Лом-гвоздодер арматурный, 600 мм, арматурный, D 17 мм Россия
Главная
Каталог
Столярный инструмент
Ломы и гвоздодеры
Гвоздодеры
Артикул:
Скачать фото
Скачать все архивом
Группа товаров
Ручной инструмент
Длина, мм
600
Бренд
RUSSIA
Материал
сталь
Особенности
демонтажная сторона
Тип профиля
арматурный
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
403001
Перчатки трикотажные, хлопчатобумажные, с одинарным покрытием из латекса, 13 класс вязки // Россия
Перчатки трикотажные, хлопчатобумажные, с одинарным покрытием из латекса, 13 класс вязки // Россия
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Перчатки в наборе, цвета: зеленый, розовая фуксия, желтый, синий, оранжевый, ПВХ точка, L, Россия Palisad
Перчатки в наборе, цвета: зеленый, розовая фуксия, желтый, синий, оранжевый, ПВХ точка, L, Россия Palisad
Перчатки х/б, ПВХ покрытие, шахматный облив, 10 класс Россия
Перчатки х/б, ПВХ покрытие, шахматный облив, 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 6 пар в упаковке, 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 6 пар в упаковке, 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Волна», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Волна», 10 класс Россия
Кувалда, 2000 г, деревянная рукоятка Matrix
Кувалда, 2000 г, деревянная рукоятка Matrix
Очки защитные открытого типа, прозрачные, ударопрочный поликарбонат Россия Сибртех
Очки защитные открытого типа, прозрачные, ударопрочный поликарбонат Россия Сибртех
Похожие товары
Лом-гвоздодер круглый, 600 мм, D 17 мм Россия
Лом-гвоздодер круглый, 600 мм, D 17 мм Россия
404 — несуществующая страница
404 — несуществующая страница
Москва
Москва
+7 495 128-28-28
Бонусная программа
Войти
Войти или зарегистрироваться Создать аккаунт организации Личный кабинет
Телефон
Вы можите запросить код подтверждения повторно или оформить быстрый заказ без регистрации прямо сейчас
+7 495 128-28-28
Такой страницы не существует или она была удалена.
Вы можете начать с главной
Или перейти на интересующий Вас раздел:
Электромонтажное оборудование
Электроустановочные изделия
Климатическое оборудование
Освещение
Метизы и крепеж
Инструменты
Стройматериалы
ТВ, видеонаблюдение, интернет и связь
Товары для жизни
Праздничная светотехника
Быстрая покупка
Спасибо! Ваш заказ принят!
Съемник гвоздей Slide Hammer | Гвоздодеры, ломики и монтировки
Наш бесконечный ряд включает в себя гвоздодер со скользящим молотком и многое другое!
Рекомендуемый продукт
Реверсивный съемник со скользящим молотком
Посмотреть полную информацию о продукте
$76,20
Реверсивный съемник со скользящим молотком
Посмотреть полную информацию о продукте
Купить Съемник для ногтей Slide Hammer
Съемник для гвоздей в японском стиле, Тип Съемники для гвоздей, Двойной коготь в конце, Ширина стержня 3/4 дюйма, Общая длина 12 дюймов, Количество слотов для гвоздей 2, Форма стержня Квадрат, L-образный стиль конца, Смещение, Ширина конца 3 дюйма, Tether Ready No, цвет стержня черный, материал стержня сталь, характеристики устойчивы к ржавчине, отделка с порошковым покрытием, цвет ручки черный, включая номер ручки, серия BC, стандарты ASME, вес 18,5 унций
Посмотреть полную информацию о продукте
$16,56
Съемник для гвоздей в японском стиле, Тип Съемники для гвоздей, Двойной коготь в конце, Ширина стержня 3/4 дюйма, Общая длина 12 дюймов, Количество слотов для гвоздей 2, Форма стержня Квадрат, L-образный стиль конца, Смещение, Ширина конца 3 дюйма, Tether Ready No, цвет стержня черный, материал стержня сталь, характеристики устойчивы к ржавчине, отделка с порошковым покрытием, цвет ручки черный, включая номер ручки, серия BC, стандарты ASME, вес 18,5 унций
Посмотреть полную информацию о продукте
Если вы ищете съемник для гвоздей, этот Vaughan NP12DE 11 1/2 дюйма L Wrecking and Pry Bar — это инструмент, который вам нужен. Этот мощный гвоздодёр имеет острый коготь, который захватывает гвозди и легко их вытаскивает. Благодаря прочной стальной конструкции он идеально подходит для удаления кровельной черепицы, напольной плитки, гипсокартона и даже сайдинга. Он имеет общую длину 11 1/2 дюйма, ширину 2 дюйма, толщину 1 дюйм и конструкцию с возможностью привязывания, поэтому вы можете прикрепить его к ремню или сумке для инструментов с помощью стандартного инструмента. Если вы ищете надежный съемник для гвоздей, Vaughan NP12DE Wrecking and Pry Bar — это то, что вам нужно.
Посмотреть полную информацию о продукте
$15,79
Если вы ищете съемник для гвоздей, этот Vaughan NP12DE 11 1/2 дюйма L Wrecking and Pry Bar — это инструмент, который вам нужен. Этот мощный гвоздодёр имеет острый коготь, который захватывает гвозди и легко их вытаскивает. Благодаря прочной стальной конструкции он идеально подходит для удаления кровельной черепицы, напольной плитки, гипсокартона и даже сайдинга. Он имеет общую длину 11 1/2 дюйма, ширину 2 дюйма, толщину 1 дюйм и конструкцию с возможностью привязывания, поэтому вы можете прикрепить его к ремню или сумке для инструментов с помощью стандартного инструмента. Если вы ищете надежный съемник для гвоздей, Vaughan NP12DE Wrecking and Pry Bar — это то, что вам нужно.
Посмотреть полную информацию о продукте
Эти 11-дюймовые клещи для вытягивания гвоздей Crescent NP11 идеально подходят для вытягивания гвоздей. Головка инструмента из кованой стали имеет толщину 3/4 дюйма, что обеспечивает достаточный рычаг, когда вам нужно удалить гвозди. Черно-красная отделка придает этим гвоздодерам гладкий внешний вид, который впишется в любую рабочую среду. Его общая ширина составляет 3 1/4 дюйма, а длина — 11 дюймов. Головка из кованой стали толщиной 3/4 дюйма означает, что он может выдерживать тяжелые используйте, не сгибая и не ломая. Эти плоскогубцы Crescent NP11 для съемников ногтей — идеальное дополнение к вашей коллекции инструментов.
Посмотреть полную информацию о продукте
$22,39
Эти 11-дюймовые клещи для вытягивания гвоздей Crescent NP11 идеально подходят для вытягивания гвоздей. Головка инструмента из кованой стали имеет толщину 3/4 дюйма, что обеспечивает достаточный рычаг, когда вам нужно удалить гвозди. Черно-красная отделка придает этим гвоздодерам гладкий внешний вид, который впишется в любую рабочую среду. Его общая ширина составляет 3 1/4 дюйма, а длина — 11 дюймов. Головка из кованой стали толщиной 3/4 дюйма означает, что он может выдерживать тяжелые используйте, не сгибая и не ломая.Эти плоскогубцы Crescent NP11 для съемников ногтей — идеальное дополнение к вашей коллекции инструментов.
Посмотреть полную информацию о продукте
Если вы ищете эффективный и удобный съемник для ногтей, Vaughan BC8 в японском стиле — идеальный выбор. Этот съемник для гвоздей длиной 7-7/8 дюймов и шириной 2 дюйма имеет плоскую лапу и качающуюся головку, обеспечивающую отличный рычаг при удалении гвоздей. Порошковое покрытие, стойкое к ржавчине, делает его прочным и устойчивым к коррозии. Он также оснащен колпачком для привязи, который позволяет вам привязать этот монтировку к ремню для инструментов или сумке для инструментов для легкого доступа на рабочей площадке. Съемник гвоздей в японском стиле Vaughan BC8 быстро справится с любой работой, связанной с гвоздями или кнопками.
Посмотреть полную информацию о продукте
$11,88
Если вы ищете эффективный и удобный съемник для ногтей, Vaughan BC8 в японском стиле — идеальный выбор. Этот съемник для гвоздей длиной 7-7/8 дюймов и шириной 2 дюйма имеет плоскую лапу и качающуюся головку, обеспечивающую отличный рычаг при удалении гвоздей. Порошковое покрытие, стойкое к ржавчине, делает его прочным и устойчивым к коррозии. Он также оснащен колпачком для привязи, который позволяет вам привязать этот монтировку к ремню для инструментов или сумке для инструментов для легкого доступа на рабочей площадке. Съемник гвоздей в японском стиле Vaughan BC8 быстро справится с любой работой, связанной с гвоздями или кнопками.
Посмотреть полную информацию о продукте
Этот регулируемый съемник для ногтей Crescent DB24 24‚Äù — отличный инструмент для извлечения гвоздей и вытягивания скоб. Он сочетает в себе съемник для гвоздей и монтировку, что делает его универсальным и удобным в использовании. Кованый стальной стержень имеет общую длину 24 дюйма и толщину 3/4 дюйма. При общей ширине 4 1/2 дюйма черный и красный стержень можно отрегулировать в соответствии с вашими требованиями. Вы можете легко привязать этот монтировку стандартными инструментами. Этот регулируемый съемник гвоздей прочный, легкий и простой в обращении — он понадобится вам во всех ваших проектах.
Посмотреть полную информацию о продукте
$30,60
Этот регулируемый съемник для ногтей Crescent DB24 24‚Äù — отличный инструмент для извлечения гвоздей и вытягивания скоб. Он сочетает в себе съемник для гвоздей и монтировку, что делает его универсальным и удобным в использовании. Кованый стальной стержень имеет общую длину 24 дюйма и толщину 3/4 дюйма. При общей ширине 4 1/2 дюйма черный и красный стержень можно отрегулировать в соответствии с вашими требованиями. Вы можете легко привязать этот монтировку стандартными инструментами. Этот регулируемый съемник гвоздей прочный, легкий и простой в обращении — он понадобится вам во всех ваших проектах.
Посмотреть полную информацию о продукте
Если вы ищете надежный съемник гвоздей, съемники гвоздей Stanley 55-126 — это инструмент, который должен быть под рукой. Он имеет конструкцию из легированной стали, что делает его прочным и долговечным. Цельнометаллическая конструкция этого отбойного бруса делает его прочным и устойчивым к ржавчине. Этот 10-дюймовый гвоздодер имеет толщину 1/2 дюйма, что позволяет прикладывать большее усилие при вытягивании гвоздей из досок или стен. Его желтый цвет дает вам хорошую видимость, поэтому вы можете видеть, где находятся ваши руки во время работы с ним. Если вы хотите выполнять работу быстро и эффективно, не причиняя вреда окружающей среде, вам следует вооружиться гвоздодёрами Stanley 55-126.
Посмотреть полную информацию о продукте
$16,34
Если вы ищете надежный съемник гвоздей, съемники гвоздей Stanley 55-126 — это инструмент, который должен быть под рукой. Он имеет конструкцию из легированной стали, что делает его прочным и долговечным. Цельнометаллическая конструкция этого отбойного бруса делает его прочным и устойчивым к ржавчине. Этот 10-дюймовый гвоздодер имеет толщину 1/2 дюйма, что позволяет прикладывать большее усилие при вытягивании гвоздей из досок или стен. Его желтый цвет дает вам хорошую видимость, поэтому вы можете видеть, где находятся ваши руки во время работы с ним. Если вы хотите выполнять работу быстро и эффективно, не причиняя вреда окружающей среде, вам следует вооружиться гвоздодёрами Stanley 55-126.
Посмотреть полную информацию о продукте
Съемник гвоздей Stanley 55-113 — это инструмент, который вам нужен, чтобы вытащить эти гвозди. У него острый коготь, который может отрывать и удалять гвозди с пола, пола, досок и других поверхностей. Этот гвоздодер длиной 8 дюймов имеет головку шириной 4 дюйма для вытаскивания гвоздей заподлицо с поверхностью удаляемого материала. Изготовленный из термообработанной стали, этот гвоздодер имеет толщину 1 1/2 дюйма, поэтому он не погнется и не сломается под давлением. Этот прочный продукт, рассчитанный на максимальное усилие, оснащен удобной рукояткой, которая поможет вам работать легко и быстро. Гвоздодеры Stanley 55-113 идеально подходят для тех работ, которые требуют удаления гвоздей из различных материалов, таких как пол, черновой пол, доски и т. д.
Посмотреть полную информацию о продукте
$28,17
Съемник гвоздей Stanley 55-113 — это инструмент, который вам нужен, чтобы вытащить эти гвозди. У него острый коготь, который может отрывать и удалять гвозди с пола, пола, досок и других поверхностей. Этот гвоздодер длиной 8 дюймов имеет головку шириной 4 дюйма для вытаскивания гвоздей заподлицо с поверхностью удаляемого материала. Изготовленный из термообработанной стали, этот гвоздодер имеет толщину 1 1/2 дюйма, поэтому он не погнется и не сломается под давлением. Этот прочный продукт, рассчитанный на максимальное усилие, оснащен удобной рукояткой, которая поможет вам работать легко и быстро. Гвоздодеры Stanley 55-113 идеально подходят для тех работ, которые требуют удаления гвоздей из различных материалов, таких как пол, черновой пол, доски и т. д.
Посмотреть полную информацию о продукте
Разводной ключ с широким зевом, 6
Посмотреть полную информацию о продукте
$25,54
Разводной ключ с широким зевом, 6
Посмотреть полную информацию о продукте
Плоская монтировка, Тип монтировки, Коготь в конце, Ширина стержня 1/4 дюйма, Общая длина 13 дюймов, Количество пазов для гвоздей 3, Форма стержня Квадрат, Диаметр стержня 1/4 дюйма, L-образная форма конца стержня, Смещение, Ширина на конце 1 3/4 дюйма, Готов к привязи Нет, Цвет стержня Желтый, Материал стержня Сталь, Особенности Высокая видимость, Повышенная прочность и долговечность, Гнездо для гвоздя на конце когтя со скошенным краем, Отделка с порошковым покрытием, Цвет ручки Черный, Желтый, В комплекте № рукоятки, серия Wonder Bar, стандарты ASME, вес 1,3 фунта
Посмотреть полную информацию о продукте
Плоская монтировка, Тип монтировки, Коготь в конце, Ширина стержня 1/4 дюйма, Общая длина 13 дюймов, Количество пазов для гвоздей 3, Форма стержня Квадрат, Диаметр стержня 1/4 дюйма, L-образная форма конца стержня, Смещение, Ширина на конце 1 3/4 дюйма, Готов к привязи Нет, Цвет стержня Желтый, Материал стержня Сталь, Особенности Высокая видимость, Повышенная прочность и долговечность, Гнездо для гвоздя на конце когтя со скошенным краем, Отделка с порошковым покрытием, Цвет ручки Черный, Желтый, В комплекте № рукоятки, серия Wonder Bar, стандарты ASME, вес 1,3 фунта
Посмотреть полную информацию о продукте
Съемники для гвоздей Stanley 55-117, съемник для гвоздей / скребок для долота — это инструмент, который вам нужен для всех ваших потребностей в извлечении и вытягивании. Изготовленный из термообработанной высокоуглеродистой стали, этот аварийный брус сможет справиться с самыми сложными работами. Он имеет толщину 7/16 дюйма и может легко справляться с тяжелыми задачами. Ширина 1 3/4 дюйма дает вам больше возможностей при работе с большими проектами или поверхностями. Он имеет общую длину 10 дюймов, что позволяет без труда использовать его в труднодоступных местах. Эта монтировка Stanley Nail Pullers, Pry Bar необходима любому серьезному подрядчику или домовладельцу, желающему выполнить сложную работу по дому или в офисе.
Посмотреть полную информацию о продукте
$16,54
Съемники для гвоздей Stanley 55-117, съемник для гвоздей / скребок для долота — это инструмент, который вам нужен для всех ваших потребностей в извлечении и вытягивании. Изготовленный из термообработанной высокоуглеродистой стали, этот аварийный брус сможет справиться с самыми сложными работами. Он имеет толщину 7/16 дюйма и может легко справляться с тяжелыми задачами. Ширина 1 3/4 дюйма дает вам больше возможностей при работе с большими проектами или поверхностями. Он имеет общую длину 10 дюймов, что позволяет без труда использовать его в труднодоступных местах. Эта монтировка Stanley Nail Pullers, Pry Bar необходима любому серьезному подрядчику или домовладельцу, желающему выполнить сложную работу по дому или в офисе.
Посмотреть полную информацию о продукте
Съемник для гвоздей / скребок-зубило, Тип Съемники для гвоздей, Коготь на конце, Ширина стержня 3/4 дюйма, Общая длина 10 дюймов, Количество пазов для гвоздей 2, Форма стержня Квадрат, Угловой стиль на конце L-образный, Смещение, Ширина конца 2 1/ 2 дюйма, нет Tether Ready, синий цвет стержня, материал стержня сталь, широкие, тонкие, острые лезвия для соскабливания и резки, синий цвет рукоятки, включая рукоятку №, серия BC/SB, стандарты ASME, вес 11 унций
Посмотреть полную информацию о продукте
$24,87
Съемник для гвоздей / скребок-зубило, Тип Съемники для гвоздей, Коготь на конце, Ширина стержня 3/4 дюйма, Общая длина 10 дюймов, Количество пазов для гвоздей 2, Форма стержня Квадрат, Угловой стиль на конце L-образный, Смещение, Ширина конца 2 1/ 2 дюйма, нет Tether Ready, синий цвет стержня, материал стержня сталь, широкие, тонкие, острые лезвия для соскабливания и резки, синий цвет рукоятки, включая рукоятку №, серия BC/SB, стандарты ASME, вес 11 унций
Посмотреть полную информацию о продукте
Еще из этой коллекции
Еще из этой коллекции
Узнать больше
Лучшие варианты съемника гвоздей для ваших проектов в 2022 году
Мы можем получать доход от продуктов, доступных на этой странице, и участвовать в партнерских программах.
Фото: amazon.com
Независимо от того, являетесь ли вы профессионалом или любителем, иногда вам нужно безопасно и эффективно вытащить гвоздь из дерева, к которому он прикреплен. Лучшие инструменты для удаления гвоздей помогают исправить ошибки, допущенные во время строительных проектов, облегчают демонтаж и позволяют восстановить деревянные доски.
Существует шесть типов гвоздодёров:
Традиционный гвоздодёр: Имея одну из самых старых и проверенных временем конструкций, губки этих гвоздодёров захватывают шляпки гвоздей, вбитых в дерево, с усилием удара молотка и вытащите их с помощью рычага, создаваемого скользящей рукояткой. Они удаляют большие и маленькие гвозди с минимальным повреждением древесины. Однако важно отметить, что этот тип съемника для ногтей громоздкий и менее портативный, чем некоторые другие типы.
Плоскогубцы: Эти плоскогубцы специально предназначены для удаления гвоздей. Гвоздь захватывают закругленной губкой, а затем вырывают, вращая закругленную головку плоскогубцев в сторону дерева. Клещи компактны и портативны, и захватывают гвозди, которые не может молотковая лапка, например шляпки отделочных гвоздей. Используйте их в ограниченном пространстве, где молоток с когтями не может достать или маневрировать. Они также наносят минимальный ущерб основной древесине.
Кошачья лапа: Кошачья лапа — это монтировка, разработанная специально для выдергивания гвоздей. У него есть два когтя: один совмещен с валом инструмента на одном конце; другой набор на 9Угол 0 градусов на другом конце. В отличие от клещей, кошачьи лапы обычно повреждают древесину, к которой прикреплен гвоздь, в процессе удаления. По этой причине кошачьи лапы лучше всего подходят для грубой работы по обрамлению и сносу зданий, где эстетика не является главной задачей.
Плоскогубцы для съемника: По сути, это стандартная пара плоскогубцев с добавлением верхней закругленной «рули» для извлечения гвоздя после того, как губки плоскогубцев захватили головку гвоздя. Они полезны для больших гвоздей с частично открытыми головками, которые вы хотите удалить с минимальным повреждением основной древесины. Но они имеют тенденцию повреждать древесину больше, чем плоскогубцы.
Гусиная шея: По сути, это большие версии кошачьей лапы, которые также включают в себя элементы стандартной монтировки. У них есть большой 90-градусный коготь на верхнем конце и плоская монтировка — обычно с прорезью для съемника гвоздей — на дне. Гусиные шеи отлично подходят для быстрого и легкого извлечения больших гвоздей благодаря их большим стержням, которые обеспечивают максимальное усилие.
Пневматический пробойник: Пневматический пробойник — это, по существу, пневматический пистолет для забивания гвоздей в обратном направлении. Приводимые в действие сжатым воздухом, они выбрасывают небольшой металлический стержень из носовой части пистолета, чтобы «пробить» шляпку гвоздя насквозь через доску. Вместо применения ручного усилия, как при работе с ручным гвоздодёром, всё, что вам нужно сделать для работы с пневматическим перфоратором, — это надеть носик перфоратора на гвоздь и нажать на спусковой крючок. Они экономят много времени и усилий, когда вы пытаетесь сбить большое количество деревянных досок, но они не так полезны для удаления скрепленных досок, когда требуется вытащить шляпку гвоздя, а не сквозь древесину.
Теперь, когда вы знаете кое-что о различных типах гвоздодеров, вы можете принять обоснованное решение о том, какой из них лучше всего подходит для вашего проекта. Чтобы сделать ваше решение еще проще, рассмотрите следующие лучшие варианты для каждого типа гвоздодеров.
Фото: amazon.com. Прочная рукоятка из легированной стали выдвигается и скользит, чтобы вонзить челюсти в древесину, чтобы захватить гвоздь, и обеспечить рычаг для вытаскивания гвоздя. Длинный стальной стержень обеспечивает дополнительный рычаг, и он достаточно круглый, чтобы не повредить деревянную поверхность. Захватные губки из закаленной стали выдерживают тяжелые условия дома или на работе.
Имея длину 18 дюймов, он больше, чем большинство других гвоздодёров, поэтому он может не поместиться в кармане или в большинстве сумок для инструментов. Хотя обучение использованию этого съемника может занять некоторое время по сравнению с другими съемниками, вы можете обнаружить, что оно того стоит.
Фото: amazon.com
ПОСМОТРЕТЬ
Высококачественный съемник для ногтей в форме кошачьей лапы по доступной цене. Съемник для ногтей Estwing удовлетворяет бюджетным ограничениям и требованиям большинства столяров по качеству. Кошачьи лапы обычно не могут схватить гвозди без шляпок, но когти на этой модели Estwing справляются с этой задачей. Всего 12 дюймов, они поместятся на поясе с инструментами или в кармане и маневрируют в ограниченном пространстве. Закаленная кованая сталь выдерживает тяжелые условия на большинстве строительных площадок, а цена подходит для домашних мастеров с ограниченным бюджетом.
Меньший размер стержня этого съемника может не обеспечивать достаточного рычага для извлечения больших гвоздей, но его значение довольно трудно превзойти.
Фото: amazon.com
ПОСМОТРЕТЬ
Мощный, прочный и портативный, 12-дюймовый съемник для ногтей Stiletto в форме кошачьей лапы достаточно хорош для профессионалов. При весе 8,5 унций он легче и прочнее стали. Он также значительно лучше амортизирует удары, чем другие кошачьи лапы, что приводит к уменьшению отдачи при ударе молотком и меньшей усталости во время работы. Функция «ямочка» создает углубление вокруг шляпки гвоздя, чтобы помочь вам избежать сколов дерева.
Этот съемник дороже, чем большинство других гвоздодеров, поэтому он лучше всего подходит для профессионалов и заядлых мастеров, которые могут оправдать расходы при регулярном использовании.
Фото: amazon.com
ПОСМОТРЕТЬ
Для многих людей клещи являются предпочтительным инструментом для извлечения гвоздей без шляпок, не повреждая лежащую под ними древесину. Плоскогубцы Gunpla имеют закругленные губки с правильными размерами, чтобы обеспечить максимальный рычаг для небольших гвоздей, не впиваясь в древесину. Острые губки из высокоуглеродистой стали захватывают и вытаскивают гвозди. Для обнаженных ногтей, которые не нужно полностью удалять, эти губки отрезают концы. 9№ 0003
Эргономичные рукоятки с виниловым покрытием облегчают выдергивание гвоздей. Ручки достаточно длинные, чтобы обеспечить хороший рычаг для вытаскивания небольших гвоздей, но не настолько длинные, чтобы мешать работе в ограниченном пространстве.
Эти клещи размером всего 8 дюймов помещаются на поясе с инструментами или в кармане. Небольшой размер этих плоскогубцев может не обеспечивать достаточного рычага для вытягивания гвоздей большего размера и может потребовать больше ручного усилия, чем для съемника большего размера.
Фото: amazon.com
ПОСМОТРЕТЬ
Иногда клещи просто не режут. Если вам нужно что-то для более крупных и жестких гвоздей, 11-дюймовые плоскогубцы Crescent могут помочь. Их плоскогубцы захватывают головку гвоздя, а большой роликовый стержень завершает работу по ее извлечению. Эти прочные плоскогубцы из кованой стали с эстетичным черным оксидным покрытием устойчивы к ржавчине. Эргономичные резиновые ручки обеспечивают удобный захват. Имея размер 11 дюймов, они дадут вам много рычагов и по-прежнему поместятся в поясе с инструментами или в кармане, когда вы закончите.
Эти съемники наносят больше вреда дереву, чем клещи. Таким образом, они лучше всего подходят для проектов по сносу. Но у них более деликатное прикосновение, чем у других съемников, таких как кошачья лапа, поэтому вы все равно сможете восстановить древесину.
Фото: amazon.com. 36-дюймовая гусиная шея Estwing обладает всеми функциями для вашего следующего проекта деконструкции. У этого монтировки есть большие чашеобразные когти для вытягивания гвоздей, стержень из кованой стали и прорезь для вытягивания гвоздей на дне.
Невероятный рычаг 36-дюймовой длины стержня превосходит любой другой ручной инструмент для вытягивания. Это отличный выбор для быстрого удаления больших и жестких гвоздей с минимальным ручным усилием. Основным недостатком этого бара является то, что он слишком велик, чтобы носить его на себе. Если это нарушило условия сделки, посмотрите на другие доступные размеры от 12 до 30 дюймов.
Джаз, средневековая и классическая музыка на органе.
Смотреть расписание
Магазин женской одежды EVDOKIA
0+
Современный российский бренд носит старинное имя в честь бабушки одной из основательниц магазина. EVDOKIA доказывает, что одежда может быть удобной, красивой и выделяющейся одновременно. Она дышит свободой, объединяет несколько стилей, не отстаёт от мировых трендов и дополнена оригинальными деталями. В гардеробе бренда одежда из натуральных тканей — хлопка, льна, ангорской шерсти. Дизайнеры отдают предпочтение естественным цветам и растительным принтам. Индивидуальности добавляют вставки из фактурной ткани, аккуратные оборки, кружево, оригинальный рукав. Ещё одна полезная особенность — все вещи бренда легко комбинировать между собой, подбирая образы на любые случаи. Получить подробную информацию о магазине, ознакомиться с ассортиментом и сделать заказ можно на официальном сайте бренда.
ул. Новопесчанная, д. 18.
Шоурум Air
Удивительный уголок Японии в центре города. Изначально в шоуруме были представлены только японские бренды, но затем появились и европейские. Здесь приводит в восторг каждая вещь: будь то наряд от Azs Tokyo или Comme des garsons. Сюда хочется возвращаться снова и снова, потому что каждый раз вы открываете для себя что-то новое.
бул. Цветной, д. 15, стр. 1
Шоурум Leform
Один из первых шоурумов столицы ведёт свою историю с 1997 года, оттого и ценится среди прочих. Свою славу он заслужил тем, что первым приобщил россиян к творчеству Йоджи Ямамото, Дрис Ван Нотена и Ватанабэ. Также Leform известен и как один из самых авангардных магазинов одежды. Приходите сюда за оригинальными аксессуарами, пиджаками и предметами интерьера.
ул. Поварская, д. 35/28, пер. Дмитровский, д. 7, ш. Дмитровское, 35-й км ул. Краснопролетарская, д. 30, стр. 1
12 storeez
Российский модный бренд 12 storeez, работающий в десяти городах, известен и за пределами страны. Выпускает в основном женскую одежду, обувь и аксессуары, но есть и мужская коллекция. Концепция 12 storeez основана на том, чтобы помочь практичный, но красивый гардероб, который можно быстро освежить несколькими новыми вещами. В том числе поэтому коллекцию здесь обновляют каждый месяц. У 12 storeez есть интернет-магазин и несколько шоурумов в Москве.
ул. Земляной Вал, д. 33, наб. Пресненская, д. 2, бул. Ходынский, д. 4, просп. Вернадского, д. 6
Шоурум Grunge John Orchestra. Explosion
Пожалуй, самый оригинальный шоурум по материалам предлагаемого товара. Здесь объединены сложный крой, функциональность, особый тип окраски тканей и последние японские технологии в производстве одежды. Ассортимент шоурума состоит из японского органического денима, худи, трикотажных толстовок, оригинальных рубашек и курток. Также есть мужские и женские винтажные рюкзаки, сумки, клатчи, кошельки.
бул. Никитский, д. 25
Шоурум Welldone by Carhartt
Welldone by Carhartt — магазин редких брендов в двухэтажном пространстве. Американскому бренду Carhartt отведён отдельный корнер, представлены также марки Fred Perry, Kangol, Loading, Penfield, Publish, Saucony, Supreme, Urban Knights, Yellowstone и другие. Одежда продаётся преимущественно мужская, дамы же могут подобрать себе яркие рюкзаки или что-нибудь в стиле унисекс.
ул. Большая Новодмитровская, д. 36, cтр. 12 (дизайн-завод FLACON)
Шоурум Rehabshop
Бывший онлайн-магазин, превратившийся в бутик на Патриарших. Хозяйка магазина тщательно отбирает товары и лично ездит в Европу закупать брендовые вещи. Это марки Rochas, Golden Goose, Isabel Marant, MM6, Patou и другие. А ещё здесь радуют распродажами и приятными скидками, на некоторые вещи скидки доходят до 70%.
пер. Большой Козихинский, д. 19/6
Showroom11
Место понравится поклонникам бренда RELIGION. Всё для юных и отчаянных: кожаные куртки, брюки-чинос, трикотаж, платья, юбки и обувь с кричащими принтами. Есть забавные комбинезоны от OnePiece, капюшон в которых застёгивается и закрывает лицо. В периоды распродаж бывают скидки до 50%.
ул. Большая Новодмитровская, д. 36, стр. 9 (дизайн-завод FLACON)
Lynx
Одежда, сочетающая смелые идеи формы и стиля авангардных дизайнеров из азиатских стран, США, Австралии, Румынии, Болгарии, Украины и России. Интернет-магазин и пространство концептуальной моды Lynx призывает отказаться от масс-маркета и примерить нетривиальные базовые вещи и ультрамодную одежду на любой сезон. Многое из того, что есть в Lynx, поставляется эксклюзивно.
ул. Зацепа, д. 21, стр. 2
Bat Norton
Магазин петербургского бренда Bat Norton. Уличная одежда для молодёжи, которая не стесняется выражать себя через нестандартные образы. Футуристическая обувь, яркие принты с изображением ночных городов и космических пространств, вещи нестандартного кроя и эпатажные аксессуары. Любите выделяться из толпы — загляните в этот шоурум.
ул. Большая Новодмитровская, д. 36, стр. 2 (дизайн-завод FLACON) Пресненская наб. , д. 2 (ТРЦ «АФИМОЛЛ СИТИ») Манежная пл., д. 1, корп. К2 бул. Ходынский, д. 4
TheBoys
Здесь продают качественную итальянскую одежду для мужчин по приемлемым ценам. Пиджаки, брюки, костюмы, свитера, куртки и пальто — все вещи хозяева закупают напрямую у производителей. Каждая вещь представлена в шоуруме только в единственном размере и экземпляре. Так что, одеваясь здесь, вы точно будете выглядеть эксклюзивно.
ул. Тверская, д. 28, корп. 2
Shu
Shu — питерский бренд лаконичной повседневной одежды. Выпускают по две сезонных коллекции в год и несколько тематических линеек. Здесь можно найти удачные экземпляры верхней одежды, в том числе куртки, которым не страшны морозы, а ещё качественный деним, расслабленные свитшоты и футболки из плотного хлопка. Флагманский отдел Shu открылся в Москве осенью 2020 года.
Чистопрудный бул., д. 16
Le Journal Intime
Российский бренд славится игривым и повседневным бельём из прочной сетки. Конструкция выглядит нежно и даже почти невесомо, но за счёт особенностей материала и фасона подходит даже обладательницам большой груди. Здесь легко можно найти роскошные боди из компрессионного трикотажа, эффектные корсеты, трусы с высокой талией, браллеты с анатомическими выточками, которые формируют чашку и комфортно поддерживают грудь. Отдельное слово нужно сказать о цветовой гамме: это насыщенный, плотный, умеренно яркий синий, коралловый и нюдовый оттенки.
ул. Большая Никитская, д. 14
KOMMUNALKA shop & gallery
Арт-пространство в особняке XVII века доктора Христиана Ладо, в котором собраны красивые предметы интерьера, одежда и мебель. В общем, всё, чтобы зайти и зависнуть на несколько часов — ведь внутри вас ждёт 5 комнат с сокровищами. А дальше — как повезёт: быть может сегодня вы уйдёте с раритетным трюмо или готическим подсвечником, а в следующий раз присмотрите серебряные украшения или необычную ткань, из которой в местном ателье для вас сошьют вещь на заказ.
Кривоколенный пер. , 9, стр. 2
My812
Московское представительство ещё одного петербургского бренда, который красавицы обеих столиц уже успели полюбить за шёлковые блузки и платья сложного кроя. Это не просто магазин, а шоурум-квартира с просторной студией и примерочной с огромным панорамным окном. Платья с голой спиной, полупрозрачные модели с объёмными рукавами, трендовые платья-комбинации, бесконечные каскады воланов, качественный шёлк и лён — всё это здесь.
Подколокольный пер., д. 16/2
Если вы нашли опечатку или ошибку, выделите фрагмент текста, содержащий её, и нажмите Ctrl+↵
Выберите рассылку:
Нажимая на кнопку «Подписаться», вы соглашаетесь на передачу и обработку предоставленной персональной информации в соответствии с условиями Политики конфиденциальности.
Шоу-рум Atlas Concorde в центре Москвы
Компания
В самом центре Москвы расположился шоу-рум Atlas Concorde – место, где архитекторы и дизайнеры со всей России могут найти огромное количество решений для реализации своих даже самых сложных замыслов.
Залы, где выставлены коллекции Atlas Concorde и Atlas Concorde Russia, находятся на последнем этаже бизнес-центра в престижном деловом квартале. Этот элегантный шоу-рум не просто упрочняет позиции компании на международном и российском рынке, а позволяет быть еще ближе к партнерам и клиентам, здесь можно коснуться рукой любой из коллекций напольной или настенной плитки, можно подробно ознакомиться с высоким эстетическим и техническим потенциалом любой из линеек. Включает шоу-рум офисные и выставочные пространства, которые органично связаны единой дизайнерской концепцией. Оформление просторных интерьеров выстроено в соответствии с последними тенденциями в итальянском интерьерном дизайне и всецело отражает современный стиль коллекций. И, что немаловажно, царит здесь удивительно гостеприимная и стимулирующая атмосфера.
Какие материалы выбрать для «здорового» здания?
В последнее время мы все больше осознаем, насколько важно жить в здоровой среде. Параллельно растет спрос на отделочные материалы, которые не содержат и не выделяют вредных веществ и в то же время открывают широкие возможности в плане эстетики.
Уличная плитка: 5 трендов, на которые стоит обратить внимание
Будь то напольные покрытия для бассейна, двора, парковки, небольшого патио или террасы – к выбору уличной плитки для них следует подходить с должным вниманием. Ведь речь идет не только об удовлетворении определенных эстетических требований, но и об обеспечении специфических функциональных характеристик. Для уличного покрытия недостаточно быть красивым, оно должно быть долговечным, прочным, стойким к атмосферным воздействиям и износу, независимо от места, где находится.
Крупноформатная плитка для дома: преимущества и советы
Крупноформатная плитка из керамогранита – одна из самых популярных тенденций в дизайне последних лет. Ее можно укладывать на полы и стены, из нее можно создавать кухонные столешницы и прочие рабочие поверхности, она одинаково хорошо подходит для интерьера и для наружных пространств. К тому же крупный формат выигрышно вписывается как в большие архитектурные объемы, так и в небольшие помещения.
Какие материалы выбрать для «здорового» здания?
В последнее время мы все больше осознаем, насколько важно жить в здоровой среде. Параллельно растет спрос на отделочные материалы, которые не содержат и не выделяют вредных веществ и в то же время открывают широкие возможности в плане эстетики.
Уличная плитка: 5 трендов, на которые стоит обратить внимание
Будь то напольные покрытия для бассейна, двора, парковки, небольшого патио или террасы – к выбору уличной плитки для них следует подходить с должным вниманием. Ведь речь идет не только об удовлетворении определенных эстетических требований, но и об обеспечении специфических функциональных характеристик. Для уличного покрытия недостаточно быть красивым, оно должно быть долговечным, прочным, стойким к атмосферным воздействиям и износу, независимо от места, где находится.
Крупноформатная плитка для дома: преимущества и советы
Крупноформатная плитка из керамогранита – одна из самых популярных тенденций в дизайне последних лет. Ее можно укладывать на полы и стены, из нее можно создавать кухонные столешницы и прочие рабочие поверхности, она одинаково хорошо подходит для интерьера и для наружных пространств. К тому же крупный формат выигрышно вписывается как в большие архитектурные объемы, так и в небольшие помещения.
В Москве Евгений Малкин рассказывает о пропущенном сезоне, одиночестве и будущем в НХЛ
МОСКВА — Хотя стадион «Морозово Арена» находится всего в 3 милях к юго-востоку от Кремля, найти его непросто. Окруженный оживленными автомобильными дорогами, он расположен в неприметном, в основном промышленном районе, рядом с извилистой Москвой-рекой. Его внешний вид без окон впечатляет, если не считать тканевых фресок высотой 20 футов с изображением хоккеистов и фигуристов возле главного входа.
Реклама
Внутри здание более привычно. Двойные катки доминируют в пространстве. В скромном кафе подростки подают горячий чай посетителям, наблюдая, как взрослые и дети всех возрастов скользят по льду. Двойные стальные двери ведут в коридор, который ведет в раздевалки с деревянными скамейками. Рядом есть закусочная и стеклянная витрина с трофеями, завоеванными молодежными командами и фигуристами-чемпионами. На стенах висят майки звезд российского хоккея.
В конце коридора есть небольшая комната, и именно здесь Евгений Малкин иногда уединяется после изнурительных летних тренировок. Он сидит возле большой настенной наклейки с мультяшным волком в хоккейной майке и наблюдает за своим 3-летним сыном Никитой. За пределами зала, на льду, Малкин проталкивается вместе с другими игроками НХЛ, пытаясь утопить в поту воспоминания о провальном сезоне 2018-19. Здесь, в этой маленькой игровой комнате, он в основном неподвижен, часто до часа, наблюдая, как его сын безжалостно шлепает по пластиковым шайбам своей детской клюшкой. Инстинктивно, как и его отец, он любит хватать и рвать его.
«(Он) точно нападающий», — говорит Малкин. «Нет защитника. Нет вратаря. Если он (не) нападающий, он не играет в хоккей. … Он любит брать 20 шайб и хочет забить 20 шайб. Он никогда не ставит шайбы обратно. Он пытается найти больше шайб и снова забить. Я говорю: «Нет, нам нужно (вернуть) шайбы». А он такой: «Нет, нет, шайбы всегда остаются внутри».
Малкиным движет то же желание. Когда он забивает – а это было на протяжении большей части его карьеры – он счастлив и уверен в себе. Когда он этого не делает — а в прошлом сезоне он этого не делал, — эта уверенность превращается в сомнения, страх и гнев.
«Вы теряете уверенность и начинаете слишком много думать», — говорит Малкин. «Я (начал) слишком много думать. А когда я начинаю слишком много думать, я начинаю злиться на всех».
С лета перед приездом в Питтсбург в возрасте 20 лет Малкин не сталкивался с таким межсезоньем, как в последние несколько месяцев. После дюжины в основном очарованных лет он не ожидал сезона, когда он будет чувствовать разочарование из-за своих языковых ограничений, смущение из-за своих решений на льду и за его пределами, злость практически на всех и изоляцию от близких.
Реклама
Каждое лето он приезжает в Москву, чтобы воссоединиться со своим наследием, друзьями и семьей. После адского сезона он также вернулся, нуждаясь в новой цели, даже если он не знал об этом, когда прибыл.
Он нашел его во время тяжелых тренировок на льду этой невзрачной арены в рабочем районе Южного порта, а также в той маленькой комнате, наблюдая, как его сын пытается забивать, забивать и забивать. И последнее может иметь такое же значение, как и первое, помогая Малкину снова обрести свое величие.
«Я никогда не вижу будущего, — говорит Малкин. «Я думаю, что это моя проблема».
Никто не был более потрясен, чем Малкин, когда прошлый сезон стал «худшим» в его 13-летней карьере в НХЛ.
«Думаю, в прошлом году это была моя вина, — говорит Малкин.
Он забил вдвое меньше голов (21), чем в предыдущем сезоне. Он казался медленным в переходе. Он слишком много рисковал и совершал слишком много потерь. Время от времени он был ранен, но также расстроен.
Он отдалился. Он дрался со своим тренером. Он потерял веру в своего вингера. Он выглядел как «обычный игрок».
Малкин был неузнаваем почти во всех отношениях. Себе больше всего.
«Я думаю, что моя голова начинает, как, (становится) сумасшедшей, — говорит Малкин, — я сражаюсь с Салли. Я сражаюсь с товарищами по команде. Немного обиделся на всех».
Бои Малкина со своим тренером Майком Салливаном проходили на льду. Малкин лоббировал около 20 минут, и он хотел играть, когда соперники дергали своего вратаря. Салливану нужно было увидеть Малкина из «Пингвинз» в чемпионатах 2016 и 2017 годов. Он хотел доверять Малкину в решающие моменты игр. Он хотел, чтобы Малкин давал то, что капитан Сидни Кросби давал «Пингвинз» в каждой игре. Ему нужно было ликвидировать слепые проходы в середину площадки. Выбирайте места вместо того, чтобы идти в угол. Отбирать шайбы у соперников, а не совершать потери.
В то время как драки Малкина с Салливаном обычно происходили наедине, его проблемы с Филом Кесселом было гораздо труднее скрыть.
Реклама
Каждый горд до упрямства. К своей экипировке придирчивы (а в прошлом сезоне взволновали проблемы: коньки и перчатки у Малкина, клюшки у Кесселя). У них одни из лучших бросков в истории игры. А когда ставки высоки, Малкин и Кессель проявляют себя с лучшей стороны, что характерно для некоторых великих игроков, которые превращаются в иконы.
Их дружба настоящая, говорит Малкин.
Но к концу прошлого сезона все, от владельцев до менеджеров и тренеров, считали, что Кессел должен уйти, чтобы Малкин остался.
Фил Кессель и Евгений Малкин были товарищами по команде четыре года и товарищами по линии три года. (Дэвид Дермер / USA Today)
Малкин отказался сообщить, как развалились его отношения на льду с Кесселом. Но ясно, что он устал чувствовать себя застрявшим между продолжающимся расколом Салливана-Кессела, согласно многочисленным источникам в команде и лиге. Эти источники также говорят, что Малкин пришел к выводу, что Кессел довольствуется двумя титулами и в основном интересуется своей статистикой. Малкин беспокоился, что его будут воспринимать так же, если Кессель останется его вингером.
Несколько источников в команде говорят, что Малкин запросил обмен, если Кессел вернется.
Малкин это отрицает, но это не значит, что он хотел сыграть еще одну игру, не говоря уже о другом сезоне, с Кесселем в качестве напарника.
Нет.
Итак, теперь Кессел в Аризоне, его продали.
В июне генеральный менеджер «Пингвинз» Джим Резерфорд заявил, что только Кросби неприкосновенен в торговых переговорах, что является ударом по луку Малкина, намеренно или нет. Многочисленные источники в команде сообщили, что Кросби, редко вмешивающийся в управленческие вопросы, дал понять «Пингвинз», что Малкина нельзя продавать ни по какой причине.
«Это я и Гено», — сказал Кросби.
Малкин преуменьшил комментарии Резерфорда. Он закатил глаза, обсуждая их, и заметил, что уже слышал торговые разговоры. В частном порядке торговые разговоры ужалили. Больно было еще больше, потому что он впервые услышал эту новость, когда был в составе сборной России на чемпионате мира в Словакии.
Главным образом Малкин был раздражен тем, что впервые его будущее — не только в Питтсбурге, но и как великого игрока НХЛ — подвергалось открытым сомнениям.
«Мы говорим (об) одном плохом году, понимаете?» — говорит Малкин. Его быстрый, глубокий вздох говорит о раздражении.
Малкин не поделился со многими людьми — особенно в Питтсбурге — тем, насколько сложным для него был прошлый сезон.
Он долго не видел свою семью. Никита сопровождал жену Малкина Анну в Москву, где она провела рождественские и новогодние праздники, работая на российском телевидении. Когда они не были в Москве, Анна и Никита проводили много зимних дней в собственности Малкиных на Фишер-Айленде, недалеко от Майами.
Ежедневные видеосообщения и телефонные звонки только заставляли его скучать по ним еще больше.
Малкин часто разлучался со своей женой Анной и сыном Никитой в течение сезона. (Чарльз Леклер / USA Today)
В то же время Сергей Гончар, помощник тренера «Пингвинз» и человек, которого Малкин называет «не то что другом, а семьей», появлялся не так часто. Он получил разрешение от руководства делить свое время между командой и семьей в Далласе.
«Я думаю, что иногда я (слишком) одинок и думаю о себе», — говорит он. «Моя жена злится на меня; Я до сих пор не открыт для нее. Мы вместе уже пять лет, но иногда я никогда не рассказываю ей о своих проблемах.
«Я никогда никому не рассказываю о своих проблемах».
Питтсбург тоже стал меньше. Хотя такие города, как Москва, Майами и Нью-Йорк, всегда казались ему более интересными, Малкин ценил Питтсбург за его жителей; менталитет рабочих Западной Пенсильвании напоминает ему его родной город, Магнитогорск, еще один стальной город.
Местные команды значат для жителей Питтсбурга и Магнитогорска больше, чем в больших городах. Малкину нравилась страстная связь, которую он установил с фанатами. В отличие от того времени, когда он играл за «Металлург», в «Питтсбурге» он мог получить лучшее из обоих миров: обожание и уединение.
Но Питсбург стал мрачным. «Дождь идет каждый день, — говорит он. И он не ошибается. Самым дождливым годом в истории города был 2018 год, и 2019 год был таким же.
Малкин тоже все еще чувствует себя чужаком в Северной Америке. «НАС. немного тяжело для меня», — говорит он. «Из-за (из) языка. Потому что, может быть, это, типа, другой менталитет».
Малкин говорит, что не уверен, что его «понимают» ни друзья из «Питтсбурга», ни товарищи по команде «Пингвинз», особенно новички. Он редко ходит на групповые обеды и признает, что часто не отвечает на текстовые сообщения.
Он предполагает, что его нерешительность по поводу быстрого взаимодействия с более молодыми или новыми товарищами по команде ограничивает его способность быть эффективным лидером Пингвинов. Спустя все эти годы, несмотря на то, что он может брать целые интервью на английском (в том числе несколько для этой истории), Малкин по-прежнему «боится», что скажет не те слова, и, к его смущению, «люди меня не поймут».
«Я знаю, что мне нужно (принести) руководство в комнату», — говорит Малкин. «Иногда мне страшно, потому что я чувствую, что мой английский плохой».
Он верит, что Кросби и Крис Летанг, его товарищи по команде уже более десяти лет, знают его как «забавного парня». Они делают. Он чувствует себя в безопасности, делясь «настоящим Джено» с вице-президентом Penguins по связям со СМИ Дженнифер Буллано Риджли.
В основном, однако, Малкину еще предстоит полностью раскрыться перед «Питтсбургом» или «Пингвинз».
Москва для Малкина предлагает знакомое и иностранное. Красочные соборы, каменные статуи и блестящие здания по всему центру города. Скрытые жемчужины ресторанов — итальянские, французские, ближневосточные и азиатские закусочные, смешанные с несколькими заведениями, где подают традиционные русские блюда, такие как борщ и свежеперемешанные цитрусовые.
Малкин всегда находил в Москве чувство комфорта, которое позволяет ему вздохнуть легче, сосредоточиться и вернуться в нужное русло.
В Москве Малкин перешел от восстановления к возрождению после поражения во второй половине сезона 2010/11 из-за разрыва связок колена. Именно здесь Анна выгнала его в последние дни Олимпийских игр 2014 года после того, как Россия не смогла завоевать медаль в мужском хоккейном турнире. Это ее родной город, но это было его безопасное место.
Итак, после худшего сезона в его карьере это было единственное место, где он мог приземлиться. Если Малкин собирался снова стать великим хоккеистом, то это произошло здесь.
Малкин не из Москвы, но его жена из Москвы, и большую часть межсезонья они проводят в столице России. (Роб Росси / For The Athletic)
Год назад, в это же время, после восстановления своего тела под руководством Алекса Тринки, помощника тренера по силовой и физической подготовке «Пингвинз», Малкин предвкушал «великолепный год». Но после первого месяца прошлого сезона Малкин говорит, что «забыл работать», как учил Тринка.
Он перестал оставаться в спортзале, чтобы растянуться после подъема. Ноги предали его, чувствуя себя все слабее с каждой игрой. Катание на коньках всегда было основой его успеха, но его «первые пару шагов были очень трудными», и Малкин говорит, что чувствовал себя «немного медленным».
Он пытался компенсировать это обманом со льдом. За исключением того, что он не мог вернуться достаточно быстро, чтобы помочь в обороне. Он форсировал рискованные передачи, потому что не мог постоянно прорываться через нейтральную зону или танцевать вокруг фигуристов соперника. Он подвергал себя опасности безрассудными рывками в повороты. Если бы он этого не сделал, он бы никогда не смог выиграть гонку с потерей шайбы.
Персонал «Пингвинз» упомянул, что Кессел слишком доволен, как одна из проблем, с которыми Малкин столкнулся со своим бывшим нападающим. Если быть честным, Малкин сказал бы, что позволил случиться тому же самому.
Возобновить карьеру в России легче, чем сделать.
Трудно найти время на льду, особенно когда клубы КХЛ открывают тренировочные сборы в июле (когда игроки НХЛ начинают активнее тренироваться в межсезонье). Ищете каток с тренажерным залом? Забудь об этом.
Полноценное питание не так легкодоступно, как даже в Питтсбурге. Москва больше, но она остается городом в России, где трудные экономические времена не позволили стране идти в ногу с Америкой и Канадой.
Тринка однажды слышал, как Малкин описал один день из своей московской жизни всего несколько лет назад: он брал что-нибудь поесть по дороге на каток. Он переодевался после тренировки на льду, но не мог хранить снаряжение на объекте. Поэтому Малкин бросал его в багажник, и водитель отвозил его домой, где он вешал свое снаряжение, чтобы оно могло проветриться. Он снова ел — и снова что-то не очень полезное — прежде чем его отвезли в другое учреждение, обычно в другую часть города, чтобы он мог разогреться и поднять вес в тренажерном зале, который на самом деле не отвечал основным потребностям человека. профессиональный хоккеист.
«Хоккеистам в России не так просто, — говорит Малкин.
Несколько лет назад Малкину рассказали о бывшем хоккейном проспекте Павле Маркидане, работавшем на более новом объекте — «Морозово Арене». В нем был минимум того, что ему нужно, достаточно хорошо, но не слишком хорошо.
Малкин использовал свой высокий статус, чтобы получить права скваттера на «Морозово Арену». Он не владеет зданием, но управляет им. Малкин определяет время на льду и доступность тренажерного зала и даже может заказать блюда из меню в ресторане арены.
Малкин отдыхает во время июльской тренировки на «Морозово Арене» в Москве. (Роб Росси / For The Athletic)
Взамен Маркидану разрешили повесить несколько футболок с автографами Малкина по всему зданию. Он также проводит тренировки на льду, в которых участвуют Малкин, Александр Радулов и другие игроки НХЛ, в том числе Денис Гурьянов из Stars, Илья Любушкин из Coyotes и Владисав Каменев из Avalanche. Когда Илья Ковальчук находится в Москве, он также присоединяется к отряду Малкина — высший знак уважения со стороны бесспорного лидера этого поколения звезд российского хоккея.
Малкин принимает командование в Москве. Во многом так же, как он видел, как Ковальчук делал годами. Во многом так, как он чувствует, что не может в Питтсбурге.
Он никогда бы не попытался добиться благоприятного обращения в учреждении в Северной Америке. Ему было бы стыдно так разыгрывать свою славу в Магнитогорске или Питтсбурге.
А вот в Москве Малкин — полноценный мужчина, и огромную роль в этом играет присутствие Анны и Никиты.
Они с Анной хотят, чтобы их сын ценил страну и ее культуру, тем более, что Никита родился в Питтсбурге и воспитывается в основном там и недалеко от Майами.
Свободное время Малкина с сыном в основном ограничивается межсезоньем, да и то — между тренировками, свиданиями с друзьями и такими вещами, как пробки, походы в банк и, ну, жизнь — у него не так много времени, как Ему бы понравилось. Здесь, в Москве, заботливая сторона Малкина может проявляться так, как не может больше нигде.
Его группа поддержки в Москве всегда включала семью Гончар, которая каждое лето проводит в городе несколько недель. Российский агент Геннадий Ушаков, для которого Малкин приберегает свои самые игривые выпады, но которому Малкин яростно предан, всегда рядом, чтобы справиться со всеми разнообразными потребностями. Друзья детства из Магнитогорска приезжают с семьями в гости. Малкин также подружился с московскими знаменитостями искусства и музыки.
Мало кто из Питтсбурга приезжал сюда, чтобы навестить Малкина. Тринка является исключением.
В отличие от того, что было год назад, Малкин уже катался три недели, когда Тринка приехал в последнюю неделю июля. Анна взяла Никиту на отдых в Сочи, чтобы гарантировать, что Малкин сможет сосредоточиться на тренировках Тринки. Вскоре к Малкину и Тринке присоединилась Беса Цинцадзе, бывшая фигуристка, которая сейчас занимается фигурным катанием и в прошлом работала с Малкиным и Кросби в Питтсбурге.
«У нас были невероятные 10 дней катания, и он усердно работал», — говорит Цинцадзе. «Что мне нравится, так это когда Гено сказал: «Беса, ты приезжай в Майами, а мы продолжим».
«Знаешь, все говорят, что с Джено покончено. Я вижу, как он снова уверенно катается, и я говорю, что он проведет еще пять замечательных лет».
Малкин большую часть лета провел с Павлом Маркиданом (слева) и Алексом Тринкой (справа). (Роб Росси / For The Athletic)
Малкин наказал себя на льду Маркиданом и Цинцадзе. Он проверил свои собственные пределы во время тренировок с Тринкой, который намеренно добавил дискомфорта в динамику, изменив все упражнения с предыдущего лета.
Эта перестройка происходила с нуля. Но Малкин также внес изменения, которым он когда-то сопротивлялся.
Он исключил алкоголь из своего рациона, чтобы тренироваться. Он подписался на службу доставки здоровой пищи. На обед он ел салаты и нежирное мясо. Он сбросил около семи фунтов.
Малкин даже по будням начал рано ложиться.
Когда август закончился и Малкин вернулся в Питтсбург, он почувствовал, что добился цели, которую поставил перед собой, когда его самолет приземлился в Москве пару месяцев назад.
Отступление. Восстанавливаться. Восстановить.
Тогда вернись с целью.
Хоккеистов учат ловить момент и не зацикливаться на прошлом или отдаленном будущем. Выиграйте следующую смену. Сделайте следующее сохранение.
Но сейчас, в этот момент его карьеры, Малкину нужно было смотреть вперед.
«Мое желание — выиграть четвертый Кубок, — говорит Малкин. «Не так много россиян с четырьмя Кубками. Я был бы единственным. Это моя цель прямо сейчас».
Упоминая Кросби и Летанга, Салливана и Резерфорда, Малкин говорит, что «понимает нашу группу» и уверен, что ранний уход «Пингвинз» в прошлом году был отклонением от нормы — мало чем отличающимся от его отягчающего сезона.
«С этой командой у нас есть (а) реальный шанс снова победить», — говорит Малкин. «Я верю в это, конечно. Потому что в нашей организации есть профессионалы».
Малкин считает, что победа в Кубке Стэнли в четвертый раз укрепит его наследие среди великих россиян. (Кристофер Ханевинкель / USA Today)
Он знает, что снова выиграть Кубок невозможно, если он не вернется на «мой уровень».
«Это мой вызов, — говорит Малкин. «Я знаю что могу.»
На июньской встрече Малкин сказал Салливану дать ему 20 минут на льду, и он позаботится о том, чтобы это были «хорошие 20 минут».
«Мне всегда кажется, что я думаю на льду, — говорит Малкин. «Но только когда вы станете старше, вы поймете, как я могу изменить (свою) игру, чтобы стать лучше».
Может ли он быть лучше?
Даже если он прав. Даже если его тело сильнее. Даже если бои закончились и он больше на льду. Даже если все проблемы, которые привели к худшему сезону в его карьере, внезапно исчезнут, сможет ли Малкин в 33 года не только вернуться туда, где он когда-то был, но и стать лучше?
«Я (не) показал свою игру на 100 процентов. Я все еще думаю, что могу стать лучше», — говорит он.
Малкин вернулся в Питтсбург с четким видением своей дальнейшей хоккейной жизни.
Первым, по его словам, является пятерка лучших в гонке по набранным очкам и «точно около 100 очков». Это должно облегчить нагрузку на Кросби и помочь «Пингвинз» выйти в 14-й плей-офф подряд. Всего девять голов из 400, Малкин уже присматривается к Клубу 500 и присоединится к Алексу Овечкину в качестве единственного российского члена. Он близок к тому, чтобы превзойти кумира детства Сергея Федорова (1179).точки.
«Ближайшие три года будут огромными», — говорит Малкин. «Я все еще хочу играть на 100% — и подписать контракт еще на три года с «Питтсбургом».
Это означало бы, что Малкину исполнится 38 лет и его любимые «20 лет в одной команде», если считать, когда его задрафтовали «Пингвинз». Никите только что исполнилось 9 лет, и в идеале он должен быть старшим братом по крайней мере для одного брата или сестры.
Как Малкин отреагировал на худший сезон в своей карьере?
Он отступил на лед. Он работал. Он говорит, что изменился. Но это может быть менее важно, чем то, как он заглянул в будущее и установил желаемый финал. Для его карьеры. За свою жену и маленького Никиту, пацана, который показал в этой маленькой комнате, что может хватать и рвать ее, как его отец.
«Я понимаю, что каждый день теряю свою хоккейную жизнь, — говорит Малкин. «Я хочу быть голодным. Это очень важно для меня. Это принципиально».
(верхнее фото: Джастин Берл / Icon Sportswire через Getty Images)
Электродвигатели 50 кВт – характеристики, современные аналоги, размеры, асинхронных двигателей 50квт
Электродвигатели 50 кВт — устаревшее обозначение мощности электрических асинхронных двигателей с короткозамкнутыми, фазными роторами. Частота вращения поля статора 3000/1500/1000/750 об/мин. Напряжение сети питания 220/380/660 Вольт 50 Гц — трехфазное. Современные аналоги электромоторов производятся с мощностью 55 кВт:
общепромышленные — АИР, 4А
взрывозащищенные АИМ, АИММ, 4ВР
крановые МТН, MTF
Популярные аналоги электродвигателей мощностью 50 кВт — асинхронные трехфазные АИР ГОСТ 31606-2012 производства Украины, Белоруссии, Китая.
промышленных помещений, прессы, эскалаторы. Для оборудования с меньшим энергопотреблением подойдут электродвигатели 45 кВт.
Каталог и технические характеристики
Технические характеристики электродвигателей 50 кВт
Паспортные характеристики
Значения электродвигателей 50 кВт
Мощность P, кВт (современные аналоги)
50
Условная частота вращения поля статора Nн, об/мин
3000
1500
1000
750
Фактическая частота вращения вала Nф, об/мин
2930
1460
970
730
Условный габарит мотора
225
250
280
Тип сети питания, частота
Трехфазная, 50 Гц
Напряжение питания UΔ/Y, Вольт
220/380/660
Принцип действия
Асинхронный/индукционный
Число полюсов
2
4
6
8
Степень защиты от пыли и влаги
IP 55
Класс изоляции обмотки (нагревостойкость)
F (150 °C)
Режим работы
Продолжительный — S1
Климатическое исполнение и категория размещения
У1, У2, У3, Т2
Стандарт привязки мощности к габаритам
ГОСТ 51689-2000
Стандарт номинальных данных и рабочих характеристик
ГОСТ 28173-89
* Ознакомиться с подбробными значениями параметрам современных аналогов электродвигателей 50 кВт:
Номинальная сила тока Iн
Соотношение пускового тока и номинального Iп/Iн
Коэффициент мощности cos φ и КПД
Масса меди в обмотке (в зависимости от качества/производителя)
Момент инерции
Отношение максимального крутящего момента к минимальному Mmax/Mн
Крутящий момент максимальный и номинальный
Марки переднего и заднего подшипника
Расшифровка маркировки бирки
Вес и монтажные исполнения
Параметры электродвигателей 50 кВт изменяются от производителя, цены, качества.
Размеры и габариты электрических моторов АИР мощностью 50кВт
Электромоторы 50 кВт производятся в габаритах АИР225, АИР250, АИР280 в привязке с стандарту «Интерэлектро». Условный габарит — высота двигателя от станины до оси вала двигателя. В таблице указаны ключевые размеры — посадочные места, длина сердечника, размеры фланцев, подшипниковых щитов.
Габаритные и установочные размеры двигателей 50 кВт
Присоединительные и габаритные размеры
Электродвигатель 50 кВт
Габаритные размеры электродвигателей 50 кВт
На чертеже
АИР225М2
АИР225М4
АИР250М6
АИР280S8
Длина * Ширина * Высота
L*B*H
820*43*560
920*490*615
1025*550*680
Диаметр вала
D4
55
65
75
80
Длина по креплению лап
L1
140
170
Высота до оси вала
h2
225
250
280
Диаметр фланца
D1
550
660
Подключение к сети 220/380/660 Вольт трехфазных электромоторов 50 кВт
Электродвигатель 50 кВт 750/1000/1500/3000 оборотов в минуту с заводским напряжением 220/380 Вольт на 220 В подключают к однофазной сети «треугольником» через конденсаторы. Сеть 380 В — «звездой» через контакторы, частотники.
Напряжение двигателя 380/660 Вольт для более мощных моторов. Запуск двигателя на «звезде» (вместо номинального 660 В подают 380 В). В рабочем состоянии переключают на «треугольник». При соединение данной схемой электродвигатель работает на полную мощность.
Номинальные значения тока звездой и треугольником. Формула расчета: Рн — номинальная мощность электродвигателя (Вт) Uн — номинальное напряжение электродвигателя (В) (при соединении обмоток двигателя по схеме «звезда» — 380 В, при соединении по схеме «треугольник» — 220 В) cosфн — номинальный коэффициент мощности двигателя ηн — номинальный коэффициент полезного действия электродвигателя.
Купить асинхронный двигатель 50 кВт 3000/1500/1000/750 об/мин
Украина – СЛЭМЗ, НКМЕЗ, ПАО «Электромотор» Полтава, ХЭЛЗ – литые корпуса, толстый медный провод, устойчивость к кратковременным перегрузкам
Китай – высокого качества — термический класс изоляции обмоток F — 150°С, медная обмотка шиной/проводом. Эконом качества — не ремонтопригодны, минимальная пропитка лаком, обмотка алюмоцинком, низкое сопротивление обмоток, минимальная гарантия
Беларуси (Могилевский завод «Электродвигатель») – прочные подшипники, щиты, устойчивость к продольным/радиальным нагрузкам, запас мощности
России (ВЭМЗ, Сибэлектромотор) – в Украине востребована продажа складского оборудования, неликвидов, после ревизии. Цена ниже новых электродвигателей 50 кВт, ремонтопригодны. В сервисных центрах СЛЕМЗ модифицируем – установка радиально-упорных подшипников, двойная пропитка изоляции лаком, установка теплового реле, контакторов, частотных преобразователей, пускателей
Цена двигателей 50 квт зависит от качества материалов, возможности технического обслуживания, наличия ремонтных цехов. Купить электродвигатель 50 кВт от завода с гарантией, паспортом, сервисным обслуживанием и ремонтом. Специалисты Слобожанского завода подберут электродвигатель 50кВт по бюджету, техническому заданию – назначению, напряжению, режиму работы S1 продолжительный, S2 кратковременный, S3 повторно-кратковременный, степени защиты, типу двигателя, габаритным размерам, крутящему моменту, пусковым/номинальным токам, массе меди.
Цены электродвигателей 50 квт в Украине
Цена электродвигателей 50 кВт пропорциональна качеству комплектующих деталей. Факторы, влияющие на стоимость – тип мотора (взрывозащищенный, крановый, лифтовый, общепромышленный), качество материалов, металл корпуса, масса медной обмотки, доставка импортного оборудования, монтажное исполнение лапы/фланец, подшипники скольжения, качения, шарикоподшипники, сервис-фактор, нагревостойкость. Таблица цен двигателей 50 киловатт. Для подбора, актуализации цен электродвигателей 50 кВт звоните специалистам СЛЕМЗ.
Цены производителей электродвигателей 50 кВт
Производители
Цена, грн с НДС
АИР225М2
АИР225М4
АИР250М6
АИР280S8
МТН 411-8
АIS160L4K
АИМ160S2
Китай Эконом качество
11200
12900
15000
18400
—
—
16200
Китай Стандарт
15500
16300
18900
24802
—
—
19236
Беларусь
23000
23000
24302
32306
—
25420
—
Складское хранение
14900
14200
15920
19510
42100
—
—
Украина 4АМУ
32090
31980
35100
39500
—
—
—
Сколько стоят электрические двигатели БУ?
Экономия при выборе электродвигателей 50 кВт сводится к покупке БУ оборудования, моторов с ремонта. Вероятные неисправности — недостаточное сопротивление обмоткок, перегрев и выгорание, замыкание обмоток, низкое КПД. Цена нового электродвигателя 50 кВт на 30-50 % выше, чем БУ, поломка которого влечет выход из строя дорогостоящего оборудования. У Слобожанского завода Вы сможете купить электродвигатель 50 кВт надежный, с проверкой ОТК, провести ревизию и ремонт по минимальной цене. Ремонтные мастерские СЛЭМЗ проводят полную дефектовку, ремонт посадочных мест под подшипники, перемотку проводом и шиной.
Технологическое присоединение до 50 кВт.
Главная
Блог
Технологическое присоединение до 50 кВт
Как осуществляется технологическое присоединение до 50 кВт?
15 кВт – мало, 150 кВт – много, что же делать? У вас слишком большой объект для того, чтобы довольствоваться малым, но недостаточно большой для того, чтобы замахиваться на слишком большую мощность: опасность переплаты и излишка электроэнергии заставляет вас мучиться и выбирать. Решение есть: подключение мощности до 50 кВт. Решение это подходит для любых помещений, расположенных в жилых домах, а также для небольших отдельностоящих помещений. В числе прочих можно перечислить рестораны, салоны красоты, аптеки, небольшие кофейни и прочие заведения, для которых мощности в 15 кВт для успешного осуществления деятельности явно недостаточно.
Нужна дополнительная мощность? Поможем в любой ситуации!
Звоните! +7 (812) 648-50-05
В случае, если вы являетесь владельцем одного из таких заведений, но уже осуществили технологическое присоединение мощности до 15 кВт – не расстраиваетесь, вы еще можете осуществить увеличение мощности до 50 кВт, и сделать это не так трудно, как кажется. Технически технологическое присоединение до 50 кВт мало чем отличается от любого другого вида технологического присоединения. Обусловлено это тем, что сетевая организация выработала единый алгоритм для осуществления технологического присоединения любого типа:
Однако на деле каждый из этих пунктов обладает своими особенностями. Особенности, которыми обладает подключение мощности до 50 кВт, обусловлены самим типом объектов, для которых это требуется. Так как большинство из них располагается в жилых домах, увеличение мощности до 50 кВт может стать довольно трудным делом. Вовсе не потому, что возникнут проблемы с сетевой организацией: в случае, если вам требуется технологическое присоединение до 50 кВт проблемы могут возникнуть с управляющей компанией или со сбытовой компанией. Давайте разберемся во всем по порядку, чтобы точно знать, как нужно поступить для того, чтобы технологическое присоединение было осуществлено быстро, качественно, а главное – выгодно.
Подаем заявку и собираем документы, чтобы осуществить подключение мощности до 50 кВт.
В случае, если вам необходимо увеличение мощности до 50 кВт, порядок оформления документов и формирования заявки будет таким же, как и в случае, если вам требуется подключение мощности до 50 кВт впервые, с той только разницей, что необходимо будет предоставить акт об осуществлении технологического присоединения. Итак, рассмотрим, что может включать в себя форма заявки:
Во-первых, вам необходимо будет указать цель, с которой вы направляете эту заявку. Если вам нужно увеличение мощности до 50 кВт, необходимо указать это в соответствующей графе. Если технологическое присоединение до 50 кВт осуществляется впервые, это также необходимо указать.
Также заявка не будет рассмотрена без указания всех данных, касающихся вас лично, а также вашей организации. Речь идет о полном наименовании юридического лица и реквизитах.
Помимо прочего, форма заявки включает в себя перечень ваших энергопринимающих устройств с определением их расположения и максимальной мощности.
Также форма заявки подразумевает указание порядок ввода энергопринимающих устройств в эксплуатацию.
Помимо прочего, подключение мощности до 50 кВт в части заполнения заявки подразумевает определение категории надежности, а также характера нагрузок (род деятельности вашего объекта).
Итак, как мы видим, технологическое присоединение до 50 кВт для вашего объекта на этапе формирования заявки не обладает ярко выраженными трудностями. В чем же они заключаются? В сборе необходимых документов. Как мы уже упоминали выше, увеличение мощности до 50 кВт подразумевает предоставление акта об осуществлении технологического присоединения, однако это далеко не все документы, которые могут вам потребоваться, и с которыми могут быть связаны трудности. Так, подключение мощности до 50 кВт подразумевает предоставление следующих документов:
В первую очередь, вам потребуется предоставить принципиальное согласие управляющей компании. Этот документ потребуется вам как в том случае, если вам требуется увеличение мощности до 50 кВт, так и в том случае, если технологическое присоединение до 50 кВт осуществляется впервые. Как мы знаем, общение с управляющей компанией приносит мало положительных эмоций. Этот процесс существенно растянут во времени, а добиться желаемого бывает подчас невозможно.
Также вам потребуется предоставить правоустанавливающие документы, подтверждающие как полномочия управляющей компании, так и ее председателя. Речь идет о копиях протоколов заседаний, на которых были приняты соответствующие решения. Как мы уже говорили выше, управляющая компания неохотно предоставляет подобные документы, поэтому добиваться их благосклонности можно очень долго, а подключение мощности до 50 кВт будет простаивать.
Помимо прочего, вам потребуется однолинейная схема с учетом всех нюансов вашего объекта.
Также вам потребуется таблица нагрузок кВт и кВА, которая должна быть составлена организацией, имеющей допуск СРО, с обязательным предоставлением копии допуска.
И это не говоря уже о множестве дополнительных документов, имеющих отношение как к вашим полномочиям, так и к вашему объекту и типу вашей предпринимательской деятельности. Собрать все эти документы сложно в принципе, а ведь нужно еще разработать проектную документацию, да еще и сделать это правильно! Для того, чтобы подключение мощности до 50 кВт было произведено с учетом всех особенностей вашего объекта, а технологическое присоединение до 50 кВт не отняло слишком много времени и денег, необходимо обратиться в «ЭнергоКонсалт». Наши специалисты обладают всеми необходимыми навыками и обширным опытом составления соответствующих документов.
Подключение мощности до 50 кВт: технические условия.
Одной из главных трудностей, возникающих на пути заявителя, которому требуется увеличение мощности до 50 кВт или осуществление технологического присоединения впервые, являются технические условия. Даже идеальное составление заявки и полный пакет документов не гарантирует того, что они будут хорошими. С одной стороны, требуемая мощность не так высока, чтобы опасаться дополнительных работ со стороны сетевой организации. С другой стороны, сетевая организация все равно может навязать вам выполнение электромонтажных работ, когда вы вполне могли бы найти исполнителей лучшего качества и гарантированно высокой скорости. Поэтому очень важно своевременно обратиться в «ЭнергоКонсалт»: с нашей помощью вы гарантированно получите лучшие технические условия, в которых будут учтены ваши действительные нужды, а также все нюансы вашего объекта. Какие работы может включать в себя технологическое присоединение до 50 кВт в части выполнения технических условий:
Выполнение электромонтажных работ как по сетям внутреннего электроснабжения, так и по сетям внешнего электроснабжения, если это требуется.
Оформление всей необходимой документации и направление в сетевую организацию уведомления о выполнении технических условий.
Обеспечение прохождения всех необходимых проверок и осмотров.
Помощь в оформлении и получении всех необходимых актов быстро и в полном объеме.
Договор на технологическое присоединение вступает в силу только после того, как будет подписан акт о технологическом присоединении, поэтому помощь специалиста может потребоваться для того, чтобы ускорить этот процесс. В случае, если вам требуется подключение мощности до 50 кВт, совершенно очевидно, что ждать вы не намерены. Таким образом, лучше всего сразу обратиться в «ЭнергоКонсалт». Что вы получаете, обратившись к нам:
Мы составляем заявку по всем нормам и правилам;
Мы формируем полный пакет необходимых документов;
Мы формируем всю необходимую проектную документацию;
Мы добиваемся быстрого рассмотрения и одобрения заявки;
Мы гарантированно добиваемся хороших технических условий;
Мы проводим все работы, направленные на выполнение технических условий;
Мы способствуем быстрому прохождению всех необходимых проверок и обследований;
Мы способствуем быстрому оформлению всех необходимых актов и фактическому осуществлению технологического присоединения.
Обращаясь к нам, вы получаете все услуги, которые могут потребоваться в случае, если вам необходимо осуществить технологическое присоединение к электрическим сетям «Ленэнерго». Для того, чтобы заказать соответствующую услугу или получить более предметную консультацию по вашему вопросу, вы можете позвонить по указанному телефону или оставить заявку на обратный звонок: наши специалисты свяжутся с вами в ближайшее время.
Проекты и электромонтажные работы
Внутренние и внешние электросети
Имеем все необходимые допуски СРО
Взаимодействие с ЖКС, ТСЖ, УК
Работаем со всеми сферами бизнеса
Более 800 реально выполненных объектов
Выполнение работ без привлечения субподрядчиков
Получение и выполнение ТУ на присоединение
Работаем во всех районах СПб
Доставка документов курьером
Получение всех согласований без посредников
Работаем с 2002 года
Гарантия неизменной цены
Поэтапная оплата работ
Присоединение любой необходимой мощности
ТУ на присоединение, которые реально выполнить быстро
Все необходимые согласования в сжатые сроки
Договор на энергоснабжение объекта
Официальная подача напряжения
Решение всех вопросов электроснабжения «под ключ»
А также:
Надежное оборудование от проверенных поставщиков
Квалифицированная помощь опытного партнера на всех этапах
Краткие характеристики генератора водяной турбины Фрэнсиса
Место происхождения: Китай (материк)
Фирменное наименование: Suneco Hydro
Номер модели: ECO-A-551-61
Тип: гидроэлектростанция
Тип выхода: трехфазный переменный ток
Частота: 50 Гц, 60 Гц
Номинальное напряжение: 0,4 кВ, 6,3, 10,5………
Ток генератора: генератор переменного тока
Метод возбуждения: SCR и бесщеточное возбуждение
Напряжение сети: 11 кВ, 33, 90……..
Коэффициент мощности: 0,8, 0,9
Цвет: на выбор
Материал лезвия: нержавеющая сталь
Номинальная мощность: 50 кВт–20 МВт
Возможность поставки: 30000000 Вт/Вт в год
Детали упаковки Стандартная деревянная упаковка
Порт: Шанхай или при необходимости
Время выполнения: 5-6 месяцев
Технические характеристики гидрогенератора 50 кВт
Водяная турбина
Модель турбины
Фрэнсис, Пелтон, Турго, Каплан
Направляющая из нержавеющей стали
Нержавеющая сталь
Полезная мощность
М
10-1000
Водяная турбина
Основные рабочие параметры
Номинальный расход
м³/с
0,1-20
Номинальная скорость (макс. и мин.)
об/мин
150/1000
Установить емкость
кВт
50кВт-20МВт
гидрогенератор
Генератор Тип
бесщеточный
Выходное напряжение
0,4 кВ/6,3 кВ
Тип подшипника
Подшипник скольжения, упорный подшипник
Основные технические характеристики гидрогенератора/гидротурбины мощностью 50 кВт Генератор:
1. Реакционная гидротурбина. 2. Направляющие лезвия, как правило, от 9 до 19, которые не могут быть отрегулированы. 3. Диаметр рабочего колеса: от 0,35 м до 4 м. 4. Применимый расчетный напор: от 2 до 800 метров. 5. Мощность агрегата варьируется от 50 кВт до 12 МВт (гидрогенератор 50 кВт) 6. Удельная скорость: от 50 об/мин до 300 об/мин. 7. Эффективность: от 85% до 95%. 8. Срок службы: от 30 до 50 лет.
Детали машин гидрогенераторов/водотурбинных генераторов мощностью 50 кВт
Корпус турбины Фрэнсиса
Спиральный корпус представляет собой литейную сварную деталь, оснащенную неподвижным направляющим аппаратом. Спиральный корпус должен заставить воду стать числом завихрений потока воды и направлять воду, чтобы она регулярно текла в аппарат направляющего аппарата и бегунок по окружности. Он оснащен клапаном сброса воздуха в верхней части спирального корпуса для выпуска воздуха при первоначальном заполнении водой.
Гидрогенератор мощностью 50 кВт / Вращатель генератора водяной турбины
В водяной турбине Фрэнсиса элемент статора содержит лопасти или порты, используемые для перенаправления потока жидкости. К таким устройствам относятся гидротурбина и гидротрансформатор. В механической сирене статор содержит один или несколько рядов отверстий, через которые воздух поступает в ротор; контролируя поток воздуха через отверстия, можно изменить звук сирены.
Компенсатор турбины Фрэнсиса мощностью 200 кВт
Турбина Фрэнсиса мощностью 200 кВт Компенсаторы часто включаются в промышленные трубопроводные системы, чтобы приспособиться к движению из-за тепловых и механических изменений в системе водяной турбины. Когда процесс требует больших изменений температуры, металлические компоненты меняют размер. Компенсаторы турбины Фрэнсиса с металлическими сильфонами предназначены для компенсации определенных перемещений при минимизации передачи усилий на чувствительные компоненты системы гидротурбины.
Дроссельный клапан водяного турбинного генератора
Поворотный затвор гидротурбины — это клапан, который можно использовать для перекрытия или регулирования потока воды. Закрывающий механизм выполнен в виде диска, который используется для контроля подачи воды из затвора.
При экспорте наших гидротурбин в страны Европы деревянный ящик будет продезинфицирован. Если контейнер слишком плотный, мы будем использовать полиэтиленовую пленку для упаковки или упаковывать ее в соответствии с особыми требованиями клиентов.
Упаковка гидротурбинного генератора
Размер
175 (Длина) * 140 (Ширина) * 50 (Глубина)
Вес
0,5 тонны
Детали упаковки
Обычная упаковка генератора водяной турбины представляет собой деревянную коробку (размер: Д * Ш * В). При экспорте водяной турбины в европейские страны деревянный ящик водяной турбины будет продезинфицирован. Если контейнер слишком плотный, мы будем использовать полиэтиленовую пленку для упаковки или упаковывать ее в соответствии с особыми требованиями клиентов.
Мы являемся одним из самых профессиональных поставщиков и производителей гидрогенераторов мощностью 50 кВт в Китае. Мы создали новый завод по производству гидротурбинных генераторов мощностью 50 кВт в Китае.
Пример использования гидроэлектростанции: Французская гидроэлектростанция мощностью 36 кВт
Общество, в котором мы работаем, занимается гидроаккумулирующей электростанцией.
Мы ищем 2 турбины Turgo (с генератором):
1) Сеть (50 Гц, 220 В) / выходная мощность: 36 кВт / напор: 120 м / диаметр: 250 мм / скорость по воде: 0,7 м/с
2) В сети (50 Гц, 20 кВ) / выходная мощность: 85 кВт / напор: 5 диаметр: 230 м скорость: 1 м/с
Не могли бы вы прислать мне цену на эти два оборудования и их технические характеристики (производительность…)?
Предложение для гидрогенератора Micro Hydro 36 кВт/50 кВт
Сеть (50 Гц, 220 В) Выходная мощность: 36 кВт Напор: 120 метров Диаметр: 250 мм Скорость воды: 0,7 м/с. По данным водного объекта мы знали, что расход воды составляет 0,038 м 3 /S
Основные технические характеристики
Турбина
Замечания
Модель
СДЖ120-36СКТ4-З
Турго турбина
Выдвижная головка
120м
Номинальный расход
0,038 л/с
Диаметр затвора
250 мм
Мощность
36кВт
Эффективность
80%
Генератор
Замечания
Модель
36СКТ4-З
Соответствует стандарту международного комитета электриков IEC.
Номинальная мощность
36кВт
Номинальное напряжение
380В
Номинальный ток
64А
FQCY
50 Гц
Номинальная скорость
1500 об/мин
Фаза
3
П.Ф.
1,0
Высота над уровнем моря
≤3000 м
Класс изоляции
Б/Б
Класс защиты
IP44
Температура окружающей среды
-25℃ ~ +50℃
Относительная влажность
≤90%
Панель управления
Замечания
Защитное ограждение
Защита от короткого замыкания
Защита от перегрузки
Защита от перенапряжения
Упаковочный материал
Ящик из фибрового картона
Размер упаковки
Вес
Сеть
кг
Брутто
кг
800 кг
Время выполнения: 95 дней после первоначального взноса.
Цена: 30 081,00 долларов США/КОМПЛЕКТ (комплекты гидрогенератора 36 кВт)
Если вы хотите получить котировку гидрогенератора мощностью 50 кВт , свяжитесь с нами сегодня.
Практический пример: Французская гидроэлектростанция мощностью 85 кВт
Компания, в которой мы работаем, занимается гидроаккумулирующей электростанцией.
Мы ищем 2 турбины Turgo (с генератором):
1) Сеть (50 Гц, 220 В) / выходная мощность: 36 кВт / напор: 120 м / диаметр: 250 мм / скорость воды: 0,7 м/ s
2) В сети (50 Гц, 20 кВ) / выходная мощность: 85 кВт / напор: 230 м / диаметр: 250 мм / скорость воды: 1 м/с
Не могли бы вы прислать мне цену на эти два оборудования и их технические характеристики (производительность…)?
Предложение для микрогидроэлектростанции 85кВт
Сеть (50Гц, 20кВ) Выходная мощность: 85кВт Напор: 230м мы знали, что расход воды: 0,047 м 3 /S
Основные характеристики гидротурбинного генератора мощностью 85 кВт
Турбина
Замечания
Модель
КДЖ-ВДЖ-85СКТ4-З
Турбина Турго
Выдвижная головка
230 м
Номинальный расход
0.047 л/с
Диаметр затвора
250 мм
Мощность
85кВт
Эффективность
82%
Генератор
Замечания
Модель
85SCT4-Z
Соответствует стандарту международного комитета электриков IEC.
D4N-4120 за 2 570.88 ₽ в наличии производства Omron
Купить концевой выключатель no + nc D4N-4120 производителя OMRON можно оптом и в розницу с доставкой по всей России, Казахстану и Республике Беларусь, а так же в другие страны Таможенного союза (Армения, Киргизия и др.).
Для того, чтобы купить данный товар по базовой цене в розницу, положите его в корзину и оформите заказ следуя детальной инструкции. Обращаем Ваше внимание, что в зависимости от увеличения объёма продукции перерасчёт розничной цены будет произведен автоматически. Оптовая цена на концевой выключатель D4N-4120 выставляется исключительно после отправки коммерческого запроса на e-mail: [email protected] или [email protected]
Более подробная информация находится в разделе Оплата.
Мы работаем со всеми крупными транспортными компаниями и гарантируем оперативность и надежность каждой поставки независимо от региона присутствия заказчика. так же поставляются с различных складов Европы, Китая и США. Возможные варианты поставки запрашивайте у специалистов компании SUPPLY24.ONLINE.
Более подробная информация находится в разделе Доставка.
Гарантия предоставляется непосредственно заводом-изготовителем OMRON . Гарантийный срок на D4N-4120 соответствует гарантии официального производителя. Гарантийный ремонт или замена оборудования осуществляется исключительно после проведения экспертизы и установления факта гарантийного случая.
Более подробная информация находится в разделах Гарантия и Условия Гарантийных Обязательств.
практически всех известных мировых брендов представлены нашей компанией. В случае если интересующий Вас товар не был найден на нашем сайте, обратитесь в службу технической поддержки или обслуживающему Вас менеджеру и наши инженеры подберут аналоги для Вашего оборудования. Таким образом, возможно снизить затраты до 20% на обслуживание оборудования и оптимизировать Ваши расходы. Компания SUPPLY24.ONLINE берёт на себя полную ответственность за правильность подбора аналога. Наша компания предлагает только разумный подход, если по ряду критериев запрашиваемый товар не подразумевает замену на аналог, мы не предлагаем замену. Стратегическая цель нашей компании помочь Вам подобрать оборудование и товар с оптимальными характеристиками, и разобраться в огромном количестве товарных позиций и предложений.
Внимание!
Характеристики,внешний вид и комплектация товара могут изменяться производителем без уведомления.
Изображение продукции дано в качестве иллюстрации для ознакомления и может быть изменено без уведомления.
Точную спецификацию смотрите во вкладке «Характеристики» .
На концевой выключатель распространяется официальная гарантия от производителя!
При необходимости установки программного обеспечения и использования аксессуаров сторонних производителей, просьба проверить их совместимость с устройством, детально изучив документацию на сайте производителя OMRON
Запрещается нарушение заводских настроек и регулировок без привлечения специалистов сертифицированных сервисных центров.
Характеристики
Вид головки
рычаг R 26мм с пластмассовым роликом Ø17,5мм
Характеристики переключателей
мгновенный контакт
Производитель
Размеры
посмотрите
Рабочая температура
-30…70°C
Конфигурация выхода
NO + NC
Материал корпуса
пластик
Коммутируемое напряжение
макс. 240В AC,
Класс защиты
Размеры корпуса
64x31x30мм
Расстояние между монтажными отверстиями
20…22мм
Количество монтажных отверстий
Тип датчика
концевой выключатель
Нагрузка контакта AC @R(при активной нагрузке)при активной нагру
3A / 240В AC
Нагрузка контакта DC @R(при активной нагрузке)при активной нагру
0,55A / 125В DC
Ток контактов макс.
Подключение
Частота переключения макс.
ДОСТАВКА ПО РОССИИ
Доставка осуществляется в течении 2-3 дней с момента зачисления средств на р/с компании при наличии товара на складе в РФ. В отдельных случаях, при большой удаленности Вашего региона, срок доставки может быть увеличен.
Полный перечень городов, в которые осуществляется доставка, смотрите ниже.
ДОСТАВКА В СТРАНЫ ТАМОЖЕННОГО СОЮЗА
Доставка осуществляется в течении 3-5 дней с момента зачисления средств на р/с компании в следующие страны.
Казахстан
Армения
Беларусь
Киргизия
Обращаем Ваше внимание на то, что сроки доставки товаров напрямую зависят от наличия товара на Российском складе компании.
В случае, если выбранные товарные позиции находятся на одном из внешних складов Европы или США, то срок доставки товара может составлять до 3-4 недель. Для избежания недоразумений, рекомендуем уточнить актуальные сроки поставки в отделе логистики или у менеджера компании.
В данном случае, как правило, 90% заказов доставляются заказчикам в течении первых 2 недель.
Если какая-либо часть товара из Вашего заказа отсутствует на складе, мы отгрузим все имеющиеся в наличии товары, а после поступления с внешнего склада оставшейся части заказа отправим Вам её за счёт нашей компании.
ОФИСЫ ВЫДАЧИ ТОВАРА:
Доставка до ТК осуществляется бесплатно
CКЛАДЫ
D4N-112G Омрон | Концевой выключатель безопасности
Изображение может представлять ряд продуктов. Продукт может отличаться в зависимости от перечисленных характеристик.
OMRON Предохранительный концевой выключатель серии D4N, 3/10 A при 250 В перем. тока, 1 НЗ/1 НО, регулируемый резиновый роликовый металлический рычаг, привод Form Lock, кабельное соединение PG13.5, мгновенного действия, IP67, предохранительный концевой выключатель.
Производитель: Omron
LINKS_Посмотреть всю продукцию Omron: /manufacturers/omron
bigcommerce.com/s-ca10qrhzok/content/documents/omron-warranty-2.pdf»> DOCS_Omron Соглашение об условиях и положениях: https://cdn11.bigcommerce.com/s-ca10qrhzok/content/documents/omron-warranty-2.pdf
DOCS_Omron Серия D4N Предохранительный концевой выключатель Техническое описание: https://cdn11.bigcommerce.com/s-ca10qrhzok/content/documents/omron-d4n-series-safety-limit-switch-datasheet.pdf
Тип привода/головки: регулируемый полимерный роликовый металлический рычаг, формный замок
Одобрение: CCC
Сертификация: CE
2″> Одобрение: CSA C22.2
Сертификат: TUV
Сертификат: cULus
Тип соединения: (1) Канал PG13.5
Конфигурация контактов: 1 НЗ/1 НО
Номинал контактов: 3/10 А при 250 В переменного тока (резистивный)
Дифференциал Ход: 14°
Рабочая сила: 4,5 Ньютона
Рабочая температура: от -30 до 70 °C
Рабочий ход: 40°
Тип операции: Мгновенное действие
Предварительный ход: от 18° до 27°
Семейство продуктов: Серия D4N
Тип продукта: концевой выключатель
Полный ход: 80°
CUSTOM_Нет на складе: TRUE
Степень защиты IP: IP67
Просмотреть всеЗакрыть
В настоящее время:
30,80 долларов США
Номер детали:
D4N-112G
Добавьте число, большее или равное минимальному количеству заказа, чтобы добавить в корзину.
Часто покупаемые вместе:
Программное обеспечение можно загрузить/использовать сразу, а затем активировать в течение 30 дней с помощью приобретенных лицензий. Доставка лицензий в электронном виде обычно занимает от 48 до 72 часов после обработки заказа.
Назад Пластиковая опалубка стен Стальная опалубка стен
ООО «Эверест-Строй» предлагает продажу и аренду алюминиевой опалубки. Также у нас вы можете приобрести б/у опалубку.
Алюминиевая опалубка стен – это универсальная опалубка для монолитного домостроения и возведения железобетонных конструкций жилищного, промышленного и гражданского назначения. Алюминиевая опалубка состоит из модульных каркасных щитов. Каркас выполнен из высокоточных профилей толщиной 140 мм, в качестве палубы применяется ламинированная водостойкая фанера, торцы которой защищены алюминиевым профилем и герметиком.
Технические характеристики алюминиевой опалубки:
Максимальная высота щитов: 3,3м
Давление бетонной смеси: 80 кПа
Максимальная нагрузка на подмости: 180 кг/м2
Прогиб: не более 1/400 пролета
Оборачиваемость палубы щита (фанеры): до 80 циклов (40 циклов с каждой стороны)
Оборачиваемость каркаса щитов: до 300 циклов
Средний вес 1м2 алюминиевого щита: 35 кг
Комплектующие элементы к алюминиевой опалубкеизготавливаются из высокопрочной стали. Конструкции алюминиевых щитов рассчитаны на давление бетонной смеси 80 кПа. Возможно комбинирование щитов в вертикальном и горизонтальном положениях в панели любых размеров и конфигураций.
ООО «Эверест-Строй» предлагает следующие виды опалубочных щитов:
универсальные щиты опалубки
линейные щиты опалубки (основные и доборные)
угловые щиты опалубки
шарнирные щиты опалубки
Разнообразие размеров алюминиевых щитов опалубки дает возможность оптимально подобрать опалубку для любых объектов:
высота щитов: 0,6; 1,2; 2,5; 3,0; 3,3 м;
ширина щитов: от 0,25 м до 1,1 м.
Размеры и примерный вес наиболее популярных опалубочных щитов опалубки приведены в таблице.
Возможно изготовление щитов алюминиевой опалубки нестандартных размеров.
Типоразмеры и вес основных щитов алюминиевой опалубки стен:
Щиты высотой 3,3 м
Щиты высотой 3,0 м
Щиты высотой 2,5 м (доборные)
Размер (Ш*В), м
Примерный вес, кг
Размер (Ш*В), м
Примерный вес, кг
Размер (Ш*В), м
Примерный вес, кг
Щиты опалубки линейные
Щит 1,2х3,3
121
Щит 1,2х3,0
114
ЩД 1,2х2,5
100
Щит 1,0х3,3
105
Щит 1,0х3,0
97
ЩД 1,0х2,5
87
Щит 0,9х3,3
99
Щит 0,9х3,0
90
ЩД 0,9х2,5
80
Щит 0,8х3,3
86
Щит 0,8х3,0
82
ЩД 0,8х2,5
73
Щит 0,78х3,3
85
Щит 0,78х3,0
79
ЩД 0,74х2,5
70
Щит 0,74х3,3
82
Щит 0,74х3,0
76
ЩД 0,7х2,5
68
Щит 0,7х3,3
79
Щит 0,7х3,0
73
ЩД 0,6х2,5
60
Щит 0,65х3,3
75
Щит 0,7х3,0
69
ЩД 0,5х2,5
53
Щит 0,6х3,3
71
Щит 0,65х3,0
65
ЩД 0,4х2,5
46
Щит 0,55х3,3
67
Щит 0,6х3,0
61
ЩД 0,3х2,5
38
Щит 0,5х3,3
63
Щит 0,55х3,0
58
ЩД 0,25х2,5
34
Щит 0,45х3,3
59
Щит 0,45х3,0
53
*
*
Щит 0,4х3,3
55
Щит 0,4х3,0
50
*
*
Щит 0,3х3,3
47
Щит 0,3х3,0
42
*
*
Щит 0,25х3,3
44
Щит 0,25х3,0
39
*
*
Щиты опалубки универсальные (ЩУ)
ЩУ 1,2х3,3
138
ЩУ 1,2х3,0
126
ЩУ 1,2х2,5
114
ЩУ 0,8х3,3
99
ЩУ 0,8х3,0
90
ЩУ0,8х2,5
83
Щиты опалубки угловые
ЩУВ 0,6х0,6х3,3
109
ЩУВ 0,6х0,6х3,0
104
ЩУВ 0,3х0,3х2,5
49
ЩУВ 0,5х0,3х3,3
83
ЩУВ 0,5х0,3х3,0
75
*
*
ЩУВ 0,4х0,4х3,3
78
ЩУВ 0,4х0,4х3,0 (наружный)
75
*
*
Щиты опалубки шарнирные (ЩШ)
ЩШ 0,5х0,5х3,3
102
ЩШ 0,5х0,5х3,0
93
ЩШ 0,5х0,5х2,5
77
ЩШ 0,3х0,3х3,3
78
ЩШ 0,3х0,3х3,0
68
ЩШ0,3х0,3х2,5
57
ЩШН 0,1х0,1х3,3 (наружный)
36
ЩШН 0,1х0,1х3,0 (наружный)
33
*
*
Щиты опалубки изготавливают из первичного алюминия (марка А-7). Изготовление алюминиевого профиля осуществляется в России на австрийском и итальянском оборудовании.
Опалубка стен может монтироваться как отдельными щитами, так и предварительно собранными панелями. При транспортировке собранной панели опалубки обязательно устанавливаются шкворни, связывающие щиты опалубки.
При сборке панелей одновременно устанавливают и закрепляют к щитам подкосы и подмости. При монтаже отдельными щитами подкосы устанавливают на каждый щит, при монтаже панелями- через каждые 1,5-2,0 м.
Алюминиевая опалубка соответствует 1 классу согласно ГОСТ 52085-2003.
Преимущества алюминиевой опалубки:
Алюминиевая опалубка универсальна в применении благодаря возможности собирать щиты в различных сочетаниях (вертикально, горизонтально, с продольным смещением)
Обладает оптимальными весовыми показателями (30 кг/м2), что позволяет работать вручную, без использования крана.
Алюминиевая опалубка не поддается коррозии
Позволяет избежать выдавливание щита под давлением бетонной смеси благодаря плотной сборке и универсальной геометрии щитов. Опалубка рассчитана на высокое давление бетонной смеси — 80 кПа (8 т/м2).
Обладает высокой износостойкостью (оборачиваемость каркасов до 300 раз, оборачиваемость фанеры — более 100 циклов)
Свяжитесь с нами
Ответим в рабочее время
Основные элементы щитовой опалубки — Tehnoint
Основные элементы щитовой опалубки — TehnointTehnoint » Основные элементы щитовой опалубки
Подождите…
№ п/п
Наименование
Эскиз
Примечание
1
Профиль опалубочный
Материал: Сталь 20*
*Могут применяться другие марки металла, технические характеристики которых не ниже указанной марки. Толщина профиля : 2,5 мм Высота профиля: 120 мм Ширина профиля: 61 мм
2
Палуба щита
Фанера, I, ФОФ-Б2С=18ММ ТУ5512-001-43181163-02
3
Допустимая нагрузка
80 кН/м2
4
Прогиб при допустимой нагрузке
не более L/400
5
Оборачиваемость (каркас щита)
Не менее 300 раз
6
Оборачиваемость (фанера ламин. )
Не менее 80 циклов
7
Щиты линейные
Ширина щитов от 1,2 м до 0,25м с шагом 50 мм Высота щита от 3,3 м до 0,6м с шагом 300 мм
8
Щиты универсальные
Ширина щитов от 1,2 м до 0,30м с шагом 50 мм Высота щита от 3,3 м до 0,6м с шагом 300 мм
9
Замок универсальный
Приспособление для соединения щитов и панелей между собой. Обеспечивает выравнивание в горизонтальной и вертикальной плоскостях. Возможность захвата деревянной проставки до 100 мм
9
Замок клиновой
Приспособление для соединения щитов, панелей, а так же выравнивание их между собой Приспособление неразборное
10
Замок винтовой
Приспособление для соединения щитов, панелей, а так же выравнивание их между собой Приспособление неразборное Возможность захвата деревянной проставки до 200 мм
11
Шкворень
Приспособление используется при сборке щитов «Мельницей» и закрытия торцов
12
Стяжка
Приспособление используется при сборке щитов для восприятия давления бетонной смеси на опалубку
13
Захват монтажный (крановый)
Грузоподъемное приспособление для монтажа щитов и панелей Грузоподъемность 1,5т. Применять только ПОПАРНО!
14
Подкос двух- или одно-уровневый винтовой
Применяется для установки щитов и панелей в проектное положение.
Опалубочная плита | Опалубочная плита из полипропилена по доступной цене
Опалубочная плита из полипропилена производства JKD Plastics использует импортную высококачественную полипропиленовую смолу в качестве основного сырья с добавлением химических добавок, повышающих жесткость, защиту от старения, огнестойкость, путем реорганизации химической молекулярной структуры.
В строительной, автомобильной и машиностроительной отраслях JKD Plastics предлагает индивидуальные решения для разнообразных требований клиентов. Различные специальные строительные материалы для строительных конструкций, материалов для отделки железнодорожных вагонов, кузовов и платформ вагонов, химических заводов, систем выработки электроэнергии и т. Д., В ассортименте используется сверхпрочная и сильно сжатая фанера. Для каждого из ваших требований выбор продуктов JKD обеспечивает наилучшее качество и эффективность.
Performance
JKD
ФАНЕРА
МЕТАЛЛИЧЕСКАЯ ОПАЛУБКА
ПОВТОРЫ
СТАРШЕ 60
4-7
90
СТОИМОСТЬ УСТАНОВКИ
НИЗКАЯ
НИЗКАЯ
ВЫСОКАЯ
ВЕС (КГ/КВ.М)
6-8
8-10
12
СМАЗОЧНАЯ СМАЗКА
НЕ ТРЕБУЕТСЯ
ТРЕБУЕТСЯ
НЕОБХОДИМО
ВОДОПОГЛОЩЕНИЕ
НЕТ
ДА
НЕТ
УДАРНАЯ ПРОЧНОСТЬ
ВЫСОКАЯ
НИЗКАЯ
ВЫСОКАЯ
ВЕС ГРУЗОПОДЪЕМНОСТЬ
ВЫСОКИЙ
НОРМАЛЬНЫЙ
ВЫСОКИЙ
Это наиболее эффективный продукт для экономии эксплуатационных расходов на опалубку благодаря возможности повторного использования более 50 раз.
Экономия затрат на штукатурку до 18/кв.м благодаря ультрагладкой поверхности после опалубки.
Высокая физическая прочность, хорошая ударопрочность, износостойкость и самое главное легкий вес.
Нулевое поглощение влаги, нулевая деформация, стабильный размер листа, особенно подходит для влажной среды и подземных нужд.
Благодаря сверхгладкой поверхности опалубка и эффект бетонирования хорошие
Для хранения и использования запорных панелей из полипропилена не требуется специальных мер, так как он устойчив к кислотам и щелочам.
Значительно сокращает затраты на установку благодаря простоте установки и удаления.
Как свинец влияет на наше здоровье и окружающую среду?
Многие марки ДПК, представленные на рынке, содержат тяжелые металлы, такие как СВИНЦ. Этот вредный металл в основном используется в процессе производства обычного материала ДПК. Как только он попадает в воздух, который мы вдыхаем, он может попасть в наши легкие и создать токсическое воздействие на наш организм. СВИНЕЦ, используемый в процессе производства обычных WPC, оказывает различное воздействие на людей, подвергающихся его воздействию. Некоторые долгосрочные последствия включают рак, повреждение печени и почек, проблемы с дыханием и т. Д. Обычные WPC, содержащие LEAD, наносят вред не только человеческому организму, но и окружающей среде. ЧТО МЫ СДЕЛАЛИ, ЧТОБЫ ОБЕСПЕЧИТЬ БОЛЕЕ ПРОЧНУЮ И ЗДОРОВУЮ ПАНЕЛЬ WPC Мощное воздействие на здоровье WPC, содержащего LEAD, заставило нашу компанию пересмотреть состав JKD WPC. Это привело к разработке новой линейки экологически чистых нетоксичных плит ДПК. Мы заново изобрели производственный процесс JKD WPC, чтобы можно было предотвратить серьезные проблемы со здоровьем и окружающей средой. Теперь вы можете без колебаний использовать JKD WPC на кухне, в гостиной, на рабочем столе или в любом другом месте. Плиты JKD WPC экспортируются в Грецию, Гонконг, Израиль, Южную Африку, Сингапур, Турцию и т. д.
Не используйте панели для изготовления мебели, содержащие свинец внутри
Свинец может иметь серьезные последствия для здоровья детей. При высоких уровнях воздействия свинец поражает мозг и центральную нервную систему, вызывая кому, судороги и даже смерть. Дети, пережившие тяжелое отравление свинцом, могут остаться с умственной отсталостью и поведенческими расстройствами. Теперь известно, что при более низких уровнях воздействия, которые не вызывают явных симптомов и которые ранее считались безопасными, свинец вызывает целый ряд повреждений во многих системах организма. Воздействие свинца также вызывает анемию, гипертонию, почечную недостаточность, иммунную токсичность и токсичность для репродуктивных органов. Считается, что неврологические и поведенческие эффекты свинца необратимы.
НЕТ НЕОБХОДИМО НАНОСИТЬ СМАЗКУ ДЛЯ ФОРМОВКИ ПЕРЕД ИСПОЛЬЗОВАНИЕМ ОПЛАВКИ JKD PP.
Расстояние между шкотами и килями должно быть 10-20 см, а расстояние между килями должно быть примерно 23 см.
Лента должна накладываться по линиям шва между опалубочной плитой JKD PP
Гвозди должны быть длиннее 35 мм
Сила толкания и вытягивания для забивания гвоздей должна быть умеренной.
Снятие многоразового опалубочного щита JKD: Начните с небольшой части одного конца, одновременно снимите опору и опалубочный щит, чтобы предотвратить широкое падение опалубочного щита. Всегда следите за тем, чтобы углы листа не падали вертикально на землю.
Опалубочная плита JKD PP может легко использоваться с деревянным шпоном, бамбуком, металлическими пластинами и т. д.
Уникальные особенности опалубочной плиты из полипропилена:-
Увлажнение и защита от воды
Устойчивость к атмосферным воздействиям и старению
Ударопрочность
Защита от термитов и вредителей
Без усадки и набухания
Необслуживаемый
Адрес: JKD Plastics
напротив New Gaushala, Risalu Road Chautala Road, Panipat, Haryana, 132103 India
Опалубочная фанера | 12 мм — Builders Marketplace
*Обратите внимание: из-за характера деревянных изделий цвета могут отличаться от представленных.
Описание
Дополнительная информация
Часто задаваемые вопросы
Описание
Опалубочная фанера | 12 мм – видео о продукте
Технические характеристики
12 мм опалубочная фанера – это чрезвычайно прочная плита, изготовленная путем склеивания слоев хвойной фанеры вместе в такое количество слоев, которое необходимо для придания изделию такой невероятной прочности и несущей способности. Основная цель опалубочной фанеры — сделать форму для заливки бетона и обеспечить прочную стену во время застывания бетона. Это связано с классом WBP, который обеспечивает хорошую устойчивость к атмосферным воздействиям, а также с тем фактом, что фанера не прилипает к бетону. Другое использование фанеры для опалубки — это любые конструкции, которые требуют чрезвычайной прочности, но не обязательно эстетически приятной отделки. Это вызвано узлами, которые могут возникнуть в процессе производства, но это чисто эстетическая проблема, которая не влияет на характеристики продукта.
Фанера для опалубки доступна толщиной 9 мм, 12 мм, 15 мм, 18 мм, 24 мм и различных размеров.
Стандартные размеры листов:
2400 мм — 2440 мм x 1200 мм — 1220 мм (8 футов x 4ft) 1200 мм — 1220 мм x 1200 мм — 1220 мм (4 фута x 4ft) 1200 мм — 1220 мм x 595 мм — 610 мм (4 фута x 2ft) 59 мм — 610 мм — 610 мм (4 фута x 2ft) 59 мм — x 595 мм – 610 мм (2 фута x 2 фута) 595 мм – 610 мм x 295 мм – 310 мм (2 фута x 1 фут)
Дополнительная информация
Вес
Н/Д
Размеры
Н/Д
Размер листа
2 фута x 1 фут, 2 фута x 2 фута, 4 фута x 4 фута, 4 фута x 2 фута, 8 футов x 4 фута
Толщина листа
12 мм
Тип листа
Фанера опалубочная
Можно ли повторно использовать опалубочную фанеру?
BM_SEO2022-11-07T10:01:04+00:00
Да, опалубочная фанера при правильном уходе может использоваться повторно. Обязательно очищайте фанеру после каждого использования, так как это предотвратит накопление грязи и мусора и повреждение древесины. Вы также должны хранить фанеру в сухом защищенном месте, когда она не используется, и регулярно осматривать фанеру.
Прочна ли опалубочная фанера?
BM_SEO2022-11-07T10:00:27+00:00
Хотя опалубочная фанера не так прочна, как другие виды фанеры, она все же достаточно прочна, чтобы обеспечить стабильную поверхность для заливки бетона. Кроме того, она более доступна по цене, чем другие виды фанеры, что делает ее популярным выбором для строительных проектов.
Является ли опалубочная фанера водостойкой?
BM_SEO2022-11-07T09:59:51+00:00
Опалубочная фанера — это тип инженерной древесины, специально предназначенный для использования в качестве временного гидроизоляционного барьера. Он часто используется во время строительных проектов, чтобы защитить внутреннюю часть здания от повреждения водой, пока ведутся наружные работы.
Артикул: SHUTPLY12MM
Пожалуйста, свяжитесь с нами по телефону 020 8617 8979, если вам нужна наша услуга по индивидуальной резке.
*Обратите внимание: из-за особенностей древесины цвета изделий могут отличаться от представленных.
Вам также может понравиться
Описание
Дополнительная информация
Часто задаваемые вопросы
Описание
Опалубочная фанера | 12 мм – видео о продукте
Спецификации
Фанера для опалубки толщиной 12 мм представляет собой чрезвычайно прочную плиту, изготовленную путем склеивания слоев фанеры из хвойных пород вместе в такое количество слоев, которое необходимо для придания изделию такой невероятной прочности и несущей способности. Основная цель опалубочной фанеры — сделать форму для заливки бетона и обеспечить прочную стену во время застывания бетона. Это связано с классом WBP, который обеспечивает хорошую устойчивость к атмосферным воздействиям, а также с тем фактом, что фанера не прилипает к бетону. Другое использование фанеры для опалубки — это любые конструкции, которые требуют чрезвычайной прочности, но не обязательно эстетически приятной отделки. Это вызвано узлами, которые могут возникнуть в процессе производства, но это чисто эстетическая проблема, которая не влияет на характеристики продукта.
Фанера для опалубки доступна толщиной 9 мм, 12 мм, 15 мм, 18 мм, 24 мм и различных размеров.
Стандартные размеры листов:
2400 мм — 2440 мм x 1200 мм — 1220 мм (8 футов x 4ft) 1200 мм — 1220 мм x 1200 мм — 1220 мм (4 фута x 4ft) 1200 мм — 1220 мм x 595 мм — 610 мм (4 фута x 2ft) 59 мм — 610 мм — 610 мм (4 фута x 2ft) 59 мм — x 595 мм – 610 мм (2 фута x 2 фута) 595 мм – 610 мм x 295 мм – 310 мм (2 фута x 1 фут)
Дополнительная информация
Вес
Н/Д
Размеры
Н/Д
Размер листа
2 фута x 1 фут, 2 фута x 2 фута, 4 фута x 4 фута, 4 фута x 2 фута, 8 футов x 4 фута
Толщина листа
12 мм
Тип листа
Фанера опалубочная
Можно ли повторно использовать опалубочную фанеру?
BM_SEO2022-11-07T10:01:04+00:00
Да, опалубочная фанера при правильном уходе может использоваться повторно. Обязательно очищайте фанеру после каждого использования, так как это предотвратит накопление грязи и мусора и повреждение древесины. Вы также должны хранить фанеру в сухом защищенном месте, когда она не используется, и регулярно осматривать фанеру.
Прочна ли опалубочная фанера?
BM_SEO2022-11-07T10:00:27+00:00
Хотя опалубочная фанера не так прочна, как другие виды фанеры, она все же достаточно прочна, чтобы обеспечить стабильную поверхность для заливки бетона. Кроме того, она более доступна по цене, чем другие виды фанеры, что делает ее популярным выбором для строительных проектов.
Является ли опалубочная фанера водостойкой?
BM_SEO2022-11-07T09:59:51+00:00
Опалубочная фанера — это тип инженерной древесины, специально предназначенный для использования в качестве временного гидроизоляционного барьера. Он часто используется во время строительных проектов, чтобы защитить внутреннюю часть здания от повреждения водой, пока ведутся наружные работы.
Стоимость доставки / за 1 шт.
Ориентировочная доставка до 15-19 декабря 2022 г.
Артикул: SHUTPLY12MM
Пожалуйста, свяжитесь с нами по телефону 020 8617 8979, если вам нужна наша услуга по индивидуальной резке.
*Обратите внимание: из-за особенностей древесины цвета изделий могут отличаться от представленных.
Пожалуйста, свяжитесь с нами по телефону 020 8617 8979, если вам нужна наша услуга индивидуальной резки.
Описание
Дополнительная информация
Часто задаваемые вопросы
Описание
Опалубочная фанера | 12 мм – видео о продукте
Технические характеристики
12 мм опалубочная фанера – это чрезвычайно прочная плита, изготовленная путем склеивания слоев хвойной фанеры вместе в такое количество слоев, которое необходимо для придания изделию такой невероятной прочности и несущей способности. Основная цель опалубочной фанеры — сделать форму для заливки бетона и обеспечить прочную стену во время застывания бетона. Это связано с классом WBP, который обеспечивает хорошую устойчивость к атмосферным воздействиям, а также с тем фактом, что фанера не прилипает к бетону. Другое использование фанеры для опалубки — это любые конструкции, которые требуют чрезвычайной прочности, но не обязательно эстетически приятной отделки. Это вызвано узлами, которые могут возникнуть в процессе производства, но это чисто эстетическая проблема, которая не влияет на характеристики продукта.
Фанера для опалубки доступна толщиной 9 мм, 12 мм, 15 мм, 18 мм, 24 мм и различных размеров.
Стандартные размеры листов:
2400 мм — 2440 мм x 1200 мм — 1220 мм (8 футов x 4ft) 1200 мм — 1220 мм x 1200 мм — 1220 мм (4 фута x 4ft) 1200 мм — 1220 мм x 595 мм — 610 мм (4 фута x 2ft) 59 мм — 610 мм — 610 мм (4 фута x 2ft) 59 мм — x 595 мм – 610 мм (2 фута x 2 фута) 595 мм – 610 мм x 295 мм – 310 мм (2 фута x 1 фут)
Дополнительная информация
Вес
Н/Д
Размеры
Н/Д
Размер листа
2 фута x 1 фут, 2 фута x 2 фута, 4 фута x 4 фута, 4 фута x 2 фута, 8 футов x 4 фута
Толщина листа
12 мм
Тип листа
Фанера опалубочная
Можно ли повторно использовать опалубочную фанеру?
BM_SEO2022-11-07T10:01:04+00:00
Да, опалубочная фанера при правильном уходе может использоваться повторно.
RAM, ROM, NAND, NOR — что значат эти заглавные буквы… / Хабр
Меня попросили, чтобы я написал статью о различиях между RAM, ROM, NAND, и NOR. Поскольку ответ на этот вопрос не вызывает сложностей и менее спорный, чем моя следующая запланированная статья, я пойду путем наименьшего сопротивления и расскажу об этом сначала.
Почему я хочу об этом рассказать?
Когда Вы будете покупать устройство на основе WM, Вы увидите количество RAM и ROM, рекламируемые на web-страницах. Я хочу предоставить Вам достаточно информации, чтобы Вы сделали правильный и осознанный выбор.
RAM против ROM
Все аббревиатуры, о которых мы здесь будем говорить, относятся к типу памяти. Память используется для хранения данных на вашем устройстве. Телефонные номера, картинки, программы, музыка и т.д. и т.п. — все это требует памяти. Не принимая во внимание устаревшие технологии, которые сейчас уже никто не использует, а также такие редкие и экзотические, которые еще не предназначены для массового рынка, существует два типа памяти: RAM и ROM. Их сходство в том, что они предназначены для хранения данных. Но их основные отличия — в скорости работы и потребляемой энергии.
RAM: очень быстрая, но потребляет достаточно энергии. ROM: намного медленнее, но более экономично расходует энергию.
Но, что более существенно, RAM нуждается в постоянном питании для хранения данных, в то время как ROM — нет. Другими словами, если ваша батарея разрядится, то данные в RAM-памяти будут утеряны, а в ROM-памяти — нет.
Как это используется?
До появления WM5, это было сложным вопросом. С Persistent Storage (Постоянное Хранилище), все стало намного проще.
ROM — это место хранения. Все программы и OS, которые и представляют собой программное обеспечение на устройстве, хранятся в ROM. Ваши данные также хранятся в ROM. И SD и CF карты памяти представляют собой ROM-память. Фактически, вашему устройству имплантировали карточку SD, которую Вы не можете извлечь.
RAM — это место, где программы выполняются. Когда Вы включаете ваше устройство, программы из ROM загружаются в RAM и уже там, в RAM, работают. Когда Вы слушаете музыку, некоторая часть композиции загружается из ROM в RAM, воспроизводится, выгружается обратно, и загружает следующая часть, и т. д. Когда Вы читаете электронную почту, текст загружается из ROM в RAM и отображается на экране. Когда Вы переходите к следующему письму, старый текст выгружается из памяти и загружается новый текст. Перейдя назад к предыдущему письму, оно снова будет загружено из ROM в RAM. Прим. переводчика:процесс загрузки-выгрузки данных описан чисто формально, для упрощения модели, но суть остается та же.
Так, вообще говоря, количество имеющейся RAM определяет количество одновременно загружаемых данных. А количество ROM — сколько данных вы можете хранить на своем устройстве.
Сколько памяти мне нужно?
Из-за природы аппаратных ограничений, объем памяти четко регламентирован. Отклонения являются редкими. В основном, объем памяти не меньше, чем 32Mб и увеличивается, оставаясь кратным двум. 32Mб, 64Mб, 128Mб, 256Mб, и т.д.
«Типичное» устройство на WM5 будет иметь 64Mб RAM. 32Mб RAM-памяти будет уместно, только если устройство использует, «NOR» ROM (подробнее чуть позже). Из-за большого расхода энергии, существует «обратная сторона медали» наличия слишком большого количества RAM. И, по этой причине, 128Mб RAM маловероятно, но не исключено для определенных устройств «профессионального использования».
Так, «типичное» устройство на WM5 будет иметь 64Mб RAM. Нет никаких других ограничений, кроме стоимости, чтобы иметь больше RAM. Однако, если вы можете себе это позволить, то больше RAM никогда не будет лишним.
Есть много различных версий WM5 — Smartphone, PocketPC, PocketPC Phone Edition, и их вариации. Язык операционной системы также влияет на выбор объема памяти (например, азиатские шрифты занимают большое количество памяти). Но, грубое эмпирическое правило можно сформулировать так: программное обеспечение вашего устройства будет занимать около 32Mб. Так, если Вы купите типичное устройство с 64Mб ROM, то Вы сможете хранить примерно 32Mб ваших собственных данных. Если же у Вас 128Mб ROM — Вы сможете хранить около 96Mб ваших данных.
Не нужно забрасывать меня гневными письмами, если вы купите устройство с 64Мб ROM и у вас свободными окажется только 30Мб. Все устройства различны, по-этому и количество доступной вам памяти тоже различно.
Нужно найти компромисс. При прочих равных условиях, я предпочел бы устройство с 32Мб RAM и 128Мб ROM, по сравнению с устройством у которого 64Мб RAM и 64Мб ROM. Но я хотел бы 64Мб RAM и 256Мб ROM :-). Конечно, последний стоил бы значительно больше.
Посмотрите, как все это преподносится маркетологами. Одни говорят: «Мы предоставляем 64Мб ROM», другие говорят «Доступно 30Мб для пользовательских данных». Они подразумевают одно и тоже, но говорят об этом разными словами. Хотя, в силу природы маркетинга, я уверен, что они бы предпочли говорить о бОльших цифрах :-).
Как насчет других заглавных букв?
Теперь давайте перейдем к NAND и NOR. Это — два основных типа ROM. Они, в значительной степени, используются одинаково, и все, что я сказал о ROM, верно для них обоих. Так, Вы можете не заботиться о том, какой из этих типов памяти Вы имеете. Но я расскажу Вам о них так или иначе.
Это все относительно. Оба типа значительно медленнее, чем RAM. Есть одно очень важное различие в этих технологиях. NOR позволяет Вам делать кое-что, что мы называем, «выполнять на месте» (XIP). Вспомните, о чем мы говорили вначале. Чтобы выполнить программу, Вы сначала загружаете ее в RAM, и затем Вы выполняете ее оттуда. NOR позволяет Вам выполнять программу непосредственно из ROM, не загружая ее предварительно в RAM. Это означает, что Вы можете иметь систему с меньшим количеством RAM. Заметьте, что это только работает для программ. Вы не можете «выполнить на месте» изображение или звуковой файл. Неспособность к XIP, NAND компенсирует своей стоимостью (NAND обычно более дешевая.)
Поскольку NAND быстрее работает на запись, а NOR — на чтение, идеальная система должна бы иметь 64Mб NOR и 64Mб NAND. Тогда бы все программы хранились в NOR, а пользовательскте данные — в NAND. Так как все программы выполнялись бы «на месте», не было бы необходимости в 64Mб RAM, что позволило бы уменьшить ее объем до 32Мб, экономя при этом драгоценный заряд вашей батареи. «Выполнение на месте» также означало бы более быструю загрузку программ, так как не было бы необходимости загружать программу в RAM перед выполнением. Такое устройство было бы просто сказкой!
Между прочим, SD и CF карточки памяти основаны на NAND. Таким образом, нет никакой возможности для «выполнения на месте» сохраненных на них программ.
Есть многое другое, о чем я мог бы рассказать, но тогда это было бы довольно длинным повествованием. Таким образом, я поставлю точку здесь.
— Связанные статьи:
Все, что вы хотели знать о SD…
О чем может рассказать FID? — На что меня не умножай
Напомню, что FID – это сокращение Flash ID. Как сделать FID более «разговорчивым»? Как превратить бессмысленный (на первый взгляд) набор чисел в нечто более вразумительное и человеческое?
Я знаю 2 способа этого волшебного превращения, о них и поговорим.
Первый способ самый простой – поиск FID в так называемых флешлистах. Идем на замечательный сайт usbdev.ru, внимательно читаем инструкцию по поиску и ищем FID и его описание.
Комментарий. Насколько я понимаю, здесь собраны флешлисты из фирменных прошивальщиков флешек. Флешлисты готовят люди, поэтому потенциально флешлисты могут содержать ошибки. Например, на картинке ниже видны явные косяки с part-number и ёмкостью:
Вопрос в том, наткнетесь ли вы на эту ошибку (едва ли они носят массовый характер) и насколько она для вас критична (если вам нужен только part-number, то вам неважно, какие нанометры указаны в описании).
Как всегда, все решает целесообразность, а не академичность. В любом случае, способ имеет право на использование. Напомню, что один и тот же FID может встречаться в нескольких флешлистах, поэтому есть смысл попытаться поискать описание интересующего FID в других флешлистах. Например, тот же самый FID 98D798927256, у которого в предыдущем флешлисте был нулевой объем, встречается в другом флешлисте с более корректным описанием
Второй возможный способ расшифровки FID – получить информацию непосредственно от производителя.
Дело в том, что FID – это непросто набор цифр, это структурированный идентификатор. Сложность в том, что у каждого производителя в эти 6 (а точнее в 5) байт заложена своя структура. И было бы неплохо, для начала, этого производителя определить.
Это не очень сложно. Производители флеш-памяти, поддерживающие стандарт ONFi (Open NAND Flash interface), хранят в первом байте свой идентификатор (идентификатор производителя) – JEDEC Manufacturer ID (MID, можно найти в документе «Standard Manufacturer’s Identification Code» JEP106AL). Вот несколько распространенных производителей флеш-памяти:
Как видим, отличие MID и 1 байта FID только у Samsung. Достоверно я не знаю, почему так произошло. Возможно, чтобы не путаться в «CE» (это итак очень «нагруженная аббревиатура).
Насколько я знаю, это единственное исключение (не считая заморочек, связанных с альянсами или слиянием-поглощением компаний производителей флеш-памяти, когда память одного производителя может выпускаться под именем другого производителя).
Теперь нужно суметь разобрать оставшиеся 5 байтов FID. Как я уже писал ранее, у каждого производителя своя логика формирования идентификатора, и эту логику вполне можно найти в технической документации на память (datasheet).
Например, вот описание структуры FID от Toshiba
Теперь попробуем расшифровать полюбившийся FID 98D798927256
Первый байт 0x98 говорит о том, что перед нами память от Toshiba Второй байт 0xD7 говорит о том, что Memory Density per Target соответствует значению 32 Gbits (таблица 34), т.е. 4Г Третий байт 0x98 (10011000b): Number of LUN per Target = 1, Cell Type = 8 Level Cell (таблица 35) Четвертый байт 0x92 (10010010b): Page Size = 8KB, Block Size = 4MB (таблица 36) Пятый байт 0x72 (1110010b): Number of Plane per Target = 1, (таблица 37) Шестой байт 0x56 (01010110b): Technology Code = 24 nm process, Interface = Conventional (таблица 38)
При всех прелестях, основной недостаток этого способа – явно не хватает part-number памяти. Но зная принципы кодирования part-number (как правило, у производителей эта информация доступна) и зная исходную информацию (в результате декодирования FID), можно попытаться восстановить и возможные part-numbers. И это вовсе не фантастика.
Начало
Метки: Флешкины потрошки
UNU-MERIT » Акронимы — хороший способ запутать читателей и замутить воду в процессе разработки
Технические специалисты, государственные служащие, ученые и другие лица в раннем возрасте обучаются сокращать термины до аббревиатур. Из-за этого их статьи трудно читать и трудно найти в Интернете, пишет Флойд Уэйли, редактор азиатского блога о развитии, в своем втором гостевом посте для Университета Организации Объединенных Наций.
Акронимы или последовательности букв, представляющие собой более длинные фразы, распространены во многих профессиях и организациях, но они также являются хорошим способом FYRTCD вашего письма. Скорее всего, вы не знаете, что означает FYRTCD (особенно потому, что я только что это придумал). Это означает «заставить вашего читателя постоянно расшифровывать», и если вы почувствовали приступ раздражения или разочарования, когда столкнулись со сложной аббревиатурой, у вас есть хорошее представление о том, что чувствуют ваши читатели, когда вы злоупотребляете аббревиатурой.
Для большинства взрослых чтение настолько укоренилось, что они уже не расшифровывают буквы и слова так, как это делали дети, впервые учащиеся читать. Они поглощают целые фразы, предложения и идеи по мере продвижения по тексту. Это дает ощущение изучения новой информации. Одним словом, удовольствие от чтения.
Большинство акронимов подобны лежачим полицейским на пути к пониманию и приятному чтению. Разум читателя должен перестать поглощать идеи и вернуться к тому, чем он занимался в детском саду: расшифровке букв и формированию из них слов и понятий.
Когда вы используете FYRTCD таким образом, это побуждает их прекратить чтение. Вам только что пришлось остановиться и вернуться на несколько абзацев назад, чтобы напомнить себе, что означает FYRTCD? Разве это не было весело? Это то, что читатели должны делать, когда используются новые или незнакомые аббревиатуры. Им приходится перестать читать и искать в тексте смысл. Когда это происходит, ваше письмо больше не просто раздражает. Это хлопоты, которых лучше избегать.
От Древнего Рима до современной Вирджинии
Акронимы существуют примерно столько же, сколько и сама письменность, восходя, по крайней мере, к Древнему Риму. Но практика сокращения длинных фраз действительно стала популярной с появлением печатного станка и концепции массовой коммуникации. Для экономии места на печатных страницах длинные имена сокращались. На крошечных бумажных полосках бегущих строк в 1920-х годах Американская телефонная и телеграфная компания должна была быть сокращена до AT&T.
Длинные технические термины также сокращаются просто для удобства. Специалисты в этой области иногда называют компьютерную разработку программного обеспечения CASE. Это считается полезным, когда технические эксперты общаются друг с другом и все знают значение аббревиатур. Но не всегда. Канадские медицинские органы в последние годы пытались запретить использование многих медицинских сокращений, потому что они неправильно понимались медицинским персоналом и приводили к ошибкам при лечении.
Некоторые аббревиатуры лучше подходят для описания чего-либо, чем само название. Центральное разведывательное управление широко известно как ЦРУ. Мало кого смущает, когда они видят аббревиатуру ЕС для Европейского союза или ООН для Организации Объединенных Наций. Но эти общепринятые аббревиатуры являются исключениями, когда дело доходит до четкого письма. Большинство аббревиатур возвращают читателей в режим декодирования детского сада.
Мало того, что человеческий разум борется с расшифровкой аббревиатур, искусственный интеллект поисковых систем, таких как Google, также сбит с толку ими. На самом деле существует целое направление исследований, связанных с тем, что исследователи называют «расширением поискового запроса» или «расширением аббревиатуры». По сути, это наука о разработке алгоритмов, способных выяснить, как раскрыть аббревиатуры в их полном и правильном значении, чтобы люди могли найти то, что ищут в Интернете.
Недавно Университет Аризоны изменил свою онлайн-аббревиатуру с UA на UArizona, потому что, когда люди искали UA, университет занимал четвертое или пятое место в поисковом рейтинге после конкурирующих университетов и популярного бренда нижнего белья.
Акронимы — это форма жаргона, которая скрывает ваш контент от читателей по всему миру, которые его ищут. Это особенно важно для членов международного сообщества в области развития. На протяжении десятилетий специалисты по развитию работали в замкнутой экосистеме, состоящей в основном из их коллег и государственных чиновников, с которыми они работали.
Цифровая революция открыла возможности международного развития для людей во всем мире, включая тех, кому помогают программы помощи, и тех, кто платит за них за счет своих налогов. Поскольку финансирование развития ставится под сомнение во многих странах мира, четкая коммуникация становится все более важной. Аббревиатуры и другой жаргон, используемый профессионалами в области разработки, стал препятствием на пути к тому, чтобы помочь миру понять, как выполняется их работа и почему это важно.
Университет Организации Объединенных Наций осознал эту проблему и разработал приложение Jargon Buster, которое «проясняет сотни социальных, политических и экономических терминов», включая около 1000 сокращений. Приложение было разработано отчасти из-за опасений, что отсутствие ясности в терминах может привести к бездействию в достижении Целей устойчивого развития ООН, по словам Говарда Хадсона, руководителя отдела коммуникаций Университета Организации Объединенных Наций — Маастрихтского института экономических и социальных исследований. Инновации и технологии в Нидерландах. «Многие бумаги, которые мне приходится редактировать, становятся настолько техническими, что на самом деле напоминают иероглифы», — сказал он агентству Reuters.
Во многих случаях сообщество разработчиков широко использует аббревиатуру, которая имеет множество других значений для всего мира. Возьмем, к примеру, CSO, что является аббревиатурой организации гражданского общества в мире международного развития. Организации гражданского общества — это группы, обычно не входящие в правительство, работающие вместе для достижения общей цели. Авторам намного проще просто использовать CSO во второй ссылке в отчете, чем постоянно писать «организация гражданского общества». Это распространено среди организаций по развитию, но во всем мире CSO также означает начальника службы безопасности, Чикагский симфонический оркестр, центральное статистическое управление, организацию прибрежных штатов, обязательные обязательства по хранению и многое другое.
Когда алгоритм Google считывает одну ссылку на организации гражданского общества, за которой следуют 15 ссылок на ОГО, он должен определить из контекста, какое из многих значений ОГО имеется в виду. Google очень хорошо расшифровывает такие вещи, но это может быть сложно и может не привести к лучшей категоризации того, о чем вы пишете, чтобы помочь людям найти вашу работу.
Если один и тот же текст содержит 16 ссылок на организации гражданского общества вместо нескольких упоминаний ОГО, смысл становится предельно ясен для поисковых систем и всего мира. И при написании для Интернета цель состоит в том, чтобы людям во всем мире было как можно проще открывать и понимать то, что они пишут.
Короче говоря, если аббревиатура не является более распространенной во всем мире, чем полная расширенная фраза, она не используется в тексте, написанном для Интернета. Это мешает поисковым системам и возвращает читателей в детский сад. Так что помните, не используйте FYRTCD.
Что означают сокращения в платежной квитанции
Вы получили платежную квитанцию, но то, что вы ожидали получить, просто не совпадает. Что означают все эти аббревиатуры платежных квитанций? Чтобы избежать путаницы, разбейте, что означает каждая аббревиатура и аббревиатура. Вы не только узнаете, что такое «SSN», но также сможете расшифровать аббревиатуры заработка и отчислений в платежной квитанции.
Расшифровка сокращений платежной квитанции
Вы увидите несколько сокращений на своей зарплате. Это просто способ сэкономить время и место в платежной квитанции. Но когда вы пытаетесь все это расшифровать, это может выглядеть довольно пугающе.
В квитанции о выплате заработной платы вы увидите несколько общепринятых сокращений платежной ведомости и некоторые менее распространенные. Для простоты вы можете разбить их по аббревиатурам платежных ведомостей, которые можно найти в разделах заголовка, доходов и отчислений.
Реклама
В заголовке платежной квитанции вы увидите свое имя, платежный период, дату проверки и другую идентифицирующую информацию. Это все довольно легко выяснить. Есть несколько сокращений, которые вы могли не знать. К ним относятся:
