Токарные автоматы и полуавтоматы: назначение и принцип работы
Главная / ЧПУ станок / Токарный станок / Токарные автоматы и полуавтоматы: назначение и принцип работы
Токарные автоматы и полуавтоматы, в основном используются для точения деталей сложной формы из прутка и штучных заготовок в условиях крупносерийного и массового производства. Автоматом называется станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки заготовки, а также загрузка заготовки и выгрузка обработанной детали. Обслуживание автомата сводится к периодической подаче материала-заготовки или прутка — и контролю обработанных деталей.
Полуавтоматом называются токарные станки, в которых автоматизированы все основные и вспомогательные движения, составляющие цикл обработки одной заготовки. По окончании цикла полуавтомат останавливается, для повторения цикла необходимо снять готовую деталь, поставить и закрепить новую заготовку и вновь запустить станок.
Токарные автоматы и полуавтоматы предназначены для изготовления деталей сложной конфигурации путем обработки заготовки несколькими инструментами. Наряду с токарными автоматами и полуавтоматами, получившими наибольшее распространение в машиностроении, существуют автоматы и полуавтоматы фрезерные, шлифовальные, сверлильные и прочие.
Автоматизация цикла работы современных станков осуществляется на основе использования средств механики, гидравлики, электротехники и электроники, пневматики или на комбинированной базе.
Станки с механической базой автоматизации производительны и надежны в эксплуатации. Однако на переналадку таких автоматов затрачивается много времени. Поэтому автоматы с механической базой автоматизации используют, как правило, в условиях массового производства, а полуавтоматы — в условиях серийного и крупносерийного производства. Станки, автоматизированные другими способами, допускают быструю переналадку и поэтому применяются чаще всего в серийном производстве.
Особое место занимают станки с ЧПУ, это оборудование с числовым цифровым программным управлением циклом. Такие станки могут быть эффективно использованы для изготовления деталей мелких и средних серий.
Токарные автоматы и полуавтоматы подразделяют по различным признакам:
назначению — на универсальные и специализированные;
виду заготовки — на прутковые и патронные;
количеству шпинделей — на одно- и многошпиндельные;
расположению шпинделей — на горизонтальные и вертикальные.
Выпуск станков токарной группы составляет большую часть общего выпуска станков. Диапазон их типоразмеров чрезвычайно широк: от настольных до тяжелых (массой до 1300 т).
Научно-технические достижения в станкостроении, технологии машиностроения, теории резания металлов, радиоэлектронике, электротехнике, а также в области создания систем автоматического управления создали условия для производства нового класса станков по уровню автоматизации — высокопроизводительных металлорежущих станков, оснащенных системой числового программного управления.
Токарные автоматы и полуавтоматы относятся к высокопроизводительным станкам, которые широко применяют в условиях крупносерийного массового производства. Эти станки следует рассматривать как станки с программным управлением на механической основе. Главным органом управления таких станков является распределительный вал, на котором расположены кулачки, управляющие отдельными механизмами станка, обеспечивающие надежную синхронизацию всех движений цикла работы станка. В данном случае кулачки (копиры) являются носителями программы работы автомата или полуавтомата. Поэтому такие станки часто называют кулачковыми автоматами. Необходимо квалифицированно использовать это сложное технологическое оборудование механических цехов машиностроительных заводов, чтобы обеспечить максимальный съем деталей со станка при минимальной затрате времени, при высокой точности изготовляемых деталей.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
автоматы — Автоматизация сварочного производства
Станки-автоматы
Категория:
Автоматизация сварочного производства
Станки-автоматы
Необходимая часть сварочных и сборочно-сварочных станков-автоматов — загрузочное устройство, обеспечивающее бесперебойную непрерывную подачу заготовок в станок. Каждое загрузочное устройство должно иметь накопитель для хранения запаса заготовок, и механизмы для отделения от всей массы одной заготовки и подачи ее в рабочую зону станка В станках, предназначенных для изготовления изделий, состоящих из нескольких одинаковых деталей, в рабочую зону одновременно подается соответствующее количество заготовок.
Накопители бывают магазинные и бункерные. В магазинных накопителях заготовки заранее укладывают в один ряд в определенном положении в специальный лоток или другую емкость. На рис. 1, о изображена схема вертикального магазинного накопителя. Очередная (нижняя) заготовка подается в рабочую зону толкателем, совершающим возвратно-поступательное движение. При этом он придерживает все остальные заготовки, т. е. выполняет функции не только питателя, но и отсекателя. При возвратном ходе толкателя заготовки под действием собственного веса опускаются и очередная заготовка оказывается подготовленной к выдаче. Толкатель приводится в действие обычно пневмо- или гидроцилиндром.
Рис. 1. Загрузочные устройства
В бункерных накопителях заготовки укладывают в бункера обычно навалом, что является преимуществом этих накопителей, так как не требуется специальной операции по укладке заготовок в определенном положении. Из бункера заготовки подаются толкателем на лоток, где они задерживаются упором и располагаются в один ряд. Отсюда питатель выдает заготовки поштучно. Питатель работает синхронно со всем станком, включаясь в работу в начале каждого цикла, а толкатель включается по мере необходимости — при уменьшении запаса заготовок на лотке меньше допустимого. В этом устройстве лоток с питателем работает как самостоятельное загрузочное устройство магазинного типа.
На рис. 1, в показан штифтовый отсекатель, отделяющий по одной заготовке от остальной массы. Отсекатель состоит из двух штифтов, поочередно выдвигающихся в лоток. При этом нижний штифт задерживает движение всех заготовок, а верхний штифт освобождает нижнюю заготовку, задерживая остальные (положение показано на схеме). Движение штифтов осуществляется с помощью рычага, связанного с приводным механизмом.
На рис. 1, г показана схема аналогичного по назначению устройства барабанного типа. При каждом повороте диска на определенный угол очередная заготовка, захваченная гнездом диска, поступает к рабочей зоне. На схеме изображен диск с шестью гнездами, следовательно, угол поворота равен Ve полного оборота, т. е. 60°. Конструкция загрузочных устройств зависит от формы заготовок, а также их размеров и массы. Все рассмотренные схемы применяются в устройствах для круглых заготовок (цилиндров, труб, осей, шаров и т. д.). Загрузочные устройства для фасонных заготовок имеют более сложную конструкцию.
Рассмотрим устройство сварочных станков-автоматов на примере станка-автомата для шовной сварки цилиндров гидроамортизатора автомобиля. Станок состоит из вала с двенадцатью радиальными оправками, загрузочного устройства с толкателем, двух головок со сварочными роликами, фрикционными приводными колесами и пневмоцилнндрами, двух приводов.
Цилиндры гидроамортизаторов с предварительно запрессованными проушинами укладывают в загрузочное устройство. Отсюда они пневмотолкателем подаются на оправку. Вал поворачивается периодически на угол 30°, и при каждом повороте очередная оправка с надетым на нее цилиндром оказывается между сварочными роликами. Пневмоцилиндры прижимают к изделию ролики, получающие вращение от приводов через карданные передачи и фрикционные колеса. Осевое смещение изделия предотвращается пневмоцилиндром. Каждый ролик сваривает половину длины шва. После сварки ролики раздвигаются, вал поворачивается на 30ч и сваренное изделие снимается съемником. В станке применена централизованная система управления автоматическим циклом — с помощью командоаппарата.
В качестве примера сборочно-сварочного станка рассмотрим станок-автомат Р-899 для сборки и сварки пустотелых стальных шаров. Станок предназначен для сборки и автоматической сварки в среде углекислого газа пустотелых шаров. Каждый шар диаметром 200 мм сваривается из двух полусфер, штампуемых из листовой стали толщиной 2 мм; кромки полусфер обтачиваются на токарном станке. Сварной шов должен быть прочно-плотным, выдерживающим давление 40—50 кгс/см2 (4—5 МПа).
Рис. 2. Станок для сварки цилиндров гидроамортизатора: а — цилиндра гидроамортизатора; б — схема станка
Станок состоит из механизма загрузки заготовок, передней и задней бабок с центрирующими конусами и пружинящими захватами, откидного ножа для точной установки заготовок, сварочной головки, пневмосистемы и аппаратуры управления. Передняя бабка — приводная, снабжена редуктором со сменными шестернями; задняя бабка оборудована колодочным тормозом. Большинство механизмов станка (передняя и задняя бабки, тормоз задней бабки, откидной нож, отсекатели загрузочного устройства) приводится в действие пневмоцилиндрами. Передняя бабка приводится во вращение электродвигателем.
Рис. 3. Станок Р-899 для сборки и сварки пустотелых стальных шаров: а — общий вид; б — схема
Заготовки поступают в станок попарно по наклонному лотку. В конце лотка расположены два откидных упора, первый из которых задерживает весь поток, а второй — очередную пару заготовок. В момент загрузки второй упор откидывается и очередная пара заготовок катится по направляющим до неподвижного упора в станке. Здесь заготовки попадают в центрирующие конуса передней и задней бабок, цилиндры которых прижимают их к плоскостям откидного ножа, находящегося при загрузке в верхнем положении. После этого шток задней бабки фиксируется тормозом, а передняя бабка отходит влево на 2 мм, освобождая откидной нож. Заготовки при этом удерживаются в конусах пружинящими захватами. Освобожденный нож откидывается в нижнее положение, передняя бабка подается вперед и обе полусферы плотно прижимаются друг к другу.
Благодаря наличию откидного ножа и тормоза на задней бабке стык располагается всегда в одной и той же вертикальной плоскости, перпендикулярной к оси вращения. Таким образом, обеспечивается расположение электрода сварочной головки, находящегося в этой же плоскости, над стыком, в любой момент сварки, независимо от неточности действительных размеров и формы заготовок. После прижима полусфер включается привод вращения и начинается сварка, необходимая длительность которой обеспечивается реле времени.
Управление работой большинства механизмов осуществляется командоаппаратом, кулачки которого при вращении через пневмораспределители и конечные выключатели включают соответствующие пневмоцилиндры, двигатели и электромагниты — строго в заданной последовательности в соответствии с циклограммой процесса. Механизм загрузки включается с помощью путевого выключателя готовым шаром, скатывающимся по наклонному желобу из станка после сварки. Наблюдение за сваркой ведется через щиток с защитным стеклом.
Благодаря полной автоматизации всего процесса сборки и сварки шаров станок легко встраивается в автоматическую линию. Продолжительность цикла 70 с, непосредственно сварка занимает 55 с.
Реклама:
Читать далее:
Принципы построения механизированных и автоматических линий
Статьи по теме:
Роботы сварочного производства
Механизированные и автоматические сборочно-сварочные линии
Принципы построения механизированных и автоматических линий
Станки-полуавтоматы
Системы и средства автоматического управления станками и линиями
Главная → Справочник → Статьи → Блог → Форум
Промышленные настольные шлифовальные станки — Настольные шлифовальные станки для тяжелых условий эксплуатации
Настольные шлифовальные станки, шлифовальные станки на пьедестале и многое другое в Penn Tool Co.
Почти в каждом хорошо укомплектованном механическом цехе и на рабочем месте есть по крайней мере один настольный шлифовальный станок, особенно если рассматриваемая организация использует указанный цех для обработки металлов. Они полезны для тех, кто занимается восстановлением, мелиорацией и изготовлением проектов.
Это сделало настольные шлифовальные машины очень востребованными среди тех, кто работает в промышленных и коммерческих помещениях. Любители и энтузиасты-сделай сам также часто обращаются к настольным шлифовальным станкам, чтобы другие их инструменты выглядели острыми.
В зависимости от размера вашего верстака, а также типов инструментов и металлических деталей, с которыми вы работаете, ваш идеальный настольный шлифовальный станок может сильно отличаться от больших, используемых в полномасштабных промышленных операциях. Вот почему мы нашли время, чтобы собрать обширную коллекцию различных настольных и стационарных кофемолок, которые могут удовлетворить разнообразные потребности столь же широкой аудитории.
Для чего используются настольные шлифовальные станки?
У вас есть устаревшие, тусклые или грубые металлические предметы, которым вы надеетесь вернуть былую славу? Настольная шлифовальная машина для тяжелых условий эксплуатации — это очень практичный инструмент, который продлевает срок службы часто используемых инструментов.
Подумайте о ножницах, ножах, долотах, садовых инструментах и почти любом другом металлическом предмете, который вы можете назвать. Промышленный настольный шлифовальный станок представляет собой два шпинделя с колесами (обычно амортизирующими или проволочными), которые прикреплены к любой стороне двигателя.
В зависимости от того, чего вы хотите достичь и какие колеса прикреплены к станку, промышленные настольные шлифовальные станки могут выполнять различные функции. Они могут включать очистку, придание формы, заточку, полировку или устранение дефектов на металлических предметах.
Вы можете найти ведущие отраслевые бренды в Penn Tool Co.
В Penn Tool Co мы очень гордимся тем, что можем предложить несколько первоклассных брендов, которые вы знаете и которым доверяете. Покупайте настольные шлифовальные станки для тяжелых условий эксплуатации Jet, Baldor, Palmgren и других известных торговых марок.
Размер и уровень мощности являются важными факторами при выборе стационарного или настольного шлифовального станка. Это особенно верно для тех, кому нужны полноразмерные машины, которые будут интенсивно использоваться.
Насколько мощными должны быть гигантские шлифовальные станки?
Многие устройства имеют несколько выходов мощности, которые вы можете выбрать при их использовании. Детали передней бабки на многофункциональном шлифовальном станке Knuth Universal имеют скорость вращения 110, 200 и 300 об/мин.
Однако скорость передней бабки является лишь одним из соображений при рассмотрении уровней мощности. Вы также захотите посмотреть на выходной уровень рассматриваемого двигателя.
Точилка для инструментов и резаков ATCGMN2 оснащена мощным двигателем мощностью ½ л. Обычно этой мощности должно хватить даже для самых сложных работ.
Как выбрать настольную шлифовальную машину?
Подумайте о количестве места, которое у вас есть, а также о максимальном количестве энергии, которое вам нужно. В общем, проще уменьшить мощность более мощной кофемолки, чем пытаться использовать более скромную для работы, которая выходит за рамки ее уровня.
Те, кто предпочитает не часто заменять другое оборудование, с которым они работают, всегда могут обратиться к настольному шлифовальному станку, чтобы продлить общий срок службы инструментов и деталей, на которые они полагаются.
С другой стороны, вам может понадобиться несколько полноразмерных единиц оборудования, чтобы удовлетворить потребности напряженного рабочего дня. Если у вас нет подходящего верстака, вам стоит подумать о дополнительном пьедестале.
Настольные шлифовальные машины на подставке
Простое добавление чугунной подставки даст вам удобное место для установки новой шлифовальной машины прямо на полу. Надежное крепление этого устройства к нижней поверхности поможет гарантировать, что его можно будет использовать в любой ситуации, когда в противном случае потребовалась бы настольная шлифовальная машина.
Найдите мощные и надежные промышленные шлифовальные станки в Penn Tool Co.
Некоторые из ведущих брендов в отрасли всегда усердно работают над созданием новых моделей для ремесленников и плотников, поэтому мы всегда приглашаем вас ознакомиться с ними поближе. . Для получения дополнительной информации о лучших изделиях в отрасли используйте нашу удобную контактную онлайн-форму.
Подержанные и новые станки | Купить и продать оборудование | Поставка станков
Подержанные и новые станки | Купить и продать оборудование | Поставка станков | Орка Машин Тулз, Инк.
Orca продает новые и бывшие в употреблении станки, от точных медицинских инструментов до аэрокосмической, тяжелой промышленности и всего, что между ними.
Просмотр ассортимента
Фрезерные станки с ЧПУ, расточные станки с ЧПУ, токарные станки с ЧПУ и многое другое
Приобретайте новые высококачественные станки, от фрезерных станков с ЧПУ до токарных станков с ЧПУ и многое другое!
Купить сейчас
Превратить излишки в золото
Orca — ваш надежный партнер по продаже станков и оборудования. Мы работаем с запасами и предприятиями любого размера.
Узнать больше
Рекомендуемые новые поступления
Ознакомьтесь с последними предложениями нашего ассортимента станков.
9 тонн — MCP Модель 12/90 HSE Литьевая машина для пластмасс, управление ПЛК, новинка 2007 г.
207
Плоскошлифовальный станок Chevelier модели FSG-818M 8 x 18 дюймов, с электромагнитным патроном 8 x 18 дюймов, системой охлаждения, 2HP
Kingston HLC-2180 (JIMK530x2000) Токарный станок с щелевой станиной
Токарный станок Enco Model 111-1638
1996 DAEWOO PUMA 8S ТОКАРНЫЙ ЦЕНТР
1996
Acer Dynamic Series — Токарный станок с двигателем 21120GH, 21,5″ x 118,11 куб.
Разница между Anycubic Photon Mono, Mono SE и Mono X
Anycubic Photon Mono, Mono SE или Mono X – вот в чем вопрос! Сейчас разберемся.
Не так уж это было и давно, когда компания Anycubic выпустила свой первый бюджетный полимерный 3D-принтер – Anycubic Photon. В 2018 году он стал, конечно, сенсацией, прорывом – такой мощный полимерный принтер, лишь чуть дороже обычного бюджетного FDM-аппарата. Сегодня, всего через два года, технологии стали заметно более развитыми, время отверждения слоя сократилось, детали стали тоньше, рабочие объемы – больше, да и в целом полимерный настольный принтер стал более актуальным выбором. А всё это помог запустить Photon.
После следующей модели Photon S в Anycubic выпустили Photon Zero – бюджетный полимерный принтер для начинающих, который удивил ценой, но, увы, за счет качества. Теперь же, когда новой нормой стали монохромные матрицы с разрешением 4K, компания Anycubic предложила три новых принтера линейки Photon – Photon Mono, Photon Mono SE и Photon Mono X.
Для того чтобы понять, какой из вариантов для вас лучше, мы предлагаем их сравнить.
В целом
Mono обзор
Mono SE обзор
Mono X обзор
Рабочий объем
130 × 78 × 165
130 × 80 × 160
192 × 120 × 245
Разрешение матрицы, пиксели
2560 × 1620
2560 × 1620
3840 × 2400
Мин. высота слоя, мкм
10
10
10
Разрешение по XY, мкм
51
51
50
Время отверждения слоя, секунды
1–2
1–1,5
1–2
Макс. скорость печати, мм/ч
50
80
60
Выравнивание платформы
Ручное (помощь)
Ручное (помощь)
Ручное (помощь)
Дисплей
2,8 дюйма, цветной, сенсорный
3,5-дюйма, цветной, сенсорный
3,5-дюйма, цветной, сенсорный
Интерфейсы
USB
USB, Wi-Fi
USB, Wi-Fi
Материалы
УФ-полимер на 405 нм
УФ-полимер на 405 нм
УФ-полимер на 405 нм
Рекомендуемый слайсер
Anycubic Photon Slicer
Anycubic Photon Slicer
Anycubic Photon Slicer
Разрешение
Разрешение – один из ключевых параметров любого 3D-принтера, особенно полимерного. Жидкокристаллические (LCD, ЖК) матрицы – это компоненты, которые формируют разрешение, выступая в качестве маски для источника излучения.
Два из трех принтеров, которые мы здесь рассматриваем, – Anycubic Photon Mono и Mono SE, – имеют матрицу на 2K, 2560 × 1620 пикселей. Рабочие объемы у них идентичны (Photon Mono предлагает на 5 мм больше по оси Z, но это не имеет отношения к разрешению), XY-разрешение получается 51 микрон (0,051 мм).
У Anycubic Photon Mono X матрица с более высоким разрешением, 4K, 3840 × 2400 пикселей. Это, однако, эффективно компенсируется гораздо большей площадью печати – 192 × 120 мм, и XY-разрешение получается 51 микрон (0,051 мм), как и у меньших братьев и сестер.
Все три машины выдают слои толщиной до 10 микрон, гарантируя исключительно детальные отпечатки.
Конструкция и дизайн
Если не учитывать рабочий объем, здесь у нас, пожалуй, самое заметное различие между тремя принтерами. По крайней мере, это относится к Photon Mono SE, в котором сохранился оригинальный дизайн серии Photon, отличающий компактным решением крышки и открывающейся вверх дверцей. С Photon Mono и Mono X компания Anycubic решила пойти по пути, который действительно стал самым плодотворным дизайнерским выбором для бюджетных полимерных принтеров: это съемная акриловая крышка.
Еще одно отличие было найдено на платформе печати Photon SE – там только один винт для выравнивания вместо четырех, как у Mono и Mono X. Это мелочь, но она немного облегчает жизнь, а если выравнивание раздражает вас в принципе, то это станет большим плюсом в пользу SE.
Как всегда в отношении внешнего вида всё сводится к личным вкусам, но с точки зрения удобства пользования свободный доступ в рабочее пространство делает ситуацию немного проще. Mono и Mono X создают несколько более бюджетную атмосферу, что в целом оказывается гармонично, потому что печать полимерами может оказаться в буквальном смысле слова грязным делом.
Интерфейсы
У каждого из рассматриваемых принтеров Photon Mono в наличии USB – было бы странно, если бы это было не так (у Mono SE и Mono X есть еще и модули Wi-Fi). В наличии-то он в наличии, но воспользоваться им не так просто. Для этого понадобится специальное приложение Anycubic, которое живет на флешке в виде файла .apk. Не самый практичный способ распространять программы для смартфонов, особенно если учесть, что на свете нет смартфонов с разъемом USB Type A. С трудом оправившись от шока, мы набрали в Google «Anycubic app» и нашли страницу на сайте Anycubic, откуда приложение можно скачать (чтобы потом установить его в обход настроек безопасности). Ну и суета!
А еще приложение доступно только для устройств на Android, так что если у вас iPhone, то вам не повезло.
Рабочий объем
Не нужно быть гением, чтобы понять, что у Photon Mono X здесь самый большой рабочий объем. Но сначала о тех, кто поменьше. Photon Mono предлагает 1,72 литра объема печати, немного превосходя Photon Mono SE, у которого 1,66 литра. По осям X и Y в обоих случаях всё одинаково (и одна и та же платформа печати), только Mono на полсантиметра выше.
А вот у Mono X целых 5,65 литра – практически втрое больше, чем у Mono и Mono SE. Иными словами, в нем должно быть более чем достаточно места для всех ваших идей.
Запах
Одним из преимуществ Mono SE является наличие встроенных фильтров с активированным углем. У оригинального Photon фильтров не было, у Photon S – два, в задней части аппарата, у Photon Mono SE тоже два и в той же надстройке. Что здесь нового, так это вентиляторы, установленные поверх фильтров, что обещает активную борьбу с таким нежелательным побочным эффектом полимерной печати, как сильный запах. Разместив фильтры за пределами закрытой нижней части корпуса, Anycubic как бы намекает, что их нужно менять (они со временем срабатываются), но мы не можем сказать, насколько это будет легко. У Mono и Mono X описанного преимущества, т.е. фильтров, нет.
Скорость печати
У всех трех рассматриваемых аппаратов монохромная матрица – отсюда и Mono в названии. Такие матрицы, по сравнению с не монохромными, позволяют существенно снизить время отверждения с примерно 8 секунд до 1–2. На даже самая лучшая матрица в плане качества конечного результата имеет предел – это мощность источника излучения, которое проходит через нее, и это непосредственно связано со скоростью печати. У Photon Mono SE источник мощнее, чем у Mono, поэтому в одном случае скорость достигает 50 мм/ч, в другом – 80 мм/ч.
Mono X, хотя и имеет, наверно, самый мощный источник излучения среди трех рассматриваемых аппаратов, выдает 60 мм/ч – из-за большей площади печати. Это все равно довольно быстро для таких размеров.
Цена
И, возможно, самая существенная разница между этими бюджетными крепышами состоит в цене. Photon Mono – самый доступный из рассматриваемых и достойный конкурент другим бюджетным полимерным принтерам, таким как Mars Pro или Creality LD-002H. Anycubic Photon Mono SE с его удобными функциями и более высокой скоростью печати стоит чуть дороже. Эти функции, в т.ч. система фильтрации, очень хороши. Хороши – но не будем преувеличивать. Самый крупный из троицы, Mono X, самый дорогой, и тут возникают некоторые сложности в процессе сопоставления.
Так что же лучше?
Просто сравнивать их друг с другом было бы нечестно, потому что Mono X совсем из другой весовой категории. У него серьезный рабочий объем и разрешение 4K, он вполне конкурентоспособен среди среднеразмерных бойцов и в состоянии заполнить (когда выйдет где-нибудь в 2021 году) нишу, созданную некогда Elegoo Saturn.
Различия между Mono и Mono SE заключаются главным образом во внешнем виде и юзабилити. У них одна и та же площадь печати, одинаковое разрешение по XY, но фильтр при Mono SE, его металлическая ванночка для полимера, бóльшая высота и более мощный источник излучения вполне оправдывают разрыв в цене.
Эти аппараты порадуют как опытных полимерщиков, так и совсем начинающих. Все эти три принтера выдают отличное качество без особых хлопот. Так что остается только сделать выбор относительно размера.
4 Лучший слайсер/программное обеспечение для 3D-принтеров из смолы — 3D Printerly
Если вы занимались 3D-печатью из смолы, вы также можете задаться вопросом, какой слайсер лучше всего подходит для 3D-печати из смолы, поскольку они не работают одинаково со слайсерами накаливания.
В этой статье будут рассмотрены некоторые из лучших слайсеров, которые вы можете приобрести для своего полимерного 3D-принтера, чтобы дать вам наилучшие возможности для достижения успеха.
Слайсер для личи появился совсем недавно по сравнению с другими оригинальными слайсерами для смолы, но благодаря этому у них была отличная основа для работы. Mango3D создала это передовое программное обеспечение для слайсеров, которое совместимо практически со всеми LCD и DLP 3D-принтерами.
Его можно использовать бесплатно, хотя у него есть версия Pro, которая дает вам некоторые дополнительные возможности с точки зрения функциональности, а также возможность пропускать 20-секундную рекламу для каждого экспорта нарезанного файла.
Для всех функций, которые вы получаете, а также функциональности самого программного обеспечения реклама не очень утомительна.
Вам может быть интересно, сколько стоит эта версия Pro, о которой вы говорите? На момент написания это обойдется вам в солидные 2,49 евро.в месяц при годовой подписке.
Они даже дают вам возможность использовать этот слайсер в течение 1 месяца на пробной основе, чтобы вы могли понять, подходит ли он вам. Я определенно рекомендую его, если вы занимаетесь 3D-печатью смолой.
Версия Pro предоставляет следующие функции:
Все функции бесплатной версии Lychee Slicer
Без рекламы перед нарезкой
Расширенный режим редактирования поддержки (тип IK)
Несколько вариантов управления опорами (наконечники, основание, формы и т. д.)
Шариковый для опорных наконечников
3D выдалбливание и пробивка отверстий на скорости
Другие типы плотов
Идеальный режим пикселей
Переменные слои
Переэкспонированные опоры
3D измерения
Автоматическая замена 3D-модели
И многое другое!
Этот слайсер предоставляет множество высококачественных функций, таких как создание моделей для 3D-печати, добавление опор с использованием автоматических или ручных настроек, автоматическое создание носителя, настройка ориентации печати и многое другое.
Слайсер Lychee может помочь вам с большинством 3D-принтеров SLA, таких как принтеры Anycubic Photons, Elegoo Mars/Saturn и многими другими, так что попробуйте его сегодня.
Lychee Slicer помогает вам легко проектировать и создавать свои 3D-модели, нарезать их с высокой точностью и предоставляет вам множество удивительных функций, включая детектор островков и визуализацию вашего отпечатка в реальном времени.
Загрузите и попробуйте слайсер Личи уже сегодня.
Основные характеристики слайсера личи
Удобный интерфейс
Алгоритмы для автоматических опор
Ручные опоры
Поддерживает многие языки
Автоматическая ориентация печати
Режим обрезки для визуализации печати в реальном времени
Встроенные возможности восстановления модели NetFabb
Плюсы слайсера Lychee
Он анализирует модель и предлагает изменения, которые могут улучшить вашу модель для 3D-печати.
Полностью автоматический означает, что он может автоматически устанавливать ориентацию печати и создавать свои носители.
Поддерживает множество 3D-принтеров, включая ELEGOO Mars, Anycubic Photon S, Longer Orange 30 и многие другие.
Предоставьте пользователям максимальный контроль над операциями.
Быстрые и высокоточные алгоритмы для лучшей нарезки и успешной 3D-печати.
Для автоматической поддержки просто нажмите «Создать автоматические опоры», и слайсер добавит опоры там, где они необходимы.
Вы можете установить плотность опор между низкой, средней, высокой и сверхвысокой.
Регулярные быстрые обновления, такие как использование типа файлов Anycubic Photon Mono X перед любым другим слайсером!
Минусы слайсера личи
Поначалу количество функций может показаться ошеломляющим, но после нескольких руководств становится легче
После пробного месяца вам придется купить PRO-версию.
PrusaSlicer имеет хорошую репутацию и считается одним из лучших слайсеров LCD и DLP. Слайсер предоставляет пользователям 3D-принтеров различные удивительные функции и функции, позволяющие легко масштабировать, вращать и нарезать модели с высокой эффективностью.
Когда этот слайсер впервые появился на сцене, многие люди смотрели на него с интригой и удивлением, но в нем не было многих функций.
После долгих доработок и обновлений PrusaSlicer стал хорошо зарекомендовавшим себя первоклассным слайсером, который поможет вам профессионально нарезать отпечатки.
Благодаря частым обновлениям PrusaSlicer представляет собой законченное программное обеспечение, включающее почти все функции, необходимые для оптимальной 3D-печати.
Пользователи могут добавлять опоры одним щелчком мыши с помощью автоматической кнопки. Слайсер имеет режим «Точки», который позволяет пользователю вручную редактировать или изменять автоматически добавленные опоры, если это необходимо.
Пользователям особенно нравятся их подставки, благодаря своим уникальным плотам и большому количеству подставок, которые обеспечивают качественную печать ваших моделей от начала до конца.
Основные характеристики PrusaSlicer
Открытый исходный код и полностью бесплатно
Простейший пользовательский интерфейс и процесс нарезки
Гладкая переменная высота слоя
Поддерживает различные типы печатных материалов (филамент и полимер)
Поддерживает 14 языков
Пользовательские и автоматически созданные опоры
Автообновление профилей
Цветная печать
Плюсы PrusaSlicer
Многолетний опыт работы в полиграфической промышленности применен при модернизации слайсера.
Слайсер позволяет пользователю контролировать все операции принтера через веб-браузер с помощью приложения Octoprint.
Один из наиболее часто используемых слайсеров большой группой пользователей 3D-принтеров, что свидетельствует о его надежности и эффективности.
Слайсер может использовать сетки-модификаторы с помощью своих мощных инструментов.
Доступно также для Windows, Mac и Linux.
Позволяет сохранить все необходимые параметры, настройки и настройки в файл, чтобы вы могли использовать их в будущем.
Поддержка экспорта файлов STL.
Недостатки PrusaSlicer
Пользовательский интерфейс имеет менее современный, старый стиль, который может показаться скучным для некоторых пользователей.
Навигация по этому слайсеру иногда может быть запутанной и сложной
ChiTuBox — это бесплатная, мощная и простая в использовании программа для 3D-печати. Простой и понятный пользовательский интерфейс делает его удобным для новичков и позволяет без проблем использовать его функции.
Этот слайсер обладает потрясающими возможностями многопроцессорной обработки, и вы поймете это во время загрузки 3D-моделей, нарезки моделей и добавления опор к моделям.
Когда я впервые получил свой полимерный 3D-принтер, я думал, что застрял с неуклюжим слайсером под названием Anycubic Photon Workshop, проприетарным программным обеспечением, которое используется с полимерными машинами Anycubic.
К счастью, после небольшого исследования я наткнулся на ChiTuBox Slicer, который мог работать с моделями намного проще и чище. У меня было много сбоев при использовании Photon Workshop, но после перехода эти сбои прекратились!
Я думаю, что самое лучшее в ChiTuBox — это скорость и простая навигация, которые вы получаете с ним.
Lychee Slicer и PrusaSlicer чувствуют, что у них больше кривых обучения, особенно если вы новичок в 3D-печати и раньше не прикасались к филаментному принтеру FDM.
У них есть много полезных функций, которыми вы можете воспользоваться в своем путешествии по 3D-печати.
В дополнение к функциям создания в один клик, он предоставляет множество других функций, таких как вращение, масштабирование, зеркальное отображение, выемка и т.д. он может анализировать процесс печати и определять, нужны ли какие-либо улучшения.
Основные характеристики ChiTuBox
Очень высокая скорость нарезки
Функция автоматического расположения
Эффективный UX (пользовательский опыт) и UI (пользовательский интерфейс)
Поддерживает файлы STL
Автоматическое создание опор
Поддерживает 13 языков
Доступно для Windows, Mac и Linux
Плюсы ChiTuBox
Он имеет возможность создания твердых опор с идеальной плотностью.
Включает команду выдалбливания для создания отверстий.
Включает функцию «Список», упрощающую рабочий процесс при работе с несколькими моделями
Благодаря функции автоматического размещения модели идеально размещаются на рабочем столе.
Слайсер ChiTuBox
совместим практически со всеми типами 3D-принтеров из смолы.
Недостатки ChiTuBox
Для загрузки слайсера необходимо создать учетную запись.
Дизайн выглядит довольно скучно и монотонно, но со своей задачей справляется отлично
Meshmixer — это бесплатное программное обеспечение для 3D-печати, которое позволяет пользователям легко создавать, исправлять и изменять модели для 3D-печати.
В зависимости от существующего объема, функций и простых в использовании инструментов, это идеальный выбор для правильного создания 3D-моделей с высокой точностью.
В отличие от обычных CAD-моделей, 3D-модели полигональной сетки представлены бесконечным количеством вершин, граней и ребер, которые в конечном итоге могут определять пространственную форму или занимаемое пространство 3D-моделей.
Это замечательное видео Teaching Tech становится учебным пособием о том, как объединить некоторые файлы CAD из Thingiverse для 3D-печати.
Обычное программное обеспечение САПР, которое широко используется пользователями 3D-принтеров, может быть не в состоянии представлять модели в сетках, и именно здесь используется MeshMixer.
Это уникальное программное обеспечение, которое не только имеет несколько функций, которые вы найдете в обычном программном обеспечении для слайсеров, но и другие свойства создания сетки для его основного использования.
Основные характеристики MeshMixer
Выемка или создание отверстий
Перетаскивание микшера сетки для соединения объектов
Автоматическое выравнивание поверхности
Трехмерная штамповка и скульптурирование поверхности
Трехмерные узоры и решетки
Структура поддержки ветвления
Заполнение отверстий и перекрытие
Зеркальное отображение и авторемонт
Точное 3D-позиционирование с помощью оси
Сглаживание сетки
Доступно для Windows и macOS
Плюсы MeshMixer
Простота использования и эксплуатации
Он может легко обрабатывать/обрабатывать большие модели без каких-либо хлопот
Поставляется с эффективной опорной конструкцией
Чрезвычайно надежен и идеально подходит для задач по выемке или созданию отверстий
Минусы MeshMixer
Он не может создавать G-коды для обычных 3D-принтеров SLA
Может потребоваться видеокарта среднего уровня для интенсивной обработки
Обзор Anycubic Photon — Больше не покупайте » 3D-печать для игр и не только
Обзор Anycubic Photon — SLA — LCD Resin Printer
(Фактический обзор находится под обновлениями)
ОБНОВЛЕНИЕ: 31 октября — больше не покупайте этот принтер.
До меня дошло, что Anycubic изменила основную плату на этих принтерах. Теперь они на 100% несовместимы с предыдущими принтерами Photon, и нет никаких указаний на то, что это Fauxton или Photon Classic. Вы теряете доступ к бесплатному слайсеру Chitubox, который многие (большинство) людей используют для своих отпечатков (или используют слайсер Prusa и финализируют в Chitubox). Это просто плохой ход со всех сторон. Заменив основную плату, они изменили принтер на фундаментальном уровне. Это не похоже на принтер FDM. Я должен изменить свой отзыв с лучшего ЖК-принтера в ценовом диапазоне на НЕ ПОКУПАТЬ. Проверьте Elegoo Mars, если вы хотите получить отличный принтер в этом ценовом диапазоне (у меня есть 2, и я рекомендую их).
ОБНОВЛЕНИЕ: 3 месяца на
У меня это еще 3 месяца с тех пор, как я сделал этот обзор. Я до сих пор люблю этот 3D-принтер. Отпечатки выглядят так удивительно хорошо. Я напечатал потрясающе выглядящие автомобили с пушками (используя Meshmixer) для Gaslands. Я распечатал Tau Kill Team, ожидая прибытия официальной миниатюрной коробки. Печатаю миниатюры себе и друзьям. Эта вещь просто потрясающая. Я не вижу никаких линий (за исключением некоторых случаев внутри, в прозрачной смоле. Вы наносите слой грунтовки, и вы никогда их не увидите. Сообщество и Anycubic также на 100 % поддерживают этот 3D-принтер.
Этот принтер все еще крут. Пришлось заменить на нем блок питания. Это не самые лучшие источники питания, но они работают. Мой висел на стойке, в которой находится мой принтер, но кирпич соскользнул на пол, и вес лег на провода, выходящие из блока питания. Я знаю, что это не оптимально, но я не думаю, что это также должно было разрушить блок питания. Я мог бы заставить его работать, немного переместив кабели, поэтому я думаю, что это плохое соединение. Но за 12 долларов я решил, что стоит купить новый. Принтер по-прежнему работает. Я все еще люблю это. Мне нравятся отпечатки, которые он производит. Я включаю некоторые рождественские ужасы, выпущенные Dragon Workshop / Крисом Хантом, чтобы продемонстрировать их печать. 🙂 (используйте код MYMAKERFUN3D со скидкой 5 % на My Mini Factory). Этот принтер продолжает выпускать миниатюры, качество которых не от мира сего. Для недавнего Kickstarter Lost Dragons я распечатал теневого дракона в размере 200%. Я напечатал голову на Фотоне, чтобы добиться более высокого качества там, где это необходимо. Возможность сочетать сильные стороны FDM-печати и полимерной печати также оказалась великолепной.
Официальный обзор Anycubic Photon
Утверждение Anycubic Photon как лучшего 3D-принтера на основе смолы — смелый шаг, но после того, как я печатал на нем в течение некоторого времени, я думаю, что это несложный комментарий. Anycubic прислал мне этот 3D-принтер на обзор. Это мое мнение, и мне не платили за этот отзыв . Я рассматриваю это с прицелом на миниатюры и ландшафт для варгеймов. В группе Anycubic Photon на Facebook есть множество отличных постов от людей, использующих их для изготовления ювелирных изделий и в стоматологических целях. Менее двух лет назад Peopoly Maoi была революционной. Это был принтер SLA примерно за 1000 долларов. Несколько месяцев спустя Wanhao представила D7 менее чем за 1000 долларов, что положило начало эре доступных полимерных 3D-принтеров. (Хотя смолы по-прежнему дороги, они тоже дешевеют). Перенесемся примерно на год вперед с момента появления Wanhao, и у нас было несколько претендентов, борющихся за лучший недорогой полимерный принтер DLP. Включая Micromake L2, FLSUN-S Complete, Tevo Firefly (насколько я могу судить, этот проект был отменен), Creality 3D LD-001 и Anycubic Photon. Wanhao прошел через ряд итераций, чтобы сделать его лучшим 3D-принтером, и Anycubic смогла извлечь уроки из этого и создать выдающийся 3D-принтер — Photon. Нажмите здесь, чтобы перейти к моей живой странице распаковки и предварительного просмотра.
*Это основано на соотношении цены и производительности, есть лучшие 3D-принтеры на основе смолы, которые стоят намного дороже
Технические характеристики Anycubic Photon:
Цена : около 450 долларов. Это около 440 долларов из Китая (AliExpress/Gearbest) и ближе к 434 долларам из Amazon/США. (Когда он поступит в продажу, цена упадет примерно до 364 долларов США)
Площадь сборки : 115 мм x 65 мм x 155 мм
Технология : Маскирующий ЖК-экран с УФ-излучением 405 нм (разрешение 2560 × 1440), Встроенный сенсорный экран контроллер экрана. В отличие от Wanhao D7, этот 3D-принтер оснащен встроенным компьютером для управления принтером.
Использование принтера
Сравнение SLA с FDM – https://www.thingiverse.com/thing:2907934
Для этого обзора Anycubic Photon я пришел из мира FDM и обнаружил, что принтеры на основе смол очень разные. Много похожих концепций, но очень разных. Первое отличие — это слайсер. Я привык работать с Cura 3D и Simplify 3D. Этот принтер использует собственный слайсер, который работает хорошо, хотя и немного медленно. Сенсорный экран довольно прост, начиная с 3-х пунктов меню. Перемещение чана и его обнуление, печать и другие элементы настройки. Это работает очень хорошо. Принтер поставляется с запасным листом FEP, когда заканчивается ваш, а также с перчатками, смоляными фильтрами, инструментами и другими предметами. Он также поставляется с 250 мл зеленой смолы. В качестве меры предосторожности я также ношу защитные очки, чтобы защитить глаза от случайного брызга.
На самом деле это довольно просто распечатать. Вы нарезаете свою модель (файл .photon), записываете ее на USB-накопитель, а затем загружаете в принтер. Затем вы выравниваете принтер (я использую метод Флинта Рида), хотя у Anycubic тоже есть свой способ. Оттуда следуйте инструкциям и заполните чан со смолой на 1/3. Нажмите на дисплей и выберите печать, а затем щелкните нужное задание печати, а затем стрелку, чтобы запустить его. Вернитесь через несколько часов к готовому отпечатку. Это действительно настолько просто. Подготовить отпечаток к печати, это сложнее.
Вы НИКОГДА не можете иметь слишком много Skeleton Minis – http://3dmkf.com/DL-Skel
При работе со смолой и изопропиловым спиртом я настоятельно рекомендую защищать себя и делать все возможное, чтобы ограничить прямое воздействие. Я ношу нитриловые перчатки и защитные очки, когда работаю на принтере, будь то предварительная или послепечатная печать. После этого я очень хорошо чищу. Если они попадут на меня, я протираю их изопропиловым спиртом, а затем возвращаюсь и тщательно мою эту область водой с мылом. Я не хочу никого пугать, но хочу, чтобы все прекрасно знали, что эта смола токсична. Максимально ограничьте свое воздействие на него.
При запуске принтера я отслеживал энергопотребление. Я заметил колебание между 17 Вт и 41 Вт, при этом в среднем использовалось 34 Вт. Вы можете использовать это для расчета энергопотребления и затрат. Они недороги, когда дело доходит до мощности.
Подготовка отпечатков — нарезка, выемка и многое другое.
Гигант из «Игры престолов» — гном на мопсе игра престолов
При переходе с FDM на SLA вам будет труднее всего изучить дополнительные инструменты. Хотя во многих случаях вы можете делать то же, что и всегда, при стоимости нити в 70 долларов и более за литр, первое, что вам нужно сделать, это научиться делать полые модели. В прошлом году Maker’s Muse выпустила потрясающий туториал на эту тему. Это, честно говоря, довольно просто, и Muse от Maker очень хорошо объясняет, что делать. Это небольшое дополнение к обзору. Компания ChiTuBox производит слайсер Photon. Недавно было выпущено много приятных дополнений к их собственному слайсеру, и его стоит использовать вместо родного слайсера Photon для нарезки моделей. Он лучше справляется с добавлением опор, а теперь делает полые модели. Многие до сих пор используют некоторые другие рекомендации, приведенные ниже.
Оттуда вы переходите к опорам. Я все еще новичок в этом и использую автоматически сгенерированные опоры в слайсере Photon. Работает, достаточно хорошо, но могло быть и лучше. Я читал, что несколько человек используют программное обеспечение B9 Creator для создания опор. Еще одна замечательная отсылка — видео из 3D-танков Туренкарна. У него есть отличные видеоролики о подготовке моделей к печати на Anycubic Photon. Между этими двумя источниками вы сможете хорошо печатать и начнете понимать, как печатать лучше. Модератор Facebook Артур Фусте также создал замечательную электронную таблицу, в которой перечислены все переменные, необходимые для большого количества печатных смол, и сообщество регулярно добавляет новые. Говоря о сообществе, я администратор группы Anycubic в Facebook. У нас есть очень полезные и преданные своему делу люди, которые помогают решить проблемы с принтером и демонстрируют отличные новые отпечатки, которые они сделали. Посмотрите на стикер вверху, на котором есть многие ссылки, упомянутые здесь, и другие, такие как скидка 10% на нить Monocure.
Очистка отпечатков/постобработка
Мимик – https://www.thingiverse.com/thing:2843119
Мои ранние 3D-отпечатки я печатал прямо на рабочей платформе. Теперь я предпочитаю использовать поддержку. Хотя я знаю, что это, к сожалению, требует больше смолы, у него есть дополнительный бонус, который НАМНОГО легче удалить с рабочей пластины. Так что я искренне рекомендую начать именно с этого. Когда вы закончите печать, я использую мастихин (для рисования), чтобы просунуть под отпечаток. Он очень тонкий и, кажется, отлично подходит для этого процесса. Используя более крупные инструменты, у меня было больше проблем, и я несколько раз выбивал свою кровать из выравнивания. Если я этого не сделаю, уровень на станине останется на несколько заданий печати.
После того, как я снял отпечаток, я срезаю ножницами все опоры. Я считаю, что это намного проще сделать перед отверждением, и чан не наполняется большим количеством смолы. После того, как я очистил опоры (а некоторые модели намного хуже других), я переношу отпечаток в ванну с изопропиловым спиртом. (Используйте не менее 90% IPA, лучше 99%). После этого проведите отпечатком по кругу. Я знаю, что некоторые люди используют зубную щетку, чтобы удалить всю незатвердевшую смолу. Оттуда вы можете сделать вторую ванну с IPA, чтобы убедиться, что вы удалили всю смолу, а затем перенести ее в ванну с водой / мылом, чтобы очистить модель. Оттуда я либо помещаю модель на улицу на солнце, либо под УФ-свет. Обычно мне требуется около 10 минут, дольше под лампой. Но вы можете почувствовать модель ногтем. Если он немного упругий / липкий, его нужно вылечить больше. Если нет, то все готово. Я также использую одноразовую форму для выпечки, в которой я делаю свою работу, чтобы содержать смолу. Мой Фотон находится в другой одноразовой посуде, ПРОСТО на случай, если лист ФЭП протечет.
После окончательного отверждения можно загрунтовать и покрасить или просто полюбоваться отпечатанными работами. И если вы пришли из мира FDM, поймите, что это красивые отпечатки. После того, как я владею им полтора месяца и делаю десятки отпечатков, я до сих пор в восторге от того, насколько хорошо выглядят эти отпечатки.
Стоимость – смола/постобработка
Anycubic Photon Review – Мои расходные материалы
SLA-печать отличается от FDM-печати. После того, как вы купите свой 3D-принтер, вы должны снабдить его смолой. Смола требует значительных затрат. Бутылка Anycubic Resin объемом 500 мл стоит 50 долларов на Amazon.
При использовании Monocure Rapid из Австралии стоимость доставки может снизиться примерно до 150 долларов США за 3 литра. До сих пор мне очень нравилась эта смола. Еще одна менее дорогая смола — Fun to Do, хотя достать ее в США немного сложнее, чем во многих странах ЕС. Наконец, Harz Labs также поддержала группу. Смола хорошо печатает и выглядит очень хорошо. Пожалуйста, осознайте, что это смолы, с которыми я столкнулся. Если его нет в списке, это не значит, что он плохой. Это означает, что я не пробовал это или видел, как некоторые другие пробовали это.
Для постобработки лучше покупать изопропиловый спирт галлонами, а бумажные полотенца ящиками. Плюс нитриловые перчатки. Это более сложная версия 3D-печати, но, в конце концов, отпечатки того стоят. Я составил этот список, чтобы помочь вам начать работу с тем, что вам нужно для начала работы с полимерным принтером. Я бы сказал, что УФ-сушилка для ногтей просто необходима. И УФ-сушилка для ногтей также может быть заменена решением «сделай сам».
Модификации Anycubic Photon
Как и для всего популярного в мире 3D-печати, для этого принтера существует ряд модификаций. Некоторые люди подключают крупные фильтры к задней части Anycubic Photon, чтобы очищать воздушный поток и даже выпускать его на улицу. Если вы заглянете в группу Facebook, вы сможете найти способы, которыми люди это сделали.
Наконец-то я собрал коллекцию обновлений Anycubic Photon для Thingiverse. Воронка для фильтрования смолы (две штуки) очень хороша.
Все дороги ведут в Рим — http://3dmkf.com/KS-AllRoads
Как видите, это потрясающий принтер по такой цене. Он может обеспечить такой уровень детализации, который невозможен для FDM-принтера. Anycubic Photon также может сделать это по низкой цене. По мере того, как все больше людей увлекаются 3D-печатью с помощью 3D-принтеров на основе смолы, я вижу, что их затраты снижаются, и, что более важно, я вижу, что затраты на смолу снижаются по мере роста спроса и эффекта масштаба. Когда я говорю, что это лучшее DLP-принтер вокруг, я имею в виду, что по цене вы не можете победить его. Существуют и другие 3D-принтеры на основе смолы, но с точки зрения простоты использования (посмотрите, как вы выравниваете другие с несколькими винтами, это далеко не так просто), стоимости и качества, это лучший из доступных 3D-принтеров на основе смолы. Я без колебаний рекомендую этот 3D-принтер, если вы хотите печатать мелкие детали в ювелирной промышленности, стоматологии или просто для удовольствия.
Где купить — Поддержите этот сайт
Хотя я могу получать принтеры для обзора от компаний, единственный способ заработать деньги — через партнерские ссылки.
GLL 3-80 C Линейный лазерный нивелир | Bosch Professional
Линейные лазерные нивелиры
Линейный лазерный нивелир
Функции и основные характеристики
Ваш выбор
с 4 батарейками (AA) и адаптером
Изменить вариант
в данный момент недоступны онлайн
Найти дилера поблизости
Линейные лазерные нивелиры
GLL 3-80 C
Подробнее
Переходник для щелочных аккумуляторов AA1
Лазерный отражатель
Карман
4 x аккумулятора 1,5 В LR6 (AA)
Номер заказа: 0601063R00
Рекомендованная розничная цена с НДС
Выбранный вариант
Выбранный вариант
с 4 батарейками (AA) и адаптером
0 601 063 R00
Найти дилера поблизости
Выбрать вариант
Ваш выбор
с 4 батарейками (AA) и адаптером
Номер заказа: 0 601 063 R00
Выбрать вариант
в данный момент недоступны онлайн
Найти дилера поблизости
GLL 3-80 C
Подробнее
Переходник для щелочных аккумуляторов AA1
Лазерный отражатель
Карман
4 x аккумулятора 1,5 В LR6 (AA)
Номер заказа: 0601063R00
0,00
Рекомендованная розничная цена с НДС
Этот продукт содержит
Переходник для щелочных аккумуляторов AA1 1 608 M00 C1B
Лазерный отражатель
Карман
4 x аккумулятора 1,5 В LR6 (AA)
показать меньше
показать больше
Ваш выбор
с 4 батарейками (AA) и штативом
Номер заказа: 0 601 063 R01
Выбрать вариант
в данный момент недоступны онлайн
Найти дилера поблизости
GLL 3-80 C
Подробнее
Строительный штатив BT 150 Professional
Переходник для щелочных аккумуляторов AA1
Лазерный отражатель
Карман
4 x аккумулятора 1,5 В LR6 (AA)
Номер заказа: 0601063R01
0,00
Рекомендованная розничная цена с НДС
Этот продукт содержит
Строительный штатив BT 150 Professional 0 601 096 B00
Переходник для щелочных аккумуляторов AA1 1 608 M00 C1B
Лазерный отражатель
Карман
4 x аккумулятора 1,5 В LR6 (AA)
показать меньше
показать больше
Ваш выбор
в L-BOXX 136 с 1 аккумулятором GBA 12V 2. 0Ah и креплением
Номер заказа: 0 601 063 R02
Выбрать вариант
в данный момент недоступны онлайн
Найти дилера поблизости
GLL 3-80 C
Подробнее
Универсальный держатель BM 1 Professional
1 аккумулятор GBA 12V 2.0Ah
