✅ Лазерный станок WinLaser 1290 Stone Lift (1200х900) узнай ВЫГОДНУЮ цену с Отсрочкой платежа
Среднеформатный лазерный станок для гравировки камня 1290 с ЧПУ для высокоточного и быстрого художественного оформления или нанесения изображений, фотографий на плиты из искусственного и натурального камня, гранита, мрамора, габбро-диабаза (габбродолерита) при изготовлении памятников, мемориальных и памятных досок. Станок комплектуется моторизированной автоматической системой быстрой и точной установки лазерного станка над обрабатываемой поверхностью.
В корзину
Консультация
Соцконтракт
Описание и возможности
Технические
характеристики
Рабочее поле
1200х900 мм
Система управления
RuiDa 6445
Программное обеспечение
RDWorks
Мощность лазера в базовой комплектации
RECI W2 90 Вт
Тип излучателя
СО2
Срок службы лазерной трубки
8000-12000 часов
Максимальная толщина резки неметаллов
10 мм
Количество рабочих лазеров
1 шт
Автофокус
Электронно-механический
Вытяжка
Верхняя вытяжка над рабочим полем
Система управления включением / выключением вытяжки
Настраиваемое по заданному времени автоматическое включение / выключение при запуске и остановке задания
Компрессор
ACO-009
Система управления включением / выключением компрессора
Настраиваемое по заданному времени автоматическое включение / выключение при запуске и остановке задания
Рабочая поверхность
Отсутствует (опционально сотовый или ламелевый рабочий стол)
Глубина опускания рабочего поля
400 мм
Подъем/опускание рабочего поля (ось Z)
Управление с RuiDa. Система перемещения: винтовая пара, два шаговых 2-х фазных двигателя, 86-я серия (Leadshine), Резиновый зубчатый ремень HTD 3M, 15 мм
Сквозной стол
Да
Линза
ZnSe lens ø20 f-50.8, Фокусное расстояние 50.8 мм
Диаметр зеркал
25 мм
Система перемещений / направляющие
Профильные линейные 15 мм, каретки HG15, HIWIN
Привод перемещений / ремни
Полиуретановый зубчатый ремень HTD 3M, 15 мм
Двигатели по осям X и Y
Шаговые с ЭНКОДЕРОМ 3-х фазные, 57-я серия, Leadshine
Редукторы осей X и Y / Коэффициент редукции
Ременные / 1:3
Двигатели по оси Z
Шаговые 2-х фазные, 86-я серия, Leadshine
Концевые датчики по осям X и Y
Бесконтактные индуктивные
Концевой датчик по оси Z
Механический, нажимного типа
Разрешение
0,025 мм
Точность позиционирования
0,01 мм
Минимальный размер наносимого символа
1х1 мм
Максимальная скорость гравировки
1500 мм/сек
Рабочая температура
15-35 °C
Поддерживаемые графические форматы
BMP, PLT, CDR, DXF, AI, SVG и другие
Операционная система ПК
Windows XP/7/8/10
Поддерживаемое ПО
Любые векторные редакторы
Подключение к ПК
USB / LAN
Системы аварийной защиты
Кнопка экстренной остановки, Проточный датчик воды, автоматы защиты от перегрузок в электросети, датчик открытия крышки
Охлаждение лазерной трубки
Водяное
Электропитание
220 ±10% 50Hz
Потребляемая мощность
2,5 кВт
Корпус станка
Разборный
Габаритные размеры станка
2370×1750×830 мм
Габаритные размеры упаковки
2470×1850×1000 мм
Масса нетто
395 кг
Масса брутто
454 кг
Комплектация
Лазерный станок — 1 шт.
Лазерная трубка — 1 шт.
Миллиамперметр — 1 шт.
Программное обеспечение на русском языке — 1 шт.
Система экономии электроэнергии WinSave — 1 шт.
Автофокус (установлен) — 1 шт.
Лазерный целеуказатель — 1 шт.
Воздушный компрессор — 1 шт.
USB кабель — 1 шт.
LAN кабель — 1 шт.
Силовой кабель — 1 шт.
Силиконовые трубки — 3 шт.
ЗИП — 1 шт.
Водяная помпа — 1 шт.
Зеркала — 3 шт.
Линза — 1 шт.
Фокусная планка — 1 шт.
Лампа освещения рабочей зоны — 1 шт.
Дополнительные опции
Чиллер CW-5000
Чиллер CW-5200
Увеличение мощности до 100, 130, 150 Вт
Система WinLine для быстрой юстривки
Дополнительная лазерная трубка
Сотовый стол
Набор ламелей
Камера сканирования материала для резки по контуру
Поворотное устройство
Стабилизатор напряжения
Компрессор с ресивером
Доставка, оплата,
гарантии
Гарантия 24 месяца
Распространяется на оборудование при условии соблюдения правил эксплуатации и обслуживания. Гарантия предоставляется нашей компанией, являющейся официальным представителем производителя.
Информация о правилах эксплуатации, обслуживания, а также организации рабочего пространства будет предоставлена вам вместе с оборудованием.
Доставка
При заказе по цене Из наличия оборудование отгружается в течение 3 рабочих дней с момента поступления полной стоимости оборудования на наш расчетный счет, после проверки и предварительной настройки.
При заказе по цене Под заказ срок поставки оборудования от производителя до нашего склада составит до 60 рабочих дней + 3 рабочих дня на проверку и предварительную настройку + время доставки до вашего адреса, которое зависит от выбранной вами транспортной компании.
При заказе на условиях Выгодная цена срок поставки оборудования от производителя до нашего склада составит до 60 рабочих дней + 3 рабочих дня на проверку и предварительную настройку + время доставки до вашего адреса, которое зависит от выбранной вами транспортной компании.
Отправляем любой транспортной компанией на ваш выбор. Стоимость доставки узнавайте у вашего менеджера.
Самовывоз со склада в Санкт-Петербурге.
Условия оплаты
Из наличия — 100% предоплата.
Под заказ — предоплата 80%, оставшиеся 20% вы оплачиваете после поступления оборудования на наш склад.
Выгодная цена — 100% предоплата.
Цена фиксируется в договоре поставки. Работаем в белую.
Пусконаладка, обучение
и сервис
Поможем вам запустить оборудование, настроить его, а главное, обучим правильно с ним обращаться. Расскажем, как лучше резать, гравировать или маркировать.
Вы можете консультироваться у наших технических специалистов по всем вопросам эксплуатации станка, а также заказать сервисное обслуживание или онлайн-обучение.
Да, с нами удобно и легко.
Лазерный станок WinLaser 1290 Stone Lift подходит
для работы с материалами
Картон и бумага
резка и гравировка
Дерево
резка и гравировка
Фанера
резка и гравировка
МДФ и ДСП
резка и гравировка
Паронит
резка
Резина
резка и гравировка
Цветной акрил и оргстекло
резка и гравировка
Двухслойные пластики
резка и гравировка
Поликарбонат
резка и гравировка
Мех
резка
Нержавеющая сталь
гравировка
Камень, гранит, мрамор
гравировка
ABS пластик
резка и гравировка
Ткани
резка и гравировка
Кожа и кожзам
резка и гравировка
Стекло
гравировка
Керамика
гравировка
Пенопласт и пенополистирол
резка
ПЭТ и полистирол
резка и гравировка
Не нашли материал в списке?
Задайте вопрос нашему инженеру
Цена на лазерные станки в Москве.
От чего зависит?
Новости
От чего зависят цены на лазерные станки?
Если вы решились на расширение производственной базы, предстоит выбирать из большого числа предложений и сделать правильный выбор удается не всегда. На отечественном рынке представлены станки от разных производителей со всего мира, у каждой модели есть свои минусы и плюсы, поэтому без консультации квалифицированного специалиста разобраться во всем многообразии вариантов будет очень сложно.
Показательной характеристикой для многих покупателей служит цена лазерного станка, так как финансовые возможности предпринимателей могут быть весьма ограничены. Однако не стоит делать вопрос стоимости основополагающим, так как низкая цена может служить показателем плохого качества. В этой статье мы расскажем, на что обратить внимание и как правильно выбирать оборудование для своего цеха, чтобы купить его недорого.
Основные аспекты для выбора оборудования
Если вы решили купить лазерный станок, необходимо понимать, что подобные агрегаты относятся к категории многофункционального оборудования. Такие устройства способны резать любые материалы, гравировать и создавать сложные конструкции с большим количеством мелких фрагментов и деталей. Агрегаты для лазерной резки используются в различных областях, поэтому существуют станки для работы с металлом, небольшие устройства для гравировки дерева и резки фанеры, а также универсальное оборудование для выполнения целого комплекса работ. Цена лазерного станка напрямую зависит от функциональных возможностей оборудования, поэтому покупателям важно определиться со спектром технических задач перед посещением магазина.
Главными критериями выбора служат следующие аспекты:
Качество. Рынок производственного оборудования представлен большим количеством компаний со всего света, но не каждая марка соответствует критериям высокого качества. Обратите внимание на то, из какого материала изготовлены излучатель, направляющие оси и какую продолжительность беспрерывной работы устанавливает сам производитель.
Скорость обработки. Лазерный станок – это не просто дополнение к технической платформе, подобные устройства используются для решения конкретных технических задач. Скорость обработки напрямую влияет на эффективность использования, поэтому небольшой период резки и гравировки автоматически означает увеличение производительности.
Удобство управления. Цена лазерного станка складывается после анализа всех технических возможностей, удобство интерфейса и управления является одним из показательных факторов, так как простое меню поможет быстрее настроить и запустить устройство.
Покупать подобное оборудование лучше в специализированных компаниях, где вам могут предложить широкий модельный ряд устройств современного типа. В каталоге магазина «САЙН СЕРВИС» представлена отличная коллекция многофункционального лазерного оборудования в Москве, которое поможет организовать продуктивную техническую платформу. В нашей компании вас ждут привлекательные цены на лазерные станки, гарантированное качество и квалифицированный рабочий персонал сервисного центра.
Технические свойства лазерного оборудования
Лазерный станок имеет сложную конфигурацию и состоит из целого ряда отдельных компонентов, но особое внимание следует уделять рабочим компонентам системы. Во время использования основная нагрузка ложится на лазерные излучатели, от работоспособности которых зависит качество обработки. В зависимости от назначения излучатели могут быть волоконными или газовыми, так как для резки разных материалов используются различные технологии. Для работы с деревом или тканью нужна средняя мощность, поэтому в таких станках используются газовые трубки. Однако подобные устройства обладают уменьшенным периодом рабочей производительности, так как газ является летучим веществом.
Для резки или гравировки металла используются волоконные трубки, которые обладают увеличенной мощностью. Именно такие устройства наделены самой большой производительностью и могут резать не только дерево, но и металлические листы. Цена лазерных станков напрямую зависит от того, какие комплектующие были использованы, поэтому следует внимательно изучить технические данные каждой модели.
Профессиональные эксперты советуют обратить внимание на материал изготовления излучателей:
Стекло. Излучатели из стекла считаются самыми дешевыми, но такие компоненты вырабатывают свой срок намного быстрее. При этом дело не только небольшом ресурсе производительности, но и в качестве обработки. При нагревании стеклянная трубка деформируется, и данный факт влияет на направление луча, поэтому срез получается неровным. Цена лазерного станка со стеклянными излучателями будет наиболее выгодной, но такое устройство имеет ограниченный ресурс работоспособности.
Керамика. Керамические излучатели обладают увеличенной мощностью и производительностью за счет увеличения стенок сосудов. После отработки газового наполнения излучатель можно заправить еще раз, поэтому такие станки более практичны в эксплуатации.
Металл. Излучатели из металла считаются наиболее прочными, обладают концентрированной мощностью и могут заново заправляться газом. Несмотря на то, что такие станки стоят дороже, они прослужат намного дольше, и для их профилактики требуется гораздо меньше денег.
Качество лазерного оборудования влияет не только на производительность и ресурс работы, но и дает возможность сэкономить денежные средства на профилактическом ремонте. Если устройство собрано из качественных комплектующих, даже при интенсивной эксплуатации агрегат будет работать длительный срок и не сломается через несколько месяцев. Высокая цена лазерного станка может служить показателем хорошего качества, но в компании «САЙН СЕРВИС» часто проводятся распродажи, так что у вас будет возможность купить качественное оборудование и не выйти из рамок установленного бюджета.
Если Вам нужно купить широкоформатное оборудование, смело обращайтесь к нам, наши услуги Вас приятно порадуют. Будем рады взаимовыгодному плодотворному сотрудничеству, будем на связи!
Новости
Сварочные аппараты для сварки баннеров
Сварочные аппараты для сварки баннеров – это специальные приспособления, предназначенные для соединения поверхностей с невысокой температурой плавления (к примеру, полиэтилен или ПВХ). Подобные устройства идеально подходят для производства плакатов, шатров, покрывных полотен для павильонов, чехлов на машины и других изделий большого размера. Подобные приспособления достаточно популярны, ведь с их помощью можно работать с различными материалами.
Читать
Новости
Как выбрать широкоформатный УФ принтер
Выбирая принтер необходимо исходить из того, что практически всегда при выборе широкоформатного УФ принтера принимается компромиссное решение, соответствующее предъявляемым требованиям. Выбирая широкоформатный УФ принтер необходимо заострить своё внимание на следующих моментах:
Читать
Новости
Восстановление головок Specta NOVA 256LQ/256JA
Если все таки возникла ситуация закупорки сопел в следствии высыхания головки, следует восстановить головки путем очистки следующими методами:
Читать
Новости
Система непрерывной подачи чернил: конструкция, плюсы и минусы
Экономичность расхода чернил у принтера обеспечивает система непрерывной подачи (СНПЧ). Это прибор, перекачивающий чернила из емкостей в печатающую головку. Так достигается существенная экономия чернильных материалов, особенно на фоне обычных картриджей.
Читать
Новости
Когда пора купить печатную головку и провести обслуживание принтера?
Современное оборудование радует широкой функциональностью и высокой производительностью, но с увеличением возможностей усложняется структура самого устройства. Для того чтобы сохранить все рабочие параметры на нужном уровне и не останавливать производственный процесс, необходимо вовремя проводить профилактическое обслуживание.
Читать
Сколько стоит станок для лазерной резки? (2022)
Посты на Clarks Condensed содержат партнерские ссылки, с которых я получаю небольшую комиссию. Они предоставлены для вашего удобства, и цена не увеличивается вообще.
Если вы владелец бизнеса, который ищет способ быстро и легко разрезать такие материалы, как листовой металл, нержавеющая сталь, пластик и дерево, вам может быть интересно, сколько стоит станок для лазерной резки. В этом сообщении блога мы предоставим вам обзор стоимости различных станков для лазерной резки, чтобы вы могли выбрать тот, который лучше всего соответствует вашим потребностям.
Вы решили, что вам нужен станок для лазерной резки для вашего бизнеса, но вы не знаете, сколько он стоит и какой из них подходит именно вам.
Станки для лазерной резки бывают всех форм и размеров, а цена может варьироваться в зависимости от конструкции и возможностей станка. Вы также должны быть готовы заплатить более высокую цену за волоконные лазеры, которые известны своей энергоэффективностью и точностью.
Изучите информацию перед покупкой. Прочтите отзывы и сравните цены, чтобы найти лучший станок для лазерной резки, соответствующий вашим потребностям.
Различные типы станков для лазерной резки
Что касается станков для лазерной резки, существует три основных типа лазеров: CO2-лазеры, волоконные лазеры и ультрафиолетовые (УФ) лазеры.
CO2-лазеры являются наиболее распространенным типом станков для лазерной резки. Они универсальны и могут использоваться на различных материалах, включая металлы, пластмассы, стекло и композиты. Лазерные граверы CO2 доступны как в настольных, так и в промышленных моделях. Glowforge — один из самых популярных брендов.
Волоконные лазеры являются наиболее энергоэффективным типом станков для лазерной резки. Они также более точны, чем CO2-лазеры, и могут прорезать более толстые материалы. Волоконные лазеры обычно используются для резки металла, но их также можно использовать для пластика и композитов.
УФ-лазеры — это новейший тип станков для лазерной резки. Они дороже, чем углекислотные и волоконные лазеры, но обеспечивают высочайший уровень точности. УФ-лазеры можно использовать на различных материалах, включая металлы, пластмассы, стекло и композиты.
Вы также можете найти станки с волоконным лазером для гравировки. Если вы ищете станок для лазерной гравировки, вам нужно изучить лучшие лазерные граверы и найти тот, который соответствует вашим потребностям и бюджету. Они хорошо подходят для более тонких материалов, таких как мягкая сталь, пластик и листовой металл.
Сколько стоит станок для лазерной резки?
Цена станка для лазерной резки может варьироваться в зависимости от типа, размера и возможностей станка. Вы можете найти недорогой лазерный резак или, если вам нужно что-то более мощное, вы можете найти лазерный резак по металлу с дополнительными функциями. Это полностью зависит от вас и ваших конкретных потребностей, а цена лазерного резака зависит от необходимых вам функций и мощности лазера. Вы даже можете найти высококачественную подержанную машину, если хотите снизить цену.
СО2-лазеры начинаются примерно с 3000 долларов за небольшую настольную модель и могут доходить до 500 000 долларов за машину промышленного класса. Лично у нас есть Glowforge Pro, который нам нравится. Это стоит 6 995 долларов, хотя базовая версия стоит 3 995 долларов. Вы можете проверить наше полное сравнение Glowforge здесь.
Волоконные лазеры начинаются примерно с 10 000 долларов и могут стоить до 1 миллиона долларов за машину промышленного класса, хотя средняя стоимость составляет от 20 000 до 40 000 долларов.
Диапазон цен на УФ-лазеры начинается примерно с 50 000 долларов и может доходить до 1 миллиона долларов за машину промышленного класса. Общая стоимость, которую вы заплатите, будет зависеть от ваших конкретных потребностей, но лазера начального уровня должно быть достаточно для широкого спектра материалов. Вы должны быть в состоянии найти металлический волоконный лазер по доступной цене. Если нет, вы всегда можете найти кого-то, кто предлагает услуги лазерной резки, если вам это нужно только для одного или двух проектов DIY.
Как работает лазерный резак
Лазерный резак работает, направляя мощный лазерный луч на материал, который вы хотите разрезать. Лазерный луч генерируется лазерным источником, который обычно представляет собой газ (например, двуокись углерода) или твердотельный (например, волоконный лазер), что обеспечивает точные разрезы.
Затем лазерный луч отражается и фокусируется через линзу на материал. Материал нагревается лазерным лучом и плавится, испаряется или сгорает.
Существуют разные типы лазеров, которые режут разные материалы, поэтому тип необходимого станка для лазерной резки зависит от материала, который вы хотите разрезать, и толщины материала. Например, если вы хотите резать металл, вам понадобится волоконный лазер. Если вы хотите резать дерево или пластик, вы можете использовать CO2-лазер. Различные функции могут помочь вам определить, что вам нужно.
Преимущества использования лазерного резака
Лазерные резаки быстры, точны и просты в использовании. Они могут резать различные материалы, включая металлы, пластмассы, стекло и композиты. Лазерные резаки также более энергоэффективны, чем традиционные методы резки.
Если вам нужен быстрый, точный и простой в использовании способ резки таких материалов, как металл, пластик и дерево, лазерный резак — отличный вариант. Лазерные резаки доступны в различных размерах и ценовых диапазонах, чтобы удовлетворить ваши потребности.
Для чего можно использовать лазерный резак
Лазерные резаки можно использовать для различных целей, в том числе:
Резка металла для промышленного применения
Резка дерева для изготовления мебели или столярных изделий
Резка пластика для прототипов или моделей
Резка стекла для витражей или мозаики
Резка дерева для забавных проектов
Резка акрила
Факторы, которые следует учитывать при покупке лазерного резака
При покупке лазерного резака следует учитывать несколько факторов, в том числе:
Тип необходимого станка (CO2, оптоволокно или УФ)
Размер станка
Мощность лазера
Точность станка
Цена лазера и сумма, которую вы готовы потратить
Ваши конкретные потребности и бюджет
Учтя все эти факторы, вы сможете выберите лучший лазерный резак для ваших нужд.
Стоимость владения и эксплуатации лазерного резака
В дополнение к первоначальным затратам на покупку лазерного резака вам также необходимо учитывать текущие расходы, такие как:
Стоимость лазерного источника
Стоимость линзы
Стоимость питания
Стоимость обслуживания
Стоимость материалов
При составлении бюджета на лазерный резак обязательно учитывайте все эти расходы, чтобы вы могли сделать обоснованное решение.
Как пользоваться лазерным резаком и как лучше всего использовать это оборудование.
Лазерные резаки просты в использовании и могут стать отличным дополнением к вашему бизнесу. Вот несколько советов, как максимально эффективно использовать лазерный резак:
2. Убедитесь, что у вас есть надлежащее защитное оборудование.
3. Следуйте инструкциям производителя.
4. Помните о стоимости владения и эксплуатации.
5. Используйте машину по назначению.
Следуя этим советам, вы сможете максимально эффективно использовать свой лазерный резак и максимально использовать его потенциал.
Лазерные резаки доступны в различных размерах и ценовых диапазонах для удовлетворения ваших потребностей. Стоимость владения и эксплуатации лазерного резака может быть важной инвестицией для вашего бизнеса, поэтому важно провести исследование, прежде чем совершать покупку. Следуя этим советам, вы сможете получить максимальную отдачу от своего лазерного резака и максимизировать
Другие статьи, которые могут вам понравиться:
10+ обязательных аксессуаров Glowforge
Glowforge и Cricut: единственное руководство по сравнению, которое вам нужно (2022) самое главное, жена одного и мать трех прекрасных мальчиков. Она страстно любит делиться своим опытом с другими, особенно о беременности, грудном вскармливании, кулинарии и рукоделии. В настоящее время она проходит обучение, чтобы стать сертифицированным преподавателем грудного вскармливания. Она любит проводить время со своей семьей и помогать другим находить радость в семейной жизни.
Сравнение цен на лазерные станки — гравировка, резка и травление уделяя особое внимание ценности и рентабельности вашего бизнеса!
Мы все знаем, что время — деньги, поэтому мы инвестируем в построение отношений, которое включает готовые решения, неограниченное обучение и круглосуточную техническую поддержку в США и Канаде, работающую 365 дней в неделю. Короче говоря, мы хотим помочь вам с любой проблемой, с которой вы можете столкнуться.
Помня об этом, мы решили сделать наши цены простыми и гибкими! Используя сравнительную таблицу ниже, вы можете определить, какая модель лучше всего соответствует вашим потребностям и доступному тарифному плану.
прокрутите вниз, чтобы просмотреть сравнение цен
Отличие AP LazerМЫ СТРОИМ БЕСЦЕННЫЕ ОТНОШЕНИЯ
Наша миссия: Мы группа новаторов, работающих для достижения общей цели. Наша миссия — построить бесценные отношения с нашими клиентами, удовлетворить эмоциональные потребности всех слоев общества, вместе мы делаем мир более ценным местом для жизни!
Неограниченная техническая поддержка Круглосуточная 7/365 техническая поддержка в США и Канаде.
Готовое решение Все включено в одну инвестицию.
Неограниченное обучение Настройка машины, приложения, программное обеспечение и многое другое.
Интернет-сообщество Знающее и надежное сообщество, готовое ответить на любые вопросы.
Выберите линейку продуктов AP Lazer, чтобы ознакомиться с ценами и техническими характеристиками.
Мембранный расширительный бак Wester WRV 500 top 0-14-0200 (Россия)
Объем, л
500
Назначение
для отопления
Расположение
вертикальный
Монтаж
напольный
Материал корпуса
сталь углеродистая
Тип мембраны
сменная мембрана
Диаметр подключения, дюйм
1 1/4 ВР
Заводская настройка давления, бар
1. 5
Максимальное рабочее давление, бар
10
Рабочая температура, °C
-10…+100
Габариты
— диаметр, мм
780
— высота, мм
1 390
Вес, кг
55,5
Расширительный бак производства Wester серии WRV top со сменной мембраной.
Эластичная мембрана выполнена из материала EPDM — этиленпропиленовой резины , которую отличает высокая прочность и долговечность.
Необходим для установки во всех закрытых системах отопления.
Производит компенсацию расширения теплоносителя при повышении температуры, обеспечивает постоянное давление в системе, защищает от гидравлического удара.
Встраивается при помощи резьбового соединения. Располагается на стойках.
Бак имеет дополнительный штуцер (нар.-вн. 3/4″ х 1/2″), куда можно установить манометр или другие устройства, либо заглушку.
Материалы для скачивания :
РУКОВОДСТВО ПО МОНТАЖУ НАСОСЫ WCP ( 2.017мб. PDF )
ИНСТРУКЦИЯ НАСОСЫ WPE ( 0.648мб. PDF )
РУКОВОДСТВО ПО МОНТАЖУ НАСОСЫ WCP 130 ( 2. 013мб. PDF )
ИНСТРУКУЦИЯ БОЙЛЕРЫ WHU ( 0.859мб. PDF )
СЕРТИФИКАТ КОЛЛЕКТОРЫ WESTER и АКВАТЕК все для воды ( 0.619мб. PDF )
ПАСПОРТ РАСШИРИТЕЛЬНЫЕ БАКИ WRV 8-1000 ( 0.464мб. PDF )
ПАСПОРТ РАСШИРИТЕЛЬНЫЕ БАКИ WRV 1500-10000 ( 0.305мб. PDF )
В связи с ежедневными изменениями курса валют ЦБ и большой нагрузкой временно принимаем заказы от 30 000 р. У Вас есть перечень необходимых материалов? — присылайте на
Возможность подключения дополнительных устройств (реле давления, манометр), работа с растворами (содержание гликоля < 50%)
Наличие
Есть
+ Добавить комментарий
//»ProductVideo»
Бренд:
Юнифит
Серия:
Wrv
Модель:
Wrv 500-u
Страна:
Россия
50,00 кг
Артикул:
WRV500-U
Добавить в сравнение
Свойства мембранных резервуаров для перевозки грузов СПГ на судах
СПГ в качестве топлива в настоящее время является проверенным и доступным решением для судоходной отрасли. В то время как обычное топливо на нефтяной основе остается основным топливом для большинства существующих судов в ближайшем будущем, коммерческие возможности СПГ интересны для многих новых проектов по строительству и конверсии.
СПГ (сжиженный природный газ) представляет собой природный газ (например, метан) в жидкой форме и считается самым чистым горючим топливом. Он сравнительно доступен в изобилии и относительно недорог. Согласно последнему отчету, Соединенные Штаты лидируют по использованию СПГ: 76% домов в США используют СПГ в качестве топлива для отопления.
Свойства СПГ
Как обсуждалось ранее, СПГ представляет собой жидкую форму природного газа, сконденсированного при -160°C при атмосферном давлении.
В отличие от природного газа (СПГ), СПГ сжимается в жидкость для транспортировки, поскольку газ занимает больше места. Транспортировка СПГ (сжатого природного газа) использует закон Бойля (при постоянной температуре и массе давление обратно пропорционально объему), чтобы занимать меньше места по сравнению с природным газом, но все же отстает от СПГ.
Например, возьмем по 1000 кг СПГ и СПГ. Давайте построим бак для любого из этих видов топлива и сравним минимальную емкость бака, необходимую для их размещения.
Плотность СПГ 450 кг/м 3 (прибл.) при -160°С (атм. давление)
Плотность СПГ 194 кг/м 3 (прибл.) при 30°С (250 бар) )
Кроме того, резервуары для СПГ подвергаются высокому давлению (более 200 бар), поэтому резервуары (также связанные с ними трубопроводы) должны соответствовать правилам проектирования сосудов высокого давления и всем правилам техники безопасности для сосудов высокого давления. Это дает перевозчикам СПГ преимущество перед перевозчиками КПГ с точки зрения экономичности и безопасности.
Типы грузовых цистерн для СПГ
Цистерны для СПГ изготавливаются с учетом различных свойств сжиженного природного газа, как указано в предыдущем параграфе. Существует три основных типа систем удержания СПГ, используемых на судах:
1. Мембранный тип
2. Тип MOSS
3. Призматический тип
Система удержания мембранного типа дополнительно классифицируется следующим образом:
грузовых танков мембранного типа – Газтранспорт и Техгаз.)
1. Mark-III
Mark-III изначально был разработан Technigaz. Он состоял из: Первичная мембрана: нержавеющая сталь (304L), толщина 1,2 мм, гофрированная, вторичная мембрана: триплекс, изоляция: пенополиуретан толщиной 160 мм, армированный стекловолокном. (Толщина изоляции зависит от допустимой скорости выкипания (B.O.R).)
2.GT-96
GT-96 изначально был разработан «Газтранспортом». При этом как первичная, так и вторичная мембраны выполнены из инвара (толщиной 0,7 мм). Первичная и вторичная изоляция представляет собой фанерные ящики, заполненные перлитом.
3.CS-1
Компания GTT разработала CS-1, представляющий собой комбинацию Mark-III и GT-96.
Здесь первичная мембрана из инвара, а вторичная мембрана из триплекса.
Выбор материала
Интересно знать, что для этой мембраны используется нержавеющая сталь, а не углеродистая сталь. При этом толщина мембраны намного меньше (Марк III – нержавейка 1,2 мм, ГТ-96 – инвар 0,7 мм). Это связано с тем, что материалы ведут себя по-разному при разных температурах. Характеристики материала меняются при значительном изменении температуры. Самое главное, энергия удара материала значительно снижается при криогенной температуре. Здесь следует отметить температуру вязкого к хрупкому переходу (DBTT).
Температура перехода от пластичности к хрупкости
Материалы при очень низких температурах демонстрируют переход от пластичности к хрупкости, также известный как переход нулевой пластичности (НДТ), т.е. материал теряет свою пластичность на этой стадии.
Пластичные материалы деформируются до разрушения. Проще говоря, они подают предупреждающий знак, прежде чем выйти из строя, в то время как хрупкий материал выходит из строя, не подавая предупреждающего знака, демонстрируя катастрофический отказ (например, стекло).
Для системы удержания груза СПГ важно отметить, что материал мембраны, которая находится в контакте с грузом, должен иметь очень низкую температуру перехода от пластичности к хрупкости (DBTT).
Кристаллическая структура
Характеристики материала, используемого для строительства, определяются кристаллической структурой, которая отображает расположение атомов. Материал с гранецентрированной кубической структурой (например, аустенитная нержавеющая сталь, инвар) не демонстрирует перехода от пластичности к хрупкости, в то время как материал с объемно-центрированной кубической структурой (углеродистая сталь) имеет очень высокое значение DBTT.
Объемно-центрированная кубическая структура Лицево-центрированная кубическая структура
Почему металлы FCC обладают высокой пластичностью?
Металлы FCC обладают высокой пластичностью благодаря концепции, называемой системой скольжения. Плоскости скольжения — это направление, в котором кристаллографическая плоскость смещается. Материалу с высокой атомной плотностью легче скользить друг относительно друга и вызывать пластическую деформацию; тогда как, с другой стороны, BCC требует очень большого напряжения сдвига для деформации, поскольку они неплотно упакованы, и поэтому эти материалы разрушаются до того, как они деформируются.
Это аналогично падению велосипедов на парковке. Например, на стоянке, если велосипеды плотно упакованы (припаркованы), требуется лишь небольшое усилие, чтобы многочисленные велосипеды упали, точно так же, поскольку атомы плотно упакованы в металле FCC, они имеют тенденцию деформироваться, а затем разрушаться.
Теплопередача
Другим важным фактором, который принимается во внимание при выборе материала для изготовления грузового танка СПГ, являются характеристики теплопередачи материала. Теплопередача обычно связана со свойствами и толщиной материала. Чем толще изоляция, тем меньше теплопередача.
Для оценки теплопередачи от А к В мы используем закон проводимости Фурье.
Q=k A ΔT/t
Где Q — скорость теплопередачи, K — коэффициент теплопроводности, ΔT — изменение температуры, t — толщина.
Из приведенного выше уравнения видно, что скорость теплопередачи уменьшается с увеличением толщины.
Изоляция защищает резервуар от внешнего тепла и, следовательно, снижает выкипание (испарение СПГ).
Иногда изоляция конструируется таким образом, чтобы обеспечить выкипание определенного количества, которое затем используется в качестве топлива.
Отходящий газ
Эта особая характеристика СПГ также учитывается при выборе материала для конструкции резервуара, как было сказано ранее. Толщина изоляции зависит от допустимой скорости выкипания (B.O.R).
СПГ очень летуч, очень легко испаряется. Следующее сравнение воды и СПГ объясняет, насколько легко испарить СПГ.
Вышеприведенное сравнение объясняет, насколько легко испаряется СПГ
Два основных возможных способа получения отпарного газа:
1) Подвод тепла
2) Выплескивание
Управление отстойниками очень важно, так как они влияют на стоимость из-за потери груза и безопасность системы (они увеличивают давление в резервуаре).
Отходящий газ в качестве топлива (блок-схема)
Конструкция резервуара СПГ
Наиболее распространенными методами сварки, используемыми в конструкции резервуара СПГ, являются сварка ВИГ и плазменная сварка.
Плазменная сварка имеет небольшое преимущество перед сваркой TIG из-за более высокой скорости сварки. Это повышает производительность.
Качество сварного шва подтверждается визуальным осмотром и проверкой окраски (стандарт ASTM 165).
Приварка листа мембраны:
Листы мембраны – Стальные уголки : Листы мембраны толщиной 1,2 мм привариваются к стальным уголкам толщиной 8 мм. Перед полной непрерывной сваркой выполняется предварительная прихватка для позиционирования листа мембраны.
Аналогичный принцип осуществляется при сварке листа мембраны внахлест с листом мембраны.
По классу (ABS) шаг прихватки должен быть 50-70 мм.
При прерывистой сварке лист мембраны соединяется с анкерными планками.
Важно отметить, что на фиксирующих заклепках не должно быть сварки.
Прерывистая сварка -Источник: ABS
Эти фиксирующие заклепки сделаны из алюминия, и растворение алюминия может привести к поломке.
Дефекты сварки и методы ремонта, как описано в ABS
1) Нахлест/чрезмерная выпуклость сварного шва: удалить лишний металл сварного шва
2) Чрезмерная вогнутость / кратеры / подрезы: Подготовить поверхность и переплавить сварной шов с присадочным металлом или без него
3) Неполное проваривание: Зашлифовать неприемлемую часть и заново сварить
Приемлемые критерии:
1) Ширина сварного шва: 3 мм<= 4,8 мм
2)Зазор перед сваркой: 0,3 мм
3)Окисление с обратной стороны: Плоская часть:10 мм, гофр:20 мм,
4)Сварной шов:>0,8 мм
Приклеивание панели к внутреннему корпусу: Эпоксидная мастика (смесь смолы и отвердителя) прикрепляет панель к внутреннему корпусу. Упругое поведение эпоксидной мастики компенсирует местный прогиб корпуса.
Триплексное соединение: Герметичность вторичного барьера зависит от тройного соединения. Эпоксидный клей обеспечивает приклеивание к панели (520 г/м 2 ).
Испытание резервуара на герметичность:
Испытание на утечку гелия
В этом испытании гелий вводят в изоляционный слой и подвергают избыточному давлению. На контролируемый сварочный шов помещают вакуумную камеру (вытяжку). Роль колпака состоит в том, чтобы всасывать утечку гелия. Детектор собирает все ионы гелия, где сила сигнала затем преобразуется в скорость утечки.
Испытание на герметичность вторичного барьера – испытание на разложение в вакууме
N 2 или Сухой воздух используется при испытании на разложение в вакууме. Перед началом фактического тестирования проводится предварительный тест, чтобы убедиться, что система работает правильно.
Между первичным и вторичным пространством создается разница давлений. В первичном пространстве поддерживается атмосферное давление, тогда как во вторичном пространстве давление около -500 мбар. Повышение давления отслеживается в течение определенного периода времени (обычно 12 часов) и строится кривая спада вакуума.
Как оценивается целостность?
Целостность оценивается на основе нормализованной площади пористости (NPA). В правилах указано
NPA<=0,85 см 2 .
NPA = (1,210 x 10 -3 V IS )/(A SB x ΔT)
A SB —. вторичного барьера
Δt-время от -400 мбар до -300 мбар
Кривая распада вакуума
Тип системы удержания, используемой для перевозки грузов, зависит от нескольких факторов, таких как тип груза, возможные воздействия на конструкцию, способы их устранения и т. д.
Вам слово..
Вы знаете еще пункты системы герметизации мембранного типа, которые можно добавить в статью? Дайте знать в комментариях ниже.
Виды точильных камней для ножей и их характеристики
Один из наиболее древних способов заточить нож – это специальный точильный
камень. Разная степень абразивности поверхностей этого приспособления
обеспечивает разную обработку лезвия от грубого устранения сколов со
снятием слоя стали до шлифовки, доводки режущей кромки.
Точильный камень представляет собой брусок разных размеров, изготовленный
из натуральной каменной породы или искусственной смеси с определенным
значением зернистости. Виды камней для заточки ножей отличаются твердостью,
износостойкостью, однородностью и значением зернистости.
Какие бывают точильные камни для ножей
Чтобы определиться с тем, какие камни нужны для заточки ножей, нужно знать
доступный ассортимент и особенности применения существующих видов
инструментов. Выделяют две их основные группы:
Натуральные камни разнообразны по своей природе. Добываются на
разных месторождениях в мире. Наиболее известны и популярны
арканзасские камни с максимальной степенью однородности и высоким
показателем износостойкости. Хотя в целом природный материал не
отличается постоянными характеристиками в пределах одной партии
товара и быстро истирается. Твердые породы повышают стоимость
изделия и обеспечивают идеальный результат, позволяют быстро
доводить лезвие до бритвенной остроты.
Аналоги из искусственных материалов гораздо доступнее, служат долго
и всегда соответствуют заявленным производителем характеристикам.
Они обычно состоят из зерен натуральных материалов (электрокорунда,
карбида кремния) и связывающей синтетической основы. Существует
много значений зернистости этих изделий с небольшим шагом, что
позволяет выбрать идеальный абразив для соответствующего этапа
заточки. В этой категории выделяют алмазный и керамический камень.
Первый ориентирован на профессиональное применение, не
рекомендуется для домашнего затачивания. Керамический материал
отличается высоким качеством, совмещает в себе лучшие свойства
природных и синтетических изделий. Основным критерием оценки
эффективности искусственного изделия является предельно точная
калибровка зерна.
Натуральные точильные бруски
Если производителю удастся обеспечить равномерность поверхности одного
инструмента, то это один из самых лучших вариантов. Но чаще порода имеет
неоднородную структуру, поэтому натуральный брусок в разных своих местах
обрабатывает режущую кромку по-разному, что снижает его эффективность.
Среди природных камней наиболее ценятся такие, как Soft Arkansas, Hard
Arkansas, Black и Translucent Arkansas. Эти разновидности точильных камней
определены их твердостью и размерами зерен. Изготовлены из уникальной
кварцевой породы, которая добывается в американском штате Арканзас,
обладает мелкой зернистостью и высокой однородностью. Если задаваться
вопросом, какими камнями точить ножи для качественной заточки, то
однозначный ответ: арканзасским камнем. В силу ограниченности месторождения
даже не самые качественные изделия из этой породы стоят дорого.
На рынке точильных камней можно встретить камень Washita (вашита), который
является разновидностью арканзасского, но отличается большей мягкостью,
пористостью, посторонними примесями в породе, что снижает однородность
структуры. Такие камни добываются из других пластов той же породы, стоят
меньше и имеют короткий срок эксплуатации, хотя по физическим
характеристикам вполне соответствуют бытовым потребностям. Также, для
производства точильных камней используется японская порода Awase из
месторождений на территории, близлежащей к Киото. Их называют водными
камнями из-за условий применения. Высокое качество изделия позволяет быстро
заточить даже твердое лезвие до бритвенной остроты. Также есть сланцевые
изделия или камни из сырья, добытого в Словакии, которые называются
Rozsutec. Используются в большей степени для доводки лезвия.
Перед тем, как понять, какой камень для заточки ножей выбрать, следует
определиться с назначением ножа и обозначить для себя бюджет покупки. Если
использование дорогих натуральных брусков не является экономически
целесообразным, то можно найти отличный искусственный камень.
Синтетические камни
К этой категории относятся водные или мокрые камни, в состав которых входит
абразивные частицы из карбида кремния, оксида хрома и алюминия. Твердость
изделия зависит от использованного связующего материала. Керамическая
основа обеспечивает отличную твердость и долговечность инструмента. Но
качество заточки не всегда оптимально, так как по своей структуре камень
состоит из однородных частиц одинакового размера, что снижает качество
результата обработки лезвия. Перед началом работы с этим камнем, его нужно
замачивать до прекращения формирования пузырьков на поверхности воды (от 5
до 15 минут). В процессе работы с таким камнем на нем образуется суспензия
из воды и спила, которая создает отличные условия для равномерности
заточки.
Есть наждачные камни, которые обычно используются в специальных точильных
станках и представляют собой шлифовальные диски разного цвета,
соответствующего степени абразивности. Заточка с их помощью достаточно
равномерная и качественная.
Алмазные бруски выделяются в особую подкатегорию. Представляют собой
искусственно изготовленное изделие, в состав которого входит натуральная
алмазная крошка, которая формирует острые режущие вкрапления на поверхности
бруска. Используется для радикального восстановления режущей кромки,
отличается износостойкостью, которая сравнима с керамическими точильными
камнями.
Камни для заточки ножей: лучшие по производителям
Выбирая, какие точильные камни нужны для заточки ножей, следует учитывать
торговые марки и репутацию производителей. Пользователи выделяют лучших
производителей по разным признакам. Большой популярностью пользуются
американские системы, например, Edge Pro Apex 4. Она предназначена для
работы с клинками разных размеров, очень проста в применении и с первых
попыток обеспечивает отличный результат. Еще одним примером оптимального
соотношения цены и качества являются абразивы Alumina Ceramic в системе
Spyderco Tri-Angle Sharpmaker. Высокое качество всех компонентов, широкая
область применения и возможность устанавливать углы заточки позволяет
использовать точильные камни даже неопытному любителю. Еще один набор
американского производства Lansky Deluxe 5 содержит пять брусков для разных
этапов обработки режущего края лезвия. В комплект входит рамка для четырех
основных углов заточки. Среди относительно дешевых камней – китайские
изделия. Например, T6124W хороший пример водного точильного камня с рабочей
поверхностью из оксида алюминия за доступную цену. А ведущими мировыми
производителями точильных камней считаются японские компании. Обратите
внимание на такие бренды, как Suehiro, Kasumi, King, KAI, Naniwa, Masahiro,
Yaxell. Изделия этих марок доведут любое лезвие до зеркального блеска и при
необходимости до бритвенной остроты. Важно, что эти камни с мелкой
зернистостью не оставляют царапины на режущей кромке даже ножей,
изготовленных из твердых сортов стали. Такие бруски не засаливаются и имеют
долгий срок службы. Японские точильные камни идеально подходят для заточки
профессиональных поварских ножей, так как имеют большие размеры и удобны в
работе с длинными лезвиями.
Чтобы продлить срок эксплуатации и использовать потенциал ножей любого
назначения, следует обеспечить правильный уход за изделием, поддерживать
угол заточки в соответствии с изначальным параметром и использовать
качественные точильные камни или приспособления. Отзывы о продукте в
интернете вряд ли подскажут, какой камень лучше для заточки ножей, хотя
может предоставить дополнительную информацию для уточнения и анализа
предложений. Более достоверным подтверждением качества изделий послужит
история компании-производителя, ее репутация, подтвержденная спросом на ее
продукцию.
Способность придерживаться традиций, использовать максимально качественное
сырье и сочетать новейшие технологии с основами в производстве ножей
обеспечивает лидирующие позиции на рынке, доверие коллекционеров и
профессионалов. Конечно, продукция таких брендов отличается высокой
стоимостью, но обычно даже лучшие компании производят несколько линеек
продукции для профессионального и домашнего применения. Поскольку к
непрофессиональным кухонным ножам меньше требований, поэтому им подходят
точильные камни с умеренными физическими характеристиками, что позволяет
изготовителю устанавливать приемлемые цены.
какие бывают. Как выбрать, использовать, править, хранить
Полезная статью от специалистов «Арсенал Мастера РУ». Все про заточные камни. Классификация, виды камней. Рекомендации и советы по выбору, хранению и выравниванию камней, процессу заточки инструментов.
Заточных камней много, выбрать сложно, а также много нюансов, особенностей. Мы собрали вместе по ним информацию и добавили советы, рекомендации. Ждем ваших откликов, поделитесь и своим опытом!
Классификация заточных камней
Различают синтетические и натуральные камни.
Широкий выбор камней обусловлен и разной зернистостью абразивных камней. Это позволяет удалить сколы, убрать незначительные повреждения, вывести в «ноль» затачиваемую поверхность.
На практике чаще применяются водные камни.
Популярность ручной заточки легко объясняется:
Твердость и кромка стали не портится, поскольку не выделяется тепло.
Огромный выбор размеров зерна дают любой тонкой заточки.
Точная геометрия резки (без закругленных поверхностей фаски, таких как у войлочных или резиновых дисков).
Не нужно дорогостоящее оборудование.
В своей практике Мастера доходят до совершенства!
Как тупые лезвия сделать острыми: тупые лезвия имеют закругление на режущей кромке, следовательно, при заточке необходимо снять материал с поверхностей фаски, чтобы снова достичь идеального «пересечения» 2-х плоскостей фаски лезвия.
Зернистость
Размер зерна указывает на крупность абразива. В Европе он определяется количеством ячеек на один квадратный дюйм фильтровальной сетки. Например, абразивный материал с зернистостью 500, эквивалентен сетке фильтра, у которой 500 ячеек на квадратный дюйм.
В некоторых случаях размер зерна также выражается размером абразивных частиц в микронах (= 1/1000 мм). Данная характеристика измеряется в гритах (европейский стандарт) и определяет предназначение камня:
Зернистость камней 80-220 используется для грубой обработки: грубая обработка форм, шлифование пазов или сколов.
800-2000 — для заточки режущей кромки.
3000-12000 — для очистки и полировки.
Посмотрите в каталоге Все Абразивные бруски
Синтетические водные камни
Это наиболее популярные и продуктивные абразивные камни. Они имеют микроструктуру с открытыми порами с включением однородных частиц, абразивное зерно быстро измельчается. Требуют правки при износе.
Структура синтетических абразивных камней
Точильные камни в основном состоят из связующего вещества (матрицы), в которое вкраплены абразивные частицы (глинозем, карбиды, природные полудрагоценные камни, алмазная пыль). Эффективность камня зависит от сочетания твердости связующего вещества, качества абразивных частиц. Связующие агенты, используемые в синтетических водных камнях, являются, как правило, веществами аналогичные красителям, чья твердость может определяться по составу, уровню температуры обжига.
Открытая структура
Закрытая структура
Абразивные материалы камней
Абразивный карбид кремния очень эффективен, поэтому используется для крупноабразивных (грубых) камней, в то время как корунд используется для более мелкоабразивных камней.
Связующее
Мягкая связка позволяет абразивным частицам постоянно подвергаться воздействию во время использования, делает камень очень эффективным. Эти камни идеально подходят для чрезвычайно твердых низколегированных сталей.
Для инструментальных сталей с крупнозернистыми компонентами в сплаве (например, хром и ванадий) требуется камень, который медленнее изнашивается, дольше держит форму. Связующее крепче — камень дольше остается плоским.
КАК ИСПОЛЬЗОВАТЬ СИНТЕТИЧЕСКИЕ ВОДНЫЕ КАМНИ
Камни перед употреблением необходимо замочить в воде на 10-15 минут.
Вода служит промывочной средой, которая предотвращает засорение пор камня абразивными частицами, сохраняет его абразивные свойства. Если его недостаточно промыть водой, то из абразивного мусора получается паста, которая снижает абразивные свойства камня.
НА ЗАМЕТКУ! Профессионалы активно используют этот факт. За счет его использования они добиваются более тонкого истирания, компенсируя большие шаги в зернистости при переходе от более грубого камня к камню с мелкой зернистостью.
Большинство водных (водяных) камней имеют довольно мягкое соединение с открытыми порами, которое постоянно обнажает свежие абразивные частицы во время заточки, что обеспечивает высокую эффективность. В результате износа требуется регулярная правка водных камней.
Керамические камни
Относительным новшеством являются керамические водные камни с особенно высокой износостойкостью для профессионального применения. Керамические камни имеют очень прочную связь и мало изнашиваются. Однако для достижения хороших характеристик заточки необходимо использовать абразивные частицы очень высокого качества и износостойкие (такие как Shapton). Керамические камни Shapton почти не впитывают воду. С ними достаточно 1 минуты замачивания.
Алмазные камни
.
В качестве альтернативы японским водным камням можно использовать заточные алмазные бруски. В этих точильных камнях абразивные алмазные гранулы осаждены в никелевой матрице в виде тонкого слоя на металлической подложке. Они обеспечивают высокую плоскостность, долговечность при условии, что алмазы имеют высокое качество (монокристаллическое). Алмазы наносятся на чрезвычайно плоскую, устойчивую к деформации и небьющуюся базовую пластину. Таким образом, алмазные камни чрезвычайно износостойки, не выкрашиваются как абразивные зерна. Высококачественные монокристаллические алмазы гарантируют замечательную скорость заточки даже при работе с самыми твердыми инструментальными высоколегированными сталями. Рекомендуется увлажнять алмазные камни водой и шлифовать с небольшим давлением.
Изготовленные из высококачественных монокристаллических алмазов, камни DMT (США) особенно износостойки, славятся своей идеально ровной поверхностью. Камень DiaSharp 220 COARSE (грубый) DMT D8X рекомендуется в качестве дополнения к водным камням. Он отлично подходит для доводки спинок плоских стамесок, долот или выравнивания водных камней. Предупреждение: Избегайте дешевых продуктов, которые обычно изготавливаются из (недолговечной) поликристаллической алмазной пыли.
Натуральные водные камни
Природные камни, включая бельгийский Brocken или словацкий Rozsutec – это осадочные или известковые породы со встроенным корундом, оксидами, кварцитами или полудрагоценными камнями (такими как гранаты). Благодаря своей слегка неоднородной структуре, они особенно хорошо сочетаются со сталью ручной ковки.
Арканзасские точильные камни «Новакулит» очень плотные и износостойкие. Они хорошо подходят для правки стамесок для резьбы по дереву, токарных инструментов.
ВНИМАНИЕ: Не рекомендуется сочетать вместе масляные (обычные абразивные) и водные камни, так как масло уменьшает эффект камней.
Посмотрите натуральные камни Nagura, ARKANSAS
Натуральные масляные камни
В сочетании с маслом некоторые камни образуют смазывающую суспензию, которая повышает их эффективность. Пористые камни, например Нортон (Индия). Камень обычно предварительно насыщен маслом, нуждается только в нескольких каплях хонинговального масла на своей поверхности перед заточкой. Камни с закрытыми порами впитывают лишь небольшое количество масла. Достаточно нескольких капель хонинговального масла на их поверхность. В отличие от воды, масло не промывает камень, поэтому он засоряется быстрее. Его можно очистить, протерев маслом. Посмотрите маляный камень Oil Stone Suehiro
Какие заточные камни выбрать
Базовый уровень:
В качестве базового оснащения для ручной заточки рекомендуется (рекомендация производителя DICTUM) сочетание камней с зернистостями 1000 и 6000 грит. Это сочетание является минимально достаточным для правки и оптимально — для начинающих. Приобретение комбинированного камня 1000 / 6000 с данными зернистостями позволит сэкономить.
Для продвинутых пользователей:
Грубый точильный камень с зернистостью 220 (№ 711999) для сколов, для правки и т.п. Брусок абразивный японский 220 King 711999
Точильный камень с зернистостью 1000 — 1500 — для нормальной заточки. Например Натуральный японский водный камень Jyo-Haku 1000-1500 711620
Правильный камень с зернистостью 6000 — для полировки и правки кромки. Пример Заточной абразив 6000 Suehiro с нагурой Suehiro белый MT 6000 М00014380
Чистящий камень «нагура«
Для желобковых стамесок — резцов — дополнительно потребуется:
Фасонный камень с зернистостью 4000 — для правки внутренней стороны. Пример Абразивный водный камень ПЕТРОГРАДЪ БРИЗ 4000 М00015241
Чистящий камень нагура
Для всех:
Наборы камней для заточки
Чтобы предоставить вам лучшее базовое оснащение для разных инструментов и сталей, мы собрали для вас различные наборы для заточки.
Вы можете подобрать подходящий именно Вам набор заточных камней.
Артикул: РН Набор N4: 150, 360, 500. 1000, 1500, 2000
Набор заточной ПЕТРОГРАДЪ N4 для заточки ножей 15 х 15 х 153 мм 6 камней (150, 360, 500, 1000, 1500, 2000 грит)
Как использовать заточные камни
Во время использования камни должны быть устойчиво размещены на нескользящей поверхности или на подставке. Для обеспечения устойчивости используйте Держатель точильного камня с нескользящими резиновыми губками, резиновую подкладку или нескользящий коврик.
А масло Камелии 705281 поможет Вам в дальнейшем защитить столярные, резчицкие, кухонные инструментов от коррозии.
Выравнивание камней
При заточке инструментов с прямыми режущими кромками очень важно чтобы точильный камень сам был полностью плоским. Проверить это можно прижав линейку торцом к его поверхности. Если свет проникает сквозь щель, то камень неровный, должен быть отшлифован одним из возможных способов.
Самый простой из них — это правка с помощью алмазной притирочной пластины. Вы растираете хорошо пропитанный водой камень кругами на притирочной плите, пока поверхность не станет ровной. Светлые поверхности показывают ровные участки камня, в то время как более темные участки еще не соприкасались с выравнивающим камнем. Повторите операцию. Обрабатывайте до тех пор, пока поверхность не станет полностью светлой, постоянно смывая пасту. В качестве альтернативы Вы можете использовать наборы с наждачной бумагой 100 зернистости (намоченной водой), помещенной на плоскую гранитную каменную плиту (габродиабаз). Специализированная Сетка для выравнивания абразивных брусков функционирует аналогично.
Хранение заточных камней
При хранении синтетических камней ВАЖНО различать те, которые должны храниться сухими, и те, которые могут постоянно храниться в воде, лучше всего использовать закрываемую крышкой пластиковую ванну, в которой камни можно постоянно хранить в водяной бане.
Хранятся в воде: King, Solar Tiger и т. д. В воду следует добавить немного уксуса или дезинфицирующего средства, чтобы предотвратить рост водорослей. Бытовые моющие средства не следует использовать — они разрушают связь камня. Чтобы предотвратить растрескивание, точильные камни никогда не должны подвергаться воздействию мороза! При использовании сильно известковой воды не позволяйте камням высыхать слишком часто; в противном случае известь накапливается и снижает эффективность камней.
Сухое хранение: Shapton, Suehiro, точильные камни Naniwa, Jinzo и др.
С точильными масляными камнями следует обращаться осторожно. Держите их чистыми и свободными от масла, так как масло предотвращает поглощение камнями воды, ограничивая их абразивное действие.
Посмотрите в каталоге Приспосбления для заточки
Посмотрите в каталоге с ценами Все для заточки
Все для заточки от VERITAS (Канада) Рекомендуем: японские камни для заточки
Посмотреть в каталоге Весь ассортимент Tojiro
Японские ножи и камни TOJIRO
Качество стали и эргономичный дизайн японских ножей Тоджиро оценили все поклонники. Предлагаем Вам быть вместе с ними и создавать собственные шедевры на кухне с TOJIRO.
Использованы материалы производителей (Dictum) и открытые источники в интернете.
Коллектив «Арсенал Мастера РУ» работаем с пользой для Вас!
Статью подготовили Технический консультант Олег Якимов, редактор Ирина Корнилова.
Аксессуары :: Бруски | Samura.com
Аксессуары :: Бруски | Самура.com
SWS-400-K
Точильный камень для ножей с зернистостью 400
Компания Samura подготовила поистине богатую коллекцию точильных камней различной зернистости, которые подходят для различных целей. 3000), другие для сложных задач, таких как коррекция угла лезвия (<1000), и третьи для доводки и полировки (>3000). Эти аксессуары удивят самых изысканных кулинаров, ведь нет ничего приятнее, чем почувствовать себя настоящим мастером на кухне.
Узнать больше
Технические характеристики
Общая длина (мм): 190
Общая высота (мм): 70
Общая ширина (мм): 24
Вес нетто (г): 374
Вес брутто (г): 400
Размеры упаковки (мм): 195x77x29
SWS-1000-Y
Точильный камень для ножей зернистостью 1000
Компания Samura подготовила поистине богатую коллекцию точильных камней различной зернистости, которые подходят для различных целей — некоторые отлично подходят для начала процесса и легкой повторной заточки ( 1000–3000), другие для сложных задач, таких как исправление угла лезвия (<1000), и третьи для доводки и полировки (>3000). Эти аксессуары удивят самых изысканных кулинаров, ведь нет ничего приятнее, чем почувствовать себя настоящим мастером на кухне.
Узнать больше
Технические характеристики
Общая длина (мм): 190
Общая высота (мм): 70
Общая ширина (мм): 24
Вес нетто (г): 353
Масса брутто (г): 380
Размеры упаковки (мм): 195x77x29
SWS-2000-Y
Точильный камень для ножей зернистостью 2000
Компания Samura подготовила поистине богатую коллекцию точильных камней различной зернистости, которые можно использовать в различных целях — некоторые отлично подходят для начала процесса и легкой повторной заточки ( 1000–3000), другие для сложных задач, таких как исправление угла лезвия (<1000), и третьи для доводки и полировки (>3000). Эти аксессуары удивят самых изысканных кулинаров, ведь нет ничего приятнее, чем почувствовать себя настоящим мастером на кухне.
Узнать больше
Технические характеристики
Общая длина (мм): 190
Общая высота (мм): 70
Общая ширина (мм): 24
Вес нетто (г): 294
Вес брутто (г): 380
Размеры упаковки (мм): 195x77x29
SWS-5000-Y
Точильный камень для ножей с зернистостью 5000
Компания Samura подготовила поистине богатую коллекцию точильных камней различной зернистости, которые можно использовать в различных целях — некоторые отлично подходят для начала процесса и легкой повторной заточки ( 1000–3000), другие для сложных задач, таких как исправление угла лезвия (<1000), и третьи для доводки и полировки (>3000). Эти аксессуары удивят самых изысканных кулинаров, ведь нет ничего приятнее, чем почувствовать себя настоящим мастером на кухне.
Узнать больше
Технические характеристики
Общая длина (мм): 190
Общая высота (мм): 70
Общая ширина (мм): 24
Вес нетто (г): 274
Вес брутто (г): 300
Размеры упаковки (мм): 195x77x29
SCS-280С
Точильный камень комбинированный, зернистость 240 и 800
Компания Samura подготовила поистине богатую коллекцию точильных камней разной зернистости, подходящих для разных целей — некоторые отлично подходят для начала процесса и легкой повторной заточка (1000–3000), другие для сложных задач, таких как исправление угла лезвия (<1000), и третьи для доводки и полировки (>3000). Эти аксессуары удивят самых изысканных кулинаров, ведь нет ничего приятнее, чем почувствовать себя настоящим мастером на кухне.
Узнать больше
Технические характеристики
Общая длина (мм): 190
Общая высота (мм): 70
Общая ширина (мм): 35
Вес нетто (г): 680
Вес брутто (г): 709
Размеры упаковки (мм): 200x77x45
SCS-1300/M-Y
Комбинированный точильный камень для заточки ножей, зернистость 1000 и 3000
Компания Samura подготовила поистине богатую коллекцию точильных камней различной зернистости, которые подходят для различных целей. повторная заточка (1000–3000), другие для сложных задач, таких как исправление угла лезвия (<1000), и третьи для доводки и полировки (>3000). Эти аксессуары удивят самых изысканных кулинаров, ведь нет ничего приятнее, чем почувствовать себя настоящим мастером на кухне.
Узнать больше
Технические характеристики
Общая длина (мм): 187
Общая высота (мм): 67
Общая ширина (мм): 34
Вес нетто (г): 616
Вес брутто (г): 648
Размеры упаковки (мм): 198x73x38
SCS-3800/U
Комбинированный точильный камень для заточки ножей, зернистость 3000 и 8000
Компания Samura подготовила поистине богатую коллекцию точильных камней различной зернистости, которые подходят для различных целей. повторная заточка (1000–3000), другие для сложных задач, таких как исправление угла лезвия (<1000), и третьи для доводки и полировки (>3000). Эти аксессуары удивят самых изысканных кулинаров, ведь нет ничего приятнее, чем почувствовать себя настоящим мастером на кухне.
Узнать больше
Технические характеристики
Общая длина (мм): 190
Общая высота (мм): 70
Общая ширина (мм): 35
Вес нетто (г): 534
Вес брутто (г): 563
Размеры упаковки (мм): 200x77x45
SCS-2500/F
Комбинированный точильный камень для заточки ножей, зернистость 2000 и 5000
Компания Samura подготовила действительно богатую коллекцию точильных камней различной зернистости, которые подходят для различных целей — некоторые отлично подходят для начала процесса и легкого повторная заточка (1000–3000), другие для сложных задач, таких как исправление угла лезвия (<1000), и третьи для доводки и полировки (>3000). Эти аксессуары удивят самых изысканных кулинаров, ведь нет ничего приятнее, чем почувствовать себя настоящим мастером на кухне.
Узнать больше
Технические характеристики
Общая длина (мм):
Общая высота (мм):
Общая ширина (мм):
Вес нетто (г):
Вес брутто (г):
3
Размеры (мм):
SDS-360/M
Комбинированный алмазный точильный камень для заточки ножей, зернистость 360 и 600
Компания Samura подготовила поистине богатую коллекцию точильных камней различной зернистости, которые подходят для различных целей — некоторые отлично подходят для начала от процесса и легкой переточки (1000–3000), другие для сложных задач, таких как исправление угла лезвия (<1000), и третьи для доводки и полировки (>3000). Эти аксессуары удивят самых изысканных кулинаров, ведь нет ничего приятнее, чем почувствовать себя настоящим мастером на кухне.
Узнать больше
Технические характеристики
Общая длина (мм): 180
Общая высота (мм): 93
Общая ширина (мм): 43
Вес нетто (г): 286
Вес брутто (г): 321
Размеры упаковки (мм): 190x94x44
SWS-8000-Y
Точильный камень для ножей зернистостью 8000
Компания Samura подготовила поистине богатую коллекцию точильных камней различной зернистости, которые можно использовать в различных целях — некоторые отлично подходят для начала процесса и легкой повторной заточки ( 1000–3000), другие для сложных задач, таких как исправление угла лезвия (<1000), и третьи для доводки и полировки (>3000). Эти аксессуары удивят самых изысканных кулинаров, ведь нет ничего приятнее, чем почувствовать себя настоящим мастером на кухне.
Узнать больше
Технические характеристики
Общая длина (мм): 190
Общая высота (мм): 70
Общая ширина (мм): 24
Вес нетто (г): 353
Масса брутто (г): 380
Размеры упаковки (мм): 195x77x29
SAG-1
Держатель угла заточки
Компания Samura подготовила поистине богатую коллекцию точильных брусков разной зернистости, которые можно использовать для различных целей — некоторые отлично подходят для запуска процесса и легкой повторной заточки (1000–3000) , другие для сложных задач, таких как коррекция угла лезвия (<1000), и третьи для доводки и полировки (>3000). Эти аксессуары удивят самых изысканных кулинаров, ведь нет ничего приятнее, чем почувствовать себя настоящим мастером на кухне.
Узнать больше
Технические характеристики
Общая длина (мм):
Общая высота (мм):
Общая ширина (мм):
Вес нетто (г):
Вес брутто (г):
3
Размеры (мм):
САГ-1
Германия
Германия
1. ChefsSoul GmbH
https://samuramesser.de/
Перейти к покупке
2. Berufmesser.de GmbH
https://berufsmesser.de/
Перейти к покупке
3. Боевой торговец Вакен ГмбХ
https://www.battlemerchant.com
Перейти к покупке
4. Гастрономия-Кауфхаус ЛдГ ГмбХ
https://www.gastronomie-kaufhaus.de
Перейти к покупке
5. KitchenTime AB
http://www.kitchentime.de
Перейти к покупке
Другие аксессуары
Точилки для ножей
Точилки для ножей
Хонинговальные стержни
Ваш опыт на этом сайте будет улучшен, если вы разрешите использование файлов cookie.
Дополнительная информация
точильных камней — Революция одной косы
Точильные камни для косы
Baryonyx Manticore – карбид кремния, сверхгрубый
Сделано в США в соответствии со спецификациями, разработанными американским экспертом по лезвию ножей и косой Бенджамином Бушаром. 80% черный карбид кремния, 20% зеленый карбид кремния. Он прозвал этот камень «Ластик от жестокого обращения». Этот камень въедает металл почти как напильник. Отлично подходит для шлифовки областей разжеванных повреждений на лезвиях кос и мачете. Также подходит для восстановления первичной фаски на изношенном лезвии задней втулки. — $15
Искусственный. 22 см Средне-крупная зернистость. Достаточно агрессивный, но мягкий. Хороший камень для ремонтных работ. — $10,00
Барионикс «Бычий чертополох» — синтетический
Сделано в США в соответствии со спецификациями, разработанными американским экспертом по ножам и косам Бенджамином Бушаром. — «Синтетический рубиновый абразив с зернистостью ANSI 120 (крупный), керамическая связка средней твердости, чуть тверже, чем у Arctic Fox. Специально предназначен для создания агрессивного рисунка царапин без образования заусенцев или проволочных краев. Также подходит для резки от легких заусенцев и сглаживания мелких и умеренных вмятин, зазубрин и неровностей». Подходит для канавы и мелкого кустарника, а также лезвий американских кос, ремонта, удаления прямоугольных краев, образованных центральной стойкой приспособлений для наклепа, а также для создания нижележащего рисунка царапин при скашивании восковых трав. Отлично сочетается с камнем песца. Когда ваш край становится слишком гладким из-за использования мелких камней, вы можете сбросить лежащий в основе рисунок царапин с помощью этого камня, а затем продолжить работу с песцом или другим гладким камнем, чтобы получить более агрессивный эффект нарезки. Этот камень предназначен для того, чтобы вырезать царапины, не разжевывая края, как это обычно делает камень с такой грубой поверхностью. — $20.00
Штирия — оксид алюминия (корунд), среднезернистый
Искусственный. 22см. Средне-крупная зернистость. Подходит для легких отвалов для кустов и канав, а также для приспособлений для наклепа. — $12
Майландер «Зеленый дракон» — натуральный камень
Италия. 23см. Средняя зернистость. Гладкая и плоская с одной стороны, для заточки ножей. С другой стороны остается довольно грубый разрез. Кажется, это тот же камень, что и Бергамо внизу. Превосходное качество. Слишком большой для держателей металлических точильных камней. -$25.00
Бергамо — натуральный камень
