Станок точильно шлифовальный настольный тш 1: Станок точильно-шлифовальный ТШ-1.10 (Россия) — цена, отзывы, характеристики с фото, инструкция, видео
ТШ-1 Станок точильно-шлифовальный настольный. Схемы, описание, характеристики
Сведения о производителе точильно-шлифовального станка модели ТШ-1
Производителем точильно-шлифовального станка модели ТШ-1 является Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
Станки, выпускаемые Оршанским станкостроительным заводом
- 3Б70В — станок плоскошлифовальный с горизонтальным шпинделем, 160 х 400
- 3Г71 — станок плоскошлифовальный с горизонтальным шпинделем, 200 х 630
- 3Г71М — станок плоскошлифовальный с горизонтальным шпинделем, 200 х 630
- 3Д711АФ10-1 (Орша 2045) — станок плоскошлифовальный с крестовым столом, 200 х 450
- 3Д711ВФ11 — станок плоскошлифовальный с УЦИ, 200 х 630
- 3Е710В — станок плоскошлифовальный с горизонтальным шпинделем, 125 х 250
- 3Е711АФ1 — станок плоскошлифовальный особо высокой точности с УЦИ, 200 х 630
- 3Е711В — станок плоскошлифовальный с горизонтальным шпинделем, 200 х 630
- 3Е711ВФ1 — станок плоскошлифовальный с горизонтальным шпинделем с УЦИ, 200 х 630
- 3Е711ВФ2 — станок плоскошлифовальный с ЧПУ, 200 х 630
- 3711, 3701 — станок плоскошлифовальный особо высокой точности, 200 х 630, 125 х 400
- Орша-Ф32Ш — станок консольно-фрезерный широкоуниверсальный, 320 х 1400
- СФ-1 — станок сверлильно-фрезерный настольный, Ø 23
- ТШ-1 — станок настольный точильно-шлифовальный, Ø 250
- ТШ-2 — станок точильно-шлифовальный, Ø 300
- ТШ-3 — станок точильно-шлифовальный, Ø 400
- ТШ-4 — станок точильно-шлифовальный, Ø 400
ТШ-1 точильно-шлифовальный станок настольный.
 Назначение, область применения
Назначение, область применения
Станки настольные точильно-шлифовальные с двумя кругами ТШ-1 предназначены для выполнения слесарных работ.
Станок точильно-шлифовальный ТШ-1 предназначен для снятия заусенцев, фасок, обдирки литников, для заточки и доводки металлорежущего деревообрабатывающего и другого инструмента — сверл, резцов, ножей. При применении соответствующих приспособлений могут быть использованы для шлифовки и полировки деталей.
Общая компоновка точильного станка ТШ-1
Станок ТШ-1 состоят из сварной тумбы 1, на которой установлен электродвигатель. К тумбе крепятся винтами два защитных кожуха.
Установка подручников 5 и 6 в требуемом положении производится перемещением их в пазах кронштейнов 7 и 8, которые, в свою очередь, крепятся к подставке (тумбе) и могут перемещаться относительно нее.
На валу электродвигателя имеются планшайбы для установки кругов. Крепление кругов см. рис. 2. Перечень органов управления и графических символов приведен в табл. 5.
5.
Обработка изделий на станке
ТШ-1
Перед началом работы произвести правку кругов.
Для смены круга на станке ТШ-1 снять крышку кожуха, отвернуть фланец, снять круг. Новый круг установить в обратном порядке. При установке узких кругов на станок используются проставки Н=8 мм и Н=12мм.
- Для кругов Н=50 мм проставка не устанавливается;
- Для кругов Н=32…40 мм устанавливается проставка Н=8 мм;
- Для кругов Н=20 мм устанавливаются проставки Н=12 мм;
- Для кругов Н=10…16 мм устанавливаются обе проставки.
Для подключения пылеотсасывающего агрегата на станке имеется разъем крепления патрубка (см. рис.6):
- на станке модели ТШ-1 разъемы расположены на задних стенках кожухов;
- на станке модели ТШ-2 разъем расположен на задней стенке тумбы.
Модификации точильно-шлифовального станка ТШ-1
ТШ-1 — универсальный точильный шлифовальный станок
ТШ-1 исполнение 10 — универсальный точильный шлифовальный станок со светильником
ТШ-1 исполнение 01 — универсальный точильный шлифовальный станок повышенной мощности
Аналоги точильно-шлифовального станка ТШ-1
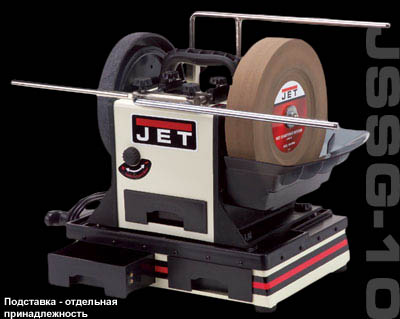
ГС555 — Ø200 — производитель Гомельский завод станочных узлов
ВЗ-879-01 — Ø200 — производитель Визас, ОАО г. Витебск
Витебск
Тч250 — Ø250 — производитель Кировский станкостроительный завод, ОАО, г. Киров
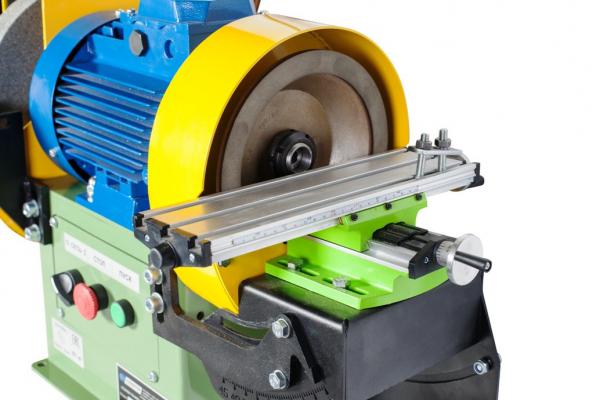
Общий вид точильно-шлифовального станка ТШ-1
Фото точильного станка ТШ-1
Крепление шлифовального круга точильно-шлифовального станка ТШ-1
Крепление шлифовального круга точильного станка ТШ-1
Расположение составных частей и органов управления точильно-шлифовального станка ТШ-1
Расположение частей и управления точильным станком ТШ-1
Спецификация составных частей и органов управления точильно-шлифовальным станком ТШ-1
- Тумба — ТШ-1.20.0.000.0.00
- Кронштейн — ТШ-1.50.1.000.0.00
- Кожух левый — ТШ-1.10.0.000.0.00, Кожух правый ТШ-1.10.0.000.0.00-01
- Крышка — ТШ-1.40.0.000.0.00
- Подручник — ТШ-2.50.0.000.0.00
- Подручник — ТШ-2.50.0.000.0.00
- Кронштейн — ТШ-2.00.0.209.1.00
- Кронштейн — ТШ-2.00.0.209.1.00
- Коробка
- Электрооборудование
- исполнение базовое — ТШ-2.
 80.0.000.0.00
80.0.000.0.00 - исполнение 10 — ТШ-2.80.0.000.0.00-01
- исполнение 01 — ТШ-1.80.0.000.0.00
 80.0.000.0.00
80.0.000.0.00Электрооборудование точильного станка ТШ-1
На станках установлены:
- электродвигатель М1, работающий в режиме трехфазного включения
- вводный автомат QF1
- пускатель электромагнитный КМ1
- кнопка пуск SB2
- кнопка стоп SB1
Вся аппаратура размещена в нише подставки (тумбы) на панелях. Ввод питающих проводов производится через отверстие в задней стенке подставки (тумбы) к вводному выключателю QF1.
Подключение станка к электросети
- счетчик электроэнергии должен быть установлен не ниже, чем на 10А.
- снять панель управления, отсоединить вводной выключатель QF1 и подсоединить питающие провода сети к водным клеммам выключателя. Заземляющий провод питающей сети подсоединить к заземляющей клемме внутри ниши подставки (тумбы) станка (РЕ).
- Произвести пробный пуск электродвигателя кратковременным включением его в сеть без нагрузки.
- Проверить направление вращения кругов. При необходимости поменять фазировку электродвигателя.