Быстрозарядное устройство GAL 12V-40 Professional
Лазерный отражатель
Карман
Кейс L-BOXX 136
Номер заказа: 0601063R02
0,00
Рекомендованная розничная цена с НДС
Этот продукт содержит
Универсальный держатель BM 1 Professional 0 601 015 A01
1 аккумулятор GBA 12V 2. 0Ah 1 600 Z00 02X
Быстрозарядное устройство GAL 12V-40 Professional 1 600 A01 9R3
Лазерный отражатель
Карман
Кейс L-BOXX 136 1 600 A01 2G0
показать меньше
показать больше
Ваш выбор
в L-BOXX 136 с 1 аккумулятором GBA 12V 2.0Ah и креплением
Номер заказа: 0 601 063 R05
Выбрать вариант
в данный момент недоступны онлайн
Найти дилера поблизости
GLL 3-80 C
Подробнее
Кейс L-BOXX 136
Универсальный держатель BM 1 Professional
Лазерный отражатель
Карман
1 аккумулятор GBA 12V 2. 0Ah
Держатель для лазерного приемника LR 6/7
Лазерный приемник LR 7 Professional
Быстрозарядное устройство GAL 12V-40 Professional
Номер заказа: 0601063R05
0,00
Рекомендованная розничная цена с НДС
Этот продукт содержит
Кейс L-BOXX 136 1 600 A01 2G0
Универсальный держатель BM 1 Professional 0 601 015 A01
Лазерный отражатель
Карман
1 аккумулятор GBA 12V 2. 0Ah 1 600 Z00 02X
Держатель для лазерного приемника LR 6/7 1 608 M00 C1L
Лазерный приемник LR 7 Professional 0 601 069 J00
Быстрозарядное устройство GAL 12V-40 Professional 1 600 A01 9R3
показать меньше
показать больше
Дополнительные данные
Рабочий диапазон с приёмником, значение
120 м
Точность нивелирования*
+/- 0,2 мм/м*/** (*для четырех точек пересечения по горизонтали; **не учитывая погрешность, зависящую от условий использования)
Проекция
3 линии 360°
Напряжение батареи
12
Лазерный диод
Линия: 630-650 нм,
Рабочая температура
-10 – 40 °C
Температура хранения
-20 – 70 °C
Класс лазера
2
Рабочий диапазон*
до 30 м
Рабочий диапазон с приемником*
до 120 м
Диапазон самонивелирования
± 4°
Время нивелирования
4 с
Защита от пыли и водяных брызг
IP 54 *** (***кроме литий-ионного аккумулятора и аккумуляторного переходника AA1)
Источники питания
Литий-ионный аккумулятор 12 В, 4 x 1,5-V-LR6 (AA)
Время работы, макс.
8 ч (литий-ионный) и 6 ч (4 x AA) в режиме 3 линий
Резьба штатива
1/4″, 5/8″
Вес, ок.**
0,9 кг
Цветная лазерная линия
красный
Совместимые лазерные приемники
LR 6 + 7
Рабочий диапазон, значение
30 м
* Не учитывая погрешность, зависящую от условий использования. Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
** Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
GLL 3-80 C Professional: Дополнительные сведения
Основные характеристики продукта
Линейный лазерный нивелир GLL 3-80 C Professional легко подключается и проецирует 3 отчетливо видимые линии в диапазоне 360°. Инновационный мониторинг CAL Guard и приложение для смартфона с Bluetooth® делают возможным дистанционное управление, а также бесконтактную настройку и высокую точность. Светодиоды высокой мощности испускают прекрасно видимые лучи 3 x 360° обеспечивают одновременное выравнивание по горизонтали и вертикали, повышая эффективность работы.
Оборудование и принадлежности
Этот линейный лазерный нивелир разработан для настила полов, установки окон, монтажа полок, прокладки дренажных труб, сооружения каркасов под гипсокартон и укладки плитки.
Дополнительные сведения
Благодаря технологии Dual Power Source прибор GLL 3-80 C Professional может работать как от литий-ионного аккумулятора 12 В, так и от стандартных щелочных батареее, повышая адаптивность. Прибор способен выравниваться на неровных поверхностях до +/- 4° менее чем за 4 секунды с превосходной точностью ± 0,2 мм/м*/**, а его рабочая дальность достигает до 120 м при условии использования дополнительного приемника LR 6 или LR 7 Professional. Этот линейный лазерный нивелир отличается компактностью, простотой обращения и чрезвычайной прочностью.
App Store Badge является товарным знаком компании Apple Inc. Google Play и логотип Google Play являются товарными знаками корпорации Google LLC.
Для того, чтобы страница отображалась корректно, ее необходимо перезагрузить. Нажмите на кнопку ниже, чтобы перезагрузить страницу.
Перезагрузить сейчас
Обратная связь
Обратная связь
Лазерный нивелир BOSCH GLL 3-80 C Professional + BM 1 + LR 7 + 12V (L-Boxx) в Киеве. 0601063R05 цена. Нивелиры Bosch по Украине
Интернет магазин качественного инструмента
Категории
Производители
BOSCH Professional
Dremel
BOSCH
BOSCH для домашних мастеров
BOSCH садовая техника
Показать все
Подписка на новости
Главная /
Измерительная техника
/
Нивелиры
/
Лазерный нивелир BOSCH GLL 3-80 C Professional + BM 1 + LR 7 + 12V (L-Boxx) 0601063R05
Полное описание
Характеристики
Теги товара
Лазерный нивелир BOSCH GLL 3-80 C Professional + BM 1 + LR 7 + 12V (L-Boxx)
Лазерный нивелир BOSCH GLL 3-80 C Professional + BM 1 + LR 7 + 12V (L-Boxx) — компактный универсальный линейный лазер для всех работ внутри помещения. Построитель плоскостей BOSCH GLL 3-80 С Professional одновременно проецирует горизонтальную и 2 вертикальные плоскости (360°). Рабочий диапазон работы линейного нивелира BOSCH GLL 3-80 С Professional с приемником составляет 120 м. Точность замеров при помощи лазерного нивелира BOSCH GLL 3-80 С Professional составляет ± 0,2 мм/м. Поставляется в фирменном кейсе L-Boxx 136 в комплекте с аккумулятором, зарядным устройством, держателем BM1, лазерной мишенью, чехлом и приемником LR7.
Свойства лазерного нивелира BOSCH GLL 3-80 C Professional:
Неограниченные возможности применения: одна горизонтальная и две вертикальные линии под углом 360° позволяют широко использовать этот инструмент для одновременной маркировки, выравнивания и нивелирования внутри помещения.
Автоматическое нивелирование до 4° за 4 секунды: точная работа на участке диаметром до 120 мм с помощью приемника LR6/LR7 (в этой модификации приемник LR7 входит в базовую комплектацию).
Компактный, простой в эксплуатации и чрезвычайно крепкий (IP 54).
Дистанционное управление через порт Bluetooth
Датчик калибровки
Может питаться от 12-вольтовых аккумуляторов или щелочных батареек (в этой модификации поставляется именно с 12-вольтовым аккумулятором емкость 2 А-ч)
Настройка яркости линий
Интуитивно понятное управление
Функция CAL guard сообщает о необходимости проверки точности нивелира.
Комплект поставки:
Лазерный нивелир BOSCH GLL 3-80 C Professional 0601063R05
Аккумулятор 12 В/2 А-ч
Зарядное устройство
Держатель BM1
Мишень для лазера
Чехол
Приемник LR7
L-BOXX 136.
Дальность действия
120 м
Рабочий диапазон с приемником
120 м (диаметр)
Класс лазера
2
Лазерный диод
640 нм, <1мВт
Точность нивелирования
± 0,2 мм/м
Диапазон самонивелирования
± 4°
Резьба штатива
5/8″, 1/4″
Аккумулятор, В / Ач
12 / 2. 0
Вес, кг
0,760
Похожие товары
Вместе с этим также покупают
Показать все
Отбойный молоток BOSCH GSH 11 VC Professional 0611336000
Угловая шлифмашина BOSCH GWS 750-125 Professional 0601394001
Строительный штатив BOSCH BT 150 0601096B00
Линейный лазер GLL 3-80 | Линейный лазер Bosch Professional
GLL 3-80 | Бош Профессионал
Линейные лазеры
Линейный лазер
Функции и основные характеристики
Ваш выбор
в переносном кейсе с 4 батареями (AA), лазерной мишенью
Изменить вариант
с
388,00 евро
Рекомендованная розничная цена без НДС
Найдите местного дилера
Линейные лазеры
GLL 3-80
Подробные цены
4 батарейки 1,5 В LR6 (AA)
Лазерная мишень
Сумка
Чемодан
Номер заказа: 0601063S00
388,00 евро
Рекомендованная розничная цена без НДС.
Ваш выбранный вариант
Ваш выбранный вариант
в кейсе с 4 батареями (AA), лазерной мишенью
0 601 063 S00
388,00 евро
Рекомендованная розничная цена без НДС
Найдите местного дилера
Выберите вариант
Ваш выбор
в переносном кейсе с 4 батареями (AA), лазерной визирной пластиной
Номер для заказа: 0 601 063 S00
Выберите вариант
388,00 EUR
Рекомендованная розничная цена без НДС
Найдите местного дилера
GLL 3-80
Подробные цены
4 батарейки 1,5 В LR6 (AA)
Лазерная мишень
Сумка
Чемодан
Номер заказа: 0601063S00
388,00
Рекомендованная розничная цена без НДС.
Этот продукт включает
4 батарейки 1,5 В LR6 (AA)
Лазерная мишень
Сумка
Чемодан
Показать меньше
Show More
Ваш выбор
с 4 x батареей (AA), Laser Target Plate
. НДС
Найдите местного дилера
GLL 3-80
Подробные цены
4 батарейки 1,5 В LR6 (AA)
Лазерная мишень
Сумка
Строительный штатив BT 150 Professional
Номер заказа: 0601063S01
388,00
Рекомендованная розничная цена без НДС.
Этот продукт включает
4 батарейки 1,5 В LR6 (AA)
Лазерная мишень
Сумка
Строительный штатив BT 150 Professional 0 601 096 B00
Показать меньше
Показать больше
Дополнительные данные
Рабочий диапазон с приемником, значение
120 м
Точность
± 0,3 мм/м*/** (*для четырех горизонтальных точек пересечения; **плюс отклонение в зависимости от использования)
Проекция
3 линии по 360°
Лазерный диод
Линия: 630 — 650 нм,
Рабочая Температура
-10 – 40 °С
Температура хранения
-20 – 70 °С
Лазерный класс
2
Рабочий диапазон
до 30 м
Рабочий диапазон с приемником
до 120 м
Диапазон самовыравнивания
± 4°
Время выравнивания
4 с
Защита от пыли и брызг
IP 54
Источник питания
4 x 1,5 В LR6 (АА)
Время работы (макс. )
4 ч в 3-строчном режиме
Резьба штатива
1/4″, 5/8″
Вес, ок.
0,82 кг
Цвет лазерной линии
красный
Совместимые лазерные приемники
ЛР 6 + 7
Рабочий диапазон, значение
30 м
GLL 3-80 Professional: Дополнительная информация
Особенности продукта
Линейный лазер GLL 3-80 Professional проецирует линии 3 x 360° для следующего уровня видимости. Высокая четкость изображения обеспечивается мощными диодами. Линии 3 x 360° этого инструмента позволяют одновременно выполнять горизонтальное и вертикальное выравнивание по всей комнате для высокоэффективной работы, а интуитивно понятный пользовательский интерфейс инструмента упрощает работу.
Оборудование и применение
Этот линейный лазер был разработан для подвески подвесных потолков, возведения полов, установки окон, установки полок, укладки дренажных труб, каркаса здания для гипсокартона и укладки плитки.
Дополнительная информация
GLL 3-80 Professional идеально подходит для быстрого самовыравнивания и способен самовыравниваться на неровных поверхностях до +/- 4° менее чем за 4 секунды с превосходной точностью ± 0,3 М-м-м*/**. Он имеет рабочий диапазон до 120 м при использовании дополнительного приемника LR 6 или LR 7 Professional. Этот линейный лазер компактен, прост в обращении и чрезвычайно надежен (IP54).
Для того, чтобы страница отображалась оптимально, ее необходимо перезагрузить. Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу.
Перезагрузить сейчас
Линейный лазер GLL 3-80 | Линейный лазер Bosch Professional
GLL 3-80 | Бош Профессионал
Линейные лазеры
Линейный лазер
Функции и основные характеристики
Ваш выбор
в переносном кейсе с 4 батареями (AA), лазерной мишенью
Показать вариант
В настоящее время недоступен онлайн
Найти местного дилера
Линейные лазеры
GLL 3-80
Подробные цены
4 батарейки 1,5 В LR6 (AA)
Лазерная мишень
Сумка
Чемодан
Номер для заказа: 0601063S00
Ваш выбранный вариант
Ваш выбранный вариант
в кейсе с 4 батареями (AA), лазерной мишенью
0 601 063 S00
Найти местного дилера
GLL 3-80 Professional
Ваш выбор
в кейсе для переноски с 4 батареями (AA), лазерной визирной пластиной
Номер заказа: 0 601 063 S00
Select Variant 0 0 0
903
Найти местного дилера
GLL 3-80
Подробные цены
4 батарейки 1,5 В LR6 (AA)
Лазерная мишень
Сумка
Чемодан
Номер заказа: 0601063S00
Этот продукт включает
4 батарейки LR6 1,5 В (AA)
Лазерная мишень
Сумка
Чемодан
Показать меньше
Показать больше
Дополнительные данные
Рабочий диапазон с приемником, значение
120 м
Точность
± 0,3 мм/м*/** (*для четырех горизонтальных точек пересечения; **плюс отклонение в зависимости от использования)
Проекция
3 линии по 360°
Лазерный диод
Линия: 630 — 650 нм,
Рабочая Температура
-10 – 40 °С
Температура хранения
-20 – 70 °С
Лазерный класс
2
Рабочий диапазон
до 30 м
Рабочий диапазон с приемником
до 120 м
Диапазон самовыравнивания
± 4°
Время выравнивания
4 с
Защита от пыли и брызг
IP 54
Источник питания
4 x 1,5 В LR6 (АА)
Время работы (макс. )
4 ч в 3-строчном режиме
Резьба штатива
1/4″, 5/8″
Вес, ок.
0,82 кг
Цвет лазерной линии
красный
Совместимые лазерные приемники
ЛР 6 + 7
Рабочий диапазон, значение
30 м
GLL 3-80 Professional: Дополнительная информация
Особенности продукта
Линейный лазер GLL 3-80 Professional проецирует линии 3 x 360° для следующего уровня видимости.
Организация садкового хозяйства по разведению форели в Карелии
08.07.2022
Сетные камеры для разведения форели
21.07.2020
Быть лидером в выращивании форели
Регион установки – Карелия. Одно из самых крупных хозяйств в Республике.
14.07.2020
Первые шаги на новом месте установки садков.
Регион установки – Карелия. Республика Карелия продолжает оставаться лидером в России по производству форели.
следующий статья Защитные сетки от птиц
Защитные улавливающие сетки применяются для предотвращения падения людей с перекрытий строящихся зданий и сооружений. ЗУС сертифицированы.
Цена по запросу
Заявка
Технические характеристики:
Страна производства
Россия
Описание:
Защитно-улавливающие сетки (ЗУС) нашли свое применение при строительстве зданий и сооружений, ограждении опасных рабочих зон, ограждении межлифтовых перекрытий во время строительства, защите от ветряной нагрузки на этажах во время проведения работ, предохранении от падения рабочих с высоты, а также улавливания падающих людей, строительного материала и оборудования.
Защитно улавливающая
система Т
Защитно улавливающая
сетка Т
Перекрытие стен
Сетка для защитно-улавливающих систем в России производится по специальной уникальной технологии.
Данные сетки обладают высокой прочностью, которая достигается за счет использования высококачественного сертифицируемого материала. Улавливающая сетка, производимая нашей компанией, не имеет аналогов в России, по соотношению цена/качество
Важно!
Сетевязальная фабрика Люксол производит защитно-улавливающие сетки только на основе полиамидной (капрон, нейлон) нити высшего класса. Сетка, изготовленная из высокопрочной полиамидной нити, в отличии от других материалов, имеет все необходимые характеристики? позволяющие гасить кинетическую энергию падающего тела, и выдерживать ударные нагрузки за счет эластичности и растяжимости сетки при деформации.
Размеры ЗУС:
Размеры защитно-улавливающей сетки 3,5х12 м. и 3,5х6 м. были разработаны и испытаны совместно с инженерами компании ООО «Мергуд Групп». Размеры защитно-улавливающей сетки 2,5Х6 м. были разработаны по чертежам НПО «Веркам».
Специалисты компании Люксол в России готовы разработать для Вас любые виды защитных сеток, а также провести все необходимые испытания.
Шесть причин покупать защитно улавливающую сетку. Почему?
01
Прочностные характеристики
превышают узловые аналоги.
02
Динамическая нагрузка
155 кг/с на ячейку.
03
Сертификат качества 2015
только у нашей фабрики на территории России.
04
Соответствие стандартам
принятым в России и европейскому стандарту EN 1263-1.
05
Складская программа
Отгрузка предохранительной сетки в день оплаты.
06
Контроль за продукцией
на этапе производства и эксплуатации.
ВИДЕО: Производство и изготовление сетки Люксол.
следующая статья Защитные сетки от птиц
Сопутствующие товары
Шнур плетеный полиамидный 16 прядный ПА
Дели безузловые
Сопутствующие услуги
Защитная пропитка сетей
Сетка прослужит дольше. Противообрастающая пропитка, средство от износа и защиты сетей от УФ излучения, для орудий лова, сетных камер.
Промышленные садки
Проектирование промышленных садковых линий по индивидуальным заказам в России для прудов, рек, озер, бухт или водохранилищ.
Ремонт садков в Солнечногорске
Технологические операции по ремонту сетных мешков в Московской области. Обработка сетных камер антиобрастающим веществом (антифаулинг)
Статьи по теме:
Сетка для леерного ограждения
Леерные ограждения могут быть дорожными, кровельными, лестничными, но наиболее распространены судовые. Последним нужна сетка, делающая их безопаснее.
Почему безузловая сетка?
В последнее время Вы много слышали о безузловой сетке, но мало о ней знаете? Представляя её на рынке — мы хотим отметить неоспоримые качества и отличительные особенности её перед любой узловой сеткой.
гарантия безопасности людей на стройке
ЗУС соответствует
ГОСТу Р 12.3.051-2017
Система Т
подробнее
ЗУС
защитная сетка
Сравнить
и быстро подобрать защитные системы (ЗУС)
Доставка
Подробнее
1
БЕСПЛАТНАЯ
доставка по Москве
и области
2
ДОСТАВКА
по России
и за рубеж
3
САМОВЫВОЗ
МО, г. Химки
Фасадная сетка
Сетка фасадная
для строительных лесов
Защитное ограждение
Ограждение опорное
Подробнее
Защитные улавливающие сетки
Монтаж ЗУС
Профессиональная установка защитной сетки
Сетки для ограждения
Сетка ограждения
фундамент безопасной работы на современном строительстве.
Опалубка
Продажа опалубки для монолитного строительства
Строительные леса
Монтаж строительных лесов
Защитная система S ячея 10*10мм
применяется как страховочный элемент и как ходовая сетка.
Защитно-улавливающая сетка (система U)
на основе страховочной сетки
Система Т
Защитно улавливающая система T
Система V
Защитно улавливающая система V
Стропы текстильные СТ
Защитно-улавливающие решетки (ЗУР) навесы и козырьки
Улавливающие экраны
защита от падения льда и снега крыши
Стойки ограждения «Стела»
предназначены для создания инвентарных перекрытий зданий
Ограждения лифтовых шахт
надежные металлические сварные конструкции
Ограждение лестничных маршей
Для чего нужны временные ограждения лестничных маршей?
Сетка фасадная
Вышки туры строительные
Строительные леса
Опалубка
В вашем браузере отключен JavaScript
Почему сетки ЗУС необходимы в строительстве.
Любая стройплощадка – это зона повышенной опасности. При выполнении строительных операций люди работают с тяжелой техникой и инструментом, с бетонными блоками, арматурой. Малейшая неточность в действиях может привести к травме и даже смерти. Снизить риск увечья помогают защитные улавливающие сетки ЗУС. В нашей компании вы можете заказать изделия разной конфигурации.
Особенности улавливающих систем.
Первые сетки разработали западные специалисты. Они создали особые страховочные ограждения, которые способны улавливать падающих вниз людей или предметы строительства с высоты 6-10м. Сетки устанавливаются на внешней стороне многоэтажных зданий. Их также применяют для безопасного выполнения фасадных работ. Сети обычно размещаются по периметру строения ниже уровня монтажных работ.
Преимущества улавливающей сетки ЗУС.
Высокий уровень безопасности труда на объекте. Сетки оберегают людей, которые заняты высотными работами или находятся на земле. Падения строительного мусора исключены, как и случайные травмы людей.
Отличная функциональность. Сетка ЗУС без особых сложностей может быть перемещена с одного этажа на другой и развернута по контуру объекта. Она быстро монтируется и демонтируется. Крепится «страховка», как правило, распорными болтами.
Абсолютная надежность. Сетки, созданные из толстых синтетических волокон, способны выдержать вес нескольких человек или тяжелый стройматериал.
Функционал и устройство защитной сетки ЗУС. Монтаж.
Улавливающая сетка ЗУС изготавливается из синтетических материалов. Она крепится на специальные кронштейны, которые входят в состав несущей части системы. В нее включены также опоры, крепежные элементы, канаты, карабины безопасности, монтажные шнуры. При величине ячейки сетки 34х34 см используются нити толщиной от 3,4 мм. Сетки плетутся безузловым способом. При этом используются полиамидные нити.
Монтируются ЗУС преимущественно на горизонтальных поверхностях. А также на оконных проемах и парапетах при наличии специальных опор. Возможен монтаж к наклонным поверхностям. Монтажные работы выполняются в соответствии с разработанным ППР (по распоряжению Правительства г. Москвы № 2260-РП от 10 октября 2007 г. «О мерах по обеспечению безопасности труда на объектах строительства»).
Если человек случайно срывается с высоты, то сетка его подстраховывает снизу, улавливает и натягивается. Она не дает людям упасть на землю, ловит элементы постройки, инструменты. Установленная система также защищает людей, находящихся под ней, от мусора и прочих тяжестей массой от 50 до 200 кг. Тип улавливающей системы подбирается для вас в зависимости от требований.
Защитно-улавливающие системы минимизируют риски травматизма людей в течение всего строительного процесса.
Сравнить и быстро подобрать защитные системы.
Разработка ППР на установку ЗУС
Грамотно организованная работа – начинается с Проекта производства работ (ППР)
Технологическая карта ЗУС
Составление и разработка технологических карт ЗУС, особенности разработки
Установка защитной сетки
качественный монтаж, а также согласование наших ЗУС в необходимых организациях
Установка защитных козырьков
и навесов обеспечивает безопасность при строительстве
Сервис и техническая поддержка
во время действия гарантийных обязательств и по завершении
Производство защитной сетки ЗУС
из высокопрочного синтетического сырья на современных технологических линиях
Монтаж строительных лесов
площадки, где можно разместить людей и стройматериал
Аренда опалубки
Вы можете осуществить аренду опалубки на выгодных условиях.
Расчёт опалубки и комплектующих
Правильный расчет позволяет исключить лишние затраты
Промышленный альпинизм
Установка защитно-улавливающей системы на отвесные стены
Новости компании
03/04
Защитно-улавливающие системы — Гетсиз.ру
Строящиеся объекты потенциально опасны для жизни и здоровья самих строителей и прохожих. И если строители во время работ защищены с помощью специальной одежды, головных уборов и привязей, то прохожим касок не выдают, если это не потенциальные покупатели квартир, гуляющие по объекту. Кроме носимых СИЗ, в таком случае предусмотрены защитно-улавливающие сетки (ЗУС). Это коллективные средства защиты людей или предметов от падения с высоты.
Подробнее…
03/08
Благодарственное письмо от компании СВАРГО проджект
Воронина А.А. (Инженер по комплектации)
02/07
Благодарственное письмо от компании Монолит-ФундаментСтрой
Храмченко Д.И. (Зам. Генерального директора АО «МФС»)
03/06
Благодарственное письмо от компании Монолит КапиталСтрой
Волкан Бербергил (Руководитель проекта ООО «Монолит КапиталСтрой»)
Камера заднего вида Nonda ZUS: отличная инновация для старых автомобилей
Дом
Инновации
Аппаратное обеспечение
Автор Эйлин Браун, автор на
Избранное
Чем меньше, тем лучше: почему четырехдневная рабочая неделя потрясает мир работы
Mastodon — это не Twitter, но он прекрасен
Как добавить свои водительские права в приложение Apple Wallet (и зачем это нужно)
Скидки на умные часы в Черную пятницу: купите Apple Watch за 179 долларов прямо сейчас
Интеллектуальная камера заднего вида ZUS Wireless от Nonda заполняет нишу на рынке для тех, кто водит старый автомобиль или автомобиль с низкими характеристиками, не оснащенный камерой заднего вида.
Камера помещена в пластиковый корпус. его размеры составляют 33 x 273 x 29 мм (1,29 x 10,74 x 1,14 дюйма), а вес всего 8,48 унции (240,4 г) гайки, чтобы установить камеру на ваш автомобиль. Существует также USB-кабель для зарядки, который вам необходимо использовать.
Я попытался использовать один из моих других USB-кабелей для зарядки, который недостаточно глубоко входил в слот камеры заднего вида. Когда камера заряжается, загорается красный светодиод.
С помощью нескольких винтов вы прикрепите его к заднему номерному знаку, используя предварительно просверленные отверстия (существует три способа установки, в зависимости от того, есть ли у вас два или четыре отверстия за номерным знаком).
Когда камера установлена и полностью заряжена, загрузите приложение ZUS Smart Driving Assistant, включите камеру, нажав кнопку на задней панели камеры, пока зеленый индикатор не мигнет три раза, затем подключите приложение к смартфону с помощью Bluetooth. .
Камера оснащена широкоугольным объективом с углом обзора 170 градусов, поэтому вы можете видеть все, что находится позади вас. Аккуратно то, что вам не нужно устанавливать дополнительный экран. Ваш смартфон, который нужно установить в крепление на приборной панели, работает хорошо.
Камера 2MP, 720px, линза из 6-слойного стекла. Вы можете настроить камеру на автоматическое включение ночного видения в указанное время. Вы также можете перевернуть зеркало, если установите камеру на переднюю панель, а не на заднюю.
Резервная камера перезаряжаемая, с двумя батареями общей емкостью 5200 мАч, а полная зарядка длится до трех месяцев. Приложение имеет индикатор уровня заряда батареи, но не оповещение о низком заряде батареи. Он имеет класс защиты IP67, поэтому вам не нужно беспокоиться о том, что он намокнет.
Камера активируется только при подключении к приложению, поэтому, если вы не пользуетесь автомобилем каждый день, батарея будет работать дольше.
Приложение ZUS Driving Assistant имеет несколько параметров конфигурации. Вы можете откалибровать задние направляющие для парковки в соответствии с размером вашего автомобиля, чтобы вы могли двигаться задним ходом на парковочное место, используя камеру, а не зеркала. Он имеет инфракрасную подсветку, так что вы можете видеть даже в темноте.
Я был разочарован тем, что приложение обещало несколько функций, которые недоступны, если вы приобрели только камеру заднего вида. Чтобы получить все функциональные возможности, обещанные приложением, вам нужно купить дополнительные устройства.
Приложение обещает вам возможность устанавливать оповещения о парковке, отслеживать пробег, контролировать срок службы автомобильного аккумулятора и определять местоположение автомобиля с помощью функции «найти свой автомобиль».
Чтобы следить за состоянием вашего двигателя, вам необходимо приобрести Health Monitor. Вам нужно будет приобрести Smart Tire Safety Monitor для получения данных о давлении в режиме реального времени или медленных утечек, а также Smart Car Charger, если вы хотите проверить уровень заряда батареи и контролировать производительность.
Вам также нужно будет купить видеорегистратор, чтобы записывать ваши путешествия, пробег и поездки.
Со всеми этими дополнительными устройствами вы сможете получить всесторонний обзор функциональности вашего старого автомобиля. Тем не менее, резервная камера ZUS стоимостью около 100 долларов, безусловно, действительно полезна и проста в установке. Я определенно рекомендую его для простоты и вашего спокойствия при движении задним ходом.
Похожие статьи:
Видеорегистратор Auto Vox X1: с поддержкой GPS
Видеорегистратор Auto Vox M6: обтекаемый и простой
Обзор камеры Ring Floodlight: логичное дополнение к любому кольцу
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: Наша продукция изготавливается на заказ, и ее подготовка занимает от 2 до 6 недель. Чтобы узнать конкретные сроки доставки, посетите раздел «Предварительные заказы» на нашей странице доставки.
Зус Топ — Полный / XS
находится в резерве и будет отправлен, как только он снова появится на складе.
ПРИМЕЧАНИЯ РЕДАКТОРА
Сформированный из регалий и мистицизма древней лемурийской культуры, Zus Top передает революционный вид, воплощение великих намерений и силы. Этот длинный рукав, созданный из вырезанного лазером хлопка и сотканный вручную из кожи, станет невероятным дополнением к любому гардеробу. Два варианта включают полное покрытие или немного более откровенный вид.
ХАРАКТЕРИСТИКИ
Zus Top
СОСТАВ И ПОДГОТОВКА
ДЛЯ ДРАМАТИЧНОГО ОБРАЗА, СЛОЙ С:
Цепь Рамты
Колье Рамты
Коготь Рамты
Доставка и возврат
⋄ M A D E TO R D E R ⋄
Gelareh Поштучно по отдельности на заказ , 3 и будет отправлено в течение 6 недель после подтверждения . Мы можем изготовить любой предмет по вашим точным меркам за дополнительную плату в размере 30 %. В настоящее время товары, изготовленные по индивидуальному заказу и/или сделанные на заказ, исключены из продажи на сайте. Пожалуйста, свяжитесь с нами для особых запросов или инструкций.
⋄ Ш И П И Н Г ⋄
Заказы на сумму более 500 долларов США включают бесплатную доставку по США. Может взиматься местный и национальный налог.
⋄ ДОПОЛНИТЕЛЬНЫЕ ИЗМЕНЕНИЯ ⋄
Если у вашего изделия есть какие-либо производственные проблемы, мы примем его для обмена или кредита магазина, если вы свяжетесь с нами в течение 7 дней с момента получения.
Мы принимаем обмен или хранение в кредит только потому, что создание наших изделий занимает много времени, а ваши изделия были сделаны с большой заботой и намерением для вас.
В случае проблем с размером мы обменяем товар на другой размер или в кредит магазина, если вы уведомите нас, заполнив нашу контактную форму со следующей информацией в течение 7 дней с момента первоначального получения изделия.
Пожалуйста, следуйте этим инструкциям, чтобы начать процесс обмена:
Пожалуйста, пришлите четкие фотографии/видео, на которых вы носите изделие, на [email protected], выделив проблемные области, чтобы мы могли лучше оценить вашу ситуацию и найти для вас наилучшее решение.
Вместе с фотографиями подробно опишите проблемы, с которыми вы столкнулись при заказе. Проблема в подгонке? Проблемы с тканью, натяжением, рыхлостью, разрывами или дырками? Быть конкретной.
Делая это, вы помогаете нам делать наш продукт лучше для наших будущих клиентов.
Товар должен быть в идеальном неиспользованном состоянии, без признаков повреждения или износа.
⋄ ⋄ ⋄
Плата за обмен товара на другой размер не взимается, если проблема доведена до нашего сведения в течение 7 дней с момента получения. Замена других размеров, которых нет в наличии, может занять больше времени.
Перфораторы и ударные дрели отчасти схожи конструкцией и функционалом, но имеют разное назначение. Поэтому выбирать инструмент следует исходя не только из его стоимости, но и опираясь на предполагаемую сферу работ, в которой он понадобится.
Дрель привлекает покупателя по нескольким причинам. Прежде всего ударная дрель многофункциональна, малогабаритна и доступна по цене. Если попробовать сравнить инструменты с одинаковой мощностью, то перфоратор по весу и цене будет намного впереди ударной дрели. При этом функционально перфоратор значительно уступает дрели. Перфоратор либо долбит, либо сверлит с ударом. Металл или древесину тяжёлый агрегат скорее всего испортит. В то же время для работы по бурению бетона перфоратор не имеет себе равных. Такой инструмент потянет и бур, и долото, и сверлильную колонку. Перфоратор вполне сможет заменить отбойный молоток. Он незаменим при сооружении проёмов и ниш. Этот инструмент в основном предназначен для профессиональных работ. Для бытовых нужд он вряд ли пригоден, или будет использоваться по назначению не чаще одного-двух раз в год. Помимо различной функциональности, перфоратор и ударная дрель несравнимы по потребляемой мощности. Перфоратор средней мощности потребляет 440 Вт, в то время как дрель сопоставимой производительности — 1010 Вт. Соответственно затраты на оплату электроэнергии различны.
Однако главное отличие этих инструментов состоит в основном объекте, к которому будут приложены усилия. Применение дрели для сверления бетона — не основная функция. Такой тяжёлый режим эксплуатации ко всему прочему ведёт к разрушению. С другой стороны, перфоратор не сможет обеспечить качественное сверление отверстий в мягких материалах.
Процесс удара в ударных дрелях осуществляется посредством механики. При включении функции удара внутреннее храповое колесо подается назад, а внешнее колесо начинает пересчитывать зубья внутреннего. Таким образом, сила удара создаётся высотой зуба.
Как бы не был прочен сплав из которого сделано храповое колесо, рано или поздно зубья срежутся и инструмент придет в негодность. Удар, создаваемый в перфораторах, имеет другую природу. Кривошипно-шатунный механизм преобразует вращательное движение от привода в поступательное движение поршня. Непосредственно поршень приводит в движение через воздушную прослойку боёк. Прослойка уменьшает механическое воздействие на поршень, что увеличивает срок службы инструмента, а также уменьшает отдачу.
Ударный механизм, который применяется в перфораторах, намного эффективнее и надёжнее обыкновенной трещотки, которая применяется в ударных дрелях. Если предстоят интенсивные работы связанные со сверлением бетонных конструкций, то дрель ударная долго не протянет. Однако не следует входить в эйфорию от трёхрежимных перфораторов. Перфораторы среднего и тяжёлого класса комплектуются патронами SDS-plus и SDS-max. Такие патроны применяются для использования особых насадок: лопаток, буров и т.д. Расходные материалы для перфораторов намного дороже, чем у дрели. А специальные патроны не дают возможность использовать свёрла. С целью расширить функциональные возможности перфораторов, производители нередко докомплектовывают модели лёгкого и среднего класса дополнительными кулачковыми патронами.
Такие патроны при помощи специальных переходников крепятся в обыкновенных держателях, вроде SDS. Естественно, сам инструмент становится намного большим, и проблемы с биением патрона увеличиваются. Качество сверлильных работ при этом оставляет желать лучшего. Для того, чтобы достичь более точного сверления, используются сменные патроны. При этом основной патрон демонтируется, а вместо него монтируется обыкновенный кулачковый. Следует иметь в виду, что подобная комплектация встречается редко, да и цена такого инструмента непомерно возрастает.
Как перфораторы, так и дрели имеют свои преимущества именно в той отрасли, для которой они создавались. Дрель ударная хороша при сверлении отверстий в таких материалах как пластик, кирпич, древесина, мягкие металлы. Возможно применение ударной дрели при сверлении лёгкого бетона, но только в крайних случаях. Дрель также может быть использована в качестве миксера или для работы с крепежом. Для сверления и обработки бетона необходимо взять перфоратор. Перфоратор может применяться при сверлении бетона разной прочности, однако для точного сверления в металлах и древесине он малопригоден. Равные по мощности с дрелями перфораторы намного превосходят их по весу и цене. Если ваше жилище состоит из стекла и бетона, то вам понадобится ударная дрель. Но в дополнение к ней неплохо иметь на всякий случай под рукой не слишком дорогой и мощный, но все же перфоратор.
Дрели и перфораторы. Виды и устройство. Отличия и применение
Без таких электроинструментов, как дрели и перфораторы, не обойтись во время ремонта и строительства, а также на производстве. Эти помощники профессионалов и любителей, а также обычных хозяев дома, являются незаменимыми инструментами во многих делах. Между этими электрическими инструментами существует некоторая разница, которая не видна людям, никогда не бравшим их в руки.
Чтобы иметь некоторое представление о их конструкции и функциональных особенностях, а также для правильного выбора при покупке, рассмотрим дрели и перфораторы подробнее.
По режиму работы перфораторы делятся на:
Однорежимные (сверление).
Двухрежимные (сверление с ударной функцией).
Трехрежимные (дополнительная опция долбления).
По весу устройства разделены на:
Легкие (от 2 до 4 кг).
Средние (от 4 до 5 кг).
Тяжелые (свыше 5 кг).
Легкие виды перфораторов могут сверлить прочные материалы: бетон, кирпич и др. Перфораторы среднего веса служат для сверления армированного бетона. Тяжелый класс инструмента способен выполнять функции отбойного молотка.
С помощью перфоратора можно выполнять следующие операции:
Сверление бетона, дерева.
Крепеж путем вкручивания саморезов и болтов.
Скалывание.
Трамбование.
Заколачивание стержней.
Выполнение штроб на стенах.
Дрели и перфораторы — отличия
Дрели и перфораторы отличаются в основном принципом работы. При работе на дрель необходимо давить с некоторым усилием. От величины силы зависит эффективность работы дрели. Если же нажимать на перфоратор, то это приведет к неисправностям. Обычно выходит из строя пневматическое устройство или электромагнитный механизм, встроенный в корпус перфоратора. Он выполняет функцию ударной силы электроинструмента. С перфоратором работник устает намного меньше, так как усилие прикладывается почти в три раза меньше, чем при пользовании дрелью.
Правила пользования перфоратором
Во время пользования перфоратором нужно придерживаться некоторых правил:
Нажим на инструмент запрещается, так как это приводит к поломкам насадок.
После выполненной операции буровая насадка нуждается в очистке.
Нельзя использовать перфоратор, если в редукторе нет смазки.
Перегрев перфоратора не допускается.
Работать инструментом необходимо аккуратно, не допуская при этом его повреждений.
Оптимальным выбором материала корпуса перфоратора является алюминиевое исполнение.
Производить операции с инструментом только в резиновых перчатках, которые уменьшают вредные вибрационные нагрузки на руки.
Нецелесообразно часто применять перфоратор вместо отбойного молотка.
Чаще всего дрели и перфораторы можно заменять между собой, так как у них имеются схожие функции. При выполнении работ по бетону лучше применить перфоратор. Для сверления дерева, либо металла вполне подойдет дрель. Однако у себя дома в мастерской лучше по возможности иметь оба электроинструмента, и применять их каждый по определенному назначению. В таком случае эти устройства будут работать вам долгие годы верой и правдой.
Особенности перфоратора
Некоторые исполнения перфораторов снабжены дополнительными функциями, помогающими в ремонтных работах, и на которые стоит обратить внимание во время приобретения:
Возможность регулировки скорости.
Мощность.
Отключение функции отбойного молотка.
Фиксатор выключателя.
Регулятором оборотов вала можно настроить необходимую скорость, что значительно упрощает и облегчает работу.
Мощность электродвигателя прямо влияет на массу всего инструмента. Чем выше мощность перфоратора, тем массивнее вся конструкция. Мощность особо не влияет на качество устройства. Слишком мощный перфоратор, не значит самый лучший. Значительная мощность мотора необходима для работы с толстыми бурами, на большой скорости.
Функция удара может отключаться. При этом перфоратор выполняет функции дрели. Фиксатор выключателя дает возможность сделать работу более комфортной, так как кнопка пуска фиксируется, и не нужно постоянно давить на нее пальцем.
Комплектность перфоратора
Купленный перфоратор целесообразно укомплектовать разными бурами. В некоторых моделях устройств такой набор буров уже входит в комплект. Такого набора вполне хватает для бытовых работ.
Щетки для электродвигателя могут понадобиться в случае каждодневной работы профессиональными специалистами. В домашних условиях достаточно щеток, входящих в комплект.
Достоинства перфораторов
Долговечность и качество.
Повышенная скорость работы.
Универсальная работа на различных материалах.
Удобство установки насадок.
Перфоратор является профессиональным инструментом. Его нельзя отнести к бюджетным моделям, так как в его стоимость заложено качество и долговечность. Дрель не способна работать на такой скорости, как перфоратор, который является незаменимым инструментом при работе с прочными материалами.
Виды и устройство дрели
Основным назначением дрели является сверление отверстий. Дрель является одним из основных инструментов в самостоятельном домашнем ремонте квартиры или гаража.
Дрели разделяются на следующие виды:
Классическая компоновка.
Аккумуляторный вариант.
Дрель-шуруповерт.
Дрель-миксер.
Угловая дрель.
Ударная дрель.
Классическое исполнение дрели служит для сверления отверстий в различных материалах с небольшой прочностью и твердостью. Дрель работает от бытовой электрической сети, оснащена достаточно мощным мотором для выполнения сверлений отверстий различного диаметра и глубины.
Одним из видов такого электроинструмента является дрель, оснащенная аккумулятором для автономной работы, не требующей подключения к бытовой сети. Ее применяют в тех случаях, когда нет возможности для стационарного питания электричеством. Она идеально подходит для работы снаружи помещений. Современные сменные аккумуляторы обеспечивают достаточное время автономной работы дрели.
Дрель-шуруповерт, как и другие исполнения дрели, может сверлить различные отверстия, закручивать саморезы, болты, шурупы. Из недостатков этой модели можно отметить незначительную мощность электродвигателя. Однако она незаменима при сборке мебели и других работах, имеет малые габаритные размеры, снабжена реверсным механизмом.
Миксерная дрель может смешивать разные строительные смеси и растворы, а также выполнять свои основные функции по сверлению отверстий. В ее комплектацию входит насадка для смешивания растворов.
Угловое исполнение конструкции дрели используется для работ, где ограничено пространство. Устройство способно благодаря особенности конструкции сверлить отверстия под прямым углом. Этому способствует редуктор, который имеет форму буквы «Г».
Дрель ударного типа оснащена мощным электродвигателем. Поэтому с помощью такого электроинструмента можно пробить кирпич, бетон. Это достигается путем возвратно-поступательных движений вала дрели. Это чем-то напоминает работу перфоратора. В корпусе имеется храповый механизм, который двигает вал в осевом направлении.
Все дрели и перфораторы можно разделить на устройства профессионального и бытового типа. Недорогие бытовые электроинструменты имеют небольшую массу, в работе требуют периодических перерывов. Профессиональные электроинструменты способны работать несколько часов подряд, каждый день. Их изготавливают на престижных предприятиях высококвалифицированным персоналом.
Уважающие себя предприятия, производящие качественный электроинструмент, и заслуживающие доверия, маркируют устройства на корпусе с указанием завода изготовителя.
При выборе электроинструмента в виде дрели и перфораторы, нельзя забывать о следующих параметрах устройств:
Мощность мотора.
Обороты электродвигателя.
Наличие регулятора скорости.
Наибольший диаметр сверления.
Дрели и перфораторы имеют мощность мотора от 300 до 1500 ватт. Для работ по дереву и пластику подойдут модели на 500 ватт. Чтобы просверлить отверстие значительного диаметра, нужна мощность более 1000 ватт.
Чем больше скорость вращения вала мотора, тем выше производительность устройства. Электроинструменты бытового исполнения могут развить скорость до 3000 оборотов в минуту.
Механизм торсионной муфты дает возможность регулировки оборотов вала мотора для завертывания саморезов и сверления отверстий. Наибольший размер сверления отверстий указывается в паспорте инструмента. При превышении этой величины возникают неисправности и поломка устройства.
Советы по уходу
Не рекомендуется сверлить сразу большое количество отверстий, во избежание перегрева и выхода из строя инструмента. Делайте перерывы в работе для очистки сверла или бура.
Не надавливайте на перфоратор во время работы, в противном случае устройство может выйти из строя.
При интенсивной работе необходимо периодически очищать устройство от грязи и пыли, пополнять смазку в редукторе.
Для определенных видов работ подбирайте специально предназначенную для этого оснастку и инструмент.
Берегите электроинструмент от повреждений и излишнего нагрева.
Чтобы снизить вибрации, отрицательно влияющие на организм человека, необходимо работать в резиновых перчатках значительной толщины.
Нельзя злоупотреблять перфоратором, используя его в качестве промышленного отбойного молотка, во избежание выхода его из строя.
Наибольшая величина диаметра насадок для патронов: SDS — Max – 32 мм, SDS — Plus – 14 мм.
В мастерской у себя дома лучше иметь отдельные электроинструменты разных типов: шуруповерт, дрели и перфораторы. В настоящее время невозможно производить ремонтные работы и строительство без подобных электроинструментов. Качественные устройства стоят недешево, поэтому, перед выбором нужно тщательно изучить все характеристики этих инструментов, а после приобретения соблюдать элементарные правила обслуживания и ухода. Тогда многие годы вы будете обеспечены надежными электрическими помощниками для выполнения ремонтных работ.
Функции зажимного патрона
Патрон быстрозажимного типа зажимает бур или сверло, не требуя для этого больших усилий.
В патроне кулачкового типа сверло фиксируется специальным ключом.
Патрон более современной разработки цангового типа (SDS) дает возможность быстро менять сверло путем поворота патрона в сторону.
Для электроинструмента массой до 4 кг оптимальным выбором патрона будет SDS-Plus. Он может надежно закрепить насадку диаметром до 30 мм. Чтобы выполнить работы бытового назначения этого хватает с лихвой.
Для моделей значительного веса требуются патроны SDS-max, с помощью которых крепится инструмент. С таким патроном можно пробить отверстие диаметром до 52 мм.
В перфораторах Bosch чаще всего используется патрон SDS-top, с помощью которого допускается сверлить отверстия диаметром до 25 мм.
Аккумуляторы для дрелей и перфораторов
Для питания автономных перфораторов и дрелей применяются специальные аккумуляторы. Для их правильного выбора необходимо ознакомиться с особенностями аккумуляторов.
На сегодняшний день существуют такие виды аккумуляторов для электроинструмента:
Литий-ионные.
Никель-кадмиевые.
Никель-магниевые.
Литий-ионные виды аккумуляторов входят в комплект большинства моделей электроинструмента. Они имеют небольшую массу и длительный срок службы.
Никель-кадмиевые батареи способны работать при низких температурах без потери функциональности. Их вес не больше других моделей аккумуляторов. Чем выше емкость батареи, тем дольше она способна функционировать до очередной зарядки. Время заряжания составляет от 0,5 до 7 часов, в зависимости от степени разреженности. Для объемной работы целесообразно приобрести резервный аккумулятор.
Рейтинг производителей
В торговых точках России встречаются дрели и перфораторы различных известных фирм производителей. Рассмотрим некоторые из них.
Профессионалы рекомендуют покупать раздельно дрели и перфораторы для выполнения своих функций. Если приобретать многофункциональные устройства с разными насадками в виде рубанка, пилы, шлифмашинки и т.д., то это повлияет на снижение качества устройства при изготовлении, а также на его срок службы при пользовании.
Похожие темы:
Аккумуляторные шуруповерты. Виды и устройство. Работа
Угловые шлифовальные машины (Часть 1). Виды и устройство. Работа
Угловые шлифовальные машины (Часть 2). Технические параметры
Чем отличается перфоратор от перфоратора (с иллюстрациями)
Семейный мастер на все руки
Перфораторы и перфораторы отлично подходят для сверления кирпичной кладки. Однако перфораторы более мощные и имеют режим «только молоток» без вращения. У них обычно есть патрон SDS, которым лучше забивать молотком.
Конечно, вы можете просверлить одно или два отверстия в бетонном блоке с помощью обычной дрели и сверла по каменной кладке, но вы захотите сделать шаг вперед, если вам нужно просверлить целую кучу отверстий в 50-летнем возрасте. старый бетон. В этой статье мы подробно расскажем вам о различиях между перфоратором и перфоратором и поможем вам понять, какой инструмент подходит именно вам. Мы также покажем вам некоторые интересные детали и аксессуары и поделимся полезными советами о том, как максимально эффективно использовать эти удобные инструменты.
На этой странице
Перфоратор по сравнению с перфоратором
Перфораторы и перфораторы (также называемые перфораторами) производят ударное усилие, которое делает их чрезвычайно эффективными при взрыве каменной кладки. Когда ударная дрель вращается, сверло отбивает каменную кладку. Механический процесс, обеспечивающий это ударное действие, — вот что отличает эти два инструмента.
Рисунок A: Перфоратор внутри
Семейный мастер на все руки
Ударная дрель имеет два диска с ребрами, напоминающими ребра фишки для покера (см. Рисунок А ). Когда один диск перфоратора скользит мимо другого, он поднимается и опускается, в результате чего патрон качается вперед и назад. Если на патрон не действует усилие, диски разъединяются муфтой, и ударное действие прекращается. Это экономит износ. Многие перфораторы можно использовать как обычную дрель, отключив ударное действие.
Рисунок B: Перфоратор внутри
Семейный мастер на все руки
Перфоратор производит удары с помощью поршня, приводимого в движение коленчатым валом (см. Рисунок B ). Поршень движется в цилиндре и создает давление воздуха при движении вперед, и это давление воздуха фактически приводит в действие ударный механизм. Перфораторы обеспечивают гораздо большую энергию удара, чем перфораторы. Они гораздо более долговечны и являются предпочтительным инструментом профессионалов. Еще одним большим преимуществом является то, что у большинства перфораторов есть три режима: режим сверления, ударная дрель или просто молоток, поэтому они могут действовать как мини-отбойный молоток. Конечно, перфоратор стоит дороже перфоратора, но об этом позже.
Перфораторы
Семейный мастер на все руки
Ударная дрель идеально подходит для легкой кладки. Лучше всего подходит для сверления отверстий в кирпичах, растворе и бетонных блоках. Но он также может справиться со случайными отверстиями в залитом бетоне.
Вам не нужно тратить кучу денег на сверла для перфоратора, но более дорогие сверла обычно оснащены улучшенными твердосплавными наконечниками, а наконечники более надежно прикреплены к хвостовику сверла, что снижает вероятность поломки при интенсивном использовании.
Биты и насадки для перфораторов
Самый популярный тип патрона на полках домашних центров сегодня — это SDS-Plus. Биты SDS-Plus имеют канавки на хвостовике, которые надежно фиксируются в патроне, но позволяют бите двигаться вперед и назад независимо от патрона. Их очень легко вставлять и снимать — никаких инструментов не требуется. Некоторые из действительно больших перфораторов имеют аналогичную систему, но более крупную, называемую SDS-Max. И есть пара брендов, у которых есть проприетарные системы, поэтому убедитесь, что бит, который вы покупаете, соответствует инструменту, который вы используете.
В молотковом режиме перфораторы можно использовать для всех видов работ, и существует множество приспособлений для выполнения этих работ.
Некоторые из наиболее популярных насадок показаны на фото:
Глиняная лопата: Разрыхляет твердую почву.
Холодное долото: Для разрушения бетона.
Съемник плитки: хорошо подходит для снятия керамической плитки.
Долото с круглым наконечником: используется для проделывания отверстий в бетоне.
Зубило для очистки: предназначено для удаления ржавчины, бетона и сварочных брызг.
Если у вас уже есть перфоратор и вы ищете мощную дрель для сверления больших отверстий в древесине или смешивания герметика, рассмотрите возможность приобретения переходника для патрона SDS-Plus (показан на третьей фотографии). Этот адаптер позволит вам использовать сверла с гладким хвостовиком, кольцевые пилы и мешалки. Просто не забудьте оставить настройку в режиме сверления, иначе вы можете разрушить патрон.
Семейный мастер на все руки
Перфораторы для больших объемов работ
Перфораторы отлично подходят для сверления отверстий в затвердевшем бетоне. Перфоратор также может быть оснащен всевозможными другими насадками.
Семейный мастер на все руки
Принадлежности для перфоратора
Принадлежности для перфоратора включают различные долота для очистки металла, разрушения бетона, удаления плитки и даже копания твердой почвы. (Тот, что слева, предназначен для патрона SDS-Max.) Вы также можете добавить трехкулачковый патрон для обычных сверл.
Семейный мастер на все руки
Переходник для патрона SDS-Plus
Этот переходник позволяет использовать сверла с гладким хвостовиком, кольцевые пилы и мешалки. Просто не забудьте оставить настройку в режиме сверления, иначе вы можете разрушить патрон.
Узнайте еще о 5 дополнительных принадлежностях для дрели здесь.
Выбор между насадкой для арматуры и стандартной насадкой
Семейный мастер на все руки
Вы можете потратить 50 долларов на перфоратор, который просверлит 1/2 дюйма. отверстия в большинстве кирпичных кладок, но если вы потратите больше, вы получите две вещи: возможность сверлить отверстия большего размера и, что более важно, более быстрое сверление, что очень удобно, когда нужно просверлить много отверстий.
Мощность удара перфоратора измеряется в BPM (ударов/ударов в минуту). Но рейтинг BPM — это еще не все: сила тока двигателя и то, как дрель ощущается в ваших руках, важнее. Цельнометаллические патроны более долговечны, чем патроны с пластиковыми деталями. И хотя быстрозажимные патроны удобны для обычной дрели, они часто не обладают достаточной удерживающей силой, необходимой для сверления кирпичной кладки. Размер патрона часто определяет максимальный рекомендуемый размер отверстия, с которым может справиться сверло.
Мощность удара перфоратора измеряется в фунтах энергии удара. При покупке перфоратора лучше иметь большую мощность, но еще важнее большая энергия удара. Перфораторы классифицируются по максимальному размеру отверстия, рекомендованному производителем, но это не означает, что они не могут время от времени просверливать большее отверстие. Если вам нужна дрель только для 7/8-in. отверстий, купите сверло большего размера, которое не будет постоянно работать на полную мощность.
