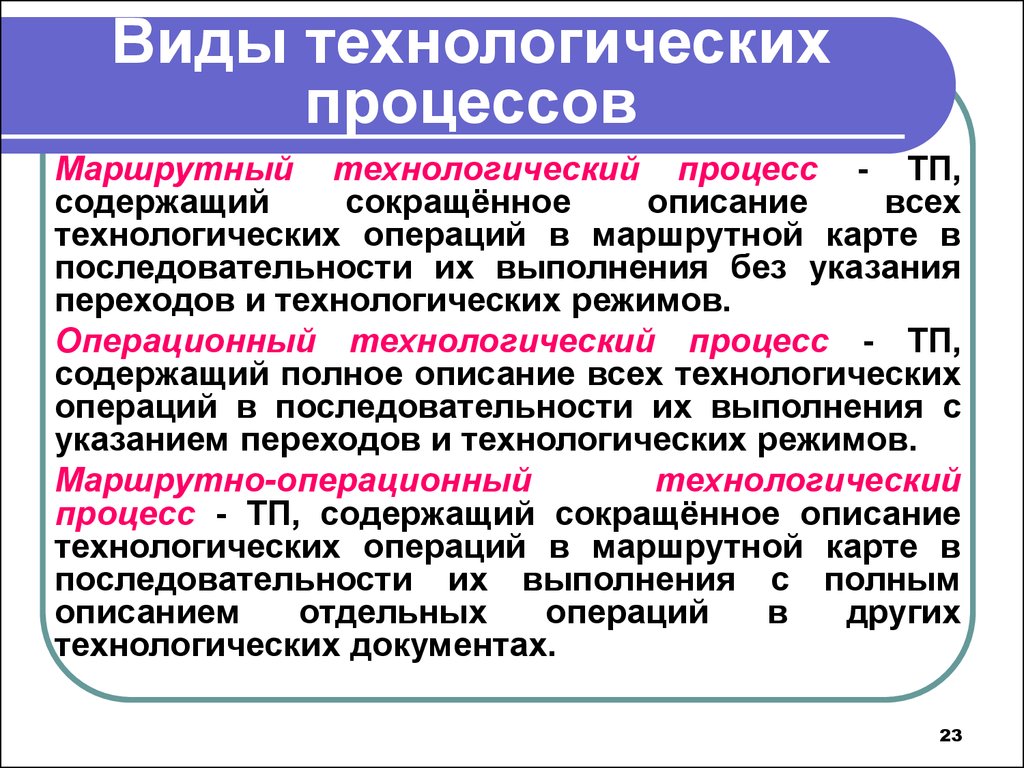
Магнитный линейный двигатель: цилиндрический линейный двигатель / Хабр
цилиндрический линейный двигатель / Хабр
Источник картинки
Мы привыкли к тому, что в различных механических устройствах, требующих для своей работы электродвигатель, преобразование вращательного движения в необходимое рабочее — происходит с использованием множества промежуточных частей, что усложняет конструкцию, и уменьшает надёжность. Однако существует альтернатива и именно об этом мы и поговорим в этой статье.
Научно-технический прогресс, охватывающий одну сферу человеческой жизни за другой, постепенно видоизменял и способ передачи движения от электродвигателя. Если на станках начала прошлого века электродвигатель был один на всех и движение от него передавалась по валу через весь цех, с которого отдельные станки забирали необходимый вращательный момент с помощью ремённой передачи, —
то с ускорением прогресса, двигатель сначала переместился как можно ближе к конкретному станку, а потом и вовсе перешёл на каждый станок.
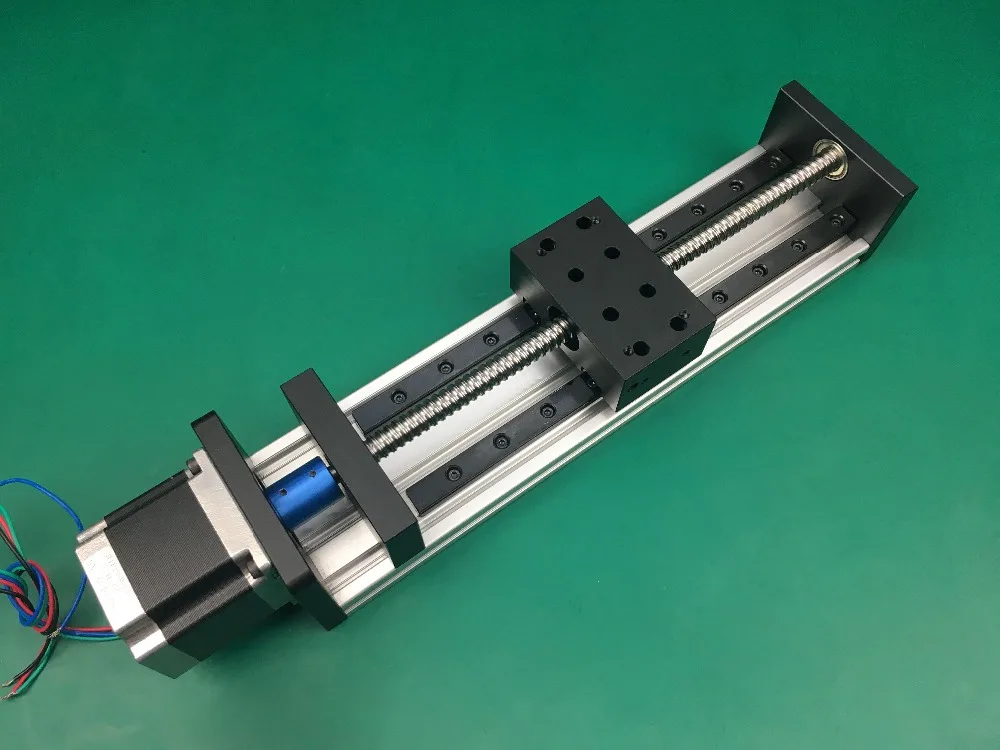
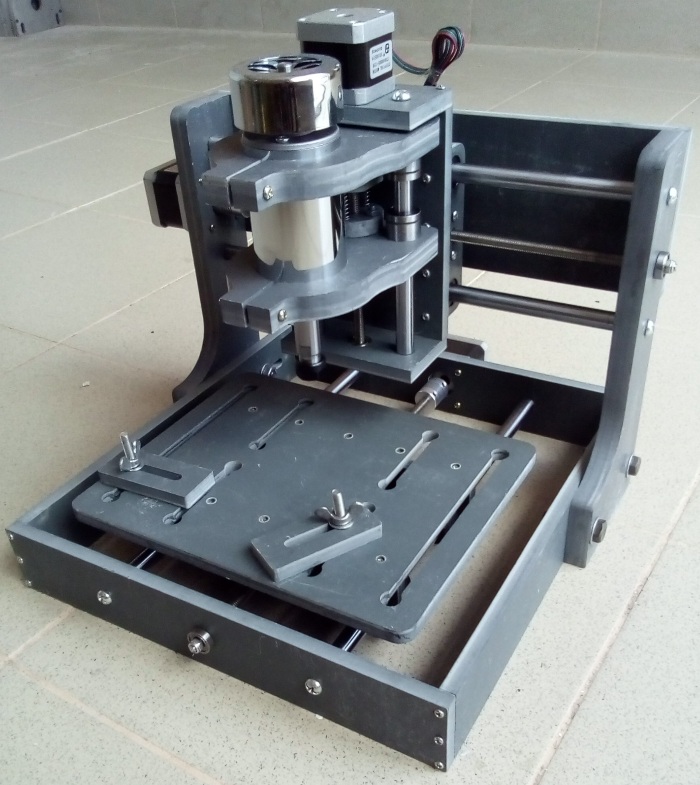
Претерпевали изменения и передаточные звенья от двигателя к станку. Например, широко распространились шарико-винтовые пары.
Источник: 3d-diy.ru
Причём шарико-винтовые пары только относительно недавно стали широкодоступными, их технология производства была достаточно отработана, а стоимость стала доступной для широкого круга потребителей. В свою очередь, разнообразные зубчатые передачи всегда были относительно доступными и широко применялись в различных схемах передачи движения. У зубчатых передач всегда была одна отрицательная сторона — довольно большой шум в работе и физический износ при трении зубьев друг о друга. Конечно, это можно несколько нивелировать тщательной смазкой, однако она притягивает к себе пыль, соринки, загрязняет рабочий редуктор (особенно если этот редуктор установлен на металлообрабатывающем станке).
Поэтому инженерная мысль искала какие-то другие решения, которые бы позволили избавиться от промежуточных звеньев. И такое решение было найдено — линейный электродвигатель!
Линейный двигатель — это электродвигатель, у которого статор и ротор «развёрнуты», таким образом, что вместо создания крутящего момента (вращения) — он создаёт линейную силу по всей своей длине.
Автор: Schnibbi678 — Own work, CC BY-SA 3.0, Источник
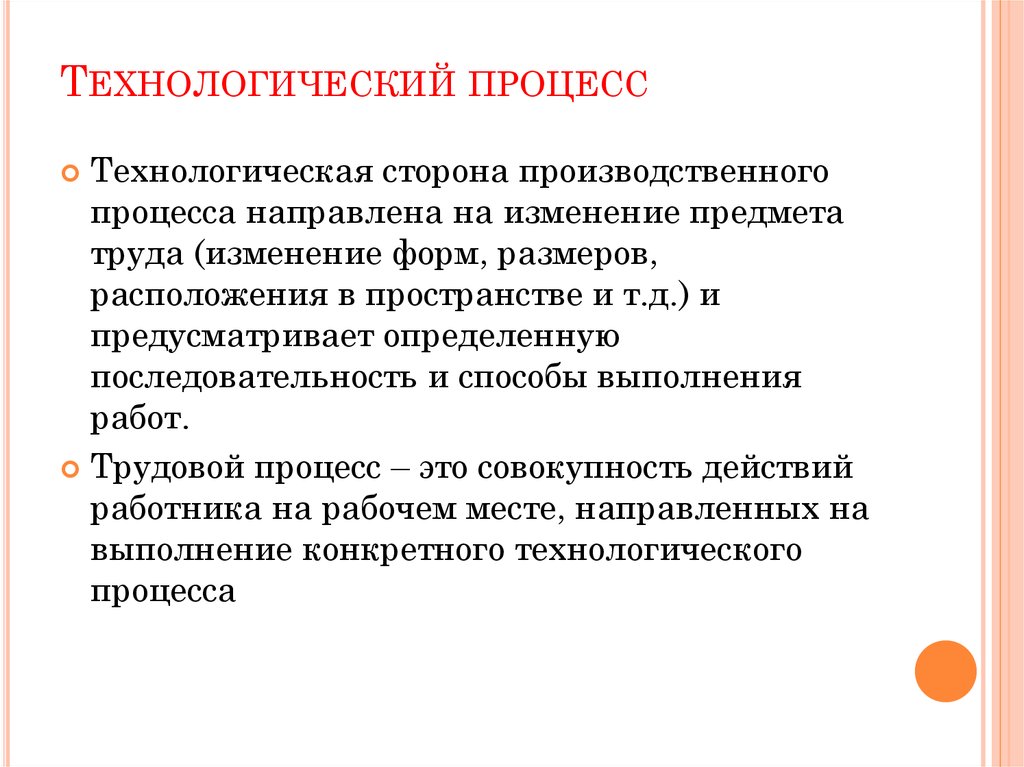
Однако линейные двигатели не обязательно прямые:
Автор: Lutex (talk) — собственная работа, CC BY-SA 3.0, Источник
Характерно, что активная часть линейного двигателя имеет концы, в то время как более традиционные двигатели устроены в виде непрерывного контура.
Было предложено множество конструкций линейных двигателей, которые можно разделить на две основные категории:
- линейные двигатели с малым ускорением;
- линейные двигатели с высоким ускорением.
Линейные двигатели с низким ускорением подходят для поездов на магнитной подвеске и других наземных транспортных средств. Двигатели с низким ускорением, высокой скоростью и большой мощностью обычно представляют собой линейные синхронные двигатели. (LSM) с активной обмоткой на одной стороне воздушного зазора и массивом магнитов с чередующимися полюсами на другой стороне.
Линейные двигатели с высоким ускорением обычно довольно короткие и предназначены для ускорения объекта до очень высокой скорости, например, рельсотрон:
Линейные двигатели с высоким ускорением предлагались для ряда применений. Их рассматривали для использования в качестве оружия, поскольку современные бронебойные боеприпасы, как правило, состоят из небольших снарядов с очень высокой кинетической энергией, для которых подходят именно такие двигатели. Многие американские горки, запущенные в парках развлечений, теперь используют линейные асинхронные двигатели для движения поезда на высокой скорости.
Обычно они имеют конструкцию линейного асинхронного двигателя переменного тока (LIM) с активной трёхфазной обмоткой на одной стороне воздушного зазора и пластиной пассивного проводника на другой стороне. Тем не менее рельсотрон постоянного тока с униполярным линейным двигателем является ещё одной конструкцией линейного двигателя с высоким ускорением.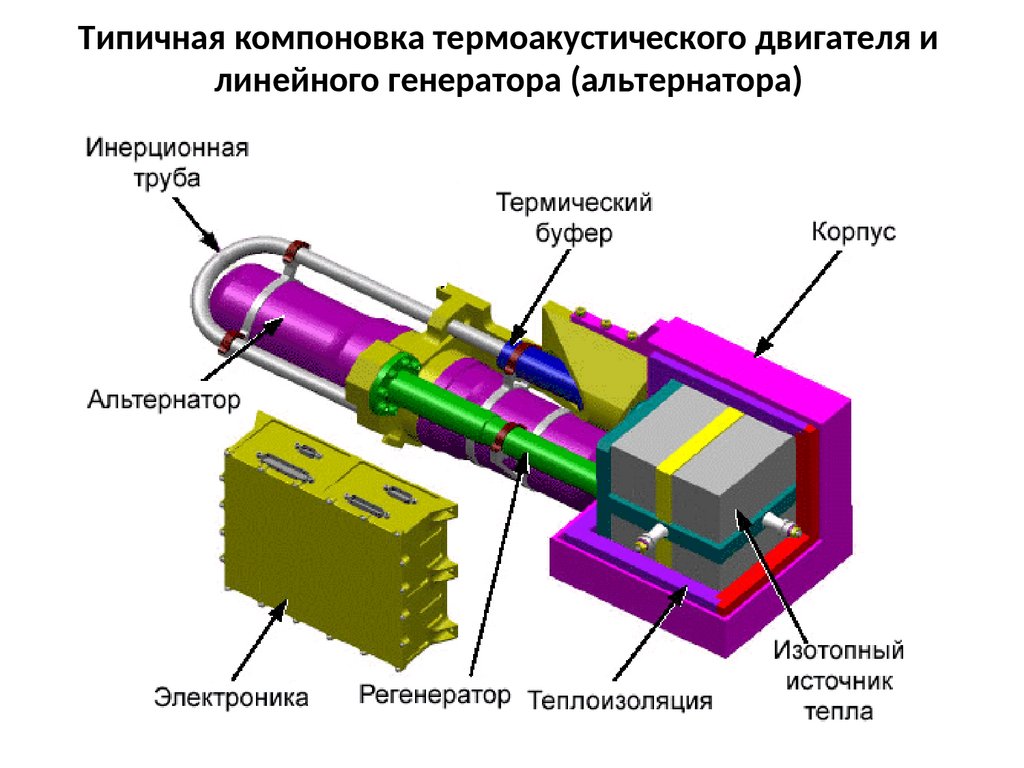
Высокоскоростные линейные двигатели сложно проектировать по ряду причин. Они требуют большого количества энергии в очень короткие промежутки времени. Одна конструкция ракетной установки требует 300 ГДж для каждого запуска в период менее секунды.
Обычные электрические генераторы не предназначены для такой нагрузки, но можно использовать методы краткосрочного накопления электроэнергии. Конденсаторы громоздки и дороги, но могут быстро поставить большое количество энергии. Униполярные генераторы можно использовать очень быстрого преобразования кинетической энергии маховика в электрическую энергию.
Линейные двигатели с высоким ускорением также требуют очень сильных магнитных полей и магнитные поля часто слишком сильны, чтобы можно было использовать сверхпроводники. Однако при тщательном проектировании это не должно быть серьёзной проблемой.
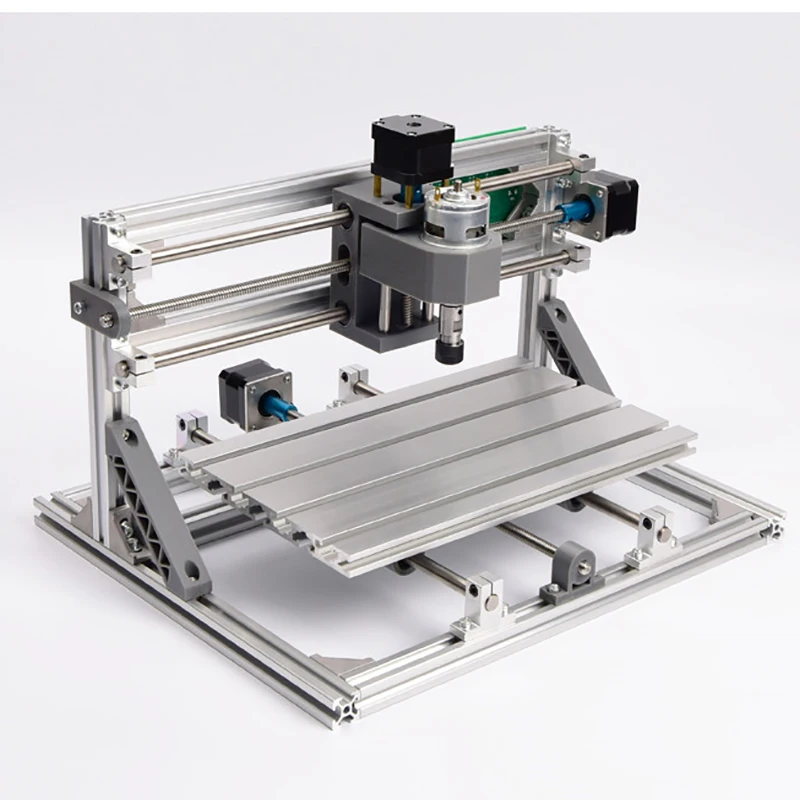
В данный момент применение линейных электродвигателей ещё не до конца отработано и поэтому их технологии изготовления, и стоимость оставляет желать лучшего. Однако, использование линейного двигателя позволяет реализовать такие заманчивые опции, как движение с высочайшей скоростью ( до 1,8 м/с и более!), практически без механического износа:
Однако, использование линейного двигателя позволяет реализовать такие заманчивые опции, как движение с высочайшей скоростью ( до 1,8 м/с и более!), практически без механического износа:
Однако не все двигатели так хороши, например, плоские линейные двигатели (схема которого приведена несколько выше).
Кроме сложности изготовления, они отличаются повышенным нагревом, причиной чего являются вихревые токи Фуко, что ещё усугубляется ограниченными возможностями по охлаждению двигателя, потому что, как правило, на них сверху смонтирован рабочий стол обрабатывающего станка. Так как многие промышленные станки, особенно металлообрабатывающие, имеют повышенные требования к жёсткости и точности конструкции (для обеспечения требуемой точности обработки), — такие двигатели вносят искажения в работу из-за температурного расширения конструкции благодаря нагреву в процессе, причём нагрев может достигать даже 100 градусов Цельсия!
Альтернативой плоскими линейным двигателям являются цилиндрические линейные двигатели. Они устроены следующим образом: цилиндрическая обмотка расположена вокруг сердечника, образованного из магнитов. То есть, катушка может перемещаться по этому сердечнику.
Они устроены следующим образом: цилиндрическая обмотка расположена вокруг сердечника, образованного из магнитов. То есть, катушка может перемещаться по этому сердечнику.
В отличие от плоского двигателя линейный двигатель достаточно эффективно охлаждается и поэтому не требует сложных и проблемных конструкций для охлаждения, а так как у него отсутствует сердечник, — отсутствует и потенциальный источник тепла под воздействием вихревых токов.
Благодаря отсутствию сердечника в конструкции цилиндрического двигателя,— он может работать очень плавно, без скачков скорости:
Другими словами, на основе линейных электрических двигателей возможно построение ультрапрецизионного оборудования.
Кроме того, из-за симметричной конструкции происходит более эффективное использование магнитного потока, что позволяет добиться большей эффективности, за счёт использования в 2 раза меньшего количества редкоземельных магнитов.
Как было уже сказано выше, износ двигателя такого типа при работе весьма несущественный, так как непосредственный физический контакт катушки и цилиндра-оси при работе практически отсутствует.
Принцип, на котором базируется работа линейных двигателей, заключается в проявлении силы, которая воздействует на проводник с током в магнитном поле, то есть на законе Ампера (исходя из которого можно сказать, что максимальное усилие, которое может развить двигатель – является произведением силы тока в обмотках на векторное произведение магнитной индукции поля на вектор длины провода в обмотках).
Источник: www.abamet.ru
Другими словами, можно сказать, что у обычного линейного двигателя примерно от 30 до 80% длины обмоток служит для протекания тока под прямым углом к вектору индукции поля, а оставшаяся часть обмоток, по сути, только тормозит движение. Но это касается только плоского двигателя! В отличие от него, устройство цилиндрического линейного двигателя позволяет практически на всей длине обмоток протекать току под оптимальным углом в 90 градусов.
Для тех, кто хочет попробовать собрать подобный двигатель для собственных нужд, — я прикладываю ниже ссылку на диссертацию «Конструкция и сборка прецизионного линейного двигателя и контроллера» (Design and Construction of a Precision Tubular Linear Motor and Controller, — Bryan Craig Murphy), где достаточно подробно разобрана теоретическая база такого двигателя: Ссылка на диссертацию.
Согласно пункту 1.4 этой диссертации «Предлагаемая конструкция» (Proposed Design), автор рассматривает устройство, в котором движется шток, а блок катушек остаётся неподвижным (хотя это не суть, вы понимаете, что при желании можно двигать или то или то, или «всё сразу и много» © 🙂 ): устройство состоит из массива магнитов внутри массива электромагнитных катушек.
Катушки разделены на три фазы: A, B и C. В каждой фазе по три катушки; центральная катушка каждой фазы обращена в направлении, противоположном двум внешним. Таким образом, когда ток проходит через фазу катушек, центральная катушка будет генерировать магнитное поле равное по величине каждой из других катушек в этой фазе, но в противоположном направлении.
Источник картинки: Диссертация «Design and Construction of a Precision Tubular Linear Motor and Controller, — Bryan Craig Murphy»
Как показано на рисунке выше, в двигателе используются цилиндрические постоянные магниты. Пары магнитов ориентированы в том же направлении и расположены напротив соседних пар магнитов. Алюминиевая прокладка помещается между парами противоположных магнитов для облегчения конструкции. Когда ток течёт по трём фазам катушек, катушки генерируют силы на постоянные магниты в соответствии с уравнением силы Лоренца.
Алюминиевая прокладка помещается между парами противоположных магнитов для облегчения конструкции. Когда ток течёт по трём фазам катушек, катушки генерируют силы на постоянные магниты в соответствии с уравнением силы Лоренца.
Самодельная конструкция, похожая на описанную (только всё наоборот — движется блок катушек) показана тут:
В своём нынешнем состоянии двигатель имеет время нарастания 55 мс, время установления 600 мс и перерегулирование 65 % при вводе с шагом в 1 см. Мотор способен выдержать максимальную осевую нагрузку в 26,4 Н. Эта максимальная сила значительно меньше, чем у коммерческих двигателей сопоставимого размера, однако эта конструкция позволяет более плавное позиционирование без эффекта «зубчатого колеса».
