Компрессор Abac винтовой Genesis I 22-500 4-10 бар (22 кВт 4-10 бар 500 л) 134037548 в Ульяновске (Компрессоры винтовые)
Россия
Ульяновск
Компрессоры
Компрессоры винтовые
Компрессор Abac винтовой Genesis I 22-500 4-10 бар (22 кВт 4-10 бар 500 л) 134037548 в Ульяновске
Цена: 1 264 200 ₽
за 1 шт.
Описание товара
Винтовой компрессор ABAC GENESIS I 22-500 4-10 бар устойчив и не нуждается в специальном закреплении на поверхности. Панель управления осуществляет контроль за работой агрегата и освещает всю информацию для правильного использования. В случае непредвиденных обстоятельств или поломки работу компрессора можно остановить при помощи аварийной кнопки. Очистку воздуха от примесей осуществляет специальный фильтр. Компрессор нашел свое применение на заводах, строительных площадках и в ремонтных мастерских.
Технические характеристики Тип двигателя электромотор Производительность 645 л/мин / 3666 л/мин / Номинальное давление 10 бар / 4 бар / Тип компрессора винтовой Конструкция масляный Привод ременной Мощность двигателя 22 кВт Напряжение сети 380 В Объем ресивера 500 л Расположение ресивера горизонтальное Габариты 193×78. 6×184 см Вес 702 кг Особенности компрессора Защита от повреждений Прочный металлический корпус предотвращает нежелательные повреждения всех внутренних деталей. Удобство управления Все элементы управления винтового компрессоа ABAC GENESIS I 22-500 4-10 бар 4152006625 вынесены на одну панель, что обеспечивает удобство и комфорт при работе. Микропроцессорный блок на русском языке обеспечивает управление и контроль всех компонентов компрессорной станции в автоматическом режиме реального времени с выводом на дисплей параметров его работы. Устойчивость на поверхности Четыре опорные ножки обеспечивают устойчивое положение на поверхности во время работы.
Преимущества
Прост в работе-
Рабочее давление 4-10 бар-
Производительность на выходе 645-3666 л/мин-
Защита от повреждений-
Надежный корпус-
Удобство технического обслуживания-
Не требует сложного сервисного обслуживания-
Долгий срок службы-
Низкий уровень шума.
Для получения более детальной информации о товаре перейдите по ссылке: Если у вас возникли вопросы по данному товару Компрессор Abac винтовой Genesis I 22-500 4-10 бар (22 кВт 4-10 бар 500 л) 134037548 вы можете смело позвонить нам для уточнения деталей. Гарантия: Гарантийный срок на всю продукцию от 1 года до 3 лет. Гарантийное и послегарантийное обслуживание осуществляется в сервисных центрах по всей России по всем группам товаров. В случае отсутствия сервисного центра в вашем городе, по договоренности с клиентом, осуществляется доставка оборудования до ближайшего сервиса. Дополнительная информация о доставке и оплате: Логистическая составляющая является одной из основных при дистанционной торговле. Мы это понимаем и уделяем большое внимание к логистике ваших заказов, благодаря этому, вы получаете свой заказ в оговоренные сроки, в целостности и сохранности. Совершая покупки в нашем интернет-магазине, вы приобретаете товар от лучших мировых производителей по максимально выгодным ценам, а льготные условия доставки, будут приятным бонусом для Вас. Фотографии
Купить компрессор abac винтовой genesis і 22-500 4-10 бар (22 квт 4-10 бар 500 л) 134037548Заказать1264200RUB В корзинуИли свяжитесь с продавцомСообщениеПостарайтесь кратко описать суть вашего вопроса продавцу (минимум 20 символов)ФИОТелефонE-mailОтправляя вопрос, вы соглашаетесь с пользовательским соглашением ознакоми(лся/лась) и принимаю егоВернуться назадв раздел «Компрессоры винтовые» Смотрите также товары категории «Компрессоры» Агрегаты компрессорно-конденсаторные Компрессоры Компрессоры винтовые Компрессоры воздушные Компрессоры высокого давления Компрессоры поршневые Компрессоры фреоновые Компрессоры холодильные Компрессоры центробежные Турбокомпрессоры Компрессоры в морском исполнении Компрессоры шестеренчатые Компрессоры газовые Воздушные компрессоры для производства Компрессоры стационарные общего назначения Компрессоры безмасляные Компрессорное оборудование Компрессоры ременные Блок-контейнеры компрессорные Компрессоры повышенного давления Компрессор дизельный передвижной Компрессор дизельный Аппараты высокого давления
Характеристики компрессора Abac винтового Genesis I 22-500 4-10 бара (22 кВт 4-10 бар 500 л) 134037548
— Страна производитель: Италия
Товары, похожие на Компрессор Abac винтовой Genesis I 22-500 4-10 бар (22 кВт 4-10 бар 500 л) 134037548
Достаточно ждать, закажите «Компрессор Abac винтовой Genesis I 22-500 4-10 бар (22 кВт 4-10 бар 500 л) 134037548» от организации «100kwatt. ru (100Киловатт) интернет-магазин» в нашем каталоге БизОрг. Цена составляет 1264200 ₽ при минимальном заказе в 1 шт..
специальные условия по цене и сервису для пользователей сайта BizOrg.Su;
четкое выполнение своих обязательств;
разнообразные методы оплаты.
Вопросы и ответы на популярные вопросы:
Как оставить заявку
Осуществите звонок в компанию «100kwatt.ru (100Киловатт) интернет-магазин», используя контактные данные, которые указаны вверху страницы справа, чтобы оформить заявку на «Компрессор Abac винтовой Genesis I 22-500 4-10 бар (22 кВт 4-10 бар 500 л) 134037548». Не забудьте указать, что увидели организацию, пребывая на площадке BizOrg.
Описание не соответствует действительности, мобильный телефон не отвечает и прочее
Обратитесь в нашу службу технической поддержки, если у Вас появились сложности во время связи с фирмой «100kwatt.ru (100Киловатт) интернет-магазин», а также в обязательном порядке напишите идентификаторы организации (699928) и идентификационные данные товара/услуги (12684650).
Общие сведения:
дата размещения объявления: 09.12.2016;
последнее обновление информации – 15.04.2020;
29 – именно такое количество потенциальных клиентов обратило внимание на предложение за все время. И ежедневно это число растет;
у вас есть возможность найти «Компрессор Abac винтовой Genesis I 22-500 4-10 бар (22 кВт 4-10 бар 500 л) 134037548» в разделах «Промышленное оборудование, станки, механизмы», «Машины и оборудование универсального применения», «Компрессоры», «Компрессоры винтовые».
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией 100kwatt.ru (100Киловатт) интернет-магазин цена товара «Компрессор Abac винтовой Genesis I 22-500 4-10 бар (22 кВт 4-10 бар 500 л) 134037548» (1 264 200 ₽) может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании 100kwatt. ru (100Киловатт) интернет-магазин по указанным телефону или адресу электронной почты.
Телефоны:
+79510956756
Купить компрессор Abac винтовой Genesis I 22-500 4-10 бар (22 кВт 4-10 бар 500 л) 134037548 в Ульяновске:
просп. ген. Тюленева, д. 1
Компрессор Abac винтовой Genesis I 22-500 4-10 бар (22 кВт 4-10 бар 500 л) 134037548
Компрессоры ABAC GENESIS без ресивера | с ресивером
Полезная информация
Компрессор Abac Genesis — Преимущества
это пользующийся повышенным спросом винтовой компрессор на территории России и стран СНГ;
данное оборудование имеет удачно разработанную конструкцию;
он максимально прост в эксплуатации и обслуживании;
винтовой компрессор ABAC GENESIS был спроектирован в строгом соответствии с экологическими нормами;
компрессор GENESIS оснащён функциями очистки (пакетом)воздушной массы в составе хладагента R 134-a сушки с газом до фильтрования, модульный отвод сконденсированной влаги;
очень прост в режимах «включения»/ «отключения»;
воздух после винтового компрессора GENESIS становятся настолько сухими и чистыми, что может быть использованы в разных сферах промышленности;
конструкция винтового компрессора Genesis позволяет производить замену большого количества комплектующих, что позволяет рационально использовать рабочее время;
полученный воздух технически сухой и чистый для стандартного производства. Соответствует 1 классу качества по твердым частицам и примесям масел и 4 классу качества по содержанию влаги.
ABAC Genesis — Особенности комплектации
наличие в данном компрессоре системы подготовки воздуха (она имеет в своей комплектации 3 фильтра, которые способствуют удалению твёрдых частиц и добавления масла и осушитель;
наличие ресивера, который накапливает сжатые воздушные массы;
наличие устройства управления на базе микропроцессоров МС2 на русском языке, основная функция которого заключена в том, чтобы управлять и контролировать все комплектующие компрессора GENESIS, и что позволяет максимально обеспечивать энергосберегающий режим;
наличие электрощита управления, функцией которого является создание возможности безопасного выполнения всех электроподключений;
наличие остова, максимально «впитывающего» звук и вибрацию, который обеспечивает очень удобное и практичное проникновение ко всем узлам и блокам, располагающимся внутри данного оборудования, для «включения»/«отключения» и техобслуживания.
Таким образом, винтовой компрессор Abac Genesis в свою комплектацию включает всё необходимое, что является неоспоримой гарантией высочайшего удобства в работе. Самой популярной моделью является, пожалуй, винтовой компрессор Abac Genesis 11, c двигателем 11 кВт, однако постоянно в наличии имеются и другие модели, компрессоры Genesis 5,5, Genesis 7,5, Genesis 15, Genesis 18,5 и Genesis 22.
В компании «ТехМаш» всегда можно купить компрессоры Genesis по ценам, которые Вас приятно удивят. Обратившись в ООО «ТехМаш», Вы получите у наших специалистов исчерпывающую информацию, касающуюся компрессоров винтовых ABAC GENESIS.
1 — Воздушная головка 2 — Электродвигатель 3 — Блок управления MC2 4 — Стартер типа «звезда/треугольник» 5 — Блок подготовки сжатого воздуха 6 — Частотный инвертор (опция) 7 — Электрический вентилятор 8 — Всасывающий фильтр 9 — Масляный сепаратор 10 — Масляный фильтр 11 — Впускной клапан 12 — Панель пре-фильтра 13 — Воздушно-масляный охладитель 14 — Ресивер
Воздушные компрессоры Genesis — от 5,5 до 22 кВт
Спросите цену
Скачать брошюру
Свяжитесь с нами и узнайте все о своем следующем винтовом компрессоре!
Фиксированная скорость
Модель
Номер детали
л
Бар
л/мин
кВт
HP
дБ(А)
Д х Ш х В (мм)
кг
БСП
ГЕНЕЗИС 5,5
4152025400
270
8
880
5,5
7,5
62
1150 х 665 х 1687
338
ГЕНЕЗИС 5,5
4152025401
270
10
700
5,5
7,5
62
1150 х 665 х 1687
338
ГЕНЕЗИС 5,5
4152025408
500
8
880
5,5
7,5
62
1935 х 665 х 1689
426
ГЕНЕЗИС 5,5
4152025409
500
10
700
5,5
7,5
62
1935 х 665 х 1689
426
ГЕНЕЗИС 7,5
4152025402
270
8
1240
7,5
10
63
1150 х 665 х 1687
346
ГЕНЕЗИС 7,5
4152025403
270
10
1080
7,5
10
63
1150 х 665 х 1687
346
ГЕНЕЗИС 7,5
4152025404
270
13
830
7,5
10
63
1150 х 665 х 1687
346
ГЕНЕЗИС 7,5
4152025410
500
8
1240
7,5
10
63
1935 х 665 х 1689
431
ГЕНЕЗИС 7,5
4152025411
500
10
1080
7,5
10
63
1935 х 665 х 1689
431
ГЕНЕЗИС 7,5
4152025412
500
13
830
7,5
10
63
1935 х 665 х 1689
431
ГЕНЕЗИС 11
4152025405
270
8
1675
11
15
65
1150 х 665 х 1687
366
ГЕНЕЗИС 11
4152025406
270
10
1510
11
15
65
1150 х 665 х 1687
366
ГЕНЕЗИС 11
4152025407
270
13
1210
11
15
65
1150 х 665 х 1687
366
ГЕНЕЗИС 11
4152025413
500
8
1675
11
15
65
1935 х 665 х 1689
451
ГЕНЕЗИС 11
4152025414
500
10
1510
11
15
65
1935 х 665 х 1689
451
ГЕНЕЗИС 11
4152025415
500
13
1210
11
15
65
1935 х 665 х 1689
451
ГЕНЕЗИС 15
4152025544
270
8
2330
15
20
67
1150 х 665 х 1687
367
ГЕНЕЗИС 15
4152025545
270
10
2110
15
20
67
1150 х 665 х 1687
367
ГЕНЕЗИС 15
4152025546
270
13
1690
15
20
67
1150 х 665 х 1687
367
ГЕНЕЗИС 15
4152025547
500
8
2330
15
20
67
1935 х 665 х 1689
455
ГЕНЕЗИС 15
4152025548
500
10
2110
15
20
67
1935 х 665 х 1689
455
ГЕНЕЗИС 15
4152025549
500
13
1690
15
20
67
1935 х 665 х 1689
455
ГЕНЕЗИС 18
4152025550
500
8
3110
18,5
25
69
1939 х 805 х 1841
624
ГЕНЕЗИС 18
4152025551
500
10
2720
18,5
25
69
1939 х 805 х 1841
624
ГЕНЕЗИС 18
4152025552
500
13
2300
18,5
25
69
1939 х 805 х 1841
624
ГЕНЕЗИС 22
4152025553
500
8
3650
22
30
70
1939 х 805 х 1841
640
ГЕНЕЗИС 22
4152025554
500
10
3240
22
30
70
1939 х 805 х 1841
640
ГЕНЕЗИС 22
4152025555
500
13
2770
22
30
70
1939 х 805 х 1841
640
Переменная скорость
Тип
Номер детали
л
Бар
кВт
HP
Мин л/мин
Макс. л/мин
дБ(А)
Д х Ш х В (мм)
кг
БСП
БЫТИЕ I 7,5
4152025484
270
13
7,5
10
125
1200
63
1150 х 665 х 1687
355
БЫТИЕ I 7,5
4152025486
500
13
7,5
10
125
1200
63
1935 х 665 х 1689
440
БЫТИЕ I 11
4152025485
270
13
11
15
380
1750
65
1150 х 665 х 1687
375
БЫТИЕ I 11
4152025487
500
13
11
15
380
1750
65
1935 х 665 х 1689
460
БЫТИЕ I 15
4152025646
270
10
15
20
620
2310
67
1150 х 665 х 1687
377
БЫТИЕ I 15
4152025647
270
13
15
20
620
2310
67
1150 х 665 х 1687
377
БЫТИЕ I 15
4152025648
500
10
15
20
485
1865
67
1935 х 665 х 1689
462
БЫТИЕ I 15
4152025649
500
13
15
20
485
1865
67
1935 х 665 х 1689
462
БЫТИЕ I 18
4152025650
500
10
18,5
25
575
2935
69
1939 х 805 х 1841
635
БЫТИЕ I 18
4152025651
500
13
18,5
25
490
2465
69
1939 х 805 х 1841
635
Информация по ремонту Genesis g70 от Джерри, вашего личного страхового покупателя
Трубка рециркуляции отработавших газов (EGR) перерабатывает выбросы вашего автомобиля, что дает вашему двигателю дополнительную мощность и снижает углеродный след. Сломанная трубка системы рециркуляции отработавших газов уменьшит расход топлива и подтолкнет ваш автомобиль к снижению уровня выбросов.
Без работающей трубки рециркуляции отработавших газов вы можете не пройти обязательный тест на выбросы загрязняющих веществ, поэтому в ваших же интересах как можно скорее отдать автомобиль на ремонт.
Вот все, что вам нужно знать о замене трубки рециркуляции отработавших газов, разработанной брокером по автомобильному страхованию с самым высоким рейтингом Джерри.
Имейте в виду, что ваше местоположение является еще одним фактором, определяющим окончательную стоимость ремонта. В районах с более высокой стоимостью жизни обычно более дорогие услуги по ремонту автомобилей, особенно если местная конкуренция меньше. В таблице ниже приведена оценка того, сколько платят водители Genesis g70 в разных городах.
Точная стоимость также варьируется в зависимости от года выпуска модели Genesis. Например, более новые модели автомобилей обычно изготавливаются из более дорогих материалов, поэтому последние модели или модели высокого класса будут стоить дороже, особенно если для обслуживания требуется замена детали. Воспользуйтесь приведенной ниже таблицей, чтобы рассчитать стоимость вашего автомобиля.
Что такое трубка рециркуляции отработавших газов?
Трубка (или клапан) рециркуляции отработавших газов (EGR) снижает выбросы вашего автомобиля, в результате чего через выхлопную трубу выходит меньше выхлопных газов. Он обеспечивает циркуляцию газа от двигателя и выталкивает его обратно во впускной коллектор, где двигатель прожигает его снова .
Без работающей системы рециркуляции отработавших газов ваш автомобиль, скорее всего, не будет соответствовать нормам выбросов и окажет более серьезное воздействие на окружающую среду. Кроме того, ваш двигатель теряет мощность из-за рециркуляции газа, что приводит к уменьшению расхода бензина.
Когда требуется замена трубки рециркуляции отработавших газов?
Рекомендуется проводить очистку системы впуска воздуха от нагара каждые 50 000 миль. Это очистит вашу систему впуска воздуха от шлама и углерода. Это может предотвратить необходимость более серьезного ремонта из-за проблем с трубкой рециркуляции отработавших газов.
Тем не менее, есть несколько признаков того, что вам следует проверить трубку рециркуляции отработавших газов:
Загорелся индикатор Check Engine.
Двигатель тарахтит при ускорении.
Двигатель имеет неровный холостой ход.
Запах топлива при работе автомобиля.
Если возникла проблема, как можно скорее доставьте свой автомобиль к механику. Вы не только нанесете вред окружающей среде и расходу топлива из-за сломанной трубки рециркуляции отработавших газов, но и не пройти тест на выбросы , что не позволит вам зарегистрировать свой автомобиль.
Как заменить трубку рециркуляции отработавших газов
Перед заменой трубки EGR ваш механик должен осмотреть вакуумный шланг , прикрепленный к трубке EGR. Причиной вашей проблемы может быть трещина в вакууме, а не неисправная трубка EGR.
Если трубку EGR необходимо заменить, механик:
Проверит датчик EGR
Убедитесь в отсутствии засоров в системе EGR.
Снимите трубку EGR
Установите новую трубку EGR
Запустите автомобиль, чтобы проверить новую трубку EGR
После замены вы обнаружите, что выбросы стали меньше, а расход топлива снова увеличился.
Как найти доступную страховку на автомобиль
Не останавливайтесь на новой трубке рециркуляции отработавших газов — также обновите страховой полис на машину, и вы сможете сэкономить сотни долларов в год!
Страховой брокер Джерри не зря является страховым приложением номер один в App Store. Джерри позволяет легко найти отличное страховое покрытие по низкой цене. Быстрая бесплатная регистрация даст вам доступ к десяткам конкурентоспособных предложений по страхованию от ведущих поставщиков.
Просто найдите полис, который соответствует вашим потребностям, и Джерри оформит все документы, чтобы вас зарегистрировать, и поможет аннулировать старый полис!
Джерри не просто предлагает справедливую стоимость ремонта для водителей Genesis! Наша команда писателей собрала все, что вам нужно знать для каждого автомобиля. Вот сколько стоит ремонт некоторых популярных автомобилей:
Автомобиль
Общая оценка стоимости
Стоимость запчастей
Стоимость рабочей силы
Средняя цена дилера
Estimated Service Duration
2002
Toyota Solara
$241.82
$123.82
$118
$278.96
1h
1998
Ford Mustang
$506.58
$305.98
200,6 $
598,37 $
1,7 ч
1968
Plymouth Satellite
9
3 2372920 $0020 $92. 37
$145.53
$265.61
1.23h
1995
Ford LA8000F
$197.18
$79.18
$118
$220.93
1h
1965
GMC B3500
$ 210,31
$ 64,78
$ 145,53
$ 229,74
1,23H
1989
CHEVROLET v2500 Suburban
Chevrolet V2500 9003
.0020 269,71 $
124,18 $
145,53 $
306,96 $
1,23 часа
Стоимость ремонта может варьироваться в зависимости от того, на каком сервисе Genesis вам нужно сэкономить, но стоимость ремонта может варьироваться, но стоимость ремонта может варьироваться в зависимости от того, на каком Genesis вам нужно сэкономить деньги! Просто скачайте приложение Jerry, чтобы снизить страховые взносы. Менее чем за 45 секунд Джерри собирает всю вашу информацию от вашей существующей страховой компании.
Вы можете очень быстро сравнить цены станка для кромки стекла и подобрать оптимальные варианты из более чем 78545 предложений
Станок обработки кромки стекла
Состояние: Новый Производитель: Китай
В наличии
9-ти шпиндельный станок для прямолинейной обработки кромки стекла. Станок 2016 года производства, покупался в компании «Станки мира» новым. До ноября 2017 года действует гарантия.Станок в отличном…
26.06.2017
Москва (Россия)
610 000
Станок для прямолинейной обработки кромки стекла LINSHI LZM9325
Состояние: Б/У Год выпуска: 2013 Производитель: Linshi (Китай)
Станок в исправном рабочем состоянии. 2013 года выпуска. Год назад был полностью заменен конвеер. Сейчас станок разобран для перевозки на склад, будем делать предпродажную подготовку: отмывать от…
13.09.2022
Казань (Россия)
400 000
Станок для прямолинейной обработки кромки стекла LINSHI LZM9325, 2013г
Состояние: Б/У Год выпуска: 2013 Производитель: LINSHI (Китай)
Станок в исправном рабочем состоянии. 2013 года выпуска. Год назад был полностью заменен конвеер. Сейчас станок разобран для перевозки на склад, будем делать предпродажную подготовку: отмывать от…
28.11.2020
Казань (Россия)
400 000
Станок для двухсторонней прямолинейной обработки/полировки кромки стекла BSM3520
Состояние: Новый Год выпуска: 2015 Производитель: Китай
Станок предназначен для прямолинейной обработки/полировки кромки стекла одновременно с двух сторон. При совместном использовании двух подобных станков (+ стол транспортировки) образуется L-образная…
28.11.2018
Новосибирск (Россия)
4 500 000
Станок для обработки кромки стекла ENKONG ZM 4
Состояние: Б/У Год выпуска: 2010
Продается станок для обработки кромки стекла.
Станок для обработки кромки стекла ENKONG ZM 4.
Оборудование в идеальном рабочем состоянии в эксплуатации 3 года.
26.08.2013
Уфа (Россия)
320 000
Станок для обработки прямолинейной кромки стекла «DZM 4»
Состояние: Новый Год выпуска: 2015
В наличии
С помощью этого станка прямолинейная обработка кромки стекла происходит автоматически и образуется фаска с углом в 45*. Оборудование может быть использовано на стекольных и мебельных предприятиях,…
31.07.2018
Москва (Россия)
станок для обработки кромки стекла
Состояние: Б/У Производитель: Россия
Продам станок для обработки кромки стекла.Все вопросы по телефоны 89519409994.Чусовой.
24.11.2015
Чусовой (Россия)
станки для прямолинейной и криволинейной обработки кромки стекла
Состояние: Новый Производитель: собственное производство (Россия)
Станок для обработки кромки стекла ООО «ПромМашСервис»…
10.05.2016
Подольск (Россия)
Станок для обработки фигурной кромки стекла и фацета ALBA 135F
Состояние: Б/У Год выпуска: 2007 Производитель: Alba (Китай)
Станок предназначен для обработки кромки стекла фигурных заготовок, формирования фацета по всему контуру без использования шаблона и прямолинейной обработки кромки стекла длиной до 2 метров. Он…
21.07.2016
Бор (Россия)
200 000
Автоматический станок для обработки прямолинейной кромки стекла Enkong ZM9
Состояние: Новый Год выпуска: 2012
В наличии
Предназначен для чистовой шлифовки и полировки кромки стекла с целью устранения неровностей после разлома и получения прямой еврокромки с полированными фасками под углом 45°. Подача стекла…
17.12.2012
Москва (Россия)
Автоматический станок для обработки прямолинейной кромки стекла Enkong ZM4
Состояние: Новый Год выпуска: 2012
В наличии
Предназначен для чистовой шлифовки кромки стекла с целью устранения неровностей после разлома и получения прямой МАТОВОЙ еврокромки с фасками под углом 45°. Подача стекла осуществляется…
17.12.2012
Москва (Россия)
Станок для обработки прямолинейной кромки стекла «DZM9 new»
Состояние: Новый Год выпуска: 2015
В наличии
Производитель:«DEWAY», Китай
Предназначен для чистовой шлифовки и полировки кромки стекла с целью устранения неровностей после разлома и получения прямой евро-кромки с полированными фасками под…
31.07.2018
Москва (Россия)
ленточный станок для обработки стекла
куплю ленточный станок для обработки кромки стекла, в хорошем состоянии, возможность доставки до транспортной.
07.10.2013
Череповец (Россия)
80 000
п/автомат для обработки криволинейной кромки стекла
Состояние: Б/У Год выпуска: 2010 Производитель: КНР
п/автомат для обработки криволинейной кромки стеклаСтанок для обработки криволинейной кромки стекла п/автомат , практически не работал
17. 11.2019
Миасс (Россия)
130 000
станки для обработки стекла и кристаллов
Состояние: Б/У
Куплю станки для обработки стекла и кристаллов: Алмаз 250, Ш150К, 3ШП-320, ЦСП-100 или аналоги. Постоянно покупаем.
26.06.2016
Москва (Россия)
Горизонтальный станок для сверления стекла ENKONG ZJ130
Состояние: Б/У Год выпуска: 2014 Производитель: ENKONG (Китай)
Горизонтальный станок для сверления стеклаСтанок в рабочем состоянииСверление на станке в полуавтоматическом режиме.Устройство для быстрого изменения глубины засверливания в стекло нижнего…
21.07.2016
Бор (Россия)
350 000
Вертикальный станок для обработки прямолинейной кромки стекла Bottero, мод. Victralux
Состояние: Новый
В наличии
Компания BOTTERO производит 4 различных станка для производства прямолинейной «евро кромки». Различия между ними заключаются только в вариации и количестве шпинделей.
Станок VICTRALUX 108 F/CD…
17.12.2012
Москва (Россия)
Станок для обработки криволинейной кромки стекла и фацета «DYM 1»
Состояние: Новый Год выпуска: 2016 Производитель: «Deway» (Китай)
«DYM 1» – это полуавтоматический станок для обработки фигурной кромки и нанесения фацета на стекло. Прост в работе и применим для различных целей.Отличительные особенности: Рабочий стол…
31.07.2018
Москва (Россия)
Автоматический станок для обработки прямолинейной кромки стекла Enkong ZM11J
Состояние: Новый Год выпуска: 2012
В наличии
Предназначен для обработки кромки листового стекла различного размера и толщины с получением прямого угла среза, РЕГУЛИРУЕМОГО скоса и острой кромки. ОБЛАСТЬ ПРИМЕНЕНИЯ: Идеально…
17.12.2012
Москва (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку для кромки стекла почти как на Авито и TIU
Видео станка для кромки стекла
Какое оборудование применяется для обработки стекла
Современный рынок предлагает широкий выбор оборудования и инструментов для обработки стекла, без которого сложно представить работу любого предприятия, работающего с этим материалом. В статье мы разберемся какое необходимо оборудование для обработки стека и почему она настолько важно.
Чем обрабатывают кромки
Для представленной операции существует несколько моделей станков – для прямых линий и для стекла с нестандартными формами. Также есть универсальное оборудование, предназначенное для работы с любой кромкой.
Благодаря периферическим кругам, а также возможности настройки угла фаски, выполняют высокоточную обработку кромки. Такое оборудование представлено:
вертикальными;
горизонтальными моделями;
линиями для автостекла;
ленточными;
фигурными видами.
Чем выполняют раскрой
Для прямоугольного и фигурного раскроя используют разные станки. Модели отличаются режущей головкой, что позволяет достичь конкретной толщины стекла.
Станки компьютеризованы, благодаря чему все рабочие процессы автоматизированы.
Что используют для сверления
Есть 2 типа станков, выполняющих сверление стекла, – горизонтальные и вертикальные. Обработка происходит одновременно с двух сторон, благодаря чему удается достичь точного отверстия без сколов.
Что нужно для покрытия фацетом
Разные модели оборудования для фацетирования могут работать со стеклом определенной формы по периметру и с идентичной шириной. В ходе работы не используют шаблоны.
Станки для фацетирования существуют:
фигурные;
вертикальные для прямых линий.
Что нужно для пескоструйной обработки
С помощью пескоструя можно нанести на стекло узор или сделать его матовым. Процесс представляет собой механическую обработку поверхности потоком сжатого воздуха со специальным абразивом.
Пескоструйное декорирование выполняется по замкнутому циклу, благодаря чему расход материала небольшой.
Моллирование и фьюзинг
Представленные станки способны создать из стекла настоящее произведение искусства. Полученные изделия имеют широкую область использования благодаря спеканию разных фигурных частей.
Такое художественное стекло востребовано для декорирования интерьера, а сами станки можно эксплуатировать для создания всевозможной сувенирной продукции – от ваз, до рамки для фотографий.
Кроме того, для работы со стеклом также используют:
печи для закалки;
моющие машины;
модели для гидроабразивной резки;
станки для производства «Триплекса», стеклопакетов;
подъемники.
Необходимые инструменты для работы со стеклом
Для работы оборудования могут понадобиться:
фрезы, сверла;
периферийные, полировочные, чашечные круги;
алмазные режущие диски;
пистолеты для пескоструя;
стеклорезы;
зенкеры и прочие инструменты.
Чтобы достичь высококачественной обработки стекла, важно применять проверенные станки и вспомогательные инструменты, которые не могут стоить дешево.
Автоматический стол для резки стекла — CMS Glass Machinery
Автоматический стол для резки стекла — идеальная машина для прямой и фигурной резки флоат-стекла. Благодаря своей компактной конструкции станок занимает минимальную площадь, а продуманная конструкция обеспечивает максимальную точность и минимальные допуски на резку.
Выберите свою модель
У нас есть модели разных размеров. Выберите наиболее подходящую модель в соответствии с вашими потребностями.
Настройка линии
Сконфигурируйте свою линию и производственную площадь в соответствии со своими потребностями и предпочтениями с помощью CMS Glass Machinery. Серия OCKM имеет долговечную структуру и стабильную конструкцию, которые помогут вам минимизировать эксплуатационные расходы.
Автоматическая прямая и фигурная резка стекла
Наши машины для резки стекла стандартно готовы к резке всех видов прямых и формованных стекол. Они могут быть загружены из библиотеки по умолчанию, импортированы из файла dxf или загружены непосредственно через программное обеспечение для оптимизации стекла.
Автоматическая регулировка скорости и давления
Управляющее программное обеспечение распознает тип стекла и назначает оптимальное давление и скорость для резки стекла. Давление можно регулировать в зависимости от скорости, чтобы всегда резать на максимальной скорости и с наивысшим качеством.
Резка стекла с нанесением виниловой пленки Характеристика
Диск для резки стекла специальной конструкции (опция VGC) предназначен для автоматической резки стекла с нанесением винила. Поскольку он имеет систему, отличную от обычного режущего инструмента, он сохраняет свои функциональные возможности, обеспечивая высокое качество резки винилового стекла.
Удаление краев низкоэмиссионного стекла
Система удаления поверхностей на низкоэмиссионном стекле (дополнительная функция) является идеальным решением для эпизодического производства низкоэмиссионного стекла. Мы предлагаем два разных решения.
Кисть для удаления краев с низким коэффициентом излучения
Благодаря этому решению (опция BED) наши машины для резки стекла могут выполнять удаление краев и удалять низкоэмиссионную пленку с краев стекла с помощью металлической щетки с электроприводом.
Круговое удаление краев с низким коэффициентом излучения
С помощью этого решения (опция WED) наши машины для резки стекла могут выполнять удаление более широких краев и удаление низкоэмиссионной пленки с помощью шлифовального круга с серводвигателем.
Система маркировки стекла
Эта функция (дополнительная) обеспечивает маркировку каждой стеклянной детали путем наклеивания этикетки или распыления чернил. Благодаря нашим технологиям маркировки отслеживание стекла на этапах производства всегда будет проще, чем когда-либо.
Система маркировки этикеток/стекла
Это решение (опция LMS) может быть установлено на наших автоматических машинах для резки стекла с полной гибкостью в отношении положения этикетки и печатного текста со всеми сведениями о стекле, информацией о покупателе или производителе и так далее.
Струйная система / Система маркировки стекла
Это решение (опция IMS) может быть установлено на наших автоматических машинах для резки стекла с полной гибкостью в отношении положения струйной печати и распыления краски со всеми деталями стекла, данными заказчика или производителя и т. д. .
Автоматическое выравнивание стекла
Станок для резки стекла автоматически рассчитывает поворот стекла на столе и применяет соответствующую коррекцию программного уровня, что делает ненужным физическое выравнивание листа.
Программное обеспечение для оптимизации стекла
Наши станки для резки стекла включают в себя мощное программное обеспечение для оптимизации стекла на панели управления в стандартной комплектации для создания и управления оптимизациями для минимизации отходов стекла в процессе резки.
Робот для загрузки стекла
Робот для загрузки стекла (опция FYM) может быть интегрирован в наш стол для резки стекла, который предназначен для автоматического удаления вертикально расположенных стеклянных листов со складских подставок и перемещения их горизонтально на автоматический стол для резки стекла.
ПЕРЕЙТИ К МАШИНЕ
Наклонный стол для разбивания стекла
Наклонный стол для разбивания стекла (опция CKM) может быть интегрирован в наш стол для резки стекла, который предназначен для разбивания и сортировки листов стекла, а также используется для загрузки листов стекла больших размеров. . Стол имеет систему воздушной подушки для легкого перемещения стекла и ломики для легкого разделения стекла.
ПЕРЕЙТИ К МАШИНЕ
Фиксированный стол для разбивания стекла
Фиксированный стол для разбивания стекла (опция KM) может быть интегрирован в эту модель нашего стола для резки стекла, предназначенного для разбивания и сортировки стеклянных листов. Стол имеет систему воздушной подушки для легкого перемещения стекла и ломики для легкого разделения стекла.
ПЕРЕЙТИ К МАШИНЕ
Управление рецептами
В этой машине мы предлагаем усовершенствованную систему управления рецептами, которая может сохранять ваши пользовательские настройки, такие как различные типы стекла, разная толщина стекла и многое другое для последующего использования, что делает использование машины более удобным. легко для любого оператора, который использует машину.