Первоначальный пуск станка ТШ-1
Сечение питающих проводов должно быть не менее 1,0 мм2 медных или 2,5 мм2 алюминиевых.
Описание работы в режиме трехфазного включения (рис. 5)
Включением вводного выключателя QF1 подается напряжение на станок. Нажатием кнопки SB2 «Пуск» включается магнитный пускатель КМ1 и подает напряжение на обмотки трехфазного электродвигателя.
Останов электродвигателя производится нажатием на кнопку SB1 «Стоп». При этом происходит отключение магнитного пускателя КМ1.
Защита электрооборудования от перегрузки производится электротепловым реле FP1.
Сведения о расцветке проводов:
- черный цвет провода — силовые цепи
- красный цвет провода — цепи управления
- зелено-желтый цвет провода — цепи защиты
Схема электрическая точильно-шлифовального станка ТШ-1 (исполнение 01)
Электрическая схема точильного станка ТШ-1
Схема электрическая точильно-шлифовального станка ТШ-1 (исполнение 10)
Электрическая схема точильного станка ТШ-1
Читайте также: Справочник заводов производителей шлифовальных станков
Технические характеристики точильного шлифовального станка ТШ-1
| Наименование параметра | ТШ-1 | ТШ-2 | ТШ-3 | ТШ-4 |
|---|---|---|---|---|
| Шлифовальный круг по ГОСТ 2424-83 на керамической связке | ||||
| Наружный диаметр круга, мм | 250 | 300 | 400 | 400 |
| Высота круга, мм | 10. .40 .40 | 10..50 | 50 | 50 |
| Посадочный диаметр круга, мм | 32 | 76 | 127 | 203 |
| Диаметр изношенного круга, мм | 140 | 150 | 240 | |
| Класс неуравновешенности | 1, 2 | 1, 2 | 1, 2 | |
| Высота центров от основания, мм | 265 | 950 | 950 | 950 |
| Шпидель | ||||
| Частота вращения, 1/мин | 1500 | 1500 | 950 | 1440 |
| Максимальная скорость резания, м/с | 19,5 | 23,5 | 20 | |
| Электрооборудование | ||||
| Питающая сеть | ~380 В 50 Гц | ~380 В 50 Гц | ~380 В 50 Гц | ~380 В 50 Гц |
| Электродвигатель привода, кВт | 2,2 | 2,2 | 3,0 | 7,5 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 610 х 470 х 615 | 610 х 470 х 1340 | 660 х 600 х 1670 | 1000 х 620 x 1315 |
| Масса станка, кг | 82 | 112 | 220 | 560 |
- Альперович Т. А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В. И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989 И. Братчиков А.Я. Бесцентровое шлифование, 1986
И. Братчиков А.Я. Бесцентровое шлифование, 1986Связанные ссылки. Дополнительная информация
Точильно-шлифовальные
Рекламный блок |
|
 4
4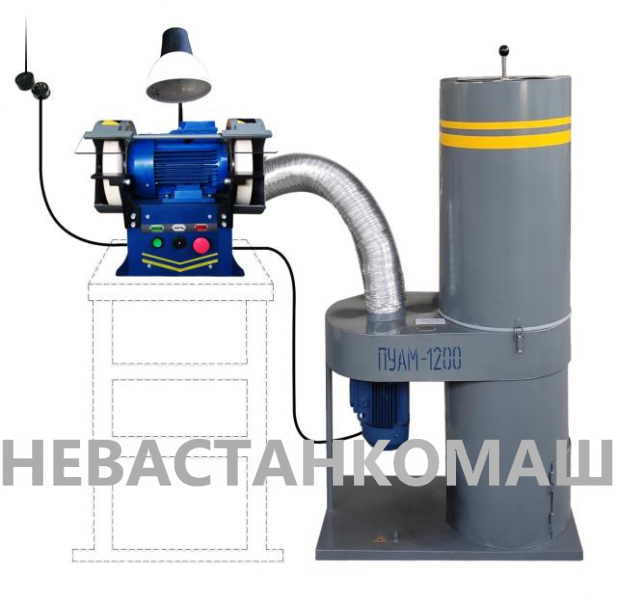 10
10Турбина прямошлифовальной машины — TSH 385
Домашняя страница
Запрос продукта
Основные категории
Все основные категорииСмазка, охлаждение, масла и защита от коррозииСтанкиПрецизионные инструменты и зажимные технологииБезопасность и окружающая среда
Группы товаров
Все группы продукцииСистемы и компоненты воздушной защитыЗажимные устройстваРежущие инструментыСтанки для удаления заусенцевРучные инструменты (электрические)Ручные инструменты с пневматическим приводомЗаточные, притирочные и полировальные станкиСмазочные материалы и охлаждающие жидкости для станковИнструментальные устройства
Категории продукта
Все категории товаров Машины ленточно-шлифовальные пневматическиеДолота и граверы пневматическиеЦангиЗенкерыДвусторонние шлифовальные и полировальные станки (настольные шлифовальные станки)Системы пылеотделения, системы фильтрации, фильтрыОпиловочный инструмент пневматическийГибкие валы и аксессуарыДрели пневматическиеРучные шлифовальные станки пневматическиеСмазочное оборудование и устройстваДругие системы для удаления заусенцевПневмоинструмент для удаления заусенцевПневмоотверткаМощные ножовочные полотнаВоздух под давлением шпинделиПилы с пневматическим приводомФрезы, инструменты для удаления заусенцев
Угловые шлифовальные машины — WRD 10-20/3S
Ручные шлифовальные машины, пневматические
 jpg» data-title=»»>
jpg» data-title=»»>Домашняя страница
Запрос на продукт
Угловые шлифовальные машины — WRD 3-85/2
Ручные шлифовальные машины, пневматические
Информация о продукте
Домашняя страница
Запрос на продукт
Угловые шлифовальные машины — WRD 6-20/2 ZL 45
Ручные шлифовальные машины, пневматические
 jpg» data-title=»»>
jpg» data-title=»»>Домашняя страница
Запрос на продукт
Угловые шлифовальные машины — WRD 6-20/2 ZL 90
Ручные шлифовальные машины, пневматические
Домашняя страница
Запрос на продукт
Угловые шлифовальные машины — WRD 6-20/3Z
Ручные шлифовальные машины, пневматические
 jpg» data-title=»»>
jpg» data-title=»»>Домашняя страница
Запрос на продукт
Угловые шлифовальные машины — WRH 10-20/3S
Ручные шлифовальные машины, пневматические
Домашняя страница
Запрос на продукт
Угловые шлифовальные машины — WRH 14-13/2
Ручные шлифовальные машины, пневматические
 jpg» data-title=»»>
jpg» data-title=»»>Домашняя страница
Запрос на продукт
Угловые шлифовальные машины — WRH 3-85/2
Ручные шлифовальные машины, пневматические
Домашняя страница
Запрос на продукт
Угловые шлифовальные машины — WRH 6-20/2 ZL 45
Ручные шлифовальные машины, пневматические
 jpg» data-title=»»>
jpg» data-title=»»>Информация о продукте
Домашняя страница
Запрос продукта
Угловые шлифовальные машины — WRH 6-20/2 ZL 90
Ручные шлифовальные машины, пневматические
Домашняя страница
Запрос на продукт
Угловые шлифовальные машины — WRH 6-20/3Z
Ручные шлифовальные машины, пневматические
 jpg» data-title=»»>
jpg» data-title=»»>Информация о продукте
Домашняя страница
Запрос на продукт
Щеточный инструмент — SRH 8-10
Ручные шлифовальные машины, пневматические
Домашняя страница
Запрос на продукт
Гравировальный инструмент — GMD 3
Ручные шлифовальные машины, пневматические
 jpg» data-title=»»>
jpg» data-title=»»>Домашняя страница
Запрос на продукт
Пневматический фильтр — FLV 1-20
Ручные шлифовальные машины, пневматические
Домашняя страница
Запрос на продукт
Пневматический фильтр — FLV 4-9
Ручные шлифовальные машины, пневматические
 jpg» data-title=»»>
jpg» data-title=»»>Домашняя страница
Запрос на продукт
Пневматический фильтр — FLV 8-12
Ручные шлифовальные машины, пневматические
Домашняя страница
Запрос на продукт
Пневматический фильтр — FLV 8-12 F
Ручные шлифовальные машины, пневматические
 jpg» data-title=»»>
jpg» data-title=»»>Домашняя страница
Запрос на продукт
Пневматический фильтр — FR 10-5/2
Ручные шлифовальные машины, пневматические
Домашняя страница
Запрос на продукт
Пневматический фильтр — FR 3-8
Ручные шлифовальные машины, пневматические
 jpg» data-title=»»>
jpg» data-title=»»>Домашняя страница
Запрос на продукт
Пневматический фильтр — FR 5-4
Ручные шлифовальные машины, пневматические
Домашняя страница
Запрос на продукт
Пневматический фильтр — FR 5-8
Ручные шлифовальные машины, пневматические
 jpg» data-title=»»>
jpg» data-title=»»>Домашняя страница
Запрос на продукт
Пневматический фильтр — FR 5-8 N
Ручные шлифовальные машины, пневматические
Домашняя страница
Запрос на продукт
Пневматический фильтр — FR 8-12 PLUS
Ручные шлифовальные машины, пневматические
 jpg» data-title=»»>
jpg» data-title=»»>Информация о продукте
Домашняя страница
Запрос на продукт
Пневматический фильтр — FR 8-2
Ручные шлифовальные машины, пневматические
Домашняя страница
Запрос на продукт
Загрузка …
Защита машины — контрольный список для шлифовальных станков с абразивным кругом
Контрольный список для шлифовальных станков с абразивным кругом
1
| Стандарт 29 CFR 1910 | Описание | ДА | НЕТ 2 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Из стандарта абразивного круга | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 215(а)(2) | Закрывают ли боковые ограждения шпиндель, гайку и фланец, а также 75% диаметра колеса? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 215(а)(4) | Используется ли рабочий люнет и регулируется ли он в пределах 1/8 дюйма (0,3175 см) от колеса? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 215(б)(9) | Используется ли регулируемая защита языка на верхней стороне шлифовального станка и установлена ли она на расстоянии не более 1/4 дюйма (0,6350 см) от круга? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 215(г)(1) | Соответствует ли максимальное число оборотов каждого абразивного круга номинальному числу оборотов двигателя шлифовального станка? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 215(г)(1) | Перед установкой новых абразивных кругов они визуально проверяются и испытываются кольца? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Из других стандартов OSHA | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 22(а) | Поддерживается ли чистота вокруг кофемолок? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 94(б)(2) | Предусмотрены ли пылесборники и механические выхлопы на шлифовальных машинах, используемых в операциях, производящих большое количество пыли? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 133(а)(1) | Всегда ли при шлифовании надеваются защитные очки или лицевые щитки? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 212(б) | Настольные и стационарные шлифовальные станки установлены стационарно? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 304(г)(5) | Есть ли у каждой шлифовальной машины с электрическим приводом постоянный, непрерывный и эффективный путь к земле? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 305(г)(1)(iv)(А) | Подсоединены ли стационарные или стационарно установленные шлифовальные машины к системе электроснабжения с помощью металлического кабелепровода или другим постоянным способом? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 305(к)(4)(vi) | Есть ли у каждой кофемолки индивидуальный переключатель включения и выключения? | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
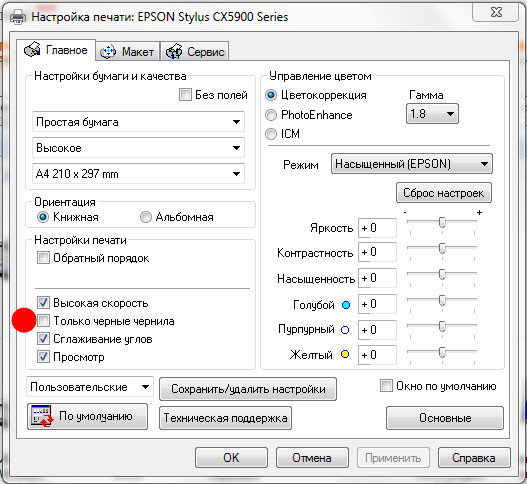
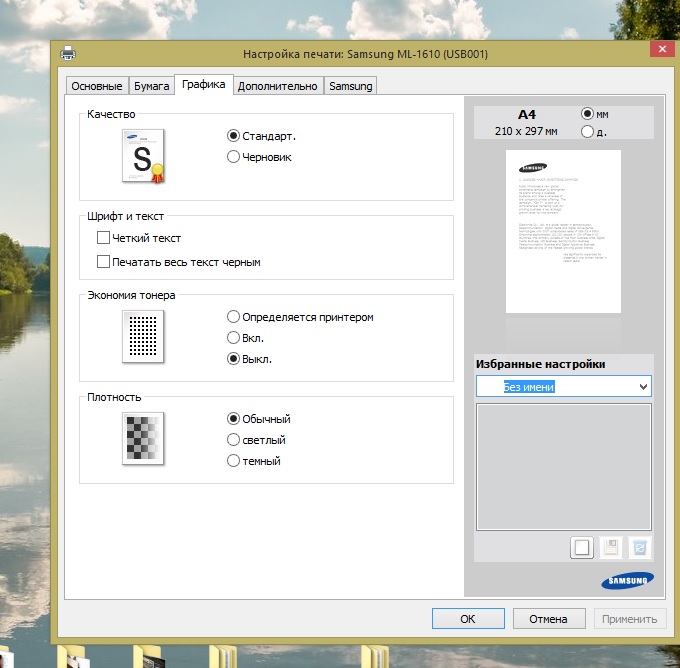
Сноски: 1 Взято из публикации OSHA № 2209. Параметры печати: Выбор и настройка параметров печати в WindowsПараметры печатиПараметры печатиМожно изменить параметры, выбрав их в списке Print Settings (Параметры печати). Вкладка Basic (Основные)
Вкладка Advanced (Расширенные)
Двусторонняя печать
Наверх страницы Монитор состоянияСообщает о состоянии принтера (о любых возможных ошибках принтера) при печати. Если требуется включить монитор состояния, запустите Status Monitor (Монитор состояния) (с Macintosh HD (Startup Disk), выберите Library (Библиотека), Printers (Принтеры), Brother, Utilities (Утилиты)). Наверх страницы Видео: «Дополнительные параметры печати» — Служба поддержки Майкрософт
Настраивайте различные параметры печати в режиме предварительного просмотра, в котором можно увидеть, как будет выглядеть отпечатанный документ.
 org/ListItem»> org/ListItem»>
В разделе Настройки щелкните стрелку рядом с командой Напечатать активные листы и выберите параметр Выбранная таблица.
Хотите узнать больше?
Настройка параметров печати в Access Хотя вы можете печатать данные из таблицы, запроса, формы или отчета в базе данных Microsoft Access, вы можете установить параметры печати для отчетов, которые будут создавать привлекательную и более удобочитаемую печатную копию ваших данных. Печать данных непосредственно из таблиц или запросов работает, когда вы хотите напечатать только простой список. Формы лучше подходят для просмотра или печати данных одной записи или связанного набора записей, а не для печати больших наборов данных или сводок данных. Распечатывая данные из отчета, вы можете сравнивать, суммировать и суммировать большие наборы данных, а затем представлять эту информацию в привлекательном виде. Дополнительные сведения о создании отчета см. в разделе Введение в отчеты в Access. В этой статье
Выберите параметры настройки страницы После создания отчета можно задать параметры макета печати в диалоговом окне Параметры страницы .
Чтобы настроить поля в отчете, на вкладке Предварительный просмотр в группе Размер страницы нажмите Поля и выберите подходящий вариант, и отобразится предварительный просмотр отчета с измененными настройками полей. . Страница вкладка настроек
Столбцы настройки вкладки Примечание.
Верх страницы Выберите настройки принтера После того, как вы завершите настройку параметров страницы для своего отчета, вы можете выбрать определенные параметры принтера для управления макетом печати или страницами, которые вы хотите напечатать, и количеством копий.
В следующей таблице описаны результаты, которые можно ожидать при определенных настройках принтера:
Чтобы сэкономить бумагу, отправить задание на печать на коммерческое принтер или отправить отчет по электронной почте, вы можете создать отчет в формате .pdf или xps: на На вкладке Предварительный просмотр в группе Данные щелкните PDF или XPS . Верх страницы Предварительный просмотр перед печатьюИспользуйте параметр «Предварительный просмотр печати», чтобы проверить, как будет выглядеть печатная версия вашего отчета. Вы можете открыть отчет в режиме предварительного просмотра одним из следующих способов:
Дальнейшие изменения форматирования можно вносить из предварительного просмотра печати, используя параметры на вкладке Preview Print . Если вы хотите просмотреть несколько страниц отчета, перейти на другие страницы или просмотреть несколько страниц одновременно при предварительном просмотре отчета, попробуйте любые из следующих вариантов:
 org/ListItem»> org/ListItem»>Нажмите кнопку Открыть/закрыть панель шторок ( << ) в правом верхнем углу области навигации, а затем разверните область просмотра отчета. Выберите параметры печати: В группе Печать нажмите Печать , а затем выберите параметры печати. Close Print Preview: В группе Close Preview нажмите Close Print Preview . Верх страницы Распечатать документ в WordWord для Microsoft 365 Word для Интернета Word 2021 Word 2019Word 2016 Word 2013 Word 2010 Word 2007 Word Starter 2010 Дополнительно…Меньше Перед печатью вы можете предварительно просмотреть документ и указать, какие страницы вы хотите напечатать. Предварительный просмотр документа
 org/ItemList»> org/ItemList»>Выберите Файл > Распечатать . Чтобы распечатать только определенные страницы, распечатать некоторые свойства документа или распечатать отслеженные изменения и комментарии, выберите стрелку под Настройки , рядом с Печать всех страниц (по умолчанию), чтобы увидеть все ваши параметры. Чтобы напечатать только определенные страницы, выполните одно из следующих действий: 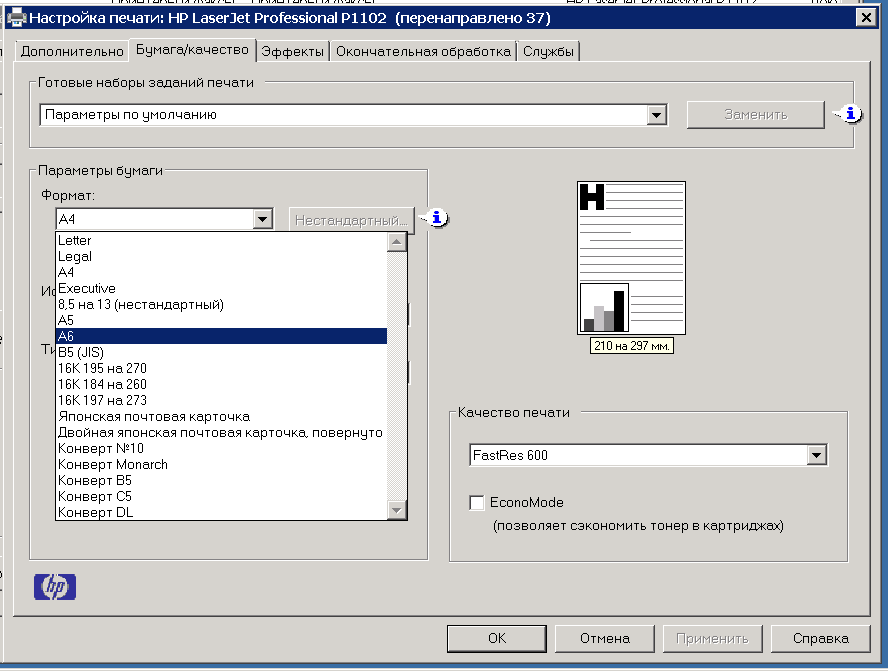 org/ListItem»> org/ListItem»>Чтобы напечатать страницу, показанную в предварительном просмотре, выберите Печать текущей страницы . Для печати последовательных страниц, таких как 1-3, выберите Custom Print и введите номера первой и последней страниц в поле Pages . Для одновременной печати отдельных страниц и диапазона страниц (например, страницы 3 и страниц 4–6) выберите 9.0027 Custom Print и введите номера страниц и диапазоны, разделенные запятыми (например, 3, 4-6). Примечание.
Примечание. Если вы хотите распечатать документ без комментариев, перейдите на страницу Review 9.0028 > Отслеживание > Без разметки , а затем распечатайте документ. Печать из Word для Интернета может показаться немного запутанной. Это связано с тем, что сначала создается PDF-файл для сохранения макета и форматирования, а затем вы печатаете PDF-файл. Примечание. Если вы используете Internet Explorer в Windows 7 или более ранней операционной системе, вам необходимо загрузить и установить бесплатное приложение Adobe Reader, прежде чем вы сможете распечатать документ. Распечатайте документ
Если вам нужно несколько копий распечатки, измените количество копий на странице печати:
Примечание. Если принтер, выбранный вами в разделе Принтер , поддерживает параметры цветной, черно-белой печати и печати в оттенках серого, эти параметры появятся в списке в разделе Настройки .  Сушка дерева в камере цена: Стоимость услуг по сушке древесины на заводеУслуги по сушке древесины. Сушка дерева по лучшей ценеКаталог Новое поколение итальянских сушильных камер IMG способно обеспечить точный, быстрый и экономичный процесс сушки древесины самых разнообразных пород. Сушильные камеры данной серии выполнены из коррозионно-стойких материалов, все внутренние функционирующие системы тщательно спроектированы и продуманы вплоть до мельчайших составляющих. Сушильные камеры обеспечивают условия сушки древесины влажностью до 8%. Также может быть выполнена сушка пиломатериалов до транспортной влажности 18-22%. Помимо этого есть возможность выполнения качественной сушки свежесрубленной древесины с первоначальной влажностью 50% и более. На территории производства оборудовано 10 сушильных камер. Общая вместимость до 450 м3 сырья. Тип камеры: Конвекционная. Вместимость 1 сушильной камеры — 30 м3 и 60 м3. Способ сушки: Воздушный теплообмен за счет потолочных вентиляторов и каллориферов.
предыдущая статья следующая статья Назад Перед использованием древесины в качестве строительного или отделочного материала необходимо произвести обработку дерева.
Технология сушки дерева в камереСушка – это сложный технологический процесс, который нужен для удаления влаги из материала. Дерево камерной сушки становится прочнее, не реагирует на влажность и не деформируется при перепадах температур. Такой материал можно использовать для отделки интерьера и оформления фасадов или открытых объектов. Сама технология обработки делится на несколько этапов:
Циклическая обработка, при которой меняется температура нагрева и в камеру подается водяной пар, меняет молекулярную структуру дерева. Такой пиломатериал лишен недостатков натуральной древесины, при этом приобретает новые уникальные качества.
Способы обработкиДля сушки древесины в специальных камерах используются разные способы повышения температуры. Естественный или атмосферный способ считается самым безопасным, но в таком оборудовании сложно контролировать изменение температурного режима. Метод применяется только для хвойных или твердолиственных пород, для работы с другими сортами не подходит. Современное сушильное оборудование дает возможность контролировать все этапы обработки и даже сушить дерево в ускоренном режиме. Однако нарушение технологических стандартов может привести к непредсказуемым результатам, поэтому на подобные эксперименты идут редко. Если вы решили обработать пиломатериалы перед использованием, важно найти надежного исполнителя, который даст гарантию соблюдения всех правил. Наша компания в Москве предлагает лучшие цены на сушку дерева в камере по современным стандартам. Свяжитесь с нашими представителями, чтобы узнать подробности обработки и рассчитать стоимость вашего заказа. Оставить заявку Имя* Телефон* Электронная почта * — Обязательное поле Заявка принята Продолжить на сайте Сушка древесины и пиломатериалов в Москве и Московской областиКомпания «СтроимДоМ» предлагает услуги по сушке древесины (пиломатериалов) любых пород (ель, сосна, лиственница, дуб и др.
Если вам нужны качественно высушенные брусья, доски и прочие деревянные элементы для строительных работ, производства мебели или других целей, тогда компания «СтроимДоМ» к вашим услугам!
Мы гарантируем высокое качество обработанных нами материалов, ведь наши специалисты строго соблюдают технологические процессы сушки, а каждый производственный этап подвергается тщательному контролю.
Зачем сушить древесину
Как мы производим сушку
Компания «СтроимДоМ» осуществляет термообработку древесины в специальных сушильных камерах (камерная сушка).
Сушильные камеры компании «СтроимДоМ» оснащены высокотехнологичными компьютерными системами управления, которые позволяют нам контролировать процесс и настроить любые параметры сушки, а значит добиться нужного уровня влажности и предотвратить изменение физико-механических свойств древесины.
Этапы камерной сушки от компании «СтроимДоМ»
При необходимости мы также можем обработать древесный материал антисептическим составом NEOMID 460 SUPER — концентрированным антисептиком нового поколения.
Сушка древесины – трудоемкий и ответственный этап производства пиломатериалов, от которого сильно зависит конечный результат. Поэтому стоит довериться профессионалам!
Отзывы наших заказчиков Страница не найдена 404Что случилось? Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке. Что я могу сделать? Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете. Протестировать сейчас Machineseeker — Приложение ! Приложение Machineseeker для iPhone и Android . Дополнительная информация Machineseeker.com является официальным спонсором: Популярные подержанные машины: Вся информация, предложения и цены на этом сайте могут быть изменены и не носят обязательного характера! Используя этот веб-сайт, вы принимаете наши условия и политика конфиденциальности . © 1999-2023 Machineseeker Group GmbH Этот веб-сайт защищен reCAPTCHA, к нему применяются Политика конфиденциальности и Условия использования Google. Сушильные камеры Цена — Купить дешевые сушильные камеры по низкой цене на Made-in-China.com Сравнив цены на сушильные камеры, вы можете купить качественные сушильные камеры по заводской цене / низкой цене в Китае. Тип: Готовая лекарственная форма: Точность: Сертификация: Напряжение: Компьютеризация: WUXI ZHANGHUA PHARMACEUTICAL EQUIPMENT CO. Послепродажное обслуживание: Гарантия: Применение: Индивидуальные Сертификация: Структура: Zhengzhou Keda Machinery and Instrument Equipment Co., Ltd. Послепродажное обслуживание: Гарантия: Применение: Нестандартный Сертификация: Структура: GUANGDONG BELL EXPERIMENT EQUIPMENT CO. Послепродажное обслуживание: Гарантия: Применение: Нестандартный Сертификация: Структура: GUANGDONG BELL EXPERIMENT EQUIPMENT CO., LTD. Послепродажное обслуживание: Гарантия: Применение: Индивидуальные Сертификация: Структура: НАНБЕЙ ИНСТРУМЕНТ ЛИМИТЕД Послепродажное обслуживание: Гарантия: Применение: Нестандартный Сертификация: Структура: GUANGDONG BELL EXPERIMENT EQUIPMENT CO. Послепродажное обслуживание: Гарантия: Применение: Нестандартный Сертификация: Структура: GUANGDONG BELL EXPERIMENT EQUIPMENT CO., LTD. Послепродажное обслуживание: Блок питания: Сертификация: Гарантия: Темп. Спектр: Режим отображения: GUANGDONG BELL EXPERIMENT EQUIPMENT CO. Послепродажное обслуживание: Гарантия: Применение: Нестандартный Сертификация: Структура: GUANGDONG BELL EXPERIMENT EQUIPMENT CO., LTD. Послепродажное обслуживание: Гарантия: Применение: Индивидуальные Сертификация: Структура: GMS Technology (Шэньчжэнь) Co. Гарантия: Сертификация: Место происхождения: Марка: Материал: Шкала: Компания Jiangsu Xinan Wooddrying Systems Co., Ltd. Максимальный диаметр заготовки: Масса Объем заготовки: Тип: Максимальная вместимость: Класс точности: Путь нагрузки: КО. Гарантия: Сертификация: Автоматизация: Объем производства: Цвет: родственных отраслей: Цзянсу Jinfan Power Technology Co., Ltd. Послепродажное обслуживание: Гарантия: Тип: Вес: Источник питания: Внутренние размеры (Д*Ш*В): Промышленная компания Гуандун Комег, ООО Тип: Применение: Покрытие: Сертификация: Тип метода: Состояние: Циндао Хуа Юйшунь Коммерческая Ко. Тип: Сертификация: Подложка: Марка: Покрытие: Направление воздушного потока: Циндао Хуа Юйшунь Коммерческая Ко., Лтд. Послепродажное обслуживание: Гарантия: Тип: Сертификация: Подложка: Марка: Циндао Хуа Юйшунь Коммерческая Ко. Тип: Сертификация: Подложка: Марка: Покрытие: Направление воздушного потока: Циндао Хуа Юйшунь Коммерческая Ко., Лтд. Послепродажное обслуживание: Гарантия: Тип: Сертификация: Подложка: Марка: Циндао Хуа Юйшунь Коммерческая Ко. Послепродажное обслуживание: Гарантия: Путь движения: Распыление: Расход: Режим нагрева: WUXI HAOSHUO TECHNOLOGY CO., LTD. Тип: Вес: Источник питания: Внутренние размеры (Г*Ш*В)см: Внешние размеры(Д*Ш*В) см: кВА: Промышленная компания Гуандун Комег, Лтд. Послепродажное обслуживание: Источник питания: Сертификация: Гарантия: Внутренние размеры (Д*Ш*В): Внешние размеры (Д*Ш*В): Промышленная компания Гуандун Комег, ООО Внутренние размеры (Д*Ш*В), мм: Внешние размеры (Д*Ш*В) мм: кВА: Принадлежности: Устройства безопасности: Темп. Спектр: Промышленная компания Гуандун Комег, ООО Путь движения: Распыление: Расход: Режим обогрева: Статус материала: Осушающая среда: Промышленная компания Гуандун Комег, ООО Тип: Вес: Источник питания: Внутренние размеры (Г*Ш*В)см: Внешние размеры(Д*Ш*В) см: кВА: Промышленная компания Гуандун Комег, ООО Тип: Напряжение: Мощность: Нестандартный Товар: Функция: Гуанчжоу Kaineng Electric Equipment Co. Путь движения: Режим нагрева: Осушающая среда: Рабочее давление: Метод эксплуатации: Исходное место: Чжэцзян FUXIA Medical Technology Co., Ltd. Путь движения: Режим нагрева: Осушающая среда: Рабочее давление: Метод эксплуатации: Исходное место: Чжэцзян FUXIA Medical Technology Co. Путь движения: Режим нагрева: Осушающая среда: Рабочее давление: Метод эксплуатации: Исходное место: Чжэцзян FUXIA Medical Technology Co., Ltd. Послепродажное обслуживание: Гарантия: Тип: Вес: Источник питания: Внутренние размеры (Г*Ш*В)см: Промышленная компания Гуандун Комег, ООО Тип: Напряжение: Мощность: Индивидуальные: Пункт: Сухие овощи, фрукты, травы Гуанчжоу Kaineng Electric Equipment Co. Тип: Напряжение: Мощность: Индивидуальные Пункт: Сухие овощи, фрукты, травы Гуанчжоу Kaineng Electric Equipment Co., Ltd. Тип: Напряжение: Мощность: Индивидуальные Пункт: Функция: Гуанчжоу Kaineng Electric Equipment Co. Тип: Напряжение: Мощность: Индивидуальные Пункт: Функция: Гуанчжоу Kaineng Electric Equipment Co., Ltd. Тип: Напряжение: Мощность: Индивидуальные Пункт: Функция: Гуанчжоу Kaineng Electric Equipment Co. Послепродажное обслуживание: Гарантия: Тип: Вес: Источник питания: Производитель: Промышленная компания Гуандун Комег, ООО Послепродажное обслуживание: Гарантия: Максимальный диаметр заготовки: Массовый объем заготовки: Тип: Максимальная вместимость: КО. Сертификация: Упаковка: Стандарт: Порт: Производственная мощность: ТАЙГУО HENAN TAIGUO BOILER PRODUCTS CO., LTD. Сертификация: Упаковка: Стандарт: Порт: Производственная мощность: ТАЙГУО HENAN TAIGUO BOILER PRODUCTS CO. Путь движения: Распыление: Поток: Режим нагрева: Состояние материала: Сушильная среда: Шанхайская компания Haoyue Technology Co., Ltd. Рабочее давление: Метод эксплуатации: Послепродажное обслуживание Предоставляется: Имя: Цвет: Материал внутреннего контейнера: Хэнань Lanphan Industry Co. 3D модели для станка чпу по дереву: 3D модели для станков ЧПУ по дереву3D модели для станков ЧПУ по деревуДерево – материал, востребованный во все времена. Оно отличается своей прочностью, практичностью и, что немаловажно, пластичностью, позволяющей изготавливать из него абсолютно любые изделия и украшать их изысканной резьбой. Ранее дерево обрабатывалось вручную. Мастера-резчики месяцами трудились над изделиями, вырезая на них искусный узор. Сейчас с этим во много раз быстрее справляются станки с числовым программным управлением. На нашем сайте представлен обширный каталог 3д моделей для ЧПУ станков по дереву. Компьютерное 3д-моделирование позволит вам существенно упростить производство сложных элементов. Ассортимент:Мы предлагаем вам большое разнообразие готовых моделей для деревообрабатывающих станков с ЧПУ. 3d модели мебели:Готовые компьютерные 3д модели мебели снижают сроки и сложность производства столов, стульев, диванов, кресел, кушеток и других предметов обстановки из древесного массива. Stl-чертеж содержит все мельчайшие детали, которые передаются на фрезеровочный станок с ЧПУ. Особняком стоят модели мебели в стиле модерн. Модерн – это полное отсутствие симметрии, сочетание самых причудливых форм. Режущий инструмент фрезерного станка по дереву, благодаря подгруженной 3д модели в формате stl, легко повторяет причудливые формы, и изготовление конечного продукта из древесного массива становится гораздо проще. 3d Декор:Богатая коллекция моделей декоративных элементов позволит вам преобразить любой элемент вашего интерьера. Деревянные рамы для картин органично подчеркнут полотна, а резные статуэтки идеально впишутся в различный интерьер. Угловые элементы используются для украшения корпусной мебели, стен и потолков. 3d Двери:Производство дверей – довольно сложный и затратный процесс. Наши модели дверей в формате 3d существенно снижают затраты и время на производство продукции на станках по дереву. Помимо размеров основы, в управляющую программу обязательно вносятся все элементы декора. Религиозные изделия:В каталоге stl моделей присутствует множество вариантов для изготовления деревянных изделий на религиозную тематику. В ассортименте вы найдете репродукции особо почитаемых икон и различных панно с популярными библейскими сюжетами. Фигурки ангелов станут символом умиротворения и успокоения. Помимо религиозного аспекта, деревянные фигурки являются прекрасным украшением. 3d Сундуки:Объемные 3D модели сундуков созданы для фрезерных станков с ЧПУ, работающих по дереву. Красивый резной сундук станет украшением вашего дома. Фигурный корпус и остальные элементы производятся без участия человека – достаточно загрузить модель в программный блок станка. 3d шахматы и часы:Если вы ищете эксклюзивные сувениры, то для вас можем предложить эксклюзивные 3д модели часов и шахмат. Оригинальная доска станет отличным презентом к любому торжеству, а сложные резные часы из дерева станут гордостью любого хозяина. На этом ассортимент нашей продукции не ограничивается. На сайте вас ждет более 1000 готовых моделей для станков по дереву. Файлы в формате stl совместимы с большинством ЧПУ-устройств, что позволяет сразу приступить к производству. Немаловажен и тот факт, что изготовление изделий из дерева и их реализация позволят вам предельно быстро окупить стоимость 3д моделей. Ведь древесный массив – весьма востребован и дорогостоящ, а стильные и оригинальные предметы обихода из него, оформленные искусной резьбой – высоко оцениваются дизайнерами, студиями элитной мебели и простыми обывателями, мечтающими о статусном интерьере и долговечной обстановке. Заказать 3d модели:Оформление покупки 3д модели для ЧПУ станка по дереву через наш сайт производится в кратчайшие сроки. После помещения нужной модели для деревообрабатывающего станка в корзину осуществляется переход на страницу оплаты. После проведения транзакции и получения подтверждения вы получаете ссылку на скачивание в удобном формате, готовом к использованию на станке с ЧПУ. Следить за новостями и новинками компании вы можете любым удобным для вас способом: по телефону (Viber, Telegram, WhatsApp, Instagram), VK, Одноклассники или Skype. 3D резьба по дереву на станках с ЧПУ. 3D модели для ЧПУ. CNC станки. Резной декор
https://fake-watches.is
3D-модели для ЧПУ Большинство наших клиентов начинают с 2D-проектов на своих станках с ЧПУ. Несмотря на то, что существует неограниченное количество проектов с ЧПУ, которые являются строго 2D, наш фрезерный станок с ЧПУ Shapeoko и настольный ЧПУ Nomad способны выполнять полноценные 3D-проекты, и многие пользователи в конечном итоге решают, что они хотели бы попробовать что-то более сложное. Хотя мы говорим конкретно о наших станках с ЧПУ, информация относится ко всем фрезерным станкам с ЧПУ и настольным станкам с ЧПУ. Вот некоторая предварительная информация, которая поможет вам начать работу с файлами для 3D CNC. Если вам также нужны 2D-модели для ЧПУ, у нас есть и они с нашими элементами 3D-дизайна Carbide Типы файлов для 3D-моделейВо-первых, в моделях для ЧПУ нет ничего особенного по сравнению с моделями для любого другого использования. например, 3D-печать или анимация. На самом деле, программное обеспечение ЧПУ более снисходительно относится к нестандартным файлам, чем 3D-принтеры, потому что станку с ЧПУ не нужно создавать законченный объект из ничего; ему просто нужно обработать внешние поверхности. Файлы STL Файлы STL являются наиболее распространенным типом файлов для сохранения 3D-моделей. Формат файла STL давно стал стандартом по умолчанию для 3D-принтеров и со временем стал надежным способом обмена 3D-объектами между всеми видами программ. Файлы STL могут представлять полный объект, включая все стороны объекта, а также внутренние элементы. Хотя это очень полезно для 3D-принтера, который имеет доступ к внутренней структуре модели, станок с ЧПУ может получить доступ только к внешней части детали. Файлы STL представляют базовую 3D-модель в виде набора треугольников, даже если исходный проект создан в высококлассной программе САПР, такой как Solidworks. Некоторые пользователи считают, что это приводит к потере точности готовой детали, поскольку ряд треугольников не может полностью представить 3D-модель. Это неверно по нескольким причинам:
Некоторые файлы 3D STL доводят это количество треугольников до крайности и создают ОГРОМНОЕ количество треугольников. OBJ-файлыФайлы OBJ очень похожи на STL в том, что они представляют 3D-модель в виде набора треугольников. Различия заключаются в том, откуда берутся файлы и где вы можете их использовать. Файлы OBJ предпочтительны для программного обеспечения для анимации, поэтому большинство из них исходят из программ 3D-дизайна, которые созданы для использования в программах для анимации или видео; это не модели для ЧПУ. Вы обнаружите, что большинство программ CAM, используемых для создания траектории движения инструмента из модели, не может открыть файл OBJ. Несмотря на наличие доступных программ преобразования, мы рекомендуем вам избегать файлов OBJ и предпочитать STL, если в конкретном файле нет чего-то очень привлекательного. Файлы DXFDXF — еще один долгоживущий формат файлов САПР. Он был разработан Autodesk для Autocad много лет назад и широко используется для перемещения файлов САПР из одной программы в другую. Хотя гораздо чаще можно увидеть, что DXF используется для 2D-моделей, он также может хранить 3D-модели. Файлы DXF, как для 2D-, так и для 3D-моделей, широко поддерживаются программным обеспечением CAM, но вы, вероятно, не найдете много 3D-моделей в формате DXF для загрузки. 3D-файлы STL встречаются гораздо чаще. Карты высот и изображенияКарты высот и многое другое, и их использование полностью зависит от программного обеспечения, которое вы используете. Мы рассмотрим их здесь, чтобы быть полными, но обычно это не то, что ищут люди, когда ищут 3D-модели для своего станка с ЧПУ. Карта высот представляет собой сетку значений высоты, которая может представлять трехмерные объекты. Поскольку каждое местоположение может иметь только одно значение высоты, карта высот не может представлять несколько сторон 3D-объекта, поэтому они лучше всего подходят для проектов в стиле рельефа. Некоторые программы позволяют преобразовать изображение в карту высот, где каждый пиксель преобразуется в высоту на основе яркости, при этом более светлые пиксели выше, чем более темные (или наоборот). Обычное использование карт высот включает:
Где взять 3D-моделиКупить 3D-модельПо мере того, как станки с ЧПУ становятся все более популярными, становится все проще находить места, где можно купить модель; они доступны для продажи во многих местах, которые никогда не предназначались для цифровых продуктов, которые вы загружаете. У них есть дополнительное преимущество, поскольку они предназначены для фрезерных станков с ЧПУ, поэтому они должны быть просты в использовании.
Сколько стоит 3D-модель?Цены на 3D-модели могут сильно различаться, но, насколько мы можем судить, большинство из них поступают от создателей контента из Китая и России. Большинство из них стоят от 3 до 50 долларов, а некоторые продавцы предлагают пакеты контента с кучей моделей по гораздо более низкой цене. Почти во всех случаях они поставляются в виде файла 3D STL. Скачать с сайтов обмена
Бесплатные модели также широко доступны на сайтах обмена. Как правило, их можно загрузить бесплатно, но они могут не предоставлять вам права на коммерческое использование, поэтому стоит изучить подробности о каждом сайте или пользователе. Как создать 3D-модель с нуля Создание 3D-модели — это большая тема, которая лучше подходит для отдельной страницы, но мы можем дать вам несколько отправных точек. (У нас также есть более подробная страница бесплатного программного обеспечения для ЧПУ. Программы 3D CAD/CAM для рельефов
И Carbide Create Pro, и Vectric Aspire позволяют создавать 3D-рельефы с нуля, используя упрощенный рабочий процесс по сравнению с полнофункциональными 3D-программами САПР, такими как Alibre или Solidworks. Они буквально только что созданы для 3D-моделирования на ЧПУ. Существуют ограничения на то, что вы можете сделать, но если вы нацелены на фрезерный станок с ЧПУ, то он, как правило, очень хорошо подходит. Программы 3D CAD
Alibre и Solidworks — это то, что мы бы назвали «программами САПР высокого класса». Они позволят вам сделать практически все с очень высокой точностью и большим контролем. Цена Alibre очень разумна, учитывая возможности программы. Solidworks, напротив, очень дорог, но имеет широкое распространение в отрасли. Если вы пришли сюда в поисках «моделей для ЧПУ», возможно, это не те программы, которые вы ищете. Как использовать 3D-модели для ЧПУКогда у вас есть файл, который вы хотели бы использовать, вам нужно каким-то образом преобразовать его в траекторию инструмента для запуска на вашем фрезерном станке с ЧПУ. (Надеюсь, это файл 3D STL) Мы рекомендуем использовать MeshCAM, программное обеспечение 3D CAM, для преобразования файла STL в траекторию для вашего фрезерного станка с ЧПУ. MeshCAM позволяет относительно безболезненно загрузить STL, ввести информацию об инструменте, а затем получить gcode. Другой альтернативой является использование чего-то вроде Fusion 360, который также может загружать файлы STL и генерировать траекторию. Несмотря на то, что Fusion может это сделать, у нас есть две оговорки, которые не позволяют нам искренне рекомендовать его:
Несмотря на это, Fusion 360 очень популярен среди владельцев фрезерных станков с ЧПУ, поэтому на него стоит обратить внимание, если вас не смущает цена. Рекомендации
3D-модели для ЧПУБольшинство наших клиентов начинают с 2D-проектов на своих станках с ЧПУ. Несмотря на то, что существует неограниченное количество проектов с ЧПУ, которые являются строго 2D, наш фрезерный станок с ЧПУ Shapeoko и настольный ЧПУ Nomad способны выполнять полноценные 3D-проекты, и многие пользователи в конечном итоге решают, что они хотели бы попробовать что-то более сложное. Хотя мы говорим конкретно о наших станках с ЧПУ, информация относится ко всем фрезерным станкам с ЧПУ и настольным станкам с ЧПУ. Вот некоторая предварительная информация, которая поможет вам начать работу с файлами для 3D CNC. Если вам также нужны 2D-модели для ЧПУ, у нас есть и они с нашими элементами 3D-дизайна Carbide Типы файлов для 3D-моделейВо-первых, в моделях для ЧПУ нет ничего особенного по сравнению с моделями для любого другого использования. например, 3D-печать или анимация. На самом деле, программное обеспечение ЧПУ более снисходительно относится к нестандартным файлам, чем 3D-принтеры, потому что станку с ЧПУ не нужно создавать законченный объект из ничего; ему просто нужно обработать внешние поверхности. Файлы STLФайлы STL являются наиболее распространенным типом файлов для сохранения 3D-моделей. Формат файла STL давно стал стандартом по умолчанию для 3D-принтеров и со временем стал надежным способом обмена 3D-объектами между всеми видами программ. Файлы STL могут представлять полный объект, включая все стороны объекта, а также внутренние элементы. Хотя это очень полезно для 3D-принтера, который имеет доступ к внутренней структуре модели, станок с ЧПУ может получить доступ только к внешней части детали. Файлы STL представляют базовую 3D-модель в виде набора треугольников, даже если исходный проект создан в высококлассной программе САПР, такой как Solidworks. Некоторые пользователи считают, что это приводит к потере точности готовой детали, поскольку ряд треугольников не может полностью представить 3D-модель. Это неверно по нескольким причинам:
Некоторые файлы 3D STL доводят это количество треугольников до крайности и создают ОГРОМНОЕ количество треугольников. Это может привести к длительному расчету траектории, большому использованию памяти и не создать траекторию, которая приведет к лучшему конечному продукту. По нашему опыту, использование более 1 миллиона треугольников не приведет к созданию лучшего конечного продукта на любом обычном фрезерном станке с ЧПУ. OBJ-файлыФайлы OBJ очень похожи на STL в том, что они представляют 3D-модель в виде набора треугольников. Различия заключаются в том, откуда берутся файлы и где вы можете их использовать. Файлы OBJ предпочтительны для программного обеспечения для анимации, поэтому большинство из них исходят из программ 3D-дизайна, которые созданы для использования в программах для анимации или видео; это не модели для ЧПУ. Вы обнаружите, что большинство программ CAM, используемых для создания траектории движения инструмента из модели, не может открыть файл OBJ. Несмотря на наличие доступных программ преобразования, мы рекомендуем вам избегать файлов OBJ и предпочитать STL, если в конкретном файле нет чего-то очень привлекательного. Файлы DXF DXF — еще один долгоживущий формат файлов САПР. Он был разработан Autodesk для Autocad много лет назад и широко используется для перемещения файлов САПР из одной программы в другую. Файлы DXF, как для 2D-, так и для 3D-моделей, широко поддерживаются программным обеспечением CAM, но вы, вероятно, не найдете много 3D-моделей в формате DXF для загрузки. 3D-файлы STL встречаются гораздо чаще. Карты высот и изображенияКарты высот и многое другое, и их использование полностью зависит от программного обеспечения, которое вы используете. Мы рассмотрим их здесь, чтобы быть полными, но обычно это не то, что ищут люди, когда ищут 3D-модели для своего станка с ЧПУ. Карта высот представляет собой сетку значений высоты, которая может представлять трехмерные объекты. Поскольку каждое местоположение может иметь только одно значение высоты, карта высот не может представлять несколько сторон 3D-объекта, поэтому они лучше всего подходят для проектов в стиле рельефа. Некоторые программы позволяют преобразовать изображение в карту высот, где каждый пиксель преобразуется в высоту на основе яркости, при этом более светлые пиксели выше, чем более темные (или наоборот). Обычное использование карт высот включает:
Где взять 3D-моделиКупить 3D-модельПо мере того, как станки с ЧПУ становятся все более популярными, становится все проще находить места, где можно купить модель; они доступны для продажи во многих местах, которые никогда не предназначались для цифровых продуктов, которые вы загружаете. У них есть дополнительное преимущество, поскольку они предназначены для фрезерных станков с ЧПУ, поэтому они должны быть просты в использовании.
Сколько стоит 3D-модель? Цены на 3D-модели могут сильно различаться, но, насколько мы можем судить, большинство из них поступают от создателей контента из Китая и России. Скачать с сайтов обмена
Бесплатные модели также широко доступны на сайтах обмена. Как правило, их можно загрузить бесплатно, но они могут не предоставлять вам права на коммерческое использование, поэтому стоит изучить подробности о каждом сайте или пользователе. Как создать 3D-модель с нуляСоздание 3D-модели — это большая тема, которая лучше подходит для отдельной страницы, но мы можем дать вам несколько отправных точек. (У нас также есть более подробная страница бесплатного программного обеспечения для ЧПУ.) Программы 3D CAD/CAM для рельефов
И Carbide Create Pro, и Vectric Aspire позволяют создавать 3D-рельефы с нуля, используя упрощенный рабочий процесс по сравнению с полнофункциональными 3D-программами САПР, такими как Alibre или Solidworks. Существуют ограничения на то, что вы можете сделать, но если вы нацелены на фрезерный станок с ЧПУ, то он, как правило, очень хорошо подходит. Программы 3D CAD
Alibre и Solidworks — это то, что мы бы назвали «программами САПР высокого класса». Они позволят вам сделать практически все с очень высокой точностью и большим контролем. Цена Alibre очень разумна, учитывая возможности программы. Solidworks, напротив, очень дорог, но имеет широкое распространение в отрасли. Если вы пришли сюда в поисках «моделей для ЧПУ», возможно, это не те программы, которые вы ищете. Как использовать 3D-модели для ЧПУКогда у вас есть файл, который вы хотели бы использовать, вам нужно каким-то образом преобразовать его в траекторию инструмента для запуска на вашем фрезерном станке с ЧПУ. (Надеюсь, это файл 3D STL) Мы рекомендуем использовать MeshCAM, программное обеспечение 3D CAM, для преобразования файла STL в траекторию для вашего фрезерного станка с ЧПУ. Вал станка с вращательным движением 8 букв: Вал Станка С Вращательным ДвижениемДопуски и посадки. Основные сведения.Сопрягаемые детали. Рассматривая соединения деталей машин, мы замечаем, что они в различных парах очень разнообразны по своему характеру. В некоторых случаях одна из деталей какой-либо пары во время работы машины остается неподвижной по отношению к другой детали этой же пары; в других случаях — совершает то или иное движение (например, вращательное, поступательное и т. д.) относительно другой детали. Две детали, составляющие пару, подобную одной из только что рассмотренных, называются сопряженными. Охватывающие и охватываемые детали. При сопряжении двух деталей одна из них как бы охватывает другую, поэтому первая из этих деталей (по отношению к другой) называется охватывающей, а вторая — охватываемой. Формы сопрягаемых деталей весьма разнообразны и наименования их, точно соответствующие действительности, во многих случаях громоздки и неудобны для произношения и для записей. Поэтому условились во всех случаях охватывающую деталь(поверхность этой детали, участвующую в данном сопряжении) называть отверстием, а охватываемую деталь (поверхность, участвующую в данном сопряжении) — валом. Понятие о посадке. Если бы при обработке сопряженных деталей (обеих или одной из них) либо при сборке машины не был учтентребуемый характер их сопряжения, то очевидно, что машина, собранная из таких деталей, оказалась бы негодной для работы Другими словами, непременными условиями удовлетворительной работы всякой машины являются правильный выбор и осуществление характера сопряжений ее деталей, или, как говорят, посадок. Посадкойназывается характер сопряжения двух деталей, определяющий большую или меньшую свободу их относительного перемещения, или степень сопротивления их взаимному смещению. Посадки неподвижные и подвижные. Посадки, при которых должна быть обеспечена прочность соединения сопряженных деталей, называются неподвижными. Соединения такого характера получаются в том случае, если до сборки сопряженных деталей диаметр вала несколько больше диаметра отверстия, в связи с чем после сборки деталей между ними возникает напряженное состояние. Посадками для свободного движения, или (кратко) подвижными, называются такие, при которых предусматривается постоянное относительное движение сопряженных деталей во время ихработы. Возможность относительного движения этих деталей получается в том случае, если диаметр отверстия несколько больше диаметра вала. Посадки, принятые в машиностроении. В нашем машиностроении установлен и применяется ряд посадок: от посадки, при которой вал вставляется в отверстие с большим напряжением, чем достигается высшая прочность соединения деталей, до посадки, при которой вал вращается в отверстии совершенно свободно: Неподвижные посадки Подвижные посадка
В скобках указаны принятые сокращенные условные обозначения посадок. В приведенном перечне посадки указаны в известной последовательности: от наиболее прочной, обеспечивающей неподвижность соединения деталей (посадки ПрЗ и Гр), и кончая такой посадкой (посадка ТХ), при которой создается наиболее свободное относительное сопряжение деталей. ПосадкиГ, Т, Н и П точнее называются переходными, так как при некоторых действительных размерах сопрягаемых деталей соединение их получается неподвижным, а при других размерах — подвижным. Номинальные и действительные размеры.Размеры деталеймашин устанавливаются конструктором, проектирующим данную машину (или деталь), который исходит из самых разнообразных требований. Эти размеры (общие для вала и отверстия, если они являются сопряженными) указываются на чертеже детали и называютсяноминальными. Выше мы видели, что по ряду причин невозможно обработать какую-либо деталь так, чтобы размеры ее, получившиеся после обработки, точно совпали с номинальными. Размеры, полученные после обработки, условились называть действительными.Таким образом, действительный размер детали есть тот размер, который установлен путем измерения. Алгебраическая разность между действительным и номинальным размерами называется действительным отклонением размера. Действительные отклонения могут быть положительными и отрицательными. Предельные размеры.Действительные размеры одинаковых деталей, даже при одном и том же способе их обработки, не получаютсяравными между собой, а колеблются в некоторых пределах. Предельныминазываются те размеры, между которыми может колебаться действительный размер. Один из них называется наибольшим, другой — наименьшим предельным размером. Требуемый характер сопряжения двух деталей создается, очевидно, лишь в том случае, если допустимые предельные размеры деталей установлены заранее опытным или расчетным путем и действительные размеры лежат между предельными. В зависимости от характера посадки наибольший и наименьшийпредельные размеры вала могут быть больше (рис. На рис. 69 и 70 цифрами 00 обозначена так называемая нулевая линия. Она соответствует номинальному диаметру вала или отверстия и служит началом отсчета отклонений от номинального размера. Предельные отклонения. Алгебраическую разность между наибольшим предельным и номинальным размерами называют верхним предельным отклонением. Алгебраическую разность между наименьшим предельным и номинальным размерами называют нижним предельным отклонением. Верхние и нижние предельные отклонения могут быть положительными, отрицательными и равными нулю, как и действительные. Чтобы не смешивать положительные и отрицательные отклонения, принято перед их числовой величиной ставить знак плюс (+), если отклонение положительное, и знак минус (—), если отклонение отрицательное. Допуск. Остановимся теперь на определении, отчетливое понимание которого необходимо для усвоения всего вопроса о допусках и посадках. Допуском, точнее — допуском на неточность обработки называется разность между наибольшим и наименьшим предельными размерами. Так, например, если наибольший предельный размер вала 65, 040 мм, а наименьший — 65, 020 мм, то допуск в данном случае равен 65, 040 — 65, 020 = 0, 020 мм. На рис. 69 и 70 допуски (на графиках они называются полями допусков) показаны жирными линиями. Толщина этих линий берется на графиках всегда в увеличенном масштабе (в сравнении с номинальными размерами) для лучшего усвоения. Допуск на обработку колеблется, как правило, в пределах от нескольких десятых до нескольких тысячных долей миллиметра, что требует обязательного увеличения масштаба. Величины отклонений и допусков в разных таблицах допускови посадок выражаются не в долях миллиметров, как это сделано в приведенном выше примере, а в микрометрах (микронах). Обозначения допусков на чертежах числовыми величинами отклонений. Допустимые предельные отклонения размеров детали от номинальных могут указываться на чертежах числовыми отклонениями, которые проставляются с соответствующими знаками: положительные со знаком (+), отрицательные со знаком (—) вслед за данным размером. Отклонение, равное нулю, на чертеже не указывается. Верхнее и нижнее отклонения записываются одно под другим: верхнее — выше, нижнее — ниже, в долях мм. Примеры простановки отклонений на чертежах показаны на рис. 71, а—е. Натяги и зазоры. Выше мы установили, что характер посадки зависит от соотношения действительных размеров сопрягаемых деталей или, как говорят, от наличия натяга (рис. 72, а) илизазора (рис. 72, б)между данными деталями. Натягом называется положительная разность между диаметрами вала и отверстия до сборки деталей (размер вала больше размера отверстия). При различных соотношениях предельных размеров вала и отверстия натяг называется наибольшим или наименьшим (рис. 72, а). Зазором называется положительная разность между диаметрами отверстия и вала (размер отверстия больше размера вала). В зависимости от соотношения предельных размеров отверстияи вала определяются наибольший и наименьший зазоры (рис. 72, б). Система отверстия и система вала.Стандартами допусков и посадок в нашей промышленности установлены две возможные к применению совокупности посадок — система отверстия и система вала. Системойотверстия называется совокупность посадок, в которых предельные отклонения отверстий одинаковы (при одном и том же классе точности и одном и том же номинальном размере), а различные посадки достигаются путем изменения предельных отклонений валов (рис. 73, а). Во всех посадках системы отверстия нижнее предельное отклонение отверстия всегда равно нулю. Такое отверстие называется основным отверстием. Основное отверстие в системе отверстия обозначается сокращенно буквой А в отличие от обозначения второй (не основной) детали, входящей в сопряжение, которая обозначается буквами соответствующей посадки. Системой вала называется совокупность посадок, в которых преельные отклонения валов одинаковы (при одном и том же классе точности и одном и том же номинальном размере), а различные посадки достигаются путем изменения предельных отклонений отверстий. Во всех посадках системы вала верхнее предельное отклонение вала всегда равно нулю. Такой вал называется основным валом. Схематическое изображение системы вала дано на рис. 73, б, из которого видно, что при одном и том же номинальном размере(диаметре) и постоянном допуске основного вала могут быть получены различные посадки за счет изменения предельных размеров отверстия. Действительно, соединяя с данным валом отверстие 1, мы при всех условиях будем получать подвижную посадку. Подобную же посадку, но с возможным получением зазора, равного нулю, мы получим при сопряжении с данным валом отверстия 2. Соединения вала с отверстиями 3 и 4 относятся к группе переходных посадок, а с отверстием 5 — к неподвижной посадке. Основной вал в системе вала обозначается сокращенно буквой В. Сопоставление системы отверстия и системы вала. Области применения этих систем. Каждой из этих систем свойственны достоинства и недостатки, определяющие области их применения. Существенным преимуществом системы отверстия в сравнениис системой вала является то, что обработка валов одного номинального размера, но с разными предельными диаметрами может бытьвыполнена одним режущим инструментом (резцом или шлифовальным кругом), в то время как в тех же условиях для обработки точных отверстий требуется столько режущих инструментов (если обработка ведется одномерным инструментом, например разверткой), сколько имеется отверстий. Таким образом, для обработки отверстий и валов при наличии 12 посадок в системе отверстия для каждого номинального диаметра необходимо иметь одну развертку и резец или шлифовальный круг, а для обработки тех же деталей в системе вала требуется резец или шлифовальный круг и 12 разверток. Система отверстия имеет и другие преимущества по сравнению с системой вала, но тем не менее последняя все же применяется в ряде областей машиностроения, хотя значительно реже, чем система отверстия. Например, система вала применяется при изготовлении некоторых текстильных машин. Одной из основных деталей текстильных машин является обычно длинный гладкий вал одного номинального размера по всей длине, на который насаживаются с разными посадками различные шкивы, муфты, шестерни и т. д. При применении системы отверстия эти валы должны быть ступенчатыми, что усложняет их изготовление. Классы точности. В нашем машиностроении для диаметров от 1 до 500 мм применяются следующие классы точности: 1-й, 2, 2а, 3, За, 4, 5, 7, 8, 9-й; 6-й класс отсутствует.
В отдельных случаях применяются классы 2а — промежуточный между 2 и 3-м классами, а также За — промежуточный между 3 и 4-м. Они введены в систему допусков позднее и поэтому имеют такие обозначения. Классы точности, применяющиеся в машиностроении, обозначаются так: Эти обозначения приписываются справа, несколько ниже обозначения основной детали системы или посадки. Таким образом, А5 обозначает основное отверстие 5-го класса, В1 — основной вал 4-го класса, С3 — скользящую посадку 3-го класса, Гг — глухую посадку 1-го класса и т. д. Посадки и основные детали систем 2-го класса точности как основного обозначаются без цифрового индекса, указывающего класс точности. Таким образом, буквы А и В обозначают основное отверстие и основной вал 2-го класса, буква Ш обозначает широкоходовую посадку 2-го класса, буква С — скользящую посадку этого же класса и т. Обозначения посадок и классов точности на чертежах проставляются сразу же за цифрой, указывающей размер, к которому относится данное обозначение. Посадки в разных классах точности. 2-й класс является основным, и в нем применяются все посадки, перечисленные на стр. 94, за исключением прессовой третьей(ПрЗ), прессовой второй (Пр2) и прессовой первой (Пр1).Обозначения этих посадок указаны там же. Число применяемых посадок в 1, 3-м и в других классах точности значительно меньше, чем во 2-м, и различно в системе отверстия и системе вала. В системе отверстия в 1-м классе применяются девять посадок, а именно: прессовая вторая (Пp21), прессовая первая (Пр11), глухая (Г1), тугая (Т1), напряженная (Н1), плотная (П1), скользящая (Cj), движения (Д1 )и ходовая (Xj). В 3-м классе установлено шесть посадок: прессовая третья (Пр33), прессовая вторая (Ilp2s), прессовая первая (Пр13), скользящая (С, ), ходовая (Х3) и широкоходовая (Ш3). 4-й класс содержит четыре посадки: скользящую (С4), ходовую (Х4), легкоходовую(Л4) и широкоходовую, (Ш4). В 5-м классе имеются всего только две посадки — скользящая (С5) и ходовая (Х5). 7, 8 и 9-й классы точности посадок не имеют ни в системе отверстия, ни а системе вала. Любое отверстие в этих классах обозначается соответственноА7, А8 или А9, а любой вал — В7, В8 или В9. Пример чертежа вала с указанием посадок для некоторых его поверхностей приведен на рис, 74. Практическое значение обработки деталей с обусловленными заранее предельными размерами. Изготовление деталей в таких условиях обеспечивает возможность их взаимозаменяемости. Взаимозаменяемостью деталей называется такое их свойство, при наличии которого сборка станка, машины и пр. происходит без какой-либо подгонки или подбора деталей, причем посадка, требующаяся в каждом отдельном сопряжении, получается именнотакой, какой она должна быть в данном сопряжении. Необходимость пригонки отпадает благодаря тому, что действительные размеры деталей, поступающих в сборочный цех, находятся в пределах допуска, и детали не требуют дополнительной обработки. Выполнение характера посадки обеспечивается тем, что отклонения действительных размеров сопрягаемых деталей от номинальных, создающие характер посадки, обеспечиваются рабочим (или рабочими), обрабатывающим данные детали, а назначаются и указываются на чертеже детали конструктором, проектирующим машину, в состав которой входят эти детали. Достоинства взаимозаменяемости деталей мы наблюдаем постоянно. Всем известно, что любая деталь велосипеда заменяется новой без какой-либо пригонки, каждая электрическая лампочка ввертывается в любой патрон и т. д. Все сельскохозяйственные машины, начиная с плугов и кончая тракторами и комбайнами, состоят из взаимозаменяемых деталей, так как только при этомусловии возможна быстрая замена сломанных или износившихся деталей машин без пригонки даже в полевой обстановке. В настоящее время почти вся продукция отечественного машиностроения, за исключением опытных образцов и отдельных сопряжений изделий серийного производства, изготавливается с обеспечением взаимозаменяемости деталей и сборочных единиц (узлов). … 🔥 Деталь автодвигателя — 8 букв (Ответ на кроссворд)Разгадываешь кроссворд и не знаешь что такое деталь автомобиля? Вот подсказка и ответ на данный вопрос: Первая буква «к», вторая буква «о», третья буква «л», четвертая буква «е», пятая буква «н», шестая буква «в», седьмая буква «а», восьмая буква «л». Всего 8 букв. Ответ на вопрос «деталь автомобиля» в сканвордеЕсли вам не помогла подсказка, то вот вам готовый ответ: слово из 8 букв – коленвал. Альтернативные вопросы для слова «коленвал»Ответы на сканворды и кроссворды Вопрос: Деталь автомобиля, 8 букв, на К начинается, на Л заканчивается Слово из 8 букв: Первая буква — К, вторая буква — о, третья буква — л, четвертая буква — е, пятая буква — н, шестая буква — в, седьмая буква — а, восьмая буква — л Полный ответ на кроссворд: Коленвал Другие вопросы к сканвордам и кроссвордамНабитый мешок, 3 буквыАктриса по имени Орнелла, 4 буквыПраздный повеса, 6 буквВождь с хитрым прищуром, 5 буквДеньги для похода в магазин, 3 буквыПродукт текстильщицы, 5 буквКто исследовал собак?, 6 буквБолотное место, 4 буквыСамый длинный канал, 9 буквРезультат пробоины, 4 буквы Вопрос: Ремонтная авторабота, 8 букв, на Р начинается, на А заканчивается Слово из 8 букв: Первая буква — Р, вторая буква — и, третья буква — х, четвертая буква — т, пятая буква — о, шестая буква — в, седьмая буква — к, восьмая буква — а Полный ответ на кроссворд: Рихтовка Город правительства Японии, 5 буквПора торжества крестьян на дровнях, 4 буквыТо же, что оладья или пышка, 8 буквПоловина обувной пары, 5 буквИзвестный город в Узбекистане, 6 буквДругое название обычного комара, 6 буквИскушение, перед которым трудно устоять, 7 буквСтарое название воинского знамени, 7 буквРисталище теннисных боев, 4 буквы”Вылет птенцов” из школы, 6 букв Вопрос: Деталь автодвигателя, 8 букв, на К начинается, на Л заканчивается Механизм, всегда знающий свою дозу, 7 буквИзбранник в государственную Думу, 7 буквПодставка, подножие, постамент, 9 буквРифлёные валы пилорамы, 6 буквКрапп (лекарственное растение), 6 буквИнструмент для камина, 7 буквАмериканская фирма первых джипов, 6 буквДревнегреческий покровитель кузнецов, 6 буквАдминистративный центр на острове Хонсю в Японии, 6 буквКоньяк в немецком ресторане, 8 букв Ответы на вопрос Автомобильная запчасть 8 букв
7 букв
Части машиныПо запросу «части машины» найдено 44 слова длинной от 3 до 15 букв.
4 буквы
5 букв
9 букв
Деталь автодвигателяДобрый вечер! Здравствуйте, уважаемые дамы и господа! Пятница! В эфире капитал-шоу «Поле Вопрос: Деталь автодвигателя Коленвал Если этот ответ не подходит, пожалуйста воспользуйтесь Оцени полезность материала: 8 3. 6
Вопрос: Деталь автомобиля 9 3. 9 Резервная деталь для замены изношенной.Вопрос: Резервная деталь для замены изношенной. (Слово из 8 букв) Запчасть 6 4. 2 Ответы на вопрос Деталь автомобиля 8 букв
Токарный станок – Производственные процессы 4-5Модуль 1: Токарный станок После прохождения этого модуля вы сможете: • Определите наиболее важные части станка и их функции. • Знать правила техники безопасности при работе с токарным станком. • Описать настройку режущего инструмента для обработки. • Опишите крепление заготовки на токарном станке. • Объясните, как установить режущий инструмент. • Опишите расположение инструмента. • Опишите, как центрировать заготовку и центр задней бабки. Токарный станок — очень универсальная машина, и важно уметь ею управлять. Эта машина вращает цилиндрический объект относительно инструмента, которым управляет человек. Рисунок 1. Детали токарного станка 1. Включение/выключение питания 2. Шпиндель вперед/назад (перевернуть ручку вверх или вниз) 3. Маховик каретки 4. Маховик поперечной подачи 5. Маховик комбикорма 6. Включение каретки/поперечной подачи 7. Нарезная полугайка 8. Диск для нарезания резьбы 9. Скорость шпинделя 10. Тормоз 11. Верхний/нижний диапазон шпинделя 12. Обратная нить/подача (втягивание/вытягивание) 13. Диапазоны подачи (A, B, C) 14. Диапазоны подачи (R, S, T) 15. Диапазоны подачи (V, W, X, Y, Z) – V и Z являются настройками для нарезания резьбы 16. Коробка передач 17. Коробка передач Низкая/Высокая 18. Задняя бабка 19. Стойка для инструментов 20. Резцедержатель 21. 22. УЦИ (цифровое считывание) Переключатель заправки/подачи (см. пункт 15) Как всегда, мы должны знать требования безопасности и стараться соблюдать правила безопасности, чтобы исключить серьезные травмы для себя или других. Носить очки, короткие рукава, без галстука, без колец, без попыток остановить работу руками. Прежде чем пытаться проверить работу, остановите машину. Не знаете, как это работает? – «Не запускай». Не используйте тряпки во время работы машины. 1. Выньте ключ из патрона сразу после использования. Не включайте токарный станок, если патрон все еще находится в ключе патрона. 2. Проверните патрон или планшайбу рукой, если нет проблем с заеданием или зазором. 3. Важно, чтобы патрон или планшайба были надежно закреплены на шпинделе токарного станка. 4. Переместите насадку инструмента на безопасное расстояние от патрона, цанги или планшайбы при вставке или извлечении детали. 5. 6. При установке и снятии патронов, планшайб и центров всегда следите за тем, чтобы все сопрягаемые поверхности были чистыми и не имели заусенцев. 7. Убедитесь, что насадка остро заточена и имеет правильные углы зазора. 8. Как можно короче зажмите насадку в держателе, чтобы предотвратить ее вибрацию или поломку. 9. Равномерно наносите и поддерживайте смазочно-охлаждающие жидкости. Это предотвратит морфинг. 10. Не вращайте шпиндель с резьбой в обратном направлении. 11. Никогда не запускайте машину со скоростью, превышающей рекомендованную для конкретного материала. 12. Если патрон или планшайба застряли на носовой части шпинделя, обратитесь к инструктору, чтобы удалить их. 13. Если при вращении на токарном станке выполняется какая-либо опиловка, напильник следует держать левой рукой во избежание соскальзывания в патрон. 14. Всегда останавливайте машину перед измерением. 15. Остановите машину при удалении длинной волокнистой стружки. Удалите их плоскогубцами. 16. Убедитесь, что задняя бабка зафиксирована на месте и правильно отрегулированы, если деталь поворачивается между центрами. 17. При точении между центрами избегайте полного прорезания детали. 18. Не пользуйтесь тряпками во время работы машины. 19. Снимите инструменты с резцедержателя и задней бабки перед очисткой. 20. Не используйте сжатый воздух для очистки станка. 21. Будьте осторожны при очистке токарного станка. Режущие инструменты острые, стружка острая, а заготовка может быть острой. 22. Прежде чем покинуть рабочее место, убедитесь, что машина выключена и очищена. Всегда вынимайте разводной ключ после использования, избегайте возни, держите пол в чистоте. Будьте осторожны при очистке станка, режущие инструменты острые, стружка острая, а заготовка может быть острой. Вот несколько вопросов, которые важны при работе на токарном станке: • Почему важна правильная скорость резки? При слишком высоком значении инструмент быстро выходит из строя, теряется время на замену или восстановление инструмента. Слишком низкое значение CS приводит к низкой продуктивности. Знать: • Глубина резания для черновой обработки. • Глубина резания для чистовой обработки. Обратите внимание, что самые большие черновые проходы находятся в диапазоне от 0,010 до 0,030 в зависимости от обрабатываемого материала и от 0,002 до 0,012 для чистовой подачи для различных материалов. • Подача для черновой обработки • Скорость подачи для чистового прохода Обратите внимание, что скорость подачи для черновой обработки находится в диапазоне от 0,005 до 0,020 в зависимости от обрабатываемого материала и от 0,002 до 0,004 для чистовой подачи для различных материалов. Существует множество различных инструментов, которые можно использовать для токарной обработки, торцовки и отрезки на токарном станке. Каждый инструмент обычно состоит из карбида в качестве основного материала, но может включать и другие соединения. В этом разделе рассматриваются различные виды и способы использования режущих инструментов токарных станков.
Настройка режущего инструмента для обработки • Переместите резцедержатель на левую сторону составного упора. • Установите резцедержатель в резцедержатель так, чтобы установочный винт в резцедержателе выступал примерно на 1 дюйм за резцедержатель. • Вставьте соответствующий режущий инструмент в державку так, чтобы инструмент выступал за пределы державки на 0,500 дюйма. • Установите вершину режущего инструмента на центральную высоту. Проверьте это прямой линейкой или задней бабкой. • Надежно затяните резцедержатель, чтобы он не двигался во время резания Рисунок 2: Резцедержатель и резцедержатель Для установки заготовки на токарный станок • Убедитесь, что центр линии работает правильно. Если он работает неправильно, снимите центр, очистите все поверхности и замените центр. Проверьте еще раз на истинность. • Очистите центральные точки токарного станка и центральные отверстия в заготовке. • Отрегулируйте шпиндель задней бабки так, чтобы он выступал примерно на 3 дюйма за пределы задней бабки. • Ослабьте зажимную гайку или рычаг задней бабки. • Поместите конец заготовки в патрон и сдвиньте заднюю бабку вверх, пока она не поддержит другой конец заготовки. • Затяните зажимную гайку задней бабки или уровень. Рисунок 3: Заготовка на токарном станке Установка режущего инструмента • Держатели инструментов используются для крепления режущих инструментов токарных станков. • Перед установкой очистите держатель и затяните болты. • Держатель инструмента токарного станка крепится к стойке инструмента с помощью быстроразъемного рычага. • Стойка для инструментов крепится к станку с помощью Т-образного болта. Рисунок 4: Установка режущего инструмента Чтобы изменить положение режущего инструмента, переместите поперечный салазок и седло токарного станка вручную. Также доступны силовые каналы. Точные процедуры зависят от машины. Компаунд обеспечивает третью ось движения, и его угол можно изменить, чтобы срезать конусы под любым углом. 1. Ослабьте болты, которыми компаунд крепится к седлу. 2. Поверните компаунд на правильный угол, используя циферблатный индикатор, расположенный в основании компаунда. 3. Снова затяните болты. 4. Резак можно подавать вручную под выбранным углом. Соединение не имеет силовой подачи. 5. При необходимости используйте две руки для более плавной подачи. Это сделает чистовую отделку. 6. Как на компаунде, так и на поперечном суппорте есть микрометрические циферблаты, но на седле их нет. 7. Если при позиционировании седла требуется большая точность, используйте циферблатный индикатор, прикрепленный к седлу. Циферблатные индикаторы упираются в упоры. Рисунок 5: Позиционирование инструмента Стальная линейка 1. Поместите стальную линейку между ложей и инструментом. 2. Инструмент центрируется, когда линейка расположена вертикально. 3. Инструмент находится высоко, когда линейка наклонена вперед. 4. Инструмент находится низко, когда линейка наклонена назад. Центр задней бабки 1. Ориентируйтесь на центр задней бабки при установке инструмента. 2. Расположите кончик инструмента по центру задней бабки. 1. Перечислите десять наиболее важных частей токарного станка. 2. Перечислите пять правил техники безопасности на токарных станках. 3. Почему важна скорость резки? 4. Что такое державка? 5. Где вы устанавливаете резцедержатель? 6. Насколько далеко вы выдвигаете режущий инструмент в резцедержателе? 7. Укажите три различных режущих инструмента. 8. Пожалуйста, опишите расположение инструмента. 9. Объясните, как центрировать заготовку. 10. Какие существуют два способа центрирования заготовки? Простые машиныЭта фокусная идея исследуется через:
Противопоставление студенческих и научных взглядовСтуденческий повседневный опыт Современный мир богат примерами сложных машин, работу которых редко понимают. Студенты часто считают, что все машины производят гораздо больше работы, чем затрачивают на них люди-операторы. бензопилы, электроинструменты и гидравлические экскаваторы. Повседневный опыт учащихся редко признает такие устройства, как рычаги, наклонные плоскости, клинья и шкивы, типами «простых механизмов». Хотя большинство студентов имеют общий опыт использования простых механизмов, таких как рычаги и шкивы, немногие понимают, почему их конструкция может дать преимущество или как их лучше всего использовать. Многие учащиеся также испытывают трудности с идентификацией или объяснением этих переживаний другим и редко идентифицируют части человеческого тела, такие как руки или ноги, как состоящие из рычагов. Исследования: Hapkiewicz (1992), Bryan, Laroder, Tippins, Emaz & Fox (2008), Meyer (1995), Norbury (2006). Основная цель, для которой сконструировано большинство простых машин, состоит в том, чтобы уменьшить усилие (силу), необходимое для выполнения простой задачи. Чтобы достичь этого, приложенная сила должна действовать на более длинном расстоянии или в течение более длительного периода времени, в результате чего тот же объем работы выполняется меньшей силой. Винты, рычаги и наклонные плоскости предназначены для увеличения расстояния, на котором действует уменьшенная сила, чтобы мы могли толкать или тянуть с меньшими усилиями. Эффект этой конструкции часто называют «механическим преимуществом». Термин «простая машина» обычно используется учеными для обозначения одного из шести различных типов устройств, которые часто объединяются в более сложные машины.
Критические обучающие идеи
При рассмотрении этих критических идей обучения важно помочь учащимся определить распространенные примеры «простых машин» в их мире. Учащиеся не сразу находят примеры простых машин, которые они обычно используют, потому что многие из них настолько широко используются, что их легко и часто упускают из виду. Например, в случае обычной дверной ручки расположение ручки по отношению к дверным петлям действует как рычаг, облегчающий ее открывание, а большая круглая ручка (или удлиненный рычаг) обеспечивает механическое преимущество для помочь с вращением ручки. Исследуйте отношения между идеями в Преподавательская деятельность Учащиеся часто неосознанно имеют много общего с «простыми машинами». При преподавании этой темы постарайтесь помочь учащимся определить повседневные примеры использования ими «простых машин» и дать им представление о преимуществах того, почему конкретная «простая машина» могла быть использована для этой задачи, и о преимуществах, которые она может дать. Открытое обсуждение на основе общего опыта Принесите некоторые инструменты, которые явно предназначены для увеличения усилия, которое можно приложить к ним (открывалка для бутылок, лом, плоскогубцы, автомобильный домкрат) и начните обсуждение того, что каждый из них позволяет нам сделать проще. Направляйте это обсуждение так, чтобы учащиеся узнали, как каждый из них может увеличить приложенную к нему силу. Предложите учащимся приводить больше примеров из собственного опыта (использование отвертки, чтобы снять крышку с банки с краской, является хорошим примером опыта, с которым столкнулись многие учащиеся). Сосредоточьте внимание учащихся на упущенной из виду деталиИзучая конструкцию и использование ряда обычных рычагов, выявите идеи о том, что каждый из них использует «точку опоры», вокруг которой они вращаются, и что часть рычага, которую мы перемещаем ( часто при действии небольшой силы) перемещается на гораздо большее расстояние, чем участок, на который действует большая сила. Другие простые машины можно представить одну за другой, приведя несколько примеров каждой и найдя общие черты. Рулевые колеса, рукоятки отверток и лебедки — все это примеры колеса и оси; топоры, дровоколы, гвозди и гвозди — все это примеры клиньев. В Интернете есть много сайтов, которые предоставляют несколько примеров различных простых машин. См. ссылки, приведенные в конце этой идеи фокуса. Помогите учащимся самостоятельно разработать некоторые «научные» объяснения Предложите учащимся попробовать вкрутить один и тот же шуруп в один и тот же кусок дерева с помощью отверток с рукоятками разного диаметра. Сбор данных для анализаПосле составления списка предметов с использованием различных типов «простых механизмов» попросите разные группы учащихся собрать примеры каждого из них в общих контекстах, таких как садовые сараи, кухни, мастерские, хобби и спорт. Предложите учащимся изучить конструкцию каждой из них, чтобы определить тип «простой машины», на которой они основаны, и то, как они обеспечивают механическое преимущество. Парусные лодки полны гениальных примеров шкивов; весла для гребных лодок представляют собой один из немногих примеров, когда точка опоры расположена таким образом, что уменьшает приложенную силу и увеличивает расстояние, на котором она действует. Уточнение и закрепление идей для общения с другимиПоощряйте учащихся к исследованию примеров больших «простых машин», использовавшихся до широкого применения паровых двигателей или двигателей внутреннего сгорания. В средние века общество очень зависело от того, что часто представляло собой очень большие «простые машины», увеличенные в размерах для создания больших сил. Водяные колеса и ветряные мельницы, средневековое оружие, такое как требушеты (которые бросали большие камни или дохлых коров через стены замка), мосты через ров, таран и башни замка — вот лишь некоторые примеры, которые были основаны на конструкции «простых машин». Различные группы студентов могли проводить исследования, конструировать масштабные модели, изучать их конструкцию и сообщать о своих выводах классу на этих впечатляющих простых машинах. Регулировка стола 3д принтера: Как откалибровать стол правильно, и почему на самом деле не работает метод «бумажки»Как откалибровать стол правильно, и почему на самом деле не работает метод «бумажки»3D-печать Подпишитесь на автораПодписаться Не хочу 94 Всем доброго времени суток, в этой статье хотелось бы разрушить твердо устоявшийся миф о том, что уровень стола необходимо настраивать при помощи листа бумаги. Да, знаю, что многие люди это делают, и у них это даже работает — нет, не работает, физика ведь та еще стерва. 🙂 так делают всеДля начала разберем, что происходит при классической настройке уровня стола бумажкой: Нагрели стол и сопло, опустили(подняли) стол до уровня сопла, винтами отрегулировали уровень стола так, чтобы сопло слегка(насколько?) прижало лист бумаги, повторили по всем углам стола. что неверно?А неверно то, что вы сбили ноль по оси Z! Лист бумаги имеет толщину 0. чем грозит?И когда принтер начнет печать, скажем, слоем 0.2 мм, то отсчет он начнет от вашего, нереального нуля, и вместо ожидаемого принтером расстояния между соплом и столом — он получит высоту слоя плюс толщину листа бумаги! Здравствуй, родная деламинация! А теперь представьте, что печатаете слоем 0.15 или даже 0.1 мм? У вас зазор между соплом и столом станет в три-четыре раза больше толщины слоя! Пожалуйста, не создавайте себе проблем на ровном месте. 🙂 Ноль по оси Z это ноль — сопло касается стола! И иного не дано! как же правильно настроить?
Всё — стол выровнен и реально существующий ноль по оси Z совпадает с ожиданием принтера. Пластик ложится как положено, прилипание резко улучшается. А как же зазор? Нам нужен зазор! Без него не работает!!!111Нужен зазор — сделай его под конкретную печать. А на этом у меня всё, всем желаю чистой печати. =) Еще больше интересных статей18 Подпишитесь на автораПодписаться Не хочу Применение 3д принтеров в строительстве становится привычным. Этот год не стал исключением, даже нао… Читать дальше 10 Подпишитесь на автораПодписаться Не хочу Введение Итак, доброго всем времени суток!Это моя вторая ст. Читать дальше 261 Подпишитесь на автораПодписаться Не хочу Продолжаю серию статей начатую частью, посвященной полимерам. Данная часть будет посвящена… Читать дальше Виды столов для 3D принтераСодержание
Материалы печатной платформы
Стол с подогревом
Основной плюс подогрева печатной поверхности — это повышение адгезии (прилипаемости) первого слоя пластика. Если принтер с закрытым корпусом и подогреваемой платформой — внутри создается “пассивная термокамера”. Благодаря этому пластики с высокой усадкой не трескаются по слоям во время печати, повышается слипаемость слоев (межслойная адгезия), более равномерно распределяется внутреннее напряжение при остывании. Но есть и минусы — при нагреве металлический стол немного расширяется, а поскольку расширяться ему некуда, его начинает выгибать. Для печатной платформы размером до 200х200 — деформация будет не очень критична, но для более больших столов это становится ощутимой проблемой.
Стол без подогрева.
Бесплатная доставка Добавить в сравнение Товар добавлен в сравнение Перейти
Добавить в сравнение Товар добавлен в сравнение Перейти
Добавить в сравнение Товар добавлен в сравнение Перейти
Бесплатная доставка Добавить в сравнение Товар добавлен в сравнение Перейти
Поверхность стола
Добавить в сравнение Товар добавлен в сравнение Перейти
Добавить в сравнение Товар добавлен в сравнение Перейти
Добавить в сравнение Товар добавлен в сравнение Перейти
Виды калибровки
Автоматическая калибровка
Ручная калибровка
Калибровка стола 3D принтера с картезианской кинематикой
Калибровка стола дельта принтера
Итоги
Как вручную выровнять платформу 3D-принтера(Изображение предоставлено Tom’s Hardware) Независимо от того, используете ли вы новый 3D-принтер впервые или замечаете, что ваши отпечатки получаются неровными или, что еще хуже, не прилипают, вам необходимо выровнять платформу для печати. 3D-принтеры начального уровня, даже те, которые входят в число лучших 3D-принтеров , часто избавляются от таких излишеств, как цветные экраны, прямые приводы и датчики для автоматического выравнивания платформы. Не волнуйтесь, научиться выравнивать платформу 3D-принтера несложно; просто нужно немного практики. «Выровнять кровать» — неправильное название. Уровень — простое, хотя и не совсем точное слово, понятное каждому. Самая большая проблема при ручном выравнивании платформы 3D-принтера — найти правильное расстояние между соплом и поверхностью печати. Слишком далеко, и ваши отпечатки не будут держаться. Слишком близко, и вы повредите поверхность печати. К счастью для тех из нас, кто застрял с ручным выравниванием платформы 3D-принтера, нам не нужна лазерная точность. Мы имеем дело с долями миллиметра, поэтому чертовски близкое значение даст нам то качество, которое мы ищем. Когда вам нужно выровнять платформу 3D-принтера?
(Изображение предоставлено Tom’s Hardware) Что вам понадобится для выравнивания платформы 3D-принтера
(Изображение предоставлено Tom’s Hardware) Подготовьте принтер1. Очистить кровать . Слегка протрите поверхность печати изопропиловым спиртом и бумажным полотенцем, чтобы удалить отпечатки пальцев и остатки нити. 2. Предварительно нагрейте принтер и платформу до нормальной рабочей температуры. Для PLA мы прогреваем принтер до 200° на сопле и 60° на станине. Некоторые специалисты считают, что нет необходимости предварительно нагревать кровать, так как вероятность теплового расширения очень мала. Мы предпочитаем выравнивать кровать в тех же условиях, что и при печати. 3. Домашний принтер. Это переместит его в позицию 0,0,0. 4. Проверьте элементы управления принтера на наличие параметра , который называется «Выравнивание кровати», «Выравнивание углов» или «Трансляция кровати». При выборе этого варианта принтер будет перемещаться по четырем углам платформы, пока вы будете регулировать пружины под ним. Некоторые модели Ender 3 поставляются с установленными приспособлениями для выравнивания. Вам нужно будет выбрать «Отключить шаговые двигатели», который отключит шаговые двигатели и позволит вам толкать печатающую головку вручную. Примечание. Наш Ender 3 Pro был обновлен до прошивки Marlin 2, в которую добавлена процедура Bed Tramming. 5. Сдвиньте печатающую головку (или позвольте принтеру сделать это) в первый угол, примерно по центру над регулировочной ручкой под станиной. Подсуньте лист бумаги под сопло. 6. Используйте регулировочную ручку под станиной , чтобы поднять или опустить сопло , пока оно едва не коснется бумаги. Сделайте это для всех четырех углов и центра. Затем сделайте это снова. Выравнивание кровати — это уравновешивание, когда регулировка одного угла может отбросить противоположный угол. (Изображение предоставлено Tom’s Hardware) Запуск тестовой печати 1. Загрузите тестовую распечатку уровня кровати в выбранный вами слайсер. Поскольку мы используем Creality Ender 3 Pro, мы будем использовать тот, который находится на Thingiverse, под названием « Ender 3 Bed Level ». Если ваш принтер имеет большую или меньшую поверхность печати, соответствующим образом отрегулируйте координаты x и y. 2. Уменьшите высоту Z до 0,4 для однослойной пробной печати. 3. Очистить кровать изопропиловым спиртом и бумажным полотенцем. 4. Запустить печать. Диагностика результатов
(Изображение предоставлено Tom’s Hardware)
(Изображение предоставлено Tom’s Hardware)
(Изображение предоставлено Tom’s Hardware) Если квадраты пробного отпечатка кажутся слишком далеко или близко к соплу, внесите необходимые коррективы и повторите пробный отпечаток. Вспомогательные средства для выравнивания платформы 3D-принтераДобиться идеального первого слоя при ручном выравнивании платформы 3D-принтера может быть сложно. Вот несколько вещей, которые стоит попробовать, прежде чем вы сдадитесь и купите BL Touch Auto Sensor (откроется в новой вкладке), который можно использовать для автоматического выравнивания на 3D-принтере в стиле Ender 3.
Для прокладки кровати1. Снимите поверхность печати . 2. Поместите стальную линейку или аналогичную линейку на кровать и посветите за нее фонариком . (Изображение предоставлено Tom’s Hardware) 3. Обратите внимание, насколько велик зазор , и отрежьте кусок фольги или ленты примерно такого размера. 4. Поместите его на платформу принтера и с помощью линейки найдите зазоры. 5. Наслаивайте дополнительные куски фольги или ленты , пока кровать не станет почти плоской. 6. Замените поверхность станины и выровняйте станину . (Изображение предоставлено Tom’s Hardware) Получите мгновенный доступ к последним новостям, подробным обзорам и полезным советам. Свяжитесь со мной, чтобы сообщить о новостях и предложениях от других брендов Future. Дениз Бертакки (Denise Bertacchi) — автор статей для Tom’s Hardware US, посвященный 3D-печати. Темы 3D-печать Основы 3D-печати: как идеально выровнять кроватьДля некоторых выравнивание кровати 3D-принтера может быть сложной задачей, но это не обязательно. Прочитайте это важное руководство, чтобы узнать, что нужно сделать, чтобы сделать это правильно. Опубликовано 30 декабря 2020 г. от Алек Рихтер Частью опыта 3D-печати является четкое понимание того, как работает машина и как правильно ее откалибровать, чтобы дать вам наилучшие шансы на успех. Убедиться, что первый слой каждой 3D-печати находится на идеальном расстоянии от платформы, — не единственный фактор успеха вашей 3D-печати — вам также необходимо убедиться, что платформа вашего 3D-принтера находится на универсальном уровне. Что означает «Выровнять станину 3D-принтера»? Во-первых, есть важное различие: то, что в просторечии называют «выравниванием вашей кровати», правильнее было бы назвать «топтанием вашей кровати». Цель состоит не в том, чтобы платформа находилась на одном уровне с полом (как вы можете себе представить, используя пузырьковый уровень), а в том, чтобы платформа находилась на одинаковом расстоянии от сопла по всей поверхности рабочего стола ИЛИ располагалась по-разному. кровать параллельна порталу печатающей головки. На самом деле это может означать, что если вы поднесете пузырьковый уровень к столу вашего 3D-принтера, вы, вероятно, обнаружите, что он перекошен. Проще говоря, выравнивание платформы принтера — это именно то, что звучит. Вы хотите убедиться, что ваша кровать ровная, чтобы между соплом и всей поверхностью рабочей пластины было точное расстояние. Теперь вы не можете просто поставить стандартный пузырьковый уровень на свою кровать и на этом остановиться, потому что опять же, искомый нами «уровень» находится между соплом и поверхностью печати, а не соплом и верстаком, столом, или пол, на котором стоит ваш принтер. Ручное выравнивание кровати С точки зрения конструкции, ручное выравнивание или ручная регулировка платформы вашего принтера — это самая простая форма выравнивания платформы, которую вы найдете на 3D-принтере. Как правило, чем доступнее 3D-принтер, тем больше вероятность того, что это будет регулируемая вручную кровать, поскольку для ее работы не требуются сложные расчеты или дополнительное оборудование. Выравнивание кровати вручную — проверенный и надежный метод, если сама кровать плоская и не имеет непреднамеренных контуров. Как вручную выровнять платформуТри точки определяют плоскость, но многие принтеры по-прежнему используют четыре винта для выравнивания платформы, по одному в каждом углу.
После того, как принтер выровнен, он некоторое время должен оставаться в таком положении. Тем не менее, хорошей идеей и практикой технического обслуживания является периодическая регулировка или выравнивание платформы вашего принтера, чтобы каждый раз получать отличные отпечатки. Программное выравнивание В идеале ручной регулировки кровати достаточно, чтобы первый слой был однородным. Однако, в зависимости от качества компонентов, используемых в 3D-принтере, кровать с самого начала может быть неравномерно плоской. В некоторых случаях более тонкие платформы 3D-принтеров имеют тенденцию изгибаться и деформироваться при нагревании и охлаждении, а это означает, что как бы вы ни старались, на платформе всегда будет какая-то точка, которая будет ниже или выше остальных. По сути, никакая регулировка винта с накатанной головкой не компенсирует 3D-принтер с основанием в форме чаши, если у вас нет какой-либо процедуры компенсации, например, выравнивания программного обеспечения. Что такое выравнивание программного обеспечения?В MatterControl, нашем программном обеспечении для нарезки, имеется управляемый мастер, который позволит даже самым нестандартным платформам для принтеров иметь однородный первый слой. Вручную сопоставляя платформу вашего 3D-принтера, MatterControl может регулировать значения Z в нарезанном G-коде, чтобы сопло постоянно перемещалось вверх и вниз для достижения постоянного расстояния от платформы на протяжении всей 3D-печати. Использование MatterControl на «программном уровне» кровати позволит получить 3D-печать, идеально повторяющую контуры даже самой выпуклой и перекошенной кровати. Как перейти на уровень программного обеспечения. Вам нужно будет подключить 3D-принтер напрямую к MatterControl, подключив принтер к компьютеру через USB-порт. После завершения выравнивания вы можете продолжить 3D-печать из MatterControl или экспортировать нарезанный Gcode на внешнее устройство, такое как SD-карта или флэш-накопитель.
После того, как все сказано и сделано, ваша кровать сама по себе не будет ровной, но ваши первые слои будут иметь постоянное расстояние от кровати, что означает, что основа вашей 3D-печати будет прикреплена к кровати и приведет вас на путь к успеху. . Обязательно запустите этот мастер еще раз, если вы обнаружите, что у вас возникают высокие или низкие точки в вашем первом слое, или отрегулируйте количество точек, которые у вас есть в сетке сетки, если проблемные точки находятся между контрольными точками. Уровень прошивки На некоторых 3D-принтерах вмешательство пользователя сведено к минимуму благодаря нескольким функциям, встроенным в прошивку 3D-принтера, жестко запрограммированным в нем, чтобы максимально упростить поиск идеального первого слоя. После использования зонда кровати (светящегося красным) вы можете 3D-печатать по всей платформе 3D-принтера, не беспокоясь о высоких или низких точках. Как выровнять кровать в прошивке:Если в вашем 3D-принтере есть выравнивание прошивки, скорее всего, оно включено по умолчанию, а не то, что вы включаете, если хотите. Лучше всего следовать инструкциям, приведенным в руководстве, прилагаемом к вашему 3D-принтеру. Большинство 3D-принтеров с выравниванием прошивки имеют встроенный мастер (пошаговое руководство), упрощающий настройку. В целом процесс будет одинаковым для разных типов 3D-принтеров и датчиков:
Выравнивание прошивки — это простой процесс, цель которого — упростить то, что раньше было серьезным препятствием для новичков в 3D-печати. Интеграция автоматических систем упрощает получение воспроизводимых результатов. Тратьте меньше времени на беспокойство о своих 3D-принтах, которые вы только что начали, и больше времени на нарезку следующего. Существует множество различных датчиков, которые можно найти на 3D-принтерах, и вы можете ознакомиться с нашей статьей о различных типах, чтобы узнать, какие ограничения могут быть у вашего датчика, если таковые имеются. Дома на 3 д принтере: как их строят и почему им пророчат большое будущее? 7 реальных домов, в которых уже живутНапечатай мне дом — топ 7 жилых домов, напечатанных на 3D-принтереВ настоящее время наблюдается настоящий технологический прорыв, благодаря которому появились трехмерные принтеры и возможность печатать на них малые архитектурные формы. Мало того, сегодня во многих странах мира можно увидеть напечатанные дома и здания, в которых реально можно жить, и 7 из них достойны особого внимания.
Дом будущего в ОАЭНазвание этого строения, возведенного в 2016 году, говорит само за себя. И если верить словам Правительства, «Дом будущего» стал первым зданием, каждая деталь которого была создана с помощью принтера на территории Китая.
Как и типовые здания, «Дом будущего» оснащён водопроводом, электричеством и даже интернетом. Сейчас офис активно используется для проведения различного рода выставок и рабочих мероприятий фонда Future Foundation. Китайские виллы от WinSunВ 2014 году в промышленном парке провинции Цзянсу, что в Китае, появилось 10 домов, построенных с помощью современных технологий. Разнотипные здания были изготовлены для выставки популярной компанией Shanghai WinSun Decoration Design Engineering Co. Дома имеют разнотипный вид, но при этом отличаются относительно низкой стоимостью.
Годом позже WinSun презентовала ещё два напечатанных здания в городе Сучжоу. По своей внешней отделке они мало чем отличались от привычных строений, чего не скажешь о материале, который использовался для их возведения. Стены были выполнены из строительных отходов, которые держали форму благодаря специальному отвердителю.
Ярославский проектВ 2017 году в Ярославе появился первый жилой дом в Европе, который был воссоздан с помощью 3D-технологий. На строительство дома ушло 2 года, а вот на посадку основной «коробки» на фундамент всего месяц.
Он также оснащён всеми необходимыми коммуникациями, будучи готовым к заселению. Строительством нетипичного дома занималась компания «АМТ-СПЕЦАВИЯ», и ее основной задачей было напечатать здание, пригодное для жизни, а вовсе не очередной выставочный экспонат. Сказочный замок в МиннесотеАндрей Руденко из Миннесоты разработал собственный принтер для 3D-печати, решил его испробовать, напечатав небольшое сооружение на заднем дворе. Этим сооружением стал миниатюрный замок, символизирующий активное развитие современных технологий в архитектуре и строительстве.
Миниатюрный замок, как и его полноценные сородичи, получил заострённые башни и изящные арки. В ходе печати Руденко использовал максимальные настроечные конфигурации, заявив о том, что собирается в ближайшем будущем с его помощью построить полноценное жилое помещение. Итальянский дом со стеклянной крышейВ 2018 году на территории Италии появилось нетипичное здание со стеклянной крышей общей площадью 100 кв м, которое было построено буквально за неделю. Такой скорости удалось добиться благодаря использованию 3D-принтера для печати отдельных элементов.
Амстердамская избушкаСтихийные бедствия нередко становятся причиной потери жилья. Сделать процесс восстановления дома максимально комфортным решила Амстердамская архитектурная студия DUS.
Строение площадью 25 кубических метров вмещает в себя раскладное спальное место, стол и окно. Что касается ванной, то она располагается на небольшом газоне возле дома. Апартаменты на ФилиппинахБизнесмен Льюис Якич решился на расширение своего отеля на Филиппинах, выбрав для этого не самый стандартный способ. Для этой цели мужчина пригласил уже упомянутого Руденко, который распечатал апартаменты на принтере.
В качестве материалов использовался песок и пепел вулкана, смешивание которых позволило получить максимально прочную смесь. Вполне вероятно, что в ближайшем будущем основная часть новых построек будет выполнена с помощью 3D-печати. Такое «строительство» является не только более экономным, но и максимально экологичным. А все потому что после него не остаётся привычного строительного мусора, тогда как в качестве материалов используются исключительно переработанные отходы. Источник
Теги:топ 7 жилых домов напечатанных на 3D-принтере, компания Shanghai WinSun Decoration Design Engineering Co, напечатанные здания, компания «АМТ-СПЕЦАВИЯ», принтер для 3D-печати домов, Амстердамская архитектурная студия DUS, Андрей Руденко В России напечатали бетонный дом на 3D-принтере « Республика Татарстан
Опубликовано: 30. Студенты Северо-Кавказского федерального университета напечатали бетонный дом на 3D-принтере в Ставрополе, сообщает РИА Новости со ссылкой на пресс-службу вуза.
«Первый одноэтажный дом, построенный на 3D-принтере, возвели в Ставрополе на открытом пространстве. Команда разработчиков из числа конструкторов завода строительного оборудования «Смарт Билд» и студентов инженерного факультета Северо-Кавказского федерального университета применили инновационную технологию строительства дома», — говорится в сообщении.
Отмечается, что высокотехнологичное строительное оборудование – 3D-принтер – позволяет возводить дома, здания или другие сооружения в кратчайшие сроки. За счет применения аддитивных технологий — послойного наращивания объектов, срок возведения здания может составлять несколько дней, а в качестве материала для печати используется модифицированный мелкозернистый бетон, отметили в вузе.
По информации пресс-службы, преимуществами возведения такого типа домов являются: скорость возведения, более низкая цена одного квадратного метра, отсутствие строительного мусора и остатков материалов. «Перед тем, как начать строительство первого одноэтажного дома, мы сделали два единообразных проекта – один дом мы построили классическим способом, а другой – аддитивным методом, при помощи принтера. Мы убедились, что второй способ работы намного выгоднее и быстрее – экономия получилась 36 процентов», – рассказал директор предприятия-партнера Дмитрий Москвитин, слова которого приводятся в сообщении.
На данный момент проектная группа приступила к работам по возведению двухэтажного 3D-печатного здания, за три рабочих дня, с учетом погодных условий, удалось построить первый этаж, добавили в пресс-службе.
«Помимо этого, СКФУ совместно с индустриальным партнером откроет научно-образовательный центр аддитивных технологий. Центр будет проводить разработку и совершенствование бетонных смесей, специализированного программного обеспечения и промышленных контроллеров, а также методов проектирования зданий и строительных конструкций, адаптированных под 3D-печать», — подчеркнули в пресс-службе. Добавьте «Республику Татарстан» в избранные источники на Яндекс.Новости Подпишитесь на канал «Республики Татарстан» в Яндекс.Дзен
Добавить комментарий
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