Работа заводского аппарата, примерно аналогичной конструкции, как в этой диссертации — показана на видео ниже:
Подытоживая, можно сказать, что широкое использование линейных двигателей только начинает свою жизнь, и каждый может попробовать собрать свою конструкцию. Тем более что благодаря своей простоте, — такой двигатель собирают даже энтузиасты. Для высокоточного движения в конструкции можно использовать датчики положения.
Тем более что благодаря своей простоте, — такой двигатель собирают даже энтузиасты. Для высокоточного движения в конструкции можно использовать датчики положения.
Как часть сервомеханизма, цилиндрические линейные двигатели могут обеспечить одновременное сочетание высокой тяги, высокой скорости и высокой точности, — далеко за пределами возможностей большинства других типов приводов.
Например, такие двигатели с некоторого времени стали устанавливать на 3d принтеры:
Теоретически, на цилиндрических линейных двигателях можно реализовать FDM 3d принтер, работающий на поразительных скоростях, очень точный, без вносимых стандартным передаточным трактом (зубчатые ремни, ШВП, винт/гайка и т.д) ошибок, если соответствующим образом позаботиться о высокопроизводительном экструдере и экстремально хорошем охлаждении — например, с применением охлаждающего потока воздуха в -50°C (используя трубку Ранка-Хилша).
Цилиндрические линейные двигатели на постоянных магнитах не следует путать с цилиндрическими линейными асинхронными двигателями, которые работают по другому принципу.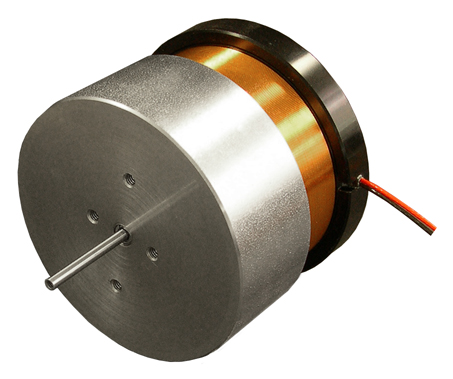
Цилиндрический линейный двигатель — новый этап эволюции электроэрозионных станков
Основные изменения, происходившие в приводной части станков за последний век, связаны с постепенным приближением двигателя к рабочему органу. На этом пути были массивные коробки подач с огромным количеством промежуточных элементов кинематической цепи, двух-трех ступенчатые редукторы, ременные передачи, прямые приводы через муфту. Всегда переход к следующему этапу был связан с применением последних научных разработок, получивших тем или иным способом свое приложение в станкостроении, появлением новых технологий либо удешевлением существующих. Изначально крайне дорогими являлись приводы на основе регулируемых электродвигателей и с шарико-винтовыми парами (ШВП), поэтому лишь отдельные производители находили целесообразным их использование. В наши дни уже сложно представить современный станок, который бы обошелся без ШВП или в котором величина подачи регулируется ступенчато, за счет перемещения блоков зубчатых колес.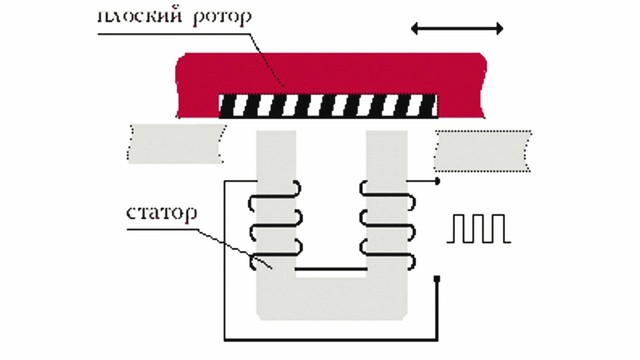
Характерно то, что на каждом этапе никогда сразу не появлялась конструкция, оптимальная во всех отношениях. Совершенствование всегда происходило путем проб и ошибок, последовательной доработкой и устранением недостатков. В конечном итоге повсеместное распространение получали конфигурации узлов, прошедшие проверку временем, длительной эксплуатацией и доказавшие свою экономическую эффективность.
Рис. 1. ШВП
Такой вот отработанной, давно зарекомендовавшей себя, проверенной конструкцией является на данный момент привод с использованием ШВП, связанной с двигателем напрямую посредством муфты, реже ремня или зубчатой передачи. Производство всех элементов привода уже давно отработано, технологии оптимизированы, поэтому и стоимость вполне конкурентоспособна.
Тем не менее, желание конструкторов максимально сократить кинематическую цепь никуда не исчезло. Последней ступенькой, через которую надо было перешагнуть, стала шарико-винтовая пара. И сделать это позволили линейные двигатели.
Применение линейных двигателей в приводах подач современных станков является тем закономерным результатом, к которому привела их эволюция на протяжении десятков последних лет. Однако сейчас использование линейных приводов находится лишь на начальной стадии. Технология их изготовления до сих пор не до конца автоматизирована, цена высока, а применение далеко не всегда уместно. Линейный двигатель не получил своего «эталонного» воплощения (или ряда таких воплощений, испытанных временем, выбор из которых производится в зависимости от специфики использования) и существуют различные конструктивные исполнения, которые, несмотря на ряд безусловных общих преимуществ, значительно отличаются друг от друга, имея различные сильные и слабые стороны. Это тот этап, который проходит любая инновация. И все больше производителей останавливаются на линейных двигателях для приводов подач, причем как для оборудования специфического, такого, как электроэрозионные станки, так и для фрезерных и токарных станков.
Использование линейных двигателей оправдано для прецизионного оборудования и в том случае, когда большую роль играет динамическая характеристика привода: максимально допустимые ускорения, величины максимально и минимально допустимых скоростей. Тем не менее, даже на оборудование такого класса линейные привода устанавливаются, зачастую, лишь в маркетинговых целях, ведь ультрапрецизионное оборудование по умолчанию должно быть «напичкано» инновациями, позволяющими добиться высочайшей точности, недоступной конкурентам. При этом позабытыми оказываются как экономическая эффективность использования таких приводов, которая приводит к неоправданному повышению стоимости обработки, так и технологическая необходимость такого решения в целом.
В свете вышесказанного обращает на себя внимания стратегия, выбранная компанией Mitsubishi Electric. Более 40 лет назад компания представила свой первый электроэрозионный проволочно-вырезной станок, а уже в 1978 году — серийный высокоскоростной и высокоточный 4-х координатный электроэрозионный проволочно-вырезной обрабатывающий станок.
Рис. 2. Mitsubishi NA1200
Сегодня ноу-хау, накопленное за многие десятилетия в сочетании с интенсивной исследовательской работой, остаются решающим критерием при разработке новых систем электроэрозионной обработки. Являясь одним из ведущих производителей электроэрозионного оборудования и в то же время одним из крупнейших производителей линейных двигателей, японская фирма вплоть до недавнего времени не устанавливала их на свои станки. Лишь в 2009 году на станках серии NA (рис. 2) впервые были применены линейные двигатели (цилиндрические). Возникает вопрос, почему гигантская корпорация отказывается от использования в своем оборудовании своих же собственных компонентов, несмотря на то, что эти компоненты (линейные двигатели) успешно продаются по всему миру?
Стоит внимательно присмотреться к конкретным конструкциям, чтобы получить ответ на этот вопрос.
На сегодняшний день наиболее распространенными в металлообрабатывающих станках являются плоские линейные двигатели. Принципиальная схема такого двигателя приведена на рис. 3.
Принципиальная схема такого двигателя приведена на рис. 3.
Рис. 3. Плоский линейный двигатель: принципиальная схема
Двигатель состоит из двух основных частей: ползуна, представляющего собой сердечник 1 с обмотками 2 и неподвижной частью с постоянными магнитами 3.
Как раз наличие сердечника и является основным источником характерных данному типу двигателей недостатков:
Значительное тепловыделение при работе.
При функционировании линейного двигателя через обмотки проходит электрический ток и, согласно закону Джоуля-Ленца, происходит их нагрев. Это не является особенностью данной конкретной конструкции и свойственно любому проводнику с током. Однако не для любого проводника с током тепловые деформации играют столь существенную роль, как в металлообработке, особенно когда речь идет о прецизионном оборудовании!
Кроме того дополнительным источником тепла является сердечник, в котором при движении ползуна появляются вихревые токи Фуко, способствующие его дополнительному нагреву.

Усугубляет ситуацию то, что отвод излишнего тепла в окружающую среду крайне затруднен. Сверху на ползуне смонтирован стол, снизу на минимальном расстоянии находится плита с постоянными магнитами. Таким образом, практически все тепло, выделяющееся при работе двигателя, передается на стол станка, вызывая тепловые деформации, ведущие к перекосам рабочего органа и, как следствие, недопустимым погрешностям обработки, чрезмерному износу направляющих.
Рис. 4. Тепловыделение в плоском линейном двигателе
Максимальная температура может превышать 100°С! Безусловно, ни о какой высокой точности говорить при таких значениях температуры нельзя. Поэтому использование плоского линейного двигателя абсолютно нецелесообразно без мощной системы охлаждения.
Оснащение конструкции охлаждающим контуром практически полностью решает проблему чрезмерного тепловыделения, но очевидно, что такая мощная система охлаждения значительно увеличивает стоимость двигателя, расходы на эксплуатацию станка и напрямую отражается на себестоимости обработки.
Наличие постоянной силы магнитного притяжения.
На сердечник плоского линейного двигателя постоянно воздействует сила притяжения со стороны магнитов.
Рис. 5. Сила притяжения, воздействующая на сердечник
Эта сила воздействует постоянно и не изменяет своего значения при работе двигателя. Согласно данным каталога фирмы Mitsubishi Electric величина силы магнитного притяжения колеблется в пределах 500–7000Н в зависимости от типоразмера линейного двигателя. Таким образом, возрастает нагрузка на направляющие станка, что усиливает их износ, кроме того увеличиваются и потери на трение в направляющих, и, как следствие, снижается КПД привода.
Кроме того очень важно, что сила магнитного взаимодействия напрямую зависит от зазора Δ между частями плоского линейного двигателя. При отклонении зазора от номинального сила может увеличиваться или уменьшаться в пределах 30%.
Рис. 6. Зависимость силы притяжения от зазора в двигателе
Рассмотренная зависимость позволяет говорить о высокой чувствительности плоского линейного двигателя к изменению величины воздушного зазора между его частями.
Практически это влечет к появлению дополнительных сложностей, возникающих при сборке и монтаже приводов с плоскими линейными двигателями.Кроме нормальной составляющей силового взаимодействия магнитов и сердечника, существует также воздействие, направленное параллельного вектору перемещения двигателя. Подробнее об этом, а также о последствиях расписано в следующем пункте.
Ограничения по плавности движения.
Общее поле, создаваемое постоянными магнитам (что видно и из рис. 7), будет являться неоднородным: в каких-то местах плотность потока индукции будет выше, чем в других. Силовое взаимодействие между сердечником плоского линейного двигателя и магнитами имеет составляющую, параллельную направлению перемещения ползуна. Конструктивно эти явления вызваны в первую очередь наличием расстояния между магнитами, которое приводит к неоднородности магнитного поля.
Рис. 7. Поле постоянных магнитов
Горизонтальная составляющая силового воздействия изменяется соответственно изменению вектора и плотности потока магнитной индукции: в каких-то местах она достигает своего максимума, в каких-то практически равна нулю.
Следствием этого является наличие так называемых «предпочтительных положений» у плоского линейного двигателя. Т.е. на всей величине хода присутствуют положения, которые соответствуют минимуму потенциальной энергии. Ползун сам стремится занять такое положение, а для вывода из него требуется приложить усилие.Экспериментально полученные данные, отражающие колебания выходного усилия привода, приведены на рис. 8.
Рис. 8. Колебания выходного усилия
Характеристика на рисунке была получена следующим образом: при перемещении двигателя с постоянной скоростью с усилителя снимаются данные об изменении тока. Таким образом, при известной скорости двигателя и его силовой постоянной, получается зависимость, приведенная на рисунке.
Такие колебания силы накладывают определенные ограничения на плавность движения двигателя, на качество получаемой поверхности, если речь идет о приводе металлообрабатывающего станка, и на точность обработки. Основные методы борьбы: установка магнитов под углом, использование программных средств и прочее, позволяют значительно снизить амплитуду колебания, но не устраняют его полностью, к тому же способствуют удорожанию изготовления двигателя и станка в целом.
На рис. 9 наглядно показаны изменения поля, создаваемого постоянными магнитами после их установки под углом.
Рис. 9. Изменение пространственного распределения плотности магнитного потока при использовании конструкции с повернутыми магнитами
На рис. 10 приведено уменьшение колебаний силы при использовании измененной конструкции.
Рис. 10. Уменьшение колебаний силы при установке магнитов под углом
Общая неэффективность конструкции.
Конструкция плоского линейного двигателя изначально геометрически неэффективна. Как видно из рис. 11, для совершения работы по перемещению задействована лишь «верхняя» часть магнитного потока. Таким образом, крайне дорогостоящие редкоземельные магниты, которые применяются во всех типах линейных двигателей, используются менее чем на 50%.
Рис. 11. Распределение магнитного потока

 Практически это влечет к появлению дополнительных сложностей, возникающих при сборке и монтаже приводов с плоскими линейными двигателями.
Практически это влечет к появлению дополнительных сложностей, возникающих при сборке и монтаже приводов с плоскими линейными двигателями. Следствием этого является наличие так называемых «предпочтительных положений» у плоского линейного двигателя. Т.е. на всей величине хода присутствуют положения, которые соответствуют минимуму потенциальной энергии. Ползун сам стремится занять такое положение, а для вывода из него требуется приложить усилие.
Следствием этого является наличие так называемых «предпочтительных положений» у плоского линейного двигателя. Т.е. на всей величине хода присутствуют положения, которые соответствуют минимуму потенциальной энергии. Ползун сам стремится занять такое положение, а для вывода из него требуется приложить усилие.
Рассмотрим теперь линейный двигатель, использованный компанией Mitsubishi Electric. В ультрапрецизионном станке Mitsubishi NA 1200 в качестве приводов по осям X, Y, U, V использованы цилиндрические линейные двигатели
В ультрапрецизионном станке Mitsubishi NA 1200 в качестве приводов по осям X, Y, U, V использованы цилиндрические линейные двигатели
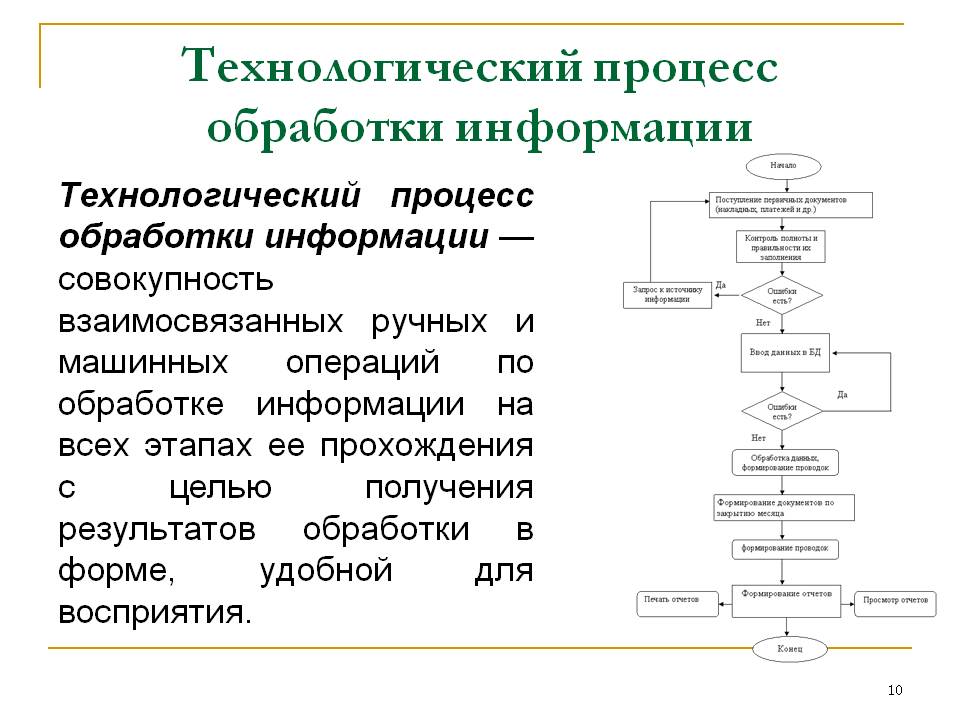
Принципиальная схема цилиндрического линейного двигателя представлена на рис. 12. Особенность его конструкции заключается в том, что обмотки 2 расположены вокруг сформированных в виде цилиндра постоянных магнитов 1, а сердечника нет в принципе!
Рис. 12. Цилиндрический линейный двигатель: принципиальная схема
Цилиндрический линейный двигатель, благодаря своей конструкции, лишен всех рассмотренных выше недостатков плоского линейного двигателя. Остановимся подробнее на каждом из них.
Тепловыделение.
Цилиндрический линейный двигатель не требует специальной отдельной системы охлаждения. То тепло, которое неизбежно выделяется в обмотках, эффективно отводится окружающей средой и непосредственно на стол станка передается незначительная его часть.
Плюс в конструкции нет сердечника — источника дополнительного нагрева под действием вихревых токов.Рис. 13. Схема отвода тепла в цилиндрическом линейном двигателе
В результате испытаний (перемещение стола на длину 200 мм со скоростью 1 м/с, ускорением 1 G, задержкой 1 с в каждом из концов хода) было установлено, что повышение температуры стола не превышает 5°С. Графически результаты представлены на рис. 14.
Рис. 14. Прирост температуры стола станка с цилиндрическим линейным двигателем
В принципе, при более тяжелых режимах работы температура стола может подниматься и выше оговоренных 5°С, но в любом случае значительно меньше, чем у плоского линейного двигателя.
Несмотря на это, в станках серии NA предусмотрен контур охлаждения линейных двигателей, интегрированный в общую систему термической стабилизации и динамической термической компенсации станка. Он позволяет практически ликвидировать нагрев стола, связанный с тепловыделением в обмотках линейного двигателя.
И как следствие — избавиться от тех минимальных погрешностей, которые он вызывает и которые способны оказывать воздействие на работу столь точного оборудования. При этом необходимая мощность системы охлаждения значительно меньше, а контур значительно проще, чем у плоского линейного двигателя.Нет ограничений по плавности движения.
В связи с тем, что в конструкции цилиндрического линейного двигателя нет сердечника, ему не свойственны недостатки, связанные с его наличием.
Между цилиндром и обмотками ползуна не возникает дополнительных силовых воздействий (ни в радиальном, ни в осевом направлении), поэтому движение при работе происходит плавно, без скачков нагрузки или скорости. На рис. 15 и 16 соответственно представлены графики изменения скорости при движении на высоких и низких скоростях.
Благодаря симметричной конструкции и отсутствию сердечника, колебания величины зазора принципиально не влияют на работу цилиндрического линейного двигателя, что облегчает его сборку и изготовление.
Рис. 15. Погрешность скорости (область высоких скоростей)
Рис. 16. Погрешность скорости (область низких скоростей)
Эффективное использование всего магнитного потока.
Рис. 17. Эффективное использование всего магнитного потока
Благодаря симметричности конструкции, в цилиндрическом линейном двигателе используется весь магнитный поток. Это дает дополнительное экономическое преимущество перед плоской конфигурацией, ведь для достижения того же результата требуется практически в 2 раза меньше редкоземельных магнитов, либо в 2 раза менее сильные магниты. Это весьма существенное преимущество, так как стоимость постоянных редкоземельных магнитов составляет немалую долю от общей стоимости линейного двигателя.
Ремонтопригодность.
Благодаря отсутствию механического контакта, отпадает необходимость в смазке, двигатель работает абсолютно бесшумно и не подвергается износу. Однако в случае необходимости демонтаж и монтаж цилиндрического линейного двигателя, по сравнению даже с ШПВ, осуществляется значительно проще и быстрее и не требует дополнительной юстировки, что существенно повышает его ремонтопригодность.
 Плюс в конструкции нет сердечника — источника дополнительного нагрева под действием вихревых токов.
Плюс в конструкции нет сердечника — источника дополнительного нагрева под действием вихревых токов.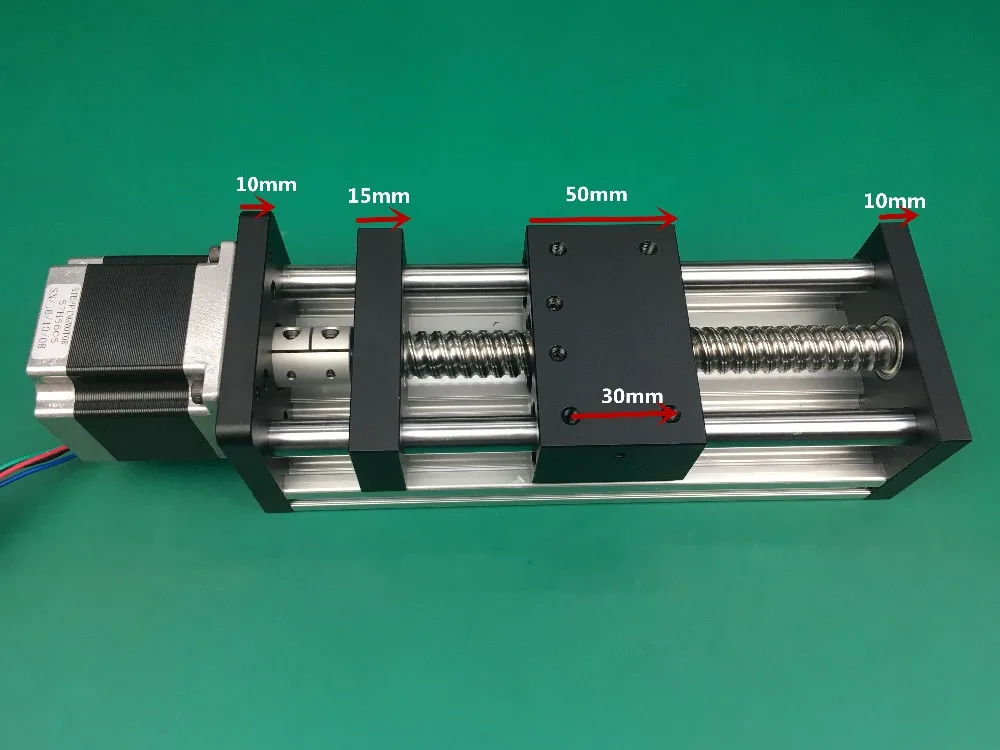 И как следствие — избавиться от тех минимальных погрешностей, которые он вызывает и которые способны оказывать воздействие на работу столь точного оборудования. При этом необходимая мощность системы охлаждения значительно меньше, а контур значительно проще, чем у плоского линейного двигателя.
И как следствие — избавиться от тех минимальных погрешностей, которые он вызывает и которые способны оказывать воздействие на работу столь точного оборудования. При этом необходимая мощность системы охлаждения значительно меньше, а контур значительно проще, чем у плоского линейного двигателя.

Вернемся к вопросу, который прозвучал в начале: почему же лишь сравнительно недавно линейные двигатели появились в станках Mitsubishi? Теперь ответить на него значительно проще.
Рис. 18. Mitsubishi MV1200R
Очевидно, что специалисты компании, в угоду желанию быть на гребне волны технического прогресса, не стали отдавать предпочтение плоским линейным двигателям, которые не устраивали их в первую очередь по экономическим показателям: высокая собственная стоимость, высокая стоимость эксплуатации и ремонта, которые неминуемо переносятся на стоимость получаемой на станке детали. До тех пор, пока использование классических приводов с ШВП было оправданно экономически и при этом позволяло добиваться высочайшей точности обработки, инженеры компании лишь присматривались к тому, как покажут себя линейные двигатели применительно к электроэрозионным станкам. В результате решение нашлось. На рынке появился относительно новый тип линейных двигателей — цилиндрический линейный двигатель (ЦЛД), который обладает рядом преимуществ по сравнению с аналогами и весьма эффективен с экономической точки зрения: низкое потребление энергии, простота производства и сборки. Все те недостатки плоских линейных двигателей, рассмотренные выше, не свойственны цилиндрическим.
