11POCE-170 МОЮЩАЯ МОЩНАЯ МАШИНА Электрические мойки высокого давления, запчасти, ремонтные комплекты и руководства по эксплуатации
Жители Калифорнии | Карта сайта
ПОИСК по номеру детали или модели
11POE-170 Запчасти для электрических стиральных машин
ПРИМЕЧАНИЕ. Мы не являемся брендом POWERWASHER и не связаны с ним. Мы не продаем эти мойки высокого давления, но предлагаем некоторые детали для них, как показано ниже. 8 НАБОР ШЛАНГА ДЛЯ ПИСТОЛЕТА, В НАЛИЧИИ!
КОМПЛЕКТ ШЛАНГА ДЛЯ ПИСТОЛЕТА, В НАЛИЧИИ!
Прочтите перед тем, как ПОКУПАТЬ!
БОЛЬШЕ НЕДОСТУПНО
УДЛИНИТЕЛЬ 24-48″
Гибкая палочка и насадка
7001077 ТУРБОФОРСУНКА С КОПЬЕМ, В НАЛИЧИИ
7000396 Насадка с регулируемой распылительной головкой, в наличии!
27-дюймовая металлическая трубка и комплект распылительных наконечников
Очистить и нажать сопло
УДЛИНЕНИЕ КОПЬЯ
Уплотнительное кольцо для байонета, 3 шт.
Фильтр
7000002 GFCI — 2 зубца, в наличии!
входной вертлюг
7000079 Всасывающий узел для моющего средства, В НАЛИЧИИ
КОМПЛЕКТ ГОЛОВКИ НАСОСА
КОМПЛЕКТ КОЛЛЕКТОРА
Узел подачи воды
выключатель
Катушка для шланга высокого давления в сборе
Сборка микропереключателя/TSS
Колесо
Поддержка продаж по телефону
503-234-4044
Понедельник — пятница
7:00 — 16:00 по тихоокеанскому времени
КОРЗИНА
Товар:
0
Итого:
0,00 $
HG11042 Лот 1 Резьба из примерно 170 жемчужных шайб Howlite 4 по
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми возможностями нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
Цена: €3,70
Загрузка
Мало на складе
Включены местные налоги (где применимо) плюс стоимость доставки
Скоро прибудет! Получите его до 3-9 июня, если закажете сегодня
3-9 июня
Если вы заказываете сегодня, это дата прибытия, которая зависит от времени и местоположения обработки продавцом, времени доставки перевозчиком и вашего адреса доставки. Имейте в виду: задержки перевозчика или размещение заказа в выходные или праздничные дни могут сдвинуть эту дату.
Возврат и обмен принимаются
Количество
1234567
Вы можете сделать предложение только при покупке одного товара
Внесен в список 20 апреля 2023 г.
2 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не принадлежности для рукоделия
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила.
Описание товара электрическая тепловая пушка ТРОПИК ТПЦ-5
Электрические тепловентиляторы (тепловые пушки) серии ТПЦ предлагает большой выбор электрических тепловентиляторов мощностью нагрева от 2 до 30 кВт. Кроме того, тепловые пушки линейки ТПЦ компании Тропик выполнены достаточно компактно и снабжены удобной ручкой, что позволяет уверенно использовать их как в качестве мобильного средства обогрева, так и в качестве стационарного. Все модели тепловых пушек серии ТПЦ снабжены встроенными терморегуляторами капиллярного типа, что позволяет поддерживать заданную температуру автоматически. Выбор температуры выполняется бесступенчато с помощью удобного роторного переключателя в диапазоне от 0 до 40 градусов по Цельсию. Ручка-подставка используется не только для удобной переноски, но и служит для подвешивания на стену с помощью специальных кронштейнов.
Кроме того, серию ТПЦ отличают следующие особенности:
Встроенный терморегулятор капиллярного типа позволяет поддерживать постоянную температуру в помещении автоматически. Выбор нужной температуры окружающего воздуха осуществляется бесступенчато в пределах 0-40°С Специально разработанная ручка-подставка не только удобна для переноски, но и позволяет подвешивать тепловентилятор на стену с помощью кронштейнов. Управление режимами работы осуществляется роторным переключателем, что удобнее кнопок, особенно в рукавицах, варежках и перчатках.
Функциональные особенности ТРОПИК ТПЦ-5
• Переносные тепловые пушки, рабочее положение — установка на полу • Быстрый обогрев помещений среднего и большого объема • Прочный стальной корпус • Несколько уровней мощности обогрева • Термостат • Защита от перегрева • Уровень шума на расстоянии 5 м, не более 50 дБ(А) • Гарантия на всю продукцию Тропик 2 года при соблюдении правил эксплуатации.
О компании ТРОПИК
Компания Тропик производит и поставляет электрические и водяные тепловые завесы и тепловентиляторы.
Предлагается широкий ассортиментный ряд продукции, позволяющей полностью решить различные промышленные, бытовые и иные задачи. На сегодняшний день оборудование компании ТРОПИК хорошо известно в России и доступно во множестве точек оптовой и розничной продажи завес.
Основные приоритеты при изготовлении тепловентиляторов и тепловых воздушных завес:
Высокая функциональность воздушных заавес, достигнутая за счёт продуманной конструкции; Повышенная надёжность: электрические тепловентиляторы и тепловые воздушные завесы собраны с использованием высокотехнологичных комплектующих, необходимых для долгой и безотказной работы техники.
Электрические и водяные тепловентиляторы Тропик это: Доступная цена на весь модельный ряд завес и тепловентиляторов, обусловленная отечественным производством данной техники. Современный дизайн воздушных тепловых завес и теловентиляторов, позволяющий использовать продукцию компании практически повсеместно как в промышленном, так и коммерческом, административном и жилом секторах. Безопасность средств обогрева, достигнутая за счёт использования датчиков перегрева и принудительного включения обдува. Каждое тепловое оборудование Тропик отключается в ситуациях, способных вызвать перегрев. Эргономичность, сочетание компактности, малого веса и удобства монтажа и переноски делает продукцию Тропик одной из наиболее простых для применения в качестве мобильных средств обогрева, а расчёт на самые жесткие условия эксплуатации позволяет уверенно управлять оборудованием Тропик. Приобретая оборудование Тропик Вы получаете: высококлассное оборудование, включая водяные тепловые завесы и водяные тепловентиляторы, рассчитанное на различные условия эксплуатации. На производстве действует контроль качества: воздушные тепловые завесы, промышленные тепловентиляторы, электрические.
Тепловая пушка ТПЦ-5 — цены, описание, отзывы Оборудование для вентиляции и кондиционирования в Екатеринбурге
Тропик
Описание Технические данные Размеры
Электрический тепловентилятор ТПЦ-5 мощностью 4,5 кВт предназначен для обогрева небольших помещений, как бытовых, так и промышленных (торговые павильоны, небольшие магазины, офисы, гаражи, дачи, теплицы, цеха, автомойки, мастерские). Помимо отопления, эти устройства могут служить для интенсивной сушки производственных помещений, складов, автомоек или СТО. Тепловентилятор оборудован терморегулятором, позволяющим поддерживать в помещении необходимую температуру в диапазоне от 0°С до 40°С. Имеет встроенную защиту от перегрева.
Корпус тепловентилятора покрыт порошковой краской, что надежно защищает его от коррозии. Доступные цвета — зелёный и красный. Гарантия 3 года.
Характеристики
Бренд: Тропик
Категория: Тепловентиляторы
Макс. расход воздуха: 440 м3/час
Макс. потребляемая мощность: 4,5 кВт
Макс. производительность: 440 м3/час
Макс. Ток: 21 А
Мощность: 4 кВт
Тип Нагрева: Электрический
Напряжение: 380 В
Модель
ТПЦ-5
Серия
ТПЦ
Напряжение питания, В
220/380
Мощность, кВт
4,5
Ступени мощности, кВт
0/3/4,5
Максимальный ток, A
21/7
Расход воздуха (производительность), м3/ч
440
Уровень шума, дБ (А)
50
Скорость потока воздуха, м/с
2,6
Δt, °C при максимальной мощности
50
Управление
роторный переключатель режимов на корпусе
Терморегулятор
есть
Тип нагревательного элемента
ТЭН
Степень защиты
IP21
Завод-изготовитель
Тропик (Россия)
Срок гарантии
3 года
Дополнительная информация
встроенная защита от перегрева
Габариты (ШхГхВ), мм
279х375х321
Вес, кг
5,2
Отзывы
Об этом товаре отзывов пока нет. Будьте первым.
Оставьте свой отзыв о товаре — Тепловая пушка ТПЦ-5
Оставить отзыв
Магазин AMPP — Борьба с коррозией в нефтедобыче, TPC 5, второе издание
Дом
/
Книги
/
Борьба с коррозией в нефтедобыче, TPC 5, второе издание
Извините, этого товара больше нет в наличии
Для неспециалистов, заинтересованных или ответственных за борьбу с коррозией при добыче нефти и газа. Основы коррозии. Материалы. Защита. Уход. Окружающая среда. Обнаружение. Мониторинг. 2-й выпуск 1999 КДЕС
Номер продукта: 25022
ISBN: 0828112746
Автор: Х. Г. Байарс
Дата публикации: 1999 г.
Отрасли:
Катодная защита , Добыча нефти и газа , Нефтепереработка
Цена участника:
100 долларов США
Цена для нечленов: 100 долларов США
Цена:
100 долларов США
Этот бестселлер предназначен для людей, которые не являются специалистами по коррозии, но заинтересованы и/или несут ответственность за контроль коррозии при добыче нефти и газа. Книга состоит из 11 глав, содержащих информацию об основах коррозии, формах коррозии, выборе материалов, защитных покрытиях, катодной защите, химической обработке, контроле агрессивной среды, обнаружении коррозии и контрольном контроле. 1999 by NACE Press, 8-1/2” x 11”, мягкий переплет, 350 страниц, 100 рисунков, 30 таблиц, библиография, индекс
Этот бестселлер написан для людей, не являющихся специалистами в области коррозии, но интересующихся и/или ответственность за контроль коррозии при добыче нефти и газа. Книга состоит из 11 глав, содержащих информацию об основах коррозии, формах коррозии, выборе материалов, защитных покрытиях, катодной защите, химической обработке, контроле агрессивной среды, обнаружении коррозии и контрольном контроле. 1999 by NACE Press, 8-1/2” x 11”, мягкий переплет, 350 страниц, 100 рисунков, 30 таблиц, ссылки, библиография, указатель
Ярлыки товаров
Книги (31)
,
катодная защита (298)
,
материалы (32)
,
мониторинг (40)
,
защита от коррозии (136)
,
нефть и газ (48)
,
выбор материала (56)
,
nace публикация (16)
Также приобретен
Номер продукта: 37239
ISBN: COA-система покрытия
$55. 00
Категории
Книги (94)
электронные книги (41)
Образование — Регистрация на курс (0)
Публикации (3)
Сертификация (0)
Стандарты (1405)
Сертификационные экзамены (3)
Материалы конференции (37262)
Вигиды (5)
электронные курсы (26)
отчеты (92)
Сертификаты членства (0)
Подписки (7)
Программное обеспечение и онлайн-базы данных (6)
Учебные пособия (3)
Видео (3)
Распродажа (7)
Промышленность
Химические вещества
Покрытия
Электрический
Техническая и питьевая вода
Нефть и газ
Пластик/композиты
Нефтеперерабатывающий завод/переработка газа
Резервуары для хранения
Здания и производственное оборудование
Катодная защита
Химические ингибиторы
Покрытия и футеровки
Мониторинг и контроль коррозии
Производство энергии
Автомагистрали и мосты
Морской
Выбор материалов и дизайн
Военный
Разведка нефти и газа
Трубопроводы для газа/жидкости
Добыча нефти и газа
Переработка нефти
Трубопроводы, резервуары и подземные системы
Обрабатывающая промышленность
Наука о коррозии
Метод испытаний
Вода/сточные воды
Популярные теги
Материалы конференции 1998 г.
Материалы конференции 2000 г.