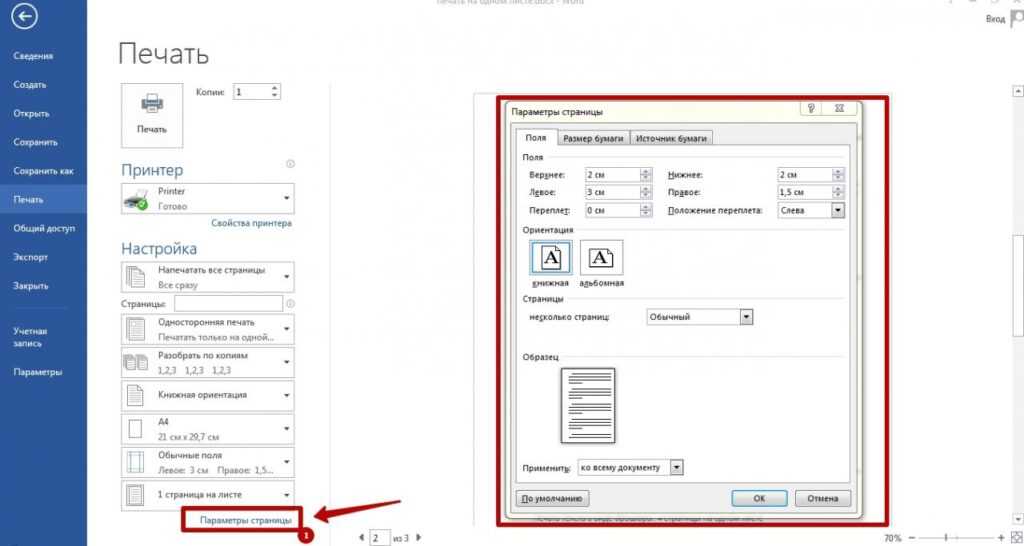 Если значительного улучшения не происходит, выберите Thicker Paper (Более плотная бумага) в настройках Media Type (Тип носителя).
Если значительного улучшения не происходит, выберите Thicker Paper (Более плотная бумага) в настройках Media Type (Тип носителя).
 Кроме того, вы можете выбрать определенный диапазон ячеек для печати и напечатать таблицу на отдельном принтере.
Кроме того, вы можете выбрать определенный диапазон ячеек для печати и напечатать таблицу на отдельном принтере.

