Что-то выбрали? Хотите подешевле? Позвоните нам, мы предложим и проконсультируем! Приготовим товар к выдаче, а Вы заберете подешевле у нас в офисе.
ЭТ-20-2ЛИ Ресанта — это аккумуляторный электрический триммер, который предназначается для скоса и подравнивания газонов, садовых участков, цветочных клумб, заборов и других мест. Данный триммер является высокопроизводительным, мобильным, при этом не загрязняет окружающую среду и организм выхлопными газами, как в случае с бензиновыми триммерами.
Особенности:
• Низкий шум;
• Долгое время работы от АКБ;
• Зарядка аккумулятора за 1 час.
• Небольшой вес;
• Телескопическая штанга;
• Поворотная головка;
• Стильный современный дизайн никого не оставит равнодушным. Для триммеров подходит леска диаметром 1,2 мм или же приобрести готовый набор из головки с леской, что упростит процесс замены. В ассортименте расходных материалов для триммеров Ресанта есть все необходимые типы лески. Если защитный кожух триммера поврежден или разбит в процессе работы, в нашем ассортименте найдется нужная ему замена.
Аккумуляторный триммер Ресанта ЭТ-20-2ЛИ – один из множества товаров, которые представлены в ассортименте интернет-магазина «Ресанта». Здесь представлены основное описание товара и его характеристики, но если у вас возникают вопросы или вы хотите узнать дополнительную информацию, то звоните нам по телефону: 8 (343) 382-19-61. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Склад, магазин и сервисный центр компании «Ресанта» находятся в одном месте, что удобно для пользователя, если вы захотите забрать товар, купленный в интернет магазине, сами и подобрать к нему дополнительные товары или проконсультироваться с продавцами. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Предоставляем скидки ветеранам, именинникам и постоянным покупателям (кроме акционных товаров с подарками). Всю нашу продукцию (Аккумуляторный триммер Ресанта ЭТ-20-2ЛИ, в том числе) можно оплачивать по безналичному расчёту (НДС учтено), если Вы являетесь юридическим лицом.
Общие характеристики
Емкость аккумулятора, Ач
2
Напряжение аккумулятора, B
20
Режущий инструмент
Нейлоновая леска
Степень защиты от воды
—
Уровень вибрации
4,2 м/с2 К=0,5
Частота вращения лески на холостом ходу, об/мин
7000
Ширина кошения за один проход, мм
280
Тип аккумулятора
Li-ion
Диаметр нейлоновой лески, мм
1,2
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Оценка: Плохо
Хорошо
Продолжить
Метки: Аккумуляторный, триммер, Ресанта, ЭТ-20-2ЛИ, ЭТ202ЛИ, ЭТ 20 2ЛИ
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте! Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Центробежный вентилятор — BIHS — AirPro Fan & Blower
Добавить в папку «Избранное»
Добавить к сравнению
Более подробная информация на сайте AirPro Fan & Blower
Характеристики
Конфигурация
центробежный
Функция
для охлаждения
Другие характеристики
с прямым приводом, с ременной передачей, с загнутыми назад лопастями, для большого объема, промышленный
Расход воздуха
350 000 ft³/min (9 910,9 m³/min)
Описание
« Характер продукции BIHS Вентилятор AirPro отсталый склонный (BIHS) использован для применений чист-воздуха двинуть высокие уровни воздуха на разнообразие статические давления, как в системы пыл-собрания. Вентилятор AirPro BIHS центробежный предложен в с ременным приводом, управляемых непосредственн, и непосредственн-соединенных расположениях вместе с различной турбинкой и ширины расквартировывать. Как сильно эффективная модель, вентиляторы AirPro BIHS промышленные предлагают более низкие уровни звука и стоимости энергии чем много других типов вентилятора. Турбинка вентилятора была конструирована с фокусом на высокой эффективности работы без компрометировать высокую механическую прочность в своих специфических углах лопасти и различных модернизированных профилях. Конструированы ли стандарт или таможня, каждый вентилятор AirPro BIHS и построены с бесподобным качеством и подперты отзывчивым, респектабельным обслуживанием. На AirPro, наши инженеры имеют десятилетия совмещенного опыта в индустрии, давая нам способность конструировать и изготовить широкий диапазон вентиляторов для встречи или для приспособления много потребностей и применений. Представление & дизайн вентилятора BIHS Тома воздуха до 350,000cfm (высокие уровни доступные с нестандартной конструкцией) Статические давления до 25″ рабочая группа (более высокие давления доступные с нестандартной конструкцией) Температуры до 1000°F Высокая статическая эффективность до 78% Не-перегружать оперативную характеристику Одиночная ширина, одиночный вход (SWSI) и двойная ширина, двусторонний вход (DWDI) Применения применения Чист-воздуха которые используют вентилятор AirPro BIHS включают: Биомасса Химическая обработка Воздух для горения Системы охлаждения Коррозионные газы Обработка молокозавода Воздух разбавления Сушильщики Собрание пыли Пищевая промышленность Принудили проект Управление перегара Общая вентиляция Incineration \ /html»
—
Это автоматический перевод. (просмотреть оригинал на английском языке)
Более подробная информация на сайте AirPro Fan & Blower
Другие изделия AirPro Fan & Blower
Centrifugal Fans & Blowers
Посмотреть всю продукцию AirPro Fan & Blower
* Цены указаны без учета налогов, без стоимости доставки, без учета таможенных пошлин и не включают в себя дополнительные расходы, связанные с установкой или вводом в эксплуатацию. Цены являются ориентировочными и могут меняться в зависимости от страны, цен на сырьевые товары и валютных курсов.
DC; blower; 12ВDC; 50x50x20мм; 8,15м3/ч; 27,5дБА; Vapo производства SUNON MF50201V3-A99-B
нет в наличии
по запросу
Запросить
Вы можете запросить у нас любое количество MF50201V3-1B00U-A99, просто отправьте нам запрос на поставку. Мы работаем с частными и юридическими лицами.
Ваша заявка отправлена. В ближайшее время мы свяжемся с Вами по указанным контактам.
20800078
Enclosure, Accessory, Coding Pegs Срок поставки 3-4 недели
Поздравляем! Вы получили бесплатную доставку на ваш заказ!
Оформить заказ
Заказанное количество не является кратным. Правильное количество должно быть кратным .
Введите номер вашего мобильного телефона
Нажимая на кнопку «Получить СМС с кодом для регистрации», Вы принимаете условия пользовательского соглашения.
Введите номер вашего мобильного телефона
Нажимая на кнопку «Получить СМС с кодом доступа», Вы принимаете условия пользовательского соглашения.
Введите номер вашего мобильного телефона
Нажимая на кнопку «Получить СМС с кодом доступа», Вы принимаете условия пользовательского соглашения.
Введите номер вашего мобильного телефона
Нажимая на кнопку «Получить СМС с кодом доступа», Вы принимаете условия пользовательского соглашения.
Сохранение профиля
Данные сохранены!
Отменить удаление будет невозможно
Введите название
Запись начинается на строке
12
Предварительный просмотр вашего файла отображается ниже. Ваши столбцы были сопоставлены на основе содержания вашего файла. Пожалуйста, просмотрите выбранные варианты и используйте выпадающие списки над каждым столбцом, чтобы внести какие-либо изменения, а также сопоставить столбцы, которые мы не смогли отобразить автоматически. Требуется столбец как для номера детали, так и для количества.
Куда доставить заказ?
Москва
Добавьте точный адрес, удобный пункт выдачи или постамат, чтобы заранее увидеть условия доставки товаров
Выберите город
Ознакомьтесь с нашим ассортиментом продукции (ACI Inc.
, США)
Экспертный выбор воздуходувки
Являясь специалистом в области технологий перемещения воздуха, компания ACI имеет более чем 50-летний опыт успешного определения размеров и выбора вентиляторов для всех требований клиентов и областей применения.
С таким большим количеством различных типов промышленных воздуходувок, предлагающих различные рабочие характеристики, может быть трудно определить, какая форма вентилятора необходима, и выбор включает в себя широкий спектр осевых вентиляторов, центробежных вентиляторов и вентиляторов смешанного потока, которые сочетают в себе характеристики осевых вентиляторов. и центробежные вентиляторы, используя методы движения воздуха обоих.
Знание того, требует ли ваше приложение больших объемов воздушного потока, но низкого давления или высокого давления и малых объемов, является лишь одним из вопросов, на которые необходимо ответить, чтобы определить правильный выбор промышленного воздуходувки.
Все кривые производительности ACI основаны на реальных данных, собранных с помощью нашей испытательной установки для вентиляторов, которая соответствует стандартам BS EN ISO 5801:2017, и ACI гарантирует, что производительность вентилятора будет соответствовать опубликованным кривым.
Работа с производителями оригинального оборудования (OEM)
За 50 лет работы ACI установила прочные долгосрочные отношения с многонациональными признанными OEM-производителями. OEM-производители играют важную роль в производственном процессе, и каждая компания может извлечь выгоду из сильных сторон друг друга.
Мы тесно сотрудничаем с нашими OEM-производителями, чтобы предоставлять индивидуальные решения с помощью высококачественного дизайна и возможностей тестирования, чтобы точно соответствовать требованиям наших клиентов.
Помимо того, что ACI является мировым поставщиком высококачественных промышленных воздуходувок и решений для систем подачи воздуха, у ACI есть ряд клиентов, которые просили нас помочь облегчить управление их собственными продуктами и, таким образом, предоставить комплексное решение. Наш ISO 9Производственное предприятие 001 дает любому из наших клиентов возможность полностью или частично передать на аутсорсинг производство и разработку своей продукции.
Компания ACI рада предоставить эту дополнительную услугу всем новым или существующим клиентам, которые хотели бы получить поддержку в своем производственном процессе. Например, если ваш вентилятор находится в фильтрационной коробке, подключен к электронному контроллеру или установлен на шасси, ACI может помочь.
Собственные испытательные установки
Комплексная испытательная установка ACI состоит из трех испытательных каналов на стороне нагнетания и испытательной камеры на стороне впуска, специально спроектированной для измерения производительности вентилятора и разработанной в соответствии со стандартами BS EN ISO 5801:2017.
Этот объект был создан для тестирования собственных вентиляторов и нагнетателей ACI, но теперь он оказался ценной дополнительной услугой, которую можно предложить потенциальным клиентам из самых разных отраслей. У нас также есть возможность «проверки на свидетелях» для крупных проектов, когда мы тестируем фактический вентилятор, который клиент заказал перед ним, чтобы доказать, что он соответствует их обязанностям.
Все кривые производительности ACI основаны на реальных данных, а результаты испытаний фиксируются путем сбора данных и графического вывода, отображающего расход воздуха, давление, ток двигателя, шум, мощность и эффективность.
Конструкции нашей продукции регулярно контролируются посредством систематических аудиторских испытаний и повторной оценки. Это обеспечивает соответствие нашей регистрации стандарту BS EN ISO 9001 и действующим отраслевым, национальным и международным стандартам и законодательству.
Важные факты о вентиляторе в вашей системе кондиционирования воздуха
В жаркие летние месяцы домовладельцы по всей стране отдают предпочтение своей системе кондиционирования воздуха. Вентилятор является важным компонентом вашей системы кондиционирования воздуха, и с ним должны быть знакомы все домовладельцы. Вентилятор расположен во внутренней части вашего кондиционера и назван так потому, что он отвечает за подачу воздуха в воздуховод в вашей системе, что затем позволяет распределять воздух по всему дому. Ваша система переменного тока состоит из нескольких компонентов, но на самом деле вентилятор играет решающую роль в функциональности и эффективности вашей системы.
Факты о вентиляторе в вашей системе кондиционирования воздуха
Начнем с того, что вентилятор сам по себе просто не может охладить вас. Вентиляторы, безусловно, могут заставить вас чувствовать себя немного прохладнее, когда вы сидите или стоите перед ними или стоите под потолочным вентилятором. Причина, по которой вы чувствуете себя прохладнее, заключается не в самом вентиляторе, а в том, что воздух движется над вами. Хотя он может заставить вас чувствовать себя прохладнее, он не может снизить или охладить температуру в комнате или в доме. Вентилятор в вашем кондиционере имеет множество других компонентов, которые работают вместе с ним. Он не работает и не действует в одиночку. Чтобы понизить температуру в комнате и охладить комнату, вентилятор должен использовать хладагент, а также процесс теплообмена, чтобы иметь возможность отводить тепло из дома и в конечном итоге охлаждать его.
Кроме того, важно понимать, что современные вентиляторы, в отличие от тех, что были в прошлые годы, движутся с различной скоростью. В прошлом вентиляторы были сконструированы так, чтобы двигаться только с одной высокой скоростью. Когда в доме поднималась температура, кондиционер постоянно включался на полную мощность и потреблял много энергии. Высокая скорость вращения вентилятора, конечно, не была необходимой, но в то время это была единственная доступная скорость.
Специалисты компании Hometown Comfort хотят посоветовать всем нашим уважаемым клиентам при покупке новой системы кондиционирования воздуха убедиться, что она оснащена вентилятором с регулируемой скоростью. Вентилятор в вашей системе может работать на пониженных скоростях по мере необходимости, чтобы экономить энергию и деньги, уменьшать шум и поддерживать температуру в вашем доме в пределах нескольких простых градусов от настройки вашего термостата. Выбор системы, которая обеспечивает несколько настроек вентилятора, имеет важное значение для энергоэффективности в вашем доме и действительно поможет значительно сократить потребление энергии и сэкономить деньги с течением времени.
Наконец, как мы уже упоминали, вентилятор сам по себе не может понизить температуру в вашем доме, поэтому оставление вашего термостата включенным «только вентилятор» в течение всего дня может со временем сделать ваш дом менее комфортным. Ваша система переменного тока удаляет как влажность, так и тепло из воздуха в вашем доме. Когда вы решите оставить термостат включенным только в дневное время, вы фактически вернете влажность в воздух в вашем доме, что в конечном итоге сделает атмосферу намного теплее.
С учетом сказанного эксперты Hometown Comfort настоятельно рекомендуют запускать вентилятор только при включенной системе переменного тока, что означает, что вы должны установить термостат на «автоматический» режим, а затем заранее запрограммировать свои предпочтения. чтобы создать максимальный комфорт и обеспечить максимальную энергоэффективность в течение каждого дня. (Кстати, если у вас нет термостата с такими настройками и предпочтениями, пришло время поговорить с профессионалами здесь, в Hometown Comfort, об установке нового термостата.
Торцовочные станки с нижним расположением пилы приобрести выгодно
Главная
Каталог
Деревообрабатывающие станки
Торцовочные станки
По наименованию (А-Я)По наименованию (Я-А)По популярности (возрастание)По популярности (убывание)
Торцовочный станок TR350RM
Валюта
RUB
Ширина резания при толщине 30 мм. , мм.
250
Ширина резания при толщине 50 мм., мм.
220
Ширина резания при толщине 80 мм., мм.
140
Высота рабочего стола, мм.
880
Частота вращения пилы, об/мин.
2880
Номинальная мощность, кВт
2,2
Длина, мм
2190
Ширина, мм
610
Высота, мм
1100
Масса, кг
150
00″>цена по запросу
Торцовочный станок STROMAB TR 350
Валюта
RUB
Высота рабочего стола, мм.
800
Привод подъема пильного диска
пневматика
Мощность двигателя пилы, кВт
3
Диаметр пилы, мм
350
Скорость вращения двигателя, об/мин
3000
Давление пневмосистемы, бар
8
Сечение заготовки (X*Y), мм
160х80 200х50 220х30
Масса, кг
150
00″>цена по запросу
Торцовочный станок STROMAB TR 450
Валюта
EUR
Высота рабочего стола, мм.
850
Привод подъема пильного диска
пневматика
Мощность двигателя пилы, кВт
4,1
Диаметр пилы, мм
450
Скорость вращения двигателя, об/мин
3000
Давление пневмосистемы, бар
8
Сечение заготовки (X*Y), мм
250х95 300х50 330х25
Масса, кг
310
00″>цена по запросу
Торцовочный станок STROMAB TR 500
Валюта
EUR
Высота рабочего стола, мм.
850
Привод подъема пильного диска
пневматика
Мощность двигателя пилы, кВт
7,5
Диаметр пилы, мм
500
Скорость вращения двигателя, об/мин
3000
Давление пневмосистемы, бар
8
Сечение заготовки (X*Y), мм
250х135; 300х115; 325х100; 360х60
Масса, кг
450
00″>цена по запросу
Торцовочный станок для бруса YFC – 36
Валюта
EUR
Количество циклов
10-15 подъемов / мин
Привод пилы
пневматика
Внешний диаметр пилы
910 мм
Диаметр пильного вала
50 мм
Скорость вращения пилы
1500 об/мин
Количество и диаметр аспирационных патрубков
130х4 мм/шт
Мощность двигателя
15 кВт
Размер рабочего стола
1460*880 мм
Дисковая пила
Включено 910*50
Длина, мм
1600
Ширина, мм
1080
Высота, мм
1950
Масса, кг
1120 кг
00″>цена по запросу
Торцовочные станки с нижним расположением пилы, применяются как для торцевания в размер по упорам, так и для вырезки дефектов. Нижнее расположение пилы в торцовочном станке обеспечивает безопасность работы, а так же эффективную скорость резания. Торцовочные станки с нижним расположением пилы отличаются рабочим сечением, диаметром пильного диска, мощностью двигателя пилы, скоростью торцевания. В станках этого типа в основном используется пневматический привод торцовочной пилы, но бывает, встречаются станки и с гидравлическим приводом подъема пильного диска. Удобство работы на торцовочных станках с нижним расположением пилы обеспечивает наличие дополнительных рольгангов, слева и справ.
Новости
Введен в эксплуатацию лазерный труборез SENFENG SF6016T
«ЛИДЕРМАШ» проводит розыгрыш призов
Станки по курсу 72 рубля!
Цель нашей компании — предложение широкого ассортимента оборудования на выгодных условиях и постоянно высоком качестве обслуживания.
Станок торцовочный СТ-350 (Лоза) с нижним расположением пилы
Станок торцовочный СТ-350 (Лоза) с нижним расположением пилы и пневматическим приводом пильного диска предназначен для использования как отдельно, так и в составе технологической линии, для вырезания дефектов, изготовления элементов мебели, дверей, рам, переплётов, на деревообрабатывающих производствах любой мощности.
Особенности Станка торцовочного СТ-350 с нижним расположением пилы:
Безопасность: Лезвие пилы всегда вращается внутри защитного кожуха. Деталь всегда надёжно зажата в процессе распила.
Высокая точность: траектория движения пилы гарантирует прямую и ровную линию отреза в течение многих лет функционирования точно по заданным размерам.
Управление: Все органы управления легко доступны оператору. Процесс прижима и реза управляется двумя ручными переключателями, один из которых отвечает за подъем-опускание верхнего прижима, другой – за подъем опускание пильного диска.
4 — х ступенчатый процесс
Прижим — защитный кожух опускается и зажимает деталь
Деталь зажата, пила поднимается из стола и производит распил
По завершении распила пила опускается в стол
Прижим — защитный кожух поднимается и высвобождает деталь
Поставка Станка торцовочного СТ-350 с нижним расположением пилы:
Стандартная комплектация:
Блок подготовки воздуха – фильтр регулятор
Дополнительное оборудование:
Удлиненный рольганг справа и слева от линии пропила
Приводные рольганги справа и слева от линии пропила
Размерная линейка на рольганг
Механические или пневматические упоры на рольгангах
Станок торцовочный СТ-350 (Лоза) с нижним расположением пилы технические данные
Ширина обрабатываемого материала, мм
250
180
100
Толщина обрабатываемого материала, мм
50
80
100
Длина обрабатываемого материала, мин, мм
100
Диаметр пилы, мм
350
Посадочный диаметр пилы, мм
30
Частота вращения пильного диска,об/мин
3200
Скорость подачи пилы, мм/с
50
Мощность двигателя пилы, кВт
2,2
Напряжение питания электросети, В
380
Давление в системе, атм
6-10
Габаритные размеры, мм
500х750х1400
Вес, кг
140
Сайт SPBSTANOK. RU
Отправить Запрос
Заполните форму и отправьте нам, мы свяжемся с Вами в ближайшее время.
Поля помеченные (*) обязательны для заполнения
Телефон *
Сообщение
1000 characters remaining.
Конфиденциальность *
Отправляя запрос, подтверждаю своё согласие на обработку и использование своих персональных данных согласно действующему законодательству.
Условия обработки персональных данных
10 дюймов. Раздвижная торцовочная пила с двойным скосом от SKIL
MS6305-00
10-дюймовая раздвижная торцовочная пила с двойным скосом оснащена двигателем на 15 ампер, который вращает 4800 об / мин, обеспечивая повышенную мощность и долговечность. Эта торцовочная пила оснащена горизонтальной рукояткой с расположенным по центру предохранительным спусковым крючком для использования как левой, так и правой рукой. 9 фиксаторов на угловой пластине из нержавеющей стали и 11 мест для резки под углом 50 градусов влево или вправо с 11 фиксированными положениями упора под обычно используемыми углами. Инструмент оснащен кулачковой ручкой блокировки под углом для повторяемой точности, долговечности и простоты регулировки, в то время как высокие скользящие направляющие поддерживают 4-1/2-дюймовый базовый молдинг по вертикали и 6-1/4-дюймовый коронный молдинг по вертикали. LED Shadow Line обеспечивает высокоточные разрезы с большей точностью, чем традиционные лазеры, а легкая конструкция и встроенная ручка для переноски обеспечивают удобство и портативность. Быстрый рабочий зажим быстро фиксирует материалы для более безопасной резки.
Что включено: Торцовочная пила, наборы удлинительных стержней, левый и правый, мешок для пыли, шестигранный ключ, зажим
Отсканируйте QR-код, чтобы просмотреть этот предмет в своем пространстве.
С помощью камеры мобильного устройства* отсканируйте приведенный ниже QR-код и следуйте инструкциям на экране, чтобы увидеть, как этот предмет выглядит в вашем пространстве.
*Технические требования: iOS версии 11 и выше или Android 8 и выше.
Характеристики
МОЩНЫЙ МОТОР НА 15 АМП — Скорость вращения 4800 об/мин для быстрой и точной резки
ДВОЙНОЙ СКАС – Выполняйте пропилы в четырех фиксированных положениях: 48° и 45° влево, 0° и 45° вправо
LED SHADOW LINE — Обеспечивает более точные разрезы, чем лазеры
РЕЖИМАЯ СПОСОБНОСТЬ 2×12 – Распил пиломатериалов до 2×12 под углом 90 градусов и пиломатериалов 2×8 под углом 45 градусов
РЕЗЫ ПОД ОБЩИМ УГЛОМ — Режет до 50 градусов влево и вправо с 11 положительными упорами под большинством используемых углов
СИСТЕМА НАПРАВЛЯЮЩИХ — Линейные подшипники обеспечивают плавную и точную резку
ГОРИЗОНТАЛЬНАЯ РУКОЯТКА – Расположенный по центру предохранительный спусковой крючок позволяет использовать его как левой, так и правой рукой
Получить список деталей (PDF) Загрузить руководство (PDF)
Поддержка вашего инструмента SKIL
Зарегистрируйте свои продукты
Получить услугу
Оценки и обзоры
Вопросы и ответы
Оценки и обзоры
Сравнение торцовочных пил с двумя и одинарными коническими кромками
Торцовочные пилы
— это универсальные деревообрабатывающие инструменты, предназначенные для резки различных строительных материалов, таких как пиломатериалы, сайдинг, напольные покрытия и даже трубы из ПВХ. Торцовочные пилы, используемые в основном для поперечных пропилов, которые проходят поперек волокон древесины, имеют установленные дисковые пилы, которые вы опускаете, чтобы разрезать заготовку. Многие торцовочные пилы являются стационарными пилами, так как вы опускаете установленное полотно вниз, а не ведете его горизонтально вдоль заготовки. Тот, который скользит горизонтально по заготовке, когда вы режете, будет «скользящей» торцовочной пилой. Торцовочные пилы имеют много других названий, таких как торцовочные пилы, торцовочные пилы и торцовочные пилы.
Стандартный угол резки торцовочной пилы составляет 90 градусов. Тем не менее, как одинарные, так и двойные торцовочные пилы позволяют делать косые пропилы, т. е. пропилы по толщине материала под углом, отличным от 90 градусов. Скос торцовочной пилы полезен для сложной работы и часто является основным отличием для покупателей. Пильный диск вращается влево или вправо, что позволяет регулировать положение пилы под разными углами, например, под углом 45 градусов. Типичные области применения торцовочной пилы включают изготовление отделки, лепнины, плинтусов и других тонких столярных работ. Торцовочные пилы позволяют достигать сложных углов, которые часто требуются в деревообрабатывающих и столярных работах.
В этом руководстве по торцовочным пилам объясняются различные способы выполнения резки со скосом с помощью двух разных типов дисковых пил: торцовочных пил с одинарным и двойным скосом.
Торцовочные пилы с одним концом
Односторонняя торцовочная пила регулирует свое положение только в одном направлении: влево или вправо. Таким образом, торцовочная пила с одним скосом позволяет делать пропилы со скосом в одном направлении. Торцовочные пилы с одинарным скосом могут выполнять как косые, так и косые пропилы по отдельности или вместе.
В зависимости от вашего проекта вам может понадобиться сделать косые разрезы с обеих сторон заготовки. Поскольку одна торцовочная пила может делать косые пропилы только в одном направлении, вам нужно будет повернуть заготовку, чтобы получить дополнительный косой пропил с другой стороны.
Несмотря на то, что торцовочная пила с одинарным скосом может делать пропилы со скосом только в одном направлении, пила может делать то же самое, что и двускатный станок, только с немного большей силой мысли. Если вам нужно сделать несколько надрезов с обеих сторон заготовки, это займет больше времени и потребует больше усилий при использовании одной торцовочной пилы.
Торцовочные пилы с двойной фаской
Углы лезвия торцовочной пилы с двойным скосом могут регулироваться как влево, так и вправо, а не только в одну сторону, как у пилы с одним скосом. Некоторые люди называют этот тип инструмента торцовочной пилой с двойным скосом, потому что его можно отрегулировать для выполнения пропилов в любом направлении.
Поскольку головка пилы может вращаться вокруг точки опоры как вправо, так и влево, вы можете делать одинаковые косые пропилы в заготовке, не переворачивая материал. Торцовочные пилы с двойным скосом позволяют делать точные и равномерные пропилы с обеих сторон заготовки. Это также упрощает и ускоряет работу, так как вы можете быстрее выполнять повторяющиеся разрезы даже на более длинных заготовках.
Торцовочная пила с двумя коническими кромками улучшит рабочий процесс и эффективность для подрядчиков или увлеченных любителей.
Одинарная торцовочная пила против двойной торцовочной пилы
Как одиночные, так и двойные торцовочные пилы могут делать косые и косые пропилы, и в обоих случаях для резки используются дисковые пилы. Их также называют «составными» торцовочными пилами, потому что они могут делать косые пропилы и пропилы в 1 или 2 направлениях. Несмотря на эти основные сходства, между ними есть некоторые различия.
Плюсы и минусы односкатных торцовочных пил
Торцовочные пилы с одним концом — это более простые станки, идеально подходящие для начинающих мастеров или любителей домашнего обустройства. Если вы новичок в деревообработке или ищете пилу, не требующую особого ухода, рассмотрите следующие преимущества торцовочных пил с одним концом:
Они дешевые: Торцовочные пилы с одинарной фаской обычно на несколько сотен долларов дешевле, чем пилы с двойной фаской той же марки.
Простота: Усорезные пилы с одним скосом просты и просты в использовании. Если вы планируете делать большую часть стрижки в 90-градусные углы, тогда это сделает все, что вам нужно.
Универсальность: Торцовочные пилы с одинарной фаской отлично подходят для начинающих и профессионалов, поскольку вы можете добиться всего, что можете, с двойной фаской, приложив немного больше усилий.
Несмотря на свои преимущества, торцовочные пилы с одним концом имеют некоторые недостатки:
Меньше возможностей: Основным недостатком торцовочной пилы с одним скосом является то, что она делает однонаправленные пропилы под углом, то есть вам нужно поворачивать заготовку, чтобы сделать совпадающие пропилы. Это особенно важно при установке молдинга короны или других видов отделки.
Меньшая однородность: Поскольку одной торцовочной пилой нельзя делать двойные пропилы одновременно, любые одинаковые пропилы под углом, которые вы делаете на другой стороне заготовки, могут выглядеть неравномерно.
Более длительное время работы: Если вы работаете над более сложным проектом, требующим двойного пропила, вам понадобится больше времени с торцовочной пилой с одним скосом.
Плюсы и минусы двухконусных торцовочных пил
Многие профессиональные подрядчики и опытные столяры предпочитают торцовочные пилы с двойной фаской. Если вы более опытный мастер, то вот некоторые из преимуществ покупки торцовочной пилы с двойным скосом:
Больше работы: С торцовочной пилой с двойной фаской вы сможете выполнять больше проектов, потому что сможете эффективно резать в обоих направлениях. Это очень полезно для проектов по лепке кроны и других проектов с отделкой.
Уложитесь в сжатые сроки: Возможность делать разрезы со скосом в двух направлениях, не поворачивая заготовку, экономит время, а это означает, что вы можете сделать больше быстрее, если у вас сжатые сроки.
Делайте точные пропилы: Возможность вращения головки пилы позволяет выполнять более точные совпадающие пропилы с обеих сторон заготовки, повышая качество вашей работы.
Очень важно правильно выбрать торцовочную пилу, поэтому сначала рассмотрите некоторые из следующих возможных недостатков торцовочных пил с двойным скосом:
Дороже: Сдвоенные торцовочные пилы обычно стоят как минимум на 100 долларов дороже, чем одинарные торцовочные пилы той же марки, поэтому важно учитывать отдачу, которую вы получите от своих инвестиций.
Более сложные в использовании: Торцовочные пилы с двумя коническими кромками имеют более широкие возможности, что делает их более сложными и не такими подходящими для начинающих. Как правило, проекты, в которых они наиболее полезны, такие как формование короны, как упоминалось выше, не являются проектами по деревообработке для начинающих.
Торцовочная пила говорит, что она скользит. Что это значит?
Как одинарные, так и двойные торцовочные пилы могут быть скользящими. Раздвижные торцовочные пилы предназначены для расширения возможностей торцовочной пилы. Лезвие устанавливается на направляющую и скользит по доске, которую вы режете. Это позволит вам резать более широкие доски. Некоторые раздвижные пилы позволяют резать доски шириной 12 или даже 16 дюймов, что невозможно сделать с помощью обычной торцовочной пилы. Вместо того, чтобы «рубить» доску, вы будете скользить лезвием по доске, поскольку лезвие стоит на рельсах. Чтобы использовать скользящую торцовочную пилу, вы просто подтягиваете лезвие к телу и отталкиваете его во время резки. Обычно скользящие торцовочные пилы с одинарным и двойным скосом не могут быть отрегулированы на такие же крутые углы, как нескользящие пилы. Это связано с тем, что рельсы, используемые для скольжения, мешают движению из стороны в сторону.
Лезвия, которые можно использовать с торцовочной пилой
Независимо от того, используете ли вы одинарную или двойную торцовочную пилу, качество вашей работы по-прежнему зависит от правильного типа полотна. Торцовочные пилы — это универсальный деревообрабатывающий инструмент, который можно использовать с различными циркулярными пилами. Вот некоторые из лучших вариантов пилы для использования с торцовочной пилой:
Полотно для поперечной резки : Усорезные пилы предназначены для поперечной резки, поэтому для торцовочной пилы требуется хорошее полотно для поперечной резки. Для достижения наилучших результатов поперечной резки выберите диск с большим количеством зубьев, чтобы получить более гладкие разрезы.
Комбинированное лезвие : Если вы используете различные материалы помимо пиломатериалов, то хорошим вариантом будет комбинированное лезвие. Комбинированные лезвия позволяют добиться ровных резов в материалах, отличных от пиломатериалов.
При выборе пильного диска для торцовочной пилы обязательно выбирайте высококачественные диски, которые рассчитаны на более долгий срок службы и лучшую работу.
Предназначен для регулирования работы электронасоса. Производит запуск насоса (открытие кранов) в случае понижения давления в месте его установки или остановку работы насоса (закрытие кранов) в случае прекращения потока воды в системе водоснабжения. Снабжен манометром для измерения давления. Предупреждает «сухой» ход насоса, путём выключения насоса при недостатке воды. Имеет выходы с наружной резьбой 1″ (25 мм).
Гель для резьбовых соединений СантехМастер синий 60 г
Цена за упак
За баллы:
110,50
В корзину
505374
Доставим
Сегодня
121 упак
Привезем в партнерские пункты выдачи
23/05 после 10:00
16 упак
при заказе до 21/05 до 10:59
Смотреть на карте
Гель для резьбовых соединений СантехМастер зеленый 15 г
Цена за упак
За баллы:
51
В корзину
505373
Доставим
Сегодня
118 упак
Привезем в партнерские пункты выдачи
23/05 после 10:00
14 упак
при заказе до 21/05 до 10:59
Смотреть на карте
Гель для резьбовых соединений СантехМастер зеленый 60 г
Цена за упак
За баллы:
153
В корзину
505376
Доставим
Сегодня
54 упак
Привезем в партнерские пункты выдачи
23/05 после 10:00
13 упак
при заказе до 21/05 до 10:59
Смотреть на карте
Гель для резьбовых соединений СантехМастер синий 15 г
Цена за упак
За баллы:
56,25
В корзину
Блок автоматики Джилекс с манометром в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить блок автоматики Джилекс с манометром в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар блок автоматики Джилекс с манометром действительны в Санкт-Петербурге.
Продолжая работу с сайтом, вы даете согласие на использование сайтом cookies и
обработку персональных данных в целях функционирования сайта, проведения ретаргетинга, статистических исследований, улучшения сервиса и предоставления релевантной рекламной информации на основе ваших предпочтений и интересов.
Блок автоматики и реле давления Джилекс
Сортировать по:
Цена товара +/-
Название товара
Продажи товара
Производитель:
Джилекс
866 руб
Ед. изм:
цена за штуку
3 486 руб
Ед. изм:
цена за штуку
7 497 руб
Ед. изм:
цена за штуку
Выводить по: 306090
Предлагаемые в данном разделе каталога блоки автоматики и реле давления Джилекс отличаются высоким качеством сборки и возможностью бесперебойно функционировать длительное время при самых высоких эксплуатационных нагрузках. Они неприхотливы в повседневном обслуживании и универсальны в использовании. Данная компания является одним из лидеров в своем сегменте рынка. Вот уже более 20 лет она успешно трудится, предлагая по доступным ценам высококачественное оборудование, полностью адаптированное для применения в условиях России. Это связано прежде всего с особенностями электросетей.
Применение
Благодаря автоматическим блокам и релейным устройствам можно вывести удобство и качество управления насосными станциями на совершенно другой уровень. Ведь ни одну насосную установку и современную сеть автономного водяного снабжения невозможно представить без специализированной автоматики. Конечно, можно обходиться и без нее, но это, во-первых, не слишком удобно. Во-вторых, перебои, например, в давлении могут в конечном итоге отрицательно сказаться на сроках службы насосного оборудования.
Чтобы обеспечить стабильно необходимый напор на водозаборной станции, бесперебойную подачу воды ко всем обустроенным точкам, прибегают к помощи автоматики. В итоге вся работа насосной станции будет осуществляться более стабильно, безопасно и удобно. Автоматика поможет:
продлить сроки службы насосного оборудования, запустить и своевременно отключить насосную станцию — в зависимости от показателей давления жидкостной среды в трубопроводе;
защитить насосные группы от «сухого хода» — ведь это является одной из главных причин, по которой насос выходит из строя;
свести к минимуму риски возникновения аварийных ситуаций, обеспечить автоматическое поддержание оптимальных в тех или иных случаях технологических параметров;
повысить степень комфорта управления системой (пользователям больше не нужно будет постоянно отслеживать самостоятельно работу оборудования).
Обмен старого оборудования на новое с доплатой. Подробная информация доступна на странице или у наших менеджеров.
Уведомить о поступлении
Официальный дистрибьютор
Мы работаем напрямую с производителями.
Любая форма оплаты
Возможность увидеть 3D принтер в действии в нашем демо-зале.
Собственный гарантийный сервис
Гарантийное и постгарантийное сервисное обслуживание оборудования, купленного у нас.
Постоянная скидка 10% на расходники
При покупке 3D принтера у нас, вы получаете скидку 10% на все расходные материалы.
Anycubic Photon Mono X – настольный 3D-принтер с большой рабочей областью для трехмерной печати фотополимерными смолами. Монохромная 8.9-дюймовая матрица (тип Mono LCD) обеспечивает устройству разрешение 4К (3840х2400), а также более высокую скорость печати по сравнению с другими принтерами серии Mono от Anycubic. Поддерживаемые данной моделью технологии 3D-печати – DLP/SLA/LCD. В числе главных плюсов настольного 3D-принтера Anycubic Photon Mono X – увеличенная область построения (192×120×245 мм), исключительная точность передачи деталей и рабочий ресурс до 2000 часов. На экспонирование одного печатного слоя уходит всего пару секунд, а скорость работы 3D-принтера составляет до 60 мм/ч. Столь высокую скорость 3D-печати обеспечивает высокая светопропускаемость монохромной матрицы.
Стол 3D-принтера изготовлен из качественной анодированной стали и имеет фрезерованную поверхность, благодаря которой отпечатанные модели практически не прилипают к поверхности. Улучшенная конструкция ванны облегчает замену смолы, а также препятствует переливу печатного материала. 3D-принтер работает с большинством видов модельных фотополимерных смол.
Имеется возможность подключения 3D-принтера через USB или Wi-Fi на выбор, а также удаленное управление процессом печати через скачиваемое приложение для смартфона. Wi-Fi антенна входит в комплект оборудования при поставке. Производитель предлагает фирменное программное обеспечение Anycubic Photon Workshop, совместимое со всеми популярными операционными системами. Устройство весит всего 10 кг и не занимает много места на рабочем столе.
Купить 3D-принтер Anycubic Photon Mono X от официального дистрибьютора можно в нашем интернет-магазине. Наша компания работает напрямую с производителем Anycubic, и по этой причине вы можете купить 3D-принтер по минимальной цене в России.
SD-карта
Картридер
Перчатки
Набор инструментов
Шпатель
Ванна для печати
Печатная платформа
WiFi антенна
Кабель питания
Инструкция
В первую очередь мы, конечно, будем говорить о новом принтере Anycubic Mono X. Он представляет собой полное переосмысление фотополимерных принтеров компании. Новый корпус, новая матрица с разрешением 4K, Wi-Fi, и это далеко не всё. На десерт к этому принтеру будет устройство для промывки и полимеризации: Anycubic Wash&Cure 2.0. Изменений в ней не много, и я разберу их все. Но всему своё время. Для начала поговорим о самом принтере.
Читать далее
Максим М.
03.11.2021
Замечательный аппарат!!! Нужно серьёзно осваивать печать.
Оплата и доставка
Масштабы доставки
Доставка во все регионы России и страны Таможенного союза.
Бесплатная доставка
При покупке 3D-принтера (кроме наборов для сборки) Вы получаете бесплатную доставку.
Наличный расчет
В нашем магазине вы можете оплатить заказ наличными средствами.
Оплата онлайн на сайте
Вы можете оплачивать заказы банковской картой на сайте нашего интернет-магазина.
С этим товаром покупают
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Нет в наличии
Ультразвуковая ванна UC-4060HL от Uniz, 2 л Дополнительное оборудование
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Нет в наличии
Фотополимер ESUN Standard прозрачный (1 л) Фотополимерная смола для 3D-принтеров
Фотополимер Wanhao, белый (1 л) Фотополимерная смола для 3D-принтеров
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Снят с производства
Устройство для очистки и отверждения моделей Anycubic Wash&Cure Дополнительное оборудование
Похожие товары
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Нет в наличии
3D принтер Phrozen Sonic Mini 3D принтеры
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Нет в наличии
3D принтер Elegoo Mars UV Photocuring LCD 3D принтеры
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Снят с производства
3D принтер Wanhao GR1 3D принтеры
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Нет в наличии
3D принтер Anycubic Photon S черный 3D принтеры
Совместимая смола для Anycubic Photon Серии
2 сентября 2020 г. , Anycubic отпраздновала свое 5-летие выпуском новых принтеров. Наряду с их предложением в принтерах FDM, Anycubic также выпустила новую линейку принтеров LCD/MSLA. Эти принтеры являются преемниками успешных Anycubic Photon. С выпуском этих новых принтеров Anycubic расширяет свое предложение за счет более быстрых и крупных 3D-принтеров, удовлетворяя важную потребность на современном рынке полимерной печати. Новые принтеры называются: Anycubic Photon Mono SE, Anycubic Photon Mono Anycubic Photon Mono X.
Исходное изображение: All3DP.com, Anycubic Photon Mono vs Mono SE против Mono Х: Различия.
Каковы различия между этими Anycubic Photon полимерные 3D-принтеры?
Есть много различий между предложениями 3D-принтеров Anycubic, Регулярный Photon вероятно, распродается и заменяется новыми машинами. По сравнению с Photon, все Photon mono принтеры имеют monoхромированный экран, что делает их в два-четыре раза быстрее. Очевидные различия в размере платформы сборки можно заметить сразу. Большая разница между Mono и Mono SE будет мощностью светодиода и направляющей по оси Z. Одна направляющая оси Z используется во многих принтерах начального уровня и со временем может вызывать колебания по оси Z или неточности. С переходом на двойную направляющую по оси Z Mono SE и Mono X повышают качество.
Photon
Mono
Mono SE
Mono X
Цена *
$ 274
$ 269
$ 419
$ 759
Размер платформы (XYZ мм)
115 * 65 * 155
130 * 80 * 165
130 * 78 * 160
192 * 120 * 245
Monoхром
Нет
Да
Да
Да
Скорость печати
Замедлять
Быстрый
Быстрый
Быстрый
смолы сторонних производителей
Да
Да
Да
Да
Длина волны
405 нм
405 нм
405 нм
405 нм
Индикатор питания
40 Вт
45 Вт
55 Вт
120 Вт
Направляющая по оси Z
Один
Один
двойной
двойной
источник: Anycubic веб-сайт Честного ЗНАКа. Официальные цены от Anycubic веб-сайт в декабре 2020 г., цена может меняться со временем или в вашей стране.
Как выбрать полимерный 3D-принтер, который лучше всего подходит для моего приложения?
Выбор принтера для вашего приложения зависит от ваших потребностей и бюджета. Если ваш бюджет невелик, начальный уровень $ 99 Photon Ноль может быть вашим лучшим выбором. Немного более высокий бюджет может дать возможность пойти на Anycubic Mono. Глядя на спецификации и фактически тестируя оба принтера, лучшей покупкой за ваши деньги будет Mono SE, если вам требуется небольшой размер платформы или Mono X, если вы хотите печатать большие детали. При покупке нового принтера LCD / MSLA мы всегда советуем покупать принтер с monoхромированный экран. Сразу после longer срок службы и более короткое время воздействия, наши Смолы инженерного класса для 3D-печати обрабатывать будет намного легче. Например, на обычном ЖК-экране RGB Strong-X потребуется примерно 25 секунд экспозиции для слоев толщиной 0,05 мм, в то время как это время уменьшается до 5 секунд на Anycubic Photon Mono X.
Какие другие принтеры доступны в области 3D-принтеров с ЖК-дисплеем MSLA начального уровня?
В последние годы на рынок печати смолой вышло много 3D-принтеров начального уровня. Существует так много брендов, что невозможно перечислить их все. Тройка основных конкурентов Anycubic Он Phrozen3D, Elegoo и EPAX3D.
Phrozen3D вышел на рынок полимерной 3D-печати задолго до Anycubic и недавно выпустила более доступные и конкурентоспособные принтеры со своей линейкой 3D-принтеров Sonic. Phrozen Sonic Mini & Mini4K — это принтер начального уровня с такими же характеристиками, как и у Photon Monoв то время как его Phrozen Sonic Mighty 4K конкурирует с Photon Mono X.
Элегу более или менее всегда на шаг позади Anycubic с более ранними продуктами в качестве Mars (конкурировать с оригиналом Photon) И Mars Про 2. Mars Pro 2 сравним с Photon Mono, с его 2K Monoхромированный ЖК-экран и одна направляющая по оси Z. Elegoo Saturn, конкурируя с Anycubic Photon Mono X только что выпущен и немного дешевле.
EPAX3D уже предлагал высококачественные принтеры MSLA по несколько более высокой цене по сравнению с Photon серии. Эти принтеры были изготовлены из высококачественных материалов и более прочны. Не так давно EPAX3D также предлагает более недорогой принтер E10, конкурируя со всеми упомянутыми выше принтерами.
Как работать с Liqcreate смолы на них Anycubic Photon полимерные 3D-принтеры?
At Liqcreate мы стараемся запускать наши смолы на как можно большем количестве 3D-принтеров. Наши инженеры работают над тем, чтобы все наши смолы работали бесперебойно в обычном режиме. Photon, Mono X, Mono SE и Mono. Для получения дополнительной информации о параметрах / настройках 3D-печати на вашем принтере, пожалуйста, посетите наш веб-сайт Честного ЗНАКа или отправьте электронное письмо на адрес [email protected]
Другие советы и рекомендации по работе с Mono X.
На момент написания — декабрь 2020 года — у нас большой опыт работы с регулярными Photon и Mono X в нашей лаборатории около месяца, чтобы оптимизировать все наши Liqcreate смолы. Mono и Mono SE только что прибыл, поэтому, если вам нужна информация об этом, отправьте нам электронное письмо по адресу [email protected]. Прямо рядом с ссылка с настройками , хорошо знать, что на ЖК-дисплее нет защитного экрана, если есть какие-либо проколы в вашем резервуаре для смолы или утечка каким-либо другим образом, вам придется заменить экран (частично). Будьте особенно осторожны с этим или подложите под него дополнительный защитный прозрачный пластиковый лист. В то время как наши инженерные смолы хорошо работают при 100% мощности УФ-излучения, некоторые из наиболее реактивных смол могут подвергаться побочному отверждению. Мы все еще оптимизируем смолы, однако похоже, что наши смолы премиум-класса лучше всего работают при мощности 40-80%. Это / будет упомянуто в ссылке настройки выше. страница в фейсбуке Mono X это очень полезное место, если вы новичок в этой машине или в 3D-печати смолой в целом.
Команда Liqcreate Желаю вам счастливой печати. Если есть какие-либо вопросы или замечания, не стесняйтесь обращаться к нам по адресу info@liqcreate. com в любое время.
Узнать больше о Liqcreate Смолы для 3D-печати
Поддержка
Вам нужна помощь с 3D-печатью наших смол SLA, DLP или LCD? Мы можем помочь тебе! Просто найдите вопрос, который у вас есть ниже. Если вы не можете найти его, дайте нам знать, связавшись с нами!
Настройки принтера →
3D-ИИ | Продукт | Photon-X
Основной продукт PX3D-AI
Целью Photon-X в области искусственного интеллекта (ИИ) является предоставление машинам возможностей учиться, думать и рассуждать как люди или, в некоторых случаях, лучше, чем люди. Для достижения этих целей входные данные должны превосходить когнитивно-сенсорные способности человека, чтобы создать и обучить действительно самоадаптирующуюся систему искусственного интеллекта. Система ИИ должна: Идентифицировать, Квалифицировать и Количественно оценивать в режиме реального времени с высокой точностью.
Технологический продукт Photon-XI 3D Shape AI расширяет существующие возможности 2D AI с помощью пассивных оптических 3D данных поверхности высокого разрешения и аналитики, необходимых для создания искусственного интеллекта, подобного человеку.
Преимущества искусственного интеллекта на основе трехмерных форм
Преимущества данных искусственного интеллекта Photon-X: Запатентовано и запатентовано: трехмерные угловые данные на уровне пикселей — значительно расширенный набор оптических данных.
Пассивное распознавание объектов в режиме реального времени с помощью одного датчика
Углы – неизменная характеристика объектов и ЭМ-спектра
Направленность всех источников света (глобальная карта освещения)
Корреляция по углу, крутизне уклона, краям, крутизне, крутизне наклона, объектам и подразделам объектов
Сегментация по ракурсам, кускам и частям объектов или сцен
Анализировать по объектам, а не по точкам; перейти к подразделам
Ориентация объекта и интенсивность не имеют значения
Расчет показателя преломления для определения состава материала
Измерение характеристик поверхности
Корреляция мультисенсорной модальности – анализ вектора наклона
Облака точек не нужны
Требуется рендеринг для предоставления решения
Есть еще много преимуществ перед скалярным 2D AI
PX 3D-AI Counter UAS
Поделиться
Весь каналЭто видео
Facebook
Twitter
Pinterest
Tumblr
Скопировать ссылку
Ссылка скопирована
Поиск видео. ..
Воспроизведение
PX 3D-AI Counter UAS
01:51
Воспроизвести видео
Воспроизводится
PX3D-AI_ISR&T Short
9000 5
00:29
Воспроизвести видео
Воспроизводится
3D-AI Отслеживание людей и автомобилей
00:50
Воспроизвести видео
Основные аспекты продукта PX3D-AI
90 003
Пространственно-фазовая визуализация
Пространственно-фазовая визуализация (SPI). Основной технологией является единый запатентованный пассивный датчик, который фиксирует данные о форме, выводит 3D-поверхности на уровне пикселей, работает с динамическими объектами и по всему электромагнитному спектру — и все это в режиме реального времени. SPI предоставляет изображения с высоким разрешением, сокращает обработку пост-сенсора, не требуя облаков точек, и добавляет новый набор данных в Deep Neural Networks и AI. Новый набор данных помогает устранить головоломку с нулевым значением, цифровую подделку и другие проблемы анализа данных цвета/яркости. SPI работает на суше, на море, в воздухе и в космосе.
Приложения первого порядка
Поскольку датчик SPI выводит новый набор данных, Photon-X создал и продолжает создавать алгоритмы формы для решения проблем клиентов. В долгосрочной перспективе Photon-X планирует предоставить набор инструментов разработчика (SDK), который позволит третьим сторонам создавать алгоритмы аналитики и искусственного интеллекта с использованием собственных наборов данных 3D-поверхности.
Искусственный 3D-ИИ
Синтетический 3D-форм ИИ использует старые многокадровые наборы данных и перерабатывает их для создания 3D-форм для обучения ИИ.
Синтетический ИИ может принимать и обрабатывать очень большие наборы данных
Технология искусственного интеллекта 3D Shape имеет обратную совместимость
Изменить среду сцены для обучения, в том числе:
Дополнительные углы света
Изменить тип световых входов (например, частоту и цвет)
Изменить зеркальные и диффузные компоненты поверхности
Типы материалов
Время года
Положение на земле или в космосе (например, пустыня, горы, лес)
Цвет
Цель состоит в том, чтобы создать более совершенные наборы данных для обучения ИИ для датчиков SPI, с помощью которых объекты могут распознаваться SHAPE
.
ИИ на основе трехмерной формы
1. Соотношение углов между верхом и боковыми сторонами и ветровым стеклом Humvee никогда не меняется. Эта геометрическая взаимосвязь остается неизменной независимо от положения зрителя.
2. По мере того, как цель и камера перемещаются относительно друг друга, последующие кадры добавляют больше данных и позволяют создавать новые видимые панели и добавлять объект.
Приложения 3D-AI | Photon-X
Приложения ИИ первого порядка на основе 3D-форм включают, но не ограничиваются в настоящее время:
3D AI ISR&T ОБЪЯВЛЕНИЕ ДВИЖУЩИХСЯ ОБЪЕКТОВ
Спектр ЭМ: от УФ до LWIR
Пассивный — без лазеров и источников света
В режиме реального времени
Отслеживает несколько движущихся целей — рои
Идентифицируется по форме поверхности
Укажите координаты X, Y и Z, направление и скорость
Дневные и ночные операции
Испытано до 100 км
Синтетический PX3D-AI
СОЗДАНИЕ 3D-ОБЪЕКТОВ ДЛЯ ОБУЧЕНИЯ ИИ
Использует существующие многокадровые наборы данных
Прием и обработка очень больших наборов данных
Технология 3D Shape AI обратно совместима
Изменить среду сцены для обучения, в том числе:
Вставить дополнительные углы света
Изменить тип световых входов (например, частоту и цвет)
Изменить зеркальный и диффузный компоненты поверхности
Изменить типы материалов
Положение на земле или в космосе (например, пустыня, горы, лес)
Настройка цвета и времени года
Трехмерная биометрическая идентификация
ЛИЦО, ОТпечатки пальцев, радужная оболочка и отпечатки ладоней
Полный, частичный или боковой вид
Одновременная идентификация нескольких людей
Бесконтактные отпечатки пальцев
Идентификаторы одного или нескольких кадров
Бесконтактная многофакторная аутентификация
Совместимость с блокчейном
Обработка в реальном времени
Для распознавания трехмерных поверхностей требуется меньше данных.
Схема управления шаговым двигателем и принцип работы
ШАГОВЫЕ ДВИГАТЕЛИ — ПРИНЦИП РАБОТЫ
Шаговые двигатели — это устройства, задача которых преобразование электрических импульсов в поворот вала двигателя на определённый угол, для совершения механической работы, приводящей в движение различные механизмы.
Принцип работы шаговых двигателей
Принцип работы шаговых двигателей можно изложить кратко. ШД, как и все типы двигателей, состоят из статора (состоящего из катушек (обмоток)) и ротора, на котором установлены постоянные магниты.
На картинке изображены 4 обмотки, расположенные на статоре под углом в 90 градусов относительно друг друга. Тип обмотки зависит от конкретного типа подключения шагового двигателя (как подключить шаговый двигатель).На примере выше обмотки двигателя не соединены, значит двигатель с такой схемой имеет шаг поворота в 90 градусов. Обмотки задействуются поочередно по часовой стрелке, а направление вращения вала двигателя обусловлено порядком задействования обмоток. Вал двигателя вращается на 90 градусов каждый раз, когда через очередную катушку протекает ток.
Шаговые двигатели — применение
Область применения шаговых двигателей довольно широка, они используются в промышленности, в принтерах, автоматических инструментах, приводах дисководов, автомобильных приборных панелях и других приложениях, требующих высокой точности позиционирования.
Принято различать шаговые двигатели и серводвигатели. Принцип их действия во многом похож, и многие контроллеры могут работать с обоими типами. Серводвигатели требуют наличия в системе управления датчика обратной связи по скорости и/или положению, в качестве которого обычно используется энкодер. Шаговые двигатели преимущественно используются в системах без обратных связей, требующих небольших ускорений при движении. В то время как синхронные сервомоторы обычно используются в скоростных высокодинамичных системах.
Шаговые двигатели (ШД) делятся на две разновидности: двигатели с постоянными магнитами (униполярные и биполярные) и двигатели с переменным магнитным сопротивлением (гибридные двигатели). С точки зрения контроллера отличие между ними отсутствует. Двигатели с постоянными магнитами обычно имеют две независимые обмотки, у которых может присутствовать или отсутствовать срединный отвод (см. рис. 1).
Биполярные шаговые двигатели с постоянными магнитами и гибридные двигатели сконструированы более просто, чем униполярные двигатели, обмотки в них не имеют центрального отвода (см. рис. 2).
Шаговые двигатели имеют широкий диапазон угловых разрешений. Более грубые моторы обычно вращаются на 90° за шаг, в то время как прецизионные двигатели могут иметь разрешение 1,8° или 0,72° на шаг. Если контроллер позволяет, то возможно использование полушагового режима или режима с более мелким дроблением шага (микрошаговый режим), при этом на обмотки подаются дробные значения напряжений, зачастую формируемые при помощи ШИМ-модуляции.
Для правильного управления биполярным шаговым двигателем необходима электрическая схема, которая должна выполнять функции старта, стопа, реверса и изменения скорости. Шаговый двигатель транслирует последовательность цифровых переключений в движение. «Вращающееся» магнитное поле обеспечивается соответствующими переключениями напряжений на обмотках. Вслед за этим полем будет вращаться ротор, соединенный посредством редуктора с выходным валом двигателя.
Каждая серия содержит высокопроизводительные компоненты, отвечающие все возрастающим требованиям к характеристикам современных электронных применений.
Управление биполярным шаговым двигателем требует наличия мостовой схемы. Эта схема позволит независимо менять полярность напряжения на каждой обмотке.
На рисунке 3 показана последовательность управления для режима с единичным шагом.
На рисунке 4 показана последовательность для полушагового управления.
Максимальная скорость движения определяется физическими возможностями шагового двигателя. При этом скорость регулируется путем изменения размера шага. Более крупные шаги соответствуют большей скорости движения.
В системах управления электроприводами для отработки заданного угла или перемещения используют датчики обратной связи по углу или положению вала двигателя.
Если в качестве исполнительного двигателя использовать синхронный шаговый двигатель, то можно обойтись без датчика обратной связи (Дт) и упростить систему управления двигателем (СУ), так как отпадает необходимость использования в ней цифро-аналоговых (ЦАП) и аналого-цифровых (АЦП) преобразователей.
Мощность шаговых двигателей лежит в диапазоне от единиц ватт до одного киловатта.
Шаговые двигатели различаются по конструктивным группам: активного типа (с постоянными магнитами), реактивного типа и индукторные.
Шаговые синхронные двигатели активного типа
Принцип действия шагового двигателя активного типа рассмотрим на примере двухфазного двигателя.
Различают два вида коммутации обмотки шагового двигателя: симметричная и несимметричная.
При симметричной системе коммутации на всех четырех тактах возбуждается одинаковое число обмоток управления.
При несимметричной системе коммутации четным и нечетным тактам соответствует различное число возбужденных обмоток управления.
Ротор у шагового двигателя активного типа представляет собой постоянный магнит, при числе пар полюсов больше 1, выполненный в виде «звездочки».
Число тактов KT системы управления называют количеством состояний коммутатора на периоде его работы T. Как видно из рисунков для симметричной системы управления KT=4, а для несимметричной KT=8.
В общем случае число тактов KT зависит от числа обмоток управления (фаз статора) mу и может быть посчитано по формуле:
KT = mуn1n2,
где: n1=1 — при симметричной системе коммутации;
n1=2 — при несимметричной системе коммутации;
n2=1 — при однополярной коммутации;
n2=2 — при двуполярной коммутации.
При однополярной коммутации ток в обмотках управления протекает в одном направлении, а при двуполярной — в обеих. Синхронизирующий (электромагнитный) момент машины является результатом взаимодействия потока ротора с дискретно вращающимся магнитным полем статора. Под действием этого момента ротор стремится занять такое положение в пространстве машины, при котором оси потоков ротора и статора совпадают. Мы рассмотрели шаговые синхронные машины с одной парой полюсов (р=1). Реальные шаговые микродвигатели являются многополюсными (р>1). Для примера приведем двуполюсный трехфазный шаговый двигатель.
Двигатель с р парами полюсов имеет зубчатый ротор в виде звездочки с равномерно расположенными вдоль окружности 2р постоянными магнитами. Для многополюсной машины величина углового шага ротора равна:
αш=360/Ктр
Чем меньше шаг машины, тем точнее (по абсолютной величине) будет отрабатываться угол. Увеличение числа пар полюсов связано с технологическими возможностями и увеличением потока рассеяния. Поэтому р=4…6. Обычно величина шага ротора активных шаговых двигателей составляет десятки градусов.
Реактивные шаговые двигатели
У активных шаговых двигателей есть один существенный недостаток: у них крупный шаг, который может достигать десятков градусов.
Реактивные шаговые двигатели позволяют редуцировать частоту вращения ротора. В результате можно получить шаговые двигатели с угловым шагом, составляющим доли градуса.
Отличительной особенностью реактивного редукторного двигателя является расположение зубцов на полюсах статора.
При большом числе зубцов ротора Zр его угол поворота значительно меньше угла поворота поля статора.
Величина углового шага редукторного реактивного шагового двигателя определится выражением:
αш=360/КтZр
В выражении для KT величину n2 следует брать равной 1, т. к. изменение направления поля не влияет на положение ротора.
Электромагнитный синхронизирующий момент реактивного двигателя обусловлен, как и в случае обычного синхронного двигателя, разной величиной магнитных сопротивлений по продольной и поперечной осям двигателя.
Основным недостатком шагового реактивного двигателя является отсутствие синхронизирующего момента при обесточенных обмотках статора.
Повышение степени редукции шаговых двигателей, как активного типа, так и реактивного, можно достичь применением двух, трех и многопакетных конструкций. Зубцы статора каждого пакета сдвинуты относительно друг друга на часть зубцового деления. Если число пакетов два, то этот сдвиг равен 1/2 зубцового деления, если три, то — 1/3, и т.д. В то же время роторы-звездочки каждого из пакетов не имеют пространственного сдвига, т.е. оси их полюсов полностью совпадают. Такая конструкция сложнее в изготовлении и дороже однопакетной, и, кроме того, требует сложного коммутатора.
Индукторные (гибридные) шаговые двигатели. Стремление совместить преимущества активного шагового двигателя (большой удельный синхронизирующий момент на единицу объема, наличие фиксирующего момента) и реактивного шагового двигателя (малая величина шага) привело к созданию гибридных индукторных шаговых двигателей.
В настоящее время имеется большое число различных конструкций индукторных двигателей, различающихся числом фаз, размещением обмоток, способом фиксации ротора при обесточенном статоре и т.д. Во всех конструкциях индукторных шаговых двигателей вращающий момент создается за счет взаимодействия магнитного поля, создаваемого обмотками статора и постоянного магнита в зубчатой структуре воздушного зазора. При этом синхронизирующий момент шагового индукторного двигателя по природе является реактивным и создается намагничивающей силой обмоток статора, а постоянный магнит, расположенный либо на статоре, либо на роторе, создает фиксирующий момент, удерживающий ротор двигателя в заданном положении при отсутствии тока в обмотках статора.
По сравнению с шаговым двигателем реактивного типа у индукторного шагового двигателя при одинаковой величине шага больше синхронизирующий момент, лучшие энергетические и динамические характеристики
Линейные шаговые синхронные двигатели
При автоматизации производственных процессов весьма часто необходимо перемещать объекты в плоскости (например, в графопостроителях современных ЭВМ и т.д.). В этом случае приходится применять преобразователь вращательного движения в поступательное с помощью кинематического механизма.
Линейные шаговые двигатели преобразуют импульсную команду непосредственно в линейное перемещение. Это позволяет упростить кинематическую схему различных электроприводов.
Статор линейного шагового двигателя представляет собой плиту из магнитомягкого материала. Подмагничивание магнитопроводов производится постоянным магнитом.
Зубцовые деления статора и подвижной части двигателя равны. Зубцовые деления в пределах одного магнито-провода ротора сдвинуты на половину зубцового деления t/2. Зубцовые деления второго магнитопровода сдвинуты относительно зубцовых делений первого магнитопровода на четверть зубцового деления t/4. Магнитное сопротивление потоку подмагничивания не зависит от положения подвижной части.
Принцип действия линейного шагового двигателя не отличается от принципа действия индукторного шагового двигателя. Разница лишь в том, что при взаимодействии потока обмоток управления с переменной составляющей потока подмагничивания создается не момент, а сила FС, которая перемещает подвижную часть таким образом, чтобы против зубцов данного магнитопровода находились зубцы статора, т.е. на четверть зубцового деления t/4.
ΔXш=tz/Кt
где Kt — число тактов схемы управления.
Для перемещения объекта в плоскости по двум координатам применяются двухкоординатные линейные шаговые двигатели.
В линейных шаговых двигателях применяют магнито-воздушную подвеску. Ротор притягивается к статору силами магнитного притяжения полюсов ротора. Через специальные форсунки под ротор нагнетается сжатый воздух, что создает силу отталкивания ротора от статора. Таким образом, между статором и ротором создается воздушная подушка, и ротор подвешивается над статором с минимальным воздушным зазором. При этом обеспечивается минимальное сопротивление движению ротора и высокая точность позиционирования.
Важными характеристиками шагового двигателя являются: шаг, предельная механическая характеристика и приемистость.
Режим отработки единичных шагов соответствует частоте импульсов управления, подаваемых на обмотки шагового двигателя, при котором шаговый двигатель отрабатывает до прихода следующего импульса заданный угол вращения. Это значит, что в начале каждого шага угловая скорость вращения двигателя равна 0.
При этом возможны колебания углового вала двигателя относительно установившегося значения. Эти колебания обусловлены запасом кинетической энергии, которая была накоплена валом двигателя при отработке угла. Кинетическая энергия преобразуется в потери: механические, магнитные и электрические. Чем больше величина перечисленных потерь, тем быстрее заканчивается переходный процесс отработки единичного шага двигателем.
В процессе пуска ротор может отставать от потока статора на шаг и более; в результате может быть расхождение между числом шагов ротора и потока статора.
Предельная механическая характеристика — это зависимость максимального синхронизирующего момента от частоты управляющих импульсов.
Приемистость — это наибольшая частота управляющих импульсов, при которой не происходит потери или добавления шага при их отработке. Она является основным показателем переходного режима шагового двигателя. Приемистость растет с увеличением синхронизирующего момента, а также с уменьшением шага, момента инерции вращающихся (или линейно перемещаемых) частей и статического момента сопротивления.
Приемистость падает с увеличением нагрузки.
DARXTON
УПРАВЛЕНИЕ ШАГОВЫМИ ДВИГАТЕЛЯМИ
Двигатели постоянного тока нашли множество применений, но непрерывное и плавное вращение ротора не всегда требуется. Естественная особенность двигателя BLDC, заключающаяся в том, что для его вращения необходимо постоянно переключать напряжения между обмотками, способствовала развитию шаговых двигателей. Их ротор может вращаться с определенными приращениями и оставаться стабильным в этих состояниях даже если управление прерывается. Возобновление подачи напряжения на катушки вызывает продолжение вращения.
Шаговые двигатели не имеют коммутаторов и щеток. Это синхронные двигатели постоянного тока с электронно-коммутируемым магнитным полем, вызывающим вращение якоря (его магнитов). Можно считать, что шаговые двигатели управляются цифровыми импульсами, и в шаговом двигателе полный угол поворота ротора разделен на дискретное количество шагов. Количество этих ступеней (фаз) равно количеству магнитов, расположенных вокруг центрального сердечника.
Конструкция шагового двигателя
Теория работы шаговых двигателей. В отличие от двигателей постоянного или переменного тока, для шаговых двигателей требуется последовательное питание, то есть они должны получать фиксированную последовательность импульсов для отдельных катушек. Также бывают биполярные и униполярные двигатели. Униполярный шаговый двигатель отличается от биполярного тем, что имеет дополнительный отвод обмотки, который разделяет обмотку на две части. Обычно биполярный шаговый двигатель имеет 4 или 8 контактов, а униполярный – 5 или 6 контактов.
Схема униполярных и биполярных шаговых двигателей
Вначале рассмотрим униполярный шаговый двигатель, ввиду простоты управления. В таком моторе ток в обмотке всегда течет в одном направлении. Это упрощает метод управления, в отличие от биполярного, где управление должно обеспечивать изменение полярности катушек шагового двигателя путем изменения направления тока через обмотку на противоположное.
Двух переключателей достаточно, чтобы построить простейший драйвер шагового двигателя, как показано на рисунке. Здесь используем 6-проводный униполярный двигатель. Также можно сказать, что двигатель в этом случае управляется однополярно, за счет использования средней обмотки катушки и постоянного напряжения питания на нее.
Переключая данные переключатели в последовательности S1, S2, S1, S2, S1, S2… заметим, что двигатель вращается. Рисунок выше иллюстрирует важный принцип управления: обе обмотки не могут питаться от одной пары одновременно. Каждое изменение переключателя поворачивает ротор на один шаг. Чем быстрее начнем переключать переключатели в последовательности S1, S2, S1, S2…, тем быстрее начнет вращаться ротор.
Подключение переключателей к катушкам шагового двигателя
Скорость шагового двигателя зависит не от величины напряжения, а от скорости подключения питания к отдельным обмоткам. Чтобы добиться полного вращения ротора с 200-шаговым двигателем, надо изменить положение каждого переключателя 100 раз, то есть выполнить до 200 последовательностей для двух переключателей. Это уже говорит о том, что шаговые двигатели не могут работать на высокой скорости. Из этого следует, что шаговые двигатели можно назвать «цифровыми двигателями», поскольку для вращения ротора необходимо переключать переключатели в соответствующей последовательности.
В нашем случае последовательность переключений также определяет направление вращения шагового двигателя. Когда меняем последовательность включения переключателей, то меняем и направление вращения, например S2, S1, S2, S1, S2, S1… влево, S1, S2, S1, S2, S1, S2… вправо. В этом примере есть двухпозиционные переключатели, которые всегда обеспечивают питание двух из четырех обмоток шагового двигателя в данный момент. Но использование трехпозиционных переключателей дает гораздо больше возможностей.
Опять же, обе обмотки никогда не питаются от одной пары, что является обязательным принципом управления шаговым двигателем. Благодаря трехпозиционным переключателям можно реализовать, например, полушаговое управление, благодаря разнообразию переключений. Одновременно могут быть под напряжением две, одна или ни одной из обмоток.
На практике вместо переключателей используются биполярные транзисторы, чаще можно встретить драйверы на основе полевых МОП-транзисторов, благодаря возможности пропускания большего тока, а также возможности их перегрузки. Транзистор здесь действует как переключатель, он либо закрыт, либо полностью открыт.
Упрощенная схема управления униполярным шаговым двигателем
Чтобы управлять таким мотором, надо обеспечить соответствующую последовательность импульсов. Например, только одна из четырех обмоток шагового двигателя находится под напряжением одновременно (это своего рода волновое управление). На каждый цикл двигателя подается питание на одну из четырех катушек униполярного шагового двигателя. Вращение его будет выглядеть так:
Вращение униполярного шагового двигателя в последовательных тактах цикла управления волной
Управляющая последовательность A +, B +, A-, B- повторяется каждые четыре импульса тактового генератора. Этот тип управления называется однофазным или волновым. Это полный шаг управления, потому что двигатель выполняет один полный ход (шаг) с одним импульсом генератора.
Последовательность импульсов A +, B +, A -, B – вращает двигатель в одном направлении. Смена полюсов статора (N, S) заключается в питании соответствующей катушки (A + или A -).
Самый простой способ изменить направление – поменять местами одну пару проводов катушки (поменять местами, например, B + с B – и B – с B +), затем дадим последовательность A +, B -, A -, B + импульсы, он вращает двигатель в противоположном направлении. Так управление направлением реализовано в некоторых контроллерах шаговых двигателей. Самый простой способ изменить последовательность импульсов – использовать, например, реле.
Форма волны (однофазная) импульсная последовательность драйвера
Упрощенная схема однофазного (волнового) регулятора с изменением направления вращения
Несомненное преимущество униполярных шаговых двигателей – простота управления. Но это связано с волновым управлением, с использованием только половины обмотки за раз, одна из них всегда не используется. Используется только 1/4 всех обмоток шагового двигателя, что значительно снижает максимальную производительность.
Двухфазное управление шаговым мотором
Гораздо лучшей альтернативой однофазному управлению будет двухфазное, при котором работают две из четырех обмоток шагового двигателя. В таком управлении используем 1/2 всех обмоток. Тогда мотор станет более эффективен.
Вращение двигателя при двухфазном полноступенчатом управлении
Две катушки шагового двигателя всегда находятся под напряжением. Опять же, мы никогда не питаем две катушки из одной пары одновременно. С каждым импульсом от генератора переключается только одна катушка из отдельных пар (последовательно). В первом цикле катушки A и B находятся под напряжением, во втором катушка A все еще находится под напряжением, в то время как катушка B переключается на B +, в третьем цикле катушка B + находится под напряжением из второго цикла, и катушка A переключается на A + и так далее.
Формы сигналов A + и B + сдвинуты друг к другу (две из четырех обмоток всегда работают в заданном цикле), а сигналы A + и B- инвертируются с сигналами A + и B +. Такие формы сигналов (смещенные относительно друг друга) легко генерируются, например, благодаря интегральной микросхеме 4013, которая имеет два D-триггера. Также можно использовать микроконтроллер. Изменение направления вращения в таком контроллере, как и при однофазном (волновом) управлении, может быть реализовано путем изменения направления проводов одной пары концов катушки (изменение с A + на A – и A – на A +). Чаще всего изменение скорости основано на изменении логики последовательности управляющих импульсов. Мы можем сделать это, например, используя логические элементы XOR, которые будут отрицать сигналы (инвертировать их).
Упрощенная схема двухфазного контроллера с изменением направления вращения, D-триггерами для создания смещенных сигналов и логическими вентилями XOR
