Токарный станок Kusong KS 480 Корея в отличном состоянии, мало работал. Главный двигатель 5,5 кВт.
— Макс. расстояние между центрами 1500 мм
— Макс. диаметр точения над станиной 430 мм
— Диаметр отверстия шпинделя 60 мм
Масса: 2230 кг. Всё работает. Самовывоз Пермский край.
Токарный станок Kusong KS 480 Корея в отличном состоянии, мало работал. Главный двигатель 5,5 кВт.
— Макс. расстояние между центрами 1500 мм
— Макс. диаметр точения над станиной 430 мм
— Диаметр отверстия шпинделя 60 мм
Масса: 2230 кг. Всё работает. Самовывоз Пермский край.
Создано 15.02.2015 Изменено 26.02.2015
Токарный станок бу
Токарный по металлу БУ
Бу токарно-винторезные
Станки по металлу
1к62
Металлообрабатывающие станки
Похожие объявления
Токарные станки
Состояние: Новый
В наличии
Санкт-Петербург (Россия)
Интересные статьи партнеров
Великолепные картины и скульптуры из металлической проволоки корейского художника Пак Сон Мо
Запуск лазерно-гравировальной машины с ЧПУ LM 9060 PRO в Липецке
Изучите свои сопла для 3D-печати
Поставка универсального промышленного шредера для пластика, резины, дерева, бумаги, стекла ШДП-3600 в Санкт-Петербург
Вырезаем скульптуру медведя из дерева и эпоксидной смолы своими руками!
Вырезаем из фанеры 3D-пазл в виде утки с помощью лазерного CO2 станка [Чертежи прилагаются]
Как сделать модель зубчатой передачи из фанеры на лазерном станке? [Чертежи прилагаются]
Пусконаладка оптоволоконного лазерного станка LF6025C/3000 IPG в Калининграде
Так Ёшино — мастер по изготовлению мебели дзен в Японии
Вы недавно смотрели
Все просмотренные объявления →
Кусон-3 Станок токарно-винторезный.
Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка Кусон-3
Производитель токарно-винторезного станка Кусон-3 — КНДР, город Кусон в провинции Пхёнан-Пукто (Северная Корея — Корейская Народно-Демократическая Республика).
Станки, выпускаемые в Корее (КНДР)
Кусон 3 — станок токарно-винторезный Ø 430
Кусон S1-250 — станок токарно-винторезный Ø 500
ФУ1-250 — станок универсальный консольно-фрезерный 250 х 1250
ФУ2-250 — станок вертикальный консольно-фрезерный 250 х 1250
ФУ3-250 — станок горизонтальный консольно-фрезерный 250 х 1250
Кусон-3 Станок токарно-винторезный универсальный. Назначение, область применения
Токарно-винторезный станок Кусон-3 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Наиболее целесообразно использовать станок Кусон-3 в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Схема кинематическая токарно-винторезного станка Кусон-3. Смотреть в увеличенном масштабе
Описание конструкции токарно-винторезного станка Кусон-3
Станина
Станина станка имеет П-образные поперечные ребра, которые придают ей высокую жесткость.
Станина жестко крепится к левой и правой тумбам и имеет закаленные направляюще для перемещения суппорта. Внутри на правой части станины установлен электродвигатель быстрого перемещения суппорта.
В левой тумбе станины смонтированы коробка скоростей, маслобак лопастной насос, а в правой бак для охлаждения с электродвигателем.
Коробка скоростей
Коробка скоростей, установленная на двух кронштейнах с роликами внутри левой тумбы, передает движение шпиндельной бабке через клиновые ремни.
Управление коробкой скоростей посредством вращения барабанного кулачка осуществляется рукояткой, находящейся на фартуке через цепную передачу.
Для регулировки натяжения ремней надо ослабить болты, закрепляющие ролик, ослабить четыре гайки и затем, держа за квадратные головки болтов и поворачивая гайки, опускать или поднимать коробку скоростей.
После регулировки надо закрепить коробку скоростей гайками натянуть цепь роликом.
Коробку скоростей можно легко вынуть на роликах из левой тумбы, сняв клиновые ремни и цепь, трубку для подачи масла и потом опустив коробку на пол тумбы, и отвинтив болты из пола тумбы.
Шпиндельная бабка
Шпиндельная бабка уложена на призматической направляющей станины и крепится к ней болтами. Движение от коробки скоростей передается клиноремнями разгруженному шкиву на шпиндельной бабке и далее через шестерни шпинделю и коробке подач. На шпиндельной бабке смонтированы шпиндель станка и механизмы изменения оборотов шага резьбы на 1:1 и 8:1.
Шпиндель установлен на трех подшипниках. В передней опоре поставлен двухрядный роликовый подшипник с регулируемым диаметральным зазором, а в задней опоре два радиально-упорных шарикоподшипников.
Осевую нагрузку воспринимает подшипник, а радиальную — подшипник.
Для устранения зазора в подшипниках, который возникает после продолжительной эксплуатации станка, производят их регулировку.
Сняв крышку шпиндельной бабки надо ослабить стопорные болты гаек, потом путем вращения их выбрать излишний диаметральный зазор и обязательно затянуть стопорные болты.
Диаграмма для определения числа оборотов шпинделя показана на рис. 3.
Коробка подач
Коробка подач закрытого типа крепится на левой передней поверхности станины и обеспечивает широкий диапазон подач и нарезаемых резьб, соответственно таблице на шпиндельной бабке и на рис. 3.
Нарезание резьбы производится путем реверса ходового винта при помощи рукоятки 6 (рис. I) или главного двигателя рукояткой 10.
Нарезание резьбы малых шагов до 10 мм рекомендуется производить путем реверса ходового винта при установке рукоятки I в положение 1:1.
Путем реверса главного двигателя можно нарезать все шаги резьбы рукояткой 10, но рекомендуется этот метод только для больших шагов, установив рукоятку I в положение 8:1.
При нарезании резьбы 19 ниток на 1″(дюйм) рукоятка 4 (рис. I) должна находиться в положении 19 ниток на 1″(дюйм). В этом случае вращается только ходовой БИНТ, а в других случаях ходовой винт вращается с ходовым валом.
Рукоятка 5 находится во вдвинутом положении при нарезании метрической и модульной резьбы и в вытянутом положении при дюймовой и питчевой резьбы.
Величина продольной подачи суппорта равна 0,1 t мм, а величина поперечной подачи половине продольной, где — t — шаг резьбы или числа в таблице. (рис. 3)
Фартук
На фартуке сконцентрированы часто используемые рукоятки, что дают возможность переключать некоторые скорости шпинделя и подач суппорта, прямо на фартуке не подходя к шпиндельной бабке.
Ручное перемещение фартука производится маховиком 3, один оборот которого равен 30 мм.
Величина перемещения отсчитывается с помощью двух лимбов до 90 мм. Один из них имеет цену деления 0,1 мм, а другой 10 мм.
Управление механическим перемещением суппорта в продольном и поперечном направлении производится одной рукояткой II (рис. I), направление которого совпадает с направлением движения суппорта.
Дополнительным нажатием кнопки 12 (рис. I) включают на мгновение быстрое перемещение суппорта в направлении соответствующем положению рукоятки II (рис. I).
В фартуке смонтировано пружинно-рычажное устройство, отключающее подачу при перегрузке. Это устройство состоит из гитар колес 6, гитар роликов 7, пружин 8 и регулирующих болтов 9.
Для защиты от перегрузки при нарезании резьбы предусмотрен предохранительный штифт в месте соединения ходового винта с коробкой подач.
Для переключения скорости шпинделя нужно притянуть к себе рукоятку 9 (рис. I) и повернуть ее влево или вправо, а для двухкратных подач повернуть ее влево или вправо в оттолкнутом положении.
Суппорт
На суппорте находятся нижние и верхние салазки и резцедержатель. На нижней салазке имеется Т-образный паз для установки принадлежностей.
Для обработки конуса путем поворота верхней салазки надо ослабить гайки 4, после закрепить ее на необходимом угле.
Поворотный резцедержатель обеспечивает быструю смену позиции резцов при сохранении необходимой точности фиксации.
Шаг винта нижней салазки суппорта 5 мм, а верхней салазки 4 мм.
Рукоятка поперечного перемещения суппорта имеет два лимба. Кольцевой лимб 7 имеет шкалу с ценой деления 0,1 мм, а другой лимб 6 имеет только цифры от 0 до 19.
За один оборот рукоятки 14 суппорт перемещается на 5 мм, т. е. происходит изменение диаметра на 10 мм. При этом лимб в поворачивается на одну цифру. Значит с помощью этих лимбов можно точно и удобно сделать отсчет изменения диаметра изделия до 200 мм с точностью 0,1 мм.
Зазор между направляющими станины и суппорта регулируется болтами 1 и гайками 2.
Зазоры в направляющих нижней и верхней салазки регулируются клиньями, перемещаемыми винтами.
Зазор пары винта-гайки поперечной подачи регулируется болтами 3 после отвинчивания шпилек.
На суппорте установлен защитный прозрачный экран, предохраняющий рабочего от летящей стружки и от брызг охлаждающей жидкости.
Задняя бабка
Задняя бабка крепится к. станине одной рукояткой I7 через эксцентриковый зажим.
Корпус задней бабки может смещаться в поперечном направлении, что можно использовать при точении конусов.
Пиноль имеет миллиметровую шкалу. При смене центра пиноль вдвигают в корпус бабки до отказа.
Схема электрическая токарно-винторезного станка Кусон-3. Смотреть в увеличенном масштабе
Электрошкаф установлен на задней стороне шпиндельной бабки, а щиток управления на ее правой боковой стороне.
Силовая цепь использует напряжение 380 В 50 Гц трехфазного переменного тока, цепь управления на 110 В., а цепь освещения на 24 В.
Станок включается в электросеть переключением выключателя 1ПВ рукояткой 22 (рис. I), установленной на щитке управления в положение I. При этом зажигается сигнальная лампа 24 (рис. I).
Пуск, остановка или реверс шпинделя осуществляется переключением выключателя ЗПВ рукояткой 10 (рис. I), находящейся на фартуке.
Если рукоятка 10 (рис. I) находится на первой нижней ступени, то главный электродвигатель вращается с соединением в звезду, а на второй ступени в треугольник.
При легком режиме работы, т. е. менее 30-40 процентов нормальной нагрузки рекомендуется производить работу при соединении в звезду главного двигателя.
При работе на обратном вращении шпинделя необходимо переключить выключатель 2ПВ рукояткой 21 (рис. I), повернув ее вправо.
При переключении скорости шпинделя и для торможения его нужно применить кнопку 2П, находящуюся на щитке управления 23 (рис. I) или кнопку 1П на суппорте 20 (рис. I).
Для пуска двигателя охлаждающей жидкости нужно переключить на удобном для наблюдения щитке управления расположен амперметр, по показанию которого можно узнать загруженность главного электродвигателя.
Выключатель лампы местного освещения находится на его верхней части.
Для защиты от короткого замыкания силовой цепи предусмотрены предохранители 1ПР (35А), 2ПР (4А), 3ПР (2А), а для защиты цепей операции и освещения — предохранители 4ПР (4А) и 5ПР (2А).
Для защиты от перегрузки главного двигателя предусмотрено тепловое реле РТ (I3A).
Смазка и охлаждение токарного станка Кусон-3
Смазка станка
Система смазки станка разделяется на автоматическую и ручную. Автоматически смазываются коробка скоростей, шпиндельная бабка, коробка подач и фартук, а 15 места, показанные на рис, 6 смазываются вручную перед и после работы.
Суппорт смазывается ручным плунжерным насосом, установленным на суппорте, 1-2 раза в смену.
Коробка скоростей смазывается разбрызгиванием масла шестерней, и на ней имеются маслоуказатель и сливное отверстие.
Шпиндельная бабка, коробка подач и сменные шестерни смазываются лопастным насосом, установленным на наружной стенке коробки скоростей. При этом контроль подачи масла производят через прозрачное окно, которое находится на верху шпиндельной бабки.
Для вливания масла в маслобак и в коробку скоростей надо снять боковой кожух левой тумбы.
Фартук смазывается плунжерным насосом, установленным внутри фартука. На левой стороне фартука имеются два маслоуказателя, один для контроля подачи масла, а другой для контроля уровня масла. Внизу фартука имеется сливное отверстие.
Рекомендуется применять масло «индустриальное 20» (веретенное 3) с вязкостью 2,6 — 3,3° Е50. Заменитель этого масла «индустриальное 30» с вязкостью 3,8 — 4,6° Е50.
Первая смена всего масла станка производится через три месяца с пуска станка в работу, а в дальнейшем раз в полгода.
Система охлаждения
Охлаждающая жидкость подается электронасосом из бака, установленного в правой тумбе станка.
Гибкий стальной трубопровод, расположенный над суппортом, позволяет рационально направлять струю жидкости к режущему инструменту, а краном регулировать количество жидкости.
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Оглоблин А.Н. Основы токарного дела, 1967
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Полезные ссылки по теме. Дополнительная информация
О HWACHEON — Южнокорейские станки
Машиностроение ХВАЧХОН Европа
Непреходящие ценности.
Качество сделано в Южной Корее. Сочетание лучших традиций и технологий.
HWA означает счастье и процветание. А CHEON представляет реку. Вместе это делает
ХВАЧХОН
Мы хотим, чтобы наши клиенты были в восторге от наших машин, нашего качества и нашего обслуживания. Технология из Южной Кореи пользуется хорошей международной репутацией. И южнокорейские компании традиционно посвящают себя максимальному удовлетворению потребностей клиентов.
Хвачхон не исключение. Наше имя — это наше обязательство: Ваш устойчивый успех — наша цель.
Ваш браузер не поддерживает видео тег.
Все, чтобы дать вам конкурентное преимущество.
Качество Хвачхон.
Высокая продолжительность безотказной работы станка и максимальная производительность являются результатом нашего многолетнего опыта в разработке и производстве станков с ЧПУ. Ассортимент нашей продукции простирается от тяжелой резки и механической обработки крупных деталей до прецизионной обработки при изготовлении штампов и пресс-форм. Наши клиенты по всему миру ценят нас как поставщика полного спектра токарных станков и обрабатывающих центров.
Основание: 1952 г.
Количество сотрудников: ок. 1500
Ассортимент продукции: Горизонтальные и вертикальные токарные станки и обрабатывающие центры
Филиалы и представительства по всему миру
Hwacheon — старейший южнокорейский производитель станков. На сегодняшний день наша компания является одним из ведущих производителей с точки зрения технологии и качества. Более 60 лет опыта и новаторских знаний воплощены в каждом из наших станков.
Высокие технологии с мастерством.
Станки в Хвачхоне.
Мы являемся старейшим производителем станков в Южной Корее. Основываясь на этом обширном опыте, мы постоянно расширяли наши знания, исследования и разработки, и теперь у нас есть одно из самых современных производственных мощностей по производству станков.
Совершенные и точные компоненты имеют важное значение. для общего качества наших станков. Для этого у нас есть большая специализированная производственная база — от собственного литейного производства до обработки крупных деталей и собственной конструкции шпинделя.
Собственный литейный цех, собственное производство деталей машин, коробчатые направляющие ручной отделки – сегодня лишь немногие компании обладают такой глубиной производства и опытом мастерства.
Производство станин и компонентов станков, а также шпинделей осуществляется на современных производственных предприятиях с ЧПУ с использованием сертифицированных процессов. У нас есть опытный, квалифицированный персонал специально обученных сотрудников. Вы получаете вознаграждение за количество усилий, которые мы приложили.
Например, плоские направляющие обрабатываются вручную в рамках сложного ручного процесса. Результат: высокоточные и практически неизнашиваемые и не требующие технического обслуживания коробчатые направляющие.
Убедительная добавленная стоимость от нашего собственного производства
Ваши преимущества с Hwacheon.
Наши обрабатывающие центры и токарные станки обязаны своей долговечностью, надежностью и точностью уникальному сочетанию самых современных технологий, высококачественных компонентов и интеллектуальной конструкции, созданных и спроектированных для надежного использования.
Все решения, один партнер
Хвачхон — ваш универсальный партнер
Сверление, точение, фрезерование — мы предлагаем вам полный спектр станков для всех этапов. Выбирая нас, вы получаете долговечные и чрезвычайно надежные токарные и фрезерные станки с особо высокой мощностью привода. Широкий выбор опций и аксессуаров позволяет экономично и технически конфигурировать наши машины в соответствии с вашими потребностями.
Наша глубина производства, постоянное развитие и использование высококачественных компонентов от известных производителей обеспечивают высочайшее качество продукции и полное удовлетворение наших клиентов.
ВСЕ ДЛЯ КОНКУРЕНТНОГО ПРЕИМУЩЕСТВА.
СТАНКИ В ХВАЧХОНЕ.
Горизонтальные токарные центры
Горизонтальные токарные центры Hwacheon предлагают лучшую производительность в своем классе и являются идеальным решением для широкого спектра применений — от небольших… Подробнее
Вертикальные токарные центры
Вертикальные токарные центры Hwacheon доступны в множество различных линеек вертикальных токарных станков с ЧПУ, идеально подходящих для средних и крупных предприятий. Еще
Горизонтальные обрабатывающие центры
Высокопроизводительные шпиндели и точные системы подачи — причины, по которым горизонтальные обрабатывающие центры Hwacheon являются лучшим выбором для самых требовательных… Подробнее
Вертикальные обрабатывающие центры
Hwacheon предлагает широкий спектр вертикальной обработки центры, предназначенные для изготовления сложных штампов и пресс-форм, а также прецизионных деталей. В результате . .. Подробнее
Преемственность, уверенность и инновации
Мы являемся семейной компанией среднего размера. Это означает, что как производитель станков мы не имеем обязательств перед акционерами, а вместо этого преданы нашим клиентам и сотрудникам.
Все наши сотрудники разделяют энтузиазм и увлечение станкостроением. Мы живем и дышим лучшим качеством и высочайшей точностью.
Развивайтесь вместе с Хвачхон
Ваш естественный выбор
Выбирая нас, вы выбираете прочный и надежный станок с впечатляющим временем безотказной работы. Все это обеспечивается нашими преданными своему делу сервисными командами, предлагающими короткие и быстрые решения проблем и быстрый поиск запчастей.
Мы предлагаем вам большую реальную добавленную стоимость, но без дополнительных затрат. Ваши инвестиции будут защищены в долгосрочной перспективе, и вы быстро получите окупаемость инвестиций (ROI).
Нацельтесь на уверенный рост. С качеством Хвачхон.
Введение продукта Вооружившись высококачественной и экологически чистой продукцией, мы стремимся стать пионерами в открытии для вас внутреннего рынка. Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов. С опытом, накопленным годами, вместе
Запрос сейчас |
Введение продукта Вооружившись высококачественной и экологически чистой продукцией, мы стремимся стать пионерами в открытии для вас внутреннего рынка. Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов. С опытом, накопленным годами, вместе
Запрос сейчас |
Введение продукта Вооружившись высококачественной и экологически чистой продукцией, мы стремимся стать пионерами в открытии для вас внутреннего рынка. Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов. С опытом, накопленным годами, вместе
Запрос сейчас |
Введение продукта Вооружившись высококачественной и экологически чистой продукцией, мы стремимся стать пионерами в открытии для вас внутреннего рынка. Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов. С опытом, накопленным годами, вместе
Запрос сейчас |
Введение продукта Вооружившись высококачественной и экологически чистой продукцией, мы стремимся стать пионерами в открытии для вас внутреннего рынка. Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов. С опытом, накопленным годами, вместе
Запрос сейчас |
Hengshui Shengyong Heavy-duty Machine Tool Manufacturing Co., Ltd специализируется на производстве и продаже металлообрабатывающих станков: вертикальный револьверный станок, токарный станок с ЧПУ, одноколонный вертикальный токарный станок, двухколонный вертикальный токарный станок, горизонтальный токарный станок для тяжелых условий эксплуатации, портальный фрезерный станок станок (Plano Miller), портальный фрезерный станок,
Запрос сейчас |
Hengshui Shengyong Heavy-duty Machine Tool Manufacturing Co. , Ltd специализируется на производстве и продаже металлообрабатывающих станков: вертикальный револьверный станок, токарный станок с ЧПУ, одноколонный вертикальный токарный станок, двухколонный вертикальный токарный станок, горизонтальный токарный станок для тяжелых условий эксплуатации, портальный фрезерный станок станок (Plano Miller), Портальный строгальный фрезерный станок,
Запрос сейчас |
Hengshui Shengyong Heavy-duty Machine Tool Manufacturing Co., Ltd специализируется на производстве и продаже металлообрабатывающих станков: вертикальный револьверный станок, токарный станок с ЧПУ, одноколонный вертикальный токарный станок, двухколонный вертикальный токарный станок, горизонтальный токарный станок для тяжелых условий эксплуатации, портальный фрезерный станок станок (Plano Miller), портальный фрезерный станок,
Оставьте заявку, чтобы узнать цену. В ближайшее время мы с Вами свяжемся.
Описание
Токарная державка для пластин с задним углом типа VC••11. Угол в плане составляет 93°. Предназначена для продольного и контурного точения.
Правое исполнение.
Преимущества использования
быстрая смена твердосплавных пластин;
нет необходимости останавливать работу для перенастройки станка;
отличное качество обработки металлов и сплавов разного состава.
Токари используют различные резцовые державки в зависимости от того, на каком станке работают, какой режущий инструмент используют и что обрабатывают.
Как выбрать державку для токарной обработки
В большинстве работ используется универсальный инструмент. Если применяют пластины, предназначенные только для чистовой или черновой обработки, пользуются державками подходящего типа. При выборе обязательно учитывают не только их геометрию, но и заявленный угол в плане. Он напрямую влияет на:
форму сечения стружки;
производительность;
стойкость инструмента;
шероховатость обработанной поверхности;
уровень вибрации;
возможность точения деталей различного профиля.
По маркировке можно определить форму и технические особенности металлорежущего токарного инструмента. Если не знаете, как выбрать державку, позвоните или оставьте заявку на сайте для связи со специалистом.
SVJCR/L-SWISS
Артикул
Остаток
H
HF
B
длина»>LF
WF
HAND
MIID
SVJCR 0808 X11-S
0
8.0
8.0
8.0
115.00
8.00
R
VC.. 1103..
12345
SVJCL 0808 X11-S
0
8.0
8.0
8.0
115.00
8.00
L
VC.. 1103..
12345
SVJCR 1010 K11-S
1
10. 0
10.0
10.0
125.00
10.00
R
VC.. 1103..
12345
SVJCL 1010 K11-S
0
10.0
10.0
10.0
125.00
10.00
L
VC.. 1103..
12345
SVJCR 1212 G11-S
0
12.0
12.0
12.0
90.00
12. 00
R
VC.. 1103..
12345
SVJCL 1212 G11-S
0
12.0
12.0
12.0
90.00
12.00
L
VC.. 1103..
12345
SVJCR 1212 K11-S
0
12.0
12.0
12.0
125.00
12.00
R
VC.. 1103..
12345
SVJCL 1212 K11-S
0
12. 0
12.0
12.0
125.00
12.00
L
VC.. 1103..
12345
SVJCR 1616 F11-S
0
16.0
16.0
16.0
75.00
16.00
R
VC.. 1103..
12345
SVJCL 1616 F11-S
0
16.0
16.0
16.0
75.00
16. 00
L
VC.. 1103..
12345
SVJCL 1616 K11-S
0
16.0
16.0
16.0
125.00
16.00
R
VC.. 1103..
12345
SVJCR 1616 K11-S
0
16.0
16.0
16.0
125.00
16.00
L
VC.. 1103..
12345
SVJCR 2020 K11-S
0
20. 0
20.0
20.0
125.00
20.00
R
VC.. 1103..
12345
SVJCL 2020 K11-S
0
20.0
20.0
20.0
125.00
20.00
L
VC.. 1103..
12345
Имя*
Пожалуйста представьтесь!
Email*
Пожалуйста напишите правильный email!
Телефон
Нажимая кнопку «Отправить», я даю свое согласие на обработку моих персональных данных и соглашаетесь с политикой конфиденциальности, в соответствии с Федеральным законом от 27. 07.2006 года №152-ФЗ «О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных данных
Вы должны согласиться перед отправкой.
Веб-каталог материалов Mitsubishi | Информация о продуктах | Мелкие инструменты | SVJC_INCH
Диаметр
(Единица)
Метрическая система
Дюйм
мм
в
мкм *
микродюймов *
Н
фунт-сила
град
град
МПа
фунтов на квадратный дюйм
Н/м
фунт-сила/дюйм
Н·м
фунт-сила-дюйм
кг
фунтов
об/мин
об/мин
* Только ADJAR, ADJRR
Товарная единица
1
Рука
Р
На складе
Единица длины
я
Б
. 625
КАПР
93°
ЛФ
4
левый
1
ВФ
. 75
Н
.625
ВЧ
.625
Количество периферийных эффективных режущих кромок: ZEFP
1
Номер вставки
ВК__33
2D-модель (DXF)
Имя данных САПР
Скачать
СВЖКР-103
Перед загрузкой выбранных данных или файла обязательно прочтите следующее. Пожалуйста, поймите, что если вы решите перейти к следующему шагу, это будет на ваше усмотрение и под вашу ответственность.
Насколько это разрешено законом, Mitsubishi Materials Corporation не несет никакой ответственности, явной или подразумеваемой, включая, помимо прочего, юридическую гарантию от дефектов, гарантию товарного состояния, гарантию пригодности для специального назначения или гарантию от нарушения прав. Таким образом, в случае, если вышеуказанная загрузка выбранных данных или файла приводит к потере данных или повреждению компьютера или системы, Mitsubishi Materials Corporation никоим образом не несет ответственности за указанной утраты или повреждения. Кроме того, содержимое, включая данные и файлы, может быть изменено или прекращено без предварительного уведомления, и Mitsubishi Materials Corporation не гарантирует, что любое опубликованное содержимое не содержит ошибок.
Если вы согласны с данным отказом от ответственности, выберите «Согласен» ниже. Спасибо за понимание и сотрудничество.
Подробная 3D-модель (STP,STL)
Имя данных САПР
Скачать
СВЖКР-103
Перед загрузкой выбранных данных или файла обязательно прочтите следующее. Пожалуйста, поймите, что если вы решите перейти к следующему шагу, это будет на ваше усмотрение и под вашу ответственность.
Насколько это разрешено законом, Mitsubishi Materials Corporation не несет никакой ответственности, явной или подразумеваемой, включая, помимо прочего, юридическую гарантию от дефектов, гарантию товарного состояния, гарантию пригодности для специальной цели или гарантию от нарушения прав. Таким образом, в случае, если вышеуказанная загрузка выбранных данных или файла приводит к потере данных или повреждению компьютера или системы, Mitsubishi Materials Corporation никоим образом не несет ответственности за указанной утраты или повреждения. Кроме того, содержимое, включая данные и файлы, может быть изменено или прекращено без предварительного уведомления, и Mitsubishi Materials Corporation не гарантирует, что любое опубликованное содержимое не содержит ошибок.
Если вы согласны с данным отказом от ответственности, выберите «Согласен» ниже. Спасибо за понимание и сотрудничество.
3D световая модель (STP,STL)
Имя данных САПР
RD
Скачать
СВЖКР-103_ИР0_031
.031
Перед загрузкой выбранных данных или файла обязательно прочтите следующее. Пожалуйста, поймите, что если вы решите перейти к следующему шагу, это будет на ваше усмотрение и под вашу ответственность.
Насколько это разрешено законом, Mitsubishi Materials Corporation не несет никакой ответственности, явной или подразумеваемой, включая, помимо прочего, юридическую гарантию от дефектов, гарантию товарного состояния, гарантию пригодности для специальной цели или гарантию от нарушения прав. Таким образом, в случае, если вышеуказанная загрузка выбранных данных или файла приводит к потере данных или повреждению компьютера или системы, Mitsubishi Materials Corporation никоим образом не несет ответственности за указанной утраты или повреждения. Кроме того, содержимое, включая данные и файлы, может быть изменено или прекращено без предварительного уведомления, и Mitsubishi Materials Corporation не гарантирует, что любое опубликованное содержимое не содержит ошибок.
Если вы согласны с данным отказом от ответственности, выберите «Согласен» ниже. Спасибо за понимание и сотрудничество.
Pramet SVJCR 2020 K 13 | Функциональная длина 125 мм x высота хвостовика 20 мм Сменная токарная державка
Прамет
$122,40
Текущий запас:
Количество:
Корабли:
Из партнерского объекта
Корабли:
Из партнерского объекта
Марка:
Прамет
Ширина хвостовика (дюйм):
25/32 дюйма
Высота хвостовика (дюйм):
25/32 дюйма
Артикул:
23154700
Вес:
13,84 фунта
Минимальная покупка:
1 шт.
Доставка:
Рассчитывается на кассе
Функции
Отзывы
Токарный инструмент с винтовым зажимом для фиксации ромбовидной позитивной пластины 35° с диаметром вписанной окружности 7,94 мм, толщина 3,18 мм (обозначение ISO VC.. 1303.. ), правостороннее резание под углом 93° со смещенным хвостовиком, высота инструмента 20 мм x ширина 20 мм x длина 125 мм для конусной токарной обработки, однонаправленная и многонаправленная копировально-токарная обработка и продольная токарная обработка с уступом и без него.
Насосная станция ВИХРЬ АСВ-370/20Ч предназначена для бесперебойного водоснабжения коттеджей, дач, ферм. При этом она в автоматическом режиме поддерживает необходимое давление в системе водоснабжения, самостоятельно включаясь и отключаясь по мере расходования воды потребителями.
Данная модель обладает достаточной мощностью 370 Вт, максимальная глубина всасывания 9 метров, максимальная подача воды 45 литров в минуту, максимальный напор 30 метров. Емкость гидроаккумулятора составляет 20 литров. Корпус изготовлен из прочного пластика.
Модель АСВ-370/20Ч — бюджетная модель с хорошими параметрами. Из особенностей можно выделить то, что корпус выполнен из чугуна.
Электродвигатель насосной станции асинхронный, однофазный с короткозамкнутым ротором. Насос со встроенным эжектором сочетает преимущества центробежных с практичностью самовсасывающих насосов. Корпус насосной части изготовлен из стеклонаполненого полипропилена с закладными элементами из латуни для жесткости, а также чугуна и нержавеющей стали. Для исключения износа резьбовых соединений входное и выходное отверстия имеют металлическую резьбу. Гидроаккумулятор агрегата служит для аккумулирования воды под давлением и сглаживания гидроударов. Он состоит из стального резервуара со сменной мембраной и имеет пневмоклапан для закачивания сжатого воздуха.