 .
. Эти параметры помогают точно настроить формат с помощью параметров полей, использования линий сетки и столбцов или печатать только данные из отчета без форматирования. Чтобы настроить параметры печати страницы, выполните следующие шаги:
Эти параметры помогают точно настроить формат с помощью параметров полей, использования линий сетки и столбцов или печатать только данные из отчета без форматирования. Чтобы настроить параметры печати страницы, выполните следующие шаги:
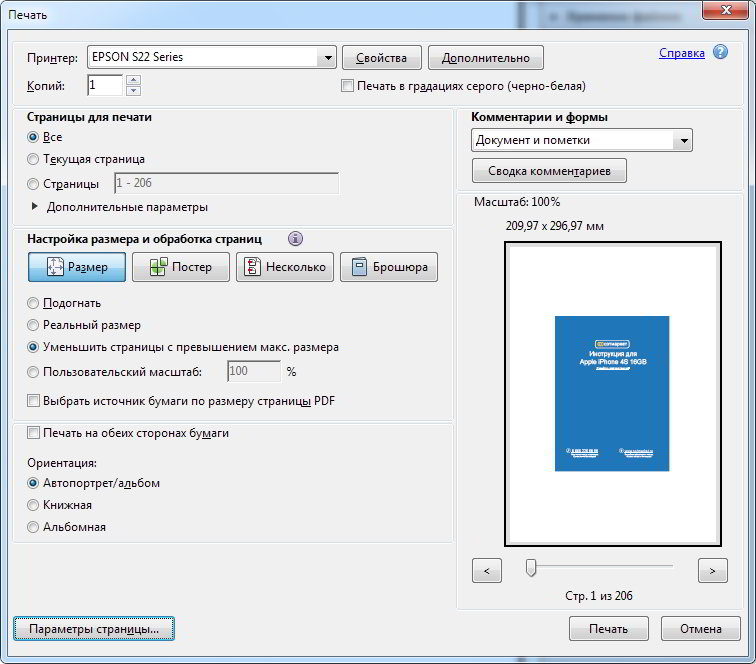 Если вы хотите увидеть, как выглядит отчет, вместо того, чтобы задавать ориентацию здесь, задайте ее на вкладке Предварительный просмотр страницы. На вкладке Предварительный просмотр в группе Макет страницы щелкните Книжная или Альбомная .
Если вы хотите увидеть, как выглядит отчет, вместо того, чтобы задавать ориентацию здесь, задайте ее на вкладке Предварительный просмотр страницы. На вкладке Предварительный просмотр в группе Макет страницы щелкните Книжная или Альбомная .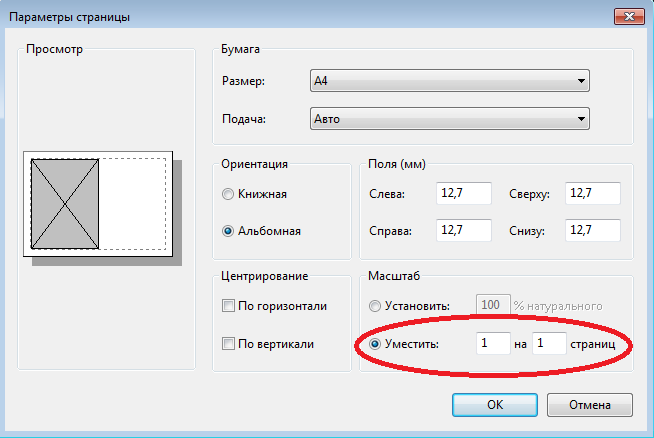 Эти параметры также доступны на вкладке Предварительный просмотр в группе Макет страницы в разделе Столбцы .
Эти параметры также доступны на вкладке Предварительный просмотр в группе Макет страницы в разделе Столбцы .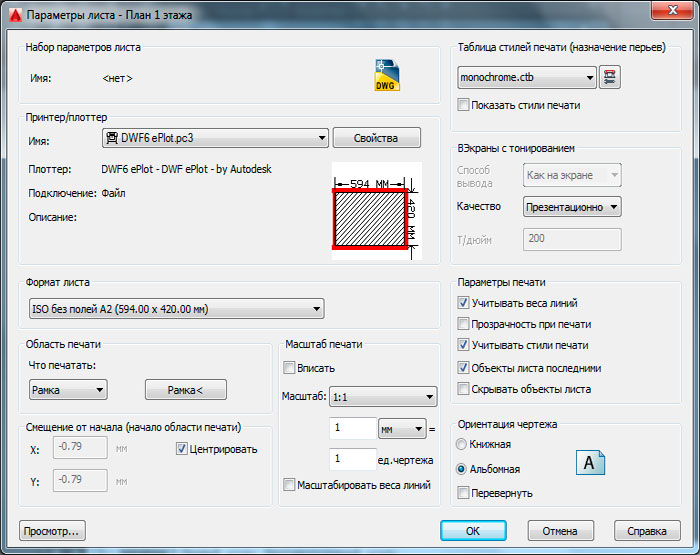 Чтобы настроить ширину и высоту столбца, снимите выделение и введите новые значения.
Чтобы настроить ширину и высоту столбца, снимите выделение и введите новые значения.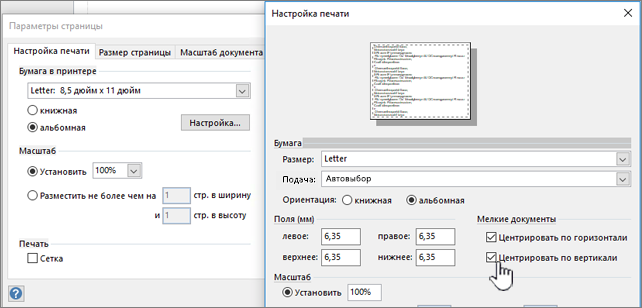
 Если вы не задали ориентацию и размер бумаги, нажмите кнопку Свойства .
Если вы не задали ориентацию и размер бумаги, нажмите кнопку Свойства .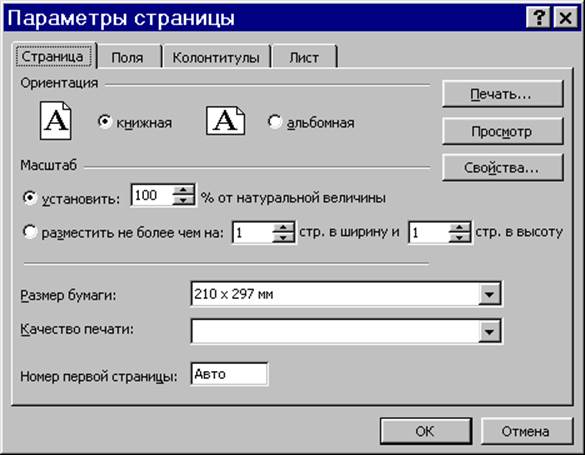
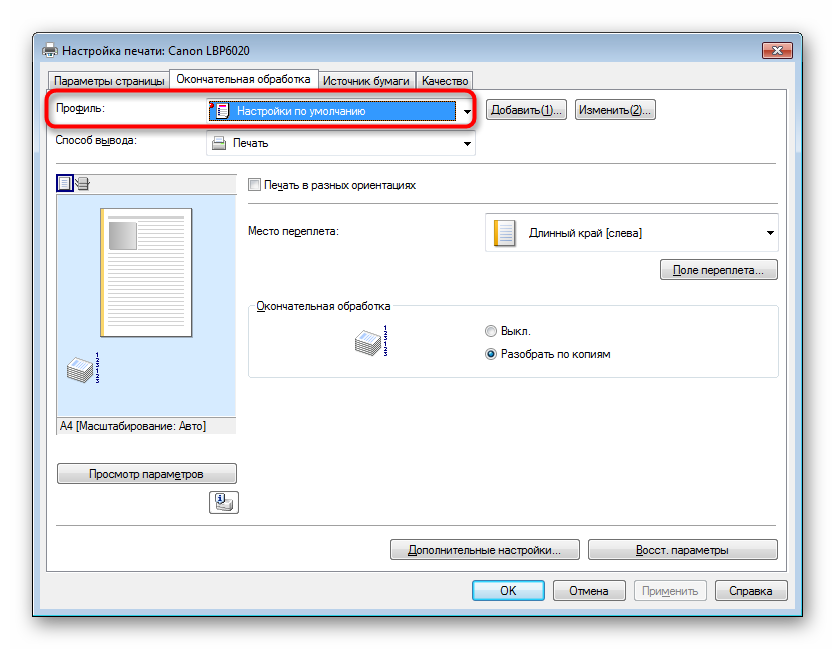
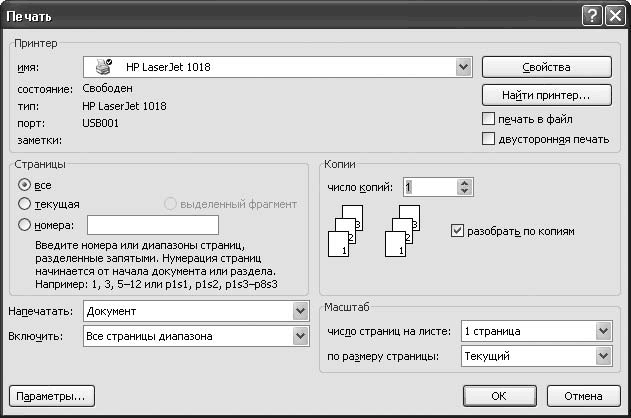
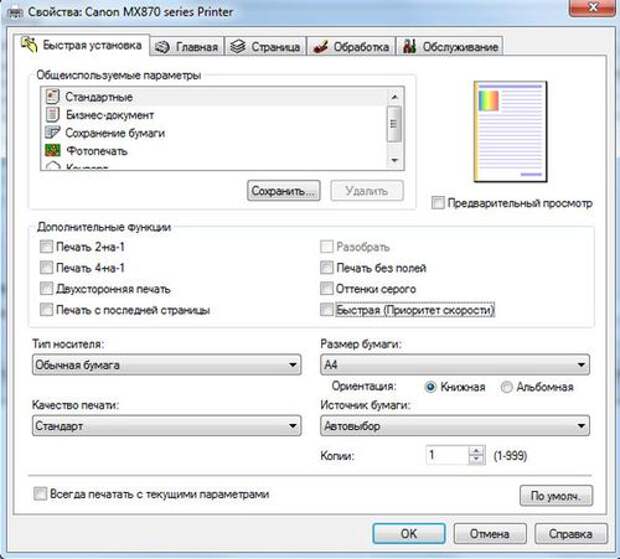
 Если принтер, выбранный вами в разделе Принтер , поддерживает параметры цветной, черно-белой печати и печати в оттенках серого, эти параметры появятся в списке в разделе Настройки .
Если принтер, выбранный вами в разделе Принтер , поддерживает параметры цветной, черно-белой печати и печати в оттенках серого, эти параметры появятся в списке в разделе Настройки .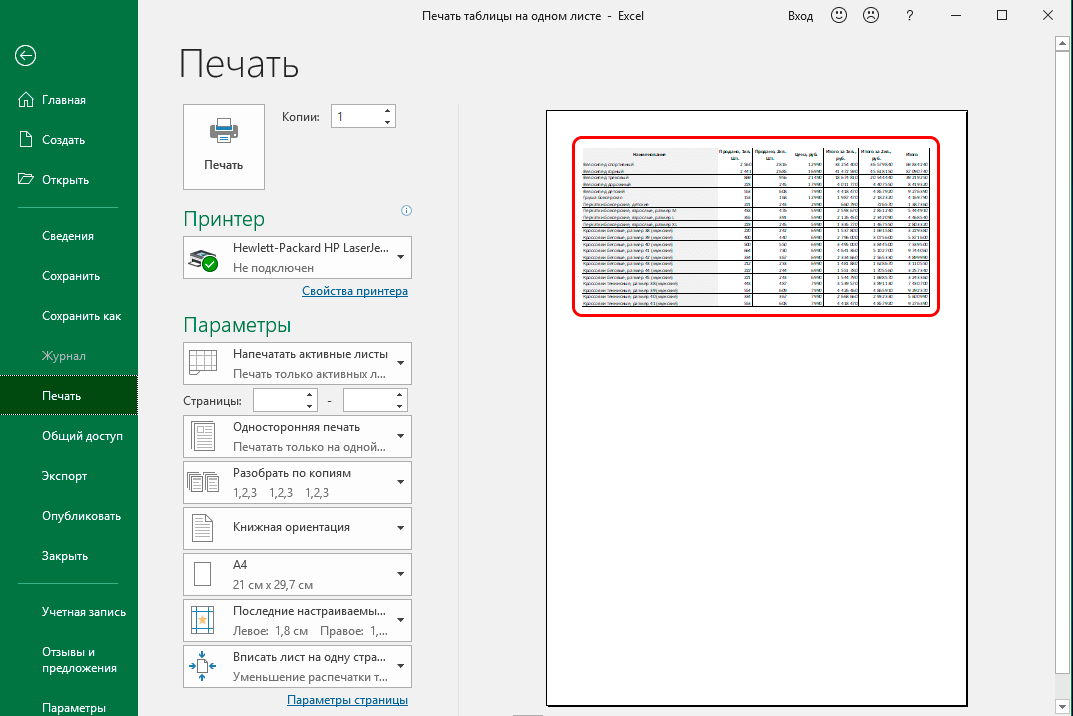 Если опция комментариев не отображается сразу, перейдите к Просмотрите > Показать разметку и выберите из списка только комментарии .
Если опция комментариев не отображается сразу, перейдите к Просмотрите > Показать разметку и выберите из списка только комментарии .
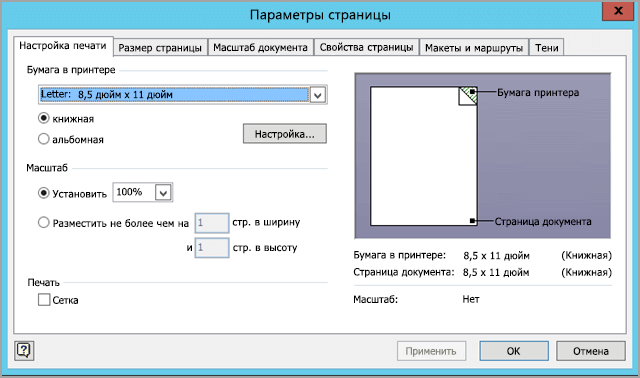
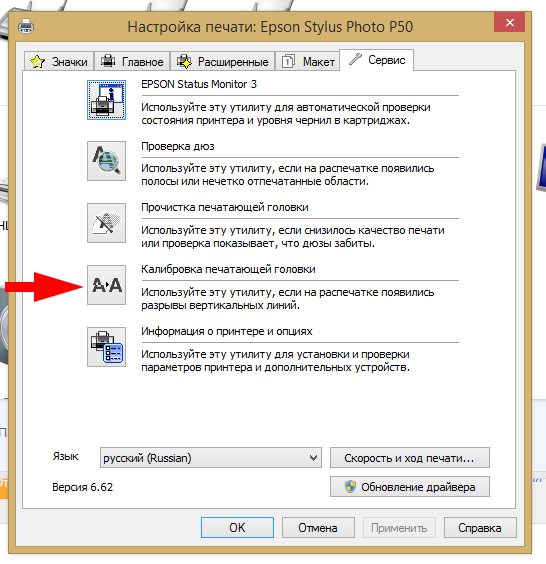
 На странице «Печать» выберите принтер, выберите нужные параметры и нажмите «Печать ».
На странице «Печать» выберите принтер, выберите нужные параметры и нажмите «Печать ».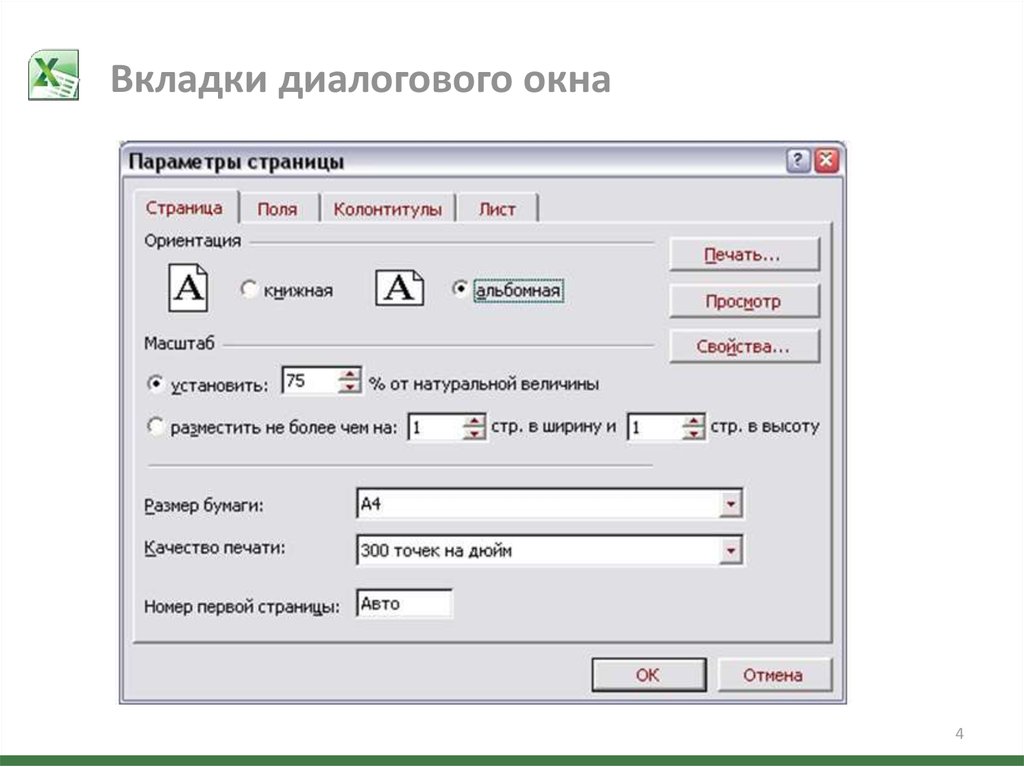 Сделайте свой выбор (либо введя число, либо используя стрелки), а затем нажмите Распечатать .
Сделайте свой выбор (либо введя число, либо используя стрелки), а затем нажмите Распечатать .
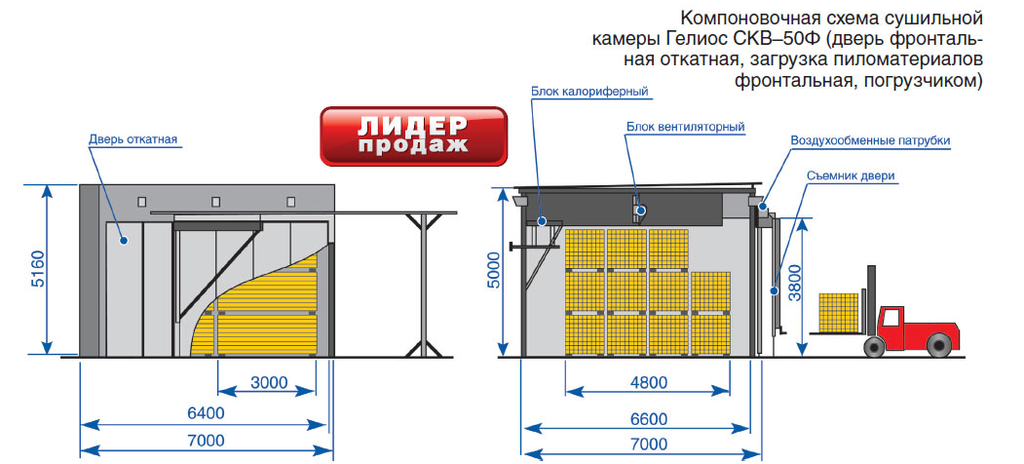 Цены на сушку дерева зависят от того, каких результатов хочет добиться заказчик и какая древесина подвергается обработке.
Цены на сушку дерева зависят от того, каких результатов хочет добиться заказчик и какая древесина подвергается обработке. ) и в любых объемах, а также с разным сечением.
) и в любых объемах, а также с разным сечением. Этот эффективный способ сушки не зависим от погодно-атмосферных условий, он позволяет нам произвести сушку за короткие сроки и в любых объемах.
Этот эффективный способ сушки не зависим от погодно-атмосферных условий, он позволяет нам произвести сушку за короткие сроки и в любых объемах.


