это время придет, у нас будет выбор между покупкой большего количества того же самого или раскошелиться на деньги на более качественный продукт.
Бюджет: комплекты насадок
При поиске недорогих товаров из Китая довольно часто покупают больше, чем нужно, и выбирают лучшее из множества. Дешевые латунные насадки часто продаются упаковками по 10 и более штук, и мы практически гарантируем, что по крайней мере несколько из них будут работать.
Мы можем найти мультиупаковки с дюжиной насадок одного размера или разнообразные упаковки с различными размерами (например, 0,2, 0,3, 0,4 и 0,5). физического продукта на каждый потраченный доллар.
Латунные сопла V6 (Variety Pack) — 7,99 долл. США
Премиум: износостойкие сопла
Когда дешевые латунные сопла больше не справляются с задачей, существует множество вариантов модернизации. Они изготавливаются из различных металлов с гальваническим покрытием, износостойких или закаленных.
Попытка выяснить, что лучше, может быть непосильной задачей, и вложение денег в проблему не поможет. Более дорогие насадки часто разрабатываются специально для использования с абразивными нитями, такими как углеродное волокно или светящиеся в темноте. Использование их с обычными пластиками, такими как PLA или ABS, может открыть совершенно новую банку червей.
Для подавляющего большинства владельцев износостойкая насадка с гальваническим покрытием является идеальным вариантом. Защитное покрытие очень твердое и устойчивое к истиранию, что является огромным преимуществом по сравнению со стандартными латунными соплами, но оно по-прежнему отлично работает с традиционным пластиком. Micro Swiss (рекомендованная выше из-за их терморазрыва) также предлагает большой выбор высокопроизводительных форсунок V6.
Износостойкое сопло с покрытием Micro Swiss V6 – 14,99 долл. США
Прекращение экструзии в процессе печати (тепловая ползучесть)
Относится к
Последнее обновление
год назад
Эта статья также доступно на следующих языках:
Если принтер внезапно прекращает экструзию нити, но продолжает движение печати без сообщения об ошибке, возможно, вы стали жертвой теплового ползучести .
Как это выглядит
Вообще говоря, мы имеем в виду тепловую ползучесть, когда части хотэнда над нагревательным блоком становятся слишком горячими. В нормальных условиях нить накала начинает плавиться прямо над соплом. Однако, когда теплоотвод становится слишком горячим, тепло распространяется вверх неравномерно по всему хотэнду, нить накаливания начинает размягчаться выше внутри хотэнда и вызывает засорение . Двигатель экструдера врезается в нить, он может даже издавать «щелкающий» или «тикающий» звук, пытаясь протолкнуть нить в экструдер.
Обратите внимание, что тепловая ползучесть — это только один из способов, которыми ваш хотэнд может засорить и чаще всего не самое вероятное объяснение . Мы предлагаем вам прочитать наши статьи, посвященные засорам хотэнда, особенно недоэкструзии, засорению хотэнда и холодному извлечению.
Как это исправить
Наиболее распространенные причины:
Температура окружающей среды (в помещении) выше 35°C (30°C для некоторых нитей) или принтер находится в корпусе.
Тепловая ползучесть обычно возникает при печати из PLA, так как у него самая низкая температура плавления среди наиболее часто используемых нитей. Печать PLA в полностью закрытом и невентилируемом корпусе, скорее всего, вызовет проблемы.
Используемая нить накаливания содержит частицы металла, которые проводят тепло к хотэнду.
Установлена слишком высокая температура горячего конца.
Теплопередача между соплом, теплоотводом и радиатором недостаточна.
Через сопло проходит недостаточно нити или она течет недостаточно быстро.
Сама нить поглощает тепло . Если его экструдировать недостаточно быстро, это может способствовать тепловой ползучести.
Как предотвратить это
После того, как вы очистили хотэнд , , ознакомьтесь с приведенными ниже советами, чтобы предотвратить повторение этой проблемы.
Рекомендуемая практика: После завершения печати, пока хотэнд еще горячий, выгрузите текущую нить . К счастью, комплект обновления MMU2S делает это за вас в конце каждого отпечатка! Если у вас нет MMU2S, вы можете просто использовать функцию «Выгрузить» принтера.
Экструдер
в сборе
Зазор между соплом и нагревательным блоком
Во всех собранных хотэндах E3D v6.1, должен быть зазор около 0,5 мм (0,02 дюйма) между нагревательным блоком и шестигранной головкой сопла. Опять же, это для контроля теплового потока внутри хотэнда. Вворачивая сопло в нагревательный блок, вы должны затянуть его полностью, но никогда не пытайтесь (слишком) затянуть его так, чтобы головка сопла коснулась нагревательного блока.
Проверьте вентилятор экструдера
Как вы понимаете, охлаждающий вентилятор должен работать должным образом, чтобы обеспечить достаточное охлаждение радиатора. Во-первых, убедитесь, что вы не видите наклейку на вентиляторе — это означает, что вентилятор установлен задом наперед. При вращении он должен выталкивать воздух внутрь, а не наружу .
Если вентилятор установлен правильно, вы можете проверить, достаточно ли быстро он вращается . Во время печати перейдите в ЖК-меню -> Поддержка -> Информация об экструдере -> Скорость вентилятора 9.0023 . Значение оборотов вентилятора сопла должно быть в пределах от 4000 до 4400. 1 Слишком слабое или слишком сильное натяжение натяжной пружины экструдера также может вызвать проблемы. с экструзией нити. Когда натяжной винт слишком ослаблен, шестерни не могут захватить нить накала, и двигатель может начать пропускать. Если винт натяжителя слишком затянут , зубья на шестернях могут перетрите нить накала и задохнитесь — всегда следите за чистотой шестерен.
Головка натяжного винта должна быть выровнена с корпусом экструдера (см. фотографии выше). В случае MK2/S пружины растяжения находятся снаружи экструдера. Длина сжатых пружин растяжения должна быть 13 мм.
Убедитесь, что на радиаторе нет пыли. После многих часов печати ребра радиатора могут
накапливают мелкую пыль , что снижает эффективность рассеивания тепла радиатором. Один из простых способов решить эту проблему — снять охлаждающий вентилятор хотэнда (квадратный вентилятор с левой стороны экструдера) и сдуть пыль сжатым воздухом. Заодно сдуйте пыль и с самого вентилятора.
Убедитесь, что трубка из ПТФЭ полностью вставлена в хотэнд.
Очень важно убедиться, что трубка из ПТФЭ внутри хотэнда находится на одном уровне с краем терморазрыва. Если вы недавно вынули трубку из ПТФЭ из радиатора, всегда целесообразно перепроверить, чтобы трубка из ПТФЭ была 9.0021 закреплен на месте и не двигается вверх и вниз . К счастью, у нас есть руководство для этого здесь.
Добавьте термопасту на терморазрыв
Особенно, если вы разбирали хотэнд, чтобы очистить его, прежде чем снова собрать хотэнд, не забудьте нанести немного термопасты на резьбу терморазрыва, которая находится в контакт с радиатором (такая же термопаста используется для компьютерных процессоров). Вы можете приобрести пасту в нашем интернет-магазине или аналогичном высококачественном 9Универсальная термопаста 0021 . Вот как должен выглядеть ваш тепловой разрыв с достаточным количеством термопасты. Обратитесь к этому руководству (для MK3S/MK2.5S/MMU2S. Для MK3/MK2.5 есть отдельное руководство) для получения дополнительной информации о том, как демонтировать экструдер и хотэнд.
Настройки печати
Уменьшите температуру нагревательного стола
Тепло, поднимающееся от нагревательного стола, может привести к перегреву деталей экструдера. Особенно (но не только) для печати PLA вы можете снизить температуру нагревательного стола в слайсере Prusa на 5 или 10 градусов . В PrusaSlicer вы можете перейти к настройкам нити -> Нить и изменить температуру в поле Температура °C .
Вы также можете сделать это во время печати, в ЖК-меню -> Настройка -> Кровать (и изменить значение, повернув ручку), но в этом случае делайте это только до окончания первого слоя, в противном случае, внезапная смена температуры может деформировать отпечаток.
Обучаясь на курсах оператора станков с ЧПУ, вы научитесь программировать станки на выполнение определенных задач, заниматься наладкой, обслуживанием и управлением этих станков.
Для этого существует специально подготовленные программы обучения, где осваиваются как теоретические аспекты данного направления, так и практические навыки, при чем практических занятий гораздо больше, так как научиться программировать станки ЧПУ можно эффективно лишь тогда, когда самостоятельно участвуешь в данном процессе.
Не надо думать, что для освоения данной специальности необходимо быть программистом или знать программирование как отдельную науку. Под программированием станков с ЧПУ подразумевается комплекс мероприятий, направленных на настройку станка под выполнение определенных технических или творческих задач.
В данной статье вы можете ознакомиться с учебными центрами, в которых можно пройти курс оператора станков (ЧПУ) в Москве. Узнать условия обучения и стоимость.
Содержание
1 ТОПИНСИТИ (ВАО)
2 СК «Роутер» (ЦАО)
3 Диомаш Инжиниринг (ЦАО)
4 Городской Центр Дополнительного Профессионального Образования (САО)
5 МинМакс (САО, ЮЗАО)
6 Keepwork (ЮАО)
7 Школа ремонта «101КУРС» (СВАО)
8 Энси-Тех (СВАО)
9 Учебный центр ГК ФИНВАЛ (ЮВАО)
10 Stanexim (ЮВАО)
11 Интех-Станки (СЗАО)
ТОПИНСИТИ (ВАО)
Адрес: м. Семёновская, ул. Ткацкая 17, 2 этаж, офис 7 Сайт: https://www.topincity.ru Телефон: +7 (967) 555-32-62 Стоимость: от 20000р. за курс
Ускоренные интенсивные индивидуальные и коллективные 10-ти дневные занятия. После окончания курсов выдаётся сертификат с перечнем пройденных дисциплин и практик, а также присвоение разряда со второго по пятый с выдачей свидетельства и удостоверения оператора станка с ЧПУ государственного образца.
Курсы ориентированы для освоения программирования ЧПУ станков с помощью передовых систем CAM в графическом режиме на компьютере, а не упрощёнными методами программирования станка со стойки или написания G-кода вручную.
Прошедший обучение сможет программировать любые 3-х осевые фрезерные ЧПУ станки через USB вход или по сети, оборудованные стойками Siemens, Fanuc, Fagor, Fadal, Generic, Haas, Heiderhain, Mazak, Syntec, Bosch, Datron, Ronchini, Mach4, MultiCam, NC Studio, WINCNC, WINPC, DSP, G Code, BigZee. После прохождения полного курса обучения по программированию 3-х осевых фрезерных станков, возможно дополнительное обучение 4-х и 5-ти осевой обработке, в том числе 3+2.
Программа обучения может корректироваться под обработку конкретного материала как сталь, титан, нержавейка, цветные металлы, чугун, гранит, мрамор, драгоценные камни, известняк, дерево, фанера, пластики литьевые и твёрдые модельные, композиты, стекло, а также направлена на проектирование, моделирование 3D/2D, фрезеровку, гравировку и микрогравировку, резка/раскрой, 4-я координата, промышленные технические изделия, формы/матрицы/клеше, скульптура, художественная лепнина.
Курсы позволяют максимально использовать ЧПУ оборудование в бизнесе для увеличения объемов производства, организации собственного бизнеса и кардинального снижения времени проектирования изделий с момента идеи до получения готового изделия. Рассматриваются методы современного подхода к теме роботизированного изготовления, которые позволяют в десятки раз ускорить время производства изделий.
Особое внимание уделяется начальному этапу подготовки персонала для полного понимания процессов, происходящих при фрезеровке, типам фрез, покрытий, расчёту режимов и подач инструмента, что является «букварём» для фрезеровщика, но подход к обучению основывается на передовых, лёгких, системах обучения без применения тройных интегралов и заумных формул, а даются конкретные практические данные и знания, которые уже давно доказаны временем.
Операторы ЧПУ станков, которые уже имеют навыки программирования станков вручную с помощью кодов, также могут значительно повысить свою квалификацию, научившись полностью заменять свою трудную ручную работу, и увеличив свою производительность в десятки раз. По окончании обучения выдаётся сертификат с перечнем изученных дисциплин, а также свидетельство и удостоверение оператора ЧПУ станка (при необходимости).
Необходимые требования к желающему обучиться: КОМПЬЮТЕРНАЯ ГРАМОТНОСТЬ на уровне средней школы (уверенный пользователь компьютера, умение пользоваться системой Windows 10, e-mail, умение создать папку, умение создать пустой текстовый файл на рабочем столе).
СК «Роутер» (ЦАО)
Адрес: м. Бауманская, ул. 2-я Бауманская, д. 5 стр. 1 Сайт: https://rusnc.ru Телефон: +7 (499) 686-11-86 Стоимость: от 21000 р. за курс
В ходе обучения слушатели курса формируют теоретические и практические компетенции в сфере обработки деталей на станках с ЧПУ, включая материаловедение, технологию обработки, устройство и безопасная эксплуатация фрезерных станков, составление управляющих программ как в системах ЧПУ, так и в системах геометрического моделирования обработки (CAD/САМ-системы).
По окончании курса слушателям выдается удостоверение о повышении квалификации установленного образца от МГТУ им. Баумана.
Продолжительность курса: 5 дней по 8 часов.
Обучение проходит в группах по 7 человек, что обеспечивает индивидуальный подход к каждому слушателю курса и качественное освоение практических навыков и теоретической базы, необходимой операторам для работы на фрезерных станках с числовым программным управлением.
Диомаш Инжиниринг (ЦАО)
Адрес: м. Цветной бульвар, ул Трубная, д. 21 Сайт: https://www.diomash.ru Телефон: +7 (495) 646-17-44 Стоимость: от 22000 р. за курс
Обучение операторов производится опытными специалистами компании АО «ДИОМАШ-ИНЖИНИРИНГ» с применением современного оборудования.
Учебное место состоит из ПК и пульта управления станком. Будущие специалисты обучаются тонкости работы с программным обеспечением, осваивают процесс работы станка при помощи учебных стендов, а потом отрабатывают свои навыки на полноценном станке.
Возможно обучение на территории заказчика. Главное преимущество такого подхода состоит в возможности проведения обучения непосредственно на оборудовании, с которым впоследствии будет работать оператор. Закрепление полученных знаний будет проводится на примере технологического процесса конкретного предприятия.
Обучаясь на оператора или повышая свою квалификацию, слушатель курсов узнает, как обеспечить техническую надежность и оптимизировать рабочие операции станка. Профессиональный подход к работе и глубокое понимание производственных процессов позволят избежать неисправностей.
Городской Центр Дополнительного Профессионального Образования (САО)
Адрес: м. Белорусская, 3-я улица Ямского поля, дом 2, корпус 13, 6 этаж Сайт: https://doprof.ru Телефон: +7 (495) 150-31-41 Стоимость: от 21100 р. за курс
Слушатели ознакомятся с устройством станков, возможностями системы ЧПУ, основами программирования, научатся создавать и редактировать программы, технически грамотно обслуживать станки с ЧПУ.
Курс расчитан на 72 часа, из которых 48 часов-теоретические занятия и 24 часа практики, где слушатели отрабатывают навыки по программированию и управлению станком.
Выпускники курса профессиональной подготовки операторов станков с ЧПУ получают документ об окончании обучения: удостоверение установленного образца с присвоением квалификации оператора станков с ЧПУ.
МинМакс (САО, ЮЗАО)
Адрес: м. Верхние Лихоборы, Дмитровское шоссе, 71Б, офис. 202 м. Беляево, ул Профсоюзная 93А, офис 16 Сайт: https://minmaks.ru Телефон: +7 (499) 647-82-74 Стоимость: от 6200 р. за курс
В едином тарифно-квалификационном справочнике рабочих профессий оператору станков с ЧПУ присваиваются определенные разряды (в зависимости от сложности выполняемых задач: с 2 по 5 разряд).
Работы, выполняемые оператором определенного разряда:
второй разряд: специалист данного разряда выполняет несложные работы на станках, которые предназначены для простой обработки деталей одного вида. Выполняет установку и снятие различных элементов заготовки под присмотром оператора c более высокой квалификацией.
третий разряд: выполняет управление станками средней сложности, прописывает программный код для более сложных деталей.
четвертый разряд: работает и обслуживает станки, которые позволяют изготавливать сложные узлы, состоящие из разных деталей. Оператор четвертого разряда также проводит профилактические работы с оборудованием, при необходимости выполняет ремонт и замену отдельных агрегатов.
пятый разряд: занимается ведением полного цикла производства сложных деталей; выполняет капитальный ремонт оборудования.
Общая информация:
длительность курсов — 72 часа;
формат обучения: очный / заочный;
после успешной аттестации выдается свидетельство и удостоверение оператора станков с ПУ;
Для данной специальности требуется ежегодно проходить проверку профессиональных знаний, которую вы также можете осуществить в учебном центре.
Keepwork (ЮАО)
Адрес: м. Нагорная, Электролитный проезд, д.3, стр.2. Сайт: https://keepwork.pro/ Телефон: + 7 (968) 069-82-18 Стоимость: от 25 000р. за курс
Курсы ЧПУ и моделирования
На курсе вы научитесь самостоятельно изготавливать нужные вам детали, начиная от моделирования и заканчивая изготовлением изделий. Также курс обеспечит вам понимание, какие ЧПУ станки вам необходимы и как их выбрать.
Программа курса
Обучение проходит в формате индивидуальных занятий и включает 3 блока:
I. 3D моделирование в программе Компас
Общее знакомство с программой
Учимся делать детали и сборку
Сохранение деталей и чертежей
II. Подготовка управляющих программ в ArtСam
Общее знакомство с ArtCam
Работа с векторами и слоями: исправление ошибок, трансформация, размножение
Написание управляющих программ, их проверка
III. Реализация написанных программ на 3х осевом фрезерном станке ЧПУ
Устройство ЧПУ станка, основные узлы – как они могут быть реализованы, на что обратить внимание при покупке
Подготовка и запуск станка
Основные манипуляции в процессе работы станка.
Школа ремонта «101КУРС» (СВАО)
Адрес: м. Дмитровская, ул. Новодмитровская, д. 5А, стр. 2 Сайт: https://101course.ru Телефон: +7 (495) 989-21-25 Стоимость: 23300 р. за курс
В течение семи занятий осваиваются теоретические знания в специально подготовленных аудиториях, где слушатели постигают азы профессии, углубляясь в детали своей будущей профессии.
Все остальные одиннадцать занятий – это подробная практика, с детальным рассмотрением всех возможных вариантов наладки, программирования и обслуживания станков.
Программа обучения:
Инструктаж ОТ и ПБ. Виды, типы и области применения станков с программным управлением.
Материалы, приспособления, режущие инструменты и режимы резания.
Чтение чертежей.
Устройство и принцип действия станков с числовым программным управлением (ЧПУ).
Допуски и технические измерения.
Системы координат станков с ЧПУ.
CAD-системы в компьютерном моделировании деталей, обрабатываемых на станках с ЧПУ.
Базовые языки и принципы построения управляющих программ (УП) станков с ЧПУ.
Построение компьютерных 2D-моделей контуров деталей, обрабатываемых на станках с ЧПУ.
Разработка и редактирование УП типовых элементов контурной обработки на станках с ЧПУ.
CAD-системы в компьютерном 3D-моделировании деталей, обрабатываемых на станках с ЧПУ.
Разработка УП контурной обработки, настройка и обработка деталей на 3-х осевом станке с ЧПУ.
Построение компьютерных 3D-моделей деталей, обрабатываемых на станках с ЧПУ.
Особенности разработки УП токарной обработки деталей на станках с ЧПУ.
CAM-системы компьютерного моделирования процессов обработки деталей на станках с ЧПУ и автоматизации разработки УП.
Разработка УП многоосевой обработки, настройка и изготовление деталей на 4-х осевом станке с ЧПУ.
Аддитивные технологии изготовления изделий на станках с ЧПУ, 3D-принтерах и РТК.
Итоговая аттестация.
Курс разбит на 18 занятий по 4 ак. часа. Практика проходит в специально оборудованных классах. Выпускникам выдается удостоверение о повышении квалификации установленного образца.
Энси-Тех (СВАО)
Адрес: м. Савёловская, ул. Б. Новодмитровская, 14/2, 213 Сайт: http://nc-tech.ru Телефон: +7 (495) 909-11-00 Стоимость: от 20900 р. за курс
По желанию обучение может проводиться на площадке компании или на территории заказчика. В офисе компании предусмотрено специализированное стендовое оборудование для проведения обучения.
Программа была специально разработана для специалистов по техническому обслуживанию и для инженерно-технического персонала. Она включают в себя рассмотрение всех вопросов, связанных с предотвращением простоя систем управления.
Форма трейнинговых семинаров — группа или индивидуальное занятие.
После успешного прохождения курса, участникам выдается СЕРТИФИКАТ MITSUBISHI ELECTRIC, в котором обозначаются темы семинара и умения, полученные по его окончанию.
Учебный центр ГК ФИНВАЛ (ЮВАО)
Адрес: м. Кожуховская, 2-й Южнопортовый проезд, д. 14/22, стр. 1 Сайт: https://finval.ru Телефон: +7 (495) 247-55-74 Стоимость: по запросу
Профессионалы Учебного Центра проводят обучение и подготовку персонала для работы на металлорежущем оборудовании с ЧПУ. Обучение, проводимое УЦ ГК ФИНВАЛ, позволит максимально эффективно использовать высокотехнологичное оборудование и исключить простои, связанные с недостаточной квалификацией персонала.
Преимущества:
Обучение в лицензированном учебном центре (Лицензия №038684 от 31 августа 2017 г. на осуществление образовательной деятельности)
Учебный класс с лицензионным программным обеспечением и учебным оборудованием;
Профессиональная подготовка под руководством высококвалифицированных специалистов Центра Технологии Машиностроения;
Свыше 20 единиц современного оборудования с ЧПУ для отработки практических навыков;
Персональная программа обучения с учетом производственных запросов Вашего предприятия, под конкретное оборудование.
Обучение в лицензированном учебном центре;
Возможность 100% загрузки оборудования и инструмента на Вашем предприятии;
Оборудование не выводится из производственных задач Вашего предприятия для нужд обучения;
Доступная стоимость обучения;
Индивидуальное расписание;
Диплом о профессиональной переподготовке, установленного образца;
Удостоверение о повышении квалификации, установленного образца.
Программы обучения
Рабочие специальности
Оператор – наладчик оборудования с ЧПУ
Оператор – наладчик оборудования с ЧПУ с системой ЧПУ FANUC (токарная обработка)
Оператор – наладчик оборудования с ЧПУ с системой ЧПУ FANUC (токарная обработка — автомат продольного точения)
Оператор – наладчик оборудования с ЧПУ с системой ЧПУ FANUC (фрезерная обработка)
Оператор – наладчик оборудования с ЧПУ с системой ЧПУ Siemens SINUMERIK (фрезерная обработка)
Эксплуатация и обслуживание систем ЧПУ SIEMENS SINUMERIK
Инженерно-технические кадры
Работа в модуле NX (5-ти осевая фрезерная обработка)
Разработка управляющих программ (в CAD/CAM системах на примере NX)
Разработка управляющих программ для токарного оборудования с ЧПУ — автомат продольного точения
Диагностика надежности технологических систем оборудования с ЧПУ
Эксплуатация и обслуживание систем ЧПУ FANUCПрограмма повышения квалификации «Ввод в эксплуатацию и обслуживанию SINUMERIK 840D sl (NC-84DSIP)
Подготовка к Worldskills Russia
Подготовка к WorldSkills Russia: Разработка управляющих программ (в CAD/CAM системах на примере NX)
Stanexim (ЮВАО)
Адрес: м. Угрешская, ул. Угрешская, д. 2, стр. 36 Сайт: http://www.stanexim.ru Телефон: +7 (495) 984-20-72 Стоимость: 24000 р. за курс
Учебный класс центра оснащен самым современным оборудованием для обучения технических специалистов работе на станках с ЧПУ.
учебные места: ноутбук + клавиатура, имитирующая пульт управления станком;
программное обеспечение для обучения работе с ЧПУ на компьютере;
учебные стенды;
токарный и фрезерный станки.
Обучение на территории заказчика возможно благодаря использованию мобильного учебного класса.
Главным преимуществом данного обучения является возможность его проведения непосредственно на оборудовании заказчика и закрепление полученных знаний на примере производственного процесса предприятия.
Обучение проводят специалисты-практики, имеющие опыт наладки, управления и обслуживания различных станков с ЧПУ более 10 лет. Наши преподаватели ежегодно проходят обучение техническим новинкам у мировых производителей станков и ЧПУ.
В зависимости от уровня подготовки, возможен один из трех видов обучения:
Базовый курс: ознакомление с основными системами ЧПУ, получение основополагающих знаний по их обслуживанию. Подходит для специалистов с небольшим опытом работы, выпускников технических специальностей.
Продвинутый курс: углубленное изучение систем управления. Подходит для специалистов с опытом работы.
Индивидуальный курс: программа, разработанная с учетом уровня подготовки специалистов, специфики производства и пожеланий заказчика.
Интех-Станки (СЗАО)
Адрес: м. Сходненская, Новопоселковая улица, дом 6, корпус 217, офис 505 Сайт: https://intech-stanki.ru Телефон: +7 (495) 211-51-66 Стоимость: от 20000 р. за курс
Курсы обучения операторов станков с ЧПУ сопровождаются увлекательным слайд-шоу с большим количеством видеоматериалов и грамотным устным изложением. Вы забираете с собой методичку, к которой сможете обратиться позже, в случае необходимости.
Практика представляет собой работу в симуляторе стойки Fanuc (токарная конфигурация), а также работу на учебном фрезерном станке и отработку на нём программ, полученных при помощи САМ-системы. Центр обучения ЧПУ позволяет проводить теоретические и практические занятия в одном месте.
Курсы подходят как для начинающих, так и для тех, кто ищет курсы повышения квалификации и хочет переучиться с универсальных станков на станки с ЧПУ.
Основная информация:
Продолжительность курса 2 недели (10 вечеров).
Время проведения занятий с 18:00 до 21:00.
Обучение проводится небольшими группами до 6-ти человек.
По окончании курса выдаются сертификаты (по форме организации).
Все сопутствующие материалы предоставляются.
РЕЗКА — раскройка и резка на станках ЧПУ в Москве
Адрес мастерской: Москва, Каширское шоссе, 33
Мастерская ЧПУ-резка имеет все необходимое оборудование, что позволяет выполнять как простые заказы, так и сложные проекты вплоть до создания макетов с высокой детализацией и использованием электроники
ООО «ЧПУ РЕЗКА» осуществляет комплекс услуг по разметке, резке и сборке деталей из дерева, пластика, металла и других материалов
Материалы
Вы можете предоставить свой материал или заказать работу и материал для резки на ЧПУ у нас
Станки
Наш парк ЧПУ-станков для резки позволяет работать с большинством типов материалов
Возможности
По мимо резки, мы осуществляем моделирование и сборку
Производство
Вы можете предоставить свой чертеж, заказать индивидуальную модель или выбрать готовое решение
Резка на ЧПУ – цены
Материал*
Стоимость резки листовых материалов*
толщина материала (мм)
до 500 п. м. (руб)
до 1000 п.м.(руб)
от 1000 п.м. (руб)
Резка оргстекла
1-2 мм
20 руб
15 руб
13 руб
3-4 мм
22 руб
17 руб
15 руб
5-6 мм
27 руб
21 руб
19 руб
8-12 мм
47 руб
29 руб
26 руб
20-25 мм
72 руб
56 руб
51 руб
Резка полистирола
1-3 мм
19 руб
15 руб
13 руб
4-6 мм
22 руб
17 руб
15 руб
Резка ПВХ
2-4 мм
17 руб
11 руб
10 руб
5-6 мм
22 руб
17 руб
15 руб
8-10 мм
27 руб
19 руб
17 руб
19-24 мм
32 руб
21 руб
19 руб
Резка текстолита
2-3 мм
72 руб
37 руб
33 руб
4-5 мм
97 руб
61 руб
55 руб
Резка фанеры, МДФ, ДСП, ЛДСП
3-6 мм
22 руб*
21 руб*
17 руб*
7-10 мм
27 руб*
27 руб*
24 руб*
12-20 мм
57 руб*
47 руб*
42 руб*
Резка композита
2 мм
27 руб
17 руб
15 руб
3 мм
32 руб
21 руб
19 руб
4 мм
37 руб
27 руб
24 руб
6 мм
47 руб
37 руб
33 руб
Резка ПЭТ
2 мм
20 руб
14 руб
13 руб
3-4 мм
22 руб
17 руб
15 руб
5-6 мм
27 руб
21 руб
19 руб
Примеры готовых изделий
Instagram
Подпишитесь на нас в Instagram !
Узнавайте о новых идеях и последних работах первыми!
ООО «ЧПУ РЕЗКА» предоставляет полный комплекс работ по моделированию, резке, раскройке и сборке деталей из дерева, пластика, металла и других материалов.
Я вернусь в Москву, но дерзайте, Командор. .. и сделайте так, чтобы ваша страна гордилась вами. — Жана
”
Москва (русский: Москва́ , латинизированный: Москва ) — столица и крупнейший город Советского Союза и его главной республики. Это также самый большой город в Европе, а Московская агломерация входит в число крупнейших городских агломераций мира. Город назван в честь реки (старорусский: гра́д Моско́в, рим. град Москов, буквально «город у Москвы-реки»).
Москва является политическим, экономическим, религиозным, финансовым, образовательным и транспортным центром страны. Расположен на Москве-реке в Центральном федеральном округе, в европейской части России. Исторически это была столица Великого княжества Московского и какое-то время царства России. Это место Московского Кремля, средневекового комплекса фортов, который служит резиденцией советского премьера и центром советского правительства. Центр раньше находился в здании старого Кремлевского дворца, однако после путешествий во времени и внесенных изменений рядом с ним был построен новый современный небоскреб. Москва является крупным экономическим центром и является домом для многих научных и образовательных учреждений, а также многочисленных спортивных сооружений. Он обладает сложной транспортной системой, которая включает в себя одну из самых загруженных систем метро в мире, которая славится своей архитектурой и произведениями искусства.
Содержание
1 История
1.1 Фон
1.2 Вторая мировая война
1.3 Третья мировая война (первая итерация)
1.4 Третья мировая война (третья итерация)
2 Области интересов
3 См. также
История
Предыстория
Этот город имеет долгую историю конфликтов и предательств. Первое упоминание о Москве датируется 1147 годом. Москва на долгие годы превратилась в стабильное и процветающее княжество, известное как Великое княжество Московское, и привлекала большое количество беженцев со всей России. В 1380 году московский князь Дмитрий Донской привел объединенное русское войско к важной победе над татарами в Куликовской битве. Битва, однако, не была решающей, и всего через два года Москва была разграблена ханом Тохтамышем. Иван III в 1480 году окончательно освободил русский народ от татарского контроля, позволив Москве стать центром власти в России. В 1571 году крымские татары напали и разграбили Москву, сожгли все, кроме Кремля. В 1609 г.Шведская армия во главе с графами Якобом Делагарди и Эвертом Хорном начала поход из Великого Новгорода на Москву на помощь царю Василию Шуйскому, вошла в Москву в 1610 г. и подавила восстание против царя, но в начале 1611 г. покинула ее, после чего Польско-литовская армия вторглась. Во время польско-московской войны (1605–1618) гетман Станислав Жолкевский вошел в Москву после победы над русскими в битве при Клушино.
XVII век был богат народными восстаниями, такими как освобождение Москвы от польско-литовских интервентов (1612 г.), Соляной бунт (1648 г.), Медный бунт (1662 г.), Московское восстание 1682 г. Чума эпидемии опустошали Москву в 1570–1571 гг., 1592 и 1654–1656 гг. Город перестал быть столицей России в 1712 году. Во время вторжения французов в Россию в 1812 году москвичи сожгли город и эвакуировались, так как 14 сентября приближались войска Наполеона. Великая армия Наполеона, измученная голодом, холодом и плохими путями снабжения, была вынуждена отступить и была почти уничтожена опустошительной русской зимой и спорадическими атаками русских вооруженных сил. За это время погибло до 400 000 человек, и лишь несколько десятков тысяч разоренных солдат вернулись. После русской революции 1917, 12 марта 1918 года Москва стала столицей Российской Советской Федеративной Социалистической Республики и менее чем через пять лет Советского Союза.
Вторая мировая война
Основная статья: Нет раскаяния
Когда советские войска были ограничены городом и его окрестностями на заключительном этапе войны, союзники предприняли последнюю атаку, чтобы уничтожить советскую армию и захватить Сталина. , но позже его тело нашли в обрушившемся бункере.
Третья мировая война (первая итерация)
Основные статьи: Хроно-Буря, Красная революция
После Второй мировой войны Москва оставалась столицей нового СССР при Александре Романове. В конце Третьей мировой войны он был захвачен союзниками во время операции «Хроно Шторм».
Следующее основано на советской кампании Red Alert 2 и может противоречить канону.
Во время войны советские части, верные известному командующему, восстали против премьера Юрия и разрушили Кремль (операция «Красная революция»).
Третья мировая война (третья итерация)
Основная статья: Обрушение Кремля Обрушение
Когда союзники снова оказались на пороге города, массовая паника охватила советское население. Премьер Романов бежал от наступающих союзников, но удаление Черденко имени профессора Эйнштейна привело к новой временной шкале, в которой Москва была в безопасности от союзников, а сам Черденко стал премьер-министром.
Президент Акерман пытается атаковать Москву и сравнять ее с землей с помощью своего рода лазерного оружия, установленного на горе Рашмор. Однако это было остановлено вмешательством союзников.
Советские граждане приветствуют нового Премьера
Следующее основано на советской кампании Red Alert 3 и может противоречить канону.
В советской кампании Черденко информирует командира из своего кабинета в Москве. Здесь же Черденко инсценировал покушение на себя, чтобы подставить генерала Крюкова. Когда самого Черденко убивают на острове Пасхи после предательства Командующего, последний возвращается в Москву после разрушения, а затем восстановления Статуи Свободы со статуей Ленина. Даша сообщает ему, что люди хотят встретить своего нового Премьера — Командующий позже выйдет на балкон Кремлевского дворца и прославлен толпой русского народа и великолепным фейерверком.
Следующее основано на Имперской кампании Red Alert 3 и может противоречить канону.
Во время имперской кампании несколько VIP-бункеров были захвачены имперскими силами, чтобы имперцы могли получить доступ к советской военной технике до того, как сёгун-палач сровняет город с землей. Потом они уничтожили большую часть Москвы вместе с кремлевской высоткой. Машина времени также была уничтожена, когда ее вывозили из Кремля по воздуху.
Районы интересов
Советские авиабазы: Советские ВВС координируют свои атаки с различных аэродромов в городе
Советские заводы: здесь были построены советские танки, чтобы остановить продвижение союзников и имперцев
Советские казармы: Советская пехота, в том числе их печально известные солдаты Теслы, обучались здесь для борьбы с сёгуном-палачом
VIP-бункеры: два были замечены и захвачены, в результате чего местные советские постройки попали в руки Империи
Кремль: Главный штаб Советов либо захвачен, либо разрушен врагами
Собор Василия Блаженного: главный собор, который был разрушен союзными войсками в отместку во время Хроно Шторма
См.
также
Москва в Википедии Культы
Бюст «Голова лошади»
Бесплатно
Бюст головы лошади с ЧПУ
Бесплатно
Лицо льва с ЧПУ
Бесплатно
викинг воин лицо бюст чпу арт
бесплатно
кошачий бюст с ЧПУ
Бесплатно
Крест Иисуса Христа Римское убийство с ЧПУ
Бесплатно
Христос на кресте Иисус арт
Бесплатно
медаль с бюстом лошади с ЧПУ
Бесплатно
Лучшие файлы для 3D-принтеров категории «Искусство»
*старый*Гибкий беззубый дракон
5,40 €
Элвис перезагружен
Бесплатно
Кольцо Бесконечности
3,33 €
Артикуляционный дракон Судного дня, печать на месте, гибкий череп и кость дракона, от Pretzel Prints
2,93 €
Catbus (Мой сосед Тоторо)
Бесплатно
Аватар Икран Летающий мобильный
2,70 €
31 Родстер Freedom
12,08 €
Время приключений — Гюнтер
Бесплатно
Бестселлеры категории Искусство
Stitch Love (Easy print без поддержки)
1,50 €
ZOU GHOST — ПРИЗРАК С НОГАМИ
2,81 €
Flexi Print-in-Place Skeleton Shark
2,66 €
«Пох*й!» Пасхальное яйцо-сюрприз
1,79 €
МР.
ПРИЯТНЫЙ ПАРЕНЬ С СЮРПРИЗОМ — ЛЕГКАЯ ПЕЧАТЬ
3,14 €
Симпатичная лягушка Flexi Print-in-Place
1,76 €
Print-In-Place Cute Lucky Cat
2,70 €
Cute Flexi Print-in-Place Fox
2,25 €
Милый ленивец Flexi Print-in-Place
2,66 €
Скелетная рука Flexi Print-in-Place
1,79 €
Кусачий дракон
3 €
Шарнирная игрушка Crested Gecko, тело, печатаемое на месте, голова с защелкой, симпатичная гибкая
3,13 €
Шарнирная игрушка гремучая змея, тело с возможностью печати, голова с защелкой, милая гибкая
3,56 €
Скелет Cute Flexi Print-in-Place
2,66 €
Flexi PRINT-IN-PLACE Hand
1,76 €
Милый цирковой слон Flexi Print-in-Place
2,66 €
💖 Хотели бы вы поддержать культы?
Вам нравятся культы и вы хотите помочь нам продолжить приключение самостоятельно ? Обратите внимание, что мы небольшая команда из 3 человек , поэтому нам очень просто поддерживать деятельность и создавать будущие разработки .
Характеристики электродов АНО-21 | Статьи о сварке от МЭЗ
19.02
2020
Электроды АНО-21 – одна из наиболее универсальных марок. Разработаны в Институте электросварки им. Е.О. Патона (Академия наук Украины). В настоящее время выпускаются всеми ведущими профильными предприятиями России. Используются в основном для соединения тонкостенных (до 5 мм) конструкций, рассчитанных на работу в условиях невысокого рабочего давления.
Регулирующие качество стандарты – ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272-007-58965179-2006. Самый известный зарубежный аналог – ESAB ОК 46.00.
Полная расшифровка на примере Э46-АНО-21-d-УД Е 430/3/-Р 11
Э46 – тип электрода
АН – Академия наук
О – обмазанный
21 – модель разработки
d – диаметр
У – углеродистые и низколегированные стали
Д – толстое покрытие
43 – временное сопротивление разрыву после сварки не менее 46 кгс/мм² при нормальной температуре
О – относительное удлинение менее 18%
/3/ – ударная вязкость наплавленного металла
Р – рутиловое покрытие
1 – сварка во всех пространственных положениях без исключения
1 – сварка постоянным током любой полярности либо переменным с напряжением холостого хода 50±5В
Особенности и преимущества
Сварочные электроды АНО-21 имеют рутиловое покрытие (диоксид титана). Благодаря высокой стойкости TiO2 сварочная ванна надежно защищена от шлака. В результате для качественной сварки необходимо меньшее содержание магния и кремния, что делает менее токсичными образующиеся в результате реакции с «раскислителями» газы и сварочные аэрозоли.
Помимо низкой токсичности материала в числе преимуществ:
легкость первого, повторного, многократного поджигов даже без контакта стержня и поверхности детали;
стойкость шва к появлению пор при изменении длины дуги;
возможность сварки в любом без исключения положении, в том числе вертикальном сверху вниз;
низкие показатели разбрызгивания;
создание ровного мелкочешуйчатого шва;
работает с влажными, загрунтованными поверхностями и металлам со следами коррозии.
АНО-21 – электроды, характеристики которых позволяют использовать их и для промышленных, и для домашних работ. Это одна из тех марок, которая в равной степени подойдет для профессиональных сварщиков и новичков. Работы можно вести переменным (с помощью трансформатора) или постоянным током разной полярности (с применением инвертора).
Технические характеристики электродов АНО-21
Временное сопротивление разрыву ≥450 МПа.
Коэффициент разбрызгивания – не более 4%.
Коэффициент расхода – 1,65 кг.
Предел текучести – 350 МПа (типичное значение, ГОСТ не нормировано).
Относительное удлинение ≥18%
Ударная вязкость ≥80 Дж/см².
Производительность – 1,2 кг/ч (для d 4 мм).
Длина стержня – от 250 до 450 мм.
Рекомендуемая сила тока при сварке, А
Диаметр, мм
Положение шва
Нижнее
Вертикальное
Потолочное
Сверху вниз
2
40-60
40-60
40-60
–
2,5
70–90
60–100
60–100
–
3
100–140
80–110
80–110
140–170
4
160–200
140–180
140–180
–
5
180–260
160–200
–
–
Особенности применения
Основная сфера использования – монтаж газопроводных и трубопроводных систем. В частности, это коммунально-сетевые, судовые и машинные трубопроводы.
Изделия применяются в сварке тонкостенных конструкций толщиной не более 5 мм, рассчитанных на низкое давление рабочих сред (до 12 атмосфер).
Отлично сваривают рядовые и стыковые узлы.
Хорошо зарекомендовали себя при работе с частично дефектным металлом (окисленные поверхности стальных деталей, оксидная пленка на алюминии).
Уровень влажности изделий этой марки не должен превышать 0,5%. При несоблюдении условий хранения необходима прокалка стержней в течение 40–60 минут при температуре 120–150°C.
Одни из лучших отечественных образцов данной марки – продукция Магнитогорского электродного завода. Это, в частности, электроды линейки Стандарт, которые соответствуют всем требованиям госстандартов и отлично зарекомендовали себя как у новичков, так и у профессионалов. Электроды производятся самых популярных и востребованных диаметров – 2,5, 3,0, 4,0 мм. Вся продукция сертифицирована.
Возможно, вас заинтересует
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (2.5 кг)
Ø 3 (1 кг)
Ø 3 (2.5 кг)
Ø 4 (1 кг)
Ø 4 (2.5 кг)
МР-3 ЛЮКС
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
Ø 5 (1 кг)
Ø 5 (6 кг)
УОНИИ-13/45 (ОСТ 5. 9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
Ø 5 (1 кг)
Ø 5 (6 кг)
УОНИИ-13/45А (ОСТ 5.9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
Ø 5 (1 кг)
Ø 5 (6 кг)
УОНИИ-13/55 (ОСТ 5. 9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (2.5 кг)
Ø 3 (1 кг)
Ø 3 (2.5 кг)
Ø 4 (1 кг)
Ø 4 (2.5 кг)
АНО-21 СТАНДАРТ
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (2.5 кг)
Ø 3 (1 кг)
Ø 3 (2. 5 кг)
Ø 4 (1 кг)
Ø 4 (2.5 кг)
УЛЬТРА
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 5 (6.5 кг)
Ø 4 (6.5 кг)
Ø 5 (1 кг)
АНО-21 (НАКС)
Ток – переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6.5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
МР-3 (НАКС, РРР)
Ток – переменный или постоянный обратной полярности
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6. 5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
МР-3 ЛЮКС (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6.5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
ОЗС-4 (НАКС)
Ток — переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Цена с НДС за 1 кг.
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6.5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
АНО-4 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
Ø 5 (1 кг)
Ø 5 (6 кг)
ОЗС-12 (НАКС, РРР)
Ток — переменный или постоянный прямой полярности
Цена с НДС за 1 кг.
Показать еще
Технические характеристики электродов АНО-21, их плюсы и минусы, некоторые особенности
Электроды марки АНО-21 достаточно популярны в нашей стране. Их обычно применяют для создания небольших по размерам металлических конструкций на основе низкоуглеродистой стали. Для масштабных заготовок не следует применять АНО-21, характеристики которых не подходят для таких конструкций. Оптимального результата с использованием указанного расходного материала добиваются для заготовок толщиной до 4 мм.
Технические характеристики
Достоинства и недостатки
Другие особенности
Технические характеристики
АНО-21 предназначены для сварки металлоконструкций небольшой толщины, труб небольших и средних размеров, работающих под невысоким давлением. Кроме того, такие электроды подходят для получения сварных швов небольших размеров. Технические характеристики электрода этой марки следующие:
Толщина металла от 1 до 4 мм;
Работа по окисленной поверхности;
Рутиловое покрытие;
Работает во всех пространственных направлениях;
Постоянный или переменный ток на напряжение холостого хода 50 вольт;
Диаметр находится в диапазоне от 2 до 4 мм.
Среди сварочно-технологических свойств электродов АНО-21 следует выделить такие, как легкое возбуждение, стабильный характер дуги, малое разбрызгивание материала и качественно получающийся шов. Остальные технические характеристики можно рассмотреть в таблицах на сайте изготовителей и продавцов данных устройств.
Достоинства и недостатки
Как и любой расходный материал, электроды для сварки АНО-21 имеют достоинства и недостатки. Начнем с преимуществ:
Доступны на рынке и очень популярны;
Невысокая стоимость;
Независимо от условий работы обеспечивается легкий розжиг дуги;
Формируется легкий слой шлака, впоследствии без проблем отделяющийся от наплава при проведении процедуры контроля;
Создается герметичный шов.
Эти достоинства выделяют данные электроды из линейки расходных материалов. Но не следует забывать и о недостатках, среди которых:
Узкая сфера применения;
Покрытие недостаточно надежное. Из-за этого требуется применять дополнительные флюсы и подготовку заготовок;
Швы могут получиться недостаточно прочными, из-за чего они не выдерживают серьезного давления и нагрузок;
Работа с заготовками значительной толщины невыгодна, поскольку получается плохой по качеству шов.
Мы разобрались с достоинствами и недостатками данного расходного материала. Но большинства минусов можно избежать, если применять электроды в конкретной сфере и не пробовать для конструкций значительной толщины. А дополнительные детали сравнительно недорогие, и их можно поставить для обеспечения прочности электродов.
Другие особенности
У электродов данной марки имеется обширный химический состав, сюда включаются сера, кремний, марганец и фосфор в десятых и сотых долях процента.
Для расплавки изделий толщиной 3 мм нужно увеличить сварной ток. Так как необходимо избежать тепловой деформации и регулярного залипания тока из-за его низких показателей, нужно соблюдать определенные режимы сварки. В зависимости от диаметра стержня предусмотрены следующие показатели тока:
При 2 мм диапазон тока 50−90 ампер;
3 мм предусматривают ток от 60 до 110 ампер;
При стержнях диаметром в 3,5 мм ток находится в пределах от 90 до 140 ампер.
Что касается маркировки изделия, то она оказывается достаточно простой. Расшифровка данной маркировки следующая: А — академия, Н — наук, О — обмазка, а 21 — номер изготавливаемой модели расходного материала. Производят электроды такие фирмы, как «Патон», «Плазматек», «Гранит», «Истек», «Френзе» и «MaxWeld».
Аналогами таких изделий являются АНО-4, ОЗС-6 и ОЗС-12, а также МР-3 и стандарт Р. Ц. Если электроды оказались увлажненными сверх меры, то их необходимо прокалить в течение 40 минут при температуре 120 градусов. Об остальных особенностях работы с данным расходным материалом можно узнать на официальном сайте изготовителя и соответствующих ресурсах, специализирующихся на сварочных работах и процессах, с ними связанных.
Электроды АНО-21 являются очень популярными. Их применяют для сварки небольших по толщине металлических конструкций и изделий. Для сварки металлоконструкций большей толщины делать этого не следует, поскольку в результате получаются некачественные швы. Получившаяся конструкция не выдержит высокого давления и механических нагрузок.
Оптимально их применять в тех случаях, когда требуется сварка небольших и средних трубопроводов и простых изделий, где толщина не превышает 4 мм. Выбирайте электроды правильно, и у вас не возникнет проблем со сваркой. Удачной работы на промышленных предприятиях и в домашнем хозяйстве!
Преподавательские работы, вакансии воспитателей, школьные вакансии
Преподавательские работы, педагогические вакансии, школьные вакансии | ШколаВесна
Выберите местоположение… Любое местоположениеТолько СШАМеждународныйОнлайнАлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрРасст. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
Расширенный поиск
Мой сохраненный поиск
Идентификатор задания
Соискатели
Продвиньте свою карьеру в области образования. Это бесплатно.
Если вы только начинаете или уже имеете опыт&запятая; SchoolSpring — лучшее место для управления вашей образовательной карьерой. Получите доступ к тысячам вакансий по всей стране со всего Интернета в одном , Удобная поисковая система. И это только начало. С SchoolSpring&запятая; доступ&двоеточие;
Карьера Инструменты управления документами.
Централизованная агрегация поиска работы.
Оповещения по электронной почте.
Комплексные приложения.
Найти работу Бесплатная регистрация
Мы обновили нашу Политику конфиденциальности, вступившую в силу 27 января 2020 г.
Щелкните здесь для получения дополнительной информации.
Работодатели
Увеличьте охват и расширьте круг кандидатов.
Найдите учителей, администраторов, вспомогательный персонал и любую промежуточную роль в сфере образования с помощью более чем 2 миллионов ищущих работу в сфере образования по всей стране. Привлекайте больше соискателей даже на труднодоступные вакансии, экономя при этом деньги, потраченные на ярмарки вакансий и рекламу.
Поиск кандидатов из нашего национального резерва.
Распространяйте информацию о своих вакансиях на сайтах Indeed, Monster, Teach.org, через Twitter и т. д.
Автоматические оповещения по электронной почте, рассылаемые заинтересованным соискателям.
Прямая интеграция с TalentEd Recruit & Hire и другими системами отслеживания кандидатов.
Разместить вакансию Узнать больше
Ищущие работу
Найти работу
Мой профайл
Работодатели
Разместить вакансию
Запросы на продажу
О нас
Контакт
Карта сайта
политика конфиденциальности
Условия эксплуатации
Соединять
Ручная дуговая сварка металлическим электродом (MMA, SMAW или сварка электродом)
Ручная дуговая сварка металлическим электродом была впервые изобретена в России в 1888 году. Она включала стержень из чистого металла без флюсового покрытия для создания защитной газовой защиты. Электроды с покрытием не разрабатывались до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании был введен квазидуговой метод. Стоит отметить, что электроды с покрытием медленно внедрялись из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная дуга по металлу стала синонимом электродов с покрытием. Когда дуга зажигается между металлическим стержнем (электродом) и заготовкой, и стержень, и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное расплавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода).
Этот процесс позволяет производить только короткие сварные швы, прежде чем потребуется вставить новый электрод в держатель сварочного электрода. Проплавление низкое, а качество готового наплавленного металла в значительной степени зависит от навыков сварщика.
Типы флюсов/электродов
Чтобы зажечь дугу между электродом и основным металлом, например, углеродистой сталью, и получить сварной шов хорошего качества, сварщики должны убедиться, что их сварочные аппараты оснащены подходящими электродами. Стабильность дуги, глубина проплавления, скорость осаждения металла и позиционные возможности в значительной степени зависят от химического состава флюсового покрытия на электроде. Электроды можно разделить на три основные группы:
Целлюлозный
Рутил
Базовый
Целлюлозные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки. Сварочный нагар может быть грубым, а с жидким шлаком удаление шлака может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Характеристики:
глубокое проникновение во всех позициях
пригодность для вертикальной сварки вниз
достаточно хорошие механические свойства
высокий уровень образования водорода — риск растрескивания в зоне термического влияния (ЗТВ)
Рутиловые электроды содержат большое количество оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавной работе дуги и малому разбрызгиванию. Эти электроды являются электродами общего назначения с хорошими сварочными свойствами. Их можно использовать с источниками переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых соединений в горизонтальном/вертикальном (Г/В) положении.
Особенности:
умеренные механические свойства металла сварного шва, такие как предел прочности при растяжении
хороший профиль борта из вязкого шлака
Возможна позиционная сварка с жидким шлаком (содержащим фторид)
легко удаляемый шлак
Основные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии. Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости).
Особенности:
Металл сварного шва с низким содержанием водорода
требует высоких сварочных токов/скоростей
плохой профиль борта (выпуклый и грубый профиль поверхности)
удаление шлака затруднено
Металлические порошковые электроды содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент осажденного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии. Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Источник питания
Электроды могут работать от источников переменного и постоянного тока. Не все электроды постоянного тока могут работать от источников переменного тока, однако электроды переменного тока могут использоваться как от переменного, так и от постоянного тока.
Сварочный ток
Уровень сварочного тока определяется размером электрода – производители рекомендуют нормальный рабочий диапазон и силу тока. Типичные рабочие диапазоны для выбора размеров электродов показаны в таблице. Как правило, при выборе подходящего уровня тока электроду требуется около 40 А на миллиметр (диаметр). Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.
Что нового
Транзисторная (инверторная) технология теперь позволяет производить очень маленькие и сравнительно легкие источники питания. Эти источники питания находят все более широкое применение для сварки на стройплощадке, где их можно легко транспортировать с работы на работу. Поскольку они имеют электронное управление, для сварки TIG и MIG доступны дополнительные устройства, которые повышают гибкость. Электроды теперь доступны в герметичных контейнерах. Эти вакуумные пакеты избавляют от необходимости запекать электроды непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, важно, чтобы электроды были повторно высушены в соответствии с инструкциями производителя.
Обучение
Школа обучения TWI предлагает ознакомительный курс по сварке ММА. Сюда входят теоретические и практические занятия, примерно 75% из которых — демонстрации и практические занятия; понимание процессов сварки и фундаментальные базовые знания.
Что такое термическая обработка металлов? Методы и преимущества
Термическая обработка — это процесс нагрева и охлаждения металлов с использованием определенных заранее выбранных методов для получения желаемых свойств. Как черные, так и цветные металлы проходят термическую обработку перед их применением.
Со временем было разработано множество различных методов. Даже сегодня металлурги постоянно работают над улучшением результатов и рентабельности этих процессов.
Для этого они разрабатывают новые графики или циклы для производства различных сортов. Каждый график относится к разной скорости нагрева, выдержки и охлаждения металла.
При тщательном соблюдении этих методов можно производить металлы различных стандартов с удивительно конкретными физическими и химическими свойствами.
Польза
Причины проведения термообработки могут быть разными. Некоторые процедуры делают металл мягким, а другие повышают твердость . Они также могут влиять на электрическую и теплопроводность этих материалов.
Некоторые методы термообработки снимают напряжения, возникшие в более ранних процессах холодной обработки. Другие придают металлам желаемые химические свойства. Выбор идеального метода зависит от типа металла и требуемых свойств.
В некоторых случаях металлическая деталь может пройти несколько процедур термической обработки. Например, некоторые суперсплавы, используемые в авиастроении, могут пройти до шести различных этапов термообработки, чтобы оптимизировать их для применения.
Этапы процесса термообработки
Проще говоря, термическая обработка — это процесс нагрева металла, выдержки его при этой температуре и последующего охлаждения. В процессе обработки металлическая деталь претерпевает изменения своих механических свойств. Это связано с тем, что высокая температура изменяет микроструктуру металла, которая играет важную роль в механических свойствах материала.
Конечный результат зависит от множества различных факторов. К ним относятся время нагрева, время выдержки металлической детали при определенной температуре, скорость охлаждения, окружающие условия и т. д. Параметры зависят от метода термообработки, типа металла и размера детали.
В ходе этих процессов свойства металла изменятся. Среди этих свойств — электрическое сопротивление, магнетизм, твердость, вязкость, пластичность, хрупкость и коррозионная стойкость.
Нагрев
Детали реактивного двигателя, направляемые в печь
Как мы уже обсуждали, микроструктура сплавов будет изменяться в процессе термообработки. Нагрев осуществляется в соответствии с заданным термическим профилем.
При нагревании сплав может находиться в одном из трех различных состояний. Это может быть механическая смесь, твердый раствор или их комбинация.
Механическая смесь аналогична бетонной смеси, в которой цемент связывает песок и гравий. Песок и гравий все еще видны как отдельные частицы. В случае металлических сплавов механическая смесь удерживается основным металлом.
С другой стороны, в твердом растворе все компоненты смешиваются гомогенно. Это означает, что их невозможно идентифицировать индивидуально даже под микроскопом.
Каждое состояние приносит с собой разные качества. По фазовой диаграмме возможно изменение состояния путем нагрева. Однако охлаждение определяет конечный результат. Сплав может оказаться в одном из трех состояний, в зависимости только от метода.
Выдержка
Во время выдержки металл выдерживается при достигнутой температуре. Продолжительность зависит от требований.
Например, поверхностное упрочнение требует только структурных изменений поверхности металла, чтобы повысить твердость поверхности. В то же время для других методов требуются единые свойства. В этом случае период выдержки больше.
Время выдержки также зависит от типа материала и размера детали. Более крупным деталям требуется больше времени, когда целью являются однородные свойства. Это происходит из-за того, что сердцевине большой части требуется больше времени, чтобы достичь необходимой температуры.
Охлаждение
После завершения этапа выдержки металл необходимо охладить в установленном порядке. На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
Скорость охлаждения регулируется различными средами, такими как солевой раствор, вода, масло или воздух. Вышеупомянутая последовательность охлаждающих сред находится в порядке убывания эффективной скорости охлаждения. Солевой раствор быстрее всего поглощает тепло, а воздух — медленнее всего.
Также возможно использование печи в процессе охлаждения. Контролируемая среда обеспечивает высокую точность, когда необходимо медленное охлаждение.
Фазовые диаграммы
У каждого металлического сплава своя фазовая диаграмма. Как уже было сказано ранее, термическая обработка проводится по этим схемам. Они показывают структурные изменения, происходящие при разных температурах и различном химическом составе.
Давайте возьмем фазовую диаграмму железо-углерод в качестве примера, так как она наиболее известна и широко преподается в университетах.
Фазовая диаграмма железо-углерод является важным инструментом при изучении поведения различных углеродистых сталей при термообработке. Ось x показывает содержание углерода в сплаве, а ось y — температуру.
Обратите внимание, что 2,14% углерода — это предел, при котором сталь становится чугуном.
На диаграмме показаны различные области, где металл существует в различных микросостояниях, таких как аустенит, цементит, перлит. Эти области обозначены границами A1, A2, A3 и Acm. На этих границах происходят фазовые изменения, когда через них проходит температура или значение содержания углерода.
A1: Верхняя граница фазы цементит/феррит.
A2: предел, при котором железо теряет свой магнетизм. Температура, при которой металл теряет свой магнетизм, также называется температурой Кюри.
A3: Граница раздела, отделяющая фазу аустенит + феррит от фазы γ (гамма) аустенита.
Acm: Граница раздела, отделяющая аустенит γ от аустенита + цементита.
Фазовая диаграмма является важным инструментом, позволяющим определить, будет ли термообработка полезной или нет. Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
Распространенные методы термической обработки
Существует довольно много методов термической обработки. Каждый из них обладает определенными качествами.
К наиболее распространенным методам термообработки относятся:
Отжиг;
Нормализация;
Закаливание;
Старение;
Снятие напряжения;
Темперирование;
Цементация.
Отжиг
При отжиге металл нагревается выше верхней критической температуры, а затем охлаждается с медленной скоростью.
Отжиг проводится для размягчения металла. Это делает металл более пригодным для холодной обработки и формовки. Он также повышает обрабатываемость, пластичность и вязкость металла.
Отжиг также полезен для снятия напряжений в детали, вызванных предшествующими процессами холодной обработки. Присутствующие пластические деформации устраняются во время рекристаллизации, когда температура металла пересекает верхнюю критическую температуру.
Металлы могут подвергаться множеству методов отжига, таких как рекристаллизационный отжиг, полный отжиг, частичный отжиг и окончательный отжиг.
Нормализация
Нормализация — это процесс термообработки, используемый для снятия внутренних напряжений, вызванных такими процессами, как сварка, литье или закалка.
В этом процессе металл нагревается до температуры, которая на 40° C выше его верхней критической температуры.
Эта температура выше, чем при закалке или отжиге. После выдержки при этой температуре в течение определенного периода времени его охлаждают на воздухе. Нормализация создает однородный размер зерна и состав по всей детали.
Нормализованная сталь тверже и прочнее отожженной стали. Фактически, в нормализованном виде сталь прочнее, чем в любом другом состоянии. Вот почему детали, которые требуют ударной вязкости или должны выдерживать большие внешние нагрузки, почти всегда будут нормализованы.
Закалка
Самый распространенный процесс термообработки — закалка — используется для увеличения твердости металла. В некоторых случаях затвердеть может только поверхность.
Заготовку закаляют, нагревая ее до заданной температуры, а затем быстро охлаждают, погружая в охлаждающую среду. Можно использовать масло, солевой раствор или воду. Полученная деталь будет иметь повышенную твердость и прочность, но одновременно возрастет и хрупкость.
Цементное упрочнение — это тип процесса упрочнения, при котором упрочняется только внешний слой заготовки. Используемый процесс такой же, но поскольку тонкий внешний слой подвергается процессу, полученная в результате заготовка имеет твердый внешний слой, но более мягкую сердцевину.
Это обычное дело для валов. Твердый внешний слой защищает его от износа материала . В противном случае при установке подшипника на вал он может повредить поверхность и сместить некоторые частицы, которые ускорят процесс износа. Закаленная поверхность обеспечивает защиту от этого, а сердечник по-прежнему обладает необходимыми свойствами, чтобы выдерживать усталостные напряжения.
Другие типы процессов закалки включают индукционную закалку, дифференциальную закалку и закалку пламенем. Однако закалка пламенем может привести к образованию зоны термического влияния, которая возникает после охлаждения детали.
Старение
График старения алюминия 6061
Старение или дисперсионное твердение — это метод термообработки, который в основном используется для повышения предела текучести ковких металлов. В ходе процесса образуются равномерно диспергированные частицы в структуре зерна металла, которые вызывают изменения в свойствах.
Осадочное твердение обычно происходит после еще одного процесса термообработки, при котором достигается более высокая температура. Однако старение только повышает температуру до среднего уровня и снова быстро снижает ее.
Некоторые материалы могут стареть естественным образом (при комнатной температуре), в то время как другие стареют только искусственно, то есть при повышенных температурах. Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.
Снятие напряжения
Снятие напряжения особенно часто используется для деталей котлов, баллонов с воздухом, аккумуляторов и т. д. При этом методе нагревают металл до температуры чуть ниже его нижней критической границы. Процесс охлаждения медленный и, следовательно, равномерный.
Это делается для снятия напряжений, которые возникли в деталях из-за более ранних процессов, таких как формовка, механическая обработка, прокатка или правка.
Отпуск
Отпуск — это процесс уменьшения избыточной твердости и, следовательно, хрупкости, возникающей в процессе закалки. Также снимаются внутренние напряжения. Прохождение этого процесса может сделать металл пригодным для многих применений, в которых требуются такие свойства.
Температура обычно намного ниже температуры затвердевания. Чем выше используемая температура, тем мягче становится конечная заготовка. Скорость охлаждения не влияет на структуру металла во время отпуска, и обычно металл охлаждается на неподвижном воздухе.
Цементация стали
В этом процессе термообработки металл нагревается в присутствии другого материала, который выделяет углерод при разложении.
Освободившийся углерод поглощается поверхностью металла. Содержание углерода на поверхности увеличивается, что делает ее более твердой, чем внутреннее ядро.
Какие металлы подходят для термической обработки?
Хотя черные металлы составляют большинство термообработанных материалов, сплавы меди, магния, алюминия, никеля, латуни и титана также могут подвергаться термообработке.
Около 80% термически обрабатываемых металлов — это разные марки стали. Черные металлы, которые можно подвергать термической обработке, включают чугун, нержавеющую сталь и различные марки инструментальной стали.
Такие процессы, как закалка, отжиг, нормализация, снятие напряжений, цементирование, азотирование и отпуск, обычно выполняются на черных металлах.
Медь и медные сплавы подвергаются таким методам термической обработки, как отжиг, старение и закалка.
Алюминий подходит для таких методов термообработки, как отжиг, термообработка на твердый раствор, естественное и искусственное старение. Термическая обработка алюминия — это точный процесс. Объем процесса должен быть установлен, и его следует тщательно контролировать на каждом этапе для достижения желаемых характеристик.
Очевидно, не все материалы подходят для термической обработки. Точно так же не обязательно использовать каждый метод для отдельного материала. Поэтому каждый материал нужно изучать отдельно, чтобы добиться желаемого результата. Использование фазовых диаграмм и доступной информации о влиянии вышеупомянутых методов является отправной точкой.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
виды и цели термообработки металла
Термическая обработка стали – процесс температурного воздействия на материал. Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали.
Термическая обработка стали – это процесс температурного воздействия на материал. Он позволяет поменять размеры зерен внутри металла, то есть изменить его характеристики, улучшить.
При обработке применяется сразу несколько методов. Металл нагревают, выдерживают при определенной температуре и равномерно охлаждают. Делать это можно на разных этапах, как с заготовками, так и с уже готовыми изделиями.
Метод используется для достижения следующих целей:
значительное увеличение прочности и износостойкости;
защита материала от последующего воздействия высоких температур;
снижение риска появления коррозии;
устранение внутреннего напряжения в заготовках;
подготовка материала к последующей обработке, увеличение его пластичности.
Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали. Можно использовать материалы любого качества.
Сталь должна соответствовать трем основным требованиям:
относиться к категории инструментальных, конструкционных или специальных;
быть по составу легированной или углеродистой;
содержать не более 0,25% углерода для низкоуглеродистых сплавов и менее 0,7 % для высокоуглеродистых.
Рассмотрим, какие способы применяются в работе, их особенности и другие параметры, влияющие на результат и уровень качества.
Отпуск
Отпуск стали часто применяется в машиностроении, а также при изготовлении деталей разного назначения из стальных заготовок. Обычно используется с закалкой, потому что помогает снизить внутреннее напряжение материала. Это делает сырье значительно прочнее, снимает хрупкость, которая может появиться при воздействии повышенных температур.
Еще одна цель применения – увеличение показателей ударной вязкости. Материал становится менее жестким, а значит, при сильном внешнем механическом воздействии его будет сложно повредить.
Технология отпуска разделена на три типа:
Низкий. Технология используется для создания мартенситной структуры металла. Главная цель – значительно увеличить вязкость сырья и при этом сохранить его твердость.
Максимальная температура нагрева – до 250 °С. Обычно она составляет не более 150 °С. При таком нагреве сталь нужно будет держать около полутора часов. Охлаждение проводится внутри масла или воздуха, что помогает также упрочнить заготовку или готовое изделие.
Чаще всего низкий отпуск применяется при создании измерительного инструмента или разных типов режущих изделий.
Средний. Отличие заключается в повышении максимальной температуры до 500 °С. Обычно детали обрабатываются при нагреве до 340 °С. Применяется воздушное охлаждение.
Главная задача среднего отпуска – перевести мартенсит в троостит. Это обеспечивает рост вязкости на фоне понижения твердости. Технология пригодится, если планируется производить детали, работающие под сильными нагрузками.
Высокий. Одно из наиболее успешных средств, позволяющих снизить высокий уровень внутренней напряженности. Изделие прогревается до высоких температур, что помогает создать и нарастить вязкость и пластичность без потери прочности. Хотя методика сложна в использовании для ответственных деталей, она оптимальна. Диапазон нагрева – 450-650°С.
Отжиг
Метод применяется для стабилизации внутренней структуры материала и увеличения ее однородности. Это также помогает сильно уменьшить уровень напряжения. Технологический процесс предполагает нагрев до высоких температур, выдержку и длительное, медленное охлаждение.
В промышленности используется несколько основных подходов:
Гомогенизация. Ее также называют диффузионным отжигом. Это процесс термообработки стали в диапазоне температур от 1000 до 1150 °С. В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе.
Рекристаллизация. Это низкий отжиг, необходимый после проведения деформации. Главная задача – сделать материал значительно прочнее путем изменения формы зерна во внутренней структуре. Температурный диапазон составляет 100-200 °С. По сравнению с гомогенизацией, длительность выдерживания сильно уменьшилась – до двух часов. Медленное остывание проходит внутри печи.
Изометрическое воздействие. Подходит только для легированных сталей. При создаваемом состоянии аустенит постепенно распадается. Температура зависит от природного максимума для конкретной марки металла. Предел должен быть превышен на 20-30°С. Остывание проходит в два этапа – быстрый и медленный.
Избавление от внутреннего и остаточного напряжения. Методика подойдет после того, как деталь проходит механическую обработку, сваривается или обрабатывается с использованием литья. Максимальная температура нагрева составляет 727°С. У этого процесса самый длительный период выдерживания среди всех разновидностей отжига –20 часов. Заготовка будет остывать очень медленно.
Полный. Если вам нужно достичь мелкозернистой структуры материала с преобладанием перлита и феррита. Методика подойдет для разных типов заготовок – от штампованных и литых до кованных. Метод нагревания здесь такой же, как у изометрического отжига – прогрев выполняется до предельной точки и еще на 30-50°С выше него. Охлаждение проводится до 500°С. Секрет качественного выполнения операции в том, чтобы контролировать скорость остывания. Она указывается из расчета на 60 минут. Для углеродистой стали остывание должно быть менее 150°С, а для легированной – 50°С.
Неполный. Основной задачей проведения неполного отжига является перевод перлита в ферритно-цементитную структуру. Технология подойдет для деталей, которые были созданы методом электродуговой сварки. При этом температура составляет 700°С, а длительность выдержки – 20 часов. После медленного охлаждения можно использовать заготовку – ее прочность и защита от повреждения значительно увеличатся.
Закалка
Закалка и отпуск стали являются одними из наиболее распространенных режимов термической обработки.
Такой вариант воздействия нужен, чтобы нарастить важные показатели материала – от твердости и максимальной упругости до защиты от износа и твердости. При помощи закалки удается уменьшить предел на сжатие и пластичность.
Такой формат обработки является одним из наиболее старых. Он основывается на быстром охлаждении прогретого до высоких температур металла. Предел нагрева отличается в зависимости от типа сплава. Нужно учитывать, при какой температуре начинает изменяться внутренняя кристаллическая решетка.
В зависимости от марки стали меняется несколько основных параметров:
Среда охлаждения. Самый простой способ – окунание в воду. Дополнительные полезные свойства позволяют получить применение технического масла, газов инертного типа и растворов с высоким уровнем содержания соли.
Скорость охлаждения. Меняется в зависимости от изначальной степени прогрева. Температура воды, соляного раствора или газа также может отличаться.
Нагрев. Выбирается в зависимости от пределов, нужных для изменения внутренней структуры. Для многих видов сырья этот показатель составляет около 900°С.
Нормализация
Процесс нормализации необходим для того, чтобы изменить структуру и создать внутри металла мелкое зерно. Этот вариант подходит как для легированных, так и для низкоуглеродистых сталей.
Главное преимущество технологии позволяет довести твердость до 300 НВ. Вы сможете использовать полученные горячекатаным методом заготовки, а также нарастить прочность, защиту от излома и вязкость. Это позволяет упростить процесс последующей обработки.
В качестве среды охлаждения используется воздух. Максимальные температуры нагрева – не более 50°С сверх установленного для материала предела.
Криогенная термообработка
Основы термической обработки стали криогенного типа заключаются в значительном охлаждении ранее закаленных заготовок. Главная цель использования – прекращение мартенситного преобразования.
Как и в случае с другими перечисленными средствами, заготовку потребуется постепенно прогреть до стандартной температуры.
Химико-термическая обработка
В ходе обработки происходит преобразование внешнего слоя материала. Это позволяет повысить твердость, защитить сырье от коррозии и дополнительно нарастить износостойкость.
В процессе могут использоваться следующие методы:
Цементация. Также называется науглероживанием. Поверхность насыщается углеродом. Сначала проводится термическая обработка, участки, которые не планируется обрабатывать, обмазываются защитными составами. Процедура проводится в диапазоне 900-950°С.
Азотирование. В отличие от цементации вместо углерода применяется азот. Для этого создается нагретая аммиачная среда. Температурный диапазон составляет 500-520°С.
Цианирование. Применяется как углерод, так и азот в разных соотношениях в зависимости от температуры. Процесс возможен как в газовой, так и в жидкой среде.
Хромирование. Один из видов металлизации. Назван так по основному веществу, которым насыщается материал (хром). Улучшает прочность, коррозийную стойкость, внешний вид детали.
Технология выбирается с ориентиром на особенности и характеристики конкретного типа сплава.
Термообработка: что это такое и как это работает
Что такое термообработка?
Хотя большинство людей не знают, что такое термическая обработка, на самом деле это неотъемлемая часть производственного процесса. Это связано с тем, что термообработка позволяет улучшить металлическую деталь, чтобы материал лучше противостоял износу. Термическая обработка включает в себя нагрев металла или сплава до определенной температуры и последующее охлаждение для затвердевания материала.
Термическая обработка может использоваться на различных этапах производственного процесса для изменения определенных свойств этого металла или сплава. Например, вы можете использовать термообработку, чтобы сделать его прочнее, тверже, долговечнее или пластичнее, в зависимости от того, что нужно материалу для правильной работы.
Некоторые известные отрасли, в которых термическая обработка играет важную роль, включают самолетостроение, автомобили, скобяные изделия, такие как пилы и топоры, компьютеры, космические корабли, военную и нефтегазовую промышленность.
Как работает термообработка?
Для достижения желаемого эффекта металл или сплав нагревают до определенной температуры, иногда до 2400°F, выдерживают при этой температуре в течение определенного времени, а затем охлаждают. Пока он горячий, физическая структура металла, также называемая микроструктурой, изменяется, что в конечном итоге приводит к изменению его физических свойств. Время, в течение которого металл нагревается, называется «время выдержки». Продолжительность выдержки играет важную роль в характеристиках металла, так как в металле, выдержанном в течение длительного времени, будут наблюдаться другие изменения микроструктуры, чем в пропитанном металле. на более короткий период времени.
Процесс охлаждения после выдержки также влияет на качество металла. Металл можно охлаждать быстро, что называется закалкой, или медленно в печи, чтобы добиться желаемого результата. Сочетание температуры выдержки, времени выдержки, температуры и продолжительности охлаждения играет роль в создании желаемых свойств металла или сплава.
Термическая обработка металла во время производственного процесса также определяет, какие свойства изменяются, а некоторые металлы могут даже подвергаться многократной обработке.
Знать, при каких температурах нагревать и охлаждать металлы, а также сколько времени должен занимать каждый этап процесса для конкретного металла или сплава, чрезвычайно сложно. По этой причине ученые-материаловеды, известные как металлурги, изучают воздействие тепла на металл и сплавы и предоставляют точную информацию о том, как правильно выполнять эти процессы. Производители полагаются на эту информацию, чтобы гарантировать, что их металлические детали будут иметь правильные свойства в конце процесса.
Некоторые распространенные формы термической обработки включают:
Закалка : Когда металл затвердевает, он нагревается до точки, при которой элементы в материале превращаются в раствор. Дефекты конструкции затем трансформируются путем создания надежного раствора и упрочнения металла. Это увеличивает твердость металла или сплава, делая его менее пластичным.
Отжиг : Этот процесс используется для таких металлов, как медь, алюминий, серебро, сталь и латунь. Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до тех пор, пока не произойдет превращение, а затем медленно высушивают на воздухе. Этот процесс размягчает металл, делая его более пригодным для обработки и с меньшей вероятностью разрушения или растрескивания.
Закалка : Некоторые материалы, такие как сплавы на основе железа, очень твердые, что делает их хрупкими. Закалка может уменьшить хрупкость и укрепить металл. В процессе отпуска металл нагревают до температуры ниже критической, чтобы уменьшить хрупкость и сохранить твердость.
Закалка : Наружная часть материала затвердевает, а внутренняя остается мягкой. Поскольку отверждение может привести к хрупкости материалов, поверхностное упрочнение используется для материалов, которым требуется гибкость при сохранении прочного слоя износа.
Нормализация : Подобно отжигу, этот процесс делает сталь более прочной и пластичной за счет нагревания материала до критических температур и поддержания его при этой температуре до тех пор, пока не произойдет преобразование.
Почему термообработка важна?
Без термической обработки металла, особенно стали, металлические детали для всего, от самолетов до компьютеров, не будут функционировать должным образом или вообще не будут существовать. В частности, детали из цветных металлов будут намного слабее. Алюминиевые и титановые сплавы, а также бронза и латунь упрочняются путем термообработки. Многие из этих металлов используются в производстве автомобилей, самолетов и других изделий, в которых прочные металлы зависят не только от производительности, но и от безопасности.
Поскольку термически обработанные металлы часто прочнее, чем нетермообработанные, предварительная обработка металлических деталей предотвращает коррозию, что не приведет к замене дорогостоящих металлических деталей позже или так же часто. Это заставляет машины работать дешевле и эффективнее и предотвращает проблемы.
Решения от General Kinematics
General Kinematics предлагает оптимальное оборудование для улучшения и повышения производительности процесса термообработки и других производственных процессов. При работе с термообработкой металлов существуют различные этапы. General Kinematics предоставляет оборудование, предназначенное для облегчения этого процесса и повышения производительности производства.
Конвейеры
Общая кинематика Вибрационный спиральный подъемник SPIRA-FLOW™ идеально подходит для термообработки, требующей длинного пути транспортировки, но он сжимает его в спиралевидную форму, чтобы занимать меньше места. Spiral-Flow отлично подходит для производственных предприятий, которые ограничены в пространстве или хотят оптимизировать использование пространства.
Компания General Kinematics предлагает широкий ассортимент дополнительных конвейеров для различных целей термообработки. Независимо от того, хотите ли вы переместить свои материалы из точки А в точку Б, нагреть, охладить и т. д., у GK есть оборудование, необходимое для повышения вашей вычислительной мощности.
Питатели
Подача материала в желаемый процесс термообработки идеально выполняется с помощью промышленных питателей. Двухмассовые вибрационные питатели General Kinematics предназначены для работы в самых суровых условиях и с самыми высокими требованиями. Они оборудованы для работы с самыми сложными материалами, чтобы обеспечить бесперебойную работу вашего технологического процесса. Питатели GK разрабатываются по индивидуальному заказу и требуют минимального обслуживания, что означает меньшее время простоя и большую производительность.
General Kinematics предлагает разнообразное высокопроизводительное промышленное оборудование, предназначенное для различных отраслей промышленности. Узнайте, что еще может предложить компания General Kinematics и как наше лучшее в отрасли оборудование может помочь вашей организации.
Корпорация General Kinematics, зарегистрированная в 1960 году, была создана для продажи, проектирования и изготовления на заказ инновационного вибрационного оборудования для обработки и обработки материалов. Сегодня компания является одним из крупнейших в мире поставщиков вибрационного технологического оборудования, имея более 200 мировых патентов, и вносит значительный вклад в разработку вибрационного оборудования и технические усовершенствования в области его применения. General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий. Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований.
3 стадии термической обработки
Обзор термической обработки
Все типичные процессы, выполняемые с металлами, выделяют тепло, будь то сварка или резка, и каждый раз, когда вы нагреваете металл, вы изменяете его металлургическую структуру и свойства. И наоборот, вы также можете использовать термическую обработку для восстановления металлов до их первоначальной формы.
Термическая обработка – это процесс нагревания металла, не позволяя ему достичь расплавленного состояния или стадии плавления, а затем контролируемого охлаждения металла для выбора желаемых механических свойств. Термическая обработка используется, чтобы сделать металл более прочным или более ковким, более устойчивым к истиранию или более пластичным.
Позвольте нам удовлетворить ваши потребности в термообработке
Kloeckner работает с рядом партнеров по термообработке стали, чтобы предоставить нашим клиентам качественные детали, соответствующие их спецификациям. Мы предлагаем термообработанные изделия «под ключ» из нашего общенационального запаса толстолистового, пруткового и листового проката.
Запросить цену
Какими бы ни были ваши пожелания, вы никогда не сможете получить все, что хотите. Если вы закаляете металл, вы также делаете его хрупким. Если вы смягчаете металл, вы уменьшаете его прочность. Улучшая одни свойства, вы ухудшаете другие и можете принимать решения на основе конечного использования металла.
Теория термической обработки
Все виды термической обработки включают в себя нагрев и охлаждение металлов, но есть три основных различия в процессе: температура нагрева, скорость охлаждения и типы закалки, которые используются для достижения желаемых свойств. В следующей записи блога мы расскажем о различных типах термической обработки черных металлов или металлов с железом, которые включают отжиг, нормализацию, закалку и/или отпуск.
Для термообработки металла вам потребуется соответствующее оборудование, чтобы вы могли тщательно контролировать все факторы, связанные с нагревом, охлаждением и закалкой. Например, печь должна быть подходящего размера и типа для контроля температуры, включая газовую смесь в нагревательной камере, и вам нужны соответствующие закалочные среды для правильного охлаждения металла.
Стадии термообработки
Существует три этапа термообработки:
Медленно нагревайте металл, чтобы обеспечить постоянную температуру металла
Замачивание или выдержка металла при определенной температуре в течение установленного периода времени
Охладить металл до комнатной температуры
Стадия нагрева
На стадии нагрева главная цель – обеспечить равномерный нагрев металла. Вы получаете равномерный нагрев, нагревая медленно. Если вы нагреваете металл неравномерно, один участок может расширяться быстрее, чем другой, что приводит к деформации или растрескиванию участка металла. Вы выбираете скорость нагрева в соответствии со следующими факторами:
Теплопроводность металла. Металлы с высокой теплопроводностью нагреваются быстрее, чем металлы с низкой теплопроводностью.
Состояние металла. Инструменты и детали, которые ранее подвергались закалке или напряжению, должны нагреваться медленнее, чем инструменты и детали, которые не были закалены.
Размер и сечение металла. Более крупные детали или детали с неровным поперечным сечением необходимо нагревать медленнее, чем мелкие детали, чтобы внутренняя температура была близка к температуре поверхности. В противном случае есть риск растрескивания или чрезмерной деформации.
Стадия выдержки
Целью стадии выдержки является сохранение металла при соответствующей температуре до тех пор, пока не будет сформирована желаемая внутренняя структура. «Период выдержки» — это то, как долго вы держите металл при соответствующей температуре. Чтобы определить правильный отрезок времени, вам понадобится химический анализ и масса металла. Для неровных сечений вы можете определить период замачивания по наибольшему сечению.
Как правило, не следует доводить температуру металла от комнатной до температуры выдержки за один этап. Скорее, вам нужно будет медленно нагревать металл чуть ниже температуры, при которой структура изменится, а затем удерживать его до тех пор, пока температура не станет одинаковой по всему металлу. После этого шага «предварительного нагрева» вы быстрее нагреваете до конечной температуры, которая вам нужна. Детали более сложной конструкции могут потребовать слоев предварительного нагрева для предотвращения деформации.
Этап охлаждения
На этапе охлаждения вам нужно охладить металл до комнатной температуры, но это можно сделать разными способами в зависимости от типа металла. Может потребоваться охлаждающая среда, газ, жидкость, твердое вещество или их комбинация. Скорость охлаждения зависит от самого металла и среды для охлаждения. Из этого следует, что выбор, который вы делаете при охлаждении, является важным фактором в желаемых свойствах металла.
Закалка — это быстрое охлаждение металла на воздухе, в масле, воде, рассоле или другой среде. Обычно закалка связана с закалкой, потому что большинство закаленных металлов быстро охлаждаются при закалке, но не всегда верно, что закалка или иное быстрое охлаждение приводит к закалке. Закалка в воде, например, применяется для отжига меди, а другие металлы закаляются медленным охлаждением.
Не все металлы следует закаливать – закалка может привести к растрескиванию или деформации некоторых металлов. Как правило, рассол или вода могут быстро охладить металл, тогда как масляные смеси лучше подходят для более медленного охлаждения.
K АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Дополннтельное к авт. свил-ву(22) Заявлено 16;10.68 (21) 1277323/26-25 с нрисоеиинепнем заявки №вЂ” (23) ПриоритетОпубликоваио 250179. 5вддетеиь Ph 3
Дата опубликования описания 2581.79 (И} М. Кя.
В 25 Л 17/00
Государствениый «омип т
СССР ио лелам изобретеиий и открытий (53) УДК 621.828 (088.8) Б.A.ÂèíoãpàäoH (54) ШАРНИРНОЕ СОЕДИНЕНИЕ ЗВЕНЬЕВ
МАНИПУЛЯТОРА
Изобретение относится к области атомной энергетики.
Известны манипуляторы, предназначенные для работы в горячих камерах.
Например, манипулятор с дистанционньм 5 управлением вращением захвата и све- . дением и разведением его клещей. Он снабжен механизмом изгиба кисти, не сообщающим захвату паразитных движений. N
Данный манипулятор характеризуется сложностью обработки корпусов и сборки, так как движения захвата осуществляются рядом параллельных валов.
Кроме того, отдельные отрезки валов в месте их относительного изгиба соединены шарнирами Гука. Это ограничивает величину передаваемых усилий и угол изгиба кисти.
Цель предлагаемого изобретения создание манипулятора технологичного по конструкции, а также передающего значительные усилия и имеющего большой угол изгиба кисти. Кроме того, обеспечение относительного поворота звеньев без, аразитного вращения приводных валов.
Для этого приводные валы для движений захвата и изгиба кисти выполне Ны трубчатыми соосными, вставленными. один в другой, а шарнир изгиба oeipaзанан сцепляющимися цилиндрическими колесами, перекатывающимися при изгибе кисти одно по другому, без вра:щения вокруг своих осей, соединенных водилом. На каждое движение захвата установлено по две соосных пары колес с одинаковыми диаметрами. Каждое из них жестко соединено с соосным коническим колесом, сцепляющимся с коническим колесом, которое закреплено на валу, передающем соответствующее движение захвату.
На чертеже изображен шарнир кисти, осевой разрез. Он имеет локоть 1 с осью 2, соединенный с кистью 3, имеющей ось 4, с помощью водил 5 и 6. К деталям, участвующим в изгибе кисти
3, относятся приводной вал 7, коническое колесо 8 и конический сектор
9, свободно сидящий на оси 2 и скрепленный с водилом 6 штифтом 10.
Вращение захвата осуществляется следующей цепью: приводной вал 11, коническое зубчатое колесо 12, блоки конического и цилиндрического колес
13 и 14, свободно сидящие на оси 2, такие же блоки цилиндрического и конического колес 15 и 16, свободно сидящие на оси 4, коническое колесо
17, закрепленное на исполнительном валу 18. Соответственно движение на сведение или разведение клещей захвата передается по следующей цепи: вал 19, коническое колесо 2О, блоки колес 21 и 22, блоки кодес 23.и 24, коническое колесо 25, вал 2б.
Манипулятор работает следующим,образом.
При повороте кисти 3 со всеми связанными с нею деталями вокруг оси 2 реакции зубцов цилиндрических колес
13,14,21 и 22, воздействующие на зубцы колес 15 16,23 и 24 направлены в одну сторону. Соответственно будут направлены и диаметрально противоположные окружные усилия на конических колесах 17 и 25. Ввиду этого на валах
18 и 2б не будут возникать крутящие моменты. Отсутствие вращения этих валов гарантирует отсутствие параэитных движений на захвате прн изгибе кисти, Формула изобретения
