Данная марка электродов производится Светлогорским заводом сварочных электродов. Предприятие находится в Гомельской области, в городе Светлогорск. Данный завод успешно функционирует на рынке этой продукции. Производит пять марок сварочных электродов, среди них и указанную выше и омедненную проволоку. Современное оборудование позволяет выпускать 1300 сварочных электродов каждый месяц. Следует заметить, что электроды Арсенал производитель, завод электродов в городе Светлогорске успешно реализует для нужд:
— машиностроительной отрасли;
— строительства различных объектов;
— нефте и газодобывающих отраслей;
— металлургической промышленности;
— сельскохозяйственных объектов и техники;
— для частного бизнеса и личных нужд населения.
Следует заметить, что электроды Арсенал производитель которого имеет официальный сайт http://www. monolith.com.by/electrod/index.php, успешно реализует и в России, имея представительства в четырех крупных городах: в Москве, Воронеже, Екатеринбурге, Ростове-на-Дону. Продукция данной марки включает в себя электроды МР-3 АРС и АНО-4.
Электроды «Арсенал» АНО-4
Назначение:
Электроды Арсенал АНО-4 применяются при ручной дуговой сварке для обычных и особо ответственных металлических конструкций, выполненных из углеродистых марок стали толщиной от 3 до 20 мм, поставляемых согласно требованиям стандарта ДСТУ Украины 2651-2005 и ГОСТУ 380-2005. Вид покрытия данных изделий – рутиловое. Электроды диаметром от 2,5 до 4 мм применяются для сварки в любых пространственных положениях, диаметром 5 мм сварку производят практически во всех положениях. Единственное, что в вертикальном положении работают в положении «снизу-вверх». Эти электроды работают в режиме постоянного тока с любой полярностью. Могут работать и с переменным током. В этом случае нужно использовать трансформаторы, имеющих напряжение при холостом ходе не меньше, чем 50 В. Применение этих изделий дает возможность получить швы без дефектов при работах в повышенных режимах. Они обеспечивают хорошее формирование шва при сварке. Очень устойчив металлический шов к образованию трещин и пористостей.
Указания по применению
Расходная норма — 1,75 кг на 1 кг наплавленного металла.
Коэффициент наплавки металла при сварке составляет от 8,5 до 9,5 г/А.ч
Для сварки всех стыковых и «внахлест» и угловых соединениях в произвольных положениях в пространстве,
Успешно применяются в случае работы с ржавыми, влажными, плохо очищенными металлическими конструкциями. Поэтому электроды Арсенал отзывы имеют самые положительные среди сварщиков.
При нормальных температурных условиях внешней среды и влажности для этих изделий не нужна предварительная прокалка.
Предварительная прокалка этих изделий всегда необходима, если имеется высокая влажность внешней среды и самих электродов. В этом случае просушивают эти изделия в течение 40-60 мин при температуре 140-160 градусов.
Марка «Арсенал» МР-3 АРС
Следует сказать, что эта марка многие характеристики имеет такие же, что и АНО-4, рассмотренные подробно выше. Поэтому не будем повторяться на общих характеристиках. Приведем лишь те, которые присущи этой марке:
— коэффициент наплавки металла 8-9 г/А.ч;
— зажигание дуги при остановке прихваток;
— использование удлиненной дуги по некачественной поверхности конструкций из металла ;
— высокие показатели санитарных и технических характеристик;
— очень легко обеспечивает устранение зазоров любого размера;
— высокое качество полученного шва.
Электроды для зимы
Электроды Goodel
Лучшие электроды для инвертора
ассортимент и стоит ли покупать?
Время чтения: 4 минуты
Если спросить у любого сварщика, электроды какого производителя он покупает, тот с большой вероятностью назовет какой-то известный бренд. Например, СпецЭлектрод, ESAB, ЛЭЗ. Профессионалы наверняка назовут Kobelco. Но ведь среди огромного ассортимента в магазине есть малоизвестные, но вполне достойные внимания производители. Об одном из них мы расскажем в этой статье.
Речь пойдет про компанию Арсенал электроды которого стоят очень недорого, при этом вполне неплохо зарекомендовали себя. Вы узнаете, какую продукцию выпускает производитель, какие у нее есть достоинства и откуда взялся бренд.
Содержание
Родина компании «Арсенал» — Белоруссия. А именно, небольшой город Светлогорск в Гомельской области. Завод производит сварочные электроды и присадочную проволоку. Ассортимент небольшой, но вся продукция соответствует международным стандартам качества и при этом стоит недорого. Словом, обратите внимание на этого производителя, если вы стеснены в средствах, но хотите часто практиковаться.
Самые популярные — электроды Арсенал 3 мм марки МР-3. Универсальный выбор для домашней сварки и для новичков.
Сварочные электроды Арсенал продаются не только в Беларуси. Их успешно отправляют на экспорт в Россию и страны СНГ. Бренд имеет несколько официальных представителей в Москве, Екатеринбурге, Ростове и Воронеже. Так что в этих городах продукцию «Арсенал» точно можно купить без особых проблем. Кстати, о продукции. В ассортименте всего две марки электродов: МР3 АРС и АНО-4. Но на них все-таки стоит остановить свое внимание.
Продукция
Арсенал АНО-4
Электроды для сварки марки АНО-4 можно использовать для ручной дуговой сварки. Сценарий использования не важен: это могут быть как ответственные металлические конструкции, так и тренировочные швы. Электроды предназначены для работы с углеродистой сталью. Диапазон толщин — от 3 до 20 миллиметров.
У АНО-4 рутиловое покрытие и это одно из главных достоинств. Благодаря ему дуга быстро поджигается и стабильно горит. У вас также не будет проблем с повторным поджогом дуги. Качество швов очень достойное. Особенно, при наличии навыков сварки.
Что касается пространственного положения, то здесь все зависит от диаметра электрода. Диаметр до 4 миллиметров можно считать универсальным, поскольку варить можно в любых пространственных положениях. При использовании электродов большего диаметра тоже можно варить в любом положении, с одним «но». При сварке вертикальных швов ведите электрод не сверху-вниз, а снизу-вверх.
Варить можно на постоянном токе, установив любую полярность. Если вы все же хотите варить на переменном токе, то используйте трансформатор.
Получаемые швы отличаются повышенной стойкостью к образованию трещин и прочих дефектов. Швы получаются не пористыми и вполне прочными.
Но это не все. АНО-4 от «Арсенала» можно использовать при сварке даже неподготовленных стыков. На поверхности металла допустимо наличие следов коррозии ил грязи. Швы от этого не сильно пострадают. Не удивительно, что этим электродам часто дают только положительную оценку.
Пару слов о хранении. Если вы соблюдаете правила хранения электродов, то АНО-4 от «Арсенала» не будут нуждаться в прокаливании. Но если вы хранили стержни во влажном помещении или заметили, что электроды крошатся, то прокалите их в печи в течении часа при температуре около 150 градусов.
Арсенал МР-3
Электроды Арсенал МР 3 это еще одна вариация на тему марки МР-3. Такие электроды есть в ассортименте у любого отечественного производителя. И «Арсенал» не стали исключением. Достоинства схожи с маркой АНО-4, поэтому мы не будем их снова перечислять. Расскажем лишь, какие характерные особенности присущи именно МР-3 от «Арсенала».
Читайте также: Электроды для сварки марки МР-3
Прежде всего, отметим хорошую самоотделяемой шлаковой корки. Вам не придется механически удалять ее на протяжении долгого времени. Также этими электродами можно наплавить зазоры практически любого размера, что тоже может понадобиться. Можно использовать длинную дугу при сварке. Это особенно важно для новичков, которым на начальном этапе трудно варить на короткой луге.
Вместо заключения
Как вам статья?
Румыния — Arsenal Resita SA
S.C. Arsenal Resita S.A., дочерняя компания CN ROMARM SA BUCURESTI, занимается производством, модернизацией и капитальным ремонтом оборонного оружия и калиберных артиллерийских материалов. Его продукция включает пушки и гаубицы; классические станки, такие как токарные, фрезерные, шлифовальные и электроэрозионные станки; машина для автофрезы; и сварочное оборудование с покрытым электродом. Компания также занимается различными другими видами деятельности в области гидравлических систем, сварных конструкций, металлических конструкций и монтажа, очистки поверхностей с помощью пескоструйной обработки или железной дроби, а также правки цилиндров на гидравлическом прессе. Кроме того, S.C.Arsenal Resita S.A. предоставляет услуги и сотрудничество в сфере производства, таких как проектирование, технологический инжиниринг.
S.C.ARSENAL RESITA SA применяет Систему управления качеством, соответствующую стандарту SR EN ISO 9001:2001. В состав системы входят процессы, установленные в связи с разделом настоящего стандарта. Система менеджмента качества сертифицирована Военной организацией по сертификации, аутентификации и надзору (OMCAS), выдавшей в этом отношении сертификат № 22/3 от 08.03.2004 г. и действительный до 07.03.2007 г.
Завод был оборудован для производства оборонительного вооружения, особенно пушек среднего и крупного калибра и гаубиц. С момента основания было омологировано и изготовлено значительное количество орудий и гаубиц. Геополитические изменения, произошедшие после 1990-е годы привели к общему падению спроса на оборонную промышленность и спецпродукцию как на внутреннем, так и на международном уровне. Это привело к избытку производственных мощностей в мировом производстве артиллерийского вооружения и, как следствие, компании пришлось переориентировать свое предложение на продукцию и услуги невоенного назначения. Тем не менее, общий профиль компании по-прежнему ориентирован на производство артиллерийского вооружения. Кроме того, она участвует в программах совместного производства зенитных и малокалиберных орудий и прилагает усилия для модернизации существующих образцов.
— Артиллерийские системы: . A 684 — Горная гаубица, кал. 98 мм . A 475 — Горная гаубица, кал. 100 мм . А 407 — Противотанковая пушка, кал. 100 мм, буксируемый . А 407М2 — Противотанковая пушка, кал. 100 мм, буксируемый, с ФКС . A 308 — Пистолет, кал. 100 мм, на ТР 77 боевой бак . A 430 — Пистолет, кал. 100 мм, на корабельной башне . A 565 — Гаубица, кал. 122 мм, для OAP 122 . A 555 — Пистолет, кал. 125 мм, на ТР 125 боевой бак . A 412 — Пистолет, кал. 130 мм, буксируемый . A 411 — Гаубица, кал. 152 мм, буксируемый . GDF 103 — Зенитная пушка, 2х35 мм . KBA B07 − 25-мм пушка, на MLI
НОВОСТИ ПИСЬМО
Присоединяйтесь к списку рассылки GlobalSecurity.org
Weldcom Electrodes Private Limited является частной компанией, зарегистрированной 1 декабря 1993 года. незарегистрированная компания и классифицируется как «компания с ограниченной ответственностью».
Уставный капитал компании составляет 50,0 лакхов, а оплаченный капитал составляет 78,306%, что составляет 39,15 лакхов. Последнее годовое общее собрание Weldcom Electrodes Private Limited (AGM) состоялось 29Сентябрь 2017 г. В последний раз компания обновляла свои финансовые показатели 31 марта 2017 г. согласно Министерству корпоративных дел (MCA).
Weldcom Electrodes Private Limited в основном занимается производством (металлургия, химия и продукты из них) последние 30 лет, и в настоящее время деятельность компании активна. Нынешними членами совета директоров и директорами являются САНДЖАЙ СИНГХАНИЯ, ДЕОКАРАН СИНГХАНИЯ, ГАУРАВ САНДЖАЙ СИНГХАНИЯ и САВИТА СИНГХАНИЯ.
Компания зарегистрирована в ЗАГСе Ахмедабада (Гуджарат). Юридический адрес Weldcom Electrodes Private Limited: ПОЧТОВЫЙ ЯЩИК № 9., ОЛПАД, САЯНСКАЯ ДОРОГА, СУРАТ ГЖ 395002 ИН.
Weldcom Electrodes Private Limited Details
CIN
U27100GJ1993PTC020967
Date of Incorporation
29 Dec, 1993
Status
Active
Company Category
Company limited by Shares
Подкатегория компании
Негосударственная компания
Класс компании
Частное лицо
Предпринимательская деятельность
Производство (металлы и химикаты и изделия из них)
Уставный капитал
50,0 лакхов
Оплаченный капитал
39,15 лакха
Оплаченный капитал %
78. 306
ЗАГС Город
Ахмедабад
Страна регистрации
Gujarat
Registration Number
20967
Registration Date
29 Dec, 1993
Listing Status
Unlisted
AGM last held on
29 Sep, 2017
Бухгалтерский баланс последний раз обновлялся
31 марта 2017 г.
Weldcom Electrodes Private Limited News
Полиция Гоа выясняет происхождение письма с угрозами Нарендре Моди, Манохару Паррикару
Полиции Гоа еще предстоит установить происхождение письма, в котором угрожали нанести вред премьер-министру Нарендре Моди и министру обороны Манохару Паррикару.
Железные дороги улучшают операционный коэффициент на 91,3 %
Отчеты показывают OR на уровне 91,3 %, что является улучшением по сравнению с целевым показателем 92,5 %, а также лучше, чем пересмотренный расчетный целевой показатель 91,8 %.
Программы для 3D моделирования: знакомство с трехмерной графикой
Программы для 3D моделирования могут быть интересны широкому кругу пользователей, а не только тем, кто планирует стать 3D дизайнером. Можно использовать бесплатные программы для 3d моделирования.
Среди них есть программа, которую даже не надо скачивать и устанавливать, а прямо «бери и моделируй» из своего браузера.
Возможно, Вы уже используете какую-либо программу для перевода речи в текст и с ее помощью у Вас набор текста упростился. Теперь почему бы не попробовать себя в качестве 3D дизайнера?
Содержание: 1. Где применяется 3D моделирование 2. Бесплатная программа Tinkercad и список видео-уроков 3. Бесплатная программа Wings 3D и 2 урока 4. Программа 3DS MAX и серия уроков 5. Бесплатный пакет Blender 6. Красивые 3D-объекты в браузере Хром на специальном сайте
3D моделирование – довольно сложный, но увлекательный процесс.
Где применяется 3D моделирование
Моделировать можно все, что угодно: от простеньких предметов вроде настольной вазы или светильника до сложных технических устройств типа автомобилей. При желании и наличии времени можно смоделировать хоть целый город.
3D моделирование широко применяется для создания интерьера в квартире или в комнате. С помощью компьютера у Вас появляется возможность увидеть, как будет выглядеть ваше помещение еще до начала ремонта. Что-то можно изменить на стадии проектировки, убрать или добавить по своему желанию.
При заказе кухни или мебели на заказ также обычно используются программы 3D моделирования. Дизайнер может создать 3D макет комнаты, кухни, коридора с мебелью. Такие объемные макеты изготовляются по размерам каждого помещения в присутствии заказчика. При этом все долго подбирается, тщательно обсуждается практически каждая деталька: материал, цвет, шурупы, ручки и т.д. Все это по отдельности выбирается из массы каталогов, предоставленных различными производителями. В итоге заказчик, уставший от необходимости что-то выбирать и постоянно принимать решения, выходит выжатый как лимон в прямом и переносном смыслах. И с тоской вспоминает, как было просто и легко выбирать в эпоху дефицита (точнее сказать, и выбора-то тогда не было).
С помощью 3D-редакторов можно нарисовать декорации для локаций к компьютерной игре или создать анимированного персонажа, тщательно проработать движения героя и его взаимодействие с предметами и окружением. Достаточно занятное дело для пользователей, увлеченных виртуальными мирами.
Рассмотрим актуальные бесплатные программы для 3D моделирования и не только бесплатные.
Бесплатная программа Tinkercad и список видео-уроков
Tinkercad стоит попробовать в начале знакомства с процессом моделирования. В программе есть базовые инструменты для создания простеньких моделей из примитивных фигур.
Преимущество программы в том, что нет необходимости устанавливать ее на свой компьютер или на иное устройство: она работает прямо в вашем браузере.
Программа сделана с упором на печать деталей на 3D принтере, если он у вас имеется. Попробуйте нарисовать что-нибудь в Tinkercad, и если Вам понравится, то можно переходить к более серьезным программам.
Но сначала нужно зарегистрироваться. Это необходимо для сохранения своих будущих проектов под собственной учетной записью. Регистрацию проходят один раз, потом можно будет входить по кнопке «Вход в систему».
официальный сайт Tinkercad https://www.tinkercad.com
Для регистрации кликаем по указанной выше ссылке, в правом верхнем углу нажимаем на синюю кнопку «Зарегистрироваться».
Рис. 1. Выбор страны и даты рождения для бесплатной регистрации в Tinkercad
Рис. 2. Ввод e-mail и пароля для регистрации в Tinkercad
После этого будет создана учетная запись, далее можно моделировать.
Рис. 3. Моделирование в Tinkercad
Для этого можно выбрать какой-то объект, например, параллелепипед и перетащить его на рабочую плоскость. Кроме того, возможно масса других действий, например:
1 на рис. 3 – кликнув по маленькому треугольнику, можно выбрать: основные формы, текст, обозначения, соединители и другие фигуры.
2 – поле для выбора 3d-фигур,
3 – инструменты для копирования выделенных объектов, их дублирования, вставки и удаления, а также стрелки для повтора или отмены действий.
4 – можно рассмотреть свой объект сверху, спереди, сзади, снизу, в общем, со всех сторон.
5 на рис. 3 – увеличение/уменьшение выбранных объектов, исходный вид, ортогональный вид.
Список обучающих видео
К сожалению, в предлагаемых видео русского языка нет, но перемещения объектов — откуда, куда и как — в большинстве своем наглядно показаны.
Бесплатные программы для 3D моделирования на этом не заканчиваются, правда, следующие программы уже требуют установки на компьютер.
Бесплатная программа Wings 3D и 2 урока
Она устанавливается на устройствах с Windows, Linux и Mac OS X. Есть русский язык.
Wings 3D создана для полигонального моделирования и текстурирования моделей.
Термин «полигональное моделирование» происходит от слова «полигон». В математике есть понятие «линейчатые поверхности» – это когда объемную фигуру на самом деле можно воспроизвести с помощью прямых линий, например, так можно построить гиперболический параболоид.
В старые добрые времена делать подобные модели для учебных кабинетов поручали сварщикам: давали им объемный чертеж, а в качестве исходного материала предлагали прямые металлические прутки. Некоторые сварщики отказывались это делать, но те из них, кто вдруг понимал, как это делается, даже с интересом выполняли данную работу.
Вот и тут объемные фигуры моделируются с помощью небольших плоских фигур, так называемых полигонов (пример на рис. 4).
Рис. 4. Дельфин с полигональной сеткой Источник
Недостатком программы является отсутствие анимации.
Однако есть поддержка освещения и материалов, а также имеется возможность рендера сцены (от английского термина rendering – визуализация, создание эффекта объемной картинки на плоскости экрана). Есть возможность экспортировать модели в другие программы, благо программа имеет расширения сохраняемых файлов других редакторов.
Программа бесплатна и рекомендуется для начинающих художников.
3Ds Max – серьезный инструмент для опытного дизайнера. Можно скачать бесплатно демоверсию на 30 дней, которая доступна только для 64-разрядной версии Windows. После окончания срока действия бесплатной версии можно купить платную на месяц или на год.
3ds Max официальный сайт https://www.autodesk.ru/products/3ds-max/overview
Программа имеет потрясающее количество инструментов на все случаи.
3ds Max использует полигональный метод моделирования: вы рисуете точки, точки соединяются в полигоны и образуют некую форму объекта. Но рисованием дело не ограничивается.
В программе имеется свой физический движок для просчетов, позволяющий моделировать поведение тел в пространстве. Есть возможность моделировать огонь, воду, волосы и шерсть, накладывать текстуры на полигональную сетку и даже рисовать кистями так же, как это делается в Photoshop.
Благодаря костной системе управления, в программе можно создать полностью анимированного персонажа. Также можно сделать визуализацию объекта и при определенном освещении записать трехмерное видео.
3DS Max уроки
Бесплатный пакет Blender и видео-уроки
Blender – это полностью бесплатный пакет для создания графических и анимационных объектов. Интерфейс программы довольно дружелюбен, имеется возможность полностью перераспределить элементы управления под себя.
Blender 3D скачать с официального сайта https://www.blender.org/
В программе можно тщательно проработать модель до мельчайших деталей и добиться натуралистичных эффектов текучей воды или движения волос. Программа, в основном, предназначена для анимации персонажей, так как в ней при должном умении можно передать естественную мимику лица и другие мелкие движения.
Также есть возможность создать полноценный видеомонтаж.
Красивые 3D-объекты в браузере Хром на специальном сайте
3D-объекты на сайте https://www.womp.com
Использование сайта позволяет обойтись без установки сложных программ для трехмерного моделирования на компьютер. Лучше использовать браузер Хром или другой браузер на его основе.
Веб-редактор Womp Alpha на английском языке, но интерфейс интуитивно понятен: 1. Заходим на сайт и нажимаем «Open Womp». 2. Регистрируемся (проще всего войти через аккаунт Гугла) и жмём «New file». 3. Настраиваем 3D-модель — меняем её цвет, размер, структуру, форму, тени, расположение и так далее. Проще всего не создавать модель с нуля, а загрузить один из стандартных проектов по иконке «Objects» и в нем что-то изменять. 4. Можно сохранить созданную модель в виде картинки (кнопка «Share») или записать видео, например, с вращением модели в кадре (кнопка «Record a video»).
Видео: Красивые 3D-объекты в браузере Хром на специальном сайте
https://youtu.be/VsjZzw5SrZM Другие полезные программы:
1. 3D-ручка: что это и как с ней работать?
2. Цветной 3D-принтер для дома: Da Vinci Jr. 2.0 Mix
3. Telegram – спасение для старого телефона?
4. Как сделать рингтон онлайн с помощью сервиса 123aps
Получайте новые статьи по компьютерной грамотности на ваш почтовый ящик:
Необходимо подтвердить подписку в своей почте. Спасибо!
5 бесплатных программ для 3D моделирования | Заметки разработчика
Вам предлагаются 5 действительно бесплатных и простых программ 3D моделирования. В работе их можно использовать для обучения и создания реальных 3D моделей. У них есть возможность стать хорошей альтернативой таким платным программам, как 3Ds MAX или Maya. Это мой личный выбор, который подходит в качестве установки на школьные компьютеры для обучения детей программированию.
Для тестирования все представленные в обзор программы я скачал, установил на свой компьютер и протестировал. Но я скачал больше программ чем представленные здесь 5, но выбрать из этих 5 не смог. В этом случае основными критериями были бесплатность и легкость изучения.
Wings 3D
В первую очередь начнем обзор с программы, которая мне понравилась больше всего. Wings 3D. У программы есть 5 больших достоинств.
По плюсам программы Wings 3D
Wings 3D — бесплатная программа. Ее можно легко скачать и пользоваться
Wings 3D имеются все инструменты для полноценного полигонального 3D моделирования
Wings 3D — легковесная программа. Она весит 17 Мб. Вы только подумайте, всего 17 Мб, а не 2 Гб как какой нибудь Компас 3D.
Wings 3D — не требовательная к ресурсам компьютера программа. Я ее смог запустить абсолютно на всех школьных компьютерах в классе. Даже на очень древних.
Wings 3D — имеет встроенный русский язык
Wings 3D — имеет простой интерфейс, по сравнению с 3Ds MAX или Blender. В нем практически нет иконок (все спрятано в контекстное меню).
Способ скачивания Wings 3D
Скачиваем с официально сайтаWings 3D: http://www.wings3d.com/. После того как скачаете и запустите в меню откройте Edit/Настройки/Пользовательский интерфейс/ и там выбираем Русский язык.
Sculptris
Как известно, Sculptris это программа для 3D моделирования путем лепки. Она является аналогом платной программы ZBrush. В этом случае с помощью этой программы можно создавать реалистичные образы людей и разных персонажей игр и фэнтези.
Плюсы программы Sculptris
Очень маленький размер программы. Дистрибутив весит всего 13 Мб.
Очень простой и интуитивно понятный интерфейс
Программа полностью бесплатна.
Sweet Home 3D
Эта программа предназначена для бесплатного моделирования планировки комнат. По плану комнаты в ней можно по плану комнаты создать стены и добавить дверь. В следующем случае вы расставляете мебель из встроенного каталога мебели.
Именно такие программы могут быть полезны для проектирования будущего дома или квартиры. Изначально до постройки вы можете спроектировать и представить как будут внешне выглядеть комнаты.
Плюсы программы Sweet Home 3D
Программа Sweet Home 3D бесплатна
Программа очень проста в использовании и не потребуется много времени для обучения
В программе имеется очень большой набор готовых предметов мебели которые можно расставлять по комнате.
Программа позволяет загружать модели предметов интерьера из различных источников в интернете. Так же вы можете сами спроектировать мебель в другим программах и импортировать их в Sweet Home 3D
Blender
Blender – это полноценная программа для 3D моделирования. Например, ее применяют в кино индустрии для создания спецэффектов или компьютерных игр.
Плюсы программы Blender
Программа полностью бесплатна
Программа имеет русский интерфейс
Функционал не уступает таким платным программам как 3Ds MAX
Программа имеет портабельную версию не нуждающуюся в установке
3dslash
Есть очень большой перечень программ, в которых есть возможность использовать 3D моделирование онлайн. Просто запускаете свой компьютер, открываете браузер и моделируете.
Позвольте мне рассказать о программе 3dslash. Очень интересный подход к 3D моделированию: вы просто убираете или добавляете кусочки к стандартной заготовки. Сейчас меня поймут кто играл в Майнкрафт. В этом случае Вы просто создаете модель из блоков.
Плюсы программы 3dslash
Не нужно устанавливать — работает из браузера
Не нужно учиться моделировать — просто строите по кирпичику то что вам нужно
Очень проста и эффекта — понравится детям.
Хорошие звуки когда вы ломаете кирпичики — они как будто разбиваются. Так что играем (точнее моделируем) со звуком.
3dмоделированиепрограммаайтиit
Поделиться в социальных сетях
Вам может понравиться
Список лучших программ для моделирования 2023
Обзор
Продукты
Лучшие продукты
Эти продукты получили награду Top Rated за отличные оценки удовлетворенности клиентов. Список основан исключительно на отзывах; платного размещения нет, и мнения аналитиков не влияют на ранжирование. Узнайте больше о критериях наивысшего рейтинга.
SOLIDWORKSО TrustRadius Scoring8,3369 оценок
TeamcenterО TrustRadius Scoring8,161 оценок
Какое программное обеспечение для моделирования лучше всего подходит для вашего бизнеса? (Navisworks, Solidworks и Teamcenter)
05:10
Какое программное обеспечение для моделирования лучше всего подходит для использования в бизнесе? Ответ на самом деле зависит от размера бизнеса, отрасли и общих потребностей в функциях. Рассматривая Siemens Teamcenter, Autodesk Navisworks и Solidworks, мы изучаем, что предлагает каждый вариант.
Продукты Simulation
(1-25 из 68) Отсортировано по количеству отзывов
Приведенный ниже список продуктов основан исключительно на отзывах (отсортированных от большего к меньшему). Платное размещение отсутствует, и мнения аналитиков не влияют на их рейтинг. Вот наше обещание покупателям, чтобы информация на нашем сайте была надежной, полезной и достойной вашего доверия.
SOLIDWORKS
55 отзывов. или 3D-проектирование, электротехническое проектирование, моделирование и разработка продукта с помощью инструментов для совместной работы.
Teamcenter
25 отзывов
С самым высоким рейтингом
Программное обеспечение Teamcenter® — это система управления жизненным циклом продукта (PLM), которая объединяет людей и процессы в различных функциональных подразделениях с цифровой нитью для инноваций. Поставщик заявляет, что широта и глубина портфолио Teamcenter означает, что пользователи могут решать больше сложных задач…
Navisworks
16 отзывов. а также выявлять и устранять проблемы с конфликтами и помехами до…
Основные функции
Совместная работа и согласования (12)
Распространение и просмотр плана (12)
Отслеживание проблем и списки недостатков (12)
Основные плюсы и минусы
Быстро и легкоПростота созданияНастройкаБез мобильного мобильного приложенияБез мобильного приложения
900 83 Autodesk Fusion 360
15 отзывов
Стартовая цена 60 долларов США
Autodesk Fusion 360 — это облачный 3D-инструмент CAD, CAM и CAE, объединяющий возможности проектирования, моделирования и симуляции.
априорные технологии
12 отзывов
Платформа априорной производственной информации автоматизирует и моделирует весь производственный процесс для модели цифрового двойника CAD. Сердцем платформы являются ее цифровые фабрики, которые генерируют обширный массив производственных данных, которые могут использоваться группами разработчиков продукции, стоимость…
PTC Creo
11 отзывов
линейка продуктов для автоматизированного проектирования (САПР), которые поддерживают процесс управления жизненным циклом продукта (PLM) с комплектами для 2D- и 3D-проектирования (Creo Elements и Creo Direct), модулем дополненной реальности, Creo Illustrate для технических иллюстраций, Creo Sketch,…
Solid Edge
10 отзывов
Начальная цена $100
Siemens PLM (ранее UGS), подразделение Siemens AG, предлагает Solid Edge. Solid Edge — это пакет для 2D/3D CAD-моделирования, симуляции, CAM и 3D-печати, который предлагается бесплатно студентам, любителям и учащимся или по относительно низкой цене для компаний среднего уровня. Его возможности относительно ограничены…
Simcenter STAR-CCM+
7 отзывов
Simcenter от Siemens представляет собой набор инструментов и программного обеспечения для моделирования. STAR-CCM+ — это мультифизическая вычислительная гидродинамика (CFD) для изучения того, как продукты работают в реальных условиях.
SimScale
4 отзыва
SimScale — это платформа инженерного моделирования, целью которой является революционный подход к проектированию продуктов инженерами, дизайнерами, учеными и студентами. Платформа SimScale полностью облачная и полностью доступна через стандартный веб-браузер. Простой в использовании интерфейс поддерживает…
Simulink
3 отзыва
MathWorks предлагает семейство продуктов Simulink, включая пакет физического моделирования Simscape, набор инструментов для моделирования, проверки и тестирования, модуль 3D-анимации, набор инструментов для обработки сигналов. для беспроводной связи, систем управления и мониторинга на основе событий, чтобы помочь в разработке…
Altair Inspire
2 отзыва
Altair Inspire, разработанное SolidThinking, которое было приобретено Altair, представляет собой программное обеспечение для генеративного проектирования/оптимизации топологии и решения для быстрого моделирования для инженеров-проектировщиков. Оно предназначено для улучшения процесса разработки концепции за счет возможности моделирования на основе моделирования для…
SIMUL8
1 отзыв
Стартовая цена $395
SIMUL8 со штаб-квартирой в Глазго предлагает свое программное обеспечение для моделирования для проектирования, проверки и тестирования продуктов.
ETAP PS
1 отзыв
Компания ETAP со штаб-квартирой в Ирвине предлагает ETAP PS, свой набор инструментов для моделирования энергосистем. программное обеспечение для моделирования и оптимизации, поддерживающее управление питанием, анализ передачи по сети и другие электрические системы.
SIMULIA
1 отзыв
SIMULIA от Dassault Systemes — это приложение для моделирования трехмерных объектов.
Ansys CFX
1 отзыв
Ansys CFX — это программное обеспечение CFD для турбомашин. Решение помогает сократить время разработки за счет оптимизированных рабочих процессов, расширенных возможностей физического моделирования и точных результатов.
NI Multisim
1 отзыв
Стартовая цена $1,869
National Instruments предлагает Multisim, приложение для моделирования для инженеров, дизайнеров и преподавателей.
Leidos EMTOOLS
Написать отзыв
Leidos предлагает EMTOOLS, набор для проектирования, электромагнитных измерений и моделирования, который можно использовать для обнаружения различных сигналов, радаров, беспроводного распространения и других целей.
Лейдос РАДСИМ
Написать отзыв
Компания Leidos предлагает RADSIM, высокоточную систему имитации радаров для полетных систем, авиасимуляторов, симуляторов БПЛА и других целей.
ScaleX
Написать отзыв
Rescale, специализирующаяся на высокопроизводительных вычислениях компания со штаб-квартирой в Сан-Франциско, предлагает ScaleX, программное обеспечение для моделирования, доступное в версиях Pro и Enterprise, а также в специальных версиях Universities и Developer.
Siemens EDA Custom IC (Tanner)
Написать отзыв
Siemens EDA предлагает собственные продукты для проектирования ИС, основанные на Tanner от Mentor Graphics, поддерживающие аналоговые, аналоговые смешанные сигналы, МЭМС и интегрированные фотонные схемы.
StressCheck
Написать отзыв
ESRD (Engineering Software Research and Development, Inc) со штаб-квартирой в Сент-Луисе предлагает StressCheck, приложение для управления моделированием в авиации, аэрокосмической и оборонной промышленности.
eTrax
Написать отзыв
Operational Technology Inc (ETAP) предлагает eTrax, приложение для моделирования движения поездов и железных дорог.
PaleBlue Simulation Platform
Написать отзыв
PaleBlue Simulation Platform — это модульная программная платформа для создания симуляторов и опытов. PaleBlue Simulation Platform поддерживает приложения виртуальной и дополненной реальности.
Immersion Systems
Write a Review
PaleBlue Immersion Systems скомпрометирована: дополненной реальностью и устройствами дополненной реальности, такими как носимые и портативные устройства (PaleBlue AR Solutions), Виртуальная реальность (решения PaleBlue VR), Cardboard VR, слияние AR и VR, ставшее мобильным, и Симуляторы купольного экрана, купол-…
Симулятор подъема VR
Написать отзыв
Симулятор подъема VR от PaleBlue — это обучающий инструмент с дополненной реальностью, посвященный физике промышленного уровня.
Что такое программное обеспечение для моделирования?
Программное обеспечение для моделирования позволяет инженерам оценивать, оптимизировать и сравнивать проекты продуктов путем моделирования реальных событий в компьютерной среде. Это аспект программного обеспечения для автоматизированного проектирования (CAE). Программное обеспечение для моделирования может создать любую модель, управляемую уравнениями или математическими данными, и поместить ее в предварительно определенную систему. Анализируя эти конструкции, инженеры могут наблюдать, как взаимодействуют модель и система, тем самым прогнозируя производительность, дефекты, нагрузки и срок службы продукта.
Примерами часто моделируемых продуктов являются механика, электрические системы, химические реакции, тепло и погода. Поставщики могут предлагать библиотеки, моделирующие отраслевые сценарии, такие как строительство, авиация, дорожное и пешеходное движение, электрические схемы, гидродинамика и многие другие.
Программное обеспечение для моделирования и автоматизированного проектирования тесно связано с программным обеспечением для автоматизированного проектирования (САПР). Программное обеспечение CAD в основном связано с проектированием продуктов, тогда как программное обеспечение CAE ориентировано на тестирование и моделирование продуктов. Ведущие поставщики могут предлагать механизмы моделирования САПР и моделирования CAE, которые тесно интегрированы в рамках одной линейки продуктов. С другой стороны, программное обеспечение для моделирования может предлагать интеграцию со многими популярными сторонними приложениями САПР.
Функции и возможности программного обеспечения для моделирования
Программное обеспечение для моделирования, разработанное для автоматизированного проектирования (CAE), предоставляет следующие функции:
Предопределенная библиотека функций, форм и объектов для моделирования ), включая отраслевые наборы инструментов
Инструменты предварительной обработки позволяют пользователю определять различные материалы, условия и другие переменные моделирования
Инструменты для импорта данных модели продукта из приложения САПР
Интегрированная среда со студией моделирования САПР для редактирования геометрии продукта, не выходя из приложения
Виртуальные проверочные испытания, такие как отказоустойчивость
Тестирование нескольких дизайнов продуктов по сравнению друг с другом для повышения производительности или устойчивости
Инструменты постобработки включают результаты моделирования, диаграммы и другие инструменты анализа данных
Информация о ценах
Цена программного обеспечения для моделирования зависит от возможностей программного обеспечения, количества пользователей, установки на уровне предприятия или предприятия и типа установки. Локальная установка может стоить от 4000 до 20 000 долларов за лицензию. Модели на основе подписки варьируются от 100 до 1000 долларов в месяц. Существует несколько бесплатных планов с открытым исходным кодом для студентов и общественных проектов.
Программное обеспечение для моделирования — MATLAB и Simulink
Программное обеспечение для моделирования помогает прогнозировать поведение системы. Вы можете использовать программное обеспечение для моделирования, чтобы оценить новую конструкцию, диагностировать проблемы с существующей конструкцией и протестировать систему в условиях, которые трудно воспроизвести, например, на спутнике в открытом космосе. Чтобы запустить симуляцию, вам нужна математическая модель вашей системы, которую можно выразить в виде блок-схемы, схемы, диаграммы состояний или даже кода. Программное обеспечение для моделирования рассчитывает поведение модели по мере изменения условий с течением времени или по мере возникновения событий. Программное обеспечение для моделирования также включает инструменты визуализации, такие как отображение данных и 3D-анимация, помогающие отслеживать процесс моделирования во время его выполнения.
Инженеры и ученые используют программное обеспечение для моделирования по разным причинам:
Создание и моделирование моделей дешевле, чем создание и тестирование прототипов оборудования.
Вы можете использовать программное обеспечение для моделирования, чтобы протестировать различные проекты, прежде чем создавать их на аппаратном уровне.
Вы можете подключить программное обеспечение для моделирования к оборудованию, чтобы проверить интеграцию всего проекта.
Моделирование на основе времени
Simulink для моделирования и проектирования на основе моделей
Что такое моделирование? (12:00)
— Видео
Моделирование, симуляция и анализ с помощью Simulink
— Документация
Моделирование на основе событий
Stateflow для моделирования и имитации логики принятия решений с использованием конечных автоматов и блок-схем
Что такое Stateflow? (2:06)
— Видео
SimEvents для моделирования и симуляции дискретно-событийных систем
KITURAMI TURBO-50-SET Горелка дизельная в комплекте
Дизельные горелки Kiturami, они же жидкотопливные, компания производит на собственных производственных мощностях. Конструкция запатентована и является уникальной. Распыление топлива сухого типа, под давлением, с помощью насоса. Горелка хорошо приспосабливается к сгущению топлива и к особенностям изменений в процессе горения, которые возникают при минусовой температуре окружающей среды. Технология турбо-типа, применяемая в дизельных горелках Kiturami, позволяет получить высокий коофициент полезного действия и делает устройство топливно экономичным. Практически полное сгорание топлива обеспечивается технологией вторичного дожига и особой конструкцией жаровой трубы.
Россия, Казахстан, Белоруссия, Узбекистан, Армения, Киргизия, Таджикистан — доставка в любой город и другие страны ЕАЭС и мира.
Ваше имя *
Обязательное поле
Имя должно быть не менее 4 символов.
Электронная почта *
Обязательное поле
Неправильный E-mail.
Название компании или физ.лицо *
Обязательное поле
Название должно быть не менее 4 символов.
Телефон
Сообщение *
Обязательное поле
Защита от спама reCAPTCHA Конфиденциальность и Условия использования
Сообщение отправлено
Пожалуйста, заполните форму правильно.
Отправка…
Капча недействительна.
Повторите попытку позже.
ДВУХКОНТУРНЫЕ КОТЛЫ
Все котлы Kiturami двухконтурные, используемые одновременно для отопления и приготовления горячей воды.
ЗАКРЫТАЯ КАМЕРА СГОРАНИЯ
Котлы имеют закрытую камеру сгорания, являющимся современным и часто просто необходимым условием применения котлов, особенно настенных.
АВТОМАТИЧЕСКИЕ КОТЛЫ
