Кромкооблицовочный станок что это: Кромкооблицовочные станки: устройство, принцип работы, виды
особенности его назначения, принцип работы, изготовление оборудования своими руками
При помощи кромкооблицовочного оснащения материал можно приклеивать на кромки заготовок, используя особый суперклей. В отсутствие этого аппарата не сможет функционировать ни одно деревообрабатывающее предприятие. Изготовители со всего мира могут порекомендовать различный ассортимент данных станков. Система этого устройства несложная, поэтому вы можете сделать переносный кромкооблицовочный станок самостоятельно.
- Назначение кромкооблицовочного станка
- Конструкция прибора
- Оборудование станка
- Принцип работы устройства
- Самостоятельное изготовление станка
Назначение кромкооблицовочного станка
В наше время это спецоборудование выступает базой для изготовления изделий на мебельных комбинатах. Облицовка кромки представляет собою процесс приклеивания отделочного материала, для того чтобы гарантировать привлекательный внешний вид продукта. Этот способ приобрёл обширное распространение при изготовлении мебели, где ограниченные грани плит либо щитовых элементов подлежат красивой отделке. На сегодняшний день имеется огромный выбор рисунков и цветов, что заставляет конструкторов создавать новые станки.
Этот способ приобрёл обширное распространение при изготовлении мебели, где ограниченные грани плит либо щитовых элементов подлежат красивой отделке. На сегодняшний день имеется огромный выбор рисунков и цветов, что заставляет конструкторов создавать новые станки.
В качестве использованного материала можно использовать бумагу, меламин, шпон, АВС, ПВХ, толщиной 0,4 — 3 мм, а шириной 2 — 6 см. Базой технологии считается система «заготовка — клей — материал». Благодаря сжатию и переустройству облицовка основательно укрепляется на кромке.
Многие станки ориентируются на применение клея, который плавится при нагреве, а при остывании стремительно затвердевает. Подобная методика требует жёсткой регулировки порядка температуры и прижима склеиваемых частей с помощью определённого усилия. В случае если об этом не подумать, система может утратить устойчивость, а облицовка — отпасть.
Конструкция прибора
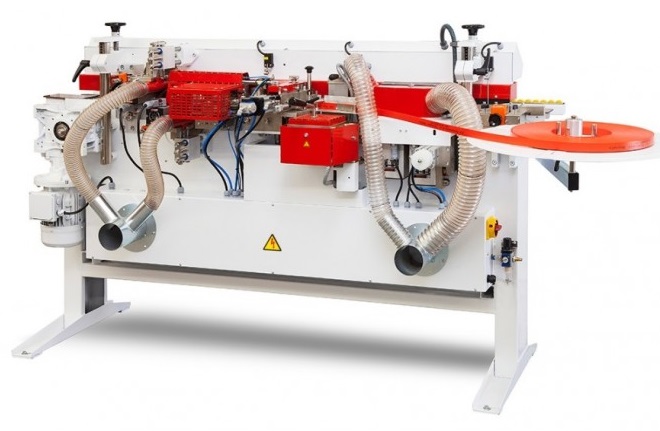
В станине оборудования располагают столик из текстолита или похожего материала, который не даёт возможность испортить заготовку.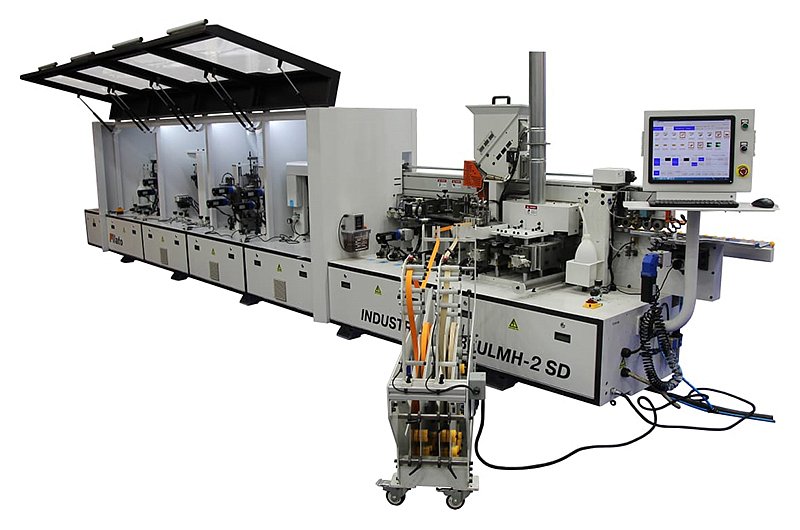 На столе устанавливается основной модуль, за которым может располагаться фрезеровочный узел для ликвидации свесов. Плюсом подобного оснащения можно охарактеризовать его подвижность, поскольку габариты дают возможность транспортировать электростанок к месту расположения детали. Кроме того, существуют вставные направляющие, чтобы функционировать с твёрдой полосной облицовкой.
На столе устанавливается основной модуль, за которым может располагаться фрезеровочный узел для ликвидации свесов. Плюсом подобного оснащения можно охарактеризовать его подвижность, поскольку габариты дают возможность транспортировать электростанок к месту расположения детали. Кроме того, существуют вставные направляющие, чтобы функционировать с твёрдой полосной облицовкой.
Система подачи включает:
- рулон;
- гильотину;
- ролики.
Для основы в магазин вводится материал для облицовки, из которого роликами притягивается лента в область приклеивания. Чтобы настроить темп подачи ленты, электропривод роликов должен иметь контролируемую частоту верчения. Гильотина отрезает ленту таким способом, чтобы её длины хватало для возмещения всей кромки и 25 мм для припуска. Электропривод гильотины может быть автоматическим либо пневматическим. С помощью датчика расположения заготовки обусловливается момент сработки гильотины.
Оборудование станка
Станок зачастую снабжается системой для нагрева и нанесения клея. Это производится в двух различных альтернативах — для того чтобы кромочный материал поставлялся со клеем и без него. При 1 варианте суперклей уже находится в ленте, однако, он подогревается нагретым воздухом при помощи фена. Во 2 случае суперклей разогревается в ванночке и наносится на плоскость ленты с помощью ролика. Нужно отметить, что определённые модификации имеют 2 ролика, с которых второй нужен для нанесения приклеивающего состава на кромку детали.
Это производится в двух различных альтернативах — для того чтобы кромочный материал поставлялся со клеем и без него. При 1 варианте суперклей уже находится в ленте, однако, он подогревается нагретым воздухом при помощи фена. Во 2 случае суперклей разогревается в ванночке и наносится на плоскость ленты с помощью ролика. Нужно отметить, что определённые модификации имеют 2 ролика, с которых второй нужен для нанесения приклеивающего состава на кромку детали.
Следующий компонент — это клеевая ванночка, где суперклей для кромкооблицовочного станка разогревается до температуры 200 градусов, не пригорает, имеет однородную густоту и хорошо циркулирует.
В большей степени применяются:
- ванночки с тефлоновым покрытием;
- датчики температуры.
Определённые модификации имеют картридж для нанесения выбранного клея на плоскость.
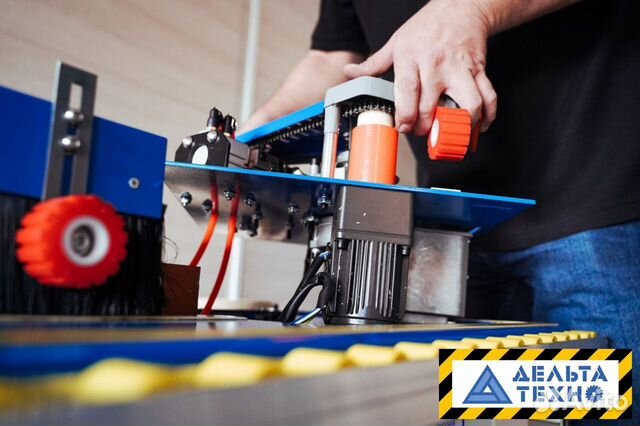
Система нажима имеет вид основного ролика. Если лента соприкасается с отделочным материалом, появляется конкретное усилие сжатия данных частей. В случае если ручной кромкооблицовочный станок имеет механическую подачу, то лента вжимается на кромку одним или несколькими роликами, какие размещены поочерёдно.
В случае если ручной кромкооблицовочный станок имеет механическую подачу, то лента вжимается на кромку одним или несколькими роликами, какие размещены поочерёдно.
В оснастках с ручной подачей детали данную функцию может осуществлять человек, какой подаёт деталь и одновременно придавливает её к выходящей ленте.
В качестве опоры используют один либо 2−3 ролика. Однако этот способ потребует хороших умений. Помимо размеренного порядка, постоянно регулируется темп подачи заготовки и ленты, для того чтобы исключить разрыва либо сборки ленты. Наиболее сложное оборудование даёт возможность управлять станком в авторежиме, при помощи электроники.
Принцип работы устройства
Для наклеивания применяется лента, широта которой больше высоты элемента на 2−5 мм. Это производится для точного закрытия кромки. Как правило, уже после приклеивания остаются так именуемые свесы, какие обозначают с двух краёв. Для того чтобы их удалить, применяется фрезеровочный модуль, какой срезает облицовку, выходящую за границы детали.
Обычно механизм наделён скоростным приводом с 12 тысячами витков в минуту, чтобы не повредить плоскость. В модуле, кроме того, учтены ограниченные ролики для правильной установки заготовки. Узел наделён 2-мя фрезами с приводами, его настраивают в необходимую вышину детали. Для того чтобы деликатно настроить модуль и закрепить его, задействуется система перемещения с передачей «винт — гайка».
После обрезания ножом лента приклеивается к кромке. Для того чтобы его исключить, следует применять торцовочный модуль, система которого может быть различной. Наиболее простой вид предполагает собою круглую пилу, что имеет отвесное перемещение и оборудуется приводом с небольшой мощностью.
По особой команде эта электропила выходит в рабочую сферу кромочного станка и отпиливает лишний участок облицовки. Этот принцип способен функционировать только в станках с ручной подачей. В случае если доставка механизирована, торцовый модуль наиболее сложный. Электропила с приводом вводится согласно инструкции к станку на каретке, что имеет 2 коротких направления: первый на подачу пилы для ликвидации припуска ленты, а 2-й для ровной быстроты подачи заготовки. Кромкооблицовочный электростанок может дополняться большим количеством многофункциональных элементов.
Кромкооблицовочный электростанок может дополняться большим количеством многофункциональных элементов.
Кромочные приборы с ручной подачей задействуются не только лишь в домашних обстоятельствах либо мастерских. Даже крупные мебельные фирмы имеют это приспособление для стремительного ремонта и облицовки эксклюзивных заготовок, малых партий деталей.
Благодаря присутствию процессоров, контролеров, приборы с ручной подачей детали считаются весьма удобными и простыми в управлении. Главные процессы в период работы — это темп подачи, автоматизированный контроль температуры, а, кроме того, длина приклеиваемого материала.
Агрегат с ручной подачей функционирует с материалом до 3 мм, потребляет около 2 кВт электроэнергии, захватывает зону до 2−3 кв. метров, обслуживается одним пользователем и удерживает темп подачи детали 6 метров в минуту. Чтобы системы станка имели возможность работать, подключается система под давлением 0,6 мПа сжатого воздуха.
Обычно станок сначала тестируется, при этом контролируется безопасность клеевого шва и степень адгезии клея. Для выполнения теста, возможно, применять бесцветную ПВХ-плёнку, что даёт возможность наблюдать за распределением клеевого состава после сжатия и полимеризации. Если рабочая смена изменяется, рекомендуется, кроме того, осуществлять тесты для предотвращения появления скрытого нарушения.
Для выполнения теста, возможно, применять бесцветную ПВХ-плёнку, что даёт возможность наблюдать за распределением клеевого состава после сжатия и полимеризации. Если рабочая смена изменяется, рекомендуется, кроме того, осуществлять тесты для предотвращения появления скрытого нарушения.
Весь разрезающий механизм хорошо оттачивается. Это относится к ножикам и фрезам. Не забудьте регулярно чистить клеевую ванночку.
Кромкооблицовочный агрегат может иметь ограждение и маркировку подогреваемых плоскостей. Станина приспособления должна иметь заземление. Приспособление следует подсоединить к системе аспирации, так как нагреваемый суперклей может выделять ядовитые вещества, какие представляют опасность для здоровья.
Подобное приспособление не потребует какой-либо сложной настройки. Следует откорректировать температуру нагревания, грамотно установить частоты вращения роликов, какие наносят суперклей, и скорость подачи. Весьма важно, чтобы при нанесении объем клея оптимально соответствовал нужным условиям. В случае если его не будет хватать, может затеряться прочность взаимосвязи между использованным материалом и заготовкой. Излишек клея приведёт к получению лишнего количества на плоскость и возникновению грязи.
В случае если его не будет хватать, может затеряться прочность взаимосвязи между использованным материалом и заготовкой. Излишек клея приведёт к получению лишнего количества на плоскость и возникновению грязи.
Самостоятельное изготовление станка
Из-за значительной стоимости кромкооблицовочного оборудования многие выбирают самодельные кромочные приборы, однако, у них хромает оборудование безопасности, по этой причине следует вести себя очень аккуратно. В первую очередь, чем размышлять над конструированием станка, следует сосредоточить внимание на толщину использованного материала, с которой будет функционировать спецоборудование, подумать с каким материалом он будет функционировать, и что за устройства должны быть в обязательном порядке. Для основы следует организовать базу, что содержит в себе систему подачи отделочного материала, нажима, нагрева и нанесения клеевого состава.
В обычную комплектацию станка входит:
- участок механического обрезания кромки;
- стабилизатор верчения с указателем быстроты подачи;
- регулятор с поддержкой функции ожидания и защитой от преждевременной работы;
- участок подачи кромки на место приклеивания;
- выключатель для работы с прямыми элементами;
- держатель для фена;
- текстолитовые направляющие.