 , LTD.
, LTD. , LTD.
, LTD. , LTD.
, LTD.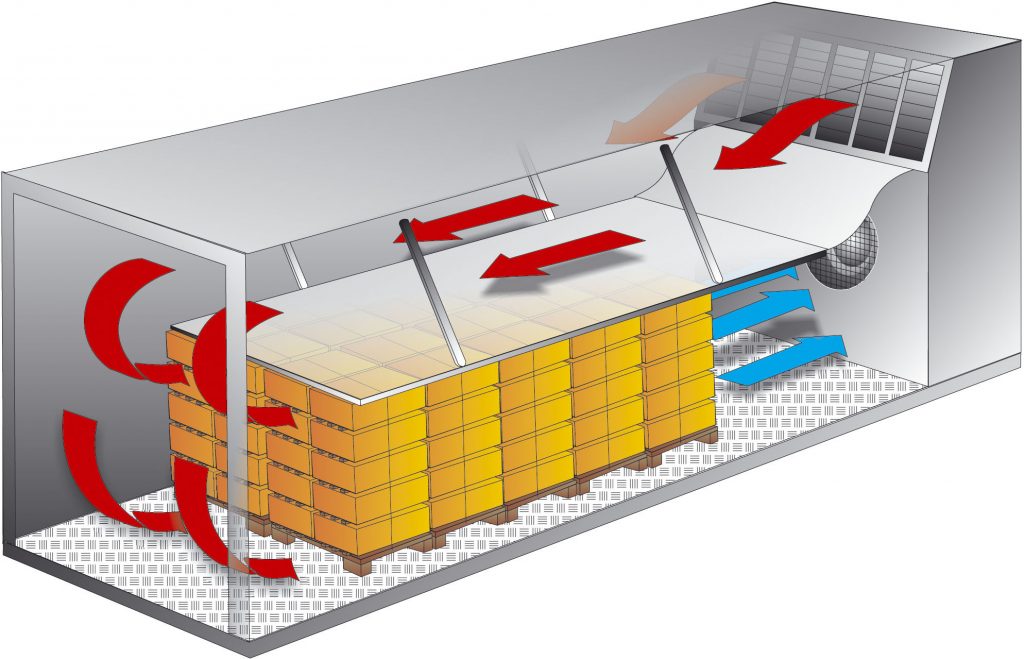 , LTD.
, LTD.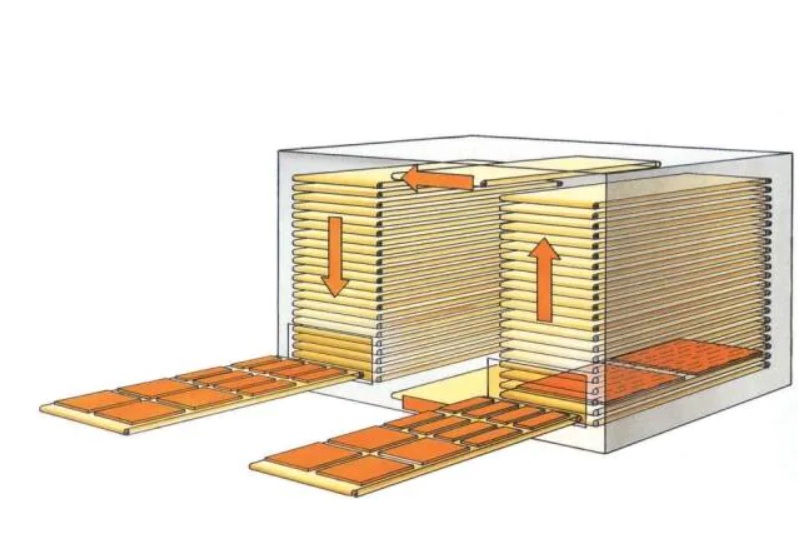 , Ltd.
, Ltd. испытательного оборудования Гуандун Юаняо, Лтд.
испытательного оборудования Гуандун Юаняо, Лтд. , Лтд.
, Лтд. , Лтд.
, Лтд. , Лтд.
, Лтд.
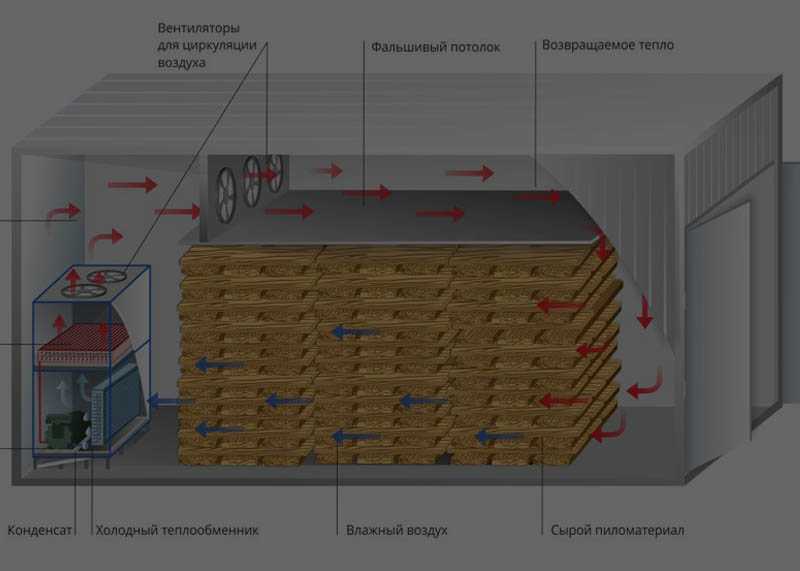 Реле, предохранитель
Реле, предохранитель , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. испытательного оборудования Гуандун Юаняо, Лтд.
испытательного оборудования Гуандун Юаняо, Лтд. , LTD.
, LTD.
 В результате вы сможете получить качественный продукт с минимальными трудозатратами.
В результате вы сможете получить качественный продукт с минимальными трудозатратами.

 net
net
 youtube.com/embed/lX7yDKJWzVQ» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/lX7yDKJWzVQ» frameborder=»0″ allowfullscreen=»»/>


 Это может привести к длительному расчету траектории, большому использованию памяти и не создать траекторию, которая приведет к лучшему конечному продукту. По нашему опыту, использование более 1 миллиона треугольников не приведет к созданию лучшего конечного продукта на любом обычном фрезерном станке с ЧПУ. (На самом деле 250 тыс. треугольников более чем достаточно)
Это может привести к длительному расчету траектории, большому использованию памяти и не создать траекторию, которая приведет к лучшему конечному продукту. По нашему опыту, использование более 1 миллиона треугольников не приведет к созданию лучшего конечного продукта на любом обычном фрезерном станке с ЧПУ. (На самом деле 250 тыс. треугольников более чем достаточно)


 )
)



 (На самом деле 250 тыс. треугольников более чем достаточно)
(На самом деле 250 тыс. треугольников более чем достаточно) Хотя гораздо чаще можно увидеть, что DXF используется для 2D-моделей, он также может хранить 3D-модели.
Хотя гораздо чаще можно увидеть, что DXF используется для 2D-моделей, он также может хранить 3D-модели.
 Большинство из них стоят от 3 до 50 долларов, а некоторые продавцы предлагают пакеты контента с кучей моделей по гораздо более низкой цене. Почти во всех случаях они поставляются в виде файла 3D STL.
Большинство из них стоят от 3 до 50 долларов, а некоторые продавцы предлагают пакеты контента с кучей моделей по гораздо более низкой цене. Почти во всех случаях они поставляются в виде файла 3D STL. Они буквально только что созданы для 3D-моделирования на ЧПУ.
Они буквально только что созданы для 3D-моделирования на ЧПУ.
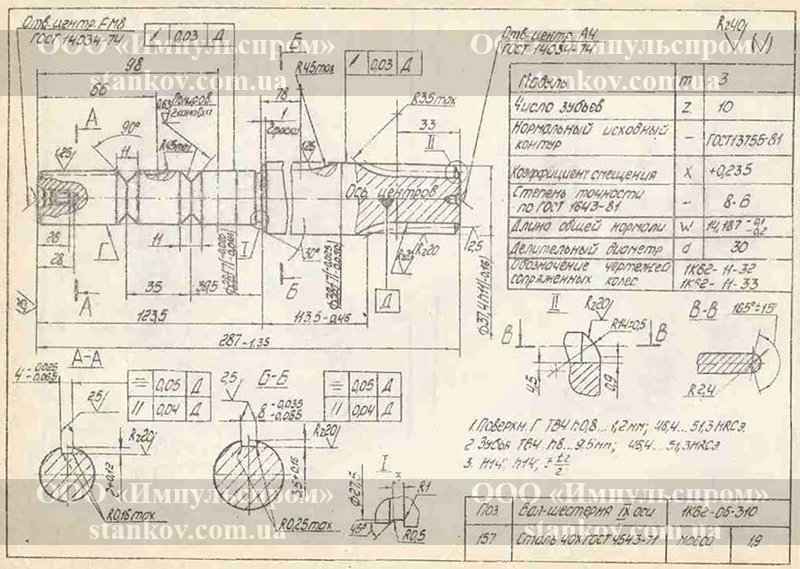


 69, а) или меньше(рис. 69, б) его номинального размера. Точно так же наибольший инаименьший предельные размеры отверстия могут быть больше (рис. 70, а) или меньше (рис. 70, б) его номинального размера. Возможно также расположение предельных размеров отверстия иливала по разные стороны от номинального.
69, а) или меньше(рис. 69, б) его номинального размера. Точно так же наибольший инаименьший предельные размеры отверстия могут быть больше (рис. 70, а) или меньше (рис. 70, б) его номинального размера. Возможно также расположение предельных размеров отверстия иливала по разные стороны от номинального.
 Микрометр равен 0, 001 мм и обозначается сокращенно мкм.
Микрометр равен 0, 001 мм и обозначается сокращенно мкм.
 Из рисункавидно, что при одном и том же номинальном размере (диаметре) и постоянном допуске основного отверстия могут быть получены разные посадки за счет изменения предельных размеров вала. В самом деле, вал 1 даже наибольшего предельного диаметра свободно войдет в наименьшее отверстие. Соединив вал 2 при наибольшем предельном его размере с наименьшим отверстием, мы получим зазор, равный нулю, но при других соотношениях диаметров отверстия и вала в этом сопряжении получается подвижная посадка. Посадки Балов 3 и 4 относятся к группе переходных, так как при одних значениях действительных размеров отверстий и валов 3 и 4 будет иметь место зазор, а при других натяг. Вал 5 при всех условиях войдет в отверстие с натягом, что всегда обеспечит неподвижную посадку.
Из рисункавидно, что при одном и том же номинальном размере (диаметре) и постоянном допуске основного отверстия могут быть получены разные посадки за счет изменения предельных размеров вала. В самом деле, вал 1 даже наибольшего предельного диаметра свободно войдет в наименьшее отверстие. Соединив вал 2 при наибольшем предельном его размере с наименьшим отверстием, мы получим зазор, равный нулю, но при других соотношениях диаметров отверстия и вала в этом сопряжении получается подвижная посадка. Посадки Балов 3 и 4 относятся к группе переходных, так как при одних значениях действительных размеров отверстий и валов 3 и 4 будет иметь место зазор, а при других натяг. Вал 5 при всех условиях войдет в отверстие с натягом, что всегда обеспечит неподвижную посадку.
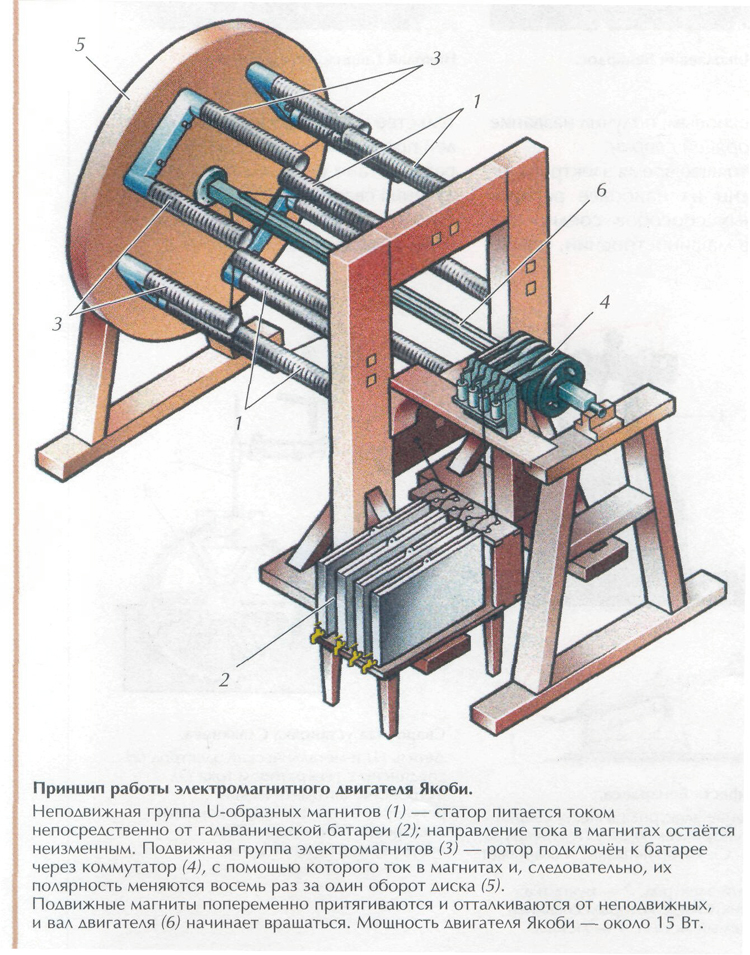
 п.
п.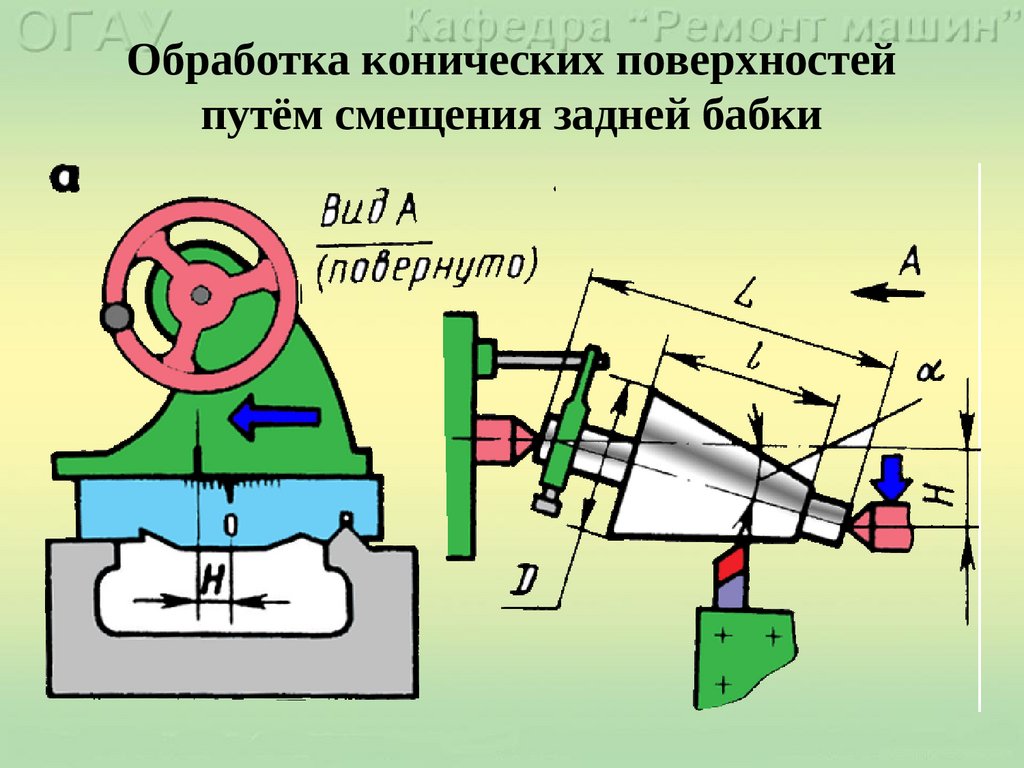 д.
д.
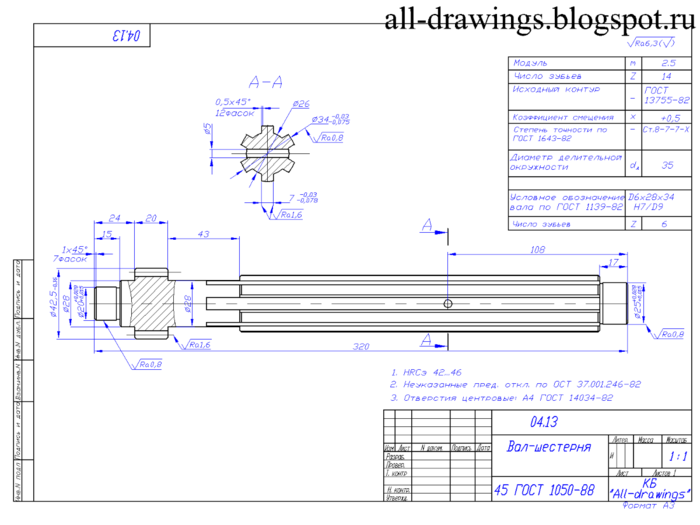
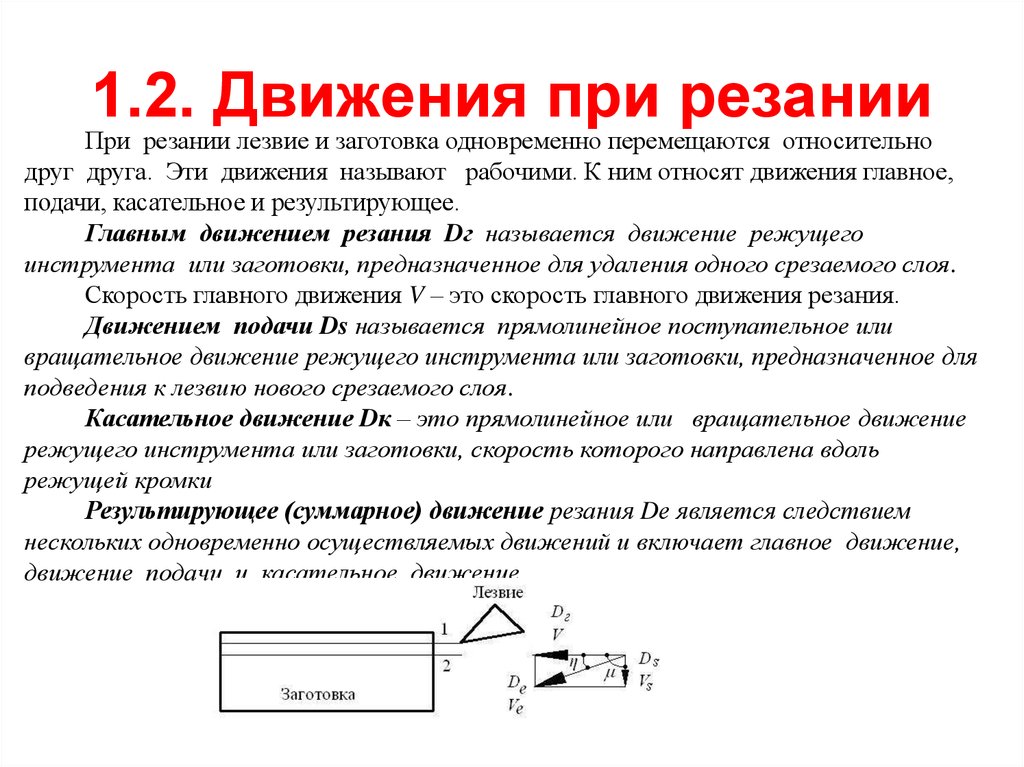
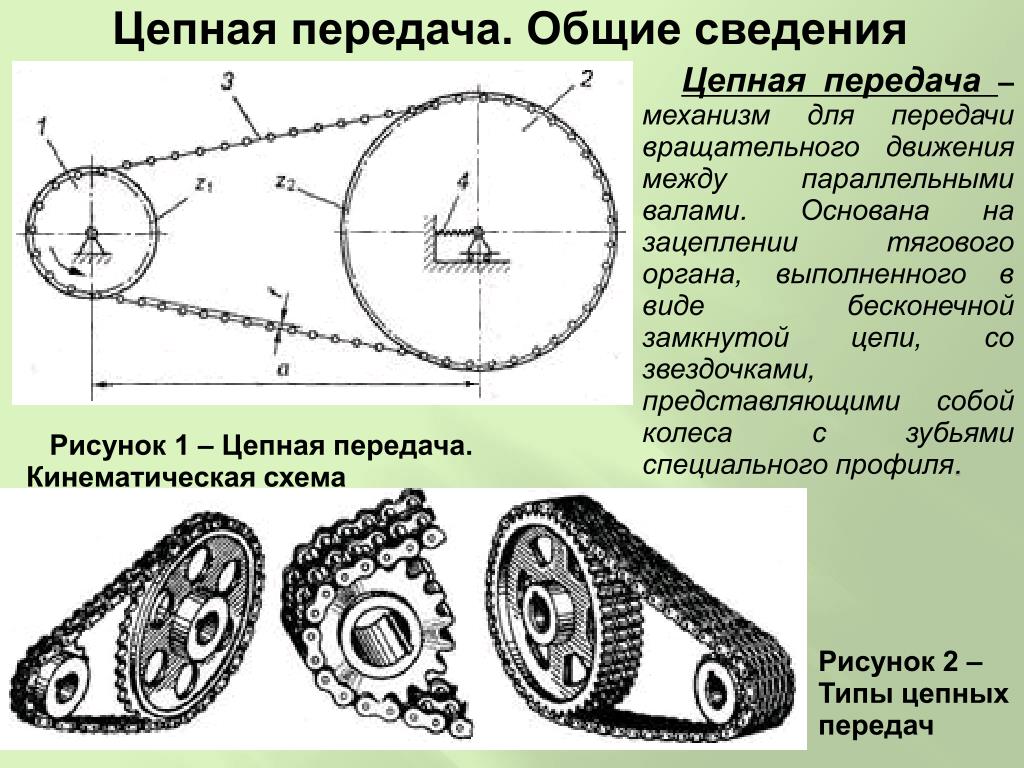
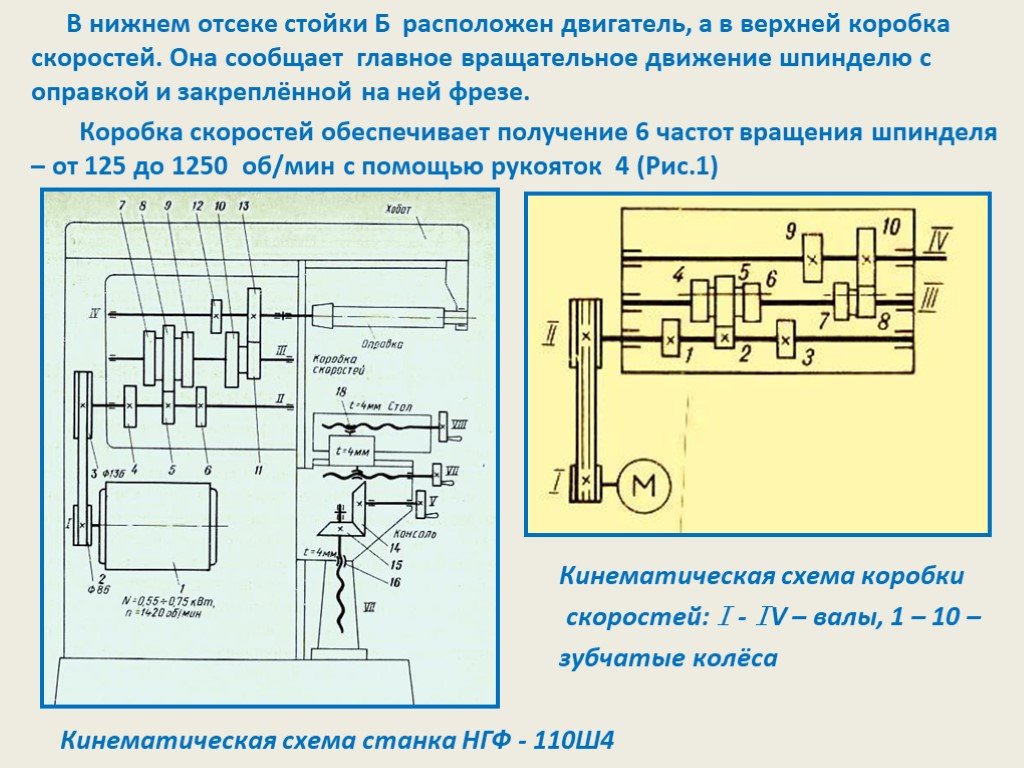 п.
п.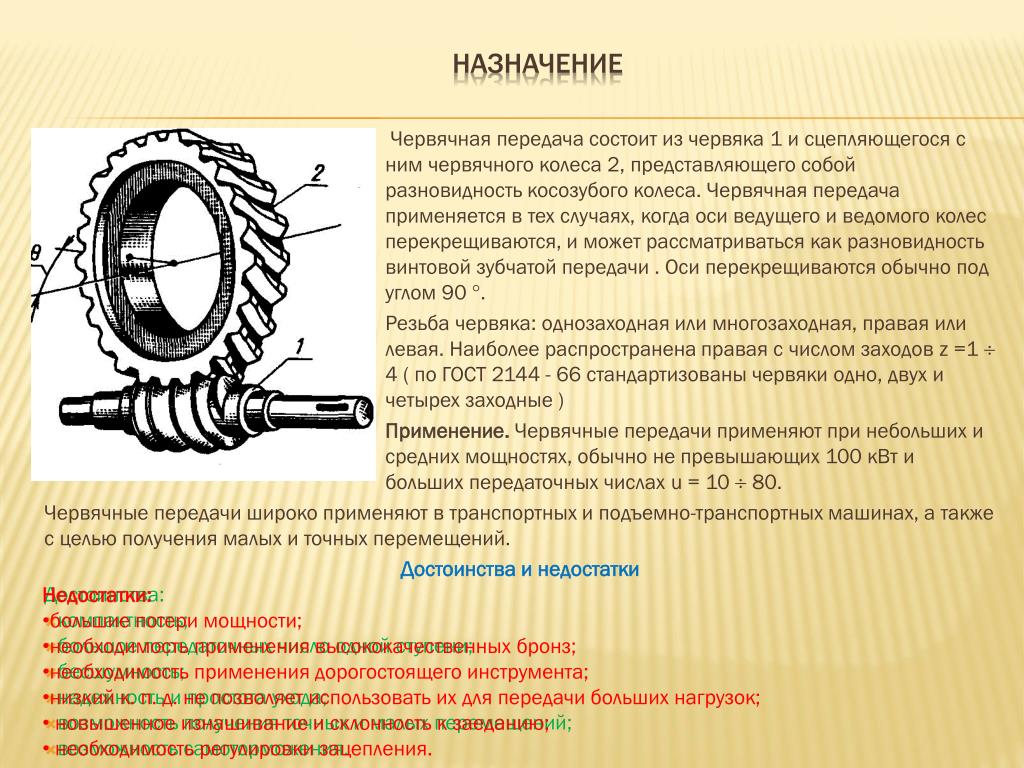
 А вот и задание на этот тур:
А вот и задание на этот тур: п.), зависящая от порядка взаимодействия деталей коробки скоростей 8 букв
п.), зависящая от порядка взаимодействия деталей коробки скоростей 8 букв Токарный станок является предшественником всех станков. Заготовка удерживается и вращается вокруг своей оси, в то время как режущий инструмент продвигается по линии желаемого разреза. Токарный станок является одним из самых универсальных станков, используемых в промышленности. С подходящими насадками станок можно использовать для точения, сужения, фасонного точения, нарезания резьбы, торцевания, притупления, сверления, прядения, шлифования, полирования. Операции резания выполняются режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается. Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов.
Токарный станок является предшественником всех станков. Заготовка удерживается и вращается вокруг своей оси, в то время как режущий инструмент продвигается по линии желаемого разреза. Токарный станок является одним из самых универсальных станков, используемых в промышленности. С подходящими насадками станок можно использовать для точения, сужения, фасонного точения, нарезания резьбы, торцевания, притупления, сверления, прядения, шлифования, полирования. Операции резания выполняются режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается. Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки.
Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки. Трехкулачковый патрон
Трехкулачковый патрон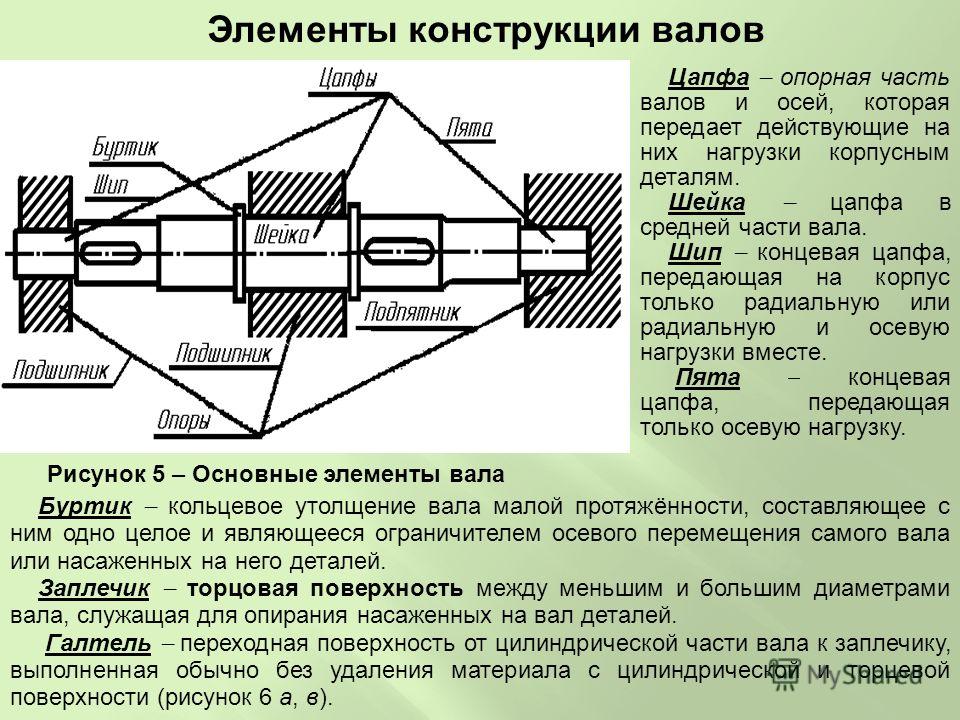 Поместите держатель резцедержателя слева от составного суппорта. Это гарантирует, что составной суппорт не будет наезжать на шпиндель или насадки патрона.
Поместите держатель резцедержателя слева от составного суппорта. Это гарантирует, что составной суппорт не будет наезжать на шпиндель или насадки патрона.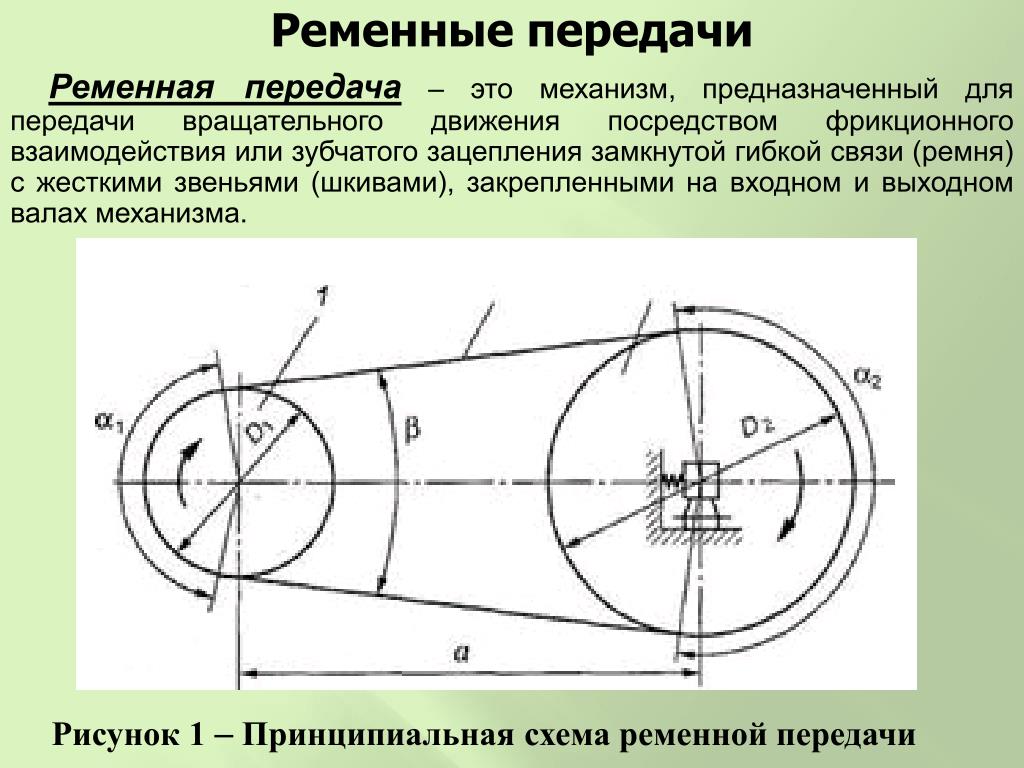

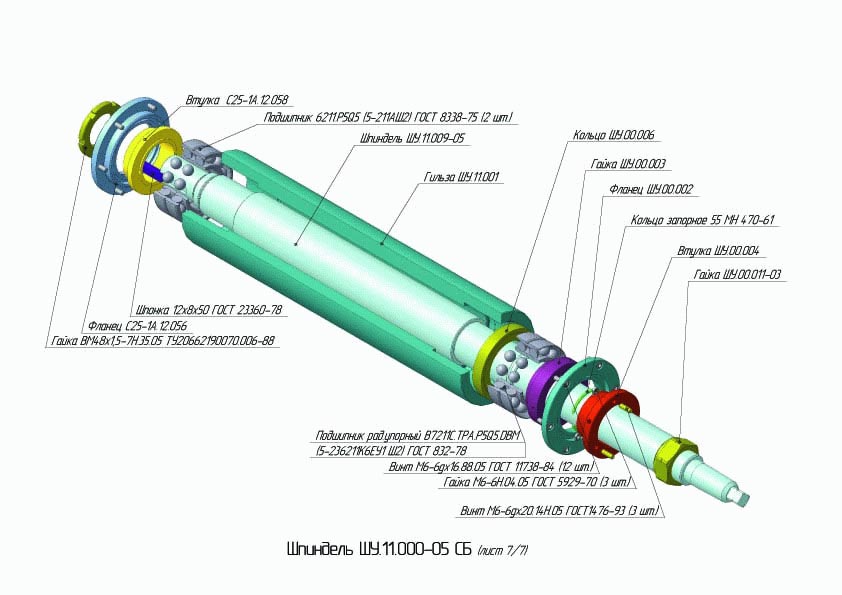
 Инструмент также можно использовать для формирования углового радиуса.
Инструмент также можно использовать для формирования углового радиуса.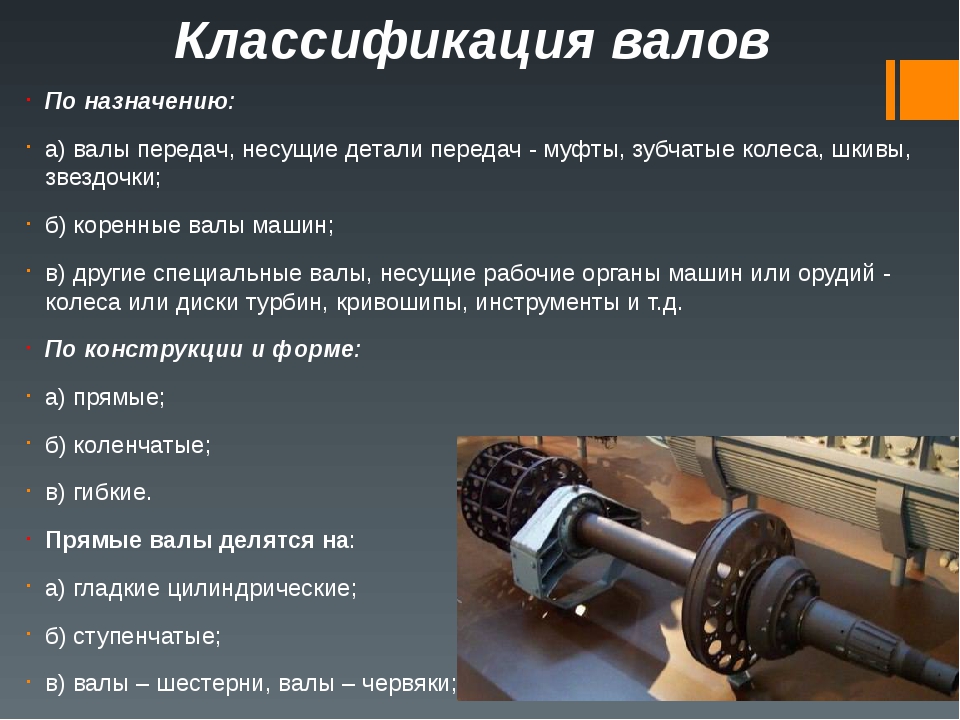 Как показано, он используется для вырезания канавок в заготовке. При наличии надлежащих зазоров инструмент может резать глубоко или резать влево или вправо.
Как показано, он используется для вырезания канавок в заготовке. При наличии надлежащих зазоров инструмент может резать глубоко или резать влево или вправо.