Преимущества: — Наличие тепловой защиты. При сбое с подачей воды или длительного использования на максимальной нагрузке защитная автоматика обесточит насос. — Автоматическое включение (падение давления в АСВ до 1,5 атм.) и выключение (давление в баке 3 атм.). — Специальные крепления АСВ для дополнительной устойчивости. — Встроенный внутренний эжектор с системой труб Вентури позволяет перекачивать воду с меньшими, по сравнению с обычными центробежными насосами, требованиями к чистой воде и наличию в ней растворенных газов, а также обеспечивает функцию самовсасывания. — Наличие металлической резьбы на входном и выходном отверстиях.
Насосная станция Вихрь АСВ- 370/20Ч (370Вт, 45л/мин, ↑ 30м, бак 20л) чугун — Характеристики
Насосная станция АСВ-370/20Ч ВИХРЬ 68/1/10 ― ВИХРЬ
8490 р.
Цена указана с НДС
Производитель: ВИХРЬ
Страна производства: Китай
Вес продукта: 10. 4 kg
Артикул:
68/1/10
Более 3000 пунктов выдачи
заказов и постаматов
СДЭК
Описание
Насосная станция ВИХРЬ АСВ-370/20Ч предназначена для бесперебойного водоснабжения коттеджей, дач, ферм. При этом она в автоматическом режиме поддерживает необходимое давление в системе водоснабжения, самостоятельно включаясь и отключаясь по мере расходования воды потребителями.
Данная модель обладает достаточной мощностью 370 Вт, максимальная глубина всасывания 9 метров, максимальная подача воды 45 литров в минуту, максимальный напор 30 метров. Емкость гидроаккумулятора составляет 20 литров. Корпус изготовлен из прочного пластика.
Модель АСВ-370/20Ч — бюджетная модель с хорошими параметрами. Из особенностей можно выделить то, что корпус выполнен из чугуна.
Электродвигатель насосной станции асинхронный, однофазный с короткозамкнутым ротором. Насос со встроенным эжектором сочетает преимущества центробежных с практичностью самовсасывающих насосов. Корпус насосной части изготовлен из стеклонаполненого полипропилена с закладными элементами из латуни для жесткости, а также чугуна и нержавеющей стали. Для исключения износа резьбовых соединений входное и выходное отверстия имеют металлическую резьбу. Гидроаккумулятор агрегата служит для аккумулирования воды под давлением и сглаживания гидроударов. Он состоит из стального резервуара со сменной мембраной и имеет пневмоклапан для закачивания сжатого воздуха.
Преимущества:
Наличие тепловой защиты. При сбое с подачей воды или длительного использования на максимальной нагрузке защитная автоматика обесточит насос.
Автоматическое включение (падение давления в АСВ до 1,5 атм.) и выключение (давление в баке 3 атм.).
Специальные крепления АСВ для дополнительной устойчивости.
Встроенный внутренний эжектор с системой труб Вентури позволяет перекачивать воду с меньшими, по сравнению с обычными центробежными насосами, требованиями к чистой воде и наличию в ней растворенных газов, а также обеспечивает функцию самовсасывания.
Наличие металлической резьбы на входном и выходном отверстиях.
В 2011 году принтер, который заправили биогелем, напечатал человеческую почку прямо во время конференции TED. Два года назад Adidas анонсировала новую модель кроссовок, которые печатают на 3D-принтере за 20 минут. А недавно компания Илона Маска SpaceX успешно провела испытания двигателей космического корабля, которые тоже напечатали на 3D-принтере.
В современном мире 3D-печать — это не удивительная технология будущего, а хорошо изученная реальность. Ее применяют в архитектуре, строительстве, медицине, дизайне, производстве одежды и обуви и других сферах. По запросу «3D-принтер» поисковики выдают сотни чертежей и прототипов разной сложности — от мыльницы и настольной лампы до автомобильного двигателя и даже жилого дома.
Любой может купить принтер и напечатать чехол для смартфона, но дальше 3д печати по чертежу идут не все. В этой статье расскажем, когда появилась 3D-печать, как можно применять технологию и какие у нее перспективы.
Как появился трехмерный принтер
Не будем слишком утомлять вас датами и кратко перескажем историю 3D-печати.
Предвестник трехмерной печати. В начале 80-х доктор Хидео Кодама разработал систему быстрого прототипирования с помощью фотополимера — жидкого вещества на основе акрила. Технология печати была похожа на современную: принтер печатал объект по модели, послойно.
Первый 3D-принтинг. Изготовление физических предметов с помощью цифровых данных продемонстрировал Чарльз Халл. В 1984 году, когда компьютеры еще не сильно отличались от калькуляторов, а до выхода Windows-95 было десять лет, он изобрел стереолитографию — предшественницу 3D-печати. Работала технология так: под воздействием ультрафиолетового лазера материал застывал и превращался в пластиковое изделие. Форму печатали по цифровым объектам, и это стало бумом среди разработчиков — теперь можно было создавать прототипы с меньшими издержками.
Первый 3D-принтер. Источник: habr
Первый производитель 3D-принтеров. Через два года Чарльз Халл запатентовал технологию и открыл компанию по производству принтеров 3D Systems. Она выпустила первый аппарат для промышленной 3D-печати и до сих пор лидирует на рынке. Правда, тогда принтер называли иначе — аппаратом для стереолитографии.
Популярность 3D-печати и новые технологии. В конце 80-х 3D Systems запустила серийное производство стереолитографических принтеров. Но к тому времени появились и другие технологии печати: лазерное спекание и моделирование методом наплавления. В первом случае лазером обрабатывался порошок, а не жидкость. А по методу наплавления работает большинство современных 3D-принтеров. Термин «3D-печать» вошел в обиход, появились первые домашние принтеры.
Революция в 3D-печати. В начале нулевых рынок раскололся на два направления: дорогие сложные системы и те, что доступны каждому для печати дома. Технологию начали применять в специфических областях: впервые на 3D-принтере напечатали мочевой пузырь, который успешно имплантировали.
Печать тестового образца почки. Источник: BBC
В 2005 году появился первый цветной 3D-принтер с высоким качеством печати, который создавал комплекты деталей для себя и «коллег».
Как устроен 3D-принтер
В основном принтеры трехмерной печати состоят из одинаковых деталей и по устройству похожи на обычные принтеры. Главное отличие — очевидное: 3D-принтер печатает в трех плоскостях, и кроме ширины и высоты появляется глубина.
Вот из каких деталей состоит 3D-принтер, не считая корпуса:
экструдер, или печатающая головка — разогревает поверхность, с помощью системы захвата отмеряет точное количество материала и выдавливает полужидкий пластик, который подается в виде нитей;
рабочий стол (его еще называют рабочей платформой или поверхностью для печати) — на нем принтер формирует детали и выращивает изделия;
линейный и шаговый двигатели — приводят в движение детали, отвечают за точность и скорость печати;
фиксаторы — датчики, которые определяют координаты печати и ограничивают подвижные детали. Нужны, чтобы принтер не выходил за пределы рабочего стола, и делают печать более аккуратной;
рама — соединяет все элементы принтера.
Схема 3D-принтера. Источник: Lostprinters
Все это управляется компьютером.
Как создают изделия
За создание трехмерного изделия отвечает аддитивный процесс 3д-печати — это когда при изготовлении предмета слои материала накладываются друг на друга, снизу вверх, пока не получится копия формы в чертеже. Так печатают изделия из пластика. А фотополимерная печать работает по технологии стереолитографии (SLA): под воздействием лазерного излучателя фотополимеры затвердевают. Кроме пластика и фотополимерных смол, современные 3D-принтеры работают с металлоглиной и металлическим порошком.
Печать состоит из непрерывных циклов, которые повторяются один за другим — на один слой материала наносится следующий, и печатающая головка двигается, пока на рабочей поверхности не окажется готовый предмет. Отходы печати принтер сам удаляет с рабочего стола.
Как работает 3D-чертеж
Принтер печатает изделие по 3D-чертежу: его создают на компьютере в специальной программе, затем сохраняют в формате STL. Этот файл выводят в программу резки для принтера — она помогает задать модели физические свойства изделия, например плотность. Далее программа преобразует модель в инструкцию для экструдера и выгружает ее на принтер, который начинает печатать изделие.
3D-чертеж легко сделать в домашних условиях — почитайте инструкцию на habr.
Как запрограммировать 3D-принтер
Краткая инструкция по настройке принтера:
Выбрать 3D-модель. Изделие можно нарисовать самому в специальном CAD-редакторе или найти готовый чертеж — в интернете полно моделей разной сложности.
Подготовить 3D-модель к печати. Это делают методом слайсинга (slice — часть). К примеру, чтобы распечатать игрушку, ее модель нужно с помощью программ-слайсеров «разбить» на слои и передать их на принтер. Проще говоря, слайсер показывает принтеру, как печатать предмет: по какому контуру двигаться печатной головке, с какой скоростью, какую толщину слоев делать.
Передать модель принтеру. Из слайсера 3D-чертеж сохраняется в файл под названием G-code. Компьютер загружает файл в принтер и запускает 3д-печать.
Наблюдать за печатью.
Можно ли применять напечатанные изделия
Зависит от качества материала, принтера и конечного изделия. Часто домашние принтеры неточно передают форму и цвет предмета. Изделия из пластика нужно дополнительно обработать: иногда они печатаются с заусенцами и дефектами и почти всегда с ребристой поверхностью.
Изделие после и до обработки. Источник: 3D-Today
Для обработки поверхности есть несколько способов — не все подходят для домашнего применения:
химическая — погружение в ацетон, пескоструйная обработка, нанесение спецраствора кисточкой.
Что можно напечатать на 3D-принтере
В интернете полно подборок с инструкциями для печати 3D-изделий. 3D-Today публикует фотографии работ владельцев принтеров, от мелких запчастей до скульптур. На «Хабре» уже три года назад постили список «50 крутых вещей для печати на 3D-принтере». Make3D написали о более масштабных проектах — печати автомобилей, оружия, солнечных батарей и протезов.
Есть ряд перспективных областей, в которых уже применяют 3D-печать.
Изготовление моделей по собственным эскизам. Константин Иванов, создатель сервиса 3DPrintus, в интервью «Афише» рассказал, что 3D-печать приведет к расцвету customizable things: любой сможет собрать и распечатать нужное изделие онлайн. Например, сделать модель робота и заказать его печать на промышленном принтере, создать и распечатать свой дизайн обручальных колец или обуви. Примеры таких проектов — Thinker Thing и Jweel.
Быстрое прототипирование. Самая популярная область, в которой используют трехмерную печать. На 3D-принтерах делают тестовые модели протезов, прототипы лечебных корсетов, барельефов, олимпийского снаряжения.
Прототипы детских протезов, 3D-печать. Источник: 3D-Pulse
Сложная геометрия. 3D-принтер легко справляется с изготовлением моделей любой формы. Несколько примеров:
— в австралийском университете исследовали возможности 3D-принтера и напечатали табурет в форме отпечатка пальца;
— шеф-повар из Дании победил в конкурсе высокой кухни: он напечатал на 3D-принтере миниатюрные блюда сложной формы из морепродуктов и свекольного пюре;
Одно из победивших блюд шеф-повара. Источник: 3D-Pulse
— в немецком институте разработали систему для ускоренной 3D-печати — за 18 минут принтер изготавливает сложное геометрическое изделие высотой в 30 см. Обычно у принтеров уходит час на печать карманных фигурок.
Технологии 3D-печати
Кратко об основных методах 3D-принтинга.
Стереолитография (SLA). В стереолитографическом принтере лазер облучает фотополимеры, и формирует каждый слой по 3D-чертежу. После облучения материал затвердевает. Прочность изделия зависит от типа полимера — термопластика, смол, резины.
Цветную печать стереолитография не поддерживает. Из других недостатков — медленная работа, огромный размер стереолитографических установок, а еще нельзя сочетать несколько материалов в одном цикле.
Эта технология — одна из самых дорогих, но гарантирует точность печати. Принтер наносит слои толщиной 15 микрон — это в несколько раз тоньше человеческого волоса. Поэтому с помощью стереолитографии делают стоматологические протезы и украшения.
Промышленные стереолитографические установки могут печатать огромные изделия, в несколько метров. Поэтому их успешно применяют в производстве самолетов, судов, в оборонной промышленности, медицине и машиностроении.
Селективное лазерное спекание (SLS). Самый распространенный метод спекания порошковых материалов. Другие технологии — прямое лазерное спекание и выборочная лазерная плавка.
Метод изобрел Карл Декарт в конце восьмидесятых: его принтер печатал методом послойного вычерчивания (спекания). Мощный лазер нагревает небольшие частицы материала и двигается по контурам 3D-чертежа, пока изделие не будет готово. Технологию используют для изготовления не цельных изделий, а деталей. После спекания детали помещают в печь, где материал выгорает. SLS использует пластик, керамику, металл, полимеры, стекловолокно в виде порошка.
На атлете — кроссовки New Balance, которые изготовили с помощью лазерного спекания. Источник: 3D-Today
Технологию SLS используют для прототипов и сложных геометрических деталей. Для печати в домашних условиях SLS не подходит из-за огромных размеров принтера.
Послойная заливка полимера (FDM), или моделирование методом послойного наплавления. Этот способ 3d-печати изобретен американцем Скоттом Крампом. Работает FDM так: материал выводится в экструдер в виде нити, там он нагревается и подается на рабочий стол микрокаплями. Экструдер перемещается по рабочей поверхности в соответствии с 3D-моделью, материал охлаждается и застывает в изделие.
Преимущества — высокая гибкость изделий и устойчивость к температурам. Для такой печати используют разные виды термопластика. FDM — самая недорогая среди 3D-технологий печати, поэтому принтеры популярны в домашнем использовании: для изготовления игрушек, сувениров, украшений. Но в основном моделирование послойным наплавлением используют в прототипировании и промышленном производстве — принтеры довольно быстро печатают мелкосерийные партии изделий. Предметы из огнеупорных пластиков изготовляют для космической отрасли.
Струйная 3D-печать. Один из первых методов трехмерной печати — в 1993 году его изобрели американские студенты, когда усовершенствовали обычный бумажный принтер, и вскоре технологию приобрела та самая компания 3D Systems.
Работает струйная печать так: на тонкий слой материала наносится связующее вещество по контурам чертежа. Печатная головка наносит материал по границам модели, и частицы каждого нового слоя склеиваются между собой. Этот цикл повторяется, пока изделие не будет готово. Это один из видов порошковой печати: раньше струйные 3D-принтеры печатали на гипсе, сейчас используют пластики, песчаные смеси и металлические порошки. Чтобы сделать изделие крепче, после печати его могут пропитывать воском или обжигать.
Предметы, которые напечатали по этой технологии, обычно долговечные, но не очень прочные. Поэтому с помощью струйной печати делают сувениры, украшения или прототипы. Такой принтер можно использовать дома.
Эти конфеты сделали на кондитерском струйном 3D-принтере ChefJet: вместо пластика он использует воду, сахар, шоколад и пищевые красители. Источник: 3Dcream.ru
Еще струйную технологию используют в биопечати — наносят живые клетки друг на друга послойно и таким образом строят органические ткани.
Где применяют 3D-печать
В основном в профессиональных сферах.
Строительство. На 3D-принтерах печатают стены из специальной цементной смеси и даже дома в несколько этажей. Например, Андрей Руденко еще в 2014 году напечатал на строительном принтере замок 3 × 5 метров. Такие 3D-принтеры могут построить двухэтажный дом за 20 часов.
Медицина. О печати органов мы уже упоминали, а еще 3D-принтеры активно используют в протезировании и стоматологии. Впечатляющие примеры — с помощью 3D-печати врачам удалось разделить сиамских близнецов, а кошке без четырех лап поставили протезы, которые напечатали на принтере.
Подробнее о 3D-принтинге в медицине можно узнать в статье издания 3D-Pulse.
Космос. С помощью трехмерной печати делают оборудование для ракет, космических станций. Еще технологию используют в космической биопечати и даже в работе луноходов. Например, российская компания 3D Bioprinting Solutions отправит в космос живые бактерии и клетки, которые вырастят на 3D-принтере. Создатель Amazon Джефф Безос презентовал прототип лунного модуля с напечатанным двигателем, а космический стартап Relativity Space строит фабрику 3D-печати ракет.
Авиация. 3D-детали печатают не только для космических аппаратов, но и для самолетов. Инженеры из лаборатории ВВС США изготавливают на 3D-принтере авиакомпоненты — например, элемент обшивки фюзеляжа — примерно за пять часов.
Архитектура и промышленный дизайн. На трехмерных принтерах печатают макеты домов, микрорайонов и поселков, включая инфраструктуру: дороги, деревья, магазины, освещение, транспорт. В качестве материала обычно используют недорогой гипсовый композит.
Одно из необычных решений — дизайн бетонных баррикад от американского дизайнера Джо Дюсе. После терактов с грузовыми автомобилями, которые врезались в толпу людей, он предложил макет прочных и функциональных заграждений в виде конструктора, которые можно напечатать на 3D-принтере.
Изготовить прототип помогла компания UrbaStyle, которая печатает бетонные формы на строительных 3D-принтерах
Образование. С помощью 3D-печати производят наглядные пособия для детских садов, школ и вузов. В некоторых московских школах с 2016 года есть трехмерные принтеры: на уроках химии дети разглядывают 3D-модели молекул и проводят реакции в напечатанных пробирках, на физике изучают электрическую цепь на 3D-прототипе токопроводящего стенда, а еще сами печатают себе ручки на уроках ИЗО.
Узнать больше о 3D-технологиях в школах можно на сайте «Ассоциации 3D-образования».
А еще 3D-печать помогает в быту, производстве одежды, украшений, картографии, изготовлении игрушек и дизайне упаковок.
Краткий обзор — «Принцип работы 3D принтера» как печатает принтер
3Д-технологии открывают перед человечеством просто невероятные возможности. Об этом знают многие. Принцип работы 3Dпринтера, тем не менее, известен далеко не всем. И почти все уверены, что это что-то немыслимо сложное. Безусловно, технологии и возможности оборудования сильно отличаются. При этом спектр расходных материалов также велик. Но, есть нечто общее, определяющее единый принцип работы, не углубляясь в вопросы технологии. Но сначала нужно определиться, что такое 3Д-принтер. Это устройство, которое позволяет из расходного материала создавать объёмные предметы разной степени сложности. Эти объекты должны быть смоделированы в специальной CAD-программе и переданы на печать в виде файла определённого формата.
Основный принцип работы
Если кратко, принтер для объёмной печати, независимо от типа используемого материала и применяемой технологии, работает по следующему принципу:
на компьютере в специальной CAD-программе моделируется объект;
готовый объект, сохраненный в специальном формате, нарезается программой – слайсером, которая идет в комплекте с устройством, причём толщина каждого слоя определяется возможностями 3д-принтера и выбранными настройками;
каждый слой переводится в двоичный командный код, который получает устройство, и в соответствии с которым, согласно координатам, наносится слой материала;
слой за слоем формируется объект.
Именно таким образом осуществляется 3D-печать и видео это иллюстрирует прекрасно. Детальный принцип работы оборудования будет определяться используемой технологией.
Технологии трёхмерной печати
Существует довольно большое число технологий, применяемых в 3D-печати. От технологии и технология зависят от используемого для печати материала. В настоящее время для этого можно использовать: пластиковые нити, фотополимерные смолы, металлические порошковые сплавы;
гипсовый композитный порошок, воск, а также разные строительные и кулинарные смеси.
Наиболее известны следующие технологии 3D-печати:
FDM;
SLS и SLM;
ламинирование;
фотополимерная печать;
печать гипсом;
строительная печать бетонной смесью и другие.
Каждая отдельно взятая технология имеет свои характерные особенности, сферу применения и сложности. На некоторых стоит остановиться более подробно.
Послойное наплавление
Наиболее простая и популярная технология печати – это FDM или технология послойного наплавления. Она подразумевает подачу пластиковой нити к специальному нагревательному элементу. Посредством экструдера расплавленный пластик наносится в заданной печатной области. Экструдер закреплён на печатной головке, которая перемещается по рабочей зоне печати в горизонтальной плоскости. Как только слой будет напечатан, рабочая платформа опустится на величину слоя и работа продолжится снова.
Этот тип печати является наиболее доступным. И устройства, основанные на нём стоят дешевле всего. Именно поэтому такие 3D-принтеры являются самыми востребованными для домашне-бытовых целей, то есть персонального использования.
Фотополимерная печать
Фотополимерная печать осуществляется несколько иначе. Материал также наносится послойно, но он изначально находится в жидком состоянии в специальной ванне. Слой за слоем на материал воздействует лазерный или ультрафиолетовый луч, и платформа поднимается вверх. То есть объект как бы выращивается. Под действием излучения материал полимеризуется и твердеет.
Так как такая технология позволяет получать изделия с высочайшей точностью, в том числе и тонкостенные, то она является более перспективной и обладает более широкими возможностями. Именно она используется на сложных производствах и предприятиях.
Востребованы подобные устройства и в медицинской сфере, открывая широчайшие возможности изготовления высокоточных хирургических шаблонов и даже протезов.
Взгляд в будущее
Возможно, в будущем технологии существенно изменятся, и принцип работы трёхмерных принтеров тоже будет иным. Но пока что, независимо от технологии и материала, сферы применения и сложности оборудования основополагающий принцип остаётся неизменным. При работе с гипсом послойно наносится клеевой слой и порошок. А с кулинарными 3Д-принтерами дело обстоит аналогично строительным устройствам – слой за слоем формируется объект. При помощи экструдера, смесь послойно наносится, а застывание происходит естественным путем. И даже в медицине биосовместимые элементы и органы формируются послойно, согласно запрограммированной слайсером информации.
Что такое 3D-печать? Как работает 3D-принтер? Изучите 3D-печать
3D-печать или аддитивное производство — это процесс создания трехмерных твердых объектов из цифрового файла.
Создание 3D-печатного объекта достигается с помощью аддитивных процессов. В аддитивном процессе объект создается путем укладки последовательных слоев материала до тех пор, пока объект не будет создан. Каждый из этих слоев можно рассматривать как тонко нарезанный поперечный разрез объекта.
3D-печать — это противоположность субтрактивному производству, при котором вырезается / выдалбливается кусок металла или пластика, например, на фрезерном станке.
3D-печать позволяет создавать сложные формы с использованием меньшего количества материала, чем традиционные методы производства.
Содержание
Как работает 3D-печать?
Промышленность 3D-печати
Примеры 3D-печати
Технологии и процессы 3D-печати
Материалы
Услуги
Перейти к интересующей вас области:
Быстрое прототипирование и производство
Автомобилестроение
Авиация
Строительство
Товары народного потребления
Здравоохранение
Еда
Образование
Перейти к процессу:
Все технологии и процессы
Ванная фотополимеризация
Струйная обработка материала
Струйная обработка связующего
Экструзионный материал
Порошковая кровать Fusion
Листовое ламинирование
Направленное выделение энергии
Как работает 3D-печать?
Все начинается с 3D-модели. Вы можете создать его с нуля или загрузить из 3D-библиотеки.
Программное обеспечение для 3D
Существует множество различных программных инструментов. От промышленного класса до открытого. Мы создали обзор на нашей странице программного обеспечения для 3D.
Мы часто рекомендуем новичкам начать с Tinkercad. Tinkercad бесплатен и работает в вашем браузере, вам не нужно устанавливать его на свой компьютер. Tinkercad предлагает уроки для начинающих и имеет встроенную функцию экспорта вашей модели в виде файла для печати, например .STL или .OBJ.
Теперь, когда у вас есть файл для печати, следующим шагом будет подготовка его для вашего 3D-принтера. Это называется нарезкой.
Нарезка: от файла для печати до 3D-принтера
Нарезка в основном означает нарезку 3D-модели на сотни или тысячи слоев и выполняется с помощью программного обеспечения для нарезки.
Когда ваш файл нарезан, он готов для вашего 3D-принтера. Подача файла на ваш принтер может осуществляться через USB, SD или Wi-Fi. Ваш нарезанный файл теперь готов к 3D-печати слой за слоем .
Промышленность 3D-печати
Внедрение 3D-печати достигло критической массы, поскольку те, кому еще предстоит интегрировать аддитивное производство где-то в свою цепочку поставок, теперь составляют постоянно сокращающееся меньшинство. Если на ранних этапах 3D-печать подходила только для прототипирования и разового производства, то сейчас она быстро превращается в производственную технологию.
Большая часть текущего спроса на 3D-печать носит промышленный характер. Acumen Research and Consulting прогнозирует, что к 2026 году мировой рынок 3D-печати достигнет 41 миллиарда долларов9.0003
По мере своего развития технологии 3D-печати суждено преобразовать почти все основные отрасли и изменить то, как мы живем, работаем и играем в будущем.
Примеры 3D-печати
3D-печать включает в себя множество форм технологий и материалов, поскольку 3D-печать используется практически во всех отраслях, о которых вы только могли подумать. Важно рассматривать его как кластер различных отраслей с множеством различных приложений.
Несколько примеров:
– товары народного потребления (очки, обувь, дизайн, мебель)
– реконструкция доказательств в судебной патологии
— реквизит для кино
Быстрое прототипирование и быстрое производство
С конца семидесятых годов компании используют 3D-принтеры в процессе проектирования для создания прототипов. Использование 3D-принтеров для этих целей называется быстрое прототипирование .
Зачем использовать 3D-принтеры для быстрого прототипирования? Короче говоря, это быстро и относительно дешево. От идеи до 3D-модели и удерживания прототипа в руках — это вопрос дней, а не недель. Итерации проще и дешевле сделать, и вам не нужны дорогие формы или инструменты.
Помимо быстрого прототипирования, 3D-печать также используется для быстрого производства . Быстрое производство — это новый метод производства, при котором предприятия используют 3D-принтеры для мелкосерийного производства по индивидуальному заказу.
Автомобилестроение
Производители автомобилей давно используют 3D-печать. Автомобильные компании печатают запасные части, инструменты, приспособления и приспособления, а также детали для конечного использования. 3D-печать позволила производить продукцию по требованию, что привело к снижению складских запасов и сокращению циклов проектирования и производства.
Автолюбители во всем мире используют 3D-печатные детали для восстановления старых автомобилей. Одним из таких примеров является то, что австралийские инженеры напечатали детали, чтобы вернуть к жизни Delage Type-C. При этом им приходилось печатать детали, которые десятилетиями не производились.
Авиация
Авиация любит аддитивное производство, в основном из-за того, что 3D-печать обещает легкие и прочные конструкции. В последнее время мы наблюдаем целую кучу инноваций в области авиации, когда печатаются более важные детали.
Центральная рама турбины
Одним из таких крупных компонентов, напечатанных в этом году, была центральная рама турбины, напечатанная GE в рамках инициативы EU Clean Sky 2.
Усовершенствованная аддитивная интегрированная центральная рама турбины (TCF) представляет собой деталь диаметром 1 метр, напечатанную из никелевого сплава 718 компанией GE и консорциумом из Гамбургского технологического университета (TUHH), Технического университета Дрездена (TUD) и Autodesk. Это одна из самых больших цельных металлических деталей, напечатанных для авиации.
Центральная рама большой турбины. (Изображение предоставлено GE AAT Munich)
Обычно подобные компоненты изготавливаются с использованием литья и состоят из нескольких частей. В случае 3D-печатной версии сборка из 150 деталей была сокращена до одной детали. Печатная версия также выигрывает от снижения как стоимости, так и массы на 30%, а также сокращения времени выполнения заказа с 9месяцев всего до 10 недель.
Металлические детали сертифицированы EASA
Еще в июне 2022 года сообщалось, что Lufthansa Technik и Premium AEROTEC создали первую несущую металлическую деталь, одобренную для использования в авиации.
Новое звено A было изготовлено с использованием LPBF и продемонстрировало более высокую прочность на растяжение по сравнению с традиционной кованой версией.
Деталь была изготовлена на заводе Premium AEROTEC в Вареле, Германия. Было напечатано и протестировано большое количество тестовых деталей, чтобы обеспечить качество и воспроизводимость для сертификации.
Печать детали обеспечила экономию затрат на компонент и заложила основу для использования этого производственного метода для создания структурно важных металлических деталей в будущем. Он также использовался для тестирования процесса и демонстрации процесса сертификации несущих деталей AM.
Гиперзвуковой топливный инжектор
Следующее печатное изделие никогда не предназначалось для установки на самолет, а предназначалось для установки на объекте для проверки условий потока на гиперзвуковых скоростях.
При полете в гиперзвуковом режиме полета выше (5 Маха) воздух, проходящий вокруг аппарата, становится невероятно горячим, а давление значительно возрастает. Эти условия могут привести к тому, что сам воздух станет химически реактивным, что создаст проблемы для автомобилей, работающих на топливе.
Моделирование условий потока с помощью CFD требует больших вычислительных ресурсов (если вообще возможно), поэтому для воспроизведения условий потока исследователи из Purdue изготовили гигантскую горелку, чтобы воссоздать горячее, быстрое и высокое давление, возникающее при гиперзвуковом полете. Короче говоря, они построили сопло ракеты и поместили тестовые компоненты в выхлопной шлейф, чтобы посмотреть, как они работают.
Распечатанные на 3D-принтере топливные форсунки (Изображение предоставлено Университетом Пердью)
Распечатанные форсунки подают топливо и воздух в камеру сгорания, создавая особые поля турбулентного потока и стабильное пламя.
Форсунки были напечатаны из Hastelloy X, суперсплава с превосходной термостойкостью. Команда быстро напечатала несколько различных инжекторов и протестировала их все в горелке, чтобы определить, какие из них работают лучше всего.
Теперь они могут воспроизвести гиперзвуковые условия полета на Земле за небольшую часть стоимости (и риска), связанного с выполнением этого в милях над поверхностью Земли. Это может принести пользу быстрым самолетам, таким как автомобили с ГПВРД, а также космическим кораблям.
Relativity Space
На этом веб-сайте мы довольно много рассказывали об американской ракетно-печатной компании Relativity Space.
От своего сверхбольшого металлического принтера «Звездные врата» до самой ракеты — эта компания проделала большую работу как с печатью, так и с ракетами. 3D-принтер Stargate 4-го поколения способен печатать объекты длиной 120 футов и диаметром 24 фута и в 12 раз быстрее, чем их предыдущие принтеры.
Новый роботизированный принтер с искусственным интеллектом смог добиться более высокой скорости печати благодаря своей инновационной многопроводной печатающей головке. Эта печатающая головка позволяет одновременно подавать в нее несколько металлических проволок, что приводит к более высокой скорости наплавки.
Компания планирует совершить свой первый испытательный полет распечатанной ракеты Terran-1 на НОО в январе 2023 года, поэтому мы подумали, что упомянем их в этой статье в качестве напоминания.
