правильный выбор конвейерной ленты с учетом температуры
Современная конвейерная лента представляет собой гибкий и достаточно прочный каркас, в основу которого входит ткань и два резиновых слоя. Материал изготовления ленты может быть синтетическим одиночным или комбинированным (например, хлопок с полиэфиром).
Современная конвейерная лента представляет собой гибкий и достаточно прочный каркас, в основу которого входят ткань и два резиновых слоя. Материал ленты может быть синтетическим одиночным или комбинированным (например, хлопок с полиэфиром). Процентное содержание в изделии того или иного сырья определяет эксплуатационные характеристики всего конвейера. Это не только износостойкость, но и температурный рабочий диапазон. Все это необходимо учитывать при покупке, так как неправильно подобранное полотно будет работать с перебоями, рваться или сделает работу полностью невозможной. Чтобы не совершать покупку наугад, обращайтесь к опыту наших специалистов. Консультанты «Русбелт» помогут в выборе конкретного изделия по индивидуальным параметрам.
Типы конвейерной ленты для транспортировки груза:
общего назначения;
морозостойкая — для низких температур;
особо прочная;
теплостойкая — для повышенных температур;
износостойкая — для повышенной нагрузки;
для легких условий эксплуатации;
специализированная шевронная.
Конвейерная лента общего назначения чаще всего встречается на производстве. Все дело в ее практичности и способности работать не только с легкими, но и с тяжелыми габаритными объектами. Морозостойкая лента, в соответствии со своим названием, эффективна даже при сильном морозе, что достаточно актуально для Севера. Особо прочные модели не подвержены мелким порезам и пробоям (например, при транспортировке стекла или металлических прутьев). Шевронная лента хорошо справляется с грузом, наклоненным под углом 45 градусов. В ее конструкции присутствуют специальные резиновые ребра для предотвращения скатывания во время транспортировки. Лента для легких условий эксплуатации не может справляться с большим весом, поэтому ее широко применяют для транспорта муки, зерна и других сыпучих материалов.
Конвейерная лента и ее температурная норма — когда и какую стоит использовать?
Как уже упоминалось, каждый тип полотна для конвейера предназначен для тех или иных условий эксплуатации. В зависимости от материала изготовления, изделие имеет высокие показатели тепло- или морозостойкости. В последнем случае оно может эксплуатироваться не просто в холода, а при экстремально низких температурах, характерных для Крайнего Севера. Даже если на открытом воздухе –60 градусов, полотно не порвется и не потрескается. Применение морозостойких моделей лент актуально для горнодобывающей промышленности, а также для глубоких шахт (уголь, глина).
Конвейерная лента общего назначения прекрасно себя показывает в температурном диапазоне от –45 до +60 градусов. Благодаря такой универсальности она и получила соответствующее название. Говоря о температурной норме, хочется еще упомянуть теплостойкие конвейерные ленты, верхний диапазон которых может достигать +200 градусов. Однако выдержка здесь кратковременная и не подразумевает длительного пребывания раскаленного предмета на поверхности полотна.
Для грузов, которые могут соскальзывать ввиду своей специфической конструкции, необходимо устанавливать рифленое резинотканевое полотно. Высокая устойчивость к трению и специальный дизайн предупреждают риск падения транспортируемых материалов. Температурный диапазон ленты стандартный (от –45 до +60 градусов).
Преимущества и недостатки конвейерной ленты общего назначения при перепадах температуры
Говоря о конвейерной ленте общего назначения, трудно выделить конкретные минусы, так как простота конструкции позволяет транспортировать практически любой груз без негативных последствий. Также это касается температурных режимов, при которых лента может работать с высокими эксплуатационными характеристиками.
Выделим ряд важных преимуществ:
относительно небольшая масса всего оборудования;
простая конструкция, лента стыкуется с любым видом соединения;
можно транспортировать груз с высокой скоростью — до 8 метров в секунду;
большая производительность, достигающая 30 000 тонн в час;
широкий выбор по длине устанавливаемого полотна — до 4 км;
простой контроль и быстрый монтаж при необходимости;
прочная и гибкая конструкция — возможность монтажа наклонных трасс.
Поскольку конвейерное полотно общего назначения эксплуатируется в температурном диапазоне от –45 до +60 градусов, оно не подходит для экстремальных условий. По такой ленте нельзя транспортировать груз возле больших печей, где жар достигает 200 и даже 300 градусов. Такая же ситуация складывается с низкой температурой — при –60 и более полотно становится твердым и теряет эластичность.
причины, ремонт и профилактика — «Русбелт»
Промышленная конвейерная лента широко применяется на разных производственных процессах. Далеко не все пользователи соблюдают технические рекомендации по грузоподъемности и температурном режиме эксплуатации, в связи с чем, полотно подвергается чрезмерным нагрузкам.
Промышленные конвейерные ленты широко используются в различных производственных процессах. Однако далеко не все пользователи соблюдают технический регламент по температурному режиму эксплуатации и грузоподъемности, из-за чего полотно подвергается чрезмерной нагрузке. В результате этого возникают порезы, разрывы и другие повреждения. Чтобы предотвратить поломки, важно вовремя выполнять обслуживание и ремонт: текущий или восстановительный. Во втором случае подразумевается экстренный демонтаж с восстановлением полотна до первоначального состояния.
Наиболее частые повреждения конвейерной ленты:
продольные и поперечные порезы;
боковые срезы при неправильной выгрузке и загрузке;
обтрепывания конвейерных бортов;
сквозные пробои, которые возникают при падении острых предметов.
Появление любого из перечисленных повреждений приводит к остановке процесса транспортировки. Однако это вовсе не значит, что нужно покупать новую ленту и ждать поставки несколько дней или даже недель. Проблему можно решить гораздо быстрее, если выполнить ремонт поврежденного полотна. А чтобы избежать подобных ситуаций, необходимо своевременно производить регулировку транспортерной ленты конвейера.
Разновидности повреждений
Продольные повреждения требуют трудоемких ремонтных работ. Сами порезы практически не влияют на общую тягу, но несущая способность и точечная целостность резко уменьшаются. В случае с длинными порезами мастер ставит накладку и крепит ее с помощью крепежных частей. Незначительные повреждения устраняют температурной вулканизацией.
У поперечных порезов противоположные характеристики. Если они появляются на полотне с краю, резко падает тяговая способность всего конвейера. Накопительный характер поперечных повреждений требует немедленного вмешательства. Это необходимо, чтобы избежать полного разрыва. У сквозных повреждений нет такой разрушительной силы, потому достаточно поставить заплатки и использовать вулканизацию.
Причины повреждений полотна
Множество проблем с конвейерной лентой возникает в результате несоблюдения правил эксплуатации. Если придерживаться рекомендаций производителя, ресурс полотна может даже превысить номинальный.
Основные факторы, которые приводят к повреждению лент:
Пробуксовка на ведущем барабане из-за избыточной нагрузки на трассу, попадания любых смазочных материалов на само полотно и перекоса радиуса барабана.
Ускоренный износ полотна при увеличенном провесе между роликами, а также при постоянном контакте поверхности с посторонними объектами.
Износ нерабочей поверхности при заклинивании роликов верхней ленты.
Пробои при неправильном выборе загрузочного лотка, с которого транспортируемые материалы не перекладываются, а падают с большой высоты.
Износ боковых кромок — при смещении центровки, когда боковая поверхность соприкасается с конструкцией конвейера и начинает быстро изнашиваться.
Разбухание и появление пузырей на полотне указывает на систематическое попадание на рабочую поверхность масла, воды и смазочных материалов.
Для чего проводят регулировку транспортерной ленты конвейера
Как показывает практика, сбои в работе и поломка конвейерной ленты возникают при смещении рабочего полотна из-за нарушения центровки. Высокие скорости, боковая загрузка ленты, возгорания и другие штатные ситуации приводят к перекосу полотна и его повреждению. Во избежание неприятных ситуаций специалисты проводят регулировку транспортерной ленты конвейера методом центрирования. Процесс выглядит так: на ходовую часть устанавливают направляющие ролики вместо штатных и делают прокатку.
Причины нарушения центровки полотна:
боковая загрузка материала на ленту;
неправильное положение барабанов;
перекосы, образовавшиеся при сращивании стыковочных краев.
Если постоянно поддерживать конвейерную ленту в правильном положении, вы предотвратите боковой сход груза и поломку дорогостоящего оборудования. Также это сэкономит средства на капитальный ремонт или полную замену.
Конвейерная лента из картона своими руками — donskytech.com
Опубликовано
Введение
Материалы
Ступени
Завершение
Введение
Мы В этом посте мы собираемся создать нашу картонную конвейерную ленту своими руками, и мы будем использовать ее в наших проектах Интернета вещей (IOT). Это забавный проект, особенно для детей, так как они увидят некоторые двигательные движения и основные механизмы.
Использование картона при создании прототипа — отличная идея, так как это недорого, и я надеюсь, что вы получите удовольствие от этого проекта.
Если вы хотите увидеть это в действии, посмотрите следующее видео.
Конвейерная лента из картона своими руками
Материалы
Для создания этого проекта нам потребуются следующие материалы и инструменты
Картон (подойдет любая жесткая коробка)
Рулонный картон (тот, который используется для изготовления обоев)
Палочки для барбекю
Пластиковая трубка (та, что используется в воздушных шарах)
Мотор-редуктор
Аккумулятор
Пистолет для горячего клея
Быстросохнущий клей
Ножницы
Резак 9002 0
Линейка/циркуль
Плита МДФ
Малярная лента
Ступени
Примечание. Будьте осторожны при использовании острых и горячих инструментов, таких как кусачки, ножницы и пистолеты для горячего клея. Для детей попросите помощи у взрослых.
Отрежьте свернутый картон нужной длины. У меня 8 см и нам нужно два таких.
Вырежьте из картона 4 круга, которые будут соответствовать размеру внутренней части свернутого картона, затем с помощью любого заостренного предмета проделайте отверстие посередине.
Поместите 4 круглые формы на свернутый картон и закрепите их быстросохнущим клеем.
Вставьте палочки для барбекю во внутреннюю круглую форму по направлению к другому концу отверстия и ненадолго отложите их в сторону. Теперь у нас есть цилиндр, который будет служить 9.0073 ролик нашей конвейерной ленты.
Наклейте малярную ленту с каждой стороны в качестве дополнительной опоры.
Вырежьте два прямоугольных куска картона нужной длины. У меня 10 дюймов, и он будет служить сайдингами нашей конвейерной ленты.
Нарисуйте линию в центре нашей прямоугольной формы боковые стороны и на обоих концах сделайте отверстие, используя палочки для барбекю или любой заостренный предмет.
Вставьте ролик с обоих концов.
Создайте еще одну прямоугольную форму, которая будет служить клеем для наших сайдингов. Ширина должна равняться длине ролика , а длина должна примерно равняться длине ваших сайдингов. Приклейте его с обеих сторон разъездов, используя линию, которую вы нарисовали в центре, в качестве ориентира.
Измерьте длину конвейера с обоих концов и с помощью картона снимите верхнюю крышку картона. Это будет служить нашим ремень . Длина ленты должна быть равна размеру нашего конвейера. Если у меня 10-дюймовый сайдинг, то, наверное, 20-дюймовый подойдет. Мы отрегулируем и обрежем размер позже.
Вставьте наш ремень внутрь нашего конвейера с обоих концов ролика и убедитесь, что он установлен. Если нет, то отрегулируйте соответствующим образом, обрезав края. После установки соедините оба конца с помощью быстросохнущего клея.
Проверьте, нормально ли движется конвейер.
Отрежьте лишние палочки для барбекю с нашего ролика и поставьте конвейер на твердую поверхность. Я использовал плиту из МДФ, но если вы не можете найти плиту из МДФ, подойдет еще один дополнительный картон.
Поместите мотор-редуктор на одну сторону, выровняв один из наших роликов , и с помощью пластиковой трубки соедините оба конца . Используйте клейкую ленту, если ваша пластиковая трубка не подходит к палочкам для барбекю.
Установите аккумулятор и подключите его к двигателю. Проверьте, все ли работает нормально.
Теперь у нас есть самодельная картонная конвейерная лента. Поздравляем!
Завершение
Я дал вам все материалы, необходимые для создания картонной конвейерной ленты своими руками. Просто следуйте инструкциям выше для справки или посмотрите мое видео, если хотите.
Вот и все. Счастливого изучения!
Как сделать конвейерную ленту для школьного проекта
••• kool99/iStock/GettyImages
Соавтор
Сделайте простую конвейерную ленту для школьного проекта. Этот проект сделан из вещей, которые либо дешевы, либо которые, вероятно, уже есть у вас дома (при условии, что у вас есть скейтборд). Этот проект — тот, который вы можете использовать, чтобы проиллюстрировать принцип действия конвейерной ленты как простой машины и произвести впечатление на других своей креативностью проекта.
Купи скейтборд. Прикрепите 9-вольтовый двигатель прямо перед колесом к нижней стороне доски так, чтобы ось двигателя была параллельна оси колеса. Ось двигателя должна находиться примерно в 2 дюймах от края колеса. Заклейте двигатель скотчем.
Изготовить приводной ремень для конвейерной ленты. Оберните резиновую ленту вокруг колеса и до оси мотора так, чтобы она прилегала достаточно плотно, чтобы при вращении одного вращалось и другое. Вы всегда можете разрезать и связать резинки вместе, чтобы ремень подходил по размеру. Не затягивайте резинку настолько сильно, чтобы тележка (та часть, на которой балансируют колеса) наклонялась в сторону двигателя.
Отрежьте полоску клейкой ленты. Сделайте единую петлю, которая проходит вокруг двух колес на одной стороне скейтборда липкой стороной наружу. Не натягивайте ее настолько сильно, чтобы грузовики наклонялись, но делайте ее достаточно тугой, чтобы движение ленты заставляло колеса вращаться.
Отрежьте кусочки палочки от мороженого шириной с клейкую ленту. Положите палочки на клейкую ленту на плоские части, бок о бок. Это сформирует конвейерную ленту в виде дощатого настила. Поворачивайте конвейерную ленту вручную, когда вы надеваете палочки от эскимо по всему периметру. Следите за тем, чтобы палочки лежали крест-накрест к ленте. При желании второй слой ленты может быть размещен поверх первого по всей окружности, в то время как конвейерная лента расширяется, когда она проходит по внешней окружности одного из колес.
Подсоедините два провода от двигателя к противоположным клеммам 9-вольтовой батареи. Вы можете обнаружить, что конвейерная лента вращается слишком быстро или слишком медленно. Чтобы ускорить конвейерную ленту, наклейте слои клейкой ленты на ось двигателя, где идет резиновая лента, чтобы сделать ее толще. Чтобы замедлить конвейерную ленту, оберните несколько слоев клейкой ленты на колесе, где идет резиновая лента. Для этого может потребоваться изменить размер резинового ремня, чтобы он подходил, как описано ранее.
Вещи, которые вам понадобятся
Скейтборд
Двигатель 9 В
Аккумулятор 9 В
4 резинки
Палочки для эскимо
Изолента
Предупреждение s
Клейкая лента может удалять краску. Движущиеся части могут защемить. Держите незакрепленные предметы, прикрепленные к вашему телу, подальше от движущихся частей машины (волосы, рукава, украшения, шнурки и другие предметы или части тела). Детали, которые нагреваются во время работы из-за электричества или трения, могут вызвать ожоги. Не мочите устройство. Всегда будьте осторожны с электричеством и вещами, которые проводят электричество.
20 наиболее распространенных проблем 3D печати (Часть 1)
Добрый день уважаемое сообщество 3D Today! Я бы хотел представить вам перевод статьи Troubleshooting Guide to 20 Common 3D Printing Problems, который будет разбит на 2 части.
Проблемы с печатью бывают у каждого. У нас их было достаточно много, чтобы проанализировать и найти решения для 20 наиболее типичных проблем с 3D печатью. В этой статье мы делимся нашим опытом и надеемся, что вам теперь не придется тратить лишнее время на диагностику и решение возникших проблем.
Если вы не можете определить в чем заключается неисправность, сравните ее с описанием.
Проблема с 3D печатью #1: Деформация — Отклеивание первого слоя
Описание проблемы
В основе модели распечатка приподымается и не прилипает к платформе. Эта проблема также может спровоцировать горизонтальные трещины в верхних секциях распечатки.
Почему проблема возникла?
Деформация основы распечатки проиходит из-за особенностей пластика. ABS и PLA платик охлаждается очень быстро и именно это может привести к отлипанию первого слоя.
Решение проблемы 3D печати: Деформация распечатки
1. Используйте платформу c подогревом. Самое простое решение для этой проблемы — использование платформы с подогревом (heatbed) и установка температуры, чуть ниже температуры плавления пластика. Если вы правильно установите температуру, первый слой не будет отлипать от платформы. Температура платформы принтера зачастую устанавливается слайсером автоматически. Рекомендуемая температура для вашего пластика указана сбоку на упаковке или катушке.
2. Используйте клей. Если ваша распечатка проиподымается по краям, нанесите тонкий слой клея (или лака для волос) на платформу, чтобы увеличить сцепление(адгезию).
3. Попробуйте другую платформу. Смените платформу на платформу с бОльшей адгезией. Такие производители как Lulzbot используют покрытие PEI (Polyetherimide), которое обеспечивает хорошее сцепление даже без использования клея. XYZPrinting в некоторые принтеры кладут несколько кусков термоскотча для подложки. Это хорошее решение для ненагревающихся платформ. Zortrax 3D выбирают другое решение — перфорированую подложку, к которой распечатка прилипает, тем самым избавляя пользователя от проблемы деформации у основы.
4. Откалибруйте платформу. Неправильная калибровка платформы также может влиять на качество печати первого слоя. Проверьте уровень платформы и откорректируйте высоту, если это необходимо.
5. Увеличьте контакт между распечаткой и платформой. Часто эта проблема также возникает из-за недостаточно плотного контакта модели и подложки. Ее легко исправить с помощью ПО принтера, добавляя юбку или подложку.
6. Оптимизируйте настройки температуры. Если ни один метод не сработал, проверьте расширенные настройки ПО принтера и самого принтера. Попробуйте увеличить тепературу платформы на 5 градусов.
7. Обратите внимание на настройки вентилятора. Как правило, вентиляторы должны переключаться на полную мощность как только распечатка достигает высоты 0.5 миллиметров, но вы можете увеличить высоту до 0.75 милиметров, чтобы дать слоям остыть естветсвенным путем.
8. Даже если у вашего принтера нагревающаяся платформа, рекомендовано использовать клей (или лак) и постоянно регулировать уровень платформы.
Деформация 3D распечатки: чеклист для избежания проблем
Используйте платформу с подогревом
Используйте клей (лак) для большего сцепления
Вместо стеклянной платформы используйте каптон/термоскотч/клей/лак
Откалибруйте платформу
Добавьте платформу или подложку
Отрегулируйте настройки температуры и вентилятора
Проблема с 3D печатью #2: Смещение первого слоя (Слоновья нога)
Описание проблемы
Основа модели немного смещена.
Почему проблема возникла?
Как правило, основа модели смещается из-за веса распечатки, который давит на первый слой когда нижние слои еще не успели остыть. Часто случается с принтерами с подогревающейся платформой.
Решение проблемы 3D печати: Смещение первого слоя
1. Правильный баланс. Чтобы избавиться от проблемы смещения первого слоя, печатаемые модели должны быть достаточно охлаждены, чтобы выдерживать вес всей структуры. Здесь следует быть осторожным: чрезмерзное переохлаждение может привести к деформации первого слоя. Найти баланс достаточно сложно. Начните с понижения температуры платформы на 5 градусов (но не больше чем на 20 градусов от рекомендованой температуры). Если Bottom / Top Thickness установлена на 0.6 миллиметров, включайте вентилятор сразу на высоте чуть ниже.
2. Уровень платформы. Большинство проблем 3D печати связаны с неправильным уровнем платформы. Для каждого принтера существует особенный подход для калибровки уровня платформы. Чтобы определить необходимый вам, изучите рекомендации производителя. Распечатайте калибровочный кубик и посмотрите на качество подачи пластика. Калибровочный кубик поможет вам определить был ли пластик уложен ровно, и если сопло находится слишком близко к платформе и скребет расплавленный пластик или слишком высоко из-за чего пластик пузырится.
3. Поднимите сопло. Зачастую подъем сопла на небольшую высоту может помочь. Главное, не поднимать его слишком высоко.
4. Сделайте углы модели более плавными. Если ничего не помогает, попробуйте скосить углы основы модели. Конечно, это возможно сделать только в том случае, если вы создали модель самостоятельно или у вас есть доступ к исходному файлу. Начните с 5 миллиметров и 45º скоса и эксперементируйте, чтобы достичь лучшего результата.
Смещение первого слоя в 3D печати: чеклист для избежания проблем
Сбалансируйте температуру платформы и скорость вентилятора
Поднимите платформу принтера
Проверьте высоту спола
Сделайте углы модели более плавными
Проблема с 3D печатью #3: Другие проблемы с первым слоем
Описание проблемы
Первый слой выглядт неправильно, некоторые фрагменты отсутсвуют. Снизу есть ненужные линии.
Почему проблема возникла?
Такие проблемы с 3D печатью как правило указывают на то, что уровень платформы не был правильно установлен. Если сопло находится слишком далеко от платформы, внизу распечатки часто появляются ненужные линии или первый слой не прилипает. Если же сопло находится слишком близко к платформе, это может спровоцировать пузырение пластка.
Также обратите внимание не то, что платформа должна быть чистой. Отпечатки пальцев на платформе могут привести к тому, что первый слой не будет приставать к платформе.
Решение проблемы 3D печати: Другие проблемы с первым слоем
1.Установите уровень платформы. У каждого принтера есть свой процесс настройки уровня платформы. Например, последние модели Lulzbots используют автокалибровку, в то время как Ultimaker предлагают пошаговую инструкцию ручной калибровки. А вот чтобы настроить уровень платформы Prusa i3, вам понадобится потратить много времени на изучение вопроса.
2. Установите высоту сопла. Если сопло расположено слишком высоко, пластик не будет приставать к платформе, если слишком низко — сопло будет скрести распечатку.
3. Очистите платформу. Обязательно регулярно чистите платформу принтера, особенно если вы пользуетесь клеем. Отпечатки пальцев, пыль и остатки клея влияют на качество приставания модели к платформе.
4. Используйте клей(лак). Нанесите тонкий слой клея на платфому, чтобы увеличить сцепление модели с платформой. Не забывайте регулярно очищать платформу, т.к. излишки клея могут спровоцировать обратный эффект.
5. Используйте текстурируванную подложку для неподогреваемых платформ принтеров.
Другие проблемы с 3D печатью: чеклист для избежания проблем
Проверьте уровень платформы
Проверьте высоту сопла
Очистите платформу
Используйте клей
Используйте текстурированые подложки для холодных платформ
Проблема с 3D печатью #4: Смещение слоев в модели
Описание проблемы
Слои смещаются в средине распечатки.
Ремни принтера не достаточно туго закреплены. Верхняя пластина не прикреплена и двигается независимо от нижней пластины. Один из стержней в оси Z не идеально ровный
Решение проблемы 3D печати: Смещение слоев в модели
1. Проверьте ремни. Прежде всего, проверьте насколько туго натянуты ремни: они не должны висеть свободно, но и не должны быть слишком затянуты. Если вы потянете за ремни, то должны почувствовать легкое сопротивление. Если же вы почувствуете, что верхний ремень туже, чем нижний, это верный знак того, что они не достаточно хорошо натянуты.
2. Проверьте крышку. Проверьте крышку, стержни и другие детали сверху принтера (если у вас coreXY). Убедитесь, что все детали правильно закреплены.
3. Проверьте винты по оси Z. Многие производители принтеров чаще используют резьбовые шпильки чем трапецеидальный винты и хотя оба выполняют свою работу, резьбовые шпильки имеют тенденцию со временем гнуться. Не надо разбирать принтер, чтобы проверить, ровные ли стержни. Просто используйте ПО, например Printrun, чтобы передвигать печатающую головку распечатку вврех и вниз. Если один из стержней Z оси погнут, вы обязательно это заметите. К сожалению, практически невозможно выпрямить погнутую шпильку, но с другой стороны, это отличный повод заменить старые резьбовые стержни на трапецидальные винты.
Смещение слоев: чеклист
Проверьте натяжение ремней
Проверьте не двигается ли верхняя крышка
Убедитесь, что шпильки по оси Z ровные
Проблема с 3D печатью #5: Отсутствующие слои
Описание проблемы
Пробелы в модели появляются из-за того, что некоторые слои отсутвуют (частично или полностью).
Принтер не смог произвести необходимое количество пластика для пропечатки отсутвующих слоев. В 3D печати эта проблема также известна как недостаточное эксрудирование. Суть проблемы может заключаться в самом пластике (например, разный диаметр материала),в катушке, в подающем механизме (экструдере) или в забитом сопле.
Трение может спровоцировать застревание пластика. Также причина может быть в том, что винты(шпильки) по оси Z неправильно выровняны линейными подшипниками.
Также возможна проблема винтов(шпилек) по оси Z и с самими подшипниками.
Решение проблемы 3D печати: Отсутствующие слои
1. Механическая проверка. Если вдруг вы обнаружили отсутсвующие слои в печати — самое время немного позаботиться о вашем принтере. Начните с проверки винтов(шпилек) и убедитесь, что они плотно прикреплены к подшипниками или зажимами.
2. Проверка выравнивания стрежней. Убедитесь, что все винты(шпильки) выровняны и не смещены. Выключите питание и аккуратно передвиньте печатающую головку по осям X и Y. Если есть какое-либо сопротивление, значит что есть какие-то проблемы. Достаточно легко понять в чем именно заключается проблемы — в слегка погнутом стержне или подшипниках.
3. Изношенные подшипники. Изношенные подшипники издают шум. Также вы сможете почувствовать дребезжание печатающей головки, при этом принтер слегка вибрирует. В этом случае, отключите питание и подвигайте печатающую головку по осям X и Y чтобы обнаружить где находится изношенный подшипник.
4. Проверьте масло. Не забывайте регулярно смазывать подвижные механизмы принтера. Для смазки идеально подходит масло для швейных машинок — его можно купить в любом хозяйственном магазине по приемлемой цене. Перед тем как нанести масло, убедитесь что шпильки(винты) чистые. Если на шпильках(винтах) есть грязь или остатки материалов печати, очистите их.
Потом подключите к принтер через программу (например, Pronterface), чтобы поперемещать печатающую головку по осям Х и Y и проверить, что шпильки равномерно смазаны. Если вы нанесете немного больше масла, просто вытрите излишки.
5. Недостаточное экструдирвание. Последней причиной проблемы может быть недостаточное экструдирование. Решений этой проблемы может быть много и все они описаны в 9 разделе.
Чеклист
Проверьте механизм принтера, чтобы убедиться, что подвижные элементы туго закреплены.
Перепроверьте конструкцию принтера и выравнивание
Проверьте нет ли изношенных подшипников и погнутых шпилек
Используйте немного масла для смазки деталей
Проблема с 3D печатью #6: Трещины в высоких объектах
Описание проблемы
Трещины по бокам модели, чаще всего в высоких моделях.
Проблема может возникнуть неожиданно, и чаще всего возникает в больших принтерах, особенно если вы не следите за их работой.
На верхних слоях материал охлаждается быстрее, так как тепло от платформы не достигает необходимой высоты. Из-за этого адгезия верхних слоев ниже.
Решение проблемы 3D печати: Трещины в высоких объектах
1. Температура экструдера. Начните с увеличения температуры экструдера — лучше всего поднять ее на 5-10ºC. Сбоку на коробке от пластика вы найдете наивысшую температуру для пластика, постарайтесь не подымать температуру до этого значения.
2. Направление и скорость вентилятора. Перепроверьте ваши вентиляторы и убедитесь, что они направлены на модель. Если направление правильное, уменьшите их скорость.
Чеклист
Проверьте максимально возможный нагрев экструдера и повышайте текущую температуру на 10ºC за одну попытку.
Проверьте направление и скорость охлаждающих вентиляторов.
Проблема с 3D печатью #7: Дыры на верхнем слое
Описание проблемы
Дыры и щели на верхней поверхности распечатки.
Две наиболее распространенные причины этой проблемы — неправильное охнаждение верхнего слоя и недостаточно толстый верхний слой.
Решение проблемы 3D печати: Дыры на верхнем слое
1. Диаметр нити ( филамента). Зачастую проблема случается с пластиком диаметра 1.75 mm. Дыры в верхнем слое — это проблема всех 3D принтеров, но, чаще всего она случается с принтерами, которые используют пластик диаметром 1. 75 mm, чем на принтерах, котоыре печатают нитью больше 2.85mm.
2. Проверьте расположение вентилятора. Охлаждение может спровоцировать эту проблему, так что прежде всего проверьте вентиляторы. Когда принтер начинает печать, вентиляторы установлены на минимальную скорость или вообще выключены. После печати первого слоя, вентиляторы начинают работать. Проверьте, начинают ли они работать, а также проверьте продолжают ли они работу когда печать закончена. Если все хорошо, перепроверьте правильно ли установлено направление вентилятора — они должны обдувать модель.
3. Установите скорость вентилятора в G-Code. Еще одна проблема охлаждения связана с чрезмерным количеством пластика при печати верхнего слоя. Он должен остывать быстро, чтобы не проваливаться между уже распечатанными поддерживающими элементами. Скорость обдува может быть отрегулирована с помощью G-Code (как правило, G-Code для Fan On это M106 и M107 Fan Off). Также установите скорость вентилятора на максимум для верхних слоев.
Например, для кубика 1см x 1см высота верхего слоя будет 0.1 мм. В этом случае при формировании G-кода через CURA для Prusa i3, G-код указывает, что количество слоев для кубика 100. Учитывая то, что для верхнего и нижнего слоя мы указали высоты 0.6 мм, стоит редактировать значение на LAYER:94
4. Увеличьте толщину верхнего слоя. Одно из самых простых решений проблемы — это увеличение толщины верхнего слоя. В большинстве приложений вы сможете настроить толщину с помощью расширенных настроек ‘Bottom / Top Thickness setting’. Вам необходимо увеличить толщину верхнего и нижнего слоя до 6 раз(крат) по сравнению с другими слоями и до 8 для меньших сопел и пластика. Если высота слоя равняется 0.1mm, то высота верхнего и нижнего слоев должна быть 0.6mm. Если в верхнем слое все равно есть дыры и проплешины, увеличьте тощину до 0.8mm.
Чеклист:
Используйте филамент большего диаметра
Убедитесь, что направление и скорость вентиляторов правильные
Вручную установите скорость вентиляторов
Увеличьте толщину верхнего слоя
Проблема с 3D печатью #8: Волоски, паутина
Описание проблемы
При печати образуются «паутинки» или «волоски» между элементами модели.
Когда головка принтера перемещается по открытой повехности (без экструдирования), то есть переходит с одного объекта на другой, пластик стекает из сопла.
Решение проблемы 3D печати: Волоски, паутина
1. Включите втягивание(откат/retract). Втягивание — важный фактор для качества готовой модели и он может быть включен в слайсере. Он функционирует достаточно просто и работает по приципе втягивания нити назад в сопло перед тем как головка начинает двигаться. Суть заключается в том, что он предотвращает вытекание пластика из сопла, которые и создают «паутинку» между объектами.
2. Активация втягивания в настройках. Большинство приложений, таких как Cura, предлагают активацию втягивания в настройках, и это настроено по умолчанию. Тем не менее, если вы хотите больше опций, вы можете настроить их дополнительно. Например вы можете настроить минимальный путь головки перед активацией втягивания.
3. Минимальная дистанция (мм). Если втягивание не работает правильно, самый простой способ это исправить — это уменьшить минимальную дистанцию. Снижайте ее на 0.5mm пока ворсистость не исчезнет. Активируйте втягивание (ретракт) чтобы увеличить скорость печати.
4. Просто обрежьте их. Не самое изысканное решение, но оно имеет право на жизнь. Аккуратно обрежьте паутинку.
Чеклист:
Включите втягивание
Настройте минимальную дистанцию перед втягиванием
Обрежьте паутинку скальпелем
Проблема с 3D печатью #9: Недостаточное экструдирование
Описание проблемы
Недостаточное экструдирование возникает, когда экструдер не может выдавливать достаточно материала (или не может делать это достаточно быстро). Это приводит к тому, что слои слишком тонкие, в слоях появляются нежелательные проплешины или слои полностью отсутсвуют).
У этой проблемы есть несколько причин. Прежде всего, диаметр нити может не соответсвовать диаметру, установленному в слайсере. Также, количество экструдированого материала может быть ниже из-за неправильного настроенной прошивки. Другая проблема — сопло может быть засорено и это будет провоцировать недостаточное экструдирование.
Решение проблемы 3D печати: Недостаточное экструдирование
1. Проверьте диаметр филамента. Начните с самого простого решения — проверьте настройки диаметра нити в слайсере. Если вы неуверены в диаметре нити и рекомендованной температуре, проверьте информацию на упаковке.
2. Измерьте нить. Если вы так и не смогли получить ожидаемый результат и выделение филамента остается проблемой, воспользуйтесь штангенциркулем, чтобы проверить диаметр филамента. После измерения откорректируйте настройти слайсингового ПО. (примечание автора — если у вас боуден хотэнд, то необходимо выкрутить фитинг из хотэнда, ввести команду (к примеру в Pronterface) M302: Allow cold extrudes и выдавить метр пластика. Если выдавится больше или меньше, то у вас неверно указано число шагов (steps per mm) для экструдера. Если у вас директ хотэнд, то тогда необходимо выкрутить сопло (сопло выкручивается только на горячую!). Так же стоит отметить, что даже при корректно выставленном значении steps per mm при втягивании пройденное расстояние будет меньше, чем при выдавливании. Это обусловлено тем, что при втягивании испытывается большее сопротивление)
3. Проверьте печатающую головку. После начала печати большинство принтеров приподымают печатающую головку над основой модели. Проверьте чистое ли сопло.
4. Установите коэфициент экструдирования. Если нет разницы между реальным диаметром экструзии и настройками ПО, проверьте настройки множителя экструзии (или скорость потока или компенсацией потока), возможно, они слишком низкие. Каждое слайсинговое приложение решает проблему по-своему, но попробуйте увеличить коэфициент на 5% и перезапустите процесс печати.
5. Откройте окно Edit Process Settings в Simplify3D и перейдите во вкладку Extruder — коефициент экстредирования должен быть установлен на 1.0 что соответует 100%. Откройте вкладку Material в Cura и увеличьте настройки Flow (вам может понадобится включить Flow в окне Preferences).
Чеклист:
Проверьте диаметр филамента
Используйте штангенциркуль, чтобы перепроверить диаметр филамента
Проверьте, чистый ли
Увеличивайте коэфициент экструдирования на 5% за раз
Проблема с 3D печатью #10: Избыточное экструдирование
Описание проблемы
Избыточное экструдирование означает, что принтер поставляет больше материала, чем необходимо. Это сказывается на том, что на распечатке есть излишки филамента.
Решение проблемы 3D печати: Избыточное экструдирование
Как правило, причина этой проблемы в том, что коэфициент экструдирования или потока в слайсере слишком высокий.
1. Коэфициент экструдирования. Откройте слайсер и проверьте, что вы правильно выбрали коэфициент экструдирования.
2. Настройки (flow) потока. Если с коэфициентом экструдирования все верно, уменьшите параметр Flow в настройках ПО вашего принтера.
Чеклист:
Проверьте правильно ли установлен коефициент экструдирования
Уменьшите настойки flow (потока) филамента
Перевод второй части статьи будет представлен в ближайшее время.
Ждем ваших комментариев к переводу.
Всех с наступающим новым годом!
Выявление и устранение проблем 3D-печати・Cults
Эта статья должна помочь вам определить различные проблемы, связанные с 3D-печатью. Найдите в этом списке изображение или описание, которое лучше всего описывает проблему, с которой вы столкнулись. Мы предлагаем несколько советов, которые должны помочь вам решить эту проблему. Как вы знаете, 3D-печать — это эмпирический процесс, и именно через ошибки вы учитесь понимать, настраивать и использовать свою машину. С помощью этого списка вы должны быть в состоянии решить основные ошибки. Если вы все еще испытываете проблемы или у вас есть дополнительные советы, чтобы добавить к этому списку, не стесняйтесь связаться с нами и сообщить нам об этом!
#1 Слюнотечение
Симптом Тонкие нити вплетаются в зазоры между различными частями 3D-печатной детали.
Общее название: сочащийся
Возможная причина Пластик продолжает вытекать из головки при ее перемещении из-за остаточного давления в нагревателе и текучести расплавленного пластика.
Предлагаемые средства Увеличить длину втягивания нити в Slic3r, расстояние втягивания в CuraEngine. Втягивание нити приведет к падению давления в нагревателе печатающей головки. Эффект можно модулировать, регулируя скорость втягивания непосредственно в слайсере. Увеличьте скорость печатающей головки. Это позволяет расплавленному пластику меньше времени растекаться и оставлять следы между напечатанными деталями. Уменьшите температуру экструзии вашего пластика. Если он слишком высок, пластик становится более текучим и быстрее вытекает из экструдера.
#2 Он рушится
Симптом Обрушение или плохое качество нависающей поверхности, она оставляет небольшие выпуклости.
Общее название: нависание
Возможная причина Затвердевание пластика, осажденного на периферии выступа, происходит недостаточно быстро, поэтому осажденная нить перемещается до того, как она затвердеет. Явление повторяется или подчеркивается от одного слоя к другому.
Предлагаемые исправления Вентилируйте осажденный пластик более эффективно, например, добавив вентилятор к экструдеру или непосредственно с помощью портативного вентилятора. Создайте опоры для печати под свесами. Измените ориентацию детали, чтобы избежать выступов.
#3 Расслаивается по бокам или сверху
Симптомы Контуры недостаточно скреплены между собой. Плоские поверхности покрываются не полностью.
Возможная причина Осаждается недостаточное количество материала. Слишком узкие, осажденные проволоки недостаточно соприкасаются друг с другом и поэтому не прилипают к соседней проволоке. В сопле имеется грязь, которая препятствует прохождению расплава. Температура экструзии слишком низкая, проволока высыхает слишком быстро или сжимается и поэтому не прилипает к соседней проволоке.
Предлагаемые средства Калибровка экструдера для получения расхода материала в соответствии с данными, полученными от слайсера. Разблокируйте экструзионное сопло. Увеличьте температуру экструзии. Увеличьте скорость наложения в вашем слайсере.
#4 На тонких частях недостаточно материала
Симптом Края очень тонкого участка недостаточно прочны, не хватает материала.
Возможная причина Обратная переработка или переделка недостаточно эффективны. Неправильное затвердевание нити. Проскальзывание привода нити во время втягивания.
Предлагаемые средства Уменьшите скорость и длину втягивания во время печати. Увеличьте «дополнительную длину ноги при втягивании» при использовании Slic3r. Увеличьте давление пружины на ведомую шестерню.
#5 Волдыри
Симптом Волдыри, несоответствующая геометрия, например, небольшие выпуклости, которые видны в основном на участках с небольшой площадью поверхности.
Возможная причина Нить слишком горячая при экструзии или система охлаждения нити недостаточно эффективна.
Предлагаемые средства Поместите больше деталей на пластину во время печати. В этом случае сопло будет печатать больше объектов и, следовательно, даст больше времени на охлаждение детали перед повторным проходом по ней. Улучшите охлаждение 3D-печатного объекта, добавив системы охлаждения.
#6 Тонкие стенки расслаиваются
Симптом У тонкой стенки без наполнителя нити расходятся, они не склеены между собой по бокам.
Возможная причина Стенки вашей 3D-печати слишком тонкие или они не приспособлены к такому маленькому размеру.
Предлагаемые средства Рисуйте более толстые стенки, чтобы адаптироваться к толщине нити. В настройках слайсера задайте ширину осадка, которая является суб-многократной ширине стенки, оставаясь совместимой с диаметром экструзии и высотой слоя. Смените ломтерезку.
#7 Слой смещается по горизонтали
Симптом Слой смещается по оси X или Y (или по обеим).
Возможная причина Проблема с движением печатающей головки или пластины.
Предлагаемое исправление Уменьшите ускорение на оси, на которой возникла проблема.
#8 Слои смещаются равномерно
Симптом Слои почти всегда смещаются вдоль оси X и/или Y после определенной высоты печати.
Возможная причина Неисправность смещения головки или пластины из-за перегрева двигателей, которые переходят в безопасный режим.
Предлагаемое исправление Охлаждайте двигатели с помощью систем охлаждения (вентиляторов).
#9 Углы загибаются вверх
Симптом Деформация в направлении Z во время 3D-печати. Этот показатель увеличивается в случае сильного свеса.
Общее название: завивка
Возможная причина Плохое затвердевание, эффект усадки из-за разницы температур проволоки, осажденной на предыдущий охлажденный слой.
Предлагаемые средства Увеличьте наклон в 3D-модели детали, чтобы уменьшить свес. Дальнейшее охлаждение осажденного пластика с помощью системы вентиляции. Добавьте опоры для печати на пораженные участки.
#10 Уголки отваливаются
Симптом Углы напечатанного объекта отслаиваются от пластины, создавая неровную основу.
Общее название: искривление
Возможная причина Плохое прилегание заготовки к пластине. Слишком высокий коэффициент усадки материала. Первый слой недостаточно прижат к плите.
Предлагаемые средства Смените материал для печати, поскольку вероятность деформации при использовании PLA меньше. Нанесите клей на печатную форму (клей, лента, лак и т.д.). Перед печатью правильно отрегулируйте высоту пластины. Наложите более тонкий первый слой, чтобы сильнее раздавить осажденную проволоку. Добавьте ободок под первый слой. Нагрейте плиту. Очистите и обезжирьте основание. Измените стратегию заполнения. Заполняйте нижнюю часть концентрически, а не линейно, а затем заполняйте внутреннюю часть в виде сот, чтобы избежать эффекта усадки. Уменьшите плотность внутренней заливки вашего 3D-печатного объекта.
#11 Плотность экструзии слишком низкая
Симптом Неправильная плотность материала.
Возможная причина Слишком низкий расход материала
Предлагаемые средства Разблокируйте экструзионное сопло. Филамент заблокирован перед экструдером (например, узел в катушке) Проверьте привод резьбы (например, проблема с винтом с накаткой)
Углы #12 формируются неправильно
Симптом Углы не достаточно прямые, они могут даже торчать и увеличивать размер детали.
Возможная причина Слишком много материала оседает в углу из-за того, что сопло слишком сильно замедляется при прохождении через угол.
Предлагаемые средства Намеренно смягчите угол детали в программе 3D-моделирования. Увеличьте «рывок» на регуляторе оси вашего 3D-принтера.
#13 Есть черные капли
Симптом Обгоревший (почерневший) пластик на некоторых участках напечатанного объекта.
Возможная причина Плохая герметичность сопла приводит к тому, что сгоревший PLA или ABS стекает вокруг сопла.
Предлагаемое исправление Демонтируйте форсунку и снова закройте ее.
#14 Слои плохо сварены
Симптом Деталь ломается в месте крепления между двумя печатными слоями.
Возможная причина Слишком сильное охлаждение, осажденный слой плохо прилипает к предыдущему слою, так как при осаждении он был недостаточно горячим.
Предлагаемые средства Уменьшите скорость вращения вентилятора во время печати. Увеличьте минимальную скорость печати в слайсере.
#15 На первом слое образуются пузырьки
Симптом Первый слой сходит с пластины локально в виде пузырьков.
Возможные причины Наличие влаги в материале, которая постепенно испаряется при контакте с нагревательной пластиной. Недостаточная температура нагревательной пластины для используемого материала.
Предлагаемые средства Храните рулоны сырья в сухом месте, в закрытой упаковке, с мешком влагопоглотителя. Высушите поврежденный материал: поместите его во вращающуюся духовку при температуре 40°C примерно на 3 часа. Будьте осторожны и не нагревайте выше 45°C или 50°C: это может привести к слипанию нитей в бобине и даже к потере их цилиндрической формы. Увеличьте температуру нагревательной пластины. Печать на ленте или специальном клее.
#16 Хрупкий сверху и снизу
Симптом Горизонтальные стороны слишком тонкие и хрупкие.
Возможные причины Недостаточная толщина материала над и под печатным объектом с тонкой заливкой. Уложенные нити имеют слишком мало точек опоры и разрушаются между заправочными ребрами.
Предлагаемые средства Поместите как минимум 2 или 3 полностью заполненных слоя (параметр «Solid layers» в Slic3r) для «верхней» и «нижней» граней. Увеличьте заливку вашего объекта.
#17 Верхние части отверстий разрушаются
Симптом Верхние провода горизонтального осевого отверстия обрушиваются во время строительства.
Возможные причины Слишком горизонтальная зона отвеса. Несоответствие между температурой сопла, охлаждением проволоки и скоростью.
Предлагаемые исправления Уменьшите или устраните эту зону свеса, изменив геометрию 3D-файла. Пример на большом отверстии на фотографии, в форме капли воды, а не цилиндра. Добавьте опоры для печати под этой областью, если выступ слишком труден для 3D-принтера. Избегайте слишком большого замедления в этой области, даже если время печати слоя невелико.
#18 Цвет или прозрачность варьируется
Симптом Цвет или прозрачность материала меняется на разных участках во время 3D-печати.
Возможные причины Различная кристаллизация материала из-за разной скорости охлаждения. Это может быть связано, например, со временем печати отдельных частей объекта или с мощностью вентилятора. Излучение из сопла может повлиять на термический цикл предыдущего слоя и тем самым изменить его внешний вид. Нанесенный слой слишком горячий, потому что расположенный ниже слой не успел остыть.
Будьте внимательны, физико-механические свойства детали могут меняться в зависимости от этих различий в кристаллизации!
Предлагаемые исправления Лучше управлять охлаждением с помощью параметров слайсера: изменять мощность вентилятора в зависимости от времени охлаждения пластины или замедлять скорость печати пропорционально поверхности пластины. Уменьшите температуру экструзии для более быстрого и равномерного фазового перехода.
#19 Слои расслаиваются
Симптом Некоторые слои изгибаются, и между различными печатными слоями появляются трещины.
Возможные причины Явление скручивания из-за эффекта, упомянутого в пункте №9 выше происходит между слоями. Проволока слишком быстро охлаждается на выходе из сопла, она не сваривается должным образом с предыдущим слоем. Сильное сжатие материала при охлаждении или смене фазы. Некоторые материалы, экструдированные при высокой температуре (ABS, PC…), могут представлять собой значительное явление сжатия.
Предлагаемые средства Измените температуру экструзии. Измените материал для печати. Избегайте дутья на отложенный провод, уменьшения мощности вентилятора или размещения принтера в помещении, где могут быть сквозняки. Закройте зону сборки в контролируемом шкафу при температуре, близкой к температуре стеклования материала.
#20 Появление капель
Симптом Капли материала осаждаются в различных точках на боковой поверхности 3D-печатного объекта.
Возможные причины Чрезмерное выдавливание при возобновлении экструзии после остановки экструзии при перемещении от одной точки детали к другой или при смене слоев.
Предлагаемые средства В некоторых слайсерах имеется настройка, позволяющая после паузы в печати запросить, чтобы перед возобновлением нормальной печати было задвинуто больше, чем было удалено при втягивании.
#21 Слюноотделение экструдера Боудена
Симптом Экструдер Bowden работает либо слишком интенсивно, либо недостаточно. Первые впечатления от вашего экструдера не очень хорошие, слишком много экструдированного материала, мосты между различными областями в движениях, где экструзия должна остановиться.
Возможная причина Недостаточная усадка нити для компенсации зазора в трубке Боудена. В зависимости от диаметра трубки и нити, а также длины корпуса, двигатель должен протянуть определенную длину нити через изгибы трубки, прежде чем нить втянется из нагревательной головки.
Предлагаемые исправления Увеличьте расстояние «втягивания» в слайсере. Деталь слева была напечатана с 1,5 мм отступа, что было явно недостаточно. Когда расстояние втягивания было увеличено до 6 мм, центральная часть была отпечатана. Слишком большая усадка приводит к попаданию горячего материала в терморазрыв, температура терморазрыва постепенно повышается, и плавящаяся нить в итоге застревает в терморазрыве. Двигатель больше не в состоянии эффективно толкать его. При уменьшении расстояния втягивания до 4 мм получается деталь, показанная справа.
#22 Полосы или регулярный рисунок на экструзии
Симптом Появление повторяющегося рисунка на стенках 3D-отпечатков. Рисунок может меняться в зависимости от направления движения двигателей.
Возможная причина Неправильная настройка привода экструдера Эта проблема может возникнуть, если экструдер настроен на неправильный ток. Если экструдер имеет недостаточную мощность, экструзия не будет постоянной.
Предлагаемые средства Отрегулируйте драйвер экструдера с помощью мультиметра. Будьте осторожны, чтобы во время измерения не произошло короткого замыкания, используйте керамическую отвертку.
Работа, выполненная Филиппом, Пьеро и Франком и первоначально размещенная на LOGre
Страница переведена при помощи машинного перевода. Предложить лучший вариант перевода
Натяжение или выделение | Программное обеспечение Simplify3D
Натяжение или просачивание
Натяжение (также известное как просачивание, усы или «волосатые» отпечатки) возникает, когда на 3D-печатной модели остаются небольшие нити пластика. Обычно это происходит из-за того, что пластик вытекает из сопла, когда экструдер перемещается в новое место. К счастью, в Simplify3D есть несколько настроек, которые могут решить эту проблему. Наиболее распространенная настройка, используемая для борьбы с чрезмерным натягиванием, называется втягиванием. Если втягивание включено, когда экструдер завершает печать одной секции вашей модели, нить будет вытягиваться назад в сопло, чтобы действовать как контрмера против просачивания. Когда пришло время снова начать печатать, нить будет протолкнута обратно в сопло, так что пластик снова начнет выдавливаться из наконечника. Чтобы убедиться, что втягивание включено, нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция отвода включена для каждого из ваших экструдеров. В разделах ниже мы обсудим важные настройки отвода, а также несколько других настроек, которые можно использовать для борьбы с натяжением, например, настройки температуры экструдера.
Общие решения
Расстояние отвода
Наиболее важной настройкой отвода является расстояние отвода. Это определяет, сколько пластика вытягивается из сопла. Как правило, чем больше пластика вытягивается из сопла, тем меньше вероятность того, что сопло будет вытекать при движении. Большинству экструдеров с прямым приводом требуется расстояние втягивания всего 0,5-2,0 мм, в то время как для некоторых экструдеров Боудена может потребоваться расстояние втягивания до 15 мм из-за большего расстояния между приводной шестерней экструдера и нагретым соплом. Если вы столкнулись с натягиванием отпечатков, попробуйте увеличить расстояние втягивания на 1 мм и снова проверьте, улучшится ли производительность.
Скорость отвода
Следующей настройкой отвода, которую следует проверить, является скорость отвода. Это определяет, насколько быстро нить вытягивается из сопла. Если вы втягиваете экструдер слишком медленно, пластик будет медленно просачиваться через сопло и может начать протекать до того, как экструдер переместится к новому месту назначения. Если вы втянете слишком быстро, нить может отделиться от горячего пластика внутри сопла, или быстрое движение ведущей шестерни может даже стереть кусочки вашей нити. Обычно в диапазоне 1200-6000 мм/мин (20-100 мм/с) существует оптимальная зона, при которой ретракция работает лучше всего. К счастью, Simplify3D уже предоставил множество предварительно настроенных профилей, которые могут дать вам отправную точку для того, какая скорость отвода работает лучше всего, но идеальное значение может варьироваться в зависимости от используемого материала, поэтому вы можете поэкспериментировать, чтобы увидеть, отличается ли скорость отвода. скорости уменьшают количество струн, которые вы видите.
Слишком высокая температура
После того, как вы проверили настройки отвода, следующей наиболее распространенной причиной чрезмерного натяжения является температура экструдера. Если температура слишком высока, пластик внутри сопла станет менее вязким и будет легче вытекать из сопла. Однако, если температура слишком низкая, пластик все еще будет твердым, и его будет трудно выдавливать из сопла. Если вы считаете, что у вас правильные настройки втягивания, но вы все еще сталкиваетесь с этими проблемами, попробуйте уменьшить температуру экструдера на 5-10 градусов. Это может существенно повлиять на конечное качество печати. Вы можете настроить эти параметры, нажав «Изменить параметры процесса» и выбрав вкладку «Температура». Выберите свой экструдер из списка слева, а затем дважды щелкните заданное значение температуры, которое вы хотите изменить.
Длительные перемещения по открытому пространству
Как мы уже говорили выше, натяжение происходит, когда экструдер перемещается между двумя разными точками, и во время этого движения пластик начинает вытекать из сопла. Продолжительность этого движения может иметь большое влияние на то, насколько сильно происходит просачивание. Короткие движения могут быть достаточно быстрыми, чтобы пластик не успевал вытекать из сопла. Тем не менее, длинные движения, скорее всего, создадут струны. К счастью, Simplify3D включает чрезвычайно полезную функцию, которая может помочь минимизировать длину этих движений. Программное обеспечение достаточно умно, чтобы автоматически регулировать траекторию движения, чтобы убедиться, что сопло имеет очень короткое расстояние для перемещения по открытому пространству. Фактически, во многих случаях программное обеспечение может найти путь движения, который не пересекает открытое пространство! Это означает, что нет возможности создать струну, потому что сопло всегда будет находиться поверх твердого пластика и никогда не выйдет за пределы детали. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» и включите параметр «Избегать пересечения контура при перемещении».
Скорость движения
Наконец, вы также можете обнаружить, что увеличение скорости движения вашей машины также может сократить время, в течение которого экструдер может просачиваться при перемещении между частями. Вы можете проверить, какие скорости движения использует ваша машина, щелкнув вкладку «Скорости» в настройках процесса. Скорость движения по осям X/Y представляет собой скорость перемещения из стороны в сторону и часто напрямую связана с количеством времени, которое ваш экструдер тратит на перемещение на открытом воздухе. Если ваша машина может обрабатывать перемещение на более высоких скоростях, вы можете обнаружить, что увеличение этих параметров также может уменьшить натяжение между деталями.
Связанные темы
Не прилипать к станине
Не прилипать к станине
Очень важно, чтобы первый слой вашего отпечатка был прочно связан с платформой принтера, чтобы оставшаяся часть вашей детали могла быть построена на этом основании. Если первый слой не прилипает к платформе сборки, позже это создаст проблемы. Есть много разных способов справиться с этими проблемами адгезии первого слоя, поэтому ниже мы рассмотрим несколько типичных причин и объясним, как решить каждую из них.
Общие решения
Платформа сборки не выровнена
Многие принтеры имеют регулируемую платформу с несколькими винтами или ручками, которые контролируют положение платформы. Если у вашего принтера есть регулируемая платформа, и у вас возникли проблемы с прилипанием первого слоя к платформе, первое, что вам нужно проверить, это то, что платформа вашего принтера плоская и ровная. Если кровать не выровнена, одна сторона вашей кровати может быть слишком близко к соплу, а другая сторона слишком далеко. Для получения идеального первого слоя требуется ровная печатная платформа. Simplify3D уже включает в себя полезный мастер выравнивания кровати, который поможет вам в процессе выравнивания кровати. Вы можете найти этот мастер, выбрав «Инструменты» > «Мастер выравнивания кровати» и следуя инструкциям на экране.
Сопло начинается слишком далеко от платформы
После того, как ваша кровать была правильно выровнена, вам все равно нужно убедиться, что сопло начинается на правильной высоте относительно рабочей платформы. Ваша цель — расположить экструдер на идеальном расстоянии от рабочего стола — не слишком далеко и не слишком близко. Для хорошей адгезии к рабочей пластине нить должна быть слегка прижата к рабочей пластине. Хотя вы можете настроить эти параметры, изменив аппаратное обеспечение, обычно гораздо проще (и гораздо точнее!) внести эти изменения из Simplify3D. Для этого нажмите «Изменить параметры процесса», чтобы открыть параметры процесса, а затем перейдите на вкладку G-Code. Вы можете использовать глобальное смещение G-кода оси Z для очень точной настройки положения сопла. Например, если вы введете -0,05 мм для смещения G-кода по оси Z, сопло начнет печатать 0,05 мм ближе к вашей платформе сборки. Будьте осторожны, внося только небольшие коррективы в этот параметр. Каждый слой вашей детали обычно имеет толщину всего около 0,2 мм, поэтому небольшая корректировка имеет большое значение!
Первый слой печатается слишком быстро
Когда вы выдавливаете первый слой пластика поверх рабочей платформы, вы должны убедиться, что пластик может правильно сцепиться с поверхностью, прежде чем начинать следующий слой. Если вы напечатаете первый слой слишком быстро, пластик может не успеть сцепиться с платформой для сборки. По этой причине обычно очень полезно печатать первый слой на более низкой скорости, чтобы пластик успел приклеиться к платформе. Simplify3D предоставляет настройку именно для этой функции. Если вы нажмете «Редактировать параметры процесса» и перейдете на вкладку «Слой», вы увидите параметр с надписью «Скорость первого слоя». Например, если вы установите скорость первого слоя 50%, это означает, что ваш первый слой будет печатать на 50% медленнее, чем остальная часть вашей детали. Если вы чувствуете, что ваш принтер слишком быстро перемещается по первому слою, попробуйте уменьшить этот параметр.
Настройки температуры или охлаждения
Пластик имеет тенденцию сжиматься при охлаждении от высокой температуры до низкой температуры. Чтобы привести полезный пример, представьте себе деталь шириной 100 мм, которая печатается из АБС-пластика. Если экструдер печатал этот пластик при температуре 230 градусов Цельсия, но он помещался на платформу для холодной сборки, вполне вероятно, что пластик быстро остынет после выхода из горячего сопла. Некоторые принтеры также оснащены охлаждающими вентиляторами, которые ускоряют процесс охлаждения во время их использования. Если бы эта деталь из АБС-пластика охладилась до комнатной температуры 30°С, деталь шириной 100 мм усаживается почти на 1,5 мм ! К сожалению, платформа сборки на вашем принтере не уменьшится настолько сильно, поскольку обычно поддерживается довольно постоянная температура. Из-за этого пластик имеет тенденцию отделяться от платформы сборки по мере остывания. Это важный факт, который следует учитывать при печати первого слоя. Если вы заметили, что сначала слой кажется прилипшим, но позже отделяется от печатной платформы по мере остывания, возможно, виноваты ваши настройки температуры и охлаждения.
Многие принтеры, предназначенные для печати на высокотемпературных материалах, таких как АБС-пластик, оснащены подогреваемым столом для решения этих проблем. Если станину подогреть для поддержания температуры 110С на протяжении всего отпечатка, то она сохранит первый слой теплым, чтобы он не дал усадку. Поэтому, если в вашем принтере есть платформа с подогревом, вы можете попробовать нагреть платформу, чтобы первый слой не остыл. В качестве общей отправной точки PLA имеет тенденцию хорошо прилипать к слою, нагретому до 60-70°C, в то время как ABS обычно работает лучше, если слой нагрет до 100-120°C. Вы можете настроить эти параметры в Simplify3D, нажав «Редактировать параметры процесса», а затем выбрав вкладку «Температура». Выберите платформу для сборки с подогревом из списка слева, а затем отредактируйте заданное значение температуры для первого слоя. Вы можете просто дважды щелкнуть значение, чтобы изменить его.
Если в вашем принтере есть охлаждающий вентилятор, вы также можете попробовать отключить его для первых нескольких слоев принтера, чтобы начальные слои не охлаждались слишком быстро. Вы можете сделать это, нажав «Редактировать параметры процесса» и перейдя на вкладку «Охлаждение». Вы можете отрегулировать уставки скорости вентилятора с левой стороны. Например, вы можете захотеть, чтобы первый слой начинался с отключенным вентилятором, а затем включал вентилятор на полную мощность, как только вы дойдете до 5-го слоя. В этом случае вам нужно будет добавить в этот список две уставки: уровень 1 при скорости вентилятора 0% и уровень 5 при скорости вентилятора 100%. Если вы используете АБС-пластик, обычно отключают охлаждающий вентилятор для всей печати, поэтому будет достаточно ввести одну уставку (Слой 1 при скорости вентилятора 0%). Если вы работаете в ветреной среде, вы также можете попытаться изолировать принтер, чтобы ветер не касался вашей детали.
Поверхность строительной платформы (лента, клей и материалы)
Различные пластмассы лучше прилипают к разным материалам. По этой причине многие принтеры содержат специальный материал платформы сборки, оптимизированный для их материалов. Например, некоторые принтеры используют лист BuildTak на верхней части своей платформы, который имеет тенденцию очень хорошо прилипать к PLA. Другие производители выбирают термообработанное стекло, такое как боросиликатное стекло, которое, как правило, очень хорошо работает с АБС-пластиком при нагревании. Если вы собираетесь печатать непосредственно на этих поверхностях, перед началом печати всегда рекомендуется убедиться, что на рабочей платформе нет пыли, жира или масел. Очистка печатной платформы небольшим количеством воды или изопропилового спирта может иметь большое значение.
Если в вашем принтере нет специального материала платформы для сборки, у вас все еще есть варианты! К счастью, есть несколько типов лент, которые хорошо прилипают к обычным материалам для 3D-печати. Полоски ленты можно наклеить на поверхность платформы сборки и легко удалить или заменить, если вы хотите печатать другим материалом. Например, PLA имеет тенденцию хорошо прилипать к синей малярной ленте, в то время как ABS имеет тенденцию лучше прилипать к каптоновой ленте (также известной как полиимидная пленка). Многие пользователи также добились большого успеха, используя временный клей или аэрозоль на верхней части своих сборочных платформ. Лак для волос, клей-карандаши и другие липкие вещества, как правило, работают очень хорошо, если все остальное не помогло. Не стесняйтесь экспериментировать, чтобы увидеть, что работает лучше всего для вас!
Когда ничего не помогает: поля и подложки
Иногда вы печатаете очень маленькую деталь, у которой просто недостаточно площади поверхности, чтобы приклеиться к поверхности платформы сборки. Simplify3D включает в себя несколько опций, которые могут помочь увеличить эту площадь поверхности, чтобы обеспечить большую поверхность для приклеивания к печатной платформе.
Предназначено для разрезания различных строительных материалов, таких как гипсокартон, аквапанель, гофрокартон, обои, линолеум, кровельные материалы, электропроводка, различные виды пленки, пенополистирол, ковровые покрытия.
Длина режущей кромки
50 мм.
Ширина лезвия
19 мм.
В упаковке
5 шт.
Производитель
Великобритания.
Детали
Характеристики
Отзывы покупателей
Сначала показывать
Владислав
Санкт-Петербург 09 декабря 2021
Качество лезвий соответствует своей цене. Покупкой доволен. Сталь крепкая, хватает надолго. Всем рекомендую
Санкт-Петербург 08 декабря 2021
Идеальные лезвия для строительного ножа Stanley 199, лезвия устанавливаются неподвижно в корпус ножа. Очень износостойкие, хватает надолго, также они двухсторонние когда затупится одна сторона — послужит вторая. Данная форма лезвия отлично подходит для резки ковролина, линолеума, мягкого кровельного покрытия. В комплекте 5 двухсторонних лезвий, получаем 10 режущих кромок — крюкообразных крючков, что является отличным бонусом при покупке этого комплекта.
Федотов
Санкт-Петербург 05 декабря 2021
Лезвия интересные, но например линолеум, как оказалось, обычным прямым сегментированным лезвием резать гораздо удобнее, также как и обои.
дмитрий
Гатчина 02 декабря 2021
Острые, крепкие. Линолеум не пробовал, а ковролин — на ура. Две комнаты 18 и 16 — два лезвия
Александр
Москва 30 ноября 2021
Всем привет! Лезвия хорошего качества! Сразу рекомендую тем кто стелит линолеум или ковролин!Достоинства: Лезвия STANLEY, как и расходники DeWalt, Bosch, и многие другие бренды выполненны из высокого качества материалов!Недостатки: Недостаток только один, не частое их использование. Т.к. заказчики всё меньше и меньше в отделке используют линолеум и ковролин.
Евгений
Санкт-Петербург 29 ноября 2021
Отличные лезвия, использовал для раскроя рулонной наплавляемой гидроизоляции для фундамента. Нарезал шириной по 50 см полотна при толщине гидроизоляционного материала 3 мм. Для последующего возведения наружных стен из газобетона. Лезвия выполнены из высококачественной стали, кончики не ломались, рез чёткий, чистый.
Санкт-Петербург 24 ноября 2021
Хорошие лезвия для раскроя линолеума и ковролина) Не обламывается крюк, долго держат заточку. Одной пачки хватает чтобы постелить линолеум в целой квартире.
Сергей
Санкт-Петербург 23 ноября 2021
Купил год назад упаковку, до сих пор не выработал. Не сказать бы, что каждый день работаю ими, но голова не болит за то, что каждый раз нужно купить, жду когда затупятся )))Достоинства: Неубивашки
Александр
Санкт-Петербург 02 апреля 2021
Лезвия высокого класса, хватает на долго если использовать по назначению!Достоинства: ОстрыеНедостатки: Нет
Николай
Санкт-Петербург 01 апреля 2021
Отлично подходят для раскроя линолеумаДостоинства: Хорошие лезвия, качество устроилоНедостатки: Нет
Алексей
Москва 24 марта 2021
Постоянно пользуюсьДостоинства: Удобно для раскроя пленки линолеума и тп. Для зачистки швов плиткиНедостатки: Не заметил
Андрей
Санкт-Петербург 14 марта 2021
При относительно низкой цене хватает надолго, все устраивает!Достоинства: КачествоНедостатки: Нет
Санкт-Петербург 25 февраля 2021
Отличное лезвие для ковролина и линолеума. Особо радует, что не тупятся быстро, хватает на объект одной пачки
Вопросы и ответы
22 декабря 2021
С какими моделями ножей применяются такие крючковые лезвия?Ответить
Фотографии покупателей
Пояса, ремни, сумки
Ящики для инструмента
Рулетки
Маркеры, карандаши, мел
Мешки, пакеты, коробки, стретч
Средства для швов плитки
Защита рук
Защита лица, глаз, головы
Демисезонная спецодежда
669526
Доставим
Завтра
Привезем в партнерские пункты выдачи
16/04 после 10:00
при заказе до 14/04 до 11:59
Смотреть на карте
Сумка поясная для инструментов Hesler (669526)
Цена за шт
За баллы:
122,75
В корзину
669527
Доставим
Завтра
Привезем в партнерские пункты выдачи
16/04 после 10:00
при заказе до 14/04 до 11:59
Смотреть на карте
Рюкзак для инструментов КМ АТОМ 350х160х440 мм
Цена за шт
2 962 ₽
3 051 ₽
За баллы:
740,25
В корзину
615178
Доставим
Завтра
Смотреть на карте
Сумка для инструментов Stanley Fatmax (FMST1-80147) 500х300х360 мм
Цена за шт
10 952 ₽
11 281 ₽
За баллы:
2 737,75
В корзину
Лезвие для ножа Stanley 19 мм крюкообразное (5 шт. ) в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить лезвие для ножа Stanley 19 мм крюкообразное (5 шт.) в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар лезвие для ножа Stanley 19 мм крюкообразное (5 шт.) действительны в Санкт-Петербурге.
6 шт сверел по металлу серии Bullet (кернирование): 3, 4, 5, 6, 7, 8 мм
Магнитный держатель
Пластиковый кейс набора совместим с комплексными системами хранения ProSTAK (ТМ STANLEY) и TSTAK 2.0 (ТМ DeWALT)
Количество: 19
Тип шлица: Phillips Pozidriv Torx
Бренд: Stanley (США)
Количество: 19
Тип шлица: Phillips Pozidriv Torx
Бренд: Stanley (США)
Самовывоз в Киеве
У вас есть возможность получить заказ в нашем шоуруме. Для этого необходимо оформить заказ на сайте или по телефону. Когда ваш заказ будет готов к выдаче, вы получите sms-сообщение.
Шоурум находится в центре Киева, по адресу Бассейная 14, ТЦ «Бессарабский квартал»
Если вас заинтересовал один из доступных товаров в шоуруме, обязательно зарезервируйте товар.
Способы оплаты при самовывозе:
Наличными
Картами Visa и MasterCard
Безналичная оплата
Адресная доставка по Киеву
Доставка по Киеву осуществляется с понедельника по субботу, с 10:00 до 21:00
При заказе от 2000 грн доставка в пределах Киева бесплатная.
Стоимость доставки заказа до 2000 грн в пределах Киева составляет 70 грн.
Доставить ваш заказ мы стараемся максимально быстро. Как правило, доставляем в день поступления заказа или на следующий день (при наличии товара на ближайшем складе).
Менеджер при подтверждении заказа согласует с вами удобный для вас временной интервал и условия доставки.
Способы оплаты:
Наличными
Предоплата
Безналичная оплата (для юридических лиц)
По Украине «Новой почтой»
Доставка осуществляется на удобное Вам отделение компании «Новая почта»
Срок доставки, как правило, 1-2 дня с момента отправки.
Условия отправки заказов на отделения «Новой почты»:
При заказе от 2000 грн доставка бесплатная.
При заказе до 2000 грн—по тарифам перевозчика
По Украине «Укрпочтой»
Доставка осуществляется на удобное Вам отделение компании «Укрпочта»
Срок доставки, как правило, 1-3 дня с момента отправки.
Условия отправки заказов на отделения «Укрпочты»
При заказе от 1000 грн доставка бесплатная.
При заказе до 1000 грн — по тарифам перевозчика
Ящик для инструментов STANLEY: общая ширина 19 1/4 дюйма, общая ширина 10 1/4 дюйма, общая высота 9 3/4 дюйма, запирается на замок — 19YU44|019151M
СТЭНЛИ
Элемент # 19Ю44
производитель Модель #
019151М
UNSPSC #
24112401
№ страницы каталога
750
750
Страна происхождения
США.
Страна происхождения может быть изменена.
Пластиковые ящики для инструментов имеют глубокий корпус для хранения инструментов и верхнюю ручку для переноски ящика между местами. Их откидная верхняя часть открывается для доступа к инструментам для загрузки и выгрузки. Они весят меньше, чем металлические ящики аналогичного размера, что упрощает транспортировку. Они не вмятины и не ржавеют, и у них нет острых углов, которые могли бы выдолбить или поцарапать поверхность.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
СТЭНЛИ
Элемент # 19Ю44
производитель Модель #
019151М
UNSPSC #
24112401
№ страницы каталога
750
750
Страна происхождения
США.
Страна происхождения может быть изменена.
Пластиковые ящики для инструментов имеют глубокий корпус для хранения инструментов и верхнюю ручку для переноски ящика между местами. Их откидная верхняя часть открывается для доступа к инструментам для загрузки и выгрузки. Они весят меньше, чем металлические ящики аналогичного размера, что упрощает транспортировку. Они не вмятины и не ржавеют, и у них нет острых углов, которые могли бы выдолбить или поцарапать поверхность.
STANLEY STST83397-1 — 19-дюймовый многоуровневый ящик для инструментов
Посетите магазин STANLEY
Посетите магазин STANLEY
Легкий доступ к содержимому. Металлические закрывающие петли. Очень устойчивое основание, позволяющее безопасно открывать все отсеки. Легкое закрытие благодаря ручке, расположенной на лотках. Объем: 24 литра. Загрузить…
Подробнее
Начиная с
€ 27,32
Сэкономьте 39%
€ 45,00
Без НДС ?
Легкий доступ к содержимому. Металлические закрывающие петли. Очень устойчивое основание, позволяющее безопасно открывать все отсеки. Легкое закрытие благодаря ручке, расположенной на лотках. Объем: 24 литра. Загрузить…
Читать далее
Получите 12% скидка 250 €+ с промокодом: PROMO23
Получите 12% скидка 250 €+ промокод:
7 PROMO28 9006 Доставка по всему миру PROMO28 9006 9006 Мы работаем с лучшими международными курьерами, чтобы связаться с нашими клиентами по всему миру и доставить товары любого размера и веса. Узнайте больше здесь.
Официальная гарантия Mister Worker предоставляет 2-летнюю гарантию на все товары. Гарантия, предлагаемая компаниям/торговцам, действительна в течение 1 года бесплатно. Для получения дополнительной информации нажмите здесь.
Описание
Легкий доступ к содержимому. Металлические петли. Очень устойчивое основание, позволяющее безопасно открывать все отсеки. Легкое закрывание благодаря ручке, расположенной на лотках. Объем: 24 литра. Грузоподъемность: 22 кг. Ручка для переноски и петля для навесного замка. Два органайзера в крышке для размещения мелких деталей. Верхний лоток вмещает два органайзера Essential с 10 отделениями. Два выдвижных лотка для лучшей организации пространства и удобного доступа к содержимому.
Почему стоит выбрать многоуровневый ящик для инструментов Stanley STST83397
Многоуровневые ящики для инструментов или ящики для хранения инструментов — это самые удобные ящики, предназначенные для организации, хранения, переноски и защиты широкого спектра электроинструментов, различного рабочего оборудования и многих аксессуаров. Наличие нужного набора профессиональных рабочих инструментов, таких как гаечные ключи, молотки, отвертки, дрели, плоскогубцы и другие электроинструменты в легкодоступном месте, может помочь выполнить самую сложную работу с максимальной эффективностью, повышенной производительностью и меньшими затратами. усилие. Когда нужно иметь под рукой все необходимые инструменты, заготовки и другие часто используемые материалы для повышения производительности и эффективности, Многоуровневый ящик для инструментов Stanley STST83397-1 — идеальное решение.
Этот уникальный многоуровневый ящик для инструментов Stanley STST83397-1 оснащен металлическими закрывающими петлями, устойчивым основанием и современной конструкцией, обеспечивающей быстрое и безопасное открывание всех отсеков, более длительный срок службы и максимальную портативность. Многоуровневый набор инструментов Stanley STST83397-1 — идеальный выбор для тех, кто хочет ускорить свой рабочий процесс и выполнять задачи за меньшее время и с меньшими усилиями. Ящик для инструментов Stanley STST83397 поставляется со встроенными ручками на лотках, двумя высококачественными органайзерами в крышке и двумя выдвижными лотками, что обеспечивает более удобный доступ к вашим инструментам, лучшую организацию пространства для хранения и быстрое размещение мелких деталей.
Britannica объясняет В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.
Britannica Classics Посмотрите эти ретро-видео из архивов Encyclopedia Britannica.
Demystified Videos В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы.
#WTFact Видео В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти.
На этот раз в истории В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории.
Студенческий портал Britannica — это главный ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д.
Портал COVID-19 Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня.
100 женщин Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю.
Спасение Земли Британника представляет список дел Земли на 21 век. Узнайте об основных экологических проблемах, стоящих перед нашей планетой, и о том, что с ними можно сделать!
SpaceNext50 Britannica представляет SpaceNext50. От полета на Луну до управления космосом — мы изучаем широкий спектр тем, которые питают наше любопытство к космосу!
Содержание
Введение
Краткие факты
Факты и сопутствующий контент
Кромвель и круглоголовые | Западная цивилизация
Учебная цель
Объяснить, как Кромвель пришел к власти.
Ключевые моменты
Вера Карла I, унаследованная от отца, в то, что власть короны дана Богом и что король не обязан уважать позицию английского парламента, сформировала его правление и привела к политической кризис, который в конце концов стоил ему жизни.
После того как парламент 1628 г. составил Петицию о праве, Карл I избегал созыва парламента на следующее десятилетие, период, известный как «персональное правление» или «одиннадцатилетняя тирания». В этот период нехватка денег определяла политику Чарльза.
Чарльз, наконец, уступил давлению и созвал еще один английский парламент в ноябре 1640 года. Известный как Долгий парламент, он принял законы, которые укрепили положение парламента и защитили его.
Карл и его сторонники продолжали возмущаться требованиями парламента, в то время как парламентарии продолжали подозревать Карла в желании навязать епископализм и неограниченное королевское правление с помощью военной силы. После того, как Ирландия впервые погрузилась в хаос, города и поселки заявили о своих симпатиях к той или иной фракции.
Гражданская война в Англии (1642–1651) столкнула сторонников короля Карла I, а затем его сына и преемника Карла II, со сторонниками парламента. Его исход был тройственным: суд и казнь Карла I, изгнание Карла II и замена английской монархии сначала Английским Содружеством (1649–1653), а затем протекторатом (1653–59) при Личное правило Оливера Кромвеля.
В 1653 году Кромвель был приглашен своими коллегами-лидерами в качестве лорда-протектора Англии (в то время включавшей Уэльс), Шотландии и Ирландии. Как правитель он проводил агрессивную и эффективную внешнюю политику.
Термины
Армия нового образца
Армия, сформированная в 1645 году парламентариями во время Гражданской войны в Англии и расформированная в 1660 году после Реставрации. Он отличался от других армий в серии гражданских войн, известных как Войны Трех Королевств, тем, что он был задуман как армия, подлежащая службе в любой точке страны (включая Шотландию и Ирландию), а не привязанная к одной территории. или гарнизон. Его солдаты стали штатными профессионалами, а не ополченцами на полставки.
Круглоголовые
Имя, данное сторонникам парламента Англии во время гражданской войны в Англии. Также известные как парламентарии, они боролись против Карла I Английского и его сторонников, кавалеров или роялистов, которые требовали правления абсолютной монархии и божественного права королей. Их целью было дать парламенту высший контроль над исполнительной администрацией.
Долгий парламент
Английский парламент, просуществовавший с 1640 по 1660 год. Он последовал за фиаско Краткого парламента, который проводился в течение трех недель весной 1640 года и который, в свою очередь, последовал за одиннадцатилетним отсутствием парламента .
одиннадцатилетняя тирания
Период с 1629 по 1640 год, когда король Англии, Шотландии и Ирландии Карл I правил без обращения к парламенту. Король имел право сделать это в соответствии с королевской прерогативой. Его действия вызвали недовольство среди правящих классов, но последствия были более популярны среди простых людей.
Кавалеры
Имя, впервые использованное Круглоголовыми как ругательный термин для более богатых мужчин-роялистов, поддерживавших короля Англии Карла I и его сына Карла II Английского во время Гражданской войны в Англии, Междуцарствия и Реставрации (1642–ок. 1679). Позже он был принят самими роялистами.
Охвостной парламент
Английский парламент после того, как полковник Томас Прайд 6 декабря 1648 года очистил Долгий парламент от членов, враждебно настроенных по отношению к намерению грандов судить короля Карла I за государственную измену.
Тридцатилетняя война
Серия войн в Центральной Европе между 1618 и 1648 годами. Первоначально война между различными протестантскими и католическими государствами в раздробленной Священной Римской империи постепенно переросла в более общий конфликт с участием большинства великих держав. .
Тоннаж и фунт
Некоторые пошлины и налоги впервые взимались во время правления Эдуарда II с каждой бочки (бочки) импортного вина, которое поступало в основном из Испании и Португалии, а также с каждого фунта веса товаров, экспортируемых или импортируемых. Традиционно парламент предоставлял его королю на всю жизнь до правления Карла I.
Петиция о правах
Основной английский конституционный документ, в котором излагаются определенные свободы подданных, которые королю запрещено нарушать. Принятый в 1628 году, он содержит ограничения на непарламентское налогообложение, принудительное размещение солдат, тюремное заключение без причины и применение военного положения.
Смерть Елизаветы I в 1603 году привела к восшествию на английский престол ее двоюродного брата, дважды свергнутого короля Шотландии Якова VI, как короля Англии Якова I, создав первый личный союз шотландского и английского королевств. Как король Шотландии, Джеймс привык к слабой парламентской традиции Шотландии, и новый король Англии был искренне оскорблен ограничениями, которые английский парламент пытался наложить на него. Несмотря на напряженность в отношениях между королем и парламентом, миролюбивый нрав Джеймса способствовал установлению относительного мира как в Англии, так и в Шотландии. Однако его сын и преемник, Карл I Английский, не разделял личности своего отца и участвовал в еще более напряженных конфликтах с парламентом. Вера Карла, унаследованная от отца, в то, что власть короны дана Богом и что король не обязан уважать позицию английского парламента, сформировала его правление и привела к политическому кризису, который в конце концов стоил ему его собственная жизнь.
Распустив парламент в 1627 году после того, как он не отвечал требованиям короля и угрожал его политическим союзникам, но не имея возможности собрать деньги без него, Карл собрал новый в 1628 году. Новый парламент составил Петицию о праве, и Карл принял это как уступка, чтобы получить его субсидию. Петиция не давала ему права тоннажа и фунта, которые Карл собирал без разрешения парламента с 1625 года. Карл I избегал созыва парламента на следующее десятилетие, период, известный как «личное правление» или «одиннадцать лет». тирания». В этот период нехватка денег определяла политику Чарльза. Прежде всего, чтобы избежать парламента, королю нужно было избегать войны. Карл заключил мир с Францией и Испанией, фактически положив конец участию Англии в Тридцатилетней войне.
Чарльз, наконец, уступил давлению и созвал еще один английский парламент в ноябре 1640 года. Известный как Долгий парламент, он оказался еще более враждебным Чарльзу, чем его предшественник, и принял закон, согласно которому новый парламент должен собираться не реже одного раза в три месяца. лет — без вызова царя, если это необходимо. Другие законы, принятые парламентом, запрещали королю взимать налоги без согласия парламента, а позже передали парламенту контроль над королевскими министрами. Наконец, парламент принял закон, запрещающий королю распускать его без его согласия, даже если истекли три года.
Карл и его сторонники продолжали возмущаться требованиями парламента, в то время как парламентарии продолжали подозревать Карла в желании навязать епископализм и неограниченное королевское правление с помощью военной силы. Через несколько месяцев ирландские католики, опасаясь возрождения протестантской власти, нанесли удар первыми, и вскоре вся Ирландия погрузилась в хаос. В начале января 1642 года Чарльз в сопровождении 400 солдат попытался арестовать пятерых членов Палаты общин по обвинению в государственной измене, но ему это не удалось. Через несколько дней после этой неудачи, опасаясь за безопасность своей семьи и свиты, Чарльз уехал из Лондона на север страны. Дальнейшие переговоры путем частой переписки между королем и Долгим парламентом оказались безрезультатными. В течение лета города и поселки заявляли о своих симпатиях к той или иной фракции.
То, что последовало за этим, известно как Гражданская война в Англии (1642–1651), которая переросла в серию вооруженных конфликтов и политических махинаций между парламентариями («круглоголовыми») и роялистами («кавалерами»). Первая (1642–1646) и вторая (1648–1649).) войны столкнули сторонников короля Карла I со сторонниками Длинного парламента, а в третьей (1649–1651) произошли бои между сторонниками короля Карла II (сына Карла I) и сторонниками крупного парламента. Война закончилась победой парламентариев в битве при Вустере 3 сентября 1651 года.
Общий исход войны был тройственным: суд и казнь Карла I, изгнание Карла II и замена английской монархии , сначала Содружество Англии (1649 г.–1653), а затем Протекторат (1653–1659) под личным правлением Оливера Кромвеля. Монополия англиканской церкви на христианское богослужение в Англии закончилась тем, что победители укрепили установившееся протестантское господство в Ирландии. Конституционно войны создали прецедент, согласно которому английский монарх не может править без согласия парламента, хотя идея парламента как правящей власти Англии была юридически закреплена в ходе Славной революции 1688 года.0122 Битва при Нейсби, художник неизвестен. Победа парламентской армии новой модели над армией роялистов в битве при Нейсби 14 июня 1645 года стала решающим поворотным моментом в гражданской войне в Англии.
Первые сорок лет своей жизни Оливер Кромвель был малоизвестен. Он был глубоко религиозным человеком (независимый пуританин), вступившим в гражданскую войну в Англии на стороне «круглоголовых» или парламентариев. По прозвищу «Старый Айронсайдс» он быстро продвинулся от командира единственного кавалерийского отряда до одного из главных командиров Армии Новой Модели, сыграв важную роль в разгроме сил роялистов. Кромвель был одним из тех, кто подписал смертный приговор королю Карлу I в 1649 году., и он доминировал в недолговечном Содружестве Англии в качестве члена парламента Охвостья (1649–1653). Он был выбран для командования английской кампанией в Ирландии в 1649–1650 годах. Его силы нанесли поражение коалиции Конфедерации и роялистов в Ирландии и оккупировали страну, положив конец войнам Ирландского Конфедерации. В этот период был принят ряд уголовных законов против католиков (значительное меньшинство в Англии и Шотландии, но подавляющее большинство в Ирландии), и значительная часть их земли была конфискована. Кромвель также руководил кампанией против шотландской армии между 1650 и 1651 годами.0123
В апреле 1653 года он силой распустил парламент Рэмпа, создав недолговечное назначенное собрание, известное как парламент Бэрбоуна, прежде чем его коллеги-лидеры пригласили его править в качестве лорда-протектора Англии (в которую в то время входил Уэльс), Шотландия и Ирландия с декабря 1653 года.
В конце статьи вы можете посмотреть ВИДЕООБЗОР 3D-принтера 3DPrintMill.
Вступление.
Наша компания уже много лет занимается продажей оборудования для 3D печати. За это время к нам в руки успело попасть огромное множество разных 3D принтеров. Но недавно у нас в продаже появился крайне интересный экземпляр.
Это FDM 3D принтер конвейерного типа, Creality CR-30 или, как его еще называют, 3DPrintMill. Главной особенностью данной модели, в отличие от обычных FDM принтеров, у которых построение модели происходит в вертикальной плоскости, то, что CR-30 печатает под наклоном в 45 градусов.
Его стол представляет собой конвейерную ленту. Проще говоря, на таком принтере можно печатать детали любой длины или небольшие модели одну за другой, не боясь, что места на столе не хватит.
Конечно, у данного решения есть много нюансов, но не будем бежать впереди печатаемой детали и рассмотрим все по порядку.
История.
Начнём с предыстории. Идея беспрерывной 3Д печати не нова. Еще в 2010 году компания Makerbot выложила в открытом доступе модели для сборки небольшого конвейерного стола Automated Build Platform, который можно было использовать с их принтерами.
Подразумевалось, что с ним напечатанные модели смогут автоматически убираться с печатной платформы. На какое-то время тема затихла. Производители промышленного оборудования пробовали выпускать 3D принтеры для беспрерывной печати, хотя реализация там была немного другая.
И в 2017 году идея получила новое развитие. Разработчик из компании Polar3D показал модификацию для принтера Makerbot Replicator с наклоненным под 45 градусов конвейерным столом.
И процесс пошел. Был представлен компактный принтер PrintrBot PrintrBelt, который, к сожалению, уже не продаётся. А также, пожалуй, самый известный на данный момент конвейерный 3Д принтер BlackBelt, большой и довольно дорогой.
Еще спустя немного времени Карл Браун из проекта NAK3D Designs представил и выложил в открытый доступ проект огромного конвейерного принтера White Knight.
При желании, его вы можете собрать самостоятельно. Итак мы плавно перемещаемся в 2020 год. Известный блогер Наоми Ву в команде с разрабочиками Creality и при поддержке компании BlackBelt3D представили на краудфандинговой платформе Kikstarter 3D принтер Creality CR-30 или 3DPrintMill.
Потребовалось еще какое-то время на сбор средств и доработки. И в итоге этот принтер, наконец, поступил в свободную продажу.
Комплектация.
Поставляется CR-30 в довольно большой коробке, на которой красуется изображение идейного вдохновителя проекта — Наоми Ву.
Комплектация вполне стандартная. Сверху лежит небольшая бумажная инструкция. В отдельном пакете расположено несколько стяжек, игла для прочистки сопла, бокорезы, калибровочный щуп 0.1мм, шестигранники и гаечные ключи, запасной концевой выключатель, 250-граммовая катушка белого PLA пластика, полноразмерная SD-карта на 8 гигабайт с кардридером, запасные фитинги и пара запасных сопел.
Сборка.
Сам принтер приходит разобранным на несколько частей.
Сборка совсем не сложная. Вся нижняя часть с блоком управления и конвейерным столом уже полностью собрана. С одной стороны к ней нужно прикрутить диагональные распорки.
С другой стороны установить и закрепить несколькими винтами портал, который тоже уже собран.
После этого остается только установить держатель для катушки филамента, прикрутить экран.
Подключить все оставшиеся провода и вставить тефлоновую трубку, идущую от хотенда в подающий механизм.
Конструкция принтера.
Кинематика.
Посмотрим поближе на устройство принтера. Область печати у него 200 мм по ширине, 170 по высоте и бесконечность по длине.
Портал осей X Y наклонен под углом 45 градусов. Да, именно Y, это не ошибка. Ось Z на CR-30 — это конвейерный стол. Если повернуть сам принтер на 45 градусов вперед, станет понятно, что по большому счету он представляет из себя просто принтер с кинематикой CoreXY, со столом, наклоненным вниз на 45 градусов.
Для перемещения осей XY используется система OpenBuilds. На всех каретках с одной стороны есть эксцентрики, вращая которые можно регулировать прижим роликов к профилям.
Ремни тут использованы 10-ти миллиметровые. Это хорошо, ведь экструдер с профилем оси X необходимо не просто двигать в горизонтальной плоскости, но и поднимать вверх.
Экструдер.
Сам экструдер тут боуден, причем с довольно длинной тефлоновой трубкой.
Хотенд использован стандартный почти для всех принтеров Creality, его называют CR-10.
Максимальная температура нагрева ограничена 240 градусами.
Производитель намекает на то, что высокотемпературными пластиками типа ABS на этом принтере печатать не стоит. Радиатор охлаждается осевым вентилятором 3010.
Для охлаждения модели используются два турбинных вентилятора 4010 с неплохими воздуховодами из литого пластика.
Подающий механизм интересный. Это что-то вроде гибрида MK8 и BMG.
Редуктора тут нет, но есть две подающие шестерни. Расстояние до выходного отверстия довольно маленькое.
Есть вероятность, что можно будет нормально печатать флекс-пластиками. Хотя с такой длинной тефлоновой трубкой, это в любом случае будет сложно.
Электроника и электрика.
По электронной части все достаточно стандартно. Блок питания низкопрофильный на 24 вольта 350 ватт, неизвестной нам компании HuntKey.
Все провода обжаты в клеммы, на большинстве даже есть ферритовые кольца для уменьшения помех. Все размещено достаточно аккуратно.
Управляющая плата проприетарная Creality V4.2.10 на 32-х битном микроконтроллере STM32F103 и с распаянными тихими драйверами TMC2208.
Кстати, принтер в целом довольно тихий, включая вентиляторы.
Установлен самый простой экран. Это обычный 12864 с энкодером такой же, как на первом Ender-3 и многих других принтерах Creality.
Конвейерный стол.
Ну и самое интересное, конвейерный стол. Конструкция выглядит очень внушительно.
Пластиковых деталей нет, все сделано из алюминия и стали. Спереди и сзади располагаются приводные валы, по ним проходит кольцевой ремень из термостойкого нейлона, общая длина его окружности 1100мм.