Италия. 23см. Я настоятельно рекомендую этот камень для начинающих с совершенно новыми травинками с тройной обработкой и для лезвий Falci. Удивительно, но заточить лезвие косы кажется новичкам труднее всего. Это меньше всего коррелирует с чем-либо, с чем ваша нервно-мышечная координация сталкивалась или практиковалась раньше. По моему опыту проведения семинаров, этот камень позволяет людям быстрее всего добиться хороших результатов. Форма каноэ облегчает правильное соединение с кантом. Зернистость достаточно агрессивная, чтобы получить хорошие результаты для людей, которые еще не развили силу рук для заточки. Тем не менее, для более сильных людей вполне достаточно, чтобы не перешлифовывать края с тройной обработкой. — 25 $
Falci Bergamasca — натуральный камень
Италия. 21 и 23 см. Тот же камень, что и в Бергамо, но не так хорошо обработан. Тем не менее, отличный точильный камень для начинающих и травинок. Доступны длины 21 см и 23 см. Камни диаметром 21 см прекрасно помещаются в металлические держатели для точильных камней. 23 см лучше в пластиковых держателях брусков. 21см — $ 18 23см — $ 20
Барионикс «Полярный лис» — синтетический
США. 400 гр. Разработано в соответствии со спецификациями американского эксперта по лезвию ножа и косы Бенджамина Бушара. » ANSI Синтетические синие сапфиры с зернистостью 400 на керамической связке средней твердости. Разработан для быстрой резки и устойчивости к остеклению, но также оставляет более тонкую, чем обычно, поверхность по сравнению с его зернистостью. Поверхность, которую он оставляет, более типична для зернистости 1000 камни». Лучше всего сочетается с Bull Thistle или Bergamo для создания рисунка скретчинга. Мне нравится эффект этого камня на кромках FUX с тройной обработкой! -$21
Пиранеи — натуральный камень
Из Франции. 23см. Просто подходит к металлическим держателям. Тоньше, чем точильные камни выше. Немного грубее, чем два ниже. Необычный брусок из рассланцованного песчаника. Чрезвычайно тонкие осадочные слои в камне, естественным образом сжатые друг с другом, придают ему необычное ощущение при заточке; как использование двух разных шлифованных камней одновременно. Мягкий слой при использовании образует кашицу. — $25 нет в наличии
Розсутец — натуральный камень
Словакия: 21см. Очень мелкое зерно 600-800. Красиво обработанный, очень тонкий и довольно твердый точильный камень Rozsutec. Закончено со всех 4-х сторон. Он добывается вручную возле горы Розсутец в Словакии. Это настолько хорошо, что новички часто не могут заставить его делать много. Как только вы научитесь правильно пользоваться точильным камнем, вы получите очень гладкую кромку. Однако вам придется чаще останавливаться и точить косилку, когда вы косите. Лучше всего подходит для хорошо зачищенных краев травинки, которые легко переходят ноготь. — $20,00
Доппельбок — натуральный камень
он же Прадалунга . Италия. Очень мелкое, твердое зерно. 23см. Мой любимый точильный камень. В «Книге о косах» говорится, что некоторые точильные камни в старину так ценились, что люди рисковали своей жизнью, чтобы провезти их контрабандой. Что ж, этот камень стоил бы того! Ему нет равных, на мой взгляд. Почти такой же тонкий, как камень Розсутека, но намного тверже и намного эффективнее. На одном из моих продвинутых семинаров по косе пара опытных пользователей точильного камня Rozsutec задавалась вопросом: «Эй, Ботан, почему, когда ты затачиваешь мое лезвие, оно становится острее и дольше остается острым?» Если они не поверят мне, когда я скажу: «У меня есть навыки», я признаюсь, и пусть они попробуют мой точильный камень Doppelbock. Однажды испытав это, трудно вернуться назад. Эффективен для стали Hartstahl. Рекордсмен мира Джозеф (Сепп) Майер использует этот камень на своем 150-сантиметровом основании Hartstahl FUX Competition.
Большая мощность предполагает более широкие возможности, и перфоратор Makita HR 5210 C – наглядный тому пример. Сила его удара составляет 19.7 Дж, что позволяет сверлить в бетоне отверстия диаметром до 52 мм, а при использовании полых коронок – до 160 мм.
Технические характеристики
Основные Подробные
Частота холостого хода, об/мин
130-260
Вес, кг
11,6
Энергия удара, Дж
19,7
Макс. диаметр бура, мм
12-52
Мощность, Вт
1500
Макс. диаметр коронки, мм
160
Частота ударов, уд/мин
1075-2150
Инструкция к Перфоратор Makita HR5210C
Комплектация
Кейс
боковая рукоятка
ограничитель глубины сверления
смазка для буров
Параметры упакованного товара
Вес брутто, кг: 18. 30
Единица товара: шт.
Длина, мм: 655
Ширина, мм: 190
Высота, мм: 450
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Япония — страна изготовителя*
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Перфоратор Makita HR5210C
(8202) 20-11-00, 20-11-31
Шекснинский проспект, 25 «В»
(8202) 55-19-20
Советский проспект, 81
Избранное
Корзина:0 товаров
49 990 ₽
+ —
Купить
Уточняйте информацию о комплектации, наличии и цене у администратора сайта. Вся информация на сайте носит справочный характер и не является публичной офертой
Характеристики Описание
Количество режимов: 2
Мощность: 1500 Вт
Max сила удара: 19,7 Дж
Вес: 11,6 кг
Бренд: Makita Производство: Япония Основные характеристики: — На 30% увеличена эффективность бурения и на 5% возрос ресурс по сравнению с HR5001C — Ползунковый выключатель для комфортной работы в режиме ‘отбойного молотка’ — Электронная система контроля скорости вращения и ‘мягкий пуск’ — Электронная регулировка числа оборотов — Сниженная вибрация — Световой индикатор напоминает о необходимости замены угольных щеток — Индикатор неисправности кабеля и включателя — 2 режима работы сверление с ударом или долбление — Комплектация: чемодан, ограничитель глубины, Боковая рукоятка, смазка для хвостовика бура
Наиболее актуальными По алфавиту (от А до Я) По алфавиту (от Я до А) Цена (от низкой к высокой) Цена (от высокой к низкой) Новейшие поступления Бестселлер Самые популярные Самые популярные Процентная скидка Напряжение Мотор Идентификатор фигуры Установить нисходящее направление
ФИГ №
Артикул №
Название продукта
Посмотреть как Сетка
Список
Позиции 1-40 из 120
Страница
Вы сейчас читаете страницу 1
Страница 2
Страница 3
Страница Следующий
Показывать
20 40 60
на страницу
Сортировать по
Наиболее актуальными По алфавиту (от А до Я) По алфавиту (от Я до А) Цена (от низкой к высокой) Цена (от высокой к низкой) Новейшие поступления Бестселлер Самые популярные Самые популярные Процентная скидка Напряжение Мотор Идентификатор фигуры Установить нисходящее направление
для вашей личной безопасности, чтение и понимание до использования.
СОХРАНИТЕ ЭТУ ИНСТРУКЦИЮ ДЛЯ БУДУЩЕГО ИСПОЛЬЗОВАНИЯ.
ПРЕДУПРЕЖДЕНИЕ:
Pour votre propre sécurité, prière de lire внимательность до использования.
GARDER CES INSTRUCTIONS POUR RÉFÉRENCE ULTÉRIEURE.
ADVERTENCIA:
Para su seguridad personal, LEA DETENIDAMENTE este manual antes de usar la
herramienta.
GUARDE ESTAS INSTRUCCIONES PARA FUTURA REFERENCIA.
Перфоратор
Вращательный молот Marteau
Вращательный Martillo
HR5201C
HR5210C
HR5211C
007857
Руководство
Посмотреть руководство для Makita HR5210C бесплатно. Это руководство относится к категории Сверлильные станки, и 2 человека дали ему среднюю оценку 7,5. Руководство доступно на следующих языках: Английский. У вас есть вопрос о Makita HR5210C или вам нужна помощь? Задайте свой вопрос здесь
Технические характеристики Makita HR5210C
Ниже вы найдете спецификации продукта и технические характеристики Makita HR5210C.
Фрезерные станки с ЧПУ Sicono | Гравировальные машины
Области применения
Гравировально-фрезерные станки SICONO: предназначены для обработки различных материалов оснащаются современным программным обеспечением (что позволяет моделировать и создавать управляющие программы)
Фрезерные машины с ЧПУ производства SICONO востребованы во многих областях промышленности, например: деревообработке, ювелирном производстве, изготовлении сувениров, полиграфии, станко- и машиностроении и пр.
Обрабатываемые материалы
Благодаря мощным двигателям по всем осям, шпинделям мощностью до 1,5 Вт, шарико-винтовым парам, гравировальные машины SICONO с успехом используются для обработки: цветных металлов (латуни, алюминия, дюралюминия, магния), металлов, стали (гравировка), пластиков, оргстекла, дерева, ювелирного воска и других материалов,
Преимущества
Гравировальные машины SICONO — отличный выбор! Об этом свидетельствуют высокие технические параметры и особенности оборудования: производительный шпиндель (до 1,5 Вт), станина высокой жесткости обеспечивает безупречную точность работы и значительно уменьшает вибрации, удобный пульт управления, в комплект входит система охлаждения инструмента, привлекательная цена,
Программное обеспечение
Программы, поставляемые с гравировально-фрезерными станками SICONO:
CAD/CAM программное обеспечение позволяет моделировать/создавать управляющие программы. Предоставляет широкие возможности работы на станке: создание, редактирование, импортирование графических объектов 2D, создание 3D текстур, импортирование 3D объектов и др.
Пульт управления
Эргономичный пульт управления обеспечивает максимальное удобство в работе. Он позволяет устанавливать точку начала гравировки, задавать скорость подачи и менять ее в процессе работы, останавливать и возобновлять гравировку с нужной точки. Пульт оснащен USB разъемом для передачи задания (управляющей программы) с компьютера на станок при помощи USB флеш накопителя, что позволяет размещать гравировально-фрезерный станок SICONO вдали от компьютера, например в цеху.
Почему именно sicono
SICONO – это мощные настольные 3D гравировально-фрезерные станки с программным управлением по конкурентной цене.
Выгодно отличаясь в стоимости от японских и европейских аналогов станки SICONO обладают рядом технических преимуществ: мощный шпиндель, жесткая и тяжелая литая станина, профессиональное ПО и система охлаждения инструмента в стандартной комплектации.
read more
3D сканирование на станках sicono
До конца 2010 г. планируется закончить разработку и тестирование лазерного 3D сканера для установки на станки SICONO.
3D сканер позволяет оцифровывать трехмерные поверхности (барельефы) для дальнейшего редактирования цифровых 3D изображений и использования при фрезеровке или в других целях.
read more
Фрезерный станок с ЧПУ производства SICONO (Китай) — образец высокой точности и надежности.
Компания SICONO — один из лидеров в сфере производства гравировально-фрезерных станков. Сочетание инновационных технологий и мирового опыта создания фрезерных машин с ЧПУ позволяет SICONO разрабатывать и выпускать оборудование высочайшего качества. Именно этим и объясняется популярность гравировальных станков бренда во всем мире. Официальным дистрибьютором SICONO на территории Российской Федерации является компания Forsign.
Вероятность приобретения некачественного или не протестированного оборудования при обращении к официальному дистрибьютору полностью исключена! Поэтому купить фрезерный станок в компании Forsign — лучшее решение! Еще одно направление работы Forsign — профессиональная сервисная поддержка. Покупая станок в нашей компании, вы получаете годовую гарантию, профессиональное гарантийное и послегарантийное сервисное обслуживание, бесплатную пуско-наладку оборудования и бесплатное обучение и дистанционную телефонную и он-лайн поддержку.
Особенности станков SICONO (Китай):
Инновационная конструкция.
Проектированием и производством заняты специалисты высокого уровня.
Комплектующие для станков SICONO поставляют ведущие мировые производители.
Станки предназначены для выполнения широкого спектра работ: от производства клише для послепечатной обработки полиграфической продукции (тиснения, конгрева) до изготовления приборных панелей.
Станки бренда используются в процессе обработки различных материалов: цветных металлов (латуни, магния, алюминия и пр.), пластика, оргстекла, дерева. Также возможна гравировка на стали.
Компактные габариты (настольное исполнение).
Простота и удобство в управлении.
Приемлемая цена.
В наличии следующие модели фрезерных станков с ЧПУ производства SICONO:
шпиндель 800 Вт с воздушным охлаждением
шпиндель 800 Вт с водяным охлаждением
шпиндель 1500 Вт с водяным охлаждением
Области применения
Гравировально-фрезерные станки SICONO (Китай):
предназначены для обработки различных материалов
оснащаются современным программным обеспечением (что позволяет моделировать и создавать управляющие программы)
Фрезерные машины с ЧПУ производства SICONO востребованы во многих областях промышленности, например:
деревообработке
ювелирном производстве
изготовлении сувениров
полиграфии
станко- и машиностроении и пр.
Обрабатываемые материалы
Благодаря мощным двигателям по всем осям, шпинделям мощностью до 1,5 Вт, шарико-винтовым парам, гравировальные машины SICONO (Китай) с успехом используются для обработки:
Гравировальные машины SICONO — отличный выбор! Об этом свидетельствуют высокие технические параметры и особенности оборудования:
производительный шпиндель (до 1,5 Вт)
станина высокой жесткости обеспечивает безупречную точность работы и значительно уменьшает вибрации
удобный пульт управления
в комплект входит система охлаждения инструмента
привлекательная цена
Программное обеспечение
Программы, поставляемые с гравировально-фрезерными станками SICONO (Китай):
CAD/CAM программное обеспечение позволяет моделировать/создавать управляющие программы. Предоставляет широкие возможности работы на станке: создание, редактирование, импортирование графических объектов 2D, создание 3D текстур, импортирование 3D объектов и др.
Пульт управления
Эргономичный пульт управления обеспечивает максимальное удобство в работе. Он позволяет устанавливать точку начала гравировки, задавать скорость подачи и менять ее в процессе работы, останавливать и возобновлять гравировку с нужной точки. Пульт оснащен USB разъемом для передачи задания (управляющей программы) с компьютера на станок при помощи USB флеш накопителя, что позволяет размещать гравировально-фрезерный станок SICONO вдали от компьютера, например в цеху.
Станки с ЧПУ Sicono SIC330 в Пятигорске: 18-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Пятигорск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Мебель и интерьер
Мебель и интерьер
Торговля и склад
Торговля и склад
Все категории
ВходИзбранное
Станки с ЧПУ Sicono SIC330
422 500
Гравировально-фрезерная машина Sicono SIC 330 DSP Plus Ход фрезы (глубина фрезерования): 45мм
ПОДРОБНЕЕЕще цены и похожие товары
522 134
Гравировально-фрезерный станоксЧПУSiconoSIC330 NEW Easy Servo, со шпинделем 1500 Вт
Гравировально-фрезерная машина Sicono SIC 330 DSP Plus Easy Servo
ПОДРОБНЕЕЕще цены и похожие товары
617 500
Гравировально-фрезерная машина Sicono SIC 330 Servo
ПОДРОБНЕЕЕще цены и похожие товары
583 561
Гравировально-фрезерный станоксЧПУSiconoSIC330 NEW Servo, со шпинделем 1500 Вт
ПОДРОБНЕЕЕще цены и похожие товары
552 500
Гравировально-фрезерная машина Sicono SIC 330 Easy Servo
ПОДРОБНЕЕЕще цены и похожие товары
Мини-лазерный гравировальный станок
SIC-L400 — ccft/sicono (China Trading Company) — Гравировальный и травильный станок — Оборудование
/china/ml/0-s-i-1/Search. html/china/pl/0-s-i-1/Search.html/china/ppl/0-s-i-1/Search.html/china/suppliers/0- s-i-1/Search.htmlКлючевое слово для поиска должно содержать не менее 2 символов.
Промышленные товары / Машины / Гравировальный и травильный станок
Этикетка:
Мач гравировки лазера, гравер лазера
Цена:
—
Мин. Заказ:
1 шт.
Узнать сейчас Добавить в корзину
Описание продукта
Эта машина используется специально для гравировки резиновых штампов, небольших художественных изделий, подарков и украшений. Подходит для оргстекла, дерева, плотного картона, картона, двухцветного картона, кожи, стекла; составляют алмаз, рог, пластик, неметаллические сопряжения. и т. д.
Имя
SIC-L400
Зона обработки
300мм*420мм
Мощность лазера
40 Вт
Тип лазера
Стеклянная лазерная трубка на углекислом газе
Размер
800мм*500мм*310мм
Скорость гравировки
0-300 мм/мин
Коэффициент разрешения
0,0125 мм
Интерфейс
USB
Применимое программное обеспечение
Моши, Новая печать
Минимальный формирующий символ
буквы 0,5 мм, китайские 0,5 мм
Поддержка графического формата
БМП, ПЛТ
Полная мощность
200 Вт
Режим вождения
Шаговый двигатель DC0. 8A 24 В
Режим охлаждения
Циркуляционное водяное охлаждение
Рабочее напряжение
AC110V- 220В/50Гц или 60Гц или зависит от заказчика
Упаковка
Картонная коробка или деревянная коробка
Гарантийный срок
1 год, лазерная трубка 3 месяца
Изображение продукта
Изображение 1
Отправить запрос этому пользователю
Сопутствующие товары этой компании
SC2518 МИНИ-гравировальный станок с ЧПУ
SIC-1313 Деревянный станок с ЧПУ
Стоматологический фрезерный станок SDM4
Гравировальный станок с ЧПУ SIC-6090
Фрезерный станок с ЧПУ S30M
Фрезерный станок с ЧПУ S40M
SIC-330 МИНИ Гравировальный станок с ЧПУ
Этот участник берет на себя полную ответственность за содержание этого списка. DIYTrade не несет никакой ответственности за такое содержание. Чтобы сообщить о мошенническом или незаконном контенте, нажмите здесь.
Китайские поставщики Быстрый поиск:
Гравировальный и травильный станок, сделанный в Китае Продукты
,
Гравировальный и травильный станок Китайские поставщики и производители Китая
Профиль поставщика SICONO CNC EQUIPMENT CO., LIMITED | Лучшие клиенты
Поиск:
Продукт
Компания
Поставщик
Восточная Азия
NO.8TH, JINGNAN ROAD, BUJI TOWN, SH ENZHEN, КИТАЙ 518112 КИТАЙ
Гравировальный станок
6 отправлений
ЧПУ Гравировка
4 поставки
Гравировальный станок с ЧПУ
4 поставки
Графитовый электрод
1 отгрузка
скорость
1 отгрузка
Гравировальный СтанокГравировальный Станок с ЧПУГравировальный Станок с ЧПУГрафитовый ЭлектродSpdGradeSicInchLivingCounter StoolUhpCounterGraphiteStoolЭлектродМашинаCncEngraving
Гравировальный Станок ЧПУ Гравировка Гравировальный станок с ЧПУ Графитовый электрод скорость Оценка Сик Дюйм Жизнь Счетчик Табурет Ухп Прилавок графит Табурет Электрод Машина ЧПУ Гравюра
EXCITECH США
Exported products
8 total shipments
Customers of SICONO CNC EQUIPMENT CO.
, LIMITED
1 total customers
Company name
Top products
Verified data
EXCITECH США
8 / 114 отправлений
ЧПУ маршрутизатор 30 отправлений
Строгальный станок 19 отправлений
ЧПУ 17 отправлений
Обрабатывающий центр с ЧПУ 16 отправлений
Обрабатывающий центр 16 отправлений
4.1 / 5
Всего отгружено 114
4 проверенных поставщика
Узнать больше
Будьте в курсе!
КО. ТЕХНОЛОГИИ ДЖИНАНЬ СЭНФЭНГ, ЛТД
Китай (материк)
Лучшие продукты:
Лазерная резка
Машина для резки
Станок для лазерной резки
СГЛ КАРБОН ГМБХ
Федеративная Республика Германия
Лучшие продукты:
Катод
Графитовый электрод
ХЕГ ЛИМИТЕД
Индия
Лучшие продукты:
Графитовый электрод
ШОВА ДЕНКО К.
К.
Япония
Лучшие продукты:
Хлоропреновый каучук
Графитовый электрод
ТОКАЙ УГЛЕРОД КО., ЛТД.
Япония
Лучшие продукты:
Графитовый электрод
ХАСБРО С.А.О.Б.
Вьетнам
Лучшие продукты:
Фигура
GRAFTECH ШВЕЙЦАРИЯ С.А.
Испания
Лучшие продукты:
Графитовый слиток
Искусственный графит
СКАЙ Пауэр КОМПАНИ С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ
Южная Корея
Лучшие продукты:
ГРАФИТ ИНДИЯ ЛИМИТЕД
Шри-Ланка
Лучшие продукты:
Графитовый электрод
Электрод
ТОКАЙ ЭРФТКАРБОН ГМБХ
Бельгия
Лучшие продукты:
Графитовый электрод
соска
FAMEX SEA AIR CO LTD
Южная Корея
Лучшие продукты:
Орнамент
GRAFTECH ШВЕЙЦАРИЯ СА.
Франция
Лучшие продукты:
Графитовый электрод
СО-ЭЛЕКТРОННАЯ КОМПАНИЯ С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ
Как сделать силиконовую форму для заливки гипса своими руками
Перейти к содержимому
В строительстве часто используют формы, чтобы производить различные изделия и продукцию. Самые основные из них — это полиуретановые и силиконовые. В них возможно заливать не только гипс и бетон, их также используют для изготовления ненатурального камня. Все это можно изготавливать своими руками. Даже если кажется, что нужно владеть какими-то знаниями, это ошибочное представление. Данная статья подробно расскажет, как изготовить полиуретановую форму, форму для заливки из гипса, силикона, форму для заливки гипса, бетона. Также научит мастерить своими руками матрицу для производства форм из силикона или полиуретана. Самое основное, это уяснить, как соорудить, согласно правилам, практичный образец для матрицы, которая подойдет для таких материалов, как полиуретан, формопласт и силикон.
Создание искусственного декоративного камня из гипса или бетона с использованием полиуретановых форм
Ненатуральный камень, в нынешнее время, представляет собой неплохой, прибыльный бизнес. Для открытия своего собственного дела, с перспективой дальнейшего роста, не требуется много денежных вложений. Ненатуральный камень можно легко и по всем технологиям сделать своими руками. Но, для начала важно располагать помещением с подходящей температурой, чтобы работы можно было проводить круглогодично.
Производство ненатурального камня требует хороших, качественных форм, которые невозможно получить без матрицы. К изготовлению образца матрицы нужно подойти очень ответственно, ведь от этого зависит прочность конечного продукта.
Некоторый считают невозможным процесс изготовления в домашних условиях искусственного декоративного камня. Но, благодаря стремлению и желанию все становится возможным. Материалы лучше иметь хорошего качества и сочетать с некоторыми добавками. Например, время схватывания силикона и его текучесть можно отрегулировать, используя катализаторы.
Этап 1. Изготовление образца для производства матрицы или для литья форм
Выпустить матрицу для производства силиконовых и полиуретановых форм своими руками, с помощью которой, будет возможен сам процесс отлива, вполне достижимо. Для изготовления матрицы, нужно приобрести или найти образец, по которому будет возможно скопировать или производить формы, идентичные представленной модели.
Если дело касается ненатурального камня, то в данных обстоятельствах образец должен быть совершенной геометрической формы, без щелей и возможных деформированных углов. Чаще всего, для производства форм из полиуретана, для создания ненатурального камня или образца для производства форм под камень применяют разнообразное сырье. Например, гипс, гипсокартон или пенопласт. Иногда приходят к методу копирования из ненатурального или гипсового камня, но идеальным вариантом считается образец из натурального камня.
Для этого берется природный камень, нарезается тонкими пластинами (примерно 1 см) и склеивается с помощью клея. Камень должен приобрести безупречную во всех отношениях геометрию. Если имеются неровные стороны или выступы, то на помощь придут болгарка и станок, которые выровняют или уберут все ненужные детали. Готовый камень с убранными неровностями готов к наклеиванию.
Также читайте: Пластиковые формы для фасадной плитки 3D
Этап 2. Производство матрицы для создания форм из полиуретана или силикона, формопласта, жидкого пластика
Созданную модель нужно наклеить на какую-нибудь основу, чтобы изготовить с нее матрицу. Отличным вариантом будет использование ДСП в качестве подставки. Готовую модель необходимо приклеить к ДСП с помощью силиконового герметика. Но делать это можно исключительно на глянцевой стороне подставки.
Для склеивания берется силиконовый герметик и наносится на обратную сторону заготовленной модели. Хорошенько проходятся все края и углы. Переворачивая камень, следует плотно прижать его к подносу из ДСП. Далее, шпателем аккуратно пройтись по местам стыка, следя за тем, чтобы все пузырьки воздуха исчезли. Лишний воздух ни к чему при заливке полиуретаном или силиконом. После замазывания, заготовку следует оставить до полного высыхания. После этого, настало время для сооружения бортиков для матрицы. Высота стенок должна превышать высоту наклеенного камня. Материалом для этого могут стать пластиковые, стальные или дюралевые уголки. На расстоянии приблизительно 1,5 см от готовой модели, уголки нужно прикрутить с помощью шурупов к ДСП по всему периметру.
Важно, после прикручивания, внимательно пройтись с помощью силиконового герметика по всем стыкам и углам, еще раз перепроверив надежность и герметичность конструкции. Иначе текучий полиуретан или силикон, имеющий способность проникать даже в самые малогабаритные щели, вытечет из матрицы. Чтобы весь материал хорошенько высох, лучше оставить матрицу высохнуть (около 12 часов). Рекомендуется пользоваться силиконовым герметиком для аквариумов. Его главной особенностью является исключение усадок или трещинок, которые часто появляются после высыхания. Матрица, обработанная таким герметиком, прослужит многие годы без проблем.
Убедившись в полном высыхании почти готовой матрицы, следующим этапом будет ее смазывание специализированным разделителем. Такую смесь можно приобрести в любых строительных магазинах. Почти вся она имеет восковою основу, а отличается только производителями. Самым лучшим разделителем считается английский. После нанесения он совершенно высыхает, рассеивается и уже после нескольких часов, в приготовленную матрицу, можно вливать полиуретан, формопласт, гипс или силикон. Подойдут любые составы, применяющиеся для создания форм.
Этап 3. Правило заливания полиуретана в матрицу при изготовлении полиуретановой формы
Во — первых, следует решить с выбором самого вещества. Например, если речь идет о ненатуральном камне, то правильным будет произвести формы с полиуретана. А так, заливать разрешено любым, приспособленным для таких работ, материалом. На больших заводах и предприятиях применяют специализированную аппаратуру, которая облегчает задачу. Но, залить форму можно и своим трудом. Как это правильно делать?
Есть ненатуральные камни с разным количеством углов. Такой камень красиво смотрится и пользуется хорошей популярностью. Для него, полиуретановая форма самый лучший вариант. Она удобна и практична, легко чиститься и не создаст никаких нежелательных погрешностей. Процесс заливки – дело тонкое и тут необходим стол или какой-то другой предмет, который будет стоять четко по уровню. Готовый силикон или полиуретан (как его приготовить производители сами пишут на упаковках материала) нужно вливать медленной струей, исключая попадание и образование пузырьков воздуха. Матрицу, при этом, важно слегка наклонить в одну сторону.
Когда раствор достигнет нижней стенки матрицы, всю конструкцию можно опустить, и продолжить заливание материала. Оставленная на сутки, матрица застынет и примет подходящую форму. Полностью высохнув, матрица готова к разборке. Использовать ее для производства ненатурального камня пока рано. Для лучшего закрепления, продукт желательно оставить в теплом месте на некоторое время. Это нужно для того, чтобы у формы были исключены неровности на стенках или поверхности. Особенно это касается полиуретана, так как этот материал обладает памятью и, если его согнуть и оставить так на короткое время, он останется таким. Простояв в теплом помещении, у таких форм увеличивается срок эксплуатации, независимо от того, каким раствором их будут заливать.
Как сделать силиконовую форму для заливки гипса
Также читайте: 3D панели из гипса: формы для изготовления
Полиуретан и силикон боятся холода, поэтому самая оптимальная температура воздуха составляет от 25 градусов. Если будет прохладно, материал закристаллизуется и его можно будет только выбросить.
Важно! Если по какой-то причине полиуретан закристаллизуется, хотя срок годности еще хороший, не следует торопиться его утилизировать. Устремив на него теплый поток воздуха, полиуретан способен стать опять пригодным для дальнейшего пользования.
Если производство формы вы делаете собственноручно, тогда не стоит покупать полиуретан, рассчитанный для машинной переработки. Он застывает очень быстро, поэтому внимательно читайте упаковку. Также есть полиуретан, направленный на изготовление лепнины, лепки или прочих архитектурных подделок, а для заливки матриц он не годится.
Посмотрите видео: Как сделать силиконовую форму для заливки гипса
https://youtube.com/watch?v=7DJJIrmplVE
После высыхания формы готовы к эксплуатации. В них можно заливать разный раствор, будь то гипс, бетон или другие полимеры. Больше статей по технологии изготовления изделий из гипса и бетона читайте в рубрике: Статьи
Похожая запись
Adblock detector
Все о литье пластмасс и пластиков в силиконовые формы, изготовление силиконовых форм
Одна из специфик производственной деятельности компании «3D Print spb» – это изготовление силиконовых форм для литья, которые являются одним из самых важных этапов в процессе прототипирования и тиражирования различных изделий.
Литье в силиконовые формы (литье в вакууме) — получение изделий путем заливки двухкомпонентного материала через силиконовую форму. Технология литья быстрым и популярным способом создания изделий из полимерных материалов. В силикон льются пластики, резиноподобные материалы пены и воск.
Технологию вакуумного литья в силиконовые формы используют при:
Прототипировании изделий;
Проверке работоспособности изделия и отработке дизайна;
Тиражировании, мелкосерийном и штучном производстве;
Получение точных копий и мастер-моделей;
Воссоздание поврежденных деталей или корпусов.
Тип формы для литья выбирается в зависимости от технологии литья, от поставленной задачи, а так же от характеристик материала самой формы и отливаемого изделия.
Силиконовые формы бываю открытого и закрытого типа, разрезные и составные, блочные и т.д., самое важное в процессе изготовления форм для литья — это получение отливки необходимого качества в итоге.
Как мы создаем силиконовые формы
В процессе литья сначала идет подготовка и доработка мастер модели (если она требуется) до необходимого размера и качества её поверхности, в соответствии с технологическими характеристиками используемого материала для формы и будущих отливок.
На прототипе формируются технологические элементы: литники, крепежные узлы, выпоры. Определяются глубокие отверстия и пазы, которые в целях повышения точности конструкции требуется усилить.
Далее готовим опалубку и закладные. Герметизируем опалубку и фиксируем в ней мастер модель , если требуется, то обрабатываем специальным разделительным составом. Важно, чтобы объем и размеры технологической емкости превышали размеры получаемой формы.
Подготавливаем материал для заливки – замешиваем силикон и производим вакуумирование (дегазацию) материала.
Затем в подготовленную опалубку заливается приготовленная смесь силикона.
Литье в силикон происходит в условиях технологического вакуума, благодаря чему из жидкой смеси удаляются пузырьки воздуха и газов.
Процесс полимеризации (отверждения) силиконовой формы происходит при определенной температуре и длится, в зависимости от материала, от 1 суток до недели.
Затвердевшая форма проходит очистку и просушку. И подготавливается к применению в качестве формы для литья
Два типа силиконовых форм
Формы из силикона на оловянной основе
При помощи форм из такого силикона можно лить пластиковые детали технического назначения, корпусов, сувениров и декоративных элементов. Так же, придерживаясь методов литья, мы используем пластики, предназначенные для промышленных изделий, обладающие специфическими свойствами под конкретные задачи.
Формы из силикона на платиновой основе
Силиконы для создания детализированных изделий, могут использоваться для литья воска, смол, полиуретанов, но не работают с латексом, серой и некоторыми другими соединениями. Эти формы так же возможно использоваться для литья пищевых продуктов, таких как шоколад, желе или муссы.
Особенности работы
Преимущество литья в том, что прочности силиконовой формы достаточно, чтоб выполнить литье в силикон ограниченной партии изделий. Максимальное количество циклов заливки зависит от типа силикона, формы и материалов, применяемых при тиражировании. Оптимальный выбор этой технологии подходит для тиража до 500-1000 штук изделий.
Изготавливаем на заказ силиконовые формы:
Формы для отливки корпусов и деталей;
Формы для литья сувенирной продукции;
Формы для отливки технических изделий;
Формы для литья декоративных изделий;
Формы для литья под давлением;
Формы для литья пластмасс\пластика\полиуретанов;
Силиконовые формы для гипса и искусственного камня;
Силиконовые формы для свечей и мыла и пр.
Получить консультацию по поводу стоимости изготовления силиконовых форм для литья, и сделать заказ вы можете по электронной почте[email protected]
Какие материалы мы льем в силикон
В прошлой статье мы описывали технологию изготовления деталей — литье в силикон — в общих чертах, рассказывали, как происходит процесс создания форм, заливка пластика или других материалов. Сегодня мы поговорим о том, что можно изготавливать этим способом и какие изделия вы в результате получите.
Пластик общего назначения
Из двухкомпонентного пластика можно лить что угодно с наличием мастер-модели и силикона. Его изначальный цвет белый, поэтому с помощью пигментов ему можно придать любой однородный цвет. Самый популярный черный, но мы не ограничиваемся в подборе цвета.
Полиуретаны
Бывают разной твердости, могут использоваться так же для литья бетона. Яркие цвета могут быть достигнуты добавлением пигментов.
Полиуретан – это пластичный материал, который существует в разных формах. Он может быть жестким или мягким и находит применение в самых разных областях, таких как: ролики и шины, детали для автомобилей, покрытиях и изоляции.
Также, полиуретан является эластомером, материалом, который после растяжения возвращается в свое исходное состояние. Полиуретан также устойчив к контакту с химическими жидкостями, маслами, ультрафиолетовыми лучами, бактериями и грибками.
Самый распространенный способ производства изделий из полиуретана – это литье. С его помощью изготавливаются такие продукты как втулки, манжеты, кольца, подшипники, самосмазывающиеся детали, запчасти подвески, уплотнительные элементы для гидравлических и пневматических механизмов.
В создании изделий из данного полимера методом литья применяются три технологии: ротационное литье, свободное литье в форму и литье под давлением.
Выбор формы для литья полиуретанов зависит от планируемого тирада изделий — в силиконовые формы мы выполняем периодическое, небольшое количество изделий, а в пресс-формы льем большие, ежемесячные тиражи.
Полиуретаны — это недорогой эластомер с выдающимися техническими характеристиками, которые сочетают в себе эксплуатационные преимущества высокотехнологичных пластиков, металлов и керамики, а также упругость и гибкость резины.
Отливки из полиуретана стойкие к истиранию, упругие и устойчивы к маслам и жирам. Полиуретаны часто выбираются в тех случаях, когда речь идет о стойкости к механическому воздействию: растяжению, несущей нагрузки, ударам, разрывам, сжатию и долгопрочности.
Литые полиуретаны — это прочные, эластичные материалы, которые долгое время могут сохранять первоначальную форму.
Полиуретан не взаимодействует с другими материалами и поэтому его можно применять в связке со сталью, алюминием, стекловолокном и пластиком.
Детали из полиуретана можно изготовить с различной твердостью по Шору.
В отличие от пластика, полиуретан менее хрупкий, поэтому его предпочтительно выбирать при высоких нагрузках на производстве.
Разместить заказ на литье полиуретанов вы можете по электронной почте: [email protected]Выбор силикона для формы
Силикон так же бывает разной твердости и подбирается в зависимости от технологии литья. Он может использоваться для формования абсолютно разных материалов от воска до бетона. Так же есть силикон для снятия форм с лица, рук и других частей тела человека.
Другие виды форм
Так же мы изготавливаем металлические пресс-формы для литья под давлением, стальные и алюминиевые. Этот метод подходит для быстрой отливки больших тиражей одинаковых деталей.
Пищевой силикон и формы из пищевого силикона
Пищевой силикон — это тип силикона, который можно использовать для литья, например, шоколада, мармелада или других кондитерских изделий. Он не токсичен и не содержит химических наполнителей или побочных продуктов, что делает его абсолютно безопасным. Молекула силикона состоит из кремния и кислорода. Из-за своей упругости, не пористой поверхности и инертности, силикон для пищевых продуктов иногда называют «мягким стеклом».
Как изготавливают формы из пищевого силикона?
Процесс изготовления формы из силикона достаточно прост: мы берем пластиковую мастер-модель готового изделия (или несколько, если необходимо, чтобы в форму можно было заливать сразу несколько изделий), заливаем смешанную двухкомпонентную субстанцию, ждем отверждения и сушим. Спустя сутки можно уже получить готовую силиконовую форму для литья ваших нужд! Наш силикон подходит для литья не только продуктов питания, он так же используется для литья прототипов для ювелирных изделий или литья сувенирной продукции. Метод литья в силикон идеально подходит для литья небольших партий изделий, не доходящий до тысячных тиражей. В ином случае применяется метод литья через стальную или алюминиевую пресс-форму, но что не подходит для литья пищевых продуктов.
Изготовление форм из пищевого силикона
Так же мы можем делать молды для мыла, бомбочек для ванн или любых пластиковых изделий. Литье пластмасс через силиконовую форму или пресс-форму значительно удешевляет готовый продукт и экономит ваше время, позволяет получать одинаковые, тиражные изделия. Для пластиков у нас так же есть красители, которые окрашивают сразу всю массу. Формам так же можно придать практически любой цвет.
Подробнее о технологии литья пластика
Большой выбор полиуретановых смол, позволяет литейщикам подобрать для заказчика максимально подходящий по физическим и механическим свойствам материал. Как правило, в процессе литья все полиуретановые смолы можно подкрасить пигментом, тем самым литейщик может получать на выходе качественное «цветное» изделие, ну а заказчик — качественный продукт.
Для создания качественной силиконовой литьевой формы необходимо:
Качественный прототип Качественный силикон с высокими показателями того что необходимо заказчику. (Это может быть и показатели на разрыв увеличение или уменьшение количества отливок, мягкость силикона влияет на то какая сложная деталь будет отливаться и т.д.)
Вакуумная камера для дегазации силикона Зачем делать дегазацию? Если залить прототип не дегазированным силиконом то пузыри образованные при перемешивании могут прилипнуть к поверхности прототипа, образовав ненужную полость. При заливе полиуретановым пластиком этот пузырь появится в виде нароста на отливке. Или возможен другой вариант. Пузырь не прилипает, а находится очень близко от поверхности прототипа и образовывается тонкая стенка между прототипом и пузырем. После 10 – 15 отливки стенка начинает деформироваться в сторону, где находится отливка, тем самым образуя на поверхности отливки раковины.
Ну, а теперь расскажу о подводных камнях которые могут вас подстерегать при заказе литья в силиконовую форму.
Миф:
Силиконовая форма какая бы она не была крутая, даже качественные материалы не держат более 35 съемов. Этот показатель можно увеличить за счет обработки специальными аэрозолями, т.е. перед каждой заливкой полиуретана делать обработку силиконовой формы, и делать смазывание её определенными компонентами.
В любой силикон можно заливать любой полиуретан. Это не так рекомендуется использовать полиуретаны и силиконы одного производителя. Об этом нужно уточнять при заказе. Почему? Химическая реакция она и есть химическая реакция, силикон не вечен, можно убить форму даже через 2 отливки.
Силиконовые формы делают все кому не лень! Если так рассуждать то все делают но все тогда должны получать качественный продукт!
Доверяйтесь профессионалам, пусть ваша силиконовая форма будет дороже, но технологический процесс её изготовления не будет нарушен! Пусть ваша форма будет сделана из высококачественного силикона! Пусть прототип ваш будет высоко точным и качественным! Тогда Вы получите максимальные показатели по количеству отливок, вы получите максимально качественные отливки и все это в максимально короткие сроки.
Метод холодного отвержение — что это?
К нам часто поступают запросы на изготовлений изделий небольшими партиями, но с достаточно ужатыми сроками и высоким требованием к качеству. Печатать серию на 3D-принтере клиенту не всегда выгодно, а большой тираж не нужен. Что в этом случае делать?
Мы предлагаем оптимальное в данном случае решение – сделать силиконовую форму и отливать изделия методом холодного отверждения. Быстро, доступно и сохраняется всем необходимое качество. Теперь рассмотрим, что для этого нужно.
Мастер-модель. Многие не понимают, что это такое и зачем нужно. Мастер-модель используется как слепок для создания формы, в которую в дальнейшем заливается пластик и получается готовое изделие. Есть много видов форм по способу изготовления и несколько примеров вы можете увидеть на фото. Мастер-моделью может выступать уже имеющееся у вас изделие, форма с точностью повторит его силуэт. Так же ее можно напечатать методом 3D-печати.
Изготовление силиконовой формы. Далее с мастер-модели изготавливается силиконовая форма, повторяющая ее внешние размеры. Ресурс формы ограниченный, но выдержит малый тираж, который требуется, например, для опытной партии изделий.
Заливка пластика. После того, как силиконовая форма застынет и высохнет, в нее можно заливать пластик. Время застывания зависит от материала. В среднем требуется час, чтобы мы смогли увидеть первую отливку. Так же в пластик можно добавить любой пигмент и получить желаемый цвет.
Готовое изделие. Мы можем делать различные работы — от сувенирной продукции до деталей технического назначения, и преимущество литья в этом случае — доступная стоимость и высокое качество. Обращайтесь!
Что получается
Литье пластмасс и резиноподобных материалов в силиконовые формы — все еще актуальная и интересная технология, с помощью которой можно делать большое множество изделий, как технических, так и декоративных. Один из самых популярных запросов на данный момент — литье корпусов через силиконовые формы, так как чаще всего нашим заказчикам не нужен большой тираж изделий, но необходимы функциональные, работающие детали с хорошей поверхностью и которое выдерживает определенные нагрузки.
Мы льем в силикон как составляющие детали из пластика и резины, так и готовые изделия, цельные или составные корпуса. Мы справляемся с тонкостенными изделиями, деталями сложным форм, изготавливаем мастер-модели (методом 3D-печати или фрезеруем), подбираем необходимые материалы и конечный цвет.
Работа начинается с 3D-модели или чертежа, по которым мы подбираем оптимальный процесс изготовления. Изготовление деталей литьем — процесс быстрый, но важной составляющей является подготовительная работа. Если у вас уже есть мастер-модель, с которой мы можем снять силиконовую форму, то готовые детали можно получить в течении нескольких суток. Если нет, то на изготовление мастер-модели может уйти некоторое количество времени в зависимости от ее сложности и технологии изготовления.
Размеры для двухкомпонентного литья пластмасс особого значения не имеют, мы льем в силикон как маленькие детали, так и большие, габаритные изделия. Мелкосерийное литье пластмасс подходим тем, кому нужны небольшие партии как единоразово, так и раз в месяц, в квартал или год — мы упаковываем и храним мастер-модели и формы на складе, чтобы использовать их тогда, когда это нужно нашим заказчикам.
При мелкосерийном производстве, технология литья в силикон наиболее выгодна для производителя, за счет не дорогой стоимости силикона и скорости воспроизводства формы. Зачастую, при мелкосерийном производстве делать дорогую металлическую форму не рентабельно, ресурсоемко и времени на производство такой формы уходит в десятки, а то и в сотни раз больше.
Производство наградной продукции из пластика
Производство! Как это громко! Жалко что выкорчевали с корнем это, остались только перекупщики китайского барахла, европейских “качественных товаров”. А оно совсем рядом! Расскажу я вам, как делают вот такого мужика. Это на самом деле кубок по бодибилдингу.
Здесь следует сказать, что на самом деле, мужик этот не бронзовый. Это имитация пластика под бронзу. У каждого клиента свои пожелания и свой бюджет. Каждое техническое задание имеет свой объем работ и свою цену.
Первым делом скульптор лепит модель. Сперва это пластилиновая модель , после этого скульптор снимает силиконовую форму с пластилина и отливает будующую мастер модель в гипсе. Гипс полируется доводится до ума и становится полноценной мастер моделью. Изготовленная мастер модель готова для дальнейшего производства.
Теперь мы определяем линию разъема на нашей фигурке. Линия разъема это очень важная составляющая, потому как если не правильно её определить то деталь будет с трудом выходить из нашей формы а тем самым срок службы силиконовой формы может сократится. Ставим линию разъема)))
Пластилин хорошо держит форму и хорошо держится на мастер модели. По контуру фигурки ставим “колбаску” ))). Это специальное приспособление “КЛЮЧ”. Он предназначен для четкого позиционирования 2х половинок силиконовой формы. А также такой вид ключа дает возможность плотно закрыть силиконовую форму в месте соединения. Всем рекомендую кто делает составные формы.
Теперь бензином с ватной палочкой удаляем остатки пластилина на мастер модели. А также замазываем заусенцы на пластилиновой линии разъема, будущей силиконовой формы.
Теперь пришло время для силикона. Используем 2х компонентный силикон холодного отверждения. Форму будем делать корковую, по этому наносить будем силикон кистью. Этот способ очень сильно экономит деньги, но не время))). Торопиться нам некуда поехали… Тщательно промазываем мелкую деталировку на мастер модели “Тычками”. Повторяем процедуру несколько раз до тех пор пока силикон не будет толщиной 5-10 мм.
После этого оставляем силикон в покое до полной полимеризации, и делаем для поддержки формы корковую часть из гипса, ее можно проармировать добавив бинт или марлю.
Тоже самое делаем и со второй половиной. после этого разбираем нашу силиконовую форму и наслаждаемся полученным результатом.
Теперь тщательно просушив силиконовую форму можно приступать к лить пластмассы. (Двух компонентный полиуретан). Поехали….. Без остановок)))
Бравые ребята выпрыгивают из силиконовой формы как горячие пирожки)))) Как говориться сперва долго запрягаешь потом быстро едешь))) . Осталась теперь самая малость. Убрать облой. Облой это остатки пластмассы на линии разъема силиконовой формы. Удаляем…
Теперь красим фигурки и ставим на подиум. Собственно Приз готов. В следующих статьях обязательно расскажу как обойтись без покраски а сразу при заливке пластмассы в силиконовую форму добиться эффекта металла (бронзы, серебра, золота).
Собственно, на этой ноте мы и заканчиваем свой рассказ как происходит создание и подготовительные работы по литью в силиконовые формы. Теперь, можете ознакомиться с фотоотчетом процесса нашей работы!
Предлагаем вашему вниманию очередную работу литейной мастерской на тему кинематографа. Это все тот же проект «Сталинград».
Мало того что пистолеты полностью повторяют фактуру оригинала, так они еще и резиновые. Я лично держал эту бутафорию в руках, и с расстояния 30 см я не отличил что это не «железный» пистолет. Только когда берешь его в руки понимаешь — «игрушка».
Не думаю что каскадеры на съемочной площадке будут заниматься анти стрессом и думать о том каким образом изготовлено это резиновое оружие. Но одно могу сказать точно — безопасно при использовании. Жалко что в наше время не было такого. Пистолеты и автоматы мы строгали из деревянной доски. Литьё в силикон не заменимо при тираже меньше 1000 единиц продукции. Качество на высшем уровне.
Изготовление мастер модели для литья в силикон
Мастер-модель для литья — это изделие в натуральную величину, при помощи которого изготавливается силиконовая форма. Мастер можно сделать вручную, что подходит для художественного литья и тиражирования эксклюзивного продукта, может быть изготовлен с помощью фрезеровки или напечатан на 3D-принтере.
Выбор технологии зачастую зависит от геометрии конечного изделия и желаемого качества поверхности. Например, глянцевая поверхность требует дополнительных временных затрат.
В области 3D-печати есть много вариантов выбора материала в разной ценовой категории. Например, наиболее точный мастер с хорошей поверхностью получится из фотополимера. Так же максимальной детальности можно добиться печатью воском — ее часто используют в ювелирной промышленности.
При методе фрезерной обработки можно так же использовать воск, модельный пластик, капролон или МДФ — выбор зависит от ваших конечных целей. Но если у вашего изделия сложная конструкция, то его не всегда можно исполнить на фрезерном станке, поэтому в таких случаях мы предлагаем 3D-печать.
Мы так же делаем силиконовые формы на основе ваших мастер-моделей и образцов. Помимо изготовления форм мы занимаемся литьем пластмасс и резиноподобных материалов, поэтому сможем помочь вам сделать первый тираж вашего продукта.
Получить консультацию по поводу стоимости изготовления силиконовых форм для литья, и сделать заказ вы можете по электронной почте stas@3dprintspb. com
Mold Star™ 30 Информация о продукте
Характеристики
Силиконы Mold Star™ при отверждении превращаются в мягкие, прочные каучуки, устойчивые к разрыву и демонстрирующие очень низкую усадку в течение длительного времени. Формы, изготовленные с использованием Mold Star™ , долго сохранятся в вашей библиотеке форм и подходят для литья воска, гипса, смол и других материалов. Вулканизированная резина Mold Star™ обладает термостойкостью до 450°F (232°C) и подходит для литья сплавов металлов, плавящихся при низких температурах. Примечание. Каучуки Mold Star™ не предназначены для изготовления форм кистью.
Примечание. Этот продукт не отверждается на поверхностях, содержащих серу, даже в запечатанном виде.
› Щелкните здесь, чтобы просмотреть другие силиконовые изделия Mold Star™.
Инструкции
Безопасность — Используйте в хорошо проветриваемом помещении (вентиляция размером с комнату). Носите защитные очки, одежду с длинными рукавами и резиновые перчатки, чтобы свести к минимуму риск загрязнения. Надевайте только виниловые перчатки. Латексные перчатки препятствуют отверждению резины. Хранить и использовать материал при комнатной температуре (73°F/23°C). Более высокие температуры значительно сокращают рабочее время и время отверждения. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее.
Ингибирование отверждения — Силиконовый каучук, отвержденный добавкой, может быть ингибирован некоторыми загрязняющими веществами в моделируемой модели или на ней, что приводит к липкости на границе раздела модели или к полному отсутствию отверждения по всей форме. Латекс, сернистые глины, некоторые деревянные поверхности, недавно отлитый полиэфирный, эпоксидный или уретановый каучук могут вызвать ингибирование. Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
Даже с герметиком силиконы Mold Star™ не отверждаются на поверхностях, содержащих серу. Если вы не уверены, содержит ли ваша глина серу, проведите небольшой тест на совместимость, прежде чем использовать ее для важного проекта.
Нанесение разделительного состава — Хотя это обычно не требуется, разделительное средство облегчает извлечение из формы при литье на большинство поверхностей. Ease Release™ 200 — проверенный антиадгезив для отделения силикона от силикона или других поверхностей. Продукты Mann Ease Release™ можно приобрести у Smooth-On или у вашего дистрибьютора Smooth-On.
Поскольку нет двух совершенно одинаковых приложений, рекомендуется небольшое тестовое приложение для определения пригодности для вашего проекта, если производительность этого материала вызывает сомнения.
Измерение и смешивание — Прежде чем начать, предварительно смешайте компоненты A и B по отдельности. После дозирования требуемых количеств частей A и B в емкость для смешивания (1A:1B по объему) тщательно перемешайте , убедившись, что вы несколько раз очистили стенки и дно емкости для смешивания. Резина должна быть однородного цвета без полос.
Опционально… Вакуумная дегазация — Вакуумная дегазация, хотя и не является обязательной, помогает удалить любой захваченный воздух в текучем силиконовом каучуке. После смешивания компонентов A и B вакуумируйте материал в течение 2-3 минут при 29 дюймах ртутного столба, убедившись, что в контейнере осталось достаточно места для расширения продукта.
Заливка — Для достижения наилучших результатов выливайте смесь в одно место в самой нижней точке защитного поля. Пусть резина ищет свой уровень. Равномерный поток поможет свести к минимуму захваченный воздух. При использовании в качестве материала формы жидкая резина должна выровняться не менее чем на 1/2 дюйма (1,3 см) над самой высокой точкой поверхности модели.
Отверждение — Mold Star™ 30 необходимо дать отвердеть в течение 6 часов при комнатной температуре (73°F/23°C) перед извлечением из формы.
Термическое отверждение — Время извлечения из формы можно сократить, применяя мягкое нагревание. Пример: После заливки каучука Mold Star™ 16 при комнатной температуре поместите форму в горячий бокс или промышленную печь при температуре 140°F (60°C). Это сократит время извлечения из формы секции толщиной 1/2 дюйма (1,3 см) примерно до 10 минут. Примечание: Время зависит от толщины формы.
Добавление соответствующего количества ускорителя отверждения Plat-Cat™ также сократит время извлечения из формы. Жизнеспособность и время отверждения можно увеличить, используя замедлитель отверждения Slo-Jo™ . Не отверждайте резину при температуре ниже 65°F/18°C.
Производительность и хранение пресс-формы — Физический срок службы пресс-формы зависит от того, как вы ее используете (материалы литья, частота и т. д.). Отливка абразивных материалов может быстро разрушить детали формы, в то время как отливка неабразивных материалов (воск) не повлияет на детали формы. Перед хранением форму необходимо очистить мыльным раствором и вытереть насухо. Формы из двух частей (или более) должны быть собраны. Формы должны храниться на ровной поверхности в прохладном, сухом месте.
Mold Star™ 15 SLOW Информация о продукте
Инструкции
Примечание. Этот продукт не отверждается на поверхностях, содержащих серу, даже в запечатанном виде.
Безопасность — Используйте в хорошо проветриваемом помещении (вентиляция размером с комнату). Носите защитные очки, одежду с длинными рукавами и резиновые перчатки, чтобы свести к минимуму риск загрязнения. Надевайте только виниловые перчатки. Латексные перчатки препятствуют отверждению резины. Храните и используйте материал при комнатной температуре (73°F/23°C). Более высокие температуры значительно сокращают рабочее время и время отверждения. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее.
Ингибирование отверждения — Силиконовый каучук, отвержденный добавкой, может быть ингибирован некоторыми загрязняющими веществами в моделируемой модели или на ней, что приводит к липкости на границе раздела модели или к полному отсутствию отверждения по всей форме. Латекс, сернистые глины, некоторые деревянные поверхности, недавно отлитый полиэфирный, эпоксидный или уретановый каучук могут вызвать ингибирование. Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
Даже с герметиком силиконы Mold Star™ не отверждаются на поверхностях, содержащих серу. Если вы не уверены, содержит ли ваша глина серу, проведите небольшой тест на совместимость, прежде чем использовать ее для важного проекта.
Нанесение разделительного состава — Хотя это обычно не требуется, разделительное средство облегчает извлечение из формы при литье на большинство поверхностей. Ease Release™ 200 — проверенный антиадгезив для отделения силикона от силикона или других поверхностей. Продукты Mann Ease Release™ можно приобрести у Smooth-On или у вашего дистрибьютора Smooth-On.
Поскольку нет двух совершенно одинаковых приложений, рекомендуется небольшое тестовое приложение для определения пригодности для вашего проекта, если производительность этого материала вызывает сомнения.
Измерение и смешивание — Прежде чем начать, предварительно смешайте компоненты A и B по отдельности. После дозирования требуемых количеств частей A и B в емкость для смешивания (1A:1B по объему) тщательно перемешайте соскребая стороны и дно емкости для смешивания несколько раз. Резина должна быть однородного цвета без полос.
Опционально… Вакуумная дегазация — Вакуумная дегазация, хотя и не является обязательной, помогает удалить любой захваченный воздух в текучем силиконовом каучуке. После смешивания компонентов A и B вакуумируйте материал в течение 2-3 минут при 29 дюймах ртутного столба, убедившись, что в контейнере осталось достаточно места для расширения продукта.
Заливка — Для достижения наилучших результатов выливайте смесь в одно место в самой нижней точке защитного поля. Пусть резина ищет свой уровень. Равномерный поток поможет свести к минимуму захваченный воздух. При использовании в качестве материала формы жидкая резина должна выровняться не менее чем на 1/2 дюйма (1,3 см) над самой высокой точкой поверхности модели.
Отверждение — Дайте силиконовому каучуку Mold Star™ 15 SLOW отвердеть в течение 4 часов при комнатной температуре (73°F/23°C) перед извлечением из формы.
Термическое отверждение — Время извлечения из формы можно сократить, применяя мягкое нагревание. Пример: После заливки каучука Mold Star™ 15 при комнатной температуре поместите форму в горячий бокс или промышленную печь при температуре 140°F (60°C). Это сократит время извлечения из формы секции толщиной 1/2 дюйма (1,3 см) примерно до 10 минут. Примечание: Время зависит от толщины формы.
Добавление соответствующего количества ускорителя отверждения Plat-Cat™ также сократит время извлечения из формы. Жизнеспособность и время отверждения можно увеличить, используя замедлитель отверждения Slo-Jo™ . Не отверждайте резину при температуре ниже 65°F/18°C.
Производительность и хранение пресс-формы — Физический срок службы пресс-формы зависит от того, как вы ее используете (материалы литья, частота и т. д.). Отливка абразивных материалов может быстро разрушить детали формы, в то время как отливка неабразивных материалов (воск) не повлияет на детали формы. Перед хранением форму необходимо очистить мыльным раствором и вытереть насухо. Формы из двух частей (или более) должны быть собраны. Формы должны храниться на ровной поверхности в прохладном, сухом месте.
Бензопила STIHL MS 661 с шиной 71 см (11442000144) — от официального дилера ШТИЛЬ в Москве
Бензопила Stihl MS 661, шина 71 см — это современный, мощный инструмент для работы с лесным хозяйством. Она показывает отличные результаты работы, очень вынослива и стабильна, рассчитана на экстремальные нагрузки. Расход топлива ниже на 20%, а уровень выброса вредных выхлопных газов — на 50%. С уверенностью можно использовать эту пилу для валки леса, для заготовки древесины.
длина шины — 71 см2
мощность — 5,4 кВт / 7,3 л.с.
рабочий объем — 91,1 см3
вес 7,4 кг
Большой ассортимент
Внушительная мощность двигателя
Большая площадь скашивания
Рабочий объем
Бензопила — очень важный по значимости инструмент. Заготовка дров и древесины, срезание сухих, старых ветвей с деревьев и прочие работы, строительство, валка леса, — все это можно доверить ей. Компания STIHL представляет Вашему вниманию особые бензопилы для всех случаев, с которыми можно столкнуться, и, что самое важное, в своем большинстве пилы будут компактные, легкие, высокопроизводительные и доступные по цене. Как и профессиональные модели, маленькие пилы для сада STIHL оборудованы мощными двигателями, которые созданы по современным технологиям. Все эти факторы обеспечат безотказную работу даже при экстремальных нагрузках.
Значения аббревиатур:
Наименование моделей: B — устройство быстрого натяжения цепи E — пусковое устройство ErgoStart M — M-Tronic V — электрообогрев карбюратора W — электрообогрев рукояток
Наша движущая сила в бензопиле Stihl MS 661
Наша команда высококлассных специалистов создают качественные инструменты на основе исследований, бесчисленных проб и тестов. И это касается не только устройств, но и жидкостей, которые применяются в процессе эксплуатации техники Stihl. Это нужно с одной целью, чтобы инструменты, которые вы приобретаете, функционировали на полную мощность и выдавали результат, который был заявлен компанией Stihl. Все устройства проходят тесты с высококачественными смазочными материалами и топливом.
Купить бензопилу ШТИЛЬ MS 661 с шиной 71 см у официального дилера
Наш магазин официальный дилер техники и инструментов STIHL и VIKING, у нас полный каталог актуальных моделей цепных пил в наличии. Бензиновую пилу STIHL MS 661 с шиной 71 см вы можете купить по отличной цене, протестировать ее вместе с нашим курьером, при желании пройти обучение пользования инструментом.
Также, мы являемся авторизованным сервисным центром STIHL и VIKING в Москве. В продаже имеется большой выбор запчастей и аксессуаров для любых моделей инструментов.
Мотопилы
Серия:
MS
Модель:
MS 661
Тип питания:
бензиновые
Применение:
для лесного хозяйства, для заготовки дров, для строительства
Толщина цепи:
1,6 мм
Длина шины:
71 см
Количество звеньев:
91 звено
Рабочий объем:
91,1 см3
Потребляемая мощность:
5,4 кВт, 7,3 л. с.
Уровень звукового давления:
105 дБА
Уровень звуковой мощности:
119 дБА
Уровень вибрации, (слева/справа):
6,9/5,6 м/с2
Двигатели STIHL:
2-MIX
Шаг цепи:
3/8″
Тип пильной цепи STIHL Oilomatic:
RS
Особенности:
облегченная шина, масляный насос с регулированием подачи, устройство бокового натяжения цепи, декомпрессионный клапан, пусковое устройство ElastoStart, воздушный фильтр HD2, безинструментальная крышка топливного бака
Бензопила STIHL MS 661 без шины (арт. 11440113000)
Дополнительные категории:
Печатать
Артикул: 11440113000
Есть в наличии
Характеристики
Тип двигателя: 2-х тактный с техн. .
Объем двигателя (куб.см.): 91.1
Мощность двигателя (л.с.): 7.3
Объем топливного бака (л.): 0.82
Объем бака смазки цепи (л.): 0.4
Легкий запуск двигателя: Декомпрессионный к. .
Натяжение цепи: Винтовое
Вес (кг.): 7.4
Все характеристики
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовка
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
48 150 руб
Предложить свою цену
Характеристики и описание: Бензопила STIHL MS 661 без шины (11440113000)
Пила STIHL MS 661 – это агрегат с большой мощностью и производительностью. Инструмент походит для спиливания деревьев с большим диаметром ствола. Снижено усилие тяги на пусковом тросе за счет наличия декомпрессионного клапана, который выпускает часть сжатой смеси в момент включения двигателя. Точная дозировка масла производится благодаря технологии насоса. Инструмент подходит для работы в зимний период, так как имеется возможность предварительного подогрева карбюратора. Мотор не обледенеет, благодаря тому, что в зимнем режиме карбюратор обдувается подогретым воздухом. Для переключения режимов необходимо сделать одно движение рукой.
Наличие цепного тормоза QuickStop делает пилу безопасной. Тормоз срабатывает при нажатии на передний упор для рук и во время сильной отдачи. Для полной остановки инструмента необходима доля секунды.
Антивибрационная система, расположенная около рукояток, хорошо поглощает вибрации, производимые двигателем. За счет наличия компрессора в карбюраторе значительно уменьшен расход топлива, понижено количество вредных выхлопов и обеспечена постоянная мощность двигателя даже при загрязненном фильтре. Пила бензиновая Штиль MS не нуждается в частом специальном обслуживании. Крышка цепной звездочки прикручена нетеряемыми гайками, которые откручиваются без использования дополнительных инструментов.
Устройство натяжения – боковое, поэтому оператору не нужно прикасаться к режущей части инструмента. Управление агрегатом – однорычажное. Рычаг, отвечающий за выбор типа запуска и выключение, расположен около правой ладони. Во время смазки пильных элементов, расходуется на 50% меньше, благодаря системе Ematic. Вся смазка попадает непосредственно на режущие детали. Наличие пусковой системы ElastoStart, позволяет включить двигатель без рывков и толчков, поскольку демпфирующий элемент в ручке принимает и отдает энергию в соответствии с процессом сжатия.
Поворотный суппорт STIHL FS для пильного диска USG является качественным и удобным инструментом, который значительно облегчит процесс заточки инструментов.Выполнен из сверхпрочных материалов.
Гарантия и сервис: Бензопила STIHL MS 661 без шины
Отзывы о товаре: Бензопила STIHL MS 661 без шины (11440113000)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Цепь Champion 3/8″, 1,5 мм, 60 зв. PRO (LG)
720 руб
Добавить к сравнению
Сравнить (0)
Рекомендуем посмотреть
Бензопила STIHL MS 661 C-M 25″
114 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 661 28″
110 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 661 20″
108 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бензопила Husqvarna 435 || 15″
23 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Champion 256 18″
10 200 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Новый Stihl MS 661 C-M Magnum 25 дюймов | Энергетическое оборудование в Marion NC
Подать заявку на финансирование
Цена
$
Первоначальный взнос
$
Процентная ставка
%
Срок кредита 12 месяцев24 месяца36 месяцев48 месяцев60 месяцев72 месяца
Расчетный ежемесячный платеж
$
Это не предложение кредита и должно использоваться только для целей оценки на основе предоставленной вами информации. Вы не должны основывать свое решение только на этой оценке. Право собственности, регистрация, налоги и другие сборы, а также личные обстоятельства, такие как статус занятости и личная кредитная история, не учитывались при расчетах.
Рассчитать платеж
Страховая цитата
Stihl MS 661 C-M Magnum 25 дюймов •
1489,99 долларов США
Профессиональная бензопила с повышенной топливной экономичностью и технологией STIHL M-Tronic™.
Когда профессионалам нужно свалить большие деревья в больших количествах, они хватаются за пилу, которая, как они знают, способна выполнить работу – MS 661 C-M. Благодаря впечатляющему соотношению мощности к весу и технологии управления двигателем STIHL M-Tronic™ бензопила MS 661 C-M также обеспечивает меньшую вибрацию и на 20 % большую топливную экономичность, чем MS 660. Среди других особенностей — долговечная система фильтрации с использованием HD. -2 фильтрующих элемента для увеличения времени работы между техническими обслуживаниями, рукоятка ElastoStart™ и регулируемая масленка с высокой производительностью. Версия с ручкой доступна в некоторых регионах. См. MS 661 R C-M.
Особенности
Технические характеристики
Опции
Фото
Общие черты
ПИЛЬНАЯ ЦЕПЬ STIHL OILOMATIC®: STIHL производит собственную пильную цепь.
EMATIC™ BAR: Включает в себя полимерный рамповый резервуар, который удерживает масло в стержне до тех пор, пока его не можно будет подобрать с помощью цепи. Это может сократить потребление масла до 50%.
БАМПЕРНЫЕ ШИПЫ: Помогают предотвратить втягивание и обеспечивают лучший контроль, облегчая резку.
ИСКРОЗАЩИТНЫЙ ГЛУШИТЕЛЬ: Большие перегородки, снижающие уровень шума, и содержащие экран, предназначенный для уменьшения образования искр.
СИСТЕМА ТОРМОЗА ЦЕПИ STIHL QUICKSTOP®: Предназначена для остановки цепи за доли секунды. Может активироваться вручную или активироваться по инерции, если сила отдачи достаточна.
ПЕРЕДНЯЯ ЗАЩИТА ДЛЯ РУК: Предназначена для снижения риска травм.
ПЕРЕДНЯЯ РУКОЯТКА: Разработана для надежного захвата и эргономично расположена под углом для удобства.
ЗАЩИЩЕННАЯ СВЕЧА ЗАЖИГАНИЯ: Защищенная, но легко заменяемая.
БОЛЬШАЯ РУКОЯТКА ДЛЯ ЗАПУСКА: Удобный захват.
ГЛАДКАЯ ЧИСТАЯ ДИЗАЙН: Нет шероховатых краев, за которые можно зацепиться за одежду или щетку.
КРЫШКА ВОЗДУШНОГО ФИЛЬТРА: Легко снимается для быстрой и легкой очистки или замены фильтра.
ГЛАВНЫЙ РЫЧАГ УПРАВЛЕНИЯ™: Один рычаг, управляющий воздушной заслонкой, блокировкой дроссельной заслонки и выключателем.