Оба типа управления представленные выше: однофазный (волновой) и двухфазный (инвертированные сигналы, управляющие транзисторами), в просторечии, являются униполярными типами управления, потому что используем униполярные шаговые двигатели с дополнительными ответвлениями обмотки. Также в биполярных шаговых двигателях, где работает вся обмотка, мы встречаемся с однофазным и двухфазным управлением, там идея работы аналогична.
Также стоит упомянуть моторы VR (реактивного сопротивления). Двигатели VR обычно имеют три обмотки. Чтобы управлять таким двигателем, нам нужно подавать отдельные обмотки одну за другой в последовательности A, B, C, A, B, C… это заставит двигатель вращаться в одном направлении, в то время как последовательность питания обмотки A, C, B, A, C, B… заставит его вращаться в противоположном направлении. Самый простой способ изменить направление – поменять местами концы двух обмоток шагового двигателя VR, и проще всего это сделать с помощью реле.
Упрощенная схема драйвера резистивного шагового двигателя
Последовательность импульсов управления шаговым двигателем
Последовательность импульсов драйвера реактивного шагового двигателя очень похожа на волновое управление.
Биполярное управление обеспечивает более эффективное использование шагового двигателя, при котором всегда работает вся обмотка шагового двигателя, что дает гораздо лучшую производительность на низких и средних скоростях. А крутящий момент примерно на 30 – 40% больше. Но для этого требуется изменить полярность питания катушки, изменив направление тока в обмотках (например поменяв местами концы катушек). Для этого используются два транзисторных моста H (название происходит от сходства с буквой H на схеме), которые состоят из двух ветвей, а каждая ветвь состоит из двух транзисторов. Чаще всего для построения такого моста используются биполярные транзисторы NPN или MOSFET N.
Биполярный драйвер требует более сложного управления из-за того, что нужно управлять каждым из восьми транзисторов индивидуально. Взамен получаем все возможности шагового двигателя, хотя реализация такого типа управления не самая простая.
Принцип работы такого моста основан на том, что если верхний транзистор проводит в одной ветви, а нижний транзистор в другой, и наоборот, то через катушку шагового двигателя будет протекать ток. Если два верхних или два нижних транзистора проводят одновременно в двух ветвях одного моста, то ток через катушку не будет протекать. Путем соответствующего управления транзисторами получаем изменение направления тока, протекающего через катушку, и, таким образом, изменение полярности катушки.
Также в биполярных контроллерах имеем дело с однофазным (волновым) и двухфазным управлением. Оба элемента управления являются полношаговыми. При однофазном управлении, как и в униполярных шаговых двигателях, в следующем цикле запитывается только одна катушка,
Вращение биполярного шагового двигателя в последовательных тактах однофазного (волнового) цикла управления
Вращение биполярного шагового двигателя в последовательных тактах двухфазного цикла управления
Упрощенная схема драйвера для биполярных двигателей с транзисторными Н-мостами
Последовательность импульсов для питания катушек идентична униполярному двигателю, но в этом случае нет четырех сигналов на транзисторы, только восемь сигналов на восемь транзисторов. Каждым из них нужно управлять индивидуально, переключая соответствующие транзисторы в нужный момент. Ток протекает через катушку, когда один верхний транзистор и один нижний транзистор включены «крест-накрест», то есть 1 и 3 на схеме, другие 2 и 4 в катушке A шагового двигателя закрыты. Но когда выключаем 1 и 3 и включаем 2 и 4, то меняем направление тока в катушке.
Включаем транзисторы «крестом» в катушке A и B. Напряжение питания катушки задается как в униполярном управлении, в то время как «массовый» транзистор подключается крест-накрест к присоединенному верхнему силовому транзистору. Можем если надо изменить скорость, изменив управление двумя концами одной катушки, что приведет к другой последовательности импульсов. Самый простой способ – использовать реле, как при униполярном управлении, также можно реверсировать сигналы, управляющие транзисторами.
Ход управления катушками в биполярном шаговом двигателе волнового управления
Чтобы понять идею, можно сказать что на схеме показано питание проводов биполярного шагового двигателя, т.е. высокое состояние означает напряжение на конкретном проводе (A +, B +, A -, B -), а низкое состояние – появление заземления на отдельных проводах в заданном цикле. Здесь меняем направление тока в катушках, в первом импульсе (в первом цикле) генератор A + земля A – питается от генератора, а в третьем A – земля A + подается, меняя «полярность» источника питания так, чтобы меняли полярность катушек, например N на S.
Фактически, форма сигналов управления транзисторами в H-мосте будет выглядеть как на схеме ниже. Это биполярное однофазное (волновое) управление.
Ход транзисторной последовательности управления в биполярном волновом контроллере
Идея управления катушками двухфазного биполярного двигателя аналогична управлению двухфазным униполярным шаговым мотором. Здесь также нужно управлять каждым транзистором отдельно, как в случае управления биполярной волной. Можем изменить скорость на реле, как при управлении волнами, или использовать логические вентили, меняющие сигналы.
Ход управления катушками в биполярном двигателе двухфазного управления
Эта схема, что касается управления биполярной волной, показывает соответствующий источник питания проводов биполярного шагового двигателя. Низкое состояние означает основное высокое напряжение питания катушки. В первом цикле проводники A – и B – земли A + и B + находятся под напряжением, во втором цикле проводники A – и B + земли A + и B- находятся под напряжением и так далее.
Последовательность импульсов управления транзистором будет выглядеть примерно так:
Последовательность управления транзистором в двухфазном биполярном контроллере
Как правило, биполярные шаговые двигатели требуют сложной схемы управления. Эта проблема была решена с появлением специализированных интегральных схем (A3977, A4988, L297), которые используются для генерации соответствующей последовательности импульсов для управления транзисторами в H-мосте.
Также можем использовать логические элементы или D-триггеры для генерации этой последовательности, но чаще существуют драйверы, построенные на микроконтроллерах или специализированных интегральных схемах.
Самым большим преимуществом управления биполярным шаговым двигателем является хорошо используемый крутящий момент, благодаря тому что вся обмотка находится в текущем состоянии после получения импульса (в течение одного цикла).
Двигатели PM (с постоянным магнитом) и HB (гибридные), несмотря на их различную конструкцию, управляются одинаково. Каждый двигатель с 4 контактами может управляться только биполярно, в то время как униполярный шаговый двигатель с 6 контактами может работать как биполярный, так и униполярный.
Двигатели с 8 выводами дают гораздо больше возможностей, они могут работать как однополярные, так и биполярные. Кроме того, шаговый двигатель можно подключить последовательно, где нужно подавать на него более высокое напряжение, но в то же время он будет потреблять меньше тока, что приведет к снижению мощности на более высоких скоростях.
Также можем подключить его параллельно и запитать от более низкого напряжения, но с более высоким током. Это даст меньше потерь мощности на более высоких скоростях. На низких скоростях, как при последовательном, так и при параллельном подключении, двигатель будет иметь одинаковый крутящий момент (мощность).
Схема последовательного и параллельного подключения 8-проводного шагового двигателя
Идея последовательного и параллельного подключения также может быть использована с 6-проводным униполярным двигателем.
Схема последовательного и параллельного подключения 6-проводного шагового двигателя
Следует отметить, что при управлении шаговым двигателем мы переключаем обмотки, имеющие некоторую индуктивность. Когда ток прерывается в индуктивности, генерируется напряжение самоиндукции, которое может быть большим и повредить транзистор. Чтобы исключить это явление, необходимо правильно обеспечить протекание тока в катушке даже после выключения транзистора. Наиболее распространены быстродействующие диоды, которые срезают всплески, возникающие при открытии транзистора. Также можете найти драйверы с конденсаторами вместо диодов.
Схема подключения диодов к униполярному драйверу на биполярных транзисторах
Верхние диоды на схеме отсекают положительные импульсы, образовавшиеся в результате отключения тока от катушек шагового двигателя. С другой стороны, нижние диоды тоже нужны, потому что две обмотки одной пары образуют автотрансформатор. Когда в одной катушке есть положительное перенапряжение, отсекаемое верхним диодом, в другой катушке той же пары происходит отсечение отрицательного перенапряжения нижним диодом.
Иная ситуация с использованием MOSFET-транзисторов, потому что транзистор уже имеет в своей структуре переход сток-исток, который в данном случае действует как диод. При использовании небольших двигателей верхние диоды можно не устанавливать. Положительная энергия вывода не очень велика и может быть поглощена транзистором, который кратковременно работает в разрешенном режиме лавинного пробоя и действует как стабилитрон.
Схема униполярного шагового двигателя с MOSFET транзисторами
Также используем тот же принцип для биполярного управления. При использовании MOSFET-транзисторов можем использовать встроенные «диоды» в транзисторе.
Схема использования диодов в биполярных драйверах
Схема биполярного шагового двигателя с MOSFET транзисторами
Ещё стоит упомянуть инерцию обмоток, ограничивающую скорость нарастания тока. Каждая из катушек шагового двигателя имеет определенную индуктивность L и сопротивление R. После подачи напряжения на катушку ток I определяется напряжением питания катушки (VCC) и ее сопротивлением, то есть I = VCC / R. Он не сразу достигает значения, определяемого L iR. Ток постепенно увеличивается, а постоянная времени нарастания составляет T = L / R. Обычно это 10 мс, поэтому период прямоугольной волны должен составлять 20 мс или 50 Гц, чтобы обеспечить 10 мс высокого состояния длительности импульса для катушки для достижения полного тока.
На низких частотах (скоростях) это значения не имеет, а на более высоких частотах ток не успеет увеличиться до нужного значения. Следовательно, двигатель будет значительно терять крутящий момент при увеличении оборотов, из-за того что ток не успевает увеличиться до номинального тока мотора.
Лучшее решение этой проблемы – подать на двигатель напряжение, намного превышающее номинальное напряжение его работы. Из-за более высокого напряжения ток нарастает быстрее. Правда для этого требуется специальная схема, ограничивающая ток протекающий по обмоткам.
Среди других решений – использование резистора, который выбирается так, чтобы ток в установившемся режиме был равен номинальному току двигателя. Недостатком такой системы являются большие потери мощности на резисторе.
Схема использования резистора для ограничения тока в обмотках шагового двигателя
Иное решение – заменить резисторы на источник тока, который будет поддерживать заданное значение. Сначала на катушку подается высокое напряжение, которое ускоряет нарастание тока, затем источник будет поддерживать заданное значение тока катушки. Правда потери мощности по-прежнему являются большим недостатком, на этот раз на транзисторах, из-за высокого напряжения питания.
Схема использования источника тока для ограничения тока в обмотках шагового двигателя
Другой способ – работать от двух источников питания. В первые моменты импульса катушка питается от более высокого напряжения, которое ускоряет рост тока, затем она переключается на второй источник с номинальным напряжением питания шагового двигателя.
Недостатком такого решения является необходимость использования двух источников, что связано с дополнительными преобразователями. На схеме ниже переключатели используются для иллюстрации идеи переключения источников напряжения.
Упрощенная схема использования двух источников питания для регулирования тока в обмотках шагового двигателя
Самый эффективный метод – чопперский. Он заключается в подаче на катушку двигателя не одиночных импульсов, а серии импульсов по форме напоминающих сигнал ШИМ. В первый момент импульса от генератора прикладывается более высокое напряжение, которое ускоряет нарастание тока, позже оно ограничивается циклической работой транзистора.
Фрагмент схемы биполярного контроллера с технологией чоппера
Форма сигнала прерывателя для управления транзистором
Напоминаем, что в первые моменты управляющего импульса продлеваем включение транзистора, что позволяет быстрее увеличить ток, благодаря гораздо более высокому напряжению VCC, чем номинальное напряжение мотора. В следующие моменты импульса значительно сокращаем время транзистора, он работает циклически и тем самым ограничивает напряжение до номинального рабочего напряжения шагового двигателя. Компаратор, который будет сравнивать напряжения решает, когда сигнал управления транзистора должен быть переключен с постоянного на прерывистый. Благодаря этому есть возможность регулировать ток, подаваемый на катушку шагового двигателя.
Схема использования компаратора в биполярном контроллере
Эта схема очень эффективна и позволяет регулировать ток катушки независимо от напряжения питания, изменяя напряжение Vs.
Напряжение питания катушки VCC намного выше, чем рабочее напряжение обмотки, а это означает что после включения транзистора ток достигает своего рабочего значения намного быстрее, за гораздо более короткое время чем постоянная времени L / R. После достижения порогового значения (установленного Vs) компаратор сравнивает падение напряжения на управляющем резисторе Rs с напряжением Vs. Если ток двигателя и, следовательно, падение напряжения на Rs увеличиваются выше напряжения Vs, компаратор запускает моностабильный триггер, который излучает один импульс и на короткое время отключает напряжение питания катушки, что снижает ток, а затем цикл повторяется с начала.
В результате компаратор и триггер циклически открывают и закрывают транзистор, что предотвращает повышение напряжения катушки до напряжения питания VCC. За счет циклической работы транзистора ограничивается напряжение питания катушки шагового двигателя. Тогда течение имеет пилообразную волну. Ниже представлена диаграмма тока в обмотке прерывателя.
График импульсов тока в обмотке
Этот управляющий сигнал с прерывистой катушкой позволяет увеличить крутящий момент шагового двигателя, особенно при более высоких скоростях вращения. Конечно потребуется еще более интеллектуальная система управления (эта проблема была решена с появлением встроенных драйверов шаговых двигателей и микроконтроллеров), но она позволяет ускорить процесс увеличения тока благодаря подаче гораздо более высокого напряжения на более высокие частоты от генератора, без значительных потерь энергии или использования двух разных источников питания. Тут понадобится только один блок питания с относительно высоким напряжением.
Очень хорошая альтернатива, особенно в тех случаях когда драйвер не нуждается в специальных функциях, – использовать готовые интегральные микросхемы драйверов шаговых двигателей. Многие производители предлагают широкий спектр специализированных чипов, разработанных специально для управления шаговыми двигателями.
Обмотки шаговых двигателей чаще всего управляются формой сигнала ШИМ через H-мосты, по одному на обмотку. Угол поворота пропорционален количеству импульсов, а скорость вращения – их частоте. При работе с полными ступенями довольно много шума и вибрации. К сожалению, также могут быть случаи пропуска ступеней («выход») и, как следствие, потеря контроля над положением ротора. Эта проблема решается за счет использования микрошагов, таким образом питая обмотки так, что ротор проходит через промежуточные положения за один полный шаг.
Если для быстрой остановки двигателя требуется еще несколько шагов, важно правильно определить состояние перехода и остановки. В этом случае желательно управление с обратной связью в отличие от абсолютного позиционирования с обратной связью, основанного на подсчете шагов. Существует адаптивное управление скоростью шагового двигателя, позволяющее остановить его как можно скорее, несмотря на возможное увеличение нагрузки на этом этапе.
Это возможно на основании наблюдения увеличения BENF и соответствующего увеличения частоты импульсов, питающих двигатель. Вышеописанный алгоритм реализован в интегрированном однокристальном контроллере AMIS-30624. Он настроен для работы с различными типами шаговых двигателей, диапазонами позиционирования и такими параметрами, как скорость, ускорение и замедление.
Схема контроллера AMIS-30624
Он имеет встроенный бессенсорный детектор потери шага, который предотвращает потерю шагов позиционером и быстро останавливает двигатель при его остановке. Это обеспечивает тихую, но точную калибровку во время эталонного прогона и позволяет работать с полузамкнутым контуром. AMIS-30624 включает в себя как аналоговые цепи высокого напряжения, так и цифровые блоки управления. Чип разработан для применений в автомобильной, промышленной и строительной отраслях.
Форум
Как управлять шаговыми двигателями для точных движений роботов
Toggle Nav
Переключить навигацию
Меню
Счет
Поиск
Мое сравнение ()
Заказы на складе, размещенные после 15:00 в пятницу, 26 мая, будут отправлены во вторник, 30 мая. Polycase будет закрыт в понедельник, 29 мая, в связи с Днем памяти.
Во многих технологиях, управляющих современным миром, шаговые двигатели активно работают. Эти относительно простые, но высокоэффективные двигатели являются отличным выбором для многих различных применений, включая производственные приложения, в которых используются роботизированные компоненты.
Шаговые двигатели, однако, требуют систем управления, которые могут обеспечить степень точного оперативного контроля, которая создает точные и точные роботизированные движения. И когда инженер проектирует эти системы управления, ему необходимо уделять особое внимание конструкции контроллера и электрической коробки, используемой для его размещения.
В сегодняшнем выпуске блога Polycase TechTalk мы углубимся в основы шагового двигателя и его применения. Затем мы поговорим о том, как управлять шаговыми двигателями для инженеров-механиков и электриков, проектирующих и определяющих системы управления двигателями.
Частично разобранный шаговый двигатель. Обратите внимание на магнитные катушки, окружающие зубчатый ротор.
Что такое шаговый двигатель?
Шаговый двигатель — это распространенный тип бесщеточного двигателя с питанием от постоянного тока. Чтобы понять, как работают шаговые двигатели и почему мы их используем, вы должны сначала понять несколько вещей о том, как работают электрические двигатели.
Основное назначение электродвигателя — преобразование электрической энергии в механическую. Для этого в электродвигателе используются различные типы магнитов, которые взаимодействуют друг с другом и заставляют физические компоненты двигателя двигаться. Движение компонентов вращает вал двигателя, который передает механическую энергию от двигателя для питания других частей системы.
Существует два широко используемых типа электродвигателей: коллекторные и бесщеточные. В каждом из них используется свой метод преобразования электрической энергии в механическую:
Коллекторный двигатель использует электрические контакты, называемые щетками, которые передают ток на якорь, намотанный металлическими катушками. Два постоянных магнита статора, один положительный и один отрицательный, окружают якорь и заставляют якорь, находящийся под напряжением, вращаться. Когда якорь вращается, его кинетическая энергия вращает вал двигателя.
Бесщеточный двигатель использует несколько электромагнитов статора, расположенных по кольцу вокруг намагниченного ротора. Электромагниты можно активировать и деактивировать последовательно, чтобы управлять вращением ротора и точно совмещать его с каждым магнитом. Здесь вращение ротора создает кинетическую энергию, вращающую вал двигателя.
Коллекторные двигатели все еще используются в различных устройствах, например, в бытовой технике. Однако бесщеточные двигатели вытеснили щеточные во многих других областях, в том числе во многих цифровых технологиях, управляющих нашим миром.
Таким образом, важно понимать, как управлять шаговыми двигателями и как создавать системы управления, которые управляют ими безопасно и эффективно. Прежде чем мы углубимся в то, как они работают, давайте лучше поймем, как используются шаговые двигатели, рассмотрев преимущества шаговых двигателей и приложения, в которых они обычно используются.
Пример базового конструкция шагового двигателя. Каждая из катушек активируется последовательно, чтобы обеспечить постоянное и предсказуемое движение ротора.
Преимущества шаговых двигателей
Итак, почему шаговые двигатели часто выбирают для робототехники? Вот некоторые из основных преимуществ шаговых двигателей, благодаря которым они идеально подходят для робототехники:
Чрезвычайно точное управление движением и позиционированием двигателя
Требования к техническому обслуживанию значительно ниже, чем у коллекторных двигателей
Высокоэффективная и надежная работа при номинальных скоростях и нагрузках
Значительно меньшая занимаемая площадь, чем у большинства коллекторных двигателей
Генерирует намного меньше тепла и электрического шума, чем коллекторные двигатели
Униполярные шаговые двигатели, которые одновременно питают только одну сторону кольца катушки статора, также относительно недороги, что делает их популярными как среди любителей электроники, так и среди профессионалов. Биполярные шаговые двигатели, которые также передают обратный ток на катушку, противоположную находящейся под напряжением катушке статора, более сложны и дороги. Однако их более плавная и точная работа делает их более подходящими для промышленного применения.
Шаговый двигатель подходит не для всех задач. Если в вашем проекте требуется постоянное вращение двигателя на очень высоких скоростях (обычно более 2000 об/мин), многочисленные полюса в шаговом приводе могут вызвать такие условия, как потери на вихревые токи, которые снижают эффективность двигателя. Кроме того, износ ротора на таких высоких скоростях может сократить срок его службы.
Закажите корпус ЧПУ для вашего проекта обработки с ЧПУ
Применение робототехники для шаговых двигателей
Шаговые двигатели используются в самых разных областях, особенно в робототехнике. Поскольку шаговые двигатели обеспечивают точное позиционирование и надежные повторяющиеся движения, они идеально подходят для приложений, требующих длинных последовательностей быстрых и точных движений. Общие роботизированные применения шаговых двигателей включают:
Обработка с ЧПУ
3D- и 2D-печать
Текстильное производство
Медицинские устройства визуализации
Системы хранения данных на жестких дисках
Каждое из этих приложений требует точного управления роторами, лазерами, печатающими головками, стилусами и другими автоматизированными роботизированными компонентами. Шаговые двигатели обеспечивают точное управление и надежность, необходимые инженерам при проектировании робототехнических систем. Однако для того, чтобы шаговые двигатели реализовали свой потенциал в этих приложениях, важно иметь четкое представление о том, как управлять шаговыми двигателями с использованием различных доступных методов управления напряжением.
Основы управления шаговым двигателем
По сути, основным методом управления шаговым двигателем является включение и выключение катушек, окружающих шестерню, в правильной последовательности. Изменение последовательности и времени активации катушки — это то, как инженеры настраивают работу шагового двигателя в соответствии с потребностями своих приложений.
Изменения в подаче тока на шаговый двигатель могут привести к чрезвычайно тонким и точным различиям в позиционировании. Точность шагового двигателя зависит от количества его шагов, то есть от количества различных позиций, которые он занимает в течение полного цикла вращения. Шаговый двигатель с большим количеством шагов будет в большей степени способен создавать более точные различия в позиционировании. Уровень точности, которого может достичь шаговый двигатель, известен как разрешение двигателя.
Основные режимы управления шаговым двигателем:
Волновой привод/Однофазный: последовательно активируется одна катушка. Это самый простой режим работы шагового двигателя, дающий самое низкое разрешение.
Полный шаг: две катушки последовательно активируются одновременно, поэтому полярные положения ротора фактически находятся между каждой катушкой. Этот режим полезен для улучшения крутящего момента и скорости двигателя, но он не увеличивает разрешающую способность двигателя, поскольку число шагов остается прежним.
Полушаг: активируется одна катушка, а затем одновременно активируются две катушки на следующем этапе. Таким образом, ротор перемещается на полшага за раз от положения прямого выравнивания, когда активна одна катушка, до положения раздельного выравнивания, когда активны две катушки. Этот режим фактически добавляет дополнительные шаги к вращению двигателя, поэтому он существенно увеличивает разрешение.
Микрошаг: Катушки активируются с помощью серии синусоидальных импульсов, которые перемещают ротор очень маленькими шагами. Этот метод дает самое высокое разрешение из всех перечисленных здесь, благодаря его способности подразделять полный цикл ротора на 256 шагов. Микрошаг также перемещает ротор очень плавно и последовательно, что помогает снизить вибрацию, шум и износ компонентов двигателя. Благодаря этим преимуществам микрошаговый режим является наиболее распространенным режимом активации шаговых двигателей в современных приложениях.
Также можно увеличить разрешение шагового двигателя, увеличив количество катушек и полюсов. Большинство шаговых двигателей, используемых профессиональными инженерами, имеют большое количество катушек, которые обеспечивают около 200 шагов до микрошага. В совокупности эти параметры дают инженерам, использующим шаговые двигатели, множество различных возможностей для повышения точности разрешающей способности двигателя.
Каждый шаговый двигатель управляется через схему драйвера, которая передает ток на катушки, чтобы активировать их. Поскольку весь механизм, управляющий шаговым двигателем, начинается с контроллера двигателя, очень важно, чтобы элементы управления шаговым двигателем были разработаны тщательно и в соответствии с передовыми методами. В следующих разделах мы кратко рассмотрим основы, которые вам необходимо знать при разработке схемы драйвера шагового двигателя.
Основы выбора привода шагового двигателя
Схема привода шагового двигателя обычно подключается к микроконтроллеру, который обеспечивает оператору двигателя контроль над импульсами напряжения, посылаемыми на катушки. Для схем шагового привода доступно множество различных вариантов, в том числе некоторые модели, предназначенные для готового использования в качестве контроллера шагового двигателя. Другие используют программируемые микроконтроллеры, такие как Arduino Uno, которые можно запрограммировать с помощью библиотеки управления шаговыми двигателями с открытым исходным кодом.
При выборе схемы драйвера шагового двигателя начните с четырех основных факторов. Ваш шаговый двигатель.
Ток: Драйвер должен быть рассчитан как минимум в 1,4 раза больше номинального максимального тока шагового двигателя.
Микрошаг: Драйвер должен иметь несколько вариантов разрешения шага, чтобы вы могли экспериментировать с различными настройками микрошага.
Максимальный импульс шага: Драйвер должен быть рассчитан на достаточное количество импульсов шага, чтобы вращать ротор со скоростью, требуемой вашим приложением.
Другие факторы при выборе шагового привода
Несмотря на относительно простую конструкцию шаговых двигателей, определение правильного шагового двигателя и разработка соответствующей системы управления могут оказаться сложной задачей. На четыре фактора, которые мы только что обсудили, может влиять множество других факторов, заслуживающих внимания.
При проектировании системы, включающей шаговый двигатель, обязательно учитывайте следующее:
Если в вашем приложении требуются определенные скорости вращения и крутящий момент, подбор правильного двигателя и привода может оказаться сложной задачей, даже если вышеуказанные условия соблюдены. обдуманный. Как правило, наиболее точным методом согласования двигателя и привода является использование инженерного программного обеспечения с соответствующими кривыми скорость-момент. Начните с привода с требуемыми характеристиками напряжения и тока, а затем сопоставьте его с двигателем, используя кривую скорость-момент.
Несоответствие крутящего момента является распространенной проблемой в конструкции привода шагового двигателя, которая может вызвать остановку (из-за недостаточного крутящего момента) или вибрацию и шум (из-за чрезмерного крутящего момента). Чтобы получить правильный крутящий момент, начните с расчета крутящего момента нагрузки для желаемой задачи, которую должен выполнить двигатель. После того, как вы определили требуемый крутящий момент нагрузки, используйте методы согласования нагрузки и крутящего момента двигателя, чтобы убедиться, что крутящий момент вашего двигателя находится в оптимальном диапазоне.
Помните, что шаговому двигателю требуется полный ток для создания удерживающего крутящего момента, а это означает, что шаговый двигатель может сильно нагреться, если он удерживается в одном положении в течение длительного времени. Обязательно учитывайте это при проектировании систем охлаждения.
Биполярные шаговые двигатели требуют несколько более сложных схем привода, чем униполярные шаговые двигатели, потому что они должны одновременно передавать отрицательный ток на противоположную катушку. Если вы используете биполярный шаговый двигатель, убедитесь, что ваш привод рассчитан на управление биполярными двигателями.
Блок управления шаговым двигателем должен быть защищен электрическими шкафами, чтобы защитить его от опасностей окружающей среды. В зависимости от условий эксплуатации двигателя проводка его распределительной коробки может загрязняться пылью и мусором или повреждаться брызгами воды (среди многих других возможных опасностей).
Корпуса Polycase для блоков управления шаговыми двигателями
Электрические шкафы Polycase — отличный выбор для инженеров, разрабатывающих блоки управления шаговыми двигателями. Инженеры выбирают корпуса Polycase, когда им нужна производительность с рейтингом UL, элегантный дизайн и материалы высочайшего качества для корпусов шаговых двигателей. Кроме того, мы предлагаем варианты индивидуальной настройки корпуса, которые позволяют невероятно быстро и легко модифицировать корпус с помощью специальных вырезов корпуса с ЧПУ и цифровой печати.
Ниже приведены некоторые из наиболее популярных электрических шкафов для наших промышленных клиентов, которые используют их для защиты оборудования, такого как блоки управления шаговыми двигателями:
Серия ZH: Прочные навесные поликарбонатные шкафы, подходящие для использования внутри и вне помещений.
Серия
SA: Корпуса из нержавеющей стали для наружного применения с характеристиками, соответствующими их элегантному внешнему виду.
Серия
EX: корпуса из экструдированного алюминия с красивой отделкой и встроенными направляющими для удобного монтажа на печатной плате.
Прочный и доступный корпус из поликарбоната
Полностью собранный шаговый двигатель, включая металлический корпус.
Вам нужен идеальный электрический шкаф для размещения шагового двигателя и/или блока управления двигателем? Наши специалисты по электромонтажным шкафам всегда рады помочь вам выбрать модель, соответствующую вашим потребностям. Позвоните в Polycase по телефону 1-800-248-1233, чтобы поговорить со специалистом по корпусам, или свяжитесь с нами через Интернет в любое время.
Авторы изображений
AlexLMX/Shutterstock.com
Фуад А. Саад/Shutterstock.com
Darkdiamond67/Shutterstock.com 90 003
Deniseus/Shutterstock.com
Дмитрий Калиновский/Shutterstock .com
ашаркью/Shutterstock.com
sspopov/Shutterstock.com
sfam_photo/Shutterstock.com
9 0004 Михаил Стародубов/Shutterstock.com
similis/Shutterstock.com
luchschenF/Shutterstock.com
ValeriaES/Shutterstock.com
В Советы по электронике
Как управлять шаговым двигателем
В шаговых двигателях используются специальные методы управления для достижения большей точности, чем у стандартных двигателей с регулируемой скоростью, при этом избегая затрат и сложности сервосистем.
Для промышленной автоматизации термин управление движением обычно означает использование электродвигателя для положительного управления положением, скоростью и ускорением физической системы. Пневматика экономична, а гидравлика может обеспечить наибольшую силу. Но электродвигатели часто обеспечивают правильный баланс точности, скорости, мощности, долговечности и эксплуатационных расходов.
Асинхронные двигатели переменного тока и двигатели постоянного тока используются для базовых операций включения/выключения и менее точных приложений с регулируемой скоростью, в то время как серводвигатели сочетают в себе высокую скорость, крутящий момент и точность положения/скорости/ускорения за счет положительной обратной связи — с соответственно высокой стоимостью и сложностью. Некоторым пользователям требуется лучшее управление движением, чем это возможно с асинхронными двигателями переменного тока или двигателями постоянного тока, но они ищут более экономичный вариант, чем сервоприводы.
Для многих приложений ответом могут быть системы шаговых двигателей, состоящие из шагового двигателя, привода и контроллера. Шаговые системы обеспечивают некоторые из лучших характеристик ранее описанных двигателей, но при этом экономичны. Для более низких скоростей и меньших требований к усилию шаговые двигатели обеспечивают хорошее разрешение движения. В этой статье описывается, как пользователи могут реализовывать системы с шаговыми двигателями и управлять ими.
Характеристики шагового двигателя
Шаговые двигатели названы так потому, что они управляются импульсами, полученными от привода, для перемещения небольшими дискретными шагами, и они могут делать это быстро. Как правило, лучше всего они работают со скоростью ниже 1000 оборотов в минуту (об/мин), потому что крутящий момент быстро падает с увеличением скорости. Шаговые двигатели не обладают какой-либо перегрузочной способностью, поэтому одним из отраслевых правил является выбор шаговых двигателей и приводов таким образом, чтобы ожидаемая нагрузка использовала только 50% доступного крутящего момента, чтобы избежать потенциальных условий остановки.
Шаговые двигатели управляются последовательностью импульсов от контроллера. В полношаговом режиме обычно 200 шагов (или 1,8 градуса) на каждый оборот на 360 градусов, и каждый импульс перемещает двигатель на один шаг, но этот режим нетипичен, поскольку ему не хватает точности. Вместо этого пользователи обычно выбирают полушаг , четвертьшаг или другие микрошаговые режимы , которые работают со скоростью 400, 800 или до 50 000 шагов за оборот. Ключевым моментом является баланс между точностью и требуемой полосой пропускания управляющего сигнала.
Хотя шаговые двигатели считаются более дешевой альтернативой управлению движением по сравнению с серводвигателями, у шаговых двигателей есть и другие преимущества. Шаговые двигатели не имеют джиттера/дизеринга на нулевой скорости. Для приложений без постоянной нагрузки от силы тяжести или какой-либо другой силы некоторые шаговые приводы могут иметь опцию снижения тока холостого хода, которая экономит энергию и снижает нагрев двигателя, когда вал находится в состоянии покоя.
Для машин или оборудования с движущимися частями, приводимыми в движение двигателем, возможно, с использованием редукторов или механизмов с реечной передачей, шаговые двигатели являются хорошим способом точного позиционирования нагрузки. Хотя большинство шаговых двигателей не имеют обратной связи, к двигателю можно добавить энкодер. Для большинства приложений необходимо как минимум добавить к оборудованию датчики для обеспечения обратной связи по положению.
Первый шаг
Шаговый контроллер необходим для генерации определенной последовательности импульсов для выполнения движения. В свою очередь, шаговый контроллер подключается к приводу для отправки импульса соответствующего уровня мощности самому двигателю. Контроллер, привод и двигатель обычно являются отдельными компонентами, но в некоторых случаях две или три из этих функций могут быть объединены в одном корпусе.
Контроллер может быть автономным устройством, или некоторые программируемые логические контроллеры (ПЛК) могут создавать импульсы, упрощая тесную интеграцию управления движением с другими функциями автоматизации. Базовые шаговые приводы не являются интеллектуальными, поскольку они просто принимают импульсы контроллера и усиливают их в импульсы напряжения для работы двигателя.
Разработчики должны выбирать контроллеры и приводы с совместимыми импульсными характеристиками. Электрические сигналы могут быть с открытым коллектором, драйвером линии или двухтактным. Высокоскоростные импульсы кодируют как частоту, так и направление двигателя, используя один из трех методов:
По часовой стрелке (CW) / против часовой стрелки (CCW)
(иногда используется для отслеживания энкодера, потому что этот сигнал часто используется энкодерами)
Шаговая система может создавать движение, управляя двигателем относительно того, как далеко и как быстро он должен вращаться. Некоторые распространенные примеры профилей движения в порядке возрастания сложности:
Двигаться с фиксированной скоростью.
Пройдите несколько шагов и остановитесь.
Разгон с одной скорости до другой
Перемещение на несколько шагов из одного положения остановки в другое, сначала ускоряясь до целевой скорости, а затем замедляясь до нулевой скорости в целевом положении, известное как трапециевидное движение.
Ускорение с одной скорости на другую; известное как движение по S-образной кривой.
Трапециевидные перемещения используют постоянное ускорение для перевода двигателя с одной скорости на другую. S-образные перемещения плавно регулируют ускорение от одной скорости к другой. На этом графике показано изменение скорости (скорости) во времени, когда двигатель движется от нулевой скорости к другой скорости, поддерживает вторую скорость в течение некоторого времени, а затем замедляется обратно до нулевой скорости.
Возврат в исходное положение и проверка положения
Шаговые системы могут выполнять точные относительные перемещения только после того, как контроллер изучит исходное положение с помощью процедуры возврата в исходное положение . Поскольку обратная связь от двигателя обычно отсутствует, периодическая проверка положения также может использоваться для подтверждения точных перемещений для текущей операции.
Один из способов выполнить возврат в исходное положение — установить позиционный переключатель в известном месте расположения оборудования. Чтобы узнать исходное положение, контроллер/привод перемещает двигатель в ожидаемое положение и устанавливает исходное положение после срабатывания позиционного переключателя. Проверка положения аналогична, но, как правило, это быстрая проверка, выполняемая во время нормальной работы.
Изучение вариантов
Шаговые двигатели могут быть выгодным выбором для многих приложений, и когда они подходят, они будут более дешевым вариантом, чем сервоприводы. Для приложений, где требуется точное одноосное или ограниченное многоосевое управление движением, шаговые двигатели, приводы и контроллеры (особенно ПЛК), используемые в сочетании с позиционными переключателями и/или энкодером, будут надежно управлять оборудованием примерно на 25 % по стоимости.
RU С-RU. ПБ68.В.01319/23 Покрытия пола на основе защитных составов, состоящие из грунтовочного слоя марок «ДенсТоп ЭП 100», «ДенсТоп ЭП 101», «ДенсТоп ЭП 104», «ДенсТоп ЭП 105», «ДенсТоп ЭП 105 АС», «ДенсТоп ЭП 105 Транс», «ДенсТоп ЭП 106», «ДенсТ…
ГИДРОЗО
29 Дек 2022
RU С-RU.ПБ68.В.01278/22 Покрытие пола на основе состава защитного эпоксидного антистатического двухкомпонентного, марки «БиЭпокс АС», толщиной сухого слоя от 0,2 мм до 2 мм, выпускаемого по СТО 14171599-020-2013 «Эпоксидные защитные составы «БИЭП…
ГИДРОЗО
21 Июл 2022
RU С-RU.ПБ68.В.01051/22 Покрытия напольные защитно – декоративные, состоящие из грунтовочного состава марки ДенсТоп ЭП 105 и двухкомпонентного покрытия на эпоксидной основе марки «ДенсТоп ЭП 205», общей толщиной покрытия от 0,1 до 0,8 мм, выпуска…
ГИДРОЗО
26 Май 2022
RU С-RU.ПБ68.В.00973/22 Покрытие напольное двухкомпонентное на полиуретановой основе марки «ДенсТоп ПУ 227 Эластик», состоящее из полиуретановой смолы (Компонент А) и отвердителя (Компонент Б), общей толщиной покрытия от 0,2 до 2,0 мм, выпускаемы…
ГИДРОЗО
10 Мар 2022
RU С-RU. ПБ68.В.00840/22 Покрытие напольное двухкомпонентное на эпоксидной основе, марки Витрапокс 1600А, состоящего из эпоксидной смолы с добавлением наполнителей и целевых добавок (Компонент А) и полиаминного отвердителя (Компонент Б), общей тол…
ГИДРОЗО
02 Фев 2022
RU С-RU.ПБ68.В.00806/22 Системы напольных покрытий, состоящие из трехкомпонентного цементно-полиуретанового грунтовочного слоя марки «ДенсТоп ПМ 600», с расходом от 0,2 до 0,4 кг/м2, и основного слоя из трехкомпонентного цементно-полиуретанового …
ГИДРОЗО
30 Дек 2021
RU С-RU.ПБ68.В.00787/21 Системы напольных покрытий, состоящие из трехкомпонентного цементно-полиуретанового грунтовочного слоя марки «ДенсТоп ПМ 600», с расходом от 0,2 до 0,4 кг/м2, и основного слоя из трехкомпонентного цементно-полиуретанового …
ГИДРОЗО
15 Янв 2021
RU С-RU.ПБ09.В.00185/21 Напольное двухкомпонентное эпоксидное покрытие «Витрапокс 1600А», толщиной от 0,2 до 2,0 мм, выпускаемое по ТУ 5772-001-14171589-2010
ГИДРОЗО
15 Янв 2021
RU С-RU. ПБ09.В.00184/21 Напольное двухкомпонентное эпоксидное покрытие «Витрапокс 1600А», толщиной от 0,2 до 2,0 мм, выпускаемое по ТУ 5772-001-14171589-2010
ГИДРОЗО
29 Дек 2020
RU С-RU.ПБ09.В.00183/20 Напольное двухкомпонентное эпоксидное покрытие «Витрапокс 1600А», толщиной от 0,2 до 2,0 мм, выпускаемое по ТУ 5772-001-14171589-2010
С-RU.ПБ25.В.04598 Эпоксидные защитные составы для напольных покрытий толщиной до 4 мм т.м. «БиЭпокс»
ГИДРОЗО
19 Май 2017
С-RU.ПБ25.В.04558 Полиуретановые защитные составы для напольных покрытий толщиной до 4,8 мм
ГИДРОЗО
19 Май 2017
С-RU.ПБ25.В.04557 Эпоксидные защитные составы для напольных покрытий толщиной до 4,6 мм
ГИДРОЗО
Связанные компании
Hugo Brennenstuhl GmbH & Co 7
О компании
Топ компаний с ОКВЭД 46. 73
Список российских компаний с основным видом деятельности: Торговля оптовая лесоматериалами, строительными материалами и санитарно-техническим оборудованием
Код: 3824997000 СОСТАВЫ ОГНЕЗАЩИТНЫЕ, ВОДОЗАЩИТНЫЕ И АНАЛОГИЧНЫЕ ЗАЩИТНЫЕ СОСТАВЫ, ПРИМЕНЯЕМЫЕ В СТРОИТЕЛЬСТВЕ 862
Код: 3208909109 Прочие растворы красок и лаков, изготовленных на основе синтетических полимеров 58
Код: 320890910 ПРОЧИЕ РАСТВОРЫ КРАСОК И ЛАКОВ, ИЗГОТОВЛЕННЫХ НА ОСНОВЕ СИНТЕТИЧЕСКИХ ПОЛИМЕРОВ 28
Группы продукции из ЕАЭС
Код: — Приспособления для грузоподъемных операций 941
Код: — Удлинители, в том числе удлинители с фильтрами 617
Код: — Огнезащитные вещества и материалы 72
Код: — Тепловозы, газотурбовозы маневровые 66
Группы продукции по ОКПД 2
Код: 20. 30.11.120 Краски на основе акриловых или виниловых полимеров в водной среде 500
Код: 20.30.12 Материалы лакокрасочные на основе сложных полиэфиров, акриловых или виниловых полимеров в неводной среде; растворы 130
Код: 20.59.59 Продукты разные химические, не включенные в другие группировки 86
Куплю строительный материал, все для электро-монтажа, двери | Прочие стройматериалы в Ростове-на-Дону — Стройматериалы на Gde.ru
Куплю: Шнек буровой ШБ72х36/1000/52-ШП Долота шнековые II ЛД-75 М ШП Санирующий раствор на водной основе Маноксан БФА, с бактерецидным и антисептическим действием Пассиватор ржавчины Маногард 133 ФЕР Тиксотропный ремонтный состав на минеральной основе с полимерной фиброй Стармекс Рм3 Минеральный состав (смесь сухая) длягерметизации пор бетона Стармекс Сил Флекс (2,5 кг/м2, при толщине 1 мм) Эпоксидный вяжущий состав Манопокс 372 Углеродный композиционный материал на эпоксидной смоле Армошел КВ 220, шириной ленты 100, 300 мм Загуститель для состава Манопокс 372 (расход 0,06 кг / 1 кг Манопокс 372) Анкер-гильза Hilti HLC 16х140/90 Пакер БМ 2839 Бур с наконечником Stayer, с хвостовиком SDS-plus, диаметр 18 мм, длина 600 мм Сульфатостойкое минеральное вяжущее для инъецирования каменной кладки Маноцем Фил (расход 2050 кг/м3) Краска огнезащитная Термобарьер с REI 45 Плита Кнауф Файербоард 2500х1200х12,5 мм Профиль для деформационного шва Дьюмарк Heavy SV 41/50/80 (составной) Профиль для деформационного шва Дьюмарк Wall AV-E 16/200 BS Грунт-эмаль по ржавчине «Корроед» Плёнка пароизоляционная ТехноНИКОЛЬ 120 мкр Мембрана кровельная PLASTFOIL Classic толщиной 1,2 мм Мембрана кровельная PLASTFOIL Art, толщиной 1,5 мм Стеклохолст 100 г/м2 Анкер HILTI HST3-R М16х145 45/25 Жалюзи горизонтальные пластиковые Витражи из алюминиевых сплавов с нащельниками и сливами
Двери из вспененного ДПК, KAPELLI, ДМ 1 2100х900 Г Прб Мд1 Двери из вспененного ДПК, KAPELLI, ДМ 1 2100х800 Г Прб Мд1 Двери из вспененного ДПК, KAPELLI, ДМ 1 2100х1000 Г Прб Мд1 Двери из вспененного ДПК, KAPELLI, ДМ 1 2100х880 Г Прб Мд1 Двери из вспененного ДПК, KAPELLI, ДМ 1 2100х700 Г Прб Мд1 Двери из вспененного ДПК, KAPELLI, ДМ 1 2100х600 Г Прб Мд1 Двери алюминиевые наружные, ДАН О Дв Бпр Р 2600х1660 Двери алюминиевые наружные, ДАН О Дв Бпр Р 2750х1590 Двери алюминиевые наружные, ДАН О Дв Бпр Р 2750х1800 Двери алюминиевые внутренние, ДАВ О Дв Бпр Р 2300х1660 Двери алюминиевые внутренние, ДАВ О Дв Бпр Р 2300х1700 Двери алюминиевые внутренние, ДАВ О Дв Бпр Р 2300х1420 Двери алюминиевые внутренние, ДАВ О Дв Бпр Р 2100х1660 Двери алюминиевые внутренние, ДАВ О Дв Бпр Р 2100х1500 Двери алюминиевые внутренние, ДАВ О Дв Бпр Р 2100х1300 Двери стальные, ДСН А Оп Брг Н О 2100х1100 Двери стальные, ДСН А Оп Брг Н О 2100х900 Двери стальные, ДСН А Оп Брг Н О 2450х1200 Двери стальные, ДСН А Оп Брг Н О 2500х900 Двери стальные, ДСН А Оп Брг Н О 1200х900 Распашная одностворчатая дверь для холодильника РДО «Север», 2000х1100 мм, толщина 120 мм
Труба никелированная 12х1 мм Держатель трубы («бочка») никелированный 12 мм Заглушка «шар» никелированная 12 мм Химически активная жидкая пропитка для бетона Маногард Топ 117 (расход 0,3 л/м2) Покрытие ДенсТоп ЭП 205 RAL 7035, расход 0,45 кг/м2 Гранит керамический Vitra, размером 300х600х9 мм, 600х600х9 мм Грунтовка Forbo 044 Europrimer multi Плитки кварцвиниловые Deart Strong 2. 5 мм Клей Forbo 522 Eurosafe star track Клей для спортивных покрытий Forbo 140 (расход 55 кг/м2) Спортивное ПВХ покрытие Forbo Sportline, 6 мм Ковровое покрытие Forbo Flotex Клей для ковровых покрытий Forbo 525 Eurostar Basic Система Фальшпол «Interfloor», ДСП+алюминиевая фольга/сталь 600х600х38 мм Высокопрочная стяжка с быстрым набором прочности Стармекс Флоу (сухая смесь), расход 41 кг/м2, при толщине 20 мм Двухкомпонентный самонивелирующийся эпоксидный состав ДенсТоп ЭП 501 RAL 7035, расход 2,4 кг/м2 Заполнитель на кварцевой основе ДенсТоп Филлер Колор, расход 1,5 кг/м2 Финишный слой (полиуретановый лак) ДенсТоп ПУ 310, расход 0,1 кг/м2 Двухкомпонентная эпоксидная грунтовка ЭП 100, расход 0,4 кг/м2 Двухкомпонентный самонивелирующийся эпоксидный состав Витрапокс 1600 А, расход 2,4 кг/м2 Эпоксидная лак-грунтовка Витрапокс 1600 А, расход 0,4 кг/м2 Эпоксидная грунтовка ДенсТоп ЭП 105, расход 0,3 кг/м2 Лента демпферная 10х100х25000 Наполнитель фракции 0,35 мм ДенсТоп Филлер 004, расход 2,5 кг/м Загуститель эпоксидных составов, расход 0,02 кг/м Краска воднодисперсионная DUFA Europlast 7 Краска паропроницаемая эластичная на акриловой основе ДенсТоп АК220 Панели потолочные Унипрок-НГ 600х600, с подвесной системой Албес Т-24 Панели потолочные Rockfon Medicare Standard 1200х600 кромка Е, с подвесной системой Албес Т-24 Панели потолочные Rockfon Color All (Energetic) 1200х600х15 кромка А, с подвесной системой Албес Т-24 Панели потолочные Rockfon Samson 1200х600 кромка А, с подвесной системой Албес Т-24 Краска водно-дисперсионная ВД-КЧ-183 Штукатурка декоративная Кнауф Диамант Шуба 3,0 (расход 3,8 кг/м2) Грунтовка КНАУФ-Декоргрунд (расход 0,2 кг/м2) Стеновая панель с акустическими свойствами Uniprock 2400х600 Тиксотропный ремонтный состав на минеральной основе с полимерной фиброй Стармекс Рм3, расход 40 кг/м2 при толщине слоя 20 мм Анкер для изоляционных материалов Премиум, размер 8х155 мм
Гарри Поттер встречает Джейн Эйр: библиотекарь в подкасте, эпизод.
106
Гвен Глейзер, библиотекарь
30 августа 2018 г.
Добро пожаловать в The Librarian Is In, подкаст Нью-Йоркской публичной библиотеки о книгах, культуре и о том, что читать дальше.
Слушайте в Apple Podcasts | Слушайте в Spotify | Слушайте в Google Play
Гвен и Фрэнк сильно влюбляются в мудрую и замечательную Ванессу Золтан из подкаста «Гарри Поттер и священный текст»! Разговариваем с Гарри и Джейн, пробуем духовную практику lectio divina , обсудите исцеляющую силу любовных романов, узнайте профиль Фрэнка в Tinder… приготовьтесь к серьезным откровениям.
Ванесса знакомится с первым изданием Джейн Эйр в библиотеке Хантингтона.
Подкаст «Гарри Поттер и священный текст»
Джейн Эйр (и ссылка на полный текст бесплатно)
Отрывок, который мы использовали для lectio divina:
Меня зовут Люси Бартон и что угодно Возможно Элизабет Страут
Младший (и Саттон Фостер танцует чечетку)
—
Спасибо за внимание! Вы уже оценили нас в Apple Podcasts ? Не могли бы вы сделать это сейчас?
Найдите нас на сайте @NYPLRecommends, в блоге Bibliofile и на nypl. org. Или напишите нам по адресу [email protected]!
—
Хотите персональные рекомендации?
Настройтесь на телешоу NYPL Recommends Facebook каждую пятницу в полдень по восточному стандартному времени и попросите Гвен и Линн в Службе читателей дать рекомендации по чтению в прямом эфире. Просто оставьте комментарий, рассказав, что вы ищете, и что вы поклонник подкаста! И не забудьте подписаться на шоу, чтобы не пропустить следующие выпуски!
—
Как слушать The Librarian Is In
Подписка на The Librarian Is In на вашем мобильном устройстве — это самый простой способ не пропустить выпуск. Эпизоды будут автоматически загружаться на ваше устройство и быть готовыми к прослушиванию каждое утро четверга
На вашем iPhone или iPad: Откройте фиолетовое приложение «Подкасты», предварительно загруженное на ваш телефон. Если вы читаете это на своем устройстве, нажмите на эту ссылку, чтобы перейти прямо к шоу, и нажмите «Подписаться». Вы также можете коснуться увеличительного стекла в приложении и ввести в поиск «Подкаст Нью-Йоркской публичной библиотеки».
На телефоне или планшете Android: Откройте оранжевое приложение Play Music, предварительно загруженное на ваше устройство. Если вы читаете это на своем устройстве, нажмите на эту ссылку, чтобы перейти прямо к шоу, и нажмите «Подписаться». Вы также можете коснуться значка увеличительного стекла и выполнить поиск «Подкаст Нью-Йоркской публичной библиотеки».
Или, если у вас есть другой предпочтительный проигрыватель подкастов, вы можете найти там «Подкаст Нью-Йоркской публичной библиотеки». (Вот лента RSS.)
С настольного компьютера или ноутбука: Нажмите кнопку «Воспроизвести» выше, чтобы начать шоу. Убедитесь, что это окно открыто в вашем браузере, если вы занимаетесь другими делами, иначе звук остановится. Вы всегда можете найти последний выпуск на nypl.org/podcast.
Search News You Can Use — Episode 106
Ищете платную версию для подписчиков? Войдите здесь
В этом эпизоде мы анализируем последние изменения алгоритма за последние несколько недель. Мы рассказываем все, что вам нужно знать о BERT, а также рассказываем о последних экспериментах Google. Не забудьте прочитать раздел вакансий для специальной публикации!
Подкаст Мари для этого эпизода
Если вы хотите подписаться, вы можете найти подкасты здесь: iTunes | Спотифай | Google Play
Задайте Мари вопрос SEO
У вас есть вопрос, который вы хотите задать Мари? Вы можете задать их на нашей странице вопросов и ответов с Marie Haynes Consulting, и Мари будет отвечать на некоторые из лучших вопросов каждую неделю в подкасте!
В этом выпуске:
Обновления алгоритма
21 октября 2019 г. — Возможны ли улучшения качества? Может быть связано с BERT?
Объявления MHC
Мы отвечаем на бизнес-вопросы SEO!
Понимание рендеринга на стороне сервера
Изменения в поисковой выдаче Google
Ознакомьтесь с результатами поисковой выдачи Google на французском языке после того, как были выпущены последние изменения 102 Первый эпизод из новой серии видеороликов Google «Поиск для начинающих»!
Google Help Hangout Tips
Google выбирает временные метки для вашей страницы
Другие интересные новости
Оповещения Ahrefs содержат дезинформацию в за последние 5 лет
Элон Маск говорит, что поисковая оптимизация и реклама блокируют результаты Tesla Solar Panel
Локальная поисковая оптимизация — объявления Google
Группами местоположений и массовыми учетными записями можно управлять только с рабочего стола
Местное SEO — другие интересные новости
Компания переименовывается в GMB после того, как сотрудник публикует мем 2 А вот этот:
Хотите больше?
Платные участники также получают следующее:
Связано ли обновление от 21 октября с BERT?
БЕРТ — Вот что вам нужно знать
Исследование Consumer Insights: прогнозирование потребностей клиентов на протяжении всего пути поиска
Чувствовали ли вы последствия потери расширенных расширенных результатов поиска?
Google чаще показывает объекты на странице в FS (даже если точный элемент объекта не находится на странице)
Кевин Индиг демонстрирует, как Google совершенствует универсальный поиск
Последние результаты эксперимента Google по увеличению количества миниатюр изображений на настольных компьютерах
Как избежать разочарования ваших пользователей и потери конверсий при запуске многоязычного (или мультивалютного) сайта
Что означают постоянные коды 5xx для Google
Доказательство того, что SEO — это гораздо больше, чем ссылки
Иногда «эта проблема с hreflang» на самом деле не является вашей основной проблемой
Как Google классифицирует трафик окна поиска по дополнительным ссылкам?
Барри Шварц в подкасте SEJ обсуждает свой SEO-бизнес
Платный доступ может рассматриваться как скрытый без структурированных данных
Сайт: поиск показывает Люди также спрашивают
Попрощайтесь, как и Microsoft, Google объявила, что прекратит поддержку flash
Обнаружено: функция автоматического ответа на отзыв в GMB!
Ошибка GMB в приложении Google Maps, вызывающая хаос на некоторых веб-сайтах
Посмотрите, какие сущности Google связывает с изображением
Мой краткий обзор некоторых замечательных последних статей по SEO и локальному SEO
Обновления алгоритма
21 октября 2019 г.
— Возможна ли корректировка качества? Может быть связано с BERT?
С 21 октября 2019 года у ряда клиентов наблюдалось увеличение (а у пары – небольшое снижение) органического трафика Google..
Первое впечатление от этого обновления, что мы бы назвали его «незначительным улучшением качества». Незначительная корректировка качества может означать одно из двух:
1) Качество сайта улучшилось, и теперь алгоритмы Google распознают эти изменения.
2) Google внес изменения в то, как они определяют качество.
Нам кажется, что здесь, скорее всего, дело во втором случае. Мы предсказывали, что Google найдет способы быть более избирательным при понижении рейтинга сайтов, которые потенциально противоречат научному консенсусу. Мы считаем, что одной из целей Google с обновлением от 3 июня было изначально недоверие к любому сайту, обсуждающему альтернативные медицинские теории, если только этот сайт не был тем, который Google уже считал авторитетным сайтом.
Некоторые интересные обсуждения обновления от 3 июня развернулись на сайте Examine. com. Они наблюдают хорошее восстановление. Вот их предполагаемая тенденция трафика за один месяц от SEMRush.
Глядя на общую картину, похоже, что этот сайт полностью восстановился после удара 3 июня (хотя они еще не оправились от удара в марте).
Хотя возможно, что Examine внесла изменения, чтобы Google больше не рассматривал их как «низкокачественные», мы думаем, что, скорее всего, инженеры Google внесли изменения в алгоритм, которые в конечном итоге изменили критерии, по которым оценивался этот сайт.
На этом сайте обсуждаются темы альтернативной медицины, но делается это беспристрастно. Мы считаем, что, возможно, Google стал лучше понимать, что сайт не обязательно рекомендует медицинские советы, которые идут вразрез с консенсусом, а скорее дают сбалансированную точку зрения, помогающую людям принимать решения. Другими словами, Google, возможно, стал лучше понимать, что этот сайт не дает потенциально вредных медицинских советов.
Следует отметить, что 21 октября было , а не — это отмена обновления ядра от 3 июня. Есть много сайтов, которые пострадали 3 июня и не восстановились в октябре. В следующем разделе этого информационного бюллетеня платные подписчики поделятся нашими мыслями о том, связаны ли изменения, произошедшие в конце октября, с BERT или нет.
Объявления MHC
Мы отвечаем на бизнес-вопросы SEO!
Любители SEO Wix хотят помочь вам с SEO. Если у вас есть вопрос, связанный с бизнесом, на который вы хотите получить ответ, заполните эту форму и найдите ответ в нашем блоге.
Если вы проводите ежегодное мероприятие, должны ли вы создавать новую страницу для каждого мероприятия?
Теперь команда MHC отвечает на ваши вопросы по SEO на нашем SEO-сайте Wix… они не обязательно должны быть конкретно о Wix!
На этот вопрос ответил замечательный @SummarBourada https://t.co/JJO8EInch7
— Мари Хейнс (@Marie_Haynes) 25 октября 2019 г.
Вы можете найти наш ответ на вышеуказанный вопрос здесь.
Общие сведения о рендеринге на стороне сервера
Еще одно отличное руководство по поисковой оптимизации от Wix SEO Lovers. Это все о том, чтобы помочь вам понять, почему ваш тег заголовка и контент могут не отображаться в исходном коде. Спасибо Алек!
Изменения в поисковой выдаче Google
Просмотрите французскую поисковую выдачу Google после того, как были выпущены их недавние изменения
Похоже, в поисковой выдаче видно много пустого места. Люди видели списки только с небольшим текстом URL с момента запуска изменения.
Я проверял это с прошлой недели, когда Google сообщил, что он начинает разворачиваться. Списки наверняка могут выглядеть пустыми… Там чертовски много пустого места. Это точно. 🙂 Вот несколько скриншотов из Google France при просмотре различных тем новостей. https://t.co/UbXv8jzMzn pic.twitter.com/5GG2y3GpOn
— Гленн Гейб (@glenngabe) 24 октября 2019 г. Напоминаем, что временные метки позволяют пропускать части видео на YouTube, чтобы легче было найти то, что вы ищете. Теперь кажется, что больше людей видят это вживую. Вот сообщение G об объявлении для более подробной информации.
Как вам такая полезная функциональность. Функция «В этом видео» показывает все ключевые части клипа, позволяя вам перейти непосредственно к тому месту, которое вас больше всего интересует. Похоже, что это относится к сводным отметкам времени, добавленным в описание видео. Очень полезная функция. pic.twitter.com/SktBUbqutt
— Броди Кларк (@brodieseo) 23 октября 2019 г.
Советы по поисковой оптимизации
Вышел первый эпизод нового видеосериала Google «Поиск для начинающих»!
Эта новая серия предназначена для тех, кто плохо разбирается в поиске. В первом видео рассматривается создание правильного типа онлайн-присутствия. Это действительно укрепляет понимание вашей цели в Интернете.
Кто ваши клиенты и где вы их находите? Чего вы хотите добиться своим присутствием в Интернете? У пользователей обычно есть причина что-то искать, поэтому убедитесь, что ваш сайт может ответить на их вопросы. Они связали несколько замечательных ресурсов: Контрольный список видимости в поиске и Руководство для начинающих по SEO.
Продемонстрируйте свой бизнес в Интернете 🛒✨
В первом выпуске «Поиска для начинающих» мы обсудим, как выбрать правильный тип присутствия в Интернете — будь то веб-сайт, блог или учетная запись в социальной сети — для вашего бизнеса и его целей!
🔎 Смотреть сейчас → https://t.co/FbffJ6KEzM pic.twitter.com/nXBbHzCiuW
— Google Webmasters (@googlewmc) 24 октября 2019 г.
Советы Google Help Hangout
Google выбирает временные метки для вашей страницы
Джон говорит, что нет возможности показать временные метки даты последнего обновления/изменения в поисковой выдаче. Google контролирует временные метки, выбирая дату, которую считает наиболее актуальной.
Отличное пояснение от @JohnMu: вы не можете заставить Google показывать конкретную временную метку для вашей страницы (дата публикации/дата изменения) или вообще показывать временную метку.
Все это полностью остается на усмотрение Google. https://t.co/ydgpfhcjBY
— Лили Рэй (@lilyraynyc) 28 октября 2019 г.
Другие интересные новости
Оповещения Ahrefs показывали дезинформацию
Похоже, была распространенная проблема с оповещениями Ahrefs, показывающими неправильные количества в их электронных письмах. Либо это, либо MHC недавно получил статус знаменитости.
Привет, @ahrefs… Я думаю, что твои оповещения об упоминаниях стали немного шаткими. Либо так, либо я стал невероятно популярным на этой неделе. 😂 pic.twitter.com/fr1Pd1M0Lp
— Мари Хейнс (@Marie_Haynes) 24 октября 2019 г.
Похоже, это была ошибка, и теперь она устранена. К сожалению, мы еще не достигли уровня упоминаний Кардашьян.
Если вы получили оповещения Ahrefs о миллионах упоминаний на этой неделе, вероятно, это ошибка. https://t.co/Wvk1rbmAUk
— Мари Хейнс (@Marie_Haynes) 25 октября 2019 г.
В новом постановлении Федеральной торговой комиссии говорится, что фальшивая помолвка теперь незаконна
Это важное объявление. После инцидента с Sunday Riley Федеральная торговая комиссия официально признала продажу подписчиков/лайков и создание поддельных обзоров незаконными. Надеюсь, это поможет повысить прозрачность онлайн-обзоров продуктов и присутствия в социальных сетях.
FTC постановила, что продажа подписчиков и лайков является незаконной, наряду с публикацией поддельных обзоров https://t. co/DtB14AGKeQ через socialmedia2day
— Билл Славски ⚓ (@bill_slawski) 24 октября 2019 г.
Процент оптимизаторов, которые говорят, что покупали ссылки за последние 5 лет
Лили Рэй провела опрос в Твиттере, в котором спрашивала оптимизаторов, покупали ли они ссылки. Результат? Получив более 1100 ответов, ровно 50% SEO-специалистов заявили, что купили ссылку, несмотря на то, что это противоречит рекомендациям G.
50% SEO-специалистов купили ссылки за последние пять лет https://t.co/JN9uPIENTN
— SE Roundtable (@seroundtable) 28 октября 2019 г.
Илон Маск говорит, что SEO и реклама блокируют результаты Tesla Solar Panel Это привело к тому, что многие оптимизаторы вскочили в дискуссию и отдали свои пять копеек. Это первый результат, который появляется для нас, так было ли это все только для того, чтобы привлечь внимание к его продукту?
Вот оригинальный твит:
К сожалению, трудно найти в Google ссылки на солнечные батареи Tesla из-за большого количества рекламы и SEO. Перейдите на https://t.co/UvQa8JOE7v, чтобы добавить солнечную энергию на существующую крышу, и на https://t.co/D9yUuL7NVE, чтобы получить новую крышу со встроенной солнечной батареей.
— Элон Маск (@elonmusk) 28 октября 2019 г.
Локальное SEO — Объявления Google
Группами местоположений и массовыми учетными записями можно управлять только через настольный компьютер
Google My Business спросили в Twitter, можете ли вы управлять бизнесом которые отсортированы по группам местоположений. @GoogleMyBiz отвечает, что в настоящее время группами местоположений и массовыми учетными записями можно управлять только на рабочем столе, ссылаясь на более подробную статью здесь.
Местное SEO — Другие интересные новости
Компания переименовывается в GMB после публикации мема сотрудником
О боже. Остерегайтесь интернета, когда принимаете глупые решения. … https://t.co/m1mruKJYJI pic.twitter.com/Z5anO0h2WF
— Джой Хокинс (@JoyanneHawkins) 28 октября 2019 г.
После того, как в выходной день сотрудник опубликовал мем в своем личном Facebook. Его босс узнал об этом и, к сожалению, уволил его. После того, как его отпустили, он разместил текстовый разговор на своем Facebook, и он стал вирусным. Интернет завладел и переименовал бизнес в GMB и разместил негативные отзывы и неуместные изображения. Похоже, что сейчас Google взял ситуацию под контроль, но это показывает, как быстро может обостриться ситуация.
Интересный обходной путь для OpenTable в GMB
Это интересный пример того, как кто-то избегает использования OpenTable по умолчанию в GMB.
Пока я был в отпуске во Флориде, я нашел эту жемчужину листинга GMB. Это один из способов обойти OpenTable. pic.twitter.com/gIjXEeb0CF
— Брэндон Шмидт (@brandonschmidt) 23 октября 2019 г.
Рекомендуемая литература
Как провести кампанию в Черную пятницу и повысить конверсию в этом году — Люк Карти https://lukecarthy.com/blog/how-to-nail-your-black-friday-campaign-and-convert-even-better-this-year/ 28 октября , 2019
Ваш сайт готов к Черной пятнице? Вот несколько отличных советов от Люка Карти о том, как получить максимальную отдачу от вашей маркетинговой кампании в Черную пятницу. Оптимизация поиска вашего сайта по терминам Черной пятницы — это способ увеличить CX. Это отличный способ направить ваших клиентов в нужное место. Мы определенно рекомендуем это чтение!
Подключение людей к ресурсам здравоохранения – Фредди Абнуси https://newsroom.fb.com/news/2019/10/connecting-people-with-health-resources/ 900 65 28 окт, 2019
Со всем тем, что Google сделал с сайтами о здоровье и доверием, кажется, что Facebook также движется в этом направлении. Они работают над инструментом, который поможет пользователям в США подключаться к ресурсам здравоохранения. Все это делается для того, чтобы помочь коммуникационным усилиям медицинских инициатив.
Как улучшить органический CTR для ваших страниц и сообщений в блогах 2019
Если вы Вы не совсем достигли эталона CTR на своем сайте, это чрезвычайно подробное руководство от Databox, безусловно, может помочь! Используя умы более 130 отраслевых талантов, вы найдете информацию о том, как понять хороший средний CTR, найти свой собственный органический CTR, основные факторы, влияющие на органический CTR, и как вы можете их оптимизировать, общие рекомендации, тестирование вашей работы, и более. Здесь есть много хороших советов и ресурсов, так что не пропустите этот!
Рекомендуемая литература (локальная поисковая оптимизация)
Борьба со спамом в GMB 101 — Изучите основы, затем вынесите мусор — Джесси Лоу https://white spark. ca/blog/gmb- spam-fighting-101-get-the-basics-down-then-out-the-trash/ 23 октября 2019 г.
Это отличная статья, которая поможет вам бороться со спамом в GMB. Джесси Лоу обсуждает, насколько важно включить борьбу со спамом в свой ежемесячный распорядок, который также может помочь вам в вашем рейтинге. Она приводит примеры спама ваших объявлений на случай, если вы хотите убедиться, что не делаете этого. Она подробно рассказывает о том, как бороться с определенными типами спама, а также дает общие вопросы и ответы о спаме в GMB. Для всех видов помощи GMB по спаму я рекомендую прочитать статью полностью.
Могу ли я отключить обзоры Google My Business (GMB)? – Ян Гилберт https://www.sterlingsky.ca/turn-off-google-my-business-reviews/ 29 октября 2019 г.
Короче говоря, нет. Google может иногда отключать ваши обзоры GMB, если вы указаны в определенной категории GMB или если они обнаруживают что-то необычное, например, атаки с обзорами (да, мы говорим о статье ранее о том, как компания уволила сотрудника за публикацию мем вне работы), но для тех, кто хочет этого, например, из-за политики профессиональной организации, к сожалению, это будет невозможно.
Вакансии
А вот это:
Захватывающие новости. Мы снова набираем! Хотите прийти и учиться вместе с нами? Это личные должности в Канате, Онтарио. https://t.co/SnLr5gRaPT
— Мари Хейнс (@Marie_Haynes) 25 октября 2019 г.
Найм местного специалиста по поисковой оптимизации и контекстной рекламе на полную ставку
Команда Workshop набирает сотрудников на совместную роль в управлении локальным поиском и контекстной рекламой. Действие происходит в дважды олимпийской деревне Лейк-Плэсид, штат Нью-Йорк, в прекрасных горах Адирондак. Прочтите этот пост для получения дополнительной информации или щелкните изображение ниже!
Хотите больше?
Платные участники также получают следующее:
Связано ли обновление от 21 октября с BERT?
БЕРТ — Вот что вам нужно знать
Исследование Consumer Insights: прогнозирование потребностей клиентов на протяжении всего пути поиска
Чувствовали ли вы последствия потери расширенных расширенных результатов поиска?
Google чаще показывает объекты на странице в FS (даже если конкретный элемент объекта не находится на странице)
Кевин Индиг демонстрирует, как Google совершенствует универсальный поиск
Последние результаты эксперимента Google по увеличению количества миниатюр изображений на настольных компьютерах
Как избежать разочарования ваших пользователей и потери конверсий при запуске многоязычного (или мультивалютного) сайта
Что означают постоянные коды 5xx для Google
Доказательство того, что SEO — это гораздо больше, чем ссылки
Иногда «эта проблема с hreflang» на самом деле не является вашей основной проблемой
Как Google классифицирует трафик окна поиска по вашим дополнительным ссылкам?
Барри Шварц в подкасте SEJ обсуждает свой SEO-бизнес
Платный доступ может рассматриваться как скрытый без структурированных данных
Сайт: поиск показывает Люди также спрашивают
Попрощайтесь, Microsoft объявила о прекращении поддержки flash в своих браузерах
Обнаружено: функция автоматического ответа на отзыв в GMB!
Ошибка GMB в приложении Google Maps, вызывающая хаос на некоторых веб-сайтах
Посмотрите, какие сущности Google связывает с изображением
Мой краткий обзор некоторых замечательных последних статей по SEO и локальному SEO
Примечание. Если вы видите облегченную версию и являетесь платным участником, обязательно войдите в систему (на боковой панели на рабочем столе или под сообщением на мобильном устройстве) и прочитайте полную статью здесь.
Вы можете подписаться на информационный бюллетень доктора Мари Хейнс, нажав на кнопку Paypal ниже. Каждую неделю вы будете получать наполненное действиями электронное письмо.
У вас также будет доступ к прошлым эпизодам, включая этот.
Одна из задач SEO заключается в том, чтобы оставаться в курсе отраслевых новостей, тенденций и методов. Существует так много информации, что легко увязнуть в перегрузке информацией и пытаться распространять то, что действительно важно. от всего этого шума может быть очень трудоемким и сложным.
Информационный бюллетень Мари меняет правила игры, потому что ему удается избавиться от лишнего и предоставить высококачественную информацию, которая не только действительно важна для тех, кто занимается поисковой оптимизацией, но и представлена в формате, который действительно легко усваивается.
Нарезание резьбы на токарном станке резцом и другими инструментами
Нарезание резьбы с использованием токарного оборудования
Применение резцов
Технология использования метчиков и плашек
Применение резьбонарезных головок
Нарезание резьбы на токарном станке относится к тем операциям, для которых могут быть использованы различные инструменты. Решают эту задачу чаще всего с помощью резца. Помимо него используют также метчики, плашки, рабочие головки специального назначения. Кроме того, на токарных станках такую операцию можно выполнять по технологии накатки.
Процесс нарезания резьбы на токарном станке резцом
Нарезание резьбы с использованием токарного оборудования
При нарезании резьбы на заготовке, установленной на токарном станке, с помощью резца такой процесс выглядит следующим образом: инструмент, перемещающийся вдоль оси вращающейся детали (движение подачи), своей заостренной вершиной прочерчивает на ее поверхности линию винтового типа. Характерным параметром винтовой линии, формируемой резцом на поверхности заготовки, является угол ее подъема или увеличения. Величина данного угла, измеряемого между касательной, расположенной к винтовой линии, и плоскостью, которая перпендикулярна оси вращения детали, определяется:
величиной подачи режущего инструмента, перемещающегося вдоль оси заготовки;
частотой, с которой вращается деталь.
Не менее важным параметром винтовой линии является ее шаг, который характеризует расстояние между ее соседними витками. Измеряется это расстояние по оси обрабатываемой детали.
Перемещаясь вдоль оси вращающейся заготовки, резец врезается в нее и создает винтовую поверхность, которую и принято называть резьбой. Элементы с резьбовой поверхностью используют для решения различных задач: обеспечения перемещения элементов друг относительно друга, их сочленения и уплотнения формируемых соединений.
Наиболее распространенные виды профиля резьбы: а — треугольная, б — прямоугольная, в — трапецеидальная, г — упорная, д – круглая
Поверхность заготовки с резьбой может быть цилиндрической и конической. На характеристики резьбового соединения значительное влияние оказывает профиль резьбы, то есть ее контур в плоскости. Выделяют профили:
треугольные;
трапецеидальные;
прямоугольные;
упорные;
круглые.
Резьба на поверхности детали может быть сформирована одной винтовой ниткой (однозаходная) или несколькими (многозаходная). Если нарезают несколько винтовых ниток, то их располагают эквидистантно по отношению друг к другу.
Посчитать количество ниток можно в начале резьбовой поверхности. Многозаходная резьба, кроме шага, характеризуется таким параметром, как ход. Это расстояние, измеряемое между двумя однотипными точками двух соседних витков, которые сформированы одной ниткой. Измеряется такое расстояние по линии, располагающейся параллельно оси резьбовой детали. У однозаходной резьбы, сформированной одной ниткой, ход равен шагу, а для многозаходной его можно вычислить, если умножить шаг на количество заходов.
Все разновидности резьбы со схемами, параметрами и регламентирующими их ГОСТ
Применение резцов
Для нарезания резьбы с помощью токарного станка необходимы резьбонарезные резцы. Изготавливаются они из быстрорежущей стали, а требования к их характеристикам оговариваются соответствующим ГОСТом (18876-73). По конструкции такие резцы подразделяются на следующие типы:
призматические;
стержневые;
круглые (дисковые).
Винтовая резьбовая канавка на поверхности заготовки нарезается резцом отогнутой или прямой формы, а для формирования резьбы внутреннего типа требуются прямые и изогнутые инструменты, которые фиксируют в специальной оправке. Вершина токарного резца, которой и выполняется нарезание витков, должна иметь конфигурацию, полностью соответствующую профилю формируемой резьбы.