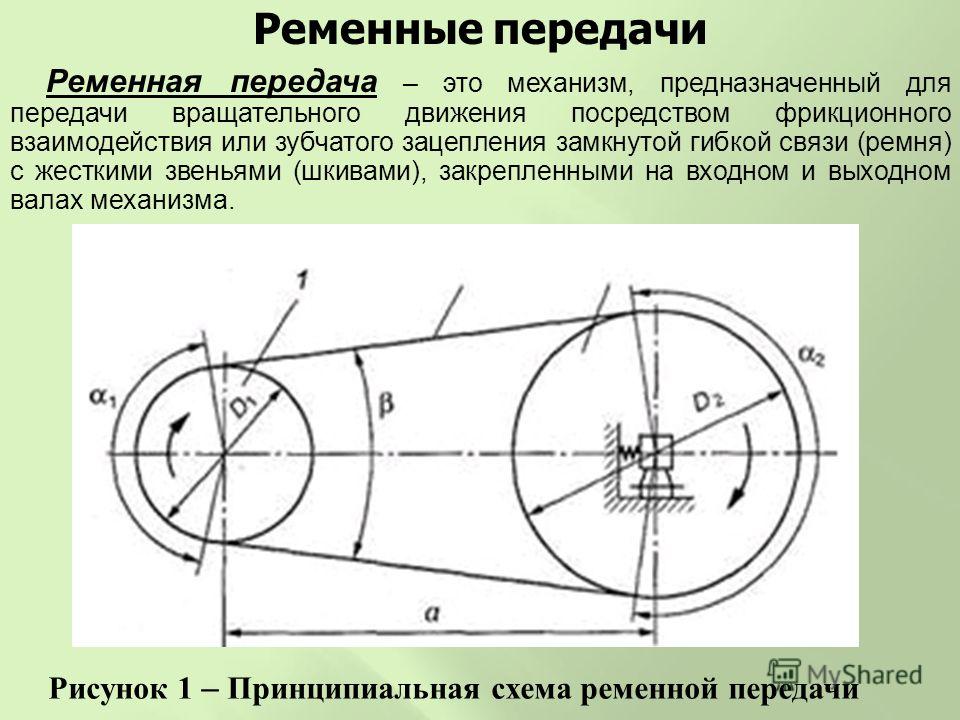

 Студенты (и многие взрослые) обычно используют слово «машина» для описания сложных механических устройств, приводимых в действие двигателем или электродвигателем и предназначенных для выполнения полезных задач по экономии труда.
Студенты (и многие взрослые) обычно используют слово «машина» для описания сложных механических устройств, приводимых в действие двигателем или электродвигателем и предназначенных для выполнения полезных задач по экономии труда. Греческое слово «мачос» означает «целесообразное» или что-то, что «облегчает работу». У римлян есть похожее понимание слова «machina», что означает «трюк» или «устройство».
Греческое слово «мачос» означает «целесообразное» или что-то, что «облегчает работу». У римлян есть похожее понимание слова «machina», что означает «трюк» или «устройство». Движение одного конца луча приводит к движению другого конца в противоположном направлении. Расположение точки опоры может увеличить (или уменьшить) силу, приложенную к одному концу, за счет (или преимущества) расстояния, на которое проходит другой конец.
Движение одного конца луча приводит к движению другого конца в противоположном направлении. Расположение точки опоры может увеличить (или уменьшить) силу, приложенную к одному концу, за счет (или преимущества) расстояния, на которое проходит другой конец.
 Хотя один верхний шкив не дает механических преимуществ, он может быть полезен, например, для лучшего достижения подъемной силы за счет перенаправления силы вниз к земле для подъема объекта. Шкивы можно использовать в сложных комбинациях, чтобы обеспечить большие механические преимущества, например, с конструкцией «блок и захват».
Хотя один верхний шкив не дает механических преимуществ, он может быть полезен, например, для лучшего достижения подъемной силы за счет перенаправления силы вниз к земле для подъема объекта. Шкивы можно использовать в сложных комбинациях, чтобы обеспечить большие механические преимущества, например, с конструкцией «блок и захват».
 пользователю. Первоначально старайтесь не вводить примеры предметов повседневного обихода, в которых используются сложные конструкции, включающие комбинации более чем одного типа «простой машины», чтобы учащиеся могли четко видеть цель конструкции. Более поздние учащиеся могут анализировать более сложные примеры с целью определения комбинации элементов, которые они используют в своем дизайне.
пользователю. Первоначально старайтесь не вводить примеры предметов повседневного обихода, в которых используются сложные конструкции, включающие комбинации более чем одного типа «простой машины», чтобы учащиеся могли четко видеть цель конструкции. Более поздние учащиеся могут анализировать более сложные примеры с целью определения комбинации элементов, которые они используют в своем дизайне.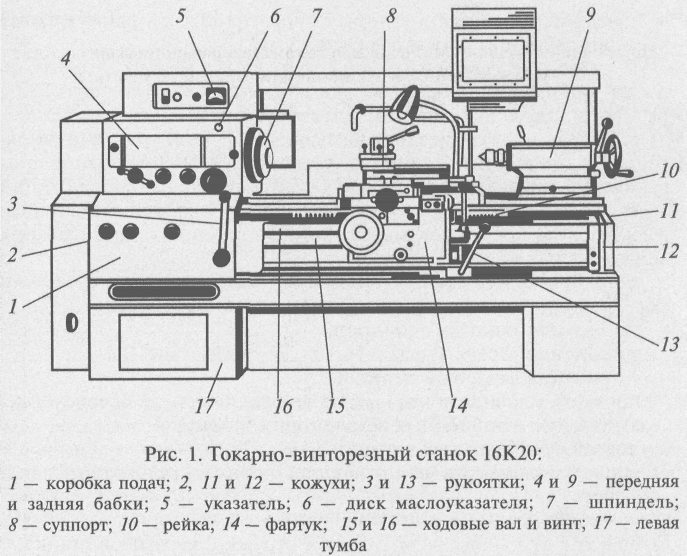 Используйте это, чтобы познакомить с понятием того, как рычаги и другие простые механизмы используются в их жизни в целом.
Используйте это, чтобы познакомить с понятием того, как рычаги и другие простые механизмы используются в их жизни в целом. Многие хозяйственные магазины продают недорогие наборы отверток с рукоятками разных размеров. Ювелирные отвертки скромных размеров являются хорошим примером уменьшения преимуществ, которые они обеспечивают из-за малого диаметра рукоятки. Попробуйте снять пластиковую ручку с отвертки и предложите учащимся испытать трудности при попытке повернуть винт одним стержнем. Этот опыт можно использовать, чтобы подчеркнуть взаимосвязь между диаметром «ручки» колеса и величиной силы, которую вы можете создать на «валу» оси.
Многие хозяйственные магазины продают недорогие наборы отверток с рукоятками разных размеров. Ювелирные отвертки скромных размеров являются хорошим примером уменьшения преимуществ, которые они обеспечивают из-за малого диаметра рукоятки. Попробуйте снять пластиковую ручку с отвертки и предложите учащимся испытать трудности при попытке повернуть винт одним стержнем. Этот опыт можно использовать, чтобы подчеркнуть взаимосвязь между диаметром «ручки» колеса и величиной силы, которую вы можете создать на «валу» оси. Обычно рычаги предназначены для увеличения приложенных к ним сил. Одна из целей — показать, насколько широко в нашей повседневной жизни используются простые машины.
Обычно рычаги предназначены для увеличения приложенных к ним сил. Одна из целей — показать, насколько широко в нашей повседневной жизни используются простые машины.
 2 мм, т.е. толщину щупа
2 мм, т.е. толщину щупа ..
.. Первый слой может совсем не прилипнуть к печатной платформе и итогом многочасовой печати станет не аккуратная 3D модель, а пластиковая лапша.
Первый слой может совсем не прилипнуть к печатной платформе и итогом многочасовой печати станет не аккуратная 3D модель, а пластиковая лапша.
 Небольшая цена, простота обработки и высокая теплопроводность делают алюминий самым популярным материалом для изготовления подогреваемых печатных столов.
Небольшая цена, простота обработки и высокая теплопроводность делают алюминий самым популярным материалом для изготовления подогреваемых печатных столов. Например у Raise 3D — стол фиксируется по всей плоскости шпильками в 13 точках.
Например у Raise 3D — стол фиксируется по всей плоскости шпильками в 13 точках.
 Со съемной поверхности удобнее снимать модель. Если вам нужно сразу же начать печатать другую модель, можно просто быстро заменить одну съемную поверхность на другую.
Со съемной поверхности удобнее снимать модель. Если вам нужно сразу же начать печатать другую модель, можно просто быстро заменить одну съемную поверхность на другую.
 Но стоимость такого стекла значительно выше чем обычного или закаленного.
Но стоимость такого стекла значительно выше чем обычного или закаленного.
 3D лаки, 3D клеи и т.д. Наверное у каждого 3D мейкера найдется свой особенный рецепт того самого состава на который липнет почти все. Это может быть клей БФ смешанный с растворителем или спиртом, ABS разведенный в ацетоне, квас с сахаром, клей карандаш и т.д.
3D лаки, 3D клеи и т.д. Наверное у каждого 3D мейкера найдется свой особенный рецепт того самого состава на который липнет почти все. Это может быть клей БФ смешанный с растворителем или спиртом, ABS разведенный в ацетоне, квас с сахаром, клей карандаш и т.д. Калибровка может быть автоматическая и ручная.
Калибровка может быть автоматическая и ручная.
 Особенно незаменимой она становится для принтеров с кинематикой “дельта” или “дельта робот”. Оптические датчики “не видят” стекло, поэтому для принтеров с оптическим датчиком лучше использовать другие поверхности печатной платформы.
Особенно незаменимой она становится для принтеров с кинематикой “дельта” или “дельта робот”. Оптические датчики “не видят” стекло, поэтому для принтеров с оптическим датчиком лучше использовать другие поверхности печатной платформы.
 Для этого под печатной платформой есть винты или барашки которыми можно регулировать высоту печатной платформы.
Для этого под печатной платформой есть винты или барашки которыми можно регулировать высоту печатной платформы.
 Дельта принтер можно назвать упрощенным дельта — роботом, но это все же две разных кинематики.
Дельта принтер можно назвать упрощенным дельта — роботом, но это все же две разных кинематики.
 В них необходимо указать параметры вашего принтера — прошивку (обычно это Marlin или Repetier) длину диагоналей, окружность и т.д. Эти параметры можно взять из прошивки или измерить штангенциркулем. Важно максимально точно указать все параметры иначе откалибровать принтер не удастся.
В них необходимо указать параметры вашего принтера — прошивку (обычно это Marlin или Repetier) длину диагоналей, окружность и т.д. Эти параметры можно взять из прошивки или измерить штангенциркулем. Важно максимально точно указать все параметры иначе откалибровать принтер не удастся.
 На самом деле мы «трамблируем» поверхность печати: следим за тем, чтобы сопло находилось на одинаковой высоте поперек платформы в каждой точке по осям X и Y.
На самом деле мы «трамблируем» поверхность печати: следим за тем, чтобы сопло находилось на одинаковой высоте поперек платформы в каждой точке по осям X и Y.
 Нам нравится использовать Ultimaker Cura.
Нам нравится использовать Ultimaker Cura. Подождите не менее 5–10 минут, чтобы принтер поглотил тепло.
Подождите не менее 5–10 минут, чтобы принтер поглотил тепло.

 Линии будут сливаться друг с другом с однородным внешним видом. Будет очень мало шероховатостей.
Линии будут сливаться друг с другом с однородным внешним видом. Будет очень мало шероховатостей. Недостатком является то, что у вас будет шероховатая поверхность в нижней части отпечатка. Вы найдете плоты в разделе Build Plate Adhesion в Cura и в разделе Support Material в PrusaSlicer. Другие слайсеры имеют свои параметры плота в других меню.
Недостатком является то, что у вас будет шероховатая поверхность в нижней части отпечатка. Вы найдете плоты в разделе Build Plate Adhesion в Cura и в разделе Support Material в PrusaSlicer. Другие слайсеры имеют свои параметры плота в других меню.
 Получайте электронные письма от нас от имени наших надежных партнеров или спонсоров.
Получайте электронные письма от нас от имени наших надежных партнеров или спонсоров. Ваш первый слой может выглядеть идеально в передней части кровати, но также важно учитывать, насколько хорошо он приклеивается к задней части кровати. Выравнивание платформы вашего 3D-принтера — важный шаг в получении высококачественных 3D-печатных деталей, но это может быть немного сложно. К счастью, специалисты MatterHackers всегда готовы помочь. Давайте взглянем на основные уроки выравнивания платформы вашего 3D-принтера.
Ваш первый слой может выглядеть идеально в передней части кровати, но также важно учитывать, насколько хорошо он приклеивается к задней части кровати. Выравнивание платформы вашего 3D-принтера — важный шаг в получении высококачественных 3D-печатных деталей, но это может быть немного сложно. К счастью, специалисты MatterHackers всегда готовы помочь. Давайте взглянем на основные уроки выравнивания платформы вашего 3D-принтера. Тем не менее, запустите 3D-печать, которая проходит по всей кровати, и вы увидите, что первый слой идеально плоский.
Тем не менее, запустите 3D-печать, которая проходит по всей кровати, и вы увидите, что первый слой идеально плоский. У кровати, выровненной вручную, рабочая пластина будет парить над тележкой кровати — она не закреплена жестко на тележке кровати. Вместо этого рабочая пластина крепится к каретке с помощью комбинации винтов, пружин и винтов с накатанной головкой. Эта комбинация позволяет кровати поворачиваться и регулироваться, оставаясь при этом достаточно жесткой, чтобы не подпрыгивать во время 3D-печати.
У кровати, выровненной вручную, рабочая пластина будет парить над тележкой кровати — она не закреплена жестко на тележке кровати. Вместо этого рабочая пластина крепится к каретке с помощью комбинации винтов, пружин и винтов с накатанной головкой. Эта комбинация позволяет кровати поворачиваться и регулироваться, оставаясь при этом достаточно жесткой, чтобы не подпрыгивать во время 3D-печати. В этом случае для калибровки вам потребуется переместить ограничитель Z-минимума немного ниже.
В этом случае для калибровки вам потребуется переместить ограничитель Z-минимума немного ниже.

 Используя небольшой зонд для определения ложа и его относительного расстояния от минимума Z или максимума Z, прошивка может автоматически запустить процедуру выравнивания ложа и построить сетку, которая компенсирует неровности ложа. Думайте о выравнивании встроенного ПО как о том же самом, что и о выравнивании программного обеспечения, за исключением того, что принтер делает все мысли вместо вас и листа бумаги.
Используя небольшой зонд для определения ложа и его относительного расстояния от минимума Z или максимума Z, прошивка может автоматически запустить процедуру выравнивания ложа и построить сетку, которая компенсирует неровности ложа. Думайте о выравнивании встроенного ПО как о том же самом, что и о выравнивании программного обеспечения, за исключением того, что принтер делает все мысли вместо вас и листа бумаги.

 Большая часть работ была проведена с помощью портального принтера.
Большая часть работ была проведена с помощью портального принтера.
 11.2022 16:06
11.2022 16:06 Как отмечают создатели технологии, дом 100 квадратных метров возводится за 36 часов.
Как отмечают создатели технологии, дом 100 квадратных метров возводится за 36 часов.
 «Нам жизненно необходимо найти новые способы защитить себя», — говорит Джейсон Баллард, соучредитель и генеральный директор Icon, строительного стартапа из Остина. «Дома и здания нашего будущего должны сильно отличаться от сегодняшних». Для Icon и других новаторов в строительной отрасли решение заключается не в оптимизации человеческого труда или материалов, а в строительстве с помощью роботов.
«Нам жизненно необходимо найти новые способы защитить себя», — говорит Джейсон Баллард, соучредитель и генеральный директор Icon, строительного стартапа из Остина. «Дома и здания нашего будущего должны сильно отличаться от сегодняшних». Для Icon и других новаторов в строительной отрасли решение заключается не в оптимизации человеческого труда или материалов, а в строительстве с помощью роботов.
 «Речь идет о том, чтобы изменить представление людей о том, каким может быть современное жилье».
«Речь идет о том, чтобы изменить представление людей о том, каким может быть современное жилье».
 дом, который недавно был завершен Habitat for Humanity Central Arizona.
дом, который недавно был завершен Habitat for Humanity Central Arizona.

 Строительство первого блока началось в начале этого года, и в рамках этой инициативы используется набор деталей для стеновых панелей, напечатанных на 3D-принтере, которые затем собираются на месте.
Строительство первого блока началось в начале этого года, и в рамках этой инициативы используется набор деталей для стеновых панелей, напечатанных на 3D-принтере, которые затем собираются на месте.
 «Когда меня спросили, хочу ли я изучить возможность переезда в дом, напечатанный на 3D-принтере, я прыгнул выше крыши и ухватился за эту возможность», — говорит Ши. «В моем прекрасном доме уже почти два года, и я просто обожаю его. Это пространство, в котором я наслаждаюсь и чувствую себя комфортно».
«Когда меня спросили, хочу ли я изучить возможность переезда в дом, напечатанный на 3D-принтере, я прыгнул выше крыши и ухватился за эту возможность», — говорит Ши. «В моем прекрасном доме уже почти два года, и я просто обожаю его. Это пространство, в котором я наслаждаюсь и чувствую себя комфортно». «Но я обещаю, что если бы завтра мы придумали лучшее решение, мы бы начали это делать».
«Но я обещаю, что если бы завтра мы придумали лучшее решение, мы бы начали это делать».


 Специально для применения на лёгких бензопилах. Идеально для любого пользователя, который ценит мощность так же высоко, как и комфорт. Пильная цепь прекрасно подходит для заготовки леса в насаждениях малой плотности, для обрезки сучьев и ветвей пилой для ухода за деревьями.
Специально для применения на лёгких бензопилах. Идеально для любого пользователя, который ценит мощность так же высоко, как и комфорт. Пильная цепь прекрасно подходит для заготовки леса в насаждениях малой плотности, для обрезки сучьев и ветвей пилой для ухода за деревьями.
 Это ведущее звено особенно удобно и обеспечивает мягкий рез.
Это ведущее звено особенно удобно и обеспечивает мягкий рез. (вне зависимости от длинны).
(вне зависимости от длинны). Режущие грани зубьев для дополнительной износостойкости обрабатываются методом электролитического хромирования. Благодаря этому увеличиваются интервалы заточки режущих зубьев. За счет индукционной закалки повышается износостойкость всей опрной поверхности пильной цепи. Увеличивается срок службы напрвляющей шины.
Режущие грани зубьев для дополнительной износостойкости обрабатываются методом электролитического хромирования. Благодаря этому увеличиваются интервалы заточки режущих зубьев. За счет индукционной закалки повышается износостойкость всей опрной поверхности пильной цепи. Увеличивается срок службы напрвляющей шины. Благодаря этой “растяжке” сводится к минимуму удлиннение при первом использовании, повышается прочность и износостойкость.
Благодаря этой “растяжке” сводится к минимуму удлиннение при первом использовании, повышается прочность и износостойкость. 325″ 1,6мм Stihl RMС-3 (3634 000 0062)
325″ 1,6мм Stihl RMС-3 (3634 000 0062)  – для узкой режущей гарнитуры. Толщина ведущего звена 1,1мм.
– для узкой режущей гарнитуры. Толщина ведущего звена 1,1мм. Благодаря укороченной режущей грани зуба больше не требуется надавливание при прорезке. Достигает ощутимо более высокой скорости при прорезке, чем обычные цепи 1/4″. Специальная пильная цепь для фигурного выпиливания и ухода за деревьями. Изготавливается с шагом 1/4″ и в настоящее время на просторы Республики Беларусь не поставляется. Толщина ведущего звена 1,3мм.
Благодаря укороченной режущей грани зуба больше не требуется надавливание при прорезке. Достигает ощутимо более высокой скорости при прорезке, чем обычные цепи 1/4″. Специальная пильная цепь для фигурного выпиливания и ухода за деревьями. Изготавливается с шагом 1/4″ и в настоящее время на просторы Республики Беларусь не поставляется. Толщина ведущего звена 1,3мм. С низкой отдачей, но при этом обеспечивает исключительно высокую производительность пиления и прорезания. Изготавливается с шагом 0.325″. Толщина ведущего звена 1,6мм.
С низкой отдачей, но при этом обеспечивает исключительно высокую производительность пиления и прорезания. Изготавливается с шагом 0.325″. Толщина ведущего звена 1,6мм. Изготавливается с шагом 3/8″ и в настоящее время на рынок Республики Беларусь не поставляется. Толщина ведущего звена 1,6мм.
Изготавливается с шагом 3/8″ и в настоящее время на рынок Республики Беларусь не поставляется. Толщина ведущего звена 1,6мм.