Все котлы Kiturami работают автоматически, поддерживая заданную в помещении температуру воздуха и горячей воды.
Настенные газовые котлы
Twin Alpha, Hi Fin и др.
Напольные газовые котлы
STSG, TGB, KSG и др.
Напольные пеллетные камины
KRPS-20A, KRPS-20B и др.
Котлы электрические настенные
KIB-08DE и др.
Пеллетные котлы
KRP и др.
Комбинированные котлы
KRM, KRH и др.
Твердотопливные котлы
KF и др.
Дизельные котлы
Turbo, STSО, KSO и др.
Насосы
циркуляционные, топливные и др.
Комнатные термостаты
CTR 5000, 5700, 5900, 6070, 1300
Датчики
GB-300, HB-610, WL-100, SD-500
Горелки
13K, 25K, STSG 21, TGB 50 и др.
Клапаны
UP 33-06, KSV-15, H.B.D. и др.
Стабилизаторы напряжения
TSD-500ВА, SLP-М 500VA и др.
Дополнительное оборудование
дымоходы, редукторы и др.
Запасные части
фильтры, трубы, форсунки и др.
Ваше имя *
Обязательное поле
Имя должно быть не менее 4 символов.
Электронная почта *
Обязательное поле
Неправильный E-mail.
Название компании или физ. лицо *
Обязательное поле
Название должно быть не менее 4 символов.
Телефон
Сообщение *
Обязательное поле
Защита от спама reCAPTCHA Конфиденциальность и Условия использования
Gazpromneft Turbo Universal 20W-50 — Масло моторное для дизельных двигателей всесезонное
arrowdropgithub
Gazpromneft Turbo Universal 20W-50 – всесезонное моторное масло разработано для применения в дизельных двигателях с турбонаддувом (или без), соответствующих экологическому классу Евро-0 или Евро-1.
Спецификации
API CD,
ПАО «Автодизель» (ЯМЗ),
ПАО «ТМЗ»
Купить и заменить на СТО GES
Купить у партнеров
Лист технической информации
Скачать
Отправить на почту информационный буклет
Получите полную информацию о продукте, а также перечень близлежащих торговых точек, где можно преобрести выбранный Вами товар и множество другой продукции.
Вход в личный кабинет
Для сохранения продукта войдите в ваш личный кабинет
Информационный буклет продукта Gazpromneft Turbo Universal 20W-50 отправлен Вам на почту.
К разделам каталога
Сохраните информацию о продукте
Отправьте информацию себе на почту
Проверить подлинность
Кто вы?
Сотрудники «Газпромнефть — смазочные материалы» готовы предоставить вам всю необходимую информацию о компании, продукции и сотрудничестве.
Выберите категорию заявителя
Покупатель
Партнёр
Поставщик / подрядчик
Работник общества
Прочие заинтересованные лица
Вперед
Укажите ваш правовой статус
Назад Вперед
Выберете тип обращения
Подбор масла
Отзыв о качестве продукции
Отзыв по вопросам охраны окружающей среды
Отзыв по вопросам промышленной безопасности и охраны труда
Организация экскурсий на завод
Пожелания
Обращение к Техническому специалисту
Претензии / жалобы
Запрос паспорта безопасности для продукции рынков РФ, РК, РБ (русский язык)
Запрос SDS на продукцию, идущую на экспорт (английский язык)
Прочие отзывы
Назад Вперед
Ваше сообщение
Я ознакомлен(-на) с Правилами обработки персональных данных и даю своё согласие на их обработку.
Назад
Спасибо! Ваше сообщение отправлено
Мы стремимся с каждым днем становиться лучше и ценим ту обратную связь, которую получаем от наших потребителей и партнеров. Наши специалисты обязательно свяжутся с вами после рассмотрения вашего обращения.
Закрыть Новое сообщение
1Выберите категорию заявителя
2 Укажите ваш правовой статус
3 Выберете тип обращения
4 Укажите ваши контактные данные
Turbo Power Global Антифриз с увеличенным сроком службы 50/50 Премикс 208 л Бочка
Просто нажмите кнопку Turbo 50 в BIOS, и производительность системы увеличится на 50 % за счет автоматического разгона процессора, памяти, частоты графического процессора и всех соответствующих настроек напряжения!
ОС
Windows ® 7 Ultimate RTM
Модель
H55M Pro
9007 5 Набор микросхем
Intel H55
BIOS
P1.20
ЦП
Core i3 530 2,93 ГГц
ОЗУ
Kingston DDR3-1600 2 ГБ*2
VGA
Intel ® HD Graphics
Жесткий диск
Seagate Barracuda 7200. 12 250 ГБ
Результат теста производительности Turbo 50
Core i3 530
CPU Частота
Память Частота
GPU Частота
3DMARK 06
PCMARK Vantage
Super PI
Turbo 50 Off
2,93 ГГц
1333 МГц
733 МГц
1767
4661
14,485
Turbo 50 Вкл.
4 ГГц
1456 МГц
867 МГц
2665
5453
10,641
Увеличение в процентах
36,66%
9,2 3%
18,28%
50,82%
16,99%
26,54%
В приведенной ниже таблице показано, что при включении режима Turbo 50 на 880G Extreme3 производительность увеличивается до 50%!
Сущность токарной обработки состоит в формировании поверхности детали инструментом с режущей кромкой, при этом, как правило, происходит вращение заготовки и перемещение резца. Процесс точения достаточно разнообразен по форме и материалам обрабатываемых деталей, типам операций, условиям обработки, требованиям, себестоимости и многим другим факторам. С помощью черновых и чистовых операций, выполняемых на токарных станках с ЧПУ, получают детали различной конфигурации с показателем чистоты поверхности Ra до 1,25, а в некоторых случаях и выше. Точность поверхности зависит от жесткости системы станок-инструмент-деталь, от применяемого инструмента и режимов резания: чем тверже режущая кромка инструмента (твердые сплавы, металлокерамика, эльбор, кубический нитрид бора, алмаз и т.д.), выше скорость вращения заготовки, меньше подача и вылет резца, тем лучше показатели чистоты и точности поверхности.
•оформление сложных поверхностей тел вращения, фасонное точение, обтачивание галтелей и скруглений
•нарезание внутренней и наружной резьбы с помощью резцов и инструмента: метчиков, резьбонарезных головок.
Обработка цилиндрических поверхностей
относится к числу самых простых операций по выбору типа инструмента, расчету режимов резания и программированию обработки.
Точение — это комбинация двух движений — вращения заготовки и перемещения инструмента. В случае обработки цилиндрических поверхностей подача инструмента производится вдоль оси вращающейся заготовки, таким образом производится съем припуска металла, то есть обработка диаметра заготовки. Разновидностью наружного точения являются обработка ступенчатых валов с помощью проходных упорных и подрезных резцов.
На станках с ЧПУ оптимизация процесса точения происходит в направлении повышения скорости и возможности проведения обработки несколькими инструментами за один установ, что позволяет в одном цикле производить как черновую, так и чистовую обработку. Также важно повышение контроля процесса точения, что в конечном итоге сказывается на качестве обрабатываемых деталей и надежности всей работы.
При токарной обработке цилиндрических поверхностей на станках с ЧПУ высокая точность точения достигается благодаря жесткости системы, современному режущему инструменту и различным системам контроля процесса обработки.
Для обеспечения жесткости системы станок-инструмент-деталь применяют следующие способы крепления заготовки:
1. при обработке в патроне — уменьшение вылета заготовки (современные токарные станки имеют увеличенное отверстие в шпинделе)
2. при обработке длинных и тяжелых деталей — фиксация в центрах передней и задней бабки. В пиноль, как правило, вставляют вращающийся центр и им поджимают заготовку. Поводковая планшайба передает крутящий момент от шпинделя токарного станка изделию.
2.Закрепление деталей со сравнительно небольшой длиной в трех- или четырехкулачковом токарных патронах. Длинные заготовки также могут закрепляться в патроне шпинделя, а их консольная часть при резании поддерживается люнетом. Люнет устанавливается на направляющие станины или суппорт.
3.Применяют комбинированное (1 и 2) закрепление обрабатываемых изделий.
4. К технологическим приемам часто относят возможности управления шпинделем станка на околорезонансных частотах (управляемый колебательный разгон-торможении шпинделя).
Эффективное выполнение различных токарных операций требует применения специально разработанного инструмента. Подробно о токарном инструменте рассказано в статье:
К наиболее известным и распространенным системам контроля процесса обработки можно отнести станочные датчики контроля режущей кромки инструмента. Учет времени резания каждым инструментом и автоматическая смена на резервный инструмент.
Обточка конических деталей типа вал
При данном виде обработки токарные станки с ЧПУ имеют бесспорное преимущество. Точная и производительная токарная обработка конической поверхности детали на универсальных станках — трудоемкая операция, требующая не только соответствующей квалификации токаря, но и дополнительных приспособлений (применение одновременной подачи по двум осям (при технической возможности), шаблона, копировальной линейки). В то время как станок с ЧПУ осуществляет одновременную продольную и поперечную подачу инструмента. Это позволяет при программировании обработки линейные перемещения по осям Х и Z задать в одном кадре. В этом кадре управляющей программы указывают координаты конечной точки перемещения — вершины резца. Такой способ программирования является наиболее универсальным, так как позволяет осуществлять обработку с любым углом конусности. Обработка фасок часто является стандартной функцией ЧПУ, ускоряющей процесс программирования.
Оформление сложных поверхностей тел вращения, фасонное точение
Для получения тел вращения с криволинейной образующей на универсальных станках необходимо применять проходные или фасонные резцы с использованием копира или гидрокопировального суппорта. Зачастую для подобных операций требуется высокая квалификация токаря, а рентабельность достигается только при серийном производстве.
Современные токарные станки с ЧПУ имеют широкие технологические возможности. Фасонные поверхности весьма многообразны, их получение во многих случаях обеспечивается не геометрией инструмента, а формообразующими движениями рабочих органов станка по программе. Применение фасонных инструментов для работы на станках с ЧПУ встречается крайне редко. Получение всего разнообразия форм поверхностей детали может быть достигнуто за счет грамотного проектирования программы обработки. Точность круговой и прямолинейной интерполяции позволяет сделать плавные переходы между кадрами.
Это позволяет обойтись сравнительно узкой номенклатурой инструментов при обработке различных деталей. Программируемой точкой резца служит либо его вершина, либо центр закругления при вершине.
На станках с ЧПУ токарной группы особенно эффективно применение инструментов с многогранными неперетачиваемыми пластинками из твердого сплава и сверх твердых материалов. Они обеспечивают стабильность геометрии, возможность использования максимальной мощности станка, повышенную стойкость инструмента, упрощают наладку станка при износе инструмента. При износе одной из режущих кромок пластинку поворачивают, вводя в работу новую грань. Погрешность положения новой грани обычно не превышает 0,05-0,1 мм и может быть легко устранена при помощи корректоров системы ЧПУ.
Торцовка заготовок, обработка уступов
Этот вид обработки достижим при закреплении детали в патроне шпинделя станка. Операция производится подрезными или проходными резцами. Лучшую чистоту поверхности дает обработка «от центра к периферии» или при движении к центру заготовки соответственное увеличение скорости вращения шпинделя (постоянство скорости резания).
Вытачивание канавок
Канавки прорезают на цилиндрической, конической и торцевой поверхности детали с помощью канавочных и прорезных резцов за один или несколько проходов (в зависимости от конфигурации и требуемой точности поверхностей). При обработке канавок относительно больших размеров можно использовать комбинацию проходного и канавочного резцов. Для обработки канавок предусмотрены стандартные циклы, их программирование осуществляют обычными методами.
Отрезка изделия или заготовки
производится отрезными резцами, при этом инструмент перемещается в поперечном направлении к центру детали. В зависимости от размера детали применяют различные методы фиксации почти отрезанной или отрезанной детали. Поломку инструмента в конце резания предотвращают использованием поддерживающих люнетов и снижением подачи резца (на 45-55%) при приближении к центру детали на половину радиуса заготовки. Малые детали падают в лоток, ловитель детали или фиксируются в приспособлении револьверной головки.
Сверление, зенкерование, развертывание отверстий
Основным способом получения отверстий является сверление. Сверление — это процесс изготовления цилиндрических отверстий посредством металлорежущего инструмента. Сверление, как правило, предшествует таким операциям как растачивание или развертывание. Обработку можно производить как по центру детали (при зажиме ее в трехкулачковом патроне), так и со смещением центра отверстия. Смещение (эксцентриситет) достигается фиксацией заготовки в четырехкулачковом токарном патроне или на планшайбе передней бабки. На токарном обрабатывающем центре возможно использование приводного инструмента и изготовление отверстий как на оси шпинделя, так и со смещением по оси Х. При использовании радиального приводного блока возможна обработка отверстий расположенных вдоль оси Х.
В универсальном станке обрабатывающий инструмент: зенкер, сверло, развертка — закрепляется в коническом отверстии задней бабки напрямую или через зажимной патрон. в станках ЧПУ — в позиции резцедержки с использованием специальных резцовых блоков и оправок.
С развитием инструмента для обработки коротких отверстий последовательность процесса сверления и подготовка к нему претерпевают существенные изменения. Современный инструмент позволяет засверливаться в сплошной материал и не нуждается в предварительной зацентровке отверстий. Достигается высокое качество поверхности и, зачастую, отпадает необходимость в последующей чистовой обработке отверстия. Применение современных сверл со сменными пластинами позволяет вести обработку с высокими скоростями и большими объемами образующейся стружки, которая в станках с ЧПУ вымывается из отверстия потоками охлаждающей жидкости, подающейся под определенным давлением по внутренним каналам.
Для точности токарной обработки необходима правильная и одинаковая заточка режущих кромок сверла, перпендикулярность торца заготовки оси инструмента, отсутствие заусенцев, неровностей поверхности.
С помощью систем контроля и настройки фирмы Renishaw, программное обеспечение в станках с ЧПУ позволяет задать параметры коррекции на длину и диаметр инструмента и выполнять обнаружение поломки в процессе обработки. Подача инструмента в станке происходит механически. Сверло обеспечивает чистоту поверхности отверстия Ra 6.3…3.2, зенкер — Ra 2.5, развертка — Ra 1.25…0,8.
Растачивание отверстий
Получение точных отверстий, ступенчатых отверстий большого диаметра, а также внутренних канавок возможно с помощью операции растачивания. Изделие зажимается в патрон передней бабки, поддерживается люнетом (в случае значительной длины или массы). При этом доступ к торцу, обрабатываемому расточным резцом, остается свободен. Точность расточки на токарном станке с ЧПУ превышает точность сверления, часто обеспечивается технологией обработки, режущим инструментом, опытом токаря, системами уточненной настройки режущего инструмента и техническим состоянием оборудования.
Нарезание внутренней и наружной резьбы
с помощью резцов и инструмента: плашек, метчиков, резьбонарезных головок
Подробно о способах нарезания и видах получаемой резьбы рассказано в статье l.
Специальные возможности токарных станков
С помощью токарных станков с ЧПУ может проводиться обработка шпоночных пазов, отделка поверхностей (полировка, суперфиниширование), доводка (притирка), обкатывание шариками и роликами, накатывание, алмазное выглаживание т.д.
Станки с ЧПУ характеризуются производственной гибкостью, т. е. способностью быстро переналаживаться на обработку различных деталей. Для этого нужно всего лишь заменить управляющую программу и, при необходимости, оснастку и режущий инструмент. А уже проверенная и отработанная программа может быть использована в любой момент и любое число раз. Эти станки обеспечивают более высокую геометрическую точность обработанных деталей, что объясняется уменьшением влияния человеческого фактора, их более высокой статической и динамической жесткостью, а также более высокой точностью позиционирования и повторяемости траектории движения инструмента относительно обрабатываемой заготовки. Станки с ЧПУ обеспечивают более высокую производительность технологических операций за счет применения максимальных скоростей исполнительных органов при выполнении холостых установочных перемещений, а также назначения оптимальных режимов резания.
Металлорежущее оборудование с числовым программным управлением позволяет обрабатывать такие детали, которые невозможно изготовить на обычном универсальном оборудовании. Это детали со сложными пространственными рабочими полостями, которые должны быть изготовлены не только с высокой точностью геометрической формы и размеров, но и с низкой шероховатостью, например штампы, пресс-формы и др.
Обработка металла на токарном станке: методы и виды оборудования
СОДЕРЖАНИЕ
Суть обработки металла на токарном станке
Виды токарных станков для обработки металла
Типы резцов для обработки металла на токарном станке
Виды токарных работ по металлу
Обработка цилиндрических заготовок из металла на токарном станке
Обработка поверхностей конического типа
Обработка торцов и уступов заготовки
Резка металлических изделий на токарном станке
Обработка отверстий заготовок из металлов на токарном станке
Обработка металла на токарном станке – это основная задача данного типа оборудования, цель которой – получение разнообразных по габаритам и назначению деталей. В зависимости от требований к конечному изделию могут использоваться станки с ручным или числовым управлением.
Не менее важны для процесса резцы, которыми выполняют необходимые процедуры. В нашей статье мы расскажем, какие бывают станки и инструменты для обработки металла, и поговорим о типах и технологии самих работ.
Суть обработки металла на токарном станке
Токарный станок – это инструмент, относящийся к категории металлорежущего оборудования, с помощью которого происходит обработка металлического изделия. Срезка верхнего слоя осуществляется до момента, пока оно не примет заданную форму и не приобретет нужный размер, а поверхность не станет гладкой и ровной.
На токарных станках обтачивают кольца, валы, втулки, гайки, муфты, колеса и другие детали и элементы конструкций.
Чаще всего обработке подлежат цилиндрические изделия или изделия конической формы, а также торцевые и фасонные поверхности, уступы. С помощью токарного станка можно обработать отверстие, проточить канавку, сделать нарезку резьбы, убрать часть заготовки. В процессе работы доступны такие действия, как сверление, растачивание, зенкерование, развертывание, накат.
Обработка металла на токарном станке осуществляется с участием режущих инструментов. Это сверла, резцы, головки для нарезания резьбы, развертки, метчики, плашки, зенкеры и т. д. Главную роль среди них играет резец. Преобразование поверхности детали и придание ей нужной формы происходит в результате контакта резца с заготовкой, вращающейся с определенной скоростью.
Процесс обработки металлической заготовки происходит следующим образом: режущий край клиновидного резца погружается в заготовку на нужную глубину и как бы расклинивает ее. Его передняя поверхность сжимает находящийся на поверхности металлический слой и с усилием преодолевает сцепление его частиц.
В результате происходит их отделение от основной поверхности детали. В ходе снятия припуска с детали образуется металлическая стружка.
Обязательными условиями осуществления технологического процесса является вращение заготовки, закрепленной в специальном патроне. Оно становится возможным благодаря наличию шпинделя или планшайбы. Силу и частоту подачи через ременную передачу и коробку скоростей обеспечивает электродвигатель. В результате деталь приобретает необходимые параметры и форму, а поверхность становится гладкой и ровной.
Токарный станок представляет собой многофункциональное устройство. Благодаря ему можно:
осуществить нарезку резьбы;
удалить лишние элементы заготовки;
проложить канавки по поверхности обрабатываемой детали;
просверлить, расточить, очистить и отшлифовать различные отверстия и т. д.
Профессионально проведенная обработка изделия из металла на токарном станке должна обеспечить его высокое качество на выходе. Соответствие размера и формы заданным стандартам должно быть идеальным, а любые шероховатости полностью отсутствовать.
Проконтролировать результат можно с помощью специальных измерительных инструментов. В условиях масштабного производства параметры серийной продукции измеряются предельными калибрами, а работники небольших мастерских используют для этой цели штангенциркули, микрометры, нутромеры и т. д.
Виды токарных станков для обработки металла
Существует несколько вариантов токарного оборудования, характеризующегося наличием особых функциональных возможностей. Классификация станков происходит в соответствии с их назначением, универсальностью и наличием конструктивных особенностей.
В зависимости от того, какое изделие подлежит обработке и насколько точен должен быть конечный результат, выделяют:
Токарно-винторезное оборудование – это универсальные станки, предназначенные для обработки деталей точением. В ходе обработки происходит одновременное вращение заготовки и продольное движение резца по направлению, параллельному оси.
Токарно-винторезное оборудование применяется для изготовления конусообразных и цилиндрических изделий всевозможных диаметров и нарезки резьбы. Устанавливаются такие станки как в цехах крупных производственных объектов, так и в небольших мастерских. Обрабатывать с их помощью можно детали из цветных и черных металлов.
Токарно-карусельные станки предназначены для работы с крупногабаритными изделиями небольшой длины.
Лоботокарное оборудование – оно предусматривает возможность работы с конусообразными заготовками и цилиндрами, но также позволяет производить обработку изделий из металлов, как на простом токарном станке, установив заготовку в горизонтальном положении.
Токарно-револьверное оборудование – это станки со сменным держателем инструмента, выполнять различные манипуляции на которых можно, автоматически переключаясь на нужный резец.
Этот список можно дополнить перечнем узкоспециализированного оборудования, которое относят к токарным станкам на основании такого признака, как наличие резцов.
Читайте также: «Оборудование для сварочных работ»
Существенно повысить точность соблюдения параметров и качество обработки материалов стало возможно благодаря появлению токарных станков с числовым программным управлением. Применение ЧПУ также оказало позитивное влияние на стоимость проведения работ.
Эффективность нового оборудования была подтверждена:
ростом эффективности труда;
возможностью обработки изделий из металлов и инструментальных сталей при наличии правильной оснастки;
минимизацией участия человека в технологическом процессе за счет автоматизации;
включением в программу числового управления разнообразных вариантов обработки с запланированной скоростью резания и подачи;
повышением уровня безопасности;
увеличением точности выполнения работ и снижением количества бракованных изделий.
Токарное оборудование с ЧПУ активно производится американцами и китайцами. Установить ЧПУ на станок можно только в том случае, если он обладает высокой точностью позиционирования частей.
Типы резцов для обработки металла на токарном станке
В зависимости от того, как расположена режущая кромка и куда направлено движение суппорта, резцы для обработки изделий из металла на токарном станке подразделяются на два типа:
правые резцы;
левые резцы.
Исходя их внешнего вида рабочей части они бывают:
прямые — когда у рабочей часть и корпуса присутствуют общие боковые поверхности;
отогнутые — когда режущая кромка с переменным сечением выходит за плоскость корпуса.
В соответствии с производимыми при внешней обработке детали операциями различают:
проходные резцы;
канавочные резцы;
фасонные резцы;
резьбовые резцы;
расточные резцы.
Читайте также: «Металлические стеллажи для склада»
Если необходимо обработать торцы, используют торцевые и отрезные резцы на суппорт. Чтобы совершить необходимые операции, на задней бабке закрепляют:
сверла;
зенкеры;
метчики;
расточные резцы.
Режущая кромка клина в зависимости от поставленной задачи может располагаться к направлению движения по-разному — перпендикулярно или под определенным углом. Параллельно оси вращения выставляется кромка отрезных инструментов.
Виды токарных работ по металлу
Обработка изделий из металла на токарном станке представляет собой технически сложную процедуру. Точность соблюдения заданных параметров и идеальное состояние поверхности может быть достигнуто благодаря использованию станков с ЧПУ. При этом очень важно обратить внимание на качество резцов и выбранного сверла.
Перечень стандартных видов работ выглядит следующим образом:
обработка поверхности заготовок в форме цилиндров и конусов;
нарезка деталей нужного размера в соответствии с требованиями заказа;
подготовительная и чистовая обработка торцов и уступов;
вытачивание пазов и канавок;
расточка, сверление и развертывание отверстий;
нарезка резьбы во внутренней части изделия и снаружи.
Выбор станка для решения той или иной задачи определяется в соответствии с объемами предстоящих работ и времени, которое отводится на их выполнение. С этой точки зрения беспроигрышным вариантом является станок с числовым программным управлением.
Обработка цилиндрических заготовок из металла на токарном станке
Точные параметры будущей детали задаются на основе вводных данных, указанных в техническом задании. Скорость, с которой лишний металл снимается с заготовки, и толщина слоя, подлежащего удалению, определяются в соответствии с маркой обрабатываемого материала.
Выполняться такие действия могут как на станках с числовым программным управлением, так и с использованием станков с ручным управлением. В процессе обработки металлических заготовок используются резцы упорного и проходного типов. Изготовленные оси, валы, крепежные элементы и другие детали должны идеально соответствовать указанным в заказе параметрам.
Обработка поверхностей конического типа
Данный вид работ относится к сложным и имеет следующую специфику:
обработка конусообразной заготовки из металла на токарном станке осуществляется сразу в двух плоскостях, и добиться качественного результата с использованием стандартного оборудования практически невозможно;
инструмент должен подаваться в поперечном и продольном направлении одновременно;
выполнить работу быстро, качественно и в четком соответствии с техническим заданием возможно, только используя станок с числовым программным управлением.
Обработка торцов и уступов заготовки
Эта несложная операция предполагает использование проходных резцов. Чаще всего для обработки торцов используются станки с ручным управлением.
Для реализации поставленной задачи необходимо выбрать параметры с учетом марки стали и провести обработку детали в соответствии с требованиями технического задания.
Резка металлических изделий на токарном станке
Для проведения этой операции используются специальные отрезные резцы, которые движутся от внешнего края детали по направлению к центру. На последнем этапе обработки важно не допустить ее падения, так как это может нанести вред не только ей самой, но и инструменту, участвующему в процессе обработки. Для этого необходимо предусмотреть вариант поддержки детали.
Читайте также: «Оборудование для СТО»
Фиксация изделий большой длины осуществляется с помощью люнета. Этот инструмент поддерживает деталь и позволяет избежать сколов резца.
Обработка отверстий заготовок из металлов на токарном станке
К данной категории работ можно отнести следующие процессы:
сверление отверстия по центру цилиндрической или конусообразной детали, которая предварительно фиксируется с помощью кулачков патрона. Необходимый режущий инструмент закрепляется в оправе на бабке;
последующая внутренняя и внешняя расточка. Деталь размещается на передней бабке и с помощью специальных резцов с нее постепенно снимается необходимый слой металла;
нарезка внутренней и внешней резьбы, развертывание отверстий, подготовка канавок внутри детали и другие операции по обработке отверстий могут быть качественно выполнены на станке с числовым программным управлением.
Обработка цилиндрических и конусообразных деталей с помощью специальных инструментов может осуществляться и на станках с ручной регулировкой, но использование оборудования с ЧПУ позволяет получить качественный результат в более короткие сроки.
Для того чтобы качественно произвести обработку металла на токарном станке, необходимо овладеть практическими навыками. Отработать их можно с помощью операций, выполненных на разных станках. В качестве опытного материала можете использовать бракованные заготовки.
Читайте также: «Гибочные прессы»
Ваша цель – понять принципы работы оборудования и набить руку. Только так вы сможете научиться точному выполнению поставленных задач и добиться высокой производительности труда.
Обработка металла на токарном станке
Оцените, пожалуйста, статью
12345
Всего оценок: 1, Средняя: 5
10 токарных операций, которые необходимо знать — специалисты Swiss-Turning
На токарных станках изготавливаются сложные детали для медицинских, военных, электронных, автомобильных и аэрокосмических приложений. Читайте дальше, чтобы узнать 10 основных операций обработки, выполняемых на токарном станке.
Токарный станок способен выполнять множество операций механической обработки для изготовления деталей с желаемыми характеристиками. Токарная обработка – это популярное название обработки на токарном станке. Тем не менее, токарная обработка — это всего лишь один из видов токарной обработки.
Изменение концов инструмента и кинематическая связь между инструментом и заготовкой приводят к различным операциям на токарном станке. Наиболее распространенными токарными операциями являются токарная обработка, торцевание, нарезание канавок, отрезка, нарезание резьбы, сверление, расточка, накатка и нарезание резьбы.
Токарная обработка является наиболее распространенной операцией токарной обработки. В процессе токарной обработки режущий инструмент удаляет материал с внешнего диаметра вращающейся заготовки. Основной целью токарной обработки является уменьшение диаметра заготовки до желаемого размера. Существует два вида токарной обработки: черновая и чистовая.
Операция черновой токарной обработки предназначена для обработки детали до заданной толщины путем удаления максимального количества материала в кратчайшие сроки без учета точности и чистоты поверхности. Чистовая токарная обработка обеспечивает гладкую поверхность и получение заготовки с окончательными точными размерами.
Различные сечения точеных деталей могут иметь разные наружные размеры. Переход между поверхностями с двумя разными диаметрами может иметь несколько топологических признаков, а именно ступеньку, конусность, фаску и контур. Для создания этих элементов может потребоваться несколько проходов при малой радиальной глубине резания.
Ступенчатая токарная обработка
Ступенчатая токарная обработка создает две поверхности с резким изменением диаметра между ними. Последняя особенность напоминает ступеньку.
Коническое точение
Коническое точение создает наклонный переход между двумя поверхностями с разными диаметрами из-за углового движения между заготовкой и режущим инструментом.
Токарная обработка фаски
Подобно ступенчатой токарной обработке, токарная обработка фаски создает угловой переход в остальном квадратной кромки между двумя поверхностями с разными диаметрами токарной обработки.
Точение по контуру
При точении по контуру режущий инструмент в осевом направлении следует траектории с заданной геометрией. Для создания желаемых контуров на заготовке необходимо несколько проходов контурного инструмента. Однако инструменты формы могут создавать ту же форму контура за один проход.
Во время обработки длина заготовок немного больше, чем должна быть конечная деталь. Торцевание — это операция обработки торца заготовки, перпендикулярного оси вращения. Во время торцевания инструмент перемещается по радиусу заготовки, чтобы получить нужную длину детали и гладкую поверхность торца за счет удаления тонкого слоя материала.
Нарезание канавок — это токарная операция, при которой на заготовке создается узкий разрез, «канавка». Размер реза зависит от ширины режущего инструмента. Для обработки более широких канавок необходимо несколько проходов инструмента. Существует два типа операций по нарезке канавок: наружная и торцевая. При обработке наружных канавок инструмент перемещается радиально в сторону заготовки и удаляет материал вдоль направления резания. При нарезании торцевых канавок инструмент обрабатывает канавку на лицевой стороне заготовки.
Отрезка — это операция механической обработки, которая приводит к отрезанию детали в конце цикла обработки. В этом процессе используется инструмент определенной формы, который входит в заготовку перпендикулярно оси вращения и выполняет поступательный рез во время вращения заготовки. После того, как край режущего инструмента достигает центра заготовки, заготовка падает. Улавливатель деталей часто используется для захвата снятой детали.
Нарезание резьбы — это токарная операция, при которой инструмент перемещается вдоль боковой поверхности заготовки, нарезая резьбу на наружной поверхности. Резьба представляет собой равномерную винтовую канавку заданной длины и шага. Более глубокие резьбы требуют нескольких проходов инструмента.
Операция накатки создает зазубренные узоры на поверхности детали. Накатка увеличивает трение захвата и внешний вид обрабатываемой детали. В этом процессе обработки используется уникальный инструмент, состоящий из одного или нескольких цилиндрических колес (накаток), которые могут вращаться внутри держателей инструмента. Накатка содержит зубья, которые прокатываются по поверхности заготовки, образуя зазубренные узоры. Наиболее распространенная накатка пясти представляет собой ромбовидный узор.
Операция сверления удаляет материал изнутри заготовки. В результате сверления получается отверстие диаметром, равным размеру используемого сверла. Сверла обычно располагаются либо на задней бабке, либо на держателе инструмента токарного станка.
Развёртывание — это размерная операция, которая увеличивает отверстие в заготовке. При развертывании развертка входит в заготовку в осевом направлении через конец и расширяет существующее отверстие до диаметра инструмента. Расширение удаляет минимальное количество материала и часто выполняется после сверления, чтобы получить как более точный диаметр, так и более гладкую внутреннюю поверхность.
При растачивании инструмент входит в заготовку в осевом направлении и удаляет материал вдоль внутренней поверхности, чтобы либо создать другую форму, либо увеличить существующее отверстие.
Нарезание резьбы — это процесс, при котором инструмент для нарезания резьбы входит в заготовку в осевом направлении и нарезает резьбу в существующем отверстии. Отверстие соответствует соответствующему размеру биты, которая может вместить нужный инструмент для нарезания резьбы. Нарезание резьбы также используется для нарезания резьбы на гайках.
Токарные станки могут обрабатывать детали сложной формы. Конечные элементы детали получаются за счет использования различных инструментов и изменения кинематической связи между фрезой и заготовкой. В этой статье мы объяснили десять различных операций токарного станка.
Компания Turntech Precision поставляет детали высочайшего качества, изготовленные на токарных станках швейцарского типа с использованием операций токарной обработки, торцевания, нарезания канавок, нарезания резьбы, накатки, растачивания и нарезания резьбы. Мы тесно сотрудничаем с нашими клиентами, чтобы предоставить им наилучшее решение их инженерных проблем в различных отраслях промышленности. Свяжитесь с нами сегодня с вашими запросами.
Что такое процесс производства токарного станка? Понимание методов обработки и компонентов токарных станков
Токарные станки используются для удаления лишнего материала с заготовки, чтобы придать заготовке желаемую форму и размер. Процесс обработки, предназначенный для прецизионной обработки относительно твердых материалов.
Что такое токарный станок? Базовые знания о токарных станках
Токарный станок — древний инструмент. Разработан еще около 1300 г. до н.э., когда было разработано не так много деталей, кроме передней и задней бабки. Но во время промышленной революции токарные станки по металлу превратились в более тяжелые машины с более толстыми и жесткими деталями.
Между 19 и 20 веками электродвигатели были заменены катушками в качестве источника энергии. Затем, в 1950 году, сервомеханизм был применен для управления станками, такими как токарные станки с ЧПУ и станки с прямым ЧПУ. Токарные станки являются наиболее универсальными из всех стандартных станков. Станки с ручным управлением существуют так же, как и станки с ЧПУ, и еще больше операций обработки выполняется с помощью механизмов подачи на токарных станках с ручным управлением.
Токарный станок — это станок, используемый для удаления металла с заготовки для получения желаемой формы и размера. Токарные станки используются для металлообработки, токарной обработки дерева, прядения металлов, термического напыления, обработки стекла и переработки деталей. Различные другие операции, которые можно выполнять с помощью токарного станка, включают шлифовку, резку, накатку, сверление и деформацию, и эти инструменты используются для создания объектов, симметричных относительно оси вращения. Токарный станок — это инструмент, который вращает заготовку вокруг своей оси для выполнения различных операций, таких как резка, шлифовка, накатка, сверление или деформация, торцовка, токарная обработка и использование вращения инструмента, применяемого к заготовке, для создания объектов. которые симметричны относительно оси. Изначально они были предназначены для обработки металлов; однако с появлением пластмасс и других материалов и присущей им универсальности они используются в самых разных областях и для широкого спектра материалов.
Токарный станок — это обрабатывающий инструмент, используемый в основном для придания формы металлу или дереву. Он работает путем вращения заготовки вокруг неподвижного инструмента. Основное применение – удаление ненужных частей материала, оставляя заготовки красивой формы. Функция токарного станка заключается в удалении металла с заготовки в виде стружки путем жесткой установки заготовки на шпиндель станка и вращения ее с нужной скоростью, а режущий инструмент подает заготовку продольно или поперечно для работы до нужной форма и размер.
Правильная ориентация станка:
Передняя бабка должна быть слева, а задняя — справа. На бабке происходит основное действие. Здесь мощность двигателя передается на заготовку. Частью его назначения является удержание шпинделя, так что вы должны увидеть это и здесь. Двигатель расположен с левой стороны нижней части станины возле передней бабки. Обычно это какой-то тип электродвигателя, но токарные станки также могут иметь гидравлические двигатели.
Какие части токарного станка? Узнайте о деталях токарного станка и их функциях
Передняя бабка: Передняя бабка расположена с левой стороны станины, где расположены приводной механизм и электрический механизм токарного станка. Аксессуары, устанавливаемые на шпиндель передней бабки, включают кулачковые патроны, цанговые патроны, планшайбы, магнитные патроны и многое другое. Отдельный редуктор с регулируемой скоростью размещается под передней бабкой, чтобы уменьшить скорость и обеспечить различные скорости подачи для автоматического бокового перемещения нитей и ползуна. Подающий стержень используется для большинства токарных операций, а ходовой винт используется для нарезания резьбы.
Шпиндельная коробка фиксирует заготовку на торце шпинделя с наружной резьбой и внутренним конусом Морзе, который используется для фиксации центра токарного станка. Он вращается с разной скоростью посредством конической или полной зубчатой передачи. Весь шпиндель имеет отверстие для работы с длинными стержнями.
Передняя бабка передает мощность от главного вала на подающий стержень, ходовой винт и механизм нарезания резьбы.
Станина: Станина — это основание станка, отлитое за одно целое из полустали (закаленного чугуна). Кровать состоит из двух тяжелых металлических направляющих, движущихся продольно по рельсам или V-образно и жестко поддерживаемых поперечными петлями.