Номер чека — Номер чека
SSN — Номер социального страхования
EIN — Идентификационный номер сотрудника (аналогичный вашему номеру социального страхования)
Платежная квитанция Сокращения доходов
Реклама
Сокращения доходов показывают, откуда поступают ваши деньги. Это включает в себя не только регулярную заработную плату, но, возможно, также отпускные или даже административный отпуск. Каждый вид оплаты будет иметь аббревиатуру на вашей платежной квитанции. Важно отметить, что разные финансовые учреждения могут иметь немного разные аббревиатуры; однако некоторые формы этих общих кодов типичны для раздела доходов.
Доплата — Дополнительная выплата
BRVMT — Пособие в связи с утратой близких
Cmp Pyot — Компенсационная выплата за время
CNT Pay — Оплата по контракту — заработная плата
FMLA — Закон об отпуске по семейным обстоятельствам и болезни
Gross — Заработок до вычета налогов и вычетов
Hol — Отпускные
Присяжные — Зарплата присяжных
5 Разное
— Прочие выплаты (платежи, для которых у них нет кода)
Move Rem — Возмещение расходов на переезд
Net — Прибыль после уплаты налогов и вычетов
OT@1. 5 — Оплата сверхурочных (в 1,5 раза больше обычной ставки)
OnCall — оплата по вызову
PTO — личный или оплачиваемый отпуск
Reg Pay — регулярная оплата — почасовая
Sick — оплата по болезни
SignOn — премия при регистрации
Severanc — выходное пособие
TuiReimb — Компенсация за обучение
Vac — Отпускные
С начала года — Заработок за текущий год
Реклама
Сокращения налоговых вычетов
В вашей платежной квитанции также может быть много удержаний. Ваши налоговые вычеты, как правило, являются первыми вычетами, с которыми вы столкнетесь. Они покроют ваши налоги штата и федеральные налоги, а также любые другие дополнительные налоги.
FICA — Med — FICA означает «Закон о федеральных страховых взносах», а Med означает «Medicare». Это взнос Medicare, который вы платите по ставке 1,45%.
FICA — SS — расшифровывается как «Закон о федеральных страховых взносах — Социальное обеспечение». Это обязательное социальное обеспечение, которое вы будете платить. Это зависит от года.
Fed/FWT/FIT/FITW — это аббревиатуры, используемые для «удержания федерального налога».
St Tax/SWT/SIT/SITW — эти сокращения используются для «удержания государственного налога».
Местный налог. Здесь вы найдете местные или городские налоги.
Общие сокращения до вычета налогов
Реклама
Некоторые вычеты могут быть произведены до того, как правительство получит свою долю. К ним относятся медицинское страхование, иждивенческий уход и страхование жизни. Взгляните на некоторые из различных кодов, с которыми вы можете столкнуться для этих вычетов.
401k/Ret — 401k или пенсионные отчисления
DCR — Возмещение расходов на уход за иждивенцами
Den/Dental — Стоматологическая страховая премия
INS/MED — Отчисления на страхование или медицинское страхование
FSA — Гибкий счет расходов
HCR — Возмещение расходов на медицинское обслуживание
STD — Удержание по краткосрочной нетрудоспособности
VIS/Vision — Премия Vision
Общие сокращения вычетов после уплаты налогов
Хотя некоторые вычеты могут быть выплачены до уплаты налогов, например страховка, другие вычеты вычитаются после уплаты налогов. Эти вычеты, как правило, представляют собой штрафы, которые вы понесли в результате ареста или банкротства. Общие вычеты после уплаты налогов, которые вы можете увидеть в квитанции об оплате, приведены здесь.
Bankrpty — банкротство
CHD SU — алименты
Гарн — Гарнистская ставка
Гарн % — Процент гарниста
STDNLOAN — Студенческая ссуда
TX LEVY -LEVELY
5 — Служба.
Анализ вашей платежной квитанции
В вашей платежной квитанции можно многое расшифровать, особенно когда вы пытаетесь выяснить, куда ушли все ваши деньги. Понимание этих аббревиатур даст вам лучшее представление о том, почему ваш доход мгновенно вырос с 1000 до 600 долларов. Теперь, когда вы знаете некоторые распространенные сокращения платежных квитанций, вы можете узнать больше о частях чека. Это по-прежнему важный навык в цифровом мире. Если вас все еще интересуют аббревиатуры, ознакомьтесь с разницей между аббревиатурой и аббревиатурой.
В современных системах управления широко используются устройства, оперирующие с цифровой
формой сигнала. Цифровая форма представления сигнала привела к созданию нового
типа двигателей – шаговых двигателей (ШД).
Шаговые двигатели – это электромеханические
устройства, преобразующие сигнал управления в угловое (или линейное)
перемещение ротора с фиксацией его в заданном положении без устройств обратной
связи.
Современные ШД являются по сути синхронными двигателями без пусковой обмотки на роторе, что объясняется не асинхронным а
частотным пуском ШД. Роторы могут быть возбужденными (активными) и
невозбужденными (пассивными).
Рассмотрим принцип действия простейшего однофазного шагового двигателя.
Двухполюсный ротор из магнитомягкой стали с клювообразными выступами
помещен в четырехполюсный статор (рис.3.1). Одна пара полюсов выполнена из
постоянных магнитов, на другой – находится обмотка управления.
Пока тока в обмотках управления нет, ротор ориентируется вдоль
постоянных магнитов и удерживается около них с определенным усилием, которое
определяется магнитным потоком полюсов Фпм.
При подаче постоянного напряжения на обмотку управления возникает
магнитный поток Фу примерно вдвое больший, чем
поток постоянных магнитов. Под действием электромагнитного усилия, создаваемого
этим потоком, ротор поворачивается, преодолевая нагрузочный момент и момент,
развиваемый постоянными магнитами, стремясь занять положение соосное с полюсами
управляющей обмотки. Поворот происходит в сторону клювообразных выступов, т.к.
магнитное сопротивление между статором и ротором в этом направлении меньше, чем
в обратном.
Рис. 3.1. Схема простейшего однофазного ШД
Следующий управляющий импульс отключает напряжение с обмотки управления
и ротор поворачивается под действием потока постоянных магнитов в сторону клювообразных выступов.
Достоинством однофазных ШД с постоянными магнитами является простота
конструкции и схемы управления. Для фиксации ротора при обесточенной обмотке
управления не требуется потребление энергии, угол поворота сохраняет свое
значение и при перерывах в питании. Двигатели этого типа отрабатывают импульсы
с частотой до 200-300 Гц. Их недостатки – низкий КПД и невозможность реверса.
§ 3.2. Реверсивные шаговые двигатели
Для осуществления реверса зубцы статора и ротора ШД должны быть
симметричными (без клювообразных выступов). Рассмотрим работу двухфазного
двухполюсного ШД с активным ротором в виде постоянного магнита. Будем считать,
что намагничивающие силы фаз (НС) распределены по синусоидальному закону.
При включении фазы под постоянное напряжение (условно положительной
полярности) вектор НС статора совпадет с осью фазы А. В результате
взаимодействия НС статора с полем постоянного магнита ротора возникнет
синхронизирующий момент Мс = Mmaxsinq, где q — угол
между осью ротора и вектором НС.
При отсутствии тормозного момента ротор займет положение, при котором
его ось совпадет с осью фазы А (рис. 3.2, первый
такт). Если теперь отключить фазу А и включить фазу В, вектор НС
и ротор повернуться на 90о(второй такт на рис. 3.2). При
включении фазы А на напряжение обратной полярности (третий такт на рис.
3.2) НС и ротор повернутся еще на 90о и т.д.
Если к ротору ШД приложен момент нагрузки, то при переключении фаз
ротор будет отставать от вектора НС на некоторый угол qн= arcsin(Mн/Mmax).
Рис. 3.2. Устойчивые положения ротора при включении фаз
Рассмотренный способ переключения обмоток можно представить в виде табл.1
Таблица 1
Полярность
импульсов
Такты коммутации
1
2
3
4
+UA
+UB
-UA
-UB
Такой же шаг двигателя, но в раз большое значение намагничивающей силы (и
соответственно синхронизирующего момента) можно получить при одновременном
переключении двух обмоток по алгоритму, показанному в табл. 2
Таблица 2
Полярность
импульсов
Такты
коммутации
1
2
3
4
+UA
X
X
+UB
X
X
-UA
X
X
-UB
X
X
Шаг двигателя можно уменьшить в 2 раза, если обмотки переключать в
соответствии с табл.3
Таблица 3
Полярность
импульсов
Такты коммутации
1
2
3
4
5
6
7
8
+UA
X
X
X
+UB
X
X
X
-UA
X
X
X
-UB
X
X
X
В зависимости от типа электронного коммутатора управление ШД может быть:
·одноплярным или разнополярным;
·симметричным или несимметричным;
·потенциальным или импульсным.
При однополярном управлении напряжение каждой фазе изменяется от 0 до
+U, а при разнополярном – от -U до +U.
Управление называется симметричным, если в каждом такте
коммутации задействуется одинаковое число обмоток, и несимметричным –
если разное. Способы переключения обмоток, соответствующие тал. 1 и 2 будут
симметричными, а по табл.3 – несимметричным.
При потенциальном управлении напряжение на обмотках изменяется только в
моменты поступления управляющих импульсов. При отсутствии управляющего сигнала
обмотка или группа обмоток находятся под напряжением, а положение ротора
фиксируется полем обмоток. При импульсном управлении напряжение на обмотки
подается только на время отработки шаг, после чего оно снимается и ротор
удерживается в заданном положении либо реактивным моментом, либо внешним
фиксирующим устройством.
В двухполюсной машине число устойчивых положений в пределах одного
оборота ротора n следующее (m — число фаз):
1. при однополярной коммутации и
симметричном управлении n = m;
2.при разнополярной коммутации с
симметричным управлением n = 2m;
3.при несимметричной
разнополярной коммутации n = 4m.
Очевидно, что несимметричная коммутация возможно только при m ³ 2.
В многополюсных ШД число устойчивых положений возрастает
пропорционально числу пар полюсов р.
Одним из определяющих параметров ШД является шаг ротора, т.е. угол
поворота ротора, соответствующий одному управляющему импульсу (угол между двумя
соседними устойчивыми состояниями)
Для рассмотренных двигателей р = 1, m = 2 (в первом двигателе
одному такту соответствует действие возбужденных полюсов, а другому, при отключении
обмотки, – действие полюсов с постоянными магнитами). Следовательно, при
разнополярной симметричной коммутации шаг двигателейa = 90o. При несимметричной разнополярной коммутации a = 45o.
Если в двухфазном двигателе выполнить выводы средних точек, он
фактически превращается в четырехфазный ШД (рис.3.3). В отличие
от двигателей с обычной двухфазной обмоткой, питаемой разнополярными
импульсами, данный двигатель можно питать однополярными импульсами, что
значительно упрощает коммутатор, хотя и приводит к несколько худшему
использованию материалов.
Рис.3.3. Схема обмоток и порядок коммутации 4-х фазного ШД
Магнитоэлектрические ШД удается выполнить с шагом до 15о.
Дальнейшее уменьшение шага ограничено технологическими трудностями создания
ротора в виде постоянного магнита с числом пар полюсов больше шести.
Гораздо более мелкий шаг (до долей градуса) можно получить в
редукторных (индукторных) ШД. Индукторные ШД выполняются с числом фаз m = 2¸4. Они имеют зубчатый ротор с равномерно
расположенными zp зубцами и гребенчатые зоны статора,
смещенные относительно друг друга на угол 2p/(mzp) (например, рис. 3.4). Число пазов статора и ротора, их геометрические
размеры выбираются такими, чтобы обеспечить необходимую величину шага и
синхронизирующего момента при заданном виде коммутации токов.
Рис. 3.4. Геометрия магнитной системы индукторного ШД
Основной особенностью индукторных двигателей является то, что магнитное
поле в зазоре содержит постоянную и переменную составляющие. Постоянная
составляющая поля возбуждается либо постоянной составляющей тока обмоток
управления – у двигателей с самовозбуждением, либо специальной обмоткой
возбуждения – у двигателей с независимым возбуждением, либо постоянными
магнитами – у магнитоэлектрических двигателей. Переменная составляющая
магнитного поля создается импульсами тока обмоток управления, поступающими от
электронного коммутатора.
Далее…
Устройство шагового двигателя
Шаговый электродвигатель относится к виду электрических машин постоянного тока. Принцип действия шагового электродвигателя основан на способе преобразования импульсной электрической энергии в механическое дискретное перемещение.
Шаговые электродвигатели классифицируются как бесколлекторные двигатели с высокой степенью надежности и большим сроком службы. Особенности этого типа электродвигателей делают их пригодными к эксплуатации даже в самых сложных производственных условиях.
Отличительной особенностью шаговых двигателей является большое значение крутящего момента на низких скоростях, в то время как в коллекторных двигателях значение крутящего момента возрастает только при увеличении скорости.
Конструкция шагового электродвигателя предполагает наличие более сложной схемы управления, обеспечивающей коммутацию обмоток, в сравнении с другими электродвигателями постоянного тока.
Шаговые электродвигатели подразделяются на три вида: с постоянными магнитами; с переменным магнитным сопротивлением; гибридные.
Двигатели с постоянными магнитами
Электродвигатели с постоянными магнитами включают в себя статор с обмотками и ротор, в конструкцию которого входят постоянные магниты.
Статор в таком электродвигателе имеет два противоположных полюса, на каждом из которых имеется независимая обмотка. При подаче электропитания в одну из обмоток ротор перемещается в положение, при котором его полюса располагаются напротив разноименных полюсов статора. Непрерывное вращение ротора достигается попеременным включением фаз.
Шаговые электродвигатели с постоянными магнитами, в силу конструктивных особенностей, подвержены влиянию обратной ЭДС, которая наводится в роторе и ограничивает скорость его вращения.
Высокая скорость вращения ротора возможна в электродвигателях, с переменным магнитным сопротивлением.
Двигатели с переменным магнитным сопротивлением
Статор шагового электродвигателя с переменным магнитным сопротивлением содержит несколько пар полюсов. Полюса каждой пары расположены напротив друг друга и имеют независимые одноименные обмотки. Ротор оборудован зубцами, сделанными из мягкого магнитного материала.
При подаче электропитания в одну из пар обмоток ротор перемещается в положение, при котором его зубцы располагаются напротив запитанных обмоток статора. При подаче электропитания на другую пару обмоток ротор перемещается в положение, при котором его зубцы располагаются напротив запитанной пары, и вновь замыкают магнитный поток. Непрерывное вращение ротора достигается попеременным включением фаз.
Гибридные шаговые двигатели
Гибридные шаговые электродвигатели имеют конструкцию, сочетающую в себе преимущества двух предыдущих типов электродвигателей. Гибридные электродвигатели являются более скоростными и обеспечивают шаг малой величины. Однако стоимость этих электродвигателей выше.
Ротор гибридного электродвигателя состоит из двух частей зубчатой формы, разделенных между собой цилиндрическим постоянным магнитом. Зубцы каждой составной части ротора являются одноименными полюсами: северными или южными. Угол поворота составных частей ротора относительно друг друга равен половине шагового угла зубцов.
Все зубчатые полюса ротора выполнены в виде пакетов пластин. Такая конструкция способствует снижению потерь, связанных с вихревыми токами.
Конструкция статора также содержит зубчатые полюсные наконечники для обеспечения нужного количества полюсов, эквивалентных роторным, при этом обмотками оборудованы только основные полюса.
Биполярные и униполярные шаговые двигатели
В зависимости от конфигурации обмоток шаговые электродвигатели могут быть биполярными и униполярными.
Биполярным называется электродвигатель, у которого каждая фаза оборудована только одной обмоткой, а переключение обмоток изменяет направление магнитного поля.
Униполярным называется электродвигатель, у которого каждая фаза также оборудована только одной обмоткой, но выводы сделаны от середины каждой обмотки. Переключение половинок обмотки изменяет направление магнитного поля.
Шаговыми электродвигатели оборудуются многие устройства: офисная техника (принтеры, факсы, сканеры и т. д), специальное промышленное оборудование, различные периферийные технические устройства.
PM vs VR vs Hybrid
На рынке доступны три основных типа шаговых двигателей: тип PM (постоянный магнит), тип VR (переменное сопротивление) и гибридный тип. Каковы различия, какой из них следует использовать и как они работают?
Давайте быстро рассмотрим, что делает шаговый двигатель. Шаговые двигатели вращаются с определенным приращением «шагов» без обратной связи с энкодером или сложных ПИД-контуров. Величина и скорость вращения легко регулируются количеством импульсов и частотой, а шаговый двигатель обеспечивает высокую точность остановки с точностью ±3 угловых минуты (±0,05°). Удерживающий момент создается без электромагнитного тормоза, когда шаговый двигатель включен, но находится в состоянии покоя. Они идеально подходят для недорогих приложений, где двигатели должны точно останавливаться и обеспечивать удерживающий момент.
Конструкция шагового двигателя влияет на его характеристики. В ближайшие несколько минут я расскажу о трех типах шаговых двигателей, представленных на рынке, и о том, почему один из них предпочтительнее других.
PM «Постоянный магнит» Тип
Это шаговый двигатель, ротор которого состоит из двух роторов с постоянными магнитами, слегка смещенных друг относительно друга. Постоянный магнит намагничен в осевом направлении; это означает, что северный и южный полюса чередуются и находятся на одной оси с валом двигателя. Когда ток подается на обмотки, полюса статора намагничиваются и совпадают с противоположными полюсами ротора с постоянными магнитами. Например, северные полюса будут располагаться прямо напротив южных полюсов.
Широко используемый шаговый двигатель с постоянными магнитами представляет собой двухфазный кулачковый двигатель, как показано ниже.
На изображении ниже показаны ротор и статор, в которых протекает ток, так что полюс A1 намагничен к южному полюсу, а полюс A2 намагничен к северному полюсу, поэтому притягиваются противоположные полюса. от постоянных магнитов ротора. Если ток переключить с фазы А на фазу В, чтобы намагнитить В1 к южному полюсу, а В2 к северному полюсу, ротор повернется на 90° по часовой стрелке.
Угол шага представлен следующим образом с использованием количества полюсов ротора (Np) и количества фаз (Nphase). Если количество полюсов или количество фаз увеличится, угол шага уменьшится. Однако по мере увеличения числа полюсов магнитная сила и крутящий момент также становятся слабее.
Шаговый двигатель с постоянными магнитами прост по конструкции и недорог в производстве. Постоянные магниты позволяют шаговым двигателям типа PM развивать более высокий крутящий момент. Однако скоростные характеристики ограничены из-за больших потерь при вращении. Шаговый двигатель типа PM часто используется для простого позиционирования, поскольку его разрешение, как правило, больше, чем у других типов (например, 3,6° или больше). Для более высокого разрешения рекомендуется использовать полушаг или микрошаг. С микрошагом способность драйвера точно контролировать ток в каждой фазе становится все более важной для определения повторяющейся точности положения двигателя. Еще одно отличие состоит в том, что в шаговых двигателях с постоянными магнитами используются драйверы постоянного напряжения, которые сложнее использовать, чем драйверы прерывателя постоянного тока.
VR «Переменное магнитное сопротивление» Тип
Это шаговый двигатель с зубьями на роторе и статоре, где сосредоточены магнитные силы. Он предлагает самый простой дизайн из трех типов, обсуждаемых здесь. На изображении ниже показан трехфазный шаговый двигатель типа VR с 8 полюсами и 12 слотами. Ферромагнитный материал, такой как железо, используется для большинства магнитных сердечников из-за его распространенности на Земле и его способности легко пропускать магнитный поток. Шаговый двигатель типа VR не имеет магнитов, что означает, что он не может выдавать удерживающий момент или фиксирующий момент в состоянии покоя.
На приведенном ниже рисунке показан пример 4-полюсного шагового двигателя типа VR с 6 слотами. «Зубцы» ротора притягиваются к намагниченным полюсам статора. Полюса статора на каждой стороне ротора намагничены с севера и юга путем намотки полюсов в обратном порядке.
На изображениях ниже слева показано состояние «Фаза B возбуждено». В этом состоянии ближайшие зубья от ротора выровняются с ближайшим магнитным полюсом на статоре. Ротор будет вращаться против часовой стрелки на 30°, пока зубья не выровняются друг относительно друга (см. «Положение остановки фазы B»). Теперь, когда фаза C возбуждена таким же образом, ротор повернется на 60°, пока зубья не выровняются с фазой C.
Возбуждение фазы B
Положение остановки фазы B
Стоп Положение фазы C
Преимущество шагового двигателя типа ВР заключается в том, что нет необходимости изменять полярность полюсов статора, что позволяет упростить схему его привода. Его недостатком является невозможность точного управления крутящим моментом, поскольку крутящий момент пропорционален квадрату тока, а не току. Однако, поскольку в нем не используются постоянные магниты, его высокоскоростные характеристики лучше, чем у шагового двигателя с постоянными магнитами.
Угол шага шагового двигателя типа VR представлен следующей формулой. Np — количество зубьев ротора, а Nphase — количество фаз. Для более точных разрешений эффективно увеличить количество зубьев ротора. Однако, если количество пазов статора также увеличивается, конструкция становится очень сложной в изготовлении. На изображении ниже показана конструкция ротора и статора с 50 зубьями. Это 4-фазный шаговый двигатель, в котором обмотка разделена на 4 группы. Если ввести Np = 50 и Nphase = 4, угол шага составит 1,8°.
Шаговые двигатели типа VR используются уже давно. Эти двигатели имеют меньшее падение крутящего момента при более высоких скоростях двигателя, поэтому они часто являются лучшим выбором, чем шаговые двигатели с постоянными магнитами, для приложений со средней и высокой скоростью. Однако известно, что они производят больше шума, поэтому область их применения ограничена. Шаговые двигатели типа VR менее распространены на рынке, чем шаговые двигатели типа PM.
Шаговый двигатель гибридного типа
Шаговый двигатель «гибридного» типа сочетает в себе конструкцию и преимущества шаговых двигателей с постоянным магнитом и переменного сопротивления. Поэтому в конструкции шагового двигателя гибридного типа используется как ротор с постоянными магнитами, так и зубчатый ротор и статор. С сильными постоянными магнитами, зубчатым ротором, зубчатым статором и крошечным воздушным зазором шаговый двигатель гибридного типа способен фокусировать магнитный поток лучше, чем два других типа. Низкие потери достигаются за счет укладки пластин из магнитной стали, которые легко пропускают магнитный поток.
Конструкция шагового двигателя гибридного типа начинается с двух чашек ротора (ротора 1 и ротора 2) и сильного постоянного магнита из редкоземельных металлов, намагниченного в осевом направлении. Два шарикоподшипника крепят ротор к корпусу двигателя. На роторах имеется либо 50 зубьев (1,8° на шаг), либо 100 зубьев (0,9° на шаг). Один ротор намагничен как северный полюс, а другой ротор намагничен как южный полюс. Каждый зубец на чашках ротора становится магнитным полюсом.
На двух изображениях ниже мы показываем два ротора, вид сверху вниз; начиная с северного полюса ротора сверху. Две чашки ротора разного цвета. Красный — это ротор северного полюса, а синий — ротор южного полюса.
Поскольку имеется 50 зубцов, полный шаг составляет 7,2°. Две чашки ротора смещены на половину шага (3,6°), поэтому зубья южного полюса ротора 1 выровнены между зубьями северного полюса ротора 2. На виде поперечного сечения ротора вы можете ясно видеть, что Зубья северного и южного полюсов чередуются из-за смещения двух чашек ротора. Когда обмотки запитываются или возбуждаются драйвером, полюса статора превращаются в электромагниты, а ротор с постоянными магнитами следует за ними как притягивающим, так и толкающим эффектом и останавливается с фиксированными шагами. Северные полюса статора будут притягивать южные полюса ротора, и наоборот.
Статор имеет восемь полюсов статора. Когда обмотки наматываются на основные полюса и подается ток, каждый полюс намагничивается к северному полюсу или южному полюсу. Направление тока может определить магнитную полярность. При возбуждении два полюса на противоположных сторонах имеют одинаковую полярность, а два полюса, расположенные под углом 90° к этим полюсам, имеют противоположную полярность. Основные полюса, возбуждаемые вместе, называются «фазами» и могут быть разделены на две фазы (фазу А и фазу В). Вот почему он называется «двухфазным» шаговым двигателем.
Угол шага шагового двигателя гибридного типа обратно пропорционален количеству малых зубцов на роторе ZR и числу фаз n. Знаменатель 2 указывает, что основные полюса статора могут быть настроены на два состояния: северный полюс и южный полюс. Это фундаментальное конструктивное различие между шаговыми двигателями типа VR и гибридного типа.
Смещение зубьев
Фаза А Возбуждена
Фаза B Возбуждена
Причина, по которой шаговые двигатели гибридного типа вращаются на 1,8° за шаг, заключается в том, что двигатель перемещается только на четверть шага зубьев за шаг из-за геометрической конструкции между ротором и статором. Когда фаза A возбуждается, когда южный полюс и ее зубья статора прямо выровнены с зубьями северного полюса от ротора, зубцы статора фазы B фактически смещены от зубцов ротора на 1,8 °. Это называется смещением зубьев и является причиной того, что двухфазный шаговый двигатель гибридного типа вращается на 1,8 ° за шаг.
Для шагового двигателя с шагом 0,9° число обоих зубцов ротора должно быть увеличено до 100. Что-либо большее, чем 100 зубцов, довольно сложно изготовить.
В шаговых двигателях гибридного типа высокий крутящий момент может быть получен за счет постоянных магнитов из редкоземельных элементов, в то время как высокое разрешение, получаемое за счет малых зубцов, сохраняется. Кроме того, соотношение между током и крутящим моментом близко к пропорциональному; что делает его более легким в управлении, чем шаговый двигатель типа VR. Шаговые двигатели гибридного типа также могут достигать более высокого разрешения (например: 0,72° на полный шаг / 500 шагов на оборот). Еще более высокое разрешение может быть достигнуто с помощью микрошага.
Сводка
PM (постоянный магнит) Тип : используются постоянные магниты, средний крутящий момент, низкая и средняя скорость
VR (переменное сопротивление) Тип : зубчатый ротор/статор, низкий крутящий момент, средняя и высокая скорость
Гибридный тип : сочетает в себе постоянные магниты и зубья, хорошее сочетание крутящего момента и скорости
Самыми популярными шаговыми двигателями на рынке являются шаговые двигатели гибридного типа, поскольку они обеспечивают наилучшие характеристики, хотя и стоят дороже. Гибридные шаговые двигатели хорошо подходят для большинства приложений, в то время как шаговые двигатели с постоянным магнитом или переменным сопротивлением ограничены определенными приложениями. Драйверы шаговых двигателей в последние годы становятся все более «умными» благодаря технологическим усовершенствованиям функций, распределенному управлению и простоте программирования. К шаговому двигателю можно добавить редукторы и систему обратной связи с обратной связью, чтобы расширить область его применения. Работа с производителем, который может предоставить все необходимые компоненты и обучение, может облегчить жизнь.
Хотите узнать больше? Узнайте больше об основах шаговых двигателей из наших технических статей и технических документов.
Встречайте наши гибридные шаговые двигатели с высоким крутящим моментом!
Шаговый двигатель с постоянными магнитами — конструкция и работа импульсы. Шаговое движение может быть угловым или линейным.
Шаговое движение двигателя соответствует входному импульсу.
Управление состоит из двух элементов:
Количество шаговых импульсов (которое определяет угол поворота).
Данные о направлении (которые определяют порядок возбуждения фаз).
Когда на двигатель подается несколько сигналов напряжения, вал поворачивается на известный угол. Угол, на который двигатель вращается или перемещается для каждого сигнала, известен как угол шага, выраженный в градусах.
Конструкция:
Статор является многополюсным (имеющим несколько полюсов для разных ступеней). Ротор может быть явнополюсным. Но, как правило, это гладкий цилиндрический тип. Он изготовлен из ферритового материала, который постоянно намагничен. Следовательно, двигатель известен как шаговый двигатель с постоянными магнитами.
Рассмотрим шаговый двигатель с постоянными магнитами со статором, имеющим 4 полюса. Вокруг полюсов намотаны катушки возбуждения. Ротор имеет 2 полюса.
Сигналы напряжения для различных обмоток статора подаются с помощью управляющей цепи (используемой для управления двигателем). Схема привода четырехфазного (четыре обмотки статора) шагового двигателя с постоянными магнитами показана на рисунке ниже.
Операция:
Когда входной импульс подается на двигатель с помощью цепи возбуждения, двигатель начинает вращаться шаговыми движениями.
Корпус — 1
Здесь переключатель SW 1 замкнут, и питание подключено через клеммы A 1 и A 2 благодаря его магнитному полю полюс N установлен на фазе A. Ротор уже состоит из полюсов N и S. За счет развиваемого крутящего момента ротор начинает вращаться, чтобы скорректировать свою ось полюсов, поскольку разноименные полюса притягиваются, а одноименные полюса отталкиваются друг от друга, т. Е. S полюс ротора совмещен с A статора.
Чемодан — 2
Теперь питание отключено от фазы A и подключено через фазу B с помощью SW 2 , т. е. к клеммам B 1 и B 2 . Благодаря этому фаза А обесточивается, а фаза В находится под напряжением. Здесь снова устанавливается магнитный полюс N в фазе B. Поэтому ротор далее вращается с углом ступенчатого движения относительно оси полюса фазы B.
Аналогично в случаях 3 и 4 при соединении фаз C и D к питанию последовательно. Кроме того, ротор изменяет свое движение под углом в соответствии с соответствующей осью полюса. Мы видим, что движение этого ротора ступенчатое.
Основным ограничением этого типа двигателя является то, что малые ступенчатые движения невозможны, поскольку количество полюсов, которые можно сделать на статоре, ограничено. Это преодолевается за счет использования шагового двигателя с переменным сопротивлением.
Преимущества :
Его основным преимуществом является наличие стопорного момента. Фиксирующий крутящий момент определяется как максимальный статический крутящий момент, который может быть приложен к валу двигателя без возбуждения, не вызывая непрерывного вращения.
Конструкция и чертежи фрезерного станка. Конструктивные особенности фрезерных станков с ЧПУ
Во фрезерных станках главным движением является вращение фрезы, а движение подачи — относительное перемещение заготовки и фрезы. Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т.д. Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Конструктивные особенности фрезерных станков с ЧПУ
Фрезерные станки с ЧПУ имеют компоновки вертикально-фрезерных, горизонтально-фрезерных и продольно-фрезерных станков. Вертикальные станки делят на две группы консольно-фрезерные и бесконсольно-фрезерные.
Станки консольного исполнения имеют меньшую массу и занимают меньшую площадь по сравнению со станками других типов, однако в варианте с ЧПУ мало перспективны. Изготавливают эти станки в одноинструментном (рис. 101, а) и многоинструментном (рис. 101, б) исполнениях. Многоинструментность достигается за счет оснащения станка револьверной головкой. Исполнения фрезерных станков с ЧПУ
В бесконсольных станках вертикальное перемещение имеет фрезерная головка. Стол обладает перемещениями по осям X’ и Y’, он покоится на массивном основании, благодаря чему станки такого типа обладают повышенной, по сравнению с консольными, жесткостью. Бесконсольные станки также можно изготовлять одноинструментными (рис. 101, в) или снабжать револьверными головками (рис. 101, е). Консольно-фрезерные станки имеют ширину стола 200, 250, 320 и 400 мм, бесконсольные — несколько большую: 320, 400, 500 и 630 мм.
Продольно-фрезерные станки (рис. 101, г) имеют большую ширину стола (630, 800 и 1000 мм) и длину до нескольких метров. В отличие от станков с ручным управлением продольно-фрезерные станки с ЧПУ чаще всего снабжают неподвижной траверсой, на которой расположена одна вертикальная головка по оси Z не только компенсирует отсутствие смещения траверсы, но и придает станку горазда более широкие возможности, так как вертикальное перемещение головки является как установочным, так и рабочим. На продольно-фрезерном станке такой компоновки при использовании навесных угловых головок можно выполнять полную обработку деталей с пяти сторон. На одностоечном продольно-фрезерном станке (рис. 101, д) обычно встраивают поворотный стол.
Свойство работать разнообразными инструментами (фрезами, резцами, зенкерами, развертками, метчиками) присуще всем фрезерным станкам с ЧПУ, благодаря чему эти станки отвечают требованиям интегральной обработки.
Фрезерные станки имеют, как минимум, три программируемых координатных перемещения по осям X’, Y’ и Z’. В сложных станках число управляемых координат доходит до пяти. Большинство вертикально-фрезерных станков снабжены контурной системой программного управления, а продольно-фрезерные — как контурной, так и позиционной, обеспечивающей прямоугольную обработку. Последние изготавливают также в исполнении с преднабором и цифровой индикацией (Ф1).
Достаточно широкое распространение получили станки с заданием цикла обработки непосредственно на рабочем месте, так называемые с ЦПУ (цикловое программное управление). Обычно система управления имеет ряд стандартных элементов циклов (например, нарезание резьбы), которые можно вызывать программой. Программирование величин перемещений исполнительных устройств в станках с ЧПУ осуществляется переставными упорами.
В конструкции направляющих тяжелых станков применяют направляющие качения. Выбор зазоров в приводах подач обеспечивает обработку при встречном и попутном фрезеровании. Технические характеристики фрезерных станков с ЧПУ приведены в табл. 47.
Передний конец шпинделя фрезерного станка имеет наружный фланец с посадочной цилиндрической поверхностью и крепежными резьбовыми отверстиями и двумя шпонками по торцу, а также внутреннее коническое отверстие с конусом 7/24.
Рабочие поверхности столов имеют продольные Т-образные пазы, средний из пазов выполняют с точностью H9, который используют для базирования зажимных приспособлений.
Фрезерные станки
Фрезерный станок в металлообработке, металлорежущий станок для обработки резанием при помощи фрезы, наружных и внутренних плоских и фасонных поверхностей, пазов, уступов, поверхностей тел вращения, резьб, зубьев зубчатых колёс и т.п.
По назначению фрезерные станки разделяют на универсально-, горизонтально-, вертикально-, продольно-, копировально-, резьбо-, шпоночно-, карусельно-, барабанно-фрезерные и др. По конструкции фрезерные станки могут быть консольные и бесконсольные. Главное движение у фрезерных станков (вращательное) осуществляется фрезой, движение подачи (поступательное) — заготовкой; в некоторых случаях (например, при обработке крупных изделий) движение подачи может сообщаться фрезе.
Универсально-фрезерный станок консольной конструкции характеризуется горизонтальным расположением оси шпинделя, имеет хобот с подвеской для крепления оправки фрезы и предназначен для работы с разными типами фрез. Станок имеет поворотный (в горизонтальной плоскости) стол, что позволяет фрезеровать винтовые канавки; стол может перемещаться в продольном, поперечном и вертикальном направлениях.
Горизонтально-фрезерный станок аналогичен универсально-фрезерному, но его стол не имеет возможности поворачиваться.
Вертикально-фрезерный станок по конструкции близок к горизонтально- и универсально-фрезерным станкам, но отличается от них вертикальным расположением оси шпинделя.
Ниже представлена компоновочная схема вертикально-фрезерного станка. Компоновочная схема вертикально-фрезерного станка Компоновочная схема вертикально-фрезерного станка Рис.1 Компоновочная схема вертикально-фрезерного станка
Продольно-фрезерный станок предназначен для обработки различных плоскостей у крупногабаритных заготовок (или их групп), установленных в многоместных приспособлениях на столе станка, главным образом торцовыми фрезами. На вертикальных стойках станка, смонтированных на станине, расположены боковые фрезерные головки, а также поперечина с вертикальными фрезерными головками. Каждая головка имеет индивидуальный привод вращения шпинделя; оси шпинделей могут перемещаться в горизонтальной и вертикальной плоскостях, а также устанавливаться под углом. Продольную подачу имеет стол, поперечную — вертикальные фрезерные головки, а вертикальную — боковые. Все фрезерные головки имеют общий привод подач.
Ниже представлена компоновочная схема продольно-фрезерного станка. Компоновочная схема продольно-фрезерного станка Компоновочная схема продольно-фрезерного станка Рис.2 Компоновочная схема продольно-фрезерного станка
В промышленности находят всё более широкое применение различные типы фрезерных станков с программным управлением.
Схема работы фрезерного станка с верхним расположением шпинделя
Пневмосхема станка обеспечивает перемещение фрезерной головки при рабочем и холостом ходах и ее блокировку при падении или исчезновении как давления сжатого воздуха, так и напряжения питающей электросети.
Из цеховой пиевмосистемы сжатый воздух через кран поступает в фшльтр-влагоотделитель, где очищается от твердых частиц, воды и компрессорного масла, далее — в регулятор давления, обеспечивающий регулирование давления в пневмосистеме станка до нужной величины. Давление контролируется манометром. Из регулятора давления воздух попадает в маслораспылитель, работающий по принципу пульверизатора, проходя через который, он насыщается частицами масла и далее разделяется на три магистрали: в пневмоприжим, фиксируя фрезерную головку, в штоковую полость цилиндра, поднимая фрезерную головку в крайнее верхнее положение, а также в воздухораспределитель, представляющий собой комбинацию двух распределителей с электромагнитным и пневматическим управлением. Поршневая полость цилиндра через дроссель и обратный клапан и распределитель в исходном положении связана с атмосферой. При нажатии на педаль управления станком срабатывает электромагнит распределителя, переключая распределитель во второе положение, что вызывает переключение распределителя и обеспечивает подачу воздуха в поршневую полость цилиндра через дроссель и обратный клапан и тем самым опускание фрезерной головки. Скорость перемещения головки при движении вниз (рабочем ходе) регулируется дросселем, при движении вверх (холостом ходе) — другим дросселем. При рабочем ходе головки инструмент обдувается сжатым воздухом. Воздух на пневмоприжим и в штоковую полость подается постоянно, обеспечивая блокировку фрезерной головки; при отключении напряжения, питающей электросети магнит воздухораспределителя отключается, головка под действием усилия в штоковой полости поднимается в крайнее верхнее положение; при падении давления в пневмосистеме станка происходит фиксация фрезерной головки за счет пружины пневмоприжима и системы рычагов.
Работа с периферийными прижимами. В исходном положении, пневмораспределитель 1 стоит в положении «периферийный прижим», а пневмораспределитель 2 — в положении «стоп». Пневмоцилиндры периферийных прижимов в зависимости от положения стола станка и распределительного золотника, установленного в опоре стола, зажаты или отпущены. Обе полости пневмоцилиндра центрального прижима соединены с атмосферой. Поршень цилиндра прижима фрезы находится в крайнем отведенном положении и нажимает на трехлинейный клапан.
В этом положении сжатый воздух по трубопроводу через пневмораспределитель 1 поступает к распределительному золотнику периферийных пневмоприжимов 1. ..8 и по трубопроводу через пневмоклапан к пнёвмоклапану последовательности, переключая его. При этом сжатый воздух через пневмораспределитель по трубопроводу через пневмодроссель поступает в левую полость цилиндра прижима фрезы и по трубопроводу через трехлинейный клапан по трубопроводу к пневмораспределителю, поддерживая его в крайнем правом положении. Для осуществления обработки пневмораспределитель переключают в положение «фрезерование». Сжатый воздух по трубопроводу через пневмоклапан последовательности (он стоит в положении, открытом для пропуска сжатого воздуха, т. к. магистраль находится под давлением, см. выше) поступает в правую полость цилиндра прижима фрезы. Поршень со штоком перемещается влево. Происходит перемещение фрезы к заготовке и прижим копирного ролика к копиру.
По окончании работы или при смене инструмента необходим отвод фрезы. Это осуществляется следующим образом: пневмораспределитель устанавливается в положение «стоп». При этом сжатый воздух по магистрали поступает в левую полость, цилиндра, а правая полость через трубопровод, клапан последовательности, трубопровод и пневмораспределитель соединена с атмосферой. Поршень и шток перемещаются вправо, отводя фрезу в нерабочее положение.
Работа с центральным прижимом. Пневмораспределитель 1 поставить в положение «центральный прижим». При этом магистраль соединится с атмосферой, а сжатый воздух пойдет по трубопроводу к воздухораспределителю. Так как магистраль (как это было рассмотрено выше при анализе исходного положения) находится под давлением, то сжатый воздух поступит в магистраль и в нижнюю полость пневмоцилиндра 2, поднимая его вверх. Зона загрузки свободна. Одновременно верхняя полость цилиндра, магистрали соединены с атмосферой.
При исчезновении давления в магистрали (в магистрали давление исчезло при установке пневмораспределителя 1 ) в положение «центральный прижим») магистраль также будет без давления и клапан последовательности разобщит магистрали.
Для начала обработки необходимо пневмораспределитель установить в положение «фрезерование». Сжатый воздух поступит по магистрали к клапану последовательности и дальше не сможет пойти, пока магистраль не получит давление и откроет доступ к магистрали. Одновременно с этим магистрали через клапан трехлинейный (в исходном положении этот клапан нажат, как это показано на схеме) и магистраль соединены с атмосферой. В этом случае пневмораспределитель переключит каналы и магистраль соединится с магистралью и сжатый воздух, который получен от распределителя (при установке его в положение «центральный прижим»), поступит в верхнюю полость цилиндра центрального прижима. Произойдет прижим заготовки. Когда давление в магистралях поднимается, клапан последовательности соединит магистрали и воздух поступит в правую полость цилиндра. Фреза начнет приближаться к заготовке. В случае, если деталь окажется не зажата после полного хода штока цилиндра центрального прижима, кулачок на штоке нажмет ролик трехлинейного клапана. Последний соединит магистраль и магистраль с атмосферой, и клапан последовательности не даст разрешения на перемещение фрезы к заготовке.
Отжим заготовки центральным прижимом произойдет только после того, как фреза отойдет от заготовки в исходное положение и нажмет на ролик трехлинейного клапана. Это происходит следующим образом: при переключении пневмораспределителя 2 в положение «стоп» сжатый воздух поступает по магистрали в левую полость цилиндра и начинается отвод шпиндельной бабки. При этом прижим детали не прекращается, т. к. от пневмораспределителя 1 воздух продолжает поступать в магистраль и через распределитель в магистраль, т. к. магистраль продолжает оставаться соединенной с атмосферой (трехлинейный клапан не нажат; он нажимается только в исходном положении) и магистраль, которая уже находится под давлением, не может соединиться с трубопроводом. Центральный прижим продолжает удерживать деталь.
Когда шпиндельная бабка вернется в исходное (отведенное) положение, трехлинейный клапан нажимается и давление из магистрали поступит в магистраль, распределитель переместится вправо и магистраль соединится с атмосферой, а магистраль с нижней полостью цилиндра центрального прижима. Деталь освобождается.
Двухсторонний фрезерный станок, LYNX
Фрезерный станок LYNX разработан специально для того, чтобы решить проблему возникновения сколов при обработке шпонированных или окутанных дверных коробок. Идеальное качество обработки под прямым углом или под наклоном, достигается за счет применения фрезерования, вместо пиления/торцевания.
ОСОБЕННОСТИ КОНСТРУКЦИИ ФРЕЗЕРНОГО СТАНКА: Благодаря интерполяции осей машины, а также сложному программному обеспечению, установленному на борту, оператор может выбрать любой из необходимых рабочих циклов, оптимально подходящих для поставленной задачи.
Компактные рабочие узлы перемещаются по закаленным направляющим на линейных подшипниках, защищенных пыльниками. Все оси приводятся в действие винтовыми направляющими, чтобы обеспечить высокую точность перемещения, при высокой скорости. Блок ЧПУ состоит из трех основных компонетов используемых в большинстве машин компании:
Управляющий компьютер.
Операционная система Windows XP Professional, ОЗУ 512 Мб — PENTIUM 4 or equivalent at 2,8 GHz; 40 Gb Жесткий диск (или более) — Дисковод — CD-ROM 52x drive -RS232 серийный порт — 2-направленный параллельный порт – USB порт; Сетевая карта Ethernet 10/100, клавиатура, мышь and 17″ LCD цветной монитор; Дружественный интерфейс пользователя, с возможностью интерполированного программирвоания 4х цифровых осей; Система самодиагностики станка; Телесервис, программное обеспечение (по запросу).
Система цифрового позиционирования положения рабочих узлов и стола машины.
Векторный инвертор для управления пятью трехфазными двигателями с логикой «Motion Control»; Высокодинамичные двигатели для оптимизации отклика инвертора; Программные и механические концевые выключатели для всех подвижных осей машины; Оптимизированные последовательности перемещения осей, предотвращающие возможные пересечения и касания с подвижными частями станка; Система компенсации люфта в двух направлениях по всем осям; Гидравлическая система с помпой мощностью 0,75 кВт для разблокировки осей перед активацией числового программного управления.
Контроллер фрезерного станка NUM 1040 POWER
Управление четырьмя интерполированными рабочими осями; Карточки приводы и двигатели без щеток.
Конструкция и чертежи фрезерного станка
1 Выпилите кусок березовой фанеры для панели А и кусок бумажно-слоистого пластика для покрытия В по указанным в «Списке материалов» размерам, не забыв добавить припуск 25 мм по длине и ширине.
2 Руководствуясь инструкциями на банке, нанесите контактный клей на обратную сторону пластика и верхнюю сторону фанеры. Приклейте пластик к фанере, отступив от ее угла около 3 мм, как показано в «Совете мастера». Плотно прикатайте пластик резиновым валиком.
3 Прижимая к параллельному (продольному) упору пильного станка свободные от пластика края фанеры, опилите с противоположных краев около 6 мм материала, пропиливая фанеру и пластик одновременно. Теперь, прижимая к упору уже опиленные начисто кромки, обрежьте противоположные стороны детали А/В до окончательного размера. 4 Выпилите длинные С и короткие D кромочные накладки с припуском около 25 мм. Сделайте на их концах скосы, чтобы закрыть края крышки (рис. 1). Приклейте их к краям крышки и зафиксируйте струбцинами, выровняв верхние стороны с поверхностью пластика, как показано в «Совете мастера» на с. 80.
5 Установите в пильный станок пазовый диск толщиной 19 мм и прикрепите к параллельному (продольному) упору деревянную накладку высотой около 250 мм. Отрегулируйте положение диска и упора для выборки в кромочных накладках D шпунтов для установки алюминиевого профиля, как показано на рис. 1а. Проверьте сделанные настройки на обрезках и, если требуется, измените их. Прижимая к упору покрытую пластиком сторону крышки, выпилите шпунты в кромочных накладках D. Используйте подпорный брусок для предотвращения сколов на выходе пильного диска. 6 Тем же самым пазовым диском выпилите шпунт в пробном обрезке доски и проверьте, как входит в него ползун углового упора. Он должен свободно перемешаться вдоль шпунта с минимальным люфтом. Скорректируйте настройки, если требуется. Положите крышку пластиком вниз и выпилите в ней паз для углового упора . Чтобы не было сколов на выходе пильного диска, используйте подпорный брусок.
Бесконсольный вертикально фрезерный станок: устройство, схема работы
Главная / ЧПУ станок / Фрезерный станок / Бесконсольный вертикально фрезерный станок: устройство, схема работы
Бесконсольный вертикально фрезерный станок, на примере модели 656П, показан на рис. 1 показан. Основными частями станка являются: станина 1, стойка 2, салазки 3 стола, стол 4, салазки 5 шпиндельной бабки, шпиндельная бабка 6 и подвесной пульт управления 7. Шпинделю станка сообщается вращательное движение от электродвигателя D1, N = 20 кВт; n = 1420 об/мин (рис. 2) через 18-ступенчатую коробку скоростей (три переключения между валами II и III, три — между валами III и IV, два — между валами IV и V). Переключения производятся с помощью двухпозиционных Ц2, и Ц4, и трехпозиционных Ц1, и Ц3, гидроцилиндров управления плунжерного типа. Соответствующие полости гидроцилиндров управления соединяются с насосной станцией посредством крана управления КУ, который может занимать 18 различных положений. Ниже, в таблице, показано, какие полости гидроцилиндров управления соединяются с насосом (т. е. с напором — H) и какие — с баком (т. е. со сливом — С) для настройки различных чисел оборотов шпинделя.
Таблица 1
Масло к крану управления КУ бесконсольного вертикально фрезерного станка поступает от насоса Н1, через фильтр Ф1, и подпорный клапан К2, отключающий гидроцилиндры управления от насосной станции при падении давления ниже 5-6 бар [(5-6) x 10(5) н/м2]. Наибольшее давление ограничивается предохранительным клапаном К1 16-18 бар.
Коробка скоростей с электродвигателем D1 смонтирована в шпиндельной бабке, которую при настройке можно перемещать с помощью электродвигателя D2 (N = 2,8 кВт, n = 1420 об/мин) по направляющим стойки со скоростью: v=1420*(36/39)*(2/28)/*8=750 мм/мин.
Перемещение бабки бесконсольного вертикально фрезерного станка производится нажатием кнопки «Бабка вверх» или «Бабка вниз». При этом включается электромагнит Эм1, пилота З1, который переводит золотник 32, в позицию «отжим». Масло от насоса h2, через золотник 32, направляется в бесштоковые полости четырех гидроцилиндров Цзаж зажима салазок шпиндельной бабки (на схеме показаны только два цилиндра). Салазки освобождаются и конечным выключателем КB1, включается электродвигатель D2.
В случае надобности шпиндельную бабку можно повернуть на угол до 30° в любую сторону от ее вертикального положения, вращая вручную квадрат на конце вала XXIII. За один оборот этого вала шпиндельная бабка поворачивается на один градус: α=1*(1/30)*(18/216)*360°=1°.
При этом предварительно нужно отпустить зажимы, которые приводятся в действие поворотом квадрата вала XXV. Для выдвижения пиноли шпинделя из корпуса шпиндельной бабки служит маховичок 1.
Рабочие продольные и поперечные подачи бесконсольного фрезерного станка осуществляются от отдельных электродвигателей постоянного тока с бесступенчатым регулированием чисел оборотов в пределах 24-1800 об/мин, быстрые перемещения — от тех же двигателей, но при 2400 об/мин. Как видно из схемы, скорости продольного (Snp) и поперечного (Snon) перемещений могут быть следующими:
При продольном перемещении вращается винт ХVІІ посредством зубчатого колеса z=26, а поперечное перемещение осуществляется вращением гайки ходового винта XII.
Электродвигатель поперечного перемещения можно включать только после поворота крана золотника З3, в позицию «отжим»; масло подается в бесштоковые полости гидроцилиндров зажима салазок и происходит отжим. По освобождении салазок срабатывает конечный выключатель КВ2, подготовляющий цепь включения электродвигателя поперечных перемещений. На валах IX и XV сидят предохранительные муфты ПМ1, и ПМ2.
Ручные продольные и поперечные перемещения можно производить независимо от автоматического, поскольку при продольном перемещении стола вручную вращение от маховичка 2 передается через передачи (75/60)*(2/40)=1/16 на гайку ходового винта XVII, а при поперечном перемещении — от маховичка 3 через передачи (18/24)*(2/24)=1/16 на ходовой винт XII.
Реле давления РД1, гидравлической системы управления выключает электродвигатель привода шпинделя при падении давления масла в гидросистеме управления ниже 15-16 бар.
В качестве рабочей среды в гидросистеме управления используется масло «Индустриальное 20».
Для централизованной смазки бесконсольного вертикально фрезерного станка предусмотрена отдельная гидросистема, в которую входит насос Н2, предохранительный клапан К3, фильтр Ф2 и реле давления РД2. Последнее допускает включение вращения шпинделя только при достаточном давлении в системе смазки. Для смазки используется масло «Индустриальное 45».
Бесконсольно фрезерные станки широко используются для скоростного фрезерования плоскостей на заготовках корпусных деталей с большим припуском на обработку. Они могут настраиваться на автоматический цикл: рабочая подача — быстрый обратный ход — стоп. В некоторых станках этого типа при обратном ходе стола бесконсольного фрезерного станка фреза автоматически отводится от обработанной поверхности, чтобы не повредить ее.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Движение вертикального фрезерного центра – производственные процессы 4-5
После прохождения этого модуля вы сможете:
Понимание движения станка вертикального фрезерного центра.
Определение исходного положения машины.
Понимание координат станка с ЧПУ.
Понимание системы координат работы.
Понимание смещения станка и инструмента.
Установить коррекцию длины инструмента для каждого инструмента.
Станки с ЧПУ
используют трехмерную декартову систему координат. На рис. 10 показан типичный вертикальный фрезерный центр (VMC). Детали, подлежащие обработке, крепятся к столу станка. Этот стол перемещается в плоскости XY. Когда оператор смотрит на станок, ось X перемещает стол влево-вправо. Ось Y перемещает стол вперед-назад. Колонна станка захватывает и вращает инструмент. Колонна управляет осью Z и перемещается вверх-вниз.
Рис. 1. Движение станка VMC
Система координат станка CNCM показана на рис. 11. Контрольная точка для системы координат станка определяется как центр шпинделя станка. Исходная точка системы координат станка называется Исходная точка станка. Это положение центральной поверхности шпинделя станка, когда ось Z полностью отведена, а стол доведен до предела возле заднего левого угла.
Рисунок 2. Система координат станка VMC (исходное положение)
Как показано на рисунке 12, при работе с ЧПУ всегда думайте, работайте и пишите программы ЧПУ с точки зрения движения инструмента, а не движения стола. Например, увеличение значения координаты +X перемещает инструмент вправо по отношению к столу (хотя стол фактически перемещается влево). Аналогичным образом, увеличение значения координаты +Y перемещает инструмент к задней части станка (стол перемещается к оператору). Увеличение команды +Z перемещает инструмент вверх (от стола).
При первом включении станок с ЧПУ не знает, где расположены оси в рабочей области. Исходное положение определяется последовательностью перезапуска при включении питания, инициируемой оператором нажатием кнопки на панели управления машины после включения питания системы управления.
Последовательность перезапуска при включении питания просто медленно перемещает все три оси к их предельным значениям (-X, +Y, +Z). Когда каждая ось достигает своего механического предела, активируется микропереключатель. Это сигнализирует системе управления, что исходное положение для этой оси достигнуто. Как только все три оси перестают двигаться, говорят, что машина находится в исходном положении. После этого координаты машины относятся к этому исходному положению.
Очевидно, было бы сложно написать программу ЧПУ с учетом координат станка. Исходное положение находится далеко от стола, поэтому значения в программе ЧПУ были бы большими и не имели бы легко распознаваемой связи с моделью детали. Чтобы упростить программирование и настройку ЧПУ, для каждой программы ЧПУ устанавливается рабочая система координат (WCS).
WCS — это точка, выбранная программистом ЧПУ на детали, заготовке или приспособлении. Хотя WCS может совпадать с исходной точкой детали в САПР, это не обязательно. Хотя он может быть расположен в любом месте корпуса машины, его выбор требует тщательного рассмотрения.
Местоположение WCS должно быть определено с помощью механических средств, таких как краевой искатель, коаксиальный индикатор или детальный щуп.
Он должен быть расположен с высокой точностью: обычно плюс-минус 0,001 дюйма или меньше.
Должна быть повторяемость: детали должны каждый раз располагаться в одном и том же положении.
Следует учитывать, как деталь будет вращаться и перемещаться при обработке разных сторон детали.
Например, на рис. 13 показана деталь, зажатая в тисках. Внешние размеры детали уже были отфрезерованы по размеру на ручном станке, а затем установлены на станке с ЧПУ.
ЧПУ используется для изготовления отверстий, карманов и прорезей в этой детали. WCS находится в верхнем левом углу блока. Этот угол легко найти с помощью Edge Finder или Probe.
Вид сверху
Рис. 3. Система рабочих координат (WCS)
Смещение машины:
Поскольку трудно каждый раз устанавливать тиски в одном и том же положении на станке, расстояние от дома до WCS обычно неизвестно, пока тиски не будут установлены и выровнены со станком. Настройку станка лучше всего выполнять после того, как программа будет полностью написана, поскольку оставлять станок с ЧПУ бездействующим в ожидании завершения программирования ЧПУ дорого. Кроме того, программист может передумать в процессе CAM, что сделает любую заранее запланированную настройку устаревшей.
Еще больше усложняет ситуацию то, что разные инструменты выходят из шпинделя станка на разную длину, что также трудно определить заранее. Например, длинная концевая фреза выступает дальше от торца шпинделя, чем короткое сверло. Если инструмент изнашивается или ломается и его необходимо заменить, почти невозможно каждый раз выставлять точную длину из держателя инструмента.
Следовательно, должен быть какой-то способ связать систему координат станка с WCS детали и учесть различные длины инструмента. Это делается с помощью MachineTool и Fixture Offsets. На станках с ЧПУ доступно множество смещений. Понимание того, как они работают, и правильное их совместное использование необходимы для успешной обработки с ЧПУ.
Смещение детали XY:
Смещения приспособления позволяют системе ЧПУ узнать расстояние от исходного положения станка и WCS детали. В сочетании с коррекцией инструмента, коррекция приспособления позволяет писать программы относительно WCS вместо координат станка. Они упрощают настройку, поскольку нет необходимости знать точное положение детали в оболочке станка до написания программы ЧПУ.
Пока деталь расположена там, где инструмент может достигать всех операций обработки, она может располагаться в любом месте в огибающей станка. Как только значения Fixture Offset найдены, введены в систему управления и активированы программой ЧПУ, система ЧПУ работает за кулисами, чтобы преобразовать координаты программы в координаты WCS.
Обратите внимание на рис. 14, как смещения детали (+X, -Y) используются для смещения центральной линии шпинделя станка непосредственно над WCS.
Рис. 4. Смещение детали сдвигает станок в сторону WCS
Смещение детали по оси Z
Значение смещения детали по Z объединяется со смещением длины инструмента, чтобы указать станку, как сместить точку привязки Z от исходной точки детали к детали Z-ноль с учетом длины инструмента. Смещение приспособления Z может использоваться или не использоваться, в зависимости от того, как машина настроена и работает.
Смещение длины инструмента (TLO)
Каждый инструмент, загруженный в станок, имеет разную длину. На самом деле, если инструмент заменяется из-за износа или поломки, срок его замены, скорее всего, изменится, потому что практически невозможно установить новый инструмент в держателе точно в том же месте, что и старый. Станку с ЧПУ нужен какой-то способ узнать, насколько далеко каждый инструмент простирается от шпинделя до наконечника. Это достигается с помощью смещения длины инструмента (TLO).
В самом простом случае TLO определяется путем перемещения шпинделя с помощью инструмента из исходного Z-положения станка в Z-нулевое положение детали, как показано в крайнем левом углу на рис. 17 ниже. Инструмент перемещается к нулевой точке детали Z и измеряется пройденное расстояние. Это значение вводится в регистр TLO для этого инструмента. Проблемы, связанные с этим методом, включают необходимость торцового фрезерования детали на нужную глубину перед настройкой инструментов. Кроме того, если точка привязки Z срезана (типично для деталей с 3D-поверхностью), невозможно установить точку привязки в случае поломки или износа инструмента и необходимости его замены. Все инструменты должны быть сброшены каждый раз, когда создается новое задание. Когда используется этот метод, Fixture Offset Z не используется, а устанавливается равным нулю.
Метод, показанный в центре, намного лучше и используется в этой книге. Все инструменты устанавливаются в известное Z-положение, например, верхняя часть прецизионного блока 1-2-3 опирается на стол станка. Это позволяет очень легко сбросить инструменты, если они изношены или сломаны.
Датчик инструмента очень похож на метод блоков 1-2-3, за исключением того, что станок использует специальный цикл для автоматического определения TLO. Он делает это медленно, опуская инструмент до тех пор, пока наконечник не коснется зонда, а затем обновляет регистр TLO. Этот метод быстрый, безопасный и точный, но требует, чтобы станок был оснащен измерительным щупом. Кроме того, датчики инструмента дороги, поэтому необходимо соблюдать осторожность, чтобы инструмент не врезался в датчик.
Как 2-й, так и 3-й методы также требуют, чтобы расстояние от положения установки инструмента (верхняя часть блока 1-2-3 или щуп инструмента) до опорной точки детали было найдено и введено в Смещение приспособления Z. Станок добавляет два значения вместе, чтобы определить общее смещение длины инструмента. Метод для этого включен в.
Рисунок 5. Способы установки TLO
1. Объясните исходное положение машины.
2. На вертикальном фрезерном центре (VMC) ось X перемещает стол в каком направлении.
3. На вертикальном фрезерном центре (VMC) ось Y перемещает стол в каком направлении.
4. На вертикальном фрезерном центре (VMC) ось Z перемещает стол в каком направлении.
5. Перечислите 3 способа установки смещения длины инструмента.
Горизонтальное и вертикальное фрезерование: в чем разница? | Механическая обработка
Фрезерование — это распространенный процесс механической обработки, который включает использование станка, известного как фрезерный станок, для удаления материала с неподвижной заготовки с помощью вращающегося режущего инструмента. При фрезеровании заготовка остается неподвижной, а режущий инструмент вращается. Когда вращающийся режущий инструмент давит на заготовку, он удаляет материал.
Хотя все фрезерные станки работают по одной и той же базовой формуле, существуют разные типы фрезерных станков, каждый из которых имеет свои уникальные характеристики. В этом посте мы собираемся изучить различия между горизонтально-фрезерными станками и вертикально-фрезерными станками.
Что такое вертикально-фрезерный станок?
Наиболее распространенный тип фрезерного станка, вертикально-фрезерный станок имеет вертикально ориентированный шпиндель, который удерживает режущий инструмент, а также вращает его относительно неподвижной заготовки. Шпиндель может двигаться вверх и вниз, одновременно прижимая заготовку для удаления материала.
На самом деле существует два различных типа вертикально-фрезерных станков: револьверно-фрезерные станки и станко-фрезерные станки. В револьверно-фрезерном станке шпиндель и стол могут перемещаться перпендикулярно и параллельно оси. Для сравнения, фрезерные станки с лежанкой перемещают стол только перпендикулярно оси. Многие компании-производители отдают предпочтение револьверно-фрезерным станкам из-за их универсальности. Они способны выполнять более широкий спектр фрезерных операций, чем фрезерные станки, что делает их выгодным вложением средств для производственных компаний.
Что такое горизонтальный фрезерный станок?
Горизонтально-фрезерные станки имеют аналогичную конструкцию, в которой шпиндель с вращающимся режущим инструментом давит на заготовку для удаления материала с заготовки. При этом горизонтально-фрезерные станки имеют несколько отличий от своих вертикальных собратьев. Самая большая разница между этими двумя типами фрезерных станков заключается в ориентации шпинделя. У вертикально-фрезерных станков шпиндель имеет вертикальную ориентацию. У горизонтально-фрезерных станков шпиндель имеет горизонтальную ориентацию. Другими словами, в горизонтально-фрезерных станках режущий инструмент крепится к горизонтально ориентированному шпинделю, способному выборочно снимать материал с неподвижной заготовки.
Главная » Блог » СОЖ от компании Z+G для различных производств
Каждый производитель стремится увеличить эффективность своих производственных циклов. В металлообрабатывающей промышленности большое значение имеет правильный выбор смазочных материалов для различных операций.
Высококачественные составы, которые производит германская компания Zeller+Gmelin, способствуют снижению затрат предприятия, себестоимости продукции. При их использовании значительно повышается рентабельность производства, чистая прибыль предприятия.
Поэтому представленная продукция пользуется высоким спросом среди отечественных и мировых производителей из различных отраслей металлообработки.
Эффективность применения СОЖ компании Zeller+Gmelin
В процессе своей производственной деятельности любая компания стремится оптимизировать технологические циклы.
Чтобы увеличить эффективность своей деятельности, необходимо произвести следующие действия:
Снизить издержки
Уменьшить себестоимость
Увеличить качество продукции
Создавать конкурентоспособную продукцию
При этом многие крупные производители ориентируются не только на снижение затрат на покупку исходного сырья. Важным вопросом в процессе оптимизации технологических циклов является изменение структуры расходов. Поэтому организация всего процесса изготовления продукции должна рассматриваться комплексно.
Высокую эффективность при оптимизации производства демонстрируют смазочные материалы немецкого бренда Zeller+Gmelin. При увеличении материальных затрат на покупку этой продукции практически любая обрабатывающая, машиностроительная компания получает положительный экономический эффект.
Чтобы понять механизм воздействия СОЖ на экономические показатели, их воздействие на чистую прибыль и рентабельность компании, необходимо тщательно вникнуть в структуру издержек.
Влияние СОЖ на издержки производства
Среднестатистическое машиностроительное предприятие в нашей стране и прочих государствах Восточной Европы характеризуется определенной структурой издержек.
Они выглядят так:
55% — оплата труда персонала.
35% — оборудование.
5% — рабочий инструмент.
0,5% — СОЖ.
5% — прочие издержки.
На основе этих данных можно теоретически рассчитать экономический результат деятельности компании в плановом периоде. При поверхностном рассмотрении статистических данных может показаться, что при снижении затрат на смазочные материалы для оборудования в 2 раза, экономический эффект составит всего 0,25%. Однако мировая практика показывает, что при таком подходе не стоит ожидать снижения показателя затрат.
Практически всегда при уменьшении этой статьи наблюдает рост издержек производства. Такой результат объясняется несколькими причинами. При использовании меньшего количество смазочных материалов или при снижении их качества (приобретение дешёвых СОЖ) следует ожидать таких последствий:
Снижение стойкости инструмента
Быстрый износ оборудования
Появление поломок, простоев техники
Повышение затрат на проведение ремонта, замену деталей оборудования
Снижение количества продукции в течение производственного цикла
Недостаточное качество готовых изделий
Невозможность высокой точности обработки
Повышение себестоимости
Снижение конкурентоспособности продукции
Снижение чистой прибыли
Экономия смазочных материалов ведёт к снижению эффективности деятельности компании, потере ею экономических выгод. При этом могут снижаться показатели рентабельности производства, финансовая устойчивость и прибыльность.
Увеличение прибыли при использовании СОЖ компании Zeller+Gmelin
Применение высококачественных составов, которые уже более 150 лет поставляет на рынок немецкий производитель Zeller+Gmelin, значительно влияет на повышение эффективности современной обработки металлов. СОЖ, которые изготавливает представленный бренд, создаются с применением новейших технических разработок.
Их состав тестируется на всех стадиях производства. Технологи немецкого производителя постоянно ведут исследования и поиски новых составов с улучшенными качествами. Это позволяет смазочным материалам Zeller+Gmelin опережать потребности современных мировых производств.
Применение представленных СОЖ оказывает на производство следующее воздействие:
Повышается стойкость обрабатывающего инструмента (до 7 раз)
Исключается процесс образования коррозии на металлических деталях оборудования
Повышение качества готовой продукции
Увеличение интервала между заменами смазочного состава
Снижение простоев оборудования
Уменьшение затрат на приобретение СОЖ и дополнительных присадок
Снижение расходов на утилизацию отработанных СОЖ
Благодаря перечисленным фактам применение смазочных материалов высокого качества, которые изготавливает компания Zeller+Gmelin, удается повысить эффективность производства, а также его экономический результат.
Безопасность
Одним из наиболее важных качеств СОЖ немецкого бренда является их высокая безопасность для персонала и окружающей среды. Сегодня на рынке специальной продукции для металлообработки представлена продукция конкурирующих производителей, в состав которой входят специальные противомикробные присадки. Они называются биоцидами.
Именно эти добавки способствуют возникновению у обслуживающего персонала аллергии, дерматита, экземы. Степень поражения может быть такой значительной, что сотрудник не сможет спустя какое-то время выполнять свои служебные обязанности.
Уход высококвалифицированных кадров также отрицательно сказывается на эффективности производства. В состав смазочной продукции Zeller+Gmelin не входят вредные компоненты. При производстве представленных составов применяется современная, безопасная технология.
Биостабильность продукции германского бренда достигается путем содержания в составе бактерий типа Pseudomonas. Они полностью безопасны для здоровья человека. В составе СОЖ они достигают 99% всего микробиологического разнообразия видов. Эта бактерия не влияет на физико-химические характеристики средства. Они не допускают развитие иных форм бактерий в составе.
Правила эксплуатации
Чтобы представленная технология сохраняла биостабильность СОЖ, необходимо тщательно соблюдать правила по эксплуатации представленных составов.
К ним относится следующее:
Новые смазочные материалы необходимо заливать в очищенную от старой СОЖ систему. В ней не должно быть следов грязи, мелкой стружки и прочих нежелательных компонентов. При сильном поражении оборудования грибком, рекомендуется предварительно применить для очистки специальные средства.
Следует поддерживать установленный уровень в баке смазочного материала. Он не должен снижаться до уровня 5%.
Система должна подвергаться периодической очистке. При необходимости в ней должны быть установлены фильтры.
Промышленные, бытовые отходы, посторонние компоненты не должны попадать в бак со смазочным веществом. Также запрещено добавлять в СОЖ несогласованные с производителем присадки.
Это простые правила, при соблюдении которых удаётся обеспечить высокую эффективность смазки оборудования. При этом экономический эффект от применения специальных обслуживающих составов будет максимальным. Прибыль будет увеличиваться, а расходы – уменьшаться.
Преимущества СОЖ компании Zeller+Gmelin
Германский производитель Zeller+Gmelin начал свою деятельность ещё в 1866 году. За это время компания накопила огромный опыт в изготовлении специальной продукции для различных обрабатывающих, машиностроительных и прочих производств.
Благодаря своему скрупулёзному подходу к производству каждого вида смазочных материалов, компания стала известной во всём мире как один из лучших производителей в данной отрасли.
Команда высококвалифицированных технологов и ученых неустанно трудится над созданием новых составов с улучшенными эксплуатационными характеристиками. Новейшие разработки применяются при создании СОЖ и прочих смазочных материалов. Это позволяет компании удерживать лидирующие позиции на рынке уже много лет.
Бренд Zeller+Gmelin входит в список лучших производителей страны. Благодаря качеству своей продукции, компания была награждена в инновационных номинациях «ТОП 100», а также была удостоена награды «Bosch Supplier Award».
Производственные мощности предприятия находятся исключительно в Германии. На всех стадиях производства ведётся контроль качества. Это позволяет поставлять продукцию под брендом Zeller+Gmelin одинаково высокого качества во все страны мира. Подобный подход к организации производства и реализации объясняет высокое качество смазочных материалов немецкого производства.
Как приобрести качественные СОЖ из Германии?
Приобрести специальную смазочную продукцию для различных отраслей промышленности можно у официального дилера Zeller+Gmelin в России, которым является наша компания ООО «Дивинойл Рус». Мы получили лицензию на право реализовывать представленную продукцию на всей территории РФ.
Купить масла, смазки и охлаждающие жидкости можно по самой доступной цене. Реализация производится оптом и в розницу. Выбрать оптимальный вариант СОЖ и прочих смазочных составов просто. Обратитесь за консультацией к нашим опытным сотрудникам.
Они учтут особенности Вашего технологического процесса и смогут посоветовать подходящие разновидности продуктов. В особо сложных случаях наши сотрудники прибудут на Ваше производство. Они определят потребности технологических циклов, подберут оптимальный тип состава.
Постоянным клиентам предоставляются скидки, участие в партнёрской программе. Доставка производится оперативно в любой город нашей страны. Обработка заявки производится не дольше 2 дней. Закажите подходящие масла и СОЖ прямо сейчас. В скором времени Вы сможете оценить экономический эффект от применения высококачественных составов германского производителя Zeller+Gmelin!
Вас заинтересуют
Ваш вопрос успешно отправлен. Спасибо!
Каждый производитель стремится увеличить эффективность своих производственных циклов. В металлообрабатывающей промышленности большое значение имеет правильный выбор смазочных материалов для различных операций.
Высококачественные составы, которые производит германская компания Zeller+Gmelin, способствуют снижению затрат предприятия, себестоимости продукции. При их использовании значительно повышается рентабельность производства, чистая прибыль предприятия.
Поэтому представленная продукция пользуется высоким спросом среди отечественных и мировых производителей из различных отраслей металлообработки.
Эффективность применения СОЖ компании Zeller+Gmelin
В процессе своей производственной деятельности любая компания стремится оптимизировать технологические циклы.
Чтобы увеличить эффективность своей деятельности, необходимо произвести следующие действия:
Снизить издержки
Уменьшить себестоимость
Увеличить качество продукции
Создавать конкурентоспособную продукцию
При этом многие крупные производители ориентируются не только на снижение затрат на покупку исходного сырья. Важным вопросом в процессе оптимизации технологических циклов является изменение структуры расходов. Поэтому организация всего процесса изготовления продукции должна рассматриваться комплексно.
Высокую эффективность при оптимизации производства демонстрируют смазочные материалы немецкого бренда Zeller+Gmelin. При увеличении материальных затрат на покупку этой продукции практически любая обрабатывающая, машиностроительная компания получает положительный экономический эффект.
Чтобы понять механизм воздействия СОЖ на экономические показатели, их воздействие на чистую прибыль и рентабельность компании, необходимо тщательно вникнуть в структуру издержек.
Влияние СОЖ на издержки производства
Среднестатистическое машиностроительное предприятие в нашей стране и прочих государствах Восточной Европы характеризуется определенной структурой издержек.
Они выглядят так:
55% — оплата труда персонала.
35% — оборудование.
5% — рабочий инструмент.
0,5% — СОЖ.
5% — прочие издержки.
На основе этих данных можно теоретически рассчитать экономический результат деятельности компании в плановом периоде. При поверхностном рассмотрении статистических данных может показаться, что при снижении затрат на смазочные материалы для оборудования в 2 раза, экономический эффект составит всего 0,25%. Однако мировая практика показывает, что при таком подходе не стоит ожидать снижения показателя затрат.
Практически всегда при уменьшении этой статьи наблюдает рост издержек производства. Такой результат объясняется несколькими причинами. При использовании меньшего количество смазочных материалов или при снижении их качества (приобретение дешёвых СОЖ) следует ожидать таких последствий:
Снижение стойкости инструмента
Быстрый износ оборудования
Появление поломок, простоев техники
Повышение затрат на проведение ремонта, замену деталей оборудования
Снижение количества продукции в течение производственного цикла
Недостаточное качество готовых изделий
Невозможность высокой точности обработки
Повышение себестоимости
Снижение конкурентоспособности продукции
Снижение чистой прибыли
Экономия смазочных материалов ведёт к снижению эффективности деятельности компании, потере ею экономических выгод. При этом могут снижаться показатели рентабельности производства, финансовая устойчивость и прибыльность.
Увеличение прибыли при использовании СОЖ компании Zeller+Gmelin
Применение высококачественных составов, которые уже более 150 лет поставляет на рынок немецкий производитель Zeller+Gmelin, значительно влияет на повышение эффективности современной обработки металлов. СОЖ, которые изготавливает представленный бренд, создаются с применением новейших технических разработок.
Их состав тестируется на всех стадиях производства. Технологи немецкого производителя постоянно ведут исследования и поиски новых составов с улучшенными качествами. Это позволяет смазочным материалам Zeller+Gmelin опережать потребности современных мировых производств.
Применение представленных СОЖ оказывает на производство следующее воздействие:
Повышается стойкость обрабатывающего инструмента (до 7 раз)
Исключается процесс образования коррозии на металлических деталях оборудования
Повышение качества готовой продукции
Увеличение интервала между заменами смазочного состава
Снижение простоев оборудования
Уменьшение затрат на приобретение СОЖ и дополнительных присадок
Снижение расходов на утилизацию отработанных СОЖ
Благодаря перечисленным фактам применение смазочных материалов высокого качества, которые изготавливает компания Zeller+Gmelin, удается повысить эффективность производства, а также его экономический результат.
Безопасность
Одним из наиболее важных качеств СОЖ немецкого бренда является их высокая безопасность для персонала и окружающей среды. Сегодня на рынке специальной продукции для металлообработки представлена продукция конкурирующих производителей, в состав которой входят специальные противомикробные присадки. Они называются биоцидами.
Именно эти добавки способствуют возникновению у обслуживающего персонала аллергии, дерматита, экземы. Степень поражения может быть такой значительной, что сотрудник не сможет спустя какое-то время выполнять свои служебные обязанности.
Уход высококвалифицированных кадров также отрицательно сказывается на эффективности производства. В состав смазочной продукции Zeller+Gmelin не входят вредные компоненты. При производстве представленных составов применяется современная, безопасная технология.
Биостабильность продукции германского бренда достигается путем содержания в составе бактерий типа Pseudomonas. Они полностью безопасны для здоровья человека. В составе СОЖ они достигают 99% всего микробиологического разнообразия видов. Эта бактерия не влияет на физико-химические характеристики средства. Они не допускают развитие иных форм бактерий в составе.
Правила эксплуатации
Чтобы представленная технология сохраняла биостабильность СОЖ, необходимо тщательно соблюдать правила по эксплуатации представленных составов.
К ним относится следующее:
Новые смазочные материалы необходимо заливать в очищенную от старой СОЖ систему. В ней не должно быть следов грязи, мелкой стружки и прочих нежелательных компонентов. При сильном поражении оборудования грибком, рекомендуется предварительно применить для очистки специальные средства.
Следует поддерживать установленный уровень в баке смазочного материала. Он не должен снижаться до уровня 5%.
Система должна подвергаться периодической очистке. При необходимости в ней должны быть установлены фильтры.
Промышленные, бытовые отходы, посторонние компоненты не должны попадать в бак со смазочным веществом. Также запрещено добавлять в СОЖ несогласованные с производителем присадки.
Это простые правила, при соблюдении которых удаётся обеспечить высокую эффективность смазки оборудования. При этом экономический эффект от применения специальных обслуживающих составов будет максимальным. Прибыль будет увеличиваться, а расходы – уменьшаться.
Преимущества СОЖ компании Zeller+Gmelin
Германский производитель Zeller+Gmelin начал свою деятельность ещё в 1866 году. За это время компания накопила огромный опыт в изготовлении специальной продукции для различных обрабатывающих, машиностроительных и прочих производств.
Благодаря своему скрупулёзному подходу к производству каждого вида смазочных материалов, компания стала известной во всём мире как один из лучших производителей в данной отрасли.
Команда высококвалифицированных технологов и ученых неустанно трудится над созданием новых составов с улучшенными эксплуатационными характеристиками. Новейшие разработки применяются при создании СОЖ и прочих смазочных материалов. Это позволяет компании удерживать лидирующие позиции на рынке уже много лет.
Бренд Zeller+Gmelin входит в список лучших производителей страны. Благодаря качеству своей продукции, компания была награждена в инновационных номинациях «ТОП 100», а также была удостоена награды «Bosch Supplier Award».
Производственные мощности предприятия находятся исключительно в Германии. На всех стадиях производства ведётся контроль качества. Это позволяет поставлять продукцию под брендом Zeller+Gmelin одинаково высокого качества во все страны мира. Подобный подход к организации производства и реализации объясняет высокое качество смазочных материалов немецкого производства.
Как приобрести качественные СОЖ из Германии?
Приобрести специальную смазочную продукцию для различных отраслей промышленности можно у официального дилера Zeller+Gmelin в России, которым является наша компания ООО «Дивинойл Рус». Мы получили лицензию на право реализовывать представленную продукцию на всей территории РФ.
Купить масла, смазки и охлаждающие жидкости можно по самой доступной цене. Реализация производится оптом и в розницу. Выбрать оптимальный вариант СОЖ и прочих смазочных составов просто. Обратитесь за консультацией к нашим опытным сотрудникам.
Они учтут особенности Вашего технологического процесса и смогут посоветовать подходящие разновидности продуктов. В особо сложных случаях наши сотрудники прибудут на Ваше производство. Они определят потребности технологических циклов, подберут оптимальный тип состава.
Постоянным клиентам предоставляются скидки, участие в партнёрской программе. Доставка производится оперативно в любой город нашей страны. Обработка заявки производится не дольше 2 дней. Закажите подходящие масла и СОЖ прямо сейчас. В скором времени Вы сможете оценить экономический эффект от применения высококачественных составов германского производителя Zeller+Gmelin!
СОЖ FUCHS, Германия — Barkor
СОЖ FUCHS, Германия — Barkor
почему продукция БАРКОР-ОЙЛ соответствует мировым брендам?
Собственное производство с лабораторным контролем качества на всех этапах.
Бесплатно предоставляем образцы для испытания.
Технический уровень продукции соответствует мировым брендам, что подтверждается актами испытаний.
Если вы всё ещё переплачиваете, используя продукцию ТМ FUCHS
Производитель / марка
Рекомендуем заменить на продукцию ТМ БАРКОР
Оптимально заменяет
Хорошо заменяет
Ограничено заменяет
FUCHS
Renoclean SMC
СРЕДСТВО ДЛЯ ПРОМЫВКИ И ДЕЗИНФЕКЦИИ СИСТЕМ ПОДАЧИ СОЖ TROYSCHIELD SC 1
FUCHS ECOCOOL SOLUBLE 20
ML 20
Ecocut HFN 5 LE
EMOL-O-HON 920 HV5
FUCHS ECOCUT 1520
EMOL® O-POR 745
Fuchs ECOCOOL 2510 N
РОКСОЛ, ML 40
ЭкоЭм-1
ECOCUL 2215
РОКСОЛ
ЭкоЭм-1
ECOCUL 68CF2
РОКСОЛ
ЭкоЭм-1
RATAK 6210R
ФЕРРОБЕТОЛ-М
ANTICORIT RP 4107
Заказать бесплатный образец
высококачественная продукция по европейским стандартам!
Водосмешиваемые СОЖ и технические моющие средства
Масляные СОЖ, электроэрозия, закаливание, консервация от производителя
Смазки для изготовления ЖБИ
Адгезионные присадки для асфальтобетона и мастик
подобрать продукцию по характеристикам
подобрать продукцию по аналогу тм
Не подобрали по аналогу?
Воспользуйтесь подбором по характеристикам или свяжитесь с нашим специалистом!
подобрать продукцию по характеристикамсвязаться со специалистом
Более 1000 предприятий доверяют нам
Борьба за производство вакцин от COVID в странах с низким уровнем дохода
В Мумбаи, Индия, люди стоят в очереди, чтобы получить вакцину от COVID-19. Фото: Дивьякант Соланки/EPA-EFE/Shutterstock
Вакцины против COVID-19 не доходят до многих людей на юге планеты, несмотря на пожертвования богатых стран. Менее 1% людей в странах с низким уровнем дохода полностью вакцинированы, и только 10% — в странах с уровнем дохода ниже среднего, по сравнению с более чем половиной в странах с высоким уровнем дохода.
Многие исследователи считают, что лучший способ обеспечить равный доступ к вакцинам против COVID-19 — это позволить странам на глобальном юге производить свои собственные вакцины. «Благотворительность — это хорошо, но мы не можем полагаться только на благотворительность», — говорит Питер Сингер, советник генерального директора Всемирной организации здравоохранения (ВОЗ).
С прошлого года организации по защите здоровья требуют от фармацевтических компаний и правительств, разработавших высокоэффективные вакцины, поделиться своими запатентованными знаниями и технологиями с производителями лекарств, которые могли бы производить их для более бедных стран. Эти вакцины включают прививки информационной РНК, созданные Moderna в Кембридже, Массачусетс, и Pfizer в Нью-Йорке и BioNTech в Майнце, Германия, а также вакцину вирусного вектора, разработанную Johnson & Johnson (J&J) в Нью-Брансуике, Нью-Джерси.
Почему новаторский план справедливого распределения вакцин против COVID должен быть успешным
Призывы к производству большего количества вакцин на глобальном юге стали громче в преддверии обсуждений пандемии на высоком уровне на Генеральной Ассамблее Организации Объединенных Наций, которые начались на этой неделе, и Глобального саммита по COVID-19 под руководством США 22 сентября. Правозащитники предлагают разные подходы. Некоторые указывали на развертывание вакцины «Спутник V» как на модель пандемической дипломатии. Россия предоставила лицензию на прививку 34 фармацевтическим компаниям за пределами своих границ, в том числе нескольким в Индии и Бразилии. Но теперь производители говорят, что вторую дозу вакцины, состав которой отличается от первой, сложно производить в больших количествах.
В письме, подписанном несколькими индийскими группами гражданского общества и переданном в Nature , защитники призывают президента США Джо Байдена заставить J&J сотрудничать с фармацевтическими компаниями на глобальном юге, утверждая, что те, кто делает Sputnik V, могут легко переключиться на Вакцина J&J, потому что они основаны на схожих технологиях. По их оценкам, переход займет менее шести месяцев.
Ачал Прабхала, автор письма и координатор AccessIBSA, инициативы по обеспечению доступа к лекарствам в Бангалоре, Индия, считает, что этот переход поможет быстро защитить людей в местах, где нет вакцин (см. «Разрыв в защите»). Он добавляет, что партнерство с компаниями, разработавшими мРНК-вакцины, также будет иметь решающее значение из-за эффективности и адаптивности прививок. Индия, в частности, могла бы помочь укротить пандемию, если бы страна смогла сделать больше прививок, говорит он, о чем свидетельствует ее роль в обеспечении большинства вакцин против других болезней в странах с низким уровнем дохода и уровнем дохода ниже среднего. «За 3,9миллиарда человек, мы являемся оплотом производства вакцин. Так что, если здесь нет контрактов, страдает мир».
Кредит: KFF и наш мир в данных
Такие звонки пока не набрали оборотов. Помимо сделок по розливу и упаковке своих вакцин, у J&J есть только одно партнерство с индийской компанией, а у Pfizer, BioNTech и Moderna нет ни одного партнерства в Индии, Южной Америке или Африке. Фармацевтические компании назвали причины, в том числе проблемы с качеством и время, необходимое для того, чтобы новые компании вошли в курс дела. Вместо этого они говорят, что наращивают собственное производство, и просят богатые страны увеличить пожертвования вакцин для более бедных. Прабхала называет их аргументы «полезной уткой, скрывающей реальный барьер — нежелание западных фармацевтических компаний отказываться от контроля над своими патентами и технологиями, даже ценой миллионов жизней».
Хотя администрация Байдена поддержала отказ от прав на интеллектуальную собственность, связанную с вакцинами против COVID-19, который был предложен Индией и Южной Африкой на встрече Всемирной торговой организации в октябре прошлого года, действия зашли в тупик. И администрация не подталкивала американские компании к партнерству с компаниями на глобальном юге. Германия, которая финансировала разработку мРНК-вакцины BioNTech, лицензия на которую позже была передана Pfizer, по-прежнему выступает против отказа от патентов.
По прошествии нескольких месяцев некоторые исследователи перестали надеяться на плодотворное партнерство. Группа в Южной Африке решила попробовать воссоздать существующие вакцины. Другие утверждают, что средства лучше всего потратить на то, чтобы производители на глобальном юге были готовы к выпуску вакцин следующего поколения, которые в настоящее время проходят клинические испытания. Большинство мировых исследователей в области здравоохранения согласны с тем, что региональное производство — единственный способ обеспечить вакцинацию во всем мире в условиях кризиса. Шахид Джамиль, вирусолог из Школы биологических наук Триведи в Университете Ашока в Нью-Дели, говорит: «Мы не можем исправить неравенство в вакцинах, пока производство вакцины не будет распределено».
Низкая производительность
В этом году компании могут произвести около 12 миллиардов доз вакцин против COVID-19, но их требуется гораздо больше, говорит Андреа Тейлор, исследователь в области глобального здравоохранения, которая возглавляет проект по отслеживанию вакцин в Университете Дьюка в Дареме, Северная Каролина. По ее словам, многие богатые страны закупили достаточно доз, чтобы охватить свое население в несколько раз, в то время как в некоторых странах их очень мало. Изменился и тип востребованной вакцины. На китайские вакцины, изготовленные из инактивированных коронавирусов SARS-CoV-2, приходилось почти треть прививок в странах с низким уровнем дохода в августе. Но вопросы об эффективности прививок заставляют некоторые страны искать другие варианты. Между тем спрос на мРНК-вакцины резко вырос, потому что богатые страны рекомендуют третьи дозы, чтобы теоретически повысить иммунитет своего населения (см. «Распределение доз»).
Предоставлено: Duke Global Health Innovation Center
Не имея вариантов мРНК, многие страны на глобальном юге полагаются на инъекции вирусных векторов, которые используют безвредный инактивированный вирус для доставки своей полезной нагрузки в клетки. Действительно, 88% людей, прошедших вакцинацию в Индии, получили прививки от вирусных векторов, разработанные Оксфордским университетом и компанией AstraZeneca в Соединенном Королевстве и произведенные Индийским институтом сывороток, крупнейшим производителем вакцин в мире. Международные организации, ведущие борьбу с COVID-19Глобальный доступ к вакцинам (COVAX), система поставок вакцин против COVID-19 в страны с низким и средним уровнем дохода, ожидала, что Институт сыворотки предоставит большую часть их вакцин, но этот план не оправдался, когда правительство Индии ограничило экспорт в марте. когда страна столкнулась со смертельным всплеском COVID-19, и только 2% ее населения были вакцинированы. Из-за проблем, включая паузу в экспорте и отсутствие пожертвований, COVAX перенесла свою цель по доставке двух миллиардов доз с этого года на 2022 год.
Индийскому институту сывороток, крупнейшему в мире производителю вакцин, запретили экспортировать свою версию вакцины AstraZeneca против COVID-19. Фото: Dhiraj Singh/Bloomberg/Getty
Российская вакцина «Спутник V» не может поддержать поставки COVAX, потому что она не одобрена ВОЗ, несмотря на ее разрешение в Индии, Бразилии и десятках других стран. Однако организация дала зеленый свет джебу J&J — еще одна причина, по которой защитники поддерживают переход на этот джеб. Передача «Спутника V» была непростой, но производители говорят, что процесс передачи технологий поучителен. Российские ученые предоставили желающим фармацевтическим компаниям необходимые ингредиенты для вакцины и списки оборудования и расходных материалов, а также посетили заводы, чтобы научить их производственному процессу.
Хемант Нандигала, управляющий директор одной из компаний, производящих спутник V, Virchow Biotech в Хайдарабаде, Индия, говорит, что такая «ручная работа» ускорила передачу технологии — около трех месяцев, — хотя масштабирование производства, прохождение нормативных разрешений и коммерциализация заняли еще пять месяцев. Только в сентябре стало ясно, что многие компании, производящие «Спутник V», имеют низкую доходность по второй дозе. Вектор в первом уколе — аденовирус 26 — аналогичен вектору в вакцине J&J, поэтому Нандигала говорит, что, если он будет включен, компании смогут переориентировать свои процессы для производства этого укола.
J&J не ответила на запросы от Nature о том, почему она не сотрудничает с другими компаниями на глобальном юге. Однако на брифинге для прессы 7 сентября главный научный сотрудник J&J Пол Стоффелс объяснил, что для передачи технологий требуется время для обучения рабочей силы производству новых и сложных продуктов. Компания сотрудничает с одной индийской компанией, базирующейся в Хайдарабаде: Biological E. Ее управляющий директор Махима Датла говорит, что передача и масштабирование заняли около семи месяцев, и они надеются вскоре производить более 40 миллионов доз в месяц. Неясно, сколько из этих вакцин J&J будет использоваться в странах с низким уровнем дохода. «Решение о том, куда они будут экспортироваться и по какой цене, полностью находится в компетенции J&J», — говорит она.
В Южной Африке партнерство J&J с фармацевтической компанией в Дурбане, которая разливает свои вакцины в бутылки, вызвало споры после того, как The New York Times сообщила, что она отправляет прививки в Европу, несмотря на то, что более 90% жителей Южной Африки не получили вакцины. вообще вакцина. После возмущения J&J заявила, что будущие дозы, произведенные в Южной Африке, останутся в Африке.
Столкнувшись с нежеланием J&J, авторы письма из Индии утверждают, что правительство США выделило компании 1 миллиард долларов на разработку их технологии и, следовательно, могло заставить ее увеличить объем производства, сотрудничая с 34 фирмами, оснащенными для Sputnik V. Если президент США Байден действительно серьезно относится к вакцинации мира, его администрация имеет моральную, юридическую и, при необходимости, финансовую власть, чтобы снять барьеры в области интеллектуальной собственности и убедить J&J лицензировать свою вакцину, включая технологии и помощь, каждому производителю, который в настоящее время участвует. в создании вакцины «Спутник V», — пишут они.
Неудовлетворенность остатками
Когда дело доходит до мРНК-вакцин, исследователи говорят, что передача знаний и приобретение инструментов, необходимых для производства, будет сложной задачей из-за новизны технологии. Тем не менее, Адитья Кумар, представитель индийской компании Stelis Biopharma в Бангалоре, которая занимается производством спутника V, говорит, что крутая кривая обучения была бы полезной, потому что мРНК-вакцины, по-видимому, проще производить в больших количествах, чем вакцины на основе вирусных векторов. процесс, который требует от исследователей выращивания аденовирусов в живых клетках млекопитающих. «Такие производители, как мы, всегда думают о том, как масштабировать вакцины, потому что мы понимаем огромные потребности мира с недостаточным уровнем обслуживания», — говорит он.
Что потребуется для вакцинации мира от COVID-19
В течение нескольких месяцев ВОЗ призывала компании делиться своими лицензиями. На брифинге для прессы на прошлой неделе генеральный директор ВОЗ Тедрос Адханом Гебрейесус сказал: «Я не буду молчать, когда компании и страны, контролирующие глобальные поставки вакцин, считают, что бедняки мира должны довольствоваться остатками».
В частности, Сумья Сваминатан, главный научный сотрудник ВОЗ, обратилась к инновационным фирмам с просьбой внести свою интеллектуальную собственность в Патентный пул лекарственных средств, организацию, поддерживаемую ООН, которая стремится поставлять недорогие лекарства в бедные страны. Группа помогает компаниям наладить партнерские отношения, выявляя надежных производителей, помогая в получении разрешений регулирующих органов и находя лицензионные соглашения, которые предлагают разработчикам вакцин гонорары за проданные лекарства.
Но фармацевтическая промышленность не справилась. Томас Куэни, генеральный директор Международной федерации фармацевтических производителей и ассоциаций (IFPMA), говорит, что самый надежный способ увеличить масштабы производства — это делать это собственными силами. «Все сводится к контролю и обеспечению качества, что невероятно сложно», — говорит он, где бы вы ни находились. «Люди могут говорить о дополнительных партнерствах, но они недооценивают проблему».
Председатель патентного пула Мари-Поль Киени не согласна, указывая на то, что многие исследователи в ее группе ранее работали в ведущих фармацевтических фирмах и имеют опыт обеспечения лучших практик. «Патентный пул лекарственных средств не выдает лицензии производителям, работающим в гараже», — говорит она.
вакцины против COVID будут доставлены в беднейшие страны в 2023 году — несмотря на недавние обещания
Другой подход, по словам Сваминатана, заключается в том, чтобы компании участвовали в создании центра передачи технологий в Южной Африке, о котором ВОЗ объявила в июне, где исследователи, разработавшие мРНК-вакцины, могут обучать других производителей тому, как их производить. Но генеральный директор Pfizer Альберт Бурла отверг эту инициативу на пресс-брифинге IFPMA на прошлой неделе, предположив, что компаниям потребуются «годы», чтобы набрать скорость. Он добавил, что поставки вакцины не будут проблемой в следующем году, как только Pfizer и другие фирмы нарастят производство. В письме на Nature, , представитель Pfizer объяснил, что компания изначально полагалась на производителей в Европе и США для безопасного наращивания производства, но в будущем может привлечь больше производителей, чтобы к 2022 году произвести до четырех миллиардов доз. Moderna не ответила на запросы о комментариях от Nature . Но его исполнительный директор Стефан Бансель заявил аналитикам в мае, что он категорически против отказа от патентов и что сторонним компаниям потребуется от 12 до 18 месяцев, чтобы произвести мРНК-вакцину Moderna.
Сухаиб Сиддики, бывший директор отдела химии компании Moderna из Бостона, штат Массачусетс, оспаривает эти длинные временные рамки. Он утверждает, что Moderna проверила эффективность своей вакцины и увеличила производство в течение девяти месяцев и, следовательно, может научить опытные фармацевтические компании в Индии делать то же самое. ВОЗ может разделить уверенность Сиддики: вчера Reuters сообщил новость о том, что южноафриканский центр попытается воссоздать снимок Moderna. Сваминатан подтверждает сообщение, добавляя, что исследователи, знакомые с процессом, предложили свою помощь.
Правозащитная группа Public Citizen из Вашингтона, округ Колумбия, утверждает, что Министерство здравоохранения и социальных служб США (HHS) также могло бы помочь ВОЗ. Они утверждают, что HHS имеет права на такую информацию, поскольку правительство инвестировало 1,4 миллиарда долларов США в разработку вакцины в 2020 году в обмен на «доступ ко всей документации и данным», созданным в соответствии с общедоступным контрактом с Moderna. HHS отказался комментировать Nature условия контракта и запрос Public Citizen.
Более легкий путь?
Некоторые исследователи надеются, что вместо того, чтобы держаться за сегодняшние популярные вакцины, те, которые проходят клинические испытания, будет легче лицензировать и производить на глобальном юге. В верхней части списка находятся белковые субъединичные вакцины, в которых пептиды, соответствующие пептидам SARS-CoV-2, учат иммунную систему распознавать вирус и бороться с ним. Исследователи говорят, что преимущество таких вакцин заключается в том, что чаны с дрожжами или клетками насекомых могут производить огромное количество пептидов, что делает вакцины масштабируемыми. Они добавляют, что многие компании знакомы с этим процессом, потому что аналогичным образом производят вакцины от других болезней и рекомбинантные лекарства.
бустеры COVID для богатых стран вызвали возмущение
Одним из них является продукт компании Biological E, которая получила лицензию на технологию от Медицинского колледжа Бейлора и Техасской детской больницы в Хьюстоне, штат Техас. Вакцина Biological E в настоящее время проходит фазу 3 клинических испытаний в Индии, и Датла ожидает, что она будет одобрена правительством Индии к ноябрю и ВОЗ в январе. Прашант Ядав, специалист по цепочкам поставок в области здравоохранения в Центре глобального развития в Вашингтоне, округ Колумбия, утверждает, что стоит подождать, чтобы увидеть, эффективен ли этот тип вакцины, потому что передача технологии и расширение производства может быть проще, чем перемещение иглы с другими компаниями. «Если бы белковые субъединичные вакцины работали хорошо, я бы вложил в них свои деньги», — говорит Ядав.
Но как новый набор компаний будет лицензировать свои вакцины для внешних производителей, еще неизвестно. Питер Хотез, исследователь вакцин, который помог разработать субъединичную вакцину в Бейлоре, говорит, что они не накладывают патентных ограничений на технологию, чтобы производители в Индии, Индонезии и других странах могли производить миллиарды доз в следующем году для развивающихся стран. Он говорит: «Еженедельно мы получаем звонки из стран с низким и средним уровнем дохода, отчаянно нуждающихся в нашей вакцине».
Вот почему развивающиеся страны могут производить вакцины против коронавируса с мРНК
Во всем развивающемся мире сотни миллионов людей не могут получить вакцину, чтобы защитить себя от разрушительного действия Covid-19, и миллионы из них уже заразились и умерли.
Эксперты в области общественного здравоохранения говорят, что полагаться на богатые страны, чтобы пожертвовать миллиарды доз, не получится. Многие теперь считают, что решение состоит в том, чтобы страны сделали то, что, по мнению крупных американских производителей мРНК-вакцин, невозможно: самостоятельно производить прививки мРНК, соответствующие золотому стандарту.
Рабочие проверяют и упаковывают флаконы с вакциной Oxford-AstraZeneca Covishield в Индийском институте сывороток в Пуне, Индия. Каран Дип Сингх/The New York Times
Несмотря на растущее давление, руководители Moderna и Pfizer отказались лицензировать свою технологию мРНК в развивающихся странах, утверждая, что это бессмысленно. Они говорят, что этот процесс слишком сложен, что было бы слишком много времени и трудозатрат для создания предприятий, которые могли бы это сделать, и что они не могут экономить на персонале из-за острой необходимости максимизировать производство на их собственной сети предприятий.
«Вы не можете нанять людей, которые знают, как производить мРНК: таких людей не существует», — сказал аналитикам исполнительный директор Moderna Стефан Бансель.
Но эксперты в области общественного здравоохранения как в богатых, так и в бедных странах утверждают, что расширение производства в наиболее нуждающихся регионах не только возможно, но и необходимо для защиты мира от опасных вариантов вируса и прекращения пандемии.
Организация производства мРНК в других странах должна начаться немедленно, сказал Том Фриден, бывший директор Центров по контролю и профилактике заболеваний в Соединенных Штатах, добавив: производиться в различных условиях».
Предполагалось, что потребности более бедных стран в вакцинах будут удовлетворяться через Covax, многонациональную организацию, призванную содействовать глобальному распространению вакцины, но пожертвования были медленными и ограниченными. Более богатые страны заблокировали поставки. Только 4 процента людей в странах с низким уровнем дохода полностью вакцинированы.
Эксперты в области разработки и производства вакцин говорят, что мРНК-вакцины включают меньше этапов, меньше ингредиентов и меньшую физическую емкость, чем традиционные вакцины. По их словам, у компаний в Африке, Южной Америке и некоторых частях Азии уже есть многое из того, что им нужно для их производства; технология, характерная для процесса производства мРНК, может поставляться в виде готового к использованию модульного набора.
Джонатан Корум
По большинству оценок стоимость организации производства составляет от 100 до 200 миллионов долларов. Эти средства есть у нескольких крупных фармацевтических производителей в развивающихся странах; другим потребуются кредиты или инвесторы. Международная финансовая корпорация развития США и Международная финансовая корпорация имеют миллиарды долларов в виде финансирования для такого рода проектов в виде кредитов под низкие проценты или доли в капитале.
The New York Times опросила десятки руководителей и ученых компаний, производящих вакцины, лекарства и биотехнологии в развивающихся странах, и на основе этих разговоров нашла 10 сильных кандидатов для производства мРНК-вакцин Covid в шести странах на трех континентах. Ключевые критерии включают существующие объекты, человеческий капитал, систему регулирования лекарственных средств, а также политический и экономический климат.
Какие компании могут производить мРНК-вакцины?
The Times оценила ведущие компании на основе подходящих производственных мощностей и наличия квалифицированных рабочих, истории страны в области регулирования и сертификации лекарственных средств для экспорта, а также других политических и экономических факторов, влияющих на исследования и торговлю.
Нью-Йорк Таймс. Рейтинг составлен на основе интервью с экспертами.
В число кандидатов входят компании, которые уже производят другие вакцины против Covid, такие как Индийский институт сывороток, крупнейший в мире производитель вакцин; государственные учреждения, которые уже тестируют собственные мРНК-вакцины от коронавируса; и фирмы, выбранные Всемирной организацией здравоохранения в качестве региональных центров разработки мРНК.
Две компании в Азии уже производят свои собственные мРНК-вакцины против Covid.
Gennova Biopharmaceuticals в Пуне, Индия, проводит клинические испытания фазы 2 и 3. Gennova говорит, что в отличие от прививок мРНК, используемых в настоящее время, ее вакцину можно хранить при температуре стандартного медицинского холодильника.
Производственная площадка Gennova в Пуне, Индия. Karan Deep Singh/The New York Times
Gennova возглавляет Санджай Сингх, биохимик, который шесть лет работал над вакцинами против малярии в Национальном институте здравоохранения США, прежде чем вернуться в Индию. По словам доктора Сингха, компания ведет переговоры с производителями по контракту о производстве своей вакцины, а также работает над расширением существующих производственных мощностей со 100 миллионов до одного миллиарда доз в год, и она может быть запущена в производство с прививкой от Covid в течение нескольких месяцев.
Исследователь Дебасмита Панда в одной из лабораторий мРНК Gennova в Пуне. Каран Дип Сингх/The New York Times
Тайский производитель лекарств BioNet-Asia производит тестовые партии мРНК-вакцины Covid, разработанной в Исследовательском центре вакцин Чула в Бангкоке, которая находится на втором этапе испытаний.
Если результаты по-прежнему будут положительными, к марту вакцина может быть передана регулятору Таиланда, а BioNet будет готова к коммерческому производству после одобрения, сказал Киат Раксрунгтам, возглавляющий исследовательскую группу, разрабатывающую ChulaCov19.вакцина.
Сотрудники BioNet осматривают и тестируют машину для упаковки предварительно наполненных шприцев на заводе в Аюттхая, Таиланд. Адам Дин для The New York Times
«Имея эти возможности и мощность этой технологической платформы в стране — цель состоит в том, чтобы, когда у вас распространяется новый вариант или у вас есть следующая пандемия, вы могли начать все очень быстро, вместо того, чтобы ждать, чтобы купить вакцины, как мы делали до сих пор. — сказал доктор Раксрунгтам.
Завод по производству вакцин BioNet в Аюттайе, Таиланд. Адам Дин для The New York Times
Другие фармацевтические компании хотели бы лицензировать одну из существующих мРНК-вакцин — заплатить за получение состава и инструкций, а затем разделить гонорар с каждой проданной дозы — и начать производить ее как можно быстрее. Стивен Саад, исполнительный директор Aspen Pharmacare в Дурбане, Южная Африка, сказал, что с инвестициями, которые он оценил в 100 миллионов долларов, его фирма могла бы производить миллиард доз мРНК-вакцины в течение года — более чем достаточно, чтобы обеспечить всю Африку по всей Африке. у которого у Aspen уже есть дистрибьюторская сеть.
Bio-Manguinhos, иммунобиологическое подразделение уважаемой бразильской исследовательской организации в области общественного здравоохранения, вскоре начнет клинические испытания вакцины против Covid на основе РНК, сказал Сотирис Миссайлидис, заместитель директора по развитию технологий исследовательского центра.
Мария Магдалена Арреллага для The New York Times
В этом году Bio-Manguinhos почти удвоила свои производственные мощности — до 215 миллионов доз — других вакцин, включая прививку от Covid компании AstraZeneca, которую она производит по контракту. В Бразилии есть медицинское регулирующее агентство, которое придерживается тех же стандартов, что и Управление по санитарному надзору за качеством пищевых продуктов и медикаментов США и Европейское агентство по лекарственным средствам.
Лаборатория Bio-Manguinhos в Рио-де-Жанейро. Мария Магдалена Арреллага для The New York Times
Ряд факторов ограничил доступ к вакцинам в развивающихся странах, в том числе узкие места в цепочке поставок и доставке, а также политика: Институт сыворотки должен был поставлять Covax, но правительство Индии запретило экспорт в разгар второй волны этой страны. Компания Aspen в Южной Африке выиграла контракт на поставку вакцины Johnson & Johnson в бутылки, но ей пришлось экспортировать многие прививки обратно в Европу и Канаду, пока активисты не вызвали общественный резонанс.
«Во время этой пандемии мы узнали, что действительно имеет значение, где дозы сходят с производственной линии», — сказала Андреа Тейлор, которая отслеживает производство вакцин для Глобального инновационного центра здравоохранения Duke.
Изготовление прививок мРНК-вакцины существенно отличается от традиционного производства вакцин. Это ферментативный, а не биологический процесс, в котором участвуют живые клетки, и во многих отношениях он ближе к работе по созданию лекарств, сказал Золтан Кис, инженер-химик, который проанализировал возможности производства мРНК для Исследовательского центра по производству вакцин будущего в Имперском колледже. В Лондоне.
На самом деле, когда BioNTech была готова начать производство своей вакцины, она досталась не производителю вакцины, а заводу по производству противораковых препаратов в Германии. Контрактный производитель Moderna в Швейцарии нанял бывших ученых-пищевиков из Nestle, завербованных для передачи своих химических навыков.
«Это меняет правила игры, потому что вам больше не нужно иметь дело с одними и теми же заинтересованными сторонами», — сказал Ален Альсалхани, эксперт по вакцинам из кампании «Врачи без границ» за доступ к лекарствам.
Контрактные производители Moderna используют модульный производственный комплект, который может производить 100 миллионов доз — некоторые в бизнесе сравнивают эту концепцию с кухней Ikea.
мРНК-вакцины Covid за один год уже заработали больше, чем любой предыдущий продукт в истории фармацевтики, и только в этом году они должны принести более 53 миллиардов долларов дохода. Чем дольше Pfizer и Moderna будут владеть запатентованной технологией их производства, тем больше у них будет преимуществ в отношении любой будущей вакцины от рака или других заболеваний, сказал Заин Ризви, эксперт по доступу к лекарствам из правозащитной организации Public Citizen. Когда компания имеет функционирующую производственную линию, можно легко заменить содержимое мРНК и сделать вакцины для другого патогена, такого как малярия или ВИЧ.
Этот аргумент в пользу производства мРНК-вакцин против Covid перекликается с аргументом, высказанным два десятилетия назад в отношении лечения ВИЧ. Сотни тысяч людей умерли от СПИДа в Африке спустя долгое время после того, как антиретровирусные препараты стали широко доступны в богатых странах, потому что запатентованные лекарства продавались по цене, слишком высокой для правительств наиболее пострадавших стран.
Сторонники доступа к лечению развернули глобальную кампанию, требуя, чтобы производители лекарств лицензировали недорогих производителей или освободили права на свою интеллектуальную собственность, чтобы кто-то мог заполнить пробел.
Сотрудники, входящие в кампус Института сыворотки Индии в Пуне. Каран Дип Сингх/The New York Times
Хотя крупные западные фармацевтические компании настаивали на том, что сделать лекарства дешевле невозможно, индийские, бразильские, тайские и южноафриканские производители лекарств заявили, что они могут это сделать. Индийские компании-производители дженериков перепроектировали многие формулы, и сегодня большая часть мировых лекарств от СПИДа производится в этих странах.
Теперь ВОЗ принял аналогичный вызов. Поскольку попытки заключить лицензионные сделки или иное сотрудничество с Pfizer и Moderna на сегодняшний день не увенчались успехом, организация поддерживает усилия по обратному проектированию вакцины Moderna в центре передачи технологий в Южной Африке, сказал Мартин Фриде, руководитель инициативы по вакцинам. Исследования ВОЗ Биотехнологическая компания Afrigen Biologics будет производить мРНК, а институт Biovac будет производить вакцины.
Конанани Тшикаланге, стажер-биотехнолог, за работой в компании Afrigen в Кейптауне, Южная Африка. Сидель Уиллоу Смит для The New York Times
Патрик Типпу, главный научный сотрудник Biovac, у которой есть контракт на поставку вакцины Pfizer Covid, сказал, что институт предпочел бы владеть технологией для производства мРНК-вакцины. Но самым быстрым путем к производству было бы партнерство с производителем одной из существующих мРНК-вакцин. По его словам, если бы у Biovac был доступ к «рецепту» и инструкциям от людей, которые изготовили вакцину, и если бы она приобрела модульные производственные комплексы, компания могла бы производить вакцины за 12–18 месяцев.
Питер Бойсен проверяет ферментер в Институте Биовак в Кейптауне, Южная Африка. Сидель Уиллоу Смит для The New York Times
Вместо того, чтобы поделиться своим рецептом, Moderna объявила ранее в этом месяце, что потратит до 500 миллионов долларов на строительство собственного завода по производству вакцин в Африке. (Компания не уточнила, в каких из 54 стран она планирует строительство и сколько времени это займет.) А компания BioNTech, изобретатель процесса мРНК Pfizer, объявила о планах построить заводы в Африке в ближайшие четыре года.
Западная фармацевтическая промышленность, а также некоторые эксперты по цепочкам поставок и здравоохранению говорят, что самый быстрый способ закрыть пробел в вакцинах от Covid — сосредоточиться на более справедливом распределении вакцин, производимых существующими игроками.
«Никакая принудительная передача технологий не сделает больше для решения проблемы справедливости, чем то, что уже запланировано», — сказал Томас Куэни, директор Международной федерации фармацевтических производителей и ассоциаций, отраслевой лоббистской группы в Женеве.
Биовак в Кейптауне является частью организации W.H.O. проект по обратному проектированию вакцины мРНК Covid. Сидель Уиллоу Смит для The New York Times
Намереваясь распространить производственные мощности на развивающиеся страны, Всемирная организация здравоохранения (W.H.O.) также работает над вторым направлением, которое будет искать партнерские отношения с такими учреждениями, как исследовательский центр доктора Раксрунгтама в Бангкоке, с их собственными мРНК-вакцинами. По словам доктора Фриде, эти вакцины потенциально могут быть дешевле в производстве и, что особенно важно, могут быть термостабильными, не требующими сверххолодного хранения, и, таким образом, гораздо более подходящими для использования в условиях ограниченных ресурсов.
Некоторые усилия направлены на создание инноваций, которые могут принести пользу их регионам далеко за пределами нынешней пандемии.
Gennova в Индии работала со стартапом из Сиэтла под названием HDT Bio, чтобы разработать новый метод доставки мРНК с липидными наночастицами, который не требует экстремально холодного хранения. «Мы хотели решить проблему масштабируемости и температуру», — сказал д-р Сингх, исполнительный директор Gennova. «Если мы сможем решить эти проблемы, мы создадим решение не только для Индии, но и для всего мира».
По словам доктора Сингха, Gennova получила начальное финансирование от правительства Индии и планирует использовать внутренние ресурсы и потенциальное партнерство, о котором она ведет переговоры с крупным многосторонним агентством, для продвижения своей вакцины.
В то время как у Gennova есть технология, другим производителям, таким как бразильские и аргентинские производители вакцин, потребуется инфраструктура — например, комплекты, которые Moderna использовала для организации производства со своим подрядчиком в Швейцарии.
Для производителей, еще не работающих с мРНК, самым быстрым способом начать делать прививки от Covid будет партнерство с Pfizer или Moderna, но процесс передачи технологии будет включать сотни шагов, сказал Прашант Ядав, эксперт по цепочке поставок из Центра глобальных исследований. Разработка.
«Можете ли вы сделать это для мРНК, просто отправив чертежи документа о передаче и сделав несколько звонков в Zoom, или приехав с командой на несколько дней? В большинстве случаев, вероятно, нет», — сказал он. Опытная команда, которая останется на месте в течение определенного периода времени, будет иметь решающее значение.
По оценке доктора Ядава, одному из производителей в Южной Африке или Бразилии потребуется до 18 месяцев, чтобы подготовить мРНК-вакцину к вооружению и поделиться рецептом. Также потребуется параллельный процесс повышения потенциала национальных регулирующих органов, что будет иметь решающее значение для поддержания качества.
Доктор Кис сказал, что любой производитель, у которого есть площадка, соответствующая стандарту, установленному Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов США, может перейти на производство мРНК через шесть месяцев, используя наборы для производства всплывающих окон.
Главная УБОРОЧНАЯ ТЕХНИКА Снегоуборщики Снегоуборщик PATRIOT Сибирь 85ЕТ 426108850
Снегоуборщик PATRIOT СИБИРЬ 85ЕТ 426108850 предназначен для расчистки крупных территорий от свежевыпавшего снега. Запуск двигателя может производиться как вручную, так и от электростартера. Наличие фары улучшает видимость и позволяет не прекращать работу с наступлением вечера. Агрегат подходит для работы со снегом различной плотности — для этого предусмотрены 8 скоростей (6 вперед, 2 назад).
Технические характеристики
Вес, кг 88
Двигатель Patriot
Емкость топливного бака, л 3.6
org/PropertyValue»>Max дальность выброса, м 12
Габариты, мм 1130х690х860
Диаметр шнека, мм 300
Тип двигателя 4-х тактный
Расход топлива, л/ч 1.3
Стартер ручной/электрический
Электростартер с питанием от бортового аккумулятора нет
Наличие фары да
org/PropertyValue»>Разблокировка колес нет
Самоходный да
Система шнеков двухступенчатая
Тип передвижения гусеничный ход
Мощность (Вт) 5816
Мощность (л.с.) 7,8
Высота ковша, см 51
Ширина ковша, см 60
Подогрев ручек нет
org/PropertyValue»>Свеча зажигания F7RTC
Скорости 6 вперед/2 назад
Объем двигателя, см³ 220
Шнек металлический
Обрезиненный шнек нет
Угол поворота желоба для выброса снега, град 190
Щетка в комплекте нет
Комплектация *
Снегоуборщик;
Инструкция;
Коробка.
Параметры упакованного товара
Единица товара: Штука Вес, кг: 88,00
Длина, мм: 860 Ширина, мм: 690 Высота, мм: 1130
Особенности
Длительная работа Снегоуборщик оснащен фарой — для работы в темное время суток и в непогоду.
Надежное сцепление Гусеницы обеспечивают надежное сцепления с поверхностью даже на обледенелых участках.
Эффективность Металлический зубчатый шнек эффективно измельчает даже слежавшийся плотный снег.
Преимущества
Восемь скоростей для качественной работы;
Мощный двигатель, предназначенный для интенсивного использования;
Прочный шнек позволяет перемалывать как плотный, так и свежевыпавший снег;
Наличие двух стартеров обеспечивает быстрый запуск PATRIOT СИБИРЬ 85ЕТ 426108850;
Для высокой проходимости и крепкого сцепления с землей агрегат оборудован гусеницами;
Уборку снега можно не завершать с наступлением темноты — встроенная фара позволяет продолжать работу;
Регулировка направления выброса снега осуществляется с помощью ручки на панели оператора — угол/направление выброса составляет 190/70 градусов.
Рекомендуемые
Масло 4-х тактное полусинтетическое PATRIOT SPECIFIC HIGH-TECH 5W30 SJ/CF 0,946 л. 850030595
На этой странице вы найдёте описание, продавцов и цены, чтобы купить дешевле, видеообзоры и честные отзывы о снегоуборщике PATRIOT СИБИРЬ 85ЕТ. И можете оставить свой отзыв о модели в комментариях внизу страницы.
Быстрый Переход к Нужному Месту:
Технические характеристики
Вес, кг
88
Двигатель
Patriot
Емкость топливного бака, л
3. 6
Max дальность выброса, м
12
Габариты, мм
1130х690х860
Диаметр шнека, мм
300
Тип двигателя
4-х тактный
Расход топлива, л/ч
1.3
Стартер
ручной/электрический
Электростартер с питанием от бортового аккумулятора
нет
Наличие фары
да
Разблокировка колес
нет
Самоходный
да
Система шнеков
двухступенчатая
Тип передвижения
гусеничный ход
Мощность (Вт)
5816
Мощность (л.с.)
7,8
Высота ковша, см
51
Ширина ковша, см
60
Подогрев ручек
нет
Свеча зажигания
F7RTC
Скорости
6 вперед/2 назад
Объем двигателя, см?
220
Шнек
металлический
Угол поворота желоба для выброса снега, град
190
Обрезиненный шнек
нет
Щетка в комплекте
нет
Особенности модели
Снегоуборщик PATRIOT СИБИРЬ 85ЕТ 426108850 предназначен для расчистки крупных территорий от свежевыпавшего снега. Запуск двигателя может производиться как вручную, так и от электростартера. Наличие фары улучшает видимость и позволяет не прекращать работу с наступлением вечера. Агрегат подходит для работы со снегом различной плотности — для этого предусмотрены 8 скоростей (6 вперед, 2 назад).
Длительная работа Снегоуборщик оснащен фарой — для работы в темное время суток и в непогоду. Надежное сцепление Гусеницы обеспечивают надежное сцепления с поверхностью даже на обледенелых участках. Эффективность Металлический зубчатый шнек эффективно измельчает даже слежавшийся плотный снег.
Восемь скоростей для качественной работы;
Мощный двигатель, предназначенный для интенсивного использования;
Прочный шнек позволяет перемалывать как плотный, так и свежевыпавший снег;
Наличие двух стартеров обеспечивает быстрый запуск PATRIOT СИБИРЬ 85ЕТ 426108850;
Для высокой проходимости и крепкого сцепления с землей агрегат оборудован гусеницами;
Уборку снега можно не завершать с наступлением темноты — встроенная фара позволяет продолжать работу;
Регулировка направления выброса снега осуществляется с помощью ручки на панели оператора — угол/направление выброса составляет 190/70 градусов.
Стандартная комплектация
Производитель оставляет за собой право без уведомления представителей менять характеристики, внешний вид, комплектацию товара и место его производства. Будьте внимательны при покупке!
Снегоуборщик;
Инструкция;
Коробка.
Видео
Отзывы и обзоры
Смотрите видео (выше) и обзоры (ниже), они часто лучше текстовых отзывов. Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку!
Владимир
Хорошая модель снегоуборщика. Выбирал снегоуборщик чистить снег во дворе около дома и выезд до улицы. Снег убирает хорошо, проблем не доставил за 2 сезона. Главное правильно понимать его возможности.

