Укажите здесь страну, где вы ищете дистрибьютора *
AfghanistanAland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamas (the)BahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia (Plurinational State of)Bosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean Territory (the)Brunei DarussalamBulgariaBurkina FasoBurundiCabo VerdeCambodiaCameroonCanadaCanary IslandsCayman Islands (the)Central African Republic (the)CeutaChadChileChinaChristmas IslandClipperton IslandCocos (Keeling) Islands (the)ColombiaComoros (the)Congo (the Democratic Republic of the)Congo (the)Cook Islands (the)Costa RicaCôte d’IvoireCroatiaCubaCyprusCzech Republic (the)DenmarkDjiboutiDominicaDominican Republic (the)EcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (the) [Malvinas]Faroe Islands (the)FijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern Territories (the)GabonGambia (the)GeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHondurasHong KongHungaryIcelandIndiaIndonesiaIran (Islamic Republic of)IraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLao People’s Democratic Republic (the)LatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia (the former Yugoslav Republic of)MadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall Islands (the)MartiniqueMauritaniaMauritiusMayotteMelillaMexicoMicronesia (Federated States of)Moldova (the Republic of)MonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlands (the)Netherlands AntillesNew CaledoniaNew ZealandNicaraguaNiger (the)NigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana Islands (the)NorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippines (the)PitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian Federation (the)RwandaSaint BarthelemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint Martin (French Part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and The South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSudan (the)SurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan (Province of China)TajikistanTanzania, United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos Islands (the)TuvaluUgandaUkraineUnited Arab Emirates (the)United Kingdom of Great Britain and Northern Ireland (the)United States Minor Outlying IslandsUnited States of America (the)UruguayUzbekistanVanuatuVatican City StateVenezuela (Bolivarian Republic of)VietnamVirgin Islands (British)Virgin Islands (U. S.)Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
Интересующая категория изделий *
КуличиПирогиФорма для кексовОтдельные порцииБумажные формы для выпечки серии ТюльпанБумажные формы для выпечки для автоматических линий производства
Запрос *
* Обязательные для заполнения поля
Выставка
P 110 H 85 | Куличная форма
Использование
Выпечка
Глубокая заморозка
Презентация
Особенности
Серия p
P 110 H 85 | Куличная форма
SKU:G9F01332RU
Добавить изделие
Linkedin
Facebook
E-mail
Укажите здесь страну, где вы ищете дистрибьютора *
AfghanistanAland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamas (the)BahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia (Plurinational State of)Bosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean Territory (the)Brunei DarussalamBulgariaBurkina FasoBurundiCabo VerdeCambodiaCameroonCanadaCanary IslandsCayman Islands (the)Central African Republic (the)CeutaChadChileChinaChristmas IslandClipperton IslandCocos (Keeling) Islands (the)ColombiaComoros (the)Congo (the Democratic Republic of the)Congo (the)Cook Islands (the)Costa RicaCôte d’IvoireCroatiaCubaCyprusCzech Republic (the)DenmarkDjiboutiDominicaDominican Republic (the)EcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (the) [Malvinas]Faroe Islands (the)FijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern Territories (the)GabonGambia (the)GeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHondurasHong KongHungaryIcelandIndiaIndonesiaIran (Islamic Republic of)IraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLao People’s Democratic Republic (the)LatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia (the former Yugoslav Republic of)MadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall Islands (the)MartiniqueMauritaniaMauritiusMayotteMelillaMexicoMicronesia (Federated States of)Moldova (the Republic of)MonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlands (the)Netherlands AntillesNew CaledoniaNew ZealandNicaraguaNiger (the)NigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana Islands (the)NorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippines (the)PitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian Federation (the)RwandaSaint BarthelemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint Martin (French Part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and The South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSudan (the)SurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan (Province of China)TajikistanTanzania, United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos Islands (the)TuvaluUgandaUkraineUnited Arab Emirates (the)United Kingdom of Great Britain and Northern Ireland (the)United States Minor Outlying IslandsUnited States of America (the)UruguayUzbekistanVanuatuVatican City StateVenezuela (Bolivarian Republic of)VietnamVirgin Islands (British)Virgin Islands (U. S.)Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
Интересующая категория изделий *
КуличиПирогиФорма для кексовОтдельные порцииБумажные формы для выпечки серии ТюльпанБумажные формы для выпечки для автоматических линий производства
Запрос *
* Обязательные для заполнения поля
Выставка
85 Бирки в форме шляпы 2 X 1,65 Пользовательские бирки Ювелирные изделия
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
Звездный продавец
Star Sellers имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов — они постоянно получали 5-звездочные отзывы, вовремя отправляли заказы и быстро отвечали на любые полученные сообщения.
|
81 599 продаж |
5 из 5 звезд
от €16,86
Загрузка
Включая НДС (где применимо), плюс стоимость доставки
Настройка
Выберите вариант
Печать на одной стороне (25,28–28,90 евро)
Печать на обеих сторонах (29,50–33,11 €)
Пустой/Без печати (16,86–20,47 €)
Пожалуйста, выберите опцию
Цвет бумаги
Выберите вариант
Белый 100 # (16,86 € — 29,50 €)
Белый 120# (18,06 € — 30,71 €)
Серый (19,26–31,91 €)
Белое белье (19,26–31,91 евро)
Натуральный лен (€190,26 — 31,91 евро)
Пустыня (19,26–31,91 евро)
Крафт (19,26–31,91 евро)
Каньон (19,26–31,91 евро)
Утюг (19,26–31,91 евро)
Темно-синий лен (19,26–31,91 евро)
Черный (€190,26 — 31,91 евро)
Черный лен (19,26–31,91 евро)
Кристалл (20,47–33,11 евро)
Шампанское (20,47–33,11 евро)
Серебро (20,47–33,11 евро)
Золото (20,47–33,11 евро)
Пожалуйста, выберите вариант
Добавьте свою персонализацию
Информация о настройке должна быть отправлена через ссылку на форму в вашей квитанции Etsy / электронном письме от нас. Если вы заполните форму как можно скорее, вы избежите задержек с вашим заказом.
Введите «Да» в это поле, чтобы указать, что вы прочитали это. Введите «Нет», если выбрано пустое значение (не настроено).
Продавец звезд. Этот продавец постоянно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Внесен в список 19 сентября 2022 г.
22 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Купить онлайн Ювелирные кольца из галереи Rocky’s Diamond Gallery
Есть 639товары.
Сортировать по:
Показаны 1-12 из 639 позиций
В НАЛИЧИИ
Добавить в список желаний
Быстрый просмотр
Добавить к сравнению
В НАЛИЧИИ
Добавить в список желаний
Быстрый просмотр
Добавить к сравнению
Кольцо с бриллиантом «багет» с.
..
1 870,00 долларов США
Желтое золото 585 пробы с бриллиантами огранки «багет» весом 0,65 карата и бриллиантами круглой формы весом 0,42 карата.
В НАЛИЧИИ
Добавить в список желаний
Быстрый просмотр
Добавить к сравнению
Принцесса и багет.
..
3 119,00 долларов США
Кольцо с бриллиантами 14 карат, бриллиантами огранки «принцесса» 0,82 карата и бриллиантами огранки «багет» 1,02 карата
В НАЛИЧИИ
Добавить в список желаний
Быстрый просмотр
Добавить к сравнению
В НАЛИЧИИ
Добавить в список желаний
Быстрый просмотр
Добавить к сравнению
Бриллиантовое кольцо весом 0,76 карата
1 385,00 долларов США
Бриллианты You and Me Бриллиантовое кольцо 14 карат из 2 камней с белыми бриллиантами 0,76 карата
В НАЛИЧИИ
Добавить в список желаний
Быстрый просмотр
Добавить к сравнению
Принцесса и багет.
..
1 795,00 долларов США
14-каратное кольцо с бриллиантами огранки «принцесса» и «багет» с бриллиантами 0,93 карата
Цена снижена
В НАЛИЧИИ
Добавить в список желаний
Быстрый просмотр
Добавить к сравнению
Набор из 5 каменных каналов 14k.
..
3500,00 долларов США
3750,00 долларов США
14-каратный двухцветный бриллиантовый ободок с 5 камнями и бриллиантами 1,50 карата
Чертежи и схемы 1К62 токарно-винторезного станка / Stanok-online.ru
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк «ОКА» — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация — *. pdf
Металлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу. Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Металлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
Услуги
все
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
Электропривод и схема управления токарно-винторезного станка 1к62
В механических цехах машиностроительных заводов нашли широкое применение токарно-винторезные станки модели 1К62, которые используются в условиях индивидуального и мелкосерийного производства.
Станок модели 1К62, общий вид которого показан на рис. 8-2, имеет следующие технические данные:
наибольший диаметр изделия, установленного над станиной — 400мм;
наибольший диаметр обрабатываемого прутка — 45мм;
расстояние между центрами — 1000мм;
число скоростей вращения шпинделя — 23 (от 12,5 до 2000 об/мин).
Привод шпинделя и рабочей подачи суппорта осуществлен от асинхронного короткозамкнутого двигателя мощностью 10кВт при 1450 об/мин. Регулирование скорости вращения шпинделя производится переключением шестерен коробки скоростей с помощью рукояток 2 и 3 (см. рис.8-2), изменение величин продольной и поперечной подач суппорта — переключением шестерен коробки подач рукоятками 14 и 15.
Для быстрых перемещений суппорта служит отдельный асинхронный двигатель мощностью 1,0кВт при 1410 об/мин. Включение и выключение шпинделя станка, а также его реверсирование производится с помощью многодискового фрикциона, управляемого специальной муфтой, которая переключается рукоятками 9 и 12. Включение механической подачи суппорта в любом направлении производится одной рукояткой 6.
На рис. 8-5 представлена электрическая схема станка 1К62. Кроме главного двигателя ДГ и двигателя быстрых ходов ДБХ, на схеме показаны двигатель насоса охлаждения ДО и двигатель гидроагрегата ДГП, присоединяемый через штепсельный разъем ШП в случае применения на станке гидрокопировального устройства.
Напряжение на станок подается включением пакетного выключателя 1ВП. Цепи управления получают питание через разделительный трансформатор Тр с вторичным напряжением 127В, что повышает надежность работы аппаратов управления (в частности, конечных выключателей и кнопок) и характерно вообще для большинства электросхем металлорежущих станков.
Пуск двигателя ДГ производится нажатием кнопки Пуск, при этом включается контактор Г и главными контактами присоединяет статор двигателя к сети, а блок-контактом шунтирует пусковую кнопку. Одновременно пускаются двигатели насоса охлаждения (если включен пакетный выключатель 2ВП) и гидроагрегата.
Включение шпинделя производится поворотом вверх рукоятки управления фрикционом. При повороте этой рукоятки в среднее положение шпиндель станка отключается, одновременно нажимается путевой переключатель ПВ и включается пневматическое реле времени РВ. Если пауза в работе превышает 3—8 мин, то контакт реле РВ размыкается и контактор Г теряет питание. Главный двигатель отключается от сети и останавливается, что ограничивает его работу вхолостую с низким значением коэффициента мощности и уменьшает потери энергии. Если пауза мала, то реле РВ не успевает сработать и отключения двигателя шпинделя не произойдет.
Для управления быстрым перемещением суппорта служит рукоятка на фартуке станка. При повороте этой рукоятки она нажимает на переключатель ВБХ, его контакт замыкает цепь катушки контактора БХ, который включает двигатель ДБХ. Возврат рукоятки в среднее положение приводит к отключению двигателя ДБХ.
Станок имеет местное освещение. Питание лампы ЛМО производится напряжением 36В от отдельной обмотки трансформатора Тр. В цепи лампы находятся предохранитель 4П и выключатель ВО. Иногда один из выводов низковольтной обмотки трансформатора Тр присоединяют к газовой трубе, в которой проложен второй провод, питающий лампу. В качестве одного из проводов вторичной цепи местного освещения при напряжениях 12 и 36В обычно используют станину станка.
Схемой управления предусмотрены: защита двигателей ДГ, ДО и ДГП от длительных перегрузок — тепловыми реле РТГ, РТО и РТГП; от коротких замыканий — соответствующими плавкими предохранителями. При кратковременных перегрузках, возникающих на шпинделе, происходит проскальзывание фрикциона, и приводной двигатель отсоединяется от входного вала коробки скоростей станка. Для быстрой остановки станка служит установленный в передней бабке ленточный тормоз.
Рис. 8-2 Основные узлы станка: станина 11, передняя (шпиндельная) бабка с коробкой скоростей и шпинделем 4, суппорт 5, задняя бабка 7, коробка передач 13, фартук 10 и шкаф с электрооборудованием 8.
Рис. 8-5 Электрическая схема 1К62
Станок токарный 1К62 — технические характеристики, паспорт, устройство | vseznayko.com.ua
Токарный станок 1К62, выпускавшийся Московским заводом «Красный пролетарий» долгое время (1956-1971 гг.р..), хорошо известен практически всем, кто занимается металлообработкой. После выпуска данной модели токарного станка, о чем многие могут узнать на фото ниже, на смену ему пришел агрегат 16К20.
Станок токарный универсальный 1К62
Преимущества модели
Станок 1К62, как следует из его характеристик, относится к разряду токарных станков фронтального типа. Другими словами, он подходит для токарно-винторезных работ с деталями большого диаметра и небольшой длины.
При этом токарный станок 1К62 является универсальным устройством, технические возможности которого обеспечивают выполнение всего комплекса токарных операций. На таком приспособлении можно нарезать резьбу, выполнять точение дисков и валов различной конфигурации. Что немаловажно, все режимы работы такой машины настраиваются очень просто. Благодаря высокой жесткости узлов токарного станка этой модели, обеспечиваемой применением в его конструкции специальных подшипников, на нем можно обрабатывать детали, предварительно закаленные.
Основные узлы станка 1К62
К числу наиболее значимых преимуществ, за которые станок 1К62 особенно ценится как профессионалами, так и начинающими специалистами, следует отнести следующие.
Скорость подачи и вращения можно регулировать в широком диапазоне.
Кинематические цепи рассматриваемого токарного станка, его отдельные узлы и элементы конструкции отличаются высокой прочностью и жесткостью.
Используя инструмент с минерально-керамической и твердосплавной режущей частью, на таком оборудовании можно эффективно проводить резку заготовок.
Конструкция устройства
, оснащенного мощным приводом, сконструирована следующим образом, что позволяет эффективно противодействовать вибрационным нагрузкам.
В стандартную комплектацию этого токарного станка входят сменные шестерни, сообщающие о движении от передней бабки к редуктору.
Высокоточная обработка деталей на токарном станке 1К62 может производиться даже при наличии ударных нагрузок (их влияние компенсируется специальными подшипниками).
За перемещение суппорта агрегата отвечает специальный электродвигатель, мощность которого составляет 1 кВт. Выходной вал такого электродвигателя, обеспечивающий быстрое перемещение опоры, вращается с частотой до 1410 об/мин.
Задняя бабка станка может перемещаться в поперечном направлении, что позволяет использовать токарный станок 1К62 для работы с заготовками, имеющими форму плоского конуса.
Электрическая цепь автомата имеет плавкие вставки и термореле, защищающие его от коротких замыканий и серьезных перегрузок в процессе эксплуатации.
В тех ситуациях, когда сверло закреплено в задней бабке для формирования отверстий в заготовках, оно может быть жестко соединено с нижней частью суппорта специальным стопорным устройством, в этом случае его можно перемещать с помощью механический привод.
Станок 1К62, конструкция которого была разработана более 60 лет назад, может одинаково эффективно использоваться для выполнения как силовых, так и скоростных токарных операций (это касается далеко не каждого современного агрегата).
Органы управления станком 1К62
Часто в процессе токарных работ возникает необходимость ограничения перемещения каретки станка в продольном направлении. Технические возможности 1К62 предоставляют такую возможность, для этого используется специальный упор, который закрепляется на полке рамы с ее передней стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
В стандартную комплектацию токарного станка 1К62 также входят два люнета — подвижный и неподвижный. Такие технические приспособления, как известно, используются для исключения деформации при обработке длинномерных заготовок. Благодаря подвижному люнету, закрепленному на каретке станка, обрабатывать заготовки сечением от 2 до 8 см, а неподвижный, размещенный на направляющих станины, позволяет работать с деталями, имеющими сечение от 2 до 13 дел.
Технические характеристики и паспорт станка 1К62
Все технические характеристики станка 1К62 представлены ниже в виде таблиц:
Скачать бесплатно руководство по ремонту и обслуживанию 1К62: Ремонт станка 1К62
Особенности конструкции станка
Задняя головка станка 1К62, состоящая из плиты, корпуса с посадочным отверстием и выдвижной пиноли, может перемещаться по направляющим станины. Регулировка вылета, фиксация пиноли и заднего центра, которые установлены в задней бабке, осуществляются при помощи специальной рукоятки. Посадочное отверстие в пиноли имеет коническую форму, что позволяет закреплять в нем различные инструменты: сверло, развертку, зенковку, метчик и др.
Кинематическая схема 1К62 (нажать, увеличить)
Редуктор станка 1К62 и его задняя бабка отличаются простотой конструкции, в основе которой лежит ряд валов (один из них фрикционный). На один из валов редуктора надет шкив, на который передается крутящий момент от двигателя устройства. кроме того, в коробке есть фрикцион, разные блоки (тройной, промежуточный и др.), подшипники качения и подшипники. За смазку всех движущихся частей коробки передач отвечает специальный масляный насос.
Механизм редуктора
Задняя бабка 1К62
Продольное и поперечное перемещение суппорта станка осуществляется за счет приводного вала и ходового винта, скорость которого регулируется редуктором 1К62. В конструкции этого узла машины, отвечающего за скорость подачи, можно выделить следующие элементы: трехступенчатый блок Нортона, идет дождь, муфты переключаются, блокируются шестерни, подшипники.
Редуктор расположен в нижней части рамы оборудования, что значительно облегчает его обслуживание и ремонт. Вал этой коробки вращается сменными гитарными колесами, с помощью которых он также соединяется со шпинделем устройства, что обеспечивает согласованность вращения шпинделя и подач, осуществляемых суппортом агрегата. По валу редуктора движется колесо, на одном конце которого находится шестерня, а на другом — рукоятка, которую можно установить в одно из десяти положений.
Устройство редуктора
Важнейшим элементом фартука токарного станка является маточная гайка, которая находится в соединении с ходовым винтом и обеспечивает продольное перемещение суппорта. винт, который часто выходит из строя из-за износа, имеет возможность самоподгонки к винту, что обеспечивает точность движения суппорта.
Станок фартук, в котором вращение приводного вала и ходового винта преобразуется в продольное движение каретки, а в поперечном — суппорта, работает по следующей схеме.
Вращение от приводного вала передается на червячное колесо с помощью нескольких последовательных шестерен.
Опорное движение, возможное в четырех направлениях, обеспечивается муфтами с концевыми зубьями, включаемыми в нужный момент шестерней.
Для зацепления маточной гайки и зацепления с ходовым винтом используется рукоятка, расположенная на передней части фартука машины. Одновременная работа приводного вала и приводного винта для сообщения продольного перемещения суппорта исключена, за что отвечает специальный вал с кулачками.
Фартук станка 1К62
Суппорт — важнейшее устройство токарного станка — состоит из таких конструктивных элементов, как:
верхние салазки, которые также называют резцами;
каретка поперечная;
нижние салазки.
Перемещение каретки по направляющим нижних салазок обеспечивается с помощью винта и беззазорной гайки. Вращение винта может передаваться рукояткой (ручное управление) или шестерней (автоматическое управление). На верхней поверхности каретки установлены кольцевые направляющие с вращающейся пластиной. В конструкции этой пластины также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
1К62 станочная опора
Характеристики такого узла и его конструктивные особенности позволяют устанавливать поворотную пластину и, соответственно, резцедержатель с инструментом под любым углом к продольной оси станка. Для фиксации поворотной пластины в необходимом положении в конструкции каретки предусмотрены специальные прижимные винты. Воспользоваться таким приспособлением, если внимательно изучить инструкцию к оборудованию, может даже начинающий токарь.
Прочие важные компоненты конструкции машины
В конструкцию токарного станка также входит электрическая система, с которой можно ознакомиться, изучив технический паспорт устройства. Эта система состоит из трех электрических цепей с разными характеристиками:
цепь управления, для которой требуется напряжение 110 В и ток частотой 50 Гц;
силовая цепь, работающая от напряжения 380 В и тока частотой от 3 до 50 Гц;
Электрическая цепь
, которая используется для обеспечения работы осветительного оборудования машины, — Высоковольтная 24 или 36 В, частота тока 50 Гц.
Приводом станка 1К62 является электродвигатель мощностью 10 кВт, вал которого может вращаться с частотой 1450 об/мин. Хотя в паспорте на оборудование описано, как запустить машину и отрегулировать все ее характеристики, выполнять такие процедуры, без специальных знаний и навыков, не рекомендуется. Это связано с тем, что как кинематические, так и электрические схемы данного оборудования считаются достаточно сложными по конструкции.
Некоторые модели токарных станков, что должно быть указано в их паспорте, изначально спроектированы таким образом, что их силовая цепь может питаться от электрической цепи напряжением 220 В Следует отметить, что это скорее исключение из правил, так как базовые модели токарного станка 1К62 предполагают напряжение питания 380 В. Очень важно перед подключением убедиться в том, что вы подключаете станок, чтобы его нулевой и заземляющий провода были тщательно изолированы.
Технические характеристики токарного станка 1К62: устройство, ремонт
Популярные
Токарный станок 1К62 начал использоваться на предприятиях в 30-х годах прошлого века. Его разработали на заводе «Красный пролетарий». Изначально этот агрегат обозначался аббревиатурой ДИП. Используемое сегодня обозначение было присвоено модели после введения новой системы НИИ металлообработки в 1937 году.
Преимущества модели 1К62
Сегодня этот агрегат используется достаточно широко и считается очень качественным оборудованием. Технические характеристики токарного станка 1К62 просто отличные. К несомненным достоинствам данной модели можно отнести:
Универсальность . На 1К62 можно выполнять любые работы, в том числе и нарезание резьбы.
Возможность использования для обработки заготовок из очень твердого закаленного металла. Шпиндель станка установлен на подшипниках специальной конструкции, обеспечивающих жесткость крепления.
Высокая мощность главного привода и надежность сборки кинематической схемы движения.
Широкий диапазон передач и скоростей.
Резка на станке 1К62 может выполняться в том числе минерало-керамическими, а также твердосплавными инструментами.
Виброустойчивость — Одно из преимуществ, которое отличает этот металлический токарный станок, имеющий большой вес.
Высокая точность даже при использовании в барабанном режиме.
Движение подачи машины
Модель 1К62 относится к фронтальным токарным станкам, а потому в основном применяется для обработки не слишком длинных и в то же время габаритных заготовок.
Устройство токарного станка 1К62 практически ничем не отличается от устройства любого другого оборудования этой группы. В качестве привода в этой модели используется асинхронный силовой агрегат короткозамкнутого типа мощностью 10 кВт. Скорость перемещения суппорта и вращения шпинделя регулируется двумя отдельными рукоятками. Это одна из особенностей модели. Помимо основного, в машине используется дополнительный двигатель, тоже асинхронный, мощностью 1 кВт. Этот силовой агрегат обеспечивает быстрое перемещение суппорта.
Таким образом, механизм подачи станка 1К62 включает четыре кинематические цепи:
резьбонарезной;
поперечная резка;
разрезание;
ускоряющий движение суппорта.
Передняя и задняя бабки
При работе станка подача от главного двигателя передается на ведомый шкив, а затем через сложную систему муфт и блоков на переднюю бабку со шпинделем. Затем движение передается на трензельный вал и на механизм подачи. Подшипники качения валов узла можно смазывать как разбрызгиванием, так и принудительно. В конструкцию модели входит специальный масляный насос.
Задняя бабка агрегата 1К62 может перемещаться по направляющей станины и снабжена пластиной. Выдвижной пиноль движется с помощью винтовой пары и маховика. Его вылет фиксируется ручкой. Корпус передней бабки может смещаться относительно пластины в поперечном направлении. При необходимости переднюю бабку также можно установить на станине. Иногда в гнездо штифтов устанавливают специальный инструмент, предназначенный для обработки отверстий.
Модель суппорта и переднего механизма
Токарный станок по металлу 1К62 оснащен суппортом, в конструкцию которого входят следующие элементы:
нижние рельсы, предназначенные для продольного перемещения по рельсам;
поперечная каретка, в круговых направляющих которой установлена поворотная пластина под салазки фрезы.
Пластина может быть зажата под любым углом по отношению к шпинделю. Фартуковый механизм расположен в корпусе, привинченном к опорной каретке. Продольное перемещение суппорта обеспечивается реечной передачей, а продольное — специальным винтом.
Технические характеристики токарного станка 1К62: основные параметры
Станок 1К62 может применяться в том числе и для обработки полых конических деталей. Это обеспечивается возможностью смещения заготовок в поперечном направлении.
Технические характеристики станка 1К62 следующие:
высота детали над суппортом — 224 мм;
максимально допустимая высота заготовки над станиной — 430 мм;
длина заготовки — 750-1500 мм;
масса закрепленной в центрах детали 460-900 кг;
масса детали в кассете 200 кг;
скорость вращения шпинделя вперед/назад — 2000/2420 об/мин;
масса машины
– 2520 кг;
габариты
– 2500х1200х1500 мм.
Таким образом, технические характеристики токарного станка 1К62 делают его очень производительным и надежным. Эта модель хорошо работает как при высокоскоростной, так и при силовой резке. По нормам, предусмотренным ГОСТом, установка 1К62 может эксплуатироваться в условиях УХЛ-4.
Стоимость оборудования
Сколько может стоить токарный станок 1К62? Цена на него, как и на любое другое оборудование такого типа, достаточно высока. Однако его стоимость все равно значительно меньше многих импортных аналогов, поставляемых даже из стран СНГ. При этом данная модель практически уступает по качеству обработки деталей и удобству эксплуатации зарубежным станкам. Подержанный станок 1К62 стоит около 1 200 000 рублей. Для сравнения: белорусская модель ГС526У, имеющая примерно такой же дизайн и технические характеристики, предлагается за 33 200 долларов.
Ремонт станка 1К62
Технические характеристики токарного станка 1К62 хорошие, и он может работать очень долго без ремонта. Но конечно, как и любая другая техника этой группы, модель 1К62 требует периодического обслуживания. Эта процедура может включать следующие операции:
обкатка станка на всех подачах и скоростях;
проверка параметров на точность;
промывка и протирка деталей при частичной разборке;
очистка направляющих от грязи и шлифовка в случае их износа.
Ремонт токарного станка 1К62 может заключаться в выполнении таких операций, как замена изношенных узлов и механизмов на новые или их восстановление. Наружные нерабочие поверхности обычно окрашивают после ремонта или технического обслуживания. Также часто производится замена корпусов моделей для предотвращения загрязнения обрабатываемых поверхностей абразивной пылью и стружкой.
0
0
Оборудование для производства
Поделись этим:
Читайте также
Детское удерживающее устройство для автомобиля: виды, особенности и отзывы
Производство, применение и характеристики стали 40х13
видео-инструкция по монтажу своими руками, особенности самостоятельного сращивания по длине, сплачивания, цена, фото
Статьи
Иногда при проведении строительных и других работ с использованием древесины требуется сделать элементы длиннее или шире, а как это правильно делается, знают очень немногие. Именно поэтому мы рассмотрим, как провести сращивание доски самостоятельно и какие способы и методики существуют. Важно выбрать вариант, который лучше всего подойдет в той или иной ситуации и потребует минимальных затрат времени и средств.
На фото: соединение в микрошип широко используется производителями различных изделий из древесины
Основные требования к рабочему процессу
Прежде чем мы начнем рассматривать конкретные варианты проведения работ, необходимо разобраться в том, соблюдение каких факторов гарантирует получение того результата, который и ожидается:
Качество материала
Тут все просто: невозможно сделать из некачественного дерева прочные конструкции, особенно это касается мест соединения, если на них будут сучки, повреждения древоточцами, плесенью и другие проблемы, то ни о какой надежности и долговечности не может быть и речи. Подбирайте самые лучшие элементы, чтобы не тратить силы и средства попусту
Влажность
Еще один наиважнейший параметр, который всегда следует учитывать. Для работы походят только сухие элементы, так как повышенная влажность, во-первых, снижает прочность, во-вторых, уменьшает адгезию клеевого состава при его использовании, а в-третьих, после окончания работ никто не даст гарантию, что через неделю или месяц конструкцию не поведет или она не потрескается
Нагрузки на соединения
Именно от этого показателя во многом зависит выбор того или иного варианта соединения, чем больше нагрузка, тем выше требования к качеству сопряжения и тем сложнее процесс. Поэтому заранее решите, какой вариант будет использоваться, чтобы гарантированно обеспечить высокий результат
Использование качественного инструмента
От этого также зависит очень многое, особенно когда дело касается сложных вариантов, когда соединение вырезается специальными приспособлениями. Они должны обеспечивать максимальное качество резки и максимальную точность стыковки, так как от этого во многом зависит надежность
Важно! Помните одно простое правило, которое всегда используют специалисты: для получения наилучшего результата нужно, чтобы параметры соединяемых элементов были аналогичными, проще говоря, должна использоваться одна порода древесины.
Простейшим примером конструкций, где используется сращивание по ширине, является шпунтованная половая доска
Варианты проведения работ
Все мероприятия подобного рода можно разделить на две большие группы – сплачивание досок по ширине и по длине, мы рассмотрим их отдельно и расскажем, какие методики наиболее популярны и как их правильно реализовывать.
Соединение по ширине
Конечно, простейшим решением будет щитовой вариант сращивания, поэтому мы начнем именно с него, вначале представим схему основных вариантов, а ниже опишем их подробно:
Это основные типы проведения работ, если можно использовать щитовой вариант соединения
Первый способ предполагает вырезание с помощью фрезерного станка полости, которая имеет трапециевидную форму и позволяет использовать шпонку в качестве фиксатора. Плюсом этого решения можно назвать надежность, а минусом – необходимость в фрезерном станке или наличие ручного фрезера для проведения работ, ручным инструментом здесь не обойдешься;
Сплачивание с использованием торцевого бруска, который соединяется с торцами доски методом паз-гребень, используется для элементов небольшой длины, так как данный вариант обеспечивает высокую надежность именно небольших конструкций. Для работы опять же понадобится фрезер для деревянных изделий. С его помощью она будет проведена быстро и качественно;
Можно сделать вырез по торцу, подогнать под него рейку и посадить ее на столярный клей, это также довольно интересный вариант, который подходит для конструкций небольшого размера;
Последние два варианта предполагают приклеивание треугольной рейки, только одна из них врезается в торец, а второй вариант предполагает зарезку торца под углом, нужно выбрать то, что лучше подойдет в той или иной ситуации.
Но если требуется соединить доску более надежно, то подойдет один из следующих методов:
Такие варианты зарекомендовали себя лучше всего
Первый вариант называется соединение на гладкую фугу, при его выполнении требуется очень тщательная шлифовка торцов для плотного прилегания, после чего они смазываются клеем и соединяются под прессом или с помощью специальных стяжек. Такое решение подойдет в случаях, когда высокая несущая способность не нужна;
Соединение на гладкую фугу часто применяется при изготовлении мебельного щита
Второе решение – сращивание в четверть, для этого на торцах выбираются пазы примерно на половину толщины, этот вариант более трудоемкий, зато его надежность заметно выше, чем у предыдущего, инструкция по проведению работ проста: выбираются пазы с помощью фрезера, после чего торцы смазываются клеем, и конструкция плотно сжимается до высыхания состава;
Вот так выглядит соединение на схеме
Можно вырезать пазы с обеих сторон, а внутрь вставить рейку, которая опять же смазывается клеем для надежности. Такое решение неплохо зарекомендовало себя на элементах большой толщины, так как в таком случае толщина деревянной рейки будет значительной, следовательно, она сможет выдержать даже большие нагрузки без особых проблем. Важна точная подгонка всех элементов, поэтому для работы используется фрезерное оборудование;
Пример шпоночного соединения
Соединение шип-паз хорошо знакомо многим по доске пола и отделочным материалам из древесины, тут важно правильно вырезать соединение, чтобы элементы совмещались максимально точно и плотно, отдельным вариантом является треугольный шип-паз, он отличается тем, что один торец делается в форме угла, а второй имеет углубление по форме выступа;
Последний из рассматриваемых вариантов – ласточкин хвост, этот вид предполагает наличие паза, расширяющегося в глубину, в силу этой особенности доски вставляются с торца и задвигаются как по салазкам, их невозможно разъединить, не приложив значительное усилие, что также немаловажно.
Соединение по длине
Сращивание досок по длине также используется при проведении работ весьма часто, поэтому данному аспекту мы также уделим самое пристальное внимание.
Варианты следующие:
Самый простой – крепление внахлест, когда концы заводятся друг на друга и скручиваются саморезами, сбиваются гвоздями или скручиваются болтами. Конструкция не очень привлекательна, зато ее можно сделать своими руками за считанные минуты;
Самый быстрый вариант проведения работ
Второе решение – соединение в так называемый минишип, это очень прочный и надежный вариант, но для проведения работ вам понадобится специальная фреза, цена которой велика, поэтому такой способ выбирают те, кому приходится сращивать элементы часто;
С помощью такой фрезы соединения делаются очень быстро
Если элементы соединяются по длине не в один, а в два и более слоя, то можно использовать вариант впритык, такое соединение досок по длине хорошо подходит для многослойных систем, на рисунке оно под буквой А;
Некоторые способы соединения по длине
Часто используется традиционный вариант паз-гребень, тут важно обеспечить оптимальную конфигурацию соединения, так ширина паза и соответственно шпунта не должна составлять больше третьей части общей толщины доски, важно делать нарезку очень точно, чтобы элементы совпадали идеально, это значительно увеличит прочность соединения;
Важно! При работе чаще всего используется фрезер, но фрезы могут иметь разную конфигурацию, следует следить за состоянием их режущих кромок и своевременно точить их или заменять, так как от чистоты обработки во многом зависит качество соединения.
Можно применять вариант зарезки под углом, он хорошо подходит там, где особая прочность не требуется, а нужно хорошо соединить между собой элементы, которые могут использоваться для отделки и т.д.;
Треугольный шип-паз во многом напоминает обычный, различается лишь конфигурация торцов. Тут также важно, чтобы элементы идеально совмещались между собой, так как это обеспечит и аккуратность сопряжения, и его максимальную надежность;
Соединение в четверть отличается простотой – делаются вырезы на половину толщины, длина выступов не должна сильно превышать толщину, элементы смазываются клеем и сжимаются до высыхания состава, это стандартная процедура практически для всех вариантов;
Последний вид – шпоночное сплачивание, оно не отличается от вышеописанного варианта при проведении работ по ширине, требования те же.
Вывод
Правильно и надежно соединить доску, значит обеспечить ее максимальную прочность, важно выполнять все рекомендации и использовать только качественные материалы. Видео в этой статье покажет некоторые варианты проведения работ наглядно, а если у вас есть вопросы или дополнение – отписывайтесь в комментариях.
Как срастить две доски: по ширине, длине, высоте
Заказать деревянные доски можно определенного размера. Бывают случаи, когда для строительства дома нужны нестандартные размеры лесоматериала, в этом случае можно выполнить соединение изделий разными способами, часто применяются врубки. Создаются они на специальном оборудовании или своими руками.
Основные способы
Соединение пиломатериала обычно требуется, если есть несколько небольших отрезков, а нужно составить один. Склеивание выполняется не во всех случаях. Такой способ подойдет для стропил, дверей. Выполнить склеивание не получится для пола, скамеек.
Из отрезков можно создать изделие необходимой длины. Чем меньше отрезков используется, тем прочнее получится материал. Существует несколько способов склеивания пиломатериала.
По длине
При соединении досок большой длины следует использовать несколько вариантов:
Вплотную.
Материал спиливается на четверть вдоль, затем соединяется со вторым изделием.
Ус. Край изделия спиливается таким образом, чтобы получилась поверхность под наклоном.
Зубчатое считается самым крепким. На одном изделии выполняется 2 зубца, на другом – прорези.
Паз-гребень. Выполняется выступ и углубление.
Рейка. На концах досок делаются пропилы, вставляются маленькие рейки.
По ширине
Для создания щита можно срастить материалы небольшой ширины одним из следующих методов:
На рейку. На краях доски выполняются пазы, в которые нужно вставить рейки.
На фугу. При хорошем скреплении досок не должно остаться зазоров.
Ласточкин хвост. На одном краю изделия выполняется паз, а на другом – гребень в виде трапеции, который похож на ласточкин хвост.
В паз-гребень. С одной стороны материала выполняется гребень, с другой – паз. Элементы соединения могут быть в виде прямоугольника или треугольника.
В четверть. По краю изделия нужно выполнить четверти, которые не могут быть больше половины толщины материала.
По высоте
При строительстве мостов производится скрепление брусков крест-накрест. Существуют такие варианты сращивания: на 1/4, 1/3, в половину материала, зарубка бруска. Срастить материал можно впритык с потайным шипом, сквозным гребнем, вплотную, в половину материала с креплением металлической полосой, хомутами, при помощи болтов, в прируб косого типа.
Шиповое соединение
Для перекрытий подойдет шиповое соединение. Необходимо выполнить разметку и произвести подрезку выступа ножовкой. Шип должен быть больше на несколько мм, чтобы его можно было обработать. Для того чтобы создать паз, следует выполнить продольный разрез и доработать его стамеской. При подгонке детали нужно прижать как можно плотнее.
Сращивание под прямым углом и встык
Соединение элементов необходимо выполнить под углом 90 градусов. Метод встык подразумевает использование гвоздей. Сращивание выполняется при помощи инструментов, строительных материалов: молоток, карандаш, пиломатериал, металлический уголок, клей, шпатлевка, верстак, пластины в виде треугольника, букв Г, Т.
Соединить изделия встык можно зафиксировав один элемент на верстаке, затем наложить на другой. После нужно закрепить их гвоздями. Чтобы шляпки не были заметны, следует использовать шпатлевку.
Надежное скрепление выполняется Т-образным крепежом, который подразумевает укладку пластины в центре досок. После просверливаются отверстия, вкручиваются шурупы. Другим способом прочного сращивания досок является применение металлических уголков, которые нужно закрепить с двух сторон досок.
Приобрести доску высокого качества в Иваново можно в компании «Морозоволес» .
Как соединить две доски по длине [8 блестящих способов]
Независимо от того, занимаетесь ли вы деревообработкой как профессионал или любитель, в некоторых проектах может потребоваться прикрепить отдельные деревянные доски по периметру, чтобы сделать одну большую. По этой причине вам нужно знать, как соединить две доски по длине.
Существует множество способов скрепления отдельных деревянных досок, хотя использование столярного клея может быть популярным. Каждый из этих методов имеет свою сложность, преимущества и ограничения.
Тем не менее, вот краткое изложение различных способов соединения двух деревянных досок в длину.
Как соединить две доски по длине
Для соединения двух досок по длине можно использовать столярный клей, металлические хомуты, дюбель, кувшин, соединение настольной лампы, соединение половины лампы и косой стык. Склеивание — самый распространенный метод, поэтому вы можете выбрать его как свой лучший выбор. Нанесите клей на концы, которые необходимо прикрепить, и зажмите их.
Как соединить два куска дерева по длине 8 способами
Давайте рассмотрим восемь способов соединения двух кусков дерева рядом.
1. Клей для дерева
Как уже упоминалось, склеивание деревянных досок является наиболее распространенным методом. Это влечет за собой нанесение клея на концы, которые необходимо прикрепить, и сжатие их вместе, пока клей не высохнет и не соединит доски вместе.
Принадлежности для соединения краев досок
Высококачественный столярный клей
Струбцины
Соединяемые доски
Мел
Долото
Как соединить две доски с помощью столярного клея
Положите доски на ровную поверхность бок о бок, желательно точно совмещая их с рисунком волокон.
Мелом нарисуйте большую U-образную форму, покрывающую обе доски. U-образная форма облегчит повторное выравнивание досок после нанесения столярного клея.
Нанесите столярный клей на край одной доски, нанеся непрерывный валик по всей ее длине. Для этого расположите доску склеиваемой стороной вверх.
Соедините края, следя за нанесенной мелом меткой, сдвиньте их вместе и соберите в комок.
Дайте клею застыть в течение 20 минут, а затем удалите излишки клея, соскребая его долотом.
2. Металлические хомуты
Металлические хомуты можно использовать, если вам не нужно чистое соединение. Ремни удерживают доски вместе и остаются видимыми на поверхности досок.
Принадлежности для соединения двух досок
Металлические хомуты толщиной около ¼ дюйма
Утка с ножницами или оловянными снижениями (необязательно)
Ваши две платы
Скоростные биты
отвертка
. соответствуют ширине досок
Приклейте и привинтите половину ремня к одной доске, оставив половину выступающей для другой доски
Прижмите доску к ленте и оставьте установку на 20 минут
Совместите край второй доски с первой, а затем приклейте и прикрутите к ней выступающую половину ремня
Закрепите вторую доску на ремне
Для лучшего высыхания держите установку на плоской столешнице, пока она не высохнет результаты
3. Соединение на дюбелях
Этот метод включает вставку дюбелей в доски в точке крепления для дополнительной прочности. Дюбели обеспечивают материальную поддержку и помогают создать прочное и гибкое соединение.
Штифтовые соединения популярны в деревообработке из-за доказана эффективность методики . Чтобы использовать этот метод, вот материалы, которые вам понадобятся.
Supplies for joining boards side by side
Wood dowels (pre-cut)
Pencil
Depth gauge
Clamp
Wood glue
Ruler
Drill bits
Mallet
How to connect two деревянные бруски с дюбелями
С помощью карандаша и линейки отметьте точки дюбелей через равные промежутки вдоль внутреннего края каждой доски.
Установите сверло по размеру диаметра дюбелей и просверлите первое отверстие примерно до половины длины дюбеля.
Удалите древесную пыль и проверьте дюбель. Он должен быть плотно пригнан, чтобы вы могли постучать по нему молотком.
При необходимости отрегулируйте сверло и просверлите все оставшиеся отверстия для обеих досок.
Вставьте все оставшиеся дюбели в отверстия на первой доске.
Покройте открытые концы дюбелей столярным клеем.
Совместите две панели так, чтобы вторая находилась поверх первой, чтобы выступающие концы дюбелей вошли в отверстия на второй панели.
Сожмите две доски вместе, чтобы закрыть зазор между ними, затем зажмите их, пока клей не высохнет.
4. Соединитель бисквита
В бисквите используются крошечные деревянные пластины, напоминающие печенье, для крепления деревянных досок. Техника включает в себя создание крошечных прорезей внутри краев двух панелей, которые необходимо прикрепить. Затем пластины, похожие на печенье, входят в эти прорези, создавая чистое соединение.
Для создания бисквитных суставов вам понадобится несколько специальных инструментов и немного навыков. Тем не менее, вот необходимые инструменты и материалы.
Поставки для присоединения к двум платам End To End
Зажимы
РАРКОВАНИЯ
Бисквит
Бисквит Стоаря
Pencil
БОТАЛЬНЫЕ БОТАЦИЯ
2020202024 How Bobwords Bobwords
.
Выровняйте панели относительно друг друга и определите места для размещения стыковых швов через равные промежутки
Отметьте эти места карандашом
Затем установите деревянные доски и отметьте фактические места, где нужно просверлить прорези для печенья
Установите станок для соединения печенья
Вырежьте сгустки с правильными настройками, чтобы вместить половину пластины для печенья в каждой доске
Вставьте каждое печенье в соответствующий слот на одной доске
Сбрызните печенье водой и вставьте панели на место
Зажмите деревянные доски и дайте печенью застыть в течение рекомендованного времени
5. Kreg-Jig
Этот метод обычно используется в профессиональном мебельном производстве для создания соединений с помощью скрытых винтов. Он включает в себя вставку винтов с карманными отверстиями в карманные отверстия, созданные с помощью шаблона Kreg. Отверстия расположены под углом таким образом, чтобы винты не были видны.
Техника инструмента Крег дает профессиональные результаты с аккуратными и прочными соединениями, если все сделано правильно. Однако вам понадобится специализированный инструмент, который, вероятно, будет стоить дорого.
Инструменты и материалы для соединения деревянных досок
РАРКОВАЯ МЕРВА
KREG JIG
ВИНТЫ
Зажимы
отвертка
Как прикрепить две части древесины с kreg jig
9
. Гольца с kreg jig
. С. Сплайной с платой. отрегулируйте хомут бурильного оборудования по этому размеру
Установите направляющие отверстия соответствующим образом, а затем зажмите древесину
Вставьте сверло в направляющие отверстия и просверлите от двух до трех наборов карманных отверстий
Выровняйте другую панель и закрепите ее
Вставьте винты с потайными отверстиями один за другим в соответствующие направляющие отверстия
Затяните винты отверткой до исчезновения зазора
Соединение внахлест на столе — это метод соединения двух деревянных досок с помощью клея и двух соединяющихся частей, в которых материал был удален.
Этот метод включает удаление материала с обеих досок для создания точки соединения, которая образует соединение с той же толщиной, что и каждый элемент.
Для этого вы вырезаете половину толщины каждой детали в месте соединения и наносите клей на соединяемые поверхности.
Этот тип двойной техники делает соединение внахлестку на столе довольно прочным из-за большой поверхности клея для дерева, которая добавляет прочности пересекающимся частям, как в соединении внахлестку.
Принадлежности для соединения деревянных досок
Настольная или круговая пила
Набор Dado
Квадрат
Карандаш
0021
Используйте угольник, чтобы расположить две доски рядом, чтобы совместить их концы.
Отмерьте ¼ дюйма плюс ширина заготовки на обеих досках и отметьте их одновременно.
С помощью карандаша отметьте крестиком места, где вы будете резать обе части, затем проведите линию от одного края до другого, пересекая обе доски.
Установите набор плинтусов в настольную пилу, установив высоту лезвия на 1/3 толщины деревянной детали.
Затем сделайте шпунт на обеих досках.
Установите высоту лезвия плинтуса на 2/3 толщины деревянных деталей. Используйте кусок дерева, чтобы проверить и отрегулировать высоту лезвия плинтуса, пока оно не будет на одном уровне с поверхностью обеих досок.
Отмерьте эквивалент ½ ширины деревянной детали от плеча пазы и отметьте эту точку карандашом.
Закрепите обе доски рядом с угловым упором.
Сделайте два прохода по пазу, чтобы установить ширину, и обрежьте пазы.
Обрежьте концы каждой деревянной детали, чтобы они плотно прилегали.
Приклейте и закрепите деревянные детали не менее чем на час, чтобы они полностью застыли.
Рекомендуем прочитать: Как сделать стол выше
7. Соединение половин внахлестку
Это метод крепления деревянных досок, который включает удаление материала с обеих досок для создания точки соединения, которая образует соединение с той же толщины, что и каждый член.
Этот метод требует вырезания половины толщины каждой детали в месте соединения, так как прикрепляемые доски обычно имеют одинаковую толщину. При соединении полученный шов имеет ту же толщину, что и каждая доска.
Поставки для соединительных плат вместе
Столовая пила
DADO SET
квадрат
карандаш
Деревянный клей
Как присоединиться к двум доскам на стороне с половиной LAP
3. две доски рядом так, чтобы их концы были заподлицо.
С помощью карандаша отметьте крестиком места, где вы будете резать обе части, затем проведите линию от одного конца до другого, проходящую через обе доски.
Установите плинтус в настольную пилу, установив высоту лезвия на ½ толщины деревянных панелей.
Убедитесь, что внутренние края (для прикрепления) полностью выровнены, и между ними нет зазоров.
Вырежьте одинаковые пазы на обеих досках с помощью удлинителя углового упора по отмеченной линии.
Соедините две детали, чтобы проверить их соответствие
Удалите все неровности с помощью стамески по дереву
Завершите работу, нанеся столярный клей и прижав деревянные панели друг к другу не менее чем на час
8. Косые соединения со скосом
Это простая техника, которая использует глубину угла на краях соединения для создания прочного соединения. Используя эту технику, вы хотите сделать угол как можно более острым, чтобы получить более прочное соединение.
Это связано с тем, что острый угол помогает создать большую поверхность для склеивания. Чем больше поверхность склеивания, тем больше клея вы можете нанести, что приведет к более прочному соединению.
Материалы для соединения 2×6 встык
Торцовочная пила
Квадрат
Карандаш
Как соединить две доски вместе с помощью косых стыков
Выровняйте две доски на плоской поверхности так, чтобы концы, которые нужно прикрепить, находились заподлицо друг с другом.
Отметьте, где вы будете резать, проведя линию, пересекающую обе доски под углом.
Установите пильный диск под углом 45 градусов и разрежьте доску по отмеченной линии. Проделайте то же самое с другой доской. Когда соединение двух деталей под углом 45 градусов , выполните эту процедуру.
Нанесите столярный клей на обрезанный край и зажмите установку на месте, чтобы клей схватился.
Советы по продольному соединению досок
Знание того, как соединять доски по длине, поможет вам выполнить работу. Тем не менее, наличие нескольких дополнительных советов может улучшить качество ваших результатов. Итак, вот несколько вещей, о которых следует помнить, приступая к упражнению.
По возможности используйте прочные дюбели для поддержки соединения. Деревянные они или металлические, дюбели обеспечивают дополнительную поддержку внутри досок и делают соединение более прочным.
Сделайте площадь склеивания максимально возможной. Соединения внахлестку на столе, косые соединения со скосом и дюбели — все это примеры методов, которые увеличивают поверхность склеивания без изменения места соединения.
Старайтесь, чтобы хомуты были как можно более простыми при использовании метода хомутов для получения бесшовных деревянных соединений.
Часто задаваемые вопросы
Как лучше всего соединить два куска дерева?
Врезка и шип — лучший способ соединить два куска дерева вместе. Эта классическая техника увеличивает поверхность склеивания и создает самые прочные и аккуратные соединения для дерева, вставляя часть одного куска в другой.
Как соединить два куска дерева по длине с помощью шурупов
Чтобы соединить два куска дерева по длине с помощью шурупов, используйте приспособление Kreg, чтобы сделать карманные отверстия и вставить шурупы в отверстия. Этот метод включает наклон отверстий таким образом, чтобы винты не были видны.
Какой самый прочный способ соединения двух кусков дерева?
Врезка и шип — самый прочный метод соединения двух деревянных деталей. Метод включает в себя вставку шиповой части сустава (работающей как штифт) в Mortis (работающей как прорезь, в которую вставляется штифт).
Как соединить 2×4 рядом?
Соединение 2×4 вместе бок о бок включает в себя нанесение ровного слоя клея на выбранный край досок и прижатие краев друг к другу. После этого вам нужно соединить детали вместе и вкрутить винты в направляющие отверстия. Наконец, снимите зажим, чтобы завершить задачу.
При стыковке досок 2×4 встык убедитесь, что края досок ровные, без заноз или шероховатостей, иначе стык также будет слабым
Как соединить два куска дерева с помощью скоб
Чтобы использовать скобы, поместите металлические полосы поверх стержней так, чтобы отверстия в них точно совпадали с отверстиями для направляющих винтов. Вставьте L-образные кронштейны непосредственно в оба угла досок и вверните шурупы.
Как соединить деревянные доски
быть прикреплены, затем сдвиньте их вместе и зажмите, пока клей полностью не схватится, чтобы создать прочное соединение.
Как соединить два куска дерева бок о бок Резюме
Пока вы занимаетесь деревообработкой, вам рано или поздно захочется научиться соединять доски кромками. Знание различных способов достижения этого результата может помочь вам использовать наилучшую технику для каждого проекта.
Мы надеемся, что это руководство было информативным. Если у вас есть какие-либо мысли или комментарии, мы будем рады услышать их в комментариях. Далее узнайте как скруглить кромки дерева без фрезера.
Как соединить балку или стропила
Как правильно соединить балку или стропила
О сращивании древесины
Мы начнем нашу беседу с того, что напомним всем, что плотники сращивают древесину на протяжении тысячелетий. Это одна из тех вещей, которые плотники делают лучше всего, но все же есть те, кто говорит, что это прерогатива инженера и никого другого. Перемычки, домкраты, пороги, балки, балки, стропила — все это так или иначе сращено вместе. Дело в том, что плотникам многое разрешено, потому что мы все знаем, что они работают. Это называется прескриптивными решениями. Конечно, мы говорим о сращивании балки или стропила как части техники ремонта прогнившей, поврежденной термитами или перетянутой балки. Иногда нам просто нужен более длинный кусок дерева (например, вальмовое стропило).
Какой бы ни была причина, секрет хорошего соединения заключается в методе соединения и хорошем качестве изготовления. Способ подключения должен быть настолько хорошим, чтобы отдельные блоки работали как одно целое; если вся единица не заменена или не «родственна». Это обсуждение не предназначено для придания доверия какому-либо конкретному проекту сращивания и не может заменить надлежащий инженерный анализ, а предназначено только для того, чтобы помочь плотникам определить правильные концепции и передовой опыт для надлежащих процедур сращивания. Каждый проект уникален и имеет свои собственные критерии несущей способности, которые могут потребовать различных методов, дополнительной поддержки или даже инженерного анализа. Комментарии к этому блогу приветствуются.
Слева схема некоторых неподходящих методов ремонта. Пространства для обхода могут быть тесными и неудобными для работы, поэтому искушение срезать путь и некачественное исполнение является распространенным явлением. Свою роль играет отсутствие опыта. Руководители часто неохотно проверяют работу своих сотрудников. Какой бы ни была причина, некачественный ремонт может быть конструктивно дефектным. Наиболее распространенными причинами являются отсутствие надлежащей техники забивания гвоздей и сращивание с поврежденной древесиной.
Самый распространенный способ ремонта балок — это «сестра». По сути, сдвиньте целый член рядом с ним и прибейте к черту его с обеих сторон большим количеством гвоздей). Если новая сестра опирается на дерево не менее чем на 1,5 дюйма с каждого конца, тогда все в порядке. Наиболее распространенными «ошибками» в этом методе были бы недостаточное соединение сестер, неадекватная осанка с той или иной стороны,
Компании, производящие фермы, используют «гвоздь-гантель» для сращивания древесины (на фото слева). Гвоздь — это в основном тонкий кусок металла, отштампованный так, что многие металлические выступы торчат в древесину примерно на 1/2 дюйма или около того. Он штампуется в древесину на заводе с помощью гидравлического пресса.
Фанеру можно использовать для достижения той же цели, и в течение многих лет многие плотники строили фермы самостоятельно, используя фанеру в качестве косынки. Эта практика отошла на второй план в основном потому, что изготовленные фермы упали в цене. Кроме того, подрядчики не могли быть уверены, что их рабочие достаточно опытны, чтобы сделать это должным образом, и поэтому выбрали инженерную древесину из соображений ответственности.
На фото слева стропило 2×6, сращенное вместе с использованием фанеры 3/4 дюйма. Очень сильная связь. В этом случае стропило в целом на самом деле прочнее, чем могло бы быть, потому что соединение более чем достаточное, а фанера увеличивает прочность. В этом случае мастеру просто понадобилось более длинное стропило. Руководствуйтесь здравым смыслом, решая, сколько креплений необходимо. Рубить дрова не к добру. В данном случае создатель использовал 9- 8 гвоздей с каждой стороны соединения, что достаточно в данном случае.
На рисунке слева представлена схема некоторых рекомендуемых методов ремонта балок перекрытий. Некоторые припуски могут быть сделаны на длину и толщину фанерных косынок в соответствии с вашими конкретными потребностями. Хотя разумно «переусердствовать» с ремонтом; может быть приемлемо использовать фанеру толщиной 1/2 дюйма или немного более короткую косынку в зависимости от ваших обстоятельств. Прочность соединения зависит от прочности гвоздей на сдвиг, поэтому используйте их в большом количестве (вбивайте прямо, а не под наклоном). Не используйте шурупы, потому что большинство из них не предназначены для структурных применений. Если ремонт был спроектирован инженером, то технология ремонта должна быть вычерчена на бумаге, проштампована печатью одобрения инженера, и в ней будет указано количество и тип необходимого крепежа.
На фото показан метод ремонта прогнившей балки с использованием фанеры и несколько советов по наилучшей практике. Щелкните изображение, чтобы увеличить его. Сращивание с фанерой может иметь некоторые преимущества по сравнению с сращиванием с цельной балкой во многих ситуациях. Руководствуйтесь здравым смыслом, решая, сколько крепежей использовать. Используйте достаточное количество, однако не стоит колоть дрова слишком большим количеством.
Итак, когда допустимо сращивание только с одной стороны? Например, в большинстве приведенных выше примеров короткая балка заполнена и сращена с обеих сторон прочной древесиной. Это помогает уменьшить силы сжатия и растяжения, возникающие в результате воздействия нагрузок. Иногда можно сращивать только с одной стороны, например, при добавлении стропильных хвостов к стропилам, которые уже опираются на верхнюю пластину. Другой пример, который может быть приемлемым, — это добавление к верхней части слишком короткого стропила, потому что подрядчик заказал пиломатериал, который на 8 дюймов короче. работа сращивания, так что в большинстве случаев это будет нормально.
Однако нагрузка на пол больше, поэтому мы не рекомендуем выполнять сращивание только с одной стороны. Это следует оценивать в каждом конкретном случае, но если это абсолютно необходимо, то прибейте его большим количеством гвоздей с обеих сторон (не под наклоном) и с большим количеством нахлестов.
В поле я заметил, что многие рабочие обрезали сестру с одной или другой стороны, чтобы она помещалась между лентами 2х2. Было бы лучше удалить ленту, установить сестер и заменить новыми лентами, чтобы сестра имела адекватную опору с обеих сторон. Может действительно так проще. Не поддавайтесь искушению повторно использовать старую ленту, так как она, вероятно, слишком порезана, чтобы принести какую-либо пользу к тому времени, когда ее удалят.
Исправление провисания черного пола
Часто мы сталкиваемся с ситуацией, когда черный пол намок от протечки или имеет слабое место. Когда замена чернового пола нецелесообразна, например, когда шкафы мешают и т. д., может помочь добавление блокировки снизу. На фото слева показано, как легко починить провисший пол. Вы хотите отрезать несколько шипов 1×2, отмерить необходимое расстояние, прикрепить его, вставить блок, поднять его домкратом или автомобильным домкратом, установить другой шип, при необходимости добавить крепеж в блокировку. Повторяйте по мере необходимости. Этот метод рекомендуется потому, что попытка поднять черный пол одной рукой и прибить его другой почти невозможна, особенно если вы хотите, чтобы пол был на одном уровне.
Замена балки А
До сих пор мы говорили только о ремонте балки или стропила. Как насчет того, когда нам нужно отремонтировать балку или подоконник. По большей части вы не можете родить подоконник или балку, потому что вы не можете родить поврежденную древесину. Это также связано с тем, что нагрузки воздействуют непосредственно на балку. Балки и подоконники следует заменять, когда они гниют или повреждены термитами. Некоторые люди пытаются скрыть сгнившую доску, положив перед ней, а иногда даже под ней хорошо обработанный кусок. Тогда они прикрутят к нему балки, как будто прогнившей балки не существует. Это как минимум плохая практика. По возможности сгнившие балки следует заменять новыми. Я думаю, что когда люди сталкиваются с проблемами, они не думают нестандартно о том, как заменить поврежденные детали. Балки не обязательно должны быть габаритными пиломатериалами. Они могут быть изготовлены из пиломатериалов или меньших элементов, склеенных или прибитых вместе, чтобы сформировать более крупный компонент.
Теперь давайте посмотрим, что мы узнаем в поле….
На этом снимке мастер хорошо поработал, соорудив фермы, но с треском провалился, прибив косынки. Кажется, он прибил косынки только с одной стороны, думая, что гвозди достаточно длинные, чтобы пробить другую часть, или, может быть, он просто поленился. Как видите, они расходятся, поэтому ферма может рухнуть. Косынки должны быть прибиты гвоздями с обеих сторон.
Вот жалкая попытка соединить балки пола под ванной. При взгляде вдаль перекрытие кажется длиннее, но я полагаю, что ближайшее из них меньше фута с очень небольшим количеством гвоздей. На фото видно провисание и провисание балки. Хотите верьте, хотите нет, но такое низкое качество изготовления не такое уж редкое явление. Было бы легко сделать это правильно, но они предпочли этого не делать.
Радиус изгиба арматуры 12. Как определить радиус загиба арматуры?
При выполнении работ возле дома (строительство, изготовление стальных конструкции и так далее) могут понадобиться станки для гибки арматуры. Приобрести агрегат, изготовленный в заводских условиях, не всегда удается. Причин может быть много: нет возможности доехать до магазина, в торговой точке нет подходящей модели, в связи с нехваткой финансовых средств. Но выход из ситуации есть. Можно изготовить станок для гибки арматуры своими руками. Сделать это несложно. Только перед этим необходимо ознакомиться с конструкцией подобных устройств, выбрать подходящий вариант, найти подходящие чертежи и схемы.
Разнообразие видов позволяет использовать станки не только для деформации металлической арматуры. Некоторые варианты обладают возможностью разрезать арматуру на части. Но в данном случае конструкция станка дополняется установленным на основание ножом или кругом.
Гибка арматуры с механической точки зрения
В результате металлопроката всех видов (холоднотянутого, горячекатанного, термоупрочненного) получают армирующее изделие в форме прута. В разрезе он представляет собой круг. Поверхность у него гладкая или периодического профиля. Диаметр его находится в пределах от 4 до 80 мм. Изделие по длине может составлять до 12 м. Этот прут принято называть арматурой.
Изделие поддается деформации. Если этот процесс осуществляется под контролем, то говорят о гибке арматуры. Результатом данного процесса является изменение направления вектора центральной оси в месте сгиба.
Анкеровка арматуры. Соединения арматуры. Гнутые стержни
Требования к анкеровке и соединению арматуры, гнутым стержням установлены в:
СП 52-101-2003 Бетонные и железобетонные конструкции без предварительного напряжения арматуры , п. 8.3.18-8.3.30
Пособие к СП 52-101-2003 Пособие по проектированию бетонных и железобетонных конструкций из тяжелого бетона без предварительного напряжения арматуры , п. 5.29-5.41 (2.02 MB; 3y ago ; загрузок: 4086)
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры (простейшее — соединение типа С23-Рэ (47.5 kB; 3y ago ; загрузок: 4156))
Для удобства работы разработана таблица в MS Excel (72.5 kB; 3y ago ; загрузок: 3024) для определения относительной (в диаметрах) и абсолютной (в мм) длины анкеровки и нахлёста для различных случаев
Места стыковки
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2.03.01-84):
п.5.47 (5.37) Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Поделись ссылкой – это лучший мотиватор для нас
Гнутые стержни
Следует различать минимальные радиусы загиба по условиям прочности арматуры и минимальный радиус загиба по условиям прочности бетона в месте изгиба:
требования к радиусу загиба по условиям прочности арматуры установлены в п. 5.41 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
требования к радиусу загиба по условиям прочности бетона в месте изгиба установлены в п.5.36 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
Применение в проекте
Все соединения отдельных стержней арматуры – внахлёстку без сварки. Длина нахлёста арматуры – не менее 46 диаметров арматуры (при количестве стыкуемой в одном расчётном сечении элемента рабочей растянутой арматуры не более 50%) и не менее 76 диаметров арматуры (при стыковке в одном расчётном сечении элемента всей рабочей растянутой арматуры). Стыки арматуры попадают в одно расчётное сечение, если между их центрами менее 60 диаметров стыкуемой арматуры.
Нижнюю арматуру плит перекрытий и покрытия не допускается стыковать в средней трети пролета. Верхнюю арматуру плит перекрытий и покрытия необходимо стыковать в средней трети пролета.
Верхнюю арматуру фундаментных плит не допускается стыковать в средней трети пролета. Нижнюю арматуру фундаментных плит необходимо стыковать в средней трети пролета.
Увеличение расхода арматуры на нахлёсты стержней 2) в размере: 4% для d8, 5% для d12, 6% для d16 учтено в спецификациях для позиций, посчитанных в погонных метрах.
Минимальный диаметр оправки для арматуры принять в зависимости от диаметра стержня:
диаметр оправки не менее 5 диаметров стержня при диаметре стержня меньше 20 мм;
диаметр оправки не менее 8 диаметров стержня при диаметре стержня больше или равном 20 мм.
1) применимо для арматуры класса А500С и бетона класса B30
2) определяется по формуле: Lнахлёста /11700, где Lнахлёста — длина нахлёста в мм
Armin. -02-04 15:04
По поводу соединений стержней внахлестку без сварки. В новой нормативной литературе (СП 52-101-2003, Пособие к СП 52-101-2003 и пр.) особо не оговаривается, тем не менее в старом пособии была рекомендация по поводу мест стыковки.
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2. 03.01-84) п.5.47 (5.37). Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Соответственно пишу в общих указаниях в дополнение к указанному пишу (для плит перекрытия): Нижнюю арматуру плиты допускается стыковать за исключением зон в средней трети пролетов с перепуском ____. Верхнюю арматуру допускается стыковать в средней трети пролета с перепуском _____.
Для фундаментных плит, соответственно наоборот.
Dmitry Rudenko. -02-04 15:11
Спасибо, ценное замечание
Эксплуатация станка
Весь процесс изгиба арматуры с помощью самодельного станка можно подразделить на несколько этапов.
Во-первых, прут устанавливается рядом с первым валом. После этого он надежно фиксируется.
Во-вторых, арматура пододвигается таким образом, чтобы выбранная для изгиба точка располагалась на опорном валу.
И завершающим, третьим по счету этапом является собственно деформация арматуры.
Такая нехитрая конструкция может быть изготовлена самостоятельно. Единственный момент, который необходимо учесть, заключается в том, что самодельный станок для гибки арматуры способен изогнуть лишь нетолстые прутья. Диаметр их не превышает 16 мм. Если заготовка будет обладать большим диаметром, то на ее деформацию потребуется приложить значительные усилия.
Ошибки при работе с арматурой
В процессе деформации арматура не должна потерять свою прочность. Поэтому все работы должны проводиться по правилам. В процессе гибки иногда встречаются две ошибки:
Прут в месте изгиба слегка надрезается.
Участок изгиба прогревается с использованием автогена, сварки и другими способами и инструментами.
Профессионалы уверяют, что эти два способа облегчить процесс гибки не подходят. Дело в том, что эти методы сильно сказываются на прочностных характеристиках. Причем не в лучшую сторону. Поэтому правильно согнуть прут поможет ручной станок для гибки арматуры. Благодаря этому приспособлению можно изогнуть арматуру в холодном состоянии без нарушения ее целостности.
Как происходит гибка арматуры. Понятие процесса
Основной вопрос: как гнуть арматуру правильно?
Прокладка арматурных прутков в бетоне, с целью укрепления конструкции, называется армированием. Арматурный каркас в несколько раз повышает прочность фундамента или бетонных стен.
Важными узлами в любой конструкции являются углы – это наиболее труднодоступные места для укладки арматурных прутов. Конечно, можно уложить изделие под прямым углом, в месте соединения прихватив прутья сваркой, но при этом пострадает прочность. Поэтому используют станки для гибки арматуры, которые помогают гнуть изделие под требуемым углом, не повредив его.
Имея под рукой устройство для гибки арматуры, следует знать несколько основным принципов работы с ним, так как неправильное использование инструмента приведёт к нарушению прочности арматурных прутков. Основное правило – не использовать подручные средства для гибки арматуры, а только специальные инструменты, в основе которых лежит механический способ воздействия на изделие.
Основные правила процесса гибки арматуры:
Не совершать надпилы в местах изгиба с помощью болгарки или ножовки в местах сгибания. Это основная ошибка, из-за которой страдает изделие и существенно уменьшаются его механические свойства.
Не нагревать место сгиба. Процесс гибки при этом упрощается, но, как и в предыдущем пункте, ухудшается прочность изделия.
Необходимо соблюдать правильный радиус сгиба, который должен быть не менее 10-15 диаметров арматурного прута. Острый угол делать не следует.
Нельзя использовать подручные средства, такие как кувалда или молоток. Такой грубый процесс гибки приводит только к ослаблению изделия.
Особенности станков
Станки для гибки арматуры обладают следующими характеристиками:
Простота конструкции.
Небольшой вес (в пределах от 15 до 25 кг).
Мобильность. Устройство можно перенести для работы в другое место.
Ручные станки способны изогнуть прут до угла 90 градусов. Бывают случаи, когда угол увеличивается до 110 градусов.
Потеря прочности не превышает 10%.
Варианты станков
Наиболее простой вариант, позволяющий сделать станок для гибки арматуры, требует наличия следующих материалов:
Уголок из металла с размером 40х40 мм.
Деревянный брус.
Элементы для крепления.
Металлический уголок разрезается на две части. Первая крепится на брус из дерева. Эта часть конструкции нужна для того, чтобы зафиксировать арматуру до деформации. Вторая часть металлического уголка, которая была отрезана ранее, крепится к деревянному брусу с помощью болтов. Это обеспечивает подвижность элемента. Вторая часть будет являться рычагом. Для изгиба арматуры (особенно большого диаметра), необходимо приложить немало усилий. Это является существенным недостатком данного варианта. Исправить ситуацию можно, если увеличить длину рычага.
С большими объемами работ помогут справиться станки для гибки арматуры по конструкции Замкова. Недостатком данного варианта является более сложная конструкция. Она требует новых деталей, которые необходимо вытачивать. Работа будет проходить по всем правилам, если опорный стол будет устойчиво стоять на ножках.
Станок монтируется к корпусу основания. Между установленными роликами фиксируется изделие. При движении третьего происходит изгиб детали. Как место для установки агрегата используют стальную пластину, толщина которой должна быть более 4 мм.
Анкеровка арматуры. Соединения арматуры. Гнутые стержни
Требования к анкеровке и соединению арматуры, гнутым стержням установлены в: СП 52-101-2003 Бетонные и железобетонные конструкции без предварительного напряжения арматуры , п. 8.3.18-8.3.30
Пособие к СП 52-101-2003 Пособие по проектированию бетонных и железобетонных конструкций из тяжелого бетона без предварительного напряжения арматуры , п. 5.29-5.41 (2.02 MB; 3y ago ; загрузок: 4086)
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры (простейшее – соединение типа С23-Рэ (47.5 kB; 3y ago ; загрузок: 4156))
Для удобства работы разработана таблица в MS Excel (72.5 kB; 3y ago ; загрузок: 3024) для определения относительной (в диаметрах) и абсолютной (в мм) длины анкеровки и нахлёста для различных случаев
Места стыковки
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2.03.01-84):
п.5.47 (5.37) Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Гнутые стержни
Следует различать минимальные радиусы загиба по условиям прочности арматуры и минимальный радиус загиба по условиям прочности бетона в месте изгиба:
требования к радиусу загиба по условиям прочности арматуры установлены в п. 5.41 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
требования к радиусу загиба по условиям прочности бетона в месте изгиба установлены в п.5.36 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
Применение в проекте
Все соединения отдельных стержней арматуры – внахлёстку без сварки. Длина нахлёста арматуры – не менее 46 диаметров арматуры (при количестве стыкуемой в одном расчётном сечении элемента рабочей растянутой арматуры не более 50%) и не менее 76 диаметров арматуры (при стыковке в одном расчётном сечении элемента всей рабочей растянутой арматуры). Стыки арматуры попадают в одно расчётное сечение, если между их центрами менее 60 диаметров стыкуемой арматуры.
Нижнюю арматуру плит перекрытий и покрытия не допускается стыковать в средней трети пролета. Верхнюю арматуру плит перекрытий и покрытия необходимо стыковать в средней трети пролета.
Верхнюю арматуру фундаментных плит не допускается стыковать в средней трети пролета. Нижнюю арматуру фундаментных плит необходимо стыковать в средней трети пролета.
Увеличение расхода арматуры на нахлёсты стержней 2) в размере: 4% для d8, 5% для d12, 6% для d16 учтено в спецификациях для позиций, посчитанных в погонных метрах.
Минимальный диаметр оправки для арматуры принять в зависимости от диаметра стержня:
диаметр оправки не менее 5 диаметров стержня при диаметре стержня меньше 20 мм;
диаметр оправки не менее 8 диаметров стержня при диаметре стержня больше или равном 20 мм.
1) применимо для арматуры класса А500С и бетона класса B30
2) определяется по формуле: Lнахлёста /11700, где Lнахлёста – длина нахлёста в мм
Armin. -02-04 15:04
По поводу соединений стержней внахлестку без сварки. В новой нормативной литературе (СП 52-101-2003, Пособие к СП 52-101-2003 и пр.) особо не оговаривается, тем не менее в старом пособии была рекомендация по поводу мест стыковки.
Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2. 03.01-84) п.5.47 (5.37). Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
Соответственно пишу в общих указаниях в дополнение к указанному пишу (для плит перекрытия): Нижнюю арматуру плиты допускается стыковать за исключением зон в средней трети пролетов с перепуском ____. Верхнюю арматуру допускается стыковать в средней трети пролета с перепуском _____.
Для фундаментных плит, соответственно наоборот.
Dmitry Rudenko. -02-04 15:11
Спасибо, ценное замечание
Ручной станок для гибки арматуры своими руками
Подобные устройства обладают простой конструкцией. Благодаря этому изготовление своими руками не является сложной задачей. Перед началом работы рекомендуется ознакомиться с чертежами готовых устройств.
Основой для станка выбирается металлическая станина. К ней с помощью сварки крепят металлический уголок или прут круглого сечения. Если планируется гнуть толстую арматуру (диаметр которой находится в пределах от 6 до 12 мм), ножки станины должны быть прочно закреплены на полу. Но бывают случаи, когда планируется сделать станок переносным. В таком случае все элементы конструкции должны быть зафиксированы на массивной плите. Сама плита перед использованием должна быть надежно зафиксирована. Сделать это можно с помощью болтов или специальных штырей, которые привариются к нижней части устройства.
Поворотная платформа является вторым элементом, необходимым для изготовления станка. К ней приваривают еще два штыря и рычаг. Центральный и гибочный валы должны располагаться на некотором расстоянии друг от друга. Этот интервал выбирается в зависимости от максимального диаметра арматуры, которая будет гнуться на данном станке. Кроме того, отступать несколько сантиметров необходимо и от края. Такой прием позволит правильно распределить нагрузку. После того как прутья полностью закреплены, по краям заготовки срезается фаска под углом 45 градусов.
Особую осторожность в процессе строительства необходимо уделять процессу сварки. Именно от него будет зависеть качество всей конструкции. Поэтому для качественного выполнения работ устройство надежно закрепляется с помощью тисков. По мере возможности сварочные швы лучше заменить креплением с помощью болтов. Это позволит в случае необходимости перенести устройство.
Как работает станок для обработки арматуры?
В бытовых целях самодельный ручной гибочный станок для арматуры используется, в первую очередь, при возведении фундамента.
Без армирующих деталей сделать надежное основание практически невозможно, поэтому возникает вопрос – как сделать каркас, как изогнуть имеющуюся арматуру?
Конечно, сегодня на рынке можно найти огромный выбор профессионального оборудования, однако цена на него бывает очень высокой.
Видео:
Такие устройства покупают для промышленных целей, обустройства цехов, строительных фирм. Для своих личных целей подойдет конструкция, собранная своими руками.
Если говорить о технологических нормах, то станок для гибки арматуры должен иметь три вала.
Один из них является упорным (удерживает прутья под определенным углом и фиксирует их), второй служит для сгиба материала вокруг основного вала — третьего. Он еще называется центральным.
В зависимости от типа конструкции выделяют ручной станок для гибки арматуры и механический.
Последний нашел широкое применение в быту, ведь он отличается компактными размерами и сравнительно небольшой стоимостью, а работать, ввиду простоты, на нем может каждый.
Также есть устройства гидравлические или пневматические. Так, гидравлический станок для гибки арматуры может сгибать материал под углом до 180 градусов, гарантируя отсутствие сломов.
При конструировании своими руками необходимо не только придерживаться своего проекта, но и особое внимание уделять качеству креплений (ведь нагрузка на детали бывает очень высокой), и позаботиться об организации защиты.
Выскользнувший прут может стать причиной серьезных травм.
Видео:
Поэтому часто на простейших гибочных станках для арматуры можно найти плексигласовую защиту, которую легко можно сделать и самостоятельно.
Также если у вас есть опыт в сборке станков, то можно обеспечить свою конструкцию переключением скоростей для регулирования работы.
Некоторые модели снабжаются ножной панелью, которая позволяет без проблем менять направление подачи арматуры.
Станок для арматуры больших диаметров
В том случае, если планируется гнуть арматуру больших диаметров, можно использовать немного измененную конструкцию. Она представляет собой два отрезка стальной трубы. Чем толще арматура, тем длиннее берется труба. Работает подобное устройство очень просто. Один конец прута вставляется в трубу и фиксируется там. На второй конец прута одевается другая часть трубы.
Одна сторона опускается на землю и придавливается ногой. Вторая часть поднимается вверх. При этом поднимается и арматура, находящаяся внутри.
Это наиболее простой вариант мобильного станка. Он обладает незначительными размерами и массой. Благодаря этому они не мешают передвигать или переносить станок в другое место. На другом месте достаточно закрепить устройство к основанию. Для этого используют болтовые соединения.
Преимущества самодельного станка для сгибания арматуры
Преимуществ такого изделия достаточно много, и первым является доступность. Из вышеописанного процесса изготовления станка для сгибания арматурных прутков можно понять, что самым дорогим изделием при этом является домкрат. Также необходимо найти или приобрести сварочный аппарат, но все остальные материалы доступны и обладают низкой стоимостью.
По своим характеристикам, самодельный станок для сгибания прутков не слишком уступает профессиональным устройствам. Конечно, с помощью изделия, изготовленного своими руками, не получится достигнуть требуемого давления на изгиб, но арматурный прут примет требуемую форму и станет надёжной составляющей любой бетонной конструкции.
Самодельный гибочный станок универсален, с его помощью можно производить сгибание арматуры, диаметр которой разнообразен, достаточно только поставить более мощный домкрат. Также, такое устройство мобильно, его без проблем транспортируют непосредственно к месту стройки и переносят с одного места на другое.
Раздел недели: Плоские фигуры. Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т.д.
Поиск на сайте DPVA
Поставщики оборудования
Полезные ссылки
О проекте
Обратная связь
Ответы на вопросы.
Оглавление
ru»>Таблицы DPVA.ru — Инженерный Справочник
Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Материалы/ / Строительные материалы. Физические, механические и теплотехнические свойства./ / Строительная арматура. Стальная и прочая. / / Минимальный — максимальный радиус загиба стержней арматуры строительной (минимальный диаметр оправки) Арматура класса А500СП , гладкие стержни, стержни периодического профиля, арматура класса A-I, Bp-I, A-III.
Поделиться:
Минимальный — максимальный радиус загиба стержней (минимальный диаметр оправки) Арматура класса А500СП СТО3654501-005-2006, гладкие стержни, стержни периодического профиля, СП 63.13330.2012/СНиП5201-2003, арматура класса A-I, Bp-I, A-III Пособие к СНиП2.
03.01-84.
Откроется в полном размере по клику в новом окне:
Откроется в полном размере по клику в новом окне:
Автор — Armin c «forum.dwg.ru» — явно большая голова!
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Дополнительная информация от Инженерного cправочника DPVA, а именно — другие подразделы данного раздела:
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста.
Вложите в письмо ссылку на страницу с ошибкой, пожалуйста.
Коды баннеров проекта DPVA. ru Начинка: KJR Publisiers
Консультации и техническая поддержка сайта: Zavarka Team
Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator
BSI Допуски на изгиб стержня
Минимальные радиусы планирования, диаметры профилей и допуски на изгиб
Номинальный размер прутка, d (мм)*
Минимальный радиус для планирования, r (мм)
Минимальный диаметр гибочного профиля, М (мм)
Минимальный торцевой выступ, P
Общие (минимум 5 d прямых), включая звенья с изгибом >= 150 градусов (мм)
Звенья с изгибом < 150° (минимум 10d прямо) (мм)
6
12
24
110
110
8
16
32
115
115
10
20
40
120
130
12
24
48
125
160
16
32
64
130
210
20
70
140
190
290
25
87
175
240
365
32
112
224
305
465
40
140
280
380
580
50
175
350
475
725
*Минимальные выступы концов стержней меньшего размера зависят от практических особенностей гибки стержней.
ПРИМЕЧАНИЕ 1: Из-за «отпружинивания» фактический радиус изгиба будет немного больше половины диаметра каркаса.
ПРИМЕЧАНИЕ 2: BS 4449:2005 марка B500A для размеров менее 8 мм не соответствует BS EN 1992-1.1:2004.
Допуски на размеры резки и гибки
Допуски на размеры резки и/или гибки должны соответствовать таблице ниже и учитываться при заполнении спецификации. Торцевое крепление или размер в скобках в кодах формы, указанных в Типовых формах изгиба, должны использоваться для учета любых допустимых отклонений, возникающих в результате резки и изгиба.
Процессы резки и гибки
Допуск (мм)
Резка/гибка:
Резка прямых отрезков (включая арматуру для последующего изгиба)
+25, -25
Гибка:
≤ 1000 мм
+5, -5
> 1000 мм до ≤ 2000 мм
+5, -10
> 2000 мм
+5, -25
Длина стержня из ткани:
+25, -25 или 0,5% длины (в зависимости от того, что больше)
Допуски для кода формы 01, длин заготовки, должны соответствовать соответствующему стандарту на продукцию, т. е. БС 4449:2005.
Источник BSI Британская стандартная документация
Связанная связь: Великобритания Cares
BS8666 Коды формы — KB REAR Limited
СТАВТИКА СТАТРИОНА. планирование, определение размеров, гибка и резка стальной арматуры для бетона».
Этот стандарт заменяет BS4466.
Таблица 1 – Максимальный предел, для которого требуется предварительно отформованный радиус.
Размер стержня
6
8
10
12
16
20
25
32
40
Радиус (м)
2,5
2,75
3,5
4,25
7,5
14,0
30,0
43,0
58,0
Примечание. Стержни, которые должны быть сформированы с радиусом, превышающим вышеуказанные размеры, будут поставляться прямыми.
Таблица 2 – Минимальные радиусы планирования, диаметры и припуски на изгиб
Номинальный размер прутка, d, мм
Минимальный радиус для планирования, r
Минимальный диаметр гибочного шаблона, M
Общие (минимум 5d прямые), включая звенья с изгибом ≥ 150° мм
Звенья с изгибом ≤ 150° (минимум 10d прямо) мм
6
12
24
110*
110*
8
16
32
115*
115*
10
20
40
120*
130
12
24
48
125*
160
16
32
64
130
210
20
70
140
190
290
25
87
175
240
365
32
112
224
305
465
40
140
280
380
580
50
175
350
475
725
* Минимальный выступ концов стержней меньшего размера зависит от практических аспектов гибки стержней.
Примечание 1 . Из-за «отпружинивания» фактический радиус изгиба будет чуть больше половины диаметра шпангоута.
Примечание 2. BS 4449:2005 марка B500A для размеров менее 8 мм не соответствует BS EN 1992-1.1:2004.
Таблица 3 – Стандартные формы, метод их измерения и расчет длины
Метод измерения размеров на изгиб.
Общая длина стержня (L), измеренная по центральной линии.
Метод измерения размеров на изгиб.
Общая длина стержня (L), измеренная по центральной линии.
Код формы 00
А
Ключ 1 Полукруглый
Код формы 33 2A + 1,7B + 2(C) -4dA не менее 12d + 30 мм. B не должен быть меньше 2(r+d). (C) не должен быть меньше, чем P в таблице 2, или меньше, чем B/2 + 5d. См. Примечание 3.
Код формы 01 A Стандартные длины. См. Примечание 4.
Код формы 34
А +В +С +(Э)-0,5р -д
Ни A, ни (E) не должны быть меньше
P в таблице 2.
См. Примечание 1.
Код формы 11 A+(B)- 0,5r-d Ни A, ни B не должны быть меньше P в таблице 2
Код формы 35 A +B +C +(E) -0,5r -d Ни A, ни (E) не должны быть меньше P в таблице 2. См. примечание 1.
Код формы 12 A+(B)- 0,43R – 1,2d Ни A, ни B не должны быть меньше P в таблице 2 и не меньше (R + 6d)
Код формы 36 A +B +C +(D)-r -2d Ни A, ни (D) не должны быть меньше P в таблице 2. См. примечание 1.
Ключ 1 Полукруглый
Код формы 13 A + 0,57B+(C)- 1,6d B должен быть не менее 2(r + d). Ни A, ни C не должны быть меньше P в таблице 2 и меньше (B/2 + 5d). См. Примечание 3.
Код формы 41 A+B+C+D+(E)-2r-4d Ни A, ни (E) не должны быть меньше P в таблице 2.
Код формы 14 A + (C)- 4d Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1.
Код формы 44 A +B +C +D +(E) -2r -4d Ни A, ни (E) не должны быть меньше P в таблице 2.
Код формы 15 A+(C) Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1.
Код формы 46 A +2B +C +(E) Ни A, ни (E) не должны быть меньше P в таблице 2. См. примечание 1.
Код формы 21 A + B + (C)- r – 2d Ни A, ни (C) не должны быть меньше P в таблице 2.
Код формы 47 2А +В +2С +1,5р -3d
Ключ 1 Полукруглый
Код формы 22
А +В +С +(D) -1,5r – 3d
C должен быть не менее 2(r + d).
Ни A, ни (D) не должны быть меньше
P в таблице 2. (D) не менее
, чем C/2 + 5d.
Код формы 51 2(A +B +(C)) -2,5r -5d (C) и (D) должны быть равны и не больше A и не меньше P в таблице 2. Где (C) и (D) должны быть минимизированы, можно использовать следующую формулу: L = 2A + 2B + max (16d, 160)
Код формы 23 A + B + (C) – r – 2d Ни A, ни (C) не должны быть меньше P в таблице 2.
Код формы 56
А +В +С +(D) +2(E) -2.5r -5d
(Е) и (F) должны быть равны, но не больше, чем В или С, и не меньше, чем Р в Таблице 2.
Код формы 24 A + B + (C) А и (С) расположены под углом 90° друг к другу.
Код формы 63 2A +3B +2(C) -3r -6d (C) и (D) должны быть равны и не более A или B и не менее P в таблице 2. Где (C) и (D) должны быть минимизированы, можно использовать следующую формулу: L = 2A + 3B + max(14d, 150)
Код формы 25 A + B + (E) Ни A, ни B не должны быть меньше P в таблице 2. Если E является критическим размером, запишите как 99 и укажите A или B в качестве свободного размера. См. Примечание 1.
Код формы 64 A +B +C +2D +E +(F) -3r -6d Ни A, ни (F) не должны быть меньше P в таблице 2. См. примечание 2.
Код формы 26 A + B + (C) Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1.
Код формы 67 A См. пункт 10.
Код формы 27 A +B +(C) -0,5r -d Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1.
Код формы 75 π (A – d) + B Где B – нахлест.
Код формы 28 A +B +(C) -0,5r -d Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1.
C=число витков
Код формы 77 C π (A-d) Если B больше, чем A/5, это уравнение больше не применяется, и в этом случае можно использовать следующую формулу: L = C((π(A -d)) ² + B²)0,5
Код формы 29 A + B + (C) -r -2d Ни A, ни (C) не должны быть меньше P в таблице 2. См. примечание 1.
Код формы 98 A +2B +C + (D) -2r -4d Изометрический эскиз Ни C, ни (D) не должны быть меньше P в таблице 2.
Код формы 31
А +В +С +(D) -1.5r -3d
Ни A, ни (D) не должны быть меньше
P в таблице 2.
Нестандартная форма
Код формы 99 Все другие формы Подлежит расчету См. примечание 2. Там, где стандартные формы не могут быть использованы. Никакие другие кодовые номера форм, форма обозначения или аббревиатура не должны использоваться при составлении расписания. Эскиз с размерами должен быть нанесен по столбцам размеров от A до E. Каждый размер должен быть указан, а размер, который должен учитывать допустимые отклонения, должен быть указан в скобках, в противном случае изготовитель может свободно выбирать, какой размер должен учитывать допуск.
Код формы 32
А +В +С +(D) -1.5r -3d
Ни A, ни (D) не должны быть меньше
P в таблице 2.
Значения минимального радиуса и конечной проекции, r и P соответственно, указанные в таблице 2, должны применяться ко всем кодам формы (см. 7.6).
Размеры в скобках являются свободными размерами. Если требуется форма, указанная в этой таблице, но другой размер должен учитывать возможные отклонения, форма должна быть вычерчена и иметь код формы 9.9, а свободный размер должен быть указан в скобках. Длина прямой между двумя изгибами должна быть не менее 4d, см. рисунок 6. Рисунок 4, рисунок 5 и рисунок 6 следует использовать при интерпретации конечных размеров.
Примечание 1
Уравнения длины для кодов формы 14, 15, 25, 26, 27, 28, 29, 34, 35, 36 и 46 являются приблизительными, и если угол изгиба больше 45°, длину следует рассчитывать более точно с учетом разницы между указанными габаритными размерами и истинной длиной, измеренной по центральной оси стержня. Когда углы изгиба приближаются к 90° предпочтительнее указать код формы 99 с полноразмерным эскизом.
Примечание 2
Пять или более изгибов могут оказаться нецелесообразными в пределах допустимых допусков.
Примечание 3
Для форм с прямой и изогнутой длиной (например, коды форм 12 13, 22, 33 и 47) наибольший практический размер оправки для производства
непрерывной кривой составляет 400 мм. См. также пункт 10.
Примечание 4
Стандартные длины доступны в ограниченном количестве (например, 6 м, 12 м). Размер А для кода формы 01 следует рассматривать как ориентировочный и использовать для расчета общей длины. Фактическая длина поставки должна быть согласована с поставщиком.
Таблица 4
МАССА БАР на погонный метр (кг/м):-
50 мм: 15,413 кг/м
40 мм: 9,864 кг/м
32 мм: 6,313 кг/м
25 мм: 3,854 кг/м
20 мм: 2,466 кг/м
16 мм: 1,579 кг/м
12 мм: 0,888 кг/м
10 мм: 0,616 кг/м
8 мм: 0,395 кг/м
6 мм: 0,222 кг/м
Выдержки из Раздела 8 – Формы чертежей для планирования и определения размеров
Рисунок 4 – Размеры острого угла
8. 6 – Если угол между двумя частями формы, встречающимися на изгибе, не является прямым, он должен определяться координатами, а не наклоном дуги или радианами.
8.7 – При определении размеров острого угла следует использовать касательные линии, показанные на рисунке 4.
Рисунок 5 – Размеры коленчатых стержней
8.8 – Кроме кода формы 98, стержни, согнутые в двух плоскостях, должны изображаться изометрически или изображаться в двух проекциях с использованием проекции первого угла. Слова «изогнутые в двух плоскостях» или «изометрический эскиз» должны быть указаны на графике рядом с эскизом.
8.9 – Общий размер смещения кривошипа должен быть не менее чем в два раза больше размера стержня.
Длина под углом (см. рисунок 5) должна быть не менее:
а) 10d для стержней, номинальный размер которых не превышает 16 мм
b) 13d для номинальных размеров более 16 мм
Рисунок 6 – Пример стержня с более чем одним изгибом
Синдром вегетативной дистонии или депрессия? Депрессивные расстройства в общесоматической практике | Акарачкова Е.
С., Вершинина С.В.
Многие годы в России и странах СНГ в обозначении целого ряда пациентов активно используется термин «синдром вегетативной дистонии» (СВД), под которым большинство практикующих врачей понимают психогенно обусловленные полисистемные вегетативные нарушения [1]. Именно психовегетативный синдром определяется, как наиболее частый вариант СВД, за которым стоят тревога, депрессия, а также нарушения адаптации. В подобных случаях речь идет о соматизированных формах психопатологии, когда пациенты считают себя соматически больными и обращаются к врачам терапевтических специальностей [2]. По результатам опроса 206 врачей–неврологов и терапевтов России 97% опрошенных применяют диагноз «СВД» в своей практике, из них 64% используют его постоянно и часто. Более чем в 70% случаев СВД выносится в основной диагноз под грифом соматической нозологии G90.9 – расстройство вегетативной (автономной) нервной системы неуточненное или G90.8 – другие расстройства вегетативной нервной системы.
В то же время эпидемиологические исследования демонстрируют широкую распространенность депрессивных расстройств среди пациентов первичной медицинской сети [3], но при этом они часто игнорируются врачами общей практики [4,5]. По данным российской эпидемиологической программы КОМПАС (2004 г.), распространенность депрессивных расстройств в общемедицинской практике колеблется от 24 до 64%. Исследователи подчеркивают, что выявленная высокая распространенность расстройств депрессивного спектра (45,9%) и депрессивных состояний (23,8%) среди пациентов общемедицинской сети требует широкого внедрения процедуры скрининга аффективных (депрессивных) расстройств в работу учреждений общемедицинской сети здравоохранения [4]. Однако по данным другого крупномасштабного российского исследования ПАРУС, проведенного двумя годами позже, диагностика депрессивных состояний в общемедицинской практике фактически не проводится, что связано не только со сложившейся системой организации помощи, когда отсутствуют четкие диагностические критерии для обозначения проявлений несоматического происхождения (а это приводит к последующим трудностям в объяснении симптомов), но также и с невозможностью применения диагнозов психиатрического круга врачами общей практики.
По мнению академика РАМН, проф. А.Б. Смулевича, важный вклад вносит недооценка практикующими врачами роли психотравмирующих ситуаций, которые, как было продемонстрировано в исследовании ПАРУС, имели место у 86,5% больных в течение года, предшествовшего исследованию.
Также было установлено, что диагностика депрессивных состояний затруднена в связи с клиническими особенностями депрессий, значительная часть которых носит так называемый «маскированный» характер. У большинства обследованных пациентов депрессия соответствует легкой степени выраженности, для которой характерна стертость ключевых диагностических проявлений гипотимии (тоска, подавленность и т.д.). В то же время у них широко представлены различные психовегетативные (соматовегетативные) симптомы, рассматривающиеся в рамках общих для психической и соматической патологии. Эти симптомы встречались у всех пациентов изученной выборки. Причем некоторые из них – повышенная утомляемость, головные боли, раздражительность, вялость, упадок сил, снижение трудоспособности, ухудшение памяти и внимания, бессонница, головокружение, боли в сердце, боли в спине, сердцебиение, боли в шее, потливость, боли в суставах, одышка, боли в ногах, сонливость, нехватка воздуха, боли в животе, перебои в сердце – отмечены более чем у половины больных. Исследователи предположили, что эти симптомы расцениваются врачами общей практики только как проявление соматического заболевания и не ассоциируются с депрессией [5]. Именно соматизация психических расстройств в клинике внутренних болезней вносит значительный вклад в гиподиагностику, когда за множеством соматических и вегетативных жалоб врачу общей практики трудно выявить психопатологию, которая зачастую бывает субклинически выраженной и не полностью удовлетворяет диагностическим критериям психического расстройства [6], однако приводит к значимому снижению качества жизни, профессиональной и социальной активности [7,8] и имеет широкое распространение в популяции. По данным российских и зарубежных исследователей, около 50% индивидуумов в обществе имеют либо пороговые, либо субпороговые расстройства [4,9,10].
По данным зарубежных исследований, до 29% пациентов общесоматических клиник имеют субпороговые проявления депрессии в виде соматических симптомов, которые сложно объяснить имеющимися соматическими заболеваниями [11], и их выделение оспаривается многочисленными перекрестными и синдромальными диагнозами, что способствует негативному ятрогенному влиянию в виде возможного усиления или обострения соматовегетативных жалоб. В клинической практике частыми бывают ситуации, когда врачи негативно реагируют на симптомы, которые они не могут объяснить с позиции органической патологии. Пациент подвергается интенсивному обследованию. И если результаты не подтверждают наличие физического заболевания, врачи склонны к занижению оценки тяжести симптомов (например, боли или нетрудоспособности) [12]. Со своей стороны, пациенты могут расценивать интенсивную медицинскую диагностику, как настойчивую, а порой и враждебную по отношению к ним. В подобных случаях ожидания пациентов от медицинской консультации могут отличаться от таковых врача [13 ]. Наряду с этим соматизированные пациенты активно используют медицинскую терминологию для описания своих симптомов. Они могут быть глубоко убеждены в физическом (соматическом) их происхождении, а также и в том, что врач ошибочно оценивает их сенсорные симптомы [14]. Следует отметить, что диагностический ярлык очень важен для пациента и может или устраивать (если диагноз воспринимается, как подтверждение реальности проблемы), или обижать больного (если используется «психологический» термин) [15]. Учитывая, что врачу общей практики при отсутствии опыта очень трудно найти различия, большинство исследователей придерживаются мнения, что психиатрические диагнозы должны ставиться специалистами–психиатрами. Однако на практике большинство таких пациентов обращается к тем, кто имеет очень ограниченный психиатрический опыт. В итоге недооценивается серьезность патологии, что может приводить к пагубным последствиям в виде выского риска развития ятрогенного вреда [16].
Таким образом, клинически выраженная депрессия – это наиболее общее психиатрическое состояние, наблюдаемое в популяции у 20% женщин и 10% мужчин. Среди пациентов с хроническими заболеваниями этот процент гораздо выше – от 15 до 60%. Более 40% пациентов страдают от клинически значимых депрессивных расстройств, большинство из которых можно классифицировать, как большое депрессивное расстройство (в МКБ–10 данное состояние классифицируют, как реккурентое депрессивное расстройство – F33). Однако в первичной медицинской сети до сих пор сохраняется контраст между высокой коморбидностью депрессии и бременем заболеваний, с одной стороны, и недостаточной диагностикой и терапией депрессии – с другой [17]. При этом часто «телесные» (соматические) симптомы депрессии связаны с сопутствующей тревогой, что, в свою очередь, еще больше усиливает соматический и эмоциональный дистресс и способствует диагностическим трудностям [18]. К настоящему времени накоплено достаточно сведений о том, что тревожные расстройства обычно предшествуют депрессии, повышая риск ее развития примерно в 3 раза. Известно, что в первые три десятилетия жизни имеется высокий риск развития тревожных расстройств, которые, как правило, первичны и приводят к развитию вторичной депрессии.
Тревожные расстройства и депрессия связаны с широким диапазоном психо–социальных нарушений в виде негативного влияния на лечение, карьеру, производительность труда, партнерские и межличностные взаимодействия, качество жизни, суицидальное поведение [19]. Установлено, что около 10% депрессивных расстройств могут быть предотвращены с помощью успешного раннего вмешательства при социальной фобии [20]. Если все тревожные расстройства среди 12–24–летних лиц успешно лечить, то можно предотвратить развитие 43% всех депрессивных эпизодов в начале их взрослой жизни [21].
Несмотря на невозможность применения врачами общей практики психиатрических диагнозов, соматовегетативные проявления депрессии у большого числа пациентов могут быть выявлены на синдромальном уровне в виде психовегетативного синдрома. Подобная синдромальная диагностика включает в себя:
1. Активное выявление полисистемных вегетативных нарушений.
2. Исключение соматических заболеваний исходя из предъявляемых пациентом жалоб.
3. Выявление связи между динамикой психогенной ситуации и появлением или усугублением вегетативных симптомов.
4. Уточнение характера течения вегетативных расстройств.
Активное выявление сопутствующих вегетативной дисфункции психических симптомов, таких как сниженное (тоскливое) настроение, обеспокоенность или чувство вины, раздражительность, сенситивность и плаксивость, ощущение безнадежности, снижение интересов, нарушение концентрации внимания, а также ухудшение восприятия новой информации, изменение аппетита, чувство постоянной усталости, нарушение сна.
Врачу важно выявить психопатологию и оценить ее выраженность. В классическом понимании депрессия – психическое расстройство, характеризующееся подавленным настроением (гипотимией) с негативной, пессимистической оценкой себя, своего положения в настоящем, прошлом и будущем. Наряду с угнетенностью (в типичных случаях в виде витальной тоски) депрессия включает идеаторное и двигательное торможение со снижением побуждений к деятельности или тревожное возбуждение (вплоть до ажитации). Свойственная депрессивным больным психическая гипералгезия (душевная боль) сопряжена с чувством вины, снижением самооценки, суицидальными тенденциями, а тягостное физическое самоощущение – с «соматическими» симптомами (расстройства сна; резкое снижение аппетита вплоть до депрессивной анорексии со снижением массы тела на 5% и более от исходного в течение месяца; снижение либидо, нарушения менструального цикла вплоть до аменореи; головные боли; снижение слюноотделения; сухость языка и других слизистых и кожи и другие соматовегетативные дисфункции). Сниженное настроение сохраняется на протяжении всего депрессивного эпизода и мало подвержено колебаниям в зависимости от изменения обстоятельств жизни больного. Типичным признаком депрессии является также измененный суточный ритм: улучшение или (реже) ухудшение самочувствия к вечеру [22]. Выявлению депрессий способствуют четкие критерии диагностики. К основным симптомам депрессии по МКБ–10 относятся:
• снижение настроения, очевидное по сравнению с присущей пациенту нормой, преобладающее почти ежедневно и большую часть дня и продолжающееся не менее 2 нед вне зависимости от ситуации;
• отчетливое снижение интересов или удовольствия от деятельности, обычно связанной с положительными эмоциями;
• снижение энергии и повышенная утомляемость.
К дополнительным симптомам относятся:
• сниженная способность к сосредоточению и вниманию;
• снижение самооценки и чувство неуверенности в себе;
• идеи виновности и самоуничижения;
• мрачное и пессимистическое видение будущего;
• нарушенный сон;
• нарушенный аппетит;
• возбуждение или заторможенность движений или речи;
• идеи или действия, касающиеся самоповреждения или самоубийства;
• снижение полового влечения.
Для достоверного установления диагноза вполне достаточно наличия любых 2 основных и 2 дополнительных симптомов. Важно, что информацию о наличии перечисленных критериев можно получить прежде всего из ответов на вопросы, поставленных не в плане наличия конкретных симптомов (испытываете ли Вы тоску, подавленность, тревогу или безразличие), но относящихся к изменениям общего самочувствия, настроения, образа жизни (не исчезла ли радость жизни, близко ли слезы, давно ли превалирует пессимистическая оценка событий) [22]. Проявления идеомоторного возбуждения или заторможенности, суицидальные идеи или попытки, а также снижение полового влечения свидетельсвуют о наличии тяжелой депрессии у пациента, что требует незамедлительной помощи специалиста–психиатра.
Успех терапии депрессивных расстройств зависит от правильной диагностики и выбора адекватной терапевтической тактики. Существующие в настоящее время стандарты терапии пациентов с «СВД», и в частности, с диагнозом, определяемым кодом МКБ–10 G90. 8 или G90.9, наряду с симптоматическими средствами (ганглиоблокаторами, ангиопротекторами, вазоактивными средствами) рекомендуют применение седативных препаратов, транквилизаторов, антидепрессантов, малых нейролептиков [23]. Следует отметить, что большинство симптоматических препаратов оказываются неэффективными. Пациенты нуждаются в назначении психотропных препаратов. Разъяснение пациенту сути заболевания позволяет аргументировать необходимость назначения психотропной терапии.
Средствами первого выбора для лечения депрессивных, тревожных и смешанных тревожно–депрессивных расстройств в настоящее время являются антидепрессанты из группы селективных ингибиторов обратного захвата серотонина (СИОЗС), т.к. преимущественно дефицит данного нейромедиатора реализует психовегетативные проявления психопатологии. Из преимуществ СИОЗС можно выделить малое количество побочных эффектов, возможность длительной терапии и широкий терапевтический спектр при достаточно высокой безопасности. Однако несмотря на все свои положительные стороны СИОЗС имеют и ряд недостатков. Среди побочных эффектов СИОЗС отмечаются обострение тревоги, тошнота, головные боли, головокружение в течение первых нескольких недель лечения, а также частая недостаточная их эффективность. У пожилых людей СИОЗС могут приводить к нежелательным взаимодействиям. СИОЗС не следует назначать пациентам, принимающим НПВП, т.к. увеличивается риск гастроинтестинального кровотечения, а также пациентам, принимающим варфарин, гепарин, т.к. СИОЗС усиливают антитромботический эффект, что является угрозой кровотечения.
Антидепрессанты двойного действия и трициклические антидепрессанты являются наиболее эффективными препаратами. В неврологической практике данные препараты, в частности, селективные ингибиторы обратного захвата серотонина и норадреналина (СИОЗСН), показали высокую эффективность у пациентов, страдающих хроническими болевыми синдромами различной локализации [24–26]. Однако с повышением эффективности может ухудшаться профиль переносимости и безопасности. Наряду с большим спектром положительных влияний, у этих препаратов существует широкий перечень противопоказаний и побочных эффектов, а также необходимость титрования дозы, что ограничивает применение в общесоматической сети.
В связи с этим особый интерес представляет отечественный оригинальный препарат Азафен (пипофезин), в том числе его новая ретардированная форма – Азафен–МВ, который создавался специально для применения в терапевтической практике и широко используется с 1969 года. Препарат составляет достойную конкуренцию современным антидепрессантам: являясь представителем ТЦА, оказывает достаточно выраженное антидепрессивное и успокаивающее (анксиолитическое) действие, купируя как психические, так и соматические симптомы тревоги. При этом Азафен не вызывает выраженной седации, релаксации и сонливости в дневные часы. Вместе с тем он практически не обладает М–холиноблокирующей активностью и не влияет на активность моноаминоксидазы, не оказывает кардиотоксического влияния, что обусловливает его хорошую переносимость и возможность широкого применения в амбулаторных условиях, у соматических больных, а также у лиц пожилого возраста [27]. Прием препарата в вечерние часы способствует лучшему засыпанию. Азафен обладает хорошей переносимостью, что позволяет использовать его у пожилых пациентов, в том числе с соматической патологией, и длительными курсами в качестве купирующей и поддерживающей терапии. Лечение можно проводить как в стационаре, так и в амбулаторных условиях. Создание новой формы препарата – Азафена–МВ представляется перспективным не только в плане удобства его использования, но и получения новых показателей эффективности и безопасности. Простой Азафен в дозе 75–100 мг/сут зарекомендовал себя как эффективный препарат при легкой депрессии, в дозе 100–150 мг/сут – при умеренной депрессии. Азафен–МВ в дозе 150–300 мг/сут эффективен при депрессии средней степени тяжести, а в дозе 300–400 мг/сут в значительной степени редуцирует симптоматику при тяжелой депрессии [28]. Собственный опыт применения Азафена в дозе 100 мг/сут, разделенные на 2 приема, показывает, что психотропное действие Азафена связано с сочетанием тимоаналептических, активирующих и транквилизирующих свойств. По нашим данным, антидепрессивное влияние Азафена не сопровождается негативным влиянием на внимание, скорость и точность выполнения задания, а также на состояние сердечно–сосудистой системы. Важно отметить, что у пациентов с исходной тахиаритмией на фоне лечения имела место нормализация ритма сердца. Субъективное улучшение состояния у пациентов начиналось в среднем с 12–го дня терапии. В нашей практике побочные эффекты имели место у 7% больных, что проявлялось в общей слабости, сонливости, головокружении. Степень выраженности этих явлений была слабая. Однако четкой связи с приемом препарата установить не удалось, т.к. данные пациенты исходно предъявляли жалобы на общую слабость, головокружение и сонливость в течение дня в связи с нарушениями ночного сна [29].
Таким образом, Азафен эффективен при депрессивных состояниях различного генеза, благоприятно влияет на больных с пограничными невротическими состояниями, особенно при тревожно–депрессивных (уменьшает чувство тревоги, внутреннего напряжения, ослабляет скованность движений) и астенических расстройствах, при неврогенной анорексии, климактерическом синдроме, при маскированных депрессиях, проявляющихся алгическими феноменами (цефалгии), нарушениями сна. У препарата отмечены способность нормализовать сон с отсутствием последующей сонливости [30, 31]. Азафен может быть использован как корректор для профилактики и купирования экстрапирамидных нарушений, возникающих при длительном приеме нейролептиков [27].
Учитывая сложности ведения пациентов в инициальном периоде лечения антидепрессантами, рекомендуется использование «бензодиазепинового моста». Оптимальными средствами в данной ситуации являются ГАМК–ергические, серотонин–, норадреналинергические или препараты со множественным действием. Среди ГАМК–ергических препаратов наиболее подходящими можно назвать бензодиазепины. Однако по профилю переносимости и безопасности данная группа не является средствами первой линии выбора. Гораздо чаще в терапии пациентов с патологической тревогой применяются высокопотенциальные бензодиазепины, такие как альпразолам, клоназепам, лоразепам. Им свойственны быстрое начало действия, они не вызывают обострения тревоги на начальных этапах терапии (в отличие от селективных ингибиторов обратного захвата серотонина). Но и данные препараты не лишены недостатков, свойственных всем бензодиазепинам: развитие седации, потенцирование действия алкоголя (который часто принимается данными больными), приводят к формированию зависимости и синдрому отмены, а также оказывают недостаточное влияние на коморбидные тревоге симптомы. Это обусловливает возможность применения бензодиазепинов только короткими курсами (в первые 2–3 недели инициального периода терапии антидепрессантами).
Врачи общей практики часто сталкиваются с трудностями по определению длительности назначаемой терапии. Это связано с недостаточностью информации об оптимальном сроке лечения и отсутствием стандартов его длительности. Важно помнить, что короткие курсы (1–3 месяца) часто приводят к последующему обострению. Для практикующего врача можно рекомендовать следующую схему терапии:
– через 2 недели от начала использования полноценной терапевтической дозы антидепрессанта можно судить о начальной эффективности и побочных влияниях лечения. В этот период возможно применение «бензодиазепинового моста»;
– при хорошей и умеренной переносимости, а также при наличии признаков положительной динамики в состоянии пациента необходимо продолжить терапию сроком до 12 недель;
– через 12 недель следует решать вопрос о продолжении терапии в последующие 6–12 месяцев или о поиске альтернативных методов;
– ведение пациентов с резистентными состояниями врачами общей практики нежелательно. В данных ситуациях необходима помощь врача–психиатра или психотерапевта. В этой связи четких рекомендаций не существует. В условиях отсутствия специализированной помощи и имеющейся необходимости рекомендуется переход на антидепрессанты с другим механизмом действия.
Отмена препарата может происходить резко (так называемый «обрыв» лечения) либо постепенно (градуированная отмена), либо с помощью перехода на «мягкие» анксиолитики. Важно отметить, что выбор тактики отмены препарата зависит в первую очередь от психологического настроя пациента. При наличии страха у больного перед отменой длительно принимаемого средства сама отмена препарата может вызвать ухудшение состояния. В этой связи наиболее подходящими будут способы постепенной отмены или перевод пациента на мягкие, в том числе растительные средства.
В качестве немедикаментозных вмешательств и при отмене антидепрессантов можно применять различные методы психотерапии, в частности, когнитивно–поведенческую и рациональную психотерапию, а также релаксационные методики: аутогенную тренировку, дыхательно–релаксационный тренинг, прогрессивную мышечную релаксацию, релаксационные методики с использованием биологической обратной связи.
Таким образом, высокая представленность пациентов с депрессией в общесоматической практике обусловливает необходимость вовремя выявлять эти расстройства и определять их тяжесть. В своей практической деятельности врач может синдромально определять выявленную психопатологию в виде психовегетативных расстройств на фоне синдрома вегетативной дистонии с последующим назначением адекватной психотропной терапии, а также направлять пациентов на консультацию к врачам–психиатрам.
Литература
1. Вегетативные расстройства: клиника, лечение, диагностика./под ред. А.М. Вейна. – М.: 1998. – 752 с.
2. Краснов В.Н., Довженко Т.В., Бобров А.Е., Вельтщев Д.Ю., Шишков С.Н., Антипова О.С., Яльцева Н.В., Банников Г.С., Холмогорова А.Б., Гаранян Н.Г., Ковалевская О.Б. «Совершенствование методов ранней диагностики психических расстройств (на основе взаимодействия со специалистами первичного звена здравоохранения)/Под ред. В.Н. Краснова.–М.: ИД МЕДПРАКТИКА–М, 2008. 136 с
3. Fink P., Rosendal M., Olesen F. Classificatin of somatization and functional somatic symptoms in primary care.// Aust N Z J Psychiatry. 2005 Sep;39(9):772–81
4. Оганов Р.Г., Ольбинская Л.И., Смулевич А.Б., Дробижев М.Ю., Шальнова С.А., Погосова Г.В. Депрессии и расстройства депрессивного спектра в общемедициснкой практике. Результаты программы КОМПАС// Кардиология, 2004, №9, с.1–8
5. Смулевич А.Б., Дубницкая Э.Б., Дробижев М.Ю., Бурлаков А.В., Макух Е. А., Горбушин А.Г. Депрессии и возможности их лечения в общемедицинской практике (предварительные результаты программы ПАРУС)//Консилиум медикум.–2007.–том 2.–№2.–Психические расстройства в общей медицине.–с.23–25
6. Stein MB, Kirk P, Prabhu V, Grott M, Terepa M. Mixed anxiety–depression in a primary–care clinic.//J Affect Disord. 1995 May 17;34(2):79–84
7. Katon W, Hollifield M, Chapman T et al. Infrequent panic attacks: psychiatric comorbidity, personal characterisitics and functional disability. J Psych Research 1995; 29: 121–131
8. Broadhead W, Blazer D, George L, Tse C. Depression, disability days and days lost from work in a prospective epidemiological survey. JAMA 1990; 264:2524–8
9. Воробьева О.В. Клинические особенности депрессии в общемедицинской практике (по результатам программы КОМПАС). Consilium Medicum 2004; 6: 2: 84—87
10. Sansone RA, Hendricks CM, Gaither GA, Reddington A. Prevalence of anxiety symptoms among a sample of outpatients in an internal medicine clinic. Depression and Anxiety 2004;19 (133–136
11. Page LA, Wessely S// J R Soc Med 2003; 96: 223–227 Medically unexplained symptoms: exacerbating factors in the doctor–patient encounter
12. van Dulmen AM, Fennis JF, Mokkink HG, van der Velden HG, Bleijenberg G. J Psychosom Res 1994;38:581 –90 Doctors’ perception of patients’ cognitions and complaints in irritable bowel syndrome at an out–patient clinic
13. Peters S, Stanley I, Rose M, Salmon P. Patients with medically unexplained symptoms: sources of patients’ authority and implications for demands on medical care // Soc Sci Med 1998; 46:559 –565
14. Stone J, Wojcik W, Durrance D, Carson A, Lewis S, MacKenzie L, Warlow CP, Sharpe M What should we say to patients with symptoms unexplained by disease? The «number needed to offend.»//BMJ 2002; 325: 1449–1450
16. Arolt V, Rothermundt M. Depressive disorders with somatic illnesses//Nervenarzt. 2003 Nov;74(11):1033–52; quiz 1053–4
17. Sayar K, Kirmayer LJ, Taillefer SS. Predictors of somatic symptoms in depressive disorder// Gen Hosp Psychiatry. 2003 Mar–Apr;25(2):108–14
18. Wittchen H–U, Carter RM, Pfister H, Montgomery SA, Kessler RC. Disabilities and quality of life in pure and comorbid generalized anxiety disorder and major depression in a national survey. //Int Clin Psychopharmacol 2000;15:319–28
19. Kessler RC, Stang P,Wittchen H–U, Stein MB,Walters EE. Lifetime comorbidities between social phobia and mood disorders in the US National Comorbidity Survey. Psychol Med 1999;29:555–67
20. Goodwin R, Olfson M. Treatment of panic attack and risk of major depressive disorder in the community. Am J Psychiatry 2001;158: 1146–8
21. Мосолов С.Н. Тревожные и депрессивные расстройства: коморбидность и терапия.Артинфо Паблишинг, Москва 2007
23. Приложение №1 к ПРИКАЗУ КОМИТЕТА ЗДРАВООХРАНЕНИЯ ПРАВИТЕЛЬСТВА МОСКВЫ ОТ 22.03.2000 N 110 «О МОСКОВСКИХ ГОРОДСКИХ СТАНДАРТАХ КОНСУЛЬТАТИВНО–ДИАГНОСТИЧЕСКОЙ ПОМОЩИ ДЛЯ ВЗРОСЛОГО НАСЕЛЕНИЯ
24. Акарачкова Е.С., Воробьева О.В., Филатова Е.Г., Артеменко А.Р., Торопина Г.Г., Куренков А.Л. Патогенетические аспекты терапии хронических головных болей. //Журнал неврологии и психиатрии им. Корсакова, 2007, Выпуск 2, Практическая неврология (приложение к журналу), с. 8–12
25. Акарачкова Е.С., Дробижев М.Ю., Воробьева О.В., Макух Е.А. Неспецифическая боль и депрессия в неврологии//Журнал неврологии и психиатрии им. Корсакова , 2008 №12, с.4–10
26. Соловьёва А.Д., Акарачкова Е.С., Торопина Г.Г., Недоступ А.В. Патогенетические аспекты терапии хронических кардиалгий.//Журнал неврологии и психиатрии им. С.С. Корсакова 2007; Том 107, № 11:41–44
27. Дамулин И.В. Особенности депрессии при неврологических заболеваниях // Фарматека 2005; 17:25–34
28. Машковский М.Д. «Лекарственные средства. В двух частях. Ч.1.–12–е изд.,–перераб. и доп.–М.: Медицина, 1993.–736 с
29. Морозов П.В. Антидепрессанты в практике терапевта поликлиники//Участковый терапевт №5 / 2009 Консилиум–медикум
30. Акарачкова Е.С., Шварков С.Б., Ширшова Е.В. Опыт амбулаторного применения антидепрессанта Азафен у неврологических больных.//Спецвыпуск Человек и лекарство Фарматека №7(142), 2007, с.74–78
31. Тювина Н.А., Прохорова С.В., Крук Я.В. Эффективность Азафена при лечении депрессивного эпизода лёгкой и средней степени тяжести // Consilium–Medicum 2005; 4(7): 198–200
32. Шинаев Н.Н., Акжигитов Р.Г. Возвращение азафена в клиническую практику // Журнал неврологии и психиатрии им. С.С. Корсакова 2001; 10(101): 55–56
Groups.io: группы электронной почты, наддув
Самый продвинутый сервис групп электронной почты. Полный набор для совместной работы. Мобильный готов. Нет рекламы, нет отслеживания.
Особенности
Цены
Почему группы электронной почты?
Почему вы полюбите Groups.
io
Мощные функции, делающие группы более полезными.
Делайте больше с помощью интеграции
Легко интегрируйте Zoom, Feeds, Slack, Github, Trello, электронную почту и вскоре еще больше сервисов в свою премиум-группу.
Без рекламы, без отслеживания
Мы не размещаем рекламу, и ваши данные никогда не передаются ни в какие сети отслеживания рекламы.
Дополнительные функции
В каждой премиум-группе также есть календарь, чат, опросы, раздел базы данных, раздел фотографий, раздел файлов и вики, а также неограниченное количество подгрупп на вашем собственном поддомене.
Только нужные сообщения
Отключите темы и ключевые слова, чтобы видеть только те сообщения, которые вас интересуют. Воспользуйтесь улучшенными вариантами доставки электронной почты, включая получение только первого сообщения в каждой цепочке или получение только ответов.
Дополнительные возможности интеграции
Легко интегрируйте Feeds, Slack, Google Drive, Github, Trello, электронную почту и вскоре еще больше сервисов в свою премиум-группу.
Без рекламы, без отслеживания
Мы фримиум-сервис. Мы не размещаем рекламу, и ваши данные никогда не передаются ни в какие сети отслеживания рекламы.
Дополнительные функции
В каждой премиум-группе также есть календарь, чат, опросы, раздел базы данных, раздел фотографий, раздел файлов и вики, а также неограниченное количество подгрупп на вашем собственном поддомене.
Только нужные сообщения
Отключите темы и ключевые слова, чтобы видеть только те сообщения, которые вас интересуют. Воспользуйтесь улучшенными вариантами доставки электронной почты, включая получение только первого сообщения в каждой цепочке или получение только ответов.
Создать группу Groups.io
Отменить группы Google и Facebook и использовать их вместо этого
«Попытка найти лучший инструмент для организации группы людей и обмена знаниями может быть мучительной. Группы Google могут показаться чрезвычайно сложными. Facebook мало заботится о вашей конфиденциальности.»
Подробнее читайте на Лайфхакере
Обновление с Mailman или Lyris
Мощные функции, лучшая безопасность
Хостинг ваших групп с помощью Mailman или Lyris? Мы упростили для вас перемещение вашей группы в Groups.io. Воспользуйтесь нашими расширенными функциями. Не застревайте в прошлом.
Мы любим группы, и мы здесь, чтобы сделать их еще лучше.
Sinotel UK Limited
Sinotel UK Limited
Отображение 1 до 7 (из 8 Продукты)
1 2 [Далее >>
2.
Наименование предмета-
Цена
Xiegu GNR1 Цифровой блок шумоподавления/аудиофильтр
Xiegu GNR1 — это устройство обработки звука, объединяющее цифровое шумоподавление и цифровую фильтрацию. Он может эффективно уменьшить фоновый шум, улучшить отношение сигнал/шум и сделать голосовые сигналы более четкими и разборчивыми. GNR1 может использоваться с КВ и УКВ/УВЧ трансиверами, приемниками и другими радиоустройствами, где требуется улучшение…
189,98 фунтов стерлингов
Контроллер Xiegu GSOC для использования с трансиверами G90 и X5105
ВСЕ НАШИ GSOC ПОСТАВЛЯЮТСЯ С УСТАНОВЛЕННОЙ ПОСЛЕДНЕЙ ОФИЦИАЛЬНОЙ ВЫПУСКАМИ ПРОГРАММНОГО ОБЕСПЕЧЕНИЯ. ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: при использовании G90 с GSOC требуется микропрограмма версии V1.74 или выше. Xiegu GSOC — это автономный панадаптер/контроллер с цветным сенсорным экраном, предназначенный для внешнего управления приемопередатчиком Xiegu G90. Как продукт, определяемый программным обеспечением (SDR),…
389,99 фунтов стерлингов
Макс.: 1
Xiegu X5105 5 Вт КВ и 6 м любительский QRP-трансивер
ВСЕ НАШИ ТРАНССИВЕРЫ XIEGU ПОСТАВЛЯЮТСЯ С УСТАНОВЛЕННОЙ ПОСЛЕДНЕЙ ОФИЦИАЛЬНОЙ ПРОШИВКОЙ. Новый X5105 Xiegu представляет собой компактный портативный QRP-трансивер HF и 50 МГц со встроенным SW-приемником общего покрытия. Новинка имеет большой ЖК-дисплей, ATU и внутреннюю аккумуляторную батарею емкостью 3800 мАч. Предлагает радиолюбителям качественные портативные КВ…
499,98 фунтов стерлингов
… подробнее
Макс.: 1
Xiegu X6100 10 Вт КВ и 6 м любительский трансивер SDR
ВСЕ НАШИ ТРАНСИВЕРЫ XIEGU ПОСТАВЛЯЮТСЯ С УСТАНОВЛЕННОЙ ПОСЛЕДНЕЙ ОФИЦИАЛЬНОЙ ПРОШИВКОЙ. Новый X6100 Xiegu — это сверхпортативный трансивер HF и 50 МГц (6 м) SDR с большим полноцветным дисплеем 100 мм (4 дюйма) и внутренней перезаряжаемой батареей емкостью 3000 мАч для портативного использования. Выходная мощность РЧ составляет максимум 10 Вт при работе от внешнее питание, не более 5 Вт…
ВСЕ НАШИ ТРАНССИВЕРЫ XIEGU ПОСТАВЛЯЮТСЯ С УСТАНОВЛЕННОЙ ПОСЛЕДНЕЙ ОФИЦИАЛЬНОЙ ПРОШИВКОЙ. Новый G90 от Xiegu Technology — это 20-ваттный любительский трансивер AM/CW/SSB с архитектурой SDR и встроенным ATU. Он заменяет очень успешный и высоко оцененный X108G в линейке компании. G90 — это совершенно новый дизайн, который объединяет…
ВСЕ НАШИ ТРАНСИВЕРЫ XIEGU ПОСТАВЛЯЮТСЯ С УСТАНОВЛЕННОЙ ПОСЛЕДНЕЙ ОФИЦИАЛЬНОЙ ПРОШИВКОЙ. Xiegu G106 Компактный любительский QRP-трансивер AM/CW/SSB Новый G106 от Xiegu представляет собой компактный QRP-трансивер HF AM/CW/SSB с коротковолновым и WFM-приемниками, обеспечивающий недорогой вход в мир любительского КВ-радио.
Знаете ли вы, в чем между ними разница и как именно ваш принтер печатает?
Достаточно вопросов. Я постараюсь донести до вас, что почти каждый из нас пользовался принтером хоть в какой-то мере, но только некоторые знают, как на самом деле происходит печать. Существует много различных видов принтеров, таких как струйные принтеры, матричные принтеры, светодиоидные принтеры (LED), принтеры с LCD дисплеем, лазерные принтеры.
Однако, в отличие от других принтеров, лазерные принтеры используют тонер, статическое электричество и тепло для создания на бумаге изображения.
Чтобы помочь вам разобраться в том, как работает лазерный принтер, мы рассмотрим 3 главных составляющих компонента данного вида принтеров:
— Тонер-картридж
— Драм-юнит (также известный как PC-unit, фотокондуктор или фотобарабан)
— Узел термозакрепления
Что такое тонер-картридж?
Тонер-картридж – это составляющая часть лазерного принтера, содержащая цветной порошок (тонер) для создания текста или изображения на бумаге. Тонер-картриджи существуют в четырех цветах – голубой (cyan), пурпурный (magenta), желтый (yellow) и черный (black).
Тонер – это сухой углеродный порошок с пластиковыми частицами полимера, который получает электрический заряд и тепло, что позволяет ему прилипнуть к бумаге. Каждый цвет имеет свой отдельный картридж, и обычно его нужно менять каждую тысячу страниц, в зависимости от расхода чернил на страницу или «живучести» картриджа.
Тонеры бывают оригинальными (от ОПО– оригинального производителя оборудования, то есть от производителя принтера) и совместимыми. Совместимые картриджи являются выгодной альтернативой оригинальным при покупке нового картриджа для вашего принтера.
Все, что вам нужно знать о совместимых картриджах, вы найдете здесь.
Когда нужно менять тонер-картридж?
Ваш принтер сам даст вам знать, когда тонер будет заканчиваться и какой именно цвет вам нужно заменить. Однако вы также должны быть способны определить, заканчивается ли тонер, по качеству печати, так как текст/изображения могут стать блеклыми, с полосами или точками по всей поверхности листа.
Что такое драм-юнит?
Драм-юнит служит для переноса тонера и изображения/текста на бумагу. Он имеет несколько различных названий, так что вы можете знать его как фотобарабан, блок формирования изображения или фотокондуктор.
Как работает Драм-юнит?
Сначала драм-юнит получает положительный электрический заряд для переноса текста и тонера на страницу. Далее лазер воздействует на фотобарабан и оставляет отрицательный заряд в тех местах бумаги, где должны будут появиться текст/изображение. Когда тонер попадает в барабан, он притягивается к противоположно заряженным участкам, создавая образ текста и изображения.
После этого бумага проходит через принтер и получает сильный отрицательный заряд. Как только фотобарабан проходит по листу бумаги, тонер закрепляется на листе с помощью статического заряда.
Когда надо менять драм-юнит?
Так же как и тонер-картридж, у драм-юнита есть свой ресурс печати на страницу или так называемая «живучесть». Во время использования принтера лазер воздействует на барабан при каждой печати, что означает, что драм-юнит изнашивается и должен быть заменен через определенное количество печати.
Многие принтеры требуют отдельного барабана, но некоторые производители принтеров разрабатывают барабаны и тонер-картриджи, соединенные в одно целое (например, HP Q6000a toner cartridge). Таким образом, каждый раз, когда вы меняете тонер-картридж, вы меняете и фотобарабан.
У принтеров с отдельным драм-юнитом вы можете заметить признаки износа, что будет означать необходимость замены барабана. Вы начнете видеть точки и/или полосы на ваших распечатках, изображения станут светлее. У драм-юнита более длительный срок службы – до 100,000 страниц, по сравнению с тонер-картриджем, у которого всего 10,000 страниц.
Что такое узел термозакрепления (термоблок или фьюзер)?
Вы когда-нибудь задумывались, почему бумага выходит из лазерного принтера теплой? Так вот, это как раз именно из-за узла термозакрепления. Он представляет собой пару нагретых валов внутри принтера, которые закрепляют тонер на бумаге.
Как только частицы тонера вдавливаются в бумагу через драм-юнит, лист бумаги начинает свой ход на термоблок, так что пластиковые частицы полимера плавятся и переносятся на бумагу. Узел термозакрепления выполняет все эти действия путем нагрева и давления.
Почему необходимо заменять термоблок?
Точно так же как и тонер-картридж, и драм-юнит, термоблок необходимо менять довольно часто из-за изнашивания деталей принтера. Например, так как тонер представляет собой порошок, иногда он может распрыскиваться на внутренние детали принтера, а не только на бумагу.
Все эти частицы создают царапины на термоблоке, что может привести к полосам на ваших распечатках. Большинство принтеров сами дадут вам знать, когда будет необходимо заменить термоблок.
Используете ли вы лазерный принтер? Почему вы предпочитаете именно его? Мы бы с большим удовольствием услышали от вас ответы на эти вопросы! В наших группах социальных сетей.
При перепечатке текстов либо ином использовании текстовых материалов с настоящего сайта на иных ресусрах в сети Интернет гиперссылка на источник обязательна. Перепечатка либо иное использование текстовых материалов с настоящего сайта в печатных СМИ возможно только с письменного согласия автора, правообладателя. Фотографии, иные иллюстрации могут быть использованы только с письменного согласия автора (правообладателя) и с обязательным указанием имени автора и источника заимствования.
Как работает 3D-принтер, что можно напечатать на 3D-принтере
3D–принтер — это технология, которая позволяет создавать реальные объекты из цифровой модели. Всё началось в 80-х годах под названием «быстрое прототипирование», что и было целью технологии: создать прототип быстрее и дешевле. С тех пор многое изменилось, и сегодня 3D-принтеры позволяют создавать всё, что вы можете себе представить.
Оглавление:
Что такое 3D–печать?
Как работает 3D-принтер?
Что можно напечатать?
3D-принтер позволяет создавать объекты, которые практически идентичны их виртуальным моделям. Именно поэтому сфера применения данных технологий так широка.
Что такое 3D-печать?
3D-печать — это процесс аддитивного производства, потому что, в отличие от традиционного субтрактивного производства, трехмерная печать не удаляет материал, а добавляет его, слой за слоем — то есть выстраивает или выращивает.
На первом этапе печати данные из чертежа или 3D–модели считываются принтером.
Далее идет последовательное наложение слоев.
Эти слои, состоящие из листового материала, жидкости или порошка соединяются друг с другом, превращаясь в окончательную форму.
При производстве ограниченного количества деталей 3D-печать будет быстрее и обойдет дешевле. Мир 3D-печати не стоит на месте и поэтому на рынке появляется все больше различных технологий, конкурирующих между собой. Разница их заключается в самом процессе печати. Одни технологии создают слои путем размягчения или плавления материала, затем они обеспечивают послойное нанесение этого самого материала. Другие технологии предусматривают использование жидких материалов, обретающих в процессе твердую форму под воздействие разнообразных факторов.
Для того, чтобы что-то напечатать, сначала вам понадобится 3D-модель объекта, который вы можете создать в программе 3D-моделирования (CAD — Computer Aided Design), или использовать 3D-сканер для сканирования объекта, который вы хотите печатать. Есть также более простые варианты, такие как поиск моделей в Интернете, которые были созданы и доступны другим людям.
После того, как ваш проект готов, все, что вам нужно сделать, это импортировать его в Слайсер, программа которая адаптирует модель в коды и инструкции для 3D–принтера, большинство программ с открытым исходным кодом и распространяются бесплатно. Слайсер преобразует ваш проект в файл gcode, готовый к печати как физический объект. Просто сохраните файл на прилагаемой SD-карте и вставьте его в свой 3D–принтер и нажмите печать.
На весь процесс может уйти нескольких часов, а иногда и несколько дней. Все зависит от размера, материала и сложности модели. Некоторые 3D-принтеры используют два различных материала. Один из них является частью самой модели, другой выступает в роли подпорки, которая поддерживает части модели, нависающие в воздухе. Второй материал в дальнейшем удаляется.
Как работает 3D-принтер?
Хотя существует несколько технологий 3D-печати, большинство из них создают объект, наращивая множество последовательных тонких слоев материала. Обычно настольные 3D-принтеры используют пластиковые нити (1), которые подаются в принтер податчиком (2). Нить плавится в печатающей головке (3), которая выдавливает материал на платформу (4), создавая объект слой за слоем. Как только принтер начнет печатать, все, что вам нужно делать, это подождать — это просто.
Конечно, когда вы станете продвинутым пользователем, игра с настройками и настройкой вашего принтера может привести к еще лучшему результату.
Что можно напечатать на 3D-принтере?
Возможности 3D-принтеров безграничны, и теперь они становятся обычным инструментом в таких областях, как инженерия, промышленный дизайн, производство и архитектура. Вот некоторые типичные примеры использования:
Персонализированные (Custom) модели
Создавайте персонализированные продукты, которые полностью соответствуют вашим потребностям с точки зрения размера и формы. Сделайте что-то, что было бы невозможно с помощью любых других технологий.
Быстрое прототипирование
Трехмерная печать позволяет быстро создать модель или прототип, помогая инженерам, дизайнерам и компаниям получить обратную связь по своим проектам за короткое время.
Сложная геометрия
Модели, которые трудно даже представить, могут быть легко созданы на 3D-принтере. Эти модели хороши для обучения других по сложной геометрии интересным и полезным способом.
Снижение затрат
Стоимость деталей и прототипов конечного использования 3D-печати низкая благодаря используемым материалам и технологии. Сокращается время производства и расход материала, так как вы можете многократно печатать модели, используя только необходимый материал.
Как выбрать и купить 3D-принтер? →
Как работают лазерные принтеры?
Как работают лазерные принтеры? — Объясните этот материал
Вы здесь: Домашняя страница > Компьютеры > Лазерные принтеры
Дом
индекс А-Я
Случайная статья
Хронология
Учебное пособие
О нас
Конфиденциальность и файлы cookie
Реклама
Криса Вудфорда. Последнее обновление: 5 мая 2022 г.
Вы когда-нибудь пробовали писать лучом? света? Звуки невозможно, не так ли, но это именно то, что делает лазерный принтер когда он делает постоянную копию данных (информации) с вашего компьютер на листе бумаги. Благодаря научно-фантастическим и шпионским фильмам мы склонны думать о лазерах как о невероятно мощные световые лучи который может разрезать куски металла или взорвать вражеские космические корабли в осколки. Но крошечные лазеры также полезны во многих более банальным способом: они читают звуки и видеоклипы с дисков в CD- и DVD-плееры, и они жизненно важные части принтеров большинства офисных компьютеров. Все готово? Хорошо, давайте подробнее рассмотрим, как работают лазерные принтеры. Работа!
Фото: Компактный лазерный принтер ничем не отличается от струйный принтер, но он наносит чернила на страницу совершенно по-другому. Струйный принтер использует тепло для выпрыскивания капель влажных чернил из горячих, похожих на шприц трубок, в то время как лазерный принтер использует статическое электричество для переноса сухого порошка чернил, называемого тонером.
Лазерные принтеры во многом похожи на копировальные аппараты и используют ту же базовую технологию. Действительно, как мы опишем далее в этой статье, первые лазерные принтеры были на самом деле построены из модифицированных копировальных аппаратов. В копировальной машине яркий свет используется для создания точной копии печатной страницы. Свет отражается от страницы на светочувствительный барабан; статическое электричество (эффект, при котором воздушный шарик прилипает к одежде, если его потереть несколько раз) заставляет частицы чернил прилипать к барабану; тогда и чернила переносятся на бумагу и «вплавляются» в ее поверхность горячим ролики. Лазерный принтер работает почти точно так же, с одно важное отличие: поскольку нет исходной страницы для копирования, лазер должен написать это с нуля.
Представьте, что вы — компьютер, заполненный данными. Информация, которую вы магазин в электронном формате: каждый фрагмент данных хранится в электронном виде с помощью микроскопически маленького коммутационного устройства, называемого транзистор. Задача принтера преобразовать этот электронный данные обратно в слова и изображения: по сути, превратить электричество в чернила. со струйным принтером, легко увидеть, как это бывает: чернильные пистолеты, работающие от электричества, стреляют точными потоками чернил на странице. С лазерным принтером все немного сложнее. Электронные данные с вашего компьютера используются для управления лазером. луч — и это лазер, который наносит чернила на страницу, используя статическое электричество в аналогично копировальному аппарату.
Фото: Чернила прилипают к барабану лазерного принтера, как этот шарик прилипает к моему свитеру: с помощью статического электричества.
Как работает лазерный принтер
Когда вы что-то печатаете, ваш компьютер отправляет огромный поток электронные данные (обычно несколько мегабайт или миллионов символов) для Ваш лазерный принтер. Электронная схема в принтере выясняет что означают все эти данные и как они должны выглядеть на странице. Он заставляет лазерный луч сканировать взад и вперед по барабану внутри принтер, создающий рисунок статического электричества. статический электричество притягивает на страницу своего рода порошкообразные чернила, называемые тонер. Наконец, как и в фотокопировальном аппарате, блок термозакрепления связывает тонер с бумага.
Миллионы байтов (символов) потока данных в принтер с вашего компьютер.
Электронная схема в принтере (по сути, маленький компьютер сам по себе) выясняет, как распечатайте эти данные, чтобы они выглядели правильно на странице.
Электронная схема активирует корону провод. Это высоковольтный провод, который дает статический электрический заряд что-нибудь рядом.
Коронатор заряжает фоторецепторный барабан, так что барабан получает Положительный заряд равномерно распределяется по его поверхности.
Одновременно схема активирует лазер чтобы он рисовал изображение страницы на барабане. Лазерный луч на самом деле не движется: он отскакивает от движущегося зеркала, которое сканирует его над барабаном. Там, где лазерный луч попадает на барабан, он стирает положительный заряд, который был там и вместо этого создает область отрицательного заряда. Постепенно на барабане выстраивается образ всей страницы: где страница должна быть белой, на ней есть участки с положительным зарядом; где страница должна быть черной, есть участки с отрицательным зарядом.
Красочный валик, касаясь барабана фоторецептора, покрывает его мельчайшими частицами порошковых чернил. (тонер). Тонер получил положительный электрический заряд, поэтому он прилипает к участки фоторецепторного барабана, имеющие отрицательный заряд (помните что противоположные электрические заряды притягиваются так же, как противоположные полюса магнита притягиваются). Чернила не притягиваются к частям барабана, имеющим положительное обвинение. На барабане создается чернильное изображение страницы.
Лист бумаги из бункера на другая сторона принтера подается вверх к барабану. По мере продвижения, бумага получает сильный отрицательный электрический заряд от другого коронирующего провода.
Когда бумага движется рядом с барабаном, ее отрицательный заряд притягивается положительно заряженные частицы тонера удаляются от барабана. Изображение переносится с барабана на бумагу, но на данный момент тонер частицы просто слегка лежат на поверхности бумаги.
Бумага с краской проходит через два горячих ролика (термофиксатор). Тепло и давление от ролики постоянно вплавляют частицы тонера в волокна бумаги.
Распечатка выходит сбоку копира. Благодаря блоку термозакрепления бумага еще теплая. Это буквально сразу после печати!
Рекламные ссылки
Кто изобрел лазерные принтеры?
До начала 1980-х почти ни у кого не было персонального или офисного компьютера; те немногие, кто сделал «печатные копии» (распечатки) на матричных принтерах. Эти относительно медленные машины издавали характерный ужасный визг, потому что они использовали сетку из крошечного металла. иглы, прижатые к красящей ленте, чтобы сформировать формы букв, цифр и символов на странице. Они печатали каждый символ по отдельности, строка за строкой, со стандартной скоростью около 80 символов. (одна строка текста) в секунду, поэтому печать страницы займет около минуты. Хотя это звучит медленный по сравнению с современными лазерными принтерами, он был намного быстрее, чем большинство людей могли напечатать буквы и отчеты на пишущей машинке старого образца (механическая или электрическая клавиатура с печатные машины, которые использовались в офисах для написания писем до того, как доступные компьютеры сделали их устаревшими). Вы до сих пор время от времени видите счета и адресные этикетки, напечатанные точечной матрицей; вы всегда можете сказать, потому что печать относительно грубая и состоит из очень заметных точек. В середине 19В 80-х годах, когда компьютеры стали более популярными среди малого бизнеса, людям нужны были машины, которые могли печатать письма и отчеты так же быстро, как матричные принтеры, но с тем же качеством печати, что и старомодные пишущие машинки. Дверь для лазерных принтеров была открыта!
Фото: Подобные точечные символы являются явным признаком работы матричного принтера.
К счастью, технология лазерной печати уже существовала. Первые лазерные принтеры были разработаны в конце 19 века.60-х Гэри Старквезер из Xerox, который основывал свою работу на копировальных аппаратах, которые сделали Xerox такой успешной корпорацией. К середине 1970-х Xerox производила коммерческий лазерный принтер — модифицированный фотокопировальный аппарат с изображением, нарисованным лазером — под названием Dover, который мог печатать около 60 страниц в минуту (по одной в секунду) и продавался за колоссальную сумму в 300 000 долларов. . К концу 1970-х крупные компьютерные компании, в том числе IBM, Hewlett-Packard и Canon, соревновались в разработке доступных лазерных принтеров, хотя машины, которые они изобрели, были примерно в 2–3 раза больше современных — примерно того же размера, что и очень большие копировальные аппараты.
Две машины были ответственны за превращение лазерных принтеров в товары массового спроса. Один был LaserJet, выпущенный Hewlett-Packard (HP) в 1984 году по относительно доступной цене 3495 долларов. Другой, LaserWriter от Apple, изначально стоил почти вдвое дороже (6995 долларов), когда он был выпущен в следующем году для сопровождения компьютера Apple Macintosh. Тем не менее, это оказало огромное влияние: Macintosh был очень прост в использовании, а с относительно недорогим программным обеспечением для настольных издательских систем и лазерным принтером это означало, что почти каждый мог печатать книги, журналы и все, на чем можно было печатать. бумага. Xerox, возможно, и разработала эту технологию, но именно HP и Apple продали ее миру!
Первый лазерный принтер
Заглянув в архивы Управления по патентам и товарным знакам США, я нашел один из оригинальных проектов лазерного принтера Гэри Старквезера, запатентованный 7 июня 1977 года. раскрасил и аннотировал его проще, чем технический чертеж в оригинальном патенте (если хотите, вы можете найти полную информацию в разделе Патент США 4027961: Копир/устройство растрового сканирования).
То, что у нас есть, по сути, представляет собой лазерный сканирующий блок (окрашенный в синий цвет), расположенный наверху довольно обычного большого офиса. ксерокс (красного цвета). В конструкции Старквезера лазерный сканер скользит по стеклянному окну копировального аппарата и выходит из него. (место, куда вы обычно кладете свои документы, лицевой стороной вниз), поэтому одну и ту же машину можно использовать как лазерный принтер или копировальный аппарат — примерно на 20–25 лет раньше, чем офисные машины «все в одном».
Работа: оригинальный дизайн лазерного принтера Гэри Старквезера из Патент США 4027961: Копир/устройство растрового сканирования, любезно предоставлено Управлением по патентам и товарным знакам США.
Как это работает?
Лазерный сканер создает изображение.
Изображение передается через стеклянное окно копировального устройства в расположенный под ним копировальный механизм.
Изображение отражается зеркалом.
Линза фокусирует изображение.
Второе зеркало снова отражает изображение.
Изображение переносится на ленту копировального аппарата.
Блок проявки преобразует изображение в форму для печати.
Печатаемое изображение переносится на бумагу.
Термофиксатор навсегда запечатывает изображение на странице, которая выходит в приемную стойку в верхней части машины.
Вредны ли лазерные принтеры?
Раньше я делил офис с кем-то, кто отказывался делить наш офис с лазерным принтером; нам пришлось переместить нашу машину в шкаф и держать дверь плотно закрытой. Такое беспокойство далеко не редкость, но не является ли это просто суеверием? Как мы видели выше, лазерные принтеры используют твердые чернила, называемые тонером, которые могут быть источником пыли, мелких частиц (помните, что частицы сажи, выделяемые такими вещами, как выхлопные трубы автомобилей, являются одним из наиболее тревожных компонентов в городской среде). загрязнение воздуха). Один недавнее исследование показало, что некоторые принтеры испускают почти 10 миллиардов частиц на отпечатанной странице (хотя важно отметить, что тип и количество испускаемых частиц сильно различаются от модели к модели). Они также производят летучие органические соединения (ЛОС) и газ, называемый озоном (очень реактивный тип кислорода с химической формулой O3), который токсичен и при достаточно высоких концентрациях оказывает множество воздействий на здоровье. К счастью, внутри зданий озон относительно быстро превращается в обычный кислород (O2).
Таблица. Согласно одному исследованию, чуть менее половины (40 процентов) лазерных принтеров испускают субмикронные частицы (например, частицы PM1 и меньше). Из них чуть менее трети (27 процентов) были высокоэмиссионными. Нарисовано с использованием данных из Характеристики выбросов частиц офисными принтерами C. He et al, Environ Sci Technol, 2007.
Представляют ли принтеры и копировальные аппараты какой-либо риск для нашего здоровья? Было проведено несколько научных исследований; хотя результаты неоднозначны, они, похоже, предполагают, что стоит принять простые меры предосторожности, такие как размещение принтера вдали от рабочей станции, если вы много им пользуетесь, и обеспечение хорошей вентиляции. Вы также должны быть очень осторожны при замене картриджей с тонером или обращении с пустыми картриджами. Но держите вещи в перспективе. Согласно исследованию Jianwei Gu et al., проведенному в 2020 году в журнале Воздух в помещении : «Риск для здоровья от воздействия частиц, испускаемых LPD [устройством лазерной печати], невелик по сравнению с риском для здоровья от воздействия частиц из окружающей среды». Другими словами, ежедневное загрязнение атмосферного воздуха представляет больший риск. Вы найдете список последних исследований в дальнейшем чтении ниже.
Узнать больше
На этом сайте
История компьютеров
Струйные принтеры
Лазеры
Копировальные аппараты
Печать — печать традиционными чернилами
Пишущие машинки
На других сайтах
Эпический разбор: HP Color LaserJet 2600n: Evil Mad Scientist Labs представляет множество отличных фотографий лазерного принтера, который систематически разбирают! Не забудьте проверить остальную часть этого сайта.
Статьи
Точки отслеживания принтера Снова в новостях Сет Шон. Electronic Frontier Foundation, 6 июня 2017 г. Действительно ли принтеры записывают секретную информацию об отслеживании на каждой странице?
Заправьте собственный картридж с тонером и сохраните пакет: Wired, 28 февраля 2012 г. Заправлять струйные картриджи легко, но какой лазерный тонер?
Струйная или лазерная печать: что выгоднее? Дэвид Робинсон, The Guardian, 30 марта 2013 г. Можно ли сэкономить деньги, перейдя со струйной печати на лазерную? Согласно этой статье, да, если вы печатаете в относительно больших объемах (более 2000 черно-белых страниц в год).
Лазерный «принтер» стирает фотокопированные чернила с бумаги: BBC News, 15 марта 2012 г. Как новый экспериментальный «принтер» использует короткие импульсы лазерного света для стирания чернил с бумаги. Более подробное описание читайте в Удаление тонера с бумаги с помощью лазеров с длинным и ультракоротким импульсом, Дэвид Рикардо Леал-Аяла и др. , Proceedings: Mathematical, Physical and Engineering Sciences, Proceedings: Mathematical, Physical and Engineering Sciences, Vol. 468, № 2144 (8 августа 2012 г.), стр. 2272–229.3.
Миф о сотворении мира, автор Малкольм Гладуэлл. The New Yorker, 16 мая 2011 г. История изобретения Гэри Старквезером лазерного принтера и корпоративной инерции, которую ему пришлось преодолеть.
Очарование лазерных принтеров Питера Х. Льюиса. The New York Times, 20 ноября 1984 г. Эта старая статья из архива Times описывает появление доступных лазерных принтеров в 1984 г.
Книги
Подпольный справочник по лазерным принтерам от Flash Magazine. Пичпит Пресс, 1993. Практическое руководство по настройке принтеров. Старый, но полезный, и его все еще легко найти на сайтах подержанных книг.
Патенты
Патент США 4027961: Копир/аппарат растрового сканирования Гэри Старквезера, Xerox, 7 июня 1977 г.
Патент США 4613877A: Лазерный принтер с высоким разрешением, Дэвид Р. Спенсер и др., RCRM Trust, 23 сентября 1986 г. Конструкция принтера середины 1980-х, способная печатать гораздо более детально (500 точек на дюйм), чем обычно могли достичь модели, разработанные ранее.
Патент США 4753504A: Структура зеркала для лазерного принтера, Tetsuo Kyogoku, Minolta, 28 июня 1988 г. Здесь более подробно о типах зеркал, используемых в лазерных принтерах, и о том, как они спроектированы для работы с полупроводниковым лазерным светом.
Лазерные принтеры как источник загрязнения воздуха внутри помещений
Вот подборка последних статей, перечисленных в Pubmed (сначала самые последние):
Обзор характеристик и возможного воздействия на здоровье частиц, испускаемых лазерными печатающими устройствами ( 2020) Дж. Гу и др. пришли к выводу, что «риск для здоровья от воздействия частиц, испускаемых LPD, невелик по сравнению с риском для здоровья от воздействия частиц из окружающей среды».
Воздействие излучения лазерного принтера на здоровье: исследование контролируемого воздействия (2017 г. ), проведенное С. Каррашем и соавторами из Университетской больницы Мюнхена, показало: «статистически значимых изменений в механике легких не произошло» и «реакции на кратковременные, но очень высокие [ лазерные печатающие устройства] воздействия были небольшими и не указывали на клинически значимые эффекты
Воздействие наночастиц от печатающего оборудования на основе тонера с нанотехнологиями и здоровье человека: состояние науки и потребности в будущих исследованиях (2017 г.), С. Пирела и др., Департамент гигиены окружающей среды, Гарвард, Т.Х. Школа общественного здравоохранения Чана отметила, что «после такого воздействия могут развиться респираторные, иммунологические, сердечно-сосудистые и другие расстройства», но предупредила, что «необходимо провести дальнейшие исследования, чтобы полностью понять механизм действия…»
Оценка выбрасываемых наночастиц из Принтеры … Риски для здоровья от качества воздуха в помещении (2015 г.) X. Ши и др. обнаружили, что «.. . принтеры действительно выделяют твердые частицы … в высокой концентрации в помещении. Следует проявлять особую осторожность … … и необходим эффективный контроль выбросов частиц в процессах печати».
Выбросы сверхмелких частиц из лазерных принтеров (2015 г.) M. Grana et al. разумно предположили, что «концентрация сверхмелких частиц в офисных помещениях может быть снижена за счет правильного выбора принтеров с использованием соответствующих методов фильтрации и размещения оборудования вдали». с рабочих мест».
Тонкие и сверхмелкие частицы, испускаемые лазерными принтерами, как загрязнители воздуха внутри помещений в немецких офисах (2012 г.), Т. Танг и др. из Департамента наук об окружающей среде Медицинского центра Университета Фрайбурга пришли к выводу: «… лазерные принтеры и копировальные аппараты могут быть важный источник мелких частиц и особенно UFP [сверхмелких частиц] в офисных помещениях».
Пожалуйста, НЕ копируйте наши статьи в блоги и другие веб-сайты.
Статьи с этого веб-сайта зарегистрированы в Бюро регистрации авторских прав США. Копирование или иное использование зарегистрированных произведений без разрешения, удаление этого или других уведомлений об авторских правах и/или нарушение смежных прав может повлечь за собой серьезные гражданские или уголовные санкции.
Как работают лазерные принтеры: процесс лазерной печати
Как работают лазерные принтеры? Что представляет собой процесс лазерной печати?
Быстрый ответ
Лазерные принтеры используют электрический заряд для притягивания частиц тонера к ролику переноса. Частицы тонера прижимаются к листу бумаги, а тепло и давление блока термозакрепления навсегда фиксируют изображение на странице.
В этом видео ниже показано, как работают лазерные принтеры. Как вы увидите, это сложный танец данных, статического электричества и света. Подробнее о том, как работают лазерные принтеры, мы поговорим ниже.
Как работает лазерный принтер? (анимация):
Семь этапов лазерной печати
Вы можете посмотреть на свой лазерный принтер и выругаться: «Почему лазерные принтеры такие непостоянные и полные проблем?»
Успокойся, бро!
Процесс лазерного принтера сложен. Давайте взглянем.
Вот точный пошаговый процесс использования лазерных принтеров:
Шаг 1: Отправка
Чтобы начать процесс лазерного принтера, документ разбивается на цифровые данные и отправляется с соответствующего компьютера на принтер.
С помощью двоичного волшебства принтеры собирают эти компьютерные данные в печатное изображение. Лазерные принтеры будут фиксировать данные и обрабатывать цифровой документ.
Шаг 2: Очистка
Лазерные принтеры оставляют следы на барабан принтера. Очистка представляет собой физический и электрический процесс, выполняемый для удаления предыдущего задания печати и подготовки светочувствительного барабана к новому заданию печати .
В процессе очистки остатки тонера с барабана соскребаются резиновым лезвием в полость для мусора. Электрические заряды, оставшиеся на барабане от предыдущего задания на печать, снимаются электростатическими стирающими лампами внутри лазерных принтеров.
Затем на нагревательный валик наносится смазка, чтобы убедиться, что достаточное количество тепла равномерно подается для передачи входящего изображения.
Этап 3: Кондиционирование
Процесс, называемый кондиционированием, включает в себя подачу заряда на фотобарабан и бумагу, когда она проходит через коронирующий провод. Добавление статического заряда к бумаге позволяет электростатическому переносу изображения на страницу лазерного принтера.
Да, статическое электричество!
Та же сила, которая заставляет ваши носки прилипать к свитерам, когда они выходят из сушилки, действует и в лазерных принтерах!
Ролик первичного заряда оживает, вращая соседний барабан с органическим фотопроводником (OPC). Ионы на коронирующем проводе покрывают барабан статическим электричеством. Электрофотографический процесс начинается на молекулярном уровне. Барабан завершает свой оборот, покрытый отрицательным зарядом.
Шаг 4: Разоблачение
Время лазера! Следующий шаг — экспозиция. Здесь светочувствительный барабан подвергается воздействию лазерного луча. Поверхностный заряд каждой области барабана, подвергаемой воздействию лазера, снижается примерно до 100 вольт постоянного тока.
Невидимый скрытый отпечаток создается при вращении барабана принтера. Изображение, которое в конечном итоге будет напечатано, впервые существует в виде тонкого слоя электронов на фотобарабане.
Темнота внутри картриджа принтера разбивается свечением лазера. Луч отражается от вращающегося многогранного зеркала и разбивается на бесчисленные лучи информации, обрызгивая своим знанием барабан OPC, превращая отрицательные заряды в положительные.
Построчно лазер обращается к вращающейся поверхности фотобарабана, описывая страницу языком заряженных частиц тонера. Эта часть черная, эта часть желтая, а эта часть… да, эта часть… удивительно пурпурная. Барабан несет на своей поверхности положительно заряженное изображение, готовое к переносу на бумагу.
Шаг 5: Проявление
На стадии проявления тонер наносится на скрытое изображение на барабане. Тонер состоит из отрицательно заряженных порошкообразных пластиков черного, голубого, пурпурного и желтого цветов. Барабан удерживается на микроскопическом расстоянии от тонера управляющим лезвием.
Тонер 85-95% тонкоизмельченный пластик. Другие ингредиенты тонера, используемые в принтерах, включают цветные пигменты, коллоидальный кремнезем и регулирующие агенты.
Силикагель не дает частицам тонера слипаться и слипаться. Это также помогает тонеру беспрепятственно поступать из картриджа в принтер. Частицы цинка, железа и хрома используются в качестве контролирующих агентов для сохранения отрицательного электростатического заряда частиц тонера.
Для создания цветных картриджей с тонером для принтеров используются различные пигменты.
Используются следующие пигменты:
Желтый. Пигмент желтый 180, состоящий из бензимидазола.
Пурпурный. Пигмент красный 122, состоящий из 2,9-диметилхинакридона.
Голубой. Пигмент синий 15:3, состоящий из фталоцианина меди.
Черные лазерные тонеры по-прежнему содержат порошок сажи, как и в ранних моделях лазерных тонеров, в сочетании с порошкообразным пластиком.
Шаг 6: Передача
Далее идет передача. Вторичный коронирующий провод или ролик переноса накладывает положительный заряд на бумага. Блок мешалки внутри бункера картриджа с тонером вращается, и тонер начинает нагреваться.
Устройство добавления тонера вращается, втягивая тонер внутрь и собирая тонерную пыль на своей поверхности. Ракельное лезвие проходит по соседнему валику проявителя, выравнивая тонер до нужной высоты.
Все вращение и волнение оставили пурпурные частицы на его поверхности с отрицательным зарядом, и когда они вступают в контакт с положительно заряженным изображением на барабане OPC, законы притяжения вступают в силу. Отрицательно заряженный тонер на поверхности барабана магнитно притягивается к положительно заряженным участкам бумаги.
Частицы пурпурного тонера вытягиваются из проявителя на барабан в соответствии с точными инструкциями, оставленными лазером. Несколько пурпурных частиц тонера здесь, несколько там и еще несколько, которые будут смешиваться с черным, желтым и синим, образуя радугу красивых цветов.
Лист бумаги проходит над каждым цветным картриджем — пурпурным, желтым, голубым и, наконец, черным — по мере того, как изображение переносится на бумагу.
Шаг 7. Сплавление
Заключительный этап — слияние. Блок термозакрепления воздействует на тонер теплом и давлением. Тонер создает постоянную связь, когда он прижимается к бумаге и вплавляется в нее. Тефлон покрывает термоблок, так как на него наносится легкое силиконовое масло, чтобы исключить любую возможность прилипания к ним листа бумаги.
Блок термозакрепления, по сути, расплавляет порошок тонера на странице, создавая изображение. Лезвие скребка счищает все оставшиеся частицы с барабана OPC и отправляет их в мусорное ведро. Любой скрытый заряд, оставшийся на участках поверхности барабана, стирается, восстанавливается, обновляется и готов к повторному воспроизведению лазерным принтером.
Избыток тонера, не попавший в фотобарабан, удаляется из блока проявки и возвращается в бункер для повторного использования на следующей странице. Тонер, оставшийся на фотобарабане и не перенесённый, вытирается в корзину для отработанного тонера.
Вам может быть интересно: какова история лазерных принтеров?
Развитие технологии лазерных принтеров уходит корнями в матричные принтеры и мимеографы 1950-х и 60-х годов.
Кто изобрел лазерный принтер?
Что ж, IBM первой изобрела матричный принтер в 1957 году, а Xerox выпустила свой первый фотокопировальный аппарат двумя годами позже.
В точечно-матричном методе печати использовалась красящая лента (аналогичная той, что используется на пишущих машинках с ручным управлением) и ряд крошечных точек для воспроизведения изображений и текста с низким разрешением.
Лазерные принтеры похожи на фотокопировальные устройства, однако фотокопировальные устройства, напротив, использовали новую и «сухую» технологию печати, называемую ксерографией. Когда-то называемая электрофотографией, ксерография использовала положительный и отрицательный электрический заряд для притягивания частиц тонера на бумагу. Частица будет прилипать к заряженным областям на странице.
В 1967 году предприимчивому инженеру компании Xerox по имени Гэри Кит Старквезер пришла в голову идея копировальных аппаратов, производящих изображения, отправляемые непосредственно с компьютера. Хотя его начальники в Xerox не одобряли эту идею, Старквезер продолжал развивать эту уникальную концепцию принтера.
Старквезер модифицировал копировальный аппарат, заменив формирователь изображения лазерным лучом и восьмигранным вращающимся зеркалом. Лазер оставлял положительно заряженное изображение на поверхности листа бумаги. Отрицательно заряженные частицы тонера прикреплялись к бумаге, а нагревательный элемент сплавлял их со страницей.
Компания Xerox представила первый коммерческий лазерный принтер для офиса, Xerox 9700, в 1977 году. Так совпало, что в том же году HP начала продавать струйные принтеры для домашнего офиса, хотя они не пользовались популярностью до середины 80-х годов.
Лазерные принтеры лучше струйных?
Не обязательно. Если вы печатаете тысячи страниц и большие объемы, вам следует серьезно подумать о лазерном принтере. Это снизит общую стоимость страницы.
Хотя когда-то лазерные принтеры стоили намного дороже струйных принтеров, технологические достижения сократили этот ценовой разрыв. Проверьте данные; нет необходимости затягивать пояс, чтобы позволить себе лазерный принтер. Сейчас они стоят примерно столько же, сколько чернильные принтеры.
Струйные принтеры хороши для печати глянцевых фотографий или для домашнего офиса, который не печатает в больших объемах. Они даже хороши для печать визиток своими руками! Как и ожидалось, в струйном принтере используются чернила, а сменные чернила стоят дорого!
Конечно, новые OEM-тонер-картриджи тоже недешевы, но количество страниц намного выше, чем у чернильных картриджей. В общем, вы можете напечатать сотни страниц с одного струйного картриджа, но тысячи страниц с одного картриджа с тонером.
Catch A Toner Buzz
Как видите, лазерная печать — очень сложный процесс с множеством движущихся частей внутри принтера.
«Дети в истерике»: в Петрозаводске водитель автобуса едва не… 19:57
В Уфе экс-начальника управления МВД по борьбе с коррупцией подозревают… 19:52
49-летнюю Юлию Высоцкую не узнали на фото без макияжа и фильтров 19:50
Argus: цена на российскую нефть упала до $52 за баррель в преддверии… 19:47
Little Big объявила об уходе из группы двух участников 19:46
Ювелирный дом Fabergé выпустит ювелирную коллекцию, посвященную «Игре… 19:45
Премьер Эстонии не сомневается, что ЕС установит потолок цен на российскую нефть 19:43
Вице-президент РФС Алаев заявил, что ФИФА и УЕФА ничего не сделали для крымского… 19:39
Премьер Украины Шмыгаль сообщил о введении запрета на экспорт дров 19:38
В WhatsApp появится новая функция 19:37
«Лег на дорогу и поплыл»: Сочи уходит под воду перед футболом
За час в Сочи выпала треть месячной нормы осадков накануне матча России
=»»> 04.12.2017 09:35
Суд заочно арестовал присоединившегося к «Правому сектору» россиянина
Российских «правосеков» дома ждет статья
СКР возбудил уголовное дело против пяти россиян из «Правого сектора»
На пляжи повесили песочный замок
В Сочи отменили скандальное решение о закрытии пляжей на ночь
Американские журналисты не будут обжаловать задержание сотрудниками ФСБ в Сочи
Сопровождавший работников телеканала HBO в Сочи журналист арестован
=»»> 03.06.2016 23:12
Задержанных в Сочи американских журналистов телеканала HBO отпустили
В Сочи задержали группу американских журналистов телеканала HBO
Кто «сливает» Сочи
В Сочи спорят о причинах наводнения
«Россиян маньяком не испугать»
Накануне курортного сезона в Сочи поползли слухи о серийном маньяке
«Все это делалось не для сочинцев»
За год власти не научились зарабатывать на наследии Игр-2014
=»»> 05.02.2015 11:28
Александр Валов
«У нас это постоянно происходит»
Власти объявили в Сочи режим повышенной готовности к ликвидации ЧС из-за проливных дождей
В Сочи ввели штрафы за белье на балконах и асимметричные кондиционеры
Олимпийские правила жестче
Специально ради проведения Олимпиады в Сочи власти радикально ужесточат наказания за нарушение ряда пунктов ПДД и введут новый дорожный знак
Олимпийский обвал Сочи
Журналист «Газеты.Ru» посетил стройку инфраструктурных объектов Сочи-2014 и убедился, что сроки их сдачи могут сорваться
=»»> 29.11.2012 18:53
Стрелял в пробке, как мелкий хулиган
Источник: стрелявший в Сочи не разгонял пробку, а просто хулиганил
В Сочи ОМОН задержал чеченцев, которые стреляли в воздух в пробке и требовали пропустить их машину
Суд обязал полицию Мурманска выплатить организатору «Русского марша» компенсацию за незаконный арест
Валов
ГлавнаяО городеДоска почета 2022
Заместитель начальника отдела общего проектирования космических аппаратов и систем акционерного общества «Информационные спутниковые системы» имени академика М.Ф. Решетнёва»
Валов Михаил Владимирович является одним из ведущих специалистов предприятия в области проектирования малых космических аппаратов связи, дистанционного зондирования Земли и научно-экспериментальных спутников. Под его руководством и при непосредственном участии создано новое поколение малых космических аппаратов негерметичного конструктивного исполнения.
Созданные при участии Михаила Владимировича малые спутники «Юбилейный» и «МиР», успешно выполнили поставленные перед ними задачи, обеспечив получение данных, на основании которых в АО «ИСС» создано и внедрено в производство более 20 оригинальных элементов конструкций, приборов и механических систем с техническими характеристиками, соответствующими международным стандартам.
Валов М.В. внёс большой вклад в разработку концепции построения и проведение компоновки малых космических аппаратов, а также в разработку полного комплекта проектной документации на данные спутники и курирование всего цикла создания от начала проектирования космических аппаратов до выведения их на орбиту функционирования.
Под руководством и при непосредственным участии Михаила Владимировича успешно завершены научно-исследовательские работы: «Разработка проектного облика и определение технических характеристик космических аппаратов и группировок космических аппаратов микро и нанокласса для решения различных научных и социально-экономических задач», «Рекомендации по проектным обликам и перспективным направлениям создания космических средств связи, вещания, ретрансляции, навигации на период до 2030 года», «Проработка технических вопросов создания сервисного космического аппарата с бесконтактными средствами воздействия на объекты космического мусора для их увода из защищаемой области геостационарной орбиты».
В настоящее время Валов М.В. принимает непосредственное участие в разработке ряда эскизных проектов и проведении многих научно-исследовательских работ.
Михаил Владимирович принимает активное участие в изобретательской деятельности, им опубликованы более 50 научных статей, получены 5 патентов па промышленные образцы. В 2014 году промышленный образец «Аппарат космический» завоевал Бронзовую медаль 42-го Международного салона изобретений и инноваций в Женеве.
Многолетний плодотворный труд Валова Михаила Владимировича отмечен многочисленными благодарностями от руководства, почетными грамотами и благодарственными письмами АО «ИСС». В 2014 году он награждён знаком «Лучший молодой изобретатель АО «ИСС». В 2019 году награждён Почетной грамотой Губернатора Красноярского края. В 2021 году ему присвоено почётное звание «Кадровый работник» АО «ИСС».
Извещение о проведении государственной кадастровой оценки и приеме документов, содержащих сведения о характеристиках объектов недвижимости
Форма заявки на отлов безнадзорных животных
12. 10Утвержден график личного приема граждан в общественной приемной Губернатора Красноярского края
22.09Информация о работе в сфере рекламы
15.09Способы оплаты коммунальной услуги «обращение с ТКО»
24.08О разработке схемы размещения гаражей или стоянки средств передвижения инвалидов
22.07Вниманию жителей мкр. Первомайский
Сферы города
Информация по предупреждению коронавируса в Железногорске
Оформление пропуска
Оценка регулирующего воздействия
Аренда имущества
Земля
КУМИ
Имущественная поддержка МСП
ЖКХ
Строительство
ЖКХ и городская среда
Транспорт и дороги
Спорт
Культура
Образование
Соц. защита
Центр занятости
Бизнес
Безопасность
Закупки
Капремонт
Молодежная политика
Поддержка СО НКО
Стоп коррупция
Контроль
Окружающая среда
Правовая помощь Старая версия сайта
Покупайте клюшки для гольфа для своего водителя, деревянные, гибридные и железные клюшки — выбирайте из графита или стали лучших брендов, таких как Project X Hzrdus, Aldila NV, UST Proforce, Fujikura Ventus и более. Ищете сменную штангу для драйвера или фарватера с установленным регулируемым наконечником-адаптером? Мы обеспечим вас: Купите собранные стержни для гольфа с наконечником-адаптером (установленным) — готовы к подключению и работе!
Определение и значение вала — Merriam-Webster
1 из 2
Вал
1
а(1)
: длинная рукоять копья или аналогичного оружия
(2)
: копье, пика
б
или множественное число бреет шавз : полюс
конкретно
: любой из двух длинных кусков дерева, между которыми лошадь привязана к повозке
с(1)
: стрела специально для длинного лука
(2)
: корпус или стержень стрелы, идущий от наконечника к наконечнику
2
: резко очерченный луч света, проходящий через отверстие
3
: что-то, напоминающее древко копья или стрелы, особенно длинной тонкой цилиндрической формы: например,
а
: ствол дерева
б
: цилиндрический столб между капителью и основанием
с
: ручка инструмента (например, клюшки для гольфа)
д
: обычно цилиндрический стержень, используемый для поддержки вращающихся частей или для передачи мощности или движения посредством вращения
е
: стержень или центральная ось пера
ф
: вертикальный элемент крестовины, особенно под плечами
грамм
: цилиндрическая часть длинной кости между расширенными концами
час
: небольшая архитектурная колонна (как с каждой стороны дверного проема)
я
: колонна, обелиск или другой шпилеобразный или столбчатый памятник
Дж
: вертикальное или наклонное отверстие с однородным и ограниченным поперечным сечением, предназначенное для поиска или добычи руды, подъема воды или вентиляции подземных выработок (как в пещере)
к
: часть волоса, которая видна над поверхностью кожи
см. иллюстрацию волос
л
: вертикальное отверстие или проход в этажах здания
4
а
: снаряд, брошенный как копье или выпущенный как стрела
б
: пренебрежительное, сатирическое или содержательно-критическое замечание или нападение
с
: грубое или несправедливое обращение
— обычно используется с
дал им вал
вал
2 из 2
Переводной глагол
1
: , чтобы соответствовать валу
2
: для обработки несправедливых или жестких
Синонимы
Плавен
Луч
.
ray
Просмотреть все синонимы и антонимы в тезаурусе
Примеры предложений
Существительное
древко копья
стержень клюшки для гольфа
Глагол
ты правда получил в этой сделке .
Последние примеры в Интернете
Пресс-секретарь сообщил, что офис шерифа направил поисково-спасательную группу с корзиной, которая может поднимать людей по шахте лифта по одному, в случае, если техники не смогут быстро отремонтировать лифт.
Морган Винсор, 9 лет0442 ABC News , 25 октября 2022 г.
Команда использовала штатив с веревкой, спускавшейся по шахте лифта , чтобы поднять группу на высоту 210 футов на поверхность в Пич-Спрингс, штат Аризона.
Марлен Лентанг, NBC News , 25 октября 2022 г.
При движении в Дезерваторе нижние части шахты лифта закрыты стеклом и открывают панорамный вид на общественные зоны здания.
Эмма Рейнольдс, 9 лет0442 Отчет Робба , 29 августа 2022 г.
Однако за этой стойкой находится толстая дверь, которая напомнила мне шахту лифта .
Globe Staff, BostonGlobe.com , 4 июля 2022 г.
Тело Рика Инглиша должно быть готово ко всему: 47-летнему британскому каскадеру, возможно, придется однажды спрыгнуть вниз по шахте лифта в образе Бэтмена, на следующий день перевернуться со здания, а затем разбить мотоцикл… намеренно.
Грег Престо, 9 лет0442 Мужское здоровье , 9 июня 2022 г.
Пожарные из Нью-Джерси спустились по шахте лифта , чтобы спасти шестерых детей в пятницу, когда промышленный лифт, в котором они находились, застрял между этажами.
Fox News , 17 апреля 2022 г.
Его плачущие дети прячутся в шахте лифта своего дома .
Юрий Ванетик, WSJ , 2 марта 2022 г.
Буровик должен быть меньше вала метчика , поэтому обратите внимание на размеры метчика и керноприемника, чтобы обеспечить герметичность врезки.
Хью Гарви, Sunset Magazine , 27 октября 2022 г.
Он приводится в движение двухцилиндровым двигателем объемом 1351 куб. См, имеет трехступенчатую коробку передач и главную передачу.
Джош Макс, Forbes , 27 октября 2021 г.
В сообщении Международного союза работников пекарен, кондитерских, табачных и зерновых фабрик также говорится, что Kellogg’s пыталась привлечь новых рабочих, заблокировав их льготами и лишив отпускных дней.
al , 6 октября 2021 г.
Фитинги пытаются согласовать такие параметры, как вес головки клюшки и гибкость стержня , с замахом отдельного игрока в гольф.
Майк Фриман, San Diego Union-Tribune , 26 ноября 2020 г.
Сердце Линда искренне болит за тех , которых избила олигархия.
New York Times , 17 января 2020 г.
Койоты всегда получают обошел по расписанию, и их игра, открывающая сезон 2019-20, ничем не отличается.
Ричард Морин, azcentral , 5 октября 2019 г.
Необоснованная враждебность к этому фильму фактически убила его выпуск, а затем лишила шансов фильма и созерцательного выступления Райана Гослинга в гонках за наградами.
Дэвид Руни, 9 лет0442 The Hollywood Reporter , 1 октября 2019 г.
Проведите свое исследование, задайте вопросы и лично обсудите каждую деталь, чтобы не быть избитым или дезинформированным.
Евгения Ласт, The Mercury News , 18 сентября 2019 г.
Только социалист мог так поступить со своим братом, только социалист мог считать семейные узы такой мелочью, как вал собственного брата.
Джулия Вебстер, 9 лет0442 Время , 5 сентября 2019 г.
Узнать больше
Эти примеры предложений автоматически выбираются из различных онлайн-источников новостей, чтобы отразить текущее использование слова «вал». Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
Подошва шлифовальная для шлифмашины EX 150 ES AEG 4932352871 (Германия)
На складе
Доставка по Украине
по 552. 8 грн
от 4 продавцов
581.90 грн
552.80 грн
Купить
Профессиональное оборудование и инструмент — Спектр Маркет
Подошва на шлифмашину для стен(жираф) 210мм, 10 отв. с резьбой//Proсraft
Заканчивается
Доставка по Украине
450 грн
Купить
ТОВ»ПРОФПОСТАЧ»
Смотрите также
Подошва для эксцентрика (шлифмашины) 3 отверстия
Доставка по Украине
195 грн
Купить
Сервисный центр Волисс
Подошва шлифовальная для шлифмашины EX 125 ES Ø125 мм AEG 4932352870 (Германия)
На складе
Доставка по Украине
394.54 — 421.14 грн
от 5 продавцов
443.30 грн
421.14 грн
Купить
Инструменты в Украине «Укртулс»
Подошва на шлифмашину для стен 225мм, твердая (Жираф)//Metabo
Доставка из г. Николаев
1 218 грн
Купить
ТОВ»ПРОФПОСТАЧ»
Подошва на шлифмашину для стен 210мм, мягкая, 8 отверстий (Жираф)
Доставка из г. Николаев
500 грн
Купить
ТОВ»ПРОФПОСТАЧ»
Липучка 125 мм самоклейка на подошву для шлифмашины на замену
Доставка по Украине
100 грн
Купить
Флойд — інтернет магазин
Липучка 150 мм на подошву шлифмашины для замены самоклейка
Доставка по Украине
185 грн
Купить
Флойд — інтернет магазин
Липучка 150 мм на подошву шлифмашины для замены пластик
Доставка по Украине
150 грн
Купить
Флойд — інтернет магазин
Липучка 150 мм на подошву шлифмашины для замены самоклейка 17 отв
Доставка по Украине
185 грн
Купить
Флойд — інтернет магазин
Липучка самоклейка 150 мм на подошву шлифмашины для замены
Доставка по Украине
185 грн
Купить
Флойд — інтернет магазин
Подошва для эксцентриковой шлифмашины Craft CRS 125E, 4 винта
На складе в г. Днепр
Доставка по Украине
176 грн
Купить
TopToolDnepr
Подошва для шлифмашины Makita BO 3700
На складе в г. Днепр
Доставка по Украине
165 грн
Купить
TopToolDnepr
Подошва для шлифмашины Metabo FSX 200 INTEC, 125мм 4 винта
На складе в г. Днепр
Доставка по Украине
370 грн
Купить
TopToolDnepr
Шлифовальная подошва для шлифмашины
Доставка по Украине
167 грн
Купить
Интернет магазин «МАСТЕР ТАРАС»
Шлифовальная подошва для шлифмашины Makita 125
Доставка по Украине
167 грн
Купить
Интернет магазин «МАСТЕР ТАРАС»
ПЛОЩАДКИ, МЯГКИЕ ПОДЛОЖКИ И ДР
Центр подбора краски на Щедрина, 82
704-60-60
Единый номер для всех операторов
+375 25 704-60-60
обратная связь
заказать звонок
Товаров выбрано ( 0 )
Главная
Материалы для покраски
ПЛОЩАДКИ, МЯГКИЕ ПОДЛОЖКИ И ДР
Производители
EVERCOAT
ANEST IWATA
WALCOM
WURTH
SPRINT
Roberlo
BCR
RELO
HAYA
IVATA
ISISTEM
QUICKLINE
KOVAX
RoxelPro
RUPES
PPG
PROWIN
Devilbiss
BODY
FITTER
BLUE CAR
BETA
DYNA
CHAMELEON
TEROSON
TOTAL
ARS
C. A.R.FIT
STANDARTPLAST
SVP
NITRO
PROFI-LINE
SONAX
DU-PONT
BRUNOX
FARECLA
TURTLE WAX
3M
WD
COLOMIX
MOBIHEL
C.A.R. FIT
Reoflex
DBS
SOLL
APP
STANDOX
PPG
MIPA
ABRO
Dirko
SOUDAL
Troton
Sikaflex
Solid
Ranal
Краски и лаки Duxone
Novol
Sunmight
SIA
CARFIT
Dinitrol
DU PONT
4CR
U-POL
KOVAX подложка для кругов серии MAX FILM и YELLOW FILM. ..
от 42
Подробнее
Оправка 3M™ 15отв (Ø150мм)
Подробнее
МЯГКАЯ ПОДЛОЖКА 3М Hookit
Подробнее
ПЛОЩАДКА С ЛИПУЧКОЙ (Ø150мм) M14
Подробнее
APP ПЛОЩАДКА С ЛИПУЧКОЙ МЯГКАЯ (Ø150мм) M14…
Подробнее
Полировальник оранжевый
Подробнее
Полировальник красный (150 мм)
Подробнее
Полировальная основа под резьбу М14 (Ø117мм)…
Подробнее
Мягкая оправка для полировальных кругов Ø150мм (M14)…
Подробнее
Ручная оправка для полировальников и абразивных кругов Ø150 …
Подробнее
Шлифовальный цветок
Подробнее
Полировальник меховой
Подробнее
Оправка для полировальных кругов. ..
Подробнее
3M Hookit Мультидырочные аксессуары
Подробнее
3M Оправка для полировальников
Подробнее
3M Оправка для полировальников
Подробнее
3М Желтый полировальник 150 мм
Подробнее
3М Зеленый поролоновый полировальник 150 мм…
Подробнее
3М Оранжевый поролоновый полировальник…
Подробнее
3М Поролоновый полировальник 170 мм…
Подробнее
3М Синий ультратонкий полировальник 150 мм…
Подробнее
3М Шерстяной полировальник
Подробнее
3М Мягкая подложка 75 мм
Подробнее
3M Оправка под круги с креплением «Roloc+»…
Подробнее
C.A.R.FIT Ручная оправка
Подробнее
C. A.R.FIT Полировальник из шерсти «на липучке»…
Подробнее
C.A.R.FIT Полировальник из шерсти «на липучке»…
Подробнее
C.A.R.FIT Полировальник поролоновый «на липучке»…
Подробнее
C.A.R.FIT Полировальник поролоновый «на липучке»…
Подробнее
C.A.R.FIT Полировальник поролоновый «на липучке»…
Подробнее
C.A.R.FIT Оправка для полировальника «на липучке»…
Подробнее
C.A.R.FIT Оправка для полировальника «на липучке»…
Подробнее
Подписывайтесь на наши новости
Заказать звонок
Пожалуйста, заполните поля, чтобы мы связались с Вами
Спасибо
Ваше сообщение отправлено.
Подставка для шлифовального инструмента Veritas — Lee Valley Tools
Количество:
{{price. Quantity}}+ {{price.FormattedPrice}}
Из:
57,50 долларов США 57,50 долларов США
Продано
{{itemExceptionMessage}}
Добавить в список желаний Добавить в список желаний {{ вариант. Отображаемое имя }} Создать новый список пожеланий
Товар добавлен в список желаний
Товар не может быть добавлен в данный момент
Выберите опцию, чтобы добавить товар в корзину.
Выберите параметр, чтобы просмотреть наличие товара.
Онлайн – {{stockStatus}}
Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати.
Приобретите нашу полную линейку инструментов Veritas
Описание
Основным недостатком большинства настольных шлифовальных станков является то, что подручники практически бесполезны. Почти невозможно найти ту, у которой упор твердый и квадратный.
Подставка для инструмента Veritas Grinder может использоваться с 6-дюймовыми или 8-дюймовыми универсальными настольными шлифовальными машинами и многими ленточными шлифовальными/шлифовальными машинами. Он крепится непосредственно к столу перед шлифовальным станком и может быть легко сложен для ручной шлифовки.
На стол шириной 4 дюйма устанавливаются колеса шириной до 1 дюйма. Он имеет канавки для скользящих приспособлений и центральное отверстие для вращающихся приспособлений. Рукоятки с прорезями обеспечивают широкий диапазон регулировки угла и высоты. Подпружиненные вращающиеся рукоятки прочно фиксируют его в нужном положении и могут быть повернуты в сторону после фиксации. Вы можете легко переставить его с одной кофемолки на другую или быстро снять со стола.
Точно обработанная конструкция из анодированного алюминия. Он полностью совместим с шлифовальным приспособлением Veritas и приспособлением для косого шлифования.
В комплект входит калибр для установки угла, чтобы установить стол на распространенные углы наклона 20°, 25°, 30° и 35°.
Доступен в комплекте с нашим шлифовальным приспособлением.
Сделано в Канаде.
Уход и использование
Загрузка…
Товаров в вашей корзине
Название продукта
Вещь
$0,00
КОЛ-ВО: 0
Получите уведомление по электронной почте, когда этот товар снова появится в наличии онлайн.
{{message}}
Вы получите однократное электронное письмо, когда этот товар снова появится в наличии онлайн. Мы не будем делиться вашим адресом с кем-либо еще.
Настольный шлифовальный станок Подручники для заточки
Автор: Деннис Перкинс
Повысьте точность своих задач по заточке, модернизировав подручник.
Настольный шлифовальный станок является незаменимым инструментом для обработки режущей кромки стамесок, токарных резцов и рубанков. Для многих столяров это первый шаг в процессе заточки инструмента. Но большинство настольных шлифовальных станков поставляются с неадекватными упорами, которые затрудняют или делают невозможным получение стабильных результатов. К счастью, есть несколько неоригинальных упоров, которые могут улучшить вашу способность точно и безопасно затачивать инструменты. Я недавно попробовал пару из них.
ТРЕБОВАНИЯ Прежде чем рассматривать каждую из различных моделей, стоит уделить минутку тому, чтобы сосредоточиться на том, что важно в подручнике. Во-первых, необходимо обеспечить стабильную платформу. То есть он должен прочно удерживать инструмент под заданным углом без чрезмерной вибрации. И именно здесь большая часть остатков акций терпит неудачу. Они часто меньшего размера и сделаны из тонкой стали и удерживаются на месте барашковой гайкой.
Вторая важная характеристика, на которую следует обращать внимание в подручнике, — это простота регулировки. Вы должны быть в состоянии установить правильный угол заточки для различных инструментов. И как только угол установлен, остальным нужен надежный, прочный механизм, чтобы зафиксировать этот угол.
Наконец, поскольку ваши шлифовальные задачи могут включать в себя все, от большого токарного долота до небольшого лезвия для бритья, наличие универсального держателя инструмента, облегчающего и безопасного, является большим плюсом.
НАБОР ДЛЯ ЗАТОЧКИ VERITAS
Первым подручником, на который я обратил внимание, был базовый набор для заточки Veritas . Как следует из названия, это больше, чем просто подручник. Это полная система заточки с шлифовальным приспособлением и калибром для установки угла.
НАСТРОЙКА В основе системы лежит подручник из анодированного алюминия, который крепится к доске вместе с вашей кофемолкой. Остальные имеют большую платформу с прорезью для шлифовального приспособления. На главном фото выше показаны подручник и приспособление в действии. Регулировка положения упрощается благодаря двум подпружиненным ручкам, которые позволяют перемещать платформу практически под любым углом шлифования.
УГЛОВОЙ МАНОМЕТР Пристрелка под определенным углом может стать проблемой при любой настройке заточки, но пластиковый шаблон, входящий в комплект Набор Veritas упрощает задачу. Датчик включает наиболее часто используемые углы скоса 20°, 25°, 30° и 35°. Прижимая датчик к колесу, вы просто фиксируете платформу под соответствующим углом, как показано на фото ниже.
ШЛИФОВАЛЬНЫЙ ПРИБОР Когда подставка для инструмента зафиксирована на месте, следующим шагом будет установка инструмента в шлифовальном приспособлении. Пара винтов с накатанной головкой затягивает зажимную планку, надежно удерживая инструмент на месте. Латунный штифт фиксирует лезвие на отметке 9.0° для большинства распространенных задач. На основном фото и врезке на противоположной странице показана эта булавка. Чтобы заточить косые стамески, просто переместите штифт, чтобы изменить угол до 30°.
В целом, приспособление Veritas представляет собой прочную и простую в использовании систему измельчения по очень разумной цене.
РОСОМАХА Второй подручник, который я попробовал, был Wolverine Oneway . Поскольку Oneway производит одни из лучших токарных станков на рынке, неудивительно, что этот подручник предназначен для заточки токарных инструментов.
СТРОИТЕЛЬСТВО На фото выше показано, как работает Росомаха . Основание, установленное под каждым шлифовальным кругом, поддерживает кронштейн из стальной трубы квадратного сечения 3/4 дюйма. Регулируемые кронштейны удерживают подручник на одном диске и имеют уникальную конструкцию для заточки более длинных инструментов на другом. каналы на основании и запирание с помощью увеличенных ручек. По простоте использования и удерживающей способности эти замки просто не имеют себе равных. А цельнометаллическая конструкция обеспечивает надежную работу в течение всего срока службы.
СТАБИЛЬНАЯ ПЛАТФОРМА Подручник модели Wolverine использует все преимущества стальной конструкции, обеспечивая прочную поверхность. Эта платформа предназначена для заточки стамесок и других инструментов с плоскими скошенными углами. Он отлично подходит для ручного шлифования, но также доступны приспособления для стамесок и рубанков. Или вы можете легко сделать пару самодельных приспособлений для других ваших инструментов.
ДРУГОЙ ПОДХОД Но заточка Wolverine действительно хороша при заточке токарных инструментов. Например, вместо того, чтобы пытаться настроить платформу на правильный угол шлифования для черновой канавки, Росомаха справляется с задачей с карманом на скользящем рычаге, чтобы удерживать конец инструмента.
Перемещая рычаг к кругу или от него, вы можете установить угол заточки в соответствии со скосом канавки. Оказавшись на месте, вы просто вращаете долото относительно круга, чтобы заточить его по всей поверхности режущей кромки.
Это отличный метод для шлифовки и поддержания ровных фасок. А поскольку токарные инструменты нуждаются в очень частой подточке, эта конструкция является выигрышной.
НИЖНЯЯ ЛИНИЯ В общем, вы не ошибетесь с любой из этих хорошо сделанных систем. Какой из них подходит именно вам, зависит от вида деревообработки, которую вы выполняете.
Сменные шлифовальные круги
Чтобы максимально эффективно использовать настольный шлифовальный станок как систему для заточки инструмента, вам, вероятно, потребуется заменить круг.
Призрачный удар — Обычная карта заклинания разбойника стоимостью 1 маны из набора Марш Короля-лича!
Текст карты
Нанесите 1 единицу урона.
Комбинация: Возьмите карту.
Твитнуть
Оценить эту карту
Рейтинг: 4,8 /5. От 28 голосов.
Пожалуйста, подождите…
Обсудить карту
лучших колод Hearthstone — 500 лучших легендарных стандартных колод!
Лучшие колоды Hearthstone — 500 лучших легендарных стандартных колод!
Добро пожаловать на страницу стандартных колод для Hearthstone. Здесь вы можете найти колоды для всех десяти классов, играемых на уровне легенды.
Хотите увидеть больше колод одной из них? Просто нажмите на изображение, и вы будете перенаправлены на страницу категории для этого класса!
Не знаете, какую именно колоду выбрать? Обычно чем новее колода, тем она более оптимизирована; вас не должно слишком волновать, какой ранг легенды достигнут.
Наш канал на YouTube
В этом испытании вам разрешено покупать миньонов только 1-го уровня. Есть ли шанс попасть в топ-4 с этой стратегией?
Ищете конкретную колоду? Найдите здесь свой архетип!
Агро-охотник на демонов #100 Легенда – TheHunterHS_ (счет: 21-5) 17 ноября 2022 г. 121 Legend – vainmglory 14 ноября 2022 г.
Aggro Demon Hunter #375 Legend – TharsonisHS (счет: 15-6) 11 ноября 2022 г.
Набор насадок Dremel для чистки и полировки (20 шт) (684)
Под заказ
Доставка по Украине
655 грн
Купить
Газовый паяльник Dremel VersaTip | Justworks.ru
Прикупил себе на новый год вот такой газовый паяльник от Dremel:
Смысл в газовом паяльнике в том, что он может работать вдали от розетки: что-то припаять в машине, на катере, авиамодели, антенне на крыше. С помощью насадки для горячего воздуха удобно усаживать термоусадку (которая в некоторых случаях гораздо эстетичнее синей изоленты). Еще им можно отогревать зимой замки и разжигать костер в режиме газовой горелки.
Взял именно Dremel, потому что пользуюсь их Dremel 300 и доволен качеством и надежностью, плюс стоимость вполне адекватная (брал на Ozon.Ru за 1485 руб, в ОБИ он стоил 1999 руб).
В конце заметки буду коллекционировать ссылки на обзоры других газовых паяльников.
Упаковка
Целлулозная губка в жестяной баночке нужна, чтобы вытирать с жала припой. Перед использованием её нужно намочить водой и немного отжать — она разбухнет. Не нужно вытирать паяльник об сухую губку!
Пустая жестяная баночка нужна, чтобы складывать остывающие насадки. Снять горячие насадки можно при помощи гаечных ключей.
Насадки
Слева-направо:
Отражатель.
Насадка для горячего воздуха.
Паяльная насадка.
Режущий нож.
Нож для горячей резки.
Каталитическая насадка. К ней привинчиваются другие насадки (кроме отражателя и широкой нагревательной насадки).
Плоская широкая нагревательная насадка.
Уменьшение минимальной мощности для комфортной пайки
Изначально паяльная насадка на минимуме жарит 450-500 градусов, что сразу окисляет припой. Паять при такой температуре полупроводники и микросхемы не рекомендуется.
Для регулировки нужно снять синюю пипку на регуляторе мощности. Под пипкой будет шлиц под отвертку. Если повернуть шлиц, то можно изменять положение регулировочного кольца относительно клапана.
Уменьшаем подачу газа на минимуме:
Устанавливаем регулятор на минимум.
Откручиваем шлиц.
Поворачиваем регулятор на максимум.
Закручиваем шлиц.
Аккуратно поворачиваем регулятор в сторону минимума пока он не перестанет поворачиваться — клапан закрыт. Поворачиваем регулятор на пару миллиметров в сторону максимума.
Откручиваем шлиц.
Поворачиваем кольцо в минимальное положение.
Закручиваем шлиц.
Плюсы такой настройки:
Жало не так быстро обгорает. При 450-500 градусов жало обгорит очень быстро.
При пайке припой не окисляется.
Уменьшается расход газа.
Паяльник меньше шумит.
Из сопла на насадке не дует зверский поток горячего воздуха, отпаивая все вокруг.
Минусы:
При минимальном положении регулятора мощности в режиме горелки пламя не горит. По-моему, это не проблема.
Использование
Попробовал паять подачей припоя — вполне удобно. Припой из комплекта паяется нормально, но после остывания пайка сразу становится матовой. С другим припоем такого не наблюдается.
Заправка
Покупать дешевый китайский газ для зажигалок не хотелось.
Пока использую газ Kovea для газовых горелок:
Состав 70% бутан + 30% пропан, а Dremel VersaTip рассчитан на 100% бутан. То есть использовать такой газ не совсем правильно (но точно лучше, чем дешевый газ, от которого быстро забьется сопло и паяльник выйдет из строя).
Наконечник Dremel VersaTip — идеальная паяльная горелка для людей, занимающихся творческими и детальными проектами, требующими точности и универсальности в сочетании с портативностью. Он поставляется с 6 сменными наконечниками, что делает его идеальным бутановым инструментом для различных термических операций: пайки, горячего тиснения, горячей резки, сварки, пирографии, удаления краски и многого другого. Настройка переменной температуры обеспечивает максимальную гибкость для масштабов всех применений.
Technical details for DREMEL® VersaTip (2000-6 Hobby)
Бутановый паяльник DREMEL® VersaTip Набор для декорирования Аккумуляторные инструменты
Бутановые инструменты
сделай сам
Искусство и ремесла
Описание продукта
Этот готовый к использованию комплект включает беспроводной паяльник DREMEL® VersaTip для различных декоративных работ, включая тиснение и горячую фиксацию с помощью камней для горячей фиксации.
 S.)Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
S.)Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
 S.)Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
S.)Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
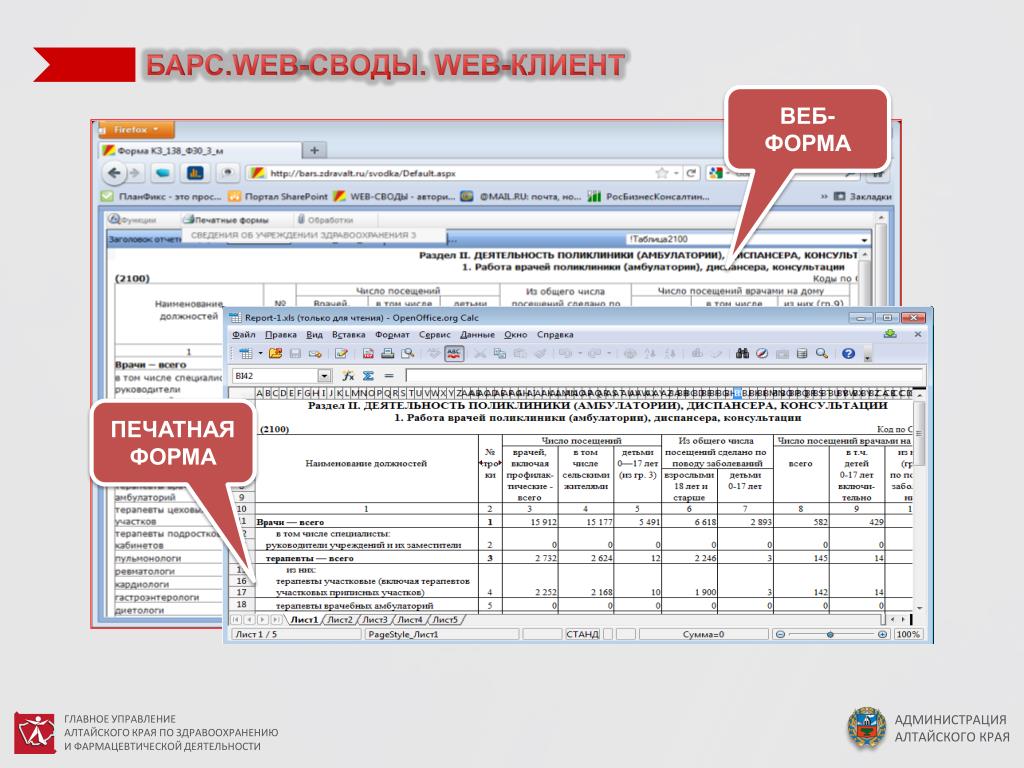 Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.
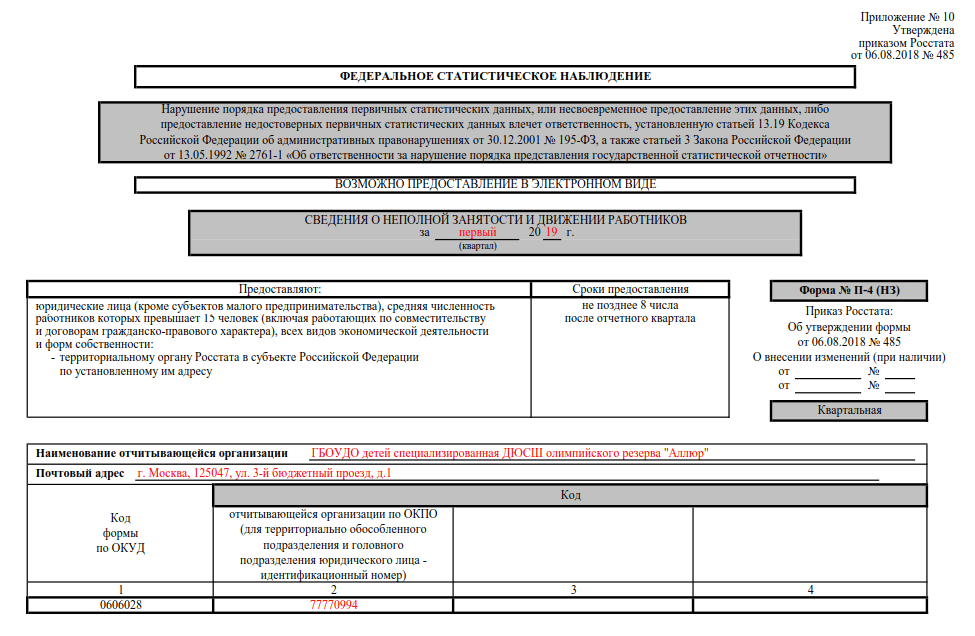
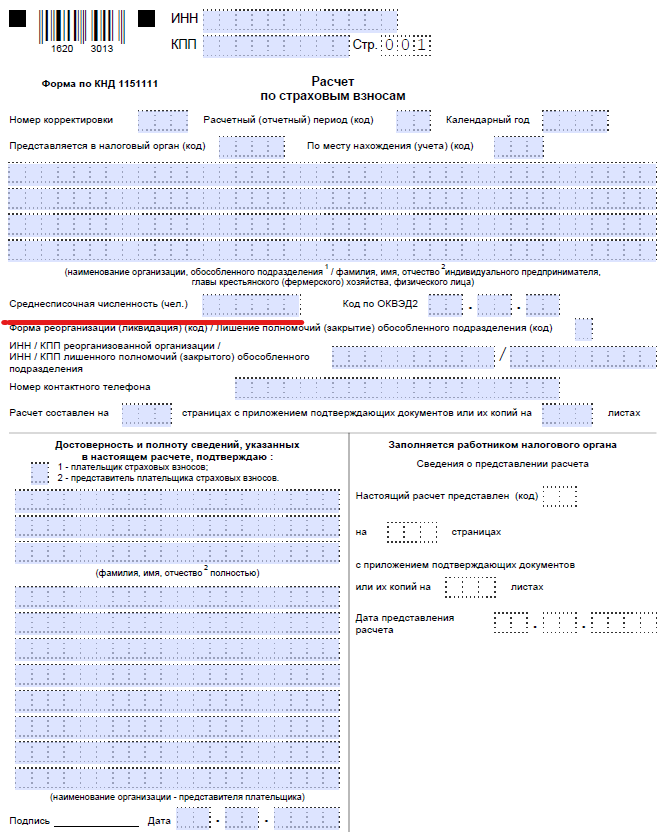 Этот продавец постоянно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Этот продавец постоянно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.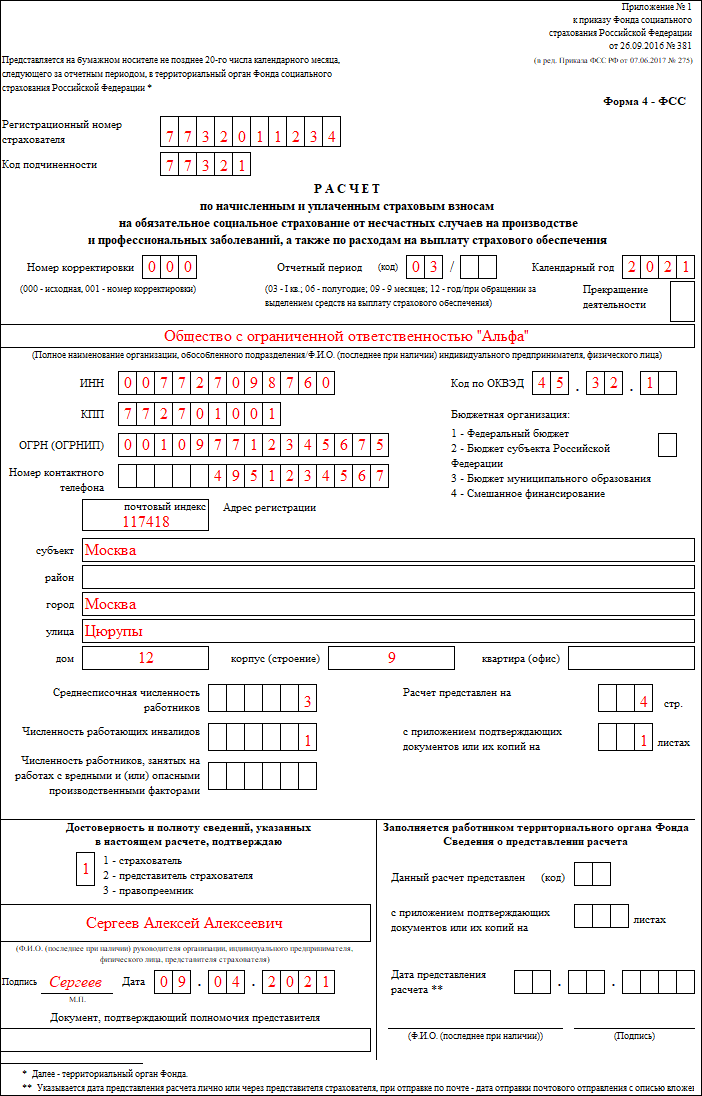 Расскажите нам больше о том, как этот элемент нарушает наши правила.
Расскажите нам больше о том, как этот элемент нарушает наши правила. ..
.. ..
.. ..
..
 Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
 Включение
Включение Одновременно
Одновременно
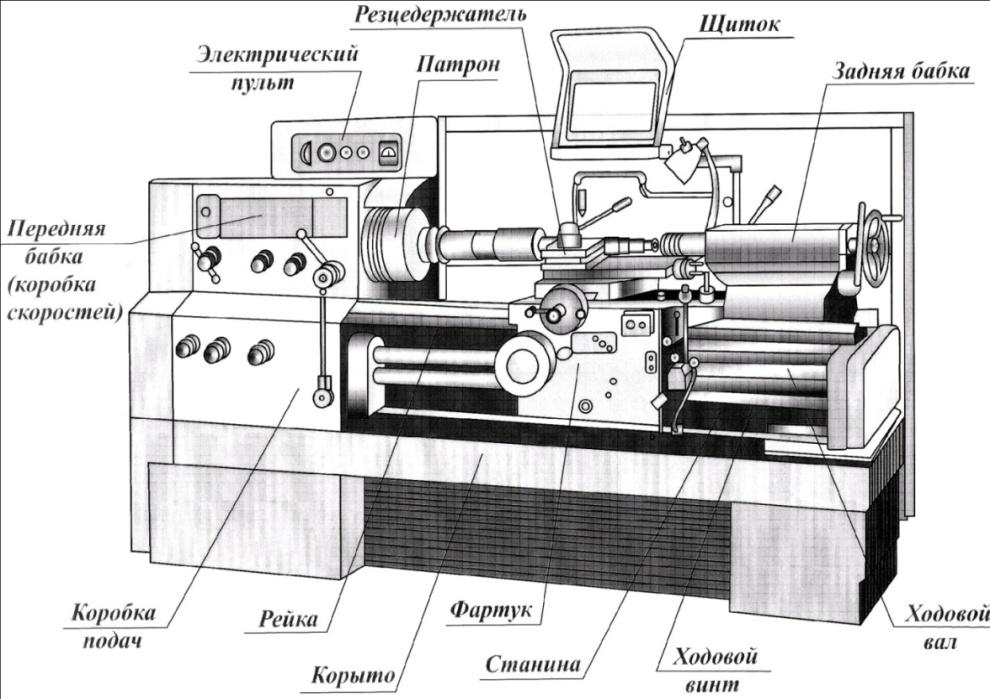
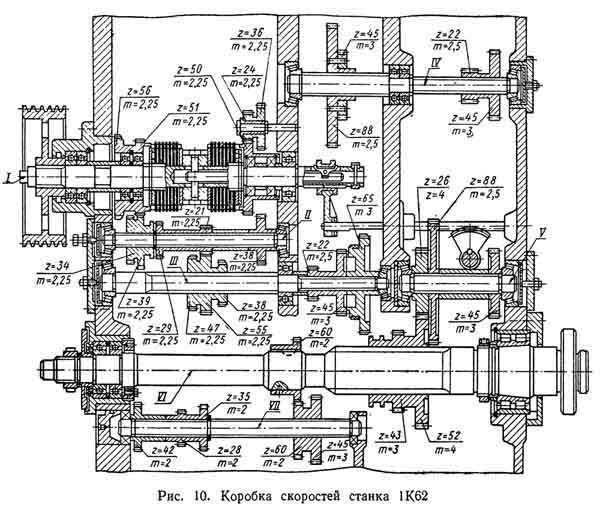