ЗАДНЯЯ ЗАЩИТА ДЛЯ РУК: Снижает риск получения травм, а также обеспечивает широкое пространство для размещения ног во время старта.
ВЫСОКОТЕХНОЛОГИЧЕСКИЕ ПОЛИМЕРНЫЕ КОРПУСЫ: Легкие, выдерживают большие удары и устойчивы к коррозии.
ПРОЗРАЧНЫЙ ТОПЛИВНЫЙ БАК: Позволяет оператору легко проверить уровень топлива перед началом работы.
АНТИБИБРАЦИОННАЯ СИСТЕМА: Помогает снизить утомляемость оператора.
ЭЛЕКТРОННОЕ ЗАЖИГАНИЕ: Обеспечивает более легкий запуск и более плавную работу.
ЗАМЕНЯЕМЫЕ ТОПЛИВНЫЕ И МАСЛЯНЫЕ ФИЛЬТРЫ «В БАКЕ»: низкая стоимость и простота обслуживания.
ВСТРОЕННЫЙ ТОРМОЗ ЦЕПИ: Требует меньше обслуживания и облегчает снятие звездочки цепи пилы.
АВТОМАТИЧЕСКАЯ МАСЛЕНКА ДЛЯ ШИН И ЦЕПЕЙ: Позволяет оператору сосредоточиться на резке, а не на смазке шины.
УДЕРЖАТЕЛЬ ЦЕПИ: Помогает снизить риск контакта оператора с цепью, если она порвется или сойдет с рельсов.
БЛОКИРОВКА ТРИГГЕРА ДРОССЕЛЬНОЙ ЗАСЛОНКИ: Должна быть нажата до активации курка.
*ПРИМЕЧАНИЕ: Бензопилы STIHL имеют много общих черт. Однако не все модели могут иметь все функции, показанные здесь. Для получения подробной информации обратитесь к своему дилеру.
Особенности модели
ЗАБОТА О ПРИРОДЕ FPR: Знак STIHL Inc. «Забота о природе» обозначает ее приводные изделия, которые более экологичны и обеспечивают нулевой или низкий уровень выбросов выхлопных газов. STIHL Inc. определяет «низкий уровень выбросов выхлопных газов» как более чистый, чем стандарты выбросов выхлопных газов EPA и/или CARB.
STIHL M-TRONIC™: этот продукт оснащен M-Tronic™ (M) — интеллектуальной системой управления двигателем нового поколения, которая устраняет винты регулировки низких и высоких оборотов карбюратора, компенсирует загрязнение воздушного фильтра и изменения высоты и качества топлива для оптимального мощность двигателя всегда.
ДЕКОМПРЕССИОННЫЙ КЛАПАН: Декомпрессионный клапан, также называемый «декомпрессионным» или «декомпрессионным клапаном», сбрасывает компрессию в цилиндре для облегчения запуска. Декомпрессионный клапан временно уменьшает компрессию в камере сгорания во время проворачивания коленчатого вала и помогает уменьшить усилие, необходимое для вытягивания троса стартера. Он открывается вручную и автоматически закрывается при запуске двигателя.
STIHL ELASTOSTART™: пусковая рукоятка ElastoStart™ является эксклюзивной особенностью STIHL. Это стартовая рукоятка со встроенным амортизатором, помогающим уменьшить усилие при вытягивании шнура стартера. Рукоятка стартера ElastoStart™ заметно снижает внезапные пиковые усилия (сжатие), обычно возникающие при проворачивании коленчатого вала. Силы, возникающие в рукоятке после первого такта сжатия, сглаживаются.
РЕГУЛИРУЕМАЯ АВТОМАТИЧЕСКАЯ МАСЛЕНКА: Регулируемая автоматическая масленка позволяет пользователю регулировать смазку направляющей шины и пильной цепи в зависимости от длины шины и условий резки.
НАТЯЖИТЕЛЬ ЦЕПИ С БОКОВЫМ ДОСТУПА: Натяжитель цепи с боковым доступом значительно упрощает регулировку пильной цепи с помощью стержневого ключа, в отличие от обычного расположения регулировочного винта направляющей шины.
АНТИВИБРАЦИОННАЯ СИСТЕМА: STIHL разработала систему для минимизации уровня вибрации ручного силового оборудования, работающего вне помещений. Антивибрационная система STIHL снижает утомляемость оператора и делает работу более комфортной.
Длина (рекомендуемый диапазон) — 16 — 32 дюйма (Super 40 — 80 см) STIHL E ROLLOMATIC®0003
Фотографии
В связи с постоянными проблемами в сетях поставщиков, а также увеличением затрат на логистику, цены на продукты, стоимость доставки, спецификации и функции могут быть изменены в любое время без предварительного уведомления. Уточните всю информацию у местного дилера.
Новый Stihl MS 661 C-M Magnum 36 дюймов. Светло-оранжевый/белый
Профессиональная бензопила с повышенной топливной экономичностью и технологией STIHL M-Tronic™.
Когда профессионалам нужно свалить большие деревья в больших количествах, они хватаются за пилу, которая, как они знают, способна выполнить работу — MS 661 C-M. Благодаря впечатляющему соотношению мощности к весу и технологии управления двигателем STIHL M-Tronic™ бензопила MS 661 C-M также обеспечивает меньшую вибрацию и на 20 % большую топливную экономичность, чем MS 660. Среди других особенностей — долговечная система фильтрации с использованием HD. -2 фильтрующих элемента для увеличения времени работы между техническими обслуживаниями, рукоятка ElastoStart™ и регулируемая масленка с высокой производительностью. Версия с ручкой доступна в некоторых регионах. См. MS 661 R C-M.
Запросить дополнительную информацию
Распечатать брошюру
Подать заявку на финансирование
Цена
$
Первоначальный взнос
$
Процентная ставка
%
Срок кредита 12 месяцев24 месяца36 месяцев48 месяцев60 месяцев72 месяца
Предполагаемый ежемесячный платеж
$
Это не предложение кредита и должно использоваться только для целей оценки на основе предоставленной вами информации. Вы не должны основывать свое решение только на этой оценке. Право собственности, регистрация, налоги и другие сборы, а также личные обстоятельства, такие как статус занятости и личная кредитная история, не учитывались при расчетах.
Рассчитать платеж
Сравнить модели
Страховая цитата
Stihl MS 661 C-M Magnum 36 дюймов, легкий
Состояние
Новое
Категория
Силовое оборудование
Тип модели
Профессиональные пилы
Код модели
11442000406
Цвет
Оранжевый/белый
Особенности
Технические характеристики
Опции
Фото
Особенности
STIHL M-TRONIC™: Этот продукт оснащен M-Tronic™ (M) — интеллектуальной системой управления двигателем нового поколения, которая устраняет винты регулировки низких и высоких оборотов карбюратора, компенсирует загрязнение воздушного фильтра и изменения высоты. и качество топлива для оптимальной мощности двигателя в любое время.
ТЕХНОЛОГИЯ ДВИГАТЕЛЯ С СНИЖЕННЫМИ ВЫБРОСАМИ – ЗАБОТА О ПРИРОДЕ: Знак STIHL Inc. «Забота о природе» обозначает ее силовые агрегаты, которые более экологичны и обеспечивают нулевой или низкий уровень выбросов выхлопных газов. STIHL Inc. определяет «низкий уровень выбросов выхлопных газов» как более чистый, чем стандарты выбросов выхлопных газов EPA и/или CARB.
ДЕКОМПРЕССИОННЫЙ КЛАПАН: Декомпрессионный клапан, также называемый «декомпрессионным» или «декомпрессионным клапаном», сбрасывает компрессию в цилиндре для облегчения запуска. Декомпрессионный клапан временно уменьшает компрессию в камере сгорания во время проворачивания коленчатого вала и помогает уменьшить усилие, необходимое для вытягивания троса стартера. Он открывается вручную и автоматически закрывается при запуске двигателя.
STIHL ELASTOSTART™: пусковая рукоятка ElastoStart™ является эксклюзивной особенностью STIHL. Это стартовая рукоятка со встроенным амортизатором, помогающим уменьшить усилие при вытягивании шнура стартера. Рукоятка стартера ElastoStart™ заметно снижает внезапные пиковые усилия (сжатие), обычно возникающие при проворачивании коленчатого вала. Силы, возникающие в рукоятке после первого такта сжатия, сглаживаются.
РЕГУЛИРУЕМАЯ АВТОМАТИЧЕСКАЯ МАСЛЕНКА: Регулируемая автоматическая масленка позволяет пользователю регулировать смазку направляющей шины и пильной цепи в зависимости от длины шины и условий резки.
НАТЯЖИТЕЛЬ ЦЕПИ С БОКОВЫМ ДОСТУПА: Натяжитель цепи с боковым доступом значительно упрощает регулировку пильной цепи с помощью стержневого ключа, в отличие от обычного расположения регулировочного винта направляющей шины.
АНТИВИБРАЦИОННАЯ СИСТЕМА: STIHL разработала систему для минимизации уровня вибрации ручного силового оборудования, работающего вне помещений. Антивибрационная система STIHL снижает утомляемость оператора и делает работу более комфортной.
ДОМ-2 После заката 3005 день Ночной эфир (01. 08.2012)
ДОМ-2 После заката 3007 день Ночной эфир (03.08.2012)
ДОМ-2 После заката 3008 день Ночной эфир (04.08.2012)
ДОМ-2 После заката 3009 день Ночной эфир (05.08.2012)
ДОМ-2 После заката 3010 день Ночной эфир (06.08.2012)
ДОМ-2 После заката 3011 день Ночной эфир (07.08.2012)
ДОМ-2 После заката 3012 день Ночной эфир (08.08.2012)
ДОМ-2 После заката 3013 день Ночной эфир (09.08.2012)
ДОМ-2 После заката 3014 день Ночной эфир (10.08.2012)
ДОМ-2 После заката 3015 день Ночной эфир (11.08.2012)
ДОМ-2 После заката 3016 день Ночной эфир (12.08.2012)
ДОМ-2 После заката 3017 день Ночной эфир (13. 08.2012)
ДОМ-2 После заката 3018 день Ночной эфир (14.08.2012)
ДОМ-2 После заката 3019 день Ночной эфир (15.08.2012)
ДОМ-2 После заката 3020 день Ночной эфир (16.08.2012)
ДОМ-2 После заката 3021 день Ночной эфир (17.08.2012)
ДОМ-2 После заката 3022 день Ночной эфир (18.08.2012)
ДОМ-2 После заката 3023 день Ночной эфир (19.08.2012)
ДОМ-2 После заката 3024 день Ночной эфир (20.08.2012)
ДОМ-2 После заката 3025 день Ночной эфир (21.08.2012)
ДОМ-2 После заката 3026 день Ночной эфир (22.08.2012)
ДОМ-2 После заката 3027 день Ночной эфир (23.08.2012)
ДОМ-2 После заката 3028 день Ночной эфир (24. 08.2012)
ДОМ-2 После заката 3029 день Ночной эфир (25.08.2012)
ДОМ-2 После заката 3030 день Ночной эфир (26.08.2012)
ДОМ-2 После заката 3031 день Ночной эфир (27.08.2012)
ДОМ-2 После заката 3032 день Ночной эфир (28.08.2012)
ДОМ-2 После заката 3033 день Ночной эфир (29.08.2012)
ДОМ-2 После заката 3034 день Ночной эфир (30.08.2012)
ДОМ-2 После заката 3035 день Ночной эфир (31.08.2012)
План дома в традиционном стиле — 4 спальни, 2,5 ванные комнаты, 3006 кв. футов, план № 51-476
Получите персональную помощь
Дом /
Стиль /
Традиционный
Основные характеристики
3006 кв. футов
4 Кровати
2,5 Ванны
2 Этажи 6
3
Гаражи
Выберите параметры набора планов Что включено?
Набор PDF — $2050.00 Воспроизводимый набор — $2050.00 Набор из 5 копий — $2250.00 Набор из 5 копий и PDF — 2350,00 долларов США. Набор из 8 копий — $2350.00 Набор САПР — 2700,00 долларов США
Выберите этот вариант, чтобы изменить планы и сделать текст и размеры читаемыми.
012345678910
Дополнительные наборы для сборки$40.00/каждый
Дополнительные печатные копии плана (можно заказать во время покупки и в течение 90 дней с даты покупки).
Аудио Видео Дизайн
$100,00
Получите накладной лист с рекомендуемым размещением аудио- и видеокомпонентов.
Руководство по строительству
39,00 $
Изучите основные идеи строительства с помощью этих четырех подробных схем, на которых обсуждаются электрические, сантехнические, механические и структурные темы.
Дизайн освещения
200,00 $
Получите накладной лист с предполагаемым размещением осветительных приборов.
Итого
$2050,00
Гарантия лучшей цены
Или заказать по телефону: 1-800-913-2350
Вау! Отчеты о стоимости строительства всего 3,99 доллара США с кодом NOVCTB (ограничение 1)
В этом отчете будет представлена смета расходов, основанная на местоположении и строительных материалах.
Получить отчет о затратах на строительство
Получите персональную помощь
Пожалуйста, позвоните мне как можно скорее.
Когда вы хотите начать строительство? — Выберите -0-3 месяца3-6 месяцев6-12 месяцевБолее одного годаНеобходимо продать дом
У вас много? — Выберите -NoYesIn ProcessMultiple Lots
Вы работаете со строителем? — Выберите -NoYesOwner / Builder
Где вы планируете строить? — Select Country -USACanadaEuropeOther- Select State -AlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaArmed Forces AmericasArmed Forces EMEAArmed Forces PacificFederated States of MicronesiaGuamMarshall IslandsNorthern Mariana IslandsPalauPuerto RicoVirgin IslandsAlbertaBritish ColumbiaManitobaNew BrunswickNewfoundland and LabradorNova ScotiaNorthwest TerritoriesNunavutOntarioPrince Edward IslandQuebecSaskatchewanYukonUnited States Minor Outlying IslandsOutside of США/Канада
Пришлите и мне свой информационный бюллетень!
Телефон: 1-800-913-2350
Время работы: Пн-Пт 8:30-8:30 (восточноевропейское время)
Видеть Условия и Политика конфиденциальности.
Спасибо за вопрос.
Мы свяжемся с вами в ближайшее время.
Дом /
Стиль /
Традиционный
Основные характеристики
3006 кв. футов
4 Кровати
2,5 Ванны
2 Этажи
3 Гаражи
Описание плана
Этот план можно изменить!
Расскажите нам о ваших желаемых изменениях, чтобы мы могли подготовить смету на услуги дизайна. Нажмите кнопку, чтобы отправить запрос на расценки, или позвоните по телефону 1-800-913-2350.
Изменить этот план
Планы этажей
План этажа — основной этаж
Реверс
Преимущество программы BUILDER
PRO BUILDERS:
Присоединяйтесь к клубу и сэкономьте 5% на первом заказе, а также эксклюзивные скидки и многое другое.
ПРИСОЕДИНЯЙТЕСЬ БЕСПЛАТНО
Нажмите, чтобы получить отчет о тенденциях
План этажа — верхний этаж
Реверс
Полные характеристики и функции
Основные функции
Спальни: 4
Ванные: 2,5
Истории: 2
ГАРАЖИ: 3
Dimension
Глубина: 500003
DUMENSIN0003
Высота: 30 ‘
Ширина: 71′
Область
Всего: 3006 кв. /Фут
Гараж: 713 кв./FT
Основной этаж: 1535 кв. футов
* Общая площадь в квадратных футах обычно включает только кондиционированные площади и не включает гаражи, веранды, бонусные комнаты или террасы.
Потолок
Нижний потолок: 9 футов
Главный потолок: 9 футов
Верхний потолок Футов: 8 футов
Roof
Первичный шаг: 9:12
Обработка крыши: фермы
Вторичное шаг: 12:12
Экстер -стены
. Спальни наверху
Главные спальни наверху
Гардеробная
Кухонные принадлежности
Уголок для завтрака
Кухонный остров
Прогулка в кладовой Шкаф Кладовая
Дополнительные комнаты
DEN Office Исследовательский компьютер
Семейная комната для сохранения комнаты
Отличная комната гостиная
Прачечная на первом этаже
Mud Loble
Солнцевая комната
Гараж.
Большой гараж
Характеристики участка
Подходит для углового участка
Подходит для наклонного участка
Открытые площадки
крытая передняя крыльца
Deck Deck Sundeck
Экранированная крыльца
Энергоэффективные функции
Зеленые спецификации
Что включено в этот план
См. Набор выборки. План фундамента: на этой странице, выполненной в масштабе 1/4 дюйма, показаны все необходимые обозначения и размеры, включая опорные колонны, стены, а также раскопанные и нераскопанные участки.
Внешние фасады: схематическое изображение всех четырех сторон с указанием материалов и размеров экстерьера. Выполнен в масштабе 1/4″ и 1/8″.
План(ы) этажей: подробные планы, выполненные в масштабе 1/4 дюйма для каждого уровня, с указанием размеров комнат, стеновых перегородок, окон и т. д.
Поперечный разрез: вертикальный разрез дома от крыши до фундамента, показывающий детали каркаса, конструкции, пола и кровли.
План крыши: вид крыши сверху, показывающий гребни, долины и уклон.
Примечание. Эти планы не будут содержать электрической схемы.
*Ознакомьтесь с важной информацией перед покупкой
Цены
Варианты плана
Набор PDF
Лучшая цена!
2050,00 $
Наборы планов в формате PDF лучше всего подходят для быстрой электронной доставки и недорогой местной печати.
Воспроизводимый набор
2050,00 $
Для недорогой локальной печати/ внесения незначительных корректировок вручную. 1 печатный комплект, обычно на бумаге Bond.
5 комплектов копий
2250,00 $
5 комплектов печатных планов отправлены вам по почте.
Набор из 5 копий и PDF-файлов
2350,00 $
5 печатных наборов планов, отправленных вам по почте, плюс наборы планов в формате PDF лучше всего подходят для быстрой электронной доставки и недорогой местной печати.
8 комплектов копий
2350,00 $
8 комплектов печатных планов отправлены вам по почте.
Набор САПР
2700,00 $
Для использования профессиональными дизайнерами для внесения существенных изменений в план вашего дома и недорогой местной печати.
Варианты фундамента
Подвал с дневным освещением
0,00 $
Идеально подходит для наклонных участков, нижний уровень дома частично под землей.
Подвал
400,00 $
Идеально подходит для ровных участков, нижнего этажа дома, частично или полностью под землей.
Подполье
400,00 $
Идеально подходит для половинчатого или ровного участка, дом может быть построен на уклоне, обычно 18–48 дюймов.
Плита
400,00 $
Идеально подходит для однослойного бетона, заливаемого прямо на ровную площадку.
*Подготовка платных вариантов может занять некоторое время. Пожалуйста, позвоните, чтобы подтвердить.
Варианты кадрирования
Wood 2×6
$ 0,00
Wood 2×6
Wood 2×4
$ 250,00
Wood 2×4
*Опционы с Aht Sate May Save May May Sake. Пожалуйста, позвоните, чтобы подтвердить.
Дополнительные опции
Правое чтение в обратном порядке
200,00 $
Выберите этот вариант, чтобы изменить планы и обеспечить читаемость текста и размеров.
Дополнительные конструкторы
40,00 $
Дополнительные печатные копии плана (можно заказать во время покупки и в течение 90 дней с даты покупки).
Дизайн аудио-видео
100,00 $
Получите накладной лист с рекомендуемым размещением аудио- и видеокомпонентов.
Руководство по строительству
$39,00
Ознакомьтесь с основными идеями строительства с помощью этих четырех подробных схем, на которых обсуждаются электрические, сантехнические, механические и структурные вопросы.
Дизайн освещения
200,00 $
Получите накладной лист с рекомендуемым размещением осветительных приборов.
Если вы не купите «неограниченный» набор планов или лицензию на многократное использование, вы можете построить только один дом из набора планов. Пожалуйста, позвоните, чтобы подтвердить, если вы собираетесь строить более одного раза. Лицензии плана не подлежат передаче и не могут быть перепроданы.
План дома в стиле фермерского дома — 5 спальных мест 3 ванные комнаты 3006 кв. футов План № 485-1
Получите персональную помощь
Дом /
Стиль /
Сельский дом
Основные характеристики
3006 кв. футов
5 Кровати
3 Ванны
2 Полы 3
0
5 0 Гаражи
Выберите параметры набора планов Что включено?
Набор PDF — $1260. 00 Воспроизводимый набор — $1350.00 Набор из 5 копий — $1450.00 Набор из 8 копий — $1520.00 Набор CAD — 2070,00 $
Мгновенная загрузка после оформления заказа
Выберите параметры фундамента
Crawlspace — +$0.00 Подвал — +$225.00
Правое чтение в обратном направлении
200,00 $
Выберите этот вариант, чтобы изменить планы и сделать текст и размеры читаемыми.
012345678910
Дополнительные строительные наборы$50. 00/каждый
Дополнительные печатные копии плана (можно заказать во время покупки и в течение 90 дней с даты покупки).
Аудио Видео Дизайн
100,00 $
Получите накладной лист с рекомендуемым размещением аудио- и видеокомпонентов.
Руководство по строительству
39,00 $
Изучите основные идеи строительства с помощью этих четырех подробных схем, на которых обсуждаются электрические, сантехнические, механические и структурные темы.
Дизайн освещения
200,00 $
Получите накладной лист с предполагаемым размещением осветительных приборов.
012345678910
Зеркальные перевернутые наборы$100.00
Печатные наборы, в которых план отображается в обратном порядке, текст и размеры отображаются в обратном порядке.
Итого
$1260,00
Гарантия лучшей цены
Или заказать по телефону: 1-800-913-2350
Вау! Стоимость создания отчетов всего 3,99 долл. США с кодом NOVCTB (ограничение 1)
В этом отчете будет представлена смета расходов, основанная на местоположении и строительных материалах.
Получить отчет о затратах на строительство
Получите персональную помощь
Пожалуйста, позвоните мне как можно скорее.
Когда вы хотите начать строительство? — Выберите -0-3 месяца3-6 месяцев6-12 месяцевБолее одного годаНеобходимо продать дом
У вас много? — Выберите -NoYesIn ProcessMultiple Lots
Вы работаете со строителем? — Выберите -NoYesOwner/Builder
Где вы планируете строить? — Select Country -USACanadaEuropeOther- Select State -AlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaArmed Forces AmericasArmed Forces EMEAArmed Forces PacificFederated States of MicronesiaGuamMarshall IslandsNorthern Mariana IslandsPalauPuerto RicoVirgin IslandsAlbertaBritish ColumbiaManitobaNew BrunswickNewfoundland and LabradorNova ScotiaNorthwest TerritoriesNunavutOntarioPrince Edward IslandQuebecSaskatchewanYukonUnited States Minor Outlying IslandsOutside of США/Канада
Пришлите и мне свой информационный бюллетень!
Телефон: 1-800-913-2350
Время работы: Пн-Пт 8:30-8:30 (восточноевропейское время)
Видеть Условия и Политика конфиденциальности.
Спасибо за вопрос.
Мы свяжемся с вами в ближайшее время.
Дом /
Стиль /
Сельский дом
Основные характеристики
3006 кв. футов
5 Кровати
3 Ванны
2 Этажи
0 Гаражи
Описание плана
Этот план этажа в традиционном деревенском стиле был вдохновлен простым классическим композиция старого американского фермерского дома с фольклорным викторианским стилем украшения, обычные для сельских домов конца 19 века. Сочетая в себе практичную функциональность американского фермерского дома с непринужденной открытой планировкой современного дома, этот дом уравновешивает традиции с легким потоком внутри и снаружи, окнами, открывающими максимальный вид, и планировкой, которая одновременно поощряет общение и обеспечивает уединение. Этот дом дает вашей семье пространство, необходимое для роста, а также пространство и спокойствие, необходимые для хорошей жизни. Особенности: Обеденная зона с двустворчатыми наружными дверями с трех сторон, которые при открытии обеспечивают возможность обедать в помещении и на открытом воздухе без стен, что отлично подходит для развлечений. Основная ванная в оконном углу; оптимально по просмотрам. Большой чердак в качестве дополнительной комнаты с мансардными окнами на балконе Velux. Просторная открытая планировка. и вторые этажи.
Этот план можно настроить!
Расскажите нам о ваших желаемых изменениях, чтобы мы могли подготовить смету на услуги дизайна. Нажмите кнопку, чтобы отправить запрос на расценки, или позвоните по телефону 1-800-913-2350.
Изменить этот план
Планы этажей
План этажа — основной этаж
Реверс
Преимущественная программа BUILDER
PRO BUILDERS:
Вступайте в клуб и сэкономьте 5% на первом заказе, а также получите эксклюзивные скидки и многое другое.
ПРИСОЕДИНЯЙТЕСЬ БЕСПЛАТНО
Нажмите, чтобы получить отчет о тенденциях
План этажа — верхний этаж
Реверс
План этажа — Другой этаж
Реверс
Полные характеристики и функции
Основные особенности
Спальни: 5
Ванные: 3
Истории: 2
ГАРАЖИ: 0
Dimension
Глубина: 400003
3.
Ширина: 61 фут
Область
Всего: 3006 кв./Фут
Бонус: 728 кв./FT
Палубы: 645 кв./Фут
Основной этаж: 1503 SQ/FT
PORCH: 620 SQ/FT
9003 9003 9003 9003
9003
9003
9003
9003
9003
9003
9003
. 183 кв. фута
Верхний этаж: 1503 кв. фута
* Общая площадь в квадратных футах обычно включает только кондиционированные площади и не включает гаражи, веранды, дополнительные комнаты или террасы.
Потолок
Бонусный потолок: 10 футов
Детали потолка: Потолок мансардной бонусной комнаты имеет сводчатый свод высотой 10 футов-8 дюймов.
Основной потолок: 9 ‘
Верхний потолок Ft: 9′
Крыша
Первичный шаг: 10:12
Вторичное шаг: 3:12
Стенка внешней стены
Внешняя стена. Стенка0003
наверху спальни
наверху главные спальни
Прогулка в шкафу
Кухня
Кухонный остров
Прогулка в шкафу шкаф.
Прачечная на первом этаже
Грязевая комната
Play Flex Room
Незавершенное пространство будущего
Вестибюль
Friend S Entry
Lot Characteristics
Suited For View Lot
Outdoor Spaces
Covered Front Porch
Grill Deck Sundeck
Wrap Around Porch
More
Economical To Build
Предоставленная информация о конструкции
Чертеж фундамента
Что входит в этот набор планов
См. пример набора планов
Все планы нарисованы в масштабе ¼ дюйма или больше и включают:
План фундамента: на этой странице, выполненной в масштабе 1/4 дюйма, показаны все необходимые обозначения и размеры, включая опорные колонны, стены, а также раскопанные и нераскопанные участки.
Внешние фасады: схематическое изображение всех четырех сторон с указанием материалов и размеров экстерьера.
План(ы) этажей: подробные планы, выполненные в масштабе 1/4 дюйма для каждого уровня, с указанием размеров комнаты, стенных перегородок, окон и т. д., а также расположения электрических розеток и выключателей.
Поперечный разрез: вертикальный разрез дома от крыши до фундамента, показывающий детали каркаса, конструкции, пола и кровли.
Внутренние фасады: подробные чертежи фасадов кухонных шкафов и других элементов по мере необходимости.
*Ознакомьтесь с важной информацией перед покупкой
Цены
Варианты плана
Набор PDF
Лучшая цена!
1260,00 $
Наборы планов в формате PDF лучше всего подходят для быстрой электронной доставки и недорогой местной печати.
Воспроизводимый набор
1350,00 $
Для недорогой местной печати/ внесения незначительных корректировок вручную. 1 печатный комплект, обычно на бумаге Bond.
5 наборов копий
$1450,00
5 печатных наборов планов отправлены вам по почте.
8 комплектов копий
1520,00 $
8 печатных наборов планов отправлены вам по почте.
Набор САПР
2070,00 $
Для использования профессиональными дизайнерами для внесения существенных изменений в план вашего дома и недорогой местной печати.
Варианты фундамента
Подполье
0,00 $
Идеально подходит для полунаклонных или ровных участков, дом можно строить вне уклона, обычно 18–48 дюймов.
Подвал
225,00 $
Идеально подходит для ровных участков, нижнего уровня дома, частично или полностью под землей.
*Подготовка платных вариантов может занять некоторое время. Пожалуйста, позвоните, чтобы подтвердить.
Дополнительные опции
Обратное чтение справа
200,00 $
Выберите эту опцию, чтобы перевернуть ваши планы и обеспечить читаемость текста и размеров.
Дополнительные конструкторы
$50,00
Дополнительные печатные копии плана (можно заказать во время покупки и в течение 90 дней с даты покупки).
Audio Video Design
$100,00
Получите накладной лист с рекомендуемым размещением аудио- и видеокомпонентов.
Руководство по строительству
$39,00
Ознакомьтесь с основными идеями строительства с помощью этих четырех подробных схем, на которых обсуждаются электрические, сантехнические, механические и структурные темы.
Дизайн освещения
200,00 $
Получите накладной лист с рекомендуемым размещением осветительных приборов.
С недавних пор (с мая, что-ли) перестал у меня на работе запускаться Fusion 360. Печалька. В свободное время моделировал, потом продолжал дома. Но на рабочем компе стоит Windows 7, а дома Windows 10. Видимо, прекратилась поддержка семёрки.
Сидел, перебирал всевозможные программы — ничего не нравится. Те, что бесплатные — тихий ужас. Почти бесплатные, в отличие от фьюжена, либо урезают функционал, либо небесплатны для малого бизнеса. Платные я не потяну.
Короче, нечаянно натыкаюсь на ютюбе на человека, объяснившего мне, неразумному, что Fusion таки можно запустить в браузере, пусть и версия старовата (мои последние файлы не открылись). Зато, если уж ну очень сильно приспичит, можно кое-что накидать — функционал урезан.
Ссылка на то самое видео https://www.youtube.com/watch?v=uheVZVf7tUU
Вкратце (естественно, Вы должны иметь аккаунт Autodesk):
Заходим на https://a360. autodesk.com/ Жмём «Вход». Всё!
Ссылка на тудеевскую статью, где мельком упоминается эта возможность https://3dtoday.ru/blogs/hardcoreengines/one-of-the-projects-in-your-favorite-autodesk-fusion-360/?commentId=65185#%5Bobject%20Object%5D
Автор, кстати, там как раз дал ссылку на свой проект для просмотра в браузере. Вот она http://a360.co/1QH8aJJ
Там же, в комментах, один товарищ упоминает эту возможность https://3dtoday.ru/blogs/hardcoreengines/one-of-the-projects-in-your-favorite-autodesk-fusion-360/?commentId=65185#comment-68885
Пользуйтесь на здоровье!
Fusion 360
Fusion
браузер
Подпишитесь на автора
Подписаться
Не хочу
2
Комментарии к статье
Еще больше интересных статей
XcLxAd
Загрузка
27. 11.2022
3065
25
Подпишитесь на автора
Подписаться
Не хочу
Однажды, в жизни каждого диайвайщика наступает момент когда хаос на рабочем месте начинает бесить.&n…
Читать дальше
kzs64
Загрузка
07.12.2022
2578
17
Подпишитесь на автора
Подписаться
Не хочу
В одной из новинок версии КОМПАС-3D v21 появилась возможность сохранения настроек при экспорте в STL…
Читать дальше
145
Подпишитесь на автора
Подписаться
Не хочу
Здравствуйте уважаемые друзья!
Думаю каждый из нас сталкивался с такой проблемой ка. ..
Читать дальше
Читайте в блогах
Fusion 360
Autodesk Fusion 360 – это комплексный облачный CAD/CAM/CAE — инструмент, объединяющий все процессы разработки проекта в рамках одного программного продукта.
Программный продукт содержит функционал:
разработки дизайна продукции;
разработки модели, электроники;
проведения расчетов конструкции;
подготовки модели проекта к производству.
Autodesk Fusion позволяет взаимодействовать с коллегами в пределах одной платформы.
Основные возможности
3D-дизайн
Fusion включает инструменты дизайна, которые позволяют разработать будущий вид изделия, либо опробовать несколько итераций дизайна. Меняйте дизайн на всех этапах процесса разработки продукта.
Генеративный дизайн
Возможности программы позволяют быстро генерировать высокопроизводительные варианты дизайна из набора производственных и материальных ограничений. Как только решение выбрано, отредактируйте вашу CAD-геометрию.
Электроника
Autodesk Fusion является полнофункциональным электронным инструментом и механической САПР на единой платформе, управляемой данными.
Моделирование
Программа позволяет создавать модели и тестировать проекты на ранних стадиях процесса разработки, чтобы определить удобство использования и выявить дорогостоящие недостатки.
Поверхностное моделирование
Autodesk Fusion применяет технологии T-сплайнов и поверхностного моделирования для создания эргономичных формы.
Рис. 1 Т-сплайновое моделирование в Autodesk Fusion
Программа позволяет указать точную форму кривизны поверхностей, либо непосредственно редактировать грани, ребра и вершины сплайнов вручную.
Твердотельное моделирование
Fusion содержит привычные инструменты нисходящего и восходящего проектирования, такие как выдавливание, вращение, сопряжение, лофт, булевы операции и многие другие.
Рис. 2 Моделирование в Autodesk Fusion
В программе реализована временная шкала проекта, которая позволяет «откатиться» до необходимой стадии и изменить ее, не беспокоясь за последующее обновление структуры.
Параметрическое моделирование
Программа поддерживает использование параметрических размеров при определении эскизов. Это позволяет связать геометрические характеристики элементов с определенной величиной или функцией. При обновлении того или иного параметра, модель автоматически обновится вместе со всеми связанными элементами.
Использование сеточных моделей
Fusion позволяет импортировать файлы STL и OBJ, отсканированные с реального объекта, и использовать их в качестве базы для будущей 3D-модели.
Рис. 3 Применение сеточных моделей в Autodesk Fusion
Fusion поддерживает сборку деталей в той же среде, в которой они моделировались.
Задайте соединения деталей жесткими, или укажите более детальную специфику подвижного соединения: вращательное, поступательное, плоскостное, сферическое, винтовое и др.
Рис. 4 Работа со сборками в Autodesk Fusion
Укажите пределы движения, чтобы добиться именно такого типа соединения, которое должно быть в реальности и тут же предварительно просмотрите любые изменения кинематики.
Библиотека стандартных компонентов
В программный продукт встроена библиотека стандартных инженерных деталей, отвечающих стандартам ISO, ANSI, DIN и др.
Элементы из библиотеки могут применяться в качестве базы нового проекта или как составные части имеющейся модели.
CAE: инженерный анализ
Fusion предоставляет инструменты инженерного анализа, чтобы выявить наиболее уязвимые места будущего продукта и исправить их на стадии проектирования.
Доступны прочностной и модальный анализ, расчет теплообмена и усталостной прочности.
Рис. 5 CAE-расчеты в Autodesk Fusion
Делитесь результатами расчетов с остальной командой при помощи А360.
Кинематический анализ
Узнайте, как вела бы себя сборка в реальности, активировав все соединения в среде Motion Study.
Программа позволяет установить порядок и способ взаимодействия подвижных соединений и оценить итоговую картину кинематики. Просматривайте анимацию динамического движения или проиграйте ее в реверсе.
Производство
Интегрированная CAD + CAM среда помогает избегать дорогостоящих переделок, дефектов и пропущенных сроков. Технологии HSM поддерживают быстрое создание траекторий движения инструмента, которые сокращают время цикла, уменьшают износ станка и инструмента и производят высококачественные готовые детали.
CAM: Производство
Fusion 360 поддерживает задание обработки для 2, 2.5, 3 и 5 осевых станков ЧПУ.
Программа использует то же CAM-ядро, что и HSMWorks и Inventor HSM.
Рис. 6 задание обработки в Autodesk Fusion
Генерируйте оптимальные траектории фрезы, снижающие износ режущего инструмента и выполняющие превосходную обработку поверхности изделия.
В программе доступны все необходимые инструменты фрезерования: поддержка большого количества фрез, обработка плоских поверхностей, пазов, уступов, зачистка поверхности и т.д.
3D-печать
Fusion позволяет готовить 3D-модель для печати на 3D-принтере.
Осуществляете предпросмотр структуры будущего изделия, внося ряд уточнений в печать. Генерируйте сеть поддерживающих платформ для нависающих поверхностей.
Рис. 7 задание 3D-печати в Autodesk Fusion
Печать 3D-моделей выполняется через ряд программных утилит, включающем в себя Autodesk Print Studio на базе Spark, с помощью которой вы можете напрямую работать с 3D-принтером Autodesk Ember.
Помимо этого также доступны принтеры Type A Machines, Dremel, MakerBot, и Ultimaker и др.
Документация
Программа поддерживает простое получение 2D-чертежей непосредственно из 3D-моделей для обеспечения точности изготовления.
Чертежи
Определяйте основной и дополнительные виды изделия, указывайте размеры, допуски и аннотации, которые связаны ассоциативной связью с исходной 3D-моделью.
Любые изменения автоматически отражаются на имеющемся чертеже, таким образом вам не придется создавать его заново. Экспортируйте чертежи на локальный компьютер в форматах DWG или PDF и доработайте их, если необходимо, в AutoCAD.
Импорт/экспорт файлов
Fusion 360 поддерживает импорт и использование более 50 различных CAD-форматов, включающих в себя SLDPRT, SAT, IGES, STEP, STL и OBJ.
Программа сохраняет исходный файл и создает на его основе собственный комплексный формат F3D.
Экспортируйте файлы на локальный компьютер или в облако.
Локальный экспорт включает в себя форматы IGES, SAT, SMT, STEP, F3D и DXF. Облачный экспорт включает в себя Inventor, IGES, SAT, SMT, STEP, DWG, DXF, STL, FBX, и F3D.
Взаимодействие
Fusion позволяет просматривать данные проектирования с единой панели инструментов проекта и легко взаимодействовать как с внутренними, так и с внешними заинтересованными сторонами.
Fusion Team
Простой инструмент для совместной работы над проектами во Fusion 360, который позволяет хранить данные, просматривать модели и чертежи, искать необходимую информацию, обсуждать проект и обмениваться файлами с коллегами, где бы они ни находились.
Рендер
Создавайте фотореалистичные изображения при помощи Fusion 360, воспользовавшись всей мощью облачных серверов Autodesk.
Программа включает обширную библиотеку материалов, включающую полупрозрачные пластики, дерево, метал, стекло и композиты.
Рис. 8 Рендер в Autodesk Fusion
Пользователь может отредактировать существующие материалы. Настраивайте параметры камеры, такие как фокусное расстояние, глубина резкости, тип освещения и окружающая среда.
Анимация
Fusion содержит инструменты настройки анимации для сборки: настройки камеры, переходов, появления/исчезновения деталей, ручного или автоматического «взрыва» сборки, информационных текстовых выносок и т. д.
Делитесь анимацией, предварительно экспортировав ее в MP4 видеоролик.
Что такое расширения Fusion 360?
Расширения Fusion 360 предоставляют дополнительные возможности при работе с программой.
Одни из них содержат специализированные инструменты, которых нет в общей среде, другие позволяют безлимитно производить действия, обычно требующие затрат облачных кредитов.
Вы можете приобрести расширения на короткий срок, например, под задачи конкретного проекта, или оформить годовую подписку, если используете их функциональность постоянно. Это позволяет гибко варьировать ваши затраты.
Machining Extension
Данное расширение предназначено для подготовки изделия к механической обработке. Оно содержит множество инструментов для написания управляющих программ для ЧПУ-станков, дополняющих базовую CAM-функциональность Fusion 360.
FUSION 360 – MACHINING EXTENSION: что входит в расширение
Nesting & Fabrication Extension
Это расширение представляет дополнительные возможности для раскроя и подготовки к производству, создания оптимизированных и ассоциативных многолистовых схем для обычных или тонколистовых деталей.
FUSION 360 – NESTING & FABRICATION EXTENSION: что входит в расширение
Manage Extension
Данное расширение предлагает дополнительные возможности управления данными: инструменты для создания редакций 3D-моделей, спецификаций и чертежей, автоматизации нумерации и управления изменениями.
FUSION 360 – MANAGE EXTENSION: что входит в расширение
Generative Design Extension
Данное расширение предоставляет возможность проводить неограниченное количество генераций и выгружать модели, полученные с помощью технологии Generative Design, в течение срока действия подписки.
FUSION 360 – GENERATIVE DESIGN EXTENSION: что входит в расширение
Additive Build Extension
Данное расширение позволяет использовать технологию 3D-печати из металлического порошка методом лазерного спекания (MPBF). Оно включает в себя инструменты для реализации всех этапов подготовки к производству изделия.
FUSION 360 – ADDITIVE BUILD EXTENSION: что входит в расширение
Simulation Extension
Расширение Simulation Extension представляет собой профессиональный набор инструментов для анализа, которые позволят понять, можно ли изготовить 3D-модель и как она будет работать в реальных условиях, до её запуска в производство. Пакет включает в себя структурный, тепловой анализ, инструменты для решения нелинейных задач, а также возможности моделирования литья пластика под давлением.
Product Design Extension
Пакет Autodesk Fusion 360 для проектирования изделий — это решение не только для дизайнеров и инженеров, но и для всех, кто создает продукты. Он включает Fusion 360, расширения Product Design Extension, Simulation Extension и Manage Extension.
Manufacturing Extension
Пакет Autodesk Fusion 360 для производства — это решение, которое можно использовать для проектирования и изготовления любой продукции в цеху. Он включает Fusion 360, расширения Product Design Extension, Machining Extension, Nesting & Fabrication Extension, Additive Build Extension и Manage Extension.
Fusion 360 | Облачные 3D CAD/CAM/CAE для совместной работы
Fusion 360 теперь доступен на Chromebook или любом устройстве через браузер для участников Образовательного сообщества! Узнать больше
Хотите преподавать Fusion 360 в своем классе?
Обзор
5d machining»> 2D- и 2,5D-обработка
3-осевая обработка
Многоосевая позиционная обработка
Одновременное фрезерование по 4 и 5 осям
Токарная обработка
Токарно-фрезерный станок
Настройка зондирования и проверка деталей
Модуль обработки Fusion 360
Производство
Fusion 360 предоставляет мощные инструменты программирования CAM для различных станков с ЧПУ и приложений, от высокоэффективной черновой обработки до продвинутой многоосевой обработки и т. д. Производство высококачественных компонентов с помощью 2,5-, 3-, 4- и 5-осевого фрезерования, профилирования, токарной и токарно-фрезерной обработки. Создавайте высококачественный код ЧПУ с обширной библиотекой бесплатных полностью редактируемых постпроцессоров с открытым исходным кодом.
Скачать бесплатную пробную версию
2D- и 2,5D-обработка
Быстро настраивайте задания и создавайте 2D- и 2,5D-траектории для управления фрезерными станками с ЧПУ, фрезерными станками, гидроабразивными и лазерными резаками и т. д. Интегрированная САПР упрощает внесение изменений в проект, сокращает время программирования и помогает избежать ошибок.
Узнать больше
Качество деталей, выходящих из наших станков, улучшилось благодаря более эффективным стратегиям программирования, а также интегрированной среде САПР. — Jonathan Bancroft G2 Crowd
3-осевая обработка
Доступ к целому ряду мощных стратегий 3-осевой обработки для быстрого создания высококачественного кода ЧПУ для черновой и чистовой обработки трехмерных деталей. Интуитивно понятные рабочие процессы упрощают программирование отдельных функций или целых деталей. Для некоторых из этих возможностей требуется подписка на Fusion 360 и Machining Extension.
Узнать больше
Мне нужна была возможность прорезать траекторию у основания детали, чтобы избежать расходов на инструмент. Это позволило мне сократить время производства почти на 80%. — Dave Killalea
Многоосевая позиционная обработка
Раскройте возможности многоосевой обработки вашего цеха с помощью 3+1 и 3+2 (позиционной) обработки. Обрабатывайте детали с меньшим количеством настроек, используя более короткие и жесткие режущие инструменты, чтобы повысить точность деталей и сократить время цикла. Для некоторых из этих возможностей требуется подписка на Fusion 360 и Machining Extension.
Узнать больше
С другой нашей программой расчет траекторий занял бы час. С Fusion 360 всего за пару минут. — Jeff Hooper Велосипеды для левой руки
4- и 5-осевое одновременное фрезерование
Используйте специализированные 4- и 5-осевые траектории для достижения превосходной чистоты поверхности. Дополнительные элементы управления осями инструмента и автоматическое предотвращение столкновений помогут вам добиться безопасного, плавного и предсказуемого движения машины. Для доступа к этой функции требуется подписка на Fusion 360 и Machining Extension.
Узнать больше
Я могу получить что-то от этапа проектирования до запуска машины за один час. — Phil Butterworth MJK Performance
Токарная обработка
Программирование двухмерных токарных деталей с использованием набора специальных стратегий токарной обработки. Проверьте свои токарные траектории с помощью имитации припуска, чтобы выявить ошибки или столкновения с моделью, припуском, инструментами и заготовкой.
Узнать больше
Fusion 360 — наша рабочая лошадка CAM. Он может делать все, что нам нужно до сих пор. — Администратор Механический цех
Токарно-фрезерный станок
Объединение фрезерных и токарных операций для создания кода ЧПУ, который поможет вам производить более сложные детали с использованием многозадачного оборудования, способного поддерживать оба стиля обработки.
Скачать бесплатную пробную версию
Fusion 360 сократил время выхода на рынок примерно на 60%. — KMP Motorsports
Настройка щупов и проверка деталей
Используйте сенсорные щупы, установленные на шпинделе, для контроля и управления обработкой с ЧПУ. Экономьте время и деньги, измеряя материал заготовки, обновляя рабочие смещения, контролируя качество, автоматизируя настройку деталей и т. д. Для некоторых из этих возможностей требуется подписка на Fusion 360 и Machining Extension.
Узнать больше
Fusion 360 — наша рабочая лошадка CAM. Он может делать все, что нам нужно до сих пор. — Администратор Механический цех
Расширение обработки Fusion 360
Приобретите доступ к расширению обработки, чтобы разблокировать дополнительные возможности Fusion 360. Получите доступ к автоматизированной обработке 3+2, одновременной обработке по 4 и 5 осям, модификации траекторий, осмотр поверхности, выравнивание деталей и многое другое.
Узнать больше
Обзор
Схематический захват
Схема печатной платы
Производство печатных плат (CAM)
Дизайн для технологичности/DRC
Объединение MCAD-ECAD
Управление библиотекой компонентов
Моделирование SPICE
Охлаждение электроники
Электроника
Воплотите свои проекты в жизнь, добавив электронный интеллект с помощью возможностей проектирования схем, компоновки печатных плат и трассировки, интегрированных в Fusion 360
Загрузить бесплатную пробную версию
Захват схемы
Воплотите свою идею в жизнь с помощью полного набора инструментов для редактирования схем.
Загрузить бесплатную пробную версию
Разметка печатной платы
Объедините свои идеи в законченный проект с помощью полных инструментов разводки печатной платы.
Скачать бесплатную пробную версию
Производство печатных плат (CAM)
Создавайте герберы, файлы сверления и файлы сборки одним нажатием кнопки.
Загрузить бесплатную пробную версию
Проектирование для производства/DRC
Оставайтесь верными своим производственным требованиям с помощью настраиваемых правил проектирования.
Загрузить бесплатную пробную версию
Объединение MCAD-ECAD
Убедитесь, что ваша печатная плата подходит с первого раза, каждый раз с помощью единственного действительно унифицированного программного обеспечения MCAD-ECAD.
Загрузить бесплатную пробную версию
Управление библиотекой компонентов
Сосредоточьтесь на своем проекте, а не на создании деталей с готовым к использованию содержимым библиотеки печатных плат и мастерами компонентов.
Загрузить бесплатную пробную версию
Моделирование SPICE
Обеспечьте точность и получите правильные схемы с первого раза с помощью полнофункционального моделирования SPICE.
Скачать бесплатную пробную версию
Охлаждение электроники
Удалите избыточное тепло внутри корпуса, чтобы не повредить внутренние компоненты.
Скачать бесплатную пробную версию
Обзор
Инструменты администрирования
Управление пользователями
Экспорт файла
Контроль версий
Облачное хранилище
AnyCAD
Участник команды
Управление данными
Управление данными — это центр вашего единого процесса разработки. Получите больше контроля, используя управляемые разрешения пользователей, контроль версий и облачное хранилище.
Загрузить бесплатную пробную версию
Инструменты администрирования
Назначайте разрешения и предоставляйте права заинтересованным лицам внутри или за пределами вашей организации с помощью набора передовых инструментов администрирования.
Подробнее
Управление пользователями
Привлекайте внутренних и внешних заинтересованных лиц к процессу разработки. Управляйте тем, как пользователи взаимодействуют с данными, посредством администрирования проекта.
Узнать больше
Нам всегда было сложно обмениваться файлами, поэтому мы стандартизировали Fusion 360. различные стандартные для отрасли форматы файлов, облегчающие совместное использование и внешнюю совместную работу. Включая STEP, DWG, DXF, OBJ, STL, IGES и другие.
Узнать больше
Контроль версий
Сократить ошибки цикла проектирования и неэффективность рабочего процесса. Отслеживайте каждое изменение и предотвращайте конфликты с помощью автоматизированного встроенного управления версиями.
Скачать бесплатную пробную версию
Возможность работать дома ночью, когда дети спят, не имеет себе равных. У вас есть все файлы, доступные по щелчку мыши. — Йохан Сандфло Основатель Sandflo Gold Co.
Облачное хранилище
Получите доступ к своим данным в любом месте и в любом месте, на любом устройстве. Продолжайте работать без подключения к Интернету в автономном режиме.
Узнать больше
Это удивительное свидетельство Fusion 360, что мы выполнили весь этот процесс проектирования и производства из разных городов. — SweetSense
AnyCAD
Исключите необходимость перевода. Используйте модели и данные из любого инструмента непосредственно в проекте Fusion 360.
Подробнее
Я могу беспрепятственно импортировать множество форматов файлов. Создание траекторий инструмента в Fusion 360 на 50 % быстрее, чем в Visual Mill. — Райан Бойд The Wise Company
Участник группы
Все функции управления данными включены в каждую подписку на Fusion 360 или могут быть приобретены отдельно. Добавляйте пользователей в свою среду только для управления данными и совместной работы.
Подписаться
Обзор
Управление пользователями
Глобальная акция
Комментарии и исправления
Неограниченный доступ
Общий/частный обмен проектами
Участник команды
Совместная работа
Избавьтесь от разрозненности традиционного процесса проектирования и используйте современную среду для совместной работы независимо от вашей роли. Объедините свои команды и внешних заинтересованных лиц, общайтесь в режиме реального времени и централизуйте проектную деятельность.
Скачать бесплатную пробную версию
Управление пользователями
Включите внутренних и внешних заинтересованных лиц в процесс разработки. Управляйте тем, как пользователи взаимодействуют с данными, посредством администрирования проекта.
Узнать больше
Нам всегда было сложно обмениваться файлами, поэтому мы стандартизировали Fusion 360.0002 Объедините команды из разных отделов и мест, как внутренних, так и внешних, используя единую платформу.
Загрузить бесплатную пробную версию
Как команда мы можем совместно использовать облако для просмотра и обсуждения текущего проекта, даже если физически не находимся в одном месте. — Annika Klüpfel Breeze
Комментирование и пометки
Сохраняйте отзывы и делитесь ими с любого устройства прямо в дизайне, используя комментарии, пометки и пометки.
Скачать бесплатную пробную версию
Мы можем легко делиться проектами в режиме реального времени с клиентами и партнерами. — Производственный цех
Неограниченный доступ
Доступ к вашим данным в любом месте и в любом месте, на любом устройстве. Продолжайте работать без подключения к Интернету в автономном режиме.
Скачать бесплатную пробную версию
Мне нравится, что это программное обеспечение основано на облаке. Вы можете получить доступ к своей работе, и ваши команды работают в любом месте! — Кейт Йованович G2 Crowd
Публичный/частный обмен проектами
Предварительный просмотр общих ссылок в веб-браузере, поэтому любые третьи лица могут взаимодействовать с 3D-моделью, даже если у них нет доступа к моделированию программа.
Узнать больше
Раньше мне приходилось устанавливать eDrawings, потом вы не можете ни установить, ни прочитать… отправить . exe… письмо блокирует. В Fusion 360 просто отправьте ссылку. — Кристиан Уэлч Swissomation
Участник группы
Все функции управления данными включены в каждую подписку на Fusion 360 или могут быть приобретены отдельно. Добавляйте пользователей в свою среду только для управления данными и совместной работы.
Узнать больше об участнике команды
Обзор
Производство плавленых нитей
Ассоциативное программирование
Аддитивное производство металлов
Аддитивное производство
Быстро создавайте физические прототипы для проверки перед производством и создавайте детали для 3D-печати с помощью аддитивного производства в Fusion 360. Подключайтесь к библиотеке машин для 3D-печати, включая Ultimaker, EOS и Renishaw.
Скачать бесплатную пробную версию
«В течение 10 минут мы видим что-то в 3D, а затем отправляем это на 3D-принтер». — Ian Redern Fabric
Производство плавленых нитей
Аддитивное производство деталей с использованием FFF с единым подходом от проектирования до подготовки к печати. Сократите время 3D-печати и сэкономьте на материальных затратах благодаря вариантам шаблонов заполнения и автоматической ориентации деталей. Моделируйте срезы перед печатью сборок FFF на различных машинах для аддитивного производства.
Узнать больше
Ассоциативное программирование
Ваши траектории обновляются при каждом изменении конструкции с помощью наших полностью интегрированных производственных инструментов, что позволяет быстро и легко обрабатывать прототипы.
Подробнее
Это позволило мне сократить время производства почти на 80%. — Компания по производству потребительских товаров
Аддитивное производство металлов
Аддитивное производство металлических деталей с использованием порошковой плавки для снижения потерь материала и стоимости. Выбирайте параметры 3D-печати, автоматически ориентируйте детали и создавайте полностью ассоциативные опорные структуры.
Скачать бесплатную пробную версию
Обзор
Производственные методы и ограничения
Машинное обучение и ИИ
Собственные, редактируемые результаты
Облачное решение
Стоимость
Генеративный дизайн
Изучите несколько готовых к производству результатов, которые соответствуют вашим проектным спецификациям, снижая вес, повышая производительность и объединяя детали посредством генеративного проектирования.
Узнать больше
Производственные методы и ограничения
Определите требования к конструкции, ограничения, материалы и варианты изготовления для создания готовых к производству конструкций.
Узнать больше
Аддитивное производство и генеративный дизайн помогают нашим клиентам повышать производительность продукции, оптимизируя прочность, вес и стоимость. — Стивен Сизмечек Соучредитель Penumbra
Машинное обучение и искусственный интеллект
Просматривайте результаты проектирования, созданные в облаке, на основе визуального сходства, графиков и фильтров, основанных на машинном обучении.
Узнать больше
Генеративный дизайн настолько уникален. Это позволяет нам исследовать множество различных вариантов дизайна, которые мы не смогли бы реализовать с помощью традиционных методов. — Кевин Куинн Директор General Motors
Собственные, редактируемые результаты
Избегайте длительных ручных процессов импорта-экспорта. Выберите результат и сразу же приступайте к редактированию в среде моделирования.
Узнать больше
Такие вещи, как генеративный дизайн, позволяют нам реализовывать, выполнять и производить совершенно иначе, чем мы думаем сегодня. — Фрэнк ДеСантис Вице-президент, Black & Decker
Облачное решение
Одновременное решение для различных результатов проектирования, освобождая ваше время, чтобы сосредоточиться на других задачах.
Узнать больше
Нам не нужно тратить месяцы и годы на догадки и моделирование того, что мы считаем правильным решением, мы рассматриваем целый ряд решений, с самого начала сообщая нам, осуществима ли наша идея. — Мэтт Отто Инженер по исследованиям и разработкам, Crown Equipment
Расчет стоимости
Принимайте правильные решения на ранних этапах процесса проектирования, находя правильный баланс между производительностью и стоимостью. Оцените свои производственные затраты с помощью aPriori для каждого из созданных результатов проектирования, исходя из требований к объему производства.
Скачать бесплатную пробную версию
Обзор
Моделирование облака
Широта исследования
Упростить
Сравнить результаты
Статическое напряжение
Модальная частота
Термическое и термическое напряжение
Изгиб
Нелинейное напряжение
Моделирование события
Оптимизация формы
Моделирование
Проверьте свои конструкции, чтобы убедиться, что они выдержат реальные условия. Моделируйте свои продукты в цифровом виде, снижая стоимость прототипирования с помощью полностью проверенных решателей.
Скачать бесплатную пробную версию
Облачное моделирование
Используя облачные кредиты, быстро настраивайте и анализируйте несколько тестов, устраняя необходимость в дорогостоящем оборудовании.
Узнать больше
Широта исследования
Проверка до восьми различных критериев отказа, включая нелинейные, событийные и другие.
Скачать бесплатную пробную версию
Моделирование произвольной формы T-сплайны, параметрическое моделирование,…[и] визуализация (в облаке), CAM и моделирование — все в одном продукте. — Bonne Wilce
Упрощение
Сократите время решения или исследуйте конструктивные изменения, характерные для рабочей области моделирования.
Узнать больше
Fusion 360 превосходит другие с точки зрения его низкой цены и возможности использования для всего рабочего процесса, от моделирования до анализа и рендеринга. — Tatsuhiko Sekiya Photosynth
Сравнить результаты
Удобная визуализация преимуществ изменений конструкции для 4 различных итераций в едином синхронизированном представлении.
Узнать больше
У нас были самые разные программные пакеты, сейчас все интегрировано в одно и то же программное обеспечение, и им очень легко пользоваться. — Тимон Алферинк Инженер, KMP Motorsport Products
Статическое напряжение
Определение перемещений, напряжений и других эффектов, возникающих в результате статических нагрузок на детали или узлы.
Узнать больше
Мне также нравится универсальность возможности моделирования и стресс-тестирования на одной платформе. Совершенство! — Крис Джонсон Представитель по работе с клиентами
Модальная частота
Избегайте разрушительной вибрации, зная собственные частоты ваших систем.
Узнать больше
Нам нужны масштабируемые, гибкие, экономичные инструменты, ориентированные на инновации и ценность, а не на получение максимального дохода от устаревшего программного обеспечения. — Инженер-механик Малая инженерная фирма
Термическое и термическое напряжение
Понимание теплового распределения и того, как оно взаимодействует с физическими силами.
Узнать больше
Удивительно, как становится все труднее пользоваться программами САПР. Кроме этого. — Luciana Montivero
Потеря устойчивости
Прогнозирование непредвиденных режимов разрушения тонких элементов при сжатии с помощью моделирования.
Узнать больше
Мне также нравится универсальность возможности моделирования и стресс-тестирования на одной платформе. Совершенство! — Крис Джонсон Представитель по работе с клиентами
Нелинейное напряжение
Анализ остаточных деформаций и нелинейных материалов вашей конструкции.
Подробнее
С помощью Fusion 360 мы можем быстро переключаться между моделированием, визуализацией и МКЭ. — Адам Эллисон Соучредитель Modbot
Моделирование событий
Убедитесь, что ваш дизайн выдержит различные сценарии воздействия.
Узнать больше
Я влюбился в простоту использования. — Йохан Сандфло Основатель SandFlo Golf Co.
Оптимизация формы
С помощью встроенного моделирования определите ненужные области в вашем проекте для уменьшения веса.
Узнать больше
Обзор
2D производственные чертежи
Рендеринг
Анимация
Документация
Сообщайте о своих проектах внутренним или внешним заинтересованным сторонам с помощью производственных 2D-чертежей, визуализаций и анимации.
Загрузить бесплатную пробную версию
Двухмерные производственные чертежи
Документирование производственных спецификаций с использованием интегрированных ассоциативных чертежей деталей и сборок
Узнать больше
Fusion 360 помог нам разработать концепции быстрее и с большим количеством итераций. То, что раньше занимало дни, теперь делается за часы. — Jim McWherter Brand Motion
Рендеринг
Создавайте фотореалистичные изображения своей модели, используя уголь или облачный рендеринг.
Узнать больше
Это позволяет мне обрабатывать форму в 3D и создавать визуализации для презентаций на 50% быстрее, чем существующие инструменты. — Deborah Laun Brownlie Design
Анимация
Сообщайте о своих проектах с помощью 3D-видов с разнесенными частями и анимаций для демонстрации сборки проекта.
Узнать больше
Прототип можно спроектировать, анимировать и затенить в течение нескольких часов, а не десятков часов. — Кристофер Асеведо G2Crowd
Обзор
Расширение моделирования
Расширение генеративного проектирования
Удлинитель для обработки
Расширение для раскроя и изготовления
Расширение дизайна продукта
Управление расширением
Дополнительное расширение сборки
Расширения Fusion 360
Получите доступ к нашим самым передовым технологиям проектирования и производства с расширениями Fusion 360, чтобы получить еще больше от подписки на Fusion 360. Гибкие варианты приобретения помогут вам получить доступ к инструментам, которые нужны вашему бизнесу сегодня, и поддержат ваш рост в будущем.
Узнать больше
Расширение моделирования
Расширение моделирования Fusion 360 — это набор типов исследований моделирования, которые помогут вам выяснить, можно ли изготовить ваш 3D-проект или как он может работать в реальных условиях, прежде чем что-либо производить.
Узнать больше
Расширение генеративного проектирования
Откройте для себя идеи, недоступные человеческим возможностям. Исследуйте неограниченные идеи и оптимизируйте проекты для конкретных материалов и технологий производства с помощью расширения для генеративного проектирования.
Узнать больше
Machining Extension
Разблокируйте дополнительные возможности, основанные на инструментах программирования CAM в Fusion 360. Получите доступ к одновременной обработке по 4 и 5 осям, изменениям траекторий, контролю поверхности, выравниванию деталей и многому другому.
Узнать больше
Расширение Nesting & Fabrication
Расширение возможностей раскладки и изготовления, включая многолистовую раскладку, настройки/траектории и создание кода ЧПУ, настраиваемые отчеты и автоматическое определение материала, толщины и количества деталей.
Узнать больше
Product Design Extension
Fusion 360 Product Design Extension предоставляет доступ к передовым инструментам 3D-дизайна и моделирования, которые упрощают процесс разработки продукта и обеспечивают автоматизированный подход к созданию сложных конструкций продуктов.
Узнать больше
Управление расширением
Обеспечьте рабочий процесс проектирования, такой как заказы на изменение, управление выпусками, автоматическую нумерацию деталей и управление спецификациями.
Узнать больше
Расширение аддитивной сборки
Аддитивное производство металлических деталей с использованием порошковой плавки для снижения потерь материала и стоимости. Выбирайте параметры 3D-печати, автоматически ориентируйте детали и создавайте полностью ассоциативные опорные структуры для эффективного программирования. Быстро создавайте субстрактные чистовые операции в той же среде Fusion 360 для получения высококачественной поверхности.
Подробнее
Бесплатное программное обеспечение Autodesk и/или облачные службы предоставляются при условии принятия и соблюдения условий условий использования и/или других условий , сопровождающих такое программное обеспечение или облачные службы. Программное обеспечение и облачные службы, на которые распространяется образовательная лицензия или подписка, могут использоваться соответствующими пользователями исключительно в образовательных целях и не должны использоваться в коммерческих, профессиональных или любых других коммерческих целях.
Использование Fusion 360 в браузере — вызов Moon Camp
.
Не удается загрузить Fusion 360? Вместо этого попробуйте запустить программу в браузере! Просто посетите https://fusion. online.autodesk.com и войдите в свою учетную запись для образовательных учреждений, чтобы получить доступ к Fusion 360 в браузере
.
Начать проектирование
Начало работы с Fusion 360 в браузере
Откройте в браузере https://fusion.online.autodesk.com. Выберите «Запустить Fusion 360» (1) и введите адрес электронной почты и пароль для своей учетной записи Fusion 360 Educational.
Теперь вы должны увидеть экран ожидания, подобный показанному ниже. Когда загрузка программного обеспечения достигнет 100 %, вам может потребоваться повторно ввести адрес электронной почты и пароль для учетной записи Fusion 360 Educational.
Теперь вы должны увидеть полностью загруженное программное обеспечение Fusion 360 в своем браузере, как показано ниже.
Часто задаваемые вопросы
Имею ли я право использовать Fusion 360 в своем браузере?
Любой учащийся, преподаватель, школьный ИТ-администратор или наставник конкурса дизайнеров, создавший учетную запись Autodesk и получивший образовательную подписку Fusion 360, может использовать Fusion 360 онлайн в браузере. Узнайте, как получить образовательную лицензию здесь .
Могу ли я использовать https://fusion.online.autodesk.com на любом компьютере?
Да, все ноутбуки и компьютеры с современным браузером* должны иметь доступ к этой онлайн-версии Fusion 360. Вы также можете получить доступ к версии браузера на некоторых планшетах и смартфонах, но мы рекомендуем использовать более крупный экран и мышь. Вам потребуется подключение к Интернету для доступа к программному обеспечению в Интернете.
*Должен работать с последними версиями браузеров, совместимых с HTML-5, таких как Google Chrome, Firefox, Microsoft Edge, Internet Explorer и Apple Safari.
Как мне работать совместно, используя Fusion 360 в моем браузере?
После загрузки программного обеспечения вы можете запустить Fusion Team в веб-браузере. Щелкните свои инициалы в правом верхнем углу Fusion 360 и выберите «Мой профиль». Вы перейдете на myhub.autodesk360.com, где сможете просматривать, делиться и проверять все файлы вашего проекта в Fusion Team. Для получения дополнительной информации о совместной работе с помощью Fusion 360 нажмите здесь .
Для получения дополнительной информации о том, как начать работу с Fusion Team for Education, см. удобное руководство Autodesk здесь .
Как загрузить какие-либо файлы в мой онлайн-сеанс Fusion 360?
Если вы хотите загрузить файлы, над которыми вы работали ранее или над которыми работали ваши товарищи по команде, вы можете сделать это с помощью Fusion Team в браузере вашего компьютера и загрузить оттуда любые данные. Вы также можете попросить своего учителя скопировать любые файлы, которые вам нужны, в проект Fusion Team, к которому предоставлен доступ классу.
Как экспортировать файлы из браузера Fusion 360 для участия в конкурсе Moon Camp?
Выберите проект, который вы хотите экспортировать, а затем с помощью Fusion Team вы можете загрузить проект в нужном формате (. F3D или .F3Z). Если в вашем браузере отключена загрузка, вы всегда можете убедиться, что ваш преподаватель может видеть ваш проект Fusion 360 через Fusion Team, чтобы он мог выполнить загрузку для вас. Получив свой проект, просто отправьте его нам, нажав кнопку «Отправить проект» на главной странице веб-сайта Moon Camp.
Доступ к Fusion 360 заблокирован на моем устройстве, как мне получить доступ?
Если вы используете Chromebook или входите в систему из школы, многие ИТ-администраторы ограничивают приложения Chromebook и сетевые функции из соображений безопасности. Если Fusion 360 не запускается или вы не можете получить доступ к странице, вы можете связаться с ИТ-отделом школы (если вы учитель) или сообщить своему учителю, что есть некоторые домены, которые необходимо разрешить (перечислены ниже). :
Автоматическое включение и выключение, термопредохранитель для защиты двигателя, высокие эксплуатационные свойства и простота конструкции обеспечивают надёжное и безопасное применение для перекачивания чистой воды на садовых участках, при осушении ёмкостей и водоёмов, организации забора воды с глубины (колодцы, скважины) и подачи на высоту, использовании в системах аэрации и дренажа. Для увеличения срока службы насоса используются материалы только высокого качества. При помощи этого насоса вы без труда решите поставленную задачу.
Применение
Для автоматического перекачивания воды из емкостей и водоемов, организации забора воды с колодцев, скважин и подачи на высоту. Допускается использование насоса в загрязненной воде.
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Тип
погружной
Мощность, Вт
1100
Производительность, л/мин
280
Напор, м
10. 5
Макс. глубина установки, м
7
Макс.размер пропускаемых частиц, мм
35
Материал корпуса
нержавеющая сталь
Присоединительная резьба, дюйм
1, 1 1/4, G1, G1 1/2
Термопредохранитель
есть
Поддержание заданного уровня воды
есть
Режим работы
автоматический
Макс. температура воды, °С
35
Длина кабеля, м
10
Класс электрической защиты
1
Степень защиты
IP 68
Напряжение, В/Гц
220±10% /50
Габариты, см
23х18х43
Масса изделия, кг
7. 1
Масса в упаковке, кг
7.6
Комплектация
Насос
1
Штуцер выходной
1
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 1. 04 МБ)
Рекламная брошюра (скачать pdf, 6.25 МБ)
Инструкция для печати (скачать pdf, 1.11 МБ)
НПГ-Т3-1100-С_Приложение к инструкции (скачать pdf, 181.33 КБ)
НПГ-Т3-1100-С_Приложение к инструкции (скачать pdf, 181.33 КБ)
Сопутствующие товары
Шнуры и веревки
Шланги, катушки для шлангов
Защита глаз и лица
Шпагаты
Защита рук
Распылители стационарные
Принадлежности и автоматика для насосов
Распылители ручные
Одежда защитная
ЗУБР Профессионал НПГ-Т3-1100-С, дренажный насос для грязной воды, корпус
8 290 ₽
Под заказ
Описание
Отзывы (0)
Способы получения товара
Автоматическое включение и выключение, термопредохранитель для защиты двигателя, высокие эксплуатационные свойства и простота конструкции обеспечивают надёжное и безопасное применение для перекачивания чистой воды на садовых участках, при осушении ёмкостей и водоёмов, организации забора воды с глубины (колодцы, скважины) и подачи на высоту, использовании в системах аэрации и дренажа. Для увеличения срока службы насоса используются материалы только высокого качества. При помощи этого насоса вы без труда решите поставленную задачу.
 Система перемещения: винтовая пара, два шаговых 2-х фазных двигателя, 86-я серия (Leadshine), Резиновый зубчатый ремень HTD 3M, 15 мм
Система перемещения: винтовая пара, два шаговых 2-х фазных двигателя, 86-я серия (Leadshine), Резиновый зубчатый ремень HTD 3M, 15 мм