В натянутом состоянии длина получается около полуметра. Спереди с двух сторон есть винты для регулировки его натяжения. В верхней части под ремнем находятся две металлические пластины.
Часть, которая находится со стороны экструдера, нагреваемая. Она должна прогревать ремень при укладке пластика для улучшения адгезии. Максимальная температура 100 градусов. Вторая пластина не греется. По углам располагаются винты регулировки высоты этих пластин.
По два на каждую.
У винтов есть удобные стопорные гайки.
В движение ремень приводится через редуктор мотором, который спрятан снизу.
Калибровка.
Калибровка ручная, при этом тут она заслуживает отдельного внимания. Первое, что нужно сделать, ослабить стопорные гайки регулировочных винтов пластин сверху. И выкрутить винты так, чтобы пластины полностью опустились.
Дальше в нижней части портала есть механические ограничители движения. Это сделано, чтобы ни при каких условиях сопло не смогло повредить ремень стола.
Ограничители можно перемещать по высоте. Правый нужно ослабить.
На левом располагается оптический концевик, который тоже можно двигать по высоте.
Для этого нужно ослабить 4 винта спереди и вращая винт снизу поднимать или опускать его.
По-хорошему, концевик нужно выставить так, чтобы в момент срабатывания, расстояние до механического ограничителя составляло не больше 0.2-0.3мм.
При этом по высоте весь ограничитель нужно прикрутить так, чтобы высота до поверхности стола получалась около миллиметра.
После подбора высоты левого ограничителя с концевиком можно зафиксировать правый на такой же высоте и с таким же отступом.
И после этого уже можно, используя щуп 0.1мм из комплекта, подкручивать высоту сначала нагреваемой пластины так, чтобы по всей ширине между соплом и ремнем стола щуп проходил с небольшим усилием.
Вторую пластину нужно по возможности выставить также как и первую, чтобы длинные модели не отклеивались раньше времени.
Тестовая печать с SD-карты.
Итак, принтер собран и откалиброван. Перейдем к тестам печати, а точнее к нашим долгим и полным сюрпризов приключениям. Заправили серый PLA пластик Tiger3D и сразу запустили на печать случайно выбранную тестовую модель с флешки, которая шла вместе с принтером. Обычно мы так не делаем, но очень уже не терпелось посмотреть, как он работает.
И началась печать какой-то геометрической фигуры.
Вроде бы первые слои легли нормально. И деталь начала строиться под углом в 45 градусов.
Через какое-то время модель напечаталась. И сразу за ней начала печататься еще одна такая же,
а за ней еще.
И все больше
и больше.
Когда место на столе закончилось, детали, уезжая вперед, сами падали вниз.
Получилось целых 10 моделей.
Интересная такая тестовая печать на 15 часов. Во-первых, уже стало понятно, что принтер неторопливый. Также стало очевидно, что он не совсем правильно откалиброван. На большинстве моделей первые слои ложились неровно, хотя потом все приходило в норму.
Так как модели печатались с низким процентом заполнения и всего двумя внешними стенками, местами на поверхности видно проступающее заполнение.
В остальном модели получились хорошо. Слои уложены достаточно равномерно, есть небольшие щели на некоторых моделях сверху.
Они, скорее всего тоже вызваны низким заполнением и нехваткой стенок.
Слайсер CrealityBelt и другие.
Для нарезки следующих моделей установили слайсер. Он называется CrealityBelt.
По сути это модифицированная Cura версии 3.6.0.
Кроме него есть еще слайсер BlackBelt.
Разницы между ними практически нет, так как Creality делали свой слайсер именно на основе BlackBelt. Однако обновляются они теперь независимо друг от друга. Например, BlackBelt в данный момент уже сделан на базе более поздней версии Cura 3.6.2.
С недавних пор нарезать модели под 45 градусов научился слайсер IdeaMaker, однако он еще не имеет некоторых полезных настроек для таких принтеров.
Мы воспользовались слайсером от Creality.
После установки желательно импортировать в CrealityBelt профиль печати, который, как и сам слайсер, находится на флешке. Первое, что бросается в глаза, это стол длиною в бесконечность. Ну, конечно же, его длина ограничена в настройках. Ось Y выставлена 99999 мм, то есть 100 метров.
Кстати, в слайсере стол — это ось Y, а не Z как на принтере. Но нарезается все правильно.
Следующее отличие от обычной Cura, справа сверху можно выбрать, под каким углом нужно производить нарезку.
И есть целый блок дополнительных настроек для конвейерного принтера.
Копии — тут можно выставить, сколько копий нарезанной модели или моделей вам нужно. Если выставить больше чем 1, появится параметр дистанция между копиями. Есть возможность добавить рафт и самое главное, можно выставить настройки для стенки, которая печатается с прилеганием к ремню, ее скорость и поток.
Можно задать отступ от ремня и управление дополнительными вентиляторами охлаждения.
В остальном «кура» примерно такая же, как и обычно. Правда, многих настроек тут просто нет. Например, блок «Тип прилипания к столу» с каймой, юбкой и обычным рафтом, полностью убран. Хотя алгоритмы для улучшения адгезии первых слоев точно не помешали бы. Скорость печати в готовом профиле выставлена очень низкая, но мы попробуем так, раз производитель рекомендует.
Тест — Новогодний бык. PLA
Заправили ESun PLA ярко-красного цвета. И отправили на печать фигурку новогоднего быка.
Не самая актуальная модель, но довольно показательная для печати под 45 градусов. Если поставить быка спиной вперед, казалось бы, минимальный наклон у хвоста уже представляет из себя небольшую сложность.
А довольно сильный наклон на цифрах спереди, для которого на обычном принтере не помешали бы поддержки, CR-30 сможет без проблем напечатать на весу.
Бык напечатался нормально. Хотя несколько недочетов есть. На морде присутствует небольшая недоэкструзия, похожая на верхние части первых моделей.
Кроме этого, на модели остались тоненькие струнки от ретрактов.
Тест — Первая половина цепного меча. PLA
Решили особо не церемониться и сразу напечатать какую-нибудь большую модель. Одно из очевидных предназначений данного принтера, это печать длинных цельных моделей для косплея, например, меча. Обычный меч — это как-то скучновато. Поэтому мы взяли модель цепного меча из вселенной Warhammer 40000.
Увеличили его до 1200 процентов, так что по длине он получился 955 мм, почти метр.
Печатать его придется во всю длину из двух половинок, чтобы на лицевых сторонах не было следов от поддержек. Для этого просто опустили ровно половину модели под поверхность стола.
И, недолго думая, отправили меч на печать. В процессе стало понятно, что это было немного опрометчиво и некоторые моменты не были продуманы. Но останавливать печать не стали.
Во-первых, сразу появилось несколько мест, где не помешали бы поддержки.
А во-вторых, зубья, которые повернуты вперед, начинают печататься буквально с капли пластика. Из-за этого, самые кончики на половине зубьев получались криво. Но печать продолжалась.
День. .. Второй… Третий… Время от времени возникали несущественные проблемы, небольшая недоэкструзия, заполнение очевидно проступало на ровных поверхностях.
Местами были небольшие струны. И спустя 3 дня 10 часов и около 600 грамм PLA пластика половина метрового цепного меча была готова.
Идеальной эту печать назвать сложно. Но размеры настолько впечатляют, что на недостатки даже не хочется обращать внимание.
В любом случае, подобные модели обычно подвергаются серьезной постобработке. Единственное, что действительно смутило, это время печати. Очевидно, вторую половину нужно печатать уже после тестов с увеличенной скоростью.
Тест — 3DBenchy и XYZ Cube. PLA
Отправили на печать кубик XYZ и кораблик Benchy. Одним файлом, друг за другом.
При этом кораблик бенчи разместили носом вперед. В этой части у бенчи самый сильный наклон, который для этого принтера является вообще невозможным. Поэтому в передней части добавили блок кастомных поддержек. Они же помогут с адгезией в начале печати носа кораблика.
Скорость увеличили до 80мм/с и 40мм/с для внешних стенок. Стенка, прилегающая к ремню все еще самая медленная, 10мм/с. Что кораблик, что кубик напечатались неплохо.
В передней части кабины сверху наклон оказался великоват, поэтому несколько линий провисли. Также в некоторых местах опять есть небольшая недоэкструзия. В остальном с виду все выглядит достаточно хорошо и аккуратно.
Несмотря на то, что при печати кораблика, сопло, двигаясь по модели, немного раскачивало ее из стороны в сторону.
Размеры кубика, к сожалению, далеки от идеала. Примерно 19.77 по высоте, 20.21 по ширине и 19.97 по длине.
Конечно, можно программно компенсировать подобные проблемы, но в стоке точность принтера оставляет желать лучшего. Технические модели печатать можно, но только если нет необходимости в точных размерах.
Скорость печати хоть стала немного больше, но существенно не изменилась. Так как ускорения в прошивке выставлены очень низкими, 300мм/с2, при этом увеличить их через меню принтера нельзя, 300 — максимум.
Тест — Вторая половина цепного меча. Результат. PLA
Нарезали вторую половину меча. На этот раз у каждого зуба, повернутого вперед, добавили небольшой блок поддержек, как делали это с «бенчи». Кроме этого, добавили поддержки еще в некоторых местах, которые в прошлый раз провисли.
Количество стенок увеличили до 3-х. Скорость печати 80мм/с и 40мм/с для внешних стенок. Все еще не быстро, да и ускорения остались прежними, но на таких расстояниях максимальная скорость будет успевать набираться. Отправили на печать. В этот раз время печати, конечно, уменьшилось, но не значительно. Всего на 10 часов.
Поддержки в паре мест почему-то не удержались и несколько зубьев получились искаженными. А на рукоятке поддержек просто не хватило, и там некоторые места провисли.
Кстати, обе половинки получились немного согнутыми по дуге, так как допечатывались, свисая с принтера.
Существует специальный блок с роликами, для этого принтера, позволяющий лучше печатать длинные модели.
Подобную конструкцию можно и напечатать самостоятельно, модели есть на thingiverse.
Чтобы нормально склеить две половины меча нужно несколько струбцин и хороший клей, или растворитель, дихлорметан, например. Струбцин под рукой не оказалось, поэтому временно просто стянули половинки стяжками в некоторых местах. Это дало понять, как меч будет в итоге выглядеть.
Недочеты есть, в основном это поврежденные зубья. Остальное можно вполне считать несущественным. Ведь, как мы уже сказали, подобные модели подразумевают постобработку. Если меч хорошо склеить, обработать, загрунтовать и покрасить, выглядеть это будет очень эпично.
Тест — LowPoly Fox. PETG
Далее увеличили ускорения до 600мм/с2 gcode-командой, подключив принтер к компьютеру. Заправили PETG от Bestfilament и попробовали напечатать популярный тест, низкополигональную лису.
Как оказалось, это тоже достаточно показательная модель, демонстрирующая преимущества и недостатки конвейерного принтера. Снова незначительный наклон у хвоста оказался достаточно сложным. А вот морда, которая обычно является самым сложным участком, совершенно не проблема для принтера.
Кроме того, уши печатаются не одновременно, а одно за другим, следовательно струн между ними быть просто не может.
В целом лиса получилась очень хорошо. Слои уложены равномерно, никакой недоэкструзии нет, мы немного увеличили поток в настройках печати. Углы не выступают, эха нет.
Тест. 3D Geometric Wall Art. PETG
И на радостях с этими же настройками отправили на печать не очень сложную, но интересную модель. Это что-то вроде настенного украшения. Таких моделей существует довольно много, животные, цветы и тому подобное.
Мы выбрали нечто более абстрактное. Это прямоугольная рамка с различными узорами, в центре которой находится глаз.
Модель увеличили в размерах примерно до 187мм по ширине. И еще немного вытянули по длине до 450 мм.
В паре мест, где начинают печататься окружности, добавили небольшие пластины толщиной в слой для улучшения адгезии.
Все настройки оставили, как в прошлом тесте и отправили модель на печать. Довольно быстро стало заметно, что при длинных переносах ретракты немного не справляются и на поверхностях остаются маленькие капельки, но в остальном качество печати очень достойное. Спустя примерно сутки модель сняли с принтера. Немного очистили от натеков после ретрактов. И получилась такая отличная картина. Придраться тут почти не к чему, выглядит очень красиво.
Тест. Уплотнительная лента. TPU
Ну и напоследок попробовали, может ли CR-30 печатать флекс-пластиками. Взяли ESun eTPU 95A. Он средней жесткости и не очень сложный в печати. На скорую руку сделали простую модель из призмы и цилиндра.
Допустим это какая-нибудь уплотнительная лента. В слайсере увеличили ее до одного метра в длину.
Скорость поставили, как в оригинальном профиле, ускорения оставили 600мм/с2. И лента без проблем напечаталась до самого конца. В паре мест есть черные точки, видимо иногда пластик прилипал к соплу, перегорал и попадал в саму модель. Но в остальном все хорошо. В подающем механизме ничего не замялось. Для боуден экструдера с такой длинной тефлоновой трубкой результат отличный.
Кстати, на thingiverse уже есть модели для переделки этого принтера на директ-экструдер.
Выводы.
Будем подводить итоги. Очевидно, Creality CR-30 3DPrintmill — принтер не для новичков. Более того, даже для опытного пользователя тут есть множество подводных камней, с которыми придется столкнуться.
Конструкция принтера достаточно хорошо продумана. Конвейерный стол выглядит очень внушительно и сделан надежно. Адгезия к ремню приличная, если учесть что пластик укладывается под углом. Для улучшения адгезии в сложных местах нужно использовать дополнительные вспомогательные модели или кастомные поддержки. Повредить ремень можно, но если изначально правильно откалибровать принтер, вероятность этого снижается почти до нуля. На ремне остаются следы от напечатанных моделей, но проблем они не доставляют.
Кинематика coreXY в данном случае очень удачная. Балка оси X с экструдером максимально облегчены.
И, как выяснилось, принтер может вполне нормально печатать на приличных скоростях и ускорениях. Разве что стенки, прилегающие к ремню должны всегда печататься медленно, 10-20мм/с.
Слайсер работает, но хотелось бы его обновлений или полноценное добавление подобных принтеров в Cura. Существует плагин, но у нас он так и не заработал.
Есть определенная специфика при печати. Многие модели, обычно не требующие поддержек, оказываются крайне сложными для печати на CR-30. И наоборот, казалось бы, сильный наклон, повернутый к порталу, становится вполне простым для печати.
Кому же может быть полезен 3DPrintMill. Первое что приходит в голову, это конечно косплей.
Возможность печатать длинные художественные модели или множество моделей одна за другой, может очень сэкономить время на постобработку и смену моделей.
Кроме этого подобный принтер может быть удобен для печати каких-нибудь предметов интерьера или дизайнерской мебели.
Для точных технических моделей принтер в стоковом состоянии не очень подходит, но если погрешность +- 0.2 — 0.3 мм не очень принципиальна, принтер вполне может пригодиться.
Итог.
В общем, принтер нам понравился, как минимум своей оригинальностью. Универсальным он точно не является, но в некоторых ситуациях может быть очень полезным.
До скорого!
Creality 3DPrintMill CR-30: 3D принтеры Creality
от Creality
Начальная цена
77 900 ₽
— Начальная цена
77 900 ₽
Начальная цена
77 900 ₽
77 900 ₽ — 77 900 ₽
Текущая цена
77 900 ₽
| /
Доступно под заказ
Creality CR-30 – это первая модель компании Creality с бесконечной печатью по оси Z. 3DPrintMill создан для серийного производства, снижения расходов и экономии времени
Количество
Свойства 3D-печати
Технология печати
Печать пластиковой нитью (FDM/FFF)
Область применения
Прототипирование, Макетирование, Дизайн, Архитектура, Для образовательных учреждений, Для бизнеса, Для дома, Реклама, Для инженерии, Для мейкеров
Максимальный размер печати (ДхШхВ), мм
200×170
Кол-во печатающих головок
1
Диаметр нити
1.75 мм
Материал печати
PLA
Рабочая температура экструдера
240 °С
Рабочая температура платформы
100 °С
Способы загрузки проекта
USB, SD
Размеры
Ширина
535 мм
Высота
410 мм
Глубина
656 мм
Вес
16. 5 кг
Creality 3DPrintMill CR-30
Данный 3D-принтер укомплектован съемным удлинительным кронштейном, предназначенным для предотвращения падения модели во время печати. Его стабильная и прочная прецизионная структура CoreXY с опорой равнобедренного прямоугольного треугольника обеспечивает исключительные впечатления от печати.
Особенностью данного принтера является конвейерная лента, изготовленная из износостойкого нейлона, которая отличается отличным сцеплением с моделью. Распечатанная модель может автоматически упасть, когда лента дойдет до конца, освобождая таким образом руку оператора. При необходимости конвейерную ленту легко заменить.
Главные особенности
Бесконечная печатная платформа — Infinite-Z
Стабильная и прочная прецизионная структура CoreXY
Конвейерная лента из износостойкого нейлона
Уникальная конструкция с углом печати 45°
Эксклюзивное программное обеспечение — CrealityBelt
Функция возобновление печати
Creality 3DPrintMill (CR-30) — Ленточная 3D-печать для бизнеса и услуг, дизайнерских услуг, услуг по проектированию машин France Expo — Auvergne-Rhône-Alpes, Clermont-Ferrand Best Expo — Top Trade Show — Import, Export
Проще говоря, 3DPrintMill (Creality CR-30) представляет собой нечто среднее между традиционным 3D-принтером и конвейерной лентой. Это означает две вещи:
1. Непрерывная автоматическая печать деталей. Детали печатаются на 3D-принтере, лента с подогревом продвигается вперед, а детали отделяются и падают в мусорное ведро. Больше не нужно постоянно отрывать детали от нагретой платформы и снова запускать процесс печати. 3DPrintMill может превратить целый 1, 5 или 10-килограммовый рулон пластиковой нити в пластмассовые детали с точными размерами без участия человека. 2. Чрезвычайно длинные (теоретически «бесконечные» по оси Z) 3D-принты. При наклоне платформы на 45 градусов задняя часть напечатанного объекта выдвигается из 3D-принтера, в то время как передняя часть все еще печатается внутри принтера. Самый длинный отпечаток, полученный на 3DPrintMill на сегодняшний день, представляет собой брусок длиной 20 футов / 6 метров, целиком изготовленный на машине длиной всего 66 см.
Для кого предназначена 3DPrintMill (CR-30)?
1. Всем, кому нравится 3D-печать, но не нравится процесс выравнивания кроватей и отделения отпечатков. 3DPrintMill обычно печатает прямо из коробки и имеет отличную адгезию к слою PLA, TPU и PETG. Любые корректировки, если это необходимо, просты, и однажды сделанные, они остаются на одном уровне почти бесконечно. 2. Владельцы магазинов Etsy и eBay, которые уже продают оригинальные модели, напечатанные на 3D-принтере. Настенные крючки, лицевые щитки и другие функциональные принты десятками, сотнями или даже тысячами. Мы работаем над программными решениями, которые позволят вам не только непрерывно печатать один и тот же объект, но и добавлять множество различных моделей в очередь печати и печатать их все без перерыва. 3. Лица, которым требуются пластиковые детали ниже минимума для экономичного литья под давлением, или лица, обладающие конфиденциальной интеллектуальной собственностью и не желающие рисковать тем, что их пресс-формы будут использоваться без их разрешения. 4. Любой, кто хотел бы использовать традиционную ферму 3D-принтеров, но не хочет связанных с этим трудозатрат на постоянную смену лотков с деталями, отсоединение этих деталей и повторный запуск процесса печати. 5. Косплейеры с очень длинными отпечатками — мечами и копьями, для которых обычно требуется дюжина или более деталей и значительная постобработка, как правило, могут быть напечатаны на 3DPrintMill всего из двух частей, часто без опоры для удаления. 6. Реставраторы, бутафоры, сценографы. 3DPrintMill (Creality CR-30) может печатать прочные, долговечные молдинги и другие архитектурные элементы любого профиля размером до 200×170 и практически любой длины без необходимости использования специальных инструментов. В зависимости от выбранного вами разрешения печати и приложения, эти 3D-отпечатки часто можно сразу же загрунтовать и покрасить — без необходимости длительной последующей обработки. 7. Школы, которые хотят предоставить доступ к 3D-принтеру и хотят избежать риска того, что учащиеся будут обращаться с ним напрямую и порезаться о разбитую стеклянную подставку или острые инструменты, которые часто используются для удаления отпечатков или ожоги на нагретом сопле. 3DPrintMill (Creality CR-30) — самый безопасный из доступных вариантов, поскольку после загрузки учителем недельной нити накала его можно использовать без какого-либо контакта с человеком, поэтому его можно поместить в пластиковую коробку или поставить за окном с Напечатанный на 3D-принтере желоб для раздачи готовых деталей ученикам. 8. Любой человек с нарушенной ловкостью или ограниченными движениями кистей и предплечий. Поскольку отпечатки не нужно физически снимать с платформы, их можно продвигать с помощью цифрового управления, 3DPrintMill гораздо более доступен, чем более традиционные проекты, и мы планируем развивать это. Если у вас или у кого-то из ваших знакомых есть особые потребности, свяжитесь с нами — мы делаем все возможное, чтобы включить функции, которые позволят каждому использовать 3D-печать — для бизнеса или для развлечения.
Оборудование
3DPrintMill не является «набором». Принтер поставляется разделенным на четыре основные части для транспортировки: основание, переднюю, заднюю часть и панель управления. Чтобы прикрепить эти детали с помощью прилагаемых шестигранных ключей, требуется менее 30 минут.
С другой стороны, если вы начнете с коробки алюминиевого профиля, стержней, ремней, роликов и других необработанных деталей, купленных непосредственно на заводе в Китае и переданных вам нетронутыми, но со значительной наценкой, может показаться, что как сделка. Но в процессе сборки 3D-принтера с нуля без точных выравнивающих поверхностей и шаблонов, имеющихся на заводе, ошибки накапливаются. Скручивание вдоль одной оси в сочетании с перекосом вдоль другой практически невозможно устранить. Вот почему, если вы хотите получить хорошее качество печати и точность размеров, очень важно свести к минимуму количество деталей, которые придется собирать клиенту.
Простое крепление портала к основанию является проверенной конструкцией, но попробуйте собрать весь портал из отдельных частей без идеально плоской поверхности в качестве рабочей поверхности, и вы обнаружите множество точек, в которых происходит отклонение. Многие конструкции звуковых принтеров становятся непригодными или требуют сложной программной коррекции, потому что точное выравнивание деталей из комплекта с допусками 0,01 мм или выше нереально за обеденным столом или офисным столом обычного человека. Вот почему каждый станок 3DPrintMill (Creality CR-30) сначала проходит испытания на заводе, а затем поступает к вам в почти готовом виде.
Идеальные 3D-печати начинаются с надежной платформы. 3DPrintMill (Creality CR-30) выполнен в виде резервуара с цельнометаллической конструкцией — 16,5 кг или 36 фунтов алюминия и стали, обработанных на станке с ЧПУ. Нейлоновые ролики, но абсолютно никаких пластиковых конструкционных деталей. Компоненты, соответствующие отраслевым стандартам, в том числе алюминиевые балки с V-образными пазами, означают, что вам никогда не придется полагаться только на одну компанию, если вы хотите самостоятельно взломать, обновить или отремонтировать любую часть вашего 3DPrintMill (Creality CR-30). Мы разработали его с нуля, чтобы он был открытым, а не привязывал вас к проприетарной экосистеме.
Портал 3DPrintMill (Creality CR-30) оснащен современной системой перемещения Core-XY под углом 45 градусов. Core-XY, хотя и более дорогостоящий, чем другие варианты, предлагает наилучшее сочетание стабильности, скорости и точности для приложений 3D-печати.
Подвижная ось Z использует нейлоновую конвейерную ленту, предназначенную для промышленных сборочных линий, которая, как ожидается, прослужит годы при регулярном использовании. Вы не обычный пользователь? Нет проблем, вы можете купить дополнительные ремни всего за 45 долларов и заменить их менее чем за 10 минут. Вы аппаратный хакер? Думаете, вы можете сделать лучший ленточный принтер? Кроме того, нет проблем, мы все поддерживаем инновации в сообществе 3D-печати — по многочисленным просьбам мы продадим вам только ремень, если хотите.
Наша алюминиевая печатная платформа на 24 В и 220 Вт быстро и равномерно нагревается до 100ºC, обеспечивая отличное сцепление печати с нейлоновой конвейерной лентой без скручивания. Ручки, установленные сверху, обеспечивают быстрое и точное выравнивание сборки кровати, если это необходимо.
Внутри 3DPrintMill (Creality CR-30) установлена лучшая в линейке Creality-3D 32-разрядная материнская плата, зарекомендовавшая себя в самых продаваемых сериях Ender-3 и CR-10 V2. Плата работает под управлением прошивки Marlin с открытым исходным кодом, оснащена набором микросхем ARM STM32F103 и драйверами шагового двигателя TMC2208 для бесшумной, безопасной и точной работы.
Возобновление печати и обнаружение обрыва нити. Если ваш 3DPrintMill (Creality CR-30) отключится от питания, вы сможете возобновить печать с того места, на котором остановились, после восстановления питания. Закончилась нить на середине длинного задания на печать? Нет проблем, наш датчик нити обнаружит обрыв или биение, приостановит печать, пока вы загружаете новую нить, и возобновит печать с того места, где она была прервана, обычно без каких-либо заметных следов на отпечатке.
Программное обеспечение
Программное обеспечение для нарезки — программа, которая преобразует вашу 3D-модель в траектории движения инструментов, которым может следовать ваш принтер, играет решающую роль в 3D-печати. Хорошие отпечатки получаются из хорошего программного обеспечения для нарезки.
Наше программное обеспечение для нарезки CrealityBelt специально разработано для 3DPrintMill (Creality CR-30). Он может нарезать модель любой длины или нарезать несколько моделей для непрерывной печати. CrealityBelt удобен в использовании благодаря простому управлению и понятному интерфейсу.
Файл GCODE, который считывает 3DPrintMill (Creality CR-30), хотя и необычен тем, что он нарезан под углом 45 градусов, никоим образом не является собственностью, он полностью открыт, и мы работаем с сопровождающими нескольких открытых — Исходные слайсеры, чтобы добавить возможность печати Infinite-Z в свои существующие приложения. Мы ожидаем, что несколько вариантов нарезки с открытым исходным кодом будут доступны до марта 2021 года9. 0005
Наоми Ву
Наоми — яркий молодой инженер по оборудованию, который ведет крупнейший в Китае канал о технологиях на YouTube из своей мастерской/студии в своем родном городе Шэньчжэнь. Наоми появилась на обложке журнала Make Magazine, является страстным сторонником 3D-печати и оборудования с открытым исходным кодом и отвечает за первые пять сертификатов ассоциации оборудования с открытым исходным кодом в Китае.
Creality3D и Naomi уже много лет сотрудничают как в инженерных, так и в маркетинговых проектах, включая совместную работу над полностью открытым исходным кодом легендарного Ender-3, который стал самым продаваемым 3D-принтером в мире.
Два года назад Наоми потребовала от Creality вывести на рынок 3D-принтер Infinite-Z, а затем установила связь между создателями коммерчески жизнеспособной печати Infinite-Z — Биллом Стилом и Карлом Брауном, инженерами Creality, и мировым сообществом 3D-печати. . Теперь их мечта об автоматическом мелкосерийном производстве в любом доме стала реальностью благодаря 3DPrintMill (Creality CR-30).
Creality 3D
С момента основания в 2014 году компания Creality 3D быстро завоевала известность и доверие в сообществе 3D-печати. Компания Creality 3D со штаб-квартирой в Шэньчжэне имеет филиалы в Пекине, Шанхае и Ухане, включающие подразделения исследований и разработок, производства и послепродажного обслуживания. Имея общую площадь 30 000 квадратных метров производственных и исследовательских площадей, команду из более чем 1000 сотрудников и продажи более полумиллиона 3D-принтеров в год, наша способность соблюдать сроки производства гарантирована. Creality 3D гордится своим крупным научно-исследовательским центром, лабораториями 3D-печати и Исследовательским институтом Creality. Именно это стремление к инновациям — построению и усовершенствованию проектов с открытым исходным кодом — привело к созданию 3DPrintMill (Creality CR-30).
Подробности см. на Kickstarter
CR-30 — 3DPrintMill — N-Fil3D
Описание
3DPrintMill (CR-30) обеспечивает печать бесконечной длины и массовую печать, что позволяет экономить время при печати и оправдывает затраты. эффективный.
Специальная лента с бесконечным Z — это первый в мире 3D-принтер Creality, реализующий бесконечный объем печати.
Бесконечная ось Z для бесконечной печати
Оснащенный роликовым конвейером, он обеспечивает непрерывную печать. Не беспокойтесь о печати модели бесконечной длины. Высокая производительность, экономия времени и экономичность
(Размер печати: 200*170*∞мм)
*Для установки доступен съемный удлинительный кронштейн, предотвращающий падение модели во время печати
Двухступенчатый экструдер для металла
A high-9000 Качественный двухступенчатый металлический экструдер в сочетании с наклонным соплом под углом 45 градусов превращает в реальность более 200 часов непрерывной печати.
Стабильная структура Core-XY
Стабильная и прочная прецизионная структура Core-XY с поддержкой равнобедренного прямоугольного треугольника обеспечивает непревзойденное качество печати
Роликовая конвейерная лента
Конвейерная лента, изготовленная из износостойкого материала, имеет отличное сцепление с моделью. Распечатанная модель может автоматически упасть, когда лента завершится до конца, что освободит вашу руку
Сильное прилипание| Удаление без проблем | Износостойкий| Хорошо сбалансированное транспортное средство
*Простая замена конвейерной ленты
Эксклюзивное программное обеспечение Slice только для 3DPrintMill
Это программное обеспечение для нарезки CrealityBelt специально разработано для 3DPrintMill. CrealityBelt действительно удобен в использовании благодаря простоте эксплуатации.
Интеллектуальный датчик обрыва нити
Всякий раз, когда возникает авария, например, выход из строя или обрыв нити, интеллектуальный датчик заставляет машину приостанавливать печать. Печать будет автоматически возобновлена после подачи новой нити.
Интеллектуальное устройство защиты питания, возобновление печати и отсутствие страха перед отключением питания.
Электронная брошюра CR-30
Брошюра о первом в мире принтере 50ill CR-930 3D0M находится в приложении.
Цена указана при покупке за наличный расчёт. Предложение не являются публичной офертой.
Характеристики
EAN код
4607954309355
Описание
Пила цепная электрическая RedVerg RD-EC2000-16. Оснащена мощным электрическим однофазным коллекторным двигателям с двойной изоляцией. Экстренный тормоз цепи, включающийся при откидывании пилы на оператора.
Мощность двигателя
2000 Вт
Тип двигателя
электрический
Резервуар для масла цепи
0.12 л
Шаг цепи
3/8″
Количество звеньев цепи
57
Ширина паза цепи
1.3 мм
Длина пильной шины
16″ (40 см)
Скорость движения цепи
13. 1 метр/сек
Электропитание
от сети
Вес
5.65 кг
Комплектация
Электрическая цепная пила, пильная шина, пильная цепь, кожух для шины, универсальный ключ, инструкция по эксплуатации, упаковка.
Внимание! Внешний вид товара, комплектация и характеристики могут изменяться производителем без предварительных уведомлений.
Проверяйте заявленные характеристики на официальных сайтах производителей.
REDVERG RD-EC2000-16. Честные отзывы. Лучшие цены.
На этой странице вы найдёте описание, продавцов и цены, чтобы купить дешевле, видеообзоры и честные отзывы об электропиле REDVERG RD-EC2000-16. И можете оставить свой отзыв о модели в комментариях внизу страницы.
Быстрый Переход к Нужному Месту:
Технические характеристики
Вес, кг
5,65
Длина шины, см
40
Мощность, Вт
2000
Объем масляного бака, мл
120
Количество звеньев, шт
57
Расположение двигателя
поперечное
Бесключевая регулировка натяжения цепи
нет
Напряжение, В
220
Габариты, мм
250х270х500
Шаг цепи, дюйм
3/8 (0.375)
Скорость вращения цепи, м/с
13.1
Ширина паза, мм
1.3
Длина шины, дюйм
16
Особенности модели
Цепная электрическая пила REDVERG RD-EC2000-16 6625618 идеальна для небольших хозяйств. Оснащена мощным двигателем, высококачественной пильной цепью и 40-сантиметровой шиной, что обеспечивает идеальную поверхность распиливания. В конструкции пилы предусмотрен расширенный защитный экран на задней ручке, что обеспечивает защиту руки от царапин ветками и травм в случае разрыва цепи. Безопасность обуславливается наличием кнопки блокировки выключателя, а также наличием тормоза цепи, мгновенно останавливающего цепь при отпускании кнопки включения или в случае отскока.
Контроль Индикатор уровня масла позволяет всегда осуществлять контроль наличия смазки в банке. Удобство при заправке Горловина масляного бачка расположена сверху пилы — пилу не требуется опрокидывать на бок для заправки маслом. Безопасность Инерционный тормоз цепи мгновенно включается при откидывании пилы на оператора. Точность реза Металлический зубчатый упор помогает фиксировать пилу во время работы, а его зубья служат точкой опоры.
Электрический однофазный коллекторный двигатель с двойной изоляцией
Поперечной расположение двигателя
Большая мощность при компактных размерах
Ударопрочный корпус
Отсутствие выхлопных газов — возможность работать в закрытых помещениях
Задняя ручка, с расширенным защитным экраном — защита руки от травм в случае разрыва цепи
Высококачественная цепь, снижающая риск отскока и его интенсивность, благодаря специально разработанным контурным звеньям
Защита от перегрузки двигателя
Тормоз цепи
Стандартная комплектация
Производитель оставляет за собой право без уведомления представителей менять характеристики, внешний вид, комплектацию товара и место его производства. Будьте внимательны при покупке!
Электрическая цепная пила
Направляющая шина
Цепь
Кожух для шины
Универсальный ключ
Инструкция
Упаковка
Видео
Отзывы и обзоры
Смотрите видео (выше) и обзоры (ниже), они часто лучше текстовых отзывов. Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку!
Олег
Нормальная электропила. Качество сборки и работы полностью соответствует стоимости. Работаю с ней 8 месяцев без проблем. Вообще работал разными пилами и хочу сказать: я всё же отдам предпочтение пиле с прямым двигателем. Дело в удобстве использования, я уже не говорю про арбористику но пила с боковым двигателем создаёт большие проблемы в работе — ею просто не подлезть туда куда свободно заходит прямая. На первый взгляд совершенно непонятно, но она создает проблемы как только вы возьмёте её в руки. Держать её комфортно только с одной стороны (перевес двигателя) Если вы правша или левша нужно обращать на это внимание. Когда Вы заходите в паз по-любому применяете усилий для удержания пилы ровно — можете попробовать зайти в паз и держать боковую только за ручку -она пойдёт дугой в противоположную сторону двигателя, с прямой такого не происходит она пилит ровно под своим весом, боковой спил дерева близко к земле вы сможете сделать только с одной стороны. Прямой с обеих сторон. Если дерево толще длины шины то боковой нужно сделать проходной распил 4 раза, прямой 2 раза. Если ветки близко расположенные друг к другу их не нужно убирать то боковой вы между ними не залезете. Рекомендую в эксплуатации пилы не создавать давление на неё больше её веса при этом нагрузка минимум на вас, на редуктор, на двигатель, на цепь. Цепь всегда должна быть острая — если работаете долго возьмите 2-3 цепи, купите заточной станок Если цепь острая ни в коем случае не давите на пилу при распиле — именно в этот момент у вас слизывает шестерёнки редуктора.
Мы похоже где-то намудрили. Будем разбираться! Такой страницы не оказалось в поиске.
Масло Stihl HP Ultra с дозатором (1 л.)
2`862.50 ₽
Синтетическое масло для длительного использования при высоких требованиях. Превосходные смазочные свойства, сгорание топливной смеси почти без остатка, способность к биологическому разложению – более 80% за 21 день, особенно низкое содержание серы, соотношение компонентов смесь 1:50.
Нефтяное авиационное масло с присадками, применяемое для смазки газотурбинных двигателей.
В корзину
Масло моторное ADDINOL Aquapower Outboard 2T API TC (1 л.)
1`608.75 ₽
ADDINOL AquaPower Outboard 2T — это беззольное моторное масло для двухтактных двигателей, изготовленное на основе минеральных масел. Продукт разработан для подвесных бензиновых лодочных моторов. В продукте используется пакет присадок, разработанный специально для применения в соленой и пресной воде и обеспечивающий великолепную защиту от коррозии.
Масло с высоким индексом вязкости на основе тщательно подобранной беззольной (безцинковой) системы присадок, разработанная в соответствии с самыми жесткими требованиями отраслевых стандартов.
Масло с высоким индексом вязкости на основе тщательно подобранной беззольной (безцинковой) системы присадок, разработанная в соответствии с самыми жесткими требованиями отраслевых стандартов.
Масло с высоким индексом вязкости на основе тщательно подобранной беззольной (безцинковой) системы присадок, разработанная в соответствии с самыми жесткими требованиями отраслевых стандартов.
В корзину
Масло для шланговых насосов Liksir Hosepump (205 л.)
155`475.00 ₽
LIKSIR HOSEPUMP – смазка на глицериновой основе, используется в шланговых насосах, в которых шланг прижимается к корпусу при помощи башмаков, установленных на роторе. Такая конструкция разработана для тяжелых индустриальных применений с давлением нагнетания до 16 Бар
В корзину
Масло для шланговых насосов Liksir Hosepump (20 л.)
15`837.50 ₽
LIKSIR HOSEPUMP – смазка на глицериновой основе, используется в шланговых насосах, в которых шланг прижимается к корпусу при помощи башмаков, установленных на роторе. Такая конструкция разработана для тяжелых индустриальных применений с давлением нагнетания до 16 Бар
В корзину
Масло для шланговых насосов Liksir Hosepump (5 л.)
4`112.50 ₽
LIKSIR HOSEPUMP – смазка на глицериновой основе, используется в шланговых насосах, в которых шланг прижимается к корпусу при помощи башмаков, установленных на роторе. Такая конструкция разработана для тяжелых индустриальных применений с давлением нагнетания до 16 Бар
В корзину
Масло трансмиссионное ADDINOL ATF DCT (1 л.)
1`958.75 ₽
Новейшая разработка ADDINOL ATF DCT — это синтетическое масло для автоматических коробок передач, специально разработанное для применения в легковых автомобилях с коробкой передач с двойным сцеплением (DSG, DCT).
В корзину
Масло трансмиссионное ADDINOL ATF DCT (4 л.)
7`240.00 ₽
Новейшая разработка ADDINOL ATF DCT — это синтетическое масло для автоматических коробок передач, специально разработанное для применения в легковых автомобилях с коробкой передач с двойным сцеплением (DSG, DCT).
В корзину
Масло трансмиссионное ADDINOL ATF XN 2 Dexron II (1 л.)
1`345.00 ₽
Жидкость для автоматических коробок передач ADDINOL Automatikgetriebefluid ATF XN 2 изготовлена на основе высококачественных фракций очищенных минеральных масел с добавлением прекрасно зарекомендовавших себя комплексов активных веществ.
В корзину
Руководство интегратора систем безопасности по альтернативам датчикам Sentrol
Технический эксперт Боб Дольф делится некоторыми альтернативными источниками для многих датчиков Sentrol, которые больше не будут доступны, а также ресурсами приложений.
Я хотел бы начать рубрику этого месяца с краткой поминальной молитвы. Это память о великом производителе датчиков старых времен, Sentrol. Итак, вот вам Сентрол! Покойся с миром. Мы все будем скучать по тебе.
Я помню еще в 19В 70-х годах Sentrol был лидером в области датчиков, а затем его приобретали, и приобретали, и приобретали, и т. д. В конце концов он оказался под крышей United Technologies Corp. (UTC) как часть Interlogix, и мы все знаем, чем это закончилось.
Позор вам, United Technologies, за то, что вы бросили такую культовую компанию в финансовую канализацию. Потеря Сентрола часто напоминает мне песню «Куда делись все цветы?»
Ладно, вытри слезы, надо двигаться дальше. В соответствии с темой этого года, посвященной различным способам, которыми профессиональные охранные агенты могут держаться подальше от всего, что сегодня делается своими руками, а также любительской шушеры, — наличие арсенала специализированных датчиков сигнализации и знание того, как их применять, — это хорошее начало для того, чтобы доказать, что вы — лучший про.
В то же время мы попытаемся обратиться к некоторым альтернативным источникам для многих датчиков Sentrol, которые больше не будут доступны.
Для начала я хочу показать вам все еще БЕСПЛАТНУЮ замечательную записную книжку с датчиками сигнализации. Это «Блокнот по применению датчиков вторжений», который хранится в онлайн-библиотеке Interlogix.
Несмотря на то, что продукты больше не будут доступны, это по-прежнему отличный справочник на 192 страницах со множеством примеров применения датчиков и пояснениями. Скачивайте, пока еще можете. Я не уверен, как долго этот ресурс будет доступен. Теперь давайте посмотрим на некоторые датчики.
Магнитные контактные датчики сигнализации дверей и окон, вероятно, наиболее распространены и широко используются в промышленности. Они также являются одними из самых неправильно используемых и неправильно понятых. Обычно они состоят из одной части магнита и одной части чувствительного магнитного геркона, которые герметично закрыты в защитном стеклянном корпусе.
Сколько раз вам понадобился дополнительный маленький метчик, чтобы вдавить выемку в небольшое отверстие? Сколько раз ты проделывал это пяткой отвертки? Это большое нет-нет, так как малейшее дополнительное сжатие может сломать этот запечатанный стеклом тростниковый корпус.
Воздух может проникнуть в поврежденную защитную оболочку. У вас могут не возникнуть проблемы с производительностью сразу, но в будущем это вторжение окружающей среды может часто вызывать прерывистую работу контакта сигнализации.
Уважайте хрупкость этих устройств. Вы должны только слегка надавить пальцем, чтобы установить этот утопленный контакт сигнализации. Что-нибудь еще, и вы должны сделать отверстие немного больше.
Вот совет: если вам нужно просверлить отверстие большего размера, а проволока уже протянута через отверстие, вы можете рассмотреть инструмент месяца в этом месяце.
Одним из моих любимых утопленных контактов Sentrol для просверленных и недосверленных отверстий был контакт 1275 Wing-Fit, у которого был складной пластиковый крылышко, позволяющее плавать контакту на месте. Хорошей альтернативой этому сейчас является ребристый утопленный контакт GRI 2120 от George Risk Industries.
Говоря о GRI, я открою вам маленький секрет. У GRI есть замечательный список заменителей датчиков других производителей, включая Sentrol.
Еще одна новинка в этом квартале, на которую вы, возможно, еще не смотрели, — Magnasphere. У этой компании также есть сравнительный список для предыдущих дверных контактов Sentrol. Magnasphere предлагает уникальную альтернативу традиционному геркону, который, в свою очередь, обладает высокой устойчивостью к поломке, магнитному вмешательству и сварке контактов. Это качество продажи пункта.
Еще одним старым фаворитом Sentrol были датчики удара 5402/5422. Они были автономными и внесены в список UL. Это хороший пример уникальности некоторых продуктов Sentrol. Некоторые аналогичные датчики удара — датчики сейсмической вибрации Honeywell серии SC100 или GRI Shockgard 1 SG-1.
Компания Sentrol также была известна своей обширной линейкой датчиков разбития стекла, известной как серия ShatterPro. В частности, 5820 Recessed ShatterPro II был очень скромным. Одной из возможных альтернатив является детектор разбития стекла Honeywell FG1625RFM.
В дополнение к ранее упомянутым брендам другие потенциальные альтернативы популярным датчикам Sentrol можно найти у компаний United Security Products, Amseco/Potter, Flair Electronics, Seco-Alarm и Tane Alarm. Я думаю, вы найдете здесь хорошие ресурсы для альтернатив датчикам сигнализации. Мои извинения всем, кого я мог пропустить в этом списке.
Нередко контактный кабель дверной или оконной сигнализации дергают только для того, чтобы обнаружить, что предварительно просверленное отверстие недостаточного размера. Проталкивание кабеля обратно в стену для повторного сверления — это боль.
Вот почему я выбрал специализированный инструмент ReBore-Zit от Labor Saving Devices в качестве инструмента месяца. Это позволяет пересверлить отверстие с неповрежденным кабелем датчика. Магия? Может быть.
Просис Сентрол 5
Вы здесь: Главная > Центр загрузок OPC > Продукты OPC > Prosys Sentrol 5
Prosys Sentrol — это ведущий OPC Client and Server SDK (Software Development Kit), обеспечивающий эффективную и надежную разработку приложений OPC. Sentrol доступен для инструментов разработки Windows, включая Delphi и C++ Builder.
Типичные приложения OPC, разработанные с помощью Prosys Sentrol, включают сбор данных, человеко-машинные интерфейсы (HMI / MMI), диагностику устройств, мониторинг процессов, контроль качества, решения для создания отчетов и системную интеграцию.
Sentrol протестирован на совместимость с OPC, что гарантирует, что приложения, созданные с помощью Sentrol, будут как совместимыми с OPC, так и совместимыми с другими приложениями OPC.
Минимизация времени и стоимости разработки OPC
Создание скомпилированных бесплатных приложений OPC
Полный набор инструментов OPC для быстрой разработки приложений
Минимизация затрат на распространение и установку приложений OPC
Компоненты программного обеспечения OPC, предназначенные для простого соединения
Торговец: Prosys OPC
вид в комплекте profile
Prosys — ведущий поставщик профессионального программного обеспечения и услуг OPC, а также опытный партнер промышленных и высокотехнологичных компаний.
Что-то выбрали? Хотите подешевле? Позвоните нам, мы предложим и проконсультируем! Приготовим товар к выдаче, а Вы заберете подешевле у нас в офисе.
Снегоуборщик Huter SGC 4800E предназначен для расчистки от выпавшего снега территории, например, небольшие дорожки или территорию возле загородного дома. Самоходный агрегат оборудован четырехтактным двигателем мощностью 6.5 л.с. Ширина обработки за один проход составляет 56 сантиметров. Рычаг регулировки скорости, рычаг, регулирующий направление и дальность выброса, вынесены на панель оператора. Металлический шнек может измельчать плотный или мокрый снег. Для электростартера необходим аккумулятор 12 В, 10 А*ч.
Снегоуборщик Huter SGC 4800E отличается от модели SGC 4800 тем, что электростартер работает от электросети 220В.
Рабочая система снегоуборщика Huter представляет собой снегозаборный желоб со шнеком, а также вентилятор в форме крыльчатки и желоб для выброса снега (кроме SGC 3000). Агрегат приводится в действие четырехтактным поршневым одноцилиндровым бензиновым двигателем внутреннего сгорания с воздушным охлаждением.
Преимущества снегоуборщика Huter:
— Двигатель 4-х тактный, бензиновый с верхним расположением клапанов, адаптирован для работы при низких температурах, имеет достаточную мощность, чтобы свободно справляться со всеми нагрузками, связанными с рабочим процессом снегоуборщика и его передвижением. Является полностью автономным и не нуждается в посторонних источниках энергии, что делает снегоуборщик мобильным.
— Снегоуборщики Huter являются самоходными (кроме модели SGC 3000) и снабжены ведущими надувными колёсами, имеющими покрышки с ярко выраженным зимним протектором, что обеспечивает надёжный контакт с поверхностью даже в условиях гололёда и делает эксплуатацию лёгкой. Модель SGC 8100C оснащена гусеницами, что даёт ещё большую проходимость.
— Электростартер (SGC 4800, 4800В от АКБ 12В, а у SGC 4000E, 4800E, 6000, 8100, 8100C от сети 220В) позволяет запускать двигатель без лишних усилий.
— Регулировка направления выброса снега посредством рукоятки позволяет делать это быстро, практически на ходу.
— Прочные металлические лопасти шнека позволяют легко измельчить даже слежавшийся и примёрзший снег и уменьшить его в объёме.
— Ограничительные башмаки по краям приёмного желоба предохраняют его от повреждений и позволяют регулировать высоту от поверхности до его нижнего края, что позволяет использовать снегоуборщик на различной поверхности.
— Яркая фара позволит проводить работы в условиях зимних сумерек (у моделей SGC 4000L, 4800, 6000, 8100, 8100C).
— Подогрев рукояток (у моделей SGC 8000, 8100 и 8100C) даёт возможность управлять снегоуборщиком без специальной экипировки в мороз.
— Планетарный механизм на модели 8100С даёт возможность притормаживания одного из колес. „Крючки“ на панели управления, включают дифференциал и приостанавливающие соответствующее колесо. В итоге снегоуборщик разворачивается сам, оператор не прилагает никаких усилий.
При работе с снегоуборщиком важно помнить:
— Переключение скорости должно осуществляться при полной остановке снегоуборщика и опущенном рычаге привода хода.
— Обкатка двигателя и работа на холостом ходу может навредить снегоуборщику и увеличивает износ ремня привода шнека.
— Эксплуатация при температуре выше 0oС возможна, но мы не советуем, т.к. снег становится «липким» и забивает протоки.
— Регулировка тросов важна, влияет на ресурс и должна проводиться специалистами.
— Все снегоуборщики Huter имеют бумажный фильтрующий элемент и при температурах около 0oС может намокнуть и обледенеть. В таком случае его нужно снять и «просушить».
— Если снегоуборочная машина хранится в неотапливаемом помещении, после работы обязательно необходимо очистить её от налипшего снега.
Снегоуборщик Huter SGC 4800E – один из множества товаров, которые представлены в ассортименте интернет-магазина «Ресанта». Здесь представлены основное описание товара и его характеристики, но если у вас возникают вопросы или вы хотите узнать дополнительную информацию, то звоните нам по телефону: 8 (343) 382-19-61. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Склад, магазин и сервисный центр компании «Ресанта» находятся в одном месте, что удобно для пользователя, если вы захотите забрать товар, купленный в интернет магазине, сами и подобрать к нему дополнительные товары или проконсультироваться с продавцами. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Предоставляем скидки ветеранам, именинникам и постоянным покупателям (кроме акционных товаров с подарками). Всю нашу продукцию (Снегоуборщик Huter SGC 4800E, в том числе) можно оплачивать по безналичному расчёту (НДС учтено), если Вы являетесь юридическим лицом.
Общие характеристики
Вид топлива
Бензин АИ-92
Высота захвата, мм
540
Мощность, Вт
4800
Мощность, л.с.
6
Тип двигателя
Бензиновый
Тип стартера
Электрический
Ширина захвата, мм
560
Двигатель
4-х тактный, одноцилиндровый
Напряжение сети, В
220
Объем топливного бака, л
3
Функции
Возможности
Скорости: 5 вперед / 2 назад
Питание
От электросети
Самоход
Да
Комплектация
Комплектация
Снегоуборщик, Паспорт (инструкция), Упаковка
Наличие фары
Да
Подогрев
Нет
Производитель
Бренд
Huter
Страна бренда
Германия
Страна производства
Китай
Гарантия, мес.
12
Размеры и вес
Вес в упаковке, кг
74
Габариты, см
89,0 x 59,0 x 65,0
Размеры в коробке, см
89 x 59 x 65
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте! Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Подписка на новости
Успей купить!
Вступи в нашу группу ВКОНТАКТЕ,
Назови промокод #РЕСАНТРЕСАНТОВИЧ
Получи преимущество!
ООО «РЕСАНТА-УРАЛ»
ОГРН 1146679029749
Копирование материалов на этом сайте
для коммерческих целей запрещено!
Ресанта-Урал — зарегистрированная
торговая марка.
Авторские права защищены.
HUTER SGC 4800E. Честные отзывы. Лучшие цены.
На этой странице вы найдёте описание, продавцов и цены, чтобы купить дешевле, видеообзоры и честные отзывы о снегоуборщике HUTER SGC 4800E. И можете оставить свой отзыв о модели в комментариях внизу страницы.
Быстрый Переход к Нужному Месту:
Технические характеристики
Вес, кг
74
Двигатель
Huter
Емкость топливного бака, л
3. 6
Габариты, мм
850х585х640
Тип двигателя
4-х тактный
Стартер
ручной/электрический
Электростартер с питанием от бортового аккумулятора
нет
Наличие фары
да
Разблокировка колес
нет
Самоходный
да
Система шнеков
двухступенчатая
Тип передвижения
колесный
Мощность (Вт)
4800
Мощность (л.с.)
6,5
Высота ковша, см
54
Ширина ковша, см
56
Подогрев ручек
нет
Скорости
5 вперед/2 назад
Шнек
металлический
Обрезиненный шнек
нет
Щетка в комплекте
нет
Особенности модели
Снегоуборщик Huter SGC 4800E 70/7/16 — самоходный агрегат, используемый для уборки территорий загородного участка, автостоянок, возле офиса, коттеджа от снега. Хорошая проходимость. Благодаря глубокому протектору колеса снегоуборщика не проскальзывают в гололед. Эффективность. Система шнеков обеспечивает измельчение плотного снега. Быстрый запуск. Электростартер, который работает от сети 220В, позволяет запускать двигатель без лишних усилий. Простая регулировка. Поворот желоба регулируется при помощи специального рычага. Работа в темноте. Яркая фара позволит проводить работы в условиях зимних сумерек.
Дополнительное освещение Снегоуборщик оснащен фарой для более комфортной работы в темное время суток. Надежное сцепление Глубокий протектор колес обеспечивает надежное сцепление с поверхностью даже на обледенелых участках. Регулировка выброса Направление выброса снега регулируется при помощи специального рычага. Эффективность Металлический зубчатый шнек эффективно измельчает даже слежавшийся плотный снег.
Самоходная модель;
Мощный 4-тактный двигатель;
Электростартер работает от сети 220В;
Ограничительные башмаки защищают ковш Huter SGC 4800E 70/7/16 от повреждений;
Ширина обработки за один проход составляет 56 см;
Широкая заливная горловина на топливном баке облегчает заправку.
Стандартная комплектация
Производитель оставляет за собой право без уведомления представителей менять характеристики, внешний вид, комплектацию товара и место его производства. Будьте внимательны при покупке!
Снегоуборщик;
Инструмент для очистки;
Инструкция;
Упаковка.
Видео
Отзывы и обзоры
Смотрите видео (выше) и обзоры (ниже), они часто лучше текстовых отзывов. Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку!
Виктор
Хорошая модель снегоуборщика. Выбирал снегоуборщик чистить снег во дворе около дома и выезд до улицы. Снег убирает хорошо, проблем не доставил за 2 сезона. Главное правильно понимать его возможности.
3D принтеры – что это такое и для чего они могут понадобиться!
Как работают 3D принтеры
Несмотря на масштабное распространение 3D технологий, до сих пор далеко не каждому известно, как работают 3D принтеры. 3DDevice поможет вам разобраться в этой теме и ответит на часто задаваемые вопросы. Чаще всего пользователи интересуются, что такое 3D принтер. Сейчас объясним.
Существуют различные методики 3D печати, но их принцип в целом сводится к одному. Суть технологии заключается в постепенном (послойном) воспроизведении цифровой 3D модели в объемном виде из определенного материала. Такие материалы могут быть различными, в зависимости от используемой технологии. 3D-принтер – это устройство, которое создает объемное изделие на основе цифровых данных. В специальной программе эти данные конвертируются в управляющий код для принтера (G-code), за счет чего он и выполняет необходимые движения. Это наиболее доступный ответ на вопрос «Как работает 3D принтер?». Далее следуют тонкости конкретных методик, в которые мы не станем углубляться. Подробно рассмотрим только самые распространенные технологии 3D печати.
Чем печатает 3D принтер
В предыдущем пункте мы не полностью раскрыли вопрос «Чем печатает 3D принтер?» и ниже дадим максимально полный ответ. Для воспроизведения изделий на 3Д-принтере используются специальные материалы. На настольных 3D принтерах это 3Д-пластик и фотополимерные смолы, но можно печатать также резиной, гибкими и усиленными материалами. Более серьезные, профессиональные устройства позволяют печатать металлом и гипсом, что делает их оптимальными для массового производства. За счет этого промышленные 3D принтеры уже вовсю применяются в аэрокосмической и автомобильной промышленности.
Другие вопросы и ответы о 3D принтерах и 3D печати:
Основы Что такое 3D печать?
Основы Что такое 3D модель?
Что можно сделать на 3D-принтере
Итак, с тем, что такое 3D принтер мы разобрались. Теперь поговорим о том, что можно сделать на 3D-принтере. Самый очевидный ответ – все. И он очень близок к истине. Уже сегодня помимо привычных FDM и SLA 3D принтеров существуют пищевые, промышленные, 3D биопринтеры и множество других вариаций подобных устройств. 3D печать широко применяется в бытовых целях, а ученые возлагают большие надежды на технологию 3D-биопечати, с помощью которой планируется изготовление живых тканей и органов. Основными преимуществами 3D-печати перед традиционными способами изготовления изделий – высокая скорость, простота и относительно небольшая стоимость.
3D принтеры
Надеемся, мы понятно объяснили, что такое 3D принтеры. Если у Вас имеются дополнительные вопросы, которые мы не затронули, пишите нам на электронную почту и мы, в случае необходимости, добавим и Ваши вопросы! С уважением, коллектив компании 3DDevice.
Также хотим напомнить, что в нашем интернет-магазине представлен широкий ассортимент товаров для 3D печати и 3D сканирования, включая оборудование и расходные материалы. Помимо этого, мы предоставляем услуги 3D моделирования, 3D проектирования и прочее. За более подробной информацией обращайтесь по одному из телефонов, указанных здесь.
Вернуться на главную
Как работает 3D-принтер и для чего он нужен — Журнал «Код»
За последние пару лет появилось много новостей о том, что кто-то что-то распечатал на 3D-принтере:
слуховой аппарат,
продукты из молока,
жилой дом,
робопалец,
мозговые импланты,
статую Давида высотой 1 миллиметр,
готовые электронные устройства.
Давайте разберёмся, как работает эта технология, какие у неё ограничения и за ней ли будущее.
Для чего нужен 3D-принтер
3D-принтеры печатают объёмные вещи из пластика или других материалов. Их можно использовать в быту или производстве. Например, вот что можно напечатать на 3D-принтере:
Корпус для батареек.Светодиодную лампу на шарнирах.Лампу в стиле Minecraft.Модель старинного замка.
Как это работает
Обычно для печати 3D-принтер использует специальный пластик. Он бывает в виде порошка, жидкой смолы или пластиковой проволоки в катушках. Именно из этого материала и будет состоять напечатанная деталь.
Дальше, если говорить грубо, процесс выглядит так:
этот пластик либо наносят с помощью подвижного сопла;
либо «запекают» с помощью лазера;
либо из массива готового материала вырезается лишнее с помощью подвижного резака (но это уже больше похоже на токарное дело и к 3D-печати часто не относят).
Материал принимает нужную вам форму слой за слоем. Когда все слои пройдены, получается деталь.
Ускоренная съемка 3D-печати с помощью подвижного сопла:
Из-за того что принтеру нужно постоянно нагревать пластик, 3D-принтеры печатают не очень быстро: на деталь размером с телефон может уйти 15–20 минут. Ещё скорость зависит от толщины слоя: чем толще слой, тем быстрее печать. Но при большой толщине слоя деталь может получиться неаккуратной: будут видны слои:
Чем тоньше слой, тем более ровной получается поверхность при печати.
Технологии печати
3D-печать очень нужна в промышленности и промдизайне, поэтому существует целый зоопарк технологий печати, у каждой свои преимущества и недостатки.
Стереолитография. Вместо пластика здесь используется специальная смола, которая застывает на свету. Деталь тоже формируется слоями, но сами слои почти незаметны — смола заполняет рельеф и деталь кажется единым целым даже с очень близкого расстояния.
Синтез полимеров (SLS). При такой печати используется порошок, который потом запекается лазерным лучом. Так как лазерный луч можно сфокусировать в любом месте с нужной точностью, то таким способом печати можно получить очень сложные модели с высокой детализацией:
Polyjet. Особенность этой технологии в том, что в ней можно печатать объекты одновременно из разных материалов. Это позволяет создавать практически любые вещи самой сложной формы, которые сразу обладают нужными свойствами. На таком принтере можно напечатать даже кроссовки, которые можно носить:
Что можно напечатать
На 3D-принтере можно напечатать всё что угодно, если у вас есть подходящий материал для печати, готовая модель и достаточно большой принтер.
Прототипы. Часто перед началом производства компании нужно понять, насколько удобной получится вещь в использовании. Чтобы не запускать линию ради одного изделия, его печатают на 3D-принтере и смотрят, что нужно изменить или доработать. На таких прототипах можно заметить, например, что кнопки получились слишком маленькими и их будет неудобно нажимать или что кнопки оказались очень далеко от пальцев и до них нужно будет специально тянуться.
Запчасти и детали. Иногда найти запчасть от какого-то инструмента сложно или почти невозможно: производитель их не выпускает или модель давно снята с производства. В этом случае можно найти в интернете трёхмерную модель нужной детали или нарисовать её самому в редакторе, чтобы потом отправить это на печать.
Медицина. Трёхмерная печать активно используется в медицине для создания новых суставов, тканей и лечения пациентов. Отличие от традиционной печати в том, что вместо пластика там печатают специальными «живыми» растворами, которые взаимодействуют друг с другом и ведут себя как настоящие органы и ткани. Благодаря такой технологии сейчас легко напечатать сустав, который хирург может поставить человеку вместо повреждённого.
Хобби и моделирование. На 3D-принтере легко печатать разные миниатюры, коллекционные фигурки и модели.
Производство других роботов. 3D-принтеры пока не умеют производить сервоприводы и микропроцессоры, но уже умеют печатать корпуса и каркасы роботов.
Дома и здания. Берём здоровенные рельсы с моторами и контроллерами. Устанавливаем подвижное сопло, на которое можно подавать строительную смесь (бетон или полимеры). Можно печатать стены зданий. В отличие от традиционных технологий строительства из кирпича, панелей и блоков, форма стен и здания в целом может быть любой. Фундамент, перекрытия и крыша пока что не печатаются, но это пока.
Представьте: отправляем на Марс полсотни 3D-принтеров на подвижной основе. За год каждый из них печатает ещё по 100 принтеров. Далее все эти 5 000 принтеров разъезжаются по Марсу и начинают строить первую колонию. Пока они строят, мы заказываем в Икее мебель, оформляем доставку, и как раз к моменту доставки наши роботы всё допечатают. Яблони на Марсе вряд ли зацветут, а вот пятиэтажки — могут.
Критика и проблемы
❌ Медленно и без гарантий: печать довольно медленная, недостаточно точная. Огромная проблема в любительских принтерах — брак. Например, деталь может отклеиться от подложки прямо во время печати, и произойдёт ад. Или моторы раскалибруются, и сопло начнёт промазывать мимо нужных мест.
❌ Низкая эффективность: чтобы напечатать деталь 10 × 10 см, нужен принтер размером как минимум 50 × 50 см, который будет стоить несколько сотен долларов.
❌ Не самые прочные материалы: 3D-печать пока что ограничена пластиками и смолами. Есть отдельные технологии печати на базе металлического порошка, но если вам нужна стальная деталь — вам нужен не 3D-принтер, а нормальный токарь и станок. Но на станке можно сделать не всякую деталь.
❌ Не всегда понятно зачем. В промышленности 3D-принтеры используют для прототипирования, но в массовом производстве эти технологии не используются. Для домашнего применения тоже неясно: на 3D-принтерах печатают маленькие пластиковые штучки для любительских проектов… и всё. Очень мало случаев, когда обычный человек мог бы захотеть напечатать у себя дома что-то применимое в хозяйстве.
Что дальше
Дальше технология победит все проблемы младенчества и будет печатать вам еду, мебель и внутренние органы. Необязательно при нашей жизни, но наши дети и внуки наверняка застанут.
Текст:
Михаил Полянин
Редактура:
Максим Ильяхов
Художник:
Даня Берковский
Корректор:
Ирина Михеева
Вёрстка:
Мария Дронова
Соцсети:
Олег Вешкурцев
Термальные принтеры по сравнению со струйными принтерами
Предприятия по всему миру ежедневно используют принтеры для печати всевозможных документов, включая контракты, квитанции, теги управления активами и многое другое. Очень важно, чтобы предприятия понимали и выбирали правильный принтер для своих конкретных потребностей. Например, струйный принтер может печатать фотографии высокого качества, но не может быстро и легко печатать штрих-коды.
В этой статье будут рассмотрены промышленные струйные принтеры и промышленные термопринтеры, два наиболее распространенных типа принтеров, доступных в настоящее время, с информацией о плюсах и минусах каждого из них, типичных областях применения и ресурсах для выбора следующего принтера.
Что такое струйный принтер?
Струйные принтеры, как следует из названия, используют чернила для печати текста, графики и изображений на различных типах бумаги. Эти принтеры чаще всего используются дома и в небольших офисах, хотя многие коммерческие полиграфические компании используют промышленные струйные принтеры для печати высококачественных брошюр, листовок и других материалов.
Как работают струйные принтеры?
Струйные принтеры распыляют тысячи капель чернил на лист бумаги, где цвета объединяются в изображение или текст. Цвета и размеры этих капель можно изменять для получения четких фотореалистичных изображений.
Пользователи могут посмотреть заявленное количество точек на дюйм (DPI), чтобы оценить разрешение принтера. Измерение DPI сообщает пользователям, сколько крошечных капель может поместиться на одном дюйме страницы. Более высокий DPI означает, что принтер делает меньшие отдельные точки и более четкое изображение.
Каковы преимущества струйного принтера?
Существует множество причин, по которым компания может выбрать промышленный струйный принтер. Вот некоторые общие преимущества и преимущества выбора струйного принтера:
Стоимость: Струйные принтеры, картриджи и расходные материалы более доступны и, следовательно, дешевле, чем их термические аналоги.
Качество изображения: Даже недорогие струйные принтеры могут печатать изображения почти фотографического качества.
Каковы недостатки струйного принтера?
Струйные принтеры не лишены недостатков и недостатков. Вот некоторые из них:
Стойкость изображения: Изображения на основе чернил могут смазываться, окрашиваться и растекаться под воздействием влаги, солнечного света, влажности и повседневного использования.
Движущиеся части: В струйных принтерах обычно используется больше движущихся частей, чем в термопринтерах, что повышает вероятность поломок, требующих ремонта или замены.
Надежность: Наклейки, знаки, этикетки и другие печатные материалы могут слишком часто рваться и отслаиваться, что затрудняет надежное долгосрочное использование.
Что такое термопринтер?
В отличие от струйных принтеров, термопринтеры не распыляют жидкие чернила через сопло для создания изображений. Скорее, термопринтеры, такие как DuraLabel Toro Max, используют крошечные нагревательные элементы для активации или переноса пигментов.
Промышленные термопринтеры чаще всего используются для создания этикеток, знаков безопасности, указателей пути, штрих-кодов, транспортных этикеток и других часто используемых предметов.
Как работают термопринтеры?
Существует две отдельные категории термопринтеров: принтеры для прямой термопечати и принтеры для термопереноса. Вот краткое описание того, как работает каждый из них:
В принтерах для прямой термопечати используется химически обработанная бумага, которая темнеет при нагревании термопечатающей головкой. В принтерах для прямой термопечати не используются отдельные расходные материалы для чернил, тонера или ленты. Принтеры прямой термопечати чаще всего используются для печати таких предметов, как квитанции и транспортные этикетки.
Термотрансферные принтеры используют термопечатающую головку для переноса твердых чернил с ленты на этикетку (обычно изготовленную из винила, полиэстера, нейлона или других более толстых материалов) для получения стойкой печати. Лента обычно изготавливается из воска, смолы или их комбинации и приклеивается к поверхности подачи этикетки с помощью тепла и давления.
Каковы преимущества термопринтера?
Есть несколько причин, по которым стоит рассмотреть возможность использования промышленного термопринтера для вашего предприятия. Вот несколько преимуществ инвестиций в термопринтер:
Долговечность: Этикетки и знаки, созданные с помощью термопринтеров, служат дольше и выдерживают более широкий спектр погодных условий, чем те, что напечатаны чернилами.
Универсальность: термотрансферные принтеры могут печатать документы, этикетки и вывески, отвечающие различным требованиям, в том числе долговечные этикетки от вспышки дуги, текстовую и графическую маркировку пола, а также этикетки, предназначенные для экстремальных условий, таких как хранение в холодильнике.
Меньше обслуживания: Благодаря меньшему количеству движущихся частей термопринтеры служат дольше, их легче обслуживать и они работают более надежно, чем струйные принтеры.
Каковы недостатки термопринтера?
Несмотря на все преимущества промышленных термопринтеров, они не лишены недостатков и недостатков. Вот несколько осложнений, которые могут возникнуть при использовании термопринтеров.
Когда следует использовать один принтер вместо другого?
С таким большим выбором принтеров и стандартов этикеток может быть сложно понять, когда один тип принтера подходит лучше, чем другой.
Используйте струйный принтер для:
Офисная печать: Используйте струйный принтер для основных офисных заданий печати, таких как контракты, руководства и электронные письма.
Фотографии: Термопринтеры не могут печатать высококачественные фотографии, поэтому струйные принтеры являются идеальным решением.
Временные вывески: Печать краткосрочных уведомлений, объявлений и напоминаний, предназначенных для краткосрочного использования (например, вывеска, информирующая работников о том, что собрание переместилось в другое помещение).
Используйте термотрансферный принтер для:
Долговечные знаки и этикетки: Термотрансферные принтеры могут печатать знаки и этикетки, которые выдерживают экстремальные условия и отвечают требованиям OSHA и NFPA, включая этикетки с дуговым разрядом, морские знаки, знаки безопасности и многое другое.
Специализированная визуальная коммуникация: Печать намагниченных этикеток для стеллажей, обмоток проводов, визуальной коммуникации при слабом освещении и т. д. для приложений, уникальных для нужд вашего предприятия.
Напольная маркировка: Повысьте эффективность и безопасность с помощью специальных знаков для маркировки пола, которые можно модифицировать для создания дорожек, ограждения зон и предупреждения пешеходов о движении вилочных погрузчиков.
Решения для термопринтеров от Graphic Products
Компания Graphic Products разработала обширную линейку принтеров, которые удовлетворяют потребности конкретных объектов и помогают работодателям выполнять требования к промышленной маркировке и вывескам. Узнайте больше о промышленных принтерах для этикеток и вывесок DuraLabel.
Компания Graphic Products выпустила Руководство по передовой практике промышленной печати этикеток, в котором рассматривается, как термотрансферные принтеры DuraLabel создают этикетки и вывески, которые не выцветают. Бесплатный ресурс показывает читателям, как использовать термотрансферный принтер, знакомит с различными принтерами для конкретных приложений и объясняет, как работают термотрансферные принтеры.
Готовы к маркировке?
Если вас убедила долговечность и универсальность термотрансферных этикеток, загрузите наше Руководство по промышленным принтерам для печати этикеток, в котором показано, как использовать термотрансферный принтер для создания нестандартных этикеток, соответствующих требованиям OSHA, ANSI, ASME и другим нормативным требованиям. стандарты. Загрузите бесплатную копию сегодня!
Что такое термопечать? Узнайте об этом здесь
Промышленные решения для маркировки и кодирования продуктов
Промышленные решения для маркировка и кодирование продукции
Разработка и производство «Сделано в Германии»
50 лет опыта в бизнесе и промышленности
Главная » Услуги » Термопринтер
Что такое термопечать?
Термопечать – это метод, при котором изображение печатается на термобумаге с помощью тепла.
Нагрев осуществляется контролируемой печатающей головкой. Термобумага, с другой стороны, имеет термочувствительное покрытие, позволяющее производить маркировку под действием тепла.
Типы термопечати
Существует два типа методов термопечати: прямая термопечать и термотрансферная печать.
В случае прямой термопечати тепло от печатающей головки передается непосредственно на термобумагу. Это вызывает химическую реакцию в особом термочувствительном слое ламината, в результате чего бумага становится черной. Стоит отметить, что современная термобумага гораздо более устойчива к воздействию окружающей среды, чем раньше, поэтому цвет остается свежим в течение нескольких лет.
Термотрансферная печать, с другой стороны, использует цветную фольгу или термотрансферную фольгу для нанесения печати на бумагу. Печатающая головка оснащена сотнями крошечных нагревательных элементов, которые можно активировать с помощью компьютерного управления. Фольга проходит между печатающей головкой и бумагой и расплавляется печатающей головкой, где активируются нагревательные элементы. Гладкая поверхность фольги обеспечивает тонкий и четкий отпечаток с легким блеском. Преимуществом термотрансферной системы является более длительный срок хранения ее оттисков по сравнению с прямой термопечатью.
Системы термопечати и струйной печати
Термопринтеры, которые должны печатать непосредственно на упаковке продукта, часто используют системы струйной печати. Основное преимущество заключается в том, что эти системы способны печатать на различных поверхностях, таких как бумага, картонная упаковка, синтетические материалы или металл. Струйная печать особенно используется для фармацевтической, косметической и пищевой упаковки, а также в почтовой службе.
В термопринтерах со струйными системами печати используются чернильные картриджи с множеством крошечных камер, которые можно нагревать электрическим импульсом. Тепло провоцирует образование небольшого пузырька пара, который проталкивает чернила через сопло. Напряжение пузырька пара, а также поверхностное натяжение капли чернил заставляют чернила отбрасываться назад в течение доли секунды. Таким образом, можно добиться точной и высококачественной печати текста, штрих-кодов и графики.
Другим сочетанием термопечати с технологией струйной печати является так называемый процесс пьезоэлектрической струйной печати или пьезоструйная печать. При этом стенки чернильной камеры нагреваются электрическим импульсом, благодаря чему они расширяются за счет тепла. Чернила выдавливаются из сопла на объект. Прекращая электрический импульс, стенки возвращаются в исходное положение.
Описание EKF Переключатель АС-22 2P NO+NC PROxima psw-ac-2p
Коммутационное устройство, которое предназначено для переключения электрических цепей переменного тока частотой 50/60 Гц с напряжением до 660 В и постоянным напряжением до 400В. Выпускаются в типах: •с длинной ручкой •с короткой ручкой •с подсветкой •без подсветки •с замком
Цвет кнопки
Черный
Количество позиций переключения (положений)
2
С возможностью подсветки
Нет
С самовозвратом (без фиксации)
Нет
Напряжение питания, В
220…230
Диаметр отверстия, мм
22
Без самовозврата (с фиксацией)
Да
Степень защиты (NEMA)
5
С передним кольцом
Нет
Срок службы, лет
10
Количество нормально разомкнутых (НО, NO, з) контактов
1
Количество нормально замкнутых (НЗ, NC, р) контактов
1
Тип элемента управления
Рукоятка поворот. короткая (узкий хват)
Высота отверстия, мм
5
Материал переднего кольца
Пластик
С ламп. в комплекте
Нет
Степень защиты (IP)
IP40
Тип электрического подключения
Винтовое соединение
Гарантийный срок эксплуатации, лет
7
Цвет переднего кольца
Серый
Серия
PROxima
Технические характеристики EKF Переключатель АС-22 2P NO+NC PROxima psw-ac-2p
Ширина упаковки 10 см
org/PropertyValue»> Высота упаковки 10 см
Глубина упаковки 10 см
Объемный вес 1 кг
Кратность поставки 1
Заказ в один клик
Мы позвоним Вам в ближайшее время
Несоответствие минимальной сумме заказ
Минимальная сумма заказа 1 500,00 ₽
Просьба увеличить заказ.
Гарантия производителя 1 год
Выпускаемая продукция на заводах EKF в Московской и Владимирской областях, по характеристическим параметрам не уступает мировым брендам. На сегодняшний день, изделия компании EKF можно купить по всей России, а также в странах ближнего зарубежья. Ассортимент, выпускаемый EKF,используется в сфере
Срочная доставка день в день
Объемный вес: 1 кг
Габариты: 10x10x10
* только для города Москва
Самовывоз по РФ
Объемный вес: 1 кг
Габариты: 10x10x10
Выберите пункт самовывозаМосква, ул. веерная, дом 7 к.2, офис 2
PIV13M03 NO 24V AC W4015002010 METAL WORK Распределитель – buy in Moscow at the price of 4 789.
99 ₽ in online store bb-engineering.ru
CODE: MWP-W4015002010
The photo may be different from the actual product
4 789.99 ₽
(5 747.99 ₽ inc tax)
Availability: On backorder
Add to wish list Compare
Best prices & delivery timeWe provide the best prices and terms due to direct deliveries from manufacturers
Professional technical supportProfessional engineers will provide you with high quality technical support on any issue
Response within 24 hoursWe value our customers’ time, so we process requests within 24 hours
Customized approachNo two tasks and situations are the same, so we have an individual approach to each request
All about product
Description
Features
Documentation
Description PIV13M03 NO 24V AC W4015002010
Solenoid valve series PIV. M 15 mm, standard normally closed, 24V AC 50/60 Hz passage Ø 1
Features PIV13M03 NO 24V AC W4015002010
Напряжение катушки
24 V AC
Standard nominal flow rate
40 l/min
Product weight
30.2 g
Operating pressure
0 ÷ 6 bar
Duty cycle
Ambient temperature
-10 ÷ 50 °C
Protection class
Permissible voltage fluctuation
-10 % / +15 %
Part number
W4015002010
Code
PIV13M03 NO 24V AC
Name
Распределитель
Find similar
Documentation PIV13M03 NO 24V AC W4015002010
ДОКУМЕНТАЦИЯ | Распределитель METAL WORK W4015002010 PIV13M03 NO 24V AC
Availability in stores
List
Map
Office / warehouse pickup
11/26 Zolotorozhskiy Val, Moscow, 111033, Russia
Mon-Fri. 9:00-18:00
+7(499)990-55-56
Out of stock
No stores found matching the search criteria
Office / warehouse pickup
11/26 Zolotorozhskiy Val, Moscow, 111033, Russia
+7(499)990-55-56
Mon-Fri. 9:00-18:00
Use two fingers to move the map
Что такое номер банковского счета?
Оглавление
Содержание
Что такое номер банковского счета?
Как работает номер банковского счета
Защита номеров банковских счетов
Номер счета
по сравнению с номером маршрутизации
Как найти номер своего банковского счета
Часто задаваемые вопросы
Итог
К
Адам Бароне
Полная биография
Адам Барон — отмеченный наградами журналист и владелец ContentOven. com. У него более 5 лет опыта работы контент-стратегом/редактором.
Узнайте о нашем редакционная политика
Обновлено 23 марта 2023 г.
Рассмотрено
Сомер Андерсон
Рассмотрено Сомер Андерсон
Полная биография
Сомер Дж. Андерсон — дипломированный бухгалтер, доктор бухгалтерского учета и профессор бухгалтерского учета и финансов, проработавший в сфере бухгалтерского учета и финансов более 20 лет. Ее опыт охватывает широкий спектр областей бухгалтерского учета, корпоративных финансов, налогов, кредитования и личных финансов.
Узнайте о нашем Совет финансового контроля
Факт проверен
Викки Веласкес
Факт проверен Викки Веласкес
Полная биография
Викки Веласкес — исследователь и писатель, которая руководила, координировала и руководила различными общественными и некоммерческими организациями. Она провела углубленное исследование социальных и экономических вопросов, а также пересмотрела и отредактировала учебные материалы для района Большого Ричмонда.
Узнайте о нашем редакционная политика
Что такое номер банковского счета?
Номер банковского счета — это уникальная последовательность цифр, а иногда букв и других символов, которая идентифицирует конкретный банковский счет и предоставляет доступ к нему. Часто это один из самых важных номеров счетов, которые люди имеют для ведения бизнеса.
Key Takeaways
Номер банковского счета является уникальным идентификатором владельца банковского счета и позволяет получить к нему доступ.
В онлайн-банкинге номера счетов уязвимы для мошенничества.
Многофакторная идентификация и другие меры безопасности защищают номера банковских счетов и пароли.
Номер вашего банковского счета указан в нижней части бумажного чека, сразу после маршрутного номера.
Как работает номер банковского счета
Номер расчетного счета в банке указан в нижней части бумажного чека. Внизу чека вы увидите три набора цифр, написанных компьютерным шрифтом:
Первый набор цифр слева — это девятизначный маршрутный номер банка.
Средние числа — это номер вашего аккаунта.
Третье число — номер чека.
Офисы по расчету заработной платы используют номера расчетных счетов для настройки прямых депозитных платежей для сотрудников.
Защита номеров банковских счетов
Номера банковских счетов уязвимы для кражи личных данных и мошенничества. Вот почему вам приходится отвечать на раздражающие вопросы о девичьей фамилии вашей матери, когда вы пытаетесь внести рутинные изменения в учетную запись, например в свой банковский счет. Средства, затрудняющие хакерам кражу номеров учетных записей, в последние годы приняли форму менеджеров паролей наряду с системами многофакторной аутентификации или MFA.
В настоящее время предприятия часто используют мастер-пароль, который трудно взломать, чтобы разблокировать электронное хранилище номеров банковских счетов клиентов и других конфиденциальных данных. Потребители привыкают к многофакторной аутентификации, которая добавляет еще один шаг перед доступом к банковскому счету, такой как отпечаток пальца, голосовая активация или чувствительный ко времени код, отправленный на зарегистрированный номер мобильного телефона.
Это лишь некоторые из способов защиты номеров банковских счетов пользователей во все более уязвимой онлайн-среде.
Традиционный макет чека применяется к большинству личных чеков, но некоторые деловые чеки и банковские чеки имеют другие форматы.
Номер счета и маршрутный номер
На бумажном чеке девятизначный маршрутный номер идентифицирует конкретные финансовые учреждения в США. Номер указывает, что чек был выдан федеральным банком или банком штата, который имеет счет в Федеральной резервной системе.
Эта система восходит к 1910 и изначально был разработан как способ помочь банковским служащим сортировать стопки чеков и распределять их по нужным ящикам. Сегодня электронные службы используют их почти так же, как и для банковских переводов, чтобы получить платеж из депозита в нужном учреждении.
Номер банковского счета человека работает вместе с маршрутным номером, чтобы идентифицировать правильного владельца счета в нужном учреждении.
Как найти номер своего банковского счета
Номер своего банковского счета можно найти в ежемесячной банковской выписке или в отделении вашего банка.
Если вы используете расчетный счет, номер счета также печатается на ваших бумажных чеках. Вы можете найти его напечатанным между маршрутным номером банка и номером чека, как показано ниже.
Номер вашего банковского счета напечатан внизу бумажного чека. Это вторая последовательность цифр, напечатанная между девятизначным маршрутным номером и более коротким контрольным номером. Этот номер также можно найти в выписке по счету.
Какова длина номера банковского счета?
Номер банковского счета обычно состоит из восьми-двенадцати цифр, но некоторые номера счетов могут содержать до 17 цифр. Обратите внимание, что это не то же самое, что номер вашей дебетовой или кредитной карты.
Как узнать номер своего счета?
Номер своего банковского счета можно найти в банковских выписках, напечатанных в нижней части бумажного чека, или на веб-сайте банка. Если вы не можете найти его этими способами, попробуйте посетить отделение банка лично.
Итог
Номер банковского счета — это уникальный идентификатор каждого счета в банке или другом финансовом учреждении, который у вас есть. Наряду с номером маршрутизации этот номер используется для осуществления платежей и приема депозитов. В связи с увеличением случаев кражи личных данных и мошенничества важно активно защищать номер своего банковского счета и другую банковскую информацию.
Источники статей
Investopedia требует, чтобы авторы использовали первоисточники для поддержки своей работы. К ним относятся официальные документы, правительственные данные, оригинальные отчеты и интервью с отраслевыми экспертами. Мы также при необходимости ссылаемся на оригинальные исследования других авторитетных издателей. Вы можете узнать больше о стандартах, которым мы следуем при создании точного и беспристрастного контента, в нашем редакционная политика.
Американская ассоциация банкиров. «Маршрутный номер ABA».
Агентство кибербезопасности и безопасности инфраструктуры. «Многофакторная аутентификация (MFA)» Скачать PDF.
Американская ассоциация банкиров. «Политика и процедуры в отношении номеров маршрутизации».
Чейз. «Что такое номер банковского счета?»
Маршрутный номер
и номер счета: в чем разница?
Ваш банковский маршрутный номер и уникальный номер счета присваиваются при открытии счета. Вы можете найти оба из них в нижней части бумажных чеков или через свой онлайн-аккаунт. Эти номера также необходимы, когда вы делаете электронные банковские переводы или переводы онлайн. Узнайте, чем отличаются числа и как их использовать.
Key Takeaways
Счет и номера маршрутизации работают вместе, чтобы идентифицировать вашу учетную запись и гарантировать, что ваши деньги окажутся в нужном месте.
Маршрутные номера финансовых учреждений известны как маршрутные номера RTN (маршрутизирующие транзитные номера) или ABA (Американская ассоциация банкиров).
Оба номера необходимы для выполнения многих основных банковских операций.
Маршрутный номер указывает, в каком банке открыт ваш счет.
Номер счета является вашим уникальным идентификатором в этом банке.
Для совершения многих финансовых транзакций, таких как создание прямого депозита или заказ чеков в Интернете, вам потребуется как маршрутный номер вашего банка, так и номер вашего счета.
Номера счетов похожи на идентификаторы клиентов или отпечатки пальцев, характерные для каждого владельца счета. Маршрутизация и номера счетов назначаются, чтобы точно указать, откуда поступают и уходят средства в транзакции.
Точно так же номера маршрутизации идентифицируют каждое банковское учреждение с помощью уникального числового идентификатора. Каждый раз, когда вы совершаете электронный перевод средств, например, маршрут и номера счетов должны быть предоставлены соответствующим финансовым учреждениям.
Маршрутные номера состоят из девяти цифр, а номера счетов обычно содержат от 9 до 12 цифр, хотя некоторые из них могут быть длиннее.
Маршрутный номер
Маршрутный номер (иногда называемый маршрутным номером ABA, сокращенно от Американской ассоциации банкиров) представляет собой последовательность из девяти цифр, используемую банками для идентификации конкретных финансовых учреждений в США. Этот номер доказывает, что банк является федеральным или государственным банком. зарегистрированное учреждение и имеет счет в Федеральной резервной системе.
Маршрутные номера ABA когда-то использовались с бумажными чеками, а маршрутные номера ACH были связаны с электронными переводами и снятием средств со счетов. Однако сегодня большинство банков используют один маршрутный номер для всех транзакций.
Когда мне нужен маршрутный номер? Ваш счет и номера маршрутизации необходимы для каждой мыслимой банковской операции, будь то внутри банка, в котором открыт счет, или между банковскими учреждениями.
Небольшие банки обычно имеют только один маршрутный номер, в то время как крупные международные банки могут иметь несколько разных, обычно в зависимости от штата, в котором у вас открыт счет. Маршрутные номера чаще всего требуются при повторном заказе чеков, для оплаты потребительских счетов, для установления прямого депозита (например, зарплатного чека) или для налоговых платежей.
Номера маршрутов, используемые для внутренних и международных банковских переводов, не совпадают с указанными в ваших чеках. Однако их можно легко получить через Интернет или обратившись в свой банк.
Номер счета
Номер счета работает вместе с номером маршрутизации. В то время как маршрутный номер идентифицирует название финансового учреждения , , номер счета — обычно от восьми до 12 цифр — идентифицирует вашу учетную запись. Если у вас два счета в одном и том же банке, номера маршрутизации в большинстве случаев будут одинаковыми, но номера ваших счетов будут разными.
Любой может найти маршрутный номер банка, но номер вашего счета уникален для вас, поэтому важно охранять его так же, как вы охраняете свой номер социального страхования или PIN-код.
Как найти маршрутный номер и номер счета
Вы можете найти свой счет и номера маршрутизации в нижней левой части бумажных чеков, выданных с вашего расчетного счета. Кроме того, вы часто можете найти маршрутный номер при входе на портал онлайн-банкинга.
Поскольку маршрутный номер вашего финансового учреждения не уникален для вашей учетной записи, вы можете просто найти его в Интернете. Просто убедитесь, что используемый вами веб-сайт принадлежит вашему банку или кредитному союзу.
Если у вас нет под рукой чека и вам нужно знать свой маршрут и номера счетов, вы можете проверить веб-сайт или приложение своего банка. Когда вы доберетесь до своей учетной записи, нажмите на полный номер учетной записи, и он должен показать вам номер маршрутизации. Вы также можете позвонить в свой банк и попросить маршрутный номер банка и номер счета после того, как подтвердите свою личность.
Номер маршрута и номер счета Пример
В нижней части чека вы увидите три набора цифр. 9-цифровые маршрутные номера обычно появляются в первой группе, номера счетов — во второй группе номеров, а контрольные номера — в третьем номере. Однако иногда, например, на кассовых чеках, эти числа могут отображаться в другой последовательности.
Эта серия цифр нанесена магнитными чернилами, известными как строка MICR (распознавание символов магнитными чернилами) вашего чека. Магнитные чернила, произносимые как «микер», позволяют обрабатывающему оборудованию каждого банка считывать и обрабатывать информацию о счете.
Как найти свой маршрутный номер и номер счета?
Вы можете найти оба набора номеров в нескольких местах, в том числе на своих чеках, выписке из банка, в приложении мобильного банкинга или на веб-сайте банка. Маршрутные номера обычно печатаются в левой нижней части чека, а за ним следует номер вашего расчетного счета.
Что на первом месте: номер счета или маршрутный номер?
Сначала отображается маршрутный номер, а затем номер счета. Это связано с тем, что номер маршрута — это то, как финансовое учреждение идентифицирует себя, и в сочетании с номером вашего банковского счета его можно использовать для поиска вашей учетной записи.
Какой маршрутный номер вы используете для прямого депозита?
Чтобы получить деньги в виде прямого депозита, лицу или учреждению, делающему депозит, потребуется маршрутный номер вашего банка, а также номер вашего счета, чтобы вы могли получить средства.
Почему у меня два маршрутных номера?
Хотя никакие два банка не могут иметь одинаковый маршрутный номер, крупные финансовые учреждения нередко имеют много маршрутных номеров, зависящих от штата или места, где открыт ваш счет.
Что такое номер IBAN?
IBAN — это международный номер банковского счета, глобальный стандарт для отправки банковских платежей.
 Консультанты «Русбелт» помогут в выборе конкретного изделия по индивидуальным параметрам.
Консультанты «Русбелт» помогут в выборе конкретного изделия по индивидуальным параметрам. В ее конструкции присутствуют специальные резиновые ребра для предотвращения скатывания во время транспортировки. Лента для легких условий эксплуатации не может справляться с большим весом, поэтому ее широко применяют для транспорта муки, зерна и других сыпучих материалов.
В ее конструкции присутствуют специальные резиновые ребра для предотвращения скатывания во время транспортировки. Лента для легких условий эксплуатации не может справляться с большим весом, поэтому ее широко применяют для транспорта муки, зерна и других сыпучих материалов. Благодаря такой универсальности она и получила соответствующее название. Говоря о температурной норме, хочется еще упомянуть теплостойкие конвейерные ленты, верхний диапазон которых может достигать +200 градусов. Однако выдержка здесь кратковременная и не подразумевает длительного пребывания раскаленного предмета на поверхности полотна.
Благодаря такой универсальности она и получила соответствующее название. Говоря о температурной норме, хочется еще упомянуть теплостойкие конвейерные ленты, верхний диапазон которых может достигать +200 градусов. Однако выдержка здесь кратковременная и не подразумевает длительного пребывания раскаленного предмета на поверхности полотна.
 Далеко не все пользователи соблюдают технические рекомендации по грузоподъемности и температурном режиме эксплуатации, в связи с чем, полотно подвергается чрезмерным нагрузкам.
Далеко не все пользователи соблюдают технические рекомендации по грузоподъемности и температурном режиме эксплуатации, в связи с чем, полотно подвергается чрезмерным нагрузкам.


