Печать миниатюр: 3D печать миниатюр и экшн фигурок
Создание миниатюр с помочью 3D печати. Какой 3Д принтер?
3Д печать используется не только в промышленных масштабах и профессиональных задачах, но и в хобби. Яркий пример этого – создание миниатюр.
Что это такое?
Миниатюры – это маленькие фигурки, которые обладают потрясающей притягательностью. Величина миниатюр от 6мм, а наиболее популярным и востребованным форматом является 28мм. Создание миниатюр – это практически ювелирная работа. У каждой такой фигурки своя история. На основе фигурок создаются целые игровые локации, диорамы. Каждая мельчайшая деталь прорабатывается настолько тщательно, что превращает изделие в настоящее произведение искусства.
Диорама – это особый вид искусства, застывший в определенный момент времени кусочек вселенной. Размер может быть самый разный, но детальность и проработка поражает всегда. Диорама состоит из отдельных миниатюр и объектов, которые сливаясь рождают определенный ландшафт.
Создание миниатюр в настоящее время возможно несколькими способами: современные технологии и классика. Именно на этих вариантах мы и решили остановиться подробнее.
Именно на этих вариантах мы и решили остановиться подробнее.
Вчера
Еще на заре зарождения этого вида хобби фигурки стоили очень и очень дорого. Но далеко не всегда была возможность приобрести нужного «героя», а иногда его просто не было в продаже. В таких случаях прибегали к лепке.
Для работы использовались самозатвердевающие или запекаемые пластики. Для начала формировался каркас из проволоки, который служил армирующим базисом. Это гарантировало высокую прочность будущей фигурки. Каркас закрепляется на подставке, который гарантирует устойчивость фигурки и удобство работы с ней.
Слой за слоем на каркас наращивается пластика. При этом каждый слой просушивается (самозатвердевающая пластика) или запекается (запекаемая пластика). Постепенно с каждым слоем начинают прорабатывать детали. Процесс весьма кропотливый, сложный, требующий усидчивости. Для работы используются специальные инструменты для лепки. В результате получается миниатюра.
Данный принцип используется при создании различных фигур, в том числе и больших настольных, а также диорам.
Еще один вариант – работа с пластилином. Фигурка вылепливается из пластилина, помещается в силиконовую форму, которая потом используется для отливки. При этом чаще всего фигурка делится на несколько частей, которые в последствии соединяются. Для удобства сборки детали выполняются со специальным «замком», фиксирующим отдельные детали в фигуру. В результате миниатюра собирается, как паззл.
Миниатюры изготавливаются и из легкоплавких металлов, в частности свинца. Отливка происходит при помощи гипсовых форм. Иногда может применяться и силикон, но в нем добиться хорошей и качественной проливки изделия из металла куда сложнее.
Еще один вариант создания миниатюр – конверсия. Эта технология предусматривает переделку уже готовой фигурки. К такому методу прибегают многие хоббисты, особенно те, которые не обладают хорошими скульптурными навыками и не умеющими создавать миниатюры с нуля.
При помощи конверсии можно добиться высокой детализации, добавить фигуркам недостающие элементы.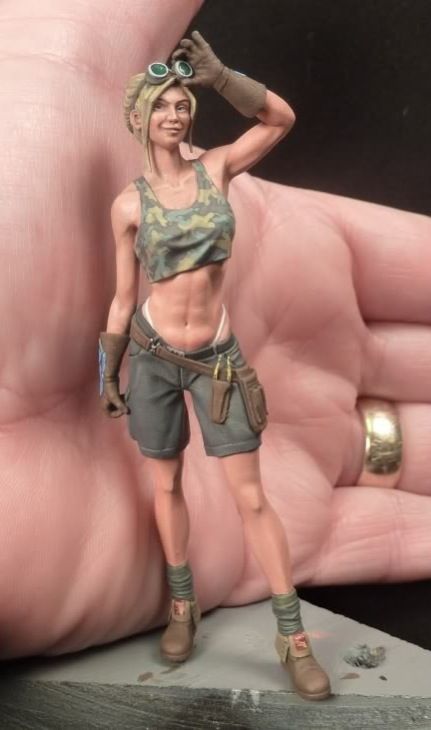 Так можно создавать персонажей, которых нет в продаже.
Так можно создавать персонажей, которых нет в продаже.
Для полного погружения в любимый мир моделисты создают красочные интересные локации. Это очень сложная и кропотливая работа. При этом могут использоваться различные средства, как специальные, так и подручные.
Сегодня
В настоящее время для создания миниатюр активно используется 3Д печать. Интернет предлагает пользователям огромный ассортимент различных моделей, причем как платных, так и бесплатных. Также есть варианты элементов локаций: дома, деревья, заборы, механизмы… 3Д технологии позволяют менять имеющиеся модели, добавлять или убирать детали. «Цифровая глина» еще более пластичная, чем обычная и у людей с творческим потенциалом и навыками лепки не должно возникнуть каких-либо проблем.
Главное достоинство 3Д печати – это высокая детализация. Кроме того преимуществом является повторяемость. Напечатать партию миниатюр намного проще, чем каждую отдельную модель создавать вручную. Литье процесс сложный, требующий не только навыков, но и оборудования. Хорошей повторяемости добиться при таком подходе крайне тяжело.
Хорошей повторяемости добиться при таком подходе крайне тяжело.
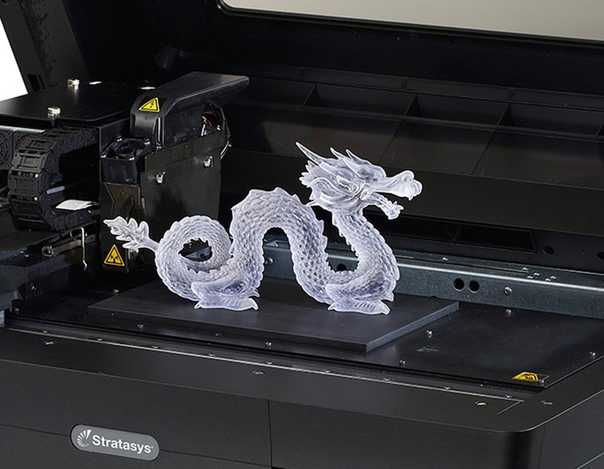
3Д принтер способен собой заменить множество инструментов и материалов. Можно комбинировать материалы, получая разные варианты. Вручную таких моделей практически нереально добиться. Яркий пример печать прозрачными материалами. Такие материалы могут имитировать стекло.
Технологии 3Д печати разные и здесь возможны варианты. FDM-более дешевая и простая технология 3Д печати, но требуется время на постобработку. К тому же у таких принтеров, как правило, большая область печати. Материалы недорогие и существует много вариантов на вкус и цвет. LCD и DLP – более сложные и дорогие технологии печати, но они позволяют добиться максимальной точности и детализации. Выбор материалов большой, но они недешевы. Поверхность готовых фигурок всегда идеальная. Фотополимерные принтеры чаще всего имеют небольшую область печати.
Наиболее популярные модели 3Д принтеров, для печати миниатюр:
- Anycubic Photon M3 Plus
- Anycubic Photon Ultra
- Formlabs Form 3+
- Phrozen Sonic Mini 4K
- Phrozen Sonic Mini 8K
Завтра
3Д принтеры показали себя хорошими помощниками в деле печати миниатюр и создании диорам. Хобби получило мощный толчок в развитии, благодаря новым технологиям. И в первую очередь увеличить скорость создания миниатюр. Цифровизация также позволила энтузиастам обмениваться информацией, делиться наработками, готовыми моделями.
Хобби получило мощный толчок в развитии, благодаря новым технологиям. И в первую очередь увеличить скорость создания миниатюр. Цифровизация также позволила энтузиастам обмениваться информацией, делиться наработками, готовыми моделями.
Технологии не стоят на месте. С каждым днем они становятся все более доступными и совершенными, поэтому совершенствуется и хобби. Уверены, что завтра нас ждут новые открытия!
3D-печать миниатюр / Хабр
В этой статье речь пойдёт о том, что можно выжать из домашнего настольного принтера в области печати миниатюрных сложный объектов. Две недели назад я на спор взялся изготовить вот эту вещицу на домашнем FDM принтере.
Вот результаты:
И крупнее:
Шарики на поверхности не блещут шарообразностью, но в целом все элементы на месте и узнаваемы. Приемлемо ли такое качество — зависит от целей использования. И напомню, размер шариков меньше миллиметра.
- Высота слоя 0.
 1 мм для образца слева и 0.05 мм для образца справа.
1 мм для образца слева и 0.05 мм для образца справа. - Суммарное время печати около 30 минут для образца слева, около часа для образца справа.
- Использовалось сопло 0.2 мм.
- Заполнение 100%.
 1 мм для образца слева и 0.05 мм для образца справа.
1 мм для образца слева и 0.05 мм для образца справа.
Оба образца изготовлены с первой попытки, без подгонки параметров. То есть, если повозиться, да ещё взять сопло 0.1мм (нет его у меня) то шарообразность шариков ещё повысится. Вот поделка, более пригодная для моего принтера:
Миниатюра “Пират”, 54 мм:
И крупнее:
- Высота слоя 0.1 мм.
- Время печати 3 часа.
- Базовая скорость 50 мм/с.
- 4 наружных слоя, заполнение 0%.
Выбор принтера
Эти результаты получены на принтере за 700$. Я сейчас перечислю, на что обращать внимание при выборе.
Жёсткость
Жёсткость всей конструкции принтера — параметр чрезвычайно важный, и в то же время в одном абзаце текста ничего полезного про неё не напишешь. Придётся ограничится общими советами без пояснений.
Придётся ограничится общими советами без пояснений.
Компоновка
Самые популярные компоновки — портальная (Репрап, Prusa), консольная (например, творения МастерКита), и с независимыми осями (Ultimaker и клоны). Все хороши, если правильно сделаны. Важнее материалы. Корпус должен быть из металла. Штампованная сталь или алюминиевый профиль — уже не важно. Хорошо работает фанера, если собрана на клею. Со временем её может повести, если плохо обработана, но мозги принтера умеют это компенсировать. Недопустима сборка корпуса из нескольких листов оргстекла или фанеры, потому что стальные крепления в этих материалах моментально расшатываются и весь агрегат трясётся, как холодец. Привет Wanhao. Так же плох корпус в виде рамы из валов или шпилек, если только они не самонатянуты. Самонатянутая конструкция (старые репрапы) означает штук 20 гаек, которые надо подтянуть перед каждой печатью.
Механика
Нежно любимые всеми производителями пружинки не дают нормального натяжения ремня. Все ремни должны иметь натяжной винт или ролик. Валы 6мм — это несерьёзно. Ладно бы прогибались (мозги компенсируют) так они ещё и качаются при работе. Только от 8 мм и только закалённые. Незакалённые валы подшипник просто съедает за полгода.
Все ремни должны иметь натяжной винт или ролик. Валы 6мм — это несерьёзно. Ладно бы прогибались (мозги компенсируют) так они ещё и качаются при работе. Только от 8 мм и только закалённые. Незакалённые валы подшипник просто съедает за полгода.
При печати миниатюр некачественная механика проявляет себя не столько деформацией деталей, сколько трещинами, неслипанием слоёв, пропаданием мелких деталей.
Рабочая часть
Ещё более необъятная тема, в которой на каждое правило больше исключений, чем подтверждений. В контексте печати миниатюр нам нужен хотэнд с активным охлаждением. Чтобы приблизительно оценить хотэнд, посмотрите на рекомендуемый производителем шаг ретракта. Если производитель или пользователи красным капсом орут “ни в коем случае не больше миллиметра!” — то это хороший признак. Такой хотэнд имеет миниатюрную камеру расплава, что обеспечивает большую точность поверхности, но при этом ловит клина при ретракте больше указанного._grut_3855183.jpg) У боуденов свои правила, я в них не смыслю.
У боуденов свои правила, я в них не смыслю.
Внезапно для новичков, минимальный слой принтера определяется не механикой, а конструкцией экструдера. Я не видел механики, не способной отработать слой 0.05мм. Экструдер сделан на шаговом двигателе, который может проворачиваться только на заданные позиции. Поэтому экструдер может подавать пластик только фиксированными порциями. При нормальной печати это не важно, а вот при миниатюрной размер порции может оказаться слишком большим. Поэтому только direct-drive экструдер и только с поддержкой микрошага. (Поддержка микрошага чаще бывает в виде “народного” патча к прошивке. Но главное — чтобы была.) На моём принтере при слое 0.05 и сопле 0.2 нехватка шагов начинает проявляется аж на скорости 40 мм/сек. Что печально — скорость внешней поверхности должна быть 10-20.
Сопла должны быть с широкими краями, чтобы размазывать, а не брить, свежий расплав. Это касается всех размеров и скоростей.
Функционал
Сейчас перечислю функции принтера в порядке их надобности для печати миниатюр.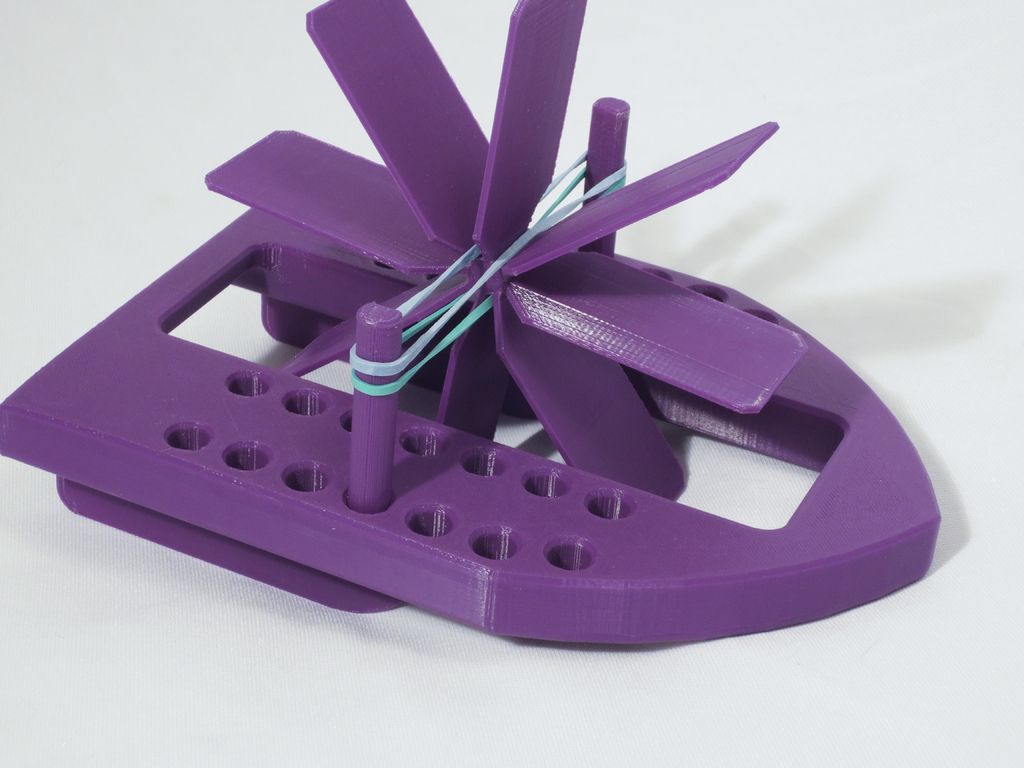 Список иерархичен, то есть, если у вас нет пункта 1, то пункты 2-5 тоже теряют свою ценность.
Список иерархичен, то есть, если у вас нет пункта 1, то пункты 2-5 тоже теряют свою ценность.
- Инструментальная калибровка рабочего стола.
- Нагреваемый рабочий стол.
- Точечный обдув прямо под сопло (только для PLA).
- Закрытая камера.
- Любое решение, позволяющее управлять принтером напрямую, стоя возле него. Экран на принтере, WebUI в мобильнике, просто принтер возле компа — не важно.
Калибровка рабочего стола
Калибровка стола заключается в том, что положение стола настраивается так, чтобы зазор между соплом экструдера и поверхностью под ним был всегда одинаковым. Как и у всего в 3D печати, есть два способа делать калибровку — популярный и правильный. Популярный заключается в подсовывании под сопло различных купюр, карточек и прочих достоинств. Нормальной точности так не достичь, а вот стол погнуть — элементарно. Правильный же заключается в использовании измерительного инструмента.
Самый шикарный вариант — автоматическая калибровка с помощью датчиков, подключенных к принтеру. Именно она позволяет не только заниматься калибровкой лишь 1 раз после смены сопла, но и компенсировать перекосы в механике и неровность стола. Принтер просто модифицирует в памяти программу так, чтобы соответствовать реальному столу. Лично я принтеры без этой опции вообще не рассматриваю, хотя ко многим её можно приколхозить.
Если автокалибровки нет, то лучше всего действовать так. Примерно, “на глаз”, выставить значения и запустить на печать куб размером практически с весь стол. Когда принтер нарисует на столе наружный квадрат, остановить печать и померить штангенциркулем ширину линии во всех местах. Подрегулировать стол так, чтобы добиться одинаковой ширины линии на всём протяжении. Отодрать старую линию и повторить. И так до достижения результата. Итоговая ширина должна быть равна ширине экструзии, заданной в слайсере.
И ещё, для ручной калибровки стол должен крепиться обязательно на трёх винтах. Если их четыре, то, чтобы не погнуть стол, нужно, прежде чем поворачивать винт, полностью выкручивать 2 соседних. Короче, невозможно нормально откалибровать стол на четырёх винтах. Невозможно вручную откалибровать даже чуть-чуть погнутый стол. А вот автоматически — можно.
Если их четыре, то, чтобы не погнуть стол, нужно, прежде чем поворачивать винт, полностью выкручивать 2 соседних. Короче, невозможно нормально откалибровать стол на четырёх винтах. Невозможно вручную откалибровать даже чуть-чуть погнутый стол. А вот автоматически — можно.
Подогрев стола
Вещь нужная, главное её не переоценивать. Если почитать форумы, то видно, что народ постоянно борется с проблемой прилипания. Мажут столы всякой гадостью — печатают на лак для волос, клей ПВА, раствор АВС, пиво и уху. Это всё ненужные костыли. Если пластик не липнет на каптон — значит калибровка стола неправильная. Или пруток навпитывался воды. Никаких других причин не бывает. Я давно печатаю материалы, куда более привередливые, чем ABC, на столе, который едва греется до 80 градусов, на чистый каптон, и не вижу никаких проблем. Калибровка стола. Так что подогрев должен быть, но какой, до скольких — неважно.
Закрытая камера
Чтобы печатать не только PLA, надо защитить рабочую область от сквозняков. Некоторые принтеры защищены сами по себе, на некоторые во время работы можно положить тряпку или большую коробку. Если принтер покупаете в собранном виде, то может подойти его родная коробка. Можно просто поставить принтер в шкаф и закрыть дверцу.
Некоторые принтеры защищены сами по себе, на некоторые во время работы можно положить тряпку или большую коробку. Если принтер покупаете в собранном виде, то может подойти его родная коробка. Можно просто поставить принтер в шкаф и закрыть дверцу.
Если всё это недоступно, то есть полумера. Хорошие слайсеры позволяют печатать деталь “в скорлупе”, с дополнительным наружным контуром вокруг детали. В моём слайсере оно называется Ooze Shield. Хотя основное его предназначение — для двухцветной печати, тем не менее от сквозняков тоже помогает.
Калибровка прутка
Тоже важная вещь. Берёте микрометр и меряете диаметр прутка в 5-6 местах под разными углами, вычисляете среднее и вводите в настройки слайсера. Если диаметр гуляет аж на 0.1 мм — такой пруток для миниатюр плохо годится.
Печать миниатюр
Для печати миниатюр я подобрал следующие правила.
- Скорость печати наружного кольца должна быть 20мм/сек, остальных — 40мм/сек.
- Слой 0.1 мм. Меньший размер на практике мало чего даёт, да ещё и в минимальную скорость экструдера можно упереться.
- Заполнение — или 0 или 80-100%. Типичные значения 15-30% в миниатюрах бессмысленны, потому что многие элементы окажутся без единой распорки, в то время как самые прочные части получат дополнительное укрепление. Чтобы создать цельную деталь, лучше ставить не infill = 100%, а bottom layers = 100500.
- Для фигурок с высотой, намного превышающей основание, использовать рафт.
- Неплохо бы убавить предел ускорения. Это настройка прошивки принтера, а не слайсера, в каждом принтере делается по разному. Уменьшите на 20% от заводского значения — получите более стабильную печать. И, кстати, более тихую.
- Если печатаете декоративную миниатюру без гладких частей — можно прибавить extrusion multiplier на 10% выше нормы. Кое-где на миниатюре появятся лишние бугорки, но прочность вырастет, по ощущениям, в 2 раза.
- Если стол калибровали вручную, размещайте миниатюру не посередине, а над калибровочным винтом. Если автоматически — то там, где принтер меряет стол (обычно — посередине).