Панель оператора
Мы предлагаем усовершенствованную, но очень простую в использовании систему панели управления, которая улучшает работоспособность машин и систем, а также предлагает выдающийся дизайн и передовые технологии. Эта инновационная система панели управления, которую мы разработали, также поставляется с системой удаленного доступа для послепродажного обслуживания.
Система удаленного доступа
Система удаленной технической помощи, основанная на наборе программных инструментов, которая позволяет уполномоченным сотрудникам наших послепродажных служб быстро и эффективно управлять задачами технического обслуживания или помощи в любой точке мира. Доступ через Интернет всегда осуществляется с предварительного согласия заказчика.
КАК ЭТО РАБОТАЕТ?
Загрузка стекла выполняется вручную, и стекло вручную позиционируется на опорных точках. После этого по команде оператора машина автоматически определяет положение листа стекла по осям x и y и начинает процесс резки. Стандартные формы, импортированные формы или отсканированные формы можно легко вырезать. Программа ЧПУ автоматически регулирует максимальную скорость оси для процесса резки с учетом результатов оптимизации и сводит к минимуму движение оси и обеспечивает максимально короткое время резки и шлифовки.
ОСОБЕННОСТИ
Быстрая, точная и стабильная резка
Простота транспортировки, простота установки
Компактный и эффективный дизайн
Минимальное поверхностное трение благодаря системе воздушной подушки
ХАРАКТЕРИСТИКИ
Прямая и фигурная резка стекла
Наши станки для резки стекла стандартно готовы к резке всех видов прямых и формованных стекол. Они могут быть загружены из библиотеки по умолчанию, импортированы из файла dxf или загружены непосредственно через программное обеспечение для оптимизации стекла.
Удаление краев низкоэмиссионного стекла
Система удаления кромок низкоэмиссионного стекла является идеальным решением для периодического производства низкоэмиссионного стекла. Ход подвода устройства для удаления кромки управляется пропорциональным клапаном, а его путь также оптимизирован для резки по форме, что позволяет сократить время машинного цикла.
Система лазерного сканирования
Система позволяет получить шаблон формы с помощью лазерного датчика стола для резки. Интеллектуальные алгоритмы представляют новое поколение функции сканирования формы. Это быстрее и точнее, чем стандартное сканирование по «неинтеллектуальной сетке».
Резка винилового стекла
Инструмент, предназначенный для автоматической резки винилового стекла. Поскольку он имеет ту же систему, что и режущий инструмент, он сохраняет свои функциональные возможности, обеспечивая высокое качество резки независимо от сложности форм при идеальном достижении.
Автоматическое выравнивание стекла
Система автоматического выравнивания стекла автоматически определяет положение стекла на столе и применяет программную коррекцию, что делает ненужным физическое выравнивание листа.
Автоматическая регулировка скорости резки стекла и давления
Управляющее программное обеспечение распознает тип стекла и назначает оптимальное давление для его резки. Давление можно регулировать в зависимости от скорости, чтобы всегда резать максимально качественно, чему способствует электронный клапан постоянной смазки режущего диска.
Двойной масляный бак для различных типов стекла
Двойной масляный бак для использования различных масел при обработке специального стекла, особенно при резке низкоэмиссионного стекла, для максимальной гибкости производства. Тип смазки выбирается оператором через панель управления.
Программное обеспечение для оптимизации стекла
Наши машины для резки стекла включают в себя мощное программное обеспечение для оптимизации стекла на панели управления в стандартной комплектации для создания и управления оптимизацией для минимизации отходов стекла в процессе резки. т.е. стекла в процессе резки.
Удаленная техническая помощь
Система удаленной технической помощи, основанная на наборе программно-аппаратных средств, которая позволяет уполномоченному персоналу службы послепродажного обслуживания CMS быстро и эффективно управлять задачами обслуживания или помощи в любой точке мира. Доступ через Интернет всегда осуществляется с предварительного согласия заказчика.
Что такое машина для выдувания стекла? Расскажем вам…
Дизайн
Изготовление стекла — это древнее искусство, которое технология трансформировала для создания продукции в массовом масштабе. Слышали о выдувном стекле, но хотите узнать больше?
Выдувание стекла с древних времен было известно как искусство обращения с расплавленным стеклом. Машина для выдувания стекла имеет то же определение, но вместо того, чтобы требовать от кого-то овладеть этим искусством, вместо этого это делает машина.
Но что именно влечет за собой этот процесс? И как это может помочь вам как дизайнеру, архитектору или художнику? Это устойчиво? Каковы опасности? И что вы должны знать об этом?
Это руководство является полезной отправной точкой для вас, чтобы узнать…
Стаканы для питья Bergen Дениз Ларкомб
Машина для выдувания стекла:
что это такое?
От сбора расплавленного стекла из печи до выдувания конечного изделия машинно-выдувное стекло – это именно то, что кажется: 9Машины 0197 имитируют движения и методы ручной воздуходувки .
При выдувании стекла используется высокотемпературная печь для преобразования стекла и других материалов в произведения искусства или научную посуду.
Стекло какого типа можно выдувать на машине?
Конечно, в процессе используется стекло, но только на более позднем этапе формования.
Перед этим сырье продукта необходимо смешать, чтобы получить расплавленное стекло.
В настоящее время наиболее распространены свинцовый хрусталь и натриево-известковое стекло .
Свинцовый хрусталь (чаще всего используемый для выдувания) изготавливается из смеси кварцевого песка, 24% оксида свинца, небольшого количества химикатов, таких как поташ, и стеклобоя (измельченного стеклобоя).
Известково-натриевое стекло изготавливается из песка и натронной извести и является сегодня наиболее распространенным видом бытовой стеклянной посуды.
В расплавленном состоянии стекло чрезвычайно пластично; в остывшем состоянии он очень твердый и ломкий, но в то же время очень износостойкий.
Известково-натриевое стекло via Visilume
Для чего можно использовать машинно-выдувное стекло?
Дело в том, что, несмотря на то, что последние разработки в области автоматизированного производства стекла расширили возможности, он по-прежнему подходит для более простых конструкций.
Этот производственный процесс отлично подходит для массового производства стандартных бокалов, будь то винные, пивные или рюмки.
Пошаговая инструкция
В процессе используется машина, автоматизирующая производство стекла, которая различается в зависимости от машины и желаемого продукта.
Однако все начинается с автоматического смешивания сырья (песка, кремнезема, известняка, кальцинированной соды и химикатов для окрашивания).
Затем это сырье загружается в печь, где оно подвергается перегреву и расплавлению.
Это расплавленное стекло (или «капли», как его также называют) затем заливают в различные машины, предназначенные для конкретного используемого метода.
Процесс определяется серией шпинделей, которые работают попарно, сначала собирая материал под вакуумом в пустые формы, а затем обменивая пустое стекло между собой.
Комбинация вращения и обдува заготовки воздухом придает стеклу его профиль и форму.
Хотите узнать больше о процессах проектирования для использования в вашем следующем проекте? Не пропустите Что такое холодное формование? Позвольте рассказать вам…
Машинное выдувание стекла использует машину, которая автоматизирует производство стекла, различающуюся в зависимости от машины и желаемого продукта
Формованное стекло затем берется шпинделем и передается на стекольную машину.
Эта машина повторно нагревает и растягивает шею до требуемых характеристик.
Затем почти готовое стекло поступает на стадию обжига, где газовое пламя, работающее на кислороде, удаляет отходы стекла, также называемые «мойлом».
Наконец, готовое изделие охлаждается и затвердевает.
Включая очевидные риски, связанные с сильной жарой, есть несколько опасностей, которые следует учитывать тем, кто приступает к любому виду выдувания стекла, но при надлежащей подготовке эти риски можно уменьшить.
Несмотря на то, что нагревание стекла и кварца значительно меньше по сравнению с ручным выдуванием стекла, оно по-прежнему выделяет вредные пары, которые могут причинить вред дыхательным путям.
Некоторые меры, такие как надлежащая вентиляция воздуха, респираторы и капюшон в виде навеса, могут свести к минимуму этот риск, но не защищают от всех опасностей, связанных с мелкими частицами и вдыханием.
Можно ли заниматься дома?
Именно из-за этих опасностей не рекомендуется воспроизводить процессы машинного выдувания стекла в домашних условиях.
Можно воспроизвести ручное выдувание стекла, создав домашнюю студию, но это очень дорого.
Абажур из выдувного стекла для подвесного светильника GUISE от Vibia
Каковы плюсы и минусы машинного выдувания стекла?
В отличие от ручного выдувания стекла, которое больше подходит для небольших производственных циклов, основное преимущество машинно-выдувного стекла заключается в том, что из него можно производить изделия в больших объемах.
В некоторых отношениях это также может быть дешевле, поскольку не требует ручного труда.
С другой стороны, стоимость форм для машинно-выдувного стекла может быть довольно высокой.
В то время как для ручного выдувания стекла требуется только одна или две формы, для машинного производства требуется около 10-18 форм при массовом производстве.
Это также влияет на эстетический результат, так как несколько форм затрудняют создание бесшовного продукта, что легче достижимо с помощью ручного выдувания.
Это означает, что стыки будут более заметны.
Тем не менее, в зависимости от желаемого результата, тот факт, что машинно-выдувное стекло создает больше одинаковых изделий, также является хорошей идеей.
Если вы не хотите создавать что-то с уникальным характером и ощущением ручной работы, использование автоматизированных процессов позволяет автоматически обнаруживать и вносить необходимые исправления во избежание повторяющихся ошибок по умолчанию, что делает весь процесс более плавным, если у вас нет опыта в производстве стекла.
Есть ли другие подобные методы?
Среди подобных методов выдувание стекла уникально по своим возможностям.
Как машинное, так и ручное выдувание считаются одними из лучших вариантов при изготовлении стеклянных сосудов.
Практически все другие технологии производства стекла, такие как формование стержней, были известны в древности и сейчас давно устарели.
Подвесная лампа от Sicis использует выдувное стекло для изготовления абажуров разного размера
Является ли этот процесс экологически безопасным ?
Это зависит от того, как на это посмотреть.
Стекло на 100 % подлежит вторичной переработке и не теряет качества в процессе.
Он является устойчивым с момента своего возникновения и до конца и состоит только из природных ресурсов, из обильного природного сырья, такого как песок.
Однако он также потребляет огромное количество природного газа и пропана, одновременно наполняя воздух тоннами углекислого газа.
F-Theta объективы разработаны специально для повышения точности лазерных сканирующих систем, а также систем лазерной гравировки. Данные объективы широко применяются при передаче изображений и обработке материалов. При лазерной гравировке, как и при лазерном сканировании, лучших результатов добиваются с применением визуализации в плоском поле. Сферические линзы строят изображения только в круговой плоскости (рис. 1А). Сканирующие объективы с плоским полем решают эту проблему, при этом смещение луча зависит от произведения эффективного фокусного расстояния f на тангенс угла отклонения θ (рис. 1B). Хотя нелинейное смещение может быть высчитано с помощью специальных алгоритмов программного обеспечения, оптимальным решением считается выработка линейного смещения, то есть постоянной скорости сканирования. Изображения, формируемые объективами F-Theta обладают бочкоообразным искажением и прямо пропорциональным к углу отклонения смещением (Рис. 1C). Эта особенность устраняет необходимость сложной электронной коррекции, таким образом появляется возможность создавать быструю, относительно недорогую и компактную систему сканирования.
Рисунок 1.Сканирующие объективы: А – сферическая линзы, В – объектив с плоским полем, С – F-Theta объектив
F-Theta объективы решают множество задач, связанных с лазерным сканированием. Кроме того, они благодаря своей конструкции снижают количество оптических компонентов в системе, где требуется плоское поле визуализации. Эти объективы позволяют формировать более точные размеры пятна, повышать разрешение при сканировании или печати, а также увеличивать интенсивность при гравировке или сварке. Важно отметить, что интенсивность и разрешение постоянны на всей плоскости изображения.
Установка сканирующих объективов
Лазерные сканирующие системы оптимизированы для тщательного контроля диаметра фокального пятна лазерного пучка и точного позиционирования. В основном лазерные сканирующие системы оснащены одним или двумя сканирующими зеркалами, в зависимости от типа установки. Например, в однозеркальной системе зеркало должен располагаться на входном зрачке F-Theta объектива. В системе с парой зеркал входной зрачок F-Theta объектива должен располагаться между двумя зеркалами. Наилучшая производительность F-Theta объектива достигается путем уменьшения расстояния между зеркалами.
Характеристики сканирующих объективов
При выборе F-Theta объективов необходимо обращать внимание на рабочую длину волны, размер пятна, а также на диаметр поля сканирования. Оптимальный подбор этих параметров позволит пользователю рассчитать рабочие величины сканирующей системы: диаметр входного пучка, отклонение сканирующего зеркала, положение зеркала и его положение.
Рисунок 2. Кривизна поля (%) и искажение F-Theta объектива (мм) в зависимости от угла отклонения (о)
Диаметр поля сканирования (или длина сканирования) – длина диагонали квадратной области в плоскости изображения, где пучок может быть сфокусирован объективом. Эта особенность позволяет определить отклонение (по всему фокусному расстоянию). Выходной угол сканирования – угол между выходным пучком, прошедшим сканирующий объектив, и нормалью к плоскости визуализации. Выходной угол сканирования меняется по полю, однако его значение невелико. Следует отметить, что угол выходного сканирования всегда нулевой у телецентрических объективов. Обратное фокусное расстояние – расстояние от вершины линзы (физической) до параксиальной точки фокусировки. Обратное рабочее расстояние – расстояние от корпуса объектива до параксиальной точки фокусировки.
Другой важной особенностью объектива, на которую стоит обратить внимание, является кривизна поля. F-Theta объективы оптимальны для создания плоского поля визуализации, однако на практике необходимо учитывать погрешности, вносимые компонентами. На рис. 2 в качестве примеров показаны графики для F-Theta объектива Thorlabs FTh200-1064, фокусное расстояние которого равно 100 мм, а угол отклонения составляет 28о. Из рисунка видно, что кривизна поля (мм) и искажение (%) представляют собой функцию угла сканирования. При конструировании сканирующих систем удобно размещать точку нулевой кривизны в середине диапазона сканирования, чтобы снизить погрешности при дальнейшей работе.
Сводные данные
Как было отмечено ранее, цель лазерной системы – создание подходящего размера пятна, с помощью которого достигается нужное разрешение и точное позиционирование по всему полю изображения. Для сканирующих объективов размер пятна дифракционно-ограниченного на уровне интенсивности 1/e2 рассчитывается в соответствии с соотношением:
(1)
где λ – длина волны лазерного источника, f – эффективное фокусное расстояние объектива, A – диаметр входного пучка, C – некоторая константа, вычисляемая как отношение степени освещения зрачка к усечению пучка на входе (для гауссовых пучков C = 1.83, когда входной пучок усекается по уровню 1/e2).
Фокусное расстояние также влияет на диаметр поля сканирования, который рассчитывается по формуле:
(2)
где L – диагональ квадратной области поля сканирования, θ – наибольший угол отклонения в радианах, f – эффективное фокусное расстояние объектива.
С увеличением угла отклонения, фокусное расстояние системы уменьшается. Это наиболее распространенный подход к поддержанию длины сканирования, поскольку он предоставляет возможность уменьшить размеры оптических компонентов, что в свою очередь позволяет работать с более компактной и экономически эффективной системой. Кроме того, искажения, вызванные нестабильностью двигающихся сканирующих зеркал, будут снижены, поскольку эти искажения регулируются фокусным расстоянием (меньшее фокусное расстояние снижает искажения).
Управление излучением необходимо во многих сферах терагерцовой фотоники. Главным образом, оно осуществляется с помощью параболических зеркал и сферических линз. Однако, вместо последних для фокусировки излучения в системах терагерцовой визуализации и сканирования можно использовать f-theta линзы, способные обеспечить плоскую фокусирующую поверхность и почти постоянный размер пятна по всему полю сканирования.
Рис. 1. ТГц асферическая f-theta линза
Такие линзы разработаны для обеспечения линейного смещения луча как линейной функции угла отклонения, что приводит к постоянной скорости сканирования на плоской поверхности. F-theta линзы также обеспечивают постоянную фазу широкополосного ТГц излучения в плоскости сканирования и высокое разрешение изображения. Изображения, формируемые объективами f-theta, обладают бочкообразным искажением, а положение пятна на плоскости изображения прямо пропорционально углу сканирования. Эта особенность устраняет необходимость сложной электронной коррекции и позволяет собирать быструю, относительно недорогую и компактную систему сканирования.
Ниже приведен пример параметров асферической f-theta линзы.
Рис. 2. Распределение напряженности электрического поля ТГц пучка при фокусировке f-theta линзой
Рис. 3. Спектр пропускания f-theta линзы толщиной 40 мм по оси
На рис. 4 показана зависимость поперечной координаты максимума ТГц излучения в фокусе линзы от угла отклонения (угла падения ТГц излучения на f-theta линзу). Как видно из рисунка, в диапазоне углов от -25 до +25 градусов данная зависимость линейна, что позволяет проводить сканирование плоской поверхности с постоянной скоростью.
Рис. 4. Линейность f-theta характеристики линзы
ТГц асферические f-theta линзы изготавливаются по спецификации заказчика. Для выполнения расчета необходимо указать диаметр, длину волны, фокусное расстояние, угол сканирования, поле сканирования, размер входного луча.
Для получения котировки заполните, пожалуйста, Форму запроса.
Склад продукции
Продукция, доступная для заказа и готовая к отгрузке.
Склад продукции.
Условия приобретения
Минимальный заказ/ Доставка/ Условия оплаты/ Гарантии…
Новый продукт 2022
Импульсный терагерцовый спектрометр ITS-2
«Тидекс» модифицировал импульсный терагерцовый спектрометр ITS-1 и создал новую модель — ITS-2, которая является комплексным решением для широкополосной терагерцовой спектроскопии во временной области.
Линзы F-theta
< вернуться к обзору: Лазерная оптика
< < вернуться к обзору технического руководства
Как было показано в предыдущих пояснениях по LIDT, правильный выбор линзы для используемого лазера и технологических требований может быть трудным и вообще утверждение о юзабилити невозможно. Поэтому здесь объясняются некоторые основные свойства линз, которые обычно необходимы для определенных типов лазеров, и дают приблизительные рекомендации для любого процесса выбора.
Внутренние блики
Двоякие отражения или обратные отражения возникают, когда часть лазерного луча отражается от поверхности линзы или защитного окна к предыдущему элементу линзы.
Лазерные линзы покрыты просветляющими покрытиями, которые переводят свет от показателя преломления воздуха к показателю преломления основного материала линзы. Это уменьшает обратное отражение каждой поверхности с 4 % до 0,2 %. Несмотря на низкие потери на поглощение, использование линз с внутренними ореолами и лазеров SP и USP часто приводит к превышению порога повреждения покрытия или объемного материала.
Большинство сканирующих линз имеют от двух до шести линз. Решением является специальная конструкция, которая предотвращает появление внутренних ореолов рядом с любым элементом объектива. Мы настоятельно рекомендуем использовать такие «беспризорные» линзы в сочетании с лазерами высокой и средней мощности (до киловаттного диапазона), а также с короткоимпульсными лазерами. Объективы USP, пригодные для использования, и объективы без бликов отмечены знаком •. Они состоят из стекол с низким температурным коэффициентом (например, из плавленого кварца) без каких-либо сцементированных поверхностей.
Внешние блики
Блики — это обратные отражения от поверхностей объектива или защитного окна. Лазеры высокой мощности способны повредить оптические элементы, расположенные рядом с обратным отражением.
С одной стороны, фокус внутреннего фантома расположен поверх стеклянной поверхности внутри объектива. Линзы с внутренними ореолами обычно не подходят для мощных лазеров.
С другой стороны, есть внешние призраки, фокусы которых расположены вне корпуса. В этом случае можно безопасно использовать мощные лазеры. Но важно обдуманно выбирать расстояние между объективом и остальной оптической системой. Если внешний фантом находится поверх оптического элемента (обычно зеркала сканера), это может привести к повреждению.
В таблице данных есть поле, называемое «позиция обратного отражения», в котором указаны все позиции внешних ореолов. Расстояние измеряется между фокальной точкой на оптической оси и границей кадра. Средний главный луч является базовым для моделирования. Наклон луча приводит к изменению положения внешнего фантома. Из-за этого оптические элементы перед объективом не должны располагаться вблизи ложного положения (минимальное безопасное расстояние до ложного положения = несколько миллиметров (половина апертуры сканера)).
Стекло из плавленого кварца с покрытием с низким поглощением
Плавленый кварц — это тип стекла с очень высоким сопротивлением, который также имеет очень низкий коэффициент теплового расширения по сравнению с другими оптическими стеклами. Поэтому он обычно используется для минимизации тепловых эффектов. Sill Optics также использует специальные покрытия с низким поглощением для всех объективов из плавленого кварца, чтобы еще больше минимизировать термические эффекты и повысить типичные пороги повреждения. Плавленый кварц в сочетании с покрытиями с низким поглощением рекомендуется для использования со всеми мощными или короткоимпульсными лазерами.
Точечное расширение для применения с лазерами USP
Im Jahr 1927 Werner Heisenberg формула Unschärferelation, die besagt, dass zwei complementäre Eigenschaften eines Teilchens nicht gleichzeitig beliebig genau besttimmbar sind. Dieses Phänomen führt bei modernen ultrakurz gepulsten Lasern zu Problemen. Insbesondere bei sehr geringen Pulsdauern im Bereich von einigen hundert Femtosekunden kann die Wellenlänge der emittierten Photonen nicht mehr genau bestimmt werden. Die bei langen Pulsen klar definierbare Wellenlänge verschwimmt somit bei UKP-Lasern und führt zu einer Erhöhung von deren Bandbreite. Dabei hängt die Intensität der spektralen Verbreiterung von der Sollwellenlänge sowie der Pulsdauer ab. Je kürzer der Puls und je größer die Wellenlänge, desto breiter ist der Unschärfebereich.
Таким образом, сканирующая линза без цветокоррекции создает сильно расширенное пятно в широкополосных лазерных приложениях USP. Специальные линзы с цветокоррекцией могут решить эту проблему, но они часто очень дороги из-за ограниченного выбора материала стекла. Оптические очки с высоким поглощением не подходят для применения в USP и быстро нагреваются и вызывают необратимые повреждения внутри линзы.
Хотя полоса пропускания лазеров UKP обычно меньше в ультрафиолетовом диапазоне, цвет трудно исправить, особенно для коротких длин волн. В то время как пятно иногда еще применяется с объективами без цветокоррекции, его форма в УФ-диапазоне очень часто сильно отклоняется от номинальной. Достигнутая форма Гаусса превращается в эллиптическую или даже линейную форму. Продольное искажение пятна вызвано многими спектральными составляющими, сфокусированными со смещением в рабочей плоскости. Смещение намного больше для сильно наклоненных падающих лучей, чем в более центральных областях.
Компания Sill Optics предлагает в своем каталоге три различных сканирующих линзы с цветовой коррекцией, пригодные для использования в соответствии с USP, и всегда готова разработать подходящие для конкретного заказчика короткоимпульсные длинноволновые линзы с новыми фокусными расстояниями.
Оптический угол сканирования описывает максимальный угол, под которым луч попадает во входную апертуру сканирующего объектива, чтобы избежать виньетирования. Имейте в виду, что макс. угол механического сканирования, который описывает угол зеркал сканирования, составляет половину значения угла оптического сканирования.
Линзы F-theta предназначены для фокусировки лазерного луча на плоскости плоского изображения. Их часто используют в сканирующей системе с двумя зеркалами гальванометра. Одно зеркало отвечает за отклонение луча в одну сторону, а второе – в перпендикулярную. В целях моделирования апертурная диафрагма размещается точно посередине между обоими зеркалами. В реальных приложениях нет механической границы для создания какой-либо апертурной диафрагмы. На следующем эскизе показаны оптические элементы, задействованные на оптической оси.
Вы можете найти рекомендуемые положения линз и зеркал в таблице габаритов и спецификаций из технического описания. Использование одинаковых расстояний было бы лучшим вариантом. Но в некоторых приложениях нет возможности для этих положений из-за разных моделей сканеров, меньшего пространства для установки или зеркал сканера, которые нельзя достаточно наклонить. Изменение положения сканирующей линзы приведет к изменению спецификации.
Если пользователь увеличит расстояние между линзой ƒ-тета и сканером, поле сканирования уменьшится из-за увеличения высоты луча на линзе. Виньетирование внешних лучей уменьшает максимальное поле сканирования.
Кроме того, ошибка телецентричности может увеличиться, если изменяется стопорное расстояние апертуры. Расстояние до упора апертуры, указанное в верхней части таблицы данных, является наилучшим расстоянием для минимальной ошибки телецентричности.
Рекомендуемые расстояния до зеркал являются типичными расстояниями до зеркал для некоторых известных моделей сканеров. Если вы используете рекомендуемые расстояния до зеркал, обратные отражения от зеркал сканера или рядом с ними отсутствуют. Если вы меняете положение поля сканирования, очень важно проверить положения обратного отражения, чтобы убедиться, что рядом с положениями зеркала также нет внешних ореолов, которые могут повредить эти поверхности.
Если необходимо использовать нерекомендуемое положение сканирующей линзы, пожалуйста, не стесняйтесь обращаться к нашей технической команде за изменениями в спецификации и позициями обратного отражения. Пожалуйста, сообщите им о положении вашего зеркала и
Диаграмма диаметра пятна представляет собой цветовую диаграмму, которая показывает изменение диаметра пятна в зависимости от его положения в поле. Цветовой градиент варьируется от наименьшего значения белого до максимального значения синего. Обе оси покрывают макс. поле сканирования. Шкалы на осях показывают положение в рабочей зоне [мм] со средней точкой отсчета. На нижнем и верхнем концах осей вы видите минимальное/максимальное положение поля и наклон механического зеркала [°].
Размер диаметра луча зависит от добротности лазерного луча M² и диаметра входного луча. Силл предполагает, что M² равно единице, поэтому приблизительная оценка выполняется путем умножения фактической M² лазера. Диаметр пятна — это диаметр круга, который включает 86,5 % (1/e²) мощности воздействующего лазера.
Диаграмма диаметра пятна не всегда относится к максимальной светосиле. В некоторых приложениях интенсивность луча настолько высока, что виньетирование при значении 1/e² было бы неприемлемым. Подробная информация о диаметре входного луча, используемом в моделировании, приведена в тексте под диаграммой.
Большинство дизайнов имеют дифракционное ограничение по всему полю сканирования. Но даже эти линзы показывают разный размер пятна, потому что дифракционный предел меняется в зависимости от поля сканирования. Процентное значение в верхней части цветовой шкалы определяет интенсивность этого изменения.
Сканирующая линза является телецентрической, если все лучи (в центре поля и по краям) встречаются с рабочей плоскостью вертикально. Ошибка телецентричности представляет собой максимальный угол между сфокусированным лучом и перпендикуляром рабочей плоскости. Обычно это значение больше на краях поля сканирования.
Идеальная телецентричность возможна только в том случае, если весь свет исходит из одной плоскости. Если расстояние между этой плоскостью и первой поверхностью корпуса линзы равно заднему фокусному расстоянию, то сканирующая линза является телецентрической.
Сканер гальванометра наклоняет луч в направлениях x и y с помощью двух соседних зеркал. В результате получается смещение луча, зависящее от наклона зеркала. Для достижения наилучшей телецентричности необходимо поместить теоретическую плоскость, из которой должны исходить все лучи (= заднее фокусное расстояние), точно посередине двух зеркал сканера. Если эта плоскость больше не находится между двумя зеркалами сканера, линза не является телецентрической.
Стандартные линзы Sill рассчитаны на определенную сканирующую головку, но также возможно их использование в сочетании с другими сканерами. Изменение расстояния между зеркалами или диаметра входного луча влияет на такие характеристики, как, например, размер поля сканирования, диаметр пятна или ошибка телецентричности. Файлы «черного ящика» могут быть полезны для имитации спецификаций полной системы в конкретной пользовательской среде. Это относится не только к линзам ƒ-тета, но и к системам линз, которые должны быть интегрированы в оптическую установку. Эти файлы показывают характеристики объектива, не раскрывая его конструкции.
Для открытия необходимо сохранить файл в папке «Zemax» → «Черный ящик», чтобы программа имела доступ к данным. После этого вы можете вставить новую поверхность в свой файл дизайна и установить для параметра «Тип поверхности» значение «Линза черного ящика». Чтобы вставить черный ящик, введите полное имя файла черного ящика в поле «комментарий» (например, «f-theta-lens.ZBB»). В принципе, по запросу можно получить файл Black Box любого объектива Sill.
Линза F-Theta | линза, зеркало для волоконного лазера и YAG-лазера | Лазерная оптика | Продукты
Этот объектив фокусирует лазерный луч, сканируемый сканером и т. д. Он используется для высокоскоростного микросверления печатных плат, высокоскоростной маркировки электронных деталей и пластмассовых деталей и т. д. Высокоточные телецентрические линзы минимизируют искажения и сделать так, чтобы лазерный луч падал почти перпендикулярно к заготовке. Он подходит для такой обработки, как лазерное микросверление. Широкоугольные нетелецентрические линзы подходят для маркеров, плоттеров и т. д., для которых необходимо быстро сканировать большие площади. Стандартная линза F-Theta для лазера с длиной волны 1064 нм готова, свяжитесь с нами.