 Это необходимо, чтобы избежать полного разрыва. У сквозных повреждений нет такой разрушительной силы, потому достаточно поставить заплатки и использовать вулканизацию.
Это необходимо, чтобы избежать полного разрыва. У сквозных повреждений нет такой разрушительной силы, потому достаточно поставить заплатки и использовать вулканизацию.



 Я использовал плиту из МДФ, но если вы не можете найти плиту из МДФ, подойдет еще один дополнительный картон.
Я использовал плиту из МДФ, но если вы не можете найти плиту из МДФ, подойдет еще один дополнительный картон. Этот проект сделан из вещей, которые либо дешевы, либо которые, вероятно, уже есть у вас дома (при условии, что у вас есть скейтборд). Этот проект — тот, который вы можете использовать, чтобы проиллюстрировать принцип действия конвейерной ленты как простой машины и произвести впечатление на других своей креативностью проекта.
Этот проект сделан из вещей, которые либо дешевы, либо которые, вероятно, уже есть у вас дома (при условии, что у вас есть скейтборд). Этот проект — тот, который вы можете использовать, чтобы проиллюстрировать принцип действия конвейерной ленты как простой машины и произвести впечатление на других своей креативностью проекта.
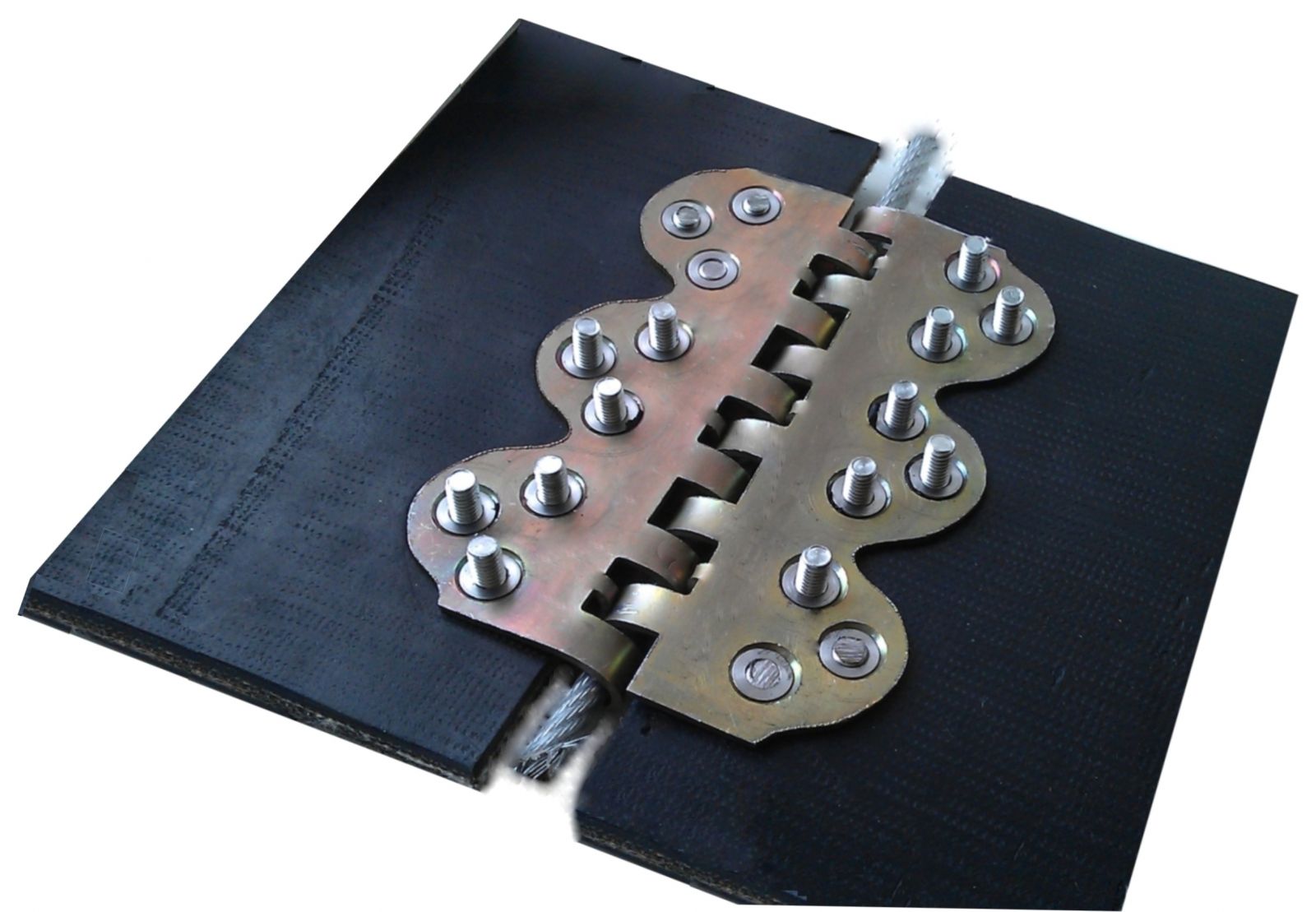 Чтобы ускорить конвейерную ленту, наклейте слои клейкой ленты на ось двигателя, где идет резиновая лента, чтобы сделать ее толще. Чтобы замедлить конвейерную ленту, оберните несколько слоев клейкой ленты на колесе, где идет резиновая лента. Для этого может потребоваться изменить размер резинового ремня, чтобы он подходил, как описано ранее.
Чтобы ускорить конвейерную ленту, наклейте слои клейкой ленты на ось двигателя, где идет резиновая лента, чтобы сделать ее толще. Чтобы замедлить конвейерную ленту, оберните несколько слоев клейкой ленты на колесе, где идет резиновая лента. Для этого может потребоваться изменить размер резинового ремня, чтобы он подходил, как описано ранее.
 Такие производители как Lulzbot используют покрытие PEI (Polyetherimide), которое обеспечивает хорошее сцепление даже без использования клея. XYZPrinting в некоторые принтеры кладут несколько кусков термоскотча для подложки. Это хорошее решение для ненагревающихся платформ. Zortrax 3D выбирают другое решение — перфорированую подложку, к которой распечатка прилипает, тем самым избавляя пользователя от проблемы деформации у основы.
Такие производители как Lulzbot используют покрытие PEI (Polyetherimide), которое обеспечивает хорошее сцепление даже без использования клея. XYZPrinting в некоторые принтеры кладут несколько кусков термоскотча для подложки. Это хорошее решение для ненагревающихся платформ. Zortrax 3D выбирают другое решение — перфорированую подложку, к которой распечатка прилипает, тем самым избавляя пользователя от проблемы деформации у основы.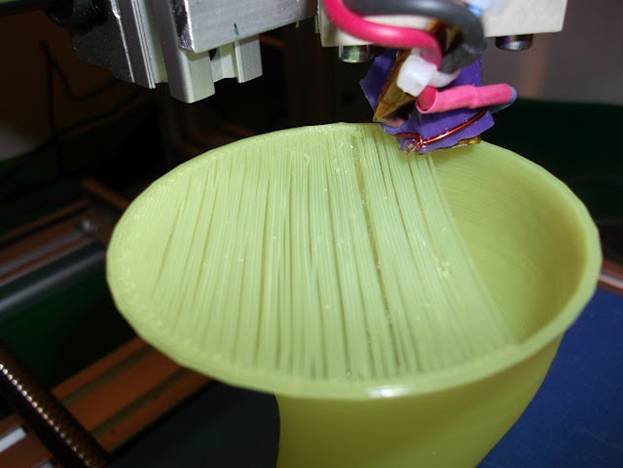 Попробуйте увеличить тепературу платформы на 5 градусов.
Попробуйте увеличить тепературу платформы на 5 градусов.
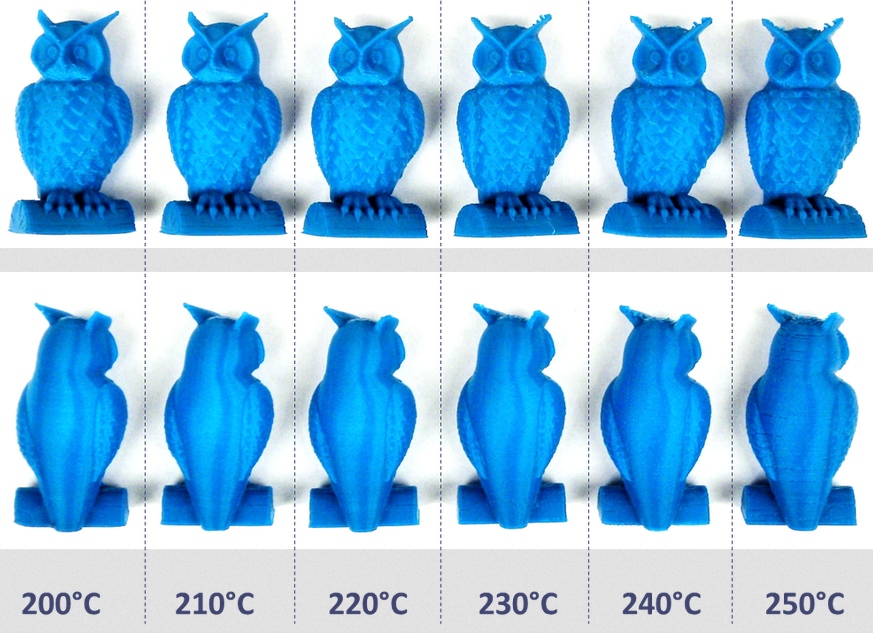 Чтобы определить необходимый вам, изучите рекомендации производителя. Распечатайте калибровочный кубик и посмотрите на качество подачи пластика. Калибровочный кубик поможет вам определить был ли пластик уложен ровно, и если сопло находится слишком близко к платформе и скребет расплавленный пластик или слишком высоко из-за чего пластик пузырится.
Чтобы определить необходимый вам, изучите рекомендации производителя. Распечатайте калибровочный кубик и посмотрите на качество подачи пластика. Калибровочный кубик поможет вам определить был ли пластик уложен ровно, и если сопло находится слишком близко к платформе и скребет расплавленный пластик или слишком высоко из-за чего пластик пузырится.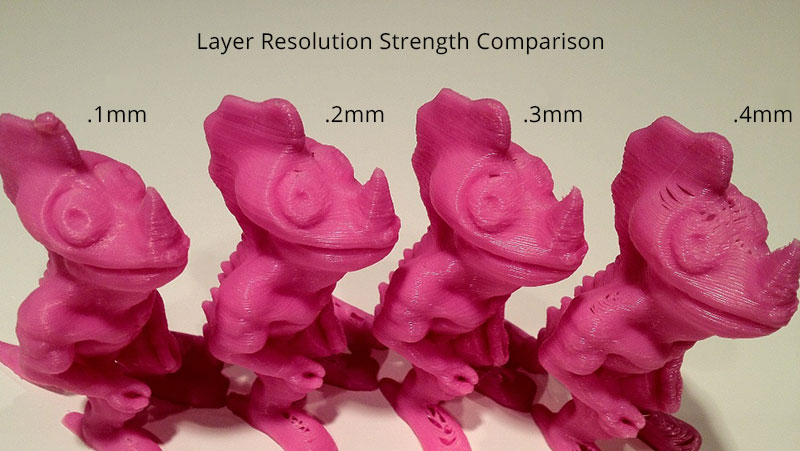 Снизу есть ненужные линии.
Снизу есть ненужные линии.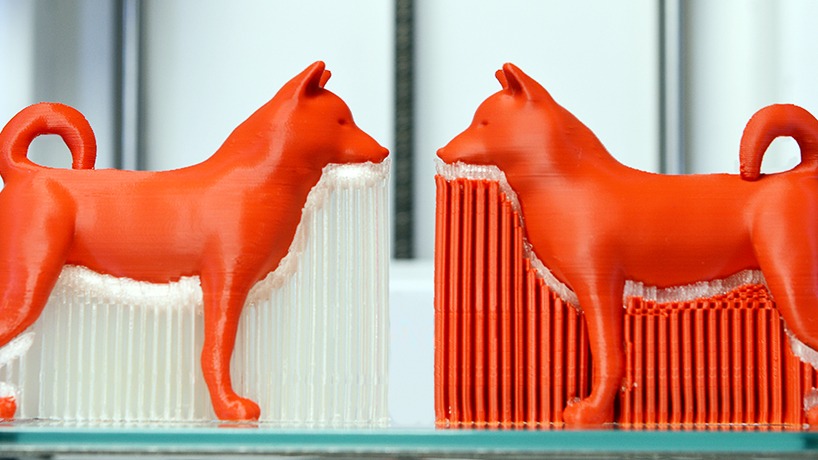