 013мб. PDF )
013мб. PDF ) 529мб. PDF )
529мб. PDF ) 735мб. PDF )
735мб. PDF ) 228мб. PDF )
228мб. PDF )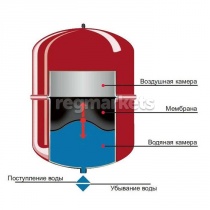 374мб. PDF )
374мб. PDF ) )
)
 рабочее давление, бар
рабочее давление, бар
 характеристики
характеристики
 В то время как обычное топливо на нефтяной основе остается основным топливом для большинства существующих судов в ближайшем будущем, коммерческие возможности СПГ интересны для многих новых проектов по строительству и конверсии.
В то время как обычное топливо на нефтяной основе остается основным топливом для большинства существующих судов в ближайшем будущем, коммерческие возможности СПГ интересны для многих новых проектов по строительству и конверсии.
 Мембранный тип
Мембранный тип

 Материалу с высокой атомной плотностью легче скользить друг относительно друга и вызывать пластическую деформацию; тогда как, с другой стороны, BCC требует очень большого напряжения сдвига для деформации, поскольку они неплотно упакованы, и поэтому эти материалы разрушаются до того, как они деформируются.
Материалу с высокой атомной плотностью легче скользить друг относительно друга и вызывать пластическую деформацию; тогда как, с другой стороны, BCC требует очень большого напряжения сдвига для деформации, поскольку они неплотно упакованы, и поэтому эти материалы разрушаются до того, как они деформируются.