 Если автоматически — то там, где принтер меряет стол (обычно — посередине).
Если автоматически — то там, где принтер меряет стол (обычно — посередине).
Ну вот так. Кого что-то удивило — задавайте вопросы.Этот текст написан в сентябре 2016г. Почему это важно? Потому что 3D печать развивается так быстро, что большинство материалов в сети по ней уже устарели. Через три года мы будем смотреть на эту статью и ностальгически улыбаться.
3D-печатная миниатюра — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми возможностями нашего сайта, включив JavaScript.
Найдите что-нибудь памятное,
присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Руководство по точной 3D-печати пользовательских миниатюр
Миниатюры — это небольшие копии или модели чего-то другого. Иногда это игрушки, реквизит, демонстрационные предметы или предметы коллекционирования. Из-за их крошечного размера и точных деталей миниатюры могут быть сложны в изготовлении вручную, особенно в большом количестве. С другой стороны, 3D-печать позволяет изготавливать миниатюры достойного качества и в кратчайшие сроки. Но для того, чтобы заставить его работать для ваших нужд, есть несколько фактов, которые следует учитывать в отношении 3D-печати небольших фигурок и миниатюр.
Иногда это игрушки, реквизит, демонстрационные предметы или предметы коллекционирования. Из-за их крошечного размера и точных деталей миниатюры могут быть сложны в изготовлении вручную, особенно в большом количестве. С другой стороны, 3D-печать позволяет изготавливать миниатюры достойного качества и в кратчайшие сроки. Но для того, чтобы заставить его работать для ваших нужд, есть несколько фактов, которые следует учитывать в отношении 3D-печати небольших фигурок и миниатюр.
- Сравнение технологий 3D-печати
- Обзор материалов
- Постобработка для печатных миниатюр
- Краткие советы по дизайну для каждой технологии печати
- Почему мне следует выбрать 3D-печать миниатюр?
- Как заказать 3D-печать миниатюр
Различные типы миниатюр
Есть несколько областей, где используются реплики и модели небольшого масштаба, каждая сфера со своими тонкостями соответственно. Вот краткое изложение фигурок небольшого размера, которых мы коснемся:
- настольная варенья MINIS
- Рисунки
- Модельные рисунки
- Масштабные модели
- Диорама
- Модели Landscape
- Rail Transport Models
- Dollhouse Props
- Rail Transport Model они отличаются не только размерами, но и функциональностью деталей, а также требованиями к точности и жесткости. В результате определенные методы производства и материалы для 3D-печати лучше подходят для каждого типа изделий.
Миниатюры и фигурки потенциально могут быть напечатаны в 3D любым доступным методом. Однако, в зависимости от приложения и требований, некоторые технологии подходят больше, чем другие.
3D -печать пользовательских миниатюр с использованием различных технологий Технология Тип Доступная Качество Жесткость .0188 5/5 2/5 4/5 Usually monochrome [Resin] SLA Resin 3/5 5/5 3.5/5 Monochrome [Resin] DLP Resin 3/5 4.5/5 3.5/5 Monochrome [Resin] DUP Resin 4/5 4/5 3,5/5 Монохромный [Resin] MJ/Polyjet Resin 2/5 5/5 4/5 Full-Color SLS Nylon Powder 3/5 4/5 4/5 Monochrome CJP Sandstone 2/5 3/5 2/5 Full-Color 3D Print your Miniature
ФДМ/ФФФ
Один из самых доступных методов заключается в нагревании пластиковых струн и использовании их для формирования изделия слой за слоем.
Большим недостатком технологии является то, что она оставляет некоторые линии слоев, а также следы под нависающими частями. Чтобы печатать миниатюры с помощью FDM, обычно требуется отдельное, более тонкое сопло и более медленное время печати, чтобы обеспечить лучшую детализацию. Тем не менее, моделирование наплавленных отложений может хорошо работать для моделей большего масштаба, некоторых образовательных моделей и моделей железнодорожного транспорта большего размера.Статуэтка, 3D-печать на FDM-машине OKSharPei 3D
Полимеризация НДС/печать смолой
3D-печать смолой — это семейство технологий, которые отверждают жидкие фотополимеры слой за слоем с помощью лазера, светодиодов или проекторов. Эти методы очень хорошо подходят для миниатюр, так как позволяют сохранить сложные детали, сохраняя при этом гладкую поверхность. Однако следует учитывать, что некоторые смолы или технологии подходят для этого лучше. Например, лазерные станки обычно помогают избежать вокселизации изделия.
А для высокодетализированных мини рекомендуются специальные HD-смолы. В целом, миниатюры SLA рекомендуются для настольных варгеймов, не требующих функционирующих деталей.3D-печать Brandon’s 3D Printing
MJ/Polyjet
Этот набор технологий 3D-печати работает с УФ-активируемыми смолами. Но в отличие от методов полимеризации в ваннах, он работает с каплями смол, что позволяет смешивать их для получения разных цветов и свойств. Эти преимущества делают MJ хорошим методом для учебных и демонстрационных моделей.
3D-печать AllgaeuTec
Лазерное спекание
Порошковое спекание обычно представляет собой профессиональный производственный метод, основанный на спекании порошков на основе нейлона. Он способен создавать прочные и точные миниатюры без линий слоев. Помимо дорогостоящего производства, лазерное спекание имеет некоторые ограничения по точности, но в целом позволяет получать фигурки отличного качества.
Если предшествует спекание, рекомендуется заказать небольшую партию, а не одну деталь, чтобы сэкономить немного денег, поскольку вложение (печать партии) обычно более рентабельно. Этот метод должен подходить для фигурок, реквизита и ландшафтных моделей.Напечатанный на 3D-принтере шахматный набор из личного портфолио Rapid 3D Parts
Цветная струйная печать
В технологии CJP используется порошок песчаника и связующее вещество, которое сплавляет зерна друг с другом слой за слоем. В процессе чернила добавляют цвет детали. Комбинируя несколько основных цветов, эти машины обычно дают широкий спектр оттенков. Конечные результаты полноцветные, имеют среднее качество детализации. По сравнению с другими методами, CJP дает более хрупкие мини. Подумайте о выборе цветной струйной печати для цветных ландшафтных моделей, модельных фигурок, которые не будут активно использоваться, или памятных вещей.
3D-печать от Make it 3D Manufacturing Center
В каждой технологии 3D-печати всегда есть несколько вариантов материалов.
Выбор подходящего для вашего мини может повлиять на результаты.Пластик FDM
PLA — один из самых распространенных и удобных пластиков. Есть много интересных вариантов, а также цветов. Это один из лучших нитей с точки зрения деталей и средний выбор в отношении жесткости и термостойкости. При правильной постобработке и покрытии PLA сослужит вам хорошую службу.
Другие варианты FDM включают ABS, PETG, древесно-наполненный пластик и многие другие. Однако обычно это типы пластика, напечатанные при более высоких температурах, что повышает вероятность сбоев и артефактов, таких как эхо и деформация.
Универсальная смола
Универсальная смола представляет собой стандартный используемый фотополимер. Его легко найти, и он дает прекрасные результаты с точки зрения детализации. Он немного хрупкий в более тонких областях и склонен к деформации на небольших выступах без поддержки.
Высокодетализированные смолы
Имея несколько иной состав, эти смолы позволяют получить больше деталей.
Даже когда разрешение машины позволяет достичь точности 25-50 микрон, другие смолы могут не поддерживать этот допуск. HD-смолы, с другой стороны, предназначены для 3D-печати таких мелких элементов.SLS Нейлон
PA 12 — довольно стандартный материал, используемый в лазерном спекании. Он сочетает в себе хорошую детализацию перехода и технические параметры. Другие сорта нейлона также подходят для мини. Такие материалы па 6, па 6/69, и более. Для миниатюрной печати композиты или гибкие материалы будут плохим выбором, поэтому лучше придерживаться обычного полиамида.
Песчаник
Песчаник является одним из основных материалов, используемых в CJP, наряду с порошками, такими как гипс или нейлон.
Полимеры Polyjet
В процессах MJ используются активируемые УФ-излучением полимеры, близкие к смолам в принтерах SLA и DLP. Однако эти машины могут комбинировать и смешивать различные сорта собственных полимеров для получения сложных результатов. Некоторые распространенные материалы включают жесткие непрозрачные смолы и прозрачные, Vero, Agilus, Tango и другие.
Они могут обеспечивать глянцевую гладкую поверхность или матовую текстуру.Все миниатюры, напечатанные на 3D-принтере, требуют постобработки и завершающих штрихов, хотя для некоторых может потребоваться меньше работы, чем для других. Ключевые шаги для всех печатных фигурок, вероятно, включают:
- Удаление опор
- Шлифовка
- Сглаживание или полировка
- Герметизация
требуют очистки поверхности от несущих конструкций. Этот процесс обычно прост, но требует аккуратности и терпения, когда речь идет о мелких деталях. Основная цель состоит в том, чтобы гарантировать, что сложные детали не будут повреждены. Многие службы 3D-печати предлагают удаление поддержки, но могут взимать дополнительную плату за модели меньшего размера или большие количества, поскольку это трудоемкая задача.
Несущие конструкции можно демонтировать и в домашних условиях без особых навыков или инструментов.
Ознакомьтесь с изготовленными на заказ настольными миниатюрами:
Еще один шаг к получению привлекательной миниатюры — убедиться, что у вас есть надлежащий 3D-дизайн.
Определенные показатели и зазоры должны быть включены в модель с учетом технологии. Таким образом, перед созданием или оптимизацией файла рекомендуется определиться с методом печати. Вот некоторые общие рекомендации по допуску для упомянутых технологий.FDM
- Попробуйте уменьшить количество свесов и углов менее 45 градусов;
- Конструктивные детали модели должны быть больше 1,15 мм или не менее 0,5 мм;
- Обеспечьте толщину стенки модели не менее 1,2 мм;
- Для текста предпочитайте более толстые шрифты и выбирайте для него глубину/высоту 1 мм.
Полимерная печать
- Полые модели фигурок, если вы хотите снизить стоимость;
- Включите в конструкцию выпускные отверстия, чтобы избежать попадания незатвердевшей смолы внутрь изделия;
- Если возможно, размер деталей должен быть больше 0,05 мм.
SLS и CJP
- Полые закрытые детали невозможны, поэтому включают отверстия или сплошные части модели;
- Рекомендуемый размер детали больше 0,8 мм;
- Рекомендуемая толщина стенки около 0,7–2,0 мм;
- Для текстовых деталей обеспечьте глубину/высоту около 2 мм.
Для начинающих может быть хорошей идеей использовать чьи-то проекты, которые ранее были протестированы для 3D-печати. Или, как вариант, вы можете нанять дизайнера, который либо создаст индивидуальную модель, либо доработает имеющуюся у вас под рукой в соответствии с процессом.
3D-печать — хороший способ получения нестандартных деталей в небольших количествах. При наличии готовой 3D-модели сроки изготовления фигурок также достаточно короткие. Методы печати FDM и DUP обычно также доступны по цене. Более точные методы имеют конкурентное преимущество в точности, когда речь идет о тонких деталях, и позволяют создавать фигурки меньшего размера.
Миниатюры D&D, напечатанные на 3D-принтере, не смогут полностью заменить выдающиеся изделия ручной работы, однако они являются прекрасной альтернативой или основой для покраски и настройки.
Кроме того, когда требуется несколько похожих моделей, для отливки пригодится мастер-модель, напечатанная на 3D-принтере.
3D-печать с помощью нитей для 3D-принтеров
Существует 2 основных варианта заказа 3D-печати миниатюр через Treatstock:
- Мгновенный заказ
- Если у вас уже есть предложение для печати
13 3D миниатюры и точно знаете, какой материал подходит для вашего применения, то мгновенный заказ наверняка будет для вас самым простым способом. Загрузите свою модель, выберите характеристики и заполните данные о доставке, чтобы получить расчет стоимости и заказать 3D-печать:
Для более сложных моделей или проектов без оптимизированных 3D-моделей мы рекомендуем использовать опцию «Получить предложение». Предложение позволяет связаться со службой печати, прежде чем устанавливать цену и спецификации. Таким образом, вы можете получить помощь в выборе правильных настроек и технологий для достижения целей или заказать дополнительные услуги, такие как постобработка, покраска и покрытие.
Для поиска поставщиков, предлагающих 3D-печать, посетите каталог миниатюрных принтеров здесь.
 В результате определенные методы производства и материалы для 3D-печати лучше подходят для каждого типа изделий.
В результате определенные методы производства и материалы для 3D-печати лучше подходят для каждого типа изделий. Большим недостатком технологии является то, что она оставляет некоторые линии слоев, а также следы под нависающими частями. Чтобы печатать миниатюры с помощью FDM, обычно требуется отдельное, более тонкое сопло и более медленное время печати, чтобы обеспечить лучшую детализацию. Тем не менее, моделирование наплавленных отложений может хорошо работать для моделей большего масштаба, некоторых образовательных моделей и моделей железнодорожного транспорта большего размера.
Большим недостатком технологии является то, что она оставляет некоторые линии слоев, а также следы под нависающими частями. Чтобы печатать миниатюры с помощью FDM, обычно требуется отдельное, более тонкое сопло и более медленное время печати, чтобы обеспечить лучшую детализацию. Тем не менее, моделирование наплавленных отложений может хорошо работать для моделей большего масштаба, некоторых образовательных моделей и моделей железнодорожного транспорта большего размера.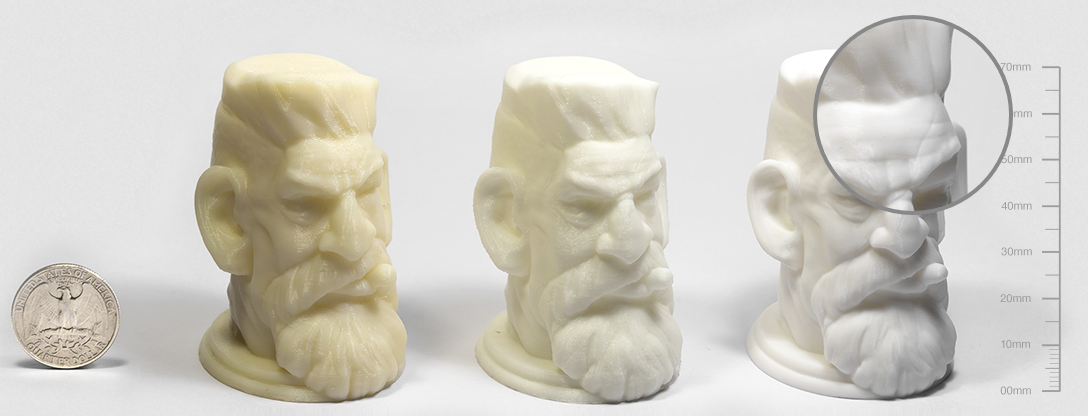 А для высокодетализированных мини рекомендуются специальные HD-смолы. В целом, миниатюры SLA рекомендуются для настольных варгеймов, не требующих функционирующих деталей.
А для высокодетализированных мини рекомендуются специальные HD-смолы. В целом, миниатюры SLA рекомендуются для настольных варгеймов, не требующих функционирующих деталей. Если предшествует спекание, рекомендуется заказать небольшую партию, а не одну деталь, чтобы сэкономить немного денег, поскольку вложение (печать партии) обычно более рентабельно. Этот метод должен подходить для фигурок, реквизита и ландшафтных моделей.
Если предшествует спекание, рекомендуется заказать небольшую партию, а не одну деталь, чтобы сэкономить немного денег, поскольку вложение (печать партии) обычно более рентабельно. Этот метод должен подходить для фигурок, реквизита и ландшафтных моделей. Выбор подходящего для вашего мини может повлиять на результаты.
Выбор подходящего для вашего мини может повлиять на результаты. Даже когда разрешение машины позволяет достичь точности 25-50 микрон, другие смолы могут не поддерживать этот допуск. HD-смолы, с другой стороны, предназначены для 3D-печати таких мелких элементов.
Даже когда разрешение машины позволяет достичь точности 25-50 микрон, другие смолы могут не поддерживать этот допуск. HD-смолы, с другой стороны, предназначены для 3D-печати таких мелких элементов. Они могут обеспечивать глянцевую гладкую поверхность или матовую текстуру.
Они могут обеспечивать глянцевую гладкую поверхность или матовую текстуру. Определенные показатели и зазоры должны быть включены в модель с учетом технологии. Таким образом, перед созданием или оптимизацией файла рекомендуется определиться с методом печати. Вот некоторые общие рекомендации по допуску для упомянутых технологий.
Определенные показатели и зазоры должны быть включены в модель с учетом технологии. Таким образом, перед созданием или оптимизацией файла рекомендуется определиться с методом печати. Вот некоторые общие рекомендации по допуску для упомянутых технологий.