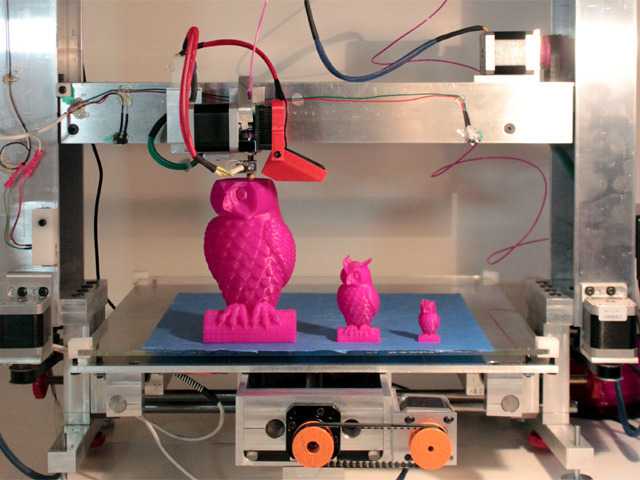 Просто используйте ПО, например Printrun, чтобы передвигать печатающую головку распечатку вврех и вниз. Если один из стержней Z оси погнут, вы обязательно это заметите. К сожалению, практически невозможно выпрямить погнутую шпильку, но с другой стороны, это отличный повод заменить старые резьбовые стержни на трапецидальные винты.
Просто используйте ПО, например Printrun, чтобы передвигать печатающую головку распечатку вврех и вниз. Если один из стержней Z оси погнут, вы обязательно это заметите. К сожалению, практически невозможно выпрямить погнутую шпильку, но с другой стороны, это отличный повод заменить старые резьбовые стержни на трапецидальные винты.
 В этом случае, отключите питание и подвигайте печатающую головку по осям X и Y чтобы обнаружить где находится изношенный подшипник.
В этом случае, отключите питание и подвигайте печатающую головку по осям X и Y чтобы обнаружить где находится изношенный подшипник.