Сколько и чего ожидать от ваших сверл
от 50 до 100 долларов Перфораторы этого ценового диапазона оснащены двигателями от 6 до 8 ампер. Подходит для сверления отверстий диаметром до 1/2 дюйма в блоках, строительном растворе, кирпиче и другой легкой кладке. Эти сверла также будут сверлить бетон, но медленно.
От 100 до 150 долларов США Перфораторы этой ценовой категории оснащены двигателями мощностью от 7 до 10 ампер. Подходит для сверления отверстий диаметром до 5/8 дюйма в легком кирпиче и бетоне.
От 150 до 225 долларов США В этом ценовом диапазоне перфораторы оснащены двигателями мощностью от 7 до 10 ампер и мощностью от 1,5 до 3 футо-фунтов. энергии удара. Хорошо подходит для сверления отверстий в легкой кладке и бетоне до 1 дюйма. Может также использоваться в режиме удара для удаления раствора, разрушения небольших участков бетона и плитки долотом.
Более 225 долларов США Перфораторы этого ценового диапазона обеспечивают энергию удара более 10 футо-фунтов. и может просверлить 1-3/4 дюйма. дыры целый день. Они стоят от 400 до 800 долларов, но арендная плата составляет около 60 долларов в день.
Аккумуляторные дрели-шуруповерты
Если у вас уже есть аккумуляторные инструменты, проверьте, производит ли эта же компания перфоратор или перфоратор, работающие от тех же аккумуляторов. Иногда вы можете купить беспроводной инструмент без аккумулятора дешевле, чем проводной.
4 насадки для сверления отверстий в бетоне
Семейный мастер на все руки
1. Очистка от мусора
Канавки на сверле предназначены для вытягивания мусора из отверстия во время бурения, но лучший способ очистить отверстие — это время от времени вытягивать сверло из отверстия во время бурения. повторное бурение. Меньшее количество мусора в отверстии снижает трение, что означает более плавное сверление, меньшую вероятность заедания и более длительный срок службы сверл.
Семейный мастер на все руки
2. Не давите слишком сильно
Есть «золотая середина», когда правильные обороты в сочетании с правильным давлением сверлят быстрее всего. Но вы не найдете эту золотую середину, нажимая изо всех сил. На самом деле, слишком большое давление замедлит процесс сверления и вызовет ненужный износ шестерен двигателя. Кроме того, вы сломаете биты.
Семейный мастер на все руки
3. Избегайте чрезмерного сверления
Большинство перфораторов и перфораторов продаются с боковой рукояткой и ограничителем глубины. Сделайте себе одолжение и используйте их. Нет причин тратить время и биты на сверление более глубоких отверстий, чем вам нужно. И вы не всегда хотите просверливать бетонный блок до его полого ядра — некоторым пластиковым анкерам нужна задняя часть, чтобы остановить их, иначе они протолкнутся прямо через отверстие.
Семейный мастер на все руки
4. Сначала просверлите меньшее отверстие
Если вам нужно просверлить пару отверстий, размер которых превышает рекомендуемую мощность вашей дрели, начните сначала с меньшего отверстия. Это значительно снизит нагрузку на дрель. Кроме того, мелкие сверла не катаются так сильно, как большие, что полезно, когда вам нужно отверстие в точном месте.
Здесь вы найдете несколько советов по максимально эффективному использованию вашего сверлильного станка.
Дрель против перфоратора
Главная > Блог > Дрель против перфоратора
Если вы покупаете дрель в первый раз, вы, возможно, обнаружили, что на рынке представлено огромное разнообразие машин, но одним из наиболее фундаментальных соображений, вероятно, будет вопрос о том, нужна ли вам дрель с ударным механизмом или нет. Если вы не определились или не знаете, для чего предназначены перфораторы, наше Руководство для покупателей по сравнению с перфораторами содержит полезную информацию, которая поможет вам! Читай дальше, чтобы узнать больше.
Дрели
Дрель против ударной дрели: если вам нужно просверлить каменную кладку, вам следует подумать об ударной дрели.
Приводимая в действие электричеством, сжатым воздухом или физическим усилием, стандартная дрель может принимать различные формы, но по существу во всех случаях она обеспечивает простое вращательное действие для привода сверла или любого другого приспособления, которое помещается в его патрон, в том числе (но никоим образом не ограничивается) битами для отверток, лепестковыми кругами, проволочными колесами, гайковертами и зенковками. Хотя у вас могут возникнуть проблемы с ручной дрелью, большинство этих станков можно использовать для проделывания отверстий в металле, дереве, керамике и пластике без особых трудностей. Однако есть несколько материалов, через которые им будет гораздо труднее проникнуть, а именно чрезвычайно твердые строительные материалы, такие как кирпич, камень и бетон (которые обычно обозначаются термином «каменная кладка»). Использование стандартного вращательного действия на этих прочных материалах быстро окажется утомительным и неэффективным, что подводит нас к следующему варианту.
Ударные дрели
Стандартная ударная дрель использует вращательное действие, которое может быть дополнено серией быстрых и сильных ударов по задней части патрона, что приводит к громким скрежещущим звукам сверления, которые мы часто слышим, проходя через стены соседних помещения или здания. Эта дополнительная сила позволяет сверлу по каменной кладке пробить твердые материалы, а не просто врезаться в них, как сверло по дереву или металлу. Ударные режимы на самом деле предназначены только для этих более тяжелых работ, но это не означает, что ударные дрели подходят только для кирпича и каменной кладки — почти во всех случаях (особенно на дрелях для рынка «сделай сам») ударный эффект можно отключить, при этом машина будет работать как стандартная дрель для сверления мягких материалов или закручивания шурупов, не повреждая материал или принадлежности.
Дрель против ударной дрели
Машина на верхнем изображении имеет ударный механизм, который увеличивает ее длину и вес по сравнению со стандартной дрелью, представленной ниже.
Исходя из приведенной выше информации, можно предположить, что ударная дрель является наиболее универсальным вариантом. И в большинстве случаев ваше предположение будет правильным. Итак, что может быть веской причиной для выбора стандартной дрели? Ну, во-первых, дополнительные производственные процессы, связанные с изготовлением перфоратора, как правило, делают его более дорогим вариантом, но они также увеличивают вес и объем машины. Если вы сравните переднюю часть стандартной дрели с ударным механизмом, вы заметите, что патрон выступает больше на ударном варианте из-за добавления ударного механизма. Вы также можете найти неударные дрели с шестигранным патроном, которые значительно сокращают длину инструмента и делают их идеальными для использования в ограниченном пространстве, в то время как ударные дрели обычно немного более громоздки, особенно большие сетевые дрели, которые могут быть тяжелыми и утомительными для работы. использовать при попытке работать с любой точностью.
Так что, если вам просто нужно сверлить и заворачивать шурупы в изделиях из дерева или металла, и если вам часто приходится работать в ограниченном пространстве, то идеальным выбором может стать меньшая, легкая (и, возможно, более дешевая) дрель. Но если вам нужна универсальная дрель для обычных работ или вам просто нужно просверлить твердые стены, то, вероятно, стоит инвестировать в какую-нибудь ударную дрель.
Таким образом, к настоящему моменту у вас может быть более четкое представление о том, какая машина вам нужна, но вы обнаружите, что существует еще множество типов на выбор, и есть еще несколько соображений, которые следует учитывать в зависимости от ваших требований к использованию. Мы разберем их здесь, начиная с некоторых наиболее распространенных ручных дрелей, которые не являются перфораторами , и у них есть некоторые преимущества и недостатки каждого типа.
Дрели (без ударного действия)
Аккумуляторные
Идеально подходит для сверления отверстий в древесине, металле, пластмассе и керамике
Идеально подходит для заворачивания шурупов
Ryobi R18DD3 — это 18-вольтовая дрель-шуруповерт на популярной аккумуляторной платформе ONE+.
Названы так потому, что идеально подходят для сверления отверстий и заворачивания шурупов. Дрели могут быть очень компактными, особенно модели с шестигранным патроном на 12 В, такие как Bosch GSR 12 V-15 FC (хотя обратите внимание, что шестигранный патрон можно использовать только с шестигранным хвостовиком). аксессуар — чаще всего это будет отвертка, но вы также можете приобрести сверла с шестигранным хвостовиком, а также другие типы аксессуаров для электроинструмента). Термин «дрель-шуруповерт» обычно относится к аккумуляторному инструменту с батарейным питанием, и ключом к его возможностям завинчивания является регулируемая муфта, которая позволяет установить порог крутящего момента — как только машина начинает применять уровень крутящего момента, соответствующий при этой настройке вращение автоматически останавливается. После того, как вы настроите его, это позволит вам вбить несколько креплений на требуемую глубину, просто нажав на спусковой крючок, вместо того, чтобы направлять их с помощью осторожных манипуляций со скоростью. При сверлении отверстий муфта обычно устанавливается в отдельный режим сверления, который обеспечивает максимальное приложение крутящего момента и постоянное вращение. Этот тип функции завинчивания гораздо реже встречается на сетевых машинах, хотя есть несколько исключений, таких как Bosch GSB 21-2RCT, у которого есть диск предварительного выбора крутящего момента.
Перфораторы (без ударного действия)
Сетевые
Идеально подходит для сверления отверстий в древесине, металле, пластмассе и керамике
Перфоратор Makita 6413 — это сетевая дрель, которая намного меньше и легче, чем большинство электрических перфораторов.
Сетевые дрели-шуруповерты довольно редко встречаются в наши дни, поскольку их в основном заменили аккумуляторные дрели-шуруповерты или сетевые перфораторы. Большинство представленных сегодня на рынке моделей представляют собой компактные одноручные станки, предназначенные для высокоскоростного сверления меньшими сверлами, поэтому перед покупкой стоит проверить емкость патрона, так как он может не подходить для использования с большими сверлами и принадлежностями. Большинство вращающихся дрелей не имеют регулятора крутящего момента и, следовательно, не так хорошо подходят для заворачивания винтов, как беспроводные дрели-шуруповерты, но наличие сетевого шнура означает, что их можно использовать неограниченное время, если вы не возражаете против того, чтобы быть привязанным к кабелю питания. Обратите внимание, что, как и другие сетевые электроинструменты, дрели часто доступны на 110 В или 240 В — варианты на 240 В можно использовать со стандартными бытовыми розетками, а версии на 110 В можно использовать только с понижающими трансформаторами, которые используются на строительных площадках и в других местах. промышленная среда..
В следующей части нашего руководства «Дрель против ударной дрели» мы перейдем к машинам, которые — это перфораторы .
Комбинированные дрели (ударные)
Аккумуляторные
Идеально подходит для сверления отверстий в древесине, металле, пластмассе и керамике
Идеально подходит для перфорации кирпичной кладки
Идеально подходит для заворачивания шурупов
Универсальная машина, идеально подходящая для домашнего использования, BCD700S представляет собой 18-вольтовую комбинированную дрель на 18-вольтовой платформе Black & Decker.
Часто известные как аккумуляторные ударные дрели, а иногда просто ударные дрели, комбинированные дрели представляют собой беспроводные инструменты, которые по сути представляют собой дрели с добавлением ударного механизма. Вероятно, самый популярный тип сверл в целом, этот универсальный станок может заворачивать винты и сверлить большинство материалов, будь то со стандартным вращательным действием или с ударным действием. Если вы хотели приобрести только одну дрель для общего использования по дому, Combi — хороший выбор. Обычно они доступны в виде моделей на 12 В или 18 В, которые будут совместимы с батареями других электроинструментов того же диапазона. Комбинированные дрели имеют регулируемые муфты, такие как те, что вы найдете на шуруповертах, что означает, что вы можете выбрать подходящий уровень крутящего момента для погружных винтов заподлицо с поверхностью вашей заготовки, а самые универсальные модели будут иметь две или более передачи для оптимизации любой из них. крутящий момент или скорость по мере необходимости.
Перфораторы (ударные)
Сетевые
Идеально подходит для сверления отверстий в древесине, металле, пластмассе и керамике
Идеально подходит для перфорации кирпичной кладки
DeWalt DWD024K — это профессиональная сетевая перфораторная дрель с питанием от сети 240 В или 110 В.
Работа от сети исторически обеспечивала большую скорость и мощность, чем конструкции с батарейным питанием, и, в отличие от своих беспроводных аналогов, сетевые перфораторы не разряжаются в середине работы. Как правило, это более дешевый вариант, поскольку вам не нужно вкладывать средства в аккумуляторы и зарядные устройства; однако они не особенно хорошо подходят для заворачивания винтов — редко можно найти какой-либо контроль крутящего момента на сетевой перфораторе, и они часто медленно тормозят после отпускания курка. Вдобавок ко всему, это обычно довольно большие и тяжелые машины, предназначенные для работы двумя руками, что затрудняет их точное использование, особенно в ограниченном пространстве. Как и сетевые дрели, ударные дрели часто доступны на 110 В или 240 В — варианты на 240 В можно использовать со стандартными бытовыми розетками, а версии на 110 В можно использовать только с понижающими трансформаторами, которые используются на строительных площадках и в других промышленных условиях.
Дрели SDS (ударные)
Сетевые или аккумуляторные
Идеально подходит для перфорации кирпичной кладки
Идеально подходит для долбления
Bosch PBH 2100 RE — это дрель SDS класса DIY, что делает ее доступным вариантом, который отлично подходит для сверления с ударом или долбления в каменной кладке.
Иногда его называют перфоратором (или просто перфоратором, что немного добавляет путаницы), последний вариант в нашем списке немного более специализирован и изначально разрабатывался исключительно для сверления с ударом. Тем не менее, он делает это намного эффективнее, чем стандартная перфоратор, что позволяет значительно сэкономить время и стать важным компонентом в наборе инструментов профессионального подрядчика. Патрон SDS может использоваться только с аксессуарами SDS, которые забиваются непосредственно изнутри станка, что обеспечивает большую передачу усилия и гораздо более быструю работу, особенно при работе с более прочным бетоном, что часто может оказаться проблемой для стандартных перфораторов. Еще одним преимуществом машин SDS является то, что их обычно можно использовать для ударов молотком без вращения, что делает их подходящими для легких работ по сносу или прокладке каналов в сочетании с долотом SDS. Где они оказываются менее эффективными, так это в задачах сверления дерева и металла (или завинчивания шурупов), и редко можно найти биты SDS, предназначенные для чего-либо, кроме кирпичной кладки. Однако на большинстве моделей режим молота можно отключить, а некоторые поставляются со сменными кулачковыми патронами, что делает их пригодными для использования со всеми насадками с прямым хвостовиком. Стоит обратить внимание на дрели SDS, если вам в первую очередь нужно сверлить кирпичи или бетон, и это единственный тип станков в этом списке, который можно использовать как для долбления, так и для сверления. Имейте в виду, что существует несколько различных обозначений SDS, но наиболее распространенным является SDS Plus (часто называемый просто SDS). Машины SDS Max — это большие инструменты, предназначенные для тяжелых условий эксплуатации, а SDS Quick — это компактная система, эксклюзивная для линейки Bosch DIY.
Что такое термическая обработка металлов? Методы и преимущества
Термическая обработка — это процесс нагрева и охлаждения металлов с использованием определенных заранее выбранных методов для получения желаемых свойств. Как черные, так и цветные металлы проходят термическую обработку перед их применением.
Со временем было разработано множество различных методов. Даже сегодня металлурги постоянно работают над улучшением результатов и рентабельности этих процессов.
Для этого они разрабатывают новые графики или циклы для производства различных сортов. Каждый график относится к разной скорости нагрева, выдержки и охлаждения металла.
При тщательном соблюдении этих методов можно производить металлы различных стандартов с удивительно конкретными физическими и химическими свойствами.
Польза
Причины проведения термообработки могут быть разными. Некоторые процедуры делают металл мягким, а другие повышают твердость . Они также могут влиять на электрическую и теплопроводность этих материалов.
Некоторые методы термообработки снимают напряжения, возникшие в более ранних процессах холодной обработки. Другие придают металлам желаемые химические свойства. Выбор идеального метода зависит от типа металла и требуемых свойств.
В некоторых случаях металлическая деталь может пройти несколько процедур термической обработки. Например, некоторые суперсплавы, используемые в авиастроении, могут пройти до шести различных этапов термообработки, чтобы оптимизировать их для применения.
Этапы процесса термообработки
Проще говоря, термическая обработка — это процесс нагрева металла, выдержки его при этой температуре и последующего охлаждения. В процессе обработки металлическая деталь претерпевает изменения своих механических свойств. Это связано с тем, что высокая температура изменяет микроструктуру металла, которая играет важную роль в механических свойствах материала.
Конечный результат зависит от множества различных факторов. К ним относятся время нагрева, время выдержки металлической детали при определенной температуре, скорость охлаждения, окружающие условия и т. д. Параметры зависят от метода термообработки, типа металла и размера детали.
В ходе этих процессов свойства металла изменятся. Среди этих свойств — электрическое сопротивление, магнетизм, твердость, вязкость, пластичность, хрупкость и коррозионная стойкость.
Нагрев
Детали реактивного двигателя, направляемые в печь
Как мы уже обсуждали, микроструктура сплавов будет изменяться в процессе термообработки. Нагрев осуществляется в соответствии с заданным термическим профилем.
При нагревании сплав может находиться в одном из трех различных состояний. Это может быть механическая смесь, твердый раствор или их комбинация.
Механическая смесь аналогична бетонной смеси, в которой цемент связывает песок и гравий. Песок и гравий все еще видны как отдельные частицы. В случае металлических сплавов механическая смесь удерживается основным металлом.
С другой стороны, в твердом растворе все компоненты смешиваются гомогенно. Это означает, что их невозможно идентифицировать индивидуально даже под микроскопом.
Каждое состояние приносит с собой разные качества. По фазовой диаграмме возможно изменение состояния путем нагрева. Однако охлаждение определяет конечный результат. Сплав может оказаться в одном из трех состояний, в зависимости только от метода.
Выдержка
Во время выдержки металл выдерживается при достигнутой температуре. Продолжительность зависит от требований.
Например, поверхностное упрочнение требует только структурных изменений поверхности металла, чтобы повысить твердость поверхности. В то же время для других методов требуются единые свойства. В этом случае период выдержки больше.
Время выдержки также зависит от типа материала и размера детали. Более крупным деталям требуется больше времени, когда целью являются однородные свойства. Это происходит из-за того, что сердцевине большой части требуется больше времени, чтобы достичь необходимой температуры.
Охлаждение
После завершения этапа выдержки металл необходимо охладить в установленном порядке. На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
Скорость охлаждения регулируется различными средами, такими как солевой раствор, вода, масло или воздух. Вышеупомянутая последовательность охлаждающих сред находится в порядке убывания эффективной скорости охлаждения. Солевой раствор быстрее всего поглощает тепло, а воздух — медленнее всего.
Также возможно использование печи в процессе охлаждения. Контролируемая среда обеспечивает высокую точность, когда необходимо медленное охлаждение.
Фазовые диаграммы
У каждого металлического сплава своя фазовая диаграмма. Как уже было сказано ранее, термическая обработка проводится по этим схемам. Они показывают структурные изменения, происходящие при разных температурах и различном химическом составе.
Давайте возьмем фазовую диаграмму железо-углерод в качестве примера, так как она наиболее известна и широко преподается в университетах.
Фазовая диаграмма железо-углерод является важным инструментом при изучении поведения различных углеродистых сталей при термообработке. Ось x показывает содержание углерода в сплаве, а ось y — температуру.
Обратите внимание, что 2,14% углерода — это предел, при котором сталь становится чугуном.
На диаграмме показаны различные области, где металл существует в различных микросостояниях, таких как аустенит, цементит, перлит. Эти области обозначены границами A1, A2, A3 и Acm. На этих границах происходят фазовые изменения, когда через них проходит температура или значение содержания углерода.
A1: Верхняя граница фазы цементит/феррит.
A2: предел, при котором железо теряет свой магнетизм. Температура, при которой металл теряет свой магнетизм, также называется температурой Кюри.
A3: Граница раздела, отделяющая фазу аустенит + феррит от фазы γ (гамма) аустенита.
Acm: Граница раздела, отделяющая аустенит γ от аустенита + цементита.
Фазовая диаграмма является важным инструментом, позволяющим определить, будет ли термообработка полезной или нет. Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
Распространенные методы термической обработки
Существует довольно много методов термической обработки. Каждый из них обладает определенными качествами.
К наиболее распространенным методам термообработки относятся:
Отжиг;
Нормализация;
Закаливание;
Старение;
Снятие напряжения;
Темперирование;
Цементация.
Отжиг
При отжиге металл нагревается выше верхней критической температуры, а затем охлаждается с медленной скоростью.
Отжиг проводится для размягчения металла. Это делает металл более пригодным для холодной обработки и формовки. Он также повышает обрабатываемость, пластичность и вязкость металла.
Отжиг также полезен для снятия напряжений в детали, вызванных предшествующими процессами холодной обработки. Присутствующие пластические деформации устраняются во время рекристаллизации, когда температура металла пересекает верхнюю критическую температуру.
Металлы могут подвергаться множеству методов отжига, таких как рекристаллизационный отжиг, полный отжиг, частичный отжиг и окончательный отжиг.
Нормализация
Нормализация — это процесс термообработки, используемый для снятия внутренних напряжений, вызванных такими процессами, как сварка, литье или закалка.
В этом процессе металл нагревается до температуры, которая на 40° C выше его верхней критической температуры.
Эта температура выше, чем при закалке или отжиге. После выдержки при этой температуре в течение определенного периода времени его охлаждают на воздухе. Нормализация создает однородный размер зерна и состав по всей детали.
Нормализованная сталь тверже и прочнее отожженной стали. Фактически, в нормализованном виде сталь прочнее, чем в любом другом состоянии. Вот почему детали, которые требуют ударной вязкости или должны выдерживать большие внешние нагрузки, почти всегда будут нормализованы.
Закалка
Самый распространенный процесс термообработки — закалка — используется для увеличения твердости металла. В некоторых случаях затвердеть может только поверхность.
Заготовку закаляют, нагревая ее до заданной температуры, а затем быстро охлаждают, погружая в охлаждающую среду. Можно использовать масло, солевой раствор или воду. Полученная деталь будет иметь повышенную твердость и прочность, но одновременно возрастет и хрупкость.
Цементное упрочнение — это тип процесса упрочнения, при котором упрочняется только внешний слой заготовки. Используемый процесс такой же, но поскольку тонкий внешний слой подвергается процессу, полученная в результате заготовка имеет твердый внешний слой, но более мягкую сердцевину.
Это обычное дело для валов. Твердый внешний слой защищает его от износа материала . В противном случае при установке подшипника на вал он может повредить поверхность и сместить некоторые частицы, которые ускорят процесс износа. Закаленная поверхность обеспечивает защиту от этого, а сердечник по-прежнему обладает необходимыми свойствами, чтобы выдерживать усталостные напряжения.
Другие типы процессов закалки включают индукционную закалку, дифференциальную закалку и закалку пламенем. Однако закалка пламенем может привести к образованию зоны термического влияния, которая возникает после охлаждения детали.
Старение
График старения алюминия 6061
Старение или дисперсионное твердение — это метод термообработки, который в основном используется для повышения предела текучести ковких металлов. В ходе процесса образуются равномерно диспергированные частицы в структуре зерна металла, которые вызывают изменения в свойствах.
Осадочное твердение обычно происходит после еще одного процесса термообработки, при котором достигается более высокая температура. Однако старение только повышает температуру до среднего уровня и снова быстро снижает ее.
Некоторые материалы могут стареть естественным образом (при комнатной температуре), в то время как другие стареют только искусственно, то есть при повышенных температурах. Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.
Снятие напряжения
Снятие напряжения особенно часто используется для деталей котлов, баллонов с воздухом, аккумуляторов и т. д. При этом методе нагревают металл до температуры чуть ниже его нижней критической границы. Процесс охлаждения медленный и, следовательно, равномерный.
Это делается для снятия напряжений, которые возникли в деталях из-за более ранних процессов, таких как формовка, механическая обработка, прокатка или правка.
Отпуск
Отпуск — это процесс уменьшения избыточной твердости и, следовательно, хрупкости, возникающей в процессе закалки. Также снимаются внутренние напряжения. Прохождение этого процесса может сделать металл пригодным для многих применений, в которых требуются такие свойства.
Температура обычно намного ниже температуры затвердевания. Чем выше используемая температура, тем мягче становится конечная заготовка. Скорость охлаждения не влияет на структуру металла во время отпуска, и обычно металл охлаждается на неподвижном воздухе.
Цементация стали
В этом процессе термообработки металл нагревается в присутствии другого материала, который выделяет углерод при разложении.
Освободившийся углерод поглощается поверхностью металла. Содержание углерода на поверхности увеличивается, что делает ее более твердой, чем внутреннее ядро.
Какие металлы подходят для термической обработки?
Хотя черные металлы составляют большинство термообработанных материалов, сплавы меди, магния, алюминия, никеля, латуни и титана также могут подвергаться термообработке.
Около 80% термически обрабатываемых металлов — это разные марки стали. Черные металлы, которые можно подвергать термической обработке, включают чугун, нержавеющую сталь и различные марки инструментальной стали.
Такие процессы, как закалка, отжиг, нормализация, снятие напряжений, цементирование, азотирование и отпуск, обычно выполняются на черных металлах.
Медь и медные сплавы подвергаются таким методам термической обработки, как отжиг, старение и закалка.
Алюминий подходит для таких методов термообработки, как отжиг, термообработка на твердый раствор, естественное и искусственное старение. Термическая обработка алюминия — это точный процесс. Объем процесса должен быть установлен, и его следует тщательно контролировать на каждом этапе для достижения желаемых характеристик.
Очевидно, не все материалы подходят для термической обработки. Точно так же не обязательно использовать каждый метод для отдельного материала. Поэтому каждый материал нужно изучать отдельно, чтобы добиться желаемого результата. Использование фазовых диаграмм и доступной информации о влиянии вышеупомянутых методов является отправной точкой.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
виды и цели термообработки металла
Термическая обработка стали – процесс температурного воздействия на материал. Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали.
Термическая обработка стали – это процесс температурного воздействия на материал. Он позволяет поменять размеры зерен внутри металла, то есть изменить его характеристики, улучшить.
При обработке применяется сразу несколько методов. Металл нагревают, выдерживают при определенной температуре и равномерно охлаждают. Делать это можно на разных этапах, как с заготовками, так и с уже готовыми изделиями.
Метод используется для достижения следующих целей:
значительное увеличение прочности и износостойкости;
защита материала от последующего воздействия высоких температур;
снижение риска появления коррозии;
устранение внутреннего напряжения в заготовках;
подготовка материала к последующей обработке, увеличение его пластичности.
Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали. Можно использовать материалы любого качества.
Сталь должна соответствовать трем основным требованиям:
относиться к категории инструментальных, конструкционных или специальных;
быть по составу легированной или углеродистой;
содержать не более 0,25% углерода для низкоуглеродистых сплавов и менее 0,7 % для высокоуглеродистых.
Рассмотрим, какие способы применяются в работе, их особенности и другие параметры, влияющие на результат и уровень качества.
Отпуск
Отпуск стали часто применяется в машиностроении, а также при изготовлении деталей разного назначения из стальных заготовок. Обычно используется с закалкой, потому что помогает снизить внутреннее напряжение материала. Это делает сырье значительно прочнее, снимает хрупкость, которая может появиться при воздействии повышенных температур.
Еще одна цель применения – увеличение показателей ударной вязкости. Материал становится менее жестким, а значит, при сильном внешнем механическом воздействии его будет сложно повредить.
Технология отпуска разделена на три типа:
Низкий. Технология используется для создания мартенситной структуры металла. Главная цель – значительно увеличить вязкость сырья и при этом сохранить его твердость.
Максимальная температура нагрева – до 250 °С. Обычно она составляет не более 150 °С. При таком нагреве сталь нужно будет держать около полутора часов. Охлаждение проводится внутри масла или воздуха, что помогает также упрочнить заготовку или готовое изделие.
Чаще всего низкий отпуск применяется при создании измерительного инструмента или разных типов режущих изделий.
Средний. Отличие заключается в повышении максимальной температуры до 500 °С. Обычно детали обрабатываются при нагреве до 340 °С. Применяется воздушное охлаждение.
Главная задача среднего отпуска – перевести мартенсит в троостит. Это обеспечивает рост вязкости на фоне понижения твердости. Технология пригодится, если планируется производить детали, работающие под сильными нагрузками.
Высокий. Одно из наиболее успешных средств, позволяющих снизить высокий уровень внутренней напряженности. Изделие прогревается до высоких температур, что помогает создать и нарастить вязкость и пластичность без потери прочности. Хотя методика сложна в использовании для ответственных деталей, она оптимальна. Диапазон нагрева – 450-650°С.
Отжиг
Метод применяется для стабилизации внутренней структуры материала и увеличения ее однородности. Это также помогает сильно уменьшить уровень напряжения. Технологический процесс предполагает нагрев до высоких температур, выдержку и длительное, медленное охлаждение.
В промышленности используется несколько основных подходов:
Гомогенизация. Ее также называют диффузионным отжигом. Это процесс термообработки стали в диапазоне температур от 1000 до 1150 °С. В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе.
Рекристаллизация. Это низкий отжиг, необходимый после проведения деформации. Главная задача – сделать материал значительно прочнее путем изменения формы зерна во внутренней структуре. Температурный диапазон составляет 100-200 °С. По сравнению с гомогенизацией, длительность выдерживания сильно уменьшилась – до двух часов. Медленное остывание проходит внутри печи.
Изометрическое воздействие. Подходит только для легированных сталей. При создаваемом состоянии аустенит постепенно распадается. Температура зависит от природного максимума для конкретной марки металла. Предел должен быть превышен на 20-30°С. Остывание проходит в два этапа – быстрый и медленный.
Избавление от внутреннего и остаточного напряжения. Методика подойдет после того, как деталь проходит механическую обработку, сваривается или обрабатывается с использованием литья. Максимальная температура нагрева составляет 727°С. У этого процесса самый длительный период выдерживания среди всех разновидностей отжига –20 часов. Заготовка будет остывать очень медленно.
Полный. Если вам нужно достичь мелкозернистой структуры материала с преобладанием перлита и феррита. Методика подойдет для разных типов заготовок – от штампованных и литых до кованных. Метод нагревания здесь такой же, как у изометрического отжига – прогрев выполняется до предельной точки и еще на 30-50°С выше него. Охлаждение проводится до 500°С. Секрет качественного выполнения операции в том, чтобы контролировать скорость остывания. Она указывается из расчета на 60 минут. Для углеродистой стали остывание должно быть менее 150°С, а для легированной – 50°С.
Неполный. Основной задачей проведения неполного отжига является перевод перлита в ферритно-цементитную структуру. Технология подойдет для деталей, которые были созданы методом электродуговой сварки. При этом температура составляет 700°С, а длительность выдержки – 20 часов. После медленного охлаждения можно использовать заготовку – ее прочность и защита от повреждения значительно увеличатся.
Закалка
Закалка и отпуск стали являются одними из наиболее распространенных режимов термической обработки.
Такой вариант воздействия нужен, чтобы нарастить важные показатели материала – от твердости и максимальной упругости до защиты от износа и твердости. При помощи закалки удается уменьшить предел на сжатие и пластичность.
Такой формат обработки является одним из наиболее старых. Он основывается на быстром охлаждении прогретого до высоких температур металла. Предел нагрева отличается в зависимости от типа сплава. Нужно учитывать, при какой температуре начинает изменяться внутренняя кристаллическая решетка.
В зависимости от марки стали меняется несколько основных параметров:
Среда охлаждения. Самый простой способ – окунание в воду. Дополнительные полезные свойства позволяют получить применение технического масла, газов инертного типа и растворов с высоким уровнем содержания соли.
Скорость охлаждения. Меняется в зависимости от изначальной степени прогрева. Температура воды, соляного раствора или газа также может отличаться.
Нагрев. Выбирается в зависимости от пределов, нужных для изменения внутренней структуры. Для многих видов сырья этот показатель составляет около 900°С.
Нормализация
Процесс нормализации необходим для того, чтобы изменить структуру и создать внутри металла мелкое зерно. Этот вариант подходит как для легированных, так и для низкоуглеродистых сталей.
Главное преимущество технологии позволяет довести твердость до 300 НВ. Вы сможете использовать полученные горячекатаным методом заготовки, а также нарастить прочность, защиту от излома и вязкость. Это позволяет упростить процесс последующей обработки.
В качестве среды охлаждения используется воздух. Максимальные температуры нагрева – не более 50°С сверх установленного для материала предела.
Криогенная термообработка
Основы термической обработки стали криогенного типа заключаются в значительном охлаждении ранее закаленных заготовок. Главная цель использования – прекращение мартенситного преобразования.
Как и в случае с другими перечисленными средствами, заготовку потребуется постепенно прогреть до стандартной температуры.
Химико-термическая обработка
В ходе обработки происходит преобразование внешнего слоя материала. Это позволяет повысить твердость, защитить сырье от коррозии и дополнительно нарастить износостойкость.
В процессе могут использоваться следующие методы:
Цементация. Также называется науглероживанием. Поверхность насыщается углеродом. Сначала проводится термическая обработка, участки, которые не планируется обрабатывать, обмазываются защитными составами. Процедура проводится в диапазоне 900-950°С.
Азотирование. В отличие от цементации вместо углерода применяется азот. Для этого создается нагретая аммиачная среда. Температурный диапазон составляет 500-520°С.
Цианирование. Применяется как углерод, так и азот в разных соотношениях в зависимости от температуры. Процесс возможен как в газовой, так и в жидкой среде.
Хромирование. Один из видов металлизации. Назван так по основному веществу, которым насыщается материал (хром). Улучшает прочность, коррозийную стойкость, внешний вид детали.
Технология выбирается с ориентиром на особенности и характеристики конкретного типа сплава.
Термообработка: что это такое и как это работает
Что такое термообработка?
Хотя большинство людей не знают, что такое термическая обработка, на самом деле это неотъемлемая часть производственного процесса. Это связано с тем, что термообработка позволяет улучшить металлическую деталь, чтобы материал лучше противостоял износу. Термическая обработка включает в себя нагрев металла или сплава до определенной температуры и последующее охлаждение для затвердевания материала.
Термическая обработка может использоваться на различных этапах производственного процесса для изменения определенных свойств этого металла или сплава. Например, вы можете использовать термообработку, чтобы сделать его прочнее, тверже, долговечнее или пластичнее, в зависимости от того, что нужно материалу для правильной работы.
Некоторые известные отрасли, в которых термическая обработка играет важную роль, включают самолетостроение, автомобили, скобяные изделия, такие как пилы и топоры, компьютеры, космические корабли, военную и нефтегазовую промышленность.
Как работает термообработка?
Для достижения желаемого эффекта металл или сплав нагревают до определенной температуры, иногда до 2400°F, выдерживают при этой температуре в течение определенного времени, а затем охлаждают. Пока он горячий, физическая структура металла, также называемая микроструктурой, изменяется, что в конечном итоге приводит к изменению его физических свойств. Время, в течение которого металл нагревается, называется «время выдержки». Продолжительность выдержки играет важную роль в характеристиках металла, так как в металле, выдержанном в течение длительного времени, будут наблюдаться другие изменения микроструктуры, чем в пропитанном металле. на более короткий период времени.
Процесс охлаждения после выдержки также влияет на качество металла. Металл можно охлаждать быстро, что называется закалкой, или медленно в печи, чтобы добиться желаемого результата. Сочетание температуры выдержки, времени выдержки, температуры охлаждения и продолжительности охлаждения играет роль в создании желаемых свойств металла или сплава.
Термическая обработка металла во время производственного процесса также определяет, какие свойства изменяются, а некоторые металлы могут даже подвергаться многократной обработке.
Знать, при каких температурах нагревать и охлаждать металлы, а также сколько времени должен занимать каждый этап процесса для конкретного металла или сплава, чрезвычайно сложно. По этой причине ученые-материаловеды, известные как металлурги, изучают воздействие тепла на металл и сплавы и предоставляют точную информацию о том, как правильно выполнять эти процессы. Производители полагаются на эту информацию, чтобы гарантировать, что их металлические детали будут иметь правильные свойства в конце процесса.
Некоторые распространенные формы термической обработки включают:
Закалка : Когда металл затвердевает, он нагревается до точки, при которой элементы в материале превращаются в раствор. Дефекты конструкции затем трансформируются путем создания надежного раствора и упрочнения металла. Это увеличивает твердость металла или сплава, делая его менее пластичным.
Отжиг : Этот процесс используется для таких металлов, как медь, алюминий, серебро, сталь и латунь. Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до тех пор, пока не произойдет превращение, а затем медленно высушивают на воздухе. Этот процесс размягчает металл, делая его более пригодным для обработки и с меньшей вероятностью разрушения или растрескивания.
Закалка : Некоторые материалы, такие как сплавы на основе железа, очень твердые, что делает их хрупкими. Закалка может уменьшить хрупкость и укрепить металл. В процессе отпуска металл нагревают до температуры ниже критической, чтобы уменьшить хрупкость и сохранить твердость.
Закалка : Наружная часть материала затвердевает, а внутренняя остается мягкой. Поскольку отверждение может привести к хрупкости материалов, поверхностное упрочнение используется для материалов, которым требуется гибкость при сохранении прочного слоя износа.
Нормализация : Подобно отжигу, этот процесс делает сталь более прочной и пластичной за счет нагревания материала до критических температур и поддержания его при этой температуре до тех пор, пока не произойдет преобразование.
Почему термообработка важна?
Без термической обработки металла, особенно стали, металлические детали для всего, от самолетов до компьютеров, не будут функционировать должным образом или вообще не будут существовать. В частности, детали из цветных металлов будут намного слабее. Алюминиевые и титановые сплавы, а также бронза и латунь упрочняются путем термообработки. Многие из этих металлов используются в производстве автомобилей, самолетов и других изделий, в которых прочные металлы зависят не только от производительности, но и от безопасности.
Поскольку термически обработанные металлы часто прочнее, чем нетермообработанные, предварительная обработка металлических деталей предотвращает коррозию, что не приведет к замене дорогостоящих металлических деталей позже или так же часто. Это заставляет машины работать дешевле и эффективнее и предотвращает проблемы.
Решения от General Kinematics
General Kinematics предлагает оптимальное оборудование для улучшения и повышения производительности процесса термообработки и других производственных процессов. При работе с термообработкой металлов существуют различные этапы. General Kinematics предоставляет оборудование, предназначенное для облегчения этого процесса и повышения производительности производства.
Конвейеры
Общая кинематика Вибрационный спиральный подъемник SPIRA-FLOW™ идеально подходит для термообработки, требующей длинного пути транспортировки, но он сжимает его в спиралевидную форму, чтобы занимать меньше места. Spiral-Flow отлично подходит для производственных предприятий, которые ограничены в пространстве или хотят оптимизировать использование пространства.
Компания General Kinematics предлагает широкий ассортимент дополнительных конвейеров для различных целей термообработки. Независимо от того, хотите ли вы переместить свои материалы из точки А в точку Б, нагреть, охладить и т. д., у GK есть оборудование, необходимое для повышения вашей вычислительной мощности.
Питатели
Подача материала в желаемый процесс термообработки идеально выполняется с помощью промышленных питателей. Двухмассовые вибрационные питатели General Kinematics предназначены для работы в самых суровых условиях и с самыми высокими требованиями. Они оборудованы для работы с самыми сложными материалами, чтобы обеспечить бесперебойную работу вашего технологического процесса. Питатели GK разрабатываются по индивидуальному заказу и требуют минимального обслуживания, что означает меньшее время простоя и большую производительность.
General Kinematics предлагает разнообразное высокопроизводительное промышленное оборудование, предназначенное для различных отраслей промышленности. Узнайте, что еще может предложить компания General Kinematics и как наше лучшее в отрасли оборудование может помочь вашей организации.
Корпорация General Kinematics, зарегистрированная в 1960 году, была создана для продажи, проектирования и изготовления на заказ инновационного вибрационного оборудования для обработки и обработки материалов. Сегодня компания является одним из крупнейших в мире поставщиков вибрационного технологического оборудования, имея более 200 мировых патентов, и вносит значительный вклад в разработку вибрационного оборудования и технические усовершенствования в области его применения. General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий. Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований.
3 этапа термической обработки
Обзор термической обработки
Все типичные процессы, выполняемые с металлами, выделяют тепло, будь то сварка или резка, и каждый раз, когда вы нагреваете металл, вы изменяете его металлургическую структуру и свойства. И наоборот, вы также можете использовать термическую обработку для восстановления металлов до их первоначальной формы.
Термическая обработка – это процесс нагревания металла, не позволяя ему достичь расплавленного состояния или стадии плавления, а затем контролируемого охлаждения металла для выбора желаемых механических свойств. Термическая обработка используется, чтобы сделать металл более прочным или более ковким, более устойчивым к истиранию или более пластичным.
Позвольте нам удовлетворить ваши потребности в термообработке
Kloeckner работает с рядом партнеров по термообработке стали, чтобы предоставить нашим клиентам качественные детали, соответствующие их спецификациям. Мы предлагаем термообработанные изделия «под ключ» из нашего общенационального запаса толстолистового, пруткового и листового проката.
Запросить цену
Какими бы ни были ваши пожелания, вы никогда не сможете получить все, что хотите. Если вы закаляете металл, вы также делаете его хрупким. Если вы смягчаете металл, вы уменьшаете его прочность. Улучшая одни свойства, вы ухудшаете другие и можете принимать решения на основе конечного использования металла.
Теория термической обработки
Все виды термической обработки включают в себя нагрев и охлаждение металлов, но есть три основных различия в процессе: температура нагрева, скорость охлаждения и типы закалки, которые используются для достижения желаемых свойств. В следующей записи блога мы расскажем о различных типах термической обработки черных металлов или металлов с железом, которые включают отжиг, нормализацию, закалку и/или отпуск.
Для термообработки металла вам потребуется соответствующее оборудование, чтобы вы могли тщательно контролировать все факторы, связанные с нагревом, охлаждением и закалкой. Например, печь должна быть подходящего размера и типа для контроля температуры, включая газовую смесь в нагревательной камере, и вам нужны соответствующие закалочные среды для правильного охлаждения металла.
Стадии термообработки
Существует три этапа термообработки:
Медленно нагревайте металл, чтобы обеспечить постоянную температуру металла
Замачивание или выдержка металла при определенной температуре в течение установленного периода времени
Охладить металл до комнатной температуры
Стадия нагрева
На стадии нагрева главная цель – обеспечить равномерный нагрев металла. Вы получаете равномерный нагрев, нагревая медленно. Если вы нагреваете металл неравномерно, один участок может расширяться быстрее, чем другой, что приводит к деформации или растрескиванию участка металла. Вы выбираете скорость нагрева в соответствии со следующими факторами:
Теплопроводность металла. Металлы с высокой теплопроводностью нагреваются быстрее, чем металлы с низкой теплопроводностью.
Состояние металла. Инструменты и детали, которые ранее подвергались закалке или напряжению, должны нагреваться медленнее, чем инструменты и детали, которые не были закалены.
Размер и сечение металла. Более крупные детали или детали с неровным поперечным сечением необходимо нагревать медленнее, чем мелкие детали, чтобы внутренняя температура была близка к температуре поверхности. В противном случае есть риск растрескивания или чрезмерной деформации.
Стадия выдержки
Целью стадии выдержки является сохранение металла при соответствующей температуре до тех пор, пока не будет сформирована желаемая внутренняя структура. «Период выдержки» — это то, как долго вы держите металл при соответствующей температуре. Чтобы определить правильный отрезок времени, вам понадобится химический анализ и масса металла. Для неровных сечений вы можете определить период замачивания по наибольшему сечению.
Как правило, не следует доводить температуру металла от комнатной до температуры выдержки за один этап. Скорее, вам нужно будет медленно нагревать металл чуть ниже температуры, при которой структура изменится, а затем удерживать его до тех пор, пока температура не станет одинаковой по всему металлу. После этого шага «предварительного нагрева» вы быстрее нагреваете до конечной температуры, которая вам нужна. Детали более сложной конструкции могут потребовать слоев предварительного нагрева для предотвращения деформации.
Этап охлаждения
На этапе охлаждения вам нужно охладить металл до комнатной температуры, но это можно сделать разными способами в зависимости от типа металла. Может потребоваться охлаждающая среда, газ, жидкость, твердое вещество или их комбинация. Скорость охлаждения зависит от самого металла и среды для охлаждения. Из этого следует, что выбор, который вы делаете при охлаждении, является важным фактором в желаемых свойствах металла.
Закалка — это быстрое охлаждение металла на воздухе, в масле, воде, рассоле или другой среде. Обычно закалка связана с закалкой, потому что большинство закаленных металлов быстро охлаждаются при закалке, но не всегда верно, что закалка или иное быстрое охлаждение приводит к закалке. Закалка в воде, например, применяется для отжига меди, а другие металлы закаляются медленным охлаждением.
Не все металлы следует закаливать – закалка может привести к растрескиванию или деформации некоторых металлов. Как правило, рассол или вода могут быстро охладить металл, тогда как масляные смеси лучше подходят для более медленного охлаждения.
Не так давно произошло значимое обновление в линейке ЧПУ 0i – появилось новое поколение 0i-F PLUS. Это очень важный шаг вперед, особенно в применениях для оборудования фрезерной группы. Ключевое отличие заключается в том, что большое количество опциональных функций, особенно для фрезерной версии ЧПУ – 0i-MF PLUS стали доступны в базовой комплектации.
Что нового:
Объем памяти в 2Мб теперь является стандартным для всех без исключения версий и подмоделей.
Средства кастомизации интерфейса (FANUC Picture и т.д.) теперь доступны в базе для всех без исключения версий и подмоделей. Производитель станка может без труда создать собственный экран или серию экранов в интерфейсе, упрощающих, например, тех. обслуживание станка, управление станочной периферией или программирование нестандартной обработки.
Максимальное количество шагов программы PMC теперь равно 24000 для всех подмоделей и версий. Ранее для бюджетных подмоделей Type 3 и Type 5 стандартом было 5000 шагов, и для сложного оборудования этого могло не хватать.
Для всех подмоделей фрезерной версии 0i-MF PLUS, кроме Type 5, в базе доступен пакет высокоточной и высокоскоростной обработки, включающий в себя большое количество функций, в том числе аналог великолепно зарекомендовавшей себя функции интеллектуального контроля контура — AICC II c 400 кадрами предпросмотра. Для Type 5 в базе доступен AICC I, что также является значительным усовершенствованием.
Для всех подмоделей фрезерной версии 0i-MF PLUS доступна функция отработки кадров УП путем вращения маховика. Очень полезная функция при отработке программы. При этом скорость перемещения инструмента зависит от скорости вращения маховика, и программу можно отрабатывать как в прямом, так и обратном направлении.