 Этот мощный гвоздодёр имеет острый коготь, который захватывает гвозди и легко их вытаскивает. Благодаря прочной стальной конструкции он идеально подходит для удаления кровельной черепицы, напольной плитки, гипсокартона и даже сайдинга. Он имеет общую длину 11 1/2 дюйма, ширину 2 дюйма, толщину 1 дюйм и конструкцию с возможностью привязывания, поэтому вы можете прикрепить его к ремню или сумке для инструментов с помощью стандартного инструмента. Если вы ищете надежный съемник для гвоздей, Vaughan NP12DE Wrecking and Pry Bar — это то, что вам нужно.
Этот мощный гвоздодёр имеет острый коготь, который захватывает гвозди и легко их вытаскивает. Благодаря прочной стальной конструкции он идеально подходит для удаления кровельной черепицы, напольной плитки, гипсокартона и даже сайдинга. Он имеет общую длину 11 1/2 дюйма, ширину 2 дюйма, толщину 1 дюйм и конструкцию с возможностью привязывания, поэтому вы можете прикрепить его к ремню или сумке для инструментов с помощью стандартного инструмента. Если вы ищете надежный съемник для гвоздей, Vaughan NP12DE Wrecking and Pry Bar — это то, что вам нужно. Он имеет общую длину 11 1/2 дюйма, ширину 2 дюйма, толщину 1 дюйм и конструкцию с возможностью привязывания, поэтому вы можете прикрепить его к ремню или сумке для инструментов с помощью стандартного инструмента. Если вы ищете надежный съемник для гвоздей, Vaughan NP12DE Wrecking and Pry Bar — это то, что вам нужно.
Он имеет общую длину 11 1/2 дюйма, ширину 2 дюйма, толщину 1 дюйм и конструкцию с возможностью привязывания, поэтому вы можете прикрепить его к ремню или сумке для инструментов с помощью стандартного инструмента. Если вы ищете надежный съемник для гвоздей, Vaughan NP12DE Wrecking and Pry Bar — это то, что вам нужно. Эти плоскогубцы Crescent NP11 для съемников ногтей — идеальное дополнение к вашей коллекции инструментов.
Эти плоскогубцы Crescent NP11 для съемников ногтей — идеальное дополнение к вашей коллекции инструментов. Этот съемник для гвоздей длиной 7-7/8 дюймов и шириной 2 дюйма имеет плоскую лапу и качающуюся головку, обеспечивающую отличный рычаг при удалении гвоздей. Порошковое покрытие, стойкое к ржавчине, делает его прочным и устойчивым к коррозии. Он также оснащен колпачком для привязи, который позволяет вам привязать этот монтировку к ремню для инструментов или сумке для инструментов для легкого доступа на рабочей площадке. Съемник гвоздей в японском стиле Vaughan BC8 быстро справится с любой работой, связанной с гвоздями или кнопками.
Этот съемник для гвоздей длиной 7-7/8 дюймов и шириной 2 дюйма имеет плоскую лапу и качающуюся головку, обеспечивающую отличный рычаг при удалении гвоздей. Порошковое покрытие, стойкое к ржавчине, делает его прочным и устойчивым к коррозии. Он также оснащен колпачком для привязи, который позволяет вам привязать этот монтировку к ремню для инструментов или сумке для инструментов для легкого доступа на рабочей площадке. Съемник гвоздей в японском стиле Vaughan BC8 быстро справится с любой работой, связанной с гвоздями или кнопками. Он также оснащен колпачком для привязи, который позволяет вам привязать этот монтировку к ремню для инструментов или сумке для инструментов для легкого доступа на рабочей площадке. Съемник гвоздей в японском стиле Vaughan BC8 быстро справится с любой работой, связанной с гвоздями или кнопками.
Он также оснащен колпачком для привязи, который позволяет вам привязать этот монтировку к ремню для инструментов или сумке для инструментов для легкого доступа на рабочей площадке. Съемник гвоздей в японском стиле Vaughan BC8 быстро справится с любой работой, связанной с гвоздями или кнопками.
 Он имеет конструкцию из легированной стали, что делает его прочным и долговечным. Цельнометаллическая конструкция этого отбойного бруса делает его прочным и устойчивым к ржавчине. Этот 10-дюймовый гвоздодер имеет толщину 1/2 дюйма, что позволяет прикладывать большее усилие при вытягивании гвоздей из досок или стен. Его желтый цвет дает вам хорошую видимость, поэтому вы можете видеть, где находятся ваши руки во время работы с ним. Если вы хотите выполнять работу быстро и эффективно, не причиняя вреда окружающей среде, вам следует вооружиться гвоздодёрами Stanley 55-126.
Он имеет конструкцию из легированной стали, что делает его прочным и долговечным. Цельнометаллическая конструкция этого отбойного бруса делает его прочным и устойчивым к ржавчине. Этот 10-дюймовый гвоздодер имеет толщину 1/2 дюйма, что позволяет прикладывать большее усилие при вытягивании гвоздей из досок или стен. Его желтый цвет дает вам хорошую видимость, поэтому вы можете видеть, где находятся ваши руки во время работы с ним. Если вы хотите выполнять работу быстро и эффективно, не причиняя вреда окружающей среде, вам следует вооружиться гвоздодёрами Stanley 55-126. Этот 10-дюймовый гвоздодер имеет толщину 1/2 дюйма, что позволяет прикладывать большее усилие при вытягивании гвоздей из досок или стен. Его желтый цвет дает вам хорошую видимость, поэтому вы можете видеть, где находятся ваши руки во время работы с ним. Если вы хотите выполнять работу быстро и эффективно, не причиняя вреда окружающей среде, вам следует вооружиться гвоздодёрами Stanley 55-126.
Этот 10-дюймовый гвоздодер имеет толщину 1/2 дюйма, что позволяет прикладывать большее усилие при вытягивании гвоздей из досок или стен. Его желтый цвет дает вам хорошую видимость, поэтому вы можете видеть, где находятся ваши руки во время работы с ним. Если вы хотите выполнять работу быстро и эффективно, не причиняя вреда окружающей среде, вам следует вооружиться гвоздодёрами Stanley 55-126. Этот прочный продукт, рассчитанный на максимальное усилие, оснащен удобной рукояткой, которая поможет вам работать легко и быстро. Гвоздодеры Stanley 55-113 идеально подходят для тех работ, которые требуют удаления гвоздей из различных материалов, таких как пол, черновой пол, доски и т. д.
Этот прочный продукт, рассчитанный на максимальное усилие, оснащен удобной рукояткой, которая поможет вам работать легко и быстро. Гвоздодеры Stanley 55-113 идеально подходят для тех работ, которые требуют удаления гвоздей из различных материалов, таких как пол, черновой пол, доски и т. д. Гвоздодеры Stanley 55-113 идеально подходят для тех работ, которые требуют удаления гвоздей из различных материалов, таких как пол, черновой пол, доски и т. д.
Гвоздодеры Stanley 55-113 идеально подходят для тех работ, которые требуют удаления гвоздей из различных материалов, таких как пол, черновой пол, доски и т. д. Изготовленный из термообработанной высокоуглеродистой стали, этот аварийный брус сможет справиться с самыми сложными работами. Он имеет толщину 7/16 дюйма и может легко справляться с тяжелыми задачами. Ширина 1 3/4 дюйма дает вам больше возможностей при работе с большими проектами или поверхностями. Он имеет общую длину 10 дюймов, что позволяет без труда использовать его в труднодоступных местах. Эта монтировка Stanley Nail Pullers, Pry Bar необходима любому серьезному подрядчику или домовладельцу, желающему выполнить сложную работу по дому или в офисе.
Изготовленный из термообработанной высокоуглеродистой стали, этот аварийный брус сможет справиться с самыми сложными работами. Он имеет толщину 7/16 дюйма и может легко справляться с тяжелыми задачами. Ширина 1 3/4 дюйма дает вам больше возможностей при работе с большими проектами или поверхностями. Он имеет общую длину 10 дюймов, что позволяет без труда использовать его в труднодоступных местах. Эта монтировка Stanley Nail Pullers, Pry Bar необходима любому серьезному подрядчику или домовладельцу, желающему выполнить сложную работу по дому или в офисе. Он имеет толщину 7/16 дюйма и может легко справляться с тяжелыми задачами. Ширина 1 3/4 дюйма дает вам больше возможностей при работе с большими проектами или поверхностями. Он имеет общую длину 10 дюймов, что позволяет без труда использовать его в труднодоступных местах. Эта монтировка Stanley Nail Pullers, Pry Bar необходима любому серьезному подрядчику или домовладельцу, желающему выполнить сложную работу по дому или в офисе.
Он имеет толщину 7/16 дюйма и может легко справляться с тяжелыми задачами. Ширина 1 3/4 дюйма дает вам больше возможностей при работе с большими проектами или поверхностями. Он имеет общую длину 10 дюймов, что позволяет без труда использовать его в труднодоступных местах. Эта монтировка Stanley Nail Pullers, Pry Bar необходима любому серьезному подрядчику или домовладельцу, желающему выполнить сложную работу по дому или в офисе.
 Клещи компактны и портативны, и захватывают гвозди, которые не может молотковая лапка, например шляпки отделочных гвоздей. Используйте их в ограниченном пространстве, где молоток с когтями не может достать или маневрировать. Они также наносят минимальный ущерб основной древесине.
Клещи компактны и портативны, и захватывают гвозди, которые не может молотковая лапка, например шляпки отделочных гвоздей. Используйте их в ограниченном пространстве, где молоток с когтями не может достать или маневрировать. Они также наносят минимальный ущерб основной древесине. Клещи компактны и портативны, и захватывают гвозди, которые не может молотковая лапка, например шляпки отделочных гвоздей. Используйте их в ограниченном пространстве, где молоток с когтями не может достать или маневрировать. Они также наносят минимальный ущерб основной древесине.
Клещи компактны и портативны, и захватывают гвозди, которые не может молотковая лапка, например шляпки отделочных гвоздей. Используйте их в ограниченном пространстве, где молоток с когтями не может достать или маневрировать. Они также наносят минимальный ущерб основной древесине. Они полезны для больших гвоздей с частично открытыми головками, которые вы хотите удалить с минимальным повреждением основной древесины. Но они имеют тенденцию повреждать древесину больше, чем плоскогубцы.
Они полезны для больших гвоздей с частично открытыми головками, которые вы хотите удалить с минимальным повреждением основной древесины. Но они имеют тенденцию повреждать древесину больше, чем плоскогубцы. Они экономят много времени и усилий, когда вы пытаетесь сбить большое количество деревянных досок, но они не так полезны для удаления скрепленных досок, когда требуется вытащить шляпку гвоздя, а не сквозь древесину.
Они экономят много времени и усилий, когда вы пытаетесь сбить большое количество деревянных досок, но они не так полезны для удаления скрепленных досок, когда требуется вытащить шляпку гвоздя, а не сквозь древесину. Хотя обучение использованию этого съемника может занять некоторое время по сравнению с другими съемниками, вы можете обнаружить, что оно того стоит.
Хотя обучение использованию этого съемника может занять некоторое время по сравнению с другими съемниками, вы можете обнаружить, что оно того стоит. При весе 8,5 унций он легче и прочнее стали. Он также значительно лучше амортизирует удары, чем другие кошачьи лапы, что приводит к уменьшению отдачи при ударе молотком и меньшей усталости во время работы. Функция «ямочка» создает углубление вокруг шляпки гвоздя, чтобы помочь вам избежать сколов дерева.
При весе 8,5 унций он легче и прочнее стали. Он также значительно лучше амортизирует удары, чем другие кошачьи лапы, что приводит к уменьшению отдачи при ударе молотком и меньшей усталости во время работы. Функция «ямочка» создает углубление вокруг шляпки гвоздя, чтобы помочь вам избежать сколов дерева. 9№ 0003
9№ 0003 Имея размер 11 дюймов, они дадут вам много рычагов и по-прежнему поместятся в поясе с инструментами или в кармане, когда вы закончите.
Имея размер 11 дюймов, они дадут вам много рычагов и по-прежнему поместятся в поясе с инструментами или в кармане, когда вы закончите.
 mix» data-ping-position=»3″ data-featured-url=»http://wonder-circus.ru/?utm_source=fedin&utm_medium=kudago&utm_campaign=illuzii» data-item-url=»https://kudago.com/msk/event/fokusniki-illyuzionisty-razvlecheniya-bolshoe-shou-illyuzij/» data-featured-path=»/msk/best/»>
mix» data-ping-position=»3″ data-featured-url=»http://wonder-circus.ru/?utm_source=fedin&utm_medium=kudago&utm_campaign=illuzii» data-item-url=»https://kudago.com/msk/event/fokusniki-illyuzionisty-razvlecheniya-bolshoe-shou-illyuzij/» data-featured-path=»/msk/best/»> mix» data-ping-position=»3″ data-featured-url=»https://online.kudago.com/list/rasshiryaya-granitsyi-poznavatelnyie/» data-item-url=»https://online.kudago.com/list/rasshiryaya-granitsyi-poznavatelnyie/» data-featured-path=»/msk/best/»>
mix» data-ping-position=»3″ data-featured-url=»https://online.kudago.com/list/rasshiryaya-granitsyi-poznavatelnyie/» data-item-url=»https://online.kudago.com/list/rasshiryaya-granitsyi-poznavatelnyie/» data-featured-path=»/msk/best/»> Explosion
Explosion EVDOKIA доказывает, что одежда может быть удобной, красивой и выделяющейся одновременно. Она дышит свободой, объединяет несколько стилей, не отстаёт от мировых трендов и дополнена оригинальными деталями. В гардеробе бренда одежда из натуральных тканей — хлопка, льна, ангорской шерсти. Дизайнеры отдают предпочтение естественным цветам и растительным принтам. Индивидуальности добавляют вставки из фактурной ткани, аккуратные оборки, кружево, оригинальный рукав. Ещё одна полезная особенность — все вещи бренда легко комбинировать между собой, подбирая образы на любые случаи. Получить подробную информацию о магазине, ознакомиться с ассортиментом и сделать заказ можно на официальном сайте бренда.
EVDOKIA доказывает, что одежда может быть удобной, красивой и выделяющейся одновременно. Она дышит свободой, объединяет несколько стилей, не отстаёт от мировых трендов и дополнена оригинальными деталями. В гардеробе бренда одежда из натуральных тканей — хлопка, льна, ангорской шерсти. Дизайнеры отдают предпочтение естественным цветам и растительным принтам. Индивидуальности добавляют вставки из фактурной ткани, аккуратные оборки, кружево, оригинальный рукав. Ещё одна полезная особенность — все вещи бренда легко комбинировать между собой, подбирая образы на любые случаи. Получить подробную информацию о магазине, ознакомиться с ассортиментом и сделать заказ можно на официальном сайте бренда. Изначально в шоуруме были представлены только японские бренды, но затем появились и европейские. Здесь приводит в восторг каждая вещь: будь то наряд от Azs Tokyo или Comme des garsons. Сюда хочется возвращаться снова и снова, потому что каждый раз вы открываете для себя что-то новое.
Изначально в шоуруме были представлены только японские бренды, но затем появились и европейские. Здесь приводит в восторг каждая вещь: будь то наряд от Azs Tokyo или Comme des garsons. Сюда хочется возвращаться снова и снова, потому что каждый раз вы открываете для себя что-то новое.
 2, бул. Ходынский, д. 4, просп. Вернадского, д. 6
2, бул. Ходынский, д. 4, просп. Вернадского, д. 6 Американскому бренду Carhartt отведён отдельный корнер, представлены также марки Fred Perry, Kangol, Loading, Penfield, Publish, Saucony, Supreme, Urban Knights, Yellowstone и другие. Одежда продаётся преимущественно мужская, дамы же могут подобрать себе яркие рюкзаки или что-нибудь в стиле унисекс.
Американскому бренду Carhartt отведён отдельный корнер, представлены также марки Fred Perry, Kangol, Loading, Penfield, Publish, Saucony, Supreme, Urban Knights, Yellowstone и другие. Одежда продаётся преимущественно мужская, дамы же могут подобрать себе яркие рюкзаки или что-нибудь в стиле унисекс.
 Интернет-магазин и пространство концептуальной моды Lynx призывает отказаться от масс-маркета и примерить нетривиальные базовые вещи и ультрамодную одежду на любой сезон. Многое из того, что есть в Lynx, поставляется эксклюзивно.
Интернет-магазин и пространство концептуальной моды Lynx призывает отказаться от масс-маркета и примерить нетривиальные базовые вещи и ультрамодную одежду на любой сезон. Многое из того, что есть в Lynx, поставляется эксклюзивно. , д. 2 (ТРЦ «АФИМОЛЛ СИТИ») Манежная пл., д. 1, корп. К2 бул. Ходынский, д. 4
, д. 2 (ТРЦ «АФИМОЛЛ СИТИ») Манежная пл., д. 1, корп. К2 бул. Ходынский, д. 4 Выпускают по две сезонных коллекции в год и несколько тематических линеек. Здесь можно найти удачные экземпляры верхней одежды, в том числе куртки, которым не страшны морозы, а ещё качественный деним, расслабленные свитшоты и футболки из плотного хлопка. Флагманский отдел Shu открылся в Москве осенью 2020 года.
Выпускают по две сезонных коллекции в год и несколько тематических линеек. Здесь можно найти удачные экземпляры верхней одежды, в том числе куртки, которым не страшны морозы, а ещё качественный деним, расслабленные свитшоты и футболки из плотного хлопка. Флагманский отдел Shu открылся в Москве осенью 2020 года. Отдельное слово нужно сказать о цветовой гамме: это насыщенный, плотный, умеренно яркий синий, коралловый и нюдовый оттенки.
Отдельное слово нужно сказать о цветовой гамме: это насыщенный, плотный, умеренно яркий синий, коралловый и нюдовый оттенки. , 9, стр. 2
, 9, стр. 2 
 И, что немаловажно, царит здесь удивительно гостеприимная и стимулирующая атмосфера.
И, что немаловажно, царит здесь удивительно гостеприимная и стимулирующая атмосфера. Ее можно укладывать на полы и стены, из нее можно создавать кухонные столешницы и прочие рабочие поверхности, она одинаково хорошо подходит для интерьера и для наружных пространств. К тому же крупный формат выигрышно вписывается как в большие архитектурные объемы, так и в небольшие помещения.
Ее можно укладывать на полы и стены, из нее можно создавать кухонные столешницы и прочие рабочие поверхности, она одинаково хорошо подходит для интерьера и для наружных пространств. К тому же крупный формат выигрышно вписывается как в большие архитектурные объемы, так и в небольшие помещения.
 Двойные катки доминируют в пространстве. В скромном кафе подростки подают горячий чай посетителям, наблюдая, как взрослые и дети всех возрастов скользят по льду. Двойные стальные двери ведут в коридор, который ведет в раздевалки с деревянными скамейками. Рядом есть закусочная и стеклянная витрина с трофеями, завоеванными молодежными командами и фигуристами-чемпионами. На стенах висят майки звезд российского хоккея.
Двойные катки доминируют в пространстве. В скромном кафе подростки подают горячий чай посетителям, наблюдая, как взрослые и дети всех возрастов скользят по льду. Двойные стальные двери ведут в коридор, который ведет в раздевалки с деревянными скамейками. Рядом есть закусочная и стеклянная витрина с трофеями, завоеванными молодежными командами и фигуристами-чемпионами. На стенах висят майки звезд российского хоккея.