Материалы конференции 2004 г.
Материалы конференции 2006 г.
Материалы конференции 2007 г.
Материалы конференции 2008 г.
Материалы конференции 2012 г.
Материалы конференции 2013 г.
Материалы конференции 2017 г.
Материалы конференции 2018 г.
Документы конференции ampp
покрытия
Материалы конференции
Загружаемый
Стандартный кредит с возможностью погашения
Посмотреть все
Кабельная сеть ТПК-5 | Semantic Scholar
DOI: 10. 1109/35.481242
Идентификатор корпуса: 62757394
@article{Barnett1996TheTC,
title={Кабельная сеть TPC-5},
автор={В. Барнетт и Хитоши Такахира, Джеймс С. Барони и Ёсихиро Оги},
журнал={Сообщение IEEE. Маг.},
год = {1996},
объем = {34},
страницы = {36-40}
}
W. Barnett, H. Takahira, Yoshihiro Ogi
Опубликовано 1 февраля 1996 г.
Business
IEEE Commun. Маг.
Кабельная сеть TPC-5 (TPC-5 CN) станет первой самовосстанавливающейся транстихоокеанской кольцевой сетью. Он состоит из кольца подводных кабелей, соединяющих шесть сетевых узлов на шести площадках для приземления кабеля. TPC-5 CN сочетает в себе уникальное сочетание технологий для достижения надежности архитектуры и производительности передачи, необходимых пользователям сети. Среди технологий, используемых в TPC-5 CN, — волоконно-оптические усилители, легированные эрбием (EDFA), оконечное оборудование линии 5 Гбит/с (LTE), мониторинг линии…
Просмотр через Publisher
Измерения передачи WDM на установленном сегменте H подводной кабельной системы с оптическим усилителем TPC-5
J. Feggeler, C.-C. Chen, W. E. Patterson
Physics
1996
Испытания передачи WDM были проведены на недавно установленном сегменте H транстихоокеанской кабельной системы (TPC-5). Длина этого отрезка составляет /spl sim/6600 км. Испытания проводились в…
Применение технологии WDM в подводных кабельных сетях
P. Trischitta, W. Marra
Business
IEEE Commun. Маг.
1998
Несколько международных подводных сетей, которые, когда они будут завершены к концу 1999 года, будут использовать технологию WDM и будут служить основной частью глобальной подводной волоконно-оптической инфраструктуры, соединяющей мир.
Защитное переключение PXC, инициированное мониторингом производительности с помощью FEC для подводных кабельных сетей
Мы успешно продемонстрировали операцию защитного переключения фотонной кросс-коммутации (PXC), запускаемую порогом ухудшения производительности коэффициента битовых ошибок, контролируемого с помощью FEC, в…
Оценка эффективности трансокеанской коммутации
Duan YingZi, Hao Weimin
Business
ICCT’98. 1998 г. Международная конференция по коммуникационным технологиям. Proceedings (IEEE Cat. No.98EX243)
1998
В этой работе изучается производительность системы трансокеанской коммутации в самовосстанавливающемся кольце синхронной цифровой иерархии (SDH SHR) и основное внимание уделяется кольцевой коммутации.
Характеристики оптических сетей связи
S. Johansson, Erland Almström
Физика
2001
В этой главе обсуждаются основы различных моделей подключения и требования к оптической сети, а также подробно рассматривается защитная коммутация в оптической сети. , где разные схемы защиты представлены с особым акцентом на кольцевую защиту.
Временное дрожание в системах WDM с возвратом к нулю на больших расстояниях
A. Richter, Doktors der Ingenieurwissenschaften
Физика
2002
Волоконно-оптические телекоммуникационные системы дальней связи передают цифровую информацию на земные расстояния от 3000 до 5000 км и трансокеанские расстояния от 5500 км до 12000… 9 0015
Оптические сети :: Магистраль Forr Universal Связь
Р. Брей, Д. Бэйни, Д. Бэйни
Физика
Коммуникационный трафик в мировой волоконно-оптической магистральной сети растет более чем на 10% в год, и темпы роста ускоряются. Постоянно растущие требования к пропускной способности удовлетворяются…
Волокно и волоконно-оптические технологии после разработки VAD
Х. Канамори
Физика
21-я конференция по оптоэлектронике и связи (OECC), 2016 г., проведенная совместно с Международной конференцией по фотонике в коммутации (PS) 2016 г. 90 015
2016
Разработка оптических волокон VAD для трансокеанских подводных кабельных сетей, от стандартных одномодовых волокон для ТРС-3 в 1989 году до волокон со сверхмалыми потерями и большой площадью мод для новейших…
Подводные волоконно-оптические сети: прошлое, настоящее и будущее
С момента их появления в середине 1980-х годов подводные системы передачи световых волн добились огромного прогресса как в пропускной способности, так и в сетевой архитектуре, а технологии и рыночные возможности указывают на то, что этот быстрый рост будет продолжаться. в будущее.
Архитектура интегрированной системы управления на основе TMN для смешанной крупномасштабной транспортной сети SDH/PDH
Хироши Танака, Шигео Кодзай, Х. Хориучи, Ясунобу Цубакихара, С. Обана
Компьютерные науки, бизнес
NOMS 98 1998 Симпозиум IEEE Network Operations and Management многослойный функциональную архитектуру и заново определить интегрированную модель информации управления, которая объединяет различные модели информации управления для многих типов сетевых элементов (сетевых элементов).
Измерения передачи WDM 10 Гбит/с на установленном подводном кабеле с оптическим усилителем
J. Feggeler, D. Duff, G. Valvo
Физика, бизнес
1995
Испытания передачи WDM проводились на 4200 км смонтированного участка Транстихоокеанской кабельной системы (ТПК-5). Испытания проводились на скоростях передачи до 10 Гбит/с и на расстояниях до 16800…
Проектирование и внедрение подводных систем с оптическим усилением
В этом документе описываются показатели производительности, выполненные во время установки и ввода в эксплуатацию первой системы Карибского бассейна, чтобы подтвердить проектные ожидания, а также то, что было изучено в ходе специальных испытаний «первой системы» относительно ограничений этой технологии.
Роботы для сварки FANUC — оптимальное решение для автоматизации сварочных процессов. АЛЬФА ИНЖИНИРИНГ. Промышленный робот для дуговой сварки.
В настоящее время до половины всех промышленных роботов в мире используются для сварки. Это не удивительно, так как процесс сварки идеально приспособлен для выполнения промышленным роботом: он представляет собой ряд многократно повторяющихся однотипных движений по заранее определенной траектории. Роботы для сварки могут выполнять прямые, кольцевые, круговые и криволинейные швы. До недавнего времени ограничением для еще более широкого применения сварочных роботов была их относительно высокая цена, однако с появлением недорогих моделей промышленных роботов для сварки FANUC ситуация кардинально изменилась. Теперь роботизированная сварка стала доступна и небольшим компаниям.
Преимущества робота для сварки
Более высокая производительность. Рост производительности при использовании робота для сварки достигает 60-80%.
Уменьшение числа рабочих. Один сварочный робот заменяет собой от 2-х до 4-х сварщиков. Кроме того применение роботов для сварки обеспечивает значительную экономию энергии и расходных материалов.
Более высокое качество шва. Если при ручной сварки качество шва полностью зависит от квалификации сварщика, то робот для сварки всегда обеспечивает стабильно высокое качество сварки.
Повышение безопасности выполнения работ. При роботизированной сварке все работы протекают без участия человека, при этом место сварки всегда огорожено.
Однако нужно помнить, что если вам необходима частая переналадка робота для сварки, вам необходимо иметь в штате квалифицированного инженера, который должен пройти специальное обучение. Также необходимо тщательно следить за качеством поступающих на сварку деталей на предмет постоянства их толщины и геометрии.
Промышленные роботы для сварки FANUC
Компания FANUC разработала линейку промышленных роботов Arc Mate, предназначенную специально для выполнения операций дуговой сварки.Роботы для дуговой сварки FANUC имеют грузоподъемность до 20 кг и радиус рабочей зоны до 2 м. Они идеально подходят для выполнения большого спектра операций по дуговой сварке, сварки лазером, пайки мягким припоем и резки.
Роботы для сварки FANUC имеют тонкую руку с полым запястьем, что позволяет использовать их в ограниченном пространстве в самых различных отраслях. Применение полого запястья позволяет увеличить срок службы сварочных кабелей.
Сварочные роботы FANUC комплектуются не требующей настройки интерфейсной программой для подключения к источникам питания сварочных аппаратов, которая позволяет быстро и легко подключать робота ко всем распространенным источниками питания сварочных аппаратов. Кроме того использование цифровых интерфейсов позволяет отслеживать и регулировать параметры источников питания прямо с пульта Robot iPendant.
Роботы для дуговой сварки FANUC обладают продвинутой системой контроля качества выполнения работ. Благодаря передовой системе технического зрения FANUC iRVision роботы могут контролировать тип обрабатываемой детали, положение деталей и сварочного шва, производить послесварочный осмотр. Роботы для сварки FANUC могут быть укомплектованы устройством TorchMate, которое автоматически регулирует центральную точку инструмента и избавляет от необходимости повторной настройки траектории после столкновения робота с препятствием.
Кроме того необходимо отметить, что роботы для дуговой сварки FANUC сочетают в себе высокую грузоподъемность и большую досягаемость, что делает их идеальным решением для работы с крупногабаритными деталями.
Модельный ряд роботов для сварки FANUC
ARC Mate 0iB
Шестиосевой робот, стандартная версия
Оси: 6
Грузоподъемность: 3 кг
Досягаемость: 1437 мм
ARC Mate 100iC/7L
Шестиосевой робот, версия с длинной рукой
Оси: 6
Грузоподъемность: 7 кг
Досягаемость: 1632 мм
ARC Mate 100iC/8L
Шестиосевой робот, версия с длинной рукой
Оси: 6
Грузоподъемность: 8 кг
Досягаемость: 2028 мм
ARC Mate 100iC/12
Шестиосевой робот, стандартная версия
Оси: 6
Грузоподъемность: 12 кг
Досягаемость: 1420 мм
ARC Mate 100iC/12S
Шестиосевой робот, версия с короткой рукой
Оси: 6
Грузоподъемность: 12 кг
Досягаемость: 1098 мм
ARC Mate 120iC
Шестиосевой робот, стандартная версия
Оси: 6
Грузоподъемность: 20 кг
Досягаемость: 1811 мм
ARC Mate 120iC/12L
Шестиосевой робот, версия с длинной рукой
Оси: 6
Грузоподъемность: 12 кг
Досягаемость: 2009 мм
ARC Mate 50iD
Шестиосевой робот, стандартная версия
Оси: 6
Грузоподъемность: 7 кг
Досягаемость: 911 мм
M-710iC/12L
Шестиосевой робот малой грузоподъемности, версия с длинной рукой
Оси: 6
Грузоподъемность: 12 кг
Досягаемость: 3123 мм
M-710iC/20L
Шестиосевой робот, версия с длинной рукой
Оси: 6
Грузоподъемность: 20 кг
Досягаемость: 3110 мм
ARC Mate 100iD
Шестиосевой робот малой грузоподъемности, версия с длинной рукой
Оси: 6
Грузоподъемность: 12 кг
Досягаемость: 1420 мм
ARC Mate 100iD/10L
Шестиосевой робот
Оси: 6
Грузоподъемность: 10 кг
Досягаемость: 1636 мм
ARC Mate 100iD
Шестиосевой робот, версия с длинной рукой
Оси: 6
Грузоподъемность: 7 кг
Досягаемость: 911 мм
Сварочные роботы и роботизированные технологические комплексы
Автоматизация производства для безупречной работы
Когда не хватает рук, а объемы работ растут – требуется технологическое решение. Оптимизируйте производство и забудьте о нехватке персонала – предоставляем современное оборудование для бизнеса, который идет в ногу со временем.