Как для токарной, так и для фрезерной версии ЧПУ доступна опция резания с осцилляцией для дробления стружки. Данная функция позволяет за счет высокочастотной осцилляции привода устранить образование сливной стружки в процессе точения. Настраивается и программируется достаточно просто. Хорошее решение для тех случае, когда избавиться от сливной стружки не получается за счет подбора режима или геометрии инструмента.
И, собственно, ключевое обновление. Появилась подмодель 0i-F PLUS Type 0 c интерфейсом iHMI. Это очень важная новинка, особенно актуальная для фрезерного оборудования. Во-первых, она обладает очень удобным интерфейсом: простое графическое программирование, измерительные циклы, 3D – симуляция обработки; во-вторых, пакет функция высокоточной и высокоскоростной обработки позволяет добиваться классного результата, особенно при обработке сложной геометрии по программе, созданной в CAM-системе; в-третьих, цена совсем незначительно отличается от предыдущего поколения. Самый оптимальный вариант – ЧПУ с 15” сенсорным дисплеем и QWERTY-клавиатурой. Стоит обратить внимание, что у 0i-F PLUS Type 0 в исполнении, когда ЧПУ интегрировано с дисплейным модулем (наиболее распространенное исполнение), нет разъема для аналогового управления преобразователем частоты шпиндельного мотора. Для задач модернизации подходит с некоторыми ограничениями.
Источник: https://www.fanuc.eu/ru/ru
Читайте также:
50 новинок для всех видов металлообработки в Edgecam 2017
Новое решение Delcam для стоматологии
C3D Labs выпустила C3D Modeler для Teigha 2018
Эффект притягивающей акустической левитации позволил создать бесконтактный станок с ЧПУ
Вышла свежая версия SprutCAM 12.0.2
Новая технология PlateSaver компании Hypertherm
Сокращение времени программирования с новым решением от ICAM
Новый 2022.3 релиз NCSIMUL
Релиз VERICUT v7.4 от CGTech
Компания Autodesk анонсировала выход HSMWorks и HSMXpress 2016
Вертикальный фрезерный обрабатывающий центр DMTG VM850 c ЧПУ Fanuc 0i MF Plus в Санкт-Петербурге
Высокопроизводительный и точный вертикальный фрезерный обрабатывающий центр DMTG VM850 с ЧПУ для единичного или серийного изготовления среднегабаритных деталей. Предназначен для обработки заготовок цветных металлов и сплавов, а также из стали и чугуна, в автомобильной, аэрокосмической, приборостроительной промышленности, энергетическом машиностроении, а также для изготовления высококачественных штампов и пресс-форм.
Особенности
Инновационная система ЧПУ Fanuc 0i MF Plus (опция: Siemens 828D) идеально подходит для управления обработкой деталей сложной формы.
Магазин инструментов манипуляторного типа на 24 инструмента.
«Плавающая» система крепления инструмента предотвращает нагруженность подшипников шпинделя от пневмоцилиндра при смене инструмента и обеспечивает их долгий срок службы.
Высокоскоростной мощный высокоточный шпиндель с прямым приводом 12000 об/мин, изготовленный по лицензии компании IBAG (Швейцария), установлен на прецизионные подшипники NSK (Япония).
Точные линейные направляющие качения TPI (Тайвань) с максимальной скоростью перемещений 36 м/мин.
Высокоточные шлифованные шариковые винты TPI (Тайвань) с предварительным натягом класса точности С3.
Шариковые винты установлены на опоры с прецизионными подшипниками NSK (Япония) серии TAC и подключены к серводвигателям с помощью высококачественной безлюфтовой муфты.
Основные узлы станка имеют усиленную тяжелую конструкцию, изготовлены из высокопрочного чугуна, прошли термообработку и искусственное старение и не имеют внутренних напряжений.
Металлические защитные кожухи направляющих производства Henning (США).
Высокая жесткость и вибростойкость станка позволяют работать с большим съемом стружки, использовать прогрессивные режимы резания и полностью раскрыть потенциал современного режущего инструмента.
Мощная чугунная колонна шпиндельной бабки обеспечивает высокую скорость и максимальную точность перемещений по оси Z.
Усиленная шпиндельная бабка для достижения максимального качества обработки даже в тяжелых режимах резания.
Функция жесткого нарезания резьбы.
Система подачи СОЖ с баком емкостью 160 литров.
Полностью закрытая рабочая зона с защитными устройствами.
Масляный охладитель шпинделя с динамическим контролем температуры позволяет станку работать продолжительное время на максимальных оборотах, предотвращает перегрев и температурную деформацию шпинделя, гарантируя точность обработки и длительный срок службы.
Автоматическая импульсная система смазки направляющих и ходовых винтов.
Большеразмерные раздвижные двери с бронированным стеклом.
Система обдува конуса шпинделя при смене инструмента.
Шпиндель станка прошел высокоскоростную динамическую балансировку на специальном испытательном стенде, отсутствие вибраций и резонанса гарантирует стабильно высокую точность обработанных деталей.
Пистолет для обдува рабочей зоны сжатым воздухом и пистолет подачи СОЖ облегчают удаление стружки с заготовки.
Шнековый транспортер (опция: ленточный транспортер) для удаления стружки.
Характеристика
Значение
Электропитание
Общая потребляемая мощность
20 кВт 380 В ~50 Гц
Мощность двигателя шпинделя (продолжительно / 30 мин)
7,5 / 11 кВт
Система управления
Система ЧПУ
Fanuc 0i MF Plus
Опциональные системы ЧПУ
Siemens 828D
Станочные данные
Размер стола (Д х Ш)
1000 х 500 мм
Тип направляющих
качения
Размер Т-пазов, количество / ширина / между
5 / 18 / 100 мм
Вылет оси шпинделя
607 мм
Расстояние от торца шпинделя до поверхности стола
145 — 705 мм
Максимальный вес обрабатываемой заготовки
500 кг
Шпиндель
Максимальное число оборотов шпинделя
12000 об/мин
Тип привода шпинделя
прямой привод
Конец шпинделя
BT40
Крутящий момент шпинделя (продолжительно / 30 мин)
35,8 / 70 Нм
Перемещения и подачи
Перемещение по оси Х
860 мм
Перемещение по оси Y
510 мм
Перемещение по оси Z
560 мм
Скорость рабочей подачи по всем осям
10 000 мм/мин
Скорость быстрого хода по осям Х, Y
36 000 мм/мин
Скорость быстрого хода по оси Z
30 000 мм/мин
Диаметр / шаг ШВП по всем осям
32 / 12 мм
Точность
Повторяемость
± 0,0025 мм
Позиционирование
± 0,004 мм
Сменщик инструмента
Тип сменщика инструмента
манипулятор
Количество инструмента
24
Максимальный диаметр / длина инструмента
78 (125) / 300 мм
Максимальная масса инструмента
8 кг
Время смены инструмента
2,5 с
Габаритные размеры
Емкость бака СОЖ
160 литров
Подключение сжатого воздуха
6 бар
Габаритные размеры (Д х Ш х В)
2500 x 2530 x 2680 мм
Масса DMTG VM850 станка
5600 кг
Комплект поставки
Шнековый транспортер для удаления стружки.
Тележка для сбора стружки.
Пистолет для обдува воздухом рабочей зоны.
Пистолет подачи СОЖ.
Масляный охладитель шпинделя.
Радиатор электрошкафа.
Освещение рабочей зоны.
Обслуживающий инструмент.
Руководство по эксплуатации на русском языке.
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
ЧПУ FANUC серии 0i-F
FANUC CNC Series 0 i -F Plus представляет собой идеальное решение для базовых несколько управляющих приложений. Чтобы максимизировать производительность на более конкретных приложений элементы управления можно легко настроить с помощью широкого спектра дополнительные функции.
ЧПУ FANUC серии 0 i -F Plus предлагает отличное соотношение цены и качества благодаря следующим ключевым характеристикам:
Характеристики обработки: До 12 осей, 6 шпинделей оси и 2 пути; До 2-х дополнительных путей загрузки; 4-осевой одновременный и 3+2-осевая обработка.
Повышенная безопасность: Интегрировано FANUC Функция безопасности Dual Check.
Программирование в цеху: Диалоговый программирование через MANUAL GUIDE i .
Широкие возможности настройки: Функции для простых настройка включена.
Высокая производительность: Встроенный высокоскоростной ЧВК.
Доступные дополнительные функции: Высокоскоростная и высококачественный пакет механической обработки.
Улучшенная вычислительная мощность: Максимальное количество упреждающих блоков 400.
Бесшовная интеграция: Общая функциональность, ремонтопригодность, сеть и функция PMC с ЧПУ серии 30 i -МОДЕЛЬ Б.
Простота использования: i Предложение HMI интуитивно понятное и чрезвычайно удобное управление.
ЧПУ FANUC серии 0 i -F Plus идеально подходят для этих приложений:
Фрезерование
Токарная обработка
Шлифование
Штамповка
Зуборезный станок
FANUC CNC Series 0 i -MODEL F — новейшее поколение в очень популярная серия 0 i и объединяет многие функции, найденные на Серия 30 i -МОДЕЛЬ B. Серия 0 i -F обеспечивает более быструю и точная производительность для широкого спектра фрезерных, токарных, штамповочных и шлифовальных работ приложения с большим количеством стандартных функций, более продвинутыми возможностями и более быстрым связи, чем когда-либо прежде. Серия 0 i управление самая надежная система в отрасли со средним временем наработки на отказ 52 годы.
Серия 0 i -МОДЕЛЬ F предлагает больше осей, лестниц и дорожек, а также скоростные вспомогательные функции станка и расширенный список стандартных Особенности. Дополнительные функции, доступные в серии 0 i -MODEL F, включают 15-дюймовый дисплей, QWERTY-клавиатура, I/O Link i, высокоскоростное жесткое постукивание, функция управления загрузчиком, контроль допуска, расширение имени оси, программа управление папками, быстрый перезапуск программы, гибкое назначение оси пути, многоканальная функция PMC, управление многоканальным разделением, EtherNet/IP и PROFINET.
Поддержка до 11 сервоприводов осей, 4 одновременных интерполированных оси, 4 шпинделя и 3 независимых Лестничные схемы станка PMC, а также несколько путей программы обработки и высокоскоростные вспомогательные функции машины
Стандартные функции включают множество расширенные функции, обычно связанные с управлением более высокого уровня системы входят в стандартную комплектацию
Доступен с диагональю 8,4 дюйма, 10,4 дюйма или 15-дюймовый дисплей и клавиатура QWERTY или ONG
Дополнительный сервер данных FANUC предлагает быстродействующий Ethernet, до 16 ГБ для хранения программ обработки деталей и большие буферы передачи для прямого числового управления (DNC)
Удобная настройка руководство с помощью мощного и интуитивно понятного диалогового интерфейса FANUC. программирование или стандартное для отрасли программирование G-кода для быстрого и легкая смена работы
Режим обучения и воспроизведения делает использование электронных маховичков и интуитивно понятного диалогового программирование для программирования деталей без изучения G-кода
Доступное веб-программное обеспечение приложения для мониторинга состояния машины и задания с помощью смартфона или планшет.
FANUC CNC Series 0 i -MF для фрезерных станков с ЧПУ
РАСШИРЕННАЯ ЦИКЛЫ ОБРАБОТКИ И ОСОБЕННОСТИ, СВЯЗАННЫЕ С ВЫСОКОСКОРОСТНОЙ ОБРАБОТКОЙ СЛОЖНЫЕ ПОВЕРХНОСТИ.
Наклонная рабочая плоскость
Руководство по настройке
Нано-сглаживание
Управление рывком
Перезапуск программы
3-D ручная подача
32-символьные имена программ
Компенсация радиуса фрезы
Цикл сверления отверстий малого диаметра
G54-G59 Плюс 48 Доп. Смещение координат заготовки
Цикл нарезания резьбы
Команда полярных координат
400 комплектов инструментов, пар
Управление сроком службы инструмента
Измерение длины инструмента
Масштабирование
Спиральная интерполяция
FANUC CNC Series 0 i -TF для токарной обработки с ЧПУ
ЦЕНТРЫ ПРЕИМУЩЕСТВА ОТ УСОВЕРШЕНСТВОВАННЫХ ТОКАРНЫХ ЦИКЛОВ И ВСТРОЕННЫХ ФРЕЗЕРНЫХ ШПИНДЕЛЬ ОСИ C ИЛИ НЕЗАВИСИМАЯ ОСИ Y И ПРИВОДНОЙ ИНСТРУМЕНТ.
Нарезание резьбы с произвольной скоростью и Ремонт резьбы
Втягивание резьбы
Сбалансированный крой
Двухканальная синхронизация
Компенсация радиуса вершины инструмента
Несколько повторяющихся циклов
Стандартные циклы сверления
Высокоскоростное жесткое нарезание резьбы
Стандартный, с несколькими отведениями и Циклы нарезания резьбы с переменным шагом
Интерполяция полярных координат для оси C / оси Y / приводных инструментов с компенсацией радиуса фрезы
ЧПУ FANUC серии 0 i -МОДЕЛЬ F — Особенности и преимущества
Оптимизированная скорость
Серия 0 i — МОДЕЛЬ F оснащена набором расширенных функций управления движением. программные функции для сокращения времени цикла при одновременном повышении точности деталей и продление срока службы машины.
32-буквенно-цифровые имена программ
Серия 0 i -F теперь позволяет использовать имена программ, содержащие до 32 буквенно-цифровых символов. символов, поэтому он совместим с Series 30 i -B.
Высокочувствительный векторный контроль
Высокочувствительный Векторное управление (HRV 3) представляет собой высокоскоростной DSP, цифровой сервопривод и шпиндель. метод управления током, который обеспечивает большую точность и позволяет более высокие скорости обработки.
В форме колокола Acc/Dec
В форме колокола ускорение/торможение сводит к минимуму удары машины и сокращает время, необходимое для разгона и замедляться и может применяться к быстрым, контурным и постукивающим движениям.
AI Контур управления
AI Contour Control (AICC I/AICC II) использует усовершенствованные алгоритмы опережающего просмотра для определить оптимальную скорость подачи и ускорение. Это может сократить цикл раз и повысить точность, что особенно полезно при обработке сложные изогнутые поверхности, такие как аэрокосмические или автомобильные детали или металл умирает.
Инструмент втягивания и возврата
Инструмент втягивание и возврат упрощает проверку и замену инструмента, механическая обработка. При активации инструмент безопасно отводится от детали, а затем можно вручную переместить в положение для проверки. При освобождении инструмент движется назад по пути, созданному ручными перемещениями.
Синхронизация путей
М-коды используются, чтобы заставить один путь ждать, пока другой путь завершит операцию прежде чем продолжить. Одному пути также можно приказать ждать, пока другой путь достигает указанной позиции с абсолютными координатами, прежде чем продолжить.
Двойной стол управления
Двойной стол Table Control добавляет гибкости обрабатывающим центрам с двумя столами и маршрутизаторы. Движение каждого стола можно синхронизировать, чтобы оно действовало как единое целое. большой стол или управляться независимо для сложных производственных циклов.
Перезапуск программы
Программа перезапуск позволяет запустить программу в середине, когда программа была прервана на некоторое время. осмотр инструмента или машина остановилась на длительный перерыв.
Методы MV-1000L 3-осевой ЧПУ VMC, оснащенный FANUC 0I-MF PLUS PLUS
Наши участки
FMA
.0297 Подробнее
FABTECH Canada
Metalworking & Manufacturing Expo
Наши публикации
Canadian Metalworking
Подписаться
E-Newsletter
Цифровое издание
.0011 Наши публикации
Canadian Metalworking
Канадский изготовление и сварка
от Canadian Metallowning
Time-это деньги в каждом магазине
Sandvik Coromant, Nait Atrange Alaters
4444101010. ship.
Ferro Technique назначает нового президента, готовится к будущему производства
От Canadian Fabricating & Welding
Westway marks 50 years in business
Opening market opportunities at Scott Springfield
Streamlining air delivery
The benefits of bending software
November 17, 2021
Product Release
Metalworking
Join Обсуждение
Methods Machine Tools представила MV-1000L, 3-осевой вертикальный обрабатывающий центр с ЧПУ, который имеет 19поверхности, обработанные вручную, двигатели FANUC серии alpha и шпиндель с двойным контактом Big-Plus.
Этот станок оснащен шпинделем мощностью 20 л.
Управляется системой управления FANUC 0i-MF Plus с головкой просмотра на 200 блоков, памятью программы обработки деталей объемом 2 МБ, макросом B, дистанционным ручным генератором импульсов и системой термокомпенсации.
Методы Станки | www.methodsmachine.com
Родственные компании
подпишитесь сейчас
Будьте в курсе последних новостей, событий и технологий для всего металла от нашего пара ежемесячных журналов, написанных специально для канадских производителей!
Старт Ваша бесплатная подписка
Оставайтесь на связи из любой точки мира
Удобный доступ к ценным отраслевым ресурсам теперь с полным доступом к цифровому выпуску Канадская металлообработка .
Удобный доступ к ценным отраслевым ресурсам благодаря полному доступу к цифровой версии Canadian Fabricating & Welding .
Статьи о тенденциях
1
Isient’s Iplex G Lite-Weoscope, разработанный для ветровой турбин.
Напишите свой отзыв о «Топор Stihl 1000 г / 0000-881-1971»
Имя / Псевдоним
Плюсы
Минусы
Комментарий
Оценка товара
Нажимая на кнопку я соглашаюсь с политикой обработки моих персональных данных
Электроинструменты в Алматы — Топор STIHL AX 10 — STIHL Казахстан, Алматы — Ручной инструмент для сада и лесохозяйственных работ
( 7 ) ( 5. 0 ) 5
STIHL
Нет на складе
Количество товара ограничено
Краткое описание
Топорище из ясеня.
Применение: Обрубка сучьев.Валка деревьев.Колка тонко-/ среднемерных лесоматериалов (заготовка дров, колка лесоматериалов длиной 30 см/ диаметр до 30 см).
Поделиться:
Описание
Характеристики
Топорище из ясеня.
Применение: Обрубка сучьев.Валка деревьев.Колка тонко-/ среднемерных лесоматериалов (заготовка дров, колка лесоматериалов длиной 30 см/ диаметр до 30 см).
Рабочие перчатки FUNCTION Universal L. STIHL
Артикул: 0000-884-1118
0 ₸
2 400 ₸
Количество товара ограничено
Топ продаж
Кепка STIHL
Артикул: 0464-015-0030
0 ₸
5 000 ₸
Количество товара ограничено
Каска FUNCTION Basic STIHL.
Артикул: 0000-888-0810
0 ₸
18 700 ₸
Количество товара ограничено
Секатор STIHL PG 10
Артикул: 0000-881-3604
0 ₸
5 300 ₸
Количество товара ограничено
Секатор STIHL PG 20
Артикул: 0000-881-3637
0 ₸
14 300 ₸
Количество товара ограничено
Валочная лопатка 130 см. STIHL
Артикул: 0000-881-2700
0 ₸
46 000 ₸
Количество товара ограничено
Валочная лопатка 80 см. STIHL
Артикул: 0000-881-2701
0 ₸
28 100 ₸
Количество товара ограничено
Топор-колун STIHL AX 15 P
Артикул: 0000-881-6701
0 ₸
40 700 ₸
Количество товара ограничено
100% гарантия качества
Самовывоз из магазина
Топоры, топоры и молоты | Штиль
Прямой выбор продукта: Топоры, топоры и молоты
У STIHL есть правильный топор для ваших конкретных потребностей. Вы найдете специальные универсальные модели для таскания, валки и скалывания, на качество которых вы можете положиться, и которые имеют форму и весовую категорию, которую вы предпочитаете. Наши топоры с рукоятками из полиамида, армированного стекловолокном, особенно легкие, прочные, долговечные и устойчивые к атмосферным воздействиям. Головка топора изготовлена из стали с покрытием C60 и неразрывно связана с рукоятью.
Модель
Лесной топорик AX 7 T
Топор лесной AX 12 T
Колун AX 28 T
Лесной топорик AX 6
Топорик-колун AX 13 C
Лесной топор AX 10
Топор лесной AX 16 S
Колун AX 28 CS
Колун AX 16 CS
Универсальный топорик AX 6 P
Универсальный топор AX 15 P
Колун AX 20 шт.
В зависимости от страны возможны отклонения от ассортимента продукции и приведенной здесь информации. STIHL оставляет за собой право вносить изменения в технические характеристики и оборудование.
Лесничий магазин Stihl AX 10 (00008811971)
О НАС
ОБХОДНАЯ ПОДМИНКИ
ДОПРАВА А ПЛАТБА
КОНТАКТЫ
ДОПРАВА НА СЛОВЕНСКОЙ ОБЛАСТИ
Блог
Актуальные производственные акции
Вице
Оправду chcete odebrat zboží z košíku?
Ано, одебрат
Неодебира
Увод
Лес
Лесницкие поля
Универсальные магазины
Лесницкая секера, 60 см, 1000 г, STIHL (00008811971)
Зпет
Дальши
Зобразить в плне велики
Лесная скатерть Stihl AX 10 с прозрачной салфеткой — маленькая упаковка 60 см, высота 1000 грамм.
Выбор для выращивания прачечной, а она входит и прокачивает строму и легкую/стршедную нарочную штипанию (тржиский на засыпке, длина 30 см / Ø аж 30 см).
Легкая упаковка Stihl pro příležitostné práce v lese a na zahrade, s jasanovou násadou, деликатес 60 см, 1000 г Lesnická sekera Stihl AX 10 s jasanovou sekero…
celý popis
Доступность
Склад
1 217,00 Kč
1 005,79 Kč
BEZ DPH
číslo Produktu: 999999998
Ean Kód: 886661015283
VýROBCE: STIHL
PODOBN. Лесницкая широкая лента, 40 см, 600 г, STIHL (00008811969)
Легкая упаковка Stihl для бережной практики в лесу на заграде, с открытой крышкой, длина 60 см, 1000 г
Лесная сетка Stihl AX 10 с прозрачной сеткой — маленькая упаковка 60 см, высота 1000 грамм. Выбор для выращивания прачечной, а она входит и прокачивает строму и легкую/стршедную нарочную штипанию (тржиский на засыпке, длина 30 см / Ø аж 30 см).
Parametry
Vyvětvovací práce
++
Kácení stromů sekerou
+
Lehčí/středně náročné štípání (třísky na zatápění, délka 30 см / Ø до 30 см)
+
Středně náročné/obtížné štípání (délka 35 cm / Ø až 50 cm)
—
Štípání metrových kusů a těžkého dřeva (příp. se štípacími klíny)
—
Kácení S Klínem (Hliník Nebo Plast)
—
Doporučeno: +
|0064
Doporučeno: + 44444444444 4004 | ++ | +++
Нет входа: —
Зарегистрирован в категории
Лес
Олей, мазь и ручные украшения
Zahradní nůžky a sekery
Лесницкие деревья
Универсальные сейфы
Zahradní nářadí
Секери а дворец
Универсальные сейфы
Zahradní technika Stihl Konice
Наша фирма, занимающаяся производством товаров для дома, сада, волновых часов и ограждений для детей. Zajišťujeme záruční и pozáruční servis přímo v našem servisním strředisku, nebo ve spolupráci se smluvními partnery po celém území ČR.
Древесина — один из самых экологичных материалов для строительства. С незапамятных времён люди возводили дома именно из дерева. Жить в таких помещениях гораздо комфортнее и полезней для здоровья, чем в тех, что построены из синтетических материалов. Однако у древесины есть один минус — без специальной обработки она быстро портится.
Как защитить дерево от гниения и влаги? Рассмотрим все варианты.
Причины гниения дерева
Чаще всего древесину разрушает плесень. Этот коварный грибок при определённых условиях способен привести к гниению даже самой прочной породы дерева.
В группе риска материалы, которые содержатся:
в слишком влажных помещениях или местности (от 80 до 100% влажности)
при температуре +2 до +40 °С.
Кроме того, причиной может стать повышенная влажность самого материала — выше 15-ти процентов. Дополнительно усугубляет ситуацию промерзание древесины и контакт брусьев с землёй.
Как защитить дерево от гниения: профилактика
Итак, мы выяснили, что главный враг древесины — плесневый грибок. А лучшая среда для плесени — влажность. Поэтому главная профилактика гниения — держать брусья и доски сухими.
Существует несколько способов профилактики.
Один из них — самые продолжительный, длится примерно год. Это естественная сушка в хорошо вентилируемых помещениях.
Второй вариант — сушка в специальной камере с горячим воздухом.
Третий называется “парафинирование”. Древесину опускают в жидкий парафин и кладут в печь на несколько часов.
Ещё одним видом эффективной профилактики считается запаривание в льняном масле. В этом случае материал опускают в масло и проваривают на слабом огне.
Защитить деревянные элементы здания поможет надёжная кровля и качественная система гидроизоляции. При этом помещения нужно обеспечить хорошей вентиляцией, чтобы не давать фору плесени.
Деревянные дома должны строится на фундаменте — так, чтобы древесина не касалась земли. Сами брусья следует защитить от влаги специальным покрытием.
Чем обработать дерево от гниения и влаги: народные методы и специализированные средства
Чтобы дерево служило дольше, его обрабатывают пропитками, которые защищают от влаги и роста плесени. Существует несколько проверенных народных средств для обработки дерева от гниения и влаги:
Горячая смола. Её применяют для пропитки деревянных элементов, контактирующих с землёй — например, оградок и скамеек.
Силикатный клей. Им обрабатывают самые разные деревянные конструкции.
Медный купорос. Для пропитки используют однопроцентный раствор.
Бихромат калия в серной кислоте. Для получения нужного препарата необходимо смешать 5%-е растворы кислоты и бихромата в соотношении один к одному. Этим препаратом обрабатывают стены и почву под ними.
Соль+борная кислота. Для пропитки смешивается 50 граммов соли и килограмм соли. Обрабатывать можно несколько раз с перерывом в пару часов.
Уксус+сода. Сначала посыпается сода, потом опрыскивается уксусом.
Конечно же, есть и специализированные средства для защиты древесины от влаги и гниения. Они делятся на две большие группы: консервирование и антисептирование. Первый метод ввиду его сложности применяется только на производстве. Поэтому подробно остановимся на втором.
Что же такое антисептирование? За сложным названием скрывается простое определение. Этим методом обработки называется пропитка деревянных досок и брусьев химическими веществами, которые предотвращают негативные воздействия на материал.
Средство для пропитки должно соответствовать целям обработки. Самые безопасные и экологичные — препараты на основе воды и уайт-спирита. Однако они легко смываются, а поэтому подходят только в случаях отсутствия повышенной влажности. А если древесина соприкасается с почвой и подвержена попаданию влаги, лучше использовать водоотталкивающие средства.
Специализированная защита древесины от гниения и влаги может быть /catalog/dom-i-dacha/blagoustroistvo/sadovaa-mebel/skamejki
Краски. Это не только декоративное покрытие. Краски выполняют ещё и защитную функцию. Согласно рекомендациям специалистов, внутри помещения лучше использовать водорастворимые виды, а для наружных работ — те, в основе которых содержатся органические растворители.
Лаки. Для наружного нанесения лучше подходят лаки с добавками против плесени и растрескивания.
Антисептики. Их можно применять как для профилактики, так и в случаях, когда плесень уже появилась на древесине. Выделяют несколько видов антисептиков:
Водоотталкивающие. Ими обрабатывают конструкции, которые особенно подвержены контакту с влагой. Это бани, подвалы и погреба.
Водорастворимые. Это самые нетоксичные средства из всех. Их можно использовать для жилых помещений и в тех конструкциях, которые не контактируют с водой и не подвержены большой влажности.
На органических растворителях. Этот вид может применяться и для внутренних, и для наружных работ. Они создают тонкую устойчивую к влаге плёнку.
Масляные. В отличие от предыдущего вида, этот образует толстое и прочное покрытие. Оно отлично отталкивает влагу. Но использовать его нужно только на сухом дереве, не заражённом плесенью. Лучше предварительно просушить материал, ведь в противном случае древесина может сгнить изнутри, так как покрытие не препятствует размножению грибка.
Также есть комбинированные виды, которые сочетают в себе свойства разных типов средств для обработки древесины от гниения.
Как обработать дерево от гниения: пошаговая инструкция
На самом деле обработка дерева от гниения и влаги — простой процесс, для которого не требуется каких-то особых знаний и умений. Однако всё же стоит соблюдать некоторые рекомендации и выполнять действия в определённой последовательности.
Работать нужно только в перчатках. Стоит также защитить лицо и глаза — лучше надеть маску и очки. Иначе Вы рискуете получить химические ожоги.
Если планируете окрашивание или нанесение лака, заранее подготовьте поверхность древесины. Очистите её от старой краски, грязи и жира.
Зачистите брус или доску наждаком.
При необходимости, промойте поверхность с чистящим средством. Подождите, пока дерево полностью высохнет.
Далее действуйте в соответствии с инструкцией к выбранному антисептику.
Пропитку начинайте с повреждённых участков — тех, что уже заела плесень — и с труднодоступных мест: углов, стыков и т.д.
Если собираетесь наносить несколько слоёв средства — делайте перерывы в пару часов. Дайте слоям просохнуть.
Полезные советы:
При выборе средств для обработки дерева от гниения и влаги в подвалах и банях ориентируйтесь на те, которые способны выдерживать не только большую влажность, но и сильные перепады температур.
Если на деревянных элементах конструкции появились трещины, изменился цвет — нужно срочно обрабатывать древесину антисептиком.
Не стоит пропитывать дерево одним и тем же средством дважды. Лучше чередовать.
Для фасада лучше приобретать труднорастворимые средства. Они прослужат много лет.
Статьи про производство и обработка древесины
Миф о ненадежности дерева
Мы часто слышим от вас перед покупкой подобные вопросы: можно ли использовать столешницу из дерева на кухне / в ванной комнате; не покоробит ли деревянный подоконник; не возникнут ли трещины? Ответы на эти и другие вопросы читайте в нашей статье.
Как выбрать породу дерева?
Исходя их эксплуатационных характеристик и эстетических показателей, мы настоятельно рекомендуем сделать свой выбор в пользу дуба или ясеня. Обе породы обладают несравнимой прочностью, гибкостью, пластичностью, великолепной текстурой.
Возможности обработки
Столярная обработка дерева — это комплекс работ при изготовлении деревянных изделий, когда выполняется точная и тщательная разметка, выпиливание, строгание, шлифование заготовок, вырезка пазов и шпунтов, склейка, строжка, эстетическая и финишная обработка поверхностей, подгонка и сборка готовых изделий.
На древесину ляжет воск: технология нанесения
Вощеная древесина – это полностью натуральное изделие. При нанесении воска поверхность не покрывается ядовитой пленкой. Наоборот, воск проникает глубоко в поры дерева, но дает ему возможность дышать и соприкасаться с внешней средой. Как производят процесс вощения профессионалы?
Залакируй меня! Виды лаков для древесины
Лакирование – один из самых распространенных методов обработки дерева. И навряд ли кто-то знает, что само слово лак пришло к нам из Индонезии. Дословно оно переводится как «сто тысяч». В древности лак получали, очищая смолистые выделения на деревьях в тропических лесах. Сегодня его используют для того, чтобы подчеркнуть структуру древесины. Составов для лакировки много, чем же они отличаются?
Воск для дерева: дизайн не в ущерб натуральности
Что позволяет сохранить природные характеристики древесины и в то же время подчеркнуть ее натуральность? Один из самых современных и лучших способов – вощение деревянной мебели. В настоящее время существует огромный выбор воска для такого покрытия. Как же разобраться в ассортименте и сделать правильный выбор? Читайте в этой статье.
О качестве в деревообработке
Существует мнение, что качество мебельных щитов в первую очередь зависит от оборудования на котором его склеивают. На практике это не так, как правило качество щитов из массива не зависит от марки, страны изготовителя и технических особенностей оборудования.
Чтобы дерево блестело: лакирование
Шик, блеск, красота! Все эти слова как нельзя лучше подходят для лакированной деревянной мебели. Практически все поверхности из дерева, которые нас окружают, обработаны этим методом. Как массив приобретает благородный глянец, читайте ниже.
Тонирование: когда цветовые возможности безграничны
С течением времени все большее место в дизайне интерьера уделяется индивидуальности. Теперь деревянная мебель может быть не только классическим вариантом обстановки. С помощью цветной древесины создают уникальные произведения мебельного искусства. Что же окрашивает дерево в привлекательные цвета? Чаще всего тонировка происходит с использованием искусственных красителей.
Ручная резьба по дереву: почти антиквариат
Изысканность и эксклюзивность – вот то, что отличает деревянную мебель от других предметов интерьера. Если вы хотите, чтобы в Вашем доме царила настоящая императорская атмосфера, то стоит позаботиться о качественном декоре изделий. Резьба ручной работы превратит обычную деревянную мебель в произведение искусства!
Тонировка: как дерево становится цветным?
Естественные цвета натуральной древесины, бесспорно, прекрасны. Но что делать, если хочется добавить красок в каждый день своей домашней жизни? Любые задумки и дизайнерскую фантазию можно воплотить, используя такой вид обработки деревянной мебели, как тонирование. На самом деле, окрашивание древесины – процесс долгий и трудоемкий. Почему? Читайте ниже.
Воск для дерева: мечты не тают
Деревянная мебель издавна считалась предметом особой гордости хозяева дома. Популярность предметов интерьера из массива не ослабевает, а наоборот, растет. С каждым годом появляются все новые методы обработки древесины. Сохранить экологичность и подчеркнуть древесный рисунок поможет воск. Вощение считается одним из наилучших видов покрытия. И его привлекательность вполне обоснованна.
Масляное разнообразие: пропитка дерева
Пропитка дерева маслом актуальна для многих производителей мебели. Этот безопасный способ обработки дает максимум результатов. Но чтобы эффективно защитить древесину от воздействий, нужно знать, какой вид масла выбрать. А таких сегодня много. Чем они различаются и в каких случаях используются?
Самостоятельная защита: пропитка дерева маслом
Древесина, покрытая маслом, несомненно, экологична и красива. Но, в отличие от обработанного другими методами массива, она требует дополнительного внимания и ухода. Например, раз в год такие поверхности обязательно должны подвергаться санации – то есть регулярной пропитке. Поэтому важно знать, как покрывать дерево маслом своими руками.
Природная сила для тонировки древесины
Чтобы сделать цвет деревянной поверхности более насыщенным, необязательно использовать токсичные и ядовитые вещества. Тонирование древесины возможно и с помощью натуральных красителей. Такие естественные морилки успешно применяют для превращения деревянной мебели в настоящие произведения искусства.
Дерево с шиком брашировки
Объемная, текстурная, состаренная древесина всегда выглядит привлекательно. Для хозяина дома такой интерьер – особый предмет гордости, который выделяет человека и говорит о его хорошем вкусе. Как же достичь неповторимого эффекта старины? Добиваются его с применением техники браширования.
Покрытие маслом – все, о чем мечтает дерево
Деревянную мебель сегодня чаще всего при обработке покрывают лаком. Это настолько распространенный метод, что люди порой даже не задумываются о других вариантах. Но альтернатива существует! Она была известна нашим предкам еще много веков назад. И это – покрытие дерева маслом.
Сияет как новая: лакирование своими руками
Как тяжело расставаться с любимыми предметами интерьера! Бабушкин комод по своему виду, уже кажется, совсем пришел в негодность? Но отлично выполняет свои функции? Чтобы деревянная мебель засияла как новенькая, стоит просто покрыть ее лаком.
Патинирование: старая жизнь нового дерева
Мебель из дерева – это, пожалуй, самый благородный вариант обстановки интерьера. Но что делать, если вы всей душой тяготеете к старинным изделиям? Необязательно участвовать в аукционах, пытаясь выиграть тот самый столетний кухонный гарнитур.
Лак или масло для дерева? Делаем выбор
Перед тем, кто собрался обустроить свое жилище, используя натуральное дерево, нередко встает вопрос: какой метод обработки выбрать? Популярнее всего, конечно, лакировка массива.
Тонирование древесины — яркое решение
Обработка древесины – это своеобразное искусство. Тем более, если речь идет о таком методе, как тонирование массива. С помощью тонировки можно создать уникальные предметы интерьера – яркие, фантазийные и в то же время экологически безопасные.
Хроники старинного патинирования
Искусственное состаривание деревянных поверхностей, которое носит название патинирование — давно не новинка в современной мебельной индустрии.
Сосна с эффектом старины – брашировка самостоятельно
Давно смотрите на сосновую тумбу, стоящую в комнате и хотите добавить ей капельку тепла, присущего дереву? Для осуществления Вашей задумки прекрасно подойдет искусственное состаривание дерева при помощи щеток.
Шпон МДФ — техника соединения и основы процесса шпонирования
Сохранить эстетические характеристики древесины, устранив при этом ряд ее существенных недостатков, позволяет техника шпонирования.
Все ярче и ярче: тонировка дерева самостоятельно
Старинная деревянная мебель всегда служит украшением интерьера. Но что делать, если хочется немного обновить обстановку? Да и натуральный цвет древесины, кажется, совсем наскучил…
Что такое бортовая обработка данных?
В последнее время набирает популярность тема обработки данных на орбите, так как она предлагает не только сокращение объема данных до 100 раз без потери актуальной информации, но и возможность применения в режиме реального времени, что является ключевым в антикризисном управлении.
Однако для эффективного использования, во-первых, доставляемые гиперспектральные данные требуют быстрой обработки для обеспечения возможности их анализа в максимально приближенном к реальному времени режиме. Во-вторых, они требуют сжатия , так как их размер значительно превышает возможности нисходящей линии связи.
Принимая все это во внимание, на сегодняшний день самой большой проблемой обработки данных в космосе является разработка технологии, позволяющей эффективно обрабатывать и сжимать их уже на борту спутника.
Что такое обработка данных?
Обработка бортовых данных о полезной нагрузке включает сбор данных , выбор, сжатие или сокращение (в зависимости от конкретного сценария), а также их хранилище .
Сбор и отбор данных включает сбор соответствующей информации и ее анализ. Гиперспектральные изображения* обычно передаются со спутника в виде необработанных данных, то есть наборов двумерных изображений, созданных для отдельных диапазонов длин волн. В случае сложных погодных условий, таких как сильная облачность, наблюдение за Землей невозможно из-за недостаточной видимости интересующих нас объектов. Без бортовых возможностей выбора изображений на Землю было бы передано невообразимое количество бесполезных данных — данных, которых нам пришлось бы ждать очень долго (из-за их размера, например). По этой причине крайне важно использовать различные методы обработки и сжатия, чтобы уменьшить объем данных. Проще говоря, сжатие данных включает изменение метода записи информации, чтобы свести к минимуму избыточность и, по сути, объем набора данных. Когда дело доходит до хранения данных, в настоящее время самая большая проблема связана с огромными объемами сгенерированных необработанных данных, которые не могут быстро достичь Земли из-за их размера. Следовательно, их необходимо хранить в течение длительного времени на борту спутника, который имеет ограниченные возможности хранения.
Пример :
Например, одно необработанное гиперспектральное изображение занимает 2 ГБ, а скорость передачи данных на наземную станцию составляет 50 Мбит/с. В результате передача одного изображения на Землю может занять почти 7 мин, а продолжительность типичного сеанса связи составляет 5-10 мин.
Приведенный выше пример демонстрирует, насколько важна скорость анализа данных , если вы хотите наиболее эффективно использовать пропускную способность нисходящей линии связи. Обработка данных с использованием традиционных цифровых сигнальных процессоров (DSP) занимает очень много времени из-за их низкой вычислительной мощности. Динамично развивающиеся технологии DPS показывают, что одним из наиболее эффективных решений в настоящее время является программируемых вентильных матриц (FPGA), , которые в сочетании с искусственным интеллектом работают намного эффективнее, что приводит к более быстрому анализу данных, чем раньше.
Искусственный интеллект на орбите
Обработка данных бортовой полезной нагрузки с использованием искусственного интеллекта позволяет автоматически отбирать собранную информацию и, следовательно, передавать данные, имеющие ключевое значение для пользователя, в первую очередь. Объем данных, передаваемых на наземную станцию, будет значительно уменьшен, а используемые алгоритмы позволят фиксировать актуальные изменения в наблюдаемых областях благодаря возможности анализа различных типов информации в режиме реального времени. Отправленная таким образом информация не только сократит время реакции на наблюдаемые явления, но и позволит конечному пользователю получить обработанные данные, готовые для дальнейшего анализа.
Пример:
Цель состоит в том, чтобы уменьшить размер передаваемых данных до минимума. Например, примерно 7 ГБ требуется для записи результатов визуализации области 40 км x 40 км с пространственным разрешением 25 м/пиксель для спектральных измерений с использованием 150 диапазонов длин волн/каналов. Однако за счет обработки можно добиться как минимум 100-кратного уменьшения объема данных — например, за счет использования алгоритмов сегментации изображений, которые позволяют генерировать карту, показывающую положение конкретных объектов на сцене. . Это будет способствовать сокращению времени между моментом возникновения конкретного явления, например пожара или наводнения, в наблюдаемой местности и моментом получения нами информации о нем.
Бортовой компьютер
Если доставка уже обработанных данных на наземную станцию так важна для быстрого получения стратегической информации, почему мы не можем сделать это на борту спутника с помощью специального бортового компьютера?
Чтобы ответить на этот вопрос, инженеры KP Labs провели длительные исследования, в результате которых была разработана технология, позволяющая эффективно обрабатывать данные в космосе. Благодаря своей передовой архитектуре блок обработки данных Леопард создан для миссии Интуиция-1 предлагает плавную работу в космосе. Он был оснащен программируемыми вентильными матрицами (FPGA) , которые в сочетании с искусственным интеллектом позволяют собирать ключевую информацию из гиперспектральных изображений и передавать уже обработанные данные на Землю. Используемые технологии увеличивают пропускную способность даже до 3 миллиардов операций в секунду, делая возможным сжатие и классификацию данных в реальном времени.
Если вас интересуют детали нашего решения или вы хотите узнать больше о миссии, которую мы планируем, мы постараемся ответить на ваши вопросы. Свяжитесь с нами по адресу [email protected]
*мультиспектральная и гиперспектральная визуализация – методы захвата данных изображения в цветной фотографии в полноцветном пространстве в видимом спектре, а также в микроволнах, ближнем и дальнем инфракрасном и ультрафиолетовом диапазонах. . Мультиспектральное изображение состоит из нескольких каналов, которые могут разделить 3 основных цветовых канала: R (красный), G (зеленый) и B (синий) на каналы любого выбранного спектрального диапазона.
Первоначальная оценка заявки должна быть завершена в течение 90 дней с момента получения заявки. (16 CCR § 1410.1.) Приведенное ниже время обработки является общим ориентиром. Хотя Правление делает все возможное, чтобы уложиться в эти сроки, заявки оцениваются индивидуально, и время обработки может варьироваться в зависимости от индивидуальных обстоятельств.
Сроки обязательной обработки указаны в Своде правил штата Калифорния. Показанные ниже временные рамки отражают текущие средние временные рамки, в которых работает Правление.
американских и международных заявки на экспертизу и одобрение обрабатываются в порядке их поступления. Заявки на экзамены в Калифорнии обрабатываются всей группой после даты выпуска и в порядке даты, полученной из школы медсестер Калифорнии.
На неделе 9 января 2023 мы обрабатываем первоначальные заявки, полученные в даты, указанные ниже. Обращение к Совету по поводу статуса заявки в указанные сроки может привести к задержкам в обработке. Мы благодарим вас за ваше терпение и сотрудничество.
Некоторые типы приложений теперь можно отслеживать на нашей странице статуса и сведений о приложении. Для других типов приложений нажмите здесь, чтобы получить инструкции по проверке вашего статуса.
Заявители
Заявки на экзамен в Калифорнии: обрабатываются как вся когорта после даты выпуска и в порядке даты получения выписок из Калифорнийской школы медсестер. Первоначальная оценка заявки должна быть завершена в течение 90 дней с момента получения заявки. (16 CCR § 1410.1.)
Если вы подаете заявку после того, как групповые заявки обработаны, ваша заявка по умолчанию будет обрабатываться в порядке даты получения.
Заявки на американские и международные экзамены: обрабатываются в порядке даты поступления. Первоначальная оценка заявки должна быть завершена в течение 90 дней с момента получения заявки. (16 CCR § 1410.1.)
Лицензия по экзамену:
Обязательный период времени:
В настоящее время обрабатываются полученные элементы: (обновлено 09. 01.2023)
Калифорния
10-12 недель
1-15 декабря 2022 г.
США
10-12 недель
16-31 декабря 2022 г.
Международный
10-12 недель
1-15 ноября 2022 г.
Военный
1-2 недели
1-15 января 2023 г.
Беженцы, просители убежища и владельцы SIV
1-2 недели
16-31 декабря 2022 г.
Результаты NCLEX-RN
2-3 недели
16-31 декабря 2022 г.
Если вы запросили и оплатили временное разрешение, оно будет выдано в течение 24–48 часов после одобрения вашей заявки на экзамен. Выданные IP-адреса можно проверить с помощью поиска лицензий и на домашней странице вашей учетной записи BreEZe.
Заявки на повторную/повторную проверку: обрабатываются в порядке поступления.
Повторное применение/повторное обследование:
Обязательный период времени:
В настоящее время обрабатываются полученные элементы: (обновлено 09.01.2023)
Калифорния
10-12 недель
16-31 декабря 2022
США
10-12 недель
16-31 декабря 2022 г.
Международный
10-12 недель
1-15 декабря 2022 г.
Военный
1-2 недели
1–15 января 2023 г.
Беженцы, просители убежища и владельцы SIV
1-2 недели
1-15 января 2023 г.
Заявки на одобрение: обрабатываются в порядке поступления. Первоначальная оценка заявки должна быть завершена в течение 90 дней с момента получения заявки. (16 CCR § 1410.1.)
Лицензия путем одобрения:
Обязательный период времени:
В настоящее время обрабатываются полученные элементы: (обновлено 09.01.2023)
США
10-12 недель
16-31 декабря 2022 г.
Международный
10-12 недель
1-15 ноября 2022 г.
Военный
1-2 недели
1-15 января 2023 г.
Беженцы, просители убежища и владельцы SIV
1-2 недели
1-15 января 2023 г.
Временная лицензия
2-3 недели
16-31 декабря 2022 г.
Заявки на сертификацию: обрабатываются в порядке поступления. Если заявки на меблировку получены вместе с заявкой на родительскую сертификацию, они будут обработаны с соответствующей сертификацией (NP/NPF и NMW/NMF).
Сертификаты:
Целевой таймфрейм:
В настоящее время обрабатываются полученные элементы: (обновлено 09.01.2023)
Практикующая медсестра
4 недели (обязательный срок)
1-15 января 2023 г.
Практикующая медсестра Мебель
4 недели (обязательный срок)
1-15 января 2023 г.
Медсестра-акушерка
10-12 недель
1-15 января 2023 г.
Мебель для медсестры-акушерки
10-12 недель
1-15 января 2023 г.
Медсестра анестезиолог
10-12 недель
1-15 января 2023 г.
Клиническая медсестра-специалист
10-12 недель
1-15 января 2023 г.
Медсестра психиатрического/психиатрического отделения
10-12 недель
1-15 января 2023 г.
Сертификат медсестры общественного здравоохранения
4 недели (обязательный срок)
1-15 января 2023 г.
Лицензиаты
Запрошенный товар
Целевой таймфрейм
В настоящее время обрабатываются полученные элементы: (обновлено 09.01.2023)
Продление лицензии и сертификата
Онлайн — в течение 72 часов
1-15 января 2023 г.
По почте — 6-8 недель
16-31 декабря 2022 г.
Продление на 8 лет
4-6 недель
16-31 декабря 2022 г.
Изменение имени
2-4 недели
1-15 января 2023 г.
Статус из неактивного в активный
Онлайн — в течение 72 часов
1-15 января 2023 г.
По почте — 2-4 недели
16-31 декабря 2022 г.
Дубликат сертификата
Онлайн — 1-2 недели
1-15 января 2023 г.
По почте — 2-4 недели
1-15 января 2023 г.
Заявление поставщика услуг непрерывного образования
Сургут на складе: —Н. Уренгой на складе: —Екатеринбург на складе: —
Условия доставки
Описание и характеристики
Использование электродов ОЗЧ-2 универсальное средство для работы с металлом. Электродами ОЗЧ-2 производят наплавку металла, сваривание деталей изделия, заварку дефектов литья, а также холодную сварку.
Производитель:Отечественные
Сварочные электроды ОЗЧ-2 в сочетании с электродами МНЧ-2 позволяют получать сварочные швы высокого качества. Таким образом, при сочетании этих двух видов электродов образуется сварное соединение, которое обладает высокой технологичностью при обработке резкой. Данное соединение соответствует высоким требованиям по плотности и прочности металла изделия.
Сваривание чугуна производится небольшими валиками, имеющими длину от 30 до 50 миллиметров. Заводы-изготовители электродов и сварочного оборудования допускают использование электродов ОЗЧ-2 для сваривания или наплавки металла только после прокаливания в обязательном порядке. Это не является рекомендацией, а, наоборот, требованием, к которому действительно нужно прислушаться.
Свяжитесь с ТЕХМЕТ
Спасибо за заявку!
Свяжитесь с ТЕХМЕТ
Спасибо за заявку!
Обратная связь
Имя *e-mail *Телефон *Нажимая на кнопку, я даю согласие на обработку персональных данных, согласно политике о защите персональных данных.
Заявка
Благодарность
Претензия
Комментарий
Спасибо! Вы помогаете нам стать лучше!
Екатеринбург+7 (343) 288-26-88
Н.Уренгой+7 (3494) 91-77-14
Сургут+7 (3462) 37-15-71
О компании
Наша команда
Карьера
Неплательщики
Новости
Доставка
Контакты
КАТАЛОГ
!—frsh-categoriesnavdialog:5—>
Электроды озч-2
Специальные электроды ОЗЧ-2 имеют много возможностей, поэтому их покупка и последующее за ней использование позволит Вам иметь в своем использовании универсальное средство для работы с металлом. Электродами ОЗЧ-2 Вы можете производить наплавку металла, сваривание деталей изделия, производить заварку дефектов литья, а также производить холодную сварку. Как видите, электроды ОЗЧ-2 действительно универсальны.
Сваривание с использованием электродов ОЗЧ-2 нужно производить в нижнем и вертикальном положении сварочного шва. При этом Вам нужно использовать постоянный ток обратной полярности. Покрытие электродов ОЗЧ-2 кислое. Расход ОЗЧ-2 для наплавки 1 килограмма металла составляет 1,7 килограмма электродов данного вида. Производительность наплавки составляет 1,8 килограмма наплавленного металла в час (расчеты сделаны для электродов ОЗЧ-2 диаметром 4 миллиметра). Коэффициент наплавки электродов составляет 13,5 г/Ач.
В химический состав наплавленного металла этими универсальными электродами входят самые разные химические элементы. В основе электрода лежит медный стержень. Итак, состав таков: медь, марганец, никель, железо и силиций. Все элементы, входящие в состав наплавленного металла показывают, что в наплавленном металле минимум примесей низкопробных элементов, поэтому использование электродов ОЗЧ-2 для сварки или наплавки металла связано с тем, что качество изделия значительно повысится.
Сварочные электроды ОЗЧ-2 в сочетании с электродами МНЧ-2 позволяют получать сварочные швы высокого качества. Таким образом, при сочетании этих двух видов электродов Вы сможете сделать сварное соединение, которое обладает высокой технологичностью при обработке резкой. Также такое соединение будет соответствовать высоким требованиям по плотности и прочности металла изделия.
Сваривание чугуна производится небольшими валиками, имеющими длину от 30 до 50 миллиметров. При сваривании Вам нужно применять поваликовое охлаждение на воздухе, который имеет температуру не более 60 градусов по Цельсию.
Заводы-изготовители электродов и сварочного оборудования допускают использование электродов ОЗЧ-2 для сваривания или наплавки металла только после прокаливания в обязательном порядке. Это не является рекомендацией, а, наоборот, требованием, к которому действительно нужно прислушаться.
Прокалка позволит Вам уменьшить процент содержания влаги до требуемых 0,3% от общей массы покрытия сварочных электродов ОЗЧ-2. Поэтому Вам нужно производить прокалку электродов ОЗЧ-2 при температуре от 190 до 210 градусов по Цельсию. Прокаливание должно производиться на протяжении не более 1 часа.
Сварочные электроды ОЗЧ-2 полностью соответствуют государственным стандартам, поэтому у Вас есть возможность приобрести электроды ОЗЧ-2 высокого качества у одного из известных производителей электродов. Ссылки на их сайты Вы сможете найти на специальной странице нашего сайта «Контакты».
Сварочные электроды мр-3с
Электроды Стандарт
Сварочные электроды уони-13
Для сварки Меди
Набор электродов Bosch 87181070500 для ZR, ZWR, ZSR-2, -3 KE и AE
Набор электродов Bosch 87181070500 для ZR, ZWR, ZSR-2, -3 KE и AE
Магазин не будет работать корректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Перейти к содержанию
Страна доставки DE
Язык
Меню
Тележка (0)
Счет
Язык
Страна доставки
DE 19% MwSt.
при 20% мвст.
21% НДС
25% НДС
ФИ 24% НДС
FR 20% Т.В.А.
ДЭ 19% Мвст.
27% НДС
ИТ 22% НДС
ЛУ 17% НДС
21% НДС
PL 23% НДС
СК 20% НДС
СИ 22% НДС
SE 25% НДС
CH 0% MwSt.
ЕС 21% НДС
Чехия 21% НДС
ПТ 23% НДС
ЭЭ 20% НДС
21% НДС
21% НДС
HR 25% НДС
ГР 24% НДС
** Средняя оптовая цена
Свечи зажигания BOSCH с 2 электродами заземления — Vectra B
Предыдущий товарBOSCH 2-Earth Electrodes Sp. ..
Следующий товарФильтр кондиционера BOSCH…
Дом
/
Автозапчасти по производителям
/
запасные части Опель
/
Свечи зажигания BOSCH с 2 электродами заземления — Vectra B