Все те недостатки плоских линейных двигателей, рассмотренные выше, не свойственны цилиндрическим.
В 2009 году в производство была запущена серия ультрапрецизионных станков NA с ЦЛД. Эти станки великолепно зарекомендовали себя и заставили задуматься японских специалистов о модернизации и остальных станков, производимых фирмой. В марте 2012 года компания Mitsubishi Electric объявила о начале производства новой серии MV с ЦЛД и продемонстрировала эти станки на выставке «INTERMOLD 2012» в Осаке (Япония). Серия MV призвана заменить прекрасно себя зарекомендовавшие серии FA и BA. Притом, что новые станки обладают великолепными технологическими возможностями и превосходной точностью, главное их преимущество — в экономичности и чрезвычайно низких текущих издержках. Во многом благодаря использованию ЦЛД, станки серии MV потребляют на 69% меньше энергии, чем их предшественники и на 42% позволяют снизить стоимость обработки при 30% сокращении времени! Это действительно потрясающий результат, который позволяет утверждать, что ЦЛД будут и дальше успешно использоваться в станках компании Mitsubishi Electric.
Применение ЦЛД потребовало разработки и применения самой передовой технологии управления с использованием сверхскоростной оптоволоконной связи и системной коммуникацией в режиме реального времени. Безусловно, нас ждет дальнейшее совершенствование конструкции и системы управления, но уже сейчас можно достаточно уверенно утверждать, что применение ЦЛД в электроэрозионных станках — это инновационное решение, которое ознаменовало собой новый этап эволюции в станкостроении.
Безмагнитные линейные двигатели на гусеничном ходу — Motion Control Products Ltd.
Безмагнитные линейные двигатели на гусеничном ходу — Motion Control Products Ltd.
Магазин будет работать некорректно в случае, если файлы cookie отключены.
Возможно, в вашем браузере отключен JavaScript. Для максимально удобной работы с нашим сайтом обязательно включите Javascript в своем браузере.
Высокая плотность усилия, низкий уровень электромагнитных помех
Высокая точность, высокая скорость, низкое зазубренность
Автономная или модульная конструкция
Высокоточные безмагнитные линейные двигатели на гусеничном ходу
Как работает безмагнитный линейный двигатель на гусеничном ходу серии MMF?
Большинство линейных двигателей, доступных в настоящее время на рынке, имеют магниты в линейной дорожке с катушками в движущей силе. Новый линейный двигатель серии MMF (Motion Magnet-free) компании Motion Control является первым в отрасли: наш линейный двигатель без магнитных дорожек основан на принципах теории магнитного поля, при этом валику больше не нужны постоянные магниты. Это может сэкономить большое количество редкоземельных материалов, что наиболее важно, сэкономить на затратах, особенно на плитах большой длины.
Поскольку безопасность является важным фактором при сборке с большими магнитными полями на современных линейных двигателях, рельсовые двигатели без магнитов имеют низкое вертикальное магнитное притяжение, простоту защиты силового механизма и плиты и, что наиболее важно, значительно экономят средства при применении длинные линейные перемещения с увеличенной длиной плиты.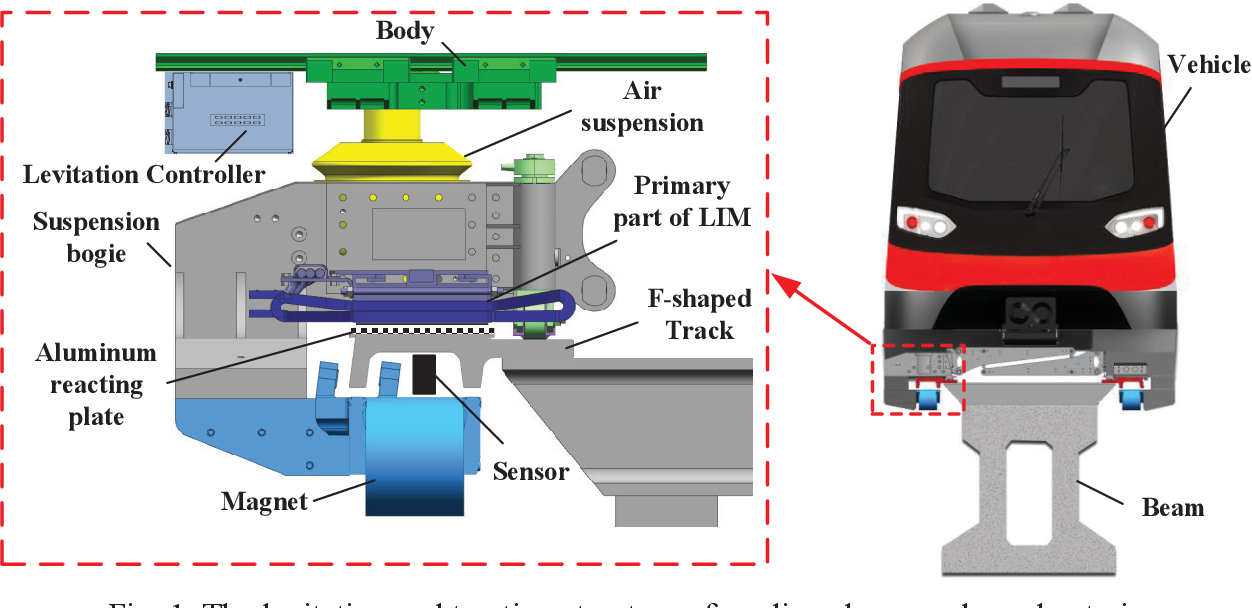
Принцип работы MMF сохраняет основную теорию электромагнетизма без изменений, но использует последнюю из «модуляцию магнитного поля» принципов, с самомодулирующимся статором из ферритового сплава, мы объединяем магниты, перемещающиеся от статора к двигателю, так что катушка и магнит полностью интегрированы в двигатель в компактном формате. Уникальная конструкция формы на статоре обеспечивает магнитную цепь, которая по существу взаимодействует с двумя магнитными полями для создания тяги с превосходными плавными характеристиками и движением.
Типичные области применения:
60 |
Ресурсы-
Каталог MMF
Каталог MMD
Безмагнитные гусеницы
Линейные двигатели 02 Благодаря оптимизации этой уникальной конструкции между толкателем и плитой номинальное усилие может достигать до 552 Н (1076 Н в пике) при макс. скорость 17,8 м/с. КПД двигателя может быть выше 90%! Производство и установка линейного двигателя MMF дает нашим клиентам чрезвычайно высокую плотность усилия, простоту сборки для их применения, повышенную рабочую скорость и точное движение.
скорость 17,8 м/с. КПД двигателя может быть выше 90%! Производство и установка линейного двигателя MMF дает нашим клиентам чрезвычайно высокую плотность усилия, простоту сборки для их применения, повышенную рабочую скорость и точное движение.
Таким образом, благодаря преимуществам высокой скорости и точности по сравнению с обычным линейным двигателем, линейный двигатель MMF имеет следующие преимущества:
- Более безопасная сборка для операторов без магнитного поля в статоре.
- Уменьшение зубчатого зацепления и трения, что увеличивает ожидаемый срок службы изделия
- Значительное снижение электромагнитных помех в валике
- Полная защита нажимного механизма с уменьшением количества частиц, притягиваемых магнитным полем
- Экономия затрат по сравнению с обычными линейными двигателями на редкоземельных материалах
Готовы узнать больше? Свяжитесь с нами для цитаты .
Пожалуйста, свяжитесь с нашим техническим отделом продаж для получения цен, спецификаций, технических чертежей (2D / 3D), руководств по аппаратному и программному обеспечению или любой другой технической информации для ваших приложений. ..
..
Линейные двигатели | HIWIN
Линейные двигатели HIWIN Corporation представляют собой решения с прямым приводом и технологией plug and play. Линейные двигатели способны к быстрому ускорению и высокой скорости, обеспечивая при этом непревзойденную точность и аккуратность. Hiwin предлагает стандартные конструкции линейных двигателей, но доступны и настраиваемые опции. Помимо одноосных линейных двигателей, эти ступени могут быть объединены в кроссовые столы или даже портальные системы.
Посмотреть электронный каталог
LMXK
LMXK Ступени оснащены мощным линейным двигателем с железным сердечником, обеспечивающим высокое усилие, ускорение и скорость. Посетите веб-сайт Linear Stages для получения подробной информации, спецификаций и загрузки модели CAD. Доступны многоступенчатые системы, которые обеспечивают максимальную производительность в сочетании с мощной линейкой контроллеров движения HIWIN и приводов серии E1.
Особенности:
- Макс. ускорение 50 м/с² (без нагрузки)
- Макс. скорость 5 м/с (без нагрузки)
- Длина до 3700 мм
- Пиковое усилие 868 Н
- Опции энкодера: эффект Холла, оптический или магнитный
- В сочетании с линейными направляющими HIWIN Q Series SynchMotion™, которые имеют четырехрядный контакт по дуге окружности для более тихой работы и более длительного срока службы.
- Дополнительно: крышка и расширенная смазка
Серия LMX1E-C
Линейный двигатель Ступени LMX1E-C оснащены двигателем без сердечника и хорошо подходят для приложений, требующих высокой динамики и/или точности. Они отличаются своей низкопрофильной конструкцией и нулевым усилием зацепления. Ход измеряется с помощью оптических или магнитных энкодеров пошагово или абсолютно. Ступени с линейным двигателем LMX1E-C доступны с общей длиной до 4000 мм.
Особенности:
- Макс. ускорение 100 м/с² (без нагрузки)
- Макс. скорость 5 м/с (без нагрузки)
- Длина до 4000 мм
- Пиковое усилие 580 Н
- Нулевые зубчатые силы от двигателя
- Доступно несколько форсунок на ступень
- Опции энкодера: оптический или магнитный, инкрементный или абсолютный
 ускорение 100 м/с² (без нагрузки)
ускорение 100 м/с² (без нагрузки)Серия LMX1L-S
Линейный двигатель Ступени LMX1L-S оснащены двигателем с железным сердечником, который обеспечивает значительную непрерывную мощность. Ход измеряется с помощью оптических или магнитных энкодеров пошагово или абсолютно. Ступени с линейным двигателем LMX1L-S имеют компактную конструкцию и доступны с габаритной длиной до 4000 мм.
Особенности:
- Макс. ускорение 50 м/с² (без нагрузки)
- Макс. скорость 4 м/с (без нагрузки)
- Длина до 4000 мм
- Пиковое усилие 2850 Н
- Доступно несколько форсунок на ступень
- Опции энкодера: оптический или магнитный, инкрементный или абсолютный
Серия LMX1L-SC
Линейный двигатель Ступени LMX1L-SC представляют собой полные оси с двигателями с железным сердечником. Благодаря особой конструкции двигателя с расположением силовой установки между двумя статорами (сэндвич-конструкция) силы притяжения нейтрализованы. Это снимает нагрузку с направляющих.
Благодаря особой конструкции двигателя с расположением силовой установки между двумя статорами (сэндвич-конструкция) силы притяжения нейтрализованы. Это снимает нагрузку с направляющих.
Особенности:
- Макс. ускорение 50 м/с²
- Макс. скорость 4 м/с
- Длина до 4000 мм
- Пиковое усилие 2850 Н
- Доступно несколько форсунок на ступень
- Очень высокая удельная мощность
- Благодаря многослойной конструкции двигателя на направляющие не действуют силы притяжения
Серия LMX1E-T
Ступени линейного двигателя LMX1E-T оснащены двигателем без сердечника, который отличается малым весом, отсутствием зубчатых колес и высоким ускорением и замедлением. Он хорошо подходит для приложений в полупроводниковой промышленности, таких как контроль и консервирование. Их также можно использовать в кросс-таблицах. В качестве системы обратной связи можно использовать инкрементный цифровой/аналоговый оптический энкодер и магнитный энкодер.
Особенности:
- Макс. ускорение 50 м/с²
- Макс. скорость 5 м/с
- Длина до 1470 мм
Примечание. Приведенные выше данные приведены без нагрузки.
Перекрестные таблицы серии LMX1
Ступени линейных двигателей серии LMX1 можно комбинировать в составные таблицы. Структура номера заказа показывает, что возможна почти любая комбинация ступеней линейных двигателей LMX1.
Особенности:
- Предлагается с двигателями с железным сердечником или без сердечника
- Жесткая алюминиевая рама с низким профилем
- Простая сборка
- Ортогональность ±5 угловых секунд
- Повторяемость ±0,002 мм
Портальные системы серии LMG2A
Стандартные портальные системы серии LMG2A представляют собой системы с односторонней опорной направляющей. Тип LMG2A-C оснащен линейными двигателями без сердечника. Тип LMG2A-S приводится в движение линейными двигателями с железным сердечником.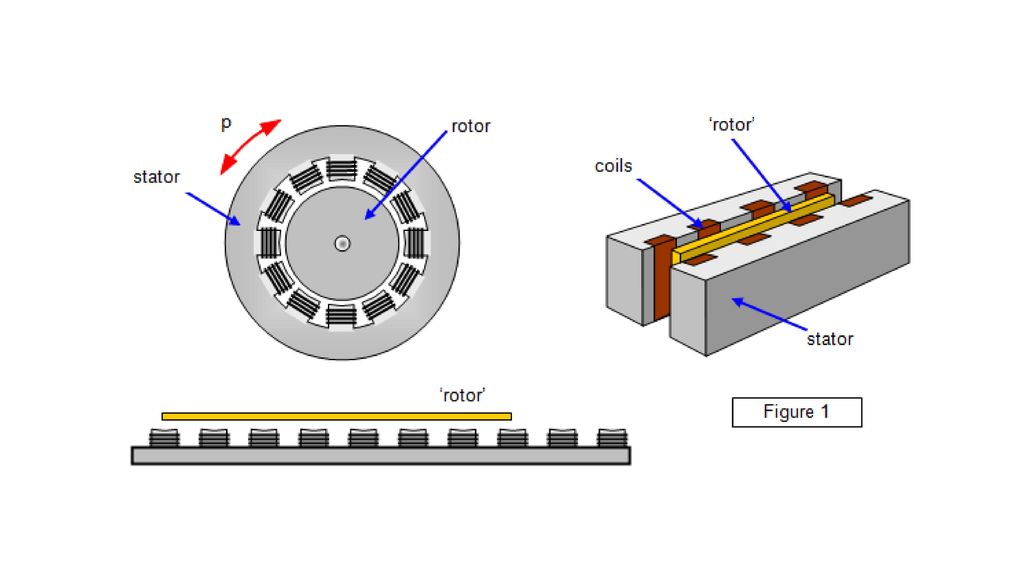
Особенности:
- Быстрое ускорение
- Доступен с двигателями с железным сердечником или без сердечника
- Жесткий алюминиевый мост
- Простая сборка
- Ортогональность ±5 угловых секунд
- Повторяемость ±0,002/0,004 мм
Планарный двигатель серии LMSP
Перемещения по осям XY на воздушном подшипнике с помощью планарного серводвигателя со встроенным измерением расстояния. Может работать вверх ногами. Планарный двигатель LMSP имеет встроенные датчики измерения расстояния и работает с контролем положения (замкнутый контур).
Особенности:
- Низкопрофильный стол XY
- Замкнутый контур
- Воздушный подшипник без износа
- Нет внешне измеряемых магнитных полей
- Очень низкое тепловыделение
- Может быть установлен в перевернутом виде
- Площадь статора до 1000 x 1000 мм
Сервопривод серии LMDX
Сервопривод LMDX для планарного серводвигателя LMSP доступен в двух версиях с различным напряжением и с дополнительной интерфейсной картой цифрового ввода/вывода.
Серия LMSA
Посмотреть электронный каталог
Синхронные линейные двигатели HIWIN LMSA представляют собой блоки питания линейных приводов. Их особенно отличает очень высокая удельная мощность и минимальное усилие зубчатого зацепления. Трехфазные двигатели состоят из первичной части (форсунки) с намотанной стопкой листов и вторичной части с постоянными магнитами (статорами). При комбинации нескольких статоров возможно множество комбинаций хода.
Особенности:
- 3-фазный переменный ток
- Высокая тяга
- Отличное ускорение
- Низкое зубчатое зацепление
- Различные длины хода
- На одном статоре возможно несколько силовых механизмов
- Пиковое усилие 2850 Н
Серия LMC
Посмотреть электронный каталог
Синхронные линейные двигатели HIWIN LMC — прирожденные спринтеры. Они легкие, чрезвычайно динамичные. Это связано с тем, что их первичная часть (форсер) без сердечника с катушками, отлитыми из эпоксидной смолы, ей нужно очень мало двигаться под собственным весом. Вторичная часть состоит из U-образного статора из постоянных магнитов.
Вторичная часть состоит из U-образного статора из постоянных магнитов.
Характеристики:
- 3-фазный
- Чрезвычайно динамичный
- Хорошая синхронизация и согласованность на высокой скорости
- Низкая инерция и высокое ускорение
- Низкий профиль
- Без зазубрин
- На одном статоре возможно несколько силовых механизмов
- Пиковое усилие 780 Н
Серия LMFA
Посмотреть электронный каталог
Синхронные линейные двигатели HIWIN LMFA представляют собой стопку листов в рулонах с контуром водяного охлаждения. Их особенно отличает очень высокая удельная мощность и минимальное усилие зубчатого зацепления. Этот трехфазный двигатель состоит из первичной части (форсунки) с железным сердечником и вторичной части (статора) с постоянными магнитами. При комбинации нескольких статоров возможно множество комбинаций хода.
Характеристики:
- 3 фазы
- Водяное охлаждение
- Сертификат UL
- Низкое зубчатое зацепление
- Неограниченный ход
- Пиковое усилие 7328 Н
Серия LMT
Просмотреть электронный каталог
HIWIN Linear turbo Серия LMT представляет собой линейные двигатели уникальной формы с цилиндрическими постоянными магнитами.
 Прочитайте нашу статью о различиях между checksummed и non-checksummed адресами.
Прочитайте нашу статью о различиях между checksummed и non-checksummed адресами.

 Направляйтесь на Etherscan.
Направляйтесь на Etherscan. .).
.).

 Если вы хотите увидеть только ETH или токены, можете применить фильтры, используя отметки сверху.
Если вы хотите увидеть только ETH или токены, можете применить фильтры, используя отметки сверху. Прочитайте нашу статью о различиях между checksummed и non-checksummed адресами.
Прочитайте нашу статью о различиях между checksummed и non-checksummed адресами. Прочитайте нашу статью о различиях между checksummed и non-checksummed адресами.
Прочитайте нашу статью о различиях между checksummed и non-checksummed адресами. 88 BTC
88 BTC length > 0
}»>
length > 0
}»> default }}
default }} length > 0
}»>
length > 0
}»> default }}
default }} default }}–
default }}– length > 0
}»>
length > 0
}»> default }}
default }} default }}–
default }}– Пожалуйста, включите его, чтобы
Пожалуйста, включите его, чтобы blocks && page.blocks.length»>
blocks && page.blocks.length»> Ethereum 2.0 претерпит серьезные изменения, которые увеличат скорость транзакций при масштабировании сети. Одним из таких переходов является переход с модели PoW на модель PoS.
Ethereum 2.0 претерпит серьезные изменения, которые увеличат скорость транзакций при масштабировании сети. Одним из таких переходов является переход с модели PoW на модель PoS.
 Вы можете использовать их для просмотра данных в режиме реального времени о блоках, транзакциях, майнерах, учетных записях и других действиях в сети.
Вы можете использовать их для просмотра данных в режиме реального времени о блоках, транзакциях, майнерах, учетных записях и других действиях в сети. Обозреватели блоков предоставляют интерфейс для получения этой информации. И это касается как основной сети Ethereum, так и тестовых сетей, если вам понадобятся эти данные. Данные делятся на данные об исполнении и данные консенсуса. Данные выполнения относятся к транзакциям, которые были выполнены в определенном блоке. Данные консенсуса относятся к самим блокам и валидаторам, которые их предложили.
Обозреватели блоков предоставляют интерфейс для получения этой информации. И это касается как основной сети Ethereum, так и тестовых сетей, если вам понадобятся эти данные. Данные делятся на данные об исполнении и данные консенсуса. Данные выполнения относятся к транзакциям, которые были выполнены в определенном блоке. Данные консенсуса относятся к самим блокам и валидаторам, которые их предложили. Цены. Это поможет вам понять использование сети, отправлять безопасные транзакции и не перерасходовать газ. Ищите API, которые могут помочь вам получить эту информацию в интерфейсе вашего продукта. Данные по газу охватывают:
Цены. Это поможет вам понять использование сети, отправлять безопасные транзакции и не перерасходовать газ. Ищите API, которые могут помочь вам получить эту информацию в интерфейсе вашего продукта. Данные по газу охватывают: Данные транзакции включают в себя:
Данные транзакции включают в себя: Вот почему часто рекомендуется использовать несколько учетных записей, чтобы ваши активы и стоимость не могли быть легко отслежены. Также разрабатываются некоторые решения, чтобы сделать транзакции и действия по счету более конфиденциальными. Но вот данные, которые доступны для учетных записей:
Вот почему часто рекомендуется использовать несколько учетных записей, чтобы ваши активы и стоимость не могли быть легко отслежены. Также разрабатываются некоторые решения, чтобы сделать транзакции и действия по счету более конфиденциальными. Но вот данные, которые доступны для учетных записей: Примеры включают:
Примеры включают:
 Значит, новые данные!
Значит, новые данные! Их данные относятся к записи об аттестации и валидаторах, прошедших аттестацию
Их данные относятся к записи об аттестации и валидаторах, прошедших аттестацию
 Этот вариант подходит для ситуации, в которой пользователь не знает, какой именно программой из списка открыть файл SKP.