Приобретайте роботизированные технологические комплексы на базе промышленных конструкций FANUC, KUKA, YASKAWA, HONYEN, CRP. Предоставляем функциональные решения для малых и крупных предприятий – с нашими сварочными роботами вы сможете проводить быстрые и точные производственные операции даже в трудных условиях.
Проверенные технологии
Приобретайте роботизированные технологические комплексы от надежного поставщика – 500 компаний увеличили прибыль и сократили издержки благодаря нашей продукции. Отзывы>
Комплексный подход
Получайте решения для производства любых объемов –обеспечиваем сервисное обслуживание, а также обучаем работе с новыми сварочными роботами.
Гарантия результата
Купите сварочных роботов, которые успешно прошли все лабораторные испытания. Технические специалисты имеют высшее образование и регулярно проходят курсы повышения квалификации.
Мобильность
Связывайтесь удобным для вас способом – консультируем по ценам сварочных роботов через Skype и при личной встрече. Наши офисы находятся в Москве, Екатеринбурге и Челябинске.
Роботизированные технологические комплексы для эффективной работы
Сварка, механическая обработка, термическая резка, паллетирование и другие процессы
Оперативность
Увеличьте эффективность за счет сварочных роботов-манипуляторов – мощные приводы и быстрые движения сократят время цикла работ.
Эффективность
Купите сварочного робота и производите только качественную продукцию – комплексы функционируют даже в трудных условиях с соблюдением высоких требований. В наличии также модели для погрузок и разгрузок, сортировки, нанесения покрытий и обработки изделий. Точные механизмы и удобный и компактный пульт управления обеспечат легкую работу с крупногабаритными и труднодоступными заготовками.
Безопасность
Будьте защищены от рисков благодаря продуманной конструкции. Сварочный робот-манипулятор снабжен защитной платой аварийной остановки, также используются особо гибкие кабели для большей износостойкости. Строение механизмов призвано избежать ударных движений при переориентации.
Вариативность
Приобретайте роботизированные технологические комплексы с нужным набором опций – при необходимости могут быть установлены дополнительные кабели, датчики, подключены дополнительные внешние оси. Полые конструкции сварочных роботов позволяют работать с разными типами горелок, в том числе с жидкостным охлаждением.
Компактность
Заказывайте сварочных роботов с минимально возможными размерами и весом. Модели с небольшой опорной основой легко устанавливаются непосредственно в станки или на них. В наличии также конструкции, которые размещаются на полу или на потолке.
Есть идеи, но не знаете, с чего начать?
Напишите нам или закажите звонок, чтобы узнать цену сварочного робота Подберем оптимальное предложение для вашего бизнеса
Свяжитесь с нами, чтобы получить дополнительную информацию о любой серии роботов или запросить ценовое предложение. Мы будем рады ответить на любые ваши вопросы, просто нажмите ниже, чтобы начать.
Свяжитесь с нами
Благодаря самому большому ассортименту моделей роботов и самому простому в использовании программному интерфейсу роботы FANUC для дуговой сварки идеально подходят для ваших производственных операций. Серия роботов FANUC ARC Mate позволяет пользователям максимально повысить производительность, оптимизировать качество, минимизировать производственные затраты и повысить безопасность на рабочем месте.
Передовая технология роботизированной сварки FANUC America в сочетании со знаниями и опытом, которые стоят за каждым сварочным роботом ARC Mate, дает вам уверенность в автоматизации сложных сварочных проектов. Сотрудничая с FANUC и нашими авторизованными партнерами по системной интеграции, производители найдут решения для процессов дуговой сварки, которые повысят их конкурентоспособность в современной глобальной экономике.
FANUC ARC Mate 100 i Робот для дуговой сварки D
Получите максимум от процесса роботизированной сварки. Свяжитесь с нами сегодня , чтобы поговорить со специалистом по дуговой сварке.
Запросить предложение Роботы для совместной дуговой сварки FANUC CR-15 i A и CR-7 i A по своей сути созданы на основе нашего лидирующего в отрасли семейства роботов ARC Mate. Внедряя совместную работу, FANUC теперь предлагает нашим пользователям возможность более тесно работать с нашими коботами. Наши коботы для дуговой сварки, в том числе новый FANUC CRX, поставляются с проверенным и простым в использовании программным обеспечением FANUC ARC Tool, разработанным для повышения вашей прибыли за счет сокращения времени программирования. Простой в программировании интерфейс поддерживает простые приложения, а также дает возможность использовать расширенные функции FANUC, такие как Weaving, i RVision, слежение за швом, TAST и многопроходный режим.
Сварочные коботы
Роботы для дуговой сварки для присадок
Семейство роботов FANUC для дуговой сварки поддерживает новые области применения, такие как аддитивное производство. Все роботы для дуговой сварки в нашей серии ARC Mate призваны помочь нашим клиентам повысить гибкость и эффективность своих процессов аддитивного производства. Простая автономная генерация программ, а также возможность легкого импорта сторонних путей позволяют клиентам быстро брать твердые модели из цифрового мира и воплощать их в жизнь.
Запросить дополнительную информацию
Наш новейший сварочный кобот — FANUC CRX
Новый CRX-10 от FANUC i Коллаборативный робот для сварки — последнее дополнение к нашей линейке коботов, которые могут выполнять сварку с той же надежностью, что и остальные Наши промышленные роботы. Наши сварочные коботы чрезвычайно просты в настройке, программировании и эксплуатации, даже если это ваш первый робот.
Запросить цену FANUC CRX >
Роботы для дуговой сварки | Простая настройка и программирование облегчают начало работы
Просто подключите и сварите
Роботы FANUC легко интегрируются практически со всеми сварочными комплектами, обеспечивая быструю установку горелки, механизма подачи проволоки и комплекта платьев, а также простой в использовании интерфейс источника сварочного тока благодаря встроенным библиотекам. Пользователи могут просто выбрать и сварить.
Простое программирование для ваших сварочных роботов
Программное обеспечение ArcTool предоставляет простой для понимания пользовательский интерфейс с использованием общепринятых сварочных терминов. Программы для роботов могут быть разработаны быстро, чтобы запустить робота в производство с минимальным временем простоя. Общий для всех роботов FANUC язык программирования облегчает работу всего персонала завода с любым роботом.
Бесшовная интеграция вспомогательных двигателей и позиционеров
Управление дополнительными двигателями FANUC расширяет возможности системы, сохраняя при этом простоту настройки и программирования. Сварочные позиционеры можно запрограммировать на независимое перемещение или согласование с движением робота для оптимизации скорости и качества сварки.
Мы используем несколько процессов роботизированной сварки
Выберите процесс сварки, который подходит для вашего применения, будучи уверенным, что робот ARC Mate может выполнять сварку MIG (GMAW), TIG (GTAW), плазменную (PAW) или лазерную сварку. FANUC работает с вами над созданием решений для сварки с низким уровнем разбрызгивания, чтобы обеспечить чистую отделку ваших деталей.
Интеллектуальные функции для интеллектуальной роботизированной дуговой сварки
Использование датчиков для настройки программ
При сварке несовместимых производственных деталей дополнительные датчики будут корректировать программу сварки для поддержания качества сварки. Такие опции, как Touch Sensing, сквозное дуговое отслеживание швов и лазерное зрение, добавят возможности поиска швов, отслеживания швов или измерения швов. Адаптивная возможность регулировки параметров сварки может использоваться для оптимизации размера сварного шва на основе обратной связи с датчиком.
Дуговая сварка с зрением
Интегрированное зрение позволяет роботам распознавать и находить объекты, сварные швы и элементы деталей, а также выполнять предварительные проверки или осмотры. Эта простая в использовании технология plug-and-play помогает повысить производительность при выполнении любых сварочных работ.
Автоматическое выравнивание TCP
Наши интеллектуальные роботы для дуговой сварки могут автоматически регулировать центральную точку инструмента (TCP) во время обслуживания горелки, чтобы максимизировать время безотказной работы системы и повысить производительность за счет обеспечения стабильных сварных швов.
Технология MultiARM
Используйте один обучающий пульт для программирования нескольких манипуляторов робота с простым управлением движениями для сварки и обработки, чтобы обеспечить постоянную скорость сварки и скоординированное движение всех манипуляторов.
Мощные роботы для дуговой сварки — большие преимущества
Самая высокая грузоподъемность в своем классе
Роботы FANUC обладают прочностью и надежностью для выполнения всех операций дуговой сварки, включая сварку под флюсом, тандемные горелки и несколько сварочных процессов на одном роботе. Дополнительная грузоподъемность позволяет использовать другое периферийное оборудование, такое как датчики или захваты, для погрузочно-разгрузочных работ.
Даже лучше, чем человеческая рука
Роботы сочетают в себе превосходную свободу движений с чрезвычайно высокой повторяемостью. Тонкие запястья и руки не только способны проникать в узкие места, но и достаточно сильны, чтобы носить тяжелые горелки и сварочные принадлежности.
Преимущества полого запястья
Конструкция с полым запястьем направляет сварочную горелку через манипулятор робота, чтобы снизить износ дорогих сварочных кабелей. Конструкция сквозного кронштейна также защищает кабель и позволяет программировать в автономном режиме без необходимости моделирования размещения кабеля.
Специалист по узким местам
Роботы с тонким запястьем хорошо подходят для дуговой сварки в труднодоступных местах. Они широко используются в производстве TIER 1 для сварки автомобильных осей, кронштейнов, сидений и выхлопных газов, а также для производства таких товаров, как балки и краны, а также базовых товаров для бизнеса, таких как резервуары, трубы и т. д.
Рельсовая ось не требуется. для крупных деталей
M-710 i C/12L — это самый длинный робот с полой рукой, доступный на рынке. Такой радиус действия позволяет сваривать очень большие детали и устраняет необходимость в оси рельса при дуговой сварке.
Вам не нужно покупать его, чтобы попробовать.
Пробное программное обеспечение WeldPRO
С помощью автономного программного обеспечения моделирования WeldPRO вы можете протестировать робота перед покупкой. Тестируйте роботов разного размера с помощью модели вашей детали, чтобы имитировать движение робота и рассчитать время цикла. Оптимизируйте размер рабочей ячейки и компоновку для ваших приложений.
Простое автономное программирование в WeldPRO
Функциональность CAD to PATH позволяет импортировать чертежи CAD одним щелчком мыши и может быть изменена в автономном режиме, даже во время работы роботов. Горелка и приспособление, автоматическое предотвращение столкновений и оптимизация цикла сварки делают применение дуговой сварки еще более эффективным.
У вас есть вопросы о наших роботах для дуговой сварки или вам нужно расценки? Мы здесь, чтобы помочь. Заполните форму ниже, и компетентный эксперт по автоматизации FANUC свяжется с вами.
Сварочные роботы: типы, преимущества и ограничения
Технология пришла в сварочную промышленность в виде сварочных роботов. Это захватывающее время для отрасли. Роботы-сварщики постоянно развиваются, чтобы адаптироваться ко все большему количеству сварочных процессов. Вам интересны сварочные роботы и вы хотите узнать о них больше? Хотите узнать о различных типах роботов-сварщиков? Давай выясним.
В этой статье мы обсудим:
Ручная и роботизированная сварка
Как долго существует роботизированная сварка
Преимущества роботизированной сварки
Ограничение роботизированной сварки
Для чего используются сварочные роботы
Различные типы роботов-сварщиков
Сварочная промышленность развивается
Давайте углубимся!
Ручная сварка в сравнении с роботизированной сваркой
Как следует из названия, роботизированная сварка — это автоматизация сварки, в которой для сварки используется манипулятор сварочного робота. При этом типе сварки робот перемещает горелку вдоль стыка, чтобы сварить детали. Сварочные роботы теперь могут выполнять многие типы сварочных процессов с использованием передовых сварочных инструментов.
Существует два вида роботизированной сварки: автоматическая и полуавтоматическая.
В системе автоматической роботизированной сварки детали подаются либо по конвейеру, либо по магазину. Затем они фиксируются в положении для сварки роботом. Как только робот сваривает детали, операторы перемещают их на другую операцию для проверки, сборки или упаковки.