Кромкооблицовочные станки используются практически на всех деревообрабатывающих фирмах, но их устройство и компоненты системы могут существенно различаться. Это зависит преимущественно от размеров работы, что производится с помощью этого аппарата.
Для наиболее современных и сложных модификаций кромкооблицовочных станков учитывают бачок, что предназначен для нагрева клея и нанесения на кромку этого состава. Бак оборудован рукоятками и роликом, который вкатывает материал к кромке, что в этом станке располагается на особой обособленной опоре. Данные устройства предназначаются для приклеивания пластмассы увеличенной толщины на заготовки.
Свесы материала, которые возникают при облицовке самодельными станками, принято устранять вручную при помощи специализированных устройств.
К ним причисляют разнообразные продольно-гильотинные приборы, которые срезают свес и формируют на рёбрах изделия фаски. Все компоненты системы скрепляют с удобными рукоятками для управления.
Стоит помнить, что при работе на таком блоке следует применять облицовочный материал в рулонах, на какие уже нанесён клеевой состав, по-другому вы просто не сможете закрепить ровным счётом ничего. Так как для производства кромкооблицовочного станка собственными руками вам все-таки понадобятся определённые детали, не рассчитывайте, что изготовление агрегата обойдётся вам совсем дёшево.
Кромкооблицовочный станок: характеристики, виды и изготовление своими руками
Перейти к содержимому
Содержание: [скрыть]
- На что обратить внимание при выборе кромочника
- Станок фирмы Brandt
- Felder
- Griggio
- Кромочник Вегома
- Оборудование MFBJ 350
- Самодельный станок
При изготовлении современной мебели используется кромкооблицовочное оборудование. Основное количество этого вида продукции создают из ламинированных ДСП. После раскроя плит торцы остаются открытыми. Их нужно закрывать облицовочной панелью. На заводах массовый выпуск мебели, ее обработку обеспечивают большие стационарные автоматические кромкооблицовочные конвейеры. В цехах средних и малых предприятий применяют ручную машинку.
После раскроя плит торцы остаются открытыми. Их нужно закрывать облицовочной панелью. На заводах массовый выпуск мебели, ее обработку обеспечивают большие стационарные автоматические кромкооблицовочные конвейеры. В цехах средних и малых предприятий применяют ручную машинку.
На что обратить внимание при выборе кромочника
Выбор оборудования потребителем обусловлен целями и влиянием следующих факторов:
- Производительность – количество погонных метров обрабатываемых торцов за рабочую смену.
- Вес и мощность.
- Универсальность ответственных узлов, которые выполняют сразу несколько функций, может сказаться на качестве продукции. Результат лучше, если каждый узел выполняет свою работу отдельно.
- Оснащение винтовым компрессором с рефрижераторным осушением воздуха и фильтрами.
- Наличие фрезера для удаления напусков кромочной ленты.
- Оптимальный баланс цены – качества.
На рынке представлен широкий выбор кромкооблицовочной техники. Популярные модели:
Популярные модели:
Станок фирмы Brandt
Под маркой Brandt немецкая фирма производит целый ряд моделей кромочников – проходных станков, предназначенных для приклеивания кромочной детали к прямолинейным торцам мебели. Клей подается на торец через специальный ролик. Затем вращающиеся цилиндры плотно прижимают ленту к краю.
На оборудование бранд могут устанавливаться дополнительные приспособления для расширения возможностей обработки.
Felder
Компания «Фельдер» поставляет отделочное оборудование нескольких категорий:
- Универсальная серия представляет станки: ForKa 300$, NeW G 320, 330, 400. Агрегаты обладают небольшими размерами. Применяется рулонная лента толщиной от 0,3 мм до 3 мм. Обрабатывают ламинированные древесно-стружечные плиты (ЛДСП) с шириной торцов 10–45 мм.
- Профессиональная серия представляет собой ряд моделей: NEW G 500, NEW G 660, NEW G 670, NEW G 680. Это многофункциональные машины, выполняющие такие операции, как фугование, округление углов, циклевку и полирование мебельных заготовок.
- Станки класса премиум – профессиональное оборудование, которое отличается высоким качеством. Клеевой шов выполняется таким, что его трудно разглядеть. Ряд этой серии представляют модели: Perfect 608 x motion plus, Perfect 710 x motion plus, New perfect 812.
- Мобильный агрегат ForKa 200 – ручная кромкооблицовочная машинка, небольшой инструмент. Работает такой кромочник как в стационарном положении, так и в ручном режиме. Инструмент используют в основном для восстановительных и ремонтных работ.
Griggio
Начиная c 1946 года, итальянская фирма Griggio выпускает деревообрабатывающее оборудование различного назначения. В ассортименте ведущее место занимают автоматические и ручные кромкооблицовочные агрегаты марки GB. Станки как в стационарном положении, так и при мобильном применении удобны в управлении. Торцы шириной 45 мм мебельных заготовок автоматический прибор обклеивает лентой толщиной до 3 мм, оснащен регулятором нагрева и вариатором скорости подачи детали.
Кромочник «Вегома»
Многофункциональное оборудование «Вегома» производят с учетом последних достижений в этой области. Помимо прямолинейных торцов, станок отлично обрабатывает криволинейные поверхности. Машина обеспечена специальной клеевой ванной. Подача ленты осуществляется со скоростью от 2 м/мин до 6 м/мин. С помощью управления через микропроцессор регулируют степень нагрева клея (от 120 до 200 оC). Устройство использует кромочную ленту толщиной от 0,3 до 3 мм и шириной от 10 до 45 мм.
Дополнительные приспособления в виде столов SE 2001 и SE 2002 фиксируют установку РМ 3000 в стационарном положении. Это позволяет обрабатывать заготовки значительной площади.
Оборудование MFBJ 350
Станок mfbj 350 – это большое стационарное оборудование, размещенное на мощном основании, предназначено для облицовки прямых и криволинейных торцов мебельных заготовок из ДСП. Для оклейки применяют ленточный материал из меламина, АБС и ПВХ толщиной 0,3–3 мм и шириной 15–50 мм.
Устройство оснащено:
- системой автоматической подачи кромки из рулонной кассеты;
- пневматическим секатором ленты;
- двумя клеящими валиками;
- тяжелой чугунной станиной;
- терморегулятором;
- клеевой ванной с тефлоновым покрытием.
Станок KZM-2
Кромочный станок kzm 2 имеет следующие опции:
- Используется автоматизированная подача кромки, снабженная индикаторным регулятором высоты и толщины.
- Пневматические ножницы для отрезки выступающего канта.
- Фрезерование свесов кромки с двух сторон.
- Ванночка с электронной регулировкой температурного режима нагрева клея.
- Бокс с рулоном облицовочной ленты диаметром 600 мм.
- Пила для обрезки начала и окончания кромки.
Casadei ALA 20
Оборудование марки Casadei ALA 20 итальянской фирмы изготавливают с 2008 года. Рабочий стол имеет поверхность размером 1950х300 мм. Использует кромку толщиной от 0,4 мм до 2 мм. Агрегат обрабатывает торцы ДСП толщиной 10–45 мм.
Агрегат обрабатывает торцы ДСП толщиной 10–45 мм.
Минимальные размеры облицовываемой заготовки – 180х65 мм. Устройство подает ленту со скоростью 5 м/мин. Рабочая степень нагрева кромки составляет 200 градусов.
KDT-360
Модель kdt 360 – продукция массового производства. Тяжелое оборудование рассчитано на круглосуточную эксплуатацию. Фрезы наклоняются под любым углом. Устройство обеспечивает чистовую фрезерную обрезку, циклевку высокого качества. Толщина облицовки 0,4–3 мм. Скорость подачи ленты осуществляется в пределах 12–20 м/мин. Минимальные размеры заготовки – 140х80 мм.
КМ-40
Ручной кромочник весит 11 кг. Удобный во всех отношениях инструмент. Скорость подачи кромки 2–5 м/мин. Работает с кромочной лентой высотой от 10 до 40 мм.
Scm Olimpic
В основном продукцию итальянской фирмы применяют для облицовки кромкой торцов небольших по размеру заготовок. Станки имеют ряд недостатков: трудно поддаются настройке, нет задней откидной крышки, объем клеевой ванны – маленький, отмечается быстрый износ деталей.
Оборудование марки Cehisa
Автоматический односторонний агрегат производства испанской фирмы пользуется большим спросом на мебельных предприятиях.
Станок предназначен для оклейки прямолинейных торцов. Простое управление агрегатом позволяет получать облицовку мебельных деталей высокого качества.
Sietro
Станочное оборудование китайского производства под маркой Sietro вызывает немалые нарекания потребителей на качество продукции. Зачастую агрегаты трудно поддаются настройке. Единственная привлекательная сторона кромочников – это низкая цена.
Ориентировочная стоимость популярных моделей кромочников:
№ | Марка модели | Стоимость, тыс. руб |
1 | «Вегома» | 79 – 85 |
2 | Casadei ALA 20 | 300 |
3 | KDT 360 | 1 000 |
4 | MFBJ | 145 – 150 |
Самодельный станок
Самодельный кромкооблицовочный станок обычно собирают для выполнения небольших объемов работ. Браться за это дело могут люди, сведущие в сборке сложных механизмов, знакомые с его устройством и принципом действия.
Браться за это дело могут люди, сведущие в сборке сложных механизмов, знакомые с его устройством и принципом действия.
Ниже представлен чертеж кромочного агрегата. Изучив документацию, можно приступать к сборке:
- На металлической станине укладывают лист из текстолита или аналогичного материала. Столешница должна обладать гладкой поверхностью, не способной повредить мебельную заготовку.
- На столе монтируют основной блок оборудования, совмещенный с фрезером для удаления свесов кромки.
- Станок должен легко перемещаться вокруг заготовки. Для этого блок размещают на специальной подвеске.
- Система подачи включает в себя рулон кромочной ленты, гильотинный резак и ролики.
- Гильотина должна обрезать ленту в конце торца заготовки с напуском около 25 мм. Для этого нож совмещают с пневматическим или механическим приводом.
- Станок может быть снабжён системами разогрева или нанесения клея. Если используют ленту с клеевой тыльной поверхностью, то устанавливают нагревательный прибор (обычный бытовой фен или более мощный калорифер). Фен разогревает клеевую поверхность ленты, а ведущий ролик прижимает её к торцевой поверхности.
- Применение клеевого способа требует наличия специальной ванночки. Клеевой состав разогревается в ёмкости и подаётся на кромку специальным роликом.
- Особое внимание надо уделить ёмкости с клеевым составом. Важно чтобы температура внутри ванночки была в пределах 150-200оС. Такой температурный режим не даёт клеевому составу подгореть и поддерживает нужный уровень вязкости состава. Долговечность ванночке придаёт внутреннее тефлоновое покрытие.
- Наличие двух или трёх направляющих роликов обеспечит равномерную подачу ленты. Это позволит избежать случайных разрывов или смятий кромочного материала.
- Для облицовки применяют ленту на 2-3 мм шире толщины торца.
- Важна синхронизация действия пилы со скоростью подачи облицовки. Обеспечивают это специальные датчики и система прижимных роликов.
 Фен разогревает клеевую поверхность ленты, а ведущий ролик прижимает её к торцевой поверхности.
Фен разогревает клеевую поверхность ленты, а ведущий ролик прижимает её к торцевой поверхности.Для нерегулярного выполнения небольших объёмов работ самодельный станок – наиболее выгодное решение.
Похожая запись
You missed
Adblock
detector
Что такое кромкооблицовочный станок – полезные советы и рекомендации
Облицовка кромки, особенно в коммерческих помещениях, выполняется с помощью кромкооблицовочного станка, который наносит термоклей на кромку плиты. Этот клей-расплав представляет собой форму термопластичного клея, который надежно прикрепляет кромочные полосы на месте.
Кромкооблицовочный станок используется для автоматического создания декоративных кромок на панелях и досках. Машина обрезает кромку дерева, а затем с помощью клея прикрепляет красочные кромочные полосы или другие материалы.
Его также можно использовать в декоративных целях, например, для создания узоров из вырезанных кусков дерева или различных металлов.
Кромкооблицовочный станок удобен при работе с большими партиями и/или при повторении нескольких рисунков в одном предмете мебели. Он в основном используется для усиления краев фанерных панелей, ДСП или МДФ, что делает его более прочным и менее восприимчивым к повреждениям.
Что такое кромкооблицовка?
Облицовка кромки — это термин, используемый для описания процесса, при котором края деревянной мебели укрепляются или покрываются путем нанесения на поверхность полосы кромочных лент (тонких полос).
Проще говоря, кромкооблицовка решает проблему некрасивых и необработанных краев мебели. Это также снижает воздействие разливов жидкости, атмосферной влажности и влаги в целом. Это помогает защитить деревянные панели вашей мебели от разрушения.
Как работает кромкооблицовочный станок?
Большинство кромкооблицовочных станков работают, пропуская кромкообрезной станок до тех пор, пока он не будет плотно прилегать к обрабатываемой древесно-стружечной плите. Затем валиком или горячим воздухом нагревается, чтобы активировать клей и удерживать полосу на месте. Затем зажим прижимает и плотно удерживает обвязку на краю доски, когда она проходит через роликовый пресс в течение нескольких секунд, чтобы обеспечить достаточное количество клея на всех частях обвязочного материала.
Затем валиком или горячим воздухом нагревается, чтобы активировать клей и удерживать полосу на месте. Затем зажим прижимает и плотно удерживает обвязку на краю доски, когда она проходит через роликовый пресс в течение нескольких секунд, чтобы обеспечить достаточное количество клея на всех частях обвязочного материала.
Второй валик или термофен применяет большее количество тепла, которое расплавляет оставшийся клей, позволяя легко отрезать лишний обвязочный материал, и доска готова к использованию.
Существует как минимум четыре других метода нанесения кромки.
- Горячий воздух/лазер
- Термоклей
- Лазерная окантовка
- Лента для облицовки кромок
Где применять кромку
Большинство изделий из массива дерева не имеют кромки. Однако, если вы используете фанеру или панели МДФ в своих мебельных проектах, настоятельно рекомендуется применять кромочную окантовку для повышения общей долговечности изделия.
Боковины и фасады ящиков, изготовленные из массива дерева и покрытые ламинатом высокого давления, также нуждаются в окантовке кромок.
Распространенные материалы, используемые для кромкооблицовки
Для кромкооблицовки используются различные материалы. Самый последний современный тип — это так называемый «декоративный ламинат высокого давления», который состоит из комбинации бумаги, клея и смолы. Другие используемые материалы включают:
ПВХ
Этот материал обладает отличной адгезионной способностью. Он прост в использовании и еще проще с ним работать. Это самый популярный материал для облицовки кромок из-за его низкой стоимости и повышенной прочности. Он также не требует сложного процесса отделки. Основным недостатком кромочного материала из ПВХ является то, что он не поддается биологическому разложению, и его нельзя перерабатывать.
Кромки из АБС (акрилонитрил-бутадиен-стирола) являются отличной и экологически чистой альтернативой кромкам из ПВХ. Он имеет высокую ударопрочность, меньшую плотность, хорошие адгезионные свойства, пригоден для вторичной переработки и безопасен для сжигания.
ПРИМЕЧАНИЕ. Мы рекомендуем использовать кромку толщиной 3 мм при использовании ПВХ, так как ее легче и быстрее наносить, а также она обеспечивает лучшую адгезию. Он также создает гладкую и красивую отделку премиум-класса на неровных краях. Кромка толщиной 0,5 мм сложна в использовании, особенно для новичков — из-за нее углы получаются слишком острыми.
Деревянный шпон
Деревянный шпон является предпочтительным материалом для облицовки кромок передних частей ящиков, фанерных боковин шкафов и дверей платяных шкафов из МДФ. Предварительно отшлифованный шпон красив, прочен, долговечен и предназначен для впитывания пятен и отделки. Он обеспечивает чистый вид массивной древесины, который органично сочетается с большинством деревянной мебели.
Кромкооблицовочные полосы из шпона изготавливаются путем соединения тонких кусков древесины, соединенных вместе в рулон, с помощью шипового соединения, образуя непрерывный основной рулон шпона. Распространенные типы пород деревьев, из которых изготавливают шпон, включают клен, красное дерево, грецкий орех, дуб, ясень и березу. Кромочные полосы из шпона обычно имеют основу из термочувствительного клея. Кроме того, он изготавливается разной толщины для различных применений.
Кромочные полосы из шпона обычно имеют основу из термочувствительного клея. Кроме того, он изготавливается разной толщины для различных применений.
ПРИМЕЧАНИЕ: Деревянный шпон не является термостойким и не подходит для мест с интенсивным движением. Не наносите кромку из шпона рядом с обогревателем.
Связанный: Кромкооблицовочный станок с удлинительным столом
Массив дерева
Массив дерева по-прежнему является предпочтительным выбором для облицовки кромок во многих случаях. Этот материал имеет естественный внешний вид и хорошо сочетается практически с любым предметом мебели, особенно если он имеет один сплошной цвет или тон.
Специалисты по деревообработке любят кромочные планки из цельного дерева, поскольку они долговечны, доступны по цене, легко ремонтируются, ремонтируются и подлежат вторичной переработке. По сравнению с кромочной лентой из шпона, массивная древесина более устойчива к сколам. Клей для массивной древесины также более надежен и менее подвержен отслаиванию.
Кромка из массива дерева является излюбленным материалом для столешниц. Он доступен в различных толщинах для обеспечения дополнительной размерной поддержки фанеры и МДФ.
Акрил/ПММА
ПММА (полиметилметакрилат) представляет собой акриловую смолу и один из самых прочных вариантов для окантовки кромок. Это прочный, небьющийся материал, толщина которого может составлять от 0,075 мм до 12 мм. Это делает его идеальным для использования в тяжелых условиях, таких как полы или столешницы.
ПРИМЕЧАНИЕ. ПММА термостойкий, поэтому его можно использовать рядом с высокотемпературными приборами, такими как микроволновые печи или печи. Но из-за своей тонкости акриловая кромка может не обеспечивать такой же уровень стабильности размеров, как деревянный шпон или планки из массива дерева, при прикреплении к дверцам шкафа и фасадам ящиков.
Лазерная кромкооблицовка / кромкооблицовка с нулевым швом
Эта современная форма кромкооблицовки обеспечивает постоянное функциональное и незаметное соединение на готовой детали благодаря функциональному слою, на 100 % не имеющему клея. Бесшовное соединение создает постоянное, функциональное невидимое соединение. Лазерный процесс можно использовать на широком спектре материалов, включая древесину и инженерные деревянные подложки.
Бесшовное соединение создает постоянное, функциональное невидимое соединение. Лазерный процесс можно использовать на широком спектре материалов, включая древесину и инженерные деревянные подложки.
Как правильно выбрать кромкооблицовочный станок
Кромкооблицовочные станки делятся на два типа; полностью автоматические и полуавтоматические кромкооблицовочные станки.
Полуавтоматические кромкооблицовочные станки могут выполнять множество функций, включая предварительный нагрев, шабрение, нанесение покрытия, обрезку и полировку. Он в основном подходит для кромкооблицовки древесноволокнистых плит средней плотности и столярных изделий.
Полностью автоматические кромкооблицовочные станки выполняют основные функции, включая предварительную шлифовку, чистовую обработку, царапанье, полировку, прорезку пазов, герметизацию, переплет, нанесение покрытия, устранение трещин и т. д. Они более эффективны и точны.
Полностью автоматические кромкооблицовочные станки в основном подходят для обработки средних и твердых древесных плит, мебели среднего размера, шкафов, полимерных дверных панелей, строгальных станков и фанеры.
Популярные бренды включают Maksiwa, кромкооблицовочные станки Cantek и Safety Speed.
Преимущества кромкооблицовки по сравнению с обшивкой из массива дерева
- Это простой процесс, не требующий шлифования, окрашивания или отделки.
- Кромочная лента легко заменяется при повреждении или износе.
- Кромочная лента обеспечивает дополнительную защиту поверхности дерева.
- Добавляет профессиональную отделку и, таким образом, повышает ценность вашего предмета мебели.
- Доступнее, чем кромка из массива дерева, которая после сборки требует окрашивания или лакировки.
- Внешний вид. Вы также можете выбрать из различных декоративных лент, доступных в различных цветах, отделках и текстурах.
- Укрепляет края вашей мебели, делая их более прочными и менее подверженными повреждениям, чем цельная кромка. Это особенно важно для мебели (например, столов), которая будет подвергаться интенсивному использованию или ненужной шероховатости.
- обеспечивает гладкую и чистую поверхность вашей мебели.
- Легко снимается при ремонте или замене.
- Защищает края от повреждений, вызванных скоплением пыли и пролитыми жидкостями, такими как молоко и другие напитки.
№
№

