Перфоратор bosch 18v 26: GBH 18V-26 Аккумуляторный перфоратор с патроном SDS plus
GBH 18V-26 Аккумуляторный перфоратор с патроном SDS plus
GBH 18V-26 Аккумуляторный перфоратор с патроном SDS plus | Bosch Professional
Аккумуляторные перфораторы
Аккумуляторный перфоратор с патроном SDS plus
Функции и основные характеристики
Ваш выбор
- в картонной коробке с дополнительной рукояткой
Показать вариант
Проверьте наличие в выбранном месте
Найти дилера поблизости
Аккумуляторные перфораторы
GBH 18V-26
Подробнее
- Дополнительная рукоятка 2 602 025 141
- Картонная коробка
- Ограничитель глубины 210 мм
- Салфетка
Номер заказа: 0611909000
Рекомендованная розничная цена с НДС
Выбранный вариант
Выбранный вариант
в картонной коробке с дополнительной рукояткой
0 611 909 000
Найти дилера поблизости
GBH 18V-26 Professional
Ваш выбор
в картонной коробке с дополнительной рукояткой
Номер заказа: 0 611 909 000
Выбрать вариант
Найти дилера поблизости
GBH 18V-26
Подробнее
- Дополнительная рукоятка 2 602 025 141
- Картонная коробка
- Ограничитель глубины 210 мм
- Салфетка
Номер заказа: 0611909000
0,00
Рекомендованная розничная цена с НДС
Этот продукт содержит
- Дополнительная рукоятка 2 602 025 141
- Картонная коробка
- Ограничитель глубины 210 мм 1 613 001 010
- Салфетка
показать меньше
показать больше
Дополнительные данные | |
|---|---|
| Напряжение аккумулятора* | 18,0 В |
| Энергия удара (согласно EPTA 05/2016)* | 2,6 J |
Число ударов при ном. числе оборотов* числе оборотов* | 0 – 4.350 уд/мин |
| Номинальное число оборотов* | 0 – 980 об/мин |
| Зажим | SDS plus |
Диапазон сверления | |
|---|---|
| Диам. отверстия в бетоне при сверлении ударными сверлами | 4 – 26 мм |
| Оптимальный диапазон сверления в бетоне с использованием ударных свёрл | 8 – 16 мм |
Макс. Ø сверла по металлу Ø сверла по металлу | 13 мм |
| Макс. диам. отверстия в древесине | 30 мм |
Общие значения вибрации (Ударное сверление в бетоне) | |
|---|---|
| Значение вибрации А·ч | 15,2 м/с² |
| Неточность K | 1,5 м/с² |
Общие значения вибрации (Долбление в бетоне) | |
|---|---|
| Значение вибрации А·ч | 9,9 м/с² |
| Неточность K | 1,5 м/с² |
Значения шума/вибрации | |
|---|---|
| Уровень звукового давления | 88 дБ(А) |
| Уровень звуковой мощности | 99 дБ(А) |
| Коэффициент неточности K | 3 дБ |
Ударное сверление в бетоне | |
|---|---|
| Значение вибрации А·ч | 15,2 м/с² |
| Неточность K | 1,5 м/с² |
Долбление в бетоне | |
|---|---|
| Значение вибрации А·ч | 9,9 м/с² |
| Неточность K | 1,5 м/с² |
Показать больше
* Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
GBH 18V-26 Professional: Дополнительные сведения
Основные характеристики продукта
GBH 18V-26 Professional – универсальный инструмент в категории аккумуляторных перфораторов Bosch SDS plus, что делает его оптимальным вариантом для ежедневного использования. Дополнительный модуль пылеудаления GDE 18V-16 Professional встраивается в перфоратор, дополняя инструмент автономным HEPA-фильтром для максимальной мобильности. Перфоратор оснащен системами KickBack Control и Electronic Precision Control (EPC) для упрощения работы с инструментом и улучшения защиты пользователя. Мощный двигатель обеспечивает энергию удара 2,6 Дж и высокую скорость съема материала.
Дополнительный модуль пылеудаления GDE 18V-16 Professional встраивается в перфоратор, дополняя инструмент автономным HEPA-фильтром для максимальной мобильности. Перфоратор оснащен системами KickBack Control и Electronic Precision Control (EPC) для упрощения работы с инструментом и улучшения защиты пользователя. Мощный двигатель обеспечивает энергию удара 2,6 Дж и высокую скорость съема материала.
EPTA Procedure 05: Энергия единичного удара
Европейской ассоциацией производителей электроинструмента (EPTA) был сформулирован общий метод определения энергии единичного удара для перфораторов и бетоноломов (Procedure 05).
В документе определяется стандартизированный метод измерения, который позволяет произвести сравнение различных инструментов и компаний, входящих в Ассоциацию.
Параметры, включенные в документ, стандартизированы, тогда как фактические параметры могут варьироваться, например, в зависимости от различных условий работы, величины долота, состояния заготовки.
Для того, чтобы страница отображалась корректно, ее необходимо перезагрузить. Нажмите на кнопку ниже, чтобы перезагрузить страницу.
Перезагрузить сейчас
Обратная связь
Обратная связь
Технические характеристики — перфоратор с аккумулятором SDS-Plus Bosch GBH 18V-26 0.611.909.003
Аккумуляторные перфораторы
Характеристики перфоратор с аккумулятором SDS-Plus Bosch GBH 18V-26 0.611.909.003
Арт. 1034225
Арт. 1034225
Производитель | |
Тип аккумулятора | Li-ion |
Напряжение аккумулятора, В | 18 |
Сила удара, Дж | 2.6 |
Тип хвостовика | SDS-Plus |
Количество режимов | 3 |
Макс. | 26 |
Вес, кг | 5.55 |
 диаметр сверления бетона буром, мм
диаметр сверления бетона буром, ммВсе характеристики
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Статьи и обзоры
Производитель
Тип аккумулятора
Li-ion Напряжение аккумулятора, В
18 Предохранительная муфта
Да Сила удара, Дж
2.6 Тип хвостовика
SDS-Plus Количество режимов
3 Виброзащита
Да Реверс
поворотом щеток Плавный пуск
Нет Макс.
 диаметр сверления бетона буром, мм
диаметр сверления бетона буром, мм26 Макс. диаметр сверления бетона коронкой, мм
68 Регулировка оборотов
Да Вес, кг
5.55 Легкий доступ к щеткам
Нет Макс. частота вращения шпинделя, об/мин
890 Морозоустойчивый кабель
Нет Индикатор износа кабеля
Нет Макс. диаметр сверления стали, мм
13 Автоотключение при перегреве
Нет Емкость аккумулятора, Ач
6 Наличие кейса
Да Габариты, мм
347х225 Сверлильный патрон
Нет аккумуляторный Макс.
диаметр сверления дерева, мм30 Режимы работы
долбление, сверление, сверление с ударом Макс. количество ударов в минуту
4350 Система пылеудаления
Да Наличие подсветки
Да профессиональный Расположение двигателя
вертикальное Количество аккумуляторов в комплекте
2 Страна производства
Германия Родина бренда
Германия Нашли неточность в описании?
В комплекте
Аккумуляторный перфоратор
1 шт. Дополнительная рукоятка
1 шт. Ограничитель глубины 210 мм
1 шт. Быстрозарядное устройство GAL 1880 CV
1 шт. Аккумулятор GBA 18 V 6.0 А*ч
2 шт. Салфетка
1 шт. Чемодан
1 шт.
 диаметр сверления бетона буром, мм
диаметр сверления бетона буром, мм диаметр сверления дерева, мм
диаметр сверления дерева, мм
Бош ГБх28В-26 18В 1 Дюйм Перфоратор SDS-plus Bulldog
Bosch GBh28V-26 18V 1 Дюйм. SDS-Plus Bulldog Роторный молоток
Ящик для инструментов RATE источник: 18 В
Типоразмер двигателя: Электродвигатель ЕС — бесщеточный
Вес: 7,7 фунта
Bosch 18 В 1 дюйм. Обзор перфоратора SDS-plus Bulldog
Бесколлекторный двигатель Bosch GBh28V-26 18V EC, 1 дюйм. Перфоратор SDS-plus Bulldog позволяет обрезать шнур для небольших отверстий в кирпичной кладке, таких как забивные анкеры и клиновые анкеры.
Преимущество этой ударной дрели – ее компактные размеры. Он имеет размеры 3 дюйма в ширину и 13,7 дюйма в длину, весит 7,7 фунта и обеспечивает 1,9 футо-фунта. энергии удара, что является выдающимся соотношением удара к весу в чьей-либо книге.
энергии удара, что является выдающимся соотношением удара к весу в чьей-либо книге.
Размер по сравнению с мощностью — «Удар»
По данным Bosch, этот молот обеспечивает на 50 % больше энергии удара, чем молоты с щеточным двигателем предыдущего поколения.
- частота вращения без нагрузки 0-4350 [ударов в минуту]
- частота вращения без нагрузки 0-890
Бесщеточный двигатель
служат дольше, требуют меньше обслуживания и обеспечивают большее время работы.
Технические характеристики
- Аккумулятор 18 В
- Патрон Бесключевой патрон SDS SDS-plus®
- Энергия удара/EPTA (фут-фунт) 1,9
- Длина 13,7”
30 Ширина 3 дюйма
- Максимальный диаметр отверстия в бетоне 1 дюйм
- Максимальный диаметр отверстия в стали ½ дюйма
- Максимальный диаметр отверстия в дереве 1-1/4 дюйма
- Максимальный диаметр отверстия в бетоне – тонкий
- Под нагрузкой BPM 0-4350
- RPM без нагрузки 0-890
- Крутящий момент 6,3 фунта
Функции безопасности
Модель GBh28V-26 оснащена функцией KickBack Control, которая использует встроенный датчик для остановки удара молота по бите в случае случайного удара. джемы и переплет.
джемы и переплет.
Этот встроенный датчик ускорения автоматически отключает инструмент при возникновении потенциально опасной реакции вращательного момента, предотвращая неконтролируемое вращение инструмента и причинение травм.
Производительность
Bosch GBh28V-26 также имеет такие дополнительные функции, как электронное точное управление [EPC], которое ограничивает максимальную пусковую мощность до 70 процентов, обеспечивая более медленный разгон.
Будь то бурение или долбление, этот медленный разгон снижает максимальную производительность для более точного запуска долота и лучшего контроля над инструментом. Селекторный переключатель EPC расположен в области рукоятки инструмента.
Инструмент имеет курок с регулируемой скоростью и электрический тормоз, который хорошо работает и быстро останавливает патрон. Мы обнаружили, что он прост в эксплуатации и маневрировании.
Диск выбора режима
Bosch GBh28V-26 имеет диск выбора режима, позволяющий настраивать инструмент для различных применений. Возможные варианты режима:
Возможные варианты режима:
- Только сверление
- Сверление/ударное воздействие
- Vario-Lock [позволяет выбрать молотковое долото для индивидуального позиционирования]
- Только ударное воздействие
Эргономика
Bosch GBh28V-26 имеет систему контроля вибрации в ударном механизме и в области рукоятки, что облегчает работу с инструментом в течение длительного времени. Эргономичная L-образная конструкция обеспечивает удобное горизонтальное бурение.
Электроника двигателя и защита аккумулятора
Электроника двигателя защищает этот инструмент с помощью датчика, который управляет температурой во избежание перегрева. Электронная защита ячеек защищает аккумулятор от перегрузки и перегрева, что увеличивает время работы инструмента. Эти технологии передают рабочие данные между инструментом и аккумулятором для управления потоком энергии и предотвращения потенциального повреждения инструмента.
Эти электронные устройства защиты защищают ваш инструмент, [ваши инвестиции], от чрезмерного использования инструмента!
Аккумуляторы используют технологию Bosch CoolPack, которая представляет собой теплопроводящий корпус, который охлаждает аккумуляторы, увеличивая время работы и удваивая срок службы.
Стоимость
Bosch GBh28V-26 поставляется в виде простого инструмента и стоит 350 долларов США и 519 долларов США в комплекте. В целом мы были впечатлены этим маленьким бульдогом. Соотношение размера и мощности впечатляет.
Бош ГБх28В-26 18В 1 Дюйм. Перфоратор SDS-plus Bulldog
Купить
519,00
Bosch GBh28V-26 18V 1 дюйм. Видеообзор перфоратора SDS-plus Bulldog
Tweet
Об авторе
Роб Робиллард
Роберт Робиллард — ремонтник, генеральный подрядчик и руководитель столярного и ремонтного предприятия, расположенного в Конкорде, штат Массачусетс, штат Массачусетс. является редактором Tool Box Buzz и редактором-основателем A Concord Carpenter. Роб отвечает за наш канал Обзор инструментов и продуктов — Обзор инструментов и продуктов — Видеоканал, где мы публикуем все наши обзоры инструментов и видеоуроки. Робу нравится использовать свои знания и опыт, чтобы помогать и обучать профессионалов в области строительства, а также мастеров-любителей передовому опыту в индустрии реконструкции. Девиз Concord Carpenter: «Хорошо сделано лучше, чем хорошо сказано!» : Узнайте больше о Робе
Робу нравится использовать свои знания и опыт, чтобы помогать и обучать профессионалов в области строительства, а также мастеров-любителей передовому опыту в индустрии реконструкции. Девиз Concord Carpenter: «Хорошо сделано лучше, чем хорошо сказано!» : Узнайте больше о Робе
http://www.aconcordcarpenter.com/@https://twitter.com/robertrobillardRob Robillard
Все сообщения Роберта »
Раскрытие информации
Обзоры продуктов на этом сайте содержат наше мнение о продукте или услуге. Мы всегда будем стремиться к объективности и прозрачности в наших обзорах. Наша цель — предоставить читателям честную и объективную информацию, основанную на нашем собственном опыте. Мы никогда не принимали и никогда не будем принимать оплату в обмен на положительный отзыв. Многие продукты, которые мы рассматриваем, предоставляются нам бесплатно производителем или продавцом. В некоторых случаях у нас также есть рекламные или партнерские отношения с производителями и розничными продавцами продуктов и услуг, которые мы рассматриваем. Для получения дополнительной информации ознакомьтесь с нашими дополнительными политиками раскрытия информации.
Для получения дополнительной информации ознакомьтесь с нашими дополнительными политиками раскрытия информации.
ГБх28В-26ДК15 | 18 В EC Бесколлекторный SDS-plus® Bulldog™ 1 дюйм. Комплект перфоратора с (1) компактной батареей CORE18V 4,0 А·ч
Поделиться с
Включает
Преимущества
Технические характеристики
Аксессуары и приспособления
Отзывы
Описание продукта
Этот молоток Bosch Bulldog™ с D-образной рукояткой неизменно превосходит по своим характеристикам пользующийся спросом 1-дюймовый молоток. проводной 11255VSR Bulldog™, что делает его лучше, чем лучшее. GBh28V-26DK15 18V EC Бесколлекторный SDS-plus® Bulldog™ 1 дюйм. В комплект Rotary Hammer входит молоток с усилием 1,9 футо-фунта. энергии удара на основе отраслевого стандарта измерения, согласованного Европейской ассоциацией электроинструментов (EPTA). Он весит всего 5,8 фунтов. (только инструмент, без батареи), обеспечивающий превосходную производительность и выдающееся соотношение веса и ударной нагрузки. В комплект входит компактная батарея CORE18V, в которой используется литий-ионная технология нового поколения 21700 для увеличения производительности легкой и мощной батареи. Бесщеточный электродвигатель EC молота максимально увеличивает время работы от батареи для увеличения производительности. Инструмент имеет проверенную на строительной площадке конструкцию D-образной рукоятки с мягкой накладкой и идеально подходит для бурения над головой, горизонтального и нисходящего бурения. Он также имеет KickBack Control, встроенный датчик для остановки вращения инструмента в ситуациях связки. Молоток оснащен реверсивным спусковым крючком с регулируемой скоростью для точного запуска биты.
В комплект Rotary Hammer входит молоток с усилием 1,9 футо-фунта. энергии удара на основе отраслевого стандарта измерения, согласованного Европейской ассоциацией электроинструментов (EPTA). Он весит всего 5,8 фунтов. (только инструмент, без батареи), обеспечивающий превосходную производительность и выдающееся соотношение веса и ударной нагрузки. В комплект входит компактная батарея CORE18V, в которой используется литий-ионная технология нового поколения 21700 для увеличения производительности легкой и мощной батареи. Бесщеточный электродвигатель EC молота максимально увеличивает время работы от батареи для увеличения производительности. Инструмент имеет проверенную на строительной площадке конструкцию D-образной рукоятки с мягкой накладкой и идеально подходит для бурения над головой, горизонтального и нисходящего бурения. Он также имеет KickBack Control, встроенный датчик для остановки вращения инструмента в ситуациях связки. Молоток оснащен реверсивным спусковым крючком с регулируемой скоростью для точного запуска биты.