 Каждое загрузочное устройство должно иметь накопитель для хранения запаса заготовок, и механизмы для отделения от всей массы одной заготовки и подачи ее в рабочую зону станка В станках, предназначенных для изготовления изделий, состоящих из нескольких одинаковых деталей, в рабочую зону одновременно подается соответствующее количество заготовок.
Каждое загрузочное устройство должно иметь накопитель для хранения запаса заготовок, и механизмы для отделения от всей массы одной заготовки и подачи ее в рабочую зону станка В станках, предназначенных для изготовления изделий, состоящих из нескольких одинаковых деталей, в рабочую зону одновременно подается соответствующее количество заготовок.
 Движение штифтов осуществляется с помощью рычага, связанного с приводным механизмом.
Движение штифтов осуществляется с помощью рычага, связанного с приводным механизмом.
 Сварной шов должен быть прочно-плотным, выдерживающим давление 40—50 кгс/см2 (4—5 МПа).
Сварной шов должен быть прочно-плотным, выдерживающим давление 40—50 кгс/см2 (4—5 МПа). В момент загрузки второй упор откидывается и очередная пара заготовок катится по направляющим до неподвижного упора в станке. Здесь заготовки попадают в центрирующие конуса передней и задней бабок, цилиндры которых прижимают их к плоскостям откидного ножа, находящегося при загрузке в верхнем положении. После этого шток задней бабки фиксируется тормозом, а передняя бабка отходит влево на 2 мм, освобождая откидной нож. Заготовки при этом удерживаются в конусах пружинящими захватами. Освобожденный нож откидывается в нижнее положение, передняя бабка подается вперед и обе полусферы плотно прижимаются друг к другу.
В момент загрузки второй упор откидывается и очередная пара заготовок катится по направляющим до неподвижного упора в станке. Здесь заготовки попадают в центрирующие конуса передней и задней бабок, цилиндры которых прижимают их к плоскостям откидного ножа, находящегося при загрузке в верхнем положении. После этого шток задней бабки фиксируется тормозом, а передняя бабка отходит влево на 2 мм, освобождая откидной нож. Заготовки при этом удерживаются в конусах пружинящими захватами. Освобожденный нож откидывается в нижнее положение, передняя бабка подается вперед и обе полусферы плотно прижимаются друг к другу.