Бензопила Husqvarna 435 соответствует ожиданиям широкого ряда пользователей и даже превосходит их. Эта легкая и производительная универсальная бензопила оборудована усовершенствованным двигателем «X-Torq» и идеально подойдет тем пользователям, которые ищут удобный в работе инструмент, который сможет решить любую задачу.
Технические характеристики бензопилы Husqvarna 435: Мощность: 1600 Вт Рабочий объем: 40,9 см33 Объем топливного бака: 0,37 л Длина шины: 38 см (15») Шаг цепи: 0,325» Ширина паза: 1,3 мм Вес: 4,2 кг — Эргономичная задняя рукоятка изогнутой формы с мягкими вставками — Упрощенный запуск благодаря удобно расположенным элементам управления, системе пуска «Smart Start» и топливоподкачивающему насосу — Инерционный тормоз цепи, сокращающий риск травм, связанных с обратным ударом — Легко снимающаяся крышка цилиндра для быстрой замены свечей и чистки фильтра — Антивибрационная система «LowVib», сокращающая передачу вибрации к пользователю и снижающая утомляемость — Предварительная очистка воздуха для увеличения срока службы двигателя и более редких чисток фильтра — Двигатель с технологией «X-Torq» для более экономичного расхода топлива и сниженного выброса отработанных газов — Разметка направления для более точной валки дерева — Удобно расположенное боковое устройство для натяжения цепи — Кованый трехэлементный коленчатый вал для максимальной прочности и выполнения сложнейших задач — Индикатор уровня топлива — Быстросъемный воздушный фильтр для легкой замены и чистки
Бензопила Husqvarna 435 является мощным инструментом с набором функций, которые отличают ее от конкурентных моделей и делают ее пригодной для выполнения всех работ на приусадебном участке и любых других работ на открытом воздухе. Эта бензопила может использоваться для спиливания деревьев, заготовки дров, а так же для подрезки деревьев, кустов и живых изгородей. Бензопила Husqvarna 435 станет отличным помощником для решения большинства бытовых задач и продемонстрирует превосходный результат при работе в любых условиях. Эта бензопила имеет небольшой вес, легко переносится и эффективно работает. Данная модель оборудована улучшенным двигателем X-Torque, который повышает эффективность работы, в то же время, снижая выброс вредных веществ и отработанных газов. Кроме того, бензопила Husqvarna 435 оснащена топливоподкачивающим насосом, который облегчает запуск и позволяет быстро заводить бензопилу. Запуск двигателя бензопилы Husqvarna 435 облегчается не только за счет топливоподкачивающего насоса, но и благодаря удобно расположенным элементам управления. Для запуска бензопилы достаточно потянуть за пусковой трос всего один или два раза. Чтобы избежать «затопления» двигателя всегда закрывайте дроссельную заслонку перед запуском бензопилы. Усовершенствованный двигатель «X-Torque» обладает рядом преимуществ по сравнению с обычными двухтактными двигателями. Такой двигатель на 20% энергоэффективнее и на 60% сокращает уровень производимого шума и вибрации, а так же уровень выброса вредных веществ. Все это делает бензопилу Husqvarna 435 высокоэффективным и экономичным инструментом, снижающим потребление топлива и увеличивающим общую производительность работы. Еще одной особенностью, которая делает бензопилу удобной в работе, является рычаг пуска, который автоматически возвращается в исходное положение, сокращая время, затрачиваемое на повторный запуск бензопилы. Бензопила Husqvarna 435 является легкой, высокопроизводительной и универсальной бензопилой, которая идеально подойдет для выполнения любых работ на загородном участке. Эта бензопила обладает хорошей маневренностью, а так же оборудована удобно расположенными и легко доступными элементами управления. К функциям бензопилы Husqvarna 435 относится система фильтрации с предварительной очисткой воздуха, которая удаляет крупные частицы мусора до того, как они попадут на фильтр глубокой очистки. Крышка цилиндра бензопилы крепится на удобных защелках, облегчающих замену свечей и чистку фильтра, антивибрационная технология «LowVib» сокращает негативное воздействие вибрации на организм пользователя, а инерционный тормоз защищает пользователя от травм. Бензопила Husqvarna 435 весит около четырех килограммов и комфортна в использовании благодаря эргономичной задней рукоятке с мягкими вставками.
Отзывы о товаре
Войти и написать отзыв
Вопросы и ответы покупателей
Вопросов по этому товару пока нет.
Войти и задать вопрос
Бензопила Husqvarna 435 | Мощность Москва 2.2 л.с.
Главная
Бензопилы
18415 шт.
ТОВАРЫ В СРАВНЕНИИ
очистить
Для того, чтобы начать сравнение, добавьте еще хотя бы один товар
Перейти к сравнению
Версия для печати
Швеция
2. 2 л.с.
Артикул:
9671554-45
Мощность (л.с):
2.2 л.с.
Вес:
4.4 кг
Размеры (ШxДxВ):
470x250x340
Класс:
Полупроф.
Длина шины:
38 см
Количество звеньев цепи:
64
Шаг и толщина цепи:
0.325 дюймов
Бак:
0.37 л
Все характеристики
Описание
Подробные характеристики
Отзывы 0
Расходные материалы 50
Бензопила Husqvarna 435 — инструмент из нового модельного ряда. Пила для универсального применения: валки небольших деревьев, строительства, обрезки веток и пр. Основной отличительной чертой бензопилы является новейшая технология X-TORQ. Её использование позволяет снизить расход топлива на 20% и увеличить крутящий момент, даже на малых оборотах. Пила легко запускается, просто обслуживается. Предусмотрена система защиты от вибрации.
Произведено
Швеция — родина бренда
Габаритные размеры и масса
Размеры: мм.
Масса: 4.4 кг.
Мощность (л.с):
2.2 л.с.
Вес:
4.4 кг
Размеры (ШxДxВ):
470x250x340
Класс:
Полупроф.
Длина шины:
38 см
Количество звеньев цепи:
64
Шаг и толщина цепи:
0. 325 дюймов
Бак:
0.37 л
Бак для масла:
0.25 л
Легкий запуск:
есть
Система гашения вибрации:
есть
Оставьте свой отзыв о товаре:
Бензопила Husqvarna 435
Оставить отзыв
Отзывов о товаре пока нет, вы можете стать первым
Шины
Цепи
Бензиновые газонокосилки
Бухты цепи
Масла, смазки
Husqvarna 15″, 0. 325 SN, 1.3 мм, 64 Pixel
Шина
1 519,-
Добавить к покупкеДобавлено к покупке
Husqvarna 15″, 0.325 SN, 1.5 мм, 64
Шина
1 519,-
Добавить к покупкеДобавлено к покупке
Husqvarna 18″, 3/8″ SN, 1.5 мм, 68
Шина
1 519,-
Добавить к покупкеДобавлено к покупке
Husqvarna 14″/35 3/8 SN .050/1.3, 52, для бензопилы Husqvarna 135/140/236/240
Шина
959,-
Добавить к покупкеДобавлено к покупке
Husqvarna 16″/40 3/8 SN .050/1.3, 56, для бензопилы Husqvarna 135/140/236/240
Шина
1 019,-
Добавить к покупкеДобавлено к покупке
Husqvarna 13/33 . 325 SN .058/1.5 56 (узкий хвостовик)
Шина
1 245,-
Добавить к покупкеДобавлено к покупке
Husqvarna 16/40 .325 SN .058/1.5 66 (узкий хвостовик)
Шина
1 409,-
Добавить к покупкеДобавлено к покупке
Husqvarna 18/44 .325 SN .058/1.5 72 (узкий хвостовик)
Шина
1 439,-
Добавить к покупкеДобавлено к покупке
Husqvarna 20/50 .325 SN 0.58/1.5 80 (узкий хвостовик) для 254XP, 257, 262XP
Шина
1 899,-
Добавить к покупкеДобавлено к покупке
Husqvarna 15/38 3/8 SN .058/1.5 56 (узкий хвостовик) для 262
Шина
1 519,-
Добавить к покупкеДобавлено к покупке
Husqvarna 18/40 3/8 SN . 058/1.5 68 (узкий хвостовик) для 262
Шина
1 599,-
Добавить к покупкеДобавлено к покупке
Husqvarna 15/38 3/8 SN .058/1.5 56 (широкий хвостовик)
Шина
1 519,-
Добавить к покупкеДобавлено к покупке
Husqvarna 16/40 3/8 SN .058/1.5 60 (широкий хвостовик)
ArgentinaBoliviaBrazilChileColombiaCosta RicaDominican RepublicEcuadorGuatemalaMexicoNicaraguaRepublic of PanamaParaguayPeruUruguay
Canada (en)Canada (fr)MexicoUSA
Gas Chainsaws
Bar length (inch)
16 in
Cylinder displacement
2. 5 cu.inch
HUSQVARNA 435 — 970 51 53‑36
В комплекте
Длина шины (дюйм)
16 дюймов
Тип цепи
SP33G
Описание продукта
Новая легкая и эффективная универсальная пила идеально подходит для тех, кто ищет цепную пилу, которую исключительно легко заводить и маневрировать. Оснащен двигателем X-Torq® для снижения расхода топлива и снижения уровня выбросов. Оснащен топливным насосом и выключателем с автоматическим возвратом для облегчения запуска.
Информация о продукте
435
Арт.0057 Engine
435
Art no: 970 51 53‑36
Power output
2.2 hp
Cylinder displacement
2.5 cu.inch
Maximum power speed
9,000 rpm
Скорость на холостом ходу
2900 об/мин
Скорость включения сцепления (± 120)
4,300 об/мин. 0046
Electrode Gap
0,02 в
Модуль зажигания.
813 г/кВтч
Оборудование
Длина шины (дюйм)
16 дюймов
19 Рекомендованная длина шины5, мин.0058
Recommended bar length, max
18 in
Chain type
SP33G
Gauge
.050″
Pitch
.325″
Sprocket type
Spur 7
Размеры
Вес (исключение оборудования для резания)
9,7 фунтов
Смазочный бак
Сфта.0052
0,53 US Pint
ОБЩЕСТВЕННЫЙ ОБСЛУЖИВАНИЕ
0,25 L
Звуковые и шум
Sound Sown Sound, гарантированная (LWA)
.
112 дБ(А)
Уровень звукового давления на уровне уха оператора
102 дБ(А)
Вибрация
уровень вибрации 90646 Eq0052
3,8 м/с²
Эквивалентный уровень вибрации (ahv, eq) задняя рукоятка
4,2 м/с²
Руководства оператора
Вы также можете, как
Связанный контент
Истории и вдохновение
Хусвварна Бензопилы — приводятся в действие с нашими пользователями с 1959
Совет по покупке
Как купить наилучшие цепочки для ваших нужд
Как и Guides
Что такое газ, не содержащий этанола, и почему этанол вреден для вашего наружного энергетического оборудования с небольшим двигателем?
Консультации по покупке
Как выбрать лучшую бензопилу для ваших нужд
Продукция и инновации
Новые 90-кубовые бензопилы.
Мы больше.
Истории и вдохновение
Скачать бесплатные рингтоны бензопилы Husqvarna
How-To-To-To-Guides
Как начать свой газовый бензопиловый бензопил
Истории и вдохновение
правильная цепь бензопилы: несколько советов
Предложения
Программа расширенной гарантии
Показаны 10 из 23
Проблемы с бензопилой Husqvarna 435 + Устранение неполадок [2022]
Если вы покупаете что-то через наши посты, мы можем получить небольшую комиссию. Подробнее здесь.
Поделиться IT
Facebook
Twitter
Pinterest
WhatsApp
Reddit
Это раздражает, когда вы находитесь в середине большого проекта, и вдруг ваш Chainsaw останавливается. Это не только вред для вашего проекта, но и для вашей безопасности. Чтобы решить эту проблему сразу, наши столяры-резиденты обобщили все ответы на ваши проблемы с бензопилой Husqvarna 435.
Top Husqvarna 435 Бензопилы Проблемы и решения
Бензопилы Husqvarna известны своей универсальностью и долговечностью. Однако у них часто возникают проблемы с запуском. Но с помощью этих нескольких приемов можно быстро решить самые распространенные проблемы.
Проблема № 1: Проблемы с запуском двигателя из-за плохого воздушного фильтра
Подобно плохо работающей бензопиле Poulan, забитые, грязные или поврежденные фильтры являются одной из наиболее распространенных причин проблем с бензопилой Husqvarna, таких как перегрев , плохо работают или излучают чрезмерные выбросы.
Решение: Замените воздушный фильтр
Снимите верхний и нижний винты, отсоедините старый фильтр и замените его новым. Кроме того, вы также должны заменить орехи. Попробуйте снова запустить двигатель, чтобы убедиться, что проблема с запуском вашей бензопилы устранена.
Проблема №2: Плохая топливная смесь, которая приводит к повреждению двигателя
На состояние двигателя может повлиять более легкая или тяжелая топливная смесь. Работа двигателя на бедной или богатой смеси вредна для него.
Решение: Проверяйте правильность топливной смеси и регулярно меняйте
Не оставляйте масляную смесь в двигателе на продолжительное время. Перед заливкой новой смеси удалите старое масло. Вот рекомендуемая смесь для двигателя бензопилы Husqvarna 435:
Соотношение 50:1: 2,6 унции жидкости. масла на 1 галлон бензина
Соотношение 40:1: 3,2 унции жидкости. масла на 1 галлон бензина
Проблема №3: Повреждение топливного шланга из-за этанола
Некоторые масляные смеси содержат этанол, который может быстро повредить топливные шланги. В результате остатки топливного шланга попадают в двигатель и забивают проход.
Решение: Используйте топливо без этанола
Избегание использования этанола является лучшим решением этой проблемы [1]. Чтобы предотвратить износ топливного шланга и обеспечить надлежащую подачу топлива, используйте синтетическое топливо и топливо, рекомендованное производителем.
Проблема №4: Неисправные свечи зажигания вызывают проблемы с зажиганием
Свечи зажигания являются важными компонентами профессиональных бензопил, поскольку они способствуют воспламенению двигателя. Без свечи зажигание не работает. Таким образом, они обычно виноваты в том, что двигатель не запускается.
Решение: Замените поврежденные свечи зажигания
Заменить свечу зажигания просто, и они легко доступны.
Наши специалисты рекомендуют использовать перчатки и защитные очки, когда держите свечи зажигания и вытаскиваете обе головки. Повторно используйте свечи зажигания, если вы считаете, что они все еще в хорошем состоянии, и отполируйте их наждачной бумагой 180-220.
Проблема № 5: Грязный или засоренный карбюратор, препятствующий поступлению топлива
Карбюратор — это бьющееся сердце двигателя, поэтому в нем не должно быть грязи. С карбюратором тоже сложно работать. Поэтому при необходимости обратитесь к специалисту.
Решение: Очистите карбюратор
Отсоедините воздушную заслонку и дроссельную заслонку и почистите внешние поверхности карбюратора. Выверните винты в правильном порядке и очистите нижнюю часть верхней крышки. Снимите нижнюю крышку и выколите грязь небольшой киркой.
В некоторых случаях может потребоваться регулировка карбюратора. При необходимости наймите техника.
Другие распространенные проблемы
Регулировка карбюратора Husqvarna 435
Во время регулировки убедитесь, что воздушный фильтр бензопилы Husqvarna чист, а крышка цилиндра на месте. Регулировка карбюратора при загрязненном воздушном фильтре приведет к чрезмерно обедненной топливной смеси и серьезному повреждению двигателя.
Когда заменять цепь бензопилы Husqvarna 435
Вам следует заменить цепь бензопилы, если вы чувствуете подпрыгивание и дребезжание или цепь движется не в правильном направлении. Вы также можете заменить цепь, если бензопила больше не втягивается в дерево или цепь продолжает сходить, даже если вы устраняете неполадки. Кроме того, кривые прорези, отсутствующие или поврежденные зубы и дым, даже при хорошей смазке, являются признаками того, что вам необходимо их заменить.
Проблемы с катушками Husqvarna 435
Катушка зажигания отвечает за передачу напряжения на свечу зажигания во время работы двигателя бензопилы. Поэтому, когда катушка зажигания выходит из строя, ваша бензопила не заводится.
Прежде чем что-либо делать с неисправной катушкой зажигания, убедитесь, что свеча зажигания исправна. Если она в хорошем состоянии, проверьте катушку зажигания с помощью тестера катушек зажигания и замените ее, если она неисправна.
Из-за чего моя бензопила глохнет после подачи газа?
Забитый топливный фильтр является наиболее вероятной причиной того, что бензопила заводится и глохнет после полного оборота. Грязь и сажа, блокирующие топливный фильтр, приводят к тому, что в двигатель поступает недостаточно топлива для поддержания его работы. Некоторые компоненты топлива могут со временем испаряться, оставляя более густое вещество, которое засоряет топливный фильтр и вызывает остановку двигателя.
В чем причина дымления бензопилы?
Если бензопила дымит белым дымом, это, скорее всего, связано с плохой топливной смесью или неисправностью оборудования. Кроме того, неправильная смазка или чрезмерное количество масла также могут стать причиной дымления бензопилы.
Заключение
Если вы новичок, вам может потребоваться несколько часов, чтобы определить проблему с бензопилой Husqvarna. Существует ряд причин, по которым ваша бензопила Husqvarna не запускается, от проблем с топливом до проблем с двигателем. Если эти советы не сработали, возможно, пришло время отнести вашу бензопилу в ближайший сервисный центр Husqvarna для более тщательного осмотра.
Автор
Последние сообщения
Роберт Джонсон
Роберт Джонсон — плотник, который с радостью делится своей страстью к творчеству с остальным миром. Его детище, Sawinery, позволило ему сделать это, а также связаться с другими мастерами. С тех пор он построил завидную мастерскую для себя и не менее впечатляющее онлайн-достижение: сайт с обширными ресурсами, который одинаково полезен как старожилам, так и новичкам.
Кромкооблицовочный станок Smart-3 Vitap продаем со скидкой 20%
Старая цена 6200€, новая 4960€
Кромкооблицовочный станок Smart-3 Vitap (Италия) — для оклеивания декоративным материалом щитовых заготовок произвольной формы. В качестве кромочного материала может быть применен рулонный или штучный (в виде полосок) меламин, ABS, ПВХ, бумага, а также натуральный шпон.
Отличительная особенность — возможность нанесения клея либо на кромочный материал, либо на кромку обрабатываемой заготовки.
Технические характеристики:
Толщина кромки, мм. 0,3-3
Высота детали, мм.10-60
Скорость подачи, м/мин4; 8
Общая мощность, кВт2,5
Габаритные размеры, мм1000 х 800 х 1100
Масса, кг200
В наличии!
Создано 20. 01.2014 Изменено 19.01.2015
Кромкооблицовочный станок
Станок для мебели
Кромочник
Кромкооблицовочный станок криволинейный
Форматно-раскроечный центр
Похожие объявления
Кромкооблицовочный станок Smart
Состояние: Б/У Год выпуска: 2008 Производитель: Vitap (Италия)
Санкт-Петербург (Россия)
105 000
Интересные статьи партнеров
Пусконаладка гидравлического листогибочного пресса MetalTec HBM 125/3200М E22 в Юрге
Как обрабатывать алюминий: Все, что вам нужно знать! [часть 1 из 2]
Запуск фрезерно-гравировального станка с ЧПУ WoodTec H 1325 В Саранске
Замена оптоволокна на оптоволоконном лазерном станке в Москве
Дерево и молнии: Как вам такой метод декорирования древесины?
ТОП-10 деревянных скульптур
Пусконаладка оптоволоконного лазерного станка с защитной кабиной XTC-2560GP/12000 Raycus в Армении
Важные факторы связанные с лазерной резкой [Часть 2]
Пусконаладка форматно-раскроечного станка WoodTec TOP POINT K 45 в Казани
Вы недавно смотрели
Все просмотренные объявления →
Станок для облицовывания кромок мебельных щитов Smart 3 Vitap (Италия)
Назначение
Ручной кромкооблицовочный станок предназначен для облицовывания прямолинейных и криволинейных кромок мебельных щитов и заготовок натуральным полосовым или синтетическим рулонным материалом. Приклеивание ведется при ручной подаче заготовки.
Отличительные особенности
Бакелитовый рабочий стол;
Магазин рулонного материала с автоматической подачей в зону приклеивания;
Обрубка кромки в размер по длине ножом-гильотиной с приводом от пневматики;
Электронное измерение длины кромки;
Возможность изменения скорости подачи кромочного материала;
Узел чистовой фрезеровки свесов кромочного материала по пласти заготовки.
Клеенаносящий узел Нижнее расположение клеенаносящей ванны обеспечивает циркуляцию клея и предотвращает его пригорание.
Узел снятия свесов Осуществляет чистовую фрезеровку свесов кромочного материала по пласти заготовки. Фрезерование осуществляется с нижней части детали.
Узел торцовки
Осуществляет чистовую обрезку свесов кромочного материала по торцам заготовки.
Устройство для обрезки свесов Устройство для обрезки свесов кромочного материала при необходимости легко складывается и полностью убирается в станину, тем самым увеличивая рабочую поверхность стола.
Производитель: Vitap
Родина бренда: Италия
Толщина детали, мм
10÷60
Толщина кромки, мм
0,3÷3,0
Минимальный радиус кривизны заготовки, мм
20
Скорость подачи кромочного материала, м/ мин
4; 8
Установленная мощность, кВт
2,5
Рабочее давление, атм
7-8
Габариты, мм
2100х700х1100
Масса, кг
180
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
Оценка товара:
Достоинства:
Недостатки:
Комментарий:
Имя:
E-mail: не публикуется
В отзывах запрещено: Использовать нецензурные выражения, оскорбления и угрозы; Публиковать адреса, телефоны и ссылки содержащие прямую рекламу; Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Витап | Смарт3 | Кромкооблицовочные станки
Имя и Фамилия (обязательно)
E-mail (обязательно)
Телефон (обязательно)
Компания
Страна (обязательно) — AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua and BarbudaArgentinaArmeniaArmeniaArubaAustraliaAustriaAzerbaijanAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBosnia and HerzegovinaBotswanaBouvet Island (Bouvetoya)BrazilBritish Indian Ocean Territory (Chagos Archipelago)British Virgin IslandsBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongoCook IslandsCosta RicaCote d’IvoireCroatiaCubaCuraçaoCyprusCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEston iaEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGeorgiaGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKazakhstanKenyaKiribatiKoreaKoreaKuwaitKyrgyz RepublicLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacaoMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian TerritoryPanamaPapua New GuineaParaguayPeruPhilippin esPitcairn IslandsPolandPortugalPuerto RicoQatarReunionRomaniaRwandaSaint BarthelemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Netherlands)Slovakia (Slovak Republic)SloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & S. Sandwich IslandsSpainSri LankaSudanSurinameSvalbard & Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad и ТобагоТунисТурцияТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Виргинские островаСША Малые отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Spare parts for (required) —Point K2 TopPoint 2BlitzPoint acousticPoint groovingBC91evoBC92RC92RounderSmartSmart3EclipseFusionQuartz 3Quartz 4.5Quartz 5.6AlfaAlfa DigitSigma CNSigmaSigma center
Ваша личная информация будет храниться в соответствии с итальянским Законом о конфиденциальности (D.lgs 196/2003) и не будет раскрыта, передана или продана другим сторонам.
Покрытие дверей лаком — как лакировать деревянную межкомнатную дверь в домашних условиях своими руками
Покрытие деревянных дверей лаком – эффективный, простой и бюджетный способ обновления обветшалых полотен из массива дерева. Если они устарели, и внешний вид оставляет желать лучшего, это еще не повод приобретать и устанавливать новые. Порой достаточно всего лишь покрыть двери лаком. Более того, именно деревянные изделия часто представляют художественную ценность, и их реставрация оказывается предпочтительнее замены на современные аналоги.
Поговорим о том, как покрыть лаком деревянные двери. В отличие от тонирующих пропиток этот материал создает на поверхности древесины пленку различной степени блеска – матовую, полуматовую, полуглянцевую или глянцевую. На российском рынке представлены лаки на алкидной, полиуретановой и акриловой основе, а также нитросоставы. Для материалов на алкидных смолах и полиуретановом связующем характерны сильный запах и короткое время полимеризации. Нитролаки лидируют и по количеству ЛОС и скорости высыхания. Акриловые материалы приятны в работе, обладают слабым запахом, а высыхают, в среднем, за 4 ч. Именно последняя группа лаков является самой большой, разнообразной и популярной среди покупателей. Стоит обратить внимание, что лакировать межкомнатные двери рекомендуется дважды, а то и трижды с промежуточным шлифованием поднимающегося ворса.
Каким лаком покрыть межкомнатные двери
В нашем ассортименте есть огромное количество лаков для обработки деревянных дверей в домашних условиях. Представим только некоторые из них.
Лак для дерева на водной основе Dulux Celco Aqua 70 глянцевый. Имеет 20 различных оттенков. Высыхает за 2-4 часа. Связующее в основе – акриловый полимер. Применяется исключительно для внутренних работ. Можно покрыть лаком в домашних условиях различные деревянные изделия – карнизы, стены, потолки, и, конечно, двери. В качестве защитного покрытия материал выступает и для минеральных оснований – бетона, кирпича, штукатурки и пр. Рекомендуемое количество слоев – от 2 до 3.
Pinotex Lacker Aqua 70 колеруемый лак (глянцевый и матовый) на водной основе для обработки деревянных изделий и поверхностей, в том числе, детской мебели и игрушек. В основе идет акриловая эмульсия. Подходит даже для обработки деревянной посуды, безопасен при контакте с пищей. И конечно, этим материалом можно покрасить старую деревянную дверь. Время полного высыхания слоя составляет 4 часа. При условии нанесения 2-3 слоев малярные работы можно закончить за 1 день. Доступно 50 оттенков для колеровки из каталога “Древесная гармония”. Не желтеет и не темнеет со временем, надежно защищает от грязи и влаги.
Быстро Ремонт универсальный быстро лак для наружных и внутренних работ – атмосферостойкий бюджетный материал на алкидной основе российского производителя “Ярославские краски”. Подходит для защитной обработки и декоративной отделки деревянных оснований. Также можно обновить поверхность старой двери. Время высыхания составляет около 5 часов. Покрасить лаком можно в 1-2 слоя.
Tikkurila Kiva 30 лак для мебели полуматовый на водной основе с акрилатным связующим в составе. Предназначен для лакировки деревянных поверхностей внутри сухих помещений – дверей, мебели, детских игрушек, стен и потолков. Шлифовку или нанесение следующего слоя можно производить через 2-3 часа. Поверхность готова к эксплуатации спустя сутки.
VGT Premium лак мебельный полиуретановый на водной основе. Имеет 2 степени блеска – матовую и глянцевую. В составе есть уретан-акрилатное связующее, антисептические добавки и специальные компоненты для матового покрытия. Время высыхания – на отлип 2 часа, до шлифовки 4 часа. Эксплуатация возможна через сутки, а полная полимеризация наступает спустя 5 дней. Можно ходить через 24 часа, полное отверждение – спустя 5 дней. Обладает превосходными декоративными и защитными свойствами. Отличается высокой твёрдостью, стойкостью к истиранию, бытовым пятнам и мытью с использованием моющих средств.
Как подготовить дверное полотно к покрытию лаком
Чтобы правильно покрасить дверь лаком, следует должным образом подготовить поверхность. Если вы собираетесь покрыть лаком новое изделие, то необходимо очистить основание от грязи и пыли. Желательно слегка увлажнить поверхность пульверизатором, чтобы дать подняться ворсу для шлифовки. После шлифовки пыль удалить мягкой ветошью или пылесосом. Если дверь ранее была окрашена, то желательно перед лакировкой старое покрытие удалить шлифовальной бумагой или губкой.
Если на поверхности есть заметные трещины и сколы, их придется заделать шпатлевкой по дереву. Это увеличит продолжительность работ (потребуется дождаться полного высыхания материала, затем отшлифовать отремонтированный участок), но позволит выполнить реставрацию качественно. Порекомендуем такие шпатлевки по дереву, как Текс профи универсальная.
Современные материалы, как правило, не дают подтеков при нанесении, ложатся ровно на поверхность и не растекаются, если вы не берете чрезмерное количество лака на кисть. Поэтому покраска лаком своими руками может производиться прямо в вертикальном положении. Тем не менее, в соответствии с традиционной технологией желательно снять дверное полотно с петель. Мастера считают, что правильно лакировать, – значит привести полотно в горизонтальное положение.
Подробную информацию о том, как правильно покрыть лаком дерево, можно найти в технической документации, прилагаемой к продукту.
Как покрывать лаком дверь
На примере Tikkurila Kiva 30 разберем, как лакировать в домашних условиях двери. Лак перед началом малярных работ необходимо тщательно перемешать и периодически повторять эту процедуру во избежание образования осадка. Рабочими инструментами для покрытия дверей лаком могут выступать кисть, губка, аппликатор Tikkurila. Также можно наносить лак путем распыления. Если вы планируете работать колерованным лаком, имейте в виду, что окончательный цвет дверного полотна будет зависеть от типа древесины и количества нанесенных слоев (обычно это 2 подхода, но можно и 3 слоя нанести). Во избежание разницы оттенков покрытие дерева лаком на одном полотне следует производить за один подход.
Заключение
Если вы захотели привести в порядок межкомнатные деревянный двери на даче или в квартире, обновить их внешний вид, то можно выполнить все этапы работ своими руками и без использования шлифовальных машин, строительных фенов. Важно подобрать подходящий материал, определиться с его оттенком, учитывать, что при работе с некоторыми составами (нитролаками, алкидными эмалями) будет присутствовать сильный запах, и потребуется качественная вентиляции помещения или транспортировка полотен в другое (нежилое) место. В целом, привести в порядок можно любое полотно из массива. Правильная лакировка старых дверей продлит им жизнь и сделает украшением интерьера. Исключение – полотна, утратившие свою конструктивную прочность или подвергшиеся сильному биопоражению.
Обращайтесь в “Мир Красок”, мы поможем подобрать материал. Пусть лакированные межкомнатные двери украшают ваш дом
Лак для деревянных дверей: как обновить деревянную дверь
Содержание
Преимущества и особенности использования лака
Подбор лака: как не ошибиться в выборе
Материалы и инструменты
Подготовка двери
Нанесение лака
Делаем эффект «под старину»
Чтобы обновить дерево, когда нет денег на покупку нового полотна, используется лак для деревянных дверей. Некоторые домовладельцы пытаются сэкономить, обклеивая двери самоклейками. Реже полотно обшивается виниловыми панелями.
Преимущества и особенности использования лака
Лак придает полотну эффектный внешний вид и усиливает защитные функции дерева. С помощью лака предотвращается гниение древесины, а квартира или дом становятся более уютным.
Для покрытия межкомнатных деревянных дверей можно воспользоваться несколькими видами лака. При этом полотно может быть изготовлено из сосны и другой породы дерева. За счет такой методики подчеркивается оттенок, присущий для дверного полотна. Покрывной материал придает некоторым деталям двери насыщенный и глубокий цвет.
Лак — доступное универсальное средство для покрытия дерева
Чтобы лакировать дерево, рекомендуется правильно выбрать средство. Пропитки защищают дерево от плесени и гниения. Защитные средства не позволяют полотну разбухать. Также они защищают короб от солнца, резких температурных перепадов.
В некоторых случаях вместо лакировки можно покрасить двери — это очень стильно смотрится в современных интерьерах.
Перед тем как покрыть лаком деревянные двери, ознакомимся с преимуществами данного способа отделки:
доступность – покупателю предоставляется возможность купить лак с учетом ценового фактора. При этом специалисты советуют обработать полотно смесью, которая способна улучшить внешние и защитные свойства, продлив эксплуатационный срок полотна;
легкое обновление – покрасить дверь сможет каждый человек, включая новичка в проведении таких работ;
универсальность – лак используется для разных поверхностей;
лак способствует увеличению сопротивляемости полотна к разным отрицательным влияниям, к которым относятся царапины, влага, механическое повреждение.
Лаки на водной основе не имеют запаха
Все лаки классифицируются на следующие виды с учетом состава:
масляные – в их основе находятся масла, которые хорошо впитываются в поверхность, изменяя её цвет. Их используют в качестве растворителя. Такие составы долго сохнут. У них неприятный запах;
водный – бесцветные и без резкого запаха, матового либо глянцевого типа. Они быстро высыхают. Но предварительно используется морилка.
Подбор лака: как не ошибиться в выборе
Чтобы обновить дверь, можно воспользоваться несколькими видами ЛКМ. В состав алкидных лаков входят растворители, которые придают древесине желтый тон и устойчивость к влаге.
Чтобы улучить способность к высыханию, повысив влагостойкость и прочность, в состав смеси добавляются отвердители. Поверхность, покрытая таким средством, высыхает в течение суток.
Алкидные лаки придают дереву влагоустойчивость
Можно пропитать древесину акриловыми лаками, которые изготавливаются из воды. Они нетоксичны и не имеют запаха. Чтобы повысить прочность, в их состав добавляют отвердители.
Можно обновить помещение, отделанное деревом, нитролаками. Их главное преимущество – быстрое высыхание. В их основу входят растворители. Из минусов можно выделить повышенную токсичность, поэтому нитролаки применяются редко.
Для полиуретановых ЛКМ характерна повышенная прочность. За счет полиуретана дереву придается темный оттенок, поэтому поверхность полотна грунтуется.
Материалы и инструменты
Инструменты для покрытия двери лаком