Включает
| Количество | Включить |
|---|---|
| 1 | GBh28V-26D 18V EC Бесколлекторный SDS-plus® Bulldog™ 1 дюйм. Перфоратор |
| 1 | 18V CORE18V Литий-ионная компактная батарея 4,0 Ач |
| 1 | Зарядное устройство 18 В |
| 1 | Вспомогательная рукоятка |
| 1 | Глубиномер |
| 1 | Чемодан для переноски |
Преимущества
Легендарная производительность Bulldog™
Легкий молоток с D-образной рукояткой неизменно превосходит по своим характеристикам бестселлер 1 дюйм. проводной 11255VSR
проводной 11255VSR
Высокая ударопрочность
обеспечивает 1,9 футо-фунта. энергии удара (EPTA) для максимальной производительности при сверлении и дроблении бетона
Аккумулятор CORE18V
обеспечивает технологию литий-ионных элементов 21700 следующего поколения в легком, мощном аккумуляторе с длительным временем работы
Эффективный бесщеточный двигатель EC
увеличивает время работы от батареи при длительном использовании
Технология KickBack Control
снижает риск внезапных реакций инструмента в условиях заедания
Конструкция с D-образной рукояткой
идеальна для сверления над головой, горизонтально и вниз
Легкая, всего 5,8 фунта. (только инструмент, без аккумулятора)
обеспечивает маневренность при сверлении бетона в любом месте на строительной площадке
Реверсивный курок с регулируемой скоростью
позволяет точно запускать сверло
Патрон SDS-plus®
стандартная система, совместимая со многими битами
Надежная система питания
производит 0-4350 ударов в минуту без нагрузки и 0-890 об/мин без нагрузки
Эксклюзивная технология Bosch CoolPack 2. 0
0
обеспечивает лучшее охлаждение по сравнению с системой предыдущего поколения, передавая больше тепла на внешнюю поверхность аккумулятора
Работает с решениями для защиты от пыли Bosch PRO+GUARD™
совместим с дополнительным GDE18V Беспроводной пылеудаляющий агрегат -26D, обеспечивающий автономное решение для удаления пыли HEPA для максимальной мобильности
Электронная защита двигателя и элементов
помогает защитить двигатель и аккумулятор от перегрева
Боковая рукоятка с поворотом на 360 градусов
обеспечивает различные положения захвата для максимальной эргономики
Светодиодный рабочий фонарь
освещает темные рабочие зоны
Технические характеристики
| Химия аккумуляторов | Литий-ионный |
| Аккумулятор/зарядное устройство | В комплекте |
| Конструкция патрона | без ключа |
| Размер патрона | 1 из |
| Система привода | SDS-плюс |
| Высота | 6,5″ |
| Энергия удара/EPTA (фут-фунт) | 1,9 фут-фунт. ЕРТА ЕРТА |
| Длина | 17,5″ |
| Максимальный диаметр долота | 1″ |
| Макс. Емкость в бетоне | 1″ |
| Макс. Емкость из стали | 1/2 дюйма |
| Макс. Емкость из дерева | 1-1/4″ |
| Макс. Диаметр отверстия в бетоне | 1″ |
| Макс. Диаметр отверстия в тонкостенной коронке по бетону | 2-5/8″ |
| Без нагрузки ударов в минуту | 0-4 350 |
| Число оборотов без нагрузки | 0-890 |
| Реверс | Да |
| Регулируемая скорость | Да |
| Вес | 5,8 фунта |
| Ширина | 3,25 дюйма |
| Работает с | Пылеудаляющий аппарат, 18 В, на инструменте GDE18V-26D Кожухи для удаления/сбора пыли Угловая насадка Бесключевой 3-кулачковый патрон 70 3902® с хвостовиком SDS-04® ЧЕЛЮСТЬ |
| Включает | (1) GBh28V-26D 18 В EC Бесколлекторный SDS-plus® Bulldog™ 1 дюйм. Перфоратор, (1) компактный литий-ионный аккумулятор 18V CORE18V 4,0 А·ч, (1) зарядное устройство 18 В, (1) дополнительная рукоятка, (1) глубиномер, (1) переносной кейс Перфоратор, (1) компактный литий-ионный аккумулятор 18V CORE18V 4,0 А·ч, (1) зарядное устройство 18 В, (1) дополнительная рукоятка, (1) глубиномер, (1) переносной кейс |
Читать далее
Показывай меньше
Руководство пользователя
GBh28V-26D Hammer Руководство пользователя по эксплуатации 2610051859 01-19 Зарядное устройство GAL18V-40 Руководство пользователя по эксплуатации 2610051857 01-19 Список зарядных устройств 2610067405 Скачать 12-2052 9021
Включает
(1) GBh28V-26D 18V EC Бесколлекторный SDS-plus® Bulldog™ 1 дюйм. Перфоратор, (1) компактный литий-ионный аккумулятор 18V CORE18V 4,0 А·ч, (1) зарядное устройство 18 В, (1) дополнительная рукоятка, (1) глубиномер, (1) переносной кейс
Вес
5,8 фунта
Включает
(1) GBh28V-26D 18V EC Бесколлекторный SDS-plus® Bulldog™ 1 дюйм. Перфоратор, (1) компактная батарея 18V CORE18V Lithium-Ion 4.0 Ah, (1) зарядное устройство 18V, (1) дополнительная рукоятка, (1) глубиномер, (1) сумка для переноски
Перфоратор, (1) компактная батарея 18V CORE18V Lithium-Ion 4.0 Ah, (1) зарядное устройство 18V, (1) дополнительная рукоятка, (1) глубиномер, (1) сумка для переноски
Вес
5,8 фунта
(1) GBh28V-20 18 В SDS-plus® 3/4 дюйма. Перфоратор, (1) дополнительная рукоятка, (1) глубиномер
Вес
5,7 фунта
Включает
(1) GBh28V-21 18 В Бесколлекторный SDS-plus® Bulldog™ 3/4 дюйма. Перфоратор, (1) вспомогательная рукоятка, (1) глубиномер
Вес
5,3 фунта
Включает
(1) GBh28V-24C 18 В Бесколлекторный подключенный SDS-plus® Bulldog™ 1 дюйм. Перфоратор, (2) GBA18V80 18 В CORE18V литий-ионные аккумуляторы PROFACTOR Performance 8,0 Ач, (1) зарядное устройство 18 В, (1) дополнительная рукоятка, (1) глубиномер, (1) кейс для переноски
Вес
6,4 фунта
Включает
(1) GBh28V-24C 18 В Бесколлекторный разъем SDS-plus® Bulldog™ 1 дюйм. Перфоратор, (1) вспомогательная рукоятка с поворотом на 360°, (1) глубиномер
Масса
6,4 фунта
Включает
(1) GBh28V-26D 18V EC Бесколлекторный SDS-plus® Bulldog™ 1 дюйм. Перфоратор, (2) литий-ионных аккумулятора GBA18V80 18 В CORE18V 8,0 Ач, (1) быстрое зарядное устройство 18 В, (1) дополнительная рукоятка, (1) глубиномер, (1) кейс для переноски
Перфоратор, (2) литий-ионных аккумулятора GBA18V80 18 В CORE18V 8,0 Ач, (1) быстрое зарядное устройство 18 В, (1) дополнительная рукоятка, (1) глубиномер, (1) кейс для переноски
Вес
5,8 фунта
Включает
(1) GBh28V-26D 18V EC Бесколлекторный SDS-plus® Bulldog™ 1 дюйм. Перфоратор, (2) литий-ионных аккумулятора GBA18V40 18 В CORE18V 4,0 А·ч, (1) зарядное устройство 18 В, (1) вспомогательная рукоятка, (1) глубиномер, (1) кейс для переноски
Вес
5,8 фунта
Включает
(1) GBh28V-26D 18V EC Бесколлекторный SDS-plus® Bulldog™ 1 дюйм. Перфоратор, (1) мобильный пылеудаляющий аппарат GDE18V-26D SDS-plus® Bulldog™, (1) компактный литий-ионный аккумулятор GBA18V40 18 В CORE18V 4,0 А·ч, (1) высокопроизводительный литий-ионный аккумулятор GBA18V80 18 В CORE18V 8,0 А·ч, (1) Быстрое зарядное устройство 18 В, (2) вспомогательные рукоятки, (1) глубиномер, (1) пылесборник, (1) фильтр HEPA, (1) 5/8 дюйма. Пылевой глаз, (1) 1 дюйм. Пылевой глаз, (1) 4 дюйма. Удлинитель, (1) футляр для переноски
Удлинитель, (1) футляр для переноски
Вес
5,8 фунта
Включает
(1) GBh28V-26D 18V EC Бесколлекторный SDS-plus® Bulldog™ 1 дюйм. Перфоратор, (1) вспомогательная рукоятка, (1) глубиномер
Вес
5,8 фунта
Включает
(1) Перфоратор, (2) литий-ионных аккумулятора GBA18V80 18 В CORE18V 8,0 А·ч PROFACTOR Performance, (1) зарядное устройство 18 В, (1) дополнительная рукоятка, (1) глубиномер, (1) кейс для переноски
Масса
8,4 фунта
Включает
(1) GBh28V-26 Бесколлекторный SDS-plus® Bulldog™, 18 В, 1 дюйм. Перфоратор, (2) литий-ионных аккумулятора 18V CORE18V 8,0 Ач PROFACTOR Performance, (1) насадка для сбора пыли GDE18V-16, (1) зарядное устройство 18 В, (1) дополнительная рукоятка, (1) глубиномер, (1) переноска Кейс
Вес
6,3 фунта
Включает
(1) GBh28V-26 18 В Бесколлекторный SDS-plus® Bulldog™ 1 дюйм. Перфоратор, (2) компактных литий-ионных аккумулятора GBA18V40 CORE18V 4,0 А·ч, (1) зарядное устройство 18 В, (1) дополнительная рукоятка, (1) глубиномер, (1) кейс для переноски
Вес
7,4 фунта
Включает
(1) GBh28V-26 18 В Бесколлекторный SDS-plus® Bulldog™ 1 дюйм. Перфоратор, (1) дополнительная рукоятка, (1) глубиномер, (1) кейс для переноски
Перфоратор, (1) дополнительная рукоятка, (1) глубиномер, (1) кейс для переноски
Вес
6,3 фунта
Включает
(1) -1/8 дюйма Перфоратор, (2) литий-ионных аккумулятора GBA18V80 18 В CORE18V 8,0 А·ч PROFACTOR Performance, (1) быстрое зарядное устройство 18 В, (1) вспомогательная рукоятка, (1) глубиномер, (1) сумка для переноски
Масса
6,7 фунта
Включает
(1) GBh28V-28DC 18 В Бесколлекторный SDS-plus® Bulldog™ Готов к подключению 1-1/8 дюйма. Перфоратор, (1) дополнительная рукоятка, (1) глубиномер, (1) кейс для переноски
Вес
—
Включает
(1) 1/4 дюйма Перфоратор, (2) литий-ионных аккумулятора GBA18V80 18 В CORE18V 8,0 Ач PROFACTOR Performance, (1) GAL18V-160C 18 В готового к подключению литий-ионного аккумулятора 16 А GAL18V-160C, турбозарядное устройство, (1) дополнительная рукоятка, (1) переноска Сумка
Масса
—
Включает
(1) GBh28V-34CQ PROFACTOR 18 В Готовый к подключению SDS-plus® Bulldog™ 1-1/4 дюйма. Перфоратор, (1) дополнительная рукоятка
Перфоратор, (1) дополнительная рукоятка
Вес
—
Включает
(1) GBh28V-36C PROFACTOR 18V Hitman Connected-Ready SDS-max® 1-9/16 дюймов. Перфоратор, (2) литий-ионных аккумулятора GBA18V80 18 В CORE18V 8,0 А·ч PROFACTOR Performance, (1) готовое к подключению турбокомпрессор 18 В, (1) дополнительная рукоятка, (1) переносной кейс
Масса
—
Включает
(1) GBh28V-36C PROFACTOR 18V Hitman Connected-Ready SDS-max® 1-9/16 In. Перфоратор, (2) GBA18V120 18V CORE18V Lithium-Ion 12,0 Ah Эксклюзивные аккумуляторы PROFACTOR, (1) GAL18V-160C 18V Hell-ion Готовое к подключению литиево-ионное зарядное устройство на 16 A Turbo, (1) Вспомогательная рукоятка, (1) Переноска Кейс
Вес
—
Включает
(1) GBh28V-36C PROFACTOR 18V Hitman Connected-Ready SDS-max® 1-9/16 In. Перфоратор (без инструмента), (1) дополнительная рукоятка
Масса
11,3 фунта
Включает
(1) GBh28V-40C PROFACTOR 18V Hitman Connected-Ready SDS-max® 1-5/8 дюйма. Перфоратор, (2) GBA18V120 18В CORE18V Lithium-Ion 12.0 Ah Эксклюзивные аккумуляторы PROFACTOR, (1) GAL18V-160C 18V Hell-ion готовое к подключению литиево-ионное зарядное устройство на 16А, (1) Вспомогательная рукоятка, (1) Кейс для переноски
Перфоратор, (2) GBA18V120 18В CORE18V Lithium-Ion 12.0 Ah Эксклюзивные аккумуляторы PROFACTOR, (1) GAL18V-160C 18V Hell-ion готовое к подключению литиево-ионное зарядное устройство на 16А, (1) Вспомогательная рукоятка, (1) Кейс для переноски
Вес
15,4 фунта
Включает
(1) GBh28V-40C PROFACTOR 18V Hitman Connected-Ready SDS-max® 1-5/8 In. Перфоратор, (1) дополнительная рукоятка
Масса
15,4 фунта
Включает
(1) GBh28V-45C PROFACTOR 18V Hitman Connected-Ready SDS-max® 1-7/8 дюйма. Перфоратор, (1) дополнительная рукоятка, (1) кейс для переноски
Вес
17,6 фунта
Включает
(1) GBh28V-45C PROFACTOR 18V Hitman Connected-Ready SDS-max® 1-7/8 In. Перфоратор, (2) литий-ионных аккумулятора GBA18V80 18 В CORE18V 8,0 Ач PROFACTOR Performance, (1) готовое к подключению 18 В турбозарядное устройство для аккумулятора 16 А, (1) дополнительная рукоятка, (1) переносной кейс
Вес
—
Включает
(1) GBh28V-45C PROFACTOR 18V Hitman Connected-Ready SDS-max® 1-7/8 дюйма. Перфоратор, (2) GBA18V120 18В CORE18V Lithium-Ion 12.0 Ah Эксклюзивные аккумуляторы PROFACTOR, (1) GAL18V-160C 18V Hell-ion готовое к подключению литиево-ионное зарядное устройство на 16А, (1) Вспомогательная рукоятка, (1) Кейс для переноски
Перфоратор, (2) GBA18V120 18В CORE18V Lithium-Ion 12.0 Ah Эксклюзивные аккумуляторы PROFACTOR, (1) GAL18V-160C 18V Hell-ion готовое к подключению литиево-ионное зарядное устройство на 16А, (1) Вспомогательная рукоятка, (1) Кейс для переноски
Вес
—
Аксессуары и приспособления для GBh28V-26DK15
Аккумуляторы, зарядные устройства и стартовые комплекты 18 В
Адаптеры и патроны
Насадки для перфораторов и перфораторов
Молоток SDS-plus® Bulldog™ Сталь
Молоток Bulldog™ 9034 SDS-plus Steel
SDS-плюс® Молотковый карбид
Резаки для арматуры SDS-plus®
Служба поддержки
Служба поддержки клиентов
У вас есть вопрос по инструменту, аксессуару, приложению или обслуживанию?
Позвоните нам по телефону 1-877-BOSCH99 (1-877-267-2499) или посетите раздел часто задаваемых вопросов.
Схема поиска деталей
Найдите и загрузите схему деталей для своего инструмента.

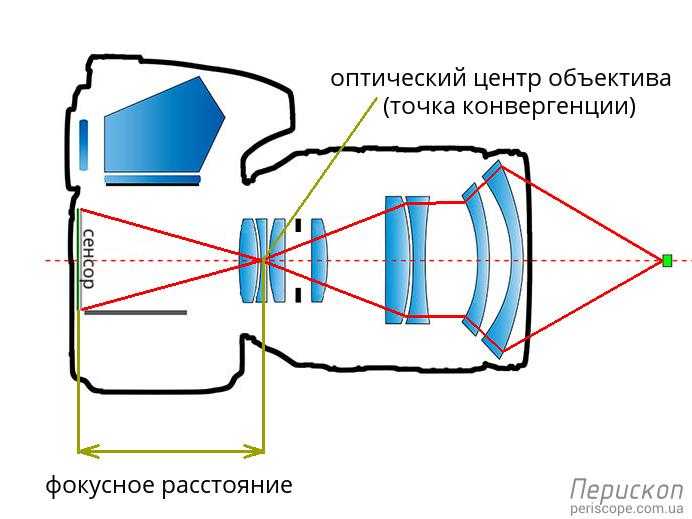
 Если объект займёт идентичную площадь в видоискателе (постоянное увеличение) как на широкоугольном, так и на телеобъективе, глубина резкости будет практически* независима от фокусного расстояния! Конечно, это потребовало бы от вас подойти намного ближе для широкоугольного объектива или заметно отдалиться для телеобъектива, как продемонстрировано в следующей таблице глубин резкости:
Если объект займёт идентичную площадь в видоискателе (постоянное увеличение) как на широкоугольном, так и на телеобъективе, глубина резкости будет практически* независима от фокусного расстояния! Конечно, это потребовало бы от вас подойти намного ближе для широкоугольного объектива или заметно отдалиться для телеобъектива, как продемонстрировано в следующей таблице глубин резкости: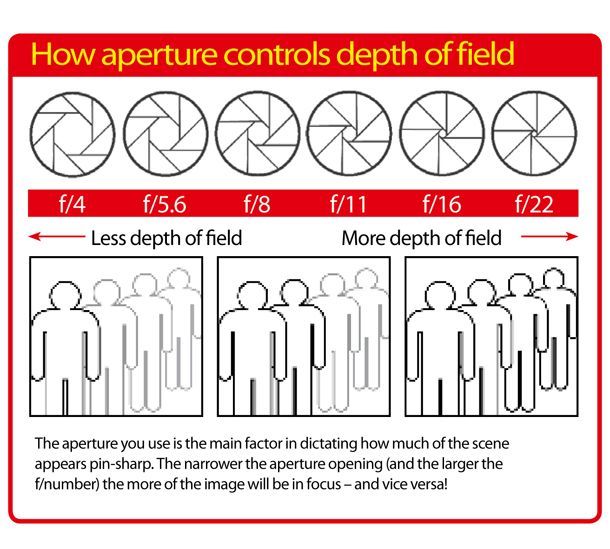 Даже несмотря на то, что общая глубина резкости практически неизменна, доля глубины резкости впереди и позади дистанции фокусировки изменяется с фокусным расстоянием, как показано ниже:
Даже несмотря на то, что общая глубина резкости практически неизменна, доля глубины резкости впереди и позади дистанции фокусировки изменяется с фокусным расстоянием, как показано ниже: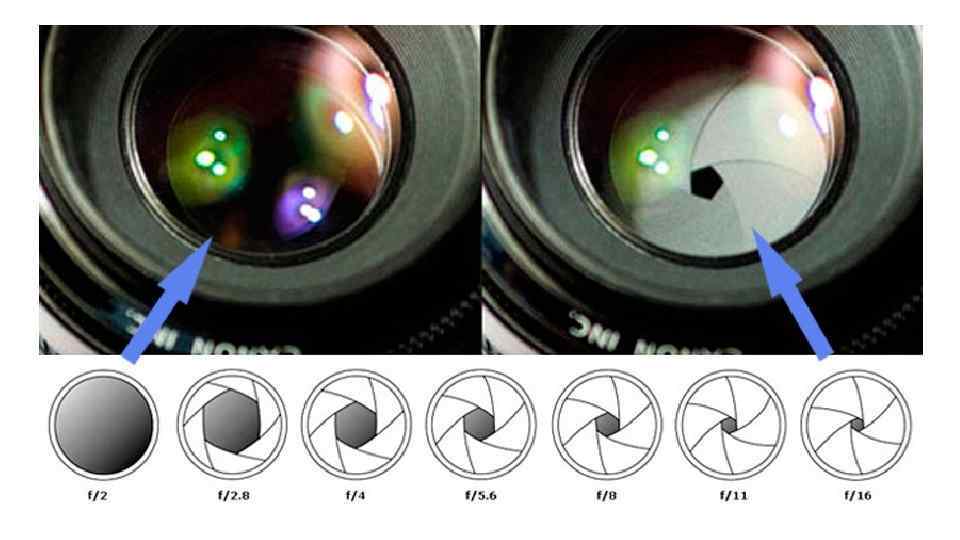
 С другой стороны, для ситуаций большого увеличения традиционный расчёт ГРИП становится неточным по другой причине: фактор увеличения. Это в действительности приводит к смещению ГРИП на большинстве широкоугольных объективов и увеличивает её для теле- и макрообъективов. В другом отдельно взятом случае, около гиперфокального расстояния, увеличение ГРИП проявляется, поскольку широкоугольные объективы имеют большую заднюю ГРИП и потому проще достигают приемлемой чёткости на бесконечности для любой заданной дистанции фокусировки.
С другой стороны, для ситуаций большого увеличения традиционный расчёт ГРИП становится неточным по другой причине: фактор увеличения. Это в действительности приводит к смещению ГРИП на большинстве широкоугольных объективов и увеличивает её для теле- и макрообъективов. В другом отдельно взятом случае, около гиперфокального расстояния, увеличение ГРИП проявляется, поскольку широкоугольные объективы имеют большую заднюю ГРИП и потому проще достигают приемлемой чёткости на бесконечности для любой заданной дистанции фокусировки. Если вы используете в качестве стандарта человеческого восприятия 0.025 мм, примите во внимание, что граница глубины резкости может оказаться недостаточно чёткой. Приведенный здесь калькулятор ГРИП основан на данном стандарте, но у меня есть также более гибкий калькулятор глубины резкости.
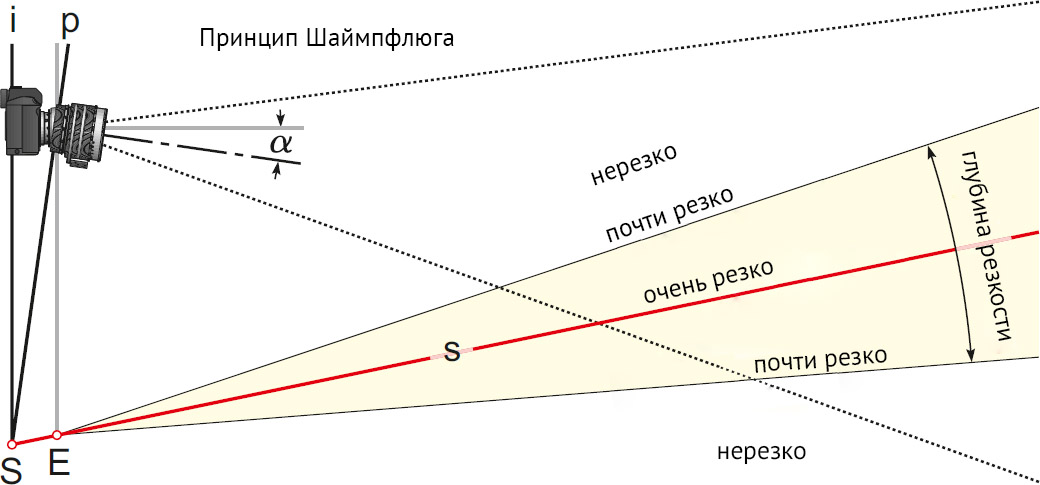
Если вы используете в качестве стандарта человеческого восприятия 0.025 мм, примите во внимание, что граница глубины резкости может оказаться недостаточно чёткой. Приведенный здесь калькулятор ГРИП основан на данном стандарте, но у меня есть также более гибкий калькулятор глубины резкости.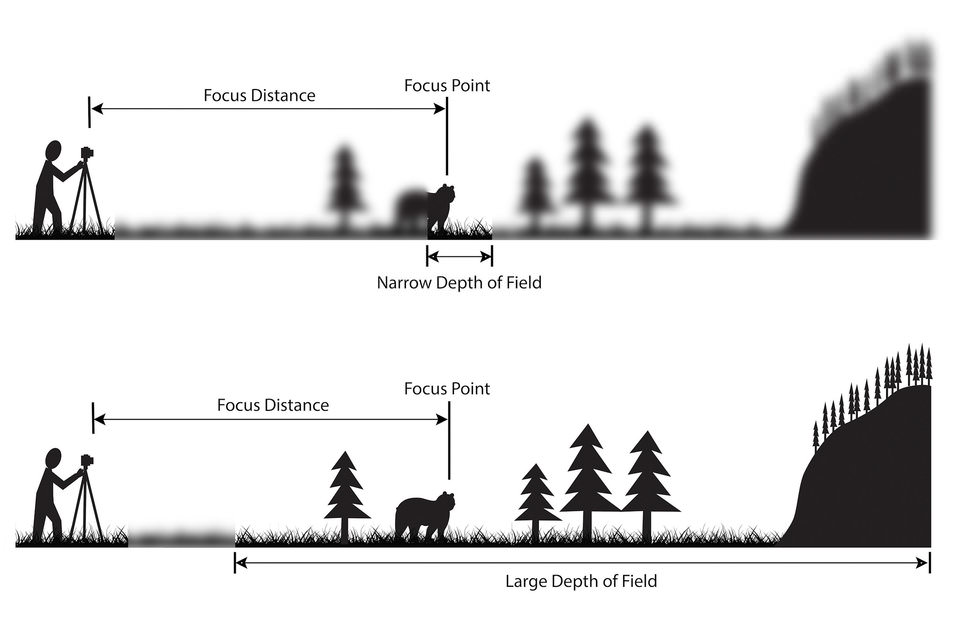 Она отличается от глубины резкости тем, что описывает диапазон, в котором свет фокусируется на сенсоре камеры, в отличие от количества изображения в фокусе. Это важно, поскольку определяет границы того, насколько горизонтально/вертикальна должна быть плёнка или цифровой сенсор, чтобы достичь требуемого фокуса на всех частях изображения.