Облицовка кромки
№
Bottom Line
Кромкооблицовка может быть простой и увлекательной, если вы выберете подходящий материал и хороший кромкооблицовочный станок для своего проекта. Каждый тип кромкооблицовочного станка имеет свои преимущества, поэтому важно сопоставить эти преимущества с вашим бюджетом и конкретным применением, прежде чем принимать окончательное решение.
Что такое кромкооблицовка? — Безопасная скорость производства
Posted on by Tom Houska — Оставить комментарий
Поскольку кромочная лента поставляется в виде относительно тонких полос, ее обычно легко разрезать в соответствии с конкретными потребностями вашего проекта. Для начала отрежьте более крупные куски, чтобы потом можно было внести коррективы и свести к минимуму отходы. Всегда будет легче обрезать края, чем вырезать совершенно новый кусок. Поверхность дерева должна быть подготовлена для облицовки кромки. Любая пыль, древесная стружка, осколки, остатки или песок должны быть удалены, иначе кромочная лента может плохо приклеиться.
Для начала отрежьте более крупные куски, чтобы потом можно было внести коррективы и свести к минимуму отходы. Всегда будет легче обрезать края, чем вырезать совершенно новый кусок. Поверхность дерева должна быть подготовлена для облицовки кромки. Любая пыль, древесная стружка, осколки, остатки или песок должны быть удалены, иначе кромочная лента может плохо приклеиться.
Применение
Для некоторых кромок может использоваться метод самоклейки, например, наклейка, при которой вы отрываете бумажную подложку, а затем нажимаете. Тем не менее, большинство кромок поставляется с термоплавким клеем. Вы наносите кромку, используя утюг для одежды, установленный на слабом огне. Чтобы предотвратить повреждение утюга, используйте лист алюминиевой фольги между лентой и утюгом. Вы также можете приклеить кромку контактным клеем и прижать валиком.
Отделка
После нанесения кромочной ленты крайне важно с особой осторожностью выполнить обрезку или шлифовку в последнюю минуту. Окантовка очень тонкая, и крупнозернистая наждачная бумага или небрежное обращение с инструментами для обрезки могут сделать окантовку бесполезной в качестве эстетического покрытия.
Окантовка очень тонкая, и крупнозернистая наждачная бумага или небрежное обращение с инструментами для обрезки могут сделать окантовку бесполезной в качестве эстетического покрытия.
Кромкооблицовочный станок
Хотя кромкооблицовочный станок не является особенно сложной наукой для освоения, существует станок — кромкооблицовочный станок, — который сам справляется с большинством аспектов работы, делая процесс намного проще и быстрее. Это может быть полезно при работе с большими партиями и/или при повторении одного предмета мебели несколько раз. Кромкооблицовочный станок подает материал, приклеивает кромку к рассматриваемой поверхности и обрезает края.
Safety Speed Mfg. предлагает два различных кромкооблицовочных станка, которые легко справятся с этой задачей. Модель 72GP оснащена высококачественным клеевым бачком с регулируемой экструзией клея, а модель 60HA представляет собой устройство горячего воздуха с регулируемой форсункой для экономии энергии.
 5-6.0″>1.5-6.0
5-6.0″>1.5-6.0 34
34 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.