6 Шарнирное соединение звеньев манипулятора, содержащее приводные валы с коническими шестернями на концах и блоки конических и цилиндрических колес на осях, перпендикулярных приводf0 ным валам, о т л и ч а ю щ е е с я тем, что, с целью обеспечения относительного поворота звеньев без паразитного вращения приводных валов, на осях сблокированных колес выполнено водило, l5 зубчатый сектор которого связан с конической шестерней вала относительного поворота звеньев, а само водило соединяет между собой звенья манипулятора. цдИИПИ Заказ 7855/1 тираж. ду,р Подписное
Филиал ППП Патент, г,ужгород, ул.Проектная
Похожие патенты:
Демпфированный манипулятор // 147890
Шарнирный узел манипулятора // 2156687
Изобретение относится к машиностроению и предназначено для использования в манипуляторах и роботах
Шарнирный узел манипулятора // 2156688
Изобретение относится к области машиностроения и может быть использовано в манипуляторах и роботах
Шарнирный узел манипулятора // 2156689
Изобретение относится к машиностроению и может быть использовано в манипуляторах и роботах
Шарнир манипулятора // 2169069
Изобретение относится к устройствам для перемещения исполнительных органов роботов и манипуляторов
Шарнирное соединение элементов манипулятора // 2176591
Изобретение относится к конструкции манипуляторов, в частности к шарнирным соединениям элементов манипулятора, и может быть использовано в лесной промышленности
Шарнир манипулятора // 2283217
Изобретение относится к области робототехники и может быть использовано в манипуляторах, выполняющих поворот объекта манипулирования по двум независимым угловым координатам, а также в конструкциях пространственных многокоординатных манипуляторов
Шарнир манипулятора (варианты) // 2284896
Изобретение относится к области робототехники и может быть использовано в манипуляторах, выполняющих поворот объекта манипулирования по независимым угловым координатам, а также в конструкциях пространственных многокоординатных манипуляторов
Несущая механическая система // 2301142
Изобретение относится к робототехнике и может быть использовано в несущих механических системах манипуляторов, предназначенных для вращения изготовляемых деталей по сложным сферическим траекториям
Змеевидная рука робота // 2301143
Изобретение относится к усовершенствованию механических и программных средств для позиционирования рабочего инструмента или сенсора
Искусственная мышца (варианты) // 2372056
Изобретение относится к управляемым приводам для преобразования электрической энергии в механическую и может быть использовано в машиностроении, робототехнике, медицине для создания протезов конечностей
комплекты и наборы уплотнений для гидроцилиндров, распределителей и ротаторов, кольца, гидравлические фильтры, шарниры.
Номера по каталогу производителей, схемы установки, фотографии комплектующих
Комплектующие и запчасти /
В ООО «Гидродинамика» вы можете купить ремкомплекты уплотнений для гидроцилиндров, комплекты уплотнений для гидрораспределителей и ротаторов, шарнирных соединений, а также уплотнения основания колонны, шарниры с внешней и внутренней резьбой (наконечники тяг), шарнирные соединения, фильтры и фильтроэлементы для лесных манипуляторов и крано — манипуляторных установок (КМУ).
Комплект уплотнений для трактора Valmet 890. 2/890.3 и гидроманипулятора Cranab CRF12/CRF14
Запчасти и комплектующие для техники Valmet/Cranab (список)
Комплекты уплотнений для гидрораспределителей техники Valmet/Komatsu
Комплекты уплотнений и кольца для тракторов Valmet/Komatsu 855/865/890.1/890.2/890.3/931XC/941/941.1/951 и 801c/830/840.1/840.2/840.3/860.1/860.3/911.1/911.3/921.1
Наборы уплотнений для харвестерных головок производства Valmet/KomatsuForest
Комплекты уплотнений для ГЦ, ротаторов и распределителей, фильтры и элементы,
запчасти для КМУ и манипуляторов
Комплекты фильтров для лесозаготовительной техники PONSSE (Buffalo, Ergo),
KOMATSU (VALMET), John Deere (Timberjack)
Наконечники тяг поста управления (шарниры М8) с наружней и внутренней резьбой
На гидросистему манипулятора (гидроцилиндры подъема, захвата, удлинителя и другие компоненты) приходятся колоссальные нагрузки (при некоторых углах подъема стрелы могут достигать трех тонн). Масло в огонь подливают суровые климатические условия, в которых эксплуатируется техника, и огромное давление, создающиеся внутри самой гидросистемы (для среднего гидроцилиндра может составлять 21,5 МПа). Со временем данные обстоятельства негативно влияют на рабочие качества гидроцилиндров, а значит и всего гидроманипулятора или КМУ. Как показывает практика, своевременная замена одного уплотнительного кольца гидроцилиндра или фильтроэлемента может обеспечить год бесперебойной работы всего манипулятора, а несвоевременная может привести к простою в несколько рабочих смен.
Для продления срока службы эксплуатации гидроманипуляторов и КМУ
производители рекомендуют:
• своевременно проводить все виды технического обслуживания (ЕО, ТО СТО), которые включают очистку, мойку, смазку, осмотр и контроль технического состояния деталей, сборочных единиц, механизмов, покупных изделий и манипулятора в целом; • оперативно проводить замену изношенных расходных материалов: ремкомплекты уплотнений для гидроцилиндров, комплекты уплотнений для гидрораспределителей и ротаторов, шарнирных соединений, а также уплотнения основания колонны, шарниры с внешней и внутренней резьбой (наконечники тяг), шарнирные соединения, фильтры и фильтроэлементы; • использовать высококачественные расходные материалы, соответствующие требованиям технических условий; • привлекать к монтажу и ремонту манипулятора только сертифицированные организации;
(На данный момент в каталоге товаров раздела сайта предстален не весь ассортимент комплектующих и запчастей для лесозаготовительной техники. По вашему запросу мы предоставим информацию и прайс-лист на интересующие вас позиции.)
Сварочные манипуляторы — MITUSA Inc.
Конструкция прецизионного сварочного манипулятора
MITUSA предлагает широкий спектр эргономических функций, в отличие от других типов локаторов сварочных головок. Линейка сварочных манипуляторов с поворотной стрелой MITUSALATOR представляет собой действительно элегантный дизайн манипуляторов для сварки труб, резервуаров или сосудов.
Стрела сварочной головки грузоподъемностью 500 фунтов на обоих концах, все установлено на поворотном основании на 360 градусов. Мачта колонны линейного рельсового манипулятора с трапецеидальным винтовым подъемником с дополнительным серводвигателем для точного позиционирования сварочной головки.
Особенности нашего единого унифицированного сварочного манипулятора обеспечивают наиболее эффективную мобильность колонны сварочного процесса и стрелового цеха. Простой в транспортировке унифицированный линейный сварочный манипулятор с запатентованной революционной конструкцией поворотной стрелы позволяет легко установить его за считанные минуты. Идеально подходит для мастерских по сварке труб, которым необходимо легко перемещать автоматизированную систему манипулятора труб в любое место цеха по сварке труб.
MITUSALATOR унифицированный сварочный манипулятор с колонной и поворотной стрелой
Источник питания для сварки труб легко вращается на цельном унифицированном основании колонны манипулятора. Колонна и стрела имеют плавный линейный ход по рельсам, а ребристая сварная головка стрелы с грузоподъемностью 500 фунтов на обоих концах не качается. Прецизионный сварочный манипулятор с подъемной стрелой с винтовой колонной не требует устройства защиты от падения, как другие типы сварочных манипуляторов.
Сварочные манипуляторы MITUSALTOR — это самые быстрые субдуговые манипуляторы, предназначенные для производственного проектирования в области позиционирования при сварке. Унифицированная стрела манипулятора сварочной головки быстро поворачивается в нужное положение на колонне для установки предварительно собранных контроллеров сварки.
Сварочный манипулятор с колонной и стрелой
Унифицированный сварочный манипулятор
предназначен для обнаружения оборудования для сварочных процессов, такого как (GTAW) TIG или MIG (GMAW) и унифицированных сварочных систем манипулятора колонной стрелы Sub Arc под флюсом (SAW). Отдельно стоящий центр управления сварочным манипулятором с подиумом, включающий такие функции, как камеры для дуговой сварки Xiris, трекер сварных швов, устройства для восстановления флюса и многое другое!
Доступны сварочные манипуляторы нестандартных размеров и длины
Унифицированные системы поддуговых манипуляторов MITUSALATOR используются для сопряжения со сварочными вращателями, поворотными роликами, позиционерами или любыми типами сварочного позиционирующего оборудования. MITUSA производит полные полуавтоматические сварочные манипуляторы для сварки соединений труб и интегрирует наш унифицированный манипулятор для сварки сосудов с нашим оборудованием для позиционирования передней и задней бабки с линейной боковой балкой или фиксированным вертикальным столом.
Сварочный манипулятор с колонной и стрелой
Революционный унифицированный сварочный манипулятор с колонной и поворотной стрелой
MITUSA разрабатывает, проектирует, производит и строит все наши собственные сварочные манипуляторы в США. Манипуляторы TIG/MIG/под флюсом для автоматизированной сварки труб, резервуаров и сосудов. Угол наклона стрелы субдугового манипулятора отличается от любого другого манипулятора. для сварочной головки, расположенной под углом в положениях, ранее недоступных для обычной сварочной колонны и манипулятора со стрелой.
Премия FABTECH 2021 Featured Show Product Award
Лучшая система поддугового манипулятора на рынке для быстрой наладки сварки труб, именно здесь единый унифицированный метод сборки линейного сварочного манипулятора MITUSA быстро повысит рентабельность инвестиций вашей компании, производительность и безопасность. Сохранение гребенчатого захвата при сварке нескольких сварочных головок под разными углами позиционирования, которое ранее было невозможно с любыми другими обычными сварочными манипуляторами.
Поворотные соединения с V-образным кольцом | Оборудование для перекачки жидкости
Шарнирные соединения с V-образным кольцом | Оборудование для перекачки жидкости | Системы обработки жидкостей OILCO
Прилагаемые материалы охватывают общую установку и меры предосторожности, необходимые при установке и обслуживании загрузочного узла OILCO Liquid Handling Systems. Соблюдайте все необходимые меры предосторожности при сборке и эксплуатации этих устройств. Аккуратно обращайтесь со всеми компонентами. И если в вашей сборке есть что-то уникальное, чего нет в этом руководстве, обратитесь на завод. Пожалуйста, обратитесь к следующему руководству в помощь подрядчикам по установке и обслуживающему персоналу.
Общий отказ от ответственности
Все операторы и обслуживающий персонал должны быть ознакомлены с данным руководством и всеми сопутствующими материалами.
Все гарантии связаны с Положениями и условиями OILCO Liquid Handling Systems (1 мая 2009 г.), но они аннулируются, если устройство используется в процессе, отличном от предусмотренного, злоупотребляет до степени небрежного повреждения, включено в систему различного среднего или рабочего давления.
Если конечному пользователю требуется перемещение или модификация устройства, рекомендуется связаться с заводом-изготовителем для консультации.
Все предупреждения и предостережения должны быть отмечены всем персоналом для обеспечения безопасной рабочей среды.
Предупреждение: Всегда проверяйте правильность заземления загрузочного узла и любого связанного с ним контейнера или транспортного средства. Поток продукта вызывает статическое электричество. Любое нарушение заземления может привести к взрыву, повреждению и/или телесным повреждениям.
Предупреждение: Держите все части тела и второстепенное оборудование вдали от узла во время работы. Это включает в себя область входного соединения и все точки защемления. Невыполнение этого требования может привести к ненужному ущербу или телесным повреждениям.
Осторожно: Все операторы и обслуживающий персонал должны постоянно носить надлежащие средства индивидуальной защиты. Несоблюдение требований или рекомендуемых средств защиты может привести к травме.
Следует отметить, что любое неправильное обращение или несоблюдение правил безопасности на объекте и рабочих процедур или заводских рекомендаций может привести к ненужному повреждению загрузочного узла и серьезным травмам или смерти людей, находящихся в непосредственной близости.
OILCO Liquid Handling Systems не несет ответственности за любой прямой или косвенный ущерб, вызванный или связанный с этой или любой другой материальной публикацией.
Общее описание
Все погрузочные устройства предназначены для перекачки продукта из места происхождения в приемный контейнер (например, железнодорожный вагон, автоцистерну).
Каждый отдельный блок изготавливается для определенного набора рабочих параметров.
Рекомендуется, чтобы только обученный и квалифицированный персонал устанавливал и эксплуатировал загрузочный узел или выполнял операции с указанными узлами.
Процедуры испытаний
Все нагрузочные устройства проходят гидростатические испытания в соответствии с установленными заводом стандартами и процедурами.
Шарнирные соединения оцениваются на вращение и функционирование
Проверяются допуски как для торсионных пружинных противовесов, так и для пружинных противовесов в сборе, и узлы устанавливаются в нейтральное положение. Установка и сборка
Полностью просмотрите технический чертеж, прежде чем приступать к сборке.
Убедитесь, что все болты, гайки и прокладки входят в комплект поставки (OILCO Liquid Handling Systems не поставляет оборудование для впускного соединения в стандартной комплектации).
Варианты сборки и установки; предварительная сборка всего узла или сборка узла по компонентам.
Вся резьба должна быть очищена и очищена от посторонних частиц, затем обильно нанесен надлежащий резьбовой герметик
Перед установкой прокладки все поверхности фланцев должны быть очищены и очищены от посторонних предметов
Начинайте сборку с шарнирного соединения стояка и двигайтесь к выпускному отверстию
Предупреждение: Если блок собран до соединения с впускным фланцем, используйте подходящий подъемный механизм и надежно закрепите блок, прежде чем поднимать его на любую высоту. Невыполнение этого требования может привести к повреждению или серьезной травме.
После того, как загрузочный узел полностью собран и прикреплен к фланцу источника, поднимите блок, чтобы соединить передаточное звено с поворотным рычагом.
Осторожно: Рекомендуйте всему персоналу оставаться на безопасном расстоянии, пока только обученные лица не высвободят устройство из его закрепленного положения, позволяя ему остановиться под действием собственной силы и натяжения пружины.
Эксплуатация и техническое обслуживание
Всегда соблюдайте федеральные, государственные и местные правила и стандарты при эксплуатации загрузочного узла.
Визуальный осмотр загрузочного узла следует проводить перед каждым использованием, чтобы убедиться в отсутствии непосредственной опасности.
Окончательная регулировка противовеса пружины потребуется после установки рычага и его окончательного положения.
Примечание: Инструкция по смазке прилагается ко всему оборудованию OILCO Liquid Handling Systems.
Коды распространенных ошибок в газовых отопительных котлах
Автономные отопительные системы являются одними из наиболее оптимальных с точки зрения эргономики. Однако безаварийный режим их эксплуатации никто гарантировать не может. Если в работе котла происходит сбой, на дисплее агрегата высвечивается сообщение с кодом ошибки. Зная примерную суть проблемы, котел можно быстрее привести в чувство.
В принципах кодификации ошибок отопительных котлов царит анархия — каждый производитель устанавливает собственные правила шифрования кодов неисправностей. Общепринятым является использование для кодирования ошибок комбинации букв латинского алфавита и цифр от 0 до 9. Чаще всего для толкования того либо иного кода достаточно прибегнуть к помощи технической документации на изделие. Как правило, она содержит таблицы с названием ошибки, причиной неисправности и списком предпринимаемых мер по ее устранению.
Проблемы с котлами обычно возникают на фоне несвоевременного обслуживания узлов и агрегатов, поэтому необходимо принять за правило время от времени устраивать отопительному оборудованию тщательную проверку силами причастных специалистов. К ним же стоит обращаться и по всем проблемам с котлами. За исключением каких-то элементарных неурядиц, которые можно решить своими силами.
В газовых отопительных котлах пристального внимания требует газовая горелка, так как именно она забивается чаще всего. Также важно производить периодическую очистку от загрязнений внутренних поверхностей рабочих камер и обслуживать дымоход. Примечательно, что риск выхода из строя или возникновения неисправностей в двухконтурных изделиях в разы выше, нежели в одноконтурных моделях. Виной всему более сложная конструкция устройств первого типа, к тому же водонагревателю в составе такого котла приходится круглый год трудиться без передышки.
Важный момент! Не доверяйте установку и обвязку газового котла дилетантам. Допущенные при этом ошибки могут обнаружиться не сразу, однако они будут постепенно выводить из строя элементы отопительной системы.
Некоторые отопительные агрегаты не оснащены дисплеем, тем не менее они тоже поддаются диагностированию неисправностей. В случае возникновения проблемы на панели таких котлов загораются или же мигают цветные лампочки. Их подноготная раскрыта в сопутствующей документации к прибору. Не ленитесь ее полистать — изучение техпаспорта модели пойдет исключительно впрок.
Далее приведен перечень наиболее распространенных кодов ошибок с их описанием для шести крупных игроков на рынке отопительных систем. Имена компаний-производителей в списке расположены в алфавитном порядке:
Котлы BAXI
E 01 — не удалось произвести розжиг газовой горелки в штатном режиме. Ошибка принадлежит к разряду общих — к ее появлению приводят самые разношерстные факторы: несоответствие входного давления газа установленным нормам, несоблюдение полярности подключения котла, неисправность газового клапана или электронной платы и т.п.
E 02 — срабатывание аварийного термостата перегрева. Чаще всего перегрев котла вызван засорением теплообменного контура. Реже проблему стоит искать в термостате или температурном датчике на подаче отопления.
E 03 — наличие проблем с подачей или отведением воздуха из камеры сгорания. В котлах с открытой камерой ошибка практически со 100-процентной вероятностью указывает на отсутствие должной тяги, а вот в моделях турбированного типа все не так однозначно: причиной высвечивания на экране ошибки E 03 может быть как незапуск вентилятора, так и банальное скапливание конденсата в трубках.
E 05 — неисправность датчика температуры на подаче отопительного контура. Зачастую при возникновении данной ошибки вышеупомянутый датчик просится на замену.
E 06 — неисправен датчик температуры системы ГВС. Аналогично предыдущему пункту.
E 10 — недопустимое давление в системе отопления. Ошибка «выскакивает» из-за низкого давления воды в контуре, плохом контакте между датчиком и платой управления либо же причиной ее появления становится неисправность реле минимального давления. В подавляющем большинстве проблема сводится на нет при заполнении системы теплоносителем.
E 25 — превышение максимальной температуры котла. Причину нужно искать, преимущественно, в плохой циркуляции теплоносителя или в неисправности датчика температуры системы отопления, который устанавливается на выходе первичного теплообменника.
E 35 — паразитное пламя (прерывистое). Код можно лицезреть на дисплее котла при неисправности электронной платы, а также неправильном расположении электрод-детектора пламени.
E 40, E 41 — засорение дымохода или слишком низкое входное давление газа. На возникновение тандема этих ошибок влияет множество факторов: от действительно низкого давления подачи «голубого топлива» до неисправности газового клапана.
E 96 — пониженное напряжение питающей цепи (менее 170 В). Ежели ошибка появляется с завидной регулярностью, нелишним будет обзавестись стабилизатором напряжения, дабы выровнять его значение и обезопасить устройство от возможных перепадов энергии в сети питания.
E 00, E 99 — внутренняя ошибка электронной платы.
Популярные котлы BAXI
Котлы Bosch
Для серии Bosch Gaz 6000:
A7 — неполадка датчика температуры контура ГВС. Датчик необходимо проверить и при необходимости заменить.
Ad — не определен температурный датчик бойлера. Потребуется проверка самого датчика и соединительного провода.
C1 — низкая частота вращения вентилятора. Может быть вызвана как низким напряжением в сети питания, так и связанными проблемами в системе отвода дымовых газов.
C4 — дифференциальное реле давления не отключается при выключенном вентиляторе.Необходимо произвести осмотр данного реле.
C7 — неисправность вентилятора. Пути решения проблемы: проверка работоспособности вентилятора и его проводов со штекерами. В случае необходимости производится замена вентилятора.
E2 — неполадка датчика температуры на линии подачи (обрыв). К возникновению данной ошибки обычно приводит повреждение или короткое замыкание вышеупомянутого датчика.
E9 — срабатывание ограничителя температуры в теплообменнике. Код E9 появляется на экране котла из-за многих факторов — от повреждения ограничителя температуры до проблем в отопительном контуре.
EA — пламя не обнаружено. Это одна из наиболее распространенных ошибок в отопительных котлах Bosch. Причин возникновения ошибки, как и способов решения проблемы, существует уйма. Но сперва лучше проверить открытие газового крана, давление подачи газа и систему отвода дымовых газов. Не помогает? Приступаем к чистке теплообменника и, при необходимости, меняем газовую арматуру.
F7 — котел определяет пламя при отключенном состоянии. Причину нужно искать в загрязнении электродов, параллельно с чем желательно проверить на влажность платы управления.
FA — котел определяет пламя при перекрытой подаче газа. Проверке подлежит газовая арматура и система отвода дымовых газов.
Газовые котлы Bosch гармонируют с большинством современных интерьеров.
Для серий ZSC / ZWC:
A7 — неполадка температурного датчика контура горячего водоснабжения (ГВС). Проблема зачастую именно в нем, т.е. датчик нужно заменить.
A8 — соединение с BUS-шиной прервано. Неполадку призвана устранить проверка соединительного кабеля и регуляторов.
A9 — неправильная установка датчика температуры ГВС. При появлении указанной ошибки стоит проверить монтажную зону датчика и выполнить его переподключение с использованием теплопроводящей пасты.
Ad — датчик бойлера не обнаружен. Необходимо осуществить диагностику датчика или его замену.
C1 — во время работы котла произошло размыкание дифференциального реле давления. Осмотру подлежат диффреле, вытяжное устройство и соединительные трубы.
C4 — дифференциальное реле давления не отключается при выключенном вентиляторе. Необходимо произвести осмотр данного реле.
C6 — дифференциальное реле не размыкается. Первым пунктом программы при возникновении ошибки является проверка реле и трубы отвода дымовых газов.
d4 — чересчур большая разность температур. При появлении кода нужно уделить внимание циркуляционному насосу, байпасному шлангу и проверить давление в системе.
EA — пламя не обнаружено. Это одна из наиболее распространенных ошибок в отопительных котлах Bosch. Причин возникновения ошибки, как и способов решения проблемы, существует уйма. Но сперва лучше проверить открытие газового крана, давление подачи газа и систему отвода дымовых газов. Не помогает? Приступаем к чистке теплообменника и, при необходимости, меняем газовую арматуру.
F0 — внутренняя неполадка. В данном случае нужно произвести диагностику электронной платы.
F7 — котел определяет пламя при отключенном состоянии. Причину нужно искать в загрязнении электродов, параллельно с чем желательно проверить на влажность платы управления.
FA — котел определяет пламя при перекрытой подаче газа. Проверке подлежит газовая арматура и система отвода дымовых газов.
Популярные котлы Bosch
Котлы Buderus
Ошибки, которые встречаются в газовых котлах Buderus, шифруются особым образом. Сперва указывается основной код (какая возникла неисправность), затем — дополнительная кодовая комбинация (это число однозначно идентифицирует сигнал неисправности), а в конце обозначается класс неисправности. Классов бывает несколько:
О — рабочие сообщения при нормальном режиме работы котла;
R — неблокирующие неисправности, при возникновении которых система продолжает работать;
B — блокирующие неисправности, которые ведут к ограниченному по времени выключению отопительной системы;
V — запирающие неисправности, которые блокируют работу отопительной системы.
Для котлов Buderus предусмотрена особая система кодификации ошибок.
Перечень возможных ошибок у котлов Buderus весьма обширен. Однако чаще всего пользователь видит на служебном экране такие коды неисправностей:
2E 357 О — активна функция удаления воздуха либо же температура подающегося потока быстро нарастает.
3C 217 V — не работает вентилятор. Тут важно определить на каком этапе возникает неполадка: если вентилятор запускается, но реле не щелкает — проблема кроется в подводящих трубках или засорении дымохода. Ежели вентилятор не запускается вовсе, нужно проверить, подается ли на него напряжение. Если вентилятор работает и проблем с дымоходом нет, необходимо проверить пневмореле. Его постоянно замкнутые контакты или их размыкание в процессе работы горелки будут также расценены системой безопасности как неисправность.
4C 224 B V — срабатывание ограничителя температуры теплообменника или ограничителя температуры дымовых газов. Осматриваются оба датчика, шлейф питания к ним, а если давление в системе недостаточное, нужно подпитать котел. Также проблема может быть вызвана неполадками с циркуляцией теплоносителя или возникновением воздушной пробки.
4Y 351 B V — обрыв температурного датчика. Побороть неисправность помогает прозвонка контактов и установка новой детали.
6A 227 B V — не распознается пламя. В большинстве случаев решение проблемы с розжигом лучше доверить специалистам. Самое простое, что можно сделать рядовой пользователь, — это визуальный осмотр камеры сгорания и электродов на предмет загрязнения. При необходимости производится их чистка. А ежели котел разжигается, но спустя некоторое время тухнет, нелады часто связаны с выходом из строя электронной платы.
Популярные котлы Buderus
Котлы Hotpoint-Ariston
101 — срабатывание системы защиты от перегрева. Основных причин появления кода с ошибкой несколько: повышенное давление на выходе газового клапана, загрязнение фильтра грубой очистки, плохая циркуляция теплоносителя в системе отопления, плохая проходимость теплообменника из-за образования накипи, неисправность циркуляционного насоса.
108 — падение давления в отопительном контуре ниже минимума. Вероятно, в системе где-то возникла протечка.
109 — давление в системе поднялось свыше 3 бар. Ошибка порой возникает во втором теплообменнике котлов двухконтурного типа. Из-за неисправности в нем смешиваются горячая и холодная вода, что и приводит к повышению давления.
201 — нет контакта с датчиком на подаче в контур ГВС. Потребуется подтянуть контакты либо же произвести замену датчика.
302 — потеря связи с дисплеем и электронным модулем. Проблема зачастую кроется в проводке.
501 — отсутствие пламени при розжиге. Ошибка из разряда наиболее распространенных. Первое и самое главное — проверьте, не перекрыт ли кран подачи газа. Также неисправность порой проявляется из-за поломки датчика пламени.
SP3 (5P3) — отрыв пламени. С завидной регулярностью неполадка возникает в области коаксиального дымохода. Дабы свести ее на нет, отрегулируйте его положение и очистите от мусора.
601 — отсутствие тяги в системе. Если сенсор работает правильно, придется заняться прочисткой дымохода.
604 — низкая частота вращения вентилятора.
6P1, 6P2 — задержка замыкания контактов реле давления воздуха. Возникает из-за повреждения трубки Вентури. Разница кодов состоит в том, что 6Р2 высвечивается при работе котла, а 6Р1 — при попытке осуществить розжиг с уже поврежденной трубкой.
Популярные котлы Hotpoint-Ariston
Котлы Protherm
F00/01 — неисправность датчика температуры нагревания. Датчик необходимо проверить и при необходимости заменить.
F20 — неисправность перегрева (температура свыше 97 °С). Для устранения ошибки нужно проверить циркуляционный насос, удостовериться в открытии нагревательных кранов и байпасного клапана, а также произвести диагностику теплового фильтра.
F22 — в котле нет теплоносителя. Заполните систему и удостоверьтесь, что в ней отсутствуют протечки.
F24 — неисправность циркуляции теплоносителя. Проблема в данном случае кроется как в насосе, так и в закрытых отопительных кранах.
F26 — отсутствие необходимого тока через двигатель газового клапана. Шаговый двигатель нуждается в диагностике и последующей замене.
F28/29 — не обнаружено пламя во время розжига и потеря пламени во время работы горелки. Тут все как у сверстников — проверить открытие газового крана необходимо собственноручно, а для решения более серьезных проблем придется обратиться за помощью к квалифицированным специалистам.
F84 — постоянная разница температур между датчиком подачи и обратки. Датчик, скорее всего, подлежит замене.
Популярные котлы Protherm
Котлы Vaillant
F.10/11 — короткое замыкание в датчике подачи/обратки. Датчик нуждается в диагностике или замене.
F.22 — недостаточное количество воды в системе или ее полное отсутствие. В подавляющем большинстве проблема сводится на нет при заполнении системы теплоносителем.
F.28 — неполадка в электронной плате.
F.29 — не загорается газовая горелка. Одна из перечня наиболее общеизвестных проблем с газовыми котлами. На ее появление оказывают влияние несоответствие входного давления газа установленным нормам, несоблюдение полярности подключения котла, неисправность газового клапана или электронной платы и т.п.
F.36 — выброс газообразных продуктов горения в помещение. Ошибка возникает при закрытом воздуховоде или газоотводе. Проявляется из-за плохой тяги и вентиляции, а также из-за повышенной температуры в помещении, где установлен котел.
F.61 — ошибка в управлении газовыми клапанами. Суть проблемы кроется как в самих клапанах, так проводке к ним либо же в электронной плате управления.
F.75 — насос газового котла запущен, а давление не изменяется. Чтобы как можно быстрее исправить ситуацию, проверке подлежат настраиваемый байпас, датчик давления, циркуляционный насос и правильность подключения к линии расширительной емкости.
Популярные котлы Vaillant
Полный перечень ошибок и возможные пути устранения неполадок, как было сказано выше, нужно искать в сопутствующей бумажной документации к отопительному котлу.
Тепла в ваши дома!
Читайте также:
Мал да удал: ТОП-5 ультрабуков в районе $1000
Кто сказал, что ноутбук не может быть одновременно компактным, мощным и доступным?
Сам себе фотограф: ТОП-5 селфи-стиков
Селфи-стик больше не роскошь или гаджет для хипстеров, а необходимая вещь для каждого владельца смартфона.
Посредник в обмене файлами: ТОП-5 картридеров
Когда не нужно долго ждать, чтобы передать большой архив фотографий.
Планируете заготовку дров? ТОП-5 электрических цепных пил для домашнего мастера
Лучшие в своей категории электрические цепные пилы на любой бюджет.
Держим давление в норме: ТОП тонометров-автоматов на плечо
Автоматические тонометры для измерения артериального давления и пульса с креплением манжеты на предплечье.
Siemens | Сименс | Преобразователи частоты и промышленная автоматика Siemens
Концерн Siemens уже несколько десятилетий занимается производством регулируемых электроприводов. Не осталось, пожалуй, ни одной области жизни, где бы они не применялись. Существенная экономия электроэнергии, снижение затрат на эксплуатацию и техническое обслуживание — далеко не все плюсы новых технологий.
Помимо того, что преобразователи частоты позволяют управлять производительностью отдельных элементов системы, они также позволяют сберечь электроэнергию и сделать инженерные системы более энергоэффективными. В ряде случаев экономия электроэнергии достигает 70%.
Преобразователи частоты Siemens
К числу инновационных разработок концерна Siemens относятся надежные и удобные для любого
Устройства плавного пуска Siemens
Устройства данной серии имеют небольшие габаритные размеры, встроенный шунтирующий контактор
Контроллеры Siemens
Это позволит вашему бизнесу не только начать новую жизнь, но и обойти всех возможных конкурентов
Регулирующие и смесительные клапаны Siemens
В данном разделе представлены долговечные и надежные клапаны Siemens, совместимые с любыми
Автоматические регуляторы перепада давления Siemens
Устройства Siemens VSG и Siemens VHG применяется в качестве регуляторов перепада давления или
Газовые клапаны Siemens
Клапаны Siemens газовые предназначены для применения на газовых теплогенераторах, в
Радиаторные клапаны Siemens
Это позволит вашему бизнесу не только начать новую жизнь, но и обойти всех возможных конкурентов
Приводы для регулирующих клапанов Siemens
Выбирая оборудование из модельного ряда приводов Siemens, Вы получаете полный спектр приводов
Приводы для газовых клапанов Siemens
Привод Siemens для газовых клапанов служит исполнительным механизмом и обеспечивает выполнение функций
Приводы воздушных заслонок Siemens
Приводы воздушных заслонок Siemens характеризуются низким энергопотреблением, высокой
Сервоприводы Siemens
Электромоторные приводы Siemens применяются совместно с различными клапанами Siemens
Автоматы горения Siemens
Приводы воздушных заслонок Siemens характеризуются низким энергопотреблением, высокой
Менеджеры горения Siemens
Менеджер горения это устройство на основе микропроцессора с соответствующими компонентами для
Датчики и сенсоры для горелок Siemens
Датчики для контроля пламени газовых и жидкотопливных горелок, а также для проверки наличия искры
Датчики для помещений Siemens
Датчики перепада давления используются для считывания показаний перепада давления
Термостаты комнатные Siemens
Siemens выпускает обширный модельный ряд термостатов и температурных регуляторов практически для любых приложений: для частных домов, гостиниц
Термостаты капиллярные Siemens
Линейка продукции включает как электромеханические, так и электронные приборы. Мы выпускаем приборы практически для любых приложений
Контроллеры Albatros
Albatros — это контроллеры для автоматизации котельных (линейка RVA) и индивидуальных тепловых пунктов (линейка RVD)
Контроллеры Sigmagir
Sigmagir — контроллеры тепловых пунктов. Управление тепловыми пунктами с контуром отопления и ГВС. Оптимизирован для управления температурой в обратной магистрали
Контроллеры Synco
Ряд контроллеров Synco 100 состоит из температурных контроллеров для прямого монтажа (не требуется панели управления) и контроллеров комнатной температуры
Контроллеры универсальные Siemens
Универсальные контроллеры для поддержания комфорта в помещениях при помощи управления системами вентиляции, отопления, кондиционирования и
Преобразователи частоты Sinamics
Отдельное внимание стоит уделить коммутационной технике и частотным преобразователям. Данные продукты идеально подходят для автоматизации процесса производства каких-либо изделий в различных отраслях промышленности. При этом осуществляется компьютерное управление согласно современным тенденциям и технологиям. Качественные преобразователи частоты Sinamics, которые применяются к различным типам оборудования.
Siemens Sinamics — сегодня это универсальный функционал базирующийся на одной платформе, открытый подход для инжиниринга, широчайший диапазон мощностей, встроенные системы безопасности и самодиагностики, высокая рентабельность и энергоэффективность.
Линейка Sinamics включает в себя:
Sinamics G110 — привод на малые мощности.
Sinamics G120 — привод модульной конструкции для средних мощностей.
Sinamics G110D — компактный и простой привод малой мощности. Децентрализованный.
Sinamics G120D — привод модульной конструкции для средних мощностей. Децентрализованный.
Sinamics G130, Sinamics G150 — Универсальные преобразователи на приводы высоких мощностей.
Частотные преобразователи Micromaster
К числу более популярных и универсальных преобразователей частоты можно отнести Micromaster, серия которых уже не первый год находится на данном рынке и остается наиболее запрашиваемым выбором на рынке.
Серия преобразователей частоты Micromaster — это синоним слова «качество». На сегодняшний день компания Siemens выпускает четвертое поколение преобразователей — Micromaster 4.
Micromaster 420 — Преобразователь частоты, основной задачей которого регулирование скорости стандартных приводов. Применяется в конвейерных системах, упаковочных машинах, насосных станциях, вентиляторном оборудовании
Micromaster 430 — Преобразователь, предназначенный в основном для работы приводов насосных станций и вентиляторов. Обеспечивается программным обеспечением для решения типовых задач
Micromaster 440 — Преобразователь частоты с режимом векторного управления с обратной связью. Используется в приводах, где есть необходимость использовать большой диапазон регулирования
Устройства плавного пуска SIRIUS
Софт-стартеры или устройства плавного пуска SIRIUS 3RW осуществляют плавный пуск и останов трёхфазных электродвигателей методом нарастания/спада напряжения. Устройства данной серии имеют небольшие габаритные размеры, встроенный шунтирующий контактор.
Преимущества от использования данных устройств:
Плавный пуск и останов
Бесступенчатый запуск
Уменьшение пиковых токов
Исключение колебания напряжения в сети
Разгрузка сети электроснабжения
Снижение механических нагрузок на привод
Надёжная коммутация, не нуждающаяся в уходе
Простота в обслуживании
Значительная экономия места и объёма электромонтажа по сравнению с традиционными пускателями
3RW30 — Это серия цифровых устройств плавного запуска для асинхронных электродвигателей мощностью от 0,25 до 55 кВт включительно. Этот тип устройств плавного пуска широко используется в холодильном оборудовании, кондиционерах, системах управления насосами, ленточными конвейерами и многих других применениях. За счёт двухфазного управления на протяжении всего разгона ток во всех трёх фазах поддерживается на уровне минимальных значений. Благодаря непрерывному действию напряжения здесь не возникают неизбежные, например, для пускателей типа «звезда–треугольник» пиковые токи и моменты. Применение этих устройств снижает нагрузку на сеть электропитания, тем самым, продлевая ей жизнь.
3RW40 — Устройства плавного пуска SIRIUS 3RW40 обладают такими же преимуществами, как и 3RW30/31. Однако данные модели оснащены функциями, уникальными в данном диапазоне мощности: полупроводниковая защита от перегрузки двигателя и встроенная защита устройства, регулируемые ограничения тока и двухфазный метод управления (баланс полярности).
3RW44 — Помимо плавного разгона/торможения, полупроводниковые устройства плавного пуска SIRIUS 3RW44 предоставляют множество функций для повышенных требований эксплуатации. Устройства плавного пуска SIRIUS 3RW44 характеризуются компактным размерами, благодаря которым возможна экономия пространства и четкая планировка шкафа управления.
Асинхронный двигатель
Электрические асинхронные двигатели с короткозамкнутым ротором — это наиболее распространенные двигатели в современном производстве и промышленности. Основная суть такого электродвигателя — превращение электрической энергии в механическую, с минимальной потерей энергии. Асинхронные двигатели Siemens на данный момент весьма распространены в силу своей надежности и малых энергопотерь, что в свою очередь приводит к экономии средств на запчастях и электроэнергии.
Программируемые логические контроллеры
Из-за стремительного роста конкуренции практически во всех нишах предприятия требуют максимальной степени автоматизации производства. Такое преимущество позволит выбиться в топ и стать лидером на конкретном сегменте рынка.
Но успех автоматизации и бизнеса в целом зависит от грамотного внедрения качественного и надежного оборудования, к числу которых можно отнести программируемые логические контроллеры (ПЛК) и программируемые реле, а также многих других представителей микроконтроллеров.
Siemens Simatic
Несмотря на изменчивость рынка, Simatic не сдает лидирующие позиции, обеспечивая предприятиям надежное и качественное функционирование. При этом данная линейка поддерживает такие популярные протоколы как Ethernet и MPI, Point to Point и PPI, и многие другие. Это позволит вашему бизнесу не только начать новую жизнь, но и обойти всех возможных конкурентов.
В линейку Simatic входят следующие семейства контроллеров:
Simatic S7-200 — популярная система автоматизации с широчайшим выбором доп. модулей
Simatic S7-300 — семейство для автоматизации крупных объектов
Simatic S7-400 — флагман серии, обеспечивающий управление крупными мощностями
Simatic S7-1200 — новое поколение программируемых контроллеров Siemens
Siemens LOGO!
Серию недорогих логических модулей представляет Siemens Logo! цена которых намного ниже возможностей и качества, которые предназначены для логической обработки информации и выполнения не сложных программ. Основное преимущество данной серии заключается в гибкости модификации модуля и его невысокой стоимости.
Комплексная автоматизация способна кардинально изменить процесс производства, сделав его более оптимизированным и удовлетворяющим современные требования. Убедитесь в этом, сделав заказ умного оборудования именно у нас.
Новости компании
03.11.2020
Интернет-шлюз SINAMICS CONNECT 300
Интернет-шлюз для сбора данных через порт USS преобразователя и синхронизации данных с MindSphere, операционной системой Siemens Industrial Cloud
03.11.2020
Новое сетевое программное обеспечение SINEC INS V1.0 от Siemens
Программное решение SINEC INS (Infrastructure Network Services) это WEB приложение, которое сочетает в себе различные сетевые инструменты и сервисы.
03.11.2020
LOGO! теперь с облачным функционалом!
Самый маленький контроллер от Siemens в новом обновлении v8.3 получит облачный функционал, который раскроет его с новой стороны!
03. 11.2020
Система мониторинга персонала SIWATH
Российское подразделение Siemens разработало собственную систему по мониторингу персонала на базе носимых устройств типа «Умные часы».
Прецизионный поворотный столик L-611
Активные оси
θZ
θZ
θZ
θZ
θZ
θZ
θZ
Диапазон вращения в θZ
360°
360°
360°
360°
360°
360°
360°
Максимальная угловая скорость в θZ, без нагрузки
200 °/с
200 °/с
200 °/с
200 °/с
200 °/с
50 °/с
50 °/с
Линейные перекрестные помехи по X с движением по θZ
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
тип.
Линейные перекрестные помехи по Y с движением по θZ
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
± 2,5 мкм
тип.
Линейные перекрестные помехи по Z с движением по θZ
± 1 мкм
± 1 мкм
± 1 мкм
± 1 мкм
± 1 мкм
± 1 мкм
± 1 мкм
тип.
Вращательные перекрестные помехи в θX с движением в θZ
± 15 мкрад
± 15 мкрад
± 15 мкрад
± 15 мкрад
± 15 мкрад
± 15 мкрад
± 15 мкрад
тип.
Вращательные перекрестные помехи в θY с движением в θZ
Держатель аккумуляторов Sony NPF от одного до восьми.
Держатель батареи Sony NPF-550 (4 шт.)
вещьвселенная
Модель
Это держатель для 4 аккумуляторов Sony NPF-550, помогающий хранить их и не позволяющий им свободно болтаться в сумке/футляре для фотокамеры. Это отличные маленькие держатели для хранения батарей, так как вы можете размещать заряженные батареи клеммами вверх и…
Монтажная пластина для пустышки Sony NPF
вещьвселенная
Монтажная пластина для беспроводных видеопередатчиков и приемников, в которой использовалось крепление батареи NPF на передатчике/приемнике для крепления к камере с помощью болтов 1/4 20.
На данный момент посадка довольно плотная. …Я обновлю допуски.
Двустороннее крепление для батареи NPF
вещьвселенная
Это принт для установки внешнего видеопередатчика, такого как Teradek или Vaxis, на задней панели монитора, если оба устройства питаются от другого источника питания вместо использования их крепления для батареи NPF.
Пожалуйста, помните, что это фиктивное крепление, так что… вещьвселенная
Индивидуальная версия https://www.thingiverse.com/thing:2124509Создано с помощью настройщика! …https://www.thingiverse.com/apps/customizer/run?thing_id=2124509
Адаптер DJI Ronin RS2 для крепления пластины аккумулятора NPF
вещьвселенная
Вы по-прежнему можете загрузить «Файл Thing». Этот адаптер для аккумуляторной батареи NPF надевается на кронштейн RS2 рядом с объективом камеры и фиксируется на месте.
Будет печатать вертикально без поддержки, но сильнее, если печатать горизонтально.
Я использую с моим…
АД-200-31 НПФ Электропривод
грабкад
шаговый двигатель
Крышка аккумуляторного отсека SONY RM945
мояминифабрика
Тапа-де-лас-пилас-дель-мандо на расстоянии SONY RM945. …
Держатель батареи Sony FM500H
вещьвселенная
Я разработал это настенное хранилище для батарей, чтобы было место, где я могу хранить запасные батареи для моей камеры Sony alpha 77. Моя цель — создать стену со всем моим оборудованием для моей камеры. Так что, возможно, последует какое-то другое решение для хранения…
Двойной держатель батареи Sony
вещьвселенная
Мне надоело, что в кармане рюкзака лежат дополнительные батарейки: каждый раз, когда я брал телефон, налобный фонарь или альпинистское снаряжение, я боялся их потерять.
В этом футляре батареи компактно размещаются вместе…
Аккумулятор Sony 4
вещьвселенная
Индивидуальная версия http://www. thingiverse.com/thing:1201466 Создано с помощью настройщика! …http://www.thingiverse.com/apps/customizer/run?thing_id=1201466
инструкции Используя следующие параметры:…
Аккумулятор Sony NP BX1
вещьвселенная
Компактная коробка для аккумулятора Sony NP BX1 Sonu RTX100
Аккумулятор 9В SONY
грабкад
Solidworks 2013
Аккумулятор Sony NP-FW50
вещьвселенная
Это 3D-модель аккумулятора NP-FW50, который используется в нескольких DSLM-камерах Sony. Я нашел несколько чехлов/протекторов для этой батареи, но до сих пор никто не сделал муляж для моделирования. Итак, вот оно.
Обратите внимание, что я снял мерки с моего…
Крышка аккумуляторного отсека дистанционного управления Sony
вещьвселенная
Крышка батарейного отсека для пульта дистанционного управления телевизора Sony. …
Аккумулятор Sony NP-FM500H
вещьвселенная
Это модель, которую я сделал из моей батареи Sony NP-FM500H (для моей Sony Alpha 68), чтобы сделать макет батареи с нуля. Его также можно использовать для создания держателя или внешнего разъема для питания других устройств (я сделаю один для BlackMagic Pocket 4K). …
…
Аккумулятор Sony NP-F550
грабкад
Замена аккумулятора Sony NP-F550 производства Patona. …Эта модель изготовлена на основе измерений реальной батареи.
Аккумулятор Sony Ericsson
грабкад
Аккумулятор Sony Ericsson W910
Аккумулятор Sony NP-FM50
вещьвселенная
Аккумулятор Sony модели NP-FM50.
Аккумулятор Sony RX100
вещьвселенная
— для 5x ‘NP-BX1’ — номинальный зазор между двумя частями составляет ~ 0,15 мм, мне все еще нужно было отшлифовать «корпусную» часть для плотного прилегания. … — Рекомендуется 4 магнита Ø10 мм x 2 мм
Держатель батареи Sony FM500H
культы3d
Я разработал это настенное хранилище для батарей, чтобы было место, где я могу хранить запасные батареи для моей камеры Sony alpha 77. Моя цель — создать стену со всем моим оборудованием для моей камеры. …Так что, возможно, последует какое-то другое решение для хранения…
Крышка батарейного отсека Sony Camera
вещьвселенная
В багаже самолета литиевые батареи можно перевозить отдельно, только если они находятся в соответствующей упаковке. Это связано с тем, что контакты аккумулятора могут вызвать короткое замыкание. Оригинальная батарея поставляется без корпуса, за исключением…
Аккумулятор Sony NP-F970
грабкад
Сони НП-Ф9Замена батареи 70 производства Patona. …Эта модель изготовлена на основе измерений реальной батареи.
Крышка батарейного отсека дистанционного управления Sony
вещьвселенная
Сменная крышка батарейного отсека для пульта дистанционного управления Sony BD. РМТ-8104А. детализация, соответствующая удаленному корпусу, потрясающая. …Очень хорошо подходит с прочной защелкой
SONY BATTERY STORAGE – АССОРТИМЕНТ ЗАЛИВНЫХ АККУМУЛЯТОРОВ SONY
вещьвселенная
//АНГЛИЙСКИЙ
Крошечная коробка, предназначенная для хранения 3 батареек SONY типа NP. Полезно, если вы не хотите, чтобы ваши батареи перемещались куда-либо в рюкзаке для камеры.
//ФРАНЦУЗСКИЙ
Небольшой пакет состоит из 3 аккумуляторов типа SONY NP. … Utile si vous ne…
Sony Headphone AAA Battery Caddy
прусапринтеры
Caddy для наушников Sony потребуется лента или клей, чтобы закрепить батареи внутри caddyМодель BP-HP800-11
Крышка аккумуляторного отсека Sony NP-BY1
вещьвселенная
Это крышка для внешних контактов Sony NP-BY1 и совместимого ионно-литиевого аккумулятора. Должна быть плотной посадкой со скругленными углами. … Этот аккумулятор используется в мини-экшн-камере HDR-AZ1
Органайзер для аккумуляторов Sony NP-F
вещьвселенная
**Модель не работает — выполняется исправление**
Низкопрофильный лоток для размещения аккумуляторов Sony NP-F в ящиках или на стене.
== Защита == Использование ящика: **3M 667** Scotch двусторонний съемный скотч (не постоянный 3M 665). … Настенное крепление: толщина 1 мм (0,04″)…
Предназначен для слесарных работ. Набор профессиональных диэлектрических отверток для проведения слесарно-монтажных работ. Стержни изготовлены иp хромомолибденовой стали на высокоточном оборудовании.
Размеры
SL: 2.5, 4, 5.5, 6.5, PH: № 1, № 2.
Детали
Характеристики
Артикул
250088-H6
Тип товара
Набор отверток
Бренд
Kraftool
Страна-производитель
Тайвань
Часто ищут
С магнитным наконечником
Вес, кг
0,48
Отзывы покупателей
Станьте первым, кто оставил отзыв об этом товаре
Вопросы и ответы
Станьте первым, кто задал вопрос об этом товаре
Защита рук
Рулетки
Линейки, угольники
Уровни
Пояса, ремни, сумки
Ящики для инструмента
Стремянки
Демисезонная спецодежда
Защита лица, глаз, головы
105684
Доставим
В течение трех дней
32300 пар
Перчатки х/б 4 нити с ПВХ покрытием белые
Цена за пар
В корзину
127181
Доставим
В течение трех дней
81267 пар
Перчатки х/б 5 нитей с латексным обливом
Цена за пар
В корзину
170127
Доставим
В течение трех дней
58961 пар
Перчатки х/б 5 нитей с двойным латексным обливом Стандарт зеленые
Цена за пар
В корзину
170126
Доставим
В течение трех дней
14444 пар
Перчатки х/б 6 нитей с ПВХ покрытием Петрович белые
Цена за пар
В корзину
105686
Доставим
В течение трех дней
8045 пар
Перчатки х/б 4 нити с ПВХ покрытием черные
Цена за пар
В корзину
Набор отверток Kraftool Expert (250088-H6) (6 шт. ) в Чебоксарах представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить набор отверток Kraftool Expert (250088-H6) (6 шт.) в интернет-магазине Петрович в Чебоксарах.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар набор отверток Kraftool Expert (250088-H6) (6 шт.) действительны в Чебоксарах.
Продолжая работу с сайтом, вы даете согласие на использование сайтом cookies и
обработку персональных данных в целях функционирования сайта, проведения ретаргетинга, статистических исследований, улучшения сервиса и предоставления релевантной рекламной информации на основе ваших предпочтений и интересов.
цена за штуку, характеристики, фото
Предназначен для слесарных работ. Набор профессиональных диэлектрических отверток для проведения слесарно-монтажных работ. Стержни изготовлены иp хромомолибденовой стали на высокоточном оборудовании.
Размеры
SL: 2.5, 4, 5.5, 6.5, PH: № 1, № 2.
Детали
Характеристики
Артикул
250088-H6
Тип товара
Набор отверток
Бренд
Kraftool
Страна-производитель
Тайвань
Часто ищут
С магнитным наконечником
Вес, кг
0,48
Отзывы покупателей
Станьте первым, кто оставил отзыв об этом товаре
Вопросы и ответы
Станьте первым, кто задал вопрос об этом товаре
Защита рук
Рулетки
Линейки, угольники
Уровни
Пояса, ремни, сумки
Ящики для инструмента
Стремянки
Демисезонная спецодежда
Защита лица, глаз, головы
105684
Доставим
Сегодня
84892 пар
Привезем в партнерские пункты выдачи
17/04 после 10:00
13028 пар
при заказе до 15/04 до 11:59
Смотреть на карте
Перчатки х/б 4 нити с ПВХ покрытием белые
Цена за пар
За баллы:
6
В корзину
127181
Доставим
Сегодня
27140 пар
Привезем в партнерские пункты выдачи
17/04 после 10:00
2230 пар
при заказе до 15/04 до 11:59
Смотреть на карте
Перчатки х/б 5 нитей с латексным обливом
Цена за пар
За баллы:
6,75
В корзину
170127
Доставим
Сегодня
34173 пар
Привезем в партнерские пункты выдачи
17/04 после 10:00
7548 пар
при заказе до 15/04 до 11:59
Смотреть на карте
Перчатки х/б 5 нитей с двойным латексным обливом Стандарт зеленые
Цена за пар
За баллы:
8,25
В корзину
170126
Доставим
Сегодня
45952 пар
Привезем в партнерские пункты выдачи
17/04 после 10:00
6347 пар
при заказе до 15/04 до 11:59
Смотреть на карте
Перчатки х/б 6 нитей с ПВХ покрытием Петрович белые
Цена за пар
За баллы:
12,25
В корзину
105686
Доставим
Сегодня
4909 пар
Привезем в партнерские пункты выдачи
17/04 после 10:00
1212 пар
при заказе до 15/04 до 11:59
Смотреть на карте
Перчатки х/б 4 нити с ПВХ покрытием черные
Цена за пар
За баллы:
7,75
В корзину
Набор отверток Kraftool Expert (250088-H6) (6 шт. ) в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить набор отверток Kraftool Expert (250088-H6) (6 шт.) в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар набор отверток Kraftool Expert (250088-H6) (6 шт.) действительны в Санкт-Петербурге.
Продолжая работу с сайтом, вы даете согласие на использование сайтом cookies и
обработку персональных данных в целях функционирования сайта, проведения ретаргетинга, статистических исследований, улучшения сервиса и предоставления релевантной рекламной информации на основе ваших предпочтений и интересов.
Expert Screwdriver Set, 8 Piece only £54.13
Weight
Price exVAT
Service
Tracked
0 — 2kg
£3. 10
Economy 5-7 рабочих дней
Да
2 — 5 кг
£ 6,10
Экономика 5-7 Рабочие дни
Да
0 — 10KG
£ 7.10 9004
0 — 10K
£ 7.10 9004
0 — 10KG
£ 7.100026
2 — 3 Working Days
Yes
10kg — 30kg
£7.10 + 26p per kg over 10kg
2 — 3 Working Days
Yes
31kg and above
£25.00 + 66p per kg over 31kg
2 — 3 Working Days
Yes
Any Order Up to £100
£10.00
Age Verified Delivery
Yes
FREE UK DELIVERY ON ORDERS OVER £100* — Economy 5-7 Work Days Service
* без НДС, за товары, требующие проверки возраста, взимается плата в размере 5 фунтов стерлингов за заказ на сумму свыше 100 фунтов стерлингов
Высокогорье и острова Великобритании Стоимость доставки на Хайленд и острова начинается от 17,99 фунтов стерлингов (без НДС) и рассчитывается автоматически при оформлении заказа.
Цены доставки в ЕС
Страна
Вес
Цена*
Франция, Германия, Бельгия, Люксембург, Нидерланды
Почтовые тарифы для этих стран будут автоматически рассчитаны на основе веса вашего заказа.
Как быстро прибудет мой заказ? Мы стремимся получить ваш заказ как можно скорее.
Мы пользуемся услугами службы доставки, цель которой – доставить ваши заказы к вам в течение 1–2 рабочих дней. Пожалуйста, подождите от 1 до 5 рабочих дней для обработки заказанных товаров.
Мы отправляем напрямую от поставщиков столько, сколько можем, чтобы сократить время обработки до минимума.
Могу ли я отследить доставку? Да. Если вы предоставите нам номер мобильного телефона или адрес электронной почты при оформлении заказа, мы отправим вам информацию от нашего курьера, которая позволит вам отслеживать продвижение вашей посылки, а также другие дополнительные параметры, указанные ниже.
Варианты доставки в полете Наш курьер отправит вам 1-часовое окно доставки в день доставки, и у вас есть возможность изменить его, если требуется, без дополнительной оплаты, или вы также можете сообщить курьеру, что хотите оставить посылку в безопасном месте.
Когда ваш курьер доставит товар? Наш курьер доставит с понедельника по пятницу.
Специальные инструкции по доставке Если у вас есть какие-либо особые инструкции по доставке, такие как направление или место, где оставить посылку, укажите их в разделе «Особые инструкции» при оформлении заказа.
Любые другие вопросы, пожалуйста, нажмите здесь, чтобы просмотреть наш полный FAQ по доставке.
Динамометрическая отвертка Expert Kit
| Поставщик динамометрических ключей для станков с ЧПУ
Динамометрическая отвертка Expert Kit
TSD-02
6 отдельных динамометрических отверток Sloky с универсальными рукоятками и битами 25 мм
Набор Expert Kit Динамометрическая отвертка Sloky с насадками Hex, Torx и Torx Plus для адаптеров с крутящим моментом разного Нм. Удобный для пользователя режущий инструмент с ЧПУ для механической обработки, токарной и фрезерной обработки.
Адаптер Динамометрическая отвертка Sloky крупным планом Универсальная рукоятка с битами Hex, Torx и Torx Plus для различных спецификаций динамометрических адаптеров.
Самый полезный набор динамометрической отвертки Sloky для работы вне дома по сравнению с комплектом рабочей станции TSD-04. Доступна специально разработанная универсальная ручка с 6 динамометрическими отвертками Sloky (0,6 ~ 6 Нм) и 6 битами 25 мм и 50 мм (Torx и Torx Plus). Удобный для пользователя режущий инструмент с ЧПУ для механической обработки, токарной и фрезерной обработки. (TORX® и TORX PLUS® являются зарегистрированными товарными знаками компании Acument global Technologies LLC.)
Характеристики
Позвольте CLICK сообщить вам, когда крутящий момент будет достигнут!
Быстрое освобождение! Просто потяните биту наружу, чтобы заменить новую биту. Идеальное расположение бит.
Надежное удержание, вы никогда не будете сомневаться; прецизионный динамометрический инструмент так же хорош, как и его результаты.
Благодаря правильному испытательному оборудованию и системе мы можем гарантировать, что вам никогда не придется сомневаться в точности и качестве нашей продукции.
Удобный для пользователя режущий инструмент с ЧПУ для механической обработки, токарной и фрезерной обработки.
Спецификация
TSD-02 содержит шесть (6) универсальных рукояток (красная для Torx и синяя для Torx Plus), шесть (6) динамометрических адаптеров и шесть (6) штук 25-мм Torx или Torx Plus биты. Размеры: TX6, TX7, TX8, TX9, TX10 и TX15 для Torx и 6IP, 7IP, 8IP, 9IP, 10IP и 15IP для Torx Plus. Соответствующие крутящие моменты составляют 0,6, 0,9, 1,2, 1,4, 2,0 и 3,0 Н·м, что соответствует 5,3, 8,0, 10,6, 12,4, 17,7 и 26,6 фунт-сила-дюйм. (Моменты затяжки одинаковы как для систем Torx, так и для систем Torx Plus) Универсальная рукоятка T-типа имеет размеры 2 3/4″ X 3/4″ X 1 1/2″ (Д X Ш X В). намагничены и имеют цветовую маркировку.Наконечники из высоколегированной стали также намагничены и имеют цветовую маркировку с твердостью 58-60 HRC.
Содержимое
Коробка x 1
Динамометрическая отвертка x 6
Биты 25 мм x 6
Инструкции
Большие опорные поверхности для большого и указательного пальцев на ручках эргономичной формы. Таким образом, передача высоких крутящих моментов довольно проста. Цилиндрическая рукоятка для быстрого закручивания шурупов. Удобный для пользователя режущий инструмент с ЧПУ для механической обработки, токарной и фрезерной обработки.
Динамометрическая отвертка для комплекта TORX®, биты 25 мм
TORX® и TORX PLUS® являются зарегистрированными товарными знаками компании Acument Global Technologies LLC. * Этот продукт подходит только для ручного управления. Не применяйте с другими электрическими инструментами или электроинструментами.
Галерея
Динамометрическая отвертка Sloky для токарной и фрезерной обработки с ЧПУ
Динамометрическая отвертка Sloky для токарной и фрезерной обработки с ЧПУ
Фильмы
Почему Sloky — лучшее решение для крепления режущего инструмента
Sloky STEP, умный крутящий момент везде, где это возможно
Сопутствующие товары
Динамометрическая отвертка Pro Station
TSD-26
Самый интегрированный и красивый набор Sloky Kit, активно продаваемый на выставке EMO 2018. Набор динамометрических отверток Pro Station включает в себя универсальные прямые и Т-образные рукоятки, 8 динамометрических адаптеров (0,6 ~ 6 Нм) и 22 бита 50 мм с цветовой кодировкой (Torx, Torx Plus и Hex). Это многосетовая профессиональная игра. Удобный для пользователя режущий инструмент с ЧПУ для механической обработки, токарной и фрезерной обработки. (TORX® и TORX PLUS® являются зарегистрированными товарными знаками компании Acument global Technologies LLC.)
Динамометрическая отвертка Master Kit
TSD-17
Наиболее интегрированный набор динамометрических отверток Sloky для работы на улице по сравнению со станцией TSD-26 Pro. MASTER KIT с универсальными, прямыми и T-образными рукоятками и 7 адаптерами крутящего момента (0,6 ~ 6 Нм) и 20 битами 50 мм с цветовой кодировкой (Torx, Torx Plus и Hex). Удобный для пользователя режущий инструмент с ЧПУ для механической обработки, токарной и фрезерной обработки. (TORX® и TORX PLUS® являются зарегистрированными товарными знаками компании Acument global Technologies LLC.)
Динамометрическая отвертка Togo Kit
TSD-10
Самый продаваемый мультикомплект динамометрической отвертки Sloky как самая маленькая динамометрическая отвертка в мире. Доступны специально изготовленные универсальные и прямые рукоятки с 6 адаптерами крутящего момента (0,6 ~ 6 Нм) и 6 битами по 25 и 50 мм (Torx и Torx Plus). Это мульти-набор для работы оператора в полевых условиях. Удобный для пользователя режущий инструмент с ЧПУ для механической обработки, токарной и фрезерной обработки. (TORX® и TORX PLUS® являются зарегистрированными товарными знаками компании Acument global Technologies LLC.
Главный показатель при выборе парниковой пленки — плотность, исчисляемая в микронах (мкм). Чем их меньше, тем пленка тоньше, соответственно ниже и ее стоимость.
Но иногда продавцы лукавят, ставя рядом с тоненькой «парниковкой» ценники с большими цифрами. Так, очень распространен вариант, когда «толщину» 120 мкм продают по цене «толщины» 150 мкм.
К сожалению, на ощупь подлог не выявить: плотность парниковой пленки определяется только с помощью специального прибора — микрометра. Но выход из ситуации есть. Надо соотнести вес с метражом.
в 1 мм содержится сколько мкм
Погонный метр пленки плотностью 80 мкм должен весить 210 граммов, плотностью 100 мкм — 260 граммов, плотностью 120 мкм — 320 г, 150 мкм — 400 г, 200 мкм — 530 г. (Расчеты представлены на стандартную ширину полтора метра, «рукав»).
Давайте посчитаем. Если вы, например, покупаете десять погонных метров с «заявленной» плотностью 150 мкм, то общий вес покупки должен равняться четырем килограммам (10Х400=4000г).
Контакты
У этого термина существуют и другие значения, см. Микрометр (значения).
Запрос «Микрон» перенаправляется сюда; см. также другие значения.
Микроме́тр (русское обозначение: мкм , международное: µm ; от греч.μικρός «маленький» + μέτρον «мера, измерение») — дольнаяединица измерениядлины в Международной системе единиц (СИ). Равна одной миллионной доле метра (10−6 метра или 10−3миллиметра): 1 мкм = 0,001 мм = 0,0001 см = 0,000001 м.
микрон (мкм)
В 1879-1967 годах официально использовалось название микрон (мк, µ), которое затем было отменено решением XIII Генеральной конференции по мерам и весам (1967/68).
Приставка микро-, служащая в СИ для образования дольных единиц, принята XI Генеральной конференцией по мерам и весам в 1960 году одновременно с принятием СИ в целом.
Применение
Микрометр является стандартной единицей измерения, в которых выражается допуск отклонений от заданного размера (по ГОСТу ) в машиностроительном и почти в любом производстве, где требуется исключительная точность размеров. В микрометрах также измеряют длину волн инфракрасного излучения.
Для лучшего представления этой единицы длины можно привести следующие примеры:
Примечания
Деньгуб В. М., Смирнов В.
Г. Единицы величин. Словарь справочник. — М.: Издательство стандартов, 1990. — С. 78. — 240 с. — ISBN 5-7050-0118-5.
Resolution 7 of the 13th meeting of the CGPM (1967/68) (англ.) на сайте Международного бюро мер и весов
Resolution 12 of the 11th meeting of the CGPM (1960) (англ.) на сайте Международного бюро мер и весов
ГОСТ 7601-78.
Физическая оптика. Термины, буквенные обозначения и определения основных величинАрхивировано 23 марта 2013 года.
Функции и свойства эритроцитов (рус. ). MedUniver.com. Проверено 14 июля 2016.
Энциклопедия волос: Все, что нужно знать о волосах (рус.). Schwarzkopf.ru. — «По европейским меркам тонким считается волос диаметром от 0,04 до 0,06 мм.
Нормой считаются волосы диаметром 0,06-0,08 мм, а толстыми — от 0,08 до 0,1 мм. Волосы азиатов в сравнении с волосами европейцев более толстые: средняя толщина волос в Азии составляет от 0,08 до 0,12 мм.». Проверено 14 июля 2016.
Пылинка микрометрового размера на булавочной головке
микрометр , или микрон (Российская марка мкм , международный — мкм) — измерение длины единицы в Международной системе единиц (СИ).
Микрометр составляет один миллион метров или тысячи миллиметров: 1 мкм = 10-6 м = 10-3 мм.
Название «micrometer» происходит от греческого слова μικρός — «small» и μέτρον — «измерение», «измерение».
В период с 1879 по 1967 год было официально использовано название «микрон» (μ, μ), а затем оно было аннулировано XIII Генеральной конференцией по весам и мерам .
Некоторые факты:
человек может обнаруживать световые волны длиной от 0,38 до 0,78 мкм;
диаметр эритроцита составляет 7 мкм;
Толщина человеческого волоса колеблется от 80 до 110 мкм.
Для машинного строительства, требующего исключительной точности размеров, микрометр является стандартным отклонением для отклонений от определенного размера.
Микрометр используется для измерения длины волны инфракрасного излучения.
[править] Примечания
Денгуб В.
Микрометр (мкм — метрический), длина
М., Смирнов В. Г. Единицы величин. Глоссарий. — М.: Издательские стандарты, 1990. — С. 78. — 240 с. — ISBN 5-7050-0118-5.
Порошковые микроны на голове
Слово микрон
Слово микрон английскими буквами(транслитом) — mikron
Слово микрон состоит из 6 букв: и к м н о р
Значения слова микрон. Что такое микрон?
Микрон (от греч.
0,1 мкм (микрометр) это сколько метров?
mikrón — малое), дольная единица длины, равная 10-6м, или 10-3мм. Обозначения: мк, m. Наименование М. отменено решением 13-й Генеральной конференции по мерам и весам (1967), и эта единица…
Микрон. (от греч. mikroV – mikros – малый). Единица длины, равная одной 1 000 000 доле метра. Она применяется для измерений длин волн электромагнитного излучения в инфракрасной и, иногда, в видимой областях его спектра.
Астрономический глоссарий «Астронет»
МИКРОН (от греч.
mikron — малое) — устаревшее название единицы длины, равной 10-6 м; обозначалась мк, m. См. Микрометр.
Большой энциклопедический словарь
ФЭД-Микрон
ФЭД-Микро́н — советский шкальный полуформатный фотоаппарат, выпускавшийся с 1968 по 1985 год на Харьковском машиностроительном заводе «ФЭД».
Единственный советский автоматический шкальный полуформатный фотоаппарат с зарядкой стандартными кассетами.
ru.wikipedia.org
ФЭД-Микрон-2
ФЭД-Микрон-2 — советский дальномерный фотоаппарат.
Производился Харьковским производственным машиностроительным объединением «ФЭД» с 1978 по 1986 год. Всего было выпущено около 35 тыс. штук.
ru.wikipedia.org
НИИМЭ и Микрон
ОАО «НИИМЭ и Микрон» — российская компания, один из крупнейших производителей интегральных схем в Восточной Европе. Основана 9 марта 1964 года как НИИ молекулярной электроники (НИИМЭ), при котором 1 февраля 1967 года был создан завод «Микрон».
ru.wikipedia.org
НИИМЭ и Микрон (компания)
ОАО «НИИ молекулярной электроники и завод „Микрон“» (ОАО «НИИМЭ и Микрон») — российская компания, один из крупнейших производителей интегральных схем в Восточной Европе.
ru.wikipedia.org
Русский язык
Микр/о́н/.
Морфемно-орфографический словарь.
Примеры употребления слова микрон
Такая высокая плотность достигнута за счет изготовления паруса из полиимидной пленки под названием Kapton толщиной всего 5 микрон.
Потап пытается отмыть заработанные криминалом деньги и через подставных лиц прибрать к рукам завод «Микрон», предварительно его обанкротив.
Модель обеспечивает точность печати до 25 микрон, поэтому трудоемкой подготовки к печати и доведение распечатанного объекта до ума не требуется.
Формально упраздненная метрическая единица, равна 10 -6 (одной миллионной) метра. Обозначение µ. Название и обозначение были приняты в 1879 году Международным комитетом мер и весов (CIPM) и повторно утверждены Резолюцией 7 на 9-й Генеральной конференции по мерам и весам (CGPM) в 1948 году. В 1967 году 13-я конференция CGPM упразднила единицу «микрон» (Резолюция 7) и рекомендовала использовать вместо него термин «микрометр». Для этой единицы длины в системе СИ принят термин «микрометр» (обозначение µm, мкм). Тем не менее, термин “микрон” продолжает широко применяться в некоторых областях, в том числе в производстве полупроводников. Этот термин часто применяется для описания размера частиц, задерживаемых воздушными и водяными фильтрами, диапазонов длин волн, на которые реагируют оптические приборы, а также в механической обработке. Одно из применений, где использование этой единицы в настоящее время узаконено государственными стандартами, это описание качества шерсти и других текстильных товаров (см. www.ymccoll.com/micron_reports.html).
Микрон часто встречается в составе слова миллимикрон = 10 -9 метра или 1/1000 доля микрона. Обозначение mµ. Как и микрон, миллимикрон представляет собой устаревшую единицу. Современной единицей системы СИ, имеющей ту же величину, является нанометр (обозначение нм, nm).
Представляем вам таблицу с примерами размеров наиболее популярных пакетов. Пакеты больших размеров подходят для упаковки крупногабаритных товаров.
Ориентируясь на параметры вместимости, тип, материал и плотность вы быстро сориентируетесь, какой размер пакета лучше подойдёт под ваши задачи. Толщина фасовочных пакетов влияет на прочность упаковки. Если вы не обнаружите ничего подходящего, то не отчаивайтесь. Возможно производство пакетов любых размеров и плотности. Просто обратитесь к менеджеру.
Условные сокращения:
см — сантиметров,
мкм — микрометр(используется для обозначения толщины, иногда путают с плотностью)
ПВД — ,
ПСД — ,
ПНД — ,
ВУР — пакет с вырубной укреплённой ручкой,
ВНР — пакет с вырубной неукреплённой ручкой,
Майка — пакет типа «майка».
Пакеты для одежды и текстиля (тюль, шторы, занавески и другое)
Изделия должны быть крепкими и не рваться от нагрузки (в частности постоянного давления), они должны растягиваться. В пакет такого типа можно без опаски упаковывать .
Размеры пакетов для одежды и текстиля
Вместимость
Тип
Назначение
Размер, см
Материал
Толщина
Маленькая
Майка
для летней верхняя одежды и проч.
28 х 50 см
ПНД
14-15 мкм
ВНР
30 х 40 + 0 см
ПНД
25-50 мкм
ВУР
для нижнего белья и аксессуаров
30 х 40 + 0
ПСД
40-50 мкм
ВУР
для нижнего белья и аксессуаров
30 х 40 + 0 см
ПВД
45-60 мкм
Средняя
Майка
30 х 60 см
ПНД
14-15 мкм
ВНР
для демисезонной верхней одежды и проч.
38 х 50 + 3 см
ПНД
30-60 мкм
ВНР
для демисезонной верхней одежды и проч.
50 х 50 + 4 см
ПНД
40-70 мкм
ВУР
для демисезонной верхней одежды и проч.
38 х 50 + 3 см
ПСД
40-60 мкм
ВУР
для демисезонной верхней одежды и проч.
50 х 50 + 4 см
ПСД
40-70 мкм
ВУР
для демисезонной верхней одежды и проч.
38 х 50 + 3 см
ПВД
45-75 мкм
ВУР
для демисезонной верхней одежды и проч.
50 х 50 + 4 см
ПВД
45 — 80 мкм
Большая
Майка
для объемных предметов гардероба
38 х 60 см
ПНД
14-16 мкм
Майка
40 х 70 см
ПНД
15-18 мкм
ВНР
для тяжёлой зимней одежды(шубы и проч. )
70 х 50 + 5 см
ПНД
50-80 мкм
ВУР
для тяжёлой зимней одежды(шубы и проч.)
70 х 50 + 5 см
ПСД
40-80 мкм
ВУР
для тяжёлой зимней одежды(шубы и проч.)
70 х 50 + 5 см
ПВД
50-80 мкм
Оформить заказ
Пакеты для продуктов питания
Фасовка и переноска продуктов питания определяют специфические требования к упаковке. должен обладать хорошей плотностью на разрыв и умеренной растяжимостью.
Размеры пакетов для продуктов питания
Вместимость
Тип
Назначение
Размеры
Материал
Толщина
Малая
Майка
для фасовки на кассе(«Ашан», «Реал»)
28 х 50 см
ПНД
14-16 мкм
Средняя
Майка
для фасовки на кассе и выдачи небольших покупок(«SPAR», «Перекрёсток»)
30 х 60 см
ПНД
15-18 мкм
ВУР
для
38 х 50 + 3 см
ПСД
40-60 мкм
ВУР
для
38 х 50 + 3 см
ПВД
50-75 мкм
ВУР
для
45 х 50 + 4 см
ПСД
40-60 мкм
Большая
Майка
для упаковки и выдачи больших покупок(«О’КЕЙ», «Формула Сна»)
38 х 60 см
ПНД
16-20 мкм
ВУР
для
55 х 55 + 4 см
ПСД
50-80 мкм
ВУР
для
58 х 58 + 5 см
ПСД
50-80 мкм
Оформить заказ
Пакеты для обуви
Перенос обувки требует от упаковки пакета высоких показателей износостойкости. Поэтому пакеты для обуви обладают высокими показателями толщины и прочности на разрыв.
Размеры пакетов для обуви
Вместимость
Тип
Назначение
Размер
Материал
Толщина
Средняя
Майка
каждодневная обувь
30х60 см
ПНД
14-16 мкм
ВНР
каждодневная обувь
50х50+4 см
ПНД
30-60 мкм
ВУР
демисезонная обувь
38х50+3 см
ПВД
40-80 мкм
ВУР
демисезонная обувь
38х50+3 см
ПСД
35-60 мкм
Большая
Майка
зимние сапоги
40х70 см
ПНД
15-20 мкм
Майка
зимние кросовки и ботинки
38х60 см
ПНД
15-18 мкм
ВНР
каждодневная обувь
50х50+4 см
ПНД
40-80 мкм
ВНР
тяжёла зимняя обувь
70х50+5 см
ПНД
50-85 мкм
ВУР
демисезонная обувь
50х50+4 см
ПВД
40-80 мкм
ВУР
зимняя высокая обувь
70х50+5 см
ПВД
50-85 мкм
ВУР
демисезонная каждодневная обувь
50х50+4 см
ПСД
40-75 мкм
ВУР
тяжёлая зимняя обувь
70х50+5 см
ПСД
40-85 мкм
Конвертер длины и расстояния Конвертер массы Конвертер мер объема сыпучих продуктов и продуктов питания Конвертер площади Конвертер объема и единиц измерения в кулинарных рецептах Конвертер температуры Конвертер давления, механического напряжения, модуля Юнга Конвертер энергии и работы Конвертер мощности Конвертер силы Конвертер времени Конвертер линейной скорости Плоский угол Конвертер тепловой эффективности и топливной экономичности Конвертер чисел в различных системах счисления Конвертер единиц измерения количества информации Курсы валют Размеры женской одежды и обуви Размеры мужской одежды и обуви Конвертер угловой скорости и частоты вращения Конвертер ускорения Конвертер углового ускорения Конвертер плотности Конвертер удельного объема Конвертер момента инерции Конвертер момента силы Конвертер вращающего момента Конвертер удельной теплоты сгорания (по массе) Конвертер плотности энергии и удельной теплоты сгорания топлива (по объему) Конвертер разности температур Конвертер коэффициента теплового расширения Конвертер термического сопротивления Конвертер удельной теплопроводности Конвертер удельной теплоёмкости Конвертер энергетической экспозиции и мощности теплового излучения Конвертер плотности теплового потока Конвертер коэффициента теплоотдачи Конвертер объёмного расхода Конвертер массового расхода Конвертер молярного расхода Конвертер плотности потока массы Конвертер молярной концентрации Конвертер массовой концентрации в растворе Конвертер динамической (абсолютной) вязкости Конвертер кинематической вязкости Конвертер поверхностного натяжения Конвертер паропроницаемости Конвертер паропроницаемости и скорости переноса пара Конвертер уровня звука Конвертер чувствительности микрофонов Конвертер уровня звукового давления (SPL) Конвертер уровня звукового давления с возможностью выбора опорного давления Конвертер яркости Конвертер силы света Конвертер освещённости Конвертер разрешения в компьютерной графике Конвертер частоты и длины волны Оптическая сила в диоптриях и фокусное расстояние Оптическая сила в диоптриях и увеличение линзы (×) Конвертер электрического заряда Конвертер линейной плотности заряда Конвертер поверхностной плотности заряда Конвертер объемной плотности заряда Конвертер электрического тока Конвертер линейной плотности тока Конвертер поверхностной плотности тока Конвертер напряжённости электрического поля Конвертер электростатического потенциала и напряжения Конвертер электрического сопротивления Конвертер удельного электрического сопротивления Конвертер электрической проводимости Конвертер удельной электрической проводимости Электрическая емкость Конвертер индуктивности Конвертер Американского калибра проводов Уровни в dBm (дБм или дБмВт), dBV (дБВ), ваттах и др. единицах Конвертер магнитодвижущей силы Конвертер напряженности магнитного поля Конвертер магнитного потока Конвертер магнитной индукции Радиация. Конвертер мощности поглощенной дозы ионизирующего излучения Радиоактивность. Конвертер радиоактивного распада Радиация. Конвертер экспозиционной дозы Радиация. Конвертер поглощённой дозы Конвертер десятичных приставок Передача данных Конвертер единиц типографики и обработки изображений Конвертер единиц измерения объема лесоматериалов Вычисление молярной массы Периодическая система химических элементов Д. И. Менделеева
1 метр [м] = 1000000 микрометр [мкм]
Исходная величина
Преобразованная величина
метр эксаметр петаметр тераметр гигаметр мегаметр километр гектометр декаметр дециметр сантиметр миллиметр микрометр микрон нанометр пикометр фемтометр аттометр мегапарсек килопарсек парсек световой год астрономическая единица лига морская лига (брит.) морская лига (международная) лига (статутная) миля морская миля (брит. ) морская миля (международная) миля (статутная) миля (США, геодезическая) миля (римская) 1000 ярдов фарлонг фарлонг (США, геодезический) чейн чейн (США, геодезический) rope (англ. rope) род род (США, геодезический) перч поль (англ. pole) морская сажень, фатом сажень (США, геодезическая) локоть ярд фут фут (США, геодезический) линк линк (США, геодезический) локоть (брит.) хенд пядь фингер нейль дюйм дюйм (США, геодезический) ячменное зерно (англ. barleycorn) тысячная микродюйм ангстрем атомная единица длины икс-единица ферми арпан пайка типографский пункт твип локоть (шведский) морская сажень (шведская) калибр сантидюйм кен аршин actus (Др. Рим.) vara de tarea vara conuquera vara castellana локоть (греческий) long reed reed длинный локоть ладонь «палец» планковская длина классический радиус электрона боровский радиус экваториальный радиус Земли полярный радиус Земли расстояние от Земли до Солнца радиус Солнца световая наносекунда световая микросекунда световая миллисекунда световая секунда световой час световые сутки световая неделя Миллиард световых лет Расстояние от Земли до Луны кабельтов (международный) кабельтов (британский) кабельтов (США) морская миля (США) световая минута стоечный юнит горизонтальный шаг цицеро пиксель линия дюйм (русский) вершок пядь фут сажень косая сажень верста межевая верста
Конвертер футов и дюймов в метры и обратно
фут дюйм
м
Термическое сопротивление
Общие сведения
Длина — это наибольшее измерение тела. В трехмерном пространстве длина обычно измеряется горизонтально.
Расстояние — это величина, определяющая насколько два тела удалены друг от друга.
Измерение расстояния и длины
Единицы расстояния и длины
В системе СИ длина измеряется в метрах. Производные величины, такие как километр (1000 метров) и сантиметр (1/100 метра), также широко используются в метрической системе. В странах, где не пользуются метрической системой, например в США и Великобритании, используют такие единицы как дюймы, футы и мили.
Расстояние в физике и биологии
В биологии и физике часто измеряют длину намного менее одного миллиметра. Для этого принята специальная величина, микроме́тр. Один микроме́тр равен 1×10⁻⁶ метра. В биологии в микрометрах измеряют величину микроорганизмов и клеток, а в физике — длину инфракрасного электромагнитного излучения. Микроме́тр также называют микроном и иногда, особенно в англоязычной литературе, обозначают греческой буквой µ. Широко используются и другие производные метра: нанометры (1×10⁻⁹ метра), пикометры (1×10⁻¹² метра), фемтометры (1×10⁻¹⁵ метра и аттометры (1×10⁻¹⁸ метра).
Расстояние в навигации
В судоходстве используют морские мили. Одна морская миля равна 1852 метрам. Первоначально она измерялась как дуга в одну минуту по меридиану, то есть 1/(60×180) меридиана. Это облегчало вычисления широты, так как 60 морских миль равнялись одному градусу широты. Когда расстояние измеряется в морских милях, скорость часто измеряют в морских узлах. Один морской узел равен скорости движения в одну морскую милю в час.
Расстояние в астрономии
В астрономии измеряют большие расстояния, поэтому для облегчения вычислений приняты специальные величины.
Астрономическая единица (а. е., au) равна 149 597 870 700 метрам. Величина одной астрономической единицы — константа, то есть, постоянная величина. Принято считать, что Земля находится от Солнца на расстоянии одной астрономической единицы.
Световой год равен 10 000 000 000 000 или 10¹³ километрам. Это расстояние, которое проходит свет в вакууме за один Юлианский год. Эта величина используется в научно-популярной литературе чаще, чем в физике и астрономии.
Парсек приблизительно равен 30 856 775 814 671 900 метрам или примерно 3,09 × 10¹³ километрам. Один парсек — это расстояние от Солнца до другого астрономического объекта, например планеты, звезды, луны, или астероида, с углом в одну угловую секунду. Одна угловая секунда — 1/3600 градуса, или примерно 4,8481368 мкрад в радианах. Парсек можно вычислить используя параллакс — эффект видимого изменения положения тела, в зависимости от точки наблюдения. При измерениях прокладывают отрезок E1A2 (на иллюстрации) от Земли (точка E1) до звезды или другого астрономического объекта (точка A2). Шесть месяцев спустя, когда Солнце находится на другой стороне Земли, прокладывают новый отрезок E2A1 от нового положения Земли (точка E2) до нового положения в пространстве того же самого астрономического объекта (точка A1). При этом Солнце будет находиться на пересечении этих двух отрезков, в точке S. Длина каждого из отрезков E1S и E2S равна одной астрономической единице. Если отложить отрезок через точку S, перпендикулярный E1E2, он пройдет через точку пересечения отрезков E1A2 и E2A1, I. Расстояние от Солнца до точки I — отрезок SI, он равен одному парсеку, когда угол между отрезками A1I и A2I — две угловые секунды.
На рисунке:
A1, A2: видимое положение звезды
E1, E2: положение Земли
S: положение Солнца
I: точка пересечения
IS = 1 парсек
∠P or ∠XIA2: угол параллакса
∠P = 1 угловая секунда
Другие единицы
Лига — устаревшая единица длины, использовавшаяся раньше во многих странах. В некоторых местах ее до сих пор применяют, например, на полуострове Юкатан и в сельских районах Мексики. Это расстояние, которое человек проходит за час. Морская лига — три морских мили, примерно 5,6 километра. Лье — единица примерно равная лиге. В английском языке и лье, и лиги называются одинаково, league. В литературе лье иногда встречается в названии книг, как например «20 000 лье под водой» — известный роман Жюля Верна.
Локоть — старинная величина, равная расстоянию от кончика среднего пальца до локтя. Эта величина была широко распространена в античном мире, в средневековье, и до нового времени.
Ярд используется в британской имперской системе мер и равен трем футам или 0,9144 метра. В некоторых странах, например в Канаде, где принята метрическая система, ярды используют для измерения ткани и длины бассейнов и спортивных полей и площадок, например, полей для гольфа и футбола.
Определение метра
Определение метра несколько раз менялось. Изначально метр определяли как 1/10 000 000 расстояния от Северного полюса до экватора. Позже метр равнялся длине платиноиридиевого эталона. Позднее метр приравнивали к длине волны оранжевой линии электромагнитного спектра атома криптона ⁸⁶Kr в вакууме, умноженной на 1 650 763,73. Сегодня метр определяют как расстояние, пройденное светом в вакууме за 1/299 792 458 секунды.
Вычисления
В геометрии расстояние между двумя точками, А и В, с координатами A(x₁, y₁) и B(x₂, y₂) вычисляют по формуле:
и в течение нескольких минут вы получите ответ.
Расчеты для перевода единиц в конвертере «Конвертер длины и расстояния » выполняются с помощью функций unitconversion.org .
10 важных советов как использовать толщиномер!
Купить толщиномер не проблема. Можно поискать прибор в наличии в своем городе, купить б/у модель на сайтах объявлений или же заказать его в интернет-магазине. И вроде бы ничего сложного: открыл упаковку, включил прибор, прислонил к поверхности, посмотрел значение и сравнил их с таблицей толщины краски различных авто.
В случае, если кузов автомобиля был поврежден, а затем подвергался ремонту с помощью шпатлевки, вы легко и быстро определите эти места. Но если ремонт выполнен профессионально, с тонкой перекраской или заменой деталей, тогда без следующих советов, которые нужно знать как «Отче наш», вам не обойтись.
ОСНОВНЫЕ МОМЕНТЫ, КОТОРЫЕ НУЖНО ЗНАТЬ
Большинство автомобилей с завода имеют толщину лакокрасочного покрытия в пределах 80-170 микрон. Толщина слоя краски зависит от нескольких факторов: способ нанесения, тип краски (акрил, лак), марка материала, количество слоев и т.п. Всё это влияет на уровень ЛКП автомобилей, поэтому не может быть единого строгого параметра толщины. К примеру, возьмем автомобиль, у которого допустимый разбег значений толщины на наружных поверхностях составляет 20-30 микрон. Чтобы было понятнее: Нормальные допустимые показатели: 90-115, 125-150, 160-180. Ненормальные показатели будут: 85-150, 50-110 или 120-180. В некоторых случаях, детали, подвергшиеся ремонту, показывают более тонкий слой.
Важно! Кузовные детали, несоприкасающиеся с агрессивной окружающей средой, такие как: стойки дверных проёмов, пороги, детали внутри капота, багажника и салона авто, имеют толщину покрытия на 30-50% ниже наружных деталей. Это правило относится абсолютно ко всем автомобилям!
Толщина на крыше, дверях, капоте, багажнике кузова авто снаружи не должна превышать 180 мкм. и при том быть меньше 80 микрон.
Разброс значений во время измерения на одной детали не должен превышать 15-20 микрон, а в целом по машине — 20-30 микрон.
Толщина внутреннего пространства, стоек, проемов, деталей под капотом и в багажнике, должна быть меньше наружной на 30-50%.
Каждая деталь измеряется в нескольких местах в 3-4 замера. Это нужно по 2-м причинам. Во-первых, если окраска производилась пятном, во-вторых, для определения деталей, которые были заменены на новые.
Толщина покрытия автомобиля от 180 до 280 микрон свидетельствует о наличии второго слоя краски.
Толщина от 300 микрон свидетельствует о применении в ремонте шпатлевки.
Если у вас возникли подозрения по поводу правой двери, проверьте и сравните ее значения с толщиной покрытия левой двери. В идеале автомобили должны быть окрашены одинаково симметрично.
Если проверка авто толщиномером определила, что ремонту подвергалось переднее крыло и задняя дверь, в 80% случаев водительская дверь тоже пострадала в ДТП и была заменена.
Не забывайте основательно проверить стойки крыши и дверные проемы. Если обнаружили на этих деталях симметричное наличие шпатлевки, то это указывает об автомобиле-конструкторе.
В случае проверки авто с нанесенными защитными пленками, толщина будет превышать оригинальный заводской слой на постоянную величину. Определить толщину пленки не составит труда.
КУЗОВ С ЗАМЕНОЙ ДЕТАЛЕЙ? КАК ИЗМЕРИТЬ И ОПРЕДЕЛИТЬ
Если после проверки автомобиля у вас остались подозрения, скорее всего это те места, где ремонт выполнялся с заменой пострадавшей части на новую. Толщина покрытия в этом случае может не значительно превышать заводскую. А в некоторых случаях наоборот, может отклониться в меньшую сторону. Важно знать, что разбег значений ЛКП на всей поверхности не должен превышать 15-20 микрон (см. пункт 2). Для этой проверки сделайте 7-10 измерений, 4 из которых будут в углах детали (самые не ровные места металла), в случае ремонта здесь будут максимальные отклонения от нормы.
После всего вышесказанного рекомендуем попрактиковаться и «набить руку». Проверьте 5-10 автомобилей, используя наши рекомендации и советы.
Теперь вы готовы профессионально и самостоятельно оценить автомобиль. Желаем удачи в проверках и поисках автомобилей!
Перевести 110 микрон в миллиметры
Какова длина 110 микрон? Как далеко 110 микрон в миллиметрах? Преобразование 110 мкм в мм.
От АнгстремСантиметрыГаземыНогиФурлонгиДюймыКилометрыМетрМикроныМилиМиллиметрыНанометрыМорские милиПикометрыЯрды
Показать результат как NumberFraction (точное значение)
Микрон или микрометр — это единица длины, равная одной миллионной части метра. Диаметр человеческого волоса составляет около 90 микрон.
Миллиметр или миллиметр — единица длины, равная одной тысячной метра.
Преобразование микронов в миллиметры
(некоторые результаты округлены)
мкм
мм
110.00
0,11
110,01
0,11001
110,02
0,11002
110,03
0,11003
110,04
0,11004
110,05
0,11005
110,06
0,11006
110,07
0,11007
110.08
0,11008
110,09
0,11009
110,10
0,1101
110,11
0,11011
110,12
0,11012
110,13
0,11013
110,14
0,11014
110,15
0,11015
110,16
0,11016
110. 17
0,11017
110,18
0,11018
110,19
0,11019
110,20
0,1102
110,21
0,11021
110,22
0,11022
110,23
0,11023
110,24
0,11024
мкм
мм
110,25
0,11025
110,26
0,11026
110,27
0,11027
110,28
0,11028
110,29
0,11029
110,30
0,1103
110,31
0,11031
110,32
0,11032
110.33
0,11033
110,34
0,11034
110,35
0,11035
110,36
0,11036
110,37
0,11037
110,38
0,11038
110,39
0,11039
110,40
0,1104
110,41
0,11041
110. 42
0,11042
110,43
0,11043
110,44
0,11044
110,45
0,11045
110,46
0,11046
110,47
0,11047
110,48
0,11048
110,49
0,11049
мкм
мм
110,50
0,1105
110,51
0,11051
110,52
0,11052
110,53
0,11053
110,54
0,11054
110,55
0,11055
110,56
0,11056
110,57
0,11057
110,58
0,11058
110,59
0,11059
110,60
0,1106
110,61
0,11061
110,62
0,11062
110,63
0,11063
110,64
0,11064
110,65
0,11065
110,66
0,11066
110,67
0,11067
110,68
0,11068
110,69
0,11069
110,70
0,1107
110,71
0,11071
110,72
0,11072
110,73
0,11073
110,74
0,11074
мкм
мм
110,75
0,11075
110,76
0,11076
110,77
0,11077
110,78
0,11078
110,79
0,11079
110,80
0,1108
110,81
0,11081
110,82
0,11082
110,83
0,11083
110,84
0,11084
110,85
0,11085
110,86
0,11086
110,87
0,11087
110,88
0,11088
110,89
0,11089
110,90
0,1109
110,91
0,11091
110,92
0,11092
110,93
0,11093
110,94
0,11094
110,95
0,11095
110,96
0,11096
110,97
0,11097
110,98
0,11098
110,99
0. 11099
110 мкм в мм
110 мкм равно 0,11 мм
Универсальный преобразователь единиц измерения
⇆
Пожалуйста, выберите физическую величину, две единицы, затем введите значение в любое из полей выше.
Чтобы вычислить значение в микронах до соответствующего значения в мм, просто умножьте количество в микронах на 0,001 (коэффициент преобразования). Вот формула :
Значение в мм = значение в микронах × 0,001
Предположим, вы хотите преобразовать 110 микрон в миллиметры. Используя приведенную выше формулу преобразования, вы получите:
Значение в мм = 110 × 0,001 = 0,11 мм
Определение микрона
Микрон (μ) — это устаревшее название микрометра, представляющее собой десятичную дробь метра. . Термин микрон и символ µ, обозначающие микрометр, были официально отменены Международной системой единиц (СИ) в 1919 г.67. Однако на практике «микрон» остается широко используемым термином, который предпочтительнее «микрометра» во многих англоязычных странах, поскольку он помогает различать единицу длины и «микрометр», устройство, используемое для точных измерений. измерение малых расстояний.
Определение миллиметра
Миллиметр (мм) – это десятичная дробь метра, международная стандартная единица длины, примерно эквивалентная 39,37 дюймам.
Этот конвертер может помочь вам получить ответы на такие вопросы, как:
Сколько микрон в 110 мм?
110 микрон сколько мм?
Сколько 110 микрон в миллиметрах?
Как преобразовать микроны в миллиметры?
Какой коэффициент пересчета микрон в миллиметры?
Как преобразовать микроны в миллиметры?
По какой формуле можно перевести микроны в миллиметры? Среди прочих.
Таблица преобразования микрон в миллиметры около 110 микрон

