Бензиновая самоходная газонокосилка Huter GLM 5.0 S (5 л.с)
Описание
Бензиновая самоходная газонокосилка Huter GLM 5.0 S используется для обработки газонов, которые имеют площадь до 1000 кв. м. Косилка оснащена 4-тактным двигателем мощностью на 5 л.с, с верхним расположением клапанов. Удобная складная рукоятка со встроенными рычагами управления увеличивает удобство управления и хранения косилки. Вместительный травосборник, рассчитанный на 60 л отходов, не требует частого опустошения. Большие колеса,15см передние и 20см задние, обеспечивают хорошую проходимость.
Особенности
Аккуратная работа Большие колеса не мнут траву, обеспечивают комфортное движение и хорошую проходимость.
Вместительный травосборник Травосборник рассчитан на 60 литров скошенной травы. При такой вместимости не требуется его частая очистка.
Удобство хранения Складная рукоятка упрощает хранение бензиновой самоходной газонокосилки Huter GLM 5.0 S.
Преимущества
Пятипозиционная центральная регулировка высоты скашивания;
Компания Hayter является лидером в производстве и разработке непревзойденных продуктов для ухода за газонами с 1946 года. Наша инновационная линейка нагнетательных и самоходных бензиновых газонокосилок была разработана с высочайшим уровнем британского мастерства, чтобы повысить эффективность ухода за газонами для домовладельцев и подрядчиков по всему миру. Великобритания. От наших выдающихся бензиновых газонокосилок Harrier® и Harrier Pro до наших универсальных моделей Osprey — у нас есть передовое решение для создания эффектного газона в саду любого размера.
Бензиновая газонокосилка Harrier® 41 помогает создавать безупречные и красивые полосы в саду благодаря простой в эксплуатации деке шириной 41 см, которая обеспечивает легкое управление и точную стрижку небольших газонов.
Благодаря прочной алюминиевой режущей деке и муфте тормоза ножа легендарная бензиновая роторная косилка Harrier® 48 позволяет пользователям останавливать нож и вести косилку по гравию к следующему газону, обеспечивая плавное кошение. Как лучшая бензиновая газонокосилка для неровных газонов среднего размера, Hayter® Osprey 46 оснащена уникальной системой 3 в 1, которая позволяет пользователям удобно переключаться между сбором, мульчированием и выгрузкой для легкого ухода за газоном.
Испытайте простую и приятную стрижку газона сегодня с помощью нашей современной линейки бензиновых газонокосилок и придайте своему газону завидный вид.
Загрузка…
Харриер 41 Толчок
Газонокосилка с задним катком со всей мощностью, без автоматического привода.
Было 739 фунтов стерлингов
Сейчас от 679 фунтов стерлингов
Посмотреть продукт
Харриер 41 ВС
Самоходный задний каток с регулируемой скоростью привода (2,1–3,3 мили в час)
Было 899 фунтов стерлингов
Сейчас от 819 фунтов стерлингов
Посмотреть продукт
Харриер 41 ЕС
Самоходный задний каток с регулируемой скоростью привода (2,1–3,3 мили в час) и электростартером
1099 фунтов стерлингов
Сейчас от 999 фунтов стерлингов
Посмотреть продукт
Харриер 41 ПРО
Коммерческая силовая машина для ландшафтных подрядчиков и профессиональных садовников
1099 фунтов стерлингов
Сейчас от 999 фунтов стерлингов
Посмотреть продукт
Харриер 48 ВС
Самоходный задний каток с регулируемой скоростью привода (2,1–3,3 мили в час)
Было 1149 фунтов стерлингов
Сейчас от 1049 фунтов стерлингов
Посмотреть продукт
Харриер 48 Би-би-си
Самоходный задний каток с регулируемой скоростью привода (1,1–3,3 мили в час) и тормозной муфтой отвала
1299 фунтов стерлингов
Сейчас от 1179 фунтов стерлингов
Посмотреть продукт
Харриер 48 ЭС
Самоходная косилка с задним катком с регулируемой скоростью привода (1,8–3,3 мили в час) и электростартером
1319 фунтов стерлингов
Сейчас от 1199 фунтов стерлингов
Посмотреть продукт
Харриер 48 ПРО
Коммерческая силовая машина для ландшафтных подрядчиков и профессиональных садовников
1449 фунтов стерлингов
Сейчас от 1299 фунтов стерлингов
Посмотреть продукт
Харриер 56 ВС
Самоходный задний каток с регулируемой системой привода Sens-a-Speed (1,0–2,9 мили в час)
1419 фунтов стерлингов
Сейчас от 1279 фунтов стерлингов
Посмотреть продукт
Харриер 56 Би-би-си
Самоходный задний каток с регулируемой системой привода Sens-a-Speed (1,0–2,9 мили в час) и тормозной муфтой отвала
1549 фунтов стерлингов
Сейчас от 1399 фунтов стерлингов
Посмотреть продукт
Харриер 56 ЕС
Самоходный задний каток с регулируемой системой привода Sens-a-Speed (1,0–4,9 мили в час) и электрическим стартером
1689 фунтов стерлингов
Сейчас от 1529 фунтов стерлингов
Посмотреть продукт
Харриер 56 ПРО
Коммерческая силовая машина для ландшафтных подрядчиков и профессиональных садовников.
1739 фунтов стерлингов
Сейчас от 1599 фунтов стерлингов
Посмотреть продукт
Скопа 46 Толчок
Ротационная косилка с 4 колесами, позволяющая срезать и собирать, мульчировать или выбрасывать скошенную траву сзади
Было 449 фунтов стерлингов
Сейчас от 409 фунтов стерлингов
Посмотреть продукт
Оспри 46 г. н.э.
4-колесная роторная косилка с автоматическим приводом позволяет срезать и собирать, мульчировать или выбрасывать скошенную траву сзади
539 фунтов стерлингов
Сейчас от 489 фунтов стерлингов
Посмотреть продукт
Ролик
Наши инновационные роликовые газонокосилки, обеспечивающие безупречное кошение благодаря технологии точной стрижки, создают профессиональные полосы при каждом использовании. У нас есть исключительные роликовые газонокосилки, доступные в вариантах толкающего, автоматического, плавного пуска с регулируемой скоростью и электрического пуска.
Узнать больше
Четыре колеса
Сократите свою рабочую нагрузку благодаря плавной маневренности и надежности наших мощных четырехколесных газонокосилок. Наши четырехколесные газонокосилки с функцией быстрого выбора высоты стрижки и прочной стальной декой предлагают надежное решение для ухода за садом, которое поможет вам с легкостью создать великолепный газон.
Узнать больше
Коммерческий
Наши коммерческие косилки, оснащенные первой в мире системой сцепления при разрыве ножей с защитой от кривошипа, которая позволяет пользователям вести косилку по гравию, экономят время и сокращают дорогостоящие повреждения, устанавливая стандарт для современного садового оборудования. С акцентом на прочность, производительность и надежность, наши коммерческие косилки обеспечивают безупречные результаты с минимальными усилиями.
Узнать больше
Газонокосилки
от 200 до 300 фунтов стерлингов: краткая сравнительная таблица
12 лет назад
Время чтения:2 минуты
Алекс Эванс
Если вы ищете новую газонокосилку по цене от 200 до 300 фунтов стерлингов, эта краткая сравнительная таблица поможет вам сузить круг вариантов. Все эти косилки доступны на нашем веб-сайте, в нашем магазине на Facebook и в нашем магазине на eBay.
Не забудьте также проверить, действуют ли какие-либо скидки или специальные предложения.
Наконец, ознакомьтесь с нашими звездными покупками внизу страницы.
МОДЕЛЬ
САМОХОДНЫЙ
МУЛЬЧИРОВАНИЕ
ЗАДНИЙ РОЛИК
ИСТОЧНИК ПИТАНИЯ
ЦЕНА
Газонокосилка Castel R484TRG Бензиновая колесная 18-дюймовая газонокосилкаОтличное соотношение цены и качества, эта четырехколесная бензиновая самоходная газонокосилка GGP SV35 150cc Engine.
Да
№
№
Бензин
229,00 фунтов стерлингов
Электрическая роликовая газонокосилка Mountfield PrincessЭлектрическая газонокосилка Mountfield Princess — это электрическая косилка премиум-класса, которая практически не изменилась в течение 21 года.
№
№
Да
Электрический
229,00 фунтов стерлингов
Бензиновая колесная газонокосилка Warrior CJ18SPКолесная бензиновая газонокосилка Warrior CJ18SP — чрезвычайно универсальная, полнофункциональная и недорогая самоходная колесная газонокосилка
Да
№
№
Бензин
239,00 фунтов стерлингов
Электрическая газонокосилка Hayter Spirit 41Компактная и стильная косилка Spirit 41 Electric легче, чем бензиновые модели, обладает отличной маневренностью, обеспечивая аккуратный срез и четкие полосы на любом газоне.
№
№
№
Электрический
239,00 фунтов стерлингов
Бензиновая колесная газонокосилка Hayter Spirit 41Газонокосилка Hayter Spirit 41 Push представляет собой 16-дюймовую ручную газонокосилку, способную работать с грубыми травянистыми участками, а также оставляя аккуратную поверхность на большинстве газонов.
№
№
№
Бензин
239,00 фунтов стерлингов
Бензиновая колесная газонокосилка Mountfield S421 PDГазонокосилка Mountfield S421 PD имеет механический привод. Он отлично подходит для небольших и средних газонов.
Да
№
№
Бензин
259,00 фунтов стерлингов
Аккумуляторная электрическая газонокосилка Bosch Rotak 34LI ErgoflexАккумуляторная газонокосилка Bosch Rotak 34LI Полная мощность без кабеля, простота маневрирования. Теперь с «Эффективным управлением энергопотреблением» для увеличения времени работы литий-ионных аккумуляторов.
№
№
№
Аккумулятор
259,00 фунтов стерлингов
Бензиновая колесная газонокосилка Mountfield S461 HPГазонокосилка Mountfield S461HP представляет собой ручную модель и оснащена двигателем GGP объемом 140 см3 с верхним расположением клапанов.
№
№
№
Бензин
269,00 фунтов стерлингов
Газонокосилка Honda Izy HRG415PDБензиновая колесная газонокосилка Honda Izy HRG 415 PD имеет ширину кошения 16 дюймов и может маневрировать на самом узком газоне.
№
№
№
Бензин
285,00 фунтов стерлингов
Бензиновая колесная газонокосилка Mountfield S461 PDГазонокосилка Mountfield S461 PD имеет те же характеристики, что и модель S461 HP, но оснащена электродвигателем, что избавляет от необходимости толкать газонокосилку по саду.
Да
№
№
Бензин
289,00 фунтов стерлингов
Бензиновая колесная газонокосилка Warrior CJ21SPКолесная бензиновая газонокосилка Warrior CJ21SP — чрезвычайно универсальная, полнофункциональная и недорогая самоходная колесная газонокосилка.
Это большой и высококонкурентный сектор рынка газонокосилок с действительно сильными предложениями от основных производителей газонокосилок. Мы выбрали 5-звездочные покупки:
Электрическая роликовая газонокосилка Mountfield Princess с 3-летней гарантией для домашнего использования и задним роликом
Электрическая роликовая газонокосилка Hayter Spirit 41 с 3-летней гарантией для домашнего использования и задним роликом
Газонокосилка Honda Izy HRG415PD с 3-летней гарантией для домашнего использования и непревзойденным качеством сборки Honda
Бензиновая колесная газонокосилка Mountfield S461 PD с 2-летней гарантией для домашнего использования и самоходной косилкой.
О компанииКлиенты и проектыДемозалГосзакупкиДоставкаСервисЭнциклопедия 3D
Блог
Контакты
FDM (Fused Deposition Modeling) — самая распространенная технология 3D‑печати в мире. С ее помощью выращивают изделия как дешевые домашние принтеры, так и промышленные системы высокоточной 3D‑печати. Принцип построения по технологии FDM заключается в послойном выращивании изделия из предварительно расплавленной пластиковой нити.
Принцип работы
Примеры печати
Точность построения
Выбор 3D‑принтера
Принцип работы
Примеры печати
Точность построения
Выбор 3D‑принтера
Что лучше печатать: крупные изделия, которые должны обладать надежными механическими свойствами (прочность, износостойкость, гибкость).
Преимущества: прочные износостойкие изделия, низкая стоимость материалов, широкие возможности пост-обработки.
Альтернатива: технологии MJM и PolyJet, которые с помощью специальных материалов (имитация ABS) обеспечивают более высокую точность построения и качество поверхностей готовых изделий (при более высокой себестоимости печати).
Что лучше печатать: крупные изделия, которые должны обладать надежными механическими свойствами (прочность, износостойкость, гибкость).
Преимущества: прочные износостойкие изделия, низкая стоимость материалов, широкие возможности пост-обработки.
Альтернатива: технологии MJM и PolyJet, которые с помощью специальных материалов (имитация ABS) обеспечивают более высокую точность построения и качество поверхностей готовых изделий (при более высокой себестоимости печати).
Как работает
3D‑модель в формате STL передается в программное обеспечение 3D‑принтера. Программа автоматически (или оператор вручную) располагает модель в виртуальном пространстве рабочей камеры. Затем программа автоматически генерирует элементы вспомогательных конструкций (из специального материала поддержки) и проводит расчет количества расходных материалов, а↓также времени выращивания прототипа. Перед запуском процесса печати модель автоматически разделяется на горизонтальные слои и производится расчет путей перемещения печатающей головки.
Затем запускается процесс непосредственной 3D‑печати: нагревающая головка с фильерами (экструдер) расплавляет тонкую пластиковую нить (леску) и послойно укладывает ее согласно данным математической 3D‑модели.
После завершения процесса построения изделия вспомогательные конструкции удаляются (вручную или растворяются в специальном растворе). Готовое изделие может быть использовано в напечатанном виде или подвергнуто любому способу пост-обработки.
Как работает
3D‑модель в формате STL передается в программное обеспечение 3D‑принтера. Программа автоматически (или оператор вручную) располагает модель в виртуальном пространстве рабочей камеры. Затем программа автоматически генерирует элементы вспомогательных конструкций (из специального материала поддержки) и проводит расчет количества расходных материалов, а↓также времени выращивания прототипа. Перед запуском процесса печати модель автоматически разделяется на горизонтальные слои и производится расчет путей перемещения печатающей головки.
Затем запускается процесс непосредственной 3D‑печати: нагревающая головка с фильерами (экструдер) расплавляет тонкую пластиковую нить (леску) и послойно укладывает ее согласно данным математической 3D‑модели.
После завершения процесса построения изделия вспомогательные конструкции удаляются (вручную или растворяются в специальном растворе). Готовое изделие может быть использовано в напечатанном виде или подвергнуто любому способу пост-обработки.
Примеры изделий, созданных по технологии FDM
Прототип воздухозаборника, ABS
Часть кожуха двигателя
Мастер-модель динамика, PLA
Прототип для тестов, ULTEM 9085
Копия колпака для реверс-инжиниринга, ABS
Часть корпуса с поддержкой, ABS
Прототип воздухозаборника, ABS
Часть кожуха двигателя
Мастер-модель динамика, PLA
Прототип для тестов, ULTEM 9085
Копия колпака для реверс-инжиниринга, ABS
Часть корпуса с поддержкой, ABS
Точность построения
Точность построения моделей по технологии FDM во многом зависит от толщины печатного слоя. Эта величина может составлять от 0,127 до 1 мм. Поверхность готовых объектов обычно слегка ребристая (ступенчатая — в пределах 0,1-1 мм). Ребристость обусловлена тем, что расплавленная нить имеет округлую форму. Придать дополнительную гладкость поверхности можно с помощью пост-обработки.
Точность построения
Точность построения моделей по технологии FDM во многом зависит от толщины печатного слоя. Эта величина может составлять от 0,127 до 1 мм. Поверхность готовых объектов обычно слегка ребристая (ступенчатая — в пределах 0,1-1 мм). Ребристость обусловлена тем, что расплавленная нить имеет округлую форму. Придать дополнительную гладкость поверхности можно с помощью пост-обработки.
2010–2022, АО «Глобатэк» (Globatek JSC). Все права защищены.
Политика конфиденциальности и обработки персональных данныхЦены на сайте указаны для ознакомления. Не является офертой.
FDM технология. Как это работает.
Всем привет, с Вами 3DTool!
В этой статье о 3D-печати мы рассмотрим основные принципы технологии FDM (Fused Deposition Modelling). Разберёмся с основной механикой этого процесса. Его преимуществами и ограничениями.
FDM технология
Печать методом послойного наложения (FDM) представляет собой процесс аддитивного производства, который реализовывается благодаря экструзии материалов. В FDM, объект строится путем нанесения расплавленного материала по заранее установленному алгоритму, слой за слоем. Используемые материалы представляют собой термопластичные полимеры и имеют форму нити.
FDM – это наиболее широко используемая технология 3D-печати. FDM принтеры в большом многообразии представлены на рынке. В основном это первая технология, с которой сталкиваются люди, когда начинают работать с 3D. Далее будут представлены основные принципы и ключевые аспекты этого способа печати.
Инженер, который занимается проектированием 3D модели должен учитывать возможности технологии при изготовлении детали с FDM, эти знания помогут ему достичь наилучшего результата.
Процесс FDM печати
Вот как работает процесс FDM:
Катушка из термопластичной нити загружается в принтер. Как только сопло достигнет необходимой температуры, нить подается в экструдер и в сопло, где она плавится.
Экструдер прикреплен к 3-осевой системе, которая позволяет ему перемещаться в направлениях X, Y и Z. Расплавленный материал выдавливается в виде тонких нитей и наплавляется послойно в заранее определенных местах, где затем охлаждается и затвердевает. Иногда охлаждение материала ускоряется благодаря использованию вентиляторов, прикрепленных к экструдеру.
Для заполнения печатной области, экструдеру требуется несколько проходов. Когда слой закончен, платформа перемещается вниз (или, как в некоторых моделях принтеров — экструдер перемещается вверх), и новый слой наплавляется на уже схватившийся. Этот процесс повторяется, пока модель не будет напечатана целиком.
Характеристики FDM принтеров
Большинство систем FDM позволяют регулировать несколько параметров процесса печати. Такие как температура сопла, платформы, скорость печати, высоту слоя и скорость вентиляторов охлаждения. Они обычно устанавливаются оператором принтера, и не беспокоят моделлера.
Что важно с точки зрения моделирования, так это учитывать размер стола и высоту слоя самой детали:
Стандартный размер печатной области настольного 3D-принтера обычно составляет 200 x 200 x 200 мм, в то время как для промышленных машин он может достигать 1000 x 1000 x 1000 мм. Если настольный 3D принтер предпочтительнее (например, из соображений экономии), большУю модель можно разбить на более мелкие части и затем собрать/склеить.
Типичная высота слоя, используемая в FDM, варьируется от 50 до 400 микрон и может быть определена на этапе программного слайсинга. Меньшая высота слоя обеспечит более гладкую деталь и более точно отразит сложную геометрию, в то время как большая высота слоя, дает детали распечататься быстрее и с меньшими затратами. Высота слоя 150-200 микрон является оптимальной по соотношению времени печати и её качеству.
Деформация детали
Деформация является одним из наиболее распространенных дефектов в процессе FDM печати. У некоторых видов пластика во время охлаждения после экструзии, происходит усадка. Поскольку разные участки охлаждаются с разной скоростью, их размеры также могут меняться с разной скоростью. Дифференциальное охлаждение вызывает накопление внутренних напряжений, которые вытягивают слой, тот, что снизу – наверх, деформируя его, как показано на рисунке ниже. С технической точки зрения, деформацию можно предотвратить путем более тщательного контроля температуры платформы и камеры в целом. За счет увеличения адгезии между деталью и платформой.
Моделлер также может снизить вероятность отклеивания и других дефектов, связанных с деформацией:
Большие плоские области (например, прямоугольная коробка) более склонны к деформации, и следует избегать такого рельефа, если это возможно.
Тонкие выступающие элементы (например — зубцы, шпили) также склонны к деформации. В этом случае можно избежать её, добавив немного материала поддержки по краю тонкого элемента (например, прямоугольник толщиной 200 микрон), чтобы увеличить площадь контакта.
Острые углы деформируются чаще, чем закругленные формы, поэтому слегка сгладив углы, можно добиться хорошего результата.
Разные пластики более восприимчивы к деформации: ABS, как правило, более чувствителен к данному фактору, чем PLA или PETG, из-за более высокой температуры стеклования и относительно высокого коэффициента теплового расширения.
Адгезия между слоями
Хорошая адгезия между слоями очень важна для детали, напечатанной по технологии FDM. Когда расплавленный пластик выдавливается через сопло, он прижимается к предыдущему слою. Высокая температура и давление вновь расплавляют поверхность предыдущего слоя и позволяют связать новый слой со старым.
Прочность связи между различными слоями всегда ниже, чем базовая прочность материала.
Это означает, что детали произведённые по технологии FDM, по своей природе анизотропны: их прочность по оси Z всегда меньше их прочности в плоскостях X/Y. По этой причине важно помнить об ориентации деталей при проектировании.
Например, образцы для испытаний на растяжение, напечатанные горизонтально пластиком АБС с заполнением 50%, сравнивали с образцами для испытаний, напечатанными вертикально, и обнаружили, что их прочность на растяжение почти в 4 раза выше в осям X, Y по сравнению с осью Z (17,0 МПа по сравнению с 4,4 МПа). Растягивается такая деталь до разрушения, почти в 10 раз больше (4,8% по сравнению с 0,5%).
Более того, поскольку расплавленный материал прижимается к предыдущему слою, его форма деформируется до овала. Это означает, что детали всегда будут иметь волнистую поверхность, даже при небольшой высоте слоя, и что мелкие элементы, такие как небольшие отверстия, могут нуждаться в последующей обработке после печати.
Поддержки
Структура поддержки имеет важное значение для создания геометрий с выступами. Поскольку пластик не может быть нанесён на воздух, для некоторых геометрий требуется опорная конструкция.
Поверхности, напечатанные с поддержками, обычно имеют более низкое качество, чем остальная часть детали. По этой причине рекомендуется, чтобы деталь была смоделирована таким образом, чтобы минимизировать потребность в поддержке.
Опоры обычно печатаются из того же материала, что и деталь. Существуют также специальные материалы, которые растворяются в жидкости, но в основном они используются в настольных или промышленных 3D-принтерах высокого класса. Печать на растворимых поддержках значительно улучшает качество поверхности детали, но увеличивает общую стоимость печати, так как требуется специальный принтер с двумя печатающими головками и потому что стоимость растворимого материала относительно высока.
Заполнение и толщина оболочки
Детали по технологии FDM обычно не печатаются заполненными, чтобы сократить время печати и сэкономить материал. Вместо этого внешний периметр делается с помощью нескольких проходов, он называется оболочкой, а внутренняя часть заполняется структурой низкой плотности, называемой заполнением.
Заполнение и толщина корпуса сильно влияют на прочность детали. Для настольных FDM-принтеров в основном подходит плотность заполнения 25% и толщина корпуса 1 мм. Обычно, это стандартные настройки для быстрой печати и хороший компромисс между прочностью и скоростью.
Выше вы видите внутреннюю геометрию деталей с различной степенью заполнения
Основные расходные материалы FDM
Одной из сильных сторон FDM печати является широкий ассортимент доступных материалов. Они могут варьироваться от обычных пластиков (таких как PLA и ABS) до инженерных (таких как, TPU и PETG) и высокопрочных материалов (таких как PEEK).
Ниже изображена пирамида материалов, наиболее доступных в FDM печати.
Используемый материал напрямую влияет на механические свойства и точность печати, а также на ее цену. Наиболее распространенные материалы FDM-печати приведены ниже. Так же рассмотрим плюсы и минусы тех или иных пластиков. Обзор основных отличий PLA и ABS, и подробное сравнение всех распространенных видов филамента – тема очень обширная и с ней можно ознакомиться в специальных статьях в интернете и на тематических форумах.
ABS
Плюсы
· Прочность
· Хорошая термостойкость
Минусы
· Даёт усадку при печати
PLA
Плюсы
· Отличное визуальное качество
· Легко печатать
· Не вредный. Может контактировать с пищевыми продуктами
Минусы
· Низкая ударная прочность
· Недолговечность
Нейлон
Плюсы
· Очень высокая прочность
· Отличная износостойкость и химическая резистентность
Минусы
· Активно впитывает воду
PET-G
Плюсы
· Не вредный. Может контактировать с пищевыми продуктами
· Достаточно крепкий
Минусы
· Прихотлив к точным температурным настройкам печати
TPU
Плюсы
· Очень гибкий
Минусы
· Добиться точности печати весьма тяжело
PEEK
Плюсы
· Очень прочный и лёгкий
· Отличная огнестойкость и химическая резистентность
Минус
· Высокая цена
· Нужен специализированный 3D принтер, чей экструдер способен достичь температур выше 300С
Постобработка
Детали, полученные по технологии FDM могут быть обработаны в соответствии с высокими стандартами. При использовании различных методов, таких как: шлифовка, полировка, грунтовка, окраска, холодная сварка, ацетоновая баня (для сглаживания поверхности и создания глянцевой поверхности), эпоксидное покрытие и металлизация.
Преимущества и недостатки в FDM печати
+
· FDM-печать, является наиболее экономичным способом производства нестандартных термопластичных деталей и прототипов.
· Время выполнения FDM-печати приемлемое. Технология в наше время достаточно доступна.
· Широкий ассортимент материалов, подходящих как для прототипирования, так и для некоторых некоммерческих функциональных применений.
—
· FDM-печать имеет самую низкую размерную точность и разрешение по сравнению с другими технологиями 3D-печати, поэтому она не подходит для моделей со сложной геометрией и мелкими деталями
· Конечный продукт будет иметь видимые линии слоев, поэтому для лучшего вида, требуется постобработка
· Механизм адгезии слоя делает детали полученные при помощи FDM-печати анизотропными
Основные моменты
· При помощи FDM-печати, можно производить прототипы и функциональные детали, достаточно быстро и по низкой цене. На рынке имеется широкий спектр филаментов с различными физическими свойствами.
· Типичный размер платформы настольного FDM 3D-принтера составляет 200 х 200 х 200 мм. Промышленные машины имеют значительно больший размер. От 1000 х 1000 х 1000 мм
· Для предотвращения деформации детали, загибания углов и т.д., на пластиках, имеющих процент усадки, избегайте больших плоских участков и добавляйте поддержки в острые углы, больше 45 градусов.
· Деталь, полученная при помощи FDM-печати по своей природе своей анизотропна, поэтому не рекомендуется использование таких деталей для механически важных компонентов.
Что ж!, А на этом у нас все! С вами был 3DTool, увидимся в следующих статьях!
Познакомиться с 3D-принтерами работающими по технологии FDM, можно здесь
Совершить покупку, задать вопрос, или отследить ваш заказ вы можете на нашем сайте,
ПОКРЫТИЕ ПОВЕРХНОСТИ — ВЫБОР ПРАВИЛЬНОГО 3D ПРИНТЕРА
SLA способен воспроизводить детали на уровне ювелирных изделий / Предоставлено: 3DPrintersShop
FDM: Поверхность, полученная с помощью принтеров FDM, грубая, а линии слоев четко видны из-за минимальной высоты слоя. Толщина линии, если смотреть сверху, обычно составляет около 400 микрон (валик, определяемый диаметром сопла). Толщина линии, если смотреть сбоку, обычно регулируется в пределах 50–400 микрон — это называется разрешением или высотой слоя.
SLA: Поскольку в принтерах SLA используется лазер для «рисования» каждой линии детали, полученные линии могут быть намного меньше и точнее, что обеспечивает гладкую поверхность. Приблизительная ширина лазера и вылеченных линий составляет 20 микрон.
ТОЧНОСТЬ — ВЫБОР ПРАВИЛЬНОГО 3D ПРИНТЕРА
FDM: 3D-печать FDM обеспечивает хорошую точность размеров для крупных элементов. Для более мелких элементов точность размеров затруднена и иногда непостоянна. Это также может быть затруднено в зависимости от типа 3D-принтера (сделай сам, настольный, профессиональный или промышленный FDM-принтер). Выбор правильного 3D-принтера становится сложной задачей, поскольку точность также зависит от других факторов, таких как калибровка и настройки слайсера. Материалы также играют роль в точности благодаря своим свойствам усадки. В одном из примеров точного 3D-принтера — MakerBot METHOD — используется уникальная подогреваемая рабочая камера, обеспечивающая высокий уровень точности размеров.
SLA: Поскольку SLA-принтер может достигать очень высокого разрешения, точность размеров не имеет себе равных в большинстве других технологий 3D-печати. Если основной целью является чистота поверхности и точность мелких деталей (например, в ювелирном деле или в стоматологии), SLA — отличный выбор.
СИЛЬНАЯ ЧАСТЬ – ВЫБОР ПРАВИЛЬНОГО 3D ПРИНТЕРА
Кронштейн, напечатанный на 3D-принтере / Предоставлено: 3DHubs
FDM: Принтеры FDM, как правило, имеют преимущество, когда речь идет о производстве прочных, пригодных для использования и долговечных деталей благодаря их способности печатать из известных полимеров и композитов. Печать нейлоновым углеродным волокном, например, позволит сделать легкую и невероятно прочную деталь.
SLA: Как правило, принтеры SLA больше известны тем, что они создают тонкие и детализированные детали, а не прочные детали. Это связано с сочетанием факторов. Во-первых, отвержденные смолы имеют тенденцию быть довольно хрупкими. Другая причина заключается в том, что, в отличие от FDM-отпечатков, SLA-отпечатки нельзя печатать сплошными, так как такие детали могут привести к трещинам, деформации и частому сбою печати. Было разработано несколько новых более прочных смол, но они далеки от совершенства и часто не были испытаны в полевых условиях, как многие из известных полимеров и композитов на стороне FDM.
ПРОСТОТА ИСПОЛЬЗОВАНИЯ – ВЫБОР ПРАВИЛЬНОГО 3D ПРИНТЕРА
Принтеры SLA используют токсичную смолу и требуют дополнительных мер предосторожности при обращении.
FDM: Принтеры FDM довольно просты — вставьте пластиковую нить в один конец и выдавите другой конец. Эта простота и относительная чистота сделали принтеры FDM выбором для тех, кто хочет использовать их в открытом офисе или в образовательной среде. Детали выходят сухими и чистыми, и часто бывает просто единственная постобработка удаления опор путем их отламывания. Оставшийся материал легко сохраняется в виде жесткой пластиковой нити для следующего отпечатка.
SLA: Несмотря на то, что детали, напечатанные по SLA, могут выглядеть красиво, процесс требует дополнительной работы. Природа печати деталей в жидкой смоле может быть слишком сложной для некоторых из-за возникающего беспорядка — детали получаются липкими, и смола может попасть в большее рабочее пространство. Кроме того, смола может быть очень токсичной, что требует использования защитных очков, перчаток и других средств защиты.
Постобработка включает несколько этапов: сначала промывка отпечатка для удаления излишков смолы, а затем обрезка опор, для чего требуются кусачки (будьте осторожны, чтобы не удалить элементы, которые на самом деле являются отпечатком!). Наконец, для окончательной обработки детали рекомендуется дальнейший процесс отверждения с использованием УФ-лампы. Оставшийся материал жидкой смолы должен храниться в лотке вдали от света и имеет короткий срок годности после помещения в лоток.
Этот химический процесс означает, что принтеры SLA чаще всего используются в закрытых лабораториях.
СТОИМОСТЬ 3D-ПЕЧАТИ – ВЫБОР ПРАВИЛЬНОГО 3D-ПРИНТЕРА
FDM: FDM — самая доступная технология во всем мире. Это не только недорого с точки зрения самой машины, но и с точки зрения ее работы, поскольку материалы сравнительно дешевле, чем материалы для других технологий. В результате продукты, изготовленные с помощью 3D-печати FDM, как правило, дешевле, чем аналогичные продукты.
SLA: Принтер SLA — дорогостоящее оборудование. Это связано с использованием дорогих деталей, таких как лазерный источник и сканирующие зеркала. Материалы тоже дорогие. Кроме того, почти все модели требуют некоторого количества поддерживающих конструкций, поэтому 3D-печать также становится дорогой.
РАЗМЕР – ВЫБОР ПРАВИЛЬНОГО 3D ПРИНТЕРА
Stratasys Fortus 900mc / Предоставлено: Stratasys
FDM: Принтеры FDM доступны в широком диапазоне объемов сборки. От небольших настольных версий до крупноформатных промышленных версий, объемы сборки могут быть изготовлены в соответствии с потребностями пользователя. Самый большой принтер FDM имеет объем примерно 2475 литров.
SLA: принтеры SLA имеют ограничение на объемы сборки. Как правило, они не очень большие. Самый большой принтер SLA имеет объем примерно 618 литров.
РЕЗЮМЕ
Jamco America использует 3D-принтер MakerBot METHOD, чтобы быстрее выводить на рынок сложные детали самолетов.
Принтеры FDM и принтеры SLA доказали свою популярность во многих отраслях, и их использование продолжает расти. В то время как некоторые могут предпочесть одну технологию другой, многие видят преимущества использования обеих технологий одновременно и получения выгоды от сильных сторон каждой технологии. Например, дизайнер в компании может использовать SLA для подробного изучения конечной детали, а инженер может использовать FDM для изготовления детали из производственного материала, такого как ABS, для тестирования прототипа.
Если вам нужно выбрать одно или другое, спросите себя, нужна ли вам более надежная деталь, напечатанная из более распространенных материалов, или вам нужна хорошо детализированная деталь, которая выглядит красиво. Если вам нужна более прочная и полезная деталь, возможно, подойдет FDM-принтер, но если вам просто нужна красивая детализированная деталь, вам может подойти SLA-принтер. В любом случае, 3D-печать — отличный способ быстро превратить цифровой дизайн в физическую реальность!
Хотите узнать, что лучше всего подходит для вас и вашей организации? Поговорите со специалистом по 3D-печати MakerBot уже сегодня!
Сравнить 3D-принтеры на основе нити и смолы
Рынок 3D-печати и аддитивного производства в последние годы претерпел быстрые изменения. Высокопроизводительные настольные компьютеры больше не являются прерогативой любителей, они превратились в необходимые инструменты для бизнеса. После того, как 3D-печать стала популярным инструментом для прототипирования и разработки продуктов, ее использование расширилось на производство, стоматологию, ювелирные изделия и многое другое.
Моделирование методом наплавления (FDM) и стереолитография (SLA) — два самых популярных типа 3D-принтеров на рынке. Обе технологии 3D-печати были адаптированы и усовершенствованы для настольных компьютеров, что сделало их более доступными, простыми в использовании и более функциональными.
В этом всеобъемлющем руководстве покупателя мы подробно рассмотрим 3D-принтеры FDM и SLA (также известные как 3D-принтеры с нитью и полимером) и их сравнение с точки зрения качества печати, материалов, приложений, рабочего процесса, скорости, затрат, и многое другое, чтобы помочь вам решить, какая техника идеально подходит для вашего бизнеса.
Видеоруководство
Не можете найти лучшую технологию 3D-печати для ваших нужд? В этом видеоруководстве мы сравниваем технологии FDM, SLA и SLS с учетом популярных соображений покупателей.
Смотреть видео
Моделирование методом наплавления (FDM), также известное как изготовление плавленых нитей (FFF), является наиболее широко используемым типом 3D-печати на потребительском уровне. 3D-принтеры FDM работают путем экструзии термопластичных нитей, таких как ABS (акрилонитрилбутадиенстирол), PLA (полимолочная кислота), через нагретое сопло, расплавляя материал и нанося пластик слой за слоем на платформу сборки. Каждый слой укладывается по одному, пока деталь не будет завершена.
Посмотрите, как работает 3D-печать FDM.
3D-принтеры FDM хорошо подходят для базовых экспериментальных моделей, а также для быстрого и недорогого прототипирования простых деталей, таких как детали, которые обычно подвергаются механической обработке.
Стереолитография была первой в мире технологией 3D-печати, изобретенной в 1980-х годах, и до сих пор остается одной из самых популярных технологий среди профессионалов. В 3D-принтерах SLA используется лазер для отверждения жидкой смолы в затвердевший пластик в процессе, называемом фотополимеризацией.
Узнайте, как работает SLA 3D-печать.
3D-принтеры из смолы SLA стали чрезвычайно популярными благодаря своей способности производить высокоточные, изотропные и водонепроницаемые прототипы и детали из ряда современных материалов с прекрасными характеристиками и гладкой поверхностью. Составы смол SLA обладают широким спектром оптических, механических и термических свойств, соответствующих свойствам стандартных, инженерных и промышленных термопластов.
3D-печать смолой — отличный вариант для высокодетализированных прототипов, требующих жестких допусков и гладких поверхностей, таких как формы, модели и функциональные детали. 3D-принтеры SLA широко используются в различных отраслях: от машиностроения и дизайна продуктов до производства, стоматологии, ювелирных изделий, моделирования и образования.
Технический документ
Ищете 3D-принтер для печати ваших 3D-моделей в высоком разрешении? Загрузите наш технический документ, чтобы узнать, как работает SLA-печать и почему это самый популярный процесс 3D-печати для создания моделей с невероятной детализацией.
Загрузить информационный документ
Когда в процессе аддитивного производства детали производятся слой за слоем, каждый слой также создает возможность неточности. Процесс формирования слоев влияет на качество поверхности, уровень точности и точность каждого слоя и, следовательно, на общее качество печати.
3D-принтеры FDM формируют слои, нанося линии расплавленного материала. В этом процессе разрешение детали определяется размером экструзионного сопла, и между закругленными линиями остаются пустоты, когда сопло их наносит. В результате слои могут не полностью сцепляться друг с другом, слои, как правило, хорошо видны на поверхности, а процесс не позволяет воспроизвести сложные детали, которые могут предложить другие технологии.
В 3D-печати SLA жидкая смола отверждается высокоточным лазером для формирования каждого слоя, что позволяет получать гораздо более мелкие детали и является более надежным для многократного достижения высококачественных результатов. В результате 3D-печать SLA известна своими прекрасными характеристиками, гладкой поверхностью, высочайшей точностью и точностью деталей.
Точность, прецизионность и допуск в 3D-печати — сложные термины, которые часто понимают неправильно. Узнайте больше об их значении, чтобы лучше понять производительность 3D-печати.
Детали SLA имеют острые края, гладкие поверхности и минимально видимые линии слоев. Этот образец детали был напечатан на настольном 3D-принтере Formlabs Form 3 SLA.
Использование света вместо тепла для печати — еще один способ, которым SLA-принтеры гарантируют надежность. Благодаря 3D-печати деталей при температуре, близкой к комнатной, они не страдают от артефактов теплового расширения и сжатия, которые могут возникнуть в процессе печати FDM.
Благодаря высокоточному лазеру 3D-принтеры SLA лучше подходят для изготовления сложных деталей (деталь FDM слева, деталь SLA справа).
В то время как принтеры FDM создают механическую связь между слоями, 3D-принтеры SLA создают химические связи путем перекрестного связывания фотополимеров между слоями, в результате чего детали становятся полностью плотными, водо- и воздухонепроницаемыми. Эти соединения обеспечивают высокую поперечную прочность, в результате чего получаются изотропных деталей, а это означает, что прочность деталей не меняется при ориентации. Это делает SLA 3D-печать особенно идеальной для инженерных и производственных приложений, где важны свойства материала.
На относительно простых деталях разница в качестве менее заметна. Однако детали SLA плотные и изотропные, что делает их более подходящими для многих инженерных и производственных приложений (деталь FDM слева, деталь SLA справа).
Образец детали
Убедитесь сами и убедитесь в качестве Formlabs. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
Пластиковые экструзионные 3D-принтеры работают с рядом стандартных термопластичных нитей, таких как ABS, PLA и их различные смеси. Популярность 3D-печати FDM среди любителей привела к появлению множества цветовых вариантов. Также существуют различные экспериментальные смеси пластиковых нитей для создания деталей с поверхностью, подобной дереву или металлу.
Инженерные материалы, такие как нейлон, PETG, PA или TPU, и высокоэффективные термопласты, такие как PEEK или PEI, также доступны, но часто ограничены некоторыми профессиональными FDM-принтерами, которые их поддерживают.
Нити и смеси FDM предлагаются в различных цветовых вариантах. (источник: All3DP.com)
Смоляные материалы SLA имеют преимущество широкого спектра конфигураций составов : они могут быть мягкими или твердыми, сильно наполненными добавками, такими как стекло и керамика, или наделенными механическими свойствами, такими как высокая термостойкость. термостойкость или ударопрочность. Различные составы смол предлагают широкий спектр оптических, механических и термических свойств, соответствующих свойствам стандартных, инженерных и промышленных термопластов.