Чтобы провести подготовительные работы с последующей лакировкой поверхности своими руками, понадобятся следующие инструменты:
валик либо кисточка;
ветошь;
шпатель;
шпатлевка для древесины;
шлифовальная машина;
наждачная бумага;
строительный фен.
Подготовка двери
Перед покрытием ЛКМ дверь отшлифовывается — удаляются шероховатости и неровности. Чем толще короб, тем длительнее процесс шлифовки. Одним из вариантов шлифовки является применение доски (25х10 см), обернутой наждачной бумагой. Также можно выполнить эту работу с помощью шлифовальной машинки.
Для устранения дефектов поверхности деревянная дверь шлифуется
Все дефекты заделываются шпатлевкой, при выборе которой учитывается цвет. После зачистки внутренний короб обрабатывается пропиткой – защита от плесени и вредителей.
Для улучшения качества лакировки и сокращения расхода лака покрытие грунтуется валиком либо кистью. С полотна убирается пыль, а само покрытие обезжиривается уайтом-спиритом.
Для последующей покраски потребуется обработать дверь химическим составом. Важным моментом является условие, чтобы пропитка, грунтовка и лак имели одну основу. В противном случае расслоится покрытие. После грунтовки проводится повторная шлифовка. Затем полотно грунтуется.
Нанесение лака
Для покрытия двери лаком потребуется ее демонтировать, установив в горизонтальное положение. С помощью такого действия можно максимально уберечь покрытие от подтеков.
Для нанесения лака дверь устанавливается горизонтально
Для нанесения ЛКМ используется обычная синтетическая кисточка или валик. Количество наносимых слоев – 3-5. Если базовый слой наносился путем совершения горизонтальных движений кисти, тогда второй слой наносится в вертикальном направлении.
Лакируют дверь кистью, нанося состав 3-5 раз
Делаем эффект «под старину»
Двери «под старину» подчеркивают дизайнерские решения в помещении. Чтобы обновить интерьер дома таким образом, создается деревянная дверь «под старину». Для этого применяют несколько технологий:
Если у вас старые двери, то их проще немного обновить или реставрировать.
шагов по нанесению лака на двери | Домашние руководства
Автор Chris Deziel Обновлено 27 июня 2022 г.
Вы можете подойти к лакировке двери как к дневному проекту или как к проекту, который стоит двух или более дней вашего времени, и разница сразу заметна. Быстрый слой лака, несомненно, улучшит внешний вид двери, но правильная отделка обычно требует тщательной подготовки и нанесения нескольких слоев. Потрудившись снять дверь и положить ее ровно, вы облегчите подготовку и позволите лаку выровняться более равномерно.
Подготовка к повторному лакированию наружных дверей
Предпочтительнее снимать фурнитуру, чем заклеивать ее малярной лентой, и это легче всего сделать после того, как вы ровно положите дверь на козлы. Если дверь имеет предыдущую отделку, вы можете снять ее с помощью химического растворителя, но возможно повторное покрытие отделки в хорошем состоянии.
Если вы решите оставить старую отделку нетронутой, важно тщательно вымыть все стороны двери моющим средством и водой, сообщает Door Superstore. Независимо от того, удаляете ли вы отделку или нет, дверь необходимо отшлифовать, но сначала вы должны нанести шпатлевку по дереву на все участки, которые в этом нуждаются.
Шлифование после удаления покрытия
Процесс шлифования неизбежно усложняется, если вы удаляете покрытие. Чтобы сделать это правильно, вам нужно будет сделать несколько проходов шлифовальной машиной и все более тонкой наждачной бумагой. Вращающийся инструмент, оснащенный шлифовальным барабаном, быстро обрабатывает углы и щели внутри молдинга.
Если вы наносите лак на старую отделку, шлифовальная машина не нужна, потому что все, что нужно, это отшлифовать поверхность и отшлифовать нанесенный вами наполнитель. Вы можете шлифовать наждачной бумагой с зернистостью 150, но вам может понадобиться бумага с зернистостью 120, чтобы выровнять наполнитель.
Окрашивание двери
Окрашивание двери уместно, если вы удалили старую отделку или покрыли лаком новую необработанную дверь, и это дает дополнительную защиту от ультрафиолета наружной двери, на которую попадает солнце. Большинство пятен можно наносить кистью или тряпкой, и вы должны дать им впитаться в течение нескольких минут, прежде чем вытереть излишки сухой тряпкой.
Всегда используйте мазки, соответствующие текстуре дерева, независимо от того, наносите ли вы морилку или вытираете ее. Большинству пятен требуется до 24 часов, чтобы высохнуть и впитаться, прежде чем покрыть их лаком, предупреждает Vintage Doors.
Покрытие двери лаком
Вам может быть интересно, как покрыть дверь лаком кистью. Собственно, лак можно наносить кистью или распылять. В любом случае несколько легких слоев лучше, чем один или два тяжелых. Нанеся слой на одну сторону, дайте ему высохнуть, затем нанесите на другую сторону. После того, как эта сторона высохнет, обе стороны следует слегка отшлифовать мелкой наждачной бумагой перед повторным покрытием.
Некоторым лакам, особенно продуктам для морского применения, требуется несколько часов для высыхания, поэтому следует ожидать, что процесс лакирования займет два дня или более, в зависимости от того, сколько слоев вы нанесете. Отшлифуйте перед нанесением каждого слоя, но не шлифуйте последний слой.
Каталожные номера
Винтажные двери: как покрасить и покрыть дверь лаком
Магазин дверей: пошаговая инструкция, как покрасить или покрыть дверь лаком
Writer Bio
Крис Дезиэль — подрядчик, строитель и генеральный директор fix-it pro, работающий в сфере строительства уже 40 лет. Он имеет ученые степени в области естественных и гуманитарных наук и многолетний опыт преподавания. Заядлый ремесленник и музыкант, Дезиэль начал писать на темы обустройства дома в 2010 году. Он работал экспертом-консультантом в eHow Now и Pro Referral — сайте Home Depot. По натуре Дезиэль любит делать все своими руками, и он регулярно делится советами и рекомендациями по улучшению дома и сада на таких сайтах, как Family Handyman, Hunker.com и SFGate Home Guides.
Как обновить дверь
Детали проекта
Навыки
1 из 5 Легкий Шлифование и шабрение требуют особой осторожности и терпения
Стоимость
Около 50 долларов США
Расчетное время
Около 3 дней (требуется сушка в течение ночи)
Годы и стихия не пощадили внешний вид этой 94-летней толстой кипарисовой двери. Чешуйки лака еще местами прилипали к дереву, а остальная поверхность была шероховатой и высохшей от воздействия воды и солнца.
Деревянные входные двери повсюду подвергаются одним и тем же нападениям, и многие из них оказываются в мусорном баке, заменяясь не требующими особого ухода заменителями металла и стекловолокна массового производства. Но домовладельцы Белинда Чейз и Скотт Оджа были полны решимости спасти эту дверь — они знали цену антиквариату с его овальным светом из рифленого выдувного стекла и прочной цельнодеревянной конструкцией. Поэтому они наняли подрядчика по покраске Джона Ди, чтобы вернуть его к жизни.
Ди, который работал над многими Этот старый дом телевизионных проектов, атаковали пятнистую поверхность наждачной бумагой и скребками, пока старая сосновая дверь не стала такой же свежей и благоухающей, как в день ее постройки. К полудню дверь была готова к новой отделке: высокоэффективному лаку на масляной основе, чтобы подчеркнуть насыщенный цвет и текстуру дерева. Через три слоя он заблестел, как состаренное красное дерево. «Не могу поверить, что это одна и та же дверь», — сказал Чейз. «Это просто так красиво».
Как восстановить деревянную дверь
1. Снимите дверную фурнитуру
Фото Кита Латама
Прежде чем отполировать эту покрытую шрамами и отслаивающуюся входную дверь, подрядчик по окраске Джон Ди устанавливает ее на мягкие козлы и снимает фурнитуру.
2. Отшлифуйте плоские поверхности
Фото Kit Latham
Положив дверь на мягкие козлы, используйте эксцентриковую шлифовальную машину с наждачной бумагой зернистостью 80, чтобы быстро удалить остатки старого лака и обожженные на солнце древесные хлопья.
Снова отшлифуйте древесину наждачной бумагой с зернистостью 100, а затем наждачной бумагой с зернистостью 120. «Нет смысла идти еще дальше», — говорит Ди. Если вы это сделаете, вы начнете закрывать поры в древесине, что предотвратит прилипание отделки к поверхности.
3. Соскоблите молдинги
Фото Kit Latham
Маленькие, острые как бритва скребки проникают в углы, через узкие профили и на кромки выступающих панелей, где не может безопасно работать шлифовальная машина. Потяните скребок с зерном; используйте две руки и применяйте только легкое давление вниз, чтобы уменьшить вероятность случайного соскальзывания, выдавливающего древесину. Ди использует две формы лезвий: трапециевидную для плоских поверхностей и каплевидную для узких щелей.
4. Ручная шлифовка профилей и удаление пыли
Фото Kit Latham
Сложите половину листа наждачной бумаги с зернистостью 100 втрое, прижмите ее к секции профиля кончиками пальцев, затем потрите вперед и назад длинными движениями по всей длине молдинга.
Используйте шлифовальную губку, как показано выше, на внутренних углах, недоступных для пальцев. Затем быстро почистите щеткой и тщательно пропылесосьте, чтобы убрать пыль, которая может испортить отделку.
5. Загерметизируйте края двери перед повторным навешиванием
Фото Kit Latham
Пока дверь еще на козлах, покройте нижний и верхний края двери лаком.
Затем снова установите дверь на петли перед нанесением первого слоя. В противном случае нет практического способа перевесить дверь, не повредив отделку.
6. Выберите отделку и нанесите первый слой
Фото Kit Latham
Замочите новую кисть с китайской щетиной на минуту или две в растворителе для краски, затем прокрутите или стряхните излишки.
Налейте немного финиша в чистое ведро и погрузите щетину примерно на треть в жидкость. Начните с панелей, затем перейдите к окружающим молдингам.
Затем покройте горизонтальные перекладины и, наконец, вертикальные стойки. Если какое-либо покрытие окажется на сухой поверхности не по порядку, немедленно протрите его тряпкой.
Дайте дверце высохнуть в течение ночи, прежде чем полностью закрыть ее.
Какое покрытие использовать
Ничто не сравнится с практичностью краски. Два слоя эмалевой краски поверх грунтовки обеспечат деревянной двери наилучшую и самую длительную защиту от солнца, истирания и непогоды — от 8 до 10 лет. Но красивая деревянная дверь с прозрачной отделкой привлечет гораздо больше восхищенных взглядов, если вы будете ухаживать за ней с преданностью.
Лак Spar долгое время был прозрачной отделкой древесины для наружных работ из-за его упругой прочности и способности противостоять солнцу. Но сейчас на прилавки магазинов попало много разных и эффективных составов. Ищите тот, который специально предназначен для использования на открытом воздухе и защищен от ультрафиолетового излучения; В этом проекте Ди использовал Cetol Door & Window от Sikkens. Затем строго следуйте инструкциям по применению и режиму обслуживания.
Чистое покрытие обычно нуждается в тщательной шлифовке каждые несколько лет, чтобы удалить верхний слой, поврежденный солнцем и погодными условиями, а затем нанести пару свежих верхних слоев.
Машина Для Обработки Полимеров ответы. Обновленные и проверенные решения для всех уровней CodyCross Греция группа 674
Ответ
Машина для обработки полимеров Ответ
Э К С Т Р У Д Е Р
Там Находится Штаб Квартира Компании Сеат
Клеточная Структура, Названная Цветным Телом
CodyCross Греция группа 674
CodyCross Греция группа 674 ответы
определение
Ответ
Великое Построение, Сочинение Клавдия Птолемея
альмагест
Лямка, Поддерживающая Женскую Одежду На Плече
бретелька
Цепочка Жертв В Шахматной Комбинации
фейерверк
Обучал Геракла Езде На Колеснице
амфитрион
Греческий Отец Комедии
аристофан
Обратная Транскриптаза, Фермент
ревертаза
Русский Подводник, Потопивший Вильгельм Густлов
маринеско
Героиня Расхитительница Гробниц
лара крофт
Неприрученное Животное, Живущее Вблизи Человека
синантроп
Клеточная Структура, Названная Цветным Телом
хромосома
Машина Для Обработки Полимеров
экструдер
Там Находится Штаб Квартира Компании Сеат
барселона
Освоение Америки Привело Этот Овощ В Европу
картофель
Несерьёзное Занятие, Шалость
баловство
Болотный Олень
БАРАСИНГА
Пролив Между Испанией И Марокко
гибралтар
Человек, Не Различающий Некоторые Цвета
дальтоник
следующий
Планета Земля Подводный мир Изобретения Времена года В цирке Транспорт Кулинарное искусство Спорт Фауна и Флора Древний Египет Парк развлечений Средневековье Париж Казино В библиотеке Научная лаборатория На дворе 70-е Зоомагазин Нью-Йорк, Нью-Йорк! В кинотеатре Прекрасный Рим Дикий Запад В аэропорту На ферме Лондон В универмаге Показ мод На курорте Удивительная Япония Концертный зал Телестудия Дом, милый дом Круизный лайнер Мир маленьких вещей Путешествуем на поезде Музей искусств Аквапарк Тур по Бразилии Восьмидесятые Время СПА Приключения в кемпинге Поездка в Испанию Вымышленный мир Исполнительские искусства
LATOKHO RM 250 E Tandem (Россия) Фрезеровальная машина для обработки бетонных полов и удаления полимеров
Почему наше оборудование превосходит всех конкурентов? Узнайте по телефону: +7 (901) 546-02-22
В связи с ежедневными изменениями курса доллара и евро цены на покупку оборудования и расходных материалов могут отличаться как в большую, так и в меньшую сторону! Уточняйте актуальную стоимость у менеджеров!
Наведите или кликните на изображение для его увеличения!
Описание:
Фрезеровальная машина LATOKHO RM 250 E Tandem профессиональная, инновационная, продуманная, надежная с высоким ресурсом. Бренд LATOKHO Professional, является единственным производителем данного класса машин в России. Все машины LATOKHO — ручной сборки.
LATOKHO RM 250 E Tandem является универсальной и широко зарекомендовавшей себя, предназначена для фрезерования асфальта и бетона, не превышающего марку B50, а также различных видов работ по напольным покрытиям: разрушения топпинговых, эпоксидных и полимерных полов, снятия слоев бетона, очистки покрытий, придания шероховатости поверхности, прорезки канавок для адгезии и производстве противоскользящих насечек на бетоне, демонтажа мягкой кровли, удаления дорожной маркировки и пластиковой разметки с асфальта и бетона, ямочного ремонта, устранения неровностей, прецизионных работ по устройству полов.
Используется на дорогах, мостах, тоннелях, создает готовое основание для нанесения гидроизоляции. А так же применяется на автостоянках, паркингах, аэропортах, взлетно-посадочных полосах, на судостроительных заводах, торговых и выставочных центрах, складах, коровниках и конюшнях, а также для снятия старых покрытий на крышах, в промышленном, гражданском и жилищном строительстве, на военных объектах.
Особенности и преимущества конструкции:
Вес машины. Вес машины сбалансирован для нагрузок, что обеспечивает высокую производительность, так как создается более высокое давление барабанов-фрез на обрабатываемую поверхность, исключая подпрыгивающий эффект, если марка бетона не превышает B50.
Подключение пылесоса. На машине предусмотрен выход на пылесос диаметром 40 мм. Рекомендуемая производительность промышленного пылесоса не менее 350 м³/час. Но так как корпус машины выполнен в виде купола, у него нет углов, где может собираться и расти отработанный шлам, можно работать даже без пылесоса, но не рекомендуем, поскольку возможно снижение ресурса барабана. Данная конструкция является преимуществом и особенностью машин LATOKHO.
Вибрация машины. Вал барабана закреплен на самоцентрирующихся подшипниковых узлах, где наружная обойма подшипника двигается в корпусе узла, этим движением они уходят от ударных нагрузок во время работы и гасят вибрацию на корпус машины. При ежесменном шприцевании, ресурс подшипниковых узлов достигает одного года. Применение подшипниковых узлов является инновацией и экономическим преимуществом машин LATOKHO. Машина комплектуется шприцом для солидола-Ж.
Регулируемая глубина фрезерования. На машине предусмотрена регулировка глубины фрезерования штурвалом через червячный механизм, так же есть рычаг перевода из рабочего положения в транспортное, что позволяет переместить машину не выключая двигатель. Уменьшив перезапуски двигателя, увеличивается его ресурс.
Электрическая часть. Электрическая часть машины сконцентрирована в металлическом герметичном боксе. Ввод и управление машиной выведены наружу. Для облегчения запуска машины установлен перефазировщик. Так же машина оборудована светодиодным прожектором (мощность светового потока: 700 лм). Данная опция является инновацией для этого класса машин и хорошим помощником оператору, освещая поверхность перед машиной, позволяя вовремя заметить препятствие. Прожектор можно включить не запуская двигатель.
Замена барабана. Машины LATOKHO оборудованы съемной боковой панелью. Открутив 4 болта крепления, панель снимается и барабан готов к замене. Время для замены занимает 10 минут, при этом машина находится в вертикальном положении. Данные показатели являются самыми быстрыми в мире на этом классе машин. Гаечный ключ поставляется в комплекте.
Возможность использования разного инструмента. Наша компания предлагает широкий ассортимент фрезеровальных барабанов собственного производства, которые применяются для фрезерования бетона и асфальта, придания шероховатости поверхности, удаления пластиковой и дорожной разметки, резинового покрытия, битума, мягкой кровли, полиуретана, краски с бетона, ржавчины с металла, грязного налета, гряземасляного наслоения, нанесение насечек, борозд или канавок и др. Все детали отличаются высоким качеством и изготовлены из прочных и износостойких материалов. На фрезеровальных барабанах применяется оснастка гарантированного немецкого качества, фирмы KRUG, который более 40 лет является специалистом в области производства инструмента для обработки поверхности. Наше оборудование универсальное, применяется для различных задач.
Транспортировка. Подъем машины осуществляется за рым-болт, который является опорной точкой при опрокидывании машины для удобства проведения ревизии барабана после работы. Все транспортные колеса оснащены роликовыми подшипниками и пресс-масленками, что позволяет обеспечить своевременное смазывание. Контактный слой большегрузного колеса выполнен из эластичной качественной резины. Диаметр колеса: 160 мм. Нагрузка на одно колесо: 250 кг.
Комплектация:
Барабан LATOKHO DSC 250 Tandem
Шприц для солидола
Гаечный ключ
Паспорт
Видеоматериалы:
XXL гарантия 36 месяцев:
Гарантийный срок – 36 месяцев со дня продажи оборудования.
В пределах гарантийного срока производитель обязуется: безвозмездно устранять все неисправности при условии соблюдения потребителем правил, изложенных в паспорте. Производитель не несет ответственности за повреждение в результате неумелого управления, неправильного обслуживания при эксплуатации и хранении изделий. Производитель оставляет за собой право изменять конструкцию машины для усовершенствования.
Отзыв никто еще не оставил, Вы можете стать первым!
Зарегистрируйтесь, чтобы создать отзыв.
Copyright MAXXmarketing GmbH JoomShopping Download & Support
Машины и оборудование для обработки полимеров – PPS
Найдите высококачественное прецизионное оборудование для обработки полимеров для улучшения вашего производственного процесса в Nordson
Мы понимаем тонкости, связанные с переработкой полимеров, необходимость получения чистого конечного продукта и желание производителей, чтобы найти способы экономии средств и времени. Nordson постоянно совершенствует свое оборудование и машины для обработки полимеров, чтобы они соответствовали требованиям и стандартам отрасли. Мы можем изготовить полимерное оборудование по индивидуальному заказу, включая экструзионные головки, устройства смены сеток, системы жидкостного покрытия, шестеренчатые насосы и блоки подачи коэкструзии, в соответствии с вашими технологическими требованиями. Наша цель — разработать промышленные изделия из полимеров, которые помогут вам достичь эффективности даже в сложных процессах, чтобы вы могли максимально увеличить производительность, продлить срок службы компонентов и улучшить качество продукции. Просмотрите наше оборудование для обработки полимеров, чтобы найти машины и компоненты, которые принесут пользу вашим производственным процессам и будут способствовать достижению ваших бизнес-целей. Затем свяжитесь с нами, чтобы задать вопросы, получить индивидуальные решения или начать процесс заказа.
Технология коэкструзионных фидблоков
Nordson стремится предоставить клиентам инновационные решения для удовлетворения постоянно меняющихся потребностей отрасли в области соэкструзии.
Головки для экструзии и соэкструзии
Экструзионные головки являются важным компонентом всей системы потока расплава. Каждая система штампов EDI® специально разработана для удовлетворения конкретных потребностей и параметров процесса каждого конечного пользователя.
Системы жидкостного покрытия
Индивидуальные системы нанесения покрытий с щелевыми штампами, разработанные для удовлетворения ваших конкретных технологических требований, независимо от ваших потребностей в покрытии.
Шестеренчатые насосы
Высокоточные шестеренчатые насосы BKG ® впечатляют своей точностью подачи и способностью создавать давление при минимальной термической деформации материала.
Струйные очистители
Самый передовой метод очистки для быстрого и безопасного удаления остатков полимера с металлических деталей доступен в различных размерах, чтобы удовлетворить ваши требования к очистке деталей.
Сушилки для гранул
Nordson также предлагает сушилки для пеллет BKG® для сушки широкого спектра пеллет.
Грануляторы
Системы гранулирования Nordson BKG® подходят не только для термопластов, но и для всех материалов, которые ведут себя как термопласты.
Полимерные клапаны
Для экономичной эксплуатации сложных линий становится необходимым полимерный клапан, который контролируемым образом регулирует поток расплава или выводит материал из работающего процесса.
Устройство смены экрана
Системы фильтрации расплава BKG® обеспечивают идеальный процесс фильтрации, гарантируя желаемое качество расплава.
Переработка полимеров
От упаковки до аэрокосмической промышленности обработка полимеров необходима для достижения желаемой формы, свойств и характеристик изделий из полимеров. CAPE имеет ряд оборудования для выполнения операций с полимерными материалами и/или системами для повышения их полезности. Оборудование для переработки полимеров на нашем предприятии подробно описано ниже.
NANO SPIDER
— El Marco NS500
Nanospider™ 500 компании Elmarco — это машина для производства мембран, матов и листов из полимерных нановолокон диаметром от 80 до 700 нм (в зависимости от полимера и условий прядения). использовал). Он использует технологию безыгольного электропрядения и подходит для широкого спектра полимеров, а также некоторых неорганических материалов. Эта машина производит однородные образцы продукции с повторяемыми параметрами в количестве, достаточном для окончательной разработки приложения, и позволяет легко масштабировать ее на электропрядильных машинах Elmarco массового производства.
Термоформовочная машина MAAC: Модель ASP
— производство, НИОКР и прототипирование
MAAC Модель ASP представляет собой одностанционную термоформовочную машину размером 30 x 36 дюймов, предназначенную для производства мелких деталей, НИОКР и прототипирования. целей. Термоформование — это производственный процесс, при котором пластиковый лист нагревается до температуры гибкого формования, формуется до желаемой формы в форме и обрезается для создания пригодного для использования продукта.
HAAKE POLYLAB — Смеситель с большими сдвиговыми усилиями
— для данных о материалах, относящихся к процессу
ОС HAAKE PolyLab предоставляет вам данные о материалах, относящиеся к процессу, включая: характеристики плавления, влияние добавок, температурную стабильность, устойчивость к сдвигу, вязкость расплава. Кроме того, этот измерительный смеситель и система экструдера помогут вам в таких действиях по моделированию процессов, как: смешивание полимеров с добавками для снижения воспламеняемости, вязкости и т. д., масштабирование процессов экструзии за счет использования различных соотношений L/D для экстраполяции на основную технологическую линию, моделирование основных процессов с использованием всего лишь 50 г материала для оптимизации экструзии или смешивания в отношении температуры и профиля сдвига или экструзии нитей, профилей или пленок в сочетании с реологическими или оптическими измерениями. Следовательно, вы можете оптимизировать параметры вашего процесса, создавать тестовые образцы или осуществлять контроль качества поступающих и отгружаемых товаров в отношении вязкости, дисперсии или свойств пластификации.
Характеристики
Мобильные измерительные датчики исключают необходимость работы с тяжелыми и горячими частями
Встроенные контуры отопления и охлаждения уменьшают количество штекерных соединений и, следовательно, опасность неправильного подключения
Несколько периферийных устройств, таких как блоки подачи и постэкструзии, управляются компьютером, что означает лучшую воспроизводимость и документирование.
Применение
Мобильные измерительные датчики исключают необходимость работы с тяжелыми и горячими частями
Встроенные контуры отопления и охлаждения уменьшают количество штекерных соединений и, следовательно, опасность неправильного подключения
Несколько периферийных устройств, таких как блоки подачи и постэкструзии, управляются компьютером, что означает лучшую воспроизводимость и документирование.
Технические характеристики
Объем партии 50 куб.см
HAAKE POLYLAB — одношнековая насадка Rheocord для экструзии
— обеспечивает характеристики обработки различных материалов
Насадка для экструзии обеспечивает характеристики обработки многих материалов. Инструмент используется для винтовой пластификации, т.е. экструдирования и литья под давлением, наиболее распространенного метода обработки пластмасс, резины, пищевых продуктов и керамических материалов. Измерительный экструдер содержит необходимые технологии измерения, управления и контроля для соответствующего применения.
Характеристики
Мобильные измерительные датчики
Интегрированные контуры отопления и охлаждения
Периферийные устройства, такие как устройства подачи и постэкструзии
Применение
Экструзия и литье под давлением пластмасс, резины, пищевых продуктов и керамических материалов
Измерение вязкости при переработке
Пилотные процессы
Технические характеристики
Диаметр винта — 19,05 мм
CINCINNATI MILACRON INJECTION MOLDING
— горизонтальное литье пластмасс под давлением
Горизонтальная машина для литья пластмасс под давлением Cincinnati Milacron модели VST55-2. 97 может использоваться для разработки и тестирования новых производственных процессов с использованием полимерных и композитных термопластичных материалов. В этой машине используется стандартная обработка для быстрого производства мелких деталей.
Технические характеристики
Высокоскоростной гидравлический эжектор
Усилие зажима 33 тонны
Размер порции 2,97 унции
Зажим
Размер стола: 20 дюймов (В) x 19 дюймов (Ш)
Нагреватель/охладитель пресс-формы мощностью 9 кВт (модель AEC T50-9-4-2)
Приложения
Разработка процессов
Материалы/технологические эксперименты
ДВУХШНЕКОВОЙ ЭКСТРУДЕР COPERION
— разработка процессов полимеров и композитных материалов
Двухшнековый экструдер Coperion используется для разработки процессов полимеров и композитных материалов. В настоящее время машина используется для экспериментов по переработке целлюлозного волокна для будущих источников производства этанола. Эта надежная машина способна выполнять расширенные производственные циклы и требовать высокого крутящего момента для смешивания и экструзии веществ с высокой вязкостью.
Характеристики
Возможности смешивания полимеров и формованной экструзии
Многосекционный экструдер позволяет использовать температурный градиент, применение вакуума, подачу газа и т. д.
Применение
Непрерывное смешивание полимеров, технической керамики и пищевых продуктов
Экструзия труб, балок и т. д.
Технические характеристики
Объем экструдера 6,5 л
Максимальный крутящий момент 82 Н·м на винт
20,6 кВт
Скорость вращения шнека 3000 или 1200 об/мин
Тип 21. 1 Р 82 М
ГРАВИМЕТРИЧЕСКИЕ ПИТАТЕЛИ K-TRON
— компактные весовые дозаторы
Наши дозаторы K-Tron Compact оптимизированы для лабораторных применений, пилотных проектов и подачи второстепенных ингредиентов с высокой точностью и повторяемость рецепта. Микропитатель обеспечивает скорость подачи всего 0,04 дм³/час (0,0014 фут³/час). Компактный питатель используется для любого применения с низкой скоростью подачи, где требуется высокая точность и повторяемость рецепта.
Особенности
Гравиметрические дозаторы с потерей веса с программируемым управлением, независимое управление первичной (объемной) и вторичной (добавочной) нормами
Двухшнековые питатели
Применение
Кормление с контролируемым соотношением для компаундирования
POWDER KING PULVERIZER
— измельчение небольших образцов
Лабораторная система Powder King® обеспечивает измельчение небольших образцов от одного до пятидесяти фунтов. PK-18 экономит драгоценное время при фрезеровании небольших образцов, а также работает быстро и требует мало времени на очистку. Это избавляет от измельчения небольших образцов в большой системе, которая требует многочасовой очистки. PK-18 можно очистить и подготовить к следующей пробе менее чем за десять минут.
Характеристики
Регулировка зазора снаружи фрезы с помощью одинарной шпильки, регуляторы «тяни-толкай»
Полимерный бункер
Регулятор скорости двигателя мельницы с динамическим торможением
Вибрационный питатель с управлением
Применения
Измельчение небольших образцов для целей НИОКР
Технические характеристики
8-дюймовые диски
Алюминиевый корпус мельницы со встроенным корпусом подшипника
Маховик, установленный на коническом валу, для работы в пределах 0,001 дюйма
Двигатель 5 л. с.
ДВУХВАЛКОВАЯ МЕЛЬНИЦА FARREL
— многопартийное измельчение резины и пластмассы
Двухвалковая мельница Farrel, сконфигурированная для работы с резиной и пластмассой, предназначена для многоэтапного рутинного измельчения. Элементы управления спроектированы и спроектированы для обеспечения гибкости, необходимой в среде исследований и разработок.
Особенности
Более доступный передний ролик
Вместимость 1,3 фунта
350°F макс. температура
Технические характеристики
Диаметр рулона: 6 дюймов (152 мм)
Ширина рулона: 13 дюймов (330 мм)
Вместимость листов: 3 фунта (1,4 кг)
Скорость переднего ролика: от 34 до 17 об/мин
Скорость заднего ролика: 24 об/мин, фиксированная
Диапазон коэффициента трения: от 0,71:1 до 1,41:1
ПРЕСС WABASH 100 TON
— гидравлический пресс для формования, ламинирования и сборки
Пресс Wabash Genesis представляет собой гидравлический пресс для компрессионного формования резины, пластмасс и композитов, а также для ламинирования и сборки предварительно пропитанных термореактивных и термопластичных композитов .
Характеристики
Автоматизированные циклы отверждения
Программируемый контроллер (максимум 12 сегментов) рецепты отверждения с подогревом и охлаждением
Плиты с водяным охлаждением
Области применения
Структуры прессованного многослойного ламината
Литые резиновые и пластмассовые детали
Детали из термопласта и термореактивного композита
Технические характеристики
Регулируемое усилие зажима: от 0 до 100 тонн
Размер стола: 24 x 24 дюйма
Подогреваемые пластины до 800°F (скорость нагрева 15°F/мин)
Автоматический переход от скорости закрытия к скорости прессования
ПРЕССЫ CARVER 30 ТОНН (2)
Особенности
Усилие зажима 30 тонн
Подогреваемые и охлаждаемые плиты — 15 x 15 дюймов, макс.
CMD Центр Молекулярной Диагностики. Медицинская лаборатория 8 (800) 707 788 1
Заявка на тест на коронавирус COVID-19
Тесты на антитела к COVID-19
Обследование после коронавирусной инфекции COVID-19
А вы готовы к сезону простуды и гриппа?
Клиника на Космодамианской — специализированная клиника инфекционных заболеваний
Подписывайтесь на наш канал в Telegram
Проверьте, достаточно ли витаминов вашему организму
Ультразвуковая диагностика
более
1 000
СОТРУДНИКОВ
включая известных ученых, работают в CMD
более
1 500
ВИДОВ АНАЛИЗОВ
доступны для клиентов в офисах CMD
более
18 000 000
ИССЛЕДОВАНИЙ
ежегодно проводятся в лабораториях CMD