 телескопическую трубку зонда (макс. длина 400 мм), батарейки и заводской протокол калибровки (0560 1405)
телескопическую трубку зонда (макс. длина 400 мм), батарейки и заводской протокол калибровки (0560 1405) : 0563 0002 41
: 0563 0002 41 : 0564 2560
: 0564 2560 Часто задаваемые вопросы
Часто задаваемые вопросы  284 KB)
284 KB) С помощью мобильного приложения testo Smart Probes измерение скорости потока воздуха, влажности, объемного расхода воздуха и температуры станет исключительно простым. Удобный кейс testo Smart Case обеспечивает надежную защиту измерительных приборов. Данные измерений со смарт-зонда передаются по беспроводному каналу Bluetooth в мобильное приложение testo Smart Probes, после чего Вы с удобством можете просматривать их на своем мобильном устройстве: в виде графика или таблицы.Также в приложении заложены специальные режимы измерений, например, расчет усредненного по времени или для нескольких точек замера значения, определение объемного расхода воздуха, сравнение значений объемного расхода на нескольких вентиляционных решетках, автоматический расчет точки росы и температуры шарика смоченного термометра, а также определение зон, подверженных риску образования конденсата и плесени, путем световой индикации по принципу светофора. Протокол измерений можно отправить по e-mail в виде файла PDF или Excel.
С помощью мобильного приложения testo Smart Probes измерение скорости потока воздуха, влажности, объемного расхода воздуха и температуры станет исключительно простым. Удобный кейс testo Smart Case обеспечивает надежную защиту измерительных приборов. Данные измерений со смарт-зонда передаются по беспроводному каналу Bluetooth в мобильное приложение testo Smart Probes, после чего Вы с удобством можете просматривать их на своем мобильном устройстве: в виде графика или таблицы.Также в приложении заложены специальные режимы измерений, например, расчет усредненного по времени или для нескольких точек замера значения, определение объемного расхода воздуха, сравнение значений объемного расхода на нескольких вентиляционных решетках, автоматический расчет точки росы и температуры шарика смоченного термометра, а также определение зон, подверженных риску образования конденсата и плесени, путем световой индикации по принципу светофора. Протокол измерений можно отправить по e-mail в виде файла PDF или Excel. Таким образом, Вы экономите время и повышаете эффективность Вашей работы.
Таким образом, Вы экономите время и повышаете эффективность Вашей работы.
 Маркировка места замера с помощью четкого восьмиточечного лазерного круга. Сохранение изображений с измеренными значениями и лазерной маркировкой места замера. Простой выбор коэффициента излучения из предустановленного списка материалов или установка коэффициента вручную.
Маркировка места замера с помощью четкого восьмиточечного лазерного круга. Сохранение изображений с измеренными значениями и лазерной маркировкой места замера. Простой выбор коэффициента излучения из предустановленного списка материалов или установка коэффициента вручную. Информацию о товаре уточняйте у наших менеджеров
Информацию о товаре уточняйте у наших менеджеров знач. (0… +250 °C)
знач. (0… +250 °C) знач.) (0… 2 м/с)
знач.) (0… 2 м/с)
 Смарт-приложение testo позволяет работать проще и эффективнее: используйте интуитивно понятные меню измерений для измерения объемного расхода, для автоматического расчета точки росы и температуры по влажному термометру или для обнаружения зон, подверженных плесени, по принципу светофора. Отчеты с данными измерений можно отправлять по электронной почте непосредственно в виде файла PDF или Excel.
Смарт-приложение testo позволяет работать проще и эффективнее: используйте интуитивно понятные меню измерений для измерения объемного расхода, для автоматического расчета точки росы и температуры по влажному термометру или для обнаружения зон, подверженных плесени, по принципу светофора. Отчеты с данными измерений можно отправлять по электронной почте непосредственно в виде файла PDF или Excel. налог
налог org/BreadcrumbList»>
org/BreadcrumbList»> Смарт-приложение testo позволяет работать проще и эффективнее: используйте интуитивно понятные меню измерений для измерения объемного расхода, для автоматического расчета точки росы и температуры по влажному термометру или для обнаружения зон, подверженных плесени, по принципу светофора. Отчеты с данными измерений можно отправлять по электронной почте непосредственно в виде файла PDF или Excel.
Смарт-приложение testo позволяет работать проще и эффективнее: используйте интуитивно понятные меню измерений для измерения объемного расхода, для автоматического расчета точки росы и температуры по влажному термометру или для обнаружения зон, подверженных плесени, по принципу светофора. Отчеты с данными измерений можно отправлять по электронной почте непосредственно в виде файла PDF или Excel.
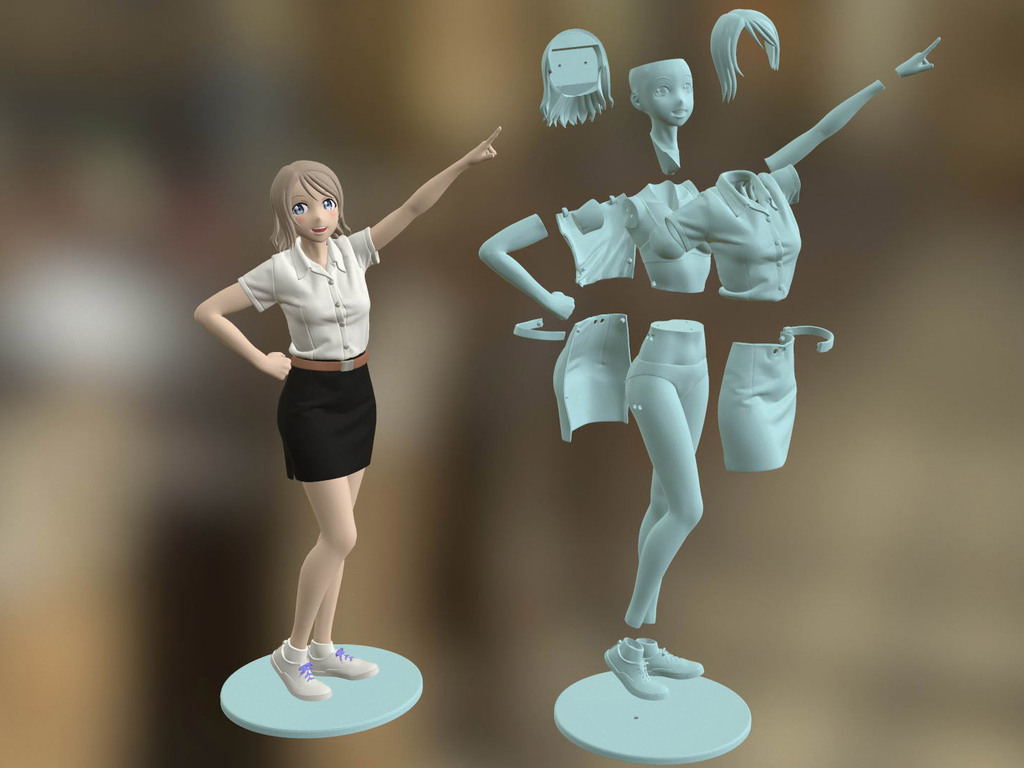
 Все фигурки персонажей изготавливаются в единичном экземпляре (если иного не потребует заказчик). Мы сохраняем 3D модель и в любой момент можно ееиспользовать для повторной печати. Современные методы обработки позволяют создавать не только точную форму и пропорции, но и идентичные реальным цвета, что еще больше добавляет реализма.
Все фигурки персонажей изготавливаются в единичном экземпляре (если иного не потребует заказчик). Мы сохраняем 3D модель и в любой момент можно ееиспользовать для повторной печати. Современные методы обработки позволяют создавать не только точную форму и пропорции, но и идентичные реальным цвета, что еще больше добавляет реализма. Например, героя любимой книги, которая не экранизировалась.
Например, героя любимой книги, которая не экранизировалась. По желанию заказчика мы готовы создать целые композиции различной сложности и масштабов. К примеру, добавить тематический трехмерный фон или отдельные элементы – строения, детали интерьера, оружие, транспорт, домашние питомцы и т.д. Помимо основного персонажа можно даже изготовить фигурку человека, который получит этот подарок. Не просто две статичные статуэтки, но взаимодействующие между собой, создающие максимум реализма. Гарантируем, получивший такой подарок человек будет в восторге.
По желанию заказчика мы готовы создать целые композиции различной сложности и масштабов. К примеру, добавить тематический трехмерный фон или отдельные элементы – строения, детали интерьера, оружие, транспорт, домашние питомцы и т.д. Помимо основного персонажа можно даже изготовить фигурку человека, который получит этот подарок. Не просто две статичные статуэтки, но взаимодействующие между собой, создающие максимум реализма. Гарантируем, получивший такой подарок человек будет в восторге.
 В то время, чтобы создать 3D-статуэтки людей, применялись десятки разных способов и специальное программное обеспечение. Для улучшения качества готовых изделий приходилось использовать разные технологии обработки 3D-изображения и его подготовки. Применялись фотографии для создания текстур, а сама фигурка раскрашивалась вручную. С усовершенствованием технологии трехмерной печати удалось добиться высокого качества статуэток. Сегодня клиент получает свою точную мини-копию или фигурку любимого актера, певца, персонажа кино или мультфильма. Сегодняшние статуэтки, изготовленные по технологии 3D-печати, отличаются высокой детализацией и цветопередачей.
В то время, чтобы создать 3D-статуэтки людей, применялись десятки разных способов и специальное программное обеспечение. Для улучшения качества готовых изделий приходилось использовать разные технологии обработки 3D-изображения и его подготовки. Применялись фотографии для создания текстур, а сама фигурка раскрашивалась вручную. С усовершенствованием технологии трехмерной печати удалось добиться высокого качества статуэток. Сегодня клиент получает свою точную мини-копию или фигурку любимого актера, певца, персонажа кино или мультфильма. Сегодняшние статуэтки, изготовленные по технологии 3D-печати, отличаются высокой детализацией и цветопередачей. Оборудование занимает большую часть рынка. В зависимости от модели, аппарат позволяет изготавливать фигурки определенного размера. Особенность: готовая модель не требует ручного раскрашивания.
Оборудование занимает большую часть рынка. В зависимости от модели, аппарат позволяет изготавливать фигурки определенного размера. Особенность: готовая модель не требует ручного раскрашивания.
 Американские 3D-принтеры позволяют изготавливать статуэтки высотой до 30 см. А в зависимости от использованных материалов, стоимость такого изделия можно снизить на 20-25%. Результат: клиент получает лучшее качество за меньшие деньги. Вы можете заказать 3D-фигурки людей по фотографии, но такой вариант подойдет, если используется изображение актера, персонажа и любой знаменитой личности. Если вы желаете сделать фигурку, то оптимальный вариант – использование 3D-сканирования. 3D-сканер позволит максимально точно передать форму тела, черты лица и даже одежду. А художественная обработка позволит скорректировать, изменить или дополнить «картинку». Но при использовании 3D-сканеров такие корректировки требуются нечасто. Если 3D-статуэтка создается по фото, учитывайте следующие нюансы:
Американские 3D-принтеры позволяют изготавливать статуэтки высотой до 30 см. А в зависимости от использованных материалов, стоимость такого изделия можно снизить на 20-25%. Результат: клиент получает лучшее качество за меньшие деньги. Вы можете заказать 3D-фигурки людей по фотографии, но такой вариант подойдет, если используется изображение актера, персонажа и любой знаменитой личности. Если вы желаете сделать фигурку, то оптимальный вариант – использование 3D-сканирования. 3D-сканер позволит максимально точно передать форму тела, черты лица и даже одежду. А художественная обработка позволит скорректировать, изменить или дополнить «картинку». Но при использовании 3D-сканеров такие корректировки требуются нечасто. Если 3D-статуэтка создается по фото, учитывайте следующие нюансы:

 Вот основные шаги:
Вот основные шаги:
 На этом этапе 3D-отпечатки очень хрупкие и легко раздавятся в вашей руке, если вы примените силу. Отпечатки, особенно если есть мелкие детали, могут разрушиться под тяжестью лишнего порошка, если не провести достаточно тщательную очистку пылесосом.
На этом этапе 3D-отпечатки очень хрупкие и легко раздавятся в вашей руке, если вы примените силу. Отпечатки, особенно если есть мелкие детали, могут разрушиться под тяжестью лишнего порошка, если не провести достаточно тщательную очистку пылесосом. Затем модели погружают в цианоакрилат либо путем погружения, либо заливая сверху, либо распыляя. Цианоакрилат проникает в модели, чтобы придать им дополнительную прочность, а также сжигает верхний слой порошка, увеличивая яркость цветов на отпечатках. Цианоакрилат выделяет очень сильные пары, которые могут нанести серьезный вред вашим легким и глазам. Контакт кожи с большим количеством цианоакрилата может вызвать химические ожоги.
Затем модели погружают в цианоакрилат либо путем погружения, либо заливая сверху, либо распыляя. Цианоакрилат проникает в модели, чтобы придать им дополнительную прочность, а также сжигает верхний слой порошка, увеличивая яркость цветов на отпечатках. Цианоакрилат выделяет очень сильные пары, которые могут нанести серьезный вред вашим легким и глазам. Контакт кожи с большим количеством цианоакрилата может вызвать химические ожоги. такие дефекты, как нанесение очень тонкого слоя воска для заполнения «линий сборки».
такие дефекты, как нанесение очень тонкого слоя воска для заполнения «линий сборки». Одним из примеров покрытия, устойчивого к ультрафиолетовому излучению и воде, является новое покрытие TwinProtect от Twindom. Покрытие TwinProtect специально разработано для того, чтобы фигурки, напечатанные на 3D-принтере, дольше служили и не теряли своего блеска. Чтобы узнать больше о TwinProtect, нажмите здесь.
Одним из примеров покрытия, устойчивого к ультрафиолетовому излучению и воде, является новое покрытие TwinProtect от Twindom. Покрытие TwinProtect специально разработано для того, чтобы фигурки, напечатанные на 3D-принтере, дольше служили и не теряли своего блеска. Чтобы узнать больше о TwinProtect, нажмите здесь. Мы также дадим краткое изложение некоторых из лучших 3D-моделей, которые вы можете скачать, чтобы удовлетворить своего внутреннего фаната.
Мы также дадим краткое изложение некоторых из лучших 3D-моделей, которые вы можете скачать, чтобы удовлетворить своего внутреннего фаната.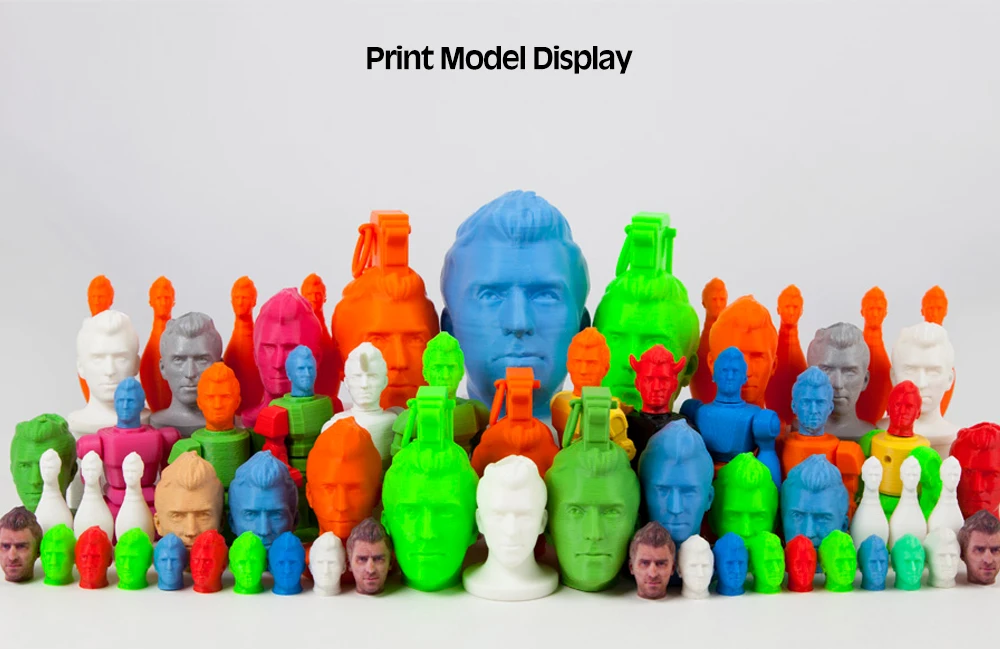

