Отличительные особенности, конструктивные особенности и возможности окрасочных аппаратов AS-2100 и AS-2700.
ПОЛЕЗНЫЕ советы про окраску
Различия аппаратов безвоздушного распыления As-2100 и As-2700.
Аппараты высокого давления для распыления красок методом безвоздушного распыления AS-2100 и AS-2700 имеют конструктивные различия, определяющие их стоимость и возможности.
Параметры (см. под табл. пояснения каждого параметра)
Окрасочный аппарат ASpro-2100
Окрасочный аппарат ASpro-2700
1
Конструкция насоса
Плунжерный
Поршневой
2
Обработка внутренней поверхности цилиндра насоса и штока поршня\плунжера
Нет дополнительной обработки.
Керамическая обработка и керамические сёдла клапанов + керамические шары.
3
Сложность самостоятельного обслуживания насоса.
Проще.
Сложнее.
4
Тип электродвигателя.
Двигатель постоянного тока коллекторный (со щетками) 1100 Вт
Двигатель постоянного тока бесколлекторный (бесщеточный) 1100 Вт
5
Система контроля
Механическая
Электронная
6
Наличие гидроаккумулятора
Нет
Есть
7
Наличие фильтра тонкой очистки
Нет
Есть
8
Производительность
2,1 литра в мин
2,7 литра в мин
9
Максимальное диаметр сопла
0,021”( при 120 Бар)
0,025”( при 120 Бар)
10
Максимальное рабочее давление
170 Бар (сопло 0,017”)
200 Бар (0,017”)
11
Максимальная длина шланга высокого давления
30 метров
60 метров
Пояснения к конструктивным особенностям окрасочных аппаратов.
1). — Конструкция насоса для окрасочных аппаратов.
Плунжерный насос отличается от поршневого насоса конструкцией самого поршня/плунжера и, в зависимости от того, плунжер это или поршень, вида используемых уплотнений в цилиндре насоса.
в поршневом насосе уплотнение находятся непосредственно на поршне и представляют из себя набор из чередующихся манжет из кожи и нейлона высокого молекулярного веса. Чем больше таких манжет, тем большей герметичности можно добиться при работе с высоким давлением жидкости.
в плунжерном насосе, уплотнения плунжера — неразборные пакеты уплотнений из нейлона высокого молекулярного веса, которые устанавливаются в цилиндр и находятся в статичном положении во время всего периода эксплуатации.
на верх страницы ↑ 2). — Обработка внутренней поверхности цилиндра насоса и штока поршня\плунжера. В цилиндре поршневого насоса качество обработки внутренней поверхности имеет большее значение, чем в плунжерном, т. к манжеты установлены на поршне и совершают движения вместе с ним. Герметичность насоса зависит от состояния кромок уплотнительных манжет, следовательно, для увеличения продолжительности срока службы манжет, необходимо высокое качество поверхности, соприкасающейся с манжетами. Керамически обработанная внутренняя поверхность цилиндра и штока поршня обладает очень низким уровнем шероховатости, а следовательно увеличивает срок службы манжет. на верх страницы ↑
Сложность самостоятельного обслуживания насоса.
3). — Одной из процедур обслуживания насоса является замена уплотнений.
В конструкции поршневого насоса присутствуют наборы из отдельных манжет (как описано в п.1). Замена подобных уплотнений представляется более сложной процедурой, чем замена пакетных уплотнений (уплотнения из нейлона высокого молекулярного веса спаяны между собой и представляют из себя цельный элемент) в плунжерном насосе.
В плунжерном насосе необходимо периодически менять сам плунжер, т. к его наружная поверхность подвержена износу в результате трения о пакетные уплотнения, в отличие от поршневого насоса, где трение между цилиндром и поршнем отсутствует. Необходимость замены поршня наступает значительно реже, чем необходимость замены плунжера.
на верх страницы ↑
4). — Тип электродвигателя.
Бесколлекторный двигатель постоянного тока (AS-2700) обладает следующими преимуществами перед коллекторными двигателями постоянного тока (AS-2100):
Конструкция двигателя упрощается — отсутствует коллекторный узел;
Меньше вес и габариты;
Высокий КПД (меньше потери на коммутацию) на кг собственной массы;
Наиболее широкий диапазон изменения скорости вращения;
Меньше нагрев при продолжительной работе;
Переносят больший момент на валу;
Не создают радиопомех.
Существует единственный недостаток бесколлекторного двигателя постоянного тока — сложный и дорогостоящий электронный блок управления. Присутствие в конструкции этого электронного блока также обязательно и для поддержания соответствующих оборотов двигателя, обеспечивающих постоянное рабочее давления. на верх страницы ↑
5). — Система контроля.
Электронная регулировка давления подразумевает наличие датчика давления (тензометрического или мембранного), электронной системы контроля, взаимодействующей с датчиком.
Электронная система состоит из платы контроля, дисплея, потенциометра. Электроника получает данные с датчика давления и, в зависимости от этих данных, регулирует обороты электродвигателя, тем самым поддерживая давление на необходимом уровне. Потенциометр позволяет точно установить необходимое давление распыления, значение которого показано на дисплее.
Механическая регулировка давления не позволяет добиться точности настройки и поддержания постоянного давления во время распыления, т.к. в механической системе регулировки отсутствует датчик давления и электронная система, регулирующая обороты двигателя. Система предназначена для включения электродвигателя при падении давления во время распыления. Частота включения, а следовательно, и величина рабочего давления будет зависеть от усилия затяжки пружины регулятора. Особенно заметно недостаток механической системы регулировки проявляется при работе с красками максимальной для данного аппарата вязкости.
на верх страницы ↑
6). — Наличие гидроаккумулятора.
Для борьбы с пульсацией также применяют гидроаккумуляторы, которые в момент наибольшего давления запасают энергию, а в момент спада давления отдают её, так же ёмкость гидроаккумулятора удобна для установки фильтра тонкой очистки. на верх страницы ↑
7). — Наличие фильтра тонкой очистки.
Фильтр тонкой очистки обеспечивает дополнительную очистку краски, поступающей в шланг высокого давления и пистолет, тем самым снижая необходимость тратить время на очистку фильтра в ручке пистолета на верх страницы ↑
8). — Производительность насоса.
Чем больше производительность насоса, тем больше диаметр сопла может быть использован, возможность подключения более одного малярного поста к одному аппарату без потери давления распыления. Возможность распылять более вязкие составы. на верх страницы ↑
9). — Максимальный диаметр сопла.
Зависит от производительности насоса. Безвоздушное распыление происходит при высоком давлении, при низком давлении не происходит достаточного дробления жидкости во время ее выхода из сопла в окружающее пространство с атмосферным давлением. Для каждого диаметра сопла соответствует определенный расход жидкости (л/мин), при котором обеспечивается достаточное для распыления давление. В случае, когда расход через сопло (л/мин) больше, чем производительность насоса (л/мин), качественного распыления не будет.
Чем больше диаметр сопла, тем выше скорость покраски, более толстый слой краски может быть нанесён за один проход, более вязкие материалы и материалы с крупным пигментом могут быть использованы, (т. к. вязкие краски не смогут проходить через сопла малого диаметра). на верх страницы ↑
10). — Максимальное рабочее давление.
От величины давления зависит максимальная длина окрасочного шланга, высота подъёма краски, т.к. с увеличением длины шланга, давление на выходе из сопла будет уменьшаться. Максимальное рабочее давление (давление во время распыления, т.е, когда курок нажат) отличается от максимального давления, создаваемого насосом и зависит от мощности привода. Как правило, рабочее давление будет уменьшаться с увеличением диаметра сопла. Электронная система контроля давления поддерживает стабильное рабочее давление и даже может держать его несколько выше, чем допустимо для сопла, но не может заменить мощного привода. Некоторые производители красок указывают характеристики для нанесения методом безвоздушного распыления, а именно диаметры сопел и рабочее давление. Это необходимо учитывать при выборе окрасочного аппарата. В случае, когда рекомендованное рабочее давление для распыления краски выше, чем рабочее давление, которое способен создать насос с соплом рекомендованного диаметра, распыление краски может быть не качественным или потребует разбавления краски выше допустимого.
(с увеличением вязкости перекачиваемой жидкости К.П.Д. насоса уменьшается, а потребляемая мощность на привод, возрастает, т.е. оставшейся полезной мощности не хватает для поддержания давления от которой зависит).
Поршневой окрасочный аппарат (агрегат) ASPRO-2700E(R)
ASPRO-2700 – покрасочный аппарат, работающий по принципу безвоздушного распыления. Данный метод предполагает диспергирование (т.е. разбитие на микрочастицы) лакокрасочного материала при его непосредственном прохождении через сопло краскопульта. Распыляясь подобным образом, жидкость не разбрызгивается по сторонам и точно ложится в направленное оператором место.
В устройстве задействован мощный поршневой насос с приводом от бесщеточного электродвигателя мощностью 1300 Вт. Он способен создавать рабочее давление вплоть до 220 Бар, что обеспечивает возможностью проведения покрасочных работ на расстоянии до 60м от местоположения агрегата. Для транспортировки лакокрасочной жидкости используется специальный шланг.
Области использования
ASPRO-2700 – универсальные окрасочные аппараты, которые одинаково эффективно проявляют себя при выполнении отделочно-ремонтных работ внутри и снаружи зданий. Благодаря безвоздушной технологии распыления и высокому рабочему давлению аппараты способны создавать мощную струю лакокрасочной жидкости, что создаёт условия для эффективного окрашивания ровных и рельефных поверхностей из различных материалов.
Окрасочные агрегаты серии ASPRO-2700 работают с лакокрасочными материалами различной степени вязкости, включая:
Большинство интерьерных красок и лаков
Эмали
Грунтовки
Преимущества
Окрасочное оборудование ASPRO-2700 имеет отечественные и международные сертификаты, подтверждающие их высокое качество. Среди прочих преимуществ оборудования, особенно стоит отметить:
Экономный расход лакокрасочного материала
Высокая производительность (до 2,7 л/мин)
Небольшая масса и вес при высокой производительности
Автономность (благодаря возможности переноса жидкости на большое расстояние)
Технические характеристики
Устройство насоса: поршневой Мощность двигателя: 1500 Вт Максимальное давление: 220 Бар Производительность: 2,7 л/мин Расстояние распыления: 30-40 см Максимальный размер сопла: 0,023 дюйм Длина электрического кабеля: 3 м Вес нетто: 22 кг Вес брутто: 25 кг Размер: 48x44x45 см
Комплект поставки
Окрасочный аппарат — 1 шт Шланг высокого давления 15 м — 1 шт Пистолет с фильтром в ручке — 1 шт Удлинитель 0,45 м — 1 шт Соплодержатель — 1 шт Сопло 517 (50 градусов угол распыления, диаметр отверстия 0,017″) — 1 шт Масленка — 1 шт Инструкция по эксплуатации — 1 шт
Сопутствующие товары (0)
Отзывов (0)
Зарегистрируйтесь, чтобы создать отзыв.
Copyright MAXXmarketing GmbH JoomShopping Download & Support
Яндекс
Этот сайт использует сервис веб-аналитики Яндекс.Метрика, предоставляемый компанией ООО «ЯНДЕКС», 119021, Россия, Москва, ул. Л. Толстого, 16 (далее — Яндекс).
Сервис Яндекс.Метрика использует технологию «cookie» — небольшие текстовые файлы, размещаемые на компьютере пользователей с целью анализа их пользовательской активности.
Собранная при помощи cookie информация не может идентифицировать вас, однако может помочь нам улучшить работу нашего сайта. Информация об использовании вами данного сайта, собранная при помощи cookie, будет передаваться Яндексу и храниться на сервере Яндекса в ЕС и Российской Федерации. Яндекс будет обрабатывать эту информацию для оценки использования вами сайта, составления для нас отчетов о деятельности нашего сайта, и предоставления других услуг. Яндекс обрабатывает эту информацию в порядке, установленном в условиях использования сервиса Яндекс.
Нарезание резьбы на токарном станке с ЧПУ: резцы, особенности
На станках с ЧПУ часто выполняют нарезание резьбы инструментом со сменными пластинами. Пластины могут быть рассчитаны на нарезание разных типов соединения (например, дюймовое, метрическое и другие). Параметры соотношения имеют прямую связь с размером нарезаемой резьбы.
Общая глубина резания делится на несколько проходов. Так увеличивают показатели надежности выполнения рабочего процесса. Этими мерами обеспечивается стойкость верхней части резьбовой пластины от перегрузки. Чтобы выполнить профильное нарезание резьбы, чаще всего, токарь выполняет на станке 6 проходов.
Специфика формирования резьбы
Технология точения:
Эффективный способ получения резьбы.
Подходит для формирования винтового соединения любого профиля.
Простая методика обработки, которая досконально изучена.
Высокое качество поверхности после выполнения мероприятия.
Нарезание на станках с ЧПУ происходит с использованием стандартных циклов.
Выполнить задачу можно в глубоком отверстии в случае интеграции в рабочий процесс оправок, предотвращающих вибрации.
Технология фрезерования резьбы:
Фрезерование производится в неподвижных деталях, которые не вращаются при обработке.
Широкие возможности в сфере обработки деталей с большим вылетом или тонкими стенками открываются благодаря довольно низкому значению усилия резания.
Винтовое соединение можно создать впритык к уступу или дну отверстия, при этом требуется канавка для вывода инструмента.
Резьбофрезерование в деталях, обладающих крупными габаритами, из-за чего отсутствует возможность их установки на токарное оборудование.
Фрезерование позволяет формировать профиль в течение одного прохода благодаря перемещению инструмента по винтовой интерполяции.
Виды метчиков
Метчики, обладающие прямой стружечной канавкой, используются на производстве чаще других видов обрабатывающего инструмента. Они актуальны в случае, когда обрабатываются заготовки из твердых материалов, например, чугун или сталь.
Метчики с подточкой спирального типа выделяются прямыми канавками небольшого размера. Инструмент этой категории проталкивает стружку вперед. При скручивании благодаря канавкам возрастают показатели устойчивости и надежности.
Когда нужно обработать алюминий, бронзу или другой материал, возникает необходимость в снижении трения на обрабатываемой поверхности.
В достижении оптимального результата эффективен будет метчик, обладающий расположением зубьев в шахматном порядке. Данное исполнение инструмента упрощает процесс подачи СОЖ в зону резания.
Метчик, в котором канавки для отвода стружки находятся на территории заборной части инструмента на рабочем участке обладает спиральной подточкой, позволяющей выдавливать вперед стружку. Такой инструмент по конструкционным свойствам является самым жестким. Его рационально использовать при обработке отверстий, где глубина равна 1,5 диаметра.
Особенности и преимущества метчиков-раскатников (бесстружечных):
Резьба формируется за счет пластической деформации. При раскатывании не образуется стружка, что обеспечивает высокую стабильность и надежность технологического процесса по сравнению с нарезанием.
Одни и те же раскатники могут применяться для работы в глухих и сквозных отверстиях.
Метчики-раскатники позволяют получать резьбу в отверстиях большей глубины по сравнению с режущими метчиками; имеют больший ресурс и работают при более высоких скоростях.
Получившаяся поверхность имеет меньшую шероховатость за счёт выглаживания.
Приспособление является стержнем с резьбой метчика, но без канавок для отвода стружки. В раскатнике также имеются заборный и калибрующий участок. При выполнении рабочего процесса инструмент вращается вокруг своей оси, а также осуществляет принудительную подачу вдоль оси пропорционально шагу нарезаемой резьбы.
Фрезерование не стало распространенной технологией. Подобное решение – альтернатива метчикам и токарным инструментам.
Выполнение операции по технологии фрезерования резьбы:
Фреза обладает формой, позволяющей выполнять формирование резьбы впритык к дну отверстия глухого типа. Сверлить отверстие, глубина которого больше длины резьбы, не потребуется – это преимущество перед метчиком.
Благодаря выполнению программирования с учетом радиуса инструмента удается соблюдать допустимые отклонения при выполнении рабочего процесса.
Важные моменты при фрезеровании:
Определение диаметра фрезы. Качество готовой резьбы можно получить благодаря фрезе меньшего диаметра.
Направление перемещения. На основании определения траектории движения инструмента происходит формирование левой или правой резьбы при попутном или встречном фрезеровании.
При выполнении резания следует обеспечивать плавный ход фрезы. При врезании и отводе инструмента траектория подвода/отведения инструмента должна программироваться исходя из конкретных условий обработки детали.
Подача на зуб должна находиться в правильно определенном интервале значений скоростей резания для работающего инструмента.
Припуск лучше распределить на несколько проходов в случае формирования резьбы в материалах высокого уровня твердости, а также в материалах, которые трудно поддаются обработке.
При работе желательно не использовать СОЖ.
инженер поможет — Нарезание резьбы на станке с ЧПУ
Наиболее распространенные инструменты для получения внутренней резьбы на станках с СЧПУ – это метчики и фрезы. Сложность получения резьбы с помощью фрезы связана со сложностью программирования интерполирующего движения, поэтому чем проще система ЧПУ, тем чаще используются метчики.
Принцип получения резьбы фрезерованием
При фрезеровании профиль резьбы формируется с помощью движения специальной фрезы по винтовой линии. Подача в этом случае должна совпадать с шагом метчика.
Технология получения резьбы фрезерованием
Сверлят отверстие
Резьбовая фреза опускается в отверстие на нужную глубину резьбы и врезается по дуге 90° на глубину. Фреза при врезании поднимается на ¼ шага резьбы (участок 1-2).
Ось фрезы М делает оборот на диаметре m (участок 2-3) при этом фреза одновременно поднимается на шаг резьбы Р и выходит из профиля по дуге 90° (участок 3-4).
В случае, если глубина резьбы в полученном ранее отверстии больше длины режущей части фрезы, то обработку на участке 2-3 повторяется несколько раз.
Есть несколько типов резьбовых фрез используемых для нарезания резьбы в станках с ЧПУ
твердосплавные фрезы резьбовые фрезы со сменными пластинами комбинированные резьбовые фрезы — это фрезы позволяющие сначала сверлить отверстие под резьбу, а потом фрезеровать резьбу
Поэтому есть 2 основных технологии получения резьбы фрезами
Получение резьбы одним инструментом
Получение резьбы несколькими режущими инструментами
Виды метчиков для нарезания резьбы
Метчики с прямыми стружечными канавками
Метчик с прямыми канавками это самый широко используемый вид метчика. Этот метчик применяется для материалов, которые дают короткую стружку, например для стали или чугуна.
Метчики с шахматным зубом
Использование метчика с шахматным зубом уменьшает трение и сопротивление процессу резания, что очень важно при обработкетруднообрабатываемых материалах (алюминии и бронзе). Шахматное расположение зубьев у метчика облегчает доступ СОЖ в зону резания.
Метчики со спиральной подточкой
Метчик со спиральной подточкой имеет прямые неглубокие стружечные канавки. Спиральная подточка предназначена для выталкивания стружки вперед. Сравнительно неглубокие стружечные канавки гарантируют максимальную прочность метчика на скручивание. Они также облегчают подвод СОЖ в зону резания. Этот тип метчиков рекомендуется для обработки сквозных отверстий.
Метчики со стружечными канавками только на заборной части
Режущая часть данного метчика имеет аналогичную спиральную подточку, предназначенную для выталкивания стружки вперед. Этот метчик имеет чрезвычайно жесткую конструкцию. Рекомендуется для обработки отверстий глубиной до 1.5 х 0.
Метчики со спиральными зубьями
Метчики со спиральными зубьями предназначены в основном для нарезания резьбы в глухих отверстиях. Спиральная стружечная канавка выталкивает стружку назад, что предотвращает пакетирование стружки на дне отверстия или в стружечных канавках. Поэтому спиральная канавка у метчика снижает риск поломки или повреждения метчика.
Бесстружечные метчики (раскатники)
Бесстружечные метчики отличаются от обычных тем, что образуют профиль резьбы за счет пластической деформации , а не за счет снятия стружки. Рекомендуются для материалов с высокой пластичностью. Такие материалы имеют предел прочности не более 1200 Н/ммг, а относительное удлинение не менее 10%.
Бесстружечные метчики можно использовать в обычных условиях, но лучшие результаты они показывают при обработке вертикальных глухих отверстий. Выпускаются также с внутренним подводом СОЖ.
Резьбонарезные фрезы имеют огромное преимущество при обработке глухих отверстий. Метчику всегда нужен зазор между дном отверстия и торцом метчика из-за заборного конуса метчика. Поэтому метчик не нарезает резьбу в глухом отверстии. Использование фрезы решет эту проблему, так как расстояние от торца фрезы до первой режущей резьбовой кромки очень мало. Также большим преимуществом фрез для резьбы является возможность изменять параметры резьбы, что не возможно при использовании метчика. Эта возможность существенно снижает затраты на нарезание резьбы.
Запомните, что подача равна при работе метчиком оборотам шпинделя умноженным на шаг резьбы. Резьба может срезается при остановке шпинделя перед реверсом — ось Z уже остановилась, а вот шпиндель по инерции делает ещё какую-то часть оборота. При нарезании резьбы метчиком в стали при этом обрывает метчик, а Д16Т мягче и поэтому резьбу слизывает. Поэтому для нарезания резьбы на станке с ЧПУ нужно использовать специальный патрон — плавающий или его еще называют компенсирующий. Этот патрон имеет подпружиненную часть с цангой, которая может перемещается относительно неподвижной на несколько миллиметров вдоль оси патрона в обоих направлениях.
Привожу общие указания по нарезанию резьбы метчиками
Результат любой операции по нарезанию резьбы зависит от ряда факторов, каждый из которых, в конечном счете, влияет на качество готовой детали.
1. Выберите правильную конструкцию метчика для данного обрабатываемого материала и типа отверстия.
2. Убедитесь, что деталь надежно закреплена — перемещения в процессе обработки могут привести к поломке метчика или плохому качеству резьбы.
3. Выберите правильный размер сверла из соответствующих таблиц. Диаметр необходимого сверла также указан на страницах каталога с метчиками. Помните, что для метчиков-раскатников необходимы сверла других диаметров. Всегда контролируйте наклеп обрабатываемого материала.
4. Выберите правильное значение скорости резания, как показано в каталоге режущего метчиков.
5. Используйте СОЖ, соответствующую выполняемой операции.
6. При нарезании резьбы на станках с ЧПУ проверьте значение подачи, указанное в программе. При использовании резьбонарезного патрона значение подачи на оборот должно составлять от 95 до 97 % от шага для самозатягивания метчика.
7. По возможности используйте качественные патроны с компенсацией для ограничения крутящего момента, которые гарантируют осевое перемещение метчика и устанавливают его прямо в отверстии. Также это предохранит метчик от поломки при случайном столкновении одном отверстия.
8. Убедитесь в том, что метчик плавно входит в отверстие, прерывистая подача может привести к колоколообразной форме начальных витков.
Нарезание резьбы для станков с ЧПУ
Включение резьбы в ваши детали иногда может полностью разрушить ваши сборки. Существует множество правил проектирования, и точность, необходимая для изготовления резьбы, значительна. Кроме того, эти функции требуют дополнительного внимания и осторожности, чтобы убедиться, что они работают так, как задумано. Соберите их правильно, и сборка может длиться годами. Сделано неправильно, и вас ждет мир боли.
Внешняя и внутренняя резьба
Это довольно просто, но важно. Простой способ запомнить эту разницу состоит в том, что вы найдете наружную резьбу на винтах и болтах — это внешнюю по отношению к оборудованию. Внутренняя резьба находится внутри основной детали. Они принимают и фиксируют винтовую и болтовую резьбу. Вы найдете более подробную информацию о внешней и внутренней резьбе позже в этом совете по проектированию.
На этом рисунке показаны три различных типа отверстий, которые возможны на токарных деталях.
Шаг резьбы
Когда мы говорим о резьбе на болтах и винтах, это не универсальный сценарий. В дополнение к метрической резьбе существует три основных типа британской резьбы, которые являются частью серии Unified Thread.
UNC (крупный шаг): 20 витков на дюйм (tpi)
UNF (мелкий шаг): 28 т/д
UNEF (очень мелкий шаг): 32 т/д
Обратите внимание, что для добавления шага резьбы UNEF требуется наша служба точной обработки, доступная через нашу систему ценообразования. Например, если вы хотите использовать винт #4-40, вы знаете, что винт #4 с диаметром резьбы 0,11 дюйма (2,794 мм) имеет 40 витков на дюйм, что означает очень мелкий шаг.
Хорошей новостью является то, что когда вы используете нашу систему для сопоставления определенного типа винта с отверстием, желаемый шаг резьбы приходит сам собой. Меньше забот всегда хорошо, верно?
Где разместить нить?
Действительно, резьбу можно разместить практически в любом месте, которое имеет смысл для токарной или фрезерованной детали и потребностей вашей сборки. Пока область, в которой будет проходить резьба, доступна для нашего оборудования, все в порядке, но если есть препятствия, наше программное обеспечение для анализа конструкции сообщит вам, что нарезание резьбы в этом месте невозможно, но это всегда хорошая идея, чтобы следовать нашим рекомендациям, чтобы держать вас в курсе.
Несмотря на то, что ограничений по размещению, когда речь идет о резьбе, не так много, важно учитывать глубину внутренней резьбы. Если глубина резьбы превышает максимальную глубину инструмента, нам, возможно, придется просверлить отверстие с обеих сторон, чтобы завершить процесс. Когда это произойдет, важно знать, что ваши потоки не будут непрерывными от одного конца до другого, но есть варианты, которые мы рассмотрим в следующем разделе.
В точеных деталях имеется три типа отверстий, которые можно использовать для внутренней резьбы:
По оси: отверстия, которые проходят прямо через центр точеной детали, начиная с одного конца
Осевые: отверстия, которые начинаются с одного конца детали, но не проходят идеально через центр
Радиальные: отверстия, проходящие через внешнюю дугу точеной детали
Слева направо на изображениях 1, 2 и 3 показаны три метода приближения к максимальной глубине резьбы.
Внутренняя резьба
Внутренняя резьба нарезается с помощью однолезвийного резьбонарезного инструмента, а не традиционного метчика. В деталях с внутренними отверстиями, требующими нарезания резьбы, фактическую резьбу необходимо удалить из модели CAD, оставив только направляющий диаметр. Наше программное обеспечение для анализа конструкции распознает отверстие для нарезания резьбы, если:
он попадает в диапазон диаметров требуемой резьбы и,
находится на одной из трех основных осей для фрезерования или,
перпендикулярно оси вращения для токарной обработки
Protolabs поддерживает отверстия с правой резьбой на обрабатываемых деталях для резьбы UNC и UNF в диапазоне от #2 до метрической резьбы до 1/2 дюйма, также доступны метрические резьбы в диапазоне от M2 до M12. Место и метод производства могут ограничивать право на участие некоторых нитей.
При обработке отверстий с внутренней резьбой отверстие может быть длиннее, чем позволяют наши инструменты для нарезания резьбы. В этом случае у вас есть несколько вариантов в зависимости от ваших потребностей:
При длинном сквозном отверстии, превышающем максимальную досягаемость, выберите отверстие с той стороны, с которой вы предполагаете закручивать винт (см. рис. 1 из трех- иллюстрацию панели выше). Если ваш винт должен полностью пройти через деталь, вам также придется пропустить метчик через отверстие (во вторичном процессе), чтобы завершить его.
Вы также можете выбрать обе стороны элемента для нарезания резьбы (см. изображение 2 на иллюстрации выше), но обратите внимание на максимальную глубину резьбы, так как они перекрывают друг друга в отверстии. Это вызывает опасения при нарезании резьбы на элементах с обеих сторон, потому что вы рискуете получить перекрестную резьбу, и винт может не полностью пройти через деталь. Пока потоки не пересекаются (см. изображение 3), выбор потоков с обеих сторон обычно допустим.
Готовая деталь с наружной резьбой, обработанная на токарном станке (см. ниже раздел «Внешняя резьба»).
Одно важное соображение касается различных диаметров резьбы. Есть три параметра, о которых вы должны подумать: большая (широкая) резьба, второстепенная (узкая) резьба и диаметр направляющего отверстия, в которое войдет ваша резьба.
Если в ваших проектах указано, что изготовитель должен выфрезеровывать направляющее отверстие того же диаметра, что и основная (более широкая) резьба, используемое вами оборудование никогда не войдет в отверстие должным образом. Он просто упадет, и в момент, который действительно выбьет вас из колеи, винт, вероятно, будет бесконечно вращаться в отверстии. Его нити не за что было бы зацепиться. В этот момент вашим единственным выбором будет использование более крупного оборудования, которое может быть функционально неприемлемым или несовместимым с вашим дизайном. Избавьте себя от некоторых проблем: убедитесь, что направляющее отверстие любого резьбового элемента соответствует меньшему диаметру вашей резьбы. Большинство программ САПР имеют встроенные мастера, помогающие в этом процессе.
Модель CAD иллюстрирует вид фрезерованной наружной резьбы с полученными радиусами, выделенными желтым цветом. Это будет только для фрезерованных деталей.
Внешняя резьба
Отличительной особенностью наружной резьбы на токарных деталях является то, что резьба может увеличивать длину детали, если ваши детали подходят для токарной обработки. Мы используем специальный инструмент для нарезания резьбы с выбором размеров резьбы, глубины и размещения в геометрии детали. Тем не менее, наш усовершенствованный процесс токарной обработки предлагает наружную резьбу по центральной линии детали и приводной инструмент, который позволяет нарезать резьбу во внутренних отверстиях, если они соответствуют тем же правилам, что и фрезерование.
Мы предлагаем наружную резьбу для осевых, осевых и радиальных отверстий. Фрезерование наружной резьбы производится в два этапа. Первый набор нитей проходит наполовину вокруг вашей выточенной детали, после чего следует фрезерование резьбы с другой стороны. Две стороны встречаются вдоль центральной линии вашей детали. Этот процесс хорошо подходит для резьбы 1/2 дюйма, но мы рекомендуем нарезать резьбу, чтобы удалить лишний материал или сгладить несоответствия резьбы.
Нарезку наружной резьбы меньшего размера, такую как #6-32, гораздо труднее изготовить с помощью шаровой или плоской концевой фрезы, поскольку в основании резьбы останется больший радиус из-за слишком малого шага. Вам нужно нарезать резьбу плашкой для нарезки резьбы, чтобы удалить оставшийся материал. На многих деталях останется радиус от 0,008 дюйма (0,2032 мм) до 0,016 дюйма (0,4064 мм).
Так же, как и внутренняя резьба, проектирование внешней резьбы требует, чтобы резьба была удалена из модели CAD, чтобы наше программное обеспечение могло ее распознать. Кроме того, смоделируйте наружную резьбу для фрезерования; не моделируйте их для поворота. После того, как вы получите расценки на токарную обработку, у вас будет возможность выбрать подходящий размер резьбы.
Как добавить многопоточность в свои котировки
В нашей системе котировок добавление многопоточных функций довольно просто. Наше программное обеспечение распознает дыры, которые потенциально могут включать в себя потоки, а затем спрашивает вас, какое оборудование с резьбой вы хотите использовать там. Этот образец цитаты показывает, как легко добавить резьбовые элементы к вашим деталям после того, как вы определились со спецификациями дизайна. В качестве потенциально удобной экономии времени у вас будет возможность задать для всех отверстий в вашем САПР одинаковую обработку резьбы в UNC, UNF или метрической системе, или вы можете выбрать каждое отдельно. Небольшое предупреждение: массовое задание может привести к тредам там, где вы их не ожидаете.
В нашей системе легко выбрать как внутреннюю, так и внешнюю резьбу для элементов детали. На вкладке «Назначение потоков» вашего предложения вы увидите полностью интерактивную модель, которая позволяет вам выбирать, какие функции потоков доступны. Каждая подходящая функция выделена, и вы можете вручную выбирать потоки.
Если нужной вам резьбы нет в наличии, вам может потребоваться перепроверить диаметр ваших элементов, чтобы убедиться, что они соответствуют рекомендациям по нарезанию резьбы. Обратите внимание, что при просмотре наших таблиц нарезания резьбы вы можете переключаться между параметрами фрезерования и токарной обработки на каждой вкладке, чтобы проверить доступность резьбы для каждого метода изготовления. Все темы должны быть выбраны и сохранены, прежде чем приступить к заказу. Если вы в какой-либо момент измените производственный процесс или материал, снова проверьте вкладку «Назначение резьбы», так как выбор может измениться.
Многие пакеты САПР позволяют отображать элементы резьбы несколькими различными способами, включая сверление метчиком, косметическую резьбу или по основному диаметру резьбы. Мы предлагаем выбирать диаметр пилота, если он рассчитан примерно на 75% от диаметра резьбы.
Файл САПР должен быть представлен в формате, отличном от .STL; мы не рекомендуем загружать файлы в формате .STL для обработанных деталей, потому что наше программное обеспечение не может распознавать такие элементы, как пилотные отверстия в этом формате. По возможности следует использовать нейтральный формат файла, такой как .IGES или .STEP.
Для фрезерованных деталей, требующих наружной резьбы, вы должны спроектировать резьбу на своей детали, как это было бы в нашей стандартной процедуре фрезерования, в которой используются шаровые и плоские концевые фрезы. Как указывалось ранее, этот метод не является предпочтительным для изготовления резьбы, так как вам может потребоваться выполнить вторичный процесс чеканки режущего штампа по резьбе, чтобы обеспечить правильную сборку деталей.
На токарных деталях нарезание наружной резьбы значительно улучшается, поскольку деталь вращается вокруг центра, а острый однолезвийный резьбонарезной инструмент может нарезать качественную резьбу. Конструкция наружной точеной резьбы аналогична конструкции внутреннего отверстия. Помните, что вы должны удалить резьбу, чтобы наше программное обеспечение могло в цифровом виде просмотреть внешний диаметр и определить необходимый тип резьбы.
Если у вас возникли проблемы с получением руководства, щелкните здесь, чтобы загрузить его.
CNC Machining Design Guide
В этом руководстве по CNC-обработке вы узнаете, как создавать эффективные, технологичные металлические и пластмассовые детали для прототипирования и производства.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Мальвинские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГуин eaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестина, Государство ПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСен-БартельмиСент-Элена, остров Вознесения и Тристан-да-Кунья aint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияМалые отдаленные острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова, СШАЗамбабаУоллис и ФутунаЗападная Сага0003
Я согласен получать сообщения электронной почты, содержащие обновления службы и советы по дизайну от Protolabs и ее дочерних компаний.
Вставки: альтернативы нарезанию резьбы
Для большинства металлических деталей нарезание резьбы — отличный способ добиться прочного соединения между элементами сборки. Но иногда этого недостаточно, особенно для деталей из более слабых материалов, таких как пластик и алюминий. Вот тут и пригодятся вставки. Например, если вы работаете с пластиковыми деталями, важно помнить, что их резьба неизбежно будет изнашиваться гораздо быстрее, чем резьба на металлических деталях. Решение? Рассмотрите возможность установки специальных катушек в пластиковых деталях для увеличения срока службы деталей. Эти прочные маленькие диски позволяют получить прочную резьбу даже на более слабом материале. По сути, вы создадите отверстие в нужном месте, а позже сможете добавить вставки к своим деталям. Существует достаточная гибкость, поскольку вставки катушек доступны с резьбой UNC и UNF в диапазоне от #2 до 1/2 дюйма и метрической резьбой от M2 до M12. Мы высверлим отверстие в соответствии с вашими требованиями и подготовим его для установки вставки. Protolabs оптимизирован для вставок марки HeliCoil, и мы признаем стандартные размеры и длину.
Связывание нитей вместе
Protolabs предлагает резьбовые элементы для фрезерованных деталей из пластика и металла, а резьбовые элементы для точеных деталей в настоящее время доступны только для металлических материалов. Мы можем разместить резьбу UNC, UNF и метрическую резьбу вместе со вставками для катушек (но не поставляем и не устанавливаем вставки для катушек). Если у вас остались вопросы о многопоточности, не стесняйтесь обращаться к инженеру по приложениям по адресу [email protected] или по телефону 877-479-3680.
Нарезание резьбы для литья под давлением
В то время как резьба действительно была разработана для металлических деталей, мы каждый день видим примеры в литых деталях.
Разработка резьбы для формованных деталей требует внесения некоторых изменений в вашу стратегию проектирования, чтобы эти более мягкие материалы по-прежнему могли обеспечивать прочную резьбу.
Наш совет по дизайну формованных нитей охватывает эту тему, чтобы помочь вам преодолеть препятствия.
Цикл резьбы G76
Приведенный выше видеоурок является частью серии видеороликов, которые я сделал для Практического механика, доступных здесь
При обработке резьбы на токарном станке с ЧПУ у нас есть несколько вариантов. В зависимости от версии элементов управления FANUC мы можем используйте одну строку кода или две. Оба метода используют команду G76 и содержат информацию, которая сообщает органам управления машины детали нити, которую мы хотим обрезать. Нарезание резьбы также можно выполнить с помощью G-кода G32 и G92. мы возьмем посмотрите, как они работают вместе с более распространенным G76.
Этот цикл содержит много информации в строке G76. Размер X — это внутренний диаметр резьбы, расстояние между нижней частью зуба резьбы и центральной линией, умноженное на 2. Размер Z — это расстояние до конца резьбы от нулевой точки. Мы предполагаем, что база находится на передней грани детали в нашем примере.
«I» сообщает станку величину конусности, применяемую к резьбе по всей длине. Нам часто нужно добавить конус, чтобы иметь возможность нарезать параллельную резьбу, особенно если это длинная резьба небольшого диаметра. Это связано с отражением материала. Это регулируется во время настройки, если резьбовой калибр затянут или ослаблен на одном конце резьбы. Это значение также можно использовать для нарезания конической резьбы, если это необходимо.
Значение «K» используется, чтобы сообщить органам управления глубину зуба резьбы. Эту информацию можно найти в таблицах потоков, таких как таблицы, доступные в моей бесплатной электронной книге.
‘D’ Обозначает глубину первого надреза, глубина автоматически уменьшается по мере нарезания резьбы из-за того, что при каждом проходе удаляется больше материала. При использовании одной строки G76 органы управления обрабатывают это с помощью встроенных функций.
«А» определяет угол зуба резьбы. Например, стандартная метрическая резьба составляет 60 градусов, а дюймовая резьба BSF — 55 градусов.
Наконец, буква «F» используется для указания шага резьбы. Расстояние между каждым зубом.
Двухстрочный метод G76 дает нам немного больше контроля над нарезанием резьбы, некоторые версии элементов управления FANUC позволяют нам использовать этот стиль нарезания резьбы.
Слово «P» дает нам три команды в одной, каждое значение представляет собой двузначное число. Первый определяет количество пружинных проходов, которые сделает машина после того, как резьба будет нарезана на нужную глубину. Это улучшает чистоту поверхности и повторяемость, помогая нашей резьбе оставаться в пределах допусков на многих деталях. Второе значение определяет угол скоса на конце резьбы, а третье — угол зубьев резьбы (т. е. 60 градусов для метрической резьбы или 55 градусов для резьбы BSF).
Слово «Q» определяет наш минимальный разрез. Это делается для того, чтобы машина не начинала резать 0,001 мм по мере приближения к диаметру сердцевины.
«R» — это количество материала, которое мы оставляем перед выполнением чистового прохода.
X и Z — диаметр стержня резьбы и конечная точка резьбы от базы соответственно.
Слово «P» во второй строке обозначает глубину резьбы в микронах, а буква «Q» определяет глубину первого надреза.
Наконец, мы сообщаем системе управления шаг резьбы, используя значение «F». При активной G76 станок знает, что мы используем подачу за оборот, а не подачу за минуту.
G-код нарезания резьбы G32 не является постоянным циклом. Он используется как способ зафиксировать вращение патрона в соответствии с шагом ходового винта, чтобы мы могли полностью контролировать глубину каждого прохода. Это больше похоже на команду G01, где каждая строка должна быть запрограммирована отдельно, но позволяет нам установить высоту тона. Это классифицируется как модельная операция. G32 также можно использовать для торцевой резьбы.
Пример: G00 X8.0 Z5.0; (Исходное положение) G32 X5.0 F0.8; (глубина и шаг первого прохода резьбы) Z-15.0; (Конечная точка резьбы по оси Z) G00 X8.
Товар Закончился! Можно приобрести только на тех базах, где он «В наличии».
Описание
Электрический измельчитель для перемалывания веток, корней деревьев, молодой поросли, мягкого растительного материала в мульчу, которая может быть использована для приготовления компоста и далее в качестве удобрения почвы. Мощный двигатель позволяет измельчать ветви диаметром до 40 мм. Измельчитель оснащен мощным электродвигателем с защитой от перегрузки. Режущий механизм с системой закаленных ножей повышает надежность, дополнительные ножи для более эффективного измельчения. Уникальная система снижения вибрации — для легкого использования Система безопасности исключает запуск двигателя при снятом заборнике. Блокировка от случайного включения. Транспортировочные колеса для удобства транспортировки по участку.
В наличии 10395 ₽
В наличии 9450 ₽
Характеристики
Размеры
Длина:
320 мм
Ширина:
690 мм
Высота:
480 мм
Вес, объем
Вес нетто:
8.22 кг
Другие параметры
Материал корпуса:
пластик
Мощность двигателя,КВт:
2.5
Напряжение, В:
220 B
Производитель:
CHAMPION
Страна происхож.:
Китай
Тип двигателя:
электро
Торговая марка:
CHAMPION
Гарантия:
12
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Измельчитель электрический CHAMPION Sh350 (2.5кВт 40мм 8.22кг) на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Измельчитель электрический CHAMPION Sh350 (2.5кВт 40мм 8.22кг) в магазине Санкт-Петербург вы можете в интернет-магазине «ВИМОС».
Статьи по теме
Выбираем веревку
✅ цены на аренду измельчителя древесины в щепу – услуги в Москве
Измельчение веток в щепу
Измельчение веток в щепу
Землечист
Измельчение веток в щепу
Компания Землечист производит расчистку загородных участков и измельчение древесных при помощи дробилки древесины в Московской области. Мы не просто предлагаем посменную аренду измельчителя веток, а выполняем работу «под ключ»: валку деревьев, доставку дробилки, загрузку мусора и вывоз щепы при необходимости.
На сегодняшний день ассортимент измельчителей настолько велик — от небольших устройств до промышленных машин, что выбрать подходящее оборудование для работы в саду весьма сложно. Но не обязательно покупать дробилку для древесины. Так как стоимость качественного инструмента достаточно высокая, то аренда оборудования станет отличным выходом, особенно если заказать еще сопутствующий комплекс услуг.
Заказать услугу
Цена измельчения веток
Стоимость дробления веток, сучков, пней складывается из нескольких составляющих. Самое основное и дорогое — посменная аренда веткодробилки. Также на цену влияет объем мусора, потому что от его объема зависит количество подающих. При больших объемах для беспрерывной работы измельчителя дерева рекомендуется использовать звено из шести подающих плюс оператор дробильной машины. Также важным фактором стоимости измельчения является подготовленность древесных отходов к загрузке. Если их надо дополнительно пилить или расплетать из общей кучи—это усложняет и удлиняет работу. Чтобы упростить процесс формирования цены измельчения веток сучкодробилкой мы учли все необходимые параметры и заказчику необходимо знать только площадь заросшего участка.
На фото: измельчитель веток перед началом загрузки
Дробилка для веток доставляется на участок после того, когда завершены работы по расчистке и все порубочные отходы штабелированы. Как правило при площади участка от десяти соток образуется несколько штабелей с ветками в разных концах участка. Измельчитель древесины поочередно устанавливается возле каждой кучи, чтобы сократить дальность носки веток для загрузки. Производительность сучкодробилки составляет до 30 кубометров в час и главной задачей является непрерывная и максимально быстрая загрузка веток в приемник. Для этого измельчитель древесины кроме оператора обслуживает бригада от четырех до шести человек. За один рабочий день можно переработать на щепу порубочные отходы с лесного участка площадью до 15 соток.
Преимущества уничтожения веток измельчителем
В нашем арсенале дробилка Scorpion, позволяющая уничтожать стволы и ветки до 25 см в диаметре. На выходе получается щепа размером до 5 сантиметров, которую можно вывозить с участка или использовать как мульчирующий материал. В земле такая щепа перегнивает за пару сезонов. При дроблении веток объем отходов уменьшается примерно в 8 раз, что позволяет сэкономить на вывозе мусора контейнерами. Экономически выгодно измельчать ветки деревьев тогда, когда деревья занимали по площади не менее 10 соток. На участках меньшей площади стоимость использования измельчителя веток по цене сопоставима, а иногда и дороже, чем просто вывоз отходов контейнерами.
Наша компания предоставляет в аренду измельчители древесины (веток, сучков и пней) для переработки садового мусора. Цена аренды невысокая, поэтому каждый садовод может позволить себе быструю и качественную уборку приусадебного участка и придомовой территории. Точная стоимость зависит от срока аренды и модели дробилки. Если у вас остались вопросы, звоните по телефону в Москве и мы проконсультируем вас.
Рассчитать стоимость
Сроки измельчения веток и древесных отходов в щепу
Частые вопросы
1) Сколько древесины можно измельчить за смену?
В зависимости от диаметра древесины, объем может доходить до 150-160 м. куб. за рабочую смену.
2) Можно ли взять дробилку в аренду без подающих и оператора?
К сожалению, нет. Измельчитель веток в аренду сдается только под конкретный объем работ вместе с бригадой.
3) Можно ли измельчить корни деревьев?
На корнях всегда есть налипшая земля, которая моментально затупит ножи измельчителя веток. Измельчать корни нельзя.
4) Можно измельчить любые деревья?
Измельчитель предназначен для переработки объемных пушистых веток. Для таких отходов объем уменьшается в разы. Измельчать стволы диаметром от 15 см просто не имеет смысла, так как древесина из плотного состояния переходит в опилки без уменьшения объема.
5) Распределение щепы по участку стоит одельных денег?
Нет, эта услуга входит в общую стоимость работ.
Наши работы по расчистке участков с дроблением отходов
Расчистка участка в Одинцово
Сроки: 5 дней
Площадь: 1 400 м2
Подробнее
Расчистка участка в Чехове
Сроки: 5 дней
Площадь: 3 000 м2
Подробнее
Расчистка участка в Клину
Сроки: 5 дней
Площадь: 4 000 м2
Подробнее
Расчистка участка в Подольске
Сроки: 3 дня
Площадь: 2 000 м2
Подробнее
Все проекты
Измельчитель стружечных плит, стружечных плит или дробилка древесно-стружечных плит
Древесно-стружечные плиты, также называемые стружечными плитами или древесно-стружечными плитами, представляют собой конструктивные изделия из древесины, изготовленные из древесных отходов в процессе нагревания и прессования древесной щепы, стружки, или даже опилки, а также синтетические смолы и другие химические вещества, такие как воск, красители, смачивающие агенты и антиадгезивы. Все эти материалы смешиваются вместе, а затем изготавливаются в виде листов. ДСП отличается низкой стоимостью, малым весом, водостойкостью, устойчивостью к старению, хорошей звуко- и теплоизоляцией, устойчивой структурой и идеально подходит для изготовления готовой мебели. Благодаря множеству преимуществ ДСП очень популярны и широко используются в производстве мебели для дома, строительстве, производстве поездов и автобусных вагонов. Древесно-стружечная плита из отходов может быть переработана для нового использования. Машины для переработки древесностружечных плит, такие как измельчитель древесностружечных плит, могут помочь.
Измельчитель ДСП при переработке ДСП
ДСП содержит формальдегидные клеи и краски, которые затрудняют переработку в другие продукты, но отходы или использованные ДСП можно перерабатывать для повторного изготовления новой ДСП. Их можно сначала измельчить, а затем переделать в новую доску. Это становится почти вечным циклом.
Измельчитель играет незаменимую роль в переработке древесно-стружечных плит. PROSINO производит различные типы измельчителей, и каждый тип измельчителей имеет модели с различной производительностью для удовлетворения потребностей клиентов. Для измельчения старых древесно-стружечных плит одновальный измельчитель PROSINO является хорошим и экономичным выбором. Одновальный измельчитель оснащен ситовой сеткой, размер которой можно настроить в соответствии с вашими потребностями. Например, если вы хотите, чтобы конечная маленькая щепа была 30 мм, мы можем сделать размер экрана 30 мм, чтобы контролировать окончательный размер материала. Кроме того, высокая скорость вращения вала одновального измельчителя обеспечивает его высокую эффективность.
Выбор правильного измельчителя очень важен. Если вы ищете машину для измельчения отходов, свяжитесь с нами сегодня, один из наших дружелюбных торговых представителей обсудит с вами ваши конкретные требования к измельчению, а затем порекомендует вам наиболее подходящий измельчитель.
Быстрые ссылки:
Пресс-подборщики для стружки SINOBALER
Пресс-подборщики для опилок SINOBALER
Одновальный измельчитель — одномоторный
Одномоторный одновальный измельчитель Prosino (серия PS-S) также популярен как однодвигательный однороторный измельчитель или однодвигательный одновальный измельчитель. Это многоцелевая машина для измельчения, которая может использоваться для измельчения широкого спектра материалов, включая пластик, резину, дерево, бумагу, кости животных и т. д.
Этот промышленный измельчитель, оснащенный высокоскоростным роторным ножом и подвижной прижимной пластиной с гидравлическим приводом, делает работу по измельчению очень эффективной и действенной. Роторный резак является реверсивным и управляется системой ПЛК, что хорошо[..]
Измельчитель с одним валом и двумя двигателями
Двухмоторный одновальный измельчитель Prosino
(серия PS-S) так же популярен, как двухмоторный однороторный измельчитель или двухмоторный одновальный измельчитель. Это многоцелевая машина для измельчения, которая может быть доступна для измельчения широкого спектра материалов, включая пластик, резину, дерево, бумагу, кости животных и т. д. Разработана с высокоскоростным роторным резаком вместе с подвижной прижимной плитой с гидравлическим приводом. резака, этот промышленный измельчитель делает работу по измельчению суперэффективной и действенной. Роторный резак является реверсивным и управляется системой ПЛК, которая хорошо защищает[..]
Однороторный измельчитель с поворотным рычагом
Однороторные измельчители серии PROSINO PS-S-B представляют собой мощные машины для измельчения, подходящие для обработки широкого спектра материалов, включая пластик, бумагу, картон, дерево, текстиль и т. д. В отличие от традиционных одновальных измельчителей, которые оснащены горизонтальным гидравлическим толкателем. , этот однороторный измельчитель с поворотным рычагом оснащен поворотным толкателем с гидравлическим приводом, который автоматически направляет материал к режущему ротору для достижения наиболее эффективного измельчения.
Под режущим ротором установлен сменный экран для управления[..]
Измельчитель картона — системы измельчения
Высокопроизводительные измельчители картона и бумаги от Höcker Polytechnik уже много лет предлагают индивидуальные решения для измельчения отходов бумаги и гофрированного картона. В нашем большом ассортименте промышленных машин для измельчения бумаги компании, работающие в бумажной, упаковочной и гофрокартонной промышленности, найдут идеальный измельчитель для всех типов отходов производства.
Будь то высокоскоростной одновальный шредер (PHSS) для пробивки и резки сеток, низкоскоростной трехвальный шредер (PHS) для обрезков крупноформатной бумаги и гофрированного картона или специальный шредер с оправкой (PHH ) — Höcker Polytechnik также предлагает подходящие промышленные машины для измельчения бумаги для ваших отходов. Кроме того, мы также предлагаем множество других компонентов для эффективной переработки производственных отходов вашего измельчителя бумаги и картона.
Высокопроизводительные шредеры поперечной резки для производства бумаги, упаковки и производства гофрированного картона
Переработка в бумажной промышленности — Машины для измельчения картона и бумаги от Höcker Polytechnik
Переработка в производстве бумаги и гофрированного картона является важным фактором ресурсосбережения и производство с оптимизацией затрат. Отходы от производства вашей продукции становятся ценным сырьем для производства дальнейшей продукции из бумаги и гофрокартона посредством селективной переработки. 9№ 0003
Высокопроизводительные шредеры Höcker Polytechnik являются центральным элементом подготовки обрезков бумаги и гофрокартона к прессованию, часто в сочетании с другими компонентами из нашего ассортимента, такими как пневматическая или даже механическая передача этих производственных отходов. . Защитите окружающую среду и сократите расходы за счет вторичной переработки бумаги и многого другого. Это легко реализовать с помощью шредеров Höcker Polytechnik.
Мы поддерживаем образование, окружающую среду и технологии
Преимущество наших машин для измельчения картона и бумаги
Эффективное измельчение благодаря нашему поперечному измельчителю
Высокопроизводительные шредеры от Höcker Polytechnik предлагают индивидуальные решения для измельчения и подготовки крупноформатных обрезков бумаги и гофрокартона к прессованию. Измельчители Höcker Polytechnik работают по принципу разрезания-отрыва, при котором зубчатые валы вращаются в противоположных направлениях и с разной скоростью. Это снижает уровень шума и износ оборудования, поскольку зубчатые валы зацепляются бесконтактно и вращаются с низкой окружной скоростью.
Как работают шредеры Höcker Polytechnik?
Высокопроизводительные шредеры Höcker Polytechnik работают по разным принципам. Быстроходные одновальные шредеры (ВСШ) с контргребнем для измельчения кромок захватов, крупноформатных обрезков штамповки и перфорационных решеток из массивного и гофрированного картона работают по принципу отрыва. Наши тихоходные шредеры (ШРЕД) для обрезков крупноформатной бумаги и гофрокартона работают по принципу «режет-разрывает», в котором зубчатые валы вращаются в противоположных направлениях и с разной скоростью.
Все измельчители гофрированного картона и бумаги обеспечивают пневматическую транспортировку обрезков для переработки.
Какие типы шредеров есть в ассортименте Höcker Polytechnik?
Höcker Polytechnik — производитель широкого спектра высокопроизводительных измельчителей для различных областей применения. Высокоскоростной одновальный измельчитель (PHSS) измельчает ваши производственные отходы благодаря быстро вращающемуся валу и стационарной контргребенке. В тихоходном измельчителе (ТШШ) три зубчатых вала вращаются в противоположных направлениях и с разной скоростью, измельчая материал по принципу «режет-разрывает».
Ассортимент дополняется измельчителем оправок (PHH), специалистом по оправкам для картона. Все шредеры подаются вручную или по конвейерной ленте и учитывают требования современных производственных процессов.
Для каких отраслей и отходов производства подходят измельчители?
Высокопроизводительные промышленные шредеры Höcker Polytechnik идеально подходят для непрерывной работы на всех предприятиях, занимающихся производством гофрированного картона и бумаги. Будь то наши высокоскоростные шредеры PHSS для высечки решеток и краев захвата или тихоходные шредеры PHS для крупноформатных листов, будь то бумага или гофрокартон, измельчение и гофрокартон, а также переработка бумаги после этого выполняются без усилий.
В чем преимущества шредеров Höcker Polytechnik?
Наши высокопроизводительные шредеры, специально разработанные для использования в производстве бумаги и гофрированного картона, обеспечивают высокую производительность при низком энергопотреблении. Их стабильная и прочная сварная конструкция, а также защитное устройство от несанкционированного вмешательства обеспечат вам безопасность при повседневном использовании.
Зубчатые валы наших измельчителей PHS зацепляются бесконтактно, а также вращаются с низкой окружной скоростью. В результате они впечатляют низким уровнем шума и низким износом. Эффективное измельчение обрезков делает их транспортируемыми пневматически и устраняет необходимость в дополнительных вентиляторах для измельчения.
Можно ли комбинировать шредеры с другой продукцией Höcker Polytechnik?
Высокопроизводительные шредеры Höcker Polytechnik вносят важный вклад в утилизацию производственных отходов. Отдельные конвейерные ленты из нашего ассортимента часто используются для перемещения материала, позволяя автоматически или вручную управлять подачей.
Измельчители позволяют измельчать любые отходы бумаги и гофрированного картона, чтобы обеспечить их пневматическую передачу. Поэтому их часто комбинируют с другими нашими продуктами, такими как сепараторы материалов, пакетировочные или контейнерные прессы, вентиляторы и системы фильтрации. Мы по-прежнему готовы проконсультировать вас по любым вопросам, которые могут у вас возникнуть о промышленных измельчителях в вашей конкретной области применения.
ОOО «Кировский завод Газовые технологии» (г.С-Петербург)
ООО «Пассажиравтотранс», г.Бокситогорск, Ленинградской области
ООО «АМТ» (г.С-Петербург)
АО «ИЖЕВСКИЙ МЕХАНИЧЕСКИЙ ЗАВОД»
ООО «Ижбокс», Ленинградская область
показать все
Главная >
Полезная информация > 50 причин уноса масла в винтовом компрессоре
50 причин уноса масла в винтовом компрессоре
Сепараторы воздуха / масла, используемые в роторных винтовых (и пластинчатых) компрессорах как правило имеют одни и те-же причины отказов. Часто от клиентов можно услышать, что, «сепаратор бракованный и из-за этого в компрессоре повышенный унос масла!».
Но тщательный анализ сопроводительной технической документации к компрессорам и имеющегося мирового опыта сервиса и ремонта современных компрессоров показывает, что: а) достаточно редко причиной повышенного уноса масла является сам сепаратор б) «неработающий» сепаратор — это следствие, а не причина, в большинстве случаев.
Основные причины отказов сепаратора компрессора:
1) Слишком короткая дренажная трубка отвода масла дренажная трубка не достигает внутренней чаши основания сепаратора. Результат: повышенный унос масла
2) Слишком длинная дренажная трубка отвода масла Конец трубки дренажной линии упирается вплотную к основанию чаши сепаратора и и либо полностью препятствует отсасыванию масла, или улавливается совсем малое его количество. Зазор, рекомендуемый изготовителями компрессоров, как правило, составляет от 1 до 2 мм, или делается специальный срез под углом конца дренажной трубки. Результат: повышенный унос масла
Некоторые модели компрессоров оснащены небольшим сетчатым фильтром из нержавеющей стали, устанавливаемые в какой-либо точке линии дренажа, которую необходимо регулярно чистить. Если не очистить (или не заменить на новый) фильтр, он блокирует отвод масла из сепаратора в винтовой блок.
Результат: повышенный унос масла.
5) Дренажная трубка имеет трещины / повреждения
Это приводит к поглощению ею атмосферного воздуха, и недостаточно, или совсем не выводить масло из сепаратора. Результат: повышенный унос масла.
6) Дренажная трубка помята Это ограничивает ее эффективность и не позволяет удалить достаточное количество масла. Результат: повышенный унос масла.
7) Повреждение дренажной линии из-за неправильного обращения Будьте осторожны, чтобы не перегнуть трубку при снятии крышки сосуда маслоотделителя и его установки ее на пол. Погнутая трубка не сможет удалить масло из сепаратора. Результат: повышенный унос масла.
8) Прочистите наконечник трубопровода на крышке сосуда маслоотделителя Если наконечник не образует плотного уплотнения, воздух, а не масло, будет всасываться линией продувки. Результат: повышенный унос масла 9) Ограничивающее отверстие для линии продувки Некоторые, но не все, компрессоры имеют специальные ограничивающие отверстия (жиклеры) и диафрагмы, установленные в определенной точке дренажной линии. Это — маленькие предметы, и в тёмных компрессорных помещениях при разборке дренажной линии можно нечаянно их сбросить или потерять.
10) Неправильный подбор дренажного клапана Для компрессоров даже одного и того-же производителя, для разных моделей применяются дренажные трубки и клапаны разного диаметра. Те трубки, у кого меньше внутренний диаметр, будут меньше отсасывать масло, чем те, у которых внутренний диаметр больше.
В современных компрессорах все более популярными становятся дренажные клапаны-глазки, которые позволяют визуально определить происходит-ли отсос масла после сепаратора обратно в винтовой блок. Внутри клапана имеется сетчатый фильтр и небольшой шарик, который пропускает масло-воздушную смесь только в одном направлении. По своей сути это обратный клапан. Для разных по производительности компрессоров устанавливются клапаны с разными диаметрами пропускных отверстий (см.фото).
Основные типоразмеры (диаметры отверстий в мм) дренажных клапанов-глазков: 0,6 мм — Fini Cube SD10 — 1000 л мин 0,7 мм — Remeza ВК15 — 20 — 1400 л — 2150 в мин 0,9 мм — Remeza ВК30 — 3500 л в мин 1,0 мм — Fini BSC2008 — 2040 л в мин 1,2 мм — Remeza ВК40 (2 шт на 8 бар, 1 шт на 10 бар) — 6000 л в мин 1,2 мм — Remeza ВК75 — 100 — 2 шт (тк 2 сепаратора) — 8500 — 12800 л в мин
Если не очистить (или не заменить на новый) сетчатый фильтр внутри такого клапана, он блокирует отвод масла из сепаратора в винтовой блок. Также не забывайте правильно устанавливать клапан по направлению стрелки на его корпусе (по потоку масла). Результат: более повышенный унос масла.
11) Линия многоканального отвода масла Некоторые модели компрессоров имеют две линии продувки с встроенными мелкими фильтрами из спеченной бронзы . Когда один фильтр блокируется, его часто удаляют, что создает дисбаланс давления между линиями продувки, что приводит к уносу масла. Примечание: если фильтры заменяются пластинами с отверстиями, то оба отверстия должны быть одного диаметра. Результат: повышенный унос масла и загрязнение сепаратора, если давление в таких дренажных линиях не одинаковое.
12) дренажная трубка неправильно подключена После неправильного ремонта компрессора выпускной конец дренажной трубки может быть присоединен к винтовому блоку по ошибке не со стороны всасывания, а со стороны подачи сжатого воздуха. Усугублением такой ошибки может быть наличие в линии обратного клапана. Результат: повышенный унос масла.
13) Шлак, пыль, грязь или другие частицы в масляном контуре Обычно воздушный фильтр компрессора имеет 25-микронный порог пропускания частиц, масляный фильтр 10 микрон и воздушно-масляный сепаратор пропускает частицы размером 3 мкм. В сильно загрязненной окружающей среде из-за тонкости фильтрующего материала сепаратора он становится приемником для частиц, не захваченных воздушным или масляным фильтром и сепаратор засорится. Результат: быстрое увеличение перепада давления может привести к имплозии (внутреннему взрыву) сепаратора.
14) Хранение и обращение с новым маслом Масло следует хранить вдали от источников промышленного загрязнения. Дозирующее оборудование (воронка и канистры) должны быть чистыми. Частично опорожненные канистры не должны загрязняться. Загрязнение нового масла блокирует сепаратор. Результат: высокое дифференциальное давление.
15) Пенообразующее масло Масло, которое имеет тенденцию к пенообразованию или нормальное компрессорное масло, которое пенообразуется по какой-то другой причине, заставляет излишек масла проходить через сепаратор. Вспенивание делает сепаратор перенасыщенным маслом и он имеет более высокий перепад давления. Результат: повышенный унос масла и повышенноый перепад давления
16) Смешанные масла Это часто происходит по ошибке и может также возникать при переходе от одной марки масла к другой, когда не все исходное масло сливается с компрессора. На некоторых компрессорах имеется до 5 точек слива! Сливать только из сосуда маслоотделителя и маслоохладителя, безусловно, недостаточно для моделей где имеются точки слива масла в редукторном винтовом блоке, обратном клапане и масляном запорном клапане. Смешение масел вызывает вспенивание (и часто приводят к поломкам). Избегайте использования одной и той же воронки и канистр для различных масел. В результате: повышенный унос масла вплоть до блокировки сепаратора
17) Смешанные масла одного производителя. Производители некоторых компрессоров продают различные фирменные масла для своих стационарных и мобильных компрессоров. Если они смешиваются по ошибке, при дозаправке или по другой причине, произойдет вспенивание. Результат: повышенный унос масла.
18) Испорченное масло Новое масло даже правильного типа и вязкости может быть химически изменено в проржавевших канистрах или бочках, что приводит к его вспениванию. Результат: повышенный унос, чрезмерное и быстрое повышение дифференциального давления.
19) Неправильно подобранное масло блокирует сепаратор или проходит через сепаратор в неконтролируемом объеме. Результат: быстрое повышение дифференциального давления, приводящее к сжатию сепаратора или уносу масла.
20) Компрессор слишком много заполнен маслом. Это уменьшает расстояние между верхней частью уровня масла и нижней частью сепаратора. Результат: повышенный унос масла.
21) Положение указателя уровня масла В некоторых моделях компрессоров можно по ошибке установить смотровое окно «вверх ногами». В таких случаях маркировка на смотровом стекле будет находиться в неправильном положении, и компрессор будет переполнен маслом. Результат: повышенный унос масла
22) Уровень масла — смотровое стекло Если смотровое стекло заполнено маслом на всю его высоту-длину, то компрессор также переполнен маслом. Это обычное явление с мобильными компрессорами. Результат: повышенный унос масла.
23) Мобильный компрессор — угол наклона во время работы Все компрессоры сконструированы для работы в горизонтальном положении. Некоторые производители допускают рабочий угол до 15 градусов (например морские установки или мобильные). Необходимо следить за тем, чтобы максимальный угол наклона, рекомендованный заводом-изготовителем не превышался. Это не только негативно повлияет на срок службы дизельного двигателя, но также может привести к увеличению уноса масла.
24) Синтетическое масло, используемое в компрессорах, ранее работавших на минеральном масле. Суперсинтетика и другие синтетические масла оказывают очищающее действие на компрессоры, ранее использовавшие минеральное масло (включая фирменные специализированные масла для винтовых и пластинчатых компрессоров на основе минеральных масел). Очищающий эффект синтетики быстро образует осадок, который блокирует как масляный фильтр, так и сепаратор. Обратитесь за консультацией к процедуре промывки, начальному и последующему интервалу смены фильтров и так далее от поставщика синтетического масла до смены типа масла в компрессоре. Например, возможно, будет целесообразно заменить масляный фильтр через 100 и 250 часов после первого заполнения синтетическими материалами, а затем вернуться к стандартным интервалам замены. Также может быть целесообразным не менять сепаратор при первоначальной заливке синтетическими, а через 100 или 250 часов, так как в любом случае сепаратор будет заблокирован отложениями. Это позволит сэкономить затраты на покупку еще одного сепаратора (но это при условии, что поставщик синтетических масел удостоверился в том, что остаточное минеральное масло в сепараторе не будет оказывать неблагоприятного воздействия на синтетическую жидкость). В результате получается: блокированный сепаратор, в некоторых случаях — сплющенный сепаратор.
25) Использование неправильного синтетического масла в роторных компрессорах, предназначенного для поршневых компрессоров вызывает образование осадка. Как правило, винтовые компрессоры с масляным впрыском используют масло вязкости марки 46, в то время как поршневые и пластинчатые компрессоры обычно используют вязкость класса 100. Результат: увеличение перепада давления, приводящего к заблокированному сепаратору.
26) Использование правильного синтетического масла Однажды был зафиксирован случай необъяснимого явления с резким износом синтетического масла в компрессоре. Несмотря на преимущества синтетики во всех отношениях в сравнении с минеральным маслом и несмотря на постоянные лабораторные испытания образцов масла у клиента росло число заблокированных сепараторов. Масло было рассчитано на интервал замены через 8000 часов, образцы подвергались лабораторному тестированию каждые 1000 часов, масляный фильтр менялся каждые 2000 часов. Первоначальный (установленный на заводе) сепаратор был заменен на новый. Срок службы сепаратора с новым маслом обычно рассчитан на 4000 ч, но он загрязнялся раньше этого срока и цикл повторялся. Все сепараторы были оригинальные и получены от производителя компрессора… Позднее, когда конечный пользователь намеренно пытался скрыть информацию, стало известно, что атмосфера была загрязнена неизвестными бактериями, которые отрицательно повлияли на минеральное масло в соседних компрессорах другого производства, но без видимого влияния на синтетическую смазку. Возможно, был еще один неизвестный внешний фактор.
27) Интервал замены масла Не возможно переоценить важность интервала замены масла. Рекомендованный производителем компрессор интервал замены не должен быть превышен. Фактически, когда происходят повышенные рабочие температуры или работа производится в запыленных и загрязненных средах или там, где имеются газообразные загрязнители, масло следует менять с более короткими интервалами, чем рекомендуется в чистых условиях. Например, срок службы минерального масла сокращается наполовину при работе при температуре 110 ºC. Особенно к этому чувствительны пластинчатые компрессоры, изношенное и грязное масло блокирует сепаратор. Результат: высокое дифференциальное давление и уменьшенный ресурс сепаратора.
28) Образцы масла. Прежде, чем брать пробу масла для анализа необходимо слить от 2 до 3 литров масла из маслоохладителя или маслоотделителя. Масло в сливном шланге не циркулирует в компрессоре, поэтому анализ будет неточным. Образец должен быть взят в течение 10 минут после остановки компрессора. Результат: по мере того как сепаратор и масляный фильтр блокируются загрязненным маслом, увеличивается дифференциальное давление. Также рекомендуется анализировать новые поставки масла, чтобы сравнить их со стандартной спецификацией поставщиков.
29) Рабочая температура Вращающиеся компрессоры, работающие на синтетическом масле, работают при температуре примерно на 10ºС ниже, чем при использовании минерального масла. Чем выше рабочая температура, тем выше уносится масло. Результат: более короткий срок службы сепаратора и более повышенный унос масла при высокой рабочей температуре.
30) Конденсат В масляной системе накопление конденсированной воды в компрессорной смазочной системе загрязняет и ускоряет разложение масла, что приводит к блокировке сепаратора. Нарастание конденсата особенно заметно в жарких и влажных прибрежных зонах (например с морским климатом) при частичной загрузке компрессора или при отсутствии загрузки. Результат: увеличение перепада давления в блокированном сепараторе.
31) Звуковое отверстие на выходе сжатого воздуха из сосуда маслоотделителя на некоторых моделях компрессоров и при определенных обстоятельствах приводит к появлению высокого перепада давления — даже при запуске с новым сепаратором. Результат: резкое появление высокого дифференциального давления.
32) Брызгозащитная плита в сосуде маслоотделителя В зависимости от конструкции некоторые модели компрессоров имеют брызгозащитные или каплеотбойные плиты / щитки, как неотъемлемые части сепаратора или встроенные в сепаратор. Их нельзя удалять. Результат: повышенный унос масла и / или преждевременный отказ сепаратора, если каплеотбойник неправильно установлен или опущен слишком низко.
33) Установка клапана минимального давления
В некоторых моделях компрессоров было замечено, что масло уносится, когда компрессор работает даже при нормальном рабочем давлении. При повышении порога открывания клапана минимального давления с 3 бар до 5,8 бар унос масла прекращается. Результат: повышенный степень уноса масла в некоторых моделях при слишком низком заданном давлении открывания клапана минимального давления.
34) Длительные периоды холостого хода. Это часто бывает, например при использовании мобильных компрессоров и стационарных компрессоров с длительными периодами нагрузки, приводящими к перенасыщению сепаратора маслом. Результат: повышенный кратковременный уноса масла на короткий период, когда компрессор входит в режим нагрузки.
35) Длительные периоды нагрузки В случаях, когда расход сжатого воздуха настолько высок, что компрессор не в состоянии поддерживать в нормальном режиме рабочее давление (например, манометрическое давление находится в пределах от 3 до 5,5 бар) через короткое время около 15 мин будет замечено, что имеется унос масла. После того, как компрессор начнет работать при нормальном рабочем давлении, унос масла прекратится. Результат: повышенный унос масла при слишком низком рабочем давлении компрессора.
36. Вибрация / гармоники / кавитация масла — центробежные сепараторы Нельзя использовать в роторных винтовых компрессорах мощностью 37 кВт и более сепараторов воздушно-масляного вкручиваемого типа «spin-on». Причиной этого является вибрация самого сепаратора в некоторых случаях приводящая к разрыву его оболочки. Поскольку в вкручиваемом сепараторе нет движущихся частей, то причиной этого является внешнее воздействие. Современные сепараторы учитывают это явление. Такой эффект не был замечен при использовании ротационных пластинчатых компрессоров.
37) Воздухораспределительные устройства. Некоторые пневмопотребители, такие, например, как кузнечные молотки, резко и с перерывами потребляют значительные объемы воздуха. Это приводит к тому, что сепаратор становится перенасыщенным маслом и это может привести к разрыву сепаратора (а в течение длительного времени и к поломке клапана минимального давления). Результат: высокий уровень уноса масла, разрушение или разрыв сепаратора.
38) Рабочие — изолирующие клапаны Создание быстрого перепада давления путем слишком быстрого открытия выпускного клапана может привести к взрыву или разрыву сепаратора. В результате: повышенный унос масла или крупный разлив масла .
39) Эксплуатация — остановка компрессора. Нужно использовать для выключения компрессора только кнопку остановки на панели управления компрессором. Для большинства компрессоров, остановка производится с задержкой в 30 секунд, позволяющая компрессору сначала разгружаться, а затем частично снизить давление сжатого воздуха в баке сепаратора воздуха / масла. Когда компрессор выключен с помощью кнопки аварийного останова сепаратор будет затоплен мслом.
Результат:высокий уровень уноса масла, сплющенный или разрушенный сепаратор.
40) Сбой электропитания. Это будет иметь тот же эффект, что и описанный выше но на работающем компрессоре.
41) Испытание системы регулирования на неработающих компрессорах Быстрое открытие и закрытие выпускного вентиля сжатого воздуха приведут к насыщению (или в худшем случае — разрыву) сепаратора. Результат: повышенный унос масла.
42) Заземление — обязательное Сепараторы, спроектированные с заземлением, но неправильно заземленные в «полевых» условиях, могут привести к внутренней вспышке и возгоранию. Результат: сгоревший сепаратор, сажа (толстое зерно) в резервуаре сепаратора и, возможно, другие механические повреждения.
43) Заземление — необязательно. Некоторые роторно-пластинчатые компрессоры в стандартном исполнении не имеют заземления. Проблем с их алюминиевыми корпусами не возникает, но вспышки могут возникать в компрессорах с корпусом из чугуна. В результате: если не заземлить, можно ожидать выгорания сепаратора в чугунном корпусе роторно-пластинчатого компрессора. Сепараторы с уплотнительным кольцом предпочтительнее, чем уплотнительные кольца. Для обеспечения правильной установки уплотнительных колец требуется больше усилий, чтобы избежать уноса масла.
44) Неправильный сепаратор В некоторых случаях может быть использован неправильный сепаратор. Например, два сепаратора имеют одинаковые размеры, но один из которых имеет правильную конструкцию для конкретной модели компрессора, а другой — нет. Неправильная конструкция влияет на характеристики потока воздушно-масляной смеси после входа в резервуар сепаратора и вызывает загрязнение сепараторного элемента маслом. Результат: повышенный унос масла и высокое дифференциальное давление.
45) Неправильная емкость сепаратора. В сборе с сосудом маслоотделителя он становится недостаточного размера. Результат: повышенный унос масла.
46) Измерение дифференциального давления сепаратора Это можно измерить только, когда компрессор находится в режиме нагрузки. Он не должен превышать 1 бар. Перепад давления равен нулю в режиме холостого хода, так что состояние сепаратора не возможно будет определить.
47) Срок службы сепаратора / модель компрессора Часто отдельный сепаратор подходит для целой серии моделей компрессоров. В идентичных условиях срок службы сепаратора больше в меньшей модели, чем в более крупной модели. Например, срок службы разделителя в GA8-08 будет больше, чем в GA14-08. Аналогично, срок службы будет больше в ML90, чем в ML150 и т.д…
48) Срок службы сепаратора / компактность компрессора. В зависимости от стоимости продукции, сокращения монтажного пространства, а в некоторых случаях, установки рефрижераторного осушителя внутри корпуса компрессора наблюдается тенденция к увеличению использования конструкторами меньших по размерам сепараторов. Это означает, что физически меньшие сепараторы используются в поздних моделях компрессоров, чем в компрессорах той же мощности прошлых лет. Пропускная способность сепаратора определяется его площадью поверхности. При одном и том же потоке воздуха физически меньший сепаратор имеет более короткий срок службы. Что и происходит в «полевых» условиях работы некоторых компактных конструкций. Результат: сокращение срока службы сепараторов в «компактных» по сравнению с предыдущими моделями компрессоров с одинаковой пропускной способностью.
49) Загрязнение окружающей среды — аммиак. Некоторые сепараторы снабжены наружной оболочкой, которая, как правило, разрушается при воздействии определенных загрязняющих веществ и засоряет внутреннюю фильтрующую среду сепаратора. Аналогично, загрязняющие вещества могут разрушать слои такой среды. Результат: высокое перепад давления или повышенный унос масла.
50) Загрязнение окружающей среды — агрессивные / коррозионные химикаты и чистящие жидкости Агрессивные химические пары, попадающие в компрессор, вызывают ухудшение и разрушение фильтрующих материалов. Выбросы из аммиака и жидкостей на основе хлора, используемых для очистки компрессорных помещений, попадают в компрессор, что приводит к разложению масла и закупорке сепаратора. Результатом является повышенный унос масла.
51) Другие случаи взрывов / вспышек Насколько нам известно, в компрессорах, которые не используют медные и латунные компоненты, — маслопроводы, подшипниковые сепараторы и т. д… взрывы не были не наблюдались. Взрыв при запуске, обычно в холодное утро, происходит из-за увеличения вязкости масла, препятствующего поступлению масла в воздушный контур, где температура резко возрастает в течение нескольких оборотов винтовой пары. При запуске может произойти взрыв / внезапный пожар если выпускной воздушный клапан закрыт, а система регулирования слишком слабая, чтобы отключить нагрузку компрессора. Обычно этому явлению подвержены более крупные компрессоры. Также такой взрыв может быть во время работы с повышенной рабочей температурой из-за низкого уровня масла или воздуха, ограниченного всасывающим воздушным фильтром, или увеличение перепада давления, или из-за неисправного масляного термостатического клапана. В некоторых моделях засорение масляных фильтров может заблокировать поступление масла к редуктору винтовой пары, когда компрессор не загружен, что вызывает внезапный пожар или ухудшает работу компрессора. Результат: сгоревший сепаратор не является причиной взрыва. Было отмечено, что суперсинтетические смазки значительно снижают частоту взрывов и внезапных пожаров.
Анализ «сбоев» сепаратора (для моделей с сепараторами погружного «шляпного» типа)
Путем несложной диагностики можно определить причину неисправности и состояние сепаратора.
1) Масляный остаток внутри сепаратора. Более 5 мм масла во внутреннем основании / чаше сепаратора обусловлено сбоем в дренаже-очистке остаточного масла. Определите причину неисправности, выпрямите и повторно используйте сепаратор, если он не поврежден, не заблокирован или не был изношен.
2) Насыщенный маслом сепаратор. В нормальных условиях влажная маслянистая «лента», более легко различается на внешней поверхности белого фильтрующего материала, чем внутренняя, смоченная маслом. Обозначается такая полоска золотисто-желтым цветом если не используется окрашенное минеральное масло. Высота такой полоски-ленты не должна быть более 25-50 мм от нижнего основания сепаратора. Если влажная полоса при исследовании проходит от основания к верху (фланцу) или почти до верха, то сепаратор перенасыщен маслом. Необходимо определить причина неисправности, исправить и повторно использовать сепаратор, если он не поврежден, заблокирован или изношен. При запуске компрессора с перенасыщенным сепаратором масляный туман уносится (может быть замечен, если сжатый воздух выдувается в атмосферу) в течение нескольких минут, в то время как сепаратор избавляется от избыточного масла. В течение этого периода перепад давления в сепараторе будет ниже. Если в течение 10 минут перепад давления не снижается до 0,2-0,3 бар, а компрессор находится в режиме нагрузки, тогда следует заменить сепаратор.
3) Разноцветный сепаратор — темный янтарный / коричневый. Указывает окисленное минеральное масло. Определите неисправность компрессора /вентиляции компрессорного помещения / загрязняющего вещества и устраните неисправность, затем замените масло, масляный фильтр и сепаратор.
4) Разноцветный сепаратор — серый и черный. Это указывает на сохранение грязи и / или сильную карбонизацию масла. Проверьте герметичность и целостность воздушного фильтра и замените их. Проверьте условия окружающей среды и устраните, где это возможно. Если компрессор звучит по-другому, чем обычно, в холостом ходу или на нагрузке или в обоих случаях, это указывает на износ винтового блока и /или редуктора. Сравнить звуковые вибропоказатели с записанными ранее и максимально допустимыми значениями. Устранить причину неисправности. Не используйте повторно сепаратор.
5) Обесцвеченный сепаратор с высоким перепадом давления в нормальном режиме во время рекомендованного интервала замены компрессора или за его пределами (это может быть до 3000 часов для горячих компрессоров с малым (минеральным) заполнением маслом, для холодных компрессоров или с большим (минеральным) заполнением маслом это может быть от 6000 до 8000 часов). Высокий перепад давления до нормального ожидаемого срока службы сепаратора может быть обусловлен многими причинами (см выше). Например мелкие частицы пыли и расширенные молекулярные нити, вызывающие засорение, как правило, не приводят к обесцвечиванию наружного фильтрующего материала.
6) Сплющенный сепаратор и отсутствие окраски. Определите причину высокого перепада давления, которое привело к такой поломке епаратора. Это может быть механическая неисправность компрессора, клапан минимального давления или другая причина, эксплуатационная неисправность — слишком быстрое открытие или закрытие выпускного воздушного клапана. Определите механическую или эксплуатационную неисправность и устраните ее.
7) Свернутый сепаратор — ограниченное обесцвечивание. Определите причину высокого перепада давления, которое приведет к разрушению сепаратора. Возможные причины: накопление шлака, грязи или других частиц, смешанных масел.
8) Сплющенный сепаратор — серый к черному. Определите причину высокого перепада давления, который приводит к разрушению сепаратора. Возможные причины: неправильное масло, образование осадка, загрязнение, повреждение или плохая посадка воздушного фильтра.
9) Сплющенный сепаратор — черный с отложением углерода. Взрыв или разрыв; Изучите цвет и зернистость сажи: сажа, покрытая мелким зерном и сероватым цветом, указывает на взрыв и обычно сопровождается механическим повреждением компонентов между корпусом и корпусом сепаратора и включением в него, а сажевый слой зернистый и черноватый указывает на внезапный пожар. Определите причину, отремонтировать / провести капитальный ремонт компрессора, сменить сепаратор, воздушный и масляный фильтр и масло.
Копирование даного текста разрешается только с указанием источника
Перейти в раздел
Почему на МТЗ 80 с компрессора в ресивер кидает масло? Компрессор дня три назад полностью заменил. — ЗАВОД РУ
Автор: Игорёк Наумов
29 ноября 2020
Добавить в закладки
Вопрос: [id328622612|Игорёк Наумов] Мужики, привет. Совет нужен, такое дело: МТЗ 80 с компрессора в ресивер кидает масло. Что могло случиться? Компрессор дня три назад полностью заменил. Спасибо заранее.
МТЗ 80 Почему Компрессор Масло Кидает Кидает масло заменить Ресивер
Поделиться
Почему на мтз 80 пропали тормоза на правом колесе? Разобрал все целое,но в масле.Заменил сальники собрал обратно. Всё равно не работают.
Автор: Василий Титков
01 октября 2020
19 комментариев
Всем привет. У меня на мтз80 пропали тормоза на правом колесе. Разобрал все целое. Правда в масле всё было. Протер. Заменил сальники собрал обратно. Всё равно нет .нажимается педаль тяжело. Какая может быть причина?Всем спасибо за ответы.
МТЗ 80 Тормоза Не работает Правое колесо Пропали Почему Масло сальники заменить Разобрать
Почему на мтз 80 туго крутится руль? Заменили распределитель, нш 10 на новый, заменили, кольца поршня цилиндра.
Автор: DELETED
24 августа 10:10
10 комментариев
Здравствуйте. Подскажите, пожалуйста, на мтз 80 туго крутится руль Заменили распределитель на новый, нш 10 тоже заменили, кольца поршня цилиндра тоже новые, в чем может быть проблема? — — — Anzor
Почему МТЗ 80 Туго Крутится Руль заменить Распределитель НШ-10 Новый Кольца Поршня цилиндры
Почему не могу устранить утечку масла, из под передней промежуточный пластины передней крышки мтз 80?
Автор: Санёк Никитин
16 августа 00:50
29 комментариев
Всем доброго дня, мужики. Проблема: не могу устроить утечку масла, из под передней промежуточный пластины передней крышки мтз80 Может кто сталкивался с такой проблемой?
Почему Не могу устранить Утечка Масло Передняя промежуточная пластина Крышка МТЗ 80
Почему на МТЗ 80, когда утром уровня масла нет ,а на горячую появляется масло на щупе?
Автор: Сергей Мухаматянов
26 июля 11:00
10 комментариев
Всем привет. Такая проблема: на МТЗ 80, когда утром смотришь уровень масла вообще нету ,а когда завел и потарахтит маленько и заглушил и потом появляется масло на щупе. Почему?
Почему МТЗ МТЗ 80 Щуп Масло нет утро На горячую появляется Уровень масла Уровень
Почему с выхлопной трубы масло начал кидать мтз 82?
Автор: Митя Сухой
04 мая 2021
33 комментария
Добрый день, подскажите, пожалуйста, с выхлопной трубы масло кидать начал мтз 82 Что это может быть?
Почему Выхлопная труба Кидает масло Масло МТЗ МТЗ 82
Почему с сапуна масло кидает, где искать причину? ДВС А41
Автор: Линар Лутов
27 апреля 2021
28 комментариев
Всем салам. Подскажите, почему с сапуна масло кидает, где искать причину? ДВС А41 Спасибо заранее)
ДВС ДВС А-41 Почему Сапун Масло Кидает В чем причина? причина
Почему мтз 80 дымит как паровоз синим дымом? Может форсунки. Масла не ест.
Автор: Дмитрий Машталяр
05 апреля 2021
11 комментариев
Здраствуйте .Почему мтз 80 дымит как паровоз синим дымом? Думаю форсунки. Масла не ест.
Почему МТЗ МТЗ 80 Дымит Синий дым Масло не ест форсунки может быть может
На мтз80 отказал компрессор, привод по звуку включается, но на деле с компрессора воздух не идет. Что может быть?
Автор: Александр Ермаков
28 марта 2021
5 комментариев
Здравствуйте на мтз80 отказал компрессор привод по звуку включается но на деле с компрессора воздух не идет что может быть и какие запчасти сразу брать
МТЗ МТЗ 80 Компрессор отказал Не работает Привод Звук включается Воздух Не идет что может быть Почему
Мтз 82 старого образца, д-240 Почему кидает масло в выхлопную? Кольца залегли?
Автор: Олег Винокуров(админ)
13 декабря 2020
13 комментариев
Вопрос от подписчика: Коллеги, добрый вечер. Подскажите, Мтз 82 старого образца, д-240 Почему кидает масло в выхлопную? Кольца залегли? Или? Старый хозяин, говорит что стоял трактор 3года. Какие предположения будут.?
МТЗ МТЗ 82 Старого образца д-240 Почему Кидает Кидает масло Выхлопная Кольца залегли
Почему кидает масло через сапун д240 — не постоянно, а когда захочет?
Автор: Евгений Смалько
12 декабря 2020
13 комментариев
Мужики, нужна помощь. Кидает масло через сапун д240 — не постоянно, а когда захочет. Разобрал сапун, помыл, поставил 2 дня и ездил. Все хорошо , а потом опять начал кидать. Заглушишь, постоит, запустил, поехал — все хорошо. В чем причина, кто сталкивался!!!???? Подскажите, пожалуйста .Заранее спасибо.
Почему Кидает Кидает масло Сапун д-240 не постоянно
4 Основные причины уноса масла в системе сжатого воздуха
Воздушные компрессоры являются основой работы многих мастерских. Эти машины очень мощные, но это не значит, что они не подвержены поломкам или неисправностям.
Воздушный компрессор может страдать от утечек масла, утечек воздуха или серьезных механических повреждений. Повышение давления воздуха становится огромной проблемой, когда возникают такие проблемы, мешающие компрессору выполнять свою работу.
Одной из наиболее распространенных проблем с компрессорами является унос масла. Здесь смазочное масло минует разделительный фильтр и просачивается в выпускной патрубок. При этом унос нефти создает множество других проблем, в том числе:
Быстрое нагревание компрессора, что часто приводит к отказу в работе
Капли масла на выходе компрессора, которые могут вызвать загрязнение воздуха -over поможет вам предотвратить выход из строя компрессора и другие, не менее разрушительные последствия. Вот наиболее распространенные причины уноса масла в системе сжатого воздуха вашей мастерской.
1. Неисправность фильтра-сепаратора
Фильтр-сепаратор предотвращает смешивание сжатого воздуха и масла в компрессоре. В процессе сжатия масло жизненно необходимо для смазки и поглощения тепла сжатым воздухом. Цилиндр сжатия выпускает смесь масла и воздуха под давлением во время этого процесса.
Но поскольку масло должно оставаться в цилиндре для смазки, фильтр-сепаратор гарантирует, что воздух, выходящий из компрессора, не содержит масла. Когда фильтр неисправен, избыточный унос масла неизбежен.
Как правило, следует ожидать, что выходная мощность вашего компрессора будет иметь некоторый переходящий остаток с допустимыми пределами от 5 до 10 частей на миллион. Более высокий перенос означает, что вам нужно будет заменить сепараторный фильтр вашего компрессора.
2. Легкая нагрузка на компрессор
Когда воздух сжимается, он нагревается. Теплота сжатия имеет решающее значение для поддержания оптимальной температуры масла. Но когда машина работает с небольшой нагрузкой, тепла будет недостаточно, чтобы масло оставалось теплым.
Более низкая температура масла вызывает конденсацию влаги в сжатом воздухе после достижения порога точки росы под давлением. Вместо этого вода скапливается внутри напорной камеры, что приводит к чрезмерному уносу масла.
Поскольку масла для смазки недостаточно, механические компоненты компрессора выходят из строя, и вся система останавливается. Кроме того, вода может вызвать ржавление компрессора, что еще больше ухудшит его состояние.
3. Засорение линии возврата масла
Линия возврата масла, часто называемая линией продувки, находится в нижней части фильтра сепаратора. Когда фильтр-сепаратор извлекает масло из воздушной смеси, масло должно возвращаться обратно в блок сжатия для поддержания смазки.
Линия отвода обеспечивает возврат масла и продолжение цикла. Но иногда скопившаяся грязь может забивать линию возврата масла, выталкивая масло вниз по течению. Результат — избыточный перенос.
Обычно ваш подрядчик по обслуживанию проводит тщательную оценку линии продувки при замене воздушного фильтра вашего компрессора. Они делают это, чтобы удалить любые засоры, которые могут вызвать перенос масла в вашей системе сжатия воздуха.
4. Заливка слишком большого количества масла
Хотя смазка необходима для оптимальной работы компрессора, слишком большое ее количество вызовет проблемы в вашей системе.
Когда вы или один из ваших рабочих заливаете избыточное количество масла в масляный резервуар вашего компрессора, воздух и масло одновременно не помещаются в компрессор. Фильтр-сепаратор не будет работать должным образом, что приведет к вытеканию масла вниз по потоку. Затем масло попадает в нагнетательный патрубок, что приводит к чрезмерному уносу.
Избыточный переходящий остаток обходится очень дорого, поскольку смазка является постоянным расходом для вашей системы сжатия воздуха. Кроме того, эта проблема может привести к повреждению других частей вашего компрессора. Не ждите, пока перенос нефти прервет вашу повседневную работу. Обратитесь к системам сжатого воздуха сегодня для всесторонней проверки вашей системы.
Почему масло в ресивере винтового воздушного компрессора?
С маслом в моем баке все в порядке?
Не пугайтесь, если вы обнаружите масло в баке воздушного компрессора. На самом деле, все винтовые компрессоры выделяют следовые количества масла в сжатом воздухе. Вопрос в том, сколько нормального количества масла в баке моего компрессора?
Нормальный унос масла
Коалесцентные фильтры играют важную роль в предотвращении попадания масла в бак. В зависимости от технического обслуживания, технического обслуживания и общего состояния компрессора будет зависеть, сколько масла проходит вниз по потоку. В вашем баке может появиться следовое количество масла, что обычно является нормальным количеством, и не о чем беспокоиться.
Чрезмерное количество масла в баке
Если в баке действительно «скапливается» масло, возможно, с вашим компрессором что-то не так. Ваш сепаратор может быть насыщенным, проколотым или даже разрушенным, что приводит к избыточному переносу масла. Кроме того, если линии очистки или обратные клапаны забиты и не работают, это приведет к чрезмерному уносу масла.
Регулярные проверки в помощь:
— Запишите разницу между вашим сепаратором. — Будьте в курсе текущего обслуживания сепаратора. — Используйте оригинальный сепаратор OEM, предназначенный для удаления большей части переносимого масла. — Регулярно опорожняйте резервуар воздушного ресивера.
Вы спрашиваете, мы отвечаем. Каждый четверг #CPTechThursday посещайте наш экспертный уголок, чтобы найти ответы на распространенные отраслевые вопросы и рассказать о высококачественных компрессорах CP. Мы любим давать нашим клиентам ответы на их технические вопросы.
Джим Филлис , Техническая поддержка Чикаго Пневматик
По любым вопросам, касающимся комплектов для обслуживания или запасных частей, обращайтесь по телефону [email protected] . Для получения технической поддержки любого продукта Chicago Pneumatic позвоните нам по телефону (877) 861-2722, вариант 1. Или напишите нам напрямую по телефону 9.0019 [электронная почта защищена] . Мы с нетерпением ждем возможности помочь.
Статьи экспертов
Почему мой компрессор вибрирует?
Независимо от типа используемого компрессора вибрация может стать проблемой для любого предприятия. Корень вибрации может исходить из множества источников, одни внутренние, другие внешние. Понимание причины вибрации и способов ее устранения будет иметь решающее значение для поддержания вашего компрессора в надлежащем рабочем состоянии.
Читать далее
Как подготовить воздушный компрессор к зиме?
Независимо от того, замерзает ли там, где вы живете, большинство рекомендаций по подготовке к зиме также являются базовыми, надежными процедурами обслуживания, которые помогут продлить срок службы и эффективность работы воздушных компрессоров, независимо от того, живете ли вы в северном штате Мэн или в Южной Флориде.
8 кастомных компьютерных корпусов, напечатанных на 3D-принтере
3D–печать захватила умы умельцев, и не приходится удивляться, что напечатанные на 3D–принтере моды компьютерных корпусов постепенно набирают популярность, ведь 3D–печать — отличный способ быстрой кастомизации. Мы отправились на поиски наиболее впечатляющих образцов.
Flux
Автор: Фемке Тёле
Что крутого. Довольно много всего, не правда ли?
Что было напечатано? Дизайн напоминает Пекинский национальный плавательный комплекс. Алюминиевый каркас обработан на ручном токарном станке. Большинство установленных внутри пластин либо вырезаны лазером, либо напечатаны на 3D–принтере.
Где найти? На странице проекта.
The Vesper
Автор: пользователь Reddit под ником Makirole
Что крутого. Он выглядит так, словно расправил крылья и готов улететь.
Что было напечатано? «Крылья» — на SLS из нейлона.
Где найти? На этой странице.
The Tank
Автор: Адам Оуэн
Что крутого. Это танк с дистанционным управлением и со встроенным PC. Ну что еще сказать?
Что было напечатано? Почти всё.
Где найти? Вот файлы для загрузки и страница проекта.
Black Heart
Автор: Soul–i–Doll
Что крутого. Выглядит, как каркасная модель, всё полностью напечатано.
Что было напечатано? Верх и низ корпуса. И, конечно, ключ.
Где найти? На этой странице.
Node
Автор: Complx
Что крутого. Нам нравится модульный подход, когда объем формируется относительно мелкими деталями.
Что было напечатано? Вся структура корпуса.
Где найти? На странице проекта.
Moderne
Автор: Алекс Бэнкс
Что крутого. Модернизм нам по душе: прямые ребра и скругленные углы. Типа ретро–тостера.
Что было напечатано? Корпус полностью.
Где найти? Страница проекта на bittech.net.
Reaper N1’s (Dark Side)
Что крутого. Нам нравится этот хитровыделанный вид и при этом безупречность исполнения. Такое впечатление, что так и было, а не является результатом танцев с бубнами.
Что было напечатано? Большая часть спереди, сборка для кабелей и местами логотип.
Где найти? страница проекта.
Nuka Cola PC
Автор: mitch.cerroni
Что крутого. Создан по мотивам Fallout 4
Что было напечатано? Весь корпус
Где найти? Страница проекта.
Лучшие файлы для 3D-принтеров Itx・Cults
Корпус для компьютера Amiga малого форм-фактора ITX
Бесплатно
Большая мусорная корзина для ITX Mac 🙂
Бесплатно
Корпус Mini-ITX/Mini-DTX Полноразмерный GPU
Бесплатно
Стойка для быстрой печати ITX Open Frame — открытый корпус
Бесплатно
Aorus B450i Ryzen Mini-ITX Case (MTT Edition)
Бесплатно
AXIS 300 — компьютерный корпус Mini ITX с поддержкой GPU
Бесплатно
Корпус Mini ITX Ryzen Case cbutters
Бесплатно
Плоское крепление Aquacomputer Aquaero с дополнительными кнопками 16 мм
2,50 €
Хомут для шланга 16 мм Tubeclamp
1,25 €
Meshlicious Booster Pack
4,82 €
Питающая решетка
Бесплатно
Открытый корпус ПК
2 €
Компьютерный корпус SFF 14,9 л, Mini ITX, 330x175x225
10,51 €
3D печатный ITX корпус 19.
3L
11,44 €
4L MINI-ITX SFF PC CASE — PICO PSU — HALF-HEIGHT GPU
SSUPD Meshlicious backplate для 60-мм вентиляторов
5 €
PC Case Mini ITX
1,78 €
Square PC Case Tron Vaporwave
Бесплатно
12mm Tube Frame Connector Kit
Бесплатно
Mini-ITX NAS Open Frame
Бесплатно
5-Drive Nas cage
Бесплатно
Kibo K1 3d Print Optimized ITX Case
8 €
Nuclear Mini-ITX Case GTX
12,50 €
ITX Test Bench
Бесплатно
ITX Test Bench (F3D file for customizations)
4,50 €
Mini-ITX PC fully printed case
Бесплатно
Mini ITX pc case
3,75 €
RGB Lighting for Kolink Rocket Push Power Button with Asus Aura
Бесплатно
Сетевое хранилище для 4×3,5″ отсеков (NAS)
9 €