 75 mm, чем на принтерах, котоыре печатают нитью больше 2.85mm.
75 mm, чем на принтерах, котоыре печатают нитью больше 2.85mm.
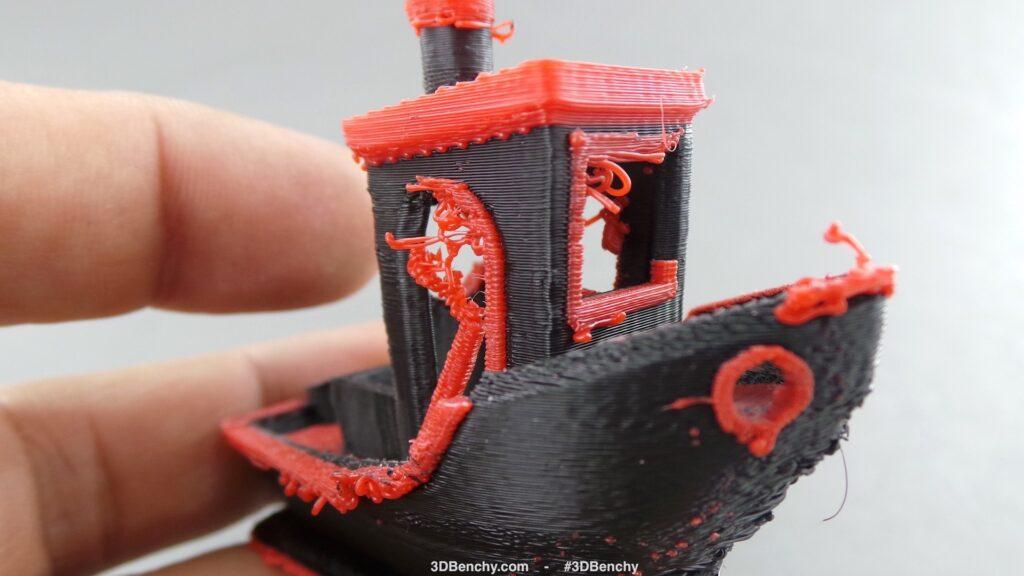
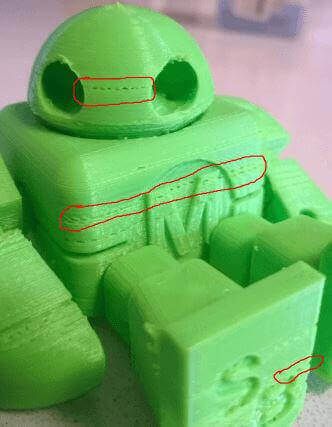 Снижайте ее на 0.5mm пока ворсистость не исчезнет. Активируйте втягивание (ретракт) чтобы увеличить скорость печати.
Снижайте ее на 0.5mm пока ворсистость не исчезнет. Активируйте втягивание (ретракт) чтобы увеличить скорость печати.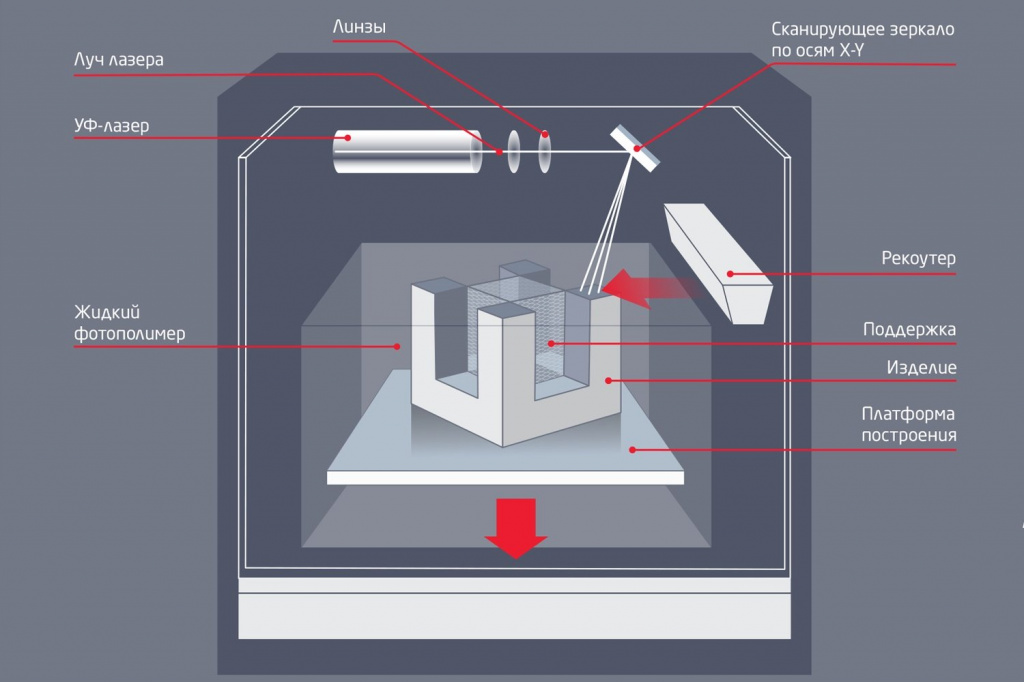 Другая проблема — сопло может быть засорено и это будет провоцировать недостаточное экструдирование.
Другая проблема — сопло может быть засорено и это будет провоцировать недостаточное экструдирование.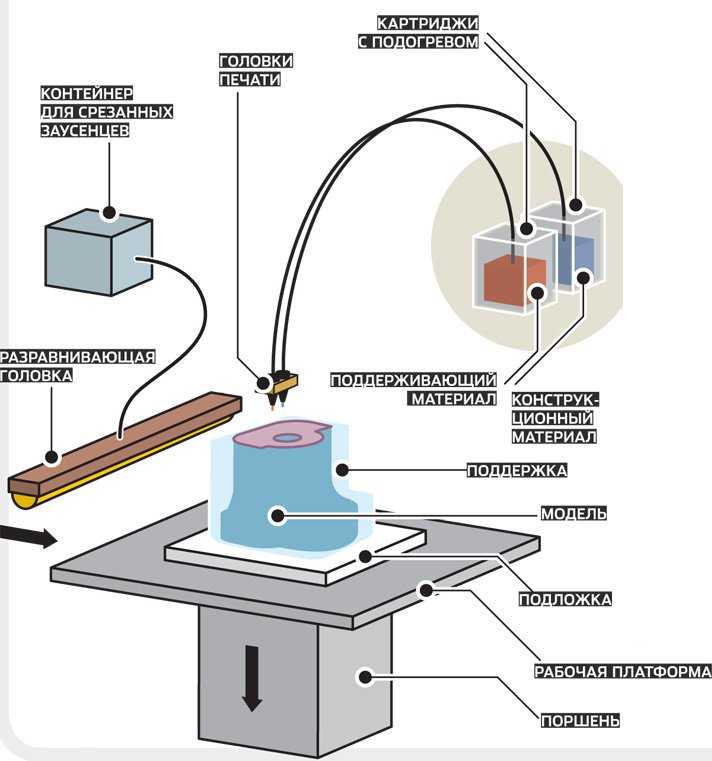 Так же стоит отметить, что даже при корректно выставленном значении steps per mm при втягивании пройденное расстояние будет меньше, чем при выдавливании. Это обусловлено тем, что при втягивании испытывается большее сопротивление)
Так же стоит отметить, что даже при корректно выставленном значении steps per mm при втягивании пройденное расстояние будет меньше, чем при выдавливании. Это обусловлено тем, что при втягивании испытывается большее сопротивление)