 Поставляется без батарей и зарядного устройства. Есть реверс, встроенная подсветка. Патрон — квадрат 3/8 дюйма. Совместим с батареями емкостью 1.5-6.0 Ач.
Поставляется без батарей и зарядного устройства. Есть реверс, встроенная подсветка. Патрон — квадрат 3/8 дюйма. Совместим с батареями емкостью 1.5-6.0 Ач. 5-6.0″>1.5-6.0
5-6.0″>1.5-6.0 36
36 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.

 Легко закручивает труднодоступные винты. Длина 105 x 30 мм с шестигранным держателем бит 1/4″ на обоих концах. Включает отвертку, держатель бит и 10 шестигранных бит: шлицевые 4, 5, 6 мм; крейцкопф ПЗ0, ПЗ1, ПЗ2, ПЗ3; и Трх Т25, Т27, Т35.
Легко закручивает труднодоступные винты. Длина 105 x 30 мм с шестигранным держателем бит 1/4″ на обоих концах. Включает отвертку, держатель бит и 10 шестигранных бит: шлицевые 4, 5, 6 мм; крейцкопф ПЗ0, ПЗ1, ПЗ2, ПЗ3; и Трх Т25, Т27, Т35.


 крутящий момент 220 дюйм-фунтов
крутящий момент 220 дюйм-фунтов Sioux предлагает угловые отвертки, предназначенные для крупносерийного промышленного производства. Построенный на более высоком уровне качества, The Sioux SSD10A6S Угловая отвертка построена на шаг выше стандарта. Изготовленный из высококачественных материалов и использующий самые передовые конструкции двигателя и сцепления, этот инструмент сконструирован для работы в самых тяжелых условиях. Он поставляется с такими функциями, как Quick Change Stall Drive, кнопка реверса, рычажный пуск и задний выхлоп. Эргономичная рукоятка Sioux SSD10A6S обеспечивает повышенный комфорт оператора. Sioux Tools предлагает инновационные пневматические электроинструменты благодаря внедрению эргономики нового поколения, повышенным характеристикам производительности, ценности и точности. Благодаря отраслевым исследованиям и опыту операторов Sioux предоставляет инструменты для вашей работы!
Sioux предлагает угловые отвертки, предназначенные для крупносерийного промышленного производства. Построенный на более высоком уровне качества, The Sioux SSD10A6S Угловая отвертка построена на шаг выше стандарта. Изготовленный из высококачественных материалов и использующий самые передовые конструкции двигателя и сцепления, этот инструмент сконструирован для работы в самых тяжелых условиях. Он поставляется с такими функциями, как Quick Change Stall Drive, кнопка реверса, рычажный пуск и задний выхлоп. Эргономичная рукоятка Sioux SSD10A6S обеспечивает повышенный комфорт оператора. Sioux Tools предлагает инновационные пневматические электроинструменты благодаря внедрению эргономики нового поколения, повышенным характеристикам производительности, ценности и точности. Благодаря отраслевым исследованиям и опыту операторов Sioux предоставляет инструменты для вашей работы! 45,2 Нм)
45,2 Нм) фут/мин):
фут/мин):



 Возможность построить систему отсчета, которая может быть реализована в глобальном масштабе, появилась сравнительно недавно. В прошлом существовали местные, национальные и региональные системы, разработанные для того участка земли, который представляет интерес для проектировщика. Их были и есть сотни, каждая со своей уникальной комбинацией происхождения, осей, единиц, констант, алгоритмов и представлений фигуры Земли.
Возможность построить систему отсчета, которая может быть реализована в глобальном масштабе, появилась сравнительно недавно. В прошлом существовали местные, национальные и региональные системы, разработанные для того участка земли, который представляет интерес для проектировщика. Их были и есть сотни, каждая со своей уникальной комбинацией происхождения, осей, единиц, констант, алгоритмов и представлений фигуры Земли.
 с точностью до сантиметра. Признавая, что несколько сотен контрольных станций по всему миру, для которых он публикует ежегодные координаты, на самом деле находятся в движении из-за смещения примерно 20 тектонических плит по всему миру, IERS также предоставляет для них скорости, как упоминалось в предыдущем сообщении в блоге ITRF.
с точностью до сантиметра. Признавая, что несколько сотен контрольных станций по всему миру, для которых он публикует ежегодные координаты, на самом деле находятся в движении из-за смещения примерно 20 тектонических плит по всему миру, IERS также предоставляет для них скорости, как упоминалось в предыдущем сообщении в блоге ITRF. Вы всегда должны проверять свой учебник по курсу, чтобы узнать, какой стиль они предпочитают. Помните, что если вы изучаете модули на разных факультетах или в разных школах, каждый из них может предпочесть свой стиль ссылок.
Вы всегда должны проверять свой учебник по курсу, чтобы узнать, какой стиль они предпочитают. Помните, что если вы изучаете модули на разных факультетах или в разных школах, каждый из них может предпочесть свой стиль ссылок.
 Библиографические списки. все источники, на которые есть ссылки, а также все, что вы читали, но на что не ссылались.
Библиографические списки. все источники, на которые есть ссылки, а также все, что вы читали, но на что не ссылались. Полная информация указана только в библиографии или списке литературы.
Полная информация указана только в библиографии или списке литературы.