 Обычно этой мощности должно хватить даже для самых сложных работ.
Обычно этой мощности должно хватить даже для самых сложных работ. Надежное крепление этого устройства к нижней поверхности поможет гарантировать, что его можно будет использовать в любой ситуации, когда в противном случае потребовалась бы настольная шлифовальная машина.
Надежное крепление этого устройства к нижней поверхности поможет гарантировать, что его можно будет использовать в любой ситуации, когда в противном случае потребовалась бы настольная шлифовальная машина.

 скорость печати, мм/ч
скорость печати, мм/ч Жидкокристаллические (LCD, ЖК) матрицы – это компоненты, которые формируют разрешение, выступая в качестве маски для источника излучения.
Жидкокристаллические (LCD, ЖК) матрицы – это компоненты, которые формируют разрешение, выступая в качестве маски для источника излучения. С Photon Mono и Mono X компания Anycubic решила пойти по пути, который действительно стал самым плодотворным дизайнерским выбором для бюджетных полимерных принтеров: это съемная акриловая крышка.
С Photon Mono и Mono X компания Anycubic решила пойти по пути, который действительно стал самым плодотворным дизайнерским выбором для бюджетных полимерных принтеров: это съемная акриловая крышка. В наличии-то он в наличии, но воспользоваться им не так просто. Для этого понадобится специальное приложение Anycubic, которое живет на флешке в виде файла .apk. Не самый практичный способ распространять программы для смартфонов, особенно если учесть, что на свете нет смартфонов с разъемом USB Type A. С трудом оправившись от шока, мы набрали в Google «Anycubic app» и нашли страницу на сайте Anycubic, откуда приложение можно скачать (чтобы потом установить его в обход настроек безопасности). Ну и суета!
В наличии-то он в наличии, но воспользоваться им не так просто. Для этого понадобится специальное приложение Anycubic, которое живет на флешке в виде файла .apk. Не самый практичный способ распространять программы для смартфонов, особенно если учесть, что на свете нет смартфонов с разъемом USB Type A. С трудом оправившись от шока, мы набрали в Google «Anycubic app» и нашли страницу на сайте Anycubic, откуда приложение можно скачать (чтобы потом установить его в обход настроек безопасности). Ну и суета! Иными словами, в нем должно быть более чем достаточно места для всех ваших идей.
Иными словами, в нем должно быть более чем достаточно места для всех ваших идей. У Photon Mono SE источник мощнее, чем у Mono, поэтому в одном случае скорость достигает 50 мм/ч, в другом – 80 мм/ч.
У Photon Mono SE источник мощнее, чем у Mono, поэтому в одном случае скорость достигает 50 мм/ч, в другом – 80 мм/ч. У него серьезный рабочий объем и разрешение 4K, он вполне конкурентоспособен среди среднеразмерных бойцов и в состоянии заполнить (когда выйдет где-нибудь в 2021 году) нишу, созданную некогда Elegoo Saturn.
У него серьезный рабочий объем и разрешение 4K, он вполне конкурентоспособен среди среднеразмерных бойцов и в состоянии заполнить (когда выйдет где-нибудь в 2021 году) нишу, созданную некогда Elegoo Saturn.






