С внедрением цифровых технологий в факторы производства создание оружия в домашних условиях перестало быть фантастикой. Сегодня стало возможно доработать алюминиевую болванку до боевой модели на специальном фрезерном станке с ЧПУ (числовым программным управлением) или распечатать части пистолета на 3D принтере из PLA пластика.
«PLA пластик — продукт полученный из кукурузы или сахарной свеклы, биоразлагаемый, безопасный и экологически чистый. В его производстве не требуется ископаемое топливо.»
Чтобы понять почему тема самодельного вооружения приобрела популярность, взглянем на анатомию штурмовой винтовки AR-15, которая доминирует в заголовках оружейных изданий.
Винтовка AR-15 популярна среди любителей оружия, потому что она бесконечно настраиваемая. Владельцы выбирают из разнообразия стволов, прикладов, и оптических прицелов. Интернет издание Ballistic Advantage blog называет винтовку AR-15 “набором LEGO для взрослых”. Детали для её тюнинга можно приобрести без особых проблем.
Но если все эти части заменяемые, то что делает винтовку AR-15 винтовкой AR-15? Технически — нижняя часть ствольной коробки.
Ствольная коробка состоит из двух частей – верхней и нижней (в английской терминологии «upper receiver» и «lower receiver» соответственно.)
Нижняя часть ствольной коробки представляет собой рукоятку, спусковой механизм, предохранитель, магазин и механизм для выброса магазина.
Нижняя часть ствольной коробки — единственная часть винтовки с серийным номером, потому что это единственная деталь, которую регулирует правительство (в данном случае, речь о правительстве США). Если вы хотите производить, импортировать или продавать эту деталь, вам потребуется Федеральная Лицензия на огнестрельное оружие (Federal Firearms License, или FFL).
Чтобы обойти эти ограничения, частные компании изготавливают нижнюю часть ствольной коробки не полностью, делают заготовку.
Это литые и частично обработанные заготовки из алюминия или полимера, которые на 80% близки к боевой модели. Чтобы такой макет стал оружием, этой заготовке не хватает окончательной обработки для размещения в ней движущихся частей. На изготовление подобных деталей нет никаких юридических ограничений, они не подлежат регистрации и их можно приобрести всего за 50 $. В глазах закона это не огнестрельное оружие, а просто кусок металла.
Например, в России легко найти макеты массо-габаритные или ммг. При покупке ммг на территории России, в магазине вам должны выдать специальный сертификат о том, что ваша покупка не огнестрельное оружие, а всего-лишь макет.
На изображениях ниже наглядно видны отличия боевой ствольной коробки от полуфабриката. В сравнении массо-габаритных макетов с огнестрельными образцами можно выделить те же отличия.
Сверлильный станок, шлифовальная машина и терпение — этого достаточно чтобы сделать необходимые полости для движимых частей и превратить заготовку в боевую деталь.
В США это вполне законно, если делаешь оружие для себя.
Согласно американскому закону: «… огнестрельное оружие может быть изготовлено на законных основаниях лицами, которые не имеют лицензии изготовителя в соответствии с «Законом о контроле оружия», при условии, что они не предназначены для продажи или распространения и производителю не запрещено получать огнестрельное оружие или владеть им.»
До недавнего времени для самостоятельной доработки были нужны некоторые навыки работы с металлом, доступ к станкам и инструментам.
Теперь американская компания Defense Distributed основанная Коди Уилсоном, создала Ghost Gunner — оружейный DIY станок. (Do It Youself или «своими руками», «сделай сам».) Этот станок призван помочь частному сектору составить конкуренцию монополистам оружейного дела и популяризировать цифровое производство.
Ghost Gunner (теперь версия №2) — это высокоточный настольная фрезерный станок с горизонтальным шпинделем с числовым программным управлением. Стоимостью 1 675 долларов США. С этой машиной, любая заготовка ствольной коробки дорабатывается до боевой детали.
В первой половине видео ниже, видно как легко это сделать. Во второй половине вы увидите спроектированное и распечатанное на 3D принтере огнестрельное оружие из PLA пластика. Пластик ранее считался недостаточно прочным для применения в оружейном деле, но этот образец сделал примерно 5000 выстрелов, и еще работает.
В видео ниже станок Ghost Gunner.
Наконец, ролик Энди Гринберга, который решил построить собственную винтовку AR-15 не имея опыта работы с инструментами.
С появлением новых и доступных каждому технологий наверняка потребуются изменения в законе о регулировании оружия. Например, неизвестно точное количество винтовок, которые сегодня находятся в обращении в США, которые были приобретены на законных основаниях и имеют серийные номера. Теперь, когда каждый может в гараже напечатать детали, доработать их на станке и собрать собственную винтовку, говорить о регулировании оружия становится практически невозможно.
Самодельное «Узи» и гранаты — каким был арсенал «одесского стрелка»
Автор фото, Поліція Одещини
Підпис до фото,
Самодельный 9-мм пистолет-пулемет с 30-патронным магазином, который использовал «одесский стрелок». По своему принципу действия он напоминает израильские пистолеты-пулеметы «Узи»
Полиция обнародовала фото арсенала оружия Валентина Дорошенко, погибшего накануне в перестрелке с полицейскими в Одессе.
В результате стрельбы погиб полицейский и еще один человек, двое стражей порядка получили ранения.
Стрельба в Одессе: трое убитых, еще трое ранены
Черный рынок оружия в Украине: где, сколько и почем?
«Оружейный цех»
Автор фото, полиция Одесской области
Підпис до фото,
В доме мужчины обнаружили сразу несколько самодельных «огнестрелов»
По данным правоохранителей, оружие, из которого стрелял Валентин Дорошенко, — самодельный 9-мм пистолет-пулемет с магазином на 30 патронов.
«Боеприпас — атипичный патрон и пуля калибра 9 мм с усиленным сердечником, котороя способна пробить полицейский жилет», — написал в Facebook советник главы Нацполиции в Одесской области Руслан Форостяк.
Это не единственное оружие, обнаруженное у Валентина Дорошенко.
Автор фото, полиция Одесской области
Підпис до фото,
В подвале был оборудован «цех» для изготовления оружия, говорят в полиции
В частности сообщается, что в его сумке обнаружили четыре осколочные гранаты.
В полиции добавляют, что в доме погибшего нашли лаз в подвал, где был оборудован «миницех по изготовлению оружия, а также переделанное огнестрельное атипичное оружие».
В доме находились двое ранее судимых мужчин, задержанных в рамках следствия.
Сам Валентин Дорошенко находился в розыске и, по данным одесских СМИ, был связан с экс-депутатом и лидером пророссийской партии «Родина» Игорем Марковым, который также разыскивается правоохранителями.
Незаконное оружие
Автор фото, МВС
Підпис до фото,
Проблема незаконного хранения и распространения оружия в Украине стоит достаточно остро
В МВД сообщают, что за прошлый год правоохранители изъяли почти 2,5 тыс. единиц огнестрельного оружия, 240 тысяч патронов, более 2 тыс. гранат и 72 взрывных устройства.
Список изъятого:
109 боевых винтовок и карабинов
123 автомата
23 пистолета-пулемета
1016 пистолетов и револьверов
98 охотничьих винтовок и карабинов
6 боевых ружей
333 единицы самодельного оружия
173 охотничьих ружья
256 обрезов
141 единица другого огнестрельного оружия
148 единиц другого оружия
239,7 тыс. патронов
2,2 тыс. гранат
58 мин
72 самодельных взрывных устройства
78 гранатометов и реактивных систем
235 устройств для отстрела патронов несмертельного действия
В отношении почти 7 тыс. человек начато расследование по факту незаконного оборота оружия.
Автор фото, УНІАН
Підпис до фото,
Самодельное оружие сейчас — не редкость
В МВД говорят, что на ухудшение криминогенной ситуации и увеличение оборота незаконного оружия влияют сложные экономические условия (инфляция), а также проведение АТО на Донбассе.
«Отдельным объектом внимания полиции стали военнослужащие, которые после службы в зоне АТО везут домой оружие и взрывчатку, граждане с активной гражданской позицией, беженцы, волонтеры», — поясняют в МВД.
В то же время там добавляют, что многие люди сами бращаются в полицию, чтобы сдать нелегально хранившееся оружие.
Fighting Pistol – Tactical Response
Это курс, о котором все говорят! Это самый полный двухдневный курс по стрельбе из пистолета в мире! Этот курс буквально спасает жизнь. Наш курс «Боевой пистолет» подготовит вас к победе в жестокой конфронтации в реальном мире, и многие студенты пошли дальше и сделали именно это! Этот интенсивный курс охватывает невероятное количество материала всего за два дня, и нам сказали, что он охватывает больше, чем любой 5-дневный курс в «больших школах».
Темы включают роль и атрибуты пистолета, правовые аспекты смертоносной силы, анатомическую убойную силу, психологическую подготовку к бою, передвижение и общение. Учения с боевой стрельбой включают стрельбу как с одной, так и с двух рук, стрельбу на ходу, использование укрытий и укрытий, заряжание и перезарядку с использованием как уровня глаз, так и методов удержания, на различных дистанциях и из различных положений тела. . Этот курс примерно на 40% состоит из лекций по мышлению, тактике, навыкам и юридическим вопросам, но не беспокойтесь, потому что вы все равно будете стрелять около 750 патронов, пока находитесь на стрельбище!
Список оборудования:
Один (1) открытый разум
Боевой пистолет — http://www. FirearmsDepot.com
Приносить обед на стрельбище оба дня
Рулон стандартной коричневой малярной ленты шириной 3/4″. НЕТ шире. НЕТ другого цвета.
750* патронов — это СРЕДНЕЕ количество выстрелов. Используйте высокое качество.
Прочная поясная кобура <--Нажмите здесь, чтобы перейти по ссылке NSR (Приложение подходит.)
Защита глаз — https://www.amazon.com/shop/jamesyager
Средства защиты органов слуха — https://www.amazon.com/shop/jamesyager
Спрей от насекомых — https://www.amazon.com/shop/jamesyager
Ручка и бумага — https://www.amazon.com/shop/jamesyager
Оборудование для чистки и смазки — https://www.amazon.com/shop/jamesyager
НЕ ТРЕБУЕТСЯ, но хорошо иметь складной стул и небольшой складной столик.
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ — В конце урока вас попросят забрать медь на несколько минут. Здесь также помогут наколенники.
Вот четыре вещи, которые вы можете сделать, чтобы ваш класс был отличным:
Эти видео сделают ваш опыт НАМНОГО лучше и ответят на многие вопросы: https://www.youtube.com/playlist?list=PL_DuM- POQMYE11bwl_PAlIyt-SyT33iP
Информация об ареале и жилье: http://tacticalresponse.com/ blogs/library/18975331- training-locations Занятия начинаются в 08:00 в Tactical Response, расположенном по адресу: 116 Wood Ave Street Camden, TN 38320 (тел. : 877-7LETHAL). Team Room находится по адресу 151 McRae в Камдене, штат Теннесси. Пожалуйста, отправьте электронное письмо по адресу [email protected] , чтобы ПОДТВЕРДИТЬ свое место в Командной комнате (отсутствие подтверждения означает отсутствие кровати).
Компания Tactical Response не разрешает записывать видео или аудио во время занятий (с разрешения создателей контента YouTube).
ЗНАЕТЕ ЛИ ВЫ? У нас есть вариант обучения Lay-A-Way ЗДЕСЬ!
РУЖЬЕ И БОЕПРИПАСЫ, ПРЕДОСТАВЛЯЕМЫЕ В АРЕНДУ — Мы просим использовать только новые боеприпасы в латунных гильзах, заряженные на заводе, в наших арендованных ружьях… или в ваших собственных ружьях для обучения. Независимо от того, является ли это болтовым ружьем (только матчевого класса), полуавтоматическим пистолетом или даже нашим дробовиком, мы обнаружили, что патроны в латунной гильзе делают все типы огнестрельного оружия более плавными, чем стальные или алюминиевые. Мы понимаем, что АК-47 был разработан для стали, так что все в порядке. Мы также понимаем, что боеприпасы в латунной гильзе обычно стоят на 10-15% дороже, чем стальные, но вы уже так много вложили в свое обучение, почему вам нужны менее качественные боеприпасы, чтобы вы могли получить МАКСИМАЛЬНУЮ от ваших инвестиций? Если вы все равно решите использовать сталь, пожалуйста, не жалуйтесь нам на то, что наши ружья не работают… они прекрасно работают с латунью. Вы ОБЯЗАНЫ чистить и смазывать арендованное оружие после каждого дня тренировок и перед его возвратом.
ПОКУПКА НЕСКОЛЬКИХ МЕСТ В КЛАССЕ — Если вы покупаете место в классе более чем для одного человека, отправьте электронное письмо по адресу [email protected] или позвоните по номеру 877-7LETHAL, указав имена всех учащихся.
*Вы получите сертификат об успешном окончании только при 100% участии в классе. Опоздание, досрочный уход, добровольный отказ от выполнения упражнений и другие вопросы, связанные с закрытостью мышления, приведут к тому, что вы не получите сертификат на этот курс. Измененный сертификат будет отправлен позже по вашему запросу.
Вы можете купить качественные тренировочные боеприпасы в Defiant Munitions – используйте код YEAGER23, чтобы получить скидку 10 %!
Как получить боевой пистолет: облики и улучшения
Поделиться!
Боевой пистолет — пистолет из игры Grand Theft Auto V (GTA 5). Читайте дальше, чтобы узнать больше о цене этого оружия, характеристиках, скинах, улучшениях и многом другом!
Содержание
Обзор
Информация
Статистика
Как получить
Облики и улучшения
Связанные руководства
Информация о боевом пистолете
Боевой пистолет
Класс
Пистолет
Тип
Пистолет
Наличие
ГТА В ГТА Онлайн
Цена
600$ (GTA V) 3200$ (GTA Online)
Условия разблокировки
Мертвец идет (GTA V) Ранг 9 (GTA Online)
Повреждения
Скорострельность
Точность
Диапазон
Крышка патрона
12
Боевой пистолет можно приобрести в ближайшей Амму-Нации за 600 долларов после выполнения необходимой миссии.
Требуемая(ые) миссия(и)
Ходячий мертвец
Просмотр в игре
Просмотр карты
Просмотр полного изображения
Просмотр полного изображения
Боевой пистолет можно взять в Ammu-Nation с полигоном. Игрокам нужно будет выстрелить в продавца снаружи, прежде чем выстрелить в того, кто держит его на самом полигоне.
Армейская тонировка
100 $
Зеленый оттенок
200 $
Оранжевый оттенок
400 $
Оттенок LSPD
600 $
Розовый оттенок
800 $
Золотой оттенок
1000 $
Платиновый оттенок
1500 $
Yusuf Amir Luxury Finish
$ 36250
Обновление
Цена
Эффекты
Раундов x24
$ 19
Пополняет боеприпасы.
Удлиненный зажим
$ 397
Увеличенная емкость для боевого пистолета
Фонарик
$ 472
Помогает обнаруживать цели при слабом освещении.
Глушитель
$ 1837
Уменьшает шум и дульное пламя.
Список всего оружия
Все оружие
Штурмовые винтовки
Пистолеты
Тяжелое оружие
Пулеметы
Оружие ближнего боя
Ружья
Снайперские винтовки
Метательные предметы
Сообщение (0 Комментариев)
Мы в Game8 благодарим вас за вашу поддержку.
Чтобы мы могли сделать лучшие статьи, поделитесь своими исправлениями, мнениями и мыслями о 「Как получить боевой пистолет: скины и улучшения | Grand Theft Auto V (GTA 5)」 вместе с нами!
Сообщая о проблеме, будьте как можно более конкретными, предоставляя такие подробности, как условия, при которых возникла проблема, и какие последствия она имела.
Гусеничный экскаватор HYUNDAI R 450 LC-7: технические характеристики
Название модели
R450LC-7
Двигатель
Модель
Cummins QSM11-C
Тип
4-х тактный дизельный двигатель с турбонаддувом
Система охлаждения
Число цилиндров
6
Мощность максимальная
353 л.с. при 1900 мин (-1)
Мощность номинальная
320 л.с. при 1900 мин (-1)
Максимальный крутящий момент
182,5 кгсм при 1300 мин (-1)
Диаметр и ход поршня
125х147 мм
Рабочий объем
10800 л
Аккумулятор
2х12В 200А*ч
Стартер
24В 7,2 кВт
Генератор
24В 50А
Гидравлическая система
Главный насос
Тип
два регулируемых аксиально-поршневых насоса с тормозным клапаном
Максимальная подача масла
2х380 л/мин
Вспомогательный насос для цепи управления
один шестеренный
Гидравлические моторы
Моторы ходы
два аксиально-поршневых насоса с тормозным клапаном и стояночным тормозом
Моторы поворота
аксиально-поршневой мотор с автоматическим тормозом
Предохранительные клапаны
Давление срабатывания
Рабочего оборудования
330 кГс/см2
То же при кратковременном увеличении нагрузки
360 кГс/см2
Хода
345 кГс/см2
Поворота
285 кГс/см2
Цепи управления
35 кГс/см2
Гидравлические цилиндры
Стрела
2-170х120х1570 мм
Рукоять
1-185х125х1820 мм
Ковш
1-160х110х1370 мм
Лопата
Опора
Движение и тормоза
Привод
гидростатический, двумя гидромоторами
Максимальная тяга
37200 кГс
Максимальная скорость быстро/медленно
5,3/3,2 км/час
Преодолеваемый уклон
Рычаги управления
Рычаги управления
два джойстика с одним уровнем безопасности (Левый): Поворот-Рукоять, (Правый): Стрела-Ковш. Два рычага и две педали для движения и маневрирования
Управление дросселем двигателя
электрическое
Внешнее освещение
две фары расположены на стреле, одна под аккумуляторным отсеком, одна под кабиной
Шины/гусеницы
гусеницы
Размер
600 мм
Поворотная платформа
изготовлена из высокопрочной стали
Механизм поворота
аксиально-поршневой мотор
Редуктор поворота
планетарный
Система смазки
масляная ванна
Тормоз
гидромеханический, дисковый
Скорость поворота
9,1 об/мин
Система управления
Тип
каждая гусеница управляется 2-х скоростным аксиально-поршневым гидромотором через планетарный редуктор
Максимальный радиус поворота
—
Заправочные емкости
Топливный бак
610 л
Охлаждающая жидкость
50 л
Моторное масло
37,9 л
Мотор поворота
5 л
Ось передняя
—
Ось задняя
—
Гидравлическая система
380 л
Гидробак
250 л
Шасси
Центральная рама в форме X — цельносварная конструкция с с усиленными коробчатого сечения гусеничными рамами. Конструкция включает сухие траки, смазываемые ролики, зубчатые колеса, звездочки, гидравлические устройства для регулировки натяжения с амотризирующими пружинами и сборные гусеницы с траками с тройными грунтозацепами
Лопата
—
Опоры (outrigger)
—
Эксплуатационный вес
эксплуатационный вес включает 7060 мм стрелу, 3380 мм рукоять, 2,15 м3 ковш, смазку, охлаждающую жидкость, полный топливный бак, гидравлический бак и стандартное оборудование
Шасси
44900 кг
Шасси с задней лопатой
—
Шасси с задними опорами
—
Шасси с передними опорами и задней лопатой
—
Шасси с передней лопатой и задними опорами
—
Шасси с четерьмя опорами
—
Стрела стандартная
7060 мм
Рукоять стандартная
3380 мм
Ковш стандартный
2,15 м3
Геометрические параметры копания
A Maкс. радиус копания
12100 мм
A’ Maкс. радиус копания (грунта)
11900 мм
B Maкс. глубина копания
7790 мм
B’ Maкс. глубина копания (уровень 8′)
7640 мм
C Mакс. высота среза при копании
6560 мм
D Макс. высота копания
11030 мм
E Maкс. высота разгрузки
7660 мм
F Мин. радиус поворота
4780 мм
Кабина
Просторная с эргономичмым дизайном, с пониженным уровнем шума и превосходной обзорностью. Полнообзорное переднее окно, большие задние и боковые окна обеспечивают отличную видимость во всех направлениях
R450LC-7 — Hyundai Construction Equipment Americas, Inc.
— Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
* На фото может быть изображено дополнительное оборудование. ГУСЕНИЧНЫЙ ЭКСКАВАТОР Применяемый двигатель Tier 2 450-7 / 450LC-7
Robex 450-7 450LC-7 *На фотографии может быть изображено дополнительное оборудование.
Максимальная мощность, производительность и надежность. Началась новая глава в области строительного оборудования. Воплощение мечты в реальность. HYUNDAI СТРОИТЕЛЬНОЕ ОБОРУДОВАНИЕ 02 / 03
Технологии в конструкции кабины Комфорт оператора превыше всего. Широкая кабина превосходит отраслевые стандарты. Обзорность Еще лучше, чем раньше, для более безопасной и эффективной работы. Превосходная вентиляция Вентиляция была улучшена за счет добавления более крупной системы забора свежего воздуха и обеспечения дополнительного потока воздуха по всей кабине. Раздвижные передние и боковые окна обеспечивают улучшенную вентиляцию. Большой люк на крыше обеспечивает обзор вверх и дополнительную вентиляцию. Комфортное рабочее место оператора Рычаги управления и сиденье можно отрегулировать для обеспечения максимального комфорта оператора. Сиденье…
ТЕХНОЛОГИИ В КОНСТРУКЦИИ КАБИНЫ 04 / 05 НОВАЯ СЕРИЯ 7 ROBEX 450LC-7
Рабочая среда Широкая кабина с превосходным обзором Вместительная эргономичная кабина с низким уровнем шума и хорошей обзорностью. Переднее окно с полным обзором, а также большие задние и боковые окна обеспечивают отличный обзор во всех направлениях. Высокочувствительный джойстик и удобный вход Новые рукоятки джойстика для точного управления оснащены двойными переключателями. (Слева: увеличение мощности/замедление одним касанием, справа: звуковой сигнал/дополнительно) Удобные панели управления Переключатели и другие важные элементы управления расположены рядом с оператором. Это помогает свести к минимуму движения оператора, повышая. ..
РАБОЧАЯ СРЕДА 06 / Широкое и удобное рабочее пространство Все элементы управления разработаны и расположены в соответствии с последними исследованиями в области эргономики. Также были добавлены усиленные стойки для большей жесткости кабины. 07 Дистанционное радиоуправление и кассетный стеклоочиститель Deluxe с поднятым вверх стеклоочистителем и освещением в салоне Подъемный стеклоочиститель улучшен для лучшего обзора спереди. Освещение кабины повышает безопасность за счет яркого освещения окружающего пространства во время работы в ночное время (дополнительно) Сведение к минимуму ударов и вибрации благодаря системе крепления кабины Применение вязкостного крепления к опоре кабины обеспечивает оператору большую…
Усовершенствованная гидравлическая система УСОВЕРШЕНСТВОВАННАЯ СИСТЕМА CAPO НОВЫЙ РЕЖИМ СИСТЕМА УПРАВЛЕНИЯ РЕЖИМ МОЩНОСТИ Режим H: Высокая мощность Режим S: Стандартная мощность РЕЖИМ РАБОТЫ: Тяжелая работа: Общие работы: Отбойный молоток РЕЖИМ ПОЛЬЗОВАТЕЛЯ Режим M: Максимальная мощность Режим U: Запоминание предпочтительной настройки мощности оператора Автоматическое предотвращение перегрева двигателя Если температура охлаждающей жидкости двигателя становится слишком высокой, контроллер ЦП снижает скорость двигателя и охлаждает двигатель. Система защиты от перезапуска Усовершенствованная система CAPO Система регенерации потока в рукоятке Усовершенствованная система CAPO (компьютерная оптимизация мощности) поддерживает оптимальную мощность двигателя и взаимного насоса…
Повышенная производительность 08 / Двигатель CUMMINS QSM11-C Прочная и стабильная нижняя рама Шестицилиндровый двигатель с турбонаддувом, 4-тактный, с воздушным охлаждением наддувочного воздуха отличается мощностью, надежностью, экономичностью и низким уровнем выбросов. Этот двигатель соответствует нормам выбросов Tier. 09 Усиленная рама коробчатого сечения полностью сварная, из низкопрочной высокопрочной стали. Он гарантирует безопасность и устойчивость к внешним воздействиям при движении по пересеченной местности и работе на влажных участках за счет стальных панелей с высокой прочностью на растяжение, с высокопрочными верхними и нижними роликами и защитой гусениц. Длинная ходовая часть включает в себя…
Надежность и удобство обслуживания Полностью открытые двери и система мастер-ключей обеспечивают легкий доступ для обслуживания. Для безопасности используются поручни и ступеньки для ног. Боковая крышка с левым и правым поворотным открытым типом. Простота обслуживания. Компоненты двигателя. Легкий доступ к жизненно важным компонентам обеспечивает неограниченный обзор компонентов, что упрощает техническое обслуживание и ремонт. Система охлаждения и предварительного нагрева обеспечивают оптимальную и немедленную работу, гарантируя более длительный срок службы двигателя и гидравлических компонентов. Обслуживание двигателя и гидравлики значительно упрощается благодаря полной доступности. Централизованное…
НАДЕЖНОСТЬ И ЭКСПЛУАТАЦИОННАЯ РАБОТА 10 / 11 Долговечность конструкции подтверждена анализом FEM (методом конечных элементов) и испытаниями на долговечность. *На фото может быть дополнительное оборудование. НОВАЯ СЕРИЯ 7 ROBEX 450LC-7
Характеристики Система поворота двигателя Модель Cummins QSM11-C Тип С водяным охлаждением, 4-тактный дизельный двигатель, 6-цилиндровый рядный, с непосредственным впрыском, с турбонаддувом, с воздушным охлаждением наддувочного воздуха, с низким уровнем выбросов Номинальная мощность на маховике J1995 (полная) л. с.(кВт)/об/мин SAE J1349 (нетто) 6271 (брутто) л.с.(кВт)/об/мин DIN 6271 (нетто) Макс. крутящий момент кгс.м (фунт-сила-фут)/об/мин Диаметр цилиндра x ход мм (дюймы) Рабочий объем поршня см3 (дюйм3) Аккумуляторы Стартер Генератор 353 (263) / 1,900 320 (239) / 1 900 358 (263) / 1 900 325 (239) / 1 900 182,5 (1320) / 1 300 125 (4,92) x 147 (5,79) 10 800 (659) 2 x 12 В x 200 Ач 24 В, 7,2кВт 24В, 50А Гидравлическая система Двухскоростная…
Стандартное оборудование Стандартная кабина ISO Всепогодная стальная кабина с круговым обзором Окна из безопасного стекла Подъемный стеклоочиститель Сдвижное складывающееся переднее окно Сдвижное боковое окно Запираемая дверь Горячий и охлаждающий ящик Ящик для принадлежностей и пепельница AM/FM-радио и кассета Дистанционный переключатель радиосистемы Компьютеризированная система оптимизации энергопотребления (New CAPO) 2 режима мощности, 3 режима работы, 2 режима пользователя Автоматическое замедление и замедление одним касанием Система автоматического прогрева Автоматическое предотвращение перегрева система ROBEX 450LC-7 Дополнительное оборудование Солнцезащитный козырек внутри кабины Топливный насос (35 об/мин, 9. 2 галлонов США в минуту) Проблесковый маячок Безопасность…
Все каталоги и технические брошюры Hyundai Construction Equipment Americas
Представляем ассортимент резины для лазерной гравировки:
1. под торговой маркой TRODAT и COLOP (Австрия)
2. под торговой маркой «Super Speed SOFT»(производится в Китае из немецкого сырья)
3. полимерная резина Polynegro (Италия)
4. экорезина READY (Польша).
Colop ЭКОНОМ (оранжевая) Польша. Новую лазерную резину Эконом отличает не только высокое качество получаемого оттиска и отсутствие интенсивного запаха, но и доступная цена и минимальное выделение клейких смол при гравировке.По сравнению с нашей голубой резиной, резина Эконом быстрее обрабатывается и ее проще промывать.Твердость по Шору: 55 — 60ед., толщина 2,3 мм, размер листа 210 x 297мм.(А4), цвет оранж. 10 штук в одной коробке.
Colop NEW (голубая) Германия — лазерная резина без запаха – это результат интенсивной серии тестов, которые компания Colop проводила с опытными партнерами в различных странах и на различном оборудовании. Эта резина идеально подходит для гравировки на CO2 лазерах для производства клише высочайшего качества.Твердость по Шору: 60ед., толщина 2,3 мм, размер листа 210 x 297мм.(А4), цвет оранж. 10 штук в одной коробке. Не содержит неприятного запаха, высочайшее качество клише, стойкость к растворителям, удобная и прочная упаковка, простая очистка выгравированного текста, увеличивает долговечность фильтров.
«Super Speed SOFT» (Китай из немецкого сырья) — лазерная резина для гравировки печатей на лазерных гравёрах CO2. Подходит для гравировки штампов на лазерных граверах СО2.Имеет запах при гравировке! Может применять с спиртовыми и водными красками. Оптимальный выбор для изготовления гербовых печатей с защитой по ГОСТ Р 51511-2001 и печатей с микротекстом. Отличное качество гравировки и оттиска. Высокая стойкость к спиртовым краскам и обычным штемпельным краскам. Хорошо вымывается. Размер листа: 210x297x2,3мм ,толщина: 2,3 мм в упаковке 10 листов, цвета: серый, черный , красный. Может применять с спиртовыми и водными красками.
Trodat AERO+ (без запаха) Германия — резина для лазерной гравировки Aero+ является логическим усовершенствованием успешной модели Aero. Новая адаптированная формула материала экономит затраты на фильтр и упрощает чистку в связи с минимальным пылеобразованием при лазерной обработке. Существенно более мягкая резина Aero+ не только пригодна для изящных мотивов, но и обеспечивает высокое качество оттиска букв, напечатанных жирным шрифтом, и дизайнов на всю поверхность. Резина Aero+ пригодна как для чернил на водной основе и на основе растворителя, так и для чернил с незначительным содержанием кислоты. Размеры: A4 и A3. Цвет: Жемчужно-серый. Твердость: 52 ШорА.
Trodat Tempo Германия, резина для лазерной гравировки. Вы хотите добиться резервов роста производительности без вложения средств в оборудование и персонал? Гравировка резины Tempo для текстовых пластин является одной из самых быстрых, что позволит вам увеличить мощности. Данный продукт подходит для чернил на водной основе и гарантирует отличное качество гравировки и отпечатков. Формат: A4/2,3мм, A3/2,3мм .Цвет: оранжевый .Твердость: 55 ШорA
Trodat Eco Германия, резина для лазерной гравировки. Фирма Trodat ответственно подходит к производству всей своей продукции. Но кроме того продукт фирмы Trodat Eco создан из воспроизводимого сырья – натурального каучука. Данный продукт подходит для чернил на водной основе и гарантирует отличное качество гравировки и отпечатков. Формат: A4/2,3мм Цвет: зеленый Твердость: 55 ШорA
Trodat Classico Германия, резина для лазерной гравировки. Продукт Classico является, как следует из его названия, классическим типом резины для лазерной гравировки. Это идеальный продукт для любого производителя штампов, желающего получить превосходное качество гравировки и отпечатков, но не нуждающегося в снижении запахов и экономии времени на гравировку. Он подходит для чернил на водной основе, на основе растворителей и чернил с низким содержанием кислоты. Формат: A4/2,3мм, A4/1,5мм (для Goldring) Цвет: темно-серый Твердость: 60 ШорA
Trodat Olio Германия, резина для лазерной гравировки. Для того чтобы производители штампов могли учитывать все потребности рынка, фирма Trodat может предложить резину для лазерной гравировки для чернил на масляной основе. Продукт Olio подходит для чернил на водной основе и чернил с низким содержанием, но при этом не разбухает от чернил на масляной основе и обеспечивает
превосходные результаты гравировки и печати.Формат: A4/2,3мм.Цвет: черный.Твердость: 55 ШорA.Подходит для волоконных лазеров.
О видах резины READY для лазерной гравировки
Резина Эколайн Польша. — резина не выделяет какого=либо запаха при гравировке. Инновационная резиновая смесь нового состава без содержания серы. Хорошее качество оттиска и стойкость к спиртовым краскам. Цвет резины — голубой. Резина создана с учетом требований к экологическим товарам, не причиняющим вред окружающей среде. GREENLAIN Резина Гринлайн Польша.- резина для лазерной гравировки, созданная на основе возобновляемых материалов. Не выделяет ни какого запаха при работе и не содержит серу. Отличное качество оттиска, стойкость к спиртовым краскам. Цвет резины — зеленый. Полностью соответствует требованиям к «зеленым» продуктам, не наносящим вред окружающей среде. TITANIUM Резина Титаниум Польша.- резина предназначенная для работы с масляными красками. Отличное качество при гравировки и при проставлении оттиска. Отличается повышенной износостойкостью и крепостью. Инновационный состав не содержит сажу и серу. Малое количество пыли. Стойкая к высоким температурам и возгоранию. Имеет запах средний при гравировки. Цвет резины — черный. Отлично подходит для использования в тяжелых условиях интенсивной механической нагрузки, высокой влажности, в том числе позволяет делать оттиски на бетоне, металле и сильно поглощающих грубых поверхностях при помощи масляной краски.Подходит для волоконных лазеров. SPRINT Резина Спринт Польша. — резина для быстрой гравировки. Имеет характерный средний запах серы при гравировке. Цвет резины — серый. Стойкая к спиртовым и водным краскам. Эта резина создана, чтобы повысить вашу производительность.
О видах резины READY для лазерной гравировки
Резина для лазерной гравировки
Резина для лазерной гравировки
Информация для оптовиков
Компания «Центр Полиграфии» предлагает изготовление и поставку оптовых заказов по выгодным ценам.
Для того, чтобы купить оптом продукцию нашей компании по специальным условиям, вам нужно связаться с нашим менеджером, согласовать стоимость, предоставить необходимую информацию и оформить заказ на доставку.
Доставка оптовых заказов осуществляется как по Москве, так и в другие города России надежными транспортными компаниями.
Резина для лазерной гравировки READY ГРИНЛАЙН
Резина для лазерной гравировки READY ЭКОЛАЙН
Резина для лазерной гравировки READY СПРИНТ
Резина для лазерной гравировки READY ТИТАНИУМ
Резина для лазерной гравировки TRODAT AERO
Резина для лазерной гравировки TRODAT TEMPO
Резина для лазерной гравировки TRODAT ECO
Резина для лазерной гравировки TRODAT OLIO
Резина для лазерной гравировки TRODAT CLASSICO
Резина для лазерной гравировки GCC
Полимерная резина для лазерной гравировки GRM POLYNEGRO
Резина для лазерной гравировки COLOP STANDARD
Резина для лазерной гравировки COLOP NEW
Резина для лазерной гравировки COLOP ECONOM
Резина для лазерной гравировки GRM SUPER SPEED SOFT GRAY
Резина для лазерной гравировки GRM SUPER SPEED SOFT RED
Резина для лазерной гравировки GRM SUPER SPEED SOFT BLACK
Резина для лазерной гравировки SHINY SLR-301 GRAY
Резина для лазерной гравировки используется для печатей и штампов на лазерных граверах, при производстве вывесок, табличек, офисных, школьных принадлежностей. Изготавливается из экологичного каучука — возобновляемого природного материала, без добавления серы. На поверхность резины с помощью лазерного луча наносятся изображения. Заготовка устанавливается в отверстие гравировщика, лазерный луч выжигает лишнюю поверхность, оставляя нужный рисунок, затем готовый оттиск наклеивается на нужную оснастку.
Преимущества
При гравировке не выделяет запаха;
Не деформируется под воздействием температуры;
Контуры изделия получаются чёткие;
Сочетается с красками на водной и масляной основе.
Виды резины для лазерной гравировки
Экологичная резина, среди видов — Ready Greenline, не наносит вред окружающей среде. Подходит для оттисков печатей со сложным рисунком, Ecoline – не деформируется под воздействием тепла, Trodat Eco – используются краски на водной основе;
Для ускоренной гравировки, например, Sprint (в ее состав входит сера, особенность резины – соответствующий запах), Trodat Tempo;
Для печати масляными красками – Trodat Olio, Grm Super Speed Soft Gray, Grm super speed soft red, Grm super speed soft black;
Для гравировки на металле, бетоне, неровных, грубых поверхностях – Titanium;
Все, что вам нужно знать для цифрового, чистого и недорогого производства штампов.
Текстовые пластины для штампов с лазерной гравировкой
Лазерная гравировка штампов из каучука, натурального каучука, поролона и силиконового каучука.
Как можно использовать лазерный станок для резки и гравировки резины.
С помощью лазерного гравировального станка вы можете вырезать и гравировать тексты с особенно мелкими шрифтами, логотипы с мелкими деталями или даже изображения на резине. Лазерный станок позволяет производить штампы эффективно, экономично и безвредно для окружающей среды. Это позволяет создавать резиновые штампы с высочайшей точностью и четким детализированным качеством оттиска. Поэтому использование химикатов нецелесообразно. Вы также можете лазером резать или гравировать резину для многих других областей применения, например. искусство и ремесла или наружная вывеска.
Вам нужна дополнительная информация о лазерной резке резины? Мы бесплатно проконсультируем вас по лазерной гравировке резины.
Мы будем рады проконсультировать вас с самого начала. Свяжитесь с нами сейчас.
Свяжитесь с нами
Какие типы каучука подходят для лазерной обработки?
Выберите материал
Аэро
Классико
Олио
Темп
Эко
Что можно сделать с помощью станка для лазерной гравировки и резины.
Что делает наших клиентов успешными при лазерной резке резины?
«Качество машины и продуктов, произведенных с ее помощью, а также сервис и прекрасное ощущение наличия поставщика полного спектра, от которого мы получаем не только высококачественные технологии, но и материалы, побудили нас к купи еще один лазерный станок».
Christoph Bohmann
Начальник производства — Michaelwerk
Какой каучук мы рекомендуем для лазерной гравировки.
Выберите из нашего ассортимента изделий из резины для лазерной печати для различных целей штамповки. Наши инновационные каучуки для штампов убеждают своим превосходным качеством гравировки и оттиска, и их можно гравировать особенно быстро.
Какой каучук мы рекомендуем для лазерной гравировки:
Какую резину можно резать лазерным станком?
Может ли станок для лазерной резки резать резину?
Можно ли лазером гравировать резину?
Что нужно для успешной лазерной резки и лазерной гравировки резины ? Мы проконсультируем вас бесплатно.
Запросите 30-минутную встречу прямо сейчас.
Запросить назначение
Использование лазера на резине и силиконе
ГРАВИРОВКА СИЛИКОНА ЛАЗЕРОМ
Современные лазерные граверы JustLaser позволяют обрабатывать резину экономичным, эффективным и экологически безопасным способом. Неважно, натуральный это каучук, штампы, силикон или поролон — материал особенно хорош для гравировки лазером. Преимущества процесса можно быстро объяснить: будь то простые надписи, сложные логотипы или сложные детали, требующие точного воспроизведения ширины тонких линий — бесконтактный процесс гравировки силикона с помощью лазера обеспечивает максимальную гибкость без повреждения поверхности и гарантирует оптимальные результаты. как для индивидуального, так и для серийного производства!
РЕЗИНА И СИЛИКОН: УНИВЕРСАЛЬНОЕ ПРИМЕНЕНИЕ
Наши лазерные станки
ГРАВИРОВКА И РЕЗКА РЕЗИНЫ И СИЛИКОНА ЛАЗЕРОМ
ПРЕИМУЩЕСТВА ЛАЗЕРНЫХ ГРАВЕРОВ JUSTLASER
Больше информации?
РЕЗИНА И СИЛИКОН: УНИВЕРСАЛЬНОЕ ПРИМЕНЕНИЕ
Каучук встречается в природе как природный материал, но также производится технологически путем вулканизации природного и синтетического каучука. Эти эластичные и износостойкие каучуки известны как эластомеры. Особо высокая степень вулканизации дает термореактивные пластмассы, неэластичные, жесткие, твердые каучуки. Эластомеры чрезвычайно универсальны и могут гибко использоваться: например, в автомобильных шинах, резиновых лентах, резиновых сапогах, поролоне, ластиках и защитной одежде. Если вы хотите использовать лазер для гравировки резины, у JustLaser есть идеальная технология для вас!
ОБЛАСТИ ПРИМЕНЕНИЯ ГРАВИРОВКИ НА РЕЗИНЕ С ПОМОЩЬЮ ЛАЗЕРА
С помощью наших лазерных станков вы можете использовать лазер для нанесения изящных надписей, логотипов, мотивов и рисунков на резине и силиконе. Даже точные разрезы могут быть произведены легко. В промышленном секторе с помощью лазерной гравировки можно наносить стойкие к истиранию и погодостойкие маркировки. В творческой индустрии гибкая технология открывает ряд творческих возможностей — например, в производстве марок. Лазерные граверы можно использовать для быстрой, экономичной и экологически чистой обработки резиновых штампов без использования каких-либо химикатов. В результате получается чистый и детальный оттиск. Гравировка резины лазером имеет множество других областей применения:
Производство штампов
Наружная вывеска
Ремесла
Товары для офиса
Печатные формы
Цифровая и флексографическая печать и т. д.
КАКИЕ ВИДЫ РЕЗИНЫ МОЖНО ОБРАБАТЫВАТЬ С ПОМОЩЬЮ ЛАЗЕРНОГО ГРАВЕРА?
Для лазерной гравировки подходят различные типы каучука:
Натуральный каучук
Поролон
Синтетический каучук
Силиконовый каучук
Лазерная резина и т. д.
ГРАВИРОВКА И РЕЗКА РЕЗИНЫ И СИЛИКОНА С ПОМОЩЬЮ ЛАЗЕРА
При лазерной гравировке резины материал плавится или испаряется под действием лазерного луча. Это создает заметное углубление. Нет никаких ограничений для вашего творчества, когда дело доходит до выбора дизайна, поскольку точные лазерные граверы от JustLaser могут легко наносить тонкие, маленькие или необычные надписи.
Конечно, лазерные станки можно использовать и для резки резины, а не только для гравировки. Это процесс термической резки, при котором формы отслеживаются точным лазерным лучом с использованием предварительно заданных шаблонов, а материал прорезается насквозь. Простые формы для современной техники такая же маленькая проблема, как и необычные контуры.
ПРЕИМУЩЕСТВА JUSTLASER LASER ENGRAVERS
Хотите гравировать резину лазером? Тогда воспользуйтесь эффективными лазерными станками JustLaser! Сравнительно низкие затраты на настройку и производство, высокая пропускная способность и ряд вариантов автоматизации и конфигурации делают лазер разумной инвестицией для любого бизнеса. Мы будем рады рассчитать рентабельность инвестиций (RoI). Не стесняйтесь обращаться к нам!
Лазерные граверы также обеспечивают большую гибкость в процессе проектирования — фотографии, логотипы, надписи или функциональные надписи могут быть изготовлены на резине! Точность и внимание к деталям вас приятно удивят! Кроме того, нет необходимости менять инструменты или перенастраивать их при выполнении различных гравировок.
Сверлильный станок на стойке Е-1516В/400 оснащен рядом дополнительных возможностей, которые позволяют использовать его в нестандартных положениях: во-первых, Вы можете выбирать направление вращения шпинделя и регулировать глубину сверления. Кроме того, существует возможность наклона и поворота стола (±45° по отношению к основной плоскости). Станок оснащен подсветкой и радиальными подшипниками.
Станок достаточно универсален. При помощи сверлильного станка на стойке Е-1516В/400 существует возможность обрабатывать металлические, деревянные, пластмассовые детали, а также детали из других материалов. При ремонтных работах данный станок активно используется для сверления отверстий в деталях довольно небольшого размера.
Макс. расстояние между шпинделем и основанием (H): 680 мм Размер стола (a x b): 300×300 мм Размер основания (A x B): 500×285 мм Диаметр колонны (D): 73 мм Число скоростей: 12 ст. Диапазон оборотов: 180/250, 300/400, 480/580, 970/1280, 1410/1540, 2270/2740 мин.-1 T-образный паз: 16
Гарантия и сервис
Для наших клиентов специалисты сервисных центров ПРОМА готовы предоставить информационно-техническую поддержку и обучение персонала предприятий. Консультации и ознакомление сотрудников с правилами эксплуатации станков PROMA осуществляются бесплатно.
Специализированные сервисные центры, которые осуществляют гарантийное сопровождение, находятся в Москве и Санкт-Петербурге, а также в регионах нашей страны.
Тех. характеристики
Характеристика
Значение
Напряжение питания
400 В
Потребляемая мощность
750 Вт
Патрон
1-16 мм
Максимальный диаметр сверления
16 мм
Конус шпинделя
II Мк
Вылет шпинделя (X)
195 мм
Ход шпинделя
80 мм
Макс. расстояние между шпинделем и столом (h)
470 мм
Вес нетто/брутто
58/60 кг
Упаковка размер картонного ящика (д x ш x в)
895x490x290 мм
Общая высота (V)
1065 мм
Отзывы (0)
Вам также будет интересно…
Меню
Каталог
Корзина
закрыть
Войти
закрыть
⛽️ Настольный сверлильный станок Proma Е-1516В/400 25401501 с доставкой по России. Цены и характеристики.
Оборудование для дерева — Сверлильные станки — Настольные сверлильные станки — Настольный сверлильный станок Proma Е-1516В/400 25401501
PRO-AZS — Гипермаркет оборудования.
Настольный сверлильный станок Proma Е-1516В/400 25401501 используется на производствах, где есть трехфазное электропитание. Для удобного подхода к выполнению операциий есть 12 скоростей вращения шпинделя. Станок обрабатывает деревянные, пластиковые или металлические заготовки. Кроме сверления есть возможность фрезеровки или развертывания отверстий, что значительно расширяет область применения станка.
Технические характеристики станка PROMA E-1516B/400
Мощность (Вт) 750
Напряжение, В 380
Частота вращения шпинделя, об/мин 180-2740
Число скоростей 12
Размер рабочего стола, мм 300х300
org/PropertyValue»> Вес нетто, кг 49.5
Max диаметр сверла, мм 16
Расстояние шпиндель-основание, мм 680
Расстояние шпиндель-стол, мм 470
Размер Т-образного паза, мм 16
Система подачи СОЖ нет
Конус шпинделя МК-2
Материал обработки металл
org/PropertyValue»> Размер основания, мм 500х285
Тип сверлильного патрона ключевой
Посадка сверлильного патрона J3
Ход пиноли шпинделя, мм 80
Габариты без упаковки, мм 895х490х290
Преимущества станка PROMA E-1516B/400
Наклон стола позволяет сверлить отверстия под различными углами;
Вариатор для переключения скоростей вращения шпинделя;
Шпиндель в шариковых подшипниках;
Эффективная подсветка рабочей зоны;
Возможность использования фрез, разверток или другого инструмента;
Малые габариты.
Гарантия производителя 1 год на товары PROMA
Доставка по Москве и Московской Области
Доставка осуществляется в любой день по желанию клиента .
Стоимость доставки уточняйте у менеджеров по телефону +7 (495)127-70-05 или 8 (800) 511-88-23
Время доставки: В любой день недели в любое удобное для вас время
Доставка по Роcсии
Для отправки по России необходима предоплата. Отправка через транспортные компании: «Деловые линии», «ПЭК», «Желдорэкспедиция» и «КИТ». Доставка до других тк оплачивается отдельно и зависит от суммы заказа и расположения транспортной компании.
Отгрузка осуществляется в течении 3-5 рабочих дней с момента поступления денег на наш р/с. Стоимость доставки от Москвы до вашего города вы оплачиваете напрямую транспортной компании при получении товара у себя в городе.
При оформлении заказа просим вас указывать способ отправки груза.
Головка торцевая, 32 мм, шестигранная, CrV, под квадрат 1/2 Stels
Головка торцевая, 32 мм, шестигранная, CrV, под квадрат 1/2 Stels
Головка торцевая, 24 мм, 6-гранная, CrV, под квадрат 1/2″, хромированная// MATRIX MASTER
Главная / Каталог товаров / Все для строительства и монтажа / Расходные материалы / Головки торцевые / Головка торцевая, 24 мм, 6-гранная, CrV, под квадрат 1/2″, хромированная// MATRIX MASTER
Описание и характеристики
Отзывы
Доставка и оплата
Код товара
0009291
Производитель
Matrix
Артикул
13124
Единица продажи
Штука
Головка сменная торцевая изготовлена из хромванадиевой стали и обладает повышенной износостойкостью. Твердость материала рабочей части головки – 42 HRс, что соответствует требованиям ГОСТа. Изделие имеет полированное хромоникелевое покрытие. Торцевая головка имеет динамический 6-гранный профиль с увеличенной площадью контакта с деталью, что снижает деформацию граней крепежа при высоких нагрузках. Головка имеет посадочное место для присоединительного квадрата 1 2. Предназначена для эффективного монтажа демонтажа болтовых соединений. Размер 24 мм Особенность головки шестигранная Присоединительный квадрат 1/2″ Количество гранней 6
Оставить отзыв
Пока нет ни одного отзыва о данном товаре. Ваш отзыв будет первым!
Близкие по цене похожие товары
Код товара: 0009157
Головка торцевая 6-гранная 32мм
Артикул
13132
Код товара: 0009802
Головка торцевая, 18 мм, 6-гранная, CrV, под квадрат 1/2″ // STELS
Артикул
13829
Код товара: 0009801
Головка торцевая, 17 мм, 6-гранная, CrV, под квадрат 1/2″ // STELS
Артикул
13828
Код товара: 0009543
Головка торцевая удлиненная, 15 мм, 6-гранная, CrV, под квадрат 1/2″, // STELS
Артикул
13848
Код товара: 0009822
Головка с битой вставкой Ph3, квадрат 1/4″, CrV, // STELS
Производитель
Stels
Артикул
13817
Код товара: 0009800
Головка торцевая, 16 мм, 6-гранная, CrV, под квадрат 1/2″// STELS
Головка торцевая удлиненная, 12 мм, 6-гранная, CrV, под квадрат 1/2″, // STELS
Артикул
13845
Код товара: 0009545
Головка торцевая удлиненная, 19 мм, 6-гранная, CrV, под квадрат 1/2″, // STELS
Артикул
13850
Код товара: 0009536
Головка с битой вставкой T25, квадрат 1/4″, CrV, // STELS
Артикул
13805
Код товара: 0009820
Головка с битой вставкой PZ2, квадрат 1/4″, CrV, // STELS
Артикул
13815
Код товара: 0009815
Головка с битой вставкой h4, квадрат 1/4″, CrV, // STELS
Артикул
13810
Код товара: 0009812
Головка с битой вставкой SL4, квадрат 1/4″, CrV, // STELS
Производитель
Stels
Артикул
13807
Код товара: 0009544
Головка торцевая удлиненная, 17 мм, 6-гранная, CrV, под квадрат 1/2″, // STELS
Артикул
13849
Код товара: 0009285
Головка торцевая, 13 мм, 6-гранная, CrV, под квадрат 1/2″, хромированная// MATRIX MASTER
Производитель
Matrix
Артикул
13113
Другие товары раздела головки торцевые
Код товара: 0008905
Головка торцевая 19мм (НИЗ)//Россия
Артикул
13658
Код товара: 0009157
Головка торцевая 6-гранная 32мм
Артикул
13132
Код товара: 0009213
Головка торцевая с ш/г хвостиком 4х34мм Кратон
Код товара: 0009247
Головка торцевая, 30 мм, 6-гранная, CrV, под квадрат 1/2″, // MATRIX
Артикул
13130
Код товара: 0009284
Головка торцевая, 10 мм, 6-гранная, CrV, под квадрат 1/2″, хромированная// MATRIX MASTER
Производитель
Matrix
Артикул
13110
Код товара: 0009285
Головка торцевая, 13 мм, 6-гранная, CrV, под квадрат 1/2″, хромированная// MATRIX MASTER
Производитель
Matrix
Артикул
13113
Код товара: 0009286
Головка торцевая, 14 мм, 6-гранная, CrV, под квадрат 1/2″, хромированная// MATRIX MASTER
Производитель
Matrix
Артикул
13114
Код товара: 0009287
Головка торцевая, 15 мм, 6-гранная, CrV, под квадрат 1/2″, хромированная// MATRIX MASTER
Производитель
Matrix
Артикул
13115
Код товара: 0009292
Головка торцевая, 27 мм, 6-гранная, CrV, под квадрат 1/2″, хромированная// MATRIX MASTER
Производитель
Matrix
Артикул
13127
Код товара: 0009536
Головка с битой вставкой T25, квадрат 1/4″, CrV, // STELS
Артикул
13805
Код товара: 0009537
Головка торцевая, 10 мм, 6-гранная, CrV, под квадрат 1/2″// STELS
Артикул
13821
Код товара: 0009538
Головка торцевая, 15 мм, 6-гранная, CrV, под квадрат 1/2″// STELS
Артикул
13826
Код товара: 0009539
Головка торцевая, 23 мм, 6-гранная, CrV, под квадрат 1/2″, // STELS
Артикул
13834
Код товара: 0009540
Головка торцевая удлиненная, 10 мм, 6-гранная, CrV, под квадрат 1/2″, // STELS
Производитель
Stels
Артикул
13839
Код товара: 0009541
Головка торцевая удлиненная, 12 мм, 6-гранная, CrV, под квадрат 1/2″, // STELS
Артикул
13845
Код товара: 0009542
Головка торцевая удлиненная, 13 мм, 6-гранная, CrV, под квадрат 1/2″, // STELS
Артикул
13846
Предлагаем Вам купить головка торцевая, 24 мм, 6-гранная, CrV, под квадрат 1/2″, хромированная// MATRIX MASTER по выгодной цене 135 . Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям.
Чтобы купить головка торцевая, 24 мм, 6-гранная, CrV, под квадрат 1/2″, хромированная// MATRIX MASTER в нашем интернет-магазине Вам достаточно оформить заказ любым удобным способом:
На сайте. Для этого нужно выбрать понравившиеся Вам товары, положить их в корзину и оформить покупку (не займет много времени).
По телефонам 8 (8453) 64-30-40, 8 (8453) 64-46-60. Наши операторы проконсультируют Вас по всем вопросам, связанных с товаром, и примут Ваш заказ на обработку.
По электронной почте [email protected]. В письме необходимо указать наименования (коды) выбранных Вами товаров и их количество, а также данные о себе: Ф.И.О., контактный телефон и e-mail.
Патрон для фар Toyota Matrix — гарантированно оригинальные детали Toyota
Патрон для лампочки
Введите информацию об автомобиле, чтобы найти дополнительные запчасти и проверить их соответствие
Выберите автомобиль по VIN
Выберите автомобиль по VIN модели
3
3
Введите свой VIN для наиболее точных результатов.
Введите свой VIN для наиболее точных результатов.
или
Выбор по модели
— Выберите марку —
— Выберите модель —
— Выберите год выпуска —
Мы предлагаем полный набор оригинальных розеток Toyota Matrix, разработанных специально для восстановления заводских характеристик. Пожалуйста, сузьте результаты розеток лампочки, выбрав автомобиль.
8 Световые разъемы найдены
См. связанные детали
2003-2008 Toyota Matrix Розетка, лампа освещения номерного знака
Номер детали:
-60037
Другое название: Розетка и провод, лампа заднего хода; Патрон лампы резервного копирования, патрон, патрон и провод
3 trix Socket And Wire, Лампа освещения номерного знака
Номер детали: 81275-AA010
Другое название: Socket
$
20,66 MSRP: $
28,88
Вы экономите: $8,22 (29%)
Добавить в корзину
0 Посмотреть связанные части 0002 2003-2008 Toyota Matrix Cord Assembly
Номер детали: 81555-02200
Другое название: Гнездо и провод в сборе, задний комбинированный фонарь, правый; Socket & Wire
$
29,14 MSRP: $
40,74
Вы экономите: $11,60 (29%)
Добавить в корзину
Просмотреть соответствующие детали
2003-2008 Toyota Matrix Socket&Wire, Rear Combination
Номер детали: 81555-02210
Другое название: Socket & Wire Sub-Assy, Rear Combination Lamp, RH; Положение разъема: сзади
$
35,18 MSRP: $
49,16
Вы экономите: $13,98 (29%)
Добавить в корзину
2
3
Посмотреть соответствующие детали 2008 Toyota Matrix Socket, передний указатель поворота Лампа
Артикул:
-60049
Другое название: Положение гнезда: Спереди
$
10,96 MSRP: $
15,31
Вы экономите: 4,35 $ (29%)
90
Добавить в корзину 10 09004 Добавить в корзину 900 0002 Посмотреть соответствующие детали
2009- 2014 Toyota Matrix Гнездо и провод в сборе, задний комбинированный фонарь, левый
Номер детали: 81555-02450
Другое название: Гнездо и провод в сборе, задний комбинированный фонарь, правый; Расположение разъема и провода: сзади со стороны водителя
$
31,04 MSRP: $
43,39
Вы экономите: $12,35 (29%)
Добавить в корзину
Связанные части Toyota Matrix
Toyota Matrix Socket в сборе.
Розетка, нет. 1; розетка сзади нет. 1 — 8553006010
Колеса TRD Внимание! Обновите свою поездку с помощью НОВОГО бронзового колеса Geniune TRD.
Купить сейчас
Выберите год:
2013
2012
2011
2010
2009 г.
2008 г.
2007 г.
2006 г.
2005 г.
2004 г.
2003 г.
«},»vehicleDescription»:null},»interpret»:{«exampleSearch»:»8553006010″,»searchSummary»:»»,»refineSearch»:»»,»searchWordList»:»»,»ukeyMake» :5775,»ukeyModel»:89480,»ukeyCategory»:0,»modelYear»:»ALL»,»nModelYear»:0,»ukeyTrimLevel»:0,»ukeyDriveLine»:0,»searchTerm»:»»,»введение «:»Найдено точное совпадение со складским кодом \»8553006010\».для вашей Toyota Matrix»,»relatedSearchLink»:»Показать все детали Toyota Matrix, такие как \»SOCKET ASSEMBLY\»,»ukeyModelRange»:0},»cart «:false,»производительность»:true,»аксессуар»:false,»isRelated»:false,»id»:»RelatedProductsComponent»,»title»:»RelatedProductsComponent»,»style»:»»,»dataAttributes»:null ,»ariaAttributes»:null,»shouldRenderVueComponent»:true,»message»:null,»localizedResources»:{}} };
Токарные станки по металлу в общей массе имеют схожую компоновку узлов.
К ним относятся:
станина;
передняя бабка со шпинделем;
система числового программного управления;
линейные оси;
узел фиксации инструмента;
задняя бабка;
кожух и элементы защиты.
Станина является основой станка, изготавливается чаще всего литьем из чугуна. Имеет базовые поверхности для обеспечения необходимых геометрических характеристик. На нее устанавливается большинство узлов оборудования.
Передняя бабка с шпиндельным узлом служит для фиксации и вращения заготовки во время её обработки. Шпиндель приводится во вращение от электромотора при помощи ременного привода, коробки скоростей или в некоторых случаях имеет прямой привод. Здесь же находятся узлы для фиксации заготовки (патрон), гидро или пневмоцилиндр. Опционально тормоз, датчики зажима-разжима кулачков и так далее.
Система ЧПУ осуществляет управление всеми узлами станка при наладке и обработке заготовок по заранее составленным управляющим программам. Она состоит из самого устройства числового программного управления, обеспечивающего связь между человеком и станком, сервосистемы, преобразующей определенные сигналы ЧПУ в рабочие движения узлов станка и электроавтоматики, обеспечивающей управление и обратную связь вспомогательных устройств.
Линейные оси состоят из направляющих (качения или скольжения), шарико-винтовой передачи, обеспечивающей линейное перемещение, и сервомотора, который производит управление осью через систему управления станком. В стандартных комплектациях станки оснащены двумя линейными осями — Х и Z, но в некоторых комплектациях имеются и дополнительные: Y, B или другие.
Узел фиксации инструмента. Необходим для надежной установки и фиксации требуемого режущего инструмента, а также его автоматической смены во время обработки заготовок за минимально короткое время. Чаще всего на станках с ЧПУ используется револьвер, имеющий стандартные места установки инструментов, расположенных по кругу. Также бывают другие виды фиксации инструмента, например, инструментальные доски, в которых инструменты устанавливаются линейно.
Подвижная задняя бабка используется для поддержки задней части длинной детали для устранения биения детали, ее прогиба и в целом придает жесткости системе во время обработки.