Кровать обладает достаточной жесткостью и хорошей демпфирующей способностью для поглощения вибрации.
Кровать может предотвратить деформацию, вызванную силой резания.
Станина поддерживает переднюю и заднюю бабки, кронштейн и другие части токарного станка.
Задняя бабка: Задняя бабка расположена с правой стороны над станиной.
Задняя бабка поддерживает длинный конец изделия, чтобы предотвратить и минимизировать провисание.
Задняя бабка имеет инструменты для выполнения различных операций, таких как сверление, развертывание, нарезание резьбы и т. д.
Задняя бабка Небольшой конус для длительной работы за счет смещения задней бабки.
Каретка: По завершении обработки каретка используется для поддержки, направления и подачи инструмента. Установка каретки включает в себя седло, поперечный салазок, составной упор, инструментальную стойку и фартук.
Каретка должна оставаться подвижной и управлять режущим инструментом.
Каретка обеспечивает жесткую поддержку инструмента во время работы.
Каретка передает усилие от подающего стержня на фрезу через механизм дефлектора для продольной поперечной подачи.
Каретка
упрощает операции нарезания резьбы с помощью механизма ходового винта и полугайки.
Используется для продольного сквозного перемещения каретки, поперечного перемещения салазок и углового сквозного перемещения верхнего ползуна.
Седло: Седло изготовлено из Н-образного литья и имеет V-образные направляющие и плоские направляющие для установки на направляющие станины.
Поперечный салазок: Устанавливается в верхней части седла, на верхней части поперечного салазка имеется Т-образный паз.
Составной упор: Поддержка держателей инструментов и режущих инструментов в разных положениях. Его можно повернуть в любое желаемое положение на горизонтальной плоскости. Требуются углы поворота и растачивание коротких конусов.
Стойка для инструментов: Это самая верхняя часть кронштейна, которая используется для удержания различных режущих инструментов или держателей инструментов. Обычно используемые держатели инструментов представляют собой кольцевые и качающиеся стойки для инструментов, стойки для инструментов с квадратной головкой и быстросменные стойки для инструментов.
Фартук: Фартук — корпус механизма подачи. Пристегивается к седлу и похмелья перед кроватью.
Ходовой винт: Ходовой винт также известен как силовой или поступательный винт. Он преобразует вращательное движение в поступательное движение. Ходовые винты используются для нарезания резьбы на токарных станках.
Подающий стержень: Подающий стержень используется для перемещения тележки слева направо и справа налево.
Патрон: Патроны используются для надежного удержания заготовок. Обычные патроны включают 3-кулачковые самоцентрирующиеся патроны и 4-кулачковые независимые патроны.
Главный шпиндель: Шпиндель представляет собой полый цилиндрический вал, через который могут проходить длинные работы. Он разработан таким образом, чтобы шпиндель не отклонялся при создании усилия от режущего инструмента.
Нога: Ноги несут полную нагрузку токарного станка и передают ее на землю. Аутригеры прочно закреплены на полу анкерными болтами, поддерживающими устойчивую опору машины.
Сколько существует типов токарных станков? Характеристики различных типов токарных станков
Центровой или моторный токарный станок: Центральный токарный станок или моторный токарный станок являются наиболее широко используемыми станками и часто присутствуют в каждом магазине. Такие операции, как токарная обработка, торцевание, нарезание канавок, накатка, нарезание резьбы и т. д., выполняются на центральных или моторных токарных станках. Токарный станок имеет все части, такие как станина, седло, передняя бабка, задняя бабка и т. Д. Передняя бабка токарного станка является жесткой, а задняя бабка подвижной, что в дальнейшем используется для поддержки таких операций, как накатка. Механизм подачи позволяет легко подавать инструмент как в продольном, так и в поперечном направлениях. Токарно-центральный станок приводится в движение зубчатым механизмом или шкивным механизмом. Существует три типа приводных механизмов, а именно ременный привод, моторный привод и редукторный тип.
Высокоскоростной токарный станок: Высокоскоростные токарные станки, также известные как токарные станки по дереву, работают на высоких скоростях, в диапазоне от 1200 до 3600 об/мин. Шпиндель передней бабки вращается с очень высокой скоростью. У детали есть передняя и задняя бабки, но нет центра или токарного механизма подачи, а подача осуществляется вручную. Высокоскоростные токарные станки обычно используются для токарной обработки, центрирования, полировки и механической обработки древесины.
Лебедочно-револьверные станки: Лебедочно-револьверные станки используются в серийном производстве и представляют собой усовершенствованную версию токарно-винторезных станков. Если для выполнения своей последовательности операций над заготовкой используются токарные станки с токарным станком и револьверной головкой, на этом станке не выполняется замещающая операция. Станок оснащен шестигранной револьверной головкой вместо задней бабки, в которой несколько операций (токарная обработка, подрезка, растачивание, развертывание) выполняются последовательно после поворота револьверной головки после каждой операции без необходимости ручной смены инструмента. В комплект входят три инструментальные колонны, поэтому требуется больше места на полу, чем на других токарных станках. Лебедочные и револьверные станки используются только для крупных работ. Основное преимущество использования лебедки и токарно-револьверного станка заключается в том, что даже менее квалифицированные операторы могут справиться с работой.
Токарный станок для инструментального цеха: Токарный станок для инструментального цеха работает со скоростью до 2500 об/мин. Детали почти идентичны токарному станку, но детали сделаны очень точно и должны быть в правильном порядке, так как этот токарный станок используется для очень ценных работ с очень жесткими допусками. В основном используется для шлифования, инструментальной обработки, масштабирования и механической обработки, где требуется точность.
Настольный токарный станок: Настольный токарный станок устанавливается на столе. Этот тип токарного станка небольшой и используется для очень мелких точных работ. Он имеет все аналогичные части токарного станка двигателя и высокоскоростного токарного станка.
Токарный автомат: Токарный автомат Работа: автоматически. Автоматические токарные станки используются для массового производства. Некоторые механизмы отвечают за автоматизацию этого. Нет необходимости вручную менять инструмент, так как он меняется автоматически. Преимущество заключается в том, что один оператор может управлять более чем 4-5 машинами одновременно. Автоматические токарные станки Токарные станки высокоскоростные и тяжелые.
Токарные станки специального назначения: Специализированные токарные станки выполняют специальные виды операций, которые невозможно выполнить на стандартных станках и других станках. Известен сверхмощным производством одинаковых деталей. Некоторые примеры специальных токарных станков включают вертикальные токарные станки, колесные токарные станки, токарные станки Т-образного типа, многошпиндельные токарные станки, производственные токарные станки, копировальные или следящие токарные станки и т.п.
Колесные токарные станки используются для обработки цапф и рельсовых тяг, а также для точения резьбы на колесах локомотивов.
Токарные станки Т-типа
используются для обработки роторов реактивных двигателей. Ось станины находится под прямым углом к оси основного вала передней бабки, образуя Т-образную форму.
Токарный станок с ЧПУ: Токарный станок с ЧПУ означает компьютерное числовое управление. Он широко используется в качестве токарного станка из-за его быстрой и точной работы и является одним из самых передовых типов доступных токарных станков. Токарные станки с ЧПУ используют компьютерную программу для управления станком. Как только программа запрограммирована на компьютер, она начнет работать с очень высокой скоростью и точностью. Даже заранее запрограммированная машина после установки кода для различных операций может начать работать в следующий раз без изменения кода. После первоначальной настройки с ним могут легко работать полуквалифицированные работники. Подходит для крупносерийного производства, например, лебедок и турелей, но без программируемой системы подачи. Детали, изготовленные на этих токарных станках, отличаются точностью размеров. Преимущества токарной обработки с ЧПУ:
Подходит для массового производства часто меняющихся в работе изделий.
Время установки и обработки может быть сокращено.
Стоимость инструмента ниже благодаря идеальному расчету скорости резания и подачи.
Хороший продукт и высокая надежность.
Можно избежать большого количества подготовительной работы.
Может снизить затраты на осмотр.
Оператору не обязательно обладать передовыми технологиями.
Это позволяет избежать использования специальных форм, приспособлений и т. д., экономя время обработки.
Какие операции выполняет токарный станок?
Центрирование: Когда заготовка должна удерживаться между двумя центрами, операция центрирования используется для создания конического отверстия на поверхности заготовки для опоры подшипника в центре токарного станка.
Облицовка: Операция торцевой поверхности заключается в том, чтобы сделать конец заготовки гладкой поверхностью с определенной длиной рабочей оси или заготовки.
Токарная обработка: Операция удаления лишнего материала с заготовки для получения конической или цилиндрической поверхности. Существует несколько видов токарных работ, в том числе следующие:
Прямой поворот: Прямой поворот выполняется для создания цилиндрической поверхности путем удаления лишнего материала с заготовки.
Уступ: точение уступа имеет разные диаметры для формирования ступеней от одного диаметра к другому.
Черновая токарная обработка: Черновая токарная обработка — это процесс удаления лишнего материала с заготовки в кратчайшие сроки с применением высоких скоростей подачи и большой глубины резания. Глубина резания составляет приблизительно от 2 до 5 мм, а скорость подачи — от 0,3 до 1,5 мм/об.
Чистовое точение: Операции чистового точения требуют высоких скоростей резания, минимальной подачи и небольшой глубины резания для получения гладких поверхностей. Глубина резания составляет примерно от 0,5 до 1 мм, а скорость подачи составляет от 0,1 до 0,3 мм/об.
Коническая токарная обработка: Конус определяется как равномерное уменьшение или увеличение диаметра заготовки в зависимости от ее длины. Операция получения конусной поверхности уменьшающегося диаметра из цилиндрической заготовки называется конусной токарной обработкой.
Снятие фаски: Снятие фаски используется для снятия фаски на конце изделия, чтобы удалить заусенцы, улучшить внешний вид и позволить гайке войти в болт. Конические токарные операции выполняются после нарезания резьбы, накатки и черновой токарной обработки.
Накатка: Накатка — это процесс создания шероховатой поверхности на заготовке для обеспечения эффективного зажима. Инструмент с накаткой надежно крепится к держателю инструмента и прижимается к вращающейся заготовке, оставляя копию инструмента на поверхности заготовки.
Нарезание резьбы: Операция создания винтовой канавки на цилиндрической или конической поверхности путем продольной подачи инструмента при вращении заготовки между двумя центрами.
Сверление: Сверление — это операция, при которой в заготовке просверливаются отверстия. При этой операции заготовка вращается со скоростью вращения на валу токарного станка, а сверло устанавливается на шпиндель задней бабки. А задняя бабка приводится в действие ручной подачей.
Сверление: Можно увеличить диаметр существующего отверстия на работе, повернув его внутрь с помощью какого-либо сельскохозяйственного инструмента, известного как сверлильный инструмент.
Алмазные коронки Diamond Hit — Статьи — РАЗУМ ПЛЮС Алмазный инструмент
Видео об алмазных коронках и технологии Diamond Hit
Алмазные коронки Diamond Hit – алмазное сверление железобетона без воды
Алмазные коронки Diamond Hit – новый стандарт в технологии алмазного сверления – сухое сверление железобетона расширяет границы технологии алмазного сверления.
Алмазные коронки Diamond Hit – инновационная технология – сухое алмазное сверление с микроударом
Diamond Hit – система сухого алмазного сверления с микроударом.
Diamond Hit – решение целого ряда технологических задач, ранее невозможных или вызывающих множество проблем.
Технология Diaond Hit – алмазное сверление отверстий в высокоармированного железобетона, газобетона, кирпича и других абразивных материалов без подачи воды и дополнительного вскрытия сегментов в процессе работ.
Алмазные сегменты Diaond Hit не требуют охлаждение водой и наличия влажной абразивной среды для работы алмазов. Ударная дрель или профессиональная установка с функцией микроудара эффективно отводят пыль из зоны реза и предотвращают заклинивание коронки в процессе сверления.
Алмазные коронки Diamond Hit можно использовать как с подачей воды без микро удара, так и без неё. В чем разница? При подаче воды, ресурс коронки увеличивается в 1.5 — 2 раза, скорость реза так же увеличивается.
Алмазные коронки Diamond Hit изготавливают различных размеров и диаметров.
Диаметр алмазных коронок Diamond Hit – 32 мм, 42 мм, 52 мм, 62 мм, 68 мм, 72 мм, 82 мм, 92 мм, 102 мм, 122 мм, 127 мм, 132 мм, 142 мм, 152 мм, 158 мм, 162 мм, 172 мм, 182 мм, 200 мм, 225 мм, 250 мм, 270 мм, 300 мм, под заказ делают изделия большего диаметра.
Длина алмазных коронок Diamond Hit 300 мм и 450 мм (для подрозетников – 70 мм).
По заявлению производителя, ресурс алмазных коронок составляет около сотни отверстий. Режущие сегменты крепятся к основанию корпуса при помощи лазерной сварки. Частота вращения коронки (рекомендуемая заводом изготовителем ) от 900 до 2000 оборотов в минуту. Частота ударов от 20 000 до 40 000 в минуту. Количество режущих сегментов коронок от 5 до 6, что обеспечивает их высокую надежность и производительность, а особое строение сегментов обеспечивает их вскрытие во время использования.
Уникальные характеристики коронок Diamond Hit
Средня скорость сверления железобетона с арматурой 16 мм – 20-30 мм/мин.
Средний ресурс коронки Diamond Hit – 4-5 м.
Скорость сверления и ресурс коронки DH зависят от правильного подбора комплекта оборудования, диаметра коронки и диаметра арматуры.
Алмазные коронки Diamond Hit предназначены для сухого сверления с микроударом железобетона и других строительных материалов, обладающих высокой твердостью.
Применение алмазных коронок Diamond Hit
Алмазные коронки Diamond Hit очень хорошо зарекомендовали себя для сверления очень твёрдых материалов:
Бетон
Железобетон
Абразивные материалы.
Эти коронки используют везде, и в любых условиях, при любой температуре. Технология Diamond Hit позволяет сверлить отверстия в армированном бетоне, фундаментных блоках ФБС, кирпичной кладке без подачи воды и дополнительного вскрытия сегментов в процессе работ.
Если коротко – алмазные коронки Diamond Hit прорежут всё, любую арматуру или бетон они пройдут уверенно.
Алмазные коронки Diamond Hit для подрозетников
Алмазные коронки для подрозетников Diamond Hit диаметром 68, 72 и 82 мм предназначены для сверления отверстий под розетки без подачи воды.
Чтобы сделать лунку для подрозетника при помощи данных коронок (с использованием микроудара ), в среднем требуется две с половиной минуты – это очень быстро!
Система алмазного сверления с микроударом без подачи воды позволяет решить сразу целый ряд технических проблем:
Благодаря технологии Diamond Hit можно производить сверление по чистовой отделке, не боясь испортить уже сделанный ремонт.
Сверление с микроударом обеспечивает возможность сверления высокоармированного бетона с арматурой до 18 мм.
Алмазные коронки Diamond Hit для подрозетников с боковым пылеотведением
Алмазная коронка для подрозетников Diamond Hit 68, 72 и 82 мм с отверстиями сверху предназначена для использования совместно с системой пылеудаления.
Такое сочетание инструментов позволяет практически полностью избавиться от пыли при осуществлении ремонтных работ, что особенно важно при работе по чистовой отделке.
Где купить алмазные коронки Diamond Hit во Владивостоке
Выбрать и купить алмазные коронки Diamond Hit по хорошей цене во Владивостоке можно в нашем магазине Разум Плюс или заказать на нашем сайте.
При покупке алмазных коронок Diamond Hit в нашей компании, наши квалифицированные специалисты помогут подсказать и предложить наиболее оптимальный для ваших условий алмазные коронки.
Разум Плюс предлагает выбрать и купить комплект оборудовапния для сухого сверления бетона и железобетона
Алмазные коронки Diamond Hit
Дрель с микроударом для сухого алмазного сверления
Станину для установки алмазного бурения
Промышленный строительный пылесос и инструмент для удаления пыли и сбора шлама
Компания Разум Плюс является официальным дилером алмазных коронок Diamond Hit во Владивостоке. Мы поможем выбрать и купить хорошие алмазные коронки, наиболее подходящий и по параметрам, и по цене!
Diamond Crown — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
АЛМАЗНЫХ КОРОН | AB Jewelers
Что такое бриллиантовые золотые короны?
Золотые алмазные коронки — это «колпачок» в форме зуба, который надевается на зуб — чтобы покрыть зуб, чтобы восстановить его форму и размер, прочность и улучшить его внешний вид. Наши бриллиантовые золотые короны полностью покрыты бриллиантами качества VS или VVS. Коронки, приклеенные на цемент, полностью покрывают всю видимую часть зуба, которая находится на линии десны и выше нее.
Какие этапы подготовки зуба для установки коронки?
Подготовка зуба под коронку обычно требует двух посещений стоматолога: первый шаг включает в себя осмотр и подготовку зуба, второй визит включает установку постоянной коронки.
Первое посещение: осмотр и подготовка зуба
Во время первого посещения при подготовке к установке коронки стоматолог может сделать несколько рентгеновских снимков, чтобы проверить корни зуба, на который устанавливается коронка, и окружающую кость. Если зуб имеет обширный кариес или существует риск инфицирования или повреждения пульпы зуба, сначала может быть проведено лечение корневых каналов.
Перед началом процесса изготовления коронки стоматолог обезболит (обезболит) зуб и ткань десны вокруг зуба. Затем зубу, на который устанавливается коронка, придают форму вдоль жевательной поверхности и по бокам, чтобы освободить место для коронки. Количество удаляемого материала зависит от типа используемой коронки. С другой стороны, если большая часть зуба отсутствует (из-за кариеса или повреждения), стоматолог использует пломбировочный материал, чтобы «создать» зуб для поддержки коронки.
После изменения формы зуба ваш стоматолог обычно использует пасту или замазку, чтобы сделать слепок зуба для установки коронки. Также будут сделаны слепки зубов выше и ниже зуба для установки зубной коронки, чтобы убедиться, что коронка не повлияет на ваш прикус. Затем оттиски отправляются в AB Jewellers, где будет изготовлена корона. Коронку обычно возвращают стоматологу через две-четыре недели. Во время первого визита к врачу стоматолог изготовит временную коронку, чтобы покрыть и защитить подготовленный зуб, пока изготавливается коронка. Временные коронки обычно изготавливаются из акрила и удерживаются на месте с помощью временного цемента.
Второе посещение: Установка постоянной зубной коронки
Во время второго посещения ваш стоматолог снимет временную коронку и проверит посадку постоянной алмазной коронки. Если все приемлемо, зуб будет обезболен под местной анестезией, а новая коронка окончательно зацементирована.
Как долго служат зубные коронки?
В среднем зубные коронки служат от пяти до 15 лет. Срок службы коронки зависит от количества «износа», которому подвергается коронка, от того, насколько хорошо вы соблюдаете правила гигиены полости рта, а также от ваших личных привычек, связанных со ртом (вы должны избегать таких привычек, как скрежетание или стискивание зубов). , жевать лед, грызть ногти и открывать упаковку зубами).
Нужен ли особый уход за коронованным зубом?
Хотя зуб с коронкой не требует особого ухода, помните, что просто потому, что на зуб надета коронка, это не означает, что зуб защищен от кариеса или заболеваний десен.
конструктивные особенности и классификация — РИНКОМ
Токарные резцы по металлу: конструктивные особенности и классификация — РИНКОМ
Главная
Статьи
Токарные резцы по металлу: конструктивные особенности и классификация
Токарные резцы по металлу: конструктивные особенности и классификация
29 августа 2018
Гирин Кирилл
Токарный резец — это основной инструмент, который применяется для обработки заготовок на токарных станках. Именно он контактирует с деталью и придает ей необходимую форму. В этой статье мы максимально подробно расскажем о конструктивных особенностях и классификации резцов. Изучив информацию, вы сможете на практике без проблем подобрать инструмент для той или иной операции.
Содержание
Конструктивные особенности токарных резцов
Геометрия токарных резцов
Классификация резцов по металлу по форме головок, конструкции, направлению резания и точности операций
Классификация по форме головок
Классификация по конструкции
Классификация по направлению резания
Классификация по точности операций
Маркировка токарных резцов, значения цифр и символов
Классификация токарных резцов по назначению
Прямые проходные токарные резцы и их назначение
Отогнутые проходные токарные резцы и их назначение
Проходные упорные токарные резцы и их назначение
Отогнутые подрезные токарные резцы и их назначение
Расточные токарные резцы и их назначение
Отрезные (канавочные) токарные резцы и их назначение
Резьбовые токарные резцы и их назначение
Фасонные токарные резцы и их назначение.
Начнем с конструктивных особенностей резцов.
Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.
Головка. Это рабочая часть резца, контактирующая с заготовкой в процесс ее обработки. Головка состоит из заточенных под определенными углами кромок.
Изображение №1: конструкция токарного резца
Геометрия токарных резцов
Изображение №2: геометрия токарного резца
Расскажем об углах резцов и их назначениях.
Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой.
Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца.
Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения.
Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания.
Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
Основной передний угол (γ). Его размер варьируется в пределах от -5 до +15°. При увеличении угла облегчается врезание инструмента в металл, улучшается отвод стружки, уменьшаются сила резания, деформация обрабатываемой поверхности и потребляемая мощность. Однако при этом ухудшаются теплоотвод и сокращается срок службы режущей кромки.
Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента.
Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности.
Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Классификация резцов по металлу по форме головок, конструкции, направлению резания и точности операций
По этим параметрам существуют следующие классификации резцов по металлу.
Классификация по форме головок
По этому параметру резцы делят на 4 типа.
Прямые. Державка и рабочая головка располагаются либо на одной оси, либо на двух, но параллельных.
Изогнутые. Державка имеет изогнутую форму.
Отогнутые. Отгиб головки в сторону заметен невооруженным глазом.
Оттянутые. Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.
Изображение №3: классификация резцов по форме головок
Классификация по конструкции
По конструкции резцы классифицируют на три типа.
Цельные. Такие резцы целиком изготовлены из легированной или инструментальной (редко) стали. Стоят недорого, быстро изнашиваются и не подходят для обработки твердых материалов.
С твердосплавными напайками. Такие резцы сочетают в себе высокую износостойкость и среднюю стоимость. Напайки обычно изготавливают из сталей ВК8, Т5К10 и Т5К6.
Со сменными твердосплавными пластинами. Стоят дороже аналогов. Максимально удобны. Для смены пластин не нужно снимать режущий инструмент.
Изображение №4: классификация токарных резцов по конструкции
Классификация по направлению резания
Резцы бывают левыми и правыми.
Правые. Такие резцы для токарных станков используются чаще всего и в процессе обработки заготовок подаются справа налево. Если положить сверху на такой резец правую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.
Левые. Подаются слева направо. Если положить сверху на такой резец левую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.
Изображение №5: левый (а) и правый (б) резцы
Классификация по точности операций
По этому признаку выделяют следующие разновидности резцов.
Черновые (обдирочные). Предназначены для грубой обработки заготовок.
Получистовые. Точность обработки находится на среднем уровне.
Чистовые. Точность обработки находится на высоком уровне.
Специальные Предназначены выполнения тонких технологических операций.
Маркировка токарных резцов, значения цифр и символов
По стандарту маркировка токарных резцов может включать в себя 9 или 10 символов.
Первый — способ крепления режущей пластины.
Второй — ее форма.
Третий — тип резца.
Четвертый — задний угол режущей пластины.
Пятый — направление резания.
Изображение №6: возможные значения параметров 1–5
Шестой — высота державки.
Седьмой — ширина ее хвостовой части.
Восьмой — общая длина резца.
Девятый — размер режущей пластины.
Изображение №7: возможные значения параметров 6–9
Десятый указывается при необходимости. Обозначает точность некоторых параметров резцов.
Изображение №8: возможные значения параметра 10
Классификация токарных резцов по назначению
По назначению принята следующая классификация токарных резцов. Всего выделяют 8 чаще всего применяющихся видов.
Прямые проходные токарные резцы и их назначение
Их применяют для обработки наружных поверхностей заготовок.
Фотография №1: прямые проходные токарные резцы
Чаще всего используют инструменты с тремя размерами державок.
20*20 мм.
25*16 мм.
32*20 мм.
Отогнутые проходные токарные резцы и их назначение
Предназначение проходных отогнутых резцов — создание фасок и обработка торцевых поверхностей.
Фотография №2: отогнутые проходные токарные резцы
Наиболее широкое распространение получили инструменты с державками:
20*20 мм.
25*16 мм.
32*20 мм.
Проходные упорные токарные резцы и их назначение
Их обычно применяют при обработке ступенчатых валиков или иных деталей в случае, если в конце обработки требуется подрезать небольшой уступ.
Фотография №3: проходной упорный резец
Чаще всего используют проходные упорные резцы со следующими размерами державок.
16*16 мм.
25*16 мм.
32*20 мм.
40*25 мм.
Отогнутые подрезные токарные резцы и их назначение
Назначение таких токарных резцов — обработка торцевых поверхностей.
Фотография №4: отогнутый подрезной резец
Самые распространенные размеры державок:
32*20 мм;
40*25 мм.
25*16 мм;
Расточные токарные резцы и их назначение
Их сфера применения — обработка сквозных и глухих отверстий.
У инструментов первого типа угол равен 60°.
Фотография №5: расточные резцы для обработки сквозных отверстий
У резцов для обработки глухих отверстий — 95°.
Фотография №6: расточные резцы для обработки глухих отверстий
Самые распространенные размеры державок следующие.
16*12 мм.
16*16 мм.
20*16 мм.
20*20 мм.
25*20 мм.
25*25 мм.
Отрезные (канавочные) токарные резцы и их назначение
Назначение канавочных токарных резцов — проделывание в деталях и заготовках канавок различной глубины. Головки с твердосплавными напайками имеют тонкие ножки.
Фотография №7: отрезные (канавочные) резцы
Чаще всего используют инструменты с державками:
16*10 мм;
20*12 мм;
20*16 мм;
25*16 мм;
25*20 мм;
32*20 мм;
40*25 мм;
40*32 мм;
50*32 мм.
Резьбовые токарные резцы и их назначение
Применяются для нарезания наружных и внутренних резьб. Инструменты первого типа имеют прямую форму. Головки напоминают копья.
Фотография №8: резьбовой резец для нарезания наружной резьбы
Резцы для нарезания внутренних резьб имеют изогнутую форму и похожи на расточные инструменты для обработки глухих отверстий. Но обратите внимание на формы головок. Они разительно отличаются.
Фотография №9: резьбовые резцы для нарезания внутренних резьб
Чаще всего используют инструменты с державками следующих размеров.
12*12 мм.
16*10 мм.
16*16 мм.
20*20 мм.
25*16 мм.
25*25 мм.
32*20 мм.
Фасонные токарные резцы их назначение
Предназначены для обработки различных фасонных поверхностей. Инструменты бывают стержневыми, державочными, призматическими и круглыми.
Изображение №9 виды фасонных резцов
Эти специальные инструменты имеют индивидуальные габариты.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
21 апреля 2023
Виды концевых фрез
4 апреля 2023
Фрезерование концевыми фрезами
27 марта 2023
Режущий инструмент по металлу
31 января 2023
Сварочные швы: классификация, свойства и дефектовка
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
виды, назначение и особенности применения
Эксперты, часто использующие токарные резцы, и люди, которые снабжают этими деталями предприятия, отлично знают о существующих разновидностях и особенностях этих приспособлений. Тем мастерам, которые никогда ранее не сталкивались с этим инструментом, бывает трудно с ним разобраться.
Технические особенности
Классификация токарных резцов
Прямой и отогнутый проходной инструмент
Упорный, подрезной и отрезной
Сборные конструкции
Технические особенности
Любые резцы для токарного станка по металлу обладают двумя составными частями:
Рабочий элемент, с помощью которого производится обработка металлической поверхности.
Державка, которая позволяет закреплять приспособление на токарном станке.
Рабочий элемент состоит из режущих кромок и нескольких плоскостей. Угол заточки кромок находится в зависимости от характера обработки и материала, из которого сделаны заготовки. Державка может быть прямоугольной и квадратной формы:
По конструкции все токарные резцы делятся на следующие разновидности:
Прямые — приспособления, у которых рабочий элемент и держатель установлены на одной или паре параллельных осях.
Гнутые резцы по металлу.
Отогнутые — у такого приспособления рабочий элемент отогнут от оси держателя.
Оттянутые — ширина державки у этого приспособления больше, нежели ширина рабочего элемента.
Классификация токарных резцов
Производство и разделение этих деталей по отдельным видам происходит по специальному ГОСТу. В этом документе сказано, что существуют следующие категории инструмента:
Цельные приспособления, которые произведены полностью из стального сплава легированного типа. А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.
Резцы с напаянной твердосплавной пластинкой. Такой инструмент считается самым популярным.
Резцы, оснащенные съемными пластинками из твердого сплава, закрепляемыми на рабочем элементе с помощью прижимов и винтов.
Резцы по металлу различаются и направлением подающего движения при работе. Так, выделяют следующие виды:
Левые инструменты — при работе такие резцы подаются слева направо. Если на это приспособление положить свою левую ладонь, то режущая плоскость его будет находиться рядом с большим пальцем.
Правосторонние резцы характеризуются подачей справа налево.
Прямой и отогнутый проходной инструмент
Прямые проходные резцы зачастую применяются для обработки наружных поверхностей заготовок цилиндрической формы.
Существует два самых распространенных типоразмера державок этого инструмента:
Квадрат — 25×25 мм (предназначены для специальных видов работ).
Прямоугольник — 25×16 мм.
Проходные отогнутые изделия используются для обработки торцевых поверхностей. Кроме того, этот инструмент позволяет качественно снимать фаски и выполнять множество других работ. У этого приспособления державки могут иметь разные размеры. Требования, которые предъявляются к этому инструменту, регламентированы в ГОСТ 18877–73 .
Упорный, подрезной и отрезной
Упорные приспособления могут производиться с отогнутым или абсолютно прямым рабочим элементом. Этим инструментом можно обрабатывать цилиндрические заготовки из металлических сплавов. Кроме того, он является самым популярным типом среди многих специалистов.
Внешний вид подрезных резцов похож на проходной, однако первый инструмент обладает треугольной режущей пластинкой, выполненной из твердого металлического сплава.
Отрезная разновидность инструмента считается самой распространенной. Такие резцы используются для отрезания материала под углом в 90 градусов. А также с их помощью делаются всевозможные канавки на поверхности металлических деталей. Выяснить, что у вас в руках находится инструмент именно отрезного типа, нетрудно. Характерной особенностью этого приспособления является тоненькая нога, на которую припаяна твердосплавная пластинка.
Существуют и другие типы:
для нарезания внутренней и внешней резьбы;
для обработки глухих и сквозных отверстий.
Все виды токарных резцов обладают своими особенностями и предназначены для разных видов обработки.
youtube.com/embed/UpcVXVgRA1E»>
Сборные конструкции
Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
В большинстве случаев эти виды резцов используются на станках, оснащенных ЧПУ, или для расточки сквозных и глухих отверстий, контурного высокоточного точения и иных работ.
14 Типы режущих инструментов для токарных станков и их применение [Полное руководство]
Режущие инструменты для токарных станков
14 Типы режущих инструментов для токарных станков и их использование:- При работе на станках различные процессы требуют различных типов режущих инструментов для токарных станков.
В зависимости от использования режущие инструменты токарных станков в основном делятся на два типа –
A) По способу использования инструментов. Б) По способу подачи корма.
А) По Способу Использования Инструментов:
Существует 11 типов инструментов –
1. Инструменты для нарезания резьбы
Инструмент для нарезания резьбы также известен как инструмент для нарезания резьбы из карбида. Эти инструменты используются для резки металла в механических мастерских для различных видов материалов.
Они бывают двух типов –
Инструмент для нарезания наружной резьбы – Инструмент для нарезания внешней резьбы также называется инструментом для нарезания резьбы. Они определяются как инструменты, которые используются для нарезания внешней резьбы на заготовке.
Инструмент для нарезания внутренней резьбы – Инструмент для нарезания внутренней резьбы определяется как инструмент, который используется для нарезания внутренней резьбы в заготовке.
2. Инструменты для снятия фаски
Инструмент для снятия фаски можно определить как инструмент, который используется для создания фаски или борозды на болте. Эти инструменты используются для снятия фаски с угла заготовки. Когда необходимо выполнить большое количество работ по снятию фаски, используется специальный инструмент для снятия фаски с боковой режущей кромкой.
3. Токарные инструменты
Токарный инструмент может быть определен как инструмент, который используется в токарном станке для чистовой обработки или вырезания внешнего диаметра объекта. Это в основном используется для создания цилиндрических деталей.
Обычно существует два типа токарных инструментов –
Черновой токарный инструмент – Черновой токарный инструмент используется для удаления большого количества металла за минимальное время. А угол резания настолько четкий, что может выдержать максимальное давление резания.
Чистовой токарный инструмент – Чистовой токарный инструмент служит для удаления небольшого количества металла. Угол резания также отшлифован для получения очень гладкой и точной поверхности.
4. Инструменты для нарезки канавок
Инструмент для нарезки канавок в основном определяется как инструмент, используемый для создания узкой полости определенной глубины на конусе, цилиндре или поверхности детали. При этом вырезаемый паз по кромкам бывает квадратным, закругленным и т. д.
5. Инструменты для торцовки
Инструменты для торцевания можно определить как инструменты, которые используются для резки плоской поверхности, перпендикулярной оси вращения заготовки. Этот торцовочный инструмент держится на держателе инструмента, закрепленном на каретке станка. Используется для уменьшения длины заготовки за счет обеспечения перпендикулярности оси токарного станка. Режущая кромка инструмента должна быть установлена на одной высоте с центром заготовки.
6. Инструмент для сверления
Инструмент для зенкерования может быть определен как инструмент, который используется для увеличения и позиционирования головки винта или болта с головкой под торцевой ключ. Этот инструмент имеет два радиуса –
Создание предварительно просверленного отверстия
Создание отверстия в заготовке
В этом инструменте режущий угол настолько четкий, что может оставить уступ после скручивания.
7. Инструменты для формовки
Инструменты для формовки могут быть определены как инструменты, которые используются для придания различных форм заготовке. При этом для удержания формовочного инструмента используется специальный тип крышки или держателя. Из этого мы делаем много типов операций, таких как создание внутреннего радиуса, внешнего радиуса и т. д.
8. Расточные инструменты
Увеличение диаметра отверстия называется расточкой. Расточный инструмент почти такой же, как левый наружный токарный инструмент. Сверлильный инструмент подобен бите, которая вставляется в буровую крышку. Стержень изготовлен из мягкой стали с отверстиями для крепления инструмента, который фиксируется с помощью винта с внутренним шестигранником. При этом величина увеличения режущего угла инструмента от центра стержня считается диаметром готового отверстия изделия. Бит вставляется перпендикулярно центральной линии стержня для непрерывного отверстия, проходящего от одного конца к другому концу.
9. Инструмент для развертывания
Инструмент для развертывания определяется как инструмент, который используется для чистовой обработки и определения размера отверстия, которое уже просверлено или расточено.
10. Подрезной инструмент
Подрезной инструмент подобен инструменту для нарезания канавок. При этом подрезной инструмент используется для растачивания больших отверстий на фиксированном расстоянии от конца отверстия. Подрезку в основном выполняют на внутренней торцевой резьбе для обеспечения зазора.
11. Сверлильный инструмент
Сверлильный инструмент также является очень важным инструментом в токарном станке. Сверлильный инструмент в основном используется для выполнения цилиндрических отверстий в данной заготовке. При этом заготовка фиксируется в планшайбе, а сверло удерживается в держателе сверла задней бабки, и отверстие должно быть сделано движением шпинделя задней бабки. Используется для заготовок правильной формы.
B) По методу подачи корма:
Они бывают трех типов –
12. Инструмент с круглым концом
Нарезка с круглым концом может быть определена как инструмент, который используется для операции чистового точения. Режущий инструмент с круглым концом не имеет боковой или задней направляющей, чтобы можно было резать в другом направлении.
13. Правосторонний инструмент
Правосторонний режущий инструмент можно определить как инструмент, который используется для удаления металла при движении справа налево.
14. Левосторонний инструмент
Левосторонний режущий инструмент можно определить как инструмент, который используется для удаления металла при движении слева направо.
Источник изображения :- iscar
Режущие инструменты для токарных станков: графическое руководство
Токарные станки — это универсальные машины, которые можно использовать для выполнения различных операций механической обработки.
Для выполнения операций на токарном станке требуются специальные режущие инструменты, специально разработанные для каждой операции.
Независимо от мощности вашего станка конечные результаты ваших операций обработки зависят от выбора правильного инструмента для операции.
Но что отличает эти инструменты и как выбрать правильный инструмент для вашего приложения?
Каждый инструмент имеет определенную геометрию, что делает его идеальным для конкретной операции обработки.
В этой статье я подробно рассмотрел режущие инструменты для токарных станков и классифицировал их на основе работы, конструкции, материала и направления подачи.