Резцы для нарезания резьбы: а — стержневой; б — призматический многопрофильный; в — призматический однопрофильный; г — дисковый многопрофильный; д — дисковый однопрофильный; е — дисковый для внутренней резьбы; α — задний угол; γ — передний угол; φ — угол заборного конуса; h — высота установки оси резца
При формировании резьбы резцом следует учитывать ряд особенностей такой технологии.
Передний угол токарного инструмента для нарезания резьбы зависит от характеристики материала, подвергаемого обработке. Выбирать такой угол можно в достаточно широких пределах: 0–250. Так, если резьба с помощью станка нарезается на заготовках из обычных сталей, передний угол должен составлять 0 градусов, для высоколегированных сталей, которые хорошо противостоят температурным нагрузкам, передний угол может составлять 5–100. Он может быть тем больше, чем выше вязкость материала, и тем меньше, чем выше твердость и хрупкость металла, из которого выполнена обрабатываемая на станке заготовка.
Вершина токарного резца, которая формирует винтовую линию на заготовке, должна иметь форму, идентичную профилю резьбы.
Задние боковые углы инструмента выбираются такими, чтобы поверхности резца, которыми они сформированы, не терлись о только что сформированную винтовую канавку. Обычно эти углы с обеих сторон токарного резца делают одинаковыми. Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.
Резьбу внутреннего типа нарезают в уже подготовленных отверстиях, которые получены расточкой или сверлением.
Резьбонарезные резцы
Заготовки, которые сделаны из стали, обрабатывают на токарном станке при помощи инструментов с пластинами, выполненными из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Если деталь изготовлена из чугуна, то для нарезания резьбы на ней используют инструмент с пластинами из следующих марок твердых сплавов: ВК4, В2К, ВК6М, ВК3М.
Технология использования метчиков и плашек
При помощи метчиков, представляющих собой винт с несколькими продольными канавками, которые формируют режущие кромки и способствуют отводу стружки, на токарном станке нарезают преимущественно метрические резьбы в отверстиях небольшого диаметра. Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход.
Машинные метчики отличаются от обычных тем, что они состоят из двух частей – заборной и калибровочной. Если для нарезания резьбы с помощью токарного станка используются обыкновенные метчики, то технология выполнения этого процесса предполагает применение набора инструментов. Набор для нарезания внутренней резьбы включает в себя три типа метчиков: черновой, который выполняет 60% работы, получистовой (30%), чистовой (10%). Иногда в таком наборе может быть два инструмента: черновой, выполняющий 75% работы, и чистовой, на который приходится 25% работы. Чтобы отличить черновой метчик от чистового, достаточно посмотреть на его заборную часть: она у него значительно длиннее, чем у чистового.
Конструкция метчика для нарезания резьбы
Скорость нарезания резьбы на токарном станке с использованием метчиков может быть достаточно высокой:
6–22 м в минуту – для деталей, изготовленных из чугуна, бронзы и алюминия;
5–12 м в минуту – для стальных заготовок.
При помощи плашек, представляющих собой кольцо с внутренней резьбой и несколькими стружечными канавками, наружную резьбу делают на винтах, болтах и шпильках. Поверхность детали должна быть предварительно обточена на величину требуемого диаметра, который обязательно должен учитывать допуск:
0,14–0,28 мм – для резьбы, диаметр которой составляет 20–30 мм;
0,12–0,24 мм – для резьбы с диаметром 11–18 мм;
0,1–0,2 мм – для резьбы, имеющей диаметр 6–10 мм.
Плашки, которыми нарезается наружная резьба, закрепляются в специальном патроне (плашкодержателе), расположенном в пиноли задней бабки токарного станка.
Плашки для нарезания резьбы
Используя плашки, резьбу нарезают со следующими скоростями (их настройка также учитывает минимальный износ инструмента в ходе работы):
10–15 м в минуту – на изделиях, выполненных из латуни;
2–3 м в минуту – на чугунных деталях;
3–4 м в минуту – на заготовках из стали.
Чтобы плашка беспрепятственно зашла на деталь, на торце последней снимают фаску, по высоте совпадающую с высотой профиля резьбы.
Применение резьбонарезных головок
При нарезании резьбы с применением токарных станков к специальным головкам обращаются значительно реже, чем к вышеописанным инструментам. Использоваться такие головки могут для нарезания резьбы любого типа. Их рабочими элементами являются гребенки: призматические применяются, когда нужно нарезать внутреннюю резьбу, для нарезания наружной необходимы радиальные, круглые и тангенциальные. Особенность таких головок заключается в том, что их рабочие органы автоматически расходятся при совершении обратного хода, таким образом, они не контактируют с только что нарезанной резьбой.
Резьбонарезные головки
Гребенки для нарезания резьбы
Гребенки для нарезания внутренней резьбы (их количество в комплекте может быть различным) выполняются с заходным конусом. При нарезании наружной резьбы преимущественно используются гребенки круглого типа, которые отличаются простотой своей конструкции. Кроме того, гребенкам такого типа свойственна высокая стойкость, их можно неоднократно перетачивать, приводя их геометрические параметры к первоначальным значениям.
В том случае, если на токарном станке необходимо нарезать винтовую поверхность на червяках или винтах, отличающихся большой длиной, то резьбонарезные головки фиксируют на суппорте станка, что способствует повышению производительности технологического процесса. Оснащаться такие головки могут как обычными резцами, так и инструментом чашечного типа.
Понять технологию нарезания резьбы при помощи токарного станка можно по видео, на котором хорошо видно, как осуществляется этот процесс. Ниже приведено несколько видео, на которых запечатлен процесс изготовления резьбы разными способами.
Для того чтобы нарезать резьбу на токарном станке, могут применяться разные инструменты. Опытные мастера чаще всего делают это при помощи резца.
Но также можно применить и рабочие головки специального назначения, метчики, плашки. А также такая операция, проводится используя технологию накатки.
В этой статье мы разберёмся, какие бывают резьбы, как их получить при помощи разных методов, и как проверить их качество.
Содержание:
1 Методы получения
2 Классификация
3 Как нарезать на токарном?
3.1 Нарезание внутренней и наружной
3.2 Нарезание метчиками и плашками
3.3 Использование резьбонарезных головок
4 Особенности левой
5 Контроль качества
6 Интересное видео
Методы получения
Существует два основных метода для получения резьбы. Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
К примеру, для наружной, необходимо воспользоваться разными плашками, резцами, резьбовыми фрезами и гребенками, либо роликами на резьбонакатных автоматах.
При выборе одного или другого метода, нужно учитывать желаемый профиль резьбы, характер материала, необходимый объем и точность.
Классификация
Существует огромное множество типов резьбы. Они отличаются по форме профиля, расположению, направлению заходов, величиной шага и многим другим параметрам.
По форме профиля резьбы бывают
Трапециевидные.
Прямоугольные.
Круглые.
Упорные.
Треугольные: метрические; дюймовые; трубные.
По направлению заходов
Левая.
Правая.
По расположению
Наружная (как у болта).
Внутренняя (как у гайки).
Читайте также: токарно-винторезный станок 1К62
По поверхности, на которой выполнена резьба
Цилиндрическая.
Коническая.
По эксплуатационному назначению.
Крепёжные.
Крепёжно-уплотнительные.
Ходовые.
Специальные.
Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.
Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Нарезание метчиками и плашками
Плашками вырезается наружная резьба. Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
Сперва снимается фаска, соответствующая высоте профиля резьбы. Затем плашка устанавливается в патрон (плашкодержатель).
И выбирается скорость в соответствия с нужной резьбой (она указана на тыльной стороне станка).
Метчики часто используются для внутренней метрической резьбы. Как правило, на станке используется машинные метчики, это позволяет за один проход закончить деталь.
Для резьбы из твердых, вязких материалов используются комплекты из 2–3 метчиков. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
В комплекте из трёх метчиков, правый или черновой делает 60% работы, средний (получистовой) 30% работы, а третьи 10%.
Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.
Особенности левой
Во-первых, нужно переключить режим работы ходового винта, чтобы он начал крутиться влево. Это делается, переключив рычаг, определяющий направление раскручивания. И дальше всё происходит с точностью до наоборот по сравнению с правой резьбой.
Только надо учитывать, что при переключении на реверс, резец не будет отходить на сторону задней бабки, а наоборот, будет двигаться к токарному патрону станка. Во избежание их столкновения надо тщательно следить за производимыми движениями.
Контроль качества
Чтобы удостовериться в том, что заготовка была обработана правильно, необходимо воспользоваться резьбовыми шаблонами. С их помощью проверяется шаг резьбы.
Но для комплексной оценки применяется резьбовой калибр. Для удобства его устанавливают в стойке, и настраивают по эталону или шаблону, затем проверяется ход самой детали.
Также можно воспользоваться самым простым и часто используемым методом. Берётся гайка или болт, и прокручивается по выполненной детали.
Если походу движения на резьбе заметны задиры, или нужно прикладывать больше усилий, тогда вы допустили погрешность в работе. Теперь вы уже знаете, как пользоваться токарным станком для выполнения различных гаек, болтов или резьбовых соединений.
Важно помнить, что такие детали, требуют к себе большой осторожности и нежности при каждом проходе, и даже проверки качества. Лучше потратить больше времени на работу, чем потом испортить несколько заготовок. Читайте также: что такое накатка для токарного станка, для чего она нужна.
Интересное видео
Базовая техника, советы, теория и многое другое – Дерево есть дерево
Как один из наиболее продвинутых методов резьбы по дереву, токарная обработка по дереву полезна для любого вида резьбы, будь то изготовление таких простых, как игрушечная лодка, или более сложных объектов. как мебель. Освоение токарной обработки по дереву является обязательным, если вы хотите поднять свои навыки резьбы по дереву на новый уровень, а также сделать его коммерчески жизнеспособным.
В этой статье вы найдете полный теоретический анализ всего, что вам нужно знать о токарной обработке дерева. Овладение реальными навыками потребует времени и усилий, поэтому не рассматривайте это руководство как кратчайший путь к овладению токарной работой по дереву. Скорее, цель этой статьи — показать вам, как поступать правильно.
Как выбрать и использовать деревянный токарный станок в первый раз
Деревянные токарные станки являются основными инструментами для токарной обработки дерева, поэтому сначала вам нужно понять, что такое деревянный токарный станок и как его выбрать. Деревянные токарные станки используются для резки, сушки, сверления, шлифовки и деформации деревянных поверхностей для создания сложных конструкций. Токарные станки бывают разных размеров, выбор правильного зависит от требований вашего проекта.
Токарные станки по дереву обычно измеряются в дюймах, которые обозначают диаметр наибольшего куска дерева, который можно на нем обточить. Чтобы выбрать токарный станок по дереву правильного размера для вашего проекта, вам необходимо понять, как определяются размеры. Диаметр измеряется от центра объекта резьбы до «станины» токарного станка, которая должна составлять половину диаметра всего круга.
Длина деревянного токарного станка также должна быть принята во внимание, что не зависит от измерения диаметра, описанного выше. Как правило, измерение проводится от точек, определяемых живым и мертвым центром объекта, до задней бабки деревянного токарного станка. После определения длины и диаметра вы можете легко выбрать тип токарного станка по дереву, который вам нужен.
Продолжая тему, не забывайте регулярно чистить и обслуживать токарный станок по дереву, так как это обеспечит его плавное вращение во время использования. Смажьте его маслом перед каждым сеансом токарной обработки и обязательно очистите его от древесной стружки и стружки.
Какая древесина лучше всего подходит для токарной обработки
Как и в случае любой другой техники резьбы по дереву, мягкие породы дерева являются лучшими вариантами для изучения токарной обработки на ранних стадиях. Но главное отличие навыков опытного и начинающего резчика по дереву в их умении точить по дереву лиственных пород, особенно плодовых. Фруктовая древесина чаще всего используется в производстве мебели, что, кстати, является наиболее жизнеспособным применением этого навыка.
Некоторые из самых распространенных фруктовых деревьев, используемых для изготовления мебели, это вишня, груша, яблоко, персик, слива, манго и другие. Фруктовая древесина, как правило, имеет ровную и тонкую текстуру, что делает ее идеальной для изготовления мебели. Фруктовые деревья относительно легко резать, если они только что срублены, потому что древесина начинает твердеть, когда высыхает, что позволяет сравнительно легко резать до тех пор.
Занимаясь резьбой по дереву, лучше начать практиковаться на широкодоступной мягкой древесине, такой как липа, прежде чем переходить на твердую древесину. Простая причина этого заключается в том, что высокая стоимость фруктового дерева не позволяет использовать его в финансовых целях для обучения, которое потребует множества проб и ошибок.
Учебное пособие по резьбе по дереву для начинающих
Вот несколько стандартных проектов резьбы по дереву для начинающих, которые можно использовать для отработки основных навыков токарной обработки. Все эти объекты просты в изготовлении, но они помогут привить вам основные принципы токарной обработки дерева, делая их второй натурой, когда вы переходите к более продвинутым проектам резьбы по дереву.
Миска
Миски — это повседневные предметы домашнего обихода, которые можно найти практически по всему миру. Деревянные миски, изготовленные с помощью токарной обработки дерева, очень просты и удобны для начинающих, поскольку с ними можно легко работать с черновой обработки. Общее эмпирическое правило при точении дерева на токарном станке для изготовления чаш заключается в том, что толщина и диаметр взаимосвязаны, в идеале 1:10 (толщина 1 дюйм для 10-дюймовой чаши).
Сделайте черновой распил бревна в соответствии с указанным выше соотношением и прикрепите заготовку чаши к планшайбе (стандартный диаметр 3 дюйма для токарных станков) перед установкой ее на токарный станок. Убедитесь, что задняя бабка токарного станка поднята, чтобы поддерживать заготовку, сохраняя ее баланс в подвешенном состоянии. Как только заготовка установлена правильно, включите токарный станок. Кроме того, обязательно стойте в направлении, противоположном заготовке, чтобы стружка, слетающая с токарного станка, не попадала вам на лицо или руки.
Для достижения наилучших результатов прикрепите лицевую панель к плоской поверхности и правильно совместите винты. Если винты смещены, они могут расколоть древесину вдоль волокон. Чтобы правильно выровнять винты, убедитесь, что они правильно входят в багажник, прежде чем начинать с ним работать. Работайте медленно, чтобы убедиться, что внутренняя и внешняя поверхности чаши гладкие.
После завершения дайте чаше высохнуть. В зависимости от того, какую древесину вы использовали, это может занять пару недель или даже месяцев. Оберните миску коричневой бумагой, следя за тем, чтобы ни одна часть поверхности не осталась незакрытой. Это удерживает влагу внутри, предотвращая слишком быстрое высыхание древесины и растрескивание.
Коробка с крышкой
Коробка с крышкой — еще один распространенный предмет домашнего обихода, в строительстве которого используется токарная обработка дерева. Этот проект немного сложнее предыдущего и поможет вам понять основы многосегментной резьбы по дереву. Процесс вырезания очень прост, просто следуйте инструкциям ниже.
Сначала установите бревно на центр токарного станка. Как только вы убедились, что она надежно закреплена между передней и задней бабками, поверните заготовку. На заготовке нужно сделать два шипа, по одному на каждом конце. Когда вы закончите делать шипы, отметьте колпачок, соединение и основание на заготовке. После того, как вы разметили детали, установите крышку на токарный станок.
Крышка должна быть соединена с шипами, чтобы сформировать крышку и корпус коробки, поэтому убедитесь, что вы выбрали крышку, которая идеально подходит к шипу. Затем выдолбите заготовку, чтобы сделать корпус и крышку коробки. Длина крышки должна быть не более 1/4 -й длины корпуса. Поворачивайте заготовку по мере необходимости в процессе токарной обработки. Как только это будет сделано, разделите соединение между колпачком и основанием с помощью разделочного ножа или стамески. Глубина разреза будет определять толщину коробки. Поэтому убедитесь, что они гладкие.
После того, как все это будет сделано, нужно отделить колпачок от основания. Медленно снимите колпачок с дерева, пока не увидите выступ, который является шипом, который вы вырезали ранее. Пометьте его и отделите крышку от корпуса, чтобы проверить, правильно ли она работает. Форма коробки зависит от того, каким резьбовым креплением вы выдалбливали заготовку.
Кубок
Последней рекомендацией для этого сегмента будет изготовление деревянного кубка с использованием токарной обработки. Это должно быть сравнительно просто сделать коробку с крышкой, но главное испытание мастерства заключается в сохранении единообразия и одинаковых размеров при переходе резьбы сверху вниз. Этот проект даст общее представление об использовании инструментов для соскабливания в проектах резьбы по дереву. Если вы хотите зарабатывать на жизнь резьбой по дереву, научиться делать это важно для изготовления сложных деревянных предметов и мебели.
Кубок можно сделать из цельного куска деревянного бруска или бревна, вы можете использовать то, что вам больше подходит. Сначала установите заготовку в центр токарного станка. Чтобы избежать столкновения центра заготовки с сердцевиной, сместите сердцевину в обоих направлениях. Это позволит вам избежать более слабых частей заготовки в процессе резьбы.
Чтобы обеспечить устойчивость заготовки в процессе выдалбливания, отрежьте часть втулки и используйте патрон для удержания заготовки. Процесс вырезания начинается снизу и постепенно перемещается вверх, при этом каждая секция переходит в толстые или тонкие размеры по мере необходимости. Это позволяет патрону поддерживать надлежащую устойчивость при сужении от одной секции к другой, что позволяет вам выдолбить кубок, не сломав случайно ножку.
Убедитесь, что подручник установлен на правильной высоте. Это позволяет расположить режущую кромку выемки точно по центру. Каждые дюжину оборотов или около того вытягивайте инструмент, чтобы охладить и очистить древесную стружку и стружку. Если вы этого не сделаете, стружка и стружка прилипнут к инструменту из-за чрезмерного тепла, выделяемого в процессе токарной обработки.
Начните с ножки кубка, сделав легкие надрезы на одном конце заготовки. Наметив шероховатую квадратную поверхность, просверлите на другом конце заготовки отверстие, предназначенное для чашечки кубка, и начните процесс токарной обработки. Вы можете просверлить отверстие с помощью сверлильного станка с использованием сверла Форстнера, пилообразного наконечника или шпиндельного долота, в зависимости от того, что вам больше подходит. Не прилагайте никакого давления вниз во время процесса сверления.
После того, как вы просверлите отверстие на конце чашки, теперь вы можете медленно начать делать углубления в чашке, используя скребок с закругленными краями, который должен быть в вашем наборе инструментов. Перед началом процесса выдалбливания обязательно наметьте форму чашки, чтобы убедиться, что у вас есть шаблон, по которому вы будете следовать. Как только вы наберетесь опыта, в этом больше не будет необходимости. Кроме того, не забудьте также наметить стебель и ножку. Весь контур должен соблюдаться должным образом, чтобы сохранить структурную целостность кубка.
После того, как с помощью долота и других инструментов для скребка будет начерчена первоначальная форма, сделайте небольшие надрезы на поверхности чашки, чтобы помочь в процессе шлифования. Используйте наждачную бумагу с зернистостью 120-150 при шлифовке поверхности и убедитесь, что все следы инструмента были сглажены, прежде чем переходить к следующему разделу.
После шлифовки кубка отметьте заготовку для повторного выравнивания и удалите деревянную часть из патрона. Обязательно запечатайте бокал, чтобы жидкость не просочилась в древесину. Для этой цели настоятельно рекомендуется пчелиный воск, но и другие герметики тоже подойдут. Сбрейте хлопья, обкатав внутреннюю часть чашки пчелиным воском, и дайте высохнуть.
Какие инструменты использовать при токарной обработке (и как)
Токарная обработка — довольно сложная техника, поэтому вы будете использовать несколько вариантов измерения некоторых инструментов. Ниже приведен список обязательных инструментов, которые необходимо для
1¼ ”, ¾”, ½ ”, ¼” ”gouge
1¼”, ¾ ”, ½”, ¼ ”skew
⅛» ” Круглый нос
½”, ¼” Квадратный нос
½ ”точка копья
½” правой шарик
½ ”левый шкаф в левом шашке с круглыми краями
6 ″ снаружи суппорта
6 ″ Внутри с суппортами
8 ″ Dividers
12 ″ RULE Can
Настольная щетка
Инструменты для долбления, упомянутые в приведенном выше списке, можно разделить на 3 категории в зависимости от обучения и практики: косое долото, долото, инструмент для разделения и инструменты для шабрения. Если вы не знакомы с одним или несколькими из этих инструментов, вот краткое изложение того, как их использовать и обслуживать с помощью наждачного круга.
Косое долото/инструмент для разделения
Косое долото — это очень полезный инструмент для резьбы по дереву, который часто используется в сложных проектах резьбы по дереву. Обе стороны лезвия долота заточены, что позволяет ему перекашивать поверхность резьбы с минимальными усилиями. С инструментом нужно обращаться как с обычным долотом, но следует соблюдать осторожность, толкая лезвие с противоположной стороны рукоятки.
Поскольку инструмент используется для резки как с левой, так и с правой стороны, фаску также необходимо выполнять с обеих сторон. Как и у выемки, длина фаски должна быть в два раза больше толщины лезвия стамески. При заточке обеих сторон лезвия нужно держать его таким образом, чтобы режущая кромка была параллельна оси наждачного круга.
Если вы используете сухой наждак, регулярно охлаждайте долото в воде. В противном случае вы можете обжечь руки теплом, выделяемым при вращении колес относительно корпуса долота. После того, как края сглажены, заострите стороны с помощью шликерного бруска таким образом, чтобы носок и пятка фаски соприкасались с ним.
Долото
Долото бывает разных форм и размеров, но те, которые вы будете использовать для токарной обработки дерева, скошены снаружи, что придает им полукруглую форму. Режущая кромка инструмента должна заходить в сторону скоса, длина которого должна быть в два раза больше длины лезвия. Этот тип долота сочетает в себе функцию обычного долота с функцией долота с круглым носом, что позволяет ему делать режущие пропилы и не царапать поверхность резьбы. Круглая форма наконечника позволяет срезать крутые углы, что невозможно сделать с помощью обычных стамесок.
Заточка токарного станка по дереву требует определенного мастерства, которое можно приобрести только с практикой, поэтому не расстраивайтесь, если поначалу у вас возникнут проблемы. Когда дело доходит до обычных долот с прямоугольным концом, достаточно повернуть его наполовину и обратно над точильным камнем. Но в случае с закругленным долотом, используемым для токарной обработки дерева, вам нужно покачивать ручку из стороны в сторону, вращая долото медленно и устойчиво.
Чтобы закончить процесс заточки, необходимо поместить грубый край носа на гладкий клиновидный брусок, предпочтительно с закругленными краями. Вам нужно постоянно царапать грубые скошенные края носка и пятки выемки по плоской стороне скользящего камня. Медленно продвигайтесь внутрь с проволочным краем скоса. Поверните камень и повторяйте процесс, пока острые края не станут гладкими и прямыми. Следите за тем, чтобы не скосить внутреннюю часть выемки, так как это ослабит рукоятку и лезвие.
Скребковые инструменты
Скребковые инструменты в основном используются для создания узоров при резьбе по дереву, в основном при изготовлении мебели и скульптур. Они бывают разных форм и размеров, в том числе с круглым носом, с квадратным носом, с правым и левым наклоном. Скребковые инструменты затачиваются только с одной стороны и могут придавать только одну конкретную форму. Их ручки, как правило, полые, чтобы вам было легче их обслуживать.
Из-за характера их использования скребковые инструменты очень легко затупляются, что требует регулярной заточки и обслуживания, если вы их часто используете. Вы можете использовать полировщик, чтобы добавить последние штрихи после заточки, чтобы значительно замедлить процесс притупления. Скребковые инструменты не такие прочные, как стамески других типов, поэтому при их заточке не прилагайте слишком много усилий.
Если вы нажмете слишком сильно, есть вероятность, что маленькие кусочки лезвия отколотся от лезвия, что в конечном итоге сделает его бесполезным.
Как подготовить бревна для токарной обработки
Теперь, когда вы знакомы с инструментами, необходимыми для токарной обработки дерева, и их обслуживанием, пришло время узнать, как подготовить необработанную древесину или бревна для токарной обработки. Цель подготовки бревен двоякая – подготовить древесину к токарной обработке и предотвратить откалывание стружки от корпуса и разлетание в случайных направлениях. Следуйте приведенным ниже инструкциям, чтобы правильно подготовить бревна для резьбы по дереву
1. Осмотр ДРЕВЕСИНЫ
Сначала найдите время, чтобы тщательно осмотреть поверхность дерева, с которым вы будете работать, и удалите все внешние предметы, прикрепленные к корпусу бревна или деревянного бруска, такие как провода, гвозди, осколки металла и т. д. Это очень важно для предотвращения травм при работе с деревом в процессе токарной обработки. Если на поверхности бревна/блока есть неестественные неровности, обязательно проверьте. Иногда древесина нарастает на острые внешние предметы, застрявшие в корпусе, что приводит к неестественному росту поверхности.
2. Калибровка
После того, как вы убедились, что древесина безопасна в обращении, вам нужно сделать первичные грубые распилы и расколоть бревно/блок до желаемых размеров. Цель черновой обработки — облегчить работу с ними на более поздних этапах токарной обработки, поэтому не сосредотачивайтесь на достижении идеальных размеров. На самом деле, обычно хорошей идеей является увеличение размера черновика для облегчения контроля. Используйте что-то тяжелое, чтобы удерживать бревно на месте, когда рубите или распиливаете спилы. Вы можете сделать специальные приспособления дома, которые помогут вам удерживать бревна на месте, если вы используете бензопилу или электроинструмент.
3. Герметизация
После того, как вы закончите черновую резку, не забудьте загерметизировать древесину для достижения наилучших результатов, особенно если вы работаете с сырой (сырой) древесиной. Это предотвратит расщепление древесины, сохранив качество древесины.
Окончательная обработка резьбы на токарном станке по дереву
Токарные станки по дереву позволяют получить грубую мебель или деревянный предмет, а не готовую деталь. Вы должны закончить процесс резьбы после придания объекту правильных размеров. Здесь в игру вступают инструменты для разделения и соскабливания. Некоторые из наиболее распространенных методов резки, используемых для отделки токарных работ по дереву, включают:
Прямые порезы
Сокращения плеча
COPER CUTS
V Cuts,
CONGAVE CUTS
CONPEX SUTS
COMBILS COMMERS
CONPEX COUNTEX
COMBILS COMBILNS
75. вам освоить. Но как только вы освоите эти приемы, вы сможете обрабатывать резьбу на деревянном токарном станке так, как захотите.
Когда дело доходит до заточки токарных станков по дереву, большинство столяров используют высокоскоростные шлифовальные станки и ленточные шлифовальные машины. Если вы хотите узнать больше о заточке инструментов, вот отличное руководство о том, как заточить токарные инструменты по дереву.
10 советов, как стать лучше в токарной обработке по дереву
Если вы хотите действительно хорошо точить по дереву в кратчайшие сроки, помните несколько простых советов:
Каждый раз, когда вы устанавливаете заготовку на токарный станок, убедитесь, что заготовка не касается упора.
Используйте лоток для инструментов, чтобы инструменты токарного станка всегда были под рукой при работе над большими проектами.
Также убедитесь, что скорость токарного станка достаточно низкая. Если скорость токарного станка слишком высока, токарный инструмент будет перегреваться. Начните медленно и постепенно увеличивайте скорость.
Узнайте, как правильно обрезать втулку, чтобы устойчиво установить заготовку на патрон. Использование временных зажимов захвата дает наилучшие результаты.
Гаечные ключи можно использовать в качестве суппортов, если вы знаете, как их использовать для этой цели.
Если отшлифовать шпиндель в направлении, противоположном его вращению, вы получите гладкую поверхность.
Если у вас возникли проблемы с формированием мисок, ковровые мешки могут стать отличным способом сделать грубый шаблон.
При работе с разрезными токарными станками вы можете установить на токарный станок припуск и снять его позже, что избавляет от необходимости склеивать или склеивать отдельные детали.
При сужении или срезании углов даже опытные столяры могут легко потерять первоначальную высоту. Простой способ обойти эту проблему — прикрепить хомут к подручнику и использовать его в качестве индикатора для сброса на исходную высоту после каждого реза.
При работе над проектом токарной обработки используйте белый фон, чтобы сделать контуры и вырезы более заметными.
Советы по безопасности при работе на токарном станке по дереву
Вот несколько важных советов по безопасности, которые вы всегда должны помнить при работе с токарными станками:
· Прежде чем приступить к работе с деревом, убедитесь, что вы прошли надлежащее обучение и практику.
· Не подпускайте детей и домашних животных к мастерской.
· Перед включением токарного станка проверьте наличие гаечных ключей, 9Ключи 0029 или другие мелкие инструменты валяются вокруг станка. Если они есть, удалите их перед запуском. Ключи особенно опасны рядом с токарным станком, кладите их подальше от бревна.
· Обязательно надевайте защитные очки и защитные перчатки из проволочной сетки при использовании токарного станка, а также при резьбе.
· Не носите свободную одежду и снимите украшения, если они на вас надеты. Если у вас длинные волосы, завяжите их перед началом работы над проектом.
· Всегда проверяйте и обслуживайте свой токарный инструмент, а также токарный станок на регулярной основе.
· Убедитесь, что в мастерской нет пыли. Стряхивайте пыль, деревянную стружку и стружку каждый раз, когда вы закончите работу.
Заключительные мысли
Токарная обработка по дереву довольно проста, если у вас есть достаточная практика и хорошее понимание основ. Но это не значит, что овладеть этим навыком легко. Если вы хотите, чтобы ваши навыки работы с деревом были коммерчески жизнеспособными, вам необходимо научиться точить дерево на токарном станке. Практикуйтесь последовательно и всегда помните о советах, приведенных в этом руководстве. Они очень помогут сократить процесс обучения.
Как выточить молоток для резьбы на токарном станке по дереву
Видео
Дэвид Дуяр отказывается от любителей и демонстрирует один из своих любимых практических проектов — молоток для резьбы.
Дэвид Дуяр
14 мая 2019 г.
В заключение этой серии Дэвид Дуяр отказывается от любителей и, используя все инструменты и методы, продемонстрированные в этой серии, делает один из своих любимых практических проектов — молоток для резьбы по дереву.
Примечание от Бена: К сожалению, из-за необходимости микрофонов мы не смогли надеть лицевую маску, но, как недавно заметил друг, это необходимо при поворотах, особенно для новичков, таких как Анисса и я.
Расскажите нам, что вы думаете об этом новом формате или что вы думаете об этой серии видео. Щелкните здесь, чтобы просмотреть очень быстрый опрос.
Дополнительная информация на FineWoodworking.com:
Turn a Carver’s Hamlet by Michael Cullen #237–Tools & Shops 2014 Issue
Научитесь любить наклонное долото Кертиса Бьюкенена № 257 – ноябрь/декабрь 2016 г., выпуск
«Язык обращения» Майка Махони № 254 – май/июнь 2016 г., выпуск
Видео из серии
2 апреля 2019 г.
Если вы хотите успешно точить шпиндели, вам нужно начать с острых токарных инструментов.
9 апреля 2019 г.
Дэвид Дуяр показывает Аниссе и Бену, как использовать рабочую лошадку токарного станка — черновую выемку
16 апреля 2019 г.
Дэвид демонстрирует, как найти центры на расколотой заготовке и начать процесс безопасного формирования необработанного куска дерева
23 апреля 2019 г.
Косая стамеска – еще один токарный многофункциональный инструмент в руках опытного токаря. А как насчет рук Бена и Аниссы?
30 апреля 2019 г.
Все начинает становиться реальным, когда Дэвид Дуяр учит Аниссу и Бена, как использовать косую стамеску, чтобы начать добавлять декоративные V-образные канавки и бусинки
7 мая 2019 г.
Теперь, когда Анисса и Бен знают, как формировать детали, им нужно уметь правильно определять их размеры и создавать точные столярные изделия
14 мая 2019 г.
Дэвид Дуяр отказывается от любителей и демонстрирует один из своих любимых практических проектов — молоток для резьбы по дереву.
Получите все!
9Членство в 0002 UNLIMITED — это как пройти мастер-класс по деревообработке за меньшие деньги. чем 10 долларов в месяц.
Об этом видео-семинаре
Токарная обработка — это навык, который многие столяры избегают изучать. Для некоторых это кроличья нора, в которую они не хотят спускаться. Однажды вы крутите тягу Shaker для изготовления шкафа, на следующий день ваша настольная пила погребена под кучей заготовок для чаш, и вскоре вы обнаружите, что годами не резали ни одного плоского куска дерева. Если это звучит знакомо, потому что вы избегали токарных деталей мебели, эта серия видео для вас. The… Подробнее об этом видео-семинаре
Рекомендуемая мастерская
Он построил десятки круглых стендов Shaker за четыре десятилетия, так что нет никого более квалифицированного, чем Кристиан Бексвоорт, чтобы продемонстрировать создание этой классики. В этой серии видео из семи частей…
Избранные проекты и планы
Буфет Криса Гочнура сочетает в себе практичность, прочность и красоту в современном корпусе
Похожие истории
Основные моменты
Развивайте свои навыки
когда вы подписываетесь на нашу электронную почту
Просмотреть все информационные бюллетени
Наш подкаст, выходящий раз в две недели, позволяет редакторам, авторам и специальным гостям отвечать на ваши вопросы по деревообработке и связаться с онлайн-сообществом по деревообработке.
Подшипники шпинделя – важнейшая его составляющая, которая обеспечивает скоростное вращение вала с закреплённым на нём инструментом и позволяет вести обработку металлов без биения с высокой точностью резания.
Шпиндельные подшипники применяются на токарных, фрезерных, сверлильных и других металло- и деревообрабатывающих станках.
Шпидельные подшипники
Для бесперебойного процесса обработки металлов и древесины резанием подшипник шпинделя должен соответствовать следующим критериям:
Обладать высокой износоустойчивостью.
Быть кинематически точным.
Обладать способностью воспринимать большие нагрузки как в осевом, так и в радиальном положении.
Работать на больших оборотах и скоростях.
При проектировании станочных шпинделей наибольшее распространение и признание получили шариковые радиально-упорные подшипники. Они являются наиболее высокоточными, имеют небольшой момент трения, способны выдержать большие нагрузки и обеспечить высокую скорость при обработке металлов или древесины резанием.
Один подшипник такого вида может выдерживать нагрузку только в одном осевом направлении. Поэтому для увеличения нагрузочной способности подшипники устанавливают комплектом по несколько штук в одном направлении.
Такой вид расположения имеет название DT (тандем) и является наиболее широко применяемым для установки подшипников на валу шпинделя. Для того, чтобы шпиндель воспринимал нагрузки не только в осевом, но и в радиальном направлении, пара подшипников должна располагаться на обоих концах вала, причём комплекты подшипников обязательно должны быть направлены в разные стороны. А для силовых шпинделей, с целью достижения максимальной нагрузки, допустимо применение комплекта из трех или четырёх радиально-упорных подшипников.
Характеристика шпиндельных подшипников
Технические характеристики подшипников для шпинделей станков – это основные параметры, по которым можно судить о сфере применения и условиях работы того или иного подшипника, сравнивать их друг с другом, для выбора оптимального варианта. Эти параметры подшипников являются стандартизованными и указываются производителем.
К основным техническим параметрам подшипников относятся:
Размеры и масса (наружный диаметр, посадочный диаметр подшипника, ширина).
Максимальная статическая и динамическая нагрузка. Статическая нагрузка – радиальная нагрузка, при которой подшипник способен деформироваться. А динамическая – постоянная осевая нагрузка, которую подшипник способен выдержать в течение своего базового ресурса.
Долговечность. Это реальный ресурс подшипника до появления признаков износа. Данный параметр зависит от влияния множества факторов: высоких нагрузок, температурного режима, чистоты смазочного вещества и наличия в нем различных присадок, действующей силы трения на подшипник.
Класс точности. Для шпинделей станков используются радиально -упорные подшипники только высокого и прецизионного класса точности. Так как этот критерий влияет на точность установки инструмента, плавность работы, скорость вращения.
Материал подшипника и тел качения (сталь, керамика или полимер). Материал, из которого изготовлен подшипник, влияет на его долговечность, работоспособность, возможность принимать высокие нагрузки.
Скорость вращения подшипника (предельное значение – при котором он не разрушается, номинальное – при котором он не перегревается). Этот критерий зависит от действующей на него нагрузки и вязкости смазочного вещества.
Рабочая температура. Зависит от конструкции подшипника, от его силы трения, условий работы и нагрузки. При перегреве подшипника снижается скорость работы самого шпинделя.
Эти параметры зависят только от конструкции самого подшипника и его размеров и влияют на срок службы и эксплуатации подшипника.
Гибридные подшипники и их преимущества
Сегодня большое распространение и применение на производстве получили подшипники с керамическими телами качения, вместо обычных стальных. Такие подшипники называются гибридными.
Основное достоинство и отличие гибридных подшипников – это шарики, изготовленные из нитрида кремния (Si3N4), благодаря которым гибридные подшипники имеют возможность работать при более низких температурах, нежели подшипники со стальными телами качения. Они обладают более высокой жесткостью, что позволяет им быть менее восприимчивыми к вибрациям.
Помимо этого, в сравнении со стальными, гибридные подшипники с керамическими телами качения имеют еще ряд преимуществ:
способны обеспечить работу на более высоких скоростях вращения;
более долговечны;
обладают высокой термостойкостью;
устойчивость керамики к электрическому току;
высокая надёжность и срок службы.
Покупая шариковые радиально-упорные подшипники для шпинделя необходимо тщательно изучить все его характеристики и сопоставить с условиями работы. Обязательно нужно помнить, что допустимая скорость работы шпинделя напрямую зависит от конструкции, размеров, точности и материалов, из которых изготовлен подшипник.
При выборе подшипника также важно обратить внимание на угол контакта, который определяет соотношение осевой и радиальной нагрузки. Прослеживается чёткая закономерность: чем больше радиальная нагрузка, тем меньше угол контакта, с увеличением угла контакта возрастает и осевая нагрузка. Самыми широко используемыми считаются углы контакта: 12°, 15°, 25°.
Сегодня все большей популярностью пользуются шпиндельные радиально-упорные подшипники зарубежных производителей. Например, фирмы MOCHU, которая представляет большой ассортимент типоразмеров подшипников с двойными уплотнителями DTA, отличающиеся высокой точностью и скоростью работы.
Цепь приводная роликовая ПР-25,4-60, или ПР-25,4-6000, или 16A-1
1,200.00 р.
Подшипниковый узел GWST 211 PPB40
4,700.00 р.
Наша компания осуществляет продажу высокоточных подшипников, устанавливаемых в шпинделя металлообрабатывающих станков (подшипник шпинделя). Это подшипники радиально-упорные, часто сдуплексированны (притерты друг к другу) по схеме комплектования О (серия 266000), Х (серия 346000) и, особенно часто применяющейся Т (серии 436000, 446000, 576000). Изделия выпускаются классами точности 2, Т и 4. Высокоточные радиально-упорные подшипники шпинделя за счет незначительных значений торцевого и радиального биений, а также бокового биения по дорожкам качения обеспечивают станочному оборудованию обработку деталей (расточка, фрезерование, шлифовка) с минимально допустимыми отклонениями от номинальных размеров (± 2-4 мкм). Сдвоенные подшипники шпинделя изготавливают таким образом, чтобы у обоих подшипников были приблизительно равные углы контакта à. Подробнее про дуплексные подшипники.
Подшипники шпинделя комплектуются сепараторами из латуни, текстолита или стеклонаполненного полиамида. Необходимо учитывать температурные границы этих материалов и внимательно относится к присадкам, добавляемым в масло. Они способны значительно сократить срок службы полиамидного сепаратора при длительной работе подшипника при температуре свыше 100ºС. Минеральное масло при такой температуре также нужно регулярно менять в связи с его старением.
Специалисты знают, что качественные шпиндельные подшипники могут расходоваться в больших количествах, при этом в фирмах, реализующих подшипниковую продукцию, они есть далеко не всегда. Бывает, что эти дорогостоящие изделия подделываются и не проходят входной контроль.
В зависимости от конструкции станка, в качестве шпиндельных могут использоваться и роликовые подшипники — обычно двухрядные, цилиндрические или конические. Они также поставляются высоких степеней точности.
Наша компания имеет долгосрочные отношения с Европейской Подшипниковой Корпорацией, на заводах которой осуществляется выпуск высокоточных шпиндельных подшипников (Саратовский подшипниковый завод и Завод авиационных подшипников в Самаре) и поставляет массу их наименований. Дополнительным преимуществом сотрудничества именно с нами является то, что многие типы шпиндельных подшипников для станков выпускаются в настоящее время исключительно согласно размещаемых нами заявок на производство, и в других организациях доступны только неликвидного качества или по завышенным ценам.
По-умолчаниюИмени от А до ЯИмени от Я до АЦенам: Низкие > ВысокиеЦенам: Высокие < НизкиеВысокому рейтингуНизкому рейтингуМодель от А до ЯМодель от Я до А
Сортировать по:
Подшипник Т-46106 (B7006-E-T-P4) Подшипник Т-46106Е 1,500.00 р.
Подшипник 2076083 Подшипник 2076083 130.00 р.
Подшипник 606019 Подшипник 606019Е 210.00 р.
Подшипник 436104 Подшипник 436104 1,900.00 р.
Подшипник 436103 Подшипник 2-436103К 1,900.00 р.
Подшипник 436102 Подшипник 2-436102К 2,500. 00 р.
Подшипник 436101 Подшипник 2-436101К 1,900.00 р.
Подшипник 76101 Подшипник 76101 220.00 р.
Подшипник 36103 (7003) Подшипник 36103 500.00 р.
Подшипник 436105 Подшипник Т-436105Е 4,800.00 р.
Подшипник 436105 Подшипник Т-436105К 3,800.00 р.
Подшипник 36102 (7002) Подшипник 4-36102Е 800.00 р.
Подшипник 36101 (7001) Подшипник 4-36101Е3 750. 00 р.
Подшипник 36100 (7000) Подшипник 4-36100Е 900.00 р.
Подшипник 1116096 Подшипник 5-1116096К1 360.00 р.
Подшипник 1006096 Подшипник 4-1006096Е 210.00 р.
Подшипник 436107 Подшипник 436107 3,200.00 р.
Подшипник 436106 Подшипник 2-436106 2,900.00 р.
Подшипник 36104 (7004) Подшипник 36104 500.00 р.
Подшипник 4-46108 (B7008-E-T-P4) Подшипник 4-46108 2,000. 00 р.
Подшипник 436109 Подшипник 436109 3,000.00 р.
Подшипник 36105 (7005) Подшипник 36105 500.00 р.
Подшипник 436112 Подшипник 2-436112К 4,700.00 р.
Подшипник 36107 (7007) Подшипник 36107 700.00 р.
Подшипник 436108 Подшипник 436108 3,900.00 р.
Подшипник 36106 (7006) Подшипник 36106 500.00 р.
Подшипник 2-46109 (B7009-E-T-P4) Подшипник 2-46109Е5 1,800. 00 р.
Подшипник 36108 (7008) Подшипник 36108 700.00 р.
Подшипник 436201 Подшипник 436201 1,600.00 р.
Подшипник 36109 (7009) Подшипник 36109 700.00 р.
Подшипник 436204 Подшипник 436204 1,000.00 р.
Подшипник 436203 Подшипник 436203 1,100.00 р.
Подшипник 36110 (7010) Подшипник 36110 1,000.00 р.
Подшипник 46111 (B7011-E-T-P4) Подшипник Т-46111 3,500. 00 р.
Подшипник 36111 (7011) Подшипник 36111 3,500.00 р.
Подшипник 46112 (B7012-E-T-P4) Подшипник Т-46112Л 5,100.00 р.
Подшипник 36112 (7012) Подшипник 36112 3,000.00 р.
Подшипник 46114 (B7014-E-T-P4) Подшипник Т-46114Л 4,900.00 р.
Подшипник 36113 (7013) Подшипник 36113 1,000.00 р.
Подшипник 36114 (7014) Подшипник 36114 15,000.00 р.
Подшипник 46115 (B7015-E) Подшипник 46115 900. 00 р.
Подшипник 36115 (7015) Подшипник 36115 1,200.00 р.
Подшипник 46116 (B7016-E-T-P4) Подшипник 4-46116Л 2,900.00 р.
Подшипник 36116 (7016) Подшипник 36116 1,800.00 р.
Подшипник 46117 (B7017-E) Подшипник 46117 1,900.00 р.
Подшипник 36117 (7017) Подшипник 36117 2,000.00 р.
Подшипник 46118 (B7018-E) Подшипник 46118 1,100.00 р.
Подшипник 36118 (7018) Подшипник 36118 2,000. 00 р.
Подшипник 36122 (7022) Подшипник 36122 3,000.00 р.
Подшипник 36120 (7020) Подшипник 36120 2,000.00 р.
Подшипник 36124 (7024) Подшипник 36124 35,000.00 р.
Подшипник 46120 (B7020-E-M) Подшипник 46120Л 2,200.00 р.
Подшипник 46122 (B7022-E) Подшипник 46122 2,200.00 р.
Подшипник 46124 (B7024-E) Подшипник 46124 3,800.00 р.
Подшипник 36126 (7026) Подшипник 36126 2,000. 00 р.
Подшипник 36128 (7028) Подшипник 36128 38,000.00 р.
Подшипник 46126 (B7026-E) Подшипник 46126 2,000.00 р.
Подшипник 576205 Подшипник 4-576205Е 1,800.00 р.
Подшипник 46132 (B7032-E) Подшипник 46132 4,200.00 р.
Подшипник 46202 (B7202-E) Подшипник 46202 200.00 р.
Подшипник 46203 (B7203-E) Подшипник 46203 400.00 р.
Подшипник 46130 (B7030-E) Подшипник 46130 4,300. 00 р.
Подшипник 46204 (B7204-E) Подшипник 46204 400.00 р.
Подшипник 236205 Подшипник 2-236205Л 2,400.00 р.
Подшипник 436205 Подшипник 436205 1,800.00 р.
Подшипник 436206 Подшипник 436206 2,000.00 р.
Подшипник 36203 (7203) Подшипник 36203 350.00 р.
Подшипник 36200 (7200) Подшипник 36200 1,800.00 р.
Подшипник 36202 (7202) Подшипник 36202 400. 00 р.
Подшипник 36201 (7201) Подшипник 36201 300.00 р.
Как достичь оптимальной скорости и точности
Подшипники являются важными частями, которые направляют и улучшают движение шпинделя.
Поскольку современное оборудование продолжает двигаться вперед, оборудование должно быть более точным, долговечным и быстрым, чем когда-либо прежде. Подшипники шпинделя подходят для очень высоких скоростей и помогают движению шпинделя достичь оптимальной скорости и точности.
Из-за тяжелых условий эксплуатации в подшипнике могут возникать напряжения, которые сокращают срок его службы.
BMC реализует важнейший компонент, используемый для придания формы материалам с помощью высокоскоростного вращения, и при необходимости может отремонтировать или восстановить существующий шпиндель.
Мы понимаем, что для высокоточных шпинделей и станков требуются специальные подшипники, которые не всегда легко доступны на рынке. Мы можем взять более стандартный стиль подшипника и изменить его по вашему образцу или принту.
Если это похоже на проблему, с которой вы столкнулись или имели,
Продолжайте читать…
Мы охватываем различные области применения подшипников шпинделя, чтобы обеспечить оптимальную производительность и типы подшипников для станков.
Шпиндели станков и подшипники шпинделей, работающие вместе
Подшипники шпинделей чаще всего применяются в шпинделях станков, от которых происходит термин подшипник шпинделя .
Подшипники шпинделя представляют собой высокоточные подшипники, предназначенные для использования в шпинделях станков и других прецизионных устройствах. Шпиндели станков представляют собой вращающиеся компоненты, удерживающие и приводящие в движение режущие инструменты. Например, шпиндели используются для обработки металла или других жестких материалов.
«В станках шпиндель — это вращающаяся ось станка, сердцевиной которой часто является вал. Сам вал называется шпинделем, но также в цеховой практике это слово часто используется метонимически для обозначения ко всему вращающемуся узлу, включая не только сам вал, но и его подшипники и все, что к нему прикреплено (патрон и т. д.)». [источник]
Благодаря очень узким допускам подшипники шпинделя особенно подходят для применений с самыми высокими требованиями к точности направляющих , такие как подшипниковые узлы главных шпинделей станков.
«Класс допусков для шарикоподшипников был определен комитетом в рамках ABMA, известным как «Комитет инженеров по кольцевым подшипникам» (ABEC). Эти допуски обычно называются рейтингом или классом ABEC.
Чем выше классификационный номер, тем ужесточаются допуски, что приводит к более высокой точности собранного подшипника. » [источник]
Существует два типа высокоскоростных шпинделей различной конструкции.
1. Шпиндель с ременным приводом — приводится в действие внешним двигателем, подключенным через систему ременных шкивов.
2. Мотор-шпиндель — основным компонентом этого шпинделя является мотор, хранящийся внутри.
Давайте взглянем на их различные конструкции…
источники:
Сегодняшний мир машиностроения, Shop Doc-обоснование использования высокоскоростного шпинделя
Современный механический цех, высокоскоростные шпиндели с приводом от давления охлаждающей жидкости
Вот краткий обзор основного узла шпинделя:
Источник, Сборка шпинделя, через Youtube
Прецизионные шпиндели обеспечивают наилучшее вращательное движение для повышения производительности и эффективности производства.
Особые области применения
Мотор-шпиндель в основном используется для высокоточной обработки.
Например,
«Обработка изнашиваемых деталей 3C, отделка заготовок, резка воздушных винтов, обработка цилиндров двигателей, обработка шасси автомобилей, шлифовка соединений трансмиссии и т. д. Общность этих приложений заключается в необходимости быстрых и гибких возможностей во время обработки». [источник]
В следующем разделе мы коснемся четырех типов подшипников станков.
Типы подшипников для станков
Существуют различные типы подшипников для использования в станках.
Радиально-упорные шарикоподшипники — предназначены для восприятия нагрузок, линия приложения которых находится под определенным углом к перпендикулярной оси (угол контакта). Подшипники поддерживают высокие рабочие скорости.
Области применения также включают деревообрабатывающие шпиндели, вакуумные насосы и полупроводниковую промышленность.
Радиальные подшипники или радиальные подшипники — воспринимают осевые нагрузки в обоих направлениях.
Области применения также включают вакуумную технику, электродвигатели и медицину.
Роликовые подшипники — этот тип подшипников состоит из одного или двух рядов шариков или роликов (сделанных из стали), которые находятся между внутренним и внешним кольцами. Часто в кольцах нарезают дорожки качения или канавки для правильного направления тел качения.
Упорные шарикоподшипники — это подшипник вращения, который вращается между частями, уменьшая трение, и предназначен для восприятия осевой нагрузки (в основном в низкоскоростных приложениях). Именно осевой подшипник обеспечивает вращение между частями.
Поскольку подшипники имеют такое важное значение, было разработано множество различных типов подшипников для различных нагрузок и работ, поэтому очень важно убедиться, что вы знаете, как различать их все, чтобы они соответствовали потребностям вашего клиента.
Подробнее о типах подшипников: технологии, облегчающие жизнь (детали и использование)
Ресурсы:
Радиальные шарикоподшипники по сравнению с радиально-упорными шарикоподшипниками
Что такое электрический шпиндель (встроенный шпиндель, моторизованный шпиндель) и его применение?
Общие типы модификаций
Требования вашего приложения и требования меняются. В BMC мы помогаем оценить ваши потребности и определить, можно ли модифицировать ваши существующие подшипники или требуется новая конструкция подшипника.
Ниже приведены типы модификаций, которые превращают стандартные подшипники, которые легче получить, в специальные подшипники/подшипники для конкретных шпинделей, приобретение которых может занять много времени.
-DLR (Прямая смазка)
-Отверстия EDM для смазки
-Разгрузочные втулки внутреннего кольца
-Уменьшения внутреннего/наружного диаметра
-Смазочные канавки и отверстия для смазки
-Прорези для уплотнительных колец
3 — 90 или отверстий
— Прецизионные прокладки Soft/Hardenden
— Индивидуальные предварительные нагрузки и компоновки
Большинство предприятий по восстановлению шпинделей сталкиваются со своими клиентами в ситуации остановки. Любая задержка в восстановлении шпинделя может дорого обойтись конечному пользователю. Кроме того, если сверхточный шпиндель продолжает преждевременно выходить из строя, одна или несколько из этих функций могут решить основную проблему, вызвавшую отказ.
Вкратце
По мере того, как мы продолжаем развивать технологию ЧПУ (числового программного управления), ожидается, что станки станут более надежными и точными.
Чтобы соответствовать этому спросу и оставаться конкурентоспособными, необходимо использовать высококачественные подшипники.
Выбранный подшипник влияет на скорость, точность и вращение.
Шарикоподшипники шпинделя станка
Диаграмма
Радиально-упорные стальные шарикоподшипники
Шариковый подшипник Описание
Это прецизионные радиально-упорные подшипники, неразборные, со снятыми наружными кольцами, с углами контакта 15° или 25°. Для ответственных применений эти подшипники поставляются в виде универсальных дуплексных пар со стандартным предварительным натягом и в виде однорядных подшипников. Также доступна другая конструкция для серии разъемных однорядных подшипников с разгруженным внутренним кольцом и углом контакта 15°. Дуплексные пары могут быть установлены спиной к спине, лицом к лицу или тандемом в зависимости от ожидаемой нагрузки. Из-за высоких скоростей эти подшипники обычно требуют фенольных сепараторов, которые имеют либо ступенчатую, либо цилиндрическую конструкцию кармана.
Посмотреть диаграмму
Схема
Радиально-упорные керамические шарикоподшипники
Шарикоподшипник Описание
Керамические шарики на 50 % легче стальных шариков, а поскольку они почти идеально гладкие, их уровень вибрации в 2-7 раз ниже, чем у обычных стальных шарикоподшипников. Эти подшипники также работают при значительно более низких рабочих температурах и позволяют увеличить рабочую скорость на целых 25%. Доказано, что керамические шарикоподшипники служат в 5 раз дольше, чем обычные стальные шарикоподшипники, а более низкие рабочие температуры помогают продлить срок службы смазки.
Посмотреть диаграмму
Схема
Цилиндрические роликоподшипники
Шарикоподшипник Описание
Цилиндрические ролики распределяют нагрузки по более широкой поверхности, что обеспечивает высокую радиальную грузоподъемность и более высокие скорости. Однорядные и двухрядные цилиндрические подшипники используются в основном для прецизионных станков.
Посмотреть диаграмму
Схема
Прецизионные радиальные шарикоподшипники
Описание шарикоподшипника
Прецизионные радиальные подшипники воспринимают осевые нагрузки в одном направлении. Они отличаются высокой жесткостью и имеют высокую грузоподъемность. Этот тип подшипников используется в тех случаях, когда требуется высокая точность вращения и жесткие допуски на размеры. Использование неметаллических фиксаторов, таких как фенольные, может помочь достичь более высоких скоростей.
Посмотреть диаграмму
Схема
Шарикоподшипники опоры шарико-винтовой передачи
Шариковый подшипник Описание
Опорные подшипники шарико-винтовой передачи разработаны для обеспечения максимальной осевой жесткости и повышенной точности подачи для использования с прецизионными шарико-винтовыми парами.
Главным рабочим инструментом любого фрезерного оборудования является острозаточенная металлическая фреза при помощи которой выполняются различные технологические операции. Среди всех специализированных инструментов фрезы представлены в наиболее широком ассортименте и очень отличаются по форме, типу, назначению и размеру. Система ПУ, которой оснащены практически все современные фрезеры, управляет вращением инструмента, перемещением шпинделя, в который он вставлен, работой системы охлаждения и всеми прочими аспектами оборудования, поэтому все изделия станок изготавливает с точностью и скоростью, недоступной для устаревших моделей без программной составляющей. Погрешность в позиционировании фрезы на плоскости лишь немногим уступает лазерным аппаратам, поэтому оборудование такого типа успешно используют для прецизионной обработки и выпуска серийной продукции.
По степени распространенности фрезерное оборудование также не отстает от лазерного и, возможно, даже превосходит его, благодаря широким возможностям, которые предлагают фрезерные инструменты. Это и гравировка, и сверление, и обработка краев, и создание объемного рельефа и множество других операций с большим количеством материалов. Модельные линейки станков для фрезеровки предлагают вертикальные и горизонтальные аппараты, широкоформатные и среднегабаритные, стационарные и настольные, поэтому встретить такое оборудование можно не только на крупных заводах, но и в частном пользовании.
Область применения автоматизированных фрезеров
В силу своей универсальности в плане подходящих для обработки материалов фрезеровщик используют в самых различных, не имеющих отношения друг к другу, сферах, например:
Деревообработка — занимает первое место в списке производственных областей, где применяется фрезеровка. С его помощью производят распиловку древесины, торцуют края, сверлят сложноконтурные отверстия с разным углом наклона, делают пазы и т. д. Ни один другой станок не в состоянии заменить фрезер при выпуске мебели, дверей, настенных панно с трехмерными барельефами, столбиков для лестниц (балясин), резных карнизов и прочих изделий, часть из которых будет упомянута ниже;
Металлообработка — еще одна обширная сфера, в которой без фрезерного оборудования просто не обойтись. На нем проводят черновую и чистовую обработку заготовок, сверлят и растачивают отверстия, гравируют изделия и выполняют еще множество технологических задач;
стоматология — в первую очередь речь идет о специальных стоматологических фрезерах, используемых при протезировании. Как и любое оборудование с программным управлением, станок отличается исключительной точностью, что особенно важно при создании коронок, имплантов и прочих протезов, которые должны быть максимально комфортны в носке, поэтому такие аппараты можно встретить практически в каждой стоматологической мастерской;
ювелирная промышленность — при помощи высокоточных ЧПУ станков обрабатывают драгоценные и полудрагоценные камни, наносят наружную, внутреннюю и круговую гравировку на изделия из благородных металлов, создают формы для литья и восковки;
сувенирная, подарочная, декоративно-прикладная и прочие смежные отрасли, в которых фрезерный инструмент используют для изготовления самых различных по размерам и предназначению товаров: от маленьких брелоков на ключи до кружек или вянных скульптур в полный рост.
Что может делать фрезерный станок
Чтобы не говорить об применении фрезера обобщенно, перечислим некоторые направления, в которых этот станок пользуется особенной популярностью. В основном речь пойдет о работе с древесиной, так как именно этот материал шире всего демонстрирует богатые возможности оборудования.
Скульптуры любого размера, от миниатюрных до высотой с человеческий рост. Такие изделия хорошо подходят для украшения интерьера, садовых участков и городских скверов. Для их производства станок дооснащают поворотным устройством, которое равномерно вращает материал на весу, позволяя фрезе обрабатывать его со всех сторон.
Подарочная и декоративная упаковка (коробки, шкатулки, сундуки, тара нестандартной формы) выполненная из фанеры или натуральной древесины, является прекрасным обрамлением для презента и местом для хранения памятных вещей.
Шахматные наборы, изготовленные на станке поражают точностью контуров и разнообразием размеров, форм и стилей, в которых выполнены фигуры. В качестве материала чаще всего выступает древесина, но можно встретить и комплекты из металла, пластмассы или даже камня.
Кукольные дома — эксклюзивные изделия, выполняемые обычно в единственном экземпляре. Внешний вид таких игрушек ограничен только фантазией дизайнера-разработчика, который создавал файлы раскроя для ЧПУ станка. Большинство домиков имеет не только окна и стены, но и всю необходимую мебель для каждой комнаты и электрическое освещение.
Настенные панно из дерева являются прекрасным элементом интерьерного дизайна. Выполнены обычно в технике псевдо объемного изображения, то есть все элементы композиции частично выпуклые, выступающие над основным массивом.
Сборные модели из фанеры или, как их еще называют, деревянный конструктор. Представляют собой наборы прямо- и криволинейных элементов с пазами, которые плотно стыкуются друг с другом и в сборе образуют какую-либо фигуру или макет здания. Такие конструкторы интересны не только детям, но и взрослым (в зависимости от комплектации и уровня сложности сборки). В состав набора может входить от 6-8 деталей до несколько сотен, а тематика конечных изделий поражает разнообразием. Тут и известные архитектурные сооружения, и динозавры, и насекомые, и транспортные модели и множество других вариантов.
Карнизы, плинтуса, балясины и т. д. — это одно из самых популярных направлений во фрезеровке. Управляемый компьютером фрезер может создавать изумительные по сложности и красоте узоры на обычных деревянных столбиках и рейках, превращая их в изящные элементы внутреннего и уличного интерьера.
Гравировка с использованием фрезы позволяет декорировать и придать индивидуальность практически любому изделию. Орнаменты, узоры, изображения, памятные надписи наносят на часы, портсигары, ручки, медали, ювелирные изделия, подарочную упаковку, сувениры и многое другое.
Свежее:
Как фрезеровать мебельные панели МДФ
Виды станков с ЧПУ. Рассматриваем основные
Из чего состоит фрезерный станок
Подключение фрезерного станка
Виды фрезерных станков с ЧПУ
Популярное:
Плюсы 4-х координатных фрезерных станков
DSP контроллер фрезерного станка с ЧПУ
Особенности обработки камня повышенной твёрдости
Гравировка листового двухлойного пластика на станке с ЧПУ
Оптимальные режимы и инструмент для качественной резки ПВХ
В гостях у нашего постоянного клиента компании «Пластфактория», которые занимаются изготовлением POS-материалов и сотрудничают с крупными косметическими брендами.
Видеоотчет с посещения производства наших клиентов — компания «АЛЬТАИР». О работе на производстве, изготавливаемых изделиях и станках от компании Wattsan.
Популярные категории товаров
Фрезерные станки WATTSAN Фрезерные станки по дереву Фрезерные станки для дома Настольные фрезерные станки Фрезерные станки для рекламы Фрезерный станок по камню Многоцелевые фрезерные станки
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 5 Голосов: 3
Фрезерный станок
WATTSAN 0404 mini
Фрезерный станок
WATTSAN 0609 mini
Фрезерный станок
WATTSAN A1 6090
Фрезерный станок
WATTSAN M1 6090
Фрезерный станок
WATTSAN A1 1313
Фрезерный станок
WATTSAN M1 1313
Фрезерный станок
WATTSAN A1 1325
Фрезерный станок
WATTSAN M1 1325
Фрезерный станок
WATTSAN M1 1325 RD
Фрезерный станок
WATTSAN M2S 1325
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Что можно делать при помощи сверлильно-фрезерного станка?
Такие комбинированные устройства успешно позволяют производить следующие технологические операции:
фрезеровать детали с неправильной криволинейной формой;
калибровать детали и их поверхности под нужные размеры;
сверлить отверстия;
нарезать резьбы;
изготавливать канавки и гребни нужного размера;
производить детали для шлицевых и шпунтовых соединений.
Часто для повышения качества и точности выполняемых работ сверлильно-фрезерные станки оснащаются ЧПУ, которые существенно снижают влияние человека на итоговый результат обработки заготовки.
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Связанные товары
Код товара: 48514
Нет в наличии
Универсальный фрезерный станок Metal Master DMM 50C
Универсальный фрезерный станок Metal Master TMM200
Длина стола1245 мм
Ширина стола230 мм
Мощность 2. 20 кВт
Напряжение380В
Масса1100 кг
Код товара: 35510
Нет в наличии
Фрезерно-сверлильный станок JMD-X4L
Длина стола820 мм
Ширина стола240 мм
Конус шпинделяMT4
Мощность 1.50 кВт
Напряжение220В
Масса330 кг
Код товара: 47885
В наличии 2 шт.
Настольный сверлильно-фрезерный станок Metal Master MF-45A
Длина стола800 мм
Ширина стола240 мм
Конус шпинделяMT4
Мощность 1.50 кВт
Напряжение380В
Масса345 кг
Код товара: 37025
Фрезерный настольный станок Optimum BF20LD
Длина стола700 мм
Ширина стола180 мм
Конус шпинделяMT2
Мощность 0.85 кВт
Напряжение220В
Масса115 кг
Код товара: 33895
Нет в наличии
Станок фрезерный Корвет-412 по металлу
Длина стола240 мм
Ширина стола145 мм
Конус шпинделяMT2
Мощность 0. 15 кВт
Напряжение220В
Масса30 кг
Код товара: 41036
Нет в наличии
Фрезерно-сверлильный станок STALEX BF50PF
Длина стола800 мм
Ширина стола240 мм
Конус шпинделяISO30
Мощность 1.50 кВт
Напряжение380В
Масса480 кг
Фрезерные станки
: что это такое? И что они делают?
Фрезерные станки играют жизненно важную роль в широком спектре отраслей промышленности, включая нефтяную, оборонную, транспортную и строительную. Благодаря нашим квалифицированным специалистам и собственному модульному оборудованию эти универсальные машины выполняют различные функции, помогая этим отраслям.
Что такое фрезерный станок?
По сути, фрезерный станок использует вращающиеся фрезы для удаления ненужного материала с заготовки. С нашим большим ассортиментом портативного фрезерного оборудования мы можем выполнять множество задач, используя различные фрезерные суппорты, скорости, подачи и несколько осей.
В этом станке используется вращающийся режущий инструмент с несколькими режущими точками. Вместо того, чтобы сверлить объект, фреза будет двигаться перпендикулярно своей оси, а резка будет происходить по окружности вращения фрезы. Это высокоскоростное вращательное движение эффективно отрезает любой ненужный материал и превращает его в мусор, известный как стружка. Его также можно использовать для обрезки краев заготовки или создания канавок, пазов или карманов.
Наши специалисты всегда должны учитывать два основных аспекта наших фрезерных станков: скорость резания и скорость подачи. Это может быть ошибочно принято за одно соображение, но это два разных требования для эффективной обработки на месте. Скорость резания относится к разнице скоростей (или относительной скорости) между инструментом и режущей поверхностью. Скорость подачи — это скорость, с которой инструмент перемещается перпендикулярно поверхности. В случае фрезерования используемыми единицами измерения могут быть либо расстояние за время, либо расстояние за оборот.
Существует несколько способов использования фрезерного станка. Например, мы в In-Situ проведем качественную торцевую фрезеровку для наших клиентов и многие другие услуги. При торцевом фрезеровании мы врезаемся в плоскую поверхность или полость с плоским дном, и резание в основном происходит по окружности фрезы.
Какие существуют типы фрезерных станков?
Несколько типов фрезерных станков используются в различных отраслях промышленности, и наши модульные фрезерные станки могут работать с различными осями. Однако традиционные фрезерные станки могут работать только в ограниченном числе позиций.
Горизонтальные фрезерные станки – Эти фрезы устанавливаются на горизонтальный вал, называемый оправкой, и имеют горизонтальную ось шпинделя. Это была конструкция первых фрезерных станков.
Вертикально-фрезерные станки – работают перпендикулярно их координатному столу с вертикальным шпинделем. Они стали более популярным выбором, чем горизонтальные, потому что поворотная головка наклоняет шпиндель для выполнения операций под любым углом.
Универсальный фрезерный станок – 9 шт.0006 Эта машина является кульминацией двух предыдущих разработок в улучшенном улучшении. Этот станок позволяет шпинделю выполнять операции горизонтально или вертикально.
Отрасли, получающие выгоду от фрезерования на месте
Фрезерные станки пользуются большим спросом в самых разных отраслях. Мы в In-Situ обнаружили, что наши услуги фрезерных станков на месте используются с большим успехом в:
Нефть и шельф – Неотъемлемые проблемы этих сред и их жесткое воздействие на оборудование, используемое при глубоководном бурении нефтяных скважин и оффшорное бурение требуют качественного, экономичного и быстрого ремонта, чтобы предотвратить любые бедствия
Горнодобывающая промышленность и машиностроение – Работа в рамках ограниченного бюджета на техническое обслуживание со все более ограниченными сроками делает незапланированный ремонт из-за отказа оборудования серьезной проблемой для горнодобывающей промышленности. Сбои в процессах или заводском оборудовании будут иметь катастрофические последствия для производительности любой компании в этой отрасли.
Морской ремонт – Сведение времени простоя к минимуму имеет важное значение для судовых операций, поэтому важно выбрать быструю услугу по механической обработке на месте. Вы также должны быть готовы произвести ремонт в любом морском порту на вашем маршруте — мы в In-Situ гордимся тем, что доступны по всему миру, 24/7, в любой день года именно для такой ситуации.
Строительство – во время строительства очень важно уложиться в сроки и выполнить работу в рамках сметы, поскольку и то, и другое может быть легко разрушено из-за отказа оборудования. Кроме того, эти станки обычно имеют большие размеры или закреплены на месте, поэтому их демонтаж для традиционной фрезерной обработки требует больших затрат времени и средств.
Преимущества выбора фрезерной обработки на месте
Мы специализируемся на переносных фрезерных станках. Эти уникальные инструменты разработаны собственными силами и позволяют нашим квалифицированным инженерам предоставлять ценные услуги по механической обработке на месте и выполнять необходимый ремонт, чтобы восстановить работоспособность вашего оборудования.
У нас есть ряд специального сменного фрезерного оборудования, которое можно настроить в соответствии с конкретными требованиями каждого из наших клиентов. Наш фрезерный станок, устанавливаемый на месте, представляет собой экономичное инженерное решение, которое даст впечатляющие результаты, сводя к минимуму время простоя наших клиентов.
Фрезерование на месте по всему миру от In-Situ Machining Solutions
Компания In-Situ имеет многолетний опыт в предоставлении специализированных фрезерных операций. От шпоночных пазов с высокими допусками до плоских посадочных мест, наши высокомотивированные техники используют свои навыки по всему миру для эффективной обработки и ремонта на месте.
Если у вас есть какие-либо вопросы о наших услугах по обслуживанию фрезерных станков на месте, отправьте запрос через нашу контактную онлайн-форму или позвоните нам по телефону +44 (0)1788 572777, и один из наших сотрудников обсудит, как наши услуги могут помочь вы подробнее.
Фрезерный станок Определение, процесс и типы
Фрезерная обработка, процесс фрезерования, горизонтальные и вертикальные фрезерные станки
Определение
Фрезерование представляет собой процесс, выполняемый на станке, в котором фрезы вращаются для удаления материала с заготовки, присутствующей в направлении угла с осью инструмента. С помощью фрезерных станков можно выполнять множество операций и функций, начиная от мелких объектов и заканчивая крупными.
Фрезерная обработка является одним из очень распространенных производственных процессов, используемых в машиностроительных мастерских и на промышленных предприятиях для производства высокоточных изделий и деталей различных форм и размеров.
Фрезерный станок
Фрезерные станки также известны как многозадачные станки (MTM), которые представляют собой многоцелевые станки, способные также фрезеровать и обтачивать материалы. На фрезерном станке установлена фреза, которая помогает снимать материал с поверхности заготовки. Когда материал остынет, его удаляют из фрезерного станка.
Процесс измельчения
Фрезерный станок включает в себя следующие процессы или этапы резки:
Фрезы
В процессе фрезерования используется множество режущих инструментов. Фрезы, называемые концевыми фрезами, имеют на своих торцах специальные режущие поверхности, чтобы их можно было установить на заготовку путем сверления. Они также имеют расширенные режущие поверхности с каждой стороны для периферийного фрезерования. Фрезы имеют маленькие резцы на торцевых углах. Резцы изготовлены из высокопрочных материалов, которые долговечны и создают меньше трения.
Отделка поверхности
Любой материал, проходящий через зону резания фрезерного станка, проходит через равные интервалы. Бокорезы имеют обычные гребни. Расстояние между гребнями зависит от скорости подачи, диаметра фрезы и количества режущих поверхностей. Это могут быть значительные перепады высоты поверхностей.
Групповое фрезерование
Это означает, что в установке, подобной горизонтальной фрезеровке, участвуют более двух фрез. Все фрезы выполняют однородную операцию, или также может быть возможно, что фрезы могут выполнять отдельные операции. Это важная операция для изготовления дубликатов деталей.
Типы фрезерных станков
Двумя основными конфигурациями операций фрезерной обработки являются типы фрезерных станков. Это вертикальная мельница и горизонтальная мельница. Они более подробно обсуждаются ниже:
Вертикально-фрезерные станки
Вертикальная мельница имеет вертикально расположенную ось шпинделя и вращается, оставаясь на одной оси. Шпиндель также можно удлинить и выполнять такие функции, как сверление и резка.

 Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.


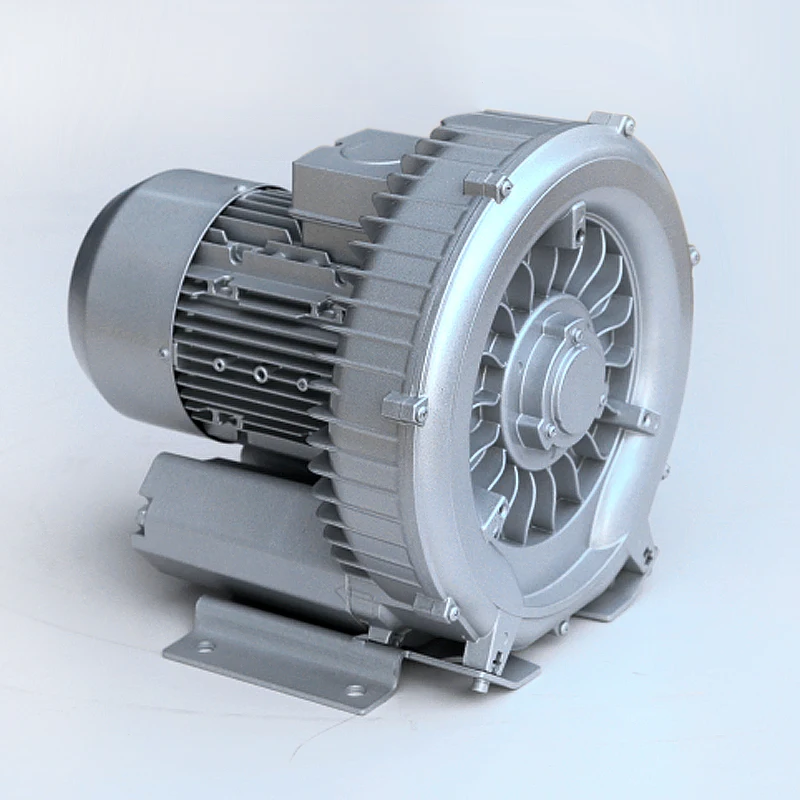 (просмотреть оригинал на английском языке)
(просмотреть оригинал на английском языке) ..70°C
..70°C мощность
мощность ..13,8В
..13,8В /мин.
/мин. 8g
8g В ближайшее время мы свяжемся с Вами по указанным контактам.
В ближайшее время мы свяжемся с Вами по указанным контактам.
 , США)
, США)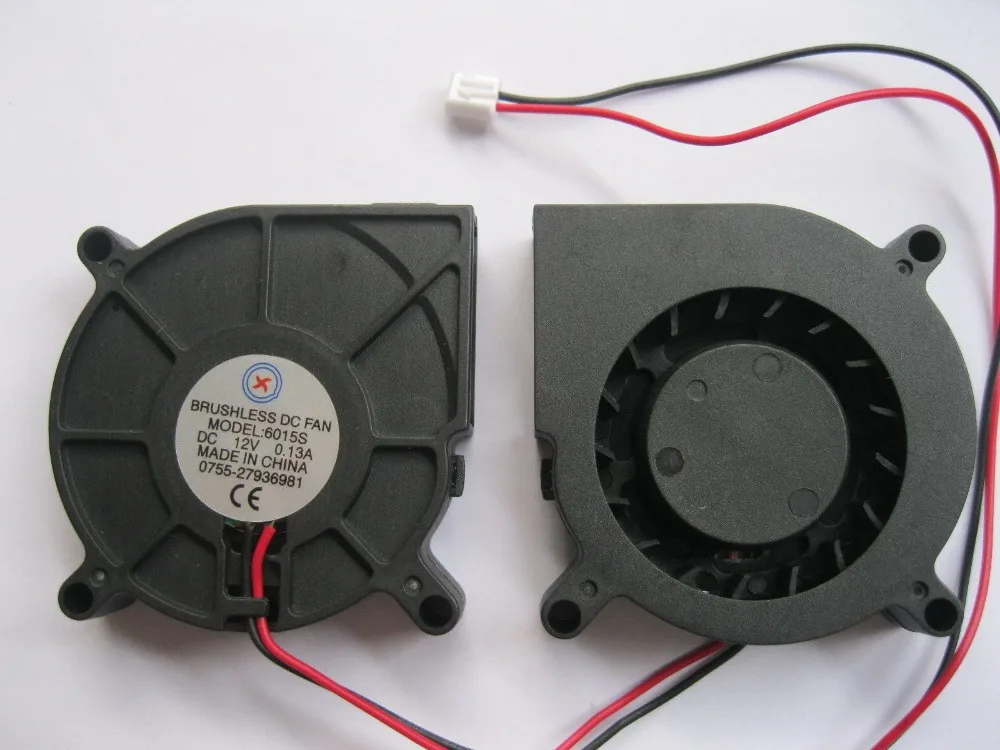