Корпус задней бабки при наладке станка перемещается по направляющим и фиксируется в требуемом месте в зависимости от вылета детали, а управляемая пиноль (чаще гидравлическая), осуществляет поджатие зацентрованной детали при помощи конуса. Задние бабки могут быть различными по конструкции. Опционально станки оснащаются массой дополнительных устройств и узлов.
основные узлы токарного, из чего состоит, состав строения конструкции и принцип работы
Главные требования, которые предъявляются к современному металлорежущему оборудованию, — скорость запуска в производство, точность изготовления и быстрое переключение на выпуск других видов изделий. Этими качествами обладает токарный станок с ЧПУ.
Области использования станков с ЧПУ
Современные станки с ЧПУ — отдельный вид промышленного оборудования. Области их использования в производстве постоянно расширяются. Так, станки используют:
в металлообрабатывающей промышленности для фрезерной обработки и фрезеровки деталей;
в области электроники для производства корпусов и лицевых панелей приборов;
в модельном производстве для изготовления литьевых моделей и прототипов изделий;
в мебельном производстве при изготовлении простых и сложных фасадов;
в области рекламы для раскройки листовых пластиков, композитов и других материалов.
Устройство станков с ЧПУ: основные узлы и механизмы
Станки с ЧПУ включают в себя узлы, в задачу которых входит выполнение возложенных на них определенных функций.
Среди главных узлов металлообрабатывающего оборудования с ЧПУ выделяют:
Основание. Представляет собой прямоугольник, который вместе со станиной обеспечивает устойчивость изделия.
Станина. Главная деталь устройства. Она соединяет между собой все узлы и механизмы.
Бабка шпиндельная. В ней расположен шпиндельный подшипниковый узел, закрепляющий и вращающий поставленную заготовку.
Головка автомат. С ее помощью можно установить режущие элементы в рабочее положение.
Приводы подач. Превращают движения ротора в линейное положение узлов при помощи шарико-винтовых пар.
Датчик нарезания металла. Он устанавливается на шпиндельной бабке.
Система управления. В станок встроено несколько панелей для контроля работы и контроля процесса производства деталей.
Справка. Если знать всю конструкцию устройства с ЧПУ и его узлов, то можно быстро включиться в работу, а в случае чего устранить неполадки или объяснить мастеру проблему.
Узлы токарного станка с ЧПУ
Устройства с ЧПУ бывают:
токарными;
фрезерными;
шлифовальными;
электроэрозионными;
многоцелевыми.
Устройства для первых трех видов работ — усовершенствованные модели. Первые обрабатывают изделия в телах вращений, вторые сверлят канавки и сквозные отверстия в изделиях, третьи обрабатывают поверхность изделий, делая их гладкими.
Справка. ЧПУ делает работу станков быстрой и точной. Оно позволяет быстро обработать сложные детали, почти не оставляя возможностей для брака.
Многоцелевое оборудование совмещает в себе шлифовальные, токарные и фрезерные составляющие. Станки способны осуществить все виды резания и обтачивания изделий.
Электроэрозионные устройства отличаются сложной конструкцией. На них осуществляется обработка изделий при помощи электроэрозии благодаря перемещению электрода в жидкой среде. Оборудование применяется в том случае, если невозможно достичь желаемого эффекта с помощью токарной или фрезерной обработки.
Как работает станок с ЧПУ: алгоритм и описание
Управление устройством с ЧПУ осуществляется оператором, который на панели управления задает алгоритм работы, который в свою очередь реализует заданные действия для обработки изделий.
За счет программного управления происходит полная автоматизация процесса производства. Достаточно задать необходимую программу обработки, поставить заготовку и включить программу, чтобы в результате получить партию одинаковых по размеру и качеству изделий. Контроллеры программы могут решать поставленные логические задачи и осуществлять вычисления на встроенном экране или с помощью визуального сигнала.
Чтобы предотвратить повреждения главных узлов станков, в них предусмотрена система защиты, оповещающая о неполадках и не допускающая запуска неверных режимов обработки деталей.
Принцип работы станка ЧПУ по металлу
Справка. Оборудование с ЧПУ способно разрезать металл, толщина которого не превышает двух сантиметров.
Работа таких станков основана на действии электрической дуги, формирующейся между соплом устройства и электродом. Постоянная дуга образуется при помощи быстрой подачи раскаленного металла, который расплавляет металл по определенной траектории. Максимальная температура плавления равна +30 000 градусов.
Для формирования плазмы применяются активные газы. При этом для обработки материалов используют кислород, а цветные металлы нарезают азотом, аргоном или водородом. Кислород, используемый для разрезания стали и мягких металлов, минимизирует расход материала и в итоге получается ровная кромка.
Принцип работы наладчика и оператора
Чтобы станок с ЧПУ работал правильно, его обслуживают опытные специалисты. Работу станка контролируют наладчик и оператор.
Наладчик:
подбирает режущий инструмент и проверяет его целостность;
подбирает заданные параметры;
устанавливает режущий инструмент и проверяет прочность его закрепления;
устанавливает переключатель в режим «От станка»;
проверяет работу оборудования на холостом ходу;
проверяет грамотность заданной программы для пульта и станка с ЧПУ;
крепит заготовки в патрон и устанавливает переключатель в режим «По программе»;
обрабатывает заготовки;
замеряет готовые изделия и вносит поправки;
обрабатывает изделия в режиме «По программе» еще один раз;
замеряет;
переводит переключатель в режим «Автомат».
По завершении процесса наладки к работе приступает оператор, который осуществляет следующее:
меняет масло;
очищает рабочую зону;
смазывает патроны;
проверяет станок на гидравлику и пневматику;
проверяет заданные параметры.
Оборудование ЧПУ изменило внешний вид производственного цеха. Оно управляет разными видами станков, которые ускоряют работу человека. Почти каждая организация, занимающаяся механической обработкой деталей, обладает компьютеризированной системой, но ЧПУ полностью не способно заменить шлифовку и литье — эти способы дополняют друг друга, что дает производствам новые возможности для повышения качества изделий.
06 сентября 2020
8931
Получите консультацию специалиста
типов элементов машин | Примеры различных категорий
Машиностроение со временем стало чрезвычайно сложным. Средний автомобиль сегодня имеет около 30 000 элементов, если считать каждый из них до самого маленького винта. Эти элементы машины работают в унисон, чтобы управлять автомобилем так, как задумано конструкцией машины.
Некоторые из этих механических частей являются элементарными механическими элементами, тогда как другие находятся в сборе с другими частями и выполняют в автомобиле определенную функцию. Генератор переменного тока, двигатель и карбюратор являются примерами таких частей.
Изучение элементов машин — первый шаг к созданию эффективных машин, решающих насущные проблемы. Они уменьшают человеческие усилия и значительно превосходят их возможности. В этом посте мы узнаем об элементах машин и их типах.
я Что такое элементы машин?
II Типы элементов машин
Что такое элементы машин?
В машиностроении элемент машины представляет собой наименьшую механическую часть или сборку деталей в машине. Обычно они выполняют одну функцию и не могут быть заменены несколькими частями. Например, подшипник может состоять из более мелких деталей, таких как шарики, кольца и уплотнения, но он не сможет выполнять свою функцию, если будет разделен на составляющие его механические части.
Таким образом, элемент машины может быть определен как составная часть (например, застежка) или отдельная часть (например, сцепление) в машинах. В целом элементы машин можно разделить на два основных типа.
Элементы машин общего назначения
Элементы машин специального назначения
Элементы машин общего назначения
Эти элементы являются основными строительными блоками во многих типах машин. К элементам машин общего назначения относятся такие детали, как крепежные детали (винты, гайки и болты, заклепки и др.), цепи, валы, шпонки, подшипники и ремни. Обычно они выполняют одну и ту же функцию во всех этих машинах.
В большинстве случаев элементы машин общего назначения имеют размеры и формы, определенные международными стандартами.
Например, болты с шестигранной головкой могут быть изготовлены в соответствии с 18 различными стандартами, наиболее популярными из которых являются DIN 931 и DIN 933. В большинстве этих стандартов они доступны в размерах от M3 до M48. Это повышает удобство их использования на различных машинах, поскольку замена легкодоступна.
Машинные элементы специального назначения
Это механические элементы, которые находят специальное применение в конструкции машин. Примерами таких деталей являются турбина в реактивном двигателе, лопасти вентилятора, поршни, коленчатый вал и т. д. Механическая конструкция этих деталей изготавливается по индивидуальному заказу в соответствии с требованиями.
Рассмотрим пример корабельных двигателей. Они бывают разных конструкций, с числом цилиндров от 6 до 14.
Для каждого типа двигателя размер каждой детали изменяется. Выпускной клапан, головка блока цилиндров, гильза, поршень, поршневые кольца, шатун и коленчатый вал бывают разных размеров для двух разных типов двигателей.
Типы элементов машин
Элементы машин общего и специального назначения представляют собой элементарные механические компоненты, которые функционируют вместе, чтобы заставить машину работать. Давайте посмотрим на различные типы общих элементов машин и их использование.
Подшипники
Подшипники являются одним из наиболее распространенных элементов машин в конструкции машин. Их работа заключается в устранении трения между двумя движущимися частями. Без него механическая конструкция вращающихся машин неполна. Основная цель подшипников — предотвратить прямой контакт металла с металлом двух частей и обеспечить плавное относительное движение между ними.
Они бывают разных форм и размеров. Обилие доступных конструкций подшипников позволяет разработчикам выбирать наиболее подходящий подшипник для различных применений, обеспечивая максимальную надежность, эффективность, производительность и долговечность.
Подшипники находят применение в ряде различных движений, таких как линейное (конвейеры), вращательное (коленчатые валы), шарнирное (двери, окна) и сферическое (шаровое шарнирное соединение). Они передают радиальные нагрузки, осевые нагрузки (упорные подшипники) или их комбинацию от вращающегося элемента к корпусу подшипника.
Некоторые области применения подшипников:
Раздвижные двери/окна/ящики
Коленчатый вал двигателя
Конвейерные шкивы и ролики
Ветряные турбины
Двигатели
Валы
Валы обычно предназначены для уникального применения и обрабатываются на станках с ЧПУ.
Валы представляют собой длинные цилиндрические компоненты, используемые для передачи крутящего момента и механической мощности между двумя компонентами. Конструкторы используют их, когда расстояние между компонентами трансмиссии слишком велико для прямого соединения или если они работают в разных средах.
Например, в случае корабельного гребного винта расстояние между двигателем и гребным винтом слишком велико, что требует использования длинного вала с несколькими подшипниками.
Аналогичным образом, паровые турбины, приводящие в действие грузовые масляные насосы на нефтяных танкерах, изолированы от насосов переборкой, чтобы исключить возможность воспламенения (применение в различных средах). Только вал проходит через переборку из машинного отделения в насосное.
Паровые турбины в машинном отделении сильно нагреваются во время работы. Даже в том маловероятном случае, если атмосфера в насосном отделении станет горючей (при утечке грузового масла), механическая конструкция такова, что турбины не будут действовать как источники воспламенения.
Вал может быть сплошным или полым, в зависимости от необходимости. Сплошные более компактны, но их полые аналоги обладают большей грузоподъемностью при том же весе. Для валов, испытывающих большие нагрузки в процессе эксплуатации, конструкторы отдают предпочтение полому валу, так как он имеет более высокую жесткость, жесткость и изгибающие моменты.
Некоторые области применения валов:
коленчатые/распределительные валы двигателей внутреннего сгорания
Оси транспортных средств
Часы и наручные часы
Двигатели
Насосы
Шпонки
В конструкции машин шпонки представляют собой небольшие механические компоненты, соединяющие валы с вращающимися элементами. В некоторых случаях они могут нести исключительную ответственность за передачу крутящего момента между двумя элементами.
Шпонки помещаются между валом и вращающимся элементом, и в обоих из них имеются вырезы для фиксации шпонки на месте. Вырез в ступице известен как шпоночный паз. Нижняя часть шпоночного паза, где шпонка упирается в вал, известна как шпоночное гнездо. Полная сборка известна как шпоночное соединение.
Шпоночное соединение не допускает относительного вращательного движения, но может допускать осевое движение в небольшой степени, поскольку шпонки вставляются в осевом направлении. Из-за такой функции ключи должны выдерживать высокие сжимающие и сдвигающие напряжения. Таким образом, разрушение при раздавливании и разрушении при сдвиге являются важными факторами в механической конструкции ключа.
Различные типы ключей в конструкции машин имеют множество стандартных форм. Пять основных типов ключей: круглые, седловидные, шлицевые, утопленные и касательные.
Утопленный ключ — самый распространенный из них. Он бывает разных размеров и форм, таких как прямоугольник, квадрат, параллельно утопленный, ястреб, головка и перо.
Некоторые области применения ключей:
Двигатели
Судовые гребные винты
Зубчатые передачи
Шкивы
Звездочки
Муфты
Муфты представляют собой механические компоненты, которые соединяют два вращающихся линейных вала с основной целью передачи мощности в механической конструкции. Весь узел вращается с одинаковой скоростью. Муфта может быть жесткой или гибкой, в зависимости от необходимости.
Гибкая муфта компенсирует любые ошибки при монтаже, а также любые незначительные несоосности между валами, которые могут возникнуть со временем. Они также поглощают удары и вибрацию, увеличивая срок службы машин в процессе работы. В отличие от муфт муфты не включаются и не выключаются.
Эти элементы машины также изолируют передачу тепла между двумя концами в некоторых приложениях. Например, двигатель может сильно нагреваться во время работы. Муфта предотвращает эту передачу тепла от двигателя к парной машине.
Некоторые муфты работают как предохранители. Если крутящий момент превышает определенный предел, они разрывают и разрывают соединение между ведущими и ведомыми компонентами для защиты чувствительных механизмов. Такая муфта известна как механическая муфта с защитой от перегрузок и обычно используется для защиты двигателей и приводных систем в силовых передачах.
Некоторые области применения муфт:
Генераторы
Управление движением в робототехнике
Автомобильные рулевые тяги
Лопастные пароходы
Автомобильные дифференциалы
Крепеж
В машиностроении различные типы крепежа используются для соединения двух или более компонентов машин. Они создают временные соединения, которые при необходимости можно разобрать. Некоторые машины работают в экстремальных условиях. Основная цель крепежных деталей — защитить эти машины от высоких давлений, чрезмерных усилий и вибрации.
При проектировании машин важно быть как можно более конкретным в отношении конструкции или выбора крепежных деталей для применения. Это делается для того, чтобы эти элементы машины могли выдерживать силы, которым продукт будет подвергаться в процессе эксплуатации, и машины могли работать без сбоев. Крепеж обычно изготавливают из углеродистой, нержавеющей или легированной стали.
Примерами крепежных изделий являются винты, гайки/болты, шплинты, заклепки и стопорные кольца. И они используются везде, независимо от отрасли. Единственный вопрос, который следует задать, заключается в том, нужно ли разбирать узел для обслуживания или нет, например, при выборе заклепок по сравнению с болтами и гайками.
Шестерни
Шестерни представляют собой элементарные элементы машин с зубчатыми колесами для передачи мощности и вращения между двумя валами. Они могут увеличивать или уменьшать угловую скорость, одновременно уменьшая или увеличивая крутящий момент, следуя законам сохранения энергии. По сути, они действуют как рычаги в переводящей механической системе.
Зубья двух шестерен входят в зацепление друг с другом и передают мощность от ведущего вала к ведомому. Обычно валы параллельны, но специальные шестерни способны передавать мощность как между пересекающимися, так и непараллельными, непересекающимися валами.
Способность эффективно работать в любом положении означает, что они также бывают разных форм. Большинство зубчатых колес имеют цилиндрическую форму с зубьями по окружности. Другие имеют форму, напоминающую вал (червячная передача) или стержень (рейка и шестерня). Третьи имеют зубья на лице, а не по окружности (торцевые шестерни).
Несмотря на важность выбора общего типа зубчатого колеса, необходимо также уделить должное внимание таким факторам, как стандарт класса точности (DIN, AGMA, ISO), потребность в шлифованных или термообработанных зубьях, размеры (ширина поверхности, угол подъема зубьев). , модуль, количество зубьев и т.д.) и многое другое.
Некоторые области применения шестерен:
Часы
Автомобильные коробки передач
Часы и наручные часы
Миксеры и блендеры
Стиральные и сушильные машины
6 основных компонентов машины
Общие компоненты машины это источник питания, двигатель, механизм, рама, система регулирования и контроля и компоненты безопасности.
Это основные и стандартизированные механические детали, которые используются в качестве строительных блоков в большинстве машин, которые обычно имеют стандартные размеры и изготавливаются серийно.
Машины состоят из трех типов элементов: конструктивных элементов, механизмов управления движением и самих элементов управления.
Хотя форма, цвет и текстура не считаются элементами машины, тем не менее, они являются ее важной частью, поскольку предлагают практичный интерфейс и дизайн.
Что такое машина?
Набор стационарных и мобильных сборных элементов, позволяющих преобразовывать, регулировать, направлять или просто использовать энергию. Машины выполняют задачи и функции автономно или автоматически под управлением оператора.
Машина состоит из ряда компонентов или простых и общих почти для всех элементов, которые необходимы для того, чтобы они работали и выполняли задачи, для которых они были созданы человеком.
Основные компоненты машины
Машина состоит из следующих основных элементов:
Источник энергии
Это форма основной энергии или топлива, позволяющая запустить машину. Это может быть электричество, масло, бензин, спирт и т. д.
Двигатель
Это механизм, выполняющий определенную работу путем преобразования источника энергии, питающего его или служащего для горения.
Сами двигатели представляют собой машины, преобразующие другие виды энергии (кинетическую, химическую, электрическую) в механическую энергию. Это возможно при вращении вокруг оси или альтернативном перемещении поршня.
Двигатели, преобразующие механическую энергию в кинетическую, называются трансформаторами. Компрессоры и насосы также попадают в эту категорию.
Механизм или трансмиссия
Этот другой компонент состоит из ряда механических элементов, которые при объединении образуют систему, функция которой заключается в преобразовании энергии, обеспечиваемой двигателем, в движение или конечное действие, требуемое машиной.
Эта функция выполняется при передаче мощности между одним или несколькими элементами машины. Механизм преобразует скорость, силу, траекторию и энергию в другие виды каждого из них.
По количеству элементов механизмы можно классифицировать как:
— Простые: имеющие 2 звенья.
— Комплексы: , если они имеют более 2 звеньев
Рама
Включает жесткую конструкцию, поддерживающую двигатель и механизм. Его функция заключается в обеспечении связи или соединения всех элементов машины.
При проектировании рамы необходимо учитывать несколько аспектов из соображений безопасности.
Во-первых, каждый из компонентов машины, затем анализ усилия и деформации, чтобы затем спроектировать наилучшую возможную конструкцию в соответствии с проектными потребностями.
Система регулирования и управления
Это компоненты управления, используемые для регулирования работы и мощности машины, связывая ее с требуемой работой.
Это переключатели, кнопки, индикаторы, датчики, приводы и контроллеры
Компоненты безопасности
Они необходимы для обеспечения работы без риска для машины. Хотя они не помогают делу, которое делается, а служат для защиты рабочих.
Эти компоненты являются обязательными в настоящее время частью промышленной безопасности и охраны труда. Его периодическое техническое обслуживание необходимо для обеспечения его надлежащего функционирования.
Каталожные номера
Компоненты машин. Получено 18 декабря 2017 г. с сайта dc.
Как выбрать смазочно-охлаждающую жидкость для токарного станка?
Токарная обработка включает в себя высокоскоростное вращение заготовки, которая контактирует с режущим инструментом для удаления материала с ее поверхности.
При таком контакте выделяется большое количество тепла от трения, поэтому важно использовать охлаждающую жидкость для предотвращения перегрева заготовки и режущего инструмента.
На рынке представлены различные СОЖ, и выбор оптимальной СОЖ для конкретного применения поможет повысить срок службы инструмента и улучшить качество обработки.
В этой статье мы подробно рассмотрим смазочно-охлаждающие жидкости для токарных станков, их типы и системы подачи.
В конце статьи также мы также рассмотрим разницу между сухой и мокрой обработкой, чтобы помочь вам выбрать подходящую технику для вашего случая.
Зачем нужна охлаждающая жидкость для токарных станков ?
СОЖ для токарных станков — это вещество, обычно жидкое, которое наносится на область резания для минимизации эффекта нагрева, обеспечивая смазку и смыв стружки с режущего инструмента. Это увеличивает срок службы инструмента и улучшает качество обработки. Как правило, охлаждающая жидкость для токарных станков используется при обработке металлических заготовок.
Токарные режущие инструменты, как правило, являются одноточечными и обеспечивают достаточный зазор для отвода стружки.
Однако использование одной точки для обработки всей заготовки может привести к нагреву вершины инструмента, что приводит к износу инструмента.
Этот эффект не так заметен на токарных станках по дереву, поскольку дерево — мягкий материал, который относительно легко обрабатывается без выделения большого количества тепла от трения.
С другой стороны, при использовании токарного станка по металлу или токарного станка с ЧПУ для выполнения тяжелых операций по обработке прочных металлов, таких как нержавеющая сталь, тепло трения, выделяемое в зоне резания, значительно выше.
Это тепло может привести к свариванию наконечника инструмента с заготовкой и вызвать серьезные повреждения заготовки и режущего инструмента.
Поэтому охлаждающая жидкость токарного станка играет важную роль в достижении гладкой поверхности с минимальным выделением тепла даже при высоких скоростях токарного станка.
Типы охлаждающих жидкостей для токарных станков
Параметры
Синтетические СОЖ
Растворимые масляные СОЖ
Чистые масляные СОЖ
Теплоемкость
Высокая
Умеренная
Низкая
Смазывающая способность
Низкая
Умеренная
Высокая
Защита от ржавчины
Зависит от химического состава
Умеренная
Высокая
Рост бактерий
Нужны присадки, подавляющие рост бактерий
Низкий
Только при загрязнении водой
Применение
Доступны практически для всех видов обработки
Легкие и тяжелые операции обработки
Низкоскоростная обработка твердых металлов
Существуют различные типы смазочно-охлаждающих жидкостей для токарной обработки.
Как правило, вода обладает высокой теплоемкостью и легко отводит тепло от поверхности резания, регулируя температуру в зоне резания.
Однако вода обладает высокой коррозионной активностью и может повредить заготовку и компоненты токарного станка.
С другой стороны, масло обладает сравнительно меньшей теплоемкостью, но обеспечивает высокую смазывающую способность и антикоррозионные свойства.
Поэтому важно выбрать подходящую охлаждающую жидкость для вас, которая обеспечит идеальную производительность.
Синтетические охлаждающие жидкости
Синтетические охлаждающие жидкости, представляют собой жидкости на химической основе, которые смешиваются с водой в нужной пропорции для получения требуемых результатов охлаждения и смазки.
Вода, присутствующая в этих охлаждающих жидкостях, обеспечивает высокую теплоемкость, в то время как химические вещества обеспечивают высокую смазывающую способность.
В результате эти типы СОЖ идеально подходят для применения в тех областях, где требуется токарная обработка твердых металлов на высоких скоростях резания, что приводит к выделению большого количества тепла.
Эти СОЖ обычно выпускаются в концентрированном виде, и вы можете смешать их с водой в нужных пропорциях, чтобы получить требуемые результаты.
Однако эти СОЖ склонны к появлению неприятного запаха из-за присутствия химических веществ и роста бактерий в воде с течением времени.
Кроме того, эти СОЖ могут содержать небольшое количество (5-35%) масла, что еще больше улучшает их смазывающие свойства и помогает снизить тепло, выделяемое при резке.
Такой тип СОЖ с содержанием масла известен как полусинтетическая СОЖ.
Растворимые масляные охлаждающие жидкости, состоят из растворимого масла, смешанного с водой в необходимой пропорции.
Как правило, для достижения хорошего охлаждающего действия наряду с высокими смазывающими свойствами используется 40% масляная основа.
Это обеспечивает лучшее из обоих свойств. В то время как вода помогает регулировать температуру, отводя выделяемое тепло, масло снижает трение и минимизирует выделение тепла в процессе точения.
Этот тип СОЖ обычно подходит для токарной обработки умеренно твердого металла на высокой скорости.
Например, при обработке низкоуглеродистой стали с использованием режущего инструмента из быстрорежущей стали будет выделяться большое количество тепла, и для регулирования температуры потребуется маслорастворимая СОЖ.
Чисто масляные охлаждающие жидкости
Чисто масляные СОЖ, состоят полностью из масла без присадок или с минимальным их содержанием.
Такие СОЖ неэффективны для отвода тепла, выделяемого в зоне резания, но могут обеспечить отличную смазку для минимизации трения, тем самым снижая количество тепла, выделяемого в процессе обработки.
В результате чисто масляные СОЖ обычно предпочтительны для низкоскоростных операций с высокой чистотой поверхности и обработки прочных металлов, таких как нержавеющая сталь.
Этот тип СОЖ может состоять из минерального масла или смеси нескольких масел, таких как растительное, животное, минеральное и т.д., без содержания воды или полимеров.
Однако чисто масляные СОЖ могут содержать такие присадки, как хлор или сера, для дальнейшего улучшения их смазывающих свойств, что в долгосрочной перспективе делает их токсичными для оператора.
Кроме того, отсутствие воды в этих охлаждающих жидкостях исключает риск роста бактерий и обеспечивает высокую коррозионную стойкость.
Эти СОЖ имеют сравнительно густую консистенцию и обычно используются в швейцарских токарных станках.
Системы подачи охлаждающей жидкости в токарных станках
После выбора типа СОЖ, подходящего для вашей области применения, важно также выбрать идеальную систему подачи СОЖ.
Традиционная система подачи охлаждающей жидкости
Традиционная система подачи СОЖ включает в себя бак для СОЖ, насос и шланг, по которому СОЖ подается в зону резания.
Это наиболее часто используемая система подачи, которая подходит для большинства любительских и промышленных применений.
Как правило, традиционная система подачи охлаждающей жидкости бывает двух типов: заливной и cпреевой.
Заливная система подачи
Данный метод заключается в непрерывный подачи потока СОЖ в зону резания, тем самым отводя тепло от режущего инструмента и заготовки.
Протекание СОЖ по зоне резания обеспечивает превосходный охлаждающий эффект и минимизирует зону термического влияния, обеспечивая чистый рез с увеличенным сроком службы инструмента.
Этот тип системы подачи не требует специального оборудования, но постоянная подача СОЖ создает беспорядок и требует наличия дренажной системы для слива излишков СОЖ со станины токарного станка.
Спреевая система подачи СОЖ
Для спреевой системы подачи СОЖ требуется оборудование, аналогичное заливной системе подачи, с той лишь разницей, что форсунка распыляет охлаждающую жидкость, а не поставляет её в качестве струи.
Эта система распыляет СОЖ, которая покрывает заготовку и режущий инструмент, обеспечивая тем самым необходимый эффект охлаждения.
Она использует сравнительно меньше охлаждающей жидкости и не требует дренажной системы.
Однако из-за того что СОЖ расспыляется в воздухе, данный тип подачи СОЖ быть вредным для оператора.
Поэтому рекомендуется использовать эту систему подачи в хорошо проветриваемой мастерской с надлежащими средствами защиты.
Прецизионная подача СОЖ
Помимо обычной системы подачи, при токарной обработке можно использовать прецизионную систему подачи СОЖ.
В такой системе подачи используется специальный режущий инструмент, который имеет внутренний поток СОЖ и подает СОЖ точно в точку контакта между режущим инструментом и заготовкой.
В зависимости от расположения выходного отверстия на режущем инструменте прецизионные системы подачи СОЖ могут быть двух типов: «высокоточный подвод СОЖ» и «нижний подвод СОЖ».
Однако для получения более высокой чистоты поверхности и превосходного охлаждающего эффекта обе системы часто используются в комбинации.
Нижний подвод СОЖ
Нижний подвод СОЖ — это метод, при котором струя СОЖ под давлением выпускается с боковой стороны режущего инструмента и точно подается в зону резания.
Такая точная струя СОЖ снижает температуру режущей кромки и уменьшает износ боковой поверхности инструмента, увеличивая срок его службы.
Снижение температуры в зоне резания устраняет риск сварки между режущим инструментом и заготовкой, что делает возможным использование более мягких режущих пластин.
Кроме того, это также способствует легкому удалению стружки, отводя ее от режущего инструмента.
Высокоточный подвод СОЖ
Высокоточный подвод СОЖ — это метод, при котором охлаждающая жидкость подается со стороны режущего инструмента токарного станка.
В этой системе струя СОЖ под высоким давлением подается с передней кромки инструмента, что способствует легкому отрыву стружки.
Как правило, это предпочтительно для обработки вязких материалов, при которой образуется длинная и вязкая стружка.
Такая стружка может оседать на режущем инструменте, вызывая частые остановки процесса резания или даже повреждая режущий инструмент.
Кроме того, избыток СОЖ снижает риск образования кромки на срезе, тем самым увеличивая срок службы инструмента и улучшая качество реза.
Сравнение сухой и мокрой обработки
Параметры
Сухая обработка
Мокрая обработка
Режущая жидкость
Не используется
Используется
Коррозионная стойкость
Хорошая, так как не используется жидкость
Зависит от используемой СОЖ
Срок службы инструмента
Короткий
Увеличенный срок службы инструмента
Возможности обработки
Легкие операции
Легкие и тяжелые операции обработки
Риск перегрева
Высокий
Низкий
Качество поверхности
Присутствуют пригары или следы окисления на обработанной поверхности
Высокая чистота поверхности
Применение
Обработка дерева, пластмасс и мягких металлов
Обработка твердых металлов
Традиционные операции механической обработки предполагают контакт между режущим инструментом и заготовкой на высокой скорости, что приводит к удалению материала с поверхности.
Этот контакт часто приводит к выделению тепла от трения, которое может повредить заготовку и режущий инструмент.
Однако количество выделяемого тепла зависит от типа обрабатываемого материала, используемого режущего инструмента, скорости, подачи и глубины резания в процессе обработки.
Обработка мягких материалов, таких как дерево, пластмассы и т.д., требует сравнительно меньшей силы резания, что приводит к меньшему выделению тепла.
Этот тип обработки не требует охлаждающей жидкости для поглощения тепла и поэтому известен как сухая обработка.
Она подходит для обработки мягких материалов при низких и умеренных параметрах резания.
Кроме того, сухая обработка также выполняется на металлических заготовках с помощью специализированного режущего инструмента, например, керамического режущего инструмента, который обеспечивает смазку для минимизации тепла трения без использования охлаждающей жидкости.
С другой стороны, такие металлы, как высокопрочные и термостойкие сплавы, требуют чрезвычайно сильного режущего усилия, которое может генерировать огромное количество тепла, что приводит к износу инструмента и пожароопасности.
Поэтому важно использовать охлаждающую жидкость для регулирования температуры резания.
Этот тип процесса известен как процесс мокрой обработки.
Этот тип обработки подходит для тяжелых операций, а минимизация тепла устраняет риск ожогов или следов на поверхности заготовки.
Ответы на часто задаваемые вопросы:
Безопасно ли использовать охлаждающие жидкости на водной основе?
Да, использование охлаждающих жидкостей на водной основе безопасно при условии, что они содержат антикоррозийные присадки. Большинство современных токарных станков оптимизированы для использования охлаждающих жидкостей на водной основе, которые содержат химические добавки, вызывающие антикоррозийные свойства материала и защищающие оборудование и заготовку от коррозии.
Как уменьшить нагрев зоны резания на токарных станках по дереву без СОЖ?
Нагрев от трения на токарных станках по дереву можно уменьшить, используя острый режущий инструмент. Острая режущая кромка легко скользит по материалу, выделяя минимальное количество тепла во время работы.
Требуется ли для токарных станков с ЧПУ какой-то особый тип охлаждающей жидкости?
Нет, для токарных станков с ЧПУ можно использовать обычные охлаждающие жидкости.
Однако в токарных станках с ЧПУ часто используется специальная система подачи, которая автоматически контролируется во время работы. Кроме того, некоторые токарные станки с ЧПУ, например, швейцарские токарные станки, совместимы только с чисто масляными СОЖ.
Заключение:
При токарной обработке обычно используются одноточечные режущие инструменты, которые, как правило, не требуют применения СОЖ для обычной обработки неметаллов и некоторых мягких металлов.
Тем не менее, настоятельно рекомендуется использовать СОЖ, если ваша задача заключается в регулярной тяжелой обработке металлических заготовок.
Хотя спреевая и заливная система подачи СОЖ очень эффективны, если обработка высокопрочных и термостойких металлов является вашим основным требованием, рекомендуется использовать прецизионную систему СОЖ для максимального увеличения срока службы инструмента и получения чистых резов.
С другой стороны, для легкой металлообработки на токарном станке можно также использовать спрей WD-40 или пульверизатор для распыления СОЖ для регулирования температуры и максимального увеличения срока службы инструмента.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Из чего состоят смазочно-охлаждающие жидкости?» и «Все что нужно знать о смазочно-охлаждающих жидкостях (СОЖ)».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
СОЖ для токарных станков от компании Zeller+Gmelin. Поможем с подбором
Главная » Блог » СОЖ для токарных станков: функции, разновидности, особенности
В процессе токарной обработки различных металлов очень важно применять смазочно-охлаждающие жидкости (СОЖ). Представленные средства отличаются определённым набором эксплуатационных характеристик. Они обеспечивают долговечность режущего инструмента, высокое качество конечного результата обработки.
Оборудование металлообработки нуждается в применении специальных смазочных составов. СОЖ для токарного станка отводит тепло из зоны резания, а также качественно смывает стружку, металлическую пыль. В результате качество обработки поверхности заготовки заметно повышается. Оборудование затрачивает меньше энергии, а срок эксплуатации режущего инструмента увеличивается.
Для высокого качества обработки, важно использовать подходящий смазочный состав. Поэтому нужно купить СОЖ для токарного станка известного, проверенного бренда. Таковым является компания Zeller+Gmelin, завод которой находится в Германии.
Чтобы организовать производственный процесс максимально эффективно, необходимо приобретать только качественные СОЖ. От этого зависит производительность оборудования, себестоимость готовой продукции и экономический результат деятельности предприятия. Качественные СОЖ для токарных работ и прочих направлений металлообработки производит немецкая компания Zeller+Gmelin. При создании её продукции применяются самые новые научные разработки.
Благодаря такому подходу к производству, германская компания выпускает высокотехнологичные СОЖ и смазочные материалы. Они не только соответствуют современным требованиям мировых производителей, но и значительно превосходят их.
Чтобы купить СОЖ компании Zeller+Gmelin в Челябинске, Перми, в других городах РФ, обратитесь в нашу компанию Дивинойл Рус. Вы сможете получить консультацию специалистов, которые подберут оптимальный смазочный состав. Постоянным клиентам, при оптовых закупках предоставляются большие скидки. Закажите смазочные составы сейчас, чтобы вывести качество токарной обработки на максимально высокий уровень.
Функции СОЖ для токарного станка
Смазочные составы немецкого бренда Zeller+Gmelin имеют уникальный состав. Это позволяет обеспечить максимально эффективную работу оборудования. Купить СОЖ для токарного станка, цена и качество которых соотнесены идеально, Вы можете у официального дистрибьютора Zeller+Gmelin в России компании Дивинойл Рус. Смазочные составы для токарного производства выполняют следующие функции:
Охлаждение. В зоне резания температура сильно повышается. Это может негативно отразиться на качестве поверхности заготовки и режущем инструменте. Поэтому смазка подаётся в область контакта, отводя излишнее тепло.
Очистка. Смазочные составы выполняют моющую функцию. Они убирают из зоны обработки пыль, стружку и загрязнения.
Защита от коррозии. В состав входят специальные ингибиторы, не позволяющие развиваться окислительным процессам.
Снижение трения. В результате обработка выполняется быстрее и качественнее, металлические поверхности защищаются от преждевременного механического износа.
Существуют разные виды СОЖ для токарного станка: эмульсия, масло. Водосмешиваемые смазки эффективно отводят тепло, а масла отличаются хорошим смазывающим эффектом.
Необходимость применения СОЖ при токарной обработке
Современные токарные производства уже смогли оценить преимущества от использования качественных СОЖ компании Zeller+Gmelin при организации своих технологических циклов. Высокоэффективные смазочные материалы немецкого бренда выполняют несколько функций:
Охлаждают режущий инструмент, который сильно нагревается в процессе проведения токарных работ. Это позволяет значительно продлить срок эксплуатации оборудования, избежать его поломок и простоев.
Повышают чистоту обрабатываемой поверхности заготовки. Мелкие частицы металла, стружка эффективно отводятся от трущихся поверхностей.
Резание материала производится быстрее, результат обработки получается качественнее. В результате увеличивается производительность труда.
Перечисленные свойства смазочных материалов влекут за собой снижение издержек производства, себестоимости готовой продукции. Качество и скорость обработки значительно возрастает. Это позволяет получать большее количество готовой продукции в единицу времени. При этом снижение затрат и себестоимости позволяет снизить цену на конечный товар.
Компания поставляет при этом на рынок конкурентоспособную продукцию. Экономический эффект от применения качественных СОЖ будет ощутимым. Чистая прибыль и рентабельность возрастает.
Разновидности СОЖ для токарного производства
Компания Zeller+Gmelin разработала несколько разновидностей смазочных составов для проведения токарных операций. Все средства, входящие в эту группу, можно разделить на две категории:
Водосмешиваемые СОЖ. Отличаются хорошими охлаждающими характеристиками. Они эффективно отводят тепло из зоны обработки металла.
Масляные СОЖ. Представленные составы не оказывают такого охлаждающего эффекта, как предыдущая категория средств. Зато они качественно смазывают поверхность режущего инструмента и заготовки. Это позволяет предотвратить преждевременный механический износ оборудования, добиться высокого качества обработки.
Выбор оптимального состава зависит от особенностей проведения токарных операций, вида материала заготовки. Универсальных СОЖ просто не существует. Чтобы эффективность токарного процесса была высокой, следует подбирать подходящий состав.
Особенности применения СОЖ
Производитель Zeller+Gmelin указывает в инструкции правила по применению его высококачественных составов. Только выполняя все перечисленные требования, можно добиться высокой результативности токарного процесса. Нужно учесть следующие рекомендации:
Расход смазочных жидкостей минимально составляет 10 л/мин. На этот показатель влияет способ подачи средства в зону резания, а также состав СОЖ, материал заготовки.
Начинать подачу охладительного состава следует ещё до того, как режущий инструмент нагреется. В противном случае в нём появляются микротрещины. Резец разрушается очень быстро.
Подводить СОЖ необходимо направленно к участку, в котором образуется наибольшее количество тепла.
Выбор состава необходимо производить в зависимости от материала заготовки. В этом случае воздействие СОЖ на трущиеся поверхности будет максимальным.
Представленные сегодня составы немецкого бренда отличаются высокой технологичностью. Благодаря большому разнообразию составов, можно подобрать СОЖ практически для любых условий токарного производства. Даже для труднообрабатываемых материалов становится возможным использовать оптимальный вид смазок.
Как приобрести СОЖ компании Zeller+Gmelin?
Чтобы приобрести высококачественные смазочные материалы производства Zeller+Gmelin, обратитесь в нашу компанию ООО «Дивинойл Рус». Мы являемся официальным представителем немецкого производителя на территории РФ. Наша компания принимает поставки смазочной продукции для токарных и прочих операций металлообработки на собственный склад в Подольске.
Все СОЖ производятся на заводе в Германии. Это гарантирует их высокое качество. Производитель контролирует качество всех технологических операций. Продукция, поставляемая в нашу страну, имеет соответствующие сертификаты. Купить необходимые СОЖ для токарных работ можно оптом и в розницу.
Стоимость остается приемлемой для всех категорий покупателей. Для постоянных клиентов мы предоставляем хорошие скидки. При необходимости наши сотрудники отправятся на Ваше предприятие, проанализируют особенности технологического процесса. На основе собранной информации можно будет подобрать оптимальную разновидность смазочных материалов.
Закажите доставку или заберите требуемую продукцию со склада самостоятельно. По всем организационным вопросам обращайтесь к нашим профессиональным консультантам. Они помогут выбрать подходящую разновидность СОЖ, оформят заявку на доставку смазочных материалов. Обработка заказа выполняется не больше 2 дней.
После этого мы вышлем по указанному адресу перечень необходимой продукции. Уже в самом скором времени Вы сможете оценить преимущества проведения токарных операций при использовании СОЖ высокого качества!
Вас заинтересуют
Ваш вопрос успешно отправлен. Спасибо!
В процессе токарной обработки различных металлов очень важно применять смазочно-охлаждающие жидкости (СОЖ). Представленные средства отличаются определённым набором эксплуатационных характеристик. Они обеспечивают долговечность режущего инструмента, высокое качество конечного результата обработки.
Оборудование металлообработки нуждается в применении специальных смазочных составов. СОЖ для токарного станка отводит тепло из зоны резания, а также качественно смывает стружку, металлическую пыль. В результате качество обработки поверхности заготовки заметно повышается. Оборудование затрачивает меньше энергии, а срок эксплуатации режущего инструмента увеличивается.
Для высокого качества обработки, важно использовать подходящий смазочный состав. Поэтому нужно купить СОЖ для токарного станка известного, проверенного бренда. Таковым является компания Zeller+Gmelin, завод которой находится в Германии.
Чтобы организовать производственный процесс максимально эффективно, необходимо приобретать только качественные СОЖ. От этого зависит производительность оборудования, себестоимость готовой продукции и экономический результат деятельности предприятия. Качественные СОЖ для токарных работ и прочих направлений металлообработки производит немецкая компания Zeller+Gmelin. При создании её продукции применяются самые новые научные разработки.
Благодаря такому подходу к производству, германская компания выпускает высокотехнологичные СОЖ и смазочные материалы. Они не только соответствуют современным требованиям мировых производителей, но и значительно превосходят их.
Чтобы купить СОЖ компании Zeller+Gmelin в Челябинске, Перми, в других городах РФ, обратитесь в нашу компанию Дивинойл Рус. Вы сможете получить консультацию специалистов, которые подберут оптимальный смазочный состав. Постоянным клиентам, при оптовых закупках предоставляются большие скидки. Закажите смазочные составы сейчас, чтобы вывести качество токарной обработки на максимально высокий уровень.
Функции СОЖ для токарного станка
Смазочные составы немецкого бренда Zeller+Gmelin имеют уникальный состав. Это позволяет обеспечить максимально эффективную работу оборудования. Купить СОЖ для токарного станка, цена и качество которых соотнесены идеально, Вы можете у официального дистрибьютора Zeller+Gmelin в России компании Дивинойл Рус. Смазочные составы для токарного производства выполняют следующие функции:
Охлаждение. В зоне резания температура сильно повышается. Это может негативно отразиться на качестве поверхности заготовки и режущем инструменте. Поэтому смазка подаётся в область контакта, отводя излишнее тепло.
Очистка. Смазочные составы выполняют моющую функцию. Они убирают из зоны обработки пыль, стружку и загрязнения.
Защита от коррозии. В состав входят специальные ингибиторы, не позволяющие развиваться окислительным процессам.
Снижение трения. В результате обработка выполняется быстрее и качественнее, металлические поверхности защищаются от преждевременного механического износа.
Существуют разные виды СОЖ для токарного станка: эмульсия, масло. Водосмешиваемые смазки эффективно отводят тепло, а масла отличаются хорошим смазывающим эффектом.
Необходимость применения СОЖ при токарной обработке
Современные токарные производства уже смогли оценить преимущества от использования качественных СОЖ компании Zeller+Gmelin при организации своих технологических циклов. Высокоэффективные смазочные материалы немецкого бренда выполняют несколько функций:
Охлаждают режущий инструмент, который сильно нагревается в процессе проведения токарных работ. Это позволяет значительно продлить срок эксплуатации оборудования, избежать его поломок и простоев.
Повышают чистоту обрабатываемой поверхности заготовки. Мелкие частицы металла, стружка эффективно отводятся от трущихся поверхностей.
Резание материала производится быстрее, результат обработки получается качественнее. В результате увеличивается производительность труда.
Перечисленные свойства смазочных материалов влекут за собой снижение издержек производства, себестоимости готовой продукции. Качество и скорость обработки значительно возрастает. Это позволяет получать большее количество готовой продукции в единицу времени. При этом снижение затрат и себестоимости позволяет снизить цену на конечный товар.
Компания поставляет при этом на рынок конкурентоспособную продукцию. Экономический эффект от применения качественных СОЖ будет ощутимым. Чистая прибыль и рентабельность возрастает.
Разновидности СОЖ для токарного производства
Компания Zeller+Gmelin разработала несколько разновидностей смазочных составов для проведения токарных операций. Все средства, входящие в эту группу, можно разделить на две категории:
Водосмешиваемые СОЖ. Отличаются хорошими охлаждающими характеристиками. Они эффективно отводят тепло из зоны обработки металла.
Масляные СОЖ. Представленные составы не оказывают такого охлаждающего эффекта, как предыдущая категория средств. Зато они качественно смазывают поверхность режущего инструмента и заготовки. Это позволяет предотвратить преждевременный механический износ оборудования, добиться высокого качества обработки.
Выбор оптимального состава зависит от особенностей проведения токарных операций, вида материала заготовки. Универсальных СОЖ просто не существует. Чтобы эффективность токарного процесса была высокой, следует подбирать подходящий состав.
Особенности применения СОЖ
Производитель Zeller+Gmelin указывает в инструкции правила по применению его высококачественных составов. Только выполняя все перечисленные требования, можно добиться высокой результативности токарного процесса. Нужно учесть следующие рекомендации:
Расход смазочных жидкостей минимально составляет 10 л/мин. На этот показатель влияет способ подачи средства в зону резания, а также состав СОЖ, материал заготовки.
Начинать подачу охладительного состава следует ещё до того, как режущий инструмент нагреется. В противном случае в нём появляются микротрещины. Резец разрушается очень быстро.
Подводить СОЖ необходимо направленно к участку, в котором образуется наибольшее количество тепла.
Выбор состава необходимо производить в зависимости от материала заготовки. В этом случае воздействие СОЖ на трущиеся поверхности будет максимальным.
Представленные сегодня составы немецкого бренда отличаются высокой технологичностью. Благодаря большому разнообразию составов, можно подобрать СОЖ практически для любых условий токарного производства. Даже для труднообрабатываемых материалов становится возможным использовать оптимальный вид смазок.
Как приобрести СОЖ компании Zeller+Gmelin?
Чтобы приобрести высококачественные смазочные материалы производства Zeller+Gmelin, обратитесь в нашу компанию ООО «Дивинойл Рус». Мы являемся официальным представителем немецкого производителя на территории РФ. Наша компания принимает поставки смазочной продукции для токарных и прочих операций металлообработки на собственный склад в Подольске.
Все СОЖ производятся на заводе в Германии. Это гарантирует их высокое качество. Производитель контролирует качество всех технологических операций. Продукция, поставляемая в нашу страну, имеет соответствующие сертификаты. Купить необходимые СОЖ для токарных работ можно оптом и в розницу.
Стоимость остается приемлемой для всех категорий покупателей. Для постоянных клиентов мы предоставляем хорошие скидки. При необходимости наши сотрудники отправятся на Ваше предприятие, проанализируют особенности технологического процесса. На основе собранной информации можно будет подобрать оптимальную разновидность смазочных материалов.
Закажите доставку или заберите требуемую продукцию со склада самостоятельно. По всем организационным вопросам обращайтесь к нашим профессиональным консультантам. Они помогут выбрать подходящую разновидность СОЖ, оформят заявку на доставку смазочных материалов. Обработка заказа выполняется не больше 2 дней.
После этого мы вышлем по указанному адресу перечень необходимой продукции. Уже в самом скором времени Вы сможете оценить преимущества проведения токарных операций при использовании СОЖ высокого качества!
Охлаждающая жидкость для токарных станков: руководство по смазке станков
Токарная обработка включает в себя высокоскоростную вращающуюся заготовку, которая вступает в контакт с режущим инструментом для удаления материала с его поверхности.
Этот контакт создает сильное тепло от трения, поэтому важно использовать охлаждающую жидкость для предотвращения перегрева заготовки и режущего инструмента.
На рынке доступны различные охлаждающие жидкости, и выбор наилучшей охлаждающей жидкости для конкретного применения поможет повысить точность инструмента при одновременном повышении качества обработки.
В этой статье подробно рассматривается охлаждающая жидкость для токарных станков, рассматриваются ее типы и система подачи.
Наконец, в статье также проводится различие между сухой и влажной обработкой, чтобы помочь вам выбрать подходящую технику для вашего применения.
Что в этой статье?
Что такое охлаждающая жидкость для токарных станков?
Типы СОЖ для токарных станков
Система подачи СОЖ
Сухая и мокрая обработка
Заключение
Часто задаваемые вопросы (FAQ)
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Что такое охлаждающая жидкость для токарных станков? Зачем его использовать
Подача СОЖ во время токарной обработки
СОЖ для токарного станка — это вещество, обычно жидкое, которое наносится на зону резания, чтобы свести к минимуму эффект нагрева , обеспечить смазку и смывать стружку с режущего инструмента. Это увеличивает срок службы инструмента и улучшает качество обработки. Как правило, охлаждающая жидкость для токарных станков используется при обработке металлических заготовок.
Режущие инструменты для токарных станков, как правило, представляют собой одноточечные режущие инструменты, обеспечивающие достаточный зазор для эвакуации стружки.
Однако использование одной точки для обработки всей заготовки может привести к нагреву наконечника инструмента, что приведет к износу инструмента.
Этот эффект не заметен на токарных станках по дереву, поскольку древесина является мягким материалом, который относительно легко обрабатывается, не выделяя при этом большого количества тепла от трения.
С другой стороны, при использовании токарного станка по металлу или токарного станка с ЧПУ для выполнения тяжелых операций обработки таких прочных металлов, как нержавеющая сталь, выделение тепла от трения в зоне резания значительно выше.
Это тепло может привести к сварке наконечника инструмента с заготовкой и серьезному повреждению заготовки и режущего инструмента.
Таким образом, охлаждающая жидкость для токарного станка играет важную роль в достижении гладкой поверхности с минимальным выделением тепла даже при высоких скоростях токарного станка.
В зависимости от типа токарного станка система подачи охлаждающей жидкости может быть предварительно установлена на станке или должна устанавливаться отдельно, что влияет на общую стоимость станка.
Типы охлаждающих жидкостей для токарных станков и их свойства
Для токарной обработки доступны различные типы охлаждающих жидкостей или охлаждающих жидкостей.
Как правило, вода обладает высокой теплоемкостью и легко отводит тепло от поверхности реза, регулируя температуру в зоне реза.
Однако вода обладает высокой коррозионной активностью и может повредить заготовку и компоненты токарного станка.
С другой стороны, масло обладает сравнительно меньшей теплоемкостью, но обладает высокими смазывающими и антикоррозионными свойствами.
Поэтому важно выбрать наилучшую охлаждающую жидкость для вашего применения, которая обеспечит идеальную производительность.
Синтетические охлаждающие жидкости
Trim Synthetic Mist охлаждающая жидкость
Синтетические охлаждающие жидкости, такие как синтетическая охлаждающая жидкость Trim, представляют собой жидкости на химической основе, которые смешиваются с водой в нужной пропорции для получения требуемых результатов охлаждения и смазки.
Вода, присутствующая в этих охлаждающих жидкостях, обеспечивает высокую теплоемкость, тогда как химические вещества обеспечивают высокую смазывающую способность.