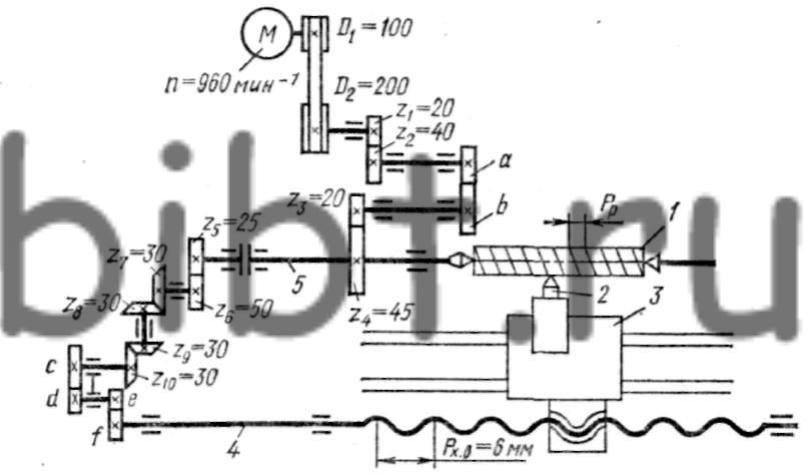
 Посадочное отверстие в пиноли имеет коническую форму, что позволяет закреплять в нем различные инструменты: сверло, развертку, зенковку, метчик и др.
Посадочное отверстие в пиноли имеет коническую форму, что позволяет закреплять в нем различные инструменты: сверло, развертку, зенковку, метчик и др.