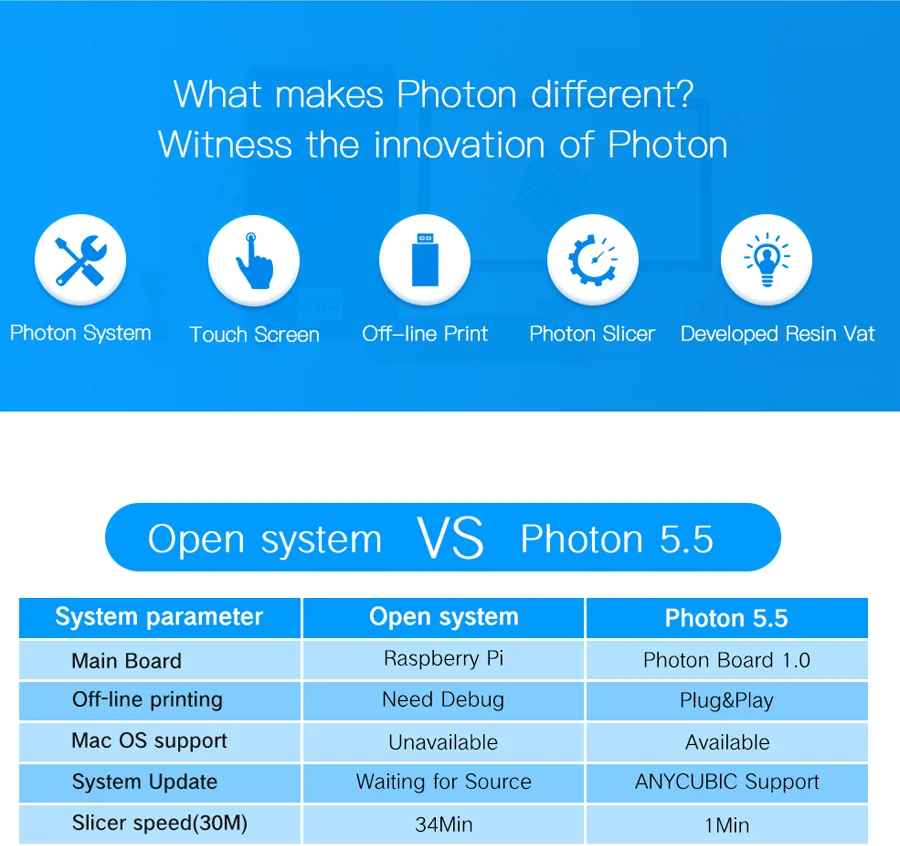

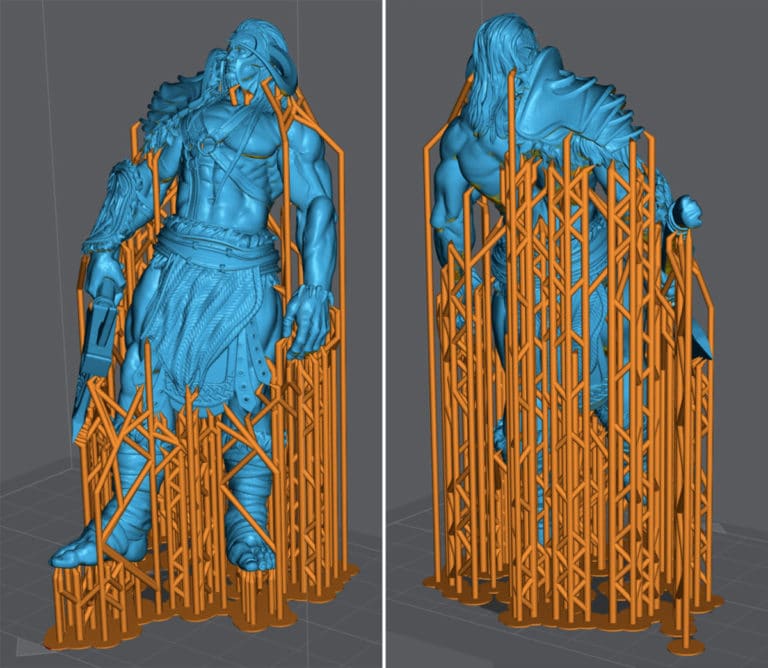

 Я распечатал Tau Kill Team, ожидая прибытия официальной миниатюрной коробки. Печатаю миниатюры себе и друзьям. Эта вещь просто потрясающая. Я не вижу никаких линий (за исключением некоторых случаев внутри, в прозрачной смоле. Вы наносите слой грунтовки, и вы никогда их не увидите. Сообщество и Anycubic также на 100 % поддерживают этот 3D-принтер.
Я распечатал Tau Kill Team, ожидая прибытия официальной миниатюрной коробки. Печатаю миниатюры себе и друзьям. Эта вещь просто потрясающая. Я не вижу никаких линий (за исключением некоторых случаев внутри, в прозрачной смоле. Вы наносите слой грунтовки, и вы никогда их не увидите. Сообщество и Anycubic также на 100 % поддерживают этот 3D-принтер. Принтер по-прежнему работает. Я все еще люблю это. Мне нравятся отпечатки, которые он производит. Я включаю некоторые рождественские ужасы, выпущенные Dragon Workshop / Крисом Хантом, чтобы продемонстрировать их печать. 🙂 (используйте код MYMAKERFUN3D со скидкой 5 % на My Mini Factory). Этот принтер продолжает выпускать миниатюры, качество которых не от мира сего. Для недавнего Kickstarter Lost Dragons я распечатал теневого дракона в размере 200%. Я напечатал голову на Фотоне, чтобы добиться более высокого качества там, где это необходимо. Возможность сочетать сильные стороны FDM-печати и полимерной печати также оказалась великолепной.
Принтер по-прежнему работает. Я все еще люблю это. Мне нравятся отпечатки, которые он производит. Я включаю некоторые рождественские ужасы, выпущенные Dragon Workshop / Крисом Хантом, чтобы продемонстрировать их печать. 🙂 (используйте код MYMAKERFUN3D со скидкой 5 % на My Mini Factory). Этот принтер продолжает выпускать миниатюры, качество которых не от мира сего. Для недавнего Kickstarter Lost Dragons я распечатал теневого дракона в размере 200%. Я напечатал голову на Фотоне, чтобы добиться более высокого качества там, где это необходимо. Возможность сочетать сильные стороны FDM-печати и полимерной печати также оказалась великолепной. Я рассматриваю это с прицелом на миниатюры и ландшафт для варгеймов. В группе Anycubic Photon на Facebook есть множество отличных постов от людей, использующих их для изготовления ювелирных изделий и в стоматологических целях. Менее двух лет назад Peopoly Maoi была революционной. Это был принтер SLA примерно за 1000 долларов. Несколько месяцев спустя Wanhao представила D7 менее чем за 1000 долларов, что положило начало эре доступных полимерных 3D-принтеров. (Хотя смолы по-прежнему дороги, они тоже дешевеют). Перенесемся примерно на год вперед с момента появления Wanhao, и у нас было несколько претендентов, борющихся за лучший недорогой полимерный принтер DLP. Включая Micromake L2, FLSUN-S Complete, Tevo Firefly (насколько я могу судить, этот проект был отменен), Creality 3D LD-001 и Anycubic Photon. Wanhao прошел через ряд итераций, чтобы сделать его лучшим 3D-принтером, и Anycubic смогла извлечь уроки из этого и создать выдающийся 3D-принтер — Photon. Нажмите здесь, чтобы перейти к моей живой странице распаковки и предварительного просмотра.
Я рассматриваю это с прицелом на миниатюры и ландшафт для варгеймов. В группе Anycubic Photon на Facebook есть множество отличных постов от людей, использующих их для изготовления ювелирных изделий и в стоматологических целях. Менее двух лет назад Peopoly Maoi была революционной. Это был принтер SLA примерно за 1000 долларов. Несколько месяцев спустя Wanhao представила D7 менее чем за 1000 долларов, что положило начало эре доступных полимерных 3D-принтеров. (Хотя смолы по-прежнему дороги, они тоже дешевеют). Перенесемся примерно на год вперед с момента появления Wanhao, и у нас было несколько претендентов, борющихся за лучший недорогой полимерный принтер DLP. Включая Micromake L2, FLSUN-S Complete, Tevo Firefly (насколько я могу судить, этот проект был отменен), Creality 3D LD-001 и Anycubic Photon. Wanhao прошел через ряд итераций, чтобы сделать его лучшим 3D-принтером, и Anycubic смогла извлечь уроки из этого и создать выдающийся 3D-принтер — Photon. Нажмите здесь, чтобы перейти к моей живой странице распаковки и предварительного просмотра.
 Первое отличие — это слайсер. Я привык работать с Cura 3D и Simplify 3D. Этот принтер использует собственный слайсер, который работает хорошо, хотя и немного медленно. Сенсорный экран довольно прост, начиная с 3-х пунктов меню. Перемещение чана и его обнуление, печать и другие элементы настройки. Это работает очень хорошо. Принтер поставляется с запасным листом FEP, когда заканчивается ваш, а также с перчатками, смоляными фильтрами, инструментами и другими предметами. Он также поставляется с 250 мл зеленой смолы. В качестве меры предосторожности я также ношу защитные очки, чтобы защитить глаза от случайного брызга.
Первое отличие — это слайсер. Я привык работать с Cura 3D и Simplify 3D. Этот принтер использует собственный слайсер, который работает хорошо, хотя и немного медленно. Сенсорный экран довольно прост, начиная с 3-х пунктов меню. Перемещение чана и его обнуление, печать и другие элементы настройки. Это работает очень хорошо. Принтер поставляется с запасным листом FEP, когда заканчивается ваш, а также с перчатками, смоляными фильтрами, инструментами и другими предметами. Он также поставляется с 250 мл зеленой смолы. В качестве меры предосторожности я также ношу защитные очки, чтобы защитить глаза от случайного брызга. Вернитесь через несколько часов к готовому отпечатку. Это действительно настолько просто. Подготовить отпечаток к печати, это сложнее.
Вернитесь через несколько часов к готовому отпечатку. Это действительно настолько просто. Подготовить отпечаток к печати, это сложнее. Они недороги, когда дело доходит до мощности.
Они недороги, когда дело доходит до мощности. Я все еще новичок в этом и использую автоматически сгенерированные опоры в слайсере Photon. Работает, достаточно хорошо, но могло быть и лучше. Я читал, что несколько человек используют программное обеспечение B9 Creator для создания опор. Еще одна замечательная отсылка — видео из 3D-танков Туренкарна. У него есть отличные видеоролики о подготовке моделей к печати на Anycubic Photon. Между этими двумя источниками вы сможете хорошо печатать и начнете понимать, как печатать лучше. Модератор Facebook Артур Фусте также создал замечательную электронную таблицу, в которой перечислены все переменные, необходимые для большого количества печатных смол, и сообщество регулярно добавляет новые. Говоря о сообществе, я администратор группы Anycubic в Facebook. У нас есть очень полезные и преданные своему делу люди, которые помогают решить проблемы с принтером и демонстрируют отличные новые отпечатки, которые они сделали. Посмотрите на стикер вверху, на котором есть многие ссылки, упомянутые здесь, и другие, такие как скидка 10% на нить Monocure.
Я все еще новичок в этом и использую автоматически сгенерированные опоры в слайсере Photon. Работает, достаточно хорошо, но могло быть и лучше. Я читал, что несколько человек используют программное обеспечение B9 Creator для создания опор. Еще одна замечательная отсылка — видео из 3D-танков Туренкарна. У него есть отличные видеоролики о подготовке моделей к печати на Anycubic Photon. Между этими двумя источниками вы сможете хорошо печатать и начнете понимать, как печатать лучше. Модератор Facebook Артур Фусте также создал замечательную электронную таблицу, в которой перечислены все переменные, необходимые для большого количества печатных смол, и сообщество регулярно добавляет новые. Говоря о сообществе, я администратор группы Anycubic в Facebook. У нас есть очень полезные и преданные своему делу люди, которые помогают решить проблемы с принтером и демонстрируют отличные новые отпечатки, которые они сделали. Посмотрите на стикер вверху, на котором есть многие ссылки, упомянутые здесь, и другие, такие как скидка 10% на нить Monocure.
 (Используйте не менее 90% IPA, лучше 99%). После этого проведите отпечатком по кругу. Я знаю, что некоторые люди используют зубную щетку, чтобы удалить всю незатвердевшую смолу. Оттуда вы можете сделать вторую ванну с IPA, чтобы убедиться, что вы удалили всю смолу, а затем перенести ее в ванну с водой / мылом, чтобы очистить модель. Оттуда я либо помещаю модель на улицу на солнце, либо под УФ-свет. Обычно мне требуется около 10 минут, дольше под лампой. Но вы можете почувствовать модель ногтем. Если он немного упругий / липкий, его нужно вылечить больше. Если нет, то все готово. Я также использую одноразовую форму для выпечки, в которой я делаю свою работу, чтобы содержать смолу. Мой Фотон находится в другой одноразовой посуде, ПРОСТО на случай, если лист ФЭП протечет.
(Используйте не менее 90% IPA, лучше 99%). После этого проведите отпечатком по кругу. Я знаю, что некоторые люди используют зубную щетку, чтобы удалить всю незатвердевшую смолу. Оттуда вы можете сделать вторую ванну с IPA, чтобы убедиться, что вы удалили всю смолу, а затем перенести ее в ванну с водой / мылом, чтобы очистить модель. Оттуда я либо помещаю модель на улицу на солнце, либо под УФ-свет. Обычно мне требуется около 10 минут, дольше под лампой. Но вы можете почувствовать модель ногтем. Если он немного упругий / липкий, его нужно вылечить больше. Если нет, то все готово. Я также использую одноразовую форму для выпечки, в которой я делаю свою работу, чтобы содержать смолу. Мой Фотон находится в другой одноразовой посуде, ПРОСТО на случай, если лист ФЭП протечет.
 Это более сложная версия 3D-печати, но, в конце концов, отпечатки того стоят. Я составил этот список, чтобы помочь вам начать работу с тем, что вам нужно для начала работы с полимерным принтером. Я бы сказал, что УФ-сушилка для ногтей просто необходима. И УФ-сушилка для ногтей также может быть заменена решением «сделай сам».
Это более сложная версия 3D-печати, но, в конце концов, отпечатки того стоят. Я составил этот список, чтобы помочь вам начать работу с тем, что вам нужно для начала работы с полимерным принтером. Я бы сказал, что УФ-сушилка для ногтей просто необходима. И УФ-сушилка для ногтей также может быть заменена решением «сделай сам». Он может обеспечить такой уровень детализации, который невозможен для FDM-принтера. Anycubic Photon также может сделать это по низкой цене. По мере того, как все больше людей увлекаются 3D-печатью с помощью 3D-принтеров на основе смолы, я вижу, что их затраты снижаются, и, что более важно, я вижу, что затраты на смолу снижаются по мере роста спроса и эффекта масштаба. Когда я говорю, что это лучшее DLP-принтер вокруг, я имею в виду, что по цене вы не можете победить его. Существуют и другие 3D-принтеры на основе смолы, но с точки зрения простоты использования (посмотрите, как вы выравниваете другие с несколькими винтами, это далеко не так просто), стоимости и качества, это лучший из доступных 3D-принтеров на основе смолы. Я без колебаний рекомендую этот 3D-принтер, если вы хотите печатать мелкие детали в ювелирной промышленности, стоматологии или просто для удовольствия.
Он может обеспечить такой уровень детализации, который невозможен для FDM-принтера. Anycubic Photon также может сделать это по низкой цене. По мере того, как все больше людей увлекаются 3D-печатью с помощью 3D-принтеров на основе смолы, я вижу, что их затраты снижаются, и, что более важно, я вижу, что затраты на смолу снижаются по мере роста спроса и эффекта масштаба. Когда я говорю, что это лучшее DLP-принтер вокруг, я имею в виду, что по цене вы не можете победить его. Существуют и другие 3D-принтеры на основе смолы, но с точки зрения простоты использования (посмотрите, как вы выравниваете другие с несколькими винтами, это далеко не так просто), стоимости и качества, это лучший из доступных 3D-принтеров на основе смолы. Я без колебаний рекомендую этот 3D-принтер, если вы хотите печатать мелкие детали в ювелирной промышленности, стоматологии или просто для удовольствия.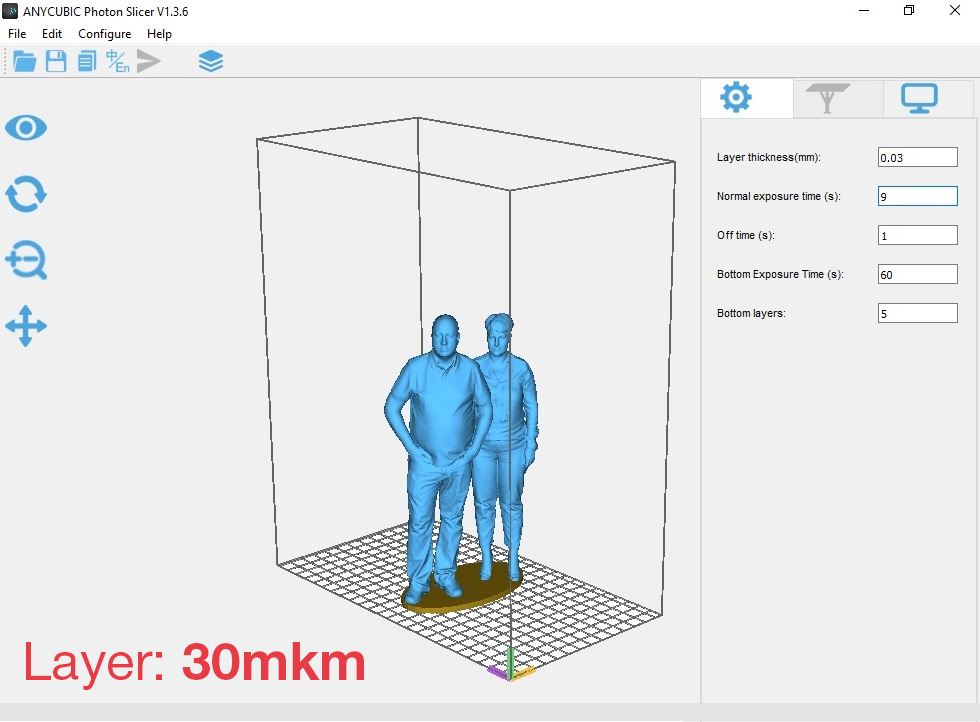
 0Ah 1 600 Z00 02X
0Ah 1 600 Z00 02X 0Ah
0Ah 0Ah 1 600 Z00 02X
0Ah 1 600 Z00 02X
 Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий Прибор способен выравниваться на неровных поверхностях до +/- 4° менее чем за 4 секунды с превосходной точностью ± 0,2 мм/м*/**, а его рабочая дальность достигает до 120 м при условии использования дополнительного приемника LR 6 или LR 7 Professional. Этот линейный лазерный нивелир отличается компактностью, простотой обращения и чрезвычайной прочностью.
Прибор способен выравниваться на неровных поверхностях до +/- 4° менее чем за 4 секунды с превосходной точностью ± 0,2 мм/м*/**, а его рабочая дальность достигает до 120 м при условии использования дополнительного приемника LR 6 или LR 7 Professional. Этот линейный лазерный нивелир отличается компактностью, простотой обращения и чрезвычайной прочностью. Построитель плоскостей BOSCH GLL 3-80 С Professional одновременно проецирует горизонтальную и 2 вертикальные плоскости (360°). Рабочий диапазон работы линейного нивелира BOSCH GLL 3-80 С Professional с приемником составляет 120 м. Точность замеров при помощи лазерного нивелира BOSCH GLL 3-80 С Professional составляет ± 0,2 мм/м. Поставляется в фирменном кейсе L-Boxx 136 в комплекте с аккумулятором, зарядным устройством, держателем BM1, лазерной мишенью, чехлом и приемником LR7.
Построитель плоскостей BOSCH GLL 3-80 С Professional одновременно проецирует горизонтальную и 2 вертикальные плоскости (360°). Рабочий диапазон работы линейного нивелира BOSCH GLL 3-80 С Professional с приемником составляет 120 м. Точность замеров при помощи лазерного нивелира BOSCH GLL 3-80 С Professional составляет ± 0,2 мм/м. Поставляется в фирменном кейсе L-Boxx 136 в комплекте с аккумулятором, зарядным устройством, держателем BM1, лазерной мишенью, чехлом и приемником LR7.
 0
0


 )
) Высокая четкость изображения обеспечивается мощными диодами. Линии 3 x 360° этого инструмента позволяют одновременно выполнять горизонтальное и вертикальное выравнивание по всей комнате для высокоэффективной работы, а интуитивно понятный пользовательский интерфейс инструмента упрощает работу.
Высокая четкость изображения обеспечивается мощными диодами. Линии 3 x 360° этого инструмента позволяют одновременно выполнять горизонтальное и вертикальное выравнивание по всей комнате для высокоэффективной работы, а интуитивно понятный пользовательский интерфейс инструмента упрощает работу. Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу.
Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу. )
)


 Обработка сетных камер антиобрастающим веществом (антифаулинг)
Обработка сетных камер антиобрастающим веществом (антифаулинг) Химки
Химки

 Падения строительного мусора исключены, как и случайные травмы людей.
Падения строительного мусора исключены, как и случайные травмы людей. А также на оконных проемах и парапетах при наличии специальных опор. Возможен монтаж к наклонным поверхностям. Монтажные работы выполняются в соответствии с разработанным ППР (по распоряжению Правительства г. Москвы № 2260-РП от 10 октября 2007 г. «О мерах по обеспечению безопасности труда на объектах строительства»).
А также на оконных проемах и парапетах при наличии специальных опор. Возможен монтаж к наклонным поверхностям. Монтажные работы выполняются в соответствии с разработанным ППР (по распоряжению Правительства г. Москвы № 2260-РП от 10 октября 2007 г. «О мерах по обеспечению безопасности труда на объектах строительства»).

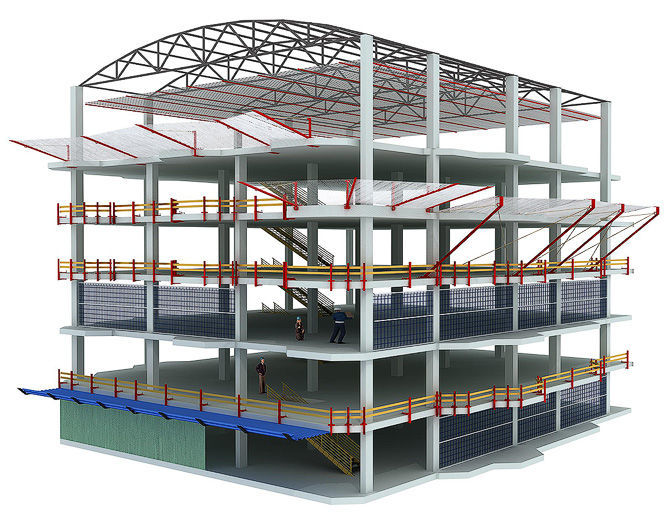 Это коллективные средства защиты людей или предметов от падения с высоты.
Это коллективные средства защиты людей или предметов от падения с высоты.

 Аккуратно то, что вам не нужно устанавливать дополнительный экран. Ваш смартфон, который нужно установить в крепление на приборной панели, работает хорошо.
Аккуратно то, что вам не нужно устанавливать дополнительный экран. Ваш смартфон, который нужно установить в крепление на приборной панели, работает хорошо. Он имеет инфракрасную подсветку, так что вы можете видеть даже в темноте.
Он имеет инфракрасную подсветку, так что вы можете видеть даже в темноте.
 Чтобы узнать конкретные сроки доставки, посетите раздел «Предварительные заказы» на нашей странице доставки.
Чтобы узнать конкретные сроки доставки, посетите раздел «Предварительные заказы» на нашей странице доставки. Мы можем изготовить любой предмет по вашим точным меркам за дополнительную плату в размере 30 %. В настоящее время товары, изготовленные по индивидуальному заказу и/или сделанные на заказ, исключены из продажи на сайте. Пожалуйста, свяжитесь с нами для особых запросов или инструкций.
Мы можем изготовить любой предмет по вашим точным меркам за дополнительную плату в размере 30 %. В настоящее время товары, изготовленные по индивидуальному заказу и/или сделанные на заказ, исключены из продажи на сайте. Пожалуйста, свяжитесь с нами для особых запросов или инструкций.

 Таким образом, сила удара создаётся высотой зуба.
Таким образом, сила удара создаётся высотой зуба.
 Такие патроны применяются для использования особых насадок: лопаток, буров и т.д. Расходные материалы для перфораторов намного дороже, чем у дрели. А специальные патроны не дают возможность использовать свёрла. С целью расширить функциональные возможности перфораторов, производители нередко докомплектовывают модели лёгкого и среднего класса дополнительными кулачковыми патронами.
Такие патроны применяются для использования особых насадок: лопаток, буров и т.д. Расходные материалы для перфораторов намного дороже, чем у дрели. А специальные патроны не дают возможность использовать свёрла. С целью расширить функциональные возможности перфораторов, производители нередко докомплектовывают модели лёгкого и среднего класса дополнительными кулачковыми патронами.
 Дрель ударная хороша при сверлении отверстий в таких материалах как пластик, кирпич, древесина, мягкие металлы. Возможно применение ударной дрели при сверлении лёгкого бетона, но только в крайних случаях. Дрель также может быть использована в качестве миксера или для работы с крепежом. Для сверления и обработки бетона необходимо взять перфоратор. Перфоратор может применяться при сверлении бетона разной прочности, однако для точного сверления в металлах и древесине он малопригоден. Равные по мощности с дрелями перфораторы намного превосходят их по весу и цене. Если ваше жилище состоит из стекла и бетона, то вам понадобится ударная дрель. Но в дополнение к ней неплохо иметь на всякий случай под рукой не слишком дорогой и мощный, но все же перфоратор.
Дрель ударная хороша при сверлении отверстий в таких материалах как пластик, кирпич, древесина, мягкие металлы. Возможно применение ударной дрели при сверлении лёгкого бетона, но только в крайних случаях. Дрель также может быть использована в качестве миксера или для работы с крепежом. Для сверления и обработки бетона необходимо взять перфоратор. Перфоратор может применяться при сверлении бетона разной прочности, однако для точного сверления в металлах и древесине он малопригоден. Равные по мощности с дрелями перфораторы намного превосходят их по весу и цене. Если ваше жилище состоит из стекла и бетона, то вам понадобится ударная дрель. Но в дополнение к ней неплохо иметь на всякий случай под рукой не слишком дорогой и мощный, но все же перфоратор.
 Между этими электрическими инструментами существует некоторая разница, которая не видна людям, никогда не бравшим их в руки.
Между этими электрическими инструментами существует некоторая разница, которая не видна людям, никогда не бравшим их в руки.





 Их изготавливают на престижных предприятиях высококвалифицированным персоналом.
Их изготавливают на престижных предприятиях высококвалифицированным персоналом. Наибольший размер сверления отверстий указывается в паспорте инструмента. При превышении этой величины возникают неисправности и поломка устройства.
Наибольший размер сверления отверстий указывается в паспорте инструмента. При превышении этой величины возникают неисправности и поломка устройства.
 Он может надежно закрепить насадку диаметром до 30 мм. Чтобы выполнить работы бытового назначения этого хватает с лихвой.
Он может надежно закрепить насадку диаметром до 30 мм. Чтобы выполнить работы бытового назначения этого хватает с лихвой.
 Виды и устройство. Работа
Виды и устройство. Работа
 Рисунок B ). Поршень движется в цилиндре и создает давление воздуха при движении вперед, и это давление воздуха фактически приводит в действие ударный механизм. Перфораторы обеспечивают гораздо большую энергию удара, чем перфораторы. Они гораздо более долговечны и являются предпочтительным инструментом профессионалов. Еще одним большим преимуществом является то, что у большинства перфораторов есть три режима: режим сверления, ударная дрель или просто молоток, поэтому они могут действовать как мини-отбойный молоток. Конечно, перфоратор стоит дороже перфоратора, но об этом позже.
Рисунок B ). Поршень движется в цилиндре и создает давление воздуха при движении вперед, и это давление воздуха фактически приводит в действие ударный механизм. Перфораторы обеспечивают гораздо большую энергию удара, чем перфораторы. Они гораздо более долговечны и являются предпочтительным инструментом профессионалов. Еще одним большим преимуществом является то, что у большинства перфораторов есть три режима: режим сверления, ударная дрель или просто молоток, поэтому они могут действовать как мини-отбойный молоток. Конечно, перфоратор стоит дороже перфоратора, но об этом позже.

 (Тот, что слева, предназначен для патрона SDS-Max.) Вы также можете добавить трехкулачковый патрон для обычных сверл.
(Тот, что слева, предназначен для патрона SDS-Max.) Вы также можете добавить трехкулачковый патрон для обычных сверл. Но рейтинг BPM — это еще не все: сила тока двигателя и то, как дрель ощущается в ваших руках, важнее. Цельнометаллические патроны более долговечны, чем патроны с пластиковыми деталями. И хотя быстрозажимные патроны удобны для обычной дрели, они часто не обладают достаточной удерживающей силой, необходимой для сверления кирпичной кладки. Размер патрона часто определяет максимальный рекомендуемый размер отверстия, с которым может справиться сверло.
Но рейтинг BPM — это еще не все: сила тока двигателя и то, как дрель ощущается в ваших руках, важнее. Цельнометаллические патроны более долговечны, чем патроны с пластиковыми деталями. И хотя быстрозажимные патроны удобны для обычной дрели, они часто не обладают достаточной удерживающей силой, необходимой для сверления кирпичной кладки. Размер патрона часто определяет максимальный рекомендуемый размер отверстия, с которым может справиться сверло. Подходит для сверления отверстий диаметром до 1/2 дюйма в блоках, строительном растворе, кирпиче и другой легкой кладке. Эти сверла также будут сверлить бетон, но медленно.
Подходит для сверления отверстий диаметром до 1/2 дюйма в блоках, строительном растворе, кирпиче и другой легкой кладке. Эти сверла также будут сверлить бетон, но медленно.
 Но вы не найдете эту золотую середину, нажимая изо всех сил. На самом деле, слишком большое давление замедлит процесс сверления и вызовет ненужный износ шестерен двигателя. Кроме того, вы сломаете биты.
Но вы не найдете эту золотую середину, нажимая изо всех сил. На самом деле, слишком большое давление замедлит процесс сверления и вызовет ненужный износ шестерен двигателя. Кроме того, вы сломаете биты. Это значительно снизит нагрузку на дрель. Кроме того, мелкие сверла не катаются так сильно, как большие, что полезно, когда вам нужно отверстие в точном месте.
Это значительно снизит нагрузку на дрель. Кроме того, мелкие сверла не катаются так сильно, как большие, что полезно, когда вам нужно отверстие в точном месте.