 Упругое поведение эпоксидной мастики компенсирует местный прогиб корпуса.
Упругое поведение эпоксидной мастики компенсирует местный прогиб корпуса.
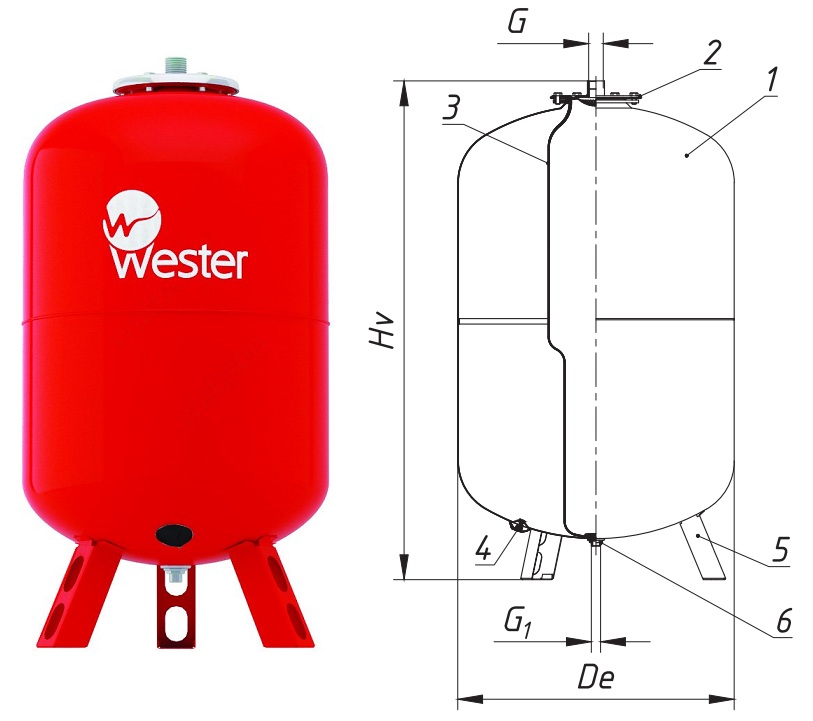
 В этой категории выделяют алмазный и керамический камень.
В этой категории выделяют алмазный и керамический камень.
 Эти разновидности точильных камней
Эти разновидности точильных камней
 Их называют водными
Их называют водными
 Но
Но
 Используется для радикального восстановления режущей кромки,
Используется для радикального восстановления режущей кромки,
 Еще один набор
Еще один набор