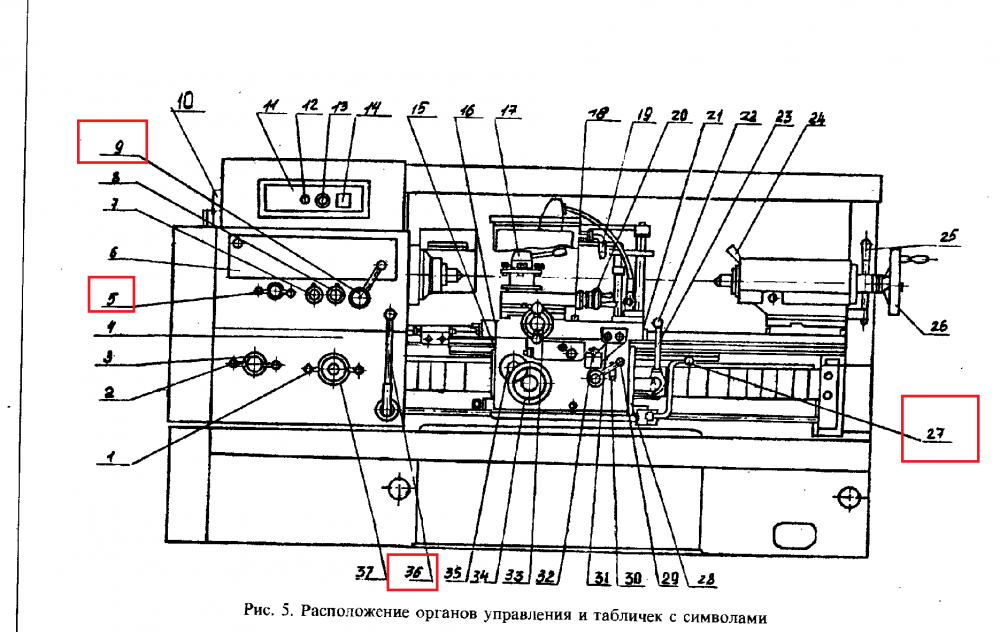 На верхней поверхности каретки установлены кольцевые направляющие с вращающейся пластиной. В конструкции этой пластины также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
На верхней поверхности каретки установлены кольцевые направляющие с вращающейся пластиной. В конструкции этой пластины также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.