Что в этой статье?
Что такое режущий инструмент для токарных станков?
Различные типы режущих инструментов для токарных станков
Часто задаваемые вопросы (FAQ)
Что такое режущий инструмент для токарных станков?
Как правило, режущие инструменты токарных станков состоят из острой кромки, которая прижимается к поверхности вращающейся заготовки для удаления материала на желаемой глубине. Режущий инструмент устанавливается либо на стойке (токарные станки по металлу), либо на подручнике (токарные станки по дереву).
Режущий инструмент на токарном станке можно перемещать вручную (токарные станки по дереву), с помощью маховиков (токарные станки по металлу) или автоматически с помощью числового программного управления (токарные станки с ЧПУ).
Эти инструменты можно перемещать вокруг системы осей токарного станка, и траектория движения режущего инструмента по поверхности заготовки определяет ее окончательную форму.
В отличие от других операций механической обработки, токарные станки состоят из вращающейся заготовки, установленной на патроне, обычно 3-х или 4-х кулачковом патроне, и стационарного режущего инструмента, известного как режущий инструмент токарного станка.
В результате режущие инструменты, используемые в токарных станках, значительно отличаются от инструментов, используемых в других станках, таких как фрезеры, фрезы, сверла и т. д.
В зависимости от различных факторов, таких как конструкция, инструментальная фиксация и применение, токарные станки можно классифицировать как токарные станки с двигателями, револьверные токарные станки, токарные станки, токарные станки, настольные токарные станки, многошпиндельные токарные станки, оружейные токарные станки и т. д.
Более того, в зависимости от управления движением режущего инструмента токарные станки могут быть как ручными, так и автоматическими станками с ЧПУ.
Однако инструменты, используемые во всех этих токарных станках, имеют схожую номенклатуру и геометрию.
Геометрия одноточечного режущего инструмента
Одноточечный режущий инструмент
Хвостовик
Хвостовик режущего инструмента — это часть, которая зажимается в держателе инструмента/резцедержателе.
Это самая толстая часть режущего инструмента, обычно имеющая прямоугольное поперечное сечение.
Боковая поверхность
Боковая поверхность – это сторона режущего инструмента, которая вместе с торцом образует режущую кромку.
Однолезвийный режущий инструмент обычно состоит из двух боковых сторон: большой и вспомогательной.
Торец
Торец — это поверхность, по которой скользит стружка при выполнении операции резания.
Режущая кромка
Режущая кромка лежит на поверхности режущего инструмента. Это край, который выполняет действие удаления материала, когда инструмент скользит по заготовке.
Как правило, одноточечный режущий инструмент имеет две режущие кромки: боковую режущую кромку и концевую режущую кромку.
В результате режущий инструмент выполняет режущее действие на двух поверхностях, расположенных под прямым углом друг к другу.
Носик
Носик — это угол режущего инструмента, где встречаются две режущие кромки (боковая режущая кромка и концевая режущая кромка).
Слегка изогнутый, чтобы обеспечить большую прочность, увеличить срок службы инструмента и обеспечить более гладкий срез.
Боковой передний угол
Это угол между торцом инструмента и линией, перпендикулярной корпусу инструмента.
Боковой передний угол определяет направление схода стружки, а увеличение бокового переднего угла токарного инструмента уменьшает толщину стружки.
Боковой задний угол
При взгляде спереди боковой задний угол представляет собой угол, образуемый главной боковой поверхностью с поверхностью хвостовика, перпендикулярной основанию режущего инструмента.
Обеспечивает зазор для предотвращения трения основной стороны о заготовку при продольной подаче.
Задний задний угол
Вид сбоку одноточечного режущего инструмента
При взгляде на инструмент сбоку концевой задний угол представляет собой угол, образованный передней кромкой боковой поверхности с линией, перпендикулярной основанию инструмент.
Этот угол обеспечивает зазор для предотвращения истирания второстепенной боковой поверхности заготовки.
Передний угол
Передний угол определяет угол наклона передней поверхности режущего инструмента.
Это угол, образуемый гранью с плоскостью, параллельной основанию, проходящей через вершину грани.
Режущие инструменты с положительным, отрицательным и нулевым передним углом
Как правило, положительный передний угол увеличивает остроту инструмента, но снижает его прочность, и поэтому используется для резки мягких материалов.
В то время как отрицательный передний угол увеличивает прочность и облегчает сход стружки, что делает его идеальным для обработки твердых материалов.
Однако при этом увеличивается сила резания, что делает процесс подверженным вибрациям и сильному выделению тепла из-за трения.
С другой стороны, режущие инструменты с нулевым передним углом обладают нейтральной режущей способностью, имеют простую конструкцию и более просты в изготовлении.
Угол торцевой режущей кромки
Вид сверху на одноточечный режущий инструмент
Это угол, образованный концевой режущей кромкой с линией, идущей перпендикулярно телу и касательной к носу.
Подобно затылочным уголкам, концевая режущая кромка предотвращает контакт инструмента с обрабатываемой поверхностью заготовки.
Угол боковой режущей кромки
Это угол, образованный боковой режущей кромкой с линией, идущей параллельно корпусу режущего инструмента.
Этот угол влияет на силы резания и толщину стружки, повышая производительность инструмента за счет снижения ударной нагрузки.
Радиус вершины
Радиус вершины — это радиус кривизны кончика инструмента.
Улучшает качество поверхности и увеличивает срок службы инструмента, предотвращая внезапную поломку при ударной нагрузке.
Различные типы режущих инструментов для токарных станков
Режущие инструменты для токарных станков можно классифицировать не только в ручном исполнении или на держателе, но и в зависимости от их действия, конструкции, материала и направления подачи.
На основании операции
Токарный инструмент
Токарный инструмент
Токарный инструмент используется для удаления материала по длине заготовки.
Этот инструмент уменьшает диаметр заготовки для получения желаемой формы и размера. Процесс известен как токарная обработка.
Эти инструменты можно разделить на два типа: черновое точение и чистовое точение.
Операции, выполняемые токарным инструментом
Инструменты для чернового точения имеют идеальную геометрию для удаления максимального объема материала с минимальным временем цикла.
В то время как чистовые токарные инструменты имеют сравнительно меньшую режущую кромку и используются для получения гладкой поверхности с точными размерами.
Эти инструменты могут использоваться для выполнения различных операций, таких как ступенчатая токарная обработка, конусная токарная обработка, формовка и т. д. под углом к вертикальной оси.
Как правило, для снятия фаски используется токарный инструмент, режущая кромка которого расположена под углом к поверхности заготовки.
Однако, если угол наклона большой или требуется большое количество снятия фаски, используется специально разработанный инструмент для снятия фаски со скошенной режущей кромкой.
Инструмент для нарезания резьбы
Инструмент для нарезания резьбы
Инструмент для нарезания резьбы используется для нарезания спиральной резьбы на цилиндрической заготовке.
Эти инструменты имеют специальную режущую кромку, заточенную в соответствии с шириной и формой желаемой резьбы.
Как правило, угол наклона резьбонарезного инструмента зависит от угла нарезаемой резьбы. Он составляет около 60° для метрической резьбы и 55° для резьбы B. S.W.
Нарезание резьбы на токарном станке
Аналогичным образом сечение режущей кромки инструмента влияет на шаг резьбы.
Как правило, при проектировании инструмента для нарезания резьбы рекомендуется формировать его таким образом, чтобы его ширина составляла примерно половину значения шага резьбы.
Ширина режущей кромки должна быть равна половине шага резьбы.
Помимо шага и размера, выбор инструмента для нарезания резьбы также зависит от формы резьбы.
Квадратную резьбу можно нарезать с помощью специального инструмента, подходящего для вашего применения.
При настройке инструмента для нарезания квадратной резьбы следует помнить, что передний боковой задний угол инструмента должен быть на 5° больше, чем угол наклона спирали требуемой квадратной резьбы.
Принимая во внимание, что задний угол на заднем конце боковой поверхности должен быть на 5° меньше, чем угол винтовой линии квадратной резьбы.
Поэтому важно выбрать инструмент для нарезания резьбы в зависимости от формы, размера и шага, необходимых для нарезания резьбы.
Инструмент для нарезания внутренней резьбы
Инструмент для нарезания внутренней резьбы подобен расточной штанге с кромкой для нарезания резьбы на конце.
Этот инструмент используется для нарезания внутренней резьбы на таких деталях, как гайки, колпачки и т. д.
Торцовочный инструмент
Торцовочный инструмент
В отличие от других процессов, в которых используются обе режущие кромки инструмента, при торцевании используется только боковая режущая кромка. инструмента для удаления материала.
Облицовка обычно выполняется для удаления тонкого слоя материала и получения гладкой поверхности.
Операция торцевания на токарном станке
Таким образом, торцовочный инструмент аналогичен чистовому токарному инструменту, используемому на торцевой поверхности заготовки.
Инструмент для нарезки канавок
Инструмент для нарезки канавок
Инструмент для нарезки канавок, как следует из названия, используется для создания канавок на цилиндрической поверхности заготовки.
Форма паза определяется формой режущего инструмента. Эти инструменты могут иметь V-образную, квадратную или любую другую форму, необходимую для применения.
Нарезание канавок на токарном станке
Инструмент для нарезки квадратных канавок также можно использовать в качестве отрезного инструмента, когда инструмент постепенно вдавливается в толщину заготовки до тех пор, пока деталь не отрежется и не упадет на станину токарного станка.
Формовочный инструмент
Формовочный инструмент
Формовочный инструмент представляет собой комбинацию токарного инструмента и инструмента для обработки канавок. Эти инструменты используются для изготовления относительно сложных форм за один раз.
Токарный инструмент также можно использовать для выполнения операций формовки, но точно спроектированный формовочный инструмент сокращает время цикла и повышает точность.
Расточной инструмент
Расточный инструмент
Расточный инструмент используется для обработки внутренней поверхности отверстия и увеличения его диаметра.
Как правило, расточный инструмент состоит из расточной оправки с режущим инструментом, установленным на ее конце под прямым углом к длине оправки.
Растачивание на токарном станке
Брусок состоит из пазов для зажима режущего инструмента и затягивания его шестигранным ключом.
Окончательный диаметр отверстия определяется длиной режущего инструмента от центра борштанги.
Расточная оправка может удерживать несколько инструментов разной длины для выполнения отверстий разного диаметра.
В зависимости от типа используемого расточной инструмента он может быть установлен на задней бабке (для длинных заготовок) или на резцедержателе (для очень малой глубины растачивания).
Отрезной инструмент
Отрезной инструмент
Отрезной инструмент аналогичен инструменту для нарезания канавок, но имеет узкую ширину (3 мм — 12 мм), чтобы свести к минимуму удаление материала во время резки заготовки.
Эти инструменты обычно кованые и имеют длину, превышающую радиус заготовки.
Отрезной инструмент — это инструмент для обрезки концов, в котором только одна кромка выполняет действие по удалению материала.
У этих инструментов нет бокового переднего угла, но небольшой задний передний угол облегчает удаление стружки.
Кроме того, отрезные инструменты должны иметь зазоры со всех сторон, чтобы предотвратить легкое удаление материала со сторон режущей кромки.
Инструмент для накатки
Накатка на токарном станке
Накатка — это процесс создания рисунков вмятин на поверхности заготовки для улучшения ее захвата.
Обычно выполняется при завинчивании объектов, которые требуют крепкого захвата для приложения силы во время завинчивания и отвинчивания.
Накатной инструмент состоит из двух или более металлических накатных колес с тиснением на них желаемого рисунка.
Накатной инструмент
Этот инструмент зажимается в стойке инструмента и прижимается к вращающейся заготовке для удаления материала и создания желаемого рисунка по окружности заготовки.
На основе конструкции
Режущие инструменты также можно разделить на категории на основе их конструкции, которая влияет на их способность создавать большую силу резания.
Однокорпусные инструменты
Однокорпусные инструменты
Однокорпусные инструменты являются одним из наиболее часто используемых инструментов в промышленности.
Эти инструменты выкованы из цельного куска металла и отшлифованы, чтобы иметь острую режущую кромку желаемой формы, размера и геометрии.
Благодаря тому, что они выкованы из цельного куска металла, они обеспечивают высокую силу резания без риска поломки.
Как правило, эти инструменты изготавливаются из высокоскоростных инструментов и имеют небольшую длину.
Сварные инструменты
Сварные инструменты изготавливаются путем соединения корпуса/хвостовика и головки/бока инструмента с помощью сварного соединения.
Как правило, этот тип инструмента состоит из боковой поверхности, изготовленной из специального металла, такого как карбид, и корпуса, изготовленного из сравнительно более дешевого металла.
Твердосплавные головки отличаются прочностью и обеспечивают долгий срок службы инструмента при отличном съеме материала.
Однако, по сравнению с цельнометаллическим твердосплавным инструментом, сварной твердосплавный инструмент обеспечивает меньшую силу резания и поэтому идеально подходит для обработки с малой глубиной резания.
Зажимные инструменты
Зажимные инструменты для токарных станков
Зажимные инструменты состоят из длинной рукоятки или стержня с прорезями для зажима режущего инструмента.
Эти инструменты обычно изготавливаются из двух разных материалов и используются для сверления и отрезки, где требуются длинные инструменты.
После того, как режущий инструмент затупится, вы можете заменить режущую головку и повторно использовать рукоятку/планку.
На основе материала
Режущие инструменты также можно классифицировать на основе их материала, и в зависимости от обрабатываемой детали выбор соответствующего материала инструмента может помочь вам достичь оптимальных результатов.
Инструменты из быстрорежущей стали (HSS)
Токарные инструменты из быстрорежущей стали
Инструменты из быстрорежущей стали являются одними из наиболее часто используемых токарных инструментов, которые сравнительно дешевле и дают отличные результаты при черновой обработке.
Эти прочные инструменты могут использоваться для токарной обработки различных металлических заготовок.
Кроме того, эти режущие инструменты можно шлифовать для заточки режущей кромки и повторного использования инструмента для механической обработки.
Твердосплавные инструменты
Токарные инструменты с твердосплавным наконечником
Твердый сплав — это прочный материал, идеально подходящий для обработки твердых металлов, таких как нержавеющая сталь, углеродистая сталь, быстрорежущая сталь, инструментальная сталь, камень и т. д.
Эти инструменты известны своей способностью обеспечивать высокое усилие резания и сохранять остроту в течение долгих часов обработки.
Инструменты с алмазными наконечниками
Инструменты с алмазными наконечниками обладают высокой износостойкостью и теплостойкостью, что делает их идеальными для обработки хрупких и прочных материалов, таких как графит, алюминий, пластмассы и другие цветные металлы.
В отличие от других режущих инструментов, склонных к упрочнению в условиях высоких температур, инструменты с алмазными наконечниками обеспечивают высокую теплопроводность и низкое тепловое расширение.
Это позволяет использовать инструменты с алмазными наконечниками в течение длительного времени без ущерба для остроты инструмента.
Инструменты со специальным покрытием
Инструмент с покрытием из карбида вольфрама с инструментом из чистого металла
Инструменты со специальным покрытием, как следует из названия, обычно представляют собой инструменты из быстрорежущей стали, покрытые специальными материалами, такими как керамика, кубический нитрид бора (CBN), карбид вольфрама, и т. д.
Эти материалы увеличивают срок службы инструмента за счет повышения прочности резания и облегчения удаления стружки.
Кроме того, эти покрытия также могут улучшать термический коэффициент инструмента, что благоприятно для сухой обработки.
На основе направления подачи
Геометрия инструмента играет важную роль в выборе оптимального направления подачи.
Правосторонние инструменты
Правосторонние инструменты
Правосторонние инструменты идеально подходят для операций, в которых направление подачи устанавливается справа налево, т. е. от задней бабки к передней бабке.
Когда эти инструменты установлены на инструментальной ложе и обращены в сторону от оператора, эти инструменты имеют угол наклона боковой режущей кромки вправо, что означает, что поверхность инструмента имеет наклон вправо.
Левосторонние инструменты
Левосторонние инструменты
Точно так же левосторонние инструменты используются для операций обработки, где направление подачи устанавливается слева (передняя бабка) вправо (задняя бабка).
Когда эти инструменты установлены на инструментальной ложе и обращены в сторону от оператора, эти инструменты имеют угол наклона боковой режущей кромки влево, что означает, что поверхность инструмента имеет наклон влево.
Инструменты с круглым концом
Инструменты с круглым концом
Инструменты с круглым концом имеют особую геометрию без переднего и заднего переднего углов, что позволяет использовать их для операций обработки слева направо или справа налево.
Эти инструменты идеально подходят для чистовых операций, когда требуется гладкая поверхность.
Часто задаваемые вопросы (FAQ)
Можем ли мы использовать токарный инструмент для торцевых операций?
Да, токарный инструмент можно использовать для обработки торца, при условии, что вы наклоните инструмент под соответствующим углом, чтобы поддерживать надлежащий контакт между режущей кромкой инструмента и поверхностью заготовки.
Можно ли использовать сверление на токарном станке?
Да, вы можете выполнять операции сверления на токарном станке, установив сверло на заднюю бабку и подав его к заготовке.
Главная / Каталог товаров / Все для строительства и монтажа / Электроинструмент / Пилы / Пилы торцовочные / Пила торцовочная STANLEY SM18
Описание и характеристики
Отзывы
Доставка и оплата
Код товара
0001011957
Производитель
Stanley
Артикул
SM18
Единица продажи
Штука
Мощность, Вт
1
Диаметр диска, мм:
254
Посадочное отверстие, мм:
30
Частота холостого хода, об/мин:
4
Глубина распила угол 45°, мм
47
Глубина распила угол 90°, мм.
92
Max ширина пропила под углом 90°, мм
310
Max ширина пропила под углом 45°, мм
190
Вес, кг
18.6
Напряжение, В
220
Торцовочная пила Stanley SM18-RU позволяет быстро распилить древесину, ламинат и алюминиевый профиль. Модель оснащена двигателем на 1800 Вт, что позволяет выполнять сложные действия. Функция протяжки помогает работать с большими заготовками. Система настройки угла диска экономит время пользователя. Тип двигателя щеточный Мощность, Вт 1800 Диаметр диска, мм 254 Посадочный диаметр диска, мм 30 Max ширина пропила под углом 90°, мм 310 Max ширина пропила под углом 45°, мм 190 Max глубина пропила под углом 90°, мм 92 Max глубина пропила под углом 45°, мм 47 Горизонтальное перемещение есть Регулировка глубины реза да Наличие подсветки да Вес нетто, кг 23,9 Число оборотов, об/мин 4800 Наклон пилы влево/вправо, град 45/45 Система подсветки (XPS) — точное позиционирование линии реза по тени отбрасываемой от диска Механизм протяжки обеспечивает рез широких заготовок Преднастроенные углы торцевания представляет собой установку девяти положений часто используемых углов торцевания
Оставить отзыв
Пока нет ни одного отзыва о данном товаре. Ваш отзыв будет первым!
Близкие по цене похожие товары
Код товара: 0000999073
Пила торцовочная Корвет 4-430
Производитель
Энкор
Артикул
90041
Код товара: 0000998270
Пила торцовочная DeWALT DW714
Производитель
DEWALT
Артикул
DW714
Другие товары раздела пилы торцовочные
Код товара: 0005835
Пила торцовочная эл. «Корвет-2Л»
Производитель
Энкор
Артикул
90021
Код товара: 0005836
Пила торцовочная эл. «Корвет-3Р»
Производитель
Энкор
Артикул
90031
Код товара: 0005866
Пила торцовочная консол.типа МТ230 Maktec
Производитель
Maktec
Артикул
МТ230
Код товара: 0005977
Пила торцовочная комбинированная RTMS1800HG RYOBI
Производитель
Ryobi
Артикул
3002152
Код товара: 0059214
Пила торцовочная MAKITA LS1040 1650Вт
Производитель
Makita
Артикул
117413
Код товара: 0059215
Пила торцовочная эл. «Корвет-4М» 23201
Производитель
Энкор
Артикул
90040
Код товара: 0059220
Пила торцовочная JMS-8L, 1200Вт, диск 210мм, глуб рез 60 мм, дл рез 120мм JET
Производитель
JET
Артикул
JMS-8L
Код товара: 0059221
Пила торцовочная JSMS-8L, 1500Вт, диск 216мм, глуб рез 62 мм, дл рез 305мм JET
Производитель
JET
Артикул
JSMS-8L
Код товара: 0001011972
Пила торцовочная STANLEY SM16-RU
Производитель
Stanley
Артикул
SM16-RU
Предлагаем Вам купить пила торцовочная STANLEY SM18 по выгодной цене 28 295 . Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям.
Чтобы купить пила торцовочная STANLEY SM18 в нашем интернет-магазине Вам достаточно оформить заказ любым удобным способом:
На сайте. Для этого нужно выбрать понравившиеся Вам товары, положить их в корзину и оформить покупку (не займет много времени).
По телефонам 8 (8453) 64-30-40, 8 (8453) 64-46-60. Наши операторы проконсультируют Вас по всем вопросам, связанных с товаром, и примут Ваш заказ на обработку.
По электронной почте [email protected]. В письме необходимо указать наименования (коды) выбранных Вами товаров и их количество, а также данные о себе: Ф.И.О., контактный телефон и e-mail.
Продолжая использовать наш сайт, Вы принимаете пользовательское соглашение на обработку файлов _COOKIE и пользовательских данных в целях повышения качества функционирования сайта, проведения ретаргетинга и статистических маркетинговых исследований. Если Вы не хотите, чтобы Ваши данные обрабатывались, необходимо соответствующим образом установить настройки браузера или не использовать сайт.
Пила торцевая по дереву STANLEY SМ18-RU
Покупателям
Каталог
Электроинструмент
Пилы торцовочные
Пила торцевая по дереву STANLEY SМ18-RU
!Внимание! НАЛИЧИЕ ТОВАРА И ЦЕНЫ УТОЧНЯЙТЕ по тел. +7(81153) 3-71-20!
Ключ безопасности газонокосилки GREENWORKS 40В
Артикул:29547
Greenworks
Рейтинг:
350 р.
Подробнее
Stanley SM 1800 Вт (254 мм) 10 дюймов, 4800 об/мин, раздвижная торцовочная пила
Продукт
Описание
Что в коробке
Описание
Выделять
**Характеристики** . Мощный двигатель мощностью 1800 Вт обеспечивает достаточный крутящий момент . Эргономичная горизонтальная рукоятка и триггерный переключатель с замком просты в использовании .LED Shadow Cut Line для 100% точной резки и лучшего освещения .9 Установка угловых упоров Диапазон резки под углом от L47° до R52° Для большей универсальности .Скользящий стержень с антикоррозийным покрытием для долговечности .Двойная коническая головка для большей универсальности .Надежное основание и ограждение обеспечивают стабильную и надежную точность .Повторяющаяся функция резки для запроса одинаковой длины резки
**Технические характеристики** Марка Стэнли Модель SM18 Потребляемая мощность 1800 Вт Скорость без нагрузки 4800 об/мин Максимальный диаметр лезвия 254 мм (10 дюймов) Диаметр отверстия 25,4 мм Скос слева Позиции 47° Положения под углом 52° Скос влево Позиции 45° Скос вправо Позиции 45° Время автоматического торможения отвала < 10,0 с Светодиодная подсветка Да Лезвие Да Режущая способность: — Угол наклона 0°, угол наклона 0°: 92 мм x 285 мм / 80 мм x 310 мм Угол наклона 0,45°, угол наклона 0°: 92 мм х 190 мм / 80 мм х 210 мм Угол наклона 0,0°, угол наклона 45° влево: 47 мм x 285 мм / 45 мм x 310 мм Угол наклона 0,45°, угол наклона 45° влево: 47 мм x 190 мм / 45 мм x 210 мм . 0° под углом, 45° скос вправо: 35 мм x 285 мм / 25 мм x 310 мм Угол наклона 0,45°, угол наклона 45° вправо: 35 мм x 190 мм / 25 мм x 210 мм Диапазон резки под углом: от -45° до 45° Диапазон резки под углом: от -47° до +52° Ограниченная гарантия Stanley 2 года
Stanley SM 1800 Вт (254 мм) 10 дюймов, 4800 об/мин, раздвижная торцовочная пила..
Модель SM18
**Характеристики**
.Мощный двигатель мощностью 1800 Вт обеспечивает достаточный крутящий момент . Эргономичная горизонтальная рукоятка и триггерный переключатель блокировки просты в использовании .LED Shadow Cut Line для 100% точной резки и лучшего освещения .9 Установка угловых упоров Диапазон резки под углом от L47° до R52° Для большей универсальности .Скользящий стержень с антикоррозийным покрытием для долговечности .Двойная коническая головка для большей универсальности .Надежное основание и ограждение обеспечивают стабильную и надежную точность . Повторяющийся элемент резки для запроса одинаковой длины резки
**Технические характеристики**
Марка Стэнли Модель SM18 Потребляемая мощность 1800 Вт Скорость без нагрузки 4800 об/мин Максимальный диаметр лезвия 254 мм (10 дюймов) Диаметр отверстия 25,4 мм Скос слева Позиции 47° Положения под углом 52° Скос влево Позиции 45° Скос вправо Позиции 45° Время автоматического торможения отвала < 10,0 с Светодиодная подсветка Да Лезвие Да Режущая способность: — Угол наклона 0°, угол наклона 0°: 92 мм x 285 мм / 80 мм x 310 мм Угол наклона 0,45°, угол наклона 0°: 92 мм x 190 мм / 80 мм x 210 мм Угол наклона 0,0°, угол наклона 45° влево: 47 мм x 285 мм / 45 мм x 310 мм Угол наклона 0,45°, угол наклона 45° влево: 47 мм x 190 мм / 45 мм x 210 мм .0° под углом, 45° скос вправо: 35 мм x 285 мм / 25 мм x 310 мм Угол наклона 0,45°, угол наклона 45° вправо: 35 мм x 190 мм / 25 мм x 210 мм Диапазон резки под углом: от -45° до 45° Диапазон резки под углом: от -47° до +52° Ограниченная гарантия Stanley 2 года
Спасибо за просмотр наших объявлений. Мы гарантируем лучшее качество и услуги..
Комплектация
Станок для торцовочной пилы Stanley SM 1800 Вт (254 мм), 10 дюймов, 4800 об/мин. Модель SM18
Торцовочная пила
— Купить лучшие торцовочные пилы онлайн по самой низкой цене в Индии
Получите в свои руки торцовочные пилы высшего качества
Вы можете резать под разными углами с помощью торцовочной пилы, специализированного инструмента. Для резки под углом пила имеет полотно, закрепленное на поворотном рычаге, который может поворачиваться влево или вправо. Торцовочную пилу можно использовать для быстрой резки молдингов, рам для картин, дверных рам, оконных наличников и других материалов. С помощью торцовочной пилы, которую вы покупаете, вы можете сделать до четырех различных типов пропилов: косые пропилы, поперечные пропилы, косые пропилы и составные пропилы. Торцовочная пила часто используется для структурного обрамления, но ее также можно использовать для гораздо более мелких задач, таких как изготовление рам для картин и ящиков для цветов. Мы предлагаем высококачественные торцовочные пилы для станков для резки алюминия от самых престижных брендов, таких как Makita, Bosch, Hi-Max, Pro Tools, Dewalt и многих других известных брендов.
Широкий выбор торцовочных пил
Стандартная торцовочная пила: Стандартная торцовочная пила — это быстрый и точный инструмент для резки дерева. Стандартные торцовочные пилы бывают разных размеров и уровней мощности, но в целом это более легкие инструменты, которые быстро режут. Стандартные торцовочные пилы обычно недороги и в первую очередь рекомендуются для поперечных и косых пропилов.
Торцовочная пила: Лезвия торцовочной пилы могут наклоняться в одном направлении для резки под углом и поворачиваться влево и вправо для резки под углом. Сложный косой рез получается, когда пила работает одновременно по обеим ее осям. Рамы для картин, формование короны и другие проекты, требующие угловых разрезов в двух плоскостях, могут выиграть от торцовочных пил. Их преимущество заключается в том, что они позволяют выполнять сложные разрезы за один проход.
Раздвижные торцовочные пилы: Подобно радиально-консольным пилам, раздвижные торцовочные пилы имеют прочную металлическую направляющую, на которой установлено полотно. Благодаря этой конструкции вы можете увеличить режущую способность для работы с более широкими материалами, толкая лезвие вперед, а не вниз. Раздвижные торцовочные пилы тяжелее составных торцовочных пил и могут делать поперечные и косые пропилы.
Торцовочные пилы с подвижным составом: Торцовочные пилы с подвижным составом сочетают в себе преимущества режущей способности торцовочных пил с подвижным соединением и универсальность торцовочных пил. Эта торцовочная пила идеально подходит для вас, если ваши проекты по благоустройству дома требуют различных углов резки и размеров.
Торцовочная пила с двойным составом: Вы получаете торцовочный стол, направляющие и устройство для снятия фаски, которое перемещается в обоих направлениях на торцовочной пиле с двойным составом. Используя левый скос, вы можете сделать противоположный составной срез, не переворачивая материал. Это поможет вам избежать некоторых хлопот и потерянного времени. Эта пила избавит вас от массы хлопот при резке более длинных кусков материала, если вы хотите сделать разрезы короны и цоколя плоскими.
Советы, которые необходимо запомнить перед покупкой торцовочной пилы
Размер полотна: При выборе торцовочной пилы размер полотна является решающим фактором. Наиболее популярными размерами являются торцовочные пилы 8, 10 и 12 дюймов. Помните, что лезвия большего диаметра могут производить более длинные разрезы.
Положительные упоры: Положительные упоры — это установленные на заводе точки, которые позволяют быстро выполнять точные разрезы под определенными углами. Больше положительных остановок сокращает время, необходимое для настройки резов. Для быстрой регулировки некоторые пилы имеют упоры, которые активируются большим пальцем.
Электрический диск: Когда вы отпускаете курок, электрические тормоза поворачивают электричество в двигателе пилы против часовой стрелки. Импульс лезвия резко останавливается путем изменения направления тока. Электрические тормоза могут остановить полотно намного быстрее, чем полотно на пиле без этой функции, всего за две секунды.
Качество: Качество торцовочной пилы может быть решающим фактором, который следует учитывать. Выбор качественного товара всегда лучший вариант. Его производительность и долговечность будут определяться его качеством. Это также определит стоимость. Прочитав характеристики машины и открыв для себя ее возможности, вы сможете убедиться в ее качестве. Осмотрите как конструкцию, так и составные части машины.
Долговечность: Очень важно выбрать торцовочную пилу, которая прослужит долго и будет иметь хорошую репутацию. Прежде чем совершать такую крупную разовую покупку, подумайте и изучите, оправданы ли ваши инвестиции.
Стоимость: Стоимость оборудования также необходимо учитывать. Как правило, стоимость варьируется в зависимости от выбора. На цену торцовочной пилы также влияет бренд. Кроме того, стоимость машины определяется ее типом. Их методы работы и материалы различны.
Торговая марка: Производитель также имеет решающее значение. Целесообразно выбирать товары у надежного поставщика. В этом случае не будет никаких сюрпризов. Известный производитель предлагает сервис и гарантии качества продукции. Однако вы всегда можете провести небольшое исследование и сравнить разные производители.
Взгляните на различные бренды, продающие высококачественные станки для резки металла Торцовочные пилы
Торцовочные пилы Dewalt : В торцовочных пилах Dewalt используются высокоэффективные аккумуляторы, обеспечивающие повышенную мощность и время работы. Некоторые из их пил не только прочны, но и невероятно портативны. Вы можете использовать их где угодно, чтобы сделать нужные разрезы без необходимости возиться со шнуром или искать розетку. Конструкция инструмента позволяет перемещать пилу, а не материал, для более быстрого и точного реза, а высококачественный двигатель обеспечивает более длительное время работы и срок службы инструмента. Лезвие и руководство по эксплуатации входят в комплект поставки торцовочной пилы Dewalt для станка для резки алюминия.
Торцовочные пилы Pro Tools : Торцовочные пилы Pro Tools созданы для удовлетворения высоких требований профессиональных ремонтников и плотников. Торцовочные пилы для резки алюминия сочетают в себе лучшую точность, портативность и производительность. Они повышают производительность и эффективность на рабочем месте. Pro Tools также может похвастаться одними из самых легких пил для простоты использования. Их торцовочные пилы, не переворачивая и не поворачивая заготовку, имеют функцию двойного наклона, предлагая пользователям наиболее эффективный и производительный способ выполнения различных разрезов.
Торцовочные пилы Hi-Max : Торцовочные пилы Hi-Max обеспечивают повышенную мощность, скорость и время работы без каких-либо неудобств для пользователя. Их эффективный двигатель обеспечивает высокую скорость вращения для быстрой и плавной резки и работает с меньшим нагревом и более эффективно, что увеличивает срок службы инструмента. Кроме того, некоторые торцовочные пилы оснащены технологией автоматического изменения скорости, которая оптимизирует производительность, регулируя скорость резки и крутящий момент под нагрузкой.
Торцовочные пилы Makita : У Makita безупречный контроль качества, и они никогда не подводят своих клиентов. Юрий предлагает различные тарифные планы в соответствии с вашими требованиями и финансовым положением. Работают качественно, соблюдая все правила техники безопасности. Портативные, удобные в использовании торцовочные пилы имеют первоклассную поддержку клиентов.
Купить недорогие торцовочные пилы с Moglix
У нас есть некоторые из ведущих брендов торцовочных пил в Индии, чтобы удовлетворить растущие потребности наших клиентов. Это позволяет нам соответствовать высоким стандартам, предъявляемым к нам нашими клиентами. На торцовочные пилы Moglix действует ряд скидок и акций. Благодаря удобной навигации на нашем сайте клиенты могут отфильтровывать товары в зависимости от своих потребностей и ценового диапазона. Это способствует положительному опыту покупок в Интернете с помощью Moglix.
Оригинальный литий-ионный аккумулятор Makita 10,8 В 196066-7 BL1013 ОРИГИНАЛ
БЕЗОПАСНЫЕ ПЛАТЕЖИ
С безопасным соединением ваши покупки всегда защищены.
ЭКСПРЕСС-ДОСТАВКА
Экспресс-доставка по всему миру.
другие товары из этой же категории:
Ударный гайковерт 10,8 В 1/4″ — 110 Нм Makita TD110DSAJ
€199,89 (включая налог)
163,84 € без налога.
Литий-ионный аккумулятор слайдерного типа Электрический тормоз Триггер управления переменной скоростью. Оснащен схемой защиты аккумулятора: предназначен для защиты аккумулятора от повреждений из-за переразряда, высокой температуры или перегрузки…
Малогабаритная дрель-шуруповерт Milwaukee M12BDD-153C, 12 В, с 3 аккумуляторами.
1,5 Ач
€169,58 (включая налог)
139,00 € без НДС.
Высокопроизводительная компактная дрель-шуруповерт длиной 187 мм идеально подходит для работы в ограниченном пространстве. Электроника защиты от перегрузки REDLINK™ в инструменте и аккумуляторе обеспечивает лучшую в своем классе систему…
Makita DHP481RTJ 18V BL MOTOR Комбинированная дрель 125 Нм
€506,74 (включая налог)
415,36 € без налога.
Makita DHP481RTJ 18V BL Комбинированная дрель 125 Нм Прямое/обратное вращение Электрический тормоз Двойной светодиодный рабочий фонарь с послесвечением 2 механические передачи Датчик уровня заряда аккумулятора Регулировка скорости с помощью триггера Лучше всего…
Энергетический комплект Makita 18 В с двойным зарядным устройством и четырьмя батареями по 5 А·ч
€600,43 (включая налог)
492,16 € без налога.
Энергобокс Energy Makita 18V артикул 197626-8 Комплектация:
Быстрозарядное устройство Makita DC18RD с двумя станциями 4 батареи Макита BL1850B Чемодан МАКПАК
Идеально подходит для использования с инструментами 18Vx2
M12 FUEL 76-мм малогабаритный отрезной инструмент для различных материалов M12FCOT-0
€193,50 (включая налог)
158,61 € без налога.
Быстрая и точная резка со скоростью до 20 000 об/мин. Оптимизированный эргономичный дизайн для лучшего контроля и использования одной рукой. Всего 1,1 кг и 226 мм в длину Возможность резки различных материалов с различными лезвиями (металл…
Makita DTP141RTJ 18V BL MOTOR Многофункциональная дрель-шуруповерт 4 режима работы для максимальной универсальности: ударный шуруповерт, ударная дрель, дрель (2 скорости), шуруповерт, способный закручивать винт Teks. Электронное сцепление…
Мобильные секаторы Makita DUP361Z
1044,15 евро (включая налог)
855,86 € без налога.
Высокая режущая способность Легкий, эргономичный корпус Мощный источник питания 36 В с инновационным блоком питания 18VX2. XPT (eXtreme Protection Technology) для использования в присутствии пыли и капель воды Эргономичное покрытие Softgrip…
Аккумулятор для электропилы Makita DUC254Z 18V BL 25 см
€282,51 (включая налог)
231,57 € без налога.
Аккумулятор для электрической цепной пилы 18 В DUC254Z с мощной высокой скоростью цепи и быстрым пропилом. Поставляется БЕЗ аккумуляторов и зарядного устройства
Электрический сборщик оливок Jolly V34
€739,00 (включая налог)
605,74 € без налога.
Сборщик оливок Jolly позволяет собирать оливки намного быстрее и с минимальными физическими усилиями. Их особенностью является легкость (весит всего 1650 гр) и удобство в обращении, поэтому им могут пользоваться даже самые худощавые…
Нет в наличииПродано
Электрический сборщик оливок Jolly V34 с 2 батареями 18 В и адаптером для ремня
€1200,00 (включая налог)
983,61 € без налога
Сборщик оливок Jolly позволяет собирать оливки намного быстрее и с минимальными физическими усилиями. Их особенность — легкость (весит всего 1650 гр) и удобство в обращении, настолько, что ими могут пользоваться даже самые счастливые….
Настенный сканер 14,4/18 В LXT Makita DWD181ZJ, только корпус
1403,53 евро (включая налог)
1.150,43 € без налога.
Поставляется без аккумуляторов и без зарядного устройства. Функции:
Светодиодный рабочий свет Цветной дисплей: показывает положение объекта, глубину и многое другое на большом 4,1-дюймовом экране. Индикация состояния обнаружения: Наличие…
Комплект ударных сверл 18 В + угловая шлифовальная машина Milwaukee M18CBLPP2E2-502C
€596,58 (включая налог)
489,00 € без налога.
Комплект включает:
M18 CBLPD — компактная бесщеточная ударная дрель, 18 В, бесщеточный двигатель, 2 скорости, 60 Нм, длина 165 мм, 1,8 кг M18 FSAG115X — угловая шлифовальная машина 18 В с ползунковым переключателем, бесщеточный двигатель, технология FUEL, 115…
Электролобзик Makita DJV182ZJ 18V BL
€323,06 (включая налог)
264,80 € без налога.
Электролобзик Makita DJV182ZJ 18V BL MOTOR Бесщеточный двигатель Функция «Мягкая без нагрузки» автоматически снижает скорость двигателя на холостом ходу, чтобы подавить вибрацию корпуса машины. Эргономичная мягкая ручка Регулятор скорости…
Аккумуляторный смазочный шприц 18 В Makita DGP180Z только корпус
€274,50 (включая налог)
225,00 € без налога.
Регулятор скорости Имеет два режима скорости: медленное и автоматическое изменение скорости. Режим автоматического изменения скорости наносит смазку, изменяя скорость потока автоматически в соответствии с сопротивлением смазываемой детали. Светодиод…
Угловая шлифовальная машина Ø 115/125 мм BL MOTOR 18V Makita DGA517RTJ
€517,54 (включая налог)
424,22 € без налога.
Особенности:
Бесщеточный двигатель Эргономичная ручка с покрытием softgrip XPT (eXtreme Protection Technology) для использования в присутствии пыли и капель воды Переключатель ручного типа Переменная скорость Электрический тормоз…
Комплект ударных дрелей 12 В + ударная отвертка Milwaukee M12BPP2A-203C
€269,00 (включая налог)
220,49 € без налога.
В комплект входят: M12 BPD — Дрель 12В, 2 скорости (0-400 | 0-1500), 30 Нм, вес 1,2 кгM12 BID — Компактный ударный шуруповерт 1/4 Hex, скорость холостого хода 0-2500, 112 Нм
Длина 165 мм для легкого доступа даже в труднодоступных местах. Мощный металлический патрон 13 мм для быстрой замены и лучшего удержания бит. 60 Нм крутящего момента — максимальная производительность, максимальная компактность.