 06
06  04.2023 08:30.
04.2023 08:30.
 В настоящее время существует много способов восстановления поврежденной резьбы в деталях. Самым простым и доступным является рассверливание отверстия с поврежденной резьбой с последующим нарезанием резьбы под больший диаметр. Однако этот способ не всегда возможен по конструктивным соображениям, например, из-за малой толщины стенок изделия.
В настоящее время существует много способов восстановления поврежденной резьбы в деталях. Самым простым и доступным является рассверливание отверстия с поврежденной резьбой с последующим нарезанием резьбы под больший диаметр. Однако этот способ не всегда возможен по конструктивным соображениям, например, из-за малой толщины стенок изделия. Отломанный поводок может упасть в глухое отверстие, и извлечь его будет весьма тяжело.
Отломанный поводок может упасть в глухое отверстие, и извлечь его будет весьма тяжело. Поставляются втулки для метрической и дюймовой резьбы с нормальным и с мелким шагом.
Поставляются втулки для метрической и дюймовой резьбы с нормальным и с мелким шагом.

 Все работы по восстановлению свечной резьбы производятся только на снятой головке блока цилиндров!
Все работы по восстановлению свечной резьбы производятся только на снятой головке блока цилиндров! 0893050004!
0893050004! spb.ru. Мы работаем по будним дням с 9 до 18.
spb.ru. Мы работаем по будним дням с 9 до 18.
 spb.ru. Мы работаем по будним дням с 9 до 18.
spb.ru. Мы работаем по будним дням с 9 до 18.
 )
) )
) ل)
ل) )
) إ)
إ)
 Товары размером более 90 см также не будут отправлены Королевской почтой. Ограничение по весу Royal Mail 48 2 кг.
Товары размером более 90 см также не будут отправлены Королевской почтой. Ограничение по весу Royal Mail 48 2 кг.
 д.
д.
 mix» data-ping-position=»2″ data-featured-url=»https://kudago.com/msk/list/do-1500-rub/» data-item-url=»https://kudago.com/msk/list/do-1500-rub/» data-featured-path=»/msk/best/»>
mix» data-ping-position=»2″ data-featured-url=»https://kudago.com/msk/list/do-1500-rub/» data-item-url=»https://kudago.com/msk/list/do-1500-rub/» data-featured-path=»/msk/best/»> mix» data-ping-position=»3″ data-featured-url=»https://kudago.com/msk/list/gde-v-moskve-priobresti-biletyi/» data-item-url=»https://kudago.com/msk/list/gde-v-moskve-priobresti-biletyi/» data-featured-path=»/msk/best/»>
mix» data-ping-position=»3″ data-featured-url=»https://kudago.com/msk/list/gde-v-moskve-priobresti-biletyi/» data-item-url=»https://kudago.com/msk/list/gde-v-moskve-priobresti-biletyi/» data-featured-path=»/msk/best/»> ru
ru Изначально в шоуруме были представлены только японские бренды, но затем появились и европейские. Здесь приводит в восторг каждая вещь: будь то наряд от Azs Tokyo или Comme des Garsons. Сюда хочется возвращаться снова и снова, потому что каждый раз вы открываете для себя что-то новое.
Изначально в шоуруме были представлены только японские бренды, но затем появились и европейские. Здесь приводит в восторг каждая вещь: будь то наряд от Azs Tokyo или Comme des Garsons. Сюда хочется возвращаться снова и снова, потому что каждый раз вы открываете для себя что-то новое.
 Киевского вокзала, д. 2 бул. Ходынский, д. 4, просп. Вернадского, д. 6
Киевского вокзала, д. 2 бул. Ходынский, д. 4, просп. Вернадского, д. 6 Хозяйка магазина тщательно отбирает товары и лично ездит в Европу закупать брендовые вещи. Это марки Rochas, Golden Goose, Isabel Marant, MM6, Patou и другие. А ещё здесь радуют распродажами и приятными скидками, на некоторые вещи скидки доходят до 70%.
Хозяйка магазина тщательно отбирает товары и лично ездит в Европу закупать брендовые вещи. Это марки Rochas, Golden Goose, Isabel Marant, MM6, Patou и другие. А ещё здесь радуют распродажами и приятными скидками, на некоторые вещи скидки доходят до 70%. А ещё многие вещи, которые представлены в LynxStore, поставляется эксклюзивно.
А ещё многие вещи, которые представлены в LynxStore, поставляется эксклюзивно. Пиджаки, брюки, костюмы, свитера, куртки и пальто — все вещи хозяева закупают напрямую у производителей. Каждая вещь представлена в шоуруме только в единственном размере и экземпляре. Так что, одеваясь здесь, вы точно будете выглядеть эксклюзивно.
Пиджаки, брюки, костюмы, свитера, куртки и пальто — все вещи хозяева закупают напрямую у производителей. Каждая вещь представлена в шоуруме только в единственном размере и экземпляре. Так что, одеваясь здесь, вы точно будете выглядеть эксклюзивно. , д. 16 ул. Новодмитровская, д. 1/27
, д. 16 ул. Новодмитровская, д. 1/27 Авангардная, д. 3
Авангардная, д. 3 EVDOKIA доказывает, что одежда может быть удобной, красивой и выделяющейся одновременно. Она дышит свободой, объединяет несколько стилей, не отстаёт от мировых трендов и дополнена оригинальными деталями. В гардеробе бренда одежда из натуральных тканей — хлопка, льна, ангорской шерсти. Дизайнеры отдают предпочтение естественным цветам и растительным принтам. Индивидуальности добавляют вставки из фактурной ткани, аккуратные оборки, кружево, оригинальный рукав. Ещё одна полезная особенность — все вещи бренда легко комбинировать между собой, подбирая образы на любые случаи. Получить подробную информацию о магазине, ознакомиться с ассортиментом и сделать заказ можно на официальном сайте бренда.
EVDOKIA доказывает, что одежда может быть удобной, красивой и выделяющейся одновременно. Она дышит свободой, объединяет несколько стилей, не отстаёт от мировых трендов и дополнена оригинальными деталями. В гардеробе бренда одежда из натуральных тканей — хлопка, льна, ангорской шерсти. Дизайнеры отдают предпочтение естественным цветам и растительным принтам. Индивидуальности добавляют вставки из фактурной ткани, аккуратные оборки, кружево, оригинальный рукав. Ещё одна полезная особенность — все вещи бренда легко комбинировать между собой, подбирая образы на любые случаи. Получить подробную информацию о магазине, ознакомиться с ассортиментом и сделать заказ можно на официальном сайте бренда. В зимнее время шоурум порадует актуальными утеплёнными рубашками и бомберами, а в летнее — оригинальными вельветовыми шортами разных цветов. Также в магазине можно приобрести брендовые кроссовки и ботинки нестандартных цветов и размеров, вязаные жилетки с рисунками и многое другое.
В зимнее время шоурум порадует актуальными утеплёнными рубашками и бомберами, а в летнее — оригинальными вельветовыми шортами разных цветов. Также в магазине можно приобрести брендовые кроссовки и ботинки нестандартных цветов и размеров, вязаные жилетки с рисунками и многое другое.