 Скорость перемещения суппорта и вращения шпинделя регулируется двумя отдельными рукоятками. Это одна из особенностей модели. Помимо основного, в машине используется дополнительный двигатель, тоже асинхронный, мощностью 1 кВт. Этот силовой агрегат обеспечивает быстрое перемещение суппорта.
Скорость перемещения суппорта и вращения шпинделя регулируется двумя отдельными рукоятками. Это одна из особенностей модели. Помимо основного, в машине используется дополнительный двигатель, тоже асинхронный, мощностью 1 кВт. Этот силовой агрегат обеспечивает быстрое перемещение суппорта. Выдвижной пиноль движется с помощью винтовой пары и маховика. Его вылет фиксируется ручкой. Корпус передней бабки может смещаться относительно пластины в поперечном направлении. При необходимости переднюю бабку также можно установить на станине. Иногда в гнездо штифтов устанавливают специальный инструмент, предназначенный для обработки отверстий.
Выдвижной пиноль движется с помощью винтовой пары и маховика. Его вылет фиксируется ручкой. Корпус передней бабки может смещаться относительно пластины в поперечном направлении. При необходимости переднюю бабку также можно установить на станине. Иногда в гнездо штифтов устанавливают специальный инструмент, предназначенный для обработки отверстий. Это обеспечивается возможностью смещения заготовок в поперечном направлении.
Это обеспечивается возможностью смещения заготовок в поперечном направлении. Однако его стоимость все равно значительно меньше многих импортных аналогов, поставляемых даже из стран СНГ. При этом данная модель практически уступает по качеству обработки деталей и удобству эксплуатации зарубежным станкам. Подержанный станок 1К62 стоит около 1 200 000 рублей. Для сравнения: белорусская модель ГС526У, имеющая примерно такой же дизайн и технические характеристики, предлагается за 33 200 долларов.
Однако его стоимость все равно значительно меньше многих импортных аналогов, поставляемых даже из стран СНГ. При этом данная модель практически уступает по качеству обработки деталей и удобству эксплуатации зарубежным станкам. Подержанный станок 1К62 стоит около 1 200 000 рублей. Для сравнения: белорусская модель ГС526У, имеющая примерно такой же дизайн и технические характеристики, предлагается за 33 200 долларов. Наружные нерабочие поверхности обычно окрашивают после ремонта или технического обслуживания. Также часто производится замена корпусов моделей для предотвращения загрязнения обрабатываемых поверхностей абразивной пылью и стружкой.
Наружные нерабочие поверхности обычно окрашивают после ремонта или технического обслуживания. Также часто производится замена корпусов моделей для предотвращения загрязнения обрабатываемых поверхностей абразивной пылью и стружкой.
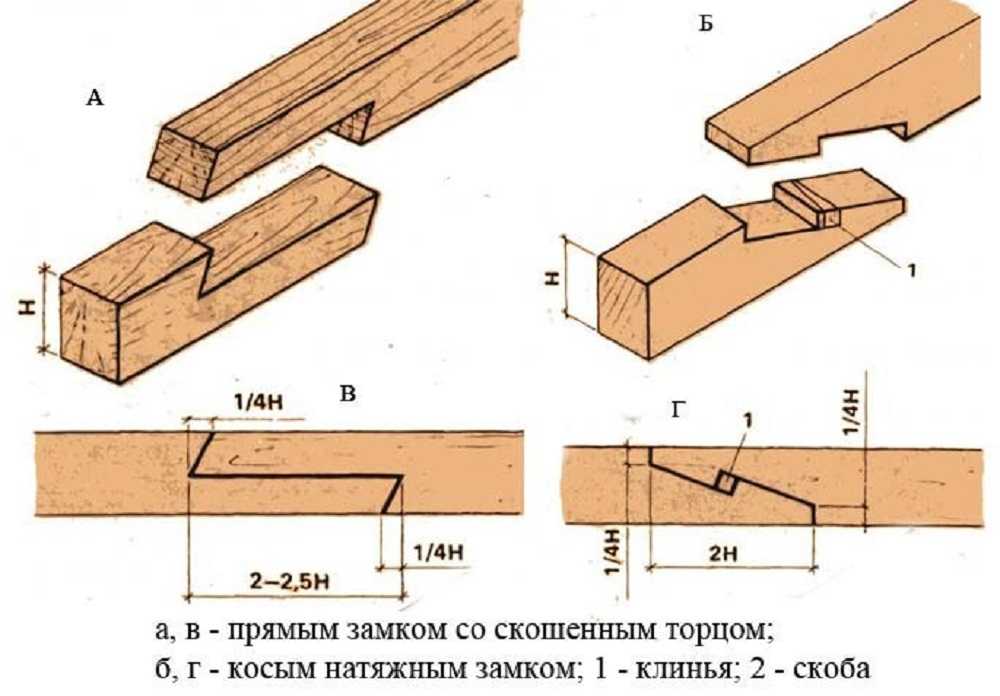 Они должны обеспечивать максимальное качество резки и максимальную точность стыковки, так как от этого во многом зависит надежность
Они должны обеспечивать максимальное качество резки и максимальную точность стыковки, так как от этого во многом зависит надежность Плюсом этого решения можно назвать надежность, а минусом – необходимость в фрезерном станке или наличие ручного фрезера для проведения работ, ручным инструментом здесь не обойдешься;
Плюсом этого решения можно назвать надежность, а минусом – необходимость в фрезерном станке или наличие ручного фрезера для проведения работ, ручным инструментом здесь не обойдешься; Такое решение подойдет в случаях, когда высокая несущая способность не нужна;
Такое решение подойдет в случаях, когда высокая несущая способность не нужна;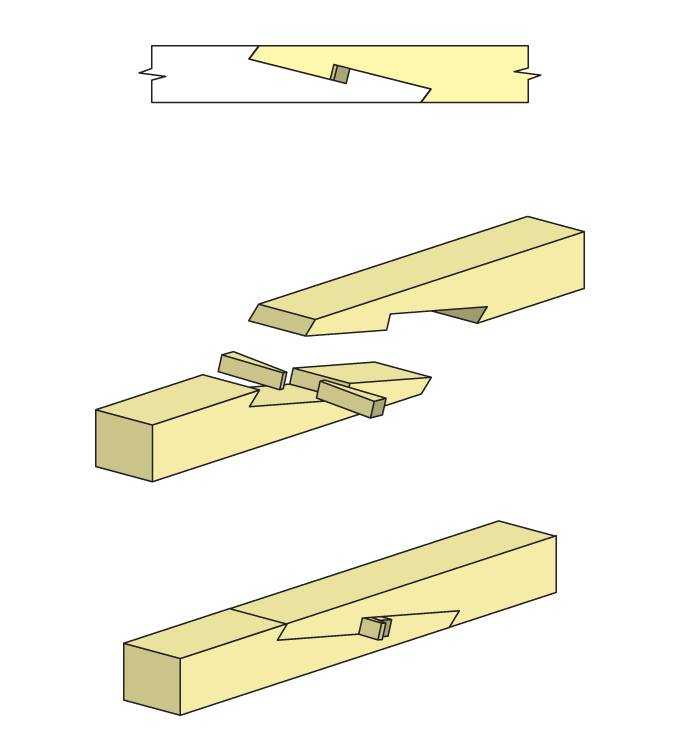
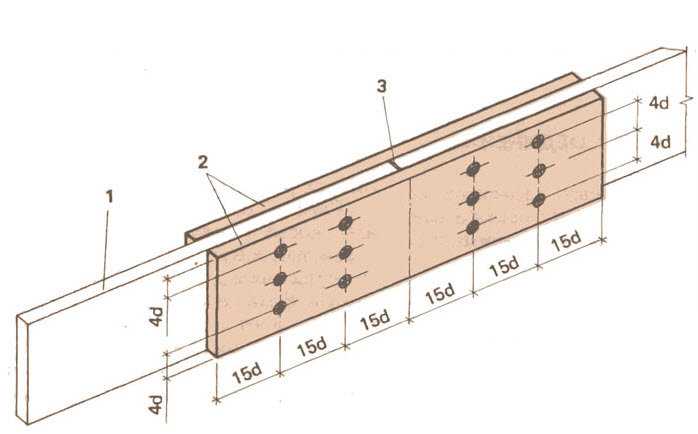
 Видео в этой статье покажет некоторые варианты проведения работ наглядно, а если у вас есть вопросы или дополнение – отписывайтесь в комментариях.
Видео в этой статье покажет некоторые варианты проведения работ наглядно, а если у вас есть вопросы или дополнение – отписывайтесь в комментариях.