В полуавтоматической системе роботизированной сварки оператор входит в роботизированную ячейку и удаляет завершенный сварной шов. Затем оператор размещает следующие детали для сварки роботом.
По сравнению с ручной сваркой роботизированная сварка выполняется быстрее и имеет более высокую производительность. Это потому, что роботу не нужно делать перерывы. Стоимость сварки в расчете на одну деталь также снижается, поскольку сварочный робот может производить больше сварных деталей, чем его коллега-человек.
Как давно существует роботизированная сварка?
Вы можете подумать, что сварочные роботы — новое изобретение, но на самом деле они существуют уже более 60 лет. Давайте кратко рассмотрим, как развивалась роботизированная сварка.
Джордж Девол изобрел первого программируемого робота в 1954 году. Позже он создал первого в мире промышленного робота. После этого он основал первую в мире компанию по производству роботов Unimation. Здесь, в этой компании, Девол и его коллеги создали первого промышленного робота. Они назвали это Unimate. Автомобильный завод General Motors (GM) использовал Unimate на своем заводе в Нью-Джерси. Робот делал точечную сварку и извлекал отливки. После первоначального испытания положительный отзыв распространил популярность сварочного робота по всему миру.
В 1978 году на деньги GM компания Unimation создала Универсальную Программируемую Машину для Сборки (PUMA). Эта машина используется до сих пор.
В 1980-х годах индустрия промышленных роботов росла. Каждый месяц компании придумывали новые роботизированные сварочные аппараты. Это также в этом десятилетии; роботизированные руки стали более мобильными и управляемыми.
С тех пор конструкция роботов постоянно совершенствуется. Роботизированные интерфейсы улучшились, а конструкции были оптимизированы и упрощены. Интерфейсы оператора также были усовершенствованы, чтобы упростить техническое обслуживание и ремонт.
Из промышленных роботов были изобретены меньшие коллаборативные роботы (коботы), чтобы работать вместе с людьми. Коботов легче программировать, и они безопаснее, чем их промышленные аналоги.
Сварочные коботы продолжают развиваться. Кто знает, какие события произойдут в будущем.
Преимущества сварочных роботов
Использование сварочного робота в вашем производственном процессе дает множество преимуществ. Давайте обсудим здесь несколько важных:
Повышенная производительность
Постоянное качество
Сокращение количества отходов и расходных материалов
Повышение производительности
Сварочные роботы выполняют работу быстрее и эффективнее. Они также делают меньше ошибок по сравнению со своими коллегами-людьми. Они могут достигать эффективности до 85% по сравнению с 20% их квалифицированных коллег-людей.
Роботы никогда не устают, не нуждаются в отдыхе и не уходят в отпуск. Они могут производить сварные швы одинакового качества изо дня в день. Сварщики-люди в той или иной степени имеют менее 50% времени горения дуги, и это число может снижаться по мере наступления усталости. Роботы могут иметь до 95% времени дуги.
Постоянное качество
Роботы не отвлекаются. Они могут поддерживать постоянную скорость сварки, ток и другие переменные. Благодаря этому они каждый раз могут обеспечивать очень высокое качество сварки. Использование сварочных роботов для сварочных проектов, требующих строгих требований к качеству, идеально.
Сокращение количества отходов и расходных материалов
Сварочные роботы устраняют множество ошибок при сварке, возникающих при сварке человеком. Это связано с тем, что роботы не устают и устраняют проблемы, которые может вызвать усталость. Сварочные роботы обеспечивают одинаковое качество сварки в любой ситуации. Избегая брака, легче уложиться в бюджет, особенно на дорогостоящих работах.
Сварочные роботы эффективны, так как они могут более эффективно использовать расходные материалы, такие как наполнители. Эта эффективность снижает количество производимых отходов. Сопла также являются еще одним расходным материалом, который роботы-сварщики используют экономно, увеличивая срок их службы. Расходные материалы покупаются реже, что снижает затраты.
Ограничения сварочных роботов
Хотя у сварочных роботов много преимуществ, у них есть свои ограничения. Давайте посмотрим на пару из них.
Требуется программирование и обучение
Большинству промышленных роботов требуются сложные навыки программирования. Поэтому вам может понадобиться нанять новый набор программистов для программирования робота. Вам также необходимо специальное обучение и курсы по технике безопасности для ваших работников. Эти курсы предназначены для ознакомления с тем, как безопасно работать с роботами. Интеграторы роботов могут помочь вам установить промышленных роботов, или вы можете сделать это самостоятельно с помощью своих знающих сотрудников.
Требуются значительные инвестиции для запуска
Сварочные роботы требуют значительных инвестиций — как в оборудование, приспособления, так и в обучение. Однако при правильном использовании роботы могут окупиться в течение одного-трех лет. Если вы хотите узнать, как скоро вы сможете окупить свои инвестиции, вы можете использовать онлайн-калькулятор возврата инвестиций (ROI) для сварочного робота. Это скажет вам, стоит ли это инвестиций или нет.
Для чего используются сварочные роботы?
В настоящее время сварочные роботы составляют 20 процентов от общего объема сварки в США. Однако это число быстро растет. Вообще говоря, роботизированная сварка используется в промышленности, где требуется высокая производительность. Точечная сварка, обычно используемая в автомобильной промышленности, является одним из самых популярных сварочных роботов. Тем не менее, дуговая сварка также становится все более популярным выбором для использования сварочных роботов.
Какие сварочные роботы существуют на рынке?
На рынке представлено множество марок сварочных роботов. Но в этой статье давайте поговорим о различных типах роботов в зависимости от используемых ими сварочных процессов.
Различные типы сварочных роботов:
Роботы для контактной точечной сварки
Совместные сварочные роботы
Роботы для дуговой сварки экранированным металлом (SMAW)
Роботизированная дуговая сварка металлическим электродом в среде защитного газа (GMAW/MIG)
Роботизированная дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW/TIG)
Роботизированная лазерная сварка
Робот для плазменной сварки
Робот для контактной точечной сварки
В автомобильной промышленности обычно используется контактная точечная сварка. Это процесс контактной сварки, при котором для соединения двух или более листов в одном месте используется более сильный электрический ток.
Роботы для точечной сварки представляют собой шарнирные роботы. Это роботы с вращающимися соединениями, которые имеют диапазон от двух до 10 осей. Роботы для точечной сварки имеют серводвигатель, оснащенный энкодером с высоким разрешением, который точно управляет движением горелки для точечной сварки. Сварочный пистолет имеет пару электродов, которые могут открываться и закрываться. Он также поставляется с программным обеспечением, которое контролирует ускорение, положение и усилие манипулятора.
Совместная роботизированная сварка
Совместная роботизированная сварка, или для краткости коботная сварка, также представляет собой роботизированную руку, обычно 6-осевую, со сварочной горелкой в качестве концевого эффектора. В отличие от промышленных роботов, коботы могут работать вместе с людьми. Благодаря этому нет необходимости размещать их в ячейке сварочного робота. Вы можете только позаботиться о безопасности сварки (вспышка, брызги). Их также легко развертывать и повторно развертывать для выполнения различных задач.
С появлением коллаборативных роботов (или коботов) средние сварочные предприятия также могут извлечь выгоду из автоматизации сварки. Их также легче программировать. Cobot Welder от Hirebotics — это самый простой для программирования кобот на рынке. Насколько это легко? Ваш сварщик может легко обучить робота с помощью своего телефона с помощью приложения.
Роботы для дуговой сварки в среде защитного газа (SMAW)
Дуговая сварка в среде защитного металла (SMAW) также называется дуговой сваркой. При этом типе сварки дуга создается между плавящимся флюсовым электродом и свариваемым материалом.
Робот SMAW должен учитывать изменение центральной точки инструмента (TCP). TCP — это переменная, используемая в роботах для отслеживания компьютером кончика инструмента, в данном случае расходуемого электрода. Скорость расхода электрода определяет направление движения манипулятора.
Роботизированная дуговая сварка металлическим электродом в среде защитного газа (GMAW/MIG)
Обычно роботы используются для сварки GMAW, когда для получения высокой производительности необходимы высокие скорости наплавки. При сварке GMAW плавящийся электрод расплавляется и действует как присадочный материал. Роботизированная сварка GMAW используется для сварки нержавеющей стали, меди, никеля, углеродистой стали и алюминия. Он обычно используется для металлов с высокой температурой плавления проводимости.
Роботизированная дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW/TIG)
Роботы для дуговой сварки вольфрамовым электродом (GTAW) используются при сварке тонких деталей или при необходимости эстетичных и точных сварных швов.
В Robotic GTAW такие переменные, как движение резака, предварительная подача защитного газа, частота импульсов и т. д., контролируются автоматически. Длину дуги также можно автоматически поддерживать с помощью автоматического контроля напряжения. Интеллектуальные системы роботизированной сварки GTAW оснащены камерами, которые помогают отслеживать местоположение стыка и обнаруживать ошибки. В системе этого типа оператор калибрует камеру и обучает робота траектории сварки. Затем робот делает снимок до того, как дуга будет установлена, и сравнивает это изображение с эталонным изображением. Этот тип системы идеально подходит для сварки тонких материалов, где важным фактором является положение дуги.
Робот для лазерной сварки
Робот для лазерной сварки — это тип сварки, в котором в качестве источника энергии используется сфокусированный лазерный луч. Лазерная сварка может быть теплопроводной или глубокой лазерной.
Роботизированный лазерный сварочный аппарат состоит из головки волоконного лазера, системы слежения, волоконного лазера и промышленного робота. Обычно используется для сварки материалов разной толщины под разными углами и в разных направлениях. Медицинские устройства и аэрокосмическая промышленность обычно используют роботизированную лазерную сварку.
Робот для плазменной сварки
Этот тип робота-сварщика использует плазменную дугу в качестве источника тепла для расплавления соединения двух металлов, требующего сварки.
В этой, юбилейной 10ой статье я опишу, что же является логическим следствием, продолжением моего самостоятельного лазеростроения. После построения источника питания, который подходит для накачки импульсных лазеров на парах металлов и приобретения опыта работы с готовыми активными элементами лазеров на парах меди и её соединений оставалось только изготовить активный элемент лазера (далее — АЭ) полностью самостоятельно, при этом с новой рабочей средой.
К выбору рабочей среды предъявлялись следующие требования: излучение в видимой области, сравнительно высокая достижимая мощность, приемлемый КПД, легкодоступность и дешевизна, не слишком высокая рабочая температура.
Генерация лазерного излучения была получена практически для всех возможных химических элементов, но вышеуказанным условиям отвечают лишь считанные единицы. Как ни странно, самым лучшим выбором является все та же медь и её соединения, но для меня это уже во многом пройденный этап. В качестве кандидатов остается ещё ряд металлов, которые обладают более-менее приличным КПД лазерной генерации при режиме возбуждения аналогичному для лазеров на парах меди: барий, стронций, марганец, свинец, золото. Барий и стронций сразу отпадают, поскольку их линии генерации лежат в ИК диапазоне, а это скучно и некрасиво. Остаются марганец, свинец и золото. Золото тоже отпадает по причине высокой стоимости и слишком высокой рабочей температуры (1600+ градусов Цельсия). Остались только 2 кандидата – свинец и марганец. Оба металла дешевы и должны быть сравнительно доступны – свинец можно найти буквально под ногами, распотрошив подобранный на помойке аккумулятор или кусок бронированного высоковольтного кабеля, марганец же широчайше применяется в черной металлургии и производится колоссальными объемами.
Марганец способен генерировать на длине волны 534 нм (основная линия) и ещё несколько сильных линий в ИК и примерно 3-4 слабых зелёных. Достижимая мощность для хорошо изготовленного АЭ и тщательно отстроенного источника питания превышает 10 Вт суммарно по всем линиям излучения, рабочая температура находится в районе 1000-1100 градусов, что существенно ниже, чем у меди. Оптимальная частота повторения импульсов разнится в зависимости от других условий эксперимента и её нужно подбирать. В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном.