Она отличается от глубины резкости тем, что описывает диапазон, в котором свет фокусируется на сенсоре камеры, в отличие от количества изображения в фокусе. Это важно, поскольку определяет границы того, насколько горизонтально/вертикальна должна быть плёнка или цифровой сенсор, чтобы достичь требуемого фокуса на всех частях изображения.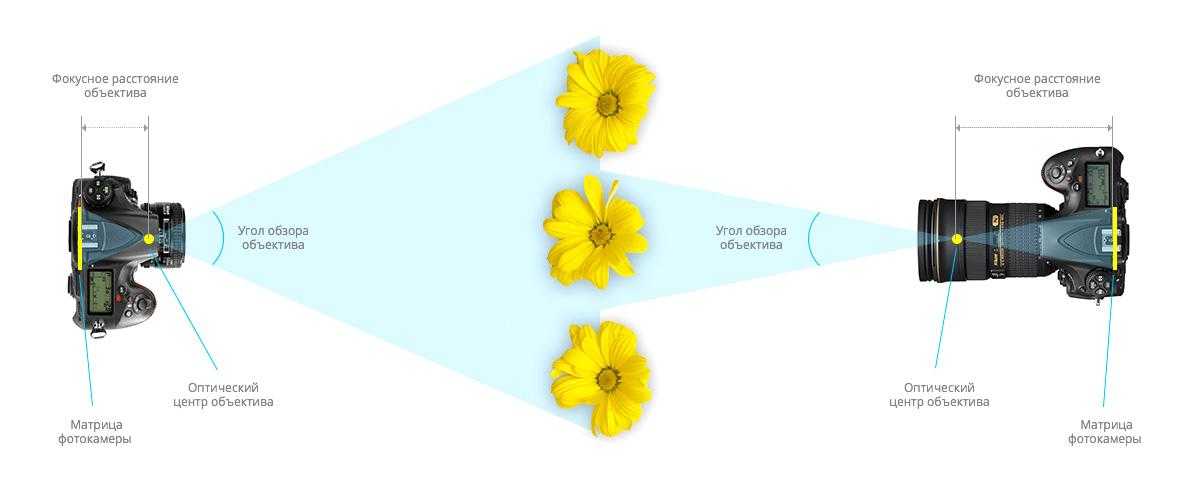
 Проблема состоит в том, что производители обычно не указывают фактор увеличения объективов, и его можно только приблизительно оценить визуально.
Проблема состоит в том, что производители обычно не указывают фактор увеличения объективов, и его можно только приблизительно оценить визуально. И наоборот — пейзажные фотографы зачастую применяют большую глубину резкости, чтобы все объекты на переднем и заднем планах выглядели четкими.
И наоборот — пейзажные фотографы зачастую применяют большую глубину резкости, чтобы все объекты на переднем и заднем планах выглядели четкими.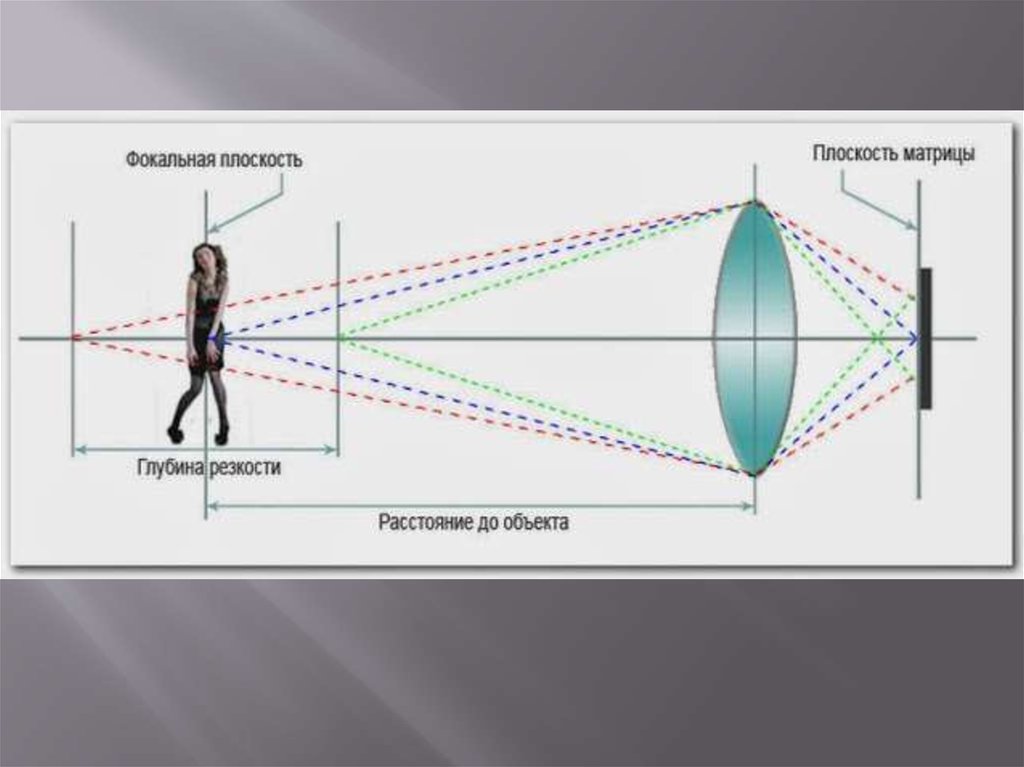 Если бы объект съемки был плоским, к примеру как фигура человека из картона, которая находится строго перпендикулярно объективу, вся фигура находилась бы в фокусе.
Если бы объект съемки был плоским, к примеру как фигура человека из картона, которая находится строго перпендикулярно объективу, вся фигура находилась бы в фокусе.
 Обычно эти фотографии распечатывали в формате 13×18 см. Это означает, что оригинальное изображение увеличивалось в 5 раз, соответственно пятно рассеяния увеличивалось с 0,17 мм до 0,85 мм, в результате чего большинство людей видели его уже как круг. Поэтому если нам нужно, чтобы круг воспринимался как точка при работе с этим традиционным размером изображения для просмотра, на датчике изображения стоит определить круг размером в пять раз меньше, чем 0,17 мм. После простых расчетов на калькуляторе получим значение около 0,034 мм.
Обычно эти фотографии распечатывали в формате 13×18 см. Это означает, что оригинальное изображение увеличивалось в 5 раз, соответственно пятно рассеяния увеличивалось с 0,17 мм до 0,85 мм, в результате чего большинство людей видели его уже как круг. Поэтому если нам нужно, чтобы круг воспринимался как точка при работе с этим традиционным размером изображения для просмотра, на датчике изображения стоит определить круг размером в пять раз меньше, чем 0,17 мм. После простых расчетов на калькуляторе получим значение около 0,034 мм.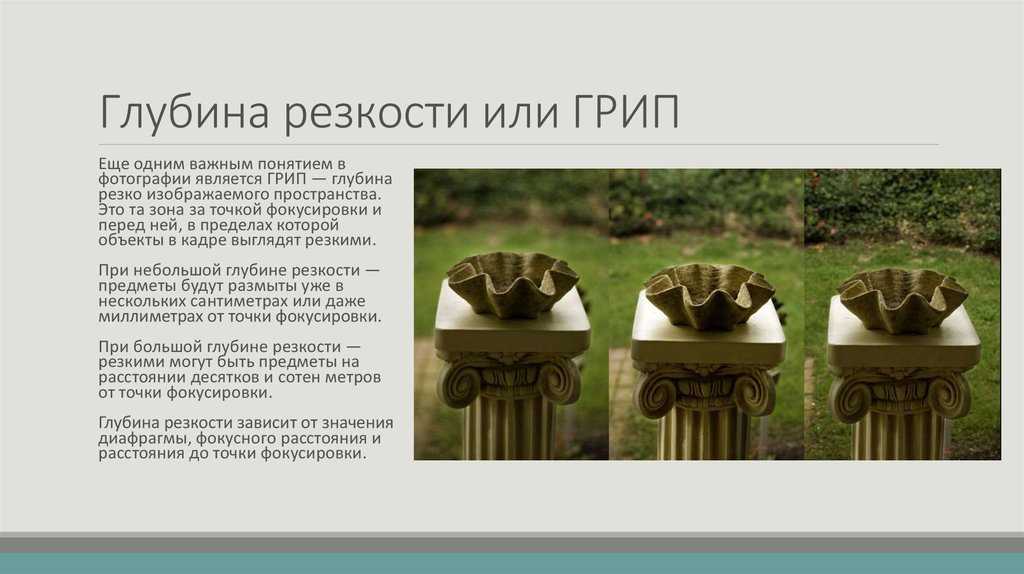 В своих расчетах компания Canon использует значение 0,019 мм.
В своих расчетах компания Canon использует значение 0,019 мм.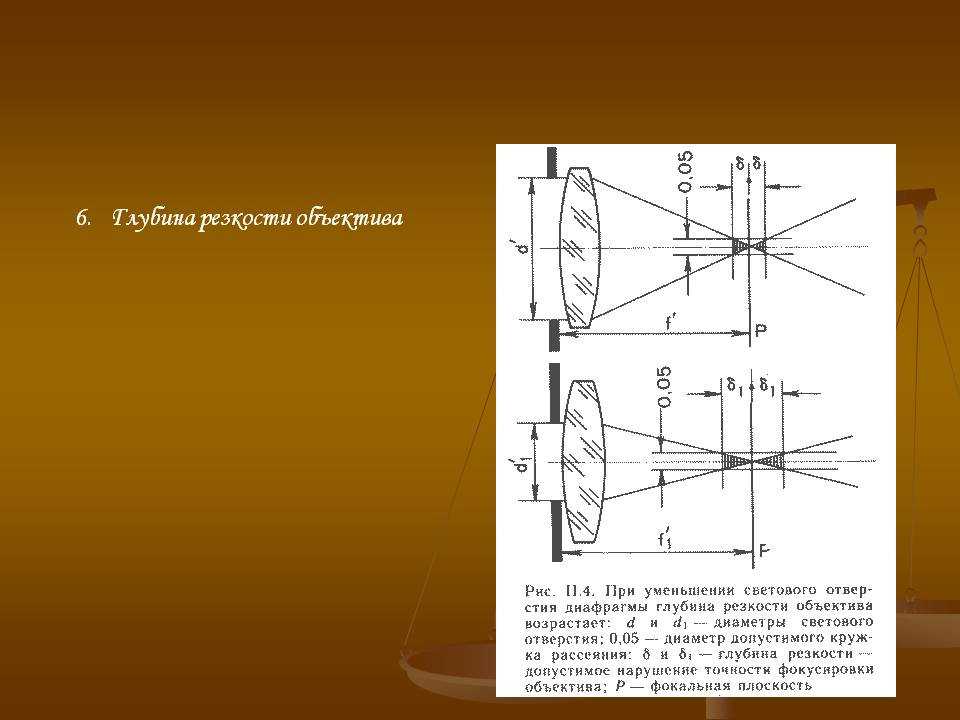
 Закрытая диафрагма объектива создает небольшое пятно рассеяния из той же области (как показано внизу).
Закрытая диафрагма объектива создает небольшое пятно рассеяния из той же области (как показано внизу).
 , f/1.8 и ISO 250.
, f/1.8 и ISO 250. 8 STM и следующими параметрами: 50 мм, 1/12 сек., f/16 и ISO 3200.
8 STM и следующими параметрами: 50 мм, 1/12 сек., f/16 и ISO 3200. 6, f/8 или f/11. При таких настройках объектив обычно обеспечивает оптимальный результат.
6, f/8 или f/11. При таких настройках объектив обычно обеспечивает оптимальный результат. Однако если камера оснащена кнопкой предварительного просмотра глубины резкости, нажатие этой кнопки приведет к применению для видоискателя текущего значения диафрагмы. Таким образом можно просматривать глубину резкости, используя видоискатель, или даже более точно отслеживать это на ЖК-экране в режиме Live View.
Однако если камера оснащена кнопкой предварительного просмотра глубины резкости, нажатие этой кнопки приведет к применению для видоискателя текущего значения диафрагмы. Таким образом можно просматривать глубину резкости, используя видоискатель, или даже более точно отслеживать это на ЖК-экране в режиме Live View. Но есть и другие факторы, включая оптические характеристики объектива, и этот снимок, сделанный при f/10, выглядит четким от деревьев на переднем плане до отдаленной береговой линии на заднем плане. Снято на камеру Canon EOS RP с объективом Canon RF 24-240mm F4-6.3 IS USM и следующими параметрами: 83 мм, 1/500 сек., f/10 и ISO 400.
Но есть и другие факторы, включая оптические характеристики объектива, и этот снимок, сделанный при f/10, выглядит четким от деревьев на переднем плане до отдаленной береговой линии на заднем плане. Снято на камеру Canon EOS RP с объективом Canon RF 24-240mm F4-6.3 IS USM и следующими параметрами: 83 мм, 1/500 сек., f/10 и ISO 400.

 Эти файлы cookie необходимы для функционирования веб-сайта и являются неотъемлемой частью наших систем. Чтобы узнать больше, ознакомьтесь с нашим Уведомлением о файлах cookie.
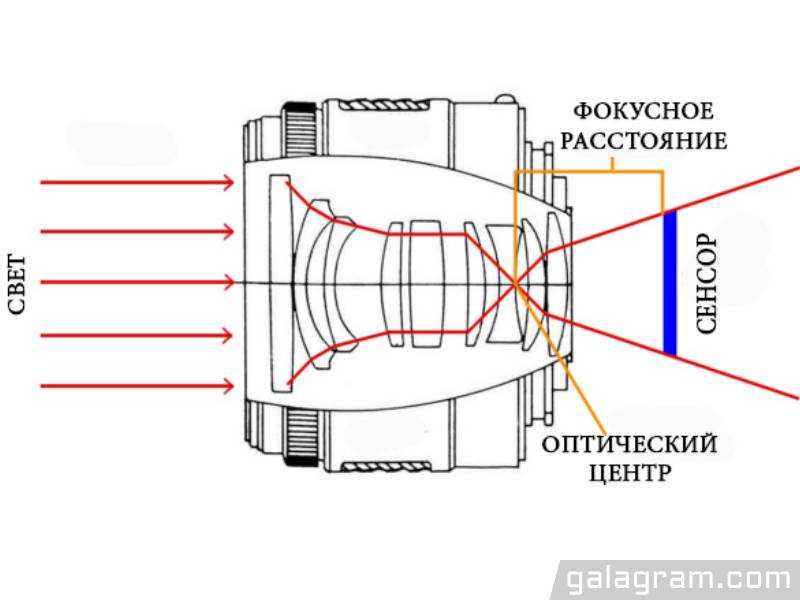
Эти файлы cookie необходимы для функционирования веб-сайта и являются неотъемлемой частью наших систем. Чтобы узнать больше, ознакомьтесь с нашим Уведомлением о файлах cookie.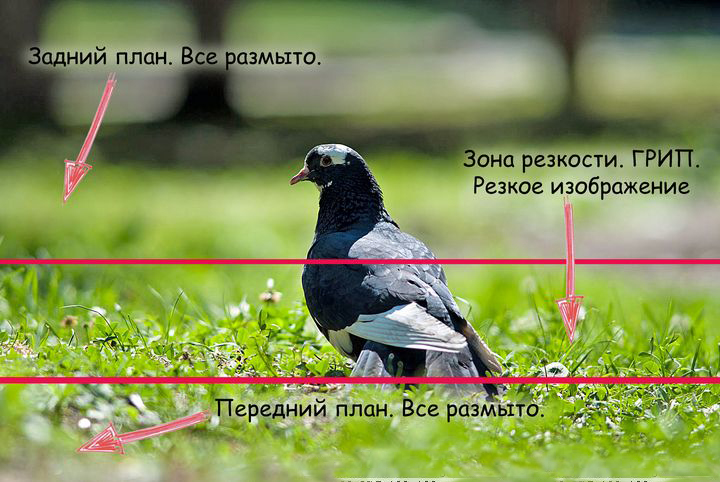 Если датчик изображения находится слишком близко или слишком далеко от объектива, он выходит за пределы глубины резкости, и фотография или видеозапись будут выглядеть размытыми.
Если датчик изображения находится слишком близко или слишком далеко от объектива, он выходит за пределы глубины резкости, и фотография или видеозапись будут выглядеть размытыми.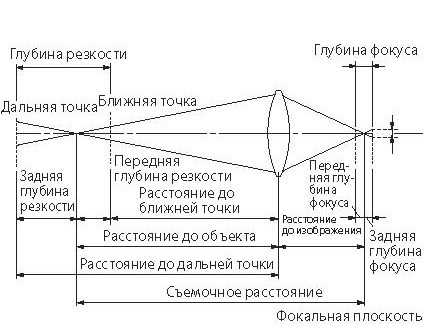 В чем разница между глубиной резкости и глубиной резкости? Разве глубина резкости не относится к диапазону приемлемой фокусировки на изображении?
В чем разница между глубиной резкости и глубиной резкости? Разве глубина резкости не относится к диапазону приемлемой фокусировки на изображении?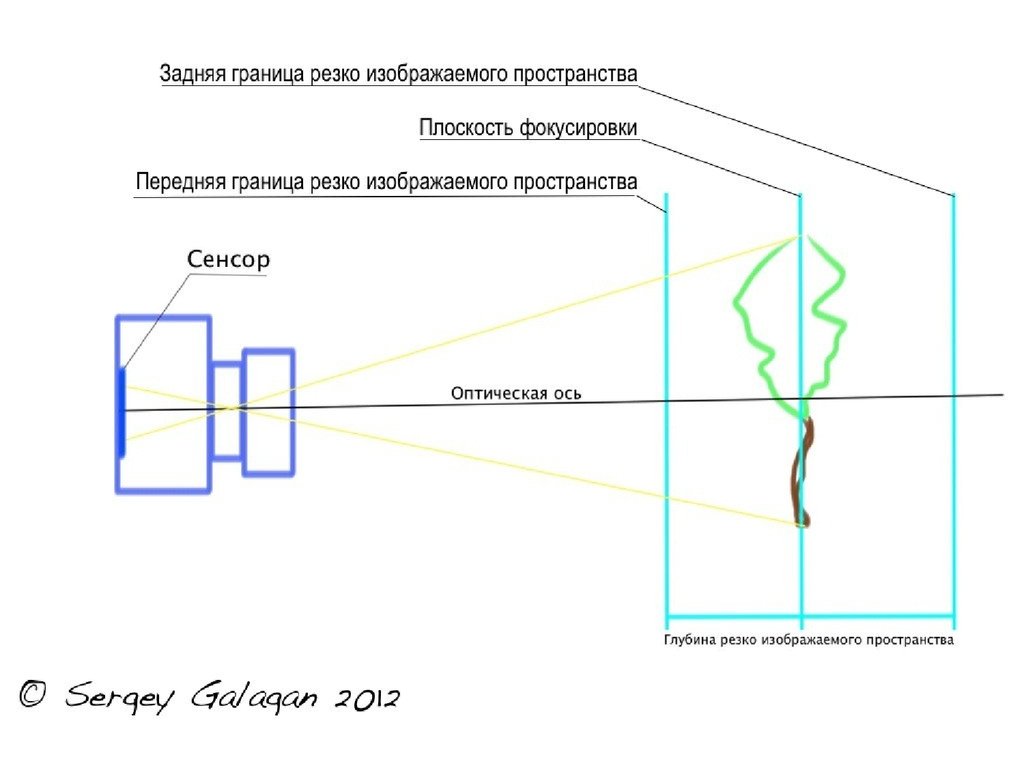 Если ваш датчик изображения находится за пределами допустимого диапазона фокусировки, все ваше изображение будет размытым, а не только определенные объекты в нем.
Если ваш датчик изображения находится за пределами допустимого диапазона фокусировки, все ваше изображение будет размытым, а не только определенные объекты в нем. Гели и фильтры часто помещают между объективом и датчиком изображения камеры, поэтому их добавление или удаление изменяет расстояние между пластиной и объективом. Большинство потребительских камер имеют встроенные фильтры или фильтры, которые размещаются снаружи объектива, поэтому эти расчеты обычно используются только для более дорогих или старых камер.
Гели и фильтры часто помещают между объективом и датчиком изображения камеры, поэтому их добавление или удаление изменяет расстояние между пластиной и объективом. Большинство потребительских камер имеют встроенные фильтры или фильтры, которые размещаются снаружи объектива, поэтому эти расчеты обычно используются только для более дорогих или старых камер.

 отверстие, которое ограничивает количество света, попадающего в камеру. Вместо этого попробуйте отойти дальше от объекта, чтобы расстояние между ним и всем остальным в кадре было больше. Это облегчит вашей камере получение резкости.