На видео ниже вы можете увидеть Терран-1, проходящий огневые испытания.
Строительство
Можно ли напечатать здание? — Да, это. 3D-печатные дома уже коммерчески доступны. Некоторые компании печатают сборные детали, а другие делают это на месте.
Большинство историй о печати бетона, которые мы рассматриваем на этом веб-сайте, посвящены крупномасштабным системам печати бетоном с довольно большими соплами для большой скорости потока. Он отлично подходит для укладки слоев бетона довольно быстро и с повторяемостью. Но для действительно сложной бетонной работы, в которой в полной мере используются возможности 3D-печати, требуется что-то более гибкое и с более тонким прикосновением.
Потребительские товары
Когда мы впервые начали вести блог о 3D-печати в 2011 году, 3D-печать не была готова для использования в качестве метода производства в больших объемах. В настоящее время существует множество примеров конечных потребительских товаров, напечатанных на 3D-принтере.
Обувь
Ассортимент Adidas 4D имеет полностью напечатанную на 3D-принтере промежуточную подошву и печатается в больших объемах. Тогда мы написали статью, в которой объясняли, как изначально Adidas выпускала всего 5000 пар обуви для широкой публики, а к 2018 году планировала продать 100 000 пар обуви с элементами AM. кажется, что они превзошли эту цель или находятся на пути к ее достижению. Обувь доступна по всему миру в местных магазинах Adidas, а также в различных сторонних интернет-магазинах.
Очки
По прогнозам, к 2028 году рынок очков, напечатанных на 3D-принтере, достигнет 3,4 миллиарда долларов. Быстрорастущим сектором являются оправы для конечного использования. 3D-печать является особенно подходящим методом производства оправ для очков, потому что индивидуальные измерения легко обработать в конечном продукте.
Но знаете ли вы, что линзы также можно печатать на 3D-принтере? Традиционные стеклянные линзы изначально не тонкие и легкие; они вырезаны из гораздо более крупного блока материала, называемого заготовкой, около 80% которого уходит в отходы. Если учесть, сколько людей носят очки и как часто им нужно покупать новую пару, 80% этих цифр — пустая трата времени. Вдобавок ко всему, лаборатории должны хранить огромные запасы заготовок, чтобы удовлетворить индивидуальные потребности своих клиентов в области машинного зрения. Наконец, однако, технология 3D-печати достаточно продвинулась, чтобы производить высококачественные индивидуальные офтальмологические линзы, избавляясь от отходов и затрат на складские запасы прошлого. В 3D-принтере Luxexcel VisionEngine используется отверждаемый УФ-излучением акрилатный мономер для печати двух пар линз в час, которые не требуют полировки или какой-либо последующей обработки. Фокусные области также можно полностью настроить так, чтобы определенная область линзы обеспечивала лучшую четкость на расстоянии, а другая область линзы обеспечивала лучшее зрение вблизи.
Ювелирные изделия
Существует два способа изготовления ювелирных изделий с помощью 3D-принтера. Вы можете использовать прямой или непрямой производственный процесс. Прямое относится к созданию объекта прямо из 3D-проекта, в то время как непрямое производство означает, что объект (шаблон), напечатанный в 3D, в конечном итоге используется для создания формы для литья по выплавляемым моделям.
Здравоохранение
В наши дни нередко можно увидеть заголовки об имплантатах, напечатанных на 3D-принтере. Часто эти случаи носят экспериментальный характер, из-за чего может показаться, что 3D-печать все еще является второстепенной технологией в сфере медицины и здравоохранения, но это уже не так. За последнее десятилетие компания GE Additive напечатала на 3D-принтере более 100 000 протезов тазобедренного сустава.
Чашка Delta-TT, разработанная доктором Гвидо Граппиоло и LimaCorporate, изготовлена из трабекулярного титана, который характеризуется правильной трехмерной шестиугольной структурой ячеек, имитирующей морфологию трабекулярной кости. Трабекулярная структура повышает биосовместимость титана, стимулируя врастание кости в имплантат. Некоторые из первых имплантатов Delta-TT все еще работают более десяти лет спустя.
Еще один напечатанный на 3D-принтере медицинский компонент, который хорошо справляется с тем, чтобы оставаться незамеченным, — это слуховой аппарат. Подсчитано, что 99% производимых слуховых аппаратов производятся с использованием аддитивного производства, и понятно почему.
Стоматология
В стоматологической отрасли мы видим, что формы для прозрачных капп являются, пожалуй, самыми 3D-печатными объектами в мире. В настоящее время формы печатаются на 3D-принтере с использованием процессов 3D-печати на основе смолы и порошка, а также с помощью струйной печати материала. Коронки и зубные протезы уже печатаются на 3D-принтере вместе с хирургическими шаблонами.
Биопечать
В начале двухтысячных годов биотехнологические фирмы и научные круги изучали технологию 3D-печати на предмет возможного использования в приложениях тканевой инженерии, где органы и части тела строятся с использованием струйных технологий. Слои живых клеток осаждаются на гелевой среде и медленно наращиваются, образуя трехмерные структуры. Мы называем эту область исследований термином «биопечать».
Продукты питания
Аддитивное производство давно проникло в пищевую промышленность. Такие рестораны, как Food Ink и Melisse, используют это как уникальное преимущество для привлечения клиентов со всего мира.
Образование
Преподаватели и студенты уже давно используют 3D-принтеры в своих классах. 3D-печать позволяет учащимся материализовать свои идеи быстрым и доступным способом.
Хотя дипломы по аддитивному производству появились сравнительно недавно, университеты уже давно используют 3D-принтеры в других дисциплинах. Есть много образовательных курсов, которые можно пройти, чтобы заняться 3D-печатью. Университеты предлагают курсы по вещам, связанным с 3D-печатью, таким как САПР и 3D-дизайн, которые на определенном этапе можно применить к 3D-печати.
Что касается прототипирования, многие университетские программы обращаются к принтерам. Есть специализации в аддитивном производстве, которые можно получить, получив степень в области архитектуры или промышленного дизайна. Печатные прототипы также очень распространены в искусстве, анимации и исследованиях моды.
Типы технологий и процессов 3D-печати
Американское общество по испытаниям и материалам (ASTM) разработало набор стандартов, классифицирующих процессы аддитивного производства по 7 категориям. Это:
Частная фотополимеризация
Стереолитография (SLA)
Цифровая обработка света (DLP)
Непрерывное производство жидкостного интерфейса (CLIP)
Струйная обработка материала
Струйная обработка связующего
Экструзия материалов
Моделирование методом наплавления (FDM)
Производство плавленых нитей (FFF)
Порошковая кровать Fusion
Мультиструйный синтез (MJF)
Селективное лазерное спекание (SLS)
Прямое лазерное спекание металла (DMLS)
Листовое ламинирование
Направленное выделение энергии
Фотополимеризация в ванне
3D-принтер, основанный на методе фотополимеризации в ванне, имеет контейнер, заполненный фотополимерной смолой. Смола затвердевает с помощью источника УФ-излучения.
Схемы фотополимеризации в ванне. Источник изображения: lboro.ac.uk
Стереолитография (SLA)
SLA была изобретена в 1986 году Чарльзом Халлом, который в то же время основал компанию 3D Systems. В стереолитографии используется чан с жидкой отверждаемой фотополимерной смолой и ультрафиолетовый лазер для создания слоев объекта по одному. Для каждого слоя лазерный луч прослеживает поперечное сечение рисунка детали на поверхности жидкой смолы. Воздействие ультрафиолетового лазерного излучения отверждает и затвердевает рисунок, нанесенный на смолу, и сплавляет его с нижележащим слоем.
После трассировки шаблона платформа подъемника SLA опускается на расстояние, равное толщине одного слоя, обычно от 0,05 мм до 0,15 мм (от 0,002″ до 0,006″). Затем заполненное смолой лезвие проходит по поперечному сечению детали, повторно покрывая ее свежим материалом. На этой новой жидкой поверхности прослеживается рисунок последующего слоя, присоединяясь к предыдущему слою. В зависимости от объекта и ориентации печати SLA часто требует использования структур поддержки.
Цифровая обработка света (DLP)
DLP или цифровая обработка света относится к методу печати, в котором используются светочувствительные и светочувствительные полимеры. Хотя это очень похоже на SLA, ключевое отличие заключается в источнике света. DLP использует другие источники света, такие как дуговые лампы. DLP работает относительно быстро по сравнению с другими технологиями 3D-печати.
Непрерывное производство жидкостного интерфейса (CLIP)
Один из самых быстрых процессов с использованием фотополимеризации в ванне называется CLIP, сокращение от Продукт непрерывного жидкостного интерфейса , разработанный компанией Carbon.
Цифровой синтез света
Сердцем процесса CLIP является Технология цифрового синтеза света . В этой технологии свет от специального высокоэффективного светодиодного источника света проецирует последовательность УФ-изображений, открывающих поперечное сечение напечатанной на 3D-принтере детали, что приводит к частичному отверждению УФ-отверждаемой смолы точно контролируемым образом. Кислород проходит через кислородопроницаемое окно, создавая тонкую жидкую границу раздела неотвержденной смолы между окном и печатной частью, известную как мертвая зона. Мертвая зона составляет всего десять микрон. Внутри мертвой зоны кислород препятствует отверждению светом смолы, расположенной ближе всего к окну, что обеспечивает непрерывный поток жидкости под напечатанной деталью. Непосредственно над мертвой зоной направленный вверх УФ-свет вызывает каскадное отверждение детали.
Простая печать только с помощью аппаратного обеспечения Carbon не позволяет использовать конечные свойства в реальных приложениях. После того, как свет придал форму детали, второй программируемый процесс отверждения обеспечивает желаемые механические свойства путем запекания напечатанной на 3D-принтере детали в термальной ванне или печи. Запрограммированное термическое отверждение задает механические свойства, запуская вторичную химическую реакцию, заставляющую материал упрочняться для достижения желаемых конечных свойств.
Компоненты, напечатанные с использованием технологии Carbon, не уступают деталям, изготовленным методом литья под давлением. Цифровой синтез света обеспечивает стабильные и предсказуемые механические свойства, создавая действительно изотропные детали.
Распыление материала
В этом процессе материал наносится каплями через сопло небольшого диаметра, подобно тому, как работает обычный струйный бумажный принтер, но он наносится слой за слоем на рабочую платформу, а затем затвердевает под действием УФ-излучения. свет. Схемы распыления материалов
. Источник изображения: custompartnet.com
Распыление связующего
При распылении связующего используются два материала: основной материал в виде порошка и жидкое связующее. В рабочей камере порошок распределяется равными слоями, а связующее наносится через струйные сопла, которые «склеивают» частицы порошка в нужной форме. После того, как печать закончена, оставшийся порошок счищается, который часто можно использовать повторно для печати следующего объекта. Эта технология была впервые разработана в Массачусетском технологическом институте в 1993.
Схемы распыления связующего
Экструзия материала
Моделирование наплавления (FDM)
Схемы FDM (Изображение предоставлено Википедией, сделано пользователем Zureks)
FDM работает с использованием пластиковой нити, которая разматывается с катушки и поставляется экструзионное сопло, которое может включать и выключать поток. Сопло нагревается для расплавления материала и может перемещаться как в горизонтальном, так и в вертикальном направлениях с помощью механизма с числовым программным управлением. Объект изготавливается путем экструзии расплавленного материала для формирования слоев, поскольку материал затвердевает сразу после экструзии из сопла.
FDM был изобретен Скоттом Крампом в конце 80-х. Запатентовав эту технологию, он основал компанию Stratasys в 1988 году. Термин Fused Deposition Modeling и его аббревиатура FDM являются товарными знаками Stratasys Inc. (FFF), был придуман участниками проекта RepRap, чтобы дать словосочетание, использование которого было бы юридически не ограничено.
Powder Bed Fusion
Селективное лазерное спекание (SLS)
SLS использует мощный лазер для сплавления мелких частиц порошка в массу, имеющую желаемую трехмерную форму. Лазер избирательно плавит порошок, сначала сканируя поперечные сечения (или слои) на поверхности порошкового слоя. После сканирования каждого поперечного сечения слой порошка опускается на один слой. Затем сверху наносится новый слой материала и процесс повторяется до тех пор, пока объект не будет готов.
Технология Multi Jet Fusion была разработана Hewlett Packard и работает с подметающим рычагом, который наносит слой порошка, а затем другим рычагом, оснащенным струйные принтеры, которые выборочно наносят связующее вещество на материал. Струйные принтеры также наносят средство для детализации вокруг переплета, чтобы обеспечить точные размеры и гладкие поверхности. Наконец, слой подвергается всплеску тепловой энергии, который вызывает реакцию агентов.
Прямое лазерное спекание металла (DMLS)
DMLS в основном аналогичен SLS, но вместо него используется металлический порошок. Весь неиспользованный порошок остается как есть и становится опорной структурой для объекта. Неиспользованный порошок можно использовать повторно для следующего оттиска.
Из-за увеличения мощности лазера DMLS превратился в процесс лазерной плавки. Узнайте больше об этой и других технологиях обработки металлов на нашей странице обзора технологий обработки металлов.
Листовое ламинирование
Листовое ламинирование включает материал в листах, которые соединяются вместе под действием внешней силы. Листы могут быть металлическими, бумажными или полимерными. Металлические листы свариваются друг с другом с помощью ультразвуковой сварки в несколько слоев, а затем фрезеруются на станке с ЧПУ для придания нужной формы. Можно использовать и бумажные листы, но они склеиваются клеевым составом и обрезаются по форме точными лезвиями.
Этот процесс в основном используется в металлургической промышленности и в приложениях быстрого производства. Устройство 3D-печати обычно прикрепляется к многоосному роботизированному манипулятору и состоит из сопла, которое наносит металлический порошок или проволоку на поверхность, и источника энергии (лазер, электронный луч или плазменная дуга), который расплавляет его, формируя твердый объект.
Направленное осаждение энергии с металлическим порошком и лазерным плавлением (Изображение предоставлено проектом Merlin)
Материалы
В аддитивном производстве могут использоваться различные материалы: пластмассы, металлы, бетон, керамика, бумага и некоторые пищевые продукты (например, шоколад). Материалы часто производятся в виде проволочного сырья, известного как нить, в виде порошка или жидкой смолы. Узнайте больше о наших рекомендуемых материалах на нашей странице материалов.
Услуги
Хотите внедрить 3D-печать в свой производственный процесс? Получите ценовое предложение для нестандартной детали или закажите образцы на нашей странице услуг 3D-печати.
Как исправить проблемы с осью Z Ender 3 — слишком короткая, переплетающаяся и многое другое — 3D Printerly
Ender 3 — популярный 3D-принтер на рынке. Тем не менее, он может столкнуться с различными проблемами оси Z, такими как слишком короткие отпечатки по оси Z, привязка Z и проблемы с двигателем.
В этой статье будут рассмотрены способы устранения некоторых из этих проблем. Итак, продолжайте читать эту статью, чтобы наконец узнать, как решить проблемы с 3D-принтером и Ender 3 с осью Z.
Вы можете использовать оглавление, чтобы перейти к области, которая затрагивает вас, или прочитать статью, чтобы узнать, применимы ли к вам какие-либо проблемы или исправления.
Как исправить слишком короткую ось Z Ender 3 и печать не в масштабе
Если ваши 3D-отпечатки с Ender 3 не имеют точных размеров по оси Z или не в масштабе, это может быть связано с несколькими проблемами. Эти проблемы варьируются от механических сбоев в настройке принтера до проблем с прошивкой.
Давайте рассмотрим, как решить эти проблемы.
Регулировка эксцентриковых гаек на каретке оси X
Эксцентриковые гайки — это части каретки оси X, которые крепят ее к порталу Z. Эти эксцентриковые гайки перемещают Х-образную каретку вверх и вниз с помощью роликов.
Эти ролики прикрепляют каретку оси X к Z-порталу. Их также называют колесами POM.
Если эти ролики слишком натянуты или слишком ослаблены, у Ender 3 возникнут проблемы при печати по оси Z. Если ролики слишком натянуты, Z-портал будет сильно тренироваться при перемещении каретки оси X.
Это значительно замедлит его. И наоборот, если эксцентриковые гайки на роликах ослаблены, каретка оси X не будет должным образом закреплена на оси Z, что приведет к ее проскальзыванию и падению.
Вам понадобится гаечный ключ, чтобы затянуть и ослабить эксцентриковые гайки, чтобы отрегулировать их.
Прежде всего, осмотрите колеса (ролики) из полиоксиметилена на предмет точечной коррозии или любого вида износа. Если вы заметили износ, замените колесо.
Затем проверьте и убедитесь, что колеса POM правильно захватывают Z-портал, не должно быть никаких колебаний.
Наконец, затяните колеса до оптимального уровня.
Найдите колесо из полиоксиметилена с помощью эксцентриковой гайки (обычно оно находится напротив пары).
Затягивая эксцентриковую гайку, постоянно вращайте колеса пальцем.
Если колесо по-прежнему свободно вращается, продолжайте затягивать его. Как только колесо перестает свободно вращаться и начинает захватывать и перемещаться по порталу, оно достигает оптимального натяжения.
Ослабьте винты на кронштейне ходового винта
Ходовой винт Ender 3 соединен с кронштейном каретки оси X двумя винтами. Если эти винты затянуты слишком сильно, у каретки возникнут проблемы с перемещением по оси Z из-за заедания.
Итак, немного ослабьте винты на держателе, чтобы ходовой винт мог свободно двигаться. Только будьте осторожны, не ослабьте его слишком сильно, чтобы не ввести люфт в систему.
Затяните муфту Z-двигателя
Муфта Z-двигателя — это компонент, отвечающий за соединение ходового винта с Z-двигателем. Если соединение между этими компонентами неплотное, двигатель может неправильно вращать ходовой винт.
Итак, снова вставьте ходовой винт в муфту и затяните его шестигранным ключом, пока не исчезнет люфт.
Используйте прокладку для двигателя Z
Иногда расстояние между двигателем Z Ender 3 и порталом неточное. Это приводит к связыванию и другим проблемам, которые приводят к сжатию и пропуску слоев.
Вы можете распечатать распорки и опоры двигателя Z и установить их на двигатель Z, чтобы исправить это. Это гарантирует, что ходовой винт останется прямым при печати.
Проверка и смазка ходового винта
Неисправный или неправильно выровненный ходовой винт может привести к укорочению слоев. Проверьте свой ходовой винт, чтобы убедиться, что он правильно прикручен к муфте.
Кроме того, проверьте его длину на наличие признаков изгиба. Кроме того, проверьте, правильно ли совмещена гайка ходового винта с двигателем и ходовым винтом, чтобы последний не погнулся.
Наконец, смажьте ходовой винт небольшим количеством масла PTFE, чтобы избежать чрезмерного трения при движении.
Калибровка шагов на миллиметр для осей X, Y и Z
Шагов на миллиметр — это значение, определяющее, сколько раз шаговый двигатель делает обороты для перемещения на 1 мм. Это значение имеет большое значение и зависит как от двигателя Z, так и от шага ходового винта.
Если значение слишком велико или слишком мало, размер печати будет отличаться. В следующем разделе я расскажу, как вы можете проверить и откалибровать свои Z-шаги/мм.
Примечание: Убедитесь, что вы попробовали все другие решения, прежде чем пытаться изменить значение в прошивке.
Как исправить слишком короткий кабель Ender 3/Pro Z
У некоторых пользователей возникали проблемы с короткими и запутанными кабелями на разных моделях Ender 3. Эти проблемы имеют решающее значение, поскольку неправильное управление кабелями может ограничить движение печатающей головки, что приведет к ошибкам печати.
Давайте посмотрим, как мы можем решить эту проблему.
Проверьте кабель на предмет запутывания
3D-принтеры содержат много движущихся частей, и многочисленные кабели принтера очень легко зацепятся за одну из них. Эти кабели могут даже запутываться друг с другом, что еще больше ограничивает их движение.
Итак, проследите кабель до блока управления. Осмотрите его длину, чтобы увидеть, не запутался ли он в каком-либо месте.
Откройте блок управления и проверьте кабели на застежках-молниях
При отправке принтеров Ender 3 производители часто связывают их кабели вместе, чтобы сделать их более компактными. Кабель будет слишком коротким, если вы установите принтер, не снимая стяжки.
Итак, проверьте длину троса на наличие согнутых частей, скрепленных стяжками. Кроме того, откройте блок управления и проверьте наличие кабелей, которые могли быть скреплены вместе для удобства транспортировки.
Если вы найдете стяжки, разрежьте их и удлините кабель.
Используйте удлинители кабеля
Если вы не обнаружите запутанных или перевязанных частей кабеля, вам необходимо использовать удлинители кабеля. Эти удлинители помогут увеличить радиус действия более коротких кабелей.
Однако убедитесь, что вы приобрели правильные кабели для нужных деталей. Например:
Для шаговых двигателей вам понадобится что-то вроде 1,5-метрового 59-дюймового провода шагового двигателя.
В качестве концевых упоров вы можете приобрести механический концевой выключатель из 6 комплектов.
Установка кабельной цепи для укладки кабелей
Кабельная цепь представляет собой гибкую пластиковую оболочку, которая помогает упорядочить провода, чтобы они не спутывались и не мешали работе принтера.
Он прост и удобен в установке. Кроме того, он отлично выглядит и придает вашему принтеру чистый вид без помех.
Вы действительно можете распечатать кабельную цепь из Thingiverse на своем 3D-принтере.
Как исправить Ender 3 Z-шаги на мм и откалибровать ось Z
Как я упоминал ранее, Z-шагов на миллиметр — это значение, определяющее, сколько шагов делает шаговый двигатель, чтобы переместиться на 1 мм в направлении Z.
Это значение является функцией как шагового двигателя, так и ходового винта, и обычно для принтеров Ender 3 установлено значение по умолчанию 400 шагов/мм . Однако это значение может потребоваться изменить, если вы получаете отпечатки с неточными размерами в направлении Z.
Как исправить Ender 3 Z-шага на мм
Идеальный способ точно установить шаг по оси Z на миллиметр — это распечатать на 3D-принтере калибровочный куб диаметром 20 мм и использовать пару цифровых штангенциркулей для измерения того, насколько близко или далеко находится куб по размерам.
Если ваш куб меньше 20 мм в высоту или в направлении Z, вам необходимо увеличить Z-шаги, в то время как значение выше 20 мм означает, что вам нужно его уменьшить.
Расчет выглядит следующим образом:
(20 мм / измеренное значение) * Текущее значение Z-шагов = Новое значение Z-шагов
Пример:
При измеренном значении 19,2 мм и текущем значении Z-шагов на мм 400 м вы получите 20 мм/19,2 мм * 400 = 416,67.
Сохраните новое значение.
Чтобы сохранить новое значение с помощью ЖК-дисплея, выберите Управление > Движение > Z-шагов/мм.
Введите новое значение Z-шагов/мм
Чтобы сохранить новое значение, перейдите к Управление > Сохранить память . Как только вы выберете сохранить память, новое значение будет сохранено в прошивке.
Если у вас нет возможности сохранить новое значение на 3D-принтере, вы можете просмотреть видео выше и отправить команды для ввода нового значения и его сохранения.
Как откалибровать ось Z
Очень важно часто калибровать ось Z, особенно если вы только что изменили деталь в настройках печати. Это может быть печатная платформа или новое сопло; в любом случае, важно перекалибровать высоту и смещение Z.
Вы можете откалибровать ось Z на Ender 3 тремя способами. Давайте посмотрим на них:
Регулировка ручек выравнивания платформы
Ручки выравнивания платформы, которые можно найти на многих 3D-принтерах, в основном используются для выравнивания платформы печати. Однако вы можете использовать их для повторной калибровки оси Z с небольшим шагом.
Например, если у вас есть новая рабочая пластина небольшой толщины (1 мм). Вместо перемещения концевого выключателя вверх, чтобы отразить изменение, вы можете увеличить натяжение пружины, чтобы опустить станину
Это можно сделать, повернув регулировочную ручку по часовой стрелке. Как только вы это сделаете, поверхность печатной платформы вернется в нормальное исходное положение, и оттуда вы сможете выровнять ее.
Перемещение концевого выключателя
Если калибровочное расстояние слишком велико, у вас может не остаться другого выбора, кроме как переместить концевой выключатель Z. Я расскажу больше о том, как вы можете это сделать, в следующем разделе.
Использовать значение Z-смещения
Существуют настройки 3D-принтера, называемые Z-смещением, которые в основном представляют собой настройку высоты для вашего 3D-принтера. Обычно он имеет диапазон от -5 мм до +5 мм и иногда может быть введен непосредственно с экрана управления вашего 3D-принтера.
Вы можете использовать положительное значение, чтобы увеличить высоту сопла, или отрицательное значение, чтобы уменьшить высоту сопла. Можно ввести Z-Offset непосредственно из слайсера, такого как Cura.
Как исправить проблемы с Z-высотой Ender 3
Проблемы с высотой Z могут возникнуть из-за проблем с ходовым винтом, концевыми выключателями, двигателями и даже выравниванием печатной платформы.
Итак, чтобы решить проблемы с высотой Ender 3 Z, убедитесь, что вы:
Проверьте ходовой винт на заедание
Убедитесь, что концевые упоры установлены правильно.
Убедитесь, что кровать правильно выровнена, учитывая смещение, вызванное толщиной кровати.
Убедитесь, что запутанный или зацепившийся кабель не ограничивает движение принтера по оси Z.
Как выровнять ось Z на Ender 3/Pro?
Правильно выровненная ось Z необходима для плавного перемещения каретки оси X в направлении Z. Если компоненты по оси Z не выровнены должным образом, могут возникнуть проблемы, такие как привязка и пропуск слоев.
Таким образом, ходовой винт должен проходить прямо из держателя гайки в муфту Z-двигателя без изгиба, чтобы компоненты оси Z были выровнены.
Итак, прежде всего, снимите гайку ходового винта с соединителя и посмотрите, точно ли она совпадает с прорезью соединителя. Если это не так, вы должны выровнять муфту с держателем гайки ходового винта.
Это можно сделать двумя способами.
Распечатать Прокладка и прокладка для Z-Motor
Прокладка поможет совместить муфту двигателя с держателем гайки. Поместив его сзади двигателей, вы немного выдвинете двигатель вперед, идеально выровняв его с ходовым винтом.
Вы можете скачать файл здесь с Thingiverse.
Примечание: Убедитесь, что прокладка находится на одном уровне с рамой принтера, чтобы избежать других ошибок.
Правильный держатель гайки ходового винта
Иногда проблема связана не с муфтой двигателя Z, а с держателем гайки. В некоторых случаях это может быть настолько несоосно, что использование прокладки и прокладки может не сработать.
В такие моменты приходится отвинчивать скобу, удерживающую гайку ходового винта, и пытаться исправить ее. Однако это целесообразно только в том случае, если у вас есть опыт использования станков.
Также можно попробовать ослабить винты на гайкодержателе. Это помогает решить проблемы с выравниванием; тем не менее, это может немного поиграть с вашим принтером.
Как устранить неисправность двигателя оси Z Ender 3
Двигатель оси Z является основным двигателем движения каретки печатающей головки в направлении Z. Если он не работает должным образом, принтер не будет двигаться.
Для решения этой проблемы необходимо устранить неполадки и найти основную причину. Вот несколько способов сделать это.
Извлеките SD-карту и отформатируйте ее
Иногда файл EEPROM.dat на SD-карте может быть поврежден во время использования принтера. Это приводит к тому, что двигатель Z не работает во время печати, но работает для всех других действий.
Чтобы решить эту проблему:
Получите другую SD-карту и отформатируйте ее в FAT32 , прежде чем использовать ее — это можно сделать, щелкнув правой кнопкой мыши SD-карту в проводнике, выбрав «Формат, » и выбрав « Fat32 ». ».
Нарежьте модель, которую вы хотите напечатать, и загрузите ее на новую SD-карту
Вставьте SD-карту в принтер и просто напечатайте
Если мотор Z заработает как обычно, значит, проблема была в неисправной SD-карте.
Проверка электроники на наличие неисправностей и коротких замыканий
Плохая проводка также может быть источником проблем Z-мотора. Таким образом, вы можете проверить проводку на наличие проблем:
Замените соединительный провод двигателя Z, чтобы убедиться, что проблема не связана с коротким замыканием.
Затем проверьте системную плату и убедитесь, что провод двигателя Z подключен к правильному порту.
Проверьте драйверы шаговых двигателей на материнской плате, чтобы убедиться, что они не сгорели.
Проверьте, получает ли двигатель Z достаточное напряжение
Примечание: Это требует взаимодействия с очень опасными электрическими компонентами принтера. Если вас не устраивают эти компоненты, я предлагаю доверить это профессионалу.
Проверка материнской платы на наличие неисправностей
Чтобы проверить, не являются ли проблемы с двигателем результатом неисправности материнской платы, необходимо также проверить материнскую плату. Вот как вы можете это сделать.
Отсоедините двигатель оси Z от порта и отсоедините двигатель оси X или Y.
Вставьте двигатель оси Z в порт двигателя X.
Отправьте команду перемещения по оси X через свой ПК.
Если ось Z двигается, проблема в двигателе. Если он не двигается, то проблема в материнской плате.
Если проблема связана с платой, проверьте свою гарантию и узнайте, имеете ли вы право на новую. Если нет, то, возможно, вам придется купить новый.
Как починить ось Z Ender 3, которую трудно перемещать
Ось Z Ender 3, которую трудно перемещать, почти всегда является результатом заедания между двигателем и ходовым винтом. Значит, для более плавного движения придется решить вопрос.
Вот как это сделать.
Очистка и смазка оси Z
Грязный ходовой винт с грязью затруднит движение по оси Z. Итак, снимите ходовой винт и очистите его растворителем, чтобы удалить всю грязь.
Перед тем, как вернуть ходовой винт, убедитесь, что вы нанесли на него немного масла PTFE для более плавного движения.
Ослабьте эксцентриковые гайки
Если эксцентриковые гайки на роликах, крепящих каретку X к порталу Z, затянуты слишком сильно, каретке будет трудно двигаться по оси Z.
Итак, полностью ослабьте эксцентриковые гайки и снова начните их затягивать. При затягивании крутите ролики пальцем.
Если вы все еще можете вращать ролик пальцем, продолжайте затягивать его. В тот момент, когда вы не можете вращать ролик без движения каретки X, вы достигли оптимального натяжения.
Проверка ходового винта на изгиб
Погнутый ходовой винт почти наверняка затруднит перемещение по оси Z. Чтобы проверить, не погнут ли ходовой винт, положите его на ровную поверхность и прокатайте.