 0Ah 1 600 A00 4ZN
0Ah 1 600 A00 4ZN числе оборотов*
числе оборотов* Ø сверла по металлу
Ø сверла по металлу Дополнительный модуль пылеудаления GDE 18V-16 Professional встраивается в перфоратор, дополняя инструмент автономным HEPA-фильтром для максимальной мобильности. Перфоратор оснащен системами KickBack Control и Electronic Precision Control (EPC) для упрощения работы с инструментом и улучшения защиты пользователя. Мощный двигатель обеспечивает энергию удара 2,6 Дж и высокую скорость съема материала.
Дополнительный модуль пылеудаления GDE 18V-16 Professional встраивается в перфоратор, дополняя инструмент автономным HEPA-фильтром для максимальной мобильности. Перфоратор оснащен системами KickBack Control и Electronic Precision Control (EPC) для упрощения работы с инструментом и улучшения защиты пользователя. Мощный двигатель обеспечивает энергию удара 2,6 Дж и высокую скорость съема материала.
 611.909.000 имеет 3 режима работы: сверление с ударом и без, долбление. Бесщеточный двигатель увеличивает рабочий ресурс инструмента. Данная модель работает от мощного литий-ионного аккумулятора с ЕСР защитой от перегрузки и перегрева. Световой индикатор позволяет оператору контролировать состояние аккумулятора — отслеживать степень его разрядки.
611.909.000 имеет 3 режима работы: сверление с ударом и без, долбление. Бесщеточный двигатель увеличивает рабочий ресурс инструмента. Данная модель работает от мощного литий-ионного аккумулятора с ЕСР защитой от перегрузки и перегрева. Световой индикатор позволяет оператору контролировать состояние аккумулятора — отслеживать степень его разрядки. 
 org/PropertyValue»>Тип двигателяБесщеточный
org/PropertyValue»>Тип двигателяБесщеточный org/PropertyValue»>Регулировка частоты вращенияесть
org/PropertyValue»>Регулировка частоты вращенияесть Комплект перфоратора с мобильным пылеудаляющим аппаратом и (2) батареями CORE18V
Комплект перфоратора с мобильным пылеудаляющим аппаратом и (2) батареями CORE18V Перфоратор
Перфоратор Пыльный глаз
Пыльный глаз энергии удара (EPTA) всего 5,8 фунта. (только инструмент, без аккумулятора)
энергии удара (EPTA) всего 5,8 фунта. (только инструмент, без аккумулятора) Перфораторы SDS-plus®
Перфораторы SDS-plus® ЕПТА
ЕПТА Перфоратор, (1) мобильный пылеудаляющий аппарат GDE18V-26D SDS-plus® Bulldog™, (1) компактный литий-ионный аккумулятор GBA18V40 18 В CORE18V 4,0 А·ч, (1) высокопроизводительный литий-ионный аккумулятор GBA18V80 18 В CORE18V 8,0 А·ч, (1) Быстрое зарядное устройство 18 В, (2) вспомогательные рукоятки, (1) глубиномер, (1) пылесборник, (1) фильтр HEPA, (1) 5/8 дюйма. Пылевой глаз, (1) 1 дюйм. Пылевой глаз, (1) 4 дюйма. Удлинитель, (1) футляр для переноски
Перфоратор, (1) мобильный пылеудаляющий аппарат GDE18V-26D SDS-plus® Bulldog™, (1) компактный литий-ионный аккумулятор GBA18V40 18 В CORE18V 4,0 А·ч, (1) высокопроизводительный литий-ионный аккумулятор GBA18V80 18 В CORE18V 8,0 А·ч, (1) Быстрое зарядное устройство 18 В, (2) вспомогательные рукоятки, (1) глубиномер, (1) пылесборник, (1) фильтр HEPA, (1) 5/8 дюйма. Пылевой глаз, (1) 1 дюйм. Пылевой глаз, (1) 4 дюйма. Удлинитель, (1) футляр для переноски Перфоратор, (1) мобильный пылеудаляющий аппарат GDE18V-26D SDS-plus® Bulldog™, (1) компактный литий-ионный аккумулятор GBA18V40 18 В CORE18V 4,0 А·ч, (1) высокопроизводительный литий-ионный аккумулятор GBA18V80 18 В CORE18V 8,0 А·ч, (1) Быстрое зарядное устройство 18 В, (2) вспомогательные рукоятки, (1) глубиномер, (1) пылесборник, (1) фильтр HEPA, (1) 5/8 дюйма. Пылевой глаз, (1) 1 дюйм. Пылевой глаз, (1) 4 дюйма. Удлинитель, (1) футляр для переноски
Перфоратор, (1) мобильный пылеудаляющий аппарат GDE18V-26D SDS-plus® Bulldog™, (1) компактный литий-ионный аккумулятор GBA18V40 18 В CORE18V 4,0 А·ч, (1) высокопроизводительный литий-ионный аккумулятор GBA18V80 18 В CORE18V 8,0 А·ч, (1) Быстрое зарядное устройство 18 В, (2) вспомогательные рукоятки, (1) глубиномер, (1) пылесборник, (1) фильтр HEPA, (1) 5/8 дюйма. Пылевой глаз, (1) 1 дюйм. Пылевой глаз, (1) 4 дюйма. Удлинитель, (1) футляр для переноски Перфоратор, (1) дополнительная рукоятка, (1) глубиномер
Перфоратор, (1) дополнительная рукоятка, (1) глубиномер Перфоратор, (1) дополнительная рукоятка, (1) глубиномер
Перфоратор, (1) дополнительная рукоятка, (1) глубиномер Перфоратор, (1) дополнительная рукоятка, (1) глубиномер, (1) кейс для переноски
Перфоратор, (1) дополнительная рукоятка, (1) глубиномер, (1) кейс для переноски Перфоратор, (2) литий-ионных аккумулятора GBA18V80 18 В CORE18V 8,0 А·ч PROFACTOR Performance, (1) готовое к подключению турбонагнетатель 18 В, (1) дополнительная рукоятка, (1) кейс для переноски
Перфоратор, (2) литий-ионных аккумулятора GBA18V80 18 В CORE18V 8,0 А·ч PROFACTOR Performance, (1) готовое к подключению турбонагнетатель 18 В, (1) дополнительная рукоятка, (1) кейс для переноски Перфоратор, (2) литий-ионных аккумулятора GBA18V80 18 В CORE18V 8,0 Ач PROFACTOR Performance, (1) готовое к подключению 18 В турбозарядное устройство для аккумулятора 16 А, (1) дополнительная рукоятка, (1) переносной кейс
Перфоратор, (2) литий-ионных аккумулятора GBA18V80 18 В CORE18V 8,0 Ач PROFACTOR Performance, (1) готовое к подключению 18 В турбозарядное устройство для аккумулятора 16 А, (1) дополнительная рукоятка, (1) переносной кейс
 9 Power 9.9 Power 9.9 Power 9.9 Power 9.9 Power 9.9 Power 9.9 9029 9029 источник: 18 вольт
9 Power 9.9 Power 9.9 Power 9.9 Power 9.9 Power 9.9 Power 9.9 9029 9029 источник: 18 вольт 




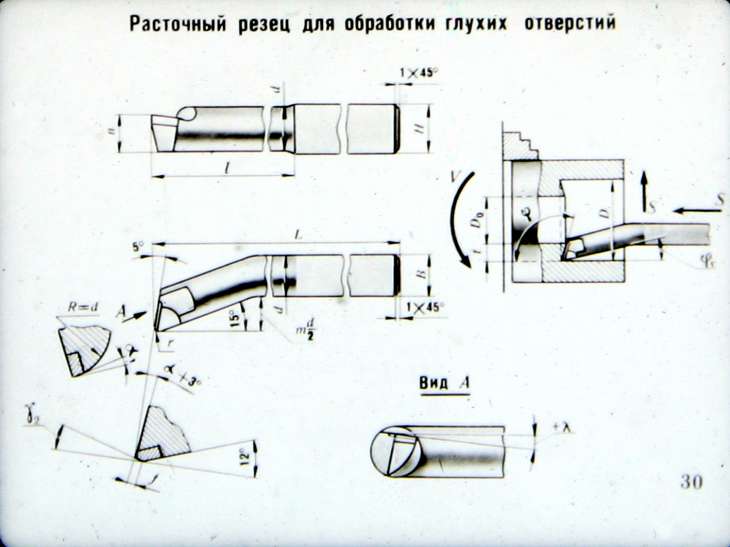 Если расточной резец изготавливается из твердосплавного состава, то здесь будет актуальным ГОСТ 18882-73 для сквозных отверстий и ГОСТ 18883-72 – для глухих, соответственно.
Если расточной резец изготавливается из твердосплавного состава, то здесь будет актуальным ГОСТ 18882-73 для сквозных отверстий и ГОСТ 18883-72 – для глухих, соответственно. Также встречается резец расточной проходной, который используется для сквозных отверстий. Он работает с деталями цилиндрической формы, или имеющими сквозные дырки.
Также встречается резец расточной проходной, который используется для сквозных отверстий. Он работает с деталями цилиндрической формы, или имеющими сквозные дырки. Сюда входит:
Сюда входит: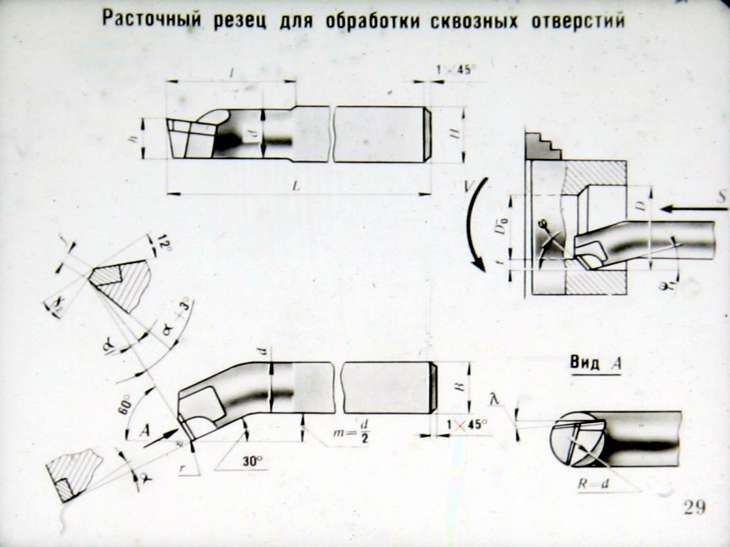 Далее очень важно смотреть по материалу, который подвергается обработке. Если основной геометрический принцип у данной разновидности примерно одинаковый, то материалы изготовления будут различными.
Далее очень важно смотреть по материалу, который подвергается обработке. Если основной геометрический принцип у данной разновидности примерно одинаковый, то материалы изготовления будут различными.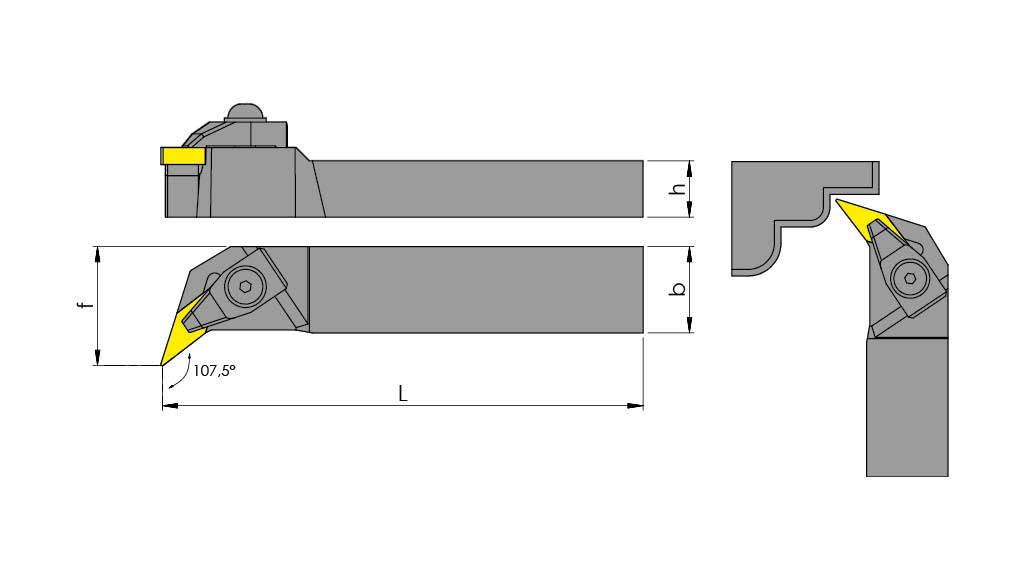 В зависимости от диаметра обрабатываемого отверстия при работе со сквозными отверстиями, резец требуется устанавливать ниже или выше их центра. В то же время, при работе с глухими отверстиями, резец внутренний расточной ставится четко по центру, чтобы не было бобышек в торце.
В зависимости от диаметра обрабатываемого отверстия при работе со сквозными отверстиями, резец требуется устанавливать ниже или выше их центра. В то же время, при работе с глухими отверстиями, резец внутренний расточной ставится четко по центру, чтобы не было бобышек в торце.

 К сферам применения также относятся проточка и шлифовка дна. Пластины головок имеют треугольную форму.
К сферам применения также относятся проточка и шлифовка дна. Пластины головок имеют треугольную форму.