отверстие, которое ограничивает количество света, попадающего в камеру. Вместо этого попробуйте отойти дальше от объекта, чтобы расстояние между ним и всем остальным в кадре было больше. Это облегчит вашей камере получение резкости. Как правило, вы можете использовать три различных параметра:
Как правило, вы можете использовать три различных параметра: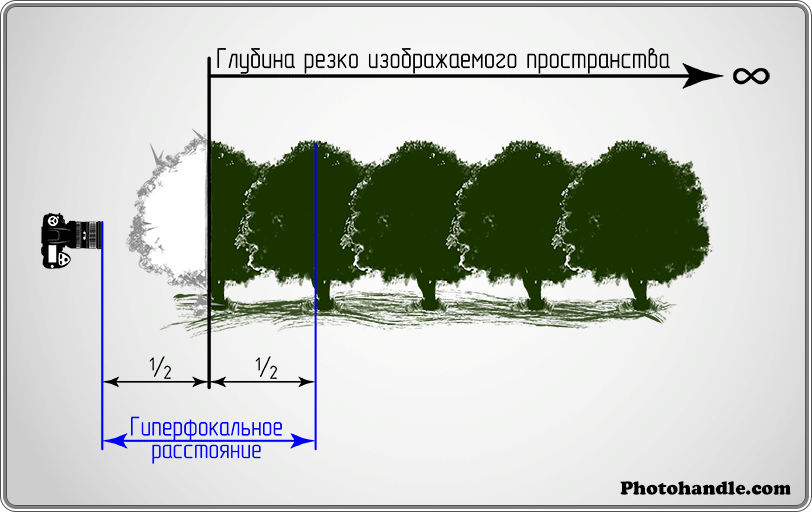 Мы начнем с базового определения глубины фокуса, а затем рассмотрим некоторые факторы, влияющие на эту глубину.
Мы начнем с базового определения глубины фокуса, а затем рассмотрим некоторые факторы, влияющие на эту глубину.

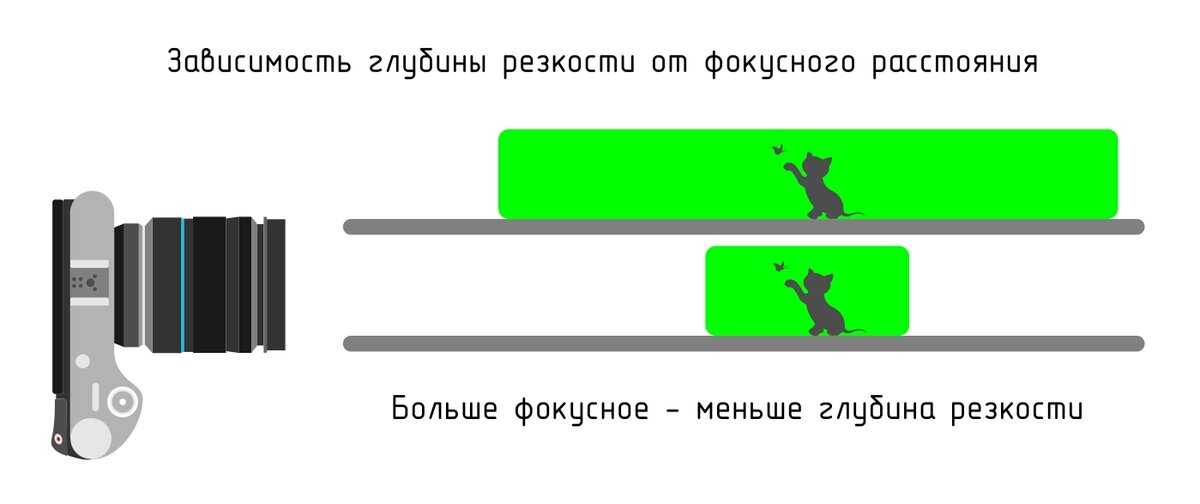
 Это важно не только для достижения мягкого размытия фона портрета, но и для получения четких изображений при работе с крупным планом или зум-объективами, где глубина резкости может быть очень малой.
Это важно не только для достижения мягкого размытия фона портрета, но и для получения четких изображений при работе с крупным планом или зум-объективами, где глубина резкости может быть очень малой. youtube.com/embed/8uU9O8c7Hss?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/8uU9O8c7Hss?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
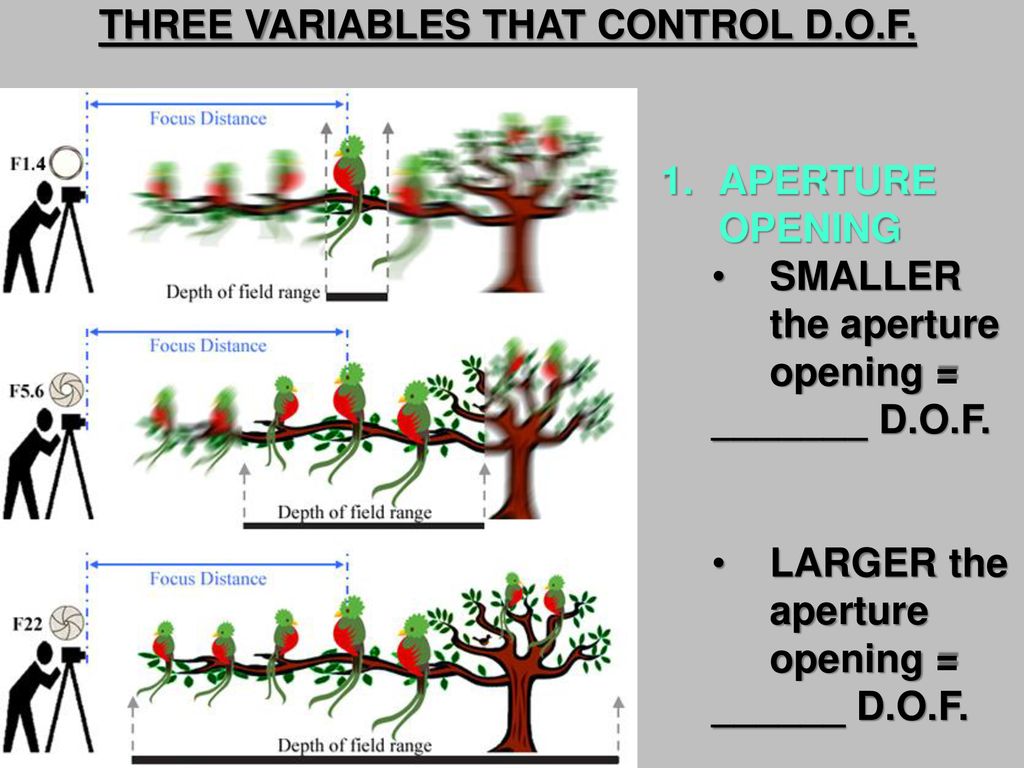
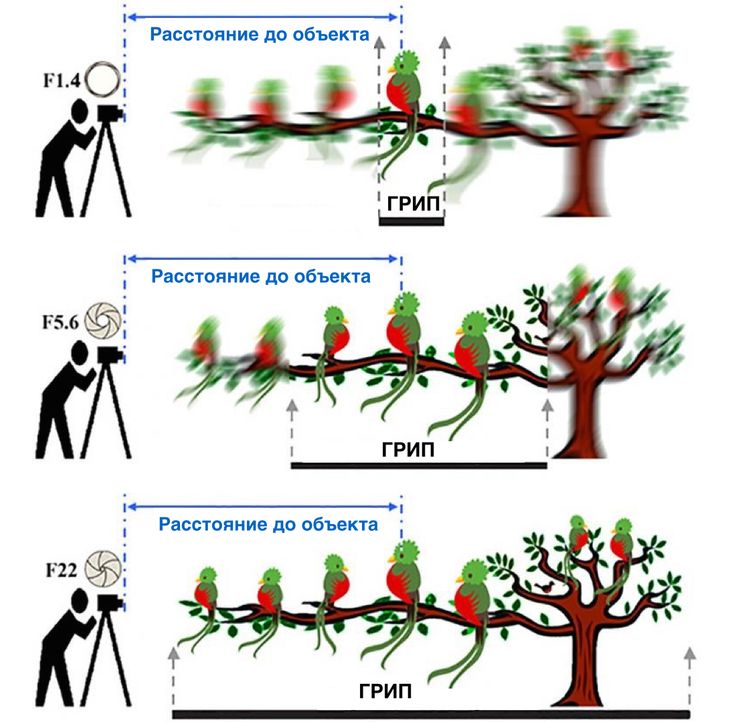
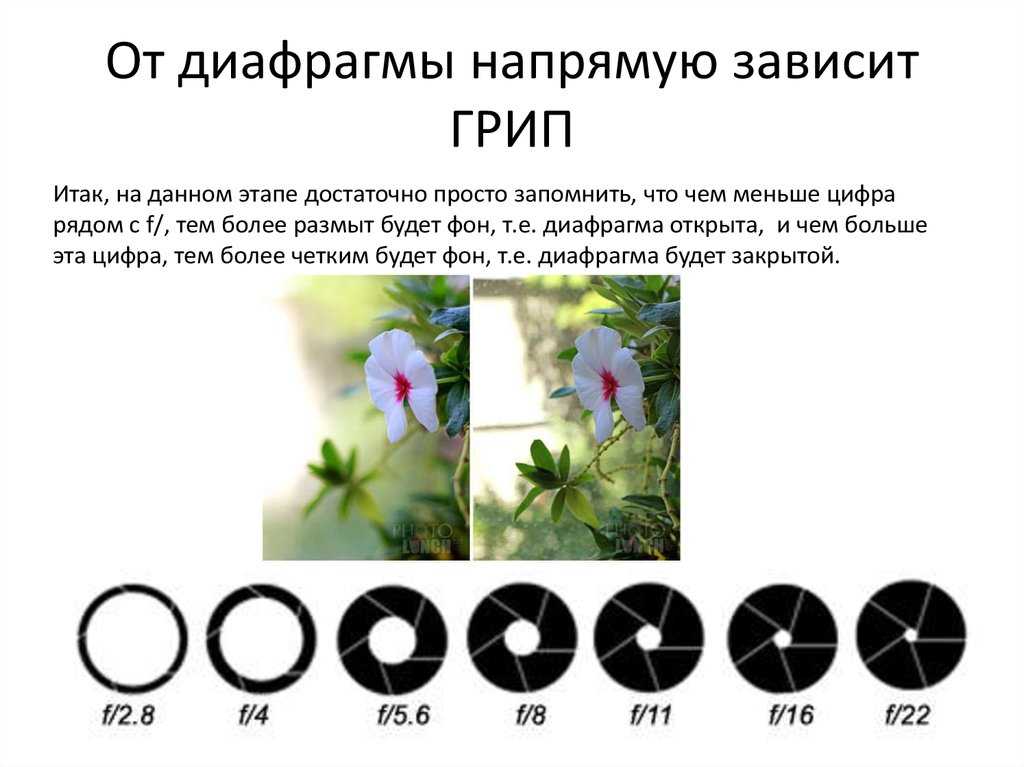
 Чем меньше число диафрагмы, тем больше диафрагма, и наоборот. Когда используется меньшая диафрагма (более высокое число диафрагм), проходит меньше света, что приводит к большей глубине резкости. Диафрагма также влияет на другие элементы экспозиции, такие как выдержка и ISO.
Чем меньше число диафрагмы, тем больше диафрагма, и наоборот. Когда используется меньшая диафрагма (более высокое число диафрагм), проходит меньше света, что приводит к большей глубине резкости. Диафрагма также влияет на другие элементы экспозиции, такие как выдержка и ISO. Попытка определить расстояние до глубины резкости может оказаться сложной задачей. К счастью, есть несколько методов, которые помогут вам добиться идеальной глубины резкости ваших фотографий.
Попытка определить расстояние до глубины резкости может оказаться сложной задачей. К счастью, есть несколько методов, которые помогут вам добиться идеальной глубины резкости ваших фотографий. Вы увидите, что хотя объект переднего плана теперь не в фокусе, все остальное в фокусе (и наоборот).
Вы увидите, что хотя объект переднего плана теперь не в фокусе, все остальное в фокусе (и наоборот).
 Вот если кто-нибудь придумает к данной ручке свой оригинальный «авторский язык», — это будет уже прорыв в искусстве. Будет это заменитель палитры или что-нибудь еще. Яркий пример того, как технология переходит в разряд искусства был продемонстрирован на днях в Лондоне, где в одном из музеев выставили фотографии из Инстаграм.
Вот если кто-нибудь придумает к данной ручке свой оригинальный «авторский язык», — это будет уже прорыв в искусстве. Будет это заменитель палитры или что-нибудь еще. Яркий пример того, как технология переходит в разряд искусства был продемонстрирован на днях в Лондоне, где в одном из музеев выставили фотографии из Инстаграм. mk.ru
mk.ru Кроме того, творчество благоприятно сказывается на усидчивости деток, а для взрослых это шанс расслабиться после трудного дня. Для всех маленьких художников и их родителей американская компания Redwood придумала совершенно уникальный продукт – 3D ручку.Теперь вы можете рисовать не только плоские картинки, но и легко придавать им форму и объем. Вертикальные изображения в буквальном смысле застывают в воздухе. Таким образом, обычные иллюстрации превращаются в игрушки, статуэтки, украшения и другие предметы, которые подскажет вам воображение.
Кроме того, творчество благоприятно сказывается на усидчивости деток, а для взрослых это шанс расслабиться после трудного дня. Для всех маленьких художников и их родителей американская компания Redwood придумала совершенно уникальный продукт – 3D ручку.Теперь вы можете рисовать не только плоские картинки, но и легко придавать им форму и объем. Вертикальные изображения в буквальном смысле застывают в воздухе. Таким образом, обычные иллюстрации превращаются в игрушки, статуэтки, украшения и другие предметы, которые подскажет вам воображение. 3Д ручка Вертикаль не имеет проводов. Мягкий полимер находится в корпусе аксессуара. Световая съемная насадка, благодаря новейшим технологиям, позволяет добиваться его затвердевания. Сам материал абсолютно безопасен для детей.
3Д ручка Вертикаль не имеет проводов. Мягкий полимер находится в корпусе аксессуара. Световая съемная насадка, благодаря новейшим технологиям, позволяет добиваться его затвердевания. Сам материал абсолютно безопасен для детей. Отдельные детали сложных конструкций соединяются между собой по тому же принципу.
Отдельные детали сложных конструкций соединяются между собой по тому же принципу. Для этого компания Redwood подготовила множество комплектов с 3Д ручками 2-х и более оттенков.
Для этого компания Redwood подготовила множество комплектов с 3Д ручками 2-х и более оттенков.
 Поможет в этом профессиональный набор от Редвуд. Он отличается более стильным дизайном и функциями. Толщина линий регулируется сменными насадками с различным диаметром сопла. Так, вы сможете создавать пейзажи, городские панорамы и сложные объемные фигуры, а также осваивать новые техники.
Поможет в этом профессиональный набор от Редвуд. Он отличается более стильным дизайном и функциями. Толщина линий регулируется сменными насадками с различным диаметром сопла. Так, вы сможете создавать пейзажи, городские панорамы и сложные объемные фигуры, а также осваивать новые техники. Если юному творцу понабились другие цвета или емкости из набора опустели, то в нашем каталоге вы можете легко найти материал для объемных фигур всех возможных оттенков.
Если юному творцу понабились другие цвета или емкости из набора опустели, то в нашем каталоге вы можете легко найти материал для объемных фигур всех возможных оттенков.

 и бизнес-приложений. Из-за его небольшого размера мы создали ряд инноваций, которых раньше не было в индустрии цветопередачи».
и бизнес-приложений. Из-за его небольшого размера мы создали ряд инноваций, которых раньше не было в индустрии цветопередачи». 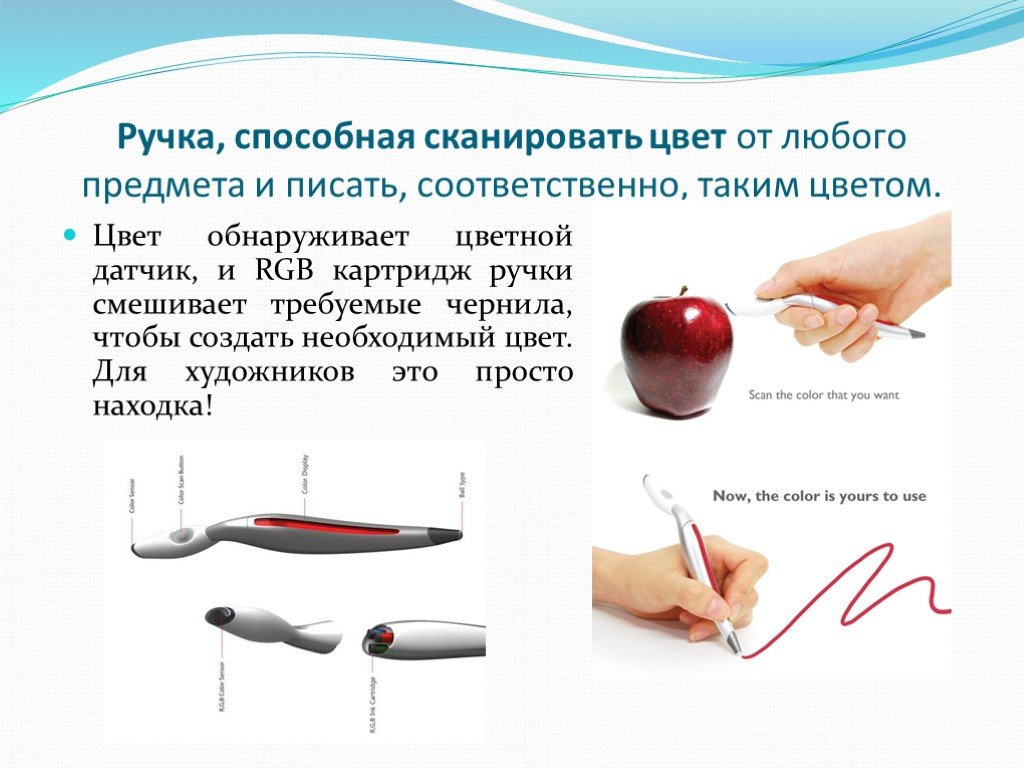
 Они написали:
Они написали: В сообщении imgur пользователь ilikepie641 описывает, как он обнаружил «глюк» в оригинальном видео Scribble на Youtube, показывая, что рисунки могли быть подделаны и вставлены во время постобработки. Многие другие сообщения на imgur отмечают аналогичные несоответствия.
В сообщении imgur пользователь ilikepie641 описывает, как он обнаружил «глюк» в оригинальном видео Scribble на Youtube, показывая, что рисунки могли быть подделаны и вставлены во время постобработки. Многие другие сообщения на imgur отмечают аналогичные несоответствия. Например: «Ни одного из этих трех человек нельзя найти в LinkedIn как сотрудника Scribble или даже работают в технологическом стартапе в районе Сан-Франциско. Если не считать множества постов в блогах с помощью пера Scribble, таких людей в Интернете не существует»9.0003
Например: «Ни одного из этих трех человек нельзя найти в LinkedIn как сотрудника Scribble или даже работают в технологическом стартапе в районе Сан-Франциско. Если не считать множества постов в блогах с помощью пера Scribble, таких людей в Интернете не существует»9.0003 Однако, по его словам, «это не доказывает, что для ручки Scribble нет заявки на товарный знак — учитывая, что страница Scribble в Facebook была создана в мае этого года, мы стоим на пороге публикации заявки на товарный знак». . Учитывая отсутствие зарегистрированного бизнеса и какое-либо упоминание в Интернете о людях, работающих над Scribble, маловероятно, что ожидают рассмотрения какие-либо заявки на товарные знаки».
Однако, по его словам, «это не доказывает, что для ручки Scribble нет заявки на товарный знак — учитывая, что страница Scribble в Facebook была создана в мае этого года, мы стоим на пороге публикации заявки на товарный знак». . Учитывая отсутствие зарегистрированного бизнеса и какое-либо упоминание в Интернете о людях, работающих над Scribble, маловероятно, что ожидают рассмотрения какие-либо заявки на товарные знаки».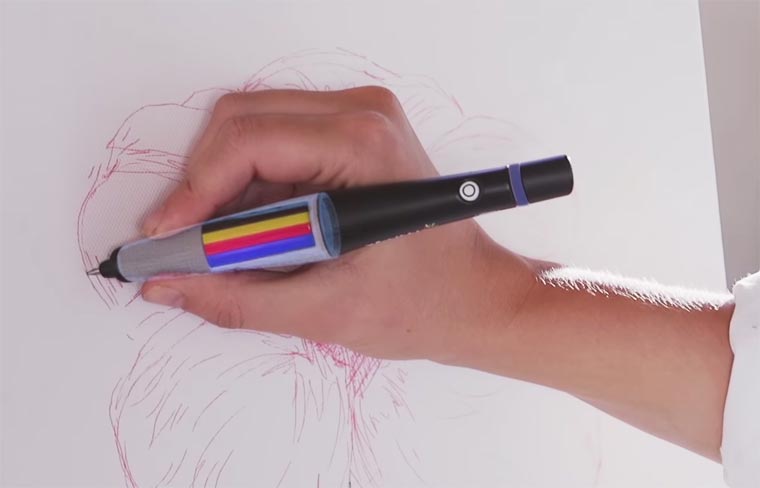 Следующее из электронного письма, отправленного ему Scribble,
Следующее из электронного письма, отправленного ему Scribble,
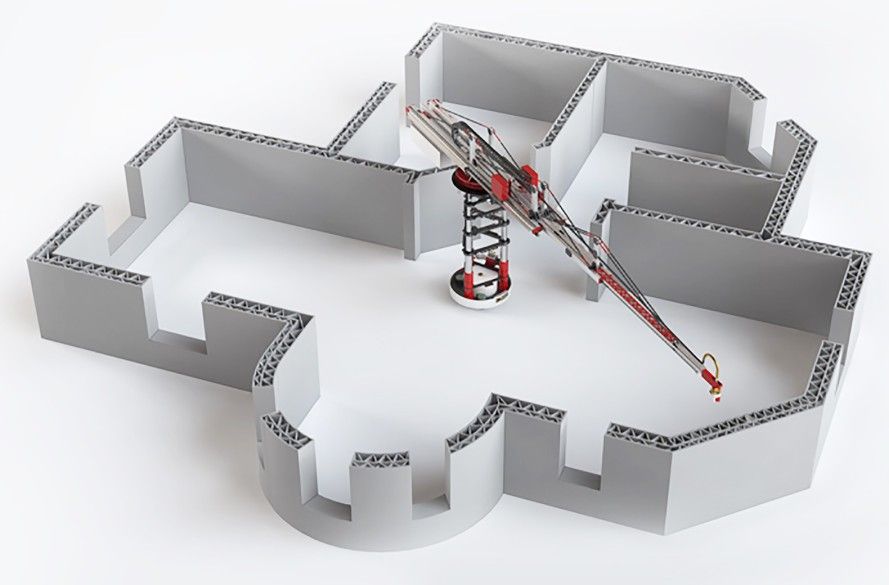
 Предполагается, что это поможет решить проблему обеспечения граждан доступным и достойным жильем.