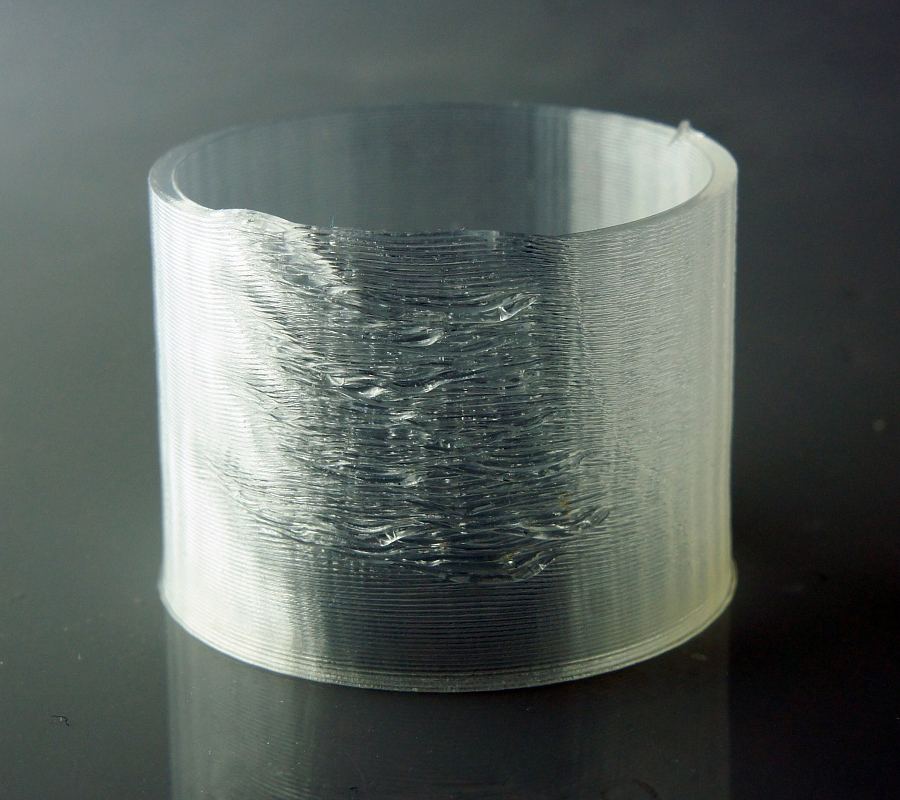 Явление повторяется или подчеркивается от одного слоя к другому.
Явление повторяется или подчеркивается от одного слоя к другому.