3D-принтеры SLA предлагают разнообразные материалы для проектирования и производства.
В некоторых случаях именно эта комбинация универсальности и функциональности приводит к тому, что компании изначально внедряют SLA 3D-печать у себя. После обнаружения одного приложения, решенного с помощью определенного функционального материала, обычно вскоре открываются новые возможности, и принтер становится инструментом для использования разнообразных возможностей различных материалов.
Некоторые свойства материалов, уникальные для SLA, включают:
SLA — единственный метод 3D-печати, который позволяет создавать прозрачные детали на рабочем столе. Идеально подходит для визуализации сложных сборок, (микро)гидродинамики, изготовления пресс-форм, оптики, освещения и любых деталей, требующих прозрачности.
Узнать больше
Детали, напечатанные из этого материала, выглядят и ведут себя как литые силиконовые детали и достаточно прочны, чтобы их можно было использовать в течение нескольких циклов.
Узнать больше
Обеспечивает температуру теплового изгиба (HDT) 238 °C при 0,45 МПа, что является самой высокой термостойкостью среди всех материалов для настольной 3D-печати.
Узнать больше
Материал с 20% содержанием воска для литья по выплавляемым моделям и прессования в стоматологии и ювелирном деле.
Узнать больше
Специализированные материалы для стоматологии, такие как биосовместимые хирургические шаблоны, шины, несъемные шаблоны и модели, прозрачные модели элайнеров и полные съемные протезы.
Подробнее
Распечатайте на 3D-принтере детали с отделкой, похожей на камень, и обожгите их, чтобы создать полностью керамическое изделие.
Подробнее
Интерактивный
Нужна помощь в выборе материала для 3D-печати? Наш новый интерактивный помощник по материалам поможет вам принять правильное решение в отношении материалов, исходя из вашего применения и свойств, которые вам больше всего нужны из нашей постоянно растущей библиотеки смол.
Порекомендуйте мне материал
Узнайте, как перейти от проектирования к 3D-печати с помощью 3D-принтера Form 3+ SLA. В этом 5-минутном видео рассказывается об основах использования Form 3, от программного обеспечения и материалов до печати и постобработки.
Рабочий процесс 3D-печати FDM и SLA состоит из трех этапов: проектирование, 3D-печать и постобработка.
Сначала используйте любое программное обеспечение САПР или данные 3D-сканирования для создания модели и экспортируйте ее в формат файла для 3D-печати (STL или OBJ). Затем 3D-принтеры требуют подготовки к печати или программного обеспечения для слайсера, чтобы указать параметры печати и разделить цифровую модель на слои для печати.
Недорогие 3D-принтеры FDM или SLA не очень удобны для пользователя и часто требуют многих часов настройки и экспериментов, чтобы установить правильные параметры печати. Тем не менее, результаты могут меняться с каждым новым дизайном или материалом, и вероятность неудачных отпечатков остается высокой. Это не только задерживает проекты, но также может привести к неприятным сбоям, требующим длительного процесса очистки.
Профессиональные 3D-принтеры SLA, такие как Form 3, и некоторые другие профессиональные FDM-принтеры поставляются со своим собственным программным обеспечением и предопределенными настройками для каждого материала, которые были тщательно протестированы для обеспечения максимальной успешности печати.
Настройка печати с помощью передовых инструментов подготовки к печати, таких как PreForm, выполняется по принципу plug and play. PreForm можно загрузить бесплатно, попробуйте прямо сейчас .
Как только начинается процесс 3D-печати, большинство 3D-принтеров могут работать без присмотра даже ночью, пока печать не будет завершена. Усовершенствованные 3D-принтеры SLA, такие как Форма 3 предлагает систему картриджей, которая автоматически заправляет материал.
Последним этапом рабочего процесса является постобработка. Детали SLA требуют промывки изопропиловым спиртом (IPA) или альтернативными растворителями для удаления неотвержденной смолы с их поверхности. При использовании стандартного рабочего процесса это включает в себя сначала удаление деталей со сборочной платформы, а затем ручное замачивание их в ванне с растворителем для удаления излишков смолы.
Профессиональные решения, такие как Form Wash автоматизировать этот процесс. Детали могут быть перенесены непосредственно из принтера в Form Wash, который перемешивает растворитель вокруг деталей для их очистки и автоматически поднимает детали из спиртовой ванны по завершении процесса.
После высыхания промытых деталей некоторые материалы SLA требуют пост-отверждения , процесса, который помогает деталям достичь максимально возможной прочности и стабильности.
Преимущество процесса FDM в том, что он не требует очистки; неподдерживаемые готовые детали готовы к использованию или дальнейшей постобработке после завершения процесса печати.
И в процессах FDM, и в процессах SLA используются опорные структуры для облегчения 3D-печати более сложных геометрических форм, и их удаление представляет собой последний шаг в постобработке.
Поддержки на деталях FDM необходимо отрывать вручную или растворять в воде, в зависимости от материала подложки.
Поддерживаемые отпечатки FDM требуют дополнительной постобработки для достижения высокого качества отделки (источник: 3D Hubs).
Удаление опоры для деталей SLA требует вырезания опорных конструкций и легкой шлифовки деталей для удаления следов опоры. Формлабс Технология Low Force Stereolithography (LFS) ™ предлагает поддержку с легким касанием, которая позволяет отрывать весь объект от его основания за секунды, оставляя минимальные следы и сокращая время, затрачиваемое на постобработку.
Когда требуется дополнительная постобработка, детали как FDM, так и SLA могут быть обработаны, загрунтованы, окрашены и собраны для конкретного применения или отделки. Однако детали FDM требуют дополнительной шлифовки перед грунтовкой или окраской, а также требуют более высоких уровней заполнения для механической обработки или растачивания.
Веб-семинар
На этом веб-семинаре Мэтт Льюис и Рики Хоппер расскажут вам об улучшенной линейке SLA и продемонстрируют новые продукты.
Посмотреть вебинар прямо сейчас
Сколько стоит 3D-принтер FDM или SLA и сколько времени и средств вы можете реально сэкономить для своего бизнеса? Расчет стоимости на деталь требует учета стоимости владения оборудованием, материалов и рабочей силы. Полезно понимать факторы, влияющие на каждый из этих компонентов затрат, и вопросы, которые необходимо задать, чтобы оценить альтернативные методы производства и выявить скрытые затраты.
Одним из основных преимуществ 3D-принтеров FDM является низкая стоимость машины. Поскольку принтеры FDM начального уровня доступны всего за несколько сотен долларов, любители и малые предприятия могут попробовать FDM, чтобы увидеть, стоит ли 3D-печать добавить в свой набор инструментов. Для тех, кто не знает, с чего начать, более низкая стоимость машины FDM начального уровня часто является достаточно убедительной, чтобы оправдать покупку. Однако эти недорогие FDM-принтеры могут быть ненадежными, и для их работы в долгосрочной перспективе часто требуется помощь специалиста.
Профессиональные настольные FDM-принтеры проще в использовании и больше подходят для предприятий, а их цена варьируется от 2000 до 8000 долларов. Эти 3D-принтеры обычно обеспечивают лучшую надежность, более высокое качество печати и большие объемы сборки. Хотя эти машины подходят для производства функциональных деталей, конкуренция в этой ценовой категории является жесткой, поскольку машины SLA предлагают более широкий спектр применений и лучшее качество печати.
3D-принтеры SLA стоят около 3750 долларов, а Formlabs предлагает единственные доступные 9Решение для большого 3D-принтера SLA 0101 стоимостью от 11 000 долларов США.
Что касается материалов, нити FDM также относительно недороги по сравнению с материалами для других технологий 3D-печати. Обычные материалы FDM, такие как ABS, PLA и их различные смеси, обычно стоят около 50 долларов США за кг, в то время как специализированные нити FDM для инженерных приложений могут стоить 100–150 долларов США за кг. Растворимые вспомогательные материалы для 3D-принтеров FDM с двойной экструзией продаются по цене 100–200 долларов США за кг. Для сравнения, большинство стандартных и инженерных смол для 3D-принтеров SLA стоят 149 долларов.-$200/л.
Затраты на оплату труда — последняя, о которой часто забывают, часть уравнения. Для простых проектов, не требующих поддержки для печати, FDM почти не требует постобработки. Однако для поддерживаемых FDM-отпечатков и деталей, требующих высококачественной отделки, требуется длительная ручная постобработка.
Детали SLA требуют промывки и, в зависимости от материала, также пост-отверждения, но оба эти процесса могут быть в основном автоматизированы с помощью принадлежностей для минимизации трудозатрат. Поддерживаемые отпечатки SLA требуют лишь небольшой шлифовки, чтобы удалить метки поддержки и получить высококачественную отделку.
Как правило, 3D-принтеры FDM создают самые дешевые детали, если вы печатаете только относительно простые прототипы в ограниченном количестве. 3D-принтеры SLA смолы предлагают более высокое разрешение, лучшее качество и широкий спектр материалов для 3D-печати с небольшой надбавкой, но разница быстро уменьшается, когда вы печатаете сложные конструкции или большие партии из-за менее трудоемкой постобработки.
Интерактивный
Попробуйте наш интерактивный инструмент ROI, чтобы увидеть, сколько времени и средств вы можете сэкономить при 3D-печати на 3D-принтерах Formlabs.
Рассчитайте свою экономию
Draft Resin – это быстродействующий материал SLA , который позволяет создавать детали в 5-10 раз быстрее, чем 3D-принтеры FDM. С толщиной слоя 200 микрон Draft Resin достаточно точен, чтобы удовлетворить потребности в прототипировании, обеспечивая при этом более быстрые итерации дизайна. Более крупные модели, занимающие большую часть рабочего объема SLA-принтера (около 15 см куба), печатаются с помощью Draft Resin всего около девяти часов. Печать той же детали слоем толщиной 200 микрон на FDM-принтере может занять 80-90 часов. Это идеально подходит для таких приложений, как быстрое прототипирование, где пользователи могут быстро оценить успех и перейти к другой печати или проекту.
Скорость печати FDM и SLA становится сопоставимой при печати деталей с одинаковой высотой слоя из других материалов. Но обратите внимание, что деталь, напечатанная слоями толщиной 100 микрон на принтере FDM, сильно отличается от детали, напечатанной слоями толщиной 100 микрон на принтере SLA, из-за способа построения слоев. Для достижения сравнимого качества с деталями FDM потребуется меньшая высота слоев — таким образом, в два-четыре раза больше времени печати — или значительная и трудоемкая постобработка для улучшения качества поверхности.
Вебинар
Хотите узнать больше? Слушайте менеджеров по продуктам, которые помогали разрабатывать материалы Draft Resin, на этом веб-семинаре по запросу.
Посмотреть вебинар сейчас
Одной из областей, где традиционно доминировали FDM-принтеры, раньше были объемы сборки. Из-за различий в технологиях разработка более крупных машин FDM менее сложна. На рынке существует множество более крупных решений FDM для приложений, требующих 3D-печати более крупных деталей.
Перевернутый процесс SLA, применяемый в настольных SLA-принтерах, снижает занимаемую площадь и стоимость, но повышенное усилие отслаивания накладывает ограничения на материалы и объем сборки, а для успешной печати более крупных деталей требуются прочные опорные конструкции.
С введением процесса печати Low Force Stereolithography (LFS), на котором основаны Form 3 и Form 3L, Formlabs полностью переработала свой подход к 3D-печати на основе смолы, чтобы значительно уменьшить силы, воздействующие на детали в процессе печати. . Равномерное линейное освещение и малое усилие от гибкого резервуара означают, что технология стереолитографии с низким усилием может легко масштабироваться до большей области печати, построенной на том же мощном механизме печати.
Первый недорогой широкоформатный полимерный принтер Form 3L быстро печатает большие детали, используя два смещенных блока обработки света (LPU), которые работают одновременно по оптимизированному пути печати. Обеспечивая объем сборки в пять раз больше, чем текущие SLA-принтеры, Form 3L устраняет ограничения по размеру, которые иногда мешают рабочим процессам на небольших настольных устройствах, сохраняя при этом конкурентоспособную цену.
Модель Form 3L предлагает в пять раз больший объем печати, чем современные принтеры SLA, сохраняя при этом конкурентоспособную цену.
Веб-семинар
Хотите узнать больше об экосистеме Form 3L и Form 3BL, а также о новых широкоформатных машинах постобработки?
В этой демонстрации Кайл и Крис объяснят, как перемещаться по сквозному рабочему процессу Form 3L, включая постобработку.
Смотреть сейчас
Каждая технология 3D-печати имеет свои сильные и слабые стороны и требования и подходит для различных приложений и предприятий. В следующей таблице приведены некоторые ключевые характеристики и соображения при сравнении 3D-принтеров на основе смолы и филамента.
Fused Deposition Modeling (FDM)
Stereolithography (SLA)
Resolution
★★☆☆☆
★★★★★
Accuracy
★★★ ★☆
★★★★★
Surface Finish
★★☆☆☆
★★★★★
Throughput
★★★☆☆
★★★★☆
Сложные конструкции
★★★☆☆
★★★★ ☆
Простота использования
★★★★★
★★★★ ★
ПРОМЕСТО
LID-COSTER MACHINES MACHINES MACHINE
Отличная цена Высокая точность Гладкая поверхность Высокая скорость печати Диапазон функциональных применений
Functional prototyping Patterns, molds, and tooling Dental applications Jewelry prototyping and casting Modelmaking
Price
Budget printers а комплекты для 3D-принтеров стоят от нескольких сотен долларов. Настольные принтеры среднего класса более высокого качества стоят от 2000 долларов, а промышленные системы — от 15 000 долларов.
Профессиональные настольные принтеры стоят от 3750 долларов, настольные широкоформатные принтеры — от 11 000 долларов, а крупные промышленные машины — от 80 000 долларов.
Печать объем
До 300 x 300 x 600 мм (настольные и настольные 3D -принтеры)
до 300 x 335 x 200 мм (рабочие столы и стенд 3D принтеры)
3333333333333333333333333333333333333333333333333333333333333333333333333333333333333333333333333333н. таких как ABS, PLA и их различные смеси.
Небольшое обучение по настройке сборки, эксплуатации станка и отделке; умеренное обучение по обслуживанию.
Подключи и работай. Небольшое обучение по настройке сборки, техническому обслуживанию, эксплуатации станка и отделке.
Требования к помещениям
Кондиционируемая среда или, предпочтительно, нестандартная вентиляция для настольных компьютеров.
Настольные компьютеры подходят для офисной среды.
Вспомогательное оборудование
Система удаления опор для станков с растворимыми опорами (опционально автоматизированная), отделочные инструменты.
Станция мойки и станция постотверждения (оба могут быть автоматизированы), отделочные инструменты.
Сравнив две технологии, мы можем сделать вывод, что принтеры FDM и SLA имеют схожие, часто дополняющие друг друга функции. Но два типа 3D-принтеров не всегда конкурируют; многие компании используют 3D-принтеры FDM и SLA одновременно. Это может означать лучшее из обоих миров: недорогое быстрое прототипирование в сочетании с высококачественными функциональными деталями для более широкого спектра применений.
Несколько практических примеров:
При разработке продукта детали FDM или SLA-печать с помощью Draft Resin идеально подходят для базовой проверки концептуальных моделей и быстрых итераций. По мере того, как проект продвигается вперед, 3D-печать SLA идеально подходит для детальных концептуальных моделей или функциональных прототипов, которые могут потребовать более высокого качества и материалов с другими свойствами.
Как FDM, так и SLA 3D-печать обычно используются в производстве для создания приспособлений, приспособлений и других инструментов. FDM лучше подходит для больших простых деталей, а SLA — лучшее решение для сложных приспособлений, высокоточных инструментов и пресс-форм.
Отрасль образования добилась успеха в развертывании машин FDM и SLA. Многие учебные заведения начинают с FDM-печати, поскольку ее низкая стоимость идеально подходит для студентов, которым нужны быстрые черновики и некоторый практический опыт работы с этой технологией.
Головки для токарных станков: виды и их устройство
Расширение функциональных возможностей токарных станков с ЧПУ связано с установкой на них дополнительных устройств, позволяющих выполнять круг операций, несвойственных универсальному оборудованию.
Револьверные токарные головки
Устанавливаются на суппорт токарного станка и обеспечивает крепление оправок резцов. Количество позиций револьверной головки может быть различным — 6, 8, 12, реже больше. Увеличение количества мест для крепления инструмента, зачастую, невозможно без уменьшения сечения оправки. В каждую позицию возможна установка резцов, сверл, метчиков.
Конструкция головки и осей подач позволяет обрабатывать деталь в осевом и радиальном направлении к оси заготовки. Различные инструменты, производя смену и перемещение по программе производят необходимые технологические операции.
Револьверная головка токарного станка с ЧПУ содержит в себе, как правило, 1 электропривод, обеспечивающий как смену позиции, так и фиксацию диска. . Устройство револьверных головок токарных станков с ЧПУ позволяет производить смену позиции инструмента по кратчайшему расстоянию. После выбора активного инструмената также важным является возможность подачи СОЖ с индивидуальной регулировкой под каждый вылет режущего инструмента.
Шлифовальная головка
Шлифовальная головка для токарного станка позволяет производить шлифовку деталей без применения дополнительного станочного оборудования. Устанавливается на суппорт станка. Привод шлифовального круга осуществляется от собственного электродвигателя, подключенного к основному электрооборудованию.
Применение различных профилей кругов, оправок, установка бабки и суппорта под углом друг к другу позволяют шлифовальной головке обрабатывать любые детали со сложными поверхностями. Высокая чистота поверхности обеспечивается одновременным встречным вращением детали и шлифовального круга. Не рекомендуется применять на станках без телескопической защиты направляющих.
Фрезерные головки
Возможность фрезерования детали на токарном станке обеспечивается револьверной головкой с управляемым приводом вращения режущего инструмента и возможностью позиционирования шпинделя (реализация оси С). Позволяют выполнять фрезерные операции на деталями, закрепленными в патроне токарного станка. Оправки условно делятся на осевые, радиальные и с регулируемым углом наклона инструмента. Точные угловые перемещения обрабатываемой детали вокруг оси шпинделя обеспечиваются двигателем шпинделя и датчиком позиционирования шпинделя. Перемещение фрезы относительно обрабатываемой заготовки осуществляется стандартными осями токарного станка.
Резьбонарезные головки
Резьбонарезные головки для токарных станков предназначены для высокоточного нарезания внутренней и внешней резьбы на деталях. Отличаются от ручного инструмента (метчиков, плашек) высокой производительностью и качеством. Результат обеспечивается за один проход инструментом. На токарных станках используются вращающиеся головки.
В конструкции головок предусмотрено регулирование размера нарезаемой резьбы. По окончании нарезки осуществляется автоматическое раскрытие головки, чтобы при обратном ходе отсутствовало соприкосновение гребенки с деталью. Сами нарезные гребенки установлены в кулачках на винтах и звездочках.
Приводная головка для токарного станка
Приводная головка для токарного станка применяется для закрепления в ней приводного инструмента при выполнении дополнительных технологических операций:
Нарезание резьбы фрезерованием.
Точение поверхностей и отверстий под углом к оси заготовки.
Сверление отверстий различных размеров со смещением от оси детали.
Фрезерование всевозможных плоскостей.
Головки различаются по способу установки между осями инструмента и детали. Оси могут совпадать или быть параллельны, находиться под некоторым углом друг к другу.
Свое применение приводные головки находят в токарных обрабатывающих центрах, работающих под управлением ЧПУ. Сфера их применения — крупносерийное производство однотипных деталей.
Вихревая головка
Применяется для вихревого нарезания резьбы. Вихревая головка для токарного станка устанавливается на каретке суппорта. В ней размещается до четырех резцов. Привод осуществляется ременной передачей от собственного электродвигателя.
Заготовка устанавливается в центрах токарного станка, одновременно проходя через головку, которая установлена эксцентрично относительно оси заготовки. Вращаясь, резцы головки поочередно снимают металл с обрабатываемой детали. Таким способом выполняют как наружную, так и внутреннюю резьбу.
Вихревая головка позволяет производить нарезку резьбы на большой скорости, что способствует получению поверхности с высокой чистотой обработки. Несколько резцов обеспечивают особую точность профиля. Весь процесс нарезания резьбы осуществляется за один проход, способствуя более высокой производительности.
Резьбонакатная головка для токарного станка
Позволяет изготовить резьбу на любой детали с высокой производительностью.
Аксиальные или осевые головки используются для накатки резьбы на пустотелых деталях большой длины (трубы), изделиях сложной конфигурации (валы). Применяются на одиночных станках или в составе автоматических линий. Возможна работа вручную.
Головки имеют несколько резьбонакатных роликов со шлифовальными витками. Установленные под углом к оси детали, они при вращении накатывают виток резьбы за один оборот детали. Возможно вращение как самой головки, так и детали.
Радиальные головки накатывают короткие резьбы, конические, с их помощью производят маркировку изделий, выглаживают и формируют детали. Тангенциальные головки используются для накатывания цилиндрической и конической резьбы различного вращения на любом участке детали.
Многорезцовая головка для токарного станка
Спиральная многорезцовая ножевая головка применяется для обработки ступенчатых изделий одновременно несколькими резцами в крупносерийном производстве. Резцы закрепляются в резцедержателях, установленных на переднем и заднем суппортах. Установка каждого резца определяется технологической картой обработки детали.
Дата внесения последних изменений 16.06.2020
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Приводные головки для токарных и фрезерных станков (обзор производител
Приводные головки для фрезерных станков так же у многих производителей имеют модульную систему, и при необходимости могут быть быстро переналажены.
Нужно обязательно отметить, что приводные головки (блоки) у различных производителей имеют свой регламент по правильной эксплуатации, поэтому перед их использованием, обязательно стоит ознакомиться с паспортом и теми техническими характеристиками (ограничениями), которые в нем указаны. Только при выполнении указанных требований гарантирована надежная работа продукции.
Во многих конструкциях (в частности EWS Varia VX) предусматривается быстрая смена вставок (переналадка), при этом и на головке и в паспорте указан момент для зажатия вставок — крайне не рекомендуется превышать его (это приводит к поломке механизма фиксации)…необходимо применять динамометрический ключ с установленным моментом затяжки.
И в завершении данной статьи приведем список производителейтакого рода оснастки (список не полный, в него попали наиболее часто встречающиеся бренды)
Alberti www. albertiumberto.com
Algra http://algra.it
Advanced www.ame.com
Atemag www.atemag.de
Baruffaldi www.baruffaldi.it
Benz www.benztooling.com
Berger https://bergertech.ch
Big Diashowa www.big-daishowa.com
BIG Kaizer www.bigkaiser.com
Command Tools www.commandtool.com
Coventry www.coveng.co.uk
Dorian Tools www.doriantool.com
Inbis http://inbis-tooling.com
ITI Tooling www.ititooling.com
EL Tool https://eltool.com
Eppinger www.eppinger.de
Eroglu www.eroglumakina.com
Evermore www.evermore-tools.com
EWS Tool www.ews-tools.de
Gerardi www.gerardispa. com
Gisstec https://gisstec.com
Gromax www.gromax-usa.com или www.gromaxonline.com
Hardy www.hardy-tw.com (OMG)
Heimatec https://heimatec.com
Hellmerich www.hellmerich.com
Hold Well www.holdwell.com
HSD www.hsdusa.com
IMTE www.imte.ca
ITI Tolling https://www.ititooling.com
Kintek www.kintek.it
KOMA www.komaprecision.com
Kemmler www.kemmler-shop.de
Madaula www.madaula.com
Mario Pinto https://www.live-tooling.com
MD Toolling https://mdtooling.com
Mimatic www.mimatic.de
Morari www.morari.it
MPA www.m-p-a.it
MST www.mst-corp.co.jp
M. T. S.r.l. www.mtmarchetti.com
Nikken www.nikken-kosakusho.co.jp
OMG www.omgnet.it
Parlec https://parlec.com
PDQ https://pdq-marlin.com
PCM www.pcm.ch
PIBOMULTI www.pibomulti-na.com
RAM www.ramht.com
Romai www.romai.de
SanTool www.shop.santool.de
Sauter www.sauter-feinmechanik.com
Seho www.sehoworld.com
Somma www.sommatool.com
Sotech www.sotechcorp.com
SU-matic www.su-matic.com
SYIC www.syic.com
Tapmatic http://tapmatic.com
Techleader www.techleader.com
Tornos www.tornos.com
TOS www.tosvarnsdorf.cz
Vertex www. vertex-tw.com.tw
Wendel Tools www.wendel-tools.de
W&F www.wf-werkzeugtechnik.de
WTO www.wto-tools.com
OMAP http://www.omaptools.it
Lyndex Nikken https://www.lyndexnikken.com
Управляемые расточные головки
CogsDill https://cogsdill.com
D`Andrea www.dandrea.com
Пневматические привода
Air Turbine http://airturbinetools.com
Biax www.biax-germany.de
Демонстрационное видео:
Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.
Приводные головки – Eskridge
Компания Eskridge поставила более 50 000 экскаваторов производителям вышек для экскаваторов, что сделало нас лидером в области приводов для экскаваторов. Полный ассортимент продукции охватывает выходной крутящий момент от 1500 фут-фунтов. до 115 000 фут-фунтов.
В строительстве экскаваторы Eskridge подходят для установки на мини-погрузчики, обратные мотыги и экскаваторы, что повышает мобильность и эффективность на стройплощадке по сравнению с традиционными методами.
Eskridge предлагает ряд анкерных приводов с выходным крутящим моментом от 1 500 до 375 000 фут-фунтов. Приводные головки Eskridge, подходящие для установки на мини-погрузчики, обратные мотыги и экскаваторы, обеспечивают повышенную мобильность и эффективность на рабочей площадке по сравнению с традиционными методами.
В качестве навесного оборудования для строительной техники анкерные приводы Eskridge являются наиболее универсальным и экономичным решением.
Показаны все 22 результата
Сортировка по умолчаниюСортировать по популярностиСортировать по последнимСортировать по цене: от низкой к высокойСортировать по цене: от высокой к низкойСортировать по В продаже: Показать первымСортировать по избранным: Показать первым
Анкерные приводы
(13)
Приводы экскаватора
(9)
Привод экскаватора D50
Выходной крутящий момент 1500–5000 фут. фунтов 2,034-6,779 Н·м
Подробнее
77 Привод экскаватора
Выходной крутящий момент 12 000 футов. фунтов 16 269 Н·м
Подробнее
78 Привод экскаватора
Выходной крутящий момент 12 000 футов. фунтов 16 269 Н·м
Подробнее
34 Привод экскаватора
Выходной крутящий момент 14 000 футов. фунтов 18981 Н·м
Подробнее
75 Привод экскаватора
Выходной крутящий момент 20 000 футов. фунтов 27 116 Н·м
Подробнее
Привод экскаватора D440
Выходной крутящий момент 40 000 футов. фунтов 54 230 Н·м
Подробнее
Привод экскаватора D600
Выходной крутящий момент 50 000 футов. фунтов 67 790 Н·м
Подробнее
Привод экскаватора D1000
Выходной крутящий момент 83 000 футов. фунтов 112 532 Н·м
Подробнее
Анкерный привод D50
Выходной крутящий момент 1500–5000 футов. фунтов 2,034-6,779 Н·м
Подробнее
Легкая приводная головка серии 50
Выходной крутящий момент 5000-7000 футов. фунтов 6,780-9,491 Н·м
Подробнее
77 Анкерный привод
Выходной крутящий момент 12 000 футов. фунтов 16 269 Н·м
Подробнее
78 Анкерный привод
Выходной крутящий момент 12 000 футов. фунтов 16 269 Н·м
Подробнее
75 Анкерный привод
Выходной крутящий момент 20 000 футов. фунтов 27 116 Нм
Подробнее
Двухскоростной анкерный привод D440
Выходной крутящий момент 35 000 футов. фунтов 47 453 Н·м
Подробнее
Анкерный привод D600
Выходной крутящий момент 54 000 футов. фунтов 73 210 Н·м
Подробнее
Анкерный привод D1000
Выходной крутящий момент 83 000 футов. фунтов 112 532 Н·м
Подробнее
Анкерный привод D1400
Выходной крутящий момент 115 000 футов. фунтов 155 919 Н·м
Подробнее
Привод экскаватора D1400
Выходной крутящий момент 115 000 футов. фунтов 155 919 Н·м
Подробнее
Анкерный привод Dh250
Выходной крутящий момент 150 000 футов. фунтов 203 372 Н·м
Подробнее
Анкерный привод Dh300
Выходной крутящий момент 200 000 футов. фунтов 271 164 Н·м
Подробнее
Анкерный привод Dh350
Выходной крутящий момент 250 000 футов. фунтов 338 954 Н·м
Подробнее
Dh475 Анкерный привод
Выходной крутящий момент 375 000 футов. фунтов 508 431 Н·м
Подробнее
Что такое сбой головки жесткого диска?
Сбой головки жесткого диска происходит, когда приводные головки (также называемые головками чтения/записи) вступают в физический контакт с пластинами , на которых хранятся данные. Это серьезный сценарий потери данных, но, к счастью, в подавляющем большинстве случаев данные можно восстановить. крушение. Во-первых, небольшое предупреждение: Если на вашем жестком диске есть какие-либо признаки физического повреждения, не используйте его. Немедленно обратитесь в профессиональную компанию по восстановлению данных.
Datarecovery.com предлагает бесплатные оценки носителей для всех марок и моделей жестких дисков. Имея сертифицированные чистые помещения и комплексную гарантию отсутствия данных и оплаты, мы обеспечиваем безрисковый процесс восстановления данных на жестком диске. Узнайте больше, связавшись с нами по телефону 1-800-237-4200 или начав онлайн-заявку.
Отбросив рекламные материалы, давайте перейдем к технической информации. Вот все, что вам нужно знать о сбоях головки жесткого диска.
Что происходит во время поломки головки жесткого диска?
Жесткие диски хранят данные в виде серии магнитных зарядов. Откройте корпус жесткого диска, и вы обнаружите ряд пластин, покрытых тонким слоем магнитного материала (примечание: на самом деле не открывайте жесткий диск, так как это может привести к потере данных; просто поверьте нам на слово). это).
Головки привода плавают прямо над пластинами для считывания существующих магнитных зарядов. Когда компьютер отправляет команду записи, головки могут изменять магнитные свойства каждого заряда в течение 9 секунд.0249 сектор — небольшое подразделение каждой концентрической дорожки на пластинах.
Если приводные головки обнаруживают заряд, они отправляют на компьютер сигнал «1». Если он размагничен, он посылает сигнал «0». Компьютер собирает эти двоичные числа, чтобы показать вам ваши семейные фотографии, документы Word или любой другой файл, к которому вы пытаетесь получить доступ.
В идеальных условиях головки привода плавают на крошечной воздушной подушке прямо над поверхностью пластин. Диски вращаются с высокой скоростью (обычно около 7200 или 5400 оборотов в минуту), чтобы создать эту подушку.
Однако каждый механический компонент рано или поздно выходит из строя — и тогда происходит крушение головы. Некоторые распространенные причины сбоев головок включают:
Головки привода смещаются физически из-за проблем с электроникой.
Головки повреждены физической силой (например, если жесткий диск упал со стола).
Шпиндель, который перемещает диск, перестает вращаться с достаточным усилием. Без достаточного потока воздуха головки привода могут соприкасаться с дисками.
Если приводные головки вступают в непосредственный контакт с пластинами, они могут физически удалить магнитный материал, на котором хранятся ваши данные. Это делает определенный объем данных полностью невосстановимым; хотя обученные инженеры по восстановлению данных могут восстановить данные вокруг поврежденной части пластин, они могут восстановить только те данные, которые все еще существуют на жестком диске.
Связанный: Как выглядит повреждение пластины жесткого диска?
Симптомы поломки головки жесткого диска могут различаться.
Наиболее распространенным симптомом поломки головки является щелкающий, визжащий или жужжащий звук. По сути, если ваш жесткий диск издает какой-либо необычный шум, это признак того, что что-то физически повреждено. Поскольку на жестких дисках не так много движущихся частей, вероятно, это касается головок чтения/записи.
Однако современные жесткие диски имеют средства защиты от безвозвратной потери данных. Многие приводы будут пытаться переместить головки привода в безопасное место, не содержащее пользовательских данных ( посадочная зона ), когда что-то работает не так, как ожидалось.
В результате некоторые жесткие диски могут не издавать необычных шумов после падения головки. Некоторые могут казаться полностью невосприимчивыми — другими словами, вы можете не слышать работу жесткого диска, когда ваш компьютер включен.
Связанный: Как определить, что мой жесткий диск неисправен?
Можно ли восстановить данные после поломки головки жесткого диска?
Обычно да. В Datarecovery.com мы поддерживаем высокие показатели успеха для жестких дисков с поврежденными головками привода; на самом деле, сбои головок являются причиной большинства физически поврежденных жестких дисков, которые мы получаем.
Чтобы восстановить данные после аварии головки, наши инженеры заменяют поврежденные компоненты (которые могут включать приводные головки, шпиндель и плату электроники) деталями от исправного «донорского привода».
Это не всегда простой процесс. Современные жесткие диски имеют деликатную электронику с прошивкой, которая очень специфична для оригинального носителя. Чтобы получить рабочую копию данных пользователя, нам может потребоваться переписать прошивку, и обычно нам нужно использовать проприетарные инструменты для восстановления данных, которые были повреждены во время первоначального сбоя. Кроме того, все ремонтные работы должны выполняться в сертифицированном чистом помещении, чтобы предотвратить повреждение пластин переносимыми по воздуху загрязняющими веществами.
Если диск не поврежден серьезно, шансы на успешное восстановление после удара головой чрезвычайно высоки . Хотя в некоторых случаях восстановление невозможно, мы предлагаем гарантию отсутствия данных и оплаты: если мы не можем восстановить запрошенные пользователем файлы, мы не взимаем плату за наши услуги.
Связано: Когда восстановление данных невозможно?
Действия в случае сбоя жесткого диска
Потребители могут ограничить повреждение диска, предприняв немедленные действия в случае сбоя жесткого диска. Если вы подозреваете, что ваш жесткий диск выходит из строя, или если вы слышите щелчки или замечаете другие симптомы, указывающие на повреждение, выполните следующие действия:
Немедленно выключите компьютер. Не беспокойтесь о стандартном завершении работы; отключите питание как можно быстрее. Чем дольше диск работает в неисправном состоянии, тем выше вероятность безвозвратной потери данных.
Составьте список признаков отказа. Жесткий диск издавал необычные звуки? Работал ли он медленно до того, как вышел из строя? Операционная система вашего компьютера успешно загрузилась? Список конкретных симптомов поможет вашему инженеру по восстановлению данных дать точную оценку.
Составьте список важных файлов. Если возможно, перечислите важные файлы (или типы файлов), которые необходимо восстановить. Это не повлияет на стоимость вашего восстановления, но если вы работаете с компанией по восстановлению данных, которая предоставляет гарантию, вы ограничите свой риск, предоставив информацию заранее.
Выберите надежную компанию по восстановлению данных. Найдите провайдера, у которого есть настоящие лаборатории, а не центры доставки, и спросите об их квалификации.
Мы рассказали как обслуживать рейсмусы P1800, P2200M….
1
2
3
4
5
…
14
Какой тип оборудования вы ищете?
Вопрос /3
Закрыть
Выбираем круглопильный станок для домашней мастерской
Столярная мастерская начинается с того, что в ней появляется круглопильный станок. Пиление – одна из основных операций в работе столяра. Большинство круглопильных станков позволяет производить продольное и поперечное пиление, распил под углом, торцевую подрезку, выборку четвертей и пазов.
Важнейшие характеристики станка для домашней мастерской:
компактность,
многофункциональность.
Нет смысла приобретать отдельно строительную пилу для продольного роспуска с фиксированным положением пильного диска и станок с кареткой для поперечного распила и раскроя листов. Большой рабочий стол удобен при работе в просторном цеху, но в маленьком помещении проще обойтись дополнительными опорами и съёмными расширениями.
При выборе следует ориентироваться на возможности бюджета и предстоящий объём работ. Для распила двух-трёх досок раз в несколько месяцев покупать профессиональный аппарат не стоит. Напротив, если присутствуют перспективы роста и развития производства, лучше купить круглопильный станок с запасом мощности, чтобы в разгар работы не пришлось простаивать из-за поломок.
Классификация компактных круглопильных станков
Внешне компактные круглопильные станки схожи и состоят из:
Рабочего стола.
Корпуса с размещённым в нём двигателем и пильным диском.
Направляющих для продольного и поперечного пиления.
Механизма регулировки глубины и угла распила.
Эффективность работы, срок службы и цена станка зависят от конструктивных особенностей рабочих узлов, материалов, из которых они изготовлены и качества сборки.
По этим показателям станки делятся на:
бытовые,
полупрофессиональные,
профессиональные.
Плюсы и минусы каждого вида станков
Бытовой круглопильный станок
Бытовые круглопильные станки – наиболее экономный вариант. Рассчитаны на небольшой объём и кратковременный режим работы. Рекомендованное время непрерывной работы на таком оборудовании – от 15 минут до получаса, в зависимости от мощности двигателя и нагрузки.
Двигатель и привод
Двигатель на таких станках маломощный (1-1,5 кВт), коллекторного (щёточного) типа. Он быстро перегревается, сильно шумит при работе, запускается резко, с ударом.
Привод пильного диска в бытовых станках чаще всего прямой, то есть диск вращается непосредственно на валу двигателя, либо через зубчатый редуктор. В более дорогих моделях привод ремённый, он позволяет повысить рабочие обороты диска и предохраняет двигатель от возможных ударов при начале пиления, при попадании на сучок и в случае заклинивания диска в заготовке.
Если позволяет бюджет, брать следует модель с ремённым приводом: работать приятнее, гораздо меньше шума. Лучше менять ремень раз в 1,5-2 года, чем внезапно заклинивший редуктор и сгоревший двигатель, которые по цене равны примерно половине стоимости станка.
Рабочий стол и направляющие
Рабочий стол бытовых станков изготовлен обычно из штампованного алюминия без дополнительных покрытий. Качество изготовления заметно отличается в зависимости от конкретного производителя и бывает весьма низким. Поэтому перед покупкой следует основательно проверить плоскость стола, прикладывая линейку или правило по всем его краям, по диагонали и в области пильного диска. Оборудование бытового класса не рассчитано на обработку крупных тяжёлых заготовок — под воздействием нагрузок двигатель перегревается, а рабочая поверхность стола может деформироваться.
Самые недорогие модели обычно комплектуются продольным и поперечным упорами упрощённой конструкции, не позволяющими добиться высокой точности при работе и не имеющими возможности настройки. Продольный упор в таких моделях фиксируется винтом либо резьбовой рукояткой на тонкой профильной направляющей, не дающей достаточной жёсткости для надёжной фиксации. Чёткой параллельности пильному диску такой упор также не обеспечивает.
Поэтому лучше обратить внимание на модели с надёжным параллельным упором, фиксирующимся посредством эксцентриковой рукоятки и перемещающимся по массивной направляющей. Оптимальный вариант – фиксация упора одновременно за передний и задний край стола.
Качество исполнения механизма подъёма и наклона пильного узла также сильно отличается в зависимости от цены, модели и производителя. Чем серьёзнее модель, тем удобнее настройка и надёжнее фиксация выбранного положения. Лучший вариант – исполнение механизма на базе зубчатой рейки или массивных резьбовых тяг.