 Москва, Университетский проспект, д. 21 кор. 1
Москва, Университетский проспект, д. 21 кор. 1
 Окруженный оживленными автомобильными дорогами, он расположен в неприметном, в основном промышленном районе, рядом с извилистой Москвой-рекой. Его внешний вид без окон впечатляет, если не считать тканевых фресок высотой 20 футов с изображением хоккеистов и фигуристов возле главного входа.
Окруженный оживленными автомобильными дорогами, он расположен в неприметном, в основном промышленном районе, рядом с извилистой Москвой-рекой. Его внешний вид без окон впечатляет, если не считать тканевых фресок высотой 20 футов с изображением хоккеистов и фигуристов возле главного входа. За пределами зала, на льду, Малкин проталкивается вместе с другими игроками НХЛ, пытаясь утопить в поту воспоминания о провальном сезоне 2018-19. Здесь, в этой маленькой игровой комнате, он в основном неподвижен, часто до часа, наблюдая, как его сын безжалостно шлепает по пластиковым шайбам своей детской клюшкой. Инстинктивно, как и его отец, он любит хватать и рвать его.
За пределами зала, на льду, Малкин проталкивается вместе с другими игроками НХЛ, пытаясь утопить в поту воспоминания о провальном сезоне 2018-19. Здесь, в этой маленькой игровой комнате, он в основном неподвижен, часто до часа, наблюдая, как его сын безжалостно шлепает по пластиковым шайбам своей детской клюшкой. Инстинктивно, как и его отец, он любит хватать и рвать его. «Я (начал) слишком много думать. А когда я начинаю слишком много думать, я начинаю злиться на всех».
«Я (начал) слишком много думать. А когда я начинаю слишком много думать, я начинаю злиться на всех».
 Салливану нужно было увидеть Малкина из «Пингвинз» в чемпионатах 2016 и 2017 годов. Он хотел доверять Малкину в решающие моменты игр. Он хотел, чтобы Малкин давал то, что капитан Сидни Кросби давал «Пингвинз» в каждой игре. Ему нужно было ликвидировать слепые проходы в середину площадки. Выбирайте места вместо того, чтобы идти в угол. Отбирать шайбы у соперников, а не совершать потери.
Салливану нужно было увидеть Малкина из «Пингвинз» в чемпионатах 2016 и 2017 годов. Он хотел доверять Малкину в решающие моменты игр. Он хотел, чтобы Малкин давал то, что капитан Сидни Кросби давал «Пингвинз» в каждой игре. Ему нужно было ликвидировать слепые проходы в середину площадки. Выбирайте места вместо того, чтобы идти в угол. Отбирать шайбы у соперников, а не совершать потери.
 Многочисленные источники в команде сообщили, что Кросби, редко вмешивающийся в управленческие вопросы, дал понять «Пингвинз», что Малкина нельзя продавать ни по какой причине.
Многочисленные источники в команде сообщили, что Кросби, редко вмешивающийся в управленческие вопросы, дал понять «Пингвинз», что Малкина нельзя продавать ни по какой причине. Никита сопровождал жену Малкина Анну в Москву, где она провела рождественские и новогодние праздники, работая на российском телевидении. Когда они не были в Москве, Анна и Никита проводили много зимних дней в собственности Малкиных на Фишер-Айленде, недалеко от Майами.
Никита сопровождал жену Малкина Анну в Москву, где она провела рождественские и новогодние праздники, работая на российском телевидении. Когда они не были в Москве, Анна и Никита проводили много зимних дней в собственности Малкиных на Фишер-Айленде, недалеко от Майами.
 Он редко ходит на групповые обеды и признает, что часто не отвечает на текстовые сообщения.
Он редко ходит на групповые обеды и признает, что часто не отвечает на текстовые сообщения.