Предполагается, что это поможет решить проблему обеспечения граждан доступным и достойным жильем.
 Стены были выполнены из строительных отходов, которые держали форму благодаря специальному отвердителю.
Стены были выполнены из строительных отходов, которые держали форму благодаря специальному отвердителю. Этим сооружением стал миниатюрный замок, символизирующий активное развитие современных технологий в архитектуре и строительстве.
Этим сооружением стал миниатюрный замок, символизирующий активное развитие современных технологий в архитектуре и строительстве. Сделать процесс восстановления дома максимально комфортным решила Амстердамская архитектурная студия DUS.
Сделать процесс восстановления дома максимально комфортным решила Амстердамская архитектурная студия DUS. Такое «строительство» является не только более экономным, но и максимально экологичным. А все потому что после него не остаётся привычного строительного мусора, тогда как в качестве материалов используются исключительно переработанные отходы.
Такое «строительство» является не только более экономным, но и максимально экологичным. А все потому что после него не остаётся привычного строительного мусора, тогда как в качестве материалов используются исключительно переработанные отходы.
 Вскоре после анонса роскошного Ender 3 S1 Creality необъяснимым образом добавила еще больше функций к своей надежной рабочей лошадке и назвала ее «профессиональной» версией.
Вскоре после анонса роскошного Ender 3 S1 Creality необъяснимым образом добавила еще больше функций к своей надежной рабочей лошадке и назвала ее «профессиональной» версией.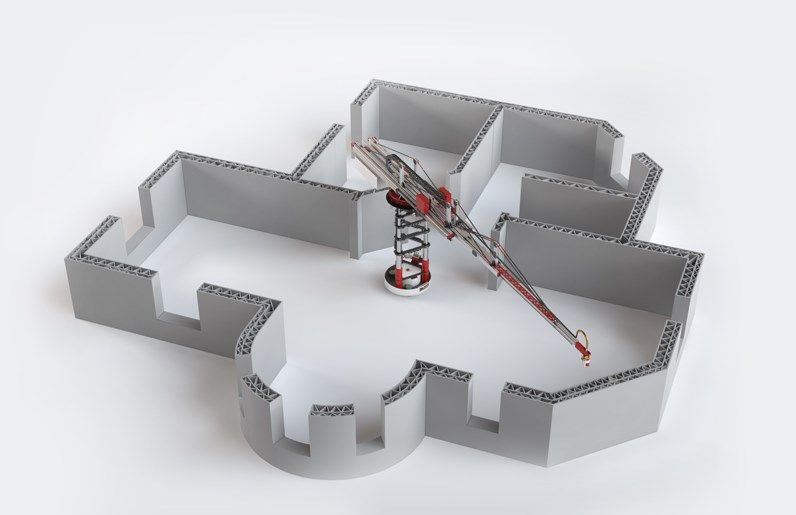 Эти дешевые подвалы Enders по-прежнему популярны, потому что их так легко модернизировать. Почти все, что поставляется с Ender 3 S1 Pro, можно добавить к классическому Ender 3, если вы готовы потратить не менее 350 долларов на детали и самостоятельно добавить их к старому принтеру (что доставляет хлопот и стоит больше, если вы не у меня еще нет Ender 3).
Эти дешевые подвалы Enders по-прежнему популярны, потому что их так легко модернизировать. Почти все, что поставляется с Ender 3 S1 Pro, можно добавить к классическому Ender 3, если вы готовы потратить не менее 350 долларов на детали и самостоятельно добавить их к старому принтеру (что доставляет хлопот и стоит больше, если вы не у меня еще нет Ender 3). 4 мм (взаимозаменяемый)
4 мм (взаимозаменяемый)
 Машина также поставляется с датчиком биения, установленным рядом с держателем катушки, и системой восстановления потери мощности.
Машина также поставляется с датчиком биения, установленным рядом с держателем катушки, и системой восстановления потери мощности.
 Затем я прикрепил узел хотэнда к X-порталу четырьмя винтами. Экран управления крепится сбоку 3 винтами, а держатель катушки защелкивается сверху.
Затем я прикрепил узел хотэнда к X-порталу четырьмя винтами. Экран управления крепится сбоку 3 винтами, а держатель катушки защелкивается сверху. Перемещайте смещение по оси Z вверх или вниз, пока сопло не коснется бумаги. Принтер, который я тестировал, не нуждался в настройке Z, он был идеальным с первого раза.
Перемещайте смещение по оси Z вверх или вниз, пока сопло не коснется бумаги. Принтер, который я тестировал, не нуждался в настройке Z, он был идеальным с первого раза.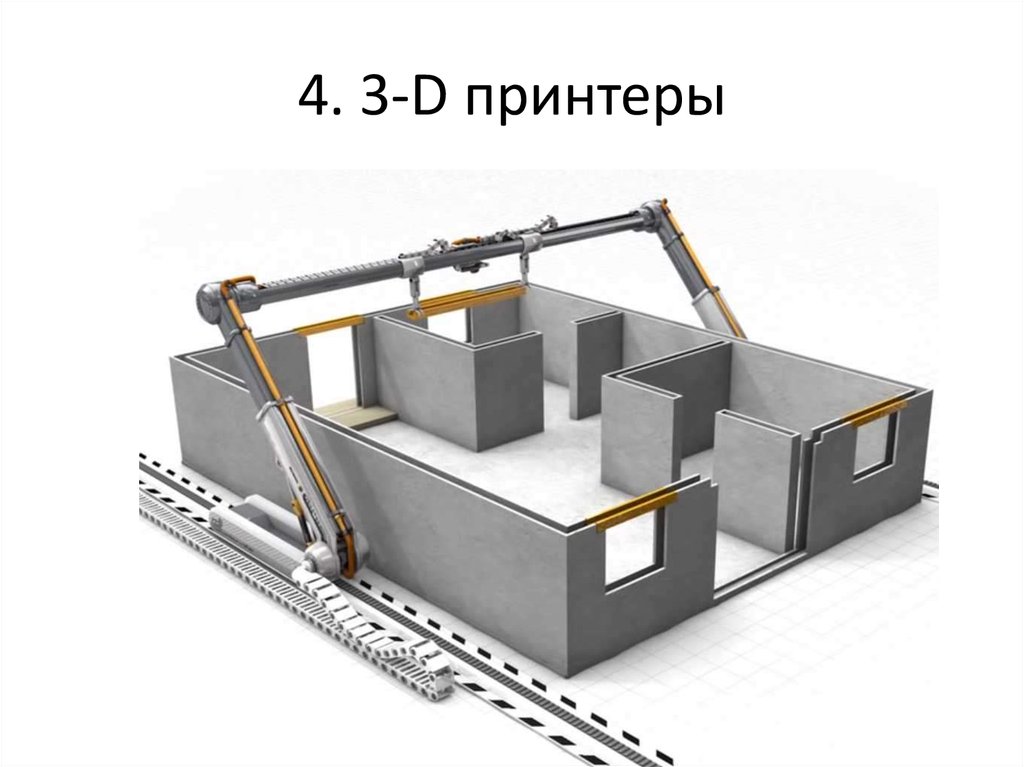 8.0, которая является просто более старой версией Cura с брендингом Creality. и каждый принтер, который когда-либо производился, был предварительно загружен. PrusaSlicer — еще одна популярная альтернатива, которая также бесплатна и, по мнению некоторых, более проста в использовании.
8.0, которая является просто более старой версией Cura с брендингом Creality. и каждый принтер, который когда-либо производился, был предварительно загружен. PrusaSlicer — еще одна популярная альтернатива, которая также бесплатна и, по мнению некоторых, более проста в использовании. Этот дельфин от Flexi Factory отвечает всем требованиям и печатается очень чисто. Я сделал ручную замену цвета только для того, чтобы израсходовать последние остатки PLA. Он напечатан из Inland Turquoise PLA (открывается в новой вкладке) и Matterhackers Pro Series Blue PLA. (откроется в новой вкладке) Это заняло 3 часа 55 минут при высоте слоя 0,2 мм и скорости 60 мм.
Этот дельфин от Flexi Factory отвечает всем требованиям и печатается очень чисто. Я сделал ручную замену цвета только для того, чтобы израсходовать последние остатки PLA. Он напечатан из Inland Turquoise PLA (открывается в новой вкладке) и Matterhackers Pro Series Blue PLA. (откроется в новой вкладке) Это заняло 3 часа 55 минут при высоте слоя 0,2 мм и скорости 60 мм. Все было напечатано индивидуально со стандартной высотой слоя 0,2 мм, и весь проект занял 19часов и 45 минут времени печати.
Все было напечатано индивидуально со стандартной высотой слоя 0,2 мм, и весь проект занял 19часов и 45 минут времени печати. Его легко собрать, а система выравнивания CR Touch отлично работала без необходимости каких-либо регулировок. Новая гибкая пластина с покрытием PEI великолепна, а все небольшие обновления от легкого комплекта до цельнометаллического хотэнда делают этот принтер полноценным продуктом потребительского уровня. Это не научный проект, чтобы торчать в сарае, это настоящая железка, которая гордо стоит на вашем столе.
Его легко собрать, а система выравнивания CR Touch отлично работала без необходимости каких-либо регулировок. Новая гибкая пластина с покрытием PEI великолепна, а все небольшие обновления от легкого комплекта до цельнометаллического хотэнда делают этот принтер полноценным продуктом потребительского уровня. Это не научный проект, чтобы торчать в сарае, это настоящая железка, которая гордо стоит на вашем столе.
 Лучшие 3D-принтеры для начинающих воплотят в жизнь ваши цифровые мечты.
Лучшие 3D-принтеры для начинающих воплотят в жизнь ваши цифровые мечты. Эти настольные устройства дают вам возможность использовать свой творческий потенциал и превращать цифровые прототипы, 3D-рисунки и многое другое в физические объекты, не выходя из дома. Лучший 3D-принтер для начинающих воплотит в жизнь ваши цифровые мечты.
Эти настольные устройства дают вам возможность использовать свой творческий потенциал и превращать цифровые прототипы, 3D-рисунки и многое другое в физические объекты, не выходя из дома. Лучший 3D-принтер для начинающих воплотит в жизнь ваши цифровые мечты. Мы уделяли приоритетное внимание таким функциям, как простая сборка и заправка материалов для печати, а также простой в использовании интерфейс, требующий меньшего времени для начала работы.
Мы уделяли приоритетное внимание таким функциям, как простая сборка и заправка материалов для печати, а также простой в использовании интерфейс, требующий меньшего времени для начала работы.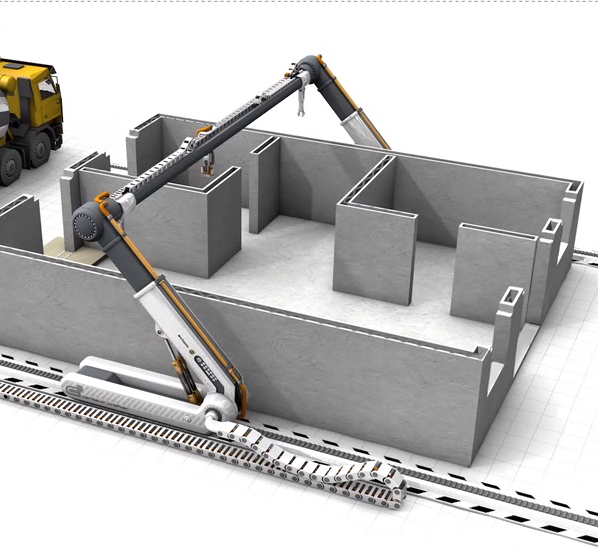 Этот принтер доступен по цене, прост в использовании и обладает рядом привлекательных функций.
Этот принтер доступен по цене, прост в использовании и обладает рядом привлекательных функций.
 AnkerMake M5 также оснащен камерой с искусственным интеллектом, которая помогает выявлять такие ошибки, как застревание экструдера и невозможность прилипания модели к печатной платформе. Система отправляет уведомления через приложение AnkerMake, полезную функцию как для начинающих, так и для опытных производителей.
AnkerMake M5 также оснащен камерой с искусственным интеллектом, которая помогает выявлять такие ошибки, как застревание экструдера и невозможность прилипания модели к печатной платформе. Система отправляет уведомления через приложение AnkerMake, полезную функцию как для начинающих, так и для опытных производителей. до 40 мм/с
до 40 мм/с



 Встроенный датчик нити также распознает низкий уровень нити и приостанавливает печать, чтобы уведомить вас о необходимости перезагрузки. После того, как ваше творение будет напечатано, поднимите нагретую, гибкую и съемную рабочую платформу. При небольшом изгибе модель должна легко сняться.
Встроенный датчик нити также распознает низкий уровень нити и приостанавливает печать, чтобы уведомить вас о необходимости перезагрузки. После того, как ваше творение будет напечатано, поднимите нагретую, гибкую и съемную рабочую платформу. При небольшом изгибе модель должна легко сняться. Он совместим с более чем 20 материалами, от дерева до металла и стекла.
Он совместим с более чем 20 материалами, от дерева до металла и стекла.
 Это должен быть единственный 3D-принтер, который вы когда-либо получите, если только он вам не понадобится для коммерческого использования.
Это должен быть единственный 3D-принтер, который вы когда-либо получите, если только он вам не понадобится для коммерческого использования. Имейте в виду, что размер принтера связан с объемом сборки, который принтер пытается вместить; более крупный принтер сможет создавать более крупные элементы, а меньший будет ограничен более мелкими элементами.
Имейте в виду, что размер принтера связан с объемом сборки, который принтер пытается вместить; более крупный принтер сможет создавать более крупные элементы, а меньший будет ограничен более мелкими элементами. Другие 3D-принтеры, такие как полимерные принтеры, используют процессы отверждения, такие как ультрафиолетовое излучение, для отверждения материалов по слоям.
Другие 3D-принтеры, такие как полимерные принтеры, используют процессы отверждения, такие как ультрафиолетовое излучение, для отверждения материалов по слоям. Некоторые принтеры также поставляются с материалами для печати, так что вы можете сразу приступить к работе.
Некоторые принтеры также поставляются с материалами для печати, так что вы можете сразу приступить к работе. В частности, вам понадобится 3D-принтер с подходящим объемом сборки (максимальной площадью печати) для ваших нужд. Конечно, по мере увеличения объема сборки увеличивается и размер принтера (и цена).
В частности, вам понадобится 3D-принтер с подходящим объемом сборки (максимальной площадью печати) для ваших нужд. Конечно, по мере увеличения объема сборки увеличивается и размер принтера (и цена).  Текущие расходы включают в себя заправку расходных материалов для принтера и возможную замену или ремонт, если что-то пойдет не так. Тем не менее, вы сможете делать довольно крутые и полезные вещи, так что хобби часто стоит своей цены.
Текущие расходы включают в себя заправку расходных материалов для принтера и возможную замену или ремонт, если что-то пойдет не так. Тем не менее, вы сможете делать довольно крутые и полезные вещи, так что хобби часто стоит своей цены. 
 Это делают либо при помощи лазера, либо при помощи раскаленных вольфрамовых нитей. Целевая смесь металлов, оксидов и нитридов буквально испаряется, распыляется по всему объему вакуумной камеры и осаждается на все вокруг, в том числе и на стекло которое необходимо покрыть ионами энергосберегающей смеси.
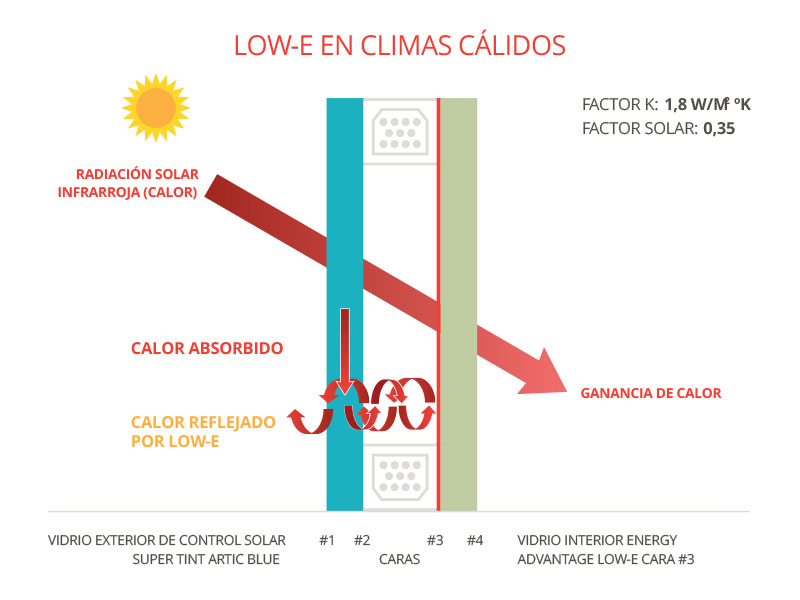
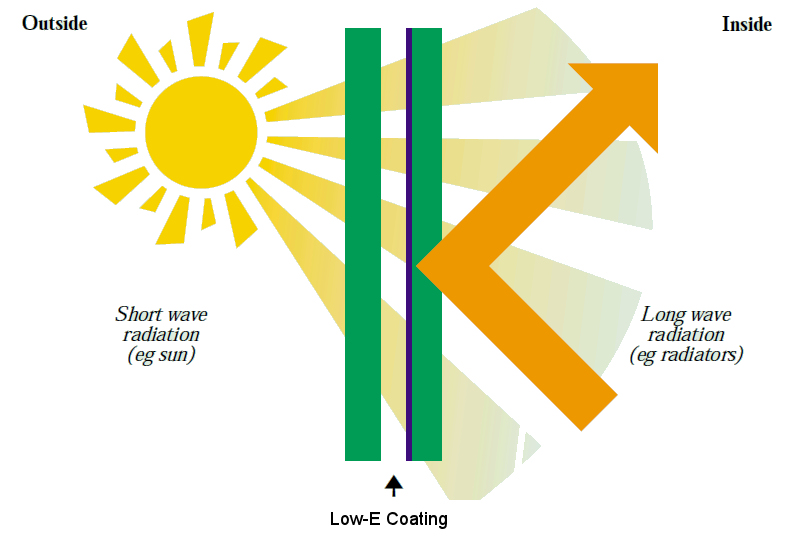
Это делают либо при помощи лазера, либо при помощи раскаленных вольфрамовых нитей. Целевая смесь металлов, оксидов и нитридов буквально испаряется, распыляется по всему объему вакуумной камеры и осаждается на все вокруг, в том числе и на стекло которое необходимо покрыть ионами энергосберегающей смеси. Весь фокус энергосберегающего стекла Low-E заключается в том, что бы нанести очень тонкий но достаточный слой, который будет пропускать видимую для человеческого глаза часть электромагнитного спектра, но будет отражать его инфракрасную часть. Лучшими металлами для этой задачи являются золото и серебро, они лучше всего из всех металлов отражают инфракрасные волны электромагнитного спектра которые являются ничем иным как переносчиками тепла и теплоты. В нашем случае, по экономическим причинам, серебро — лучший выбор.
Весь фокус энергосберегающего стекла Low-E заключается в том, что бы нанести очень тонкий но достаточный слой, который будет пропускать видимую для человеческого глаза часть электромагнитного спектра, но будет отражать его инфракрасную часть. Лучшими металлами для этой задачи являются золото и серебро, они лучше всего из всех металлов отражают инфракрасные волны электромагнитного спектра которые являются ничем иным как переносчиками тепла и теплоты. В нашем случае, по экономическим причинам, серебро — лучший выбор.