Node 202 replacement Grill
Бесплатно
120 mm Fan to 60 x 120 mm Heatsink Shroud
Бесплатно
ITX Case V2 Larger Size
Бесплатно
TinyBox
Бесплатно
Phonon Case — 5.
6L APU Case
Бесплатно
PC Engines APU2 mini-ITX bracket
Бесплатно
Mini-ITX bracket for NVR board NBD7808R-PL
Бесплатно
ITX Desktop Case
Бесплатно
SFF mini itx PC case with single bracket half slot gpu
4,26 €
NCASE M1 Headphone Delete
Бесплатно
8.7L ITX Case — [Vizion CF]
45,79 €
SFF Case Cube 1.0
25 €
5.0L Expandable Stacking Mini-ITX SFF PC Case
Бесплатно
10.6L Mini-ITX Open Frame SFF PC Case
Бесплатно
6-литровый корпус для ПК формата Mini-ITX SFF
Бесплатно
8.
3L & 11.3L Mini-ITX SFF PC Case
Бесплатно
6.6L & 7.8L Mini-ITX SFF PC Case
Бесплатно
PC Case mini ITX
19,78 €
5 компьютерных корпусов, напечатанных на 3D-принтере, которые можно попробовать дома
Вы когда-нибудь задумывались, каково это — собрать корпус для собственного ПК? Несмотря на то, что на рынке существует множество вариантов для тех, кто хочет купить корпус для своего компьютера, может быть трудно найти идеальное решение для нужд собственного ПК.
Благодаря магии 3D-печати это больше не должно быть проблемой. Вы можете относительно легко спроектировать и собрать свой собственный корпус для ПК, если вы готовы потратить некоторое время на это.
Прежде чем приступить к созданию чего-то совершенно уникального, имеет смысл проверить свои навыки сборки корпуса своими руками с проверенной конструкцией. И это то, что приводит нас к этой статье. Мы просмотрели Интернет, чтобы найти ряд лучших корпусов для ПК, пригодных для 3D-печати.
Мы начнем с первого дела в нашем списке. Этот корпус mini-ITX способен поддерживать полноразмерный блок питания ATX, несмотря на невероятно малый форм-фактор. Наряду с этим он также может поддерживать двухслотовую видеокарту длиной до 270 мм, 3,5-дюймовый жесткий диск и имеет вентиляцию сверху и снизу.
Этот чехол имеет привлекательный минималистичный дизайн, с местом для кнопки питания в верхней части и другими элементами, которые отвлекают внимание от простоты корпуса. Лицевая и обе стороны корпуса покрыты чистым ромбовидным узором, с вентиляционными отверстиями сверху и снизу. Как и в большинстве других случаев, входы/выходы и доступ к блоку питания находятся сзади.
Самая большая проблема, связанная с печатью этого корпуса, — это основная внешняя панель. Из-за формы этой детали принтеры без корпусов могут с трудом изготавливать ее без таких проблем, как деформация. Однако, кроме этого, вы можете напечатать весь этот корпус на 3D-принтере, и вам понадобятся только несколько винтов, чтобы собрать его вместе.
Есть пояснительное видео, которое поможет вам при сборке этого кейса.
Теперь пришло время взглянуть на более сложный проект, который даст вам очень уникальный результат. Корпуса для ПК с настенным креплением уже давно стали популярной концепцией, и этот проект позволяет создать такой дизайн с минимальными затратами на печать. Этот корпус поддерживает материнские платы ATX и двухслотовые видеокарты, но совместим только с твердотельными накопителями M.2 для хранения данных.
Сама конструкция достаточно проста: корпус имеет четыре боковые панели и заднюю панель. Каждая панель имеет минимальную шестиугольную сетку, за исключением панели ввода-вывода, которая полностью сплошная. Корпус низкопрофильный, а это значит, что ваш GPU будет немного выступать.
Единственным существенным недостатком этого корпуса для 3D-печати является то, что вам нужна поверхность для печати размером 300 мм x 300 мм, чтобы иметь возможность использовать файлы без модификации. С другой стороны, это сделает ваш лоток для материнской платы чрезвычайно прочным. Вам также нужно будет достать несколько винтов, чтобы собрать сборку.
Теперь мы выходим на гораздо большую территорию. Этот корпус ПК с открытой рамой ATX был специально разработан для размещения 360-мм радиатора водяного охлаждения, установленного сверху. В нем также есть место для большого резервуара, что позволяет создавать индивидуальные петли с большим потенциалом охлаждения.
Дизайн этого кейса не похож ни на что из представленного на рынке. Обе стороны полностью открыты, передняя и задняя панели имеют приятную изогнутую форму. Все уродливые части вашей сборки могут быть спрятаны в основании, а сзади есть место как для жестких дисков, так и для твердотельных накопителей.
В отличие от других случаев в этом списке, этот проект был разработан вокруг лотка для материнской платы, который вам придется купить. Наряду с этим вам также нужно будет купить ряд различных болтов, чтобы построить этот корпус для 3D-печати ПК.
Связанный: Где купить бывшие в употреблении компьютерные детали
Номер четыре в нашем списке очень похож на те чемоданы, которые вы можете купить на текущем рынке. В этом проекте есть место для пользовательского водяного охлаждения, скрытая секция мощного питания и потрясающий дизайн, который понравится практически любому энтузиасту ПК. Для достижения наилучших результатов в этом случае также потребуется лазерная резка.
Хотя вы можете распечатать практически весь корпус за один присест, создатель этого проекта также предоставил меньшие секции, чтобы обычные домашние принтеры могли изготовить корпус. С местом для полноразмерной материнской платы ATX, шестигранной передней панелью и прозрачными боковыми панелями этот корпус просто ошеломляет по сравнению с большинством вариантов, напечатанных на 3D-принтере.
Самая большая проблема, с которой вы столкнетесь при сборке этого корпуса, — печать сложных деталей без деформации. В этом поможет корпус. Вам также потребуется найти службу лазерной резки, которая подготовит для вас боковые панели. Если вы хотите сделать этот проект еще более увлекательным, вы можете рассмотреть возможность использования полимерного 3D-принтера для более мелких компонентов.
Наконец, последняя запись в этом списке, пришло время взглянуть на нечто более уникальное. Хотя этот случай не совсем подходит для 3D-печати, невозможно игнорировать компьютер, который выглядит как средневековый замок. В этом корпусе для ПК есть место для полноразмерной материнской платы ATX, а также двухслотовой видеокарты и блока питания ATX. Вам нужно будет уметь резать алюминиевые профили для рамы этой конструкции.
Благодаря конструкции этого корпуса, состоящей из отдельных панелей, вы можете использовать очень маленький 3D-принтер для работы над этим проектом. Корпус очень напоминает замок, с зубцами, идущими по верху, и прорезями для стрел по нижнему полу. Однако наиболее впечатляющим является то, что в этом корпусе также есть внешнее освещение, которое подключается непосредственно к вашему источнику питания.
Этот корпус должен быть красивым и простым для печати, причем самой большой проблемой для большинства является алюминиевый профиль, который нужно будет разрезать. Также стоит отметить, что вы должны быть предельно осторожны при пайке таких компонентов, как светодиоды, к вашему блоку питания, поскольку Arduino с питанием от USB предлагает хороший альтернативный метод управления для тех, кто чувствует себя с ним некомфортно.
3D-печать собственного корпуса ПК
Несмотря на то, что на рынке существует множество корпусов для ПК, которые практически ничего не стоят, изготовление чего-то подобного для себя может стать отличным способом придать вашему ПК индивидуальность. Идти по этому пути может быть приятно, весело и, самое главное, это отличный способ узнать больше как о 3D-печати, так и о компьютерах. Надеемся, вам понравится собирать чехол, который вы выберете!
Как спроектировать и напечатать на 3D-принтере индивидуальные чехлы для ваших устройств
(Изображение предоставлено Tom’s Hardware)
3D-принтеры — захватывающая технология. Мы можем создавать объекты из катушек пластиковой нити. Обычно это игрушки или безделушки, которые можно найти на таких сайтах, как Thingiverse или Printables. Но что, если бы у нас был объект, такой как Raspberry Pi, индивидуальный проект электроники или даже мобильное устройство, и мы хотели бы обосновать его? Если никто другой не сделал бесплатный файл STL доступным, мы должны иметь возможность спроектировать и изготовить свой собственный 3D-печатный корпус.
В приведенном ниже руководстве мы научимся создавать индивидуальный дизайн и 3D-печать корпуса, создав его для Pimoroni Tufty2040, бейджа на базе процессора RP2040 с 2,4-дюймовым светодиодным экраном. Я хотел надеть Tufty2040 на конференцию, но когда пошел посмотреть, чехлов для него не оказалось. Поэтому я решил сделать корпус с отверстиями для ремешка и портом USB-C, а также с достаточным пространством для размещения литий-полимерной батареи емкостью 1000 мАч и защиты всех внутренних компонентов.
Создать собственный продукт для 3D-печати относительно просто. Нам просто нужно применить итеративную методологию к процессу проектирования и изготовления. В процессе у нас будет много неудач. При разработке корпуса для Tufty2040 мы создали пять версий корпуса, прежде чем сделали все правильно. Каждая неудача — это возможность научиться чему-то новому. Фактически наша первая неудача стала прототипом. Это заставило нас переосмыслить то, как мы разработали верхний слой, обеспечивающий доступ к кнопкам и обеспечивающий защиту большого ЖК-дисплея.
(Изображение предоставлено Tom’s Hardware)
Процесс немного отличается в зависимости от того, для чего вы создаете дело. Однако, следуя инструкциям для Tufty2040, мы изучим основные шаги по созданию и 3D-печати индивидуального корпуса.
Для этого проекта вам понадобится
3D-принтер
Tufty2040 (или другое устройство, для которого вы хотите спроектировать)
Линейка / цифровой штангенциркуль (открывается в новой вкладке)
Безопасно заряженный аккумулятор LiPo (открывается в новой вкладке) )
Крепежные винты M2 18 мм (открывается в новой вкладке) и гайки
Получение измерений
Первое, что нам нужно сделать, это определить размеры объекта. Если у нас есть предмет в руках, мы можем измерить его с помощью линейки, и это даст нам приблизительное представление о его размерах. Более точным средством измерения являются цифровые штангенциркули, которые мы можем использовать для точного измерения внутренних и внешних размеров объекта.
Иногда создатель объекта предоставляет механический чертеж, и это идеальный сценарий. Из механического чертежа мы можем проследить размеры.
1. Загрузите механический чертеж на свою машину.
2. Откройте редактор векторных изображений , например Adobe Illustrator или Inkscape. Мы использовали Inkscape, так как он бесплатный и более чем подходит для этой работы.
3. Импорт чертежа механики в Inkscape.
(Изображение предоставлено Tom’s Hardware)
4. Выберите инструмент «Прямоугольник».
(Изображение предоставлено Tom’s Hardware)
5. Обведите внешний край платы с помощью прямоугольника, используйте яркий цвет для трассировки . Вам не нужно быть очень точным прямо сейчас, просто правильно определите базовый размер.
(Изображение предоставлено Tom’s Hardware)
6. Измените непрозрачность прямоугольника, чтобы механический чертеж был виден . Инструмент непрозрачности расположен в левом нижнем углу пользовательского интерфейса Inkscape. Непрозрачность около 75% идеальна, но измените это значение по своему усмотрению.
(Изображение предоставлено Tom’s Hardware)
7. Используя стрелки по периметру прямоугольников, настройте размер трассы так, чтобы она точно соответствовала контуру . Используйте CTRL + колесо прокрутки для увеличения и уменьшения масштаба, чтобы получить более высокий уровень точности.
(Изображение предоставлено Tom’s Hardware)
8. Выберите инструмент Прямоугольник и посмотрите на верхний правый след. Щелкните левой кнопкой мыши и, удерживая круг, перетащите его, пока радиус не совпадет с радиусом доски . Делая это с одним углом, остальные также устанавливаются.
(Изображение предоставлено Tom’s Hardware)
9. Приблизьте верхний правый угол , удерживая CTRL и используя колесо прокрутки мыши.
(Изображение предоставлено Tom’s Hardware)
10. Выберите инструмент «Круг» и установите красный цвет заливки.
(Изображение предоставлено Tom’s Hardware)
11. В центре верхнего правого круга трассируемой платы нарисуйте круг, удерживая SHIFT и CTRL , затем щелкните левой кнопкой мыши и перетащите, пока круг не заполнит внутренний круг . Это создаст красный круг, который мы будем использовать, чтобы вырезать отверстие в доске.
(Изображение предоставлено Tom’s Hardware)
12. Повторите шаг 11 для трех других углов . Эти круги будут отверстиями для винтов M2 (винты диаметром 2 мм), которые будут использоваться для прикрепления платы к слоям 3D-печати. вы можете продублировать исходный круг (CTRL + D) и перетащить их в каждый угол, возможно, вам придется настроить их размер.
13. Выберите инструмент «Выбор» в меню инструментов.
(Изображение предоставлено Tom’s Hardware)
14. Выберите один из кругов и , затем нажмите SHIFT и выбирают трассу . Это выберет оба объекта.
(Изображение предоставлено Tom’s Hardware)
15. В меню Path выберите Difference (в качестве альтернативы нажмите CTRL + -) , чтобы вырезать круг из обведенного прямоугольника.
(Изображение предоставлено Tom’s Hardware)
16. Повторите предыдущий шаг для остальных кругов.
(Изображение предоставлено Tom’s Hardware)
17. Выберите отслеживаемую плату и нажмите CTRL + D , чтобы продублировать фигуру. Поместите фигуру в безопасное место . Эта форма впоследствии станет задней панелью корпуса.
(Изображение предоставлено Tom’s Hardware)
18. Нажмите на заднюю панель и , затем нажмите Object >> Transform menu (SHIFT + CTRL + M) .
19. Установите размер заднего слоя так, чтобы он соответствовал значениям , указанным на механическом чертеже. Щелкните Применить , чтобы задать размеры. В этом случае панель должна быть 65,20 на 52,70 мм.
(Изображение предоставлено Tom’s Hardware)
20. Повторите процесс для передней панели , чтобы она соответствовала размерам задней панели.
(Изображение предоставлено Tom’s Hardware)
21. Вручную измените масштаб механического чертежа с помощью стрелок по периметру. Это займет время, но оно того стоит.
(Изображение предоставлено Tom’s Hardware)
Вырезание экрана и кнопок
(Изображение предоставлено Tom’s Hardware)
Следующей частью процесса проектирования является вырезание точек доступа для пяти кнопок и большого выреза для экран. Мы можем подойти к этому несколькими способами. Мы можем тщательно вырезать секции вокруг точек доступа, или мы можем сделать больший вырез для всех. Последний метод является предпочтительным, если мы решим следовать размерам платы.
Если бы мы вырезали вокруг кнопок и сохранили те же размеры, у нас было бы очень мало пластика по периметру кнопок. Это делает их уязвимыми к поломке. Если бы мы сделали корпус крупнее, скажем, на 5 мм больше по периметру, то вырезы для отдельных кнопок выглядели бы намного лучше.
1. С помощью инструмента «Прямоугольник» создайте вырез для экрана . Будьте немного более щедрыми с разрезом, так как нам нужно, чтобы экран был надежно закреплен, но с небольшим давлением или без него, так как это может привести к повреждению.
(Изображение предоставлено Tom’s Hardware)
2. Выберите прямоугольник и трассируемую плату и , затем используйте Path >> Difference (или CTRL + -), чтобы вырезать экран из трассированной платы. Если вас не устраивает вырез, отмените вырез (CTRL + Z) и измените размер прямоугольника, а затем повторите попытку.
(Изображение предоставлено Tom’s Hardware)
3. Добавьте еще два прямоугольника для кнопок . Кнопки со стрелками справа имеют вырез, перекрывающий вырез экрана. Это преднамеренно. Мы пытались оставить немного пластика между экраном и кнопками, но он оказался слишком хрупким.
(Изображение предоставлено Tom’s Hardware)
4. Выберите прямоугольник с одной кнопкой и трассируемую плату и , затем используйте Path >> Difference (или CTRL + -), чтобы вырезать экран из трассируемой платы. Если вас не устраивает вырез, отмените вырез (CTRL + Z) и измените размер прямоугольника, а затем повторите попытку.
(Изображение предоставлено Tom’s Hardware)
5. Повторите вырез для оставшейся кнопки.
(Изображение предоставлено Tom’s Hardware)
Добавление крючка для шнурка
(Изображение предоставлено Tom’s Hardware)
У Tufty 2040 есть собственный крючок для шнурка. Проблема в том, что он будет слишком хрупким, если мы вырежем его из существующего каркаса. Мы собираемся добавить немного мяса в верхнюю часть рамы, а затем надрезать его, чтобы сделать крючок для темляка.
1. Нарисуйте прямоугольник , который шире и выше, чем существующий крюк для стропа.
(Изображение предоставлено Tom’s Hardware)
2. Выберите трассируемую плату и новый прямоугольник. Затем перейдите в «Объект» >> «Выровнять и распределить» (SHIFT + CTRL + A) 9.0080 . Посмотрите в верхний правый угол, и появится новое меню
(Изображение предоставлено Tom’s Hardware)
3. Убедитесь, что «Область выбора» выделена и , затем нажмите «Центрировать по вертикальной оси» . Это заставит две формы выровняться по центру, что необходимо для балансировки рамы на стропе.
(Изображение предоставлено Tom’s Hardware)
4. Переместите прямоугольник так, чтобы он слегка перекрывал трассируемую плату . Нам нужно отодвинуть его от доски, но оставить достаточное перекрытие, чтобы обеспечить прочную связь.
(Изображение предоставлено Tom’s Hardware)
5. Выберите прямоугольник и , затем с помощью инструмента «Прямоугольник» измените радиус угла, чтобы он был похож на трассируемую доску . Осторожно! Иногда угловой радиус может вызвать нежелательный «разрез» между острой линией трассируемой доски и крюком стропа.
(Изображение предоставлено Tom’s Hardware)
6. Объедините прямоугольники, используя Path >> Union (CTRL и +). Это создает одну форму.
(Изображение предоставлено Tom’s Hardware)
7. С помощью инструмента «Прямоугольник и круг» обведите форму крючка для шнурка. Измените радиус, чтобы он соответствовал радиусу трассы.
(Изображение предоставлено Tom’s Hardware)
8. Объедините фигуры, используя Path >> Union (CTRL и +).
(Изображение предоставлено Tom’s Hardware)
9. Переместите крюк на раму. Не забудьте оставить достаточно места между краем и крючком. Больше места дает нам больше сил.
(Изображение предоставлено Tom’s Hardware)
10. Отрежьте крюк шнурка от следа, выбрав обе формы и используя Контур >> Разность (CTRL + -).
(Изображение предоставлено Tom’s Hardware)
После всей этой работы у нас должна быть готова верхняя панель.
(Изображение предоставлено Tom’s Hardware)
(Изображение предоставлено Tom’s Hardware)
Нижняя панель чрезвычайно проста в изготовлении. У нас уже есть основной контур, который совпадает с контуром передней панели. Единственное, что нам нужно сделать, это сделать вырез, чтобы мы могли получить доступ к двум кнопкам на задней панели Tufty 2040.
Глядя на нижнюю панель, мы смотрим «сверху вниз» на ее основание. Видимый нам слой будет внутри слоя. Это означает, что вырез должен быть в верхней левой части панели.
1. Возьмите линейку/штангенциркуль и измерьте расстояние от левого края до первой кнопки . Запишите расстояние.
2. Измерьте расстояние от дальнего края этой кнопки до дальнего края следующей кнопки . Запишите расстояние.
3. Отодвиньте часть передней панели в сторону и поместите заднюю панель поверх механического чертежа . Убедитесь, что все совпадает.
4. Идите в крайнее левое положение и найдите вертикальную линейку. Оттуда щелкните левой кнопкой мыши и перетащите . Появится направляющая линия. Поместите направляющую линию на одной линии с левым краем задней панели.
(Изображение предоставлено Tom’s Hardware)
5. Нарисуйте еще одну направляющую справа от первых . Только это должно быть на небольшом расстоянии.
(Изображение предоставлено Tom’s Hardware)
6. Используйте измерительный инструмент (нижний значок инструмента), чтобы измерить расстояние между двумя направляющими линиями . В наших измерениях от левого края до первой кнопки было 8 мм.
(Изображение предоставлено Tom’s Hardware)
7. Перетащите направляющую и измерьте , пока не получите правильное измерение.
8. Перетащите еще одну направляющую и поместите ее справа от второй направляющей.
(Изображение предоставлено Tom’s Hardware)
9. Перетащите направляющую и продолжайте измерять, пока расстояние между второй и третьей направляющими не совпадет с требуемым расстоянием . В наших измерениях расстояние от дальней стороны одной кнопки до дальней стороны другой составляло примерно 12 мм, поэтому мы использовали 13 мм, чтобы включить погрешность.
(Изображение предоставлено Tom’s Hardware)
10. Нарисуйте прямоугольник между второй и третьей направляющими . Ширина должна соединять две направляющие, высота сейчас не важна.
(Изображение предоставлено Tom’s Hardware)
11. Щелкните прямоугольник и , затем щелкните Объект >> Трансформировать меню (SHIFT + CTRL + M).
12. Оставьте ширину без изменений, измените высоту на 5 мм и нажмите «Применить».
(Изображение предоставлено Tom’s Hardware)
13. Переместите прямоугольник, пока он не перекроет слой.
(Изображение предоставлено Tom’s Hardware)
14. Нажмите на прямоугольник и слой (Shift + левый клик), затем нажмите CTRL + -, чтобы вырезать прямоугольник из слоя.
(Изображение предоставлено Tom’s Hardware)
Теперь у нас есть два слоя, верхний и нижний. Осталось только создать средний слой.
(Изображение предоставлено Tom’s Hardware)
Создание среднего уровня
Средний уровень является самым сложным из трех уровней. Он имеет тот же контур, что и передний и задний слои, но нам нужно сделать ряд надрезов по внутреннему периметру рамки. Разрезы, которые позволят нам освободить место для компонентов, соединений и батареи LiPo.
1. Дублируйте нижний слой и сохраните оригинал в безопасном месте . Теперь у вас должно быть три слоя: верхний, средний и нижний. Нам пока нужен только средний слой.
(Изображение предоставлено Tom’s Hardware)
2. Наш первый разрез предназначен для разъема USB C. Измерьте расстояние от нижней левой части корпуса до порта USB C . Наш размер был примерно 8 мм.
3. Возьмите две направляющие с верхней линейки и поместите одну в основание, а другую в верхнюю часть среднего слоя . Убедитесь, что они точно на месте.
(Изображение предоставлено Tom’s Hardware)
4. Нарисуйте еще одну направляющую и поместите ее на расстоянии 7 мм от нижней направляющей. Используйте инструмент измерения (нижний левый ящик инструментов) , чтобы проверить расстояние . Помните, что направляющую можно перемещать, чтобы получить точное измерение. Проверьте измерение и настройте расстояние, пока не будете довольны. Мы уменьшили расстояние до 7 мм, чтобы дать нам 1 мм вокруг разъема USB C и для любых ошибок.
(Изображение предоставлено Tom’s Hardware)
5. Добавьте еще одну направляющую над предыдущей и отмерьте 10 мм от нее с помощью измерительного инструмента .
(Изображение предоставлено Tom’s Hardware)
6. С помощью инструмента «Прямоугольник» нарисуйте 10-миллиметровый квадрат и поместите его на край среднего слоя между двумя направляющими линиями.
(Изображение предоставлено Tom’s Hardware)
7. Выберите квадрат и средний слой (щелкните Shift) и выберите Path >> Difference (CTRL + -_, чтобы вырезать квадрат из среднего слоя . Это дает нам вырез для порта USB C.
(Изображение предоставлено Tom’s Hardware)
8. Принесите два вертикальные направляющие в проект, выровняйте первую с левой стороны среднего слоя, другую установите на 8 мм в слой . Это установит границу внутреннего периметра для разреза.
(Изображение предоставлено Tom’s Hardware)
9. Добавьте еще одну горизонтальную направляющую в левом нижнем углу слоя размером около 4,5–4,6 мм и перемещают направляющую в это положение . Это задает нижний периметр внутреннего выреза.
(Изображение предоставлено Tom’s Hardware)
10. Принесите еще две вертикальные направляющие в и , поместите первую с правой стороны среднего слоя. Другой должен быть на 6 мм внутри среднего слоя . Опять же, это создание внутреннего периметра.
(Изображение предоставлено Tom’s Hardware)
11. Добавьте еще одну горизонтальную направляющую под самой верхней горизонтальной направляющей и отмерьте примерно 6,8–7 мм от верхней направляющей . Это окончательный внутренний периметр разреза.
(Изображение предоставлено Tom’s Hardware)
12. Используя внутренний периметр, нарисуйте прямоугольник, который касается каждой части периметра . Это будет внутренний разрез.
(Изображение предоставлено Tom’s Hardware)
13. Выберите прямоугольник и средний слой, затем используйте Path >> Difference (CTRL + -), чтобы вырезать внутренний периметр из слоя .
(Изображение предоставлено Tom’s Hardware)
14. Добавьте еще два прямоугольника, о размере которых пока можно только гадать. Приблизьте прямоугольники, мы их точно настроим в 3D-модели . Это вырезы для компонентов на плате Tufty 2040. Если мы не вырежем эти формы, слои не будут сидеть на одном уровне.
(Изображение предоставлено Tom’s Hardware)
15. Выберите прямоугольник, затем слой и вырежьте прямоугольник, используя Path >> Difference . Повторите для второго прямоугольника.
(Изображение предоставлено Tom’s Hardware)
16. Сохраните каждый слой как отдельный файл SVG (Tufty2040Front.svg, Tufty2040Middle.svg, Tufty2040Bottom. svg).
(Изображение предоставлено Tom’s Hardware)
Редактирование слоев в 3D с помощью Tinkercad
(Изображение предоставлено Tom’s Hardware)
Tinkercad — это бесплатный и простой в использовании онлайн-инструмент, который позволяет любому создавать 3D-объекты для печати. Он может не иметь такого же уровня функций, как AutoCAD или FreeCAD, но для большинства проектов производителя его достаточно для выполнения работы. Мы собираемся использовать Tinkercad для импорта наших файлов SVG и преобразования их из 2D-иллюстраций в 3D-модели, которые наш 3D-принтер может печатать.
1. Войдите или создайте новую учетную запись в Tinkercad . Tinkercad — это бесплатный онлайн-инструмент для 3D-дизайна, который мы можем использовать для преобразования файлов SVG в 3D-объекты.
2. Нажмите «Создать новый дизайн».
(Изображение предоставлено Tom’s Hardware)
3. Нажмите «Импорт», затем импортируйте Tufty2040Front. svg.
(Изображение предоставлено Tom’s Hardware)
4. Нажмите «Импорт», чтобы принять параметры по умолчанию.
(Изображение предоставлено Tom’s Hardware)
5. В правом верхнем углу рабочей области используйте ползунок высоты, чтобы изменить высоту переднего слоя ; она должна быть толщиной 2 мм. Он достаточно толстый, чтобы оставаться жестким, но достаточно тонкий, чтобы печатать быстро.
(Изображение предоставлено Tom’s Hardware)
6. Импортируйте нижний слой (Tufty2040bottom.svg) в рабочую область.
(Изображение предоставлено Tom’s Hardware)
7. Используйте ползунок высоты, чтобы установить высоту на 2 мм . По умолчанию Tinkercad устанавливает высоту 10 мм, что слишком много для этого проекта.
(Изображение предоставлено Tom’s Hardware)
Настройка среднего уровня
На среднем уровне нам приходится выполнять большую часть работы. Вырезы, созданные в Inkscape, — это лишь некоторые из поправок, необходимых для исправления слоя вокруг компонентов Tufty2040.
1. Импортируйте средний слой (Tufty2040Middle.svg) в рабочую область.
(Изображение предоставлено Tom’s Hardware)
2. Измените высоту среднего слоя на 11 мм . Чтобы безопасно удерживать литий-полимерный аккумулятор, нам нужно аккуратно удерживать его на месте, а не прижимать к компонентам силой.
(Изображение предоставлено Tom’s Hardware)
3. Используйте колесо прокрутки, чтобы увеличить , и левую кнопку мыши, чтобы расположить средний слой в центре экрана . Правая кнопка мыши будет вращать рабочую область для лучшего обзора. Нам нужно сделать два «разреза» в раме для лучшей совместимости с компонентами для поверхностного монтажа, присутствующими на Tufty2040.
(Изображение предоставлено Tom’s Hardware)
4. В меню справа выберите полый куб и перетащите его в рабочую область .
(Изображение предоставлено Tom’s Hardware)
5. Щелкните Верх (верхний левый значок) , чтобы установить вид на вид сверху.
(Изображение предоставлено Tom’s Hardware)
6. Нажмите на полый куб и отрегулируйте длину до 25, ширину до 5 и высоту до 5 мм.
(Изображение предоставлено Tom’s Hardware)
7. Используя правую кнопку мыши, поверните вид, чтобы четко увидеть левую сторону среднего слоя.
(Изображение предоставлено Tom’s Hardware)
8. Переместите овал так, чтобы он стал частью левой стороны и используйте «конус» в верхней части формы, чтобы поднять его выше . Наша цель — создать «ступеньку» в слое.
(Изображение предоставлено Tom’s Hardware)
9. Вернитесь к виду сверху и переместите овал так, чтобы он точно вписался. Вручную измените ширину на так, чтобы с правой стороны не было цветного блока. Вы можете нависать над полым овалом, так как он никогда не будет виден, это наш инструмент для врезания в модель.
(Изображение предоставлено Tom’s Hardware)
10. Shift, щелкните левой кнопкой мыши на пустом продолговатом и среднем слое. Затем щелкните Group , чтобы объединить два объекта вместе.
(Изображение предоставлено Tom’s Hardware)
11. Используйте другой полый овал, чтобы вырезать еще один кусок из слоя, между верхней частью ступеньки и отверстием для винта . Длины 10, ширины и высоты 5 мм вполне достаточно.
(Изображение предоставлено Tom’s Hardware)
12. Используйте полый куб 5 x 5 x 5, чтобы отрезать оставшуюся часть. Сгруппируйте полый куб и средний слой, затем выберите «Группировать».
(Изображение предоставлено Tom’s Hardware)
13. Используйте тот же процесс, чтобы отрезать кусок от нижней части. Установите длину на 10, ширину на 40 и высоту на 5 мм.
(Изображение предоставлено Tom’s Hardware)
14. Переместите овал в позицию и , затем сдвиньте, щелкните левой кнопкой мыши по овалу и слою, затем нажмите «Группировать», чтобы объединить .
(Изображение предоставлено Tom’s Hardware)
Средний слой должен выглядеть так. Если нет, используйте отмену и повторите попытку.
(Изображение предоставлено Tom’s Hardware)
Теперь у нас есть три 3D-объекта. Верхняя, средняя и нижняя части корпуса для Tufty2040.
(Изображение предоставлено Tom’s Hardware)
Сохранение и экспорт
1. Измените имя проекта (верхний левый угол рабочей области) на Tufty2040-Case .
(Изображение предоставлено Tom’s Hardware)
2. Выберите верхний слой и затем нажмите Экспорт. Выберите STL , и верхний слой загрузится на ваш компьютер. Повторите этот процесс для остальных слоев .
Нарезка и печать слоев
(Изображение предоставлено Tom’s Hardware)
Нарезка и печать слоев
(Изображение предоставлено Tom’s Hardware)
После загрузки файлов STL их теперь можно нарезать с помощью приложения для нарезки, такого как как Cura, PrusaSlicer или OctoPrint. Мы отдаем предпочтение PrusaSlicer, так как у него есть бета-профиль для нашего 3D-принтера Creality Ender 2 Pro.
2. Выберите файлы STL вашего проекта (щелкните левой кнопкой мыши) и нажмите Открыть.
(Изображение предоставлено Tom’s Hardware)
3. Разложите объекты на рабочем столе. Дайте небольшое расстояние между ними.
(Изображение предоставлено Tom’s Hardware)
4. В диалоговом окне в правом верхнем углу установите оптимальные параметры печати 0,16 мм . Позже мы изменили настройки, чтобы создать индивидуальную настройку печати для шелка PLA, но эта настройка по умолчанию на 90% такая же.
(Изображение предоставлено Tom’s Hardware)
5. Нажмите «Разрезать сейчас», чтобы разрезать отпечаток на G-код . G-код представляет собой серию инструкций для 3D-принтера, он сообщает печатающей головке, куда двигаться, когда дозировать пластик и когда втягивать пластик.
(Изображение предоставлено Tom’s Hardware)
6. Нажмите Экспорт G-кода и сохранить на SD-карту для вашего принтера.
(Изображение предоставлено Tom’s Hardware)
7. Подойдите к принтеру и , чтобы начать процесс печати.
Как добраться. Очень рад, что печатаю на 3D-принтере то, что спроектировал в Inkscape. Я думаю, у нас есть инструкция @geekinchief pic.twitter.com/KpLIiRaN2eJuly 1, 2022
Подробнее
Создание корпуса
Каждый из слоев имеет одинаковую базовую площадь, а это означает, что четыре M2 18-миллиметровые крепежные винты могут проходить спереди назад. Это действительно простой процесс сборки.
1. Поместите верхний слой поверх Tufty2040 и аккуратно установите его на место . Будьте особенно осторожны с окантовкой кнопок, они хрупкие.
(Изображение предоставлено Tom’s Hardware)
2. Вставьте четыре крепежных винта M2 так, чтобы их головки выступали на верхнем слое.
3. Вставьте резьбу крепежных винтов в средний слой. Обратите внимание, где находится вырез USB C.
(Изображение предоставлено Tom’s Hardware)
4. Вставьте резьбу крепежных винтов в нижний слой . Убедитесь, что вырез для кнопок правильно ориентирован.
(Изображение предоставлено Tom’s Hardware)
5. Закрепите винт гайками M2.
(Изображение предоставлено Tom’s Hardware)
6. Подключите Tufty2040 к компьютеру и нажмите Power, чтобы включить его.
7. После успешного теста отсоедините кабель USB C, снимите нижнюю панель, вставьте заряженную батарею LiPo и аккуратно поместите его внутрь корпуса. Не заставляйте его!
(Изображение предоставлено Tom’s Hardware)
8. Нажмите кнопку питания , чтобы убедиться, что Tufty2040 будет работать от батареи.
9. Запечатайте корпус и С гордостью носите напечатанный на 3D-принтере значок конференции Tufty2040.
(Изображение предоставлено Tom’s Hardware)
Лес Паундер — помощник редактора Tom’s Hardware. Он творческий технолог и в течение семи лет создавал проекты, чтобы обучать и вдохновлять умы как молодых, так и старых.
Experty Wisdom Token цена сегодня составляет ₽0. 961126 RUB с суточным объемом торгов ₽12,351.49 RUB. Мы обновляем нашу цену WIS к RUB в режиме реального времени. Experty Wisdom Token снизилась на 4.62 за последние 24 часа. Текущий рейтинг CoinMarketCap — #6408 с рыночной капитализацией отсутствует. Циркулирующее предложение недоступно и макс. предложение отсутствует.
Лучшая биржа для торговли Experty Wisdom Token в настоящее время — . Вы можете найти другие биржи на нашей .
DeFi Wisdom Pool that provides knowledge liquidity
Конвертер WIS в RUB
WIS
Experty Wisdom Token
RUB
Russian Ruble
Статистика цен на WIS
Experty Wisdom Token Цена сегодня
Цена Experty Wisdom Token
₽0. 958
Изменение цены24ч
-₽0.05172
5.12%
24 ч Мин. / 24 ч Макс.
₽0.9549 /
₽1.07
Объем торгов24ч
₽12,310.68
33.81%
Объем / рыночная капитализация
Нет данных
Рыночное доминирование
Нет данных
Рыночный ранг
#6408
Рыночная капитализация Experty Wisdom Token
Рыночная капитализация
Нет данных
Рыночная капитализация при полной эмиссии
₽76,065,623.97
5.12%
Experty Wisdom Token Цена вчера
Вчерашний Мин. / Макс.
₽1.00 /
₽1.07
Вчерашняя цена открытия/закрытия
₽1.06 /
₽1. 00
Вчерашнее изменение
5.21%
Вчерашний объем
₽9,140.29
Experty Wisdom Token История цен
7 дн. Мин. / 7 дн. Макс.
₽0.9549 /
₽1.15
30 дн. Мин. / 30 дн. Макс.
₽0.953 /
₽1.31
90 дн. Мин. / 90 дн. Макс.
₽0.953 /
₽1.66
52 нед. Мин. / 52 нед. Макс.
₽0.8049 /
₽5.50
Максимум за все время
Nov 01, 2021 (a year ago)
₽12.02
92.07%
Минимум за все время
Apr 06, 2021 (2 years ago)
Нет данных
Рентабельность инвестиций в Experty Wisdom Token
Нет данных
Experty Wisdom Token Поставка
Циркулирующее предложение
Нет данных
Общее предложение
79,404,563 WIS
Максимальное предложение
Нет данных
Винтовой компрессор Ceccato™ WIS 75 VT W 13 — цена, описание
Описание товара
Винтовой компрессор Ceccato WIS 75 VT W 13 – промышленная установка с впрыском воды и прямой редукторной передачей. Актуальное решение для предприятий с потребностью в идеально чистом сжатом воздухе. Оснащен энергоэффективным двигателем и блоком нового поколения, выполненным из коррозионностойких материалов. Главные преимущества – отсутствие масляного загрязнения, оптимальная производительность, увеличенный эксплуатационный ресурс.
Компрессор WIS – оборудование нового поколения, разработанное для получения 100% чистого сжатого воздуха. Безмаслынный агрегат незаменим для использования в медицинском, химическом, пищевом производстве и в других сферах с особыми требованиями к качеству изготавливаемой продукции.
С технологией WIS смазывание и охлаждение винтовой пары осуществляется посредством впрыска воды. Отсутствие масла исключает загрязнение воздушной среды и позволяет обойтись без дополнительных магистральных фильтров. Предельно близкий к изотерме процесс сжатия способствует максимально высокой энергоэффективности. Для надежной защиты от коррозии корпус блока выполнен из сплава алюминия и бронзы, вал ротора, контейнер сепаратора и трубки – из качественной нержавеющей стали. Для повышения КПД и долговечности винтовая пара изготовлена из высокопрочной и износостойкой керамики. Подшипники без трения имеют повышенный эксплуатационный ресурс и минимальный коэффициент сопротивления.
Рамная конструкция способствует эргономичному и компактному размещению основных узлов. Технология инверторного привода гибко варьирует обороты двигателя и на 45% снижает расходы на электроэнергию. Для эффективного управления компрессором WIS используется электронный программируемый блок с автоматическими настройками, отображением основных рабочих параметров и функцией удаленного доступа.
Встроенный осушитель выдает стабильную точку росы до +3°C, обеспечивает эффективное удаление влаги и очищение сжатого воздуха от остаточных механических включений. Также с его помощью значительно снижается падение давления в воздушной массе при прохождении дальнейшей технологической цепочки.
Высокопроизводительный винтовой блок Atlas Copco, выполненный из качественных и износостойких материалов, невосприимчивых к коррозии.
Безмасляная технология сжатия с впрыском воды. Позволяет получить 100% чистый сжатый воздух класса 0 (ISO 8573-1).
Надежный электродвигатель с инверторным приводом и прямой редукторной передачей. Высокий КПД, плавный пуск, экономия 35% электроэнергии в режиме автоматической регулировки оборотов.
Осушитель, гарантирующий стабильную точку росы до +3°C.
Высокотехнологичный контроллер с расширенными настройками для автоматизации работы компрессора и оптимизации энергопотребления. Оснащен системой удаленного мониторинга ICONS.
Прочный звукозащитный корпус с легким доступом для ревизии и обслуживания.
Качественные оригинальные комплектующие с повышенным эксплуатационным ресурсом.
Безмаслянное производство сжатого воздуха позволяет отказаться от магистрального фильтра и значительно увеличить интервал межсервисного обслуживания.
Дополнительные опции: автоматический выключатель; дополнительный нагреватель и термисторы на обмотках мотора; насос обратного осмоса; фланец для всасывающего фильтра; анкерные плиты; звуковая сигнализация; водозапорный клапан; системы ECONTROL4i и ECONTROL6i для одновременного управления 4-мя и 6-ю компрессорами; графический контроллер с цветным дисплеем Mk5.
Компания «Волгаремсервис» — официальный представитель бренда Ceccato в России. В нашем каталоге вы можете выбрать и купить компрессор Ceccato WIS в широком диапазоне производительности и полноценном выбором опций. Мы предлагаем выгодные цены, индивидуальные дилерские условия поставок, а также сертифицированный сервис с гарантией качества.
Дом
ПЕРВОЕ ПРЕДУПРЕЖДЕНИЕ ПОГОДЫ. В четверг возвращается солнечный свет, а утром в пятницу сильный мороз.
Первый бдительный прогноз погоды: сегодня вечером облака разойдутся, и в четверг снова будет солнечно.
Компания, покупающая бывший магазин Walmart на Буш-Ривер-Роуд, объявляет о многомиллионных инвестициях
National
Футболист из Вирджинии Майк Холлинз в сознании после второй операции после смертельной стрельбы
Присоединяйтесь к нам на 37-й ежегодной выставке Vista Lights!
Спонсируемый
Контрактный спор лист кометы Паратразитов Служба без водителей
СМОТРЕТЬ: ВИДЕО показывает, что Ричленд Один сотрудник борьбы со студентом
Обновлен: 15 ноября 2022 года в 3:44 вечера EST
|
Невин Смит и Тиффани Ригби
Сотрудник работал наблюдателем в кампусе.
Новости штата
Рекрутер обвиняется в отправке откровенных фотографий студенту Рок-Хилла после ярмарки в колледже
Обновлено: 6 часов назад
|
Автор веб-сотрудников WBTV
Офицеры встретились со школьным консультантом 9 ноября после сообщения о предполагаемом инциденте.
Premium Peanut открывает путь к многомиллионным инвестициям округа Оринджбург
Обновлено: 5 часов назад
|
Невин Смит
В результате расширения в этом районе будет создано 130 новых рабочих мест.
Ночная стрельба унесла жизни одного человека в клубе 9 на Брод-Ривер-Роуд0033
Обновлено: 6 часов назад
|
Автор: Невин Смит
Скорая помощь констатировала смерть жертвы на месте происшествия.
Gamecocks берут на себя волонтеров из Теннесси, подводят итоги сезона SEC
Обновлено: 5 часов назад
|
Невин Смит
Предматчевое шоу SEC Network SEC Nation будет транслироваться с 10:00 до 12:00 из кампуса USC.
Национальный
Шериф: мальчик из Северной Каролины найден в безопасности; Желтое оповещение отменено
Обновлено: 4 часа назад
|
От веб-сотрудников WBTV и Grey News
Офис шерифа округа Уэйк сообщил, что пропавший 9-летний ребенок был найден, и отменил оповещение Amber Alert.
Местный радар
Последнее видео
Ричленд Один бой
WIS Первая погода.0011
State News
Полицейские расследование по краже со взломом
больше новостей
Государственный секретарь SC, чтобы объявить 2022 Angel Awards
Обновлено: 7 часов назад
|
Невин Смит
Ежегодное объявление признает благотворительные организации, которые направляют не менее 80% своих пожертвований на благотворительные цели.
Национальный
Трамп снова ищет Белый дом на фоне потерь Республиканской партии, судебных разбирательств
Обновлено: 16 часов назад
|
Ассошиэйтед Пресс
Бывший президент Дональд Трамп заявил во вторник, что он проведет третью кампанию в Белом доме, положив начало досрочному старту конкурса 2024 года.
Колумбия и Форест-Эйкерс подверглись серии из 13 краж со взломом
Обновлено: 21 час назад
|
Крис Джозеф
Девять краж со взломом произошли в Колумбии, а четыре — в Форест-Эйкрс.
Soda City Live
Soda City Live: Турция Трот для детских благотворительных организаций Мидлендса
Обновлено: 22 часа назад
|
Донди Мерсер Планк
В эту субботу у вас есть шанс отправиться в путь на 5 км индюшачьей рыси и совершить семейный забег на одну милю.
Семья Шарлотты настаивает на ответах после того, как дочь найдена мертвой в Мексике0037 |
Брэндон Гамильтон
Шанквелла Робинсон умерла в прошлом месяце во время поездки в Мексику.
Национальный
Байден: «Маловероятно», что ракета, поразившая Польшу, выпущена из России
Обновлено: 16 часов назад
|
Ассошиэйтед Пресс
Президент Джо Байден созвал «экстренную» встречу лидеров G7 и НАТО в Индонезии в среду утром для консультаций после того, как союзник НАТО Польша заявила, что ракета «российского производства» убила двух человек в восточной части ее страна недалеко от границы с Украиной.
Новости штата
Депутаты Sumter Co. ищут пропавшего подростка с заболеванием
Обновлено: 18 часов назад
|
By WIS News 10 Staff
Депутаты говорят, что Занию Джонсон в последний раз видели на улице Джойс 15 ноября. 2022 в 14:50 по восточному поясному времени
|
Автор: Невин Смит
Дорожный патруль Южной Каролины расследует аварию.
SCDOR начинает выдачу скидок на подоходный налог за 2022 год, предельная сумма установлена на уровне 800 долларов США
Обновлено: 14 ноября 2022 г., 13:41 по восточному поясному времени
|
Автор: Невин Смит
Подходящие участники должны получить скидку до конца года.
Мужчина Sumter Co. заснял на камеру проникновение в вейп-шоп
Обновлено: 23 часа назад
|
By WIS News 10 Staff
Следователи говорят, что Грант был заснят на камеру во время совершения акта.
Вы слышали громкий грохот в районе Колумбии во вторник?
Обновлено: 15 ноября 2022 г., 15:07 по восточному поясному времени
|
Невин Смит
Расследование WIS показало, что это не было землетрясение.
Национальный
Польша: Ракета российского производства упала на нашу страну, погибли 2 человека
Обновлено: 16 часов назад
|
Ассошиэйтед Пресс
Польские СМИ сообщают, что два человека погибли после того, как снаряд попал в зону сушки зерна в Пшеводове, деревне недалеко от границы с Украиной.
ДОПОЛНИТЕЛЬНЫЕ НОВОСТИ
WCPD: Стрельба по домашнему насилию на Вестгейт Драйв, безопасность жертв
Автор: Невин Смит
Полиция посоветовала местным жителям избегать этого района во вторник утром.
Лидеры округа Ричленд рассматривают новый план по подавлению фейерверков
Обновлено: 15 ноября 2022 г. , 10:55 по восточному поясному времени
|
Невин Смит
900:02 Ночью во вторник Совет графства Ричленд принимает меры против фейерверков.
Честь наших сотрудников правоохранительных органов, погибших при исполнении служебных обязанностей
Донди Мерсер Планк
На мемориальной службе правоохранительных органов 2022 года, организованной Братским орденом полиции Южной Каролины, будут почтить память сотрудников правоохранительных органов, погибших при исполнении служебных обязанностей, в эту пятницу, 18 ноября, в 18:00.
Сода Сити Лайв
Soda City Live: раздача индейки от сообщества
Обновлено: 14 ноября 2022 г., 20:11 по восточному поясному времени
|
Билли Джин Шоу
Организаторы говорят, что цель этого года — раздать не менее 250 индеек.
Пациент из Южной Каролины сопротивляется наложению ареста на больницу, дело закрыто
Дэвид Ходжес
В 2021 году Гуд получила письмо от Мемориала Бофорта, уведомляющее ее о том, что они собираются взыскать неоплаченный счет за медицинские услуги, вернув ей налоговый возврат. Она решила, что с попыткой ограбления стоит бороться.
Полицейский грумер заснял на камеру избиение собаки в северной части штата
Обновлено: 19 минут назад
|
Автор: Аманда Шоу
Видео набрало почти 30 000 просмотров за четыре часа.
Смерть Comanchee Trail расследуется, жертва установлена
Обновлено: 14 ноября 2022 г., 15:04 EST
|
Автор: Невин Смит
Офицеры прибыли на место около 13:39.
Подозреваемый подросток из Гринвуда арестован на Бидл-авеню. Стрельба по
Автор: Невин Смит
«Он не чувствовал, что сделал что-то плохое. Как будто ничего страшного, что он только что кого-то застрелил.
Компания Carolina Lights возвращается на торгово-выставочный центр штата Южная Каролина
Обновлено: 15 ноября 2022 г., 7:50 по восточному поясному времени
|
Автор: Невин Смит
Праздничные огни возвращаются уже четвертый год.
Первое предупреждение о погоде
ПЕРВОЕ ПРЕДУПРЕЖДЕНИЕ ПОГОДЫ — мрачный и холодный вторник, впереди тоже холодная неделя
Обновлено: 14 ноября 2022 г., 15:53 по восточному поясному времени
|
от Adam Clark
Dreary Rain для во вторник
News
Skip To Content
Skyview
Health U
Soda City Live
. Отправить его 10
Работа для Wis/Grey TV
. Спонсировано
Полицейский грумер заснял на камеру избиение собаки в северной части штата
Обновлено: 18 минут назад
|
Автор: Аманда Шоу
Видео набрало почти 30 000 просмотров за четыре часа.
Контрактный спор оставляет службу паратранзита COMET без водителей
Обновлено: 4 часа назад
|
By Nevin Smith
Служба затронута в округе Ричленд и Лексингтон.
Premium Peanut открывает путь к многомиллионным инвестициям округа Оринджбург
Обновлено: 5 часов назад
|
Невин Смит
В результате расширения в этом районе будет создано 130 новых рабочих мест.
Gamecocks берут на себя волонтеров из Теннесси, подводят итоги сезона SEC
Обновлено: 5 часов назад
|
Невин Смит
Предматчевое шоу SEC Network SEC Nation будет транслироваться с 10:00 до 12:00 из кампуса USC.
Новости штата
Рекрутер обвиняется в отправке откровенных фотографий студенту Рок-Хилла после ярмарки в колледже
Обновлено: 6 часов назад
|
Автор веб-сотрудников WBTV
Офицеры встретились со школьным консультантом 9 ноября после сообщения о предполагаемом инциденте.
Ночная стрельба унесла жизни одного человека в клубе Broad River Rd
Обновлено: 6 часов назад
|
Автор: Невин Смит
Скорая помощь констатировала смерть жертвы на месте происшествия.
Государственный секретарь Южной Каролины объявит о вручении наград Angel Awards 2022
Обновлено: 7 часов назад
|
Невин Смит
Ежегодное объявление признает благотворительные организации, которые направляют не менее 80% своих пожертвований на благотворительные цели.
Первое предупреждение о погоде
ПЕРВОЕ ПРЕДУПРЕЖДЕНИЕ о погоде. В четверг снова солнце, а в пятницу утром сильный мороз.
Обновлено: 10 часов назад
|
Автор Эрик Зернич
Первый бдительный прогноз погоды: Облака расходятся сегодня вечером, и в четверг снова выглянет солнце.
Новости штата
Депутаты Sumter Co. ищут пропавшего подростка с заболеванием
Обновлено: 18 часов назад
|
By WIS News 10 Staff
Депутаты говорят, что Занию Джонсон в последний раз видели на улице Джойс 15 ноября.
Крис Джозеф
Девять краж со взломом произошли в Колумбии, а четыре — в Форест-Эйкрс.
Местный радар
Мужчина из компании Sumter арестован за попытку кражи каталитического нейтрализатора
Обновлено: 22 часа назад
|
By WIS News 10 Staff
Жертве удалось помешать Джейкобсу покинуть место происшествия и удержать его там до прибытия помощников.
Мужчина Sumter Co. заснял на камеру проникновение в вейп-шоп
Обновлено: 23 часа назад
|
Новости WIS 10 Персонал
Следователи говорят, что Грант был заснят камерой во время совершения акта.
СМОТРЕТЬ: Видео показывает, как сотрудник Richland One сражается со студентом
Обновлено: 15 ноября 2022 г., 15:44 по восточному поясному времени
|
Невин Смит и Тиффани Ригби
Сотрудник работал наблюдателем в кампусе.
Вы слышали громкий грохот в районе Колумбии во вторник?
Обновлено: 15 ноября 2022 г., 15:07 по восточному поясному времени
|
Невин Смит
Расследование WIS показало, что это не землетрясение.
Мать из Камдена сбита машиной, она погибла после того, как посадила своего ребенка в школьный автобус
Автор: Невин Смит
Дорожный патруль Южной Каролины расследует аварию.
Честь наших сотрудников правоохранительных органов, погибших при исполнении служебных обязанностей
Донди Мерсер Планк
Мемориальная служба правоохранительных органов 2022 года, организованная Братским орденом полиции Южной Каролины, почтит память сотрудников правоохранительных органов, погибших при исполнении служебных обязанностей, в эту пятницу, 18 ноября, в 18:00.
WCPD: Стрельба по домашнему насилию на Вестгейт-драйв, безопасность жертв
Обновлено: 15 ноября 2022 г. , 11:34 по восточному поясному времени
|
Автор: Невин Смит
Полиция посоветовала местным жителям избегать этого района во вторник утром.
Лидеры округа Ричленд рассматривают новый план по подавлению фейерверков
Обновлено: 15 ноября 2022 г., 10:55 по восточному стандартному времени
|
Автор: Невин Смит
Во вторник вечером Совет графства Ричленд расправляется с фейерверками.
Подозреваемый подросток из Гринвуда арестован на Бидл-авеню. Стрельба по
Автор: Невин Смит
«Он не чувствовал, что сделал что-то плохое. Как будто ничего страшного, что он только что кого-то застрелил.
Компания Carolina Lights возвращается на торгово-выставочный центр штата Южная Каролина.
Автор: Невин Смит
Праздничные огни возвращаются уже четвертый год.
Прогнозируется, что цены на газ достигнут рекордного уровня к празднику Благодарения
Обновлено: 15 ноября 2022 г. , 7:31 по восточному поясному времени
|
By Nevin Smith
Путешественники могут рассчитывать на то, что в этот День благодарения они заплатят за заправку больше, чем когда-либо.
Первое предупреждение о погоде
ПЕРВОЕ ПРЕДУПРЕЖДЕНИЕ О ПОГОДНЫХ УСЛОВИЯХ. Сегодня вечером ливни прекратятся, но температура ниже средней сохранится до конца рабочей недели
Автор: Эрик Зернич
Прохладный ливень постепенно прекратится сегодня вечером.
Сообщество
Дон Стейли сотрудничает с Absolute Total Care, чтобы почтить память бабушек и дедушек на День Благодарения
Обновлено: 14 ноября 2022 г., 23:00 EST
|
By WIS News 10 Staff
Мероприятие проводится уже шестой год.
Новости штата
«Ее мама просто посадила ее в машину со мной и уехала, мне никто не верит», — говорит отец, обвиняемый в убийстве 6-месячного ребенка
Обновлено: 14 ноября 2022 г. , в 10 :45 вечера по восточному поясному времени
|
Эшли Джонс
Он говорит, что пытался позаботиться о своей дочери и попал в неприятную ситуацию.
Сообщество
Женская баскетбольная команда USC объединяется с Rewind, чтобы помочь победить диабет второго типа
Автор: WIS News 10 Staff
Ноябрь — национальный месяц осведомленности о диабете.
Новости штата
Дома быстрого приюта Колумбии через две недели заполнены на 40%
Обновлено: 14 ноября 2022 г., 19:30 по восточному поясному времени
|
Автор: Крис Джозеф
Приюту Колумбии уже две недели, и в нем уже размещаются хронически бездомные.
Политический
Начальник отдела образования SC, генеральный прокурор получит шестизначное повышение в следующем году
Обновлено: 14 ноября 2022 г., 19:10 EST
|
Мэри Грин
В последний раз эти шесть должностей, все из которых являются выборными в масштабах штата, получали повышение почти 30 лет назад.
Бывший футболист Дорчестера погиб в результате стрельбы в Университете Вирджинии; Подозреваемый под стражей
Обновлено: 14 ноября 2022 г., 18:22 по восточному поясному времени
|
Патрик Филлипс и Кевин Билодо
Власти подтвердили, что бывший ученик средней школы Вудленда был одним из трех студентов Университета Вирджинии, убитых в воскресенье вечером в результате стрельбы на территории кампуса.
Пациент из Южной Каролины сопротивляется наложению ареста на больницу, дело закрыто
Дэвид Ходжес
В 2021 году Гуд получила письмо от Мемориала Бофорта, в котором ей сообщалось, что они собираются взыскать неоплаченный счет за медицинское обслуживание, вернув ей налоговый вычет. Она решила, что с попыткой ограбления стоит бороться.
Новости штата
SC, 39 генеральных прокуроров достигли соглашения о конфиденциальности между штатами с помощью Google
Обновлено: 14 ноября 2022 г. , 16:49 по восточному поясному времени
|
Автор FOX Carolina News Staff
Южная Каролина получит 7 813 840,87 долларов от мирового соглашения, согласно данным офиса.
RCSD разыскивает мужчину, разыскиваемого в связи с сексуальным насилием над детьми
Обновлено: 14 ноября 2022 г., 16:29 EST
|
Тиффани Ригби
По данным следствия, 77-летний Роберт Л. Стивенсон уже несколько месяцев уклоняется от депутатов.
Первое оповещение о погоде
ПЕРВОЕ ПРЕДУПРЕЖДЕНИЕ ПОГОДЫ — мрачный и холодный вторник, впереди тоже холодная неделя
Обновлено: 14 ноября 2022 г., 15:53 EST
|
Адам Кларк
Унылый дождь во вторник
Компания, покупающая бывший магазин Walmart на Буш-Ривер-Роуд, объявляет о многомиллионных инвестициях
Невин Смит
Executive Personal Computers покупает и продает подержанное компьютерное оборудование.
Национальный
Тренер: убитые футболисты Вирджинии «все были хорошими детьми»
Обновлено: 14 ноября 2022 г., 15:21 EST
|
Хэнк Курц-младший и Бен Финли
Три футболиста Университета Вирджинии, убитые в результате стрельбы на территории кампуса, в понедельник их главный тренер вспоминал как «все хорошие дети».
Обновлено: 14 ноября 2022 г., 15:04 EST
|
Невин Смит
Обновлено: 14 ноября 2022 г., 14:02 по восточному поясному времени
|
Автор: Невин Смит
«Без помощи сообщества это невозможно».
SCDOR начинает выдачу скидок на подоходный налог за 2022 год, предельная сумма установлена на уровне 800 долларов США
Обновлено: 14 ноября 2022 г., 13:41 EST
|
Автор: Невин Смит
Подходящие участники должны получить скидку до конца года.
Community
Человек из Колумбии пожертвует 500 сэндвичей Chick-fil-a детской больнице Prisma Health Children’s Hospital
Обновлено: 14 ноября 2022 г., 13:08 EST
|
Невин Смит
The Bush River Rd. место также пожертвует сотни вафель фри и печенья.
Big Red Barn Retreat получает грант в размере 50 000 долларов от центра lululemon
Обновлено: 14 ноября 2022 г., 12:10 по восточному поясному времени
|
Невин Смит
BRBR сообщает, что около 40% ветеранов SC имеют проблемы с психическим здоровьем, с которыми они борются.
«Фантастический человек»: CMS, товарищи по команде и тренеры из других штатов помнят студента, убитого в результате стрельбы в У. Ва
Обновлено: 14 ноября 2022 г., 11:33 по восточному поясному времени
|
Бренди Бирд, Кортни Коул и Лоуэлл Роуз
Он окончил среднюю школу Уильяма Амоса Хафа в Корнелиусе.
Объявлено о праздничном партнерстве между Harvest Hope и Google.
Невин Смит
Количество запросов «пособия по чрезвычайным ситуациям sc» выросло на 200% в 2022 году.
Автор: Невин Смит
Жертва была найдена возле дома с множественными огнестрельными ранениями.
Дорога закрыта в Колумбии, водные бригады ремонтируют
Обновлено: 14 ноября 2022 г., 8:59 по восточному стандартному времени
|
Невин Смит
Водители в Колумбии были уведомлены в понедельник утром о перекрытии дорог городскими властями.
Monster Jam на арене Colonial Life Arena
Обновлено: 14 ноября 2022 г., 7:50 по восточному поясному времени
|
Автор: Невин Смит
Поклонники Мидлендса получат возможность увидеть грузовики вблизи.
Сообщество
5-й ежегодный День ветеранов USC 5k собирает деньги для ретрита Big Red Barn Retreat
Обновлено: 13 ноября 2022 г. , 7:09ПМ ЭСТ
|
Мадлен Стюарт
За первые четыре года гонка собрала более 52 000 долларов.
Расследуется смертельная авария рано утром в округе Салуда
Обновлено: 13 ноября 2022 г., 12:43 по восточному стандартному времени
|
Невин Смит
Авария произошла около 5 часов утра
Битва тигров: Колледж Бенедикта выиграл чемпионат SIAC
Обновлено: 13 ноября 2022 г., 10:19АМ ЭСТ
|
Автор: Невин Смит
В субботу, 12 ноября, Benedict College Tigers стали чемпионами.
Новости штата
Полиции Гуз-Крик нужна помощь в выборе имени для новой собаки-терапевта
Обновлено: 12 ноября 2022 г., 23:38 по восточному поясному времени
|
Автор: Патрик Филлипс
Полицейское управление Гуз-Крик хочет, чтобы вы помогли выбрать имя щенку голдендуделя, который будет служить собакой-терапевтом.
Пикообразное долото Makita SDS-Plus 250 мм (D-08713)
Пикообразное долото Makita 250 мм SDS-Plus (D-08713)предназначено для работы по бетону, кирпичу или асфальту. Длина 250 мм.
Технические характеристики
Основные Подробные
Длина, мм
250
Тип
долото пика
Тип хвостовика
SDS-plus
Комплектация
Пикообразное долото 1 шт
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Пикообразное долото Makita SDS-Plus 250 мм (P-05505)
Пикообразное долото Makita SDS-Plus 250 мм (P-05505) предназначено для работы по бетону, кирпичу или асфальту. Длина 250 мм.
Технические характеристики
Основные Подробные
Длина, мм
250
Тип
зубило/пика
Тип хвостовика
SDS-Plus
Комплектация
Пикообразное долото 1 шт
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Bosch SDS-Plus; Долото для перфоратора Остроконечное долото (с длительным сроком службы) 250 мм
Варианты доставки
Самовывоз из магазина
БЕСПЛАТНО
Материковая часть Великобритании
Стандартная доставка (1-3 дня)
4,95 фунта стерлингов или БЕСПЛАТНО при заказе на сумму более 50 фунтов стерлингов
Материковая часть Великобритании
Доставка на следующий день
6,95 фунтов стерлингов или 3,95 фунтов стерлингов при заказе на сумму более 50 фунтов стерлингов
Материковая часть Великобритании
Показаны только варианты доставки на материковую часть Великобритании.
Как только ваш заказ будет отправлен, мы сообщим вам по электронной почте. Если невозможно отправить ваш заказ в течение отведенного периода времени или если по какой-либо причине невозможно выполнить ваш заказ, мы сообщим вам об этом по электронной почте или по телефону.
Мы постараемся отправить ваши товары, как указано выше, и если какие-либо чрезвычайные обстоятельства не позволят нам это сделать, мы сообщим вам об этом. В некоторых случаях могут возникнуть обстоятельства, не зависящие от нас, которые препятствуют доставке (пробки на дорогах, плохая погода и т. д.). Принимая во внимание, что мы прилагаем все усилия, чтобы гарантировать, что ваш продукт будет доставлен в течение указанного времени, мы не берем на себя никакой ответственности и не будем нести ответственности за любую задержку доставки или любые расходы третьих лиц.
Местные заказы можно забрать в рабочее время в магазине в Таллибоди. Во время получения требуется удостоверение личности с фотографией, и вы выбираете «забрать в магазине» при оформлении заказа.
Рекомендуется осмотреть товар перед подписанием на доставку. Если вы видите какие-либо повреждения упаковки, отметьте товар как поврежденный. Если это невозможно, пожалуйста, убедитесь, что вы подписываете непроверенные товары, чтобы мы могли принять любые претензии к нашим партнерам по доставке, если это необходимо.
Почтовые ящики и адреса BFPO
Наши перевозчики не осуществляют доставку на абонентские ящики или адреса BFPO. Приносим извинения за возможные неудобства.
Политика возврата
Доставлены поврежденные, неправильные или ненужные предметы — Мы стремимся к совершенству, но время от времени что-то идет не так, как планировалось. Мы просим вас осмотреть ваш заказ при получении и проверить на наличие повреждений внешней упаковки, которые могли возникнуть во время транспортировки. Если товар доставлен поврежденным, пожалуйста, сообщите нам в течение 24 часов с момента доставки, чтобы мы могли организовать его подъем и отправку замены.
Если мы отправили не тот товар(ы) или если вы что-то заказали по ошибке, сообщите нам об этом как можно быстрее. Вы можете вернуть любые новые и неиспользованные товары в течение 14 дней с момента доставки, чтобы получить полный возврат средств, и, если вина возникла по нашей вине, мы также бесплатно заберем их с вашего адреса доставки. Хотите вернуть товар, соответствующий этим критериям. НАЖМИТЕ ЗДЕСЬ, чтобы загрузить форму возврата, или отправьте электронное письмо по адресу [email protected] — обратите внимание, что любые поврежденные, измененные, измененные или испорченные товары не подлежат возврату.
Обработка возврата может занять от 3 до 7 рабочих дней.
Неисправный(е) элемент(ы) — На большинство электроинструментов распространяется гарантия производителя, которая стандартно распространяется на продукт в течение 1 года. Часто это можно продлить, зарегистрировав инструмент у производителя — всю информацию о гарантии можно найти НАЖМИТЕ ЗДЕСЬ.
Мы очень тесно сотрудничаем со всеми производителями, чтобы максимально эффективно решать проблемы клиентов, и в соответствии с изложенными для нас рекомендациями мы рекомендуем направлять неисправные элементы в авторизованный ремонтный центр. Это лучший способ получить решение для любого неисправного элемента, поскольку он может быть отремонтирован/заменен нужными людьми. Мы более чем рады облегчить этот процесс и при необходимости можем связать вас с агентами по ремонту. Мы не можем принять возврат неисправных или поврежденных продуктов, все проданные электроинструменты предназначены для профессионального использования и, как таковые, не подпадают под действие условий прав потребителей.
Есть вопросы? Поговорите с командой 01259 238855
Купить остроконечное долото Bosch SDS-Plus 250 мм от Tikweld Сварочные материалы и услуги
Бош
(пока отзывов нет)
Написать обзор
Бош
Пикообразное долото Bosch SDS-Plus 250 мм
Рейтинг Требуется
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Тема отзыва Требуется
Комментарии Требуется
Артикул:
2608578516
Наличие:
В наличии
Сейчас:
₦901. 00
Текущий запас:
Количество:
Часто покупают вместе:
Описание
Описание
Tikweld Welding Supplies and Services является дистрибьютором инструментов Bosch Power и принадлежностей в Нигерии.
Наше остроконечное зубило SDS-Plus (10 шт.) 250 мм Bosch изготовлено из высококачественных материалов. Самозатачивающееся остроконечное долото подходит для перфораторов и обеспечивает на 30 % более высокую производительность съема материала по сравнению со стандартными остроконечными долотами.
Описание плиткореза MATRIX 600 мм с круглым резаком
Плиткорез обладает высоким запасом прочности и очень долговечен в использовании. Антикоррозионное покрытие надежно защищает направляющие из инструментальной стали. Благодаря приспособлению балеринка возможно получение отверстий диаметром до 80 мм. Поворотный угольник-угломер служит для резки под углом до 45 градусов.
Особенности плиткореза
Ролик из твердого сплава ВК-8
Поворотный угольник-угломер регулирует размер и дополнительно фиксирует отрезаемую заготовку
Высокое качество сборки
Долгий срок службы
Простота эксплуатации
Производитель оставляет за собой право изменять страну производства, характеристики товара, его внешний вид и комплектность без предварительного уведомления продавца. Уточняйте информацию у менеджеров!
Технические характеристики плиткореза MATRIX
Длина реза
600 мм
Глубина реза
16 мм
Режущий элемент
ролик
Балеринка
есть
Вес
6,40 кг
Отзывы для сайта Cackle
1. Способы доставки
до 100 кг
до 300 кг
до 500 кг**
Москва
390 руб
500 руб
900 руб
МО, область
390 руб*
500 руб*
900 руб*
Самовывоз
Выдача товара до 20:00, Раменский район, Михайловская слобода, Старорязанская улица, д. 4. (при оплате — резерв товара)
* каждый 1 км за МКАД дополнительно 30 руб
** полная информация по доставке крупногабаритных грузов смотрите в разделе Доставка и оплата
2. Способы оплаты
Банковской картой онлайн на сайте ЮMoney (Я.Деньги)
Наличными курьеру QIWI кошелек
Сбербанк-онлайн WebMoney
Безналичный расчет
Вы можете вернуть товар, если был обнаружен производственный брак, дефекты и прочие повреждения. Срок возврата осуществляется в течение 14 дней с даты покупки товара.
Возврат товара осуществляется в полном соответствии с законодательством РФ, включая Закон о Правах Потребителя.
Подробная информация о возратах и обмене
Уровень алюминиевый, 600 мм, 3 глазка, ударопрочные заглушки, двухкомпонентные ручки Matrix ProFI
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
Перчатка трикотажные с ПВХ точкой, 5 пар в упаковке, БОПП-пакет, 7 класс// Россия
Перчатка трикотажные с ПВХ точкой, 5 пар в упаковке, БОПП-пакет, 7 класс// Россия
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Шахматный облив», 5 пар в упаковке, 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Шахматный облив», 5 пар в упаковке, 10 класс Россия
Перчатки х/б, 10 класс Россия
Перчатки х/б, 10 класс Россия
Рулетка Black,3 м х 16 мм,обрезиненный корпус Matrix
Рулетка Black,3 м х 16 мм,обрезиненный корпус Matrix
Перчатки универсальные комбинированные DELUXE, L Gross
Перчатки универсальные комбинированные DELUXE, L Gross
Плоскогубцы комбинированные 165 мм, трехкомпонентные рукоятки Gross
Плоскогубцы комбинированные 165 мм, трехкомпонентные рукоятки Gross
Очки защитные открытые, поликарбонатные, прозрачные ОЧК201 (0-13021) Россия
Очки защитные открытые, поликарбонатные, прозрачные ОЧК201 (0-13021) Россия
Похожие товары
Уровень алюминиевый УС-1, 0-400, фрезерованный, 3 глазка, 400 мм Сибртех
Уровень алюминиевый УС-1, 0-400, фрезерованный, 3 глазка, 400 мм Сибртех
Уровень алюминиевый, 1000 мм, фрезерованный, 3 глазка, две эргономичные ручки Matrix
Уровень алюминиевый, 1000 мм, фрезерованный, 3 глазка, две эргономичные ручки Matrix
Уровень алюминиевый, двуручный, 1000 мм, профиль 1,6 мм, фрезеров, ударопрочные заглушки, 3 глазка Барс
Уровень алюминиевый, двуручный, 1000 мм, профиль 1,6 мм, фрезеров, ударопрочные заглушки, 3 глазка Барс
Уровень алюминиевый, 2000 мм, 2 глазка, линейка Sparta
Уровень алюминиевый, 2000 мм, 2 глазка, линейка Sparta
Уровень алюминиевый усиленный, 600 мм, 3 глазка Gross
Уровень алюминиевый усиленный, 600 мм, 3 глазка Gross
Беспроводная система видеопередачи ХДМИ Моман Матрица 600
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Сохранить 0
Моман
BFCM Цена сейчас
Специальные предложения: > Аккумулятор большой емкости Moman Power 140 с V-образным креплением СКИДКА 50 долл. США всего 199,00 долл. США > 2-канальный беспроводной петличный микрофон SYNCO P2L для iPhone ЦЕНА СКИДКА всего 109,00 долл. США > COLBOR CL60 Студийный свет для фотосъемки СКИДКА >15% при цене 139 долларов США.00 > Профессиональный телесуфлер Moman MT12 для видео > СКИДКА 20% по цене 139,99 долл. США
Поделитесь этим продуктом
Подробная информация
Технические характеристики
Учебники
Обновления встроенного ПО
Загрузки
Подробнее
【Алгоритм Matrix 600 для передачи на расстояние 600 футов】Алгоритм Matrix 600 устанавливает зашифрованное беспроводное соединение между видеопередатчиком, подключенным к съемочным устройствам, и приемником, подключенным к монитору камеры, режиссеру или телефонам. Видеоконтент передается через HDMI. Система Matrix 600 способна обеспечить беспроводную передачу видео с синхронизацией на расстояние более 600 футов с малой задержкой всего 0,08 секунды.
【Технология интеграции антенн следующего поколения】Matrix 600 интегрирует антенны в корпус беспроводного передатчика и приемника HDMI, упрощая использование беспроводных HDMI-приложений, особенно для пользователей подвесных стабилизаторов.
【Приложение Moman Matrix 2-в-1】Приложение Moman Matrix позволяет передавать видео по беспроводной сети с TX на iPhone/iPad и одновременно предлагает сценарии. Он также поддерживает такие возможности монитора, как Zebra, Zoom, Peaking и другие. Он идеально соответствует требованиям к настройке телесуфлера Zoom для прямых трансляций, онлайн-конференций, интервью и т. д.
【Бесшумная конструкция и аккумулятор с длительным сроком службы】В Matrix 600 вместо вентилятора используется конструкция с естественным распределением тепла, обеспечивающая бесшумную запись. Вы можете получить чистый звук с меньшими затратами на постобработку при разумной температуре ниже 48°C. Низкое энергопотребление 3,5 Вт обеспечивает в два раза больше времени автономной работы по сравнению с другими ведущими системами беспроводной передачи. И передатчик, и приемник могут питаться от батареек NP-F или кабеля USB Type-C.
【Порт HDMI и OLED-экран】 Благодаря порту HDMI на TX и RX Moman Matrix 600 совместим с видеокамерами, цифровыми зеркальными камерами, полевыми мониторами и другими устройствами. Вы можете следить за его состоянием и визуально настраивать его с помощью OLED-экрана.
Технические характеристики
Передатчик (TX)
Интерфейс:
Вход HDMI/выход HDMI
Работает на:
Аккумулятор 5 В пост. тока/NP-F
Потребляемая мощность:
<3 Вт
Вход HDMI:
720P@50/60Гц;
1080I@50/60Гц;
1080P@24/25/30/50/60 Гц
Выход HDMI:
720P@50/60Гц;
1080I@50/60Гц;
1080P@24/25/30/50/60 Гц
Вес:
120 г
Размер:
103*63,5*16 мм
6562px;»>
Диапазон частот передачи:
5 ГГц
Мощность передачи:
17 дБм
Задержка передачи:
80 мс, среда с радиочастотным шумом 120 мс, тип.
Чувствительность приема:
-80 дБм
Приемник (RX)
Интерфейс:
Выход HDMI*2
Работает на:
Аккумулятор 5 В пост. тока/NP-F
Потребляемая мощность:
<2,5 Вт
Выход HDMI:
720P@50/60Гц;
1080I@50/60Гц;
1080P@24/25/30/50/60 Гц
Вес:
120 г
Размер:
103*63,5*16 мм
Диапазон частот передачи:
5 ГГц
Мощность передачи:
17 дБм
Задержка передачи:
80 мс, среда с радиочастотным шумом 120 мс, тип.
Чувствительность приема:
-80 дБм
Учебные пособия
Создайте свой лучший телесуфлер с масштабированием | Телесуфлер Moman и беспроводная передача
Обновления прошивки
Версии:
JP: Версия 5.0.4
США: версия 1.0.4
Шаги:
Получите флэш-диск USB и кабель USB-Type-C;
Отформатируйте USB-диск в FAT32;
Загрузите и откройте файл обновления и скопируйте файл TX в корневой каталог USB-накопителя;
Подключите USB-диск к передатчику Moman Matrix 600 через порт Type-C;
Одновременно нажмите кнопки направления и меню и удерживайте около 5 секунд, чтобы войти в режим обновления, и нажмите OK, чтобы начать процесс;
Нажмите кнопку направления, чтобы вернуться к основному интерфейсу, когда индикатор выполнения обновления заполнен и отображается слово «Успешно»;
Выключите передатчик, а затем снова включите его, чтобы завершить обновление;
Выполните вышеупомянутые шаги 3-7 и завершите обновление RX.
Загрузки
Руководство пользователя Moman Matrix 600 (на английском языке)
Приложение Moman Matrix
способов оплаты
American ExpressApple PayGoogle PayMastercardPayPalShop PayVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Гарантийная политика | Политика возврата
Безопасность
B52 Matrix 600 Активная система мощностью 600 Вт
B52
Артикул: МАТРИЦА-600 Идентификационный номер PSSL: 70241
Поделитесь этим продуктом
Активная система B-52 Matrix 600 мощностью 600 Вт
B-52 MATRIX-600 — новейшая модель популярного семейства активных систем MATRIX. Компактный, мощный и портативный MATRIX-600 обеспечивает чистый и точный звук, идеально подходящий как для живого звука, так и для воспроизведения музыки. В основе MATRIX-600 лежит высококачественный стереоусилитель мощностью 600 Вт RMS, разработанный для идеального сочетания с включенными сателлитными динамиками, встроенным семиканальным микшером, эффектами DSP студийного качества, фантомным питанием 48 В и бесчисленными патч-входами/выходами. Сателлитные громкоговорители MATRIX-600 имеют высококачественную 10-дюймовую 3-полосную конструкцию, которая воспроизводит звук с удивительной детализацией и чистотой, что традиционно недостижимо для 2-полосных громкоговорителей. Сателлитные громкоговорители включают в себя как чашки для крепления на столб, так и точки подвеса, идеально подходящие для стационарной установки. В комплект входят чехлы для динамиков, сумка для переноски микшера/усилителя и кабели.0003
Основные элементы управления:
7-полосная секция MASTER EQ с ползунковыми потенциометрами
Светодиодные индикаторы, отображающие уровни выходной мощности левого и правого каналов
Удобно расположенный регулятор MASTER LEVEL с большой ручкой
Стереоусилитель мощности:
Выходной каскад с дискретными сильноточными выходными устройствами — без встроенных усилителей на ИС
Выходная мощность 2 x 300 Вт RMS с высоким запасом мощности
Очень эффективное охлаждение с использованием большого радиатора и двух прямоточных вентиляторов с регулируемой скоростью вращения для бесшумной работы
Блок питания с малошумящим тороидальным трансформатором и переключателем двойного напряжения (115/230 В переменного тока)
Комплексный усилитель и динамик схема защиты от коротких замыканий, смещения постоянного тока, перегрева, ударов при включении, дозвуковых и сверхзвуковых частот.
Эквализация настроена для улучшения и оптимизации работы акустической системы.
24-битные цифровые эффекты
24-битная 16-позиционная секция цифровых эффектов обеспечивает мощную маршрутизацию на выходы MAIN, MONITOR и RECORD, что позволяет умело включать эффекты DSP в ваш микс. B-52 настроил эти DSP-эффекты, чтобы предложить широкий спектр «окружений» на выбор:
Регулятор LEVEL для микширования обработанного сигнала с основным сигналом
Регулятор PARAMETER изменяет звуковой характер каждого эффекта, предоставляя бесконечный выбор
Переключатели для активации DSP и направления их на выходы MAIN и RECORD
Специальный регулятор LEVEL для регулировки уровня эффектов на выходе MONITOR
Особенности 7-канального микшера:
Четыре канала (каналы 1–4) с балансными, комбинированными микрофонными входами 1/4 дюйма и XLR и балансными линейными входами 1/4 дюйма jack
Выберите категорию: Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf — метрическая резьба с мелким шагом»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» G — трубная цилиндрическая резьба»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
Без топора — не плотник, без иглы — не портной, ну, а без фрезы — не фрезеровщик. Этих самых фрез — огромное количество: разные формы, разное содержание, исполнение и назначение. Фреза профессионала одевает, фреза обувает, поэтому мы должны выбрать среди этого многообразия именно тот вариант, который будет соответствовать нашим ожиданиям. И первое, с чем стоит разобраться — материал инструмента.
Существует два основных материала для изготовления монолитных фрез: быстрорежущая сталь (HSS) и твёрдый сплав, и, естественно, у них есть свои преимущества и недостатки. Теперь по порядку.
Быстрорез
Быстрорежущие стали содержат от 0,7-1,5% углерода, до 18% вольфрама, и др. элементы. Обозначаются они русской буквой «Р» (Р18, Р6М5 и т. д) или латинскими HSS (High Speed Steel) + дополнительные буквы, свидетельствует о включенных элементах в составе или об определенных манипуляциях в производстве инструмента, которые усиливают его свойства. Быстрорез прочнее и дешевле твёрдого сплава. Такие фрезы легко и быстро перетачиваются (особенно ГОСТовские) на заточном станке. Этих преимуществ пока достаточно для выбора в пользу быстрореза, если мы, к примеру, режем обычную сталь на старом универсальном станке, с малыми оборотами, слабой системой СПИД. В общем, если мы работаем вне благоприятных условиях, на низких скоростях, с простыми машиностроительными материалами, и с низким бюджетом, то покупаем фрезы типа ГОСТ.
Иначе дело обстоит, если у нас новое оборудование, оборотистое, жесткое: универсальное или ЧПУ — не суть, если материалы остаются конструкционные, а скорости щадящие до 80-100м/мин, то можно продолжать использовать быстрорежущую сталь. Но есть нюанс: лучше взять с защитным покрытием, кобальтированную и созданную по технологиям порошковой металлургии (HSS-E, HSS-E-PM, и т. д). Производительность увеличится, но и цена фрезы возрастёт: приблизится к стоимости твёрдого сплава. А так как скорость обработки и цены наших фрез увеличиваются, то пришло время обсудить твердый сплав.
Твердый сплав
Твёрдые сплавы представляют собой сплавы карбидов тугоплавких металлов с кобальтом, являющийся своеобразной связкой. Из названия понятно, что эти сплавы обладают высокой твёрдостью, износостойкостью и теплостойкостью до 1000 градусов по Цельсию (быстрорезы до 650).
Твёрдые сплавы получают методом порошковой металлургии из микронных, субмикронных субстратов. Обычно используют карбид вольфрама с кобальтом, зачастую туда замешивают карбид титана и карбид тантала (всем известная советская маркировка ВК, ТК, ТТК).
Импортные же маркировки у каждого производителя свои, так как состав их инструмента, который радует станочников стойкостью на определённой операции является конкурентным преимуществом и коммерческой тайной. Их так же улучшают всевозможными сочетаниями PVD и CVD покрытиями, увеличивающими износостойкость фрезы. Такие фрезы способны обрабатывать со скоростью до 500 м/мин. , так называемые, труднообрабатываемые материалы групп P, M, K, S, H, а цветные металлы (группа N) обрабатывают до 2000 м/мин.
Но, конечно, на этих режимах работает только лучшее оборудование. Твердый сплав в тандеме с высококачественным, оборотистым и жёстким станком даёт на выходе большую точность, лучшее качество обработанный поверхности, предсказуемую стойкость инструмента. Это позволяет значительно повысить производительность, что с лихвой окупит высокий ценник твердосплавной монолитной фрезы.
Итак, теперь мы понимаем, что выбор инструмента из быстрорежущей стали или твёрдого сплава зависит от условий, в которых фрезе предстоит работать. Но помимо материала инструмента, есть и другие тонкости выбора правильной фрезы для конкретной операции. И как говорят в таких ситуациях бывалые классики, что это уже совсем другая история…
Использованы материалы: Кожевников Д.В. (2005) Режущий инструмент: Учебник для вузов.
Каталог фрез по металлу на онлайн-выставке Enex: https://enex.market/catalog/Raskhodnye_materialy/metallorezhushchiy_instrument/frezy_po_metallu/.
Что такое высокоскоростная резка?
Блог
Термин «Высокоскоростная резка» (также известная как высокоскоростная обработка) значительно расширился в обрабатывающей промышленности за последние 5–10 лет. Несмотря на новоприобретенный статус «модного слова», определение этого процесса остается несколько неуловимым или, в лучшем случае, определяется приблизительно как просто фрезерование на достаточно высоких оборотах. Реальность высокоскоростной резки немного сложнее, но, тем не менее, требует внимания из-за значительной эффективности , которую она обеспечивает. В этом посте мы рассмотрим зарождение и развитие высокоскоростной резки как процесса. Исследования и разработка методологии высокоскоростной резки получили наибольшее развитие в конце 70-х и начале 80-х годов в рамках Программы передовых производственных исследований, финансируемой DARPA. Цель этой программы состояла в том, чтобы определить средства более быстрого удаления материала за счет использования значительно более высоких оборотов в минуту и скорости подачи, чем традиционно используемые. В этой программе тестировались скорости резания (Vc) в диапазоне от 0,05 дюйма/мин до 960 000 дюймов/мин и выше. Аналогичные исследования проводились в Европе в середине 1980-х годов в Техническом университете Дармштадта. Результатом этих исследований стало понимание того, что «золотое пятно» высокоскоростного процесса резания варьируется в зависимости от обрабатываемого материала, а также от геометрии режущего инструмента. В целом, эти зоны наилучшего качества определяются следующим образом:
Параметры высокоскоростной резки для различных фрезеруемых материалов (см. выше).
После достижения порога диапазона HSM преимущества этого метода резки начинают проявляться. Преимущества высокоскоростной резки реализуются в четырех основных областях:
1.) Повышенная точность обработки
По мере увеличения скорости резания сила резания уменьшается из-за явления, называемого тиксотропией, или из-за свойства материала «размягчаться» из-за напряжения сдвига, придаваемого ему инструментом. режущей кромки, а затем вернуться к исходным свойствам твердости после завершения процесса резки. Это свойство особенно характерно для алюминиевых сплавов, что делает алюминий идеальным кандидатом для процессов высокоскоростной резки.
2.) Улучшение чистоты поверхности
Общие сведения о механической обработке говорят нам о том, что тепло трения в процессах фрезерования генерируется в равной степени с каждой стороны режущей кромки инструмента (что составляет почти 80% всего индуцированного тепла трения), а еще 20% возникающие в результате деформации или изгиба образовавшейся стружки. В процессе высокоскоростного резания стружка удаляется с такой высокой скоростью, что большая часть (приблизительно 60%) этого тепла, обусловленного трением, не успевает передаться окружающей заготовке или самому инструменту. В результате обработанная поверхность демонстрирует превосходное качество с заметным снижением деградации обрабатываемой детали, вызванной температурой.
3.) Уменьшение образования заусенцев
На основании исследований, посвященных передовым методам высокоскоростной обработки, после достижения достаточно высокой скорости резания наблюдается заметное уменьшение образования заусенцев. Это уменьшение образования заусенцев зависит как от самой скорости резания, так и от правильной геометрической формы режущей кромки. Короче говоря, режущий инструмент, правильно сконструированный для работы с обрабатываемым материалом, который вращается с достаточной скоростью, выполняет рез достаточно быстро, чтобы срезать материал полностью и чисто, тем самым уменьшая или устраняя образование заусенцев.
4.) Улучшение эвакуации стружки
Подобно уменьшению образования заусенцев, улучшение эвакуации стружки, которым пользуются те, кто использует высокоскоростные методы резания, в первую очередь является результатом геометрии режущего инструмента в сочетании с высоким энергетическим состоянием, создаваемым RPM. применяется. При скорости резания более 500 м/мин и режущем инструменте, оптимизированном для удаления большого количества стружки за короткий промежуток времени, полученная стружка может быть выброшена из зоны обработки с высокой скоростью, что значительно снижает вероятность повторной обработки стружки или повреждения заготовки из-за обилия остаточной стружки. Скорость вращения шпинделя в диапазоне от 8 000 до 12 000 об/мин становится все более распространенной на рынке станков, поэтому производители, желающие адаптироваться, уже могут использовать преимущества высокоскоростной резки стали, чугуна и сплавов на основе никеля. их стратегии на те, которые соответствуют лучшим практикам HSC. Высокоскоростная резка цветных металлов, таких как латунь, алюминий и инженерные пластмассы, требует значительно более высоких скоростей вращения, и поэтому те, кто хочет воспользоваться преимуществами высокоскоростной резки этих материалов, должны сосредоточиться на фрезерном оборудовании, способном работать на высокая скорость шпинделя 9 скоростей0023 от 25 000 до 50 000 об/мин или больше. Учитывая потребность в обрабатываемых деталях, демонстрирующих постоянно растущий уровень точности и качества, высокоскоростная резка предлагает средства для работы «умнее, а не сложнее» — за счет использования фрезерной системы с ЧПУ, в которой синергия между материалом, режущим инструментом и скоростью резания обеспечивает уровни производительности, невиданные в традиционных методах обработки.
Chicago Pneumatic CP9116 США Высокоскоростной резак для тяжелых условий эксплуатации | 1,0 л.с. | 14 000 об/мин
Рекомендуемая производителем розничная цена:
$524,40
В настоящее время:
$314,64
(Вы сэкономили
209,76 долларов США
)
(пока отзывов нет)
Написать рецензию
Chicago Pneumatic
Chicago Pneumatic CP9116 США Высокоскоростной резак для тяжелых условий эксплуатации | 1,0 л.
с. | 14 000 об/мин | Диаметр колеса 4 дюйма
Рейтинг Требуется
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя Требуется
Электронная почта Требуется
Тема отзыва Требуется
Комментарии Требуется
Изображения продуктов могут не соответствовать реальному продукту. Пожалуйста, проверьте описание ниже для технических характеристик.
Артикул:
8941091161
Состояние:
Новый
Наличие:
Обычно отправляется в течение 5–7 рабочих дней
Вес:
3,70 фунта
Доставка:
Рассчитано на кассе
Текущий запас:
Количество:
Добавление в корзину… Товар добавлен
Описание
Информация о гарантии
Характеристики
Предупреждение о законопроекте 65 штата Калифорния
Высокоскоростной резак Chicago Pneumatic CP9116 US является кульминацией десятилетий исследований и технических усовершенствований. Инструменты Chicago Pneumatic надежны, безопасны и прочны, выгодны по цене и просты в использовании. Chicago Pneumatic 8941091161 Резак — это инструмент из закаленного металла, который используется для резки, придания формы и удаления материала с заготовки и идеально подходит для резки композитных материалов, металла и болтов, особенно в ограниченном пространстве. Chicago Pneumatic CP9116 US Cutter предлагает передовые конструкции инструментов, которые работают так же усердно, как и вы, и обеспечивают максимальный комфорт, безопасность, эффективность и удобство обслуживания. Благодаря высокой скорости и эксклюзивным эргономическим характеристикам этот инструмент обеспечивает максимальную производительность в любых тяжелых условиях.
Модель: CP9116 США | Мощность: 1,0 л.с. / 746 Вт | Размер патрона/колеса: 4 дюйма / 100 мм | Свободная скорость: 14000 об/мин | Потребление воздуха при нагрузке: 7,0 (куб. футов в минуту) / 3,3 (л/с) | Длина: 370 мм / 14,8 дюйма | Уровень вибрации: 3 (a) / 3,0 (k) | Звуковое давление: 86 дБ(А) | Звуковая мощность: 97 дБ(А) | Воздухозаборник: 1/4 дюйма
Особенности и преимущества :
4” = 100 мм для лучшего охвата и легкого доступа в ограниченные зоны
Композитная рукоятка для уменьшения передачи холодного воздуха оператору
Система блокировки шпинделя для облегчения замены круга
Регулируемый в 11 положениях поворотный защитный кожух – регулируемый на 126° для лучшей защиты оператора и лучшая видимость операций резки
Предохранительный рычаг дроссельной заслонки для предотвращения случайного запуска
Выхлопная труба сзади
Высококачественная сталь для внутренних шестерен
Поворотный на 360° воздухозаборник
Увеличенный и компактный корпус редуктора
Комфорт
Простота в использовании
Безопасность и удобство
Мощный
Прочный
9 Идеален для резки…
Поставляется с 5 отрезными дисками Norton
Ищете дополнительную информацию о Пневматическом резаке Chicago? Нажмите здесь , чтобы просмотреть каталог .
Чтобы получить помощь в выборе подходящего инструмента для вашего приложения, позвоните по телефону (800) 608-5210 или отправьте электронное письмо по адресу [email protected]
. Гарантия один год на дефекты изготовления и материалов.
ПРЕДУПРЕЖДЕНИЕ. Этот или другие продукты, продаваемые на этом веб-сайте, могут подвергать вас воздействию химических веществ, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или другие нарушения репродуктивной функции.
Для получения дополнительной информации посетите сайт www.P65Warnings.ca.gov
Наведите курсор на ячейку элемента, чтобы получить его краткое описание.
Чтобы получить подробное описание элемента, кликните по его названию.
Амины — что это? | Химтраст
О компании
О компании
Дилерская политика
Вакансии
Новости
Отзывы
Сертификаты
Благотворительность
Специальная оценка условий труда
Каталог
Скидки
Покупателям
Калькулятор
Каталог подрядчиков
Скидочная программа
Правила оплаты
Контакты дилеров
Услуги
Теплоизоляция
Гидроизоляция
Огнезащита
Укладка резиновой крошки
Заливка наливных полов
Фотоотчеты
База знаний
Статьи
Альбом решений
Видео
Вопросы и ответы
Энциклопедия
Обучение
Контакты
Каталог
Контакты и реквизиты
Контакты дилеров
Правила оплаты
Новости
Скидочная программа
Дилерская политика
Калькулятор напылёнщика
Рассчитайте толщину напыления и объем компонентов ППУ
перейти к калькулятору
Аминами называются органические производные аммиака, в котором один, два или все три атома водорода замещены на углеводородные радикалы (предельные, непредельные, ароматические). Название аминов производят от названия углеводородного радикала с добавлением окончания –амин или от названия соответствующего углеводорода с приставкой амино-.
Примеры:
Ch4 – Nh3 — метиламин;
Ch4 – NH – C2H5 — метилэтиламин.
фениламин (анилин)
В зависимости от числа атомов водорода, замещенных в аммиаке на углеводородные радикалы, различают первичные, вторичные и третичные амины:
первичный амин: R – Nh3
вторичный амин: R – NH – R’
третичный амин: R – N – R”
Где R, R’, R’’ – углеводородные радикалы.
Первичные, вторичные и третичные амины можно получить, проводя алкилирование (введение алкильного радикала) аммиака. При этом происходит постепенное замещение атомов водорода аммиака на радикалы, и образуется смесь аминов:
Nh4 + Ch4I — Ch4Nh3 + HI
Ch4Nh3 + Ch4I — (Ch4)2NH + HI
(Ch4)2NH + Ch4I — (Ch4)2N + HI
Обычно в смеси аминов преобладает один из них в зависимости от соотношения исходных веществ.
Для получения вторичных и третичных аминов можно использовать реакцию аминов с галогеналкилами:
(Ch4)2NH + C2H5Br — (Ch4)2NC2H5 + HBr
Амины можно получить восстановлением нитросоединений. Обычно нитросоединения подвергают каталитическому гидрированию водородом:
C2H5NO2 + 3h3 — C2H5Nh3 + 2h3O
Этот метод используется в промышленности для получения ароматических аминов.
Предельные амины. При обычных условиях метил амин Ch4Nh3, диметиламин (Ch4)2NH, триметиламин (Ch4)3N и этиламин C2H5Nh3 – газы с запахом, напоминающим запах аммиака. Эти амины хорошо растворимы в воде. Более сложные амины – жидкости, высшие амины – твердые вещества.
Для аминов характерны реакции присоединения, в результате которых образуются алкиламиновые соли. Например, амины присоединяют галогеноводороды:
(Ch4)2Nh3 +HCl — [(Ch4)2Nh4]Cl
хлорид этиламмония
(Ch4)2NH + HBr — [(Ch4)2Nh3]Br
бромид диметиламмония
(Ch4)3N + HI — [(Ch4)3NH]I
иодид триметиламмония
Тритичные амины присоединяют галогенопроизводные углеводорода с образованием тетраалкиламмониевых солей, например:
(C2H5)3N + C2H5I — [(C2H5)4N]I
Алкиламониевые соли растворимы в воде и в некоторых органических растворителях. При этом они диссоциируют на ионы:
[(C2H5)4N]I === [(C2H5)4N]+ + I-
В результате водные и неводные растворы этих солей проводят электрический ток. Химическая связь в алкиламмониевых соединениях ковалентная, образованная по донорно-акцепторному механизму:
Ион метиламмония
Углеводороды
Углеводороды
Углеводороды
Органические молекулы:
Органическая химия изучает свойства соединений углерода. Все соединения углерода, за исключением нескольких неорганических соединений углерода, являются органическими. Неорганические соединения углерода включают оксиды углерода, бикарбонаты и карбонаты ионов металлов, цианиды металлов и некоторые другие.
Углеводороды
Простейшие органические соединения состоят только из атомов углерода и водорода. Соединения только углерода и водорода называются Углеводороды .
Алканы
Простейший углеводород – метан, CH 4 . Это простейший член ряда углеводородов. Каждый последующий член ряда имеет на один атом углерода больше, чем предыдущий член. Этот ряд соединений называется алканов ( С n H 2n+2 ) . Более легкие газы и используются в качестве топлива. Средние (от 7 углеродов до 12 углеродов) — это жидкости, используемые в бензине (бензине). Высшие представляют собой воскообразные твердые вещества. Свечной воск представляет собой смесь алканов. Алканы являются насыщенными, что означает, что они содержат максимальное количество атомов водорода на углерод и не содержат двойных или тройных связей.
Наименование органических соединений относится к органической номенклатуре . Существует множество правил именования органических соединений, систематизированных Международным союзом теоретической и прикладной химии 9.0003
Правила ИЮПАК для номенклатуры алканов
1. Найдите и назовите самую длинную непрерывную углеродную цепь. 2. Определите и назовите группы, присоединенные к этой цепочке. 3. Последовательно пронумеруйте цепь, начиная с конца, ближайшего к группе заместителей. 4. Обозначьте расположение каждой группы заместителей соответствующим номером и названием. 5. Соберите название, перечислив группы в алфавитном порядке. Приставки ди, три, тетра и т. д., используемые для обозначения нескольких однородных групп, при алфавитном алфавите не учитываются.
Количество атомов углерода
Префикс
Структура
1
Мет ан
CH 4
2
Эт ан
CH 3 CH 3
3
Опора ан
CH 3 CH 2 CH 3
4
Бут ане
CH 3 (CH 2 ) 2 CH 3
5
Пент ан
CH 3 (CH 2 ) 3 CH 3
6
Шестигранник Ане
Ч 3 (CH 2 ) 4 CH 3
7
Гепт ане
CH 3 (CH 2 ) 5 CH 3
8
октябрь ан
CH 3 (CH 2 ) 6 CH 3
9
Не ан
CH 3 (CH 2 ) 7 CH 3
10
декабрь ан
CH 3 (CH 2 ) 8 CH 3
11
Ундец ан
CH 3 (CH 2 ) 9 CH 3
12
Додек ане
CH 3 (CH 2 ) 10 CH 3
Изомерия
Все алканы с 4 и более атомами углерода проявляют структурную изомерию . Это означает, что для каждой молекулярной формулы можно нарисовать две или более различных структурных формул.
Например, C 4 H 10 может быть любой из этих двух разных молекул:
Они называются соответственно бутан и 2-метилпропан .
Наименование структурных изомеров алканов
Номенклатура усложняется, если алкан разветвляется. В таком случае есть несколько правил, которым вы должны следовать, чтобы дать алкану правильное название.
Найдите самую длинную углеродную цепь в молекуле. Количество атомов углерода в самой длинной цепи становится родительским именем (см. таблицу выше)
Найдя исходную цепь, вы нумеруете исходную цепь, начиная с конца, ближайшего к первому заместителю (заместителем является любой фрагмент, выступающий за пределы основной цепи).
Далее определите названия всех заместителей . Заместители называются так, как если бы часть была отдельной молекулой, за исключением того, что используется суффикс yl, а не ane. Таким образом, двухуглеродный заместитель будет этильным заместителем (а не этановым заместителем).
Поместите заместители в алфавитном порядке (т.е. этил перед метилом) перед названием родителя.
Затем определите положение всех заместителей в названии, поместив перед ним число атомов углерода, в котором заместитель присоединяется к исходной цепи. Например, 2-метилгептан указывает на то, что метильный заместитель присоединен к углероду номер 2.
Применение правил
Теперь попробуйте применить эти правила, чтобы назвать следующую молекулу (это не так сложно, как может показаться).
Действуйте шаг за шагом, как описано выше.
1) Найдите самую длинную углеродную цепь в молекуле. Во-первых, найдите исходную цепь в молекуле, то есть максимально длинную цепочку соединяющих атомов углерода. Обратите внимание, что родительская цепочка не обязательно является цепочкой, которая просто следует слева направо. Например, если бы вы посчитали количество атомов углерода в этой молекуле слева направо, вы бы получили 7 атомов углерода. Однако это не родительская цепочка! Если вы начнете слева, а затем подсчитаете, где молекула разветвляется, вы обнаружите, что в ней 8 атомов углерода. Это самая длинная цепь (не дайте себя обмануть профессорам, прячущим атомы углерода в ответвлениях), и, таким образом, исходной цепью является октан (см. таблицу выше).
2) Номер родительской цепи. Второй шаг — пронумеровать атомы углерода в исходной цепи, начиная с конца, ближайшего к первому заместителю. Важно нумеровать молекулу с правильного конца (другими словами, в этом примере вы нумеруете алкан справа налево или слева направо). Следуя этому правилу, на этой молекуле вы нумеруете справа налево, так как 2-углеродный заместитель находится ближе к этому концу.
Правильная нумерация
Неправильная нумерация
3. Назовите все заместители. Затем вы определяете названия заместителей. В этом случае единственным заместителем является 2-углеродная группа у 4-го атома углерода. Это этильная группа.
4. Расположите заместители в алфавитном порядке. Следующим шагом является расположение заместителей в алфавитном порядке (т.е. этил перед метилом), но так как есть только один заместитель, в этом нет необходимости.
5. Найдите заместитель в родительском изменении, присвоив ему номер . Таким образом, правильная номенклатура этого алкана — 4-этилоктан. Обратите внимание, что тире используется для отделения числа от заместителя.
Циклоалканы снова содержат только углерод-водородные связи и углерод-углеродные одинарные связи, но на этот раз атомы углерода соединены в кольцо. Наименьшим циклоалканом является циклопропан.
Если вы посчитаете атомы углерода и водорода, вы увидите, что они больше не соответствуют общей формуле C n H 2n+2 . Соединяя атомы углерода в кольцо, вы должны были потерять два атома водорода.
Вряд ли он вам когда-нибудь понадобится, но общая формула циклоалкана C н Н 2 н .
Не думайте, что это все плоские молекулы. Все циклоалканы от циклопентана и выше существуют в виде «сморщенных колец».
Циклогексан
, например, имеет кольцевую структуру, которая выглядит следующим образом:
Эта форма циклогексана известна как «кресло» из-за его формы, отдаленно напоминающей стул.
Правила ИЮПАК для номенклатуры циклоалканов
1. Для монозамещенного циклоалкана кольцо дает название корня, а группа-заместитель называется, как обычно. Номер места необязателен. 2. Если алкильный заместитель большой и/или сложный, кольцо может быть названо замещающей группой алкана. 3. Если в кольце присутствуют два разных заместителя, они перечислены в алфавитном порядке, и первый указанный заместитель соответствует углероду №1. Затем нумерация атомов углерода в кольце продолжается в направлении (по часовой стрелке или против часовой стрелки), которое дает второму заместителю меньший возможный номер положения. 4. Если в кольце присутствует несколько заместителей, они перечислены в алфавитном порядке. Номера положений присваиваются заместителям таким образом, что один из них находится у углерода № 1, а другие положения имеют наименьшие возможные номера, считая либо по часовой стрелке, либо против часовой стрелки. 5. Название собирается, перечисляя группы в алфавитном порядке и присваивая каждой группе (если их две или более) номер местоположения. Приставки ди, три, тетра и т. д., используемые для обозначения нескольких однородных групп, при алфавитном алфавите не учитываются.
Алкены
Другая серия соединений называется алкенов . Они имеют общую формулу: C n H 2n . Алкены содержат меньше атомов водорода, чем алканы. Оставшиеся дополнительные валентности возникают в виде двойных связей между парой атомов углерода. Двойные связи более реакционноспособны, чем одинарные связи, что делает алкены химически более реакционноспособными.
Правила ИЮПАК для номенклатуры алкенов и циклоалкенов
1. Суффикс ен (окончание) указывает на алкен или циклоалкен. 2. Самая длинная цепь, выбранная для корневого названия, должна включать 90 551 оба атома углерода двойной связи 90 552 . 3. Корневая цепь должна быть пронумерована с конца, ближайшего к атому углерода двойной связи . Если двойная связь находится в центре цепи, для определения конца, с которого начинается нумерация, используется правило ближайшего заместителя. 4. Меньшее из двух чисел, обозначающих атомы углерода двойной связи, используется в качестве локатора двойной связи. Если присутствует более одной двойной связи, соединение называется диеновым, триеновым или эквивалентным префиксом, указывающим количество двойных связей, и каждой двойной связи присваивается локаторный номер. 5. В циклоалкенах атомам углерода двойной связи отведены кольцевые позиции №1 и №2. Какой из двух является номером 1, можно определить по правилу ближайшего заместителя. 6. Группы заместителей, содержащие двойные связи: H 2 C=CH– Винильная группа H 2 C=CH–CH 2 – Аллильная группа
Алкины
Третьей серией являются алкины . Они имеют следующую формулу: C n H 2n-2 .
Алкины имеют два атома углерода, соединенных тройной связью. Это очень реакционноспособно, что делает эти соединения нестабильными.
Правила ИЮПАК для номенклатуры алкинов
1. Суффикс yne (окончание) указывает на алкин или циклоалкин. 2. Самая длинная цепь, выбранная для корневого названия, должна включать 90 551 оба атома углерода тройной связи 90 552 . 3. Корневая цепь должна быть пронумерована с конца, ближайшего к атому углерода тройной связи . Если тройная связь находится в центре цепи, для определения конца, с которого начинается нумерация, используется правило ближайшего заместителя. 4. Меньшее из двух чисел, обозначающих атомы углерода тройной связи, используется в качестве локатора тройной связи. 5. Если присутствует несколько множественных связей, каждой из них должен быть присвоен номер локатора. Двойные связи предшествуют тройным связям в названии IUPAC, но цепочка нумеруется с конца, ближайшего к кратной связи, независимо от ее природы. 6. Поскольку тройная связь является линейной, она может быть размещена только в кольцах размером более десяти атомов углерода. В простых циклоалкинах атомам углерода тройной связи назначаются кольцевые положения № 1 и № 2. Какой из двух является номером 1, можно определить по правилу ближайшего заместителя. 7. Группы заместителей, содержащие тройные связи: HC≡C– Этинильная группа HC≡CH–CH 2 – Пропаргильная группа