 Малкин беспокоился, что его будут воспринимать так же, если Кессель останется его вингером.
Малкин беспокоился, что его будут воспринимать так же, если Кессель останется его вингером.
 Он получил разрешение от руководства делить свое время между командой и семьей в Далласе.
Он получил разрешение от руководства делить свое время между командой и семьей в Далласе. И он не ошибается. Самым дождливым годом в истории города был 2018 год, и 2019 год был таким же.
И он не ошибается. Самым дождливым годом в истории города был 2018 год, и 2019 год был таким же. «Иногда мне страшно, потому что я чувствую, что мой английский плохой».
«Иногда мне страшно, потому что я чувствую, что мой английский плохой». Именно здесь Анна выгнала его в последние дни Олимпийских игр 2014 года после того, как Россия не смогла завоевать медаль в мужском хоккейном турнире. Это ее родной город, но это было его безопасное место.
Именно здесь Анна выгнала его в последние дни Олимпийских игр 2014 года после того, как Россия не смогла завоевать медаль в мужском хоккейном турнире. Это ее родной город, но это было его безопасное место. Катание на коньках всегда было основой его успеха, но его «первые пару шагов были очень трудными», и Малкин говорит, что чувствовал себя «немного медленным».
Катание на коньках всегда было основой его успеха, но его «первые пару шагов были очень трудными», и Малкин говорит, что чувствовал себя «немного медленным». Ищете каток с тренажерным залом? Забудь об этом.
Ищете каток с тренажерным залом? Забудь об этом. В нем был минимум того, что ему нужно, достаточно хорошо, но не слишком хорошо.
В нем был минимум того, что ему нужно, достаточно хорошо, но не слишком хорошо. Во многом так же, как он видел, как Ковальчук делал годами. Во многом так, как он чувствует, что не может в Питтсбурге.
Во многом так же, как он видел, как Ковальчук делал годами. Во многом так, как он чувствует, что не может в Питтсбурге. Российский агент Геннадий Ушаков, для которого Малкин приберегает свои самые игривые выпады, но которому Малкин яростно предан, всегда рядом, чтобы справиться со всеми разнообразными потребностями. Друзья детства из Магнитогорска приезжают с семьями в гости. Малкин также подружился с московскими знаменитостями искусства и музыки.
Российский агент Геннадий Ушаков, для которого Малкин приберегает свои самые игривые выпады, но которому Малкин яростно предан, всегда рядом, чтобы справиться со всеми разнообразными потребностями. Друзья детства из Магнитогорска приезжают с семьями в гости. Малкин также подружился с московскими знаменитостями искусства и музыки.