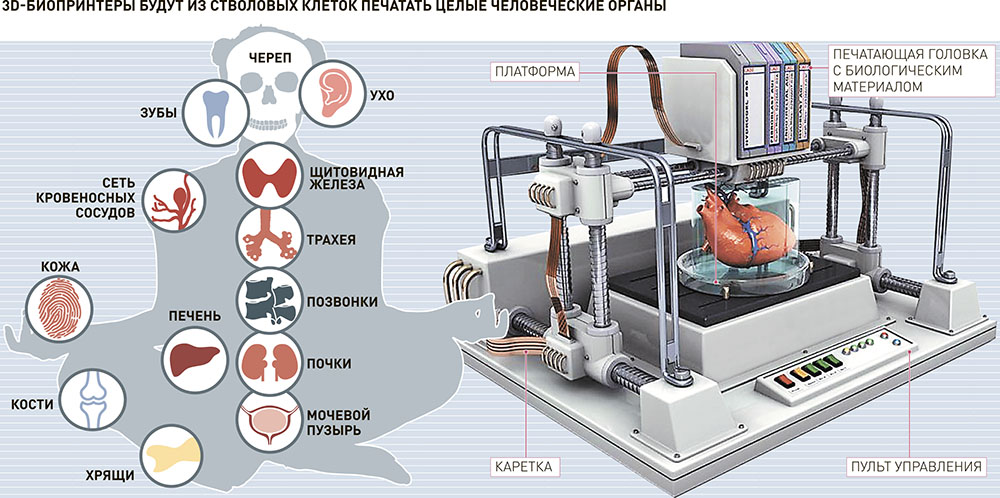
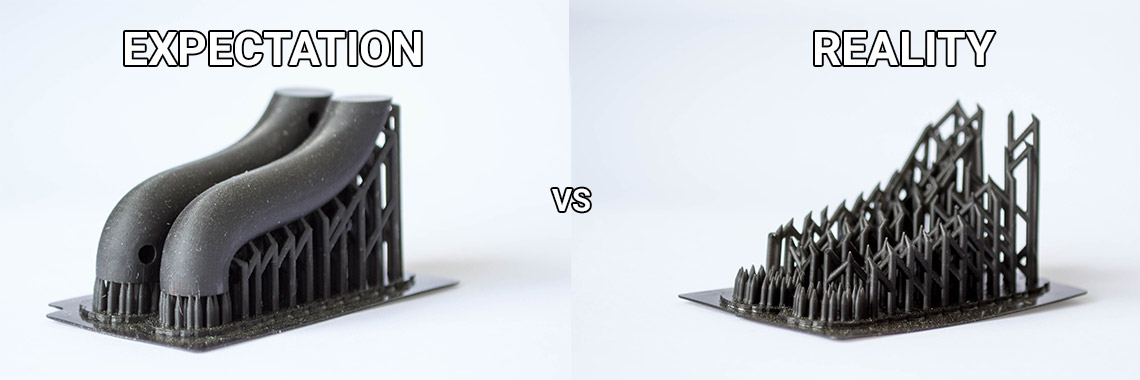
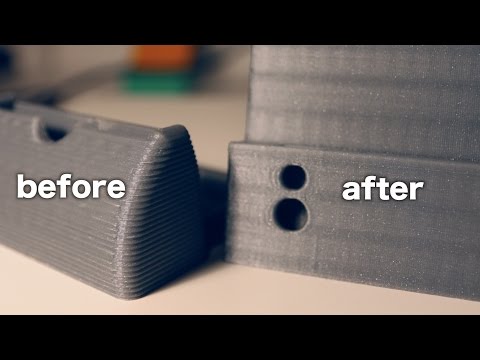

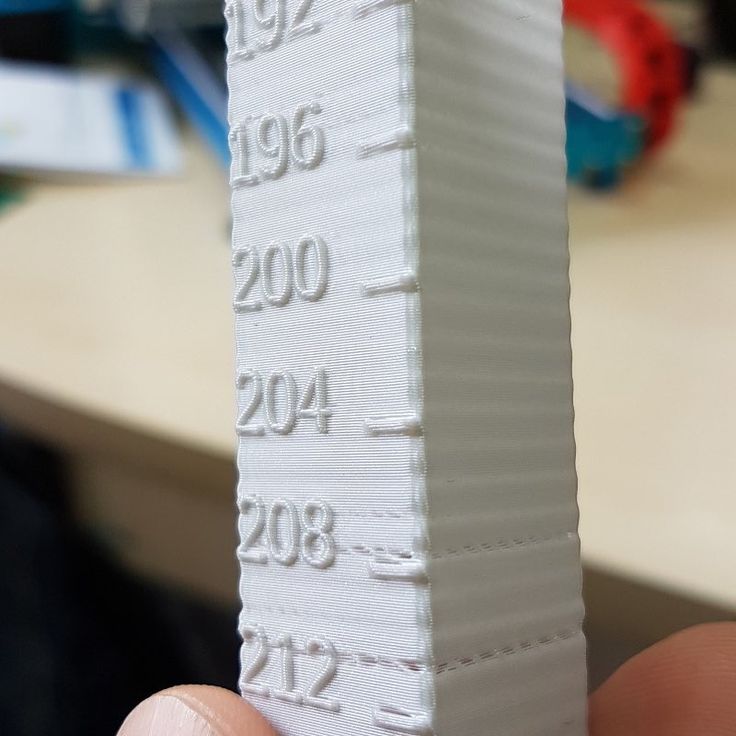

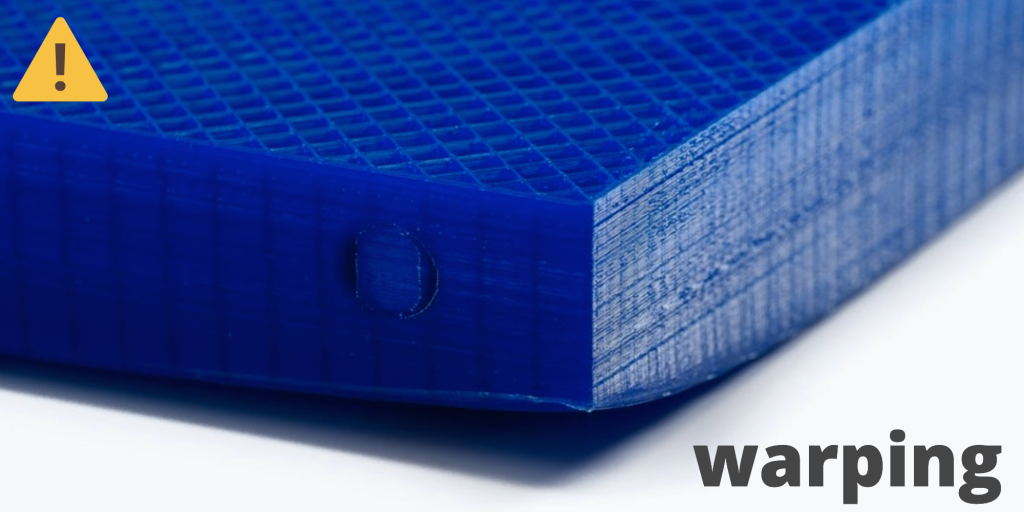
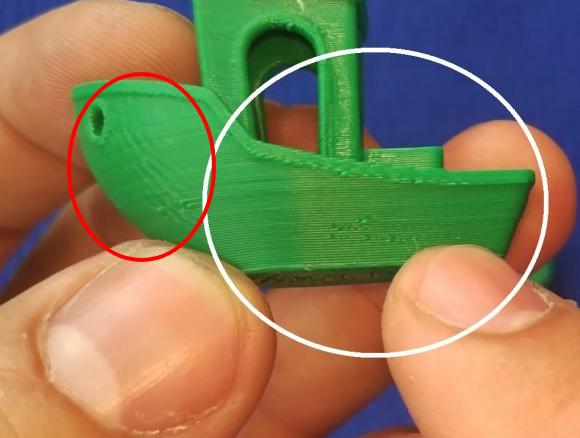
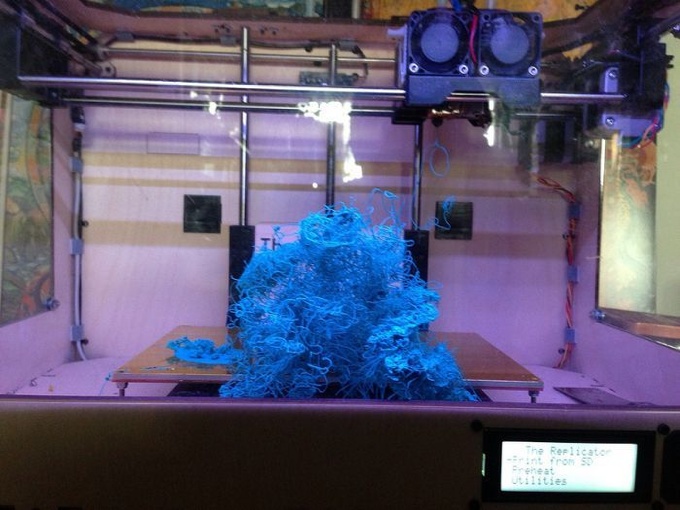
 В зависимости от диаметра трубки и нити, а также длины корпуса, двигатель должен протянуть определенную длину нити через изгибы трубки, прежде чем нить втянется из нагревательной головки.
В зависимости от диаметра трубки и нити, а также длины корпуса, двигатель должен протянуть определенную длину нити через изгибы трубки, прежде чем нить втянется из нагревательной головки.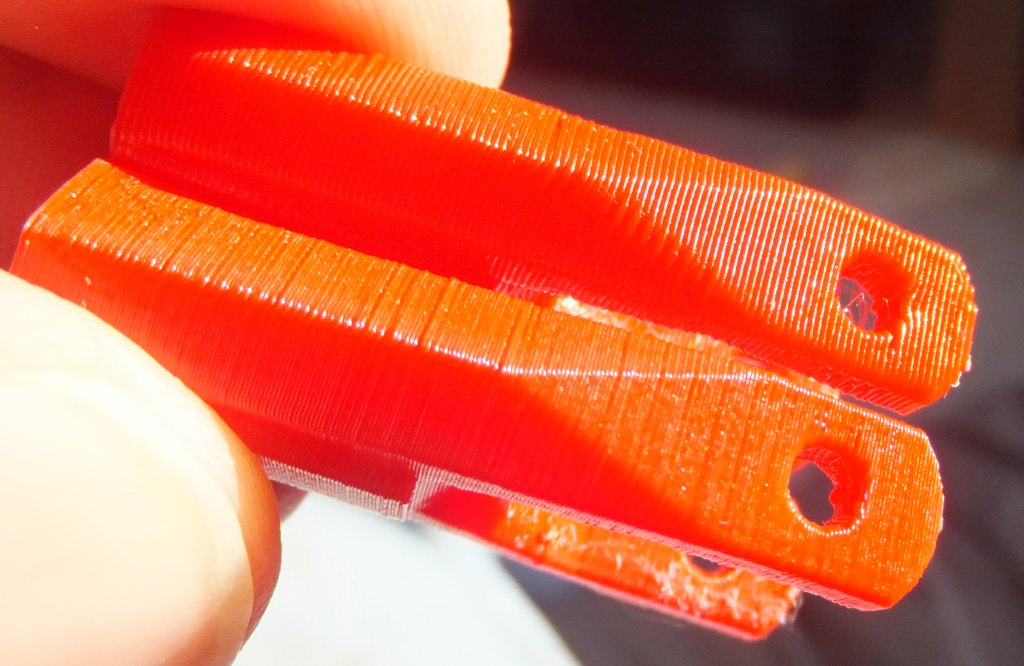
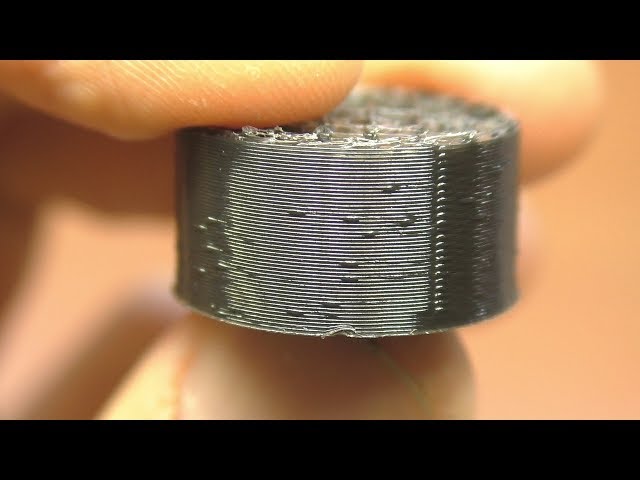 К счастью, в Simplify3D есть несколько настроек, которые могут решить эту проблему. Наиболее распространенная настройка, используемая для борьбы с чрезмерным натягиванием, называется втягиванием. Если втягивание включено, когда экструдер завершает печать одной секции вашей модели, нить будет вытягиваться назад в сопло, чтобы действовать как контрмера против просачивания. Когда пришло время снова начать печатать, нить будет протолкнута обратно в сопло, так что пластик снова начнет выдавливаться из наконечника. Чтобы убедиться, что втягивание включено, нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция отвода включена для каждого из ваших экструдеров. В разделах ниже мы обсудим важные настройки отвода, а также несколько других настроек, которые можно использовать для борьбы с натяжением, например, настройки температуры экструдера.
К счастью, в Simplify3D есть несколько настроек, которые могут решить эту проблему. Наиболее распространенная настройка, используемая для борьбы с чрезмерным натягиванием, называется втягиванием. Если втягивание включено, когда экструдер завершает печать одной секции вашей модели, нить будет вытягиваться назад в сопло, чтобы действовать как контрмера против просачивания. Когда пришло время снова начать печатать, нить будет протолкнута обратно в сопло, так что пластик снова начнет выдавливаться из наконечника. Чтобы убедиться, что втягивание включено, нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция отвода включена для каждого из ваших экструдеров. В разделах ниже мы обсудим важные настройки отвода, а также несколько других настроек, которые можно использовать для борьбы с натяжением, например, настройки температуры экструдера. Это определяет, сколько пластика вытягивается из сопла. Как правило, чем больше пластика вытягивается из сопла, тем меньше вероятность того, что сопло будет вытекать при движении. Большинству экструдеров с прямым приводом требуется расстояние втягивания всего 0,5-2,0 мм, в то время как для некоторых экструдеров Боудена может потребоваться расстояние втягивания до 15 мм из-за большего расстояния между приводной шестерней экструдера и нагретым соплом. Если вы столкнулись с натягиванием отпечатков, попробуйте увеличить расстояние втягивания на 1 мм и снова проверьте, улучшится ли производительность.
Это определяет, сколько пластика вытягивается из сопла. Как правило, чем больше пластика вытягивается из сопла, тем меньше вероятность того, что сопло будет вытекать при движении. Большинству экструдеров с прямым приводом требуется расстояние втягивания всего 0,5-2,0 мм, в то время как для некоторых экструдеров Боудена может потребоваться расстояние втягивания до 15 мм из-за большего расстояния между приводной шестерней экструдера и нагретым соплом. Если вы столкнулись с натягиванием отпечатков, попробуйте увеличить расстояние втягивания на 1 мм и снова проверьте, улучшится ли производительность. Обычно в диапазоне 1200-6000 мм/мин (20-100 мм/с) существует оптимальная зона, при которой ретракция работает лучше всего. К счастью, Simplify3D уже предоставил множество предварительно настроенных профилей, которые могут дать вам отправную точку для того, какая скорость отвода работает лучше всего, но идеальное значение может варьироваться в зависимости от используемого материала, поэтому вы можете поэкспериментировать, чтобы увидеть, отличается ли скорость отвода. скорости уменьшают количество струн, которые вы видите.
Обычно в диапазоне 1200-6000 мм/мин (20-100 мм/с) существует оптимальная зона, при которой ретракция работает лучше всего. К счастью, Simplify3D уже предоставил множество предварительно настроенных профилей, которые могут дать вам отправную точку для того, какая скорость отвода работает лучше всего, но идеальное значение может варьироваться в зависимости от используемого материала, поэтому вы можете поэкспериментировать, чтобы увидеть, отличается ли скорость отвода. скорости уменьшают количество струн, которые вы видите. Это может существенно повлиять на конечное качество печати. Вы можете настроить эти параметры, нажав «Изменить параметры процесса» и выбрав вкладку «Температура». Выберите свой экструдер из списка слева, а затем дважды щелкните заданное значение температуры, которое вы хотите изменить.
Это может существенно повлиять на конечное качество печати. Вы можете настроить эти параметры, нажав «Изменить параметры процесса» и выбрав вкладку «Температура». Выберите свой экструдер из списка слева, а затем дважды щелкните заданное значение температуры, которое вы хотите изменить. Фактически, во многих случаях программное обеспечение может найти путь движения, который не пересекает открытое пространство! Это означает, что нет возможности создать струну, потому что сопло всегда будет находиться поверх твердого пластика и никогда не выйдет за пределы детали. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» и включите параметр «Избегать пересечения контура при перемещении».
Фактически, во многих случаях программное обеспечение может найти путь движения, который не пересекает открытое пространство! Это означает, что нет возможности создать струну, потому что сопло всегда будет находиться поверх твердого пластика и никогда не выйдет за пределы детали. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» и включите параметр «Избегать пересечения контура при перемещении».
 Для получения идеального первого слоя требуется ровная печатная платформа. Simplify3D уже включает в себя полезный мастер выравнивания кровати, который поможет вам в процессе выравнивания кровати. Вы можете найти этот мастер, выбрав «Инструменты» > «Мастер выравнивания кровати» и следуя инструкциям на экране.
Для получения идеального первого слоя требуется ровная печатная платформа. Simplify3D уже включает в себя полезный мастер выравнивания кровати, который поможет вам в процессе выравнивания кровати. Вы можете найти этот мастер, выбрав «Инструменты» > «Мастер выравнивания кровати» и следуя инструкциям на экране.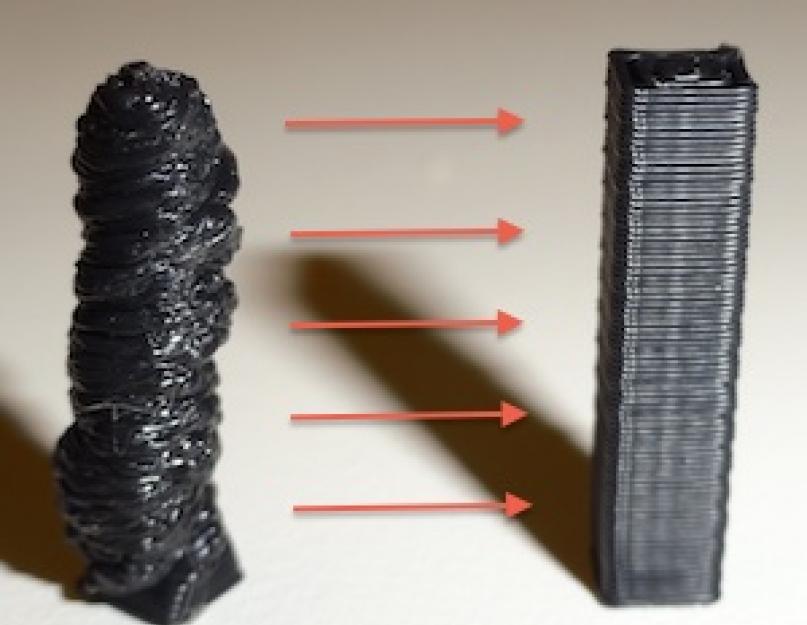 Вы можете использовать глобальное смещение G-кода оси Z для очень точной настройки положения сопла. Например, если вы введете -0,05 мм для смещения G-кода по оси Z, сопло начнет печатать 0,05 мм ближе к вашей платформе сборки. Будьте осторожны, внося только небольшие коррективы в этот параметр. Каждый слой вашей детали обычно имеет толщину всего около 0,2 мм, поэтому небольшая корректировка имеет большое значение!
Вы можете использовать глобальное смещение G-кода оси Z для очень точной настройки положения сопла. Например, если вы введете -0,05 мм для смещения G-кода по оси Z, сопло начнет печатать 0,05 мм ближе к вашей платформе сборки. Будьте осторожны, внося только небольшие коррективы в этот параметр. Каждый слой вашей детали обычно имеет толщину всего около 0,2 мм, поэтому небольшая корректировка имеет большое значение!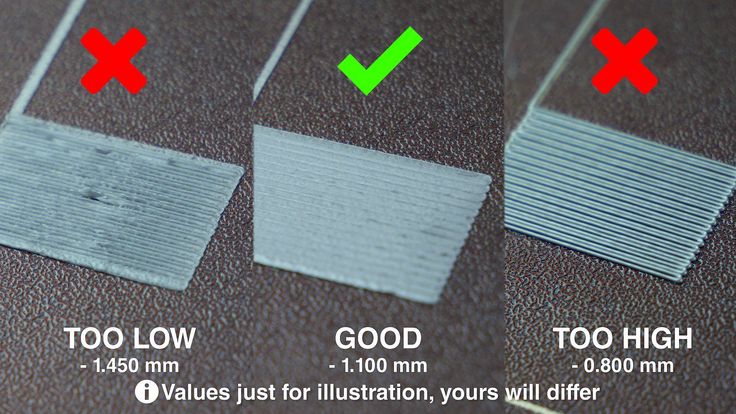 Например, если вы установите скорость первого слоя 50%, это означает, что ваш первый слой будет печатать на 50% медленнее, чем остальная часть вашей детали. Если вы чувствуете, что ваш принтер слишком быстро перемещается по первому слою, попробуйте уменьшить этот параметр.
Например, если вы установите скорость первого слоя 50%, это означает, что ваш первый слой будет печатать на 50% медленнее, чем остальная часть вашей детали. Если вы чувствуете, что ваш принтер слишком быстро перемещается по первому слою, попробуйте уменьшить этот параметр. Из-за этого пластик имеет тенденцию отделяться от платформы сборки по мере остывания. Это важный факт, который следует учитывать при печати первого слоя. Если вы заметили, что сначала слой кажется прилипшим, но позже отделяется от печатной платформы по мере остывания, возможно, виноваты ваши настройки температуры и охлаждения.
Из-за этого пластик имеет тенденцию отделяться от платформы сборки по мере остывания. Это важный факт, который следует учитывать при печати первого слоя. Если вы заметили, что сначала слой кажется прилипшим, но позже отделяется от печатной платформы по мере остывания, возможно, виноваты ваши настройки температуры и охлаждения.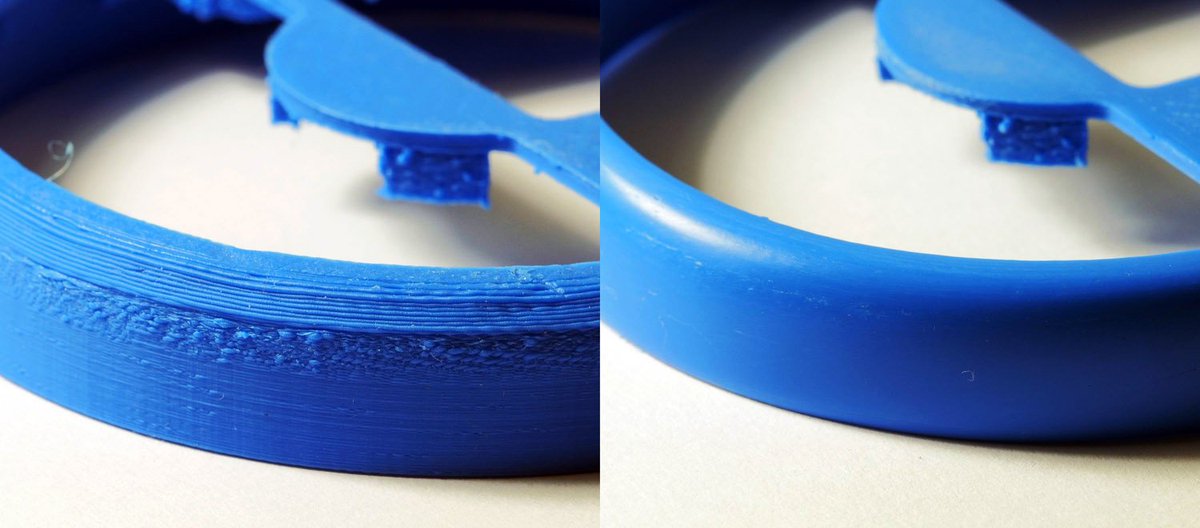 Выберите платформу для сборки с подогревом из списка слева, а затем отредактируйте заданное значение температуры для первого слоя. Вы можете просто дважды щелкнуть значение, чтобы изменить его.
Выберите платформу для сборки с подогревом из списка слева, а затем отредактируйте заданное значение температуры для первого слоя. Вы можете просто дважды щелкнуть значение, чтобы изменить его. Если вы работаете в ветреной среде, вы также можете попытаться изолировать принтер, чтобы ветер не касался вашей детали.
Если вы работаете в ветреной среде, вы также можете попытаться изолировать принтер, чтобы ветер не касался вашей детали.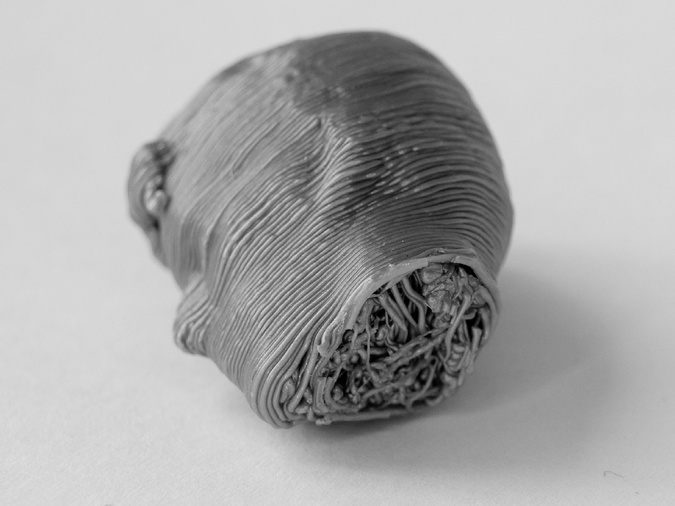 Полоски ленты можно наклеить на поверхность платформы сборки и легко удалить или заменить, если вы хотите печатать другим материалом. Например, PLA имеет тенденцию хорошо прилипать к синей малярной ленте, в то время как ABS имеет тенденцию лучше прилипать к каптоновой ленте (также известной как полиимидная пленка). Многие пользователи также добились большого успеха, используя временный клей или аэрозоль на верхней части своих сборочных платформ. Лак для волос, клей-карандаши и другие липкие вещества, как правило, работают очень хорошо, если все остальное не помогло. Не стесняйтесь экспериментировать, чтобы увидеть, что работает лучше всего для вас!
Полоски ленты можно наклеить на поверхность платформы сборки и легко удалить или заменить, если вы хотите печатать другим материалом. Например, PLA имеет тенденцию хорошо прилипать к синей малярной ленте, в то время как ABS имеет тенденцию лучше прилипать к каптоновой ленте (также известной как полиимидная пленка). Многие пользователи также добились большого успеха, используя временный клей или аэрозоль на верхней части своих сборочных платформ. Лак для волос, клей-карандаши и другие липкие вещества, как правило, работают очень хорошо, если все остальное не помогло. Не стесняйтесь экспериментировать, чтобы увидеть, что работает лучше всего для вас!