 Поскольку к
Поскольку к
 Это позволяет удалить сколы, убрать незначительные повреждения, вывести в «ноль» затачиваемую поверхность.
Это позволяет удалить сколы, убрать незначительные повреждения, вывести в «ноль» затачиваемую поверхность. В Европе он определяется количеством ячеек на один квадратный дюйм фильтровальной сетки. Например, абразивный материал с зернистостью 500, эквивалентен сетке фильтра, у которой 500 ячеек на квадратный дюйм.
В Европе он определяется количеством ячеек на один квадратный дюйм фильтровальной сетки. Например, абразивный материал с зернистостью 500, эквивалентен сетке фильтра, у которой 500 ячеек на квадратный дюйм. Требуют правки при износе.
Требуют правки при износе. Эти камни идеально подходят для чрезвычайно твердых низколегированных сталей.
Эти камни идеально подходят для чрезвычайно твердых низколегированных сталей. В результате износа требуется регулярная правка водных камней.
В результате износа требуется регулярная правка водных камней.  Таким образом, алмазные камни чрезвычайно износостойки, не выкрашиваются как абразивные зерна. Высококачественные монокристаллические алмазы гарантируют замечательную скорость заточки даже при работе с самыми твердыми инструментальными высоколегированными сталями. Рекомендуется увлажнять алмазные камни водой и шлифовать с небольшим давлением.
Таким образом, алмазные камни чрезвычайно износостойки, не выкрашиваются как абразивные зерна. Высококачественные монокристаллические алмазы гарантируют замечательную скорость заточки даже при работе с самыми твердыми инструментальными высоколегированными сталями. Рекомендуется увлажнять алмазные камни водой и шлифовать с небольшим давлением. Благодаря своей слегка неоднородной структуре, они особенно хорошо сочетаются со сталью ручной ковки.
Благодаря своей слегка неоднородной структуре, они особенно хорошо сочетаются со сталью ручной ковки. Достаточно нескольких капель хонинговального масла на их поверхность. В отличие от воды, масло не промывает камень, поэтому он засоряется быстрее. Его можно очистить, протерев маслом. Посмотрите маляный камень Oil Stone Suehiro
Достаточно нескольких капель хонинговального масла на их поверхность. В отличие от воды, масло не промывает камень, поэтому он засоряется быстрее. Его можно очистить, протерев маслом. Посмотрите маляный камень Oil Stone Suehiro Например Натуральный японский водный камень Jyo-Haku 1000-1500 711620
Например Натуральный японский водный камень Jyo-Haku 1000-1500 711620 
 Проверить это можно прижав линейку торцом к его поверхности. Если свет проникает сквозь щель, то камень неровный, должен быть отшлифован одним из возможных способов.
Проверить это можно прижав линейку торцом к его поверхности. Если свет проникает сквозь щель, то камень неровный, должен быть отшлифован одним из возможных способов. 30
30 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.