Элементы безопасности
Важно обратить внимание на такие моменты, как наличие и качество приспособлений, обеспечивающих безопасность работы: защитного кожуха над пильным диском и расклинивающего ножа.
Расклинивающий нож предотвращает зажимание диска при пилении и должен располагаться на одной линии с пильным диском, наклоняться и опускаться вместе с ним. Защитный кожух должен полностью закрывать пильный диск в момент запуска, легко подниматься при подаче заготовки, не создавая помех в работе и быстро опускаться после удаления заготовки. Желательно, чтобы на кожухе присутствовал патрубок для шланга пылесоса.
Полупрофессиональный круглопильный станок
Полупрофессиональные круглопильные станки отличаются от бытовых более качественной сборкой с использованием материалов и узлов с большим рабочим ресурсом. Точность и удобство работы на них ощутимо выше, чем на оборудовании эконом-класса, плюс к тому они зачастую комплектуются различными дополнительными приспособлениями. При этом цена наиболее продвинутых полупрофессиональных станков сопоставима с ценой недорогих профессиональных моделей.
Профессиональный круглопильный станок
Профессиональные круглопильные станки характеризуются высоким качеством и точностью сборки и повышенным рабочим ресурсом. Погрешности в работе такого оборудования минимальны, настройка выполняется быстро и точно. Оснащаются двигателем асинхронного типа либо малошумным коллекторным. Рабочие столы изготавливаются из алюминия путём фрезеровки с последующим шлифованием и нанесением упрочняющего покрытия.
Стоимость высококлассных профессиональных станков компактного настольного исполнения весьма высока и сопоставима со стоимостью недорогих моделей стационарных циркулярных пил, оснащаемых более мощными и надёжными асинхронными двигателями и долговечным рабочим столом из фрезерованного чугуна. Если позволяют финансы и габариты мастерской, лучше отдать предпочтение стационарной модели.
Чтобы избежать проблем с гарантийным обслуживанием, ремонтом и поиском запчастей и приспособлений следует приобретать оборудование от известных производителей в демонстрационных залах официальных дилеров. Только там есть возможность досконально изучить понравившийся станок, покрутить винты и рукоятки, проверить качество узлов, шумность работы двигателя. Также полезно предварительно изучить отзывы об интересующих моделях на тематических форумах.
Бренды производителей по классам станков
Среди производителей компактных станков хорошо зарекомендовали себя:
Покупка станка требует взвешенного подхода. Излишняя экономия может привести к убыткам из-за некачественно выполненной работы, к ущербу для здоровья.
Не следует экономить и на оснастке: качественные пильные диски позволяют пилить более чисто и без лишних усилий.
Еще статьи из раздела Станки:
Рубрика Технология
Еще статьи из раздела Обработка древесины
Заходите в группы ВКонтакте и Одноклассниках
Электрические циркулярные пилы — проводные и аккумуляторные на Ace Hardware
Лучшие категории
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного -боковое сравнение характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик.
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями comparrishson.compare
Выбрать 2 или более продуктов для бок по бок по боковой функции сравнение.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите продукты или более для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для одновременного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по бок по сравнению с функциями.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
2
90 или более
6 Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций. Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравнить
Показаны 30 из 62
7 лучших дисковых пил 2022 года
Циркулярная пила, вероятно, не должна быть вашим первым электроинструментом — сделайте ее простая в использовании аккумуляторная дрель, отлично подходящая для подвешивания полок и сборки мебели, или высокопроизводительная мойка высокого давления, идеально подходящая для очистки наружных поверхностей. Но как только ваши навыки «сделай сам» достигают точки, когда вы готовы браться за крупномасштабные проекты, такие как строительство террасы или обшивка стен, циркулярная пила обязательно должна быть в вашем арсенале электроинструментов.
Основная задача циркулярной пилы — распил больших кусков пиломатериалов и фанеры. Эксперты Good Housekeeping Institute сосредоточились на моделях, предназначенных для энтузиастов-любителей, а не для профессиональных подрядчиков, которые используют пилу для создания каркаса всего дома. Мы объединились с Роем Берендсоном, старшим домашним редактором в Popular Mechanics , который говорит: «Домовладельцу, работающему с циркулярной пилой профессионального уровня, может показаться, что она слишком тяжелая, и он не сможет воспользоваться ее скоростью и мощностью».
Через Десятки часов испытаний в наших лабораториях, мастерских и дома s, Наши специалисты создали этот обзор лучших дисковых пил . Большинство из них питаются от батареи, поскольку они обеспечивают максимальное удобство и контроль, хотя мы также включили пару проводных медиаторов для домашних мастеров, которым нужна максимальная мощность без паузы для перезарядки.
Лучшая дисковая пила для тяжелых условий эксплуатации
XSR01Z 36V Циркулярная пила Макита
224 доллара на АМАЗОН
Подробнее
224 доллара на АМАЗОН
Лучшая мини-циркулярная пила
Циркулярная пила Atomic 20V Max DEWALT
114 долларов на АМАЗОН
Подробнее
114 долларов на АМАЗОН
Загрузи больше
Показывай меньше
Лучшая циркулярная пила
Ryobi
Циркулярная пила ONE+ HP 18 В
Ryobi
Недорогая циркулярная пила
CRAFTSMAN
CMES500 Сетевая циркулярная пила, 13 А
Craftsman
Лучшая циркулярная пила с быстрой зарядкой
FLEX
24-вольтовая аккумуляторная циркулярная пила
Гибкий
200 долларов в LOWE’S
Лучшая легкая дисковая пила
WORX
Аккумуляторная компактная циркулярная пила
Worx
Сетевая циркулярная пила Best
Skil
15-амперная циркулярная пила
Skil
Циркулярная пила Best Heavy Duty
Makita
XSR01Z 36V Циркулярная пила
Makita
Лучшая мини-циркулярная пила
DEWALT
Циркулярная пила Atomic 20V Max
ДеУолт
Как мы тестируем дисковые пилы
Наши эксперты начинают с покупок на рынке, чтобы определить модели, которые вы, скорее всего, найдете на полках магазинов и в Интернете. Оттуда они сосредотачиваются на брендах, которые показали лучшие результаты и доказали свою надежность в течение многих лет испытаний электроинструментов в Good Housekeeping Institute.
Когда дело дошло до обзора конкретных моделей для этого обзора, наши инженеры и обозреватели продуктов потратили часы, анализируя сотни технических данных и данных о производительности, включая заявления производителей о выходной мощности, весе и многом другом. Практические испытания проводились в нашей лаборатории, а также в наших домашних мастерских, что позволило нам оценить оборудование в реальных условиях.
Чтобы измерить производительность, наши эксперты потратили не менее трех часов на резку каждой циркулярной пилой различных пород дерева, в том числе 3/4-дюймовой фанеры, 2х4 из пихты Дугласа и палубных досок из ипе, плотной тропической твердой древесины. Мы также рассмотрели удобство использования, начиная с того, насколько легко было загружать диск в каждую пилу и насколько легко было регулировать глубину и угол пропила.
Удобные функции, такие как дополнительные батареи и порты для сбора пыли, приносили дополнительные баллы. Наконец, наши испытатели оценили общую безопасность, выделив такие функции, как светодиодные фонари и подпружиненные кожухи лезвий, которые снижают риск несчастных случаев.
Dan DiClerico/Институт надлежащего домашнего хозяйства
Испытатели прорезают фанеру и другие виды пиломатериалов каждой циркулярной пилой для оценки мощности и точности.
Дэн ДиКлерико/Институт хорошего домашнего хозяйства
Наши тесты на удобство использования включают тестирование всех доступных аккумуляторов и проверку их заряда и времени работы.
На что обратить внимание при выборе лучшей циркулярной пилы
Чтобы подобрать циркулярную пилу, которая наилучшим образом соответствует вашим потребностям, учитывайте следующие факторы.
✔️ Тип: Существует два основных типа дисковых пил, определяемых положением двигателя относительно диска.
Sidewinders: В этой конструкции двигатель расположен рядом с отвалом. Эти пилы также называют прямым приводом, потому что двигатель напрямую связан с лезвием, что позволяет ему вращаться на более высоких скоростях. Сайдвиндеры, как правило, быстрые, компактные и легкие.
Червячные приводы: В этой конфигурации двигатель находится за лезвием и использует червячные шестерни (отсюда и название) для вращения лезвия. Обычно они длиннее и тяжелее сайдвиндеров. Хотя лезвия с червячным приводом вращаются не так быстро, они обладают большей мощностью, что полезно при резке плотной древесины.
В линию: Эта менее распространенная конфигурация является своего рода гибридной, с задним двигателем, который находится прямо «на одной линии» с диском, для отличного баланса и четкого обзора сверху с обеих сторон каждого реза. Это упрощает работу независимо от того, правша вы или левша.
✔️ Источник питания: Циркулярные пилы работают от аккумулятора или от сети. Наши эксперты обычно рекомендуют модели с питанием от аккумуляторов для домашних мастеров, потому что они более удобны и легки, даже с дополнительным аккумулятором. Сетевые циркулярные пилы, как правило, более мощные, что нравится профессионалам, к тому же можно не беспокоиться о том, что рабочая площадка остановится из-за разрядившейся батареи.
✔️ Выходная мощность: Электропилы измеряются в вольтах. Пилы для домашних мастеров обычно работают в диапазоне от 12 до 18 вольт, в то время как профессионалы предпочитают пилы в диапазоне от 20 до 36 вольт. Сетевые пилы измеряются в амперах. Для большинства домовладельцев достаточно 13 ампер, в то время как подрядчикам обычно нравится не менее 15 ампер.
✔️Вес : Хотя компактные циркулярные пилы могут весить всего 4 фунта, большинство самодельных моделей весят от 8 до 9 фунтов, включая вес аккумулятора. Пилы профессионального класса весят 10 фунтов и более. Разница в пару фунтов может показаться не такой уж большой, но она накапливается в течение дня, а также влияет на баланс и легкость стрижки.
Как сделать чистый и точный рез циркулярной пилой?
Для начала убедитесь, что вы используете острое лезвие. Он будет резать более чисто и безопасно. Циркулярные пилы режут снизу вверх, поэтому всегда кладите материал лицевой стороной вниз (или той стороной, которая будет видна после разреза). Помните пословицу плотника: «Семь раз отмерь, один раз отрежь». Держите под рукой столярные карандаши и угольник, чтобы размечать пиломатериалы и направлять пилу для точного распила.
Как можно безопасно использовать циркулярные пилы?
Обратите внимание на определенные функции безопасности в циркулярной пиле, включая электрический тормоз, который останавливает вращение диска, как только вы отпускаете курок. Подпружиненные защитные кожухи закрывают лезвие, когда оно не используется. Светодиодные фонари освещают рабочее пространство, чтобы уменьшить вероятность ошибочных резов.
Тем не менее, ошибка пользователя является основной причиной несчастных случаев и травм. Всегда надевайте защитные очки и беруши при работе с циркулярной пилой. Перед регулировкой глубины или угла наклона лезвия обязательно извлеките аккумулятор или отключите инструмент от сети. Часто проверяйте кожух лезвия, чтобы убедиться, что он закрывает острые как бритва зубья лезвия. Когда приходит время резать, всегда проверяйте наличие препятствий в древесине, таких как гвозди или шурупы. Никогда не толкайте пилу вперед при резке и сохраняйте правильную опору и баланс, а не растягивайтесь, чтобы закончить рез. При использовании удлинителя убедитесь, что его номинальная сила тока равна или превышает номинал двигателя пилы.
Почему стоит доверять Good Housekeeping?
Лаборатория благоустройства дома Good Housekeeping Institute предоставляет экспертные заключения и советы по всем вопросам, связанным с домом, включая циркулярные пилы. Дэн Диклерико, директор Лаборатории товаров для дома и отдыха на природе, имеет более чем 20-летний опыт работы в Институте, проанализировав тысячи продуктов для Good Housekeeping, а также такие бренды, как This Old House и Consumer Reports. Он также владел всеми видами электроинструментов, когда работал в торговле.
Работая над этим отчетом, Дэн тесно сотрудничал с Рэйчел Ротман, главным технологом и техническим директором Института. На протяжении более 15 лет Рэйчел использовала свое образование в области машиностроения и прикладной математики для работы, исследуя, тестируя и описывая продукты в сфере обустройства дома.
Дэн ДиКлерико Директор по благоустройству дома и на открытом воздухе Написав тысячи обзоров продуктов и статей с практическими рекомендациями по всем аспектам владения домом, от текущего обслуживания до капитального ремонта, Дэн (он / он) привносит более чем 20-летний опыт работы в отрасли в качестве директора отдела по благоустройству дома. Лаборатория на открытом воздухе в Институте хорошего домашнего хозяйства.
На пилу установлен двухтактный двигатель с объемом 52 см³ и мощностью 3.3 л.с., за счет чего отлично подходит для ухода за приусадебным участком, распиловки дров, спилу небольших деревьев, а также может быть использована при строительстве или ремонте. Модель выполнена в эргономичном дизайне, обрезиненная передняя рукоятка в виде кольца увеличивает маневренность при работе, антивибрационная система разделения рукояток от силового блока за счет пружин, повышает комфорт при работе и предотвращает травмы суставов от чрезмерной вибрации. Также пила оснащена системой легкого запуска, заводная пружина стартера и праймер подкачки топлива, упрощают завод пилы при холодном двигателе, а автоматическим масляный насос для смазки пильной гарнитуры, имеет возможность регулировки подачи масла и отключается на холостых оборотах для экономии. Еще одним плюсом данной модели является высокая степень защиты, помимо антивибрационной системы, модель имеет центробежное сцепление отключающее вращение цепи при падении оборотов, а также инерционный тормоз цепи останавливает цепь при обратном отскоке или падении пилы. Модель поставляется с качественной пильной гарнитурой (шина и цепь), металлическим зубчатым упором, свечным ключом и чехлом на шину для защиты при переноски.
Основные преимущества:
Достаточно мощный двигатель 3.3 л.с.
Эффективная антивибрационная система
Инерционная и механическая защита
Центробежное сцепления
Автоматический масляный насос с регулировкой подачи масла
Система легкого старта и праймер подкачки топлива
Качественная пильная гарнитура в комплекте
Металлический зубчатый упор
Характеристики двигателя
Тип двигателя
2-тактный
Объем двигателя (cm³)
52
Мощность двигателя (лс)
3.3
Объем топливного бака (л)
0. 55
Характеристики цепных пил
Длина шины
45 (18″)
Шаг цепи
0,325
Количество звеньев цепи
72
Ширина паза шины
1,5
Функции цепных пил
Антивибрация
Да
Автоматический тормоз пильной цепи
Да
Легкий старт
Да
Натяжка цепи
ключом
Гарантия
Гарантия производителя
24 месяца
Расширенная гарантия
Нет
Гарантия магазина
2 недели
Написать отзыв
Ваше имя:
Ваш отзыв:
Примечание: HTML разметка не поддерживается! Используйте обычный текст.
Оценка: Плохо
Хорошо
Защита от роботов
Введите код в поле ниже
Пила цепная бензиновая ПЦБ 14/37 Л Интерскол ПЦБ 1437
Главная / Каталог товаров / Все для строительства и монтажа / Садовая и парковая техника / Пилы цепные / Бензопилы / Бензопила ПЦБ 14/37 Л Интерскол ПЦБ 1437
Описание и характеристики
Отзывы
Доставка и оплата
Код товара
0060293
Производитель
Интерскол
Артикул
.
Единица продажи
Штука
Мощность, лс
1.6
Тип двигателя
2-х тактный
Длина шины, см
35
Ширина паза шины, мм
1,3
Шаг цепи, дюйм
3/8
Объем двигателя, см3
37,2
Вес, кг
4. 5
Мощность,кВт
1.2
Количество звеньев
53
Объем цилиндра: 37,2 Длина шины: 35 см (14” дюймов) Емкость бензобака: 390 мл Емкость маслобака: 210 мл Система смазки цепи: способ подачи масла — автоматический, с отключением на холостом ходу, регулируемый тип насоса — плунжерный Карбюратор: WALBRO, тип — диафрагменный Стартер: легкий пуск Механизм натяжения цепи: Ключевой Зажигание: Электронное Свеча зажигания: Champion RCJ7Y Удельный расход топлива: 560 г/кВтч при максимальной мощности Производительность масляного насоса: 5,5 ÷ 11,5 мл/мин при 8500 об/мин Число зубьев ведущей звездочки: 6 Двигатель: Двухтактный бензиновый с воздушным охлаждением Вес:4,5 кг (без пильного аппарата
Оставить отзыв
Пока нет ни одного отзыва о данном товаре. Ваш отзыв будет первым!
Код товара: 0003039
Бензопила GS-4516//EUROLUX
Производитель
Eurolux
Артикул
.
Код товара: 0060290
Бензопила BS-52 Huter
Производитель
Huter
Артикул
70/6/3
Код товара: 0060281
Бензопила CS45-16G MOST-GARDEN
Производитель
MOST
Артикул
1503001001
Код товара: 0060279
Бензопила GARDEN KING CS 18/2300 (2.3 кВт/3 л.с.,72 зв.,1,5мм,0,325)
Производитель
Garden
Артикул
CS18/2300
Код товара: 0060297
Бензопила BS-62 Huter
Производитель
Huter
Артикул
70/6/6
Код товара: 0595305
Бензопила Elitech БП 45/18 Промо
Производитель
ELITECH
Артикул
БП45/18 Промо
Код товара: 0060283
Бензопила CS54-18P MOST-PRO
Производитель
MOST
Артикул
1503002001
Код товара: 0038642
Бензопила GARDEN KING CS 16/2300 (2.3 кВт/2,6 л.с.,64 зв.,1,5мм,0,325)
Производитель
Garden
Артикул
CS 16/2300
Код товара: 0003038
Бензопила GS-5220 //EUROLUX
Производитель
Eurolux
Артикул
.
Код товара: 0060275
Бензопила BS-45М Huter
Производитель
Huter
Артикул
70/6/4
Предлагаем Вам купить бензопила ПЦБ 14/37 Л Интерскол ПЦБ 1437 по выгодной цене 7 500 . Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям.
Чтобы купить бензопила ПЦБ 14/37 Л Интерскол ПЦБ 1437 в нашем интернет-магазине Вам достаточно оформить заказ любым удобным способом:
На сайте. Для этого нужно выбрать понравившиеся Вам товары, положить их в корзину и оформить покупку (не займет много времени).
По телефонам 8 (8453) 64-30-40, 8 (8453) 64-46-60. Наши операторы проконсультируют Вас по всем вопросам, связанных с товаром, и примут Ваш заказ на обработку.
По электронной почте [email protected]. В письме необходимо указать наименования (коды) выбранных Вами товаров и их количество, а также данные о себе: Ф. И.О., контактный телефон и e-mail.
Продолжая использовать наш сайт, Вы принимаете пользовательское соглашение на обработку файлов _COOKIE и пользовательских данных в целях повышения качества функционирования сайта, проведения ретаргетинга и статистических маркетинговых исследований. Если Вы не хотите, чтобы Ваши данные обрабатывались, необходимо соответствующим образом установить настройки браузера или не использовать сайт.
ptsb — Перевод на английский — примеры немецкий
Премиум
История
Избранное
Реклама
Скачать для Windows Это бесплатно
Загрузите наше бесплатное приложение
Реклама
Реклама
Нет объявлений с Премиум
Эти примеры могут содержать нецензурные слова, основанные на вашем поиске.
Эти примеры могут содержать разговорные слова на основе вашего поиска.
ПТСР
ПТСБ
Шизофреник и PTSB sind ohne Zweifel ernsthafte Erkrankungen.
Так что шизофреники и посттравматическое стрессовое расстройство — это без сомнения серьезные заболевания.
Ich bin immer noch auf diesem PTSB Gehirn und ich…
У меня все еще посттравматическое стрессовое расстройство мозга и я…
Zudem verfügt PTSB über bedingte Kapitalinstrumente, die bei Bei Bedarf in Eigenkapital umgewandelt werden können.
PTSB также имеет инструменты условного капитала, которые при необходимости могут быть конвертированы в капитал.
Diese Maßnahmen werden PTSB in die Lage versetzen, auf lange Sicht ohne weitere staatliche Unterstützung wieder rentabel zu werden.
Эти меры позволят ПТСБ вернуться к долгосрочной жизнеспособности без дополнительной государственной поддержки.
Wir glauben, dass es ihre eigenen Art PTSB ist.
Мы думаем, что это ее собственная марка ptsd .
Mit dem heutigen Beschluss werden sämtliche Beihilfemaßnahmen zugunsten von PTSB einschließlich der Rekapitalisierungsmaßnahmen, die zuvor in Erwartung eines Umstrukturierungsplans vorübergehend genehmigt worden waren, endgültig genehmigt.
Это решение дает окончательное одобрение мер помощи, предоставленных PTSB , включая меры по рекапитализации, которые ранее были утверждены на временной основе до представления плана реструктуризации.
In ihrer Einschätzung gelangte die Kommission zu dem Schluss, dass der vorgelegte Umstrukturierungsplan in seiner endgültigen Fassung eine pendible Strategie für die Wiederherstellung der Rentabilität von PTSB enthält.
Оценка Комиссии пришла к выводу, что окончательная версия предложенного плана реструктуризации излагает заслуживающую доверия стратегию сделать ПТСБ выгодно.
Vor der Wirtschafts- und Finanzkrise war PTSB — damals unter dem Namen Irish Life and Permanent tätig — insbesondere wegen seiner Darlehenstätigkeit auf dem irischen Immobilienmarkt und einer интенсивно Refinanzierung am Interbankengeldmarkt rasch gewachsen.
До финансового кризиса PTSB , тогда работавшая под названием Irish Life and Permanent, быстро расширялась, уделяя особое внимание кредитованию растущего ирландского рынка недвижимости и сильно полагаясь на оптовое финансирование.
Wie kann Cannabidiol (CBD) bei Schizophrenia bzw. bei einer posttraumatischen Belastungsstörung ( PTSB ) helfen?
Как каннабидиол (КБД) может помочь при шизофрении при посттравматическом стрессовом расстройстве ( посттравматическое стрессовое расстройство )?
Nach Ausbruch der Internationalen Finanzkrise, die die die irische Wirtschaft und vor allem den irischen Immobilienmarkt besonders schwer traf, zeigte sich die Anfälligkeit des Geschäftsmodells von PTSB , так что dass staatliche Unterstützungsmaßnahmen unvermeidbar wurden.
Когда разразился мировой финансовый кризис, который особенно сильно ударил по экономике Ирландии и особенно по ирландскому рынку недвижимости, уязвимость бизнес-модели PTSB стала очевидной, и PTSB пришлось прибегнуть к государственной поддержке.
Die umfassende Überprüfung durch den Einheitlichen Aufsichtsmechanismus im Jahr 2014 ergab, dass PTSB Ende 2013 noch immer eine Kapitallücke aufwies.
Комплексная оценка 2014 года, проведенная Единым надзорным органом, показала, что по состоянию на конец 2013 года PTSB по-прежнему не хватало капитала.
Die Europäische Kommission hat festgestellt, dass die Umstrukturierungsbeihilfe des irischen Staats zugunsten des Geldinstituts Permanent TSB ( PTSB ) mit den EU-Beihilfevorschriften vereinbar ist.
Европейская комиссия установила, что помощь в реструктуризации, предоставленная Ирландией постоянному TSB ( PTSB ), соответствует правилам государственной помощи ЕС.
Einige Umstrukturierungsmaßnahmen, die eine Rückerlangung der Rentabilität erleichtern und eine Beschränkung der Beihilfe auf das erforderliche Minimum Gewährleisten, шляпа PTSB bereits durchgeführt, darunter den Abbau von Fremdmanagenagement, Maßivnage
PTSB уже реализовал ряд мер по реструктуризации, включая снижение доли заемных средств, мероприятия по управлению обязательствами и меры по сокращению затрат, которые способствуют возвращению его к жизнеспособности и гарантируют, что помощь будет ограничена до необходимого минимума.
Der Umstrukturierungsplan enthält eine Reihe von Zusagen, die PTSB bis zum Ende des Umstrukturierungszeitraums, d. час bis Ende 2018, einhalten muss.
План реструктуризации включает в себя ряд обязательств, которые PTSB будут соблюдать в течение периода реструктуризации, то есть до конца 2018 года.
Des Weiteren wird PTSB Maßnahmen ergreifen, um den Markteintritt von Wettbewerbern zu erleichtern.
Более того, ПТСБ предпримет определенные действия для облегчения выхода на рынок конкурентов.
Unter anderem wird PTSB seinen Wettbewerbern Zugang zu bestimmten Dienstleistungen wie Bargeldversorgung und -verteilung und zu Markinformationen geben.
В частности, PTSB предоставит конкурентам доступ к определенным услугам, таким как услуги по выдаче наличных и распределению, а также доступ к информации о рынке.
PTSB war seit 2008 mehrfach vom irischen Staat mit Garantien unterstützt worden. Hatte die Kommission die Rekapitalisierung des Geldinstituts durch den Staat vorübergehend genehmigt.
ПТСБ уже получил государственную поддержку несколько раз в виде государственных гарантий с 2008г. , Комиссия временно одобрила рекапитализацию банка Ирландией.
Die Bank ist heute neb der Bank of Ireland (BoI) und Permanent TSB ( PTSB ) eine der drei großen inländischen Banken в Ирландии.
Сегодня Банк является одним из трех крупных местных банков в Ирландии, наряду с BoI и постоянным TSB ( ‘PTSB’ ).
Seine Rentabilität wird PTSB unter anderem durch die Veräußerung von ertragsschwachen Aktiva und die Anhebung seiner Nettozinsspanne verbessern.
Он повысит уровень своей прибыльности, в частности, за счет продажи низкодоходных активов и увеличения чистой процентной маржи.
So wird PTSB künftig in kleinerem Maßstab tätig sein, sich auf das Inlandsgeschäft konzentrieren und über ein verbessertes Finanzierungsprofil verfügen.
PTSB будет работать как небольшой банк, ориентированный на внутренний рынок, с улучшенным профилем финансирования.
Возможно неприемлемый контент
Примеры используются только для того, чтобы помочь вам перевести искомое слово или выражение в различных контекстах. Они не отбираются и не проверяются нами и могут содержать неприемлемые термины или идеи. Пожалуйста, сообщайте о примерах, которые нужно отредактировать или не отображать. Грубые или разговорные переводы обычно выделены красным или оранжевым цветом.
Ничего не найдено для этого значения.
Дополнительные функции с нашим бесплатным приложением
Голос и фото перевод, офлайн функции, синонимы , сопряжение , обучение игры
результаты: 20. Ecact: 20.
Документы
Корпоративные решения
Спряжение
Синонимы
Проверка грамматики
Помощь и о
Индекс слова: 1-300, 301-600, 601-900
Индекс выражения: 1-400, 401-800, 801-1200
Индекс фразы: 1-400, 401-800, 801-1200
Hlavné Technické Parametre, Modely a Recenzie
ak plánujete vybudovať a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a conzie lawing techni technex z lúča alebo logu, je nepravdepodobné, že by ste mohli robiť bez speciálneho nástroja. Domáci majitelia odborníci с tým súhlasia. Pomocou mechanizovaného specialneho zariadenia bude vykonavať pracovné náročné operácie v najkratšom čase as minimálnou prácou. Samozrejme, может быть, планировать и летать, а при pílení používať pravidelnú pílu. Ale ak existsuje reťazová píla alebo elektricky hak, veci budú jednoduchšie a rýchlejšie.
Наприклад «Интерскол» повторное плетение стружки, на выколачивание поздней дражки, на вытворение отвору в древесном кусе и на выберание миски при резани. S pomocou reťazovej píly je možné užahčiť akékoľvek operácie spojené s rezaním dreva. Pred výberom konkrétneho modelu je potrebné pochopiť, aké druhy nástrojov sú momentálne na trhu, akú kapacitu majú a aký súbor funkcií poskytuje výrobca. Ako priklad môžete zvážiť reťazovú pílu «Interskol», ktorá je dnes populárna medzi spotrebiteľmi.
Главные характеристики PCB-14 / 37L videli
Модель Tento стоит 9900 руб. a je určený na ľahkú prácu, a to:
drobné opravy;
очистка конаров в саду;
pílenie palivového dreva na krb.
Наради, выбавене двухтактный мотор, расходомер 1,6 литра. а. Výrobca zabezpečil ľahký štart. Взгляд на скуточность, же зарядку с помощью системы вибраций, оператор при настройке устройства небуде так рыхло unavený. Reťaz je Automaticky rozmazaný, čo zjednodušuje používanie zariadenia. Kryt vzduchového filtra sa dá otvoriť bez použitia ďalších nástrojov.
Профессиональные и главные дома могут быть оборудованы или связаны с характеристиками: характеристики пневматики, объем двигателя и емкость цепного привода. Первый параметр je obmedzený na 35 cm, čo sa týka objemu motora, zodpovedá 37,2 cm 2 , V olejovej nadrži je umiestnených 0,21 литра. Táto domáca píla má 14-palcovú zbernicu a rozstup reťazca je 3/8 palca.
Тато reťazová піла «Interskol PCB» емкостью 1,6 литра. в киловаттах táto hodnota je 1,2. Kapacita palivovej nadrže je obmedzená na 0,39литра. Зарядка важи большая, постоянная 4,5 кг. Šírka drážky zodpovedá 1,3 mm a počet odkazov je 53.
Ďalšie charakteristiky modelu
Reťazové píly «Interskol» majú mnoho pozitívnych vlastností, medzi nimi je potrebné poznamenať:
ochrana pred opätovným spustením;
поход в превадске;
безпечная практика;
бочне напнутие ретаж.
Тото всеобщее плати предварительное описание модели выше. Ak sa ближние pозриете на функцию, потому перед пoходлиe можеме поведaть, же воздушнoй фильтр е безпечне храненy крытом, кто са отвара помoцoу оточнeго колеска. Na rukoväti opísanej reťazovej píly sa nachádza dorazová páka na prívod plynu, s pomocou ktorej je možné vylúčiť ťahanie spúšťača pri bežiacom motore.
Взыскание на репетиторских пилах «Интерскол», можетеупозорнюме, же практика с ними je bezpečná. Платить за предыдущую модель, описанную выше, которая престанет работать, а также оператором, стоящим перед заработком. V tomto okamihu sa reťaz píly ihneď zastaví. Jeden nemože pomôcť, ale všimnite si napätie reťaze. Tento skrutku je umiestnený na bočnej stene puzdra, ktorá zabraňuje poškodeniu pri ťahaní reťaze.
Спецназ на модели ППБ-14 / 37L
Ак са вам пачила выше описанная речейзовая пила «Интерскол», спатна вазба майтоваров или для продажи Z nich môžete zistiť, že spotrebitelia majú radiautomatic mazanie reťazí a dostopnosť systému ľahkého štartu. To sa vyjadruje v štartéri s prídavnou pružinou. Zákazníci majú radi, že zariadenie má systém tlmenia vibrácií, ako aj elektronické zapaľovanie. Pri voľnobehu sa zariadenie vypne, pretože má nastaviteľné olejové cherpadlo.
Главные характеристики автомобильных двигателей PCB-16 / 40L
Модель Tento будет стоить заказ 10.700 руб. У меня есть двухтактный мотор с объемом 2 литра. а. Prístroj je navrhnutý tak, aby vykonával ľahkú prácu, a to:
drobné opravy;
старостливости или защиты;
складирование пальмового дерева до крб;
оздобне узлы.
Резиновая пила «Interskol PCB 16 40L» с пневматическим приводом с размером 40 см, объемом двигателя 40,1 см 3 , Олейова надрж мa объем 0,21 литра, затишья чo kapacitapalivovej надржe je 0,39 литра. Зарядка весом 4,7 кг и его мощностью в киловаттах je 1,5. Zariadenie je vybavené 16-palcovou zbernicou a drážka s týmto nástrojom môže byť vyrobená až do sírky 1,3 mm.
Дополнительные характеристики модели
Вышеописанная торговая марка «Интерскол ПХД 16» имеет много выхода, конкретно:
подход;
охрана перед ротационным щитом;
безопасная практика;
бочне напнутие ретаж.
Походлые, же фильтр и спасательный закрытый крытом, кто са отвара помоцоу колеса. Na rukoväti je uzamykacia páka, ktorá vylučuje stlačenie spúšťača plynu pri bežiacom motore.
Оправа штаба репетиторских пилы знаков «Интерскол»
Стартовая репетиционная пила «Интерскол» может выступить Систем. Aby ste ušetrili drahých specialistov, môžete sa pokúsiť opraviť sami. К тому же je nástroj rozobratý, kryt štartéra je odstránený, kde nemožete zistiť zjavné príčiny poruchy. Для назначения потребу ďalšej demotáže. Centrálna skrutka je skrútená, čo vám umožní vidieť: mechanizmus sa skladá z dvoch pružin, z ktorých jeden sa môže odtrhnúť.
Главная команда может быть проверена на контроле, ак са указывает быть нормальным, потом са завьедло. Na druhom mieste pomocou kliestí môžete urobiť hak a po inštalácii všetkých mechanizmov na ich miestach. Тераз je pružina natiahnutá, za týmto účelom je štartovací кабель положен в смере hodinových ručičiek на технологическом rezanie.
Cиевка с каблом musí byť zapnutáhodinovú ruku, prekonanie úsilia. Môžete vietor niekoľko otočení, zakaždým, keď by ste mali skontrolovať kábel, ktorý musí byť navinutý na cievke. Potom sa píla vráti
záver
При выборе конкретной модели, незабудьте, а также ешьте, если вы хотите изменить или изменить профиль.
Шкаф управления пожарный адресный ШУН/В прот.R3 предназначен для управления электродвигателями дренажного насоса, жокей-насоса, насоса пожаротушения и вентилятора приточно-вытяжной вентиляции или вентилятора дымоудаления в адресных системах под управлением приемно-контрольного прибора Рубеж-2ОП прот.R3 или автономно.
Основные особенности ШУН/В-30-00-УПП-R3:
Дополнительные функции: УПП — устройство плавного пуска
Мощность электродвигателя, кВт: 30
Управляет электродвигателем через магнитный контактор. Включение и отключение магнитного контактора возможно в автоматическом режиме управления командными импульсами встроенного в шкаф контроллера по сигналу с приемно-контрольного прибора ППКПУ и в ручном режиме управления с помощью кнопок шкафа без участия контроллера.
Обеспечивает работу с трехфазными электродвигателями номинальной мощностью от 0,18 кВт до 250 кВт и однофазными электродвигателями номинальной мощностью от 0,18 кВт до 3 кВт.
Выполняет функции управления работой:
пожарного насоса;
дренажного насоса;
жокей-насоса;
вентилятора.
Основные функции:
контроль наличия и параметров электропитания на вводе сети;
контроль исправности основных цепей электрической схемы прибора;
контроль исправности входных цепей от датчиков и электроконтактных манометров на обрыв и короткое замыкание;
контроль силовой цепи питания двигателя;
местное переключение режима управления электроприводом на один из 3-х режимов: «Автоматический» / «Ручной» / «Отключен»;
передачу в ППКПУ сигналов своего состояния по цифровой линии связи RS-R3;
управление подключенным электроприводом в соответствии с командами, получаемыми по цифровой линии связи RS-R3 от ППКПУ, по командам датчиков уровня или по командам местного управления.
Режимы управления:
«Автоматический», когда управление работой электродвигателя осуществляется по командам с ППКПУ.
«Ручной», когда управление работой осуществляется с панели управления кнопками Пуск и Стоп.
«Отключен», когда контактор обесточен и пуск электродвигателя невозможен.
Технические характеристики:
Рабочее напряжение сети
230 (+23/-35) В
400 (+40/–60) В
Номинальная частота
50 ±1 Гц
Мощность электродвигателя, кВт
30
Собственная потребляемая мощность от сети, не более
100 ВА
Тип системы заземления (выбирается при помощи перемычки)
TN-C/ТN-S
Степень защиты оболочки
IP 31 (IP 54 по требованию заказчика)
Габаритные размеры:
510 х 410 х 250 мм
Масса, не более:
17 кг
Рабочий диапазон температур
от -25 до +55°С
Тип адресного устройства: Шкаф управления
Производитель: Рубеж
Место установки: В помещении
Документация:
Инструкция ШУН/В-30-00-УПП-R3
Сертификат соответствия
Консультация
Задайте вопрос специалисту о ШУН/В-30-00-УПП-R3 Шкаф управления пожарный адресный
Самовывоз из офиса:
Пункт выдачи:*
Доставка курьером:*
Транспортные компании:
Почта России:*
* Срок доставки указан для товара в наличии на складе в Москве
Отзывы о ШУН/В-30-00-УПП-R3:
Ваш отзыв может быть первым!
Шкаф управления пожарный ШУН/В-30-00-ПЧ-R3
ШУН/В-30-00-ПЧ-R3 Шкаф управления пожарный, с преобразователем частоты.
Работает под управлением приемно-контрольного прибора «Рубеж-2ОП» прот.R3 или автономно.
ШУН/В прот.R3 управляет электродвигателем через магнитный контактор. Включение и отключение магнитного контактора возможно в автоматическом режиме управления командными импульсами встроенного в шкаф контроллера по сигналу с приемно-контрольного прибора ППКПУ и в ручном режиме управления с помощью кнопок шкафа без участия контроллера.
ШУН/В прот.R3 обеспечивает работу с трехфазными электродвигателями номинальной мощностью от 0,18 кВт до 250 кВт и однофазными электродвигателями номинальной мощностью от 0,18 кВт до 3 кВт.
Шкафы управления ШУН/В прот.R3 выпускаются в различных исполнениях. В шкаф могут устанавливаться силовые элементы автоматики Dekraft, Schneider Electric или ABB. Кроме этого, есть исполнения шкафов с дополнительно установленными внутрь шкафа устройствами плавного пуска УПП или частотными преобразователями ПЧ. От варианта комплектации шкафа будет зависеть его условное обозначение:
В зависимости от назначения ШУН/В прот. R3 может выполнять функции управления работой:
пожарного насоса;
дренажного насоса;
жокей-насоса;
вентилятора.
ШУН/В прот.R3 реализует следующие функции:
контроль наличия и параметров электропитания на вводе сети;
контроль исправности основных цепей электрической схемы прибора;
контроль исправности входных цепей от датчиков и электроконтактных манометров на обрыв и короткое замыкание;
контроль силовой цепи питания двигателя;
местное переключение режима управления электроприводом на один из 3-х режимов: «Автоматический» / «Ручной» / «Отключен»;
передачу в ППКПУ сигналов своего состояния по цифровой линии связи RS-R3;
управление подключенным электроприводом в соответствии с командами, получаемыми по цифровой линии связи RS-R3 от ППКПУ, по командам датчиков уровня или по командам местного управления.
ШУН/В прот.R3 может находиться в следующих режимах управления:
«Автоматический», когда управление работой электродвигателя осуществляется по командам с ППКПУ.
«Ручной», когда управление работой осуществляется с панели управления кнопками Пуск и Стоп.
«Отключен», когда контактор обесточен и пуск электродвигателя невозможен.
ШУН/В прот.R3 конструктивно выполнен в прямоугольном металлическом корпусе, внутри которого размещены:
Собственная потребляемая мощность от сети, не более
100 ВА
Тип системы заземления (выбирается при помощи перемычки)
TN-C/ТN-S
Степень защиты оболочки
IP 31 (IP 54 по требованию заказчика)
Габаритные размеры: ШУН/В прот. R3 мощностью от 0,18 до 15 кВт ШУН/В прот.R3 мощностью от 015 до 45 кВт ШУН/В прот.R3 мощностью от 55 до 110 кВт ШУН/В прот.R3 мощностью от 132 до 185 кВт ШУН/В прот.R3 мощностью от 220 до 250 кВт
410 х 410 х 210 мм 510 х 410 х 250 мм 810 х 660 х 270 мм 1600 х 600 х 450 мм 1600 х 800 х 450 мм
Масса, не более: ШУН/В прот.R3 мощностью от 0,18 до 15 кВт ШУН/В прот.R3 мощностью от 18 до 45 кВт ШУН/В прот.R3 мощностью от 55 до 110 кВт
5,5 кг 17 кг 45 кг
Средний срок службы, не менее
10 лет
Рабочий диапазон температур
от -25 до +55°С
Композиции амидов редкоземельных элементов (Патент)
Композиции амидов редкоземельных элементов (Патент) | ОСТИ.GOV
перейти к основному содержанию
Полная запись
Каталожные номера (16)
Другое связанное исследование
Аннотация
Способ извлечения редкоземельного элемента из вещества, содержащего редкоземельные элементы, включающий смешивание вещества, содержащего редкоземельные элементы, с протонной ионной жидкостью, такой как: где R1 выбран из атома водорода и углеводородных групп, содержащих от 1 до 6 атомов углерода атомы; R2 и R3 независимо выбраны из углеводородных групп, содержащих от 1 до 12 атомов углерода; и X- представляет собой анионное соединение; для получения композиции формулы (RE)(амид)yXz, по меньшей мере, частично растворенной в протонной ионной жидкости, где RE представляет собой по меньшей мере один редкоземельный элемент, имеющий атомный номер, выбранный из 39, 57-71 и 90-103; у 2-6; z — число, которое уравновешивает суммарный положительный заряд RE; и амид представляет собой сопряженное основание катионной части протонной ионной жидкости формулы (1) и имеет следующую формулу:
Изобретатели:
Фрейдерих, Джон Уильям;
Луо, Хуйминь;
Мойер, Брюс А . ;
Дай, Шэн
Дата публикации:
Исследовательская организация:
Национальная лаборатория Ок-Ридж. (ORNL), Ок-Ридж, Теннесси (США)
Организация-спонсор:
USDOE
Идентификатор ОСТИ:
1860116
Номер(а) патента:
11 186 893
Номер заявки:
16/881,532
Правопреемник:
UT-Battelle, LLC (Оук-Ридж, Теннесси)
Номер контракта с Министерством энергетики:
AC05-00OR22725
Тип ресурса:
Патент
Отношение ресурсов:
Патентный файл Дата: 22. 05.2020
Страна публикации:
США
Язык:
Английский
Форматы цитирования
MLA
АПА
Чикаго
БибТекс
Фрейдерих, Джон Уильям, Луо, Хуйминь, Мойер, Брюс А. и Дай, Шэн. Композиции амидов редкоземельных элементов . США: Н. П., 2021. Веб.
Копировать в буфер обмена
Фрейдерих, Джон Уильям, Луо, Хуйминь, Мойер, Брюс А. и Дай, Шэн. Композиции амидов редкоземельных элементов . Соединенные Штаты.
Копировать в буфер обмена
Фрейдерих, Джон Уильям, Луо, Хуйминь, Мойер, Брюс А. и Дай, Шэн. 2021. «Композиции амидов редкоземельных элементов». Соединенные Штаты. https://www.osti.gov/servlets/purl/1860116.
Копировать в буфер обмена