 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
 Они сделаны более жесткими, чтобы справиться с увеличенной глубиной резания, крутящим моментом и осевыми силами, необходимыми для эффективного и последовательного выполнения проходов для удаления материалов.
Они сделаны более жесткими, чтобы справиться с увеличенной глубиной резания, крутящим моментом и осевыми силами, необходимыми для эффективного и последовательного выполнения проходов для удаления материалов. 

 Проще говоря, сверление создает отверстие в заготовке там, где его не было. Развёртывание и растачивание точно расширяют уже существующие отверстия.
Проще говоря, сверление создает отверстие в заготовке там, где его не было. Развёртывание и растачивание точно расширяют уже существующие отверстия. Головки, подобные этой, можно регулировать с шагом 0,0004 дюйма. Все изображения предоставлены Кристофером Тейтом. без опоры, что иногда приводит к вибрации или дребезгу.Проблемы с вибрацией — единственный существенный недостаток этих режущих инструментов.
Головки, подобные этой, можно регулировать с шагом 0,0004 дюйма. Все изображения предоставлены Кристофером Тейтом. без опоры, что иногда приводит к вибрации или дребезгу.Проблемы с вибрацией — единственный существенный недостаток этих режущих инструментов.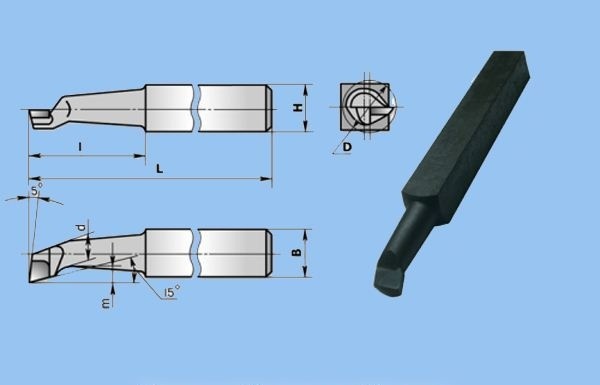 Изменение радиального DOC также оказывает большее давление на инструмент. Иногда пользователи должны настроить все эти переменные, чтобы добиться успеха.
Изменение радиального DOC также оказывает большее давление на инструмент. Иногда пользователи должны настроить все эти переменные, чтобы добиться успеха. Карбид очень плотный. Он обеспечивает превосходное демпфирование, допуская соотношение длины к диаметру в диапазоне 8:1 или выше.
Карбид очень плотный. Он обеспечивает превосходное демпфирование, допуская соотношение длины к диаметру в диапазоне 8:1 или выше. Растачивание отверстий на фрезерном станке требует использования регулируемой расточной головки, что усложняет настройку.
Растачивание отверстий на фрезерном станке требует использования регулируемой расточной головки, что усложняет настройку. В первом случае каждая режущая кромка имеет одинаковый диаметр, что обеспечивает высокую скорость подачи. При втором методе режущие кромки устанавливаются на два разных диаметра, что позволяет снимать больше материала за один проход.
В первом случае каждая режущая кромка имеет одинаковый диаметр, что обеспечивает высокую скорость подачи. При втором методе режущие кромки устанавливаются на два разных диаметра, что позволяет снимать больше материала за один проход.

 Деревообрабатывающий станок Мастер 1800 универсальный. Классификация станков.
Деревообрабатывающий станок Мастер 1800 универсальный. Классификация станков. Так, например, необходимой частью практически каждого производства являются так называемые ленточнопильные станки, выполняющие криволинейное пиление.
Так, например, необходимой частью практически каждого производства являются так называемые ленточнопильные станки, выполняющие криволинейное пиление.
 — 23
— 23
 2
2 Станок для обработки древесины, выполняющая такие операций: строгание, распиловку, сверление и фрезерование фрезами. Мощность электродвигателя 1,8 кВт, достаточно для выполнения поставленных задач. Мастер 1800 легко настраивается под нужную операцию, а переналадка занимает всего несколько минут. Купить бытовую машину для работы с древесиной Мастер 1800 универсал, можно на сайте по низкой цене.
Станок для обработки древесины, выполняющая такие операций: строгание, распиловку, сверление и фрезерование фрезами. Мощность электродвигателя 1,8 кВт, достаточно для выполнения поставленных задач. Мастер 1800 легко настраивается под нужную операцию, а переналадка занимает всего несколько минут. Купить бытовую машину для работы с древесиной Мастер 1800 универсал, можно на сайте по низкой цене. Распиловка древесины также многофункциональна: вдоль и поперек волокон (до определенной, заранее установленной глубины), вдоль волокон под углом с помощью направляющей линейки, поперек волокон под углом с приспособлением. Благодаря патрону на станке, сверление и фрезерование концевыми фрезами стало удовольствием. Машина Мастер-Универсал 1800 для обработки древесины имеет небольшие размеры, а конструкция алюминиевого стола, обеспечивает высокую степень точности при строгании. Станок MASTER 1800 легкий в настройки и переналадки, легко транспортируется. Двигатель асинхронный 1,8 кВт, с рабочим конденсатором, также встроена защиты электродвигателя от перегрева.
Распиловка древесины также многофункциональна: вдоль и поперек волокон (до определенной, заранее установленной глубины), вдоль волокон под углом с помощью направляющей линейки, поперек волокон под углом с приспособлением. Благодаря патрону на станке, сверление и фрезерование концевыми фрезами стало удовольствием. Машина Мастер-Универсал 1800 для обработки древесины имеет небольшие размеры, а конструкция алюминиевого стола, обеспечивает высокую степень точности при строгании. Станок MASTER 1800 легкий в настройки и переналадки, легко транспортируется. Двигатель асинхронный 1,8 кВт, с рабочим конденсатором, также встроена защиты электродвигателя от перегрева. Максимальный размер пильного диска — 250 мм. А максимальный пропил составляет 85 мм.
Максимальный размер пильного диска — 250 мм. А максимальный пропил составляет 85 мм.
 2.026.0-93, ГОСТ Р 50787-95.
2.026.0-93, ГОСТ Р 50787-95. Глубина пропила достигает 80 мм, а ширина строгания до 25 мм. Такой станок не рассчитан на большие нагрузки. Некоторые производители оснащают оборудование дополнительными опциями, предлагая потребителям универсальный деревообрабатывающий станок.
Глубина пропила достигает 80 мм, а ширина строгания до 25 мм. Такой станок не рассчитан на большие нагрузки. Некоторые производители оснащают оборудование дополнительными опциями, предлагая потребителям универсальный деревообрабатывающий станок. Они подрезают и обклеивают как криволинейные, так и прямые кромки;
Они подрезают и обклеивают как криволинейные, так и прямые кромки;


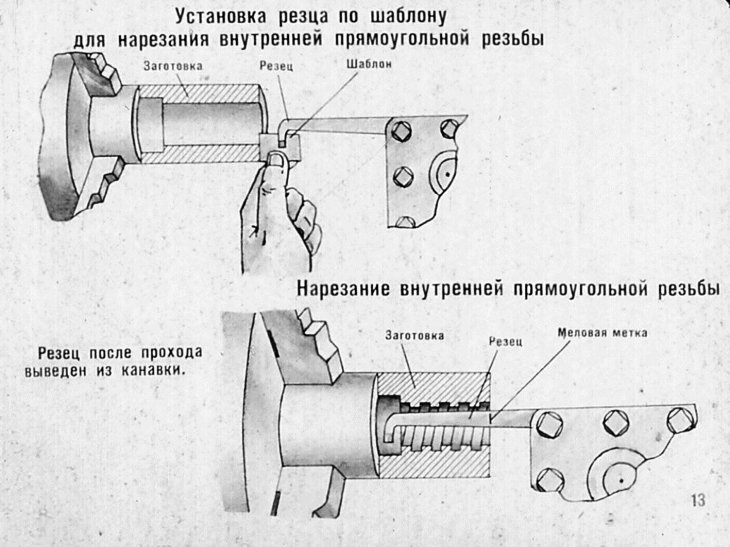
 Аналогичная подготовка, только в противоположную сторону, производится для нарезания внутренней резьбы. В этом случае обрабатывается отверстие диаметром, большее на 0,2-0,4 мм при работе с вязкими материалами, такими как сталь, титан, бронза, и на 0,1-0,02 мм при обработке хрупких материалов: бронзы, чугуна, высокопрочной стали.
Аналогичная подготовка, только в противоположную сторону, производится для нарезания внутренней резьбы. В этом случае обрабатывается отверстие диаметром, большее на 0,2-0,4 мм при работе с вязкими материалами, такими как сталь, титан, бронза, и на 0,1-0,02 мм при обработке хрупких материалов: бронзы, чугуна, высокопрочной стали. Недостатком этого способа создания резьбы выступает ограничение диаметра. Плашками нарезают резьбу диаметром до 30 мм, а метчиками до 50 мм.
Недостатком этого способа создания резьбы выступает ограничение диаметра. Плашками нарезают резьбу диаметром до 30 мм, а метчиками до 50 мм. После рабочего прохода гребенки раскрываются, и во время обратного хода не касаются резьбы.
После рабочего прохода гребенки раскрываются, и во время обратного хода не касаются резьбы. Опытные мастера чаще всего делают это при помощи резца.
Опытные мастера чаще всего делают это при помощи резца.

 Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью. С их помощью проверяется шаг резьбы.
С их помощью проверяется шаг резьбы.
 Для 20 точек на дюйм вы можете использовать шкалу резьбы. Поскольку оно кратно 4, а не 8, используйте либо все четные, либо все нечетные числа.
Для 20 точек на дюйм вы можете использовать шкалу резьбы. Поскольку оно кратно 4, а не 8, используйте либо все четные, либо все нечетные числа.
 Атлас опубликовал замечательную книгу о токарных работах, но я не помню названия книги.
Атлас опубликовал замечательную книгу о токарных работах, но я не помню названия книги. Я полагаю, что оно все еще доступно.
Я полагаю, что оно все еще доступно. Поэтому я ненавижу предполагать, что у вас есть модель и какой у вас ходовой винт.
Поэтому я ненавижу предполагать, что у вас есть модель и какой у вас ходовой винт.