Таким образом, эти типы охлаждающих жидкостей идеально подходят для операций, связанных с токарной обработкой твердых металлов на высоких скоростях резания, что приводит к сильному выделению тепла.
Эти охлаждающие жидкости обычно доступны в концентрированной форме, и вы можете смешивать их с водой в нужных пропорциях для получения требуемых результатов.
Однако эти охлаждающие жидкости имеют неприятный запах из-за присутствия химикатов и роста бактерий в воде с течением времени.
Кроме того, эти охлаждающие жидкости могут также состоять из небольшого количества (5–35%) масла, что еще больше улучшает их смазывающие свойства и помогает снизить тепловыделение при резке.
Этот тип охлаждающей жидкости с содержанием масла известен как полусинтетическая охлаждающая жидкость.
Растворимые масляные охлаждающие жидкости, такие как эмульсия Trim MicroSol, состоят из растворимого масла, смешанного с водой в нужной пропорции.
Как правило, содержание масла составляет 40% для достижения хорошего охлаждающего действия наряду с хорошей смазкой.
Он сочетает в себе лучшее из обоих свойств. В то время как вода помогает регулировать температуру, отводя выделяемое тепло, масло снижает трение и сводит к минимуму выделение тепла в процессе токарной обработки.
Этот тип охлаждающей жидкости обычно подходит для точения металлов средней твердости на высокой скорости.
Например, обработка низкоуглеродистой стали с использованием режущего инструмента из быстрорежущей стали приведет к сильному выделению тепла и потребует растворимой масляной охлаждающей жидкости для регулирования температуры.
Чистые масляные охлаждающие жидкости
Масляные охлаждающие жидкости
Чистые масляные охлаждающие жидкости, такие как смазочно-охлаждающая жидкость Evo Dyne, полностью состоят из масла без присадок или с минимальным количеством добавок.
Эти охлаждающие жидкости неэффективны для отвода тепла, выделяемого в зоне резания, но могут обеспечить превосходную смазку, сводя к минимуму трение, тем самым уменьшая количество тепла, выделяемого в процессе.
В результате чисто масляные охлаждающие жидкости обычно предпочтительнее для низкоскоростных операций с высоким качеством поверхности и обработки твердых металлов, таких как нержавеющая сталь.
Этот тип охлаждающей жидкости может состоять из минерального масла или смеси нескольких масел, таких как растительное, животное, минеральное масло и т. д. без содержания воды или полимера.
Однако чистые масляные охлаждающие жидкости могут содержать добавки, такие как хлор или сера, для дальнейшего улучшения их смазывающих свойств, но при этом делая их токсичными для оператора в долгосрочной перспективе.
Кроме того, отсутствие воды в этих охлаждающих жидкостях устраняет риск роста бактерий и обеспечивает высокую коррозионную стойкость.
Эти охлаждающие жидкости имеют сравнительно густую консистенцию и обычно используются на швейцарских токарных станках.
Система подачи СОЖ в токарном станке
После выбора типа СОЖ, подходящего для вашего применения, также важно выбрать идеальную систему подачи СОЖ.
Обычная подача охлаждающей жидкости
Система подачи охлаждающей жидкости
Обычная система подачи охлаждающей жидкости включает бак для охлаждающей жидкости, насос и шланг, по которому охлаждающая жидкость подается в зону резания.
Это наиболее часто используемая система доставки, которая подходит для большинства домашних и промышленных применений.
Как правило, традиционная система подачи охлаждающей жидкости бывает двух типов: струйная и туманная.
Система подачи СОЖ
Комплект подачи СОЖ
Система подачи СОЖ подает непрерывный поток охлаждающей жидкости в зону резания, отводя тем самым тепло от режущего инструмента и заготовки.
Поток СОЖ над зоной резания обеспечивает отличный охлаждающий эффект и сводит к минимуму зону термического влияния, обеспечивая чистый срез и повышенный срок службы инструмента.
Этот тип системы подачи не требует специального оборудования, но постоянная подача СОЖ создает беспорядок и требует дренажной системы для слива излишков СОЖ со станины токарного станка.
Система подачи тумана
Система подачи тумана
Для системы подачи тумана требуется оборудование, аналогичное системе подачи потока, с той лишь разницей, что нагнетательная форсунка распыляет охлаждающую жидкость в момент ее заливки.
Эта система распыляет тонкий туман охлаждающей жидкости, который покрывает заготовку и режущий инструмент, тем самым обеспечивая желаемый эффект охлаждения.
Использует сравнительно меньше охлаждающей жидкости и не требует дренажной системы.
Однако туман рассеивается в воздухе и может быть опасен при вдыхании оператором.
Поэтому рекомендуется использовать эту систему подачи в хорошо проветриваемом цехе с надлежащим защитным снаряжением.
Прецизионная подача СОЖ
Прецизионная система подачи СОЖ
Помимо обычной системы подачи СОЖ, при токарной обработке вы также можете внедрить прецизионную систему подачи СОЖ.
Этот тип системы подачи использует специальный режущий инструмент, который состоит из внутреннего потока СОЖ и подает СОЖ точно в точку контакта между режущим инструментом и заготовкой.
В зависимости от расположения выпускного отверстия на режущем инструменте, прецизионные системы подачи СОЖ могут быть двух типов: с подводом СОЖ и с избыточным СОЖ.
Однако, для более качественной обработки поверхности и отличного охлаждающего эффекта обе системы часто используются в комбинации для высокопроизводительных промышленных применений.
Подача охлаждающей жидкости
Подача охлаждающей жидкости под давлением — это метод, при котором струя охлаждающей жидкости под давлением выпускается с боковой стороны режущего инструмента и точно направляется в зону резания.
Эта точная струя охлаждающей жидкости снижает температуру режущей кромки и уменьшает износ по задней поверхности инструмента, увеличивая срок службы инструмента.
Пониженная температура в зоне резания устраняет риск сваривания между режущим инструментом и заготовкой, что позволяет использовать более мягкие режущие пластины.
Кроме того, облегчает удаление стружки, отталкивая ее от режущего инструмента.
Подача СОЖ
Подача СОЖ с передней стороны режущего инструмента токарного станка.
В этой системе струя охлаждающей жидкости под высоким давлением подается от передней кромки (передней) инструмента, что облегчает отрыв стружки.
Как правило, предпочтительнее для обработки пластичных материалов, дающих длинную и волокнистую стружку.
Эта волокнистая стружка может скапливаться на режущем инструменте, вызывая частую остановку процесса резки или даже повреждение режущего инструмента.
Кроме того, избыточное охлаждение также снижает риск образования наростов на кромках реза, тем самым увеличивая срок службы инструмента и улучшая качество реза.
Сухая обработка по сравнению с влажной обработкой – действительно ли нужна охлаждающая жидкость для токарного станка?
Сухая и мокрая обработка
Параметры
Сухая обработка
Влажная обработка
Смазочно-охлаждающая жидкость
Не используется
Используется
Коррозионная стойкость
Хорошая, так как жидкость не используется
Зависит от используемой охлаждающей жидкости
Стойкость инструмента
Короткая
Увеличенная стойкость инструмента
Возможности обработки
Легкие операции обработки
Операции легкой и тяжелой обработки
Риск перегрева
Высокий
Низкий
Качество поверхности
Поджоги или следы окисления на обработанной поверхности 900 74
Высококачественная обработка поверхности
Области применения
Обработка древесины, пластмассы и мягкие металлы
Обработка твердых металлов
Сухая обработка и мокрая обработка
Обычные операции обработки включают контакт между режущим инструментом и заготовкой на высокой скорости, что приводит к удалению материала с поверхности.
Этот контакт часто может привести к теплу от трения, который может повредить заготовку и режущий инструмент.
Однако количество выделяемого тепла зависит от типа разрезаемого материала, используемого режущего инструмента, скорости, подачи и глубины резания в процессе обработки.
Обработка мягких материалов, таких как дерево, пластик и т. д., требует сравнительно меньшего усилия резания, что приводит к меньшему выделению тепла.
Этот тип обработки не требует использования охлаждающей жидкости для поглощения тепла и поэтому известен как операция сухой обработки.
Подходит для обработки мягких материалов при низких и средних параметрах резания.
Кроме того, сухая обработка металлических заготовок также выполняется с использованием специальных режущих инструментов, таких как керамический режущий инструмент, который обеспечивает смазку для минимизации тепла трения без использования охлаждающей жидкости.
С другой стороны, такие металлы, как высокопрочные и жаростойкие сплавы, требуют чрезвычайно большой силы резания, которая может выделять огромное количество тепла, что приводит к износу инструмента и пожароопасности.
Важно использовать охлаждающую жидкость для регулирования температуры резки. Этот тип процесса известен как процесс влажной обработки.
Этот тип обработки подходит для тяжелых операций обработки, а минимизация тепла устраняет риск ожогов или следов на поверхности заготовки.
Заключительные мысли
Токарная обработка обычно использует одноточечные режущие инструменты, которые, как правило, не требуют СОЖ для обычной обработки неметаллов и некоторых мягких металлов.
Тем не менее, настоятельно рекомендуется использовать охлаждающую жидкость, если ваше приложение предполагает регулярную тяжелую обработку металлических заготовок.
Несмотря на то, что системы струйной и водяной СОЖ очень эффективны, если обработка высокопрочных и термостойких металлов является вашим основным требованием, рекомендуется использовать прецизионную систему СОЖ для увеличения срока службы инструмента и получения чистых резов.
С другой стороны, для легкой металлообработки на токарном станке вы также можете использовать спрей WD-40 или соковыжималку для прерывистого распыления охлаждающей жидкости, чтобы регулировать температуру и увеличить срок службы инструмента.
Часто задаваемые вопросы (FAQ)
Безопасно ли использовать охлаждающие жидкости на водной основе?
Да, использование охлаждающих жидкостей на водной основе безопасно при условии, что они содержат антикоррозионные присадки. Большинство современных токарных станков оптимизированы для охлаждающих жидкостей на водной основе, содержащих химические добавки, которые придают материалу антикоррозийные свойства и защищают оборудование и заготовку от коррозии.
Как уменьшить теплоту трения на токарных станках по дереву без охлаждающей жидкости?
Тепло от трения на токарных станках по дереву можно уменьшить с помощью острого режущего инструмента. Острая режущая кромка легко скользит по материалу, выделяя минимальное количество тепла во время работы.
Требуются ли для токарных станков с ЧПУ какой-либо определенный тип охлаждающей жидкости?
Нет, на токарных станках с ЧПУ можно использовать обычные охлаждающие жидкости. Однако в токарных станках с ЧПУ часто используется специальная система подачи, которая автоматически контролируется во время работы. Кроме того, некоторые токарные станки с ЧПУ, такие как швейцарские токарные станки, совместимы только с чисто масляными охлаждающими жидкостями.
Типы СОЖ для токарного станка
Опубликовано Penn Tool Co., Inc. 25 августа 2021 г.
Типы охлаждающей жидкости для токарного станка
Операторы токарных станков знают, что их работа вызывает довольно много трения. На самом деле настолько, что они полагаются на охлаждающую жидкость для обеспечения безопасности своих операций.
СОЖ для токарной обработки имеет жизненно важное значение для минимизации трения, смывания деталей заготовки и предотвращения опасного накопления избыточного тепла. На самом деле правильная смазка защищает ваши заготовки и инструменты от коррозии.
Но как узнать, какая смазка лучше всего подходит для системы охлаждения вашего токарного станка? К счастью, специалисты Penn Tool Co. рассмотрели наилучшие варианты смазки вашего токарного станка.
Лучшие типы СОЖ для механической обработки
Видя разнообразие вариантов СОЖ в металлообрабатывающей и механической промышленности, вам может быть трудно решить, какой из них лучше. Начните с узкого круга задач и инструментов, которые вы используете.
Если вы ищете охлаждающую жидкость для токарного станка, вы уже сузили длинный список вариантов, но есть еще несколько вариантов. Два основных варианта охлаждающей жидкости при механической обработке:
Охлаждающие жидкости на масляной основе
Охлаждающие жидкости на химической основе
Каждый из них имеет свои уникальные качества, области применения и преимущества. Ниже мы обсудим эти различия, чтобы помочь вам найти идеальные системы охлаждения токарных станков для ваших операций.
СОЖ на основе растворимого масла
Охлаждающие жидкости на масляной основе являются одними из самых популярных охлаждающих жидкостей, которые люди используют при механической обработке. На самом деле, говоря об охлаждающих жидкостях при обработке, многие операторы часто в первую очередь думают о охлаждающих жидкостях на масляной основе.
Этот тип охлаждающей жидкости может иметь чистую масляную основу или эмульсию. Эмульсия представляет собой смесь воды и масла, и существует множество различных соотношений воды и масла в эмульсионных смесях охлаждающих жидкостей.
Машинные охлаждающие жидкости на масляной основе обеспечивают хорошую «подушку» между вашим инструментом и заготовкой. С другой стороны, они могут не так эффективно рассеивать тепло, как некоторые смазочные материалы на химической основе.
Охлаждающие жидкости на химической основе: синтетические жидкости и полусинтетические жидкости
Химические охлаждающие жидкости не так популярны для использования в металлообработке и механообработке. Люди часто используют химические охлаждающие жидкости в других областях, например, в автомобильной промышленности.
Антифриз является примером химической охлаждающей жидкости, которая работает с деталями двигателя. Химические охлаждающие жидкости для машин также включают различные синтетические и полусинтетические охлаждающие жидкости, которые люди чаще используют при механической обработке.
Как выбрать охлаждающую жидкость для токарного станка
Ваш выбор подходящей охлаждающей жидкости для вашего токарного станка зависит от нескольких факторов. Вам потребуются различные охлаждающие жидкости в зависимости от процесса обработки, который вы выполняете, и материалов, с которыми вы работаете.
Фрезерование, сверление, нарезание резьбы и токарная обработка — все процессы на токарных станках требуют уникальных типов СОЖ. Например, при сверлении латуни, бронзы и легированных сталей на токарном станке необходимо использовать растворимую масляную охлаждающую жидкость.
Однако при сверлении алюминия лучше всего использовать соотношение воды и растворимого масла 70-90%. Обязательно изучите, какие материалы наиболее совместимы с каждой охлаждающей жидкостью, прежде чем выбрать один из них.
Чрезвычайно компактный и довольно мощный инструмент для зачистки, шлифовки и обрезки различных материалов. Рабочим органом угловой шлифовальной машины Makita 9554 HN служит диск диаметром 115 мм, совершающий за минуту 10000 оборотов. Инструмент максимально защищен от пыли, а значит надежен и долговечен. Угловая шлифовальная машина Макита 9554 HN оснащена прочным кожухом, дополнительной рукояткой и системой фиксации шпинделя.
Технические характеристики
Основные Подробные
Частота холостого хода, об/мин
10000
Вес, кг
1,4
Мощность, Вт
710
Шпиндель
М14Х2
Диаметр диска, мм
115
Инструкция к Угловая шлифовальная машина Makita 9554HN
Комплектация
Защитный кожух
рукоятка
шайба
зажимная гайка
спецключ
шлифовальный диск
Параметры упакованного товара
Вес брутто, кг: 2. 65
Единица товара: шт.
Длина, мм: 345
Ширина, мм: 140
Высота, мм: 115
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Румыния — страна изготовителя*
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Углошлифмашина MAKITA 9554HN 710Вт.
115мм.
Главная / Каталог товаров / Все для строительства и монтажа / Электроинструмент / Шлифмашины / Угловые шлифмашинки (болгарки) / Углошлифмашина MAKITA 9554HN 710Вт. 115мм.
Описание и характеристики
Отзывы
Доставка и оплата
Код товара
0005839
Производитель
Makita
Артикул
9554HN
Единица продажи
Штука
Мощность, Вт
710
Напряжение, В
220
Диаметр диска, мм
115
Посадочный диаметр, мм.
22,2
Число оборотов, об/мин
10
Вес, кг.
1.4
Тип двигателя
Щеточный
Элект.регулировка оборотов
Нет
Плавный пуск
Нет
Работа по бетону (камню)
Да
Поддержание постоянных оборотов под нагрузкой
Нет
Наличие выброручки
Нет
Защита непреднамеренного пуска
Нет
Блокировка шпинделя при заклинивании диска
Нет
Регулировка положения кожуха без инструмента
Нет
Быстрозажимная гайка SDS
Нет
Комплектация
Коробка
Супер фланец
Нет
Чрезвычайно компактный и довольно мощный инструмент для зачистки, шлифовки и обрезки различных материалов. Рабочим органом угловой шлифовальной машины Makita 9554 HN служит диск диаметром 115 мм, совершающий за минуту 10000 оборотов. Инструмент максимально защищен от пыли, а значит надежен и долговечен. Угловая шлифовальная машина Макита 9554 HN оснащена прочным кожухом, дополнительной рукояткой и системой фиксации шпинделя. Частота холостого хода, об/мин 10000 Масса, кг 1,4 Потребляемая мощность при непрерывной работе, Вт 710 Шпиндель М14Х2 Диаметр диска, мм 115 Вес брутто, кг 2.68 Комплектация Защитный кожух рукоятка шайба зажимная гайка спецключ шлифовальный диск
Оставить отзыв
Пока нет ни одного отзыва о данном товаре. Ваш отзыв будет первым!
Предлагаем Вам купить углошлифмашина MAKITA 9554HN 710Вт. 115мм. по выгодной цене 3 190 . Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям.
Чтобы купить углошлифмашина MAKITA 9554HN 710Вт. 115мм. в нашем интернет-магазине Вам достаточно оформить заказ любым удобным способом:
На сайте. Для этого нужно выбрать понравившиеся Вам товары, положить их в корзину и оформить покупку (не займет много времени).
По телефонам 8 (8453) 64-30-40, 8 (8453) 64-46-60. Наши операторы проконсультируют Вас по всем вопросам, связанных с товаром, и примут Ваш заказ на обработку.
По электронной почте [email protected]. В письме необходимо указать наименования (коды) выбранных Вами товаров и их количество, а также данные о себе: Ф.И.О., контактный телефон и e-mail.
Продолжая использовать наш сайт, Вы принимаете пользовательское соглашение на обработку файлов _COOKIE и пользовательских данных в целях повышения качества функционирования сайта, проведения ретаргетинга и статистических маркетинговых исследований. Если Вы не хотите, чтобы Ваши данные обрабатывались, необходимо соответствующим образом установить настройки браузера или не использовать сайт.
Угловая шлифовальная машина Makita 115 мм 710 Вт 9554hn
Варианты доставки и скорость доставки могут варьироваться в зависимости от местоположения.
Войдите, чтобы управлять адресами
ИЛИ
Страна
AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua And BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia And HerzegovinaBotswanaBrazilBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary Islands, TheCape VerdeCaribbean NetherlandsCayman IslandsChadChileChinaColombiaComorosCook IslandsCosta RicaCroatiaCubaCuracaoCyprusCzech RepublicDemocratic Republic Of The CongoDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong Kong, ChinaHungaryIcelandIndiaIndonesiaIrelandIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLiechtensteinLithuaniaLuxembourgMacao, ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar [Burma]NamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarRepublic Of The CongoRomaniaRussiaRwandaRéunionSaint HelenaSaint Kitts And NevisSaint LuciaSaint Vincent And The GrenadinesSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSouth AfricaSouth KoreaSpainSri LankaSudanSurinameSwazilandSwedenSwitzerlandSyriaSão Tomé And PríncipeTaiwan, ChinaTajikistanTanzaniaThailandTogoTongaTrinidad And TobagoTunisiaTurkeyTurkmenistanTurks And Caicos IslandsTuvaluU. S. Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСШАУругвайУзбекистанВануатуВенесуэлаВьетнамЗамбияЗимбабве
Город
BerlinAach B TrierAach, HegauAachenAalenAarbergenAasbuettelAbbenrodeAbenbergAbensbergAbentheuerAbrahamAbsbergAbstattAbtsbessingenAbtsgmuendAbtsteinachAbtswindAbtweilerAchbergAchernAchimAchslachAchstettenAchtAchtelsbachAchterwehrAchtrupAckendorfAddebuellAdelbergAdelebsenAdelheidsdorfAdelmannsfeldenAdelschlagAdelsdorfAdelsheimAdelshofen, Kr FuerstenfeldbruckAdelshofen, MittelfrAdelsriedAdelzhausenAdenauAdenbachAdenbuettelAdendorfAderstedtAdlersteigeAdligstadtAdlkofenAdmannshagen-BargeshagenAdorf/Vogtl.AebtissinwischAerzenAffalterbachAffingAffinghausenAfflerAgathenburgAgethorstAglasterhausenAhamAhausAhausenAhlbeckAhlden (Aller)Ahlefeld-BistenseeAhlenAhlerstedtAhlsdorfAhlstaedtAhnatalAhnebyAhnsbeckAhnsenAholfingAholmingAhorn, BadenAhorn, Kr CoburgAhorntalAhrbrueckAhrensboekAhrensburgAhrensfeldeAhrenshagen-DaskowAhrenshoeftAhrenstedtAhrenvioelAhrenvioelfeldAicha Vorm WaldAichachAichelbergAichenAichhaldenAichstettenAichtalAichwaldAidenbachAidhausenAidlingenAiglsbachAilertchenAindling
Угловая шлифовальная машина Makita 115 мм 710 Вт 9554hn
Варианты доставки и скорость доставки могут варьироваться в зависимости от местоположения.
Войдите, чтобы управлять адресами
ИЛИ
Страна
AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua And BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia And HerzegovinaBotswanaBrazilBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary Islands, TheCape VerdeCaribbean NetherlandsCayman IslandsChadChileChinaColombiaComorosCook IslandsCosta RicaCroatiaCubaCuracaoCyprusCzech RepublicDemocratic Republic Of The CongoDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong Kong, ChinaHungaryIcelandIndiaIndonesiaIrelandIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLiechtensteinLithuaniaLuxembourgMacao, ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar [Burma]NamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarRepublic Of The CongoRomaniaRussiaRwandaRéunionSaint HelenaSaint Kitts And NevisSaint LuciaSaint Vincent And The GrenadinesSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSouth AfricaSouth KoreaSpainSri LankaSudanSurinameSwazilandSwedenSwitzerlandSyriaSão Tomé And PríncipeTaiwan, ChinaTajikistanTanzaniaThailandTogoTongaTrinidad And TobagoTunisiaTurkeyTurkmenistanTurks And Caicos IslandsTuvaluU.
Вы можете очень быстро сравнить цены настольного фрезерного станка металлу б/у и подобрать оптимальные варианты из более чем 88333 предложений
Реклама
Фрезерный станок настольный по металлу TRIOD MMT-25
Внутренний конус шпинделя Мк III. Вылет шпинделя 200 мм. Макс. расстояние от торца шпинделя до стола 380 мм. Максимальный диаметр сверления 30 мм. Максимальный диаметр торцевой/концевой фрез 63/13 мм
Подробное описание и цена >>>
Реклама
Настольный сверлильно-фрезерный станок MMS-25E
Фрезерный станок предназначен для обработки резанием при помощи фрезы, наружных и внутренних плоских и фасонных поверхностей, пазов, уступов, поверхностей тел вращения, зубьев зубчатых колёс и т. п.
Подробное описание и цена >>>
Реклама
Настольный сверлильно-фрезерный станок MMT-45
Фрезерный станок, металлорежущий станок для обработки резанием при помощи фрезы, наружных и внутренних плоских и фасонных поверхностей, пазов, уступов, поверхностей тел вращения, зубьев зубчатых…
Подробное описание и цена >>>
Настольные фрезерные станки с ЧПУ по дереву серии (707)
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Настольные станки с ЧПУ могут использоваться не только как фрезерные, но и как гравировальные. В этом случае они будут выполнять 2D обработку. Настольный фрезерный станок 707-3 может работать как…
В основе модели Сarver-3030 находится шпиндель, мощностью 0,8 кВт с водяным охлаждением. Сarver-3030 – это фрезерная гравировка разнообразных материалов, в том числе, дерева и его производных…
18.02.2014
Ярославль (Россия)
122 400
Настольный фрезерный станок MB4
Состояние: Новый Производитель: OPTIMUM (Германия)
В наличии
Надежный настольный фрезерный станок с механическим редуктором и резьбонарезными функциями. Массивные чугунные корпус и основание, рассчитанные на восприятие больших нагрузок. Массивный…
29.04.2023
Казань (Россия)
Настольный фрезерный станок с ЧПУ 600x900x150mm
Состояние: Новый
В наличии
Настольный фрезерный станок с ЧПУ 600x900x150mmПредставляем вам фрезерный станок с рабочим полем 600x900x150мм. Станок имеет цельносварную жесткую раму из листовой стали, а вес данного экземпляра. ..
18.08.2020
Красноярск (Россия)
218 400
Настольный фрезерный станок с ЧПУ Hobby
Состояние: Новый Производитель: Китай
HOBBY НАСТОЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК С ЧПУВы также можете назвать это небольшим настольным маршрутизатором с ЧПУ. Это недорогой станок с ЧПУ для начинающих с ЧПУ, космических разработчиков и…
05.09.2022
Москва (Россия)
Настольный фрезерный станок с ЧПУ CM-RD0606 для обработки дерева и пластиков
Состояние: Новый Производитель: Россия
В наличии
Настольный фрезерный станок с ЧПУ CM-R0606Cтанок представляет собой 3-х осный фрезерно-гравировальный станок с ЧПУ портального типа с вертикальным расположением шпинделя. Предназначендля 2D/3D…
10.12.2021
Москва (Россия)
настольный фрезерный станок
Состояние: Б/У Год выпуска: 1982 Производитель: Россия
Продам настольно-фрезерный, настольный фрезерный станок б/у в рабочем состоянииВ наличии 6 штук. Все станки в рабочем состоянии. Подключены. Можно посмотреть, проверить в работе.Стоимость с учетом…
24.04.2023
Таганрог (Россия)
Настольный фрезерный станок Mh35SV
Состояние: Новый Производитель: OPTIMUM (Германия)
Жесткий и точный настольный фрезерный станок с автоматической подачей по всем осям, УЦИ и электронным управлением оборотами шпинделя. Массивная коробчатая колонна с направляющей типа “ласточкин. ..
29.04.2023
Казань (Россия)
Настольный фрезерный станок Mh35V
Состояние: Новый Производитель: OPTIMUM (Германия)
Жесткий и точный настольный фрезерный станок с электронным управлением оборотами шпинделя. Массивная коробчатая колонна с направляющей типа “ласточкин хвост”, обеспечивающая отличную точность…
29.04.2023
Казань (Россия)
настольно-фрезерный станок НГФ-110Ш3
Состояние: Б/У Год выпуска: 1981
Продаю б/у настольно-фрезерный станок НГФ-110Ш3Технические характеристики:Размеры рабочей поверхности стола (длина х ширина), мм – 100-400 Расстояние от оси горизонтального шпинделя до стола, мм –…
Состояние: Б/У Год выпуска: 1976 Производитель: Отечеств. (Россия)
Настольно-фрезерного станок, модель: НГФ-110ШЗ, вес станка: 0,16 т., производитель: «Главучтехпром» г. Ростов, год выпуска: 1976, тех сост: неисправен
05.10.2020
Новочебоксарск (Россия)
настольный фрезерный станок уф-100М-01
Куплю настольный фрезерный станок уф-100М-01 в любом состоянии. Новый или на запчасти, в любом состоянии. Также приобрету оснастку для него. Рассмотрю любые варианты, возможен обмен на другие…
08.04.2021
Самара (Россия)
Настольный фрезерный станок ЧПУ по дереву, металлу, пвх Minimo 3040TT
Состояние: Новый Год выпуска: 2016 Производитель: Minimo (Китай)
В наличии
Рабочее поле: 315х385 мм. Мощность шпинделя: 800 Ватт. Цанговый патрон: ER-11. Высота портала: 55 мм. Фрезерный гравер используется для 2D и 3D фрезерования пластика, металлов (Cu, Al), МДФ,…
04.04.2023
Самара (Россия)
117 000
Настольный фрезерный станок ЧПУ по дереву, металлу, пвх Minimo 4060TT
Состояние: Новый Год выпуска: 2016 Производитель: Minimo (Китай)
В наличии
Рабочее поле: 385×580 мм. Мощность шпинделя: 800 Ватт. Цанговый патрон: ER-11. Высота портала: 55 мм. Фрезерный гравер используется для 2D и 3D фрезерования пластика, металлов (Cu, Al), МДФ,…
04.04.2023
Москва (Россия)
148 500
НАСТОЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК ПО МЕТАЛЛУ CNC-3658AS
Состояние: Новый Год выпуска: 2017 Производитель: ЧПУ Моделист (Россия)
В наличии
Настольный гравировально фрезерный станок по металлу CNC-3658AS предназначен для обработки изделий из металлов с высокой точностью. Стальной портал, литой шлифованный стол с Т-пазом, профильные…
05.12.2020
Краснодар (Россия)
209 000
Настольный фрезерный станок ЧПУ по металлу
Состояние: Новый
В наличии
Фрезерный станок ЧПУ, рабочее поле 430х340х165 мм. Полностью из чугуна и стали, способен обрабатывать твёрдые материалы, в т.ч. различные сорта сталей и чугуна. Отличия от аналогичных/похожих…
15.03.2023
Москва (Россия)
294 000
настольный фрезерный станок чпу
Состояние: Новый Год выпуска: 2016 Производитель: ООО «Авангард» (Россия)
В наличии
Станок с движущимся порталом, прочная стальная станина, простота запуска и обслуживания. Обрабатывает пластик, оргстекло, дерево, цветные металлы. Станок разрабатывался как один из самых доступных…
Требуемое давление в питающей цеховой пневмосистеме по DINISO8573-1
бар класс
5 4
Светло-серый
RAL Nr. 7035
Темно-серый
RAL Nr. 7024
Макс. колебания напряжения
%
±10
Рабочий диапазон температуры окружающей среды
оС
+5…+35
Фрезерование с ЧПУ | Центр инноваций инженерных продуктов
Ресурсы для программирования: Компьютерное автоматизированное производство (CAM)
Парк станков с ЧПУ EPIC запрограммирован с использованием системы автоматизированного производства (CAM), известной как GibbsCAM. У нас есть несколько проектов адаптации, чтобы помочь новичкам в программировании. Если вы заинтересованы в углублении своих знаний об этом инструменте, посетите нашу страницу, посвященную GibbsCAM -> здесь
Обзор снаряжения
EPIC имеет четыре фрезерных станка с ЧПУ, каждый из которых выполняет свою функцию. Вдохновленные Тремя мушкетерами, их обычно называют 9.0011 Атос, Портос, Арамис и Д’Артаньян .
Вы можете найти общие подачи и скорости для станков здесь
Athos, Porthos и Aramis — это 3-осевые фрезерные станки SHARP SV-2412 со следующими…
24 дюйма хода по оси X
12-дюймовый ход по оси Y
18-дюймовый ход по оси Z
Устройство автоматической смены инструмента на 10 гнезд
Д’Артаньян — Haas VF-2 с…
30 дюймов хода по оси X
16-дюймовый ход по оси Y
20-дюймовый ход по оси Z
Устройство автоматической смены инструмента на 20 гнезд
Все наши фрезерные станки с ЧПУ стандартизированы с концевой фрезой 1/8″, 1/4″, 3/8″, 1/2″ и 1/4″ 90-градусным центрирующим сверлом. Дополнительные инструменты добавляются для каждого задания отдельно.
Афон
Athos — самая загруженная машина в EPIC, она специализируется на резке больших листов пластика. Сотрудники прикрепляют пластиковые листы размером до 12″ x 24″ непосредственно к изготовленному на заказ алюминиевому столу Athos с помощью двустороннего скотча. Athos — это «сухой» станок, использующий подачу воздуха под высоким давлением для охлаждения реза и удаления стружки.
Любимый пластик Athos — полиэтилен высокой плотности (HDPE), но он также часто режет акрил, ПВХ, ацеталь, поликарбонат и пластик для гравировки.
Атос хочет передышку. Хотя Athos может удерживать листы пластика размером 12″ x 24″, Athos не может легко дотянуться до края. Купите листы размером 12 x 24 дюйма, но оставьте дизайн в пределах 11 x 23 дюймов или меньше. Все, что больше 11″ x 23″, требует специальной обработки в Д’Артаньяне и требует больше времени для установки.
Когда двухсторонней ленты недостаточно. Листы пластика иногда деформируются или становятся слишком толстыми для двустороннего скотча. В этих случаях студенты или сотрудники добавят к столу дополнительные зажимы. Мелкие детали также может быть трудно удерживать. Если деталь имеет площадь менее одного квадратного дюйма, приклеенную к столу, попросите сотрудника посоветовать альтернативные стратегии удержания работы.
Арамис
Aramis специализируется на резке больших листов металла. Металлические листы размером до 12″ x 24″ дюймов крепятся ремнями непосредственно к специальной алюминиевой пластине крепления. Aramis — это «мокрый» станок, в котором используется рециркуляция эмульгированного масляного хладагента для охлаждения реза и удаления стружки.
Зажим для ремня
Aramis прогрызает алюминий и мягкую сталь, не пропуская ни секунды. Студенты и сотрудники EPIC программируют эту машину с помощью специальной техники, которую мы называем методом «фольги». Окончательный разрез, отделяющий готовую деталь от исходного материала, фактически оставляет тонкую фольгу, достаточную только для того, чтобы удерживать деталь на месте. Нужно обрабатывать нержавеющую сталь, медь, латунь или что-то более экзотическое? Спросите сотрудника. В большинстве случаев сотрудники и студенты потребуют от вас приобрести материал такой же толщины, как и готовая деталь.
Арамису нужна передышка. Хотя Aramis может удерживать металлические листы размером 12″ x 24″, Aramis не может легко дотянуться до самого края. Купите листы размером 12 x 24 дюйма, но оставьте дизайн в пределах 11 x 23 дюймов или меньше. Все, что больше 11″ x 23″, требует специальной обработки в Д’Артаньяне и требует больше времени для установки.
Толщина и деформация. Самый распространенный материал для резки на Aramis – алюминий 6061-T6. От поставщика эти алюминиевые пластины могут сильно деформироваться и иметь большие внутренние напряжения. Студенты и сотрудники будут особенно тщательно помещать материал в машину таким образом, чтобы компенсировать деформацию, но окончательные детали, изготовленные на Aramis, иногда будут искажены. Для особо тонкого (менее 1/8″) и особо толстого (более 3/4″) материала поговорите с сотрудником о задержке работы.
Портос
Porthos — универсальный инструмент с шестикулачковым патроном для крепления круглых деталей и шестидюймовыми фрезерными тисками для всего остального. Porthos может работать «всухую» или «влажно» и может легко резать пластик или металл. Работа в Портосе немного сложнее, чем в Атосе или Арамисе, поэтому спросите у сотрудника, что подходит именно вам.
Д’Артаньян
Д’Артаньян, как и Портос, мастер на все руки. При правильной конфигурации D’Artagnan может работать «всухую» или «влажно» и резать пластиковые или металлические листы, блоки и круги. Детали можно удерживать в тисках, патронах или даже на двустороннем скотче.
Д’Артаньяну нужна передышка. В конфигурациях, подобных Athos или Aramis, D’Artagnan может вмещать листы пластика или металла размером 16″ x 30″. Как Атос или Арамис, Д’Артаньян не может легко дотянуться до самого края. Купите листы размером 16 x 30 дюймов, но оставьте дизайн в пределах 15 x 29 дюймов или меньше. Все, что больше 15″ x 29″, не может быть обработано на ЧПУ в EPIC.
Дополнительная ось. Для особых случаев D’Artagnan может быть оснащен дополнительной поворотной осью, размещенной на столе. Спросите сотрудника для получения дополнительной информации.
Оборудование | Центр инноваций инженерных продуктов
Обзор оборудования EPIC
Список оборудования, нажмите на название для получения дополнительной информации
Машина
Изображение
Материалы
Фрезерование, ручное
Фрезерные станки Bridgeport (6)
ПЭВП
Акрил
Алюминий
Мягкая сталь (медленная)
Сверлильный станок
Большинство материалов
Сталь (медленная)
Фрезерование, ЧПУ
Трехосевые фрезерные станки SHARP SV-2412 (3)
Хаас ВФ-2
ПЭВП
Акрил
Алюминий
Мягкая сталь (медленная)
Токарные станки с ручным управлением
Токарные станки Toolroom (3)
Токарно-винторезный станок
Двигатель токарный станок
ПЭВП
Алюминий
Мягкая сталь (медленная)
Токарные станки с ЧПУ
Хаас TL-1
Хаас OL-1
Окума ЛБ-15
ПЭВП
Алюминий
Мягкая сталь
3D-печать
Formlabs SLA (3) и LFSLA (3)
Stratasys FDM (4)
MakerGear FDM (5)
Concept Laser SLM металл (только для ME557)
АБС (3 типа)
ПЛА
ТПУ (гибкий FDM)
Смолы Formlabs
Нержавеющая сталь (только для ME577)
Лазерные резаки
Эпилог Fusion Edge CO2, 60 Вт
Эпилог Mini CO2, 60 Вт
Эпилог Fusion Edge CO2, 80 Вт
Бумага
Картон
Акрил
Кожа (натуральная)
НЕТ ПВХ или металлы
Гидроабразивная резка
ProtoMAX от OMAX
Алюминий
Сталь
Пластик
Стекло
Электроэрозионный станок
Fanuc ROBOCUT Alpha-C400iB
Только металлы
Отделка поверхности
Плоскошлифовальный станок (SHARP SG820-3A)
Пескоструйный аппарат
Полировщик
Ленточная шлифовальная машина
Металлы
Пескоструйная обработка может использоваться для акрила
Открытое акционерное общество «Научнопроизводственное объединение «Искра» (ОАО «НПО «Искра») принадлежит к числу ведущих предприятий ракетнокосмической отрасли России. Оно было основано в декабре 1955 года на базе Специального конструкторского бюро № 172 Пермского машиностроительного завода им. В.И. Ленина для разработки и создания образцов ракетной техники.
Предприятие производит ракетные двигатели на твердом топливе, сопловые блоки, ракетные системы; газоперекачивающие агрегаты, газотурбинные электростанции и центробежные компрессоры; оборудование для нефтедобывающей и нефтеперерабатывающей отраслей; системы спасения людей и техники в аварийных ситуациях.
Высокий научно-технический потенциал, уникальные конструкторские и технологические разработки специалистов, мощная производственная, лабораторная, вычислительная и испытательная базы НПО «Искра» позволили предприятию занять лидирующие позиции на рынке твердотопливного двигателестроения.
Оптимальное соотношение цены и качества
Вопрос о необходимости внедрения эффективного инструментария для проектирования изделий и управления данными встал на НПО «Искра», когда на предприятии потребовалось повысить эффективность проектирования по направлению оборудования для топливно-энергетического комплекса — газоперекачивающих агрегатов (ГПА) и газотурбинных электростанций (ГТЭС) с большой номенклатурой комплектующих в достаточно широкой кооперации со смежными предприятиями.
Для решения стоящих задач требовались решения, объединяющие широкие возможности пространственного параметрического моделирования деталей, узлов и больших сборок и инструменты для организации коллективной параллельной работы над проектом.
В 2006-2007 годах на предприятии провели серьезную исследовательскую работу по изучению возможностей имевшихся на тот момент систем автоматизированного проектирования и систем управления проектными данными. В качестве основных критериев были определены:
развитые возможности пространственного твердотельного моделирования;
возможность параллельной групповой работы;
возможность создания ассоциативной конструкторской документации, включая спецификации, сборочные, габаритные, монтажные и деталировочные чертежи;
возможность выпуска извещений об изменении;
приемлемая стоимость приобретения и владения;
наличие дружественного интерфейса для быстрого освоения системы конструкторами.
Кроме того, необходимо было учесть, что проектирование изделий ТЭК в части плотной пространственной компоновки является достаточно сложным процессом. Сроки процесса проектирования были и остаются крайне сжатыми, условия привязки ГПА и ГТЭС по месту размещения различны.
Специалисты «Искры» провели анализ имеющихся решений. «Solid Edge оказался наиболее функциональным продуктом, способным решать наши задачи, а также легким в освоении и использовании, — отмечает заместитель главного инженера по информационным технологиям и вычислительной технике Сергей Соболев. — Это было оптимальное решение с точки зрения соотношения функциональных возможностей и стоимости».
Сегодня НПО «Искра» использует три программных продукта Siemens PLM Software:
Первые лицензии Solid Edge НПО «Искра» приобрело еще в 2001 году. Первым шагом в освоении новой системы было предусмотренное контрактом обучение специалистов НПО «Искра». «Этот курс многое дал нашим инженерам, — считает заместитель начальника отдела САПР Михаил Бурнышев. — Полученные знания впоследствии потребовались им при реализации достаточно сложного пилотного проекта. Сделанные еще в 2001-2002 годах инвестиции в кадровый потенциал себя полностью оправдали».
Задачи
Повышение конкурентоспособности продукции;
разработка эффективного инструментария для проектирования и управления информацией о продуктах;
сокращение сроков и повышение качества конструкторско-технологической подготовки производства;
подготовка команды высококвалифицированных специалистов для выполнения работ по параллельному проектированию изделия.
разработка методики параллельного группового проектирования на базе Solid Edge и Teamсenter;
создание на предприятии единых справочников стандартных изделий, покупных изделий и материалов.
Результаты
Упрощение процесса проектирования за счет применения функционала САПР Solid Edge по созданию ферменных конструкций и трубопроводов;
сокращение количества ошибок сложной пространственной компоновки;
уменьшение влияния человеческого фактора при использовании библиотеки стандартных изделий и справочника материалов.
Новый этап автоматизации начался в 2007 году, когда был заключен договор с Siemens PLM Software на дополнительное приобретение лицензий Solid Edge и лицензий системы управления данными Teamcenter, а также на консалтинговое сопровождение проекта.
Начали с модернизации рабочих мест, установки и настройки Solid Edge и Teamcenter. Силами представительства Siemens PLM Software в Екатеринбурге базовому курсу работы в Solid Edge и Teamcenter были обучены десять специалистов, затем еще 40 инженеров прошли курс обучения уже на предприятии. Большое значение для продолжения работ над пилотным проектом имел тренинг по освоению связки Solid Edge и Teamcenter, на котором в том числе были опробованы основные положения коллективной работы, легшие впоследствии в основу методики группового параллельного проектирования. Всё это заняло около двух с половиной месяцев. Дальнейшее обучение методологии проектирования осуществлялось в ходе пилотного проекта.
«Несмотря на то что в настоящее время стандартом де-факто является связка “тяжелой” САПР NX с PLM Teamcenter, мы выбрали иное решение, — объясняет Сергей Соболев. — Преимущество связки Solid Edge — Teamсenter от Siemens PLM Software состоит в том, что она отвечает выдвинутым нами критериям стоимости приобретения и владения».
Следующим шагом был выбор изделия для пилотного проекта и создание временной бригады специалистов для работы над ним. «На протяжении всего пилотного проекта у нас возникали определенные организационные сложности, так как инженеры были вынуждены работать над несколькими проектами одновременно. Люди работали, что называется, на разрыв, — говорит руководитель временной бригады, ведущий конструктор Татьяна Бояршинова. — И хотя инновации воспринимались неоднозначно, тем не менее все понимали, что за 3D-технологиями — будущее».
Пилотный проект предусматривал создание электронного макета газоперекачивающего агрегата, разработку конструкторской документации на это изделие и последующий выпуск извещений. «Выбрать пилотное изделие было непросто, — вспоминает заместитель генерального директора — главный конструктор по ТЭК Сергей Бурдюгов. — Для первого опыта не подходит ни долгосрочный, ни краткосрочный проект».
С точки зрения инноваций бизнес-задачей проекта стала отработка методологии проектирования, первичное наполнение базы 3D-моделей, ведение и использование электронных справочников. Расчет строился на том, что в конечном счете решение данных задач приведет к сокращению сроков и стоимости разработки комплекта конструкторской документации.
Особенность создания ГПА заключается в разработке и проектировании пространственных сложноориентированных сборочных единиц, состоящих в основном из относительно простых в части геометрии деталей, и необходимости разводки большого количества трубопроводов. Широкое применение в конструкции ГПА находят каркасные, рамные и ферменные конструкции, состоящие из стандартного проката.
Разработка и внедрение методологии проектирования изделия включали:
создание электронного макета агрегата ГПА-25 «Урал» с выпуском конструкторской документации по разработанным моделям;
отработку группового параллельного проектирования с использованием Solid Edge под управлением Teamcenter;
формирование правил по созданию трехмерных моделей, ассоциативных чертежей в Solid Edge, проверку применяемости правил при пилотном проектировании;
организацию взаимодействия между подразделениями в процессе трехмерного проектирования.
В ходе отработки методологии была выявлена необходимость создания справочников материалов и покупных изделий. Кроме того, была создана собственная библиотека стандартных изделий с использованием функционала Solid Edge Standard Parts. Сегодня собственная библиотека стандартных деталей успешно применяется в ходе параллельной групповой работы. Электронные модели в ней соответствуют государственным стандартам, существует возможность пополнения и обновления, имеются удобные для пользователей функциональные возможности.
Что касается справочника материалов, то в ходе проекта все данные о материалах были перенесены и классифицированы в Teamcenter из интегрированной системы управления предприятием М3. Силами специалистов Siemens PLM Software был создан специальный модуль, обеспечивающий передачу свойств и атрибутов материала между классификатором Teamcenter и 3D-моделями Solid Edge. Этот модуль также позволил корректно определять массоцентровочные характеристики 3D-моделей покупных изделий, ведь, как правило, модели таких изделий создаются упрощенно, что делает затруднительным точный расчет МЦХ средствами CAD.
В ходе работы над пилотным проектом все участники проектирования смогли оценить возможности использования Solid Edge в связке с Teamcenter. В проект общей сборки ГПА было вовлечено нескольких десятков человек, каждый специалист работал над своим собственным узлом или агрегатом. Менеджер проекта осуществлял контроль работы всех проектантов через загрузку «головной» сборки ГПА в Solid Edge. С помощью Solid Edge отслеживались взаимные нестыковки, неувязки отдельных агрегатов, о чем участники проектирования предупреждались своевременно. Менеджер проекта также мог оперативно раздавать задания на проектирование отдельным исполнителям, если требовалась проработка отдельных узлов агрегата в контексте «семинулевой» (головной) сборки ГПА.
Согласно методике, дерево проекта в Teamcenter содержит две части: «черновик» — рабочую часть и «чистовик» — утвержденную часть.
В настоящее время идет формирование электронного макета изделия — утверждение электронной модели — рабочей части проекта. На уже сформированных электронных макетах систем ГПА ведется отработка процессов проведения изменений и создания спецификаций с помощью технологии, разработанной совместно со специалистами Siemens PLM Software, которая позволит добиться управляемого проведения изменений и гарантировать целостность утвержденной части электронного макета.
Пилотный проект еще не завершен в полном объеме, но уже достигнуты определенные результаты. К концу 2009 года разработана электронная модель газоперекачивающего агрегата (рабочая часть), а главное — отработана методология группового параллельного проектирования, создан ряд инструкций, которые лягут в основу правил построения трехмерных моделей в САПР Solid Edge под управлением Teamcenter, согласно методике группового параллельного проектирования.
Преимущества интеграции Solid Edge и Teamcenter
Уникальность проекта внедрения технологий Siemens PLM Software в НПО «Искра» заключается в разработке и использовании методики параллельного группового моделирования на базе Solid Edge и Teamсenter. Проект обеспечил одновременную работу нескольких десятков специалистов в контексте одной сборки и совместное внесение изменений в конструкцию, что значительно сократило количество возможных ошибок.
«В ходе пилотного проектирования нам совместно с Siemens PLM Software удалось освоить и применить связку Solid Edge и Teamсenter», — считает начальник сектора проектного отдела Алла Зайцева. Созданная в ходе проекта методология группового параллельного проектирования в CAD-системе Solid Edge под управлением PLM-системы Teamcenter доказала свою эффективность на практике и подтвердила высокий профессионализм специалистов НПО «Искра» и Siemens PLM Software, а также готовность компании Siemens идти в ногу со своими партнерами, предлагая эффективные и доступные решения на базе различных комбинаций программных продуктов. «Результаты проведенных работ демонстрируют преимущества использования технологий Siemens PLM Software, — подводит итог Сергей Бурдюгов. — Сократилось количество ошибок сложной пространственной компоновки; собственный справочник стандартных изделий и справочник материалов позволили минимизировать влияние человеческого фактора; проектирование, конструирование и уточнение исходных данных ведется параллельно. Всё это способствует существенному повышению качества изделий. А значит, мы не ошиблись в выборе программных решений».
САПР и графика 6`2010
nx 7.0
siemens plm software
Siemens NX — курсы в Санкт-Петербурге
О курсах
Правила приёма
Учебный процесс
Документы
Расписание
О курсах
Правила приёма
Учебный процесс
Расписание
Каталог курсов
Онлайн курсы
Продукты и технологии
Производители
Поиск курса
Используйте символы русского и английского языка и цифры
Используйте символы русского и английского языка и цифры
САПР
САПР
Siemens NX
Подготовка управляющих программ для станков ЧПУ в системе NX
Уровень сложности:
Длительность курса: 40 ак. ч. очно
График обучения:
Оставить заявку
Токарная обработка и пятиосевая непрерывная обработка в системе NX
Курс посвящен изучению основных вопросов, связанных с областью механической обработки в системе NX, проектированию операций и созданию управляющих программ для станков с ЧПУ, получение конструкторской документации, формированию профессионального понимания основных терминов и понятий из предметной области и соответствующих навыков.
Уровень сложности:
Длительность курса: 40 ак.ч. очно
График обучения: 40 академ часов
Оставить заявку
Фрезерная обработка в системе NX
Курс посвящен изучению основных вопросов, связанных с областью механической обработки в системе NX, проектированию операций и созданию управляющих программ для станков с ЧПУ, получение конструкторской документации, формированию профессионального понимания основных терминов и понятий из предметной области и соответствующих навыков.
Уровень сложности:
Длительность курса: 40 ак.ч. очно
График обучения: 40 академ часов
Оставить заявку
Твердотельное моделирование в системе NX. Расширенные возможности
Курс посвящен получению расширенных знаний по твердотельному моделированию в системе NX. Курс является продолжением программы изучения основ твердотельного моделирования в программе NX или может проходиться отдельно, специалистами, имеющими представления о работе в системе NX. На курсе Вы приобретете расширенные знания в области твердотельной геометрии, основанной на объектах свободной формы.
Уровень сложности:
Длительность курса: 24 ак.ч. очно
График обучения: 24 ак. часа
Оставить заявку
Купить Программные решения Siemens | Программное обеспечение Сименс
› Аэрокосмическая промышленность и оборона
Аэрокосмическая и оборонная промышленность
w3.org/1999/xhtml»> Инновации и совместное, синхронизированное управление новыми программами
Исследуйте отрасль
› Автомобильная промышленность и транспорт
Автомобилестроение и транспорт
Интеграция технологий механических, программных и электронных систем для автомобильных систем
Исследуйте отрасль
› Потребительские товары и розничная торговля
Потребительские товары и розничная торговля
Инновационные продукты посредством эффективного управления интегрированными рецептурами, упаковкой и производственными процессами
Исследуйте отрасль
› Электроника и полупроводники
Электроника и полупроводники
w3.org/1999/xhtml»> При разработке новых продуктов используются данные для повышения качества и прибыльности, а также сокращения времени выхода на рынок и затрат
Исследуйте отрасль
› Энергетика и коммунальные услуги
Энергетика и коммунальные услуги
Сотрудничество в цепочке поставок при проектировании, строительстве, техническом обслуживании и выводе из эксплуатации критически важных активов
Исследуйте отрасль
› Тяжелое оборудование
Тяжелое оборудование
Производители тяжелого строительного, горнодобывающего и сельскохозяйственного оборудования, стремящиеся к максимальной производительности
Исследуйте отрасль
› Промышленное оборудование
Промышленное оборудование
w3.org/1999/xhtml»> Интеграция планирования производственного процесса с проектированием и проектированием для современной сложности машин
Исследуйте отрасль
› Страхование и финансы
Страхование и финансы
Прозрачность, соответствие требованиям и подотчетность в страховой и финансовой отраслях
Исследуйте отрасль
> Морской
Судостроение
Инновации в судостроении для устойчивого снижения стоимости развития будущих флотов
Исследуйте отрасль
› СМИ и телекоммуникации
Медиа и телекоммуникации
w3.org/1999/xhtml»> Siemens PLM Software, лидер в области программного обеспечения для мультимедиа и телекоммуникаций, поставляет цифровые решения для передовых технологий, поддерживающих сложные продукты на быстро меняющемся рынке.
Исследуйте отрасль
› Медицинские приборы и фармацевтика
Медицинские устройства и фармацевтика
«Инновационные персонализированные продукты» посредством цифровизации для удовлетворения потребностей рынка и снижения затрат
Исследуйте отрасль
> Разработка программного обеспечения
Разработка программного обеспечения
Более быстрый выход на рынок, меньше ошибок при разработке программного обеспечения
Исследуйте отрасль
› Малый и средний бизнес
Малый и средний бизнес
w3.org/1999/xhtml»> Устраните барьеры и развивайтесь, сохраняя прибыль. Мы демократизируем самые надежные цифровые двойники для вашего малого и среднего бизнеса.
Исследуйте отрасль
Reddit — Погрузитесь во что угодно
Перейти к кад
р/кад
р/кад
Системы автоматизированного проектирования Место для обсуждения всего, что связано с САПР. Задавайте вопросы о программном обеспечении САПР, стандартах черчения или просто хвастайтесь своим последним проектом.
Члены
Онлайн
к
додбрю
Я инженер-механик и предприниматель/фрилансер с почти десятилетним опытом использования SolidWorks, и в течение последних двух или трех лет я чувствовал, что SolidWorks сдерживает меня (большие сборки работают медленно, путаница с конфигурациями, проблемы со стабильностью). и в остальном несколько ограничен с точки зрения функциональности). Я уже некоторое время присматриваюсь к NX и подумываю о переходе на него, но сначала у меня есть несколько вопросов, на которые, надеюсь, сообщество Reddit поможет мне найти ответы. Переход на NX — это большие инвестиции, и я хочу провести как можно больше исследований, прежде чем приму решение. Заранее благодарю за любую помощь!
Какая цена на NX сегодня? В интернет-магазине Сименс не так много информации. Я из Норвегии, но я полагаю, что цены одинаковы независимо от того, где вы находитесь.
Сколько существует различных «модулей»/насколько NX настраивается? Будет ли NX for Design (пакет САПР) включать в себя все, от моделирования, черчения, FEM и CFD, или мне нужно будет подробно указать, какие функции я хотел бы приобрести? Является ли NX CAM совершенно другим продуктом? Будет ли цена сильно варьироваться в зависимости от того, что вы решите получить? Я очень смущен этим.
Я опытный пользователь Linux (по крайней мере, мне так хотелось бы думать), и я ненавижу двойную загрузку с выделенной установкой Windows только для того, чтобы выполнить некоторую работу с САПР (SW — единственная программа, которую я установил на раздел Windows, и как только я закончу SW, я сразу же загружаюсь обратно в Linux). Я читал, что NX 12 полностью поддерживается в Linux, и если это правда, то для меня это большая проблема. Есть ли в версии для Windows что-то, чего нет в версии для Linux, или они идентичны по функциональности? Будут ли файлы, сгенерированные в Linux, совместимы с NX для Windows и наоборот? Есть ли что-нибудь, что мне нужно знать об этом?
Какие существуют варианты лицензий (плавающая или привязанная к узлу, право собственности и т. д.)? Могу ли я установить версию для Linux с лицензией, а затем перейти на Windows? Есть ли какая-либо плата за подписку, которую мне придется платить ежегодно? Я не уверен, как это работает.
 Детали для её тюнинга можно приобрести без особых проблем.
Детали для её тюнинга можно приобрести без особых проблем.