Этот вариант подходит для ситуации, в которой пользователь не знает, какой именно программой из списка открыть файл SKP.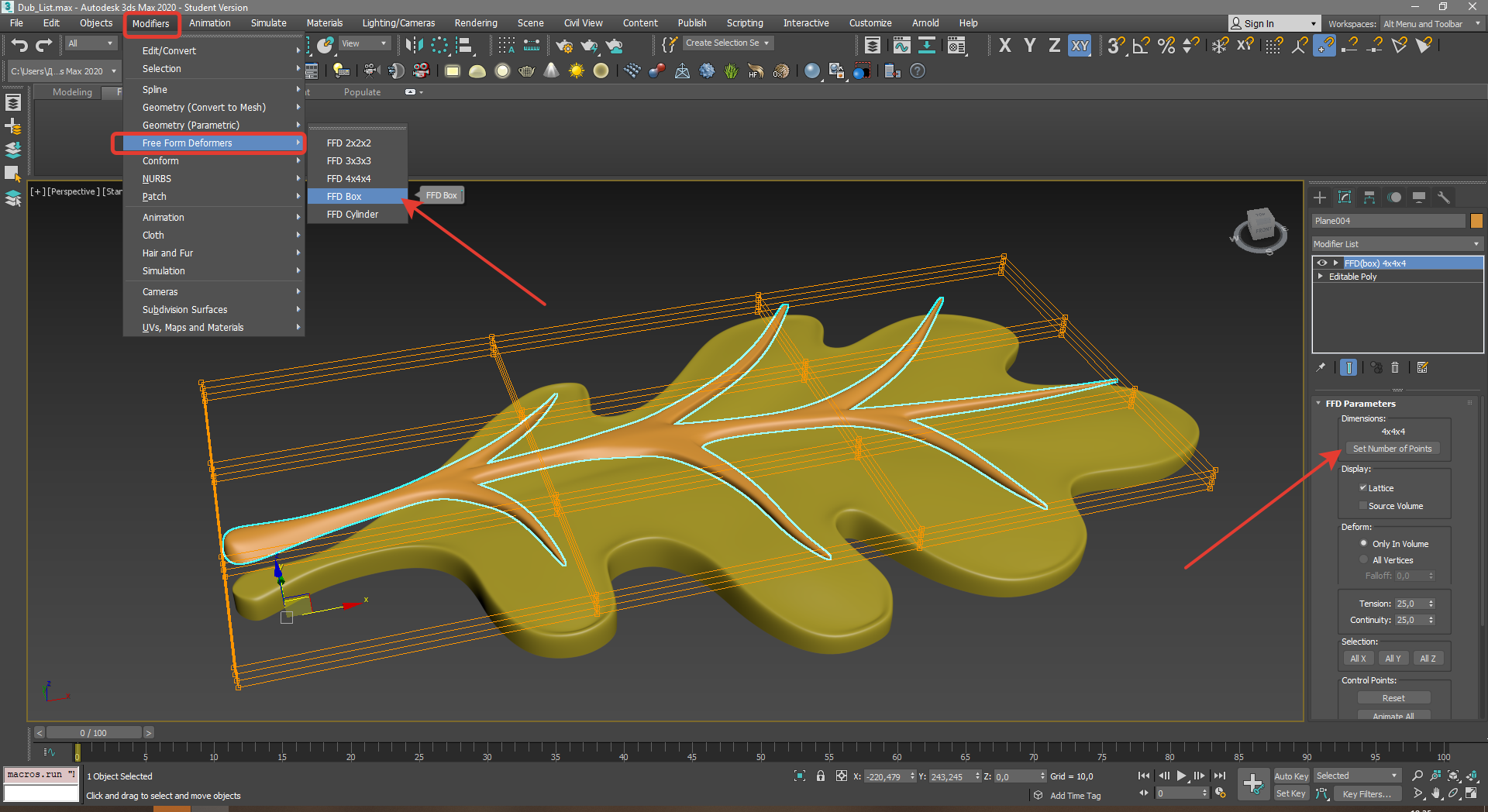 Даже пользователи без специальной подготовки и знаний без проблем смогут разобраться в особенностях автоматизированного процесса, создавая и внося изменения в файлы с расширением SKP. Спроектированная в рамках SketchUp объемная модель дает возможность разрабатывать макеты, а также анализировать их в удобном режиме и передавать права доступа к просмотру другим людьми. Готовые варианты можно свободно распространять, используя программу 3D Warehouse или загружая в сервис Google Earth.
Даже пользователи без специальной подготовки и знаний без проблем смогут разобраться в особенностях автоматизированного процесса, создавая и внося изменения в файлы с расширением SKP. Спроектированная в рамках SketchUp объемная модель дает возможность разрабатывать макеты, а также анализировать их в удобном режиме и передавать права доступа к просмотру другим людьми. Готовые варианты можно свободно распространять, используя программу 3D Warehouse или загружая в сервис Google Earth. С его помощью можно создавать всевозможные предметы: от макета кухонной утвари до проекта целого дома.
С его помощью можно создавать всевозможные предметы: от макета кухонной утвари до проекта целого дома.
 Благодаря данной функции создание предметов интерьера с повторяющимися деталями существенно упрощается.
Благодаря данной функции создание предметов интерьера с повторяющимися деталями существенно упрощается.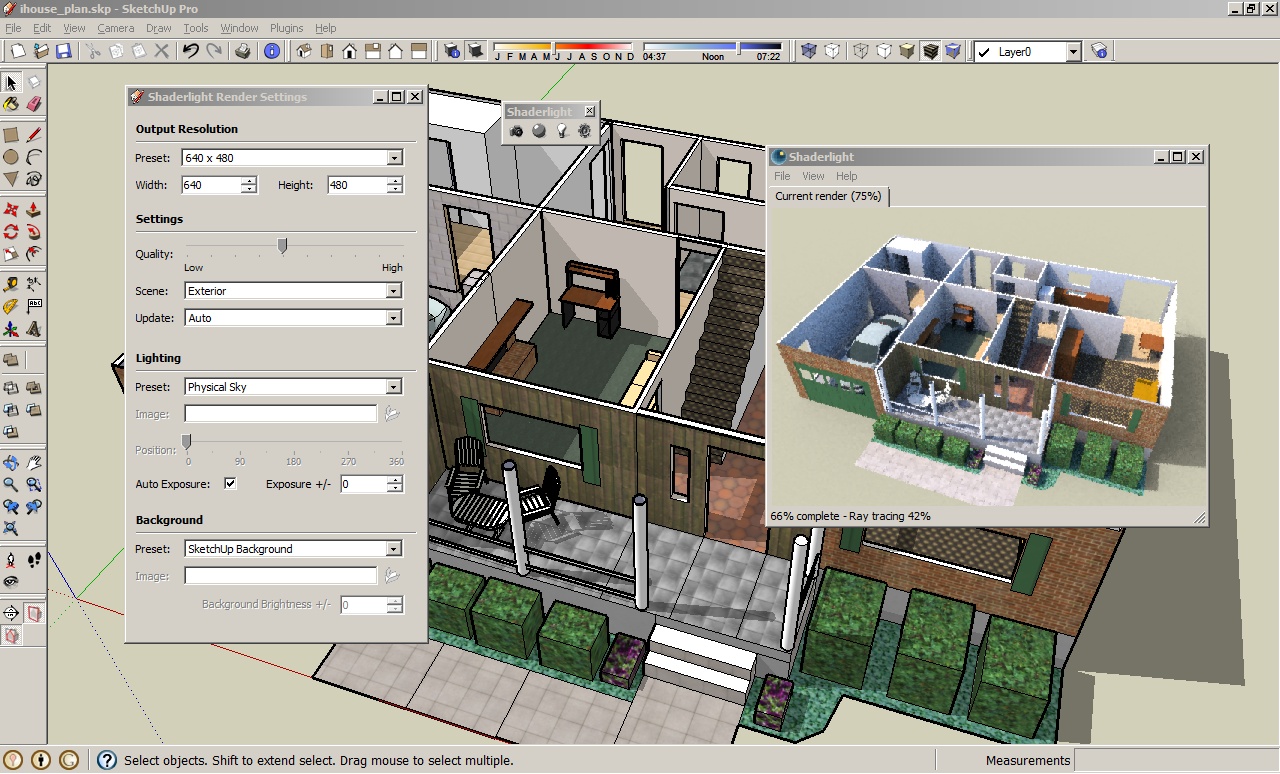
 После сохранения можно открыть файл SKP онлайн. За счет использования теневых и световых эффектов результат отличается высокой реалистичностью. Софт помогает облегчить процесс проектирования: опции «Ведение» и «Тяни/Толкай» существенно ускоряют процесс проектирования трехмерных объектов даже самой сложной формы.
После сохранения можно открыть файл SKP онлайн. За счет использования теневых и световых эффектов результат отличается высокой реалистичностью. Софт помогает облегчить процесс проектирования: опции «Ведение» и «Тяни/Толкай» существенно ускоряют процесс проектирования трехмерных объектов даже самой сложной формы.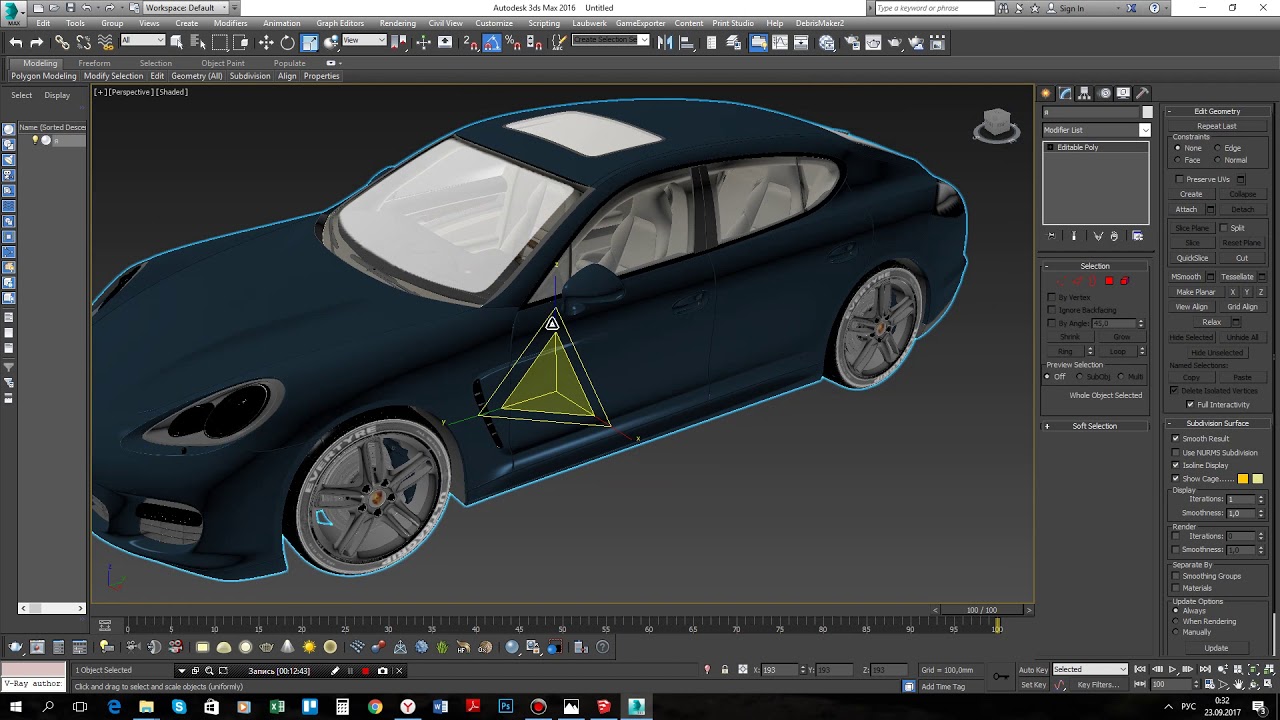 Пользователи могут кешировать компоненты из архива для автономной работы, поэтому о постоянном подключении к сети во время проведения презентации беспокоиться не стоит.
Пользователи могут кешировать компоненты из архива для автономной работы, поэтому о постоянном подключении к сети во время проведения презентации беспокоиться не стоит. Save as
Save as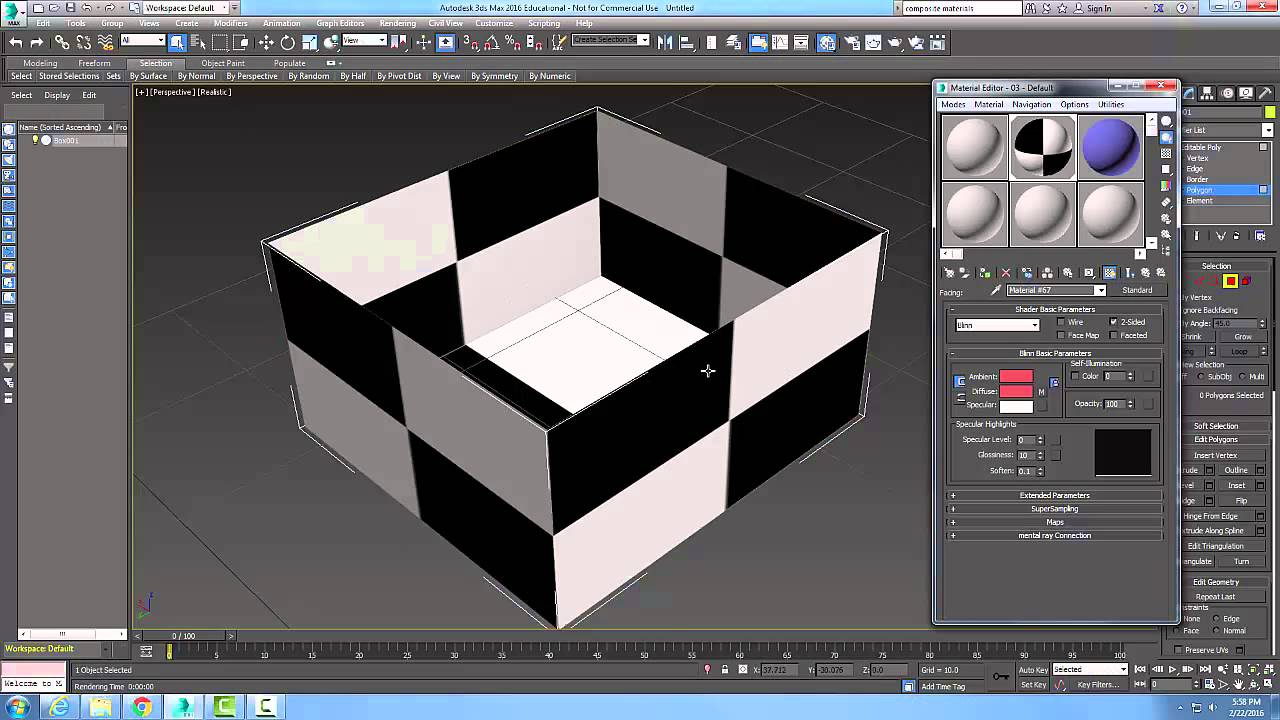 Да и подходящие форматы имеют ограниченные возможности. Для экспорта объектов, камер и источников света отлично подойдет формат *.FBX. Для экспорта нужно нажать File – Export – Save as type: FBX.
Да и подходящие форматы имеют ограниченные возможности. Для экспорта объектов, камер и источников света отлично подойдет формат *.FBX. Для экспорта нужно нажать File – Export – Save as type: FBX. Сам формат легко конвертируется в другие популярные форматы.
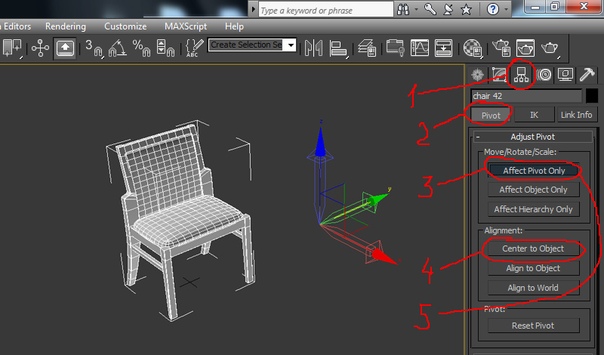
Сам формат легко конвертируется в другие популярные форматы. Для удобства ему можно назначить горячую клавишу или перенести на панели Toolbar, как это описано в статье «Настройка пользовательского интерфейса 3Ds Max».
Для удобства ему можно назначить горячую клавишу или перенести на панели Toolbar, как это описано в статье «Настройка пользовательского интерфейса 3Ds Max».
 5х60.5х37
5х60.5х37 14 МБ)
14 МБ) у официального партнера ЗУБР в России
у официального партнера ЗУБР в России Спектр работ существенно расширен благодаря возможности стационарной установки лобзика и фрезера непосредственно на изделие. Таким образом, вместо, хотя и универсального, но просто распиловочного, станок превращается в настоящий деревообрабатывающий агрегат
Спектр работ существенно расширен благодаря возможности стационарной установки лобзика и фрезера непосредственно на изделие. Таким образом, вместо, хотя и универсального, но просто распиловочного, станок превращается в настоящий деревообрабатывающий агрегат .. Любое местоположениеТолько СШАМеждународныйОнлайнАлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрРасст. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
.. Любое местоположениеТолько СШАМеждународныйОнлайнАлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрРасст. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее Это бесплатно.
Это бесплатно.
 (Измененная редакция, Изм. №
(Измененная редакция, Изм. №
 № 2).
№ 2). ПЕРЕИЗДАНИЕ (апрель 1996 г.) с ИЗМЕНЕНИЯМИ №
ПЕРЕИЗДАНИЕ (апрель 1996 г.) с ИЗМЕНЕНИЯМИ №
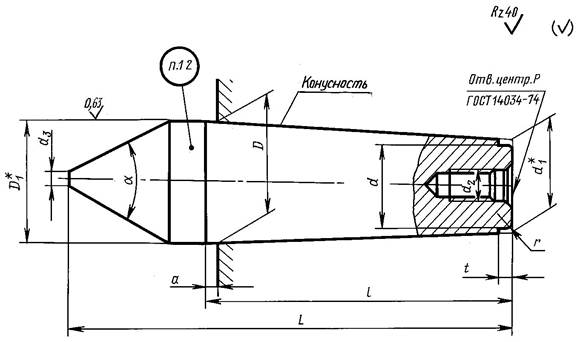
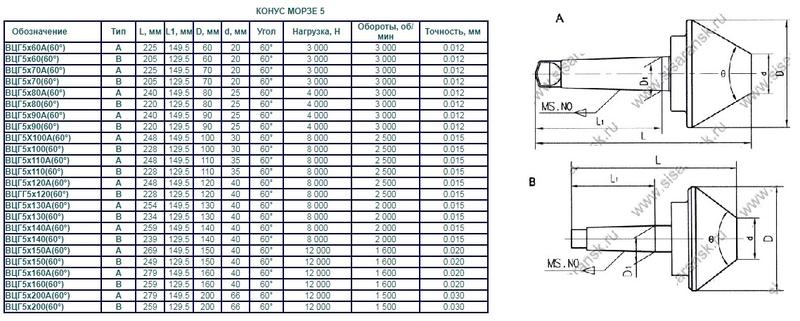
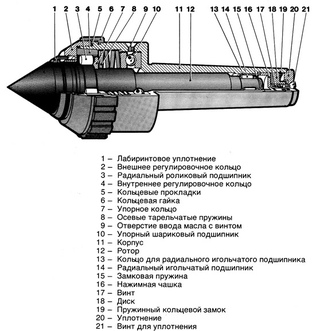
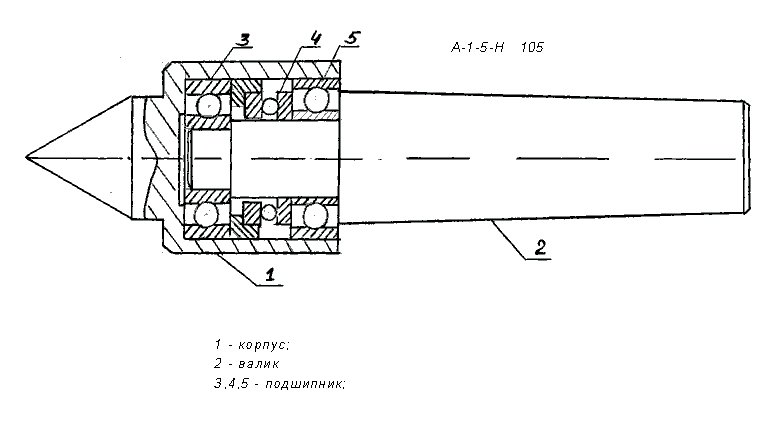
 Наконечник изготавливается из твердого сплава или закаленной стали.
Наконечник изготавливается из твердого сплава или закаленной стали.
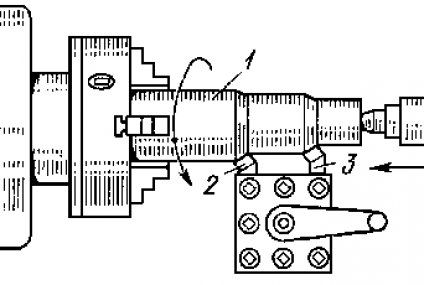
 В противном случае вращения будут происходить с биением.
В противном случае вращения будут происходить с биением.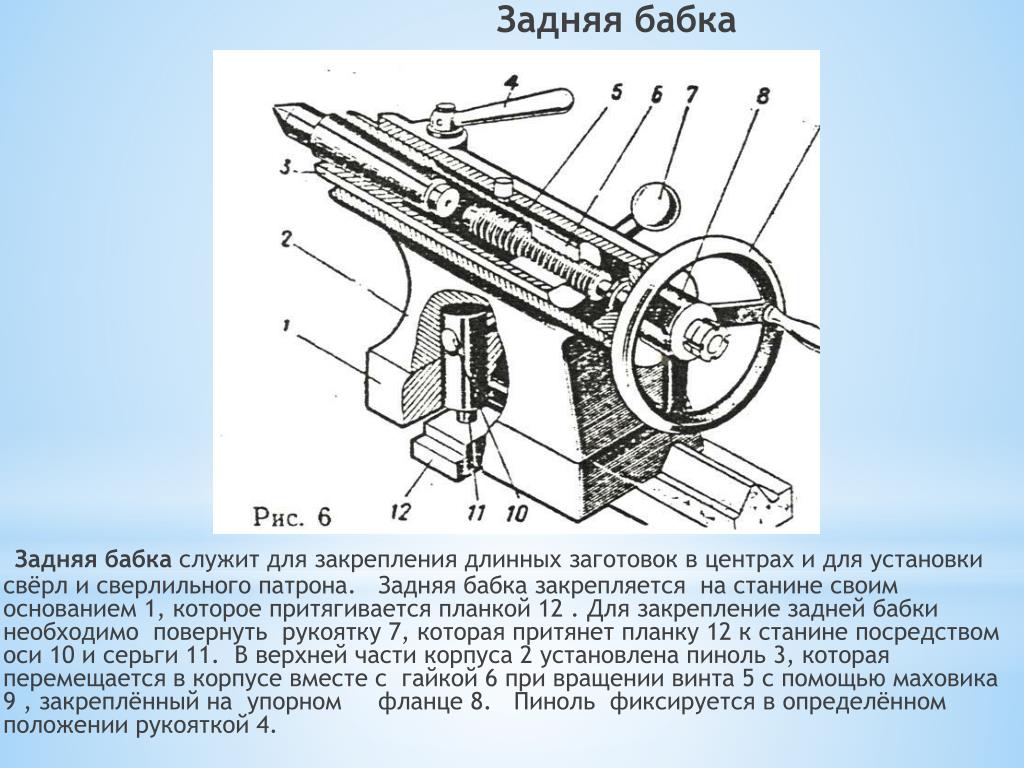
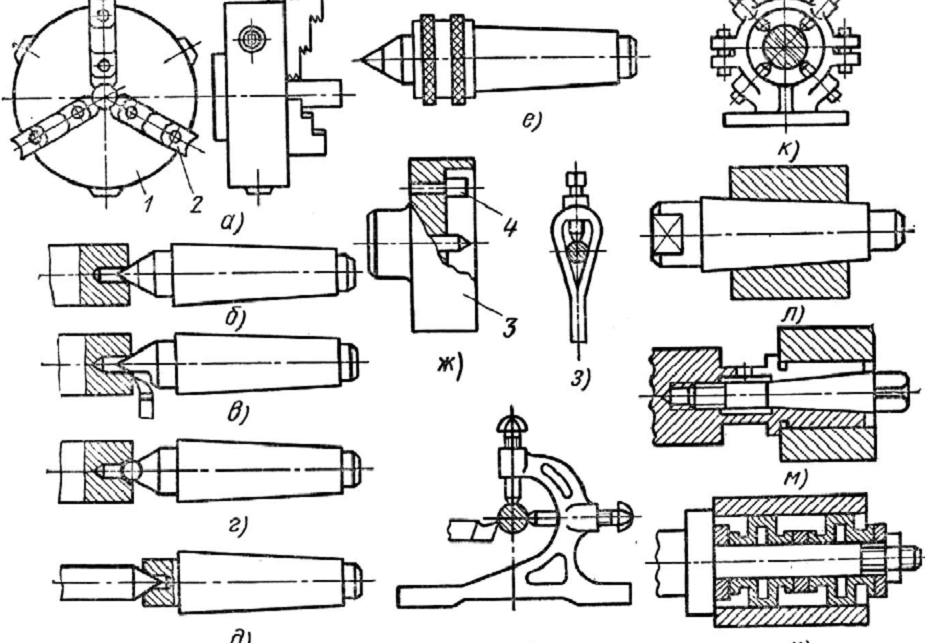
 Подобная оснастка может быть разная: грибковый или упорный центр также имеют подшипник. Большой выбор токарных центров представлен на сайте https://meatec.ru/catalog/tokarny-centry/.