Makita DF012DSJ Карандашная отвертка бивалентная правая Подходит для легкой подтяжки Выбор двух скоростей (высокая/низкая) Работает в положении прямой или пистолетной рукояткой Выключение сцепления Эргономичная поворотная резиновая рукоятка Светодиод. ..
Тачка Makita DCU180Z 18V BL MOTOR грузоподъемность 130 кг
€884,74 (включая налог)
725,19 € без налога.
Тачка Makita DCU180Z 18V BL MOTOR, грузоподъемность 130 кг, может питаться от двух аккумуляторов или даже только от одного, электронный выбор двух скоростей и заднего хода, высокая скорость 3,5 км/ч. Два светодиода рабочего освещения Тормозной диск для…
Ударная дрель BL MOTOR 40Vmax XGT Makita HP001GM201
€636,39 (включая налог)
521,63 € без налога.
2 механические скорости Идеальная производительность для тяжелых условий эксплуатации благодаря BL MOTOR и аккумулятору XGT Светодиодное освещение Технология активного обнаружения обратной связи: останавливает двигатель, если вращение наконечника внезапно прекращается…
Торцовочная пила Makita DLS111ZU 18VX2 BL MOTOR Bluetooth Slide 260 мм
€849,00 (включая налог)
695,90 € без НДС.
Торцовочная пила Makita 18VX2 BL MOTOR с Bluetooth. Бесщеточный двигатель Беспроводная система AWS AutoStart Оснащен системой Bluetooth. Электрический тормоз Единая система скольжения обеспечивает плавную работу…
Нет в наличииРаспродано
Jolly V12 BASE Электрический сборщик оливок
€550,00 (включая налог)
450,82 € без налога.
Сборщик оливок Jolly позволяет собирать оливки намного быстрее и с минимальными физическими усилиями. Их особенностью является легкость (весит всего 1650 гр) и удобство в обращении, поэтому им могут пользоваться даже самые худощавые…
Садовый опрыскиватель 15 литров 18 В LXT Makita DUS158Z только корпус
€355,00 (включая налог)
290,98 € без налога.
Поставляется без батарей и без зарядного устройства.
Показан для обработки культур, где наращивание требует длительного и непрерывного использования. Удобство использования благодаря удобным ремням безопасности и вентилируемой спинке…
Аккумуляторный перфоратор BL MOTOR 40Vmax XGT, AWS Makita HR002GZ02 только корпус
€499,00 (включая налог)
409,02 € без налога.
Подходит для бит SDS-PLUS 2 функции: сверление с ударом и без Реверсивный влево/вправо, привод с регулируемой скоростью, моторный тормоз и предохранительная муфта
Поставляется без аккумуляторов и без зарядного устройства.
Аккумуляторная угловая шлифовальная машина Einhell TE-AG 18 Li, 18 В, 115 мм
€129,95 (включая налог)
106,52 € без НДС.
Аккумуляторная угловая шлифовальная машина Einhell TE-AG 18 Li КОМПЛЕКТ Аккумулятор: Power X-Change Li-Ion Напряжение: 18 Вольт Емкость аккумулятора: 1,5 Ач номер Об/мин: 8 500 мин-1 Ø диска: 115 мм Максимальная глубина резания: 28 мм
Нет в наличииПродано
Аспиратор-воздуходувка Makita BVC350Z
€372,10 (включая налог)
305,00 € без налога.
Аспиратор-воздуходувка Makita BVC350Z
Только машина без аккумулятора и зарядного устройства
ПОСЛЕДНЯЯ ЧАСТЬ
Аспиратор Makita DCL501Z
€340,38 (включая налог)
279,00 € без налога.
Аспиратор Makita DCL501Z Расширенная гарантия на 3 года Только машина без аккумулятора и зарядного устройства
Вопросы (0)
На данный момент вопросов от клиентов нет.
Задать вопрос
Ваш вопрос успешно отправлен нашей команде. Спасибо за вопрос!
Задать вопрос
скрыть форму
Имя *:
Электронная почта *:
Телефон:Вопрос *:
Проверка *
Продукты — АккумуляторОбновление
Простой выбор устройства или категории
Выберите тип устройстваСтрайкболРадионяняСканер штрих-кодаБимерАккумуляторная дрельБеспроводной телефонБеспроводная пилаКранЦифровая видеокамераЦифровая камераОшейник для собакДронЧиталкаИгрыСадовый инструментGPSНаушники — гарнитураНаушникиСлуховой аппаратОдежда с подогревомДом АвтоматизацияБытовая техникаЖК-мониторИзмерительное оборудованиеМедицинскоеМотоциклыMP3 — MP4MP3/игры/мультимедиаСетьНоутбукПлатежный терминалТелефон и КПКЭлектроинструментыПринтерРадиоРадиоуправление (RC)Raid ControllerПульт дистанционного управления УправлениеБритваДинамикПланшетЗубная щеткаДвусторонняя радиосвязьИБППылесосТранспортное средствоЧасыВыберите тип устройства
Вы ищете новый аккумулятор для своего устройства? По мере того, как ваши портативные устройства стареют, их аккумуляторы разряжаются. Если это произойдет, пришло время купить новую батарею для вашего устройства. Вы сможете снова наслаждаться своим устройством в течение длительного времени. Кроме того, всегда полезно иметь под рукой запасной аккумулятор. Ознакомьтесь с нашим широким выбором высококачественных аккумуляторов для более чем 200 000 различных устройств, таких как ноутбуки, смартфоны, цифровые камеры, инструменты и многое другое. Не можете найти нужный аккумулятор? Затем свяжитесь с нашей службой поддержки по адресу [email protected]. Они рады помочь!
Другие продукты
A
Airsoft
B
Радионяня
Сканер штрих-кода 90 330
Просветитель
C
Беспроводной телефон
Аккумуляторная пила
Аккумуляторная дрель
Кран
D
Цифровая видеокамера
Цифровая камера
Ошейник для собак
Дрон
E
EReader
G
903 29 GPS
Игры
Садовый инструмент
H
Наушники — Гарнитура
Наушники
Слуховой аппарат
Одежда с подогревом
Домашняя автоматизация
Бытовая техника
L
ЖК-монитор
M
MP3 — MP4
MP3 / игры / мультимедиа 9033 2
Измерительное оборудование
Медицинское оборудование
Мотоцикл
N
Сеть
Ноутбук
P
Платежный терминал
Телефон и КПК
Электроинструменты
Принтер
R
Радио
Радиоуправление (RC)
Raid Controller
Пульт дистанционного управления
S
Бритва
Динамик
T
Планшет
Зубная щетка
Двухстороннее радио
V
Пылесос
Автомобиль
W
Часы
Отзывы
9000 3
Irene Papoulis оценил нас:
(5/5)
Продукт:
Аккумулятор LG 350 (1000 мА·ч 3,7 В, черный)
О продукте:
Я не смог найти в США нужный мне аккумулятор, потому что мой телефон устарел.
Реферат: Конфигурирование внутренней части зубчатой части 15 зубчатого ремня 10 с сердечником 14 резинового слоя и внешней периферии зубчатой части 15 с зубчатым резиновым слоем 12. Кроме того, включая короткие волокна в каучуковом слое сердцевины 14. Слой 12 резины зуба формируется путем отверждения резиновой смеси, содержащей 10 весовых частей или менее полиэтилена высокой плотности со 100 весовыми частями матричного каучука. Значение загара? для зубчатого резинового слоя 12 при 100-120°С поддерживается на уровне 0,100-0,120.
Тип: Грант
Подано: 31 августа 2010 г.
Дата патента: 31 мая 2016 г.
Правопреемники: КОМПАНИЯ GATES UNITTA ASIA, HONDA MOTOR CO., LTD.
Реферат: Удерживающая поверхность 7, удерживающая часть ремня 4 радиально наружу от фланца 6 шкива, сформирована на приспособлении для крепления ремня 1. Направляющая поверхность 8, направляющая ремень 4 к удерживающая поверхность 7 сформирована на зажимном приспособлении 1 для крепления ремня. Направляющая поверхность 8 выполнена в виде изогнутой формы, непрерывно выступающей вперед по направлению вращения от удерживающей поверхности 7. или шкив 2 со стороны малой нагрузки. Ремень 4 наматывается на приспособление для крепления ремня 1 и шкивы 2 и 3, а шкив 3 со стороны большого диаметра или со стороны высокой нагрузки вращается. Шкив 2 вращается за счет натяжения ремня 4, направляемого в направлении вращения направляющей поверхностью 8. Участок ремня 4 скользит в направлении вдоль оси шкива в паз шкива 5.
Тип: Грант
Подано: 5 февраля 2008 г.
Дата патента: 19 марта 2013 г.
Правопреемник: Компания Gates Unitta Asia
Изобретатель:
Тошифуми Фукатани
ЗУБЧАТЫЙ РЕМЕНЬ
Номер публикации: 20120252619
Реферат: Конфигурация внутренней части зубчатой части 15 зубчатого ремня 10 с резиновым слоем 14 сердцевины и внешней периферии зубчатой части 15 со слоем 12 резины зуба. включая короткие волокна в каучуковом слое сердцевины 14. Резиновый слой 12 для зубьев формируется путем отверждения резиновой смеси, содержащей 10 массовых частей или менее полиэтилена высокой плотности со 100 массовыми частями матричного каучука. Значение загара? для зубчатого резинового слоя 12 при 100-120°С поддерживается на уровне 0,100-0,120.
Тип: Заявка
Подано: 31 августа 2010 г.
Дата публикации: 4 октября 2012 г.
Соискатели: HONDA MOTOR CO., LTD., GATES UNITTA ASIA COMPANY
Реферат: Рычаг (3), поддерживающий натяжной шкив (2), вокруг которого обвит бесконечный передающий крутящий момент элемент (B), поддерживается неподвижным элементом (E) через базовый элемент (7). Винтовая пружина кручения (8) расположена между основанием (7) и рычагом (3). Базовый элемент (7) приводится в контакт под давлением с неподвижным элементом (Е) за счет усилия затягивания болта (6). Шарнирный вал (5) установлен на внешней окружности болта (6) так, чтобы его наконечник не касался неподвижного элемента (Е). Путем передачи осевой силы, создаваемой затяжкой болта (6), на базовый элемент (7) через фланец (5А), образованный на внешней окружности поворотного вала (5), распределение контактного давления между неподвижным элементом ( E), а базовый элемент (7) оптимизирован.
Тип: Грант
Подано: 3 мая 2007 г.
Дата патента: 26 октября 2010 г.
Правопреемники: Nissan Motor Co. , Ltd., Gates Unitta Asia Company
Изобретатели:
Кентаро Кавахара, Кейсуке Адзума
Электроусилитель руля
Номер патента: 7537080
Реферат: Рулевое управление с электроусилителем содержит редуктор (17) для снижения скорости вращения выходного вала (16) электродвигателя (15). Редукторный механизм (17) содержит вписанную шестерню (39), способный вращаться с блокировкой с выходным валом (16), и вписанную шестерню (40), в которую вписана вписанная шестерня (39). Бесконечный ремень соединяет ведущий шкив (41), выполненный с возможностью вращения как единое целое с описанной выше шестерней (40), и ведомый шкив (42), расположенный так, что он окружает управляемый вал. Повышая передаточное отношение редуктора за счет уменьшения скорости с помощью вписанной шестерни (39) и описанной в описании шестерни (40), механизм редуктора (17) в целом может достичь высокого передаточного отношения без увеличения диаметра ведущего шкива. (41) очень маленький.
Тип: Грант
Подано: 3 февраля 2004 г.
Дата патента: 26 мая 2009 г.
Правопреемники: JTEKT Corporation, Gates Unitta Asia Company
Реферат: Рулевое управление с электроусилителем включает редукторный механизм для замедления вращения вращающегося вала в электродвигателе и преобразующий механизм для преобразования выходного вращения редукционного механизма в осевое перемещение рулевого вала в направлении правой и левой сторон автомобиля. Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня.
Тип: Грант
Подано: 15 марта 2007 г.
Дата патента: 17 февраля 2009 г.
Правопреемники: Jtekt Corporation, Gates Unitta Asia Company
Реферат: Рулевое управление с электроусилителем включает редукторный механизм для замедления вращения вращающегося вала в электродвигателе и преобразующий механизм для преобразования выходного вращения редукционного механизма в осевое перемещение рулевого вала в направлении правой и левой сторон автомобиля. Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня.
Тип: Грант
Подано: 15 марта 2007 г.
Дата патента: 19 августа 2008 г.
Правопреемники: Jtekt Corporation, Gates Unitta Asia Company
Реферат: Рулевое управление с электроусилителем включает редукторный механизм для замедления вращения вращающегося вала в электродвигателе и преобразующий механизм для преобразования выходного вращения редукционного механизма в осевое перемещение рулевого вала в направлении правой и левой сторон автомобиля. Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня.
Тип: Грант
Подано: 26 апреля 2005 г.
Дата патента: 22 апреля 2008 г.
Правопреемники: JTEKT Corporation, Gates Unitta Asia Company
Изобретатель:
Казуаки Нагамацу
Рулевое управление с электроусилителем
Номер патента: 7278334
Реферат: Устройство рулевого управления с электроусилителем содержит электродвигатель для создания вспомогательной силы рулевого управления и механизм снижения скорости для замедления вращения выходного вала в электродвигателе. Механизм редуктора содержит входной шкив с приводом от электродвигателя, выходной шкив, соединенный с рулевым валом, и ремень для соединения входного и выходного шкивов друг с другом. Ремень представляет собой спиральный зубчатый ремень. Входной шкив и выходной шкив соответственно содержат косозубые шкивы, находящиеся в зацеплении с косозубым зубчатым ремнем.
Тип: Грант
Подано: 14 апреля 2004 г.
Дата патента: 9 октября 2007 г.
Правопреемники: Jtekt Corporation, Gates Unitta Asia Company
Реферат: Рулевое управление с электроусилителем включает редукторный механизм для замедления вращения вращающегося вала в электродвигателе и преобразующий механизм для преобразования выходного вращения редукционного механизма в осевое перемещение рулевого вала в направлении правой и левой сторон автомобиля. Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня.
Тип: Грант
Подано: 26 апреля 2005 г.
Дата патента: 3 июля 2007 г.
Правопреемники: Jtekt Corporation, Gates Unitta Asia Company
Реферат: Рулевое управление с электроусилителем включает редукторный механизм для замедления вращения вращающегося вала в электродвигателе и преобразующий механизм для преобразования выходного вращения редукционного механизма в осевое перемещение рулевого вала в направлении правой и левой сторон автомобиля. Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня.
Тип: Грант
Подано: 26 апреля 2005 г.
Дата патента: 20 марта 2007 г.
Правопреемники: Koyo Seiko Co., Ltd., Gates Unitta Asia Company
Реферат: Предусмотрена зубчато-ременная передача, в которой зубчатый ремень проходит вокруг ведущего и ведомого шкивов. Каждый зубчатый шкив имеет окружную периферию, образованную множеством зубьев. Соседние зубы назначаются как часть первого зуба и часть второго зуба. Соответствующие участки зуба имеют дугообразные участки в углах, образованных между краями зуба и поверхностями зуба. Линия, касающаяся дугообразных частей первой и второй частей зуба, назначается общей касательной линией. Линия, проходящая через начальную точку дугообразной части края зуба первого зуба, назначается первой касательной линией. Угол между общей касательной и первой касательной лежит в диапазоне от 6° до 14,4°.
Тип: Грант
Подано: 16 января 2003 г.
Дата патента: 5 декабря 2006 г.
Правопреемники: Honda Giken Kogyo Kabushiki Kaisha, Gates Unitta Asia Company
Реферат: Рулевое управление с электроусилителем включает редукторный механизм для замедления вращения вращающегося вала в электродвигателе и преобразующий механизм для преобразования выходного вращения редукционного механизма в осевое перемещение рулевого вала в направлении правой и левой сторон автомобиля. Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня.
Тип: Грант
Подано: 28 января 2003 г.
Дата патента: 6 сентября 2005 г.
Правопреемники: Компания Gates Unitta Asia, Koyo Seiko Co., Ltd.
1006-71, Доксан-дон, Кымчхон-гу, Сеул 08602, Корея ТЕЛ: +82-2-2107-2355 ФАКС: +82-2-802-1730
Gates Unitta (Thailand) Co. Ltd.
Промышленная зона Восточного побережья, 64/86 Moo 4, T. Pluakdang, A. Pluakdang, Районг 21140, Таиланд ТЕЛ: +66-38-954-361 ФАКС: +66-38-955-586
Gates Unitta India Company Pvt. ООО
Участок № F19, промышленный парк SIPCOT, Pondur A, Sriperumbudur, Kanchipuram District, Tamil Nadu 602105, India ТЕЛ: +91-4447-115100 ФАКС: +91-4447-115200
Gates Unitta Asia Trading Company Pte. ООО
1 Changi South St 3, Сингапур 486477 ТЕЛ: +65-6347-1881 ФАКС: +65-6545-8832
Бензопила Husqvarna 135 Mark II с мощным бензиновым двигателем с системой X-Torq. Мощность двигателя составляет 2,2 л.с. Система подкачки топлива существенно упрощает запуск двигателя. Улучшенная антивибрационная система LowVib снижает нагрузку с оператора.
Бензиновая пила Husqvarna 135 Mark II оснащена системой натяжения цепи, позволяющей легко и быстро отрегулировать последнюю, причем без использования какого-либо дополнительного инструмента. Эффективная пильная гарнитура обеспечивает хорошую производительность и малый расход топлива, а инерционный цепной тормоз повышает безопасность при эксплуатации. Индикатор уровня топлива подскажет Вам, когда следует заполнить бак.
Антивибрационная система с использованием стальных пружин, не подвергающихся коррозии, воздействию температур и ультрафиолета, гарантирует низкий уровень вибрации и комфорт при эксплуатации бензопилы.
Режущая система модель Husqvarna 130 – длиной 14”/36 см с шагом цепи 3/8” mini, толщиной хвостовика 1.3 мм.
Husqvarna 135 Mark II комплектуется режущей системой длиной 16”/41 см и инновационной пильной цепью повышенной производительности Husqvarna X-Cut S93G с шагом 3/8” mini и толщиной хвостовика 1.3 мм.
Центробежная система очистки воздуха для снижения износа и увеличения промежутков между чистками фильтра.
Легкое включение режущего ножа/ножей — достаточно потянуть выключатель на панели управления.
Установленный сбоку на корпусе натяжитель цепи делает ее регулирование быстрым и легким.
Экономит потребление топлива во время работы и снижает количество выхлопов в соответствии с самыми современными требованиями по безопасности окружающей среды.
Комбинированное управление дроссельной заслонкой/остановкой двигателя
Новый быстросъемный воздушный фильтр
Антивибрационная система LowVib®
Инерционный тормоз цепи
Система центробежной очистки воздуха Air Injection™
Адаптированный для работы в России двигатель
Новый эргономичный дизайн
Бензопила Husqvarna 135 Mark II с мощным бензиновым двигателем с системой X-Torq. Мощность двигателя составляет 2,2 л.с. Система подкачки топлива существенно упрощает запуск двигателя. Улучшенная антивибрационная система LowVib снижает нагрузку с оператора. Бензиновая пила Husqvarna 135 Mark II оснащена системой натяжения цепи, позволяющей легко и быстро отрегулировать последнюю, причем без использования какого-либо дополнительного инструмента. Эффективная пильная гарнитура обеспечивает хорошую производительность и малый расход топлива, а инерционный цепной тормоз повышает безопасность при эксплуатации. Индикатор уровня топлива подскажет Вам, когда следует заполнить бак.
Антивибрационная система с использованием стальных пружин, не подвергающихся коррозии, воздействию температур и ультрафиолета, гарантирует низкий уровень вибрации и комфорт при эксплуатации бензопилы.
Режущая система модель Husqvarna 130 – длиной 14”/36 см с шагом цепи 3/8” mini,
легко запускается , по эффективности +/- тоже что и 137
Минусы
надеюсь экология на ресурс не повлияла
Отзыв
14 лет прослужила хускварна 137е, цену ремонта объявили такую , что решил новую купить. 137 не нашел , но по характеристикам понял , что это ближайший аналог. Новая модель понравилась , тк и шина побольше немного и праймер добавили и зажигание с заслонкой объединили. Надеюсь послужит не меньше , чем американка. По экономичности x-torq подтверждаю , разница есть .
Спел бы песню про пилу, но придется просто просвистеть) Купил недавно её и всё никак не нарадуюсь, работать с ней одно удовольствие! Запуск на раз, мощность на два л.с., работай хоть в 3 руки, по сутавам почти не отдает это 4, а в сумме даю 5 заваленых берёзок из 5! А упор и приделать можно :р
Валерий 24.04.2020
Плюсы
Минусы
Не заметил
Отзыв
После китайских бензопил, эта просто супер. Мощности хватает, рез быстрый, антивибрация реально работает, дым отсутствует, везде инструкции. Проста в запуске не требует прикладывать особых усилий. Удобная чистка возд. фильтра, корпус из качественного пластика.
Данила Мирский 25.06.2019
Плюсы
Выглядит классно, мне нравится, известная достаточно престижная марка Husqvarna, хорошая сборка в руках лежит удобно, холостой ход хороший, ровный. Вместительный топливный бак, есть антивибрационные пружины. Работает хорошо все пилит как нужно.
Минусы
пока их не обнаружил, надеюсь потом не вылезут .
Отзыв
Хорошая пила, позволяет справится с любой задачей, нужная вещь в хозяйстве! Советую всем сразу докупить одну цепь в запас, так намного проще чем потом подбирать по размерам.
Александр 23.09.2018
Плюсы
Качественная, удобная в использование. Легкая.
Минусы
разве что цепь растягивается быстро
Отзыв
Думаю, многие сталкивались с людьми, которые носят бензопилы по участкам для продажи. Я стал такой же наивной жертвой данных «предпринимателей». На четвертое использование развалилась к чертям. Раз обжегся и решил купить брендовую модель. Поехал в фирменный магазин. Рассказал про свои потребности и мне посоветовали эту модель. Сейчас не нарадуюсь. Не наступайте на мои грабли, не видитесь на дешевые подделки.
Владимир Тяглов 10.04.2018
Плюсы
Сочетание мощности и легкости
Минусы
Пятна масла при хранении
Отзыв
Привет всем пользователям садовых участков и техники в том числе, хочу поделится своей историей получением участка в наследство от деда. Как оказалось, дед был рукастый, это я понял зайдя в сарай. Зашел и обалдел. Столько всего раньше и не видел, когда стал разгребать весь хлам наткнулся на какого-то «монстра»… Обрадовался что вовремя, нужно было много попилить дров. Не знаю сколько лет этой пиле, но она, явно, не новая. Но, при этом, работает как часы. Удобная, легкая. После личного использования готов ее рекомендовать всем.
Показать еще 3
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Бензопила Husqvarna 135 Mark II — купити за найвигіднішою ціною в Харкові від компанії «САДОВА ТЕХНІКА — ХАРКІВ»
Пила нового покоління для максимальної швидкості роботи.
Завдяки потужності 2.2 л. с., обсягом двигуна 38 куб. см пила чудово тягне шину 40 см. Ви легко зможете спиляти і розібрати дерево діаметрів 80 див. в
Дерево до 80см в діаметрі?! Легко бензопилу Husqvarna 135 Mark II
Husqvarna 135 Mark II чудово тримає шину 40 см завдяки магнієвої бічній кришці, як на професійних пилах.
Працюйте без обмежень за часом. Husqvarna 135 Mark II — профі-пила в мініатюрі
Бензопила Husqvarna 135 MarkII оснащена рішеннями, які є у професійних ланцюгових пив:
Антивібраційна система карбюратора. Паливо стабільно змішується з повітрям без впливу вібрацій корпусу і двигуна на процес. Потужність двигуна постійно висока без падіння оборотів при навантаженні.
Похилий циліндр. Поршень «ходить» вгору-вниз не строго вертикально, а під нахилом на задню ручку. Це значно зменшує навантаження на руки при обрізуванні сучків та розбиранні заваленого дерева.
Робота без перегріву. Хускварна 135 Марк 2 оснащена ефективною системою охолодження двигуна повітрям від маховика. Зсередини двигун охолоджується чистим повітрям, який подається по окремих каналах в карбюраторі і циліндрі.
Мінімум часу на обслуговування. Husqvarna 135 Mark II — ефективна у всьому
Завдяки традиційній для бензопил Husqvarna двоступеневою системою фільтрації повітря можна набагато рідше чистити повітряний фільтр. При невеликих обсягах робіт — раз в році.
Купити бензопилу Husqvarna 135 Mark II
Фірмовий магазин Husqvarna
Офіційний сервіс доставки
Сервісний центр, склад запчастин
Вся техніка Husqvarna проходить обов’язкову передпродажну підготовку.
Ви отримуєте готовий до роботи інструмент, який не потрібно «обкатувати», регулювати і т. д.
Перед продажем ми реєструємо заводський номер пили і дані покупця в гарантійному реєстрі. З цього моменту гарантія починає діяти по всьому світу.
Замовляйте бензопилу Husqvarna Mark II з безкоштовною доставкою по Україні та гарантією 2 роки
Выполняйте работу с первого раза с Husqvarna 135 Марк II. Эта надежная газовая пила оснащена технологиями Smart Start® и LowVib® для простого и удобного использования. Наш запатентованный двигатель X-TORQ® обеспечивает превосходную производительность, повышенную топливную экономичность и низкий уровень выбросов. А технология Air Injection™ увеличивает срок службы двигателя, удаляя более крупные частицы пыли и мусора до того, как они достигнут воздушного фильтра.
Информация о продукте
16″ 3/8 S93G SN, США/Канада
Арт. №: 967 86 18‑16
90 053
Двигатель
16″ 3/8 S93G Серийный номер, США/Канада
Артикул: 967 86 18–16
Выходная мощность
2,1 л.с.
Объем цилиндра
900 57 2,3 куб. дюйма
Максимальная скорость вращения
9000 об/мин
Скорость холостого хода
3000 об/мин
Крутящий момент, макс.
1,84 Н·м
Крутящий момент, макс. при об/мин
8000 об/мин
Частота включения сцепления (±120)
4000 об/мин
Расход топлива
725 г/кВтч
Расход топлива
1,595 фунт/ч
Искра заглушка
NGK BPMR7A
Межэлектродный зазор
0,022 дюйма
Воздушный зазор модуля зажигания
0,012 дюйма
Тип масляного насоса
Автоматический
9 0057 Выбросы
Выбросы с отработавшими газами (CO2 EU V)
804 г/кВтч
Оборудование
Длина шины (дюйм)
16 дюймов
Рекомендуемая длина шины, мин.
14 дюймов
Рекомендуемая длина шины, макс.
16 дюймов
Тип цепи
S93G
Калибр
0,050″
90 067 Шаг
3/8″ мини
Тип звездочки
Цилиндр 6
Размеры
Вес (без режущего оборудования)
10,36 фунта
Смазка
Тип смазки (Двигатель)
Двухтактный двигатель Husqvarna или аналогичный. в 50:1
Объем масляного бака
0,549 пинты США
Объем масляного бака
0,26 л
Звук и шум 9 0058
Гарантированный уровень звуковой мощности (LWA)
116 дБ(А)
Уровень звуковой мощности, измеренный
114,34 дБ(А)
Уровень звукового давления на уровне уха оператора
102 дБ(А)
9 0057 Вибрация
Эквивалентный уровень вибрации (ahv, eq) передней рукоятки
3,72 м/с²
Эквивалентный уровень вибрации (ahv, eq) задней рукоятки
5,5 м/с²
Руководства оператора
Вас также может заинтересовать
(2)
Вам также могут понравиться
Похожие материалы
Продукты и инновации
Новые 90-кубовые бензопилы.
Мы больше.
Истории и вдохновение
Бензопилы Husqvarna — работают от наших пользователей с 1959 года
Лесоводы и специалисты по уходу за деревьями
Мощный двигатель объемом 60 куб. 02 Консультация по покупке
Как выбрать лучшая бензопила для ваших нужд
Практические советы и руководства
Что такое бензин, не содержащий этанола, и почему этанол вреден для вашего маломощного силового оборудования для наружного применения?
Истории и вдохновение
Husqvarna Tree Talks: голос современных специалистов по деревьям
Советы по покупке
Как купить лучшую бензопилу для ваших нужд
Практические советы и руководства
Как запустить бензопилу
Для профессионалов
История позади новая профессиональная бензопила объемом 60 см3
Показаны 10 из 26
Husqvarna 135 И 135 Mark II Обзор 2023: в чем разница?
Вопрос, который мне чаще всего задают о Husqvarna 135, заключается в том, что такое «Mark II»?
Давайте сразу отбросим этот вопрос!
Husqvarna 135 Mark II — это второе поколение модели 135, в которое было внесено немало изменений.
Оригинальный Husky 135 новым больше не купишь, в продаже есть только 135 Mark II. Когда вы встретите оригинал, указанный в Интернете, вы увидите, что его нет в наличии или больше нет в наличии.
Ниже я включу раздел о различиях между 135 и 135 Mark II, но быстрый ответ заключается в том, что последний — это просто обновленная и улучшенная бензопила.
Бензопила Husqvarna 135 Mark II
Husqvarna 135
38 см3, 2,1 л.с., 14–16 дюймов
Очень легкая обрезная пила
4,7 фунта
Посмотреть на AmazonView On Acme Tools
Husqvarna 435
35 см3, 2,2 л. aw
12 фунтов
Посмотреть на AmazonПросмотреть на поставке трактора
Husqvarna 440
40 см3, 2,4 л.с., 16–18 дюймов бар
Легкий и маневренный 90 030
9,7 фунта
Посмотреть на AmazonView на Northern Tool
135 Mark II — одна из бензиновых пил Husqvarna начального уровня. , а также для уборки территории.
Технически это не бензопила, предназначенная для распиловки дров, но она вполне справляется с обработкой мелких материалов тут и там.
Обычно продается с 16-дюймовым рулем и двигателем объемом 40,9 куб.см и мощностью 2,01 л.с.
Используйте 135 для:
Обрезки и обрезки сучьев деревьев
Использование на стройплощадке
Подходит для садов и других небольших древесных хозяйств
Переработка бревен на дрова
В целом, бензопила 135 лучше всего подходит для легкой уборки.
Это не лучшая пила Husqvarna, но она находится в нижней части диапазона их домовладельцев. Это достаточно дешевая бензопила, чтобы купить новую, поэтому не переплачивайте, если вы видели ее в продаже на онлайн-рынке.
Эту бензопилу также часто сравнивают с моделью 130 – вы можете узнать больше об этом в нашем посте Husqvarna 130 против 135 Mark II, но вывод таков, что модель 135 – лучшая бензопила.
Вы можете увидеть, где 135 падает по сравнению с другими бензопилами Husqvarna в следующей таблице.
Нажмите, чтобы развернуть и увеличить масштаб
Очень похож на бензиновую бензопилу Husqvarna 240 или аккумуляторную бензопилу 120i.
Многие спрашивают о Husqvarna 135 и 240, и в целом люди предпочитают 135. не все так универсально.
Однако очень важно отметить, что не всем нужна XP. Ассортимент домовладельцев или владельцев ранчо прекрасно подходил сотням тысяч людей на протяжении многих лет.
Хотя модель 135 называют «бензопилой для старушек», это все, что нужно многим людям.
Не тратьте деньги на покупку большего количества бензопилы, чем вам действительно нужно — если Husky 135 звучит как вы, то дерзайте.
Технические характеристики Husqvarna 135 и 135 Mark II
Оригинальная 135 и новая Mark II похожи, но это разные бензопилы.
Здесь мы сосредоточимся на Mark II, потому что он все еще продается новым. Однако, если вы столкнулись с оригиналом 135 в хорошем состоянии, вы можете быть уверены, что большинство ценителей бензопил Husqvarna считают, что это лучшая версия.
14–16-дюймовый стержень (обычно продается с 16-дюймовым)
.050″ калибр цепи
Шаг цепи 3/8″
Топливная смесь 50:1
Характеристики Mark II 135 Husqvarna:
Легкодоступный и легко очищаемый воздушный фильтр
Комбинированное управление воздушной заслонкой/остановкой
Легкий, компактный и маневренный
Антивибрационная система Husky
Легкодоступный натяжитель боковой цепи
Двигатель Husky X-Torq для эффективного использования топлива и низкого уровня выбросов
Топливный насос/груша
Цепной тормоз для дополнительной защиты
Характеристики бензопилы Husqvarna 135 практически одинаковы для всей серии бензопил для домовладельцев. Основное различие между ними заключается в мощности двигателя, возможностях резки и размере прутка, с которым они продаются или с которыми они могут работать.
Обзор бензопилы Husqvarna 135
На видео выше вы можете увидеть распаковку и установку Husqvarna 135 Mark II.
Husqvarna 135 — это хорошая универсальная бензопила начального уровня для легкого домашнего использования. Он не предназначен для работы в течение всего дня по толстым бревнам, но при правильном использовании он станет хорошим дополнением к любой линейке бензопил.
Не для тех, кто собирается пилить много твердой древесины. Например, я бы не хотел использовать его для обработки смолы на дрова — 135 будет вяло работать с такими породами дерева.
Превосходно подходит для обрезки зеленых ветвей и сучков, а также для распила тонкой или мягкой древесины.
Husqvarna также владеет брендом бензопил Poulan Pro, поэтому 135 часто называют оранжевым Poulan. В этом есть доля правды, хотя лично я все же предпочел бы 135 Poulan!
Husqvarna 135 отзывы в основном положительные, с единственными реальными отрицательными комментариями, которые заключаются в том, что «он недостаточно мощный для того, что я хочу».
Если вы только начинаете работать с бензопилами, но думаете, что они вам могут понравиться и вы будете часто их использовать, вам следует проверить 455 Rancher и 460 Rancher — это более серьезные бензопилы для дров, прежде чем перейти к линейке Pro (XP). .
Однако, если он действительно предназначен только для использования в качестве цепной пилы для обрезки обрезков деревьев, вы должны быть готовы к работе!
Husqvarna 135 Плюсы:
Легкий
Одна из самых недорогих пил Husky
Подходит для легкой работы
При правильном уходе прослужит десятилетия
Легко найти запчасти и обслуживание
Часть сообщества хаски
Husqvarna 135 Минусы:
Бензопила начального уровня
Не подходит для твердой древесины
Не для увеличенного времени работы
Husqvarna 135 Цена
Цена модели 135 обычно одинакова во всех магазинах.
Сравните цены в следующих интернет-магазинах, чтобы получить лучшее предложение дня:
Узнать цену на Amazon
Посмотрите, сколько стоит 135 в Acme Tools
Или здесь, в Tractor Supply Co
Скидок Husqvarna, как правило, не существует — время от времени могут быть небольшие распродажи, но они не снижаются на 50% на распродажу бензопилы в Черную пятницу или что-то в этом роде.
Бензопилы сейчас трудно достать, а некоторых моделей Husky не хватает. Если вы видите тот, который будет соответствовать вашим целям, лучше всего взять его как можно скорее.
Спасибо, что заглянули. Если у вас возникнут вопросы, дайте нам знать ниже.
Предыдущий
Посадка травы после измельчения пней: 7 шагов к сочной зеленой траве!
7 ЛУЧШИХ обзоров бензопил с верхней рукояткой: Husqvarna, Stihl, ECHO и др.
Next
FireAndSaw.com является участником партнерской программы Amazon Services LLC, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок на Amazon.
 monolith.com.by/electrod/index.php, успешно реализует и в России, имея представительства в четырех крупных городах: в Москве, Воронеже, Екатеринбурге, Ростове-на-Дону. Продукция данной марки включает в себя электроды МР-3 АРС и АНО-4.
monolith.com.by/electrod/index.php, успешно реализует и в России, имея представительства в четырех крупных городах: в Москве, Воронеже, Екатеринбурге, Ростове-на-Дону. Продукция данной марки включает в себя электроды МР-3 АРС и АНО-4. Применение этих изделий дает возможность получить швы без дефектов при работах в повышенных режимах. Они обеспечивают хорошее формирование шва при сварке. Очень устойчив металлический шов к образованию трещин и пористостей.
Применение этих изделий дает возможность получить швы без дефектов при работах в повышенных режимах. Они обеспечивают хорошее формирование шва при сварке. Очень устойчив металлический шов к образованию трещин и пористостей. В этом случае просушивают эти изделия в течение 40-60 мин при температуре 140-160 градусов.
В этом случае просушивают эти изделия в течение 40-60 мин при температуре 140-160 градусов. В этом случае просушивают эти изделия в течение 40-60 мин при температуре 140-160 градусов.
В этом случае просушивают эти изделия в течение 40-60 мин при температуре 140-160 градусов. Например, СпецЭлектрод, ESAB, ЛЭЗ. Профессионалы наверняка назовут Kobelco. Но ведь среди огромного ассортимента в магазине есть малоизвестные, но вполне достойные внимания производители. Об одном из них мы расскажем в этой статье.
Например, СпецЭлектрод, ESAB, ЛЭЗ. Профессионалы наверняка назовут Kobelco. Но ведь среди огромного ассортимента в магазине есть малоизвестные, но вполне достойные внимания производители. Об одном из них мы расскажем в этой статье.
 Особенно, при наличии навыков сварки.
Особенно, при наличии навыков сварки. Если вы соблюдаете правила хранения электродов, то АНО-4 от «Арсенала» не будут нуждаться в прокаливании. Но если вы хранили стержни во влажном помещении или заметили, что электроды крошатся, то прокалите их в печи в течении часа при температуре около 150 градусов.
Если вы соблюдаете правила хранения электродов, то АНО-4 от «Арсенала» не будут нуждаться в прокаливании. Но если вы хранили стержни во влажном помещении или заметили, что электроды крошатся, то прокалите их в печи в течении часа при температуре около 150 градусов.
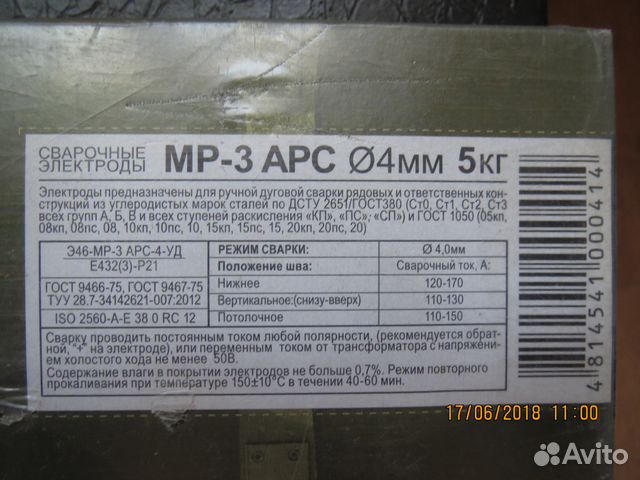
 Тем не менее, общий профиль компании по-прежнему ориентирован на производство артиллерийского вооружения. Кроме того, она участвует в программах совместного производства зенитных и малокалиберных орудий и прилагает усилия для модернизации существующих образцов.
Тем не менее, общий профиль компании по-прежнему ориентирован на производство артиллерийского вооружения. Кроме того, она участвует в программах совместного производства зенитных и малокалиберных орудий и прилагает усилия для модернизации существующих образцов. arsenal.ro
arsenal.ro A 412 — Пистолет, кал. 130 мм, буксируемый
A 412 — Пистолет, кал. 130 мм, буксируемый  незарегистрированная компания и классифицируется как «компания с ограниченной ответственностью».
незарегистрированная компания и классифицируется как «компания с ограниченной ответственностью». 306
306
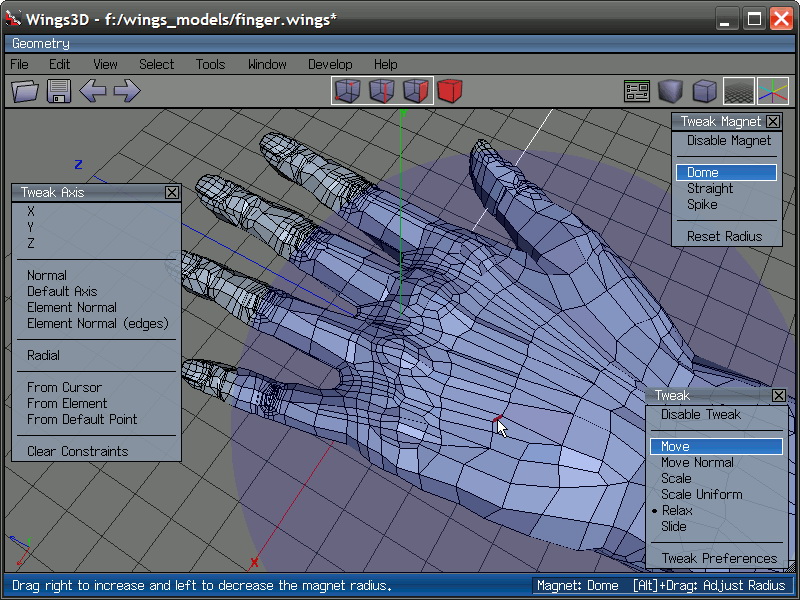 В итоге заказчик, уставший от необходимости что-то выбирать и постоянно принимать решения, выходит выжатый как лимон в прямом и переносном смыслах. И с тоской вспоминает, как было просто и легко выбирать в эпоху дефицита (точнее сказать, и выбора-то тогда не было).
В итоге заказчик, уставший от необходимости что-то выбирать и постоянно принимать решения, выходит выжатый как лимон в прямом и переносном смыслах. И с тоской вспоминает, как было просто и легко выбирать в эпоху дефицита (точнее сказать, и выбора-то тогда не было).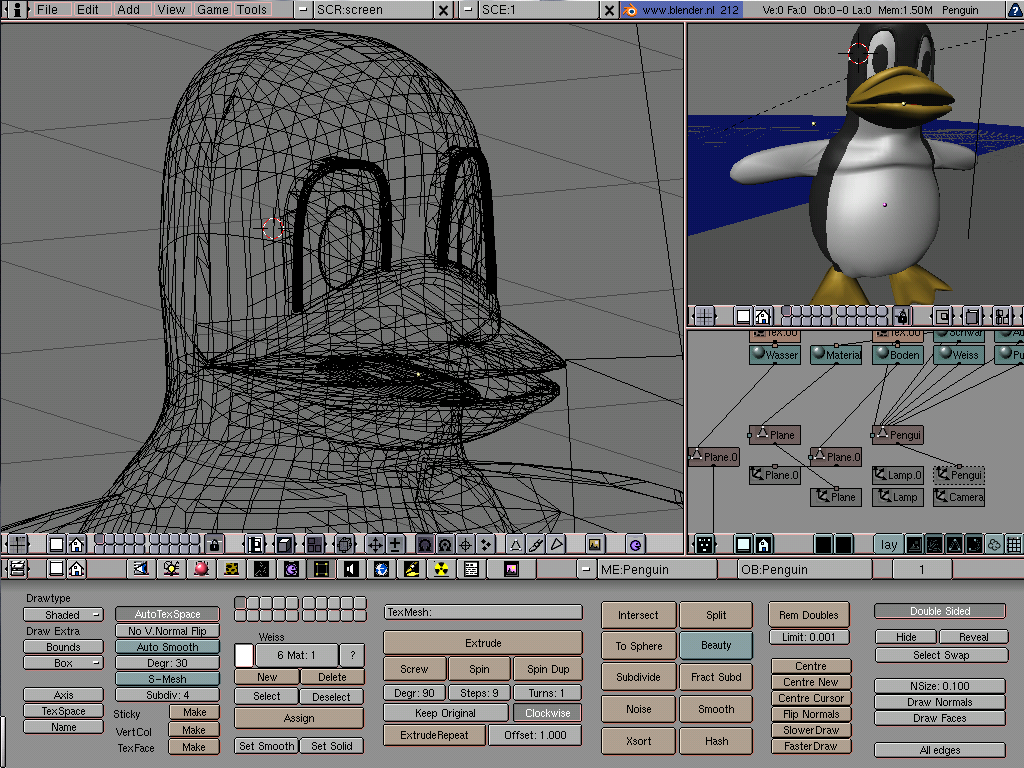
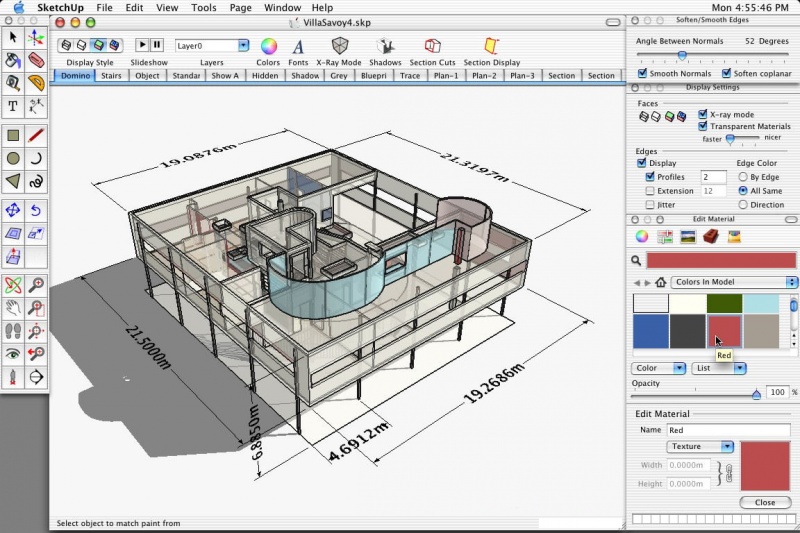 Кроме того, возможно масса других действий, например:
Кроме того, возможно масса других действий, например:
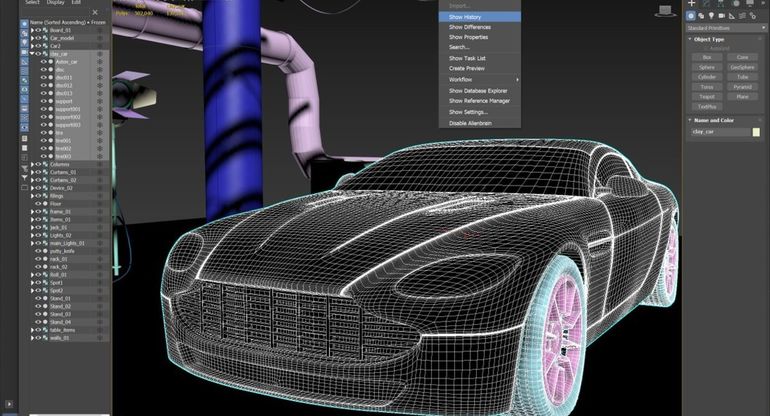
 youtube.com/embed/zi3nnLU2NUY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>
youtube.com/embed/zi3nnLU2NUY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»> 
 Программа, в основном, предназначена для анимации персонажей, так как в ней при должном умении можно передать естественную мимику лица и другие мелкие движения.
Программа, в основном, предназначена для анимации персонажей, так как в ней при должном умении можно передать естественную мимику лица и другие мелкие движения.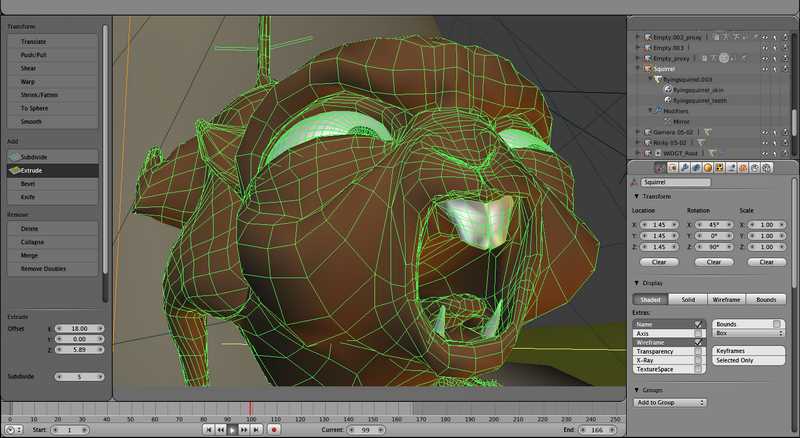 Можно сохранить созданную модель в виде картинки (кнопка «Share») или записать видео, например, с вращением модели в кадре (кнопка «Record a video»).
Можно сохранить созданную модель в виде картинки (кнопка «Share») или записать видео, например, с вращением модели в кадре (кнопка «Record a video»). У них есть возможность стать хорошей альтернативой таким платным программам, как 3Ds MAX или Maya. Это мой личный выбор, который подходит в качестве установки на школьные компьютеры для обучения детей программированию.
У них есть возможность стать хорошей альтернативой таким платным программам, как 3Ds MAX или Maya. Это мой личный выбор, который подходит в качестве установки на школьные компьютеры для обучения детей программированию.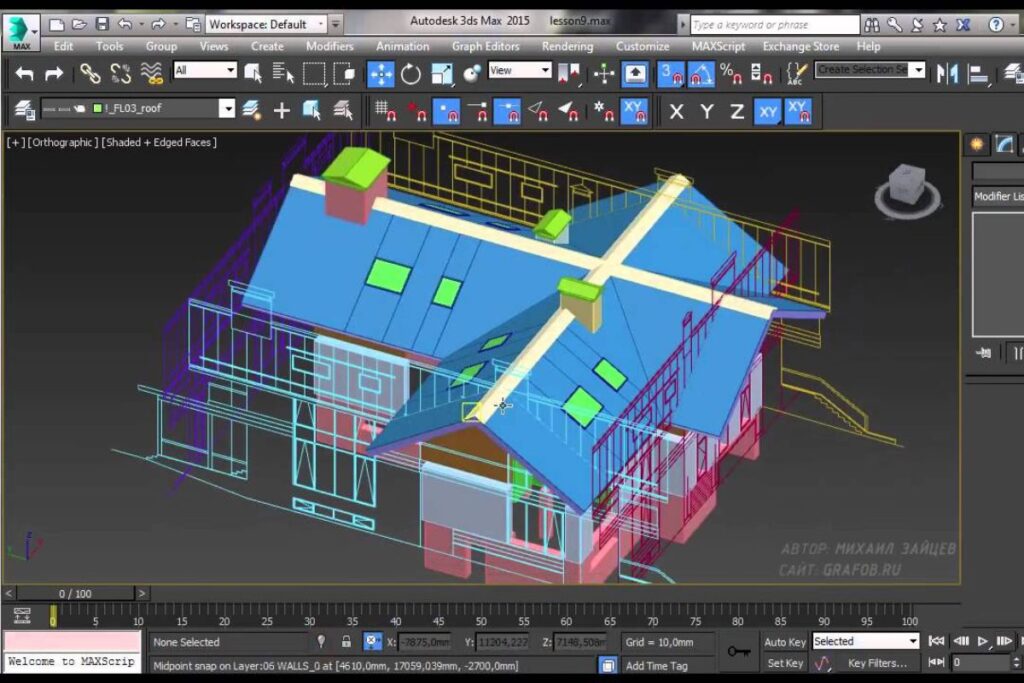 Я ее смог запустить абсолютно на всех школьных компьютерах в классе. Даже на очень древних.
Я ее смог запустить абсолютно на всех школьных компьютерах в классе. Даже на очень древних.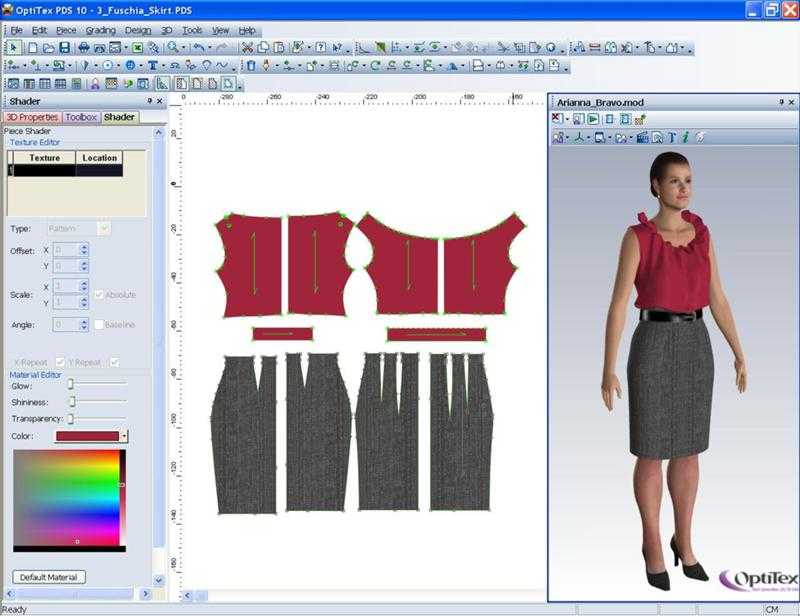 По плану комнаты в ней можно по плану комнаты создать стены и добавить дверь. В следующем случае вы расставляете мебель из встроенного каталога мебели.
По плану комнаты в ней можно по плану комнаты создать стены и добавить дверь. В следующем случае вы расставляете мебель из встроенного каталога мебели.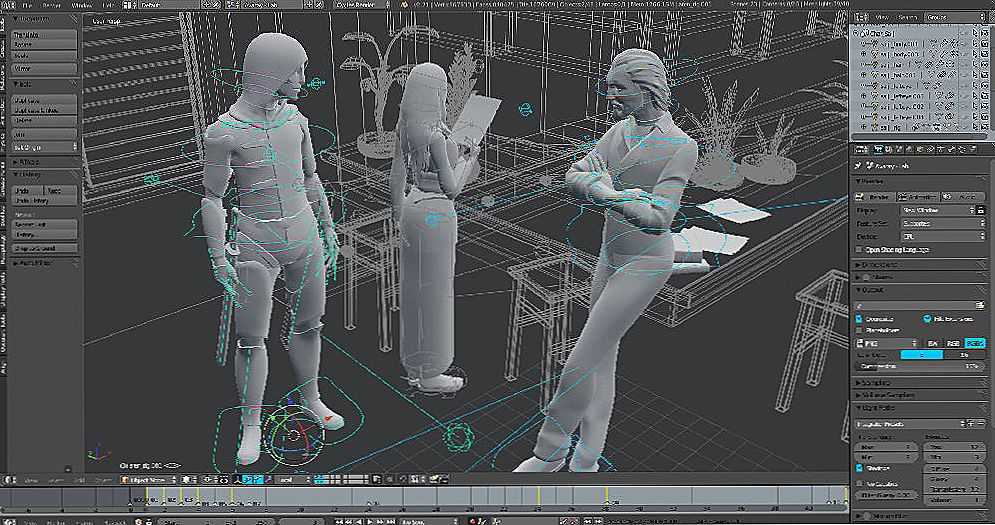
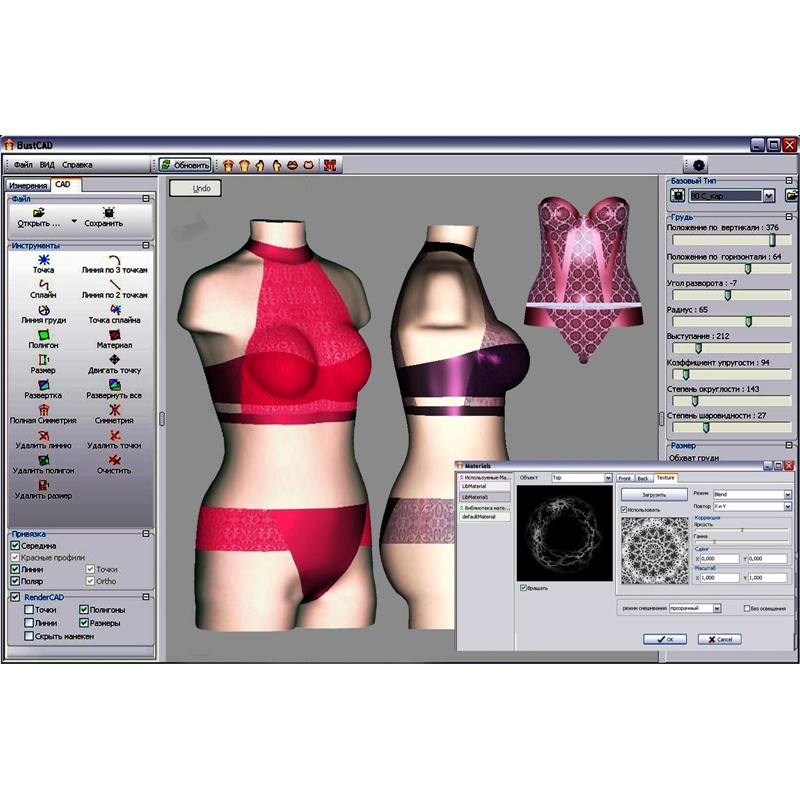 Так что играем (точнее моделируем) со звуком.
Так что играем (точнее моделируем) со звуком. Рассматривая Siemens Teamcenter, Autodesk Navisworks и Solidworks, мы изучаем, что предлагает каждый вариант.
Рассматривая Siemens Teamcenter, Autodesk Navisworks и Solidworks, мы изучаем, что предлагает каждый вариант.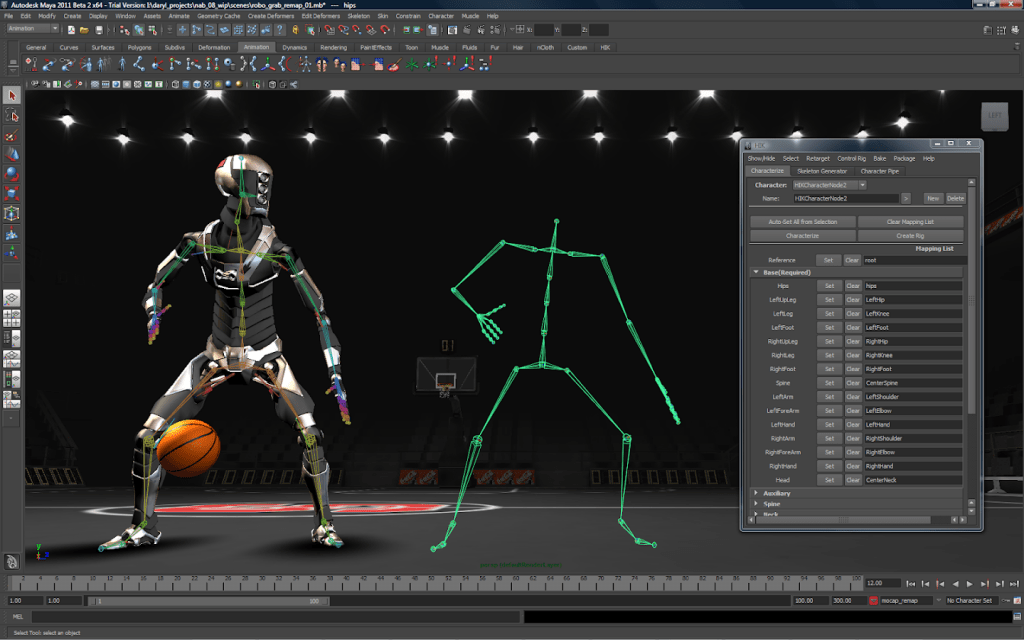 Поставщик заявляет, что широта и глубина портфолио Teamcenter означает, что пользователи могут решать больше сложных задач…
Поставщик заявляет, что широта и глубина портфолио Teamcenter означает, что пользователи могут решать больше сложных задач…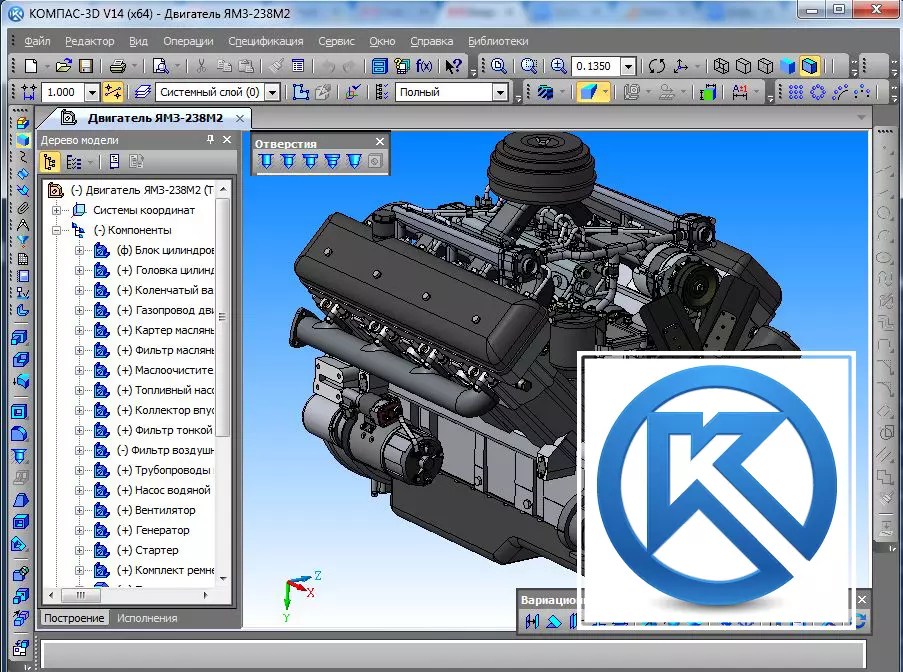 Сердцем платформы являются ее цифровые фабрики, которые генерируют обширный массив производственных данных, которые могут использоваться группами разработчиков продукции, стоимость…
Сердцем платформы являются ее цифровые фабрики, которые генерируют обширный массив производственных данных, которые могут использоваться группами разработчиков продукции, стоимость…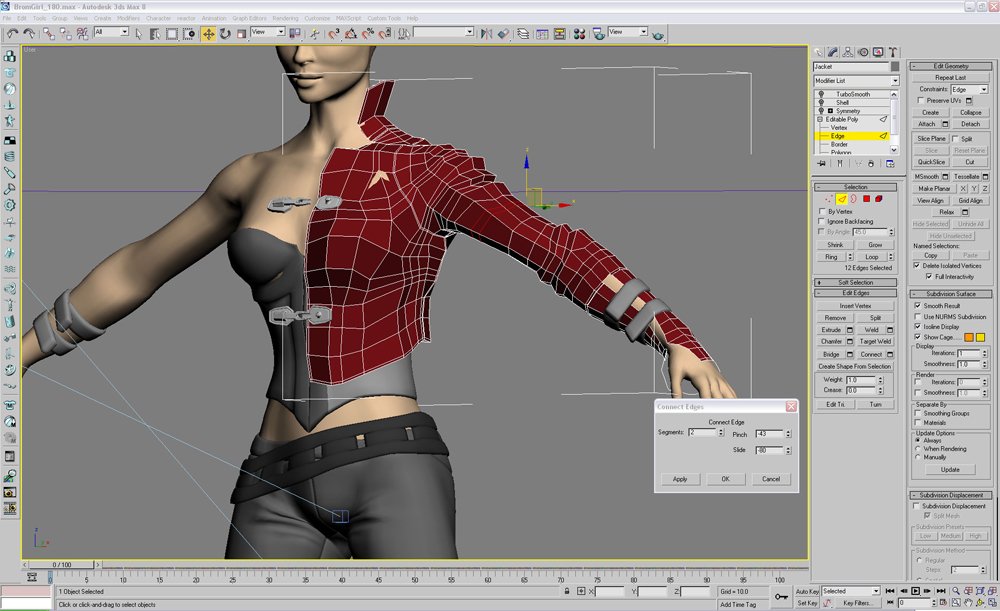 Его возможности относительно ограничены…
Его возможности относительно ограничены… для беспроводной связи, систем управления и мониторинга на основе событий, чтобы помочь в разработке…
для беспроводной связи, систем управления и мониторинга на основе событий, чтобы помочь в разработке…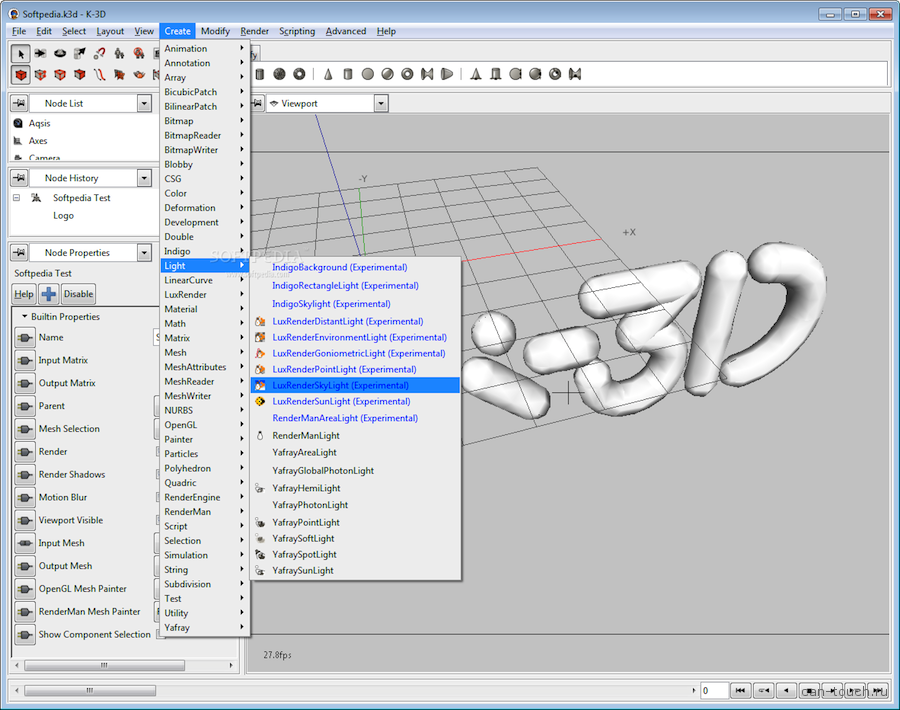 программное обеспечение для моделирования и оптимизации, поддерживающее управление питанием, анализ передачи по сети и другие электрические системы.
программное обеспечение для моделирования и оптимизации, поддерживающее управление питанием, анализ передачи по сети и другие электрические системы.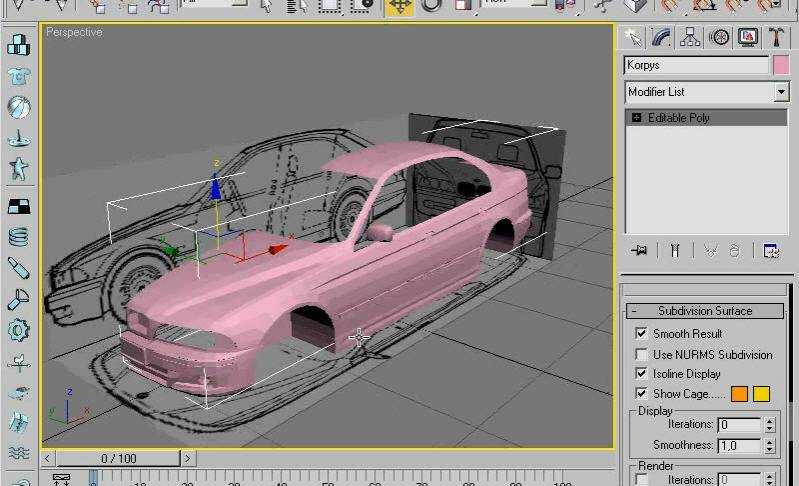
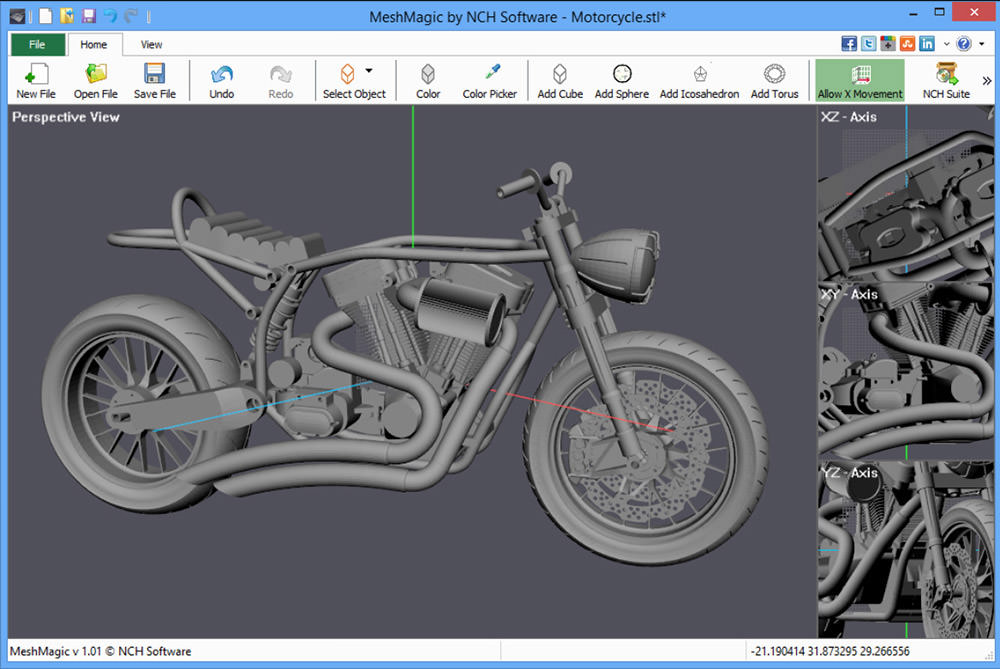
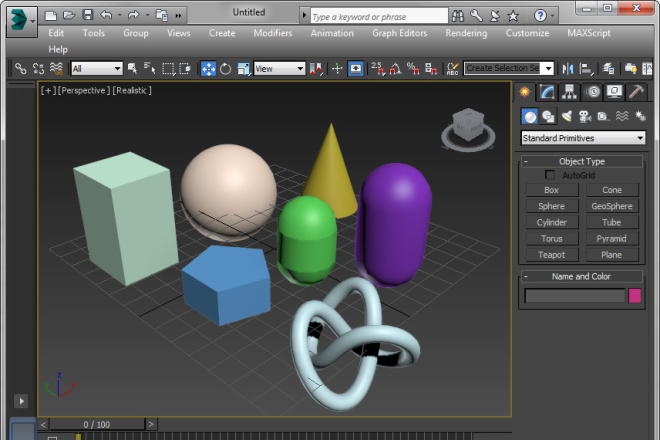