 Он подвергал себя опасности безрассудными рывками в повороты. Если бы он этого не сделал, он бы никогда не смог выиграть гонку с потерей шайбы.
Он подвергал себя опасности безрассудными рывками в повороты. Если бы он этого не сделал, он бы никогда не смог выиграть гонку с потерей шайбы. Он переодевался после тренировки на льду, но не мог хранить снаряжение на объекте. Поэтому Малкин бросал его в багажник, и водитель отвозил его домой, где он вешал свое снаряжение, чтобы оно могло проветриться. Он снова ел — и снова что-то не очень полезное — прежде чем его отвезли в другое учреждение, обычно в другую часть города, чтобы он мог разогреться и поднять тяжести в спортзале, который на самом деле не отвечал основным потребностям человека. профессиональный хоккеист.
Он переодевался после тренировки на льду, но не мог хранить снаряжение на объекте. Поэтому Малкин бросал его в багажник, и водитель отвозил его домой, где он вешал свое снаряжение, чтобы оно могло проветриться. Он снова ел — и снова что-то не очень полезное — прежде чем его отвезли в другое учреждение, обычно в другую часть города, чтобы он мог разогреться и поднять тяжести в спортзале, который на самом деле не отвечал основным потребностям человека. профессиональный хоккеист.

 Тринка является исключением.
Тринка является исключением. Он проверил свои собственные пределы во время тренировок с Тринкой, которая намеренно добавила дискомфорта в динамику, изменив все упражнения с предыдущего лета.
Он проверил свои собственные пределы во время тренировок с Тринкой, которая намеренно добавила дискомфорта в динамику, изменив все упражнения с предыдущего лета.

 Он близок к тому, чтобы превзойти кумира детства Сергея Федорова (1179).точки.
Он близок к тому, чтобы превзойти кумира детства Сергея Федорова (1179).точки. Это принципиально».
Это принципиально».
 Этот архитектурный полукруг знаменует границу протянувшегося отсюда до Невского проспекта грандиозного Александринского театрального ансамбля Росси, над которым он трудился с 1816 по 1832 год. Сразу же можно отметить некоторые характерные черты Росси: нежно-желтый цвет зданий, закругленные классические арки, белые колонны и украшения, а также чувство симметрии и баланса, сосредоточенное в визуальном фокусе — в данном случае центральное здание с тремя большими закругленными арками на первом этаже, увенчанное тремя закругленными окнами, украшенными с обеих сторон. парами дорических колонн. Ансамбль, в котором первоначально размещались различные императорские правительственные учреждения, изящно изгибается вокруг зеленой кольцевой дороги, в центре которой стоит бюст эрудита и писателя Михаила Ломоносова.
Этот архитектурный полукруг знаменует границу протянувшегося отсюда до Невского проспекта грандиозного Александринского театрального ансамбля Росси, над которым он трудился с 1816 по 1832 год. Сразу же можно отметить некоторые характерные черты Росси: нежно-желтый цвет зданий, закругленные классические арки, белые колонны и украшения, а также чувство симметрии и баланса, сосредоточенное в визуальном фокусе — в данном случае центральное здание с тремя большими закругленными арками на первом этаже, увенчанное тремя закругленными окнами, украшенными с обеих сторон. парами дорических колонн. Ансамбль, в котором первоначально размещались различные императорские правительственные учреждения, изящно изгибается вокруг зеленой кольцевой дороги, в центре которой стоит бюст эрудита и писателя Михаила Ломоносова. Их высота соответствует их ширине, 22 метра, а длина зданий, 220 метров, ровно в десять раз превышает ширину. Полученное совершенство настолько совершенно, что у нас почти возникает ощущение прогулки по идеально спроектированной театральной декорации.
Их высота соответствует их ширине, 22 метра, а длина зданий, 220 метров, ровно в десять раз превышает ширину. Полученное совершенство настолько совершенно, что у нас почти возникает ощущение прогулки по идеально спроектированной театральной декорации.
 Фронтон увенчан богом солнца Аполлоном, который стоит прямо в своей колеснице, запряженной четырьмя вздыбленными лошадьми. Это великолепная архитектура победы, просвещения и могущества.
Фронтон увенчан богом солнца Аполлоном, который стоит прямо в своей колеснице, запряженной четырьмя вздыбленными лошадьми. Это великолепная архитектура победы, просвещения и могущества. Она указывает свой скипетр в сторону Невского проспекта, к которому мы сейчас направляемся .
Она указывает свой скипетр в сторону Невского проспекта, к которому мы сейчас направляемся . Повернем налево и пройдем мимо Библиотеки к Гостиному Двору , длинному желтому зданию, которое тянется вдоль Невского на целый квартал. Архитектор Жан-Батист Валлен де ла Мот изменил прежние планы этой торговой галереи, самой ранней и одной из крупнейших в городе, состоящей из почти 200 отдельных магазинов. Строительство, которое продолжалось более двадцати лет, было завершено в 1785 году. Глядя на двухэтажный фасад, можно заметить первоначальное сходство со зданиями Росси, которые мы уже видели, поскольку мы замечаем архитектурные элементы, которые он также использовал: белые пилястры, округлые арки, желтые стены. Но по сравнению с его имперскими постройками эффект здесь меньше и скромнее, даже теснее. Величие и величие менее очевидны. Мы можем заключить, что Гостиный двор — прекрасное и впечатляющее здание в неоклассическом стиле, но, безусловно, , а не Росси.
Повернем налево и пройдем мимо Библиотеки к Гостиному Двору , длинному желтому зданию, которое тянется вдоль Невского на целый квартал. Архитектор Жан-Батист Валлен де ла Мот изменил прежние планы этой торговой галереи, самой ранней и одной из крупнейших в городе, состоящей из почти 200 отдельных магазинов. Строительство, которое продолжалось более двадцати лет, было завершено в 1785 году. Глядя на двухэтажный фасад, можно заметить первоначальное сходство со зданиями Росси, которые мы уже видели, поскольку мы замечаем архитектурные элементы, которые он также использовал: белые пилястры, округлые арки, желтые стены. Но по сравнению с его имперскими постройками эффект здесь меньше и скромнее, даже теснее. Величие и величие менее очевидны. Мы можем заключить, что Гостиный двор — прекрасное и впечатляющее здание в неоклассическом стиле, но, безусловно, , а не Росси. Итак, давайте пересечем Невский проспект по удобному подземному переходу и пойдем по короткой Михайловской улице , которую Росси планировал сделать парадным входом к нашей следующей остановке.
Итак, давайте пересечем Невский проспект по удобному подземному переходу и пойдем по короткой Михайловской улице , которую Росси планировал сделать парадным входом к нашей следующей остановке. Если мы посмотрим в том направлении, куда указывает Пушкин, мы увидим Михайловский театр оперы и балета, фасад которого был спроектирован Росси и прекрасно иллюстрирует эту концепцию площади: он тщательно создал фасад, чтобы он напоминал не импозантный театр, а скорее жилой дом, украшенный старомодными фонарями. Давайте воспользуемся моментом, чтобы снять нашу шляпу в 11 Итальянская улица : это относительно скромное здание, спроектированное архитектором, стало его резиденцией после смерти матери, а их квартира на престижной Миллионной улице стала слишком дорогой для его содержания в одиночку. Рядом, на углу, улица Итальянская, 9, фасад которой был построен по проекту Росси и в котором сейчас находится Санкт-Петербургская филармония. Не все постройки вокруг Площади Искусств были спроектированы Росси, но, оглянувшись вокруг, мы можем определить, что большинство из них следуют его классическому примеру с гармоничными результатами.
Если мы посмотрим в том направлении, куда указывает Пушкин, мы увидим Михайловский театр оперы и балета, фасад которого был спроектирован Росси и прекрасно иллюстрирует эту концепцию площади: он тщательно создал фасад, чтобы он напоминал не импозантный театр, а скорее жилой дом, украшенный старомодными фонарями. Давайте воспользуемся моментом, чтобы снять нашу шляпу в 11 Итальянская улица : это относительно скромное здание, спроектированное архитектором, стало его резиденцией после смерти матери, а их квартира на престижной Миллионной улице стала слишком дорогой для его содержания в одиночку. Рядом, на углу, улица Итальянская, 9, фасад которой был построен по проекту Росси и в котором сейчас находится Санкт-Петербургская филармония. Не все постройки вокруг Площади Искусств были спроектированы Росси, но, оглянувшись вокруг, мы можем определить, что большинство из них следуют его классическому примеру с гармоничными результатами. В этом здании с 1890-х годов размещается Государственный Русский музей, но не следует забывать, что оно было спроектировано Росси как резиденция одного человека, Михаила Павловича Романова, четвертого сына убитого царя Павла I, а также брата Александра I. , победитель войны 1812 года, и Николай I, покровитель Росси. Мы снова замечаем тонкое чувство симметрии и величия Росси, сосредоточенное на восьмиколонном коринфском портике, увенчанном треугольным фронтоном. Два боковых флигеля, задуманные как вспомогательные постройки, имеют ту же высоту, что и первый этаж главного дворца, и выходят на улицу, образуя тем самым защитный двор, в котором могли высаживаться аристократические гости, направляясь на один из музыкальных вечеров, устроенных супругой Михаила. , чем и славился дворец.
В этом здании с 1890-х годов размещается Государственный Русский музей, но не следует забывать, что оно было спроектировано Росси как резиденция одного человека, Михаила Павловича Романова, четвертого сына убитого царя Павла I, а также брата Александра I. , победитель войны 1812 года, и Николай I, покровитель Росси. Мы снова замечаем тонкое чувство симметрии и величия Росси, сосредоточенное на восьмиколонном коринфском портике, увенчанном треугольным фронтоном. Два боковых флигеля, задуманные как вспомогательные постройки, имеют ту же высоту, что и первый этаж главного дворца, и выходят на улицу, образуя тем самым защитный двор, в котором могли высаживаться аристократические гости, направляясь на один из музыкальных вечеров, устроенных супругой Михаила. , чем и славился дворец. Эти два внутренних пространства создают впечатление мастерства Росси как архитектора интерьера, который уделял большое внимание каждой детали, включая материалы, цветовую гамму, фрески, паркет и дверные ручки.
Эти два внутренних пространства создают впечатление мастерства Росси как архитектора интерьера, который уделял большое внимание каждой детали, включая материалы, цветовую гамму, фрески, паркет и дверные ручки. Это Михайловский замок (в отличие от Михайловского дворца Росси), построенный как якобы неприступная крепость для Павла I, который, как оказалось справедливо, боялся покушения. Он был убит в своей спальне собственными охранниками в 1801 году, всего через сорок дней после того, как поселился в стенах замка. Для наших целей интересно отметить, что одним из главных архитекторов сооружения был Винченцо Бренна, в мастерской которого юный Росси обучался, и фактически Росси помогал своему наставнику в этом проекте, в частности, в оформлении внутренних пространств. .
Это Михайловский замок (в отличие от Михайловского дворца Росси), построенный как якобы неприступная крепость для Павла I, который, как оказалось справедливо, боялся покушения. Он был убит в своей спальне собственными охранниками в 1801 году, всего через сорок дней после того, как поселился в стенах замка. Для наших целей интересно отметить, что одним из главных архитекторов сооружения был Винченцо Бренна, в мастерской которого юный Росси обучался, и фактически Росси помогал своему наставнику в этом проекте, в частности, в оформлении внутренних пространств. . который окружен более уединенными местами, защищенными высокими деревьями. В результате получилась приятная композиция здания и ландшафта, что еще раз свидетельствует о способности Росси создавать не только совершенные отдельные элементы, но и целые, прекрасно интегрированные ансамбли.
который окружен более уединенными местами, защищенными высокими деревьями. В результате получилась приятная композиция здания и ландшафта, что еще раз свидетельствует о способности Росси создавать не только совершенные отдельные элементы, но и целые, прекрасно интегрированные ансамбли. сдержанный, величавый классицизм, его симметрия и уравновешенность.
сдержанный, величавый классицизм, его симметрия и уравновешенность. . Полученное величие действительно впечатляет, и здание выражает большее чувство динамизма, но оно менее интегрировано в окружающую среду, чем гармоничные ансамбли Росси, и его пропорции кажутся несколько более шаткими, чем изящно сбалансированные работы нашего итальянца.
. Полученное величие действительно впечатляет, и здание выражает большее чувство динамизма, но оно менее интегрировано в окружающую среду, чем гармоничные ансамбли Росси, и его пропорции кажутся несколько более шаткими, чем изящно сбалансированные работы нашего итальянца. Это удивительный архитектурный вход на одну из самых красивых площадей в мире.
Это удивительный архитектурный вход на одну из самых красивых площадей в мире. и оживлен коринфскими колоннами, и архитектурой победы, ярче всего выраженной в внушительной десятиметровой шестиконной квадриге, перевозящей крылатую фигуру Славы. Какое великолепное решение огромной задачи, с которой столкнулся Росси при проектировании центральной площади города, обращенной к резиденции царя, который сможет наблюдать за результатом из окна своей спальни!
и оживлен коринфскими колоннами, и архитектурой победы, ярче всего выраженной в внушительной десятиметровой шестиконной квадриге, перевозящей крылатую фигуру Славы. Какое великолепное решение огромной задачи, с которой столкнулся Росси при проектировании центральной площади города, обращенной к резиденции царя, который сможет наблюдать за результатом из окна своей спальни! и 1834 г., чтобы разместить как высшую церковную (Синод), так и законодательную / административную (Сенат) власть Императорской России. Два архитектурно одинаковых, но независимых здания — Сенат справа и Синод слева — имеют длину 100 метров каждое. Их фасады оживлены восьмиколонными заглубленными портиками и на манер Главного штаба объединены богато украшенной триумфальной аркой, символизирующей единство духовной и светской власти. Арку венчает скульптурная группа «Справедливость и благочестие» и герб Российской империи.
и 1834 г., чтобы разместить как высшую церковную (Синод), так и законодательную / административную (Сенат) власть Императорской России. Два архитектурно одинаковых, но независимых здания — Сенат справа и Синод слева — имеют длину 100 метров каждое. Их фасады оживлены восьмиколонными заглубленными портиками и на манер Главного штаба объединены богато украшенной триумфальной аркой, символизирующей единство духовной и светской власти. Арку венчает скульптурная группа «Справедливость и благочестие» и герб Российской империи.
 pub/5q160q
pub/5q160q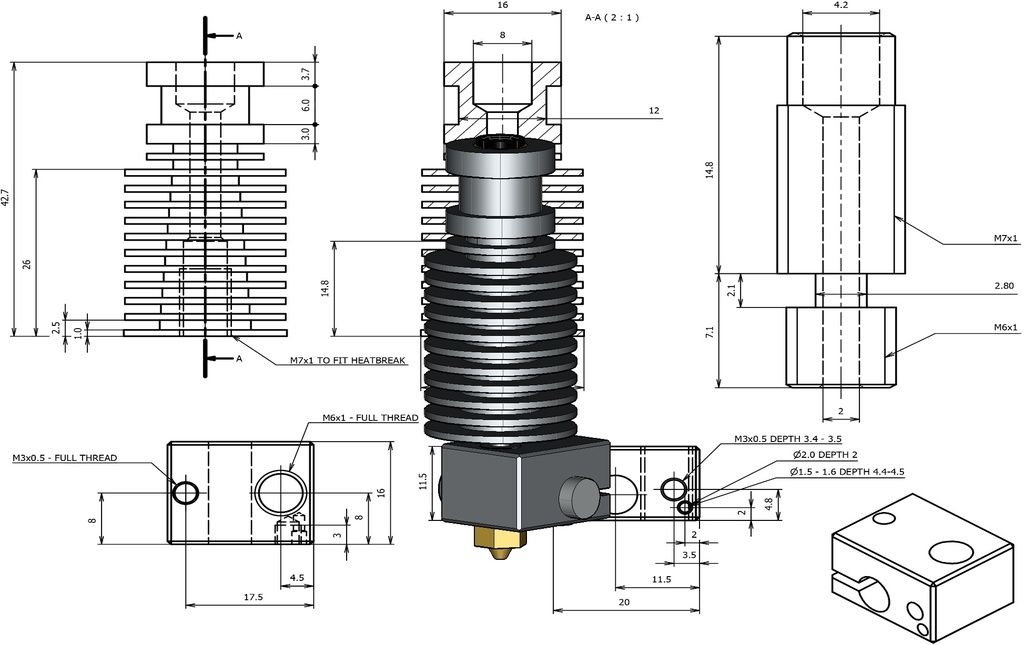 pub/5q13vx
pub/5q13vx pub/5q0zfi
pub/5q0zfi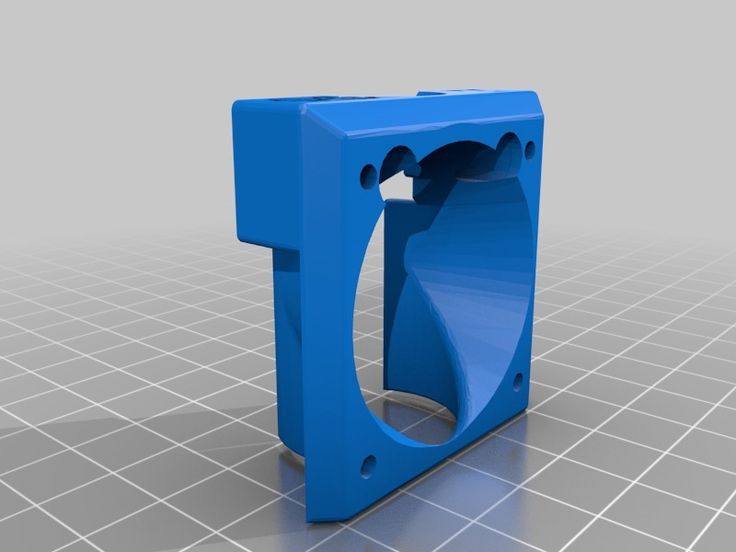 pub/5pdcor
pub/5pdcor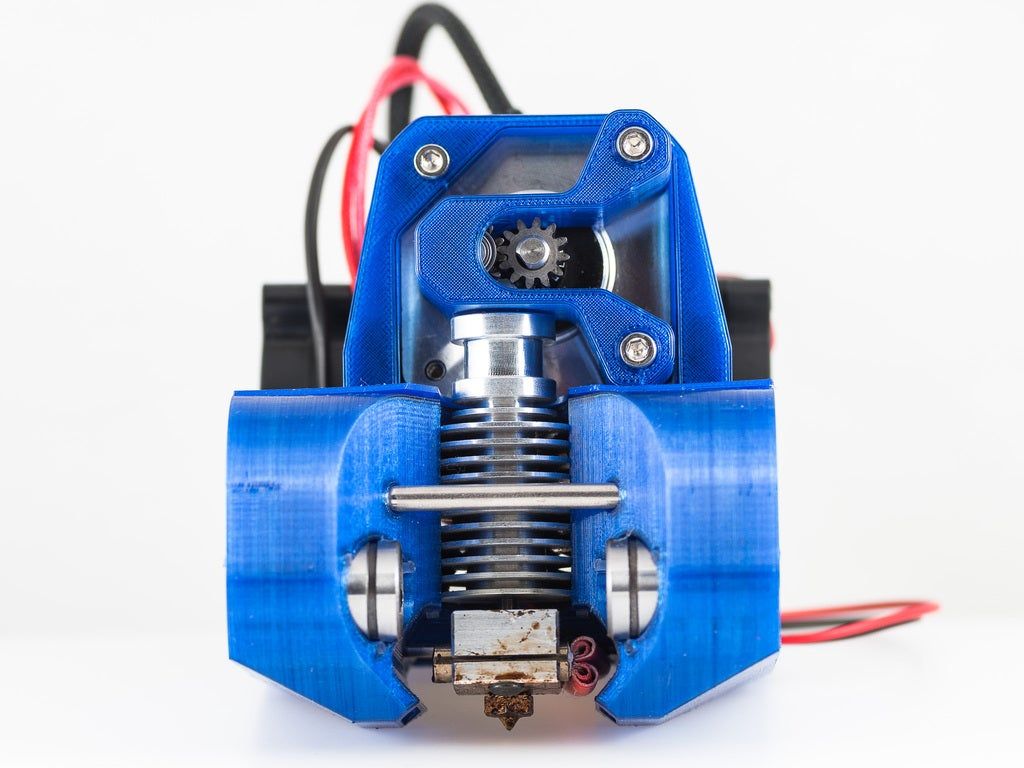 Длина отмеряется в шаге 5
Длина отмеряется в шаге 5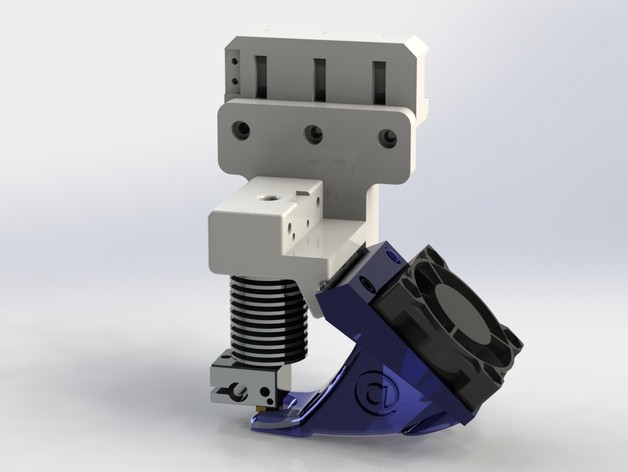 Можно напечатать на SLA
Можно напечатать на SLA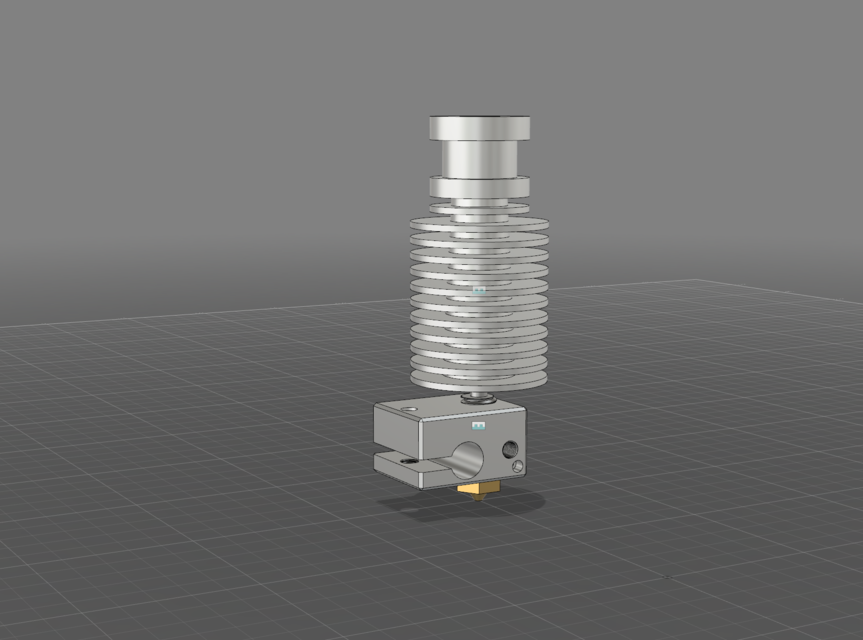 Толщина стенки 0.8 мм
Толщина стенки 0.8 мм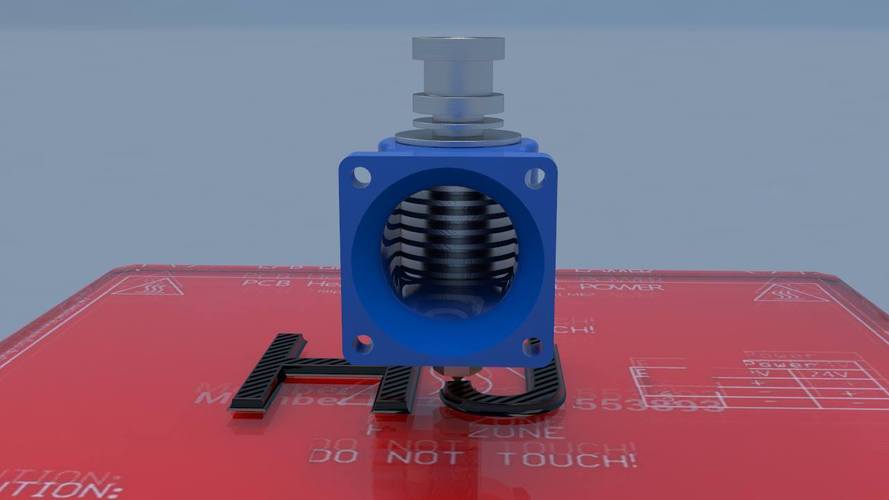 1 Соберите ролики в задней части на винты М3х35. Последовательность деталей в ролике:
1 Соберите ролики в задней части на винты М3х35. Последовательность деталей в ролике:  Обратите внимание, что если используется не осесимметричный хитблок (V6 / Volcano и т.д.), то длинная часть должна смотреть в другую сторону от предполагаемого положения сопел системы охлаждения модели. Если используется медно-керамический хитблок, то провода лучше поставить в сторону предполагаемого крепления системы охлаждения;
Обратите внимание, что если используется не осесимметричный хитблок (V6 / Volcano и т.д.), то длинная часть должна смотреть в другую сторону от предполагаемого положения сопел системы охлаждения модели. Если используется медно-керамический хитблок, то провода лучше поставить в сторону предполагаемого крепления системы охлаждения; 2 Закрепите хотэнд на 2 винта М3х20 с циллиндрической головкой;
2 Закрепите хотэнд на 2 винта М3х20 с циллиндрической головкой;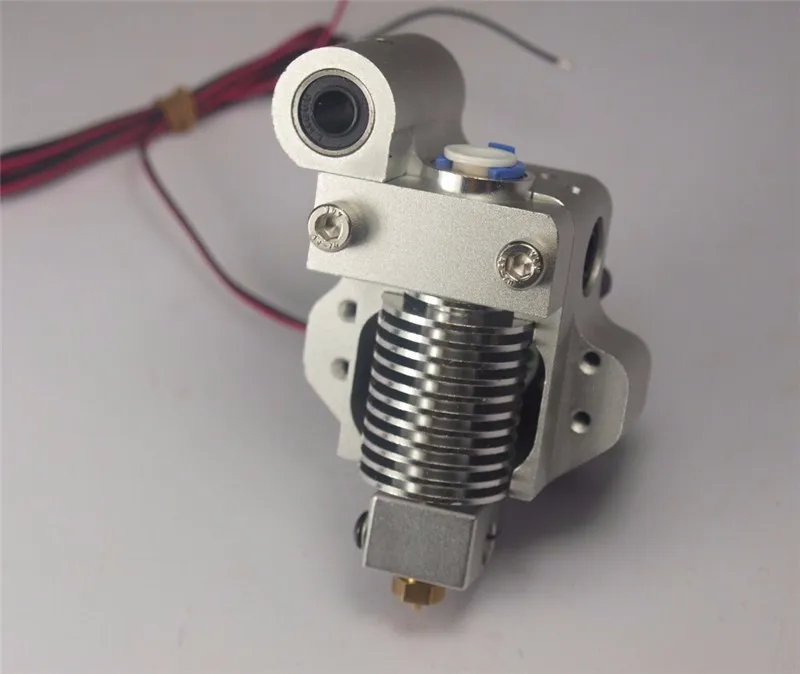 Но можно использовать и другой нравящийся вам клей.
Но можно использовать и другой нравящийся вам клей.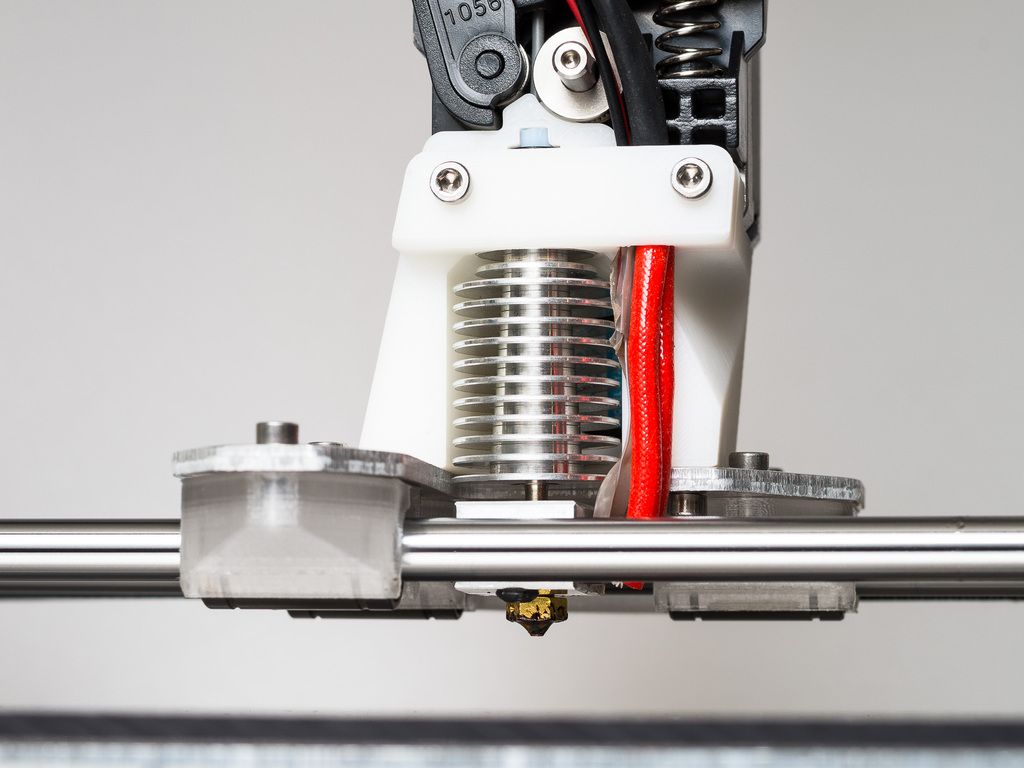
 Есть всего несколько важных элементов, которые могут улучшить или испортить производительность, и именно здесь подделки могут не сработать. Если мы их модернизируем, мы сможем построить хот-энд, который будет сравним или даже лучше настоящего.
Есть всего несколько важных элементов, которые могут улучшить или испортить производительность, и именно здесь подделки могут не сработать. Если мы их модернизируем, мы сможем построить хот-энд, который будет сравним или даже лучше настоящего.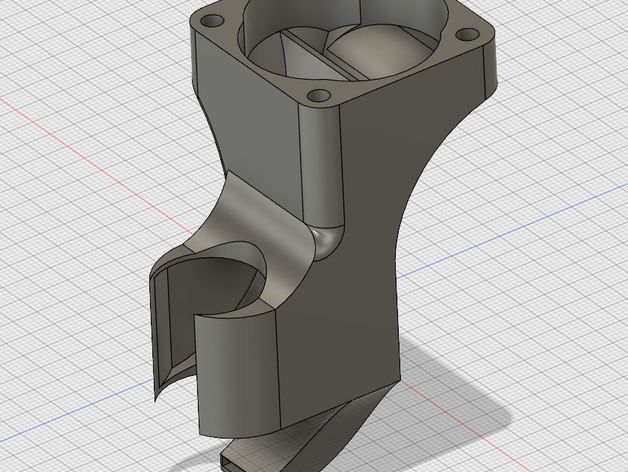 Этот путь направлен на достижение производительности, сравнимой с аутентичным хот-эндом E3D V6. (Ориентировочная стоимость: $30)
Этот путь направлен на достижение производительности, сравнимой с аутентичным хот-эндом E3D V6. (Ориентировочная стоимость: $30)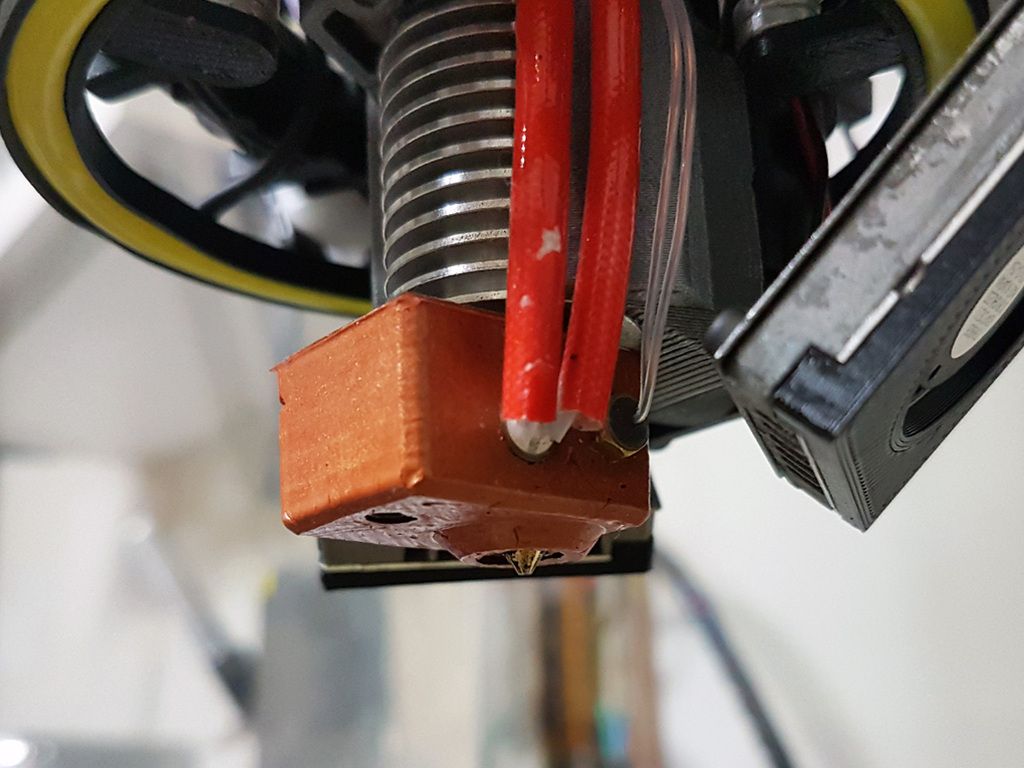 Любые изменения поверхности отверстия могут привести к засорению, заклиниванию и другим проблемам экструзии, особенно во время отвода, когда расплавленный пластик втягивается обратно в горловину.
Любые изменения поверхности отверстия могут привести к засорению, заклиниванию и другим проблемам экструзии, особенно во время отвода, когда расплавленный пластик втягивается обратно в горловину. Самостоятельная полировка может обеспечить стабильную производительность, но, скорее всего, не будет соответствовать продуктам послепродажного обслуживания.
Самостоятельная полировка может обеспечить стабильную производительность, но, скорее всего, не будет соответствовать продуктам послепродажного обслуживания.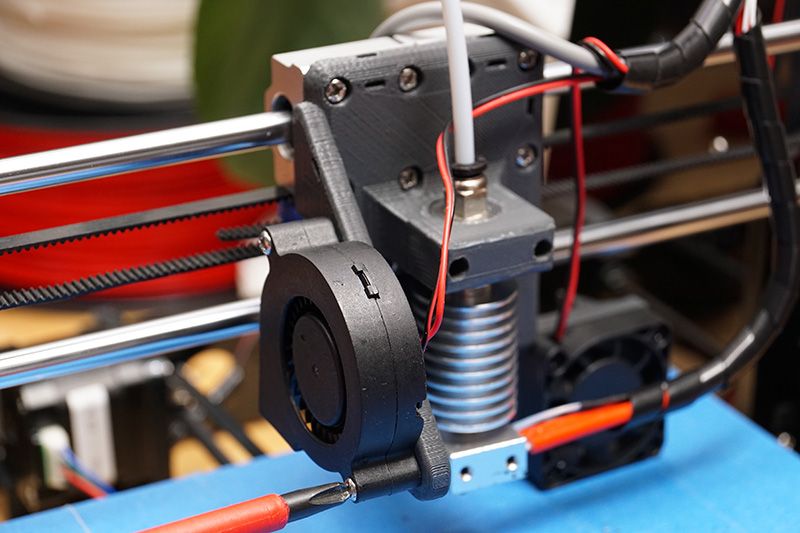 Это помогает создать более четкое разделение в тепловом барьере, когда верхняя камера остается холодной, а нижняя половина нагревается.
Это помогает создать более четкое разделение в тепловом барьере, когда верхняя камера остается холодной, а нижняя половина нагревается.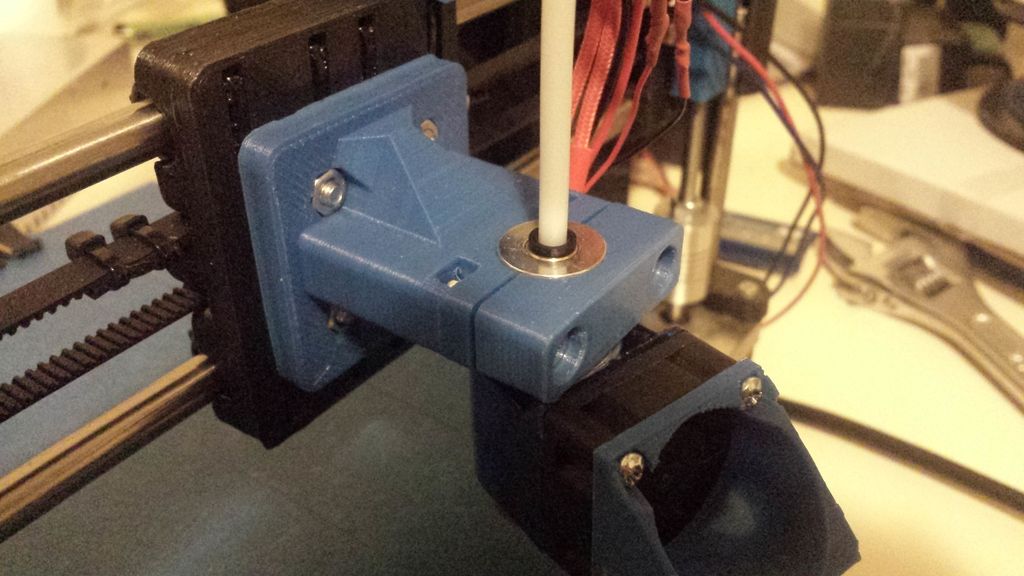 фут/мин) воздуха по сравнению со средним показателем всего 2,0 кубических фута в минуту или меньше на большинстве копий.
фут/мин) воздуха по сравнению со средним показателем всего 2,0 кубических фута в минуту или меньше на большинстве копий.
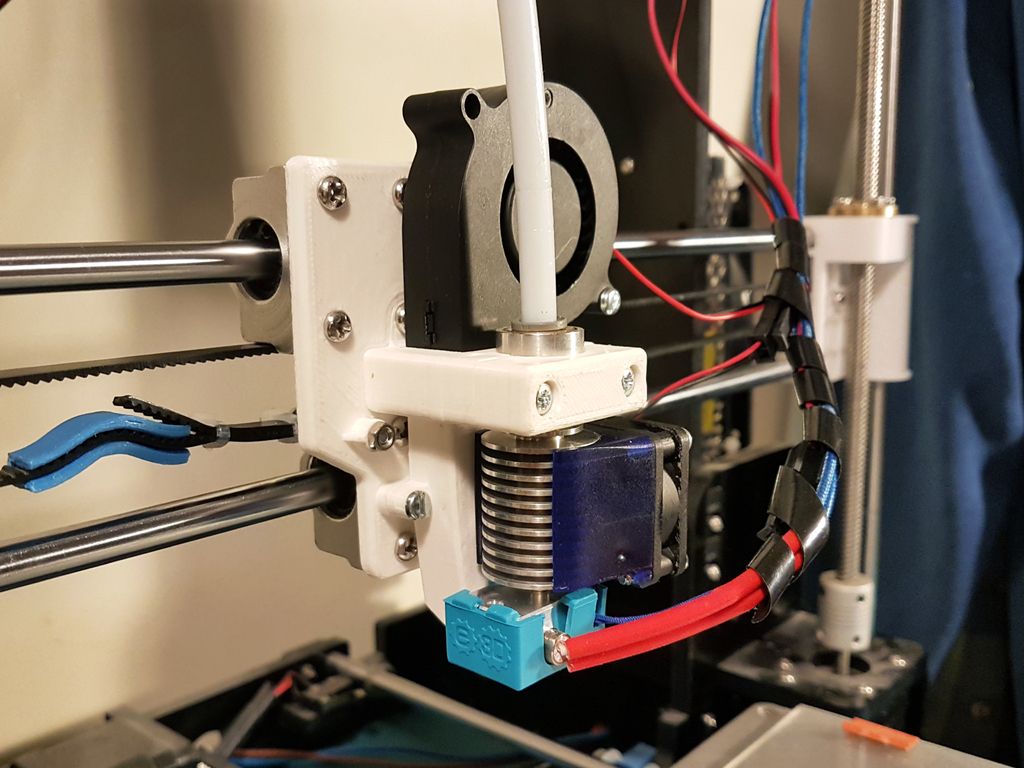 Он производит 4,83 кубических фута в минуту, охлаждая немного больше, чем версия E3D, и не создает окружающего шума.
Он производит 4,83 кубических фута в минуту, охлаждая немного больше, чем версия E3D, и не создает окружающего шума.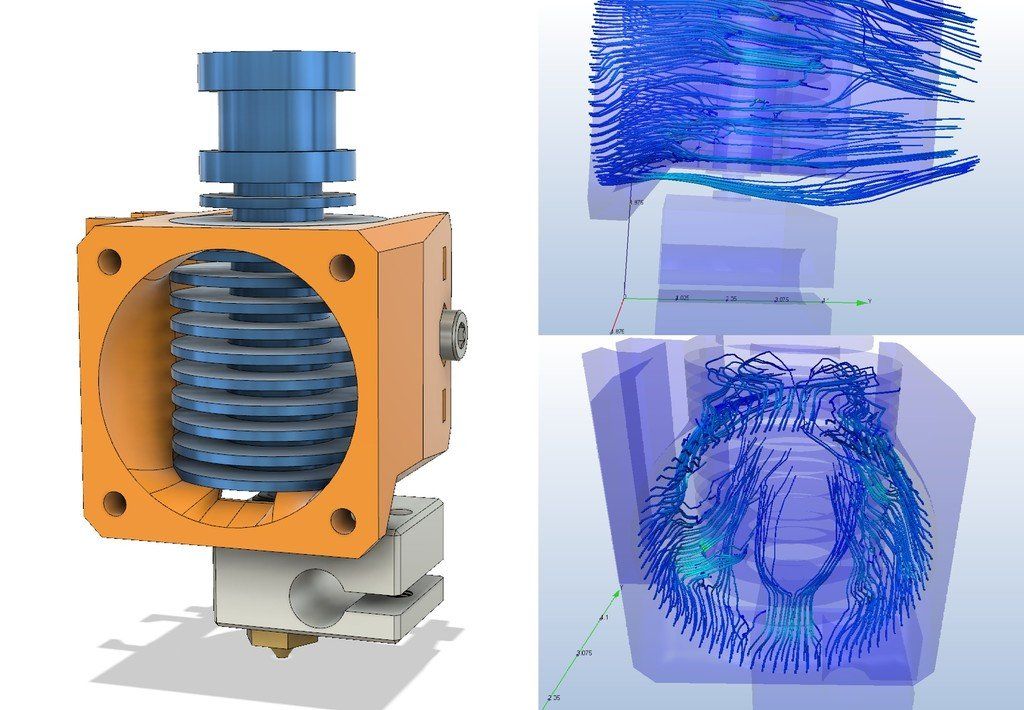
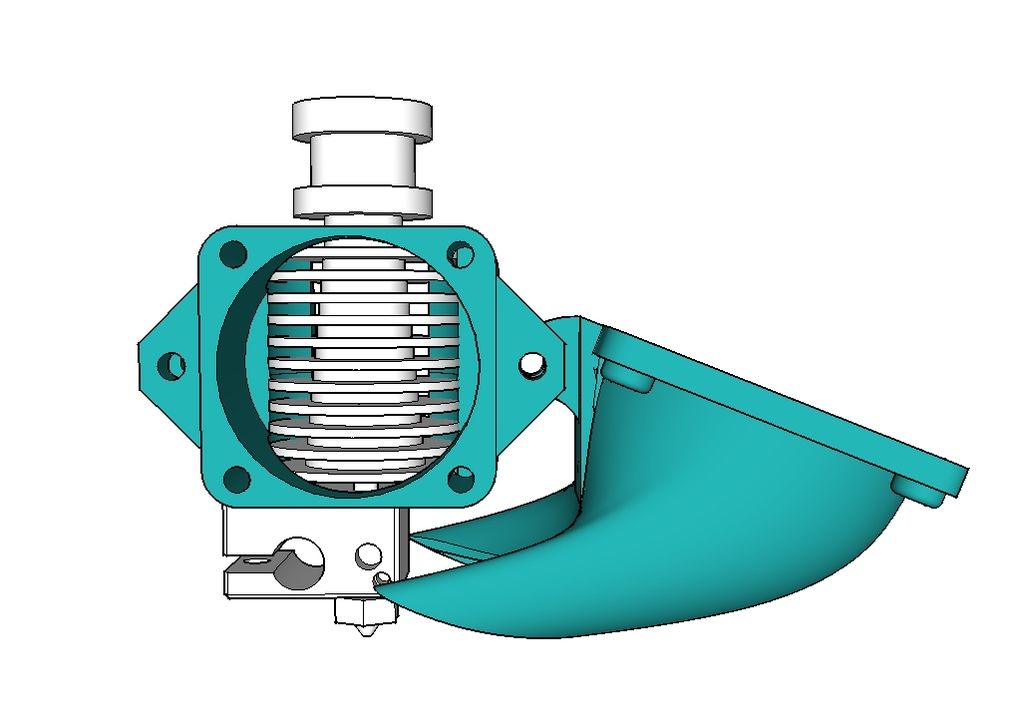
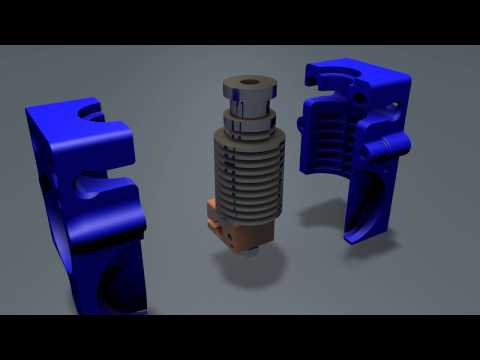 Защитное покрытие очень твердое и устойчивое к истиранию, что является огромным преимуществом по сравнению со стандартными латунными соплами, но оно по-прежнему отлично работает с традиционным пластиком. Micro Swiss (рекомендованная выше из-за их терморазрыва) также предлагает большой выбор высокопроизводительных форсунок V6.
Защитное покрытие очень твердое и устойчивое к истиранию, что является огромным преимуществом по сравнению со стандартными латунными соплами, но оно по-прежнему отлично работает с традиционным пластиком. Micro Swiss (рекомендованная выше из-за их терморазрыва) также предлагает большой выбор высокопроизводительных форсунок V6.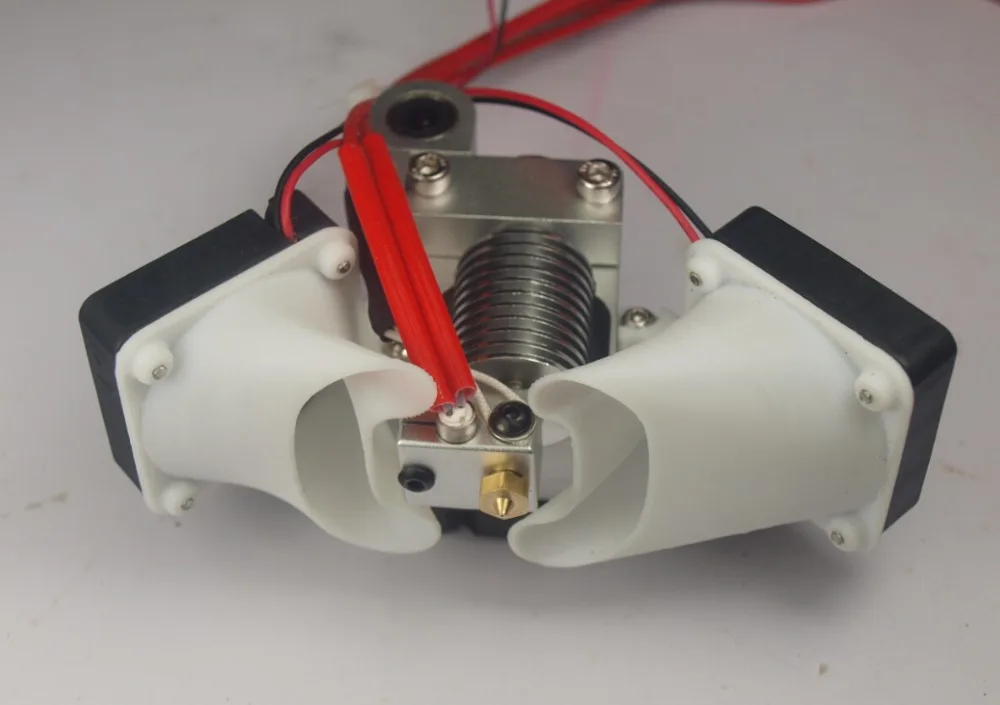 В нормальных условиях нить накала начинает плавиться прямо над соплом. Однако, когда теплоотвод становится слишком горячим, тепло распространяется вверх неравномерно по всему хотэнду, нить накаливания начинает размягчаться выше внутри хотэнда и вызывает засорение . Двигатель экструдера врезается в нить, он может даже издавать «щелкающий» или «тикающий» звук, пытаясь протолкнуть нить в экструдер.
В нормальных условиях нить накала начинает плавиться прямо над соплом. Однако, когда теплоотвод становится слишком горячим, тепло распространяется вверх неравномерно по всему хотэнду, нить накаливания начинает размягчаться выше внутри хотэнда и вызывает засорение . Двигатель экструдера врезается в нить, он может даже издавать «щелкающий» или «тикающий» звук, пытаясь протолкнуть нить в экструдер.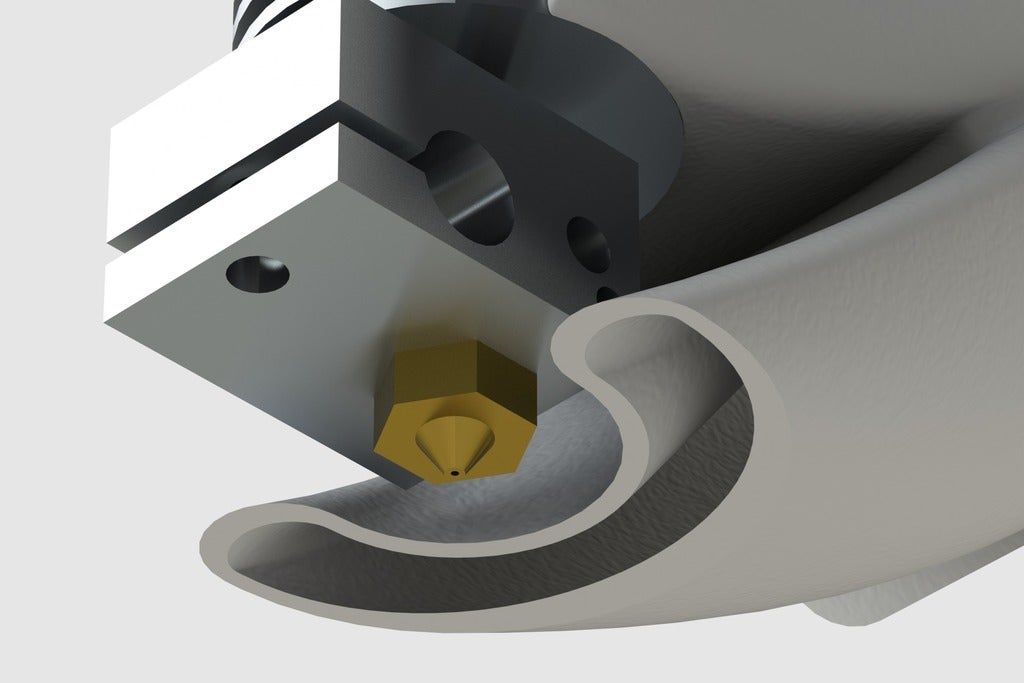