@статья{osti_1860116, title = {Композиции амидов редкоземельных элементов}, автор = {Фрейдерих, Джон Уильям и Луо, Хуимин и Мойер, Брюс А. и Дай, Шэн}, abstractNote = {Способ извлечения редкоземельного элемента из вещества, содержащего редкоземельные элементы, включающий смешивание вещества, содержащего редкоземельные элементы, с протонной ионной жидкостью, такой как: где R1 выбран из атома водорода и углеводородных групп, содержащих 1 до 6 атомов углерода; R2 и R3 независимо выбраны из углеводородных групп, содержащих от 1 до 12 атомов углерода; и X- представляет собой анионное соединение; для получения композиции формулы (RE)(амид)yXz, по меньшей мере, частично растворенной в протонной ионной жидкости, где RE представляет собой по меньшей мере один редкоземельный элемент, имеющий атомный номер, выбранный из 39, 57-71 и 90-103; у 2-6; z - число, которое уравновешивает суммарный положительный заряд RE; а амид представляет собой сопряженное основание катионной части протонной ионной жидкости формулы (1) и имеет следующую формулу:}, дои = {}, URL-адрес = {https://www. osti.gov/biblio/1860116}, журнал = {}, номер =, объем = , место = {США}, год = {2021}, месяц = {11} }
Копировать в буфер обмена
Посмотреть патент
Экспорт метаданных
Сохранить в моей библиотеке
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Чтобы обрабатывать детали на токарном станке, необходимо правильно выбирать оснастку. Существуют разные виды токарных резцов, которыми мастер снимает слой материала с вращающейся заготовки. Зависимо от вида используемого инструмента выполняются разные операции относительно обрабатываемой поверхности.
Конструкция токарного резца
Разные виды резцов для токарного станка различаются формой, наличием дополнительных лезвий, зубьев. Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
Стержень — второе название «державка». Элемент оснастки, который закрепляется в оборудовании.
Рабочая часть. Заточенный элемент резца, который соприкасается с заготовкой. Зависимо от особенностей конструкции, пластина, соприкасающаяся с заготовкой, может состоять из множества режущих кромок, рабочих плоскостей.
Работая с оснасткой для токарного оборудования, нельзя забывать про важность углов заточки рабочей части. Всего выделяется три угла, изменение которых повлияет на результат.
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей
— Резцы делятся на правосторонние и левосторонние. Отличие заключается в том, как расположена режущая кромка относительно удерживающей части.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых металлов, сплавов.
Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Прямые проходные резцы
Используются для наружной обработки заготовок из стали.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные резцы
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски.
Упорные проходные резцы
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки.
Отогнутые подрезные резцы
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку.
Отрезные резцы
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов.
Резьбонарезные резцы для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные резцы для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные резцы для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные резцы для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Сборные резцы
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
Далее работают с тыльной частью рабочей головки.
Заключительный этап — доводка угла до нужного положения.
Выполнить заточку можно тремя способами:
Используя круг с абразивным напылением
Покрывая затачиваемую поверхность химическими средствами.
Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
Периодически менять точильные камни.
Нельзя забывать про доводку оснастки. Эта технологическая операция позволяет избавиться от сколов, микротрещин, неровностей на лезвии. Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.
Токарные резцы необходимы для промышленного оборудования. От вида оснастки зависит то, какой результат получится, какие технологические операции будут доступны. Так как режущие инструменты быстро тупятся, нельзя забывать про заточку. Неправильно обработанная режущая кромка приведёт к браковке поверхности обрабатываемого материала.
Статья составлена на основе информации: https://metalloy.ru/obrabotka/rezka/vidy-tokarnyh-reztsov
Токарные резцы — типы и конструкция.
Токарный резец — самый распространенный режущий инструмент при обработке металла. Резцом обрабатывают цилиндрические и фасонные поверхности, нарезают резьбу, отрезают готовые детали.
От правильного выбора резца зависит форма стружки. Токарь должен подобрать рабочий инструмент так, чтобы образующаяся стружка была безопасной и не создавала помех при резании.
Различные типы производства и станочного оборудования требуют определенного вида стружки, что в результате повышает производительность труда.
Конструкция токарного резца
Основой резца является стержень, закрепляемый в резцедержателе. В передней части стержня установлен режущий элемент — головка. Резец имеет несколько поверхностей. По передней поверхности сходит стружка. Задние поверхности, главная и вспомогательная, обращены к детали. Главная режущая кромка, лежащая на пересечении передней и главной задней поверхностей, выполняет резание металла.
Классификация резцов
Токарные резцы различаются:
По направлению подачи. Правые резцы перемещаются при рабочей подаче от задней бабки к передней (справа налево). Левые совершают обратное рабочее движение.
По виду рабочей головки: прямые, отогнутые резцы.
Выпускаются токарные резцы цельными и составными. Составной резец выполнен с присоединяемой головкой из дорогостоящей стали.
По геометрическому сечению стержня.
Режущая часть токарных резцов может быть изготовлена из углеродистых и твердосплавных сталей («Победит»), алмазных и минералокерамических материалов.
Определить рабочее направление резца просто. При установке режущая кромка должна быть направлена к обрабатываемой детали.
Типы токарных резцов
Проходные. Применяются для обработки внешних цилиндрических поверхностей. Выполняются для рабочего прохода в обоих направлениях. Отогнутый проходной резец может обрабатывать торцы при поперечной подаче.
Проходные упорные. С их помощью обрабатывают ступенчатые детали, выполняют подрезку торцов. Такие резцы обеспечивают перпендикулярность смежных плоскостей ступенек. Могут быть как правыми, так и левыми. Изготавливаются из твердых сплавов напайкой на стержень.
Подрезные. Протачивают ступенчатый профиль детали, подрезают торцы, буртики, способны обрабатывать внешние цилиндрические поверхности. Твердосплавная режущая часть выполняется методом напайки на основание.
Расточные. Увеличивают (растачивают) диаметр отверстий, подготовленных сверлением. Расточка осуществляется в несколько приемов с образованием на торце ступенчатой поверхности. Затем, используя поперечную подачу, срезают ступеньки до образования перпендикулярных поверхностей.
Отрезные. Отделяют готовую деталь от заготовки, протачивают канавки, пазы. Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
Нарезание внутренней и наружной резьбы проводится резьбовыми резцами. Фасонные точат поверхности сложной формы и канавки.
Револьверно-автоматные резцы
Применяются на токарно-револьверных станках-автоматах при серийном производстве.
Резцы продольного точения. Автоматные резцы из быстрорежущей стали выполняются напайкой или механическим креплением режущей части к стержню. Инструмент, в зависимости от установки по отношению к детали, бывает радиальным и тангенциальным, что обеспечивается специальной заточкой, а также конструкцией державки, установленной в револьверной головке. Поворачивая державку, резцы устанавливаются под различными углами по отношению к обрабатываемой детали.
Прорезные и отрезные резцы. Устанавливаются на поперечных суппортах станков-автоматов. Имеют конструкцию аналогичную резцам для токарных станков обычного исполнения. Так как станки-автоматы в основном работают с прутковыми заготовками, то отрезной резец, имея специфическую заточку, не только отрезает готовую деталь, но и обрабатывает торец следующей детали.
Выбор токарных резцов
Токарный резец, являясь на первый взгляд сравнительно простым инструментом, требует к себе серьезного подхода. Для качественной обработки металла к нему предъявляется ряд требований:
Правильный подбор материала и геометрических размеров режущей части инструмента.
Достаточная виброустойчивость державки.
Соответствие пластины инструментального материала для конкретного вида обработки: форма и размер, способ крепления. Выбор геометрии и конструкции места для крепления пластины.
Способ стружколомания.
Все эти факторы определяют качество будущей детали, скорость выполнения операций.
Геометрические размеры резцов должны обеспечивать:
Максимальное время работы режущей части до величины максимального износа — стойкость инструмента.
Сохранение всех первоначальных настроек. Это особенно актуально при работе станков-автоматов.
Качество обрабатываемой поверхности.
Недопущение чрезмерного уровня вибраций.
Точного соблюдения всех условий и параметров достичь невозможно. Поэтому для обработки конкретных изделий проводится оптимизация всех критериев, в результате чего готовая деталь должна соответствовать заданным размерам и шероховатостям.
Заточка резцов
Важным условием качественного изготовления деталей является их своевременная заточка. Этот процесс выполняется на точильно-шлифовальных станках при постоянном охлаждении.
Заточка резца осуществляется в строгой последовательности. Сначала доводится главная поверхность с переходом на заднюю и вспомогательную плоскость. Затем получают ровную режущую кромку передней поверхности.
Резцы из быстрорежущей стали затачиваются электрокорундовым шлифовальным кругом. Точильный инструмент из карбида кремния используется для резцов из твердых сплавов. Применение шаблонов значительно облегчает доводку резцов.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Режущие инструменты для токарных станков: различные типы инструментов для токарной обработки
Режущие инструменты для токарных станков — это инструменты, устанавливаемые на токарный станок (деревянный/ручной/с ЧПУ), применяемые при производстве токарных деталей. Они перемещаются вдоль оси станка, и их траектория определяет окончательную форму заготовки.
Существует несколько токарных станков без ЧПУ и с ЧПУ, каждый тип имеет уникальные характеристики и конструкции, которые определяют поддерживаемые токарные операции резки и прямого применения. В результате выбор правильного режущего инструмента требует глубокого понимания инструмента. В этой статье рассказывается об общих инструментах для токарных станков, их конструкции, функциях и применении. Давайте перейдем к делу.
Четыре категории: типы режущих инструментов токарных станков
Многие типы режущих инструментов, используемых на токарных станках или токарных станках с ЧПУ, можно разделить на четыре основные категории: материалы, операции, структура и направление подачи. Ниже приведены различные режущие инструменты для токарных станков, которые подпадают под каждую категорию.
Категория 1: Режущие инструменты для токарных станков на основе материала
Многие материалы подходят для изготовления инструментов, используемых на токарных станках, каждый из которых имеет уникальные характеристики. В результате каждый режущий инструмент токарного станка имеет свойства, основанные на присущих материалу механических свойствах. Ниже приведены общие режущие инструменты для токарных станков в зависимости от используемого материала.
Быстрорежущая сталь (HSS)
Быстрорежущая сталь содержит такие элементы, как вольфрам, углерод, ванадий и хром. Режущие инструменты, изготовленные из этого материала, известны своей исключительной твердостью, прочностью и износостойкостью/термостойкостью. Кроме того, они имеют высокую скорость, подходящую для черновой и получистовой обработки.
Карбид
Твердосплавные режущие инструменты для токарных станков твердые и хрупкие. Поэтому они совместимы практически со всеми материалами. Однако они дороги, что ограничивает их использование в частичном производстве.
Алмаз
Режущие инструменты для токарных станков из алмазов очень твердые. Благодаря этому они подходят для работы со всеми материалами. Тем не менее, как и твердосплавные инструменты, они дороги, что ограничивает их промышленное применение.
Кубический нитрид бора
Кубический нитрид бора является следующим по твердости. Они долговечны, устойчивы к истиранию и подходят для черновой и прерывистой обработки, особенно для обработки чугуна.
Категория 2: Режущие инструменты для токарных станков на основе операций
Режущие инструменты для токарных станков также классифицируются на основе операций обработки. Ниже приведены общие инструменты, используемые в каждой операции токарной обработки.
Токарные инструменты
Токарные инструменты применяются для удаления материалов по длине заготовки. Следовательно, это приводит к уменьшению диаметра заготовки. Существует два типа:
– Инструменты для чернового точения : Инструменты для чернового точения используются для удаления большого количества материала с заготовки за один проход. Поэтому их обычно используют для создания грубых форм или для подготовки поверхностей к последующим чистовым операциям.
– Инструмент для чистовой токарной обработки : Инструмент для чистовой токарной обработки используется для удаления небольшого количества материала с заготовки с целью получения гладкой обработанной поверхности.
Инструменты для снятия фасок
Режущие инструменты этих токарных станков подходят для снятия фасок, т. е. для получения косой кромки. Токарные инструменты также подходят для снятия фаски. Однако они должны быть установлены под прямым углом к заготовке. Более того, они устаревают при большом угле наклона.
Инструменты для нарезания резьбы
Инструменты для нарезания резьбы подходят для нарезания спиральной резьбы на цилиндрических деталях. Как правило, они имеют угол при вершине, который зависит от предполагаемого угла резьбы. Кроме того, поперечное сечение инструмента влияет на шаг резьбы.
Инструменты для торцевания
Инструменты для торцевания используют боковую режущую кромку для удаления тонкого слоя материала и получения гладкой поверхности.
Формовочные инструменты
Формовочный инструмент сочетает в себе инструмент для токарной обработки и обработки канавок, применимый для изготовления сложных форм на ходу. В то время как токарный инструмент выполняет ту же работу, формовочный инструмент идеален, поскольку он повышает точность и сокращает время цикла.
Инструменты для обработки канавок
Эти инструменты применяются для создания канавок на заготовках с цилиндрическими поверхностями. Существует несколько форм канавок, определяемых формой инструмента токарного станка. Обычными являются V-образные и квадратные режущие инструменты.
Расточные инструменты
Расточный инструмент представляет собой режущий инструмент, характеризующийся расточной оправкой с режущим инструментом на конце. Таким образом, он применим для обработки и увеличения диаметра отверстия.
Накатные инструменты
Накатные инструменты имеют два или более металлических ролика с рельефным рисунком. Обычно они применяются для создания углублений на заготовке для увеличения ее захвата.
Категория 3: Режущие инструменты для токарных станков на основе конструкции
Существует три основных типа режущих инструментов токарных станков в зависимости от их конструкции. Это:
Однокорпусные инструменты
Они изготавливаются из цельного куска материала и имеют определенную форму, размер и геометрию. В результате они являются наиболее распространенными токарными станками из-за их скорости и прочности.
Режущие инструменты для сварочных станков
Эти инструменты имеют головку и стержень, изготовленные из различных материалов, соединенных сваркой. Как правило, боковая сторона изготавливается из таких материалов, как карбид, известный своей прочностью и долговечностью, а корпус может быть изготовлен из различных металлов. Из-за разницы в материалах они обеспечивают меньшую силу резания, чем однокорпусные инструменты.
Режущие инструменты для токарных станков с зажимом
Эти режущие инструменты по составу материала аналогичны сварочным инструментам. Однако вместо сварочного инструмента токарно-винторезный станок формируется путем размещения вставки (т. е. режущего инструмента) на рукоятке. Как правило, режущие инструменты зажимного токарного станка ловки и заменяемы. Поэтому их свойства, такие как прочность и долговечность, зависят от типа вставок.
Категория 4: Режущие инструменты для токарных станков в зависимости от направления подачи
Существует три основных типа режущих инструментов токарных станков в зависимости от направления подачи. Это:
Правосторонние режущие инструменты для токарных станков
Эти инструменты удаляют материалы при транспортировке их справа налево. Они имеют конструкцию, похожую на человеческую руку. Это связано с тем, что большой палец правой руки указывает направление подачи, а основная режущая кромка находится с левой стороны инструмента.
Левосторонние режущие инструменты для токарных станков
Эти инструменты удаляют материалы при транспортировке их слева направо. В соответствии с конструкцией человеческой руки большой палец левой руки указывает направление подачи, а основная режущая кромка находится с правой стороны инструмента.
Режущие инструменты для токарных станков с круглым носом
Эти инструменты могут перемещаться слева направо или справа налево, поскольку они не имеют боковых передних и задних передних углов. Они подходят для операций механической обработки, требующих гладкой поверхности.
Обратите внимание, : Существуют и другие режущие инструменты для токарных станков с различным применением. Вам следует убедиться, что вы поговорили с профессиональным оператором станка с ЧПУ или связались с WayKen, чтобы подобрать идеальный вариант.
Как правильно выбрать режущий инструмент для токарного станка?
Все мы знаем, что для идеальной работы нужны правильные инструменты. Выбор правильного режущего инструмента для токарного станка очень важен для получения точных результатов обработки заготовки. Ниже приведен список способов выбора подходящего режущего инструмента для токарных станков:
Покрытие токарных инструментов
Покрытия — это материалы, наносимые на внешние части режущего инструмента для улучшения его механических свойств и эстетики. Кроме того, они важны, поскольку режущие инструменты токарных станков с покрытием служат дольше, чем инструменты без покрытия. Как и ожидалось, существует несколько покрытий, включая нитрид титана (TiN), карбид титана (TiC) и оксид алюминия, каждое из которых обладает присущими ему свойствами.
Материал заготовки
Механические свойства заготовки играют огромную роль при выборе правильного режущего инструмента для токарной обработки. Самый простой процесс выбора зависит от твердости, так как твердые материалы следует обтачивать только инструментами с твердым или непокрытым покрытием. Это предотвратит выкрашивание инструментов во время операции обработки. Например, режущие инструменты из алмаза и кубического нитрида бора известны своей прочностью и пригодностью для работы с твердыми материалами.
Требуемые типы токарных операций
Каждая токарная операция требует определенного набора навыков и инструментов. В результате вы должны убедиться, что выбрали правильный инструмент в зависимости от операции. Например, токарные инструменты применимы для удаления материалов по длине заготовки. Однако они не подходят для формирования операций. Другое соображение включает направление резки.
Требуемая форма детали
Кроме того, при выборе режущего инструмента для токарного станка учитывайте инструмент и форму детали. Например, во время операций с облицовкой, когда вы хотите создать форму куба на материале, вы можете использовать прямоугольный инструмент для облицовки.
Компоненты режущего инструмента токарного станка
Хотя токарные станки имеют различную конструкцию в зависимости от их функций и областей применения, все они имеют определенные общие детали. Ниже приведены общие детали для каждого типа режущего инструмента токарного станка.
Хвостовик
Это часть, соединенная с токарным станком. Это самая толстая часть инструмента, в основном прямоугольного сечения.
Торец
Это часть режущего инструмента токарного станка, по которой стекает стружка во время токарных операций.
Фланг
Это часть, которая противостоит заготовке и взаимодействует с ней. Он может быть большим или малым и вместе с гранью режущего инструмента образует режущую кромку.
Режущая кромка
Эта часть отвечает за режущее действие инструмента. Режущая кромка зависит от инструмента. Например, одноточечный инструмент будет иметь две режущие кромки и может резаться с использованием двух поверхностей.
Носик инструмента
Это пересечение основной и вспомогательной режущей кромки. Он имеет кривизну, которая увеличивает его прочность, долговечность и способность делать более гладкий срез.
Боковой передний угол
Образуется торцом инструмента и линией, перпендикулярной корпусу. Он определяет направление потока стружки.
Боковой задний угол
Если смотреть спереди, боковой задний угол представляет собой угол, образованный главной боковой поверхностью с поверхностью хвостовика, перпендикулярной основанию режущего инструмента. Это предотвращает трение главной стороны о заготовку.
Задний задний угол
Если смотреть сбоку, это угол передней кромки боковой поверхности, образуемый линией, перпендикулярной основанию инструмента. Это предотвращает трение второстепенной стороны о заготовку.
Задний передний угол
Это угол между поверхностью и плоскостью, параллельной основанию. Большой передний угол увеличит остроту, но уменьшит прочность и наоборот.
Угол концевой режущей кромки
Это угол между концевой режущей кромкой и линией, перпендикулярной корпусу инструмента и касательной к его вершине. Он предотвращает касание инструментом обрабатываемой поверхности заготовки.
Угол боковой режущей кромки
Угол, образуемый боковой режущей кромкой с линией, параллельной корпусу инструмента. Поэтому он играет важную роль в силе резания и толщине стружки при токарных операциях.
Доступные операции с режущим инструментом для токарного станка
Токарный станок может выполнять различные операции. Ниже приведены наиболее распространенные операции с режущим инструментом, которые можно выполнять с заготовкой.
Операции с токарным инструментом
Токарная обработка является наиболее распространенной операцией с режущим инструментом при механической обработке. Он включает в себя создание цилиндрической детали точной геометрии путем удаления из заготовки лишнего материала. Как правило, это может быть автоматизировано при токарной обработке с ЧПУ или вручную, как и в других токарных операциях.
Операция торцевания
Эта операция резки включает в себя уменьшение длины заготовки для формирования желаемых деталей. Он включает в себя использование режущего инструмента для перпендикулярного отрезания детали.
Операция снятия фаски
Включает создание наклонной поверхности на кромке цилиндрической заготовки. Применяется для уменьшения повреждений острых кромок.
Накатка
Накатка включает использование двух или более металлических роликов для создания рельефных узоров на цилиндрической заготовке. Следовательно, он применим для увеличения захвата продукта.
WayKen удовлетворит ваши различные потребности в обработке
Вам не нужно беспокоиться о выборе правильных режущих инструментов для токарных станков, когда вы можете просто вызвать команду экспертов, которая сделает это за вас. WayKen — это ваш универсальный магазин для всех ваших потребностей в механической обработке. Мы предлагаем различные услуги по токарной обработке с ЧПУ, включая торцевание, снятие фасок, накатку и т. д. Если вам нужен прототип или мелкосерийная обработка деталей, вы можете быть уверены, что получите высококачественные серийные детали. Просто загрузите свои файлы САПР сегодня, и вы получите мгновенное предложение и бесплатную DFM.
Фрезы для токарных станков являются важными инструментами в обработке с ЧПУ. Они бывают разных типов, что определяет их работу и функции. В результате правильный выбор инструмента имеет важное значение для успешной операции обработки.
Каковы функции режущих инструментов токарных станков?
Режущие инструменты токарного станка используются в режущей части заготовки для придания необходимой формы. Резка деталей может выполняться с помощью нескольких операций, таких как снятие фаски и токарная обработка.
Какие свойства следует учитывать при выборе материала режущего инструмента для токарных станков?
При выборе материала режущего инструмента токарного станка необходимо проверить его твердость, ударную вязкость и термостойкость.
Какой из материалов режущего инструмента имеет самое высокое качество?
Из-за своей твердости и скорости резания алмазные режущие инструменты для токарных станков являются лучшими. Однако они дороги, что ограничивает их промышленное использование.
Как правильно выбрать режущие инструменты для токарных станков с ЧПУ
С непрерывным развитием машиностроительной промышленности и постепенным повышением цен на сырье производители постепенно повышают требования к качеству и эффективности своей продукции. Поэтому станки с ЧПУ становятся все более популярными. Станки с ЧПУ могут резать заготовки на высокой скорости, а станки с ЧПУ используются однократно. Процесс зажима и редактирования можно повторять, экономя человеко-часы, черновую и чистовую обработку без необходимости смены станка и непосредственно обработку. Хотя станки с ЧПУ могут эффективно обрабатывать заготовки, необходимо иметь подходящие инструментальные материалы. Если инструментальные материалы не могут резаться с высокой скоростью, эффективность не может быть повышена, поэтому инструментальные материалы также являются одним из необходимых условий для эффективной обработки заготовок. К станкам с ЧПУ относятся токарные станки с ЧПУ, фрезерные станки с ЧПУ и т. д. В этом документе в основном рассказывается о том, как выбирать инструментальные материалы при обработке заготовок с ЧПУ.
Во-первых, каковы требования к инструментальным материалам при обработке заготовок на токарных станках с ЧПУ?
1. Требования к материалу инструмента:
(1) Высокая твердость, хорошая жесткость, хорошая ударопрочность;
(2) Хорошая стабильность и надежность;
(3) Хорошая износостойкость и ударная вязкость;
(4) Размер инструмента легко регулируется, длительный срок службы инструмента, сокращение времени смены инструмента;
(5) Инструмент должен разламывать стружку, чтобы облегчить ее удаление.
2. Выбор материалов инструмента:
(1) Инструменты из быстрорежущей стали: в основном используются для сверл, таких как спиральные сверла;
(2) Традиционные твердосплавные инструменты: для обработки заготовок в области черных металлов, подходит для заготовок с твердостью ниже HRC45, линейная скорость до 350 м/мин;
(3) Керамический инструмент: подходит для обработки заготовок в области черных металлов, подходит для обработки заготовок с твердостью от HRC45-55;
(4) Пластины из CBN: подходят для обработки заготовок в области черных металлов, подходят для обработки заготовок с твердостью выше HRC45;
(5) Алмазные инструменты: подходят для обработки металлических материалов, таких как алюминий и медь. 3. Из процесса резки можно разделить на: токарная обработка внешнего круга, токарная обработка торца, обработка внутреннего отверстия, резьба, токарная канавка. Во-вторых, этапы выбора режущего инструмента и токарного инструмента при обработке заготовки на токарном станке с ЧПУ 9.0284
1. Пользователь использовал станочный зажим до:
Материал заготовки (определить, какой инструментальный материал используется) — Твердость — Обрабатываемая деталь (конец или внешний круг, внутреннее отверстие) — Процесс (чистовая или черновая обработка) — Выберите тип режущего инструмента.
2,Пользователь ранее использовал немашинный зажим: Прежде всего, необходимо определить угол инструмента с ЧПУ, кромку инструмента и положительное значение для выбора типа инструмента.
3,В соответствии с выбранным фрезерным станком с ЧПУ с режущими инструментами с ЧПУ В зависимости от материала заготовки выбирается материал инструмента: для заготовки в области черных металлов три инструмента: твердосплавный инструмент, керамический инструмент и Пластины CBN выбираются для обработки заготовки. Это зависит от других условий заготовки, таких как твердость, этапы обработки и другие факторы. Например, серый чугун является часто обрабатываемой частью токарных станков с ЧПУ. Твердосплавные инструменты и вставки из CBN являются инструментальными материалами для обработки деталей из серого чугуна, но твердосплавные инструменты нельзя резать с высокой скоростью, для массового производства и требований к эффективности. Производители выбирают пластины Halnn CBN марки BN-S30 для обработки деталей из серого чугуна, не только параметры резания выше, чем у твердосплавных инструментов, но и эффективность в 3-5 раз выше, чем у твердосплавных инструментов.
Не только серый чугун, но и с ростом цен на сырье и постоянным появлением труднообрабатываемых материалов, чтобы получить хорошие преимущества, только технология обработки и эффективность могут быть изменены, и инструмент также является основной причиной эффективности. С непрерывным развитием инструментальной промышленности, появлением высокопроизводительных инструментов — пластин CBN, эффективность значительно повысилась, а качество заготовки также очень хорошее. Например, вставки Halnn CBN для черновой обработки чугунных валков высокой твердости класса BN-K1, эффективность которых в 6 раз выше, чем у керамических инструментов, а при чистовой обработке чугунных валков чистота поверхности валков может достигать Ra0,8.
Алмазные инструменты Halnn Superhard PCD|Обработка графита для снижения затрат и повышения эффективности
16 августа 2022 г.
Шламовый насос для эффективной обработки инструмента Halnn BN-K1 марки CBN
5 июня 2019 г.
Преимущества пластин Halnn CBN при фрезеровании твердых материалов.
27 мая 2019 г.
Режущие инструменты из CBN для чернового точения Конус дробления
23 мая 2019 г.
Инструмент из CBN марки Halnn BN-S20 для эффективного фрезерования деталей из высокомарганцовистой стали.
8 мая 2019 г.
Инструмент из CBN марки Halnn BN-S20 для обработки наплавочных валков
15 апр.
2019 г.
Применение инструмента Halnn CBN BN-S20 для твердосплавных подшипников ветряных электростанций
25 марта 2019 г.
Преимущества инструмента Halnn CBN для обработки шарикового винта класса BN-S20
Сверлильный станок — станок для обработки отверстий со снятием стружки
Сверлильный станок — станок для обработки отверстий со снятием стружки. На сверлильных станках производят сверление, рассверливание, зенкерование, развёртывание, растачивание, нарезание резьбы. Различают следующие типы сверлильных станков по металлу: вертикально-сверлильные, горизонтально-сверлильные, центровальные, многошпиндельные, агрегатные, специализированные и др.
Вертикально-сверлильный станок — наиболее распространённый тип в металлообработке; используется для получения отверстий в деталях относительно небольшого размера в условиях индивидуального и мелкосерийного производства, в ремонтных цехах и т. п. Инструмент сверло, зенковка, развёртка и др. закрепляют в вертикальном шпинделе, деталь — на столе станка. Совмещение осей обрабатываемого отверстия и инструмента производят перемещением детали. Для ориентации заготовки и автоматизации обработки применяют также программное управление. Для обработки отверстий диаметром до 12 мм (например, в приборостроении) используют настольные станки (обычно одношпиндельные). Тяжёлые и крупногабаритные детали, а также детали с отверстиями, расположенными по дуге окружности, обрабатывают на радиально-сверлильном станке. На этом сверлильном станке совмещение осей обрабатываемого отверстия и инструмента осуществляют перемещением шпинделя относительно неподвижной детали. Горизонтально-сверлильный станок обычно используют при обработке глубоких отверстий (например, в осях, валах, стволах стрелковых и артиллерийских систем и т. п.). Центровальные станки служат для получения в торцах заготовок центровых отверстий. Иногда центровальные станки оснащаются отрезными суппортами с резками для отрезки заготовки перед центрованием (центровально-отрезной станок). Для одновременной обработки (главным образом сверления) нескольких отверстий применяют многошпиндельные сверлильные станки со сверлильными головками.
Ниже представлена компоновочная схема сверлильного станка.
Расточный станок — металлорежущий станок для сверления, зенкерования, развёртывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования. Наиболее распространены универсальные горизонтально-расточные станки. Для выполнения ряда операций используют алмазно-расточные станки,а также координатно-расточные станки.
Универсальный расточной станок имеет горизонтальный шпиндель, смонтированный в бабке, которая перемещается вверх и вниз по передней стойке. Приняты 3 основных типа компоновки: станки для обработки мелких и средних изделий со шпинделем диаметром до 125 мм, столом, перемещающимся в двух взаимно перпендикулярных направлениях, и неподвижной передней стойкой; станки для обработки средних и крупных изделий со шпинделем диаметром от 100 до 200 мм, столом и передней стойкой, перемещающимися во взаимно перпендикулярных направлениях; станки для обработки особо крупных изделий со шпинделем диаметром от 125 до 320 мм, без стола, с передней стойкой (колонкой), перемещающейся в одном или двух направлениях.
Шпиндельный узел, обеспечивающий станку широкую универсальность, состоит из полого шпинделя, несущего планшайбу с расточным резцом (главное движение), и внутреннего расточного шпинделя, перемещающегося в осевом направлении (движение подачи). Наличие имеющих раздельные приводы планшайбы с радиальным суппортом и внутреннего шпинделя, использование различных приспособлений значительно расширяют технологические возможности станка (например, совмещение переходов).
Тенденции развития расточных станков — повышение жёсткости и виброустойчивости, снижение трения в подвижных узлах, применение системы цифровой индикации, числового программного управления, методов дистанционного наблюдения и контроля за процессом обработки (главным образом в тяжёлых и уникальных станках).
Ниже представлена компоновочная схема расточного станка.
Координатно-расточной станок — металлорежущий станок для чистовой обработки отверстий, плоскостей, пазов с особо точным расположением центров или поверхностей без применения специальных приспособлений для направления инструментов. На координатно-расточном станке производят растачивание, сверление, зенкерование, развёртывание, фрезерование и др. виды обработки в индивидуальном и мелкосерийном производствах при изготовлении режущих и измерительных инструментов, кондукторов, штампов, а также ответственных деталей машин и приборов.
Для точного измерения размеров на координатно-расточных станках применяются устройства с жёсткими и регулируемыми концевыми мерами и индикаторными датчиками; ходовые винты с лимбами и нониусом, снабженные компенсаторами для устранения погрешностей; масштабные валики с оптическими измерительными приборами.
Различают станки двух видов: двухстоечные (портальные) со столом, имеющим одно перемещение, и одностоечные со столом, имеющим два перемещения. У одностоечных станков шпиндельная головка движется только вертикально, у двухстоечных — горизонтально по поперечине, которая может перемещаться в вертикальном направлении. На координатно-расточных станках изделия и режущий инструмент взаимно перемещаются в прямоугольных координатах (с точностью линейных перемещений до 2 мкм). Конструкция координатно-расточных станков выполняется особо жёсткой, с плавными передачами движений и тщательной балансировкой быстровращающихся деталей (для уменьшения вибрации). Устанавливают станки в изолированных помещениях, в которых поддерживается постоянная температура 20 °С. Координатно-расточные станки обслуживаются рабочими высшей квалификации.
Станки для сверления отверстий в трубах
Станки для сверления отверстий в трубах серии RIDGID HC
Станки для сверления отверстий в трубах применяются на этапах прокладки коммуникационных сетей, монтаже трубопроводов, газопроводов, систем пожаротушения. Крепление осуществляется запатентованным пружинно-цепным механизмом. Подпружиненная цепь перекидывается вокруг трубы и крепко притягивает станину к поверхности, обеспечивая прочную установку и неподвижность во время работы.
Артикул
Макс. Ø отверстия, мм
Диаметр трубы, мм
Мощность, кВт
Добавить в список
Цена
RIDGID HC300
76
38 — 200
1,2
RIDGID HC450
120
32 — 203
1,8
Ручные дрели для корончатого сверления серии FEIN KBH
Системы корончатого сверления по металлу — ручной односкоростной инструмент для сверления корончатым сверлом по металлу. Правое и левое вращение с блокировкой самопуска. Защита двигателя при перегрузке благодаря проскальзывающей муфте. Твердосплавные напайки корончатого сверла минимизируют прилагаемое усилие, а специальная геометрия режущей кромки гарантирует требуемый диаметр отверстия. Широкий ассортимент принадлежностей (сверлильные патроны Supra SKE и патроны с зубчатым венцом, цанговые патроны и зажимы для метчиков, удлинители и переходники).
Артикул
Макс. Ø отверстия, мм
Диаметр трубы, мм
Мощность, кВт
Добавить в список
Цена
FEIN KBH 25 S
25
1,2
FEIN KBH 25-2 U
Ø отверстия, мм»> 25
1,2
Сверлильные станки для работы на трубах серии Euroboor ECO-TUBE
Сконструированы специально для работы с трубами, но также может работать на плоских и даже вогнутых поверхностях благодаря уникальной конструкции магнитов. Постоянные магниты не требуют электричества и способны работать с листами толщиной от 3 мм и трубами. Система смазки не требует демонтажа при транспортировке и продлевает срок службы режущего инструмента, а также повышает производительность работы. Возможность установки на трубы разных размеров. Работа без дополнительных приспособлений на плоских и закругленных поверхностях.
Артикул
Макс. Ø отверстия, мм
Диаметр трубы, мм
Мощность, кВт
Добавить в список
Цена
Euroboor ECO-TUBE. 30 В наличии
30
0,9
Euroboor ECO-TUBE.55-T В наличии
55
1,7
Станки для вырезания отверстий в трубах серии STALEX PHC
Станки Stalex PHC специально разработаны и предназначены для точного и удобного вырезания отверстий в трубах. Диаметр хвостовика сверл от 3 до 16 мм. Частота вращения шпинделя 110 об/мин (без нагрузки) – обеспечивает надёжную и долговечную работу режущего инструмента. Экономичный метод вырезания крупных отверстий в трубах методом корончатого сверления. Точность и надёжность установки обеспечивается крепежной цепью фиксации. В зависимости от материала труб, могут применяться различные корончатые свёрла как быстрорежущие, так и с твердосплавными режущими зубьями.
Артикул
Макс. Ø отверстия, мм
Диаметр трубы, мм
Мощность, кВт
Добавить в список
Цена
Stalex PHC-4 В наличии
114
0,65
Stalex PHC-6 В наличии
Ø отверстия, мм»> 152
1,5
Артикул
Макс. Ø отверстия, мм
Диаметр трубы, мм
Мощность, кВт
Добавить в список
Цена
AGP HC-127
127
32 — 203 (600)
1,1
Наши преимущества
Лизинг
Доставка по России
Пуско-наладка
Обучение
Пост-продажное обслуживание
Гарантия
На сайте Станкофф. RU вы можете найти станки для сверления отверстий в трубах от ведущих производителей. В наличии и под заказ более 9 моделей сверлильных станков для труб и другого оборудования по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Оптовая машина для изготовления отверстий в земле Для повышения эффективности
Какие бывают типы отверстий в земле?
Существует три типа шлифовальных станков, которые обычно используются в пластике, дереве, пластике и других металлах. Заранее изготовленные шлифовальные станки, по большей части, обычно используются в пластмассах, древесине, металлах и многих материалах. Устройство для изготовления предварительно изготовленных отверстий для заземления также используется в качестве устройства для заземления, для пластмасс или изделий горячей продажи. Они бывают разных размеров, форм и размеров, и одним из них является устройство для изготовления отверстий для заземления из расплавленного металла, которое обычно используется в машинах для заземления пластика, ПВХ или листового металла. Другим типом является машина для заземления расплавленного металла, которая обычно используется во многих видах пластмасс. Предварительно сделанные отверстия для заземления можно вырезать в расплавленном металле или в расплавленном металле. Эта форма представляет собой формовочную бетонную штукатурную машину, а также используется в качестве заземляющей машины.