 Стоимостью 1 675 долларов США. С этой машиной, любая заготовка ствольной коробки дорабатывается до боевой детали.
Стоимостью 1 675 долларов США. С этой машиной, любая заготовка ствольной коробки дорабатывается до боевой детали. Например, неизвестно точное количество винтовок, которые сегодня находятся в обращении в США, которые были приобретены на законных основаниях и имеют серийные номера.
Например, неизвестно точное количество винтовок, которые сегодня находятся в обращении в США, которые были приобретены на законных основаниях и имеют серийные номера.

 патронов
патронов патронов
патронов
 FirearmsDepot.com
FirearmsDepot.com  amazon.com/shop/jamesyager
amazon.com/shop/jamesyager : 877-7LETHAL). Team Room находится по адресу 151 McRae в Камдене, штат Теннесси. Пожалуйста, отправьте электронное письмо по адресу
: 877-7LETHAL). Team Room находится по адресу 151 McRae в Камдене, штат Теннесси. Пожалуйста, отправьте электронное письмо по адресу  Измененный сертификат будет отправлен позже по вашему запросу.
Измененный сертификат будет отправлен позже по вашему запросу.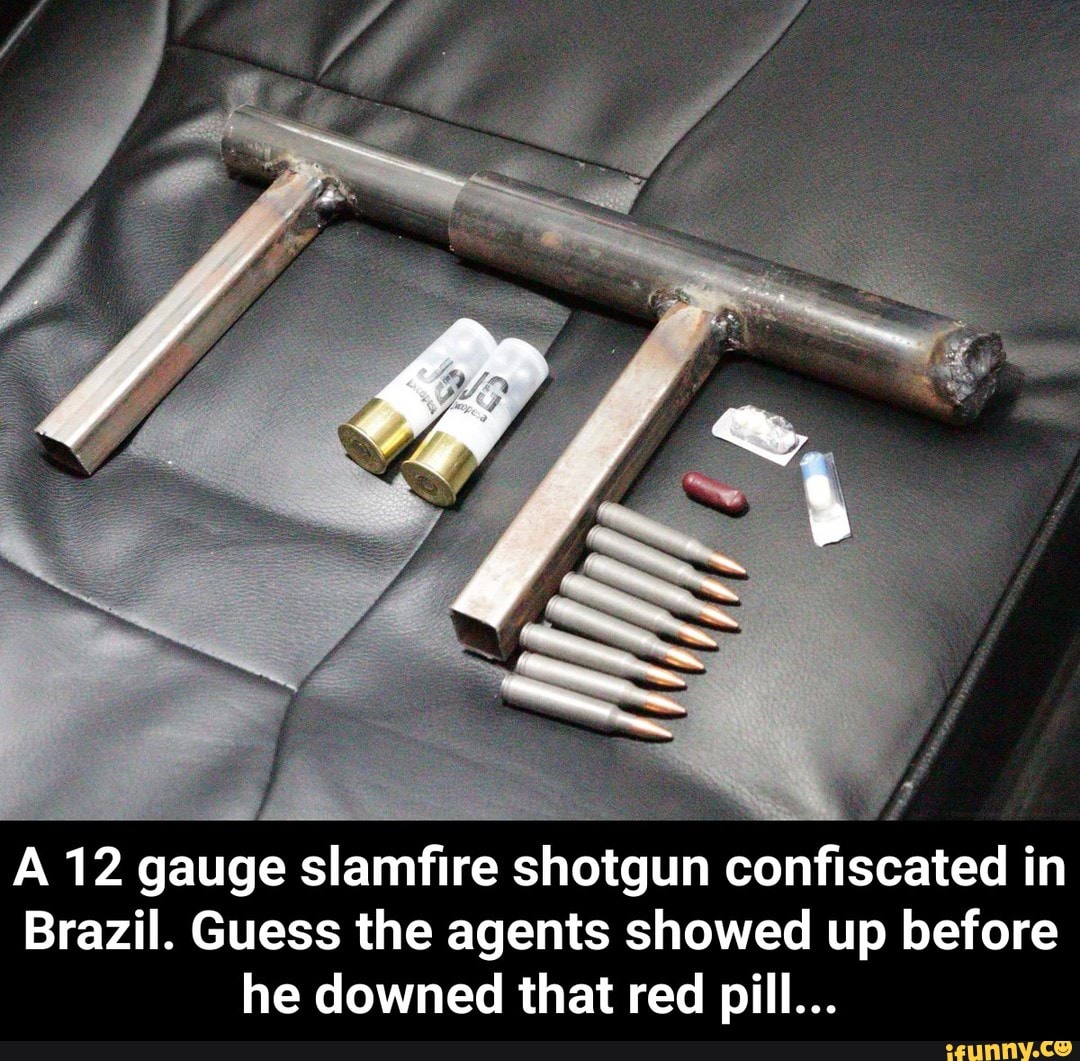