| Inches | Millimeters |
| 0.043″ Chain Saw Chain | 1.1mm |
| 0.050″ Chain Saw Chain | 1.3mm |
| 0.058″ Chain Saw Chain | 1. 5mm |
| 0.063″ Chain Saw Chain | 1.6mm |
Note: The smaller Размеры калибра являются наиболее распространенным калибром лезвия бензопилы.
3. Материал режущих кромок / Материал лезвия
Режущая способность цепи бензопилы также зависит от материала, из которого изготовлены зубья / кончики режущих кромок.
Цепи цепных пил обычно изготавливаются из стального сплава. Но зубья бензопилы затем покрываются материалом, который может существенно повлиять на качество пиления цепи.
Хромированные наконечники
Большинство цепей цепных пил имеют режущие элементы с хромированными наконечниками. Они износостойкие, подходят для дерева и устойчивы к мусору.
С наконечником из карбида вольфрама
Цепи с наконечником из карбида вольфрама более прочны, служат дольше и действительно предназначены для профессионального применения.
Твердосплавная цепь для бензопилы может выдержать гораздо более грязную среду, чем обычная цепь. Твердосплавные цепи для бензопил отлично подходят для древесины, загрязненной почвой или грязью,
Профессионалы, работающие в чрезвычайных ситуациях, могут выбрать более прочные пилы с твердосплавными напайками. Эти цепи плохо работают с металлом, но могут прорезать некоторые типы стен и крыш, а также обледенелую или промокшую древесину.
Основная проблема с твердосплавными цепями для бензопил заключается в том, что для них требуется мощная пила, и их немного сложнее заточить.
С алмазным наконечником
Для настоящих спасательных операций вам не понадобятся цепи для бензопилы с алмазным наконечником на заднем дворе. Это самый агрессивный материал для цепи бензопилы!
Алмазные цепи для бензопил могут резать камень, бетон и металл. Они могут разрезать машину, как масло, в сценариях автокатастроф. Они специально разработаны для конкретных моделей бензопил.
4. Тип пилы / Тип лезвия
Каждый тип полотна бензопилы / лезвия имеет свою форму. Некоторые более округлые, некоторые более квадратные. Потом у вас есть высокие, и короткие, и узкие…
Стили фрез по-разному реагируют на дерево. Есть полотна для бензопил, которые подходят для более крупных профессиональных бензопил, а другие подходят для цепных пил меньшего размера.
Некоторые типы пил бензопилы еще более опасны в использовании, поэтому лучше убедиться, что ваш резак соответствует вашему уровню владения бензопилой.
Существует четыре основных типа пил/резцов: квадратное долото, полное долото, полудолото и низкий профиль. Но на рынке есть несколько вариаций этих четырех стилей, о которых мы также подробно расскажем ниже.
Читайте дальше, чтобы узнать об основных типах полотен для бензопил и их применении.
Цепь с квадратным долотом
Лезвия для бензопилы с квадратным долотом предназначены только для профессионалов. Это потому, что они требуют более частой и точной регистрации, чем любая другая сеть. Они быстро затупляются, но также являются самой быстрорежущей цепью для бензопилы и самыми агрессивными цепями для бензопил.
Квадратные долотообразные фрезы имеют квадратные закругленные кромки и квадратные шлифованные профили. Они известны как особый класс профессиональных полных зубил. Профессионалы используют шлифовальный станок для подбородка, чтобы аккуратно заточить эти цепи до оптимальной производительности.
Цепь с полным долотом
При использовании цепи с полным долотом следует помнить, что, хотя это одна из лучших цепей для цепной пилы для твердой древесины, существует также высокий риск отдачи. Резцы с полным долотом имеют зубья с прямоугольными углами, которые очень эффективны, но не долговечны.
В цепях с полным долотом также отсутствуют элементы безопасности, которые есть в других цепях, поэтому будьте осторожны, если они отбрасываются. Отдача является наиболее распространенной причиной травм, связанных с бензопилой, и возникает, когда вращающиеся лезвия внезапно останавливаются при контакте с объектом. Это заставляет пилу лететь обратно к оператору.
Вы не хотите использовать полную цепь долота при резке грязной или мягкой древесины, которая имеет тенденцию быть более волокнистой, чем пористой. Он отлично справляется с обрезкой веток или деревьев и является мощным, но вы всегда должны быть начеку.
Цепь с полузубилами
Цепь с полузубилами можно узнать по зубьям со скругленными углами. Самое замечательное в цепи с полузубилами — ее надежность. Несмотря на меньшую скорость, полудолотило может работать со всеми типами мягкой древесины.
Вы обнаружите, что полотно бензопилы с полузубилами более прочное и может работать с грязной или мерзлой древесиной. Полузубчатые цепи требуют немного больше времени для выполнения работы, но они универсальны, а также безопаснее, чем цельнозубильные цепные пилы, потому что они могут предотвратить отдачу.
Цепи с микродолилами
Цепь с микродолотами представляет собой профиль, который находится где-то между полным долотом и полудолотом. Цепи микрочизеля имеют меньший радиус, чем у полного зубила, а их углы немного более закруглены. Это означает, что цепи с микрочизелем менее агрессивны, чем цепи с полным долотом, и не будут столь же быстрыми, но они также обладают преимуществом, заключающимся в уменьшении тенденции к отдаче. Цепи с микрозубилами, как правило, медленнее затупляются, более щадящие грязную древесину и обеспечивают более гладкий срез, чем цепи с цельными зубилами. Их также немного легче затачивать, чем цельные зубильные цепи.
В соответствии с этим, полузубильные цепи имеют еще более закругленные углы, даже меньшую отдачу и немного менее агрессивны, чем микрочизельные цепи. Это делает их более удобными для менее опытных пользователей бензопил.
Цепи с долотом для снятия фаски
Цепи для цепных пил с долотом для снятия фаски похожи на цепи с полузубилом и даже работают так же, как хорошая цепь для цепной пилы с полузубилом.
Цепь с долотом с фаской похожа на полузубчатую цепь, но имеет небольшую фаску под углом 45 градусов между пластинами, а не радиус. Предназначение цепных пил с фаской заключается в том, что они специально предназначены для резки как твердой сухой древесины, так и сырой древесины.
Подобно цепям для цепной пилы с полузубильными цепями, резак для цепной пилы с фаской имеет меньший риск отдачи.
Цепи измельчителя
Другим вариантом цепи получизеля являются цепи измельчителя цепной пилы. Несмотря на то, что они похожи, цепные резаки для цепных пил с измельчителем имеют еще более закругленный рабочий угол, чем цепи с полузубилами.
В поперечном сечении зуб рубительной цепи выглядит как вопросительный знак, имеющий полный радиус по всей режущей части зуба, в то время как полудолотообразная конструкция больше похожа на цифру «7», при этом правый верхний угол слегка приподнят. округлый.
Низкопрофильные цепи
Низкопрофильные цепи для бензопил наиболее распространены на рынке. Это связано с их качеством, а также с тем, что они очень безопасны в использовании. Низкопрофильная цепь цепной пилы специально разработана с предохранительными элементами вокруг зубьев для предотвращения отдачи.
Несмотря на то, что долговечность низкопрофильной цепи бензопилы является проблемой, она настоятельно рекомендуется всем, кто не знаком с цепной пилой. Если вы новичок в использовании бензопилы, вам подойдет низкопрофильная цепь. Только учтите, что может потребоваться более частая заточка.
Цепи с узким пропилом
Если вы хотите снимать меньше древесины, вам подойдет цепь для бензопилы с узким пропилом. Вся цепь цепной пилы лишь немного уже, чем у стандартной цепи бензопилы, что означает, что вы получаете более тонкий и узкий разрез.
Преимущество фрез с узким пропилом заключается в том, что, поскольку вы режете меньше древесины, ваши пропилы:
- быстрее
- потребляют меньше энергии
Тот факт, что для резки требуется меньше энергии, можно обойтись более длинной планкой. Но имейте в виду, что вам нужна специальная направляющая шина, подходящая для цепи бензопилы с узким пропилом.
Вы даже можете приобрести цепи с узким пропилом и низким профилем — для максимально легкого высокоскоростного реза!
Цепи с узким пропилом могут быть доступны под торговой маркой, такой как цепь Pixel Husqvarna.
5. Расположение цепочек
Теперь, когда вы знакомы с различными типами цепей, давайте обсудим различные расположения цепей. Они могут работать по-разному в зависимости от размера вашей бензопилы, а также от того, для какой работы вы собираетесь ее использовать.
Цепь с полным скипом / Зубчатая цепь со шкивом
Цепь для бензопилы с полным скипом также известна как цепь со скиповым зубом.
На цепи меньше зубцов, а значит, они шире и больше разнесены. Эффект представляет собой цепь, которая делает большие грубые надрезы в дереве.
Схема цепи бензопилы Full Skip предназначена для тех, кто хочет быстро и эффективно расчищать большие бревна с диском более 24 дюймов.
Вам понадобится цепная пила гораздо большего размера, чтобы использовать последовательность цепей с полным пропуском (прут 24 дюйма или предпочтительно длиннее). Шины большего размера лучше работают с цепями с пропущенными зубьями из-за небольшого количества зубьев. Если бы вы надели скиповую цепь на небольшой брусок, в древесине не было бы достаточно зубьев, и она бы сильно гремела и создавала бы грязный срез.
Кроме того, не ждите ровных пропилов с цепью с прерывистым зубом. Он предназначен для уборки упавших деревьев и выполнения работы без особого изящества.
Полускиповая цепь
Полускиповая цепь имеет больше зубьев, чем цепь с полным скипом. В основном это чередование между одним ремнем между двумя зубами и двумя ремнями между зубами. Эта конфигурация обеспечивает больше места для удаления древесной стружки из пропила, но при этом обеспечивает большее количество режущих инструментов, чем базовая скиповая цепь.
Но полупропускная цепь обеспечивает более чистый срез. Он используется лесорубами для конкретных проектов, обычно для резки твердой древесины с помощью бензопилы диаметром более 24 дюймов.
Пильная цепь Full House или стандартная
Цепь Full House имеет наибольшее количество зубьев. Он может очень легко резать древесину. Цепь для бензопилы Full House является общей для всех направляющих шин длиной до 24 дюймов.
Эти типы цепей чаще всего используются для фрезерования древесины. Это потому, что он может производить гладкие доски.
Описание типов цепей бензопил
Существует так много различных типов цепей бензопил. Мы надеемся, что это руководство по некоторым наиболее часто используемым цепям для цепных пил поможет вам найти лучшую цепь для цепной пилы, чтобы справиться с поставленной задачей.
Итак, теперь вы знаете все о типах цепей бензопил, вам просто нужно следить за их остротой! Вы всегда можете зайти в местный магазин косилок, например, в наш центр косилок в Канберре, и мы можем помочь вам выбрать цепи для бензопил, заточить лезвие бензопилы или показать вам, как использовать напильник для бензопилы, не говоря уже о том, что у нас есть лучшие бензопилы в Канберра.
Если эта статья оказалась для вас полезной, мы будем рады поделиться с вами новыми знаниями. Ознакомьтесь с нашим подробным руководством по 18-дюймовым бензопилам и тому, что они могут резать.
Знаете ли вы, что безопасность при резке очень важна? Перед началом любой работы важно иметь все необходимое оборудование для обеспечения безопасности. См. эту страницу для получения дополнительной информации.
Часто задаваемые вопросы
Сколько существует типов цепей для бензопил?
Существует большое количество различных типов цепей для бензопил. Различные конфигурации шага, толщины, материала режущих кромок, типа режущих кромок и расположения цепи создают уникальные типы цепей для бензопил. Каждый тип цепи бензопилы имеет разные режущие характеристики и подходит для разных машин и уровня навыков пользователя.
Как узнать, какую цепь выбрать для бензопилы?
Чтобы правильно выбрать цепь для вашей бензопилы, необходимо проверить, какой шаг, калибр и длина совместимы. После того, как вы установили это, вы можете посмотреть на различные материалы, стили и расположение резцов бензопилы в соответствии с вашим уровнем навыков и типом проектов по резке дерева.
Универсальны ли цепи для бензопил?
Универсальных цепей для бензопил не бывает. Это связано с тем, что калибр и шаг определяются используемой бензопилой. Чтобы определить, какой калибр и шаг вам нужны, проверьте под рукояткой бензопилы наличие каких-либо этикеток. Если нет, обратитесь к руководству пользователя вашего производителя.
Почему моя цепь не подходит к моей бензопиле?
Наиболее распространенная причина, по которой цепи не подходят к бензопиле, связана с неподходящим размером или длиной цепи. Сначала проверьте свою бензопилу на предмет совместимости калибра, шага и длины. Если эти размеры соответствуют вашим цепям, вам может потребоваться убедиться, что у вас не установлена специальная низкопрофильная направляющая шина или направляющая с узким пропилом.
Убм 1 цена: УБМ-1 устройство блокирования несанкционированного включения микрофонов цифрового телефонного аппарата купить в Москве по цене 4 449 р.
Урны бетонные
<div><img src=»//mc.yandex.ru/watch/1221541″ alt=»» /></div>
|
Изображение
|
Описание
|
Цена за шт.
|
Вес
|
Стоимость установки
|
|
Урна бетонная УБ-1
|
|
Урна бетонная уличная для мусора Размеры 620х470х470. Объем 20л.
|
150кг
|
1900
|
|
Урна бетонная УБ-2
|
|
Урна бетонная уличная для мусора Размеры 400х400х520.
|
108кг
|
1900
|
|
Вкладыш металлицеский
|
600
| |||
|
Урна бетонная УБ-3
|
|
Урна бетонная уличная для мусора Размеры 400х400х520. Объем 20л.
|
80кг
|
1900
|
|
Урна бетонная УБ-4
|
|
Урна бетонная уличная для мусора Размеры 400х400х520
|
80кг
|
1900
|
|
Урна бетонная УБ-5
|
|
Урна бетонная уличная для мусора Размеры 410х410х600
|
100кг
|
2900
|
|
Урна бетонная УБМ-6
|
|
Урна бетонная уличная для мусора Размеры 400х400х520.
|
80кг
|
1900
|
|
Урна бетонная УБ-7
|
|
Урна бетонная уличная для мусора Размеры 400х400х520. Объем 20л.
|
80кг
|
1900
|
|
Урна бетонная УБ-8
|
|
Урна бетонная уличная для мусора Размеры 400х400х520. Объем 20л.
|
80кг
|
|
|
Урна бетонная УБ-9
|
|
Урна бетонная уличная для мусора Размеры 400х400х520.
|
80кг
|
|
|
Урна оцинкованная (вкладыш в урны на 20литров)
|
|
 Объем 20л.
Объем 20л. Объем 20л.
Объем 20л.UBM проведет 1-ю Сингапурскую ярмарку ювелирных изделий и драгоценных камней в 2013 году
Аналитик алмазной отрасли Эдан Голан (Edahn Golan), владелец компании Edahn Golan Diamond Research and Data, говорит, что цены на алмазное сырье падают в основном из-за снижения спроса на бриллианты. Он сказал, что мидстрим — средний сегмент…
26 декабря 2022
Научно-исследовательский центр «Передовые синтетические исследования» — российская высокотехнологичная инновационная компания, производитель сверхтвёрдых материалов для электронной, горнодобывающей, медицинской и ювелирной промышленности. Компания основана…
19 декабря 2022
Рахул Гайвала (Rahul Gaywala), генеральный директор компании Sahajanand Technologies Pvt Ltd. (STPL), работает в Sahajanand Group с 1993 года, и за время своей деятельности в компании он сыграл ключевую роль в революционном изменении…
(STPL), работает в Sahajanand Group с 1993 года, и за время своей деятельности в компании он сыграл ключевую роль в революционном изменении…
12 декабря 2022
Своей оценкой инвестирования в драгоценные камни и ситуации в алмазной отрасли в интервью Rough&Polished поделилась Али Пасторини (Ali Pastorini), совладелица компании Del Lima Jewelry и президент ассоциации Mubri. Эта ассоциация объединяет более…
05 декабря 2022
Спрос и предложение на искусственные бриллианты в последние годы росли, к большому неудовольствию отрасли природных алмазов и бриллиантов. Некоторые компании средней части отрасли природных алмазов и бриллиантов в настоящее время также вовлечены в бизнес…
28 ноября 2022
Компания UBM Asia заявила об организации нового мероприятия – Сингапурской ярмарки ювелирных изделий и драгоценных камней (Singapore Jewellery & Gem Fair), дебют которого состоится примерно через год – ярмарка запланирована на 12-15 октября 2013 года в отеле Marina Bay Sands в Сингапуре, передает Rapaport. В ярмарке будут принимать участие производители и продавцы бриллиантов, жемчуга, драгоценных и полудрагоценных камней, ювелирных изделий, которые смогут приобщиться к клиентской базе и ресурсам UBM Asia по продвижению товаров и услуг.
В ярмарке будут принимать участие производители и продавцы бриллиантов, жемчуга, драгоценных и полудрагоценных камней, ювелирных изделий, которые смогут приобщиться к клиентской базе и ресурсам UBM Asia по продвижению товаров и услуг.
Новое мероприятие дополнит имеющийся портфель из 12 международных мероприятий ювелирной отрасли, организатором которых выступает UBM Asia в Гонконге, материковом Китае, Индии, Японии и Турции, включая крупнейшее в мире ювелирное торговое мероприятие – Сентябрьскую гонконгскую ярмарку ювелирных изделий и драгоценных камней (September Hong Kong Jewellery & Gem Fair).
«Мы получили большую поддержку от Сингапурской ассоциации ювелиров (Singapore Jewellers Association), Алмазной биржи Сингапура (Diamond Exchange of Singapore) и аффилированной с ней компании Singapore International Jewellery Pte. Ltd., которые приветствовали организацию еще одного ведущего мероприятия ювелирной отрасли в нашем портфеле, — заявил президент UBM Asia Джайм Эссинк (Jime Essink). – Мы уверены, что это сотрудничество позволит укрепить и расширить возможности развития бизнеса в Сингапуре и регионе Юго-Восточной Азии».
– Мы уверены, что это сотрудничество позволит укрепить и расширить возможности развития бизнеса в Сингапуре и регионе Юго-Восточной Азии».
Версия для печати
Исторические данные UBM — UBM
| Название компании | Биржевой символ | Рынок | Тип |
|---|---|---|---|
| УБМ | УБМ | Лондон | Обыкновенная акция |
| Процент изменения | Цена акции | Последняя сделка | ||
|---|---|---|---|---|
| 0,00 | 0,0% | 1 080,00 | 19:00:00 |
 «> Изменение цены
«> Изменение цены| Цена открытия | Низкая цена | Цена закрытия | Назад Закрыть | |
|---|---|---|---|---|
| 1 080,00 | 1 080,00 |
 «> Высокая цена
«> Высокая ценадополнительная информация о котировках »
Историческая сводка UBM
| Период | Открыть | Высокий | Низкий | ВВАП | Ср. Ежедневный объем | Изменить | % |
|---|---|---|---|---|---|---|---|
| 1 Week | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.0% |
| 1 Month | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0,00 | 0,0% |
| 3 Months | 0. 00 00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.0% |
| 6 Months | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.0% |
| 1 Year | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.0% |
| 3 Years | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.0% |
| 5 Years | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.0% |
Исторические цены UBM за 1 месяц
| Дата | Закрыть | Изменить | Изменение (%) | Открыть | Высокий | Низкий | Том |
|---|---|---|---|---|---|---|---|
| 06 января 2023 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 05 января 2023 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 04 января 2023 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 03 января 2023 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 30 декабря 2022 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 29 декабря 2022 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 28 декабря 2022 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 23 декабря 2022 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 22 декабря 2022 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 21 декабря 2022 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 20 декабря 2022 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 19 декабря 2022 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 16 декабря 2022 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 15 декабря 2022 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 14 декабря 2022 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 13 декабря 2022 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 12 декабря 2022 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 09 декабря 2022 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
| 08 декабря 2022 | 1 080,00 | 0,00 | 0,0% | 1 080,00 | 1 080,00 | 1 080,00 | 0,00 |
Смотреть больше Исторические цены »
Акции United Business Цена сегодня | LON UBM Live Ticker
Обзор UBM
- Пред. Close
- 1,064
- Day’s Range
- 1,047-1,080
- Revenue
- 1B
- Open
- 1,066
- 52 wk Range
- 0-0
- EPS
- 0,35
- Том
- 0
- Рыночная капитализация
- 4,26B
- Дивиденд (доходность)
N/A
(N/A)
10
10
10
10
0 0. (3m)
- 2,268,268
- P/E Ratio
- 31. 03
- Beta
- 1.42
- 1-Year Change
- 0%
- Shares Outstanding
- 393,996,765
- Следующая дата получения прибыли
- —
 Close
Close913110
110
 03
03Что вы думаете об UBM?
Магазин в настоящее время закрыт. Голосование открыто в часы работы рынка.
United Business Media Plc Profession
Индустрия
Media
Сектор
Службы коммуникации
Сотрудники
3933
Market
United Kingdom
UBM PLC Organize Business-Business-Brishing-Brickysines. Компания предлагает личное общение в форме выставок, ярмарок, конференций и других живых мероприятий. Он также предоставляет услуги спонсорства веб-сайтов и баннерной рекламы, а также онлайн-каталоги и информационные продукты; и издает журналы и торговую прессу для специализированных рынков. Кроме того, компания предлагает услуги передачи данных и вещания. Он обслуживает передовые производства и технологии, лицензирование брендов, бизнес-услуги и инфраструктуру, моду и ювелирные изделия, продукты питания и сельское хозяйство, отдых и гостиничный бизнес, образ жизни, фармацевтику и здравоохранение, транспорт и логистику и другие сектора. Ранее компания называлась United Business Media Limited и сменила название на UBM plc в мае 2011 года. UBM plc была основана в 1843 году, ее штаб-квартира находится в Лондоне, Соединенное Королевство. По состоянию на 15 июня 2018 года UBM plc является дочерней компанией Maypond Limited.
Кроме того, компания предлагает услуги передачи данных и вещания. Он обслуживает передовые производства и технологии, лицензирование брендов, бизнес-услуги и инфраструктуру, моду и ювелирные изделия, продукты питания и сельское хозяйство, отдых и гостиничный бизнес, образ жизни, фармацевтику и здравоохранение, транспорт и логистику и другие сектора. Ранее компания называлась United Business Media Limited и сменила название на UBM plc в мае 2011 года. UBM plc была основана в 1843 году, ее штаб-квартира находится в Лондоне, Соединенное Королевство. По состоянию на 15 июня 2018 года UBM plc является дочерней компанией Maypond Limited.
Read More
Type | 5 Min | 15 Min | Hourly | Daily | Monthly |
|---|---|---|---|---|---|
| Moving Averages | Strong Покупка | Сильная покупка | Сильная покупка | Сильная покупка | Сильная покупка |
| Технические индикаторы | Сильная покупка | Strong Buy | Strong Buy | Strong Buy | Strong Buy |
| Summary | Strong Buy | Strong Buy | Strong Buy | Strong Buy | Strong Buy |
Trending Stocks
Имя | Последний | Высокий | Низкий | Изм. | Изм. % | Том. | Time | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 143.70 | 144.25 | 141.58 | +2.59 | +1.84% | 3.53M | NYSE | ||||||||||||||||||
| 129,62 | 130,29 | 124,89 | +4,60 | +3,68% | 86,76M | NASDAQ | . 0844 0844 | NVIDIA | 148.59 | 150.10 | 140.34 | +5.94 | +4.16% | 40.43M | NASDAQ | |||||||||
DISH Network | 15.64 | 15.69 | 14.84 | +0.62 | +4.13% | 4.45M | NASDAQ | |||||||||||||||||
ASML ADR | 595.85 | 598.68 | 567.28 | +30.53 | +5.40% | 1.02M | NASDAQ | |||||||||||||||||
Amazon. | 86.08 | 86.40 | 81.43 | +2.96 | +3.56% | 82.74M | NASDAQ | |||||||||||||||||
WR Berkley | 74.29 | 74.46 | 72.32 | +2.41 | +3.35% | 1.23M | NYSE | |||||||||||||||||
Twitter Inc | 53.70 | 54.00 | 53.70 | 0.00 | 0.00% | 0.00 | NYSE | |||||||||||||||||
275. 20 20 | 276.82 | 269.03 | +8.34 | +3.13% | 2.89M | NASDAQ | ||||||||||||||||||
Gran Tierra | 0.853 | 0.8713 | 0.8431 | +0.0080 | +0.95% | 2.55M | NYSE | |||||||||||||||||
Alibaba ADR | 107.40 | 108.00 | 102.46 | +2.82 | +2.70% | 21.07M | NYSE | |||||||||||||||||
Hilton Worldwide | 130. Sls 3d: Руководство по 3D-печати методом селективного лазерного спекания (SLS)SLS системы ONSINTSLS системы ONSINT Установки лазерного порошкового спеканияРазнообразие моделей для решения ваших задачSLS («Selective Laser Sintering» — послойное лазерное спекание) — технология, позволяющая получить высокоточные детали сложной геометрической формы из пластиковых порошков. Медицина, авиация, приборостроениеТехнология позволяет создавать функциональные детали и прототипы для различных высокотехнологичных отраслей. Области примененияДизайн, творчествоИзготовление детелей сложной геометрической формы, а также механизмов и многозвенных сборок — теперь возможно на одном рабочем месте. Высокое качество поверхности, высокая точность изготовления, отсутствие поддержек позволяет создавать изделия с минимальной постобработкой. Функционал промышленногоSLS-принтера в настольном исполнении Представляем наш новый SLS ХарактеристикиВ составе машины — CO2 лазер мощностью 30 Вт, наиболее подходящий для технологии спекания термопластиков. Благодаря CO2 лазеру установка способна работать с широким спектром материалов Высокоскоростная сканаторная система позволяет перемещать луч лазера с рабочей скоростью до 5 м/с Технология печати: SLS (послойное лазерное спекание) Особенности SLS-принтеров OnsintМощный лазерВ составе машины — CO2 лазер мощностью 30 Вт, наиболее подходящий для технологии спекания термопластиков. Стабилизация температурыСистема стабилизации рабочей температуры позволяет достичь высокой степени повторяемости результатов спекания на одном режиме для выбранного порошка Удобное ПОПрограмма подготовки задания ПромышленныйSLS 3D-принтер в модульном ОсобенностиOnsint SM300 — модульная система, включающая в себя основную станцию печати, выкатной модуль построения и станцию очистки. Дополнительный модуль построения позволяет оптимизировать время работы с установкой, увеличивая производительность печати в 2 раза Onsint SM300 обладает многозонной системой стабилизации температуры в процессе печати: Двусторонняя система подачи порошка позволяет сократить время выполнения слоя в процессе печати Технология печати: SLS (послойное лазерное спекание) Примеры печати на SLS-принтерах OnsintИспользуются материалы: PA11 black, PA11 white, PA12 white/natural ПромышленныйSLS 3D-принтер ОсобенностиВысокоскоростная сканаторная система позволяет перемещать луч лазера с рабочей скоростью Onsint SM400 обладает многозонной системой стабилизации температуры в процессе печати, что обеспечивает стабильность и повторяемость выращивания изделий. Двусторонняя система подачи порошка позволяет сократить время выполнения слоя в процессе печати В составе машины — CO2 лазер мощностью 100 Вт, в сочетании с высокоскоростной сканаторной системой обеспечивает максимальную производительность печати. Технология печати: SLS (послойное лазерное спекание) Все, что вам нужно знать про SLS печатьСодержание
ВведениеSelective Laser Sintering — это технология селективного лазерного спекания, относящаяся к методам синтеза на подложке и основанная на послойном спекании полимерных гранулированных материалов под воздействием лазерного луча. Используя данную технологию, можно изготавливать изделия сложной геометрической формы, достигать высокой точности печати мелких элементов и получать прочные детали с хорошими механическими свойствами. Благодаря высокой производительности SLS-принтеров, данный метод применяют не только для получения единичных изделий, но и для серийного производства. Данный метод часто используют для прототипирования функциональных промышленных изделий и внедряют на технологических линиях производственного цикла. Краткая история созданияМетод SLS был разработан и запатентован в 1980-х годах студентом Карлом Декардом и его руководителем Джо Биманом в Техасском университете в Остине. Разработка была одобрена и профинансирована Агентством по оборонным научно-исследовательским проектам США и со временем была выпущена на рынок. Как работает SLS печатьПервым шагом для получения готового напечатанного изделия является создание трехмерной модели будущего изделия с использованием CAD-программы. В настоящее время существует множество доступных профессиональных программ, которые достаточно просто освоить начинающим специалистам. Результатом проектирования цифровой модели является получение STL-файла с изображением, который затем обрабатывается слайсером, переносится в оперативную память 3D-принтера и запускается в печать. Перейдем к описанию самого процесса печати. Он состоит из нескольких этапов. Сперва 3D-принтер осуществляет подогрев зоны построения до рабочей температуры и нагревает порошковый материал до температуры чуть ниже температуры его плавления. Далее распределительная система подает материал в рабочую камеру и с помощью ролика наносит тонкий слой порошка толщиной до 100 мкм на рабочую платформу. Направленный луч лазера движется по определенной траектории в соответствии с цифровым проектом модели и сканирует нужные области порошка. На протяжении всего цикла в камере построения должна поддерживаться постоянная температура с интервалом колебания не более 1°C, при этом диапазон температур зависит от конкретного сырья. Очень важно обеспечить непрерывность печати, не допуская даже краткосрочных приостановок в работе оборудования. При остановке печати в камере построения снижается температура, что критично сказывается на качестве печатаемого изделия. Резкое понижение температуры может спровоцировать коробление стенок, выгибание напечатанных слоев и невозможность нанесения последующих. После завершения цикла напечатанные изделия плавно остужают, избегая резкого перепада температур, чтобы свести к минимуму остаточные напряжения в структуре материала. Уплотненный неотпечатанный порошок остается в компактной форме и создает своего рода каркас вокруг деталей, из которого их необходимо извлечь. Оставшийся после печати порошок можно использовать повторно, для этого его просеивают, отделяют крупные частицы и смешивают с неиспользованным порошком в определенных пропорциях для поддержания постоянного качества. МатериалыВ качестве сырья в технологии SLS применяют мелкодисперсные порошки термопластических полимерных материалов. Наиболее универсальными в использовании являются полиамиды PA12 и PA11, которые называют нейлоном. В некоторых случаях используют порошки с дополнительными компонентами, такими как стекловолокно, углеволокно и алюминий. Давайте рассмотрим основные виды материалов на основе нейлона и их характеристики:
Для печати изделий в области авиакосмической промышленности используются инженерные полимеры PEEK и PEK, обладающие высокими эксплуатационными свойствами. В промышленном производстве применяют термопластические эластомеры TPE и композиты на их основе. Например, из полиэфир-блок-амида PEBA изготавливается обувь, спортивный инвентарь и различные уплотнители. Разновидности технологии MJF/SAFОбе технологии SAF и MJF основаны на процессе скоростного спекания полимерных порошков с помощью ИК-излучателя HSS, разработанного компанией Xaar PLC, и являются улучшенными аналогами технологии SLS. Технология SAF (Selective Absorption Fusion) принадлежит компании Stratasys, которая в 2021 году выпустила собственное оборудование для 3D печати, а технология MJF (Multi Jet Fusion) успешно реализована компанией HP и уже зарекомендовала себя на рынке. По сути между ними нет различий. Производители оборудования используют разные названия для привлечения интереса к своему оборудованию. В отличие от метода SLS в технологии скоростного спекания вместо лазера используется инфракрасное излучение. Сперва на заданный участок порошкового материала наносят термозакрепляющую жидкость, после чего вся поверхность слоя санируется инфракрасной лампой, которая нагревает порошок до высокой температуры. Порошок с теплопроводящей жидкостью поглощает больше энергии, чем остальной материал, за счет чего в области ее нанесения происходит спекание частиц. Поверх теплопроводящей жидкости наносят детализирующий агент, который регулирует интенсивность поглощения инфракрасного излучения и изолирует спекшийся порошок от неиспользованного при печати. Его наносят по контурам будущего изделия, чтобы добиться высокой детализации краев и получить острые кромки. У метода скоростного спекания есть несколько преимуществ по сравнению с SLS:
Принтеры для SLS печатиУстройства для SLS печати варьируются от крупногабаритных машин для промышленного производства до настольных принтеров для решения профессиональных задач. Объем сборки настольных устройств начинается с 1,3 литров, мощность лазеров достигает 10 Вт, что обеспечивает скорость печати 0,25 литров в час. Formlabs Fuse 1Принтер Fuse 1 обладает рабочей камерой 165х165х320 мм и относится к промышленному оборудованию. Он подходит для целей малого бизнеса, исследовательских лабораторий и производства крупных партий изделий. Материал печати — нейлон (PA12), средняя толщина слоя составляет 110 мкм. Устройство оснащено волоконным лазером мощностью 10 Вт, обладает функцией предварительного подогрева и системой фильтрации воздуха. Оборудование позволяет организовать бесперебойным рабочий процесс, для этого принтер можно укомплектовать дополнительной съемной рабочей камерой. Onsint SM200Промышленный принтер SM200 c камерой построения 230х230х230 мм позволяет изготавливать тестовые образцы, прототипы механических деталей и функциональные изделия. Он совместим со многими видами полимерных порошков: PA, PS, TPU, PEKK и др. Данное устройство оснащено CO2 лазером мощностью 30 Вт и печатает со скоростью 20 мм/час. Толщина слоя варьируется от 80 до 120 мкм. В принтере предусмотрена система стабилизации рабочей температуры (от 90 до 180°C), что позволяет достичь высокой степени воспроизводимости результата при одинаковых параметрах для выбранного порошка. В качестве дополнительных устройств для налаживания эффективного процесса печати могут быть использованы: устройство для просеивания материала, станция для удаления остатков порошка и пескоструйной обработки, дополнительные комплектующие для работы с высокотемпературными материалами. Farsoon Flight HT403PПромышленный 3D-принтер Flight HT403P с рабочей камерой 400х400х450(540) мм вместо стандартного CO2 лазера оснащен волоконным излучателем мощностью 500 Вт с более длительным сроком службы. Уникальная технология Flight позволяет расширить ассортимент обрабатываемого сырья и получать изделия с большей плотностью. Минимальная толщина слоя — 60 мкм. Благодаря усовершенствованной системе распределения тепловой энергии, такой аппарат обеспечивает высокую производительность — 6 литров в час, что выводит производство на новый уровень рентабельности. Принтер можно применять в авиационной, машиностроительной, медицинской и научной областях. Stratasys h450h450 — первая модель в линейке оборудования Stratasys, использующей технологию SAF. 3D-принтер с рабочим пространством 315x208x293 мм, печатает нейлоном (PA11) с толщино слоя 100 мкм. Благодаря новой системе терморегулирования BigWave технология SAF позволяет производить детали большого объема, обеспечивать повторяемость от партии к партии, а также контролировать весь технологический процесс в режиме реального времени. ПреимуществаОбъем рабочей камеры промышленных SLS принтеров может достигать 1000x500x450 мм и более, скорость построения при таких размерах составляет 15 литров в час. SLS позволяет максимально укомплектовать рабочее пространство принтера и производить крупные партии изделий, не опасаясь их слипания. Объекты внутри камеры можно располагать не только горизонтально, но и вертикально, заполняя весь объем камеры. Это позволяет минимизировать время построения и стоимость печати в пересчете на единицу изделия и значительно сократить расходы порошка. Таким образом технология обеспечивает конкурентную цену при изготовлении крупных партий. Ключевая особенность данной технологии в том, что при печати изделий не требуется построение вспомогательных поддержек. Роль поддерживающей структуры выполняет не использованный при печати порошок. Это достигается за счет высокой плотности нанесения порошкового материала на платформу построения. Благодаря предварительному нагреву камеры построения не только увеличивается скорость построения моделей, но и снижаются остаточные напряжения внутри структуры готового изделия. Это исключает необходимость в последующей термической обработке для снятия напряжений, обеспечивает хорошие механические свойства и прочность, соизмеримую с качеством метода литья под давлением. Недостатки
Детали, напечатанные по SLS технологии обладают пористостью за счет захваченного воздуха во время уплотнения порошка и сборки детали. Степень пористости зависит от используемого сырья, формы и гранулометрического состава порошка, а также теплового режима в камере построения.
При остывании изделия происходит его усадка. Чтобы избежать коробления детали, необходимо контролировать равномерность охлаждения и обеспечить медленный процесс остывания. Резкий перепад температур может привести к деформации изделия. Постобработка после печати (сложности и решения)Готовые модели извлекают из камеры, отделяют друг от друга и очищают от остатков порошка. Неиспользованный порошок просеивают, перерабатывают и соединяют с новым материалом для повторного использования. Как правило, в оборудовании для SLS печати предусмотрены устройства для переработки, хранения и смешивания вторсырья с новым порошком. Изделия, полученные технологией SLS, имеют шероховатую структуру. Решением данного вопроса стала разработка метода автоматизированного сглаживания верхнего слоя BLAST в 2016 году, реализованная компанией AMT в установке PostPro3D. Обработка поверхностиПосле завершения основной обработки поверхность изделия можно окрашивать или покрывать лаком. Для достижения водонепроницаемости и электропроводности можно наносить специальное покрытие или производить металлизацию путем нанесения металлического слоя. Рекомендации по дизайнуПри выборе метода SLS печати можно моделировать объекты любой геометрической формы даже со сложными структурными элементами. Единственным ограничением являются замкнутые полости, из которых невозможно удалить неспекшийся порошок. Для отвода порошка из таких полостей рекомендуется проектировать небольшие отверстия диаметром не менее 5 мм. Лазерное спекание подходит для печати решетчатых структур и сложных поверхностей, что уменьшает вес изделия по сравнению с традиционными методами производства. Что касается размеров детали, они ограничены лишь объемом сборки принтера. ПрименениеТехнология SLS позволяет получать прочные и долговечные изделия, которые не уступают по качеству деталям, произведенным традиционными методами. Данный вид печати применяется во многих областях промышленности для производства самостоятельных, готовых к эксплуатации изделий, функционального и быстрого прототипирования, создания тестовых образцов для испытания продукции. С помощью лазерного спекания можно печатать мелко и крупносерийные партии запчастей для автомобильной и машиностроительной индустрии; огнестойкие детали для аэрокосмической отрасли; подвижные петли и зажимы, крепежные элементы, всевозможные уплотнители и коннекторы технического назначения; технологическую оснастку для изготовления строительных материалов и т. SLS печать делает возможным производство изделий в области медицины и здравоохранения, таких как протезы, имплантаты, ортопедические стельки и медицинские инструменты. Данный метод широко применяется в производстве спортивного снаряжения, спортинвентаря и беговой обуви. Он пользуется спросом в области электроники, оборонной и военной промышленности. КейсыУспешный кейс внедрения технологии SLS в RawlplugВыпуск настольных 3D-принтеров с технологией SLS, таких стал революцией в мире 3D-печати. Эти принтеры доступны по цене, отличаются высоким качеством, простотой использования и компактностью. Благодаря 3D-печати создание прототипов, необходимых для разработки новых продуктов, может выполняться быстрее и точнее, что очень важно для такой компании как Rawlplug, занимающейся производством дюбелей и штепсельных вилок.
В настоящее время Rawlplug использует технологию настольной 3D-печати SLS для ускорения процесса проектирования и разработки новых продуктов. По словам инженера-конструктора Rawlplug, 3D-печать SLS с помощью Lisa Pro позволяет им тестировать различные решения и варианты продукта, тем самым сокращая количество изготовленных прототипов и время, затрачиваемое на них. Они создают прототипы для проверки геометрии продуктов и их пригодности для использования. Затем детали производят методом литья под давлением в больших масштабах. Компания установила систему, в соответствии с которой они начинают печатать в пятницу днем, а к утру понедельника детали, напечатанные на 3D-принтере, уже готовы. Это пример того, как можно адаптировать рабочий процесс, чтобы получить максимальную отдачу от настольного 3D-принтера SLS. Высокопроизводительный электрический мотоцикл Mission MotorsКомпания Mission Motors, Сан-Франциско стремилась создать принципиально новый дизайн высокопроизводительных мотоциклов. В результате длительной работы команды дизайнеров был создан высокопроизводительный мотоцикл, получивший название супербайк Mission One R, отличающийся рядом сложных конструктивных элементов. Чтобы упростить мотоцикл, конструкция мотоцикла требовала объединения всех приборов в одну компактную интегрированную конструкцию. К сожалению, такую конструкцию было бы практически невозможно изготовить с использованием традиционных производственных процессов, тогда Mission Motors обратилась к методу SLS печати. Выбор технологии SLS для создания полностью функциональной интегрированной приборной панели для нового электрического мотоцикла позволил Mission Motors создать приборную панель, которая могла бы поместиться непосредственно на мотоцикле. Великолепный супербайк не только приятен для глаз и окружающей среды, Mission One R также является успешно реализованной моделью полностью электрического мотоцикла, который считается высокопроизводительным гоночным мотоциклом, развивающим скорость более 250 км/час на одной передаче. ЗаключениеSLS печать является одной из лучших аддитивных технологий на современном рынке. Технология находится в процессе непрерывного совершенствования, а благодаря разработке нового оборудования с небольшими габаритами и демократичными ценами она становится все более распространенной в промышленном производстве. Разработчики оборудования уделяют больше внимания решениям, которые помогают сделать технологию SLS высокоэффективным инструментом, повышающим производительность и рентабельность предприятий. Заказать SLS-принтеры или другие промышленные решения можно по этой ссылке По всем вопросам, вас с удовольствием проконсультируют наши специалисты, обратится к ним можно любым удобным способом:
Лучшие 3D-принтеры SLS в 2022 годуОпубликовано 14 июля 2022 г., автор: Niru K. Технология селективного лазерного спекания, или SLS, основана на плавлении пластикового порошка с помощью лазера. Исторически этот процесс был относительно недоступен, потому что машины оставались дорогими и довольно сложными для понимания. Но в последние годы рынок 3D-принтеров SLS открылся благодаря нескольким так называемым настольным решениям, которые облегчают интеграцию аддитивного производства. Сегодня SLS широко используется в автомобильной, потребительской, дизайнерской и медицинской отраслях. Также были разработаны другие материалы, такие как классический PA11, PA12, TPU или даже PP. В любом случае, этот процесс ценится многими профессионалами и производителями, поэтому сегодня мы более подробно рассмотрим основные 3D-принтеры SLS на рынке: кто производители этих решений и какие функции есть у устройств? Машины, как настольные, так и промышленные, перечислены в алфавитном порядке. Настольные 3D-принтеры SLSFuse 1 — Formlabs Компания Formlabs, основанная в США в 2011 году, разрабатывает профессиональные 3D-принтеры по доступным ценам. Компания стала известна своими решениями для стереолитографии, но с 2017 года объявила о выходе на рынок порошкового спекания, что стало реальностью в начале 2021 года, выпустив 3D-принтер SLS Fuse 1. Эта машина способна печатать детали из нейлона (PA12 и PA11) с минимальной толщиной слоя 0,1 мм и максимальным объемом печати 165 x 165 x 320 мм. При относительно низкой цене он предлагает пользователям возможность производить и производить прототипы в своей собственной компании. После этого первого успешного запуска Formlabs анонсировала второй 3D-принтер SLS, Fuse 1+ 30W, который должен быть быстрее, но также совместим с нейлоном, наполненным углеродным волокном. Gravity — Wematter Wematter — шведский производитель, разработавший настольный 3D-принтер SLS под названием Gravity. Lisa Pro – Sinterit Sinterit — компания, основанная в Польше в 2014 году и специализирующаяся на разработке SLS 3D-принтеров. В 2015 году компания представила свое первое настольное решение с технологией SLS под названием Lisa. S2 – Sintratec Sintratec является ведущим производителем 3D-принтеров в Швейцарии и специализируется на разработке и производстве SLS 3D-принтеров. Sintratec S2 включает в себя автоматизированные процессы и 3 модуля: станцию лазерного спекания (LSS), которая состоит из 8 зон нагрева, обеспечивающих высококачественную отделку поверхности, модуль сердцевины материала (MCU) и станцию обработки материалов (MHS). SnowWhite 2 — Sharebot SnowWhite 2 — это профессиональный 3D-принтер, использующий технологию лазерного спекания, которая автоматически направляет лазер на точки в пространстве и связывает материал вместе, создавая прочную структуру с высоким сопротивлением. Выпущенная летом 2020 года, эта машина была разработана итальянским производителем Sharebot и представляет собой новую и модернизированную версию 3D-принтера SnowWhite. Благодаря лазеру CO₂ SnowWhite 2 может использовать несколько термопластичных порошков, таких как PA12 и TPU, а также поддерживает специальные порошки, содержащие частицы других материалов, таких как алюминий, стекло или углерод. Промышленные 3D-принтеры SLSСерия 403P — Farsoon Серия Farsoon 403P — это промышленный 3D-принтер SLS производства Farsoon, расположенного в Китае. Серия Farsoon 403P предлагает 4 различные конфигурации: FS403P, HS403P, SS403P и HT403P. Четыре версии имеют определенные различные свойства, такие как максимальная температура камеры и скорость создания трехмерного объема. 3D-принтеры Farsoon серии 403P оснащены 8-зонным нагревателем, интеллектуальной системой контроля температуры и высокоточными встроенными 3D-сканерами для качественной 3D-печати. Это промышленное решение для 3D-печати сочетает в себе скорость сканирования до 15,2 м/с, высокоэффективную роликовую систему и удобную систему съемных порошковых картриджей, что обеспечивает повышенную производительность и более низкую цену за деталь.
EP-P3850 – Eplus3D EP-P3850 изначально выпускался и продавался китайским производителем Shining 3D, пока его дочерняя компания Eplus3D, отвечавшая за создание большинства промышленных 3D-принтеров Shining, не стала независимой собственный бренд. EP-3850, уже один из основных 3D-принтеров SLS под прежним брендом, представляет собой многофункциональный 3D-принтер SLS для самых разных целей. В машине используется лазер в качестве источника питания для спекания материалов, в том числе нейлона, полипропилена или ТПУ. Устройство оснащено встроенным съемным формовочным цилиндром для повышения эффективности производства и сокращения времени ожидания. Машина совместима с операционной системой Windows 7; его максимальный строительный объем составляет 380x380x500 мм и имеет толщину слоя от 0,08 до 0,3 мм. EP-P3850 — это 3D-принтер, очень подходящий для многих приложений, включая автомобильную промышленность.
MfgPro236 xS – XYZPrinting Еще несколько лет назад азиатский производитель XYZPrinting сосредоточился в основном на разработке машин на основе технологии FDM. P810 – EOS Почти наверняка вы слышали о EOS. Немецкий производитель 3D-принтеров работает в отрасли уже почти 30 лет и является опорой в промышленной 3D-печати, уделяя особое внимание сплавлению полимерного и металлического порошкового слоя лазером. ProMaker P1000 S – ProdwaysProMaker P1000 S — это промышленный 3D-принтер, основанный на технологии лазерного спекания порошка. Он был разработан французским производителем PRODWAYS, специализирующимся на промышленной и профессиональной 3D-печати. Большая сборочная платформа и максимальная скорость 1,4 л/ч ProMaker P1000 S позволяют массово производить детали по доступной цене. Таким образом, принтер идеально подходит для начального уровня промышленного производства с использованием технологии SLS, поскольку он предлагает самое низкое соотношение цены и объема в своем классе. Он также оснащен фирменным сканером Raylase и высококачественным лазером мощностью 30 Вт и имеет так называемую функцию «нарезки на лету», позволяющую в любой момент изменить производство. QLS 820 от NEXA3D Серия 3D-принтеров QLS- первоначально была создана фабрикой NXT, которая разработала инновационную технологию квантового лазерного спекания (QLS). S100 – Sindoh Sindoh S100 – это полностью открытая и гибкая система лазерного спекания полимеров, которая отличается простотой эксплуатации и обслуживания, а также предлагаемыми пакетами материалов и функциями удаленного обслуживания. sPro 230 – 3D Systems Как вы можете себе представить, американский гигант 3D-печати 3D Systems имеет несколько 3D-принтеров SLS, доступных в линейках ProX и sPro. В этом обновленном списке 3D-принтеров SLS на 2022 год мы хотим обратить ваше внимание именно на sPro 230. Этот принтер SLS большой емкости был разработан для производства прочных и долговечных термопластичных деталей. Машина совместима как с прочным нейлоном, так и с композитными материалами, такими как нейлон 11 и 12. Благодаря объему сборки 550 x 550 x 750 мм пользователи смогут изготавливать обе большие детали в виде одной детали (до 30 дюймов/750 мм). Что вы думаете о нашем выборе 3D-принтеров SLS? Дайте нам знать в комментариях ниже или на наших страницах LinkedIn, Facebook и Twitter! Не забудьте подписаться на нашу бесплатную еженедельную рассылку здесь, чтобы получать последние новости о 3D-печати прямо в свой почтовый ящик! Вы также можете найти все наши видео на нашем канале YouTube . Селективное лазерное спекание (SLS) | ЭОССелективное лазерное спекание (SLS) 3D-печать — это профессиональная технология аддитивного производства, которой доверяют многие производители благодаря своей способности создавать функциональные и прочные пластиковые детали. Узнайте, что делает технологию SLS такой мощной, и узнайте больше о процессе 3D-печати SLS и наших системах. 3D-принтер EOS SLS использует лазер для расплавления полимерного порошка и сплавления его в твердую 3D-печатную деталь. SLS является частью Laser Powder Bed Fusion (LPBF), одной из самых передовых и надежных технологий в 3D-печати. Используя проектную модель САПР, лазер расплавляет пластик точно в заданных точках порошкового слоя. Этот метод не требует опорных конструкций, так как нерасплавленный порошок поддерживает деталь во время печати. После завершения процесса плавления наносится новый слой порошка. Этот процесс повторяется слой за слоем, пока деталь не будет завершена. SLS — это новый высокотехнологичный метод, который в основном использовался для быстрого прототипирования и мелкосерийного производства компонентов. В процессе коммерциализации селективного лазерного спекания производственные задачи расширяются, позволяя создавать новые варианты дизайна для широкого спектра изделий. Селективное лазерное спекание — это идеальный и выдающийся метод, который используется для сложных деталей и очень популярен в области 3D-печати пластиком благодаря своим различным преимуществам. В отличие от некоторых других технологий 3D-печати, таких как стереолитография (SLA) и моделирование методом наплавления (FDM), процесс 3D-печати SLS не требует поддерживающих структур. Это позволяет создавать очень сложные, почти невозможные 3D-печатные модели. Для производства деталей необходимы только порошок и энергия, никаких связующих веществ или добавок.
76_financial_service_dollar_solitaire_stroke_EOSgrey Low costs per part 05_incr_productivity High productivity 56_diamond Excellent mechanical properties 62_functional_integration Functional integration 58_time_savings Faster time to market 49_layer_thickness No support structures needed Функциональные преимущества62_functional_integration Многокомпонентное и мелкосерийное производство04_customization Высокопроизводительные компоненты107_Aerospace_solitaire_stroke_EOSgrey Массовое производство05_incr_productivity Во всем мире в различных отраслях Опыт в SLS 3D-печати Для наших 3D-принтеров SLS Вы ищете 3D-принтер селективного лазерного спекания для своего производства? EOS предлагает широкий спектр 3D-принтеров SLS, адаптированных к вашим индивидуальным потребностям — от компактных систем до модульных и объединенных в цифровую сеть платформ 3D-печати для серийного производства в промышленных масштабах. Откройте для себя наши 3D-принтеры Правильный выбор материала имеет решающее значение для хорошего результата селективного лазерного спекания. В EOS мы обладаем исключительным опытом в области материалов и обширным портфолио передовых пластиковых и полимерных материалов для 3D-печати для процесса 3D-печати. Найдите свой идеальный материал Лазерное спекание было единственным процессом, позволившим изготовить Bionic Handling Assistant и его захватный элемент, адаптивный захват DHDG. Клаус Мюллер-Ломайер | Festo Мы используем технологию EOS более восьми лет и получаем исключительно положительные результаты. При правильном применении гибкость конструкции дает значительные преимущества, которые могут дать нашим клиентам преимущества, не имеющие себе равных на рынке. Ханнес Кун | Kuhn-Stoff Огромным преимуществом аддитивного производства является то, что мы всегда можем производить запасные части, которые будут как новые, что позволяет нам поддерживать наши поезда в надлежащем состоянии в течение десятилетий. |
 com
com