Когда он катится, наблюдайте за ним, чтобы увидеть, плоская ли он поверхность, когда он катится. Если это не так, ходовой винт погнут, и его необходимо заменить. Вы также можете проверить его, посмотрев, входит ли он в кронштейн естественным образом, без необходимости вставлять его в пазы.
Правильно выровняйте компоненты оси Z, чтобы предотвратить заедание
Смещенные компоненты по оси Z являются основной причиной заклинивания, что затрудняет перемещение по оси Z.
Для этого убедитесь, что все компоненты – муфта двигателя, ходовой винт и держатель винтовой гайки – хорошо выровнены.
Как исправить смещение по оси Z Ender 3/V2, которое не работает или изменяется
Смещение по оси Z — это заданное расстояние между соплом и рабочим столом. Для отличного первого слоя и успешной печати это значение должно быть постоянным по всему печатному столу,
Однако смещение по оси Z в некоторых случаях сильно различается в зависимости от нескольких сеансов печати, что приводит к плохому качеству первого слоя. Вот несколько способов исправить это.
Сохранение значений Z-смещения
Если вы забудете сохранить значения Z-смещения после их установки, они всегда будут возвращаться к настройкам по умолчанию. Чтобы избежать этого, всегда сохраняйте значения перед выключением 3D-принтера.
Чтобы сохранить значения, вы можете отправить команду M500 GCode через Pronterface, хост Repetier или любое другое программное обеспечение.
Вы также можете сохранить его с помощью ЖК-экрана Ender 3, нажав: Управление > Сохранить в памяти .
Проверьте печатную платформу на предмет люфта
Печатная платформа может сделать заданное Z-смещение неэффективным или непоследовательным, если оно не будет должным образом стабилизировано. Чтобы этого не произошло, проверьте, нет ли люфта на кровати.
Надавите на кровать с левой и правой стороны, чтобы увидеть, двигается ли она. Если станина двигается, эксцентриковые гайки под ней не устойчивы.
Затяните их сильнее, чтобы они не были слишком ослаблены. Это должно стабилизировать кровать и остановить шаткое движение кровати.
Убедитесь, что концевые выключатели стабильны
Если концевой выключатель Z перемещается в своем держателе, у вас обязательно будут непостоянные Z-смещения. С помощью шестигранного ключа убедитесь, что винты на кронштейне концевого выключателя затянуты должным образом.
Осмотрите печатающую головку и сопло на наличие люфта
Если сопло и хотэнд не закреплены должным образом на X-портале, они будут перемещаться во время печати и испортят Z-смещение.
Чтобы стабилизировать сопло, затяните ролики, удерживающие хотэнд на X-портале, чтобы они правильно его зафиксировали.
Затяните компоненты оси Z
Такие компоненты, как ходовой винт и эксцентриковая гайка, имеют решающее значение для точности 3D-принтера. X-портал будет провисать, если он не будет затянут должным образом, что приведет к непостоянству Z-смещений.
Итак, проверьте свой ходовой винт и посмотрите, не ослаблен ли он внутри муфты двигателя. Если он ослаблен, снимите его и установите правильно.
Затем убедитесь, что ролики, крепящие каретку оси X к порталам, хорошо затянуты.
Как починить концевой Z-переключатель Ender 3/V2 (слишком высоко)
Концевой выключатель — важный компонент 3D-принтера, который сообщает ему, откуда начинается ось Z. Если разместить его слишком высоко, принтер остановится далеко от кровати.
И наоборот, если он расположен слишком низко, печатающая головка будет безостановочно впиваться в платформу. Таким образом, положение переключателя Z-Limit очень важно.
Вот как это можно исправить:
Сначала найдите концевой выключатель Z на Z-портале.
С помощью винта с шестигранной головкой ослабьте скобу, удерживающую концевой выключатель, так, чтобы его можно было свободно перемещать по Z-порталу.
Опустите каретку оси X вниз, пока сопло не коснется печатной платформы.
Аккуратно сдвиньте Z-ограничитель вверх, пока он не «защелкнется» на каретке оси X.
Отметьте место, где это происходит.
Затяните кронштейны Z-ограничителя в этом месте.
Обновление оси Z Best Ender 3
Самое приятное в 3D-принтерах Ender 3 — их возможность настройки. Вы можете легко добавлять и удалять детали, чтобы добавить новые функции или повысить производительность принтера.
Вы также можете модернизировать ось Z вашего принтера с помощью специальных принадлежностей для вторичного рынка, чтобы повысить его производительность. Вот два моих личных фаворита.
BL Touch Auto-Leveling
Ручное выравнивание печатной платформы каждый раз, когда вам нужно напечатать модель, может быть очень громоздким. Установив систему автоматического выравнивания кровати, вы автоматизируете весь процесс, делая его быстрее и проще.
Система автоматического выравнивания BL Touch является одной из лучших на рынке для этого. Он совместим с различными материалами печатной платформы, такими как стекло, пластик, PEI и т. д.
Вы можете приобрести систему автоматического выравнивания BL Touch на Amazon.
Двойной ходовой винт оси Z
Stock Принтеры Ender 3 поставляются только с одним ходовым винтом оси Z от производителя. Основным недостатком этого является то, что он делит принтер на драйверную и ведомую стороны.
В результате одна сторона (ведомая) отстает от другой во время работы принтера. Это может привести к снижению X-гентри и снижению качества печати.
Таким образом, чтобы избежать этого и стабилизировать принтер, вы можете перейти на апгрейд Ender 3 с двойной осью Z. Это обновление представляет ходовой винт на ведомой стороне, обеспечивая ровность и устойчивость обеих сторон оси Z.
Вы можете приобрести комплект для модернизации Ender 3 Dual Z-Axis Upgrade Kit на Amazon. Его установка требует довольно много работы, но вы можете посмотреть видео ниже, чтобы сделать это легко.
Поверхностные насосы Speroni Cam 40 предназначены для перекачивания только чистой воды.Области применения насосов Speroni Cam 40 — подъем и перекачивание воды в бытовых установках, повышение давления перекачиваемой воды, автоматическая подача воды при помощи мембранного бака, осушение бассейнов и водоемов, орошение садов и огородов.Корпус насоса Speroni Cam 40 изготовлен из чугуна, рабочее колесо — Норил.Максимальная высота подъема воды у Speroni Cam 40 — 40 метров. Максимальная производительность — 3 м3/час. Мощность — 750 Вт.Глубина всасывания — 8 метров.Масса 8,6 кг.Производство ИталияБолее подробно о поверхностных насосах Speroni можно прочитать здесь.
Наличие: на складе
org/Product»>
Поверхностный насос Speroni Cam 80 Италия
17 204 Р
Поверхностные насосы Speroni Cam 80 предназначены для перекачивания только чистой вод.Области применения насосов Speroni Cam 80 — подъем и перекачивание воды в бытовых установках, повышение давления перекачиваемой воды, автоматическая подача воды при помощи мембранного бака, осушение бассейнов и водоемов, орошение садов и огородов.Корпус насоса Speroni Cam 80 изготовлен из нержавеющей стали, рабочее колесо — Норил.Максимальная высота подъема воды у Speroni Cam 80 — 40 метров.Максимальная производительность — 3 м3/час.Мощность — 750 Вт.Глубина всасывания — 8 метров. Масса 8,6 кг.Производство: ИталияБолее подробно о поверхностных насосах Speroni можно прочитать здесь.
Наличие: на складе
Поверхностный насос Speroni Cam 88
18 584 Р
Поверхностные насосы Speroni Cam 88 предназначены для перекачивания только чистой воды. Области применения насосов Speroni Cam 88 — подъем и перекачивание воды в бытовых установках, повышение давления перекачиваемой воды, автоматическая подача воды при помощи мембранного бака, осушение бассейнов и водоемов, орошение садов и огородов.Корпус насоса Speroni Cam 88 изготовлен из нержавеющей стали, рабочее колесо — Норил.Максимальная высота подъема воды у Speroni Cam 88 — 46 метров.Максимальная производительность — 3,6 м3/час.Мощность — 1100 Вт.Глубина всасывания — 8 метров. Производство: ИталияБолее подробно о поверхностных насосах Speroni можно прочитать здесь.
Наличие: на складе
Поверхностный насос Speroni Cam 98
25 024 Р
Поверхностные насосы Speroni Cam 98 предназначены для перекачивания только чистой воды.Области применения насосов Speroni Cam 98 — подъем и перекачивание воды в бытовых установках, повышени давления перекачиваемой воды, автоматическая подача воды при помощи мембранного бака, осушение бассейнов и водоемов, орошение садов и огородов. Корпус насоса Speroni Cam 98 изготовлен из нержавеющей стали, рабочее колесо — Норил.Максимальная высота подъема воды у Speroni Cam 98 — 48 метров.Максимальная производительность — 4,4 м3/час.Мощность — 1350 Вт.Глубина всасывания — 8 метров. Производство: ИталияБолее подробно о поверхностных насосах Speroni можно прочитать здесь.
Наличие: на складе
Поверхностный насос Speroni Cam 198 Италия
32 016 Р
Поверхностные насосы Speroni Cam 198 предназначены для перекачивания только чистой воды.Области применения насосов Speroni Cam 198 — подъем и перекачивание воды в бытовых установках, повышение давления перекачиваемой воды, автоматическая подача воды при помощи мембранного бака, осушение бассейнов и водоемов, орошение садов и огородов.Корпус насоса Speroni Cam 198 изготовлен из нержавеющей стали, рабочее колесо — Норил.Максимальная высота подъема воды у Speroni Cam 198 — 58 метров. Максимальная производительность — 5,5 м3/час.Мощность — 1640 Вт.Глубина всасывания — 8 метров. Производство: ИталияБолее подробно о поверхностных насосах Speroni можно прочитать здесь.
Наличие: на складе
Дорогие друзья!
К сожалению, Ваш браузер не поддерживает современные технологии используемые на нашем сайте.
Пожалуйста, обновите браузер, скачав его по ссылкам ниже, или обратитесь к системному администратору, обслуживающему Ваш компьютер.
Internet Explorer
от Microsoft
Chrome
от Google
Safari
от Apple
Opera
от Opera Software
Firefox
от Mozilla
Насос SPERONI CAM 98 цена, характеристики, видео обзор, отзывы
Speroni CAM 98 Струйный насос для мелководья – 1260 галлонов в час – 1,3 л.
с. – 1″ – PUMPDEPOT.US
24/7 Интернет-магазин
info@www.pumpdepot.us
Лучшее качество в обслуживании!
$0.00 0 Cart
$0.00 0 Cart
5/5
Write a Review
Free Shipping
SKU 1811109Категории Насос переменного тока, Сельское хозяйство и ирригация, Бренды, Садоводство, Насосы, Бытовые насосы, Струйные насосы для неглубоких скважин, SPERONI, Спринклерные насосы Теги 1,3 лошадиных силы, 1260 галлонов в час, 220 вольт, однофазный, Нержавеющая сталь
$550,98
Струйный насос для неглубокой скважины Speroni CAM 98 — 1260 галлонов в час — 1,3 л. высокая гидравлическая производительность и напорная способность
Очень высокая гидравлическая производительность и способность давления
Работайте идеально даже в газированной воде
Корпус насоса из нержавеющей стали
Оценка срока доставки: 3 — 5 рабочих дней
Добавить в корзину
Описание
9. информация
Области применения
CAM 98 представляет собой самовсасывающий струйный водяной насос с очень высокими гидравлическими характеристиками и значительным напором. Он способен закачивать на глубину до 26 футов и отлично работает даже в газированной воде. Этот насос подходит для питьевой воды, подъема и распределения воды в бытовых приборах с помощью резервуаров малого и среднего размера.
Условия эксплуатации
Температура жидкости до 95°F (для домашнего использования согласно EN 60335-2-41)
Температура макс. жидкость: 95°F (для других целей)
Традиционный способ изготовления ювелирных изделий подразумевает литье по выплавляемым моделям. Это — дорогостоящая, длительная, трудоемкая технология, но только она позволяет создать украшения высочайшего класса и детализации. Именно поэтому в ювелирном деле растет потребность в высокотехнологичном оборудовании — станках ЧПУ. Станкостроительный завод «Твайт» предлагает станки для ювелиров, которые позволяют изготавливать изделия быстро, точно и с минимальными потерями драгоценных металлов. У нас большой выбор оборудования для ювелирных предприятий, мастерских и индивидуальных предпринимателей. Агрегаты отвечают современным требованиям по всем критериям и доставляются по России и в страны ЕАЭС.
3D обработка в ювелирном деле
3D обработка значительно расширяет возможности ювелиров, как в серийном, так и в индивидуальном производстве изделий на заказ. Выпуск украшений с использованием этой технологии возможен на 3D-принтерах или 4- и 5-координатных станках ЧПУ. В сравнении с принтерами станки имеют преимущества: высокая точность и скорость производства. Оборудование позволяет выпускать ювелирные украшения и создавать восковые модели (пробники) любой сложности. В отличие от принтеров ювелирные станки могут работать с драгоценными металлами, камнями, древесиной, искусственными материалами. Что расширяет перечень выпускаемых изделий. Это подталкивает ювелиров, конечно, пользоваться ЧПУ станком. Применение специальных ювелирных ЧПУ агрегатов значительно упрощает и сокращает цикл работ. Достоинства работы на ЧПУ ювелирных станках – это высокая эффективность, минимизация ошибок, отсутствие брака, стабильный результат, возможность серийного выпуска изделий со сложным дизайном, гравировкой, объемным декором.
Виды станков ЧПУ для ювелиров
В ювелирном деле для производства украшений и другой продукции используются следующие виды оборудования ЧПУ:
Фрезерные станки с ЧПУ. Для обработки моделей из воска используются небольшие, компактные устройства, которые выполняют тонкую фрезеровку заготовок по 4 и 5 осям. Наша компания предлагает 5-координатные станки серии JEWELER ULTRA и мини-оборудование 4-координатные JEWELER MINI. Для крупных предприятий с серийным производством лучшим решением станут устройства серии JEWELER MAXI. На всех ювелирных станках с ЧПУ выпускаемых нашим станкостроительным заводом устанавливаются шарико-винтовые пары повышенной точности. Их применение обеспечивает полное отсутствие люфта, что очень важно при изготовлении мелких изделий. Высококачественные шарико-винтовые пары позволяют добиться сверхточного перемещения обрабатывающего инструмента.
Гравировальные станки с ЧПУ. Гравировка в ювелирном деле наносится с помощью фрезерных граверов или лазерных гравировальных станков. Оборудование позволяет выполнять поверхностную и глубинную гравировку, а также наносить цветные тиснения на украшения. Ювелирный 5D станок MAX777 от нашей компании предназначен для фрезеровки и шлифовки граней материалов, камней, а также для гравировки на ювелирных изделиях, изготовления пластиковых прототипов.
Инженеры завода «Твайт» помогут выбрать ювелирный станок и его модификацию из каталога с учетом всех требований и финансовых возможностей заказчика.
Конструктивные особенности
Ювелирные станки ЧПУ от нашей компании обладают следующими конструктивными особенностями:
жесткость, прочность конструкции за счет чугунной или стальной станины;
устойчивость к вибрациям, точность позиционирования обрабатывающих инструментов;
высокая скорость, плавность движения инструмента благодаря шаговым приводам;
профессиональные промышленные шпиндели высокой мощности;
надежное программное обеспечение, простое управление процессом работы.
В зависимости от сложности изготавливаемой модели станки для ювелиров могут работать с 4 или 5 осями координат. Наш завод также предлагает дополнительные виды оснастки для расширения функциональных возможностей оборудования.
Что можно производить на ювелирных станках ЧПУ?
Кроме ювелирных украшений оборудование может использоваться для изготовления сувениров, бижутерии, предметов для сервировки стола, пудрениц, парфюмерных флаконов, зажимов для галстуков, письменных принадлежностей, кухонной утвари, посуды, брелоков, статуэток и многих других товаров.
Видеообзоры на наши ювелирные станки
Где купить ювелирный станок ЧПУ?
Покупать высокотехнологичное оборудование по объявлению у частных лиц — не лучшая идея. Оптимальный вариант — покупка у производителя, который дает гарантию и оказывает другие услуги по постпродажному сопровождению. Компания «Твайт» не только продает ювелирные станки, осуществляет монтаж и пуско-наладку, проводит сервисное обслуживание и предоставляет техподдержку на весь период эксплуатации. Оказывает помощь в доставке по России и ЕАЭС, В нашем интернет-магазине большой выбор станков ЧПУ для ювелиров разных категорий: от частных мастеров до крупных производств.
Мы предлагаем выгодные условия покупки, доступные цены, гарантию.
Корпус из дюрали 15мм, в отличии от китайских станков выполненных из дюрали 10мм, направляющие 20мм, в отличии от китайских с направляющими 16мм, приводной винт ШВП(шариковинтовая передача) 16мм, в отличии от коитайских с винтами 12мм и ходовыми гайками из мягких материалов.
Настольный гравировально-фрезерный станок с ЧПУ CNC-3040AL2 предназначен для 2D/3D обработки древесины, фанеры, пластика, пенопласта, поликарбоната, воска, текстолита, цветных металлов, и других материалов. На станке возможна гравировка цветных металлов, стекла, камня (при использовании специализированного инструмента). Благодаря компактным размерам станок не займет много места на рабочем столе и домашней мастерской.
Основные технические характеристики:
Рабочая область — 300*400*70 мм Размер рабочего стола — 390*540 мм Максимальная высота заготовки — 70мм
Повторяемость — 0,05мм Приводная механика – ШВП 1605 Направляющие – цилиндрические валы 20мм (Ось X/Y), 16мм (Ось Z). Максимальная скорость перемещений — до 2500 мм/мин Материал станины – Дюраль
Базовая цена указана за станок в полной, готовой к работе комплектации, опционально возможна установка дополнительного оборудования. Для запуска станка в работу необходимо лишь наличие ПК.
Комплект поставки:
1) Станок 2) Блок управления 3) Комплект соединительных кабелей. 4) Шпиндель жидкостного охлаждения 800 Вт
Другие видео можно посмотреть, выбрав вкладку «ВИДЕО РАБОТ», а также по ссылке на нашем канале YouTube
Станок может быть использован для изготовления сувенирных и ювелирных изделий
декора и художественной 3Д резьбы,
при изготовлении букв, слов, топперов, фоторамок,
для изготовления клише, прессформ, пломбироаторов,
нанесения маркировки, логотипов,
при макетировании и изготовлении прототипов,
моделировании и проведнии модернизции,
в учебных процессах и научных работах.
Кратко и станке и элементах:
Линейные подшипники по всем осям.
Применение линейных шарикоподшипников (трение качения вместо втулок скольжения) позволяет значительно снизить трение и использовать всю мощность шаговых двигателей на полезную работу резки.
Направляющие
Направляющие — цилиндрические, диаметр по X/Y — 20мм , Z — 16 мм. Больший диаметр направляющих — 20мм!!!, против 16мм на дешёвых станках от производителей заявляющих о точности 0,05мм при провисании 16мм направляющих под собственным весом портала на 0,1мм и более.
Крепление валов с использованием держателей увеличивает жесткость на прогиб
Использование ШВП по всем осям.
Шарико-винтовая передача (шарико-винтовая пара) позволяет получить высокую скорость перемещений, при этом обладает высокой точностью, большим ресурсом и имеет КПД до 90%. Достигается это заменой трения скольжения на трение качения и особым устройством ходовой гайки. Между витками винта шарики увлекаются в направлении его поступательного движения, попадают в перепускной канал в гайке и возвращаются в полость между винтом и гайкой. Таким образом, перемещение шариков происходит по замкнутому каналу, соединяющему первый и последний витки резьбы гайки.
Применение в станках высокоточной механики на шарико-винтовых передачах позволяет получить точность позиционирования 0,05мм и долгий срок службы, в отличии от дешевых станков с пластиковыми ходовыми гайками.
Шаговые двигатели NEMA 23 76мм.
Шаговые двигатели большого размера 76мм и большой мощности позволяют избежать пропусков перемещений при работе с большими нагрузками. Соединение вала шаговых двигателей с ходовым винтом станков выполнено с использованием демпфирующей муфты, так же как и в станках более высокого класса.
Стол с Т-пазом.
Стол из алюминиевого профиля с Т-пазом позволяет надежно и удобно закреплять заготовки любого размера и формы, а так же любую оснастку и приспособления.
Станок комплектуется надежным 3х осевым контроллером в закрытом алюминиевом корпусе с интерфейсом LPT Контроллер имеет гибкую настройку по каждой оси в отдельности, с возможностью подключения концевых датчиков и реле управления шпинделем.
Управление станком осуществляется с помощью ПК через LPT порт. Дополнительно возможно приобретение адаптера USB-LPT для подключения управления станком по USB.
Имеется возможность установки 4-й поворотной оси для обработки и изготовления цилиндрических тел вращения.
Поворотная ось является съемной. Крепится в любом удобном месте рабочего стола. Комплектуется задней бабкой. Использование поворотной оси значительно расширяет функционал станка. Появляется возможность изготовления деталей цилиндрической формы, например: шахматные фигуры, игрушки, кольца и многое другое. При использовании алмазного гравера возможна гравировка на стеклянных стаканах, именных авторучках.
Шпиндель.
На данный станок возможна установка следующих типов шпинделей:
Профессиональный 3х подшипниковый шпиндель жидкостного охлаждения 800Вт является оптимальным вариантом для обработки 3D рельефа по дереву. Относительно шпинделя 1500 Вт обладает меньшей массой.
Профессиональный асинхронный шпиндель жидкостного охлаждения 1500 Вт, позволяет использовать фрезы больших диаметров.
Дополнительные опции (доступно под заказ):
-Установка концевых датчиков. Концевые датчики предназначены для обнуления машинной системы координат и поиска базовых точек станка. При серийном производстве использование концевых датчиков позволяет сократить время на настройку позиционирования станка.
-Датчик инструмента. Помогает с высокой точностью настроить положение режущего инструмента по высоте, относительно обрабатываемой поверхности.
-Установка системы подачи СОЖ в зону реза и ванны с дополнительной помпой. Использование СОЖ повышает производительность при обработке металлов и камня.
-Компьютер. Поиск стабильно работающего ПК для ЧПУ является непростой задачей. Компьютер предлагаемый нами протестирован и настроен для работы со станком, имеет на борту все необходимые для работы программы.
Скачать руководство по эксплуатации
Полезные ссылки по работе со станками с чпу:
Пошаговая инструкция запуска чпу станка
Техническое обслуживание чпу станка
Коллекция работ на станках
Изготовление на станке корпусных деталей радиоуправляемых авто моделей развивающих скорость до 117км/ч!
машин CNC инструментов Laguna для всех материалов
Какой ЧПУ мне купить?
У нас есть несколько типов станков с ЧПУ:
Деревообрабатывающие станки с ЧПУ Laguna предлагает фрезерные станки с ЧПУ, лазеры CO2, кромкооблицовочные станки и столярные станки для вашей деревообрабатывающей мастерской. Наше лидирующее в отрасли деревообрабатывающее оборудование было спроектировано и разработано с учетом нашего 40-летнего опыта в области деревообработки. Деревообрабатывающие станки с ЧПУ Laguna превосходно справляются с обработкой листового проката, твердой и мягкой древесины, композитов, жесткого пенопласта, пластика и цветных металлов.
Металлообрабатывающие станки с ЧПУ Laguna предлагает широкую линейку плазменных резаков, волоконных лазеров, лазерных граверов и станков для шлифовки металла, подходящих для любой металлообрабатывающей мастерской. Наши высокотехнологичные волоконные лазеры и плазменные резаки обеспечивают превосходное качество кромки и точность, позволяя легко и точно резать металл. Благодаря различным вариантам питания и размерам машины Laguna Tools найдет подходящую машину для любой мастерской.
Многофункциональные станки с ЧПУ Наша серия многофункциональных станков (Swift MT и SmartShop MT) расширяет возможности обработки за счет добавления нескольких ножевых блоков и системы камер для считывания регистрационных меток. Сочетание фрезерования в тяжелых условиях с возможностью резки тонких материалов, таких как винил, кожа, аллигатор, хлоропласт, ПВХ и изделия из мягкого пенопласта. MT представляет собой оптимальное решение для магазинов, специализирующихся на изготовлении вывесок, дизайне декораций и работе с рекламными витринами.
Для получения более подробной информации и немедленной помощи обратитесь к специалисту по продажам, который ответит на ваши уникальные вопросы и поможет выбрать модель, подходящую для ваших целей (или заполните форму).
Предоставляете ли вы варианты финансирования?
Laguna Tools предлагает широкий выбор вариантов коммерческого финансирования. Преимущество финансирования позволяет вашему бизнесу сохранить капитал и позволить вашему оборудованию окупить себя. Существуют также налоговые льготы, такие как раздел 179.программа, которая может позволить вам списать до 100% стоимости машины в первый год.
См. дополнительную информацию или загрузите заявку на получение кредита.
Почему я должен покупать станки с ЧПУ Laguna Tools по сравнению с другими на рынке?
С 1983 года Laguna Tools является лидером в производстве качественного оборудования для многих производственных секторов.
Наши машины разработаны в США и собираются на нашем предприятии площадью 150 000 квадратных футов в Далласе, штат Техас. Laguna предлагает лучшие в отрасли элементы управления и компоненты от лидеров отрасли, таких как FANUC, B&R Automation, Syntec и HSD. Ни одна другая компания не предлагает цену производительности, которую вы можете ожидать от продукта Laguna.
Но не верьте нам на слово, прочитайте бесчисленные отзывы о наших машинах здесь.
Какие услуги предлагает Laguna Tools?
Благодаря пяти сервисным центрам, стратегически расположенным по всей территории США, вы можете быть уверены, что получите наилучшее обслуживание и поддержку своего оборудования. Первоклассная сервисная служба Laguna Tools предоставляет следующие варианты обслуживания при покупке машины:
Установка на месте и обучение
Пожизненная техническая поддержка по телефону или на конференции Zoom
Поддержка дополнительных приложений и программного обеспечения
Доступ к обширной библиотеке видеороликов поддержки
Чтобы быстро получить ответы на свои вопросы, свяжитесь со специалистом по продажам сегодня
Остались вопросы?
Станки с ЧПУ | MatterHackers
Что такое CNC-обработка/фрезерование?
Обработка с ЧПУ или производство с ЧПУ — это процесс с использованием числового программного управления (ЧПУ), в котором предварительно запрограммированное компьютерное программное обеспечение определяет движение заводских инструментов и оборудования. Этот процесс можно использовать для управления целым рядом сложных механизмов, от шлифовальных и токарных станков до мельниц и фрезерных станков с ЧПУ. Эти машины могут выполнять сложные задачи трехмерной резки с помощью единого набора команд. Это субтрактивный производственный процесс, в котором используются код и станки для удаления слоев материала со стандартной детали для производства детали, разработанной по индивидуальному заказу.
Для чего используется станок с ЧПУ?
Фрезерные станки с ЧПУ — это мощный инструмент для формовки и резки самых разных материалов. Они обеспечивают точные и воспроизводимые результаты, что делает их важной частью многих производственных процессов. Станки с ЧПУ можно использовать для следующих целей:
Обработка и формовка деталей: станки с ЧПУ могут точно и аккуратно резать, сверлить, фрезеровать и точить металл, пластик и другие материалы для создания сложных форм и деталей.
Прототипирование: Станки с ЧПУ могут создавать прототипы новых продуктов, деталей и компонентов перед их массовым производством.
Производство: Станки с ЧПУ используются для серийного производства деталей и узлов с высокой точностью и повторяемостью.
Гравировка и маркировка: станки с ЧПУ могут гравировать и маркировать различные материалы для персонализации, брендинга и идентификации.
Деревообработка: Станки с ЧПУ можно использовать для резки и формовки древесины для изготовления мебели, краснодеревщиков и других деревообрабатывающих изделий.
Металлообработка: Станки с ЧПУ могут использоваться для металлообработки, такой как изготовление листового металла, сварка и штамповка металла.
Как работает станок с ЧПУ?
Станки с ЧПУ — это автоматизированные станки, управляемые компьютерной программой. Вот основные этапы работы станка с ЧПУ:
Дизайн : Первым шагом является создание 3D-модели детали или компонента, который будет производиться, с использованием программного обеспечения для автоматизированного проектирования (САПР).
Программирование : 3D-модель затем преобразуется в компьютерную программу с использованием программного обеспечения автоматизированного производства (CAM). Эта программа содержит инструкции для станка, включая траекторию движения инструмента, параметры резки и другие детали.
Установка : Заготовка устанавливается на стол или приспособление станка, а режущий инструмент загружается в шпиндель станка.
Калибровка : Машина калибруется, чтобы обеспечить ее правильное выравнивание и расположение.
Выполнение : Компьютерная программа загружается в систему управления машиной, и машина начинает выполнять программу. Станок перемещает режущий инструмент по заданной в программе траектории, снимая материал с заготовки для создания нужной формы и размеров.
Мониторинг : В процессе обработки датчики и органы управления станка контролируют условия резания и при необходимости вносят коррективы, чтобы обеспечить бесперебойную работу процесса.
Завершение : После завершения процесса обработки готовая деталь или компонент снимается со станка и проверяется на качество.
В целом ключом к работе станка с ЧПУ является компьютерная программа, которая управляет его движениями и параметрами резки. Эта программа позволяет станку создавать точные и сложные детали с постоянными результатами, что делает станки с ЧПУ важным инструментом для многих производственных приложений.
Различные виды станков с ЧПУ включают:
Фрезерные станки с ЧПУ: сюда входят как 3-осевые, так и 5-осевые станки
Токарные станки
Плазменные резаки
Электроэрозионные машины
Гидроабразивная резка
Сколько стоит станок с ЧПУ?
Стоимость станка с ЧПУ может широко варьироваться в зависимости от нескольких факторов, таких как его размер, сложность и возможности.
г. Москва, м. Китай-город, Лубянский проезд, д. 15 с.4
г. Москва, м. Китай-город, Лубянский проезд, д. 15 с.4
+7 (916) 279-36-67
Бокалами принято считать сосуды для напитков из тонкого стекла на длинной ножке. Существуют разные виды бокалов для вина, для шампанского, из чистого стекла или с узорами, декором. Один из вариантов, как украсить бокал текстом или рисунком – сделать лазерную гравировку. Современное лазерное оборудование делает осторожно и совершенно безопасно для стекла.
Цена гравировки от 600i
Наши клиенты
Ответы на часто задаваемые вопросы
Как долго продержится лазерная гравировка?
Процесс гравировки – это прожигание верхнего слоя изделия. Так как лазер снимает (выжигает, испаряет) часть поверхности, делая углубление, такой рисунок будет храниться очень долго.