 Энергию в свою очередь можно выразить по разному: в джоулях, в ваттах…
Энергию в свою очередь можно выразить по разному: в джоулях, в ваттах… (м2*К/Вт)
(м2*К/Вт) Все это характеризует не какой то мнимый, а прямой и конкретный эффект на количество тепла поступающего с улицы в помещение летом, и наоборот на количество тепла которое вы потеряете зимой, и в конечном счете на бюджете который израсходуете/сбережете на охлаждение летом (если используете кондиционер) и на отопление зимой.
Все это характеризует не какой то мнимый, а прямой и конкретный эффект на количество тепла поступающего с улицы в помещение летом, и наоборот на количество тепла которое вы потеряете зимой, и в конечном счете на бюджете который израсходуете/сбережете на охлаждение летом (если используете кондиционер) и на отопление зимой. Возьмем типовое окно размером 1300*1400 мм. и рассчитаем сопротивление теплопередаче такого окна для каждого типа стеклопакета. Профиль выберем по умолчанию Kömmerling 70ST plus, с коэффициентом 0.86 м2*К/Вт. Площадь остекления такого окна будет 61% от всей площади окна, на пластиковый профиль остается соответственно 39%.
Возьмем типовое окно размером 1300*1400 мм. и рассчитаем сопротивление теплопередаче такого окна для каждого типа стеклопакета. Профиль выберем по умолчанию Kömmerling 70ST plus, с коэффициентом 0.86 м2*К/Вт. Площадь остекления такого окна будет 61% от всей площади окна, на пластиковый профиль остается соответственно 39%. 61 + 0,34
61 + 0,34
 Условимся, что профиль у нас немецкий 60мм и самый доступный комплект поворотно-откидной фурнитуры, тоже немецкой, который минимально будет влиять на цену окна.
Условимся, что профиль у нас немецкий 60мм и самый доступный комплект поворотно-откидной фурнитуры, тоже немецкой, который минимально будет влиять на цену окна. 5%
5% 8%
8% Вот тут начинается самое интересное. Как видно из нашего расчета, такой стеклопакет дает прирост сопротивления теплопередаче на +26% для всего окна, а цена окна вырастает всего на +4.4%.
Вот тут начинается самое интересное. Как видно из нашего расчета, такой стеклопакет дает прирост сопротивления теплопередаче на +26% для всего окна, а цена окна вырастает всего на +4.4%. Замечательный выбор!
Замечательный выбор!


 По этой причине мы стремимся предоставлять инновационные решения по теплоизоляции, чтобы каждый дом, над которым вы работаете, становился энергоэффективным.
По этой причине мы стремимся предоставлять инновационные решения по теплоизоляции, чтобы каждый дом, над которым вы работаете, становился энергоэффективным. Независимо от ваших сезонных предпочтений, каждый надеется, что его дом станет уютным убежищем от детс…
Независимо от ваших сезонных предпочтений, каждый надеется, что его дом станет уютным убежищем от детс…
 | Все права защищены
| Все права защищены Почему это? Пена чашки обеспечивает термический разрыв между вами и этим дымящимся джавовским вкусом, вот почему. Во многом таким же образом изоляционная кровельная подложка Low-E ThermaSheet® обеспечивает термический разрыв между палящим солнечным теплом и вашим прохладным кондиционированным домом. Low-E ThermaSheet® снижает температуру под вашей крышей, что означает, что ваш дом потребляет меньше энергии, а ваши карманы теряют меньше денег! Low-E ThermaSheet® может быть установлен непосредственно под черепицей, металлической кровлей и т. д. и одобрен ICC (ESR-3652) для использования в качестве самостоятельной альтернативы войлочной бумаге и другим традиционным подстилающим слоям, которые не защищают ваш дом от жары. выигрыш/убыток. Не пора ли вашему кровельному покрытию сделать больше? Теперь это возможно благодаря Low-E ThermaSheet®. Делайте больше с меньшими затратами. Экономить энергию. Экономить деньги. Период.
Почему это? Пена чашки обеспечивает термический разрыв между вами и этим дымящимся джавовским вкусом, вот почему. Во многом таким же образом изоляционная кровельная подложка Low-E ThermaSheet® обеспечивает термический разрыв между палящим солнечным теплом и вашим прохладным кондиционированным домом. Low-E ThermaSheet® снижает температуру под вашей крышей, что означает, что ваш дом потребляет меньше энергии, а ваши карманы теряют меньше денег! Low-E ThermaSheet® может быть установлен непосредственно под черепицей, металлической кровлей и т. д. и одобрен ICC (ESR-3652) для использования в качестве самостоятельной альтернативы войлочной бумаге и другим традиционным подстилающим слоям, которые не защищают ваш дом от жары. выигрыш/убыток. Не пора ли вашему кровельному покрытию сделать больше? Теперь это возможно благодаря Low-E ThermaSheet®. Делайте больше с меньшими затратами. Экономить энергию. Экономить деньги. Период.
 Поэтому в работе используем только профессиональное оборудование, обладающие широкими возможностями для печати металлом. Рассмотрим подробнее каждую из производственных установок.
Поэтому в работе используем только профессиональное оборудование, обладающие широкими возможностями для печати металлом. Рассмотрим подробнее каждую из производственных установок. В производстве мы используем следующие материалы:
В производстве мы используем следующие материалы: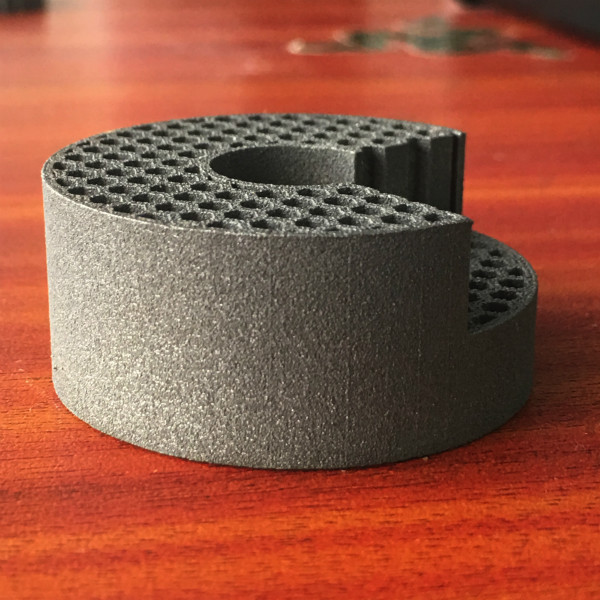
 К примеру, Илон Маск планирует использовать технологию в колонизации Марса для строительства административных и жилых зданий, оборудования и техники прямо на месте. И это вполне реально, ведь уже сейчас технология трехмерной печати металлом активно применяется в различных отраслях:
К примеру, Илон Маск планирует использовать технологию в колонизации Марса для строительства административных и жилых зданий, оборудования и техники прямо на месте. И это вполне реально, ведь уже сейчас технология трехмерной печати металлом активно применяется в различных отраслях: А итальянская компания Ge-AvioAero уже сейчас печатает компоненты для реактивных двигателей LEAP на 3D принтерах.
А итальянская компания Ge-AvioAero уже сейчас печатает компоненты для реактивных двигателей LEAP на 3D принтерах.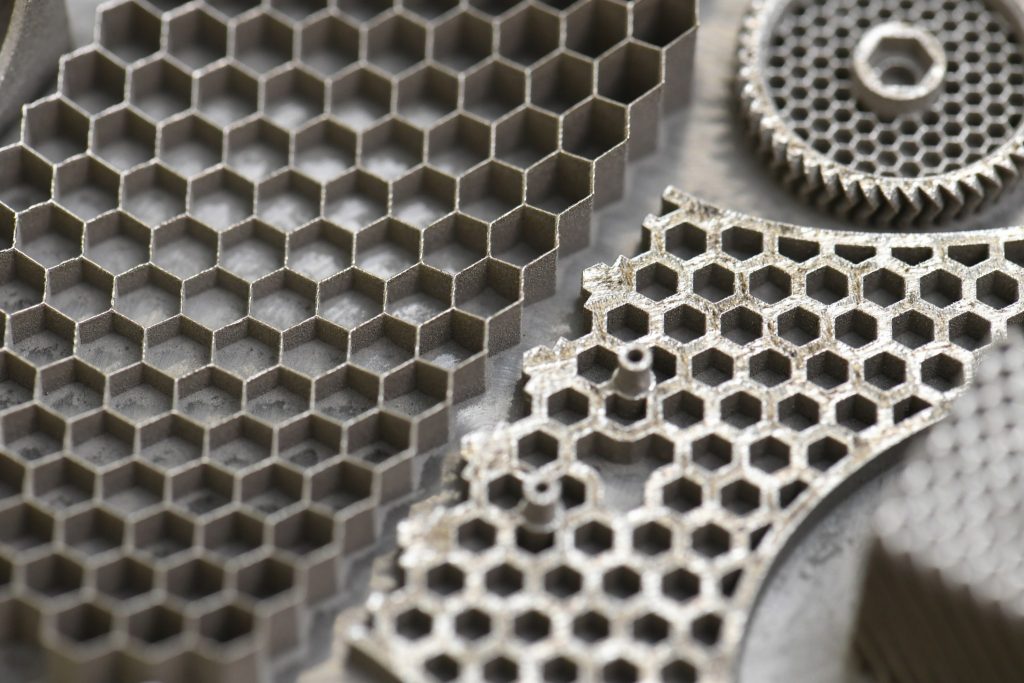 Две этих технологии имеют много общего: обе используют лазер для выборочного плавления (или расплавления) частиц металлического порошка, связывая их вместе и создавая модель слой за слоем. Кроме того, материалы, используемые в обоих процессах, являются металлами в гранулированной форме.
Две этих технологии имеют много общего: обе используют лазер для выборочного плавления (или расплавления) частиц металлического порошка, связывая их вместе и создавая модель слой за слоем. Кроме того, материалы, используемые в обоих процессах, являются металлами в гранулированной форме.  В этой статье мы будем использовать термин «металлическая 3D печать» для обобщения 2-х технологий. Так же опишем основные механизмы процесса изготовления, которые необходимы инженерам для понимания преимуществ и недостатков этих технологий.
В этой статье мы будем использовать термин «металлическая 3D печать» для обобщения 2-х технологий. Так же опишем основные механизмы процесса изготовления, которые необходимы инженерам для понимания преимуществ и недостатков этих технологий. 
 Далее с ними можно проводить дальнейшую обработку. Снятие детали с платформы происходит по средством спиливания.
Далее с ними можно проводить дальнейшую обработку. Снятие детали с платформы происходит по средством спиливания. 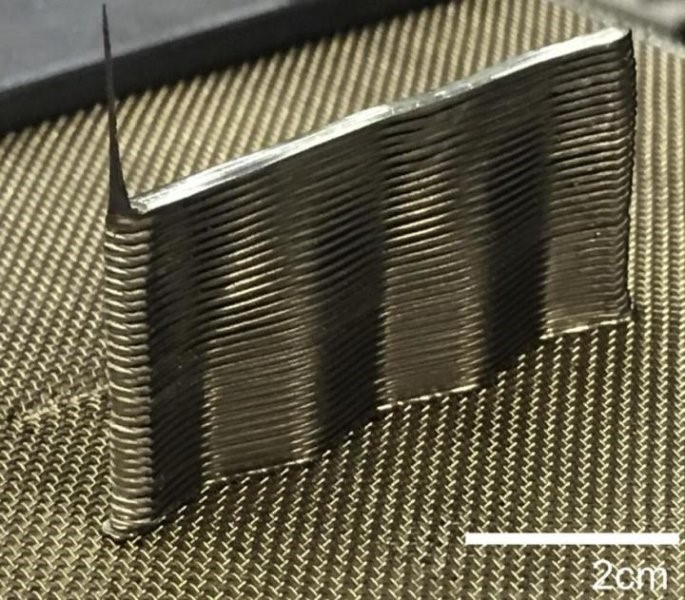
 Тем не менее, такой металл быстрее становится «уставшим».
Тем не менее, такой металл быстрее становится «уставшим».  youtube.com/embed/JxxuPyGs0pM» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/JxxuPyGs0pM» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Более подробные рекомендации по проектированию SLM и DMLS можно найти в других статьях посвященных данной тематике.
Более подробные рекомендации по проектированию SLM и DMLS можно найти в других статьях посвященных данной тематике. 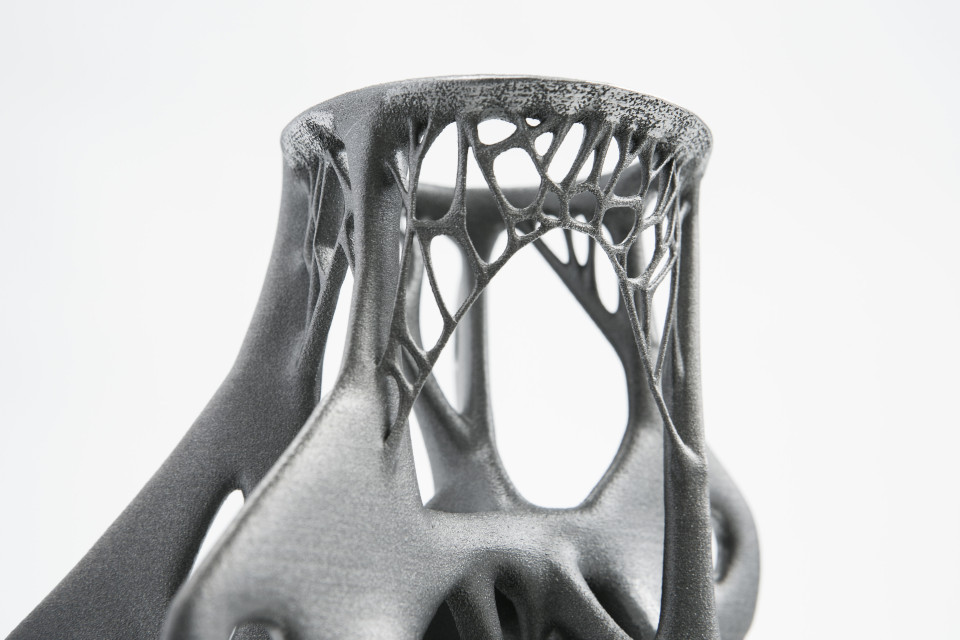 Эти материалы обеспечивают потребности большинства промышленных применений, от аэрокосмической отрасли до медицинской. Драгоценные металлы, такие как золото, платина, палладий и серебро, также могут быть обработаны, но их применение носит незначительный характер и в основном ограничивается изготовлением ювелирных изделий.
Эти материалы обеспечивают потребности большинства промышленных применений, от аэрокосмической отрасли до медицинской. Драгоценные металлы, такие как золото, платина, палладий и серебро, также могут быть обработаны, но их применение носит незначительный характер и в основном ограничивается изготовлением ювелирных изделий. 





 3680. Цифровые фабрики x
3680. Цифровые фабрики x 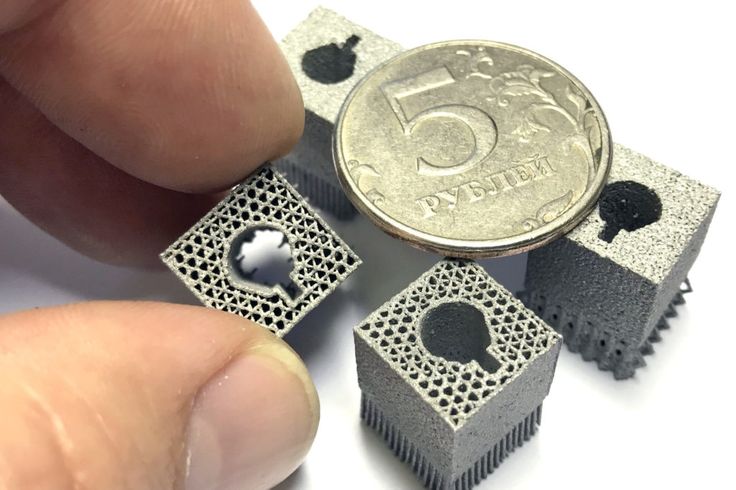 Ряд металлов производят конечные детали, которые можно использовать для конечных применений.
Ряд металлов производят конечные детали, которые можно использовать для конечных применений.
 В зависимости от материала возможна различная термообработка.
В зависимости от материала возможна различная термообработка. Окончательные детали, изготовленные из стали 316L, получают приложение для снятия напряжения.
Окончательные детали, изготовленные из стали 316L, получают приложение для снятия напряжения. Окончательные детали, изготовленные из Inconel 718, получают приложение для снятия напряжения. Также доступны решение и старение в соответствии с AMS 5663 для повышения прочности на растяжение и твердости.
Окончательные детали, изготовленные из Inconel 718, получают приложение для снятия напряжения. Также доступны решение и старение в соответствии с AMS 5663 для повышения прочности на растяжение и твердости. Окончательные детали, изготовленные из Ti6Al4V, подвергаются вакуумному снятию напряжений.
Окончательные детали, изготовленные из Ti6Al4V, подвергаются вакуумному снятию напряжений. Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей.
Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей. 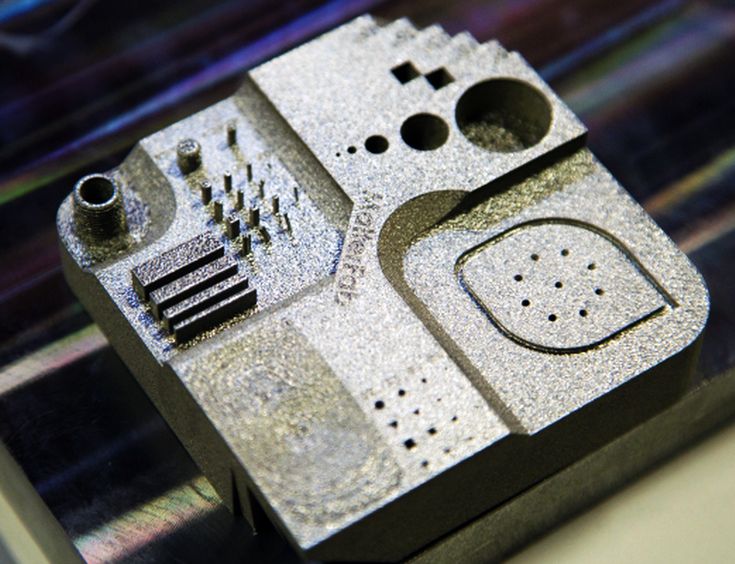



 00
00 Данная серия сверл предназначена для профессионального использования, сверла устанавливаются на мобильные сверлильные станки с наличием магнитной подушки.
Данная серия сверл предназначена для профессионального использования, сверла устанавливаются на мобильные сверлильные станки с наличием магнитной подушки. Имеют специальное покрытие Durablue, увеличивающее устойчивость сверла. Используется на магнитных и стационарных сверлильных станках.
Имеют специальное покрытие Durablue, увеличивающее устойчивость сверла. Используется на магнитных и стационарных сверлильных станках. Вы можете изменить свои настройки в любое время или принять настройки по умолчанию.
Вы можете изменить свои настройки в любое время или принять настройки по умолчанию. content в качестве контента
content в качестве контента id=V.id_language_key
id=V.id_language_key de в своей почтовой программе (например, Outlook, Googlemail, Web.de и т. д.) в качестве контакта и введите информационный бюллетень@alfra.de в качестве адреса электронной почты — это может помогают избежать попадания рассылки в спам-фильтр.
de в своей почтовой программе (например, Outlook, Googlemail, Web.de и т. д.) в качестве контакта и введите информационный бюллетень@alfra.de в качестве адреса электронной почты — это может помогают избежать попадания рассылки в спам-фильтр.
 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
 , Ltd., основанная в 1992 году, является производителем, специализирующимся на исследованиях и разработках, а производство высокопроизводительного режущего инструмента является лидером мировой индустрии кольцевых фрез.
, Ltd., основанная в 1992 году, является производителем, специализирующимся на исследованиях и разработках, а производство высокопроизводительного режущего инструмента является лидером мировой индустрии кольцевых фрез.
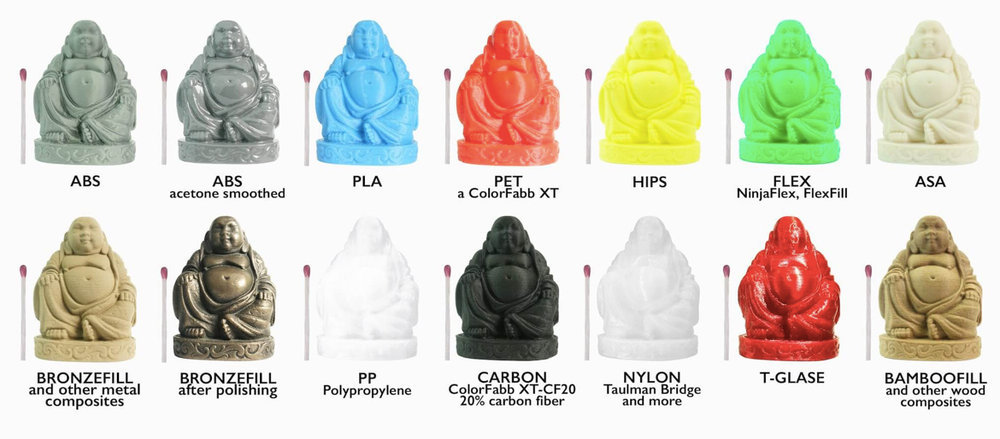
 В то же время, PLA достаточно медленно застывает (температура стеклования составляет порядка 50°C), что следует учитывать при выборе 3D-принтера. Оптимальным вариантом является устройство с корпусом открытого типа, подогреваемой рабочей платформой (во избежание деформаций моделей большого размера) и, желательно, дополнительными вентиляторами для охлаждения свежих слоев модели.