 к манжеты установлены на поршне и совершают движения вместе с ним. Герметичность насоса зависит от состояния кромок уплотнительных манжет, следовательно, для увеличения продолжительности срока службы манжет, необходимо высокое качество поверхности, соприкасающейся с манжетами. Керамически обработанная внутренняя поверхность цилиндра и штока поршня обладает очень низким уровнем шероховатости, а следовательно увеличивает срок службы манжет.
к манжеты установлены на поршне и совершают движения вместе с ним. Герметичность насоса зависит от состояния кромок уплотнительных манжет, следовательно, для увеличения продолжительности срока службы манжет, необходимо высокое качество поверхности, соприкасающейся с манжетами. Керамически обработанная внутренняя поверхность цилиндра и штока поршня обладает очень низким уровнем шероховатости, а следовательно увеличивает срок службы манжет.  к его наружная поверхность подвержена износу в результате трения о пакетные уплотнения, в отличие от поршневого насоса, где трение между цилиндром и поршнем отсутствует. Необходимость замены поршня наступает значительно реже, чем необходимость замены плунжера.
к его наружная поверхность подвержена износу в результате трения о пакетные уплотнения, в отличие от поршневого насоса, где трение между цилиндром и поршнем отсутствует. Необходимость замены поршня наступает значительно реже, чем необходимость замены плунжера. к его наружная поверхность подвержена износу в результате трения о пакетные уплотнения, в отличие от поршневого насоса, где трение между цилиндром и поршнем отсутствует. Необходимость замены поршня наступает значительно реже, чем необходимость замены плунжера.
к его наружная поверхность подвержена износу в результате трения о пакетные уплотнения, в отличие от поршневого насоса, где трение между цилиндром и поршнем отсутствует. Необходимость замены поршня наступает значительно реже, чем необходимость замены плунжера. Присутствие в конструкции этого электронного блока также обязательно и для поддержания соответствующих оборотов двигателя, обеспечивающих постоянное рабочее давления.
Присутствие в конструкции этого электронного блока также обязательно и для поддержания соответствующих оборотов двигателя, обеспечивающих постоянное рабочее давления.  Система предназначена для включения электродвигателя при падении давления во время распыления. Частота включения, а следовательно, и величина рабочего давления будет зависеть от усилия затяжки пружины регулятора. Особенно заметно недостаток механической системы регулировки проявляется при работе с красками максимальной для данного аппарата вязкости.
Система предназначена для включения электродвигателя при падении давления во время распыления. Частота включения, а следовательно, и величина рабочего давления будет зависеть от усилия затяжки пружины регулятора. Особенно заметно недостаток механической системы регулировки проявляется при работе с красками максимальной для данного аппарата вязкости.  — Производительность насоса.
— Производительность насоса. к. вязкие краски не смогут проходить через сопла малого диаметра).
к. вязкие краски не смогут проходить через сопла малого диаметра).
 org/ListItem»>
org/ListItem»> Благодаря безвоздушной технологии распыления и высокому рабочему давлению аппараты способны создавать мощную струю лакокрасочной жидкости, что создаёт условия для эффективного окрашивания ровных и рельефных поверхностей из различных материалов.
Благодаря безвоздушной технологии распыления и высокому рабочему давлению аппараты способны создавать мощную струю лакокрасочной жидкости, что создаёт условия для эффективного окрашивания ровных и рельефных поверхностей из различных материалов.