 (Кристофер Ханевинкель / USA Today)
(Кристофер Ханевинкель / USA Today)
 Для его карьеры. За свою жену и маленького Никиту, пацана, который показал в этой маленькой комнате, что может хватать и рвать ее, как его отец.
Для его карьеры. За свою жену и маленького Никиту, пацана, который показал в этой маленькой комнате, что может хватать и рвать ее, как его отец.

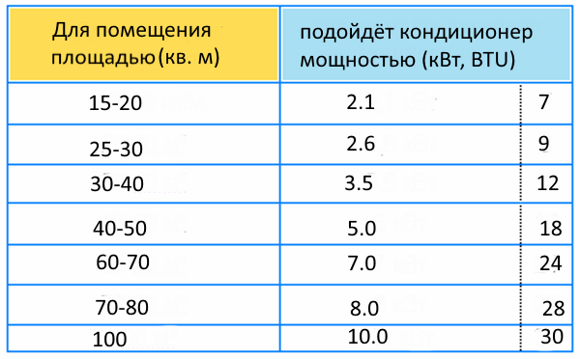 Сеть 380 В — «звездой» через контакторы, частотники.
Сеть 380 В — «звездой» через контакторы, частотники.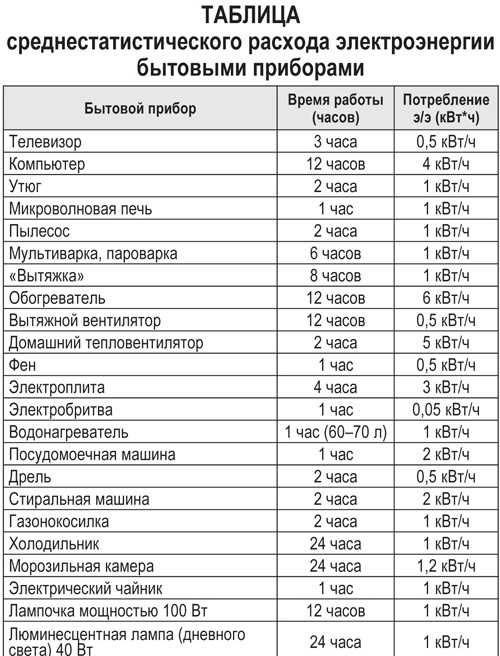 Эконом качества — не ремонтопригодны, минимальная пропитка лаком, обмотка алюмоцинком, низкое сопротивление обмоток, минимальная гарантия
Эконом качества — не ремонтопригодны, минимальная пропитка лаком, обмотка алюмоцинком, низкое сопротивление обмоток, минимальная гарантия
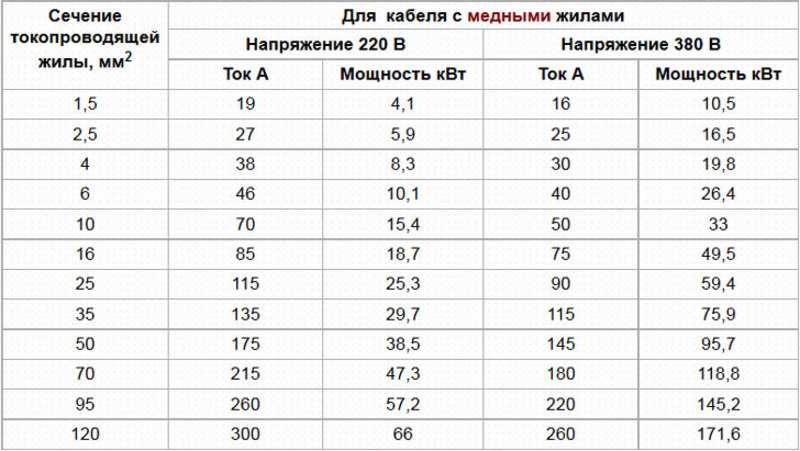 Вероятные неисправности — недостаточное сопротивление обмоткок, перегрев и выгорание, замыкание обмоток, низкое КПД. Цена нового электродвигателя 50 кВт на 30-50 % выше, чем БУ, поломка которого влечет выход из строя дорогостоящего оборудования. У Слобожанского завода Вы сможете купить электродвигатель 50 кВт надежный, с проверкой ОТК, провести ревизию и ремонт по минимальной цене. Ремонтные мастерские СЛЭМЗ проводят полную дефектовку, ремонт посадочных мест под подшипники, перемотку проводом и шиной.
Вероятные неисправности — недостаточное сопротивление обмоткок, перегрев и выгорание, замыкание обмоток, низкое КПД. Цена нового электродвигателя 50 кВт на 30-50 % выше, чем БУ, поломка которого влечет выход из строя дорогостоящего оборудования. У Слобожанского завода Вы сможете купить электродвигатель 50 кВт надежный, с проверкой ОТК, провести ревизию и ремонт по минимальной цене. Ремонтные мастерские СЛЭМЗ проводят полную дефектовку, ремонт посадочных мест под подшипники, перемотку проводом и шиной. Решение есть: подключение мощности до 50 кВт. Решение это подходит для любых помещений, расположенных в жилых домах, а также для небольших отдельностоящих помещений. В числе прочих можно перечислить рестораны, салоны красоты, аптеки, небольшие кофейни и прочие заведения, для которых мощности в 15 кВт для успешного осуществления деятельности явно недостаточно.
Решение есть: подключение мощности до 50 кВт. Решение это подходит для любых помещений, расположенных в жилых домах, а также для небольших отдельностоящих помещений. В числе прочих можно перечислить рестораны, салоны красоты, аптеки, небольшие кофейни и прочие заведения, для которых мощности в 15 кВт для успешного осуществления деятельности явно недостаточно.
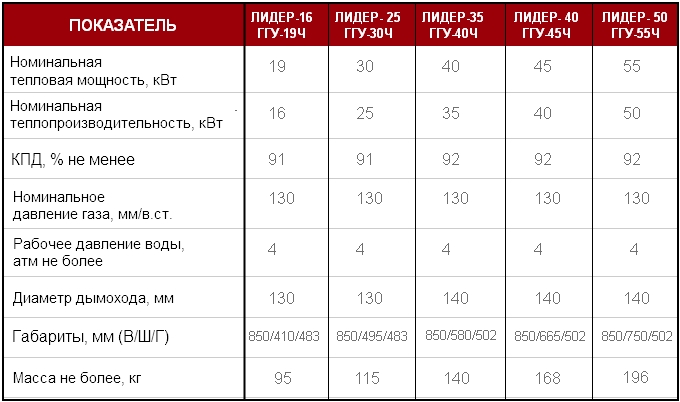 Итак, рассмотрим, что может включать в себя форма заявки:
Итак, рассмотрим, что может включать в себя форма заявки: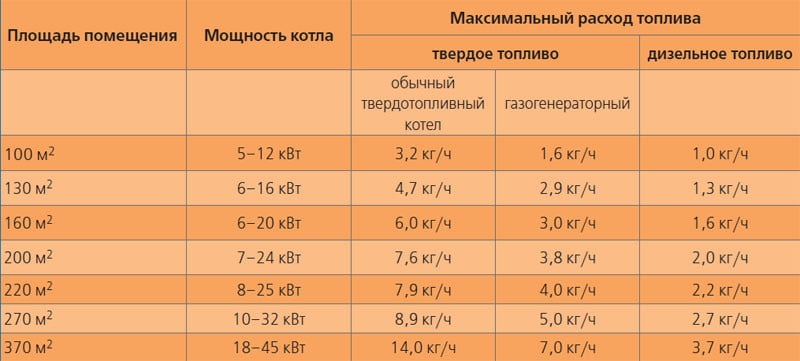 В чем же они заключаются? В сборе необходимых документов. Как мы уже упоминали выше, увеличение мощности до 50 кВт подразумевает предоставление акта об осуществлении технологического присоединения, однако это далеко не все документы, которые могут вам потребоваться, и с которыми могут быть связаны трудности. Так, подключение мощности до 50 кВт подразумевает предоставление следующих документов:
В чем же они заключаются? В сборе необходимых документов. Как мы уже упоминали выше, увеличение мощности до 50 кВт подразумевает предоставление акта об осуществлении технологического присоединения, однако это далеко не все документы, которые могут вам потребоваться, и с которыми могут быть связаны трудности. Так, подключение мощности до 50 кВт подразумевает предоставление следующих документов: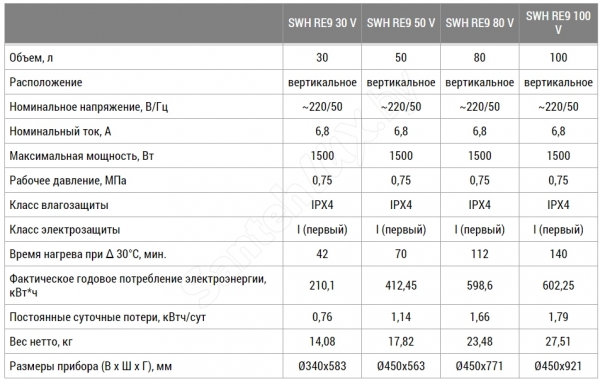 Речь идет о копиях протоколов заседаний, на которых были приняты соответствующие решения. Как мы уже говорили выше, управляющая компания неохотно предоставляет подобные документы, поэтому добиваться их благосклонности можно очень долго, а подключение мощности до 50 кВт будет простаивать.
Речь идет о копиях протоколов заседаний, на которых были приняты соответствующие решения. Как мы уже говорили выше, управляющая компания неохотно предоставляет подобные документы, поэтому добиваться их благосклонности можно очень долго, а подключение мощности до 50 кВт будет простаивать. Наши специалисты обладают всеми необходимыми навыками и обширным опытом составления соответствующих документов.
Наши специалисты обладают всеми необходимыми навыками и обширным опытом составления соответствующих документов. Какие работы может включать в себя технологическое присоединение до 50 кВт в части выполнения технических условий:
Какие работы может включать в себя технологическое присоединение до 50 кВт в части выполнения технических условий: Что вы получаете, обратившись к нам:
Что вы получаете, обратившись к нам:
 07
07
 и мин.)
и мин.)
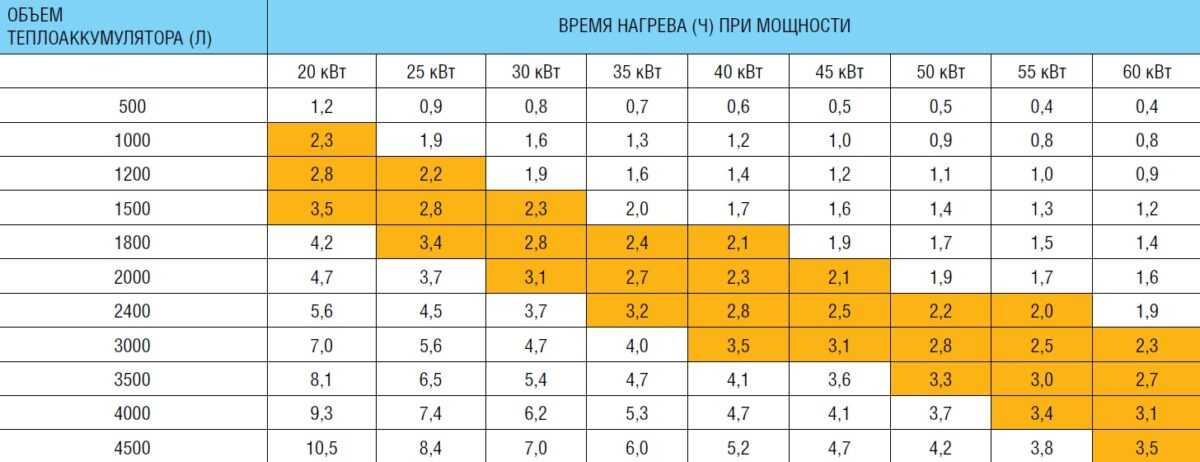