Подобная оснастка может быть разная: грибковый или упорный центр также имеют подшипник. Большой выбор токарных центров представлен на сайте https://meatec.ru/catalog/tokarny-centry/.
 д. Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений. Наилучшим вариантом будет выбор оснастки предназначенной для конкретной модели токарного станка, таким образом Вы гарантируете точное совпадение размера и конфигурации. От количества кулачков в токарном патроне зависит точность и конфигурация обрабатываемых деталей. Двух достаточно для удержания фасонных отливок, трех – для шестигранных и круглых деталей, 4-кулачкового – для деталей прямоугольного и квадратного профиля, а также заготовок несимметричной формы.
д. Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений. Наилучшим вариантом будет выбор оснастки предназначенной для конкретной модели токарного станка, таким образом Вы гарантируете точное совпадение размера и конфигурации. От количества кулачков в токарном патроне зависит точность и конфигурация обрабатываемых деталей. Двух достаточно для удержания фасонных отливок, трех – для шестигранных и круглых деталей, 4-кулачкового – для деталей прямоугольного и квадратного профиля, а также заготовок несимметричной формы. Имеют массу разновидностей.
Имеют массу разновидностей.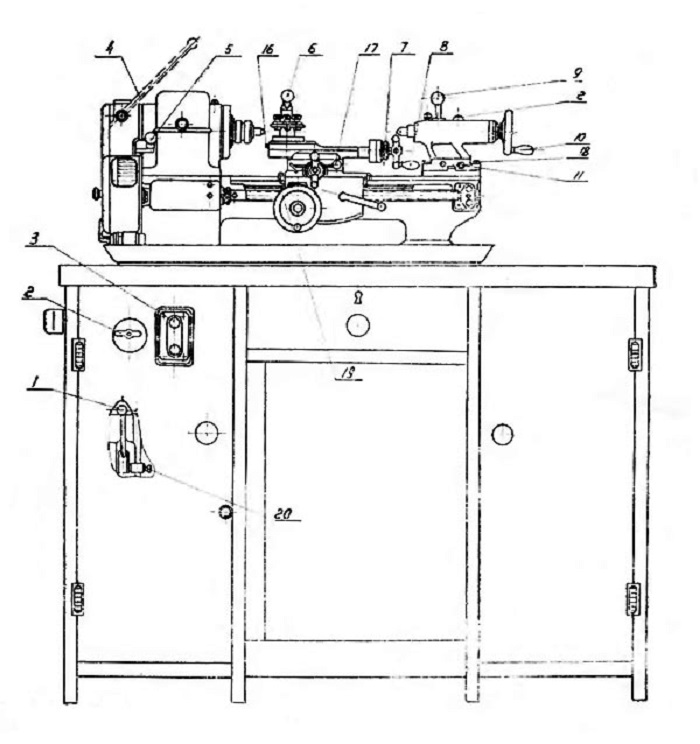
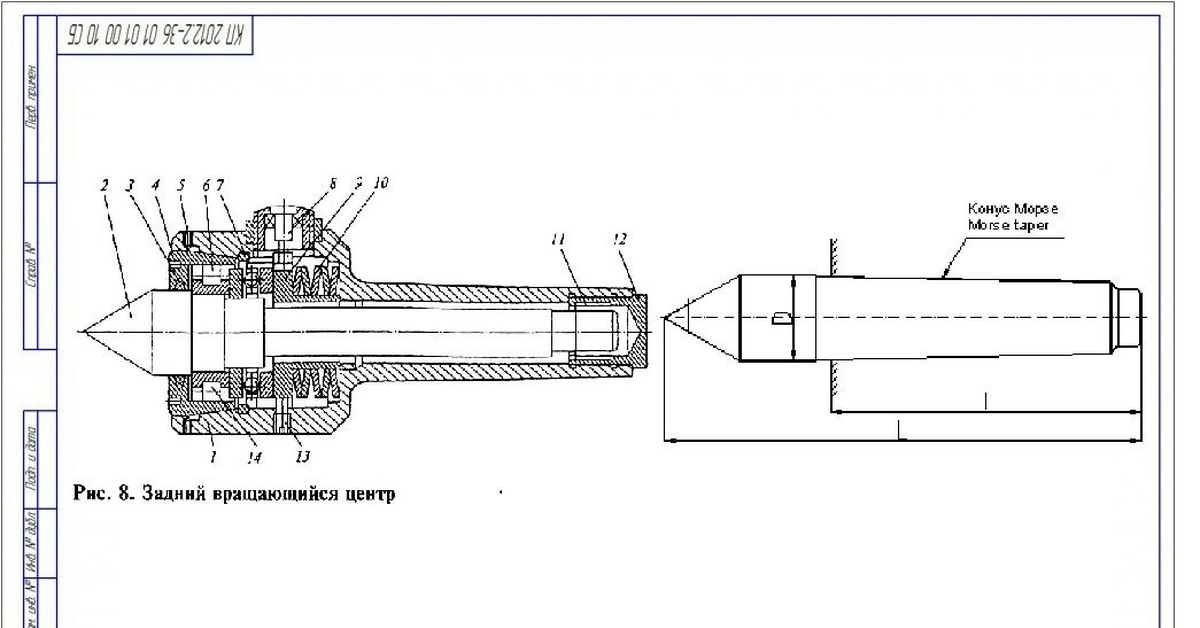
 Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке. Это важно при обработке фасонных изделий сложной конфигурации. Стандартом и техническими условиями детально регламентируются конструкция и размеры вращающихся токарных центров. Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства.
Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке. Это важно при обработке фасонных изделий сложной конфигурации. Стандартом и техническими условиями детально регламентируются конструкция и размеры вращающихся токарных центров. Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства.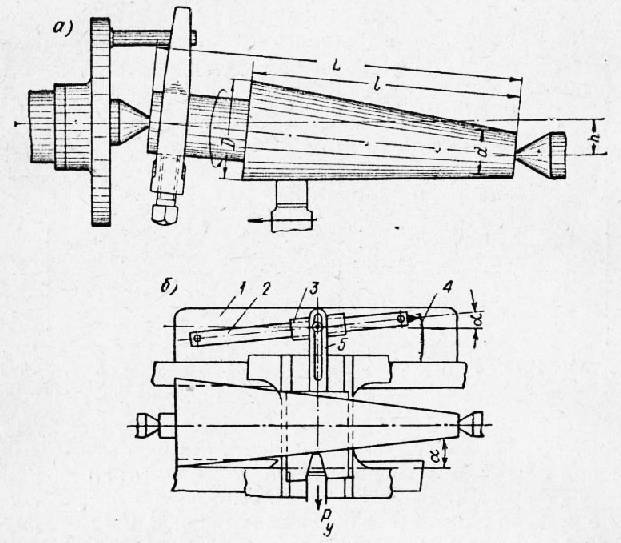 При использовании центра на оборудовании токарного типа прижим должен дозироваться, чтобы обеспечить легкое проворачивание заготовки вместе с отсутствием радиального люфта.
При использовании центра на оборудовании токарного типа прижим должен дозироваться, чтобы обеспечить легкое проворачивание заготовки вместе с отсутствием радиального люфта. Таким образом заготовка фиксируется передней и задней бабкой станка – по двум противоположным сторонам, что позволяет очень прочно закрепить деталь и эффективно с ней работать.
Таким образом заготовка фиксируется передней и задней бабкой станка – по двум противоположным сторонам, что позволяет очень прочно закрепить деталь и эффективно с ней работать.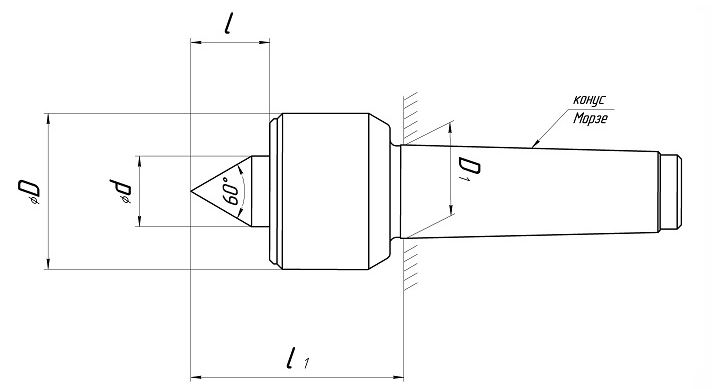 В такой ситуации использование упорного центра становится невозможным. Напротив, вращающийся центр крутится вместе с обрабатываемой заготовкой за счёт подшипника. Это помогает избежать перегрева в зоне контакта крутящейся детали и оснастки, что позволяет работать на повышенных скоростях, превышающих 70 м/мин.
В такой ситуации использование упорного центра становится невозможным. Напротив, вращающийся центр крутится вместе с обрабатываемой заготовкой за счёт подшипника. Это помогает избежать перегрева в зоне контакта крутящейся детали и оснастки, что позволяет работать на повышенных скоростях, превышающих 70 м/мин. Он герметичен и защищен от попадания СОЖ в подшипник.
Он герметичен и защищен от попадания СОЖ в подшипник.




 Хлопок впитывает масло, но ненадолго. Он помогает удерживать пыль и мусор.
Хлопок впитывает масло, но ненадолго. Он помогает удерживать пыль и мусор.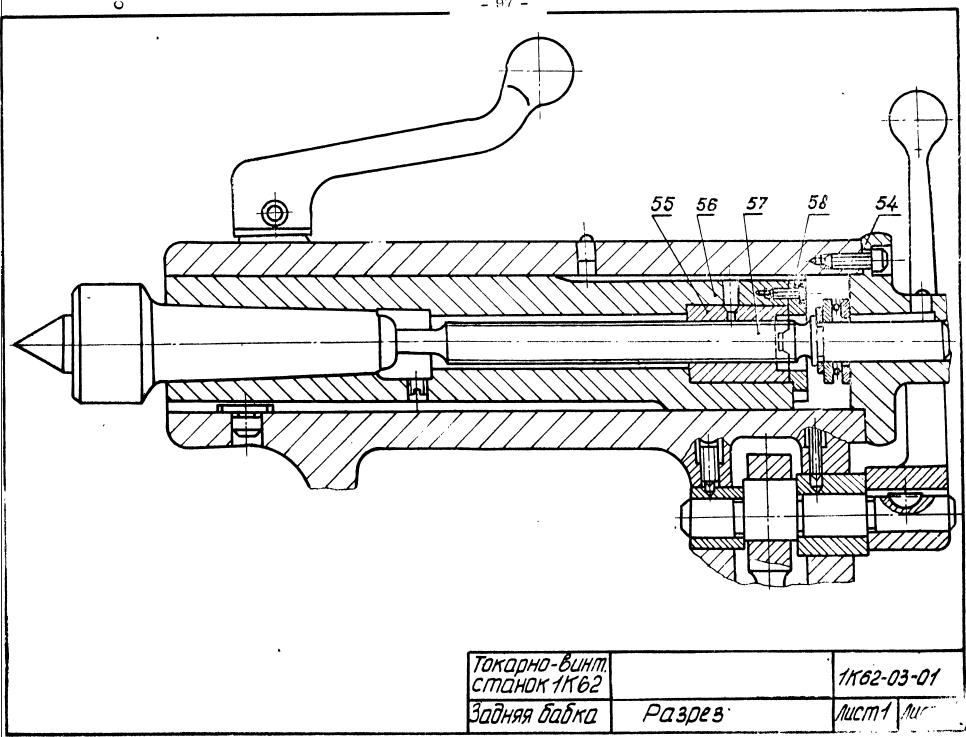 Всегда ослабляйте натяжение ремня в конце рабочего периода.
Всегда ослабляйте натяжение ремня в конце рабочего периода.  Обычно я доливаю масло в бачки передней бабки примерно раз в час при длительной работе.
Обычно я доливаю масло в бачки передней бабки примерно раз в час при длительной работе.
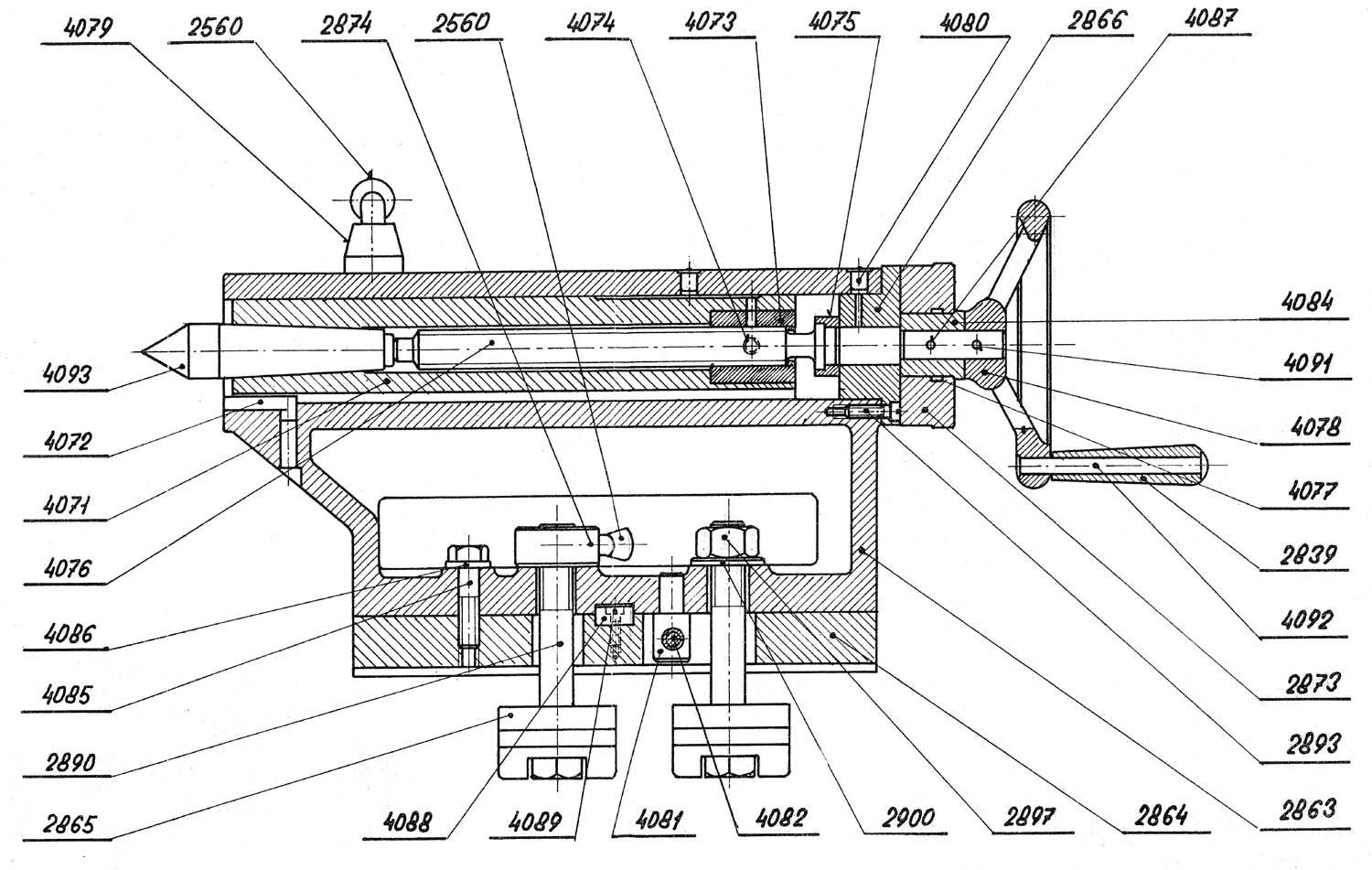
 Это тот же фартук, что и на токарном станке 90ME, поэтому он имеет фрезерованный паз и резьбовое отверстие для крепления упора автоматического перемещения.
Это тот же фартук, что и на токарном станке 90ME, поэтому он имеет фрезерованный паз и резьбовое отверстие для крепления упора автоматического перемещения. Два отверстия вверху предназначены для крепления фартука ходового винта, а отверстие с резьбой справа предназначено для установки различных насадок, таких как подставка для роликов или люнет.
Два отверстия вверху предназначены для крепления фартука ходового винта, а отверстие с резьбой справа предназначено для установки различных насадок, таких как подставка для роликов или люнет. Они устанавливаются и закрепляются с помощью винтов и контргаек и используются на составных салазках, поперечных салазках и седлах. Чтобы отрегулировать любую планку, ослабьте соответствующие контргайки, а затем отрегулируйте каждый винт по очереди, чтобы добиться хорошего скольжения, без бокового люфта и чрезмерной нагрузки на подающий винт. Затягивайте контргайку по мере установки каждого винта, чтобы убедиться, что при проверке эффекта настройки не будет дальнейшего движения. При необходимости отрегулируйте каждый винт, чтобы добиться хорошего скольжения на всем протяжении хода.
Они устанавливаются и закрепляются с помощью винтов и контргаек и используются на составных салазках, поперечных салазках и седлах. Чтобы отрегулировать любую планку, ослабьте соответствующие контргайки, а затем отрегулируйте каждый винт по очереди, чтобы добиться хорошего скольжения, без бокового люфта и чрезмерной нагрузки на подающий винт. Затягивайте контргайку по мере установки каждого винта, чтобы убедиться, что при проверке эффекта настройки не будет дальнейшего движения. При необходимости отрегулируйте каждый винт, чтобы добиться хорошего скольжения на всем протяжении хода. Для регулировки ослабьте винт сбоку маховика, а затем поверните винт со шлицем в передней части маховика по часовой стрелке до тех пор, пока люфт не составит 5 делений или меньше деления шкалы. Затяните винт сбоку маховика. Обратите внимание, что полностью устранить люфт невозможно и что любой люфт всегда учитывается при выполнении операций механической обработки.
Для регулировки ослабьте винт сбоку маховика, а затем поверните винт со шлицем в передней части маховика по часовой стрелке до тех пор, пока люфт не составит 5 делений или меньше деления шкалы. Затяните винт сбоку маховика. Обратите внимание, что полностью устранить люфт невозможно и что любой люфт всегда учитывается при выполнении операций механической обработки. Он был начат с короткого отрезка 1/4-дюймовой буровой штанги для закалки в масле. Один конец был превращен в конус, а другой конец отфрезерован с помощью 3/8-дюймовой шаровой концевой фрезы. Он был закален и закален до темно-синего цвета, а затем повторно отполирован. Рукоятка была сделана из короткого отрезка вишневой «заготовки для ручки» диаметром 3/4 дюйма. Она была закруглена и скошена, а обратный конец был повернут, чтобы соответствовать латунной трубке 1/2 дюйма, а затем конусу на 10 градусов. После забивания хомута трубки его обточили, чтобы он подходил к дереву. Рукоятка была просверлена на 3/16 дюйма, чтобы соответствовать диаметру сверла примерно на половине конусности). Наконец, сверло было зажато в тисках, ручка забита молотком, а дерево натерто минеральным маслом.
Он был начат с короткого отрезка 1/4-дюймовой буровой штанги для закалки в масле. Один конец был превращен в конус, а другой конец отфрезерован с помощью 3/8-дюймовой шаровой концевой фрезы. Он был закален и закален до темно-синего цвета, а затем повторно отполирован. Рукоятка была сделана из короткого отрезка вишневой «заготовки для ручки» диаметром 3/4 дюйма. Она была закруглена и скошена, а обратный конец был повернут, чтобы соответствовать латунной трубке 1/2 дюйма, а затем конусу на 10 градусов. После забивания хомута трубки его обточили, чтобы он подходил к дереву. Рукоятка была просверлена на 3/16 дюйма, чтобы соответствовать диаметру сверла примерно на половине конусности). Наконец, сверло было зажато в тисках, ручка забита молотком, а дерево натерто минеральным маслом. 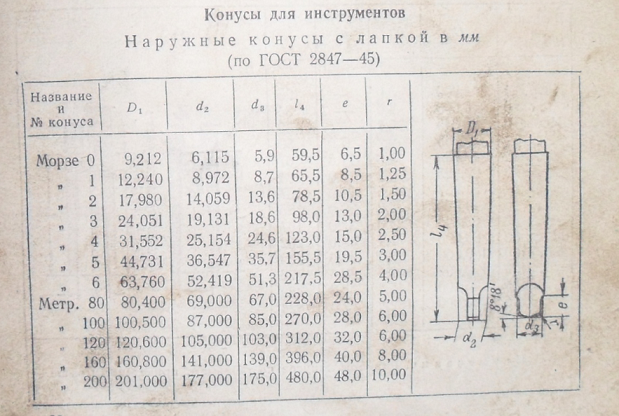
 В качестве альтернативы выравнивание можно установить, повернув концы стержня между центрами, чтобы проверить настройку. Настройка правильная, когда диаметр, полученный на каждом конце стержня, одинаков ПРИ ОДИНАКОВОЙ НАСТРОЙКЕ ИНСТРУМЕНТА.
В качестве альтернативы выравнивание можно установить, повернув концы стержня между центрами, чтобы проверить настройку. Настройка правильная, когда диаметр, полученный на каждом конце стержня, одинаков ПРИ ОДИНАКОВОЙ НАСТРОЙКЕ ИНСТРУМЕНТА. на токарном станке между центрами, в данном случае около 120 мм. Пруток устанавливается в 3-кулачковый патрон и поддерживается люнетом на противоположном конце. Затем прут можно обтачивать и центрировать на каждом конце. Примечание: это был мой первый использование люнета, и хотя я подозреваю, что это не имеет значения, я установил его задом наперед!0008
на токарном станке между центрами, в данном случае около 120 мм. Пруток устанавливается в 3-кулачковый патрон и поддерживается люнетом на противоположном конце. Затем прут можно обтачивать и центрировать на каждом конце. Примечание: это был мой первый использование люнета, и хотя я подозреваю, что это не имеет значения, я установил его задом наперед!0008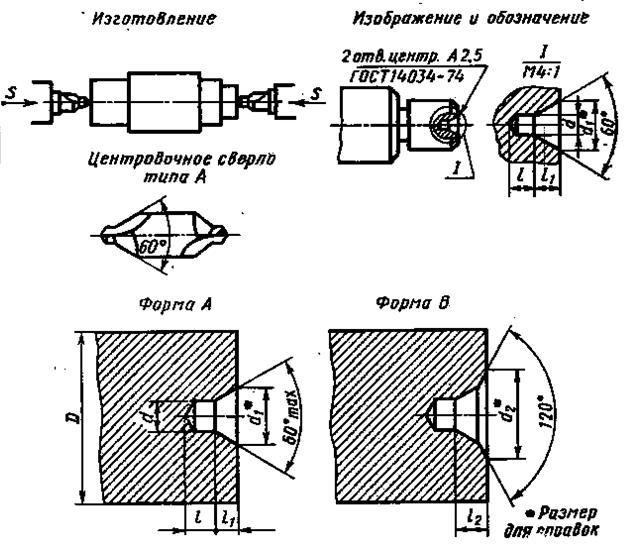 Другой может быть таким же точным, но я выбрал этот вариант, так как он показался мне более простым.
Другой может быть таким же точным, но я выбрал этот вариант, так как он показался мне более простым.
 При осмотре резьба в следящем блоке была явно повреждена.
При осмотре резьба в следящем блоке была явно повреждена.  Текущая конструкция состоит из ходового винта из закаленной стали со шлифованной резьбой и гайки толкателя из фосфористой бронзы. Мой предыдущий ходовой винт не был закален чем-то вроде латунной гайки. Я решил, что это подходящий момент для обновления до этой новой версии.
Текущая конструкция состоит из ходового винта из закаленной стали со шлифованной резьбой и гайки толкателя из фосфористой бронзы. Мой предыдущий ходовой винт не был закален чем-то вроде латунной гайки. Я решил, что это подходящий момент для обновления до этой новой версии.
 Это первое из двух чисел, используемых для описания размера токарного станка по металлу. В случае токарных станков 7×10 или 7×12 это 7″.