 Они актуальны в случае, когда обрабатываются заготовки из твердых материалов, например, чугун или сталь.
Они актуальны в случае, когда обрабатываются заготовки из твердых материалов, например, чугун или сталь.
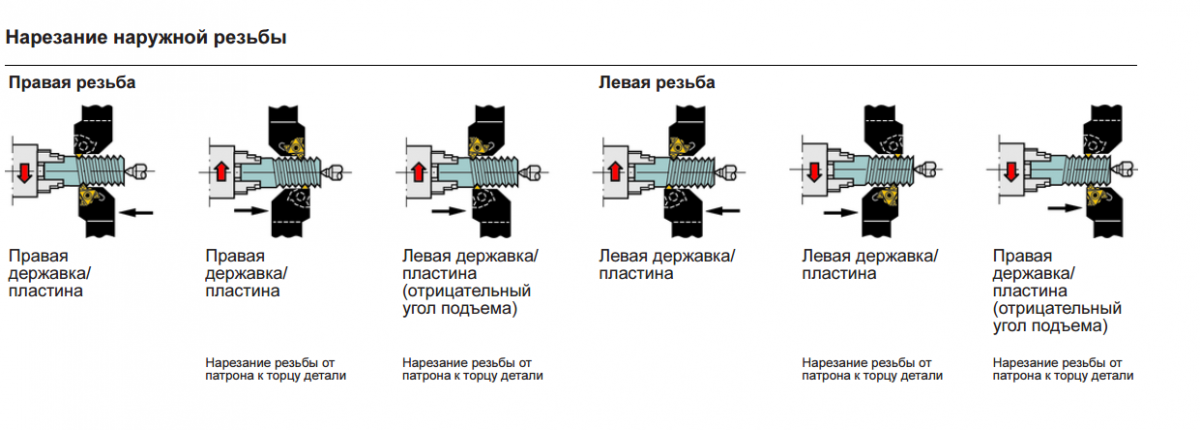
 Подобное решение – альтернатива метчикам и токарным инструментам.
Подобное решение – альтернатива метчикам и токарным инструментам.