 Конструкция включает сухие траки, смазываемые ролики, зубчатые колеса, звездочки, гидравлические устройства для регулировки натяжения с амотризирующими пружинами и сборные гусеницы с траками с тройными грунтозацепами
Конструкция включает сухие траки, смазываемые ролики, зубчатые колеса, звездочки, гидравлические устройства для регулировки натяжения с амотризирующими пружинами и сборные гусеницы с траками с тройными грунтозацепами радиус копания
радиус копания — Каталоги в формате PDF | Техническая документация
— Каталоги в формате PDF | Техническая документация Раздвижные передние и боковые окна обеспечивают улучшенную вентиляцию. Большой люк на крыше обеспечивает обзор вверх и дополнительную вентиляцию. Комфортное рабочее место оператора Рычаги управления и сиденье можно отрегулировать для обеспечения максимального комфорта оператора. Сиденье…
Раздвижные передние и боковые окна обеспечивают улучшенную вентиляцию. Большой люк на крыше обеспечивает обзор вверх и дополнительную вентиляцию. Комфортное рабочее место оператора Рычаги управления и сиденье можно отрегулировать для обеспечения максимального комфорта оператора. Сиденье… ..
.. Система защиты от перезапуска Усовершенствованная система CAPO Система регенерации потока в рукоятке Усовершенствованная система CAPO (компьютерная оптимизация мощности) поддерживает оптимальную мощность двигателя и взаимного насоса…
Система защиты от перезапуска Усовершенствованная система CAPO Система регенерации потока в рукоятке Усовершенствованная система CAPO (компьютерная оптимизация мощности) поддерживает оптимальную мощность двигателя и взаимного насоса… Для безопасности используются поручни и ступеньки для ног. Боковая крышка с левым и правым поворотным открытым типом. Простота обслуживания. Компоненты двигателя. Легкий доступ к жизненно важным компонентам обеспечивает неограниченный обзор компонентов, что упрощает техническое обслуживание и ремонт. Система охлаждения и предварительного нагрева обеспечивают оптимальную и немедленную работу, гарантируя более длительный срок службы двигателя и гидравлических компонентов. Обслуживание двигателя и гидравлики значительно упрощается благодаря полной доступности. Централизованное…
Для безопасности используются поручни и ступеньки для ног. Боковая крышка с левым и правым поворотным открытым типом. Простота обслуживания. Компоненты двигателя. Легкий доступ к жизненно важным компонентам обеспечивает неограниченный обзор компонентов, что упрощает техническое обслуживание и ремонт. Система охлаждения и предварительного нагрева обеспечивают оптимальную и немедленную работу, гарантируя более длительный срок службы двигателя и гидравлических компонентов. Обслуживание двигателя и гидравлики значительно упрощается благодаря полной доступности. Централизованное… с.(кВт)/об/мин SAE J1349 (нетто) 6271 (брутто) л.с.(кВт)/об/мин DIN 6271 (нетто) Макс. крутящий момент кгс.м (фунт-сила-фут)/об/мин Диаметр цилиндра x ход мм (дюймы) Рабочий объем поршня см3 (дюйм3) Аккумуляторы Стартер Генератор 353 (263) / 1,900 320 (239) / 1 900 358 (263) / 1 900 325 (239) / 1 900 182,5 (1320) / 1 300 125 (4,92) x 147 (5,79) 10 800 (659) 2 x 12 В x 200 Ач 24 В, 7,2кВт 24В, 50А Гидравлическая система Двухскоростная…
с.(кВт)/об/мин SAE J1349 (нетто) 6271 (брутто) л.с.(кВт)/об/мин DIN 6271 (нетто) Макс. крутящий момент кгс.м (фунт-сила-фут)/об/мин Диаметр цилиндра x ход мм (дюймы) Рабочий объем поршня см3 (дюйм3) Аккумуляторы Стартер Генератор 353 (263) / 1,900 320 (239) / 1 900 358 (263) / 1 900 325 (239) / 1 900 182,5 (1320) / 1 300 125 (4,92) x 147 (5,79) 10 800 (659) 2 x 12 В x 200 Ач 24 В, 7,2кВт 24В, 50А Гидравлическая система Двухскоростная… 2 галлонов США в минуту) Проблесковый маячок Безопасность…
2 галлонов США в минуту) Проблесковый маячок Безопасность…
 15.20 BT-7 AC
15.20 BT-7 AC 15.20.23 BRP-7
15.20.23 BRP-7