Свой выбор я решил остановить на марганце исходя из вышеперечисленных данных – кпд генерации явно выше, да и длина волны явно приятнее, очень близко к привычным «указочным» 532 нм. После этого нужно было определить конструкцию активного элемента. По марганцевым лазерам нашлось достаточно много материалов в научных журналах вроде «Квантовой электроники» и «Приборов для научных исследований», которые доступны в интернетах или напрямую, как в случае с КЭ или же через сай-хаб (для английской версии ПНИ). Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
Забегая вперед, скажу что найти, собственно, марганец для этого лазера оказалось неожиданно сложно, и все свои мытарства в этой области опишу в отдельной статье-спиноффе.
Итак, в основе активного элемента лазера находится керамическая трубка с внутренним диаметром 14 мм и длиной 800 мм, которая является разрядным каналом. С помощью втулок изготовленных из газобетона она фиксируется в кварцевой трубе большого диаметра. Пространство между стенками трубок заполняется теплоизоляцией. В качестве первого варианта такой теплоизоляции я решил попробовать использовать тонкий корундовый песочек, как в ранних лазерах на парах меди.
После сборки разрядного канала с корпусом и выскотемпературной теплоизоляцией получилась такое устройство.
На концах наружной трубы-корпуса за счет выжимаемых фланцами резиновых уплотнений фиксируются электродные узлы. Электродные узлы представляют собой головки с фланцами, выточенные из алюминия. А для их изготовления потребовалось сначала отлить болванки.
После токарной обработки получились вот такие детали.
С внутренней стороны головок на резьбу вкручиваются анод в виде трубки небольшого диаметра и катод конической формы. Оба электрода вытачивались из немагнитной нержавейки
Алюминиевые головки снабжены ребрами для воздушного охлаждения. К торцам электродных головок небольшими фланцами крепятся зеркала резонатора. Резиновые кольца между зеркалами и электродной головкой выполняют роль вакуумного уплотнения. В то же время они обеспечивают некоторую подвижность зеркал для их юстировки. С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой.
После изготовления всех деталей я выполнил пробную сборку АЭ, которая тут же выявила «детские болезни». Здесь сами электроды ещё не установлены.
В первую очередь пришлось забраковать песок в качестве изоляции. При первой же откачке трубки, воздух, заключенный в пустотах внутри засыпки стал разрыхлять её, выбрасывая большие объемы песка в те места где его быть не должно, в том числе затягивало в вакуумный насос, что никак ему не пошло на пользу. Выход был найден в виде замены песка керамической ватой. Из ваты уже воздух выходил беспрепятственно при откачке.
Ещё одной неожиданной сложностью стала крайняя хрупкость всей конструкции. 2 процедуры сборки-разборки из 3-х заканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца.
Таким образом, АЭ был готов к пробной откачке и первому включению разряда в нем. Но на этот момент мне не хватало соединительного кабеля. Для его изготовления я использовал все тот же тип коаксиального кабеля, что и для лазера на парах меди и аналогичный разъем от ЛГИ21, который пришлось доработать. После этого можно было впервые включить в нем разряд и попробовать ввести в рабочий температурный режим, пока вхолостую. В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы.
Кроме того, одной внутренней теплоизоляции разрядного канала оказалось недостаточно. Пришлось разбирать АЭ повторно и эту опору перемещать в противоположную сторону, а пространство между кварцевым корпусом и обратным токопроводом набивать дополнительной теплоизоляцией из все той же керамической ваты. На место металлической опоры, где она была раньше, установил втулку из газобетона. Таким образом, утечка энергии и потери тепла были устранены.
При сборке традиционно скололся край трубы, в результате чего с каждой сборкой весь лазерный АЭ по чуть-чуть укорачивался. В конце концов, собрать его удалось, и я смог начать полномасштабную тренировку без рабочего вещества. Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна.
Процесс тренировки:
К концу тренировки цвет разряда стал характерного для аргона цвета.
Разрядный канал нагрелся весьма злобно, как и электроды. Свечение видно даже сквозь теплоизоляцию.
После окончания тренировки трубка наполнялась аргоном до атмосферного давления, штуцеры закрывались, и она сохранялась в таком виде.
Параллельно я искал собственно рабочую среду лазера – марганец. Это обернулось неожиданными трудностями, все знакомые химики разводили руками и знать не знали где брать марганец, интернет-торговцы у которых марганец в наличии был, продавался только бочками-вагонами-кораблями, да и чистота его была далеко «не лазерная» — 95% основного вещества. А ещё в интернете находились уникумы пытавшиеся продать 200 грамм 99% марганца по цене килограмма серебра, да ещё и с требованием «подождать месяц пока доставят из Германии». В местном магазине химреактивов металлического марганца тоже не нашлось, но зато были его соли, из которых я предпринял попытку получить металлический марганец самостоятельно. Подробнее об этом будет в соответствующей статье. Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.
После этого оставалось изготовить кварцевые лодочки для рабочего вещества и затолкать их в разрядный канал. Лодочки пришлось заказывать в стеклодувной мастерской. Когда они были готовы, я от королька отделил небольшие кусочки, поместил в лодочки, а сами лодочки легко задвинулись в разрядный канал через отверстия зеркал лазера.
Потом зеркала были возвращены на место и начались испытания.
После того как лазерная трубка откачалась до максимального вакуума, я отъюстировал зеркала, юстировать их надо под вакуумом, так как в противном случае юстировка собьется при деформации уплотнений. Кстати, забыл сказать, что в качестве зеркал используются традиционные для таких лазеров алюминированное глухое зеркало и плоскопараллельная кварцевая пластина в качестве выходного окна. Юстировались зеркала с помощью школьного гелий-неонового лазера ЛГН-109.
Лазер перед запуском.
Газовая система.
Потом я пустил небольшой проток аргона при давлении в 10 Торр. «Разгон» лазера решил делать с аргоном, так как гелия оставалось довольно мало. При таком давлении разряд легко зажегся и начался прогрев лазера. Прогревался он довольно быстро, и когда разрядный канал приобрел темно-оранжевое каление, стало заметно изменение цвета разряда с розового на бирюзовый.
Потом в центре пятна от свечения разряда появилось яркое зеленое пятно, в котором угадывалась тень от заложенных в разрядный канал лодочек, которые частично перекрывали световую апертуру канала. Генерация была получена!
Вслед за аргоном в АЭ был пущен гелий, а аргон перекрыт, что сразу дало прибавку мощности генерации в несколько раз, а подбором давления гелия добился максимума мощности. Подбор режима накачки (напряжение, ЧСИ) позволил удерживать стационарный тепловой режим лазера и немного присмотреться к излучению. Из выходного окна лился яркий хорошо заметный лазерный луч ядовито-зелёного цвета неправильной формы из-за лодочек, перекрывавших апертуру.
При этом мощности достаточно, чтобы обугливать дерево и картон при фокусировке. Из-за никудышней формы пучка фокусировался он довольно плохо. С учетом того что плохо фокусированный луч был способен обугливать фанеру, то я бы его мощность оценил в величину порядка 1 Вт, но не больше.
Наигравшись и нафотографировавшись, я выключил лазер и дал ему остыть. После этого эксперимента можно было сделать несколько выводов. Главное заключение – размещение рабочего вещества в лодочках – так себе идея. Очень сильно страдает световая апертура и до 70% потенциала остается нереализованным. Не зря в лазерах на парах меди разрядный канал делается переменного сечения с участками бОльшего диаметра. Вот именно в них и размещается рабочее тело, а апертура канала ограничивается более узкими участками трубки. По возможности перепад диаметров делают как можно меньшим. Создание хорошо работающего «генератора паров рабочего тела» стало отдельной нетривиальной задачей при разработке промышленных АЭ, решение которой потребовало изготовления кучи различных прототипов. В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно. Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка.
Ах да. Если эта статья (как и все мои остальные) этого заслуживают, то можно отправить абсолютно добровольный донат dogecoin«ами на следующий адрес: DLLNGqSeyXo786jiurzMAnj8USwaU5u9xY
Самодельный лазер на парах марганца
В этой, юбилейной 10ой статье я опишу, что же является логическим следствием, продолжением моего самостоятельного лазеростроения. После построения источника питания, который подходит для накачки импульсных лазеров на парах металлов и приобретения опыта работы с готовыми активными элементами лазеров на парах меди и её соединений оставалось только изготовить активный элемент лазера полностью самостоятельно, при этом с новой рабочей средой.
К выбору рабочей среды предъявлялись следующие требования: излучение в видимой области, сравнительно высокая достижимая мощность, приемлимый КПД, легкодоступность и дешевизна, не слишком высокая рабочая температура.
Генерация лазерного излучения была получена практически для всех возможных химических элементов, но вышеуказанным условиям отвечают лишь считанные единицы. Как ни странно, самым лучшим выбором является все та же медь и её соединения, но для меня это уже во многом пройденный этап. В качестве кандидатов остается ещё ряд металлов, которые обладают более-менее приличным КПД лазерной генерации при режиме возбуждения аналогичному для лазеров на парах меди: барий, стронций, марганец, свинец, золото. Барий и стронций сразу отпадают, поскольку их линии генерации лежат в ИК диапазоне, а это скучно и некрасиво. Остаются марганец, свинец и золото. Золото тоже отпадает по причине высокой стоимости и слишком высокой рабочей температуры (1600+ градусов Цельсия). Остались только 2 кандидата – свинец и марганец. Оба металла дешевы и должны быть сравнительно доступны – свинец можно найти буквально под ногами, распотрошив подобранный на помойке аккумулятор или кусок бронированного высоковольтного кабеля, марганец же широчайше применяется в черной металлургии и производится колоссальными объемами.
Марганец способен генерировать на длине волны 534 нм (основная линия) и ещё нескольких сильных линиях в ИК и примерно 3-4 слабых зеленых линиях. Достижимая мощность для хорошо изготовленного АЭ и тщательно отстроенного источника питания превышает 10 Вт суммарно по всем линиям излучения, рабочая температура находится в районе 1000-1100 градусов, что существенно ниже, чем у меди. Оптимальная частота повторения импульсов разнится в зависимости от других условий эксперимента и её нужно подбирать. В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном.
Свой выбор я решил остановить на марганце исходя из вышеперечисленных данных – кпд генерации явно выше, да и длина волны явно приятнее, очень близко к привычным «указочным» 532 нм. После этого нужно было определить конструкцию активного элемента. По марганцевым лазерам нашлось достаточно много материалов в научных журналах вроде «Квантовой электроники» и «Приборов для научных исследований», которые доступны в интернетах или напрямую, как в случае с КЭ или же через сай-хаб (для английской версии ПНИ). Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
Забегая вперед, скажу что найти, собственно, марганец для этого лазера оказалось неожиданно сложно, и все свои мытарства в этой области опишу в отдельной статье-спиноффе.
Итак, в основе активного элемента лазера находится керамическая трубка с внутренним диаметром 14 мм и длиной 800 мм, которая является разрядным каналом. С помощью втулок изготовленных из газобетона она фиксируется в кварцевой трубе большого диаметра. Пространство между стенками трубок заполняется теплоизоляцией. В качестве первого варианта такой теплоизоляции я решил попробовать использовать тонкий корундовый песочек, как в ранних лазерах на парах меди.
После сборки разрядного канала с корпусом и выскотемпературной теплоизоляцией получилась такое устройство.
На концах наружной трубы-корпуса фиксируются за счет выжимаемых фланцами резиновых уплотнений электродные узлы. Электродные узлы представляют собой головки с фланцами, выточенные из алюминия. А для их изготовления потребовалось сначала отлить болванки.
После токарной обработки получились вот такие детали.
С внутренней стороны головок на резьбу вкручиваются анод в виде трубки небольшого диаметра и катод конической формы. Оба электрода вытачивались из немагнитной нержавейки
Алюминиевые головки снабжены ребрами для воздушного охлаждения. К торцам электродных головок небольшими фланцами крепятся зеркала резонатора. Резиновые кольца между зеркалами и электродной головкой выполняют роль вакуумного уплотнения. В то же время они обеспечивают некоторую подвижность зеркал для их юстировки. С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой.