 Фреза при врезании поднимается на ¼ шага резьбы (участок 1-2).
Фреза при врезании поднимается на ¼ шага резьбы (участок 1-2). Этот метчик применяется для материалов, которые дают короткую стружку, например для стали или чугуна.
Этот метчик применяется для материалов, которые дают короткую стружку, например для стали или чугуна. Рекомендуется для обработки отверстий глубиной до 1.5 х 0.
Рекомендуется для обработки отверстий глубиной до 1.5 х 0.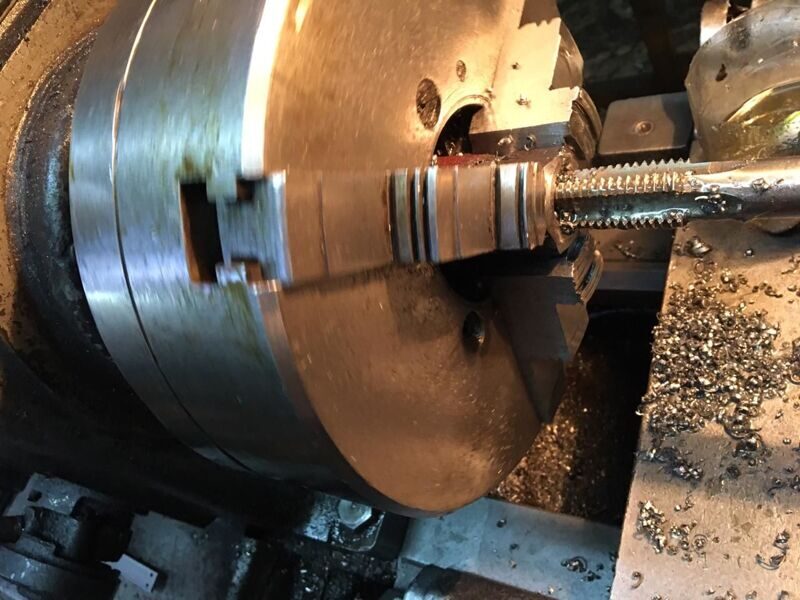 Метчику всегда нужен зазор между дном отверстия и торцом метчика из-за заборного конуса метчика. Поэтому метчик не нарезает резьбу в глухом отверстии. Использование фрезы решет эту проблему, так как расстояние от торца фрезы до первой режущей резьбовой кромки очень мало. Также большим преимуществом фрез для резьбы является возможность изменять параметры резьбы, что не возможно при использовании метчика. Эта возможность существенно снижает затраты на нарезание резьбы.
Метчику всегда нужен зазор между дном отверстия и торцом метчика из-за заборного конуса метчика. Поэтому метчик не нарезает резьбу в глухом отверстии. Использование фрезы решет эту проблему, так как расстояние от торца фрезы до первой режущей резьбовой кромки очень мало. Также большим преимуществом фрез для резьбы является возможность изменять параметры резьбы, что не возможно при использовании метчика. Эта возможность существенно снижает затраты на нарезание резьбы.
 При использовании резьбонарезного патрона значение подачи на оборот должно составлять от 95 до 97 % от шага для самозатягивания метчика.
При использовании резьбонарезного патрона значение подачи на оборот должно составлять от 95 до 97 % от шага для самозатягивания метчика.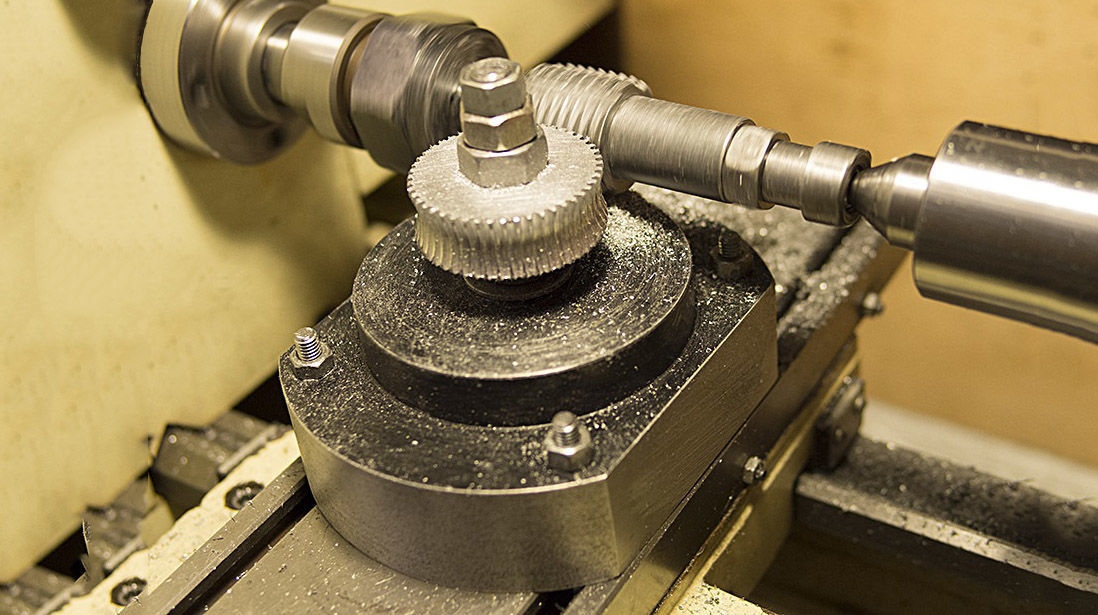
 Например, если вы хотите использовать винт #4-40, вы знаете, что винт #4 с диаметром резьбы 0,11 дюйма (2,794 мм) имеет 40 витков на дюйм, что означает очень мелкий шаг.
Например, если вы хотите использовать винт #4-40, вы знаете, что винт #4 с диаметром резьбы 0,11 дюйма (2,794 мм) имеет 40 витков на дюйм, что означает очень мелкий шаг. Если глубина резьбы превышает максимальную глубину инструмента, нам, возможно, придется просверлить отверстие с обеих сторон, чтобы завершить процесс. Когда это произойдет, важно знать, что ваши потоки не будут непрерывными от одного конца до другого, но есть варианты, которые мы рассмотрим в следующем разделе.
Если глубина резьбы превышает максимальную глубину инструмента, нам, возможно, придется просверлить отверстие с обеих сторон, чтобы завершить процесс. Когда это произойдет, важно знать, что ваши потоки не будут непрерывными от одного конца до другого, но есть варианты, которые мы рассмотрим в следующем разделе. Наше программное обеспечение для анализа конструкции распознает отверстие для нарезания резьбы, если:
Наше программное обеспечение для анализа конструкции распознает отверстие для нарезания резьбы, если: рис. 1 из трех- иллюстрацию панели выше). Если ваш винт должен полностью пройти через деталь, вам также придется пропустить метчик через отверстие (во вторичном процессе), чтобы завершить его.
рис. 1 из трех- иллюстрацию панели выше). Если ваш винт должен полностью пройти через деталь, вам также придется пропустить метчик через отверстие (во вторичном процессе), чтобы завершить его.
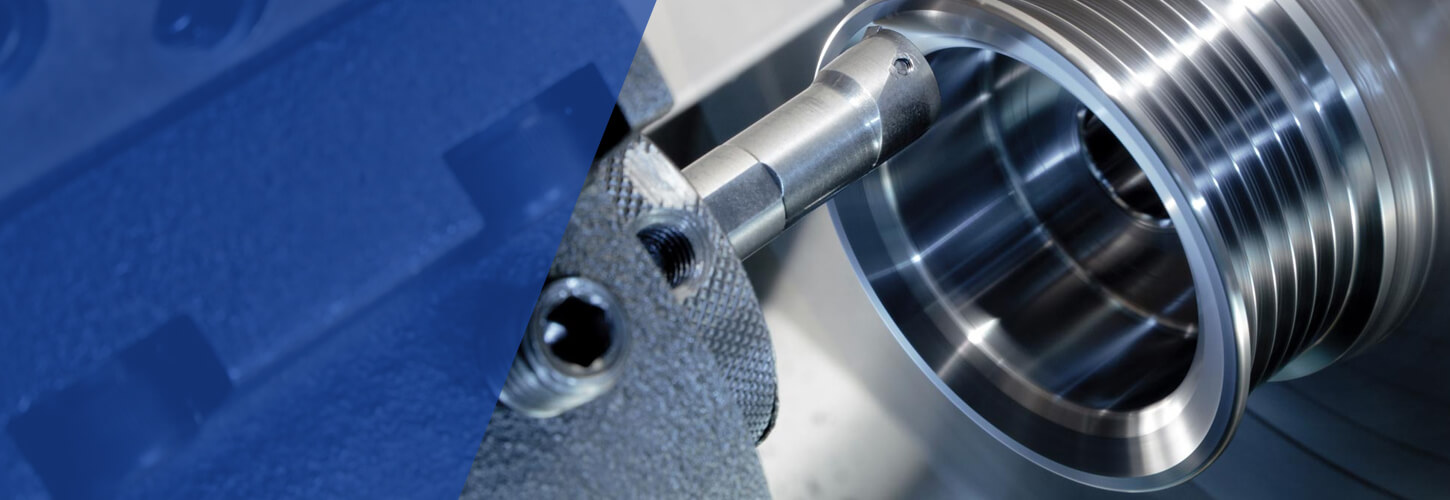 Мы используем специальный инструмент для нарезания резьбы с выбором размеров резьбы, глубины и размещения в геометрии детали. Тем не менее, наш усовершенствованный процесс токарной обработки предлагает наружную резьбу по центральной линии детали и приводной инструмент, который позволяет нарезать резьбу во внутренних отверстиях, если они соответствуют тем же правилам, что и фрезерование.
Мы используем специальный инструмент для нарезания резьбы с выбором размеров резьбы, глубины и размещения в геометрии детали. Тем не менее, наш усовершенствованный процесс токарной обработки предлагает наружную резьбу по центральной линии детали и приводной инструмент, который позволяет нарезать резьбу во внутренних отверстиях, если они соответствуют тем же правилам, что и фрезерование. Вам нужно нарезать резьбу плашкой для нарезки резьбы, чтобы удалить оставшийся материал. На многих деталях останется радиус от 0,008 дюйма (0,2032 мм) до 0,016 дюйма (0,4064 мм).
Вам нужно нарезать резьбу плашкой для нарезки резьбы, чтобы удалить оставшийся материал. На многих деталях останется радиус от 0,008 дюйма (0,2032 мм) до 0,016 дюйма (0,4064 мм). В качестве потенциально удобной экономии времени у вас будет возможность задать для всех отверстий в вашем САПР одинаковую обработку резьбы в UNC, UNF или метрической системе, или вы можете выбрать каждое отдельно. Небольшое предупреждение: массовое задание может привести к тредам там, где вы их не ожидаете.
В качестве потенциально удобной экономии времени у вас будет возможность задать для всех отверстий в вашем САПР одинаковую обработку резьбы в UNC, UNF или метрической системе, или вы можете выбрать каждое отдельно. Небольшое предупреждение: массовое задание может привести к тредам там, где вы их не ожидаете. Все темы должны быть выбраны и сохранены, прежде чем приступить к заказу. Если вы в какой-либо момент измените производственный процесс или материал, снова проверьте вкладку «Назначение резьбы», так как выбор может измениться.
Все темы должны быть выбраны и сохранены, прежде чем приступить к заказу. Если вы в какой-либо момент измените производственный процесс или материал, снова проверьте вкладку «Назначение резьбы», так как выбор может измениться. Как указывалось ранее, этот метод не является предпочтительным для изготовления резьбы, так как вам может потребоваться выполнить вторичный процесс чеканки режущего штампа по резьбе, чтобы обеспечить правильную сборку деталей.
Как указывалось ранее, этот метод не является предпочтительным для изготовления резьбы, так как вам может потребоваться выполнить вторичный процесс чеканки режущего штампа по резьбе, чтобы обеспечить правильную сборку деталей.
 Protolabs оптимизирован для вставок марки HeliCoil, и мы признаем стандартные размеры и длину.
Protolabs оптимизирован для вставок марки HeliCoil, и мы признаем стандартные размеры и длину.
 2 Z-18.0 I-0.1 K900 D100 A60 F1.5;
2 Z-18.0 I-0.1 K900 D100 A60 F1.5; 
 2
2 