 Ваша система переменного тока состоит из нескольких компонентов, но на самом деле вентилятор играет решающую роль в функциональности и эффективности вашей системы.
Ваша система переменного тока состоит из нескольких компонентов, но на самом деле вентилятор играет решающую роль в функциональности и эффективности вашей системы.


 00″>цена по запросу
00″>цена по запросу 00″>цена по запросу
00″>цена по запросу 00″>цена по запросу
00″>цена по запросу 00″>цена по запросу
00″>цена по запросу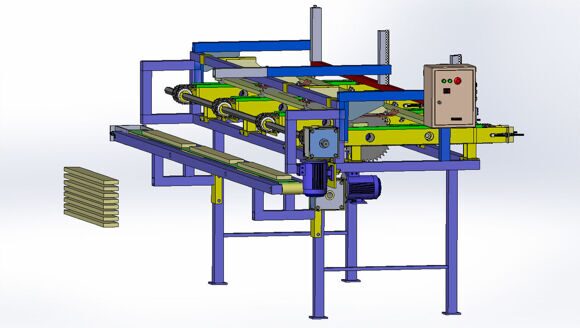 00″>цена по запросу
00″>цена по запросу

 RU
RU Инструмент оснащен кулачковой ручкой блокировки под углом для повторяемой точности, долговечности и простоты регулировки, в то время как высокие скользящие направляющие поддерживают 4-1/2-дюймовый базовый молдинг по вертикали и 6-1/4-дюймовый коронный молдинг по вертикали. LED Shadow Line обеспечивает высокоточные разрезы с большей точностью, чем традиционные лазеры, а легкая конструкция и встроенная ручка для переноски обеспечивают удобство и портативность. Быстрый рабочий зажим быстро фиксирует материалы для более безопасной резки.
Инструмент оснащен кулачковой ручкой блокировки под углом для повторяемой точности, долговечности и простоты регулировки, в то время как высокие скользящие направляющие поддерживают 4-1/2-дюймовый базовый молдинг по вертикали и 6-1/4-дюймовый коронный молдинг по вертикали. LED Shadow Line обеспечивает высокоточные разрезы с большей точностью, чем традиционные лазеры, а легкая конструкция и встроенная ручка для переноски обеспечивают удобство и портативность. Быстрый рабочий зажим быстро фиксирует материалы для более безопасной резки.
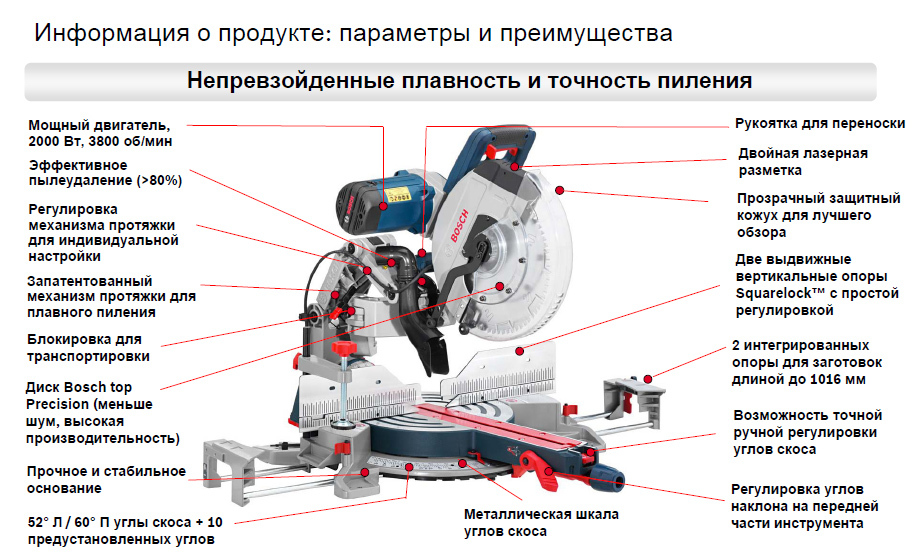
 Торцовочные пилы, используемые в основном для поперечных пропилов, которые проходят поперек волокон древесины, имеют установленные дисковые пилы, которые вы опускаете, чтобы разрезать заготовку. Многие торцовочные пилы являются стационарными пилами, так как вы опускаете установленное полотно вниз, а не ведете его горизонтально вдоль заготовки. Тот, который скользит горизонтально по заготовке, когда вы режете, будет «скользящей» торцовочной пилой. Торцовочные пилы имеют много других названий, таких как торцовочные пилы, торцовочные пилы и торцовочные пилы.
Торцовочные пилы, используемые в основном для поперечных пропилов, которые проходят поперек волокон древесины, имеют установленные дисковые пилы, которые вы опускаете, чтобы разрезать заготовку. Многие торцовочные пилы являются стационарными пилами, так как вы опускаете установленное полотно вниз, а не ведете его горизонтально вдоль заготовки. Тот, который скользит горизонтально по заготовке, когда вы режете, будет «скользящей» торцовочной пилой. Торцовочные пилы имеют много других названий, таких как торцовочные пилы, торцовочные пилы и торцовочные пилы. Типичные области применения торцовочной пилы включают изготовление отделки, лепнины, плинтусов и других тонких столярных работ. Торцовочные пилы позволяют достигать сложных углов, которые часто требуются в деревообрабатывающих и столярных работах.
Типичные области применения торцовочной пилы включают изготовление отделки, лепнины, плинтусов и других тонких столярных работ. Торцовочные пилы позволяют достигать сложных углов, которые часто требуются в деревообрабатывающих и столярных работах.
 Это также упрощает и ускоряет работу, так как вы можете быстрее выполнять повторяющиеся разрезы даже на более длинных заготовках.
Это также упрощает и ускоряет работу, так как вы можете быстрее выполнять повторяющиеся разрезы даже на более длинных заготовках.



 Торцовочные пилы — это универсальный деревообрабатывающий инструмент, который можно использовать с различными циркулярными пилами. Вот некоторые из лучших вариантов пилы для использования с торцовочной пилой:
Торцовочные пилы — это универсальный деревообрабатывающий инструмент, который можно использовать с различными циркулярными пилами. Вот некоторые из лучших вариантов пилы для использования с торцовочной пилой:
 изм:
изм: Конечно, можно обходиться и без нее, но это, во-первых, не слишком удобно. Во-вторых, перебои, например, в давлении могут в конечном итоге отрицательно сказаться на сроках службы насосного оборудования.
Конечно, можно обходиться и без нее, но это, во-первых, не слишком удобно. Во-вторых, перебои, например, в давлении могут в конечном итоге отрицательно сказаться на сроках службы насосного оборудования.
 На экспонирование одного печатного слоя уходит всего пару секунд, а скорость работы 3D-принтера составляет до 60 мм/ч. Столь высокую скорость 3D-печати обеспечивает высокая светопропускаемость монохромной матрицы.
На экспонирование одного печатного слоя уходит всего пару секунд, а скорость работы 3D-принтера составляет до 60 мм/ч. Столь высокую скорость 3D-печати обеспечивает высокая светопропускаемость монохромной матрицы.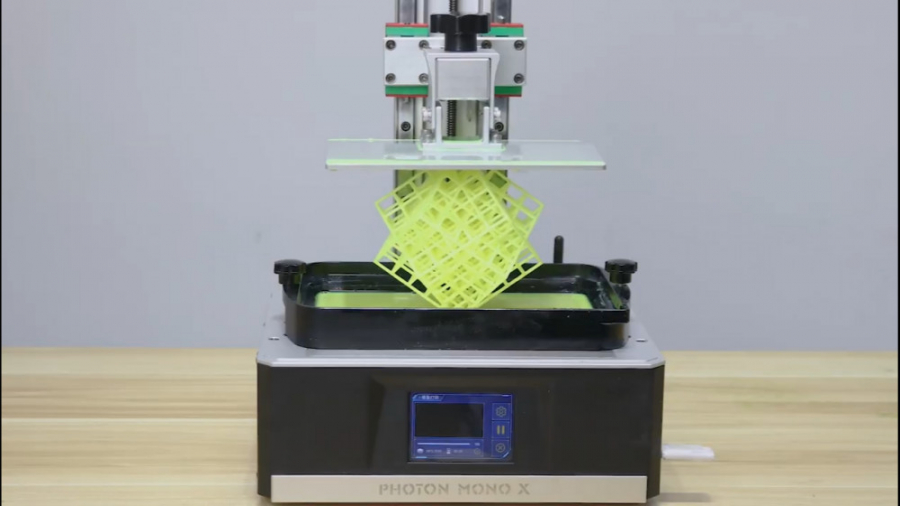
 5 л.)
5 л.)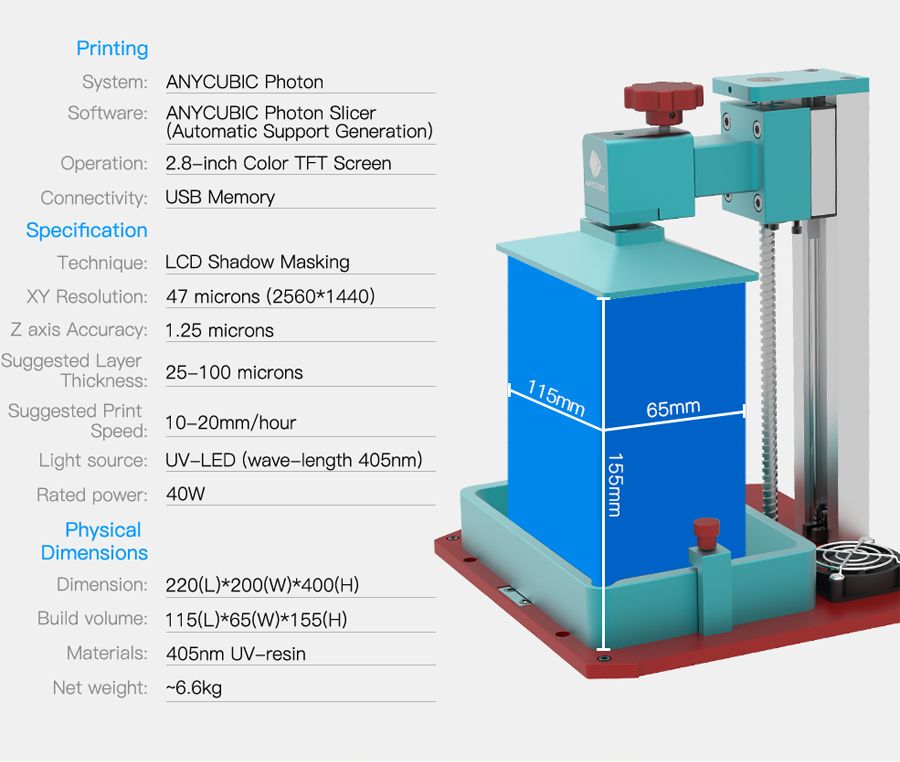 , Anycubic отпраздновала свое 5-летие выпуском новых принтеров. Наряду с их предложением в принтерах FDM, Anycubic также выпустила новую линейку принтеров LCD/MSLA. Эти принтеры являются преемниками успешных Anycubic Photon. С выпуском этих новых принтеров Anycubic расширяет свое предложение за счет более быстрых и крупных 3D-принтеров, удовлетворяя важную потребность на современном рынке полимерной печати. Новые принтеры называются: Anycubic Photon Mono SE, Anycubic Photon Mono Anycubic Photon Mono X.
, Anycubic отпраздновала свое 5-летие выпуском новых принтеров. Наряду с их предложением в принтерах FDM, Anycubic также выпустила новую линейку принтеров LCD/MSLA. Эти принтеры являются преемниками успешных Anycubic Photon. С выпуском этих новых принтеров Anycubic расширяет свое предложение за счет более быстрых и крупных 3D-принтеров, удовлетворяя важную потребность на современном рынке полимерной печати. Новые принтеры называются: Anycubic Photon Mono SE, Anycubic Photon Mono Anycubic Photon Mono X. Большая разница между Mono и Mono SE будет мощностью светодиода и направляющей по оси Z. Одна направляющая оси Z используется во многих принтерах начального уровня и со временем может вызывать колебания по оси Z или неточности. С переходом на двойную направляющую по оси Z Mono SE и Mono X повышают качество.
Большая разница между Mono и Mono SE будет мощностью светодиода и направляющей по оси Z. Одна направляющая оси Z используется во многих принтерах начального уровня и со временем может вызывать колебания по оси Z или неточности. С переходом на двойную направляющую по оси Z Mono SE и Mono X повышают качество. Официальные цены от Anycubic веб-сайт в декабре 2020 г., цена может меняться со временем или в вашей стране.
Официальные цены от Anycubic веб-сайт в декабре 2020 г., цена может меняться со временем или в вашей стране.
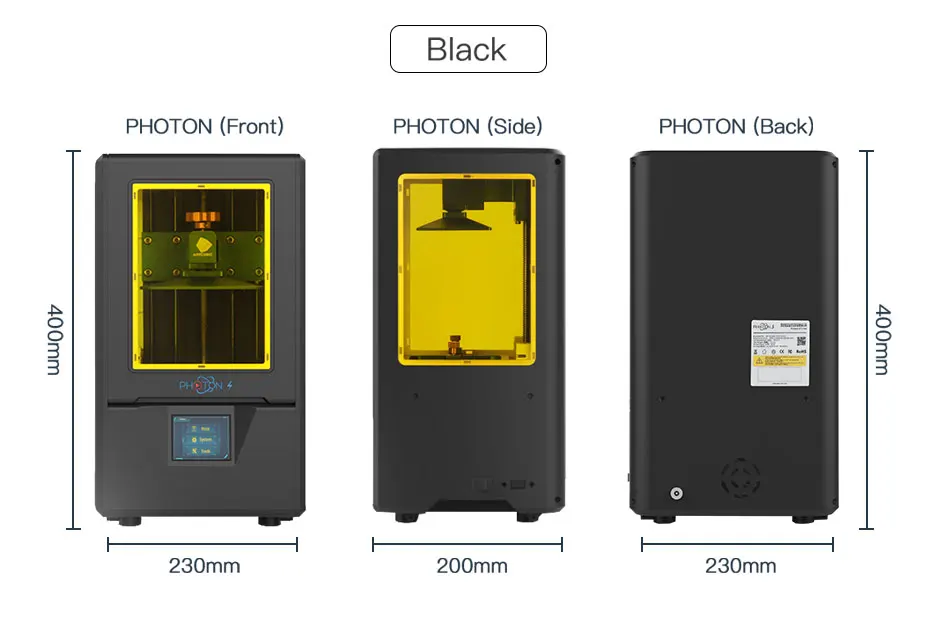
 Mono и Mono SE только что прибыл, поэтому, если вам нужна информация об этом, отправьте нам электронное письмо по адресу
Mono и Mono SE только что прибыл, поэтому, если вам нужна информация об этом, отправьте нам электронное письмо по адресу  com в любое время.
com в любое время.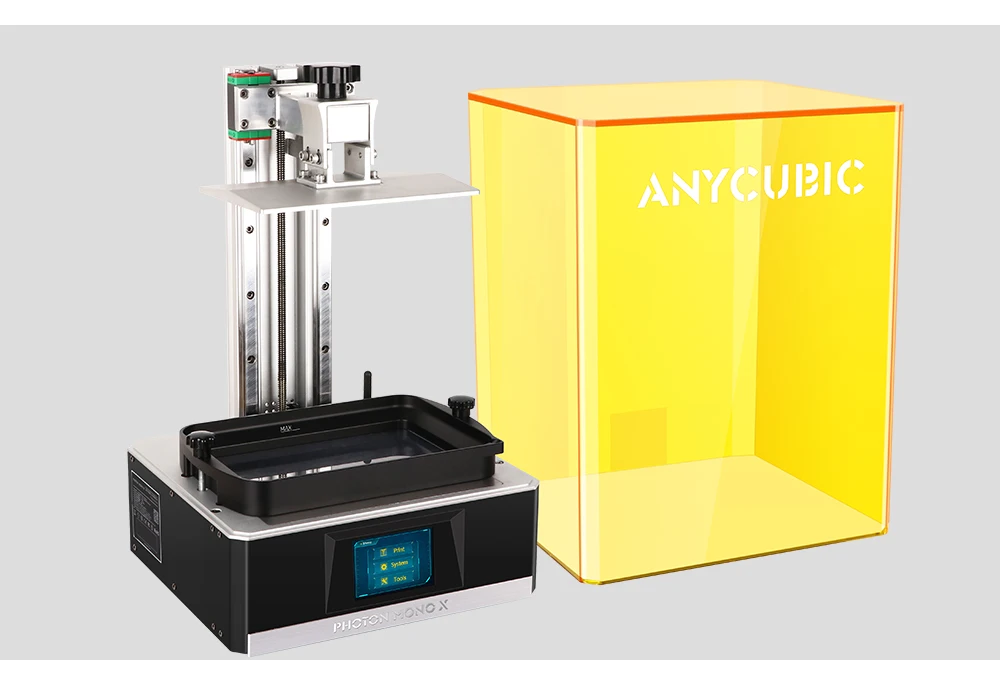
 ..
..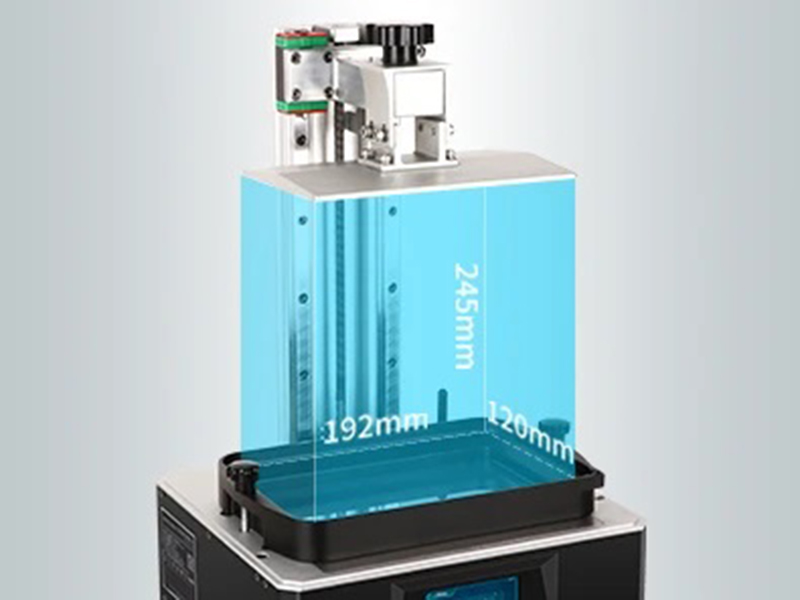 SPI предоставляет изображения с высоким разрешением, сокращает обработку пост-сенсора, не требуя облаков точек, и добавляет новый набор данных в Deep Neural Networks и AI. Новый набор данных помогает устранить головоломку с нулевым значением, цифровую подделку и другие проблемы анализа данных цвета/яркости. SPI работает на суше, на море, в воздухе и в космосе.
SPI предоставляет изображения с высоким разрешением, сокращает обработку пост-сенсора, не требуя облаков точек, и добавляет новый набор данных в Deep Neural Networks и AI. Новый набор данных помогает устранить головоломку с нулевым значением, цифровую подделку и другие проблемы анализа данных цвета/яркости. SPI работает на суше, на море, в воздухе и в космосе.