 Сращивание выполняется при помощи инструментов, строительных материалов: молоток, карандаш, пиломатериал, металлический уголок, клей, шпатлевка, верстак, пластины в виде треугольника, букв Г, Т.
Сращивание выполняется при помощи инструментов, строительных материалов: молоток, карандаш, пиломатериал, металлический уголок, клей, шпатлевка, верстак, пластины в виде треугольника, букв Г, Т. 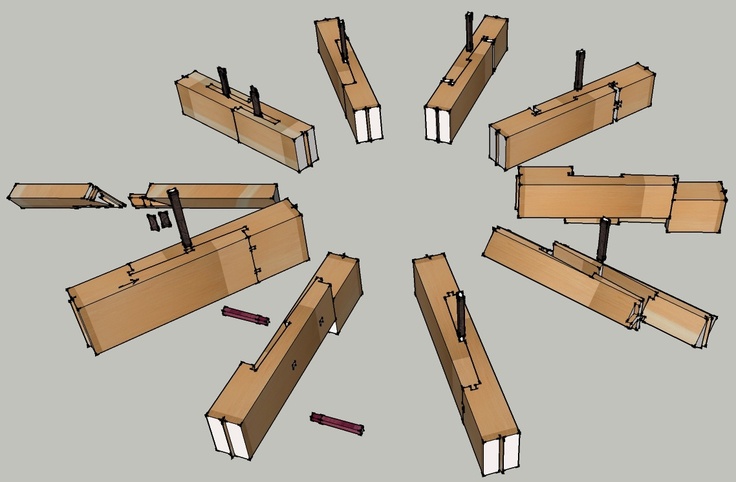 По этой причине вам нужно знать, как соединить две доски по длине.
По этой причине вам нужно знать, как соединить две доски по длине. Это влечет за собой нанесение клея на концы, которые необходимо прикрепить, и сжатие их вместе, пока клей не высохнет и не соединит доски вместе.
Это влечет за собой нанесение клея на концы, которые необходимо прикрепить, и сжатие их вместе, пока клей не высохнет и не соединит доски вместе.
 Дюбели обеспечивают материальную поддержку и помогают создать прочное и гибкое соединение.
Дюбели обеспечивают материальную поддержку и помогают создать прочное и гибкое соединение.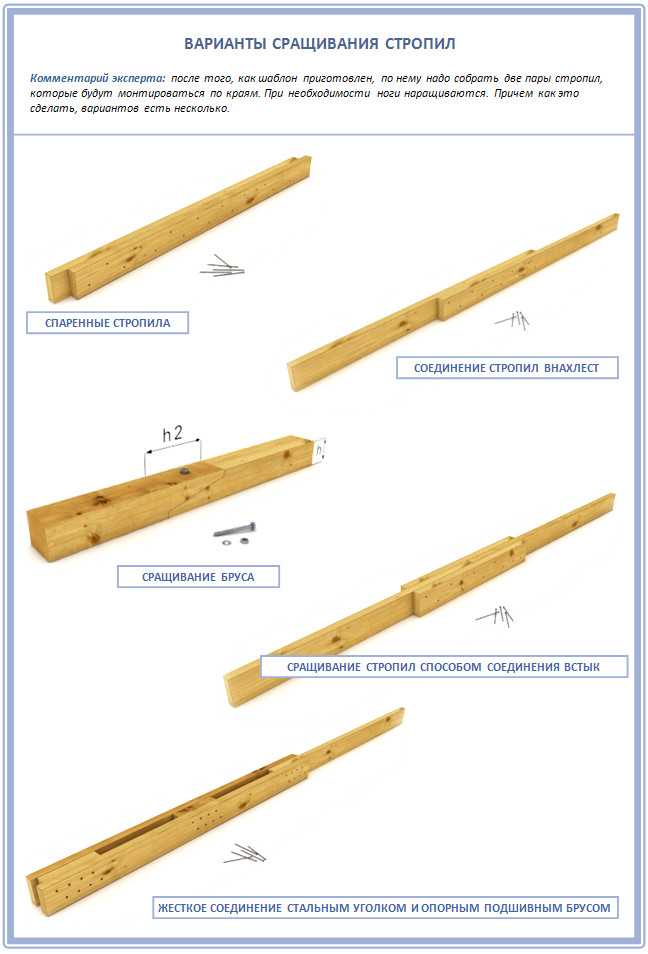
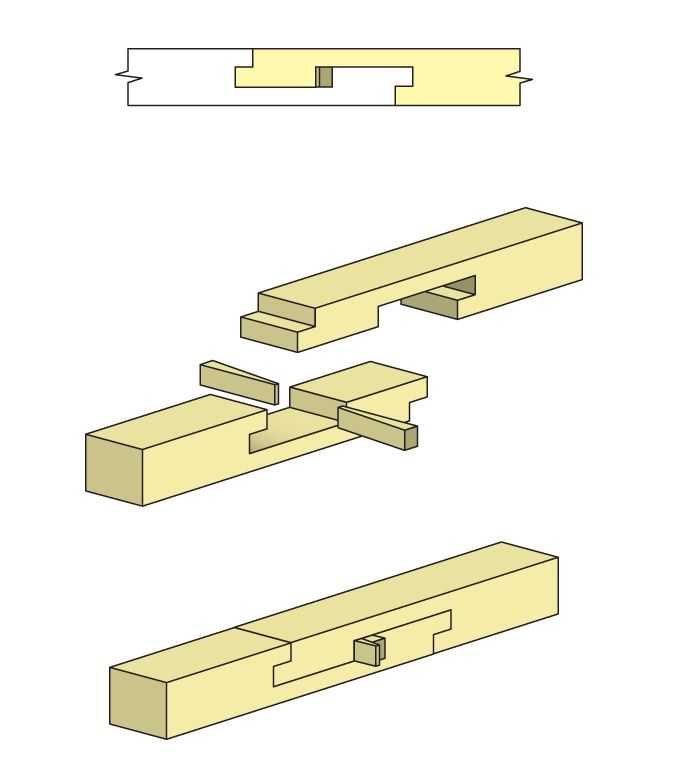