 Мы создали новый завод по производству гидротурбинных генераторов мощностью 50 кВт в Китае.
Мы создали новый завод по производству гидротурбинных генераторов мощностью 50 кВт в Китае.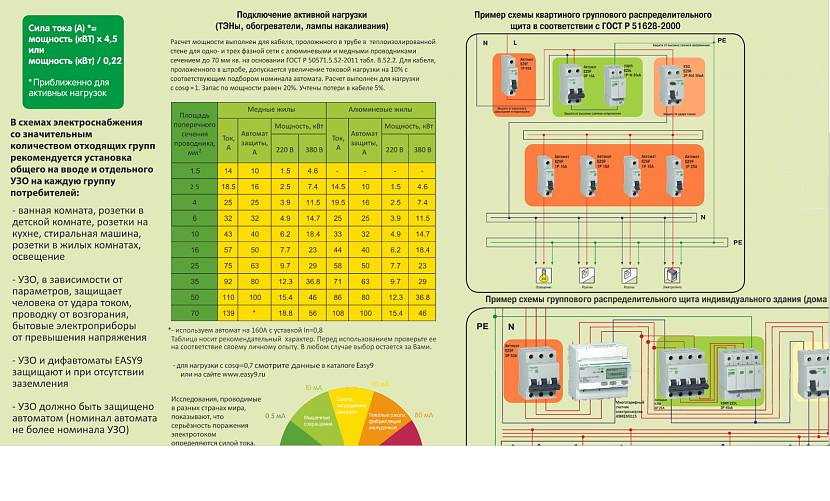



 Наша компания предлагает только разумный подход, если по ряду критериев запрашиваемый товар не подразумевает замену на аналог, мы не предлагаем замену.
Наша компания предлагает только разумный подход, если по ряду критериев запрашиваемый товар не подразумевает замену на аналог, мы не предлагаем замену.
 В отдельных случаях, при большой удаленности Вашего региона, срок доставки может быть увеличен.
В отдельных случаях, при большой удаленности Вашего региона, срок доставки может быть увеличен.
 bigcommerce.com/s-ca10qrhzok/content/documents/omron-warranty-2.pdf»> DOCS_Omron Соглашение об условиях и положениях: https://cdn11.bigcommerce.com/s-ca10qrhzok/content/documents/omron-warranty-2.pdf
bigcommerce.com/s-ca10qrhzok/content/documents/omron-warranty-2.pdf»> DOCS_Omron Соглашение об условиях и положениях: https://cdn11.bigcommerce.com/s-ca10qrhzok/content/documents/omron-warranty-2.pdf 2″> Одобрение: CSA C22.2
2″> Одобрение: CSA C22.2

 Размер кабелепровода
Размер кабелепровода -1220
-1220
 Роликовый рычаг (металлический рычаг
Роликовый рычаг (металлический рычаг 5
5 5
5 40006.40006.40006.40006.40006.40006.40006.40006.40006.400069.400069.400069.400069.400069.40006
40006.40006.40006.40006.40006.40006.40006.40006.40006.400069.400069.400069.400069.400069.40006
 5
5
 (Медленное действие)
(Медленное действие) —
—

 Изготовление алюминиевого профиля осуществляется в России на австрийском и итальянском оборудовании.
Изготовление алюминиевого профиля осуществляется в России на австрийском и итальянском оборудовании. Опалубка рассчитана на высокое давление бетонной смеси — 80 кПа (8 т/м2).
Опалубка рассчитана на высокое давление бетонной смеси — 80 кПа (8 т/м2). )
)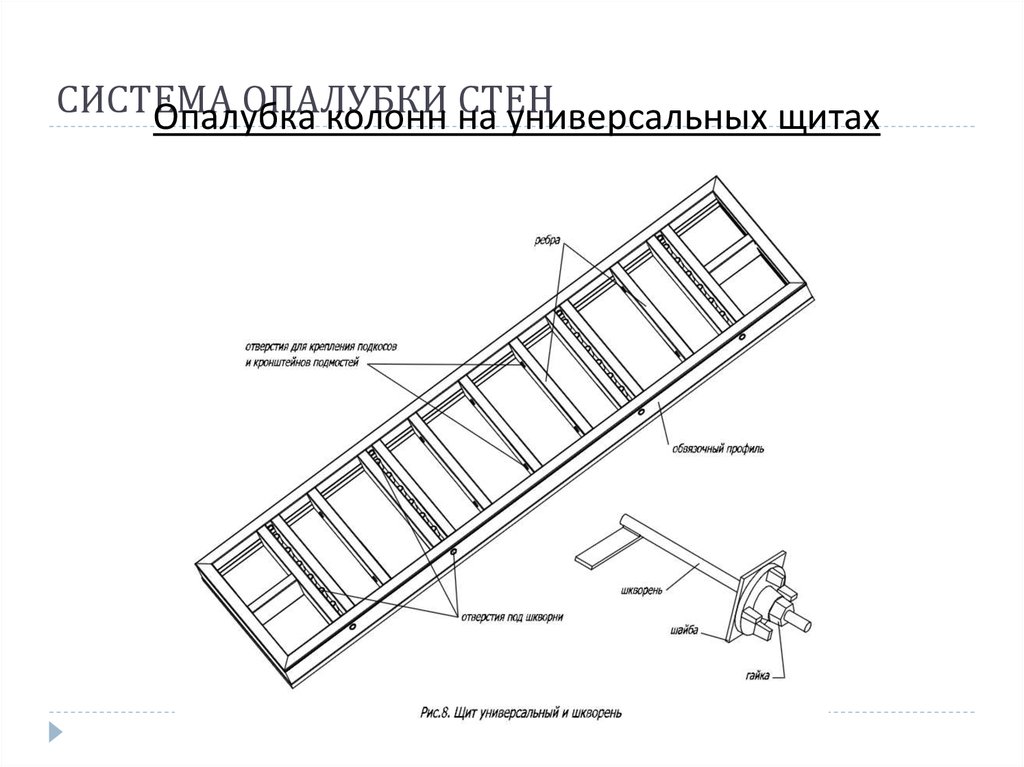
 Д., В ассортименте используется сверхпрочная и сильно сжатая фанера. Для каждого из ваших требований выбор продуктов JKD обеспечивает наилучшее качество и эффективность.
Д., В ассортименте используется сверхпрочная и сильно сжатая фанера. Для каждого из ваших требований выбор продуктов JKD обеспечивает наилучшее качество и эффективность.