 MMToolParts.com Все права защищены.
MMToolParts.com Все права защищены. Это руководство относится к категории Сверлильные станки, и 2 человека дали ему среднюю оценку 7,5. Руководство доступно на следующих языках: Английский. У вас есть вопрос о Makita HR5210C или вам нужна помощь? Задайте свой вопрос здесь
Это руководство относится к категории Сверлильные станки, и 2 человека дали ему среднюю оценку 7,5. Руководство доступно на следующих языках: Английский. У вас есть вопрос о Makita HR5210C или вам нужна помощь? Задайте свой вопрос здесь

 Покупая станок в нашей компании, вы получаете годовую гарантию, профессиональное гарантийное и послегарантийное сервисное обслуживание, бесплатную пуско-наладку оборудования и бесплатное обучение и дистанционную телефонную и он-лайн поддержку.
Покупая станок в нашей компании, вы получаете годовую гарантию, профессиональное гарантийное и послегарантийное сервисное обслуживание, бесплатную пуско-наладку оборудования и бесплатное обучение и дистанционную телефонную и он-лайн поддержку. Также возможна гравировка на стали.
Также возможна гравировка на стали.
 Предоставляет широкие возможности работы на станке: создание, редактирование, импортирование графических объектов 2D, создание 3D текстур, импортирование 3D объектов и др.
Предоставляет широкие возможности работы на станке: создание, редактирование, импортирование графических объектов 2D, создание 3D текстур, импортирование 3D объектов и др. Модель HP 330C Особенности: ЧПУ, Вес: 5000кг
Модель HP 330C Особенности: ЧПУ, Вес: 5000кг html/china/pl/0-s-i-1/Search.html/china/ppl/0-s-i-1/Search.html/china/suppliers/0- s-i-1/Search.htmlКлючевое слово для поиска должно содержать не менее 2 символов.
html/china/pl/0-s-i-1/Search.html/china/ppl/0-s-i-1/Search.html/china/suppliers/0- s-i-1/Search.htmlКлючевое слово для поиска должно содержать не менее 2 символов. Подходит для оргстекла, дерева, плотного картона, картона, двухцветного картона, кожи, стекла; составляют алмаз, рог, пластик, неметаллические сопряжения. и т. д.
Подходит для оргстекла, дерева, плотного картона, картона, двухцветного картона, кожи, стекла; составляют алмаз, рог, пластик, неметаллические сопряжения. и т. д. 8A 24 В
8A 24 В DIYTrade не несет никакой ответственности за такое содержание.
DIYTrade не несет никакой ответственности за такое содержание.  , LIMITED
, LIMITED К.
К.
 Для изготовления матрицы, нужно приобрести или найти образец, по которому будет возможно скопировать или производить формы, идентичные представленной модели.
Для изготовления матрицы, нужно приобрести или найти образец, по которому будет возможно скопировать или производить формы, идентичные представленной модели. Готовый камень с убранными неровностями готов к наклеиванию.
Готовый камень с убранными неровностями готов к наклеиванию. Высота стенок должна превышать высоту наклеенного камня. Материалом для этого могут стать пластиковые, стальные или дюралевые уголки. На расстоянии приблизительно 1,5 см от готовой модели, уголки нужно прикрутить с помощью шурупов к ДСП по всему периметру.
Высота стенок должна превышать высоту наклеенного камня. Материалом для этого могут стать пластиковые, стальные или дюралевые уголки. На расстоянии приблизительно 1,5 см от готовой модели, уголки нужно прикрутить с помощью шурупов к ДСП по всему периметру. Такую смесь можно приобрести в любых строительных магазинах. Почти вся она имеет восковою основу, а отличается только производителями. Самым лучшим разделителем считается английский. После нанесения он совершенно высыхает, рассеивается и уже после нескольких часов, в приготовленную матрицу, можно вливать полиуретан, формопласт, гипс или силикон. Подойдут любые составы, применяющиеся для создания форм.
Такую смесь можно приобрести в любых строительных магазинах. Почти вся она имеет восковою основу, а отличается только производителями. Самым лучшим разделителем считается английский. После нанесения он совершенно высыхает, рассеивается и уже после нескольких часов, в приготовленную матрицу, можно вливать полиуретан, формопласт, гипс или силикон. Подойдут любые составы, применяющиеся для создания форм. Для него, полиуретановая форма самый лучший вариант. Она удобна и практична, легко чиститься и не создаст никаких нежелательных погрешностей. Процесс заливки – дело тонкое и тут необходим стол или какой-то другой предмет, который будет стоять четко по уровню. Готовый силикон или полиуретан (как его приготовить производители сами пишут на упаковках материала) нужно вливать медленной струей, исключая попадание и образование пузырьков воздуха. Матрицу, при этом, важно слегка наклонить в одну сторону.
Для него, полиуретановая форма самый лучший вариант. Она удобна и практична, легко чиститься и не создаст никаких нежелательных погрешностей. Процесс заливки – дело тонкое и тут необходим стол или какой-то другой предмет, который будет стоять четко по уровню. Готовый силикон или полиуретан (как его приготовить производители сами пишут на упаковках материала) нужно вливать медленной струей, исключая попадание и образование пузырьков воздуха. Матрицу, при этом, важно слегка наклонить в одну сторону. Простояв в теплом помещении, у таких форм увеличивается срок эксплуатации, независимо от того, каким раствором их будут заливать.
Простояв в теплом помещении, у таких форм увеличивается срок эксплуатации, независимо от того, каким раствором их будут заливать.
 В силикон льются пластики, резиноподобные материалы пены и воск.
В силикон льются пластики, резиноподобные материалы пены и воск.
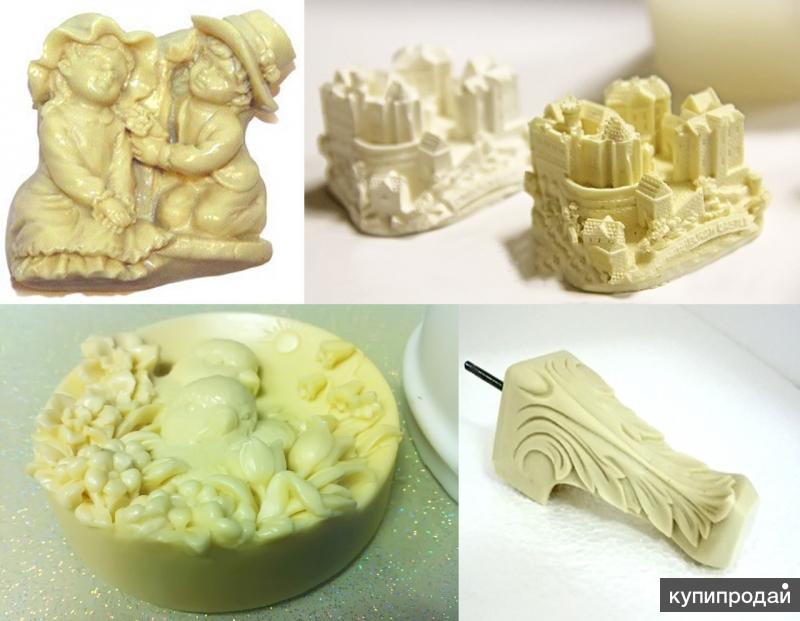 И подготавливается к применению в качестве формы для литья
И подготавливается к применению в качестве формы для литья Оптимальный выбор этой технологии подходит для тиража до 500-1000 штук изделий.
Оптимальный выбор этой технологии подходит для тиража до 500-1000 штук изделий.
 С его помощью изготавливаются такие продукты как втулки, манжеты, кольца, подшипники, самосмазывающиеся детали, запчасти подвески, уплотнительные элементы для гидравлических и пневматических механизмов.
С его помощью изготавливаются такие продукты как втулки, манжеты, кольца, подшипники, самосмазывающиеся детали, запчасти подвески, уплотнительные элементы для гидравлических и пневматических механизмов.
 Этот метод подходит для быстрой отливки больших тиражей одинаковых деталей.
Этот метод подходит для быстрой отливки больших тиражей одинаковых деталей. Метод литья в силикон идеально подходит для литья небольших партий изделий, не доходящий до тысячных тиражей. В ином случае применяется метод литья через стальную или алюминиевую пресс-форму, но что не подходит для литья пищевых продуктов.
Метод литья в силикон идеально подходит для литья небольших партий изделий, не доходящий до тысячных тиражей. В ином случае применяется метод литья через стальную или алюминиевую пресс-форму, но что не подходит для литья пищевых продуктов.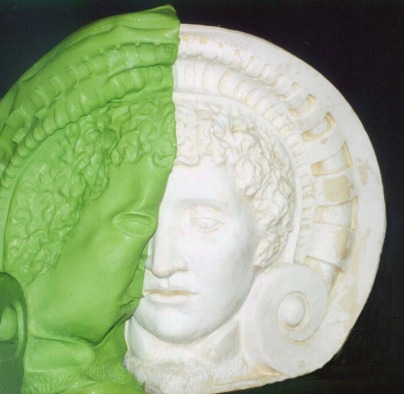