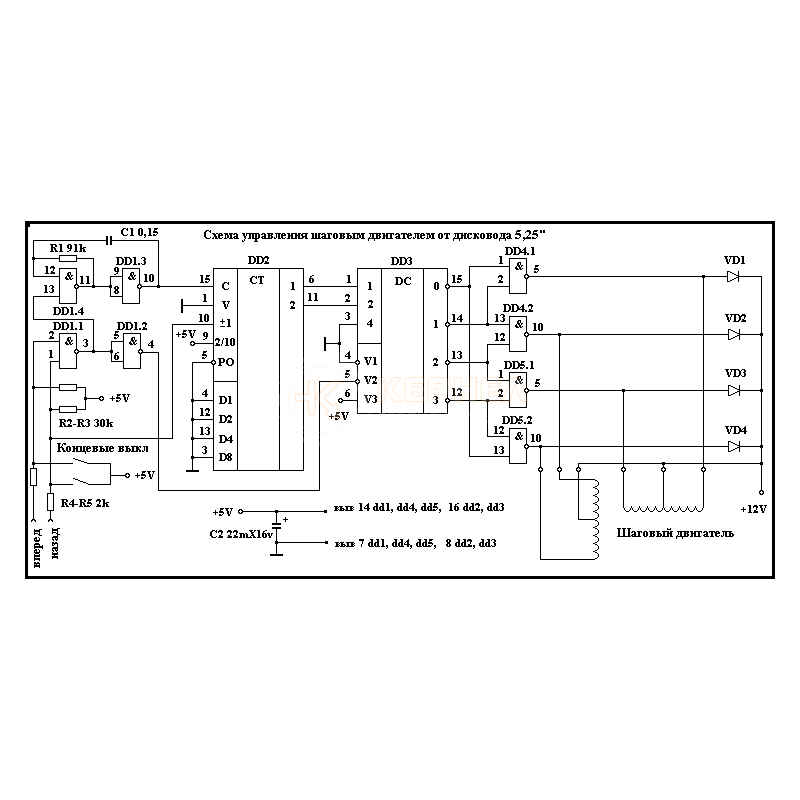 С точки зрения контроллера отличие между ними отсутствует. Двигатели с постоянными магнитами обычно имеют две независимые обмотки, у которых может присутствовать или отсутствовать срединный отвод (см. рис. 1).
С точки зрения контроллера отличие между ними отсутствует. Двигатели с постоянными магнитами обычно имеют две независимые обмотки, у которых может присутствовать или отсутствовать срединный отвод (см. рис. 1).
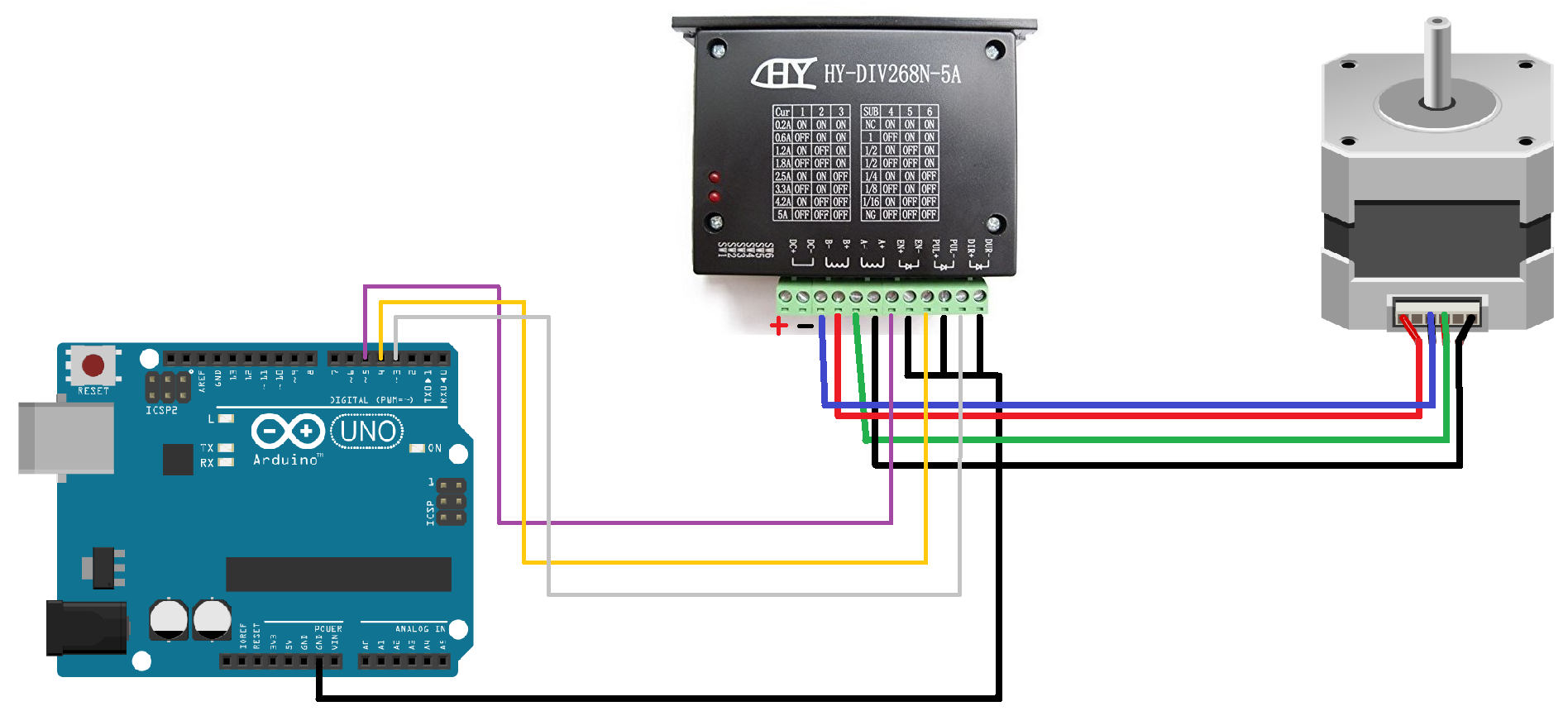 Шаговый двигатель транслирует последовательность цифровых переключений в движение. «Вращающееся» магнитное поле обеспечивается соответствующими переключениями напряжений на обмотках. Вслед за этим полем будет вращаться ротор, соединенный посредством редуктора с выходным валом двигателя.
Шаговый двигатель транслирует последовательность цифровых переключений в движение. «Вращающееся» магнитное поле обеспечивается соответствующими переключениями напряжений на обмотках. Вслед за этим полем будет вращаться ротор, соединенный посредством редуктора с выходным валом двигателя.
 Более крупные шаги соответствуют большей скорости движения.
Более крупные шаги соответствуют большей скорости движения.
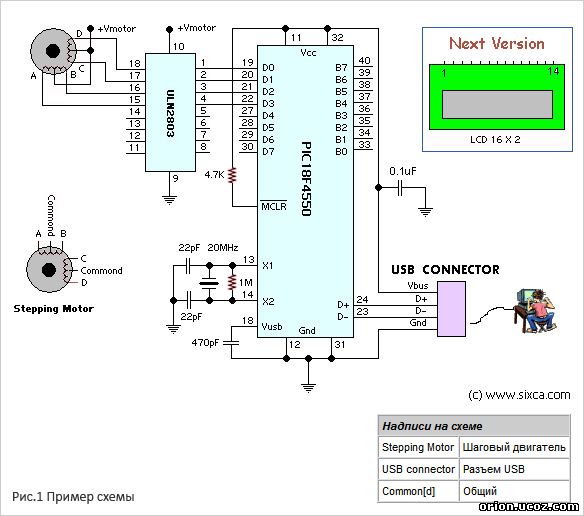
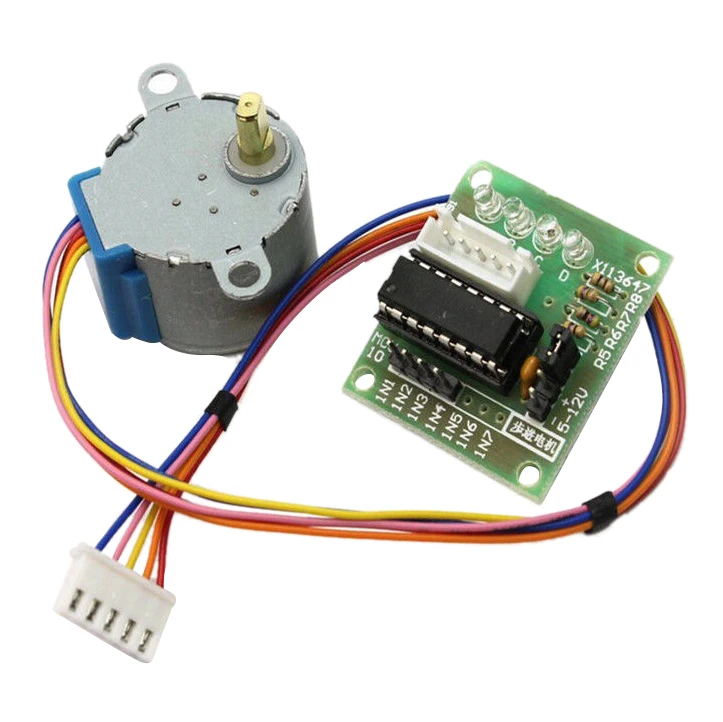
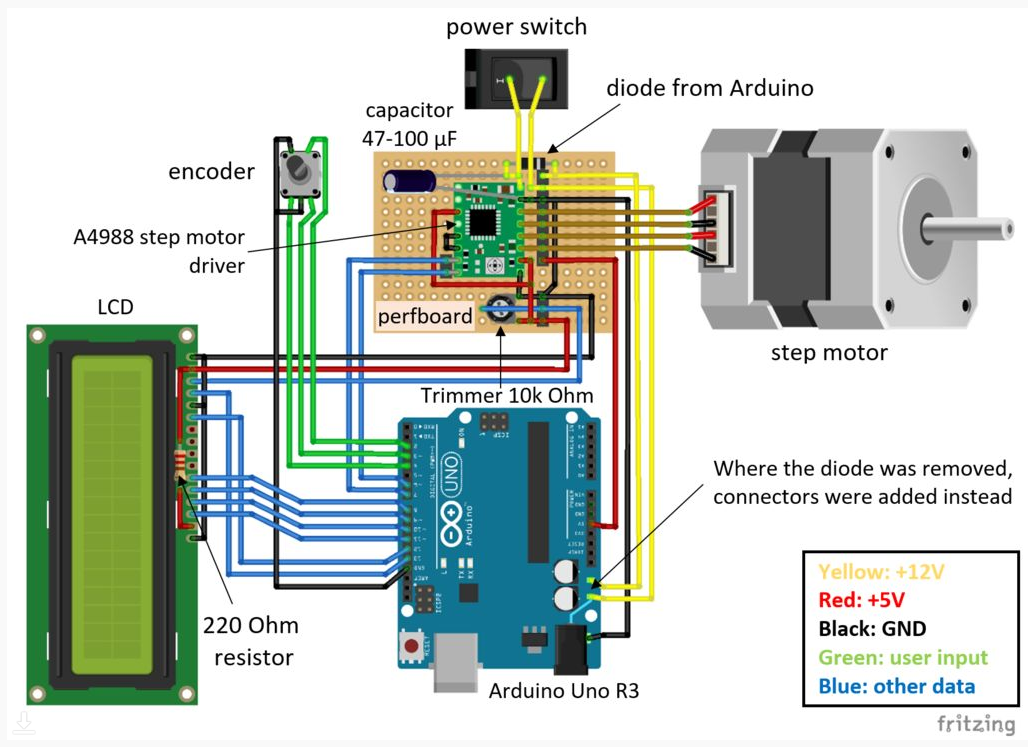 Увеличение числа пар полюсов связано с технологическими возможностями и увеличением потока рассеяния. Поэтому р=4…6. Обычно величина шага ротора активных шаговых двигателей составляет десятки градусов.
Увеличение числа пар полюсов связано с технологическими возможностями и увеличением потока рассеяния. Поэтому р=4…6. Обычно величина шага ротора активных шаговых двигателей составляет десятки градусов.
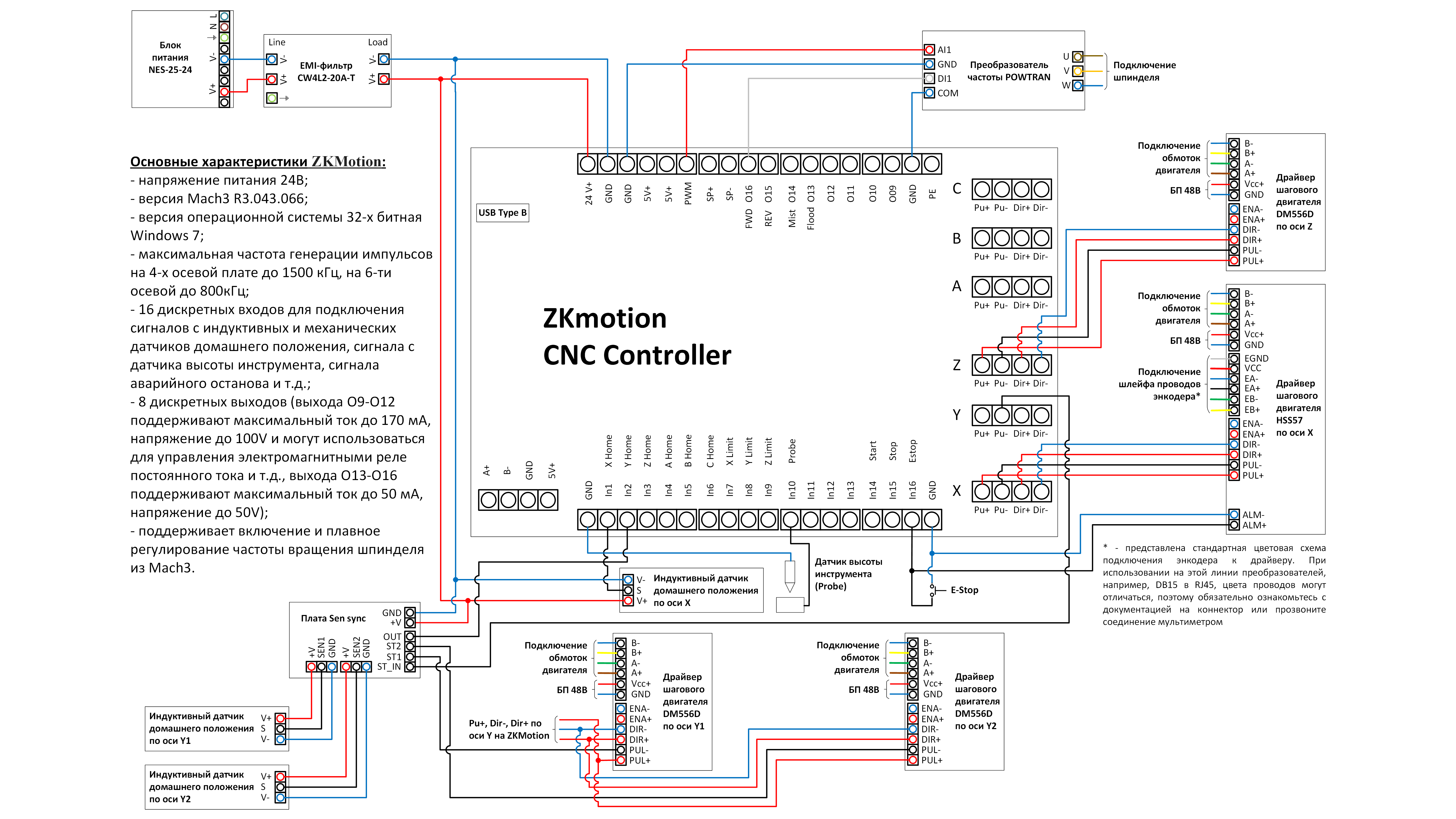 к. изменение направления поля не влияет на положение ротора.
к. изменение направления поля не влияет на положение ротора.
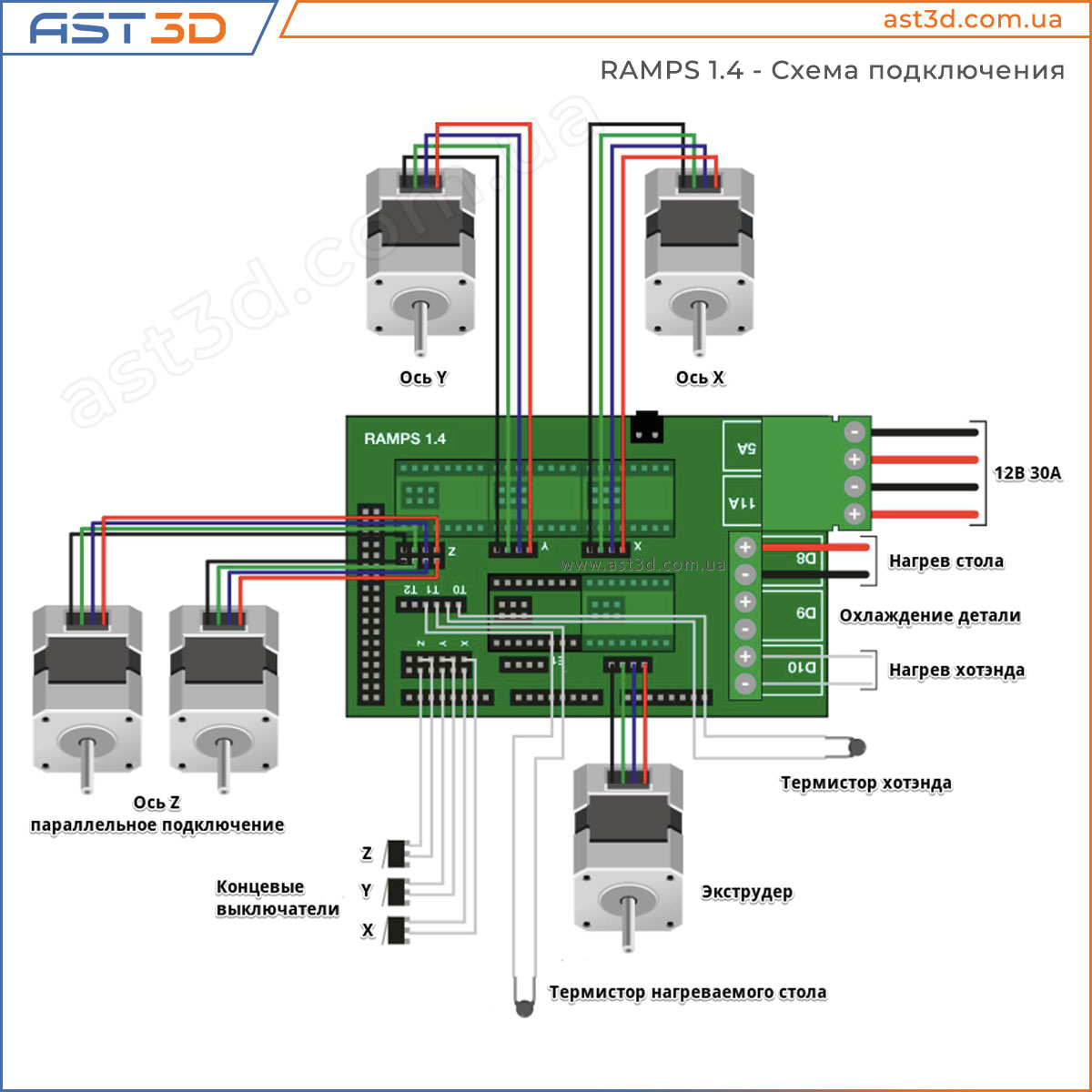
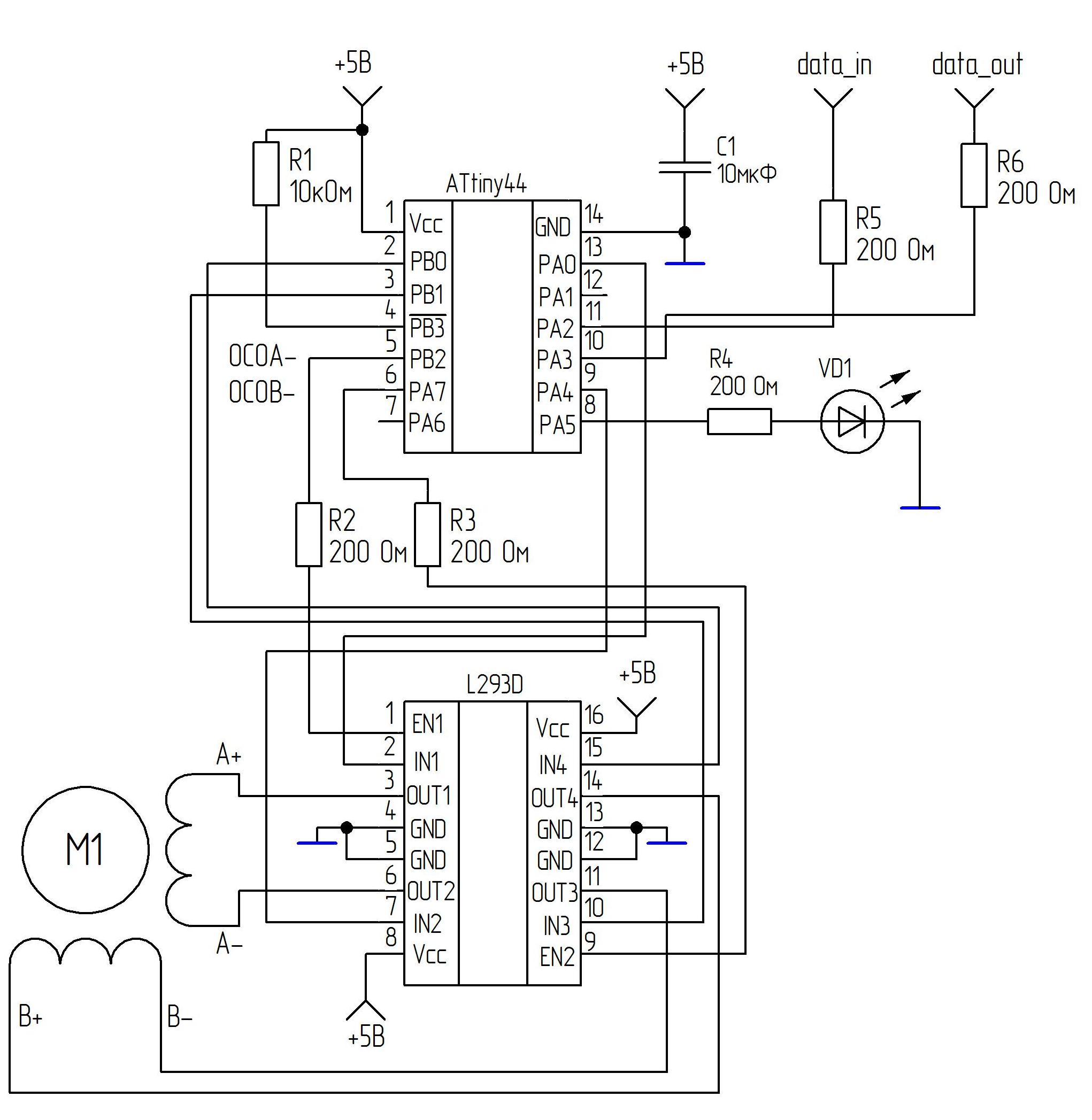
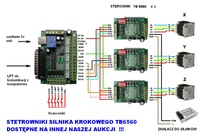 Зубцовые деления в пределах одного магнито-провода ротора сдвинуты на половину зубцового деления t/2. Зубцовые деления второго магнитопровода сдвинуты относительно зубцовых делений первого магнитопровода на четверть зубцового деления t/4. Магнитное сопротивление потоку подмагничивания не зависит от положения подвижной части.
Зубцовые деления в пределах одного магнито-провода ротора сдвинуты на половину зубцового деления t/2. Зубцовые деления второго магнитопровода сдвинуты относительно зубцовых делений первого магнитопровода на четверть зубцового деления t/4. Магнитное сопротивление потоку подмагничивания не зависит от положения подвижной части.
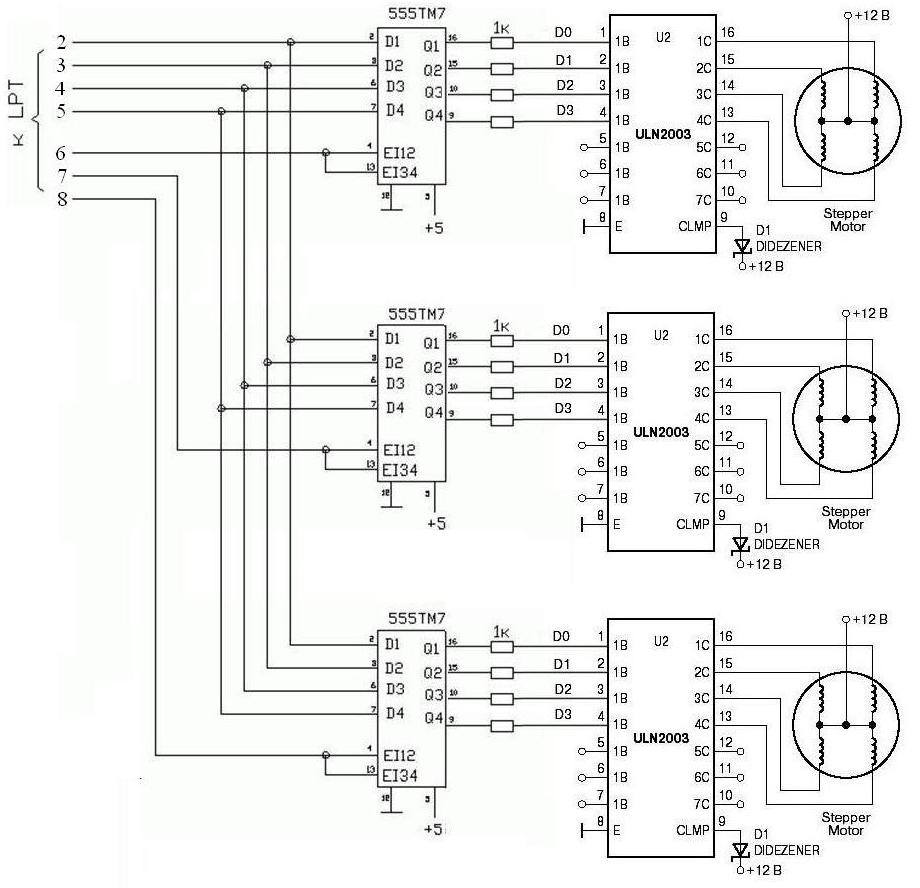
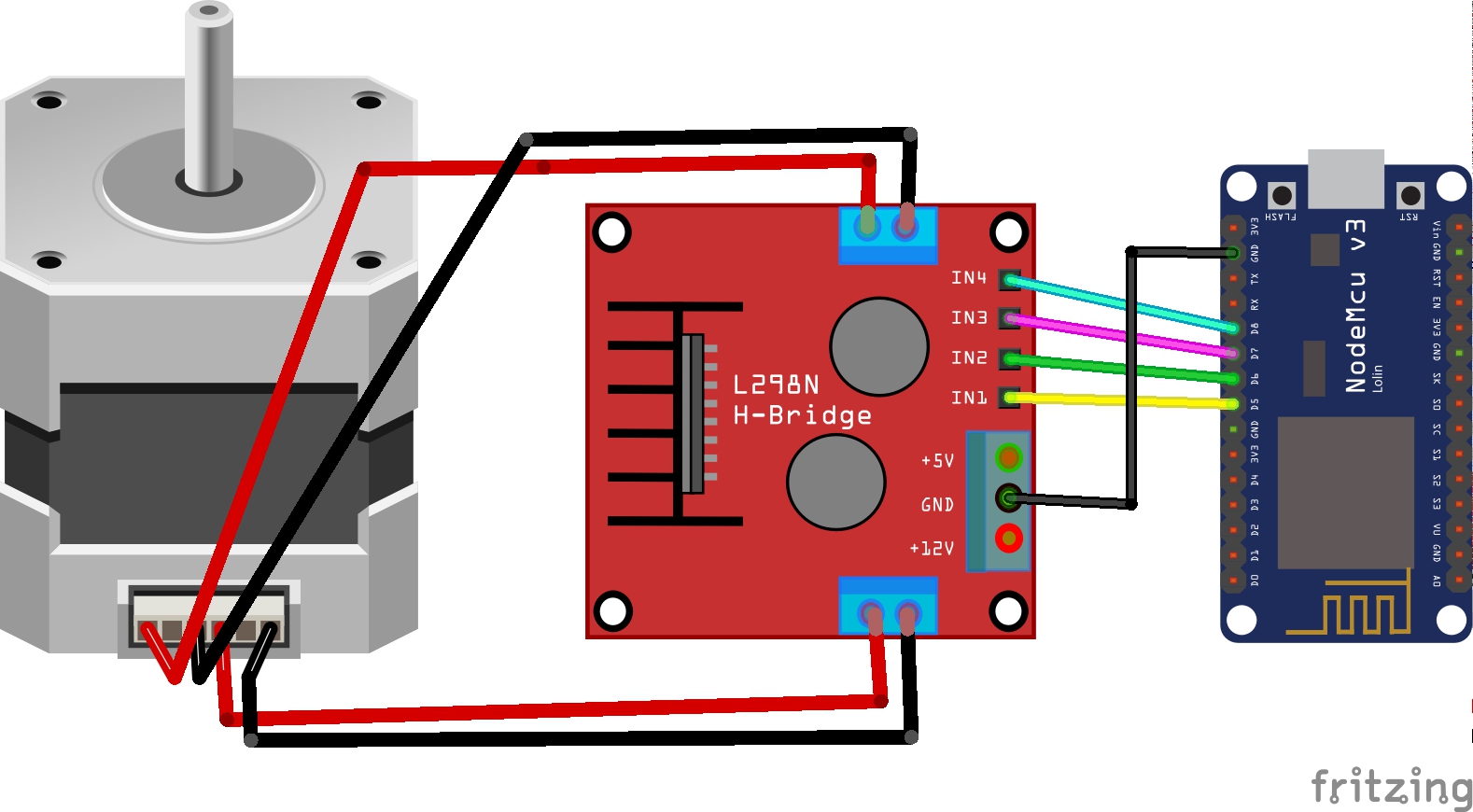 Эти колебания обусловлены запасом кинетической энергии, которая была накоплена валом двигателя при отработке угла. Кинетическая энергия преобразуется в потери: механические, магнитные и электрические. Чем больше величина перечисленных потерь, тем быстрее заканчивается переходный процесс отработки единичного шага двигателем.
Эти колебания обусловлены запасом кинетической энергии, которая была накоплена валом двигателя при отработке угла. Кинетическая энергия преобразуется в потери: механические, магнитные и электрические. Чем больше величина перечисленных потерь, тем быстрее заканчивается переходный процесс отработки единичного шага двигателем.