 При высоких уровнях воздействия свинец поражает мозг и центральную нервную систему, вызывая кому, судороги и даже смерть. Дети, пережившие тяжелое отравление свинцом, могут остаться с умственной отсталостью и поведенческими расстройствами. Теперь известно, что при более низких уровнях воздействия, которые не вызывают явных симптомов и которые ранее считались безопасными, свинец вызывает целый ряд повреждений во многих системах организма. Воздействие свинца также вызывает анемию, гипертонию, почечную недостаточность, иммунную токсичность и токсичность для репродуктивных органов. Считается, что неврологические и поведенческие эффекты свинца необратимы.
При высоких уровнях воздействия свинец поражает мозг и центральную нервную систему, вызывая кому, судороги и даже смерть. Дети, пережившие тяжелое отравление свинцом, могут остаться с умственной отсталостью и поведенческими расстройствами. Теперь известно, что при более низких уровнях воздействия, которые не вызывают явных симптомов и которые ранее считались безопасными, свинец вызывает целый ряд повреждений во многих системах организма. Воздействие свинца также вызывает анемию, гипертонию, почечную недостаточность, иммунную токсичность и токсичность для репродуктивных органов. Считается, что неврологические и поведенческие эффекты свинца необратимы.

 Это вызвано узлами, которые могут возникнуть в процессе производства, но это чисто эстетическая проблема, которая не влияет на характеристики продукта.
Это вызвано узлами, которые могут возникнуть в процессе производства, но это чисто эстетическая проблема, которая не влияет на характеристики продукта. Обязательно очищайте фанеру после каждого использования, так как это предотвратит накопление грязи и мусора и повреждение древесины. Вы также должны хранить фанеру в сухом защищенном месте, когда она не используется, и регулярно осматривать фанеру.
Обязательно очищайте фанеру после каждого использования, так как это предотвратит накопление грязи и мусора и повреждение древесины. Вы также должны хранить фанеру в сухом защищенном месте, когда она не используется, и регулярно осматривать фанеру.
 Другое использование фанеры для опалубки — это любые конструкции, которые требуют чрезвычайной прочности, но не обязательно эстетически приятной отделки. Это вызвано узлами, которые могут возникнуть в процессе производства, но это чисто эстетическая проблема, которая не влияет на характеристики продукта.
Другое использование фанеры для опалубки — это любые конструкции, которые требуют чрезвычайной прочности, но не обязательно эстетически приятной отделки. Это вызвано узлами, которые могут возникнуть в процессе производства, но это чисто эстетическая проблема, которая не влияет на характеристики продукта. Обязательно очищайте фанеру после каждого использования, так как это предотвратит накопление грязи и мусора и повреждение древесины. Вы также должны хранить фанеру в сухом защищенном месте, когда она не используется, и регулярно осматривать фанеру.
Обязательно очищайте фанеру после каждого использования, так как это предотвратит накопление грязи и мусора и повреждение древесины. Вы также должны хранить фанеру в сухом защищенном месте, когда она не используется, и регулярно осматривать фанеру.
 Основная цель опалубочной фанеры — сделать форму для заливки бетона и обеспечить прочную стену во время застывания бетона. Это связано с классом WBP, который обеспечивает хорошую устойчивость к атмосферным воздействиям, а также с тем фактом, что фанера не прилипает к бетону. Другое использование фанеры для опалубки — это любые конструкции, которые требуют чрезвычайной прочности, но не обязательно эстетически приятной отделки. Это вызвано узлами, которые могут возникнуть в процессе производства, но это чисто эстетическая проблема, которая не влияет на характеристики продукта.
Основная цель опалубочной фанеры — сделать форму для заливки бетона и обеспечить прочную стену во время застывания бетона. Это связано с классом WBP, который обеспечивает хорошую устойчивость к атмосферным воздействиям, а также с тем фактом, что фанера не прилипает к бетону. Другое использование фанеры для опалубки — это любые конструкции, которые требуют чрезвычайной прочности, но не обязательно эстетически приятной отделки. Это вызвано узлами, которые могут возникнуть в процессе производства, но это чисто эстетическая проблема, которая не влияет на характеристики продукта.
 Их сходство в том, что они предназначены для хранения данных. Но их основные отличия — в скорости работы и потребляемой энергии.
Их сходство в том, что они предназначены для хранения данных. Но их основные отличия — в скорости работы и потребляемой энергии.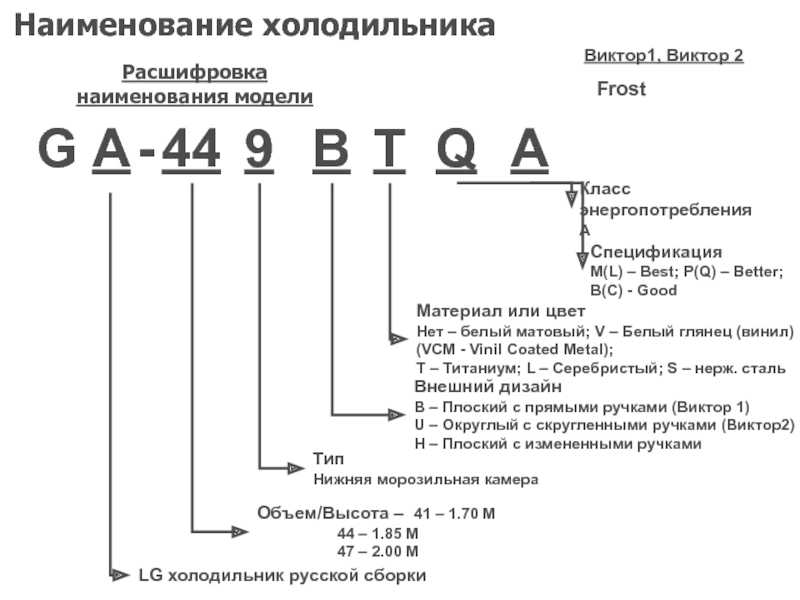
 Фактически, вашему устройству имплантировали карточку SD, которую Вы не можете извлечь.
Фактически, вашему устройству имплантировали карточку SD, которую Вы не можете извлечь.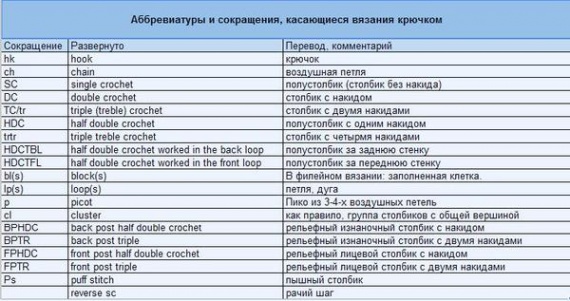 д. Когда Вы читаете электронную почту, текст загружается из ROM в RAM и отображается на экране. Когда Вы переходите к следующему письму, старый текст выгружается из памяти и загружается новый текст. Перейдя назад к предыдущему письму, оно снова будет загружено из ROM в RAM. Прим. переводчика: процесс загрузки-выгрузки данных описан чисто формально, для упрощения модели, но суть остается та же.
д. Когда Вы читаете электронную почту, текст загружается из ROM в RAM и отображается на экране. Когда Вы переходите к следующему письму, старый текст выгружается из памяти и загружается новый текст. Перейдя назад к предыдущему письму, оно снова будет загружено из ROM в RAM. Прим. переводчика: процесс загрузки-выгрузки данных описан чисто формально, для упрощения модели, но суть остается та же.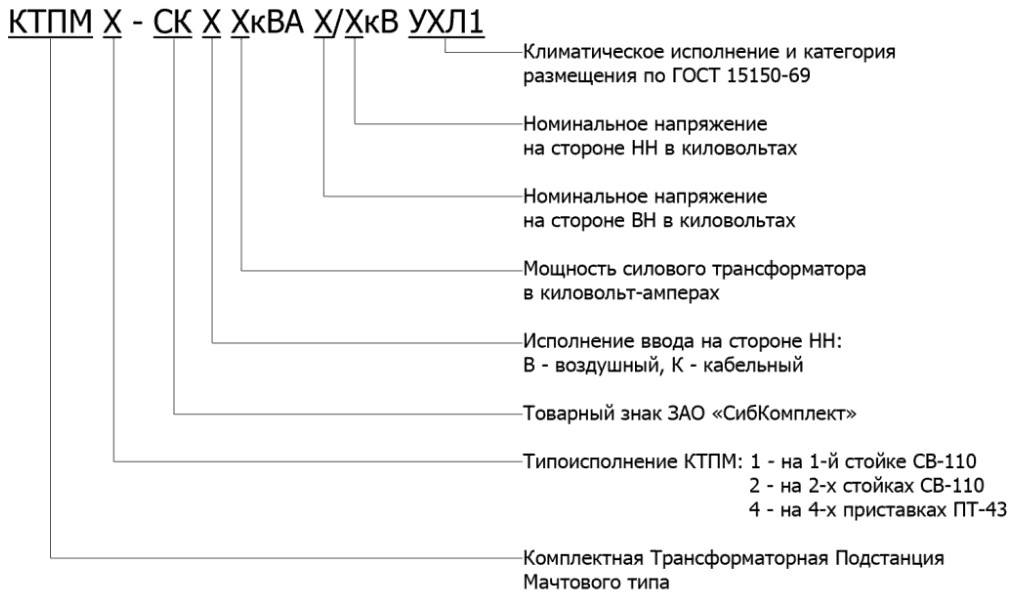 А количество ROM — сколько данных вы можете хранить на своем устройстве.
А количество ROM — сколько данных вы можете хранить на своем устройстве. Из-за большого расхода энергии, существует «обратная сторона медали» наличия слишком большого количества RAM. И, по этой причине, 128Mб RAM маловероятно, но не исключено для определенных устройств «профессионального использования».
Из-за большого расхода энергии, существует «обратная сторона медали» наличия слишком большого количества RAM. И, по этой причине, 128Mб RAM маловероятно, но не исключено для определенных устройств «профессионального использования». Но, грубое эмпирическое правило можно сформулировать так: программное обеспечение вашего устройства будет занимать около 32Mб. Так, если Вы купите типичное устройство с 64Mб ROM, то Вы сможете хранить примерно 32Mб ваших собственных данных. Если же у Вас 128Mб ROM — Вы сможете хранить около 96Mб ваших данных.
Но, грубое эмпирическое правило можно сформулировать так: программное обеспечение вашего устройства будет занимать около 32Mб. Так, если Вы купите типичное устройство с 64Mб ROM, то Вы сможете хранить примерно 32Mб ваших собственных данных. Если же у Вас 128Mб ROM — Вы сможете хранить около 96Mб ваших данных.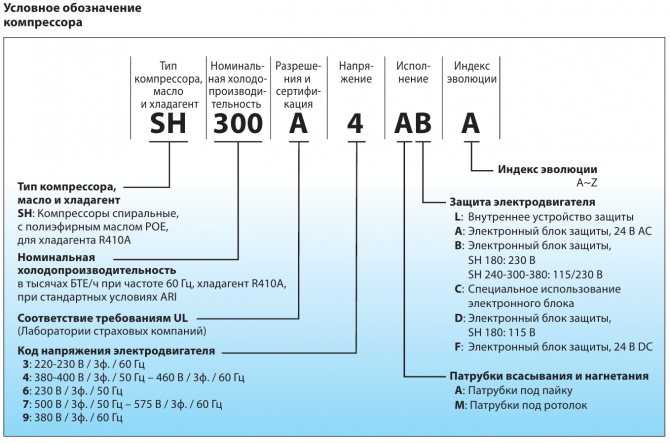 При прочих равных условиях, я предпочел бы устройство с 32Мб RAM и 128Мб ROM, по сравнению с устройством у которого 64Мб RAM и 64Мб ROM. Но я хотел бы 64Мб RAM и 256Мб ROM :-). Конечно, последний стоил бы значительно больше.
При прочих равных условиях, я предпочел бы устройство с 32Мб RAM и 128Мб ROM, по сравнению с устройством у которого 64Мб RAM и 64Мб ROM. Но я хотел бы 64Мб RAM и 256Мб ROM :-). Конечно, последний стоил бы значительно больше. Они подразумевают одно и тоже, но говорят об этом разными словами. Хотя, в силу природы маркетинга, я уверен, что они бы предпочли говорить о бОльших цифрах :-).
Они подразумевают одно и тоже, но говорят об этом разными словами. Хотя, в силу природы маркетинга, я уверен, что они бы предпочли говорить о бОльших цифрах :-).
 Это означает, что Вы можете иметь систему с меньшим количеством RAM. Заметьте, что это только работает для программ. Вы не можете «выполнить на месте» изображение или звуковой файл. Неспособность к XIP, NAND компенсирует своей стоимостью (NAND обычно более дешевая.)
Это означает, что Вы можете иметь систему с меньшим количеством RAM. Заметьте, что это только работает для программ. Вы не можете «выполнить на месте» изображение или звуковой файл. Неспособность к XIP, NAND компенсирует своей стоимостью (NAND обычно более дешевая.) Тогда бы все программы хранились в NOR, а пользовательскте данные — в NAND. Так как все программы выполнялись бы «на месте», не было бы необходимости в 64Mб RAM, что позволило бы уменьшить ее объем до 32Мб, экономя при этом драгоценный заряд вашей батареи. «Выполнение на месте» также означало бы более быструю загрузку программ, так как не было бы необходимости загружать программу в RAM перед выполнением. Такое устройство было бы просто сказкой!
Тогда бы все программы хранились в NOR, а пользовательскте данные — в NAND. Так как все программы выполнялись бы «на месте», не было бы необходимости в 64Mб RAM, что позволило бы уменьшить ее объем до 32Мб, экономя при этом драгоценный заряд вашей батареи. «Выполнение на месте» также означало бы более быструю загрузку программ, так как не было бы необходимости загружать программу в RAM перед выполнением. Такое устройство было бы просто сказкой! Таким образом, нет никакой возможности для «выполнения на месте» сохраненных на них программ.
Таким образом, нет никакой возможности для «выполнения на месте» сохраненных на них программ. Например, на картинке ниже видны явные косяки с part-number и ёмкостью:
Например, на картинке ниже видны явные косяки с part-number и ёмкостью: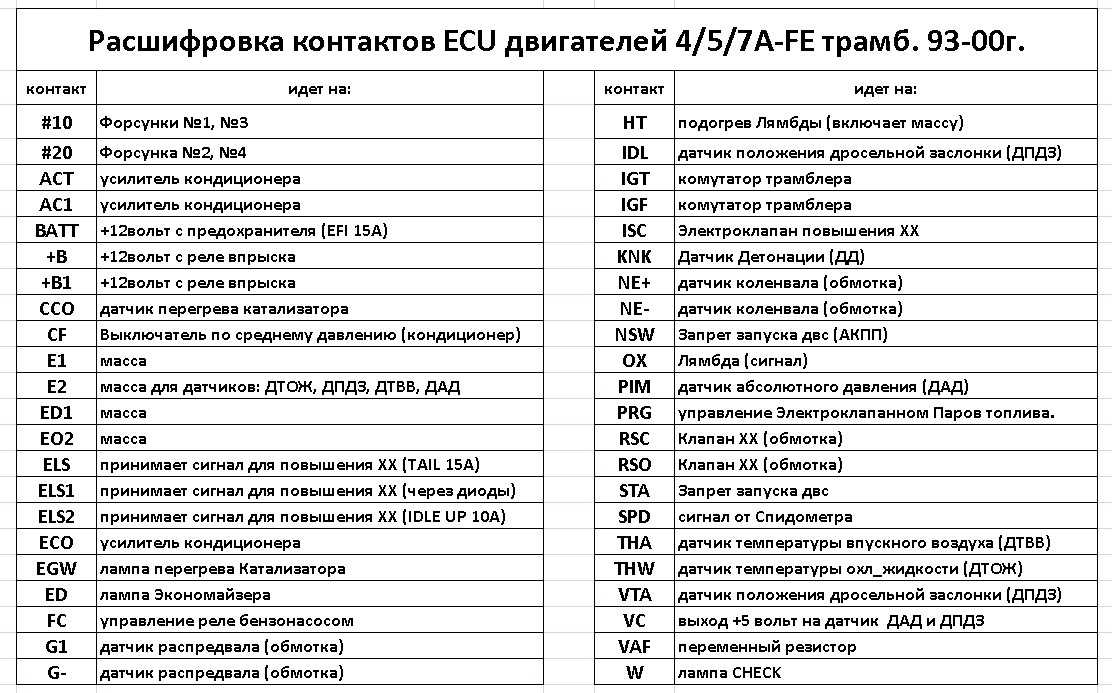 И было бы неплохо, для начала, этого производителя определить.
И было бы неплохо, для начала, этого производителя определить.
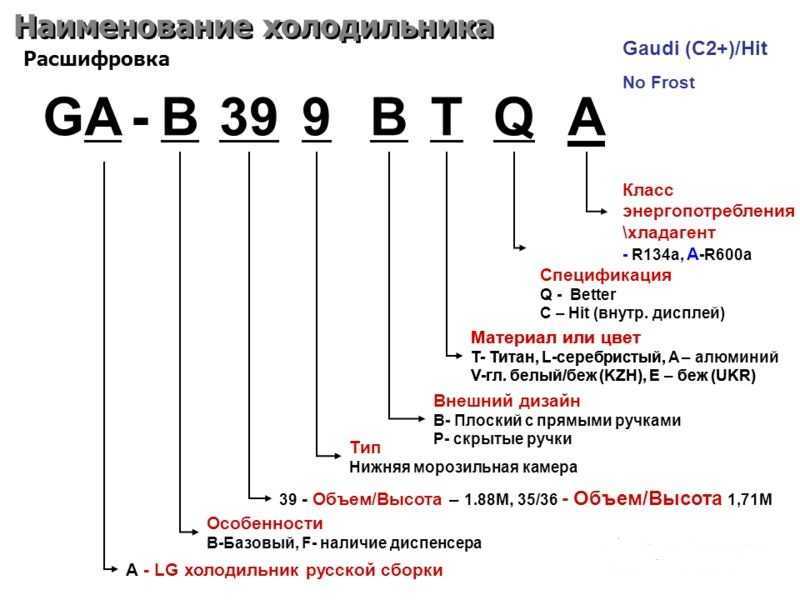

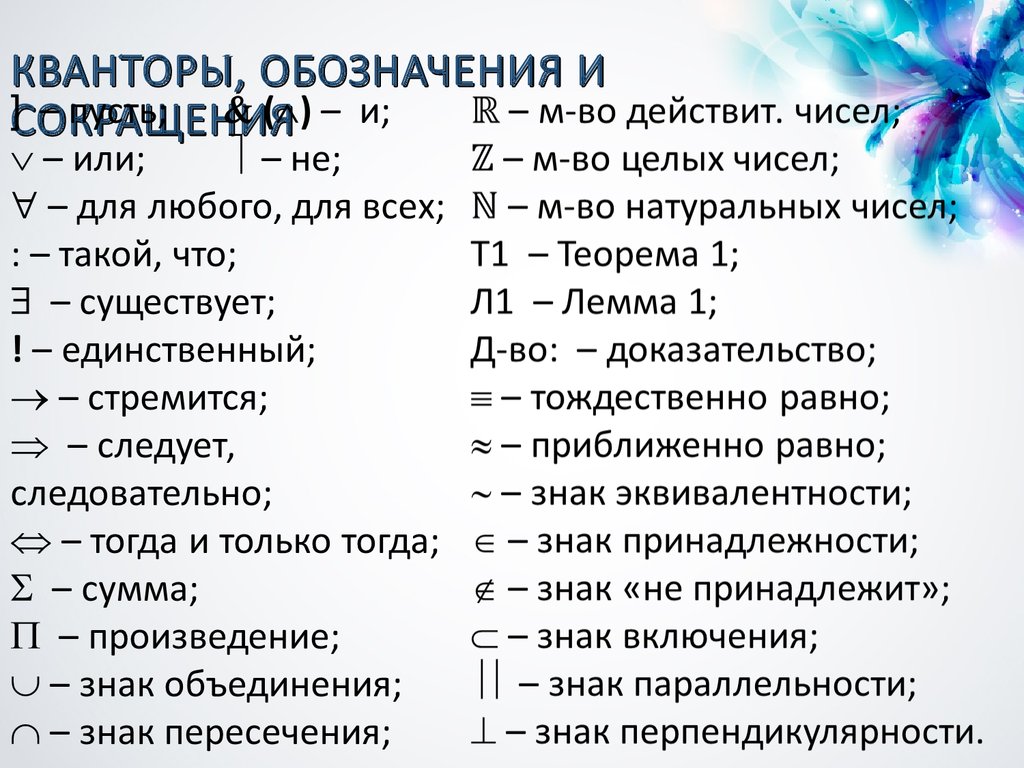 Это хлопоты, которых лучше избегать.
Это хлопоты, которых лучше избегать.
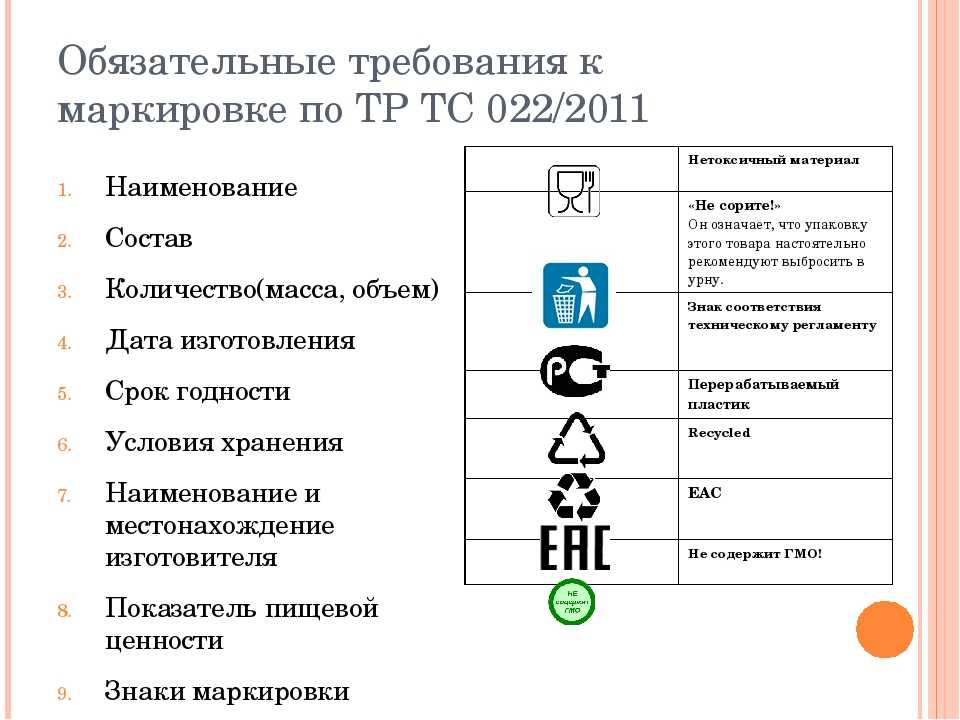
 Приложение было разработано отчасти из-за опасений, что отсутствие ясности в терминах может привести к бездействию в достижении Целей устойчивого развития ООН, по словам Говарда Хадсона, руководителя отдела коммуникаций Университета Организации Объединенных Наций — Маастрихтского института экономических и социальных исследований. Инновации и технологии в Нидерландах. «Многие бумаги, которые мне приходится редактировать, становятся настолько техническими, что на самом деле напоминают иероглифы», — сказал он агентству Reuters.
Приложение было разработано отчасти из-за опасений, что отсутствие ясности в терминах может привести к бездействию в достижении Целей устойчивого развития ООН, по словам Говарда Хадсона, руководителя отдела коммуникаций Университета Организации Объединенных Наций — Маастрихтского института экономических и социальных исследований. Инновации и технологии в Нидерландах. «Многие бумаги, которые мне приходится редактировать, становятся настолько техническими, что на самом деле напоминают иероглифы», — сказал он агентству Reuters.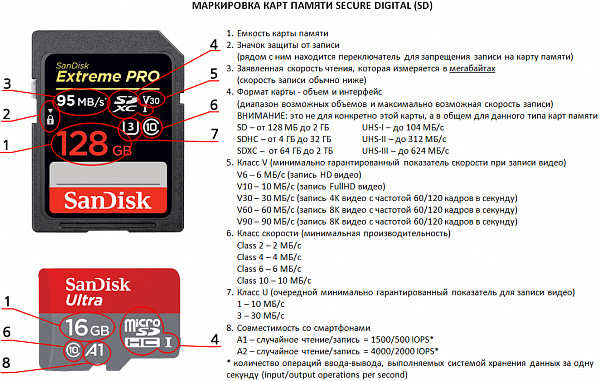 Это распространено среди организаций по развитию, но во всем мире CSO также означает начальника службы безопасности, Чикагский симфонический оркестр, центральное статистическое управление, организацию прибрежных штатов, обязательные обязательства по хранению и многое другое.
Это распространено среди организаций по развитию, но во всем мире CSO также означает начальника службы безопасности, Чикагский симфонический оркестр, центральное статистическое управление, организацию прибрежных штатов, обязательные обязательства по хранению и многое другое.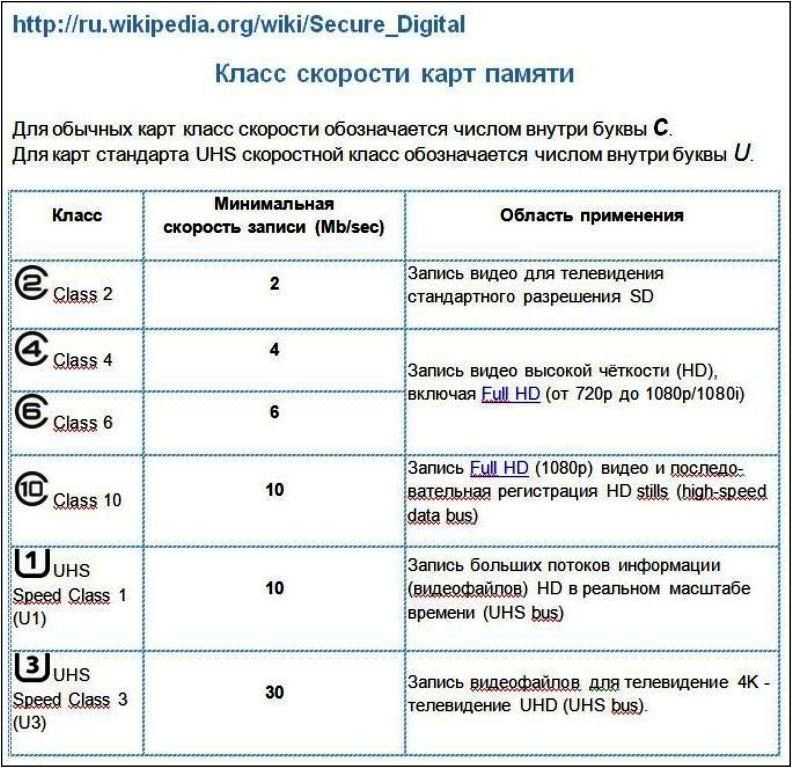 Это мешает поисковым системам и возвращает читателей в детский сад. Так что помните, не используйте FYRTCD.
Это мешает поисковым системам и возвращает читателей в детский сад. Так что помните, не используйте FYRTCD.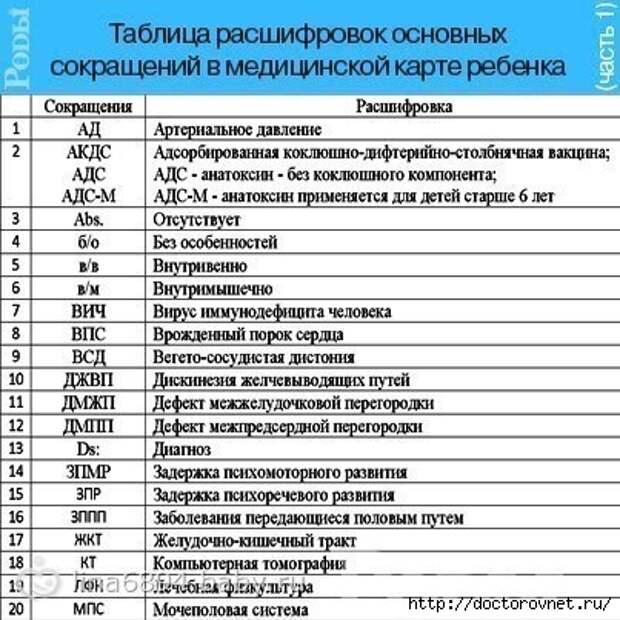
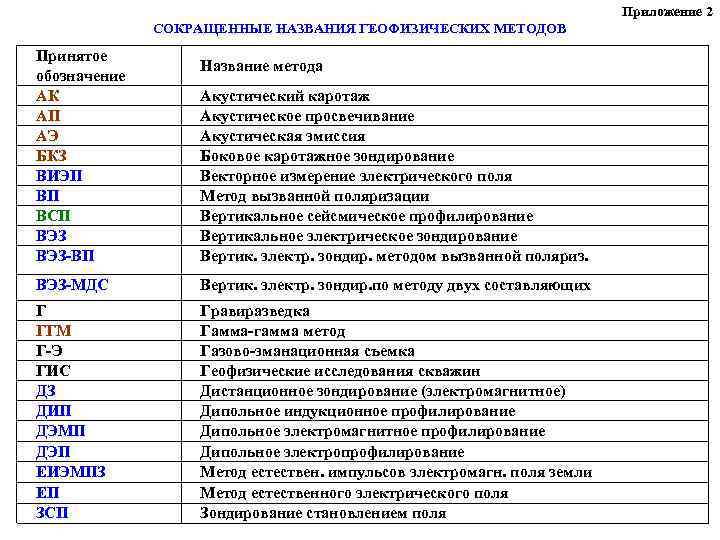 5 — Оплата сверхурочных (в 1,5 раза больше обычной ставки)
5 — Оплата сверхурочных (в 1,5 раза больше обычной ставки) Это обязательное социальное обеспечение, которое вы будете платить. Это зависит от года.
Это обязательное социальное обеспечение, которое вы будете платить. Это зависит от года.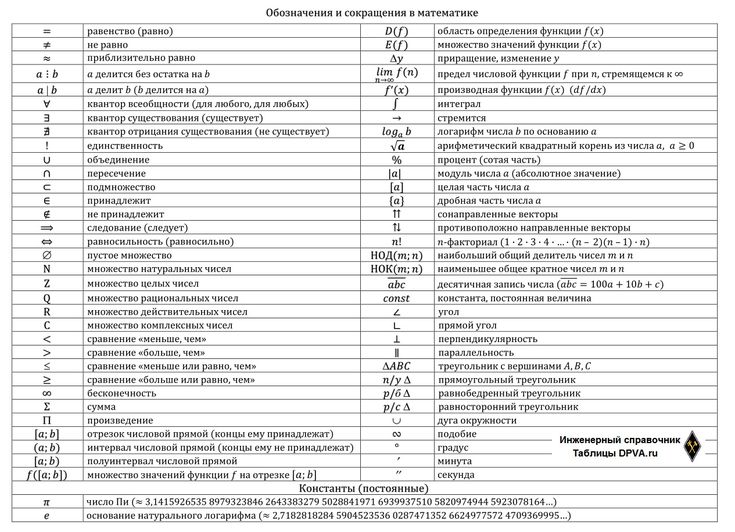 Эти вычеты, как правило, представляют собой штрафы, которые вы понесли в результате ареста или банкротства. Общие вычеты после уплаты налогов, которые вы можете увидеть в квитанции об оплате, приведены здесь.
Эти вычеты, как правило, представляют собой штрафы, которые вы понесли в результате ареста или банкротства. Общие вычеты после уплаты налогов, которые вы можете увидеть в квитанции об оплате, приведены здесь.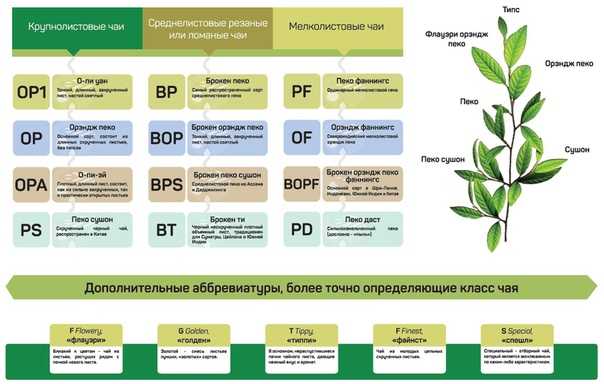
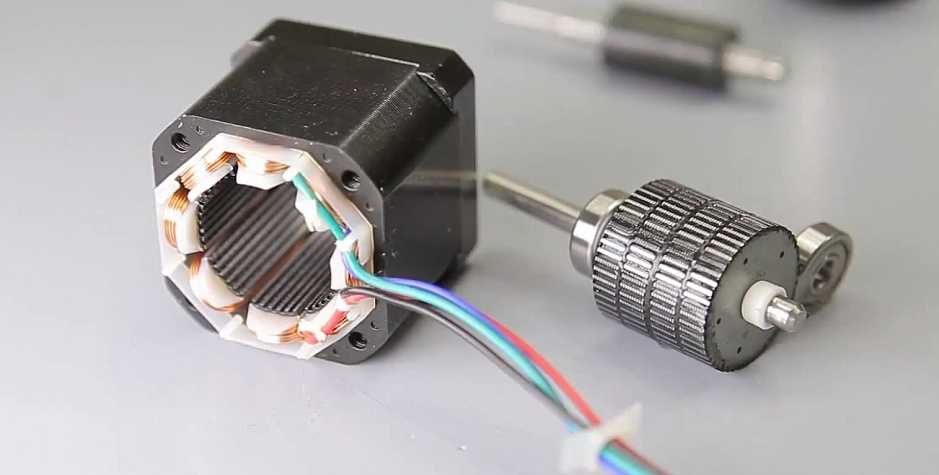
 2
2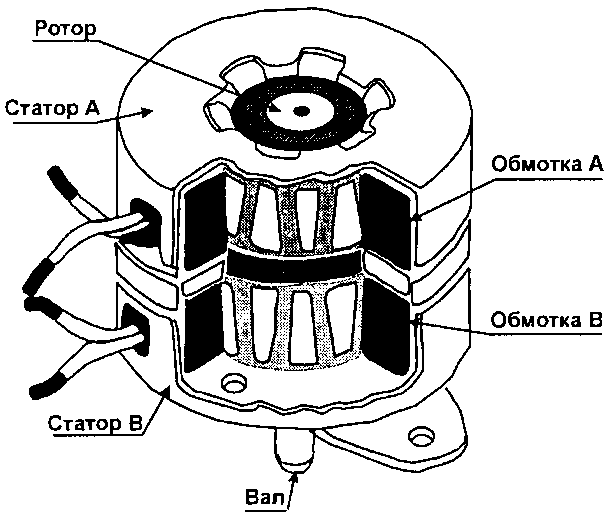
 при однополярной коммутации и
при однополярной коммутации и