После изготовления всех деталей я выполнил пробную сборку АЭ, которая тут же выявила «детские болезни». Здесь сами электроды ещё не установлены.
В первую очередь пришлось забраковать песок в качестве изоляции. При первой же откачке трубки, воздух, заключенный в пустотах внутри засыпки стал разрыхлять её, выбрасывая большие объемы песка в те места где его быть не должно, а том числе затягивало в вакуумный насос, что никак ему не пошло на пользу. Выход был найден в виде замены песка керамической ватой. Из ваты уже воздух выходил беспрепятственно при откачке.
Ещё одной неожиданной сложностью стала крайняя хрупкость всей конструкции. 2 процедуры сборки-разборки из 3х оканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца.
Таким образом, АЭ был готов к пробной откачке и первому включению разряда в нем. Но на этот момент мне не хватало соединительного кабеля. Для его изготовления я использовал все тот же тип коаксиального кабеля, что и для лазера на парах меди и аналогичный разъем от ЛГИ21, который пришлось доработать. После этого можно было впервые включить в нем разряд и попробовать ввести в рабочий температурный режим, пока вхолостую. В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы.
Кроме того, одной внутренней теплоизоляции разрядного канала оказалось недостаточно. Пришлось разбирать АЭ повторно и эту опору перемещать в противоположную сторону, а пространство между кварцевым корпусом и обратным токопроводом набивать дополнительной теплоизоляцией из все той же керамической ваты. На место металлической опоры, где она была раньше, установил втулку из газобетона. Таким образом, утечка энергии и потери тепла были устранены.
При сборке традиционно скололся край трубы, в результате чего с каждой сборкой весь лазерный АЭ по чуть-чуть укорачивался. В конце концов, собрать его удалось, и я смог начать полномасштабную тренировку без рабочего вещества. Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна. Процесс тренировки:
К концу тренировки цвет разряда стал характерного для аргона цвета.
Разрядный канал нагрелся весьма злобно, как и электроды. Свечение видно даже сквозь теплоизоляцию.
После окончания тренировки трубка наполнялась аргоном до атмосферного давления, штуцеры закрывались, и она сохранялась в таком виде.
Параллельно я искал собственно рабочую среду лазера – марганец. Это обернулось неожиданными трудностями, все знакомые химики разводили руками и знать не знали где брать марганец, интернет-торговцы у которых марганец в наличии был, продавался только бочками-вагонами-кораблями, да и чистота его была далеко «не лазерная» — 95% основного вещества. А ещё в интернете находились уникумы пытавшиеся продать 200 грамм 99% марганца по цене килограмма серебра, да ещё и с требованием «подождать месяц пока доставят из Германии». В местном магазине химреактивов металлического марганца тоже не нашлось, но зато были его соли, из которых я предпринял попытку получить металлический марганец самостоятельно. Подробнее об этом будет в соответствующей статье. Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.
После этого оставалось изготовить кварцевые лодочки для рабочего вещества и затолкать их в разрядный канал. Лодочки пришлось заказывать в стеклодувной мастерской. Когда они были готовы, я от королька отделил небольшие кусочки, поместил в лодочки, а сами лодочки легко задвинулись в разрядный канал через отверстия зеркал лазера.
Потом зеркала были возвращены на место и начались испытания.
После того как лазерная трубка откачалась до максимального вакуума, я отъюстировал зеркала, юстировать их надо под вакуумом, так как в противном случае юстировка собьется при деформации уплотнений. Кстати, забыл сказать, что в качестве зеркал используются традиционные для таких лазеров алюминированное глухое зеркало и плосокпараллельная кварцевая пластина в качестве выходного окна. Юстировались зеркала с помощью школьного гелий-неонового лазера ЛГН-109.
Лазер перед запуском.
Газовая система.
Потом я пустил небольшой проток аргона при давлении в 10 Торр. «Разгон» лазера решил делать с аргоном, так как гелия оставалось довольно мало. При таком давлении разряд легко зажегся и начался прогрев лазера. Прогревался он довольно быстро, и когда разрядный канал приобрел темно-оранжевое каление, стало заметно изменение цвета разряда с розового на бирюзовый.
Потом в центре пятна от свечения разряда появилось яркое зеленое пятно, в котором угадывалась тень от заложенных в разрядный канал лодочек, которые частично перекрывали световую апертуру канала. Генерация была получена!
Вслед за аргоном в АЭ был пущен гелий, а аргон перекрыт, что сразу дало прибавку мощности генерации в несколько раз, а подбором давления гелия добился максимума мощности. Подбор режима накачки (напряжение, ЧСИ) позволил удерживать стационарный тепловой режим лазера и немного присмотреться к излучению. Из выходного окна лился яркий хорошо заметный лазерный луч ядовито-зелёного цвета неправильной формы из-за лодочек, перекрывавших апертуру.
При этом мощности достаточно, чтобы обугливать дерево и картон при фокусировке. Из-за никудышней формы пучка фокусировался он довольно плохо. С учетом того что плохо фокусированный луч был способен обугливать фанеру, то я бы его мощность оценил в величину порядка 1 Вт, но не больше.
Наигравшись и нафотографировавшись, я выключил лазер и дал ему остыть. После этого эксперимента можно было сделать несколько выводов. Главное заключение – размещение рабочего вещества в лодочках – так себе идея. Очень сильно страдает световая апертура и до 70% потенциала остается нереализованным. Не зря в лазерах на парах меди разрядный канал делается переменного сечения с участками бОльшего диаметра. Вот именно в них и размещается рабочее тело, а апертура канала ограничивается более узкими участками трубки. По возможности перепад диаметров делают как можно меньшим. Создание хорошо работающего «генератора паров рабочего тела» стало отдельной нетривиальной задачей при разработке промышленных АЭ, решение которой потребовало изготовления кучи различных прототипов. В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно. Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка.
Ах да. Если эта статья (как и все мои остальные) этого заслуживают, то можно отправить абсолютно добровольный донат dogecoin«ами на следующий адрес: DLLNGqSeyXo786jiurzMAnj8USwaU5u9xY
Автор: Laserbuilder
Источник
8 самодельных идей лазерной указки, которые вы можете сделать сегодня (с видео и фотографиями)
Последнее обновление
В детстве мы любили посещать концерты с лазерными световыми дисплеями. Эти шоу были крутыми, потому что они проецировали лазерные лучи разных цветов, а фоном была действительно классная музыка.
Если вы хотите создать дома собственную версию лазерного дисплея, попробуйте одну из этих идей.
8 идей лазерной указки своими руками
1. Мини-лазерная указка
См. инструкции здесь
Уровень сложности: Новичок
Является ли нехватка времени причиной того, что вы всегда откладываете свои проекты «сделай сам»? Что ж, если это так, попробуйте этот простой вариант — мини-лазерную указку. Мы обещаем, что вам не придется вкладывать в него много времени и усилий, поскольку он самый маленький и простой из всех.
Кроме того, вы будете рады услышать, что он не требует установки переключателя, так как для подключения и отключения проводов используется пластиковая пленка.
2.
Лазерная указка
См. инструкции здесь
Уровень сложности: Новичок
Эдвард Бульвер-Литтон однажды сказал: «Перо сильнее меча». Когда чернила в вашей ручке заканчиваются, вам не нужно выбрасывать корпус ручки.
Найдите провод, небольшой переключатель, ножницы, клей и лазерный диод. Эти инструкции по изготовлению лазерной ручки своими руками короткие и простые. Просто следуйте инструкциям, и менее чем через 30 минут вы и ваши кошки будете хорошо проводить время.
3. Лазерная указка DVD
См. инструкции здесь
Уровень сложности: Средний
Знаете ли вы, что в пишущих DVD-приводах, которые мы использовали раньше, были лазерные диоды? И эти диоды могли излучать не только видимое, но и невидимое лазерное излучение. Тем не менее, вы должны быть осторожны, имея дело с ними, потому что медицинские эксперты предполагают, что их свет может необратимо повредить ваши глаза.
Судя по тому, что мы слышали, этот луч достаточно силен, чтобы обжечь кожу и даже вызвать пожар. Но подальше от всего этого. Если у вас есть проигрыватель, который вам больше не служит, и вы хотите сделать лазерную указку своими руками, просто попробуйте.
4. Самодельная лазерная указка
См. инструкции здесь
Уровень сложности: Новичок
Вместо денег на устаревший DVD-плеер, если у вас его нет дома, поищите немного мелочи и купите кнопку, несколько проводов, пружины, батарейки-таблетки и, что более важно, лазерный диод. Вам также понадобится небольшой тюбик, например, с увлажняющим кремом для губ.
В зависимости от того, где вы их купили, они должны стоить вам менее 2 долларов или чуть больше. Это единственные материалы, которые вам понадобятся для изготовления мощной самодельной лазерной указки.
5. Зеленая лазерная указка
См. инструкции здесь
Уровень сложности: Средний
По сравнению с традиционным красным лазером, мы считаем, что зеленый лазер имеет невероятную степень видимости в более широком диапазоне освещения. Итак, если вам была предоставлена возможность выбора, мы говорим «зеленый». Это намного точнее и точнее, даже в самых плохих условиях освещения.
Мы также узнали, что зеленая лазерная указка излучает некоторое количество инфракрасного излучения. Хотя это не видно, это все равно может вызвать безболезненную термическую травму. К счастью, об этом можно позаботиться с помощью фильтра.
6. Синий/фиолетовый лазерный указатель
См. инструкции здесь
Уровень сложности: Новичок
Вам не нужно создавать зеленую указку или обычную красную, если вы хотите, чтобы ваша указка выделялась. В настоящее время у нас есть лазерные диоды, которые излучают несколько других цветов. Вы могли бы стать синим, если хотите, фиолетовым или даже желтым. Однако есть предостережение.
Видите ли, поскольку некоторые из этих выходов являются относительно новыми для рынка, у наших медицинских экспертов не было достаточно времени, чтобы установить, вредны они для нас или нет. Исследование, которое было проведено до сих пор, показало, что они безопасны, но выводы требуют времени. Итак, как только вы закончите сборку своей сине-фиолетовой лазерной указки, постарайтесь не подвергать себя или кого-либо воздействию луча.
7. Перезаряжаемая через USB лазерная указка
Изображение предоставлено: Instructables
См. инструкции здесь
Уровень сложности: Средний
Если вы относитесь к тем, кто считает себя технически подкованным человеком, вам понравится этот. И хорошая новость заключается в том, что это также не требует много времени или ресурсов. Лазерный диод, используемый в этом проекте, представляет собой обычный двухдолларовый диод. Что касается источника питания, мы будем полагаться на блок питания, компьютер или что-то еще, что можно подключить к разъему USB-A.
Быстрая оговорка: сборка лазерной указки USB может оказаться сложной задачей для тех, кто никогда раньше не собирал указки. Особенно когда дело касается проводки.
Небольшая ошибка или неправильное подключение проводов — все, что нужно, чтобы сжечь материнскую плату вашего компьютера.
8. Кольцо лазерной указки
Изображение предоставлено: Instructables
Ознакомьтесь с инструкциями здесь
Уровень сложности: Продвинутый
Лазерная указка USB представляет собой несколько сложный проект, но не такой сложный, как это кольцо лазерной указки. Для начала вам понадобится 3D-принтер, потому что это единственный способ сделать это кольцо. Если вы находчивый человек, вы можете импровизировать и что-то придумать, но это будет не так просто. Дизайн должен быть точно таким же, иначе компоненты не подойдут.
Вам также понадобятся файлы автоматизированного проектирования (САПР) для кольца, электронные кусачки, паяльник, лазерная указка, несколько крошечных винтов, отвертка и проволока. Винты должны быть длиной 4 мм и не слишком длинными.
Часто задаваемые вопросы (FAQ)
От чего зависит способность лазерной указки гореть?
Многие думают, что это цвет луча, но это не так. На самом деле это выходная мощность. Любой лазер с выходной мощностью 100 мВт или меньше не будет иметь мощности, необходимой для разжигания огня или сжигания чего-либо. Но если устройство имеет выходную мощность более 100 мВт, это совсем другой разговор.