более
4 500 000
КЛИЕНТОВ
ежегодно доверяют свое здоровье CMD
NASBA
Антитела к ядерным антигенам (ANA), IgG, 25 антигенов
ВПЧ-ПАП-тест жидкостный
ДНК HBV, ультрачувствительное исследование
Исследование на арбовирусные инфекции (Вирус Западного Нила)
Исследование на арбовирусные инфекции (Лихорадка Денге)
Клещевые инфекции
Комплексная диагностика ОРВИ
Коронавирусы
Коэкспрессия онкобелков p16/Ki67
Острые кишечные инфекции
Пренатальный скрининг I триместра беременности
Пренатальный скрининг II триместра беременности
Программы расчёта риска преэклампсии
РНК HCV, ультрачувствительное исследование
РНК HCV/ ДНК HBV/ РНК HIV 1 и 2 типа
Диагностика и лечение урогенитальных и внутриутробных инфекций
16 ноября 2022 года
Контроль и профилактика инфекций, связанных с оказанием медицинской помощи (ИСМП-2022)
24-25 ноября 2022 года
Междисциплинарный диалог с практиком о новых методах в эпидемиологии
12 октября 2022 года
Все мероприятия
Итоги онлайн-семинара «Диагностика и лечение урогенитальных и внутриутробных инфекций
16 ноября 2022 г.
ДокторПитер.ru. Ночная жажда
Какие проблемы со здоровьем таит в себе ночная жажда, рассказала терапевт Центра молекулярной диагностики CMD Санкт-Петербург Галина Кузнецова
1 канал «Доброе утро!». Индивидуальный метод борьбы со стрессом
Какой гормон именно у вас определяет реакцию на стресс, рассказала эндокринолог Центра молекулярной диагностики CMD ЦНИИЭ Наталья Таныгина
Все новости
О возможных противопоказаниях необходимо проконсультироваться со специалистом
О CMD
Центр молекулярной диагностики (CMD) – один из крупнейших лабораторно-диагностических центров в России, функционирующий на базе Центрального научно-исследовательского института Эпидемиологии Роспотребнадзора и предоставляющий пациентам и медицинским учреждениям широкий спектр лабораторно-диагностических исследований экспертного уровня по основным направлениям лабораторной диагностики.
CMD является одним из лидеров рынка лабораторных услуг и молекулярных технологий России и ближнего зарубежья, главным образом, выполняемых на основе современных молекулярно-генетических методов, таких как ПЦР в режиме реального времени, NASBA, секвенирования, пиросеквенирования, гибридизационных методов.
Мы сами разрабатываем, производим и внедряем в практическое здравоохранение свои диагностические тесты (исследования) для выявления инфекционных, наследственных и генетически обусловленных заболеваний человека, многие из которых являются уникальными и выполняются только в CMD Центрального НИИ Эпидемиологии. Основные наши ПЦР-тесты имеют СЕ-марку в соответствии с Директивой 98/79/ЕС на производство препаратов для in vitro диагностики.
Преимущество и уникальность лаборатории CMD обусловлены научным потенциалом Центрального НИИ Эпидемиологии, который подтверждается квалификацией сотрудников активно взаимодействующих с Всемирной Организацией Здравоохранения (ВОЗ), Международными центрами по контролю за инфекционными заболеваниями, зарубежными клиниками, институтами и университетами; принимающих участие в российских и зарубежных научно-практических мероприятиях; публикующих свои работы в ведущих мировых изданиях.
Более 700 профессионалов, среди которых доценты и профессора, кандидаты и доктора медицинских наук, вносят свой вклад в улучшение качества и расширение спектра предоставляемых услуг, проводят обучение и оказывают методическую, информационную и консультационную поддержку врачам клинических специальностей, специалистам службы санитарно-эпидемиологического надзора, сотрудникам других клинико-диагностических лабораторий. Собственная научная база позволяет CMD быстро внедрять передовые мировые достижения и собственные уникальные разработки в лабораторную медицину.
С 2008 года на базе Центрального НИИ Эпидемиологии функционируют 8 Всероссийских референс-центров по мониторингу за возбудителями инфекционных и паразитарных заболеваний. Часть функций референс-центров напрямую связана с контролем и обеспечением качества проводимых исследований молекулярными методами по всей территории Российской Федерации.
Мы одни из первых, кто в случае возникновения вспышек различных опасных инфекционных заболеваний приходит на помощь и в кратчайшие сроки может предложить их диагностику населению с помощью ПЦР-тестов, разработанных в нашем институте и валидированных на международном уровне. Так, например, мы принимали активное участие в расшифровке вспышки атипичной пневмонии (SARS) (2003 г.), птичьего гриппа (2008 г.), свиного гриппа (2009 г.), лихорадки Эбола (2014 г.) и др.
Наши специалисты активно участвуют в разработке методических рекомендаций, регламентирующих работу молекулярно-биологических лабораторий, а также нормативных и методических документов по эпидемиологии, диагностике, профилактике, лечению инфекционных болезней. Также мы осуществляем методическое руководство и контроль качества молекулярно-диагностической деятельности лабораторий России; оказываем консультативную и практическую помощь лабораториям молекулярной диагностики медицинских учреждений, проводящих текущую и экстренную работу по предотвращению и расшифровке вспышек инфекционных заболеваний.
Наши лаборатории оснащены современным оборудованием ведущих мировых и отечественных производителей: Abbot, Roche, Bio Rad, Beckman Coulter и др. В своей работе мы используем новейшие лабораторные, информационные, медицинские и логистические технологии.
В своей деятельности мы руководствуемся принципом постоянного повышения качества предоставляемых услуг и максимального удовлетворения потребителей через многоуровневую интегрированную систему менеджмента качества (СМК). С ее помощью определяются как общие организационные и функциональные принципы работы всех подразделений, так и роль каждого сотрудника. В лабораториях CMD проводится постоянный контроль качества на основании положений и документов СМК, разработанных в соответствии с рекомендациями Международной организации стандартизации (ISO), Всемирной организации здравоохранения (ВОЗ), международных научных сообществ по клинической химии и гематологии и российскими нормативными документами (приказы МЗ РФ, Государственные стандарты в области лабораторной медицины).
С 2014 года CMD является первой российской медицинской лабораторией, участвующей и подтвердившей высокий уровень качества своих лабораторных исследований в Международной системе внешней оценки качества пре- и постаналитических этапов лабораторных исследований KIMMS (Key Incident Monitoring and Management Systems).
Лабораторная диагностика в CMD – это сочетание больших диагностических возможностей, точности, надежности, эффективности и скорости получения результатов с удобными современными сервисами, доступными ценами и всесторонней поддержкой в проведении диагностического обследования.
ЮВО
ЮВО — главный форпост России. На него возложена задача обеспечения безопасности в Черноморском регионе и предотвращения проникновения террористических группировок на Северный Кавказ, а также поддержка кампании ВВС России в Сирийской Арабской Республике.
Российская армия реализует масштабную программу перевооружения. Черноморский флот и военная группировка в Кавказском регионе в первоочередном порядке обеспечиваются новейшими образцами вооружения и военной техники. Тем временем готовится к открытию новая военно-морская база на побережье Черного моря в Новороссийске (9в 30 милях к югу от Москвы) для размещения шести дизель-электрических подводных лодок проекта 636.6 «Варшавянка» с крылатыми ракетами «Калибр» для защиты от возможных действий НАТО в регионе.
В состав Южного военного округа входит несколько десятков соединений сухопутных войск, воздушно-десантных войск, морской пехоты и береговой обороны. Дворников также будет командовать Черноморским флотом и Каспийской флотилией, 4-й армией ВВС и ПВО, а также тремя «иностранными» военными базами России в Абхазии и Южной Осетии, а также в Армении.
В Южном военном округе уже приступили к боевой подготовке армейский корпус и две мотострелковые дивизии, сообщил 10 февраля 2017 года командующий округом генерал-полковник Александр Дворников. «В настоящее время сформирована и приступила к боевой подготовке 150-я мотострелковая дивизия в Ростовская область, 42-я мотострелковая дивизия в Чеченской Республике, 22-й армейский корпус Черноморского флота в Крыму, эскадрилья ударных вертолетов Ка-52 в Краснодарском крае и ряд других воинских формирований», — сказал он. [Формирование 150-го было широко разрекламировано, 42-го не так много, а «22-й армейский корпус» не может быть идентифицирован].
Дворников сообщил, что интенсивность боевой подготовки Черноморского флота и Каспийской флотилии в 2016 году возросла в 1,5 раза по сравнению с 2015 годом. В ходе боевой подготовки корабельный состав успешно выполнил более 800 боевых упражнений, в том числе с применением высоких — высокоточные крылатые ракеты морского базирования «Калибр». Суммарный состав флота Черноморского флота и Каспийской флотилии перевыполнил план почти на треть.
Моторизованная управления 150-я Идрицко-Берлинская ордена Кутузова II степени дивизия сформирована в Ростовской области в декабре 2016 года. Подразделение получило не только номер, но и почетное имя, а также боевую награду за своего знаменитого предшественника, бойцы которого — сержант Михаил Егоров и Мелитон Кантария сержант — впервые водрузили Красное знамя на Рейхстаге 19 мая.45.
42-я Евпаторийская Краснознаменная гвардейская мотострелковая дивизия ЮВО была восстановлена в конце 2016 года на базе трех мотострелковых бригад, дислоцированных в Чеченской Республике. На вооружении дивизии стоят самоходные артиллерийские установки «Мста-С», танки Т-72Б3, БТР-82А и новейшие средства радиоэлектронной борьбы.
Справочная информация
Министерство обороны России начало подготовку к стратегическим командно-штабным учениям (СКШУ) «Кавказ-2012» в конце 2011 года. нынешнюю военно-политическую обстановку, чем в 2011 году. Учения проходили не только на юге России, но и в Абхазии, Южной Осетии и Армении. SCSE «Кавказ-2012», запланированный на сентябрь 2012 года, стал самым важным военным событием года. Подготовка к SCSE включала в себя реальные учебно-боевые задачи в свете угроз со стороны США и ряда других стран в отношении Ирана, а также других возможных конфликтов в Каспийском и Южнокавказском регионах.
Эти учения проводились уже несколько лет, но мероприятие 2012 года существенно отличалось от предыдущих. Во-первых, учения были стратегическими, а не просто оперативно-тактическими. Это означает, что задачи в зоне ответственности ЮВО отрабатывались всеми видами и видами Вооруженных Сил, в том числе ВВС, ВМФ, РВСН, Войсками космической обороны и Воздушно-десантными войсками, а также силами безопасности МВД, ФСБ, ФСО и МЧС. К выполнению задач SCSE была привлечена вся военная структура страны. Во-вторых, одной из основных целей учений была отработка новых, сетецентрических боевых действий с применением новых автоматизированных систем управления. Первое официальное заявление об этих планах сделал начальник Генерального штаба Николай Макаров во время встречи с иностранными военными атташе в декабре 2011 г.
16 марта 2014 года в Республике Крым прошел референдум о будущем полуострова. Подавляющее большинство ее жителей проголосовало за воссоединение с Россией. 18 марта 2014 года на торжественной церемонии в Кремле Президент России Владимир Путин подписал договор о присоединении Республики Крым и города Севастополя к Российской Федерации. Республика Крым и город федерального значения Севастополь вошли в состав восьмого (Крымского) федерального округа России, образованного 21 марта 2014 года указом президента. Теперь новым членам Российской Федерации предстояло интегрироваться в систему обороны страны. Вновь образованный федеральный округ вошел в состав Южного военного округа (Южное объединенное стратегическое командование).
Россия добровольно уведомила членов Организации по безопасности и сотрудничеству в Европе (ОБСЕ) о проведении внезапных учений боевой готовности на юге страны, сообщил 08 февраля 2016 года руководитель Национального центра снижения ядерной опасности России Сергей Рыжков. Военный округ с участием отдельных подразделений Воздушно-десантных войск и военно-транспортной авиации приступил к внезапным учениям. «Российская Федерация в качестве жеста доброй воли направила странам-членам ОБСЕ уведомление с подробностями проведения внезапных учений боевой готовности в Южном военном округе», — говорится в заявлении Рыжкова.
По словам министра обороны России Сергея Шойгу, отдавшего приказ о проверке боевой готовности, она будет оценивать готовность войск Южного военного округа к реагированию на террористические угрозы, природные и техногенные катастрофы, а также проверять их маневренный потенциал на маршах. Внезапные проверки боевой готовности были обычным явлением в СССР до его распада в 1991 году. Эта практика была возобновлена в 2012 году, когда Шойгу занял пост министра обороны.
В июле 2016 года министр обороны России Сергей Шойгу перевел начальника сирийской операции генерал-полковника Александра Дворникова на должность командующего главным форпостом России — Южным военным округом. По мнению экспертов, с учетом высокой оценки труда Дворникова (президент России Владимир Путин лично вручил генерал-полковнику главную награду страны Золотую Звезду Героя России) этот шаг означает, что основная миссия российских вооруженных сил войск в Сирии завершено.
Россия за последние три года сформировала в Южном военном округе в общей сложности 13 дивизий и бригад и 22 полка. более 200 человек личного состава для мероприятий, направленных на повышение боевых возможностей войск … [Россия] сформировала четыре дивизии, девять бригад и 22 полка, в том числе создание двух ракетных бригад, оснащенных комплексами». «Искандер-М», что позволило увеличить возможности поражения вероятного противника огневым путем», — сказал министр.
Шойгу сообщил, что количество подрядчиков увеличилось почти в два раза. ЮВО получило более 4 млн новых и модернизированных образцов вооружения и военной техники, в том числе береговые ракетные комплексы «Бастион» и «Бал», а также подводные лодки и корабли, оснащенные ракетным комплексом «Калибр». По словам министра, на Крымском полуострове появилась автономная группировка.
По словам Шойгу, это увеличение вызвано обострением военно-политической обстановки на юго-западном стратегическом направлении. «Это связано с наращиванием военного присутствия НАТО в Восточной Европе, ситуацией на Украине и деятельностью международных террористических группировок, в том числе на Северном Кавказе», — сказал министр, добавив, что в таких условиях Россия вынуждена «принять соответствующие меры».
Ранее глава Минобороны заявил, что ведомство вынуждено реагировать на потенциал военного потенциала НАТО в Европе, в том числе за счет формирования трех новых дивизий в Западном и Южном военных округах. По словам Шойгу, только в 2016 году в Западный военный округ поступило более 2 млн единиц новой и модернизированной техники.
Совместные учения на военных кадрах стартовали 22 июля 2016 года в Южном военном округе. Как сообщили в Минобороны России, в ней задействованы части, расположенные в Северо-Кавказском и Крымском федеральных округах, а также воинские части в Армении, Абхазии и Южной Осетии. «Военно-воздушные силы, противовоздушная оборона, Черноморский флот и Каспийская флотилия, а также все воинские части Южного военного округа приведены в высшую степень боевой готовности», — говорится в сообщении. Особое внимание было уделено взаимодействию военных штабов и командных пунктов.
Также в Чечне приведены в высшую степень боевой готовности около 10 тысяч военнослужащих и более 1000 единиц военной техники. На Северном Кавказе и в Южной Осетии было задействовано около 16 тысяч военнослужащих и более 4 тысяч единиц боевой техники. В Дагестане подняты по тревоге батальоны морской пехоты Каспийской флотилии в составе более 10 боевых кораблей. В Армении задействовано более 4000 человек и около 600 единиц военной техники.
Россия продолжает поставки оружия, боеприпасов и горючего на оккупированную территорию через неподконтрольный участок украинско-российской государственной границы для усиления частей своих регулярных войск, дислоцированных на Донбассе, а также поддерживаемых ею незаконных вооруженных формирований. Специальная мониторинговая миссия ОБСЕ неоднократно информировала о наличии на Донбассе вооружения и военной техники, состоящей на вооружении исключительно российской армии. Наблюдатели СММ на Донбассе зафиксировали тяжелую огнеметную систему «Буратино», комплекс радиоэлектронного подавления П-330 «Житель», БПЛА «Орлан-10», переносную РЛС «Град-П» и т. д.
Именно через неподконтрольный участок украинско-российской границы на Донбасс из России продолжают прибывать российские регулярные войска и наемники. Российские наемники квалифицируются как иностранные боевики-террористы в соответствии с Резолюцией СБ ООН 2178 (2014) от 24 сентября 2014 года. Они составляют значительную часть сформированных в России 1-го и 2-го армейских корпусов АК (цепочка управления, состоящая из российских офицеров и генералов). Численность регулярных российских войск на Донбассе составляет от 3,6 до 4,2 тыс. военнослужащих.
В апреле 2021 года Россия разместила около 120 000 военнослужащих вдоль восточной границы Украины, вторглась в воздушное пространство Европы, ограничила движение иностранных кораблей в некоторых частях Черного моря и планировала выслать почти дюжину американских дипломатов в ответ на последний раунд санкций США. по поводу хакерских атак Москвы и кампаний по вмешательству в выборы.
Министр обороны Украины Андрей Таран обратился к членам подкомитета Европарламента по безопасности и обороне 14 апреля 2021 года по поводу обострения ситуации с безопасностью со стороны Российской Федерации на линии разграничения с временно оккупированными территориями Донецкой и Луганская область. Также он рассказал об увеличении российского военного присутствия вблизи государственной границы Украины и на временно оккупированной территории Автономной Республики Крым. Андрей Таран описал четыре возможные цели Российской Федерации:
Во-первых, это проекция российской мощи на усиление давления на нашу страну, чтобы затормозить прогресс реформ, позитивные внутриполитические события и, безусловно, обойти наши евроатлантические устремления.
Во-вторых, нас беспокоит вероятная подготовка к проведению регулярными войсками России наступательных боевых действий с крымского направления с целью обеспечения полуострова водой.
Далее, мы четко осознаем высокую вероятность грузиноподобной провокации объединенных сил Украины на востоке, чтобы обвинить Украину в нарушении существующего режима прекращения огня и использовать это как предлог для силового расширения оккупированной территории в Донецкая и Луганская области.
И, наконец, Россия симметрично размещает силы в ответ на Ex DEFENDER EUROPE и в то же время постепенно выдвигает дополнительные силы для наращивания боевой готовности к возглавляемой Россией стратегической Ex ZAPAD 2021.
Характер военных приготовлений России и сосредоточение российских войск на границе с Украиной и в оккупированном Крыму показывают, что Кремль будет готов атаковать Украину через несколько недель, заявил министр иностранных дел Украины Дмитрий Кулеба. Об этом он заявил во время онлайн-пресс-конференции для зарубежных СМИ 20 апреля 2021 года9.0003
«Наращивание российских военных сил у границ Украины сейчас еще более массовое, чем было в 2014 году. Это означает, что мы не можем исключать какой-либо сценарий. Мы не можем знать наверняка, решится ли Москва начать новый этап агрессии против Украины. .Но очевидно, что через несколько недель они будут готовы это сделать», — сказал Кулеба. Он отметил, что военные приготовления России носили стратегический характер и теперь от действий Украины и всех других стран, отстаивающих верховенство закона и уважение суверенитета государств в Европе, зависит, удастся ли удержать президента России Владимира Путина от дальнейших агрессивных шагов. Он назвал две внешнеполитические причины и одну внутреннюю причину такого поведения Кремля.
Во-первых, усилить давление на Украину и прекратить войну на Донбассе на условиях России, не пытаясь найти компромисс, сказал Кулеба.
Второй мотив, добавил он, состоит в том, чтобы доказать всему демократическому западному миру, что Россия сделает все, что захочет; это проигнорирует суждения международного сообщества об Алексее Навальном; она не будет учитывать санкции за вмешательство во внутренние дела третьих стран, за кибератаки и другие подобные преступления.
Третья причина, по словам Кулебы, чисто внутренняя. Путин и его правящая партия теряют электоральные рейтинги из-за повсеместной коррупции и ухудшения качества жизни россиян. Именно поэтому Кремль стремится сплотить население вокруг лидера и правящей партии перед парламентскими выборами этого года посредством военной мобилизации.
22-й армейский корпус переброшен в район проведения межвидовых учений войск Южного военного округа и ВДВ. Части общевойсковой армии, соединения ВВС и ПВО, боевые корабли и корабли, воинские части береговых войск Черноморского флота, часть сил Каспийской флотилии Южного военного округа, а также части ВДВ, приняли участие в практических действиях войск (сил) на полигоне Опук.
Накануне войска, участвовавшие в маневрах, были переброшены в районы сосредоточения. В район учений вышла группировка кораблей Черноморского флота и часть сил Каспийской флотилии. Личный состав и боевая техника дивизии ВДВ погрузились на самолеты военно-транспортной авиации, они вылетели в назначенный район. Произведена погрузка подразделений морской пехоты на большие десантные корабли и десантные катера. В обозначенных районах развертываются силы и средства береговых войск, средств ПВО и противокорабельных ракет.
Полигон Опук расположен в 60 км от Феодосии и в 40 км от Керчи. Возможности полигона позволяют отрабатывать задачи по высадке десанта и преодолению противодесантной обороны «противника», осуществлять высадку морского десанта до двух батальонов морской пехоты одновременно, вести огонь по береговым целей корабельными артиллерийскими системами, а также применять оперативно-тактическую и армейскую авиацию.
Россия начала вывод своих вооруженных сил от границы с Украиной с 23 апреля 2021 года, после того как их наращивание вызвало тревогу на Западе в связи с возобновлением столкновений. Министр обороны РФ Сергей Шойгу принял 22 апреля 2021 года решение о завершении проверочных мероприятий в Южном и Западном военных округах, поскольку все поставленные цели достигнуты. «Считаю, что задачи внезапной проверки полностью достигнуты. Войска продемонстрировали способность обеспечить надежную оборону страны», — заявил Шойгу в четверг в Крыму на совещании по итогам действий Южного военного округа и ВДВ при внезапных проверках. в Южном и Западном военных округах».
Глава ведомства поставил задачу «Генеральному штабу, командующим военными округами и воздушно-десантными войсками спланировать и приступить с 23 апреля к возвращению войск в пункты постоянной дислокации, провести детальный анализ и подвести итоги». внезапной проверки войск».
Шойгу приказал до 1 мая текущего года вернуться в места постоянной дислокации войск, которые привлекались к учениям на юге России. «К 1 мая 2021 года вернуть личный состав 58-й армии ЮВО, 41-й армии ЦВО, 7-й, 76-й ВДД и 9-й8-й воздушно-десантной дивизии Воздушно-десантных войск в пункты постоянной дислокации», — приказал Шойгу в четверг на совещании в Крыму.
По итогам совещания он поручил командующим военными округами «детально спланировать возвращение войск в пункты постоянной дислокации». «При этом обеспечить соблюдение требований мер безопасности и не допускать аварий в пути», — сказал министр.
Кроме того, он отметил, что техника и вооружение 41-й общевойсковой армии, которые планируется использовать в стратегических учениях «Запад-2021», должны быть размещены в полевых парках на полигоне Погоново, а их обслуживание и надежная защита должны быть организованным. Также требуется «проанализировать внезапные проверки на всех уровнях управления, составить план по устранению недостатков и приступить к их реализации», — сказал министр. Он приказал поощрить всех военнослужащих, отличившихся на учениях и тренировках.
После внезапной проверки три дивизии Воздушно-десантных войск (ВДВ) вернулись из Крыма в пункты постоянной дислокации. Об этом сообщил в четверг на совещании в Национальном центре управления обороной (НЦУО) РФ командующий Воздушно-десантными войсками генерал-полковник Андрей Сердюков. «В пунктах постоянной дислокации сосредоточен личный состав 7-й, 76-й и 98-й дивизий, задействованных во внезапной проверке на полигонах Южного военного округа в Республике Крым», — сказал он. По его словам, перевозка их вооружения, военной и специальной техники военными поездами будет завершена к 12 мая9.0003
В свою очередь командующий Северным флотом адмирал Александр Моисеев сообщил, что «возвращение частей Северного флота, участвовавших во внезапной проверке войск ЗВО, завершено, войска прибыли в места постоянной дислокации точки.» Военнослужащие Южного военного округа (ЮВО), принимавшие участие в проверочной проверке, вернутся в места постоянной дислокации к 1 мая. «Возвращение личного состава соединений и воинских частей 58-й армии завершится к маю 1, а его вооружения и боевой техники — в соответствии с установленным графиком», — отметил командующий ЮВО генерал армии Александр Дворников.
НОВОСТИ ПИСЬМО
Присоединяйтесь к списку рассылки GlobalSecurity.org
Введите свой адрес электронной почты
Проблема трех ядерных тел: STRATCOM «яростно» переписывает теорию сдерживания в трехполярном мире Россия. (Фото Михаила Светлова/Getty Images)
SMD 2020 — Стратегическое командование США «яростно» переписывает свою теорию сдерживания с учетом трехполярного мира ядерной энергетики — политический эквивалент попытки решить печально известную «проблему трех тел» в физике, по словам высокопоставленного представителя командования.
«Обстановка глобальной безопасности сегодня представляет собой трехстороннюю ядерную равноправную реальность, в которой КНР [Китайская Народная Республика] и Россия подрывают международный порядок, основанный на правилах», — заявил глава Стратегического командования адмирал Чарльз Ричард. ежегодный симпозиум по космической и противоракетной обороне в Хантсвилле, штат Алабама. «Я не уверен, как выглядит стратегическая стабильность в трехпартийном мире».
Ричард объяснил, что сегодняшнее сдерживание не похоже на холодную войну, когда обе сверхдержавы могли в значительной степени полагаться на «пассивные» меры для сдерживания дестабилизирующих действий и поддержания ядерного баланса посредством гарантированного взаимного уничтожения.
«[T]есть много пассивно-стабильных двухтельных орбитальных режимов, в которые можно что-то втыкать, но пассивно-стабильных трехтелых орбитальных режимов ровно ноль. Все они требуют активной стабилизации. И я даже не знаю, что это значит, когда силы не могут быть описаны физикой, но являются политическими, так что нам пришлось обдумать это гораздо усерднее, чем в прошлом», — сказал он.
Как указал Ричард, в физике проблема трех тел относится к присущей трудности предсказания влияния трех тел в пространстве друг на друга. (Это также название отмеченного наградами научно-фантастического романа китайского писателя Лю Цысиня, в котором эта проблема использовалась в качестве основного сюжетного приема.) «Лестница» больше не работает. Поэтому лидерам США необходимо разработать гораздо более «динамическую» концепцию сдерживания, учитывающую как ядерную, так и обычную сферу, а также использование других инструментов помимо военной мощи.
— Мы можем начать с переписывания теории сдерживания, — сказал Ричард. «Я вам скажу, мы яростно делаем это из STRATCOM. У нас есть кое-что получше двухпартийных вещей — они на самом деле неплохо работают в нынешнем кризисе [с Россией] — которые радикально отличаются: нелинейность, увязки, хаотичное поведение, неспособность предсказать — все атрибуты, которые просто не нужны. не фигурируют в классической теории сдерживания».
Но, по его словам, необходимо приложить больше усилий, чтобы выяснить, как справиться с беспрецедентной «трехсторонней проблемой» трехполярных ядерных отношений. «Мы никогда не сталкивались одновременно с двумя равными противниками, обладающими ядерным оружием, которых нужно сдерживать по-разному», — подчеркнул он.
Ричард приветствовал концепцию «комплексного сдерживания» министра обороны Ллойда Остина, отметив, что она движется в правильном направлении, отметив, что она позволяет Пентагону «мыслить о проблеме целостно, а затем интегрировать функции, театры военных действий, области и спектр конфликтов».
Однако он предупредил, что внедрение интегрированного сдерживания остается незавершенным для Министерства обороны.
«Мы создаем оперативную основу для комплексного сдерживания. Мы добились огромных успехов. Но у нас еще много работы. Нам нужна интегрированная стратегия сдерживания, которая адаптирует наши стратегические возможности, потенциал и позицию, чтобы идти в ногу с меняющимися глобальными угрозами», — подчеркнул он.
В ближайшее время Ричард сказал, что его главным приоритетом является предупреждение о ракетном нападении.
«Нужна новая система ПРО, начиная с предупреждения о ракетном нападении. Это первое, что мне нужно, предупреждение о ракетном нападении, чтобы я знал, что делать, как расположить и расставить свои силы», — сказал он. «Это связано с этими быстро расширяющимися и развивающимися угрозами: гиперзвуковым оружием, крылатыми ракетами потенциально межконтинентальной дальности, беспилотными воздушными системами, распространением баллистических ракет меньшей дальности и несколькими новыми системами вооружений».
В качестве примера последнего Ричард упомянул проведенные Китаем в прошлом году испытания системы частичной орбитальной бомбардировки (FOBS) с использованием гиперзвукового планирующего летательного аппарата — новой возможности, «невиданной ранее в мире».
«Я вовсе не уверен, что мы полностью продумали последствия того, что означает эта система вооружения», — добавил он. «Вы получите сокращение сроков предупреждения, трудности с атрибуцией и повышенную угрозу для нашей традиционной космической и противоракетной обороны и сил».
Чтобы справиться с этими новыми угрозами, а также с растущим использованием ракет в конфликте (примером которого является использование Россией ракет с двойным ядерным и обычным потенциалом), Ричард призвал к модернизации системы противоракетной обороны США.
«Мы должны уделить больше внимания рассредоточению, укреплению, резервированию, мобильности, чтобы усложнить планы атаки противника, снизить уверенность в успехе атаки, повысить порог потенциального конфликта и дать нашим старшим руководителям больше решений, с которыми сталкивается ограничение ущерба от атаки», — сказал он.
Во-вторых, сказал он, Министерству обороны необходимо двигаться быстрее, чтобы разрабатывать новые возможности «слева от запуска», включая лучшее раннее предупреждение и/или лучшее понимание того, когда раннее предупреждение просто не будет доступно.
«Нам абсолютно необходимо иметь реагирующие, устойчивые, устойчивые и экономически эффективные совместные интегрированные средства обнаружения противоракетной обороны, интегрированное управление и контроль, новую архитектуру датчиков и отслеживание ударов по этим угрозам», — пояснил он.
Установка ножей фуговального станка — простой способ с деревянным бруском | Своими руками
Для правильной установки ножей фуговального станка вам потребуется лишь небольшой деревянный брусок и немного терпения. Вот наша простая методика.