 Далее с мастер-модели изготавливается силиконовая форма, повторяющая ее внешние размеры. Ресурс формы ограниченный, но выдержит малый тираж, который требуется, например, для опытной партии изделий.
Далее с мастер-модели изготавливается силиконовая форма, повторяющая ее внешние размеры. Ресурс формы ограниченный, но выдержит малый тираж, который требуется, например, для опытной партии изделий. Один из самых популярных запросов на данный момент — литье корпусов через силиконовые формы, так как чаще всего нашим заказчикам не нужен большой тираж изделий, но необходимы функциональные, работающие детали с хорошей поверхностью и которое выдерживает определенные нагрузки.
Один из самых популярных запросов на данный момент — литье корпусов через силиконовые формы, так как чаще всего нашим заказчикам не нужен большой тираж изделий, но необходимы функциональные, работающие детали с хорошей поверхностью и которое выдерживает определенные нагрузки.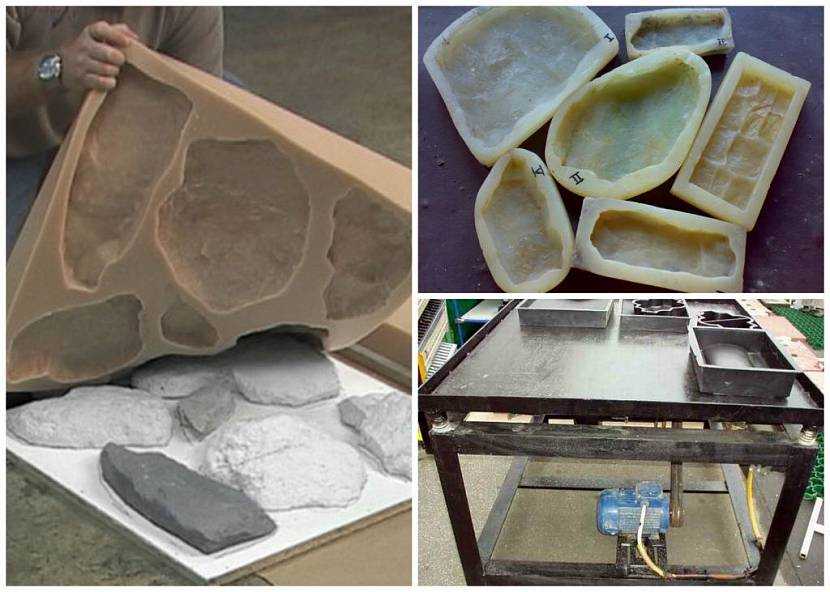
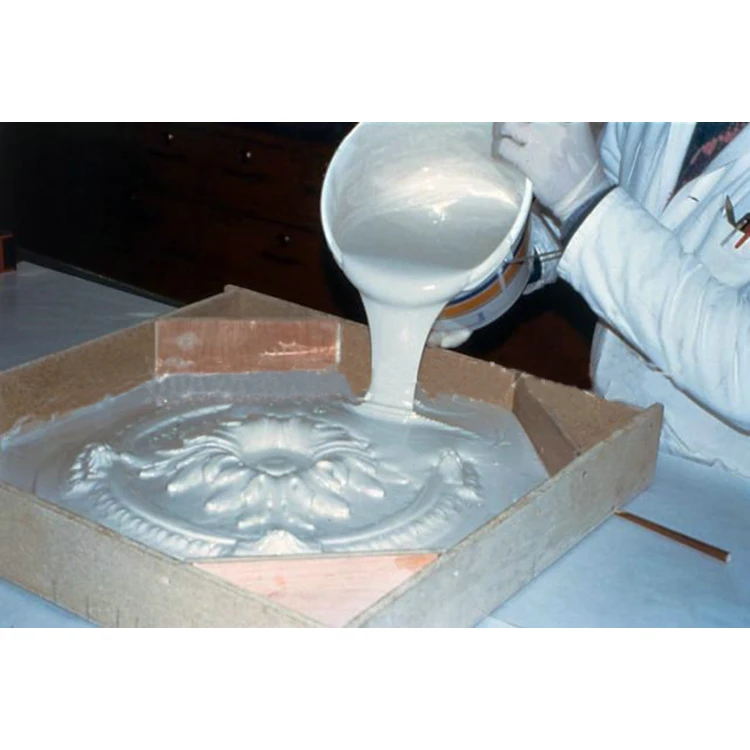 А оно совсем рядом! Расскажу я вам, как делают вот такого мужика. Это на самом деле кубок по бодибилдингу.
А оно совсем рядом! Расскажу я вам, как делают вот такого мужика. Это на самом деле кубок по бодибилдингу. По контуру фигурки ставим “колбаску” ))). Это специальное приспособление “КЛЮЧ”. Он предназначен для четкого позиционирования 2х половинок силиконовой формы. А также такой вид ключа дает возможность плотно закрыть силиконовую форму в месте соединения. Всем рекомендую кто делает составные формы.
По контуру фигурки ставим “колбаску” ))). Это специальное приспособление “КЛЮЧ”. Он предназначен для четкого позиционирования 2х половинок силиконовой формы. А также такой вид ключа дает возможность плотно закрыть силиконовую форму в месте соединения. Всем рекомендую кто делает составные формы.
 Это все тот же проект «Сталинград».
Это все тот же проект «Сталинград».
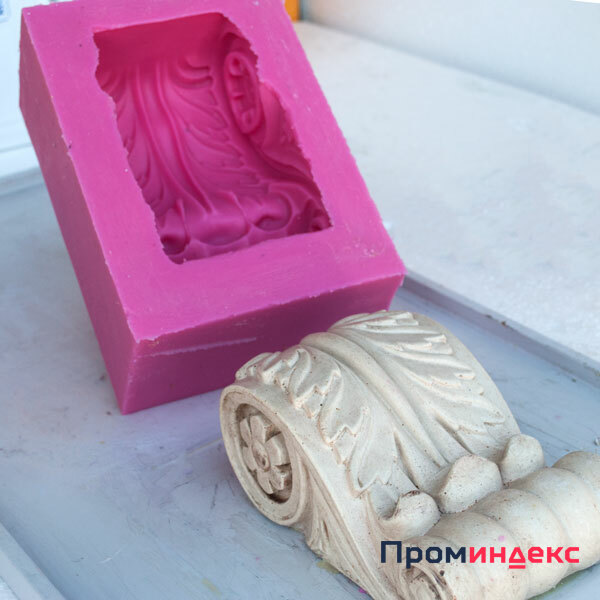 com
com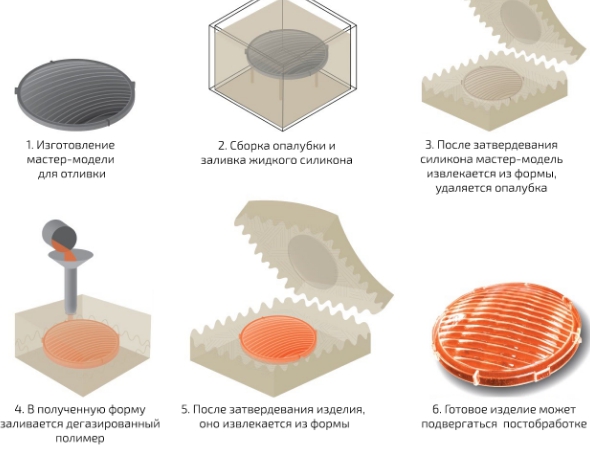 Носите защитные очки, одежду с длинными рукавами и резиновые перчатки, чтобы свести к минимуму риск загрязнения. Надевайте только виниловые перчатки. Латексные перчатки препятствуют отверждению резины. Хранить и использовать материал при комнатной температуре (73°F/23°C). Более высокие температуры значительно сокращают рабочее время и время отверждения. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее.
Носите защитные очки, одежду с длинными рукавами и резиновые перчатки, чтобы свести к минимуму риск загрязнения. Надевайте только виниловые перчатки. Латексные перчатки препятствуют отверждению резины. Хранить и использовать материал при комнатной температуре (73°F/23°C). Более высокие температуры значительно сокращают рабочее время и время отверждения. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее. Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть. Продукты Mann Ease Release™ можно приобрести у Smooth-On или у вашего дистрибьютора Smooth-On.
Продукты Mann Ease Release™ можно приобрести у Smooth-On или у вашего дистрибьютора Smooth-On.
 Этот продукт не отверждается на поверхностях, содержащих серу, даже в запечатанном виде.
Этот продукт не отверждается на поверхностях, содержащих серу, даже в запечатанном виде. 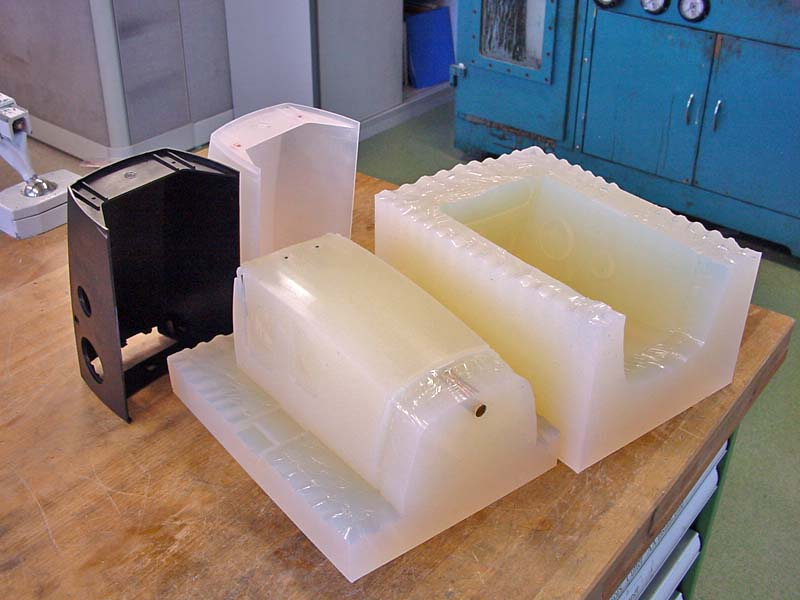 Латекс, сернистые глины, некоторые деревянные поверхности, недавно отлитый полиэфирный, эпоксидный или уретановый каучук могут вызвать ингибирование. Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
Латекс, сернистые глины, некоторые деревянные поверхности, недавно отлитый полиэфирный, эпоксидный или уретановый каучук могут вызвать ингибирование. Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть. Ease Release™ 200 — проверенный антиадгезив для отделения силикона от силикона или других поверхностей. Продукты Mann Ease Release™ можно приобрести у Smooth-On или у вашего дистрибьютора Smooth-On.
Ease Release™ 200 — проверенный антиадгезив для отделения силикона от силикона или других поверхностей. Продукты Mann Ease Release™ можно приобрести у Smooth-On или у вашего дистрибьютора Smooth-On. После смешивания компонентов A и B вакуумируйте материал в течение 2-3 минут при 29 дюймах ртутного столба, убедившись, что в контейнере осталось достаточно места для расширения продукта.
После смешивания компонентов A и B вакуумируйте материал в течение 2-3 минут при 29 дюймах ртутного столба, убедившись, что в контейнере осталось достаточно места для расширения продукта. Это сократит время извлечения из формы секции толщиной 1/2 дюйма (1,3 см) примерно до 10 минут. Примечание: Время зависит от толщины формы.
Это сократит время извлечения из формы секции толщиной 1/2 дюйма (1,3 см) примерно до 10 минут. Примечание: Время зависит от толщины формы.
 И это касается не только устройств, но и жидкостей, которые применяются в процессе эксплуатации техники Stihl. Это нужно с одной целью, чтобы инструменты, которые вы приобретаете, функционировали на полную мощность и выдавали результат, который был заявлен компанией Stihl. Все устройства проходят тесты с высококачественными смазочными материалами и топливом.
И это касается не только устройств, но и жидкостей, которые применяются в процессе эксплуатации техники Stihl. Это нужно с одной целью, чтобы инструменты, которые вы приобретаете, функционировали на полную мощность и выдавали результат, который был заявлен компанией Stihl. Все устройства проходят тесты с высококачественными смазочными материалами и топливом. с.
с. .
. .
. Инструмент походит для спиливания деревьев с большим диаметром ствола. Снижено усилие тяги на пусковом тросе за счет наличия декомпрессионного клапана, который выпускает часть сжатой смеси в момент включения двигателя. Точная дозировка масла производится благодаря технологии насоса. Инструмент подходит для работы в зимний период, так как имеется возможность предварительного подогрева карбюратора. Мотор не обледенеет, благодаря тому, что в зимнем режиме карбюратор обдувается подогретым воздухом. Для переключения режимов необходимо сделать одно движение рукой.
Инструмент походит для спиливания деревьев с большим диаметром ствола. Снижено усилие тяги на пусковом тросе за счет наличия декомпрессионного клапана, который выпускает часть сжатой смеси в момент включения двигателя. Точная дозировка масла производится благодаря технологии насоса. Инструмент подходит для работы в зимний период, так как имеется возможность предварительного подогрева карбюратора. Мотор не обледенеет, благодаря тому, что в зимнем режиме карбюратор обдувается подогретым воздухом. Для переключения режимов необходимо сделать одно движение рукой.
 Пила бензиновая Штиль MS не нуждается в частом специальном обслуживании. Крышка цепной звездочки прикручена нетеряемыми гайками, которые откручиваются без использования дополнительных инструментов.
Пила бензиновая Штиль MS не нуждается в частом специальном обслуживании. Крышка цепной звездочки прикручена нетеряемыми гайками, которые откручиваются без использования дополнительных инструментов.

 3 мм, 47 зв (63PS)
3 мм, 47 зв (63PS)
 325″, 1.6 мм, 67 зв (26RD3)
325″, 1.6 мм, 67 зв (26RD3)
 6 мм, 72 зв (36RMC)
6 мм, 72 зв (36RMC)
 3 мм, 50 зв (63PMX)
3 мм, 50 зв (63PMX)
 325″, 1.3 мм, 72 зв (X-Cut SP33G)
325″, 1.3 мм, 72 зв (X-Cut SP33G)
 325″, 1.5 мм, 76 зв (25RMC)
325″, 1.5 мм, 76 зв (25RMC)
 325″, 1.6 мм, 62зв (26RMC)
325″, 1.6 мм, 62зв (26RMC)
 325″, 1.5 мм, 64 зв (25RSC)
325″, 1.5 мм, 64 зв (25RSC)
 Вы не должны основывать свое решение только на этой оценке. Право собственности, регистрация, налоги и другие сборы, а также личные обстоятельства, такие как статус занятости и личная кредитная история, не учитывались при расчетах.
Вы не должны основывать свое решение только на этой оценке. Право собственности, регистрация, налоги и другие сборы, а также личные обстоятельства, такие как статус занятости и личная кредитная история, не учитывались при расчетах. Благодаря впечатляющему соотношению мощности к весу и технологии управления двигателем STIHL M-Tronic™ бензопила MS 661 C-M также обеспечивает меньшую вибрацию и на 20 % большую топливную экономичность, чем MS 660. Среди других особенностей — долговечная система фильтрации с использованием HD. -2 фильтрующих элемента для увеличения времени работы между техническими обслуживаниями, рукоятка ElastoStart™ и регулируемая масленка с высокой производительностью. Версия с ручкой доступна в некоторых регионах. См. MS 661 R C-M.
Благодаря впечатляющему соотношению мощности к весу и технологии управления двигателем STIHL M-Tronic™ бензопила MS 661 C-M также обеспечивает меньшую вибрацию и на 20 % большую топливную экономичность, чем MS 660. Среди других особенностей — долговечная система фильтрации с использованием HD. -2 фильтрующих элемента для увеличения времени работы между техническими обслуживаниями, рукоятка ElastoStart™ и регулируемая масленка с высокой производительностью. Версия с ручкой доступна в некоторых регионах. См. MS 661 R C-M. Это может сократить потребление масла до 50%.
Это может сократить потребление масла до 50%.





 Силы, возникающие в рукоятке после первого такта сжатия, сглаживаются.
Силы, возникающие в рукоятке после первого такта сжатия, сглаживаются. Антивибрационная система STIHL снижает утомляемость оператора и делает работу более комфортной.
Антивибрационная система STIHL снижает утомляемость оператора и делает работу более комфортной. Уточните всю информацию у местного дилера.
Уточните всю информацию у местного дилера. Вы не должны основывать свое решение только на этой оценке. Право собственности, регистрация, налоги и другие сборы, а также личные обстоятельства, такие как статус занятости и личная кредитная история, не учитывались при расчетах.
Вы не должны основывать свое решение только на этой оценке. Право собственности, регистрация, налоги и другие сборы, а также личные обстоятельства, такие как статус занятости и личная кредитная история, не учитывались при расчетах. и качество топлива для оптимальной мощности двигателя в любое время.
и качество топлива для оптимальной мощности двигателя в любое время. Он открывается вручную и автоматически закрывается при запуске двигателя.
Он открывается вручную и автоматически закрывается при запуске двигателя.

 08.2012)
08.2012) 08.2012)
08.2012) 08.2012)
08.2012) 08.2012)
08.2012) 08.2012)
08.2012) футов
футов



 /Фут
/Фут Большой гараж
Большой гараж

 Пожалуйста, позвоните, чтобы подтвердить.
Пожалуйста, позвоните, чтобы подтвердить.
 00
00 00/каждый
00/каждый
 США с кодом NOVCTB (ограничение 1)
США с кодом NOVCTB (ограничение 1)



 пример набора планов
пример набора планов
 Пожалуйста, позвоните, чтобы подтвердить.
Пожалуйста, позвоните, чтобы подтвердить.
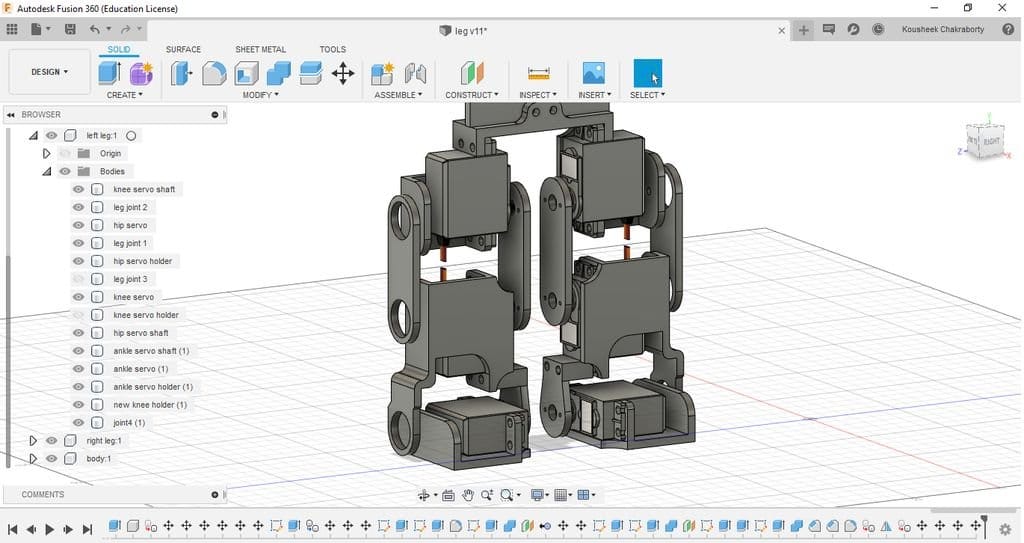 11.2022
11.2022 ..
.. Как только решение выбрано, отредактируйте вашу CAD-геометрию.
Как только решение выбрано, отредактируйте вашу CAD-геометрию.

 д.
д.
 Пакет включает в себя структурный, тепловой анализ, инструменты для решения нелинейных задач, а также возможности моделирования литья пластика под давлением.
Пакет включает в себя структурный, тепловой анализ, инструменты для решения нелинейных задач, а также возможности моделирования литья пластика под давлением. 5d machining»> 2D- и 2,5D-обработка
5d machining»> 2D- и 2,5D-обработка д. Производство высококачественных компонентов с помощью 2,5-, 3-, 4- и 5-осевого фрезерования, профилирования, токарной и токарно-фрезерной обработки. Создавайте высококачественный код ЧПУ с обширной библиотекой бесплатных полностью редактируемых постпроцессоров с открытым исходным кодом.
д. Производство высококачественных компонентов с помощью 2,5-, 3-, 4- и 5-осевого фрезерования, профилирования, токарной и токарно-фрезерной обработки. Создавайте высококачественный код ЧПУ с обширной библиотекой бесплатных полностью редактируемых постпроцессоров с открытым исходным кодом. Интуитивно понятные рабочие процессы упрощают программирование отдельных функций или целых деталей. Для некоторых из этих возможностей требуется подписка на Fusion 360 и Machining Extension.
Интуитивно понятные рабочие процессы упрощают программирование отдельных функций или целых деталей. Для некоторых из этих возможностей требуется подписка на Fusion 360 и Machining Extension. Дополнительные элементы управления осями инструмента и автоматическое предотвращение столкновений помогут вам добиться безопасного, плавного и предсказуемого движения машины. Для доступа к этой функции требуется подписка на Fusion 360 и Machining Extension.
Дополнительные элементы управления осями инструмента и автоматическое предотвращение столкновений помогут вам добиться безопасного, плавного и предсказуемого движения машины. Для доступа к этой функции требуется подписка на Fusion 360 и Machining Extension.


 Получите больше контроля, используя управляемые разрешения пользователей, контроль версий и облачное хранилище.
Получите больше контроля, используя управляемые разрешения пользователей, контроль версий и облачное хранилище. Отслеживайте каждое изменение и предотвращайте конфликты с помощью автоматизированного встроенного управления версиями.
Отслеживайте каждое изменение и предотвращайте конфликты с помощью автоматизированного встроенного управления версиями. Создание траекторий инструмента в Fusion 360 на 50 % быстрее, чем в Visual Mill.
Создание траекторий инструмента в Fusion 360 на 50 % быстрее, чем в Visual Mill.  Объедините свои команды и внешних заинтересованных лиц, общайтесь в режиме реального времени и централизуйте проектную деятельность.
Объедините свои команды и внешних заинтересованных лиц, общайтесь в режиме реального времени и централизуйте проектную деятельность.
 exe… письмо блокирует. В Fusion 360 просто отправьте ссылку.
exe… письмо блокирует. В Fusion 360 просто отправьте ссылку.  Подключайтесь к библиотеке машин для 3D-печати, включая Ultimaker, EOS и Renishaw.
Подключайтесь к библиотеке машин для 3D-печати, включая Ultimaker, EOS и Renishaw.
 Выберите результат и сразу же приступайте к редактированию в среде моделирования.
Выберите результат и сразу же приступайте к редактированию в среде моделирования.
 Моделируйте свои продукты в цифровом виде, снижая стоимость прототипирования с помощью полностью проверенных решателей.
Моделируйте свои продукты в цифровом виде, снижая стоимость прототипирования с помощью полностью проверенных решателей.

 То, что раньше занимало дни, теперь делается за часы.
То, что раньше занимало дни, теперь делается за часы.  Гибкие варианты приобретения помогут вам получить доступ к инструментам, которые нужны вашему бизнесу сегодня, и поддержат ваш рост в будущем.
Гибкие варианты приобретения помогут вам получить доступ к инструментам, которые нужны вашему бизнесу сегодня, и поддержат ваш рост в будущем.
 Выбирайте параметры 3D-печати, автоматически ориентируйте детали и создавайте полностью ассоциативные опорные структуры для эффективного программирования. Быстро создавайте субстрактные чистовые операции в той же среде Fusion 360 для получения высококачественной поверхности.
Выбирайте параметры 3D-печати, автоматически ориентируйте детали и создавайте полностью ассоциативные опорные структуры для эффективного программирования. Быстро создавайте субстрактные чистовые операции в той же среде Fusion 360 для получения высококачественной поверхности. online.autodesk.com и войдите в свою учетную запись для образовательных учреждений, чтобы получить доступ к Fusion 360 в браузере
online.autodesk.com и войдите в свою учетную запись для образовательных учреждений, чтобы получить доступ к Fusion 360 в браузере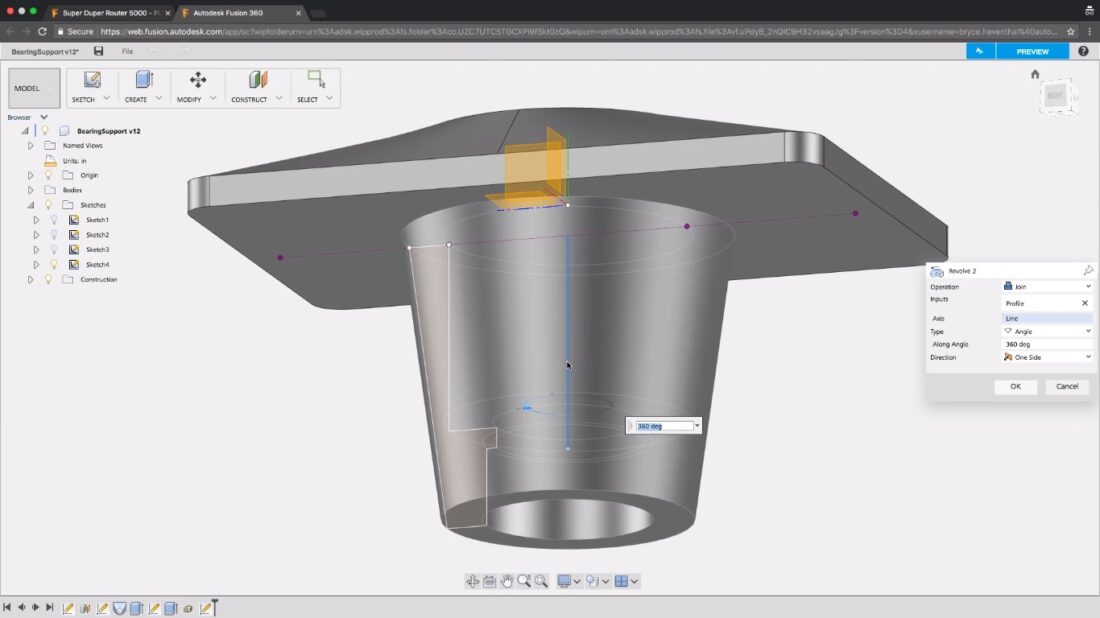 Узнайте, как получить образовательную лицензию здесь .
Узнайте, как получить образовательную лицензию здесь . Вы перейдете на myhub.autodesk360.com, где сможете просматривать, делиться и проверять все файлы вашего проекта в Fusion Team. Для получения дополнительной информации о совместной работе с помощью Fusion 360 нажмите здесь .
Вы перейдете на myhub.autodesk360.com, где сможете просматривать, делиться и проверять все файлы вашего проекта в Fusion Team. Для получения дополнительной информации о совместной работе с помощью Fusion 360 нажмите здесь . F3D или .F3Z). Если в вашем браузере отключена загрузка, вы всегда можете убедиться, что ваш преподаватель может видеть ваш проект Fusion 360 через Fusion Team, чтобы он мог выполнить загрузку для вас. Получив свой проект, просто отправьте его нам, нажав кнопку «Отправить проект» на главной странице веб-сайта Moon Camp.
F3D или .F3Z). Если в вашем браузере отключена загрузка, вы всегда можете убедиться, что ваш преподаватель может видеть ваш проект Fusion 360 через Fusion Team, чтобы он мог выполнить загрузку для вас. Получив свой проект, просто отправьте его нам, нажав кнопку «Отправить проект» на главной странице веб-сайта Moon Camp.
 температура воды, °С
температура воды, °С 1
1 04 МБ)
04 МБ) Для увеличения срока службы насоса используются материалы только высокого качества. При помощи этого насоса вы без труда решите поставленную задачу.
Для увеличения срока службы насоса используются материалы только высокого качества. При помощи этого насоса вы без труда решите поставленную задачу.