 Если вам не нравится Темный рыцарь, то вы, вероятно, можете подарить готовый продукт тому, кто будет в восторге от него.
Если вам не нравится Темный рыцарь, то вы, вероятно, можете подарить готовый продукт тому, кто будет в восторге от него.
 Между доспехами Бескара, плавным плащом и фирменным шлемом в дизайне персонажа мандалорца есть множество мелких деталей, которые может быть довольно сложно воспроизвести с помощью FDM-принтера. Модель выпускается в двух вариантах: один с винтовкой, а другой со стандартным бластером.
Между доспехами Бескара, плавным плащом и фирменным шлемом в дизайне персонажа мандалорца есть множество мелких деталей, которые может быть довольно сложно воспроизвести с помощью FDM-принтера. Модель выпускается в двух вариантах: один с винтовкой, а другой со стандартным бластером. Во-первых, вы можете масштабировать модель, даже если ваш принтер имеет ограниченный размер сборки. Во-вторых, вы можете создать фигурку Марио, используя нити разных цветов, даже если у вас нет двойного экструдера.
Во-первых, вы можете масштабировать модель, даже если ваш принтер имеет ограниченный размер сборки. Во-вторых, вы можете создать фигурку Марио, используя нити разных цветов, даже если у вас нет двойного экструдера. Голова Боджака намного длиннее и шире, чем его тело, а это значит, что вам определенно понадобится широкое использование опорных конструкций. Учитывая, насколько важна его голова, удаление опор потребует твердого, но деликатного прикосновения.
Голова Боджака намного длиннее и шире, чем его тело, а это значит, что вам определенно понадобится широкое использование опорных конструкций. Учитывая, насколько важна его голова, удаление опор потребует твердого, но деликатного прикосновения. Версия SS3 намного сложнее с гривой колючих волос Гоку, которая почти равна длине его тела. Шарнирные пальцы, выражение лица и поношенная одежда также добавляют сложности.
Версия SS3 намного сложнее с гривой колючих волос Гоку, которая почти равна длине его тела. Шарнирные пальцы, выражение лица и поношенная одежда также добавляют сложности.
 Поэтоу сервис «Numberingplans» для определения страны iPhone использовать нельзя, его можно использовать для определения марки и модели телефона.
Поэтоу сервис «Numberingplans» для определения страны iPhone использовать нельзя, его можно использовать для определения марки и модели телефона.
 Возможно, эти символы означают страну сборки, есть такие страны, как Бразилия, или любая страна в арабском мире, которая не производит iPhone, но ее можно скомпилировать, поэтому она также обозначается аналогичными символами.
Возможно, эти символы означают страну сборки, есть такие страны, как Бразилия, или любая страна в арабском мире, которая не производит iPhone, но ее можно скомпилировать, поэтому она также обозначается аналогичными символами.
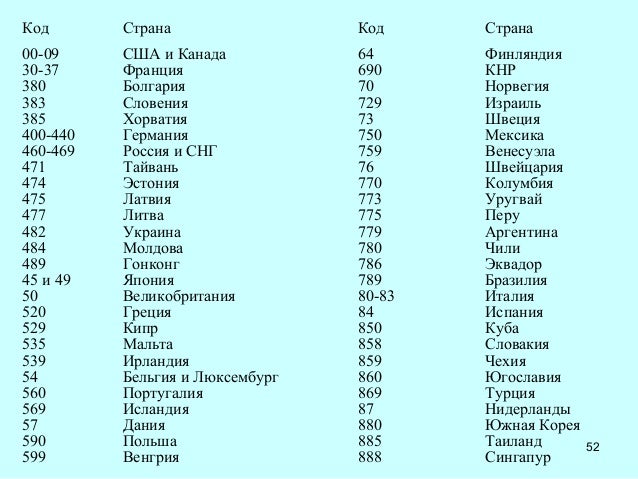
 Но, в конце концов, iPhone во всем мире — это единственное изменение в Китае, который экспортирует туда специальные устройства, будь то из-за изменений Wi-Fi — см. эта ссылкаИли предоставить настоящий двойной чип в iPhone Xr / Xs.
Но, в конце концов, iPhone во всем мире — это единственное изменение в Китае, который экспортирует туда специальные устройства, будь то из-за изменений Wi-Fi — см. эта ссылкаИли предоставить настоящий двойной чип в iPhone Xr / Xs. Однако это было только для моделей iPhone XR и XS Max, которые производились для Китая, Гонконга и Макао.
Однако это было только для моделей iPhone XR и XS Max, которые производились для Китая, Гонконга и Макао.
 Поскольку все больше стран вводят требования к оборудованию для конкретных стран, различия между устройствами могут иметь большее значение.
Поскольку все больше стран вводят требования к оборудованию для конкретных стран, различия между устройствами могут иметь большее значение.
 При нажатии на номер детали вы увидите номер модели.
При нажатии на номер детали вы увидите номер модели.

 Давление на полимер передается с помощью стального поршня 3 с направляющей головкой. Экструзионная камера обогревается нагревателем до 400°С.
Давление на полимер передается с помощью стального поршня 3 с направляющей головкой. Экструзионная камера обогревается нагревателем до 400°С. Для наблюдения за вытекающей массой используется поворотное зеркало 10. Измерение скорости истечения массы расплава осуществляют при помощи секундомера.
Для наблюдения за вытекающей массой используется поворотное зеркало 10. Измерение скорости истечения массы расплава осуществляют при помощи секундомера.