 Единая точка гарантирует, что плашки будут навинчиваться прямо. Это то, что я люблю делать на малых диаметрах особенно.
Единая точка гарантирует, что плашки будут навинчиваться прямо. Это то, что я люблю делать на малых диаметрах особенно. 49
49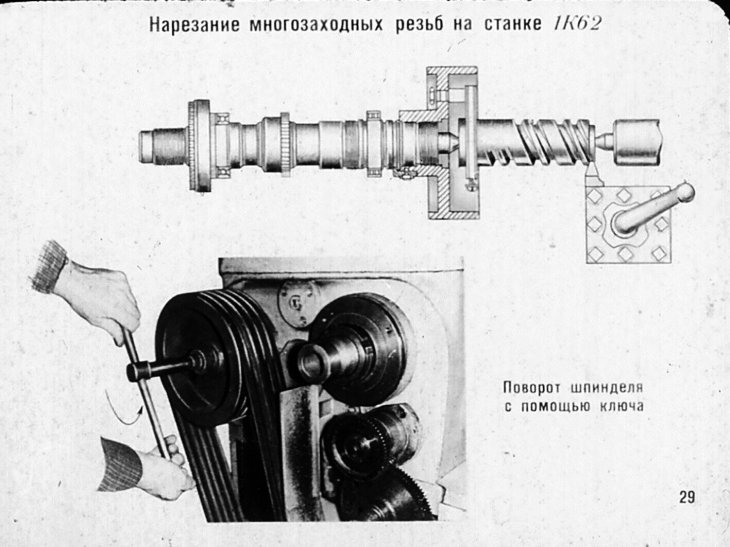 11 часов. Обнулить и заблокировать циферблат.
11 часов. Обнулить и заблокировать циферблат. Для латуни и алюминия я не заморачиваюсь. При первом проходе я делаю «надрез», который можно измерить резьбовым щупом. Это необходимо для того, чтобы шестерни токарного станка были настроены на правильный TPI. Если нет, то это можно исправить, не портя инвентарь.
Для латуни и алюминия я не заморачиваюсь. При первом проходе я делаю «надрез», который можно измерить резьбовым щупом. Это необходимо для того, чтобы шестерни токарного станка были настроены на правильный TPI. Если нет, то это можно исправить, не портя инвентарь. Когда я был в конце резьбы, я останавливал горизонтальную подачу, выдвигал насадку и наматывал каретку в начальную точку. Но я не смог учесть люфт в приводе. Когда вы поворачиваете каретку назад, чтобы начать следующий разрез, обязательно учитывайте любой люфт в приводе, пройдя начальную точку, а затем продвигая каретку к началу разреза.
Когда я был в конце резьбы, я останавливал горизонтальную подачу, выдвигал насадку и наматывал каретку в начальную точку. Но я не смог учесть люфт в приводе. Когда вы поворачиваете каретку назад, чтобы начать следующий разрез, обязательно учитывайте любой люфт в приводе, пройдя начальную точку, а затем продвигая каретку к началу разреза. .. Я не делал этого для резьбы 1/2″-20 или 3/4″-10.
.. Я не делал этого для резьбы 1/2″-20 или 3/4″-10. scribd.com/doc/62662262/South-Bend-How-to-Run-a-Metal-Lathe
scribd.com/doc/62662262/South-Bend-How-to-Run-a-Metal-Lathe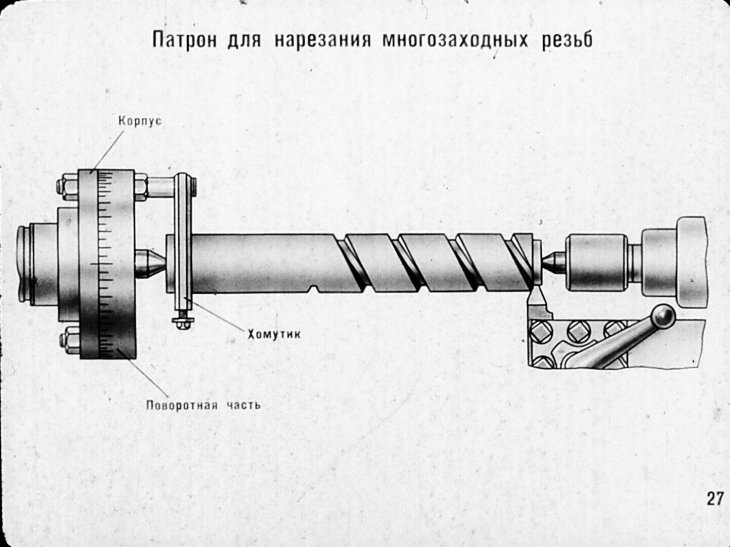 Просто остановите шпиндель после этого и включите реверс.
Просто остановите шпиндель после этого и включите реверс.

 Подача
Подача 0247
0247 0570
0570

 1105 – 84)
1105 – 84) 1129 – 93 и ГОСТ 3.1130
1129 – 93 и ГОСТ 3.1130
 ; %) и периодичность
; %) и периодичность
 д)
д) Формы и правила оформления
Формы и правила оформления В. Бодриков ФГБОУ ВО «МГУ им. Н. П. Огарёва»
В. Бодриков ФГБОУ ВО «МГУ им. Н. П. Огарёва»



 3 из 5
3 из 5 Вы также можете скачать его, экспортировать или распечатать.
Вы также можете скачать его, экспортировать или распечатать. Легко добавляйте и подчеркивайте текст, вставляйте изображения, галочки и знаки, добавляйте новые заполняемые области, а также меняйте порядок или удаляйте страницы из документов.
Легко добавляйте и подчеркивайте текст, вставляйте изображения, галочки и знаки, добавляйте новые заполняемые области, а также меняйте порядок или удаляйте страницы из документов. Некоторые операторы начинают с прохождения официальной программы обучения. Другие начинают как разнорабочие или водители грузовиков. Они переходят на более тяжелое оборудование по мере развития навыков.
Некоторые операторы начинают с прохождения официальной программы обучения. Другие начинают как разнорабочие или водители грузовиков. Они переходят на более тяжелое оборудование по мере развития навыков. Кандидаты на участие в программе стажировки должны быть старше 18 лет и иметь действующие водительские права штата Калифорния. Для большинства программ требуется аттестат о среднем образовании или его эквивалент.
Кандидаты на участие в программе стажировки должны быть старше 18 лет и иметь действующие водительские права штата Калифорния. Для большинства программ требуется аттестат о среднем образовании или его эквивалент. Вы можете использовать свою карту для совершения покупок у продавцов и других лиц, принимающих вашу карту. Кредитный союз не несет ответственности за отказ какого-либо продавца или финансового учреждения принять вашу карту. Если вы хотите оплатить товары или услуги через Интернет, вам может потребоваться предоставить информацию о безопасности номера карты, прежде чем вам будет разрешено завершить транзакцию. Кроме того, вы можете получить наличные в кредитном союзе, в других финансовых учреждениях, принимающих вашу карту, и в некоторых банкоматах (банкоматах). (Не все банкоматы принимают вашу карту.) Если кредитный союз разрешает операции с банкоматами с использованием вашей карты, он выдает вам личный идентификационный номер (ПИН-код). Чтобы получить наличные в банкомате, вы должны использовать PIN-код, выданный вам для использования с вашей картой. Вы соглашаетесь с тем, что не будете использовать свою карту для каких-либо транзакций, которые являются незаконными в соответствии с действующим федеральным законодательством, законодательством штата или местным законодательством.
Вы можете использовать свою карту для совершения покупок у продавцов и других лиц, принимающих вашу карту. Кредитный союз не несет ответственности за отказ какого-либо продавца или финансового учреждения принять вашу карту. Если вы хотите оплатить товары или услуги через Интернет, вам может потребоваться предоставить информацию о безопасности номера карты, прежде чем вам будет разрешено завершить транзакцию. Кроме того, вы можете получить наличные в кредитном союзе, в других финансовых учреждениях, принимающих вашу карту, и в некоторых банкоматах (банкоматах). (Не все банкоматы принимают вашу карту.) Если кредитный союз разрешает операции с банкоматами с использованием вашей карты, он выдает вам личный идентификационный номер (ПИН-код). Чтобы получить наличные в банкомате, вы должны использовать PIN-код, выданный вам для использования с вашей картой. Вы соглашаетесь с тем, что не будете использовать свою карту для каких-либо транзакций, которые являются незаконными в соответствии с действующим федеральным законодательством, законодательством штата или местным законодательством. Даже если вы используете свою карту для незаконной транзакции, вы будете нести ответственность за все суммы и сборы, понесенные в связи с этой транзакцией. Если вам разрешено получать наличные авансы на свой счет, вы также можете использовать свою карту для покупки инструментов и участия в транзакциях, которые мы считаем эквивалентом наличных денег. Такие транзакции будут отражены в вашей учетной записи как денежные авансы и включают, помимо прочего, банковские переводы, денежные переводы, ставки, лотерейные билеты и игровые фишки казино, если применимо. Этот параграф не должен толковаться как разрешающий или санкционирующий какую-либо сделку, которая является незаконной.
Даже если вы используете свою карту для незаконной транзакции, вы будете нести ответственность за все суммы и сборы, понесенные в связи с этой транзакцией. Если вам разрешено получать наличные авансы на свой счет, вы также можете использовать свою карту для покупки инструментов и участия в транзакциях, которые мы считаем эквивалентом наличных денег. Такие транзакции будут отражены в вашей учетной записи как денежные авансы и включают, помимо прочего, банковские переводы, денежные переводы, ставки, лотерейные билеты и игровые фишки казино, если применимо. Этот параграф не должен толковаться как разрешающий или санкционирующий какую-либо сделку, которая является незаконной.
 Вы соглашаетесь с тем, что ваш кредитный лимит представляет собой максимальную сумму (покупки, авансы наличными, финансовые расходы, а также «другие расходы»), которая может быть непогашенной на вашем счете в любое время. Если не указано иное, Кредитный союз не разрешает авансы сверх кредитного лимита. Если кредитный союз имеет программу, в соответствии с которой он позволяет выплачивать авансы, превышающие ваш кредитный лимит, за определенную плату, кредитный союз направит вам уведомление в устной, письменной или электронной форме (несмотря на требования параграфа, озаглавленного « Заявления и уведомления»), объясняющее ваше право на участие в программе Кредитного союза, в соответствии с которой он будет выполнять предварительные запросы сверх кредитного лимита. Если вы принимаете участие в такой программе, вы соглашаетесь с условиями такой программы. Вы можете запросить увеличение кредитного лимита только способом, приемлемым для Кредитного союза. Кредитный Союз может увеличить или уменьшить ваш кредитный лимит, отказать в выдаче аванса и/или прекратить действие вашей учетной записи в любое время по любой причине, не запрещенной законом.
Вы соглашаетесь с тем, что ваш кредитный лимит представляет собой максимальную сумму (покупки, авансы наличными, финансовые расходы, а также «другие расходы»), которая может быть непогашенной на вашем счете в любое время. Если не указано иное, Кредитный союз не разрешает авансы сверх кредитного лимита. Если кредитный союз имеет программу, в соответствии с которой он позволяет выплачивать авансы, превышающие ваш кредитный лимит, за определенную плату, кредитный союз направит вам уведомление в устной, письменной или электронной форме (несмотря на требования параграфа, озаглавленного « Заявления и уведомления»), объясняющее ваше право на участие в программе Кредитного союза, в соответствии с которой он будет выполнять предварительные запросы сверх кредитного лимита. Если вы принимаете участие в такой программе, вы соглашаетесь с условиями такой программы. Вы можете запросить увеличение кредитного лимита только способом, приемлемым для Кредитного союза. Кредитный Союз может увеличить или уменьшить ваш кредитный лимит, отказать в выдаче аванса и/или прекратить действие вашей учетной записи в любое время по любой причине, не запрещенной законом. Если вам разрешено получать наличные авансы на ваш счет, мы можем время от времени выдавать вам удобные чеки, которые могут быть выписаны на ваш счет. Удобные чеки не могут быть использованы для оплаты баланса вашего счета. Если вы используете удобный чек, он будет отправлен на ваш счет как денежный аванс. Мы оставляем за собой право отказать в оплате чека, выписанного на ваш счет, по любой причине, и такой отказ не является неправомерным нарушением чести. Вы можете потребовать, чтобы мы прекратили оплату чека удобства, выписанного на ваш счет. Вы соглашаетесь оплатить любую комиссию, взимаемую за остановку платежа по удобному чеку, выписанному на ваш счет. Вы можете сделать запрос на прекращение платежа устно, если это разрешено, или в письменной форме. Ваш запрос должен быть сделан за достаточное время до предъявления чека к оплате, чтобы дать нам разумную возможность действовать в соответствии с вашим запросом. Кроме того, ваш запрос должен точно описывать чек, включая точный номер счета, получателя платежа, любой номер чека, который может быть применим, и точную сумму чека.
Если вам разрешено получать наличные авансы на ваш счет, мы можем время от времени выдавать вам удобные чеки, которые могут быть выписаны на ваш счет. Удобные чеки не могут быть использованы для оплаты баланса вашего счета. Если вы используете удобный чек, он будет отправлен на ваш счет как денежный аванс. Мы оставляем за собой право отказать в оплате чека, выписанного на ваш счет, по любой причине, и такой отказ не является неправомерным нарушением чести. Вы можете потребовать, чтобы мы прекратили оплату чека удобства, выписанного на ваш счет. Вы соглашаетесь оплатить любую комиссию, взимаемую за остановку платежа по удобному чеку, выписанному на ваш счет. Вы можете сделать запрос на прекращение платежа устно, если это разрешено, или в письменной форме. Ваш запрос должен быть сделан за достаточное время до предъявления чека к оплате, чтобы дать нам разумную возможность действовать в соответствии с вашим запросом. Кроме того, ваш запрос должен точно описывать чек, включая точный номер счета, получателя платежа, любой номер чека, который может быть применим, и точную сумму чека. Если это разрешено, вы можете подать устный запрос на прекращение платежа, но такой запрос истечет через 14 дней, если вы не подтвердите свой запрос в письменной форме в течение этого времени. Письменные распоряжения о прекращении платежа действуют только в течение шести месяцев и могут быть продлены на дополнительные шестимесячные периоды путем подачи письменного запроса о возобновлении распоряжения о прекращении платежа. Мы не обязаны уведомлять вас об истечении срока действия приказа об остановке платежа. Если мы повторно кредитуем ваш счет после оплаты чека или тратты по действительному и своевременному остановленному платежному поручению, вы соглашаетесь подписать заявление с описанием спора с получателем платежа, чтобы переуступить нам все свои права в отношении получателя платежа или других держателей чек или тратта и помочь нам в любом судебном иске. Вы соглашаетесь возместить и ограждать нас от всех затрат и издержек, включая гонорары адвокатов, убытки или претензии, связанные с нашим выполнением вашего требования о прекращении оплаты или невозможностью остановить оплату товара в результате предоставления нам неверной информации или предоставление неадекватного времени для принятия мер по запросу об остановке платежа.
Если это разрешено, вы можете подать устный запрос на прекращение платежа, но такой запрос истечет через 14 дней, если вы не подтвердите свой запрос в письменной форме в течение этого времени. Письменные распоряжения о прекращении платежа действуют только в течение шести месяцев и могут быть продлены на дополнительные шестимесячные периоды путем подачи письменного запроса о возобновлении распоряжения о прекращении платежа. Мы не обязаны уведомлять вас об истечении срока действия приказа об остановке платежа. Если мы повторно кредитуем ваш счет после оплаты чека или тратты по действительному и своевременному остановленному платежному поручению, вы соглашаетесь подписать заявление с описанием спора с получателем платежа, чтобы переуступить нам все свои права в отношении получателя платежа или других держателей чек или тратта и помочь нам в любом судебном иске. Вы соглашаетесь возместить и ограждать нас от всех затрат и издержек, включая гонорары адвокатов, убытки или претензии, связанные с нашим выполнением вашего требования о прекращении оплаты или невозможностью остановить оплату товара в результате предоставления нам неверной информации или предоставление неадекватного времени для принятия мер по запросу об остановке платежа.