Какой срок выполнения заказа?
Лазерная гравировка не занимает много времени при условии, что в офисе нет очереди. Гравировка на единичном изделии при готовом макете делается в течении 15 минут в присутствии клиента.
Как делается русификация клавиатуры?
Процесс целиком и полностью автоматизирован и абсолютно безопасен для ноутбука. Гравируется оригинальный шрифт. На клавиатурах с подсветкой русские буквы также будут светиться как родные. Есть варианты с самыми разными языками — и форматами раскладок.
Можно ли сделать гравировку на стекле?
Можно. Гравировка делается на стекле, на хрустале, на зеркалах, на оргстекле. Можно делать любое нанесение от текста до логотипа. Специальное оборудование для такой гравировки находится в одном из наших офисов на Рязанском проспекте.
Как правильно делать макет для гравировки?
Программа для гравировки видит картинку в черно-белом цвете. Любой оттенок будет гравироваться черным, кроме чисто белого. Макеты для гравировки принимаются в электронном виде. Можно выслать на почту или принести с собой на любом электронном носителе. Если это просто текст или цифры, то наши специалисты сделают макет при вас, помогут подобрать подходящий шрифт.
Остались еще вопросы?
Оставьте заявку и получите консультацию по всем интересующим Вас вопросам
+Добавить файл
О нас говорят много хорошего
Екатерина Л
Знаток города 3 уровня
Обращалась за гравировкой на зажигалку, подарок для отца. Всё круто. Красивенько получилось, душевно. Работой осталась довольна. Быстро, качественно и недорого.
Анна Андреева
Знаток города 4 уровня
Заказывала гравировку на ноже для мужа в подарок. Супруг был очень доволен) Гравировку сделали на следующий день. Цена приемлема, обслуживание хорошее, качество нормальное
Антон А.
Знаток города 2 уровня
Делал здесь гравировку клавиатуры ноутбука. Представитель вежливый, сделал всё быстро. Офис рядом с метро.
Алена Семенова
Знаток города 8 уровня
Заказывала гравировку другу на часы. Я не суеверна) Вышло отлично. Цены не задраны, персонал грамотный, расположение удобное.
Юлия Куренкова
Знаток города 3 уровня
Спасибо за хорошую и качественную работу! Смело рекомендую эту компанию.
Владислав С
Знаток города 2 уровня
Качественно, быстро, удобно
Прочитать на
» alt=»Особенности лазерной гравировки по коже»>
10 необычных идей корпоративных подарков
Первое, что приходит на ум, когда нужно подготовить подарки для промо-акций – это ручки, брелоки, кепки, футболки. … читать полностью
» alt=»Особенности лазерной гравировки по коже»>
Особенности лазерной гравировки по коже
Кожаные изделия пользуются популярностью давно. Этот материал человек начал обрабатывать для своих целей одним из первых … читать полностью
» alt=»Особенности лазерной гравировки по коже»>
Что подарить подростку?
Подростки – уже не дети, но еще и не взрослые. В их жизни происходит много важных событий и в это время они особенно нуждаются в поддержке взрослых. … читать полностью
Лазерная гравировка на бокалах — сделаем свадебные фужеры из стекла за 1000р
#Посуда
#Бокал
#Стекло
Лазерная гравировка превращает обычные изделия из стекла в уникальный предмет, который будет напоминать о значимом дне. Лазерная технология нанесения изображения позволяет работать с хрупким материалом без повреждений и в короткие сроки выполнить заказ. Бокалы с гравировкой значительно повышают престиж ресторана, а еще это скрытый маркетинг, так как элегантные вензеля наверняка запомнятся вашим посетителям. Кроме того это великолепный подарок на юбилей и свадьбу. Услуга лазерной гравировки является особой гордостью наших мастеров.
Для свадьбы
Если у вас есть всего 15 минут
Что можно выгравировать: надпись, картинка, логотип, а может быть фото?
Выбирайте способ оплаты: наличными, картой, онлайн перевод или безнал.
Стоимость и примеры работ
Нанесение
Время
Стоимость
Надпись
10-15 мин
800
— 1200 Р
Рисунок
15-20 мин
1000
— 1500 Р
Показать еще
Узнайте объем своей скидки
Скидки возможны при заказе от 2 штук. Чтобы узнать, какой будет ваша персональная скидка, сообщите свой номер телефона. Перезвоним и сообщим вам о возможном снижении стоимости.
Уточнить скидку
Все сделали буквально за 15 минут очень быстро и аккуратно молодцы)
Что если мне не понравится?
Это исключено, потому что:
1
Вы всё увидите заранее.
Перед нанесением вечной надписи мы покажем на экране, какой будет гравировка именно на вашем предмете. Это сразу позволит оценить результат.
2
Есть 500+ шрифтов и картинок на выбор.
Среди этого разнообразия вы гарантированно подберёте для себя идеальный вариант. Проверено!
3
Лазер не ошибается.
Как сапёр. Всем руководит компьютер. Поэтому ошибки, неточности, помарки практически исключены.
Гравировка на бокалах и фужерах
Мы работаем с изделиями из прозрачного стекла любой формы, цвета, толщины. Нанесение изображений на одно изделие занимает 15-20 минут. Гарантируем сохранение целостности фужеров и отсутствие брака. За все изделия, принятые в производство, мы несем финансовую ответственность.
Наши лазерные граверы делают качественную гравировку на бокалах для любого напитка: виски, пива, коньяка, вина. Воздействие лазером не влияет на свойства материала – после нанесения рисунка стекло по-прежнему прочным и прозрачным.
Способы оформления бокалов
Круговой узор, текст по краю – это прием, позволяющий вместить больше слов и вписать объемную фразу.
Зеркальная вязь по окружности основания снаружи фужера — эффектный способ преподнести имя, монограмму, или логотип, который будет виден, когда смотришь сквозь напиток и стекло сверху.
Текст на дне основания, видимый сквозь стекло — особенно эффектно выглядит, когда фужер стоит на темной мебели или скатерти. Сюда уместно поместить логотип или название кафе, бара.
Надпись на ножке. Такая надпись не сотрется даже при частом использовании бокала. Из-за небольшой площади здесь применяется метод «японского письма» сверху-вниз либо справа-налево с поворотом для прочтения.
Изображение на боку — наиболее удобное и просматриваемое место, где размещают поздравления, логотипы, смешные цитаты. Например, можно разнообразить свадебное застолье, разместив на столовом предмете индивидуальное пожелание для всех гостей, а потом попросить каждого зачитать его вслух.
Бокалы с гравировкой на заказ
Мы сможем выполнить гравировку любой емкости. В арсенале нашей студии — большой выбор шрифтов и иллюстрированный каталог, где вы обязательно подберете подходящий.
Если вы ограничены во времени, мы выполним срочную гравировку на бокалах: приезжайте в наш офис и через 20 минут вы получите готовое изделие.
0
Предмет
AirPodsMacbookiPadiPhoneiPodБарабанные палочкиБарометрБейджБитаБокалБраслетБрелокБутылкаВазаВизитницаГитараДоминоЕжедневникЖетонЗажигалкаЗажим для денегЗамокЗапонкиЗеркалоКамни для вискиКийКлючКлюшка для гольфаКнопкиКолоколКольцоКопилкаКошелекКрестикКубокКулонЛожкаМедальМедальонМеталлМонетаМяч для теннисаНетбукНожНомерокНоутбукПечаткаПечатьПовербанкПодносПодстаканникПортсигарПосудаПряжкаПуговицаРазделочная доскаРамка автомобильного номераРеменьРемешокРучкаСамоварТабличкаТелефонТермокружкаТермосТрафаретФлаконФлешкаФлягаФруктЧасыЧехолШармаШахматыШейкерШильдШкатулкаШлемШтампЭлектронная сигарета
Аккумуляторный ударный гайковерт Bosch GDX 18V-200 C (06019G4204)
Без АКБ в комплекте!
Артикул:06019G4204
Бренд:Bosch
К сравнению
В избранное
Написать отзыв
Напряжение аккумулятора: 18 В; Частота ударов: 0-2300/0-3400/0-4000 /мин; Размер патрона: 1/2 дюйм; Тип двигателя: бесщеточный.
Производитель:Bosch
Max крутящий момент, Нм
Некоторые цифры для ориентира: момент затяжки колесных болтов автомобиля может составлять 110Нм для FORD Fiesta\Focus\Fusion , или 180Нм для VW Touareg
200
Тип патрона:наруж. квадрат 1/2″, 1/4″ шестигранник
Размер крепежа:М14
Все характеристики
* по б/н расчету юрлицам: 20 218Р
19 074 ₽
Нет в наличии
Москва и область: (выбрать другой город тут)
Описание
Характеристики
Отзывы
Вопрос-Ответ 0
Оснастка и аксессуары
Аккумуляторный ударный гайковерт Bosch GDX 18V-200 C (06019G4204) с быстрозажимным патроном, который обеспечивает быструю смену оснастки. Для работы с разнообразными материалами предусмотрена регулировка оборотов. На корпусе имеются вентиляционные отверстия для лучшего охлаждения двигателя и долгого срока службы инструмента. Специальные прорезиненные накладки Softgrip на рукоятке предотвращают скольжение руки и обеспечивают надежный хват.
Производитель
Bosch
Max крутящий момент, Нм
Некоторые цифры для ориентира: момент затяжки колесных болтов автомобиля может составлять 110Нм для FORD Fiesta\Focus\Fusion , или 180Нм для VW Touareg
200
Тип патрона
наруж. квадрат 1/2″, 1/4″ шестигранник
Размер крепежа
М14
Обороты
0-1100/0-2300/0-3400
Подсветка раб зоны
Встроенный в инструмент светодиод, освещающий зону работы инструмента.
Практично при работе в условиях слабого освещения, помогает лучше видеть
разметку
Да
Свойства аккумуляторов
Напряжение аккумулятора, В
18
Без аккумулятора в комплекте
Будьте внимательны! Значительная часть аккумуляторной техники поставляется без аккумуляторов и зарядного устройства в комплекте. Вы можете приобрести их отдельно, но чаще такие инструменты приобретают те, у кого уже есть подходящие по параметрам и бренду аккумуляторы
Да
Линейка (тип) АКБ
Как правило, к аккумуляторному инструменту подходят батареи того же производителя, с тем же рабочим напряжением. Но у некоторых производителей существует несколько НЕ взаимозаменяемых линеек АКБ. Например, Makita BL-series и G-series
Bosch Pro 18V
Комплектация
Комплектация
1/2 вкладыш для кейса L-BOXX под инструмент и зарядное устройство
В кейсе (боксе)
Да — товар упакован в пластиковый (реже металлический или тканевый) кейс или чемодан. Нет — товар поставляется в картонной коробке
Нет
Вес и упаковка
1.2 кг
Вес товара в упаковке
1.871 кг
Размер упаковки
32.5 × 26.9 × 11.3 см
общий рейтинг
GDX18V-1800CN | Устройство «два в одном», 18 В, готовое к подключению, 1/4 дюйма.
и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с битой/головкой (без инструмента)
Поделиться с
Включает
Преимущества
Технические данные
Аксессуары и приспособления
Отзывы
Описание продукта
Bosch GDX18V-1800C «два в одном» 1/4 дюйма. и 1/2 дюйма. Ударный гайковерт/гаечный ключ с битами/гнездами предназначен для использования с битами и головками, которые быстро переходят от ударного гайковерта к ударному гайковерту. Он позволяет вам выполнять две работы с помощью одного инструмента, с приводом с насадкой «два в одном», который предлагает 1/4 дюйма. быстросменный держатель шестигранного хвостовика с силовой канавкой для бит и 1/2 дюйма. квадратный привод для розеток. Эффективный и мощный бесщеточный аккумуляторный двигатель ударного гайковерта обеспечивает усилие до 1800 дюймо-фунтов. крутящего момента, а система молота и наковальни Bosch обеспечивает максимальную энергию удара и до 4200 ударов в минуту. Триггер переменной скорости обеспечивает точную скорость движения. Отвертка/гаечный ключ имеет соединение Bluetooth®, которое подключается к дополнительному модулю инструментов подключения для настройки параметров инструмента на подключенном устройстве, а также к системе светодиодного освещения для освещения рабочей зоны. Это набор голых инструментов; аккумулятор и зарядное устройство продаются отдельно.
Включает
Количество
Включить
1
GDX18V-1800C Готовый к подключению модуль «два в одном», 18 В, 1/4 дюйма. и 1/2 дюйма. Бита/головка ударного шуруповерта/гаечного ключа
1
4 держателя бит
4
Биты
1
Зажим для ремня
Преимущества
Ударный шуруповерт/гайковерт «два в одном»
имеет размер 1/4 дюйма. шестигранный хвостовик и 1/2 дюйма. квадратный хвостовик, для использования бит или торцевых головок
Половина отвертки, половинка ключа
имеет размер 1/4 дюйма. шестигранный хвостовик с силовой канавкой и 1/2 дюйма. квадратный хвостовик, для использования бит или торцевых головок
Электронная защита ячейки и двигателя
помогает защитить инструмент и аккумулятор от перегрузок
Возможность подключения по Bluetooth®
подключается к дополнительному модулю инструментов подключения для настройки параметров инструмента на подключенном устройстве
Мощный бесщеточный двигатель EC
обеспечивает максимальное усилие 1800 дюймо-фунтов.
(1) GDR18V-1400 18 В 1/4 дюйма. Шестигранный ударный шуруповерт, (1) 18 В литий-ионный аккумулятор SlimPack 2,0 Ач, (1) зарядное устройство 18 В, (2) вставные биты, (1) ремешок, (1) сумка для переноски
Вес
—
1) GDR18V-1800C 18 В EC Бесколлекторный, готовый к подключению, 1/4 дюйма. Шестигранный ударный шуруповерт, (2) компактных литий-ионных аккумулятора 18 В CORE18 В 4,0 Ач, (1) зарядное устройство 18 В, (1) 4 держателя бит, (4) биты, (1) зажим для ремня, (1) сумка для переноски
Масса
—
Включает
(1) GDR18V-1800C 18V EC Бесколлекторный, готовый к подключению 1/4 дюйма. Ударная отвертка с шестигранной головкой, 4 держателя бит, (4) биты, (1) зажим для ремня
Вес
2,4 фунта
Шестигранный ударный шуруповерт, (2) GBA18V40 18V CORE18V Lithium-Ion 4. 0 Ah Compact Batteries, (1) зарядное устройство 18V, (1) соединительный модуль, (1) 4x держатель бит, (1) набор из четырех битов, (1) ремень Зажим, (1) сумка для переноски
Масса
2,4 фунта
Включает
(1) GDR18V-1860C 18 В безщеточный, готовый к подключению 1/4 дюйма. Ударная отвертка с шестигранной головкой, (1) 4 держателя бит, (1) набор из четырех бит, (1) зажим для ремня
Вес
2,4 фунта
Включает
(1) GDX18V-1600 18 В, два в одном 1 /4 В. и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с битой/гнездом, (1) литий-ионная батарея 18 В 2,0 А·ч SlimPack, (1) зарядное устройство 18 В, (1) ремешок, (1) сумка для переноски
Вес
2,4 фунта
Включает
(1) GDX18V-1800 18 В Два в одном 1/4 дюйма. и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с битой/гнездом, (1) литий-ионная батарея 18 В 2,0 Ач SlimPack, (1) зарядное устройство 18 В, (1) 4 держателя бит, (4) биты, (1) зажим для ремня, (1) сумка для переноски
Масса
2,5 фунта
Включает
(1) GDX18V-1800C, 18 В, готовый к подключению, «два в одном», 1/4 дюйма. и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с битой/гнездом, (1) компактная литий-ионная батарея 18 В CORE18V 4,0 А·ч, (1) зарядное устройство 18 В, (1) 4 держателя бит, (4) биты, (1) зажим для ремня, (1) сумка для переноски
Масса
2,6 фунта
Включает
(1) GDX18V-1860C, 18 В, готовый к подключению, «два в одном», 1/4 дюйма. и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с насадкой, (1) GBA18V40 18V CORE18V Lithium-Ion 4.0 Ah Compact Battery, (1) Зарядное устройство 18V, (1) 4x Держатель бит, (1) Набор из четырех бит, (1) Зажим для ремня, (1) Сумка для переноски
Вес
2,6 фунта
Включает
(1) GDX18V-1860C, 18 В, готовое к подключению устройство «два в одном», 1/4 дюйма. и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с битой/гнездом, (1) компактная литий-ионная батарея GBA18V40 18 В CORE18V 4,0 А·ч, (1) литий-ионная батарея 18 В 2,0 А·ч SlimPack, (1) зарядное устройство 18 В, (1) зажим для ремня, (1) переноска Сумка
Масса
2,6 фунта
Включает
(1) GDX18V-1860C, 18 В, готовый к подключению, «два в одном», 1/4 дюйма. и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с битой/гнездом, (2) GBA18V40 18V CORE18V Lithium-Ion 4.0 Ah Compact Batteries, (1) зарядное устройство 18V, (1) модуль подключения, (1) 4x держатель бит, (1) набор бит из четырех предметов, (1) зажим для ремня, (1) сумка для переноски
Вес
2,6 фунта
Включает
(1) GDX18V-1860C, 18 В, готовое к подключению устройство «два в одном», 1/4 дюйма. и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с насадкой, (1) 4 держателя бит, (1) набор из четырех бит, (1) зажим для ремня
Масса
2,6 фунта
Включает
(1) ударный шуруповерт макс. 12 В, (2) литий-ионные батареи 12 В макс. 2,0 А·ч, (1) зарядное устройство макс.
Аккумуляторы, зарядные устройства и стартовые комплекты 18 В
Твердосплавные перфораторы BlueGranite Turbo™
9000 2
Лопата Daredevil®
Многоцелевые сверла Daredevil®
Насадки для ударного гайковерта/гайковерта
Сверла Impact Tough™
Насадки для отверток
Служба поддержки
Служба поддержки клиентов
Есть вопрос по инструменту, аксессуару, приложению или обслуживанию? Позвоните нам по телефону 1-877-BOSCH99 (1-877-267-2499) или посетите раздел часто задаваемых вопросов.
Схема поиска деталей
Найдите и загрузите схему деталей для своего инструмента.
Регистрация продукта
Защита ваших инвестиций в электроинструменты Bosch поможет вам сэкономить время и деньги в будущем.
Заказ запасных частей
Закажите оригинальные запчасти Bosch здесь.
Отправьте нам SMS
Введите свой номер телефона
Предоставляя информацию в этой форме, я даю свое согласие на то, чтобы связаться со мной по СМС/СМС для решения этого вопроса.
**Технические данные** Напряжение аккумулятора 18 В Вес без учета аккумулятор 1,2 кг Крутящий момент, макс. 200 Нм Скорость холостого хода 0–3400 об/мин Скорость холостого хода (1-й уровень) 0-1100 об/мин Скорость холостого хода (2-й уровень) 0-2300 об/мин Скорость холостого хода (3-й уровень) 0-3400 об/мин Частота ударов 0-4000 ударов в минуту Частота ударов (1-й уровень) 0-2300 ударов в минуту Частота ударов (2-й уровень) 0-3400 ударов в минуту Частота ударов (3-й уровень) 0-4000 ударов в минуту Настройки крутящего момента 3 Держатель инструмента 1/4» Hex Uni, 1/2» Square Диаметр винта M 6 – M 16 Суммарные значения вибрации (затяжка винтов и гаек максимально допустимого размера) Уровень вибрации ah 9,8 м/с² Погрешность K 1,5 м/с²
**Комплект поставки** GDX 18V-200 C Professional Номер для заказа: 0 601 9G4 2L0 2 аккумулятора GBA 18 В 4,0 Ач Быстрозарядное устройство GAL 18V-40 Professional L-BOXX 136
.Готов к любому применению благодаря держателю бит 2 в 1: внутренний шестигранник ¼’’ и приводной квадрат ½’’ .Мощное использование даже в труднодоступных местах благодаря наилучшему соотношению длины головки к крутящему моменту .Модуль подключения Bluetooth для обратной связи с инструментом, плавного пуска и сервисной информации через мобильное устройство
**Технические данные**
Напряжение аккумулятора 18 В Вес без учета аккумулятор 1,2 кг Крутящий момент, макс. 200 Нм Скорость холостого хода 0–3400 об/мин Скорость холостого хода (1-й уровень) 0-1100 об/мин Скорость холостого хода (2-й уровень) 0-2300 об/мин Скорость холостого хода (3-й уровень) 0-3400 об/мин Частота ударов 0-4000 ударов в минуту Частота ударов (1-й уровень) 0-2300 ударов в минуту Частота ударов (2-й уровень) 0-3400 ударов в минуту Частота ударов (3-й уровень) 0-4000 ударов в минуту Настройки крутящего момента 3 Держатель инструмента 1/4» Hex Uni, 1/2» Square Диаметр винта M 6 – M 16 Суммарные значения вибрации (затяжка винтов и гаек максимально допустимого размера) Уровень вибрации ah 9,8 м/с² Погрешность K 1,5 м/с²
**Комплект поставки**
GDX 18V-200 C Professional Номер для заказа: 0 601 9G4 2L0 2 аккумулятора GBA 18 В 4,0 Ач Быстрозарядное устройство GAL 18V-40 Professional L-КОРПУС 136
Пикообразное долото Makita 1000 мм 30мм шестигранник HM1400/HM1304 (P-05577) предназначено для работы по бетону, кирпичу или асфальту. Длина 1000 мм.
Технические характеристики
Основные Подробные
Длина, мм
1000
Тип хвостовика
шестигранный
Размер шестигранника, мм
30
Комплектация
Пикообразное долото 1 шт
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Обои P+S international Happy Kids 2016 05577-30
Шановні клієнти! Не додзвонилися? Напишіть нам у Viber.
Відбудуємо Україну
разом!
-1%
от 2,000 грн
-2%
от 4,000 грн
-3%
от 6,000 грн
-4%
от 8,000 грн
-5%
от 10,000 грн
Гарантия лучшей цены
Главная
Каталоги обоев
Обои P+S international
Обои P+S international Happy Kids 2016
Обои P+S international Happy Kids 2016 05577-30
Сейчас этот товар не доступен для заказа.
О коллекции
Как купить обои
Гарантии на обои
Производитель обоев
P+S international, Количество обоев доступных для заказа — 0
Наименование каталога
Немецкие обои Happy Kids 2016
Страна
Германия
Тип обоев
Бумажные обои
Размеры обоев
Обоев в коллекции
49 обоев
Как купить P+S international Happy Kids 2016 p-plus-s-international-happy-kids-2016-05577-30?
Оформить заказ на обои P+S international Happy Kids 2016 p-plus-s-international-happy-kids-2016-05577-30 можно любым из следующих способов:
Через специальную форму (корзину) этого интернет магазина обоев
По телефону: +380 44 247-56-00
Если Вы оформили заказ через корзину, то с Вами обязательно свяжется по телефону наш сотрудник для уточнения деталей заказа. Без подтверждения заказа по телефону, товар доставляться не будет.
График работы
Без перерывов и выходных с 09:00 до 20:00
Заказы, поступившие после 20:00, будут обработаны в ближайший рабочий день.
Оформляя заказ на сайте, Вы даёте согласие на обработку своих персональных данных согласно Закону Украины «О защите персональных данных». Магазин оставляет за собой право на использование данной информации в маркетинговых целях в рамках предоставления услуг продажи товаров.
Оплата
Форма оплаты и оформление документов согласовывается с менеджером.
Покупайте обои для стен в нашем интернет магазине, мы гарантируем самые низкие цены и быструю доставку обоев.
Гарантии на обои для стен P+S international Happy Kids 2016
Все обои для стен в нашем Интернет магазине имеют необходимые сертификаты качества и сертификаты происхождения. Мы работаем только с проверенными поставщиками.
Для подтверждения качества обоев для стен разрежьте и поклейте обои с двух, максимум трёх рулонов и только после того, как удостоверитесь в качестве продукта – продолжайте поклейку. Если выявились какие-то дефекты обоев от производителя – зафиксируйте их на фото и предоставьте нам этикетки от поклеенных дефектных рулонов.
При получении обоев внимательно осматривайте в присутствии курьера, если Вам не нравится внешний вид упаковки обоев или обои не соответствуют параметрам заказа, не вскрывая упаковку, возвращайте заказ курьеру! Претензии по внешнему виду обоев принимаются только в момент доставки. Наш ассортимент обоев очень большой, мы стараемся максимально точно представить всю информацию на сайте, также просим максимально уточнять информацию у наших менеджеров во время подтверждения заказа по телефону.
Альтернативные варианты артикула
Доставка
Бесплатно
для заказов от 999 грн.
До отделения Новая почта ( карта )
Курьером по Киеву
Оплата
Безналичный расчет на IBAN или карту ФОП. Гарантируем возврат оплаты в случае невозможности забрать груз из отделения в день прибытия вследствие действия непреодолимой силы.
Возврат
Пожалуйста, продумайте Вашу покупку заранее
Самовывоз
Самовывоз из нашего салона Позняки возможен в дни работы или по договоренности
Перезвоните мне
Обои P+S international
Каталоги обоев
Разделы сайта
Теги: Купить обои P+S international Купить обои для стен Артикул обоев 05577-30 Обои Happy Kids 2016 05577-30 Обои P+S international Happy Kids 2016 05577-30 Happy Kids 2016 P+S international Бумажные обои Германия Каталог обоев Коллекция обоев Обои для стен
Convena.com предназначен только для реселлеров ИТ. Пожалуйста, войдите или зарегистрируйте учетную запись ИТ-реселлера, чтобы просматривать цены и заказывать продукты
Дом
Кампании
Расширенная гарантия HPE на 2 года
+2 года гарантии
Сертифицированный бизнес-партнер Hewlett Packard по запасным частям в регионе EMEA и авторизованный партнер HPE Renew в регионе EMEA
Добавить в избранное
Добавить в избранное
Товара нет в наличии
В данный момент этого товара нет в наличии. Пожалуйста, просмотрите альтернативные продукты или свяжитесь с нами для получения помощи.
Посмотреть все Расширенная гарантия HPE на 2 года
Читать далее
Информация о бренде
Заводская пломба
Идеальное состояние. С логотипом/печатью производителя. Гарантия Cisco среднего уровня и Cisco SMB ограничена 1 годом. Детали HPE сертифицированы. Запасные части/запасные части помечены в состоянии как «Заводская пломба (Запасная часть)» и имеют гарантию, ограниченную 1 годом.
Никогда не использовалась. Единственная разница между «Заводской печатью» и «Новой открытой коробкой» заключается в том, что внешняя заводская пломба была нарушена. Может быть вскрыта Convena Distribution для проверки качества на складе, отменена или возвращена. Тем не менее, внутреннее содержимое — это совершенно новые продукты. Cisco среднего уровня и малого и среднего бизнеса ограничен только сроком до 12 месяцев.
Гарантия: Полная гарантия производителя
Подержанный товар
Выглядит и функционирует как новый, но может иметь легкие следы или царапины. Аксессуары, руководства, кабели и программное обеспечение могут не входить в комплект поставки. Продукт может быть взят из подержанных машин и не тестировался.
Гарантия: Гарантия Convena 1 год.
Восстановленное
«Восстановленное» проверено на функциональность, данные удалены и иным образом отремонтированы поставщиком. «Восстановленные» продукты могут иметь незначительные дефекты. Они могут быть упакованы и отправлены в нерозничных коробках. Некоторые неосновные компоненты (например, кабели, руководства, аксессуары) могут отсутствовать. Гарантия Cisco среднего уровня и малого и среднего бизнеса 12 месяцев.
Гарантия: Гарантия Convena 1 год и гарантия производителя.
Дополнительную 2-летнюю гарантию можно приобрести за плату в размере 15% от чистой продажной цены продукта. С данной 1-летней гарантией это дает вам общую гарантию 3 года.
Запасная часть Bestway® Верхняя направляющая A (серая) для каркасных бассейнов Power Steel™ 549 x 274/610 x 366 x122 см, овальная | Горизонтальный луч | Балка для бассейна | Стальная рама | Бассейны
Чтобы иметь возможность использовать весь спектр запчастей Bestway Spareparts, мы рекомендуем активировать Javascript в вашем браузере.
Официальный магазин запчастей Bestway®
Готов к отгрузке в течение 7-10 рабочих дней
Готов к отгрузке в течение 3 рабочих дней
Корзина
0
Список желаний
Мой аккаунт
Закрыть меню
Счет клиента Войдите в систему
или зарегистрируйтесь
После входа в систему вы можете получить доступ к своему личному кабинету здесь.
Bestwaystore.de
Меню
Этот веб-сайт использует файлы cookie, которые необходимы для технической работы веб-сайта и устанавливаются всегда. Другие файлы cookie, которые повышают комфорт при использовании этого веб-сайта, используются для прямой рекламы или для облегчения взаимодействия с другими веб-сайтами и социальными сетями, устанавливаются только с вашего согласия.
Технически требуется
Эти файлы cookie необходимы для основных функций магазина.
Файл cookie «Разрешить все файлы cookie»
Файл cookie «Отклонить все файлы cookie»
Амазон Пей
CSRF-токен
Настройки файлов cookie
Изменение валюты
Распознавание клиентов
Кэширование для конкретного клиента
Индивидуальные цены
Детектор языка
Платежи PayPal
Выбранный магазин
Сессия
Комфортные функции
Эти файлы cookie используются для того, чтобы сделать процесс покупки еще более привлекательным, например, для распознавания посетителя.
скрыть всплывающие окна
Статистика и отслеживание
Партнерская программа
Пиксель Facebook
Google Analytics
Google Analytics/AdWords
Диспетчер тегов Google
Используемое устройство отслеживания
27,85€ *
Цены вкл. НДС плюс стоимость доставки
Готов к отправке сегодня, Срок поставки ок. 3 рабочих дня
Краткий обзор ваших преимуществ
Официальный магазин запчастей Bestway®
Готов к отгрузке в течение 3 рабочих дней
Просмотрено
Wir verwenden Cookies.
Diese Website benutzt Cookies, die für den technischen Betrieb der Website erforderlich sind und stets gesetzt werden. Andere Cookies, die den Komfort bei Benutzung dieser Website erhöhen, der Direktwerbung dienen oder die Interaktion mit anderen Websites und sozialen Netzwerken vereinfachen sollen, werden nur mit Ihrer Zustimmung gesetzt.
Мотопомпа Robin Subaru PTG208 для чистой и загр. воды по низкой цене
Бензиновая мотопомпа Robin-Subaru PTG 208 подходит для перекачки чистой воды и слабозагрязненной. При средней нагрузке данная модель способна перекачивать жидкость с производительностью 520 литров в минуту, при максимальном напоре 32 метра. Запуск мотопомпы осуществляется с помощью ручного стартера.