 Величина навески материала зависит от предполагаемого значения показателя текучести расплава (табл. 2).
Величина навески материала зависит от предполагаемого значения показателя текучести расплава (табл. 2). Время выдержки под давлением указано в стандартах на материал: для полиэтилена оно составляет 4–5 мин, для полистирола – 10 мин. За это время снизившаяся за счет введения холодного полимера температура вновь поднимется до заданной. После истечения времени выдержки под давлением выдавливают с помощью выдавливающего устройства одну треть испытуемого материала. Вытекший отрезок удаляют, после чего освобождают груз. Нагруженный поршень при этом будет опускаться сам. Когда нижняя метка на поршне приблизится к верхнему краю цилиндра, засекают время и одновременно отрезают с помощью ножа экструдат и удаляют его. Последующие отрезки полимера (не менее трех) отрезают через равные промежутки времени в зависимости от его текучести в соответствии с таблицей 2.
Время выдержки под давлением указано в стандартах на материал: для полиэтилена оно составляет 4–5 мин, для полистирола – 10 мин. За это время снизившаяся за счет введения холодного полимера температура вновь поднимется до заданной. После истечения времени выдержки под давлением выдавливают с помощью выдавливающего устройства одну треть испытуемого материала. Вытекший отрезок удаляют, после чего освобождают груз. Нагруженный поршень при этом будет опускаться сам. Когда нижняя метка на поршне приблизится к верхнему краю цилиндра, засекают время и одновременно отрезают с помощью ножа экструдат и удаляют его. Последующие отрезки полимера (не менее трех) отрезают через равные промежутки времени в зависимости от его текучести в соответствии с таблицей 2. Длина отдельных отрезков экструдата может быть 10–20 мм.
Длина отдельных отрезков экструдата может быть 10–20 мм. пособие. – М.: Машиностроение, 1993. – Т.3. Методы исследования неметаллических материалов. – 283 с.
пособие. – М.: Машиностроение, 1993. – Т.3. Методы исследования неметаллических материалов. – 283 с.  Однако, если вы производите трубу, при экструзии пластик выдавливается в охлаждающую ванну, и, если материал слишком жидкий, он не сможет быть правильно сформирован, поэтому экструзия обычно выполняется с использованием полимеров с наименее низкими показателями текучести расплава, чтобы обеспечить лучший контроль над процессом.
Однако, если вы производите трубу, при экструзии пластик выдавливается в охлаждающую ванну, и, если материал слишком жидкий, он не сможет быть правильно сформирован, поэтому экструзия обычно выполняется с использованием полимеров с наименее низкими показателями текучести расплава, чтобы обеспечить лучший контроль над процессом. При переработке смешанного материала вы получите переменный индекс текучести расплава, который будет в диапазоне 2-5 г / 10 мин при 2,16 кг.
При переработке смешанного материала вы получите переменный индекс текучести расплава, который будет в диапазоне 2-5 г / 10 мин при 2,16 кг. Однако, при применении специального оборудования для сортировки можно достичь более высокого показателя чистоты перерабатываемого материала и, следовательно, более стабильного ПТР.
Однако, при применении специального оборудования для сортировки можно достичь более высокого показателя чистоты перерабатываемого материала и, следовательно, более стабильного ПТР. 
 Давая жизнь спроектированному дизайну за счет индивидуального изготовления, воздухонепроницаемого качества и превосходного обслуживания клиентов.
Давая жизнь спроектированному дизайну за счет индивидуального изготовления, воздухонепроницаемого качества и превосходного обслуживания клиентов.


 При выборе бензогенератора следует отдавать предпочтение моделям, оснащенным системой предохранения от повышения напряжения: при внезапном скачке такое устройство отключит поставку тока к подключенным приборам.
При выборе бензогенератора следует отдавать предпочтение моделям, оснащенным системой предохранения от повышения напряжения: при внезапном скачке такое устройство отключит поставку тока к подключенным приборам. Этот пункт упоминается в технических характеристиках продукта.
Этот пункт упоминается в технических характеристиках продукта. л/ч
л/ч
 3 кВт
3 кВт В то время как генераторы обычно работают на газе и предназначены только для наружного использования, эти электростанции обеспечивают электроэнергию от больших батарей, которые безопасно использовать в помещении. Кроме того, они немного более портативны, поэтому вы можете брать их с собой на экскурсии вне сети.
В то время как генераторы обычно работают на газе и предназначены только для наружного использования, эти электростанции обеспечивают электроэнергию от больших батарей, которые безопасно использовать в помещении. Кроме того, они немного более портативны, поэтому вы можете брать их с собой на экскурсии вне сети. Хотя газовые генераторы, как правило, дешевле и обеспечивают больше энергии в течение более длительного периода времени, они, как правило, шумны и могут использоваться только снаружи, на безопасном расстоянии от вашего дома, чтобы предотвратить попадание выхлопных газов угарного газа внутрь. Газовые генераторы — отличное решение для временного обеспечения электроэнергией во время отключения электроэнергии, но их — плюс топливо, необходимое для их работы — может быть неудобно брать с собой в походы.
Хотя газовые генераторы, как правило, дешевле и обеспечивают больше энергии в течение более длительного периода времени, они, как правило, шумны и могут использоваться только снаружи, на безопасном расстоянии от вашего дома, чтобы предотвратить попадание выхлопных газов угарного газа внутрь. Газовые генераторы — отличное решение для временного обеспечения электроэнергией во время отключения электроэнергии, но их — плюс топливо, необходимое для их работы — может быть неудобно брать с собой в походы. Однако, чтобы аккумуляторная станция стала такой же мощной, как газогенератор, вам придется потратить большие деньги — часто более 1000 долларов. Хотя эти батареи являются перезаряжаемыми, для зарядки некоторых из них может потребоваться более 8 часов.
Однако, чтобы аккумуляторная станция стала такой же мощной, как газогенератор, вам придется потратить большие деньги — часто более 1000 долларов. Хотя эти батареи являются перезаряжаемыми, для зарядки некоторых из них может потребоваться более 8 часов. Хотя мы не тестировали их специально, мы опробовали их, чтобы увидеть, насколько хорошо они работают и насколько просты в использовании. В общем, мы обнаружили, что трудно достичь максимальной зарядной способности любой конкретной солнечной панели. Это происходит по нескольким причинам, но в основном потому, что условия редко бывают идеальными. Мы тестировали в восточной Пенсильвании в ясный солнечный день и обычно достигали 60-70 процентов текущего потенциала генерации любой данной панели. А поскольку для подзарядки электростанции обычно требуется несколько часов, нам приходилось часто перемещать панели, чтобы поддерживать оптимальную ориентацию на солнце. Это не значит, что солнечные батареи не подходят для зарядки, просто если вы собираетесь полагаться на них, вам нужно планировать соответствующим образом. Вам может понадобиться больше панелей, чем вы ожидаете, если вы просто ориентируетесь на цифры, на которые рассчитаны панели, чтобы оценить, сколько времени займет зарядка.
Хотя мы не тестировали их специально, мы опробовали их, чтобы увидеть, насколько хорошо они работают и насколько просты в использовании. В общем, мы обнаружили, что трудно достичь максимальной зарядной способности любой конкретной солнечной панели. Это происходит по нескольким причинам, но в основном потому, что условия редко бывают идеальными. Мы тестировали в восточной Пенсильвании в ясный солнечный день и обычно достигали 60-70 процентов текущего потенциала генерации любой данной панели. А поскольку для подзарядки электростанции обычно требуется несколько часов, нам приходилось часто перемещать панели, чтобы поддерживать оптимальную ориентацию на солнце. Это не значит, что солнечные батареи не подходят для зарядки, просто если вы собираетесь полагаться на них, вам нужно планировать соответствующим образом. Вам может понадобиться больше панелей, чем вы ожидаете, если вы просто ориентируетесь на цифры, на которые рассчитаны панели, чтобы оценить, сколько времени займет зарядка. Для этого мы создали постоянную нагрузку в 450 Вт, которую мы могли использовать для каждой модели, чтобы поддерживать согласованность. Чтобы получить мощность 450 Вт, мы выбрали четыре 42-ваттные лампы накаливания, один трехскоростной пьедестал и небольшой персональный обогреватель. Там, где это было применимо, мы также связывали электростанции с приложениями на смартфонах и контролировали их удаленно. Мы оценили производительность, а также простоту использования, а также обратную связь и данные, предоставляемые экраном дисплея каждой модели.
Для этого мы создали постоянную нагрузку в 450 Вт, которую мы могли использовать для каждой модели, чтобы поддерживать согласованность. Чтобы получить мощность 450 Вт, мы выбрали четыре 42-ваттные лампы накаливания, один трехскоростной пьедестал и небольшой персональный обогреватель. Там, где это было применимо, мы также связывали электростанции с приложениями на смартфонах и контролировали их удаленно. Мы оценили производительность, а также простоту использования, а также обратную связь и данные, предоставляемые экраном дисплея каждой модели.
 Бренд утверждает, что он будет питать практически любое устройство, и после тестирования мы склонны согласиться. С выходной мощностью 3600 Вт он может работать с несколькими устройствами, а если вам нужно больше мощности, вы можете увеличить мощность до 4500 Вт с помощью встроенной технологии X-Boost. В нашем тестировании при непрерывной нагрузке 470 Вт, как показано на дисплее Delta Pro, он обеспечивал питание в течение 6 часов 57 минут. Конечно, в домашнем резерве во время отключения электроэнергии мы будем использовать только то, что нам нужно для сохранения энергии. С этой целью мы использовали его для питания полноразмерного холодильника объемом 25 кубических футов, что он проработал в течение выдающихся 51 часа и 24 минут.
Бренд утверждает, что он будет питать практически любое устройство, и после тестирования мы склонны согласиться. С выходной мощностью 3600 Вт он может работать с несколькими устройствами, а если вам нужно больше мощности, вы можете увеличить мощность до 4500 Вт с помощью встроенной технологии X-Boost. В нашем тестировании при непрерывной нагрузке 470 Вт, как показано на дисплее Delta Pro, он обеспечивал питание в течение 6 часов 57 минут. Конечно, в домашнем резерве во время отключения электроэнергии мы будем использовать только то, что нам нужно для сохранения энергии. С этой целью мы использовали его для питания полноразмерного холодильника объемом 25 кубических футов, что он проработал в течение выдающихся 51 часа и 24 минут.
 Мы проверили его от 100 процентов до 0, используя 459-ваттная нагрузка более 3 часов 11 минут. Для справки, это все равно, что четыре холодильника непрерывно работать в течение одного и того же времени. На самом деле мы использовали Yeti 1500X для питания одного холодильника во время нашего тестирования, и мы смогли поддерживать его работу в течение 28 часов и 17 минут, прежде чем батарея разрядилась.
Мы проверили его от 100 процентов до 0, используя 459-ваттная нагрузка более 3 часов 11 минут. Для справки, это все равно, что четыре холодильника непрерывно работать в течение одного и того же времени. На самом деле мы использовали Yeti 1500X для питания одного холодильника во время нашего тестирования, и мы смогли поддерживать его работу в течение 28 часов и 17 минут, прежде чем батарея разрядилась. Возможность удаленно контролировать зарядку, а также уровень заряда батареи упростила тестирование. Это удобство хорошо подходит для использования дома или в походе, поскольку вы можете знать, как долго будет работать батарея, или когда электростанция полностью зарядится.
Возможность удаленно контролировать зарядку, а также уровень заряда батареи упростила тестирование. Это удобство хорошо подходит для использования дома или в походе, поскольку вы можете знать, как долго будет работать батарея, или когда электростанция полностью зарядится. Он не рассчитан на нагрузку более 500 Вт, что означает отсутствие фенов, тостеров и кофемашин. Мы использовали все четыре 110-вольтовые розетки для обеспечения общей нагрузки в 424 Вт, рассчитанной 535, в течение ровно часа до того, как батарея ударила его, что совпало с расчетным временем работы на дисплее с точностью до минуты.
Он не рассчитан на нагрузку более 500 Вт, что означает отсутствие фенов, тостеров и кофемашин. Мы использовали все четыре 110-вольтовые розетки для обеспечения общей нагрузки в 424 Вт, рассчитанной 535, в течение ровно часа до того, как батарея ударила его, что совпало с расчетным временем работы на дисплее с точностью до минуты. Он также может заряжаться от вашего автомобиля с помощью прилагаемого кабеля.
Он также может заряжаться от вашего автомобиля с помощью прилагаемого кабеля. А его Nexus Power Station может использовать до четырех таких батарей. (Вы можете купить его отдельно, с двумя батареями по 7,5 Ач или четырьмя батареями по 5 Ач). время работы ваших существующих инструментов с дополнительными батареями.
А его Nexus Power Station может использовать до четырех таких батарей. (Вы можете купить его отдельно, с двумя батареями по 7,5 Ач или четырьмя батареями по 5 Ач). время работы ваших существующих инструментов с дополнительными батареями. Разговаривая с представителями Ego, мы узнали, что может появиться обновление прошивки и iOS, и это хорошая новость, потому что любые изменения могут быть опубликованы и доступны для всех устройств.
Разговаривая с представителями Ego, мы узнали, что может появиться обновление прошивки и iOS, и это хорошая новость, потому что любые изменения могут быть опубликованы и доступны для всех устройств. Идеально подходит для кемпинга и путешествий, оно предназначено для устройств малой и средней мощности — всего менее 500 Вт. Это означает, что нужно отказаться от тостера или микроволновой печи. Explorer 500 имеет только одну розетку на 110 вольт, поэтому нам пришлось использовать удлинитель для тестирования с теми же устройствами, что и на других моделях. На дисплее отображается важная информация, которая вам нужна: мощность, поступающая во время зарядки, мощность, выходящая во время использования, и уровень заряда аккумулятора. Судя по дисплею, общая тестовая нагрузка составила 478 Вт, которая проработала 1 час 2 минуты, прежде чем разрядился аккумулятор. Используя Explorer 500 в качестве мобильной зарядной станции, вы можете рассчитывать на подзарядку ноутбука до пяти раз или мобильного телефона до 50 раз.
Идеально подходит для кемпинга и путешествий, оно предназначено для устройств малой и средней мощности — всего менее 500 Вт. Это означает, что нужно отказаться от тостера или микроволновой печи. Explorer 500 имеет только одну розетку на 110 вольт, поэтому нам пришлось использовать удлинитель для тестирования с теми же устройствами, что и на других моделях. На дисплее отображается важная информация, которая вам нужна: мощность, поступающая во время зарядки, мощность, выходящая во время использования, и уровень заряда аккумулятора. Судя по дисплею, общая тестовая нагрузка составила 478 Вт, которая проработала 1 час 2 минуты, прежде чем разрядился аккумулятор. Используя Explorer 500 в качестве мобильной зарядной станции, вы можете рассчитывать на подзарядку ноутбука до пяти раз или мобильного телефона до 50 раз. Джекери прислал нам Solar Saga 100 на пробу. В то время как солнечная энергия — отличный вариант для зарядки вашей электростанции или поддержания ее в рабочем состоянии, чтобы получить максимальную отдачу от солнечной зарядки, вам нужно держать панели ориентированными на солнце. В наш тестовый день в Пенсильвании, когда солнце было ниже в небе, на 10 процентов заряда батареи уходило 2 часа, и требовалось перемещать панели, чтобы они были ориентированы на самый сильный солнечный свет.
Джекери прислал нам Solar Saga 100 на пробу. В то время как солнечная энергия — отличный вариант для зарядки вашей электростанции или поддержания ее в рабочем состоянии, чтобы получить максимальную отдачу от солнечной зарядки, вам нужно держать панели ориентированными на солнце. В наш тестовый день в Пенсильвании, когда солнце было ниже в небе, на 10 процентов заряда батареи уходило 2 часа, и требовалось перемещать панели, чтобы они были ориентированы на самый сильный солнечный свет. 0 для быстрой зарядки | Одна розетка постоянного тока 12 В, 10 А | Связь: Н/Д | Вход для зарядки: один стандартный адаптер переменного тока на 120 В или солнечная панель/зарядное устройство (продается отдельно), 1 порт Андерсона | Вес: 22 фунта
0 для быстрой зарядки | Одна розетка постоянного тока 12 В, 10 А | Связь: Н/Д | Вход для зарядки: один стандартный адаптер переменного тока на 120 В или солнечная панель/зарядное устройство (продается отдельно), 1 порт Андерсона | Вес: 22 фунта
 Есть даже некоторые станции, которые можно подключить к другим устройствам для еще большей мощности, и их можно подключить к домашней системе, чтобы у вас было резервное питание на случай чрезвычайных ситуаций.
Есть даже некоторые станции, которые можно подключить к другим устройствам для еще большей мощности, и их можно подключить к домашней системе, чтобы у вас было резервное питание на случай чрезвычайных ситуаций.
 Jackery Explorer 240 и Bluetti EB3A также были главными соперниками, и оба они стоят меньше, чем модель Togo, однако отличные функции и дополнительная емкость аккумулятора на 40% с лишним дают малейшее преимущество Togo.
Jackery Explorer 240 и Bluetti EB3A также были главными соперниками, и оба они стоят меньше, чем модель Togo, однако отличные функции и дополнительная емкость аккумулятора на 40% с лишним дают малейшее преимущество Togo..jpg) разумные цены. Категория портативных электростанций среднего размера — это переполненное пространство, и есть несколько почти равных альтернатив 50S, включая обе модели Ecoflow (River Max и Delta Mini) и Big Blue Cellpowa 500.
разумные цены. Категория портативных электростанций среднего размера — это переполненное пространство, и есть несколько почти равных альтернатив 50S, включая обе модели Ecoflow (River Max и Delta Mini) и Big Blue Cellpowa 500.  Если вам удастся доставить эту машину туда, куда вы хотите, она прослужит вам целую вечность благодаря огромной мощности в 2000 ватт-часов. Он предлагает приложение для базового мониторинга и настройки. Аккумулятор LiFePO4 выдерживает более 3500 циклов зарядки. Он полностью заряжается чуть более чем за три часа, и все это при самой низкой «стоимости ватт-часа» среди всех протестированных нами устройств. Обычно это также может квалифицировать это устройство в категорию «лучшее соотношение цены и качества», но сделать это сложнее, когда это также самое дорогое устройство в нашем списке с ценой по прейскуранту 1,69 доллара США.9. Хотя в настоящее время он продается со скидкой 300 долларов, это делает его немного более конкурентоспособным.
Если вам удастся доставить эту машину туда, куда вы хотите, она прослужит вам целую вечность благодаря огромной мощности в 2000 ватт-часов. Он предлагает приложение для базового мониторинга и настройки. Аккумулятор LiFePO4 выдерживает более 3500 циклов зарядки. Он полностью заряжается чуть более чем за три часа, и все это при самой низкой «стоимости ватт-часа» среди всех протестированных нами устройств. Обычно это также может квалифицировать это устройство в категорию «лучшее соотношение цены и качества», но сделать это сложнее, когда это также самое дорогое устройство в нашем списке с ценой по прейскуранту 1,69 доллара США.9. Хотя в настоящее время он продается со скидкой 300 долларов, это делает его немного более конкурентоспособным. Это означает, что если вы хотите подключить несколько светодиодных ламп, каждая из которых имеет выходную мощность 200 Вт, вы можете ожидать, что сможете использовать десять из них одновременно. Когда светодиоды включены, как правило, им не требуется «дополнительная» мощность для работы.
Это означает, что если вы хотите подключить несколько светодиодных ламп, каждая из которых имеет выходную мощность 200 Вт, вы можете ожидать, что сможете использовать десять из них одновременно. Когда светодиоды включены, как правило, им не требуется «дополнительная» мощность для работы. , солнечная зарядка, USBA / C и выходы переменного и постоянного тока, упакованные в 10 фунтов примерно за 300 долларов, это лучший выбор для лучшей цены. И прямо сейчас вы можете забрать его со скидкой 60 долларов при использовании 9Промокод 0010 EB3A60 при оформлении заказа.
, солнечная зарядка, USBA / C и выходы переменного и постоянного тока, упакованные в 10 фунтов примерно за 300 долларов, это лучший выбор для лучшей цены. И прямо сейчас вы можете забрать его со скидкой 60 долларов при использовании 9Промокод 0010 EB3A60 при оформлении заказа.
 Это означает, что по сравнению с текущим стандартом срока службы в 500 циклов устройства с LiFePO4 могут работать 3000 циклов и более. Это дает Anker возможность предложить пятилетнюю гарантию по сравнению с двухлетней гарантией многих конкурирующих устройств.
Это означает, что по сравнению с текущим стандартом срока службы в 500 циклов устройства с LiFePO4 могут работать 3000 циклов и более. Это дает Anker возможность предложить пятилетнюю гарантию по сравнению с двухлетней гарантией многих конкурирующих устройств. Анкер заявляет, что время передачи «менее 20 мс». Это здорово, когда речь идет о портативных электростанциях. Но в качестве выделенного ИБП, который может потребоваться для защиты основной части технологии или важного медицинского устройства, вы можете рассмотреть другое решение. Но в любом случае ваши телевизоры, ноутбуки, холодильники и другие устройства будут в хорошем состоянии.
Анкер заявляет, что время передачи «менее 20 мс». Это здорово, когда речь идет о портативных электростанциях. Но в качестве выделенного ИБП, который может потребоваться для защиты основной части технологии или важного медицинского устройства, вы можете рассмотреть другое решение. Но в любом случае ваши телевизоры, ноутбуки, холодильники и другие устройства будут в хорошем состоянии.
 .
. Куда делись эти дополнительные 151 ватт-час?
Куда делись эти дополнительные 151 ватт-час?