 N 2).
N 2). 2
2 3
3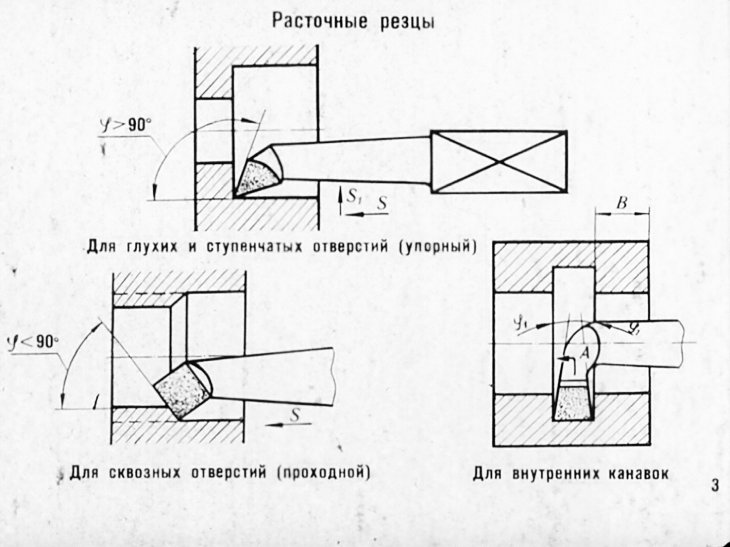 5
5 6
6 (Измененная редакция, Изм. N 1, 2).
(Измененная редакция, Изм. N 1, 2). , июне 1985 г. (ИУС 4-81, 9-85)
, июне 1985 г. (ИУС 4-81, 9-85) 2
2 3
3 5
5 6
6
 Данные сформированы с учетом общепринятых методологий на базе собственной нейросети и не носят рекомендательный характер.
Данные сформированы с учетом общепринятых методологий на базе собственной нейросети и не носят рекомендательный характер. , ₽
, ₽
 11.2022
11.2022 Большие Перемерки
Большие Перемерки счетов:
счетов: 12.2019.
12.2019. кв. км с численностью населения более 1 млн 300 тыс. человек.
кв. км с численностью населения более 1 млн 300 тыс. человек.
 Так, в 2013 году филиал подключил к источникам питания первую очередь энергопринимающих устройств ОАО «ГОЭЛРО» — сетевой организации, обеспечивающей энергоснабжение промышленной зоны «Боровлево». Промышленная зона создавалась с целью улучшения инвестиционного климата региона, содействия модернизации экономики и созданию большого количества высокооплачиваемых рабочих мест. В настоящее время в «Боровлево» размещено сразу несколько крупных предприятий: типографский комплекс «Парето-Принт», завод по производству кофе ООО «Паулиг рус», операционно-логистический комплекс «OZON».
Так, в 2013 году филиал подключил к источникам питания первую очередь энергопринимающих устройств ОАО «ГОЭЛРО» — сетевой организации, обеспечивающей энергоснабжение промышленной зоны «Боровлево». Промышленная зона создавалась с целью улучшения инвестиционного климата региона, содействия модернизации экономики и созданию большого количества высокооплачиваемых рабочих мест. В настоящее время в «Боровлево» размещено сразу несколько крупных предприятий: типографский комплекс «Парето-Принт», завод по производству кофе ООО «Паулиг рус», операционно-логистический комплекс «OZON». Для его обслуживания было создано 150 новых рабочих мест для российских граждан.
Для его обслуживания было создано 150 новых рабочих мест для российских граждан.
 В настоящее время с целью ее повышения в Тверьэнерго ведется работа по введению в эксплуатацию Единого Центра управления сетями (ЕЦУС). ЕЦУС будет оборудован высокотехнологичными каналами связи и современными информационными системами, что позволит в онлайн-режиме контролировать состояние электросетевых объектов 0,4–110 кВ, видеть перетоки электроэнергии и мощности, анализировать параметры качества электроэнергии и текущие данные о напряжении у потребителя, координировать работу оперативно-выездных и ремонтных бригад.
В настоящее время с целью ее повышения в Тверьэнерго ведется работа по введению в эксплуатацию Единого Центра управления сетями (ЕЦУС). ЕЦУС будет оборудован высокотехнологичными каналами связи и современными информационными системами, что позволит в онлайн-режиме контролировать состояние электросетевых объектов 0,4–110 кВ, видеть перетоки электроэнергии и мощности, анализировать параметры качества электроэнергии и текущие данные о напряжении у потребителя, координировать работу оперативно-выездных и ремонтных бригад. Для них регулярно организуются «Дни открытых дверей», экскурсии в Центр управления сетями, на энергообъекты, в музей энергетики Тверской области. Кроме того, студенты профильных вузов имеют возможность проходить в производственных подразделениях Тверьэнерго практику. Эта деятельность приносит свои плоды. Только в 2013 году на работу в филиал было принято 25 молодых специалистов — выпускников Тверского государственного университета и Ивановского государственного энергетического университета.
Для них регулярно организуются «Дни открытых дверей», экскурсии в Центр управления сетями, на энергообъекты, в музей энергетики Тверской области. Кроме того, студенты профильных вузов имеют возможность проходить в производственных подразделениях Тверьэнерго практику. Эта деятельность приносит свои плоды. Только в 2013 году на работу в филиал было принято 25 молодых специалистов — выпускников Тверского государственного университета и Ивановского государственного энергетического университета. В рамках решения этих задач Тверьэнерго уже много лет успешно взаимодействует с ведущими столичными и региональными вузами страны, центрами подготовки кадров, учебно-методическими и образовательными учреждениями. Часть обучающих проектов филиал организует без отрыва от производства, на базе учебных классов своих структурных подразделений.
В рамках решения этих задач Тверьэнерго уже много лет успешно взаимодействует с ведущими столичными и региональными вузами страны, центрами подготовки кадров, учебно-методическими и образовательными учреждениями. Часть обучающих проектов филиал организует без отрыва от производства, на базе учебных классов своих структурных подразделений. В состав ПАСФ вошли 53 сотрудника и 25 единиц специальной техники. Личный состав ПАСФ прошел профессиональную подготовку и обучение на звание «Спасатель», аттестация сотрудников подразделения проведена представителями Главного Управления МЧС России по Тверской области. Задача ПАСФ — оперативное реагирование на нештатные ситуации и проведение аварийно-восстановительных работ, в том числе на сетях, не принадлежащих филиалу или не имеющих собственника.
В состав ПАСФ вошли 53 сотрудника и 25 единиц специальной техники. Личный состав ПАСФ прошел профессиональную подготовку и обучение на звание «Спасатель», аттестация сотрудников подразделения проведена представителями Главного Управления МЧС России по Тверской области. Задача ПАСФ — оперативное реагирование на нештатные ситуации и проведение аварийно-восстановительных работ, в том числе на сетях, не принадлежащих филиалу или не имеющих собственника.
 8
8 11.2017
11.2017 ..cc
..cc Все права защищены
Все права защищены Тверь, пр-кт Николая Корыткова, 3Б
Тверь, пр-кт Николая Корыткова, 3Б
 99.1
99.1 10
10 11
11 32.1
32.1 20.4
20.4 90.21
90.21 11.2018)
11.2018) 09.2012)
09.2012) 11.2013)
11.2013) 12.2010)
12.2010) 04.2013)
04.2013) руб.
руб. 12.2021 организация не применяет специальные налоговые режимы. Но ранее, по данным на 31.12.2020, ООО «ЦИТ» применяло упрощенную систему налогообложения ( УСН ).
12.2021 организация не применяет специальные налоговые режимы. Но ранее, по данным на 31.12.2020, ООО «ЦИТ» применяло упрощенную систему налогообложения ( УСН ).
 Entities о юридическом лице).
Entities о юридическом лице).