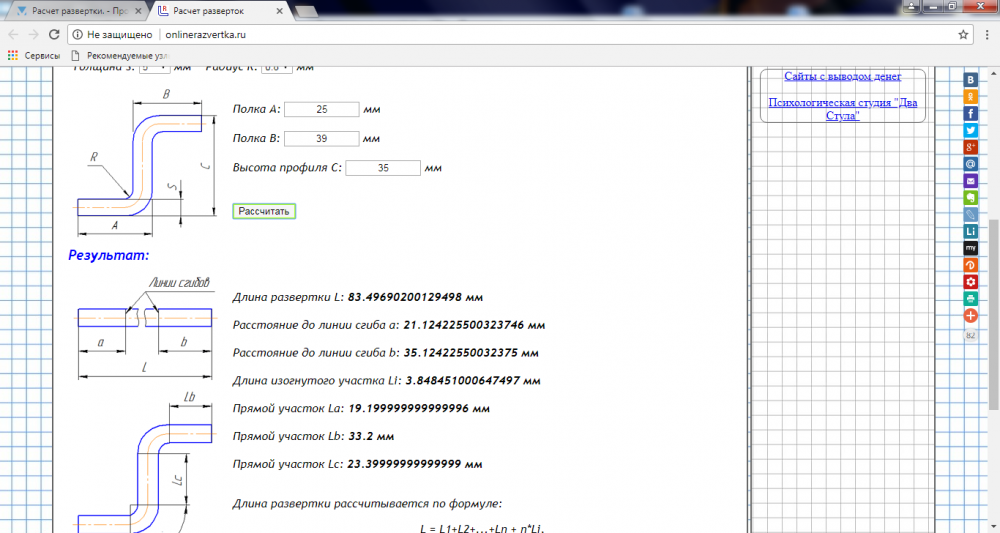 Типы, конструкции и размеры (простейшее — соединение типа С23-Рэ (47.5 kB; 3y ago ; загрузок: 4156))
Типы, конструкции и размеры (простейшее — соединение типа С23-Рэ (47.5 kB; 3y ago ; загрузок: 4156))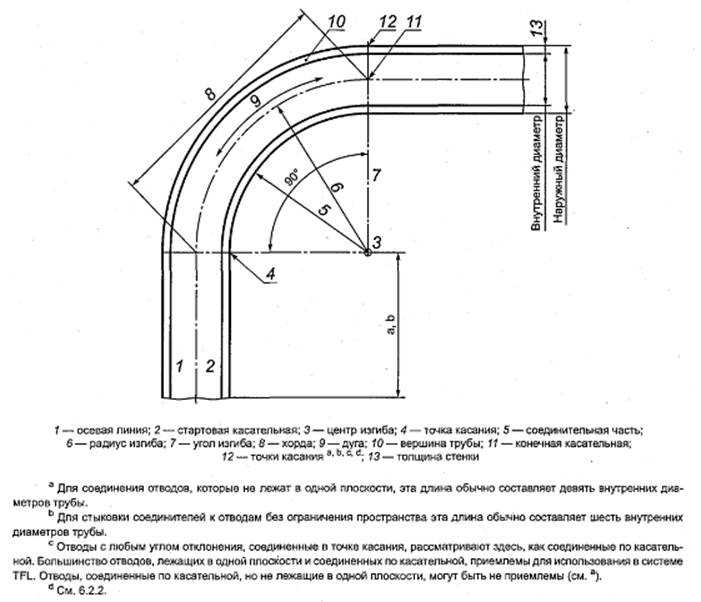 5.41 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
5.41 Пособия (2.02 MB; 3y ago ; загрузок: 4086)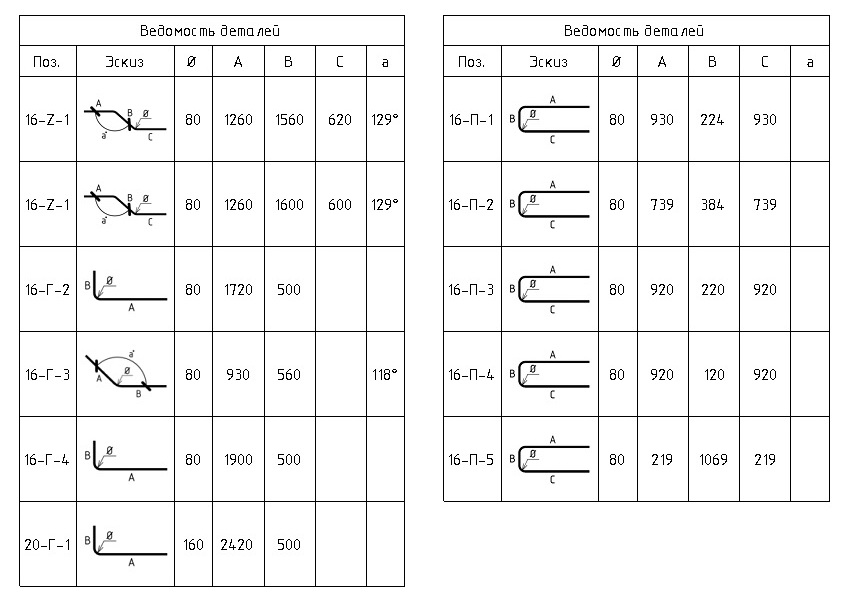
 03.01-84) п.5.47 (5.37). Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
03.01-84) п.5.47 (5.37). Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.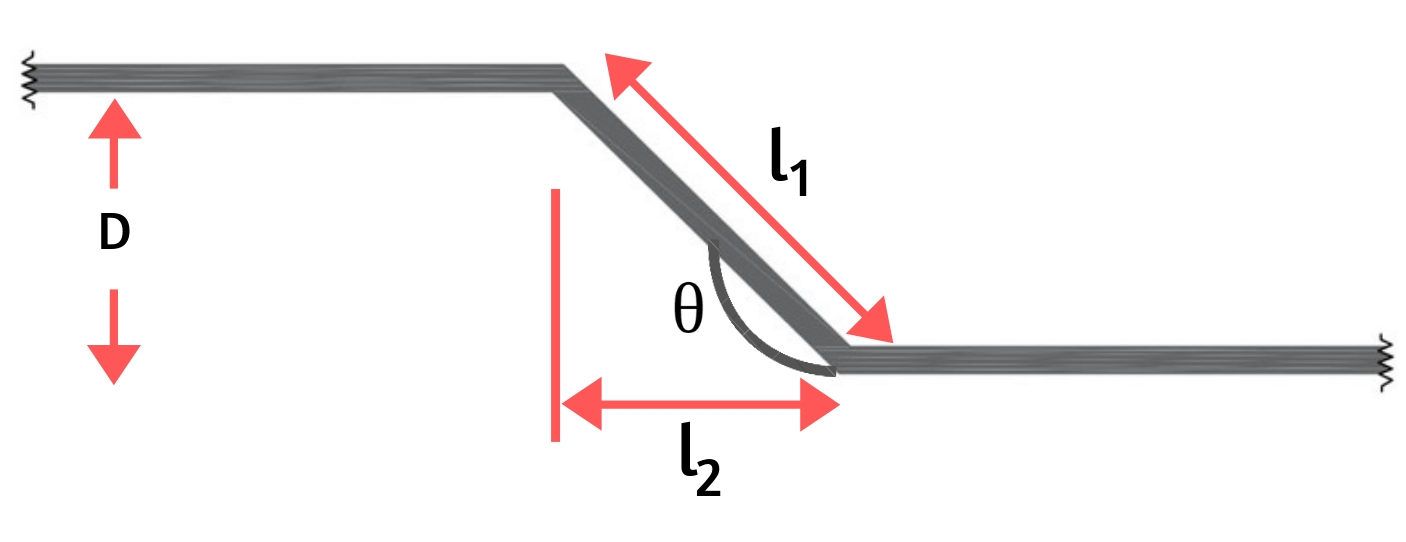
 Поэтому правильно согнуть прут поможет ручной станок для гибки арматуры. Благодаря этому приспособлению можно изогнуть арматуру в холодном состоянии без нарушения ее целостности.
Поэтому правильно согнуть прут поможет ручной станок для гибки арматуры. Благодаря этому приспособлению можно изогнуть арматуру в холодном состоянии без нарушения ее целостности. Основное правило – не использовать подручные средства для гибки арматуры, а только специальные инструменты, в основе которых лежит механический способ воздействия на изделие.
Основное правило – не использовать подручные средства для гибки арматуры, а только специальные инструменты, в основе которых лежит механический способ воздействия на изделие.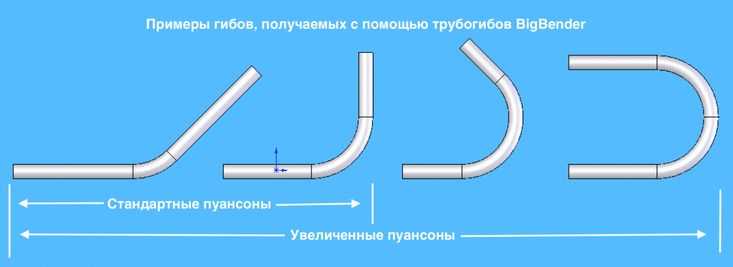
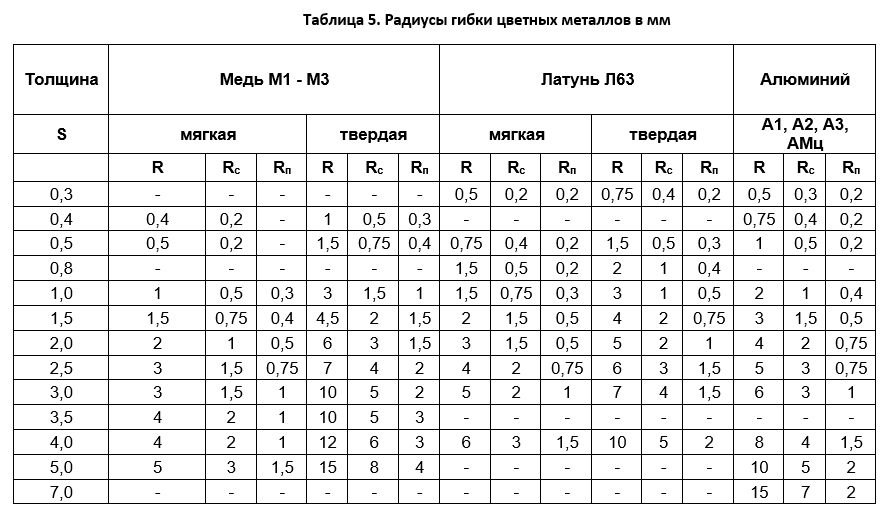 Исправить ситуацию можно, если увеличить длину рычага.
Исправить ситуацию можно, если увеличить длину рычага. 5.29-5.41 (2.02 MB; 3y ago ; загрузок: 4086)
5.29-5.41 (2.02 MB; 3y ago ; загрузок: 4086) 5.41 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
5.41 Пособия (2.02 MB; 3y ago ; загрузок: 4086)
 03.01-84) п.5.47 (5.37). Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто.
03.01-84) п.5.47 (5.37). Стыки стержней рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в местах полного использования арматуры. Такие стыки не допускаются в линейных элементах, сечение которых полностью растянуто. К ней с помощью сварки крепят металлический уголок или прут круглого сечения. Если планируется гнуть толстую арматуру (диаметр которой находится в пределах от 6 до 12 мм), ножки станины должны быть прочно закреплены на полу. Но бывают случаи, когда планируется сделать станок переносным. В таком случае все элементы конструкции должны быть зафиксированы на массивной плите. Сама плита перед использованием должна быть надежно зафиксирована. Сделать это можно с помощью болтов или специальных штырей, которые привариются к нижней части устройства.
К ней с помощью сварки крепят металлический уголок или прут круглого сечения. Если планируется гнуть толстую арматуру (диаметр которой находится в пределах от 6 до 12 мм), ножки станины должны быть прочно закреплены на полу. Но бывают случаи, когда планируется сделать станок переносным. В таком случае все элементы конструкции должны быть зафиксированы на массивной плите. Сама плита перед использованием должна быть надежно зафиксирована. Сделать это можно с помощью болтов или специальных штырей, которые привариются к нижней части устройства. После того как прутья полностью закреплены, по краям заготовки срезается фаска под углом 45 градусов.
После того как прутья полностью закреплены, по краям заготовки срезается фаска под углом 45 градусов. Для своих личных целей подойдет конструкция, собранная своими руками.
Для своих личных целей подойдет конструкция, собранная своими руками.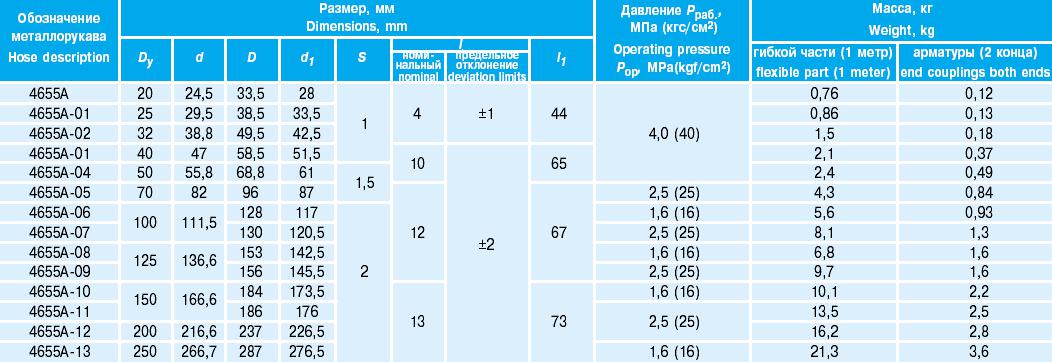