 Может применять с спиртовыми и водными красками.
Может применять с спиртовыми и водными красками. Данный продукт подходит для чернил на водной основе и гарантирует отличное качество гравировки и отпечатков. Формат: A4/2,3мм, A3/2,3мм .Цвет: оранжевый .Твердость: 55 ШорA
Данный продукт подходит для чернил на водной основе и гарантирует отличное качество гравировки и отпечатков. Формат: A4/2,3мм, A3/2,3мм .Цвет: оранжевый .Твердость: 55 ШорA Формат: A4/2,3мм, A4/1,5мм (для Goldring) Цвет: темно-серый Твердость: 60 ШорA
Формат: A4/2,3мм, A4/1,5мм (для Goldring) Цвет: темно-серый Твердость: 60 ШорA

 Изготавливается из экологичного каучука — возобновляемого природного материала, без добавления серы. На поверхность резины с помощью лазерного луча наносятся изображения. Заготовка устанавливается в отверстие гравировщика, лазерный луч выжигает лишнюю поверхность, оставляя нужный рисунок, затем готовый оттиск наклеивается на нужную оснастку.
Изготавливается из экологичного каучука — возобновляемого природного материала, без добавления серы. На поверхность резины с помощью лазерного луча наносятся изображения. Заготовка устанавливается в отверстие гравировщика, лазерный луч выжигает лишнюю поверхность, оставляя нужный рисунок, затем готовый оттиск наклеивается на нужную оснастку.
 org/ListItem»> Лазерные материалы
org/ListItem»> Лазерные материалы искусство и ремесла или наружная вывеска.
искусство и ремесла или наружная вывеска.
 Неважно, натуральный это каучук, штампы, силикон или поролон — материал особенно хорош для гравировки лазером. Преимущества процесса можно быстро объяснить: будь то простые надписи, сложные логотипы или сложные детали, требующие точного воспроизведения ширины тонких линий — бесконтактный процесс гравировки силикона с помощью лазера обеспечивает максимальную гибкость без повреждения поверхности и гарантирует оптимальные результаты. как для индивидуального, так и для серийного производства!
Неважно, натуральный это каучук, штампы, силикон или поролон — материал особенно хорош для гравировки лазером. Преимущества процесса можно быстро объяснить: будь то простые надписи, сложные логотипы или сложные детали, требующие точного воспроизведения ширины тонких линий — бесконтактный процесс гравировки силикона с помощью лазера обеспечивает максимальную гибкость без повреждения поверхности и гарантирует оптимальные результаты. как для индивидуального, так и для серийного производства! Эти эластичные и износостойкие каучуки известны как эластомеры. Особо высокая степень вулканизации дает термореактивные пластмассы, неэластичные, жесткие, твердые каучуки. Эластомеры чрезвычайно универсальны и могут гибко использоваться: например, в автомобильных шинах, резиновых лентах, резиновых сапогах, поролоне, ластиках и защитной одежде. Если вы хотите использовать лазер для гравировки резины, у JustLaser есть идеальная технология для вас!
Эти эластичные и износостойкие каучуки известны как эластомеры. Особо высокая степень вулканизации дает термореактивные пластмассы, неэластичные, жесткие, твердые каучуки. Эластомеры чрезвычайно универсальны и могут гибко использоваться: например, в автомобильных шинах, резиновых лентах, резиновых сапогах, поролоне, ластиках и защитной одежде. Если вы хотите использовать лазер для гравировки резины, у JustLaser есть идеальная технология для вас!
 расстояние между шпинделем и столом (h)
расстояние между шпинделем и столом (h) Для удобного подхода к выполнению операциий есть 12 скоростей вращения шпинделя. Станок обрабатывает деревянные, пластиковые или металлические заготовки. Кроме сверления есть возможность фрезеровки или развертывания отверстий, что значительно расширяет область применения станка.
Для удобного подхода к выполнению операциий есть 12 скоростей вращения шпинделя. Станок обрабатывает деревянные, пластиковые или металлические заготовки. Кроме сверления есть возможность фрезеровки или развертывания отверстий, что значительно расширяет область применения станка. org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»>