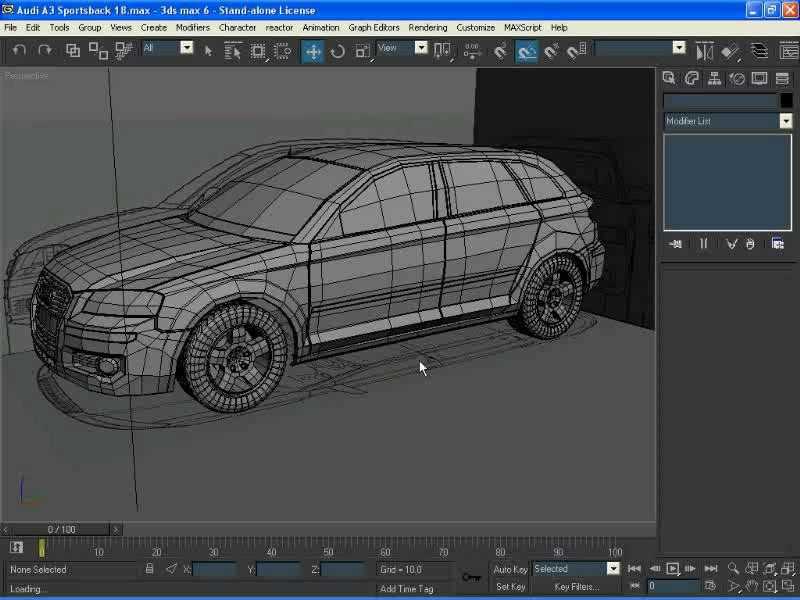 Локальная установка может стоить от 4000 до 20 000 долларов за лицензию. Модели на основе подписки варьируются от 100 до 1000 долларов в месяц. Существует несколько бесплатных планов с открытым исходным кодом для студентов и общественных проектов.
Локальная установка может стоить от 4000 до 20 000 долларов за лицензию. Модели на основе подписки варьируются от 100 до 1000 долларов в месяц. Существует несколько бесплатных планов с открытым исходным кодом для студентов и общественных проектов.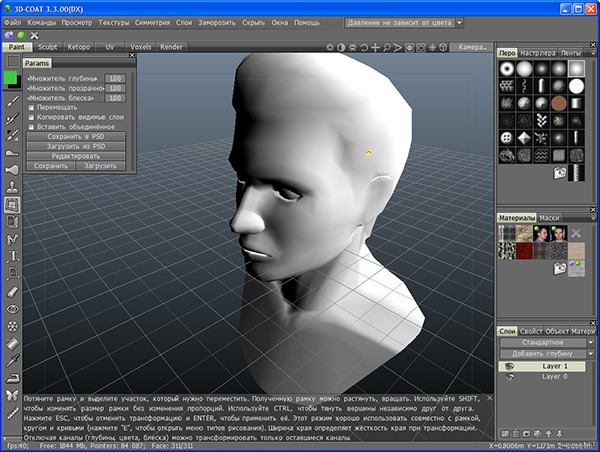