 Лазер сканирует материал по заданной траектории, расплавляя его частицы и соединяя их между собой, в результате чего образуется спекшийся слой.
Лазер сканирует материал по заданной траектории, расплавляя его частицы и соединяя их между собой, в результате чего образуется спекшийся слой. В 2001 году компания, созданная Декардом и Биманом, была выкуплена компанией-конкурентом 3D Systems. В 2014 году технология стала общедоступной для применения в связи с истечением срока патента и на сегодняшний день успешно реализуется многими производителями.
В 2001 году компания, созданная Декардом и Биманом, была выкуплена компанией-конкурентом 3D Systems. В 2014 году технология стала общедоступной для применения в связи с истечением срока патента и на сегодняшний день успешно реализуется многими производителями. Это делается с целью равномерного прогрева установки и засыпанного в бункер материала. Термопластические порошки обладают низкой теплопроводностью, поэтому на равномерный нагрев сырья до заданной температуры требуется не менее 2-х часов. Предварительный подогрев крайне важен для быстрого спекания порошка при локальном воздействии лазера. Для плавления нагретого порошка требуется совсем немного дополнительной тепловой энергии, что значительно сокращает время спекания. Несмотря на то, что предварительный нагрев приводит к «налипанию» некоторого количества нерасплавленного порошка на внешнюю поверхность детали, он позволяет увеличить скорость построения, а налипший порошок легко очищается.
Это делается с целью равномерного прогрева установки и засыпанного в бункер материала. Термопластические порошки обладают низкой теплопроводностью, поэтому на равномерный нагрев сырья до заданной температуры требуется не менее 2-х часов. Предварительный подогрев крайне важен для быстрого спекания порошка при локальном воздействии лазера. Для плавления нагретого порошка требуется совсем немного дополнительной тепловой энергии, что значительно сокращает время спекания. Несмотря на то, что предварительный нагрев приводит к «налипанию» некоторого количества нерасплавленного порошка на внешнюю поверхность детали, он позволяет увеличить скорость построения, а налипший порошок легко очищается. Под воздействием высокой температуры луча происходит выборочное спекание его частиц с последующим их отверждением. Платформа опускается на толщину слоя, и система начинает цикл заново. Она повторяет его снова и снова до тех пор, пока модель не будет построена целиком.
Под воздействием высокой температуры луча происходит выборочное спекание его частиц с последующим их отверждением. Платформа опускается на толщину слоя, и система начинает цикл заново. Она повторяет его снова и снова до тех пор, пока модель не будет построена целиком.  Сперва изделия остывают внутри оборудования. Данный процесс не рекомендуется ускорять, так как неравномерное охлаждение может повлечь за собой их деформацию или коробление. После достижения необходимой температуры детали извлекают из рабочей камеры, очищают от излишков порошка и передают на постобработку.
Сперва изделия остывают внутри оборудования. Данный процесс не рекомендуется ускорять, так как неравномерное охлаждение может повлечь за собой их деформацию или коробление. После достижения необходимой температуры детали извлекают из рабочей камеры, очищают от излишков порошка и передают на постобработку. 



 Промышленное оборудование обычно включает в себя не только сам принтер, но и дополнительные устройства для обеспечения последовательного процесса производства: подготовки порошка к печати и перехода к последующей обработке изделий. К ним относятся станции для смешивания нового и использованного порошка, устройства для контроля охлаждения готовых моделей и устройства для очистки изделий от порошка.
Промышленное оборудование обычно включает в себя не только сам принтер, но и дополнительные устройства для обеспечения последовательного процесса производства: подготовки порошка к печати и перехода к последующей обработке изделий. К ним относятся станции для смешивания нового и использованного порошка, устройства для контроля охлаждения готовых моделей и устройства для очистки изделий от порошка. Чтобы повысить эффективность работы принтера, можно использовать дополнительную установку Fuse Sift для переработки неотпечатанного порошка.
Чтобы повысить эффективность работы принтера, можно использовать дополнительную установку Fuse Sift для переработки неотпечатанного порошка.
 Аппарат подходит для серийного производства пластиковых деталей и форм для литья и деталей.
Аппарат подходит для серийного производства пластиковых деталей и форм для литья и деталей. Уплотненный слой порошка вбирает в себя тепло, сообщаемое лазером при расплавлении частиц, и оно равномерно распределяется от точки воздействия лазера по всему объему детали. Этот фактор исключает необходимость в дополнительных структурах, так как благодаря поддерживающему слою порошка исключается ее деформация и коробление.
Уплотненный слой порошка вбирает в себя тепло, сообщаемое лазером при расплавлении частиц, и оно равномерно распределяется от точки воздействия лазера по всему объему детали. Этот фактор исключает необходимость в дополнительных структурах, так как благодаря поддерживающему слою порошка исключается ее деформация и коробление. Для улучшения механических свойств детали пористость необходимо свести к минимуму. Это возможно, если исходный материал имеет высокую текучесть и высокую плотность нанесения.
Для улучшения механических свойств детали пористость необходимо свести к минимуму. Это возможно, если исходный материал имеет высокую текучесть и высокую плотность нанесения.  Для получения идеально ровной и гладкой поверхности применяют такие методы постобработки как очистка сжатым воздухом, галтование, шлифовка или абразивная полировка. Эти виды обработки относятся к механическим и имеют ряд несовершенств. Во-первых, они не могут гарантировать унифицированный размер и стандартизированное качество изделий на выходе. Во-вторых, они не рассчитаны на серийное производство, так как осуществляются вручную и требуют большого количества ручных манипуляций. В-третьих, механическая обработка занимает длительное время при пересчете на одно изделие. Учитывая возможность SLS-оборудования изготавливать крупные серии до 1000 штук, данные методы обработки не позволяют технологии конкурировать с литейным производством, несмотря на то, что технология ничуть не уступает литью по качеству готовых изделий.
Для получения идеально ровной и гладкой поверхности применяют такие методы постобработки как очистка сжатым воздухом, галтование, шлифовка или абразивная полировка. Эти виды обработки относятся к механическим и имеют ряд несовершенств. Во-первых, они не могут гарантировать унифицированный размер и стандартизированное качество изделий на выходе. Во-вторых, они не рассчитаны на серийное производство, так как осуществляются вручную и требуют большого количества ручных манипуляций. В-третьих, механическая обработка занимает длительное время при пересчете на одно изделие. Учитывая возможность SLS-оборудования изготавливать крупные серии до 1000 штук, данные методы обработки не позволяют технологии конкурировать с литейным производством, несмотря на то, что технология ничуть не уступает литью по качеству готовых изделий. Данный метод представляет собой физико-химическую обработку готовых изделий с помощью специального химического состава. Для обработки поверхности используют газообразное вещество, что позволяет сглаживать внутренние полости и сложные поверхности деталей. Технология является управляемой и воспроизводимой, то есть при одинаковой настройке параметров для каждой партии можно получать один и тот же результат. Во время обработки материал не удаляется, а перераспределяется по поверхности, при этом структура и форма изделий не меняется, сама обработка длится не более 120 минут. Таким образом технология BLAST позволяет производить изделия с качеством поверхности соответствующим методу литья под давлением и делает технологию SLS конкурентоспособной на рынке промышленного производства.
Данный метод представляет собой физико-химическую обработку готовых изделий с помощью специального химического состава. Для обработки поверхности используют газообразное вещество, что позволяет сглаживать внутренние полости и сложные поверхности деталей. Технология является управляемой и воспроизводимой, то есть при одинаковой настройке параметров для каждой партии можно получать один и тот же результат. Во время обработки материал не удаляется, а перераспределяется по поверхности, при этом структура и форма изделий не меняется, сама обработка длится не более 120 минут. Таким образом технология BLAST позволяет производить изделия с качеством поверхности соответствующим методу литья под давлением и делает технологию SLS конкурентоспособной на рынке промышленного производства. Самым эффективным способом окрашивания является метод травления или вымачивания в горячей воде. Из-за высокой пористости, характерной для изделий SLS, краска проникает внутрь материала и не изменяет его размеров. Детали полностью погружают в горячую воду с красителем, который проникает внутрь на несколько мм и обеспечивает однородный цвет поверхности. Таким методом рекомендуется окрашивать изделия с размерами не более 20 см по всем осям.
Самым эффективным способом окрашивания является метод травления или вымачивания в горячей воде. Из-за высокой пористости, характерной для изделий SLS, краска проникает внутрь материала и не изменяет его размеров. Детали полностью погружают в горячую воду с красителем, который проникает внутрь на несколько мм и обеспечивает однородный цвет поверхности. Таким методом рекомендуется окрашивать изделия с размерами не более 20 см по всем осям. В настоящее время индустрия 3D-печати предлагает принтеры с большим объемом сборки (более 200 л), поэтому габариты камеры не являются ощутимым ограничением. Поскольку в SLS не требуются поддержки, для оптимизации использования пространства можно выбрать любую ориентацию деталей.
В настоящее время индустрия 3D-печати предлагает принтеры с большим объемом сборки (более 200 л), поэтому габариты камеры не являются ощутимым ограничением. Поскольку в SLS не требуются поддержки, для оптимизации использования пространства можно выбрать любую ориентацию деталей. д.
д.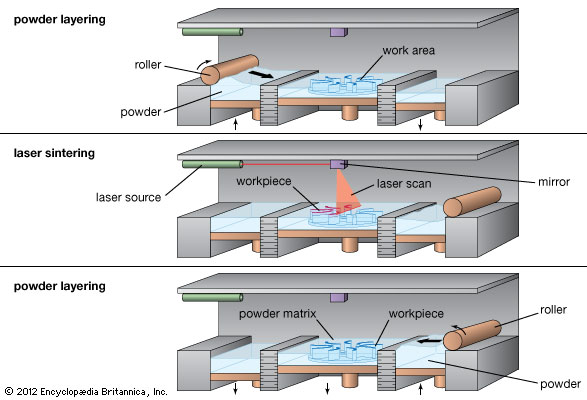 youtube.com/embed/pyQi8CL52QA» title=»YouTube video player»>
youtube.com/embed/pyQi8CL52QA» title=»YouTube video player»>  Новая модель предполагала наличие электрической трансмиссии, интегрированного шасси и элементов управления для превосходной управляемости, а также улучшенного асинхронного двигателя переменного тока для повышения производительности, с сохранением фокуса на экологичность.
Новая модель предполагала наличие электрической трансмиссии, интегрированного шасси и элементов управления для превосходной управляемости, а также улучшенного асинхронного двигателя переменного тока для повышения производительности, с сохранением фокуса на экологичность. Традиционная обработка с ЧПУ не смогла бы создать сложные внутренние структуры, которые можно было бы легко создать с помощью SLS.
Традиционная обработка с ЧПУ не смогла бы создать сложные внутренние структуры, которые можно было бы легко создать с помощью SLS. ru
ru
 Благодаря своей компактной конструкции он идеально вписывается в любую рабочую среду и имеет маркировку CE для использования в офисе, лаборатории, мастерской или больнице. Gravity предлагает объем печати 300 х 300 х 300 мм и скорость 12 мм в час. Он оснащен сенсорным экраном и системой фильтрации воздуха HEPA, чтобы гарантировать определенный уровень безопасности для пользователя. Пользователь также может рассчитывать на оптимизированное управление материалами (PA11 и PA12) благодаря запатентованной системе, которая позволяет хранить и перерабатывать порошок непосредственно внутри машины. Наконец, вы должны знать, что этот 3D-принтер SLS может сопровождаться дополнительной машиной Atmosphere, которая контролирует внутреннюю часть печатной камеры, чтобы улучшить конечные свойства деталей.
Благодаря своей компактной конструкции он идеально вписывается в любую рабочую среду и имеет маркировку CE для использования в офисе, лаборатории, мастерской или больнице. Gravity предлагает объем печати 300 х 300 х 300 мм и скорость 12 мм в час. Он оснащен сенсорным экраном и системой фильтрации воздуха HEPA, чтобы гарантировать определенный уровень безопасности для пользователя. Пользователь также может рассчитывать на оптимизированное управление материалами (PA11 и PA12) благодаря запатентованной системе, которая позволяет хранить и перерабатывать порошок непосредственно внутри машины. Наконец, вы должны знать, что этот 3D-принтер SLS может сопровождаться дополнительной машиной Atmosphere, которая контролирует внутреннюю часть печатной камеры, чтобы улучшить конечные свойства деталей. В новой и обновленной версии принтера Lisa Pro компания Sinterit добавила новые возможности. Он включает в себя новую систему атмосферы азота в камере, которая предотвращает окисление в процессе печати и, таким образом, улучшает качество печатных деталей. Что касается материалов, он совместим с двумя полиамидами, четырьмя эластомерами и полипропиленом в дополнение к PA12 Smooth и PA11 Onyx. В нем используется диодный лазер мощностью 5 Вт, а объем печати на 73% выше, достигая 150 x 200 x 260 мм. Кроме того, в нем есть Sinterit Studio: интегрированное программное обеспечение, помогающее пользователю в процессе печати. Эта модель принтера идеально подходит для самых требовательных пользователей, которым необходимы большие объемы печати или азотная атмосфера.
В новой и обновленной версии принтера Lisa Pro компания Sinterit добавила новые возможности. Он включает в себя новую систему атмосферы азота в камере, которая предотвращает окисление в процессе печати и, таким образом, улучшает качество печатных деталей. Что касается материалов, он совместим с двумя полиамидами, четырьмя эластомерами и полипропиленом в дополнение к PA12 Smooth и PA11 Onyx. В нем используется диодный лазер мощностью 5 Вт, а объем печати на 73% выше, достигая 150 x 200 x 260 мм. Кроме того, в нем есть Sinterit Studio: интегрированное программное обеспечение, помогающее пользователю в процессе печати. Эта модель принтера идеально подходит для самых требовательных пользователей, которым необходимы большие объемы печати или азотная атмосфера. Он также имеет встроенную камеру 4K для удаленного наблюдения за 3D-печатью и большой сенсорный экран для интуитивно понятного управления процессом печати. Максимальный объем печати составляет 160 x 160 x 400 мм, и он совместим с такими материалами, как PA12 и TPE. Это универсальное решение от Sintratec сокращает время простоя и позволяет быстро менять материалы и выполнять очистку.
Он также имеет встроенную камеру 4K для удаленного наблюдения за 3D-печатью и большой сенсорный экран для интуитивно понятного управления процессом печати. Максимальный объем печати составляет 160 x 160 x 400 мм, и он совместим с такими материалами, как PA12 и TPE. Это универсальное решение от Sintratec сокращает время простоя и позволяет быстро менять материалы и выполнять очистку. Кроме того, SnowWhite2 имеет обновленный программный интерфейс, включающий настраиваемые профили печати и открытые параметры. Эта машина SLS использует программное обеспечение для слайсера Simplify3D и может быть подключена через Ethernet.
Кроме того, SnowWhite2 имеет обновленный программный интерфейс, включающий настраиваемые профили печати и открытые параметры. Эта машина SLS использует программное обеспечение для слайсера Simplify3D и может быть подключена через Ethernet.
 В 2017 году компания изменила свою деятельность и решила выйти на рынок промышленного аддитивного производства, запустив таким образом свою линейку продуктов MfgPro, основанную на технологиях порошкового слоя. Из этой линейки продуктов мы выделяем 3D-принтер MfgPro236 xS — промышленное решение, предназначенное для специалистов в области аэрокосмической и автомобильной промышленности, а также для всех, кому требуется расширенное прототипирование. При максимальном производственном объеме 230 x 230 x 250 мм этот 3D-принтер SLS весит 425 кг и совместим с программным обеспечением XYZprint AM и Buildware. С технической стороны машина объединяет внутреннюю систему контроля газа и термоядерный лазер CO2 мощностью 60 Вт. Короче говоря, он идеально подходит для тех отраслей промышленности, которые стремятся разрабатывать детали для конечного использования с высокими механическими характеристиками.
В 2017 году компания изменила свою деятельность и решила выйти на рынок промышленного аддитивного производства, запустив таким образом свою линейку продуктов MfgPro, основанную на технологиях порошкового слоя. Из этой линейки продуктов мы выделяем 3D-принтер MfgPro236 xS — промышленное решение, предназначенное для специалистов в области аэрокосмической и автомобильной промышленности, а также для всех, кому требуется расширенное прототипирование. При максимальном производственном объеме 230 x 230 x 250 мм этот 3D-принтер SLS весит 425 кг и совместим с программным обеспечением XYZprint AM и Buildware. С технической стороны машина объединяет внутреннюю систему контроля газа и термоядерный лазер CO2 мощностью 60 Вт. Короче говоря, он идеально подходит для тех отраслей промышленности, которые стремятся разрабатывать детали для конечного использования с высокими механическими характеристиками. Ранее мы рассказывали о P500, промышленном 3D-принтере SLS, который способен печатать сложными материалами, такими как PEKK, и способен печатать со скоростью до 0,6 м/с. Однако в этом последнем обновлении нашего рейтинга 3D-принтеров SLS мы хотим выделить одну из новых машин компании, EOS P 810. EOS P 810 — это 3D-принтер SLS с объемом сборки 700 x 380 x 380 мм (27,6 x 15 x 15 дюймов), что является точным и быстрым. Принтер предназначен для создания деталей из полиэфиркетонкетона (ПЭКК) с наполнителем из углеродного волокна НТ-23. Сочетание одного из самых прочных полимеров и 23% углеродного волокна позволяет создавать детали с превосходной прочностью и малым весом, способные выдерживать высокие температуры. Не говоря уже о том, что этот материал является огнестойким и устойчивым к ультрафиолетовому излучению и соответствует стандартам аэрокосмической промышленности (FAR 25.853) и мобильности (EN 45545). Компания утверждает, что это первая система 3D-печати, которую можно использовать для серийного производства сложных композитных деталей.
Ранее мы рассказывали о P500, промышленном 3D-принтере SLS, который способен печатать сложными материалами, такими как PEKK, и способен печатать со скоростью до 0,6 м/с. Однако в этом последнем обновлении нашего рейтинга 3D-принтеров SLS мы хотим выделить одну из новых машин компании, EOS P 810. EOS P 810 — это 3D-принтер SLS с объемом сборки 700 x 380 x 380 мм (27,6 x 15 x 15 дюймов), что является точным и быстрым. Принтер предназначен для создания деталей из полиэфиркетонкетона (ПЭКК) с наполнителем из углеродного волокна НТ-23. Сочетание одного из самых прочных полимеров и 23% углеродного волокна позволяет создавать детали с превосходной прочностью и малым весом, способные выдерживать высокие температуры. Не говоря уже о том, что этот материал является огнестойким и устойчивым к ультрафиолетовому излучению и соответствует стандартам аэрокосмической промышленности (FAR 25.853) и мобильности (EN 45545). Компания утверждает, что это первая система 3D-печати, которую можно использовать для серийного производства сложных композитных деталей.
 Когда калифорнийская компания NEXA3D приобрела NXT Factory, она продолжила серию высококачественных устройств, из которых QLS 820 является наиболее плодовитым устройством. Модель 820 основана на технологии QLS, которая позволяет очень быстро изготавливать полимерные детали с помощью аддитивных технологий. По словам производителя, эта система в 4 раза быстрее, чем другие технологии SLS, печатая со скоростью 4200 кубических см в час и предлагая объем сборки 350 x 350 x 400 мм. Кроме того, разрешение по оси Z в этой системе составляет 50–200 микрон. Эта система, разработанная для конкуренции с технологиями литья под давлением, может работать с конструкционными пластиками, такими как нейлон или поликарбонат, и работать круглосуточно и без выходных благодаря своим полностью автоматизированным возможностям.
Когда калифорнийская компания NEXA3D приобрела NXT Factory, она продолжила серию высококачественных устройств, из которых QLS 820 является наиболее плодовитым устройством. Модель 820 основана на технологии QLS, которая позволяет очень быстро изготавливать полимерные детали с помощью аддитивных технологий. По словам производителя, эта система в 4 раза быстрее, чем другие технологии SLS, печатая со скоростью 4200 кубических см в час и предлагая объем сборки 350 x 350 x 400 мм. Кроме того, разрешение по оси Z в этой системе составляет 50–200 микрон. Эта система, разработанная для конкуренции с технологиями литья под давлением, может работать с конструкционными пластиками, такими как нейлон или поликарбонат, и работать круглосуточно и без выходных благодаря своим полностью автоматизированным возможностям. Принтер является первым коммерчески доступным устройством, использующим новейшую инновационную технологию Materialise Bluesint PA12. Используя эту технологию, почти 100% порошка можно повторно использовать для производства новых деталей, что невозможно для большинства других принтеров. В результате Sindoh S100 резко повышает ресурсоэффективность лазерного спекания.
Принтер является первым коммерчески доступным устройством, использующим новейшую инновационную технологию Materialise Bluesint PA12. Используя эту технологию, почти 100% порошка можно повторно использовать для производства новых деталей, что невозможно для большинства других принтеров. В результате Sindoh S100 резко повышает ресурсоэффективность лазерного спекания. длинные) или производить 3D-печатные детали малого и среднего размера в больших объемах. Кроме того, станок имеет ряд интересных функций, таких как автоматическая раскладка 3D-деталей.
длинные) или производить 3D-печатные детали малого и среднего размера в больших объемах. Кроме того, станок имеет ряд интересных функций, таких как автоматическая раскладка 3D-деталей. EOS обладает более чем 30-летним опытом промышленной 3D-печати и предлагает широкий ассортимент полимерных 3D-принтеров и материалов.
EOS обладает более чем 30-летним опытом промышленной 3D-печати и предлагает широкий ассортимент полимерных 3D-принтеров и материалов.

 Из-за сложности и интегрированной функциональности компонентов альтернативного способа производства не существует. Этот процесс позволяет нам адаптировать адаптивный захват DHDG к конкретному применению и, таким образом, уже используется клиентами по всему миру.
Из-за сложности и интегрированной функциональности компонентов альтернативного способа производства не существует. Этот процесс позволяет нам адаптировать адаптивный захват DHDG к конкретному применению и, таким образом, уже используется клиентами по всему миру.