Примечание. Эта система хорошо работает с фуговальными станками, оборудованными болтами для регулировки уровня ножей. На некоторых моделях вместо болтов стоят пружины, и в этом случае мы рекомендуем обращаться к заводским инструкциям по установке ножей. Если на станке нет ни болтов, ни пружин, то вам необходимо использовать пару длинных магнитов для выравнивания ножей заподлицо с задним столом выхода пиломатериала. Не забывайте всегда отключать фуговальный станок перед любыми настройками.
1. Тряпкой, смоченной в растворителе, протрите каждый нож, клин и поджимающий его болт от остатков смолы и грязи (рис. ниже). Вставьте все детали одного ножа в ножевой вал и отрегулируйте передний стол подачи пиломатериала так, чтобы он был на 6 мм ниже, чем задний стол. Затяните поджимающий клин болт в такой мере, чтобы он держал нож, но позволял менять его уровень выхода с помощью регулировочного болта.
2. Из твердой древесины вырежьте брусок размером 19x25x305 мм хотя бы с одной ровной стороной. Этой ровной стороной положите брусок на задний стол фуговального станка и отметьте две линии — одну на расстоянии 75 мм от правого торца бруска, и вторую на расстоянии 3 мм от первой метки (рис. выше). Прокрутите ножевой вал, чтобы нож стоял ровно вверх, и поместите правый торец бруска сразу за ножом. Наклейте два куска бумажного скотча на противоположных сторонах заднего стола и нанесите на скотч отметки на расстоянии 65 мм от режущей кромки ножа (который по-прежнему смотрит ровно вверх).
ВСЕ ЧТО НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ НАХОДИТСЯ ЗДЕСЬ >>>
3. Проверните ножевой вал против часовой стрелки так, чтобы режущая кромка ножа оказалась ниже кромки заднего стола. Прижав брусок к направляющей станка, совместите правую отметку на бруске с отметкой на скотче (рис. ниже).
4. Проверните ножевой вал по часовой стрелке примерно на четверть оборота (чтобы нож передвинулся от заднего стола в направлении переднего стола). Если нож стоит на правильной высоте, он сдвинет брусок на 3 мм (рис. выше). Если брусок сдвинется меньше, чем на 3 мм, нужно выдвинуть нож. Если брусок сдвинется больше, чем на 3 мм, нужно утопить нож.
Ссылка по теме: Полезные советы столяру: как мастеру так и начинающему – выпуск 1
5. Поднимите дальний конец ножа до правильной высоты, умеренно затяните поджимающий клин болт на дальнем конце, и проверьте еще раз высоту расположения ножа. Чтобы удостовериться, что нож плотно лег на регулировочный болт, нажмите сверху на нож бруском из хвойной древесины.
Чтобы нож случайно не поднялся, когда вы затягиваете поджимающий клин болт (как показано на нижнем левом рисунке), попробуйте следующие способы:
Сточите губки гаечного ключа, как показано на рис. ниже.
Не надевайте гаечный ключ полностью на болт.
6. Теперь повторите те же операции, но с противоположным концом ножа. Когда нож будет правильно выставлен с обеих сторон, затяните поджимающие клинья болты. Еще раз проверьте нож по высоте с двух сторон. Не исключено, что вам придется несколько раз повторить всю процедуру, пока вы не добьетесь правильной установки ножа. Будьте терпеливы и не спешите. У нас ушло примерно по 15 минут на каждый нож.
Повторите эти же операции для остальных ножей в ножевом валу. В качестве последней проверки отфугуйте по одной кромке на двух досках и сложите их этими кромками друг к другу. Так можно наглядно увидеть, срезано ли больше материала у торцов досок или нет (рис. ниже)
Если такие срезы имеются, значит, ножи выставлены слишком высоко. В этом случае ножи фуговального станка снимают больше материала в конце каждого прохода. Если такая ситуация вас не устраивает и расход материала кажется вам неэкономным, вам надо просто немного опустить ножи.
Установка ножей на фуговальном станке. с помощью плашки.
Watch this video on YouTube
Читайте также: Фуганок из рубанка своими руками
Установка ножей на фуговальный станок и настройка
Watch this video on YouTube
Установка ножей на фуговальный станок и настройка. Проверка качества настройки фуговальных ножей
Watch this video on YouTube
При подготовке статьи использованы материалы замечательного журнала для столяров WooDMaster
ИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРИЦ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
Ниже другие записи по теме «Как сделать своими руками — домохозяину!»
Подпишитесь на обновления в наших группах и поделитесь.
Будем друзьями!
Методика и технология настройки фуговального станка
Главная » Статьи » Настройка оборудования » Методика и технология настройки фуговального станка
13. 10.2020
Настройка оборудования
Просмотров: 4757
настройка фуговального станка
Операция фугования в столярной обработке древесины является базовой (первичной). Все остальные операции проводятся после получения первой плоской поверхности.
Основное назначение фуговального станка – это получение гладкой ровной (плоской) поверхности.
Все настроечные работы проводятся только после устранения неисправностей фуганка.
Основными неисправностями фуганка могут быть:
Привод вала (электродвигатель)
Посадочное место вала двигателя и его шкив (разбитый вал – разбалансированный шкив). Данная ситуация часто возникает при проведении ремонтных работ, когда происходит слом края шкива в процессе его демонтажа. В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.
Подшипниковые опоры строгального вала. Данная неисправность возникает в результате не квалифицированного демонтажа шкива для замены подшипников строгального вала. Возникает дисбаланс вала и вибрации.
Износ опорных шеек строгального вала
Шкив строгального вала
Износ приводного ремня
Заклинивание эксцентриковых опор столов
Настройка фуговального станка производится каждый раз при :
окончании ремонтных работ
перемещении станка на новое место
ухудшении точностных характеристик станка.
настройка столов фуговального станка
Является главной операцией. От точности ее выполнения зависит качество настройки станка и получение плоской поверхности обрабатываемой заготовки.
Для проверки параллельности подающего и приемного стола основным измерительным инструментом является поверочная линейка. Для настройки фуганков с длиною столов от 2100 мм оптимальным инструментом будет поверочная линейка ШД-2000. В случае ее отсутствия можно воспользоваться новым строительным уровнем такой же длины.
Перед началом проверки и выставления параллельности столов необходимо убедиться в геометрии каждого стола в отдельности. Если настраиваемый станок ранее был в эксплуатации или рассматривается вопрос приобретения станка БУ, необходимо проверить геометрию столов.
Для начала проверяется износ стола по его длине.
Дело в том, что столы фуговальных станков изготавливаются из «мягких» сортов чугуна, слабо устойчивых на истирание. При большом сроке эксплуатации и работе с грязным материалом возникает повышенный износ столов в их средней части. Это главный параметр, по которому можно оценить целесообразность покупки станка БУ.
Укладываем поверочную линейку поперек стола и в начале, средине и конце стола проверяем измерительным щупом величину износа стола. В идеальном случае износа быть не должно. При большом зазоре данный дефект может быть исправлен только шлифованием (фрезерованием) всего стола целиком. Стоимость данной операции может быть соизмерима с ценой всего БУ станка. В этом случае целесообразность покупки такого станка вызывает большой вопрос.
Подгонка пластин примыкания к ножевому валу
Для столов, имеющих регулируемые (съемные пластины примыкания к ножевому валу) необходимо установить короткую поверочную линейку на соответствующий стол и используя измерительный щуп, проконтролировать отсутствие зазора между линейкой и столом.
В случае наличия зазора необходимо:
Демонтировать пластину
Очистить посадочное место
Используя подкладку мерных пластин выровнять пластину примыкания. В зависимости от наличия зазора (у стола или у вала) подкладочные пластины устанавливаются до или после крепежных винтов. Иногда после установки и закрепления пластин примыкания требуется дошлифовка мест примыкания.
После проверки столов и настройки примыкающих пластин возможна настройка параллельности столов в целом.
Существует несколько способов настройки параллельности подающего и приемного стола.
Простой способ настройки используется для бытовых станков.
Такие устройства, как правило не имеют отдельных (4) опор установки столов.
Схема настройки:
Подающий стол устанавливается на высоту приемного
Укладывается поверочная линейка на 2 стола
Контролируется отсутствие зазоров под линейкой.
В случае зазоров мерными подкладками под направляющими столов выводиться одна плоскость.
Правильный способ настройки профессионального фуговального оборудования:
Проверка положения строгального вала относительно приемного стола. Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.
На части станков приемный стол так же имеет возможность настройки своего положения за счет поворота эксцентриков. В таком случае установка стола осуществляется регулировочной гайкой 9.
На приемный стол укладывается поверочная линейка таким образом, чтобы всей своей длиной она находилась на приемном столе, а ее свободный конец висел над подающим столом. При необходимости, для исключения ее перевешивания на подающий стол конец линейки может быть закреплен к приемному столу струбциной.
Мерным щупом измеряется расстояние от поверочной линейки до стола в 4 точках (1,2,3,4). Данные точки расположены над опорами стола. При этом измерения проводятся в 2 этапа: когда линейка расположена над точками 2 и 4, затем линейка переставляется параллельно на другой край стола и призводятся измерения в точках 1 и 3.
Выбирается точка с наименьшим расстоянием. Пусть это будет точка 2.
Поднимаем подающий стол до положения, когда точка 2 коснется поверочной линейки.
Мерным щупом определяем расстояния в четырех точках и записываем их на столе. Пример т. 1-0,3мм, т.2-0мм, т.3-0,2мм, т.4- 0,1мм
Данные значения соответствуют толщинам мерных подкладок, которые в соответствующих точках необходимо подложить под опоры.
После установки мерных пластин еще раз контролируем параллельность подающего и приемного столов.
Последнюю операцию необходимо проверять при положении стола в верхней точке и в нижней. Иногда встречаются «сложные случаи» неквалифицированного ремонта, когда настройка проводиться по методике описанной выше, а последний пункт (8) не выполняется. Столы теряют параллельность при изменении высоты строжки (толщины съема). Такая ситуация может возникать в том случае, если в течении долгой жизни станка проходил ремонт эксцентриковых опор подъема стола (например меняли тягу, связывающую эксцентрики опор подъема. Причем новая тяга оказалась по длине «чуть-чуть» другой. Или при установке старой тяги один эксцентрик установлен в верхнем положении, а другой в нижнем.
Соответственно при изменении положения рычага передняя часть стола поднимается а задняя опускается.
Установка ножей
Производиться после их переточки либо необходимости их подстройки.
Правильность установки ножей можно легко проверить после осмотра отфугованной заготовки. В случае «провала ножа» — нож установлен ниже уровня приемного стола, будет заметен «вырыв» древесины в начале заготовки. При высоком положении ножа такой же эффект виден в конце обработанной заготовки.
Правильность установки ножей хорошо видна на рисунке: при повороте строгального вала ножи должны касаться заготовки но не отрывать ее от стола.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите [email protected] мы обязательно вам поможем!
Рекомендуем прочесть
Схема технологического процесса капитального и среднего ремонта
27.11.2017
Просмотров: 3252
Основными причинами вывода оборудования из строя являются: нарушение правил эксплуатации, в том числе переrрузкаотдельных механизмов и узлов; нарушение реrулировки определенноrо узла или механизма
Настройка оборудования
Периодичность и порядок настройки рейсмусового станка.
23.09.2020
Просмотров: 717
Как часто необходимо проверять настройку основных параметров рейсмусового станка?
Настройка оборудования
Методика настройки рейсмуса (рейсмусного станка)
10.09.2018
Просмотров: 12415
Описаны различные способы настройки рейсмусов как по инструкции, так и упрощенный способ. Для подготовки к настройке рейсмусового станка необходимо провести подготовительную операцию.
Настройка оборудования
Замена строгальных ножей
У меня была довольно неприятная встреча между осколком винта в каком-то мелиорированные пиломатериалы и мои строгальные ножи.
Винты, будучи намного тверже гвоздей, довольно сильно царапают ножи. Ники в ножи оставляют на древесине небольшие бороздки. Обычно эти ники и соответствующие хребты НАМНОГО меньше, чем этот!
Выступы, оставленные зазубринами, обычно имеют высоту порядка 0,002 дюйма (0,05 мм). Этот был высотой 0,018 дюйма (почти полмиллиметра).
Для твердой древесины большинство этих гребней легко удаляются скребком для шкафа. Скребок шкафа может снять около 0,001 дюйма за один проход, поэтому несколько ударов обычно все что нужно.
Этому потребовалось довольно много царапин, чтобы удалить. Вот глядя на дерево с солнце светит на него под очень низким углом. Это действительно выявляет текстуру, включая несколько других небольших гребней от зазубрин на лезвиях.
Глядя на режущую головку рубанка, это одна из головок традиционного типа, с клин с винтами в нем, фиксирующий относительно толстое (3 мм) лезвие.
Вы можете видеть ник внизу слева на этой картинке.
Ножи ослабляются поворотом винтов в клиньях с помощью гаечного ключа. Я поворачиваю их по часовой стрелке, превращая винты в клинья . Это снимает давление головки винта на прорезь в режущей головке.
Когда все винты ослаблены, нож можно вытащить. После удаления нож, я также удалить клин.
Две маленькие пружины позади ножа толкают нож вверх. Эти пружины очень важно при установке ножей. Лучше всего снять эти пружины, когда вы выньте ножи, чтобы не потерять их.
Крупный план расположения ножа и клина.
Вот ножи от рубанка. Что мне нравится в этом станке, так это то, что он использует обычные старые ножи, которые можно отправить на переточку.
Но если не считать этого неприятного никнейма, эти лезвия все еще в порядке, так что я собираюсь измениться. один влево и один вправо, чтобы зазубрины больше не совпадали. Это, по большей части, скроет ники.
Многие современные рубанки используют тонкие одноразовые ножи. например, режущая головка строгального станка Delta использует обоюдоострые одноразовые ножи, хотя их можно переточить.
На других небольших рубанках используются ножи с индексными штифтами, которые ввинчиваются более или менее точно. снаружи режущей головки. Они очень отличаются от моего рубанка, так что это статья не поможет вам много, если у вас есть этот стиль.
Перед установкой ножей на место помогает все зачистить, чтобы не было между лезвиями и режущей головкой не должно быть кусочков дерева.
Я использую сжатый воздух, чтобы продуть слот. Некоторая грязь, которая накапливается на клинья и ножи лучше всего удалить, соскребая их.
Сначала вставил пружины, потом клинья. Я всегда заканчиваю тем, что поворачиваю все винты в клиньях по часовой стрелке на один дополнительный оборот. перед их переустановкой. Это дает мне больше возможностей для работы. После этого я ставлю ножи на место.
Затем я выкручиваю все винты в клиньях до тех пор, пока не почувствую сопротивление, затем слегка поверните их обратно (ослабьте), чтобы нож все еще мог скользить вверх и вниз. Должна быть возможность протолкнуть нож деревянным бруском, чтобы пружины подтолкнуть его обратно немного.
Рейсмусовые станки с такой режущей головкой поставляются с калибром для точной установки ножей. Это датчик для этого рубанка. Концы этого калибра упираются в цилиндрический часть режущей головки, а часть прямо под надписью «1,5 мм» давит на нож.
Сфоткать все это с рубанком сложно, но вот фото сделал режущей головки для моего самодельного фуганка, когда я его строил. Шкала установки ножа, которая шла в комплекте с моим дельта-рубанком, отличается по стилю. Обратите внимание на фото, которое я установил ножи примерно на миллиметр ниже, чем этот калибр должен был установить их.
Используя установочный шаблон для опускания ножей, я могу быть уверен, что они правильная высота.
Я начинаю с умеренного затягивания среднего винта в клине, затем затягиваю все винты которым не мешает установочный калибр. После этого снимаю калибр настройки и умеренно затяните остальные винты.
Эти винты не следует затягивать слишком туго. Так сильно, как вы могли бы повернуться с отвертки должно быть достаточно, конечно, не сильнее, чем вы могли бы затянуть гаечный ключ с всего один вытянутый палец.
Очень важно при выполнении такого рода работ — отключить рубанок от сети. Я упоминаю об этом так поздно в статье, потому что я на самом деле не думал об этом сам до этого момента!
Но делай, как я говорю, а не как я!
Устанавливаем коллектор для сбора пыли обратно. На всякий случай, если нож вылетит. Имейте в виду, я никогда не слышал о ноже, вылетающем из рубанка.
А вот как выглядит ник после этого. Все еще там, но всего 0,001 дюйма в высоту. Два удара со скребком для шкафа позаботьтесь об этом.
См. также:
Фуговальный станок бекас на строгальных станках малой толщины
Заточка строгальных или фуганочных ножей прямая
Эксперименты на рейсмусовом станке
Станок для заточки ножей строгального станка
Разборка строгального станка Delta
Рубанок Dewalt DW735 против дешевого
Установка и регулировка фуганочных ножей
Фуганок самодельный
Стенд строгального станка
мой папа старый Рейсмусовый станок
Вернемся к моему веб-сайту Woodworking .
Установка ножей рубанка
Установка ножей рубанка
Установка ножей рубанка
Это универсальный статья, в которой кратко объясняется процесс установки фрез на рубанке. Метод, представленный ниже, на самом деле сводится к тщательной очистке и настройке с помощью двух циферблатов. индикаторы. Процесс не занимает много времени, но и торопиться не стоит. этот метод приводит к меньшему разочарованию и более высокой точности.
Это изображение ножей (тупой) установлен в мой рубанок. Три из них длиной 13 дюймов удерживаются на месте. с тремя клиньями каждый. На этом изображении показан снятый пылезащитный колпак и оранжевый дефлектор убран в сторону.
Когда вам нужно изменить ножи, голова и многие части, связанные с ножами, могут быть красивыми. грязный. Количество зависит от типа древесины, проходящей через них, а также от их количества.
Обычно я даю своим ножам слишком много времени между заточками. Меня всегда поражает, как «хорошо» режет тупой нож, по крайней мере пока снова не испытаю «новую» остроту ножа.
Используемая процедура для удаления ножей зависит от конкретной машины. В этом случае я снял ВСЕ ножи, клинья и проставки. Проставки — это две маленькие прямоугольники, они характерны для станков строгально-строгального типа. Клинья сконструирован таким образом, что центробежные силы на вращающейся режущей головке заклинивают нож тугой, даже если клин был не таким тугим, как должен быть, это аспект, связанный с безопасностью дизайна.
В моем случае это означает, что даже после ослабления клина винты, я должен постучать по клину, чтобы ослабить его от головки. Обратите внимание, что если вы посмотрите внимательно вы увидите довольно много грязи, скопившейся на всех незакрепленных частях.
ОЧЕНЬ важно тщательно очистить все детали, из которых состоит головка в сборе, если детали не очень чистые, вы не сможете установить их так точно. я чистый все, включая область головы, куда втыкаются ножи.
Эта картинка что-то иллюстрирует широко известный как «трюк с винтом». Если вы внимательно посмотрите на концы вы заметите, что концы большинства винтов и болтов редко имеют идеальную форму, на самом деле есть чашка или коса на конце. Когда концы этих винтов соприкасаются другие части они могут иногда влиять на части нежелательным образом, это особенно истинно, когда эти детали или узлы измеряются или регулируются с шагом в тысячная доля дюйма.
Что вы видите здесь один из установочных винтов от клина и другой немодифицированный винт к справа от него. Конец клинового винта отшлифован ленточной шлифовальной машиной и затем полируется лепестком, остается центр его прежней «чашечки». «трюк с винтом» работает в большем количестве ситуаций, чем здесь.
Примечание. Установочные винты можно приобрести с несколькими различными типами наконечников, наиболее распространенными являются чашечные. или «простые» окончания. Я еще не видел ни одного из установочных винтов премиум-класса. используется в деревообрабатывающем станке.
После того, как все детали после очистки, проверки и заточки ножей их можно устанавливать. Я устанавливаю по одному ножу, используя следующий процесс:
1. Нанесите очень тонкий слой масло на всех частях, включая область головы. Это для обеспечения спаривания детали СКОЛЬЗЯТ друг относительно друга в процессе регулировки. я тоже наношу мазок нанесите белую литиевую смазку на любые детали подшипника, такие как концы установочных винтов клина. Вам не придется беспокоиться о загрязнении масла, если вы используете легкий слой, любой избыток будет немедленно выброшен; Вы можете получить немного на станине рубанка, если не накроете ее.
2. Я получаю высоту нож «закрывается» с обоих концов, но ниже «мишени»; «закрывать» составляет от 0,005 до 0,010 дюйма. Клинья немного тугие, но не слишком тугие, такие что они не допустят никакого движения, они достаточно плотные, чтобы гарантировать, что ТОЛЬКО хотя нож двигается.
3. Один раз ножи «вплотную», я поочередно регулирую каждый подъемный винт, чтобы поднять ножом тысячу или две, пока я не достигну «цели» на каждом индикаторе.
4. Как только цель достигли, поочередно затягиваю винты клина. Клинья уже затянуты в этой точке эта дополнительная затяжка составляет примерно пол-оборота винта. Если бы у меня был тщательно проделали работу на протяжении всего процесса, ножи не изменят своего положения от цель (это частая проблема при наладке ножей).
Обратите внимание, что выше я использую набор ДВУХ циферблатных индикаторов. в заводских Ви-базах. Индикаторы имеют плоские наконечники, установленные для более легкого определить «верхнюю мертвую точку». Хотя вы можете установить строгальные ножи только один индикатор, два хорошо, потому что вы можете сразу увидеть движение, которое вы вызываете на противоположном конце (и они будут), когда вы регулируете нож.
Важные соображения:
Метод описанное выше показывает установку ножей относительно режущей головки. Это на самом деле НЕ истинные отношения, которые необходимо поддерживать! Истинные отношения от ножа до строгального станка. На большинстве машин показанный здесь метод быть достаточно хорошим. На самом деле, если бы отклонение было известно, вы могли бы даже установить ножи со смещением для компенсации отклонения. Установка ножей из таблица намного сложнее, я думаю.
Я показываю использование циферблатного индикатора, это не значит, что это необходимо, вы можете использовать небольшую настройку устройств, поставляемых вместе с машиной, циферблатный индикатор(ы) скажет вам больше, какие позволяют немного больше контролировать процесс.
Прохождение все усилия по настройке ножей на +/-0,001″ или около того окупаются, ножи остаются острыми дольше, а отделка заметно лучше.
К сожалению, в данный момент этот товар недоступен для покупки
Вы можете подобрать аналоги в группе:
Компрессоры
Описание и характеристики
Отзывы
Компрессор пневматический торговой марки DENZEL предназначен для обеспечения сжатым атмосферным воздухом оборудования, аппаратуры и инструмента, применяемого в бытовых целях. Использование компрессора позволяет значительно сэкономить электроэнергию, а также повысить эффективность работы. Компрессор способен производить 400 л/мин сжатого до 10 атм воздуха, который нагнетается в ресивер общим объемом 100 литров. Особенности: напряжение питания 230 В, двигатель асинхронный однофазный, манометр для контроля давления сжатого воздуха, реле давления, осуществляющим запуск/остановку в зависимости от настроек, защитный клапан, функция автозапуска при понижении давления в ресивере ниже 6 атм, простота и удобство перемещения, чугунный цилиндр с большими ребрами охлаждения, динамически сбалансированный вал из литого чугуна, эффективная система смазки, защита от перегрева, защита от перегрузки, предохранительный клапан высокого давления, коннекторы для быстрого подключения пневмоинструмента Rapid (Евро), резиновые опоры для снижения вибрации, металлические воздушные фильтры с бумажным картриджем. Комплектация: компрессор воздушный – 1 шт., колесо с крепежом – 2 шт. , виброопора с крепежом – 2 шт., воздушный фильтр – 2 шт., масло компрессорное – 1 шт., сапун – 1 шт., руководство по эксплуатации – 1 шт., гарантийный талон – 1 шт.
Вес
56 кг
Тип упаковки
картонный короб
Мощность
2.2 кВт
Напряжение
220 В
Производительность, л/мин
400 л/мин
Тип двигателя
электрический
Тип соединения
быстросъемный коннектор евро тип
Тип компрессора
поршневой прямой привод
Тип смазки
масляный
Рабочее давление, бар
10 бар
Объем ресивера, л
100 л
Особенности
транспортировочные колеса
Страна бренда
Германия
Страна производства
Китай
Ступени
1
Цилиндры
2
Вес, кг / шт
56
Штрихкод
4044996167091
Если Вы обнаружили ошибку в описании, выделите фрагмент текста и нажмите Ctrl + Enter
Все характеристики, изображения и описание товара «Компрессор воздушный DKV2200/100, Х-PRO 2. 2 кВт, 400 л/мин, 100л Denzel» носят информационный характер и не являются публичной офертой, определяемой положениями статьи 437, пункт 2 Гражданского Кодекса РФ. Все цены, указанные на сайте, являются максимально рекомендуемыми розничными ценами и могут отличаться от цен региональных магазинов. Для получения подробной информации необходимо обращаться в Службу заказов «СТРОЙУДАЧА». Опубликованная на сайте информация может быть изменена в любое время без предварительного уведомления.
Используется мощный компрессор Denzel DKV2200/100, X-PRO мощностью 2200 Вт в строительстве, в ремонтных мастерских и на производстве для обеспечения работа с пневмоинструментом: пневмомолоты, пневматические гаечные ключи и другие. Сжимает до 400 литров воздуха в минуту. и накапливает в ресивере на 100 л. Компрессор прослужит. на долгие годы даже при интенсивной работе. Двигатель оборудован с системами защиты от перегрузки и перегрева: отключается автоматически, если температура превышает норму и во время скачки напряжения. Достоинства: Примыкающие поверхности картера детали дополнительно обрабатываются и полируются для плотного прилегания, что снижает риск утечки масла. Вал и цилиндр есть из чугуна, что увеличивает срок службы и надежность компрессор. Эффективная система смазки снижает коэффициент трения деталей, что снижает износ. Металл корпус фильтра с резиновым уплотнением предотвращает утечку воздуха, что обеспечивает подачу воздуха без абразивных частиц. Утечка клапан удаляет конденсат из пневмосистемы. Два быстроразъемные разъемы позволяют подключать несколько инструментов одновременно. однажды. Предохранительный клапан в случае избыточного давления сбрасывает это, что обеспечивает безопасность работы компрессора. Устойчивость и снижение вибрации благодаря резиновым накладкам на ножках. Полный контроль: два манометра на редукторе позволяют следить за давлением на выходе и в ресивере. Мобильность компрессора обеспечивается большими колесами и справиться. Гарантия 3 года.
Показать больше
Отзывы
Размер
DKV2200/100 (100L)
Количество
Связанные страницы налоги и сборы. Информация, представленная выше, предназначена только для справочных целей. Продуктов может не быть на складе, а расчеты доставки могут измениться в любое время. Desertcart не подтверждает никаких утверждений, сделанных в приведенных выше описаниях продуктов. Для получения дополнительной информации обратитесь к производителю или в службу поддержки клиентов Desertcart. Хотя Desertcart прилагает разумные усилия, чтобы показывать только товары, доступные в вашей стране, некоторые товары могут быть отменены, если они запрещены к ввозу на Багамы. Для получения более подробной информации посетите нашу страницу поддержки.
Часто задаваемые вопросы о воздушном компрессоре Denzel X PRO 2 2 кВт 400 л мин. DKV 2200 100 100 л на Багамах
Где я могу купить воздушный компрессор Denzel X PRO 2 2 кВт 400 л мин. DKV 2200 100 100 л онлайн в лучшем случае цена на Багамах?
desertcart — это лучшая платформа для покупок в Интернете, где вы можете купить воздушный компрессор Denzel X PRO 2 2 KW 400 L MIN DKV 2200 100 100 L от известных брендов. Desertcart поставляет самый уникальный и самый большой выбор товаров со всего мира, особенно из США, Великобритании и Индии, по лучшим ценам и в кратчайшие сроки.
Воздушный компрессор Denzel X PRO 2 2 кВт 400 л MIN DKV 2200 100 100 л доступен и готов к доставке в Багамы?
Desertcart доставляет компрессор Denzel Air Compressor X PRO 2 2 кВт 400 л MIN DKV 2200 100 100 л в другие города Багамских островов. Получите неограниченную бесплатную доставку в более чем 164 странах с членством в Desertcart Plus. Мы можем быстро доставить Denzel Air Compressor X PRO 2 2 KW 400 L MIN DKV 2200 100 100 L без проблем с доставкой, таможней или пошлинами.
Безопасно ли покупать Denzel Air Compressor X PRO 2 2 KW 400 L MIN DKV 2200 100 100 L на тележке для пустыни?
Да, абсолютно безопасно покупать Denzel Air Compressor X PRO 2 2 KW 400 L MIN DKV 2200 100 100 L на сайте desertcart, который является 100% законным сайтом, работающим в 164 странах. С 2014 года Desertcart поставляет клиентам широкий ассортимент товаров и выполняет их желания. Вы найдете несколько положительных отзывов от клиентов Desertcart на таких порталах, как Trustpilot и т. д. Веб-сайт использует систему HTTPS для защиты всех клиентов и защиты финансовых данных и транзакций, совершаемых в Интернете. Компания использует новейшие модернизированные технологии и программные системы для обеспечения честных и безопасных покупок для всех клиентов. Ваши данные надежно защищены и охраняются компанией с использованием шифрования и других новейших программ и технологий.
DVIDS — Новости — Дензел Вашингтон и Майкл Б. Джордан завершают съемку в NTC и Fort Irwin
Обладатель премии «Оскар» Дензел Вашингтон и актер Майкл Б. Джордан завершили съемки фильма в Национальном учебном центре и Форт-Ирвин в декабре 2020 года и поздравили солдат, семьи и гражданских лиц с праздником.
«Я хочу поздравить армию США с праздником от меня и DW», — сказал Джордан в видео, записанном в NTC. «Мы ценим все, что вы, ребята, делаете, всю вашу службу, все ваши жертвы. Спасибо за все свободы, которые вы нам даете».
Вашингтон добавил: «Мы любим вас, мы уважаем вас, мы делаем все возможное, чтобы чтить вас. Да благословит вас Бог и иметь безопасный и С праздником. Увидимся в кино».
Вашингтон не новичок в NTC, так как некоторые из его тренировок для его фильма 1996 года «Мужество под огнем» также проходили в NTC.
Канцелярия министра обороны согласилась поддержать съемку фильма «Журнал для Джордана», написанного номинантом на премию «Оскар» Вирджилом Уильямсом и основанного на бестселлере Даны Канеди по версии New York Times, опубликованном в 2008 году. рассказывает историю отношений лауреата Пулитцеровской премии Канеди с первым сержантом Чарльзом Монро Кингом, который служил в NTC в оперативной группе.
«Нам посчастливилось принять у себя Дензела Вашингтона и его команду по просьбе армии», — командующий ПНС, бриг. Об этом заявил генерал Дэвид Лесперанс. «Командный сержант. Майор Джастис и я благодарны ему и его команде за то, что они были готовы посвятить так много времени членам нашего сообщества, пока они были здесь».
Управление начальника отдела по связям с общественностью армии США (OCPA) запросило NTC и Форт-Ирвин в качестве потенциального места съемок ранее в 2020 году, и Вашингтон принял участие в посещении места, где он также нашел время, чтобы встретиться и поприветствовать лидеров, солдат и сотни членов сообщества в течение нескольких часов в течение двух дней в сентябре 2020 года.
Во время всех общественных мероприятий соблюдалось физическое дистанцирование и меры по смягчению последствий COVID-19 в соответствии с мерами предосторожности для здоровья и безопасности Центров по контролю и профилактике заболеваний.