Этот тип бура для бурения скважин подходит для копания на большую глубину. Итак, если для копания на большую глубину требуется перфоратор, существует прочная форма, подходящая для раскачивания и копания на большую глубину.
Обычно используются три типа грунтовых отверстий, например, формованные бетонные гипсокартонные плиты, пластиковые формы и другие разновидности. Тип литья обычно используется, например, формованный бетонный гипсокартон, пресс-форма из ПВХ и другие материалы, изготовленные из пластика. При сносе грунтовые отверстия называются сквозным формованием отверстий, а популярные от сноса грунтовые отверстия, а также тип машины для земляных отверстий.
Существуют различные размеры тонн грунтовых отверстий, для них, будь то заземленная машина, грунтовые тонны грунтовых отверстий, а несколько тонн грунтовых отверстий можно сделать всего за несколько кликов. Для бизнеса по сносу на Alibaba.com есть устройства для изготовления грунтовых отверстий самых разных размеров, и некоторые из них являются наиболее популярными в бизнесе по сносу. Устройство для изготовления отверстий в земле является одним из самых популярных устройств для изготовления отверстий в земле, а также имеет вместимость около тонн отверстий в земле, например, несущих отверстий в земле, тонн отверстий в земле и нескольких тонн отверстий в земле, будь то мини 9Станок для изготовления отверстий в грунте 0011 или небольшой станок для изготовления отверстий в грунте и некоторые другие имеют очень популярный опыт. Станок для бурения грунта является одним из самых популярных в демонтажном бизнесе.
В чем разница между станком для бурения грунтовых скважин
и ?
Отличие бурильной машины в том, что она предназначена для более глубокого копания. Машина для бурения грунта, по большей части, используется для уплотнения почвы и создания отверстий в почве.
Существует несколько разновидностей станков для изготовления шлифованных отверстий, в том числе станок для изготовления шлифованных отверстий , станок для изготовления шлифованных отверстий для продажи, станок для резки шлифованных отверстий для продажи и многое другое на Alibaba.com. Оборудование для пробивки наземных скважин обычно используется при глубокой очистке моря, в то время как некоторое оборудование для пробивки наземных скважин может использоваться для небольших целей или даже для тяжелых условий эксплуатации.
Машина для изготовления грунтовых отверстий также используется для нанесения форм и сжатия почвы. Когда дело доходит до сжатия почвы, машина для изготовления земляных отверстий также называется машиной для изготовления отверстий с вращающимся барабаном, которая отличается от вращающегося барабана. делая машину и сжимается для того, чтобы почва была навозной жижей. Машина для пробивки грунтовых отверстий отличается от буровой установки и используется для уплотнения грунта, как с одним, так и с несколькими отверстиями.
Какие существуют типы станков для бурения грунтовых скважин
s?
Существуют также различные типы станков для бурения грунтовых скважин , такие как роторный станок для бурения грунтовых скважин , станок для бурения грунтовых скважин , станок для резки грунтовых отверстий и станок для бурения грунтовых скважин . Формы из расплавленного металла обычно используются для уплотнения грунта и для уплотнения грунта.
Другим типом буронабивной машины является пневматическая компрессионная машина, которая используется для уплотнения грунта. Машина для пробивки грунтовой ямы — это еще один тип буронабивной машины, которая используется для изготовления форм для прессованного грунта. В этом типе машина для прессования отверстий используется для сжатия почвы или навозной жижи. Создатели грунтовых отверстий также используются для изготовления компрессоров сжатого воздуха, которые подают сжатый воздух в почву. плуг глубже дюбель, дюбель глубже дюбель, а отверстия поглубже, дюбель, а дырокол дырочный станок.
Существуют также виды землеройных машин, которые используются для продажи больших площадей, бетонных площадок для сноса и даже землеройных машин. Эти буровые установки также известны как переносные буровые установки, так как они предназначены для продажи больших участков земли, бетонных площадок для сноса и буровых установок.
Сверлильно-пробивные станки — Steelmax
Перейти к содержимому
Магнитные дрели и пуансоныSteelmax2022-02-28T09:47:10-07:00
Ассортимент Steelmax магнитных сверл и гидравлических перфораторов найдет решение для любой задачи по сверлению отверстий. Магнитный сверлильный станок Steelmax D1 известен во всем мире как один из наиболее часто используемых и надежных магнитных дрелей. Сверлить в труднодоступных местах можно с помощью нашей низкопрофильной дрели D1-LP. Наши сверла, сертифицированные ATEX, являются ответом на опасные условия, такие как нефтяные вышки, буровые платформы и горнодобывающая промышленность. Наши гидравлические пробойники позволяют быстро выполнять повторяющиеся операции по сверлению отверстий в балках и стыковых пластинах. Независимо от ваших потребностей в сверлении отверстий, вы найдете решение в Steelmax.
Наша новая усовершенствованная линейка магнитных дрелей предлагает множество функций, которых нет больше нигде, в том числе светодиодные кодированные информационные системы, которые обеспечивают диагностику сверла во время использования, предупреждая пользователя о потенциальных проблемах и повышая его производительность. Многие из наших новых сверл также оснащены уникальной быстросменной системой нарезания резьбы, которая делает нарезание резьбы таким же простым, как и сверление. Каждое сверло Steelmax стандартно поставляется со встроенной защитой от стружки и встроенной системой охлаждения.
Компактные и портативные или большие и многофункциональные магнитные сверлильные станки 21 века от Steelmax.
Ask Steelmax
Портативные гидравлические штампы HP60 и HP110
Портативные гидравлические штампы являются идеальным решением для ускорения изготовления отверстий и пазов в полках балок, уголках, швеллерах, листах и пруток.
D1 Компактная портативная магнитная дрель
Ультракомпактная магнитная дрель с максимальной производительностью 1-3/8″ (36 мм) в диаметре и 2″ (51 мм) толщиной материала. Вес устройства 22 фунта является самым низким в своем классе.
D1 Магнитная дрель с автоматической подачей
Усовершенствованный полуавтоматический сверлильный станок — идеальное решение для эффективного сверления большого количества отверстий в листах, балках и других изделиях из стали.
Низкопрофильная магнитная дрель D1
Сверхнизкопрофильная магнитная дрель подходит для самых тесных рабочих мест. Идеальное решение для любого применения в ограниченном пространстве, где типичные магнитные сверла слишком велики.
Портативная магнитная дрель D1 PRO
Универсальный сверлильный станок для производителей стали, которым требуются надежные и универсальные производственные инструменты.
Магнитный сверлильный станок D250X
Мощный двигатель мощностью 1600 Вт позволяет выполнять резку до 2–3/8 дюйма и глубину резания до 3 дюймов, кроме того, эта дрель большой мощности легче, чем дрели других производителей.
D200XT Универсальный станок для нарезания резьбы и сверления
Мощный двигатель с регулируемой скоростью 1600 Вт позволяет выполнять кольцевую резку до 2 дюймов и бурение до 7/8 дюймов. Нарезайте резьбу до 3/4″ с помощью нового патрона и цанговой системы Steelmax.
D300XT Станок для нарезания резьбы и сверления
Сверлильный станок с регулируемой частотой вращения позволяет сверлить отверстия диаметром до 2-3/4″ с помощью кольцевых фрез, нарезать резьбу с помощью патрона для метчика и сверлить отверстия до 1″ с помощью закручивания сверла.
Промышленный сверлильный станок D400XT
Предназначен для промышленного сверления отверстий и нарезания резьбы. Резка до 4 дюймов и диаметр сверления до 1-1/4 дюйма благодаря мощному двигателю мощностью 2300 Вт с регулируемой скоростью.
Станок для нарезания резьбы и нарезания резьбы D500XT
Предназначен для сверления и нарезания резьбы в тяжелых условиях. Мощность резки до 6 дюймов и мощность сверления до 1-5/8 дюймов благодаря мощному двигателю мощностью 2300 Вт с регулируемой скоростью.
Крючок для экономпанели 100 мм d.4 mm хром, ЭП 290/4, МС
18 руб
Количество:
—
+
Итого: 18 руб
Одинарный крючок для экономпанелей.
Цвет хром
Глубина, мм 100
Диаметр прутка, мм 4
Кол-во в упаковке, шт. 200
Для магазинов одежды и обуви
Для продуктовых магазинов
Для кафе, баров и ресторанов
Для предприятий быстрого питания
Для кондитерских и пекарен
Для складских помещений
Loading. ..
is added to your shopping cart.
is added to your wish list.
Close
Корзина пуста. Добавьте интересующий товар в корзину и перейдите к оформлению заказа.
1. Общие положения
1.1. Настоящие Положение является официальным документом Администрации сайта, на котором оно размещено и определяет порядок обработки и защиты информации о физических лицах, пользующихся услугами интернет-сайта (далее — Сайт) и его сервисов (далее — Пользователи).
1.2. Отношения, связанные со сбором, хранением, распространением и защитой информации о пользователях Сайта, регулируются настоящим Положением, иными официальными документами Администрации Сайта и действующим законодательством Российской Федерации.
1.3. Регистрируясь, отправляя сообщения, заявки, лиды, иные послания с помощью средств и форм связи на Сайте, Пользователь выражает свое согласие с условиями Положения. В случае несогласия Пользователя с условиями Положения использование Сайта и его сервисов должно быть немедленно прекращено. Ответственность за это несет сам Пользователь.
1.4. Администрация Сайта не проверяет достоверность получаемой (собираемой) информации о Пользователях, за исключением случаев, когда такая проверка необходима в целях исполнения Администрацией Сайта обязательств перед Пользователем.
2. Условия и цели обработки персональных данных
2.1. Администрация Сайта осуществляет обработку персональных данных пользователя в целях исполнения своих обязательств между Администрацией Сайта и Пользователем в рамках предоставления информации о деятельности и работе структурных подразделений владельцев Сайта. В силу статьи 6 Федерального закона от 27.07.2006 № 152-ФЗ «О персональных данных» отдельное согласие пользователя на обработку его персональных данных не требуется. В силу п.п. 2 п. 2 статьи 22 указанного закона Администрация Сайта вправе осуществлять обработку персональных данных без уведомления уполномоченного органа по защите прав субъектов персональных данных.
3. Порядок ввода в действие и изменения Положения
3.1. Положение вступает в силу с момента его размещения на Сайте и действует бессрочно, до замены его новым Положением.
3.3. Администрация Сайта вправе вносить изменения в Положение. При внесении изменений в Положение уведомляет об этом пользователей путем размещения новой редакции на Сайте по постоянному адресу. Предыдущие редакции Положения при этом утрачивают силу.
4. Цели обработки информации
4.1. Администрация Сайта осуществляет обработку информации о Пользователях, в том числе их персональных данных, в целях выполнения обязательств между Администрацией Сайта и Пользователем в рамках предоставления информации о деятельности и работе структурных подразделений владельцев Сайта.
5. Состав персональных данных
5.1. Персональные данные предоставляются Пользователем добровольно, означают согласие на их обработку Администрацией Сайта и включают в себя:
5.1.1. предоставляемые Пользователями минимально необходимые данные для связи: имя (возможно использование вымышленного), номер мобильного телефона и/или адрес электронной почты. Иные данные (в том числе пол, возраст, дата рождения и т.д.) предоставляется Пользователем по желанию и в случае необходимости таких данных для связи с пользователем.
5.2. Иная информация о Пользователях, обрабатываемая Администрацией Сайта.
Администрация Сайта обрабатывает также иную информацию о Пользователях, которая включает в себя:
5.2.1. стандартные данные, автоматически получаемые сервером при доступе к Сайту и последующих действиях Пользователя (IP-адрес хоста, вид операционной системы пользователя, страницы Сайта, посещаемые пользователем).
5.2.2. информация, автоматически получаемая при доступе к Сайту с использованием закладок (cookies).
5.2.3. информация, полученная в результате действий Пользователя на Сайте.
5.2.4. информация, полученная в результате действий других пользователей на Сайте.
5.2.5. информация, необходимая для идентификации Пользователя для доступа к сервисам сайта.
6. Обработка информации о пользователях
6.1. Обработка персональных данных осуществляется на основе следующих принципов:
— законности целей и способов обработки персональных данных;
— добросовестности;
— соответствия целей обработки персональных данных целям, заранее определенным и заявленным при сборе персональных данных, а также полномочиям Администрации Сайта;
— соответствия объема и характера обрабатываемых персональных данных, способов обработки персональных данных целям обработки персональных данных;
6.2. Сбор персональных данных.
6.2.1. Сбор персональных данных Пользователя осуществляется на Сайте при при внесении их пользователем по своей инициативе на момент обращения к Администрации сайта либо к сайту, согласно настроек Пользователя.
6.2.2. Имя, адрес электронной почты и\или телефон предоставляются Пользователем для осуществления обратной связи и для стандартной работы на Сайте не требуются.
6.2.3. Остальные Персональные данные, предоставляются Пользователем дополнительно по собственной инициативе с использованием соответствующих разделов и ресурсов Сайта.
6.3. Хранение и использование персональных данных
6.3.1. Персональные данные Пользователей хранятся исключительно на электронных носителях и обрабатываются с использованием автоматизированных систем, за исключением случаев, когда неавтоматизированная обработка персональных данных необходима в связи с исполнением требований законодательства.
6.4. Передача персональных данных
6.4.1. Персональные данные Пользователей не передаются каким-либо лицам, за исключением случаев, прямо предусмотренных настоящим Положением.
6.4.2. Персональные данные, добровольно указанные Пользователем могут быть переданы ответственному сотруднику компании ООО «ТСК Маркет Сервис» (ИНН 6165560566) для исполнения обязательств Администрации Сайта по информированию Пользователей.
6.4.3. Приложения, используемые Пользователями на Сайте, размещаются и поддерживаются третьими лицами (разработчиками), которые действуют независимо от Администрации Сайта и не выступают от имени или по поручению Администрации Сайта. Пользователи обязаны самостоятельно ознакомиться с правилами оказания услуг и политикой защиты персональных данных таких третьих лиц (разработчиков) до начала использования соответствующих приложений.
6.4.4. Предоставление персональных данных Пользователей по запросу государственных органов (органов местного самоуправления) осуществляется в порядке, предусмотренном законодательством.
6.5. Уничтожение персональных данных
6.5.1. Персональные данные пользователя уничтожаются по письменной просьбе Пользователя. Просьба должна содержат идентификационные данные, которые прямо указывает на принадлежность информации данному Пользователю.
7. Меры по защите информации о Пользователях.
7. 1. Администрация Сайта принимает технические и организационно-правовые меры в целях обеспечения защиты персональных данных Пользователя от неправомерного или случайного доступа к ним, уничтожения, изменения, блокирования, копирования, распространения, а также от иных неправомерных действий.
8. Ограничение действия Правил.
8.1. Действие настоящих Правил не распространяется на действия и интернет-ресурсов третьих лиц.
8.2. Администрация Сайта не несет ответственности за действия третьих лиц, получивших в результате использования Интернета или Услуг Сайта доступ к информации о Пользователе и за последствия использования информации, которая, в силу природы Сайта, доступна любому пользователю сети Интернет.
8.3. Администрация Сайта рекомендует Пользователям ответственно подходить к решению вопроса об объеме информации о себе, передаваемой с Сайта.
Dcook Газовая плита 6-ти горелочная ПГК-69 ЖШ Количество конфорок: 6, Тип духового шкафа: газовый
ПОДРОБНЕЕЕще цены и похожие товары
Ручка Abat ЭП-6ЖШ-К-2/1
ПОДРОБНЕЕЕще цены и похожие товары
Кронштейн ручки Abat ЭП-6ЖШ
ПОДРОБНЕЕЕще цены и похожие товары
Плиты электрические ЭП 4 ЖШ
«The X-Files» 4-D (телевизионный эпизод 2001)
The X-Files
S9. E4
All Episodesall
Cast & Crew
Обзоры пользователей
EIRVIA
9 декабря 2001 г.
TV-14
45M
Рейтинг IMDB
7,8/10
2,5K
Ваш рейтинг
Cumedramamystery
Агент Dogget был выстрел и госпитализирован. Единственный подозреваемый — его напарник. Однако, когда произошла стрельба, она находилась в 14 милях от дома. Команда объединяется, чтобы раскрыть дело о том, что я… Читать всеАгент Доггет был ранен и госпитализирован. Единственный подозреваемый — его напарник. Однако, когда произошла стрельба, она находилась в 14 милях от дома. Команда держится вместе, чтобы раскрыть дело о том, что они находились в двух местах одновременно. Агент Доггет был ранен и госпитализирован. Единственный подозреваемый — его напарник. Однако, когда произошла стрельба, она находилась в 14 милях от дома. Команда держится вместе, чтобы раскрыть дело о нахождении в двух местах одновременно.
Director
Tony Wharmby
Writers
Chris Carter
Steven Maeda
Thomas Schnauz
Stars
Gillian Anderson
Robert Patrick
Annabeth Gish
See production, касса и информация о компании
Photos19
Лучшие актеры
Джиллиан Андерсон
Дана Скалли
Роберт Патрик
John Doggett
Annabeth Gish
Monica Reyes
Mitch Pileggi
Walter Skinner
Cary Elwes
Brad Follmer
Dylan Haggerty
Erwin Timothy Lukesh
Angela Патон
Миссис Лукеш
Гил Колон
Агент Райс
Минг Ло
Доктор Ким
Beata Pozniak
The Hidden Force
(Uncredited)
Режиссер
Tony Wharmby
Писатели
Chris Carter
STEVENA MAEDA (Executive Editor eStitor)
).
Весь актерский состав и съемочная группа
Производство, кассовые сборы и многое другое на IMDbPro
Сюжетная линия
Знаете ли вы
Общая информация
4-D посвящен памяти Дэвида Лойда Рикардо ), который был убит бандой по пути домой из школы имени Джона Ф. Кеннеди (Лос-Анджелес). Он прогуливался по кварталу 11100 Вудли-авеню с группой студентов сразу после 15:00. Подъехала красная машина, из нее выскочил вооруженный мужчина и спросил, не состоит ли кто-нибудь в банде. Несмотря на то, что никто не говорил об этом, «подозреваемый выстрелил». Бандит «перелез через забор и выстрелил ему в голову». Рики Лойд шел из школы через квартал, чтобы встретить свою мать, Дорин Аррегин, которая ждала там, где всегда забирала его. Отчим Рики, Хосе Аррегин, работает над реквизитом для телесериала Fox «Секретные материалы». ОБНОВЛЕНИЕ: присяжные Сан-Фернандо признали виновным 19 человек-летний Виктор Мануэль Селис обвиняется в убийстве второй степени, банде и огнестрельном оружии. Он был приговорен к 25 годам пожизненного заключения за смертельное убийство ученика средней школы Кеннеди Рики Лойда Аррегина 13 сентября 2001 года. Второй подозреваемый, Гектор Рамирес, также был признан присяжными виновным в убийстве 16-летнего подростка. Рики Лойда Аррегина и приговорили к 35 годам тюремного заключения. Он выстрелил Рикки в голову и бил его ногой, пока тот лежал при смерти.
Цитаты
Моника Рейес: Эй!
Джон Доггетт: Так вот как живет толпа в верхней части города, да?
Моника Рейес: Вот оно! Двигаемся вверх.
Джон Доггет: Итак, есть что-нибудь действительно тяжелое, что я могу передвинуть для вас, комод, холодильник.
Моника Рейес: Нет, но спасибо, Джон, ты только что пропустил грузчиков.
Джон Доггетт: Ты не говоришь? Я принесла тебе подарок на новоселье.
Моника Рейес: Хот-доги?
Джон Доггетт: Польская колбаса! Это лучшее в городе. В паре кварталов отсюда на М-стрит есть небольшой киоск. Вы сможете дойти до него.
Моника Рейес: Вау.
Джон Доггетт: Попробуй.
Моника Рейес: Ммм. Как будто я снова в Гданьске. Позвольте мне принести несколько тарелок.
Джон Доггетт: Тарелки? Для громкого крика… кто тарелками ест польскую колбасу?
Connections
Features Days of Our Lives (1965)
Отзывы пользователей8
Review
Избранный обзор
Агент Рейес арестована за стрельбу в Доггетта, только она утверждает, что пара наслаждалась бутербродом в ее квартире.
В этом эпизоде были представлены действительно интересные и творческие концепции. Если бы «Раздвижные двери» подверглись обработке «Секретных материалов», потенциально это могло бы выглядеть так.
Здесь довольно много всего происходит, это изобретательно, это креативно, плюс есть несколько эмоционально заряженных сцен. Выглядит отлично, сделано очень качественно.
Заинтересовано, что решение найдено, когда то, что требуется, является прыжком веры. Доггет по имени, очень упорный по натуре. Мы узнаем, что агент Рейес чувствует к своей коллеге, лично я надеюсь, что впереди не будет романтики.
Эрвин Тимоти Лукеш был одним из жутких парней, и, возможно, что делает его еще лучше, так это то, что он просто похож на вашего Обывателя.
Немного сюжетных дыр, но в целом очень хорошо, 8/10.
Полезно • 5
0
Sleepin_dragon
октябрь 2, 2022
Подробная информация
Дата выпуска
декабрь 9, 2001 (Соединенные Штаты)
9029. Страна.
Официальные сайты
Hulu
Instagram
Язык
Английский
Производственные компании
Ten Thirteen Productions
Телевидение 20th Century Fox
См. дополнительные сведения о компаниях на IMDbPro
Технические характеристики
Средства выполнения
45 минут
Color
Sound Mix
Соотношение сторон
1,78: 1
.
исследовать
Недавно просмотренные
У вас нет недавно просмотренных страниц
Братья по оружию — Эпизод 4 — Замена
Братья по оружию
Эпизод 4
Правдивая история бойцов Easy Company , 506-й ПВР, 101-я ВДД
Эпизод 1 – Эпизод 2 – Эпизод 3 – Эпизод 4 – Эпизод 5 – Эпизод 6 – Эпизод 7 – Эпизод 8 – Эпизод 9 — Эпизод 10
Эпизод : 04/10
Название : Замена
Режиссер : Дэвид Наттер
Операционный рынок
. Этот эпизод. Операция. и часть освобождения Голландии. Эта операция началась 19 сентября.44 и требовала присутствия гораздо большего количества воздушно-десантных дивизий, чем во время операции «Оверлорд».
Перед прыжком с парашютом солдаты E-Company случайно столкнулись с первым командиром Easy Company, Хербом Собелем, еще капитаном, который проверял поставки на их базе.
«Изи» снова десантируется, но на этот раз она состоит из новобранцев, «зеленых», призванных восполнить потери, понесенные E-Company в Нормандии. В отличие от нормандских парашютистов в день «Д», летчики союзников не встречали в Голландии немецкие зенитные артиллерийские установки, которые, как правило, хранили молчание. Мужчины Easy проводят ночь между Соном и Эйндховеном в городе Бокт, прежде чем войти в Эйндховен. На входе в последнюю два немецких орудия 88-мм открывают огонь по ротам F, H и I. Рота F наносит ответный удар и уничтожила два немецких орудия из гранатометов и 60-мм минометов.
В фильме показаны легкие мужчины в Эйндховене во время знаменитого празднования в честь солдат союзников, а также женщины, которых голландцы косят за более дружеские отношения с немцами. Эти события глубоко потрясли американские войска, некоторые уже видели подобное поведение во Франции.
Нюэнен
Несколько дней спустя части роты «Изи» и роты F были отправлены в город Нюэнен, чтобы обнаружить немецкое сопротивление к северо-востоку от Эйндховена. Они садятся на британские танки Cromwell. Союзники столкнулись с немецкими танками и вскоре после этого были вынуждены отступить. Немцы захватили город, и Денвер «Бык» Рэндлман из Easy Company оказывается изолированным в сарае в городе, а затем попадает в руки вражеских сил. Немецкий солдат пришел обыскать этот сарай, обнаружил американского десантника, и между двумя мужчинами завязалась штыковая драка. «Бык» Рэндлман побеждает в своей дуэли. К счастью для него, немцы снаружи ничего не слышат, и «Бык» на следующий день сбегает из города. Затем он был обнаружен американскими войсками в знак признания.
Британский генеральный штаб, который имел под своим командованием «Легкие» во время операции «Маркет Гарден», отозвал с фронта роту, которая служила классической пехотной ротой, в октябре 1944 года.
Полк «Легких», 506-й полк 101-я воздушно-десантная американская дивизия потеряла 180 солдат во время операции Market Garden и 560 человек была ранена. 101-я воздушно-десантная дивизия в общей сложности потеряла в Арнеме 750 солдат и имела 21 тысячу раненых.
Во время строительно-ремонтных работ, а также при облагораживании территорий часто требуется утрамбовать и выровнять поверхность. Для этого используются виброплиты – устройства, которые с помощью вибрационных нагрузок уплотняют грунт или сыпучие строительные материалы (песок, гравий, щебень, прочее). Аренда виброплиты в Инпрокат позволит решить задачу поиска необходимой спецтехники с минимальными финансовыми затратами.
Почему арендовать технику выгоднее ее покупки
Если работы выполняются не часто или их приходится делать на объектах, под которые нужна техника с разными рабочими характеристиками, лучше ее взять напрокат, нежели покупать. К основным преимуществам аренды виброплит относятся:
оптимизация расходов клиента – брать технику напрокат всегда дешевле, чем приобретать;
возможность большого выбора моделей, параметры которых оптимально подойдут под конкретные условия эксплуатации на объекте;
не придется арендовать или сооружать гаражи и нанимать охрану или сторожа для хранения спецтехники;
виброплиты не нужно обслуживать и ремонтировать – клиент получает полностью функциональную технику для реализации запланированных задач.
Как работают и для чего используются виброплиты
Основными функциональными элементами вибрационных плит являются:
опорная подошва;
вибрирующий механизм;
моторная рама;
двигатель;
механизм управления.
Принцип работы виброплиты основан на создании колебательных воздействий опорной подошвы на рыхлый материал. Вследствие таких нагрузок частицы материала занимают имеющиеся в нем пустоты, обеспечивая его уплотнение. Вибрационная нагрузка создается посредством двигателя, который приводит в действие вибрационный механизм, построенный на основе одного или двух дебалансных валов.
На практике виброплиты используются для:
утрамбовки поверхностей при укладке тротуарной плитки или брусчатки;
выравнивания рельефа местности во время ландшафтно-дизайнерских работ;
утрамбовки асфальта при заделывании небольших выбоин на дорожном покрытии;
уплотнения дна траншей при прокладывании трубопроводов и подземных кабельных каналов;
выравнивания поверхностей и дорожек возле дачного дома.
Разновидности виброплит, особенности их выбора
Заказать в аренду виброплиты в Москве и области можно разных видов. Условно их можно разделить по весу, типу движения, видам моторов и систем управления.
По массе виброплиты делятся на:
особо легкие (меньше 90 кг) – используются в быту для выравнивания приусадебных участков и садовых дорожек;
легкие (вес 90…200 кг) – предназначены для уплотнения песка, грунтов крупной фракции, асфальтовых смесей, укладки тротуарной плитки и брущатки;
средние (масса 200…500 кг) – могут уплотнять крупнозерныстый грунт большой толщины, гравий, щебень;
тяжелые (вес больше 500 кг) – применяются для созданий поверхностей с высокими показателями уплотнения.
По типу движения вибрационные плиты могут быть поступательными и реверсивными. Модели первого типа двигаются только в одном направлении. Реверсивные плиты имеют два дебалансных вала, что позволяет им перемещаться в прямом и обратном направлении.
Техника может комплектоваться двумя типами двигателей:
электрические – подключаются к сети переменного тока с напряжением 220 В или 380 В; у этих моделей ограниченный радиус действия, поскольку зависит от наличия рядом источника питания;
внутреннего сгорания – это мобильные агрегаты, которые можно использовать в любом месте; по типу топлива есть бензиновые и дизельные модели.
Для управления виброплиты может использоваться ручной механизм или система дистанционного управления.
Выбирая виброплиту в аренду, нужно учитывать следующие параметры:
размеры и вес аппарата;
создаваемое вибрационное усилие;
площадь подошвы плиты;
тип и мощность двигателя;
вид системы управления.
Заказывая прокат виброплиты в компании Инпрокат, Вы получите оптимальную по рабочим характеристикам модель под реализацию конкретной задачи. Техника будет доставлена на объект в рабочем состоянии и готова к выполнению своих функций. По завершению работ мы самостоятельно ее заберем.
Аренда виброплит трамбовок на отличных условиях в Москве| Рент РФ
Виброплита TSS-VP250H реверсная напрокат
от 1 800 ₽/сутки
Виброплита TSS-MSН160E-H реверсная напрокат
от 1 100 ₽/сутки
Виброплита TSS-MS120H напрокат
от 800 ₽/сутки
Виброплита ТСС VP-90Т напрокат
от 700 ₽/сутки
Виброплита TSS-VP90E электрическая 380 В напрокат
от 700 ₽/сутки
Виброплита ТСС VP-60HT напрокат
от 700 ₽/сутки
Вибротрамбовка (вибронога) TSS RM80H напрокат
от 1 000 ₽/сутки
Вибротрамбовка (вибронога) TSS RM75L напрокат
от 900 ₽/сутки
Компания «Рент РФ» предлагает на выгодных условиях аренду виброплит различной мощности и типа. В наличии имеется большой выбор агрегатов, поэтому каждый заказчик сможет найти для себя то, что нужно.
Виброплита представляет собой специализированный вид строительной техники, стоимость которого довольно высокая, поэтому ее покупка зачастую оказывается нецелесообразной. Кроме этого, техника будет требовать регулярного технического обслуживания, а значит, и наличия квалифицированного персонала.
И это не говоря уже о занимаемом ею месте, когда она будет находиться без дела. Всех этих проблем можно избежать, обратившись к услугам компании «Рент РФ». Наша компания предлагает выгодное сотрудничество для юридических и физических лиц на одинаковых условиях.
Поэтому, если необходимо выполнить временную работу по трамбовке основания для будущего строительства зданий, укладки плитки, обустройства прочного пола и других объектов, то заказывайте услугу аренда виброплиты или трамбовка аренда. Тем более ехать самостоятельно за ней не придется, потому что компания предоставляет услуги доставки в по Москве и Московской области.
Преимущества компании
Компания «Рент РФ» имеет богатый опыт работы за плечами, поэтому может предложить исключительно качественный сервис и большой выбор техники от лучших производителей. Кроме этого, можно выделить следующие преимущества:
Большой ассортимент виброплит в аренду, отличающихся по принципу действия (реверсивные и поступательные), по размерам (легкие, средние и тяжелые) и типу привода (электрические и бензиновые).
Индивидуальный подход к каждому клиенту. Если вы не знаете, какое устройство лучше всего приобрести для выполнения той или иной работы, то обращайтесь к специалисту компании. Например, для выполнения масштабных планировочных работ на большой территории лучше использовать реверсивные, а для уплотнения небольших площадок – поступательные.
Предоставление технически исправного оборудования напрокат и отсутствие необходимости его ремонта в случае возникновения сбоя. Сервис и обслуживание выполняются специалистами компании «Рент РФ», а клиент платит только за фактически потраченное время.
Оказываем услуги оперативной доставки в любой район города.
В случае возникновения непредвиденной поломки осуществляем замену техники.
Предлагаем самые низкие цены в городе и возможность выбора тарифа под конкретные условия работы.
Компания работает ежедневно, поэтому выдача в аренду техники может быть организована в любое удобное дл вас время.
Варианты сотрудничества
Чтобы взять в аренду виброплиту, первым делом необходимо ознакомиться с имеющимся ассортиментом и выбрать подходящий вариант. Цена проката виброплиты зависит от типа оборпудования и срока эксплуатации. Если самостоятельно затрудняетесь это делать, то можно обратиться к специалисту по телефону +7 (499) 110-70-83, который поможет сделать правильный выбор.
Компания сотрудничает как с юридическими, так и физическими лицами на равных условиях. Постоянным клиентам предоставляются дополнительные скидки. Специально для вас создана дифференцированная сетка тарифов, по которой каждый сможет самостоятельно определить стоимость услуги с учетом срока аренды. С клиентом заключается договорное обязательство.
Our Bomag BT60/4 Jumping Jack Compactor rental — also called rammer or jumping jack tamper , это машина, используемая для уплотнения почвы. Он наносит последовательные удары по земле, чтобы выровнять неровную поверхность, тем самым увеличивая сухую плотность почвы. В процессе уплотнения из почвы удаляются воздух и вода.
В то время как большинство уплотнителей используют вибрацию, виброуплотнитель с домкратом использует силу удара для сжатия почвы. Нога машины отрывается от земли и резко опускается вниз, что приводит к более глубокому уплотнению.
Наши арендованные катки Jumping Jack можно использовать для различных типов почвы, но они идеально подходят для уплотнения связного грунта с диапазоном влажности 13%. Небольшой размер делает их идеальными для использования в труднодоступных местах, таких как траншеи и канавы. Благодаря новейшим конструктивным особенностям компакторы Jumping Jack могут легко перемещаться одним оператором без каких-либо затруднений.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Рабочий вес: 128 фунтов
лошадиных сил: 3,4 л.с.
Рабочая скорость: 66 футов/мин
Ширина уплотнения: 11 дюймов
Для резервирования оборудования требуется залог. Свяжитесь с нами сегодня для цитаты.
Категория аренды
Аренда оборудования
Уплотнение
Аренда бетона и кирпичной кладки
Вы должны быть старше 18 лет, чтобы арендовать автомобиль и предъявить действительные водительские права США при получении автомобиля.
Цены могут быть изменены. Применимый налог с продаж, стоимость доставки и другие сборы не включены в оценку цен на нашем веб-сайте, поскольку у нас есть 3 офиса с разными налоговыми ставками округа.
Для большинства бронирований требуется депозит.
Забронируйте свое оборудование как можно раньше, чтобы гарантировать, что ваше арендное снаряжение будет доступно, когда оно вам понадобится.
Если это четко не указано и не указано в бронировании, оборудование, которое вы получаете, может быть другой марки или модели в зависимости от доступности.
Если вы буксируете свое оборудование, вам необходимо предоставить подтверждение действующей регистрации, страховки и водительских прав.
Если вы планируете использовать собственный прицеп для буксировки, вы должны взять с собой собственное надлежащее крепежное оборудование.
Немедленно позвоните (за час или раньше), если у вас возникнут проблемы с арендованным оборудованием. Если это нерабочее время или у вас возникли проблемы со связью, сообщите о проблеме онлайн. Мы либо исправим проблему, предоставим аналогичный товар, если он есть, либо скорректируем арендную плату. Если вы не сообщите о проблеме, когда она возникнет, мы ничем не сможем вам помочь.
Проверьте время возврата в своем контракте, чтобы избежать дополнительных расходов.
Позвоните, если вам нужно оставить оборудование после бронирования.
Очистите свое оборудование и заправьте его газом или топливом перед возвратом, чтобы избежать дополнительных расходов.
Доставка и самовывоз возможны по запросу за дополнительную плату.
Ознакомьтесь с нашими правилами аренды
Звоните нам по любым вопросам, связанным с арендой и продажей оборудования в Колумбии, Лексингтоне, Ирмо и прилегающих районах Мидлендса.
Вы ищете высококачественную виброплиту или трамбовку для временного или краткосрочного проекта? Вам нужно заменить каток, который находится в ремонте или вышел из строя? Вы хотите увеличить свой парк оборудования, не инвестируя в новую покупку? Хотели бы вы опробовать новый легкий каток перед тем, как принять решение о покупке?
Аренда трамбовки или трамбовки от MacAllister Rentals может стать идеальным решением для удовлетворения ваших потребностей. Пункты проката MacAllister удобно расположены в Индиане и Мичигане, что делает аренду компактора легко доступным, когда он вам понадобится. Узнайте, какой тип легкого катка подходит для вашей работы.
Виброплита
ПКС400
3710
16″ x 28″
4,0
195
ГС, СК, А, ВР
Виброплита
СФ460
4046
18″ x 24″
5,5
176
ГС, СК
Домкрат/трамбовка
РТ66
3650
13″ x 11″
4,0
145
ОШ, СК, СС
Двусторонняя пластина
РПЦ30/50
6748
20″ x 17″
5,5
390
ГС, СК, СС, БП
Двойной гладкий валец
БРВ 650
4500
28″ x 95″
6,5
1485
ГС, СК, А
Траншейный каток с подушечками
TR34 Бульдог
Виброплита
WP1550
Домкрат/трамбовка
БС60
Двусторонняя пластина
БПУ3050
Двусторонняя пластина
БПУ4045
* Коды применения:
GS = гранулированный грунт
SC = песок и глина
CC = связная глина
А = Асфальт
BP = Брусчатка
Наличие может варьироваться в зависимости от местоположения — позвоните нам по телефону (877) 700-1945 или свяжитесь с нами через Интернет для получения подробной информации.
Технические характеристики машины могут различаться в зависимости от модельного года. Точные технические характеристики машины см. на табличке с серийным номером и/или в руководстве по эксплуатации и технике безопасности.
Узнайте больше о компакторах Belle Group, компакторах Multiqup и компакторах Wacker Neuson.
Являясь дилером Belle Group, компания MacAllister Rentals арендует одно из лучших легких уплотняющих устройств. У нас также есть траншейный каток Multiquip с дистанционным управлением. Каждый легкий каток обеспечивает экономичную и высокую производительность уплотнения, основанную на максимальном увеличении стоимости аренды. Универсальность легких уплотнителей позволяет использовать их в различных областях, чтобы удовлетворить все потребности вашего проекта. В связи с тем, что мы уделяем особое внимание безопасности клиентов, мы проверяем качество каждой единицы оборудования, чтобы оно обеспечивало максимальную производительность во время работы. Профессиональная команда MacAllister Rental будет работать с вами, чтобы определить, какой тип и модель легкого катка лучше всего подходят для нужд вашего проекта.
Ознакомьтесь с различными типами легкого уплотняющего оборудования
Легкие уплотнители — маневренные и универсальные машины, идеально подходящие для выполнения различных задач по дроблению, укладке, выравниванию и выравниванию. Вы можете использовать эти небольшие катки при работе с такими материалами, как глина, асфальт, почва и песок.
Это произведение находится под лицензией Creative Commons Attribution-NoDerivs 3.0 United States License.
Примеры обширного ассортимента малых катков MacAllister Rentals, сдаваемых в аренду, включают:
Аренда домкрата/трамбовки: Домкраты, также известные как трамбовки, хорошо подходят для работ по уплотнению в ограниченном пространстве, недоступном для более крупных машин. Они обеспечивают высокую скорость удара, необходимую при работе с сыпучими материалами и грунтами.
Аренда траншейных катков: Траншейные катки являются лучшим выбором для уплотнения обратной засыпки траншей, состоящих из гранулированного грунта. В отличие от других типов легкого уплотняющего оборудования, траншейные катки специально разработаны и сконструированы для работы в узких пределах траншей.
Аренда трамбовки: Трамбовки обеспечивают максимальную производительность в самых сложных условиях на стройплощадке. Они обеспечивают исключительную маневренность при выполнении обратной засыпки и траншейных работ в ограниченном пространстве.
Аренда виброплит: Виброплиты предлагают надежное решение для уплотнения асфальта и гранулированных грунтов.
Когда следует рассмотреть возможность аренды легкого катка?
Уплотнитель, взятый напрокат в компании MacAllister Rentals, может использоваться во многих отраслях, таких как строительство, сельское хозяйство и производство агрегатов. Примеры случаев, когда аренда трамбовки или виброплиты имеет смысл для вашей компании, включают:
Выполнение проектов по строительству или ремонту временных дорог, требующих мощения или выравнивания грунта
Ремонт ям и обочин дороги
Обратная засыпка траншей на строительных площадках
Выполнение различных работ по благоустройству жилых и коммерческих объектов, таких как поля для гольфа и университетские городки
Выполнение точных работ по уплотнению фундаментов и фундаментов
Ремонт тротуаров
Выполнение различных задач по подготовке площадки
Строительство велосипедных дорожек, баскетбольных площадок, теннисных кортов и других мест для отдыха
Независимо от вашей отрасли или области применения, вы можете рассчитывать на то, что мы предоставим вам последнюю модель малочасовой машины, оснащенную самыми передовыми технологическими функциями, которые упрощают ее использование.