Бензиновые мотопомпы Robin-Subaru PTG208 идеально работают для решения задач: осушения бассейнов и прудов, питания спринклеров, обеспечения противопожарной безопасности в пригородных или сельских районах, полива сельскохозяйственных земель.
Корпус насоса мотопомпы Robin-Subaru PTG изготовлен из алюминиевогосплава, поэтому она обладает низким весом. Двигатели привода -высоконадежные, экономичные, экологически чистые 4-х тактные двигателиRobin-Subaru, адаптированные к работе с использованием топлива и маселотечественного производства.
Особенности и преимущества бензиновых мотопомп Robin-Subaru PTG серии:
Компактные бензиновые мотопомпы
Самовсасывающий насос при включении в работу не требует предварительного заполнения водой
Эффективное, экономичное функционирование достигается непосредственным присоединением насоса. Этим обеспечивается компактность и гарантируется отсутствие потери мощности
Отличные водостойкие качества обеспечиваются применением торцовых уплотнений и рабочих колес, изготовленных из специального чугуна
4-х тактный двигатель Robin-Subaru обеспечивает надежную длительную эксплуатацию
Мотопомы Robin-Subaru просты в эксплуатации и обслуживании
Не требуют применения дорогостоящих импортных сменных элементов
Система защиты по уровню масла
Малые габариты и вес
Исполнение
Производительность, л./мин.: 520
Производительность, м3/час: 35
Высота подъёма, м: 32
Высота забора, м: 8
Материал уплотнений вала: карбид кремния
Допустимый размер взвесей, мм: чистая вода
Двигатель
Модель: Robin EY15D
Тип: 4-х тактный бензиновыйдвигатель с воздушным охлаждением
Топливо: бензин
Система пуска: обратный пускатель
Ёмкость топливного бака, л: 2,8
Физические параметры
Диаметр всасывающего патрубка, мм: 50,8
Диаметр нагнетательного патрубка, мм: 50,8
Посмотреть все оборудование производства Robin Subaru
Robin Subaru
Характеристики товара
Максимальный напор, м
32
Макс. высота всасывания, м
8
Максимальный расход, м.куб/час
31.2
Объем бака, л
2.8
Предназначение
для чистой и загр. воды
Размеры, ШхВхД
465х310х405
Страна производитель
Япония
Тип двигателя
бензиновый
Мотопомпа Robin-Subaru PTG 208 ST бензиновая для загрязненных жидкостей в Уфе в наличии
Стоимость:
По запросу
Заказать Получить скидку ✔ В наличии
Доставка:
самовывоз;
транспортной компанией.
Способы оплаты:
наличные при самовывозе;
банковский перевод (с НДС).
Технические характеристики
Тип
Самовсасывающий центробежный насос
Диаметры трубопроводов всасывания / нагнетания
50.8 / 50.8 мм
Высота напора
23 м
Производительность
700 л/мин, 42 куб.м/час
Высота всасывания
8 м
Тип
2-тактный бензиновый двигатель фирмы Robin с воздушным охлаждением
Топливо
Автомобильный бензин
Емкость топливного бака
2.5 л
Система пуска
Обратный пускатель
Габаритные размеры (Д / Ш / В)
462 / 356 / 397 мм
Масса нетто
24 кг
Стандартные аксессуары
Комплект инструментов для двигателя (1 набор), фильтр (1 шт. ), шланговое соединение (2 шт.), шланговый хомут (3 шт.)
Когда есть необходимость перекачать воду или полить большую площадь агрокультур на помощь проходит японское произведение мотопомпа Robin-Subaru PTG 208 ST – насос с двухтактным бензиновым двигателем с воздушным охлаждением.
Приобрести данную технику по умеренной цене можно в нашем магазине. Агрегат применяется как в домашнем, так и в промышленном обиходе.
Мотопомпа Robin-Subaru PTG 208 ST произведена из прочных высококачественных материалов, имеет чугунное рабочее колесо и корпус, покрытый нержавеющей сталью.
Главные технические элементы модели:
Напор составляет 23 м;
Выработка 700 литров в минуту;
Топливо – бензин;
Глубина забора воды достигает 8 м;
Объем бака для бензина 2.5 л;
Достоинства модели:
Долговечность;
Мощный мотор;
Легкость в эксплуатации;
Высокая производительность.
Наша компания «ГК Промоборудование» дорожит каждым клиентом. Мы гарантируем надежность всей техники представленной на сайте. Заказать товар можно в рабочее время, по телефону на сайте. Существует доставка.
Китай Robin Производитель бензиновых двигателей, Бензиновый двигатель, Бензиновый водяной насос Поставщик
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Двигатель
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Генератор
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
Вид бизнеса:
Производитель/Фабрика
Основные продукты:
Бензиновый двигатель Робина , Бензиновый двигатель , Бензиновый водяной насос , Бензиновый генератор , Робин . ..
Среднее время выполнения:
Время выполнения заказа в сезон пиковой нагрузки: один месяц Время выполнения заказа в межсезонье: в течение 15 рабочих дней
Компания FuJirobin (Changzhou) Machinery I/E Co., Ltd. была основана в 2014 году и специализируется на производстве бензиновых двигателей. Наша продукция производится в соответствии с японскими техническими стандартами, продажи и качество являются конкурентоспособными.
 Паспорт, руководство, схемы, описание, характеристики
Паспорт, руководство, схемы, описание, характеристики
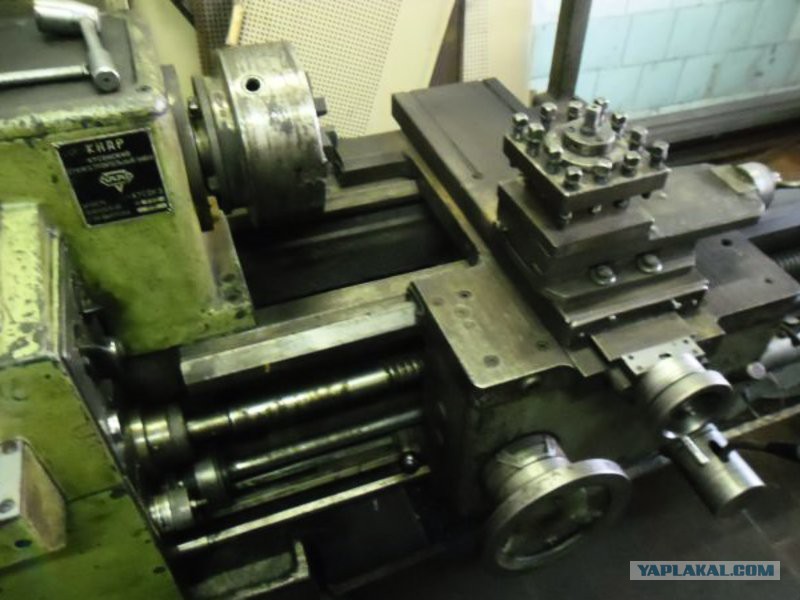 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе

 В этом случае вращается только ходовой БИНТ, а в других случаях ходовой винт вращается с ходовым валом.
В этом случае вращается только ходовой БИНТ, а в других случаях ходовой винт вращается с ходовым валом.




 На левой стороне фартука имеются два маслоуказателя, один для контроля подачи масла, а другой для контроля уровня масла. Внизу фартука имеется сливное отверстие.
На левой стороне фартука имеются два маслоуказателя, один для контроля подачи масла, а другой для контроля уровня масла. Внизу фартука имеется сливное отверстие. .1300
.1300 Подачи
Подачи .1,4
.1,4 .18
.18 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965
 Наши клиенты по всему миру ценят нас как поставщика полного спектра токарных станков и обрабатывающих центров.
Наши клиенты по всему миру ценят нас как поставщика полного спектра токарных станков и обрабатывающих центров. для общего качества наших станков. Для этого у нас есть большая специализированная производственная база — от собственного литейного производства до обработки крупных деталей и собственной конструкции шпинделя.
для общего качества наших станков. Для этого у нас есть большая специализированная производственная база — от собственного литейного производства до обработки крупных деталей и собственной конструкции шпинделя.
 .. Подробнее
.. Подробнее С качеством Хвачхон.
С качеством Хвачхон. Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов.
Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов.
 Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов.
Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов. , Ltd специализируется на производстве и продаже металлообрабатывающих станков: вертикальный револьверный станок, токарный станок с ЧПУ, одноколонный вертикальный токарный станок, двухколонный вертикальный токарный станок, горизонтальный токарный станок для тяжелых условий эксплуатации, портальный фрезерный станок станок (Plano Miller), Портальный строгальный фрезерный станок,
, Ltd специализируется на производстве и продаже металлообрабатывающих станков: вертикальный револьверный станок, токарный станок с ЧПУ, одноколонный вертикальный токарный станок, двухколонный вертикальный токарный станок, горизонтальный токарный станок для тяжелых условий эксплуатации, портальный фрезерный станок станок (Plano Miller), Портальный строгальный фрезерный станок,
 Он напрямую влияет на:
Он напрямую влияет на: длина»>LF
длина»>LF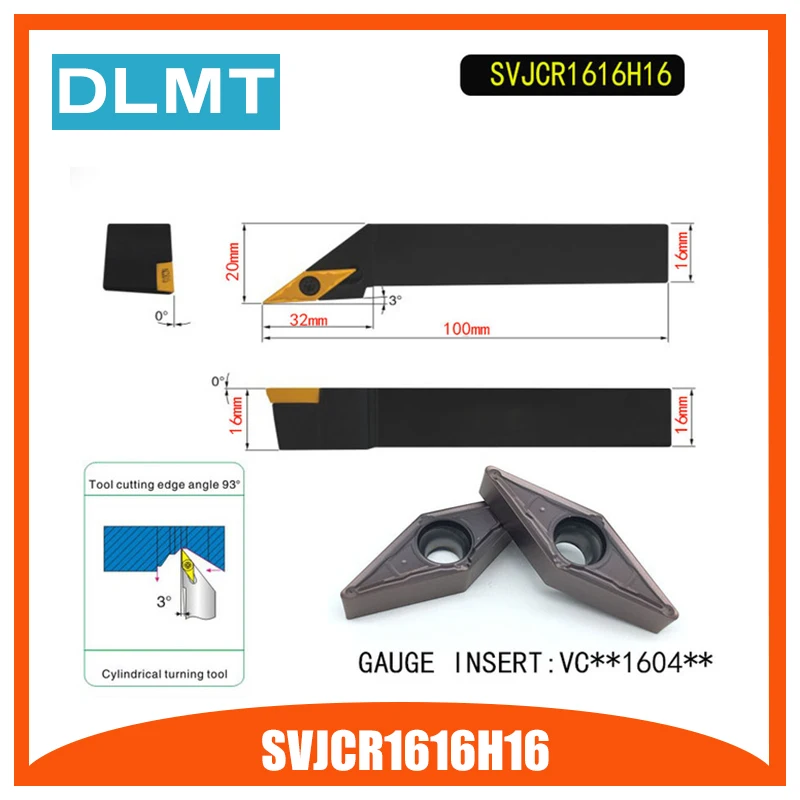 0
0 00
00 0
0 00
00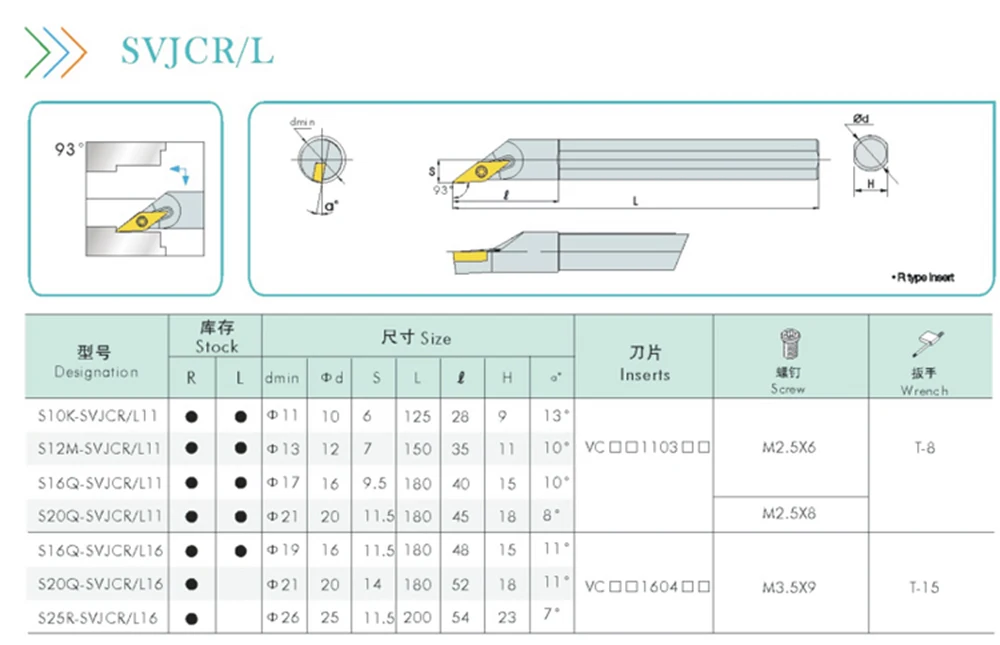 0
0 07.2006 года №152-ФЗ «О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных данных
07.2006 года №152-ФЗ «О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных данных 625
625 75
75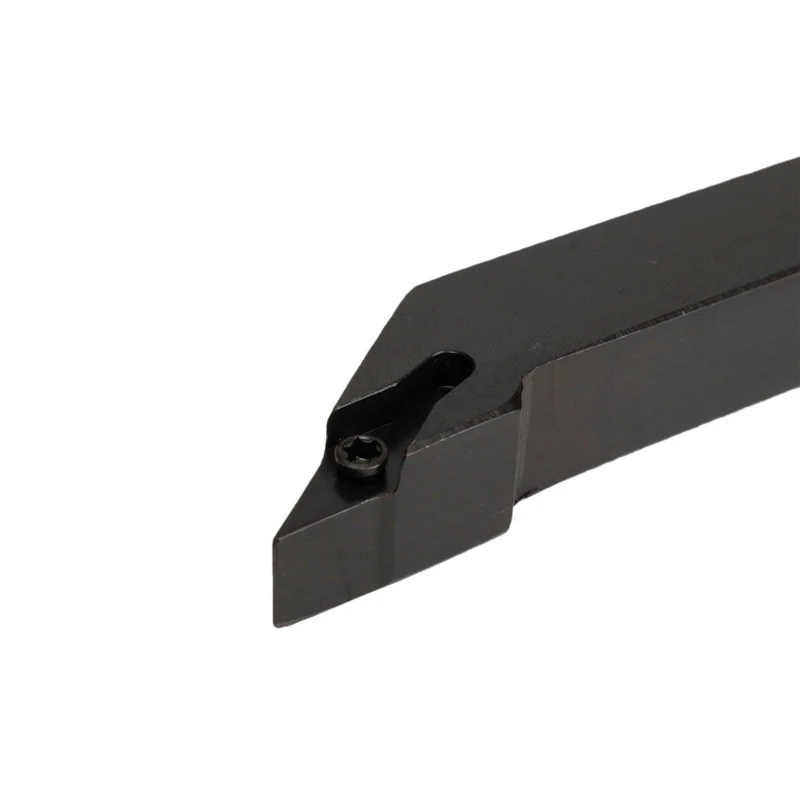 Пожалуйста, поймите, что если вы решите перейти к следующему шагу, это будет на ваше усмотрение и под вашу ответственность.
Пожалуйста, поймите, что если вы решите перейти к следующему шагу, это будет на ваше усмотрение и под вашу ответственность.
 Кроме того, содержимое, включая данные и файлы, может быть изменено или прекращено без предварительного уведомления, и Mitsubishi Materials Corporation не гарантирует, что любое опубликованное содержимое не содержит ошибок.
Кроме того, содержимое, включая данные и файлы, может быть изменено или прекращено без предварительного уведомления, и Mitsubishi Materials Corporation не гарантирует, что любое опубликованное содержимое не содержит ошибок.
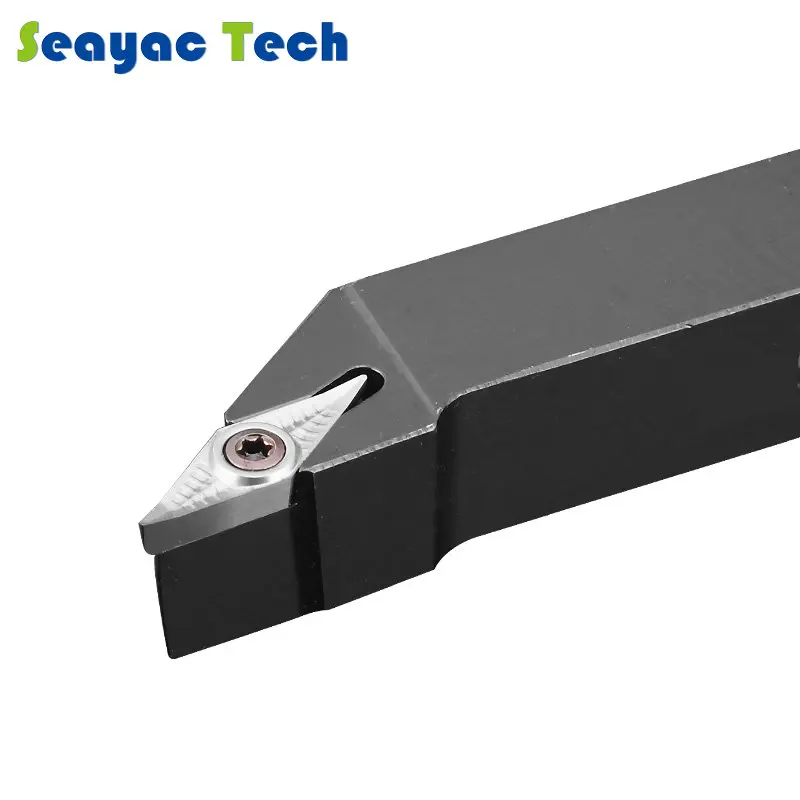

 температура воды, °C
температура воды, °C 4 kg
4 kg Насос со встроенным эжектором сочетает преимущества центробежных с практичностью самовсасывающих насосов. Корпус насосной части изготовлен из стеклонаполненого полипропилена с закладными элементами из латуни для жесткости, а также чугуна и нержавеющей стали. Для исключения износа резьбовых соединений входное и выходное отверстия имеют металлическую резьбу. Гидроаккумулятор агрегата служит для аккумулирования воды под давлением и сглаживания гидроударов. Он состоит из стального резервуара со сменной мембраной и имеет пневмоклапан для закачивания сжатого воздуха.
Насос со встроенным эжектором сочетает преимущества центробежных с практичностью самовсасывающих насосов. Корпус насосной части изготовлен из стеклонаполненого полипропилена с закладными элементами из латуни для жесткости, а также чугуна и нержавеющей стали. Для исключения износа резьбовых соединений входное и выходное отверстия имеют металлическую резьбу. Гидроаккумулятор агрегата служит для аккумулирования воды под давлением и сглаживания гидроударов. Он состоит из стального резервуара со сменной мембраной и имеет пневмоклапан для закачивания сжатого воздуха.



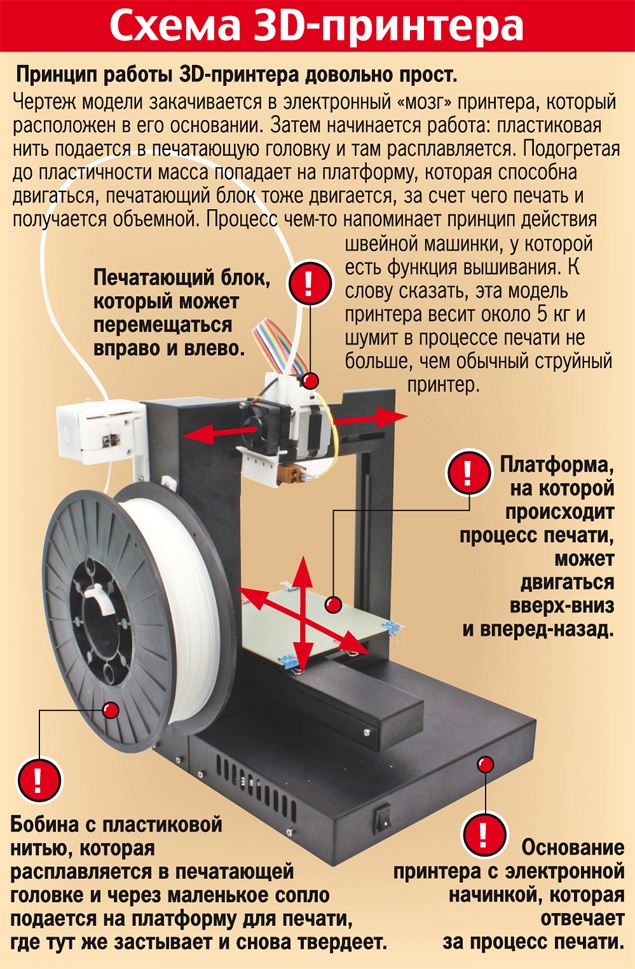 Нужны, чтобы принтер не выходил за пределы рабочего стола, и делают печать более аккуратной;
Нужны, чтобы принтер не выходил за пределы рабочего стола, и делают печать более аккуратной; Отходы печати принтер сам удаляет с рабочего стола.
Отходы печати принтер сам удаляет с рабочего стола.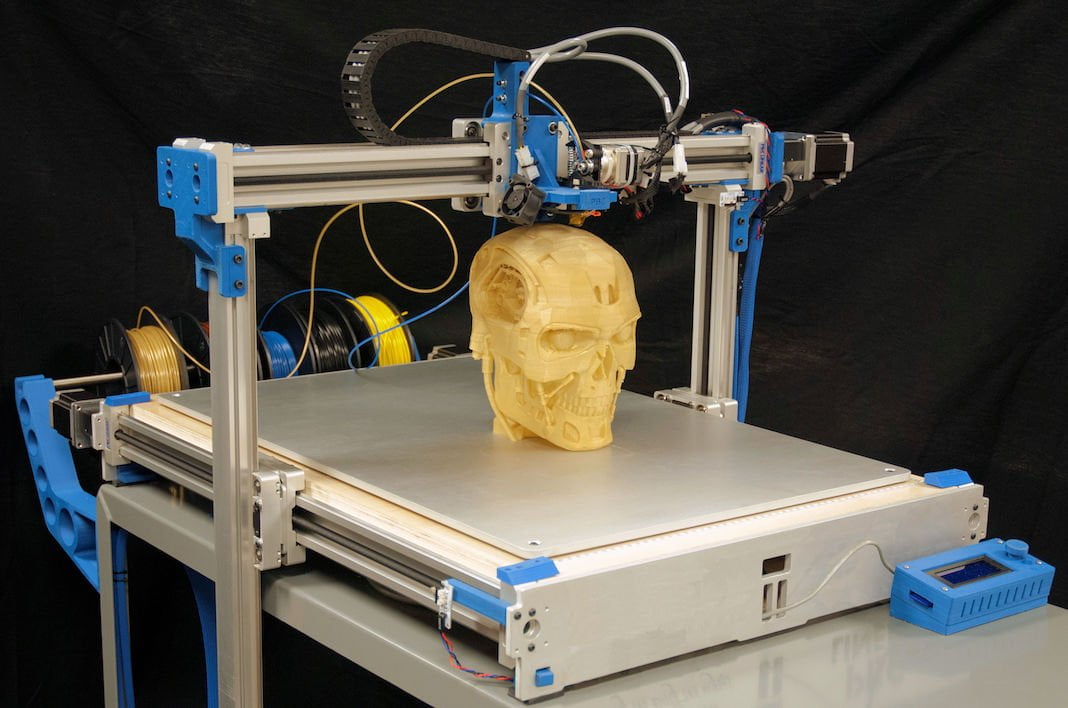 Проще говоря, слайсер показывает принтеру, как печатать предмет: по какому контуру двигаться печатной головке, с какой скоростью, какую толщину слоев делать.
Проще говоря, слайсер показывает принтеру, как печатать предмет: по какому контуру двигаться печатной головке, с какой скоростью, какую толщину слоев делать. 
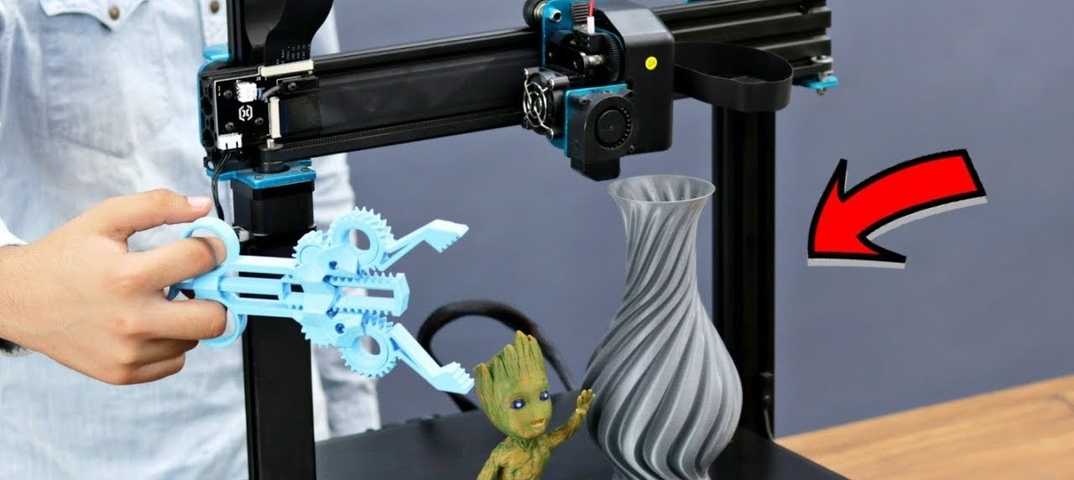 На 3D-принтерах делают тестовые модели протезов, прототипы лечебных корсетов, барельефов, олимпийского снаряжения.
На 3D-принтерах делают тестовые модели протезов, прототипы лечебных корсетов, барельефов, олимпийского снаряжения.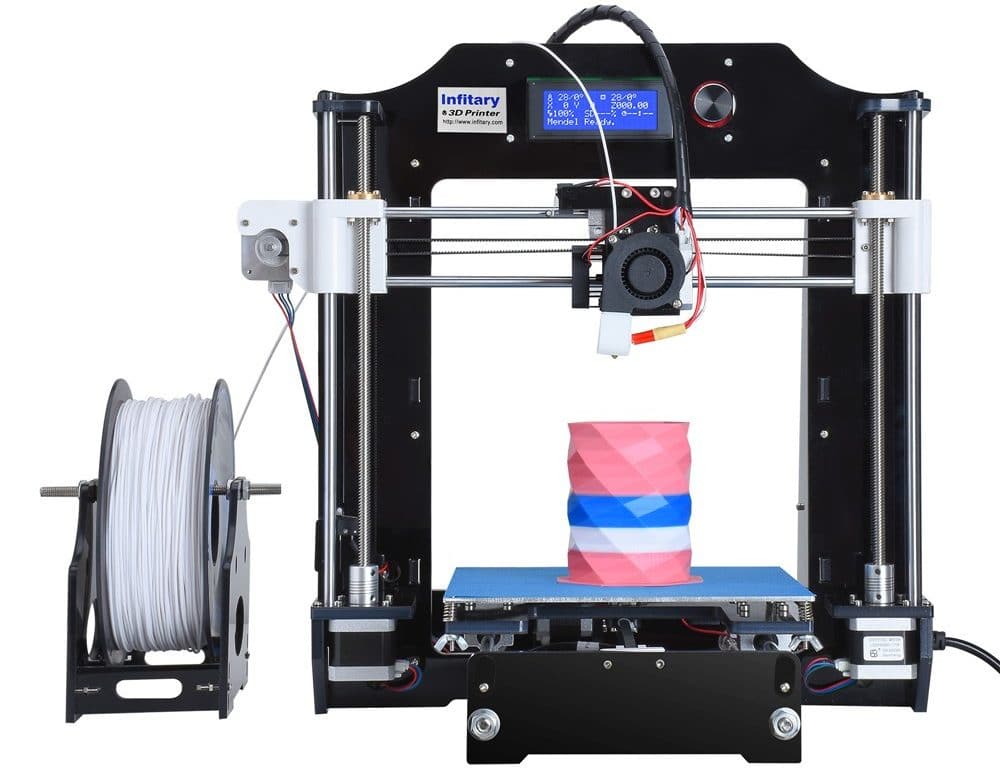 После облучения материал затвердевает. Прочность изделия зависит от типа полимера — термопластика, смол, резины.
После облучения материал затвердевает. Прочность изделия зависит от типа полимера — термопластика, смол, резины. 
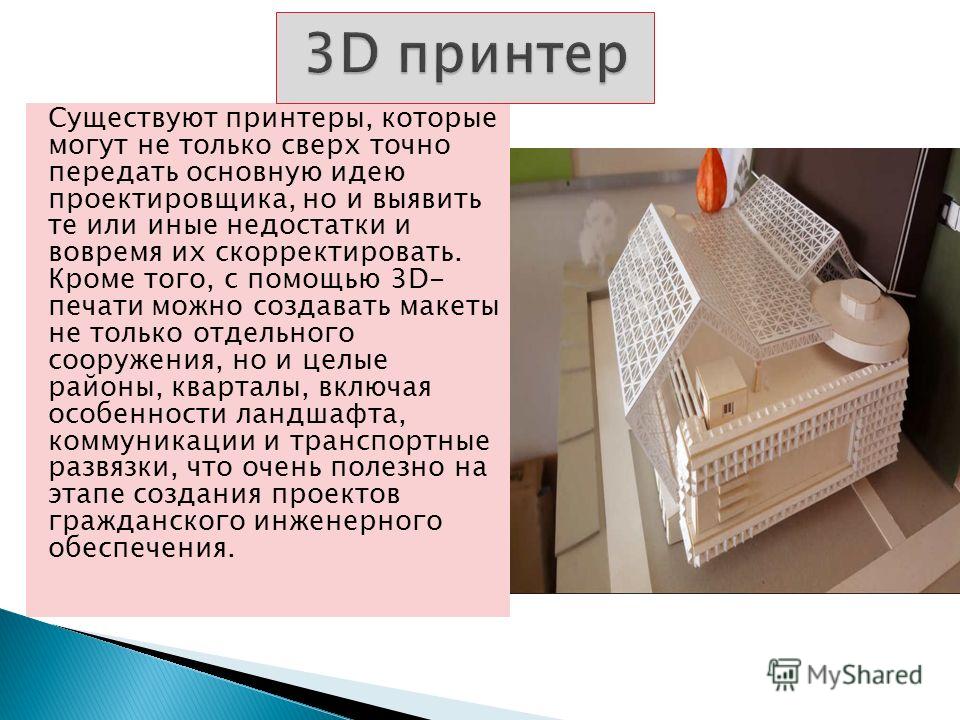 Экструдер перемещается по рабочей поверхности в соответствии с 3D-моделью, материал охлаждается и застывает в изделие.