 Наш автопарк — это более 100 единиц транспортных стредств. На каждой
Наш автопарк — это более 100 единиц транспортных стредств. На каждой

 Но не обязательно покупать дробилку для древесины. Так как стоимость качественного инструмента достаточно высокая, то аренда оборудования станет отличным выходом, особенно если заказать еще сопутствующий комплекс услуг.
Но не обязательно покупать дробилку для древесины. Так как стоимость качественного инструмента достаточно высокая, то аренда оборудования станет отличным выходом, особенно если заказать еще сопутствующий комплекс услуг.
 Для этого измельчитель древесины кроме оператора обслуживает бригада от четырех до шести человек. За один рабочий день можно переработать на щепу порубочные отходы с лесного участка площадью до 15 соток.
Для этого измельчитель древесины кроме оператора обслуживает бригада от четырех до шести человек. За один рабочий день можно переработать на щепу порубочные отходы с лесного участка площадью до 15 соток. Цена аренды невысокая, поэтому каждый садовод может позволить себе быструю и качественную уборку приусадебного участка и придомовой территории. Точная стоимость зависит от срока аренды и модели дробилки. Если у вас остались вопросы, звоните по телефону в Москве и мы проконсультируем вас.
Цена аренды невысокая, поэтому каждый садовод может позволить себе быструю и качественную уборку приусадебного участка и придомовой территории. Точная стоимость зависит от срока аренды и модели дробилки. Если у вас остались вопросы, звоните по телефону в Москве и мы проконсультируем вас.
 Все эти материалы смешиваются вместе, а затем изготавливаются в виде листов. ДСП отличается низкой стоимостью, малым весом, водостойкостью, устойчивостью к старению, хорошей звуко- и теплоизоляцией, устойчивой структурой и идеально подходит для изготовления готовой мебели. Благодаря множеству преимуществ ДСП очень популярны и широко используются в производстве мебели для дома, строительстве, производстве поездов и автобусных вагонов. Древесно-стружечная плита из отходов может быть переработана для нового использования. Машины для переработки древесностружечных плит, такие как измельчитель древесностружечных плит, могут помочь.
Все эти материалы смешиваются вместе, а затем изготавливаются в виде листов. ДСП отличается низкой стоимостью, малым весом, водостойкостью, устойчивостью к старению, хорошей звуко- и теплоизоляцией, устойчивой структурой и идеально подходит для изготовления готовой мебели. Благодаря множеству преимуществ ДСП очень популярны и широко используются в производстве мебели для дома, строительстве, производстве поездов и автобусных вагонов. Древесно-стружечная плита из отходов может быть переработана для нового использования. Машины для переработки древесностружечных плит, такие как измельчитель древесностружечных плит, могут помочь.