 Для зачистки швов плиткиНедостатки: Не заметил
Для зачистки швов плиткиНедостатки: Не заметил ) в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить лезвие для ножа Stanley 19 мм крюкообразное (5 шт.) в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар лезвие для ножа Stanley 19 мм крюкообразное (5 шт.) действительны в Санкт-Петербурге.
) в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить лезвие для ножа Stanley 19 мм крюкообразное (5 шт.) в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар лезвие для ножа Stanley 19 мм крюкообразное (5 шт.) действительны в Санкт-Петербурге. Для этого необходимо оформить заказ на сайте или по телефону. Когда ваш заказ будет готов к выдаче, вы получите sms-сообщение.
Для этого необходимо оформить заказ на сайте или по телефону. Когда ваш заказ будет готов к выдаче, вы получите sms-сообщение.



 Металлические закрывающие петли. Очень устойчивое основание, позволяющее безопасно открывать все отсеки. Легкое закрытие благодаря ручке, расположенной на лотках. Объем: 24 литра. Загрузить…
Металлические закрывающие петли. Очень устойчивое основание, позволяющее безопасно открывать все отсеки. Легкое закрытие благодаря ручке, расположенной на лотках. Объем: 24 литра. Загрузить…
 усилие. Когда нужно иметь под рукой все необходимые инструменты, заготовки и другие часто используемые материалы для повышения производительности и эффективности, Многоуровневый ящик для инструментов Stanley STST83397-1 — идеальное решение.
усилие. Когда нужно иметь под рукой все необходимые инструменты, заготовки и другие часто используемые материалы для повышения производительности и эффективности, Многоуровневый ящик для инструментов Stanley STST83397-1 — идеальное решение.


 или гарнизон. Его солдаты стали штатными профессионалами, а не ополченцами на полставки.
или гарнизон. Его солдаты стали штатными профессионалами, а не ополченцами на полставки.
 Традиционно парламент предоставлял его королю на всю жизнь до правления Карла I.
Традиционно парламент предоставлял его королю на всю жизнь до правления Карла I. Однако его сын и преемник, Карл I Английский, не разделял личности своего отца и участвовал в еще более напряженных конфликтах с парламентом. Вера Карла, унаследованная от отца, в то, что власть короны дана Богом и что король не обязан уважать позицию английского парламента, сформировала его правление и привела к политическому кризису, который в конце концов стоил ему его собственная жизнь.
Однако его сын и преемник, Карл I Английский, не разделял личности своего отца и участвовал в еще более напряженных конфликтах с парламентом. Вера Карла, унаследованная от отца, в то, что власть короны дана Богом и что король не обязан уважать позицию английского парламента, сформировала его правление и привела к политическому кризису, который в конце концов стоил ему его собственная жизнь. Карл заключил мир с Францией и Испанией, фактически положив конец участию Англии в Тридцатилетней войне.
Карл заключил мир с Францией и Испанией, фактически положив конец участию Англии в Тридцатилетней войне. В начале января 1642 года Чарльз в сопровождении 400 солдат попытался арестовать пятерых членов Палаты общин по обвинению в государственной измене, но ему это не удалось.
В начале января 1642 года Чарльз в сопровождении 400 солдат попытался арестовать пятерых членов Палаты общин по обвинению в государственной измене, но ему это не удалось. 
 По прозвищу «Старый Айронсайдс» он быстро продвинулся от командира единственного кавалерийского отряда до одного из главных командиров Армии Новой Модели, сыграв важную роль в разгроме сил роялистов. Кромвель был одним из тех, кто подписал смертный приговор королю Карлу I в 1649 году., и он доминировал в недолговечном Содружестве Англии в качестве члена парламента Охвостья (1649–1653). Он был выбран для командования английской кампанией в Ирландии в 1649–1650 годах. Его силы нанесли поражение коалиции Конфедерации и роялистов в Ирландии и оккупировали страну, положив конец войнам Ирландского Конфедерации. В этот период был принят ряд уголовных законов против католиков (значительное меньшинство в Англии и Шотландии, но подавляющее большинство в Ирландии), и значительная часть их земли была конфискована. Кромвель также руководил кампанией против шотландской армии между 1650 и 1651 годами.0123
По прозвищу «Старый Айронсайдс» он быстро продвинулся от командира единственного кавалерийского отряда до одного из главных командиров Армии Новой Модели, сыграв важную роль в разгроме сил роялистов. Кромвель был одним из тех, кто подписал смертный приговор королю Карлу I в 1649 году., и он доминировал в недолговечном Содружестве Англии в качестве члена парламента Охвостья (1649–1653). Он был выбран для командования английской кампанией в Ирландии в 1649–1650 годах. Его силы нанесли поражение коалиции Конфедерации и роялистов в Ирландии и оккупировали страну, положив конец войнам Ирландского Конфедерации. В этот период был принят ряд уголовных законов против католиков (значительное меньшинство в Англии и Шотландии, но подавляющее большинство в Ирландии), и значительная часть их земли была конфискована. Кромвель также руководил кампанией против шотландской армии между 1650 и 1651 годами.0123

 Это что-то вроде гибрида MK8 и BMG.
Это что-то вроде гибрида MK8 и BMG.


 И деталь начала строиться под углом в 45 градусов.
И деталь начала строиться под углом в 45 градусов.


 Скорость печати в готовом профиле выставлена очень низкая, но мы попробуем так, раз производитель рекомендует.
Скорость печати в готовом профиле выставлена очень низкая, но мы попробуем так, раз производитель рекомендует.
 Одно из очевидных предназначений данного принтера, это печать длинных цельных моделей для косплея, например, меча. Обычный меч — это как-то скучновато. Поэтому мы взяли модель цепного меча из вселенной Warhammer 40000.
Одно из очевидных предназначений данного принтера, это печать длинных цельных моделей для косплея, например, меча. Обычный меч — это как-то скучновато. Поэтому мы взяли модель цепного меча из вселенной Warhammer 40000.
 .. Второй… Третий… Время от времени возникали несущественные проблемы, небольшая недоэкструзия, заполнение очевидно проступало на ровных поверхностях.
.. Второй… Третий… Время от времени возникали несущественные проблемы, небольшая недоэкструзия, заполнение очевидно проступало на ровных поверхностях.
 Они же помогут с адгезией в начале печати носа кораблика.
Они же помогут с адгезией в начале печати носа кораблика.
 Так как ускорения в прошивке выставлены очень низкими, 300мм/с2, при этом увеличить их через меню принтера нельзя, 300 — максимум.
Так как ускорения в прошивке выставлены очень низкими, 300мм/с2, при этом увеличить их через меню принтера нельзя, 300 — максимум.


 В слайсере увеличили ее до одного метра в длину.
В слайсере увеличили ее до одного метра в длину.
 Повредить ремень можно, но если изначально правильно откалибровать принтер, вероятность этого снижается почти до нуля. На ремне остаются следы от напечатанных моделей, но проблем они не доставляют.
Повредить ремень можно, но если изначально правильно откалибровать принтер, вероятность этого снижается почти до нуля. На ремне остаются следы от напечатанных моделей, но проблем они не доставляют.

 3DPrintMill создан для серийного производства, снижения расходов и экономии времени
3DPrintMill создан для серийного производства, снижения расходов и экономии времени 5 кг
5 кг youtube.com/embed/vDGRxCwapx8?&wmode=opaque» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/vDGRxCwapx8?&wmode=opaque» frameborder=»0″ allowfullscreen=»»> 

 3DPrintMill (Creality CR-30) — самый безопасный из доступных вариантов, поскольку после загрузки учителем недельной нити накала его можно использовать без какого-либо контакта с человеком, поэтому его можно поместить в пластиковую коробку или поставить за окном с Напечатанный на 3D-принтере желоб для раздачи готовых деталей ученикам.
3DPrintMill (Creality CR-30) — самый безопасный из доступных вариантов, поскольку после загрузки учителем недельной нити накала его можно использовать без какого-либо контакта с человеком, поэтому его можно поместить в пластиковую коробку или поставить за окном с Напечатанный на 3D-принтере желоб для раздачи готовых деталей ученикам.  Чтобы прикрепить эти детали с помощью прилагаемых шестигранных ключей, требуется менее 30 минут.
Чтобы прикрепить эти детали с помощью прилагаемых шестигранных ключей, требуется менее 30 минут. Многие конструкции звуковых принтеров становятся непригодными или требуют сложной программной коррекции, потому что точное выравнивание деталей из комплекта с допусками 0,01 мм или выше нереально за обеденным столом или офисным столом обычного человека. Вот почему каждый станок 3DPrintMill (Creality CR-30) сначала проходит испытания на заводе, а затем поступает к вам в почти готовом виде.
Многие конструкции звуковых принтеров становятся непригодными или требуют сложной программной коррекции, потому что точное выравнивание деталей из комплекта с допусками 0,01 мм или выше нереально за обеденным столом или офисным столом обычного человека. Вот почему каждый станок 3DPrintMill (Creality CR-30) сначала проходит испытания на заводе, а затем поступает к вам в почти готовом виде. Мы разработали его с нуля, чтобы он был открытым, а не привязывал вас к проприетарной экосистеме.
Мы разработали его с нуля, чтобы он был открытым, а не привязывал вас к проприетарной экосистеме. Ручки, установленные сверху, обеспечивают быстрое и точное выравнивание сборки кровати, если это необходимо.
Ручки, установленные сверху, обеспечивают быстрое и точное выравнивание сборки кровати, если это необходимо.
 0005
0005
 эффективный.
эффективный.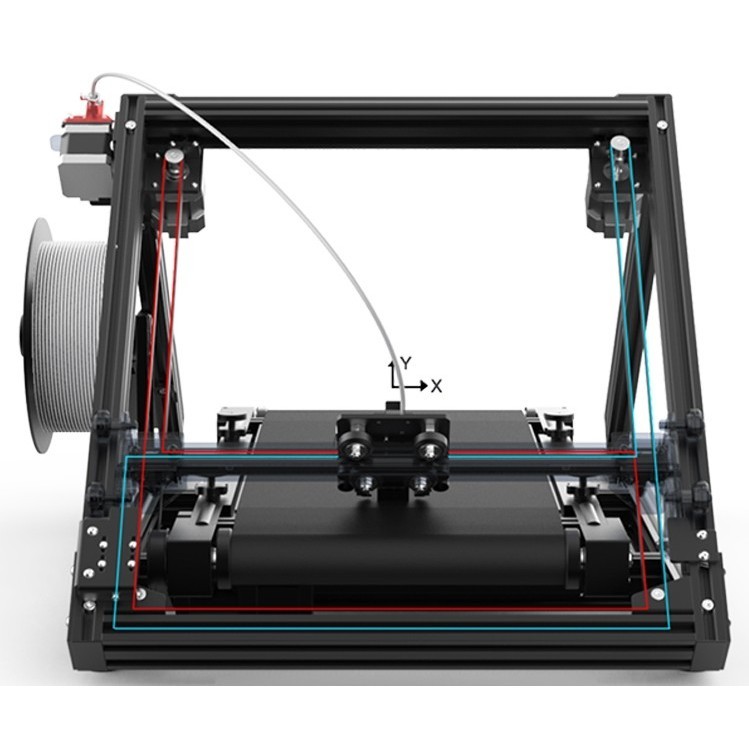 Распечатанная модель может автоматически упасть, когда лента завершится до конца, что освободит вашу руку
Распечатанная модель может автоматически упасть, когда лента завершится до конца, что освободит вашу руку
 1 метр/сек
1 метр/сек
 В конструкции пилы предусмотрен расширенный защитный экран на задней ручке, что обеспечивает защиту руки от царапин ветками и травм в случае разрыва цепи. Безопасность обуславливается наличием кнопки блокировки выключателя, а также наличием тормоза цепи, мгновенно останавливающего цепь при отпускании кнопки включения или в случае отскока.
В конструкции пилы предусмотрен расширенный защитный экран на задней ручке, что обеспечивает защиту руки от царапин ветками и травм в случае разрыва цепи. Безопасность обуславливается наличием кнопки блокировки выключателя, а также наличием тормоза цепи, мгновенно останавливающего цепь при отпускании кнопки включения или в случае отскока. Будьте внимательны при покупке!
Будьте внимательны при покупке! На первый взгляд совершенно непонятно, но она создает проблемы как только вы возьмёте её в руки. Держать её комфортно только с одной стороны (перевес двигателя)
На первый взгляд совершенно непонятно, но она создает проблемы как только вы возьмёте её в руки. Держать её комфортно только с одной стороны (перевес двигателя)
 Такая конструкция разработана для тяжелых индустриальных применений с давлением нагнетания до 16 Бар
Такая конструкция разработана для тяжелых индустриальных применений с давлением нагнетания до 16 Бар
 В соответствии с темой этого года, посвященной различным способам, которыми профессиональные охранные агенты могут держаться подальше от всего, что сегодня делается своими руками, а также любительской шушеры, — наличие арсенала специализированных датчиков сигнализации и знание того, как их применять, — это хорошее начало для того, чтобы доказать, что вы — лучший про.
В соответствии с темой этого года, посвященной различным способам, которыми профессиональные охранные агенты могут держаться подальше от всего, что сегодня делается своими руками, а также любительской шушеры, — наличие арсенала специализированных датчиков сигнализации и знание того, как их применять, — это хорошее начало для того, чтобы доказать, что вы — лучший про.
 Что-нибудь еще, и вы должны сделать отверстие немного больше.
Что-нибудь еще, и вы должны сделать отверстие немного больше. Это качество продажи пункта.
Это качество продажи пункта. Проталкивание кабеля обратно в стену для повторного сверления — это боль.
Проталкивание кабеля обратно в стену для повторного сверления — это боль. Sentrol доступен для инструментов разработки Windows, включая Delphi и C++ Builder.
Sentrol доступен для инструментов разработки Windows, включая Delphi и C++ Builder.
 Модель SGC 8100C оснащена гусеницами, что даёт ещё большую проходимость.
Модель SGC 8100C оснащена гусеницами, что даёт ещё большую проходимость. „Крючки“ на панели управления, включают дифференциал и приостанавливающие соответствующее колесо. В итоге снегоуборщик разворачивается сам, оператор не прилагает никаких усилий.
„Крючки“ на панели управления, включают дифференциал и приостанавливающие соответствующее колесо. В итоге снегоуборщик разворачивается сам, оператор не прилагает никаких усилий.




 6
6 Хорошая проходимость. Благодаря глубокому протектору колеса снегоуборщика не проскальзывают в гололед. Эффективность. Система шнеков обеспечивает измельчение плотного снега. Быстрый запуск. Электростартер, который работает от сети 220В, позволяет запускать двигатель без лишних усилий. Простая регулировка. Поворот желоба регулируется при помощи специального рычага. Работа в темноте. Яркая фара позволит проводить работы в условиях зимних сумерек.
Хорошая проходимость. Благодаря глубокому протектору колеса снегоуборщика не проскальзывают в гололед. Эффективность. Система шнеков обеспечивает измельчение плотного снега. Быстрый запуск. Электростартер, который работает от сети 220В, позволяет запускать двигатель без лишних усилий. Простая регулировка. Поворот желоба регулируется при помощи специального рычага. Работа в темноте. Яркая фара позволит проводить работы в условиях зимних сумерек.

 Самый очевидный ответ – все. И он очень близок к истине. Уже сегодня помимо привычных FDM и SLA 3D принтеров существуют пищевые, промышленные, 3D биопринтеры и множество других вариаций подобных устройств. 3D печать широко применяется в бытовых целях, а ученые возлагают большие надежды на технологию 3D-биопечати, с помощью которой планируется изготовление живых тканей и органов. Основными преимуществами 3D-печати перед традиционными способами изготовления изделий – высокая скорость, простота и относительно небольшая стоимость.
Самый очевидный ответ – все. И он очень близок к истине. Уже сегодня помимо привычных FDM и SLA 3D принтеров существуют пищевые, промышленные, 3D биопринтеры и множество других вариаций подобных устройств. 3D печать широко применяется в бытовых целях, а ученые возлагают большие надежды на технологию 3D-биопечати, с помощью которой планируется изготовление живых тканей и органов. Основными преимуществами 3D-печати перед традиционными способами изготовления изделий – высокая скорость, простота и относительно небольшая стоимость. За более подробной информацией обращайтесь по одному из телефонов, указанных здесь.
За более подробной информацией обращайтесь по одному из телефонов, указанных здесь. Он бывает в виде порошка, жидкой смолы или пластиковой проволоки в катушках. Именно из этого материала и будет состоять напечатанная деталь.
Он бывает в виде порошка, жидкой смолы или пластиковой проволоки в катушках. Именно из этого материала и будет состоять напечатанная деталь.  Ещё скорость зависит от толщины слоя: чем толще слой, тем быстрее печать. Но при большой толщине слоя деталь может получиться неаккуратной: будут видны слои:
Ещё скорость зависит от толщины слоя: чем толще слой, тем быстрее печать. Но при большой толщине слоя деталь может получиться неаккуратной: будут видны слои: Это позволяет создавать практически любые вещи самой сложной формы, которые сразу обладают нужными свойствами. На таком принтере можно напечатать даже кроссовки, которые можно носить:
Это позволяет создавать практически любые вещи самой сложной формы, которые сразу обладают нужными свойствами. На таком принтере можно напечатать даже кроссовки, которые можно носить: В этом случае можно найти в интернете трёхмерную модель нужной детали или нарисовать её самому в редакторе, чтобы потом отправить это на печать.
В этом случае можно найти в интернете трёхмерную модель нужной детали или нарисовать её самому в редакторе, чтобы потом отправить это на печать.  Можно печатать стены зданий. В отличие от традиционных технологий строительства из кирпича, панелей и блоков, форма стен и здания в целом может быть любой. Фундамент, перекрытия и крыша пока что не печатаются, но это пока.
Можно печатать стены зданий. В отличие от традиционных технологий строительства из кирпича, панелей и блоков, форма стен и здания в целом может быть любой. Фундамент, перекрытия и крыша пока что не печатаются, но это пока. Например, деталь может отклеиться от подложки прямо во время печати, и произойдёт ад. Или моторы раскалибруются, и сопло начнёт промазывать мимо нужных мест.
Например, деталь может отклеиться от подложки прямо во время печати, и произойдёт ад. Или моторы раскалибруются, и сопло начнёт промазывать мимо нужных мест. Необязательно при нашей жизни, но наши дети и внуки наверняка застанут.
Необязательно при нашей жизни, но наши дети и внуки наверняка застанут.
 Вот некоторые общие преимущества и преимущества выбора струйного принтера:
Вот некоторые общие преимущества и преимущества выбора струйного принтера:
 Принтеры прямой термопечати чаще всего используются для печати таких предметов, как квитанции и транспортные этикетки.
Принтеры прямой термопечати чаще всего используются для печати таких предметов, как квитанции и транспортные этикетки.


 стандарты. Загрузите бесплатную копию сегодня!
стандарты. Загрузите бесплатную копию сегодня! Стоит отметить, что современная термобумага гораздо более устойчива к воздействию окружающей среды, чем раньше, поэтому цвет остается свежим в течение нескольких лет.
Стоит отметить, что современная термобумага гораздо более устойчива к воздействию окружающей среды, чем раньше, поэтому цвет остается свежим в течение нескольких лет. Струйная печать особенно используется для фармацевтической, косметической и пищевой упаковки, а также в почтовой службе.
Струйная печать особенно используется для фармацевтической, косметической и пищевой упаковки, а также в почтовой службе.
 короткая (узкий хват)
короткая (узкий хват) org/PropertyValue»>
org/PropertyValue»> На сегодняшний день, изделия компании EKF можно купить по всей России, а также в странах ближнего зарубежья. Ассортимент, выпускаемый EKF,используется в сфере
На сегодняшний день, изделия компании EKF можно купить по всей России, а также в странах ближнего зарубежья. Ассортимент, выпускаемый EKF,используется в сфере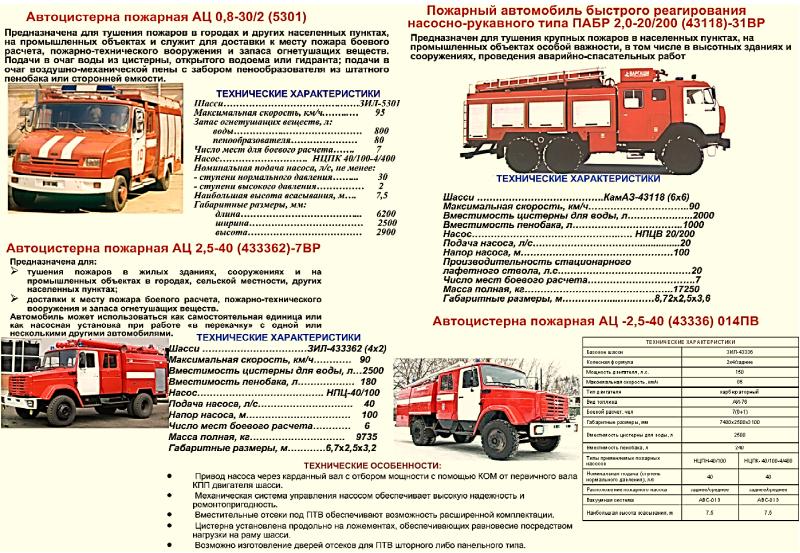 99 ₽ in online store bb-engineering.ru
99 ₽ in online store bb-engineering.ru M 15 mm, standard normally closed, 24V AC 50/60 Hz passage Ø 1
M 15 mm, standard normally closed, 24V AC 50/60 Hz passage Ø 1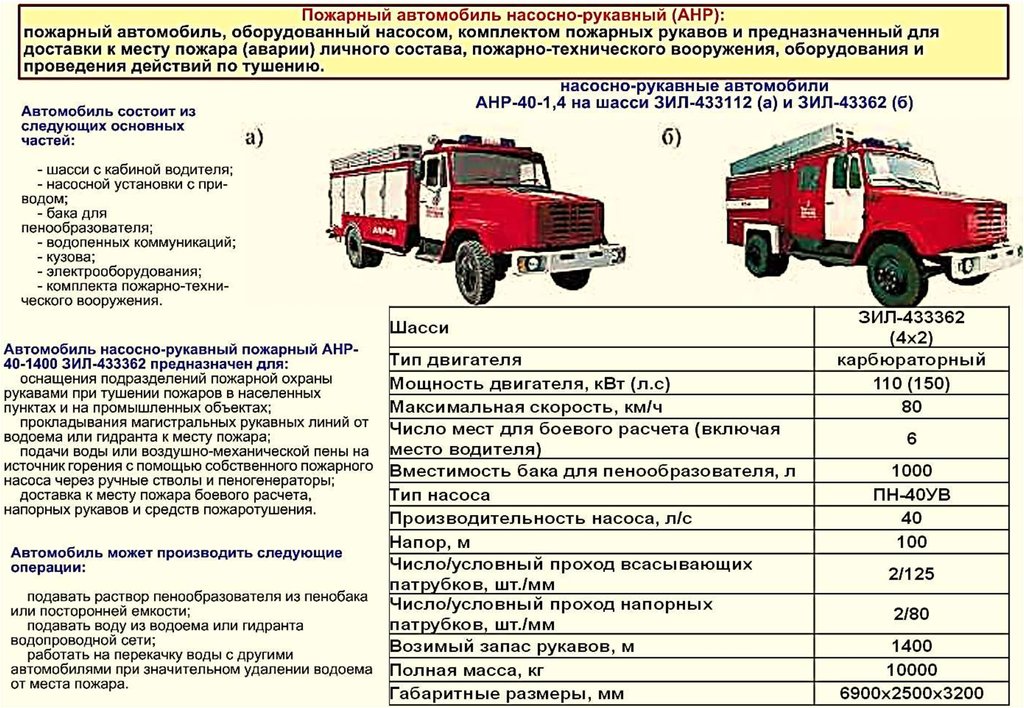 9:00-18:00
9:00-18:00 com. У него более 5 лет опыта работы контент-стратегом/редактором.
com. У него более 5 лет опыта работы контент-стратегом/редактором. Она провела углубленное исследование социальных и экономических вопросов, а также пересмотрела и отредактировала учебные материалы для района Большого Ричмонда.
Она провела углубленное исследование социальных и экономических вопросов, а также пересмотрела и отредактировала учебные материалы для района Большого Ричмонда. Внизу чека вы увидите три набора цифр, написанных компьютерным шрифтом:
Внизу чека вы увидите три набора цифр, написанных компьютерным шрифтом: Потребители привыкают к многофакторной аутентификации, которая добавляет еще один шаг перед доступом к банковскому счету, такой как отпечаток пальца, голосовая активация или чувствительный ко времени код, отправленный на зарегистрированный номер мобильного телефона.
Потребители привыкают к многофакторной аутентификации, которая добавляет еще один шаг перед доступом к банковскому счету, такой как отпечаток пальца, голосовая активация или чувствительный ко времени код, отправленный на зарегистрированный номер мобильного телефона.
 Обратите внимание, что это не то же самое, что номер вашей дебетовой или кредитной карты.
Обратите внимание, что это не то же самое, что номер вашей дебетовой или кредитной карты. Мы также при необходимости ссылаемся на оригинальные исследования других авторитетных издателей. Вы можете узнать больше о стандартах, которым мы следуем при создании точного и беспристрастного контента, в нашем
Мы также при необходимости ссылаемся на оригинальные исследования других авторитетных издателей. Вы можете узнать больше о стандартах, которым мы следуем при создании точного и беспристрастного контента, в нашем
 Маршрутизация и номера счетов назначаются, чтобы точно указать, откуда поступают и уходят средства в транзакции.
Маршрутизация и номера счетов назначаются, чтобы точно указать, откуда поступают и уходят средства в транзакции. Однако сегодня большинство банков используют один маршрутный номер для всех транзакций.
Однако сегодня большинство банков используют один маршрутный номер для всех транзакций. Если у вас два счета в одном и том же банке, номера маршрутизации в большинстве случаев будут одинаковыми, но номера ваших счетов будут разными.
Если у вас два счета в одном и том же банке, номера маршрутизации в большинстве случаев будут одинаковыми, но номера ваших счетов будут разными. Когда вы доберетесь до своей учетной записи, нажмите на полный номер учетной записи, и он должен показать вам номер маршрутизации. Вы также можете позвонить в свой банк и попросить маршрутный номер банка и номер счета после того, как подтвердите свою личность.
Когда вы доберетесь до своей учетной записи, нажмите на полный номер учетной записи, и он должен показать вам номер маршрутизации. Вы также можете позвонить в свой банк и попросить маршрутный номер банка и номер счета после того, как подтвердите свою личность. Маршрутные номера обычно печатаются в левой нижней части чека, а за ним следует номер вашего расчетного счета.
Маршрутные номера обычно печатаются в левой нижней части чека, а за ним следует номер вашего расчетного счета.