Экструдер перемещается по рабочей поверхности в соответствии с 3D-моделью, материал охлаждается и застывает в изделие. 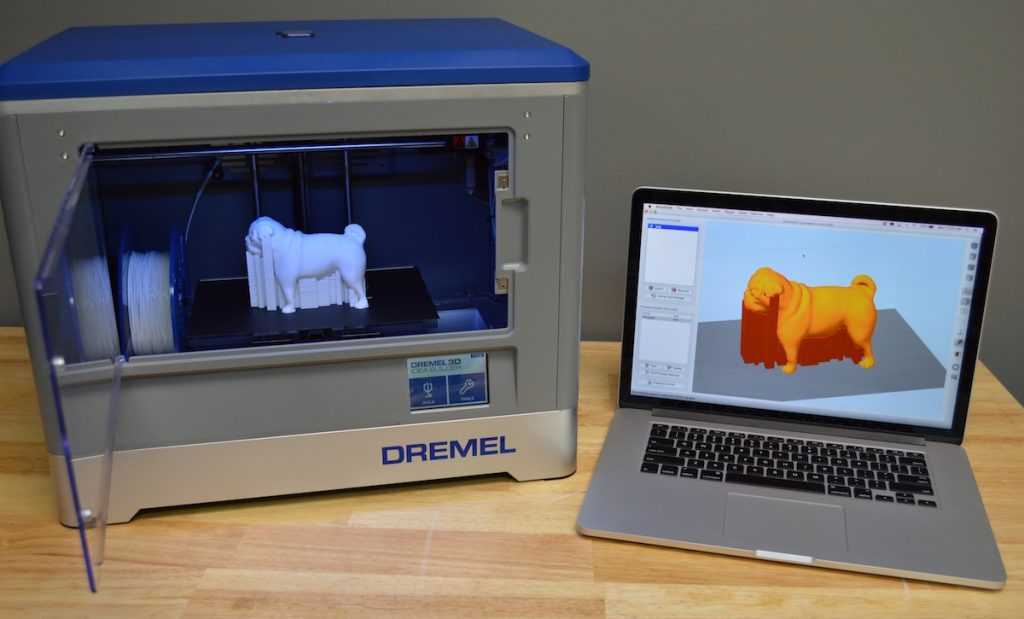 Этот цикл повторяется, пока изделие не будет готово. Это один из видов порошковой печати: раньше струйные 3D-принтеры печатали на гипсе, сейчас используют пластики, песчаные смеси и металлические порошки. Чтобы сделать изделие крепче, после печати его могут пропитывать воском или обжигать.
Этот цикл повторяется, пока изделие не будет готово. Это один из видов порошковой печати: раньше струйные 3D-принтеры печатали на гипсе, сейчас используют пластики, песчаные смеси и металлические порошки. Чтобы сделать изделие крепче, после печати его могут пропитывать воском или обжигать. Например, Андрей Руденко еще в 2014 году напечатал на строительном принтере замок 3 × 5 метров. Такие 3D-принтеры могут построить двухэтажный дом за 20 часов.
Например, Андрей Руденко еще в 2014 году напечатал на строительном принтере замок 3 × 5 метров. Такие 3D-принтеры могут построить двухэтажный дом за 20 часов.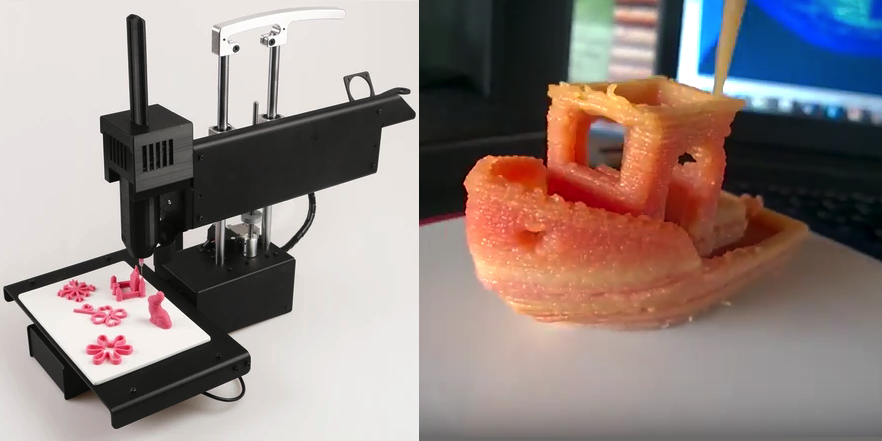
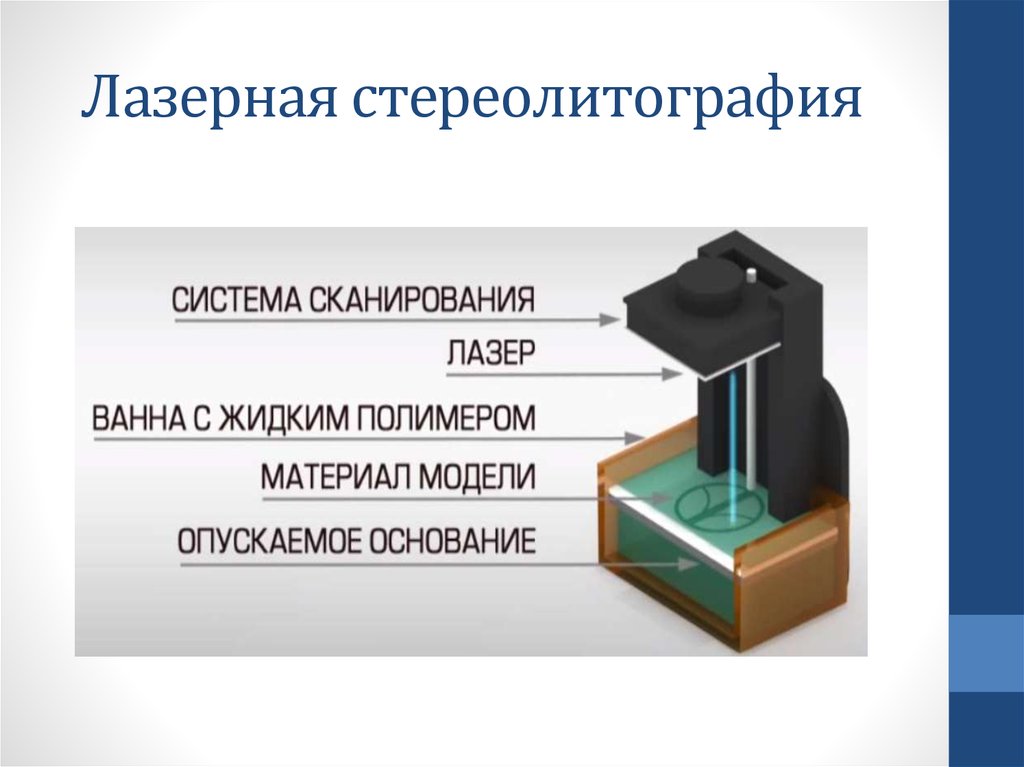
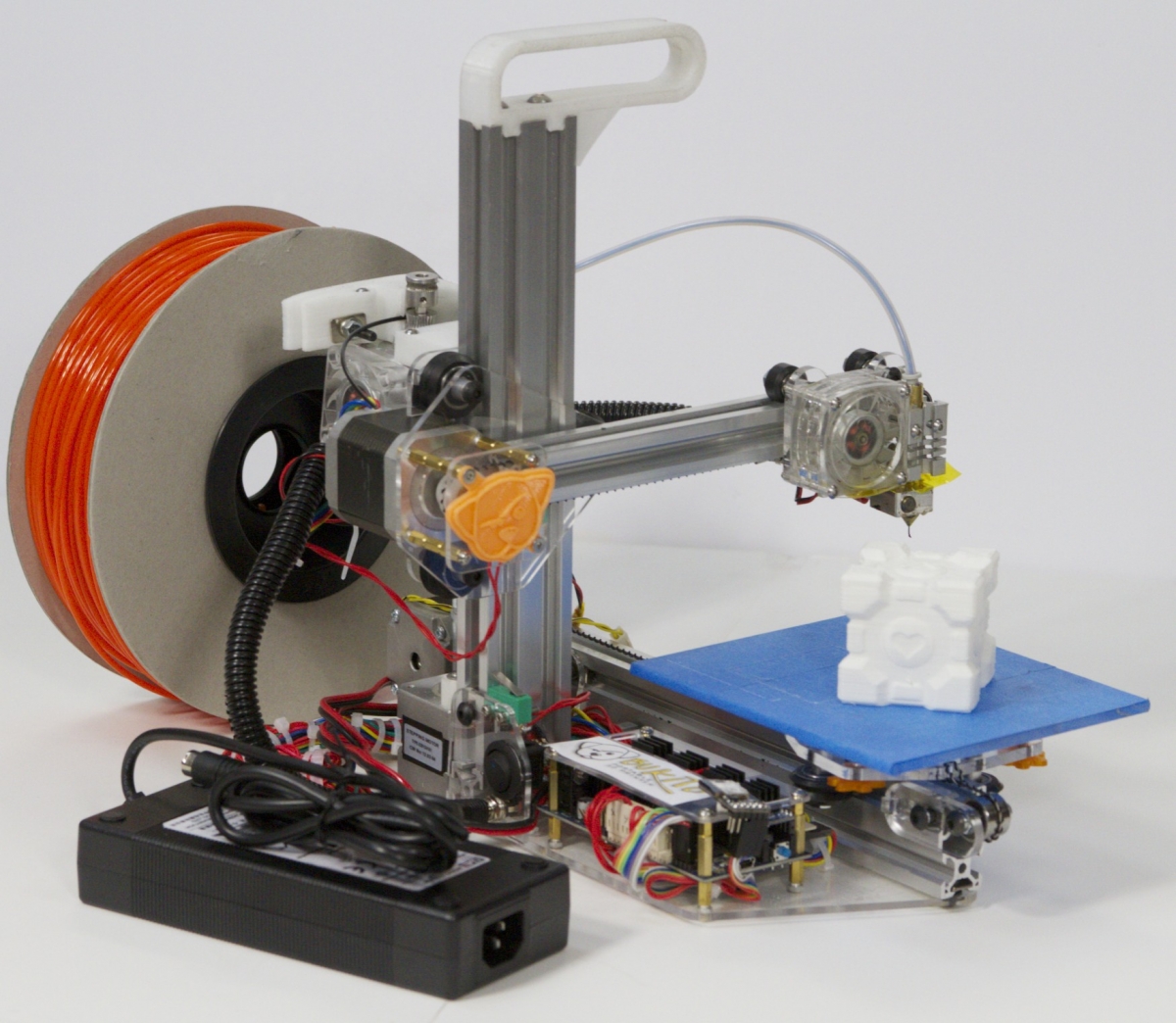
 В настоящее время для этого можно использовать: пластиковые нити, фотополимерные смолы, металлические порошковые сплавы;
В настоящее время для этого можно использовать: пластиковые нити, фотополимерные смолы, металлические порошковые сплавы;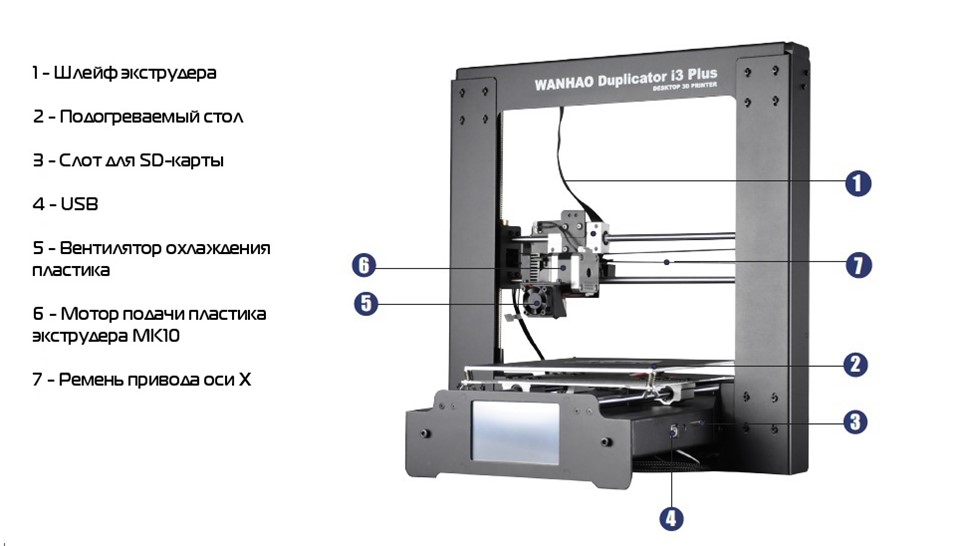 Как только слой будет напечатан, рабочая платформа опустится на величину слоя и работа продолжится снова.
Как только слой будет напечатан, рабочая платформа опустится на величину слоя и работа продолжится снова. Именно она используется на сложных производствах и предприятиях.
Именно она используется на сложных производствах и предприятиях.
 Вы можете создать его с нуля или загрузить из 3D-библиотеки.
Вы можете создать его с нуля или загрузить из 3D-библиотеки.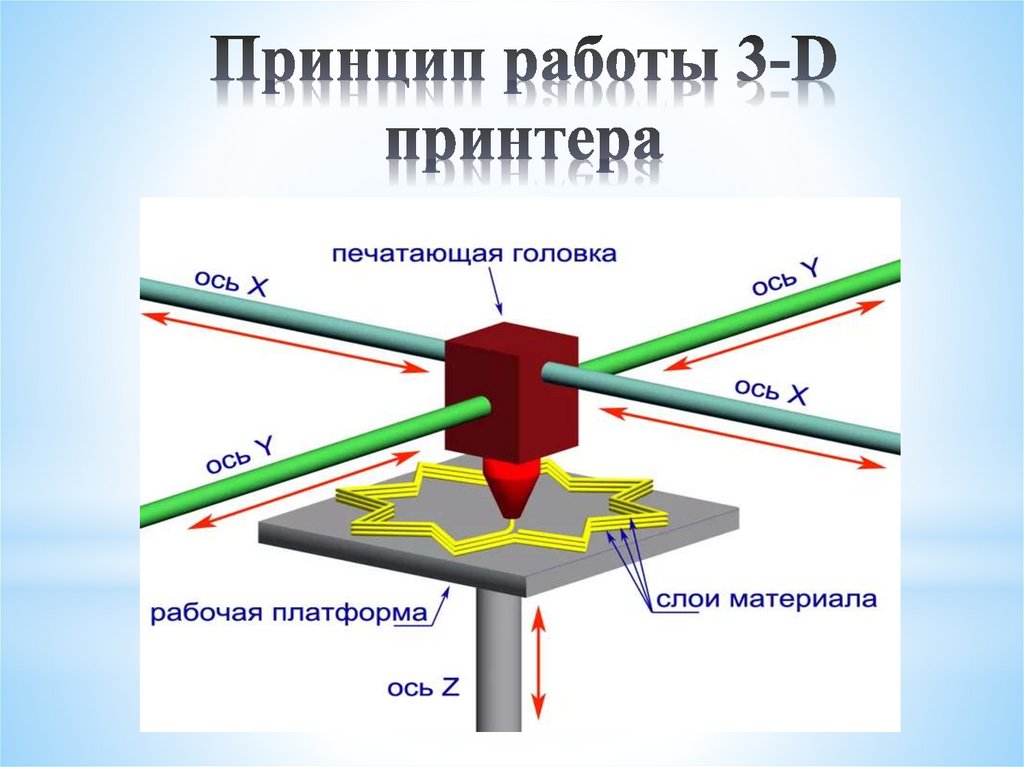 Ваш нарезанный файл теперь готов к 3D-печати слой за слоем .
Ваш нарезанный файл теперь готов к 3D-печати слой за слоем .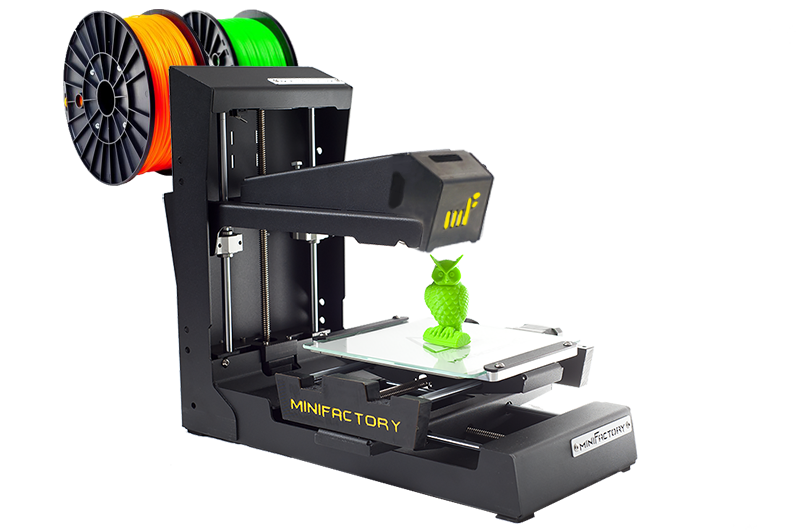 Важно рассматривать его как кластер различных отраслей с множеством различных приложений.
Важно рассматривать его как кластер различных отраслей с множеством различных приложений. От идеи до 3D-модели и удерживания прототипа в руках — это вопрос дней, а не недель. Итерации проще и дешевле сделать, и вам не нужны дорогие формы или инструменты.
От идеи до 3D-модели и удерживания прототипа в руках — это вопрос дней, а не недель. Итерации проще и дешевле сделать, и вам не нужны дорогие формы или инструменты.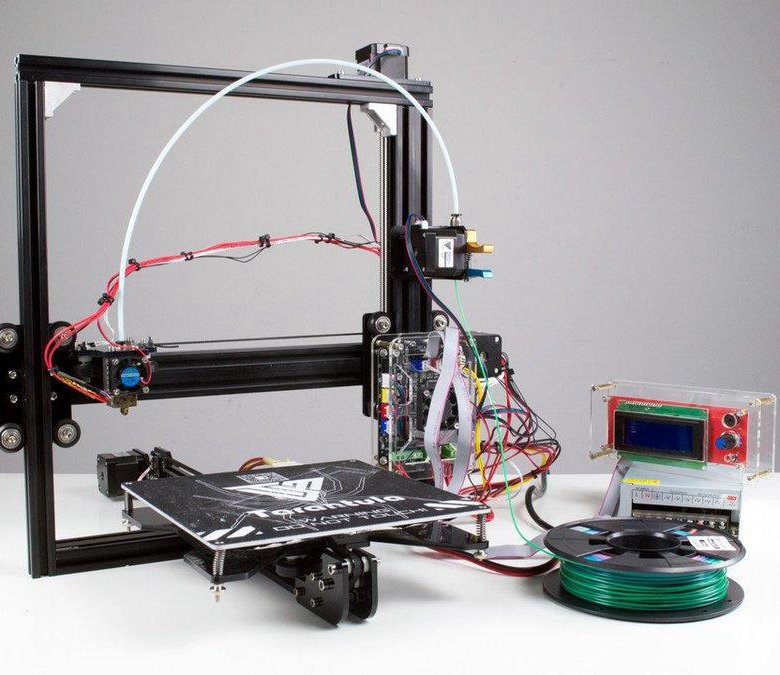 При этом им приходилось печатать детали, которые десятилетиями не производились.
При этом им приходилось печатать детали, которые десятилетиями не производились. В случае 3D-печатной версии сборка из 150 деталей была сокращена до одной детали. Печатная версия также выигрывает от снижения как стоимости, так и массы на 30%, а также сокращения времени выполнения заказа с 9месяцев всего до 10 недель.
В случае 3D-печатной версии сборка из 150 деталей была сокращена до одной детали. Печатная версия также выигрывает от снижения как стоимости, так и массы на 30%, а также сокращения времени выполнения заказа с 9месяцев всего до 10 недель. Он также использовался для тестирования процесса и демонстрации процесса сертификации несущих деталей AM.
Он также использовался для тестирования процесса и демонстрации процесса сертификации несущих деталей AM.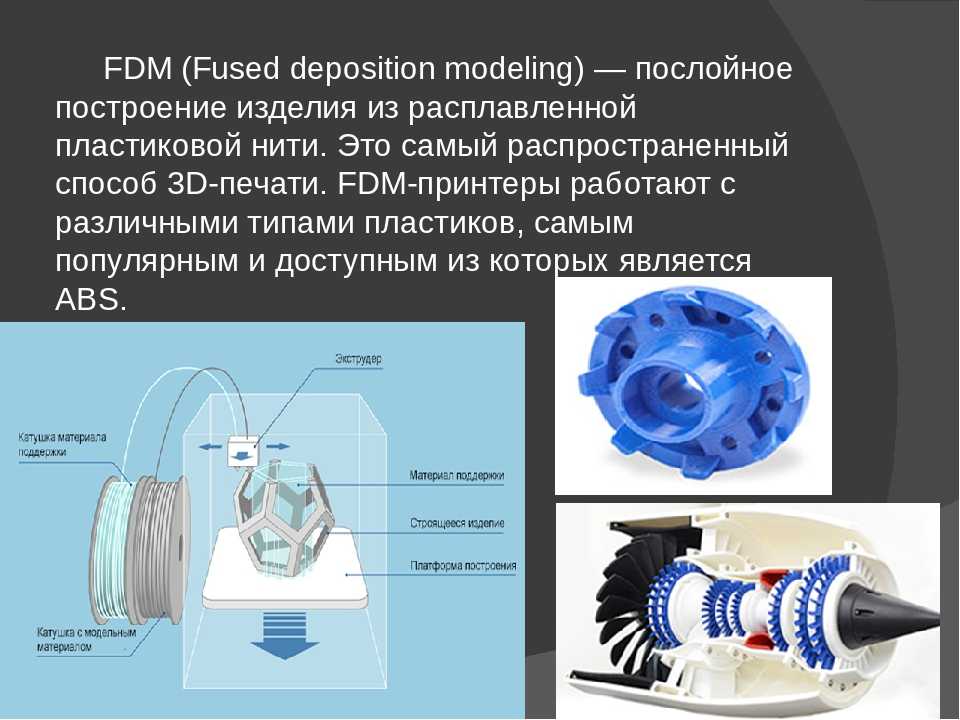
 3D-принтер Stargate 4-го поколения способен печатать объекты длиной 120 футов и диаметром 24 фута и в 12 раз быстрее, чем их предыдущие принтеры.
3D-принтер Stargate 4-го поколения способен печатать объекты длиной 120 футов и диаметром 24 фута и в 12 раз быстрее, чем их предыдущие принтеры. 3D-печатные дома уже коммерчески доступны. Некоторые компании печатают сборные детали, а другие делают это на месте.
3D-печатные дома уже коммерчески доступны. Некоторые компании печатают сборные детали, а другие делают это на месте. Тогда мы написали статью, в которой объясняли, как изначально Adidas выпускала всего 5000 пар обуви для широкой публики, а к 2018 году планировала продать 100 000 пар обуви с элементами AM. кажется, что они превзошли эту цель или находятся на пути к ее достижению. Обувь доступна по всему миру в местных магазинах Adidas, а также в различных сторонних интернет-магазинах.
Тогда мы написали статью, в которой объясняли, как изначально Adidas выпускала всего 5000 пар обуви для широкой публики, а к 2018 году планировала продать 100 000 пар обуви с элементами AM. кажется, что они превзошли эту цель или находятся на пути к ее достижению. Обувь доступна по всему миру в местных магазинах Adidas, а также в различных сторонних интернет-магазинах. Вдобавок ко всему, лаборатории должны хранить огромные запасы заготовок, чтобы удовлетворить индивидуальные потребности своих клиентов в области машинного зрения. Наконец, однако, технология 3D-печати достаточно продвинулась, чтобы производить высококачественные индивидуальные офтальмологические линзы, избавляясь от отходов и затрат на складские запасы прошлого. В 3D-принтере Luxexcel VisionEngine используется отверждаемый УФ-излучением акрилатный мономер для печати двух пар линз в час, которые не требуют полировки или какой-либо последующей обработки. Фокусные области также можно полностью настроить так, чтобы определенная область линзы обеспечивала лучшую четкость на расстоянии, а другая область линзы обеспечивала лучшее зрение вблизи.
Вдобавок ко всему, лаборатории должны хранить огромные запасы заготовок, чтобы удовлетворить индивидуальные потребности своих клиентов в области машинного зрения. Наконец, однако, технология 3D-печати достаточно продвинулась, чтобы производить высококачественные индивидуальные офтальмологические линзы, избавляясь от отходов и затрат на складские запасы прошлого. В 3D-принтере Luxexcel VisionEngine используется отверждаемый УФ-излучением акрилатный мономер для печати двух пар линз в час, которые не требуют полировки или какой-либо последующей обработки. Фокусные области также можно полностью настроить так, чтобы определенная область линзы обеспечивала лучшую четкость на расстоянии, а другая область линзы обеспечивала лучшее зрение вблизи.
 Подсчитано, что 99% производимых слуховых аппаратов производятся с использованием аддитивного производства, и понятно почему.
Подсчитано, что 99% производимых слуховых аппаратов производятся с использованием аддитивного производства, и понятно почему. Такие рестораны, как Food Ink и Melisse, используют это как уникальное преимущество для привлечения клиентов со всего мира.
Такие рестораны, как Food Ink и Melisse, используют это как уникальное преимущество для привлечения клиентов со всего мира.
 Смола затвердевает с помощью источника УФ-излучения.
Смола затвердевает с помощью источника УФ-излучения. В зависимости от объекта и ориентации печати SLA часто требует использования структур поддержки.
В зависимости от объекта и ориентации печати SLA часто требует использования структур поддержки. Кислород проходит через кислородопроницаемое окно, создавая тонкую жидкую границу раздела неотвержденной смолы между окном и печатной частью, известную как мертвая зона. Мертвая зона составляет всего десять микрон. Внутри мертвой зоны кислород препятствует отверждению светом смолы, расположенной ближе всего к окну, что обеспечивает непрерывный поток жидкости под напечатанной деталью. Непосредственно над мертвой зоной направленный вверх УФ-свет вызывает каскадное отверждение детали.
Кислород проходит через кислородопроницаемое окно, создавая тонкую жидкую границу раздела неотвержденной смолы между окном и печатной частью, известную как мертвая зона. Мертвая зона составляет всего десять микрон. Внутри мертвой зоны кислород препятствует отверждению светом смолы, расположенной ближе всего к окну, что обеспечивает непрерывный поток жидкости под напечатанной деталью. Непосредственно над мертвой зоной направленный вверх УФ-свет вызывает каскадное отверждение детали.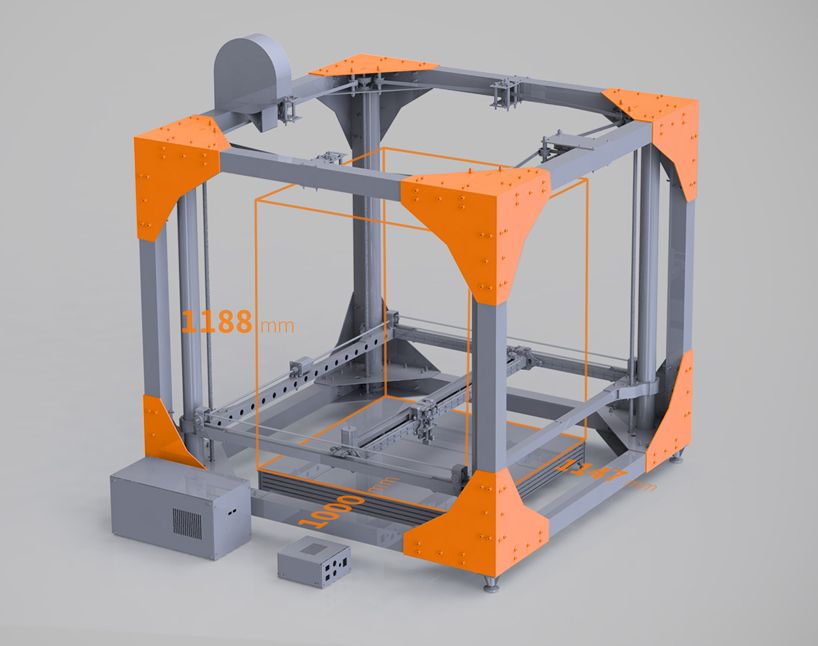
 Эта технология была впервые разработана в Массачусетском технологическом институте в 1993.
Эта технология была впервые разработана в Массачусетском технологическом институте в 1993.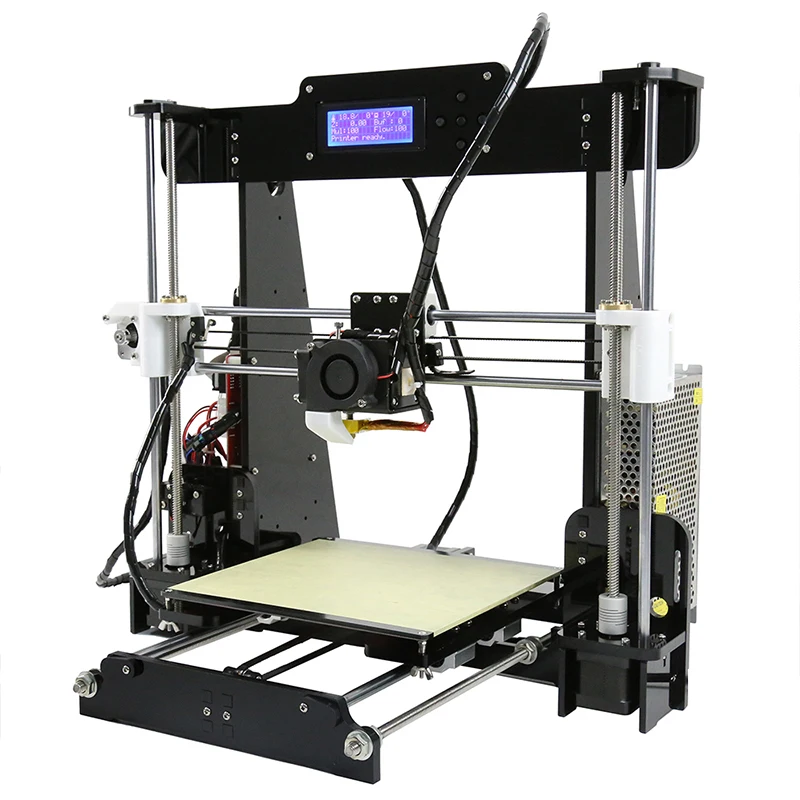 (FFF), был придуман участниками проекта RepRap, чтобы дать словосочетание, использование которого было бы юридически не ограничено.