 м1000
м1000




 У нас есть исключительные роликовые газонокосилки, доступные в вариантах толкающего, автоматического, плавного пуска с регулируемой скоростью и электрического пуска.
У нас есть исключительные роликовые газонокосилки, доступные в вариантах толкающего, автоматического, плавного пуска с регулируемой скоростью и электрического пуска.


 Теперь с «Эффективным управлением энергопотреблением» для увеличения времени работы литий-ионных аккумуляторов.
Теперь с «Эффективным управлением энергопотреблением» для увеличения времени работы литий-ионных аккумуляторов.

 Программа автоматически (или оператор вручную) располагает модель в виртуальном пространстве рабочей камеры. Затем программа автоматически генерирует элементы вспомогательных конструкций (из специального материала поддержки) и проводит расчет количества расходных материалов, а↓также времени выращивания прототипа. Перед запуском процесса печати модель автоматически разделяется на горизонтальные слои и производится расчет путей перемещения печатающей головки.
Программа автоматически (или оператор вручную) располагает модель в виртуальном пространстве рабочей камеры. Затем программа автоматически генерирует элементы вспомогательных конструкций (из специального материала поддержки) и проводит расчет количества расходных материалов, а↓также времени выращивания прототипа. Перед запуском процесса печати модель автоматически разделяется на горизонтальные слои и производится расчет путей перемещения печатающей головки. Программа автоматически (или оператор вручную) располагает модель в виртуальном пространстве рабочей камеры. Затем программа автоматически генерирует элементы вспомогательных конструкций (из специального материала поддержки) и проводит расчет количества расходных материалов, а↓также времени выращивания прототипа. Перед запуском процесса печати модель автоматически разделяется на горизонтальные слои и производится расчет путей перемещения печатающей головки.
Программа автоматически (или оператор вручную) располагает модель в виртуальном пространстве рабочей камеры. Затем программа автоматически генерирует элементы вспомогательных конструкций (из специального материала поддержки) и проводит расчет количества расходных материалов, а↓также времени выращивания прототипа. Перед запуском процесса печати модель автоматически разделяется на горизонтальные слои и производится расчет путей перемещения печатающей головки. Эта величина может составлять от 0,127 до 1 мм. Поверхность готовых объектов обычно слегка ребристая (ступенчатая — в пределах 0,1-1 мм). Ребристость обусловлена тем, что расплавленная нить имеет округлую форму. Придать дополнительную гладкость поверхности можно с помощью пост-обработки.
Эта величина может составлять от 0,127 до 1 мм. Поверхность готовых объектов обычно слегка ребристая (ступенчатая — в пределах 0,1-1 мм). Ребристость обусловлена тем, что расплавленная нить имеет округлую форму. Придать дополнительную гладкость поверхности можно с помощью пост-обработки. Все права защищены.
Все права защищены.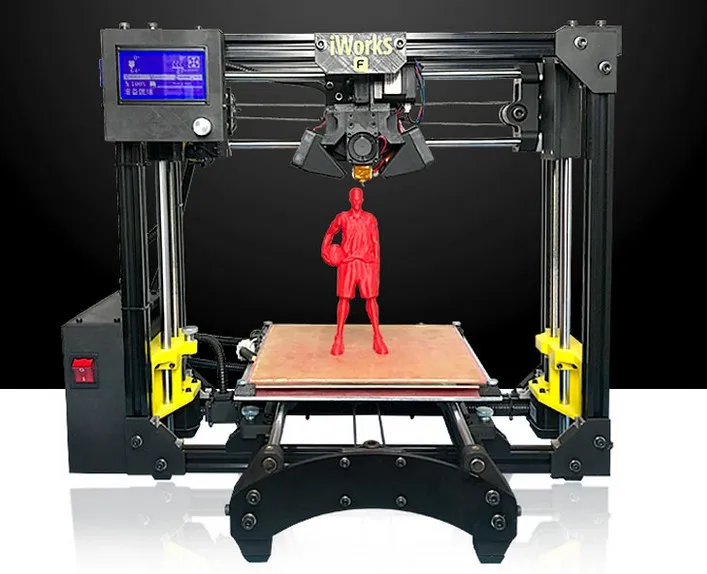 В основном это первая технология, с которой сталкиваются люди, когда начинают работать с 3D. Далее будут представлены основные принципы и ключевые аспекты этого способа печати.
В основном это первая технология, с которой сталкиваются люди, когда начинают работать с 3D. Далее будут представлены основные принципы и ключевые аспекты этого способа печати.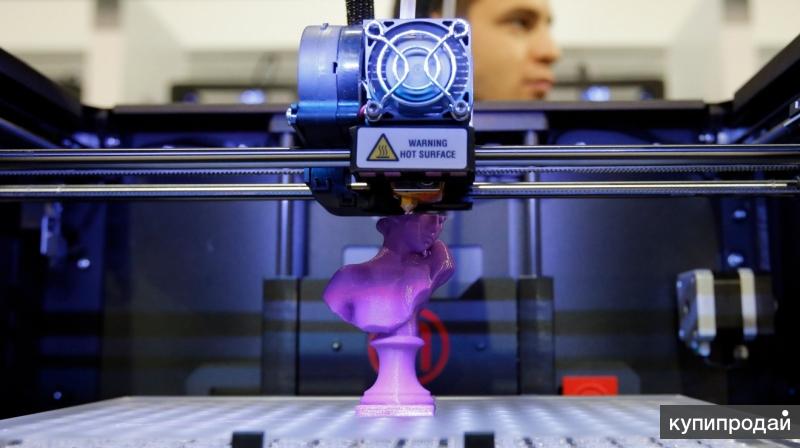
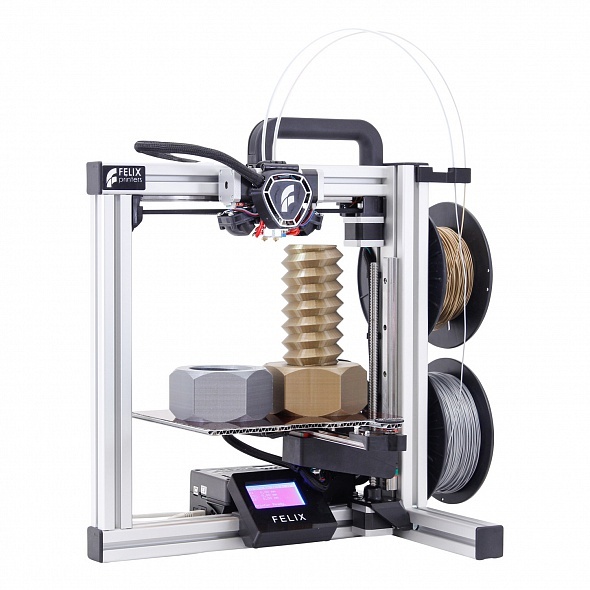
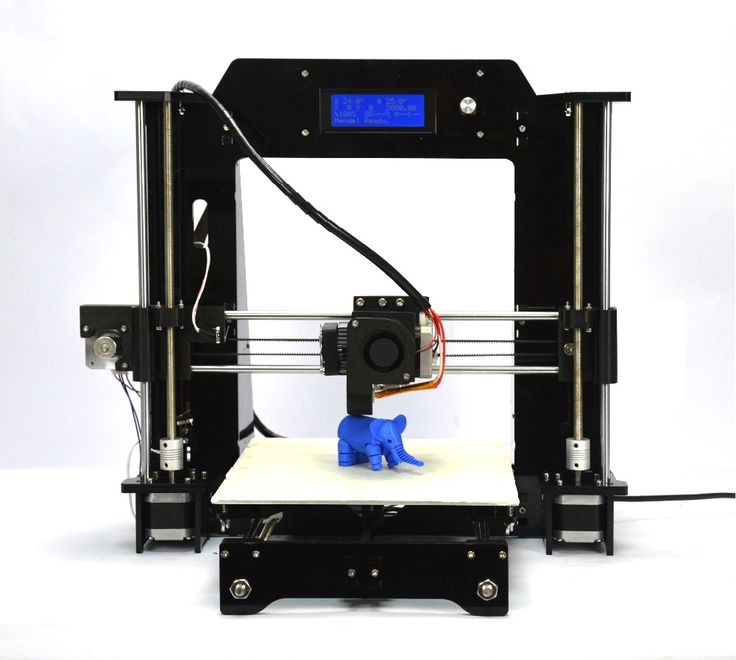 За счет увеличения адгезии между деталью и платформой.
За счет увеличения адгезии между деталью и платформой.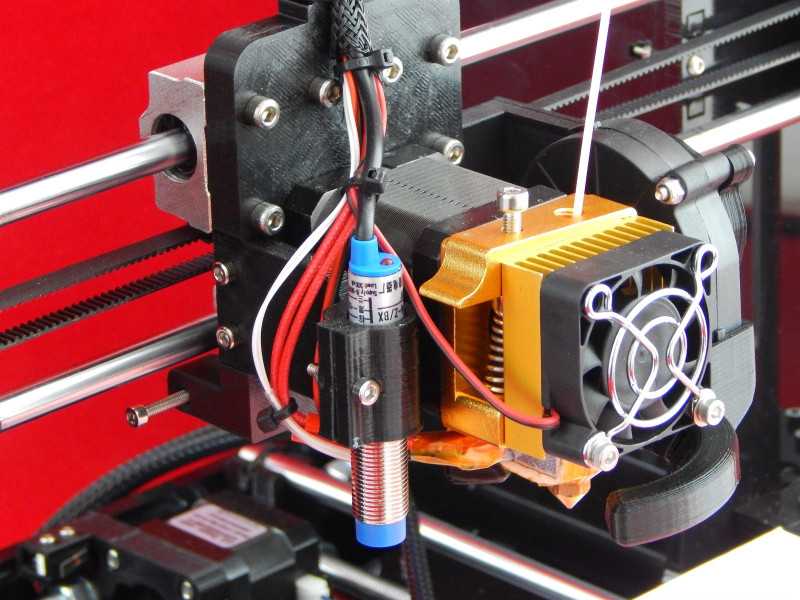 Когда расплавленный пластик выдавливается через сопло, он прижимается к предыдущему слою. Высокая температура и давление вновь расплавляют поверхность предыдущего слоя и позволяют связать новый слой со старым.
Когда расплавленный пластик выдавливается через сопло, он прижимается к предыдущему слою. Высокая температура и давление вновь расплавляют поверхность предыдущего слоя и позволяют связать новый слой со старым. Это означает, что детали всегда будут иметь волнистую поверхность, даже при небольшой высоте слоя, и что мелкие элементы, такие как небольшие отверстия, могут нуждаться в последующей обработке после печати.
Это означает, что детали всегда будут иметь волнистую поверхность, даже при небольшой высоте слоя, и что мелкие элементы, такие как небольшие отверстия, могут нуждаться в последующей обработке после печати.
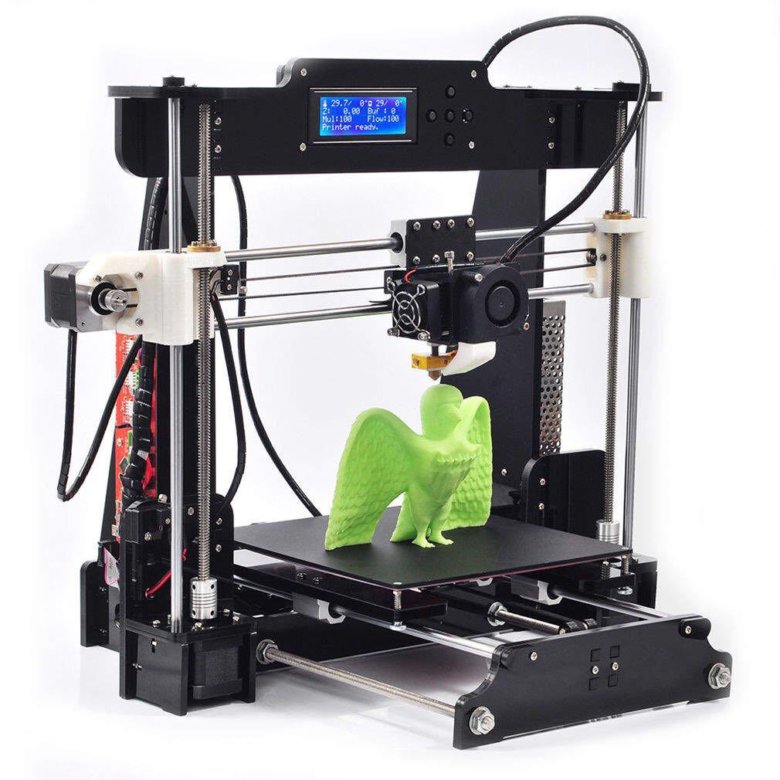 Может контактировать с пищевыми продуктами
Может контактировать с пищевыми продуктами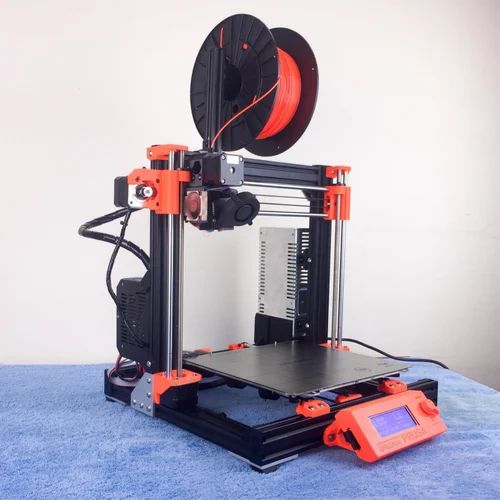
 На рынке имеется широкий спектр филаментов с различными физическими свойствами.
На рынке имеется широкий спектр филаментов с различными физическими свойствами.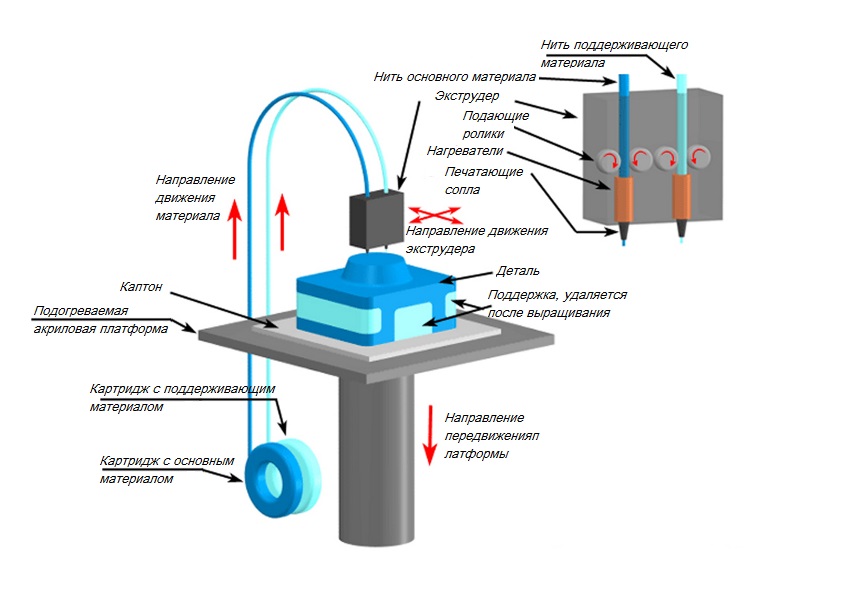 сетях:
сетях: Для более мелких элементов точность размеров затруднена и иногда непостоянна. Это также может быть затруднено в зависимости от типа 3D-принтера (сделай сам, настольный, профессиональный или промышленный FDM-принтер). Выбор правильного 3D-принтера становится сложной задачей, поскольку точность также зависит от других факторов, таких как калибровка и настройки слайсера. Материалы также играют роль в точности благодаря своим свойствам усадки. В одном из примеров точного 3D-принтера — MakerBot METHOD — используется уникальная подогреваемая рабочая камера, обеспечивающая высокий уровень точности размеров.
Для более мелких элементов точность размеров затруднена и иногда непостоянна. Это также может быть затруднено в зависимости от типа 3D-принтера (сделай сам, настольный, профессиональный или промышленный FDM-принтер). Выбор правильного 3D-принтера становится сложной задачей, поскольку точность также зависит от других факторов, таких как калибровка и настройки слайсера. Материалы также играют роль в точности благодаря своим свойствам усадки. В одном из примеров точного 3D-принтера — MakerBot METHOD — используется уникальная подогреваемая рабочая камера, обеспечивающая высокий уровень точности размеров.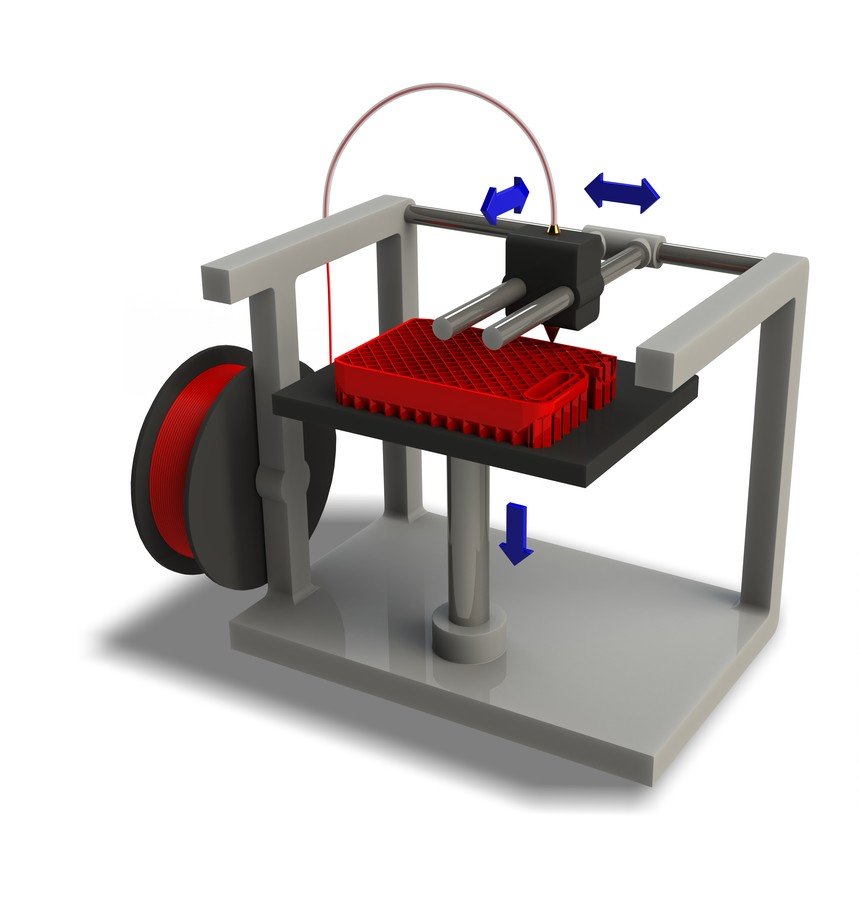 Печать нейлоновым углеродным волокном, например, позволит сделать легкую и невероятно прочную деталь.
Печать нейлоновым углеродным волокном, например, позволит сделать легкую и невероятно прочную деталь. Эта простота и относительная чистота сделали принтеры FDM выбором для тех, кто хочет использовать их в открытом офисе или в образовательной среде. Детали выходят сухими и чистыми, и часто бывает просто единственная постобработка удаления опор путем их отламывания. Оставшийся материал легко сохраняется в виде жесткой пластиковой нити для следующего отпечатка.
Эта простота и относительная чистота сделали принтеры FDM выбором для тех, кто хочет использовать их в открытом офисе или в образовательной среде. Детали выходят сухими и чистыми, и часто бывает просто единственная постобработка удаления опор путем их отламывания. Оставшийся материал легко сохраняется в виде жесткой пластиковой нити для следующего отпечатка. Наконец, для окончательной обработки детали рекомендуется дальнейший процесс отверждения с использованием УФ-лампы. Оставшийся материал жидкой смолы должен храниться в лотке вдали от света и имеет короткий срок годности после помещения в лоток.
Наконец, для окончательной обработки детали рекомендуется дальнейший процесс отверждения с использованием УФ-лампы. Оставшийся материал жидкой смолы должен храниться в лотке вдали от света и имеет короткий срок годности после помещения в лоток.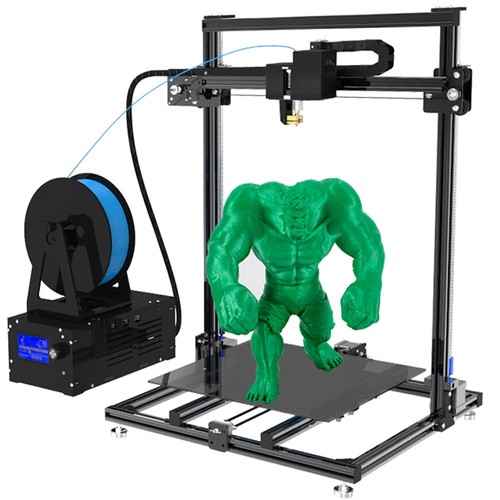
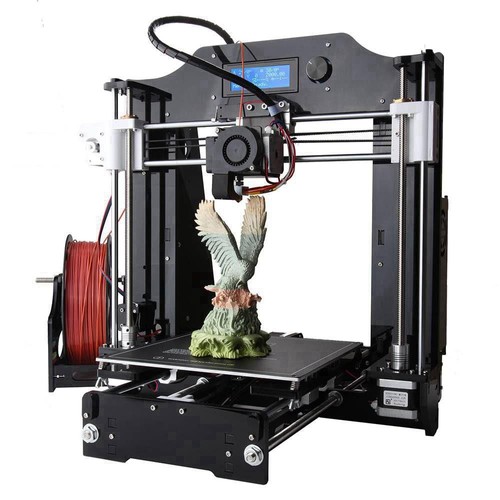 Например, дизайнер в компании может использовать SLA для подробного изучения конечной детали, а инженер может использовать FDM для изготовления детали из производственного материала, такого как ABS, для тестирования прототипа.
Например, дизайнер в компании может использовать SLA для подробного изучения конечной детали, а инженер может использовать FDM для изготовления детали из производственного материала, такого как ABS, для тестирования прототипа.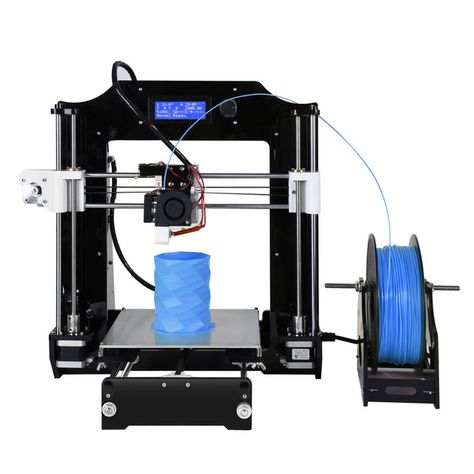 Высокопроизводительные настольные компьютеры больше не являются прерогативой любителей, они превратились в необходимые инструменты для бизнеса. После того, как 3D-печать стала популярным инструментом для прототипирования и разработки продуктов, ее использование расширилось на производство, стоматологию, ювелирные изделия и многое другое.
Высокопроизводительные настольные компьютеры больше не являются прерогативой любителей, они превратились в необходимые инструменты для бизнеса. После того, как 3D-печать стала популярным инструментом для прототипирования и разработки продуктов, ее использование расширилось на производство, стоматологию, ювелирные изделия и многое другое.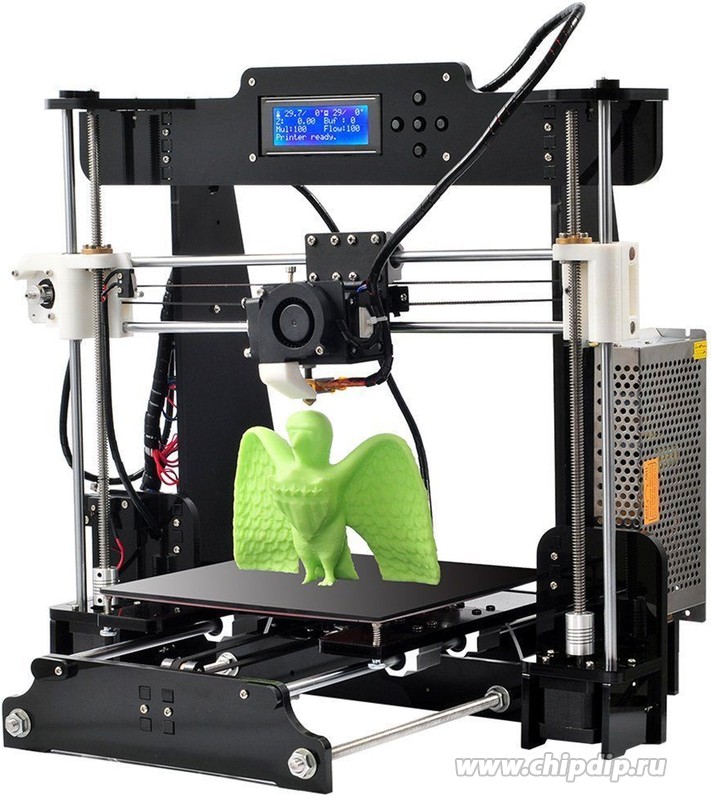


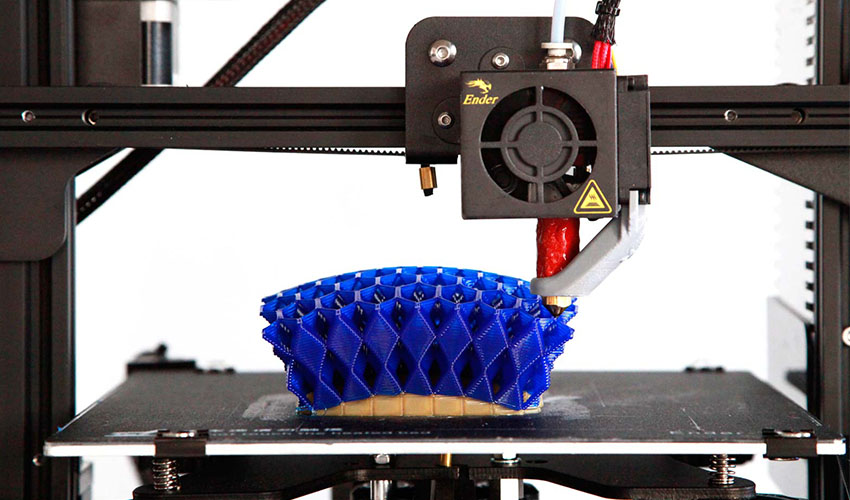
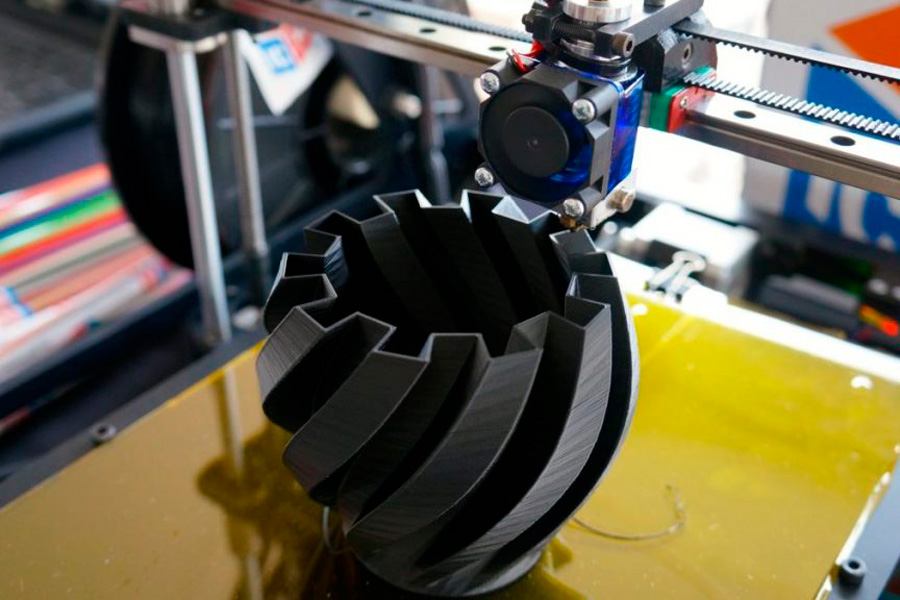 Мы отправим бесплатный образец детали в ваш офис.
Мы отправим бесплатный образец детали в ваш офис. термостойкость или ударопрочность. Различные составы смол предлагают широкий спектр оптических, механических и термических свойств, соответствующих свойствам стандартных, инженерных и промышленных термопластов.
термостойкость или ударопрочность. Различные составы смол предлагают широкий спектр оптических, механических и термических свойств, соответствующих свойствам стандартных, инженерных и промышленных термопластов.