Это первое из двух чисел, используемых для описания размера токарного станка по металлу. В случае токарных станков 7×10 или 7×12 это 7″.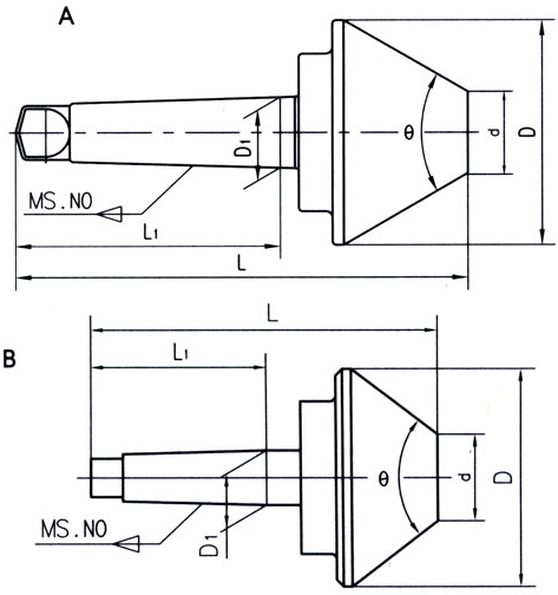 При обработке относительно длинной заготовки свободный конец заготовки может проходить через шпиндель, если его диаметр не больше диаметра сквозного отверстия.
При обработке относительно длинной заготовки свободный конец заготовки может проходить через шпиндель, если его диаметр не больше диаметра сквозного отверстия.
 Несмотря на то, что он очень твердый, он хрупкий и может трескаться при ударе.
Несмотря на то, что он очень твердый, он хрупкий и может трескаться при ударе.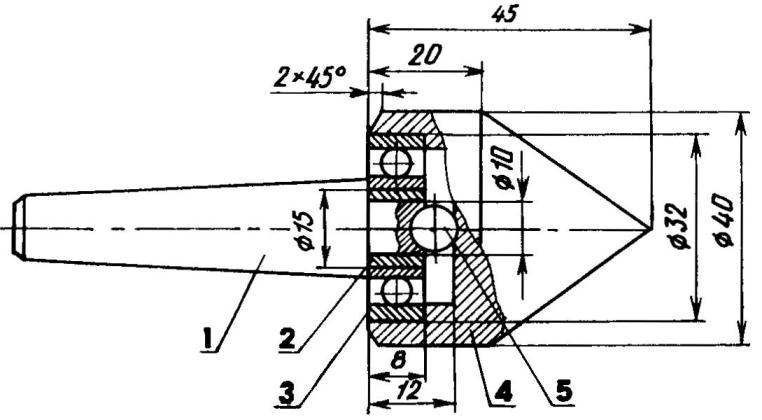 Может также относиться к процессу изготовления отливки.
Может также относиться к процессу изготовления отливки. Точно расположить заготовку так, чтобы центр заготовки или центр детали, такой как отверстие, был концентричен с осевой линией токарного станка или шпинделем фрезерного станка. Может также применяться для центрирования поворотного стола или другого приспособления, удерживающего заготовку, концентрично со шпинделем фрезерного станка.
Точно расположить заготовку так, чтобы центр заготовки или центр детали, такой как отверстие, был концентричен с осевой линией токарного станка или шпинделем фрезерного станка. Может также применяться для центрирования поворотного стола или другого приспособления, удерживающего заготовку, концентрично со шпинделем фрезерного станка.
 Токарное долото обычно имеет квадратное сечение с заостренным концом на одном конце. Он изготовлен из очень твердого и термостойкого материала, такого как быстрорежущая сталь или разновидность карбида.
Токарное долото обычно имеет квадратное сечение с заостренным концом на одном конце. Он изготовлен из очень твердого и термостойкого материала, такого как быстрорежущая сталь или разновидность карбида.
 Рукоятка облегчает быстрое вращение маховика.
Рукоятка облегчает быстрое вращение маховика.

 См. Мертвая точка.
См. Мертвая точка. Типичная размерная точность составляет порядка тысячных долей дюйма или сотых долей миллиметра. Станки могут варьироваться от размера настольного компьютера до огромных машин весом в несколько тонн, используемых для промышленных работ.
Типичная размерная точность составляет порядка тысячных долей дюйма или сотых долей миллиметра. Станки могут варьироваться от размера настольного компьютера до огромных машин весом в несколько тонн, используемых для промышленных работ.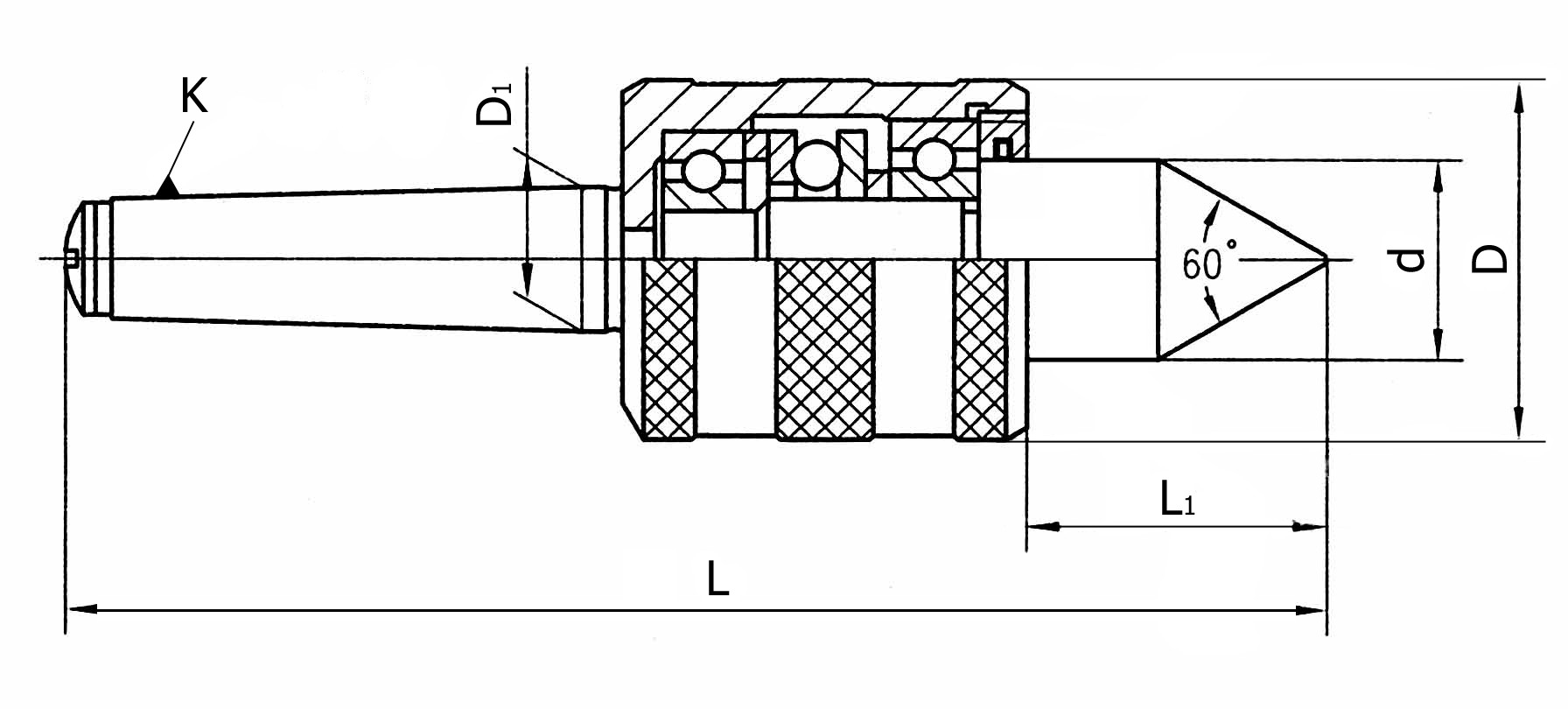
 Все мини-токарные станки 7×10, 7×12 и 7×14 имеют 7-дюймовый поворот, а это означает, что максимальный размер заготовки, которая может вращаться без удара о станину, составляет 7 дюймов в диаметре.
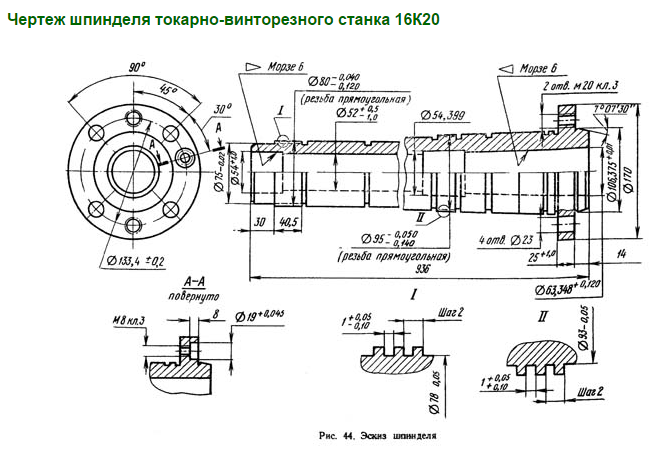
Все мини-токарные станки 7×10, 7×12 и 7×14 имеют 7-дюймовый поворот, а это означает, что максимальный размер заготовки, которая может вращаться без удара о станину, составляет 7 дюймов в диаметре.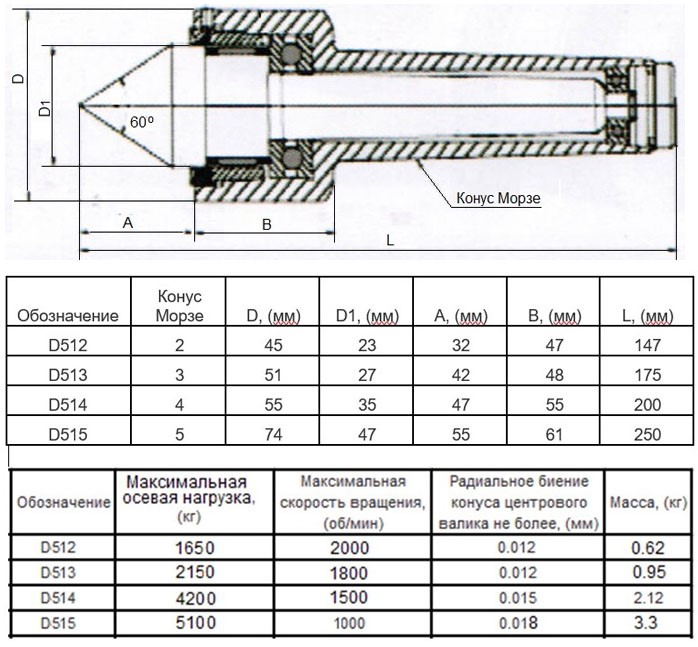 Также известен как перо. Имеет коническое внутреннее отверстие для хвостовика с конусом Морзе.
Также известен как перо. Имеет коническое внутреннее отверстие для хвостовика с конусом Морзе.
 А теперь представьте, сколько кристаллов помещается на процессоре! Техпроцесс постоянно меняется. Это влияет на энергопотребление и энергоэффективность. Из-за уменьшения техпроцесса чипы становятся более производительными.
А теперь представьте, сколько кристаллов помещается на процессоре! Техпроцесс постоянно меняется. Это влияет на энергопотребление и энергоэффективность. Из-за уменьшения техпроцесса чипы становятся более производительными.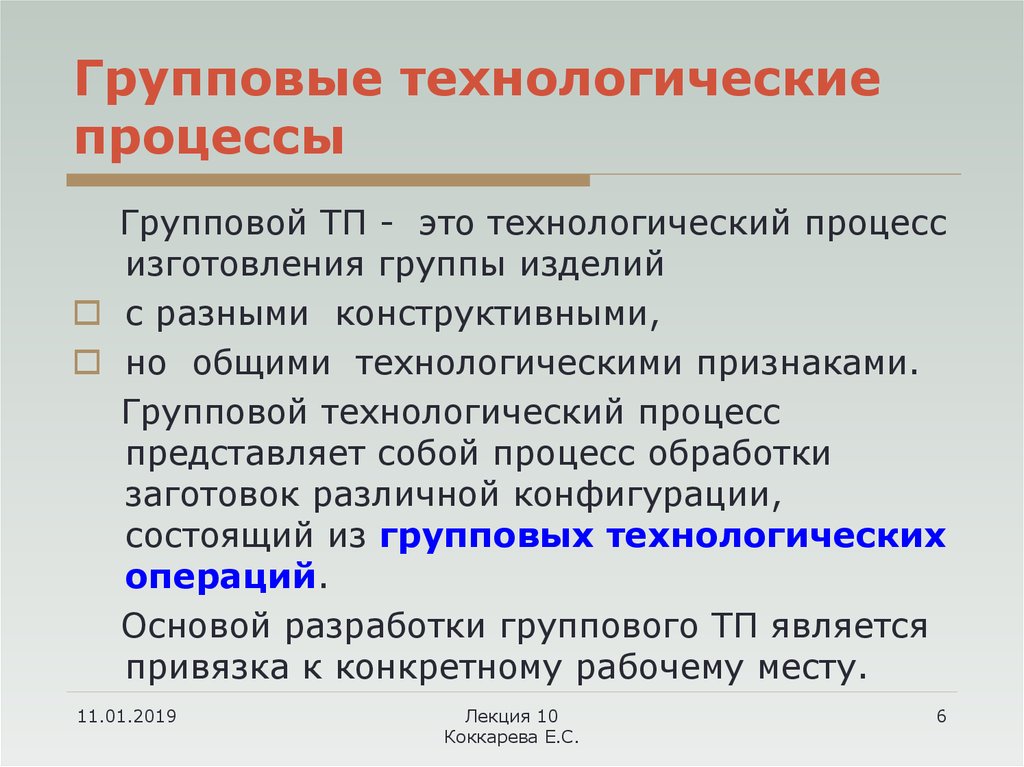
 Выяснилось, что различия в архитектуре оказались минимальными и незначительными — 24-нанометровая технология процессора Intel и 22-нанометровая у AMD были схожи, а погрешность незначительна. Безумной разницы в разработках, о которых говорили производители, просто не может быть — это всё маркетинговые уловки, на которые идут компании ради красного словца.
Выяснилось, что различия в архитектуре оказались минимальными и незначительными — 24-нанометровая технология процессора Intel и 22-нанометровая у AMD были схожи, а погрешность незначительна. Безумной разницы в разработках, о которых говорили производители, просто не может быть — это всё маркетинговые уловки, на которые идут компании ради красного словца.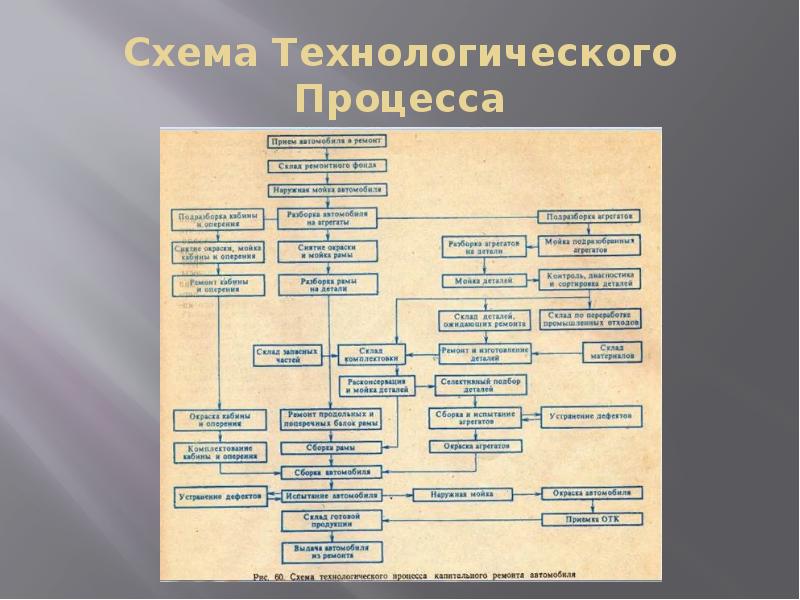 Но этому способствует естественная деградация — процесс разрушения внутренних элементов. Под воздействием тока, протекающего через внутренние элементы, и высоких температур характеристики со временем ухудшаются. Проявляется это в частых ошибках, невозможности работы на прежних скоростях. Уменьшение техпроцесса играет в этом определенную роль: с уменьшением внутренней архитектуры увеличивается и плотность «упаковки» элементов, а также плотность электрического тока. Процесс деградации ускоряется при неправильном температурном режиме и повышенном напряжении. Заметили что-то неладное в своем смартфоне? Поможем советом в нашем Telegram-чате!
Но этому способствует естественная деградация — процесс разрушения внутренних элементов. Под воздействием тока, протекающего через внутренние элементы, и высоких температур характеристики со временем ухудшаются. Проявляется это в частых ошибках, невозможности работы на прежних скоростях. Уменьшение техпроцесса играет в этом определенную роль: с уменьшением внутренней архитектуры увеличивается и плотность «упаковки» элементов, а также плотность электрического тока. Процесс деградации ускоряется при неправильном температурном режиме и повышенном напряжении. Заметили что-то неладное в своем смартфоне? Поможем советом в нашем Telegram-чате!
 Они утверждаются главным технологом предприятия. Для большей наглядности описание ТП сопровождает схема технологического процесса, которая также проходит все ступени согласования.
Они утверждаются главным технологом предприятия. Для большей наглядности описание ТП сопровождает схема технологического процесса, которая также проходит все ступени согласования. В соответствии с положениями, существующими в ЕСТД, технологические документы в основной своей массе относятся к специализированной документации. В то время как Технологические инструкции классифицируются в качестве общих документов.
В соответствии с положениями, существующими в ЕСТД, технологические документы в основной своей массе относятся к специализированной документации. В то время как Технологические инструкции классифицируются в качестве общих документов.
 Разработка в этом случае заключается в разработке маршрутной карты без учета переходов;
Разработка в этом случае заключается в разработке маршрутной карты без учета переходов; Технологии процессов повышают ценность создания любого продукта или услуги. Здесь вы должны отметить, что технология процесса отличается от технологии продукта или услуги.
Технологии процессов повышают ценность создания любого продукта или услуги. Здесь вы должны отметить, что технология процесса отличается от технологии продукта или услуги. 1 Сокращение времени производства
1 Сокращение времени производства Например, технологии моделирования полетов Disney World или сканеры тела в любой больнице. Косвенная технология процесса помогает в управлении процессами, которые создают продукт/услугу. Другими словами, косвенная технология процесса помогает облегчить прямое создание продуктов и услуг; например, система бухгалтерского учета или система управления запасами любой организации.
Например, технологии моделирования полетов Disney World или сканеры тела в любой больнице. Косвенная технология процесса помогает в управлении процессами, которые создают продукт/услугу. Другими словами, косвенная технология процесса помогает облегчить прямое создание продуктов и услуг; например, система бухгалтерского учета или система управления запасами любой организации. д. Основная цель обработки (резка, формование, соединение и т. д.) материалов — сделать продукты более подходящими для нужд клиентов. Таким образом, технологии, которые используются для обработки материалов, называются технологиями обработки материалов. Следующие пункты объясняют такие технологии:
д. Основная цель обработки (резка, формование, соединение и т. д.) материалов — сделать продукты более подходящими для нужд клиентов. Таким образом, технологии, которые используются для обработки материалов, называются технологиями обработки материалов. Следующие пункты объясняют такие технологии: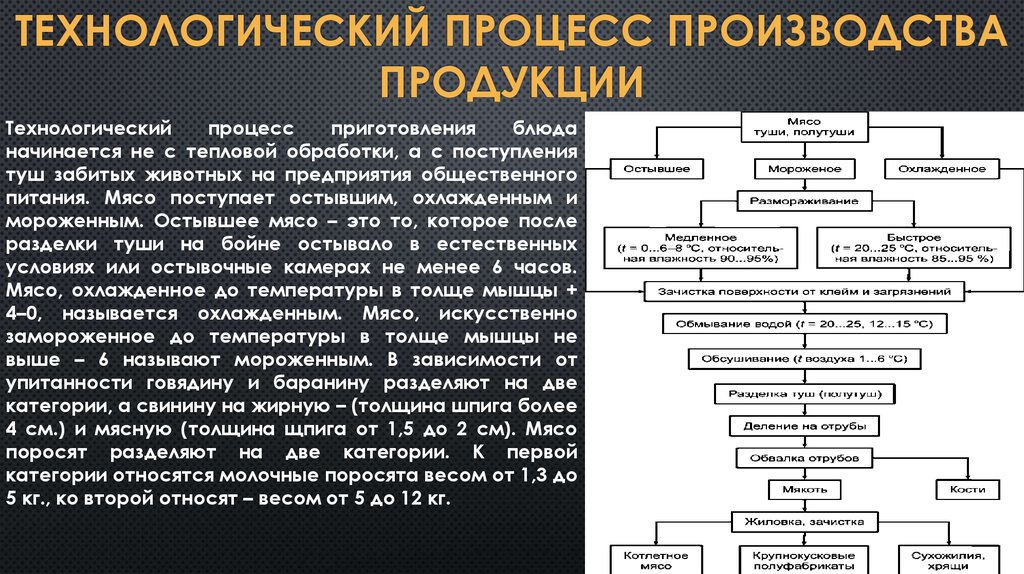
 Он либо обеспечивает непосредственный интерфейс между организацией и ее клиентами, как, например, в случае банковского банкомата (ATM), либо облегчает взаимодействие человека с клиентами. Ниже приведены различные формы технологии обработки клиентов:
Он либо обеспечивает непосредственный интерфейс между организацией и ее клиентами, как, например, в случае банковского банкомата (ATM), либо облегчает взаимодействие человека с клиентами. Ниже приведены различные формы технологии обработки клиентов:
 Это позволило производственным организациям быстро массово производить продукцию с высокой воспроизводимостью и качеством. Самым большим преимуществом автоматизации является то, что она повышает качество, точность и точность за счет экономии труда и энергии.
Это позволило производственным организациям быстро массово производить продукцию с высокой воспроизводимостью и качеством. Самым большим преимуществом автоматизации является то, что она повышает качество, точность и точность за счет экономии труда и энергии.
 д.
д.
 Стандартизация услуг способствует надежности, эффективности, доверию и повышению эффективности. Стандартизация не только снижает затраты, но и повышает согласованность.
Стандартизация услуг способствует надежности, эффективности, доверию и повышению эффективности. Стандартизация не только снижает затраты, но и повышает согласованность. Более того, автоматизация процессов обслуживания предлагает организациям возможность расширения, предоставляя им возможность предлагать больше услуг и удовлетворять растущий потребительский спрос.