Зеленые лазеры запрещены законом?
Зеленые лазеры не являются незаконными в Соединенных Штатах. Однако, если лазер имеет выходную мощность выше 5 милливатт (мВт), как торговая марка, вы обязаны сообщить об этом потребителю. По мнению экспертов, любой лазер, генерирующий луч мощностью более 5 мВт, может вызвать необратимое повреждение глаз и даже слепоту. Зеленые лазеры, как правило, подпадают под эту категорию.
Почему у нас разные классы лазеров?
Лазеры должны быть классифицированы в целях безопасности. В целом у нас есть четыре класса лазеров: класс 2, класс 3R, класс 3 и класс 4. Оптометристы считают, что классы 2 и 3R относительно безвредны для человеческого глаза, но классы 3 и 4 могут нанести необратимый ущерб. Но это не дает вам права намеренно подвергать глаза воздействию лучей, генерируемых классами 2 и 3R. Никогда нельзя быть слишком уверенным в этих вещах.
Заключение
Лазерная указка — одна из тех вещей, которые легко сделать в домашних условиях. Однако будьте осторожны, играя с ними. Они могут навсегда повредить глаза, обжечь кожу или даже навредить вашему питомцу. Если вы не уверены, насколько силен лазер, держите его подальше от детей и не направляйте его ни на кого.
Авторы и права: I.Dr, Shutterstock
Содержание
8 идей для создания лазерной указки своими руками
1. Мини-лазерная указка
2. Лазерная указка
3. Лазерная указка DVD
4. Самодельная лазерная указка
5. Зеленая лазерная указка
6. Сине-фиолетовая лазерная указка
7. Лазерная указка с USB-перезарядкой
5 8.021 8.021 5. Кольцо лазерной указки
Часто задаваемые вопросы (FAQ)
Что определяет способность лазерной указки зажигать?
Зеленые лазеры незаконны?
Почему у нас разные классы лазеров?
Заключение
Лазер TEA — простой в изготовлении самодельный лазер
Это простой в изготовлении лазер, называемый Лазер TEA, в котором используются детали со всего дома или что вы можете найти в местных магазинах. Он излучает ультрафиолет свет, которого ты не видишь. Но если вы посветите им на белую бумагу или отметка, сделанная с помощью маркера, затем она преобразуется в видимый свет. Вы также можете отправить его через жидкость, содержащую флуоресцеин и он появится. T.E.A означает Поперечный электрический разряд при атмосферном давление, хотя иногда его называют поперечным Возбуждение при атмосферном давлении.
Полная установка лазера TEA, включая источник питания высокого напряжения.
Делается видимым с помощью флуоресцеина в воде.
Лазерная стрельба TEA, вид сверху.
Ластер TEA приводится в действие машиной Wimshurst.
Длина волны света, излучаемого TEA-лазером, составляет 337,1 нм. (нанометры). Чтобы дать вам представление о том, насколько это мало, средний диаметр человеческого волоса составляет 100 мкм, поэтому потребуется 297 из них волны, чтобы составить этот диаметр. Он находится в ультрафиолетовом диапазоне длины волн света, которые люди не могут видеть.
Этот конкретный дизайн, который я считаю, легко заставить работать. Он называется «Против стены» и разработан
Найл Стайнер.
Ниже приведена принципиальная схема TEA-лазера.
Принципиальная схема TEA-лазера.
Использование лазера TEA для других целей
Здесь я извлек хлорофилл из шпината и использовал TEA-лазер, чтобы заставить его флуоресцировать, что само по себе является изящным научным проектом.
Шлифовальный станок – для металла, дерева и прочих материалов
Применение шлифовальных станков
Классификация шлифовального оборудования
Делаем простейший шлифовальный станок своими руками
Ленты для ленточно-шлифовальных станков
Шлифовальный станок – это устройство, используемое для обработки заготовок из различных материалов абразивным инструментом и способное обеспечить шероховатость поверхности от 0,02 до 1,25 микрон. Шлифовальные станки, которые могут иметь различное конструктивное исполнение, позволяют эффективно решать задачи, связанные с обработкой поверхностей деталей, изготовленных из разных материалов.
Одна из многочисленных разновидностей шлифовальных станков
Применение шлифовальных станков
С помощью станка для шлифования можно осуществлять ряд технологических операций:
шлифовку внутренних, а также наружных поверхностей деталей, имеющих различную форму и назначение;
заточку инструментов различного назначения;
обдирку, шлифование, а также отрезку отливок из металла, изделий со сложным профилем;
обработку зубчатых деталей, а также деталей с резьбой;
формирование на стальных прутках канавки шпоночного и спиралевидного типа.
Шлифовальный станок практически незаменим при работе с деталями, изготовленными из керамических и магнитных материалов и отличающимися сложностью обработки и высокой хрупкостью. Кроме того, шлифовальные станки способны выполнять технологические операции шлифовки и обдирки на высокоскоростных режимах, что делает такое оборудование эффективным и производительным. На этих станках можно в процессе обработки удалять с поверхности заготовки большое количество металла за короткий промежуток времени.
На видео ниже работа круглошлифовального станка с ЧПУ:
Все шлифовальные станки работают по одному принципу: обработка металла осуществляется за счет одновременного вращения абразивного круга и перемещения или вращения обрабатываемой детали. Рабочей поверхностью является периферия или торец абразивного круга, а заготовка движется по отношению к ней по прямолинейной или дуговой траектории. Любой шлифовальный станок содержит в своей конструкции несколько кинематических цепей, которые обеспечивают:
передвижение рабочего стола в продольном и поперечном направлении, что возможно благодаря гидравлическому приводу;
вращение рабочего инструмента – шлифовального круга, осуществляемое за счет индивидуального привода рабочего инструмента;
подачу заготовки или инструмента в поперечном направлении за счет гидравлического или электромеханического привода;
правку круга, которую можно выполнять вручную за счет использования электромеханической либо гидравлической системы;
вращение заготовки или рабочего стола;
подачу рабочего инструмента на глубину, что может выполняться за счет гидравлического или механического привода.
Классификация шлифовального оборудования
В зависимости от области применения станки для шлифования подразделяются на целый ряд типов.
Круглошлифовальные
Это оборудование предназначено для шлифовки цилиндрических (Ø 25–600 мм) и конических заготовок. Такие станки имеют в своей конструкции шпиндель, вращающийся в горизонтальной плоскости, который может передвигаться на специальных салазках. Деталь, требующая обработки, может зажиматься в патроне или между центрами задней и передней бабки.
Круглошлифовальный станок
Универсальные круглошлифовальные
Такие станки применяются для шлифования наружных и торцевых поверхностей цилиндрических заготовок (Ø 25–300 мм), а также деталей конической формы. Для выполнения обработки заготовки могут фиксироваться в центрах или в патроне.
Универсальный круглошлифовальный станок
Врезные круглошлифовальные
Шлифовальные станки этого типа используются для обработки цилиндрических (Ø 150–400 мм), конических и профильных заготовок, которые фиксируются в центрах оборудования. Обработка осуществляется за счет поперечного движения (врезания) абразивного круга.
Круглошлифовальный врезной станок
Бесцентровые круглошлифовальные
Обработка на таком оборудовании может выполняться по двум схемам: на проход (цилиндрические поверхности (Ø 25–300 мм)) и методом врезания (цилиндрические, конические и профильные поверхности). Отличительной особенностью шлифовальных станков данного типа является то, что в их конструкции не предусмотрены центры для фиксации заготовок.
Бесцентровый круглошлифовальный станок
Вальцешлифовальные
Сюда относятся станки для шлифования прокатных вальцов цилиндрической, конической и профильной конфигурации. Фиксация заготовок на станках этого типа осуществляется при помощи центров оборудования.
Вальцешлифовальный станок
Для шлифования шеек коленчатых валов
На таких станках, работающих по методу врезания, выполняют одновременную или последовательную шлифовку шатунных шеек коленчатых валов.
Станок для шлифования шеек коленчатых валов
Внутришлифовальные
Эти устройства позволяют обрабатывать цилиндрические и конические отверстия в широком интервале размеров (диаметром 1–10 см на настольном шлифовальном станке и до 100 см – на производственном).
Внутришлифовальный станок
Плоскошлифовальные
Обработка на таком оборудовании выполняется торцом или периферией абразивного круга. Шлифовальные станки этого типа могут оснащаться дополнительными устройствами, что дает возможность выполнять на них обработку заготовок из металла сложной конфигурации. В зависимости от расположения шпинделя плоскошлифовальные станки могут быть горизонтальными и вертикальными. В конструкции таких устройств также может быть предусмотрена одна или две колонны.
Плоскошлифовальный станок
Двухсторонние плоскошлифовальные
На этом оборудовании можно одновременно выполнять обработку двух плоских поверхностей, что значительно увеличивает его производительность. Такие шлифовальные станки, на которых обрабатываемые детали фиксируются на специальном подающем устройстве, могут быть вертикального или горизонтального типа.
Двухсторонний плоскошлифовальный станок
Для шлифовки направляющих
Максимальная длина направляющих, которые можно обрабатывать при помощи этих шлифовальных станков, составляет 1000–5000 мм. Направляющими таких типов оснащены станины, рабочие столы, салазки и другие узлы оборудования различного назначения.
Универсальные заточные
Такие шлифовальные станки служат для заточки различного инструмента с максимальным диаметром 100–300 мм (метчики, развертки, зенкеры, фрезы и др.). Технические возможности оборудования этого типа позволяют оснащать его дополнительными приспособлениями для обработки цилиндрических заготовок, а также для внутреннего и торцевого шлифования.
Универсальный заточной станок
Обдирочно-шлифовальные
Это шлифовальное оборудование применяют для обдирки и зачистки поверхности заготовок методом шлифования. На таких станках используются абразивные круги диаметром 100–800 мм.
Обдирочно-шлифовальный станок
Плоско-притирочные
Это шлифовальное оборудование применяется для выполнения притирки заготовок с плоскими и цилиндрическими поверхностями. Диаметр абразивных дисков, которые устанавливаются на таких станках, составляет 200–800 мм.
Плоско-притирочный станок
Кругло-притирочные
На этом оборудовании выполняют притирку калибровочного и измерительного инструмента, изготовленного из металла. Максимальный диаметр калибров и инструментов, которые можно обрабатывать на станках этого типа, – 50–200 мм.
Шлифовально-притирочные
С помощью такого оборудования выполняют притирку отверстий, максимальный диаметр которых составляет 100–300 мм.
Шлифовально-притирочный станок
Шлифовально-отделочные
Это станки, предназначенные для выполнения отделочных (притирочных) операций. На таких устройствах обрабатывают различные изделия из металла: коленчатые валы с максимальным диаметром 100–200 мм, шпиндели оборудования, поршни и др.
Полировальные
Такие станки служат для выполнения полировки деталей из металла. На этом универсальном оборудовании можно выполнять полировку плоских, цилиндрических, конических, внутренних поверхностей, а также заготовок сложной конфигурации. В качестве рабочего инструмента на этих станках может быть использован бесконечный ремень шириной 100–200 мм или мягкий полировальный круг диаметром 100–200 мм.
Шлифовально-полировальный станок
Хонинговальные
Существуют также хонинговальные станки, которые используются для выполнения тонкого шлифования (0,04–0,08 мм на диаметр).
Хонинговальный станок
Делаем простейший шлифовальный станок своими руками
Учитывая тот факт, что серийное шлифовальное оборудование стоит недешево, есть смысл задуматься над тем, чтобы изготовить такой станок своими руками. Даже простейший самодельный станок, сделать который совсем несложно, позволит вам с высокой эффективностью и качеством выполнять шлифовку заготовок различной конфигурации.
Несущим элементом самодельного станка для выполнения шлифовальных работ является станина, на которой закрепляются два барабана и электрический двигатель. Для изготовления станины можно использовать толстый стальной лист, из которого вырезается площадка требуемого размера.