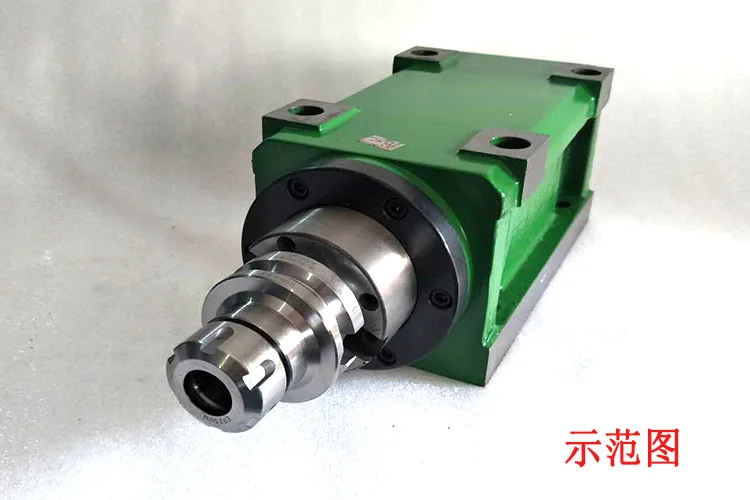 Отличаются от ручного инструмента (метчиков, плашек) высокой производительностью и качеством. Результат обеспечивается за один проход инструментом. На токарных станках используются вращающиеся головки.
Отличаются от ручного инструмента (метчиков, плашек) высокой производительностью и качеством. Результат обеспечивается за один проход инструментом. На токарных станках используются вращающиеся головки.
 Несколько резцов обеспечивают особую точность профиля. Весь процесс нарезания резьбы осуществляется за один проход, способствуя более высокой производительности.
Несколько резцов обеспечивают особую точность профиля. Весь процесс нарезания резьбы осуществляется за один проход, способствуя более высокой производительности.

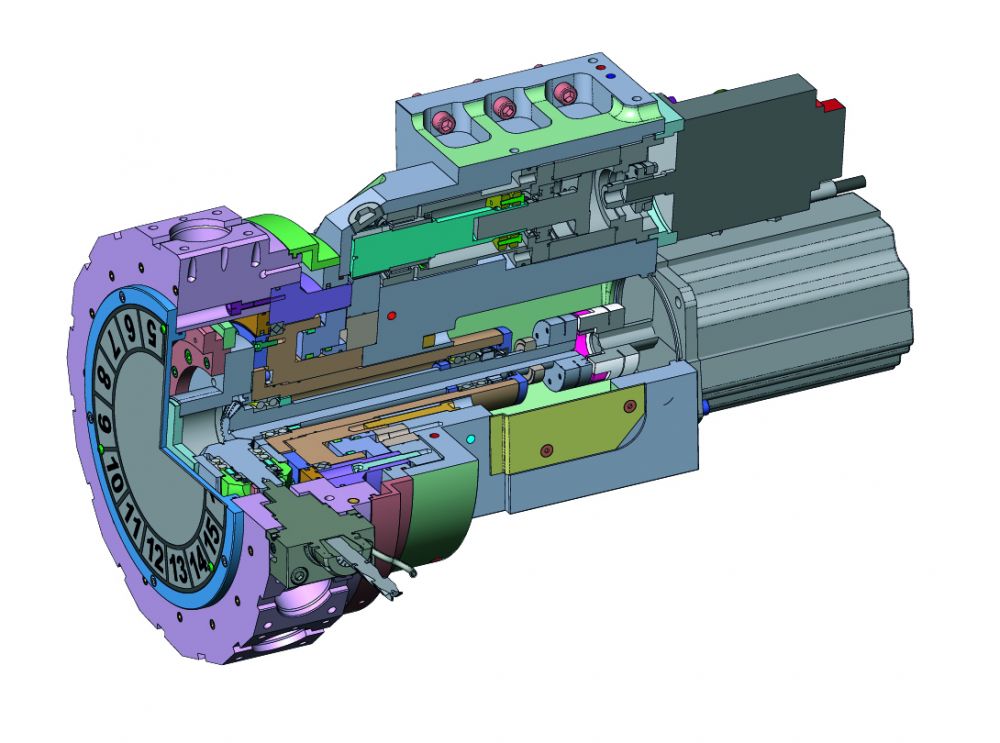 albertiumberto.
albertiumberto.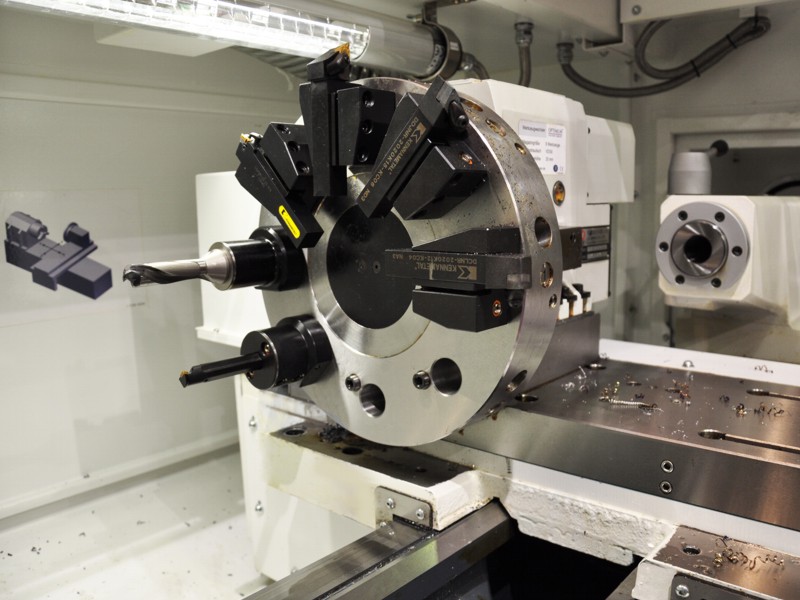 com
com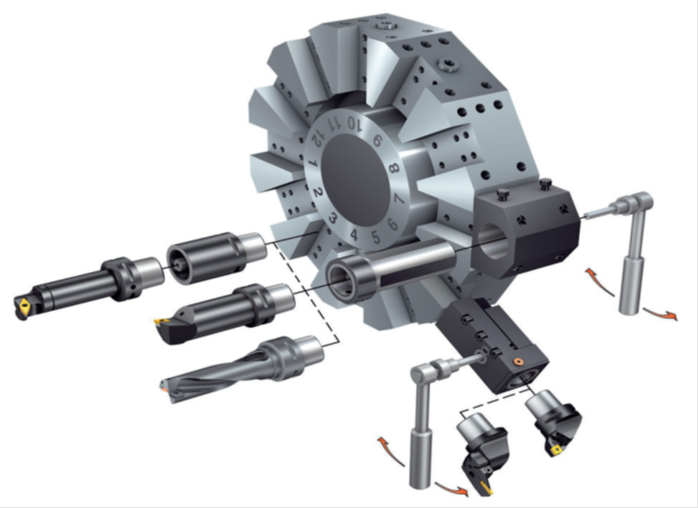 T. S.r.l. www.mtmarchetti.com
T. S.r.l. www.mtmarchetti.com vertex-tw.com.tw
vertex-tw.com.tw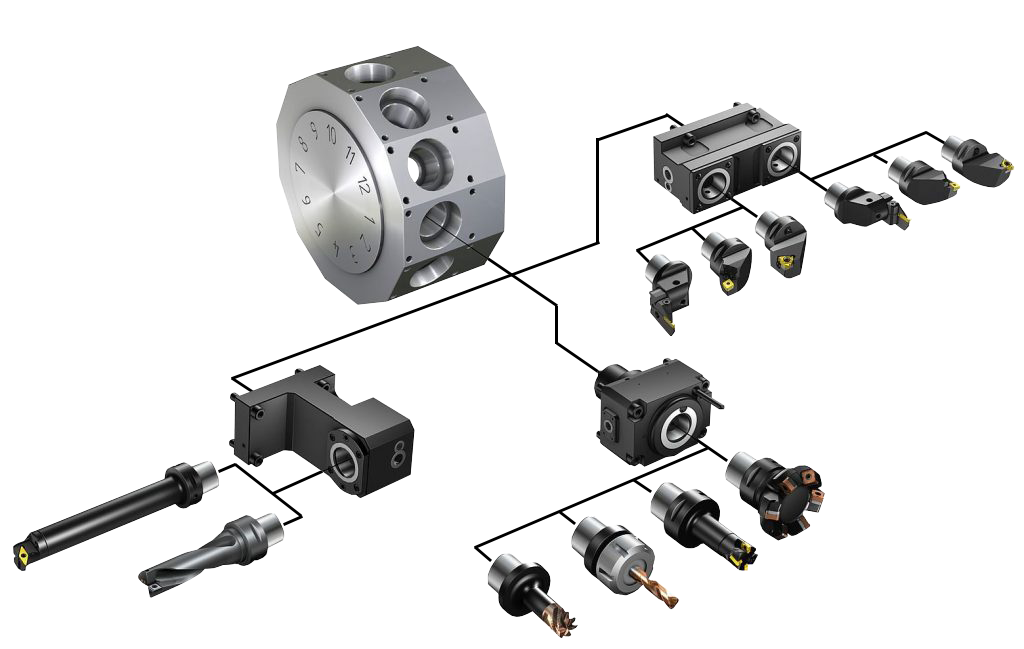 Полный ассортимент продукции охватывает выходной крутящий момент от 1500 фут-фунтов. до 115 000 фут-фунтов.
Полный ассортимент продукции охватывает выходной крутящий момент от 1500 фут-фунтов. до 115 000 фут-фунтов.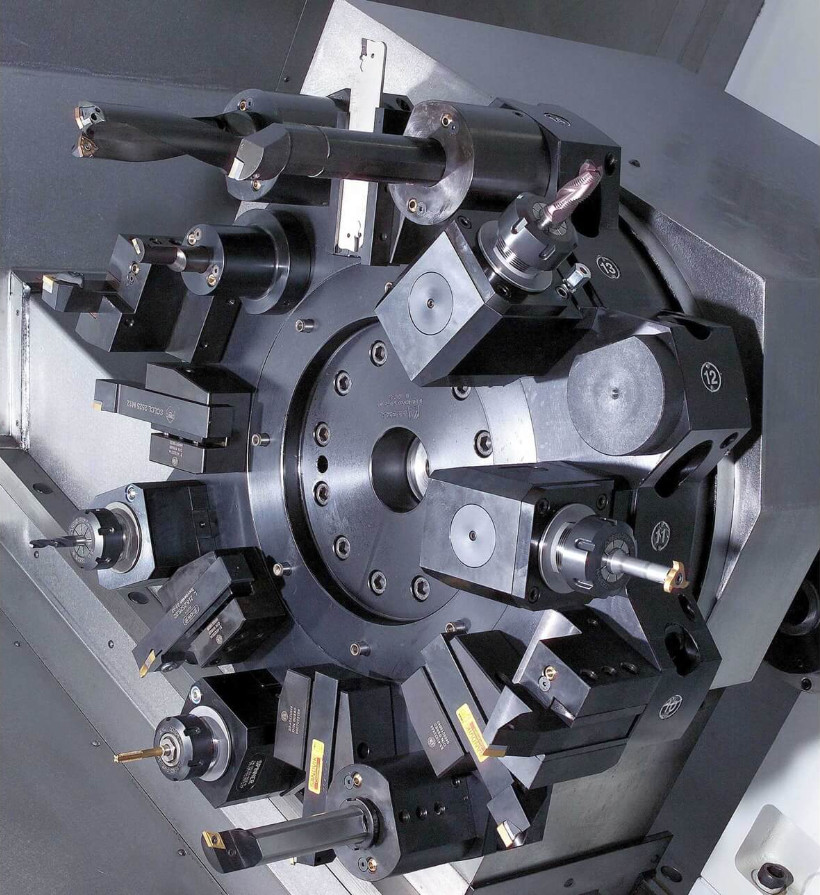 фунтов
фунтов 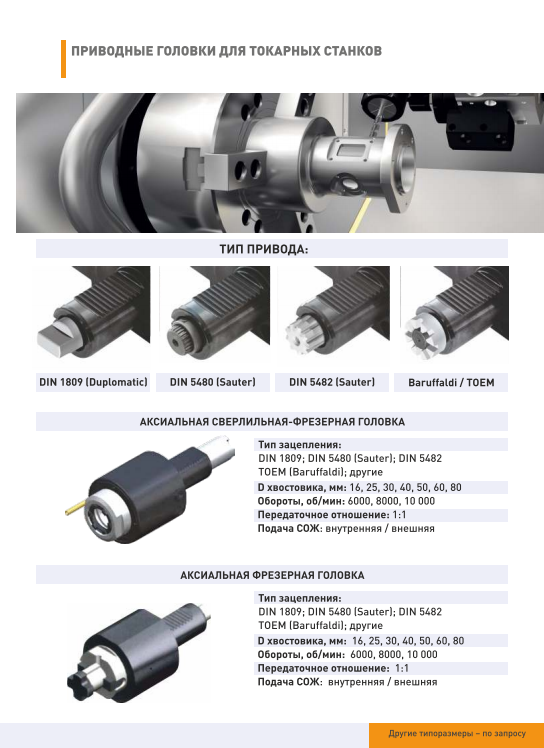 фунтов
фунтов 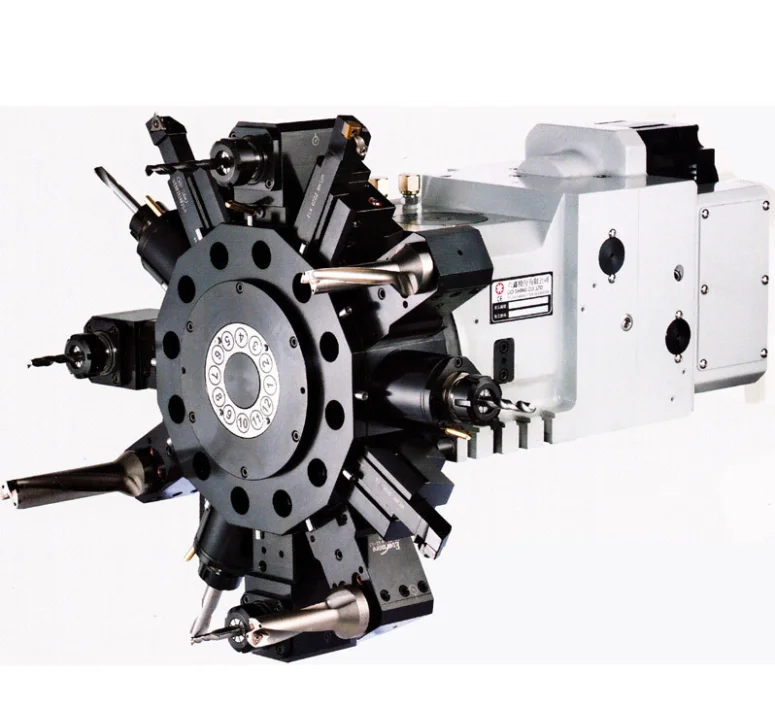 фунтов
фунтов  фунтов
фунтов 
 Компьютер собирает эти двоичные числа, чтобы показать вам ваши семейные фотографии, документы Word или любой другой файл, к которому вы пытаетесь получить доступ.
Компьютер собирает эти двоичные числа, чтобы показать вам ваши семейные фотографии, документы Word или любой другой файл, к которому вы пытаетесь получить доступ.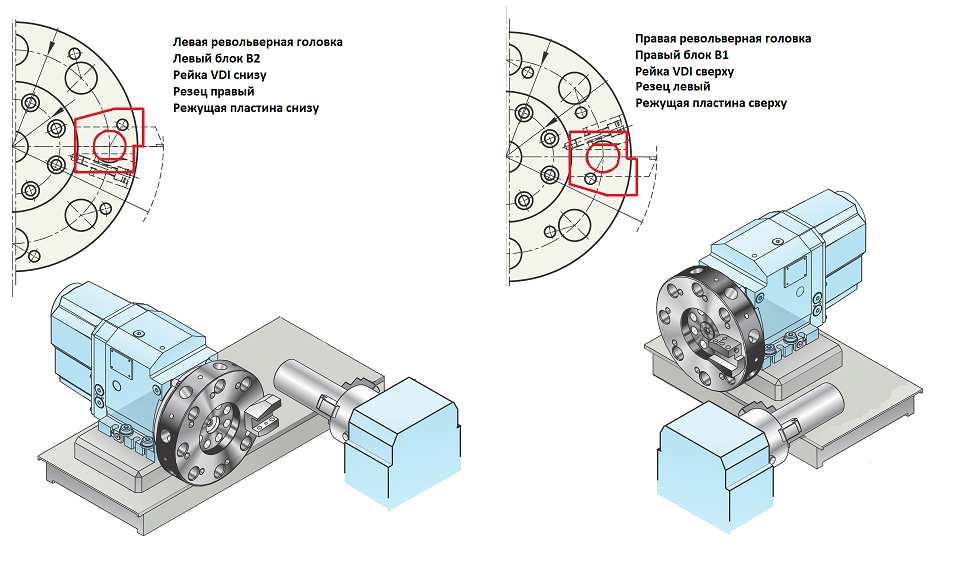 Это делает определенный объем данных полностью невосстановимым; хотя обученные инженеры по восстановлению данных могут восстановить данные вокруг поврежденной части пластин, они могут восстановить только те данные, которые все еще существуют на жестком диске.
Это делает определенный объем данных полностью невосстановимым; хотя обученные инженеры по восстановлению данных могут восстановить данные вокруг поврежденной части пластин, они могут восстановить только те данные, которые все еще существуют на жестком диске.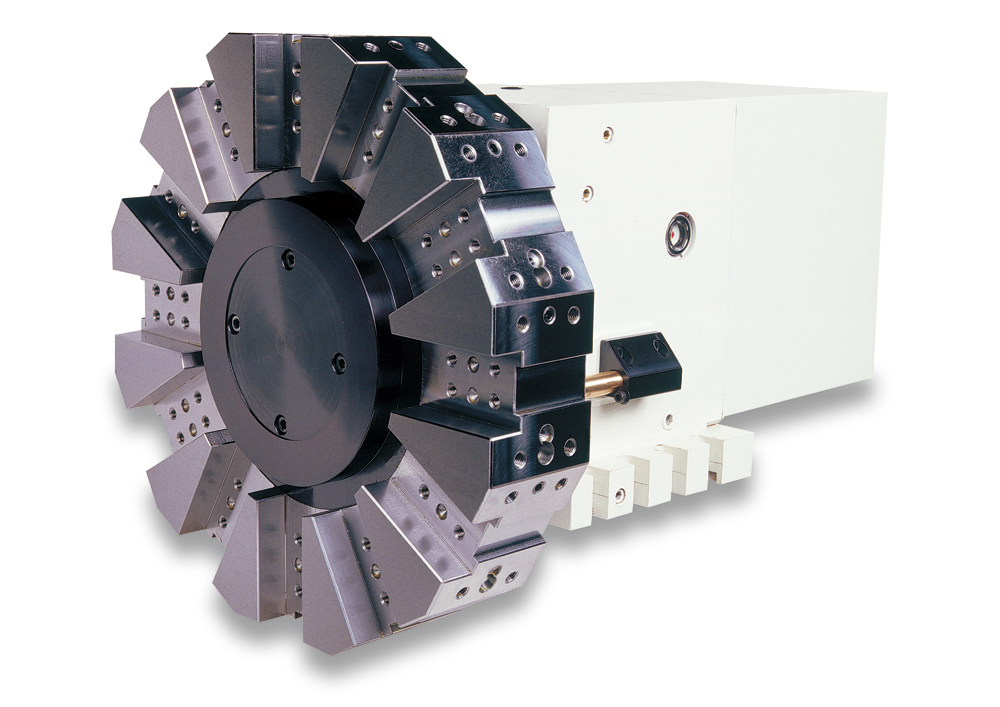
 Чтобы получить рабочую копию данных пользователя, нам может потребоваться переписать прошивку, и обычно нам нужно использовать проприетарные инструменты для восстановления данных, которые были повреждены во время первоначального сбоя. Кроме того, все ремонтные работы должны выполняться в сертифицированном чистом помещении, чтобы предотвратить повреждение пластин переносимыми по воздуху загрязняющими веществами.
Чтобы получить рабочую копию данных пользователя, нам может потребоваться переписать прошивку, и обычно нам нужно использовать проприетарные инструменты для восстановления данных, которые были повреждены во время первоначального сбоя. Кроме того, все ремонтные работы должны выполняться в сертифицированном чистом помещении, чтобы предотвратить повреждение пластин переносимыми по воздуху загрязняющими веществами.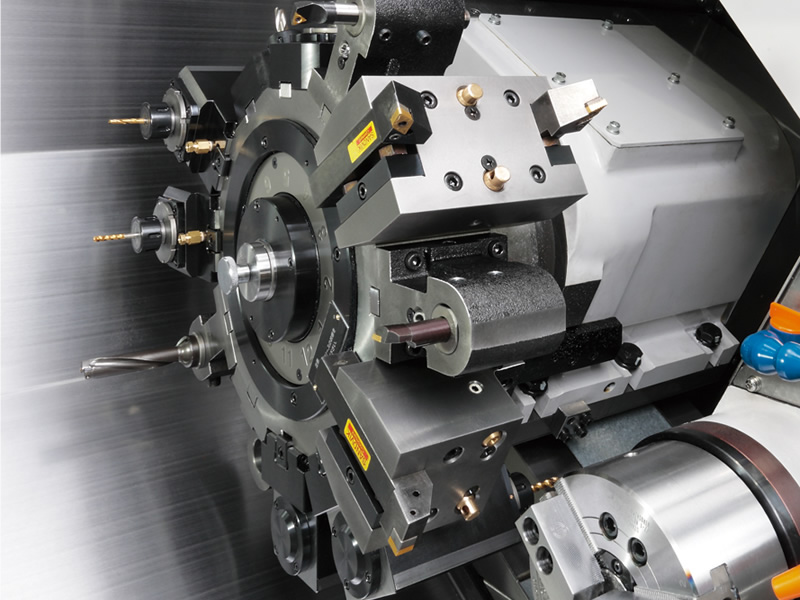 Не беспокойтесь о стандартном завершении работы; отключите питание как можно быстрее. Чем дольше диск работает в неисправном состоянии, тем выше вероятность безвозвратной потери данных.
Не беспокойтесь о стандартном завершении работы; отключите питание как можно быстрее. Чем дольше диск работает в неисправном состоянии, тем выше вероятность безвозвратной потери данных.
 09.2022
09.2022 05.2021
05.2021 Пиление – одна из основных операций в работе столяра. Большинство круглопильных станков позволяет производить продольное и поперечное пиление, распил под углом, торцевую подрезку, выборку четвертей и пазов.
Пиление – одна из основных операций в работе столяра. Большинство круглопильных станков позволяет производить продольное и поперечное пиление, распил под углом, торцевую подрезку, выборку четвертей и пазов.
 Он быстро перегревается, сильно шумит при работе, запускается резко, с ударом.
Он быстро перегревается, сильно шумит при работе, запускается резко, с ударом. Оборудование бытового класса не рассчитано на обработку крупных тяжёлых заготовок — под воздействием нагрузок двигатель перегревается, а рабочая поверхность стола может деформироваться.
Оборудование бытового класса не рассчитано на обработку крупных тяжёлых заготовок — под воздействием нагрузок двигатель перегревается, а рабочая поверхность стола может деформироваться. Чем серьёзнее модель, тем удобнее настройка и
Чем серьёзнее модель, тем удобнее настройка и Точность и удобство работы на них ощутимо выше, чем на оборудовании эконом-класса, плюс к тому они зачастую комплектуются различными дополнительными приспособлениями. При этом цена наиболее продвинутых полупрофессиональных станков сопоставима с ценой недорогих профессиональных моделей.
Точность и удобство работы на них ощутимо выше, чем на оборудовании эконом-класса, плюс к тому они зачастую комплектуются различными дополнительными приспособлениями. При этом цена наиболее продвинутых полупрофессиональных станков сопоставима с ценой недорогих профессиональных моделей. Если позволяют финансы и габариты мастерской, лучше отдать предпочтение стационарной модели.
Если позволяют финансы и габариты мастерской, лучше отдать предпочтение стационарной модели.
 Сравните
Сравните Сравните
Сравните Сравнить
Сравнить Мы объединились с Роем Берендсоном, старшим домашним редактором в Popular Mechanics , который говорит: «Домовладельцу, работающему с циркулярной пилой профессионального уровня, может показаться, что она слишком тяжелая, и он не сможет воспользоваться ее скоростью и мощностью».
Мы объединились с Роем Берендсоном, старшим домашним редактором в Popular Mechanics , который говорит: «Домовладельцу, работающему с циркулярной пилой профессионального уровня, может показаться, что она слишком тяжелая, и он не сможет воспользоваться ее скоростью и мощностью».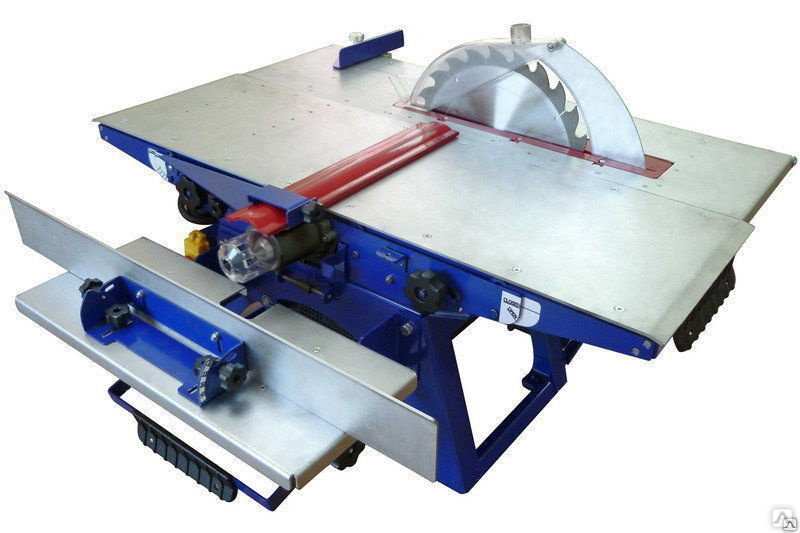 Оттуда они сосредотачиваются на брендах, которые показали лучшие результаты и доказали свою надежность в течение многих лет испытаний электроинструментов в Good Housekeeping Institute.
Оттуда они сосредотачиваются на брендах, которые показали лучшие результаты и доказали свою надежность в течение многих лет испытаний электроинструментов в Good Housekeeping Institute.

 Наши эксперты обычно рекомендуют модели с питанием от аккумуляторов для домашних мастеров, потому что они более удобны и легки, даже с дополнительным аккумулятором. Сетевые циркулярные пилы, как правило, более мощные, что нравится профессионалам, к тому же можно не беспокоиться о том, что рабочая площадка остановится из-за разрядившейся батареи.
Наши эксперты обычно рекомендуют модели с питанием от аккумуляторов для домашних мастеров, потому что они более удобны и легки, даже с дополнительным аккумулятором. Сетевые циркулярные пилы, как правило, более мощные, что нравится профессионалам, к тому же можно не беспокоиться о том, что рабочая площадка остановится из-за разрядившейся батареи. Пилы профессионального класса весят 10 фунтов и более. Разница в пару фунтов может показаться не такой уж большой, но она накапливается в течение дня, а также влияет на баланс и легкость стрижки.
Пилы профессионального класса весят 10 фунтов и более. Разница в пару фунтов может показаться не такой уж большой, но она накапливается в течение дня, а также влияет на баланс и легкость стрижки. Светодиодные фонари освещают рабочее пространство, чтобы уменьшить вероятность ошибочных резов.
Светодиодные фонари освещают рабочее пространство, чтобы уменьшить вероятность ошибочных резов. Дэн Диклерико, директор Лаборатории товаров для дома и отдыха на природе, имеет более чем 20-летний опыт работы в Институте, проанализировав тысячи продуктов для Good Housekeeping, а также такие бренды, как This Old House и Consumer Reports. Он также владел всеми видами электроинструментов, когда работал в торговле.
Дэн Диклерико, директор Лаборатории товаров для дома и отдыха на природе, имеет более чем 20-летний опыт работы в Институте, проанализировав тысячи продуктов для Good Housekeeping, а также такие бренды, как This Old House и Consumer Reports. Он также владел всеми видами электроинструментов, когда работал в торговле.
 55
55
 5
5

 И.О., контактный телефон и e-mail.
И.О., контактный телефон и e-mail.





 , Комиссия временно одобрила рекапитализацию банка Ирландией.
, Комиссия временно одобрила рекапитализацию банка Ирландией.
 Domáci majitelia odborníci с tým súhlasia. Pomocou mechanizovaného specialneho zariadenia bude vykonavať pracovné náročné operácie v najkratšom čase as minimálnou prácou. Samozrejme, может быть, планировать и летать, а при pílení používať pravidelnú pílu. Ale ak existsuje reťazová píla alebo elektricky hak, veci budú jednoduchšie a rýchlejšie.
Domáci majitelia odborníci с tým súhlasia. Pomocou mechanizovaného specialneho zariadenia bude vykonavať pracovné náročné operácie v najkratšom čase as minimálnou prácou. Samozrejme, может быть, планировать и летать, а при pílení používať pravidelnú pílu. Ale ak existsuje reťazová píla alebo elektricky hak, veci budú jednoduchšie a rýchlejšie.

 Tento skrutku je umiestnený na bočnej stene puzdra, ktorá zabraňuje poškodeniu pri ťahaní reťaze.
Tento skrutku je umiestnený na bočnej stene puzdra, ktorá zabraňuje poškodeniu pri ťahaní reťaze.
 Aby ste ušetrili drahých specialistov, môžete sa pokúsiť opraviť sami. К тому же je nástroj rozobratý, kryt štartéra je odstránený, kde nemožete zistiť zjavné príčiny poruchy. Для назначения потребу ďalšej demotáže. Centrálna skrutka je skrútená, čo vám umožní vidieť: mechanizmus sa skladá z dvoch pružin, z ktorých jeden sa môže odtrhnúť.
Aby ste ušetrili drahých specialistov, môžete sa pokúsiť opraviť sami. К тому же je nástroj rozobratý, kryt štartéra je odstránený, kde nemožete zistiť zjavné príčiny poruchy. Для назначения потребу ďalšej demotáže. Centrálna skrutka je skrútená, čo vám umožní vidieť: mechanizmus sa skladá z dvoch pružin, z ktorých jeden sa môže odtrhnúť.
 73″>Доставка
73″>Доставка


 R3 может выполнять функции управления работой:
R3 может выполнять функции управления работой:
 R3 мощностью от 0,18 до 15 кВт
R3 мощностью от 0,18 до 15 кВт ;
; 05.2020
05.2020 и Дай, Шэн. 2021.
и Дай, Шэн. 2021. osti.gov/biblio/1860116},
osti.gov/biblio/1860116}, 107, выпуск 6
107, выпуск 6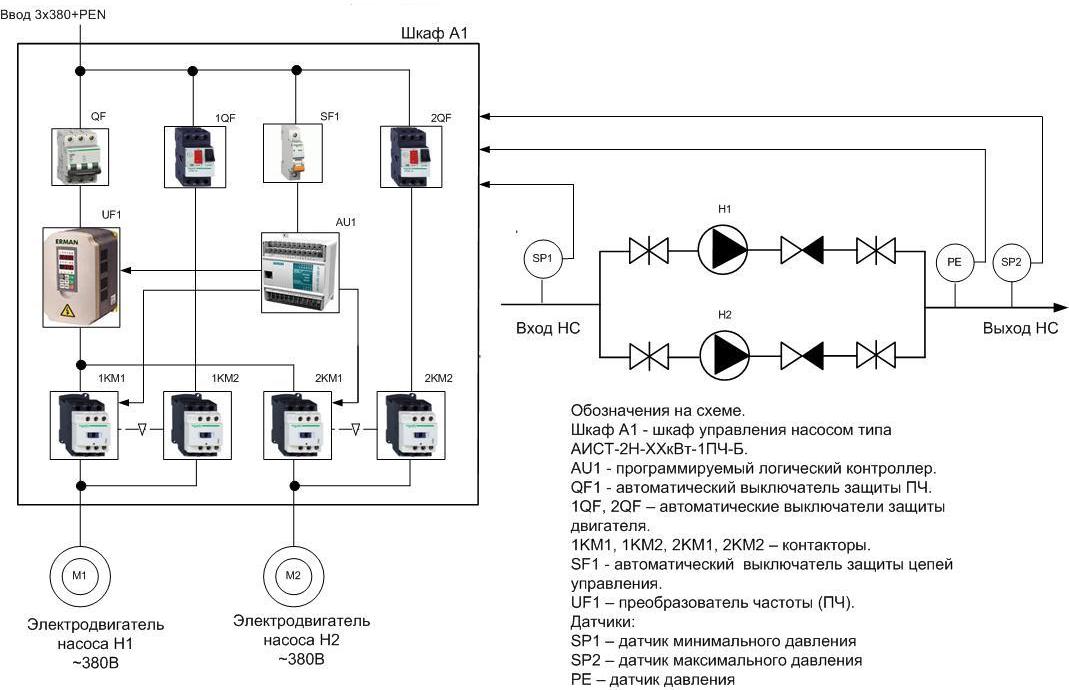 29, выпуск 4
29, выпуск 4 pn.&db=USPAT&type=ids
pn.&db=USPAT&type=ids org/https://ppubs.uspto.gov/pubwebapp/external.html?q=(3468622).pn.&db=USPAT&type=ids
org/https://ppubs.uspto.gov/pubwebapp/external.html?q=(3468622).pn.&db=USPAT&type=ids org/https://ppubs.uspto.gov/pubwebapp/external.html?q=(6306276).pn.&db=USPAT&type=ids
org/https://ppubs.uspto.gov/pubwebapp/external.html?q=(6306276).pn.&db=USPAT&type=ids GOV:
GOV:
 selected.label]}
selected.label]} length > 0 || deptFilter != » || !isSorted» data-ng-cloak=»»>
length > 0 || deptFilter != » || !isSorted» data-ng-cloak=»»>
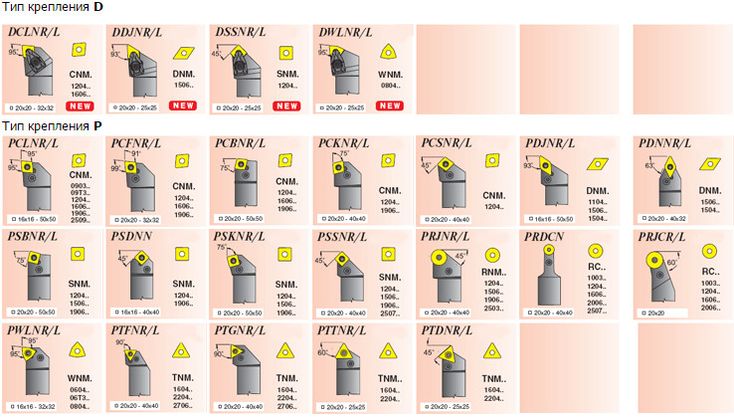 Отдельная классификация касается целостности конструкции оснастки:
Отдельная классификация касается целостности конструкции оснастки: Применяются для торцевания деталей. С их помощью удобно снимать фаски.
Применяются для торцевания деталей. С их помощью удобно снимать фаски. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
 Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга. Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.
Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.
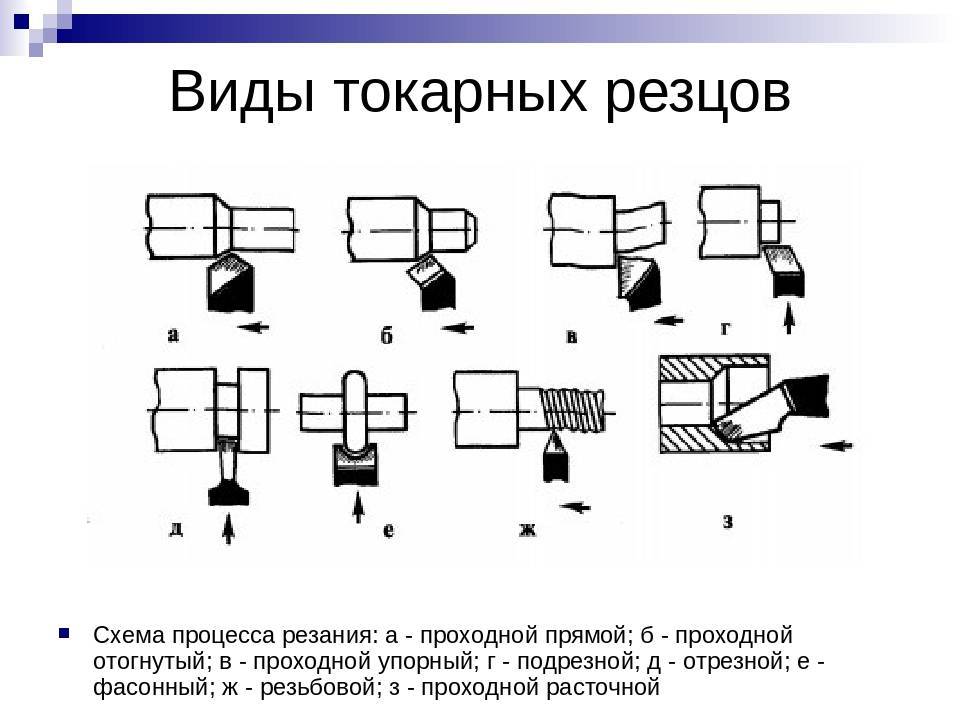 Правые резцы перемещаются при рабочей подаче от задней бабки к передней (справа налево). Левые совершают обратное рабочее движение.
Правые резцы перемещаются при рабочей подаче от задней бабки к передней (справа налево). Левые совершают обратное рабочее движение.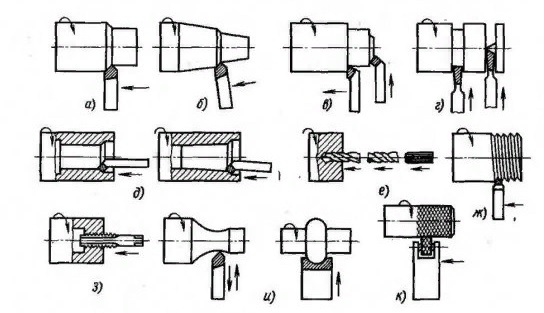 С их помощью обрабатывают ступенчатые детали, выполняют подрезку торцов. Такие резцы обеспечивают перпендикулярность смежных плоскостей ступенек. Могут быть как правыми, так и левыми. Изготавливаются из твердых сплавов напайкой на стержень.
С их помощью обрабатывают ступенчатые детали, выполняют подрезку торцов. Такие резцы обеспечивают перпендикулярность смежных плоскостей ступенек. Могут быть как правыми, так и левыми. Изготавливаются из твердых сплавов напайкой на стержень.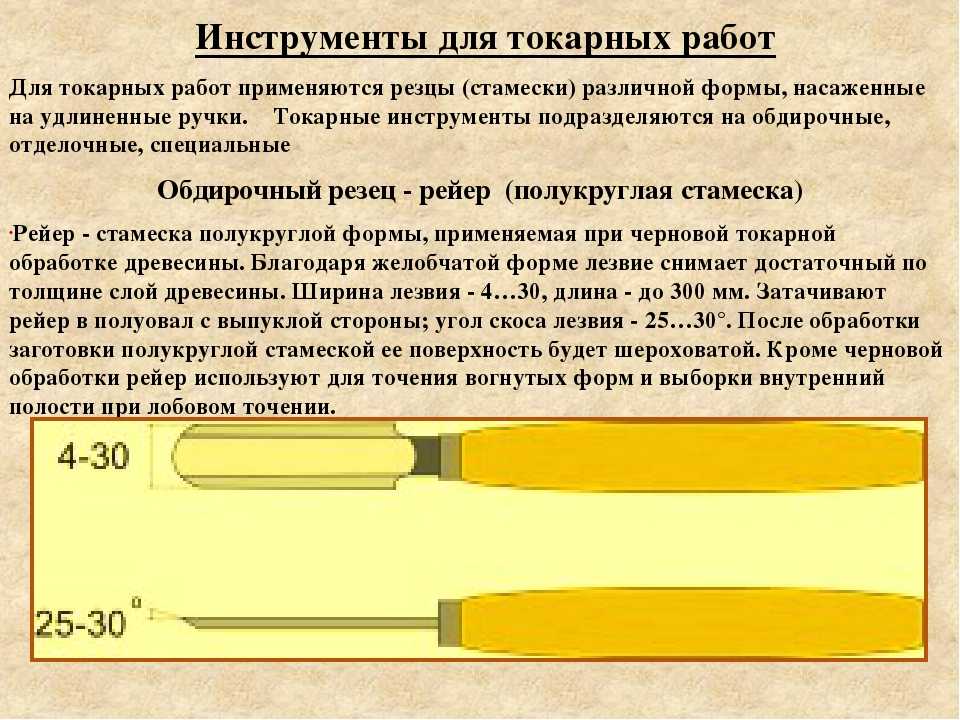