 В некоторых случаях, таких как Anker 757, устройство может использовать батареи LiFePO4 по сравнению с более распространенной литий-ионной батареей и обеспечивать до 3000 циклов или более.
В некоторых случаях, таких как Anker 757, устройство может использовать батареи LiFePO4 по сравнению с более распространенной литий-ионной батареей и обеспечивать до 3000 циклов или более. Я более подробно расскажу об этом в разделе «Как мы тестируем» ниже, но рассмотрите мощность устройства или устройств, которые вы хотите запитать, а затем количество ватт-часов, которое потребуется вашей портативной электростанции.
Я более подробно расскажу об этом в разделе «Как мы тестируем» ниже, но рассмотрите мощность устройства или устройств, которые вы хотите запитать, а затем количество ватт-часов, которое потребуется вашей портативной электростанции.
 Исчерпайте его, и он бесполезен, пока вы не сможете перезарядить.
Исчерпайте его, и он бесполезен, пока вы не сможете перезарядить. Bluetti AC200P требует 2000 ватт-часов.
Bluetti AC200P требует 2000 ватт-часов.
 Получив эти данные, мы можем вычислить головокружительный массив информации о характеристиках проверяемого оборудования. Но основная часть информации, на которую мы здесь обращаем внимание, — это наблюдаемая емкость, основанная на наших измерениях, по сравнению с заявленной емкостью проверяемого оборудования.
Получив эти данные, мы можем вычислить головокружительный массив информации о характеристиках проверяемого оборудования. Но основная часть информации, на которую мы здесь обращаем внимание, — это наблюдаемая емкость, основанная на наших измерениях, по сравнению с заявленной емкостью проверяемого оборудования.
 Я повторил этот процесс не менее двадцати раз, прежде чем устройство перестало включать свет более чем на пару секунд за раз.
Я повторил этот процесс не менее двадцати раз, прежде чем устройство перестало включать свет более чем на пару секунд за раз. Вы не собираетесь ни с кем сталкиваться, так что ныряйте, плескайтесь, что хотите. Теперь, когда мы добавляем людей, становится немного больше и сложнее. У вас меньше места для людей. Как только у вас будет 80 человек в пуле, этому следующему человеку потребуется несколько дополнительных секунд, чтобы более тщательно выбрать свою запись, чтобы не вызывать никаких проблем, просто прыгая и надеясь, что никто не мешает.
Вы не собираетесь ни с кем сталкиваться, так что ныряйте, плескайтесь, что хотите. Теперь, когда мы добавляем людей, становится немного больше и сложнее. У вас меньше места для людей. Как только у вас будет 80 человек в пуле, этому следующему человеку потребуется несколько дополнительных секунд, чтобы более тщательно выбрать свою запись, чтобы не вызывать никаких проблем, просто прыгая и надеясь, что никто не мешает.
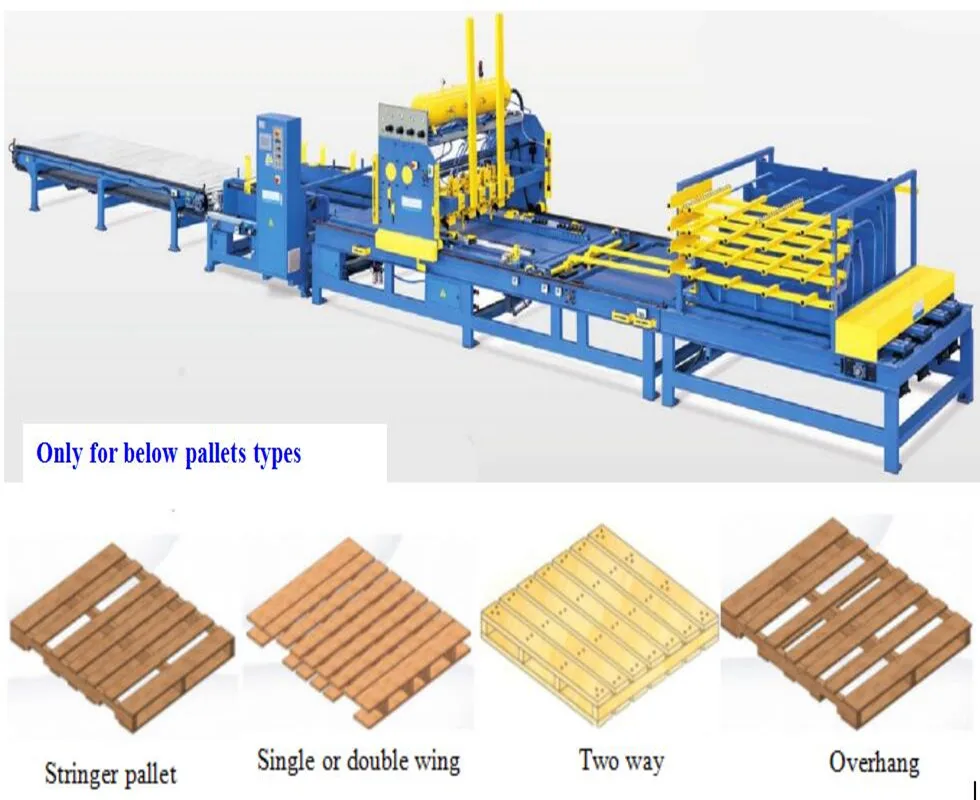
 Купив наши станки, вы сможете выйти на рынок деревянной тары со следующими позициями товарной линейки:
Купив наши станки, вы сможете выйти на рынок деревянной тары со следующими позициями товарной линейки:
 Паллеты, приспособленные к подъему разными видами погрузчиков, имеют большой спрос. Поэтому станки для их выпуска при полной нагрузке и автоматизации процессов быстро окупаются, начиная приносить чистую прибыль уже на второй год эксплуатации.
Паллеты, приспособленные к подъему разными видами погрузчиков, имеют большой спрос. Поэтому станки для их выпуска при полной нагрузке и автоматизации процессов быстро окупаются, начиная приносить чистую прибыль уже на второй год эксплуатации. КМ-1
КМ-1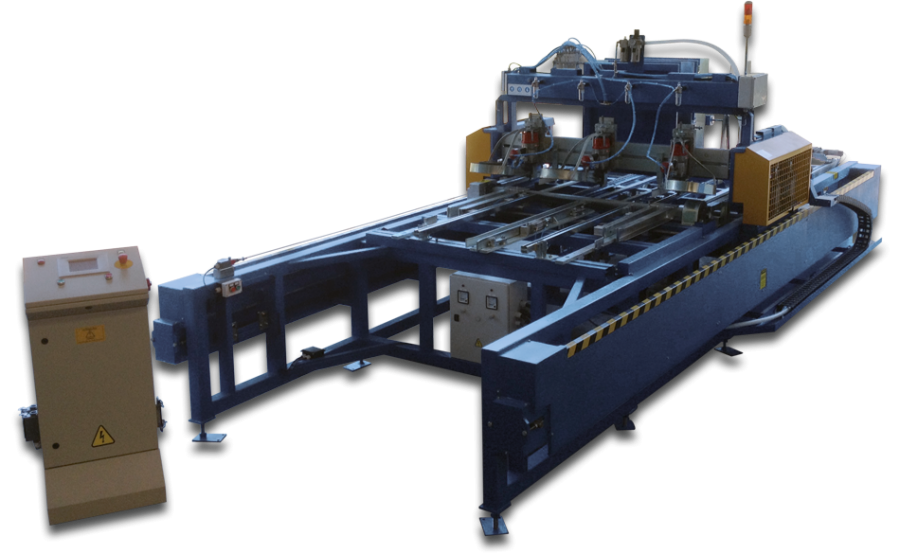