 Но если вам нужна универсальная дрель для обычных работ или вам просто нужно просверлить твердые стены, то, вероятно, стоит инвестировать в какую-нибудь ударную дрель.
Но если вам нужна универсальная дрель для обычных работ или вам просто нужно просверлить твердые стены, то, вероятно, стоит инвестировать в какую-нибудь ударную дрель. Дрели могут быть очень компактными, особенно модели с шестигранным патроном на 12 В, такие как Bosch GSR 12 V-15 FC (хотя обратите внимание, что шестигранный патрон можно использовать только с шестигранным хвостовиком). аксессуар — чаще всего это будет отвертка, но вы также можете приобрести сверла с шестигранным хвостовиком, а также другие типы аксессуаров для электроинструмента). Термин «дрель-шуруповерт» обычно относится к аккумуляторному инструменту с батарейным питанием, и ключом к его возможностям завинчивания является регулируемая муфта, которая позволяет установить порог крутящего момента — как только машина начинает применять уровень крутящего момента, соответствующий при этой настройке вращение автоматически останавливается. После того, как вы настроите его, это позволит вам вбить несколько креплений на требуемую глубину, просто нажав на спусковой крючок, вместо того, чтобы направлять их с помощью осторожных манипуляций со скоростью. При сверлении отверстий муфта обычно устанавливается в отдельный режим сверления, который обеспечивает максимальное приложение крутящего момента и постоянное вращение.
Дрели могут быть очень компактными, особенно модели с шестигранным патроном на 12 В, такие как Bosch GSR 12 V-15 FC (хотя обратите внимание, что шестигранный патрон можно использовать только с шестигранным хвостовиком). аксессуар — чаще всего это будет отвертка, но вы также можете приобрести сверла с шестигранным хвостовиком, а также другие типы аксессуаров для электроинструмента). Термин «дрель-шуруповерт» обычно относится к аккумуляторному инструменту с батарейным питанием, и ключом к его возможностям завинчивания является регулируемая муфта, которая позволяет установить порог крутящего момента — как только машина начинает применять уровень крутящего момента, соответствующий при этой настройке вращение автоматически останавливается. После того, как вы настроите его, это позволит вам вбить несколько креплений на требуемую глубину, просто нажав на спусковой крючок, вместо того, чтобы направлять их с помощью осторожных манипуляций со скоростью. При сверлении отверстий муфта обычно устанавливается в отдельный режим сверления, который обеспечивает максимальное приложение крутящего момента и постоянное вращение. Этот тип функции завинчивания гораздо реже встречается на сетевых машинах, хотя есть несколько исключений, таких как Bosch GSB 21-2RCT, у которого есть диск предварительного выбора крутящего момента.
Этот тип функции завинчивания гораздо реже встречается на сетевых машинах, хотя есть несколько исключений, таких как Bosch GSB 21-2RCT, у которого есть диск предварительного выбора крутящего момента. Обратите внимание, что, как и другие сетевые электроинструменты, дрели часто доступны на 110 В или 240 В — варианты на 240 В можно использовать со стандартными бытовыми розетками, а версии на 110 В можно использовать только с понижающими трансформаторами, которые используются на строительных площадках и в других местах. промышленная среда..
Обратите внимание, что, как и другие сетевые электроинструменты, дрели часто доступны на 110 В или 240 В — варианты на 240 В можно использовать со стандартными бытовыми розетками, а версии на 110 В можно использовать только с понижающими трансформаторами, которые используются на строительных площадках и в других местах. промышленная среда.. Вероятно, самый популярный тип сверл в целом, этот универсальный станок может заворачивать винты и сверлить большинство материалов, будь то со стандартным вращательным действием или с ударным действием. Если вы хотели приобрести только одну дрель для общего использования по дому, Combi — хороший выбор. Обычно они доступны в виде моделей на 12 В или 18 В, которые будут совместимы с батареями других электроинструментов того же диапазона. Комбинированные дрели имеют регулируемые муфты, такие как те, что вы найдете на шуруповертах, что означает, что вы можете выбрать подходящий уровень крутящего момента для погружных винтов заподлицо с поверхностью вашей заготовки, а самые универсальные модели будут иметь две или более передачи для оптимизации любой из них. крутящий момент или скорость по мере необходимости.
Вероятно, самый популярный тип сверл в целом, этот универсальный станок может заворачивать винты и сверлить большинство материалов, будь то со стандартным вращательным действием или с ударным действием. Если вы хотели приобрести только одну дрель для общего использования по дому, Combi — хороший выбор. Обычно они доступны в виде моделей на 12 В или 18 В, которые будут совместимы с батареями других электроинструментов того же диапазона. Комбинированные дрели имеют регулируемые муфты, такие как те, что вы найдете на шуруповертах, что означает, что вы можете выбрать подходящий уровень крутящего момента для погружных винтов заподлицо с поверхностью вашей заготовки, а самые универсальные модели будут иметь две или более передачи для оптимизации любой из них. крутящий момент или скорость по мере необходимости.

 Еще одним преимуществом машин SDS является то, что их обычно можно использовать для ударов молотком без вращения, что делает их подходящими для легких работ по сносу или прокладке каналов в сочетании с долотом SDS. Где они оказываются менее эффективными, так это в задачах сверления дерева и металла (или завинчивания шурупов), и редко можно найти биты SDS, предназначенные для чего-либо, кроме кирпичной кладки. Однако на большинстве моделей режим молота можно отключить, а некоторые поставляются со сменными кулачковыми патронами, что делает их пригодными для использования со всеми насадками с прямым хвостовиком. Стоит обратить внимание на дрели SDS, если вам в первую очередь нужно сверлить кирпичи или бетон, и это единственный тип станков в этом списке, который можно использовать как для долбления, так и для сверления. Имейте в виду, что существует несколько различных обозначений SDS, но наиболее распространенным является SDS Plus (часто называемый просто SDS). Машины SDS Max — это большие инструменты, предназначенные для тяжелых условий эксплуатации, а SDS Quick — это компактная система, эксклюзивная для линейки Bosch DIY.
Еще одним преимуществом машин SDS является то, что их обычно можно использовать для ударов молотком без вращения, что делает их подходящими для легких работ по сносу или прокладке каналов в сочетании с долотом SDS. Где они оказываются менее эффективными, так это в задачах сверления дерева и металла (или завинчивания шурупов), и редко можно найти биты SDS, предназначенные для чего-либо, кроме кирпичной кладки. Однако на большинстве моделей режим молота можно отключить, а некоторые поставляются со сменными кулачковыми патронами, что делает их пригодными для использования со всеми насадками с прямым хвостовиком. Стоит обратить внимание на дрели SDS, если вам в первую очередь нужно сверлить кирпичи или бетон, и это единственный тип станков в этом списке, который можно использовать как для долбления, так и для сверления. Имейте в виду, что существует несколько различных обозначений SDS, но наиболее распространенным является SDS Plus (часто называемый просто SDS). Машины SDS Max — это большие инструменты, предназначенные для тяжелых условий эксплуатации, а SDS Quick — это компактная система, эксклюзивная для линейки Bosch DIY.
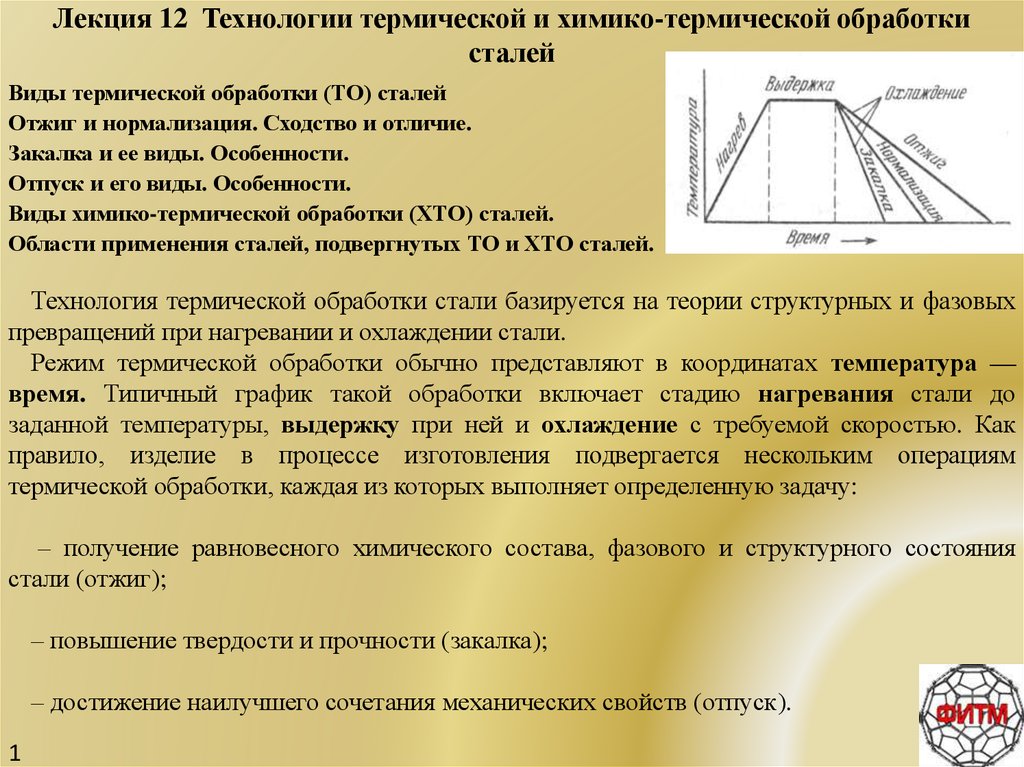 д. Параметры зависят от метода термообработки, типа металла и размера детали.
д. Параметры зависят от метода термообработки, типа металла и размера детали.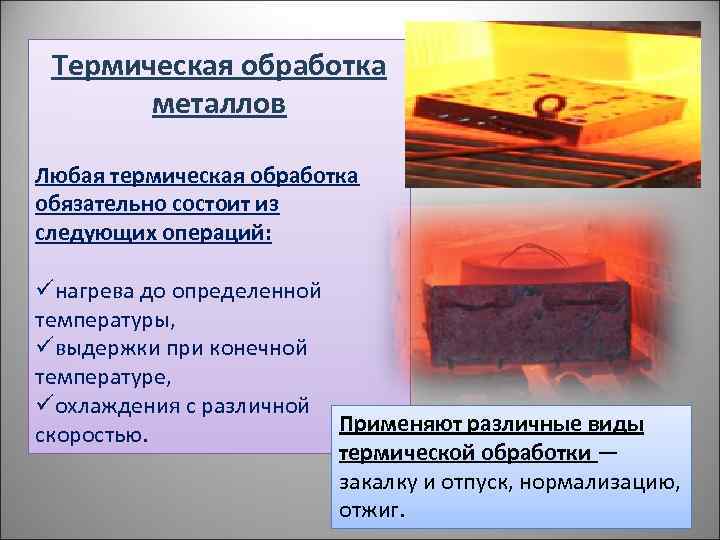
 На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
 Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
 В некоторых случаях затвердеть может только поверхность.
В некоторых случаях затвердеть может только поверхность.
 Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.
Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.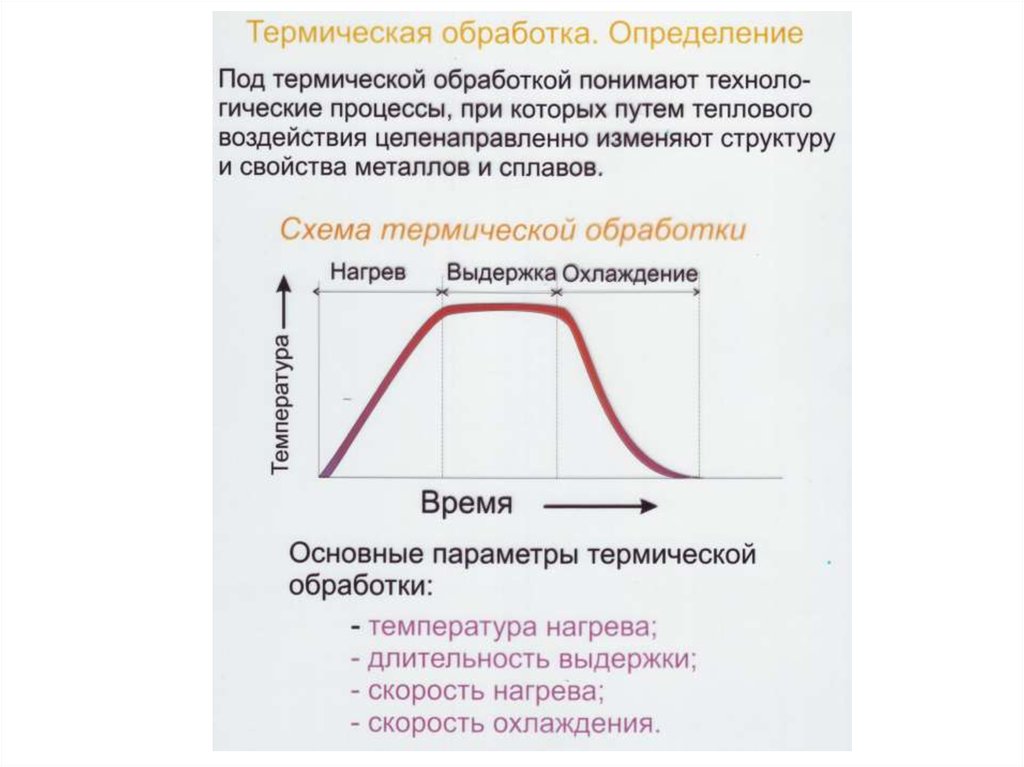
 Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали.
Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали. Можно использовать материалы любого качества.
Можно использовать материалы любого качества.
 Материал становится менее жестким, а значит, при сильном внешнем механическом воздействии его будет сложно повредить.
Материал становится менее жестким, а значит, при сильном внешнем механическом воздействии его будет сложно повредить.
 Это обеспечивает рост вязкости на фоне понижения твердости. Технология пригодится, если планируется производить детали, работающие под сильными нагрузками.
Это обеспечивает рост вязкости на фоне понижения твердости. Технология пригодится, если планируется производить детали, работающие под сильными нагрузками.
 В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе.
В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе. Методика подойдет после того, как деталь проходит механическую обработку, сваривается или обрабатывается с использованием литья. Максимальная температура нагрева составляет 727°С. У этого процесса самый длительный период выдерживания среди всех разновидностей отжига –20 часов. Заготовка будет остывать очень медленно.
Методика подойдет после того, как деталь проходит механическую обработку, сваривается или обрабатывается с использованием литья. Максимальная температура нагрева составляет 727°С. У этого процесса самый длительный период выдерживания среди всех разновидностей отжига –20 часов. Заготовка будет остывать очень медленно.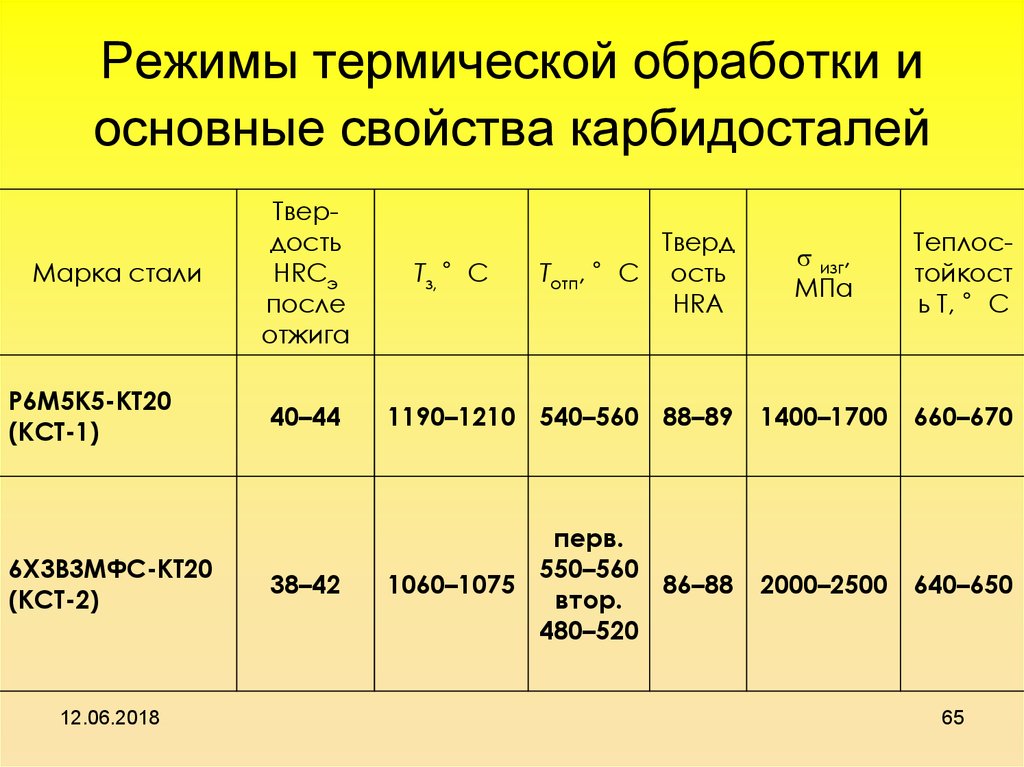 Технология подойдет для деталей, которые были созданы методом электродуговой сварки. При этом температура составляет 700°С, а длительность выдержки – 20 часов. После медленного охлаждения можно использовать заготовку – ее прочность и защита от повреждения значительно увеличатся.
Технология подойдет для деталей, которые были созданы методом электродуговой сварки. При этом температура составляет 700°С, а длительность выдержки – 20 часов. После медленного охлаждения можно использовать заготовку – ее прочность и защита от повреждения значительно увеличатся. Самый простой способ – окунание в воду. Дополнительные полезные свойства позволяют получить применение технического масла, газов инертного типа и растворов с высоким уровнем содержания соли.
Самый простой способ – окунание в воду. Дополнительные полезные свойства позволяют получить применение технического масла, газов инертного типа и растворов с высоким уровнем содержания соли.
 Процедура проводится в диапазоне 900-950°С.
Процедура проводится в диапазоне 900-950°С. Термическая обработка включает в себя нагрев металла или сплава до определенной температуры и последующее охлаждение для затвердевания материала.
Термическая обработка включает в себя нагрев металла или сплава до определенной температуры и последующее охлаждение для затвердевания материала. Пока он горячий, физическая структура металла, также называемая микроструктурой, изменяется, что в конечном итоге приводит к изменению его физических свойств. Время, в течение которого металл нагревается, называется «время выдержки». Продолжительность выдержки играет важную роль в характеристиках металла, так как в металле, выдержанном в течение длительного времени, будут наблюдаться другие изменения микроструктуры, чем в пропитанном металле. на более короткий период времени.
Пока он горячий, физическая структура металла, также называемая микроструктурой, изменяется, что в конечном итоге приводит к изменению его физических свойств. Время, в течение которого металл нагревается, называется «время выдержки». Продолжительность выдержки играет важную роль в характеристиках металла, так как в металле, выдержанном в течение длительного времени, будут наблюдаться другие изменения микроструктуры, чем в пропитанном металле. на более короткий период времени.
 Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до тех пор, пока не произойдет превращение, а затем медленно высушивают на воздухе. Этот процесс размягчает металл, делая его более пригодным для обработки и с меньшей вероятностью разрушения или растрескивания.
Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до тех пор, пока не произойдет превращение, а затем медленно высушивают на воздухе. Этот процесс размягчает металл, делая его более пригодным для обработки и с меньшей вероятностью разрушения или растрескивания.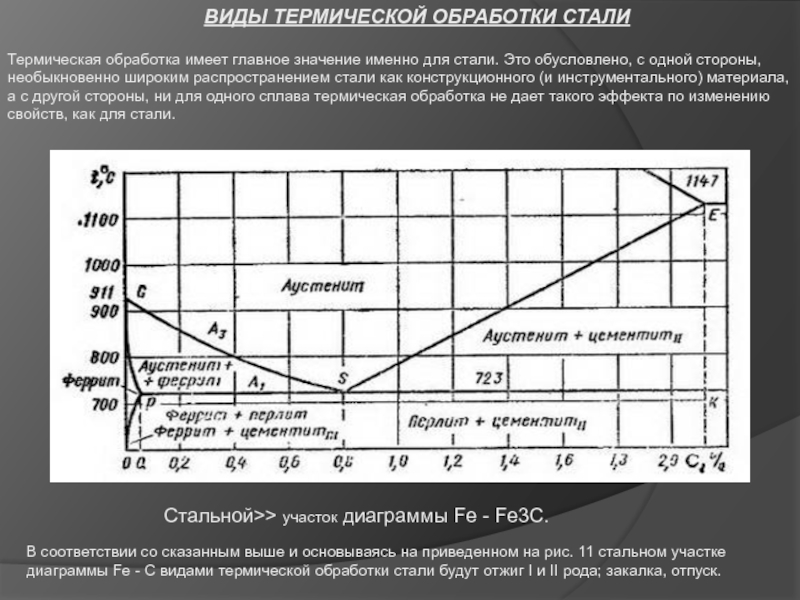
 При работе с термообработкой металлов существуют различные этапы. General Kinematics предоставляет оборудование, предназначенное для облегчения этого процесса и повышения производительности производства.
При работе с термообработкой металлов существуют различные этапы. General Kinematics предоставляет оборудование, предназначенное для облегчения этого процесса и повышения производительности производства. Двухмассовые вибрационные питатели General Kinematics предназначены для работы в самых суровых условиях и с самыми высокими требованиями. Они оборудованы для работы с самыми сложными материалами, чтобы обеспечить бесперебойную работу вашего технологического процесса. Питатели GK разрабатываются по индивидуальному заказу и требуют минимального обслуживания, что означает меньшее время простоя и большую производительность.
Двухмассовые вибрационные питатели General Kinematics предназначены для работы в самых суровых условиях и с самыми высокими требованиями. Они оборудованы для работы с самыми сложными материалами, чтобы обеспечить бесперебойную работу вашего технологического процесса. Питатели GK разрабатываются по индивидуальному заказу и требуют минимального обслуживания, что означает меньшее время простоя и большую производительность. General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий. Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований.
General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий. Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований. И наоборот, вы также можете использовать термическую обработку для восстановления металлов до их первоначальной формы.
И наоборот, вы также можете использовать термическую обработку для восстановления металлов до их первоначальной формы. Если вы смягчаете металл, вы уменьшаете его прочность. Улучшая одни свойства, вы ухудшаете другие и можете принимать решения на основе конечного использования металла.
Если вы смягчаете металл, вы уменьшаете его прочность. Улучшая одни свойства, вы ухудшаете другие и можете принимать решения на основе конечного использования металла.
 Вы выбираете скорость нагрева в соответствии со следующими факторами:
Вы выбираете скорость нагрева в соответствии со следующими факторами: 
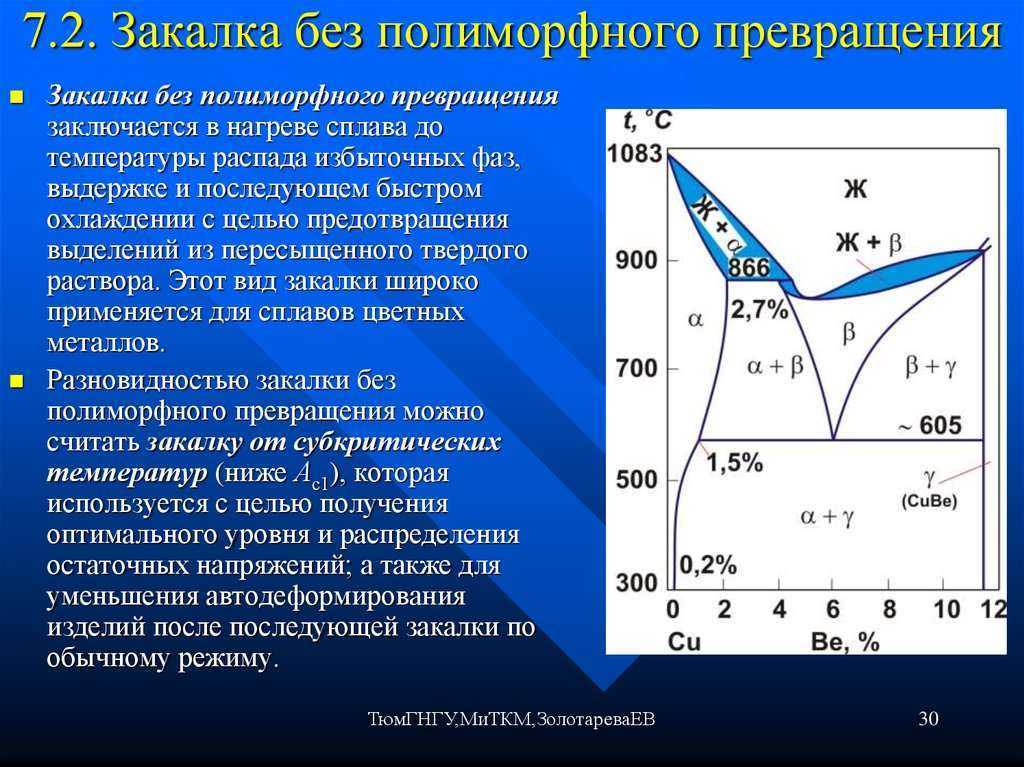

 Самый оптимальный вариант – ЧПУ с 15” сенсорным дисплеем и QWERTY-клавиатурой. Стоит обратить внимание, что у 0i-F PLUS Type 0 в исполнении, когда ЧПУ интегрировано с дисплейным модулем (наиболее распространенное исполнение), нет разъема для аналогового управления преобразователем частоты шпиндельного мотора. Для задач модернизации подходит с некоторыми ограничениями.
Самый оптимальный вариант – ЧПУ с 15” сенсорным дисплеем и QWERTY-клавиатурой. Стоит обратить внимание, что у 0i-F PLUS Type 0 в исполнении, когда ЧПУ интегрировано с дисплейным модулем (наиболее распространенное исполнение), нет разъема для аналогового управления преобразователем частоты шпиндельного мотора. Для задач модернизации подходит с некоторыми ограничениями. Предназначен для обработки заготовок цветных металлов и сплавов, а также из стали и чугуна, в автомобильной, аэрокосмической, приборостроительной промышленности, энергетическом машиностроении, а также для изготовления высококачественных штампов и пресс-форм.
Предназначен для обработки заготовок цветных металлов и сплавов, а также из стали и чугуна, в автомобильной, аэрокосмической, приборостроительной промышленности, энергетическом машиностроении, а также для изготовления высококачественных штампов и пресс-форм.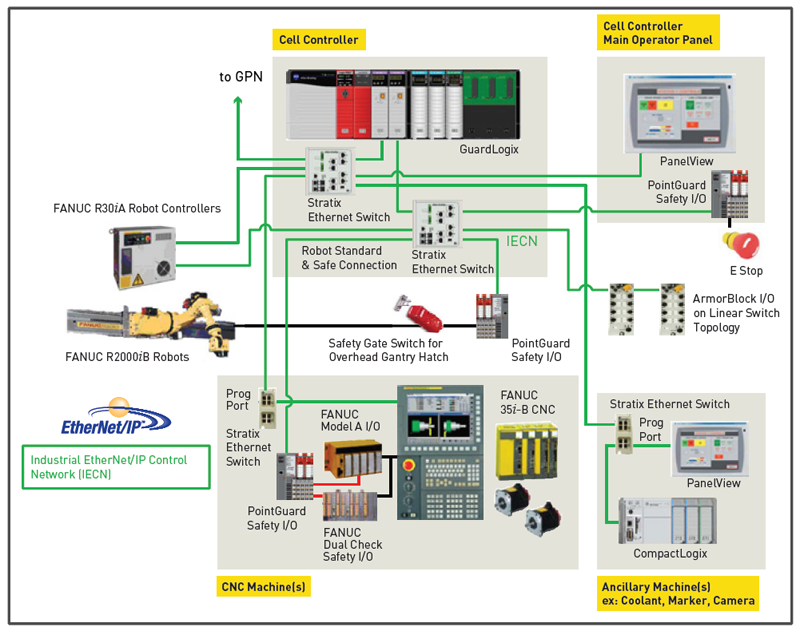



 Серия 0 i -F обеспечивает более быструю и
Серия 0 i -F обеспечивает более быструю и



 Это может сократить цикл
Это может сократить цикл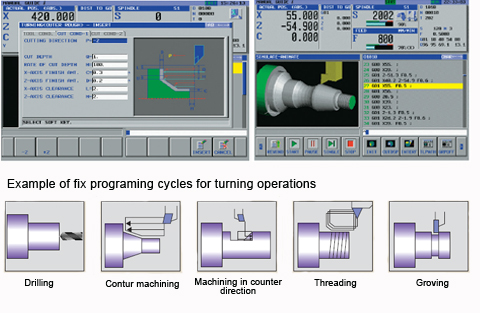 Движение каждого стола можно синхронизировать, чтобы оно действовало как единое целое.
Движение каждого стола можно синхронизировать, чтобы оно действовало как единое целое.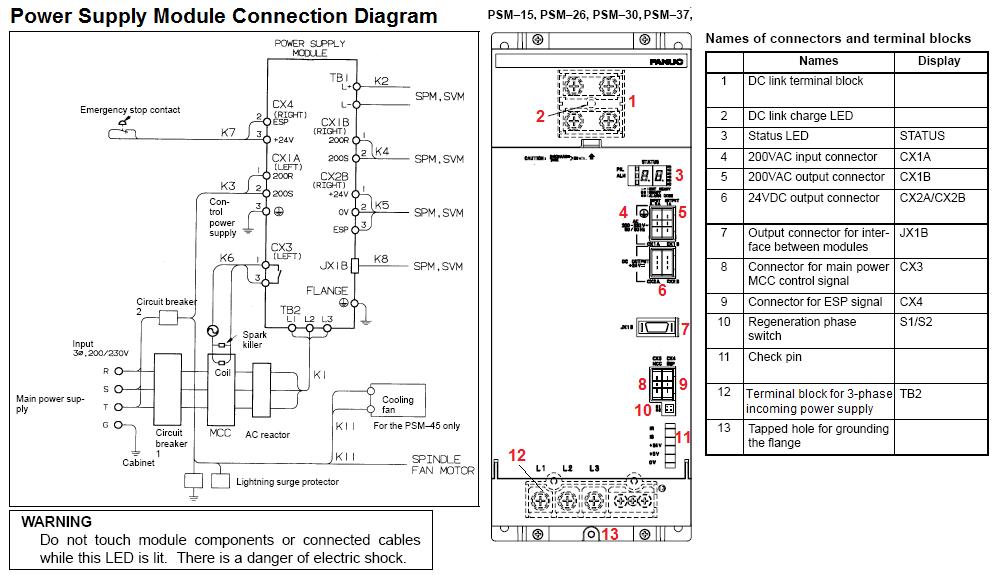 ship.
ship.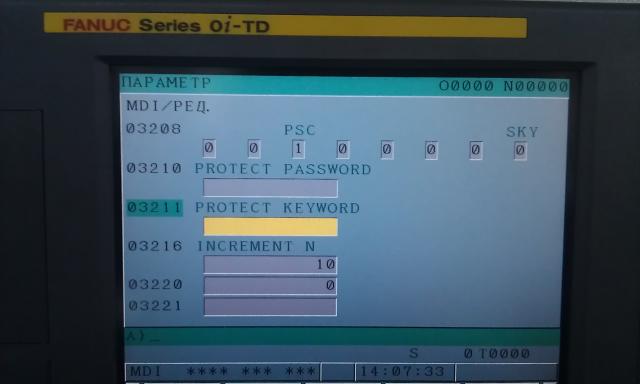

 STIHL
STIHL STIHL
STIHL Наши топоры с рукоятками из полиамида, армированного стекловолокном, особенно легкие, прочные, долговечные и устойчивые к атмосферным воздействиям. Головка топора изготовлена из стали с покрытием C60 и неразрывно связана с рукоятью.
Наши топоры с рукоятками из полиамида, армированного стекловолокном, особенно легкие, прочные, долговечные и устойчивые к атмосферным воздействиям. Головка топора изготовлена из стали с покрытием C60 и неразрывно связана с рукоятью.
 Выбор для выращивания прачечной, а она входит и прокачивает строму и легкую/стршедную нарочную штипанию (тржиский на засыпке, длина 30 см / Ø аж 30 см).
Выбор для выращивания прачечной, а она входит и прокачивает строму и легкую/стршедную нарочную штипанию (тржиский на засыпке, длина 30 см / Ø аж 30 см). , 75 см, 1950 г, Stihl (00008816600)
, 75 см, 1950 г, Stihl (00008816600) se štípacími klíny)
se štípacími klíny) 
 Это не является рекомендацией, а, наоборот, требованием, к которому действительно нужно прислушаться.
Это не является рекомендацией, а, наоборот, требованием, к которому действительно нужно прислушаться. Электродами ОЗЧ-2 Вы можете производить наплавку металла, сваривание деталей изделия, производить заварку дефектов литья, а также производить холодную сварку. Как видите, электроды ОЗЧ-2 действительно универсальны.
Электродами ОЗЧ-2 Вы можете производить наплавку металла, сваривание деталей изделия, производить заварку дефектов литья, а также производить холодную сварку. Как видите, электроды ОЗЧ-2 действительно универсальны.

 Поэтому Вам нужно производить прокалку электродов ОЗЧ-2 при температуре от 190 до 210 градусов по Цельсию. Прокаливание должно производиться на протяжении не более 1 часа.
Поэтому Вам нужно производить прокалку электродов ОЗЧ-2 при температуре от 190 до 210 градусов по Цельсию. Прокаливание должно производиться на протяжении не более 1 часа.



 ..
.. Федерация
Федерация