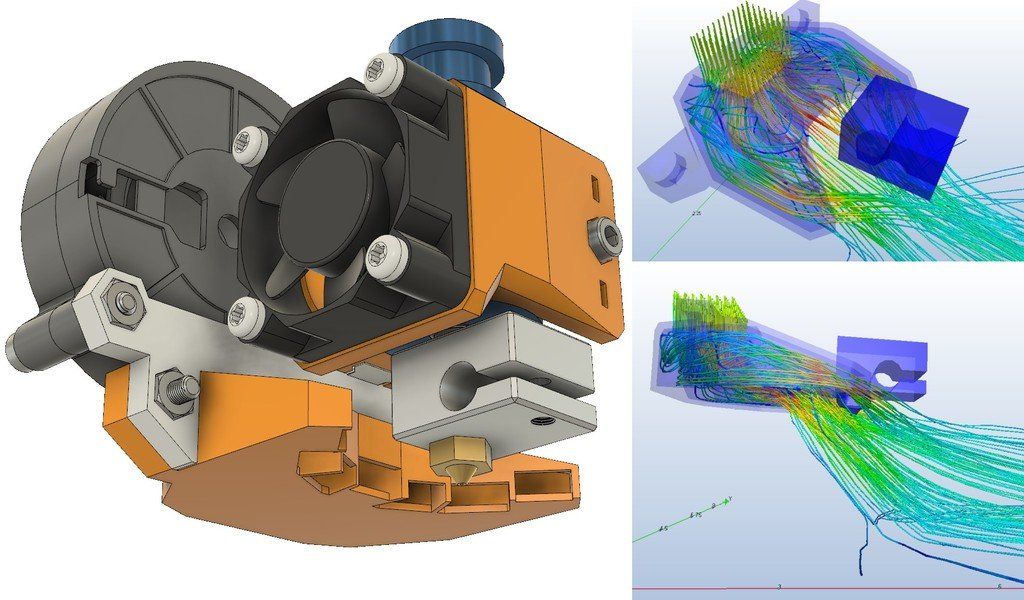 Во-первых, убедитесь, что вы не видите наклейку на вентиляторе — это означает, что вентилятор установлен задом наперед. При вращении он должен выталкивать воздух внутрь, а не наружу .
Во-первых, убедитесь, что вы не видите наклейку на вентиляторе — это означает, что вентилятор установлен задом наперед. При вращении он должен выталкивать воздух внутрь, а не наружу . фотографии выше). В случае MK2/S пружины растяжения находятся снаружи экструдера. Длина сжатых пружин растяжения должна быть 13 мм.
фотографии выше). В случае MK2/S пружины растяжения находятся снаружи экструдера. Длина сжатых пружин растяжения должна быть 13 мм.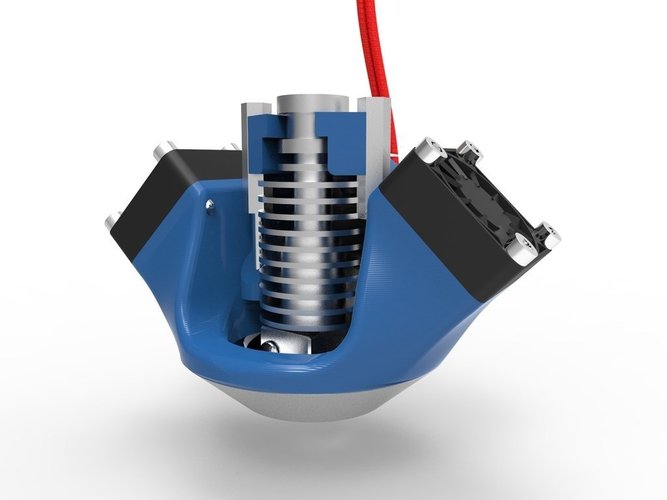 Вы можете приобрести пасту в нашем интернет-магазине или аналогичном высококачественном 9Универсальная термопаста 0021 . Вот как должен выглядеть ваш тепловой разрыв с достаточным количеством термопасты. Обратитесь к этому руководству (для MK3S/MK2.5S/MMU2S. Для MK3/MK2.5 есть отдельное руководство) для получения дополнительной информации о том, как демонтировать экструдер и хотэнд.
Вы можете приобрести пасту в нашем интернет-магазине или аналогичном высококачественном 9Универсальная термопаста 0021 . Вот как должен выглядеть ваш тепловой разрыв с достаточным количеством термопасты. Обратитесь к этому руководству (для MK3S/MK2.5S/MMU2S. Для MK3/MK2.5 есть отдельное руководство) для получения дополнительной информации о том, как демонтировать экструдер и хотэнд.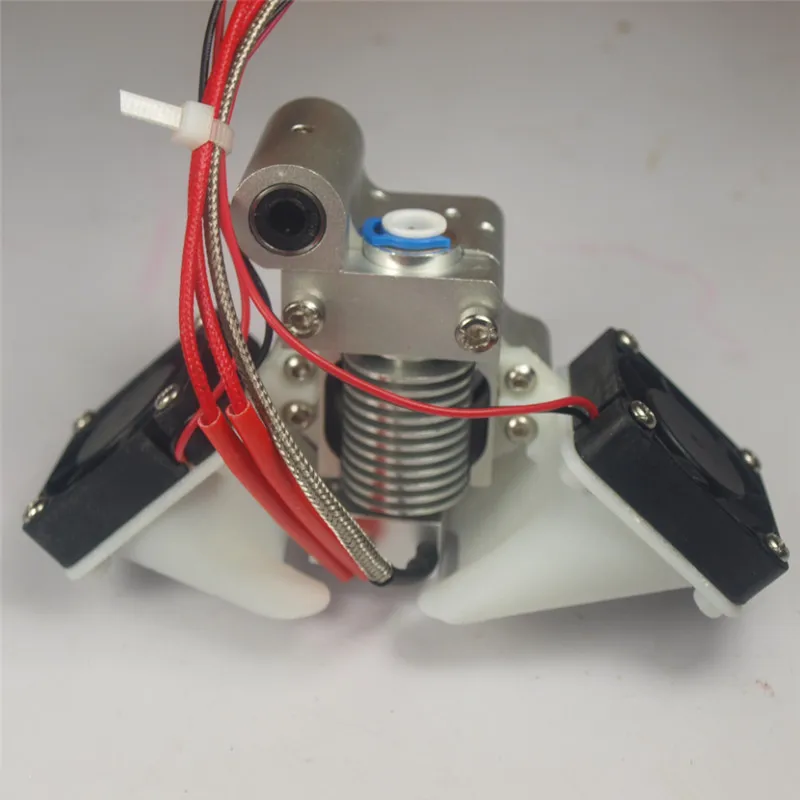

 Рассматриваются методы современного подхода к теме роботизированного изготовления, которые позволяют в десятки раз ускорить время производства изделий.
Рассматриваются методы современного подхода к теме роботизированного изготовления, которые позволяют в десятки раз ускорить время производства изделий.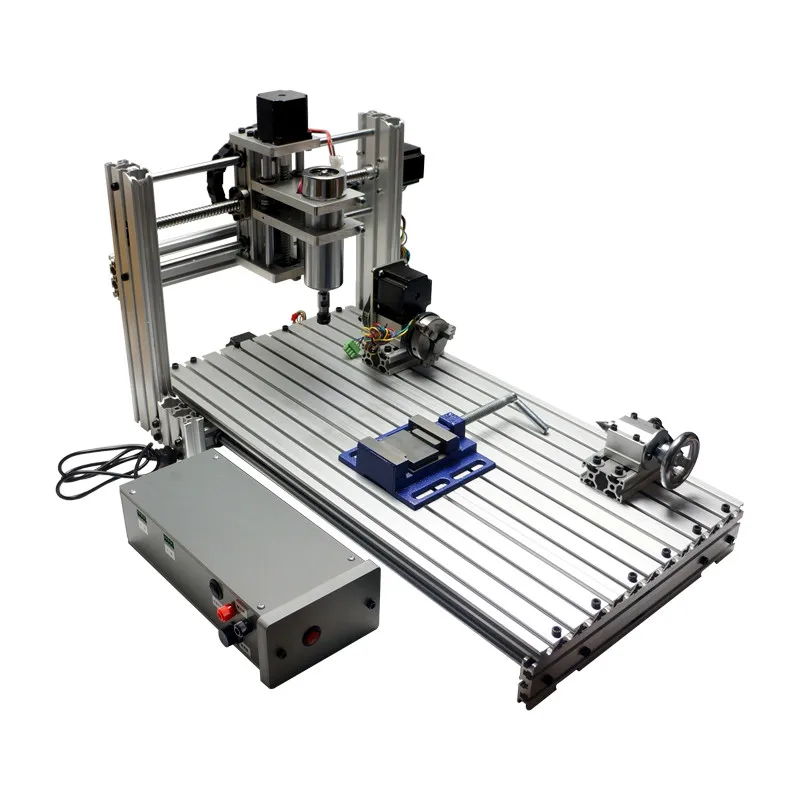
 Баумана.
Баумана.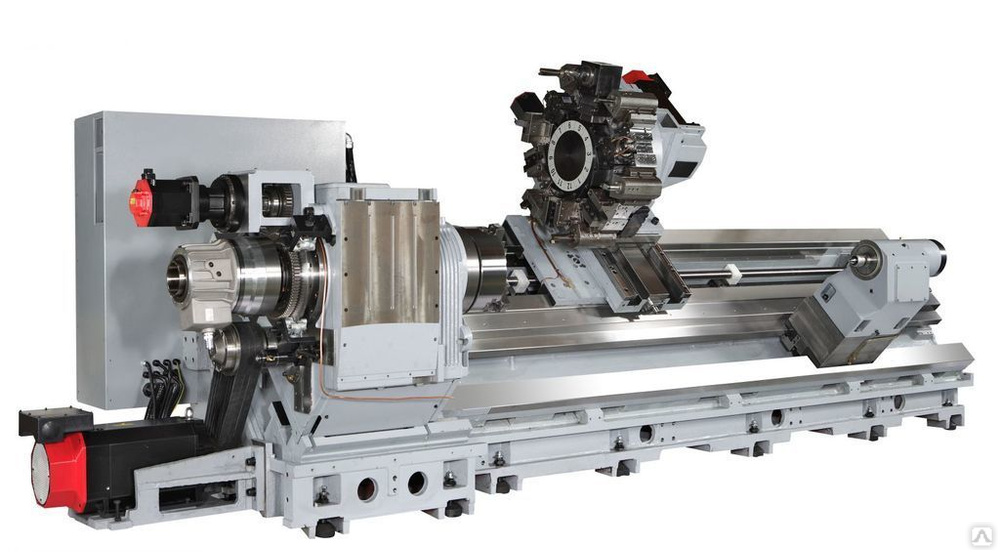

 Выполняет установку и снятие различных элементов заготовки под присмотром оператора c более высокой квалификацией.
Выполняет установку и снятие различных элементов заготовки под присмотром оператора c более высокой квалификацией.
 Реализация написанных программ на 3х осевом фрезерном станке ЧПУ
Реализация написанных программ на 3х осевом фрезерном станке ЧПУ Виды, типы и области применения станков с программным управлением.
Виды, типы и области применения станков с программным управлением.


 Угрешская, ул. Угрешская, д. 2, стр. 36
Угрешская, ул. Угрешская, д. 2, стр. 36
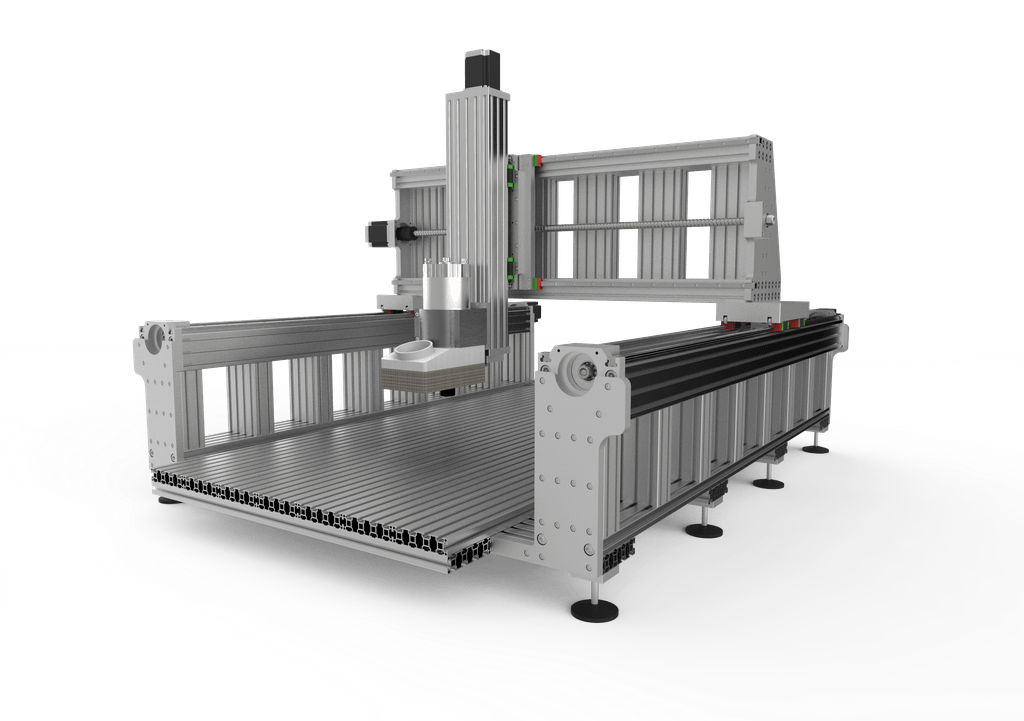 Вы забираете с собой методичку, к которой сможете обратиться позже, в случае необходимости.
Вы забираете с собой методичку, к которой сможете обратиться позже, в случае необходимости. м. (руб)
м. (руб)
 .. и сделайте так, чтобы ваша страна гордилась вами.
.. и сделайте так, чтобы ваша страна гордилась вами.  Москва является крупным экономическим центром и является домом для многих научных и образовательных учреждений, а также многочисленных спортивных сооружений. Он обладает сложной транспортной системой, которая включает в себя одну из самых загруженных систем метро в мире, которая славится своей архитектурой и произведениями искусства.
Москва является крупным экономическим центром и является домом для многих научных и образовательных учреждений, а также многочисленных спортивных сооружений. Он обладает сложной транспортной системой, которая включает в себя одну из самых загруженных систем метро в мире, которая славится своей архитектурой и произведениями искусства. Битва, однако, не была решающей, и всего через два года Москва была разграблена ханом Тохтамышем. Иван III в 1480 году окончательно освободил русский народ от татарского контроля, позволив Москве стать центром власти в России. В 1571 году крымские татары напали и разграбили Москву, сожгли все, кроме Кремля. В 1609 г.Шведская армия во главе с графами Якобом Делагарди и Эвертом Хорном начала поход из Великого Новгорода на Москву на помощь царю Василию Шуйскому, вошла в Москву в 1610 г. и подавила восстание против царя, но в начале 1611 г. покинула ее, после чего Польско-литовская армия вторглась. Во время польско-московской войны (1605–1618) гетман Станислав Жолкевский вошел в Москву после победы над русскими в битве при Клушино.
Битва, однако, не была решающей, и всего через два года Москва была разграблена ханом Тохтамышем. Иван III в 1480 году окончательно освободил русский народ от татарского контроля, позволив Москве стать центром власти в России. В 1571 году крымские татары напали и разграбили Москву, сожгли все, кроме Кремля. В 1609 г.Шведская армия во главе с графами Якобом Делагарди и Эвертом Хорном начала поход из Великого Новгорода на Москву на помощь царю Василию Шуйскому, вошла в Москву в 1610 г. и подавила восстание против царя, но в начале 1611 г. покинула ее, после чего Польско-литовская армия вторглась. Во время польско-московской войны (1605–1618) гетман Станислав Жолкевский вошел в Москву после победы над русскими в битве при Клушино. Город перестал быть столицей России в 1712 году. Во время вторжения французов в Россию в 1812 году москвичи сожгли город и эвакуировались, так как 14 сентября приближались войска Наполеона. Великая армия Наполеона, измученная голодом, холодом и плохими путями снабжения, была вынуждена отступить и была почти уничтожена опустошительной русской зимой и спорадическими атаками русских вооруженных сил. За это время погибло до 400 000 человек, и лишь несколько десятков тысяч разоренных солдат вернулись. После русской революции 1917, 12 марта 1918 года Москва стала столицей Российской Советской Федеративной Социалистической Республики и менее чем через пять лет Советского Союза.
Город перестал быть столицей России в 1712 году. Во время вторжения французов в Россию в 1812 году москвичи сожгли город и эвакуировались, так как 14 сентября приближались войска Наполеона. Великая армия Наполеона, измученная голодом, холодом и плохими путями снабжения, была вынуждена отступить и была почти уничтожена опустошительной русской зимой и спорадическими атаками русских вооруженных сил. За это время погибло до 400 000 человек, и лишь несколько десятков тысяч разоренных солдат вернулись. После русской революции 1917, 12 марта 1918 года Москва стала столицей Российской Советской Федеративной Социалистической Республики и менее чем через пять лет Советского Союза.

 также
также ПРИЯТНЫЙ ПАРЕНЬ С СЮРПРИЗОМ — ЛЕГКАЯ ПЕЧАТЬ
ПРИЯТНЫЙ ПАРЕНЬ С СЮРПРИЗОМ — ЛЕГКАЯ ПЕЧАТЬ
 Работы можно вести переменным (с помощью трансформатора) или постоянным током разной полярности (с применением инвертора).
Работы можно вести переменным (с помощью трансформатора) или постоянным током разной полярности (с применением инвертора). В частности, это коммунально-сетевые, судовые и машинные трубопроводы.
В частности, это коммунально-сетевые, судовые и машинные трубопроводы. Вся продукция сертифицирована.
Вся продукция сертифицирована. 9224-75)
9224-75) 9224-75)
9224-75) 5 кг)
5 кг)
 5 кг)
5 кг)