Более того, автоматизация процессов обслуживания предлагает организациям возможность расширения, предоставляя им возможность предлагать больше услуг и удовлетворять растущий потребительский спрос.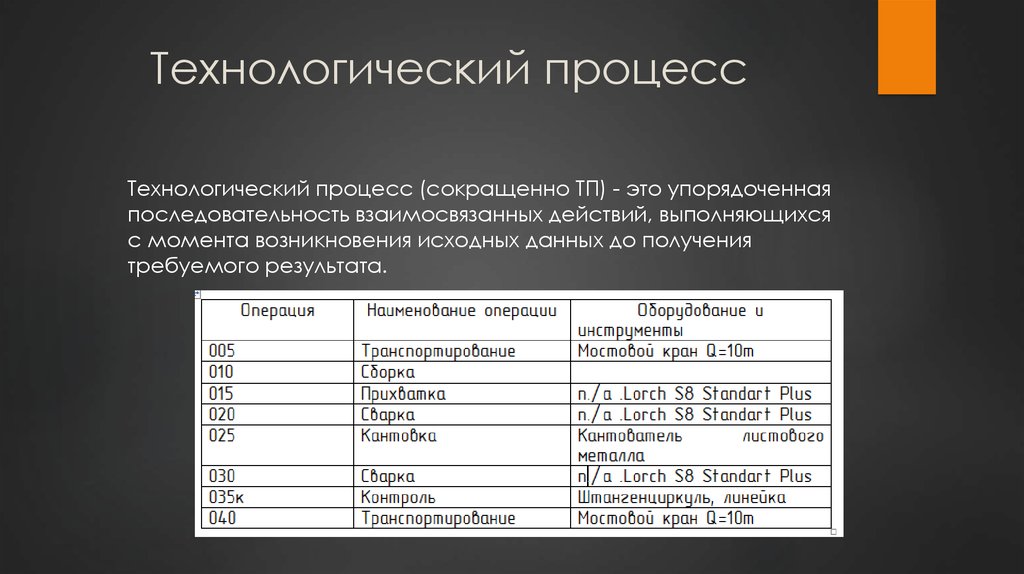 Возьмем, к примеру, компанию Momentum Machines, которая создала робота для приготовления гамбургеров, который может собрать и приготовить 360 гамбургеров в час. Кроме того, устройство может автоматизировать некоторые действия по приготовлению пищи.
Возьмем, к примеру, компанию Momentum Machines, которая создала робота для приготовления гамбургеров, который может собрать и приготовить 360 гамбургеров в час. Кроме того, устройство может автоматизировать некоторые действия по приготовлению пищи.
 ). Нью-Дели: McGraw Hill Education (Индия).
). Нью-Дели: McGraw Hill Education (Индия). Если
Если
 Эти курсы готовят студентов к трудоустройству начального уровня в процессе
Эти курсы готовят студентов к трудоустройству начального уровня в процессе A.S.) СТЕПЕНЬ — КРЕДИТ-ЧАСЫ
A.S.) СТЕПЕНЬ — КРЕДИТ-ЧАСЫ  A.S. Программы на получение степени стоят 4200 долларов для студентов округа.
A.S. Программы на получение степени стоят 4200 долларов для студентов округа.
 ..
.. РЕУТОВ, УЛ….
РЕУТОВ, УЛ…. Завод Twitte предлагает высококлассные…
Завод Twitte предлагает высококлассные… ) (Россия)
) (Россия) Диаметр стола 800ммХод…
Диаметр стола 800ммХод…




 Значительная скорость обработки заготовок обеспечивает максимальную производительность оборудования.
Значительная скорость обработки заготовок обеспечивает максимальную производительность оборудования.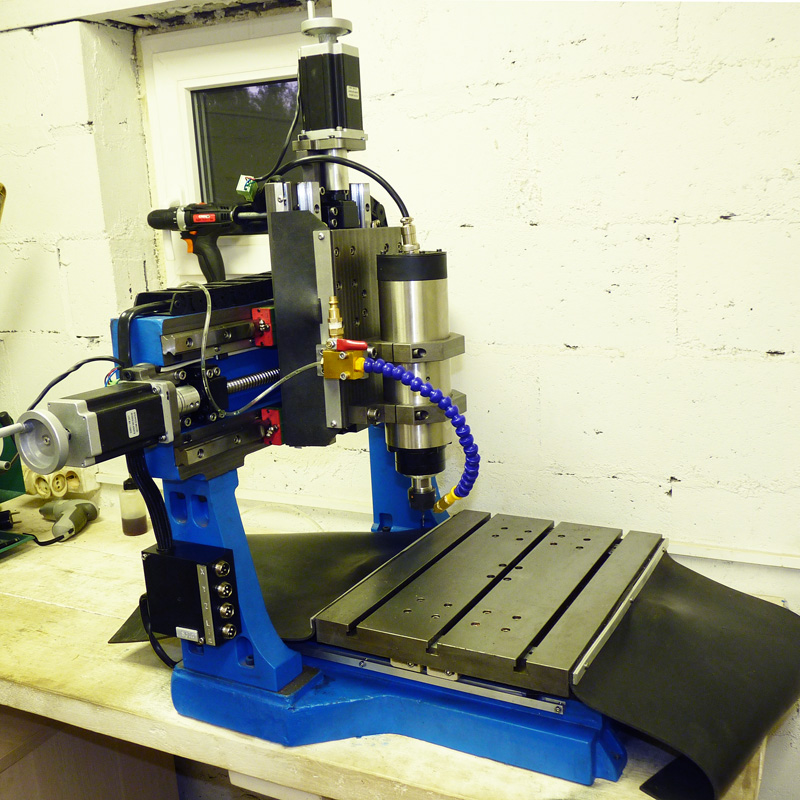
 Станок обрабатывает материалы специальным резцом, закрепленным в держателе. Новые модели комплектуются кассетным резцедержателем, позволяющими использовать до 12 рабочих инструментов. Базовый токарный станок с ЧПУ легко обновить, он отличается низкими эксплуатационными расходами.
Станок обрабатывает материалы специальным резцом, закрепленным в держателе. Новые модели комплектуются кассетным резцедержателем, позволяющими использовать до 12 рабочих инструментов. Базовый токарный станок с ЧПУ легко обновить, он отличается низкими эксплуатационными расходами.
 Модульные системы, узлы и детали оборудования легко заменяются при поломке. Основательный ремонт ЧПУ станка не потребуется много времени, при условии правильной эксплуатации и своевременном уходе.
Модульные системы, узлы и детали оборудования легко заменяются при поломке. Основательный ремонт ЧПУ станка не потребуется много времени, при условии правильной эксплуатации и своевременном уходе.





 Это позволяет выполнить модернизацию без замены всей мельницы.
Это позволяет выполнить модернизацию без замены всей мельницы.
 TAIG продает версию с шарико-винтовой передачей под названием TAIG 5019 CNC, которая стоит примерно на 500 долларов дороже.
TAIG продает версию с шарико-винтовой передачей под названием TAIG 5019 CNC, которая стоит примерно на 500 долларов дороже.
 Кроме того, следите за тем, чтобы направляющие мельницы правильно смазывались.
Кроме того, следите за тем, чтобы направляющие мельницы правильно смазывались.
 США
США
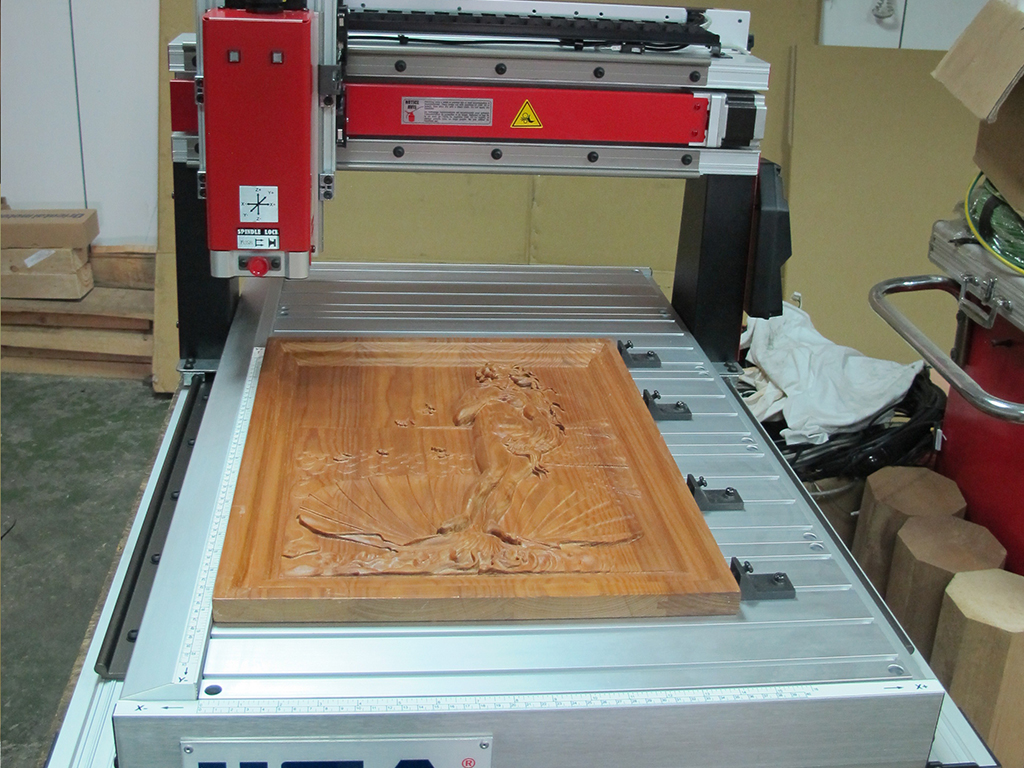 Это делает эту машину намного мощнее.
Это делает эту машину намного мощнее.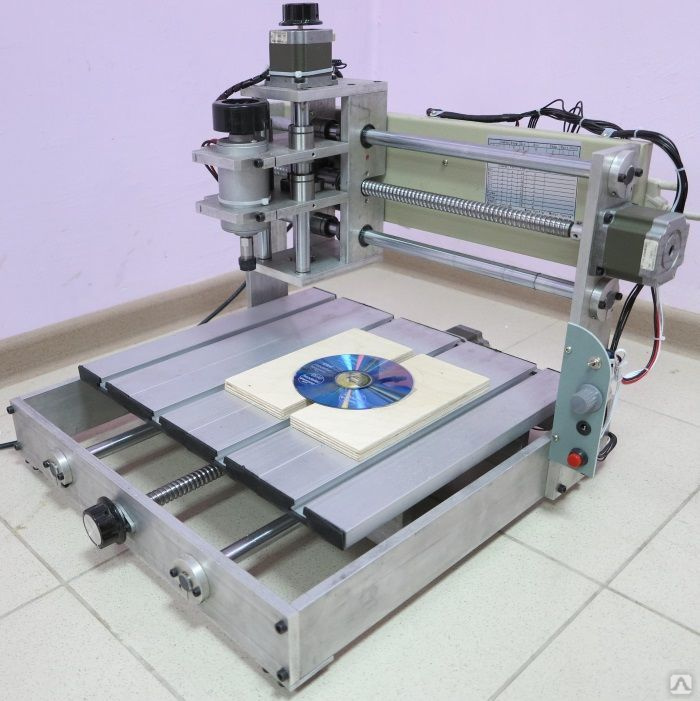
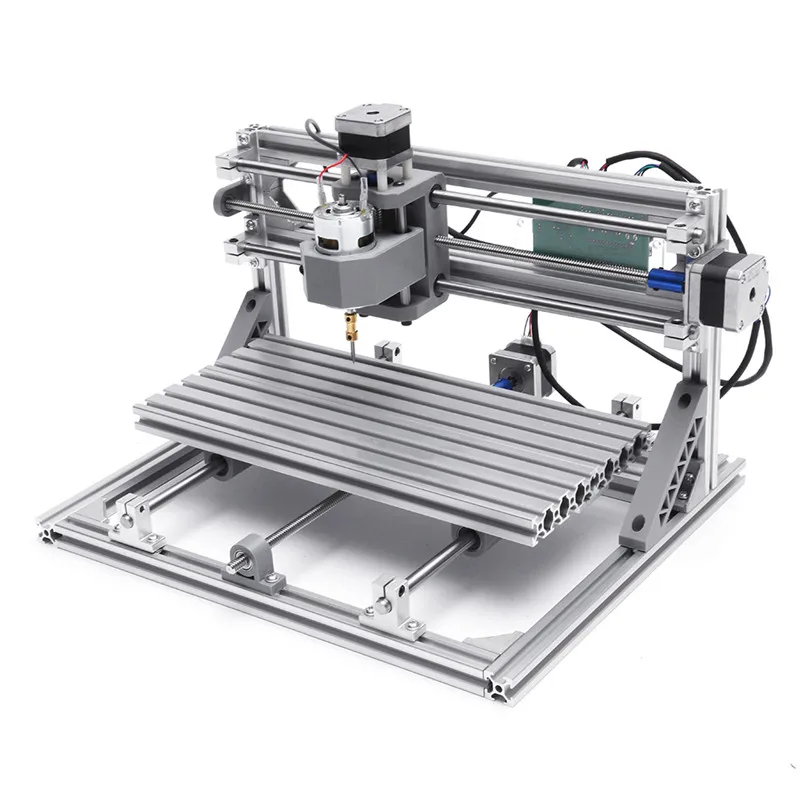
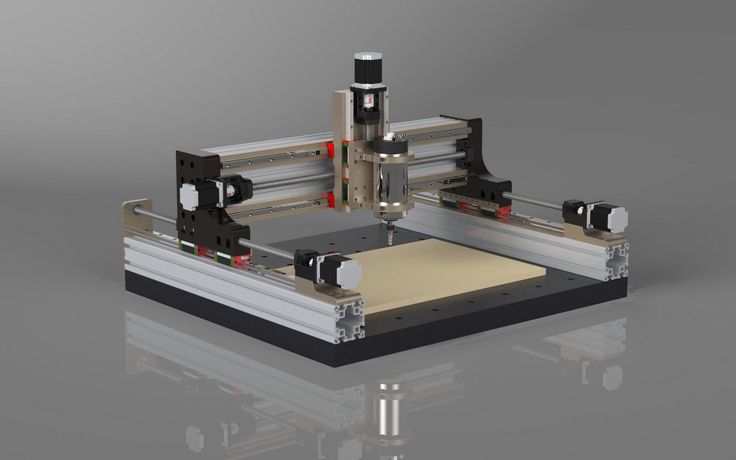

 0003
0003
 Чем тяжелее, тем лучше в каком-то смысле.
Чем тяжелее, тем лучше в каком-то смысле.
 youtube.com/embed/5OVNSRvYzyc»>
youtube.com/embed/5OVNSRvYzyc»> 
 У некоторых пользователей также возникают проблемы с оригинальным программным обеспечением, предоставленным производителем.
У некоторых пользователей также возникают проблемы с оригинальным программным обеспечением, предоставленным производителем.
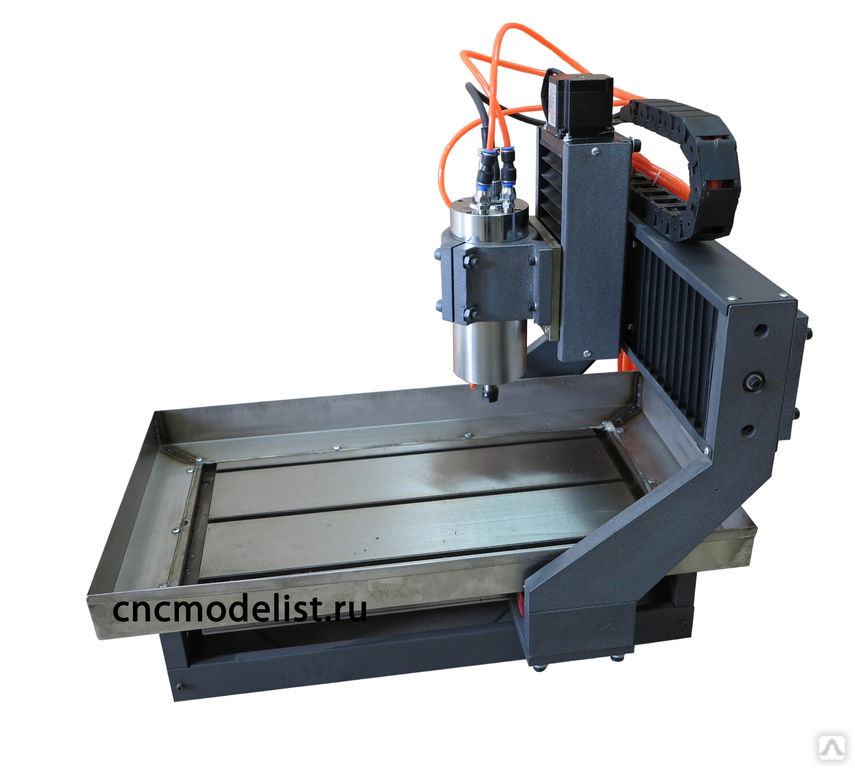 Этот ЧПУ имеет 5 осей, обеспечивает скорость вращения шпинделя 2000-10000 об/мин, использует 5 двигателей NEMA 17 и алюминиевую раму.
Этот ЧПУ имеет 5 осей, обеспечивает скорость вращения шпинделя 2000-10000 об/мин, использует 5 двигателей NEMA 17 и алюминиевую раму. Он начинался как проект с открытым исходным кодом, а теперь продается как набор для сборки.
Он начинался как проект с открытым исходным кодом, а теперь продается как набор для сборки. С рабочей зоной 203 x 203 x 76 мм этот маршрутизатор подходит для небольших проектов, таких как ювелирные изделия, миниатюры и печатные платы.
С рабочей зоной 203 x 203 x 76 мм этот маршрутизатор подходит для небольших проектов, таких как ювелирные изделия, миниатюры и печатные платы.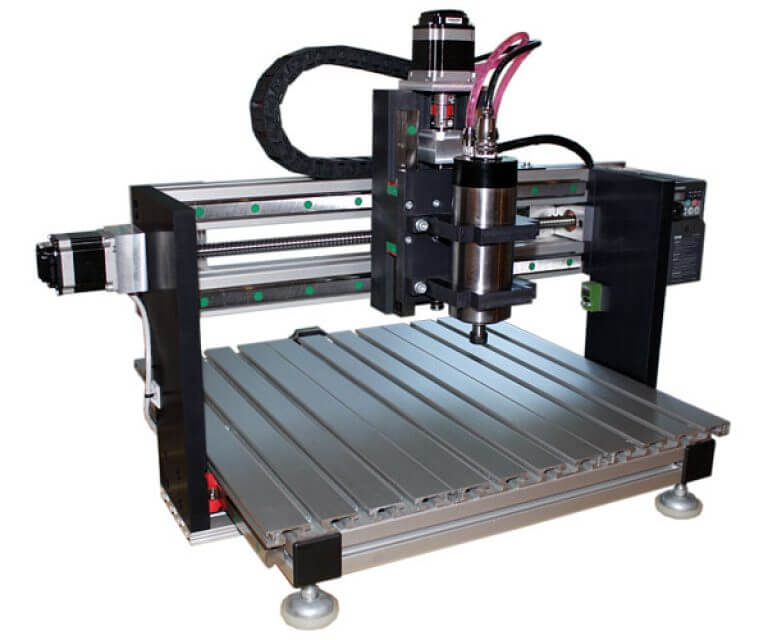 Не ожидайте, что он вырежет профили из фанеры толщиной 3/4 дюйма, но убедитесь, что вы сможете резать тонкие материалы с помощью подходящей насадки.
Не ожидайте, что он вырежет профили из фанеры толщиной 3/4 дюйма, но убедитесь, что вы сможете резать тонкие материалы с помощью подходящей насадки. Пользователи MYSWEETY утверждают, что он довольно прочный и простой в сборке. Еще одна хорошая сторона этого ЧПУ заключается в том, что он открыт для обновлений, таких как концевые выключатели.
Пользователи MYSWEETY утверждают, что он довольно прочный и простой в сборке. Еще одна хорошая сторона этого ЧПУ заключается в том, что он открыт для обновлений, таких как концевые выключатели.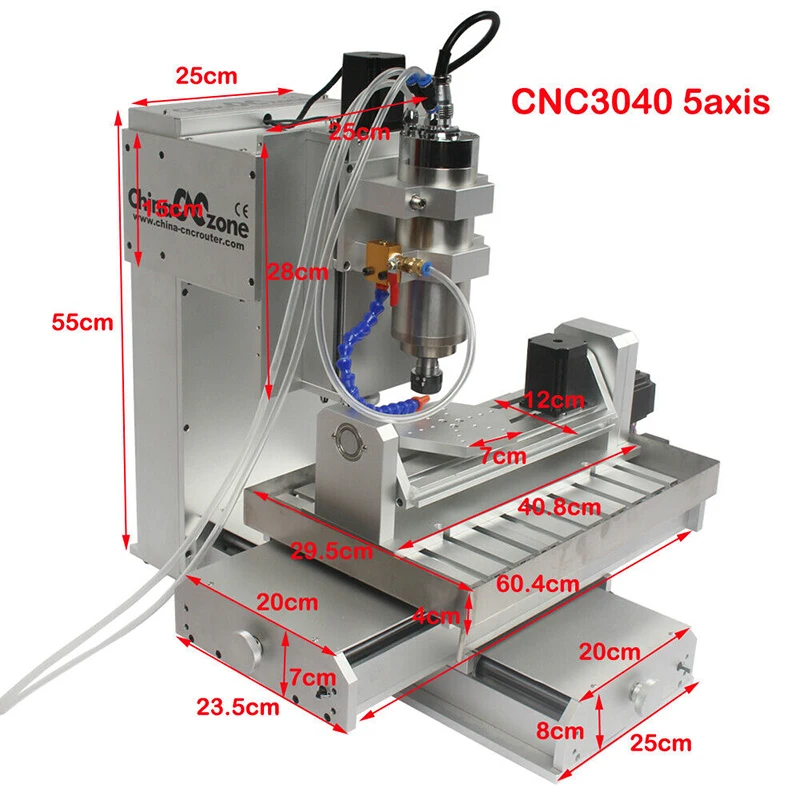

 BORSoudaTytanSoudalMakroflexBITSTRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм.
BORSoudaTytanSoudalMakroflexBITSTRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм. руRAWLPLUGLigansФЭСТКитайRUBIFROSTМагнитогорский электронный заводНовосибирский Респираторный ЗаводSilaРемонт на 100%ПУШКИНОMasterFlowПромышленникФиксарЭРАSAMWELDEVRENSait DemirciMr. ЭКОНОМИКПРАКТИКАRICHBOSSONG (Италия)OBOelementaTekafixTERMOCLIPAkfixJETFIXАРМИЯ РОССИИRED HITPUFAPROOKGEASYFIXTecfiBullCuttoriDaxmerSOMA FIXКМПGREEN FIX
руRAWLPLUGLigansФЭСТКитайRUBIFROSTМагнитогорский электронный заводНовосибирский Респираторный ЗаводSilaРемонт на 100%ПУШКИНОMasterFlowПромышленникФиксарЭРАSAMWELDEVRENSait DemirciMr. ЭКОНОМИКПРАКТИКАRICHBOSSONG (Италия)OBOelementaTekafixTERMOCLIPAkfixJETFIXАРМИЯ РОССИИRED HITPUFAPROOKGEASYFIXTecfiBullCuttoriDaxmerSOMA FIXКМПGREEN FIX Ковш выполнен из прочного алюминиевого сплава и снащен ребрами жесткости.Большой ковш позволяет значительно ускорить процесс уборки снега, что делает работу более быстрой и комфортной.П-образная рукоятка позволяет максимально эффективно прилагать усилия для перемещения ковша. Преимущества движка:Эффективное выполнение работ.Комфортное использование.Надежность.Долговечность.
Ковш выполнен из прочного алюминиевого сплава и снащен ребрами жесткости.Большой ковш позволяет значительно ускорить процесс уборки снега, что делает работу более быстрой и комфортной.П-образная рукоятка позволяет максимально эффективно прилагать усилия для перемещения ковша. Преимущества движка:Эффективное выполнение работ.Комфортное использование.Надежность.Долговечность. Сверхмощный, но впечатляюще легкий снегоуборщик IVation эффективно очищает дорожки, террасы, террасы, подъездные пути и другие жилые районы с удивительной легкостью. Исчезли изгибающие, напрягающие, поднимающие и бросающие движения изнурительной ручной уборки снега. Благодаря высокоэффективному электрическому двигателю ему не нужен бензин, масло или грязные руки. Просто подключите его к розетке, толкните снегоуборщик вперед и наслаждайтесь чистой и безопасной поверхностью за считанные минуты. Убирает до 20 дюймов снега за один проход Благодаря ширине зазора 20 дюймов и высоте забора воздуха 10 дюймов этот снегоуборщик обеспечивает максимальную производительность уборки снега при каждом отдельном проходе. В результате значительно сокращается продолжительность и/или количество проходов, необходимых для очистите любую заданную площадь.Мощный, подключаемый модульСнегоуборочная машина Ivation оснащена мощным электродвигателем мощностью 15 ампер/2000 Вт.Разработанный для высокой эффективности и быстрого вращения, он сдувает до 750 фунтов снега за один раз.