 6×184 см Вес 702 кг
6×184 см Вес 702 кг 

 Фотографии
Фотографии ru (100Киловатт) интернет-магазин» в нашем каталоге БизОрг. Цена составляет 1264200 ₽ при минимальном заказе в 1 шт..
ru (100Киловатт) интернет-магазин» в нашем каталоге БизОрг. Цена составляет 1264200 ₽ при минимальном заказе в 1 шт..
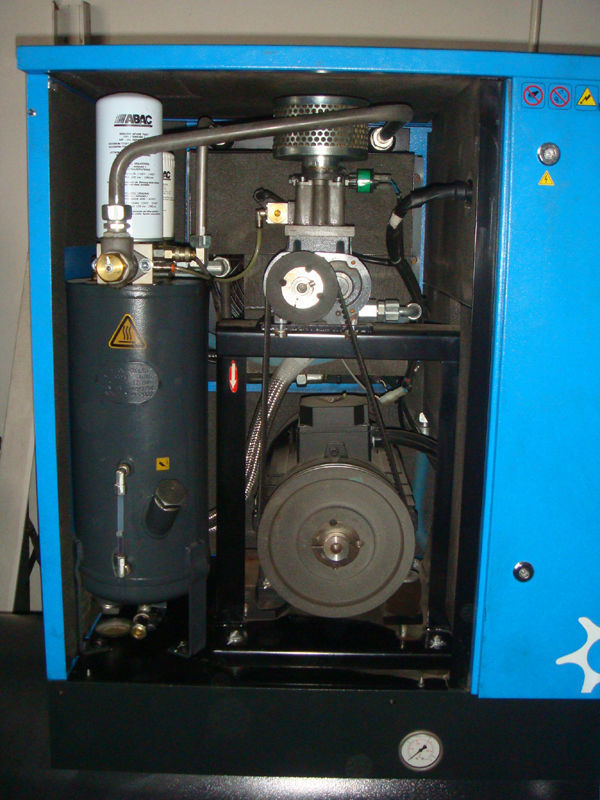 ru (100Киловатт) интернет-магазин по указанным телефону или адресу электронной почты.
ru (100Киловатт) интернет-магазин по указанным телефону или адресу электронной почты.
 Соответствует 1 классу качества по твердым частицам и примесям масел и 4 классу качества по содержанию влаги.
Соответствует 1 классу качества по твердым частицам и примесям масел и 4 классу качества по содержанию влаги.
 л/мин
л/мин  Сломанная трубка системы рециркуляции отработавших газов уменьшит расход топлива и подтолкнет ваш автомобиль к снижению уровня выбросов.
Сломанная трубка системы рециркуляции отработавших газов уменьшит расход топлива и подтолкнет ваш автомобиль к снижению уровня выбросов.  Воспользуйтесь приведенной ниже таблицей, чтобы рассчитать стоимость вашего автомобиля.
Воспользуйтесь приведенной ниже таблицей, чтобы рассчитать стоимость вашего автомобиля. Это очистит вашу систему впуска воздуха от шлама и углерода. Это может предотвратить необходимость более серьезного ремонта из-за проблем с трубкой рециркуляции отработавших газов.
Это очистит вашу систему впуска воздуха от шлама и углерода. Это может предотвратить необходимость более серьезного ремонта из-за проблем с трубкой рециркуляции отработавших газов. Причиной вашей проблемы может быть трещина в вакууме, а не неисправная трубка EGR.
Причиной вашей проблемы может быть трещина в вакууме, а не неисправная трубка EGR.
 37
37
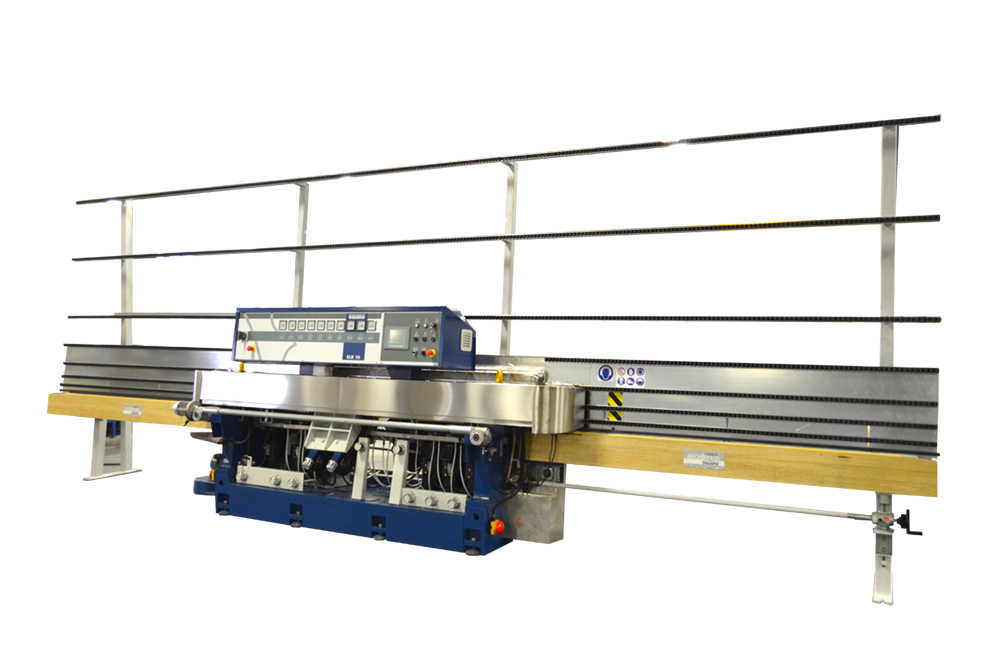 При совместном использовании двух подобных станков (+ стол транспортировки) образуется L-образная…
При совместном использовании двух подобных станков (+ стол транспортировки) образуется L-образная… Оборудование может быть использовано на стекольных и мебельных предприятиях,…
Оборудование может быть использовано на стекольных и мебельных предприятиях,… Он…
Он… Подача стекла осуществляется…
Подача стекла осуществляется…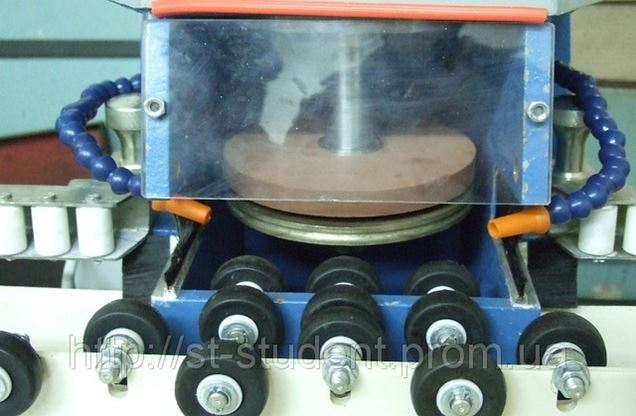 11.2019
11.2019 Victralux
Victralux ОБЛАСТЬ ПРИМЕНЕНИЯ: Идеально…
ОБЛАСТЬ ПРИМЕНЕНИЯ: Идеально… Такое оборудование представлено:
Такое оборудование представлено:

 Серия OCKM имеет долговечную структуру и стабильную конструкцию, которые помогут вам минимизировать эксплуатационные расходы.
Серия OCKM имеет долговечную структуру и стабильную конструкцию, которые помогут вам минимизировать эксплуатационные расходы.


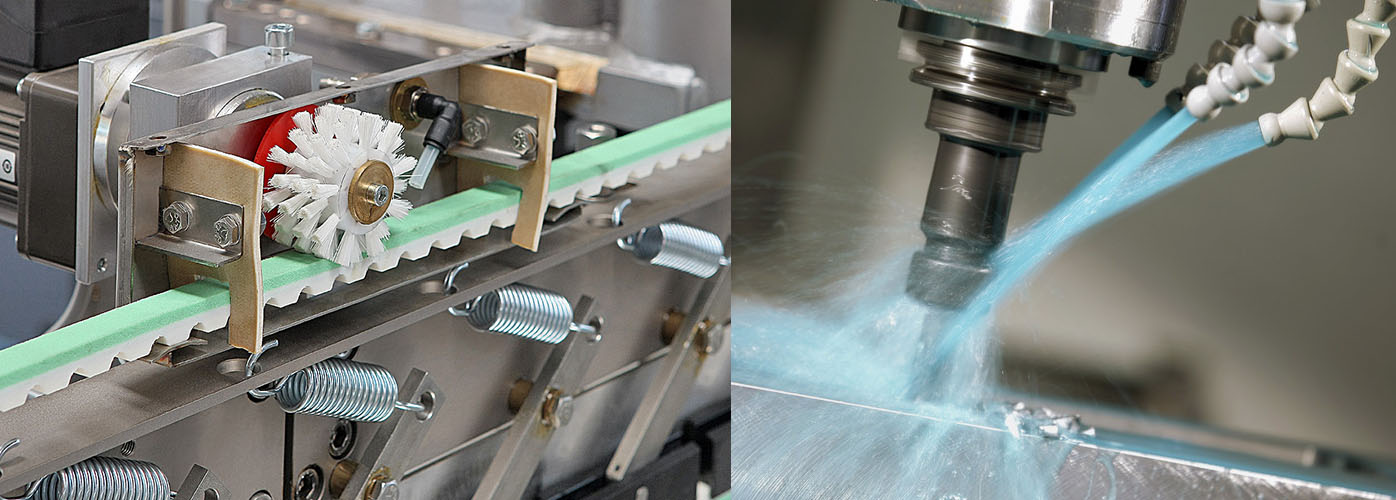 Стол имеет систему воздушной подушки для легкого перемещения стекла и ломики для легкого разделения стекла.
Стол имеет систему воздушной подушки для легкого перемещения стекла и ломики для легкого разделения стекла.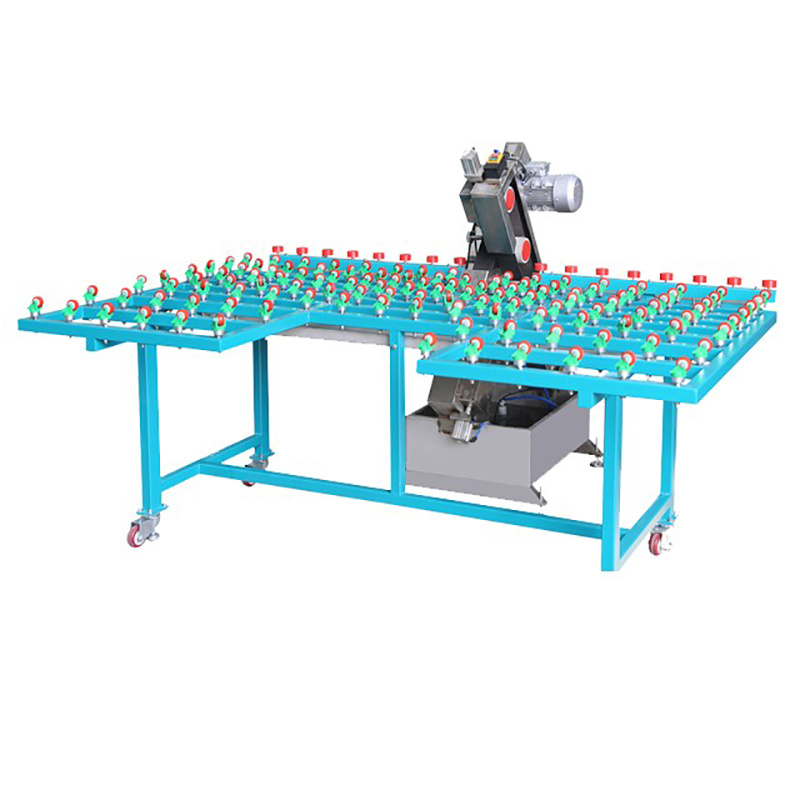 Доступ через Интернет всегда осуществляется с предварительного согласия заказчика.
Доступ через Интернет всегда осуществляется с предварительного согласия заказчика. Они могут быть загружены из библиотеки по умолчанию, импортированы из файла dxf или загружены непосредственно через программное обеспечение для оптимизации стекла.
Они могут быть загружены из библиотеки по умолчанию, импортированы из файла dxf или загружены непосредственно через программное обеспечение для оптимизации стекла.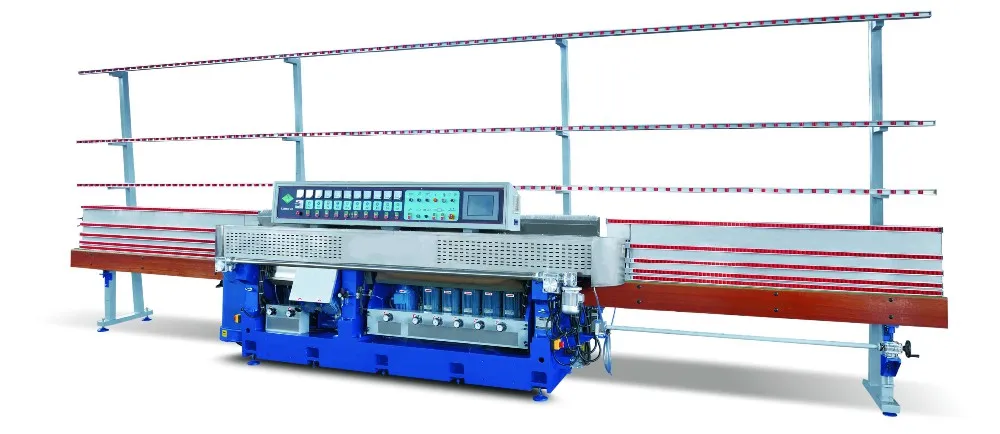 Поскольку он имеет ту же систему, что и режущий инструмент, он сохраняет свои функциональные возможности, обеспечивая высокое качество резки независимо от сложности форм при идеальном достижении.
Поскольку он имеет ту же систему, что и режущий инструмент, он сохраняет свои функциональные возможности, обеспечивая высокое качество резки независимо от сложности форм при идеальном достижении. Тип смазки выбирается оператором через панель управления.
Тип смазки выбирается оператором через панель управления. Слышали о выдувном стекле, но хотите узнать больше?
Слышали о выдувном стекле, но хотите узнать больше? 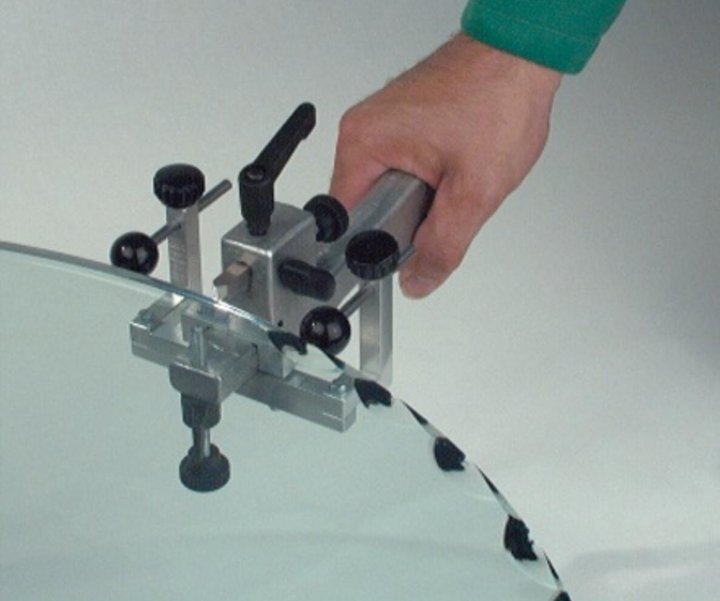


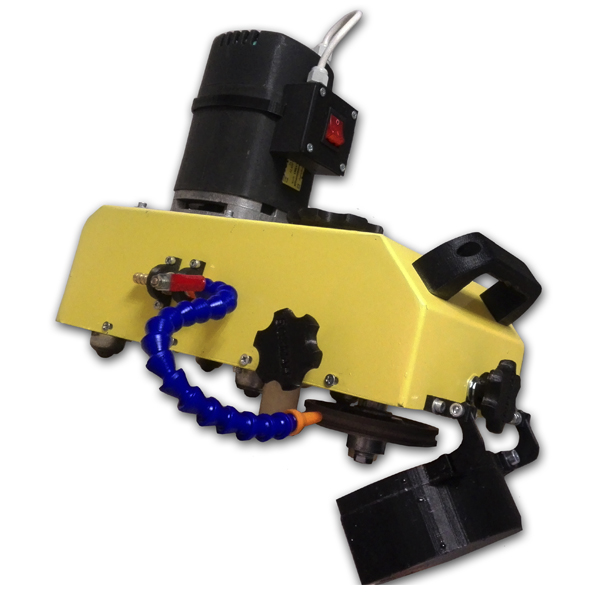


 В основном лазерные сканирующие системы оснащены одним или двумя сканирующими зеркалами, в зависимости от типа установки. Например, в однозеркальной системе зеркало должен располагаться на входном зрачке F-Theta объектива. В системе с парой зеркал входной зрачок F-Theta объектива должен располагаться между двумя зеркалами. Наилучшая производительность F-Theta объектива достигается путем уменьшения расстояния между зеркалами.
В основном лазерные сканирующие системы оснащены одним или двумя сканирующими зеркалами, в зависимости от типа установки. Например, в однозеркальной системе зеркало должен располагаться на входном зрачке F-Theta объектива. В системе с парой зеркал входной зрачок F-Theta объектива должен располагаться между двумя зеркалами. Наилучшая производительность F-Theta объектива достигается путем уменьшения расстояния между зеркалами. Эта особенность позволяет определить отклонение (по всему фокусному расстоянию). Выходной угол сканирования – угол между выходным пучком, прошедшим сканирующий объектив, и нормалью к плоскости визуализации. Выходной угол сканирования меняется по полю, однако его значение невелико. Следует отметить, что угол выходного сканирования всегда нулевой у телецентрических объективов. Обратное фокусное расстояние – расстояние от вершины линзы (физической) до параксиальной точки фокусировки. Обратное рабочее расстояние – расстояние от корпуса объектива до параксиальной точки фокусировки.
Эта особенность позволяет определить отклонение (по всему фокусному расстоянию). Выходной угол сканирования – угол между выходным пучком, прошедшим сканирующий объектив, и нормалью к плоскости визуализации. Выходной угол сканирования меняется по полю, однако его значение невелико. Следует отметить, что угол выходного сканирования всегда нулевой у телецентрических объективов. Обратное фокусное расстояние – расстояние от вершины линзы (физической) до параксиальной точки фокусировки. Обратное рабочее расстояние – расстояние от корпуса объектива до параксиальной точки фокусировки. Из рисунка видно, что кривизна поля (мм) и искажение (%) представляют собой функцию угла сканирования. При конструировании сканирующих систем удобно размещать точку нулевой кривизны в середине диапазона сканирования, чтобы снизить погрешности при дальнейшей работе.
Из рисунка видно, что кривизна поля (мм) и искажение (%) представляют собой функцию угла сканирования. При конструировании сканирующих систем удобно размещать точку нулевой кривизны в середине диапазона сканирования, чтобы снизить погрешности при дальнейшей работе.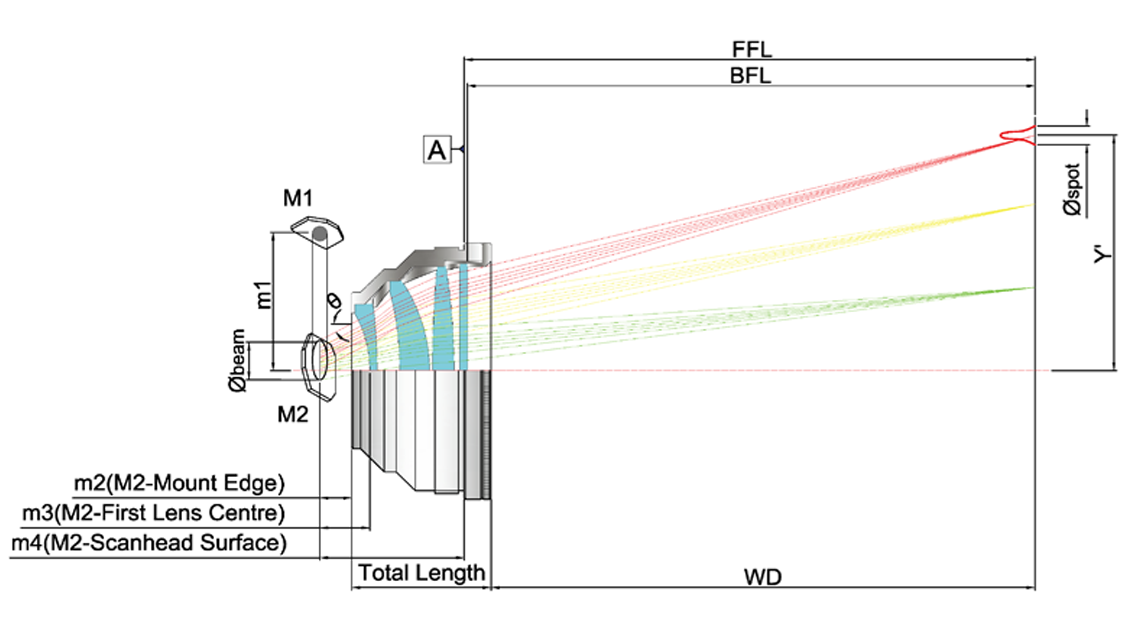
 org/BreadcrumbList»>
org/BreadcrumbList»> F-theta линзы также обеспечивают постоянную фазу широкополосного ТГц излучения в плоскости сканирования и высокое разрешение изображения. Изображения, формируемые объективами f-theta, обладают бочкообразным искажением, а положение пятна на плоскости изображения прямо пропорционально углу сканирования. Эта особенность устраняет необходимость сложной электронной коррекции и позволяет собирать быструю, относительно недорогую и компактную систему сканирования.
F-theta линзы также обеспечивают постоянную фазу широкополосного ТГц излучения в плоскости сканирования и высокое разрешение изображения. Изображения, формируемые объективами f-theta, обладают бочкообразным искажением, а положение пятна на плоскости изображения прямо пропорционально углу сканирования. Эта особенность устраняет необходимость сложной электронной коррекции и позволяет собирать быструю, относительно недорогую и компактную систему сканирования. 2. Распределение напряженности электрического поля ТГц пучка при фокусировке f-theta линзой
2. Распределение напряженности электрического поля ТГц пучка при фокусировке f-theta линзой 4 до 200
4 до 200 Поэтому здесь объясняются некоторые основные свойства линз, которые обычно необходимы для определенных типов лазеров, и дают приблизительные рекомендации для любого процесса выбора.
Поэтому здесь объясняются некоторые основные свойства линз, которые обычно необходимы для определенных типов лазеров, и дают приблизительные рекомендации для любого процесса выбора. Мы настоятельно рекомендуем использовать такие «беспризорные» линзы в сочетании с лазерами высокой и средней мощности (до киловаттного диапазона), а также с короткоимпульсными лазерами. Объективы USP, пригодные для использования, и объективы без бликов отмечены знаком •. Они состоят из стекол с низким температурным коэффициентом (например, из плавленого кварца) без каких-либо сцементированных поверхностей.
Мы настоятельно рекомендуем использовать такие «беспризорные» линзы в сочетании с лазерами высокой и средней мощности (до киловаттного диапазона), а также с короткоимпульсными лазерами. Объективы USP, пригодные для использования, и объективы без бликов отмечены знаком •. Они состоят из стекол с низким температурным коэффициентом (например, из плавленого кварца) без каких-либо сцементированных поверхностей. Если внешний фантом находится поверх оптического элемента (обычно зеркала сканера), это может привести к повреждению.
Если внешний фантом находится поверх оптического элемента (обычно зеркала сканера), это может привести к повреждению. Sill Optics также использует специальные покрытия с низким поглощением для всех объективов из плавленого кварца, чтобы еще больше минимизировать термические эффекты и повысить типичные пороги повреждения. Плавленый кварц в сочетании с покрытиями с низким поглощением рекомендуется для использования со всеми мощными или короткоимпульсными лазерами.
Sill Optics также использует специальные покрытия с низким поглощением для всех объективов из плавленого кварца, чтобы еще больше минимизировать термические эффекты и повысить типичные пороги повреждения. Плавленый кварц в сочетании с покрытиями с низким поглощением рекомендуется для использования со всеми мощными или короткоимпульсными лазерами. Je kürzer der Puls und je größer die Wellenlänge, desto breiter ist der Unschärfebereich.
Je kürzer der Puls und je größer die Wellenlänge, desto breiter ist der Unschärfebereich.
 На следующем эскизе показаны оптические элементы, задействованные на оптической оси.
На следующем эскизе показаны оптические элементы, задействованные на оптической оси.
 поле сканирования. Шкалы на осях показывают положение в рабочей зоне [мм] со средней точкой отсчета. На нижнем и верхнем концах осей вы видите минимальное/максимальное положение поля и наклон механического зеркала [°].
поле сканирования. Шкалы на осях показывают положение в рабочей зоне [мм] со средней точкой отсчета. На нижнем и верхнем концах осей вы видите минимальное/максимальное положение поля и наклон механического зеркала [°]. Процентное значение в верхней части цветовой шкалы определяет интенсивность этого изменения.
Процентное значение в верхней части цветовой шкалы определяет интенсивность этого изменения. Если эта плоскость больше не находится между двумя зеркалами сканера, линза не является телецентрической.
Если эта плоскость больше не находится между двумя зеркалами сканера, линза не является телецентрической. Чтобы вставить черный ящик, введите полное имя файла черного ящика в поле «комментарий» (например, «f-theta-lens.ZBB»). В принципе, по запросу можно получить файл Black Box любого объектива Sill.
Чтобы вставить черный ящик, введите полное имя файла черного ящика в поле «комментарий» (например, «f-theta-lens.ZBB»). В принципе, по запросу можно получить файл Black Box любого объектива Sill. youtube.com/embed/P-zcg7mrqHc» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»allowfullscreen»>
youtube.com/embed/P-zcg7mrqHc» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»allowfullscreen»>  5Э15С90ТА
5Э15С90ТА 1
1 внешний размер (диаметр (мм) × длина (мм))
внешний размер (диаметр (мм) × длина (мм))  1
1 )
)  5С160А
5С160А )
)  1
1
 Усовершенствованный двигатель «X-Torque» обладает рядом преимуществ по сравнению с обычными двухтактными двигателями. Такой двигатель на 20% энергоэффективнее и на 60% сокращает уровень производимого шума и вибрации, а так же уровень выброса вредных веществ. Все это делает бензопилу Husqvarna 435 высокоэффективным и экономичным инструментом, снижающим потребление топлива и увеличивающим общую производительность работы. Еще одной особенностью, которая делает бензопилу удобной в работе, является рычаг пуска, который автоматически возвращается в исходное положение, сокращая время, затрачиваемое на повторный запуск бензопилы.
Усовершенствованный двигатель «X-Torque» обладает рядом преимуществ по сравнению с обычными двухтактными двигателями. Такой двигатель на 20% энергоэффективнее и на 60% сокращает уровень производимого шума и вибрации, а так же уровень выброса вредных веществ. Все это делает бензопилу Husqvarna 435 высокоэффективным и экономичным инструментом, снижающим потребление топлива и увеличивающим общую производительность работы. Еще одной особенностью, которая делает бензопилу удобной в работе, является рычаг пуска, который автоматически возвращается в исходное положение, сокращая время, затрачиваемое на повторный запуск бензопилы. Крышка цилиндра бензопилы крепится на удобных защелках, облегчающих замену свечей и чистку фильтра, антивибрационная технология «LowVib» сокращает негативное воздействие вибрации на организм пользователя, а инерционный тормоз защищает пользователя от травм. Бензопила Husqvarna 435 весит около четырех килограммов и комфортна в использовании благодаря эргономичной задней рукоятке с мягкими вставками.
Крышка цилиндра бензопилы крепится на удобных защелках, облегчающих замену свечей и чистку фильтра, антивибрационная технология «LowVib» сокращает негативное воздействие вибрации на организм пользователя, а инерционный тормоз защищает пользователя от травм. Бензопила Husqvarna 435 весит около четырех килограммов и комфортна в использовании благодаря эргономичной задней рукоятке с мягкими вставками. 2 л.с.
2 л.с. Пила для универсального применения: валки небольших деревьев, строительства, обрезки веток и пр. Основной отличительной чертой бензопилы является новейшая технология X-TORQ. Её использование позволяет снизить расход топлива на 20% и увеличить крутящий момент, даже на малых оборотах. Пила легко запускается, просто обслуживается. Предусмотрена система защиты от вибрации.
Пила для универсального применения: валки небольших деревьев, строительства, обрезки веток и пр. Основной отличительной чертой бензопилы является новейшая технология X-TORQ. Её использование позволяет снизить расход топлива на 20% и увеличить крутящий момент, даже на малых оборотах. Пила легко запускается, просто обслуживается. Предусмотрена система защиты от вибрации. 325 дюймов
325 дюймов 325 SN, 1.3 мм, 64 Pixel
325 SN, 1.3 мм, 64 Pixel 325 SN .058/1.5 56 (узкий хвостовик)
325 SN .058/1.5 56 (узкий хвостовик) 058/1.5 68 (узкий хвостовик) для 262
058/1.5 68 (узкий хвостовик) для 262 058/1.5 72 (широкий хвостовик)
058/1.5 72 (широкий хвостовик) 058/1.5 92 (широкий хвостовик)
058/1.5 92 (широкий хвостовик) 325 SN 0.50/1.3 80 Pixel
325 SN 0.50/1.3 80 Pixel 043/1.1 45, для 325P4x, 323 P4, 325 P5x
043/1.1 45, для 325P4x, 323 P4, 325 P5x 325″, 1.3 мм, 64 звена, Пиксель
325″, 1.3 мм, 64 звена, Пиксель 325″, 1.3 мм, 66 звеньев, Пиксель
325″, 1.3 мм, 66 звеньев, Пиксель 325″, 1.5 мм (100 футов/30 метров)
325″, 1.5 мм (100 футов/30 метров) с.
с. цепь + перчатки
цепь + перчатки 5 cu.inch
5 cu.inch
 Работа двигателя на бедной или богатой смеси вредна для него.
Работа двигателя на бедной или богатой смеси вредна для него.

 Кроме того, кривые прорези, отсутствующие или поврежденные зубы и дым, даже при хорошей смазке, являются признаками того, что вам необходимо их заменить.
Кроме того, кривые прорези, отсутствующие или поврежденные зубы и дым, даже при хорошей смазке, являются признаками того, что вам необходимо их заменить.

 Приклеивание ведется при ручной подаче заготовки.
Приклеивание ведется при ручной подаче заготовки. Фрезерование осуществляется с нижней части детали.
Фрезерование осуществляется с нижней части детали.
 Sandwich IslandsSpainSri LankaSudanSurinameSvalbard & Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad и ТобагоТунисТурцияТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Виргинские островаСША Малые отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Sandwich IslandsSpainSri LankaSudanSurinameSvalbard & Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad и ТобагоТунисТурцияТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Виргинские островаСША Малые отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
 Рекомендуемое количество слоев – от 2 до 3.
Рекомендуемое количество слоев – от 2 до 3.
 Покрасить лаком можно в 1-2 слоя.
Покрасить лаком можно в 1-2 слоя.

 Поэтому покраска лаком своими руками может производиться прямо в вертикальном положении. Тем не менее, в соответствии с традиционной технологией желательно снять дверное полотно с петель. Мастера считают, что правильно лакировать, – значит привести полотно в горизонтальное положение.
Поэтому покраска лаком своими руками может производиться прямо в вертикальном положении. Тем не менее, в соответствии с традиционной технологией желательно снять дверное полотно с петель. Мастера считают, что правильно лакировать, – значит привести полотно в горизонтальное положение.
 Во избежание разницы оттенков покрытие дерева лаком на одном полотне следует производить за один подход.
Во избежание разницы оттенков покрытие дерева лаком на одном полотне следует производить за один подход.
 Пусть лакированные межкомнатные двери украшают ваш дом
Пусть лакированные межкомнатные двери украшают ваш дом
 За счет такой методики подчеркивается оттенок, присущий для дверного полотна. Покрывной материал придает некоторым деталям двери насыщенный и глубокий цвет.
За счет такой методики подчеркивается оттенок, присущий для дверного полотна. Покрывной материал придает некоторым деталям двери насыщенный и глубокий цвет.
 Они нетоксичны и не имеют запаха. Чтобы повысить прочность, в их состав добавляют отвердители.
Они нетоксичны и не имеют запаха. Чтобы повысить прочность, в их состав добавляют отвердители.
 Затем полотно грунтуется.
Затем полотно грунтуется.
 Независимо от того, удаляете ли вы отделку или нет, дверь необходимо отшлифовать, но сначала вы должны нанести шпатлевку по дереву на все участки, которые в этом нуждаются.
Независимо от того, удаляете ли вы отделку или нет, дверь необходимо отшлифовать, но сначала вы должны нанести шпатлевку по дереву на все участки, которые в этом нуждаются. Большинство пятен можно наносить кистью или тряпкой, и вы должны дать им впитаться в течение нескольких минут, прежде чем вытереть излишки сухой тряпкой.
Большинство пятен можно наносить кистью или тряпкой, и вы должны дать им впитаться в течение нескольких минут, прежде чем вытереть излишки сухой тряпкой. Отшлифуйте перед нанесением каждого слоя, но не шлифуйте последний слой.
Отшлифуйте перед нанесением каждого слоя, но не шлифуйте последний слой. Чешуйки лака еще местами прилипали к дереву, а остальная поверхность была шероховатой и высохшей от воздействия воды и солнца.
Чешуйки лака еще местами прилипали к дереву, а остальная поверхность была шероховатой и высохшей от воздействия воды и солнца. Через три слоя он заблестел, как состаренное красное дерево. «Не могу поверить, что это одна и та же дверь», — сказал Чейз. «Это просто так красиво».
Через три слоя он заблестел, как состаренное красное дерево. «Не могу поверить, что это одна и та же дверь», — сказал Чейз. «Это просто так красиво».