 5 мм, оцинкованный (НИЗ) Россия
5 мм, оцинкованный (НИЗ) Россия ключом, CrV,11 предметов Stels
ключом, CrV,11 предметов Stels 5 мм (НИЗ) Россия
5 мм (НИЗ) Россия Твердость материала рабочей части головки – 42 HRс, что соответствует требованиям ГОСТа. Изделие имеет полированное хромоникелевое покрытие. Торцевая головка имеет динамический 6-гранный профиль с увеличенной площадью контакта с деталью, что снижает деформацию граней крепежа при высоких нагрузках. Головка имеет посадочное место для присоединительного квадрата 1 2. Предназначена для эффективного монтажа демонтажа болтовых соединений.
Твердость материала рабочей части головки – 42 HRс, что соответствует требованиям ГОСТа. Изделие имеет полированное хромоникелевое покрытие. Торцевая головка имеет динамический 6-гранный профиль с увеличенной площадью контакта с деталью, что снижает деформацию граней крепежа при высоких нагрузках. Головка имеет посадочное место для присоединительного квадрата 1 2. Предназначена для эффективного монтажа демонтажа болтовых соединений. Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям.
Мы очень тщательно следим за качеством реализуемой продукции и отдаем предпочтение только проверенным производителям.
 США (29%)
США (29%) Розетка, нет. 1; розетка сзади нет. 1 — 8553006010
Розетка, нет. 1; розетка сзади нет. 1 — 8553006010
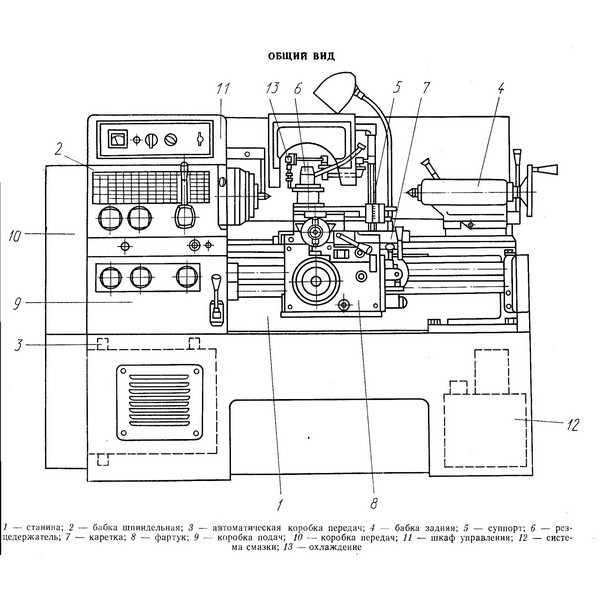 В стандартных комплектациях станки оснащены двумя линейными осями — Х и Z, но в некоторых комплектациях имеются и дополнительные: Y, B или другие.
В стандартных комплектациях станки оснащены двумя линейными осями — Х и Z, но в некоторых комплектациях имеются и дополнительные: Y, B или другие.
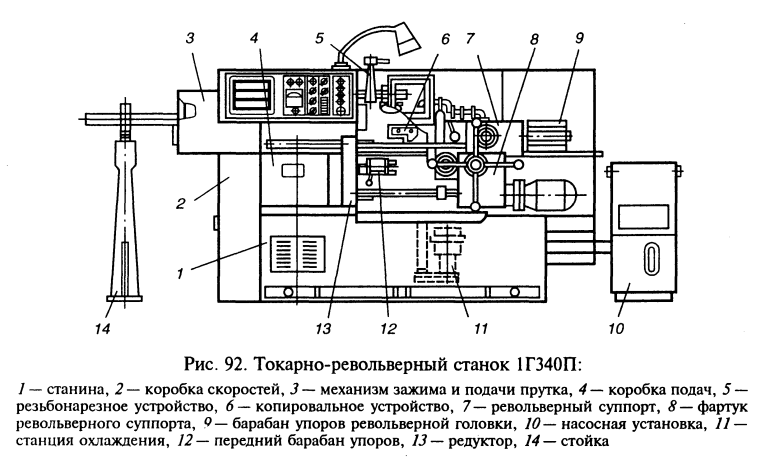 Задние бабки могут быть различными по конструкции. Опционально станки оснащаются массой дополнительных устройств и узлов.
Задние бабки могут быть различными по конструкции. Опционально станки оснащаются массой дополнительных устройств и узлов.


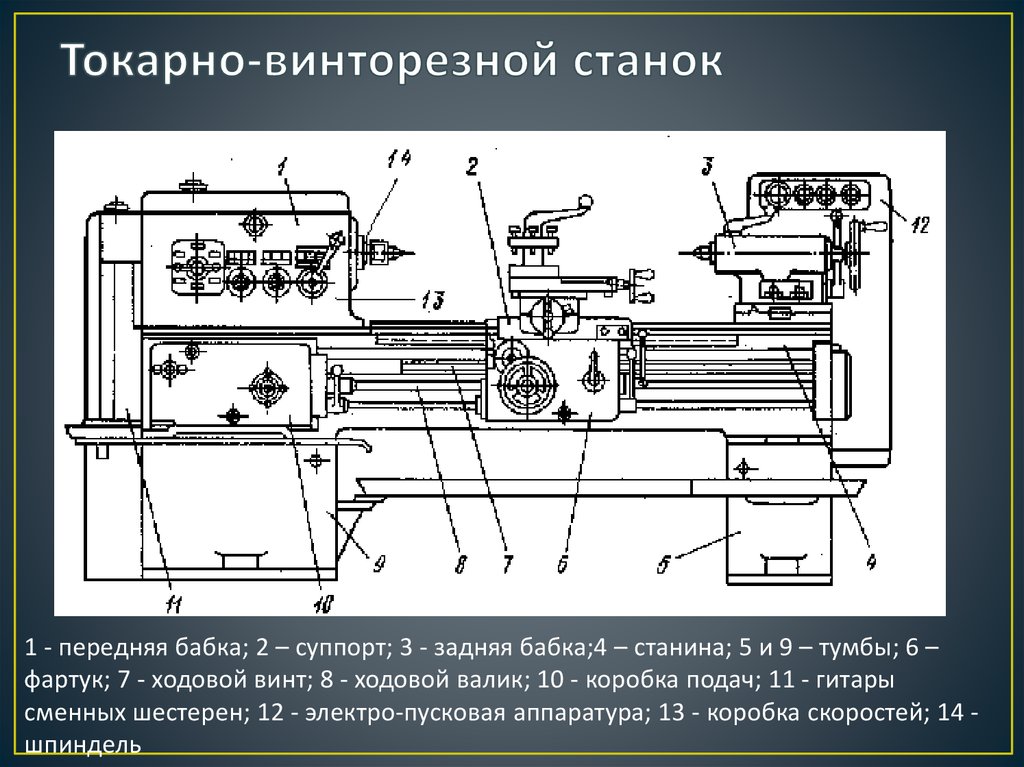
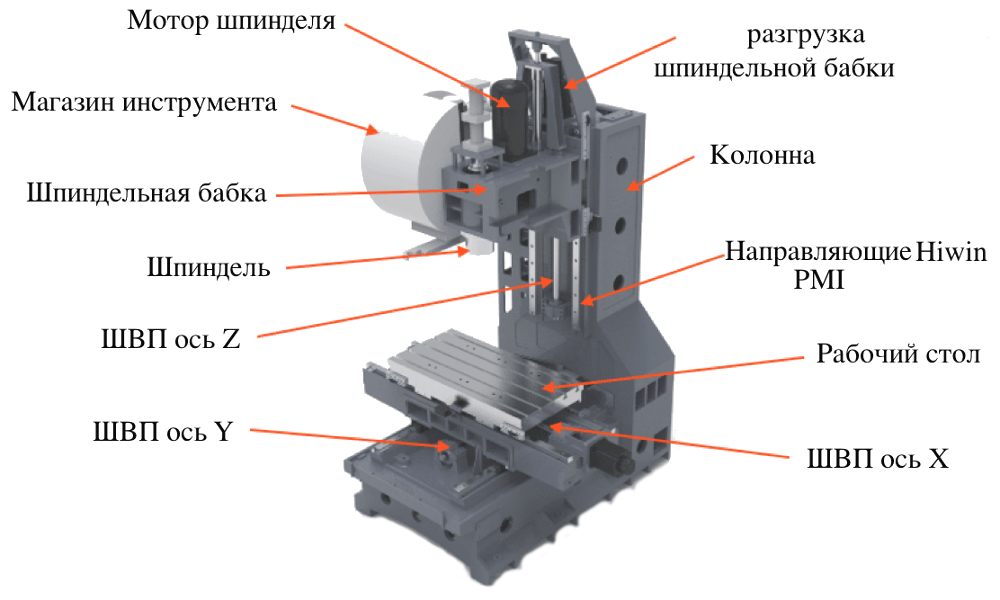
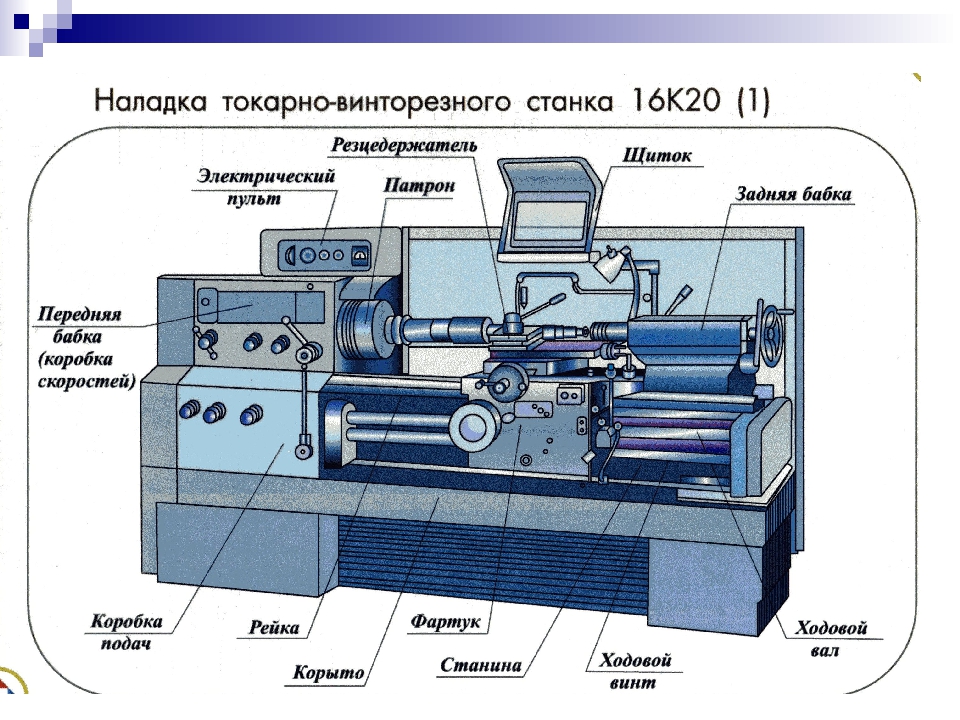
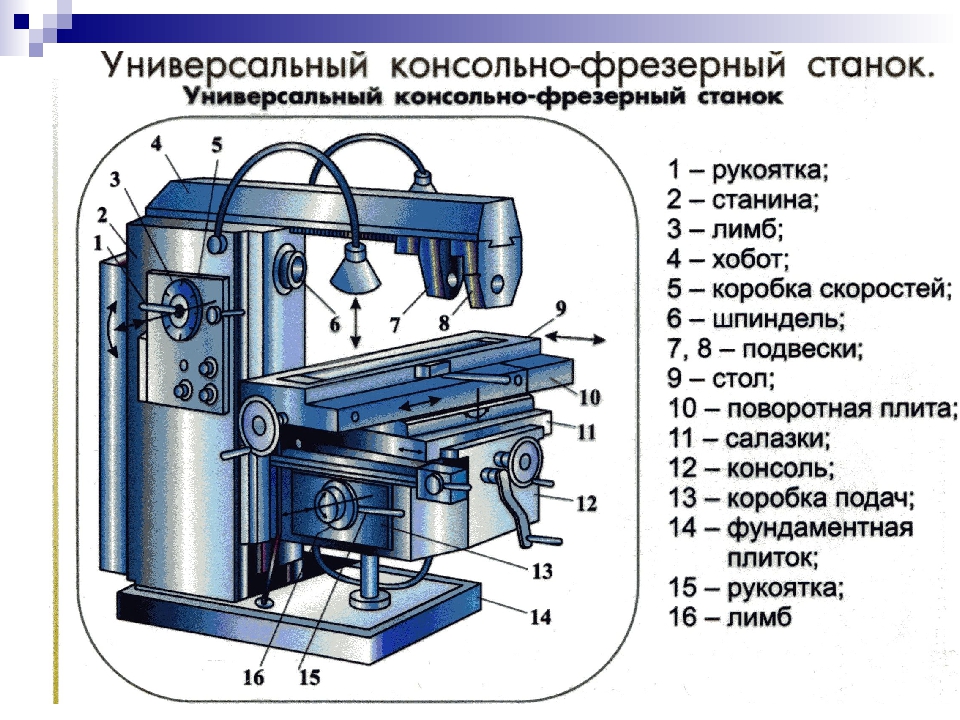 Эти элементы машины работают в унисон, чтобы управлять автомобилем так, как задумано конструкцией машины.
Эти элементы машины работают в унисон, чтобы управлять автомобилем так, как задумано конструкцией машины.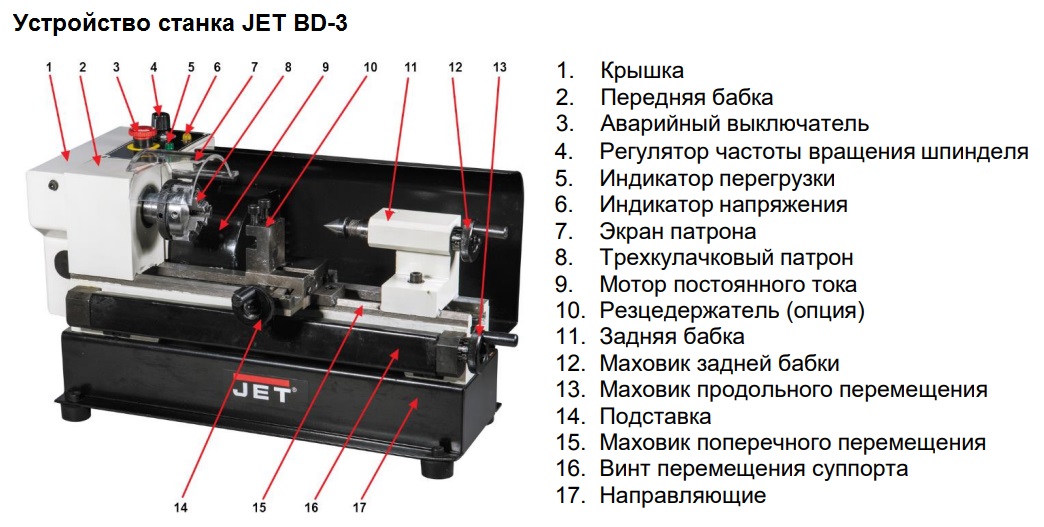 Например, подшипник может состоять из более мелких деталей, таких как шарики, кольца и уплотнения, но он не сможет выполнять свою функцию, если будет разделен на составляющие его механические части.
Например, подшипник может состоять из более мелких деталей, таких как шарики, кольца и уплотнения, но он не сможет выполнять свою функцию, если будет разделен на составляющие его механические части.
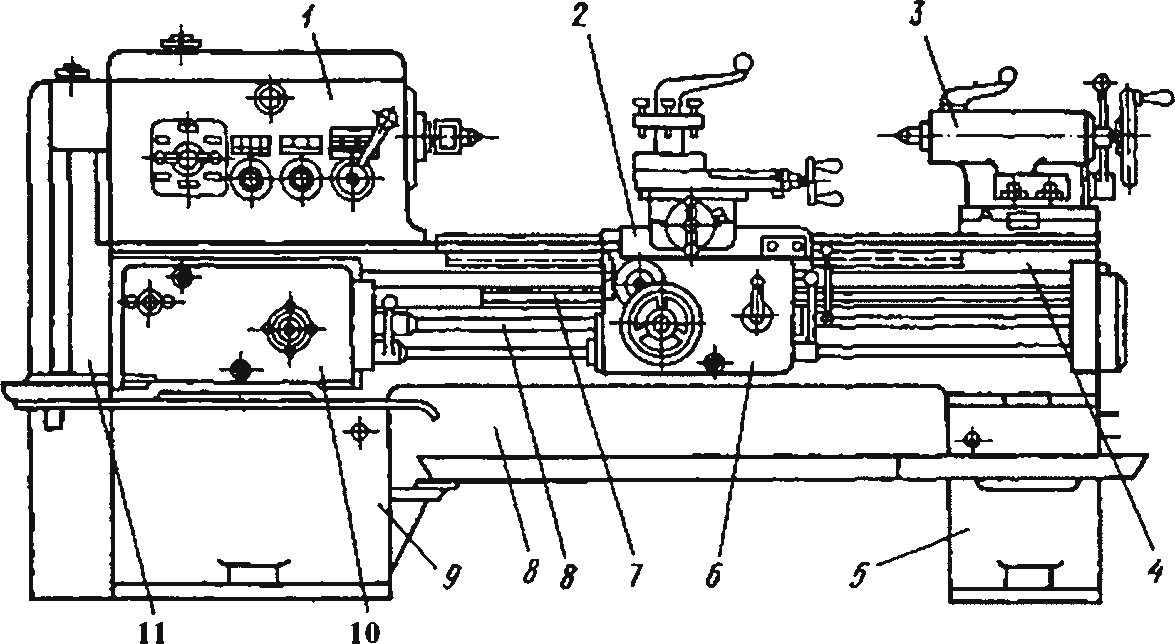
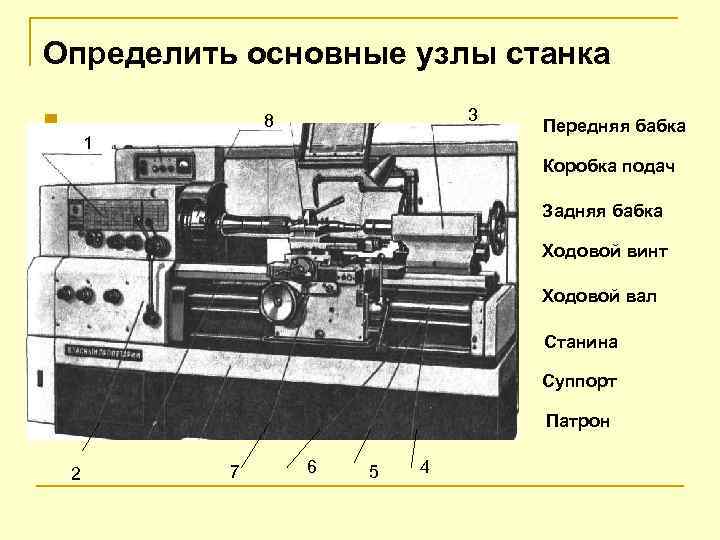 Они передают радиальные нагрузки, осевые нагрузки (упорные подшипники) или их комбинацию от вращающегося элемента к корпусу подшипника.
Они передают радиальные нагрузки, осевые нагрузки (упорные подшипники) или их комбинацию от вращающегося элемента к корпусу подшипника. Только вал проходит через переборку из машинного отделения в насосное.
Только вал проходит через переборку из машинного отделения в насосное.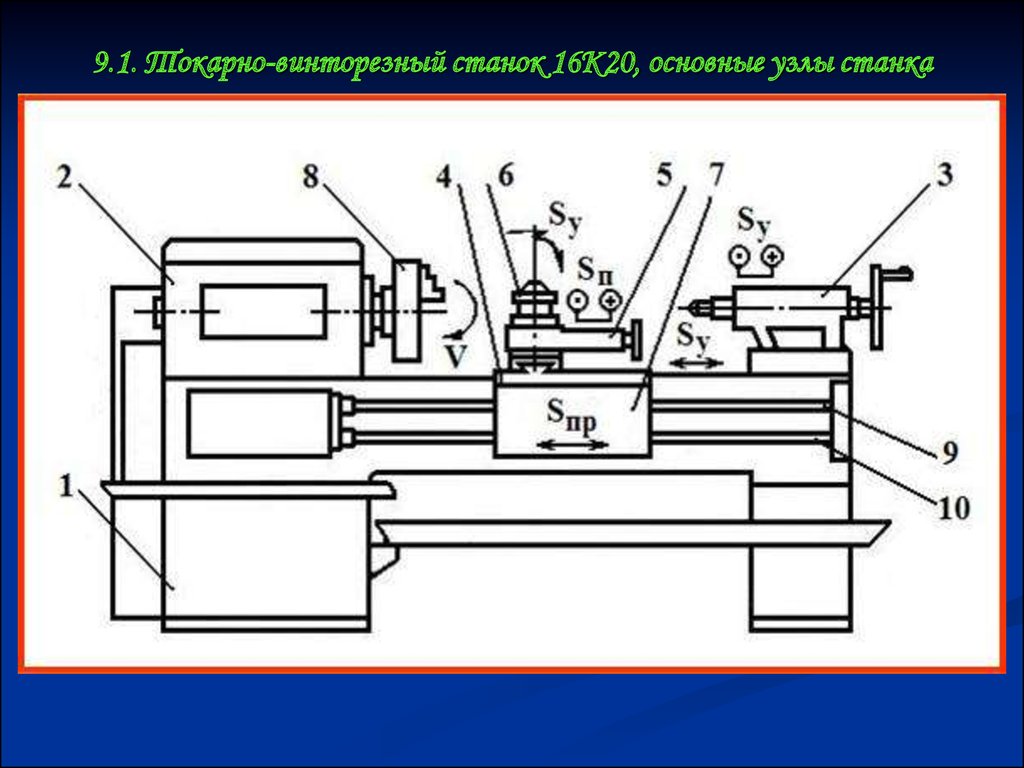 В некоторых случаях они могут нести исключительную ответственность за передачу крутящего момента между двумя элементами.
В некоторых случаях они могут нести исключительную ответственность за передачу крутящего момента между двумя элементами.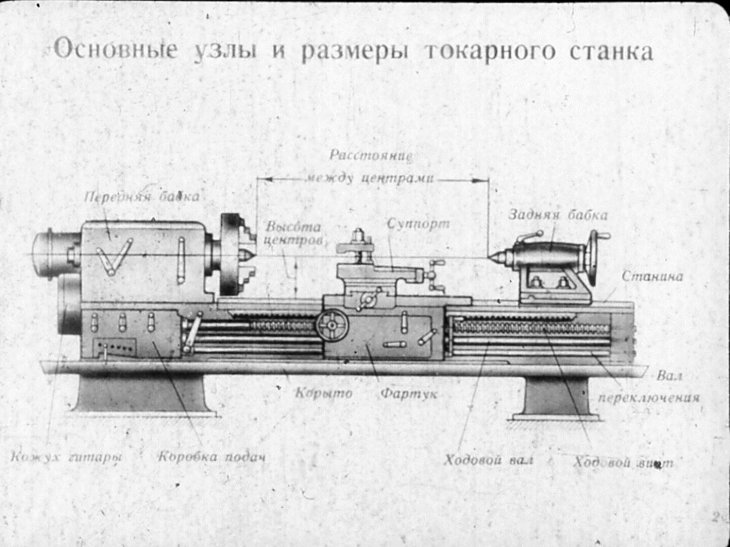
 Например, двигатель может сильно нагреваться во время работы. Муфта предотвращает эту передачу тепла от двигателя к парной машине.
Например, двигатель может сильно нагреваться во время работы. Муфта предотвращает эту передачу тепла от двигателя к парной машине.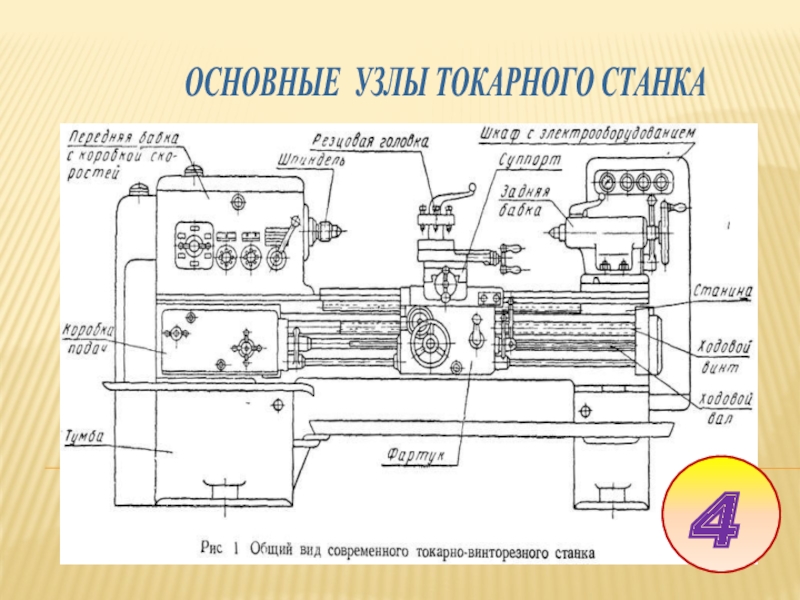
 По сути, они действуют как рычаги в переводящей механической системе.
По сути, они действуют как рычаги в переводящей механической системе.
 Машины выполняют задачи и функции автономно или автоматически под управлением оператора.
Машины выполняют задачи и функции автономно или автоматически под управлением оператора.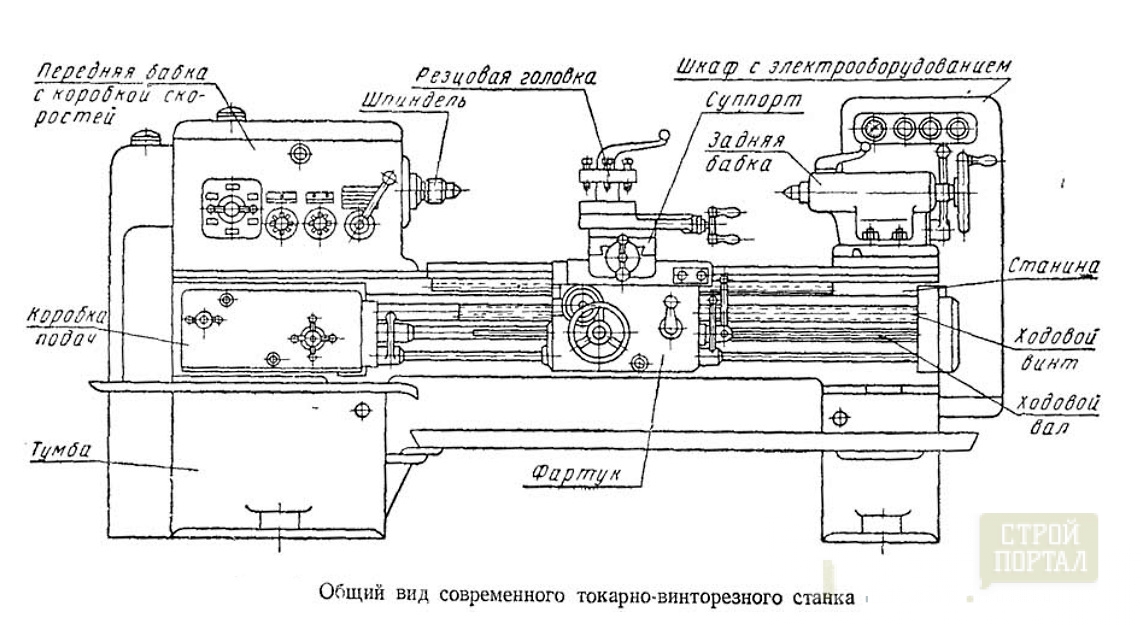 Компрессоры и насосы также попадают в эту категорию.
Компрессоры и насосы также попадают в эту категорию.
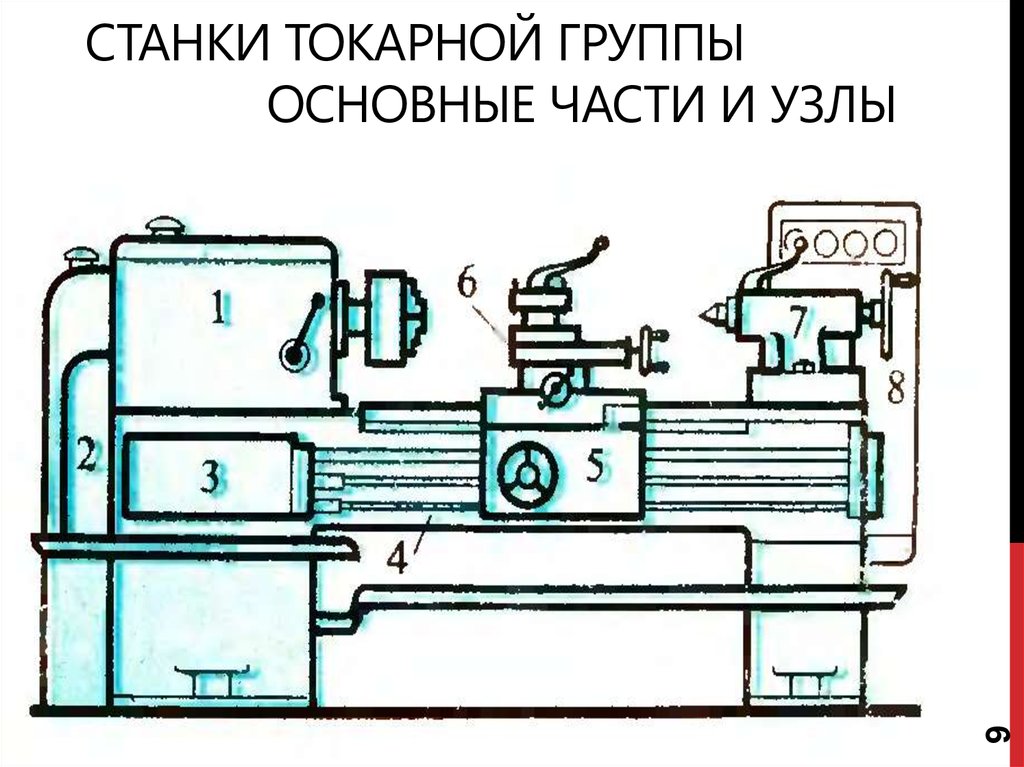