 лицо
лицо






 12 250 ГБ
12 250 ГБ 04
04
 Также важно повышение контроля процесса точения, что в конечном итоге сказывается на качестве обрабатываемых деталей и надежности всей работы.
Также важно повышение контроля процесса точения, что в конечном итоге сказывается на качестве обрабатываемых деталей и надежности всей работы. Длинные заготовки также могут закрепляться в патроне шпинделя, а их консольная часть при резании поддерживается люнетом. Люнет устанавливается на направляющие станины или суппорт.
Длинные заготовки также могут закрепляться в патроне шпинделя, а их консольная часть при резании поддерживается люнетом. Люнет устанавливается на направляющие станины или суппорт. Точная и производительная токарная обработка конической поверхности детали на универсальных станках — трудоемкая операция, требующая не только соответствующей квалификации токаря, но и дополнительных приспособлений (применение одновременной подачи по двум осям (при технической возможности), шаблона, копировальной линейки). В то время как станок с ЧПУ осуществляет одновременную продольную и поперечную подачу инструмента. Это позволяет при программировании обработки линейные перемещения по осям Х и Z задать в одном кадре. В этом кадре управляющей программы указывают координаты конечной точки перемещения — вершины резца. Такой способ программирования является наиболее универсальным, так как позволяет осуществлять обработку с любым углом конусности. Обработка фасок часто является стандартной функцией ЧПУ, ускоряющей процесс программирования.
Точная и производительная токарная обработка конической поверхности детали на универсальных станках — трудоемкая операция, требующая не только соответствующей квалификации токаря, но и дополнительных приспособлений (применение одновременной подачи по двум осям (при технической возможности), шаблона, копировальной линейки). В то время как станок с ЧПУ осуществляет одновременную продольную и поперечную подачу инструмента. Это позволяет при программировании обработки линейные перемещения по осям Х и Z задать в одном кадре. В этом кадре управляющей программы указывают координаты конечной точки перемещения — вершины резца. Такой способ программирования является наиболее универсальным, так как позволяет осуществлять обработку с любым углом конусности. Обработка фасок часто является стандартной функцией ЧПУ, ускоряющей процесс программирования. Зачастую для подобных операций требуется высокая квалификация токаря, а рентабельность достигается только при серийном производстве.
Зачастую для подобных операций требуется высокая квалификация токаря, а рентабельность достигается только при серийном производстве. Они обеспечивают стабильность геометрии, возможность использования максимальной мощности станка, повышенную стойкость инструмента, упрощают наладку станка при износе инструмента. При износе одной из режущих кромок пластинку поворачивают, вводя в работу новую грань. Погрешность положения новой грани обычно не превышает 0,05-0,1 мм и может быть легко устранена при помощи корректоров системы ЧПУ.
Они обеспечивают стабильность геометрии, возможность использования максимальной мощности станка, повышенную стойкость инструмента, упрощают наладку станка при износе инструмента. При износе одной из режущих кромок пластинку поворачивают, вводя в работу новую грань. Погрешность положения новой грани обычно не превышает 0,05-0,1 мм и может быть легко устранена при помощи корректоров системы ЧПУ.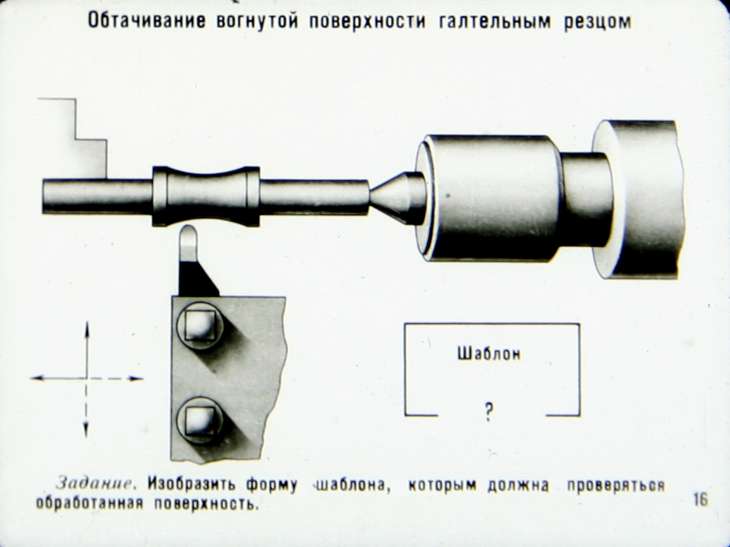 При обработке канавок относительно больших размеров можно использовать комбинацию проходного и канавочного резцов. Для обработки канавок предусмотрены стандартные циклы, их программирование осуществляют обычными методами.
При обработке канавок относительно больших размеров можно использовать комбинацию проходного и канавочного резцов. Для обработки канавок предусмотрены стандартные циклы, их программирование осуществляют обычными методами. Сверление, как правило, предшествует таким операциям как растачивание или развертывание. Обработку можно производить как по центру детали (при зажиме ее в трехкулачковом патроне), так и со смещением центра отверстия. Смещение (эксцентриситет) достигается фиксацией заготовки в четырехкулачковом токарном патроне или на планшайбе передней бабки. На токарном обрабатывающем центре возможно использование приводного инструмента и изготовление отверстий как на оси шпинделя, так и со смещением по оси Х. При использовании радиального приводного блока возможна обработка отверстий расположенных вдоль оси Х.
Сверление, как правило, предшествует таким операциям как растачивание или развертывание. Обработку можно производить как по центру детали (при зажиме ее в трехкулачковом патроне), так и со смещением центра отверстия. Смещение (эксцентриситет) достигается фиксацией заготовки в четырехкулачковом токарном патроне или на планшайбе передней бабки. На токарном обрабатывающем центре возможно использование приводного инструмента и изготовление отверстий как на оси шпинделя, так и со смещением по оси Х. При использовании радиального приводного блока возможна обработка отверстий расположенных вдоль оси Х.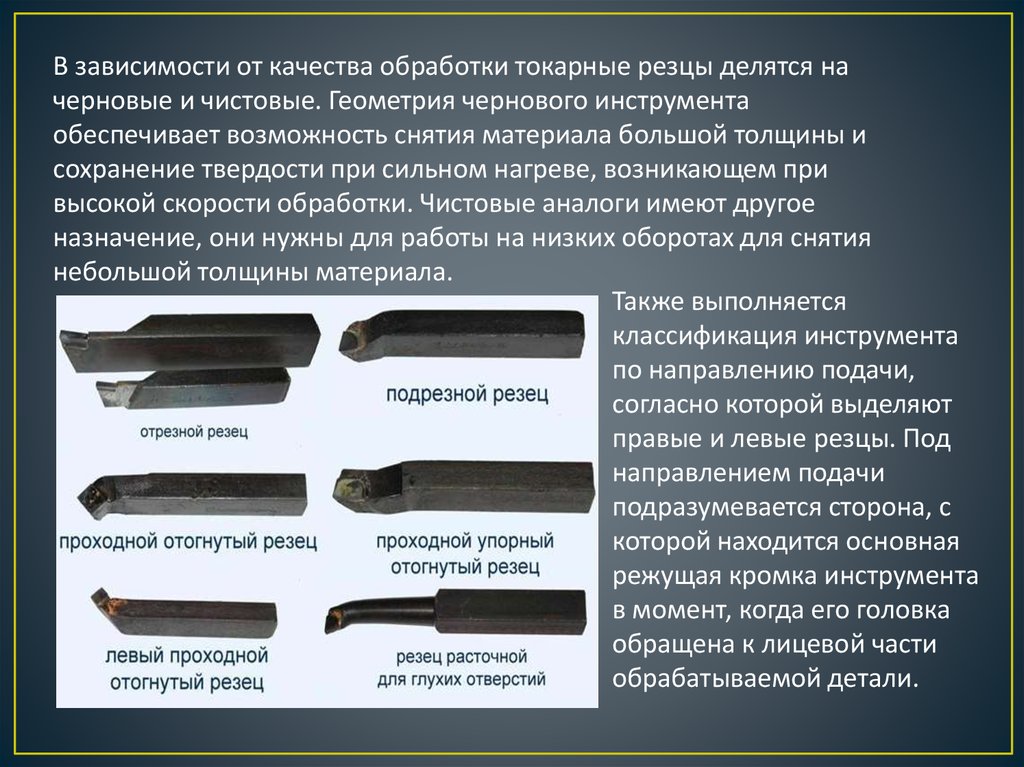 Современный инструмент позволяет засверливаться в сплошной материал и не нуждается в предварительной зацентровке отверстий. Достигается высокое качество поверхности и, зачастую, отпадает необходимость в последующей чистовой обработке отверстия. Применение современных сверл со сменными пластинами позволяет вести обработку с высокими скоростями и большими объемами образующейся стружки, которая в станках с ЧПУ вымывается из отверстия потоками охлаждающей жидкости, подающейся под определенным давлением по внутренним каналам.
Современный инструмент позволяет засверливаться в сплошной материал и не нуждается в предварительной зацентровке отверстий. Достигается высокое качество поверхности и, зачастую, отпадает необходимость в последующей чистовой обработке отверстия. Применение современных сверл со сменными пластинами позволяет вести обработку с высокими скоростями и большими объемами образующейся стружки, которая в станках с ЧПУ вымывается из отверстия потоками охлаждающей жидкости, подающейся под определенным давлением по внутренним каналам. 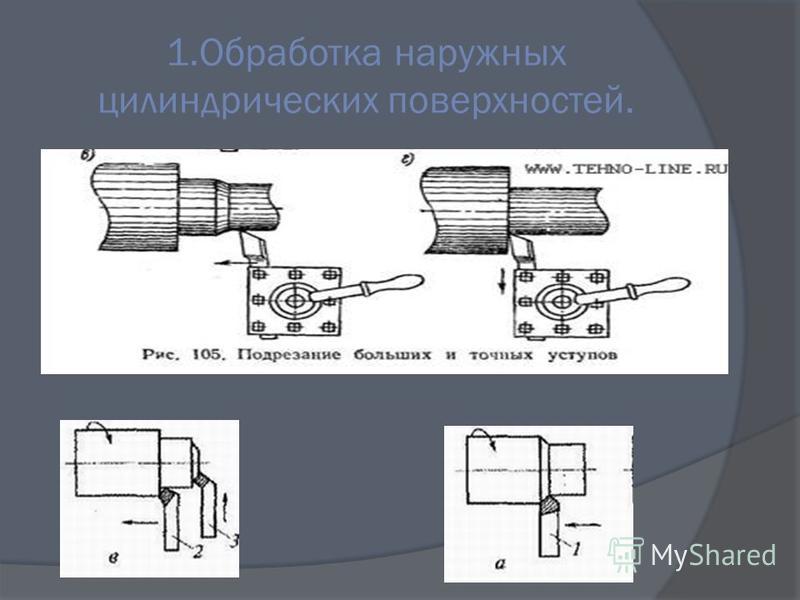 Сверло обеспечивает чистоту поверхности отверстия Ra 6.3…3.2, зенкер — Ra 2.5, развертка — Ra 1.25…0,8.
Сверло обеспечивает чистоту поверхности отверстия Ra 6.3…3.2, зенкер — Ra 2.5, развертка — Ra 1.25…0,8.
 Станки с ЧПУ обеспечивают более высокую производительность технологических операций за счет применения максимальных скоростей исполнительных органов при выполнении холостых установочных перемещений, а также назначения оптимальных режимов резания.
Станки с ЧПУ обеспечивают более высокую производительность технологических операций за счет применения максимальных скоростей исполнительных органов при выполнении холостых установочных перемещений, а также назначения оптимальных режимов резания.  В зависимости от требований к конечному изделию могут использоваться станки с ручным или числовым управлением.
В зависимости от требований к конечному изделию могут использоваться станки с ручным или числовым управлением.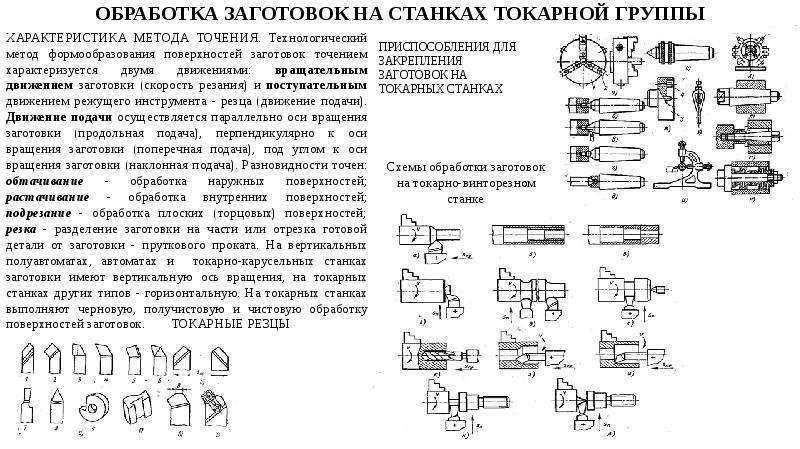 В процессе работы доступны такие действия, как сверление, растачивание, зенкерование, развертывание, накат.
В процессе работы доступны такие действия, как сверление, растачивание, зенкерование, развертывание, накат. Оно становится возможным благодаря наличию шпинделя или планшайбы. Силу и частоту подачи через ременную передачу и коробку скоростей обеспечивает электродвигатель. В результате деталь приобретает необходимые параметры и форму, а поверхность становится гладкой и ровной.
Оно становится возможным благодаря наличию шпинделя или планшайбы. Силу и частоту подачи через ременную передачу и коробку скоростей обеспечивает электродвигатель. В результате деталь приобретает необходимые параметры и форму, а поверхность становится гладкой и ровной.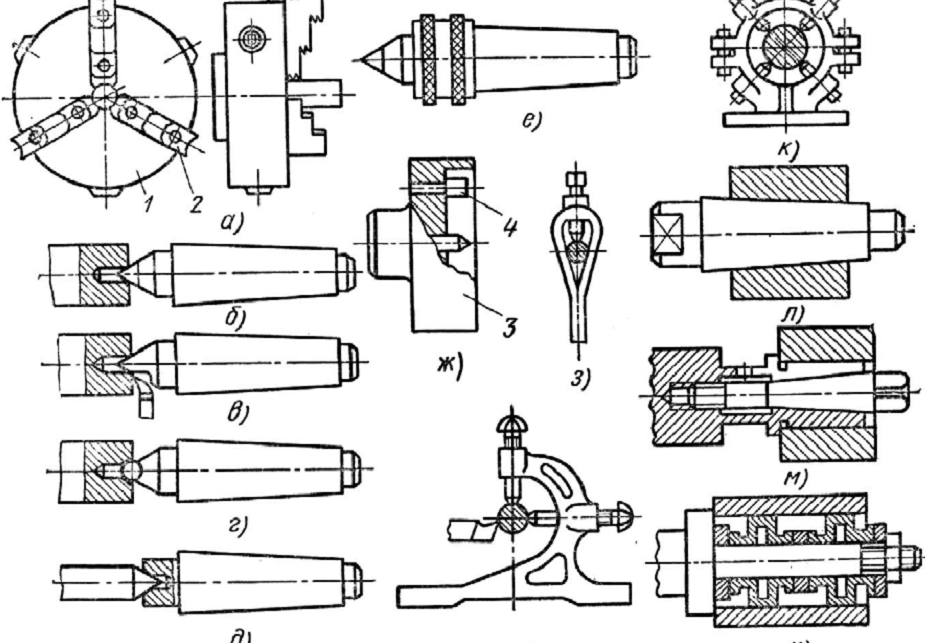 д.
д.
 Применение ЧПУ также оказало позитивное влияние на стоимость проведения работ.
Применение ЧПУ также оказало позитивное влияние на стоимость проведения работ.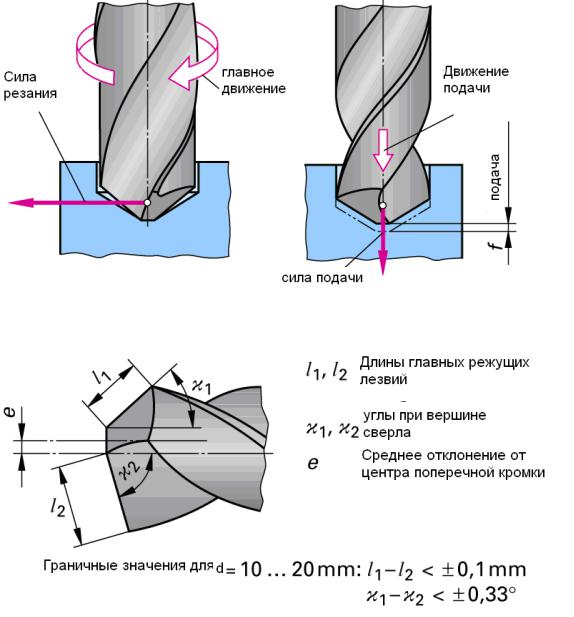
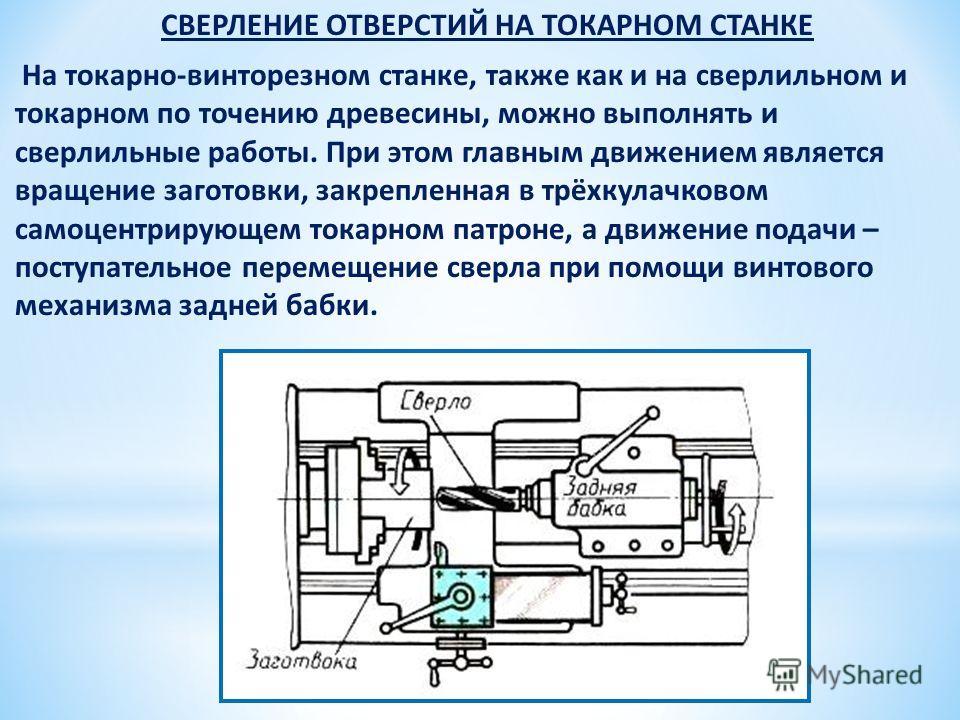 Параллельно оси вращения выставляется кромка отрезных инструментов.
Параллельно оси вращения выставляется кромка отрезных инструментов.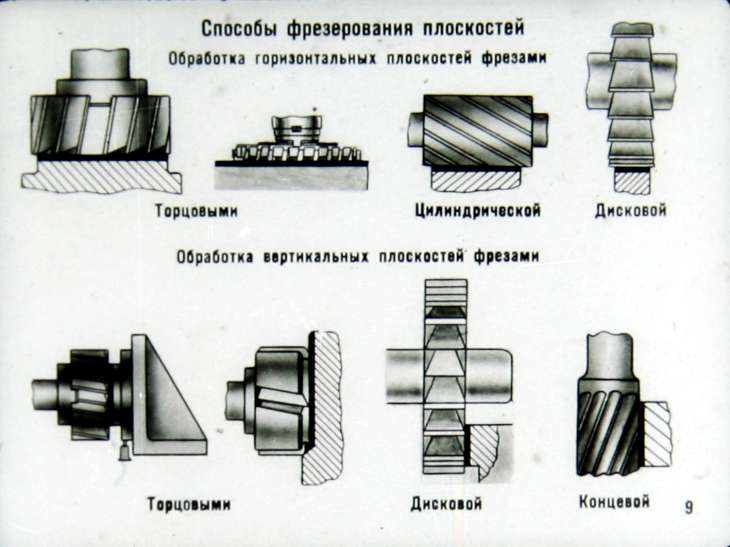 С этой точки зрения беспроигрышным вариантом является станок с числовым программным управлением.
С этой точки зрения беспроигрышным вариантом является станок с числовым программным управлением.

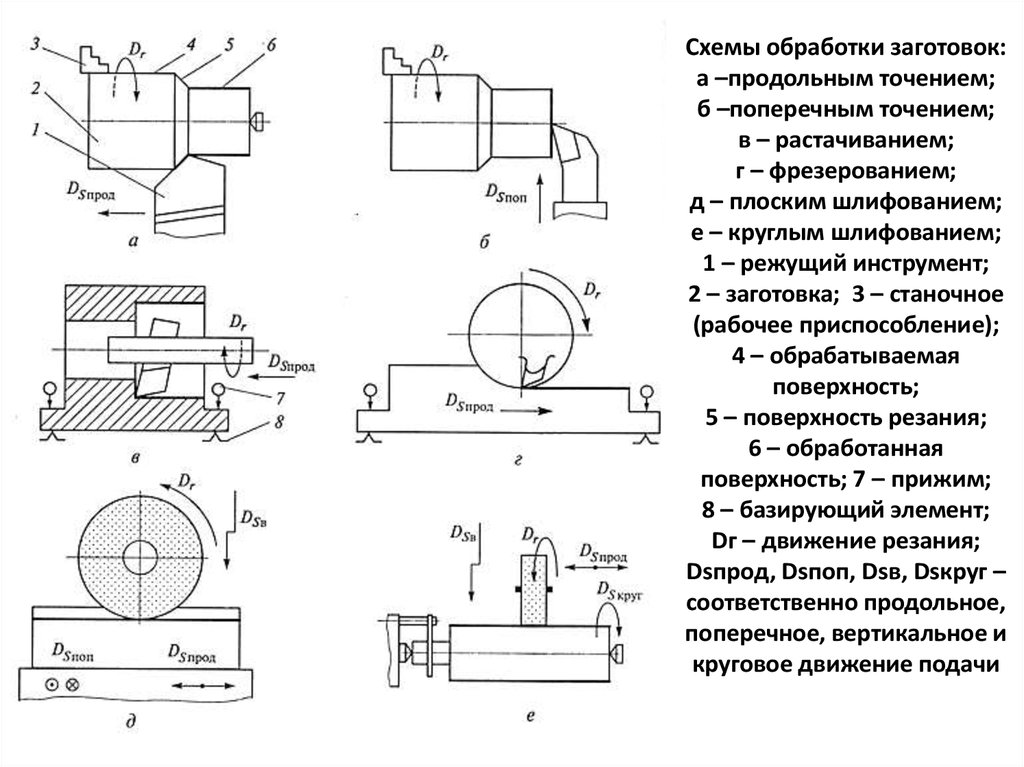
 Токарная обработка – это популярное название обработки на токарном станке. Тем не менее, токарная обработка — это всего лишь один из видов токарной обработки.
Токарная обработка – это популярное название обработки на токарном станке. Тем не менее, токарная обработка — это всего лишь один из видов токарной обработки. Чистовая токарная обработка обеспечивает гладкую поверхность и получение заготовки с окончательными точными размерами.
Чистовая токарная обработка обеспечивает гладкую поверхность и получение заготовки с окончательными точными размерами.
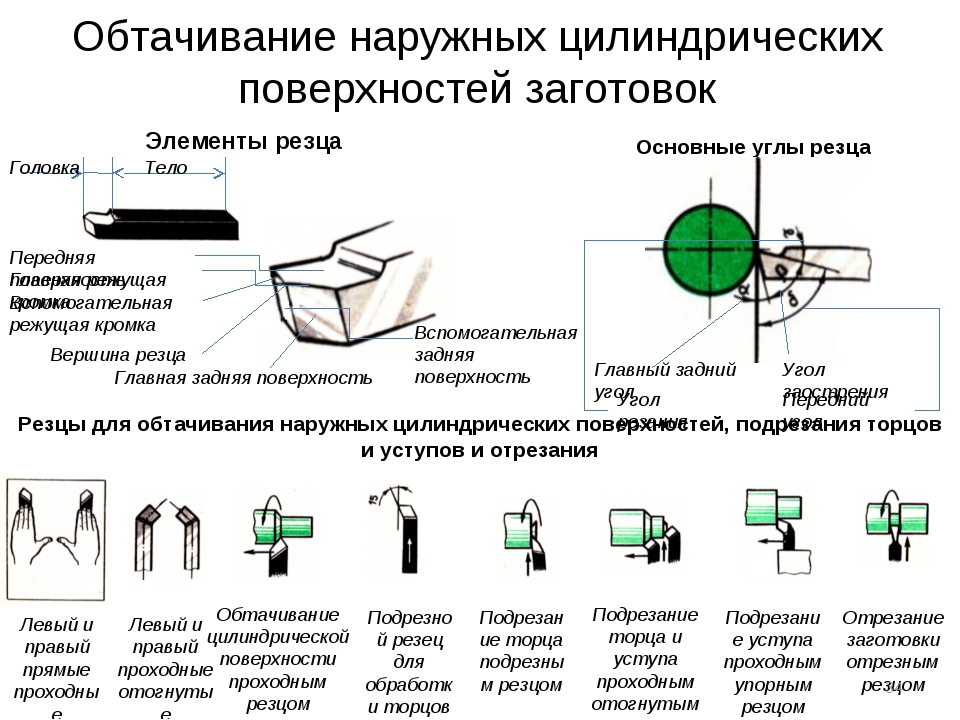 При обработке наружных канавок инструмент перемещается радиально в сторону заготовки и удаляет материал вдоль направления резания. При нарезании торцевых канавок инструмент обрабатывает канавку на лицевой стороне заготовки.
При обработке наружных канавок инструмент перемещается радиально в сторону заготовки и удаляет материал вдоль направления резания. При нарезании торцевых канавок инструмент обрабатывает канавку на лицевой стороне заготовки.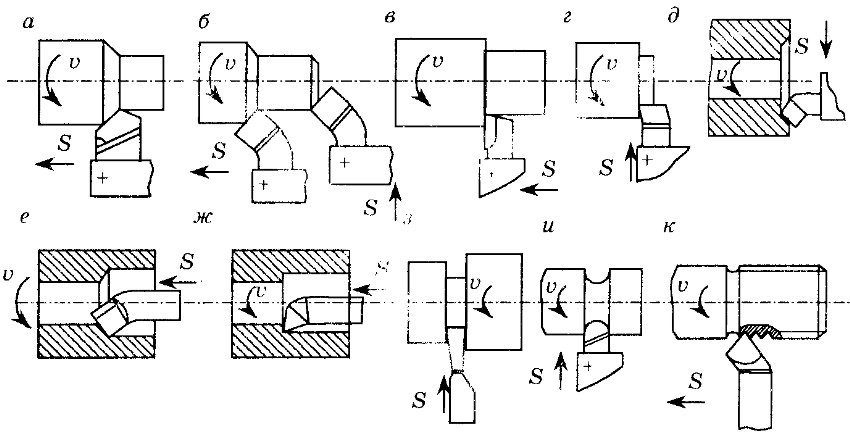 Накатка увеличивает трение захвата и внешний вид обрабатываемой детали. В этом процессе обработки используется уникальный инструмент, состоящий из одного или нескольких цилиндрических колес (накаток), которые могут вращаться внутри держателей инструмента. Накатка содержит зубья, которые прокатываются по поверхности заготовки, образуя зазубренные узоры. Наиболее распространенная накатка пясти представляет собой ромбовидный узор.
Накатка увеличивает трение захвата и внешний вид обрабатываемой детали. В этом процессе обработки используется уникальный инструмент, состоящий из одного или нескольких цилиндрических колес (накаток), которые могут вращаться внутри держателей инструмента. Накатка содержит зубья, которые прокатываются по поверхности заготовки, образуя зазубренные узоры. Наиболее распространенная накатка пясти представляет собой ромбовидный узор.
 Мы тесно сотрудничаем с нашими клиентами, чтобы предоставить им наилучшее решение их инженерных проблем в различных отраслях промышленности. Свяжитесь с нами сегодня с вашими запросами.
Мы тесно сотрудничаем с нашими клиентами, чтобы предоставить им наилучшее решение их инженерных проблем в различных отраслях промышленности. Свяжитесь с нами сегодня с вашими запросами.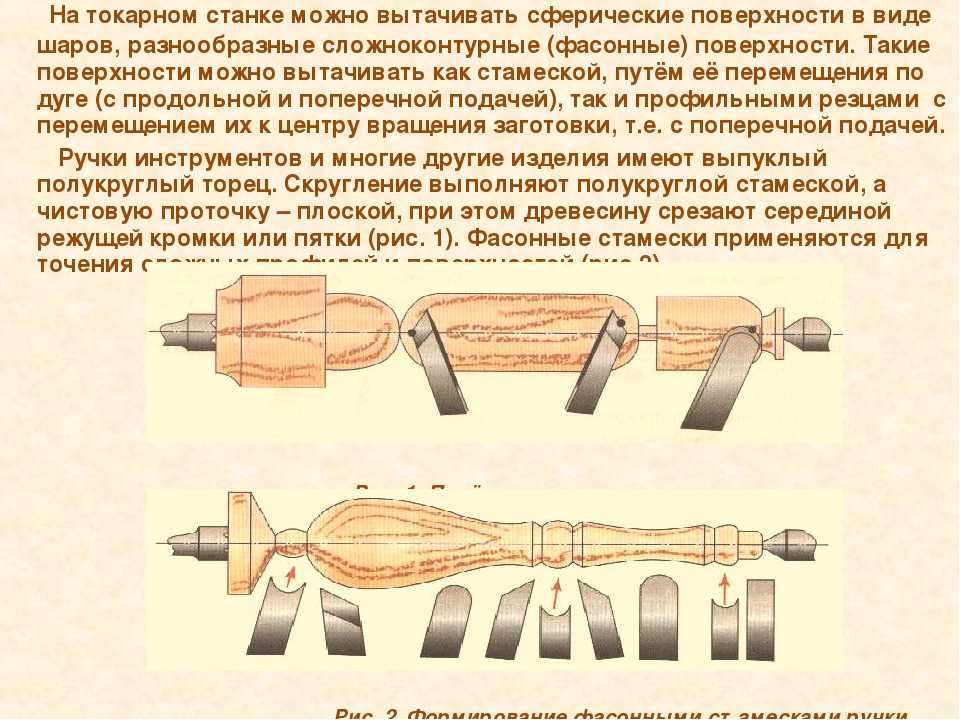 Затем, в 1950 году, сервомеханизм был применен для управления станками, такими как токарные станки с ЧПУ и станки с прямым ЧПУ. Токарные станки являются наиболее универсальными из всех стандартных станков. Станки с ручным управлением существуют так же, как и станки с ЧПУ, и еще больше операций обработки выполняется с помощью механизмов подачи на токарных станках с ручным управлением.
Затем, в 1950 году, сервомеханизм был применен для управления станками, такими как токарные станки с ЧПУ и станки с прямым ЧПУ. Токарные станки являются наиболее универсальными из всех стандартных станков. Станки с ручным управлением существуют так же, как и станки с ЧПУ, и еще больше операций обработки выполняется с помощью механизмов подачи на токарных станках с ручным управлением.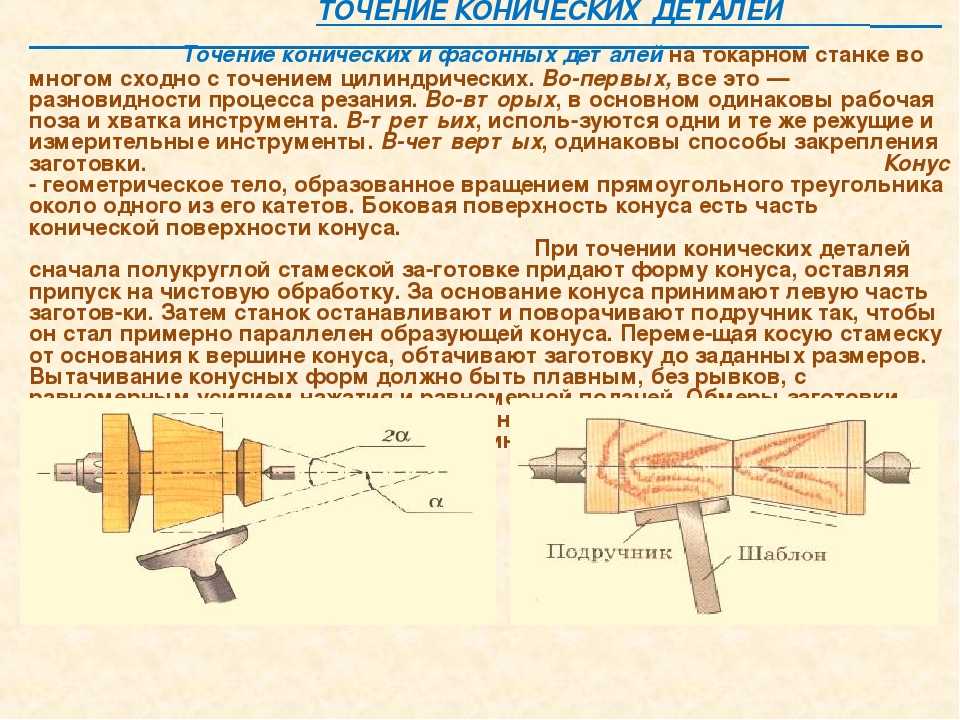 которые симметричны относительно оси. Изначально они были предназначены для обработки металлов; однако с появлением пластмасс и других материалов и присущей им универсальности они используются в самых разных областях и для широкого спектра материалов.
которые симметричны относительно оси. Изначально они были предназначены для обработки металлов; однако с появлением пластмасс и других материалов и присущей им универсальности они используются в самых разных областях и для широкого спектра материалов.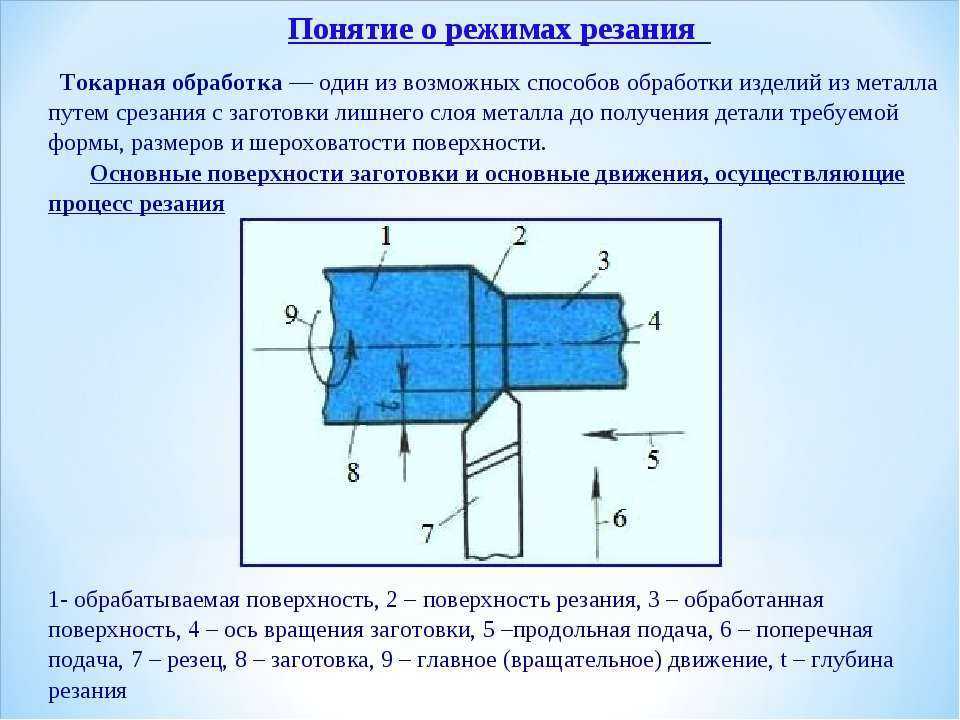 Частью его назначения является удержание шпинделя, так что вы должны увидеть это и здесь. Двигатель расположен с левой стороны нижней части станины возле передней бабки. Обычно это какой-то тип электродвигателя, но токарные станки также могут иметь гидравлические двигатели.
Частью его назначения является удержание шпинделя, так что вы должны увидеть это и здесь. Двигатель расположен с левой стороны нижней части станины возле передней бабки. Обычно это какой-то тип электродвигателя, но токарные станки также могут иметь гидравлические двигатели.
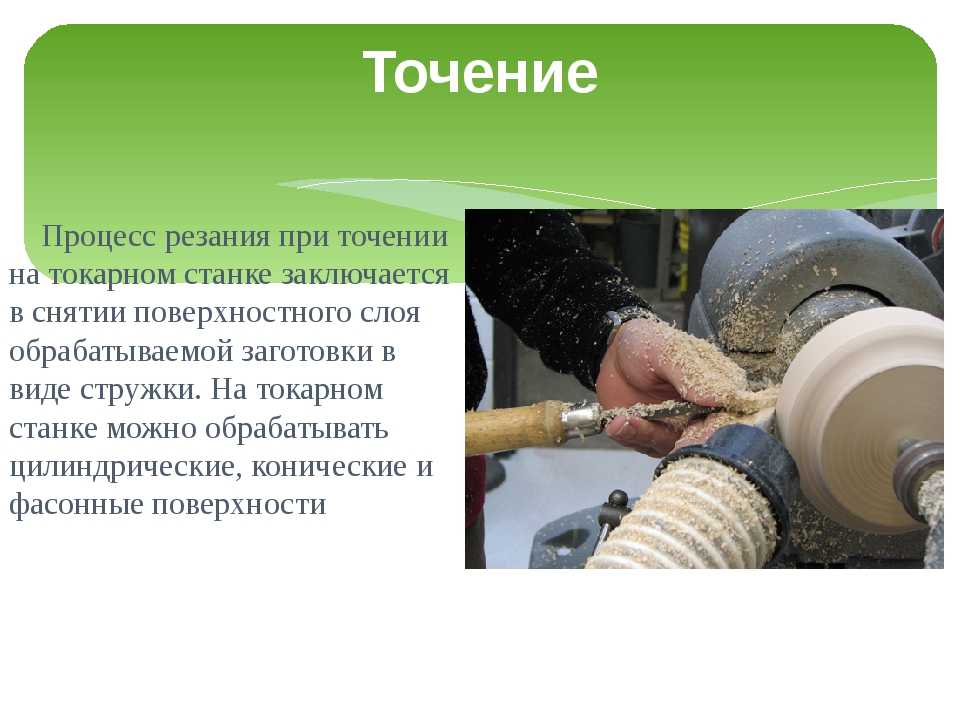