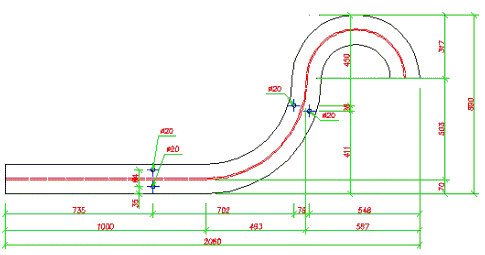
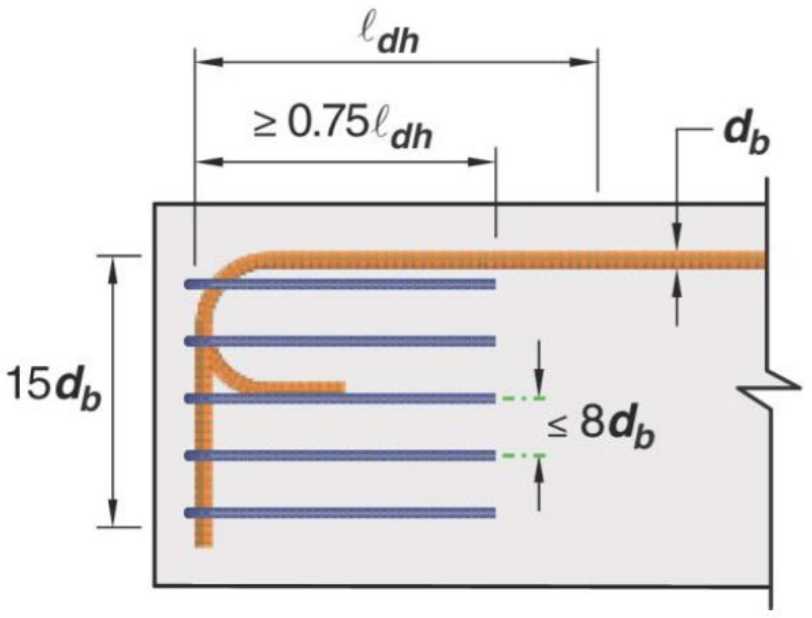 03.01-84.
03.01-84. ru
ru
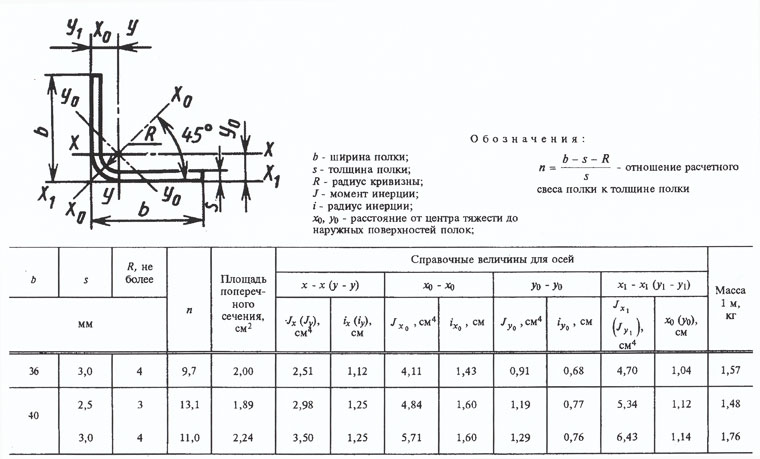 е. БС 4449:2005.
е. БС 4449:2005. Стержни, которые должны быть сформированы с радиусом, превышающим вышеуказанные размеры, будут поставляться прямыми.
Стержни, которые должны быть сформированы с радиусом, превышающим вышеуказанные размеры, будут поставляться прямыми.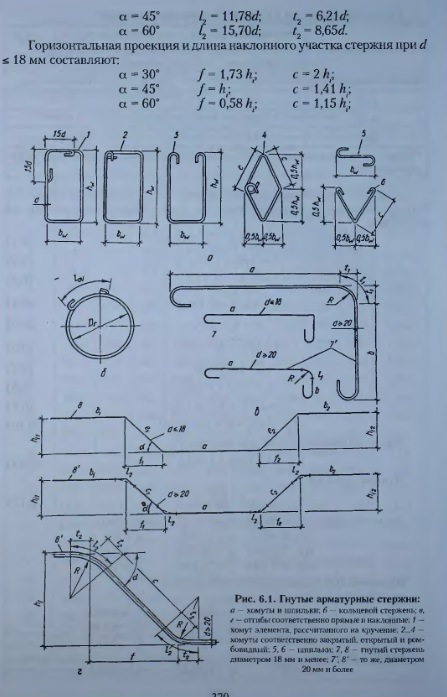
 B не должен быть меньше 2(r+d). (C) не должен быть меньше, чем P в таблице 2, или меньше, чем B/2 + 5d. См. Примечание 3.
B не должен быть меньше 2(r+d). (C) не должен быть меньше, чем P в таблице 2, или меньше, чем B/2 + 5d. См. Примечание 3. См. примечание 1.
См. примечание 1.
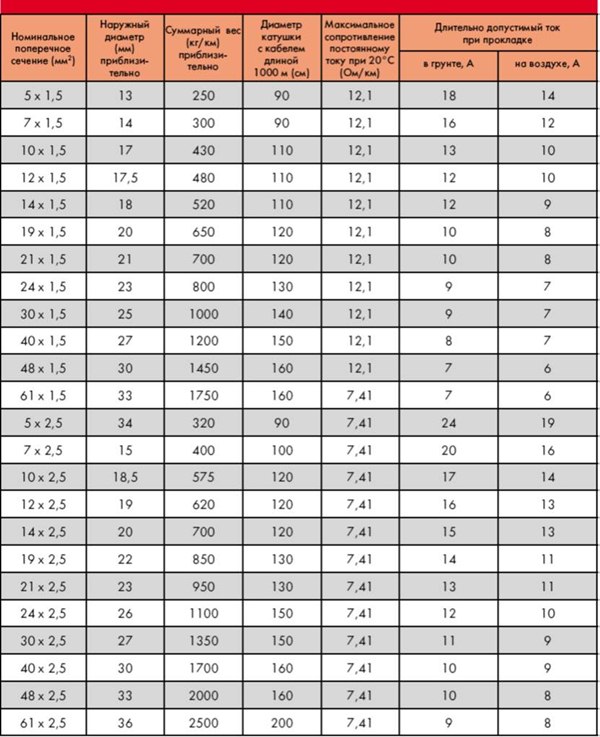

 Если E является критическим размером, запишите как 99 и укажите A или B в качестве свободного размера. См. Примечание 1.
Если E является критическим размером, запишите как 99 и укажите A или B в качестве свободного размера. См. Примечание 1.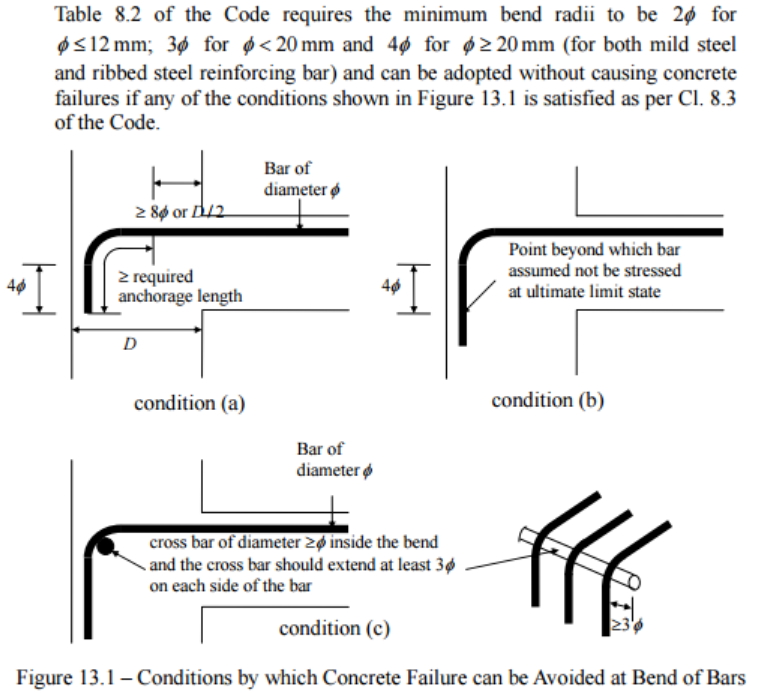
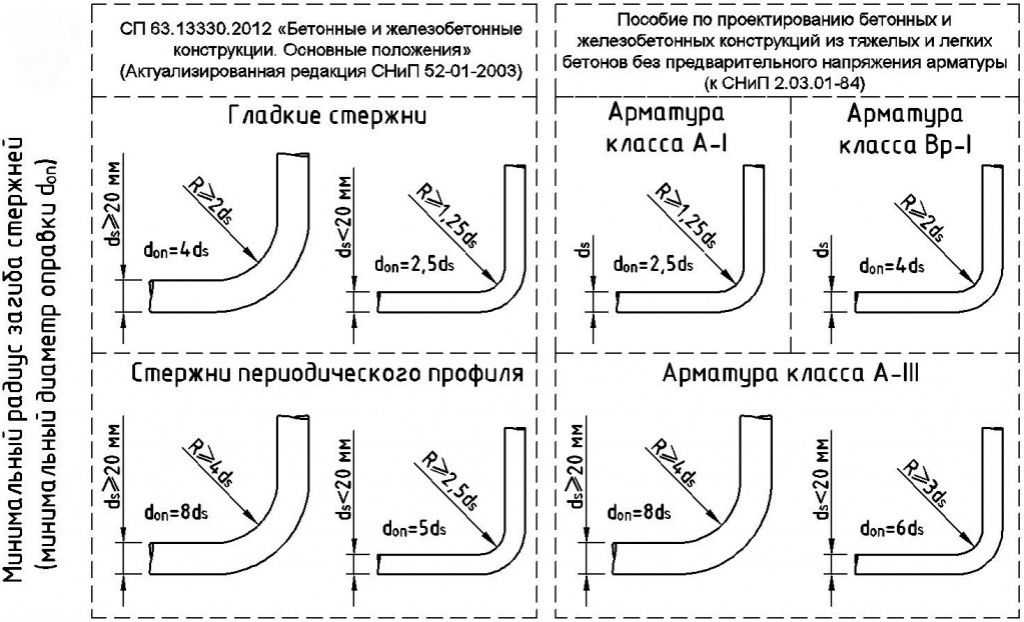

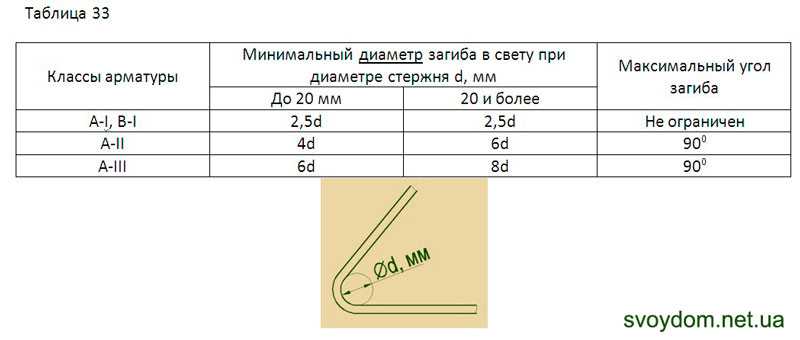 Когда углы изгиба приближаются к 90° предпочтительнее указать код формы 99 с полноразмерным эскизом.
Когда углы изгиба приближаются к 90° предпочтительнее указать код формы 99 с полноразмерным эскизом.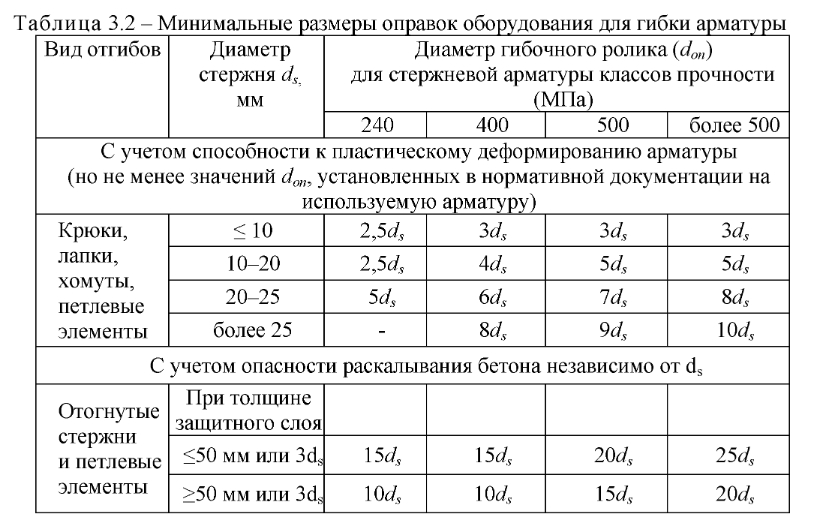 6 – Если угол между двумя частями формы, встречающимися на изгибе, не является прямым, он должен определяться координатами, а не наклоном дуги или радианами.
6 – Если угол между двумя частями формы, встречающимися на изгибе, не является прямым, он должен определяться координатами, а не наклоном дуги или радианами.
 0.5 мг: 50 шт.
0.5 мг: 50 шт. 03.10
03.10 0.5 мг: 50 шт.
0.5 мг: 50 шт. 1 мг: 50 шт.
1 мг: 50 шт. 2.5 мг: 50 шт.
2.5 мг: 50 шт. , диспергируемые в полости рта, 0.25 мг: 7, 10, 14, 20, 21, 28, 30, 35, 42, 50 или 70 шт.
, диспергируемые в полости рта, 0.25 мг: 7, 10, 14, 20, 21, 28, 30, 35, 42, 50 или 70 шт. 1 мг: 20, 25, 50 или 100 шт.
1 мг: 20, 25, 50 или 100 шт. Н.А.Семашко
Н.А.Семашко 06.20
06.20 С., Вершинина С.В.
С., Вершинина С.В.

 Исследователи предположили, что эти симптомы расцениваются врачами общей практики только как проявление соматического заболевания и не ассоциируются с депрессией [5]. Именно соматизация психических расстройств в клинике внутренних болезней вносит значительный вклад в гиподиагностику, когда за множеством соматических и вегетативных жалоб врачу общей практики трудно выявить психопатологию, которая зачастую бывает субклинически выраженной и не полностью удовлетворяет диагностическим критериям психического расстройства [6], однако приводит к значимому снижению качества жизни, профессиональной и социальной активности [7,8] и имеет широкое распространение в популяции. По данным российских и зарубежных исследователей, около 50% индивидуумов в обществе имеют либо пороговые, либо субпороговые расстройства [4,9,10].
Исследователи предположили, что эти симптомы расцениваются врачами общей практики только как проявление соматического заболевания и не ассоциируются с депрессией [5]. Именно соматизация психических расстройств в клинике внутренних болезней вносит значительный вклад в гиподиагностику, когда за множеством соматических и вегетативных жалоб врачу общей практики трудно выявить психопатологию, которая зачастую бывает субклинически выраженной и не полностью удовлетворяет диагностическим критериям психического расстройства [6], однако приводит к значимому снижению качества жизни, профессиональной и социальной активности [7,8] и имеет широкое распространение в популяции. По данным российских и зарубежных исследователей, около 50% индивидуумов в обществе имеют либо пороговые, либо субпороговые расстройства [4,9,10].  В клинической практике частыми бывают ситуации, когда врачи негативно реагируют на симптомы, которые они не могут объяснить с позиции органической патологии. Пациент подвергается интенсивному обследованию. И если результаты не подтверждают наличие физического заболевания, врачи склонны к занижению оценки тяжести симптомов (например, боли или нетрудоспособности) [12]. Со своей стороны, пациенты могут расценивать интенсивную медицинскую диагностику, как настойчивую, а порой и враждебную по отношению к ним. В подобных случаях ожидания пациентов от медицинской консультации могут отличаться от таковых врача [13 ]. Наряду с этим соматизированные пациенты активно используют медицинскую терминологию для описания своих симптомов. Они могут быть глубоко убеждены в физическом (соматическом) их происхождении, а также и в том, что врач ошибочно оценивает их сенсорные симптомы [14]. Следует отметить, что диагностический ярлык очень важен для пациента и может или устраивать (если диагноз воспринимается, как подтверждение реальности проблемы), или обижать больного (если используется «психологический» термин) [15].
В клинической практике частыми бывают ситуации, когда врачи негативно реагируют на симптомы, которые они не могут объяснить с позиции органической патологии. Пациент подвергается интенсивному обследованию. И если результаты не подтверждают наличие физического заболевания, врачи склонны к занижению оценки тяжести симптомов (например, боли или нетрудоспособности) [12]. Со своей стороны, пациенты могут расценивать интенсивную медицинскую диагностику, как настойчивую, а порой и враждебную по отношению к ним. В подобных случаях ожидания пациентов от медицинской консультации могут отличаться от таковых врача [13 ]. Наряду с этим соматизированные пациенты активно используют медицинскую терминологию для описания своих симптомов. Они могут быть глубоко убеждены в физическом (соматическом) их происхождении, а также и в том, что врач ошибочно оценивает их сенсорные симптомы [14]. Следует отметить, что диагностический ярлык очень важен для пациента и может или устраивать (если диагноз воспринимается, как подтверждение реальности проблемы), или обижать больного (если используется «психологический» термин) [15]. Учитывая, что врачу общей практики при отсутствии опыта очень трудно найти различия, большинство исследователей придерживаются мнения, что психиатрические диагнозы должны ставиться специалистами–психиатрами. Однако на практике большинство таких пациентов обращается к тем, кто имеет очень ограниченный психиатрический опыт. В итоге недооценивается серьезность патологии, что может приводить к пагубным последствиям в виде выского риска развития ятрогенного вреда [16].
Учитывая, что врачу общей практики при отсутствии опыта очень трудно найти различия, большинство исследователей придерживаются мнения, что психиатрические диагнозы должны ставиться специалистами–психиатрами. Однако на практике большинство таких пациентов обращается к тем, кто имеет очень ограниченный психиатрический опыт. В итоге недооценивается серьезность патологии, что может приводить к пагубным последствиям в виде выского риска развития ятрогенного вреда [16].  При этом часто «телесные» (соматические) симптомы депрессии связаны с сопутствующей тревогой, что, в свою очередь, еще больше усиливает соматический и эмоциональный дистресс и способствует диагностическим трудностям [18]. К настоящему времени накоплено достаточно сведений о том, что тревожные расстройства обычно предшествуют депрессии, повышая риск ее развития примерно в 3 раза. Известно, что в первые три десятилетия жизни имеется высокий риск развития тревожных расстройств, которые, как правило, первичны и приводят к развитию вторичной депрессии.
При этом часто «телесные» (соматические) симптомы депрессии связаны с сопутствующей тревогой, что, в свою очередь, еще больше усиливает соматический и эмоциональный дистресс и способствует диагностическим трудностям [18]. К настоящему времени накоплено достаточно сведений о том, что тревожные расстройства обычно предшествуют депрессии, повышая риск ее развития примерно в 3 раза. Известно, что в первые три десятилетия жизни имеется высокий риск развития тревожных расстройств, которые, как правило, первичны и приводят к развитию вторичной депрессии. 
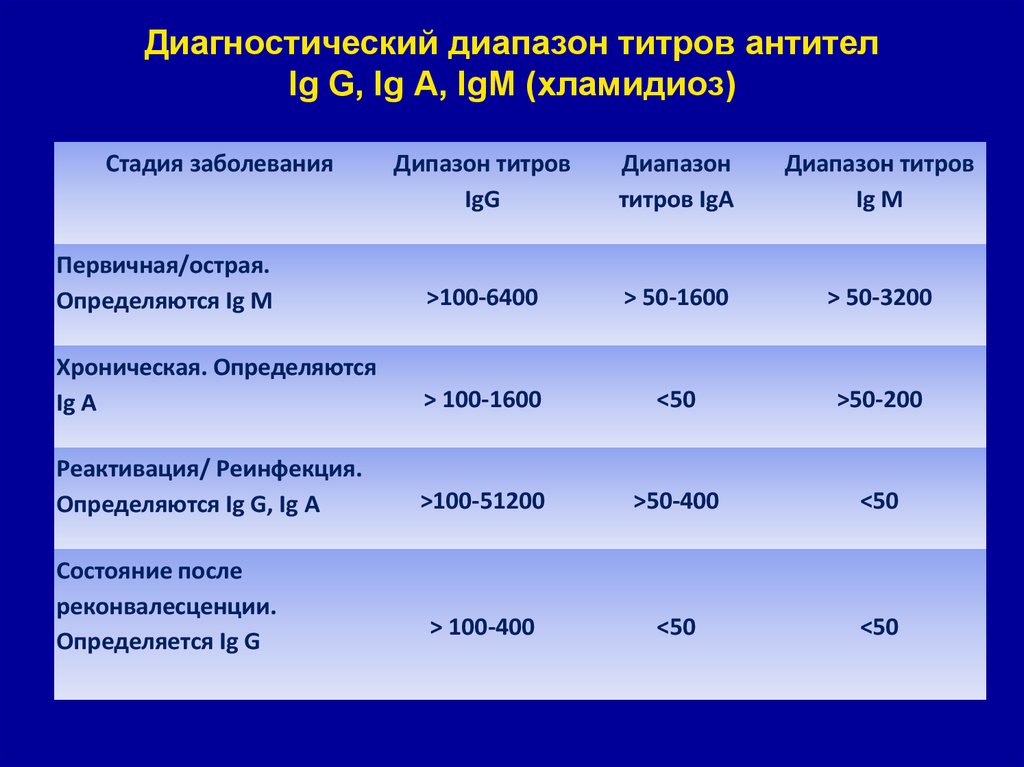
 Сниженное настроение сохраняется на протяжении всего депрессивного эпизода и мало подвержено колебаниям в зависимости от изменения обстоятельств жизни больного. Типичным признаком депрессии является также измененный суточный ритм: улучшение или (реже) ухудшение самочувствия к вечеру [22]. Выявлению депрессий способствуют четкие критерии диагностики. К основным симптомам депрессии по МКБ–10 относятся:
Сниженное настроение сохраняется на протяжении всего депрессивного эпизода и мало подвержено колебаниям в зависимости от изменения обстоятельств жизни больного. Типичным признаком депрессии является также измененный суточный ритм: улучшение или (реже) ухудшение самочувствия к вечеру [22]. Выявлению депрессий способствуют четкие критерии диагностики. К основным симптомам депрессии по МКБ–10 относятся: 
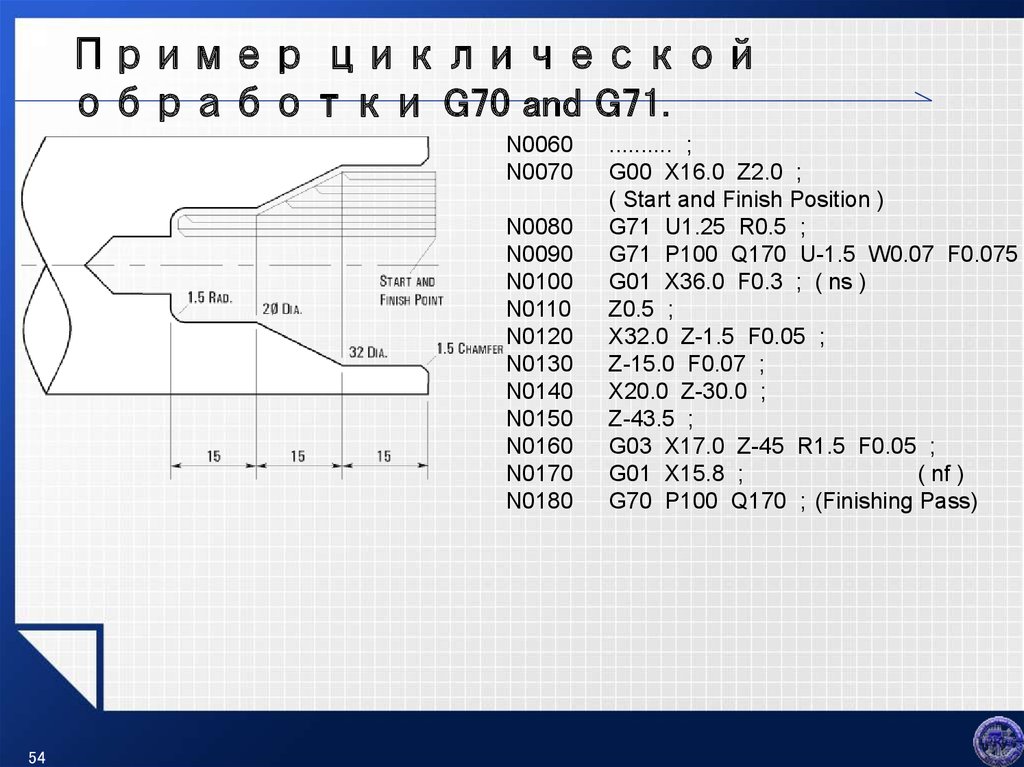 8 или G90.9, наряду с симптоматическими средствами (ганглиоблокаторами, ангиопротекторами, вазоактивными средствами) рекомендуют применение седативных препаратов, транквилизаторов, антидепрессантов, малых нейролептиков [23]. Следует отметить, что большинство симптоматических препаратов оказываются неэффективными. Пациенты нуждаются в назначении психотропных препаратов. Разъяснение пациенту сути заболевания позволяет аргументировать необходимость назначения психотропной терапии.
8 или G90.9, наряду с симптоматическими средствами (ганглиоблокаторами, ангиопротекторами, вазоактивными средствами) рекомендуют применение седативных препаратов, транквилизаторов, антидепрессантов, малых нейролептиков [23]. Следует отметить, что большинство симптоматических препаратов оказываются неэффективными. Пациенты нуждаются в назначении психотропных препаратов. Разъяснение пациенту сути заболевания позволяет аргументировать необходимость назначения психотропной терапии.  Среди побочных эффектов СИОЗС отмечаются обострение тревоги, тошнота, головные боли, головокружение в течение первых нескольких недель лечения, а также частая недостаточная их эффективность. У пожилых людей СИОЗС могут приводить к нежелательным взаимодействиям. СИОЗС не следует назначать пациентам, принимающим НПВП, т.к. увеличивается риск гастроинтестинального кровотечения, а также пациентам, принимающим варфарин, гепарин, т.к. СИОЗС усиливают антитромботический эффект, что является угрозой кровотечения.
Среди побочных эффектов СИОЗС отмечаются обострение тревоги, тошнота, головные боли, головокружение в течение первых нескольких недель лечения, а также частая недостаточная их эффективность. У пожилых людей СИОЗС могут приводить к нежелательным взаимодействиям. СИОЗС не следует назначать пациентам, принимающим НПВП, т.к. увеличивается риск гастроинтестинального кровотечения, а также пациентам, принимающим варфарин, гепарин, т.к. СИОЗС усиливают антитромботический эффект, что является угрозой кровотечения. 
 Азафен обладает хорошей переносимостью, что позволяет использовать его у пожилых пациентов, в том числе с соматической патологией, и длительными курсами в качестве купирующей и поддерживающей терапии. Лечение можно проводить как в стационаре, так и в амбулаторных условиях. Создание новой формы препарата – Азафена–МВ представляется перспективным не только в плане удобства его использования, но и получения новых показателей эффективности и безопасности. Простой Азафен в дозе 75–100 мг/сут зарекомендовал себя как эффективный препарат при легкой депрессии, в дозе 100–150 мг/сут – при умеренной депрессии. Азафен–МВ в дозе 150–300 мг/сут эффективен при депрессии средней степени тяжести, а в дозе 300–400 мг/сут в значительной степени редуцирует симптоматику при тяжелой депрессии [28]. Собственный опыт применения Азафена в дозе 100 мг/сут, разделенные на 2 приема, показывает, что психотропное действие Азафена связано с сочетанием тимоаналептических, активирующих и транквилизирующих свойств. По нашим данным, антидепрессивное влияние Азафена не сопровождается негативным влиянием на внимание, скорость и точность выполнения задания, а также на состояние сердечно–сосудистой системы.
Азафен обладает хорошей переносимостью, что позволяет использовать его у пожилых пациентов, в том числе с соматической патологией, и длительными курсами в качестве купирующей и поддерживающей терапии. Лечение можно проводить как в стационаре, так и в амбулаторных условиях. Создание новой формы препарата – Азафена–МВ представляется перспективным не только в плане удобства его использования, но и получения новых показателей эффективности и безопасности. Простой Азафен в дозе 75–100 мг/сут зарекомендовал себя как эффективный препарат при легкой депрессии, в дозе 100–150 мг/сут – при умеренной депрессии. Азафен–МВ в дозе 150–300 мг/сут эффективен при депрессии средней степени тяжести, а в дозе 300–400 мг/сут в значительной степени редуцирует симптоматику при тяжелой депрессии [28]. Собственный опыт применения Азафена в дозе 100 мг/сут, разделенные на 2 приема, показывает, что психотропное действие Азафена связано с сочетанием тимоаналептических, активирующих и транквилизирующих свойств. По нашим данным, антидепрессивное влияние Азафена не сопровождается негативным влиянием на внимание, скорость и точность выполнения задания, а также на состояние сердечно–сосудистой системы. Важно отметить, что у пациентов с исходной тахиаритмией на фоне лечения имела место нормализация ритма сердца. Субъективное улучшение состояния у пациентов начиналось в среднем с 12–го дня терапии. В нашей практике побочные эффекты имели место у 7% больных, что проявлялось в общей слабости, сонливости, головокружении. Степень выраженности этих явлений была слабая. Однако четкой связи с приемом препарата установить не удалось, т.к. данные пациенты исходно предъявляли жалобы на общую слабость, головокружение и сонливость в течение дня в связи с нарушениями ночного сна [29].
Важно отметить, что у пациентов с исходной тахиаритмией на фоне лечения имела место нормализация ритма сердца. Субъективное улучшение состояния у пациентов начиналось в среднем с 12–го дня терапии. В нашей практике побочные эффекты имели место у 7% больных, что проявлялось в общей слабости, сонливости, головокружении. Степень выраженности этих явлений была слабая. Однако четкой связи с приемом препарата установить не удалось, т.к. данные пациенты исходно предъявляли жалобы на общую слабость, головокружение и сонливость в течение дня в связи с нарушениями ночного сна [29].  У препарата отмечены способность нормализовать сон с отсутствием последующей сонливости [30, 31]. Азафен может быть использован как корректор для профилактики и купирования экстрапирамидных нарушений, возникающих при длительном приеме нейролептиков [27].
У препарата отмечены способность нормализовать сон с отсутствием последующей сонливости [30, 31]. Азафен может быть использован как корректор для профилактики и купирования экстрапирамидных нарушений, возникающих при длительном приеме нейролептиков [27].  Но и данные препараты не лишены недостатков, свойственных всем бензодиазепинам: развитие седации, потенцирование действия алкоголя (который часто принимается данными больными), приводят к формированию зависимости и синдрому отмены, а также оказывают недостаточное влияние на коморбидные тревоге симптомы. Это обусловливает возможность применения бензодиазепинов только короткими курсами (в первые 2–3 недели инициального периода терапии антидепрессантами).
Но и данные препараты не лишены недостатков, свойственных всем бензодиазепинам: развитие седации, потенцирование действия алкоголя (который часто принимается данными больными), приводят к формированию зависимости и синдрому отмены, а также оказывают недостаточное влияние на коморбидные тревоге симптомы. Это обусловливает возможность применения бензодиазепинов только короткими курсами (в первые 2–3 недели инициального периода терапии антидепрессантами). В этот период возможно применение «бензодиазепинового моста»;
В этот период возможно применение «бензодиазепинового моста»; При наличии страха у больного перед отменой длительно принимаемого средства сама отмена препарата может вызвать ухудшение состояния. В этой связи наиболее подходящими будут способы постепенной отмены или перевод пациента на мягкие, в том числе растительные средства.
При наличии страха у больного перед отменой длительно принимаемого средства сама отмена препарата может вызвать ухудшение состояния. В этой связи наиболее подходящими будут способы постепенной отмены или перевод пациента на мягкие, в том числе растительные средства. 
 А., Горбушин А.Г. Депрессии и возможности их лечения в общемедицинской практике (предварительные результаты программы ПАРУС)//Консилиум медикум.–2007.–том 2.–№2.–Психические расстройства в общей медицине.–с.23–25
А., Горбушин А.Г. Депрессии и возможности их лечения в общемедицинской практике (предварительные результаты программы ПАРУС)//Консилиум медикум.–2007.–том 2.–№2.–Психические расстройства в общей медицине.–с.23–25 Depression and Anxiety 2004;19 (133–136
Depression and Anxiety 2004;19 (133–136 2003 Nov;74(11):1033–52; quiz 1053–4
2003 Nov;74(11):1033–52; quiz 1053–4 Scand. 1983 – Vol.67 – P.361–370 Адаптирована Дробижевым М.Ю., 1993
Scand. 1983 – Vol.67 – P.361–370 Адаптирована Дробижевым М.Ю., 1993 Машковский М.Д. «Лекарственные средства. В двух частях. Ч.1.–12–е изд.,–перераб. и доп.–М.: Медицина, 1993.–736 с
Машковский М.Д. «Лекарственные средства. В двух частях. Ч.1.–12–е изд.,–перераб. и доп.–М.: Медицина, 1993.–736 с io
io
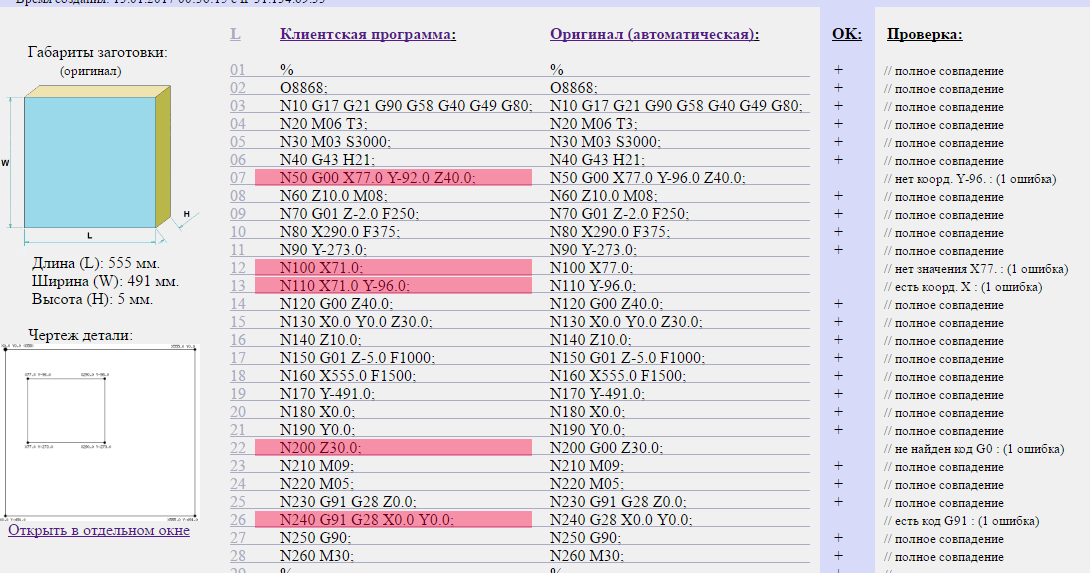
 Как продукт, определяемый программным обеспечением (SDR),…
Как продукт, определяемый программным обеспечением (SDR),… Выходная мощность РЧ составляет максимум 10 Вт при работе от внешнее питание, не более 5 Вт…
Выходная мощность РЧ составляет максимум 10 Вт при работе от внешнее питание, не более 5 Вт…