 Количество этих ступеней (фаз) равно количеству магнитов, расположенных вокруг центрального сердечника.
Количество этих ступеней (фаз) равно количеству магнитов, расположенных вокруг центрального сердечника.
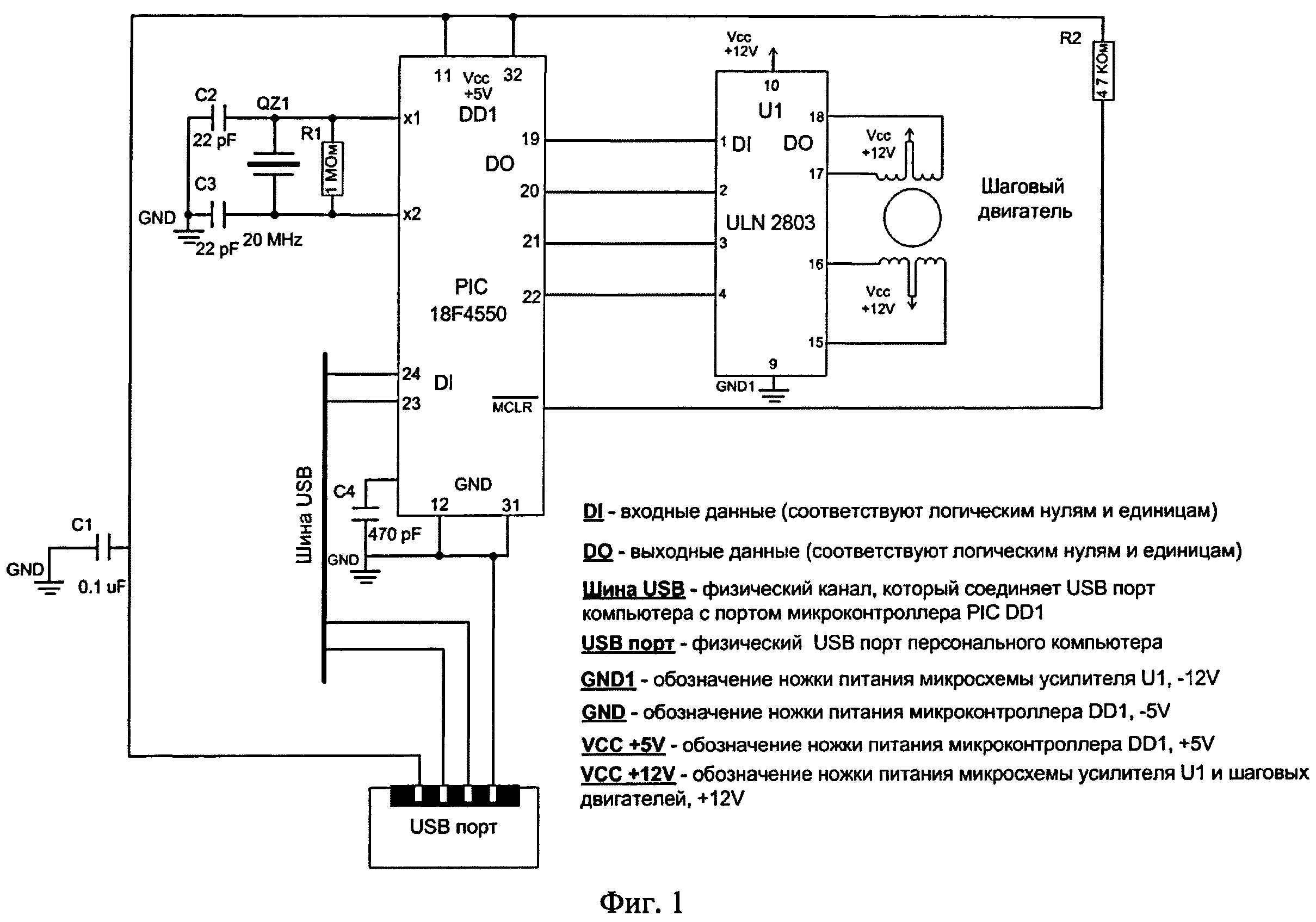 Это уже говорит о том, что шаговые двигатели не могут работать на высокой скорости. Из этого следует, что шаговые двигатели можно назвать «цифровыми двигателями», поскольку для вращения ротора необходимо переключать переключатели в соответствующей последовательности.
Это уже говорит о том, что шаговые двигатели не могут работать на высокой скорости. Из этого следует, что шаговые двигатели можно назвать «цифровыми двигателями», поскольку для вращения ротора необходимо переключать переключатели в соответствующей последовательности.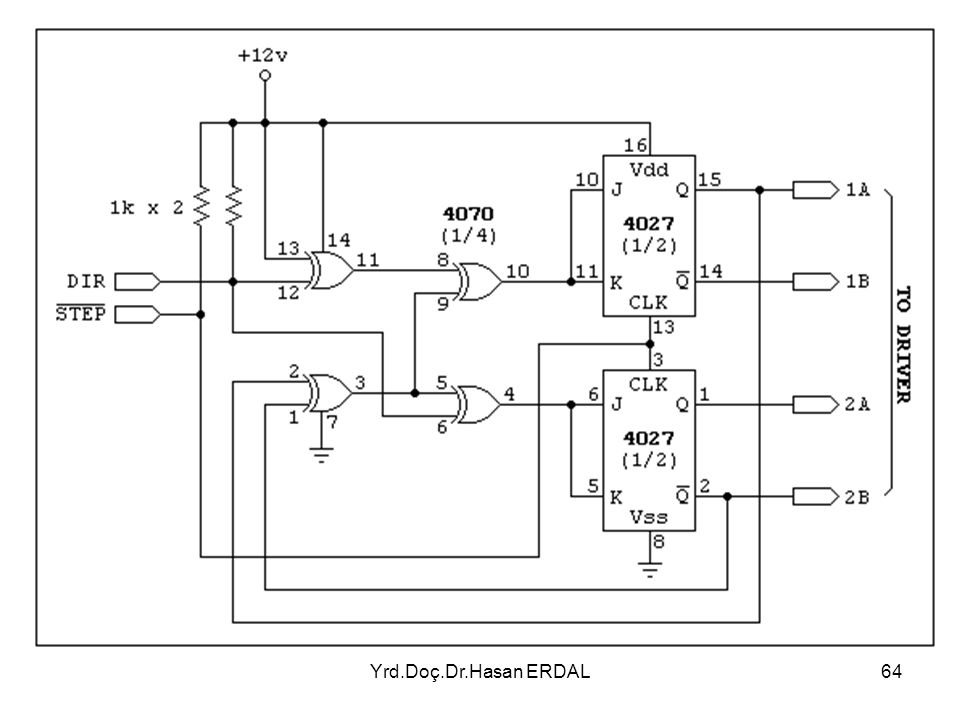 Одновременно могут быть под напряжением две, одна или ни одной из обмоток.
Одновременно могут быть под напряжением две, одна или ни одной из обмоток.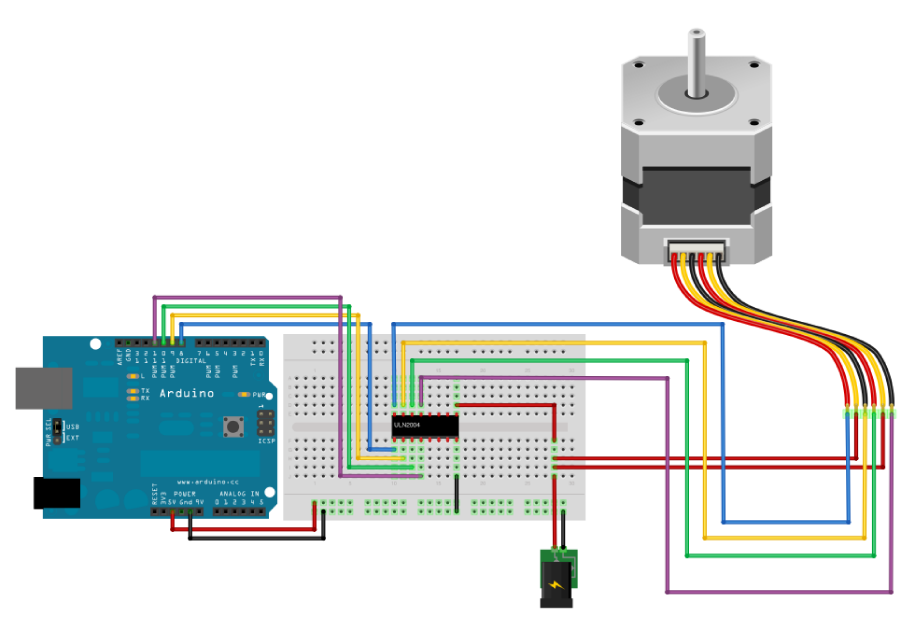 Этот тип управления называется однофазным или волновым. Это полный шаг управления, потому что двигатель выполняет один полный ход (шаг) с одним импульсом генератора.
Этот тип управления называется однофазным или волновым. Это полный шаг управления, потому что двигатель выполняет один полный ход (шаг) с одним импульсом генератора.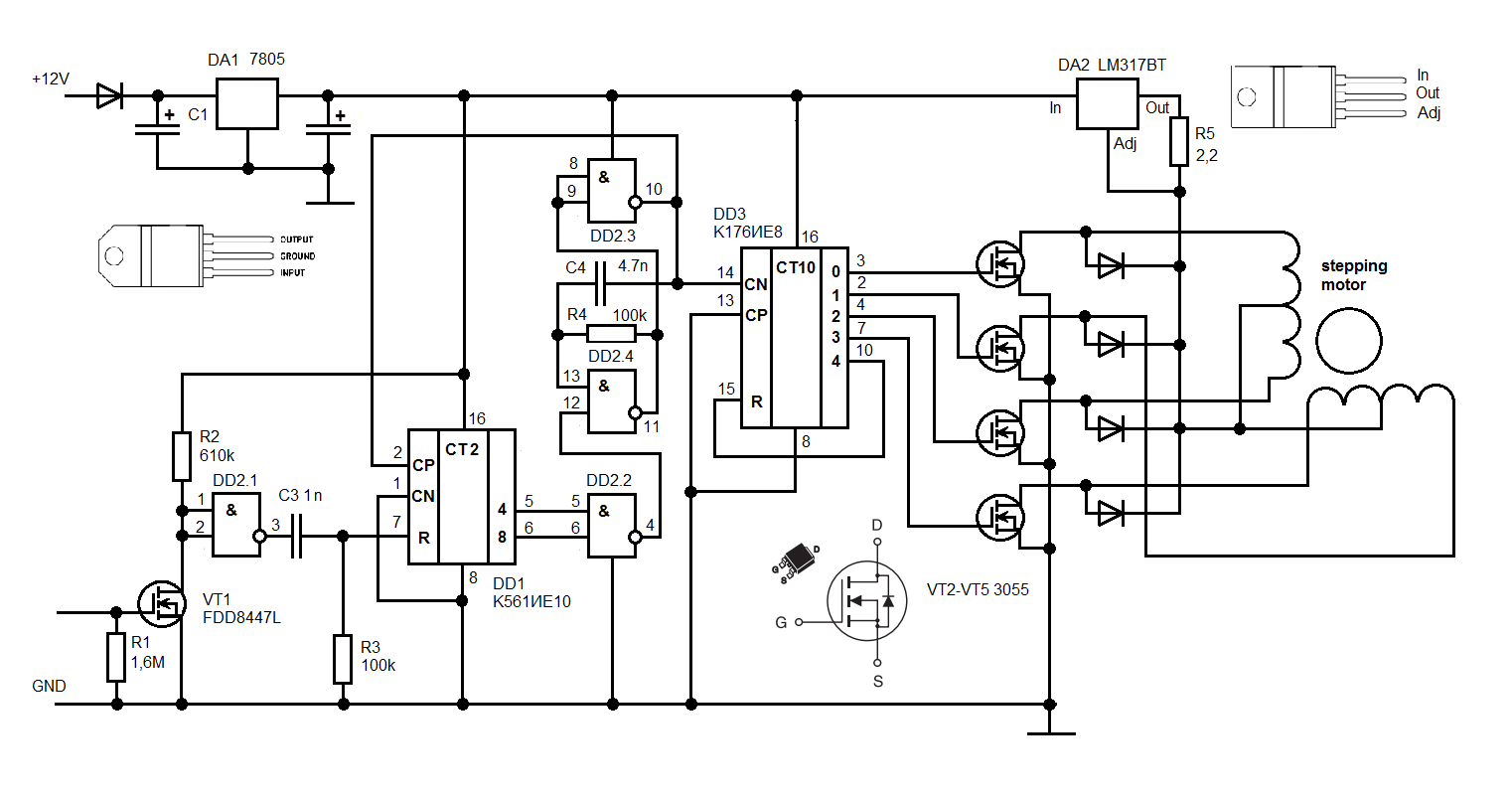 Но это связано с волновым управлением, с использованием только половины обмотки за раз, одна из них всегда не используется. Используется только 1/4 всех обмоток шагового двигателя, что значительно снижает максимальную производительность.
Но это связано с волновым управлением, с использованием только половины обмотки за раз, одна из них всегда не используется. Используется только 1/4 всех обмоток шагового двигателя, что значительно снижает максимальную производительность.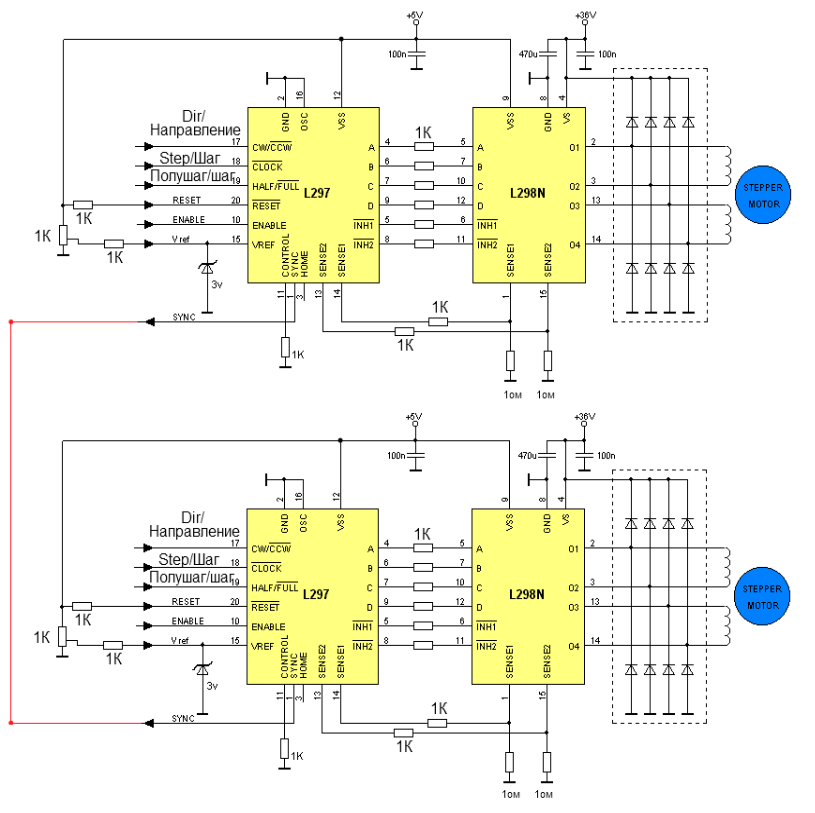
 Также в биполярных шаговых двигателях, где работает вся обмотка, мы встречаемся с однофазным и двухфазным управлением, там идея работы аналогична.
Также в биполярных шаговых двигателях, где работает вся обмотка, мы встречаемся с однофазным и двухфазным управлением, там идея работы аналогична. А крутящий момент примерно на 30 – 40% больше. Но для этого требуется изменить полярность питания катушки, изменив направление тока в обмотках (например поменяв местами концы катушек). Для этого используются два транзисторных моста H (название происходит от сходства с буквой H на схеме), которые состоят из двух ветвей, а каждая ветвь состоит из двух транзисторов. Чаще всего для построения такого моста используются биполярные транзисторы NPN или MOSFET N.
А крутящий момент примерно на 30 – 40% больше. Но для этого требуется изменить полярность питания катушки, изменив направление тока в обмотках (например поменяв местами концы катушек). Для этого используются два транзисторных моста H (название происходит от сходства с буквой H на схеме), которые состоят из двух ветвей, а каждая ветвь состоит из двух транзисторов. Чаще всего для построения такого моста используются биполярные транзисторы NPN или MOSFET N. Путем соответствующего управления транзисторами получаем изменение направления тока, протекающего через катушку, и, таким образом, изменение полярности катушки.
Путем соответствующего управления транзисторами получаем изменение направления тока, протекающего через катушку, и, таким образом, изменение полярности катушки.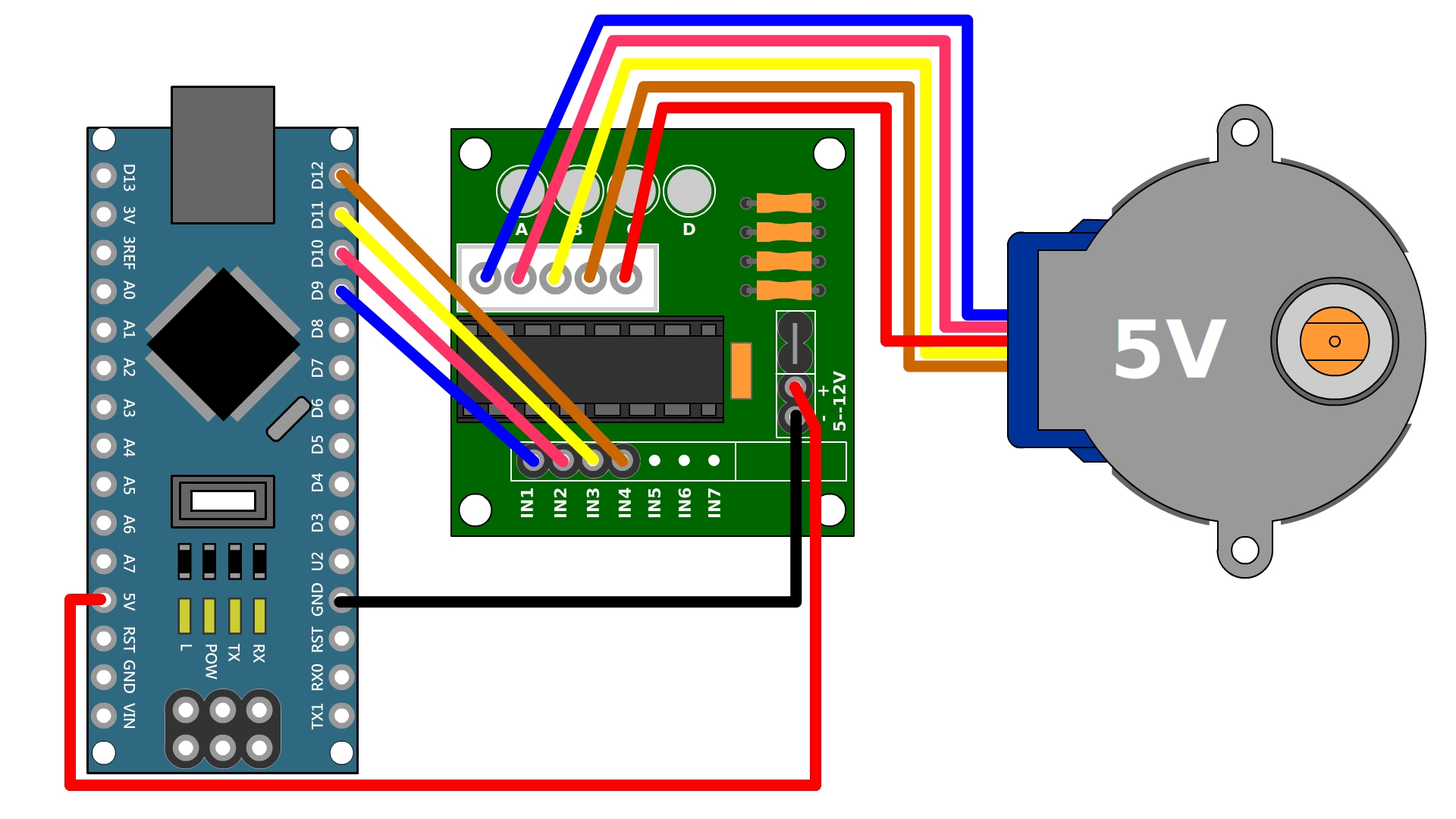 Ток протекает через катушку, когда один верхний транзистор и один нижний транзистор включены «крест-накрест», то есть 1 и 3 на схеме, другие 2 и 4 в катушке A шагового двигателя закрыты. Но когда выключаем 1 и 3 и включаем 2 и 4, то меняем направление тока в катушке.
Ток протекает через катушку, когда один верхний транзистор и один нижний транзистор включены «крест-накрест», то есть 1 и 3 на схеме, другие 2 и 4 в катушке A шагового двигателя закрыты. Но когда выключаем 1 и 3 и включаем 2 и 4, то меняем направление тока в катушке. Здесь меняем направление тока в катушках, в первом импульсе (в первом цикле) генератор A + земля A – питается от генератора, а в третьем A – земля A + подается, меняя «полярность» источника питания так, чтобы меняли полярность катушек, например N на S.
Здесь меняем направление тока в катушках, в первом импульсе (в первом цикле) генератор A + земля A – питается от генератора, а в третьем A – земля A + подается, меняя «полярность» источника питания так, чтобы меняли полярность катушек, например N на S.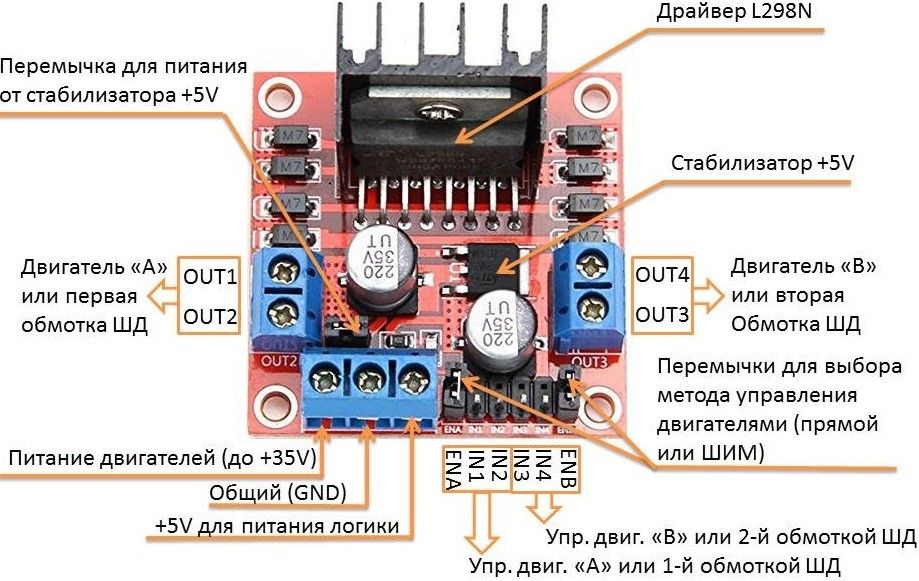 Низкое состояние означает основное высокое напряжение питания катушки. В первом цикле проводники A – и B – земли A + и B + находятся под напряжением, во втором цикле проводники A – и B + земли A + и B- находятся под напряжением и так далее.
Низкое состояние означает основное высокое напряжение питания катушки. В первом цикле проводники A – и B – земли A + и B + находятся под напряжением, во втором цикле проводники A – и B + земли A + и B- находятся под напряжением и так далее.
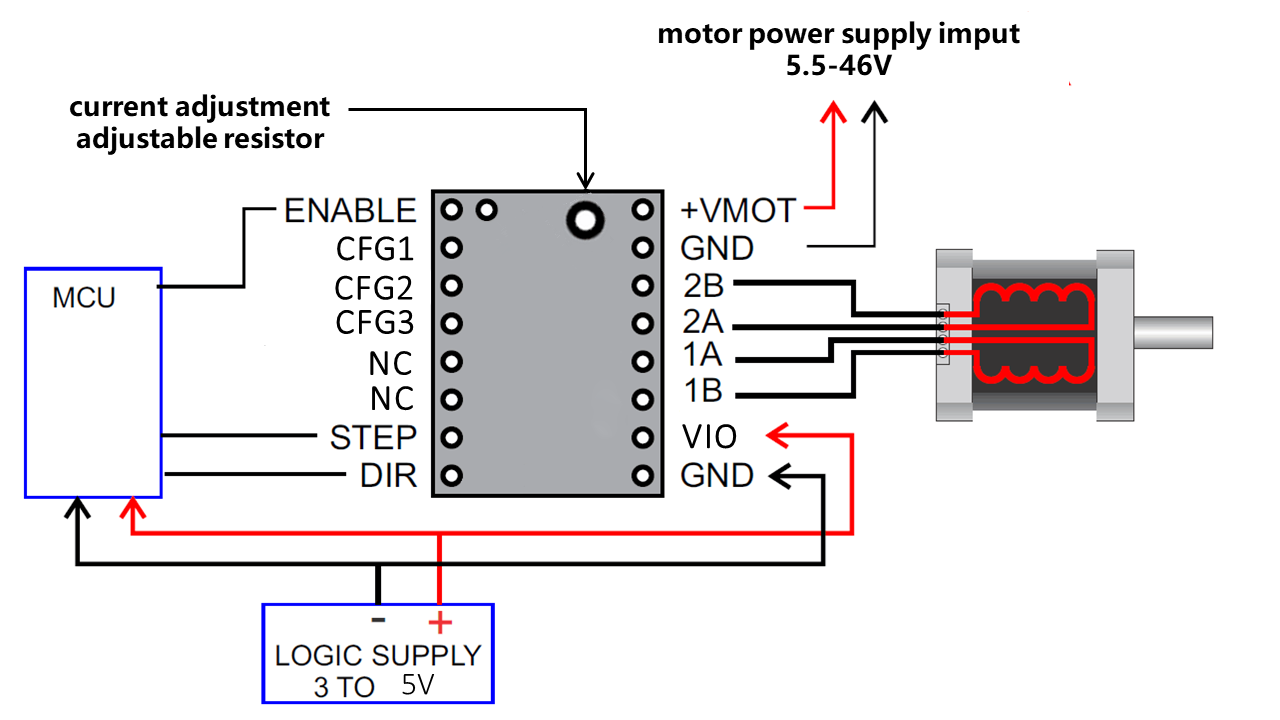
 Он не сразу достигает значения, определяемого L iR. Ток постепенно увеличивается, а постоянная времени нарастания составляет T = L / R. Обычно это 10 мс, поэтому период прямоугольной волны должен составлять 20 мс или 50 Гц, чтобы обеспечить 10 мс высокого состояния длительности импульса для катушки для достижения полного тока.
Он не сразу достигает значения, определяемого L iR. Ток постепенно увеличивается, а постоянная времени нарастания составляет T = L / R. Обычно это 10 мс, поэтому период прямоугольной волны должен составлять 20 мс или 50 Гц, чтобы обеспечить 10 мс высокого состояния длительности импульса для катушки для достижения полного тока.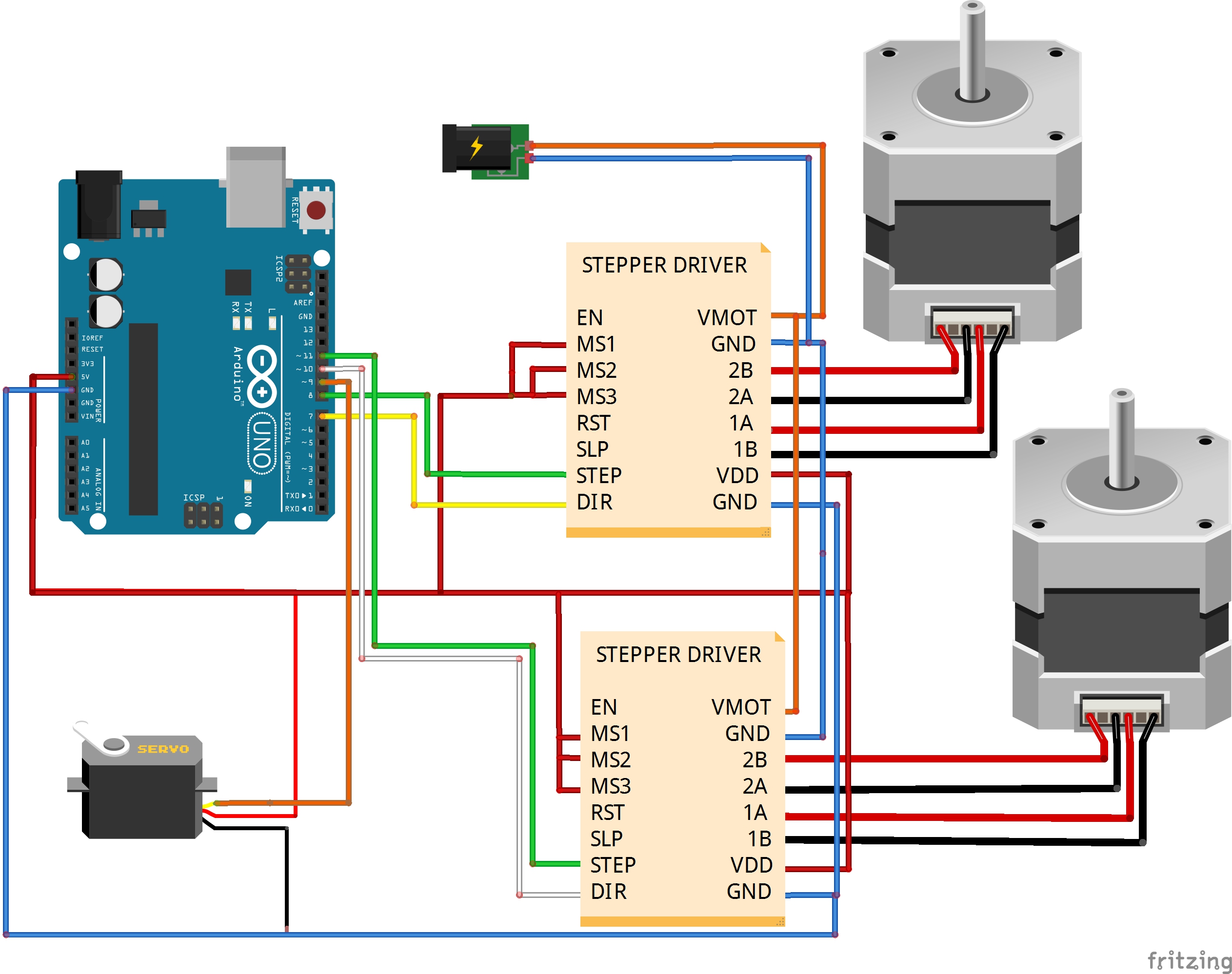 Недостатком такой системы являются большие потери мощности на резисторе.
Недостатком такой системы являются большие потери мощности на резисторе.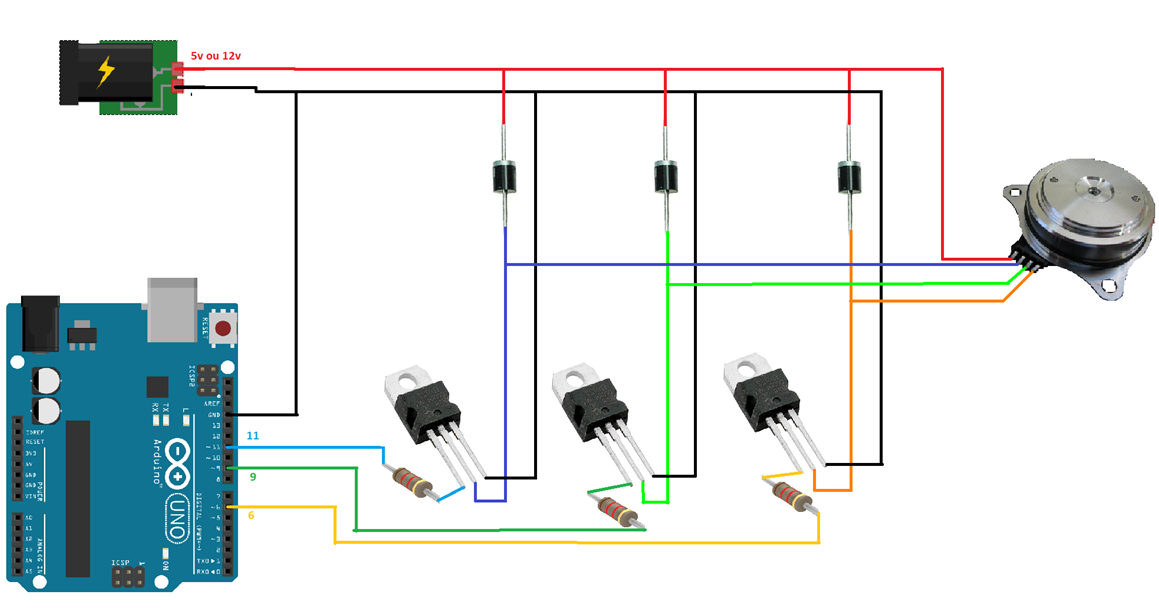 На схеме ниже переключатели используются для иллюстрации идеи переключения источников напряжения.
На схеме ниже переключатели используются для иллюстрации идеи переключения источников напряжения. Компаратор, который будет сравнивать напряжения решает, когда сигнал управления транзистора должен быть переключен с постоянного на прерывистый. Благодаря этому есть возможность регулировать ток, подаваемый на катушку шагового двигателя.
Компаратор, который будет сравнивать напряжения решает, когда сигнал управления транзистора должен быть переключен с постоянного на прерывистый. Благодаря этому есть возможность регулировать ток, подаваемый на катушку шагового двигателя.
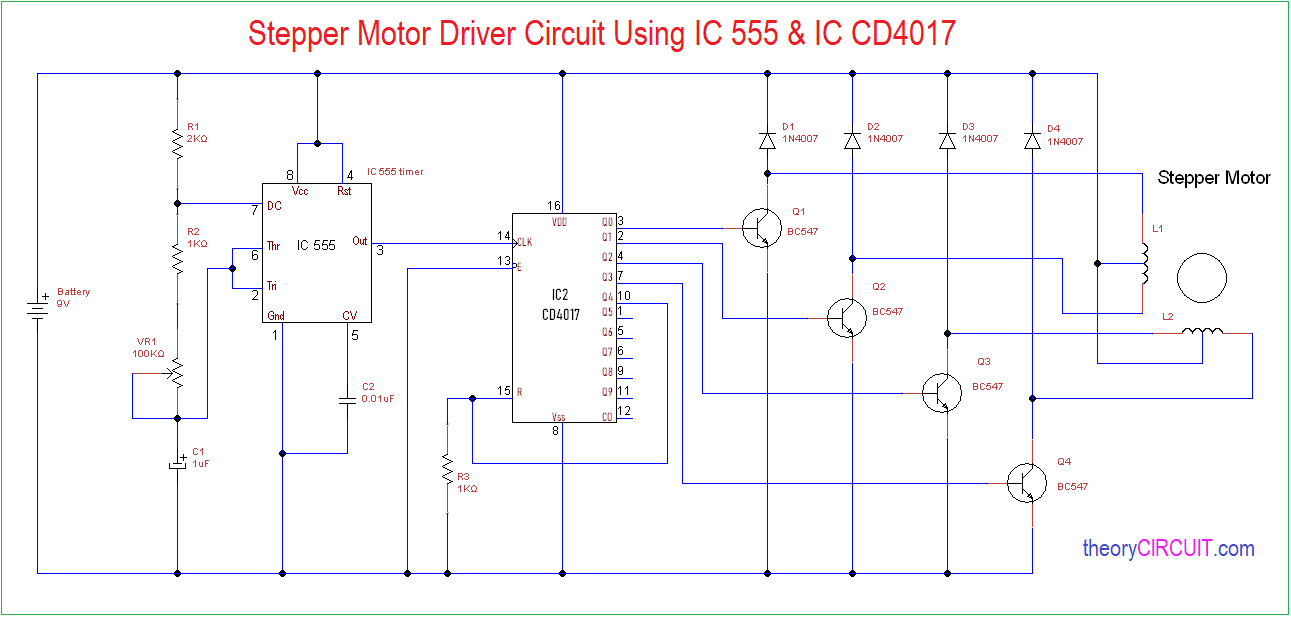
 В этом случае желательно управление с обратной связью в отличие от абсолютного позиционирования с обратной связью, основанного на подсчете шагов. Существует адаптивное управление скоростью шагового двигателя, позволяющее остановить его как можно скорее, несмотря на возможное увеличение нагрузки на этом этапе.
В этом случае желательно управление с обратной связью в отличие от абсолютного позиционирования с обратной связью, основанного на подсчете шагов. Существует адаптивное управление скоростью шагового двигателя, позволяющее остановить его как можно скорее, несмотря на возможное увеличение нагрузки на этом этапе.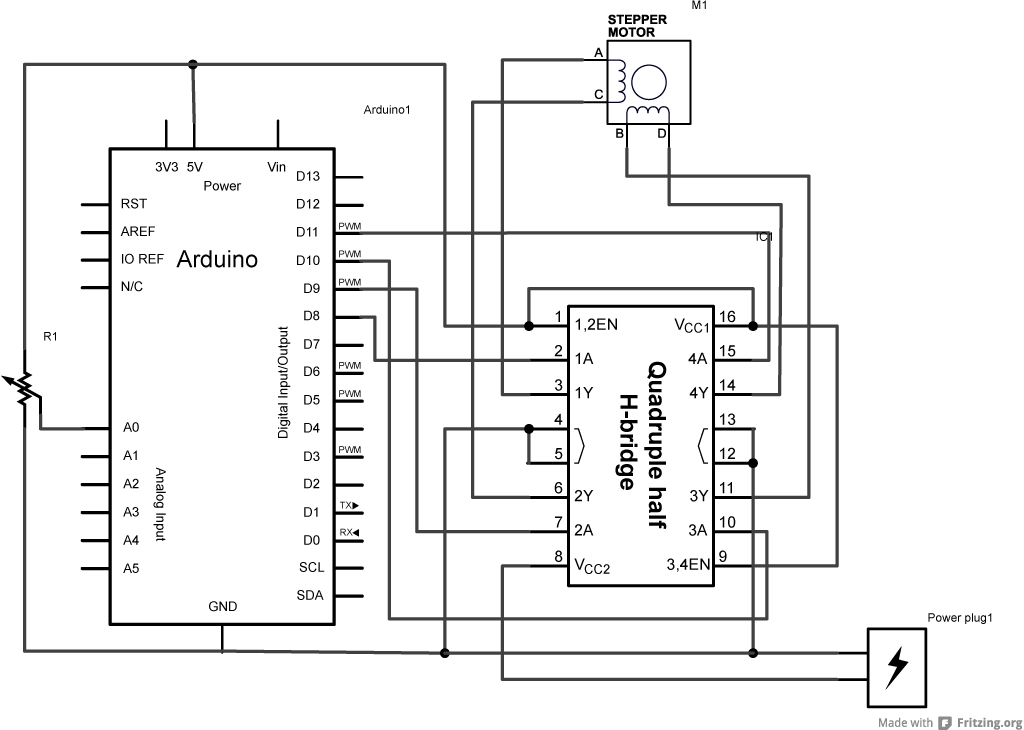 AMIS-30624 включает в себя как аналоговые цепи высокого напряжения, так и цифровые блоки управления. Чип разработан для применений в автомобильной, промышленной и строительной отраслях.
AMIS-30624 включает в себя как аналоговые цепи высокого напряжения, так и цифровые блоки управления. Чип разработан для применений в автомобильной, промышленной и строительной отраслях.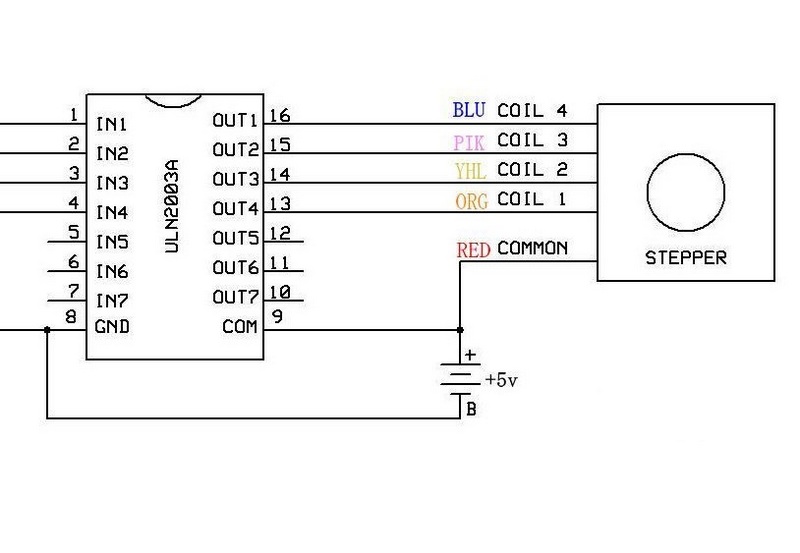 И когда инженер проектирует эти системы управления, ему необходимо уделять особое внимание конструкции контроллера и электрической коробки, используемой для его размещения.
И когда инженер проектирует эти системы управления, ему необходимо уделять особое внимание конструкции контроллера и электрической коробки, используемой для его размещения.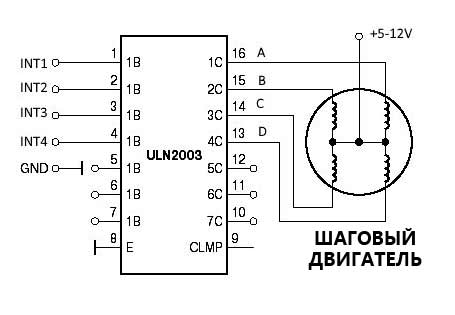 Для этого в электродвигателе используются различные типы магнитов, которые взаимодействуют друг с другом и заставляют физические компоненты двигателя двигаться. Движение компонентов вращает вал двигателя, который передает механическую энергию от двигателя для питания других частей системы.
Для этого в электродвигателе используются различные типы магнитов, которые взаимодействуют друг с другом и заставляют физические компоненты двигателя двигаться. Движение компонентов вращает вал двигателя, который передает механическую энергию от двигателя для питания других частей системы.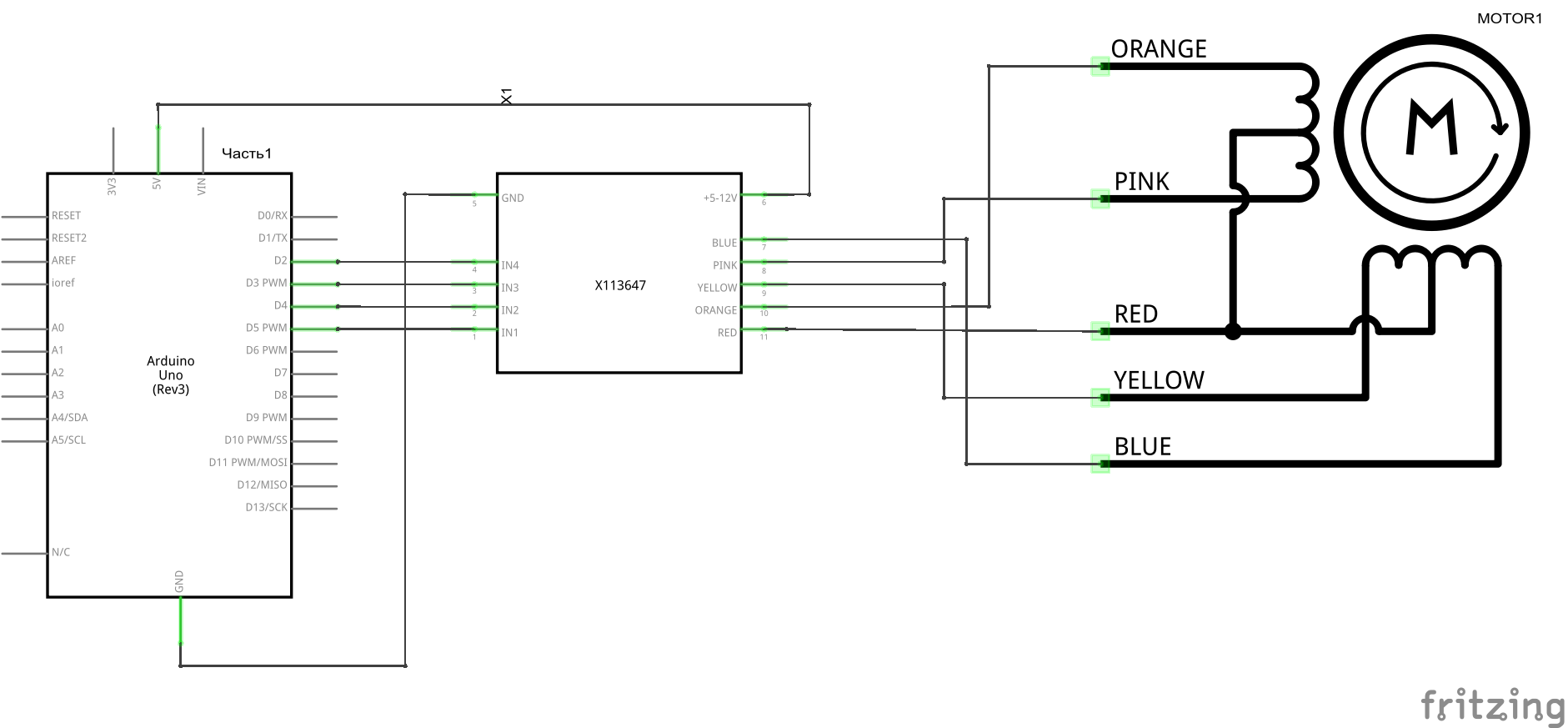 Электромагниты можно активировать и деактивировать последовательно, чтобы управлять вращением ротора и точно совмещать его с каждым магнитом. Здесь вращение ротора создает кинетическую энергию, вращающую вал двигателя.
Электромагниты можно активировать и деактивировать последовательно, чтобы управлять вращением ротора и точно совмещать его с каждым магнитом. Здесь вращение ротора создает кинетическую энергию, вращающую вал двигателя.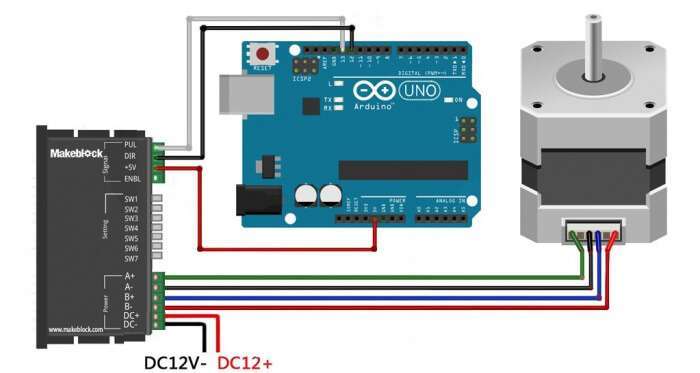
 Биполярные шаговые двигатели, которые также передают обратный ток на катушку, противоположную находящейся под напряжением катушке статора, более сложны и дороги. Однако их более плавная и точная работа делает их более подходящими для промышленного применения.
Биполярные шаговые двигатели, которые также передают обратный ток на катушку, противоположную находящейся под напряжением катушке статора, более сложны и дороги. Однако их более плавная и точная работа делает их более подходящими для промышленного применения.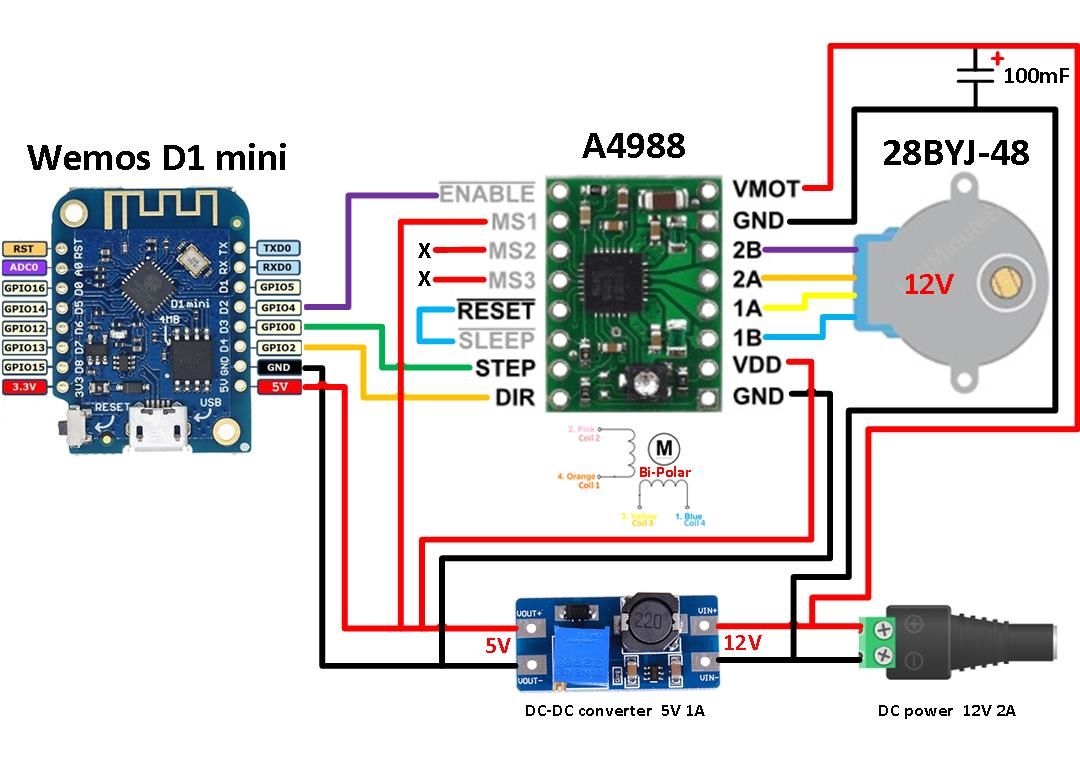 Общие роботизированные применения шаговых двигателей включают:
Общие роботизированные применения шаговых двигателей включают: 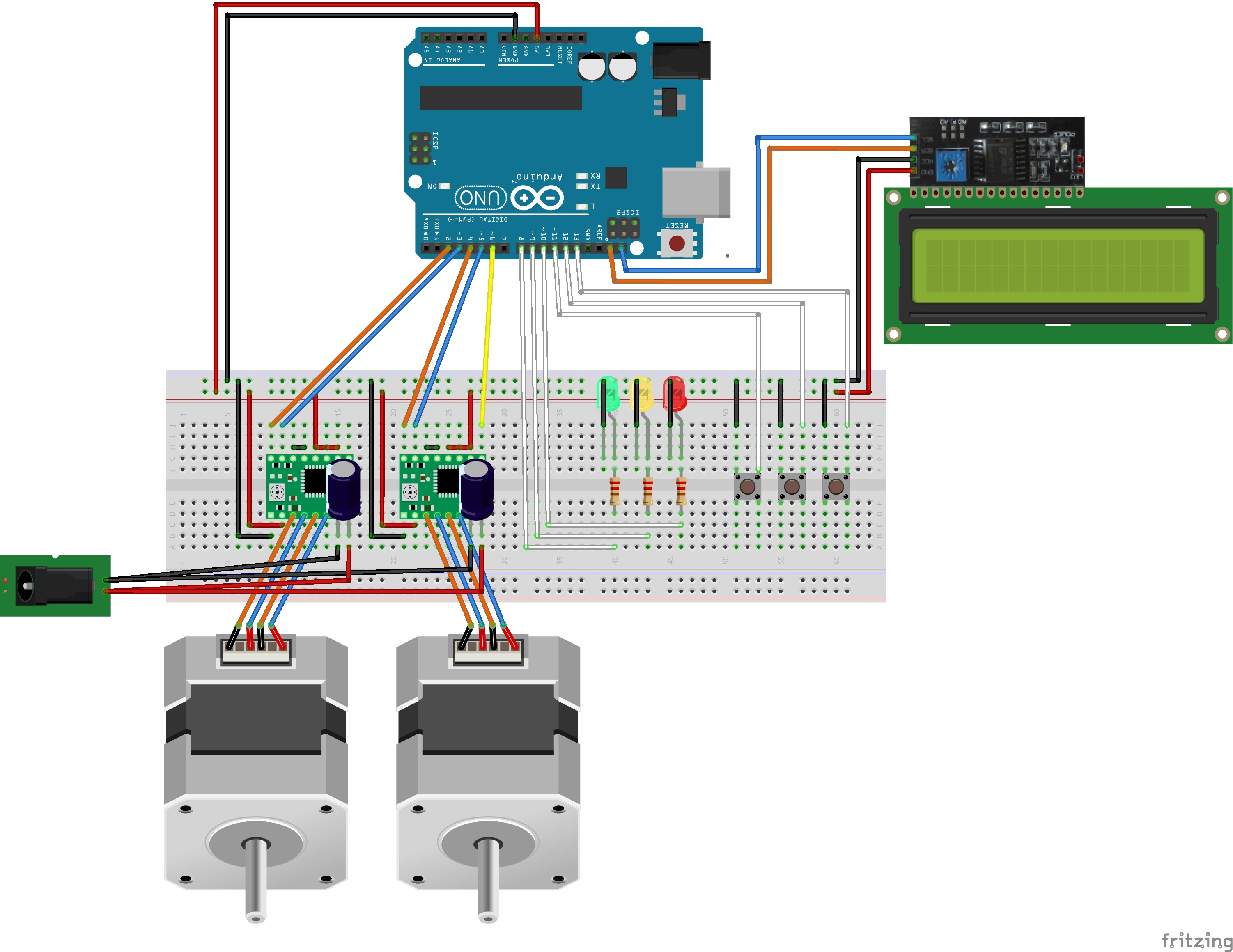 Изменение последовательности и времени активации катушки — это то, как инженеры настраивают работу шагового двигателя в соответствии с потребностями своих приложений.
Изменение последовательности и времени активации катушки — это то, как инженеры настраивают работу шагового двигателя в соответствии с потребностями своих приложений.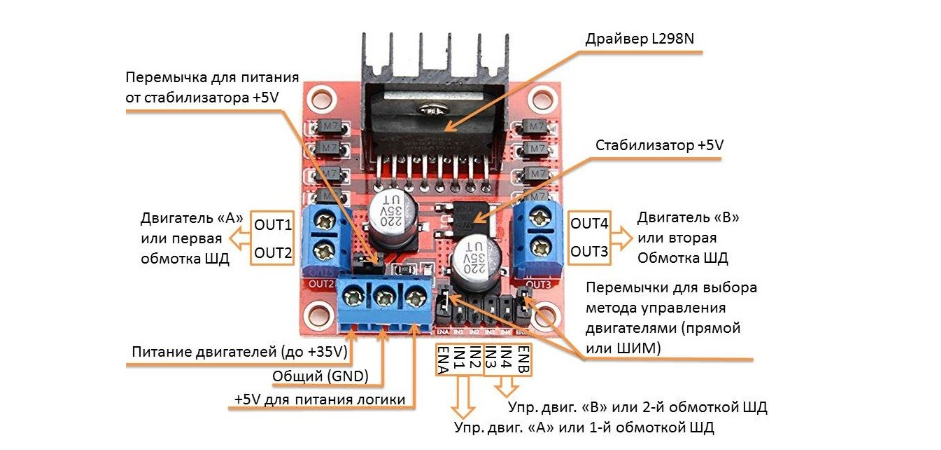 Этот режим полезен для улучшения крутящего момента и скорости двигателя, но он не увеличивает разрешающую способность двигателя, поскольку число шагов остается прежним.
Этот режим полезен для улучшения крутящего момента и скорости двигателя, но он не увеличивает разрешающую способность двигателя, поскольку число шагов остается прежним. Благодаря этим преимуществам микрошаговый режим является наиболее распространенным режимом активации шаговых двигателей в современных приложениях.
Благодаря этим преимуществам микрошаговый режим является наиболее распространенным режимом активации шаговых двигателей в современных приложениях.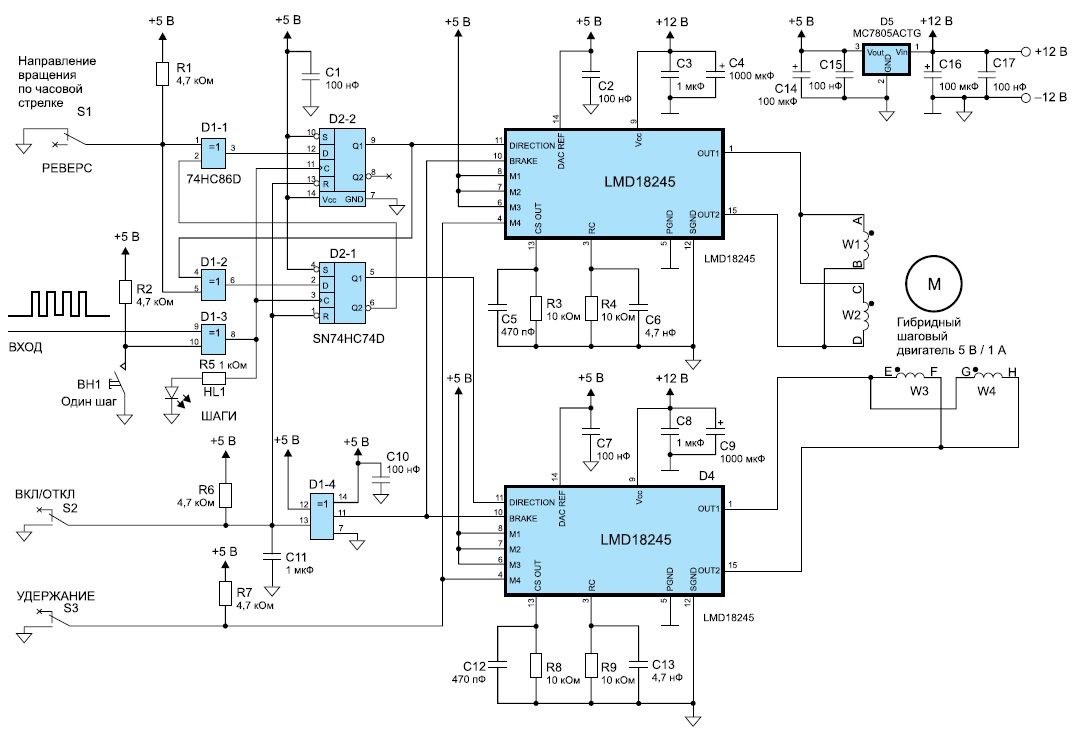
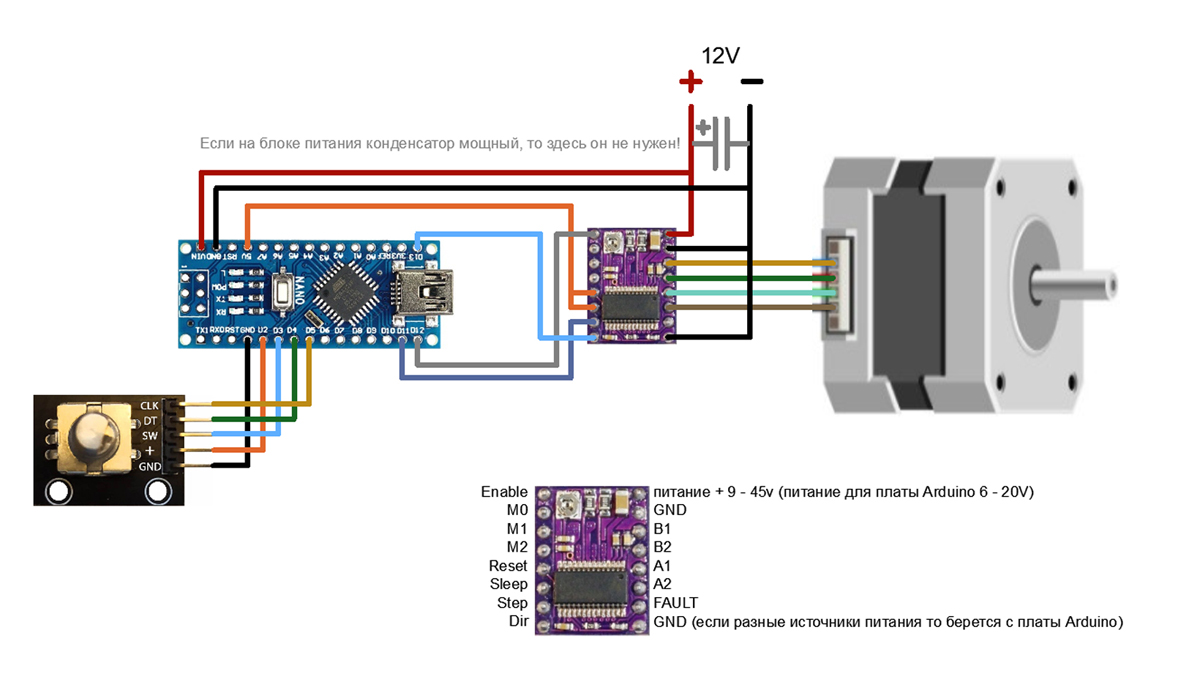
 Начните с привода с требуемыми характеристиками напряжения и тока, а затем сопоставьте его с двигателем, используя кривую скорость-момент.
Начните с привода с требуемыми характеристиками напряжения и тока, а затем сопоставьте его с двигателем, используя кривую скорость-момент.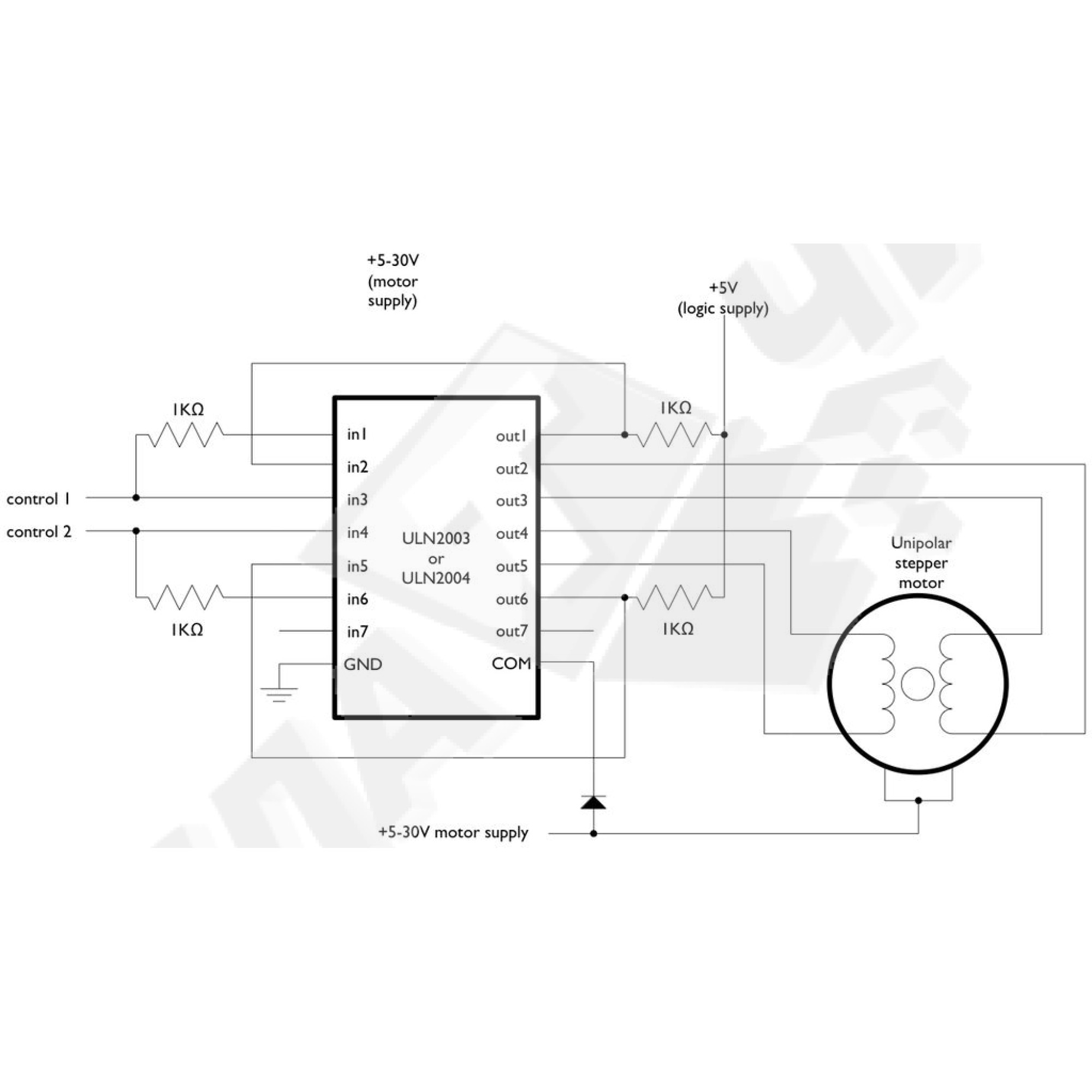 Обязательно учитывайте это при проектировании систем охлаждения.
Обязательно учитывайте это при проектировании систем охлаждения. Кроме того, мы предлагаем варианты индивидуальной настройки корпуса, которые позволяют невероятно быстро и легко модифицировать корпус с помощью специальных вырезов корпуса с ЧПУ и цифровой печати.
Кроме того, мы предлагаем варианты индивидуальной настройки корпуса, которые позволяют невероятно быстро и легко модифицировать корпус с помощью специальных вырезов корпуса с ЧПУ и цифровой печати.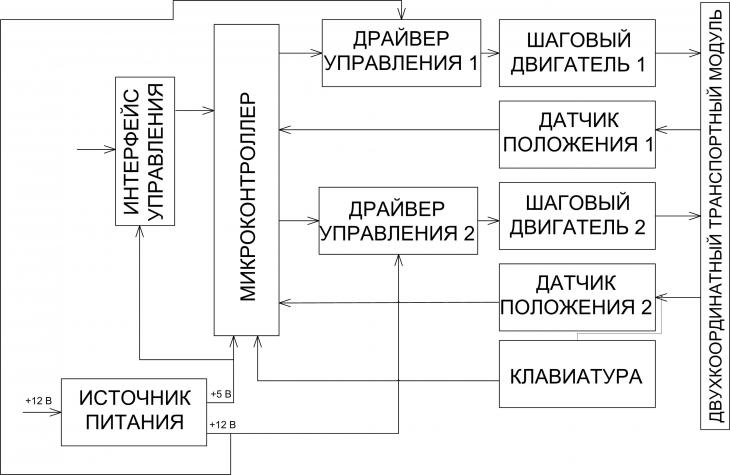
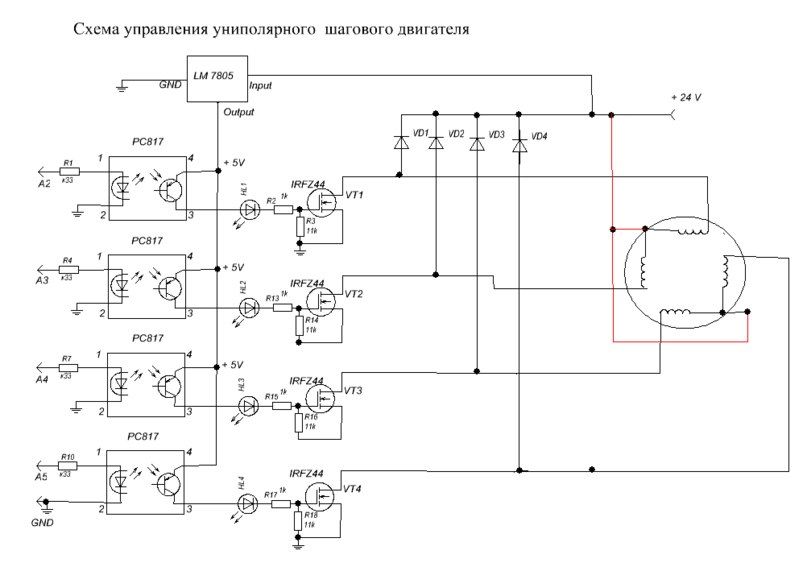
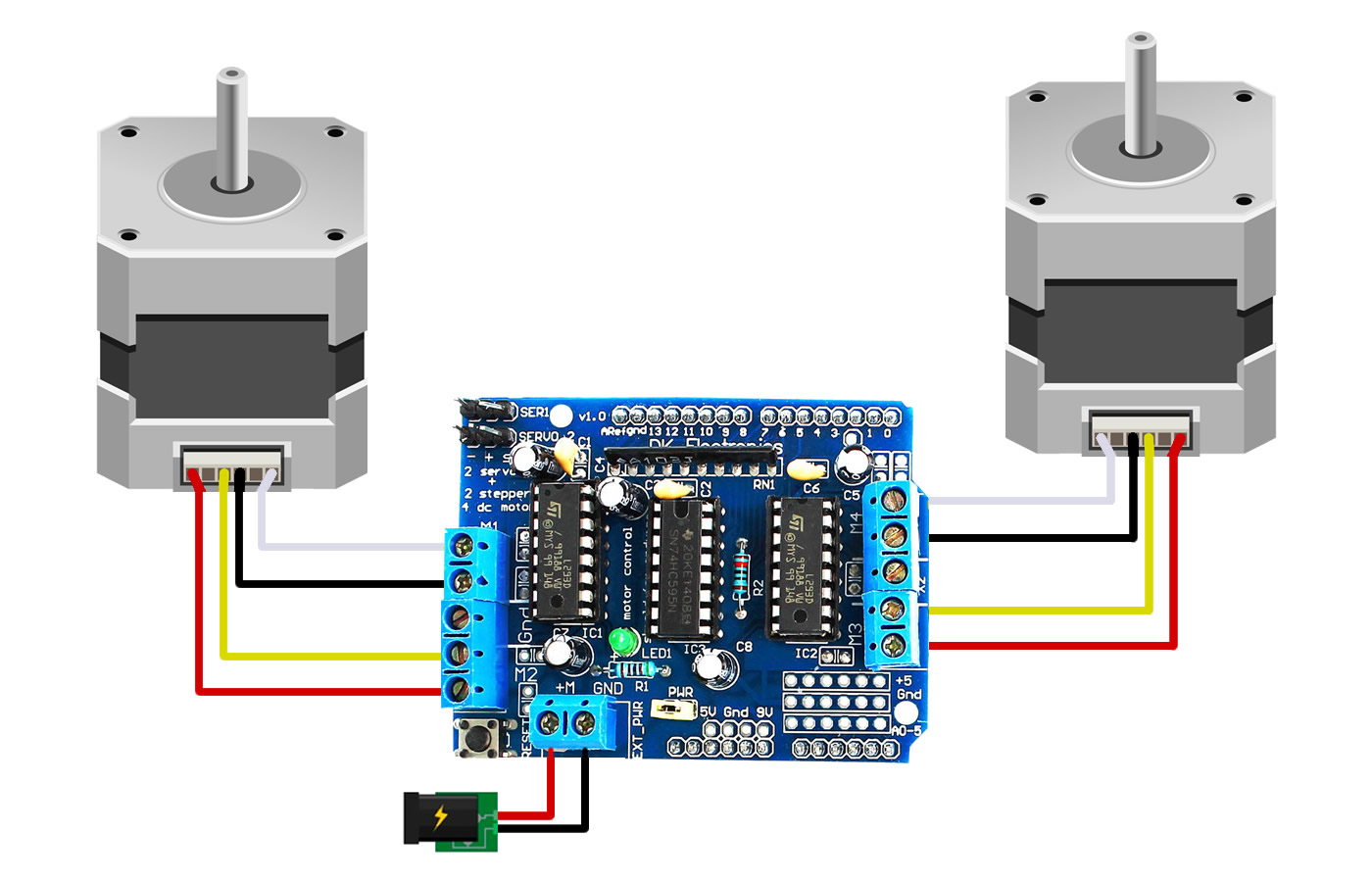
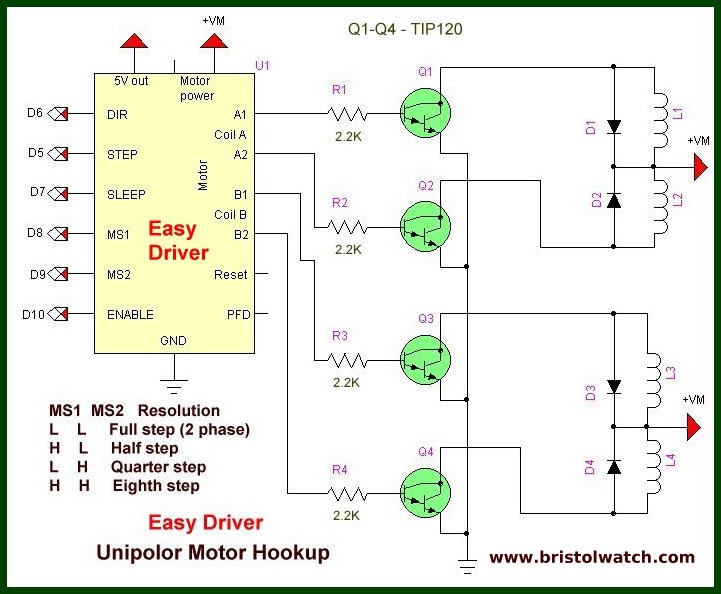