В то же время, PLA достаточно медленно застывает (температура стеклования составляет порядка 50°C), что следует учитывать при выборе 3D-принтера. Оптимальным вариантом является устройство с корпусом открытого типа, подогреваемой рабочей платформой (во избежание деформаций моделей большого размера) и, желательно, дополнительными вентиляторами для охлаждения свежих слоев модели. В промышленности ABS-пластик получил широкое применение в производстве деталей автомобилей, корпусов различных устройств, контейнеров, сувениров, различных бытовых аксессуаров и пр.
В промышленности ABS-пластик получил широкое применение в производстве деталей автомобилей, корпусов различных устройств, контейнеров, сувениров, различных бытовых аксессуаров и пр.



 Признаком чрезмерно влажного материала станет пар, исходящий из сопла во время печати, что не опасно, но может ухудшить качество модели.
Признаком чрезмерно влажного материала станет пар, исходящий из сопла во время печати, что не опасно, но может ухудшить качество модели.
 ) в стандартные нити для печати на FDM/FFF принтерах. Примерами служат FilaBot и RecycleBot. За счет простоты конструкции, устройства RecycleBot зачастую собираются силами 3D-умельцев.
) в стандартные нити для печати на FDM/FFF принтерах. Примерами служат FilaBot и RecycleBot. За счет простоты конструкции, устройства RecycleBot зачастую собираются силами 3D-умельцев. Минимальная температура экструзии составляет 220°С.
Минимальная температура экструзии составляет 220°С.
 В настоящее время единственным активным пользователем материала является компания Stratasys, предлагающая промышленные установки Fortus.
В настоящее время единственным активным пользователем материала является компания Stratasys, предлагающая промышленные установки Fortus.
 В сравнении с удобным, водорастворимым поливиниловым спиртом (PVA-пластиком), полистирол выгодно отличается относительно низкой стоимостью и устойчивостью к влажному климату, затрудняющему работу с PVA.
В сравнении с удобным, водорастворимым поливиниловым спиртом (PVA-пластиком), полистирол выгодно отличается относительно низкой стоимостью и устойчивостью к влажному климату, затрудняющему работу с PVA.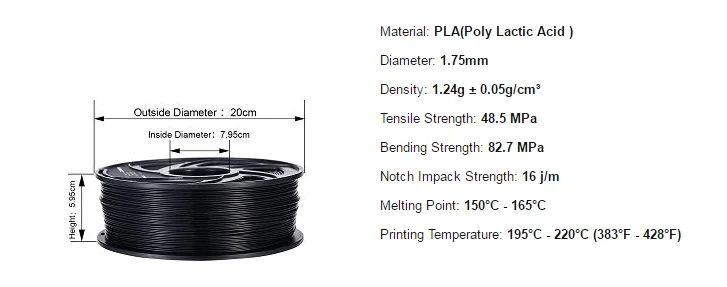 Рассмотрим их чуть подробнее.
Рассмотрим их чуть подробнее.
 Материал легок в работе, не требует подогрева рабочей платформы, отсутствует деформация при усадке и токсичные испарения при нагревании.
Материал легок в работе, не требует подогрева рабочей платформы, отсутствует деформация при усадке и токсичные испарения при нагревании. Для выбора подходящего расходного материала под Ваши задачи переходите в категорию «Полиграфическое оборудование > 3D оборудование > Расходные материалы», при возникновении вопросов, Вы всегда можете обратиться к нашим консультантам.
Для выбора подходящего расходного материала под Ваши задачи переходите в категорию «Полиграфическое оборудование > 3D оборудование > Расходные материалы», при возникновении вопросов, Вы всегда можете обратиться к нашим консультантам.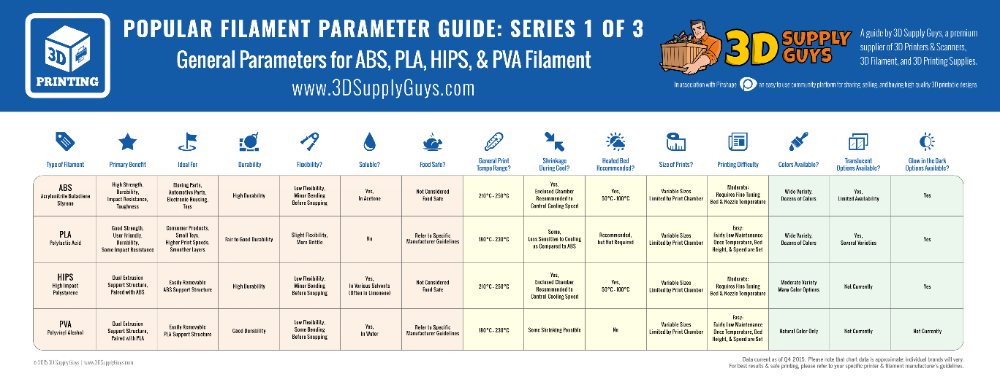 Но есть важное отличие, ABS пластик более требователен к температуре окружающего воздуха и особенно к температуре поверхности, на которой будет находиться деталь в процессе печати. Поэтому для деталей из ABS пластика нужен подогрев «стола» вплоть до 110°С, иначе края печатающейся детали скорее всего оторвутся от стола и в последствии вся деталь может быть сорвана с места.
Но есть важное отличие, ABS пластик более требователен к температуре окружающего воздуха и особенно к температуре поверхности, на которой будет находиться деталь в процессе печати. Поэтому для деталей из ABS пластика нужен подогрев «стола» вплоть до 110°С, иначе края печатающейся детали скорее всего оторвутся от стола и в последствии вся деталь может быть сорвана с места. Избежать этого можно разными путями — повысить скорость печати, но тогда у нас будет больше брака и износ принтера и шум будут существеннее, можно снизить температуру экструдера, но тогда пластик будет более густой и может появиться недоэкструзия (об этом интересном явлении чуть позже), а можно использовать дополнительный обдув. Последний вариант, при грамотном использовании, не имеет под собой никаких минусов. Таким образом мы плавно подошли к основной теме нашей статьи — грамотный обдув деталей.
Избежать этого можно разными путями — повысить скорость печати, но тогда у нас будет больше брака и износ принтера и шум будут существеннее, можно снизить температуру экструдера, но тогда пластик будет более густой и может появиться недоэкструзия (об этом интересном явлении чуть позже), а можно использовать дополнительный обдув. Последний вариант, при грамотном использовании, не имеет под собой никаких минусов. Таким образом мы плавно подошли к основной теме нашей статьи — грамотный обдув деталей. Но так же важно и не переусердствовать, так как в зону обдува всегда будет попадать и сопло и экструзионный блок целиком. Если в момент использования обдува не контролировать температуру экструдера, то это может привести к его переохлаждению и появлению недоэкструзии, когда пластик становится слишком вязким и не успевает выдавливаться в нужном количестве.
Но так же важно и не переусердствовать, так как в зону обдува всегда будет попадать и сопло и экструзионный блок целиком. Если в момент использования обдува не контролировать температуру экструдера, то это может привести к его переохлаждению и появлению недоэкструзии, когда пластик становится слишком вязким и не успевает выдавливаться в нужном количестве. Но в «узких» местах ABS имеет точно такие же проблемы, как и PLA — температурная деформация деталей из-за перегрева их соплом. То есть обдув все-таки нужен, но очень аккуратный и узконаправленный. Такой обдув должен дуть буквально в то место, где в данный момент находится сопло и только тогда, когда оно проходит критические участки детали, где перегрев наиболее опасен и может вызвать деформацию.
Но в «узких» местах ABS имеет точно такие же проблемы, как и PLA — температурная деформация деталей из-за перегрева их соплом. То есть обдув все-таки нужен, но очень аккуратный и узконаправленный. Такой обдув должен дуть буквально в то место, где в данный момент находится сопло и только тогда, когда оно проходит критические участки детали, где перегрев наиболее опасен и может вызвать деформацию.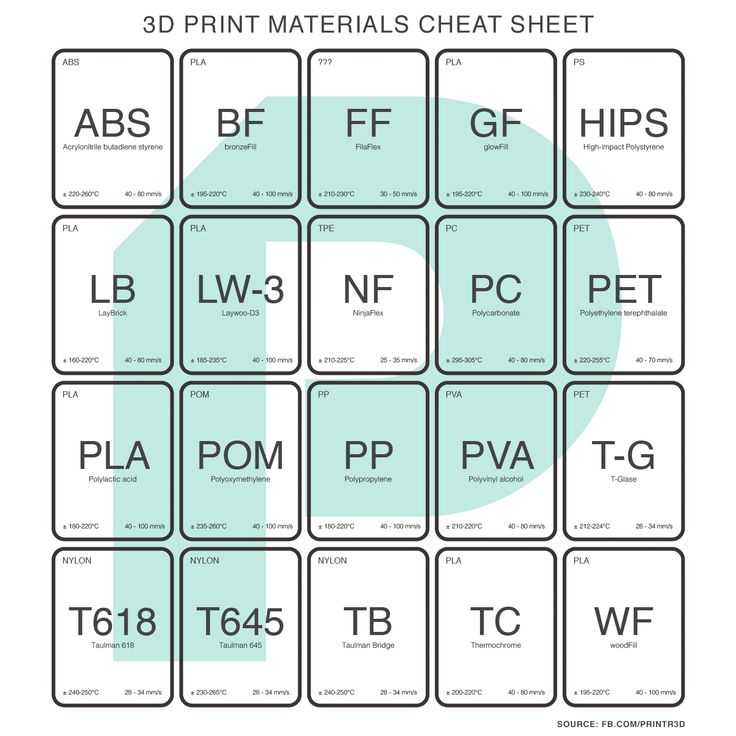 На помощь нам опять придет сам принтер.
На помощь нам опять придет сам принтер. Стоит упомянуть о принтерах, в которых все уже учтено, и там сразу имеется возможность обдува детали во избежание её перегрева. Если вы обладатель такого принтера, то пол дела уже сделано!
Стоит упомянуть о принтерах, в которых все уже учтено, и там сразу имеется возможность обдува детали во избежание её перегрева. Если вы обладатель такого принтера, то пол дела уже сделано! Что происходит на молекулярном уровне при плавлении такого термопластика, как ABS? Что такого особенного в ABS, что делает его сложным материалом для работы?
Что происходит на молекулярном уровне при плавлении такого термопластика, как ABS? Что такого особенного в ABS, что делает его сложным материалом для работы? В этом состоянии термопластом можно манипулировать, чтобы он соответствовал любой форме. Помимо 3D-печати, эта уникальная черта также используется в таких процессах, как литье под давлением и вакуумное литье.
В этом состоянии термопластом можно манипулировать, чтобы он соответствовал любой форме. Помимо 3D-печати, эта уникальная черта также используется в таких процессах, как литье под давлением и вакуумное литье.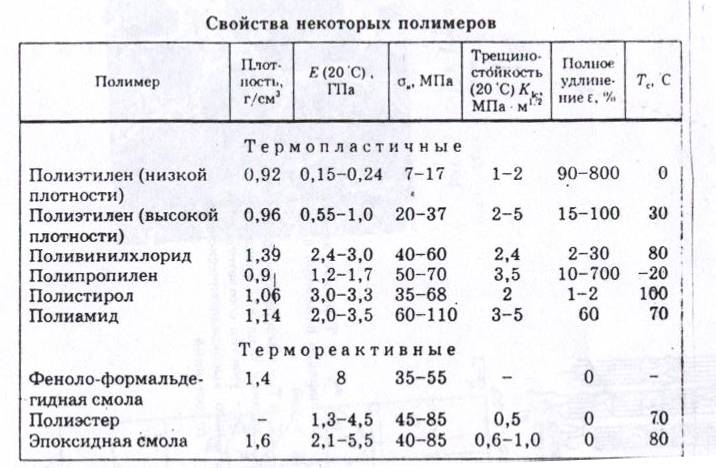
 Филаменты, которые печатают при очень высоких температурах, такие как PEEK, вызывают гораздо больше проблем. Полипропилен также сильно подвержен деформации, но по разным причинам, таким как низкая поверхностная энергия и высококристаллическая структура.
Филаменты, которые печатают при очень высоких температурах, такие как PEEK, вызывают гораздо больше проблем. Полипропилен также сильно подвержен деформации, но по разным причинам, таким как низкая поверхностная энергия и высококристаллическая структура.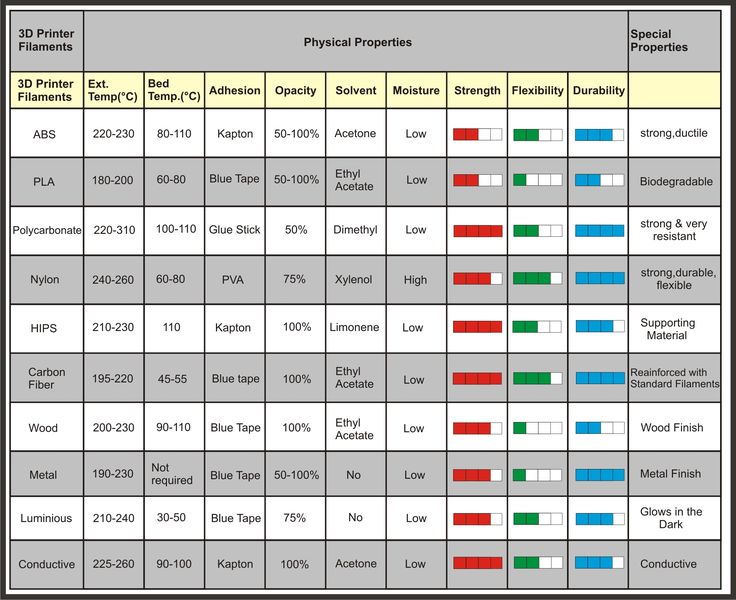
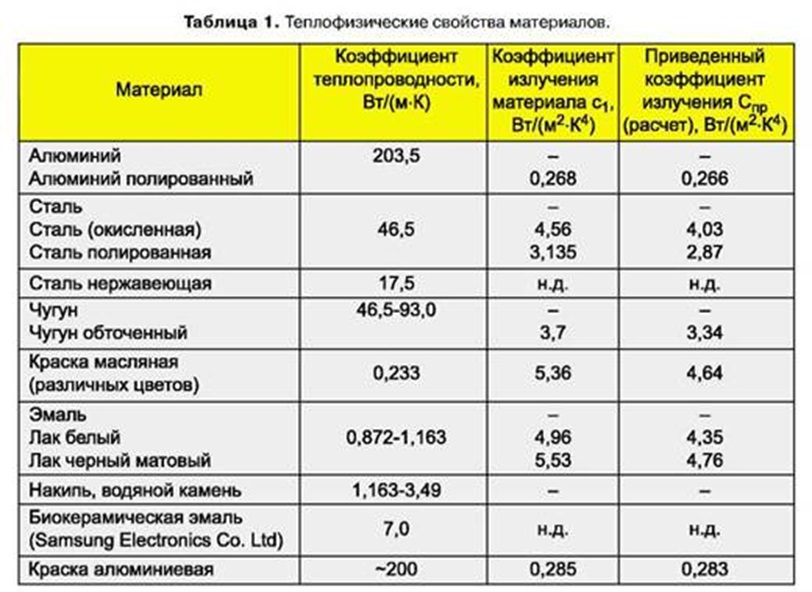 Полукристаллическая структура полипропилена делает его менее способным к перераспределению теплового напряжения при охлаждении материала. В сочетании с плохой адгезией к слою полипропилен представляет собой материал, который выводит деформацию на совершенно новый уровень.
Полукристаллическая структура полипропилена делает его менее способным к перераспределению теплового напряжения при охлаждении материала. В сочетании с плохой адгезией к слою полипропилен представляет собой материал, который выводит деформацию на совершенно новый уровень.
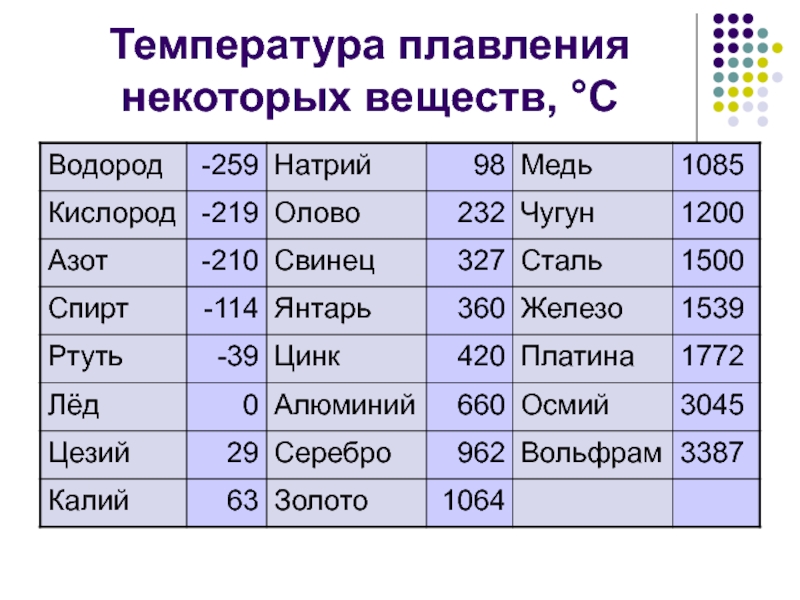 К концу этой статьи у вас будет точка зрения ученого-полимера на ABS, и, надеюсь, вы будете знать, насколько горячим он может быть до того, как он начнет разрушаться.
К концу этой статьи у вас будет точка зрения ученого-полимера на ABS, и, надеюсь, вы будете знать, насколько горячим он может быть до того, как он начнет разрушаться.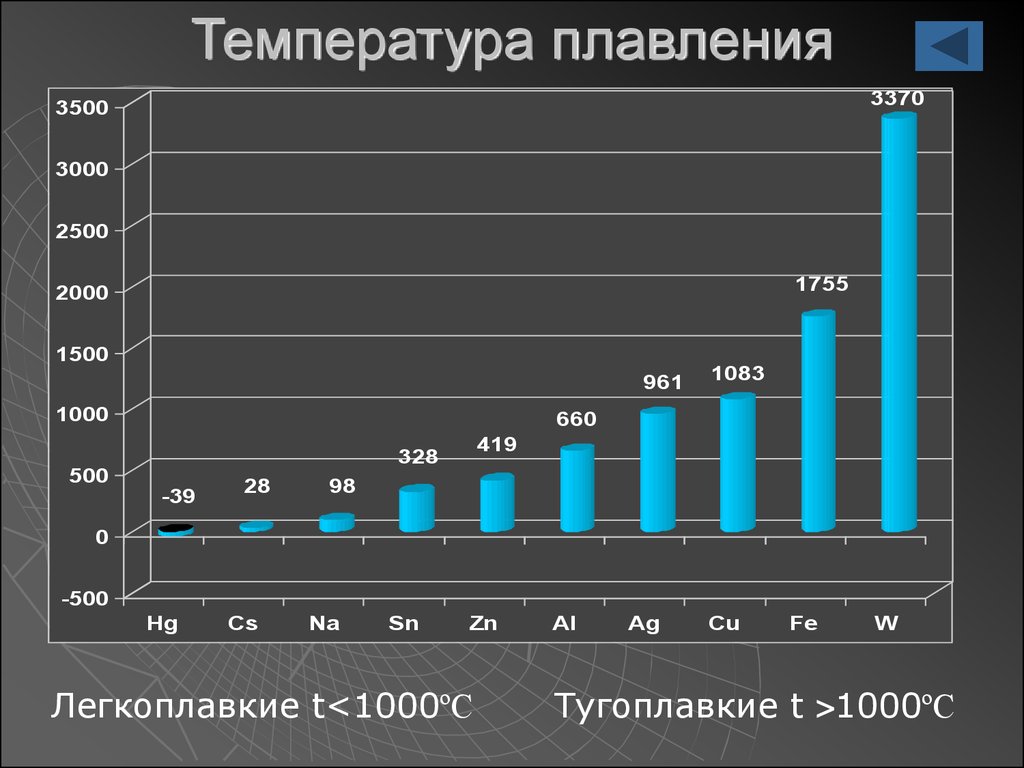 Вместо этого они имеют заданную температуру стеклования.