 Из-за этого требуется применять дополнительные флюсы и подготовку заготовок;
Из-за этого требуется применять дополнительные флюсы и подготовку заготовок; В зависимости от диаметра стержня предусмотрены следующие показатели тока:
В зависимости от диаметра стержня предусмотрены следующие показатели тока:
 КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее Это бесплатно.
Это бесплатно. Привлекайте больше соискателей даже на труднодоступные вакансии, экономя при этом деньги, потраченные на ярмарки вакансий и рекламу.
Привлекайте больше соискателей даже на труднодоступные вакансии, экономя при этом деньги, потраченные на ярмарки вакансий и рекламу.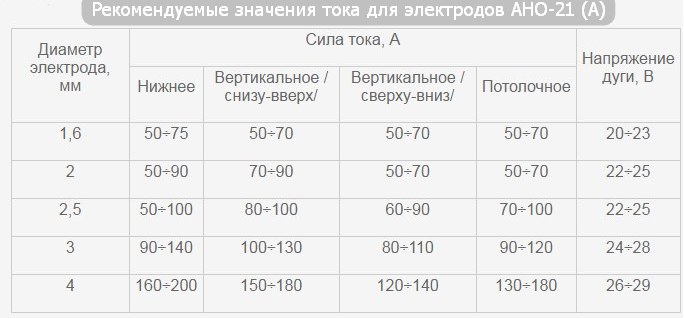 Она включала стержень из чистого металла без флюсового покрытия для создания защитной газовой защиты. Электроды с покрытием не разрабатывались до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании был введен квазидуговой метод. Стоит отметить, что электроды с покрытием медленно внедрялись из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная дуга по металлу стала синонимом электродов с покрытием. Когда дуга зажигается между металлическим стержнем (электродом) и заготовкой, и стержень, и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное расплавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода).
Она включала стержень из чистого металла без флюсового покрытия для создания защитной газовой защиты. Электроды с покрытием не разрабатывались до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании был введен квазидуговой метод. Стоит отметить, что электроды с покрытием медленно внедрялись из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная дуга по металлу стала синонимом электродов с покрытием. Когда дуга зажигается между металлическим стержнем (электродом) и заготовкой, и стержень, и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное расплавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода). Проплавление низкое, а качество готового наплавленного металла в значительной степени зависит от навыков сварщика.
Проплавление низкое, а качество готового наплавленного металла в значительной степени зависит от навыков сварщика.
 Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости).
Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости). Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика. Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.
Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.
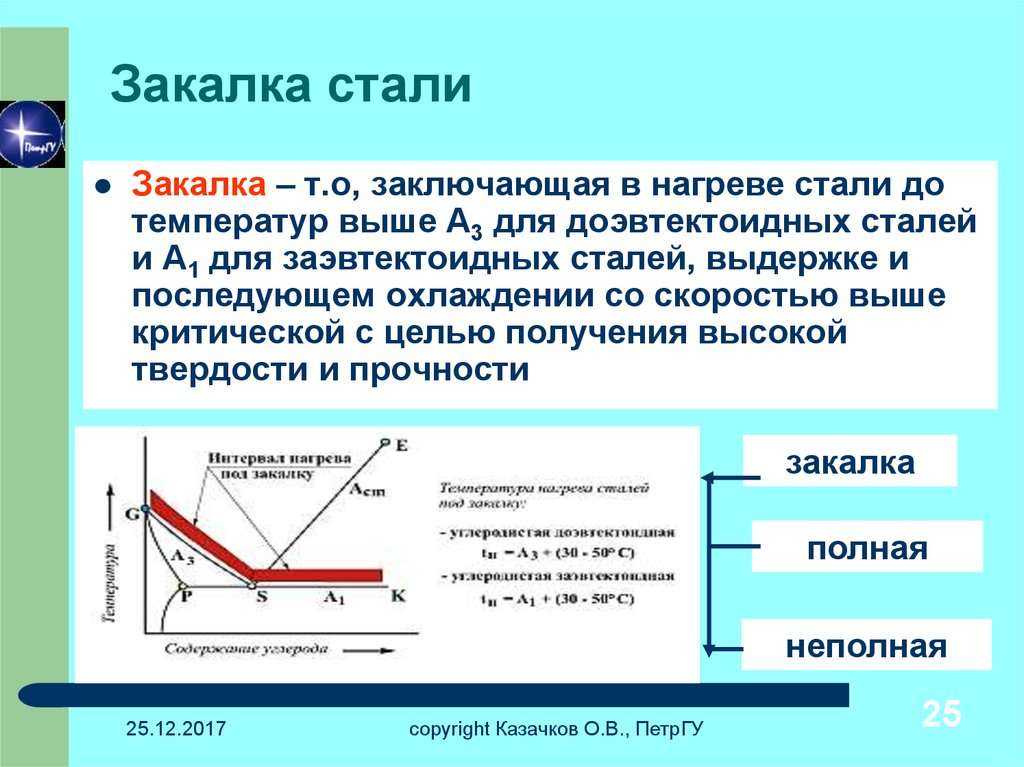 д. Параметры зависят от метода термообработки, типа металла и размера детали.
д. Параметры зависят от метода термообработки, типа металла и размера детали.
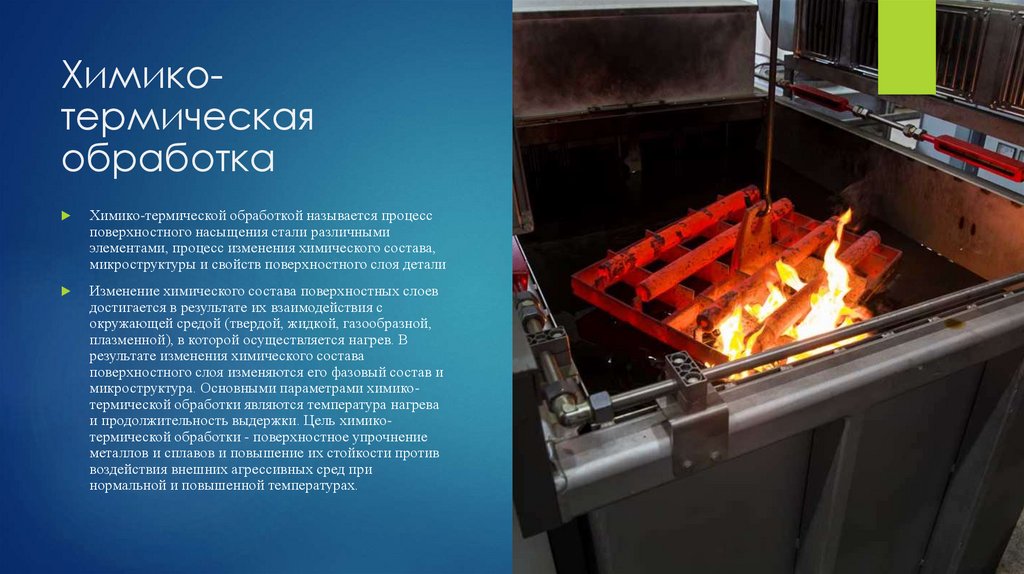 На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.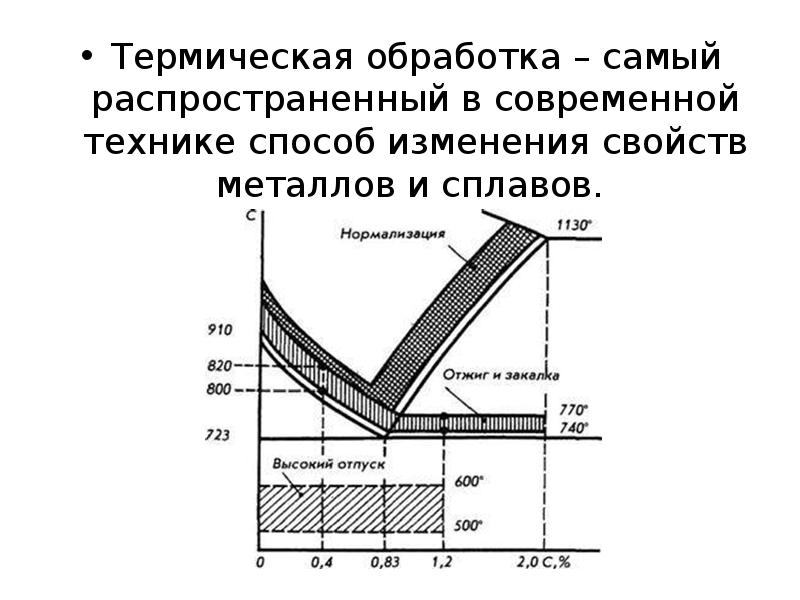
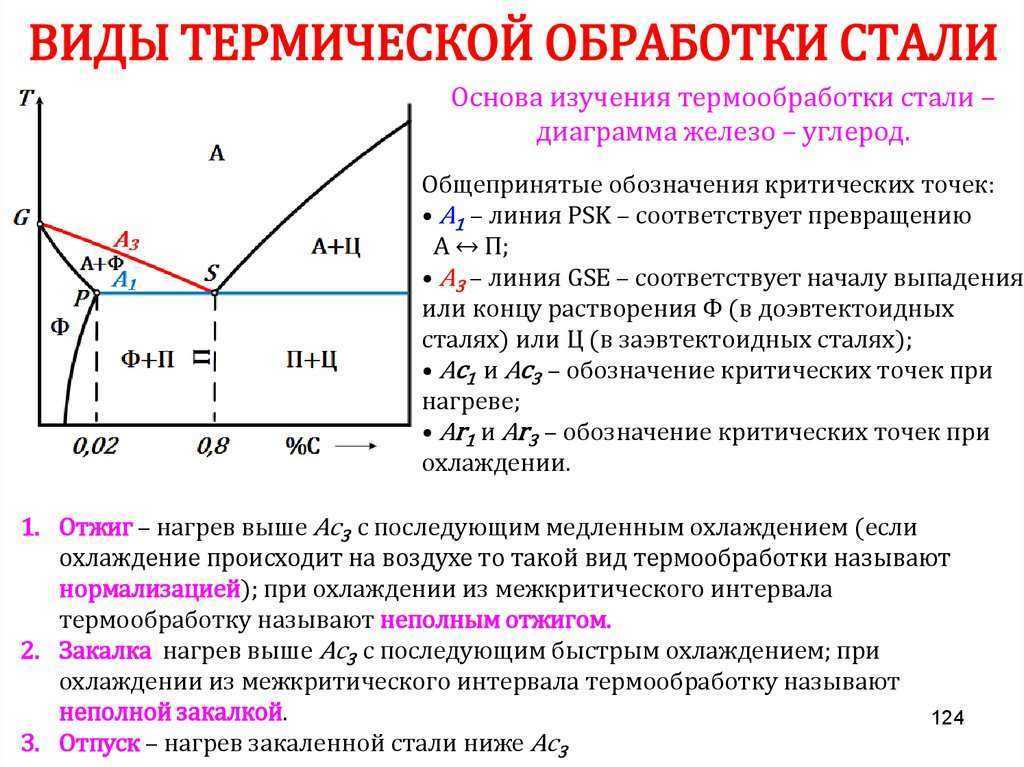 Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.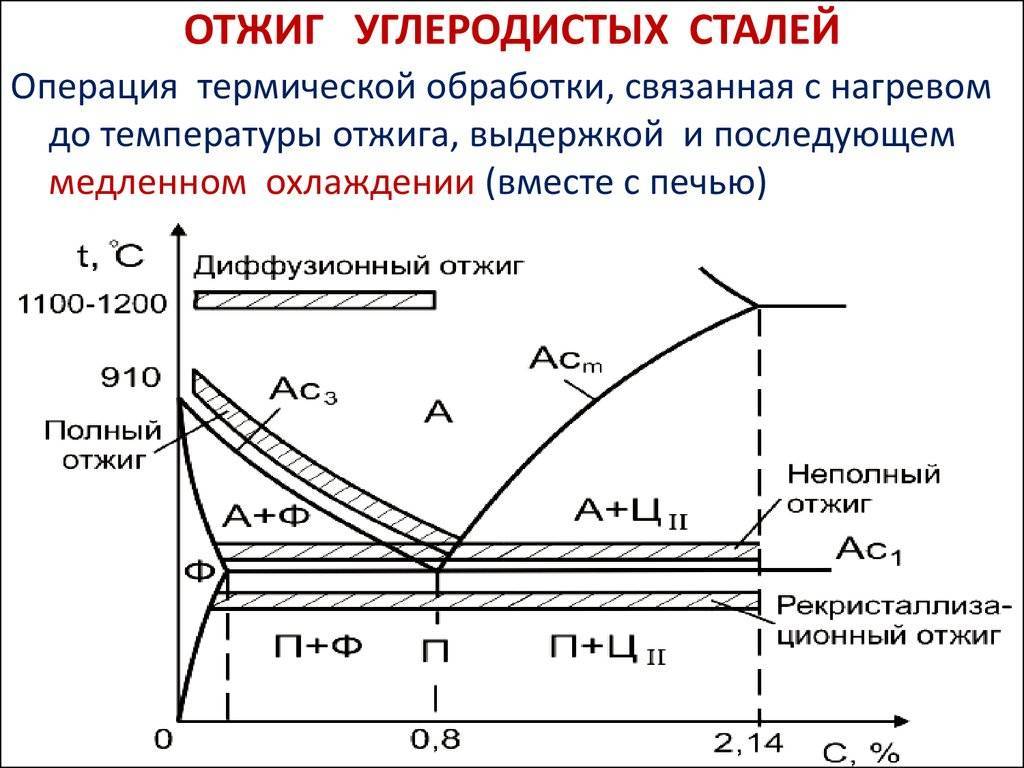
 В некоторых случаях затвердеть может только поверхность.
В некоторых случаях затвердеть может только поверхность.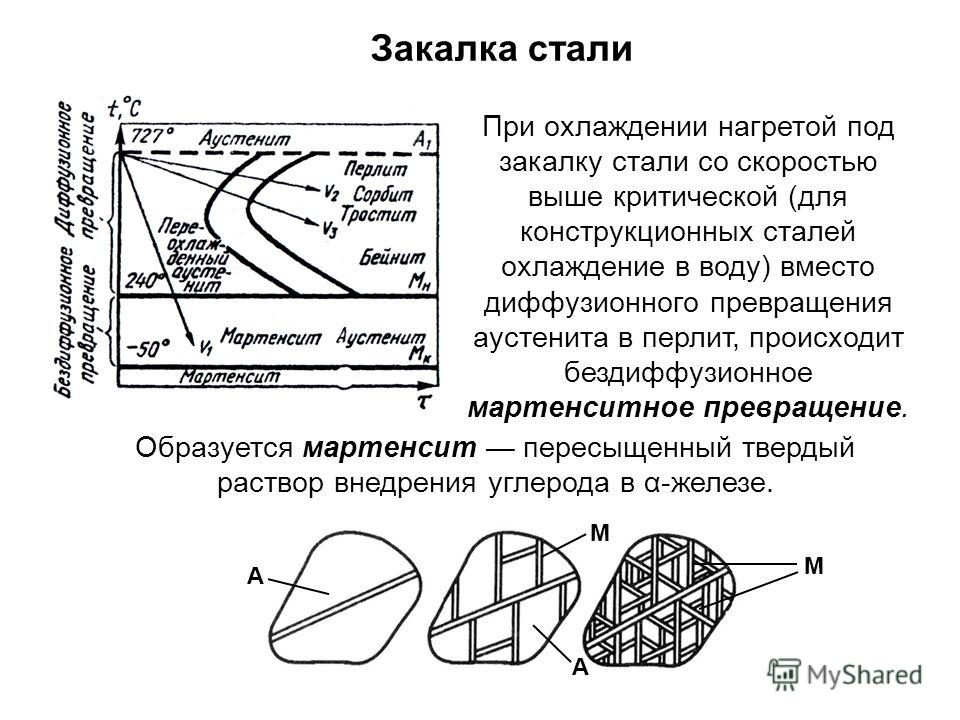
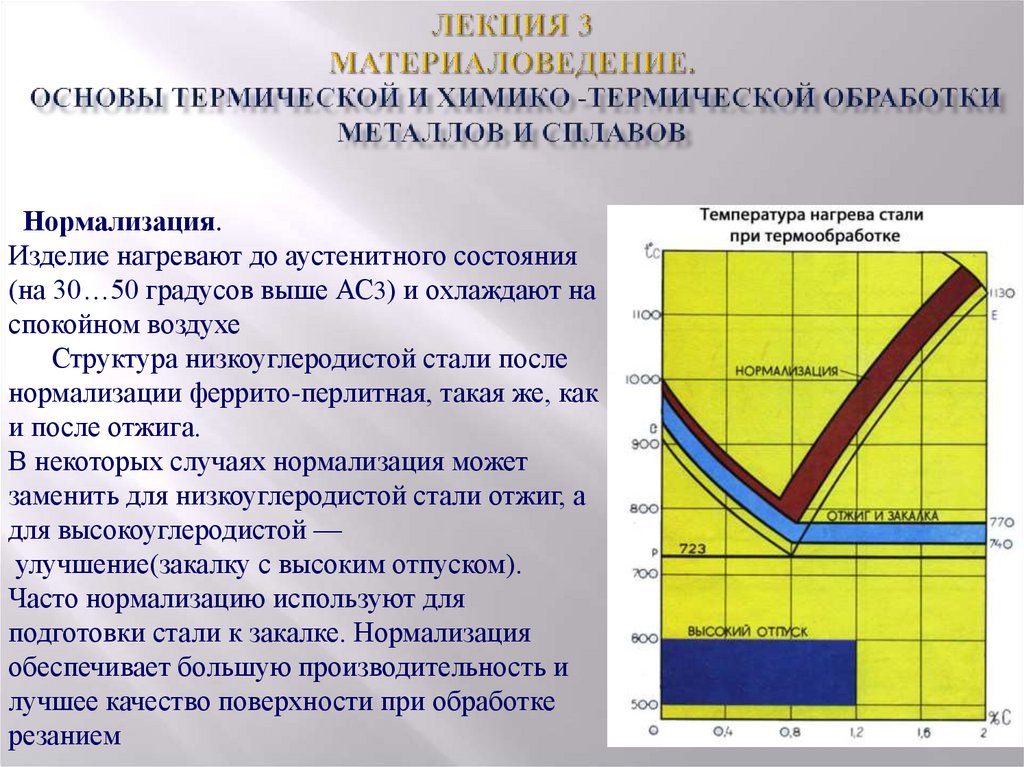
 Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали.
Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали. Можно использовать материалы любого качества.
Можно использовать материалы любого качества.
 Материал становится менее жестким, а значит, при сильном внешнем механическом воздействии его будет сложно повредить.
Материал становится менее жестким, а значит, при сильном внешнем механическом воздействии его будет сложно повредить.
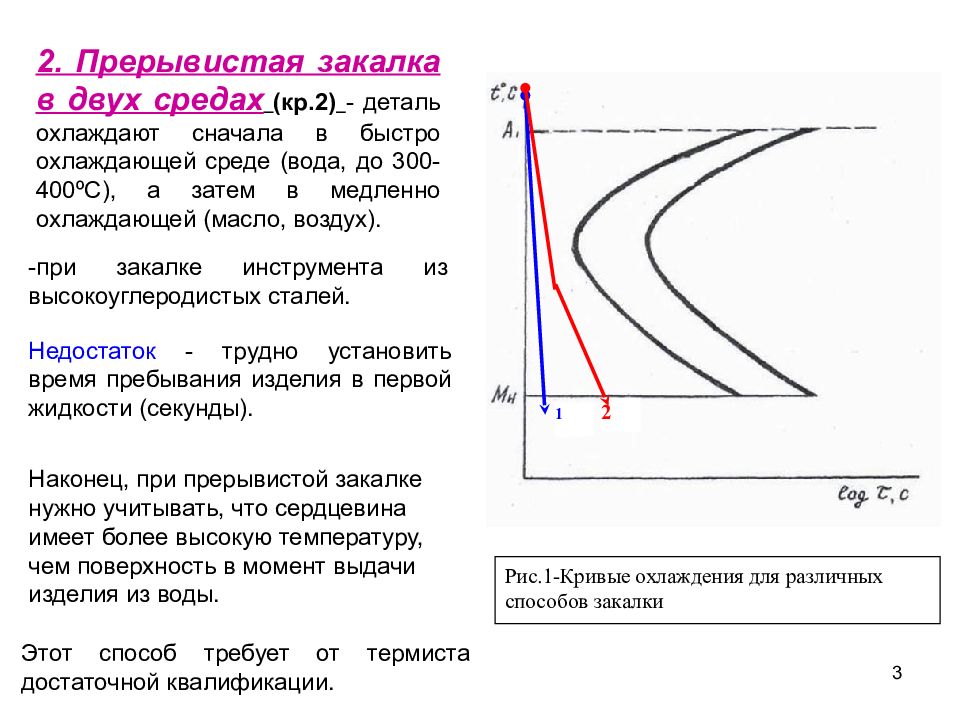 Это обеспечивает рост вязкости на фоне понижения твердости. Технология пригодится, если планируется производить детали, работающие под сильными нагрузками.
Это обеспечивает рост вязкости на фоне понижения твердости. Технология пригодится, если планируется производить детали, работающие под сильными нагрузками.
 В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе.
В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе. Методика подойдет после того, как деталь проходит механическую обработку, сваривается или обрабатывается с использованием литья. Максимальная температура нагрева составляет 727°С. У этого процесса самый длительный период выдерживания среди всех разновидностей отжига –20 часов. Заготовка будет остывать очень медленно.
Методика подойдет после того, как деталь проходит механическую обработку, сваривается или обрабатывается с использованием литья. Максимальная температура нагрева составляет 727°С. У этого процесса самый длительный период выдерживания среди всех разновидностей отжига –20 часов. Заготовка будет остывать очень медленно. Технология подойдет для деталей, которые были созданы методом электродуговой сварки. При этом температура составляет 700°С, а длительность выдержки – 20 часов. После медленного охлаждения можно использовать заготовку – ее прочность и защита от повреждения значительно увеличатся.
Технология подойдет для деталей, которые были созданы методом электродуговой сварки. При этом температура составляет 700°С, а длительность выдержки – 20 часов. После медленного охлаждения можно использовать заготовку – ее прочность и защита от повреждения значительно увеличатся. Самый простой способ – окунание в воду. Дополнительные полезные свойства позволяют получить применение технического масла, газов инертного типа и растворов с высоким уровнем содержания соли.
Самый простой способ – окунание в воду. Дополнительные полезные свойства позволяют получить применение технического масла, газов инертного типа и растворов с высоким уровнем содержания соли.
 Процедура проводится в диапазоне 900-950°С.
Процедура проводится в диапазоне 900-950°С. Термическая обработка включает в себя нагрев металла или сплава до определенной температуры и последующее охлаждение для затвердевания материала.
Термическая обработка включает в себя нагрев металла или сплава до определенной температуры и последующее охлаждение для затвердевания материала. Пока он горячий, физическая структура металла, также называемая микроструктурой, изменяется, что в конечном итоге приводит к изменению его физических свойств. Время, в течение которого металл нагревается, называется «время выдержки». Продолжительность выдержки играет важную роль в характеристиках металла, так как в металле, выдержанном в течение длительного времени, будут наблюдаться другие изменения микроструктуры, чем в пропитанном металле. на более короткий период времени.
Пока он горячий, физическая структура металла, также называемая микроструктурой, изменяется, что в конечном итоге приводит к изменению его физических свойств. Время, в течение которого металл нагревается, называется «время выдержки». Продолжительность выдержки играет важную роль в характеристиках металла, так как в металле, выдержанном в течение длительного времени, будут наблюдаться другие изменения микроструктуры, чем в пропитанном металле. на более короткий период времени.
 Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до тех пор, пока не произойдет превращение, а затем медленно высушивают на воздухе. Этот процесс размягчает металл, делая его более пригодным для обработки и с меньшей вероятностью разрушения или растрескивания.
Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до тех пор, пока не произойдет превращение, а затем медленно высушивают на воздухе. Этот процесс размягчает металл, делая его более пригодным для обработки и с меньшей вероятностью разрушения или растрескивания.
 При работе с термообработкой металлов существуют различные этапы. General Kinematics предоставляет оборудование, предназначенное для облегчения этого процесса и повышения производительности производства.
При работе с термообработкой металлов существуют различные этапы. General Kinematics предоставляет оборудование, предназначенное для облегчения этого процесса и повышения производительности производства. Двухмассовые вибрационные питатели General Kinematics предназначены для работы в самых суровых условиях и с самыми высокими требованиями. Они оборудованы для работы с самыми сложными материалами, чтобы обеспечить бесперебойную работу вашего технологического процесса. Питатели GK разрабатываются по индивидуальному заказу и требуют минимального обслуживания, что означает меньшее время простоя и большую производительность.
Двухмассовые вибрационные питатели General Kinematics предназначены для работы в самых суровых условиях и с самыми высокими требованиями. Они оборудованы для работы с самыми сложными материалами, чтобы обеспечить бесперебойную работу вашего технологического процесса. Питатели GK разрабатываются по индивидуальному заказу и требуют минимального обслуживания, что означает меньшее время простоя и большую производительность. General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий. Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований.
General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий. Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований.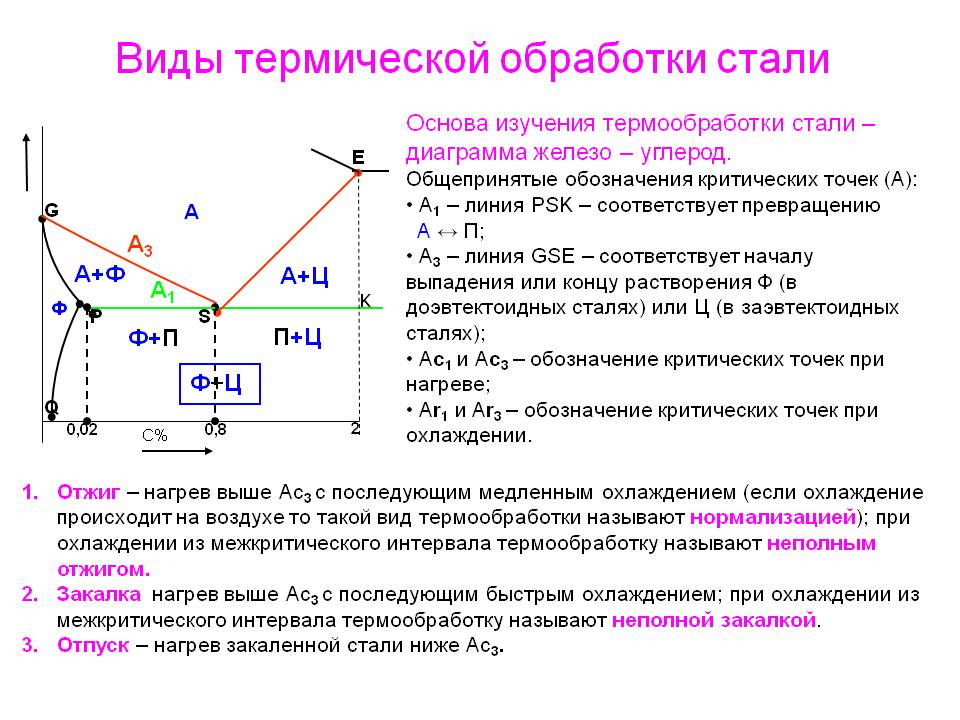 И наоборот, вы также можете использовать термическую обработку для восстановления металлов до их первоначальной формы.
И наоборот, вы также можете использовать термическую обработку для восстановления металлов до их первоначальной формы.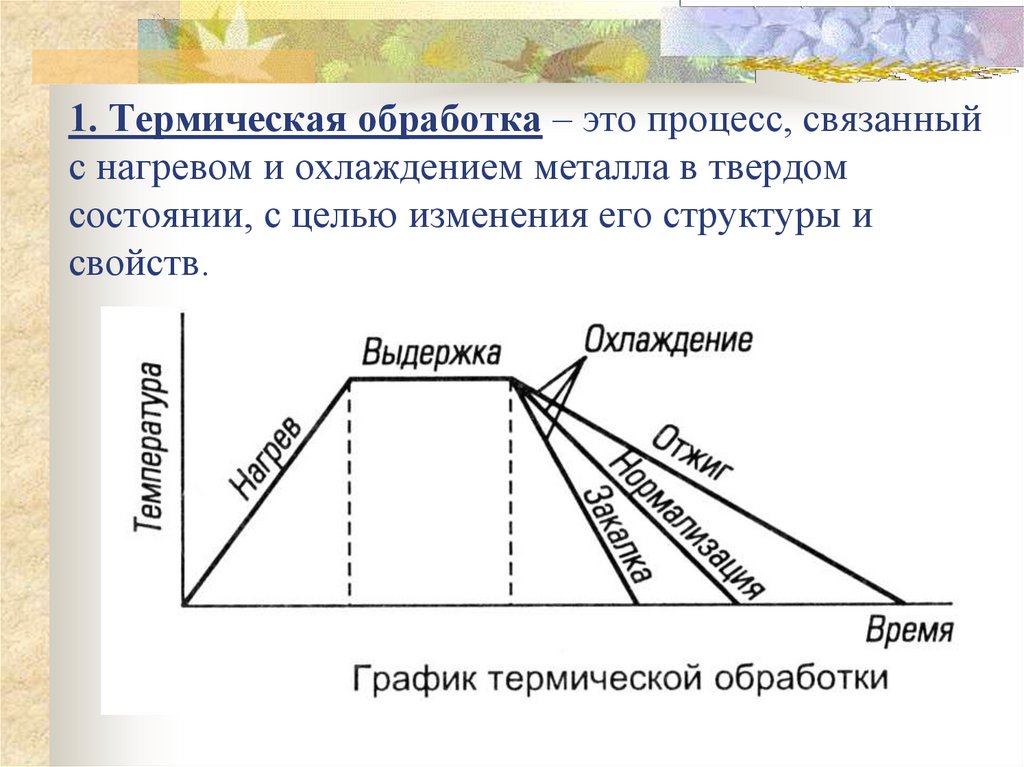 Если вы смягчаете металл, вы уменьшаете его прочность. Улучшая одни свойства, вы ухудшаете другие и можете принимать решения на основе конечного использования металла.
Если вы смягчаете металл, вы уменьшаете его прочность. Улучшая одни свойства, вы ухудшаете другие и можете принимать решения на основе конечного использования металла.
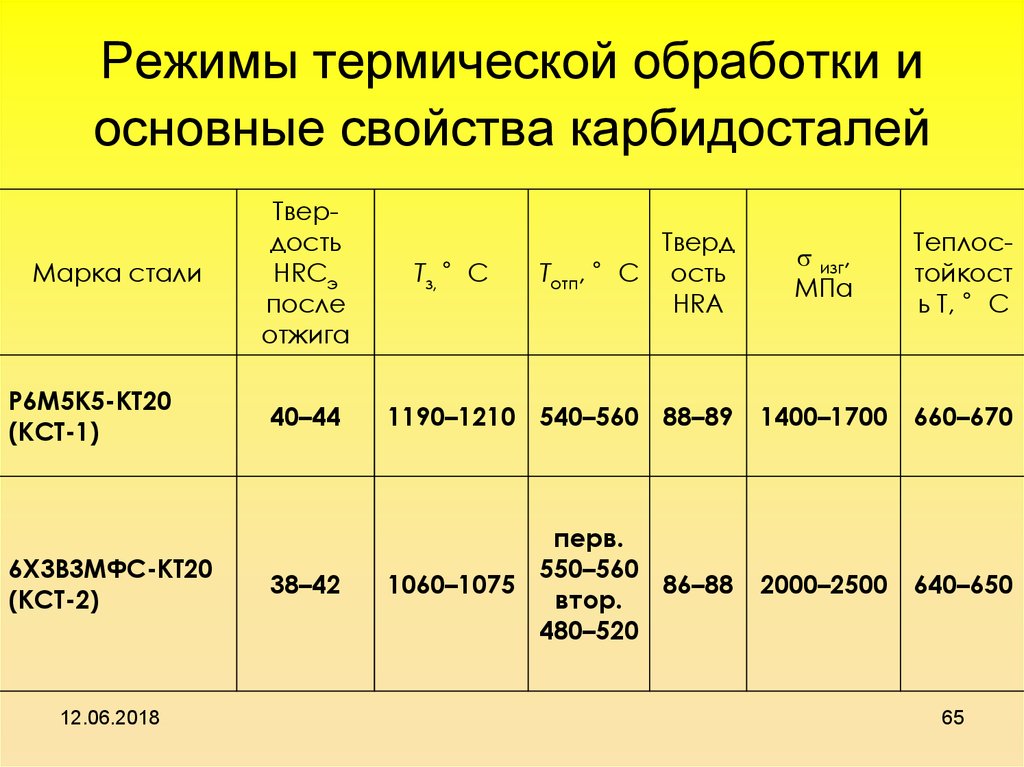 Вы выбираете скорость нагрева в соответствии со следующими факторами:
Вы выбираете скорость нагрева в соответствии со следующими факторами: 
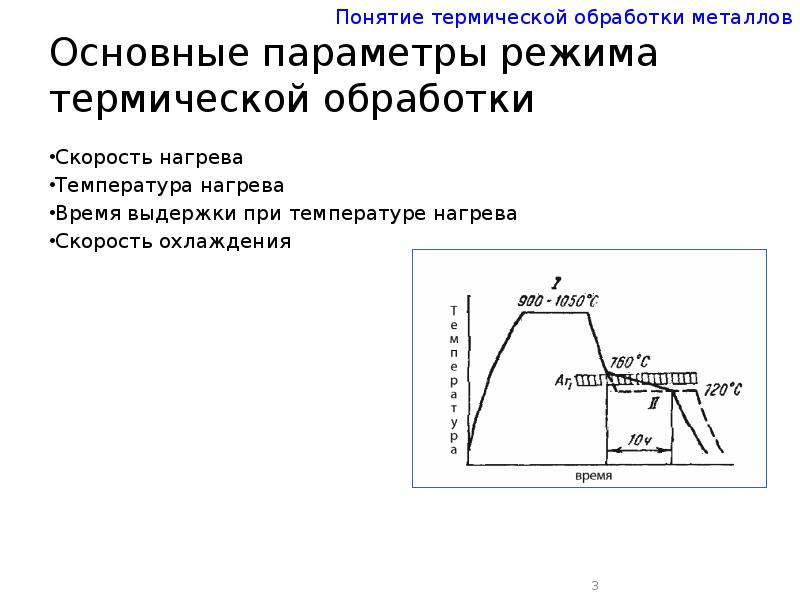
 Он имеет локоть 1 с осью 2, соединенный с кистью 3, имеющей ось 4, с помощью водил 5 и 6. К деталям, участвующим в изгибе кисти
Он имеет локоть 1 с осью 2, соединенный с кистью 3, имеющей ось 4, с помощью водил 5 и 6. К деталям, участвующим в изгибе кисти Соответственно будут направлены и диаметрально противоположные окружные усилия на конических колесах 17 и 25. Ввиду этого на валах
Соответственно будут направлены и диаметрально противоположные окружные усилия на конических колесах 17 и 25. Ввиду этого на валах Номера по каталогу производителей, схемы установки, фотографии комплектующих
Номера по каталогу производителей, схемы установки, фотографии комплектующих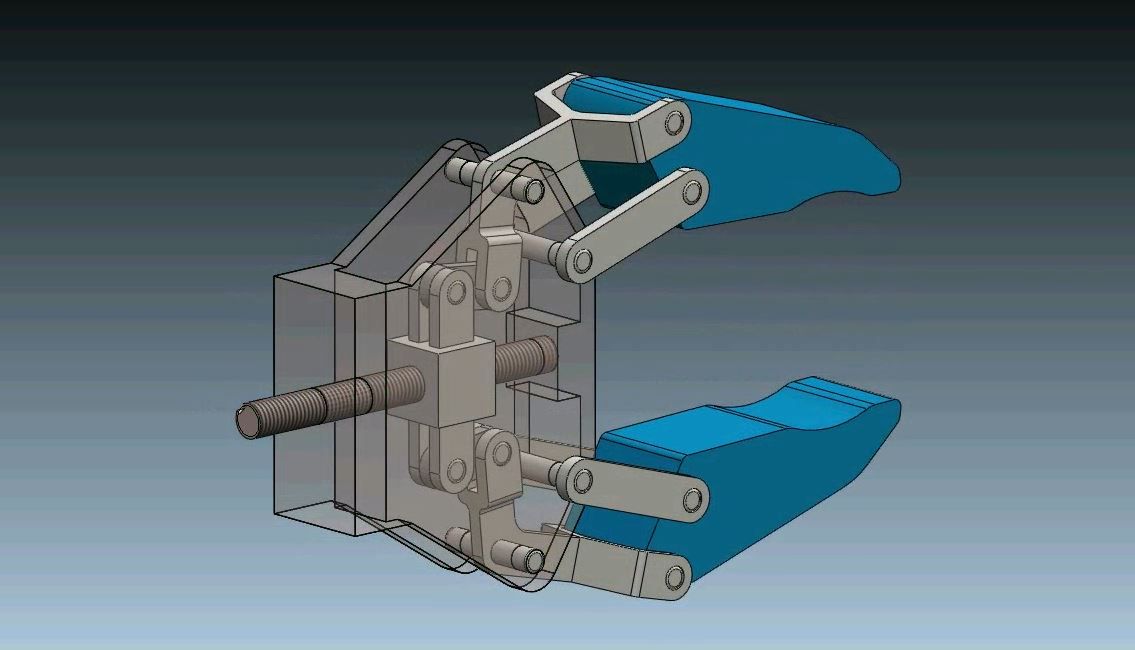 2/890.3 и гидроманипулятора Cranab CRF12/CRF14
2/890.3 и гидроманипулятора Cranab CRF12/CRF14 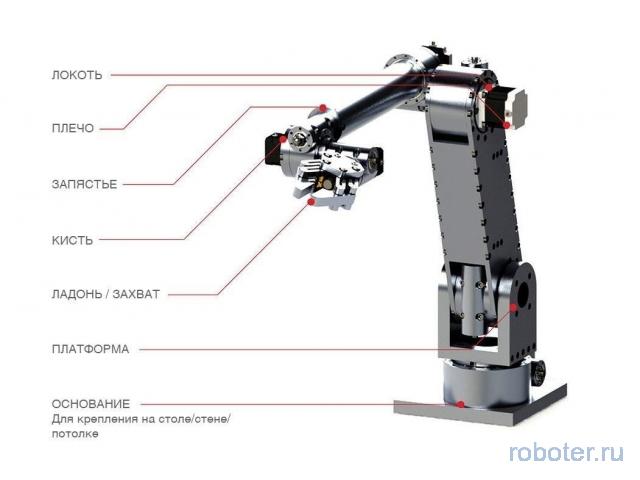 Масло в огонь подливают суровые климатические условия, в которых эксплуатируется техника, и огромное давление, создающиеся внутри самой гидросистемы (для среднего гидроцилиндра может составлять 21,5 МПа). Со временем данные обстоятельства негативно влияют на рабочие качества гидроцилиндров, а значит и всего гидроманипулятора или КМУ. Как показывает практика, своевременная замена одного уплотнительного кольца гидроцилиндра или фильтроэлемента может обеспечить год бесперебойной работы всего манипулятора, а несвоевременная может привести к простою в несколько рабочих смен.
Масло в огонь подливают суровые климатические условия, в которых эксплуатируется техника, и огромное давление, создающиеся внутри самой гидросистемы (для среднего гидроцилиндра может составлять 21,5 МПа). Со временем данные обстоятельства негативно влияют на рабочие качества гидроцилиндров, а значит и всего гидроманипулятора или КМУ. Как показывает практика, своевременная замена одного уплотнительного кольца гидроцилиндра или фильтроэлемента может обеспечить год бесперебойной работы всего манипулятора, а несвоевременная может привести к простою в несколько рабочих смен.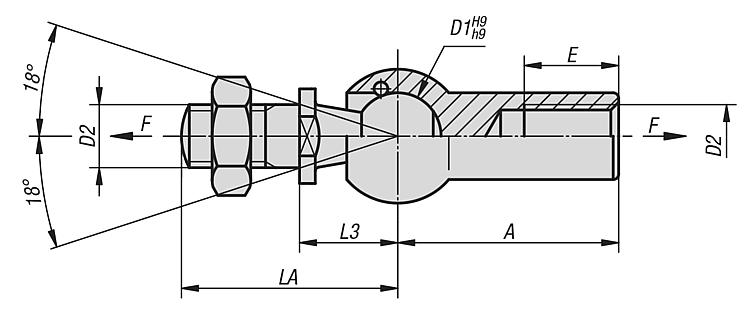 По вашему запросу мы предоставим информацию и прайс-лист на интересующие вас позиции.)
По вашему запросу мы предоставим информацию и прайс-лист на интересующие вас позиции.) Идеально подходит для мастерских по сварке труб, которым необходимо легко перемещать автоматизированную систему манипулятора труб в любое место цеха по сварке труб.
Идеально подходит для мастерских по сварке труб, которым необходимо легко перемещать автоматизированную систему манипулятора труб в любое место цеха по сварке труб.
 MITUSA производит полные полуавтоматические сварочные манипуляторы для сварки соединений труб и интегрирует наш унифицированный манипулятор для сварки сосудов с нашим оборудованием для позиционирования передней и задней бабки с линейной боковой балкой или фиксированным вертикальным столом.
MITUSA производит полные полуавтоматические сварочные манипуляторы для сварки соединений труб и интегрирует наш унифицированный манипулятор для сварки сосудов с нашим оборудованием для позиционирования передней и задней бабки с линейной боковой балкой или фиксированным вертикальным столом. Манипуляторы TIG/MIG/под флюсом для автоматизированной сварки труб, резервуаров и сосудов. Угол наклона стрелы субдугового манипулятора отличается от любого другого манипулятора. для сварочной головки, расположенной под углом в положениях, ранее недоступных для обычной сварочной колонны и манипулятора со стрелой.
Манипуляторы TIG/MIG/под флюсом для автоматизированной сварки труб, резервуаров и сосудов. Угол наклона стрелы субдугового манипулятора отличается от любого другого манипулятора. для сварочной головки, расположенной под углом в положениях, ранее недоступных для обычной сварочной колонны и манипулятора со стрелой. Соблюдайте все необходимые меры предосторожности при сборке и эксплуатации этих устройств. Аккуратно обращайтесь со всеми компонентами. И если в вашей сборке есть что-то уникальное, чего нет в этом руководстве, обратитесь на завод. Пожалуйста, обратитесь к следующему руководству в помощь подрядчикам по установке и обслуживающему персоналу.
Соблюдайте все необходимые меры предосторожности при сборке и эксплуатации этих устройств. Аккуратно обращайтесь со всеми компонентами. И если в вашей сборке есть что-то уникальное, чего нет в этом руководстве, обратитесь на завод. Пожалуйста, обратитесь к следующему руководству в помощь подрядчикам по установке и обслуживающему персоналу.

 Установка и сборка
Установка и сборка

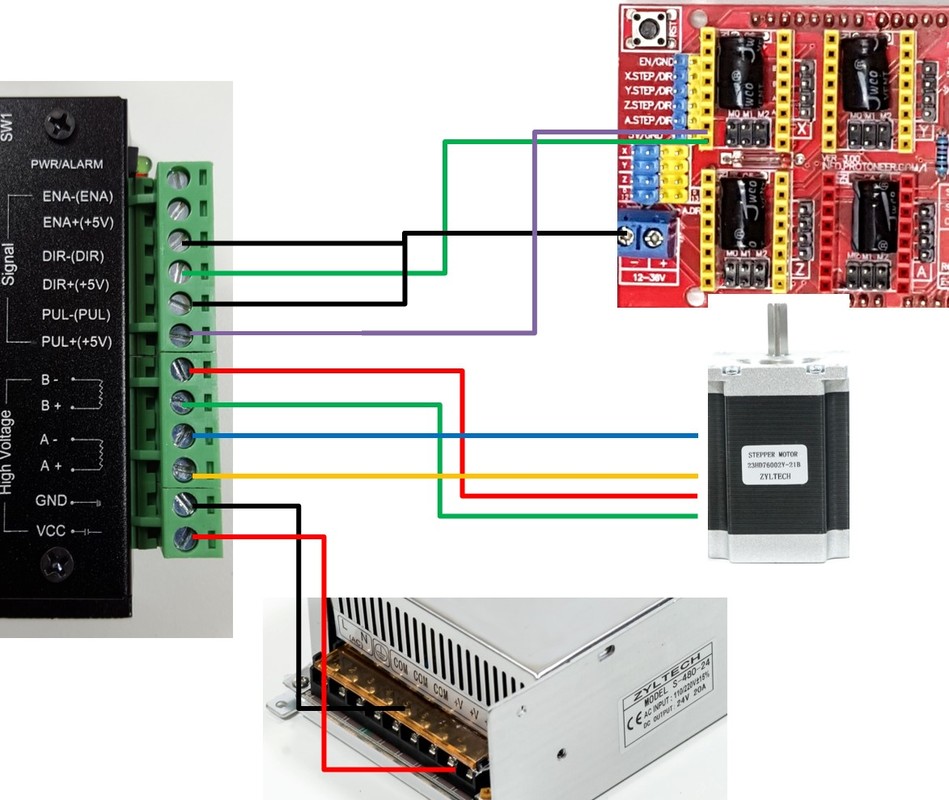 В случае возникновения проблемы на панели таких котлов загораются или же мигают цветные лампочки. Их подноготная раскрыта в сопутствующей документации к прибору. Не ленитесь ее полистать — изучение техпаспорта модели пойдет исключительно впрок.
В случае возникновения проблемы на панели таких котлов загораются или же мигают цветные лампочки. Их подноготная раскрыта в сопутствующей документации к прибору. Не ленитесь ее полистать — изучение техпаспорта модели пойдет исключительно впрок.
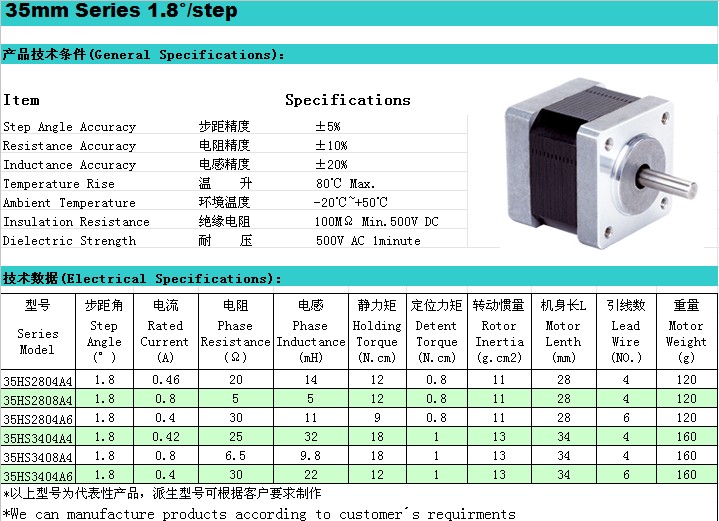
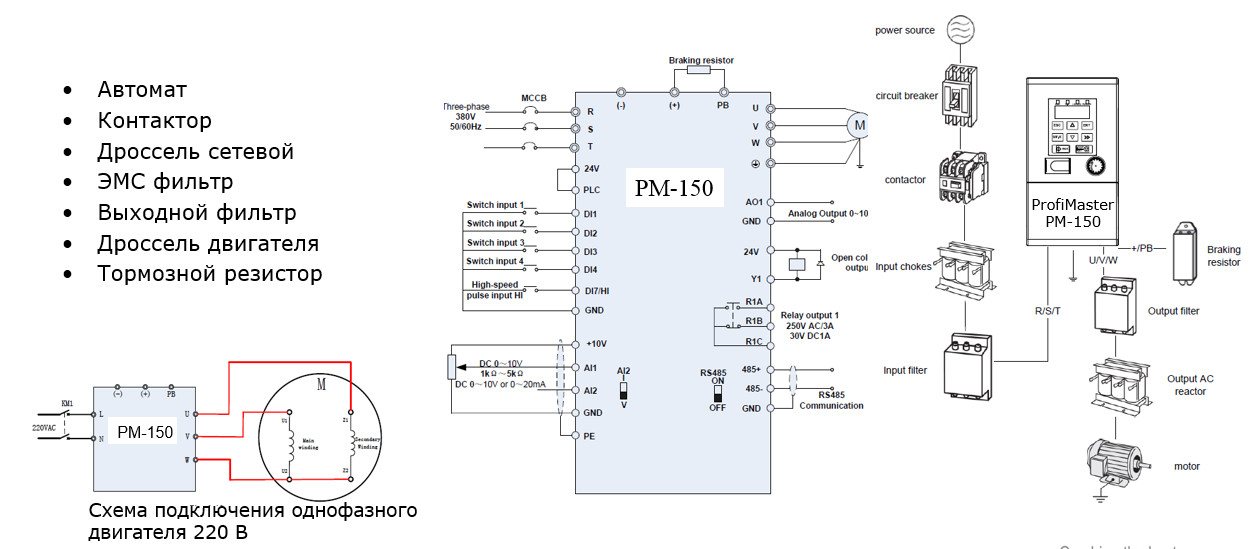

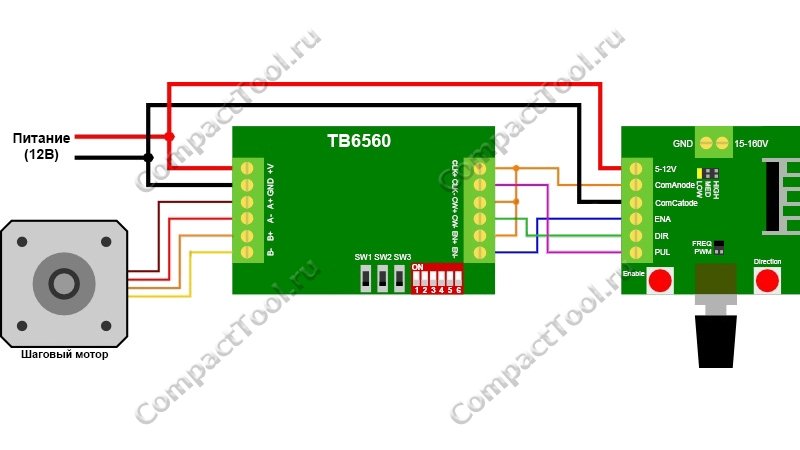
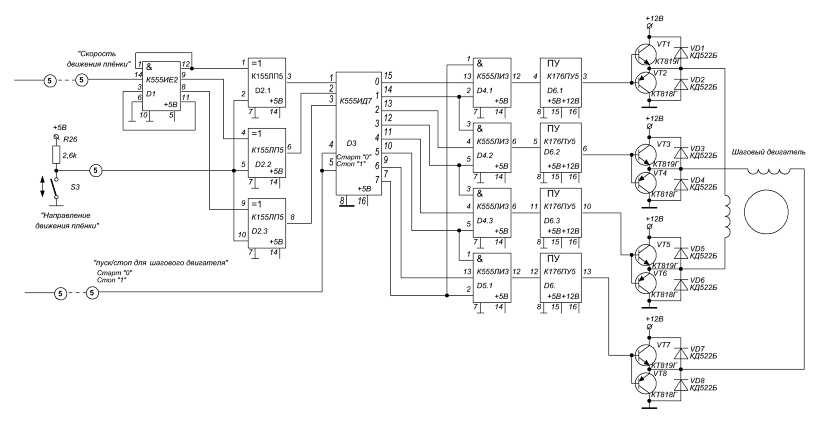

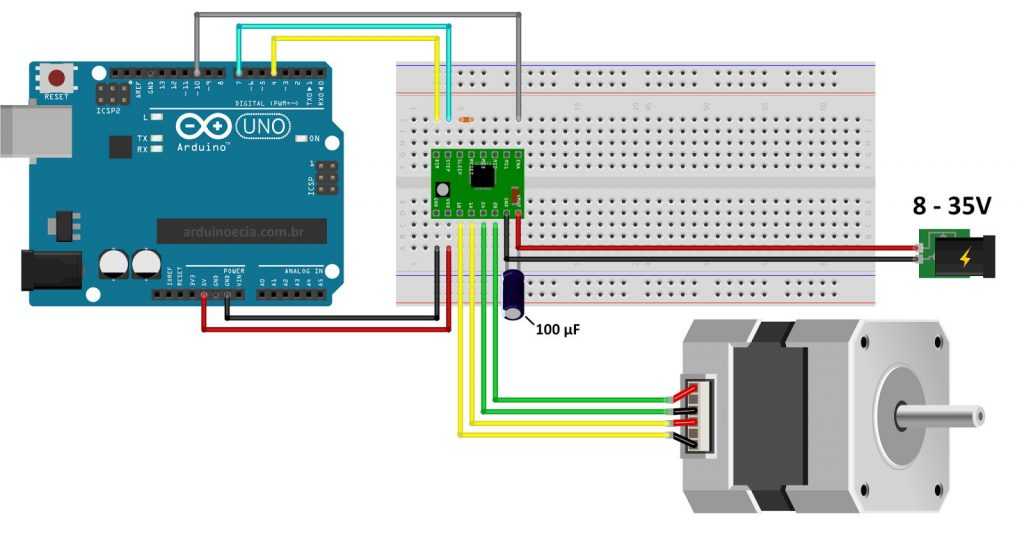
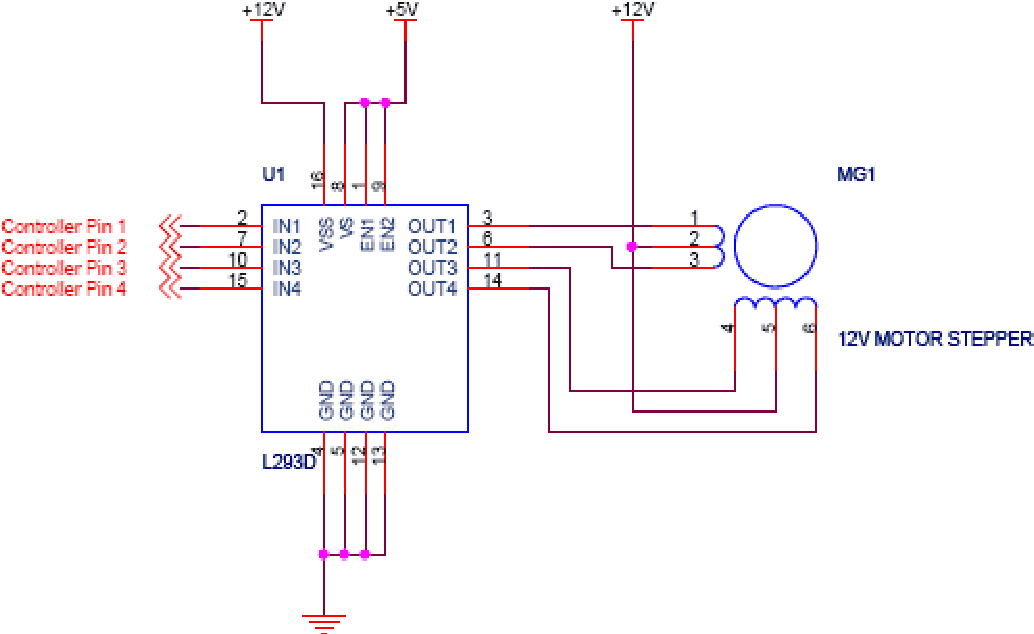
 Также проблема может быть вызвана неполадками с циркуляцией теплоносителя или возникновением воздушной пробки.
Также проблема может быть вызвана неполадками с циркуляцией теплоносителя или возникновением воздушной пробки.
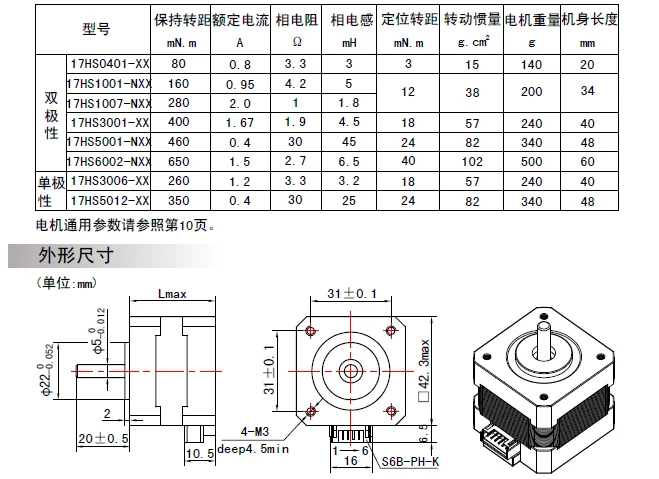
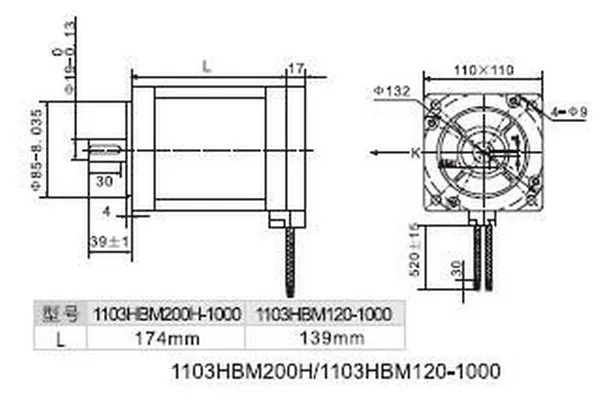 Заполните систему и удостоверьтесь, что в ней отсутствуют протечки.
Заполните систему и удостоверьтесь, что в ней отсутствуют протечки.
 Аналогично предыдущему пункту.
Аналогично предыдущему пункту.
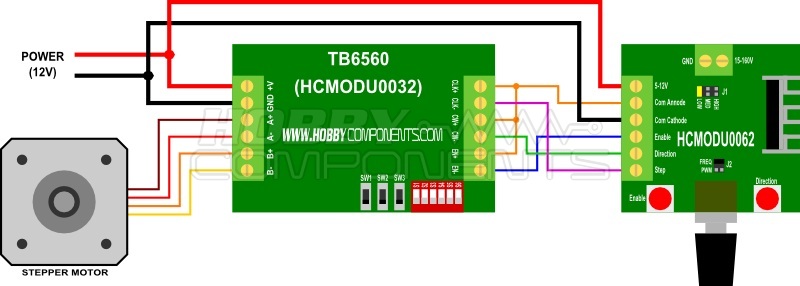

 Мы выпускаем приборы практически для любых приложений
Мы выпускаем приборы практически для любых приложений 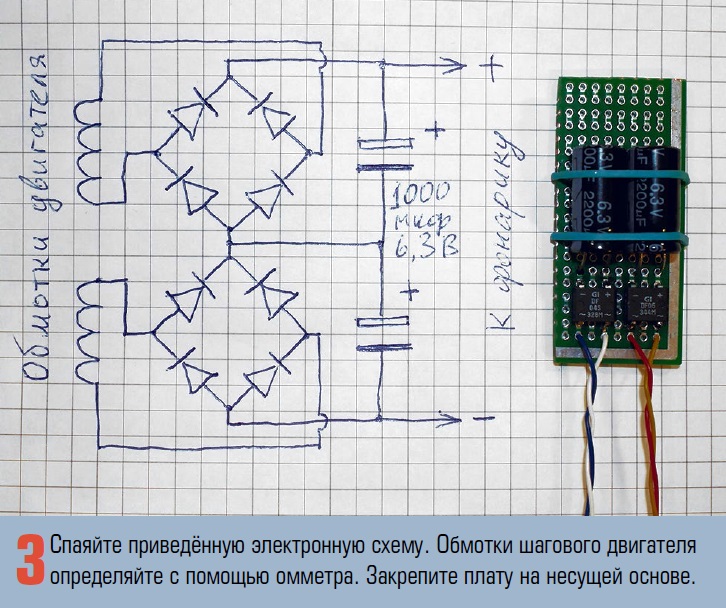 Данные продукты идеально подходят для автоматизации процесса производства каких-либо изделий в различных отраслях промышленности. При этом осуществляется компьютерное управление согласно современным тенденциям и технологиям. Качественные преобразователи частоты Sinamics, которые применяются к различным типам оборудования.
Данные продукты идеально подходят для автоматизации процесса производства каких-либо изделий в различных отраслях промышленности. При этом осуществляется компьютерное управление согласно современным тенденциям и технологиям. Качественные преобразователи частоты Sinamics, которые применяются к различным типам оборудования.
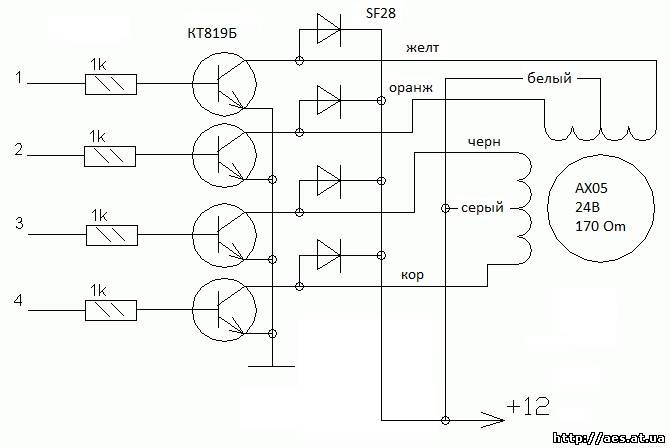 Устройства данной серии имеют небольшие габаритные размеры, встроенный шунтирующий контактор.
Устройства данной серии имеют небольшие габаритные размеры, встроенный шунтирующий контактор.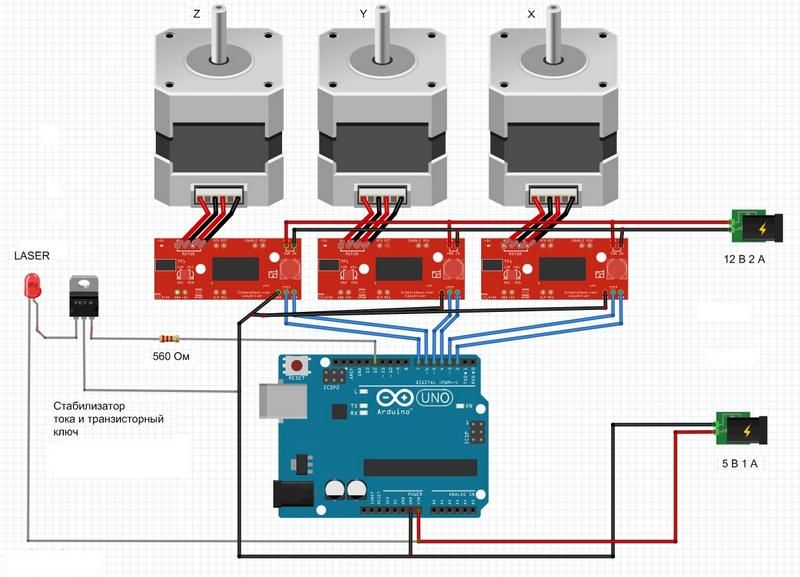 Благодаря непрерывному действию напряжения здесь не возникают неизбежные, например, для пускателей типа «звезда–треугольник» пиковые токи и моменты. Применение этих устройств снижает нагрузку на сеть электропитания, тем самым, продлевая ей жизнь.
Благодаря непрерывному действию напряжения здесь не возникают неизбежные, например, для пускателей типа «звезда–треугольник» пиковые токи и моменты. Применение этих устройств снижает нагрузку на сеть электропитания, тем самым, продлевая ей жизнь.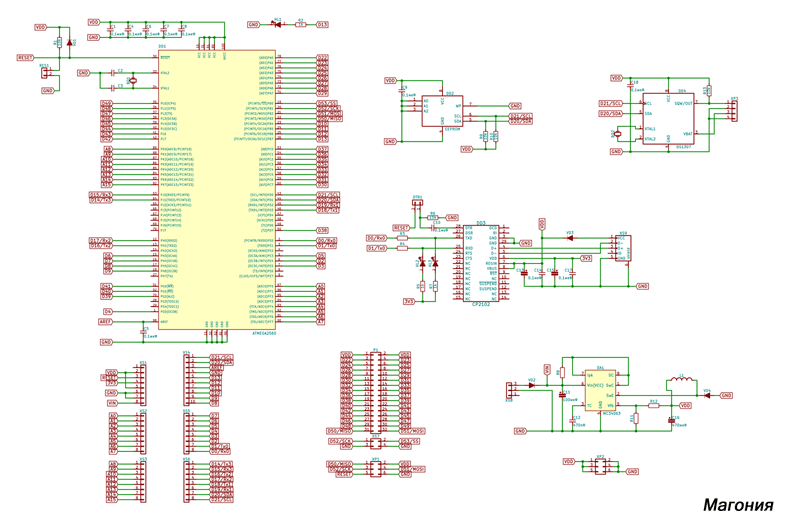 Основная суть такого электродвигателя — превращение электрической энергии в механическую, с минимальной потерей энергии. Асинхронные двигатели Siemens на данный момент весьма распространены в силу своей надежности и малых энергопотерь, что в свою очередь приводит к экономии средств на запчастях и электроэнергии.
Основная суть такого электродвигателя — превращение электрической энергии в механическую, с минимальной потерей энергии. Асинхронные двигатели Siemens на данный момент весьма распространены в силу своей надежности и малых энергопотерь, что в свою очередь приводит к экономии средств на запчастях и электроэнергии.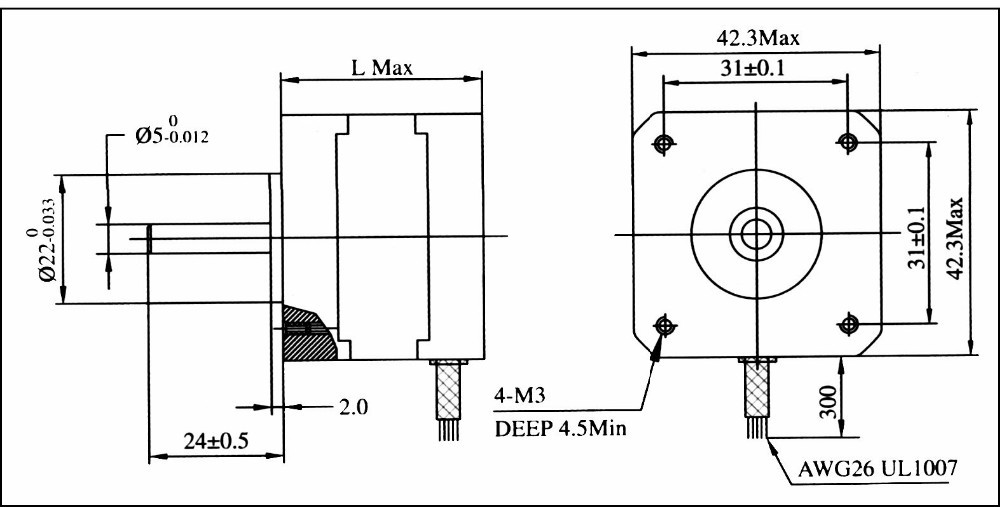 При этом данная линейка поддерживает такие популярные протоколы как Ethernet и MPI, Point to Point и PPI, и многие другие. Это позволит вашему бизнесу не только начать новую жизнь, но и обойти всех возможных конкурентов.
При этом данная линейка поддерживает такие популярные протоколы как Ethernet и MPI, Point to Point и PPI, и многие другие. Это позволит вашему бизнесу не только начать новую жизнь, но и обойти всех возможных конкурентов.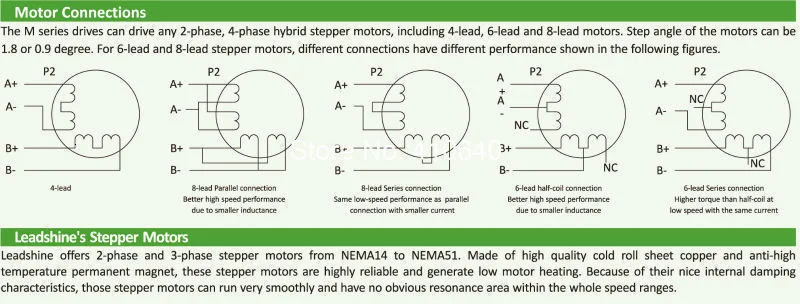
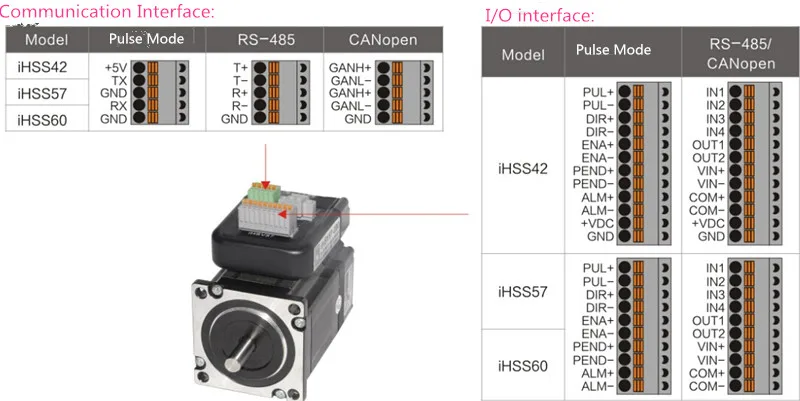 11.2020
11.2020