 Во время использования принтера лазер воздействует на барабан при каждой печати, что означает, что драм-юнит изнашивается и должен быть заменен через определенное количество печати.
Во время использования принтера лазер воздействует на барабан при каждой печати, что означает, что драм-юнит изнашивается и должен быть заменен через определенное количество печати. Он представляет собой пару нагретых валов внутри принтера, которые закрепляют тонер на бумаге.
Он представляет собой пару нагретых валов внутри принтера, которые закрепляют тонер на бумаге.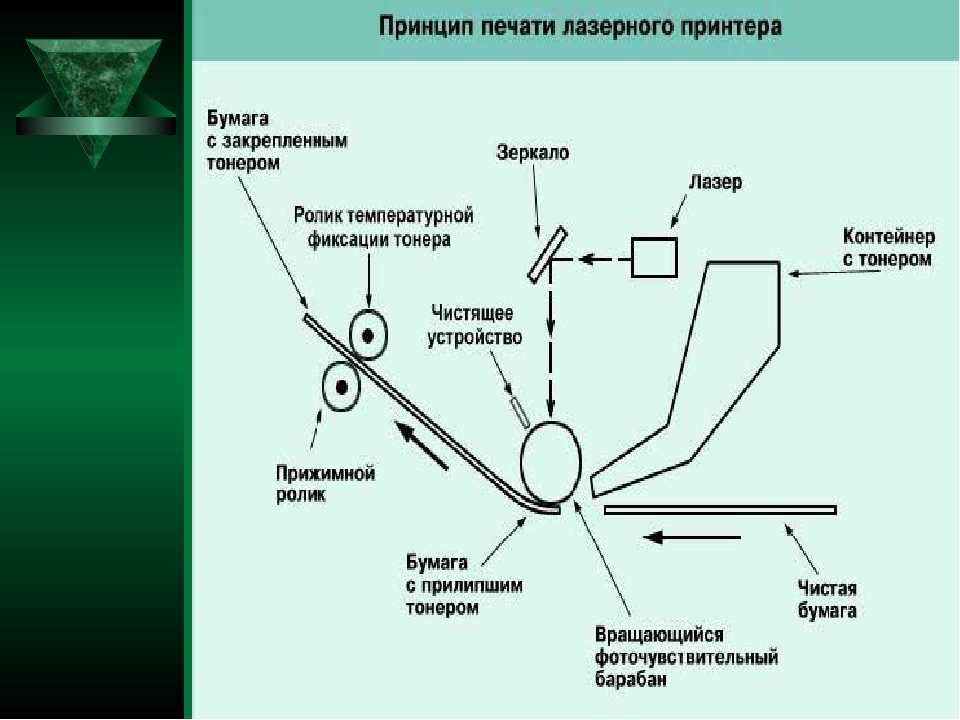
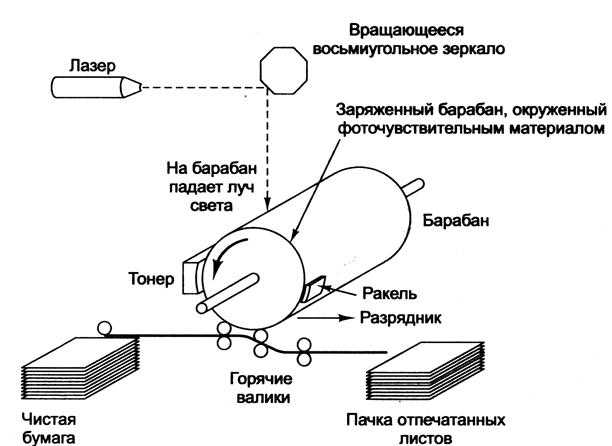
 Мир 3D-печати не стоит на месте и поэтому на рынке появляется все больше различных технологий, конкурирующих между собой. Разница их заключается в самом процессе печати. Одни технологии создают слои путем размягчения или плавления материала, затем они обеспечивают послойное нанесение этого самого материала. Другие технологии предусматривают использование жидких материалов, обретающих в процессе твердую форму под воздействие разнообразных факторов.
Мир 3D-печати не стоит на месте и поэтому на рынке появляется все больше различных технологий, конкурирующих между собой. Разница их заключается в самом процессе печати. Одни технологии создают слои путем размягчения или плавления материала, затем они обеспечивают послойное нанесение этого самого материала. Другие технологии предусматривают использование жидких материалов, обретающих в процессе твердую форму под воздействие разнообразных факторов. Слайсер преобразует ваш проект в файл gcode, готовый к печати как физический объект. Просто сохраните файл на прилагаемой SD-карте и вставьте его в свой 3D–принтер и нажмите печать.
Слайсер преобразует ваш проект в файл gcode, готовый к печати как физический объект. Просто сохраните файл на прилагаемой SD-карте и вставьте его в свой 3D–принтер и нажмите печать. Как только принтер начнет печатать, все, что вам нужно делать, это подождать — это просто.
Как только принтер начнет печатать, все, что вам нужно делать, это подождать — это просто. Эти модели хороши для обучения других по сложной геометрии интересным и полезным способом.
Эти модели хороши для обучения других по сложной геометрии интересным и полезным способом. Благодаря научно-фантастическим и шпионским фильмам мы
Благодаря научно-фантастическим и шпионским фильмам мы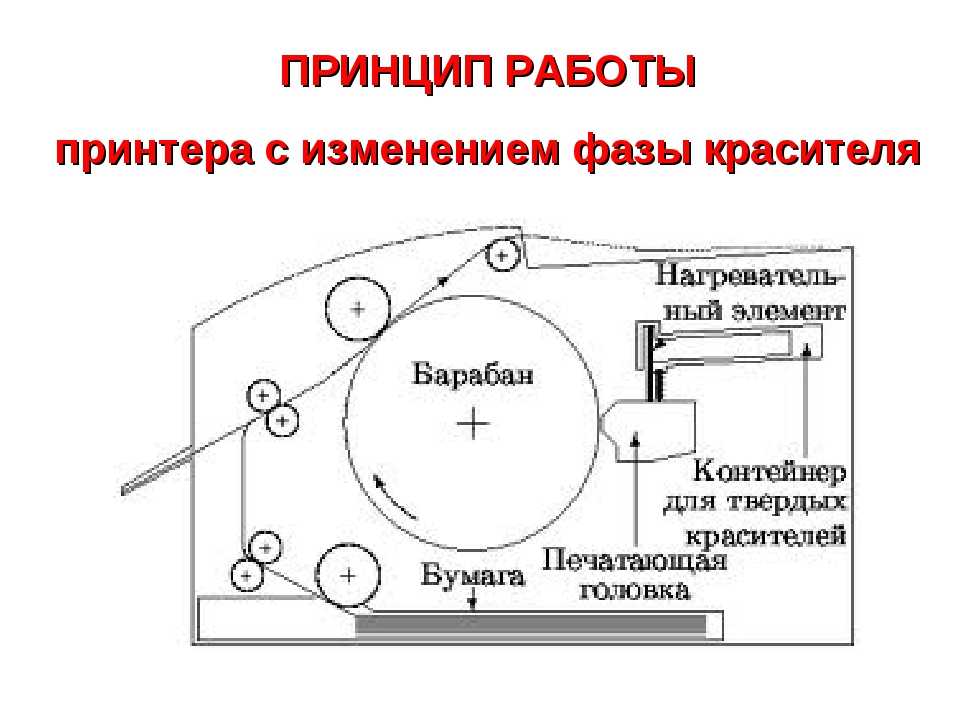
 со струйным принтером,
со струйным принтером,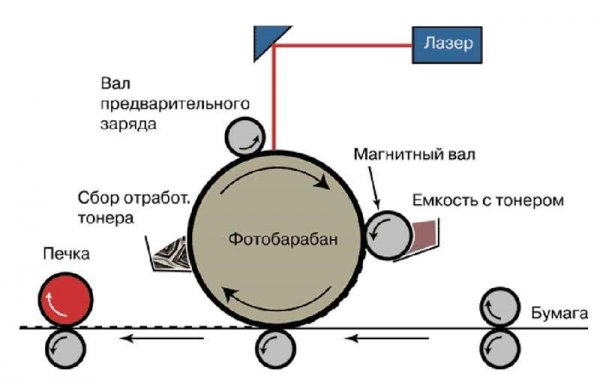 Наконец, как и в фотокопировальном аппарате, блок термозакрепления связывает тонер с
Наконец, как и в фотокопировальном аппарате, блок термозакрепления связывает тонер с
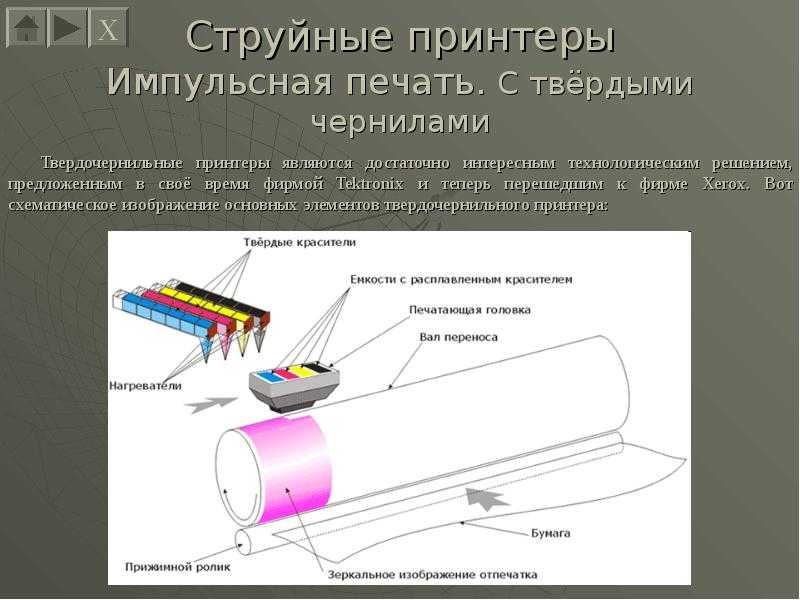 Изображение
Изображение
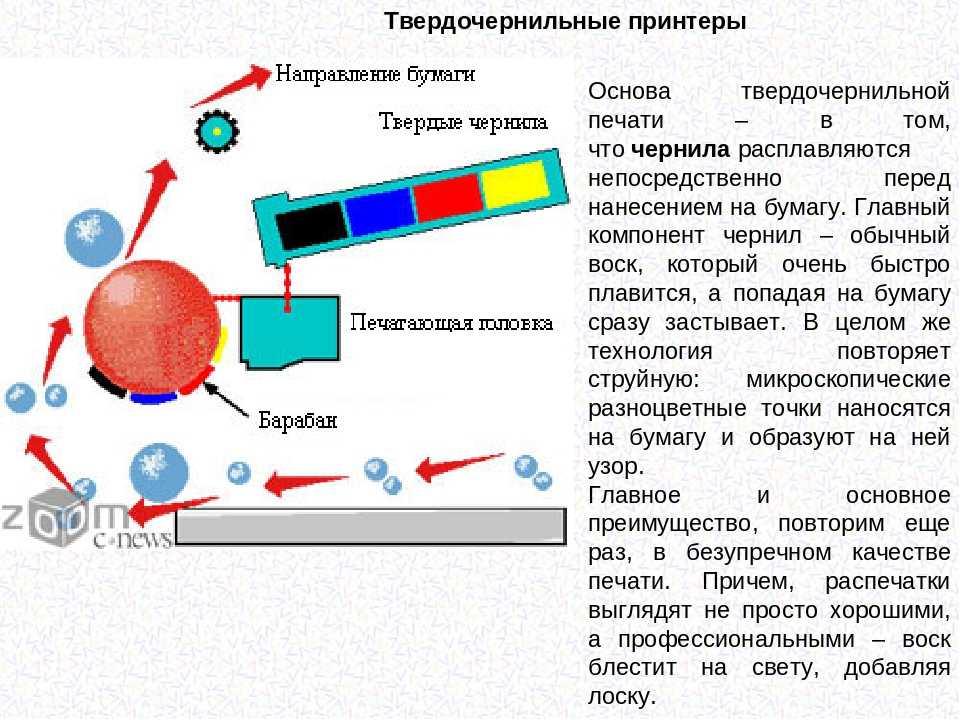
 Другой, LaserWriter от Apple, изначально стоил почти вдвое дороже (6995 долларов), когда он был выпущен в следующем году для сопровождения компьютера Apple Macintosh. Тем не менее, это оказало огромное влияние: Macintosh был очень прост в использовании, а с относительно недорогим программным обеспечением для настольных издательских систем и лазерным принтером это означало, что почти каждый мог печатать книги, журналы и все, на чем можно было печатать. бумага. Xerox, возможно, и разработала эту технологию, но именно HP и Apple продали ее миру!
Другой, LaserWriter от Apple, изначально стоил почти вдвое дороже (6995 долларов), когда он был выпущен в следующем году для сопровождения компьютера Apple Macintosh. Тем не менее, это оказало огромное влияние: Macintosh был очень прост в использовании, а с относительно недорогим программным обеспечением для настольных издательских систем и лазерным принтером это означало, что почти каждый мог печатать книги, журналы и все, на чем можно было печатать. бумага. Xerox, возможно, и разработала эту технологию, но именно HP и Apple продали ее миру!
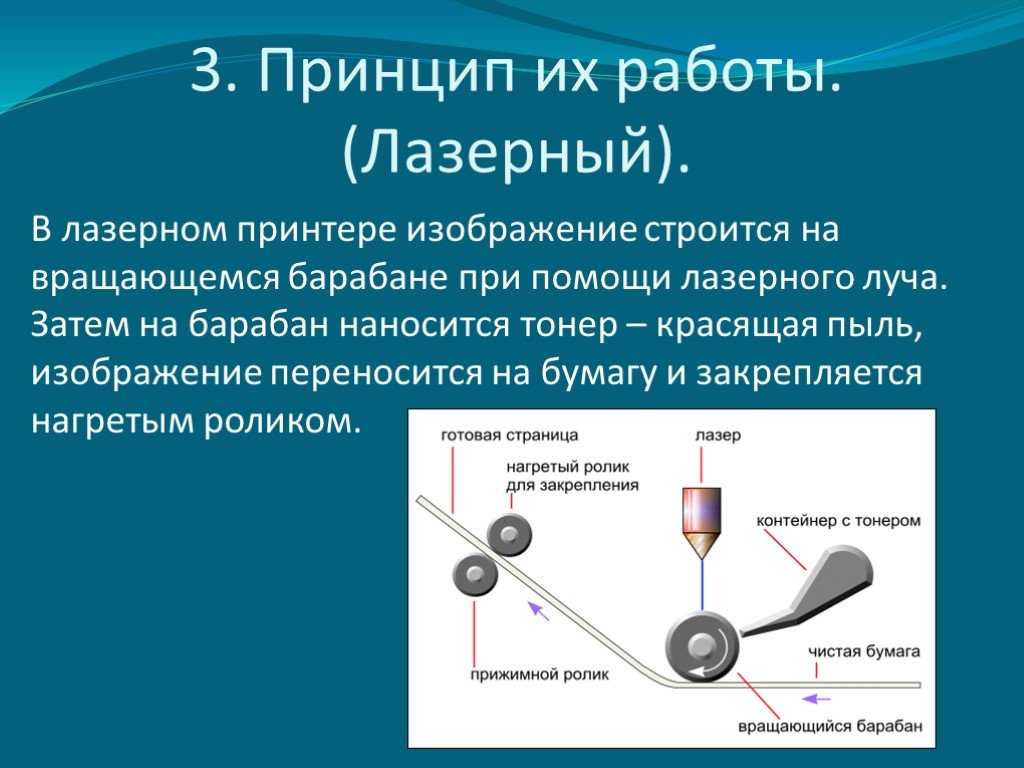
 Они также производят летучие органические соединения (ЛОС) и газ, называемый озоном (очень реактивный тип кислорода с химической формулой O3), который токсичен и при достаточно высоких концентрациях оказывает множество воздействий на здоровье. К счастью, внутри зданий озон относительно быстро превращается в обычный кислород (O2).
Они также производят летучие органические соединения (ЛОС) и газ, называемый озоном (очень реактивный тип кислорода с химической формулой O3), который токсичен и при достаточно высоких концентрациях оказывает множество воздействий на здоровье. К счастью, внутри зданий озон относительно быстро превращается в обычный кислород (O2).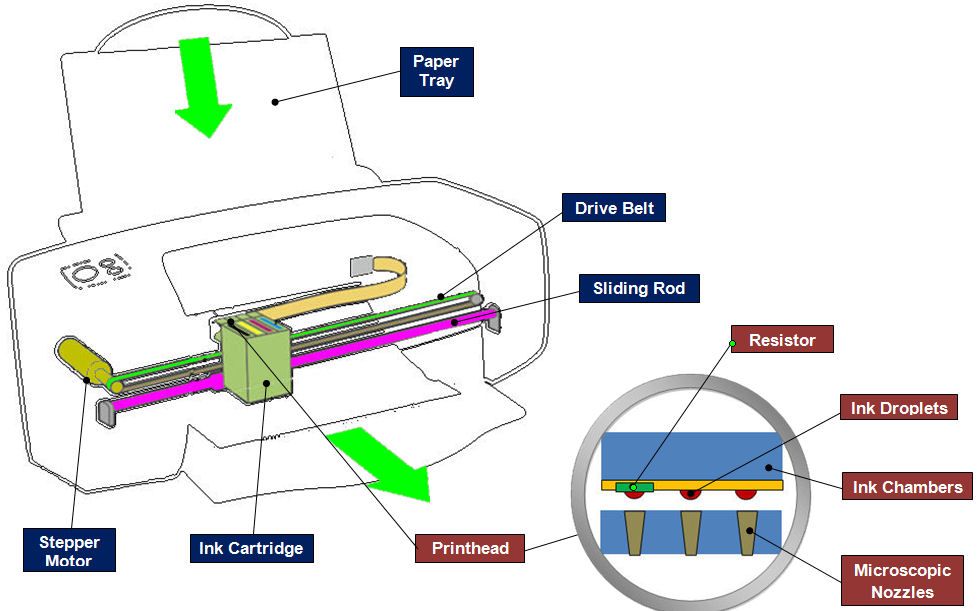 Вы также должны быть очень осторожны при замене картриджей с тонером или обращении с пустыми картриджами.
Вы также должны быть очень осторожны при замене картриджей с тонером или обращении с пустыми картриджами.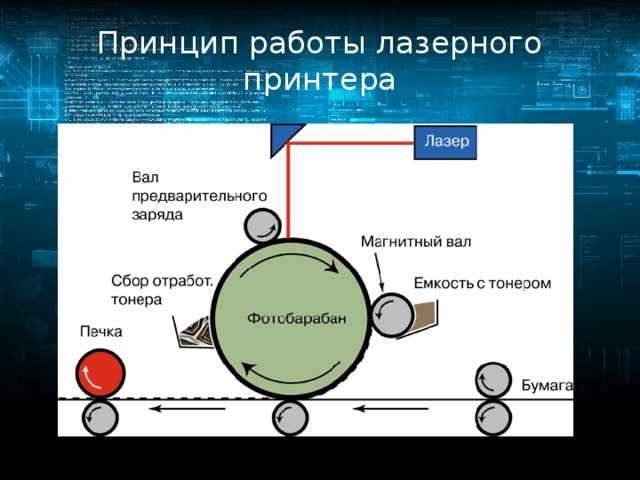
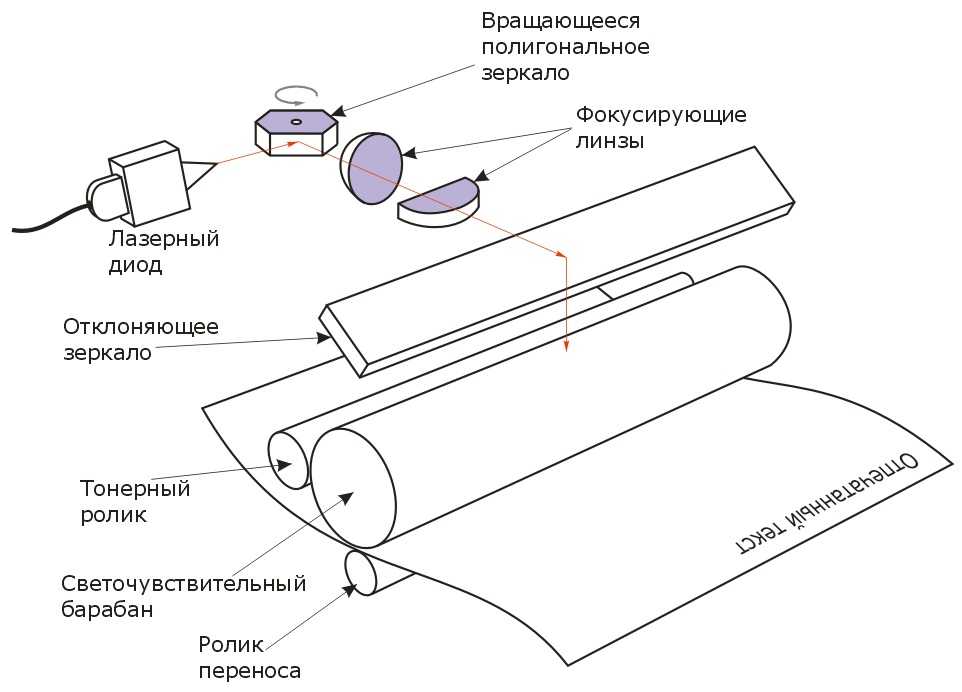 , Proceedings: Mathematical, Physical and Engineering Sciences, Proceedings: Mathematical, Physical and Engineering Sciences, Vol. 468, № 2144 (8 августа 2012 г.), стр. 2272–229.3.
, Proceedings: Mathematical, Physical and Engineering Sciences, Proceedings: Mathematical, Physical and Engineering Sciences, Vol. 468, № 2144 (8 августа 2012 г.), стр. 2272–229.3.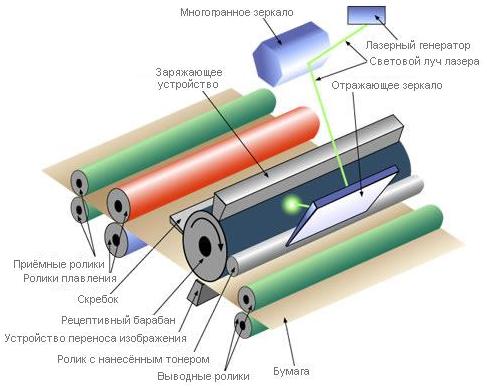 Спенсер и др., RCRM Trust, 23 сентября 1986 г. Конструкция принтера середины 1980-х, способная печатать гораздо более детально (500 точек на дюйм), чем обычно могли достичь модели, разработанные ранее.
Спенсер и др., RCRM Trust, 23 сентября 1986 г. Конструкция принтера середины 1980-х, способная печатать гораздо более детально (500 точек на дюйм), чем обычно могли достичь модели, разработанные ранее. ), проведенное С. Каррашем и соавторами из Университетской больницы Мюнхена, показало: «статистически значимых изменений в механике легких не произошло» и «реакции на кратковременные, но очень высокие [ лазерные печатающие устройства] воздействия были небольшими и не указывали на клинически значимые эффекты
), проведенное С. Каррашем и соавторами из Университетской больницы Мюнхена, показало: «статистически значимых изменений в механике легких не произошло» и «реакции на кратковременные, но очень высокие [ лазерные печатающие устройства] воздействия были небольшими и не указывали на клинически значимые эффекты . принтеры действительно выделяют твердые частицы … в высокой концентрации в помещении. Следует проявлять особую осторожность … … и необходим эффективный контроль выбросов частиц в процессах печати».
. принтеры действительно выделяют твердые частицы … в высокой концентрации в помещении. Следует проявлять особую осторожность … … и необходим эффективный контроль выбросов частиц в процессах печати».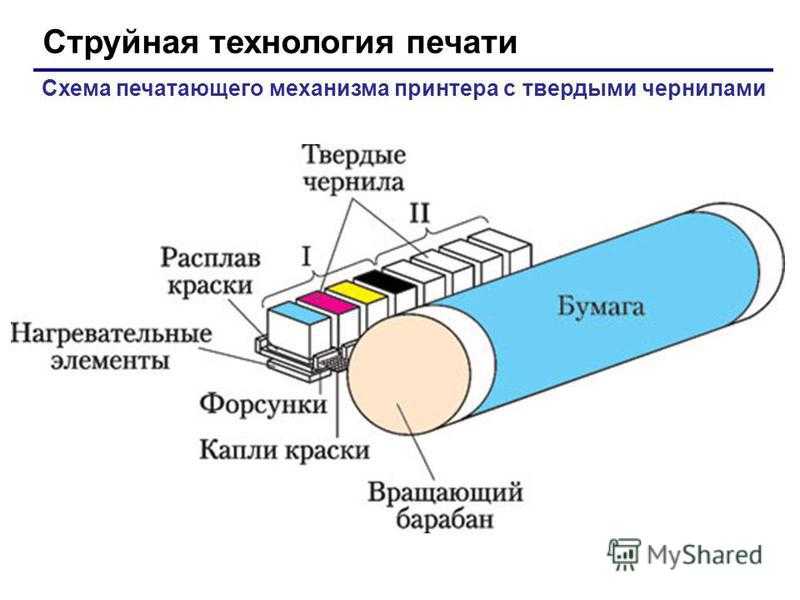
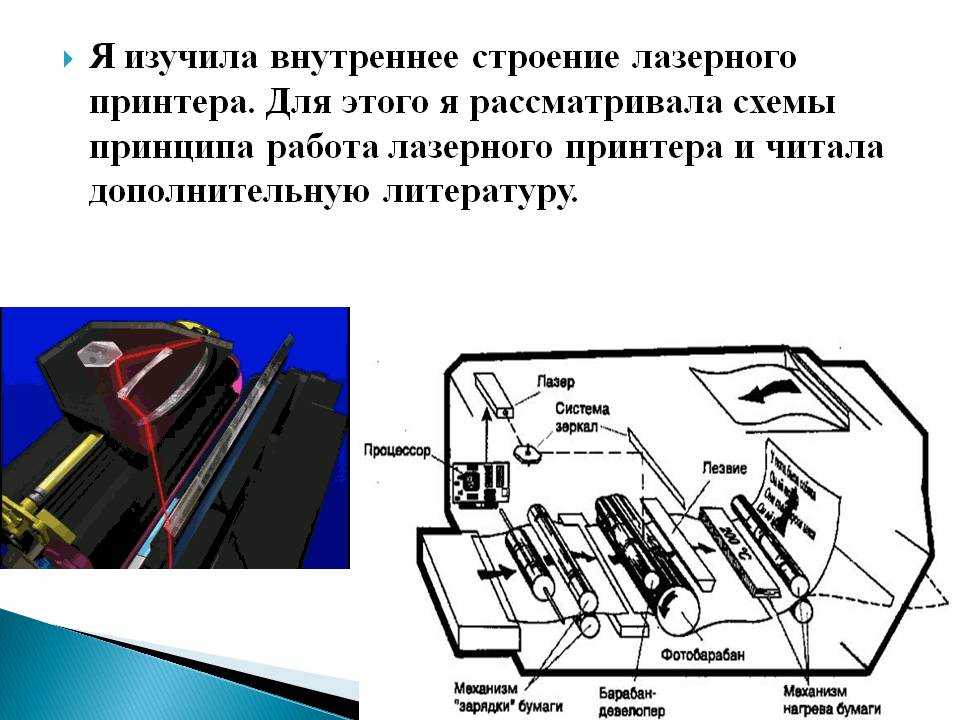 Получено с https://www.explainthatstuff.com/laserprinters.html. [Доступ (вставьте дату здесь)]
Получено с https://www.explainthatstuff.com/laserprinters.html. [Доступ (вставьте дату здесь)] Как вы увидите, это сложный танец данных, статического электричества и света. Подробнее о том, как работают лазерные принтеры, мы поговорим ниже.
Как вы увидите, это сложный танец данных, статического электричества и света. Подробнее о том, как работают лазерные принтеры, мы поговорим ниже. Лазерные принтеры будут фиксировать данные и обрабатывать цифровой документ.
Лазерные принтеры будут фиксировать данные и обрабатывать цифровой документ.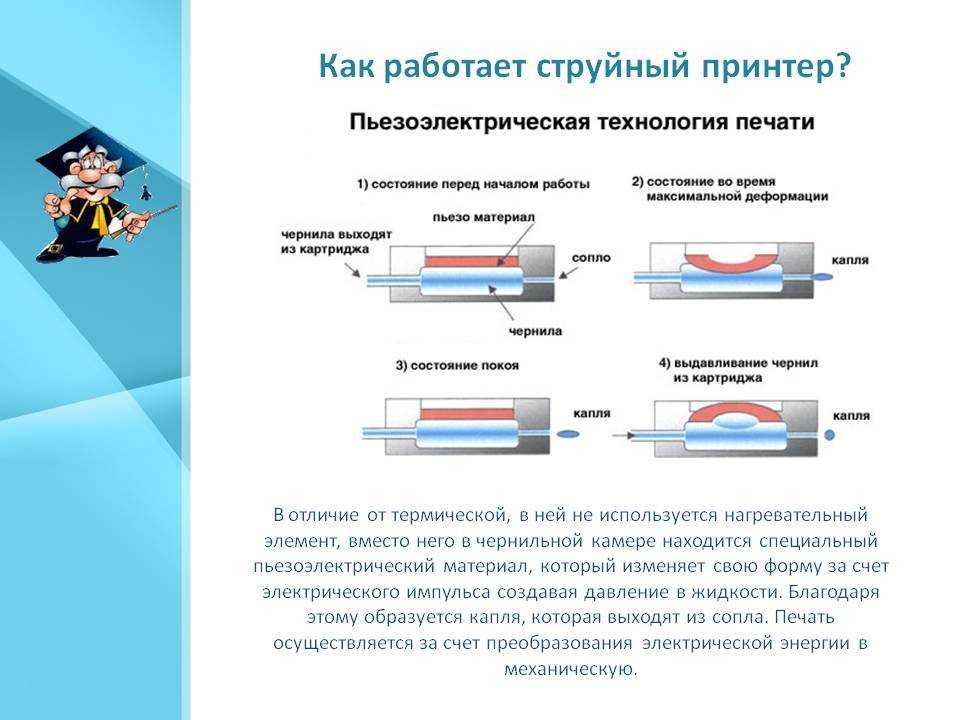 Добавление статического заряда к бумаге позволяет электростатическому переносу изображения на страницу лазерного принтера.
Добавление статического заряда к бумаге позволяет электростатическому переносу изображения на страницу лазерного принтера. Изображение, которое в конечном итоге будет напечатано, впервые существует в виде тонкого слоя электронов на фотобарабане.
Изображение, которое в конечном итоге будет напечатано, впервые существует в виде тонкого слоя электронов на фотобарабане.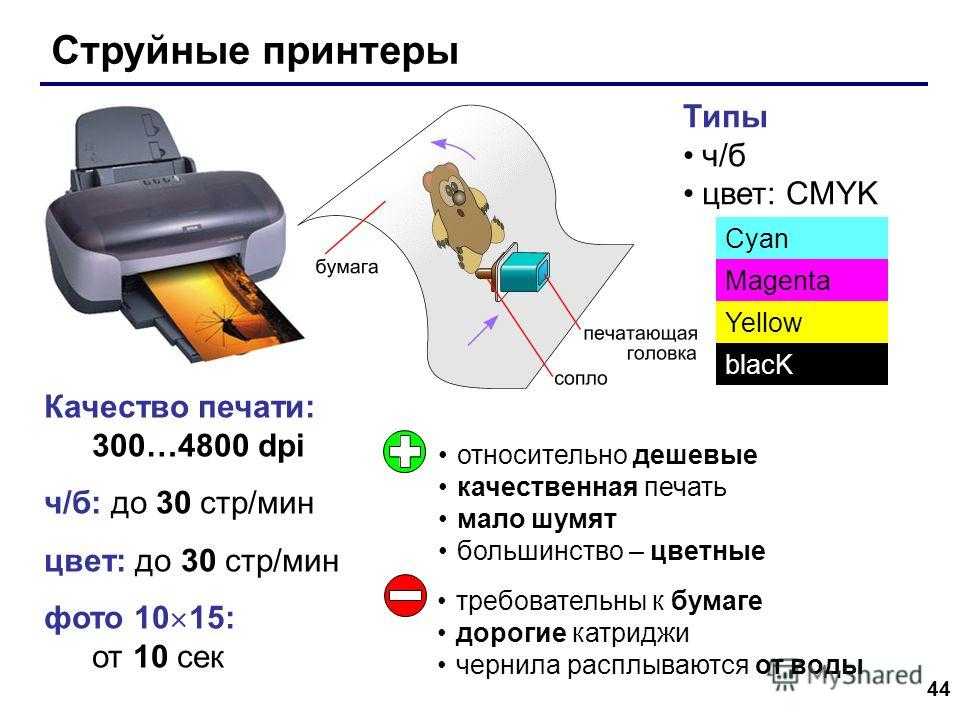


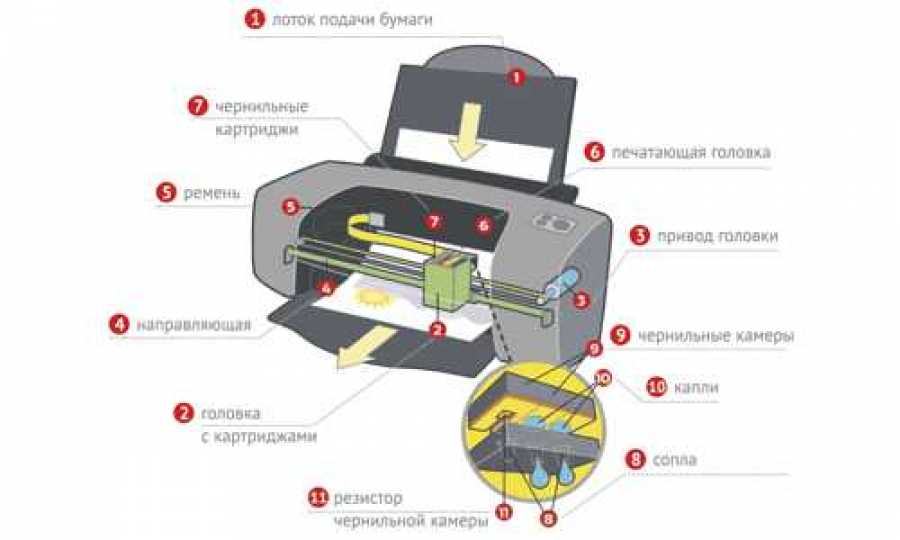 Тонер, оставшийся на фотобарабане и не перенесённый, вытирается в корзину для отработанного тонера.
Тонер, оставшийся на фотобарабане и не перенесённый, вытирается в корзину для отработанного тонера.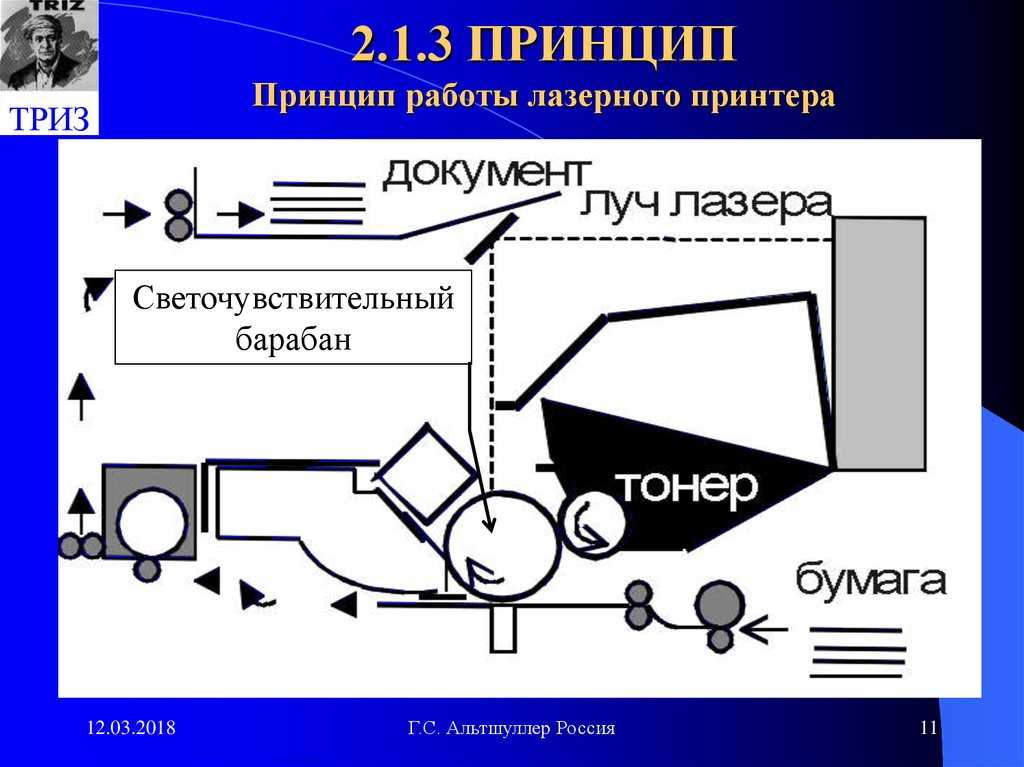 Частица будет прилипать к заряженным областям на странице.
Частица будет прилипать к заряженным областям на странице. Если вы печатаете тысячи страниц и большие объемы, вам следует серьезно подумать о лазерном принтере. Это снизит общую стоимость страницы.
Если вы печатаете тысячи страниц и большие объемы, вам следует серьезно подумать о лазерном принтере. Это снизит общую стоимость страницы.
 =»»>
=»»> =»»>
=»»> =»»>
=»»> Под его руководством и при непосредственном участии создано новое поколение малых космических аппаратов негерметичного конструктивного исполнения.
Под его руководством и при непосредственном участии создано новое поколение малых космических аппаратов негерметичного конструктивного исполнения.
 10Утвержден график личного приема граждан в общественной приемной Губернатора Красноярского края
10Утвержден график личного приема граждан в общественной приемной Губернатора Красноярского края
 k26.ru
k26.ru k26.ru
k26.ru С. Стальной железный вал Pro Modus3 Tour120 (конический наконечник 0,355 дюйма)
С. Стальной железный вал Pro Modus3 Tour120 (конический наконечник 0,355 дюйма) 370)
370) Nippon N.S. Стальные валы Pro Zelos 7
Nippon N.S. Стальные валы Pro Zelos 7 355)
355) 00
00 С. Стальной чугунный вал Pro 950GH (конический наконечник 0,355 дюйма)
С. Стальной чугунный вал Pro 950GH (конический наконечник 0,355 дюйма) 355)
355) 355)
355) 00
00 С. Pro 1150GH Tour Steel Iron Shaft (конический наконечник 0,355 дюйма)
С. Pro 1150GH Tour Steel Iron Shaft (конический наконечник 0,355 дюйма) С. Pro Zelos 6 Steel Iron Shaft
С. Pro Zelos 6 Steel Iron Shaft Ищете сменную штангу для драйвера или фарватера с установленным регулируемым наконечником-адаптером? Мы обеспечим вас: Купите собранные стержни для гольфа с наконечником-адаптером (установленным) — готовы к подключению и работе!
Ищете сменную штангу для драйвера или фарватера с установленным регулируемым наконечником-адаптером? Мы обеспечим вас: Купите собранные стержни для гольфа с наконечником-адаптером (установленным) — готовы к подключению и работе! иллюстрацию волос
иллюстрацию волос

 См, имеет трехступенчатую коробку передач и главную передачу.
См, имеет трехступенчатую коробку передач и главную передачу.
 Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв. » Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/shaft. По состоянию на 25 ноября 2022 г.
» Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/shaft. По состоянию на 25 ноября 2022 г.
 8 грн
8 грн Николаев
Николаев Днепр
Днепр A.R.FIT
A.R.FIT
 ..
.. ..
.. A.R.FIT Полировальник из шерсти «на липучке»…
A.R.FIT Полировальник из шерсти «на липучке»… Quantity}}+ {{price.FormattedPrice}}
Quantity}}+ {{price.FormattedPrice}} После загрузки всех изображений снова выберите параметр печати.
После загрузки всех изображений снова выберите параметр печати. Вы можете легко переставить его с одной кофемолки на другую или быстро снять со стола.
Вы можете легко переставить его с одной кофемолки на другую или быстро снять со стола.


 Прижимая датчик к колесу, вы просто фиксируете платформу под соответствующим углом, как показано на фото ниже.
Прижимая датчик к колесу, вы просто фиксируете платформу под соответствующим углом, как показано на фото ниже.



 От 28 голосов.
От 28 голосов. 121 Legend – vainmglory 14 ноября 2022 г.
121 Legend – vainmglory 14 ноября 2022 г. -14) 3 ноября 2022 г.
-14) 3 ноября 2022 г.


 57 грн
57 грн Киев
Киев 99 грн
99 грн Еще им можно отогревать зимой замки и разжигать костер в режиме газовой горелки.
Еще им можно отогревать зимой замки и разжигать костер в режиме газовой горелки.
 При 450-500 градусов жало обгорит очень быстро.
При 450-500 градусов жало обгорит очень быстро. ru — Dremel VersaTip Hobby Edition (F0132000KA) | Bosch | Электроинструмент | Интернет-магазин электроники
ru — Dremel VersaTip Hobby Edition (F0132000KA) | Bosch | Электроинструмент | Интернет-магазин электроники 5 cm
5 cm