 Это многоцелевая машина для измельчения, которая может быть доступна для измельчения широкого спектра материалов, включая пластик, резину, дерево, бумагу, кости животных и т. д. Разработана с высокоскоростным роторным резаком вместе с подвижной прижимной плитой с гидравлическим приводом. резака, этот промышленный измельчитель делает работу по измельчению суперэффективной и действенной. Роторный резак является реверсивным и управляется системой ПЛК, которая хорошо защищает[..]
Это многоцелевая машина для измельчения, которая может быть доступна для измельчения широкого спектра материалов, включая пластик, резину, дерево, бумагу, кости животных и т. д. Разработана с высокоскоростным роторным резаком вместе с подвижной прижимной плитой с гидравлическим приводом. резака, этот промышленный измельчитель делает работу по измельчению суперэффективной и действенной. Роторный резак является реверсивным и управляется системой ПЛК, которая хорошо защищает[..]


 Наши тихоходные шредеры (ШРЕД) для обрезков крупноформатной бумаги и гофрокартона работают по принципу «режет-разрывает», в котором зубчатые валы вращаются в противоположных направлениях и с разной скоростью.
Наши тихоходные шредеры (ШРЕД) для обрезков крупноформатной бумаги и гофрокартона работают по принципу «режет-разрывает», в котором зубчатые валы вращаются в противоположных направлениях и с разной скоростью.
 В результате они впечатляют низким уровнем шума и низким износом. Эффективное измельчение обрезков делает их транспортируемыми пневматически и устраняет необходимость в дополнительных вентиляторах для измельчения.
В результате они впечатляют низким уровнем шума и низким износом. Эффективное измельчение обрезков делает их транспортируемыми пневматически и устраняет необходимость в дополнительных вентиляторах для измельчения.
 Если не очистить (или не заменить на новый) фильтр, он блокирует отвод масла из сепаратора в винтовой блок.
Если не очистить (или не заменить на новый) фильтр, он блокирует отвод масла из сепаратора в винтовой блок.
 По своей сути это обратный клапан.
По своей сути это обратный клапан. Когда один фильтр блокируется, его часто
Когда один фильтр блокируется, его часто
 На некоторых компрессорах имеется до 5 точек слива! Сливать только из сосуда маслоотделителя и маслоохладителя, безусловно, недостаточно для моделей где имеются точки слива масла в редукторном винтовом блоке, обратном клапане и масляном запорном клапане. Смешение масел вызывает вспенивание (и часто приводят к поломкам). Избегайте
На некоторых компрессорах имеется до 5 точек слива! Сливать только из сосуда маслоотделителя и маслоохладителя, безусловно, недостаточно для моделей где имеются точки слива масла в редукторном винтовом блоке, обратном клапане и масляном запорном клапане. Смешение масел вызывает вспенивание (и часто приводят к поломкам). Избегайте
 Некоторые производители допускают рабочий угол до 15 градусов (например морские установки или мобильные). Необходимо следить за тем, чтобы максимальный угол наклона, рекомендованный заводом-изготовителем не превышался.
Некоторые производители допускают рабочий угол до 15 градусов (например морские установки или мобильные). Необходимо следить за тем, чтобы максимальный угол наклона, рекомендованный заводом-изготовителем не превышался.  Несмотря на преимущества синтетики во всех отношениях в сравнении с минеральным маслом и несмотря на постоянные лабораторные испытания образцов масла у клиента росло число заблокированных сепараторов.
Несмотря на преимущества синтетики во всех отношениях в сравнении с минеральным маслом и несмотря на постоянные лабораторные испытания образцов масла у клиента росло число заблокированных сепараторов.  Рекомендованный производителем компрессор интервал замены не должен быть превышен. Фактически, когда происходят повышенные рабочие температуры или работа производится в запыленных и загрязненных средах или там, где имеются газообразные загрязнители, масло следует менять с более короткими интервалами, чем рекомендуется в чистых условиях. Например, срок службы минерального масла сокращается наполовину при работе при температуре 110 ºC. Особенно к этому чувствительны пластинчатые компрессоры, изношенное и грязное масло блокирует сепаратор.
Рекомендованный производителем компрессор интервал замены не должен быть превышен. Фактически, когда происходят повышенные рабочие температуры или работа производится в запыленных и загрязненных средах или там, где имеются газообразные загрязнители, масло следует менять с более короткими интервалами, чем рекомендуется в чистых условиях. Например, срок службы минерального масла сокращается наполовину при работе при температуре 110 ºC. Особенно к этому чувствительны пластинчатые компрессоры, изношенное и грязное масло блокирует сепаратор.  Также рекомендуется
Также рекомендуется

 Современные сепараторы учитывают это явление. Такой эффект не был замечен при использовании ротационных пластинчатых компрессоров.
Современные сепараторы учитывают это явление. Такой эффект не был замечен при использовании ротационных пластинчатых компрессоров. Когда компрессор выключен с помощью кнопки аварийного останова сепаратор будет затоплен мслом.
Когда компрессор выключен с помощью кнопки аварийного останова сепаратор будет затоплен мслом.
 Он не должен превышать 1 бар. Перепад давления равен нулю в режиме холостого хода, так что состояние сепаратора не возможно будет определить.
Он не должен превышать 1 бар. Перепад давления равен нулю в режиме холостого хода, так что состояние сепаратора не возможно будет определить. При одном и том же потоке воздуха физически меньший сепаратор имеет более короткий
При одном и том же потоке воздуха физически меньший сепаратор имеет более короткий

 Если влажная полоса при исследовании проходит от основания к верху (фланцу) или почти до верха, то сепаратор перенасыщен маслом.
Если влажная полоса при исследовании проходит от основания к верху (фланцу) или почти до верха, то сепаратор перенасыщен маслом. 
 Например мелкие частицы пыли и расширенные молекулярные нити, вызывающие засорение, как правило, не приводят к обесцвечиванию наружного фильтрующего материала.
Например мелкие частицы пыли и расширенные молекулярные нити, вызывающие засорение, как правило, не приводят к обесцвечиванию наружного фильтрующего материала.
 Спасибо заранее.
Спасибо заранее. Проблема: не могу устроить утечку масла, из под передней промежуточный пластины передней крышки мтз80 Может кто сталкивался с такой проблемой?
Проблема: не могу устроить утечку масла, из под передней промежуточный пластины передней крышки мтз80 Может кто сталкивался с такой проблемой? Подскажите, почему с сапуна масло кидает, где искать причину? ДВС А41 Спасибо заранее)
Подскажите, почему с сапуна масло кидает, где искать причину? ДВС А41 Спасибо заранее) Подскажите, Мтз 82 старого образца, д-240 Почему кидает масло в выхлопную? Кольца залегли? Или? Старый хозяин, говорит что стоял трактор 3года. Какие предположения будут.?
Подскажите, Мтз 82 старого образца, д-240 Почему кидает масло в выхлопную? Кольца залегли? Или? Старый хозяин, говорит что стоял трактор 3года. Какие предположения будут.?
 В процессе сжатия масло жизненно необходимо для смазки и поглощения тепла сжатым воздухом. Цилиндр сжатия выпускает смесь масла и воздуха под давлением во время этого процесса.
В процессе сжатия масло жизненно необходимо для смазки и поглощения тепла сжатым воздухом. Цилиндр сжатия выпускает смесь масла и воздуха под давлением во время этого процесса. Вместо этого вода скапливается внутри напорной камеры, что приводит к чрезмерному уносу масла.
Вместо этого вода скапливается внутри напорной камеры, что приводит к чрезмерному уносу масла.
 На самом деле, все винтовые компрессоры выделяют следовые количества масла в сжатом воздухе. Вопрос в том, сколько нормального количества масла в баке моего компрессора?
На самом деле, все винтовые компрессоры выделяют следовые количества масла в сжатом воздухе. Вопрос в том, сколько нормального количества масла в баке моего компрессора?


 Модернизм нам по душе: прямые ребра и скругленные углы. Типа ретро–тостера.
Модернизм нам по душе: прямые ребра и скругленные углы. Типа ретро–тостера.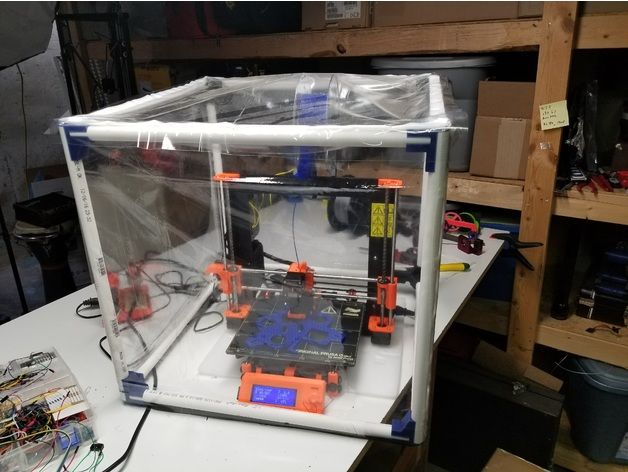 3L
3L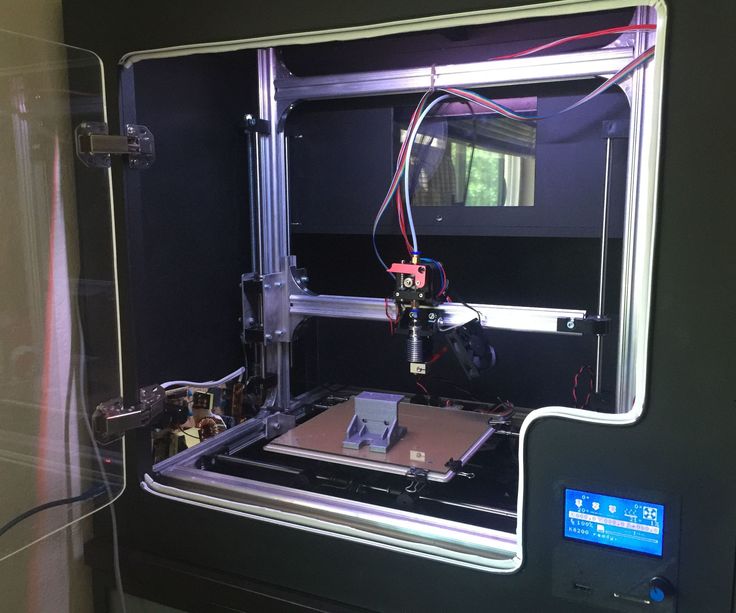 6L APU Case
6L APU Case 3L & 11.3L Mini-ITX SFF PC Case
3L & 11.3L Mini-ITX SFF PC Case Мы просмотрели Интернет, чтобы найти ряд лучших корпусов для ПК, пригодных для 3D-печати.
Мы просмотрели Интернет, чтобы найти ряд лучших корпусов для ПК, пригодных для 3D-печати.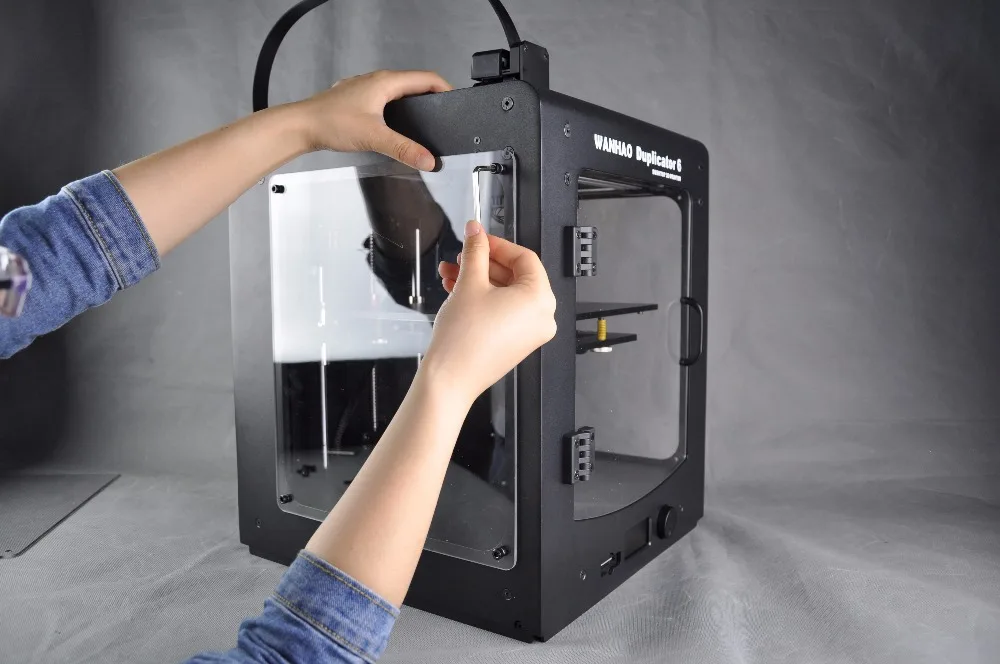 Однако, кроме этого, вы можете напечатать весь этот корпус на 3D-принтере, и вам понадобятся только несколько винтов, чтобы собрать его вместе.
Однако, кроме этого, вы можете напечатать весь этот корпус на 3D-принтере, и вам понадобятся только несколько винтов, чтобы собрать его вместе. С другой стороны, это сделает ваш лоток для материнской платы чрезвычайно прочным. Вам также нужно будет достать несколько винтов, чтобы собрать сборку.
С другой стороны, это сделает ваш лоток для материнской платы чрезвычайно прочным. Вам также нужно будет достать несколько винтов, чтобы собрать сборку.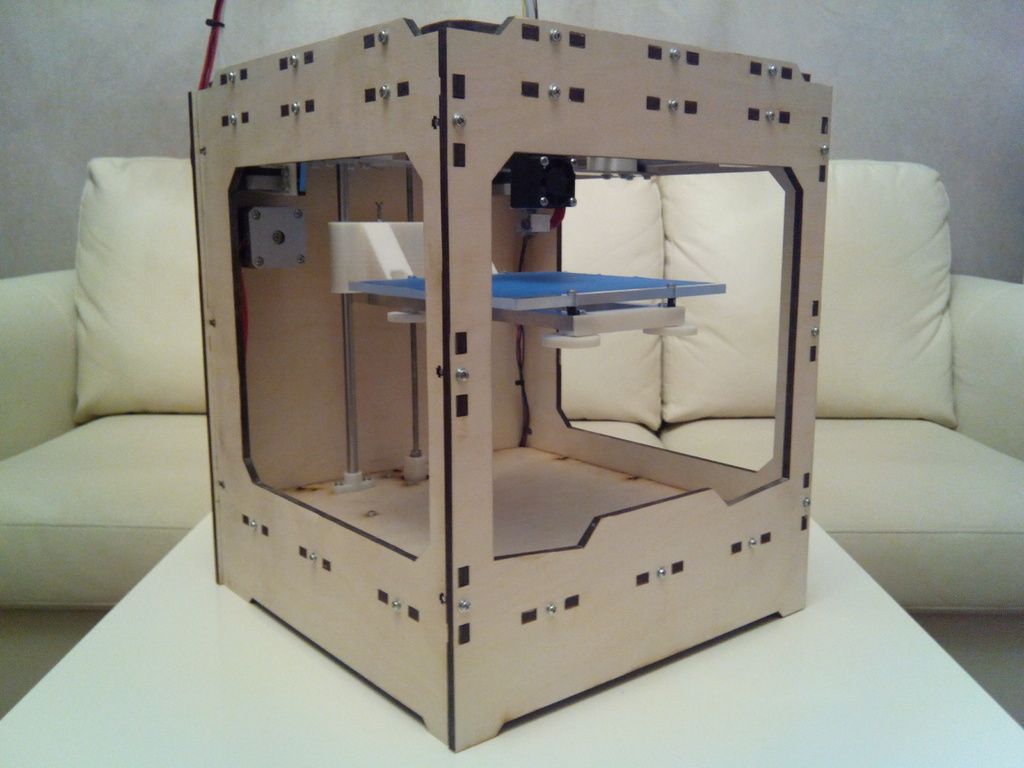
 Вам также потребуется найти службу лазерной резки, которая подготовит для вас боковые панели. Если вы хотите сделать этот проект еще более увлекательным, вы можете рассмотреть возможность использования полимерного 3D-принтера для более мелких компонентов.
Вам также потребуется найти службу лазерной резки, которая подготовит для вас боковые панели. Если вы хотите сделать этот проект еще более увлекательным, вы можете рассмотреть возможность использования полимерного 3D-принтера для более мелких компонентов./91f3dfd02cdc286.s.siteapi.org/img/70095ab103eae1c6a64808b85496f592e398cf55.jpg)
 Мы можем создавать объекты из катушек пластиковой нити. Обычно это игрушки или безделушки, которые можно найти на таких сайтах, как Thingiverse или Printables. Но что, если бы у нас был объект, такой как Raspberry Pi, индивидуальный проект электроники или даже мобильное устройство, и мы хотели бы обосновать его? Если никто другой не сделал бесплатный файл STL доступным, мы должны иметь возможность спроектировать и изготовить свой собственный 3D-печатный корпус.
Мы можем создавать объекты из катушек пластиковой нити. Обычно это игрушки или безделушки, которые можно найти на таких сайтах, как Thingiverse или Printables. Но что, если бы у нас был объект, такой как Raspberry Pi, индивидуальный проект электроники или даже мобильное устройство, и мы хотели бы обосновать его? Если никто другой не сделал бесплатный файл STL доступным, мы должны иметь возможность спроектировать и изготовить свой собственный 3D-печатный корпус. Нам просто нужно применить итеративную методологию к процессу проектирования и изготовления. В процессе у нас будет много неудач. При разработке корпуса для Tufty2040 мы создали пять версий корпуса, прежде чем сделали все правильно. Каждая неудача — это возможность научиться чему-то новому. Фактически наша первая неудача стала прототипом. Это заставило нас переосмыслить то, как мы разработали верхний слой, обеспечивающий доступ к кнопкам и обеспечивающий защиту большого ЖК-дисплея.
Нам просто нужно применить итеративную методологию к процессу проектирования и изготовления. В процессе у нас будет много неудач. При разработке корпуса для Tufty2040 мы создали пять версий корпуса, прежде чем сделали все правильно. Каждая неудача — это возможность научиться чему-то новому. Фактически наша первая неудача стала прототипом. Это заставило нас переосмыслить то, как мы разработали верхний слой, обеспечивающий доступ к кнопкам и обеспечивающий защиту большого ЖК-дисплея. Если у нас есть предмет в руках, мы можем измерить его с помощью линейки, и это даст нам приблизительное представление о его размерах. Более точным средством измерения являются цифровые штангенциркули, которые мы можем использовать для точного измерения внутренних и внешних размеров объекта.
Если у нас есть предмет в руках, мы можем измерить его с помощью линейки, и это даст нам приблизительное представление о его размерах. Более точным средством измерения являются цифровые штангенциркули, которые мы можем использовать для точного измерения внутренних и внешних размеров объекта. Вам не нужно быть очень точным прямо сейчас, просто правильно определите базовый размер.
Вам не нужно быть очень точным прямо сейчас, просто правильно определите базовый размер. Делая это с одним углом, остальные также устанавливаются.
Делая это с одним углом, остальные также устанавливаются. вы можете продублировать исходный круг (CTRL + D) и перетащить их в каждый угол, возможно, вам придется настроить их размер.
вы можете продублировать исходный круг (CTRL + D) и перетащить их в каждый угол, возможно, вам придется настроить их размер. Эта форма впоследствии станет задней панелью корпуса.
Эта форма впоследствии станет задней панелью корпуса. Мы можем подойти к этому несколькими способами. Мы можем тщательно вырезать секции вокруг точек доступа, или мы можем сделать больший вырез для всех. Последний метод является предпочтительным, если мы решим следовать размерам платы.
Мы можем подойти к этому несколькими способами. Мы можем тщательно вырезать секции вокруг точек доступа, или мы можем сделать больший вырез для всех. Последний метод является предпочтительным, если мы решим следовать размерам платы. Если вас не устраивает вырез, отмените вырез (CTRL + Z) и измените размер прямоугольника, а затем повторите попытку.
Если вас не устраивает вырез, отмените вырез (CTRL + Z) и измените размер прямоугольника, а затем повторите попытку. Проблема в том, что он будет слишком хрупким, если мы вырежем его из существующего каркаса. Мы собираемся добавить немного мяса в верхнюю часть рамы, а затем надрезать его, чтобы сделать крючок для темляка.
Проблема в том, что он будет слишком хрупким, если мы вырежем его из существующего каркаса. Мы собираемся добавить немного мяса в верхнюю часть рамы, а затем надрезать его, чтобы сделать крючок для темляка. Нам нужно отодвинуть его от доски, но оставить достаточное перекрытие, чтобы обеспечить прочную связь.
Нам нужно отодвинуть его от доски, но оставить достаточное перекрытие, чтобы обеспечить прочную связь. Переместите крюк на раму. Не забудьте оставить достаточно места между краем и крючком. Больше места дает нам больше сил.
Переместите крюк на раму. Не забудьте оставить достаточно места между краем и крючком. Больше места дает нам больше сил. Запишите расстояние.
Запишите расстояние.
 Теперь у вас должно быть три слоя: верхний, средний и нижний. Нам пока нужен только средний слой.
Теперь у вас должно быть три слоя: верхний, средний и нижний. Нам пока нужен только средний слой.