Сверхмощный, но впечатляюще легкий снегоуборщик IVation эффективно очищает дорожки, террасы, террасы, подъездные пути и другие жилые районы с удивительной легкостью. Исчезли изгибающие, напрягающие, поднимающие и бросающие движения изнурительной ручной уборки снега. Благодаря высокоэффективному электрическому двигателю ему не нужен бензин, масло или грязные руки. Просто подключите его к розетке, толкните снегоуборщик вперед и наслаждайтесь чистой и безопасной поверхностью за считанные минуты. Убирает до 20 дюймов снега за один проход Благодаря ширине зазора 20 дюймов и высоте забора воздуха 10 дюймов этот снегоуборщик обеспечивает максимальную производительность уборки снега при каждом отдельном проходе. В результате значительно сокращается продолжительность и/или количество проходов, необходимых для очистите любую заданную площадь.Мощный, подключаемый модульСнегоуборочная машина Ivation оснащена мощным электродвигателем мощностью 15 ампер/2000 Вт.Разработанный для высокой эффективности и быстрого вращения, он сдувает до 750 фунтов снега за один раз. в минуту, что облегчает работу с высокими пайлапами.Металлическая рукоятка, обернутая пенойЭргономичная металлическая рукоятка с полным дужкой, обернутая в мягкую пену, чтобы ваши руки были немного теплее в морозную погоду.Мягкая рукоятка также снижает вибрационную обратную связь от двигателя, тем самым уменьшая усталость рук и временное онемение.Приземленный дизайн — буквальноУсовершенствованная конструкция вращающегося лезвия в сочетании с тонким, плоским, обхватывающим асфальт наконечником лопаты позволяет снегоуборщику очищать весь путь до тротуара. Это полностью удаляет тонкий слой снега иначе это превращается в скользкую ледяную пленку. Регулируемый желоб и яркий свет Сбрасывайте снег именно туда, куда хотите, с помощью регулируемого желоба, который легко поворачивается на 180 градусов. А с набором из 6 светодиодных лампочек (3 Вт всего 18 Вт) вы можете выполнить работу ночью, а утром получить свежую чистую поверхность.
в минуту, что облегчает работу с высокими пайлапами.Металлическая рукоятка, обернутая пенойЭргономичная металлическая рукоятка с полным дужкой, обернутая в мягкую пену, чтобы ваши руки были немного теплее в морозную погоду.Мягкая рукоятка также снижает вибрационную обратную связь от двигателя, тем самым уменьшая усталость рук и временное онемение.Приземленный дизайн — буквальноУсовершенствованная конструкция вращающегося лезвия в сочетании с тонким, плоским, обхватывающим асфальт наконечником лопаты позволяет снегоуборщику очищать весь путь до тротуара. Это полностью удаляет тонкий слой снега иначе это превращается в скользкую ледяную пленку. Регулируемый желоб и яркий свет Сбрасывайте снег именно туда, куда хотите, с помощью регулируемого желоба, который легко поворачивается на 180 градусов. А с набором из 6 светодиодных лампочек (3 Вт всего 18 Вт) вы можете выполнить работу ночью, а утром получить свежую чистую поверхность. с.
с.
 Кроме того, регулируемые опорные башмаки расположены сзади, чтобы при необходимости увеличить производительность уборки, и эта установка позволяет избежать любых выступов на боковой стороне снегоуборщика.
Кроме того, регулируемые опорные башмаки расположены сзади, чтобы при необходимости увеличить производительность уборки, и эта установка позволяет избежать любых выступов на боковой стороне снегоуборщика. Эта конструкция также устраняет любые вибрации на протяжении всего срока службы.
Эта конструкция также устраняет любые вибрации на протяжении всего срока службы.
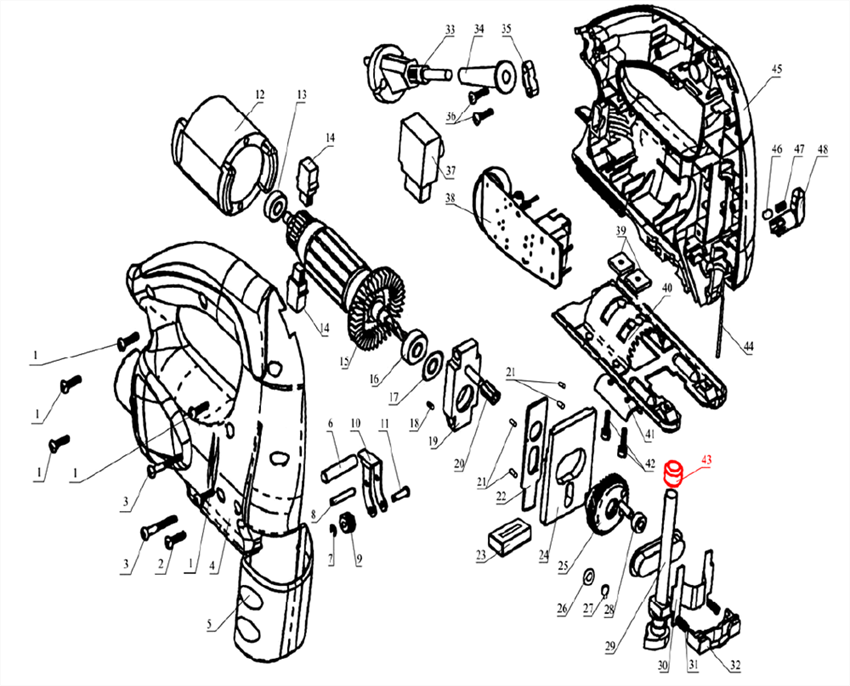
 Источником подобных движений является массивный балансир, к нижней части которого тонкая металлическая пластина. По мере вращения редуктора, балансировочный элемент, вместе со штоком, совершают возвратно-поступательные действия, и если последний передает их на пилку, то первый производит давление на механизм подкачки. Более детально рассмотреть, как работает маятниковый ход лобзика и понять, что это, Вам помогут следующие фото и видеоролик.
Источником подобных движений является массивный балансир, к нижней части которого тонкая металлическая пластина. По мере вращения редуктора, балансировочный элемент, вместе со штоком, совершают возвратно-поступательные действия, и если последний передает их на пилку, то первый производит давление на механизм подкачки. Более детально рассмотреть, как работает маятниковый ход лобзика и понять, что это, Вам помогут следующие фото и видеоролик.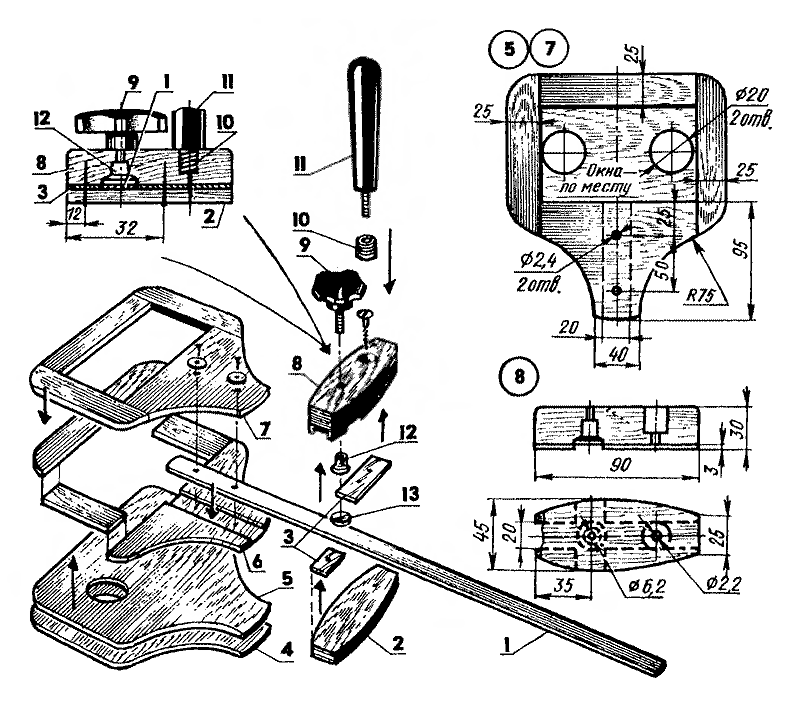 Возврат в изначальное положение совершается при помощи обычной пружины.
Возврат в изначальное положение совершается при помощи обычной пружины. функционал
функционал Снабжен прорезиненной рукояткой для удобства работы. Для своего ценового сегмента, имеет очень точную линию распила. Идет в комплекте с картонной коробкой, пилкой по дереву, шестигранным ключом, адаптером для пылесоса и документацией.
Снабжен прорезиненной рукояткой для удобства работы. Для своего ценового сегмента, имеет очень точную линию распила. Идет в комплекте с картонной коробкой, пилкой по дереву, шестигранным ключом, адаптером для пылесоса и документацией.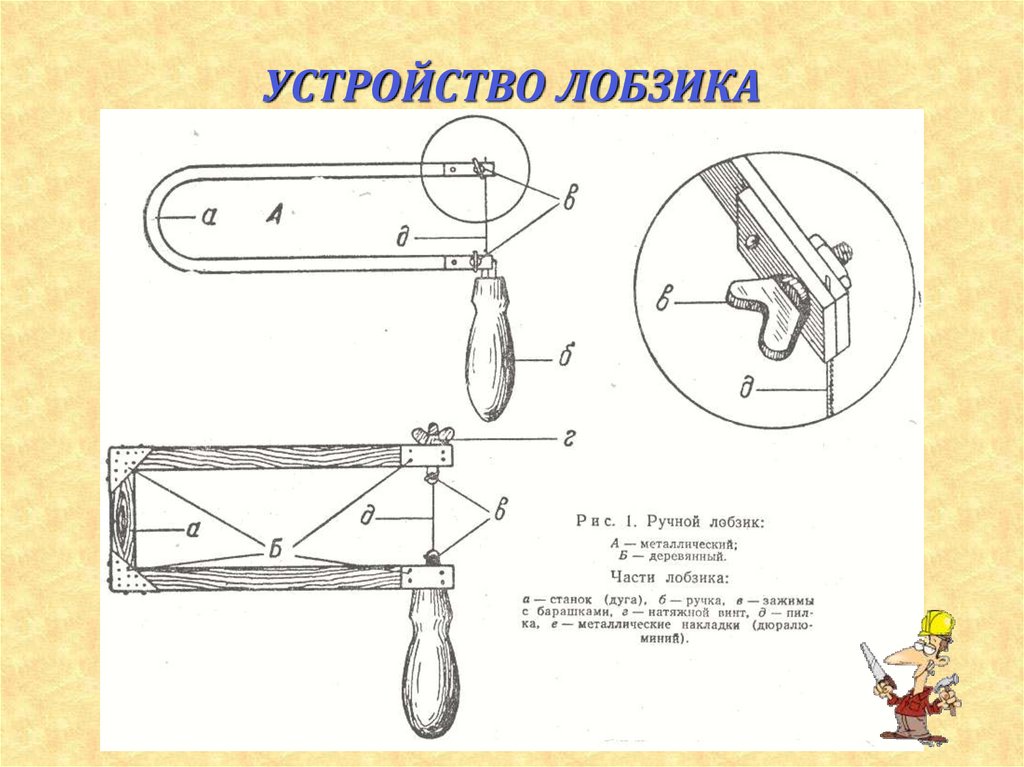 Оснащен прорезиненной ручкой и защитным экраном. Продается в коробке с пилкой, ключом и документацией.
Оснащен прорезиненной ручкой и защитным экраном. Продается в коробке с пилкой, ключом и документацией.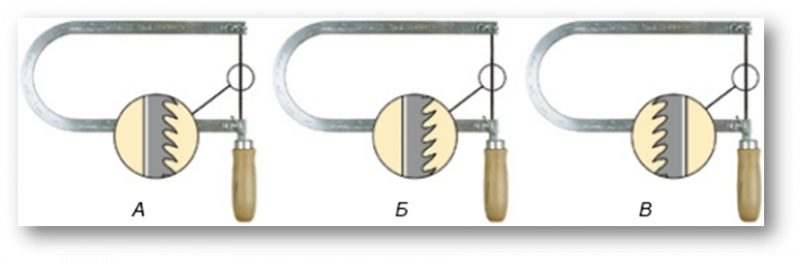 функционал
функционал Эта функция стала применяться на ручных электролобзиках относительно недавно, но сегодня есть почти на всех выпускаемых моделях. В обычном режиме пилка совершает возвратно-поступательные движения вверх-вниз. При включении маятникового хода плюс к этим добавляются движения вперёд-назад.
Эта функция стала применяться на ручных электролобзиках относительно недавно, но сегодня есть почти на всех выпускаемых моделях. В обычном режиме пилка совершает возвратно-поступательные движения вверх-вниз. При включении маятникового хода плюс к этим добавляются движения вперёд-назад. Также в этом режиме можно пилить более толстые заготовки, которые в обычном пилить затруднительно или просто невозможно – пилка может застревать, перегреваться, а мощности двигателя может не хватать.
Также в этом режиме можно пилить более толстые заготовки, которые в обычном пилить затруднительно или просто невозможно – пилка может застревать, перегреваться, а мощности двигателя может не хватать.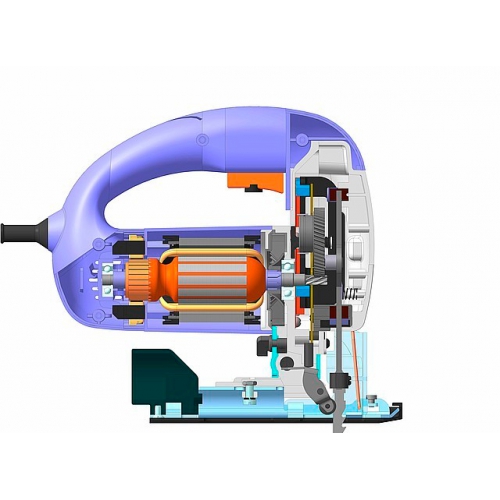
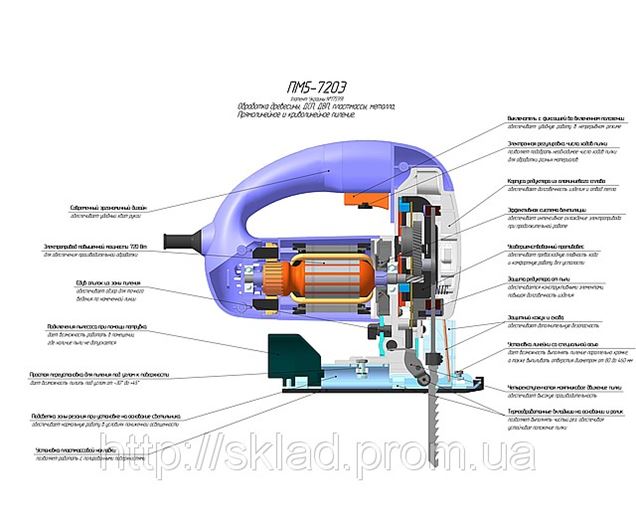
 Подходящая позиция регулятора определяется при пробном пилении. Начинают с позиции 1. Если электролобзик пилит нормально, но преимуществ режима подкачки не ощущается, пробуют позиции 2 и 3. Если на максимальной 3 позиции лобзик начинает прыгать, вибрировать, амплитуду подкачки снижают до 2 или до 1.
Подходящая позиция регулятора определяется при пробном пилении. Начинают с позиции 1. Если электролобзик пилит нормально, но преимуществ режима подкачки не ощущается, пробуют позиции 2 и 3. Если на максимальной 3 позиции лобзик начинает прыгать, вибрировать, амплитуду подкачки снижают до 2 или до 1.

 Потому что это может перемещать пильный диск как по вертикали, так и по горизонтали — большое преимущество перед лобзиком с обычным ходом. Здесь вы узнаете о других преимуществах маятникового лобзика, а также о том, почему лобзики серии PJSS от Trotec являются лучшим выбором …
Потому что это может перемещать пильный диск как по вертикали, так и по горизонтали — большое преимущество перед лобзиком с обычным ходом. Здесь вы узнаете о других преимуществах маятникового лобзика, а также о том, почему лобзики серии PJSS от Trotec являются лучшим выбором …
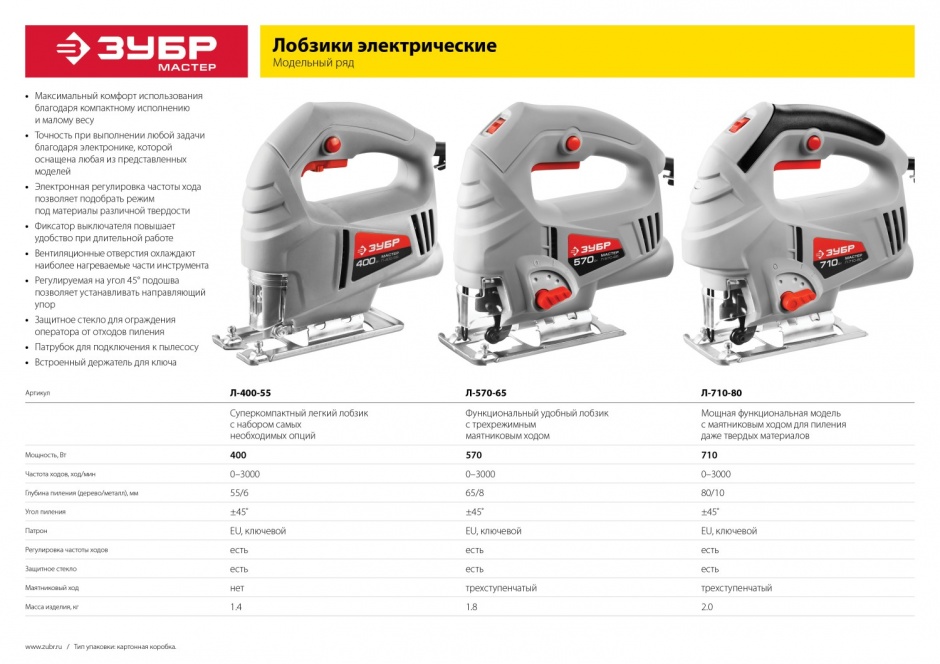 Например, для мягкой древесины меньшей толщины следует выбирать лезвие длиной 75 мм с мелкой насечкой и нормальной шириной.
Например, для мягкой древесины меньшей толщины следует выбирать лезвие длиной 75 мм с мелкой насечкой и нормальной шириной.
 В сочетании с правильным ходом маятника результат поразителен.
В сочетании с правильным ходом маятника результат поразителен.
 В заключение еще раз остановимся на необходимом уходе после использования средства.
В заключение еще раз остановимся на необходимом уходе после использования средства. Недостатком зацепленного маятникового хода является несколько более грубое поперечное сечение. С другой стороны, если важен особенно чистый срез, следует уменьшить ход маятника и, при необходимости, полностью отключить его. То же самое относится и к криволинейной резке, особенно для узких радиусов. Настройка маятникового хода в этом случае весьма невыгодна и должна быть отключена. Вы всегда должны пилить металл без маятникового хода, так как стружка значительно меньше и поэтому может легко вылететь.
Недостатком зацепленного маятникового хода является несколько более грубое поперечное сечение. С другой стороны, если важен особенно чистый срез, следует уменьшить ход маятника и, при необходимости, полностью отключить его. То же самое относится и к криволинейной резке, особенно для узких радиусов. Настройка маятникового хода в этом случае весьма невыгодна и должна быть отключена. Вы всегда должны пилить металл без маятникового хода, так как стружка значительно меньше и поэтому может легко вылететь. Компоненты на самом деле всегда обрезаются от края внутрь. С другой стороны, если вы хотите распилить часть детали, необходимо просверлить отверстие на расстоянии 5 мм внутри запланированного выреза сверлом 8-10 мм, вставить пильное полотно и затем резать началось с этого момента. Существуют даже пильные полотна, подходящие для так называемого погружного пропила. Это, однако, требует значительной практики, и сначала вам следует вызвать опытного мастера на все руки.
Компоненты на самом деле всегда обрезаются от края внутрь. С другой стороны, если вы хотите распилить часть детали, необходимо просверлить отверстие на расстоянии 5 мм внутри запланированного выреза сверлом 8-10 мм, вставить пильное полотно и затем резать началось с этого момента. Существуют даже пильные полотна, подходящие для так называемого погружного пропила. Это, однако, требует значительной практики, и сначала вам следует вызвать опытного мастера на все руки.
 см:
см: :
: Производители тракторов уделили особое внимание характеристикам, отвечающим за мощность и проходимость, для полноценного выполнения сельскохозяйственных и коммунальных работ на участках частного пользования. Особой популярностью пользуется модели мини-трактор Скаут Т-15 и мини-трактор Скаут Т-25, каждая, из которой имеет свои преимущества и приобретается фермерами с разной целью и в зависимости от особенностей земельного участка.
Производители тракторов уделили особое внимание характеристикам, отвечающим за мощность и проходимость, для полноценного выполнения сельскохозяйственных и коммунальных работ на участках частного пользования. Особой популярностью пользуется модели мини-трактор Скаут Т-15 и мини-трактор Скаут Т-25, каждая, из которой имеет свои преимущества и приобретается фермерами с разной целью и в зависимости от особенностей земельного участка.

 Просмотреть запись
Просмотреть запись Так в чем же между ними разница? Хотя это правда, что обе организации возглавляет BSA, эти программы во многом различаются. В этой статье мы рассмотрим различия и сходства между Cub Scouting и Boy Scouting!
Так в чем же между ними разница? Хотя это правда, что обе организации возглавляет BSA, эти программы во многом различаются. В этой статье мы рассмотрим различия и сходства между Cub Scouting и Boy Scouting!
 Далее в этой статье я расскажу о сходствах и различиях этих программ более подробно, чтобы у вас было полное представление о Cub Scouting и Scouts BSA!
Далее в этой статье я расскажу о сходствах и различиях этих программ более подробно, чтобы у вас было полное представление о Cub Scouting и Scouts BSA! Поскольку Cub Scouts моложе, в них меньше внимания уделяется лидерству, тогда как в Scouts BSA участников постоянно обучают лидерству и эффективному общению.
Поскольку Cub Scouts моложе, в них меньше внимания уделяется лидерству, тогда как в Scouts BSA участников постоянно обучают лидерству и эффективному общению.  д.)
д.) 



 В приведенной ниже таблице указаны лишь некоторые виды деятельности, в которых вы можете участвовать в качестве детеныша-скаута, по сравнению с тем, что делают бойскауты:
В приведенной ниже таблице указаны лишь некоторые виды деятельности, в которых вы можете участвовать в качестве детеныша-скаута, по сравнению с тем, что делают бойскауты:
 ↓
↓  Кроме того, когда каждый разведчик знает и следует цепочке подчинения, лидеры не будут засыпаны вопросами и просьбами! Что такое скаутская цепочка подчинения? Ну, по определению это:
Кроме того, когда каждый разведчик знает и следует цепочке подчинения, лидеры не будут засыпаны вопросами и просьбами! Что такое скаутская цепочка подчинения? Ну, по определению это:
 В таких случаях 9Разведчики 0007 обучены связываться со службами экстренной помощи, уведомлять взрослых лидеров и оказывать первую помощь. Хотя деятельность бойскаутов менее жестко структурирована, все же существуют надежные меры безопасности.
В таких случаях 9Разведчики 0007 обучены связываться со службами экстренной помощи, уведомлять взрослых лидеров и оказывать первую помощь. Хотя деятельность бойскаутов менее жестко структурирована, все же существуют надежные меры безопасности.