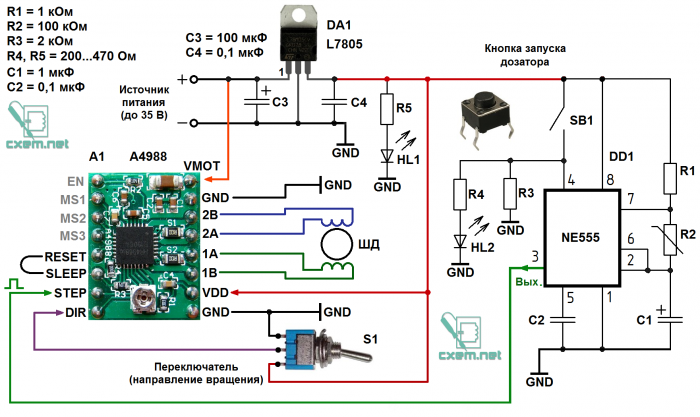 Базовые шаговые приводы не являются интеллектуальными, поскольку они просто принимают импульсы контроллера и усиливают их в импульсы напряжения для работы двигателя.
Базовые шаговые приводы не являются интеллектуальными, поскольку они просто принимают импульсы контроллера и усиливают их в импульсы напряжения для работы двигателя.
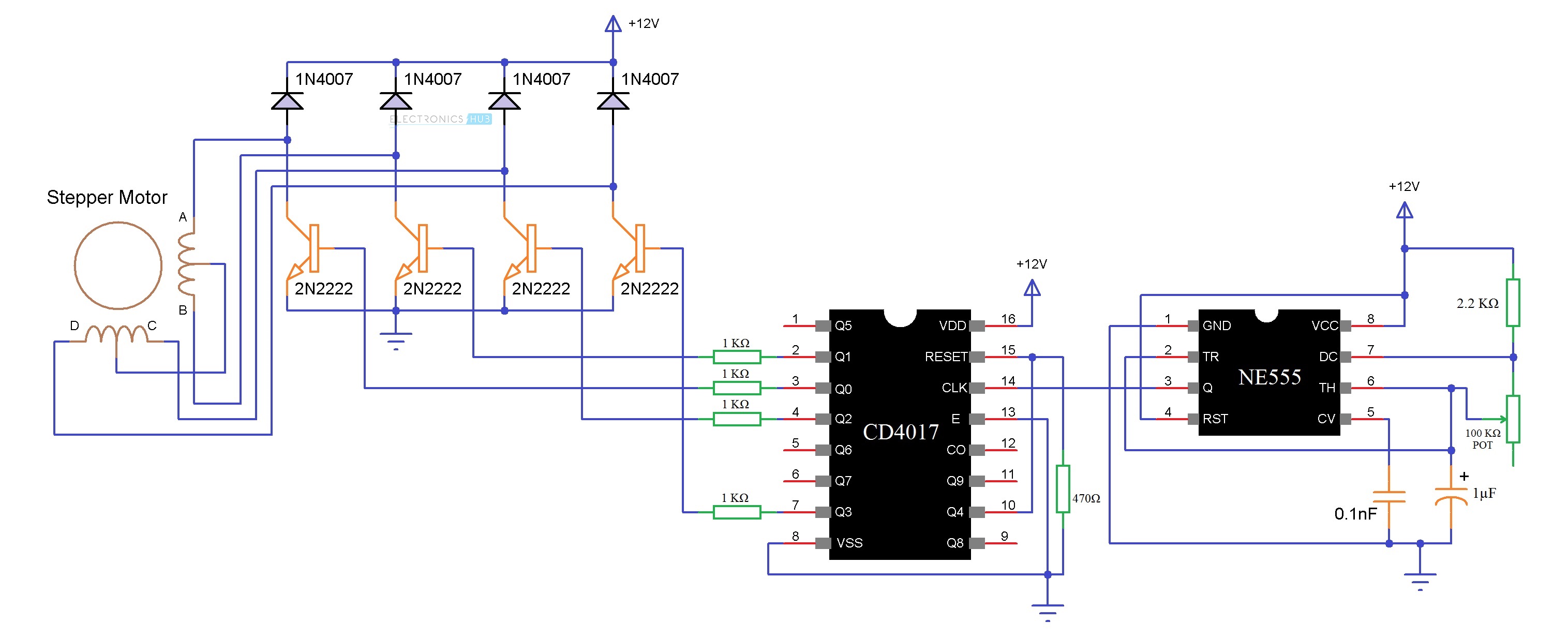 Поскольку обратная связь от двигателя обычно отсутствует, периодическая проверка положения также может использоваться для подтверждения точных перемещений для текущей операции.
Поскольку обратная связь от двигателя обычно отсутствует, периодическая проверка положения также может использоваться для подтверждения точных перемещений для текущей операции.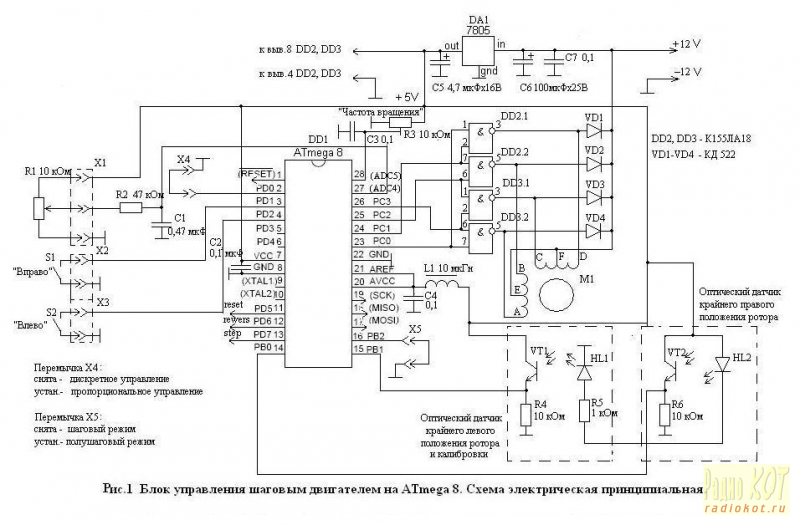
 ПБ68.В.00840/22
ПБ68.В.00840/22 ПБ09.В.00184/21
ПБ09.В.00184/21 73
73 30.11.120
30.11.120 5 мм
5 мм 106
106 org. Или напишите нам по адресу
org. Или напишите нам по адресу  Вы также можете коснуться увеличительного стекла в приложении и ввести в поиск «Подкаст Нью-Йоркской публичной библиотеки».
Вы также можете коснуться увеличительного стекла в приложении и ввести в поиск «Подкаст Нью-Йоркской публичной библиотеки». Мы рассказываем все, что вам нужно знать о BERT, а также рассказываем о последних экспериментах Google. Не забудьте прочитать раздел вакансий для специальной публикации!
Мы рассказываем все, что вам нужно знать о BERT, а также рассказываем о последних экспериментах Google. Не забудьте прочитать раздел вакансий для специальной публикации! — Возможны ли улучшения качества? Может быть связано с BERT?
— Возможны ли улучшения качества? Может быть связано с BERT? — Возможна ли корректировка качества? Может быть связано с BERT?
— Возможна ли корректировка качества? Может быть связано с BERT? com. Они наблюдают хорошее восстановление. Вот их предполагаемая тенденция трафика за один месяц от SEMRush.
com. Они наблюдают хорошее восстановление. Вот их предполагаемая тенденция трафика за один месяц от SEMRush. Есть много сайтов, которые пострадали 3 июня и не восстановились в октябре. В следующем разделе этого информационного бюллетеня платные подписчики поделятся нашими мыслями о том, связаны ли изменения, произошедшие в конце октября, с BERT или нет.
Есть много сайтов, которые пострадали 3 июня и не восстановились в октябре. В следующем разделе этого информационного бюллетеня платные подписчики поделятся нашими мыслями о том, связаны ли изменения, произошедшие в конце октября, с BERT или нет.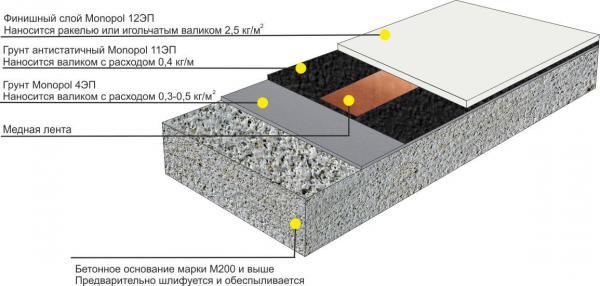
 Напоминаем, что временные метки позволяют пропускать части видео на YouTube, чтобы легче было найти то, что вы ищете. Теперь кажется, что больше людей видят это вживую. Вот сообщение G об объявлении для более подробной информации.
Напоминаем, что временные метки позволяют пропускать части видео на YouTube, чтобы легче было найти то, что вы ищете. Теперь кажется, что больше людей видят это вживую. Вот сообщение G об объявлении для более подробной информации.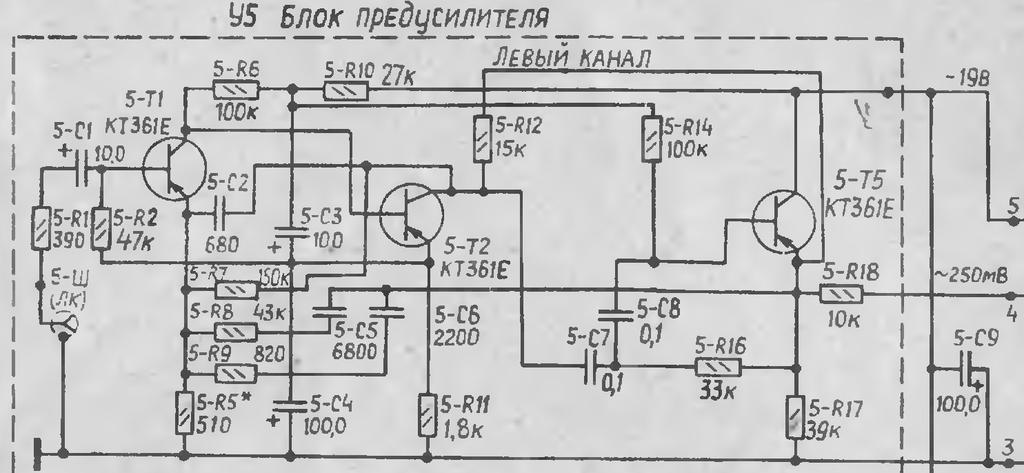
 Google контролирует временные метки, выбирая дату, которую считает наиболее актуальной.
Google контролирует временные метки, выбирая дату, которую считает наиболее актуальной. 😂 pic.twitter.com/fr1Pd1M0Lp
😂 pic.twitter.com/fr1Pd1M0Lp co/DtB14AGKeQ через socialmedia2day
co/DtB14AGKeQ через socialmedia2day Перейдите на https://t.co/UvQa8JOE7v, чтобы добавить солнечную энергию на существующую крышу, и на https://t.co/D9yUuL7NVE, чтобы получить новую крышу со встроенной солнечной батареей.
Перейдите на https://t.co/UvQa8JOE7v, чтобы добавить солнечную энергию на существующую крышу, и на https://t.co/D9yUuL7NVE, чтобы получить новую крышу со встроенной солнечной батареей. … https://t.co/m1mruKJYJI pic.twitter.com/Z5anO0h2WF
… https://t.co/m1mruKJYJI pic.twitter.com/Z5anO0h2WF Они работают над инструментом, который поможет пользователям в США подключаться к ресурсам здравоохранения. Все это делается для того, чтобы помочь коммуникационным усилиям медицинских инициатив.
Они работают над инструментом, который поможет пользователям в США подключаться к ресурсам здравоохранения. Все это делается для того, чтобы помочь коммуникационным усилиям медицинских инициатив. ca/blog/gmb- spam-fighting-101-get-the-basics-down-then-out-the-trash/
ca/blog/gmb- spam-fighting-101-get-the-basics-down-then-out-the-trash/ 
 Если вы видите облегченную версию и являетесь платным участником, обязательно войдите в систему (на боковой панели на рабочем столе или под сообщением на мобильном устройстве) и прочитайте полную статью здесь.
Если вы видите облегченную версию и являетесь платным участником, обязательно войдите в систему (на боковой панели на рабочем столе или под сообщением на мобильном устройстве) и прочитайте полную статью здесь. 
 На характеристики резьбового соединения значительное влияние оказывает профиль резьбы, то есть ее контур в плоскости. Выделяют профили:
На характеристики резьбового соединения значительное влияние оказывает профиль резьбы, то есть ее контур в плоскости. Выделяют профили:

 Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.
Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов. Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход.
Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход.

 При нарезании наружной резьбы преимущественно используются гребенки круглого типа, которые отличаются простотой своей конструкции. Кроме того, гребенкам такого типа свойственна высокая стойкость, их можно неоднократно перетачивать, приводя их геометрические параметры к первоначальным значениям.
При нарезании наружной резьбы преимущественно используются гребенки круглого типа, которые отличаются простотой своей конструкции. Кроме того, гребенкам такого типа свойственна высокая стойкость, их можно неоднократно перетачивать, приводя их геометрические параметры к первоначальным значениям.  youtube.com/embed/vz1X2vlFXLU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/vz1X2vlFXLU» frameborder=»0″ allowfullscreen=»allowfullscreen»/> Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
 Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера. Во избежание их столкновения надо тщательно следить за производимыми движениями.
Во избежание их столкновения надо тщательно следить за производимыми движениями.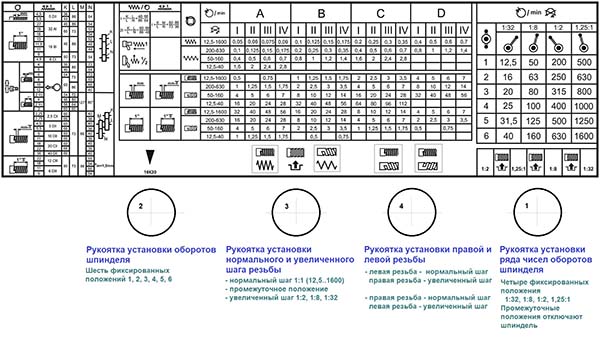 Читайте также: что такое накатка для токарного станка, для чего она нужна.
Читайте также: что такое накатка для токарного станка, для чего она нужна.
 Как правило, измерение проводится от точек, определяемых живым и мертвым центром объекта, до задней бабки деревянного токарного станка. После определения длины и диаметра вы можете легко выбрать тип токарного станка по дереву, который вам нужен.
Как правило, измерение проводится от точек, определяемых живым и мертвым центром объекта, до задней бабки деревянного токарного станка. После определения длины и диаметра вы можете легко выбрать тип токарного станка по дереву, который вам нужен.
 Все эти объекты просты в изготовлении, но они помогут привить вам основные принципы токарной обработки дерева, делая их второй натурой, когда вы переходите к более продвинутым проектам резьбы по дереву.
Все эти объекты просты в изготовлении, но они помогут привить вам основные принципы токарной обработки дерева, делая их второй натурой, когда вы переходите к более продвинутым проектам резьбы по дереву.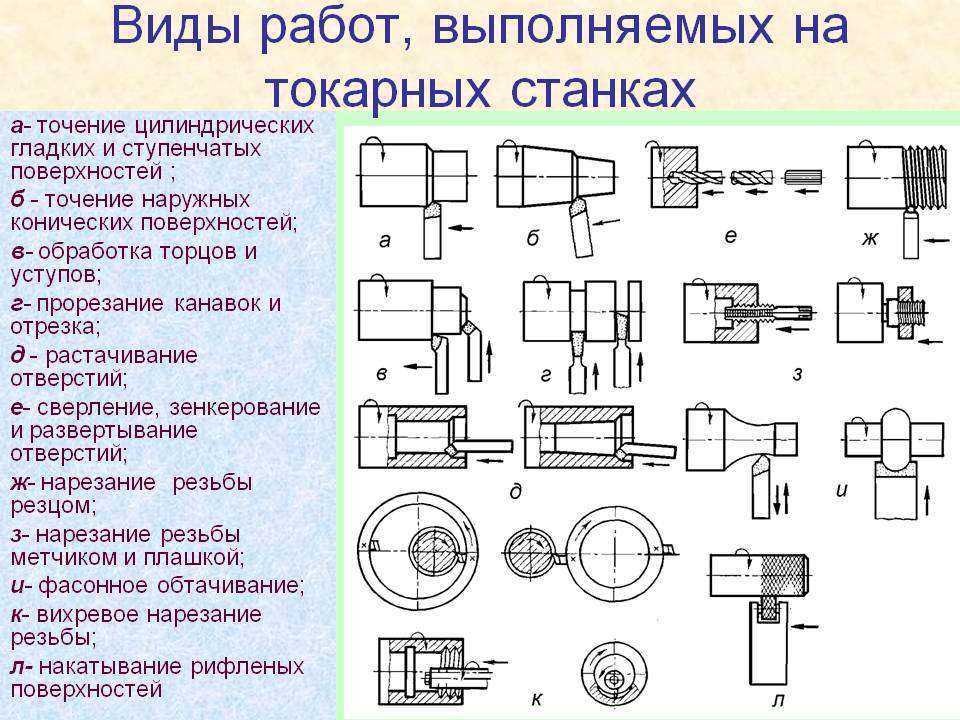 Как только заготовка установлена правильно, включите токарный станок. Кроме того, обязательно стойте в направлении, противоположном заготовке, чтобы стружка, слетающая с токарного станка, не попадала вам на лицо или руки.
Как только заготовка установлена правильно, включите токарный станок. Кроме того, обязательно стойте в направлении, противоположном заготовке, чтобы стружка, слетающая с токарного станка, не попадала вам на лицо или руки. Этот проект немного сложнее предыдущего и поможет вам понять основы многосегментной резьбы по дереву. Процесс вырезания очень прост, просто следуйте инструкциям ниже.
Этот проект немного сложнее предыдущего и поможет вам понять основы многосегментной резьбы по дереву. Процесс вырезания очень прост, просто следуйте инструкциям ниже. Глубина разреза будет определять толщину коробки. Поэтому убедитесь, что они гладкие.
Глубина разреза будет определять толщину коробки. Поэтому убедитесь, что они гладкие.
 Если вы этого не сделаете, стружка и стружка прилипнут к инструменту из-за чрезмерного тепла, выделяемого в процессе токарной обработки.
Если вы этого не сделаете, стружка и стружка прилипнут к инструменту из-за чрезмерного тепла, выделяемого в процессе токарной обработки. Как только вы наберетесь опыта, в этом больше не будет необходимости. Кроме того, не забудьте также наметить стебель и ножку. Весь контур должен соблюдаться должным образом, чтобы сохранить структурную целостность кубка.
Как только вы наберетесь опыта, в этом больше не будет необходимости. Кроме того, не забудьте также наметить стебель и ножку. Весь контур должен соблюдаться должным образом, чтобы сохранить структурную целостность кубка.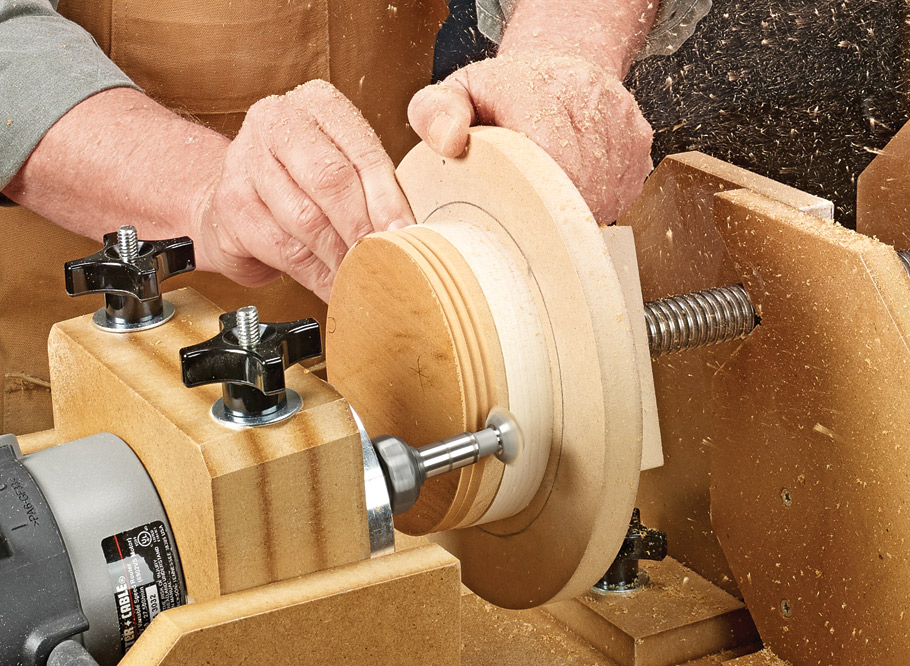 Ниже приведен список обязательных инструментов, которые необходимо для
Ниже приведен список обязательных инструментов, которые необходимо для Обе стороны лезвия долота заточены, что позволяет ему перекашивать поверхность резьбы с минимальными усилиями. С инструментом нужно обращаться как с обычным долотом, но следует соблюдать осторожность, толкая лезвие с противоположной стороны рукоятки.
Обе стороны лезвия долота заточены, что позволяет ему перекашивать поверхность резьбы с минимальными усилиями. С инструментом нужно обращаться как с обычным долотом, но следует соблюдать осторожность, толкая лезвие с противоположной стороны рукоятки. Режущая кромка инструмента должна заходить в сторону скоса, длина которого должна быть в два раза больше длины лезвия. Этот тип долота сочетает в себе функцию обычного долота с функцией долота с круглым носом, что позволяет ему делать режущие пропилы и не царапать поверхность резьбы. Круглая форма наконечника позволяет срезать крутые углы, что невозможно сделать с помощью обычных стамесок.
Режущая кромка инструмента должна заходить в сторону скоса, длина которого должна быть в два раза больше длины лезвия. Этот тип долота сочетает в себе функцию обычного долота с функцией долота с круглым носом, что позволяет ему делать режущие пропилы и не царапать поверхность резьбы. Круглая форма наконечника позволяет срезать крутые углы, что невозможно сделать с помощью обычных стамесок. Вам нужно постоянно царапать грубые скошенные края носка и пятки выемки по плоской стороне скользящего камня. Медленно продвигайтесь внутрь с проволочным краем скоса. Поверните камень и повторяйте процесс, пока острые края не станут гладкими и прямыми. Следите за тем, чтобы не скосить внутреннюю часть выемки, так как это ослабит рукоятку и лезвие.
Вам нужно постоянно царапать грубые скошенные края носка и пятки выемки по плоской стороне скользящего камня. Медленно продвигайтесь внутрь с проволочным краем скоса. Поверните камень и повторяйте процесс, пока острые края не станут гладкими и прямыми. Следите за тем, чтобы не скосить внутреннюю часть выемки, так как это ослабит рукоятку и лезвие. Вы можете использовать полировщик, чтобы добавить последние штрихи после заточки, чтобы значительно замедлить процесс притупления. Скребковые инструменты не такие прочные, как стамески других типов, поэтому при их заточке не прилагайте слишком много усилий.
Вы можете использовать полировщик, чтобы добавить последние штрихи после заточки, чтобы значительно замедлить процесс притупления. Скребковые инструменты не такие прочные, как стамески других типов, поэтому при их заточке не прилагайте слишком много усилий. д. Это очень важно для предотвращения травм при работе с деревом в процессе токарной обработки. Если на поверхности бревна/блока есть неестественные неровности, обязательно проверьте. Иногда древесина нарастает на острые внешние предметы, застрявшие в корпусе, что приводит к неестественному росту поверхности.
д. Это очень важно для предотвращения травм при работе с деревом в процессе токарной обработки. Если на поверхности бревна/блока есть неестественные неровности, обязательно проверьте. Иногда древесина нарастает на острые внешние предметы, застрявшие в корпусе, что приводит к неестественному росту поверхности.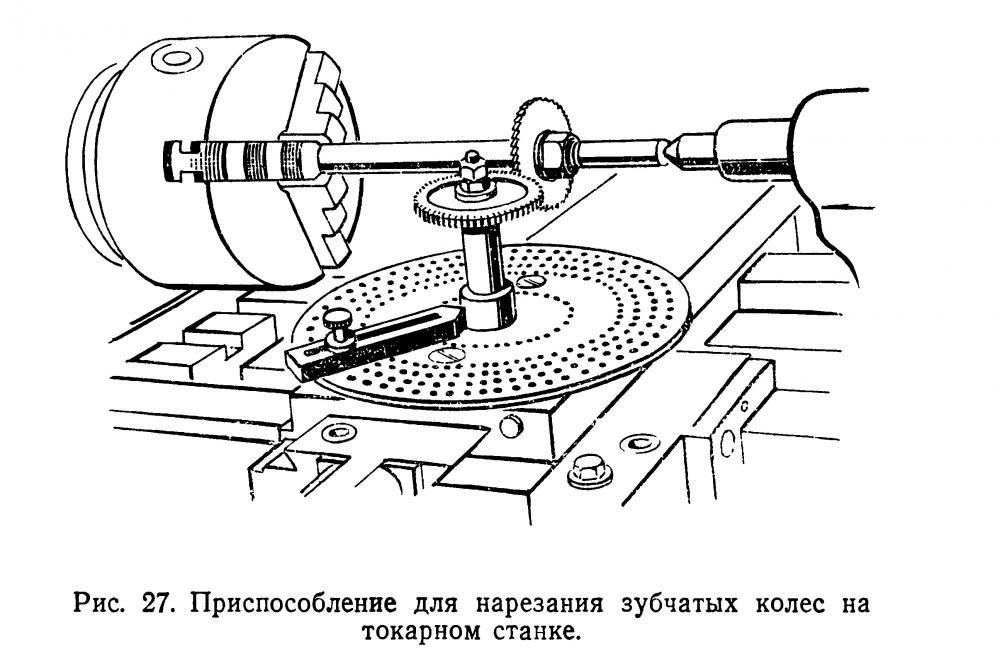

 Использование временных зажимов захвата дает наилучшие результаты.
Использование временных зажимов захвата дает наилучшие результаты.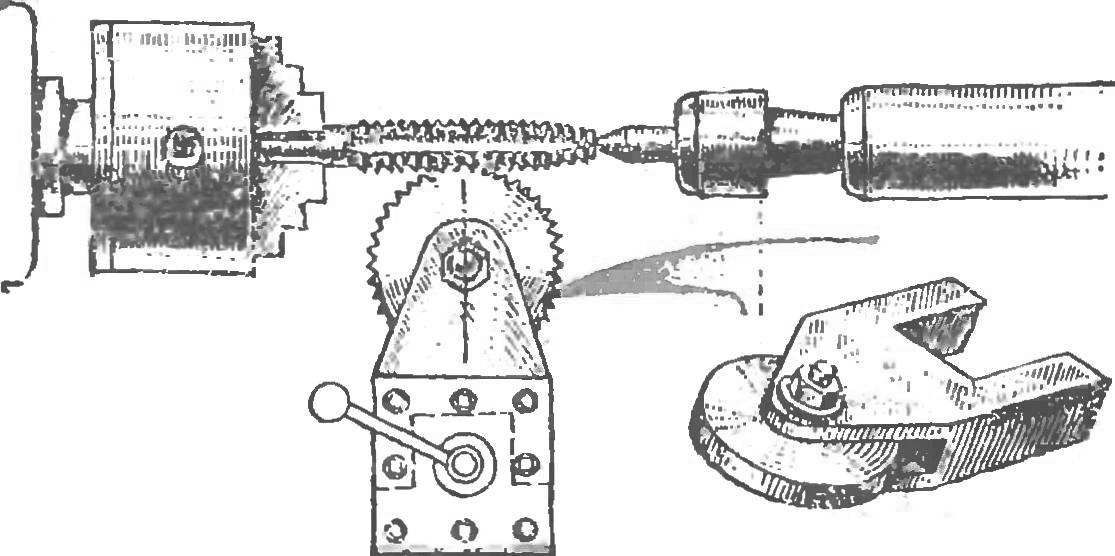



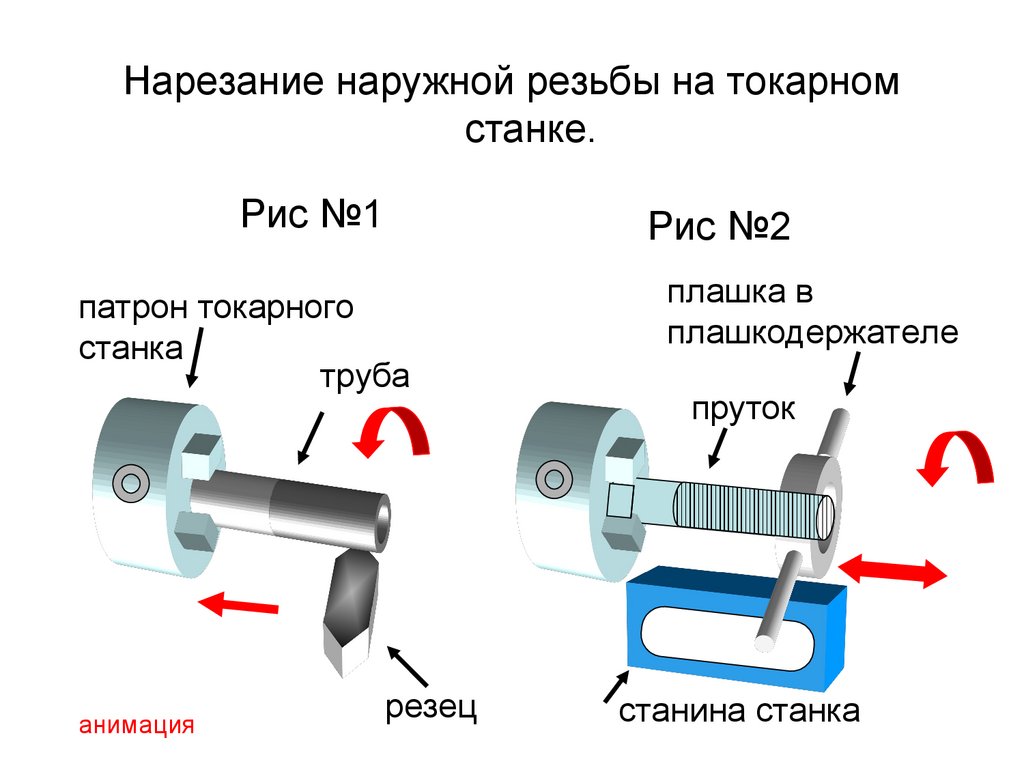

 Эти параметры подшипников являются стандартизованными и указываются производителем.
Эти параметры подшипников являются стандартизованными и указываются производителем.

 Такие подшипники называются гибридными.
Такие подшипники называются гибридными.
 Обязательно нужно помнить, что допустимая скорость работы шпинделя напрямую зависит от конструкции, размеров, точности и материалов, из которых изготовлен подшипник.
Обязательно нужно помнить, что допустимая скорость работы шпинделя напрямую зависит от конструкции, размеров, точности и материалов, из которых изготовлен подшипник.
 Томск7 ГПЗ г. БакуCRAFT BEARINGS (Литва)CX (POLAND)DKF DDRMPZ (11 ГПЗ)MTM СингапурSKF URB RomaniaZKL ЧехияООО «ГПЗ» г. ВологдаООО «СПЗ-3» (3 ГПЗ)РоссияХАРП (8 ГПЗ)34ГПЗ Ростов-на-Дону6 ГПЗ (г. Челябинск)FAG (GERMANY)IBC ГерманияINA ГерманияАО «МП» (1 ГПЗ)АПП ГРУПП г. МоскваСреднеВолжский (СВПЗ)18ГПЗ ВинницаASAHI ЯпонияDURKOPP (Германия)FK CHINAFKD КитайFKL СербияFLT ПольшаISB (Италия)KDF ITALYKOYO ЯпонияLDI ITALYLK CHINANIS СингапурNPZ КитайNSK JAPANNTN JAPANSLZ КитайSNR FRANCESTC КитайОАО «ГПЗ-2» (2 ГПЗ)РВЗKG ОАЭTORQUE ФинляндияОАО «СПЗ-3» (3 ГПЗ)12 ГПЗ г. ГомельDonghuaSTEYR AUSTRIAООО «СПЗ-4» (4 ГПЗ)ZWZ КитайОАО «10-ГПЗ» (10 ГПЗ)ОАО «СПЗ» (9 ГПЗ)ОАО «ВПЗ» (15 ГПЗ)16 ГПЗ (г. Степногорск)ЗАО «ВПЗ» (23 ГПЗ)FBC КитайКитайОАО «ЗАП» (г. Самара)FBJ ЯпонияСамарский ПодшипникSZPK (Санкт-Петербург)Актуальная Механика
Томск7 ГПЗ г. БакуCRAFT BEARINGS (Литва)CX (POLAND)DKF DDRMPZ (11 ГПЗ)MTM СингапурSKF URB RomaniaZKL ЧехияООО «ГПЗ» г. ВологдаООО «СПЗ-3» (3 ГПЗ)РоссияХАРП (8 ГПЗ)34ГПЗ Ростов-на-Дону6 ГПЗ (г. Челябинск)FAG (GERMANY)IBC ГерманияINA ГерманияАО «МП» (1 ГПЗ)АПП ГРУПП г. МоскваСреднеВолжский (СВПЗ)18ГПЗ ВинницаASAHI ЯпонияDURKOPP (Германия)FK CHINAFKD КитайFKL СербияFLT ПольшаISB (Италия)KDF ITALYKOYO ЯпонияLDI ITALYLK CHINANIS СингапурNPZ КитайNSK JAPANNTN JAPANSLZ КитайSNR FRANCESTC КитайОАО «ГПЗ-2» (2 ГПЗ)РВЗKG ОАЭTORQUE ФинляндияОАО «СПЗ-3» (3 ГПЗ)12 ГПЗ г. ГомельDonghuaSTEYR AUSTRIAООО «СПЗ-4» (4 ГПЗ)ZWZ КитайОАО «10-ГПЗ» (10 ГПЗ)ОАО «СПЗ» (9 ГПЗ)ОАО «ВПЗ» (15 ГПЗ)16 ГПЗ (г. Степногорск)ЗАО «ВПЗ» (23 ГПЗ)FBC КитайКитайОАО «ЗАП» (г. Самара)FBJ ЯпонияСамарский ПодшипникSZPK (Санкт-Петербург)Актуальная Механика

 Это подшипники радиально-упорные, часто сдуплексированны (притерты друг к другу) по схеме комплектования О (серия 266000), Х (серия 346000) и, особенно часто применяющейся Т (серии 436000, 446000, 576000). Изделия выпускаются классами точности 2, Т и 4. Высокоточные радиально-упорные подшипники шпинделя за счет незначительных значений торцевого и радиального биений, а также бокового биения по дорожкам качения обеспечивают станочному оборудованию обработку деталей (расточка, фрезерование, шлифовка) с минимально допустимыми отклонениями от номинальных размеров (± 2-4 мкм). Сдвоенные подшипники шпинделя изготавливают таким образом, чтобы у обоих подшипников были приблизительно равные углы контакта à. Подробнее про дуплексные подшипники.
Это подшипники радиально-упорные, часто сдуплексированны (притерты друг к другу) по схеме комплектования О (серия 266000), Х (серия 346000) и, особенно часто применяющейся Т (серии 436000, 446000, 576000). Изделия выпускаются классами точности 2, Т и 4. Высокоточные радиально-упорные подшипники шпинделя за счет незначительных значений торцевого и радиального биений, а также бокового биения по дорожкам качения обеспечивают станочному оборудованию обработку деталей (расточка, фрезерование, шлифовка) с минимально допустимыми отклонениями от номинальных размеров (± 2-4 мкм). Сдвоенные подшипники шпинделя изготавливают таким образом, чтобы у обоих подшипников были приблизительно равные углы контакта à. Подробнее про дуплексные подшипники. Минеральное масло при такой температуре также нужно регулярно менять в связи с его старением.
Минеральное масло при такой температуре также нужно регулярно менять в связи с его старением.
 00 р.
00 р. 00 р.
00 р. 00 р.
00 р. 00 р.
00 р. 00 р.
00 р. 00 р.
00 р. 00 р.
00 р. 00 р.
00 р. 00 р.
00 р. 00 р.
00 р.
 Например, шпиндели используются для обработки металла или других жестких материалов.
Например, шпиндели используются для обработки металла или других жестких материалов. » [источник]
» [источник] 


 Любая задержка в восстановлении шпинделя может дорого обойтись конечному пользователю. Кроме того, если сверхточный шпиндель продолжает преждевременно выходить из строя, одна или несколько из этих функций могут решить основную проблему, вызвавшую отказ.
Любая задержка в восстановлении шпинделя может дорого обойтись конечному пользователю. Кроме того, если сверхточный шпиндель продолжает преждевременно выходить из строя, одна или несколько из этих функций могут решить основную проблему, вызвавшую отказ. Также доступна другая конструкция для серии разъемных однорядных подшипников с разгруженным внутренним кольцом и углом контакта 15°. Дуплексные пары могут быть установлены спиной к спине, лицом к лицу или тандемом в зависимости от ожидаемой нагрузки. Из-за высоких скоростей эти подшипники обычно требуют фенольных сепараторов, которые имеют либо ступенчатую, либо цилиндрическую конструкцию кармана.
Также доступна другая конструкция для серии разъемных однорядных подшипников с разгруженным внутренним кольцом и углом контакта 15°. Дуплексные пары могут быть установлены спиной к спине, лицом к лицу или тандемом в зависимости от ожидаемой нагрузки. Из-за высоких скоростей эти подшипники обычно требуют фенольных сепараторов, которые имеют либо ступенчатую, либо цилиндрическую конструкцию кармана.

 На нем проводят черновую и чистовую обработку заготовок, сверлят и растачивают отверстия, гравируют изделия и выполняют еще множество технологических задач;
На нем проводят черновую и чистовую обработку заготовок, сверлят и растачивают отверстия, гравируют изделия и выполняют еще множество технологических задач;
 В качестве материала чаще всего выступает древесина, но можно встретить и комплекты из металла, пластмассы или даже камня.
В качестве материала чаще всего выступает древесина, но можно встретить и комплекты из металла, пластмассы или даже камня. В состав набора может входить от 6-8 деталей до несколько сотен, а тематика конечных изделий поражает разнообразием. Тут и известные архитектурные сооружения, и динозавры, и насекомые, и транспортные модели и множество других вариантов.
В состав набора может входить от 6-8 деталей до несколько сотен, а тематика конечных изделий поражает разнообразием. Тут и известные архитектурные сооружения, и динозавры, и насекомые, и транспортные модели и множество других вариантов. youtube.com/embed/_kQpKC1aNCI» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/_kQpKC1aNCI» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 50 кВт
50 кВт 20 кВт
20 кВт 15 кВт
15 кВт

 Они стали более популярным выбором, чем горизонтальные, потому что поворотная головка наклоняет шпиндель для выполнения операций под любым углом.
Они стали более популярным выбором, чем горизонтальные, потому что поворотная головка наклоняет шпиндель для выполнения операций под любым углом. Сбои в процессах или заводском оборудовании будут иметь катастрофические последствия для производительности любой компании в этой отрасли.
Сбои в процессах или заводском оборудовании будут иметь катастрофические последствия для производительности любой компании в этой отрасли. Эти уникальные инструменты разработаны собственными силами и позволяют нашим квалифицированным инженерам предоставлять ценные услуги по механической обработке на месте и выполнять необходимый ремонт, чтобы восстановить работоспособность вашего оборудования.
Эти уникальные инструменты разработаны собственными силами и позволяют нашим квалифицированным инженерам предоставлять ценные услуги по механической обработке на месте и выполнять необходимый ремонт, чтобы восстановить работоспособность вашего оборудования.
 На фрезерном станке установлена фреза, которая помогает снимать материал с поверхности заготовки. Когда материал остынет, его удаляют из фрезерного станка.
На фрезерном станке установлена фреза, которая помогает снимать материал с поверхности заготовки. Когда материал остынет, его удаляют из фрезерного станка. Расстояние между гребнями зависит от скорости подачи, диаметра фрезы и количества режущих поверхностей. Это могут быть значительные перепады высоты поверхностей.
Расстояние между гребнями зависит от скорости подачи, диаметра фрезы и количества режущих поверхностей. Это могут быть значительные перепады высоты поверхностей.