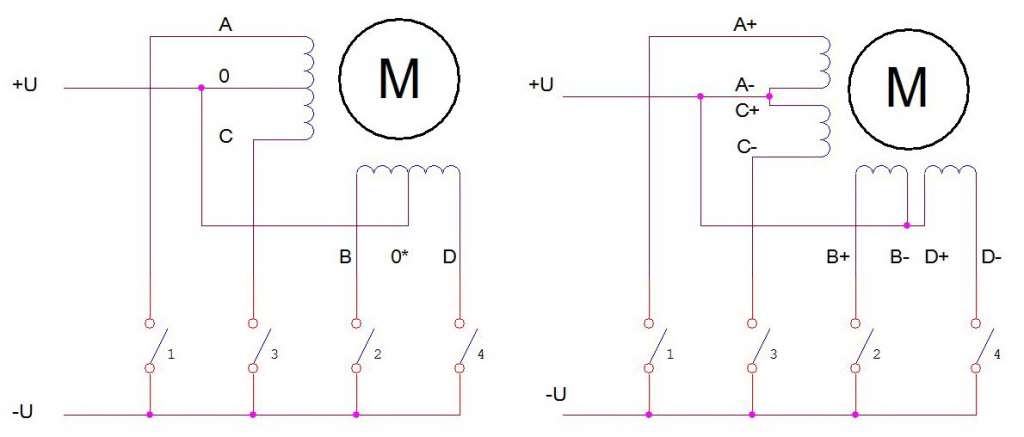
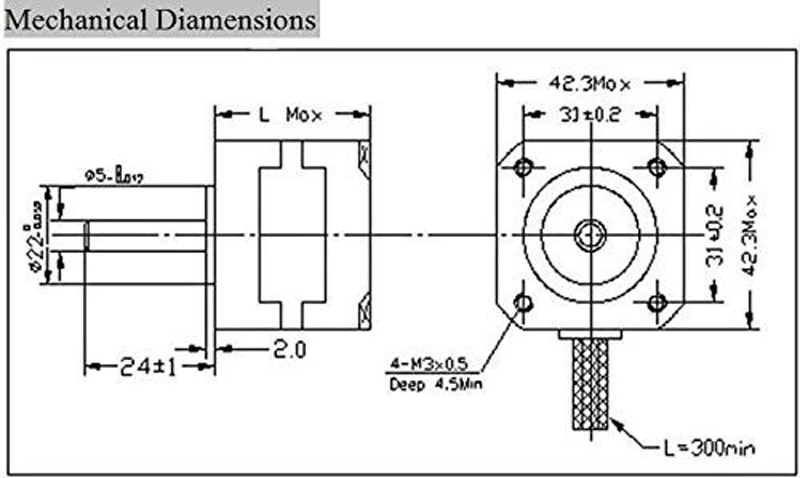
 90АД
90АД 12
12
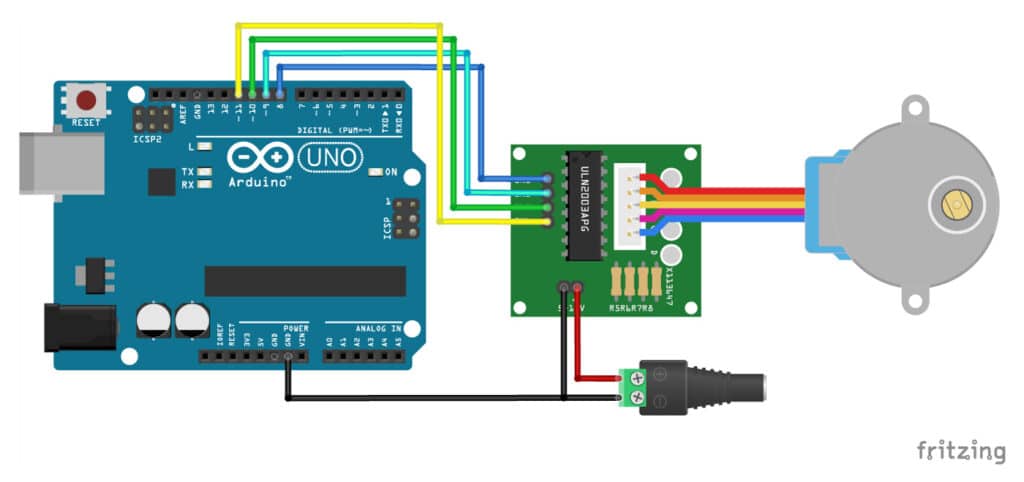

 thingiverse.com/thing:1201466
thingiverse.com/thing:1201466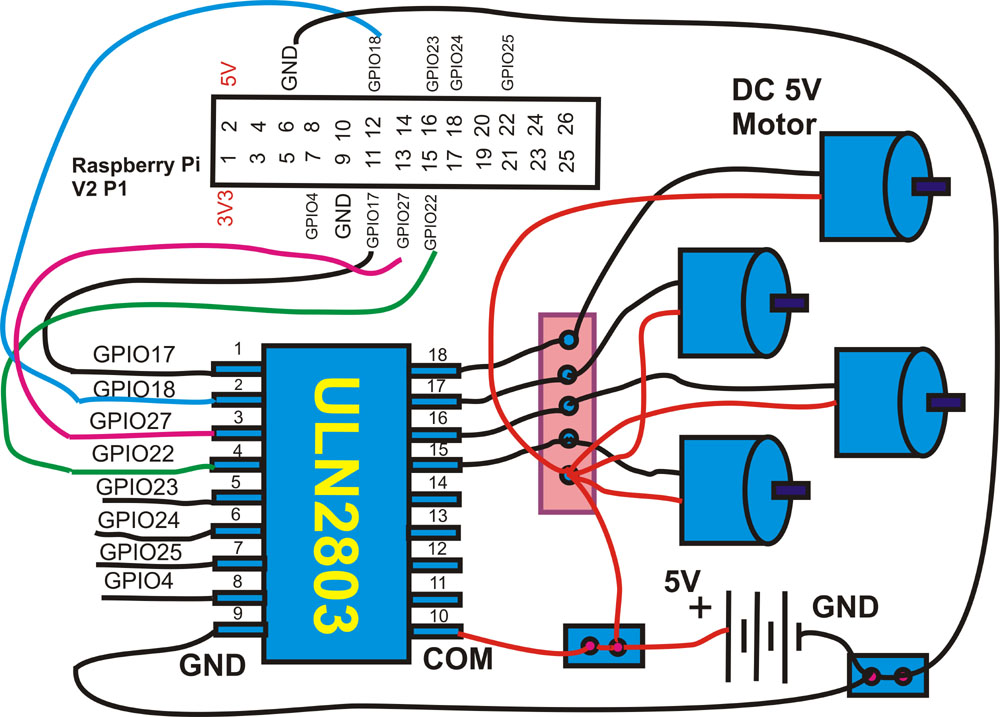 Итак, вот оно.
Итак, вот оно.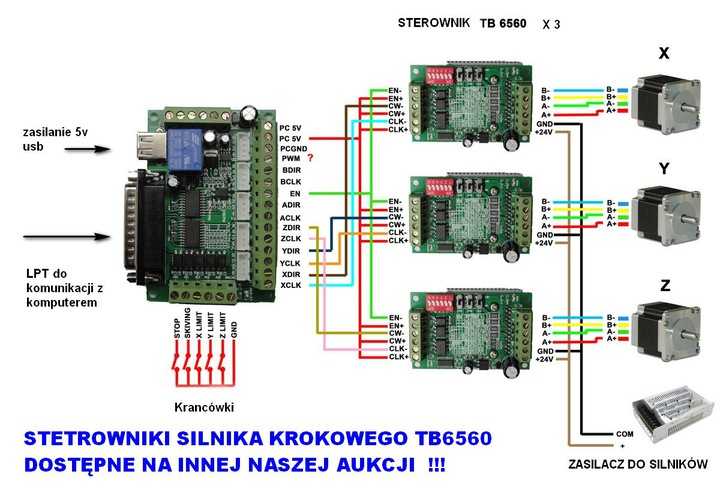 …Эта модель изготовлена на основе измерений реальной батареи.
…Эта модель изготовлена на основе измерений реальной батареи.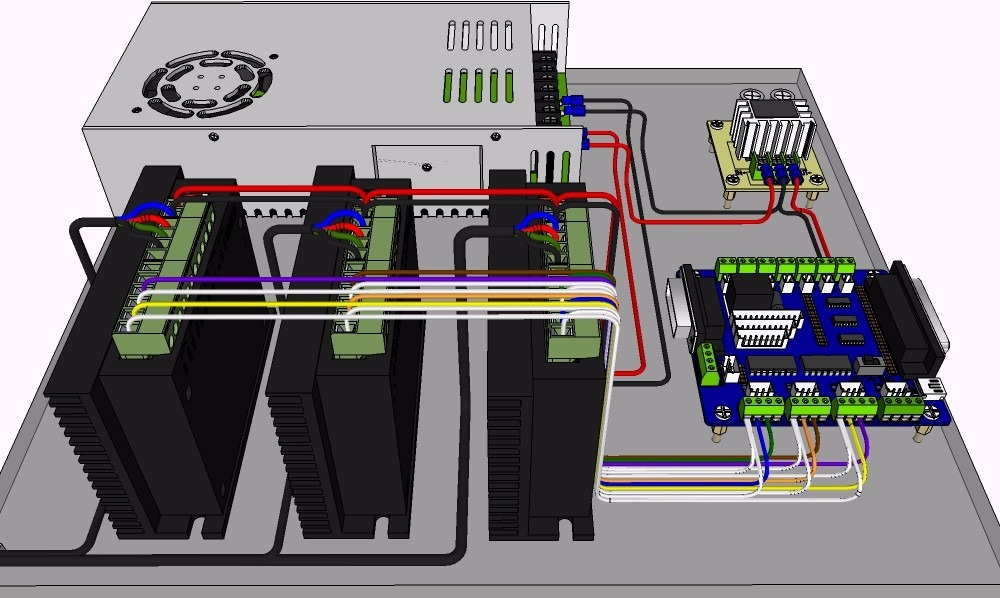
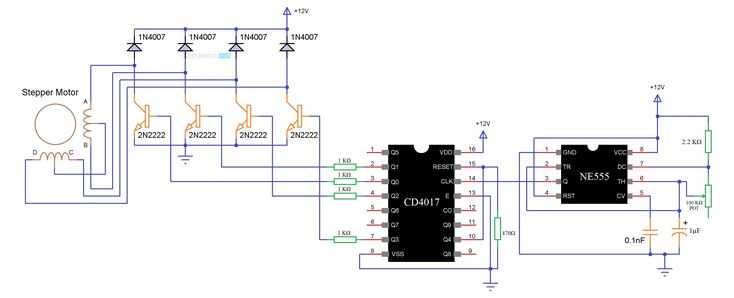 РМТ-8104А. детализация, соответствующая удаленному корпусу, потрясающая. …Очень хорошо подходит с прочной защелкой
РМТ-8104А. детализация, соответствующая удаленному корпусу, потрясающая. …Очень хорошо подходит с прочной защелкой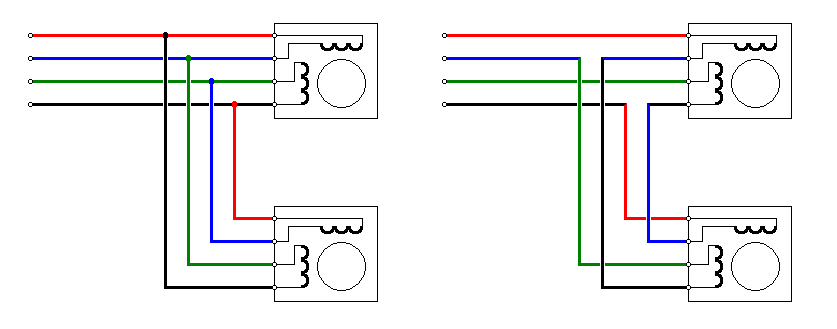 Должна быть плотной посадкой со скругленными углами. …
Должна быть плотной посадкой со скругленными углами. …

 ) в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить набор отверток Kraftool Expert (250088-H6) (6 шт.) в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар набор отверток Kraftool Expert (250088-H6) (6 шт.) действительны в Санкт-Петербурге.
) в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить набор отверток Kraftool Expert (250088-H6) (6 шт.) в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар набор отверток Kraftool Expert (250088-H6) (6 шт.) действительны в Санкт-Петербурге. 10
10
 34
34

 Доступна специально разработанная универсальная ручка с 6 динамометрическими отвертками Sloky (0,6 ~ 6 Нм) и 6 битами 25 мм и 50 мм (Torx и Torx Plus). Удобный для пользователя режущий инструмент с ЧПУ для механической обработки, токарной и фрезерной обработки. (TORX® и TORX PLUS® являются зарегистрированными товарными знаками компании Acument global Technologies LLC.)
Доступна специально разработанная универсальная ручка с 6 динамометрическими отвертками Sloky (0,6 ~ 6 Нм) и 6 битами 25 мм и 50 мм (Torx и Torx Plus). Удобный для пользователя режущий инструмент с ЧПУ для механической обработки, токарной и фрезерной обработки. (TORX® и TORX PLUS® являются зарегистрированными товарными знаками компании Acument global Technologies LLC.)

 1
1
 Набор динамометрических отверток Pro Station включает в себя универсальные прямые и Т-образные рукоятки, 8 динамометрических адаптеров (0,6 ~ 6 Нм) и 22 бита 50 мм с цветовой кодировкой (Torx, Torx Plus и Hex). Это многосетовая профессиональная игра. Удобный для пользователя режущий инструмент с ЧПУ для механической обработки, токарной и фрезерной обработки. (TORX® и TORX PLUS® являются зарегистрированными товарными знаками компании Acument global Technologies LLC.)
Набор динамометрических отверток Pro Station включает в себя универсальные прямые и Т-образные рукоятки, 8 динамометрических адаптеров (0,6 ~ 6 Нм) и 22 бита 50 мм с цветовой кодировкой (Torx, Torx Plus и Hex). Это многосетовая профессиональная игра. Удобный для пользователя режущий инструмент с ЧПУ для механической обработки, токарной и фрезерной обработки. (TORX® и TORX PLUS® являются зарегистрированными товарными знаками компании Acument global Technologies LLC.) Удобный для пользователя режущий инструмент с ЧПУ для механической обработки, токарной и фрезерной обработки. (TORX® и TORX PLUS® являются зарегистрированными товарными знаками компании Acument global Technologies LLC.)
Удобный для пользователя режущий инструмент с ЧПУ для механической обработки, токарной и фрезерной обработки. (TORX® и TORX PLUS® являются зарегистрированными товарными знаками компании Acument global Technologies LLC.)
 (Расчеты представлены на стандартную ширину полтора метра, «рукав»).
(Расчеты представлены на стандартную ширину полтора метра, «рукав»).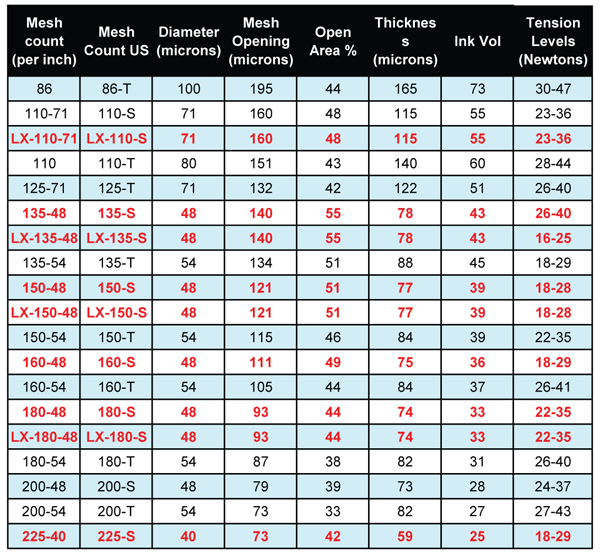
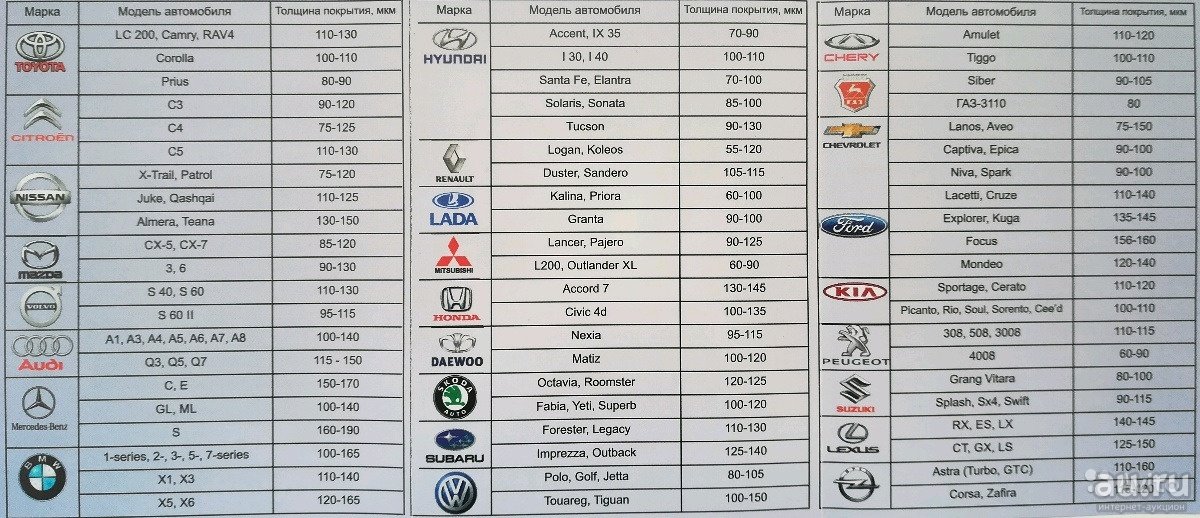 ). MedUniver.com. Проверено 14 июля 2016.
). MedUniver.com. Проверено 14 июля 2016.
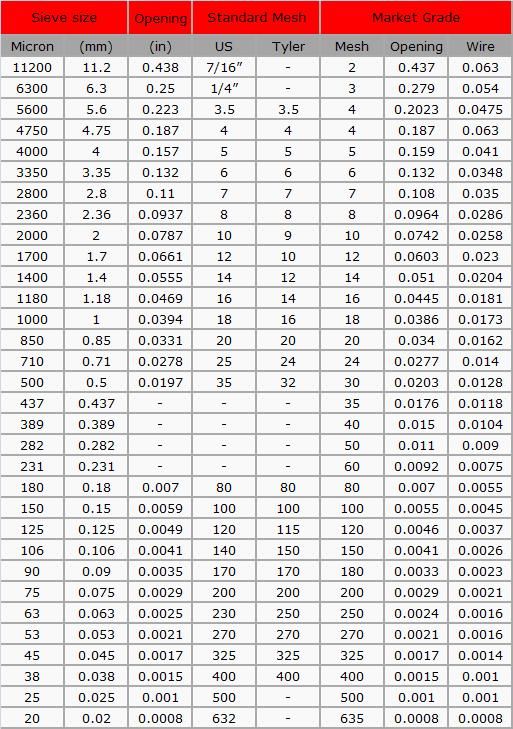 Обозначения: мк, m. Наименование М. отменено решением 13-й Генеральной конференции по мерам и весам (1967), и эта единица…
Обозначения: мк, m. Наименование М. отменено решением 13-й Генеральной конференции по мерам и весам (1967), и эта единица… Всего было выпущено около 35 тыс. штук.
Всего было выпущено около 35 тыс. штук.
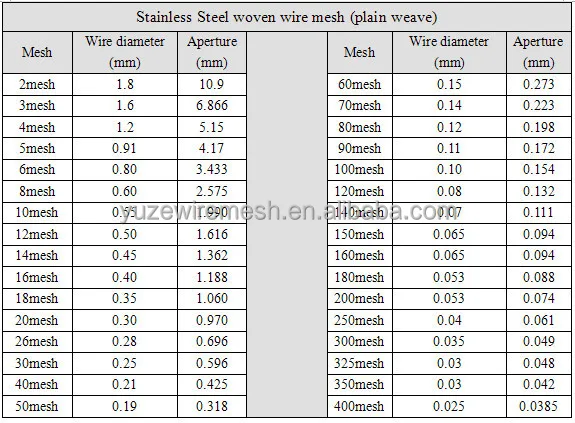 Одно из применений, где использование этой единицы в настоящее время узаконено государственными стандартами, это описание качества шерсти и других текстильных товаров (см. www.ymccoll.com/micron_reports.html).
Одно из применений, где использование этой единицы в настоящее время узаконено государственными стандартами, это описание качества шерсти и других текстильных товаров (см. www.ymccoll.com/micron_reports.html).
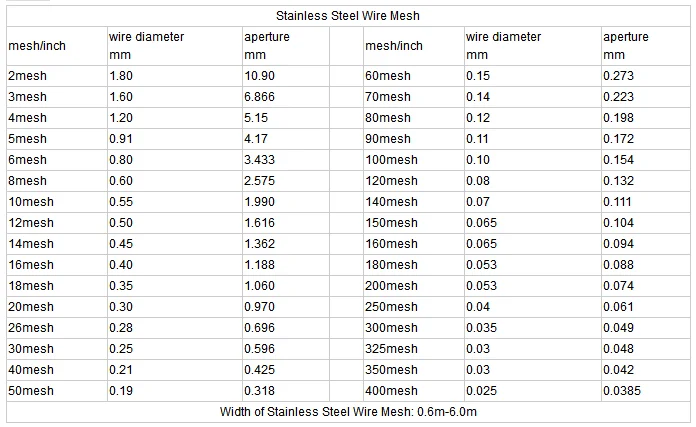
 )
) Поэтому пакеты для обуви обладают высокими показателями толщины и прочности на разрыв.
Поэтому пакеты для обуви обладают высокими показателями толщины и прочности на разрыв. единицах Конвертер магнитодвижущей силы Конвертер напряженности магнитного поля Конвертер магнитного потока Конвертер магнитной индукции Радиация. Конвертер мощности поглощенной дозы ионизирующего излучения Радиоактивность. Конвертер радиоактивного распада Радиация. Конвертер экспозиционной дозы Радиация. Конвертер поглощённой дозы Конвертер десятичных приставок Передача данных Конвертер единиц типографики и обработки изображений Конвертер единиц измерения объема лесоматериалов Вычисление молярной массы Периодическая система химических элементов Д. И. Менделеева
единицах Конвертер магнитодвижущей силы Конвертер напряженности магнитного поля Конвертер магнитного потока Конвертер магнитной индукции Радиация. Конвертер мощности поглощенной дозы ионизирующего излучения Радиоактивность. Конвертер радиоактивного распада Радиация. Конвертер экспозиционной дозы Радиация. Конвертер поглощённой дозы Конвертер десятичных приставок Передача данных Конвертер единиц типографики и обработки изображений Конвертер единиц измерения объема лесоматериалов Вычисление молярной массы Периодическая система химических элементов Д. И. Менделеева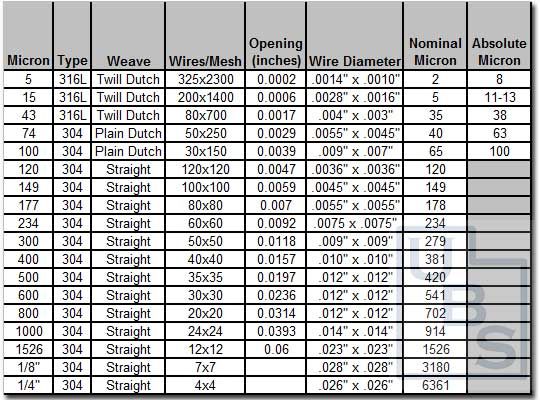 ) морская миля (международная) миля (статутная) миля (США, геодезическая) миля (римская) 1000 ярдов фарлонг фарлонг (США, геодезический) чейн чейн (США, геодезический) rope (англ. rope) род род (США, геодезический) перч поль (англ. pole) морская сажень, фатом сажень (США, геодезическая) локоть ярд фут фут (США, геодезический) линк линк (США, геодезический) локоть (брит.) хенд пядь фингер нейль дюйм дюйм (США, геодезический) ячменное зерно (англ. barleycorn) тысячная микродюйм ангстрем атомная единица длины икс-единица ферми арпан пайка типографский пункт твип локоть (шведский) морская сажень (шведская) калибр сантидюйм кен аршин actus (Др. Рим.) vara de tarea vara conuquera vara castellana локоть (греческий) long reed reed длинный локоть ладонь «палец» планковская длина классический радиус электрона боровский радиус экваториальный радиус Земли полярный радиус Земли расстояние от Земли до Солнца радиус Солнца световая наносекунда световая микросекунда световая миллисекунда световая секунда световой час световые сутки световая неделя Миллиард световых лет Расстояние от Земли до Луны кабельтов (международный) кабельтов (британский) кабельтов (США) морская миля (США) световая минута стоечный юнит горизонтальный шаг цицеро пиксель линия дюйм (русский) вершок пядь фут сажень косая сажень верста межевая верста
) морская миля (международная) миля (статутная) миля (США, геодезическая) миля (римская) 1000 ярдов фарлонг фарлонг (США, геодезический) чейн чейн (США, геодезический) rope (англ. rope) род род (США, геодезический) перч поль (англ. pole) морская сажень, фатом сажень (США, геодезическая) локоть ярд фут фут (США, геодезический) линк линк (США, геодезический) локоть (брит.) хенд пядь фингер нейль дюйм дюйм (США, геодезический) ячменное зерно (англ. barleycorn) тысячная микродюйм ангстрем атомная единица длины икс-единица ферми арпан пайка типографский пункт твип локоть (шведский) морская сажень (шведская) калибр сантидюйм кен аршин actus (Др. Рим.) vara de tarea vara conuquera vara castellana локоть (греческий) long reed reed длинный локоть ладонь «палец» планковская длина классический радиус электрона боровский радиус экваториальный радиус Земли полярный радиус Земли расстояние от Земли до Солнца радиус Солнца световая наносекунда световая микросекунда световая миллисекунда световая секунда световой час световые сутки световая неделя Миллиард световых лет Расстояние от Земли до Луны кабельтов (международный) кабельтов (британский) кабельтов (США) морская миля (США) световая минута стоечный юнит горизонтальный шаг цицеро пиксель линия дюйм (русский) вершок пядь фут сажень косая сажень верста межевая верста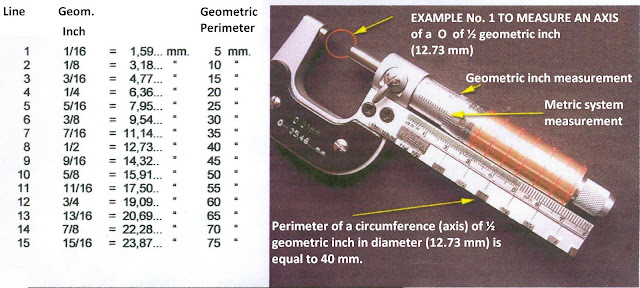 В трехмерном пространстве длина обычно измеряется горизонтально.
В трехмерном пространстве длина обычно измеряется горизонтально.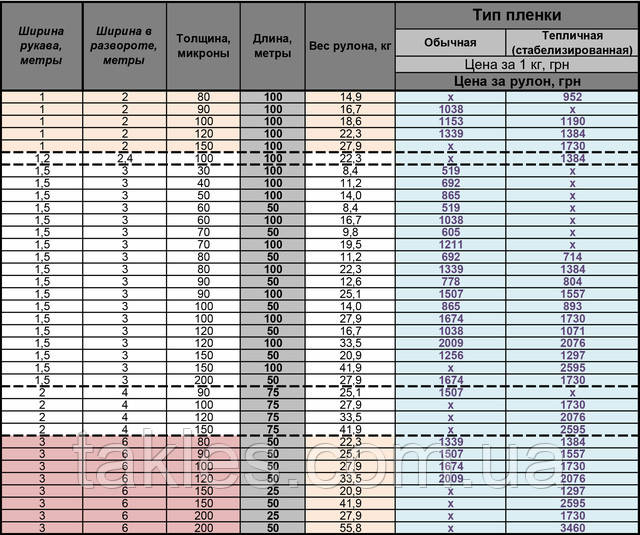
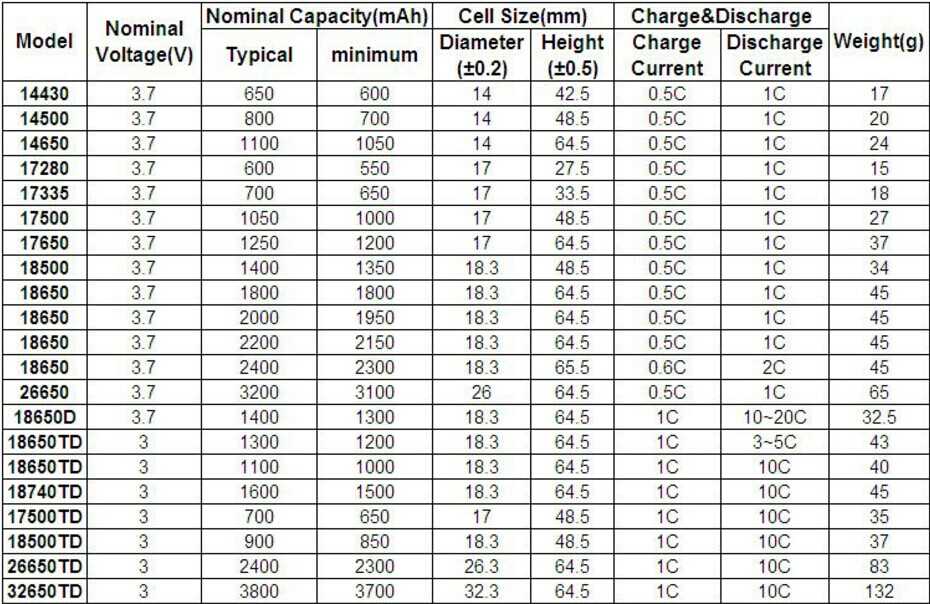
 Расстояние от Солнца до точки I — отрезок SI, он равен одному парсеку, когда угол между отрезками A1I и A2I — две угловые секунды.
Расстояние от Солнца до точки I — отрезок SI, он равен одному парсеку, когда угол между отрезками A1I и A2I — две угловые секунды.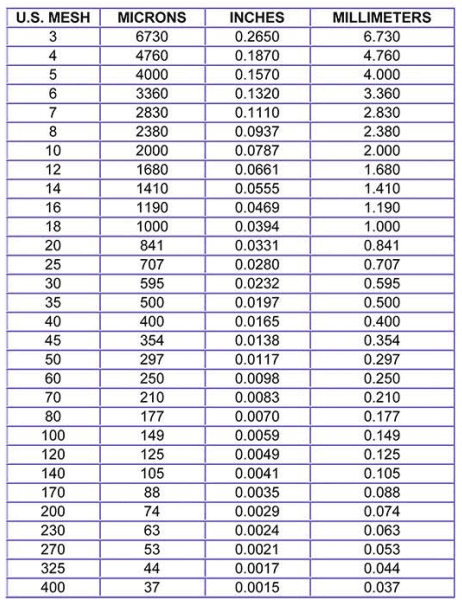 Эта величина была широко распространена в античном мире, в средневековье, и до нового времени.
Эта величина была широко распространена в античном мире, в средневековье, и до нового времени.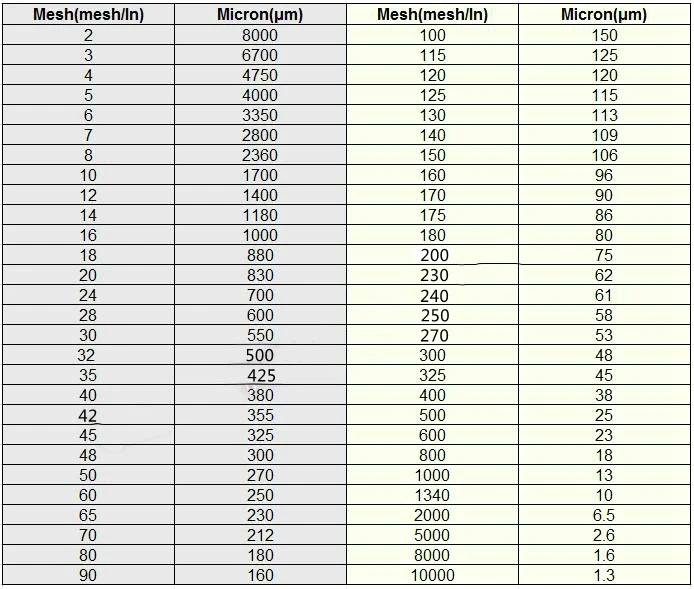
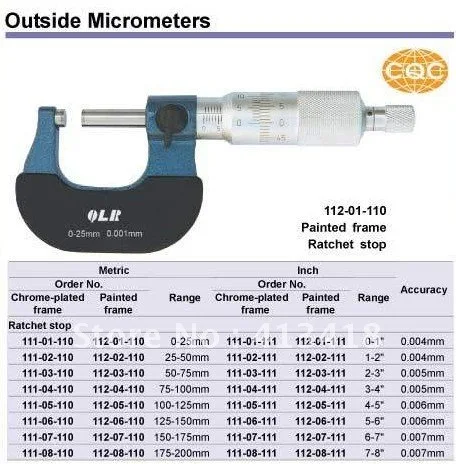 Толщина слоя краски зависит от нескольких факторов: способ нанесения, тип краски (акрил, лак), марка материала, количество слоев и т.п. Всё это влияет на уровень ЛКП автомобилей, поэтому не может быть единого строгого параметра толщины. К примеру, возьмем автомобиль, у которого допустимый разбег значений толщины на наружных поверхностях составляет 20-30 микрон. Чтобы было понятнее: Нормальные допустимые показатели: 90-115, 125-150, 160-180. Ненормальные показатели будут: 85-150, 50-110 или 120-180. В некоторых случаях, детали, подвергшиеся ремонту, показывают более тонкий слой.
Толщина слоя краски зависит от нескольких факторов: способ нанесения, тип краски (акрил, лак), марка материала, количество слоев и т.п. Всё это влияет на уровень ЛКП автомобилей, поэтому не может быть единого строгого параметра толщины. К примеру, возьмем автомобиль, у которого допустимый разбег значений толщины на наружных поверхностях составляет 20-30 микрон. Чтобы было понятнее: Нормальные допустимые показатели: 90-115, 125-150, 160-180. Ненормальные показатели будут: 85-150, 50-110 или 120-180. В некоторых случаях, детали, подвергшиеся ремонту, показывают более тонкий слой.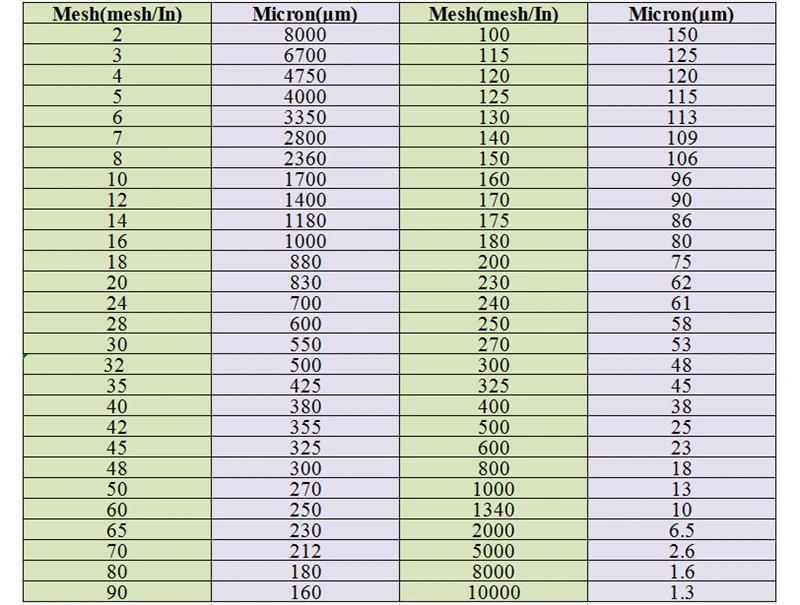

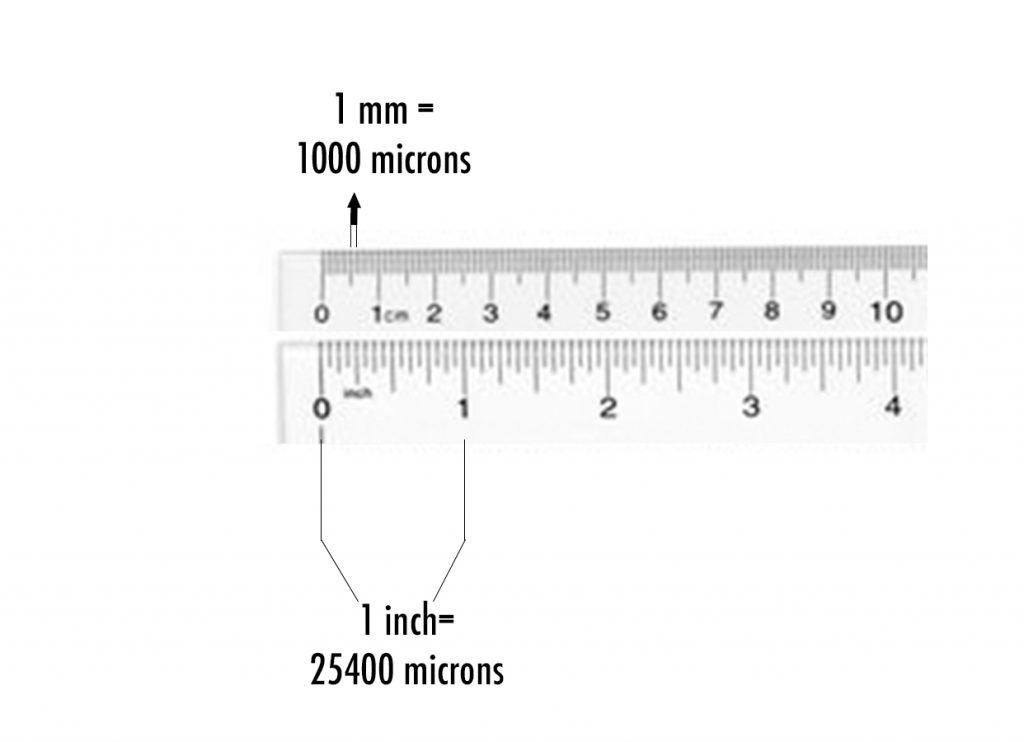
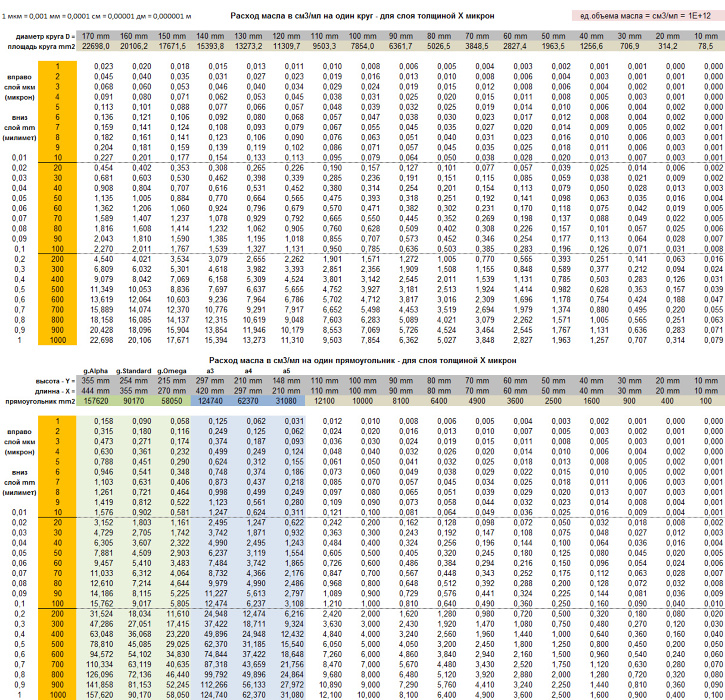 17
17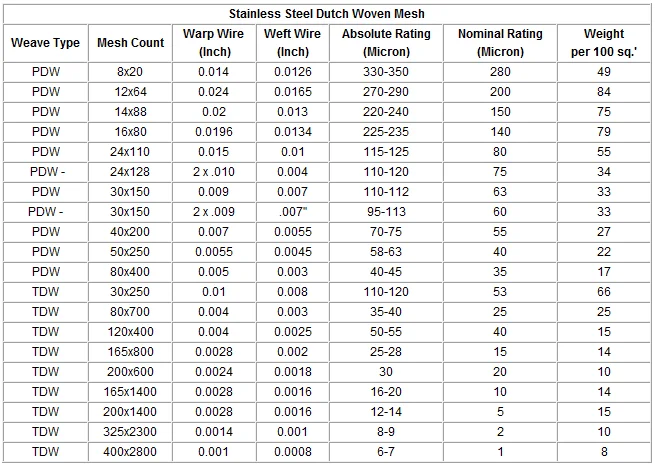 42
42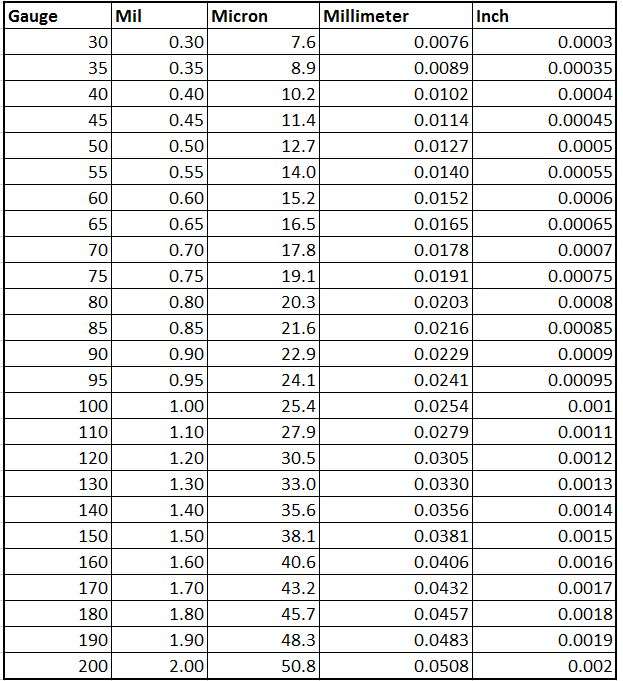 11099
11099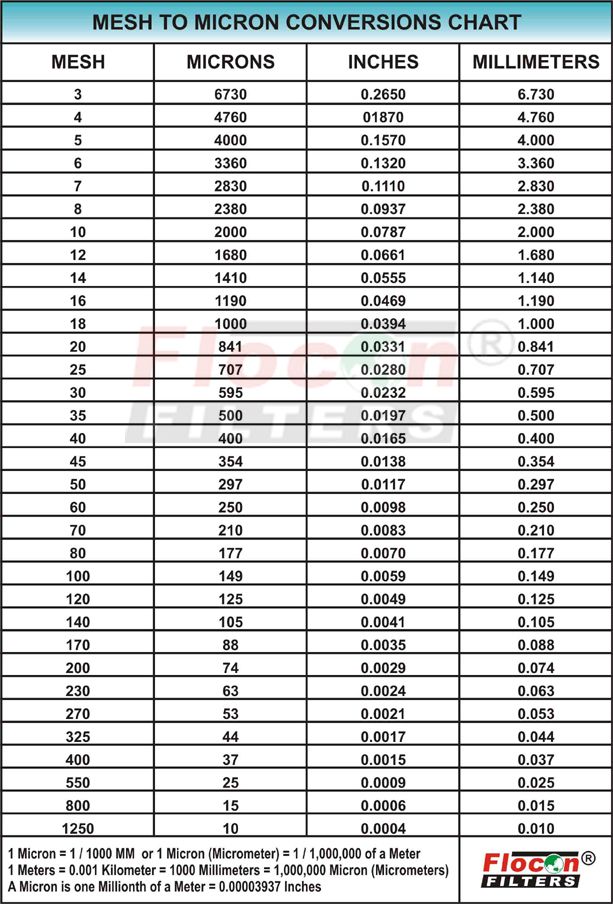 . Термин микрон и символ µ, обозначающие микрометр, были официально отменены Международной системой единиц (СИ) в 1919 г.67. Однако на практике «микрон» остается широко используемым термином, который предпочтительнее «микрометра» во многих англоязычных странах, поскольку он помогает различать единицу длины и «микрометр», устройство, используемое для точных измерений. измерение малых расстояний.
. Термин микрон и символ µ, обозначающие микрометр, были официально отменены Международной системой единиц (СИ) в 1919 г.67. Однако на практике «микрон» остается широко используемым термином, который предпочтительнее «микрометра» во многих англоязычных странах, поскольку он помогает различать единицу длины и «микрометр», устройство, используемое для точных измерений. измерение малых расстояний.