 Это будет внутренний разрез.
Это будет внутренний разрез. svg).
svg).  svg.
svg.  Вырезы, созданные в Inkscape, — это лишь некоторые из поправок, необходимых для исправления слоя вокруг компонентов Tufty2040.
Вырезы, созданные в Inkscape, — это лишь некоторые из поправок, необходимых для исправления слоя вокруг компонентов Tufty2040.
 Вы можете нависать над полым овалом, так как он никогда не будет виден, это наш инструмент для врезания в модель.
Вы можете нависать над полым овалом, так как он никогда не будет виден, это наш инструмент для врезания в модель. Установите длину на 10, ширину на 40 и высоту на 5 мм.
Установите длину на 10, ширину на 40 и высоту на 5 мм.  Выберите STL , и верхний слой загрузится на ваш компьютер. Повторите этот процесс для остальных слоев .
Выберите STL , и верхний слой загрузится на ваш компьютер. Повторите этот процесс для остальных слоев .
 Очень рад, что печатаю на 3D-принтере то, что спроектировал в Inkscape. Я думаю, у нас есть инструкция @geekinchief pic.twitter.com/KpLIiRaN2eJuly 1, 2022
Очень рад, что печатаю на 3D-принтере то, что спроектировал в Inkscape. Я думаю, у нас есть инструкция @geekinchief pic.twitter.com/KpLIiRaN2eJuly 1, 2022 Убедитесь, что вырез для кнопок правильно ориентирован.
Убедитесь, что вырез для кнопок правильно ориентирован.
 00
00 961126 RUB с суточным объемом торгов ₽12,351.49 RUB. Мы обновляем нашу цену WIS к RUB в режиме реального времени. Experty Wisdom Token снизилась на 4.62 за последние 24 часа. Текущий рейтинг CoinMarketCap — #6408 с рыночной капитализацией отсутствует. Циркулирующее предложение недоступно и макс. предложение отсутствует.
961126 RUB с суточным объемом торгов ₽12,351.49 RUB. Мы обновляем нашу цену WIS к RUB в режиме реального времени. Experty Wisdom Token снизилась на 4.62 за последние 24 часа. Текущий рейтинг CoinMarketCap — #6408 с рыночной капитализацией отсутствует. Циркулирующее предложение недоступно и макс. предложение отсутствует. 958
958 00
00 Актуальное решение для предприятий с потребностью в идеально чистом сжатом воздухе. Оснащен энергоэффективным двигателем и блоком нового поколения, выполненным из коррозионностойких материалов. Главные преимущества – отсутствие масляного загрязнения, оптимальная производительность, увеличенный эксплуатационный ресурс.
Актуальное решение для предприятий с потребностью в идеально чистом сжатом воздухе. Оснащен энергоэффективным двигателем и блоком нового поколения, выполненным из коррозионностойких материалов. Главные преимущества – отсутствие масляного загрязнения, оптимальная производительность, увеличенный эксплуатационный ресурс. Для повышения КПД и долговечности винтовая пара изготовлена из высокопрочной и износостойкой керамики. Подшипники без трения имеют повышенный эксплуатационный ресурс и минимальный коэффициент сопротивления.
Для повышения КПД и долговечности винтовая пара изготовлена из высокопрочной и износостойкой керамики. Подшипники без трения имеют повышенный эксплуатационный ресурс и минимальный коэффициент сопротивления.





 , 10:55 по восточному поясному времени
, 10:55 по восточному поясному времени Она решила, что с попыткой ограбления стоит бороться.
Она решила, что с попыткой ограбления стоит бороться.


 , 11:34 по восточному поясному времени
, 11:34 по восточному поясному времени , 7:31 по восточному поясному времени
, 7:31 по восточному поясному времени , в 10 :45 вечера по восточному поясному времени
, в 10 :45 вечера по восточному поясному времени
 , 16:49 по восточному поясному времени
, 16:49 по восточному поясному времени


 , 7:09ПМ ЭСТ
, 7:09ПМ ЭСТ


 Длина 250 мм.
Длина 250 мм.
 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.





 00
00
 4. (при оплате — резерв товара)
4. (при оплате — резерв товара) org/BreadcrumbList» data-v-5466daea=»» data-v-5dabe3ea=»»>
org/BreadcrumbList» data-v-5466daea=»» data-v-5dabe3ea=»»> 5
5 США всего 199,00 долл. США
США всего 199,00 долл. США  Видеоконтент передается через HDMI. Система Matrix 600 способна обеспечить беспроводную передачу видео с синхронизацией на расстояние более 600 футов с малой задержкой всего 0,08 секунды.
Видеоконтент передается через HDMI. Система Matrix 600 способна обеспечить беспроводную передачу видео с синхронизацией на расстояние более 600 футов с малой задержкой всего 0,08 секунды. Вы можете получить чистый звук с меньшими затратами на постобработку при разумной температуре ниже 48°C. Низкое энергопотребление 3,5 Вт обеспечивает в два раза больше времени автономной работы по сравнению с другими ведущими системами беспроводной передачи. И передатчик, и приемник могут питаться от батареек NP-F или кабеля USB Type-C.
Вы можете получить чистый звук с меньшими затратами на постобработку при разумной температуре ниже 48°C. Низкое энергопотребление 3,5 Вт обеспечивает в два раза больше времени автономной работы по сравнению с другими ведущими системами беспроводной передачи. И передатчик, и приемник могут питаться от батареек NP-F или кабеля USB Type-C. тока/NP-F
тока/NP-F 6562px;»>
6562px;»> тока/NP-F
тока/NP-F

 Компактный, мощный и портативный MATRIX-600 обеспечивает чистый и точный звук, идеально подходящий как для живого звука, так и для воспроизведения музыки. В основе MATRIX-600 лежит высококачественный стереоусилитель мощностью 600 Вт RMS, разработанный для идеального сочетания с включенными сателлитными динамиками, встроенным семиканальным микшером, эффектами DSP студийного качества, фантомным питанием 48 В и бесчисленными патч-входами/выходами. Сателлитные громкоговорители MATRIX-600 имеют высококачественную 10-дюймовую 3-полосную конструкцию, которая воспроизводит звук с удивительной детализацией и чистотой, что традиционно недостижимо для 2-полосных громкоговорителей. Сателлитные громкоговорители включают в себя как чашки для крепления на столб, так и точки подвеса, идеально подходящие для стационарной установки. В комплект входят чехлы для динамиков, сумка для переноски микшера/усилителя и кабели.0003
Компактный, мощный и портативный MATRIX-600 обеспечивает чистый и точный звук, идеально подходящий как для живого звука, так и для воспроизведения музыки. В основе MATRIX-600 лежит высококачественный стереоусилитель мощностью 600 Вт RMS, разработанный для идеального сочетания с включенными сателлитными динамиками, встроенным семиканальным микшером, эффектами DSP студийного качества, фантомным питанием 48 В и бесчисленными патч-входами/выходами. Сателлитные громкоговорители MATRIX-600 имеют высококачественную 10-дюймовую 3-полосную конструкцию, которая воспроизводит звук с удивительной детализацией и чистотой, что традиционно недостижимо для 2-полосных громкоговорителей. Сателлитные громкоговорители включают в себя как чашки для крепления на столб, так и точки подвеса, идеально подходящие для стационарной установки. В комплект входят чехлы для динамиков, сумка для переноски микшера/усилителя и кабели.0003

 » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком Какие лучше.
Какие лучше. Быстрорез прочнее и дешевле твёрдого сплава. Такие фрезы легко и быстро перетачиваются (особенно ГОСТовские) на заточном станке. Этих преимуществ пока достаточно для выбора в пользу быстрореза, если мы, к примеру, режем обычную сталь на старом универсальном станке, с малыми оборотами, слабой системой СПИД. В общем, если мы работаем вне благоприятных условиях, на низких скоростях, с простыми машиностроительными материалами, и с низким бюджетом, то покупаем фрезы типа ГОСТ.
Быстрорез прочнее и дешевле твёрдого сплава. Такие фрезы легко и быстро перетачиваются (особенно ГОСТовские) на заточном станке. Этих преимуществ пока достаточно для выбора в пользу быстрореза, если мы, к примеру, режем обычную сталь на старом универсальном станке, с малыми оборотами, слабой системой СПИД. В общем, если мы работаем вне благоприятных условиях, на низких скоростях, с простыми машиностроительными материалами, и с низким бюджетом, то покупаем фрезы типа ГОСТ.

 , так называемые, труднообрабатываемые материалы групп P, M, K, S, H, а цветные металлы (группа N) обрабатывают до 2000 м/мин.
, так называемые, труднообрабатываемые материалы групп P, M, K, S, H, а цветные металлы (группа N) обрабатывают до 2000 м/мин.

 Цель этой программы состояла в том, чтобы определить средства более быстрого удаления материала за счет использования значительно более высоких оборотов в минуту и скорости подачи, чем традиционно используемые. В этой программе тестировались скорости резания (Vc) в диапазоне от 0,05 дюйма/мин до 960 000 дюймов/мин и выше. Аналогичные исследования проводились в Европе в середине 1980-х годов в Техническом университете Дармштадта. Результатом этих исследований стало понимание того, что «золотое пятно» высокоскоростного процесса резания варьируется в зависимости от обрабатываемого материала, а также от геометрии режущего инструмента. В целом, эти зоны наилучшего качества определяются следующим образом:
Цель этой программы состояла в том, чтобы определить средства более быстрого удаления материала за счет использования значительно более высоких оборотов в минуту и скорости подачи, чем традиционно используемые. В этой программе тестировались скорости резания (Vc) в диапазоне от 0,05 дюйма/мин до 960 000 дюймов/мин и выше. Аналогичные исследования проводились в Европе в середине 1980-х годов в Техническом университете Дармштадта. Результатом этих исследований стало понимание того, что «золотое пятно» высокоскоростного процесса резания варьируется в зависимости от обрабатываемого материала, а также от геометрии режущего инструмента. В целом, эти зоны наилучшего качества определяются следующим образом: режущей кромки, а затем вернуться к исходным свойствам твердости после завершения процесса резки. Это свойство особенно характерно для алюминиевых сплавов, что делает алюминий идеальным кандидатом для процессов высокоскоростной резки.
режущей кромки, а затем вернуться к исходным свойствам твердости после завершения процесса резки. Это свойство особенно характерно для алюминиевых сплавов, что делает алюминий идеальным кандидатом для процессов высокоскоростной резки. Это уменьшение образования заусенцев зависит как от самой скорости резания, так и от правильной геометрической формы режущей кромки. Короче говоря, режущий инструмент, правильно сконструированный для работы с обрабатываемым материалом, который вращается с достаточной скоростью, выполняет рез достаточно быстро, чтобы срезать материал полностью и чисто, тем самым уменьшая или устраняя образование заусенцев.
Это уменьшение образования заусенцев зависит как от самой скорости резания, так и от правильной геометрической формы режущей кромки. Короче говоря, режущий инструмент, правильно сконструированный для работы с обрабатываемым материалом, который вращается с достаточной скоростью, выполняет рез достаточно быстро, чтобы срезать материал полностью и чисто, тем самым уменьшая или устраняя образование заусенцев. Скорость вращения шпинделя в диапазоне от 8 000 до 12 000 об/мин становится все более распространенной на рынке станков, поэтому производители, желающие адаптироваться, уже могут использовать преимущества высокоскоростной резки стали, чугуна и сплавов на основе никеля. их стратегии на те, которые соответствуют лучшим практикам HSC. Высокоскоростная резка цветных металлов, таких как латунь, алюминий и инженерные пластмассы, требует значительно более высоких скоростей вращения, и поэтому те, кто хочет воспользоваться преимуществами высокоскоростной резки этих материалов, должны сосредоточиться на фрезерном оборудовании, способном работать на высокая скорость шпинделя 9 скоростей0023 от 25 000 до 50 000 об/мин или больше. Учитывая потребность в обрабатываемых деталях, демонстрирующих постоянно растущий уровень точности и качества, высокоскоростная резка предлагает средства для работы «умнее, а не сложнее» — за счет использования фрезерной системы с ЧПУ, в которой синергия между материалом, режущим инструментом и скоростью резания обеспечивает уровни производительности, невиданные в традиционных методах обработки.
Скорость вращения шпинделя в диапазоне от 8 000 до 12 000 об/мин становится все более распространенной на рынке станков, поэтому производители, желающие адаптироваться, уже могут использовать преимущества высокоскоростной резки стали, чугуна и сплавов на основе никеля. их стратегии на те, которые соответствуют лучшим практикам HSC. Высокоскоростная резка цветных металлов, таких как латунь, алюминий и инженерные пластмассы, требует значительно более высоких скоростей вращения, и поэтому те, кто хочет воспользоваться преимуществами высокоскоростной резки этих материалов, должны сосредоточиться на фрезерном оборудовании, способном работать на высокая скорость шпинделя 9 скоростей0023 от 25 000 до 50 000 об/мин или больше. Учитывая потребность в обрабатываемых деталях, демонстрирующих постоянно растущий уровень точности и качества, высокоскоростная резка предлагает средства для работы «умнее, а не сложнее» — за счет использования фрезерной системы с ЧПУ, в которой синергия между материалом, режущим инструментом и скоростью резания обеспечивает уровни производительности, невиданные в традиционных методах обработки.
 с. | 14 000 об/мин | Диаметр колеса 4 дюйма
с. | 14 000 об/мин | Диаметр колеса 4 дюйма Инструменты Chicago Pneumatic надежны, безопасны и прочны, выгодны по цене и просты в использовании. Chicago Pneumatic 8941091161 Резак — это инструмент из закаленного металла, который используется для резки, придания формы и удаления материала с заготовки и идеально подходит для резки композитных материалов, металла и болтов, особенно в ограниченном пространстве. Chicago Pneumatic CP9116 US Cutter предлагает передовые конструкции инструментов, которые работают так же усердно, как и вы, и обеспечивают максимальный комфорт, безопасность, эффективность и удобство обслуживания. Благодаря высокой скорости и эксклюзивным эргономическим характеристикам этот инструмент обеспечивает максимальную производительность в любых тяжелых условиях.
Инструменты Chicago Pneumatic надежны, безопасны и прочны, выгодны по цене и просты в использовании. Chicago Pneumatic 8941091161 Резак — это инструмент из закаленного металла, который используется для резки, придания формы и удаления материала с заготовки и идеально подходит для резки композитных материалов, металла и болтов, особенно в ограниченном пространстве. Chicago Pneumatic CP9116 US Cutter предлагает передовые конструкции инструментов, которые работают так же усердно, как и вы, и обеспечивают максимальный комфорт, безопасность, эффективность и удобство обслуживания. Благодаря высокой скорости и эксклюзивным эргономическим характеристикам этот инструмент обеспечивает максимальную производительность в любых тяжелых условиях. футов в минуту) / 3,3 (л/с) | Длина: 370 мм / 14,8 дюйма | Уровень вибрации: 3 (a) / 3,0 (k) | Звуковое давление: 86 дБ(А) | Звуковая мощность: 97 дБ(А) | Воздухозаборник: 1/4 дюйма
футов в минуту) / 3,3 (л/с) | Длина: 370 мм / 14,8 дюйма | Уровень вибрации: 3 (a) / 3,0 (k) | Звуковое давление: 86 дБ(А) | Звуковая мощность: 97 дБ(А) | Воздухозаборник: 1/4 дюйма
 фут/мин):
фут/мин): США
США США
США 17
17 16
16
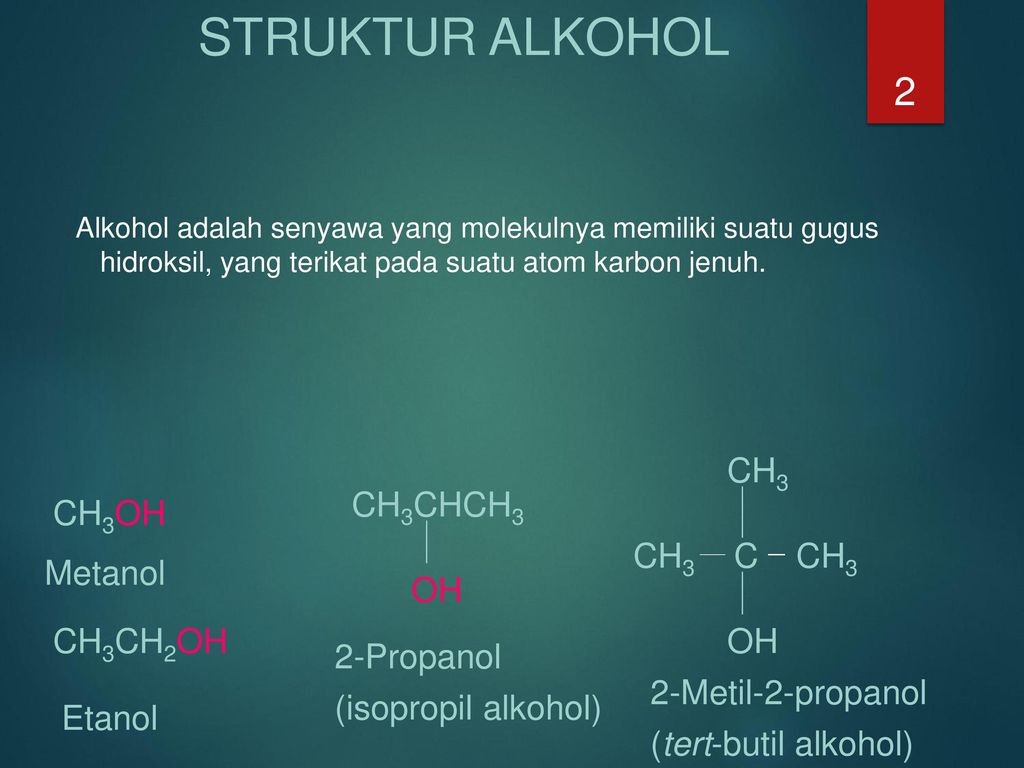 Название аминов производят от названия углеводородного радикала с добавлением окончания –амин или от названия соответствующего углеводорода с приставкой амино-.
Название аминов производят от названия углеводородного радикала с добавлением окончания –амин или от названия соответствующего углеводорода с приставкой амино-.
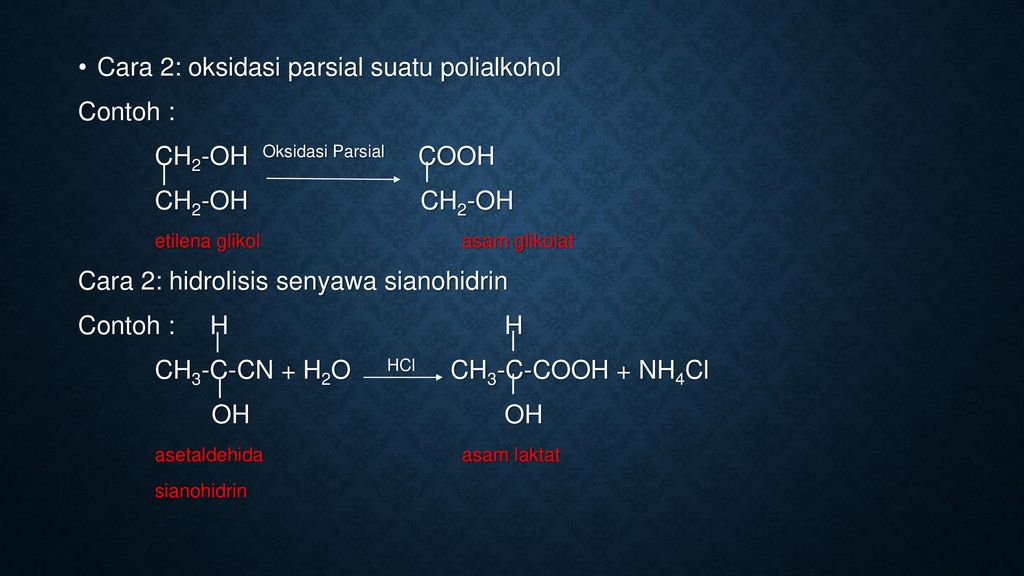
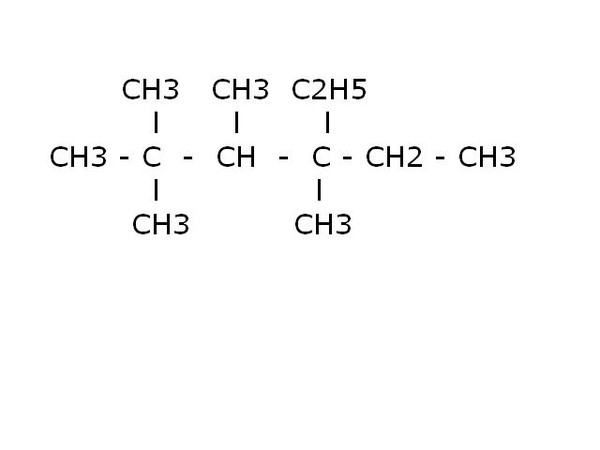 При этом они диссоциируют на ионы:
При этом они диссоциируют на ионы:
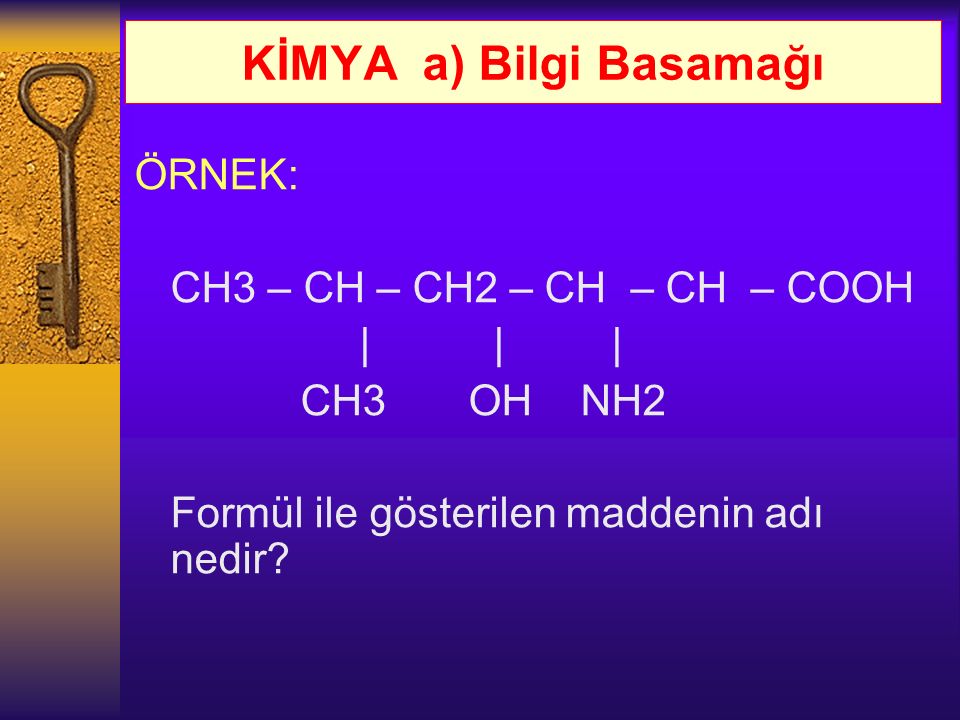 Это простейший член ряда углеводородов. Каждый последующий член ряда имеет на один атом углерода больше, чем предыдущий член. Этот ряд соединений называется алканов ( С n H 2n+2 ) . Более легкие газы и используются в качестве топлива. Средние (от 7 углеродов до 12 углеродов) — это жидкости, используемые в бензине (бензине). Высшие представляют собой воскообразные твердые вещества. Свечной воск представляет собой смесь алканов. Алканы являются насыщенными, что означает, что они содержат максимальное количество атомов водорода на углерод и не содержат двойных или тройных связей.
Это простейший член ряда углеводородов. Каждый последующий член ряда имеет на один атом углерода больше, чем предыдущий член. Этот ряд соединений называется алканов ( С n H 2n+2 ) . Более легкие газы и используются в качестве топлива. Средние (от 7 углеродов до 12 углеродов) — это жидкости, используемые в бензине (бензине). Высшие представляют собой воскообразные твердые вещества. Свечной воск представляет собой смесь алканов. Алканы являются насыщенными, что означает, что они содержат максимальное количество атомов водорода на углерод и не содержат двойных или тройных связей. Найдите и назовите самую длинную непрерывную углеродную цепь.
Найдите и назовите самую длинную непрерывную углеродную цепь.  Это означает, что для каждой молекулярной формулы можно нарисовать две или более различных структурных формул.
Это означает, что для каждой молекулярной формулы можно нарисовать две или более различных структурных формул.
 Следуя этому правилу, на этой молекуле вы нумеруете справа налево, так как 2-углеродный заместитель находится ближе к этому концу.
Следуя этому правилу, на этой молекуле вы нумеруете справа налево, так как 2-углеродный заместитель находится ближе к этому концу. Таким образом, правильная номенклатура этого алкана — 4-этилоктан. Обратите внимание, что тире используется для отделения числа от заместителя.
Таким образом, правильная номенклатура этого алкана — 4-этилоктан. Обратите внимание, что тире используется для отделения числа от заместителя.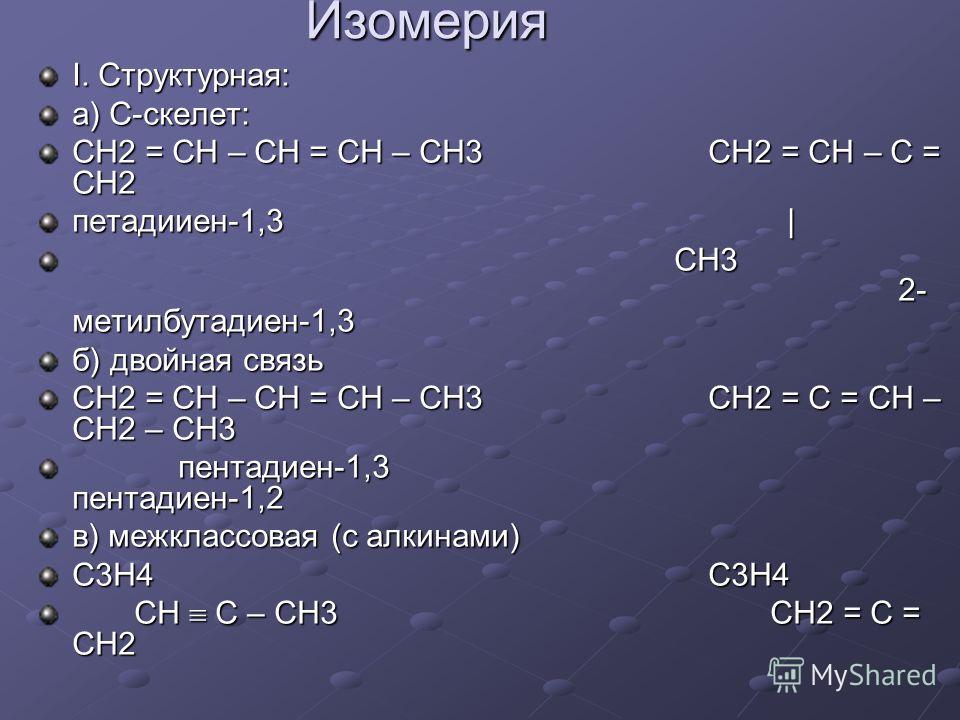
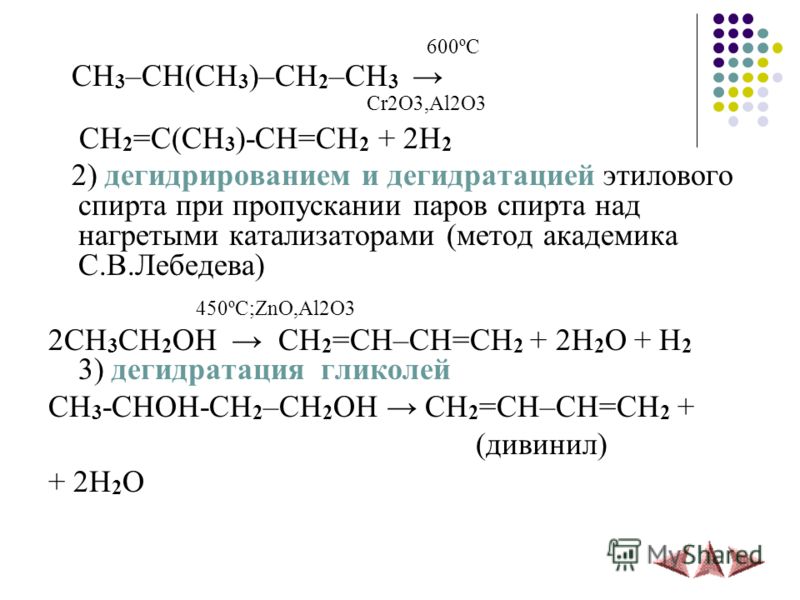
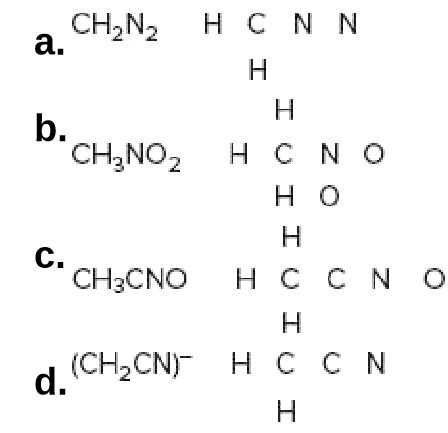 Самая длинная цепь, выбранная для корневого названия, должна включать 90 551 оба атома углерода двойной связи 90 552 .
Самая длинная цепь, выбранная для корневого названия, должна включать 90 551 оба атома углерода двойной связи 90 552 . 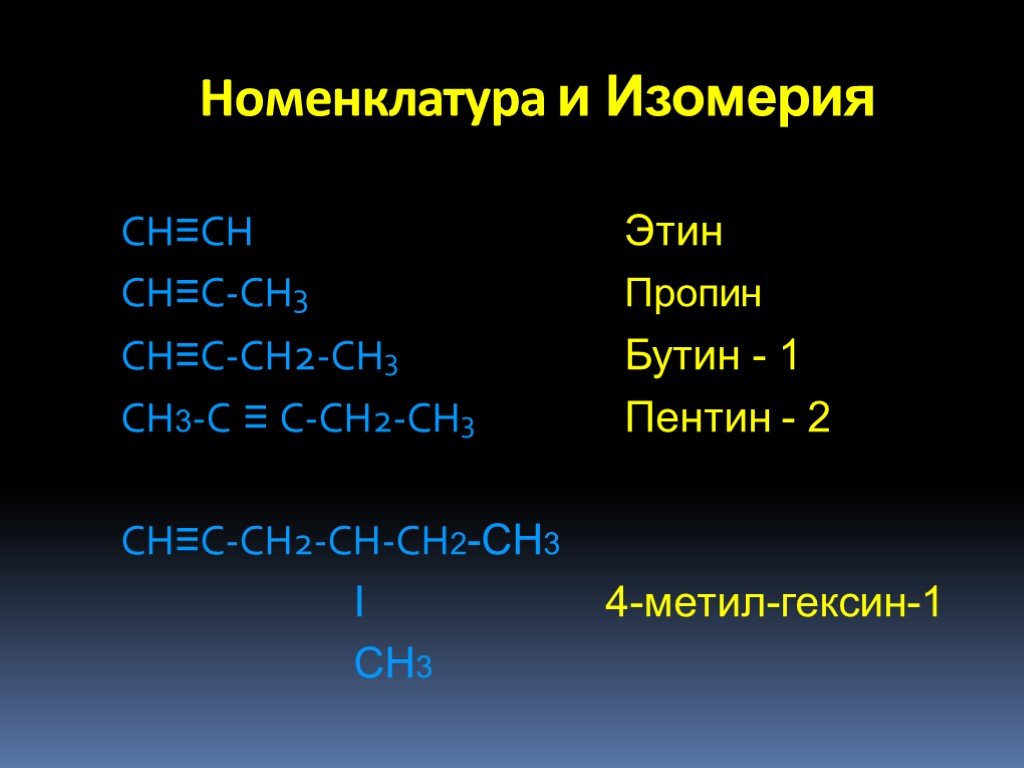 Они имеют следующую формулу: C n H 2n-2 .
Они имеют следующую формулу: C n H 2n-2 . 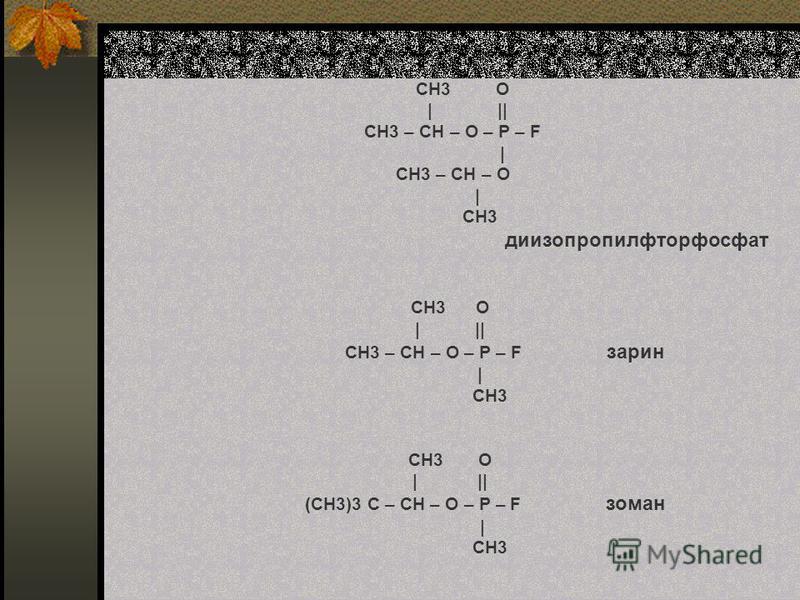 Двойные связи предшествуют тройным связям в названии IUPAC, но цепочка нумеруется с конца, ближайшего к кратной связи, независимо от ее природы.
Двойные связи предшествуют тройным связям в названии IUPAC, но цепочка нумеруется с конца, ближайшего к кратной связи, независимо от ее природы.