 По сути, это тоже кондуктор, только примитивный.
По сути, это тоже кондуктор, только примитивный.
 youtube.com/embed/KL4k_DEnwso» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/KL4k_DEnwso» frameborder=»0″ allowfullscreen=»allowfullscreen»> 
 0009
0009

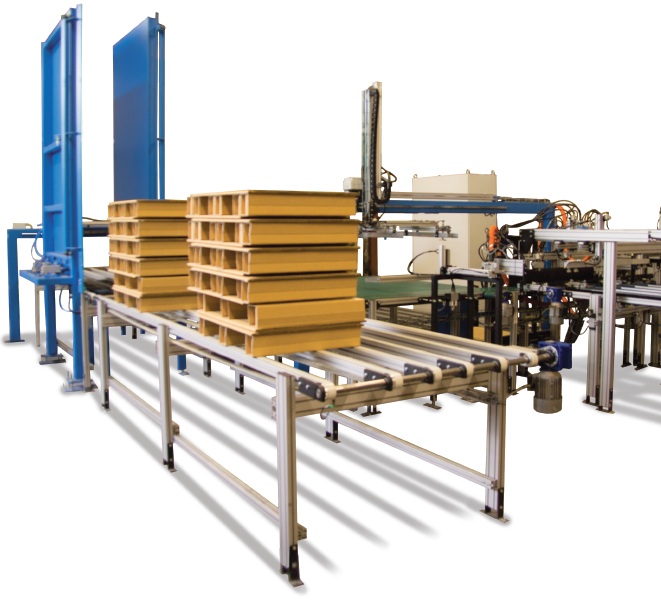
 Наши машины и установки предлагают решение с поддержкой робота или без него.
Наши машины и установки предлагают решение с поддержкой робота или без него.


 Вид этой зависимости достаточно сложен.
Вид этой зависимости достаточно сложен.

 Электронно — оптические линейки положения ползуна Heidenhain (Германия) с точностью до 0,01мм (ось Y1+Y2)
Электронно — оптические линейки положения ползуна Heidenhain (Германия) с точностью до 0,01мм (ось Y1+Y2)
 Данные приводятся для материала длиной 1 м. Таблица рассчитана для листового материала с прочностью o=450 Н/мм2 (углеродистая конструкционная сталь). Результат расчёта усилий необходимо пропорционально изменить в случае, когда показатели прочности имеют другие значения.
Данные приводятся для материала длиной 1 м. Таблица рассчитана для листового материала с прочностью o=450 Н/мм2 (углеродистая конструкционная сталь). Результат расчёта усилий необходимо пропорционально изменить в случае, когда показатели прочности имеют другие значения.
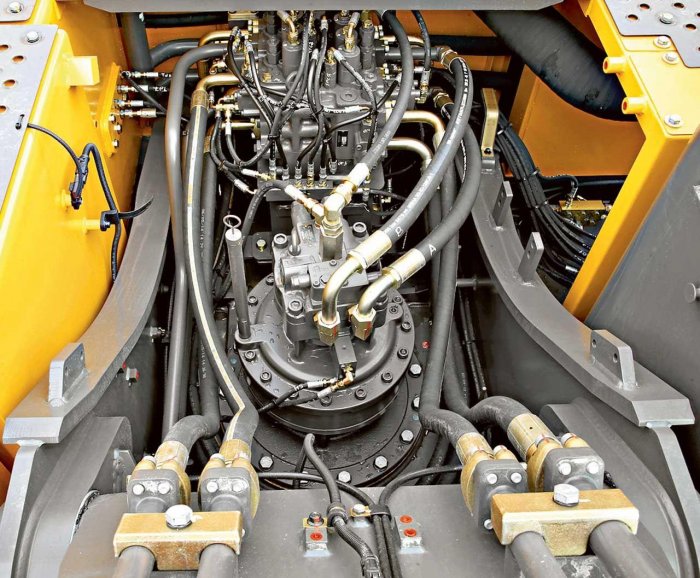
 Они чисты, универсальны и имеют относительно низкую стоимость жизненного цикла. Они также соответствуют гидравлическим приводам с точки зрения обработки нагрузок и ударов. Электрогидравлика в настоящее время используется в ряде приложений для обработки тяжелых грузов в наружном оборудовании, морской, военной, аэрокосмической и многих других областях.
Они чисты, универсальны и имеют относительно низкую стоимость жизненного цикла. Они также соответствуют гидравлическим приводам с точки зрения обработки нагрузок и ударов. Электрогидравлика в настоящее время используется в ряде приложений для обработки тяжелых грузов в наружном оборудовании, морской, военной, аэрокосмической и многих других областях. Для втягивания двигатель вращается против часовой стрелки, реверсируя операцию и возвращая жидкость в резервуар и на противоположную сторону поршня.
Для втягивания двигатель вращается против часовой стрелки, реверсируя операцию и возвращая жидкость в резервуар и на противоположную сторону поршня. И по мере старения они начинают изнашиваться и протекать вокруг поршня. Насосы и другие компоненты также со временем изнашиваются, возникают внутренние утечки и потери давления.
И по мере старения они начинают изнашиваться и протекать вокруг поршня. Насосы и другие компоненты также со временем изнашиваются, возникают внутренние утечки и потери давления. Ударопрочность электрогидравлического привода не уступает гидроцилиндрам.
Ударопрочность электрогидравлического привода не уступает гидроцилиндрам. Электрические гидравлические системы потенциально могут быть значительно более энергоэффективными, чем типичные гидравлические системы, существующие сегодня.
Электрические гидравлические системы потенциально могут быть значительно более энергоэффективными, чем типичные гидравлические системы, существующие сегодня. Поскольку автомобиль стоит на холостом ходу на этом светофоре, почему автомобиль продолжает напрягаться и изнашивать работающие компоненты, когда они не выполняют свою единственную обязанность — управлять автомобилем?
Поскольку автомобиль стоит на холостом ходу на этом светофоре, почему автомобиль продолжает напрягаться и изнашивать работающие компоненты, когда они не выполняют свою единственную обязанность — управлять автомобилем?




 Купить можно в любом магазине инструментов.
Купить можно в любом магазине инструментов.


 ru
ru Во-первых, алмазное сверление – это безвибрационный метод. Отсутствие вибраций позволяет рассчитывать на отсутствие трещин в процессе эксплуатации объекта. Во-вторых, в ходе бурения обеспечивается минимальный уровень шума. Он полностью соответствует актуальным требованиям в вопросе охраны труда и здоровья. К преимуществам также стоит отнести отсутствие пыли при бурении в местах с чистовой отделкой
Во-первых, алмазное сверление – это безвибрационный метод. Отсутствие вибраций позволяет рассчитывать на отсутствие трещин в процессе эксплуатации объекта. Во-вторых, в ходе бурения обеспечивается минимальный уровень шума. Он полностью соответствует актуальным требованиям в вопросе охраны труда и здоровья. К преимуществам также стоит отнести отсутствие пыли при бурении в местах с чистовой отделкой За счет этой особенности обеспечивается возможность бурения бетонных, кирпичных и других конструкций, расположенных в труднодоступных местах (например, в приямках или нишах).
За счет этой особенности обеспечивается возможность бурения бетонных, кирпичных и других конструкций, расположенных в труднодоступных местах (например, в приямках или нишах).
 За счет этой особенности диаметр отверстий может достигать 60 см.
За счет этой особенности диаметр отверстий может достигать 60 см. Причем желательно, чтобы вода была подведена максимально близко к рабочей поверхности.
Причем желательно, чтобы вода была подведена максимально близко к рабочей поверхности.
 с., 20 А, 90° — 38D746|4115-22
с., 20 А, 90° — 38D746|4115-22

 С помощью корончатого бура Helo вы можете делать отверстия диаметром до 60 дюймов для различных целей. Например, вы можете сделать монтажные отверстия HVAC и электрические и сантехнические работы.
С помощью корончатого бура Helo вы можете делать отверстия диаметром до 60 дюймов для различных целей. Например, вы можете сделать монтажные отверстия HVAC и электрические и сантехнические работы. Температура коронки контролируется водой в процессе бурения и помогает избавиться от пыли при бурении конструкции.
Температура коронки контролируется водой в процессе бурения и помогает избавиться от пыли при бурении конструкции. Геолог промыл извлеченный керн и зафиксировал макроскопические характеристики. Позже керн вырезают, и представители отправляют образцы на химический анализ.
Геолог промыл извлеченный керн и зафиксировал макроскопические характеристики. Позже керн вырезают, и представители отправляют образцы на химический анализ.