(FFF), был придуман участниками проекта RepRap, чтобы дать словосочетание, использование которого было бы юридически не ограничено.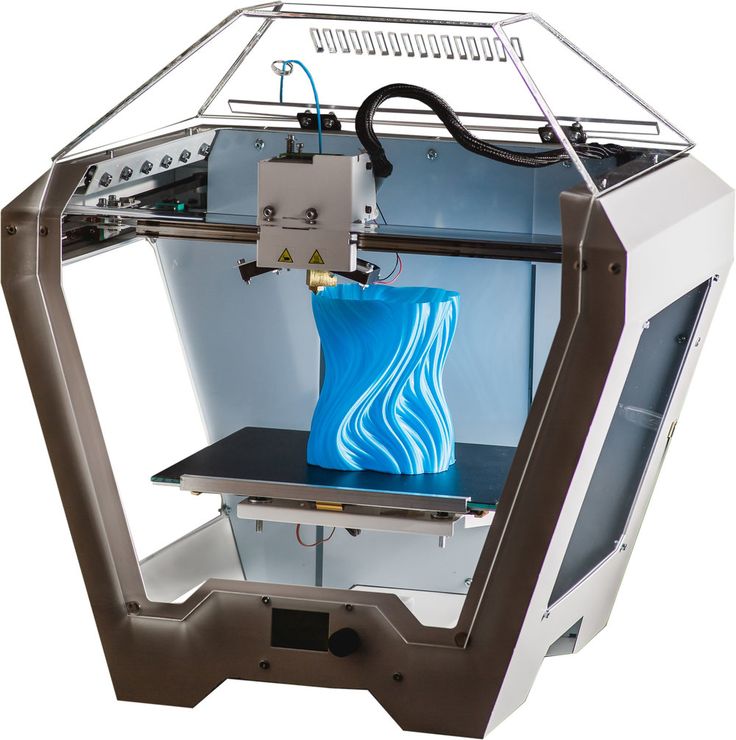 Струйные принтеры также наносят средство для детализации вокруг переплета, чтобы обеспечить точные размеры и гладкие поверхности. Наконец, слой подвергается всплеску тепловой энергии, который вызывает реакцию агентов.
Струйные принтеры также наносят средство для детализации вокруг переплета, чтобы обеспечить точные размеры и гладкие поверхности. Наконец, слой подвергается всплеску тепловой энергии, который вызывает реакцию агентов.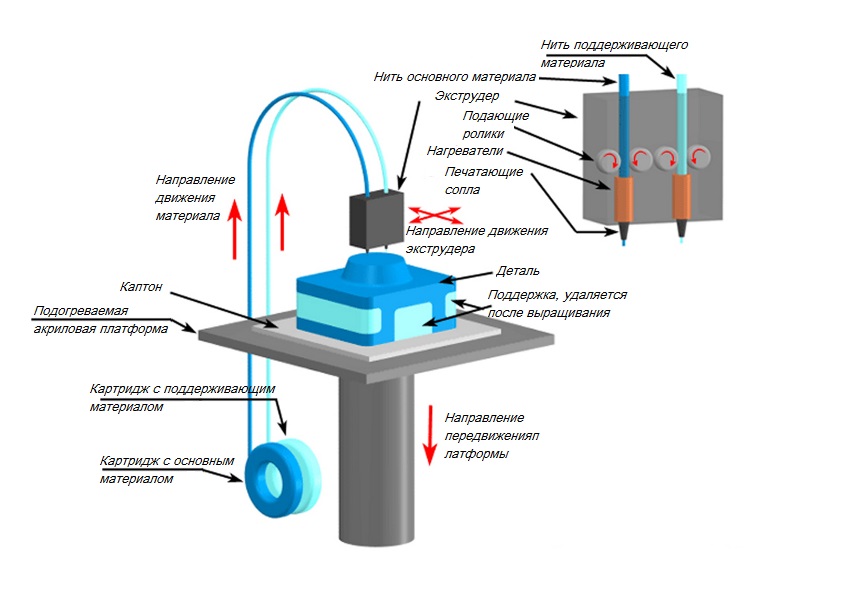 Можно использовать и бумажные листы, но они склеиваются клеевым составом и обрезаются по форме точными лезвиями.
Можно использовать и бумажные листы, но они склеиваются клеевым составом и обрезаются по форме точными лезвиями. Узнайте больше о наших рекомендуемых материалах на нашей странице материалов.
Узнайте больше о наших рекомендуемых материалах на нашей странице материалов.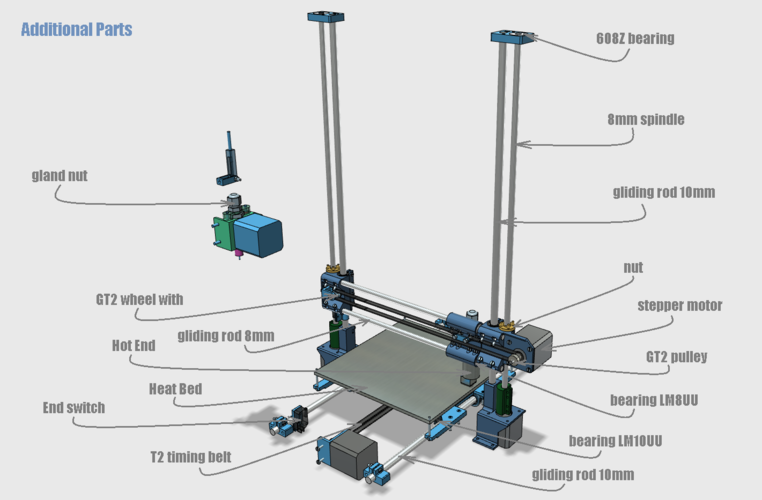 Эти проблемы варьируются от механических сбоев в настройке принтера до проблем с прошивкой.
Эти проблемы варьируются от механических сбоев в настройке принтера до проблем с прошивкой. Если вы заметили износ, замените колесо.
Если вы заметили износ, замените колесо.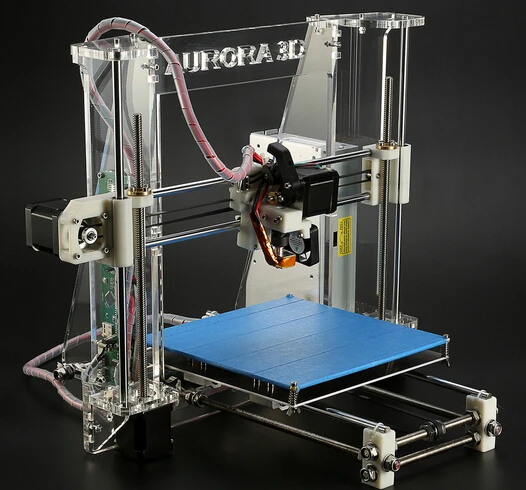 Если эти винты затянуты слишком сильно, у каретки возникнут проблемы с перемещением по оси Z из-за заедания.
Если эти винты затянуты слишком сильно, у каретки возникнут проблемы с перемещением по оси Z из-за заедания.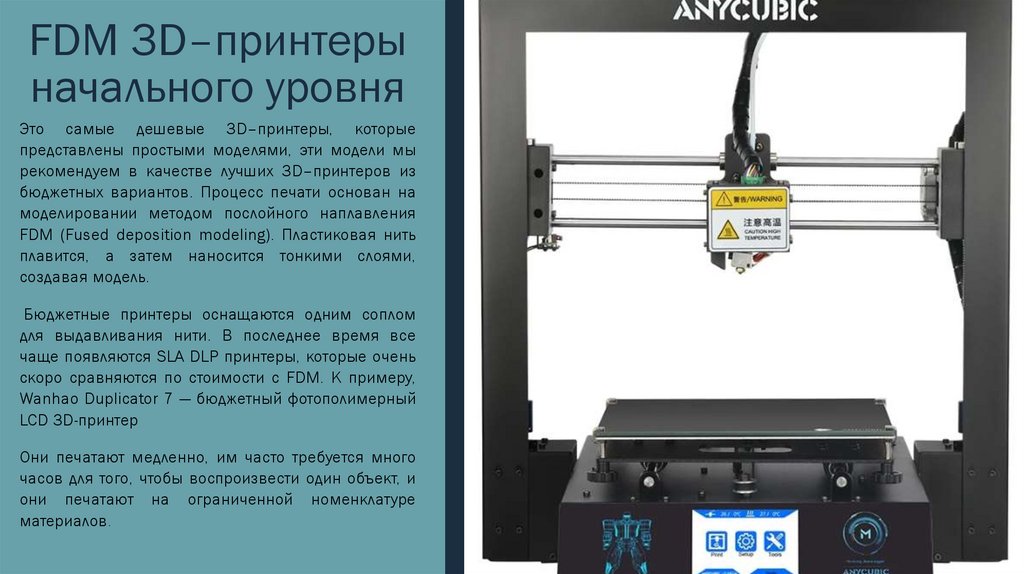 Это приводит к связыванию и другим проблемам, которые приводят к сжатию и пропуску слоев.
Это приводит к связыванию и другим проблемам, которые приводят к сжатию и пропуску слоев. Это значение имеет большое значение и зависит как от двигателя Z, так и от шага ходового винта.
Это значение имеет большое значение и зависит как от двигателя Z, так и от шага ходового винта.
 Например:
Например:

 Вместо перемещения концевого выключателя вверх, чтобы отразить изменение, вы можете увеличить натяжение пружины, чтобы опустить станину
Вместо перемещения концевого выключателя вверх, чтобы отразить изменение, вы можете увеличить натяжение пружины, чтобы опустить станину Можно ввести Z-Offset непосредственно из слайсера, такого как Cura.
Можно ввести Z-Offset непосредственно из слайсера, такого как Cura.
 В некоторых случаях это может быть настолько несоосно, что использование прокладки и прокладки может не сработать.
В некоторых случаях это может быть настолько несоосно, что использование прокладки и прокладки может не сработать. Это приводит к тому, что двигатель Z не работает во время печати, но работает для всех других действий.
Это приводит к тому, что двигатель Z не работает во время печати, но работает для всех других действий.

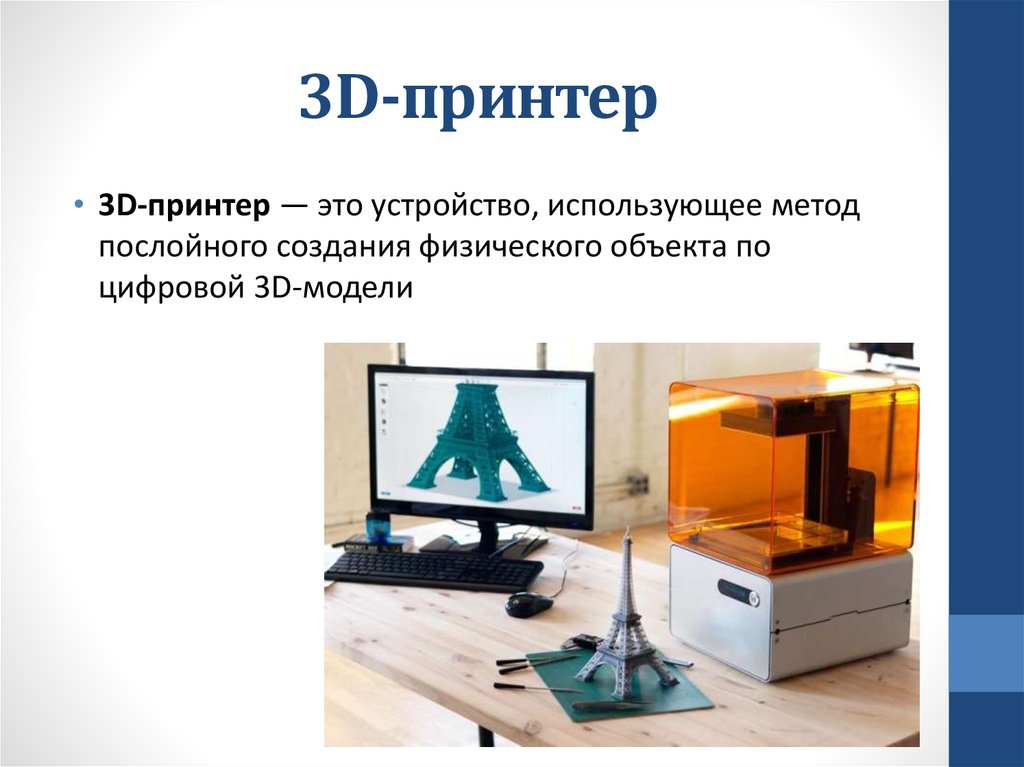

 С помощью шестигранного ключа убедитесь, что винты на кронштейне концевого выключателя затянуты должным образом.
С помощью шестигранного ключа убедитесь, что винты на кронштейне концевого выключателя затянуты должным образом. youtube.com/embed/bGGNlHkuLX4?start=27&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>
youtube.com/embed/bGGNlHkuLX4?start=27&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»> 
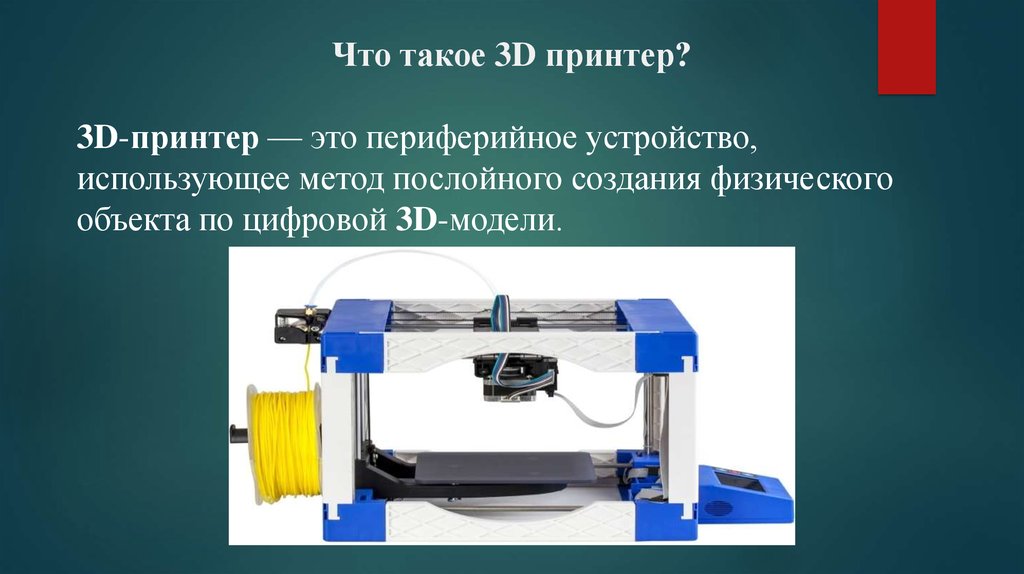 д.
д.
 Области применения насосов Speroni Cam 88 — подъем и перекачивание воды в бытовых установках, повышение давления перекачиваемой воды, автоматическая подача воды при помощи мембранного бака, осушение бассейнов и водоемов, орошение садов и огородов.Корпус насоса Speroni Cam 88 изготовлен из нержавеющей стали, рабочее колесо — Норил.Максимальная высота подъема воды у Speroni Cam 88 — 46 метров.Максимальная производительность — 3,6 м3/час.Мощность — 1100 Вт.Глубина всасывания — 8 метров. Производство: ИталияБолее подробно о поверхностных насосах Speroni можно прочитать здесь.
Области применения насосов Speroni Cam 88 — подъем и перекачивание воды в бытовых установках, повышение давления перекачиваемой воды, автоматическая подача воды при помощи мембранного бака, осушение бассейнов и водоемов, орошение садов и огородов.Корпус насоса Speroni Cam 88 изготовлен из нержавеющей стали, рабочее колесо — Норил.Максимальная высота подъема воды у Speroni Cam 88 — 46 метров.Максимальная производительность — 3,6 м3/час.Мощность — 1100 Вт.Глубина всасывания — 8 метров. Производство: ИталияБолее подробно о поверхностных насосах Speroni можно прочитать здесь. Корпус насоса Speroni Cam 98 изготовлен из нержавеющей стали, рабочее колесо — Норил.Максимальная высота подъема воды у Speroni Cam 98 — 48 метров.Максимальная производительность — 4,4 м3/час.Мощность — 1350 Вт.Глубина всасывания — 8 метров. Производство: ИталияБолее подробно о поверхностных насосах Speroni можно прочитать здесь.
Корпус насоса Speroni Cam 98 изготовлен из нержавеющей стали, рабочее колесо — Норил.Максимальная высота подъема воды у Speroni Cam 98 — 48 метров.Максимальная производительность — 4,4 м3/час.Мощность — 1350 Вт.Глубина всасывания — 8 метров. Производство: ИталияБолее подробно о поверхностных насосах Speroni можно прочитать здесь. Максимальная производительность — 5,5 м3/час.Мощность — 1640 Вт.Глубина всасывания — 8 метров. Производство: ИталияБолее подробно о поверхностных насосах Speroni можно прочитать здесь.
Максимальная производительность — 5,5 м3/час.Мощность — 1640 Вт.Глубина всасывания — 8 метров. Производство: ИталияБолее подробно о поверхностных насосах Speroni можно прочитать здесь. 2 куб. м/час
2 куб. м/час  6×21.2×41.5 см
6×21.2×41.5 см  с. – 1″ – PUMPDEPOT.US
с. – 1″ – PUMPDEPOT.US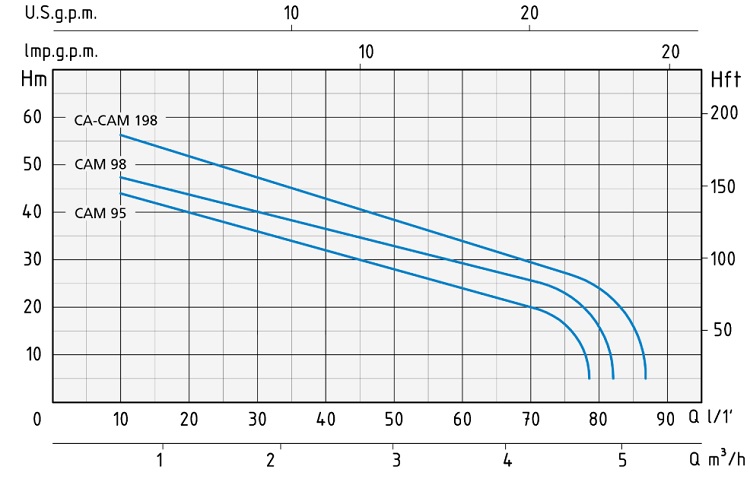 информация
информация
 Для обработки моделей из воска используются небольшие, компактные устройства, которые выполняют тонкую фрезеровку заготовок по 4 и 5 осям. Наша компания предлагает 5-координатные станки серии JEWELER ULTRA и мини-оборудование 4-координатные JEWELER MINI. Для крупных предприятий с серийным производством лучшим решением станут устройства серии JEWELER MAXI. На всех ювелирных станках с ЧПУ выпускаемых нашим станкостроительным заводом устанавливаются шарико-винтовые пары повышенной точности. Их применение обеспечивает полное отсутствие люфта, что очень важно при изготовлении мелких изделий. Высококачественные шарико-винтовые пары позволяют добиться сверхточного перемещения обрабатывающего инструмента.
Для обработки моделей из воска используются небольшие, компактные устройства, которые выполняют тонкую фрезеровку заготовок по 4 и 5 осям. Наша компания предлагает 5-координатные станки серии JEWELER ULTRA и мини-оборудование 4-координатные JEWELER MINI. Для крупных предприятий с серийным производством лучшим решением станут устройства серии JEWELER MAXI. На всех ювелирных станках с ЧПУ выпускаемых нашим станкостроительным заводом устанавливаются шарико-винтовые пары повышенной точности. Их применение обеспечивает полное отсутствие люфта, что очень важно при изготовлении мелких изделий. Высококачественные шарико-винтовые пары позволяют добиться сверхточного перемещения обрабатывающего инструмента.
 Оптимальный вариант — покупка у производителя, который дает гарантию и оказывает другие услуги по постпродажному сопровождению. Компания «Твайт» не только продает ювелирные станки, осуществляет монтаж и пуско-наладку, проводит сервисное обслуживание и предоставляет техподдержку на весь период эксплуатации. Оказывает помощь в доставке по России и ЕАЭС, В нашем интернет-магазине большой выбор станков ЧПУ для ювелиров разных категорий: от частных мастеров до крупных производств.
Оптимальный вариант — покупка у производителя, который дает гарантию и оказывает другие услуги по постпродажному сопровождению. Компания «Твайт» не только продает ювелирные станки, осуществляет монтаж и пуско-наладку, проводит сервисное обслуживание и предоставляет техподдержку на весь период эксплуатации. Оказывает помощь в доставке по России и ЕАЭС, В нашем интернет-магазине большой выбор станков ЧПУ для ювелиров разных категорий: от частных мастеров до крупных производств.
 На станке возможна гравировка цветных металлов, стекла, камня (при использовании специализированного инструмента). Благодаря компактным размерам станок не займет много места на рабочем столе и домашней мастерской.
На станке возможна гравировка цветных металлов, стекла, камня (при использовании специализированного инструмента). Благодаря компактным размерам станок не займет много места на рабочем столе и домашней мастерской. Для запуска станка в работу необходимо лишь наличие ПК.
Для запуска станка в работу необходимо лишь наличие ПК.
 Таким образом, перемещение шариков происходит по замкнутому каналу, соединяющему первый и последний витки резьбы гайки.
Таким образом, перемещение шариков происходит по замкнутому каналу, соединяющему первый и последний витки резьбы гайки.

 Наше лидирующее в отрасли деревообрабатывающее оборудование было спроектировано и разработано с учетом нашего 40-летнего опыта в области деревообработки. Деревообрабатывающие станки с ЧПУ Laguna превосходно справляются с обработкой листового проката, твердой и мягкой древесины, композитов, жесткого пенопласта, пластика и цветных металлов.
Наше лидирующее в отрасли деревообрабатывающее оборудование было спроектировано и разработано с учетом нашего 40-летнего опыта в области деревообработки. Деревообрабатывающие станки с ЧПУ Laguna превосходно справляются с обработкой листового проката, твердой и мягкой древесины, композитов, жесткого пенопласта, пластика и цветных металлов. Сочетание фрезерования в тяжелых условиях с возможностью резки тонких материалов, таких как винил, кожа, аллигатор, хлоропласт, ПВХ и изделия из мягкого пенопласта. MT представляет собой оптимальное решение для магазинов, специализирующихся на изготовлении вывесок, дизайне декораций и работе с рекламными витринами.
Сочетание фрезерования в тяжелых условиях с возможностью резки тонких материалов, таких как винил, кожа, аллигатор, хлоропласт, ПВХ и изделия из мягкого пенопласта. MT представляет собой оптимальное решение для магазинов, специализирующихся на изготовлении вывесок, дизайне декораций и работе с рекламными витринами.
 Этот процесс можно использовать для управления целым рядом сложных механизмов, от шлифовальных и токарных станков до мельниц и фрезерных станков с ЧПУ. Эти машины могут выполнять сложные задачи трехмерной резки с помощью единого набора команд. Это субтрактивный производственный процесс, в котором используются код и станки для удаления слоев материала со стандартной детали для производства детали, разработанной по индивидуальному заказу.
Этот процесс можно использовать для управления целым рядом сложных механизмов, от шлифовальных и токарных станков до мельниц и фрезерных станков с ЧПУ. Эти машины могут выполнять сложные задачи трехмерной резки с помощью единого набора команд. Это субтрактивный производственный процесс, в котором используются код и станки для удаления слоев материала со стандартной детали для производства детали, разработанной по индивидуальному заказу.


 Представитель вежливый,
Представитель вежливый, Этот материал человек начал обрабатывать для своих целей одним из первых … читать полностью
Этот материал человек начал обрабатывать для своих целей одним из первых … читать полностью Бокалы с гравировкой значительно повышают престиж ресторана, а еще это скрытый маркетинг, так как элегантные вензеля наверняка запомнятся вашим посетителям. Кроме того это великолепный подарок на юбилей и свадьбу. Услуга лазерной гравировки является особой гордостью наших мастеров.
Бокалы с гравировкой значительно повышают престиж ресторана, а еще это скрытый маркетинг, так как элегантные вензеля наверняка запомнятся вашим посетителям. Кроме того это великолепный подарок на юбилей и свадьбу. Услуга лазерной гравировки является особой гордостью наших мастеров. Чтобы узнать, какой будет ваша персональная скидка, сообщите свой номер телефона. Перезвоним и сообщим вам о возможном снижении стоимости.
Чтобы узнать, какой будет ваша персональная скидка, сообщите свой номер телефона. Перезвоним и сообщим вам о возможном снижении стоимости. За все изделия, принятые в производство, мы несем финансовую ответственность.
За все изделия, принятые в производство, мы несем финансовую ответственность.

 Вы можете приобрести их отдельно, но чаще такие инструменты приобретают те, у кого уже есть подходящие по параметрам и бренду аккумуляторы
Вы можете приобрести их отдельно, но чаще такие инструменты приобретают те, у кого уже есть подходящие по параметрам и бренду аккумуляторы и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с битой/головкой (без инструмента)
и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с битой/головкой (без инструмента) квадратный привод для розеток. Эффективный и мощный бесщеточный аккумуляторный двигатель ударного гайковерта обеспечивает усилие до 1800 дюймо-фунтов. крутящего момента, а система молота и наковальни Bosch обеспечивает максимальную энергию удара и до 4200 ударов в минуту. Триггер переменной скорости обеспечивает точную скорость движения. Отвертка/гаечный ключ имеет соединение Bluetooth®, которое подключается к дополнительному модулю инструментов подключения для настройки параметров инструмента на подключенном устройстве, а также к системе светодиодного освещения для освещения рабочей зоны. Это набор голых инструментов; аккумулятор и зарядное устройство продаются отдельно.
квадратный привод для розеток. Эффективный и мощный бесщеточный аккумуляторный двигатель ударного гайковерта обеспечивает усилие до 1800 дюймо-фунтов. крутящего момента, а система молота и наковальни Bosch обеспечивает максимальную энергию удара и до 4200 ударов в минуту. Триггер переменной скорости обеспечивает точную скорость движения. Отвертка/гаечный ключ имеет соединение Bluetooth®, которое подключается к дополнительному модулю инструментов подключения для настройки параметров инструмента на подключенном устройстве, а также к системе светодиодного освещения для освещения рабочей зоны. Это набор голых инструментов; аккумулятор и зарядное устройство продаются отдельно. шестигранный хвостовик и 1/2 дюйма. квадратный хвостовик, для использования бит или торцевых головок
шестигранный хвостовик и 1/2 дюйма. квадратный хвостовик, для использования бит или торцевых головок руководство по инструменту для получения информации о возможностях подключения/приложения.)
руководство по инструменту для получения информации о возможностях подключения/приложения.) и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с битой/головкой, (1) 4 держателя бит, (4) биты, (1) зажим для ремня
и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с битой/головкой, (1) 4 держателя бит, (4) биты, (1) зажим для ремня 0 Ah Compact Batteries, (1) зарядное устройство 18V, (1) соединительный модуль, (1) 4x держатель бит, (1) набор из четырех битов, (1) ремень Зажим, (1) сумка для переноски
0 Ah Compact Batteries, (1) зарядное устройство 18V, (1) соединительный модуль, (1) 4x держатель бит, (1) набор из четырех битов, (1) ремень Зажим, (1) сумка для переноски и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с битой/гнездом, (1) компактная литий-ионная батарея 18 В CORE18V 4,0 А·ч, (1) зарядное устройство 18 В, (1) 4 держателя бит, (4) биты, (1) зажим для ремня, (1) сумка для переноски
и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с битой/гнездом, (1) компактная литий-ионная батарея 18 В CORE18V 4,0 А·ч, (1) зарядное устройство 18 В, (1) 4 держателя бит, (4) биты, (1) зажим для ремня, (1) сумка для переноски и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с битой/гнездом, (2) GBA18V40 18V CORE18V Lithium-Ion 4.0 Ah Compact Batteries, (1) зарядное устройство 18V, (1) модуль подключения, (1) 4x держатель бит, (1) набор бит из четырех предметов, (1) зажим для ремня, (1) сумка для переноски
и 1/2 дюйма. Ударный шуруповерт/гаечный ключ с битой/гнездом, (2) GBA18V40 18V CORE18V Lithium-Ion 4.0 Ah Compact Batteries, (1) зарядное устройство 18V, (1) модуль подключения, (1) 4x держатель бит, (1) набор бит из четырех предметов, (1) зажим для ремня, (1) сумка для переноски 1) Зажим для ремня, (2) Биты для отверток, (1) Сумка для переноски
1) Зажим для ремня, (2) Биты для отверток, (1) Сумка для переноски
 .
. 




 Если выявились
Если выявились
 Пожалуйста, просмотрите альтернативные продукты или свяжитесь с нами для получения помощи.
Пожалуйста, просмотрите альтернативные продукты или свяжитесь с нами для получения помощи. Может быть вскрыта Convena Distribution для проверки качества на складе, отменена или возвращена. Тем не менее, внутреннее содержимое — это совершенно новые продукты. Cisco среднего уровня и малого и среднего бизнеса ограничен только сроком до 12 месяцев.
Может быть вскрыта Convena Distribution для проверки качества на складе, отменена или возвращена. Тем не менее, внутреннее содержимое — это совершенно новые продукты. Cisco среднего уровня и малого и среднего бизнеса ограничен только сроком до 12 месяцев. Гарантия Cisco среднего уровня и малого и среднего бизнеса 12 месяцев.
Гарантия Cisco среднего уровня и малого и среднего бизнеса 12 месяцев.


 высота всасывания, м
высота всасывания, м
 ), шланговое соединение (2 шт.), шланговый хомут (3 шт.)
), шланговое соединение (2 шт.), шланговый хомут (3 шт.)
 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} ..
..