 Представленные средства отличаются определённым набором эксплуатационных характеристик. Они обеспечивают долговечность режущего инструмента, высокое качество конечного результата обработки.
Представленные средства отличаются определённым набором эксплуатационных характеристик. Они обеспечивают долговечность режущего инструмента, высокое качество конечного результата обработки. Качественные СОЖ для токарных работ и прочих направлений металлообработки производит немецкая компания Zeller+Gmelin. При создании её продукции применяются самые новые научные разработки.
Качественные СОЖ для токарных работ и прочих направлений металлообработки производит немецкая компания Zeller+Gmelin. При создании её продукции применяются самые новые научные разработки. Купить СОЖ для токарного станка, цена и качество которых соотнесены идеально, Вы можете у официального дистрибьютора Zeller+Gmelin в России компании Дивинойл Рус. Смазочные составы для токарного производства выполняют следующие функции:
Купить СОЖ для токарного станка, цена и качество которых соотнесены идеально, Вы можете у официального дистрибьютора Zeller+Gmelin в России компании Дивинойл Рус. Смазочные составы для токарного производства выполняют следующие функции:
 Это позволяет получать большее количество готовой продукции в единицу времени. При этом снижение затрат и себестоимости позволяет снизить цену на конечный товар.
Это позволяет получать большее количество готовой продукции в единицу времени. При этом снижение затрат и себестоимости позволяет снизить цену на конечный товар.
 Резец разрушается очень быстро.
Резец разрушается очень быстро.
 Уже в самом скором времени Вы сможете оценить преимущества проведения токарных операций при использовании СОЖ высокого качества!
Уже в самом скором времени Вы сможете оценить преимущества проведения токарных операций при использовании СОЖ высокого качества! Поэтому нужно купить СОЖ для токарного станка известного, проверенного бренда. Таковым является компания Zeller+Gmelin, завод которой находится в Германии.
Поэтому нужно купить СОЖ для токарного станка известного, проверенного бренда. Таковым является компания Zeller+Gmelin, завод которой находится в Германии. Постоянным клиентам, при оптовых закупках предоставляются большие скидки. Закажите смазочные составы сейчас, чтобы вывести качество токарной обработки на максимально высокий уровень.
Постоянным клиентам, при оптовых закупках предоставляются большие скидки. Закажите смазочные составы сейчас, чтобы вывести качество токарной обработки на максимально высокий уровень.

 Они эффективно отводят тепло из зоны обработки металла.
Они эффективно отводят тепло из зоны обработки металла. Нужно учесть следующие рекомендации:
Нужно учесть следующие рекомендации: Мы являемся официальным представителем немецкого производителя на территории РФ. Наша компания принимает поставки смазочной продукции для токарных и прочих операций металлообработки на собственный склад в Подольске.
Мы являемся официальным представителем немецкого производителя на территории РФ. Наша компания принимает поставки смазочной продукции для токарных и прочих операций металлообработки на собственный склад в Подольске. Они помогут выбрать подходящую разновидность СОЖ, оформят заявку на доставку смазочных материалов. Обработка заказа выполняется не больше 2 дней.
Они помогут выбрать подходящую разновидность СОЖ, оформят заявку на доставку смазочных материалов. Обработка заказа выполняется не больше 2 дней.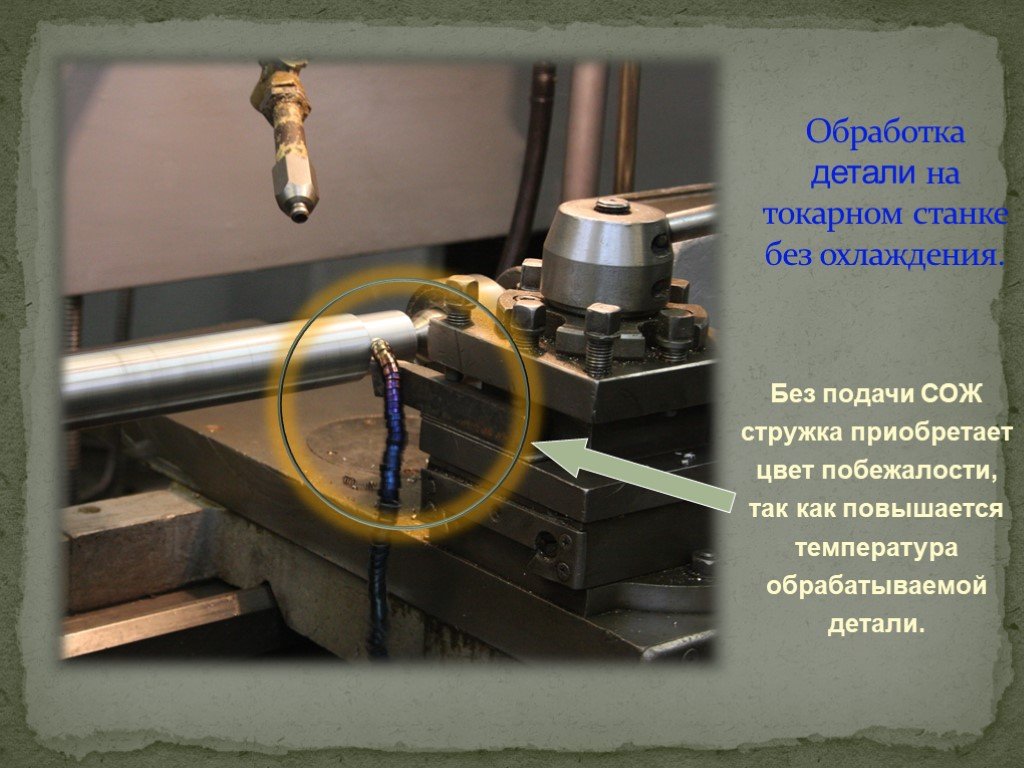
 Как правило, охлаждающая жидкость для токарных станков используется при обработке металлических заготовок.
Как правило, охлаждающая жидкость для токарных станков используется при обработке металлических заготовок. 











 Кроме того, некоторые токарные станки с ЧПУ, такие как швейцарские токарные станки, совместимы только с чисто масляными охлаждающими жидкостями.
Кроме того, некоторые токарные станки с ЧПУ, такие как швейцарские токарные станки, совместимы только с чисто масляными охлаждающими жидкостями.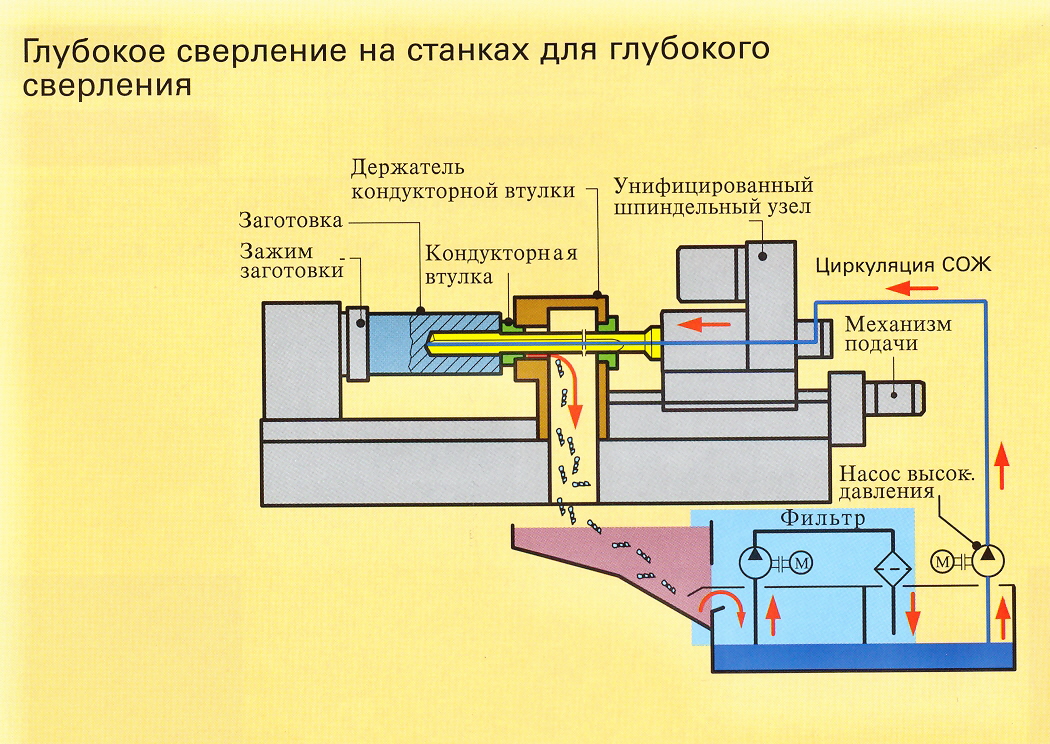
 На самом деле, говоря об охлаждающих жидкостях при обработке, многие операторы часто в первую очередь думают о охлаждающих жидкостях на масляной основе.
На самом деле, говоря об охлаждающих жидкостях при обработке, многие операторы часто в первую очередь думают о охлаждающих жидкостях на масляной основе. Химические охлаждающие жидкости для машин также включают различные синтетические и полусинтетические охлаждающие жидкости, которые люди чаще используют при механической обработке.
Химические охлаждающие жидкости для машин также включают различные синтетические и полусинтетические охлаждающие жидкости, которые люди чаще используют при механической обработке.
 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.

 115мм.
115мм. Рабочим органом угловой шлифовальной машины Makita 9554 HN служит диск диаметром 115 мм, совершающий за минуту 10000 оборотов. Инструмент максимально защищен от пыли, а значит надежен и долговечен. Угловая шлифовальная машина Макита 9554 HN оснащена прочным кожухом, дополнительной рукояткой и системой фиксации шпинделя.
Рабочим органом угловой шлифовальной машины Makita 9554 HN служит диск диаметром 115 мм, совершающий за минуту 10000 оборотов. Инструмент максимально защищен от пыли, а значит надежен и долговечен. Угловая шлифовальная машина Макита 9554 HN оснащена прочным кожухом, дополнительной рукояткой и системой фиксации шпинделя.  1.1.00
1.1.00 125мм
125мм 1.0.00, 411.1.0.40
1.0.00, 411.1.0.40 пуск 1200Вт. 125мм
пуск 1200Вт. 125мм

 S. Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСШАУругвайУзбекистанВануатуВенесуэлаВьетнамЗамбияЗимбабве
S. Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСШАУругвайУзбекистанВануатуВенесуэлаВьетнамЗамбияЗимбабве


 ..
.. Предназначендля 2D/3D…
Предназначендля 2D/3D… ..
.. LPT. Алюминиевый профиль. Обмен. Торг.
LPT. Алюминиевый профиль. Обмен. Торг. Мощность шпинделя: 800 Ватт. Цанговый патрон: ER-11. Высота портала: 55 мм. Фрезерный гравер используется для 2D и 3D фрезерования пластика, металлов (Cu, Al), МДФ,…
Мощность шпинделя: 800 Ватт. Цанговый патрон: ER-11. Высота портала: 55 мм. Фрезерный гравер используется для 2D и 3D фрезерования пластика, металлов (Cu, Al), МДФ,… Стальной портал, литой шлифованный стол с Т-пазом, профильные…
Стальной портал, литой шлифованный стол с Т-пазом, профильные… Станок разрабатывался как один из самых доступных…
Станок разрабатывался как один из самых доступных…
 Мощность шпинделя при 30мин. Работы/постоянная мощность
Мощность шпинделя при 30мин. Работы/постоянная мощность  Ф инструмента
Ф инструмента  7035
7035 Вдохновленные Тремя мушкетерами, их обычно называют 9.0011 Атос, Портос, Арамис и Д’Артаньян .
Вдохновленные Тремя мушкетерами, их обычно называют 9.0011 Атос, Портос, Арамис и Д’Артаньян . Сотрудники прикрепляют пластиковые листы размером до 12″ x 24″ непосредственно к изготовленному на заказ алюминиевому столу Athos с помощью двустороннего скотча. Athos — это «сухой» станок, использующий подачу воздуха под высоким давлением для охлаждения реза и удаления стружки.
Сотрудники прикрепляют пластиковые листы размером до 12″ x 24″ непосредственно к изготовленному на заказ алюминиевому столу Athos с помощью двустороннего скотча. Athos — это «сухой» станок, использующий подачу воздуха под высоким давлением для охлаждения реза и удаления стружки. Мелкие детали также может быть трудно удерживать. Если деталь имеет площадь менее одного квадратного дюйма, приклеенную к столу, попросите сотрудника посоветовать альтернативные стратегии удержания работы.
Мелкие детали также может быть трудно удерживать. Если деталь имеет площадь менее одного квадратного дюйма, приклеенную к столу, попросите сотрудника посоветовать альтернативные стратегии удержания работы. В большинстве случаев сотрудники и студенты потребуют от вас приобрести материал такой же толщины, как и готовая деталь.
В большинстве случаев сотрудники и студенты потребуют от вас приобрести материал такой же толщины, как и готовая деталь.
 Все, что больше 15″ x 29″, не может быть обработано на ЧПУ в EPIC.
Все, что больше 15″ x 29″, не может быть обработано на ЧПУ в EPIC.


 Расчет строился на том, что в конечном счете решение данных задач приведет к сокращению сроков и стоимости разработки комплекта конструкторской документации.
Расчет строился на том, что в конечном счете решение данных задач приведет к сокращению сроков и стоимости разработки комплекта конструкторской документации.

 На уже сформированных электронных макетах систем ГПА ведется отработка процессов проведения изменений и создания спецификаций с помощью технологии, разработанной совместно со специалистами Siemens PLM Software, которая позволит добиться управляемого проведения изменений и гарантировать целостность утвержденной части электронного макета.
На уже сформированных электронных макетах систем ГПА ведется отработка процессов проведения изменений и создания спецификаций с помощью технологии, разработанной совместно со специалистами Siemens PLM Software, которая позволит добиться управляемого проведения изменений и гарантировать целостность утвержденной части электронного макета. Проект обеспечил одновременную работу нескольких десятков специалистов в контексте одной сборки и совместное внесение изменений в конструкцию, что значительно сократило количество возможных ошибок.
Проект обеспечил одновременную работу нескольких десятков специалистов в контексте одной сборки и совместное внесение изменений в конструкцию, что значительно сократило количество возможных ошибок. Всё это способствует существенному повышению качества изделий. А значит, мы не ошиблись в выборе программных решений».
Всё это способствует существенному повышению качества изделий. А значит, мы не ошиблись в выборе программных решений». ч. очно
ч. очно
 w3.org/1999/xhtml»> Инновации и совместное, синхронизированное управление новыми программами
w3.org/1999/xhtml»> Инновации и совместное, синхронизированное управление новыми программами w3.org/1999/xhtml»> При разработке новых продуктов используются данные для повышения качества и прибыльности, а также сокращения времени выхода на рынок и затрат
w3.org/1999/xhtml»> При разработке новых продуктов используются данные для повышения качества и прибыльности, а также сокращения времени выхода на рынок и затрат w3.org/1999/xhtml»> Интеграция планирования производственного процесса с проектированием и проектированием для современной сложности машин
w3.org/1999/xhtml»> Интеграция планирования производственного процесса с проектированием и проектированием для современной сложности машин w3.org/1999/xhtml»> Siemens PLM Software, лидер в области программного обеспечения для мультимедиа и телекоммуникаций, поставляет цифровые решения для передовых технологий, поддерживающих сложные продукты на быстро меняющемся рынке.
w3.org/1999/xhtml»> Siemens PLM Software, лидер в области программного обеспечения для мультимедиа и телекоммуникаций, поставляет цифровые решения для передовых технологий, поддерживающих сложные продукты на быстро меняющемся рынке. w3.org/1999/xhtml»> Устраните барьеры и развивайтесь, сохраняя прибыль. Мы демократизируем самые надежные цифровые двойники для вашего малого и среднего бизнеса.
w3.org/1999/xhtml»> Устраните барьеры и развивайтесь, сохраняя прибыль. Мы демократизируем самые надежные цифровые двойники для вашего малого и среднего бизнеса. и в остальном несколько ограничен с точки зрения функциональности). Я уже некоторое время присматриваюсь к NX и подумываю о переходе на него, но сначала у меня есть несколько вопросов, на которые, надеюсь, сообщество Reddit поможет мне найти ответы. Переход на NX — это большие инвестиции, и я хочу провести как можно больше исследований, прежде чем приму решение. Заранее благодарю за любую помощь!
и в остальном несколько ограничен с точки зрения функциональности). Я уже некоторое время присматриваюсь к NX и подумываю о переходе на него, но сначала у меня есть несколько вопросов, на которые, надеюсь, сообщество Reddit поможет мне найти ответы. Переход на NX — это большие инвестиции, и я хочу провести как можно больше исследований, прежде чем приму решение. Заранее благодарю за любую помощь!