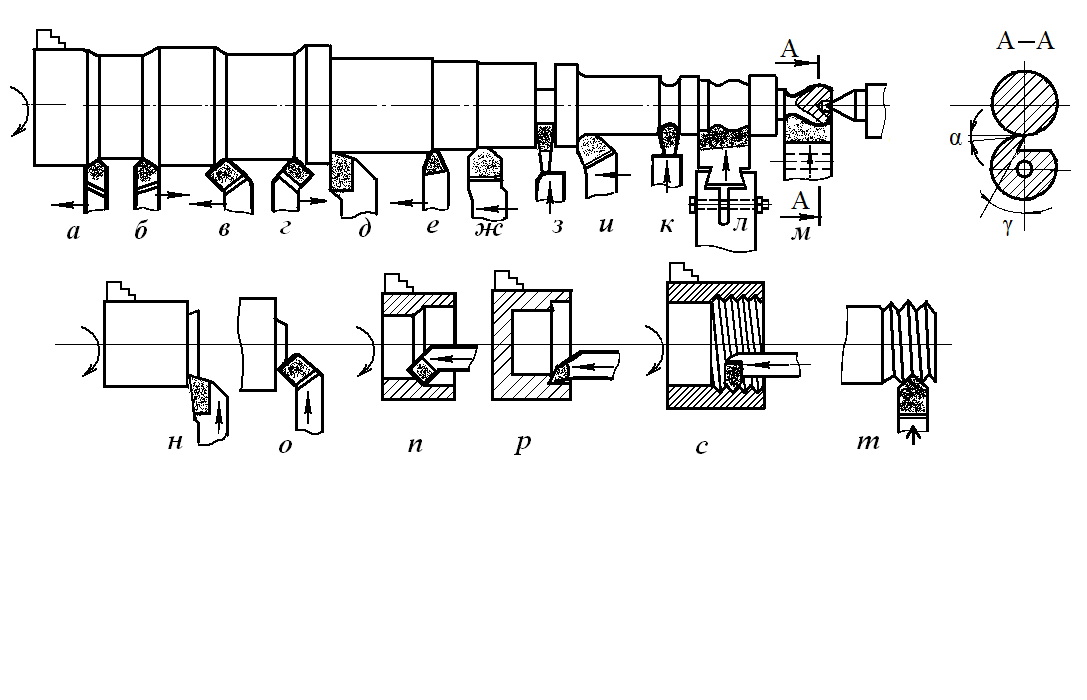 Обычно используемые держатели инструментов представляют собой кольцевые и качающиеся стойки для инструментов, стойки для инструментов с квадратной головкой и быстросменные стойки для инструментов.
Обычно используемые держатели инструментов представляют собой кольцевые и качающиеся стойки для инструментов, стойки для инструментов с квадратной головкой и быстросменные стойки для инструментов. Он разработан таким образом, чтобы шпиндель не отклонялся при создании усилия от режущего инструмента.
Он разработан таким образом, чтобы шпиндель не отклонялся при создании усилия от режущего инструмента.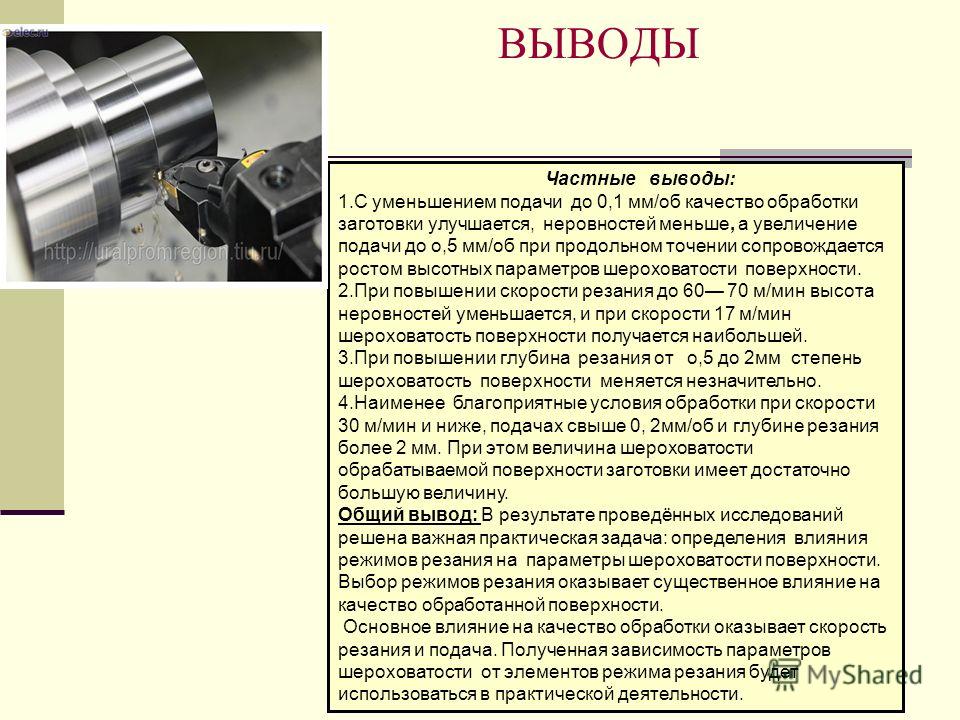 Механизм подачи позволяет легко подавать инструмент как в продольном, так и в поперечном направлениях. Токарно-центральный станок приводится в движение зубчатым механизмом или шкивным механизмом. Существует три типа приводных механизмов, а именно ременный привод, моторный привод и редукторный тип.
Механизм подачи позволяет легко подавать инструмент как в продольном, так и в поперечном направлениях. Токарно-центральный станок приводится в движение зубчатым механизмом или шкивным механизмом. Существует три типа приводных механизмов, а именно ременный привод, моторный привод и редукторный тип. Если для выполнения своей последовательности операций над заготовкой используются токарные станки с токарным станком и револьверной головкой, на этом станке не выполняется замещающая операция. Станок оснащен шестигранной револьверной головкой вместо задней бабки, в которой несколько операций (токарная обработка, подрезка, растачивание, развертывание) выполняются последовательно после поворота револьверной головки после каждой операции без необходимости ручной смены инструмента. В комплект входят три инструментальные колонны, поэтому требуется больше места на полу, чем на других токарных станках. Лебедочные и револьверные станки используются только для крупных работ. Основное преимущество использования лебедки и токарно-револьверного станка заключается в том, что даже менее квалифицированные операторы могут справиться с работой.
Если для выполнения своей последовательности операций над заготовкой используются токарные станки с токарным станком и револьверной головкой, на этом станке не выполняется замещающая операция. Станок оснащен шестигранной револьверной головкой вместо задней бабки, в которой несколько операций (токарная обработка, подрезка, растачивание, развертывание) выполняются последовательно после поворота револьверной головки после каждой операции без необходимости ручной смены инструмента. В комплект входят три инструментальные колонны, поэтому требуется больше места на полу, чем на других токарных станках. Лебедочные и револьверные станки используются только для крупных работ. Основное преимущество использования лебедки и токарно-револьверного станка заключается в том, что даже менее квалифицированные операторы могут справиться с работой.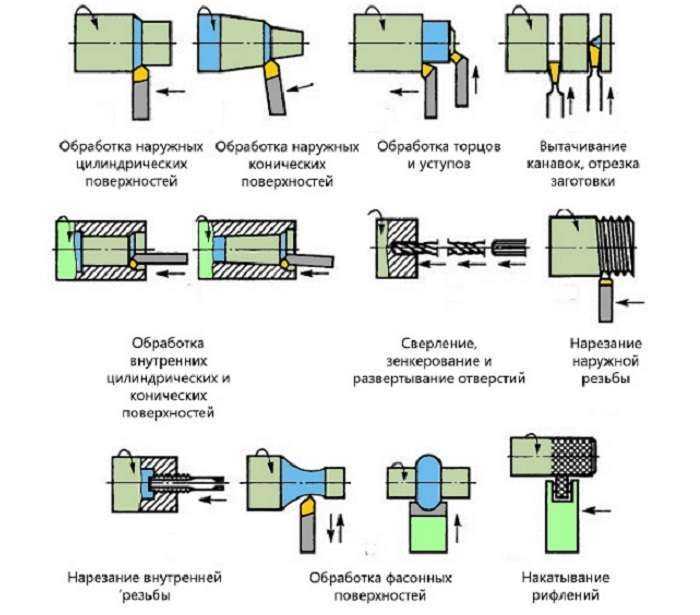 В основном используется для шлифования, инструментальной обработки, масштабирования и механической обработки, где требуется точность.
В основном используется для шлифования, инструментальной обработки, масштабирования и механической обработки, где требуется точность.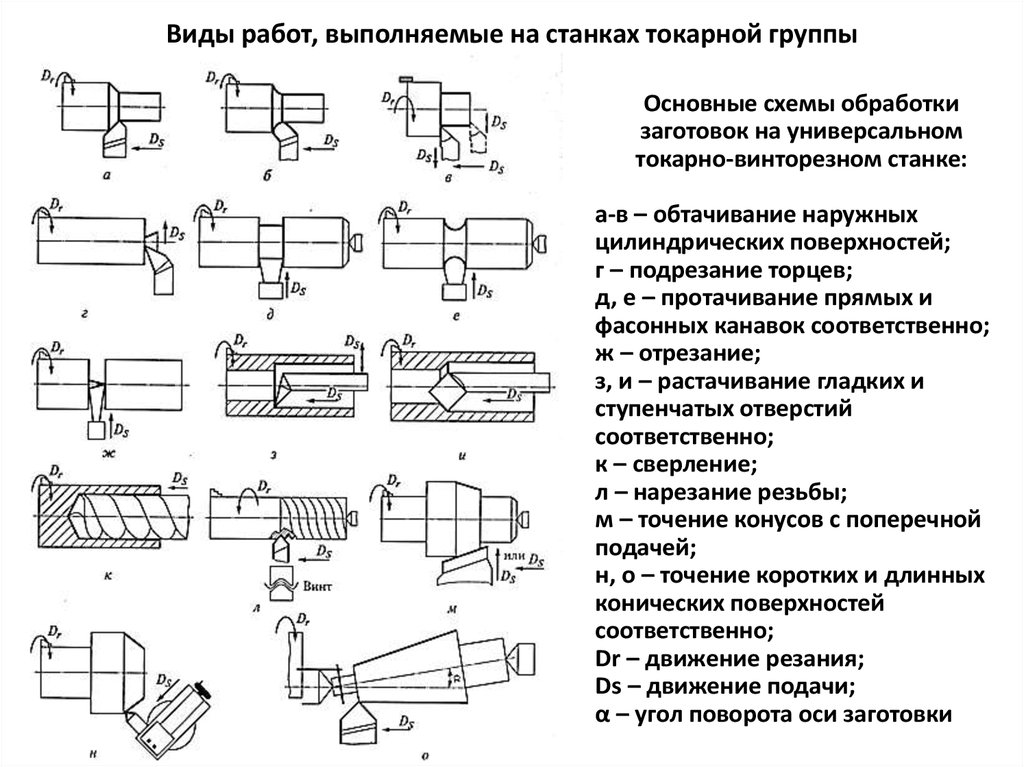 Известен сверхмощным производством одинаковых деталей. Некоторые примеры специальных токарных станков включают вертикальные токарные станки, колесные токарные станки, токарные станки Т-образного типа, многошпиндельные токарные станки, производственные токарные станки, копировальные или следящие токарные станки и т.п.
Известен сверхмощным производством одинаковых деталей. Некоторые примеры специальных токарных станков включают вертикальные токарные станки, колесные токарные станки, токарные станки Т-образного типа, многошпиндельные токарные станки, производственные токарные станки, копировальные или следящие токарные станки и т.п. Как только программа запрограммирована на компьютер, она начнет работать с очень высокой скоростью и точностью. Даже заранее запрограммированная машина после установки кода для различных операций может начать работать в следующий раз без изменения кода. После первоначальной настройки с ним могут легко работать полуквалифицированные работники. Подходит для крупносерийного производства, например, лебедок и турелей, но без программируемой системы подачи. Детали, изготовленные на этих токарных станках, отличаются точностью размеров.
Как только программа запрограммирована на компьютер, она начнет работать с очень высокой скоростью и точностью. Даже заранее запрограммированная машина после установки кода для различных операций может начать работать в следующий раз без изменения кода. После первоначальной настройки с ним могут легко работать полуквалифицированные работники. Подходит для крупносерийного производства, например, лебедок и турелей, но без программируемой системы подачи. Детали, изготовленные на этих токарных станках, отличаются точностью размеров. 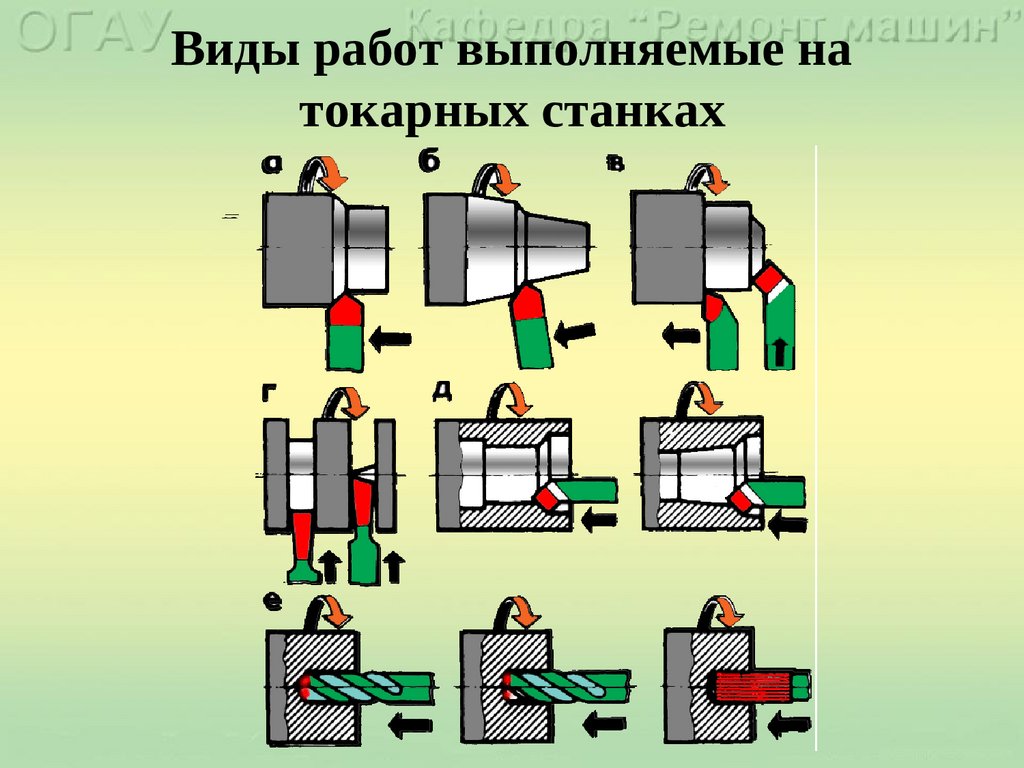
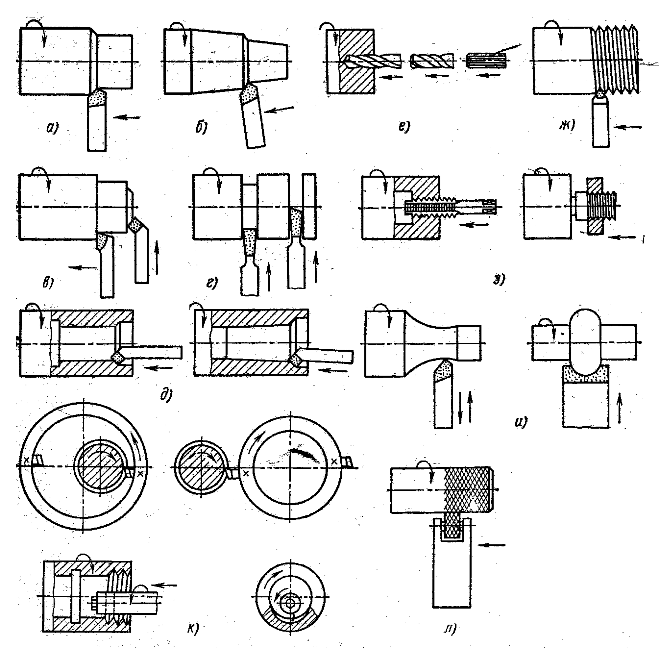
 Конические токарные операции выполняются после нарезания резьбы, накатки и черновой токарной обработки.
Конические токарные операции выполняются после нарезания резьбы, накатки и черновой токарной обработки.
 Частота вращения коронки (рекомендуемая заводом изготовителем ) от 900 до 2000 оборотов в минуту. Частота ударов от 20 000 до 40 000 в минуту. Количество режущих сегментов коронок от 5 до 6, что обеспечивает их высокую надежность и производительность, а особое строение сегментов обеспечивает их вскрытие во время использования.
Частота вращения коронки (рекомендуемая заводом изготовителем ) от 900 до 2000 оборотов в минуту. Частота ударов от 20 000 до 40 000 в минуту. Количество режущих сегментов коронок от 5 до 6, что обеспечивает их высокую надежность и производительность, а особое строение сегментов обеспечивает их вскрытие во время использования.

 Мы поможем выбрать и купить хорошие алмазные коронки, наиболее подходящий и по параметрам, и по цене!
Мы поможем выбрать и купить хорошие алмазные коронки, наиболее подходящий и по параметрам, и по цене! Узнать больше.
Узнать больше. Наши бриллиантовые золотые короны полностью покрыты бриллиантами качества VS или VVS. Коронки, приклеенные на цемент, полностью покрывают всю видимую часть зуба, которая находится на линии десны и выше нее.
Наши бриллиантовые золотые короны полностью покрыты бриллиантами качества VS или VVS. Коронки, приклеенные на цемент, полностью покрывают всю видимую часть зуба, которая находится на линии десны и выше нее. Затем зубу, на который устанавливается коронка, придают форму вдоль жевательной поверхности и по бокам, чтобы освободить место для коронки. Количество удаляемого материала зависит от типа используемой коронки. С другой стороны, если большая часть зуба отсутствует (из-за кариеса или повреждения), стоматолог использует пломбировочный материал, чтобы «создать» зуб для поддержки коронки.
Затем зубу, на который устанавливается коронка, придают форму вдоль жевательной поверхности и по бокам, чтобы освободить место для коронки. Количество удаляемого материала зависит от типа используемой коронки. С другой стороны, если большая часть зуба отсутствует (из-за кариеса или повреждения), стоматолог использует пломбировочный материал, чтобы «создать» зуб для поддержки коронки.


 Формируется между передней поверхностью и плоскостью резания.
Формируется между передней поверхностью и плоскостью резания.
 Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
 Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.
Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.
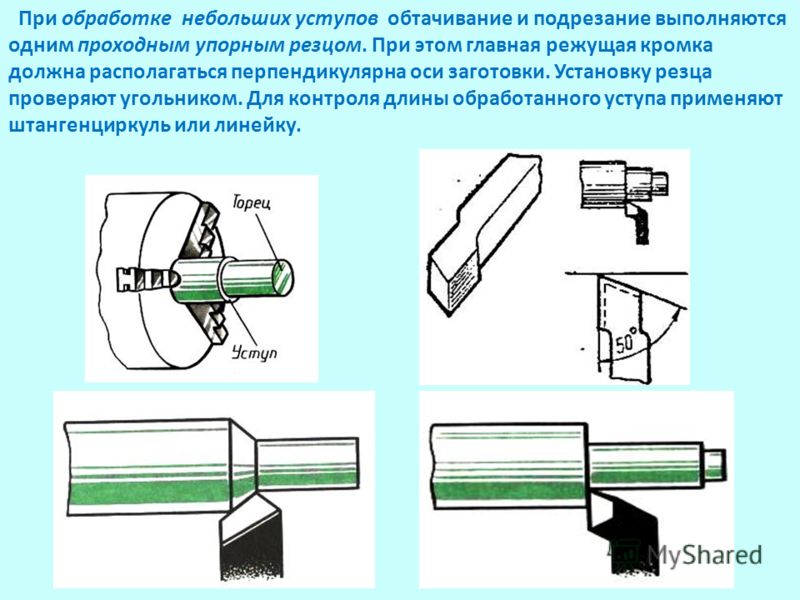





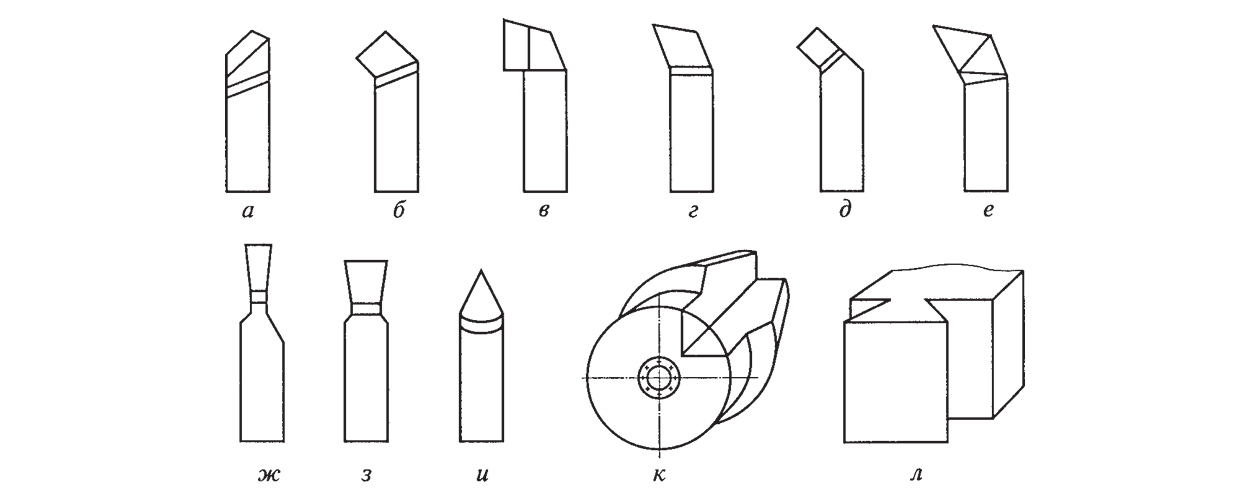
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
 А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.
А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.

 youtube.com/embed/UpcVXVgRA1E»>
youtube.com/embed/UpcVXVgRA1E»> 


 Режущая кромка инструмента должна быть установлена на одной высоте с центром заготовки.
Режущая кромка инструмента должна быть установлена на одной высоте с центром заготовки.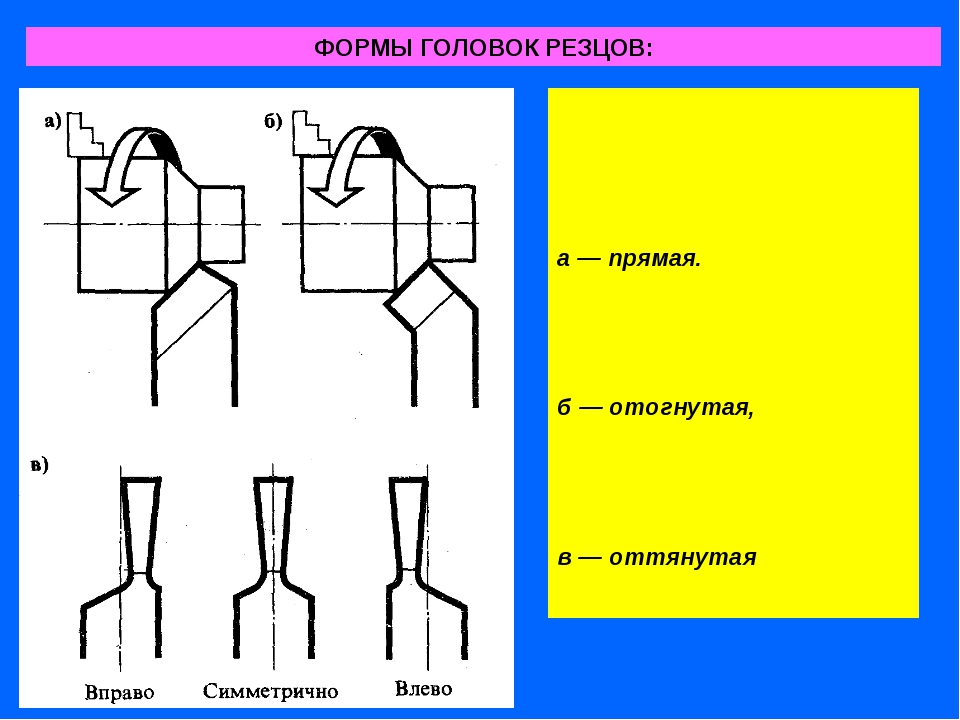 Расточные инструменты
Расточные инструменты  При этом подрезной инструмент используется для растачивания больших отверстий на фиксированном расстоянии от конца отверстия. Подрезку в основном выполняют на внутренней торцевой резьбе для обеспечения зазора.
При этом подрезной инструмент используется для растачивания больших отверстий на фиксированном расстоянии от конца отверстия. Подрезку в основном выполняют на внутренней торцевой резьбе для обеспечения зазора.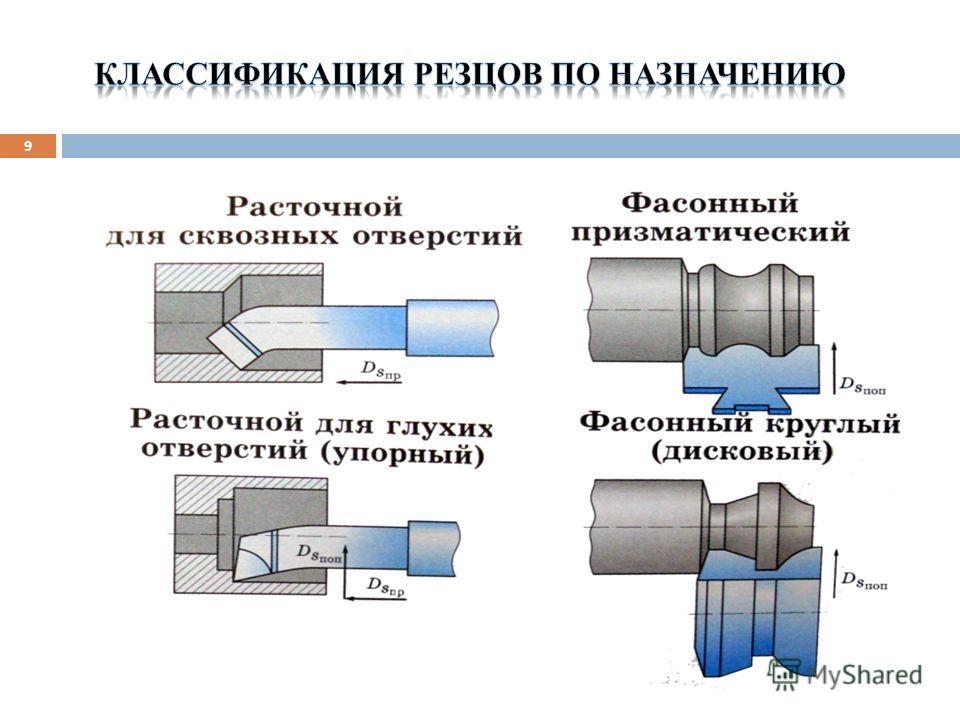






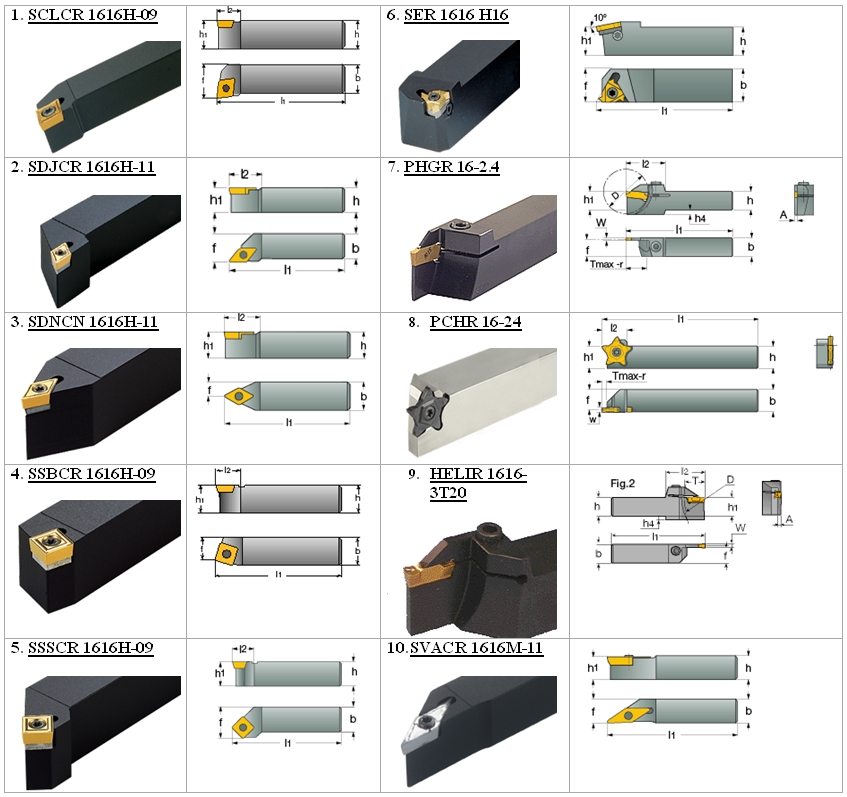
 S.W.
S.W.






 д.
д.

 «Корвет-2Л»
«Корвет-2Л» Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям.
Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям. Если Вы не хотите, чтобы Ваши данные обрабатывались, необходимо соответствующим образом установить настройки браузера или не использовать сайт.
Если Вы не хотите, чтобы Ваши данные обрабатывались, необходимо соответствующим образом установить настройки браузера или не использовать сайт.

 Мощный двигатель мощностью 1800 Вт обеспечивает достаточный крутящий момент
Мощный двигатель мощностью 1800 Вт обеспечивает достаточный крутящий момент  0° под углом, 45° скос вправо: 35 мм x 285 мм / 25 мм x 310 мм
0° под углом, 45° скос вправо: 35 мм x 285 мм / 25 мм x 310 мм  Повторяющийся элемент резки для запроса одинаковой длины резки
Повторяющийся элемент резки для запроса одинаковой длины резки .(Stanley Performance в действии)..
.(Stanley Performance в действии).. С помощью торцовочной пилы, которую вы покупаете, вы можете сделать до четырех различных типов пропилов: косые пропилы, поперечные пропилы, косые пропилы и составные пропилы. Торцовочная пила часто используется для структурного обрамления, но ее также можно использовать для гораздо более мелких задач, таких как изготовление рам для картин и ящиков для цветов. Мы предлагаем высококачественные торцовочные пилы для станков для резки алюминия от самых престижных брендов, таких как Makita, Bosch, Hi-Max, Pro Tools, Dewalt и многих других известных брендов.
С помощью торцовочной пилы, которую вы покупаете, вы можете сделать до четырех различных типов пропилов: косые пропилы, поперечные пропилы, косые пропилы и составные пропилы. Торцовочная пила часто используется для структурного обрамления, но ее также можно использовать для гораздо более мелких задач, таких как изготовление рам для картин и ящиков для цветов. Мы предлагаем высококачественные торцовочные пилы для станков для резки алюминия от самых престижных брендов, таких как Makita, Bosch, Hi-Max, Pro Tools, Dewalt и многих других известных брендов.
 Эта торцовочная пила идеально подходит для вас, если ваши проекты по благоустройству дома требуют различных углов резки и размеров.
Эта торцовочная пила идеально подходит для вас, если ваши проекты по благоустройству дома требуют различных углов резки и размеров.
 Прочитав характеристики машины и открыв для себя ее возможности, вы сможете убедиться в ее качестве. Осмотрите как конструкцию, так и составные части машины.
Прочитав характеристики машины и открыв для себя ее возможности, вы сможете убедиться в ее качестве. Осмотрите как конструкцию, так и составные части машины.
 Торцовочные пилы для резки алюминия сочетают в себе лучшую точность, портативность и производительность. Они повышают производительность и эффективность на рабочем месте. Pro Tools также может похвастаться одними из самых легких пил для простоты использования. Их торцовочные пилы, не переворачивая и не поворачивая заготовку, имеют функцию двойного наклона, предлагая пользователям наиболее эффективный и производительный способ выполнения различных разрезов.
Торцовочные пилы для резки алюминия сочетают в себе лучшую точность, портативность и производительность. Они повышают производительность и эффективность на рабочем месте. Pro Tools также может похвастаться одними из самых легких пил для простоты использования. Их торцовочные пилы, не переворачивая и не поворачивая заготовку, имеют функцию двойного наклона, предлагая пользователям наиболее эффективный и производительный способ выполнения различных разрезов.







 ..
..


 Если это произойдет, пришло время купить новую батарею для вашего устройства. Вы сможете снова наслаждаться своим устройством в течение длительного времени. Кроме того, всегда полезно иметь под рукой запасной аккумулятор. Ознакомьтесь с нашим широким выбором высококачественных аккумуляторов для более чем 200 000 различных устройств, таких как ноутбуки, смартфоны, цифровые камеры, инструменты и многое другое. Не можете найти нужный аккумулятор? Затем свяжитесь с нашей службой поддержки по адресу
Если это произойдет, пришло время купить новую батарею для вашего устройства. Вы сможете снова наслаждаться своим устройством в течение длительного времени. Кроме того, всегда полезно иметь под рукой запасной аккумулятор. Ознакомьтесь с нашим широким выбором высококачественных аккумуляторов для более чем 200 000 различных устройств, таких как ноутбуки, смартфоны, цифровые камеры, инструменты и многое другое. Не можете найти нужный аккумулятор? Затем свяжитесь с нашей службой поддержки по адресу 
 Направляющая поверхность 8 выполнена в виде изогнутой формы, непрерывно выступающей вперед по направлению вращения от удерживающей поверхности 7. или шкив 2 со стороны малой нагрузки. Ремень 4 наматывается на приспособление для крепления ремня 1 и шкивы 2 и 3, а шкив 3 со стороны большого диаметра или со стороны высокой нагрузки вращается. Шкив 2 вращается за счет натяжения ремня 4, направляемого в направлении вращения направляющей поверхностью 8. Участок ремня 4 скользит в направлении вдоль оси шкива в паз шкива 5.
Направляющая поверхность 8 выполнена в виде изогнутой формы, непрерывно выступающей вперед по направлению вращения от удерживающей поверхности 7. или шкив 2 со стороны малой нагрузки. Ремень 4 наматывается на приспособление для крепления ремня 1 и шкивы 2 и 3, а шкив 3 со стороны большого диаметра или со стороны высокой нагрузки вращается. Шкив 2 вращается за счет натяжения ремня 4, направляемого в направлении вращения направляющей поверхностью 8. Участок ремня 4 скользит в направлении вдоль оси шкива в паз шкива 5. включая короткие волокна в каучуковом слое сердцевины 14. Резиновый слой 12 для зубьев формируется путем отверждения резиновой смеси, содержащей 10 массовых частей или менее полиэтилена высокой плотности со 100 массовыми частями матричного каучука. Значение загара? для зубчатого резинового слоя 12 при 100-120°С поддерживается на уровне 0,100-0,120.
включая короткие волокна в каучуковом слое сердцевины 14. Резиновый слой 12 для зубьев формируется путем отверждения резиновой смеси, содержащей 10 массовых частей или менее полиэтилена высокой плотности со 100 массовыми частями матричного каучука. Значение загара? для зубчатого резинового слоя 12 при 100-120°С поддерживается на уровне 0,100-0,120. Винтовая пружина кручения (8) расположена между основанием (7) и рычагом (3). Базовый элемент (7) приводится в контакт под давлением с неподвижным элементом (Е) за счет усилия затягивания болта (6). Шарнирный вал (5) установлен на внешней окружности болта (6) так, чтобы его наконечник не касался неподвижного элемента (Е). Путем передачи осевой силы, создаваемой затяжкой болта (6), на базовый элемент (7) через фланец (5А), образованный на внешней окружности поворотного вала (5), распределение контактного давления между неподвижным элементом ( E), а базовый элемент (7) оптимизирован.
Винтовая пружина кручения (8) расположена между основанием (7) и рычагом (3). Базовый элемент (7) приводится в контакт под давлением с неподвижным элементом (Е) за счет усилия затягивания болта (6). Шарнирный вал (5) установлен на внешней окружности болта (6) так, чтобы его наконечник не касался неподвижного элемента (Е). Путем передачи осевой силы, создаваемой затяжкой болта (6), на базовый элемент (7) через фланец (5А), образованный на внешней окружности поворотного вала (5), распределение контактного давления между неподвижным элементом ( E), а базовый элемент (7) оптимизирован. , Ltd., Gates Unitta Asia Company
, Ltd., Gates Unitta Asia Company Повышая передаточное отношение редуктора за счет уменьшения скорости с помощью вписанной шестерни (39) и описанной в описании шестерни (40), механизм редуктора (17) в целом может достичь высокого передаточного отношения без увеличения диаметра ведущего шкива. (41) очень маленький.
Повышая передаточное отношение редуктора за счет уменьшения скорости с помощью вписанной шестерни (39) и описанной в описании шестерни (40), механизм редуктора (17) в целом может достичь высокого передаточного отношения без увеличения диаметра ведущего шкива. (41) очень маленький. Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня.
Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня. Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня.
Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня. Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня.
Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня. Механизм редуктора содержит входной шкив с приводом от электродвигателя, выходной шкив, соединенный с рулевым валом, и ремень для соединения входного и выходного шкивов друг с другом. Ремень представляет собой спиральный зубчатый ремень. Входной шкив и выходной шкив соответственно содержат косозубые шкивы, находящиеся в зацеплении с косозубым зубчатым ремнем.
Механизм редуктора содержит входной шкив с приводом от электродвигателя, выходной шкив, соединенный с рулевым валом, и ремень для соединения входного и выходного шкивов друг с другом. Ремень представляет собой спиральный зубчатый ремень. Входной шкив и выходной шкив соответственно содержат косозубые шкивы, находящиеся в зацеплении с косозубым зубчатым ремнем. Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня.
Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня. Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня.
Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня. Каждый зубчатый шкив имеет окружную периферию, образованную множеством зубьев. Соседние зубы назначаются как часть первого зуба и часть второго зуба. Соответствующие участки зуба имеют дугообразные участки в углах, образованных между краями зуба и поверхностями зуба. Линия, касающаяся дугообразных частей первой и второй частей зуба, назначается общей касательной линией. Линия, проходящая через начальную точку дугообразной части края зуба первого зуба, назначается первой касательной линией. Угол между общей касательной и первой касательной лежит в диапазоне от 6° до 14,4°.
Каждый зубчатый шкив имеет окружную периферию, образованную множеством зубьев. Соседние зубы назначаются как часть первого зуба и часть второго зуба. Соответствующие участки зуба имеют дугообразные участки в углах, образованных между краями зуба и поверхностями зуба. Линия, касающаяся дугообразных частей первой и второй частей зуба, назначается общей касательной линией. Линия, проходящая через начальную точку дугообразной части края зуба первого зуба, назначается первой касательной линией. Угол между общей касательной и первой касательной лежит в диапазоне от 6° до 14,4°. Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня.
Редукторный механизм содержит входной шкив, приводимый в движение электродвигателем, выходной шкив с окруженным им рулевым валом, ремень для соединения входного и выходного шкивов друг с другом и регулятор натяжения ремня. – Завод 1
– Завод 1 Ltd.
Ltd. V.B.A.
V.B.A.




 6
6 68
68 3
3
 Надеюсь послужит не меньше , чем американка. По экономичности x-torq подтверждаю , разница есть .
Надеюсь послужит не меньше , чем американка. По экономичности x-torq подтверждаю , разница есть . Мощности хватает, рез быстрый, антивибрация реально работает, дым отсутствует, везде инструкции. Проста в запуске не требует прикладывать особых усилий. Удобная чистка возд. фильтра, корпус из качественного пластика.
Мощности хватает, рез быстрый, антивибрация реально работает, дым отсутствует, везде инструкции. Проста в запуске не требует прикладывать особых усилий. Удобная чистка возд. фильтра, корпус из качественного пластика.
 Как оказалось, дед был рукастый, это я понял зайдя в сарай. Зашел и обалдел. Столько всего раньше и не видел, когда стал разгребать весь хлам наткнулся на какого-то «монстра»… Обрадовался что вовремя, нужно было много попилить дров. Не знаю сколько лет этой пиле, но она, явно, не новая. Но, при этом, работает как часы. Удобная, легкая. После личного использования готов ее рекомендовать всем.
Как оказалось, дед был рукастый, это я понял зайдя в сарай. Зашел и обалдел. Столько всего раньше и не видел, когда стал разгребать весь хлам наткнулся на какого-то «монстра»… Обрадовался что вовремя, нужно было много попилить дров. Не знаю сколько лет этой пиле, но она, явно, не новая. Но, при этом, работает как часы. Удобная, легкая. После личного использования готов ее рекомендовать всем. youtube.com/embed/Duf-QERhfQU?rel=0&loop=1&loop=00&controls=1&showinfo=1&disablekb=0&modestbranding=0″/>
youtube.com/embed/Duf-QERhfQU?rel=0&loop=1&loop=00&controls=1&showinfo=1&disablekb=0&modestbranding=0″/>
 д.
д. ПанамаПарагвайПеруУругвай
ПанамаПарагвайПеруУругвай №: 967 86 18‑16
№: 967 86 18‑16
 Мы больше.
Мы больше.
 , а также для уборки территории.
, а также для уборки территории.

 Основное различие между ними заключается в мощности двигателя, возможностях резки и размере прутка, с которым они продаются или с которыми они могут работать.
Основное различие между ними заключается в мощности двигателя, возможностях резки и размере прутка, с которым они продаются или с которыми они могут работать.