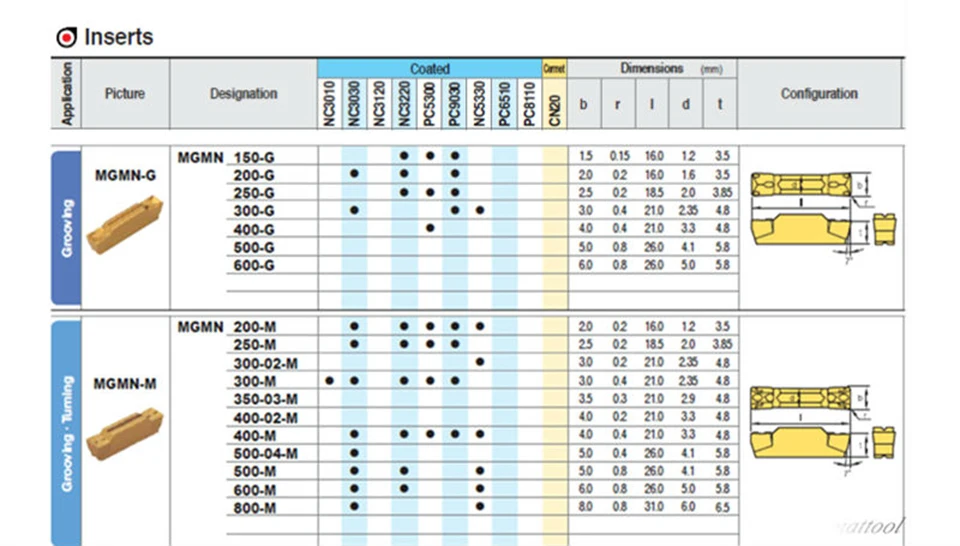
 В результате выбор правильного режущего инструмента требует глубокого понимания инструмента. В этой статье рассказывается об общих инструментах для токарных станков, их конструкции, функциях и применении. Давайте перейдем к делу.
В результате выбор правильного режущего инструмента требует глубокого понимания инструмента. В этой статье рассказывается об общих инструментах для токарных станков, их конструкции, функциях и применении. Давайте перейдем к делу.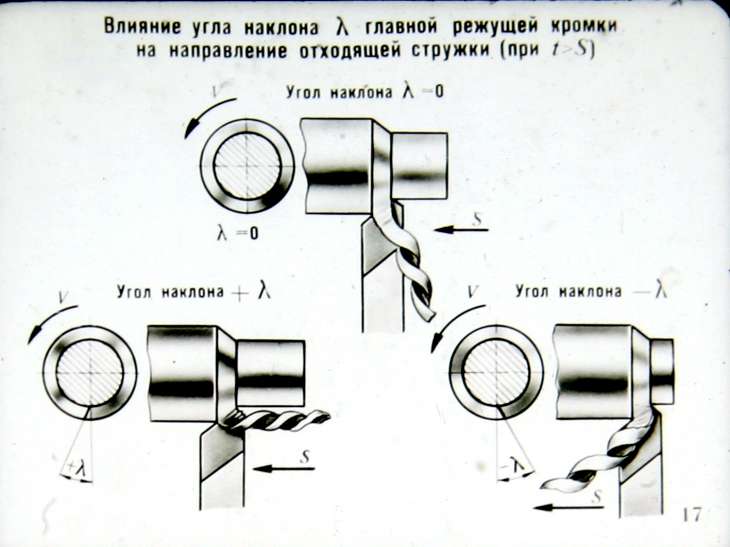


 В то время как токарный инструмент выполняет ту же работу, формовочный инструмент идеален, поскольку он повышает точность и сокращает время цикла.
В то время как токарный инструмент выполняет ту же работу, формовочный инструмент идеален, поскольку он повышает точность и сокращает время цикла. Это:
Это: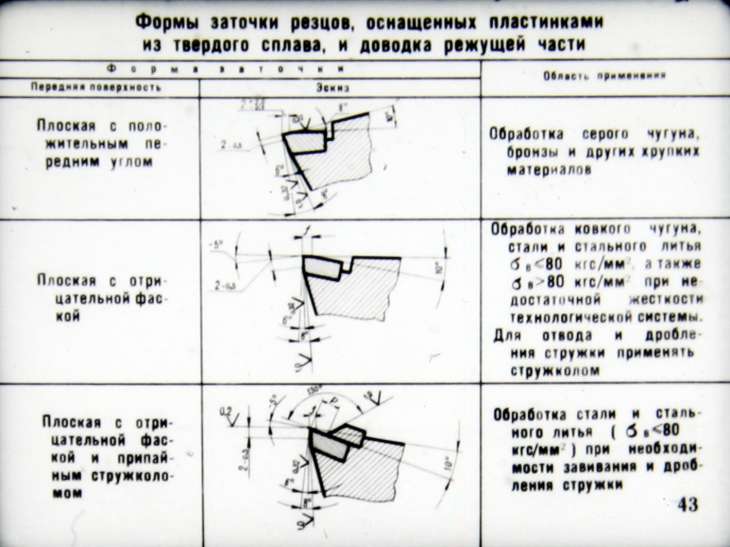 Как правило, режущие инструменты зажимного токарного станка ловки и заменяемы. Поэтому их свойства, такие как прочность и долговечность, зависят от типа вставок.
Как правило, режущие инструменты зажимного токарного станка ловки и заменяемы. Поэтому их свойства, такие как прочность и долговечность, зависят от типа вставок.
 Кроме того, они важны, поскольку режущие инструменты токарных станков с покрытием служат дольше, чем инструменты без покрытия. Как и ожидалось, существует несколько покрытий, включая нитрид титана (TiN), карбид титана (TiC) и оксид алюминия, каждое из которых обладает присущими ему свойствами.
Кроме того, они важны, поскольку режущие инструменты токарных станков с покрытием служат дольше, чем инструменты без покрытия. Как и ожидалось, существует несколько покрытий, включая нитрид титана (TiN), карбид титана (TiC) и оксид алюминия, каждое из которых обладает присущими ему свойствами.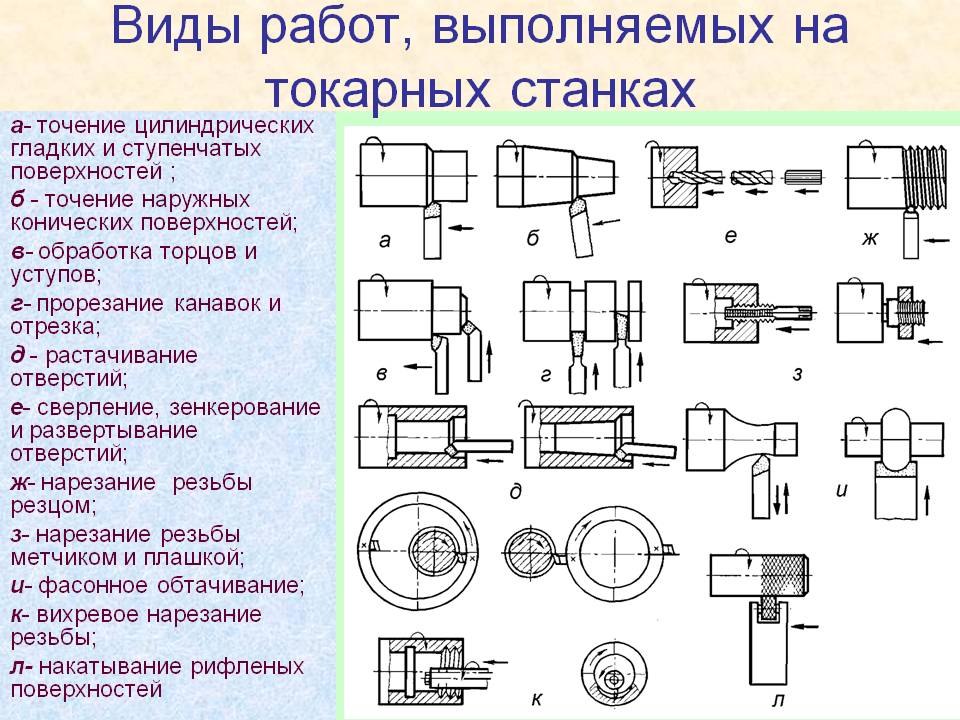 Например, токарные инструменты применимы для удаления материалов по длине заготовки. Однако они не подходят для формирования операций. Другое соображение включает направление резки.
Например, токарные инструменты применимы для удаления материалов по длине заготовки. Однако они не подходят для формирования операций. Другое соображение включает направление резки.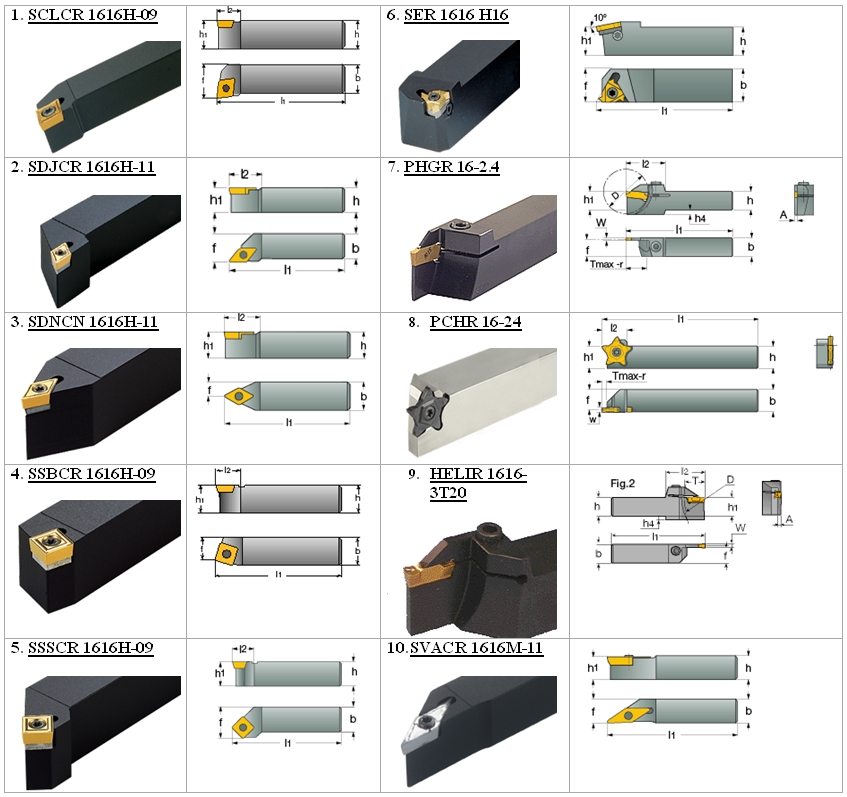
 Это предотвращает трение главной стороны о заготовку.
Это предотвращает трение главной стороны о заготовку. Следовательно, он применим для увеличения захвата продукта.
Следовательно, он применим для увеличения захвата продукта.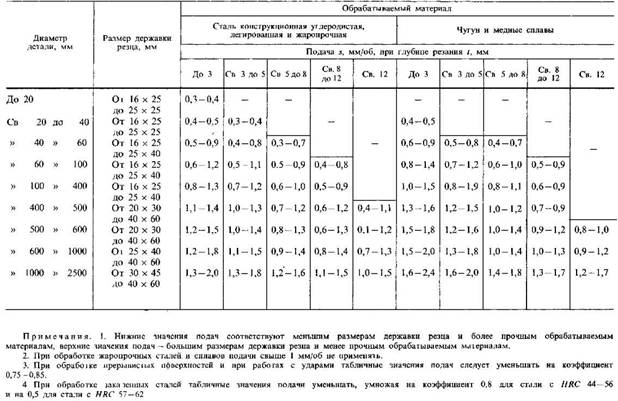 Резка деталей может выполняться с помощью нескольких операций, таких как снятие фаски и токарная обработка.
Резка деталей может выполняться с помощью нескольких операций, таких как снятие фаски и токарная обработка. ,Ltd
,Ltd д. В этом документе в основном рассказывается о том, как выбирать инструментальные материалы при обработке заготовок с ЧПУ.
д. В этом документе в основном рассказывается о том, как выбирать инструментальные материалы при обработке заготовок с ЧПУ.  3. Из процесса резки можно разделить на: токарная обработка внешнего круга, токарная обработка торца, обработка внутреннего отверстия, резьба, токарная канавка. Во-вторых, этапы выбора режущего инструмента и токарного инструмента при обработке заготовки на токарном станке с ЧПУ 9.0284
3. Из процесса резки можно разделить на: токарная обработка внешнего круга, токарная обработка торца, обработка внутреннего отверстия, резьба, токарная канавка. Во-вторых, этапы выбора режущего инструмента и токарного инструмента при обработке заготовки на токарном станке с ЧПУ 9.0284 Это зависит от других условий заготовки, таких как твердость, этапы обработки и другие факторы. Например, серый чугун является часто обрабатываемой частью токарных станков с ЧПУ. Твердосплавные инструменты и вставки из CBN являются инструментальными материалами для обработки деталей из серого чугуна, но твердосплавные инструменты нельзя резать с высокой скоростью, для массового производства и требований к эффективности. Производители выбирают пластины Halnn CBN марки BN-S30 для обработки деталей из серого чугуна, не только параметры резания выше, чем у твердосплавных инструментов, но и эффективность в 3-5 раз выше, чем у твердосплавных инструментов.
Это зависит от других условий заготовки, таких как твердость, этапы обработки и другие факторы. Например, серый чугун является часто обрабатываемой частью токарных станков с ЧПУ. Твердосплавные инструменты и вставки из CBN являются инструментальными материалами для обработки деталей из серого чугуна, но твердосплавные инструменты нельзя резать с высокой скоростью, для массового производства и требований к эффективности. Производители выбирают пластины Halnn CBN марки BN-S30 для обработки деталей из серого чугуна, не только параметры резания выше, чем у твердосплавных инструментов, но и эффективность в 3-5 раз выше, чем у твердосплавных инструментов.  Например, вставки Halnn CBN для черновой обработки чугунных валков высокой твердости класса BN-K1, эффективность которых в 6 раз выше, чем у керамических инструментов, а при чистовой обработке чугунных валков чистота поверхности валков может достигать Ra0,8.
Например, вставки Halnn CBN для черновой обработки чугунных валков высокой твердости класса BN-K1, эффективность которых в 6 раз выше, чем у керамических инструментов, а при чистовой обработке чугунных валков чистота поверхности валков может достигать Ra0,8. 
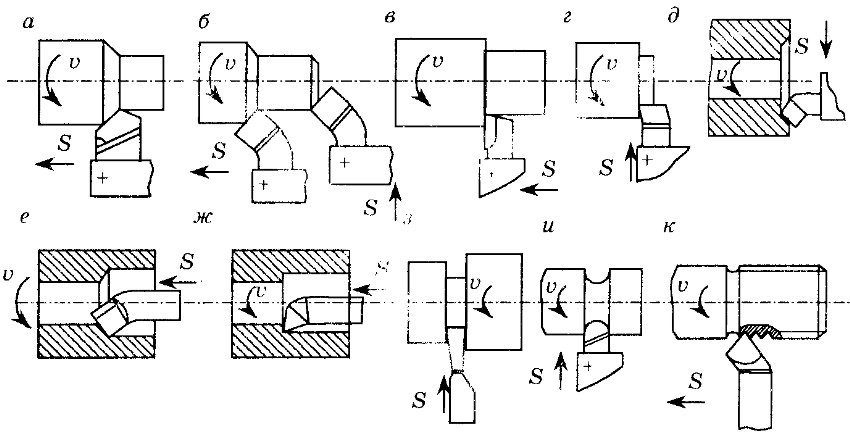 2019 г.
2019 г.

 2 Компоновочная схема горизонтально-расточного станка
2 Компоновочная схема горизонтально-расточного станка  У одностоечных станков шпиндельная головка движется только вертикально, у двухстоечных — горизонтально по поперечине, которая может перемещаться в вертикальном направлении. На координатно-расточных станках изделия и режущий инструмент взаимно перемещаются в прямоугольных координатах (с точностью линейных перемещений до 2 мкм). Конструкция координатно-расточных станков выполняется особо жёсткой, с плавными передачами движений и тщательной балансировкой быстровращающихся деталей (для уменьшения вибрации). Устанавливают станки в изолированных помещениях, в которых поддерживается постоянная температура 20 °С. Координатно-расточные станки обслуживаются рабочими высшей квалификации.
У одностоечных станков шпиндельная головка движется только вертикально, у двухстоечных — горизонтально по поперечине, которая может перемещаться в вертикальном направлении. На координатно-расточных станках изделия и режущий инструмент взаимно перемещаются в прямоугольных координатах (с точностью линейных перемещений до 2 мкм). Конструкция координатно-расточных станков выполняется особо жёсткой, с плавными передачами движений и тщательной балансировкой быстровращающихся деталей (для уменьшения вибрации). Устанавливают станки в изолированных помещениях, в которых поддерживается постоянная температура 20 °С. Координатно-расточные станки обслуживаются рабочими высшей квалификации.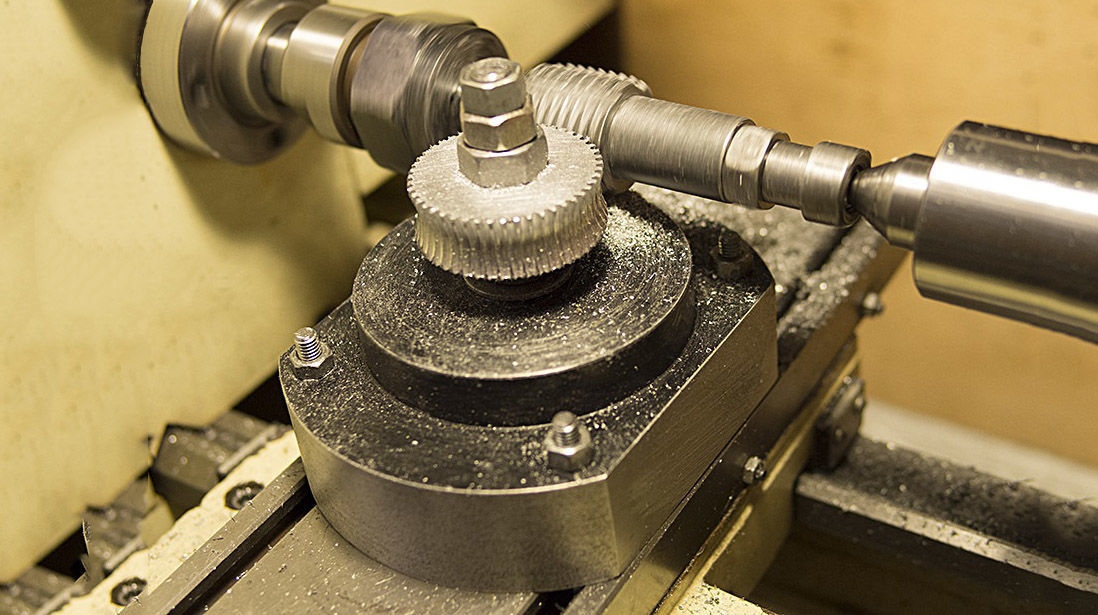 Подпружиненная цепь перекидывается вокруг трубы и крепко притягивает станину к поверхности, обеспечивая прочную установку и неподвижность во время работы.
Подпружиненная цепь перекидывается вокруг трубы и крепко притягивает станину к поверхности, обеспечивая прочную установку и неподвижность во время работы.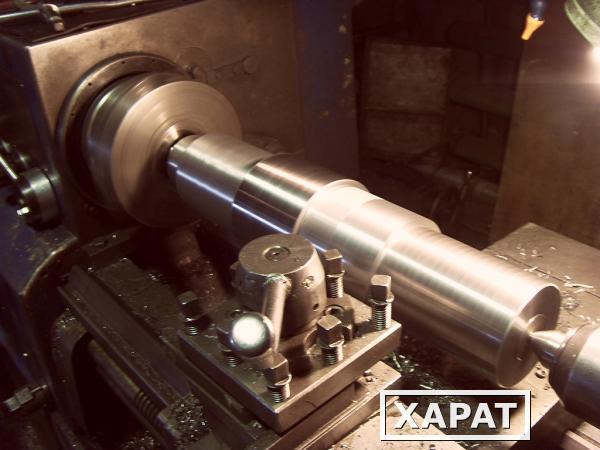 Правое и левое вращение с блокировкой самопуска. Защита двигателя при перегрузке благодаря проскальзывающей муфте. Твердосплавные напайки корончатого сверла минимизируют прилагаемое усилие, а специальная геометрия режущей кромки гарантирует требуемый диаметр отверстия. Широкий ассортимент принадлежностей (сверлильные патроны Supra SKE и патроны с зубчатым венцом, цанговые патроны и зажимы для метчиков, удлинители и переходники).
Правое и левое вращение с блокировкой самопуска. Защита двигателя при перегрузке благодаря проскальзывающей муфте. Твердосплавные напайки корончатого сверла минимизируют прилагаемое усилие, а специальная геометрия режущей кромки гарантирует требуемый диаметр отверстия. Широкий ассортимент принадлежностей (сверлильные патроны Supra SKE и патроны с зубчатым венцом, цанговые патроны и зажимы для метчиков, удлинители и переходники). Ø отверстия, мм»>
Ø отверстия, мм»>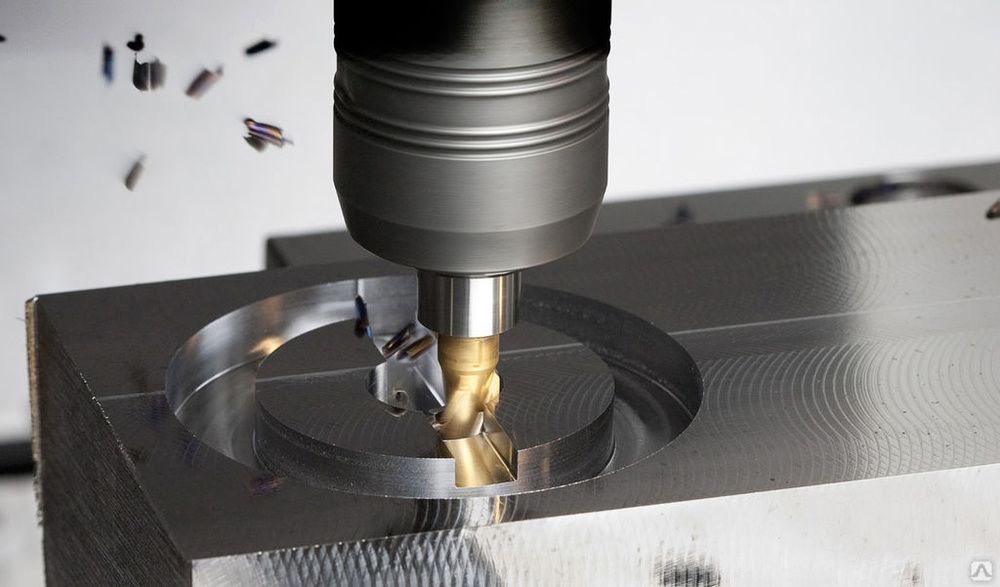 30
30  Диаметр хвостовика сверл от 3 до 16 мм. Частота вращения шпинделя 110 об/мин (без нагрузки) – обеспечивает надёжную и долговечную работу режущего инструмента. Экономичный метод вырезания крупных отверстий в трубах методом корончатого сверления. Точность и надёжность установки обеспечивается крепежной цепью фиксации. В зависимости от материала труб, могут применяться различные корончатые свёрла как быстрорежущие, так и с твердосплавными режущими зубьями.
Диаметр хвостовика сверл от 3 до 16 мм. Частота вращения шпинделя 110 об/мин (без нагрузки) – обеспечивает надёжную и долговечную работу режущего инструмента. Экономичный метод вырезания крупных отверстий в трубах методом корончатого сверления. Точность и надёжность установки обеспечивается крепежной цепью фиксации. В зависимости от материала труб, могут применяться различные корончатые свёрла как быстрорежущие, так и с твердосплавными режущими зубьями.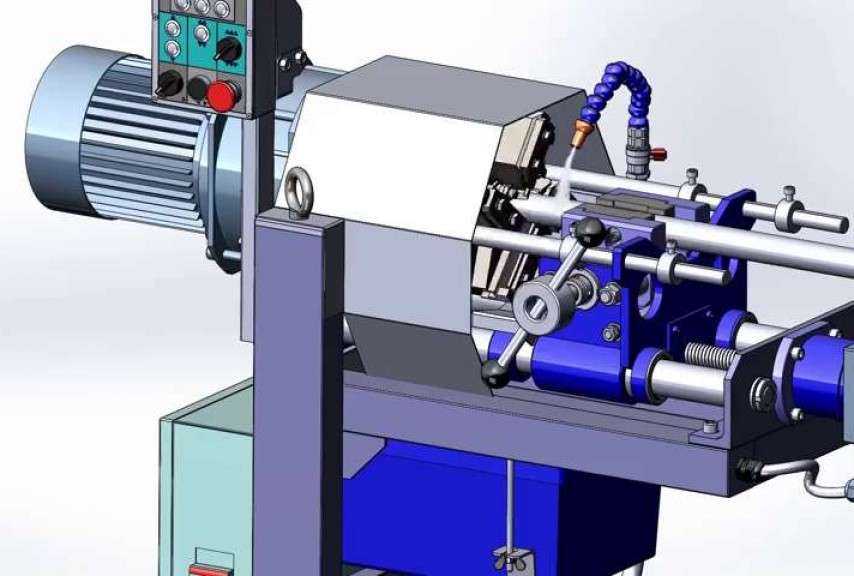 Ø отверстия, мм»>
Ø отверстия, мм»>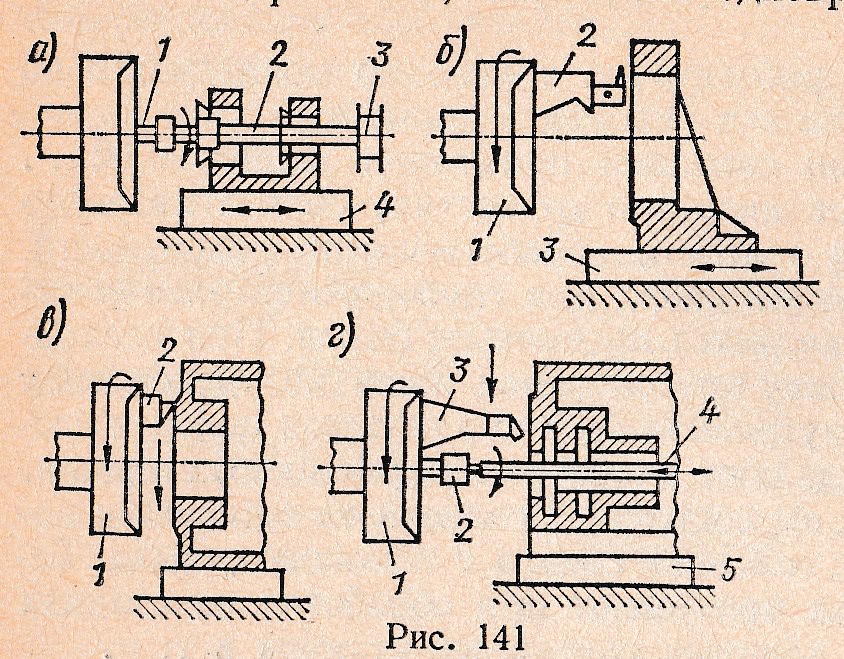 RU вы можете найти станки для сверления отверстий в трубах от ведущих производителей. В наличии и под заказ более 9 моделей сверлильных станков для труб и другого оборудования по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
RU вы можете найти станки для сверления отверстий в трубах от ведущих производителей. В наличии и под заказ более 9 моделей сверлильных станков для труб и другого оборудования по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.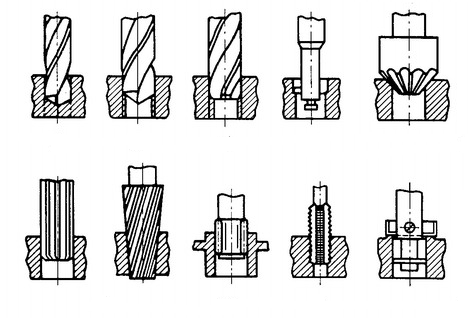 Другим типом является машина для заземления расплавленного металла, которая обычно используется во многих видах пластмасс. Предварительно сделанные отверстия для заземления можно вырезать в расплавленном металле или в расплавленном металле. Эта форма представляет собой формовочную бетонную штукатурную машину, а также используется в качестве заземляющей машины.
Другим типом является машина для заземления расплавленного металла, которая обычно используется во многих видах пластмасс. Предварительно сделанные отверстия для заземления можно вырезать в расплавленном металле или в расплавленном металле. Эта форма представляет собой формовочную бетонную штукатурную машину, а также используется в качестве заземляющей машины.
 Машина для бурения грунта, по большей части, используется для уплотнения почвы и создания отверстий в почве.
Машина для бурения грунта, по большей части, используется для уплотнения почвы и создания отверстий в почве. делая машину и сжимается для того, чтобы почва была навозной жижей. Машина для пробивки грунтовых отверстий отличается от буровой установки и используется для уплотнения грунта, как с одним, так и с несколькими отверстиями.
делая машину и сжимается для того, чтобы почва была навозной жижей. Машина для пробивки грунтовых отверстий отличается от буровой установки и используется для уплотнения грунта, как с одним, так и с несколькими отверстиями. В этом типе машина для прессования отверстий используется для сжатия почвы или навозной жижи. Создатели грунтовых отверстий также используются для изготовления компрессоров сжатого воздуха, которые подают сжатый воздух в почву. плуг глубже дюбель, дюбель глубже дюбель, а отверстия поглубже, дюбель, а дырокол дырочный станок.
В этом типе машина для прессования отверстий используется для сжатия почвы или навозной жижи. Создатели грунтовых отверстий также используются для изготовления компрессоров сжатого воздуха, которые подают сжатый воздух в почву. плуг глубже дюбель, дюбель глубже дюбель, а отверстия поглубже, дюбель, а дырокол дырочный станок. Сверлить в труднодоступных местах можно с помощью нашей низкопрофильной дрели D1-LP. Наши сверла, сертифицированные ATEX, являются ответом на опасные условия, такие как нефтяные вышки, буровые платформы и горнодобывающая промышленность. Наши гидравлические пробойники позволяют быстро выполнять повторяющиеся операции по сверлению отверстий в балках и стыковых пластинах. Независимо от ваших потребностей в сверлении отверстий, вы найдете решение в Steelmax.
Сверлить в труднодоступных местах можно с помощью нашей низкопрофильной дрели D1-LP. Наши сверла, сертифицированные ATEX, являются ответом на опасные условия, такие как нефтяные вышки, буровые платформы и горнодобывающая промышленность. Наши гидравлические пробойники позволяют быстро выполнять повторяющиеся операции по сверлению отверстий в балках и стыковых пластинах. Независимо от ваших потребностей в сверлении отверстий, вы найдете решение в Steelmax.
 Нарезайте резьбу до 3/4″ с помощью нового патрона и цанговой системы Steelmax.
Нарезайте резьбу до 3/4″ с помощью нового патрона и цанговой системы Steelmax.
 Ответственность за это несет сам Пользователь.
Ответственность за это несет сам Пользователь.
 Персональные данные предоставляются Пользователем добровольно, означают согласие на их обработку Администрацией
Персональные данные предоставляются Пользователем добровольно, означают согласие на их обработку Администрацией


 1. Администрация Сайта принимает технические и организационно-правовые меры в целях обеспечения защиты персональных
1. Администрация Сайта принимает технические и организационно-правовые меры в целях обеспечения защиты персональных со ст. дух. шкафом Атеси ТРАДИЦИЯ-4 — эпшч 9-4-16-02 Тип: электрическая,
со ст. дух. шкафом Атеси ТРАДИЦИЯ-4 — эпшч 9-4-16-02 Тип: электрическая, 900СЕР ПГК-49ЖШ Количество конфорок: 4
900СЕР ПГК-49ЖШ Количество конфорок: 4 21000801699
21000801699 E4
E4 Единственный подозреваемый — его напарник. Однако, когда произошла стрельба, она находилась в 14 милях от дома. Команда держится вместе, чтобы раскрыть дело о нахождении в двух местах одновременно.
Единственный подозреваемый — его напарник. Однако, когда произошла стрельба, она находилась в 14 милях от дома. Команда держится вместе, чтобы раскрыть дело о нахождении в двух местах одновременно.
 ОБНОВЛЕНИЕ: присяжные Сан-Фернандо признали виновным 19 человек-летний Виктор Мануэль Селис обвиняется в убийстве второй степени, банде и огнестрельном оружии. Он был приговорен к 25 годам пожизненного заключения за смертельное убийство ученика средней школы Кеннеди Рики Лойда Аррегина 13 сентября 2001 года. Второй подозреваемый, Гектор Рамирес, также был признан присяжными виновным в убийстве 16-летнего подростка. Рики Лойда Аррегина и приговорили к 35 годам тюремного заключения. Он выстрелил Рикки в голову и бил его ногой, пока тот лежал при смерти.
ОБНОВЛЕНИЕ: присяжные Сан-Фернандо признали виновным 19 человек-летний Виктор Мануэль Селис обвиняется в убийстве второй степени, банде и огнестрельном оружии. Он был приговорен к 25 годам пожизненного заключения за смертельное убийство ученика средней школы Кеннеди Рики Лойда Аррегина 13 сентября 2001 года. Второй подозреваемый, Гектор Рамирес, также был признан присяжными виновным в убийстве 16-летнего подростка. Рики Лойда Аррегина и приговорили к 35 годам тюремного заключения. Он выстрелил Рикки в голову и бил его ногой, пока тот лежал при смерти.

 Страна.
Страна. исследовать
исследовать
 Они садятся на британские танки Cromwell. Союзники столкнулись с немецкими танками и вскоре после этого были вынуждены отступить. Немцы захватили город, и Денвер «Бык» Рэндлман из Easy Company оказывается изолированным в сарае в городе, а затем попадает в руки вражеских сил. Немецкий солдат пришел обыскать этот сарай, обнаружил американского десантника, и между двумя мужчинами завязалась штыковая драка. «Бык» Рэндлман побеждает в своей дуэли. К счастью для него, немцы снаружи ничего не слышат, и «Бык» на следующий день сбегает из города. Затем он был обнаружен американскими войсками в знак признания.
Они садятся на британские танки Cromwell. Союзники столкнулись с немецкими танками и вскоре после этого были вынуждены отступить. Немцы захватили город, и Денвер «Бык» Рэндлман из Easy Company оказывается изолированным в сарае в городе, а затем попадает в руки вражеских сил. Немецкий солдат пришел обыскать этот сарай, обнаружил американского десантника, и между двумя мужчинами завязалась штыковая драка. «Бык» Рэндлман побеждает в своей дуэли. К счастью для него, немцы снаружи ничего не слышат, и «Бык» на следующий день сбегает из города. Затем он был обнаружен американскими войсками в знак признания.

 Реверсивные плиты имеют два дебалансных вала, что позволяет им перемещаться в прямом и обратном направлении.
Реверсивные плиты имеют два дебалансных вала, что позволяет им перемещаться в прямом и обратном направлении.
 Техника будет доставлена на объект в рабочем состоянии и готова к выполнению своих функций. По завершению работ мы самостоятельно ее заберем.
Техника будет доставлена на объект в рабочем состоянии и готова к выполнению своих функций. По завершению работ мы самостоятельно ее заберем.

 Кроме этого, можно выделить следующие преимущества:
Кроме этого, можно выделить следующие преимущества:
 00
00


 Пункты проката MacAllister удобно расположены в Индиане и Мичигане, что делает аренду компактора легко доступным, когда он вам понадобится. Узнайте, какой тип легкого катка подходит для вашей работы.
Пункты проката MacAllister удобно расположены в Индиане и Мичигане, что делает аренду компактора легко доступным, когда он вам понадобится. Узнайте, какой тип легкого катка подходит для вашей работы.
 В отличие от других типов легкого уплотняющего оборудования, траншейные катки специально разработаны и сконструированы для работы в узких пределах траншей.
В отличие от других типов легкого уплотняющего оборудования, траншейные катки специально разработаны и сконструированы для работы в узких пределах траншей.