 3.4). Число пазов статора и ротора, их геометрические
3.4). Число пазов статора и ротора, их геометрические
 Принцип действия шагового электродвигателя основан на способе преобразования импульсной электрической энергии в механическое дискретное перемещение.
Принцип действия шагового электродвигателя основан на способе преобразования импульсной электрической энергии в механическое дискретное перемещение.
 Ротор оборудован зубцами, сделанными из мягкого магнитного материала.
Ротор оборудован зубцами, сделанными из мягкого магнитного материала. Угол поворота составных частей ротора относительно друг друга равен половине шагового угла зубцов.
Угол поворота составных частей ротора относительно друг друга равен половине шагового угла зубцов. д), специальное промышленное оборудование, различные периферийные технические устройства.
д), специальное промышленное оборудование, различные периферийные технические устройства. В ближайшие несколько минут я расскажу о трех типах шаговых двигателей, представленных на рынке, и о том, почему один из них предпочтительнее других.
В ближайшие несколько минут я расскажу о трех типах шаговых двигателей, представленных на рынке, и о том, почему один из них предпочтительнее других. от постоянных магнитов ротора. Если ток переключить с фазы А на фазу В, чтобы намагнитить В1 к южному полюсу, а В2 к северному полюсу, ротор повернется на 90° по часовой стрелке.
от постоянных магнитов ротора. Если ток переключить с фазы А на фазу В, чтобы намагнитить В1 к южному полюсу, а В2 к северному полюсу, ротор повернется на 90° по часовой стрелке. Для более высокого разрешения рекомендуется использовать полушаг или микрошаг. С микрошагом способность драйвера точно контролировать ток в каждой фазе становится все более важной для определения повторяющейся точности положения двигателя. Еще одно отличие состоит в том, что в шаговых двигателях с постоянными магнитами используются драйверы постоянного напряжения, которые сложнее использовать, чем драйверы прерывателя постоянного тока.
Для более высокого разрешения рекомендуется использовать полушаг или микрошаг. С микрошагом способность драйвера точно контролировать ток в каждой фазе становится все более важной для определения повторяющейся точности положения двигателя. Еще одно отличие состоит в том, что в шаговых двигателях с постоянными магнитами используются драйверы постоянного напряжения, которые сложнее использовать, чем драйверы прерывателя постоянного тока.
 Его недостатком является невозможность точного управления крутящим моментом, поскольку крутящий момент пропорционален квадрату тока, а не току. Однако, поскольку в нем не используются постоянные магниты, его высокоскоростные характеристики лучше, чем у шагового двигателя с постоянными магнитами.
Его недостатком является невозможность точного управления крутящим моментом, поскольку крутящий момент пропорционален квадрату тока, а не току. Однако, поскольку в нем не используются постоянные магниты, его высокоскоростные характеристики лучше, чем у шагового двигателя с постоянными магнитами.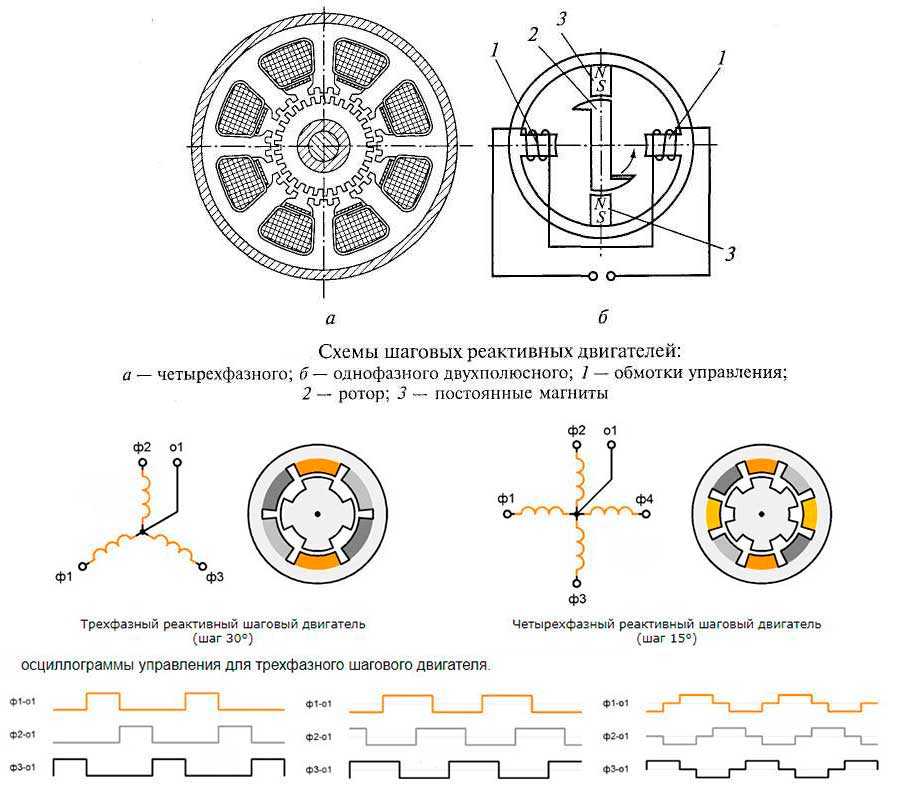 Однако известно, что они производят больше шума, поэтому область их применения ограничена. Шаговые двигатели типа VR менее распространены на рынке, чем шаговые двигатели типа PM.
Однако известно, что они производят больше шума, поэтому область их применения ограничена. Шаговые двигатели типа VR менее распространены на рынке, чем шаговые двигатели типа PM.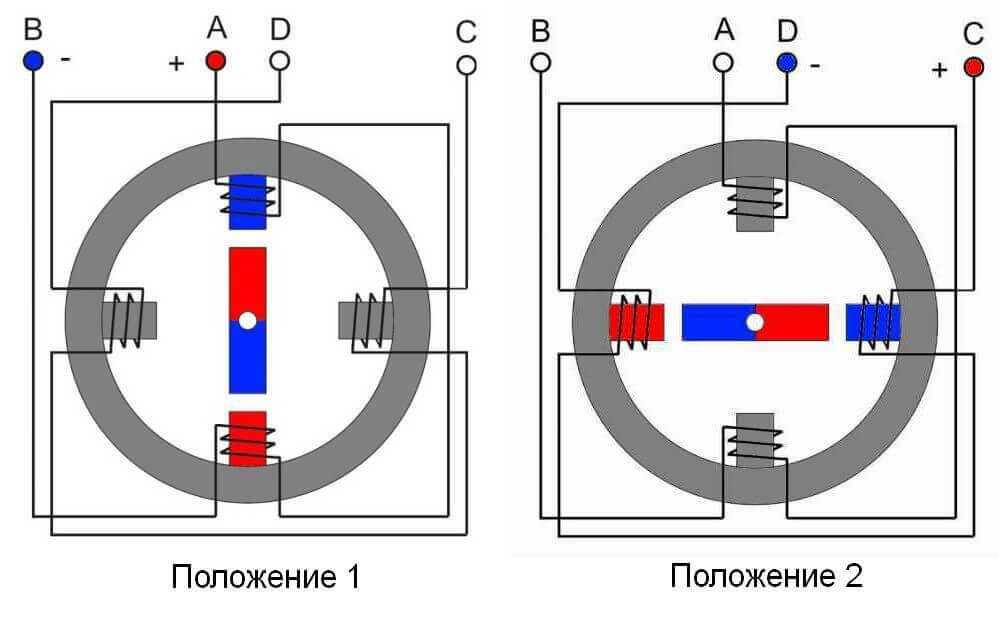 Два шарикоподшипника крепят ротор к корпусу двигателя. На роторах имеется либо 50 зубьев (1,8° на шаг), либо 100 зубьев (0,9° на шаг). Один ротор намагничен как северный полюс, а другой ротор намагничен как южный полюс. Каждый зубец на чашках ротора становится магнитным полюсом.
Два шарикоподшипника крепят ротор к корпусу двигателя. На роторах имеется либо 50 зубьев (1,8° на шаг), либо 100 зубьев (0,9° на шаг). Один ротор намагничен как северный полюс, а другой ротор намагничен как южный полюс. Каждый зубец на чашках ротора становится магнитным полюсом. Северные полюса статора будут притягивать южные полюса ротора, и наоборот.
Северные полюса статора будут притягивать южные полюса ротора, и наоборот.
 Кроме того, соотношение между током и крутящим моментом близко к пропорциональному; что делает его более легким в управлении, чем шаговый двигатель типа VR. Шаговые двигатели гибридного типа также могут достигать более высокого разрешения (например: 0,72° на полный шаг / 500 шагов на оборот). Еще более высокое разрешение может быть достигнуто с помощью микрошага.
Кроме того, соотношение между током и крутящим моментом близко к пропорциональному; что делает его более легким в управлении, чем шаговый двигатель типа VR. Шаговые двигатели гибридного типа также могут достигать более высокого разрешения (например: 0,72° на полный шаг / 500 шагов на оборот). Еще более высокое разрешение может быть достигнуто с помощью микрошага. Гибридные шаговые двигатели хорошо подходят для большинства приложений, в то время как шаговые двигатели с постоянным магнитом или переменным сопротивлением ограничены определенными приложениями. Драйверы шаговых двигателей в последние годы становятся все более «умными» благодаря технологическим усовершенствованиям функций, распределенному управлению и простоте программирования. К шаговому двигателю можно добавить редукторы и систему обратной связи с обратной связью, чтобы расширить область его применения. Работа с производителем, который может предоставить все необходимые компоненты и обучение, может облегчить жизнь.
Гибридные шаговые двигатели хорошо подходят для большинства приложений, в то время как шаговые двигатели с постоянным магнитом или переменным сопротивлением ограничены определенными приложениями. Драйверы шаговых двигателей в последние годы становятся все более «умными» благодаря технологическим усовершенствованиям функций, распределенному управлению и простоте программирования. К шаговому двигателю можно добавить редукторы и систему обратной связи с обратной связью, чтобы расширить область его применения. Работа с производителем, который может предоставить все необходимые компоненты и обучение, может облегчить жизнь.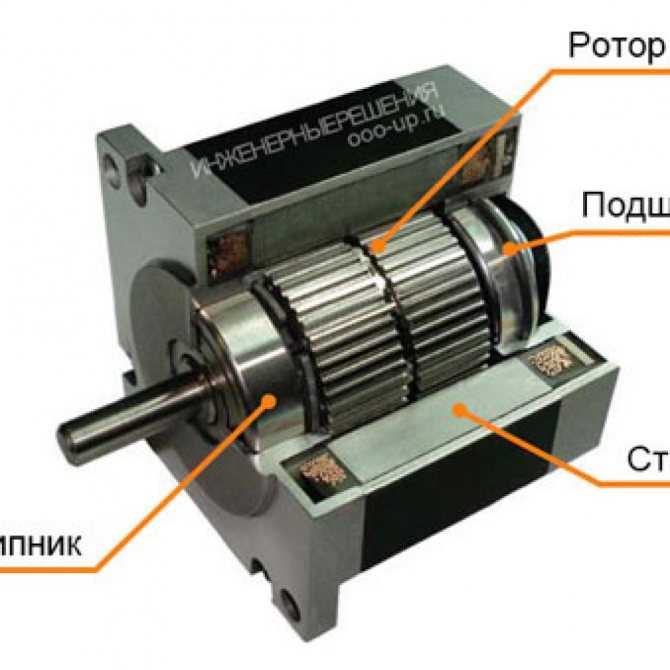 Шаговое движение двигателя соответствует входному импульсу.
Шаговое движение двигателя соответствует входному импульсу.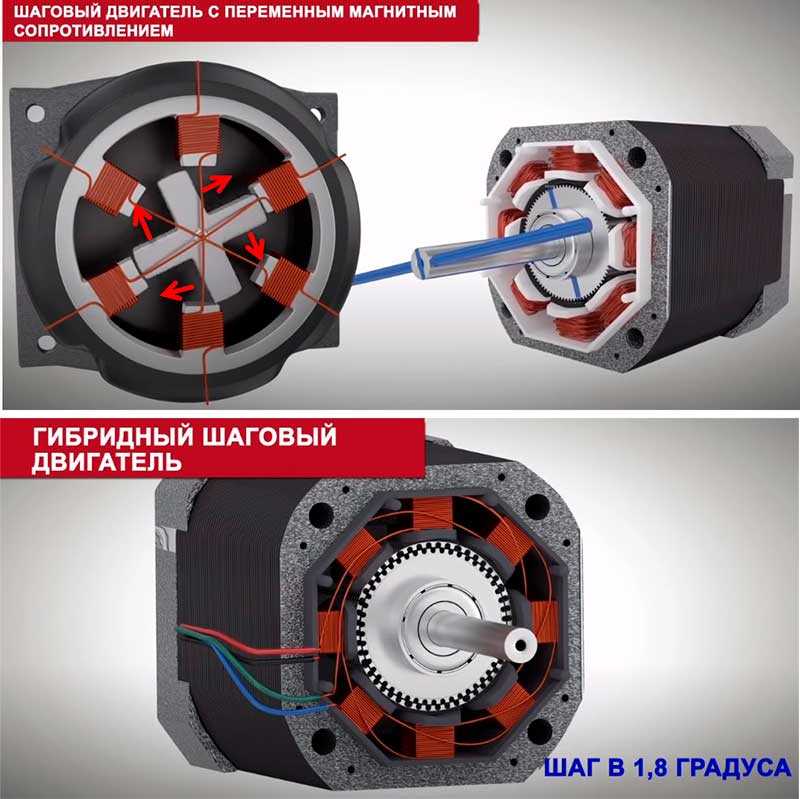
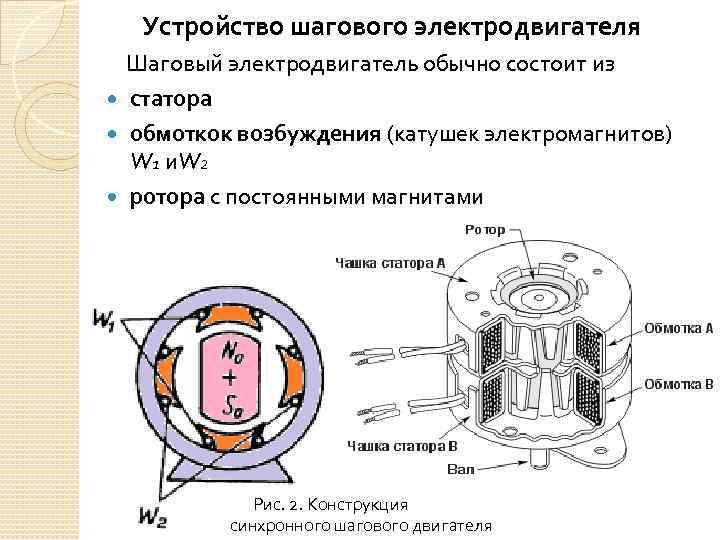 е. к клеммам B 1 и B 2 . Благодаря этому фаза А обесточивается, а фаза В находится под напряжением. Здесь снова устанавливается магнитный полюс N в фазе B. Поэтому ротор далее вращается с углом ступенчатого движения относительно оси полюса фазы B.
е. к клеммам B 1 и B 2 . Благодаря этому фаза А обесточивается, а фаза В находится под напряжением. Здесь снова устанавливается магнитный полюс N в фазе B. Поэтому ротор далее вращается с углом ступенчатого движения относительно оси полюса фазы B.
 В отличие от станков с ручным управлением продольно-фрезерные станки с ЧПУ чаще всего снабжают неподвижной траверсой, на которой расположена одна вертикальная головка по оси Z не только компенсирует отсутствие смещения траверсы, но и придает станку горазда более широкие возможности, так как вертикальное перемещение головки является как установочным, так и рабочим. На продольно-фрезерном станке такой компоновки при использовании навесных угловых головок можно выполнять полную обработку деталей с пяти сторон. На одностоечном продольно-фрезерном станке (рис. 101, д) обычно встраивают поворотный стол.
В отличие от станков с ручным управлением продольно-фрезерные станки с ЧПУ чаще всего снабжают неподвижной траверсой, на которой расположена одна вертикальная головка по оси Z не только компенсирует отсутствие смещения траверсы, но и придает станку горазда более широкие возможности, так как вертикальное перемещение головки является как установочным, так и рабочим. На продольно-фрезерном станке такой компоновки при использовании навесных угловых головок можно выполнять полную обработку деталей с пяти сторон. На одностоечном продольно-фрезерном станке (рис. 101, д) обычно встраивают поворотный стол. Последние изготавливают также в исполнении с преднабором и цифровой индикацией (Ф1).
Последние изготавливают также в исполнении с преднабором и цифровой индикацией (Ф1).
 Продольную подачу имеет стол, поперечную — вертикальные фрезерные головки, а вертикальную — боковые. Все фрезерные головки имеют общий привод подач.
Продольную подачу имеет стол, поперечную — вертикальные фрезерные головки, а вертикальную — боковые. Все фрезерные головки имеют общий привод подач. Давление контролируется манометром. Из регулятора давления воздух попадает в маслораспылитель, работающий по принципу пульверизатора, проходя через который, он насыщается частицами масла и далее разделяется на три магистрали: в пневмоприжим, фиксируя фрезерную головку, в штоковую полость цилиндра, поднимая фрезерную головку в крайнее верхнее положение, а также в воздухораспределитель, представляющий собой комбинацию двух распределителей с электромагнитным и пневматическим управлением. Поршневая полость цилиндра через дроссель и обратный клапан и распределитель в исходном положении связана с атмосферой.
Давление контролируется манометром. Из регулятора давления воздух попадает в маслораспылитель, работающий по принципу пульверизатора, проходя через который, он насыщается частицами масла и далее разделяется на три магистрали: в пневмоприжим, фиксируя фрезерную головку, в штоковую полость цилиндра, поднимая фрезерную головку в крайнее верхнее положение, а также в воздухораспределитель, представляющий собой комбинацию двух распределителей с электромагнитным и пневматическим управлением. Поршневая полость цилиндра через дроссель и обратный клапан и распределитель в исходном положении связана с атмосферой. При рабочем ходе головки инструмент обдувается сжатым воздухом. Воздух на пневмоприжим и в штоковую полость подается постоянно, обеспечивая блокировку фрезерной головки; при отключении напряжения, питающей электросети магнит воздухораспределителя отключается, головка под действием усилия в штоковой полости поднимается в крайнее верхнее положение; при падении давления в пневмосистеме станка происходит фиксация фрезерной головки за счет пружины пневмоприжима и системы рычагов.
При рабочем ходе головки инструмент обдувается сжатым воздухом. Воздух на пневмоприжим и в штоковую полость подается постоянно, обеспечивая блокировку фрезерной головки; при отключении напряжения, питающей электросети магнит воздухораспределителя отключается, головка под действием усилия в штоковой полости поднимается в крайнее верхнее положение; при падении давления в пневмосистеме станка происходит фиксация фрезерной головки за счет пружины пневмоприжима и системы рычагов. ..8 и по трубопроводу через пневмоклапан к пнёвмоклапану последовательности, переключая его. При этом сжатый воздух через пневмораспределитель по трубопроводу через пневмодроссель поступает в левую полость цилиндра прижима фрезы и по трубопроводу через трехлинейный клапан по трубопроводу к пневмораспределителю, поддерживая его в крайнем правом положении.
..8 и по трубопроводу через пневмоклапан к пнёвмоклапану последовательности, переключая его. При этом сжатый воздух через пневмораспределитель по трубопроводу через пневмодроссель поступает в левую полость цилиндра прижима фрезы и по трубопроводу через трехлинейный клапан по трубопроводу к пневмораспределителю, поддерживая его в крайнем правом положении. Поршень и шток перемещаются вправо, отводя фрезу в нерабочее положение.
Поршень и шток перемещаются вправо, отводя фрезу в нерабочее положение. Одновременно с этим магистрали через клапан трехлинейный (в исходном положении этот клапан нажат, как это показано на схеме) и магистраль соединены с атмосферой. В этом случае пневмораспределитель переключит каналы и магистраль соединится с магистралью и сжатый воздух, который получен от распределителя (при установке его в положение «центральный прижим»), поступит в верхнюю полость цилиндра центрального прижима. Произойдет прижим заготовки. Когда давление в магистралях поднимается, клапан последовательности соединит магистрали и воздух поступит в правую полость цилиндра. Фреза начнет приближаться к заготовке. В случае, если деталь окажется не зажата после полного хода штока цилиндра центрального прижима, кулачок на штоке нажмет ролик трехлинейного клапана. Последний соединит магистраль и магистраль с атмосферой, и клапан последовательности не даст разрешения на перемещение фрезы к заготовке.
Одновременно с этим магистрали через клапан трехлинейный (в исходном положении этот клапан нажат, как это показано на схеме) и магистраль соединены с атмосферой. В этом случае пневмораспределитель переключит каналы и магистраль соединится с магистралью и сжатый воздух, который получен от распределителя (при установке его в положение «центральный прижим»), поступит в верхнюю полость цилиндра центрального прижима. Произойдет прижим заготовки. Когда давление в магистралях поднимается, клапан последовательности соединит магистрали и воздух поступит в правую полость цилиндра. Фреза начнет приближаться к заготовке. В случае, если деталь окажется не зажата после полного хода штока цилиндра центрального прижима, кулачок на штоке нажмет ролик трехлинейного клапана. Последний соединит магистраль и магистраль с атмосферой, и клапан последовательности не даст разрешения на перемещение фрезы к заготовке. Это происходит следующим образом: при переключении пневмораспределителя 2 в положение «стоп» сжатый воздух поступает по магистрали в левую полость цилиндра и начинается отвод шпиндельной бабки. При этом прижим детали не прекращается, т. к. от пневмораспределителя 1 воздух продолжает поступать в магистраль и через распределитель в магистраль, т. к. магистраль продолжает оставаться соединенной с атмосферой (трехлинейный клапан не нажат; он нажимается только в исходном положении) и магистраль, которая уже находится под давлением, не может соединиться с трубопроводом. Центральный прижим продолжает удерживать деталь.
Это происходит следующим образом: при переключении пневмораспределителя 2 в положение «стоп» сжатый воздух поступает по магистрали в левую полость цилиндра и начинается отвод шпиндельной бабки. При этом прижим детали не прекращается, т. к. от пневмораспределителя 1 воздух продолжает поступать в магистраль и через распределитель в магистраль, т. к. магистраль продолжает оставаться соединенной с атмосферой (трехлинейный клапан не нажат; он нажимается только в исходном положении) и магистраль, которая уже находится под давлением, не может соединиться с трубопроводом. Центральный прижим продолжает удерживать деталь.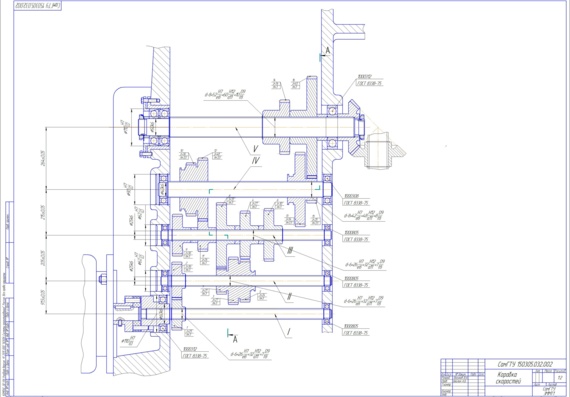

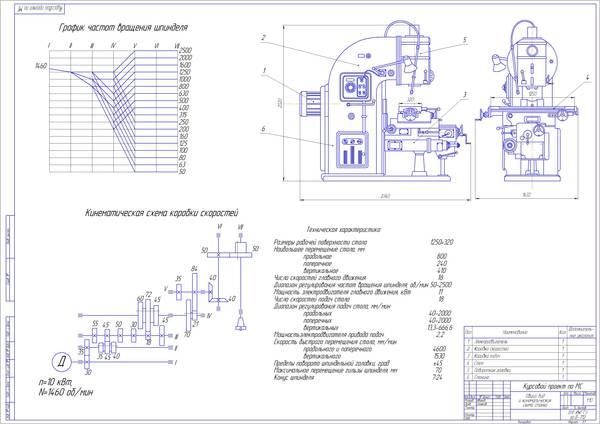
 Отрегулируйте положение диска и упора для выборки в кромочных накладках D шпунтов для установки алюминиевого профиля, как показано на рис. 1а. Проверьте сделанные настройки на обрезках и, если требуется, измените их. Прижимая к упору покрытую пластиком сторону крышки, выпилите шпунты в кромочных накладках D. Используйте подпорный брусок для предотвращения сколов на выходе пильного диска.
Отрегулируйте положение диска и упора для выборки в кромочных накладках D шпунтов для установки алюминиевого профиля, как показано на рис. 1а. Проверьте сделанные настройки на обрезках и, если требуется, измените их. Прижимая к упору покрытую пластиком сторону крышки, выпилите шпунты в кромочных накладках D. Используйте подпорный брусок для предотвращения сколов на выходе пильного диска. 1 показан. Основными частями станка являются: станина 1, стойка 2, салазки 3 стола, стол 4, салазки 5 шпиндельной бабки, шпиндельная бабка 6 и подвесной пульт управления 7. Шпинделю станка сообщается вращательное движение от электродвигателя D1, N = 20 кВт; n = 1420 об/мин (рис. 2) через 18-ступенчатую коробку скоростей (три переключения между валами II и III, три — между валами III и IV, два — между валами IV и V). Переключения производятся с помощью двухпозиционных Ц2, и Ц4, и трехпозиционных Ц1, и Ц3, гидроцилиндров управления плунжерного типа. Соответствующие полости гидроцилиндров управления соединяются с насосной станцией посредством крана управления КУ, который может занимать 18 различных положений. Ниже, в таблице, показано, какие полости гидроцилиндров управления соединяются с насосом (т. е. с напором — H) и какие — с баком (т. е. со сливом — С) для настройки различных чисел оборотов шпинделя.
1 показан. Основными частями станка являются: станина 1, стойка 2, салазки 3 стола, стол 4, салазки 5 шпиндельной бабки, шпиндельная бабка 6 и подвесной пульт управления 7. Шпинделю станка сообщается вращательное движение от электродвигателя D1, N = 20 кВт; n = 1420 об/мин (рис. 2) через 18-ступенчатую коробку скоростей (три переключения между валами II и III, три — между валами III и IV, два — между валами IV и V). Переключения производятся с помощью двухпозиционных Ц2, и Ц4, и трехпозиционных Ц1, и Ц3, гидроцилиндров управления плунжерного типа. Соответствующие полости гидроцилиндров управления соединяются с насосной станцией посредством крана управления КУ, который может занимать 18 различных положений. Ниже, в таблице, показано, какие полости гидроцилиндров управления соединяются с насосом (т. е. с напором — H) и какие — с баком (т. е. со сливом — С) для настройки различных чисел оборотов шпинделя. Наибольшее давление ограничивается предохранительным клапаном К1 16-18 бар.
Наибольшее давление ограничивается предохранительным клапаном К1 16-18 бар.
 ..1500; 2000 мм/мин.
..1500; 2000 мм/мин.


 Исходное положение определяется последовательностью перезапуска при включении питания, инициируемой оператором нажатием кнопки на панели управления машины после включения питания системы управления.
Исходное положение определяется последовательностью перезапуска при включении питания, инициируемой оператором нажатием кнопки на панели управления машины после включения питания системы управления.
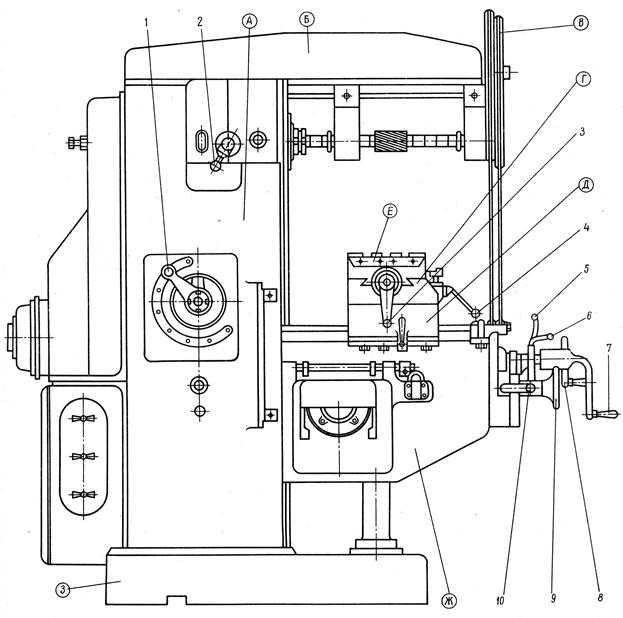 WCS находится в верхнем левом углу блока. Этот угол легко найти с помощью Edge Finder или Probe.
WCS находится в верхнем левом углу блока. Этот угол легко найти с помощью Edge Finder или Probe.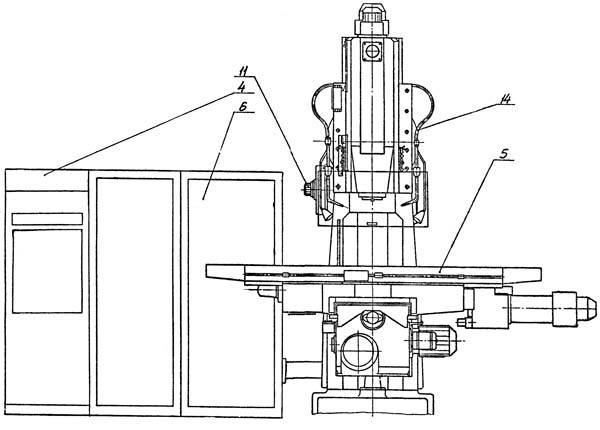 Если инструмент изнашивается или ломается и его необходимо заменить, почти невозможно каждый раз выставлять точную длину из держателя инструмента.
Если инструмент изнашивается или ломается и его необходимо заменить, почти невозможно каждый раз выставлять точную длину из держателя инструмента.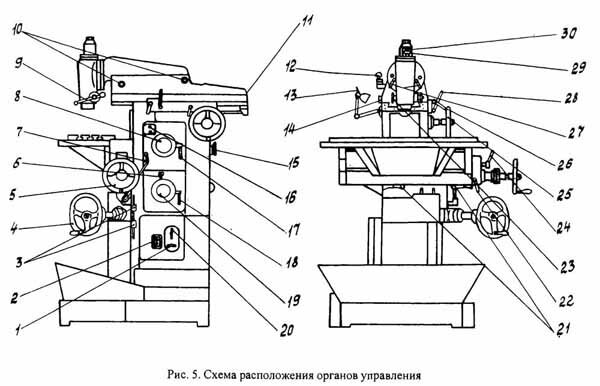 Как только значения Fixture Offset найдены, введены в систему управления и активированы программой ЧПУ, система ЧПУ работает за кулисами, чтобы преобразовать координаты программы в координаты WCS.
Как только значения Fixture Offset найдены, введены в систему управления и активированы программой ЧПУ, система ЧПУ работает за кулисами, чтобы преобразовать координаты программы в координаты WCS.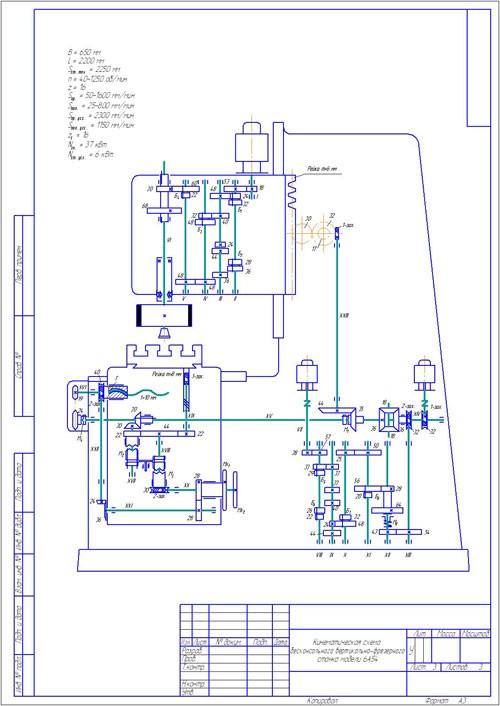 Станку с ЧПУ нужен какой-то способ узнать, насколько далеко каждый инструмент простирается от шпинделя до наконечника. Это достигается с помощью смещения длины инструмента (TLO).
Станку с ЧПУ нужен какой-то способ узнать, насколько далеко каждый инструмент простирается от шпинделя до наконечника. Это достигается с помощью смещения длины инструмента (TLO).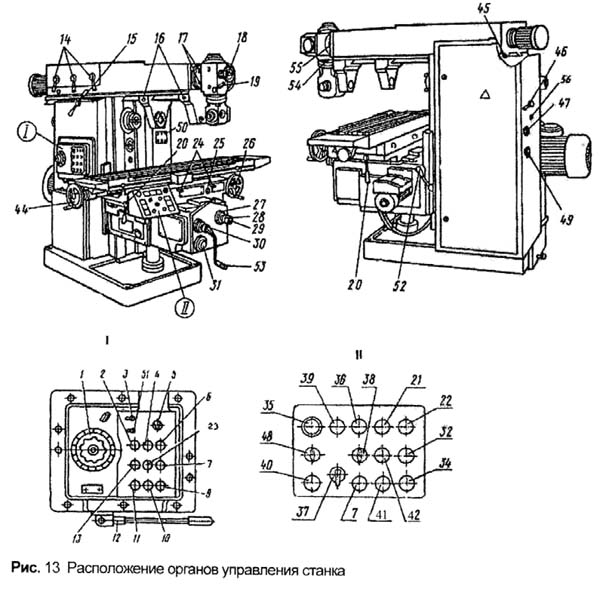
 Станок добавляет два значения вместе, чтобы определить общее смещение длины инструмента. Метод для этого включен в.
Станок добавляет два значения вместе, чтобы определить общее смещение длины инструмента. Метод для этого включен в.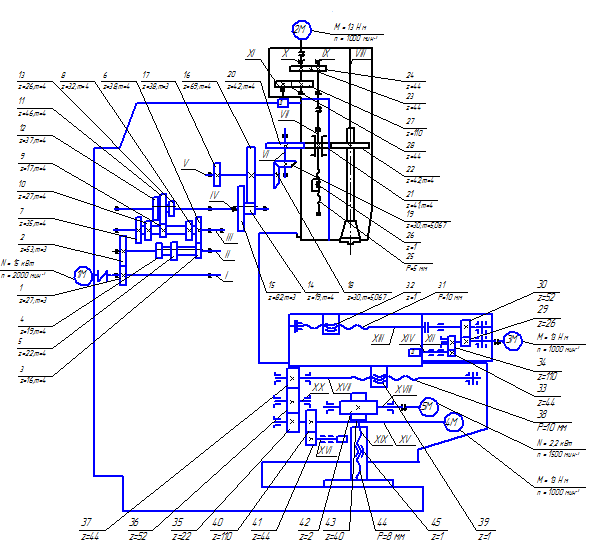
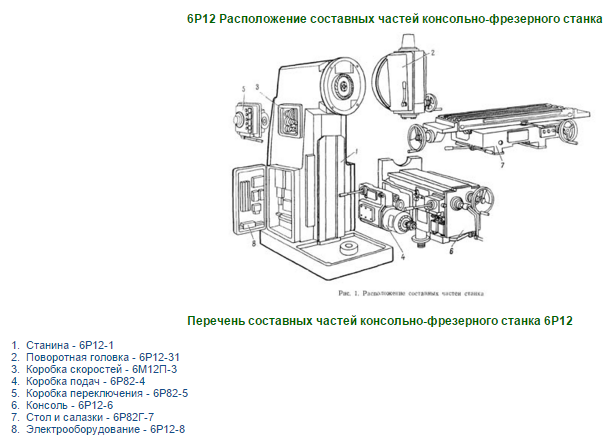 Многие компании-производители отдают предпочтение револьверно-фрезерным станкам из-за их универсальности. Они способны выполнять более широкий спектр фрезерных операций, чем фрезерные станки, что делает их выгодным вложением средств для производственных компаний.
Многие компании-производители отдают предпочтение револьверно-фрезерным станкам из-за их универсальности. Они способны выполнять более широкий спектр фрезерных операций, чем фрезерные станки, что делает их выгодным вложением средств для производственных компаний.

 Такой результат объясняется несколькими причинами. При использовании меньшего количество смазочных материалов или при снижении их качества (приобретение дешёвых СОЖ) следует ожидать таких последствий:
Такой результат объясняется несколькими причинами. При использовании меньшего количество смазочных материалов или при снижении их качества (приобретение дешёвых СОЖ) следует ожидать таких последствий: СОЖ, которые изготавливает представленный бренд, создаются с применением новейших технических разработок.
СОЖ, которые изготавливает представленный бренд, создаются с применением новейших технических разработок.
 В составе СОЖ они достигают 99% всего микробиологического разнообразия видов. Эта бактерия не влияет на физико-химические характеристики средства. Они не допускают развитие иных форм бактерий в составе.
В составе СОЖ они достигают 99% всего микробиологического разнообразия видов. Эта бактерия не влияет на физико-химические характеристики средства. Они не допускают развитие иных форм бактерий в составе. Также запрещено добавлять в СОЖ несогласованные с производителем присадки.
Также запрещено добавлять в СОЖ несогласованные с производителем присадки. Это позволяет компании удерживать лидирующие позиции на рынке уже много лет.
Это позволяет компании удерживать лидирующие позиции на рынке уже много лет.
 Спасибо!
Спасибо!
 Важным вопросом в процессе оптимизации технологических циклов является изменение структуры расходов. Поэтому организация всего процесса изготовления продукции должна рассматриваться комплексно.
Важным вопросом в процессе оптимизации технологических циклов является изменение структуры расходов. Поэтому организация всего процесса изготовления продукции должна рассматриваться комплексно.
 При этом могут снижаться показатели рентабельности производства, финансовая устойчивость и прибыльность.
При этом могут снижаться показатели рентабельности производства, финансовая устойчивость и прибыльность.
 В составе СОЖ они достигают 99% всего микробиологического разнообразия видов. Эта бактерия не влияет на физико-химические характеристики средства. Они не допускают развитие иных форм бактерий в составе.
В составе СОЖ они достигают 99% всего микробиологического разнообразия видов. Эта бактерия не влияет на физико-химические характеристики средства. Они не допускают развитие иных форм бактерий в составе. Также запрещено добавлять в СОЖ несогласованные с производителем присадки.
Также запрещено добавлять в СОЖ несогласованные с производителем присадки. Это позволяет компании удерживать лидирующие позиции на рынке уже много лет.
Это позволяет компании удерживать лидирующие позиции на рынке уже много лет.

 Фото: Дивьякант Соланки/EPA-EFE/Shutterstock
Фото: Дивьякант Соланки/EPA-EFE/Shutterstock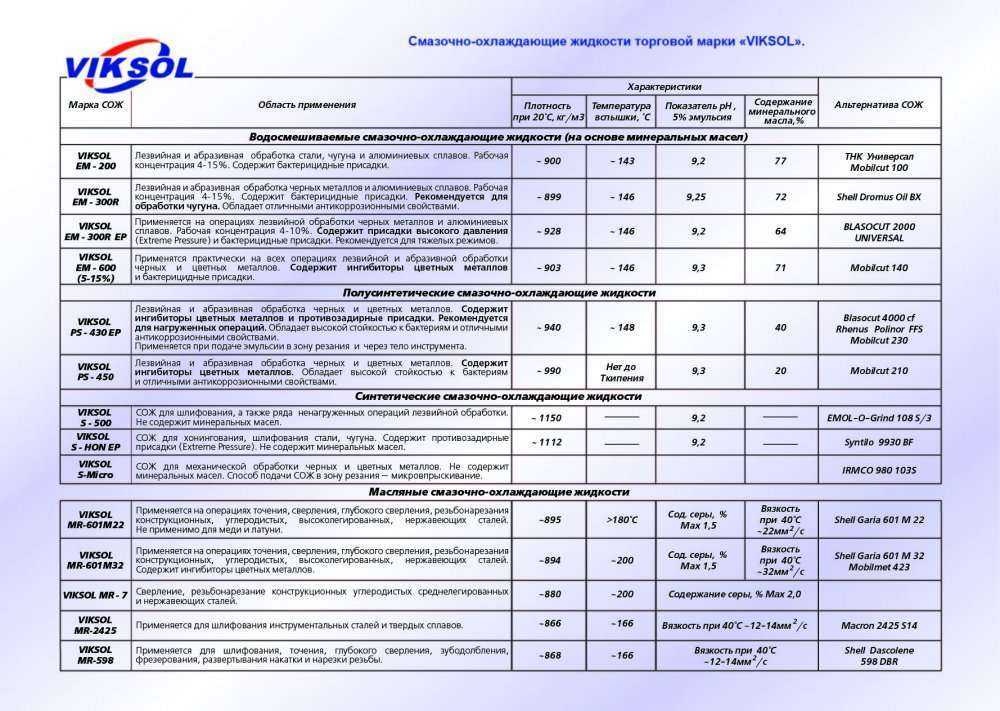 Эти вакцины включают прививки информационной РНК, созданные Moderna в Кембридже, Массачусетс, и Pfizer в Нью-Йорке и BioNTech в Майнце, Германия, а также вакцину вирусного вектора, разработанную Johnson & Johnson (J&J) в Нью-Брансуике, Нью-Джерси.
Эти вакцины включают прививки информационной РНК, созданные Moderna в Кембридже, Массачусетс, и Pfizer в Нью-Йорке и BioNTech в Майнце, Германия, а также вакцину вирусного вектора, разработанную Johnson & Johnson (J&J) в Нью-Брансуике, Нью-Джерси. «За 3,9миллиарда человек, мы являемся оплотом производства вакцин. Так что, если здесь нет контрактов, страдает мир».
«За 3,9миллиарда человек, мы являемся оплотом производства вакцин. Так что, если здесь нет контрактов, страдает мир». И администрация не подталкивала американские компании к партнерству с компаниями на глобальном юге. Германия, которая финансировала разработку мРНК-вакцины BioNTech, лицензия на которую позже была передана Pfizer, по-прежнему выступает против отказа от патентов.
И администрация не подталкивала американские компании к партнерству с компаниями на глобальном юге. Германия, которая финансировала разработку мРНК-вакцины BioNTech, лицензия на которую позже была передана Pfizer, по-прежнему выступает против отказа от патентов.
 Действительно, 88% людей, прошедших вакцинацию в Индии, получили прививки от вирусных векторов, разработанные Оксфордским университетом и компанией AstraZeneca в Соединенном Королевстве и произведенные Индийским институтом сывороток, крупнейшим производителем вакцин в мире. Международные организации, ведущие борьбу с COVID-19Глобальный доступ к вакцинам (COVAX), система поставок вакцин против COVID-19 в страны с низким и средним уровнем дохода, ожидала, что Институт сыворотки предоставит большую часть их вакцин, но этот план не оправдался, когда правительство Индии ограничило экспорт в марте. когда страна столкнулась со смертельным всплеском COVID-19, и только 2% ее населения были вакцинированы. Из-за проблем, включая паузу в экспорте и отсутствие пожертвований, COVAX перенесла свою цель по доставке двух миллиардов доз с этого года на 2022 год.
Действительно, 88% людей, прошедших вакцинацию в Индии, получили прививки от вирусных векторов, разработанные Оксфордским университетом и компанией AstraZeneca в Соединенном Королевстве и произведенные Индийским институтом сывороток, крупнейшим производителем вакцин в мире. Международные организации, ведущие борьбу с COVID-19Глобальный доступ к вакцинам (COVAX), система поставок вакцин против COVID-19 в страны с низким и средним уровнем дохода, ожидала, что Институт сыворотки предоставит большую часть их вакцин, но этот план не оправдался, когда правительство Индии ограничило экспорт в марте. когда страна столкнулась со смертельным всплеском COVID-19, и только 2% ее населения были вакцинированы. Из-за проблем, включая паузу в экспорте и отсутствие пожертвований, COVAX перенесла свою цель по доставке двух миллиардов доз с этого года на 2022 год. Фото: Dhiraj Singh/Bloomberg/Getty
Фото: Dhiraj Singh/Bloomberg/Getty Вектор в первом уколе — аденовирус 26 — аналогичен вектору в вакцине J&J, поэтому Нандигала говорит, что, если он будет включен, компании смогут переориентировать свои процессы для производства этого укола.
Вектор в первом уколе — аденовирус 26 — аналогичен вектору в вакцине J&J, поэтому Нандигала говорит, что, если он будет включен, компании смогут переориентировать свои процессы для производства этого укола.
 в создании вакцины «Спутник V», — пишут они.
в создании вакцины «Спутник V», — пишут они. На брифинге для прессы на прошлой неделе генеральный директор ВОЗ Тедрос Адханом Гебрейесус сказал: «Я не буду молчать, когда компании и страны, контролирующие глобальные поставки вакцин, считают, что бедняки мира должны довольствоваться остатками».
На брифинге для прессы на прошлой неделе генеральный директор ВОЗ Тедрос Адханом Гебрейесус сказал: «Я не буду молчать, когда компании и страны, контролирующие глобальные поставки вакцин, считают, что бедняки мира должны довольствоваться остатками». «Все сводится к контролю и обеспечению качества, что невероятно сложно», — говорит он, где бы вы ни находились. «Люди могут говорить о дополнительных партнерствах, но они недооценивают проблему».
«Все сводится к контролю и обеспечению качества, что невероятно сложно», — говорит он, где бы вы ни находились. «Люди могут говорить о дополнительных партнерствах, но они недооценивают проблему». Он добавил, что поставки вакцины не будут проблемой в следующем году, как только Pfizer и другие фирмы нарастят производство. В письме на Nature, , представитель Pfizer объяснил, что компания изначально полагалась на производителей в Европе и США для безопасного наращивания производства, но в будущем может привлечь больше производителей, чтобы к 2022 году произвести до четырех миллиардов доз. Moderna не ответила на запросы о комментариях от Nature . Но его исполнительный директор Стефан Бансель заявил аналитикам в мае, что он категорически против отказа от патентов и что сторонним компаниям потребуется от 12 до 18 месяцев, чтобы произвести мРНК-вакцину Moderna.
Он добавил, что поставки вакцины не будут проблемой в следующем году, как только Pfizer и другие фирмы нарастят производство. В письме на Nature, , представитель Pfizer объяснил, что компания изначально полагалась на производителей в Европе и США для безопасного наращивания производства, но в будущем может привлечь больше производителей, чтобы к 2022 году произвести до четырех миллиардов доз. Moderna не ответила на запросы о комментариях от Nature . Но его исполнительный директор Стефан Бансель заявил аналитикам в мае, что он категорически против отказа от патентов и что сторонним компаниям потребуется от 12 до 18 месяцев, чтобы произвести мРНК-вакцину Moderna. ВОЗ может разделить уверенность Сиддики: вчера Reuters сообщил новость о том, что южноафриканский центр попытается воссоздать снимок Moderna. Сваминатан подтверждает сообщение, добавляя, что исследователи, знакомые с процессом, предложили свою помощь.
ВОЗ может разделить уверенность Сиддики: вчера Reuters сообщил новость о том, что южноафриканский центр попытается воссоздать снимок Moderna. Сваминатан подтверждает сообщение, добавляя, что исследователи, знакомые с процессом, предложили свою помощь. В верхней части списка находятся белковые субъединичные вакцины, в которых пептиды, соответствующие пептидам SARS-CoV-2, учат иммунную систему распознавать вирус и бороться с ним. Исследователи говорят, что преимущество таких вакцин заключается в том, что чаны с дрожжами или клетками насекомых могут производить огромное количество пептидов, что делает вакцины масштабируемыми. Они добавляют, что многие компании знакомы с этим процессом, потому что аналогичным образом производят вакцины от других болезней и рекомбинантные лекарства.
В верхней части списка находятся белковые субъединичные вакцины, в которых пептиды, соответствующие пептидам SARS-CoV-2, учат иммунную систему распознавать вирус и бороться с ним. Исследователи говорят, что преимущество таких вакцин заключается в том, что чаны с дрожжами или клетками насекомых могут производить огромное количество пептидов, что делает вакцины масштабируемыми. Они добавляют, что многие компании знакомы с этим процессом, потому что аналогичным образом производят вакцины от других болезней и рекомбинантные лекарства. «Если бы белковые субъединичные вакцины работали хорошо, я бы вложил в них свои деньги», — говорит Ядав.
«Если бы белковые субъединичные вакцины работали хорошо, я бы вложил в них свои деньги», — говорит Ядав. Многие теперь считают, что решение состоит в том, чтобы страны сделали то, что, по мнению крупных американских производителей мРНК-вакцин, невозможно: самостоятельно производить прививки мРНК, соответствующие золотому стандарту.
Многие теперь считают, что решение состоит в том, чтобы страны сделали то, что, по мнению крупных американских производителей мРНК-вакцин, невозможно: самостоятельно производить прививки мРНК, соответствующие золотому стандарту.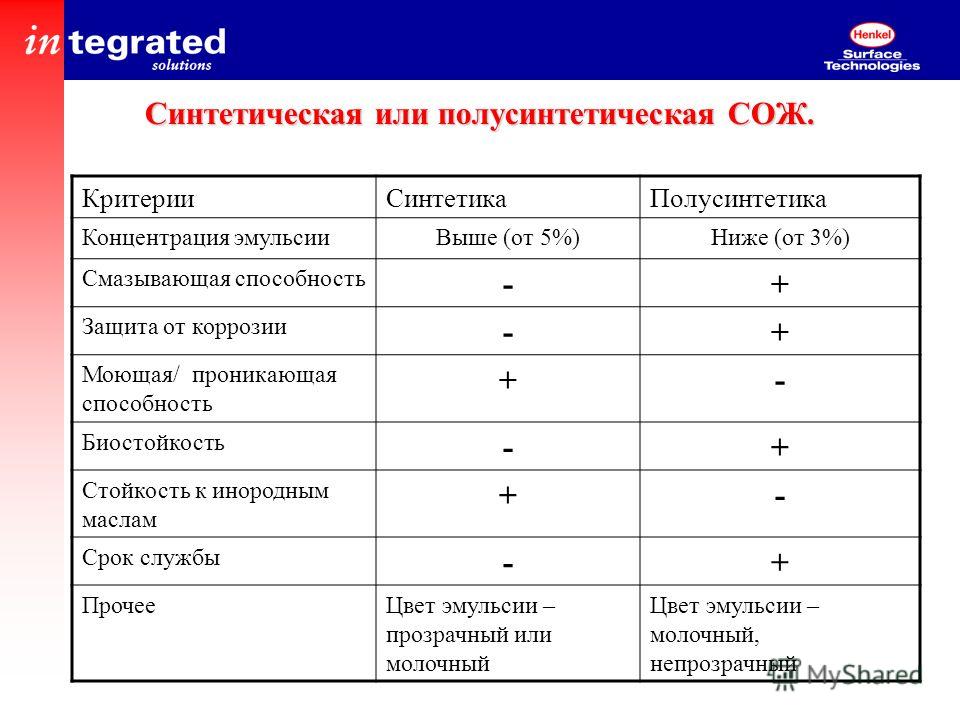
 По их словам, у компаний в Африке, Южной Америке и некоторых частях Азии уже есть многое из того, что им нужно для их производства; технология, характерная для процесса производства мРНК, может поставляться в виде готового к использованию модульного набора.
По их словам, у компаний в Африке, Южной Америке и некоторых частях Азии уже есть многое из того, что им нужно для их производства; технология, характерная для процесса производства мРНК, может поставляться в виде готового к использованию модульного набора. Ключевые критерии включают существующие объекты, человеческий капитал, систему регулирования лекарственных средств, а также политический и экономический климат.
Ключевые критерии включают существующие объекты, человеческий капитал, систему регулирования лекарственных средств, а также политический и экономический климат.

 Стивен Саад, исполнительный директор Aspen Pharmacare в Дурбане, Южная Африка, сказал, что с инвестициями, которые он оценил в 100 миллионов долларов, его фирма могла бы производить миллиард доз мРНК-вакцины в течение года — более чем достаточно, чтобы обеспечить всю Африку по всей Африке. у которого у Aspen уже есть дистрибьюторская сеть.
Стивен Саад, исполнительный директор Aspen Pharmacare в Дурбане, Южная Африка, сказал, что с инвестициями, которые он оценил в 100 миллионов долларов, его фирма могла бы производить миллиард доз мРНК-вакцины в течение года — более чем достаточно, чтобы обеспечить всю Африку по всей Африке. у которого у Aspen уже есть дистрибьюторская сеть.
 В Лондоне.
В Лондоне. Когда компания имеет функционирующую производственную линию, можно легко заменить содержимое мРНК и сделать вакцины для другого патогена, такого как малярия или ВИЧ.
Когда компания имеет функционирующую производственную линию, можно легко заменить содержимое мРНК и сделать вакцины для другого патогена, такого как малярия или ВИЧ. Индийские компании-производители дженериков перепроектировали многие формулы, и сегодня большая часть мировых лекарств от СПИДа производится в этих странах.
Индийские компании-производители дженериков перепроектировали многие формулы, и сегодня большая часть мировых лекарств от СПИДа производится в этих странах. По его словам, если бы у Biovac был доступ к «рецепту» и инструкциям от людей, которые изготовили вакцину, и если бы она приобрела модульные производственные комплексы, компания могла бы производить вакцины за 12–18 месяцев.
По его словам, если бы у Biovac был доступ к «рецепту» и инструкциям от людей, которые изготовили вакцину, и если бы она приобрела модульные производственные комплексы, компания могла бы производить вакцины за 12–18 месяцев.


 org/PropertyValue»>Разблокировка колес нет
org/PropertyValue»>Разблокировка колес нет org/PropertyValue»>Свеча зажигания F7RTC
org/PropertyValue»>Свеча зажигания F7RTC

 6
6 Запуск двигателя может производиться как вручную, так и от электростартера. Наличие фары улучшает видимость и позволяет не прекращать работу с наступлением вечера. Агрегат подходит для работы со снегом различной плотности — для этого предусмотрены 8 скоростей (6 вперед, 2 назад).
Запуск двигателя может производиться как вручную, так и от электростартера. Наличие фары улучшает видимость и позволяет не прекращать работу с наступлением вечера. Агрегат подходит для работы со снегом различной плотности — для этого предусмотрены 8 скоростей (6 вперед, 2 назад).
 youtube.com/embed/cfiAAaH6IlE» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/cfiAAaH6IlE» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>