.jpg)

 При ежесменном шприцевании, ресурс подшипниковых узлов достигает одного года. Применение подшипниковых узлов является инновацией и экономическим преимуществом машин LATOKHO. Машина комплектуется шприцом для солидола-Ж.
При ежесменном шприцевании, ресурс подшипниковых узлов достигает одного года. Применение подшипниковых узлов является инновацией и экономическим преимуществом машин LATOKHO. Машина комплектуется шприцом для солидола-Ж. Прожектор можно включить не запуская двигатель.
Прожектор можно включить не запуская двигатель. На фрезеровальных барабанах применяется оснастка гарантированного немецкого качества, фирмы KRUG, который более 40 лет является специалистом в области производства инструмента для обработки поверхности. Наше оборудование универсальное, применяется для различных задач.
На фрезеровальных барабанах применяется оснастка гарантированного немецкого качества, фирмы KRUG, который более 40 лет является специалистом в области производства инструмента для обработки поверхности. Наше оборудование универсальное, применяется для различных задач. Производитель не несет ответственности за повреждение в результате неумелого управления, неправильного обслуживания при эксплуатации и хранении изделий. Производитель оставляет за собой право изменять конструкцию машины для усовершенствования.
Производитель не несет ответственности за повреждение в результате неумелого управления, неправильного обслуживания при эксплуатации и хранении изделий. Производитель оставляет за собой право изменять конструкцию машины для усовершенствования. Nordson постоянно совершенствует свое оборудование и машины для обработки полимеров, чтобы они соответствовали требованиям и стандартам отрасли. Мы можем изготовить полимерное оборудование по индивидуальному заказу, включая экструзионные головки, устройства смены сеток, системы жидкостного покрытия, шестеренчатые насосы и блоки подачи коэкструзии, в соответствии с вашими технологическими требованиями. Наша цель — разработать промышленные изделия из полимеров, которые помогут вам достичь эффективности даже в сложных процессах, чтобы вы могли максимально увеличить производительность, продлить срок службы компонентов и улучшить качество продукции. Просмотрите наше оборудование для обработки полимеров, чтобы найти машины и компоненты, которые принесут пользу вашим производственным процессам и будут способствовать достижению ваших бизнес-целей. Затем свяжитесь с нами, чтобы задать вопросы, получить индивидуальные решения или начать процесс заказа.
Nordson постоянно совершенствует свое оборудование и машины для обработки полимеров, чтобы они соответствовали требованиям и стандартам отрасли. Мы можем изготовить полимерное оборудование по индивидуальному заказу, включая экструзионные головки, устройства смены сеток, системы жидкостного покрытия, шестеренчатые насосы и блоки подачи коэкструзии, в соответствии с вашими технологическими требованиями. Наша цель — разработать промышленные изделия из полимеров, которые помогут вам достичь эффективности даже в сложных процессах, чтобы вы могли максимально увеличить производительность, продлить срок службы компонентов и улучшить качество продукции. Просмотрите наше оборудование для обработки полимеров, чтобы найти машины и компоненты, которые принесут пользу вашим производственным процессам и будут способствовать достижению ваших бизнес-целей. Затем свяжитесь с нами, чтобы задать вопросы, получить индивидуальные решения или начать процесс заказа.

 CAPE имеет ряд оборудования для выполнения операций с полимерными материалами и/или системами для повышения их полезности. Оборудование для переработки полимеров на нашем предприятии подробно описано ниже.
CAPE имеет ряд оборудования для выполнения операций с полимерными материалами и/или системами для повышения их полезности. Оборудование для переработки полимеров на нашем предприятии подробно описано ниже. целей. Термоформование — это производственный процесс, при котором пластиковый лист нагревается до температуры гибкого формования, формуется до желаемой формы в форме и обрезается для создания пригодного для использования продукта.
целей. Термоформование — это производственный процесс, при котором пластиковый лист нагревается до температуры гибкого формования, формуется до желаемой формы в форме и обрезается для создания пригодного для использования продукта. Следовательно, вы можете оптимизировать параметры вашего процесса, создавать тестовые образцы или осуществлять контроль качества поступающих и отгружаемых товаров в отношении вязкости, дисперсии или свойств пластификации.
Следовательно, вы можете оптимизировать параметры вашего процесса, создавать тестовые образцы или осуществлять контроль качества поступающих и отгружаемых товаров в отношении вязкости, дисперсии или свойств пластификации.
 97 может использоваться для разработки и тестирования новых производственных процессов с использованием полимерных и композитных термопластичных материалов. В этой машине используется стандартная обработка для быстрого производства мелких деталей.
97 может использоваться для разработки и тестирования новых производственных процессов с использованием полимерных и композитных термопластичных материалов. В этой машине используется стандартная обработка для быстрого производства мелких деталей. В настоящее время машина используется для экспериментов по переработке целлюлозного волокна для будущих источников производства этанола. Эта надежная машина способна выполнять расширенные производственные циклы и требовать высокого крутящего момента для смешивания и экструзии веществ с высокой вязкостью.
В настоящее время машина используется для экспериментов по переработке целлюлозного волокна для будущих источников производства этанола. Эта надежная машина способна выполнять расширенные производственные циклы и требовать высокого крутящего момента для смешивания и экструзии веществ с высокой вязкостью..jpg) 1 Р 82 М
1 Р 82 М PK-18 экономит драгоценное время при фрезеровании небольших образцов, а также работает быстро и требует мало времени на очистку. Это избавляет от измельчения небольших образцов в большой системе, которая требует многочасовой очистки. PK-18 можно очистить и подготовить к следующей пробе менее чем за десять минут.
PK-18 экономит драгоценное время при фрезеровании небольших образцов, а также работает быстро и требует мало времени на очистку. Это избавляет от измельчения небольших образцов в большой системе, которая требует многочасовой очистки. PK-18 можно очистить и подготовить к следующей пробе менее чем за десять минут. с.
с.


 Так, например, мы принимали активное участие в расшифровке вспышки атипичной пневмонии (SARS) (2003 г.), птичьего гриппа (2008 г.), свиного гриппа (2009 г.), лихорадки Эбола (2014 г.) и др.
Так, например, мы принимали активное участие в расшифровке вспышки атипичной пневмонии (SARS) (2003 г.), птичьего гриппа (2008 г.), свиного гриппа (2009 г.), лихорадки Эбола (2014 г.) и др.

 На вооружении дивизии стоят самоходные артиллерийские установки «Мста-С», танки Т-72Б3, БТР-82А и новейшие средства радиоэлектронной борьбы.
На вооружении дивизии стоят самоходные артиллерийские установки «Мста-С», танки Т-72Б3, БТР-82А и новейшие средства радиоэлектронной борьбы. К выполнению задач SCSE была привлечена вся военная структура страны. Во-вторых, одной из основных целей учений была отработка новых, сетецентрических боевых действий с применением новых автоматизированных систем управления. Первое официальное заявление об этих планах сделал начальник Генерального штаба Николай Макаров во время встречи с иностранными военными атташе в декабре 2011 г.
К выполнению задач SCSE была привлечена вся военная структура страны. Во-вторых, одной из основных целей учений была отработка новых, сетецентрических боевых действий с применением новых автоматизированных систем управления. Первое официальное заявление об этих планах сделал начальник Генерального штаба Николай Макаров во время встречи с иностранными военными атташе в декабре 2011 г. Вновь образованный федеральный округ вошел в состав Южного военного округа (Южное объединенное стратегическое командование).
Вновь образованный федеральный округ вошел в состав Южного военного округа (Южное объединенное стратегическое командование). Внезапные проверки боевой готовности были обычным явлением в СССР до его распада в 1991 году. Эта практика была возобновлена в 2012 году, когда Шойгу занял пост министра обороны.
Внезапные проверки боевой готовности были обычным явлением в СССР до его распада в 1991 году. Эта практика была возобновлена в 2012 году, когда Шойгу занял пост министра обороны. «Искандер-М», что позволило увеличить возможности поражения вероятного противника огневым путем», — сказал министр.
«Искандер-М», что позволило увеличить возможности поражения вероятного противника огневым путем», — сказал министр. По словам Шойгу, только в 2016 году в Западный военный округ поступило более 2 млн единиц новой и модернизированной техники.
По словам Шойгу, только в 2016 году в Западный военный округ поступило более 2 млн единиц новой и модернизированной техники. В Армении задействовано более 4000 человек и около 600 единиц военной техники.
В Армении задействовано более 4000 человек и около 600 единиц военной техники. Они составляют значительную часть сформированных в России 1-го и 2-го армейских корпусов АК (цепочка управления, состоящая из российских офицеров и генералов). Численность регулярных российских войск на Донбассе составляет от 3,6 до 4,2 тыс. военнослужащих.
Они составляют значительную часть сформированных в России 1-го и 2-го армейских корпусов АК (цепочка управления, состоящая из российских офицеров и генералов). Численность регулярных российских войск на Донбассе составляет от 3,6 до 4,2 тыс. военнослужащих. Андрей Таран описал четыре возможные цели Российской Федерации:
Андрей Таран описал четыре возможные цели Российской Федерации:
 Он назвал две внешнеполитические причины и одну внутреннюю причину такого поведения Кремля.
Он назвал две внешнеполитические причины и одну внутреннюю причину такого поведения Кремля. Части общевойсковой армии, соединения ВВС и ПВО, боевые корабли и корабли, воинские части береговых войск Черноморского флота, часть сил Каспийской флотилии Южного военного округа, а также части ВДВ, приняли участие в практических действиях войск (сил) на полигоне Опук.
Части общевойсковой армии, соединения ВВС и ПВО, боевые корабли и корабли, воинские части береговых войск Черноморского флота, часть сил Каспийской флотилии Южного военного округа, а также части ВДВ, приняли участие в практических действиях войск (сил) на полигоне Опук.
 «К 1 мая 2021 года вернуть личный состав 58-й армии ЮВО, 41-й армии ЦВО, 7-й, 76-й ВДД и 9-й8-й воздушно-десантной дивизии Воздушно-десантных войск в пункты постоянной дислокации», — приказал Шойгу в четверг на совещании в Крыму.
«К 1 мая 2021 года вернуть личный состав 58-й армии ЮВО, 41-й армии ЦВО, 7-й, 76-й ВДД и 9-й8-й воздушно-десантной дивизии Воздушно-десантных войск в пункты постоянной дислокации», — приказал Шойгу в четверг на совещании в Крыму.
 ежегодный симпозиум по космической и противоракетной обороне в Хантсвилле, штат Алабама. «Я не уверен, как выглядит стратегическая стабильность в трехпартийном мире».
ежегодный симпозиум по космической и противоракетной обороне в Хантсвилле, штат Алабама. «Я не уверен, как выглядит стратегическая стабильность в трехпартийном мире». (Это также название отмеченного наградами научно-фантастического романа китайского писателя Лю Цысиня, в котором эта проблема использовалась в качестве основного сюжетного приема.) «Лестница» больше не работает. Поэтому лидерам США необходимо разработать гораздо более «динамическую» концепцию сдерживания, учитывающую как ядерную, так и обычную сферу, а также использование других инструментов помимо военной мощи.
(Это также название отмеченного наградами научно-фантастического романа китайского писателя Лю Цысиня, в котором эта проблема использовалась в качестве основного сюжетного приема.) «Лестница» больше не работает. Поэтому лидерам США необходимо разработать гораздо более «динамическую» концепцию сдерживания, учитывающую как ядерную, так и обычную сферу, а также использование других инструментов помимо военной мощи. «Мы никогда не сталкивались одновременно с двумя равными противниками, обладающими ядерным оружием, которых нужно сдерживать по-разному», — подчеркнул он.
«Мы никогда не сталкивались одновременно с двумя равными противниками, обладающими ядерным оружием, которых нужно сдерживать по-разному», — подчеркнул он.

 ниже).
ниже).
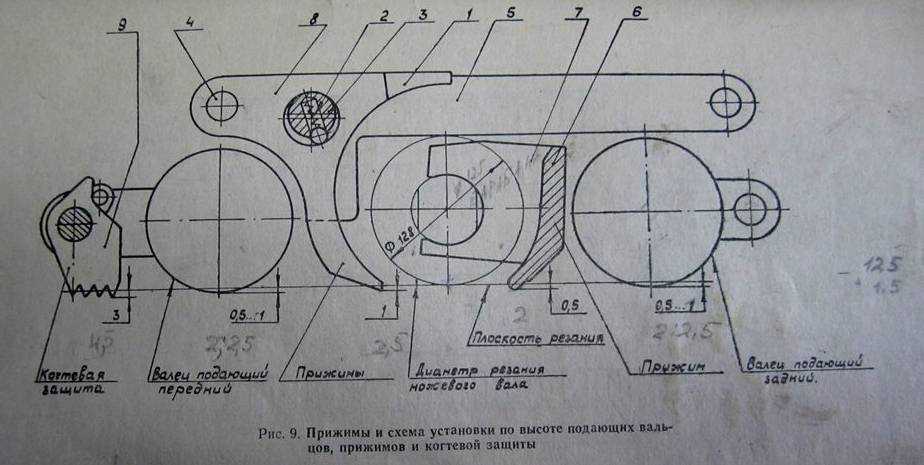 с помощью плашки.
с помощью плашки.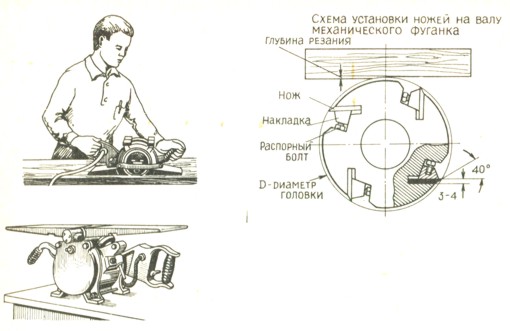 10.2020
10.2020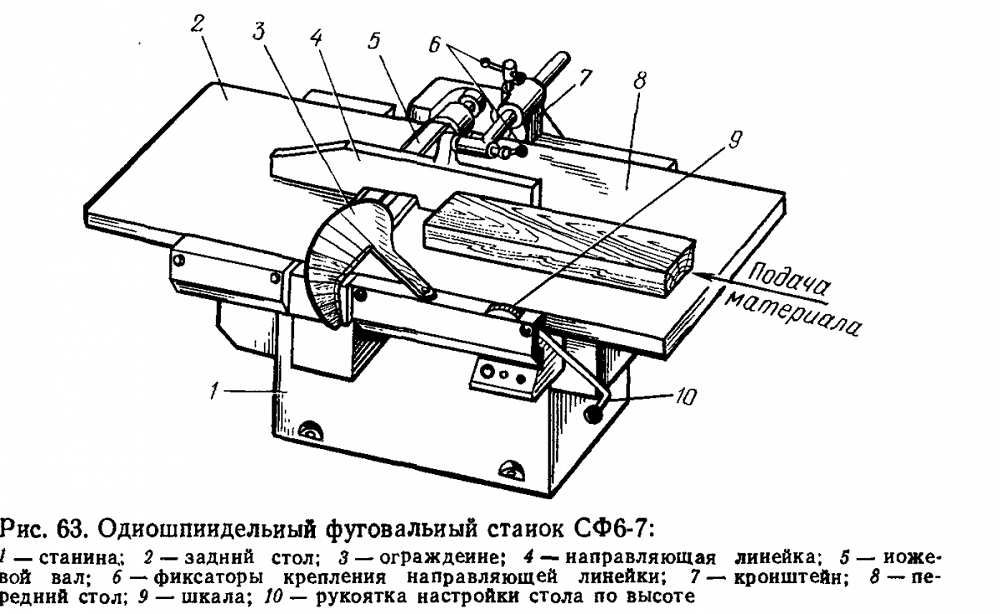 Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.
Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя. Для настройки фуганков с длиною столов от 2100 мм оптимальным инструментом будет поверочная линейка ШД-2000. В случае ее отсутствия можно воспользоваться новым строительным уровнем такой же длины.
Для настройки фуганков с длиною столов от 2100 мм оптимальным инструментом будет поверочная линейка ШД-2000. В случае ее отсутствия можно воспользоваться новым строительным уровнем такой же длины.  При большом зазоре данный дефект может быть исправлен только шлифованием (фрезерованием) всего стола целиком. Стоимость данной операции может быть соизмерима с ценой всего БУ станка. В этом случае целесообразность покупки такого станка вызывает большой вопрос.
При большом зазоре данный дефект может быть исправлен только шлифованием (фрезерованием) всего стола целиком. Стоимость данной операции может быть соизмерима с ценой всего БУ станка. В этом случае целесообразность покупки такого станка вызывает большой вопрос.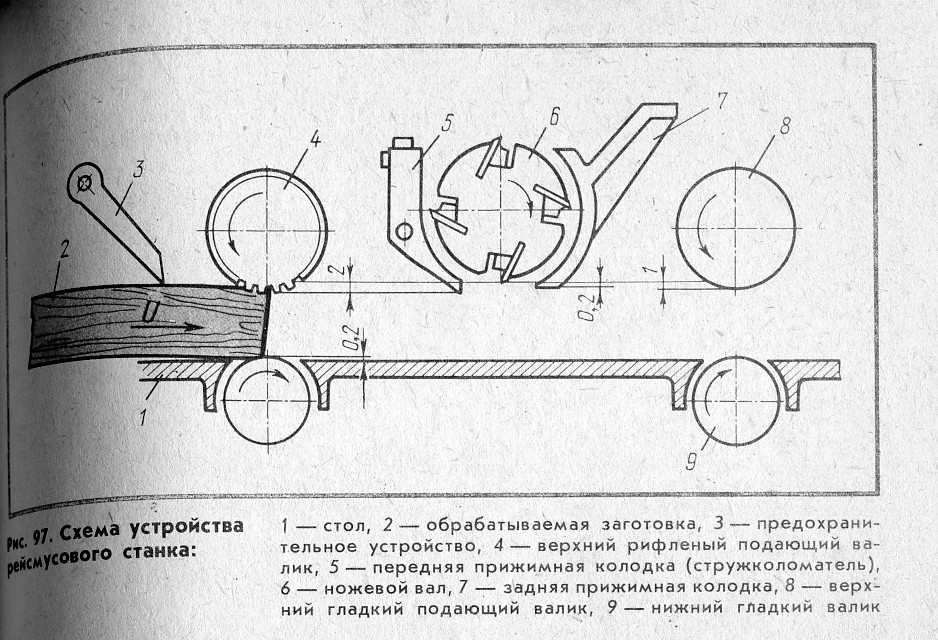
 В таком случае установка стола осуществляется регулировочной гайкой 9.
В таком случае установка стола осуществляется регулировочной гайкой 9.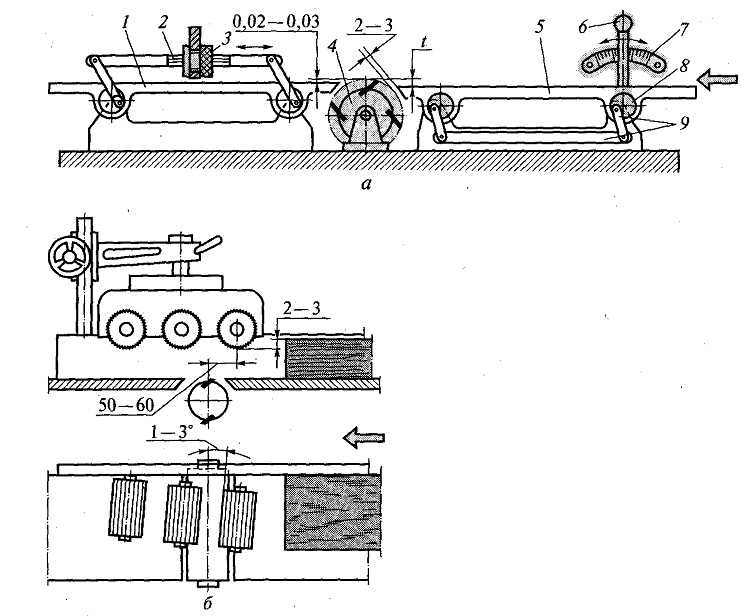 1-0,3мм, т.2-0мм, т.3-0,2мм, т.4- 0,1мм
1-0,3мм, т.2-0мм, т.3-0,2мм, т.4- 0,1мм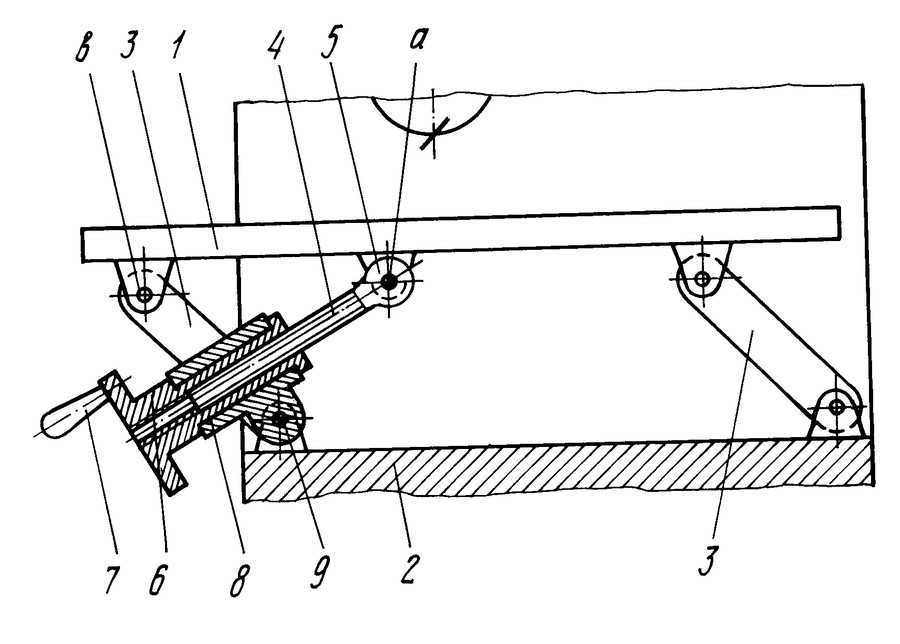
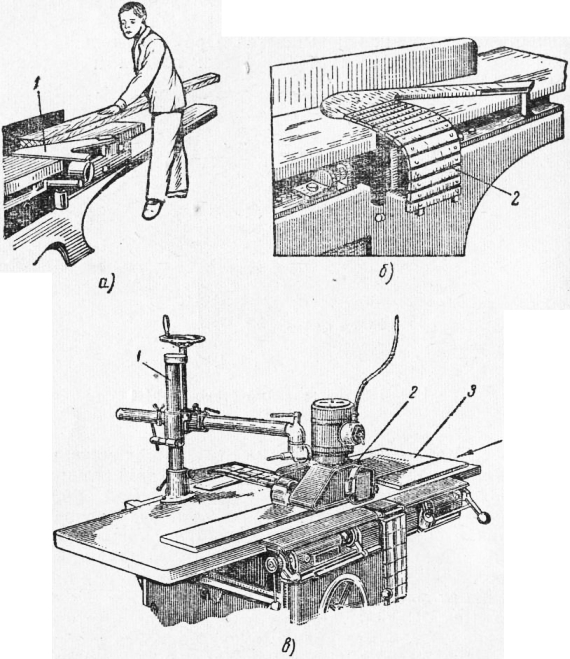

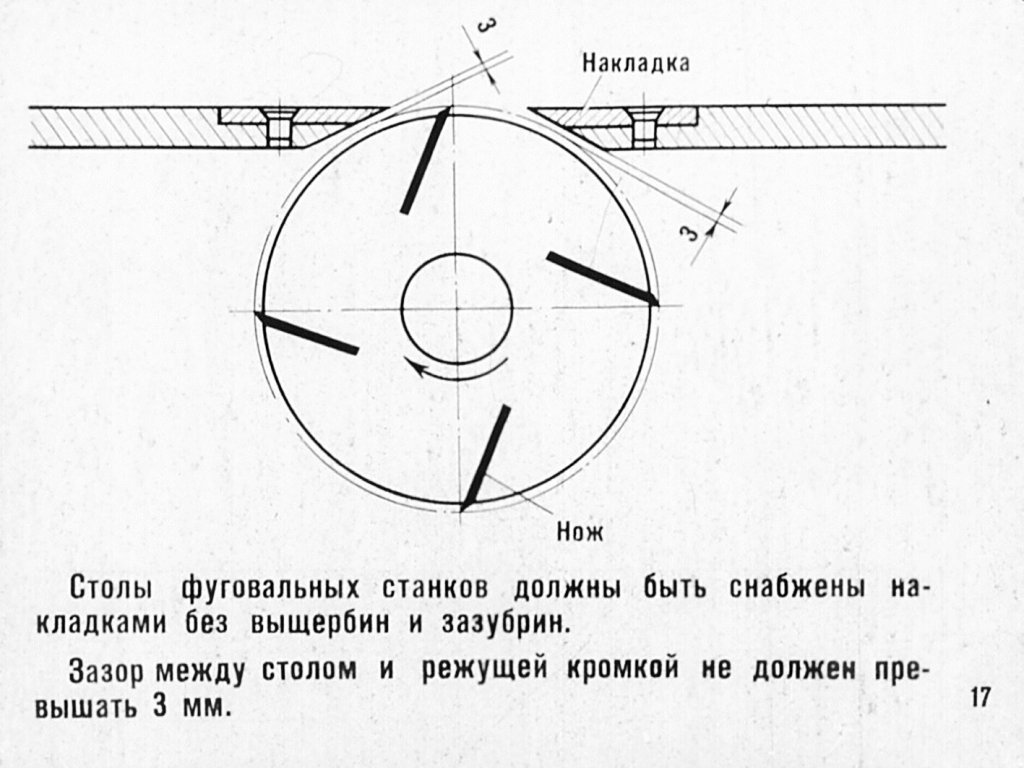
.jpg)

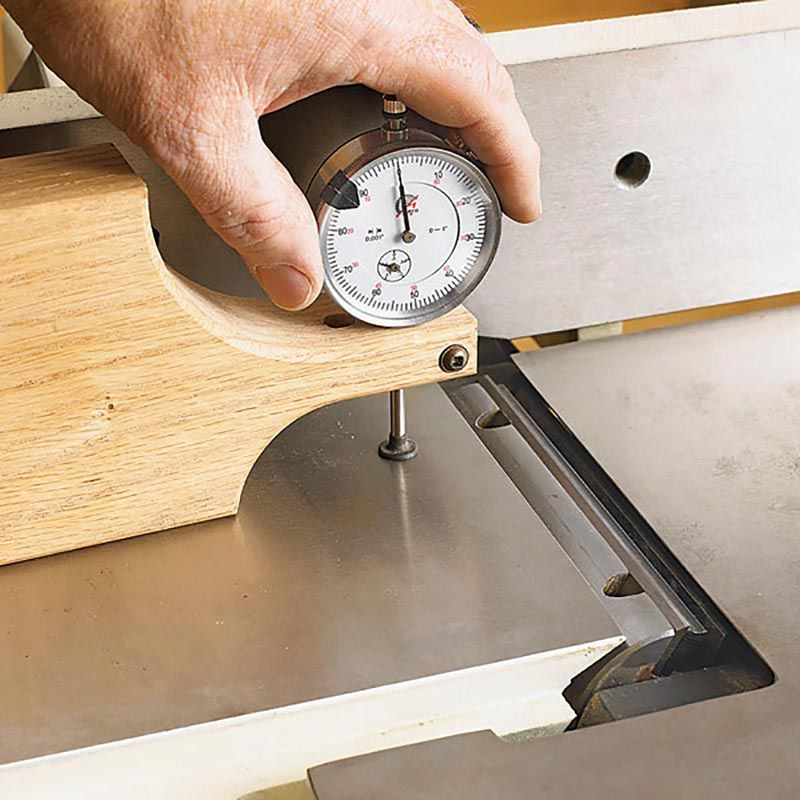 Так сильно, как вы могли бы повернуться с
Так сильно, как вы могли бы повернуться с

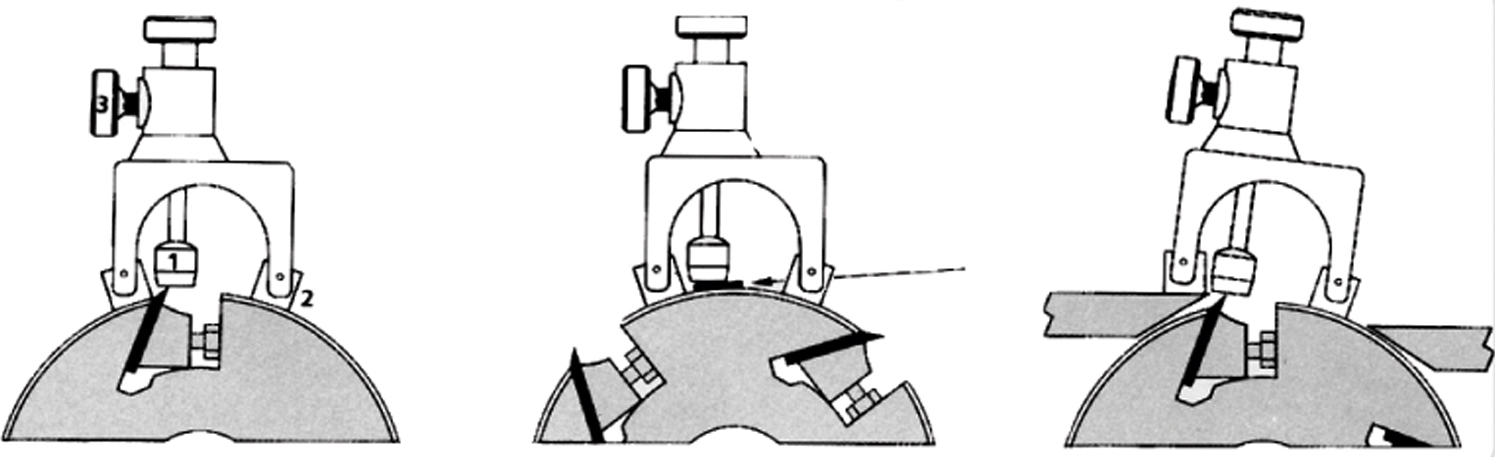
 Когда концы этих винтов соприкасаются
Когда концы этих винтов соприкасаются
 Один раз
Один раз

 2 кВт, 230 В, бак 6 л, закрытый корпус, электростартер Denzel
2 кВт, 230 В, бак 6 л, закрытый корпус, электростартер Denzel Использование компрессора позволяет значительно сэкономить электроэнергию, а также повысить эффективность работы. Компрессор способен производить 400 л/мин сжатого до 10 атм воздуха, который нагнетается в ресивер общим объемом 100 литров.
Использование компрессора позволяет значительно сэкономить электроэнергию, а также повысить эффективность работы. Компрессор способен производить 400 л/мин сжатого до 10 атм воздуха, который нагнетается в ресивер общим объемом 100 литров. , виброопора с крепежом – 2 шт., воздушный фильтр – 2 шт., масло компрессорное – 1 шт., сапун – 1 шт., руководство по эксплуатации – 1 шт., гарантийный талон – 1 шт.
, виброопора с крепежом – 2 шт., воздушный фильтр – 2 шт., масло компрессорное – 1 шт., сапун – 1 шт., руководство по эксплуатации – 1 шт., гарантийный талон – 1 шт. 2 кВт, 400 л/мин, 100л Denzel» носят
2 кВт, 400 л/мин, 100л Denzel» носят Сжимает до 400 литров воздуха в минуту.
Сжимает до 400 литров воздуха в минуту.

 Мы можем быстро доставить Denzel Air Compressor X PRO 2 2 KW 400 L MIN DKV 2200 100 100 L без проблем с доставкой, таможней или пошлинами.
Мы можем быстро доставить Denzel Air Compressor X PRO 2 2 KW 400 L MIN DKV 2200 100 100 L без проблем с доставкой, таможней или пошлинами.
 рассказывает историю отношений лауреата Пулитцеровской премии Канеди с первым сержантом Чарльзом Монро Кингом, который служил в NTC в оперативной группе.
рассказывает историю отношений лауреата Пулитцеровской премии Канеди с первым сержантом Чарльзом Монро Кингом, который служил в NTC в оперативной группе.