Вместо этого они имеют заданную температуру стеклования.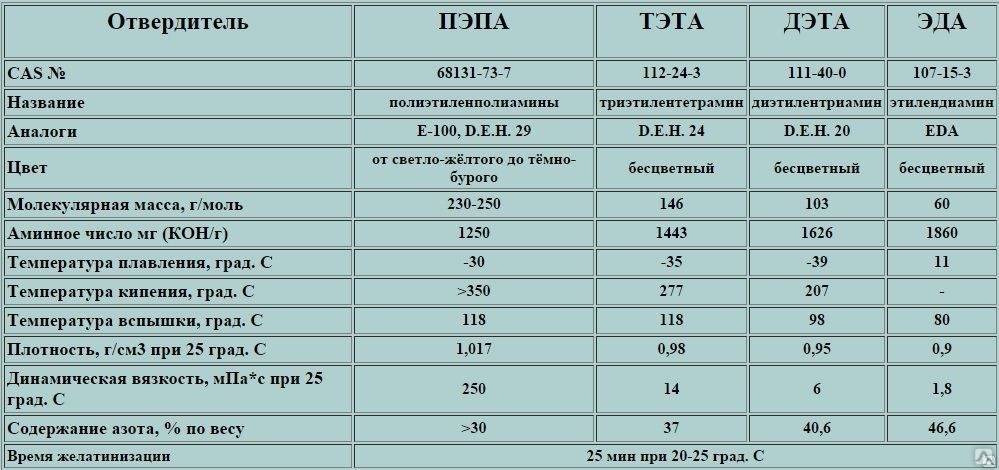
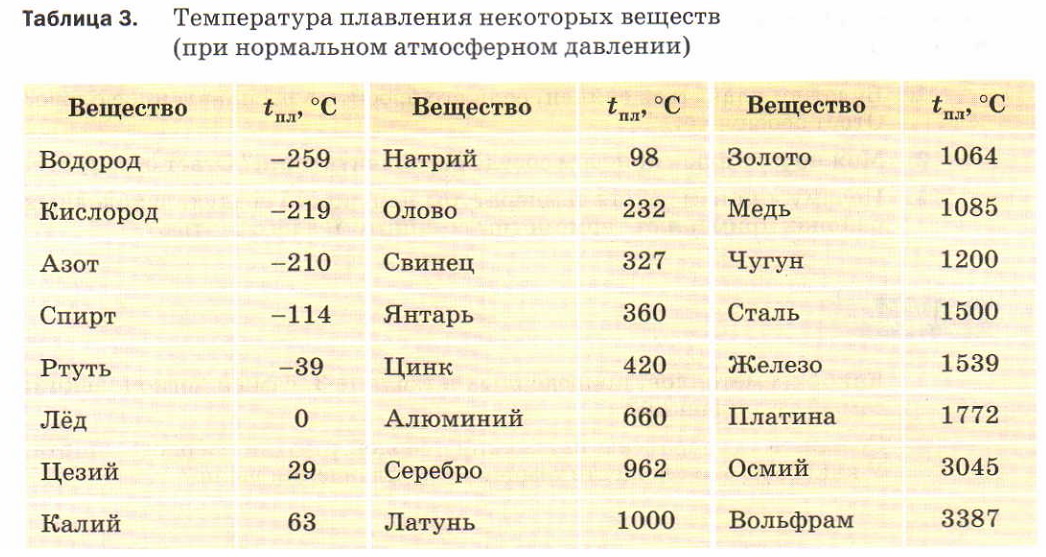
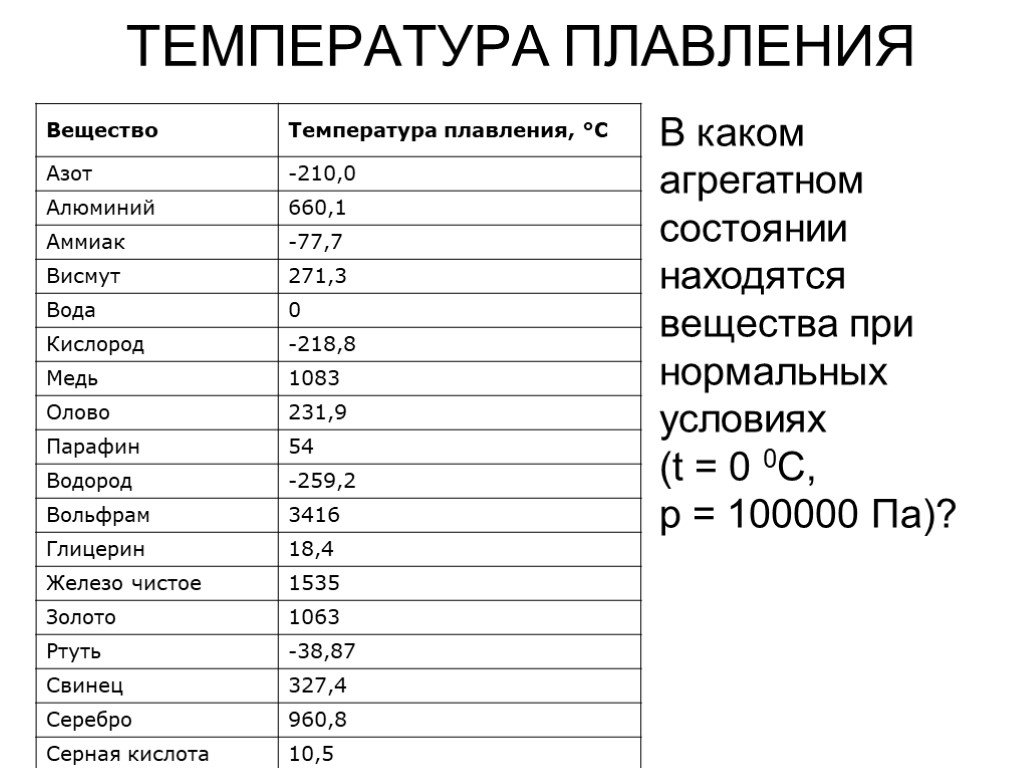
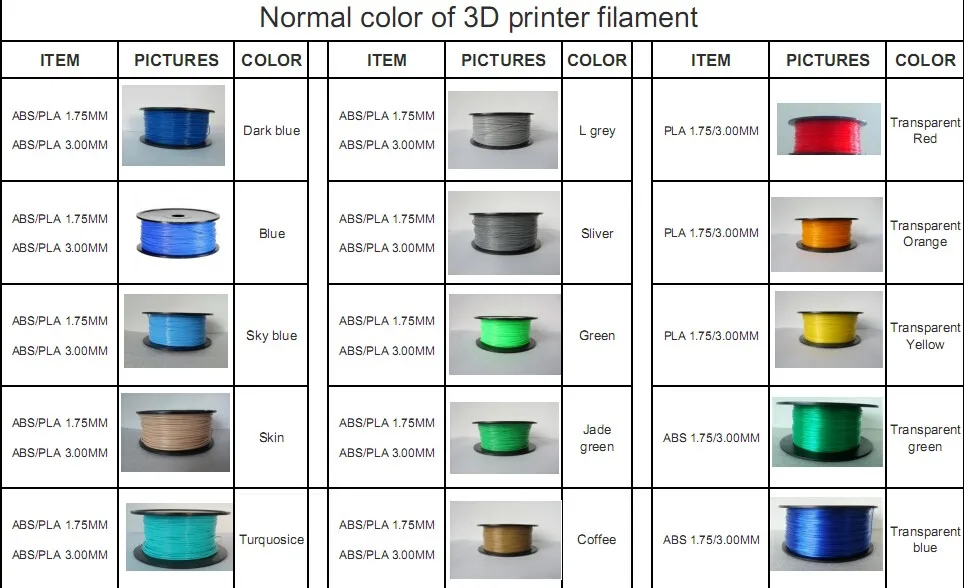 ABS вымывает вредные газы и частицы, которые могут отравить вас, особенно в горячем состоянии. Поэтому никогда не используйте его в микроволновой печи, духовке или при приготовлении пищи.
ABS вымывает вредные газы и частицы, которые могут отравить вас, особенно в горячем состоянии. Поэтому никогда не используйте его в микроволновой печи, духовке или при приготовлении пищи. 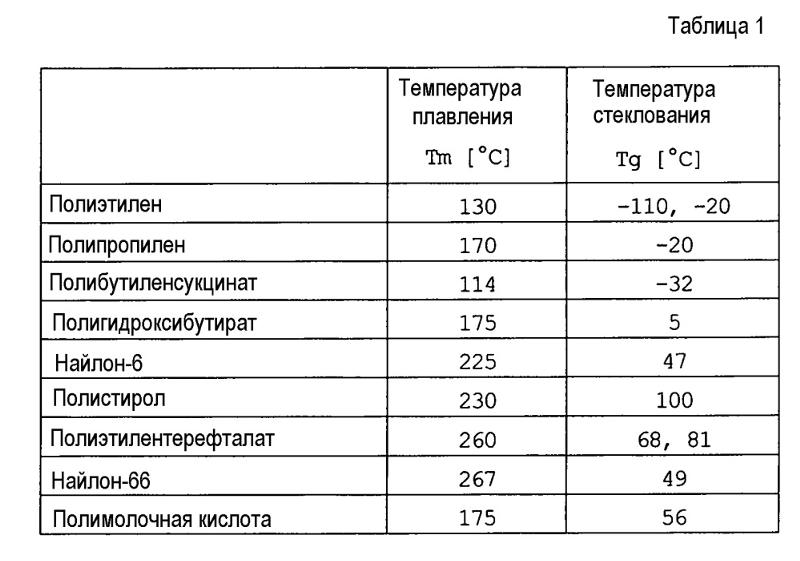
 )
) Важно! Многие 3Д-принтеры вообще не приспособлены для печати пластиком Rubber, что также можно выяснить в руководстве по эксплуатации. Энтузиасты пытаются доработать свои устройства, устанавливая тефлоновые трубки для подачи прутка, устраняют термопастой пробелы в хотэнде, но это уже апгрейд, который доступен не всем и не всем нужен.
Важно! Многие 3Д-принтеры вообще не приспособлены для печати пластиком Rubber, что также можно выяснить в руководстве по эксплуатации. Энтузиасты пытаются доработать свои устройства, устанавливая тефлоновые трубки для подачи прутка, устраняют термопастой пробелы в хотэнде, но это уже апгрейд, который доступен не всем и не всем нужен. обработки
обработки Часть 4. Rubber от REC
Часть 4. Rubber от REC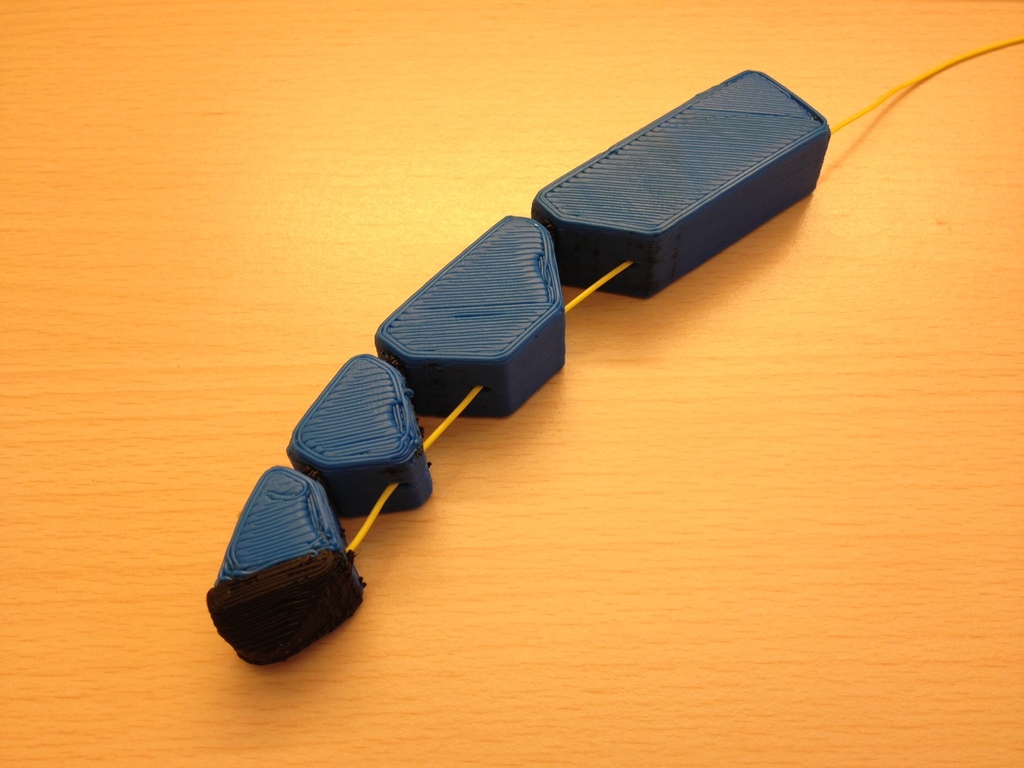 Тут надо делать свободней. Потому, что если у нас не хочет давиться пластик их экструдера, то в случае ABS или PLA его или все таки продавит или начнет щелкать шаговик, не справившийся с нагрузкой. В случае с FLEX-ом, а особенно с Rubber –ом, любая помеха ведет к намотанному, на шестерню подачи филаменту.
Тут надо делать свободней. Потому, что если у нас не хочет давиться пластик их экструдера, то в случае ABS или PLA его или все таки продавит или начнет щелкать шаговик, не справившийся с нагрузкой. В случае с FLEX-ом, а особенно с Rubber –ом, любая помеха ведет к намотанному, на шестерню подачи филаменту. В отличии от FLEX-а, Rubber довольно плохо скользит, практически никак – резина же.
В отличии от FLEX-а, Rubber довольно плохо скользит, практически никак – резина же. Срезать брим ножницами, подравнять сопли при отключенном ретракте — все ножом. Ну учитывая, что мы тут не фаллосы искусственные делаем, не критично отсутствие идеальной поверхности. Все равно красить это не получится, да и не надо.
Срезать брим ножницами, подравнять сопли при отключенном ретракте — все ножом. Ну учитывая, что мы тут не фаллосы искусственные делаем, не критично отсутствие идеальной поверхности. Все равно красить это не получится, да и не надо.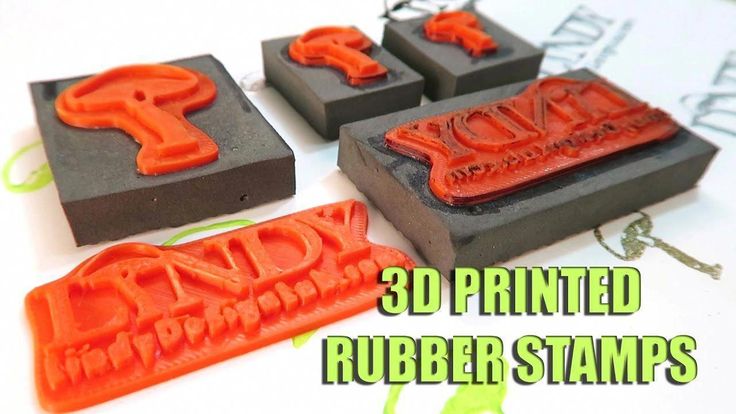
 Но с резиной трудно манипулировать и формировать. После затвердевания клейкий материал нельзя снова расплавить до жидкого состояния, подходящего для экструзии.
Но с резиной трудно манипулировать и формировать. После затвердевания клейкий материал нельзя снова расплавить до жидкого состояния, подходящего для экструзии.

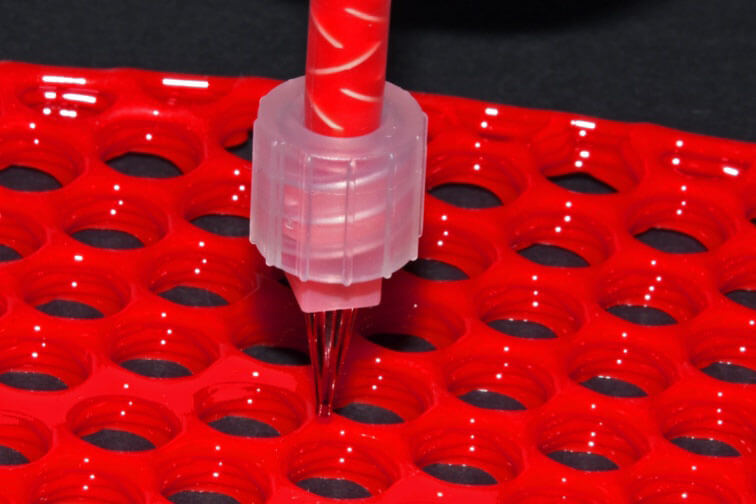 Чтобы смягчить эти проблемы, требуется экструдер с прямым приводом, а принтер должен быть сконфигурирован с низкой скоростью подачи и минимальным втягиванием.
Чтобы смягчить эти проблемы, требуется экструдер с прямым приводом, а принтер должен быть сконфигурирован с низкой скоростью подачи и минимальным втягиванием. Хотя эти технологии менее распространены, чем FDM, их можно найти во многих настольных компьютерах потребительского уровня.
Хотя эти технологии менее распространены, чем FDM, их можно найти во многих настольных компьютерах потребительского уровня. Качество печати выше, чем у FDM, и можно изготавливать более крупные детали по сравнению с фотополимеризацией в ванне.
Качество печати выше, чем у FDM, и можно изготавливать более крупные детали по сравнению с фотополимеризацией в ванне. Для печати силиконом жидкость должна быть выборочно нанесена (например, каплей по требованию), а затем затвердевать с использованием одного из трех процессов. Затем обычно требуется дополнительная стадия отверждения для достижения полной прочности.
Для печати силиконом жидкость должна быть выборочно нанесена (например, каплей по требованию), а затем затвердевать с использованием одного из трех процессов. Затем обычно требуется дополнительная стадия отверждения для достижения полной прочности.
 Однако высокая вязкость силикона приводит к высокой степени облоя — просачиванию материала через линию разъема.
Однако высокая вязкость силикона приводит к высокой степени облоя — просачиванию материала через линию разъема. Этот процесс сочетает в себе некоторые преимущества 3D-печати и литья и является недорогим.
Этот процесс сочетает в себе некоторые преимущества 3D-печати и литья и является недорогим.
 Полимерная инженерия и наука. 2021 фев; 61 (2): 331-47.
Полимерная инженерия и наука. 2021 фев; 61 (2): 331-47. (Термин «резиновая 3D-печать» в дальнейшем будет подразумевать печать резиноподобной нитью.) Химическое название материала — SEBS — стирол-этилен-бутилен-стирол. Это прочный ударопрочный полимер. В промышленности он используется в основном как добавка к другим пластикам для улучшения механических свойств материала. Сферы применения СЭБС весьма многочисленны: от добавок к клеям до использования в дорожном строительстве.
(Термин «резиновая 3D-печать» в дальнейшем будет подразумевать печать резиноподобной нитью.) Химическое название материала — SEBS — стирол-этилен-бутилен-стирол. Это прочный ударопрочный полимер. В промышленности он используется в основном как добавка к другим пластикам для улучшения механических свойств материала. Сферы применения СЭБС весьма многочисленны: от добавок к клеям до использования в дорожном строительстве. По химическому определению материал представляет собой тройной блок-сополимер стирола, бутадиена и стирола (SBS). SBS используется для производства подошв для обуви и автомобильных шин. За прошедшие годы были разработаны модификации SBS, в том числе гидрогенизированный Kraton, называемый Kraton G (SEBS).
По химическому определению материал представляет собой тройной блок-сополимер стирола, бутадиена и стирола (SBS). SBS используется для производства подошв для обуви и автомобильных шин. За прошедшие годы были разработаны модификации SBS, в том числе гидрогенизированный Kraton, называемый Kraton G (SEBS).
 Официальные данные по объему сброса таковы:
Официальные данные по объему сброса таковы: Второй случай — печать деталей для мелкосерийного производства, если 3D-печать окажется более доступной, чем заказ резиновых деталей. Резиноподобная нить подходит для изготовления кредлов или чехлов для смартфонов и ножек для ноутбуков, но для этих целей можно использовать и другие эластичные полимеры, такие как нейлон или FLEX.
Второй случай — печать деталей для мелкосерийного производства, если 3D-печать окажется более доступной, чем заказ резиновых деталей. Резиноподобная нить подходит для изготовления кредлов или чехлов для смартфонов и ножек для ноутбуков, но для этих целей можно использовать и другие эластичные полимеры, такие как нейлон или FLEX.
 Расчет стоимости доставки производится
Расчет стоимости доставки производится Champion C2000 маленький на сайте носят информационный
Champion C2000 маленький на сайте носят информационный cоюз Champion станки заточ.Ладога`23.pdf
cоюз Champion станки заточ.Ладога`23.pdf Это лебедка начального уровня с грузоподъемностью 2000 фунтов / 907 кг, предназначенная для использования вместо традиционных ручных лебедок на прицепах.
Это лебедка начального уровня с грузоподъемностью 2000 фунтов / 907 кг, предназначенная для использования вместо традиционных ручных лебедок на прицепах.

 5hp/1.08 kw Permanent Magnet Motor
5hp/1.08 kw Permanent Magnet Motor
 0, 6 контроллерами SATA 3 и еще немного внутри SoC, требующей менее 45 Вт, делает его потрясающим продуктом. На самом деле мы не видели таких значительных улучшений от одного поколения Intel к другому с момента запуска Xeon 5500. Производительность на ватт у Xeon D-1540 на 50 % лучше, чем у E3 на базе Haswell (Xeon E3-1230L).
0, 6 контроллерами SATA 3 и еще немного внутри SoC, требующей менее 45 Вт, делает его потрясающим продуктом. На самом деле мы не видели таких значительных улучшений от одного поколения Intel к другому с момента запуска Xeon 5500. Производительность на ватт у Xeon D-1540 на 50 % лучше, чем у E3 на базе Haswell (Xeon E3-1230L). Это может быть узел внутри кластера веб-серверов, который принимает большой трафик.
Это может быть узел внутри кластера веб-серверов, который принимает большой трафик.