С двигателем все намного проще: его можно снять со старой стиральной машины, которая уже отслужила свой срок. Барабаны можно сделать наборными, для этого удобно использовать плиту ДСП, из которой вырезаются диски требуемого диаметра.
Простой самодельный станок из подручных средств
Крепление ведомого вала
Ведомый барабан
Крепление двигателя
В качестве примера разберем последовательность действий по изготовлению самодельного шлифовального станка, станина которого имеет размеры 50х18 см. В первую очередь, из стального листа вырезают саму станину, а также рабочий стол, на котором будет закреплен электродвигатель. Размеры такого стола будут составлять примерно 18х16 см.
Важно, чтобы торцы станины и рабочего стола, которые будут соединяться, были обрезаны максимально ровно. Толстый лист металла, из которого вы будете изготавливать станину и рабочий стол, сложно разрезать вручную, поэтому лучше выполнить такую процедуру на фрезерном станке. В станине и рабочем столе необходимо просверлить по три отверстия и надежно соединить их при помощи болтов. Только после этого устанавливается двигатель и надежно соединяется с поверхностью рабочего стола таким образом, чтобы основание двигателя плотно прилегало к поверхности площадки.
Еще один самодельный станок, собранный «на коленке»
Выбирая электродвигатель для своего самодельного шлифовального оборудования, важно обращать внимание на мощность: она должна быть не ниже 2,5 кВт, а частота вращения – около 1500 об/мин. Если использовать привод с более скромными характеристиками, то станок будет обладать невысокой эффективностью. Можно избежать необходимости использования редуктора, если грамотно подобрать диаметры ведущего и натяжного барабана.
Выбирать диаметры барабанов следует в зависимости от того, с какой скоростью будет перемещаться абразивная лента. Так, если скорость движения ленты должна быть приблизительно 20 м/сек, то необходимо изготовить барабаны диаметром 20 см. Для установки натяжного барабана используется неподвижная ось, а ведущий фиксируется непосредственно на валу электродвигателя. Чтобы сделать вращение натяжного барабана более легким, используется подшипниковый узел. Площадку, на которой устанавливается натяжной барабан, лучше всего сделать с некоторым скосом, это обеспечит плавный контакт абразивной ленты с обрабатываемой заготовкой.
Вариант самоделки немного сложнее
Не составит особой сложности изготовить и барабаны для самодельного шлифовального станка. Для этого необходимо нарезать из ДСП квадратные заготовки размером 20 на 20 см, в центре каждой из которых просверливается отверстие. Затем эти заготовки собираются в пакет толщиной 24 см, который протачивается для формирования цилиндрического барабана диаметром 20 см.
Чтобы абразивная лента не проскальзывала на барабанах, на их поверхность можно натянуть широкие резиновые кольца, которые обычно нарезают из камеры велосипеда или мопеда. Ширина абразивной ленты, которую можно изготовить самостоятельно, должна составлять порядка 20 см.
Ленты для ленточно-шлифовальных станков
Как на производстве, так и в домашних условиях часто используются шлифовальные станки, рабочим инструментом в которых является матерчатая лента со слоем абразивного порошка. Основой таких лент является плотная материя (бязь, саржа) или специальная бумага, а абразивный слой на них фиксируется при помощи клеевого состава.
Эффективность использования такой ленты зависит от ряда параметров: плотности нанесения абразивного порошка и состава его зерен. Большей эффективностью отличаются ленты, порошок на которых занимает не более 70% их площади. Объясняется это тем, что обрабатываемый материал не забивается между абразивными зернами такой ленты. В качестве абразивного порошка, наносимого на рабочую поверхность ленты, могут использоваться как природные, так и искусственные материалы, но все они должны обладать высокой твердостью.
Одна из разновидностей ленточно-шлифовального станка
Классифицируются ленты, устанавливаемые на шлифовальный станок, по номеру, обозначающему величину абразивных зерен, выраженную в сотых долях миллиметра. Надежность и эффективность такой ленты зависит также и от типа клея, который используется для фиксации абразивных зерен. На сегодняшний день используется два типа такого клея: мездровый и из синтетической смолы.
Как правило, ленточные шлифовальные станки применяются на деревообрабатывающих предприятиях. Лента на таких станках может также крепиться и на бобины, что позволяет отнести их к категории круглошлифовального оборудования. Но в большинстве случаев эти станки делают универсальными, выполнять на них обработку деревянных деталей можно как при помощи ленты, так и с использованием шлифовальных кругов.
Станок точильно-шлифовальный ТШ-2ДБ с блокировкой — цена, отзывы, характеристики с фото, инструкция, видео
Станки точильно-шлифовальные двухсторонние серии ТШ предназначены для обработки изделий из металлических и неметаллических материалов при помощи абразивных кругов.
Станки точильно-шлифовальные могут использоваться в любой области промышленности для заточки станочного и ручного инструмента, обработки сборных и сварных конструкций, обработки изделий из порошковых материалов, металлокерамики и т.п.
Станки точильно-шлифовальные изготавливаются в исполнении УХЛ для категории размещения 4 по ГОСТ 15150. Эксплуатация станков допускается в закрытых помещениях при температуре окружающего воздуха от +5°С до +40°С и относительной влажности не более 75%.
Станки точильно-шлифовальные изготавливаются по ТУ 3813-006-22736285-2008 и соответствуют ГОСТ 12.3.028-82, ГОСТ 12.2.009, ГОСТ Р 50786, ГОСТ Р ЕН 13218.
В комплект поставки входят круги шлифовальные (2 шт.), светильник.
Обозначения маркировки новой модификации станков серии ТШ
Р — Вращение кругов на валу происходит от двигателя через клиноременную передачу
Д — Круги установлены непосредственно на валу двигателя
Б — На станок установлен концевой выключатель для блокировки двигателя при поднятии защитного экрана
П — Станок поставляется совместно с пылеулавливающим агрегатом ПУАМ
Преимущества
Эргономичная конструкция.
Регулировка упоров в горизонтальном и вертикальном положении.
Установлены съемные металлические емкости для воды, предназначенные для охлаждения обрабатываемых заготовок.
Все станки серии ТШ оборудованы светильниками с гибкой ножкой, питание которых происходит от электросети на 24В, что соответствует требованиям Технике Безопасностии.
Предусмотрены выходные патрубки в защитных кожухах станка для подключения вытяжной вентиляции и отвода пыли.
Характеристика
Значение
Концевой выключатель
есть
Устанавливаемые шлифовальные круги, шт
— количество кругов
2
— наибольший наружный диаметр, мм
300
— ширина, мм
40
— посадочный диаметр , мм
76
Расстояние между шлифовальными кругами по осям, мм
358
Окружная скорость при максимальном диаметре шлифов. круга м/с, не более
23.5
Частота вращения шпинделя, об/мин
1500
Род тока питающей цепи
Переменный трехфазный, 380В, 50 Гц
Электродвигатель привода
— мощность, кВт
2.2
— число оборотов, об/мин
1500
Габаритные размеры (Д х Ш х В), мм
500х540х1140
Масса, кг
91
Исполнение
Вращение кругов от электродвигателя
Комплектация за дополнительную плату
Пылеулавливающий агрегат ПУАМ-1200-1
60 880p
Пылеулавливающий агрегат ПУАМ-1600-1
65 370p
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о ТШ-2ДБ:
Достоинства:
Заказ оформили быстро, привези оперативно, команда профессионалов
Комментарий:
Выгодные цены
Ответить
Оставить отзыв
Двухстороннее оборудование тонкого помола DSG 1200
▲
Разработано
Товары / Двухстороннее оборудование для тонкого помола DSG 1200
Модель: dsg-1200-Двустороннее оборудование для тонкого помола
Тип/применение: Двухсторонний
Диаметр пластины (мм): 1200 мм
Описание продукта
Двухстороннее планетарное оборудование для тонкого шлифования DSG 1200 специально разработано и изготовлено для работы в экстремальных условиях производственной среды с шлифовальными плитами диаметром от 20 до 55 дюймов и имеет специальную конфигурацию для каждого применения
Precision Surfacing Семейство торговых марок Solutions
PRECISION SURFACING SOLUTIONS
PRECISION SURFACING SOLUTIONS поддерживает производителей в самых разных отраслях промышленности, в которых обычно используется прецизионное шлифование, притирка, полировка, удаление заусенцев и современное оборудование для обработки материалов. Все они нуждаются в высококачественных, высокоточных, стабильных и хорошо спроектированных станках для производства высококачественных заготовок.
Посетите сайт
Lapmaster Wolters
Основанная в Чикаго в 1948 году как производитель притирочных и полировальных станков для рынка механических уплотнений, компания Lapmaster выросла до мирового поставщика решений для более чем 20 отраслей, таких как прецизионная оптика и передовые материалы.
Посетите сайт
Barnes Honing
С 1907 года компания Barnes считается мировым лидером в разработке инновационных технологий и процессов хонингования и чистовой обработки отверстий. Самые ранние хонинговальные станки Barnes были первыми, которые сделали хонингование практичным и эффективным средством отделки отверстий автомобильных цилиндров в производственных условиях.
Посетите сайт
ISOG
С мая 2020 года бренд ISOG принадлежит всемирно активной группе Precision Surfacing Solutions Group. С добавлением ISOG к уже существующим сильным брендам в рамках Группы PSS еще больше укрепляет свои позиции в качестве ведущего поставщика высококачественных, лучших в своем классе технологий на рынке решений для повышения качества поверхности.
Посетите сайт
ELB-Schliff
Компания ELB-Schliff Werkzeugmaschinen GmbH уже более 70 лет производит плоскошлифовальные и профильные шлифовальные станки. Компания была основана Эдмундом Лангом в городе Бабенхаузен, что привело к названию «ELB-Schliff».
Посетите сайт
aba Шлифование
Компания aba была основана в 1898 году под названием Messwerkzeugfabrik Alig & Baumgärtel Aschaffenburg, отсюда и инициалы aba. Сегодня aba Grinding Technologies занимается исключительно разработкой и производством прецизионных плоскошлифовальных и профильных шлифовальных станков.
Посетите сайт
REFORM
REFORM Grinding Technology GmbH специализируется на продаже, разработке и производстве шлифовальных станков для различных областей применения в г. Фульда (Германия).
Посетите сайт
KEHREN
Компания KEHREN, основанная в 1934 году, является хорошо зарекомендовавшим себя разработчиком и производителем высокоточных шлифовальных станков и систем следующих категорий: вертикальные шлифовальные центры, вертикальные шлифовальные центры с портальной конструкцией, плоскошлифовальные станки с поворотными столами и горизонтальные шпиндели и плоскошлифовальные станки с двойным поворотным столом и вертикальным шпинделем.
Посетите сайт
Микрон
Станки MICRON, производимые в Германии с 2009 года, представляют собой компактные и динамически жесткие шлифовальные станки, специально разработанные для глубинного и профильного шлифования. MICRON является лидером в области шлифования гидравлических компонентов, таких как статоры, роторы и насосы для грузовиков.
Посетите сайт
Peter Wolters
Компания Peter Wolters, основанная в Германии в 1804 году г-ном Петером Вольтерсом, с 1936 года производит оборудование для притирки, полировки и тонкого шлифования. В 2019 годуPrecision Surfacing Solutions приобрела подразделение по производству вафель и сервисное обслуживание фотогальванических и специальных материалов Meyer Burger.
Дополнительную информацию можно найти на сайте www.precision-surface.ch
Посетите сайт
Двусторонние станки » Алмазные инструменты dopa
Двусторонние станки » Алмазные инструменты dopa
Двусторонние Машины для шлифовки и полировки
Мы также предлагаем двусторонние шлифовальные, притирочные и полировальные машины. Работая 30 лет в разработке и производстве алмазного инструмента, а также в производстве прецизионной оптики и полупроводниковых подложек, мы получили опыт, чтобы понять ваши требования и перенести их на необходимое оборудование.
Пожалуйста, свяжитесь с нами, чтобы обсудить ваши требования.
Внутренние продажи инструментов, машин и расходных материалов
Инженер по продажам инструментов, машин и расходных материалов
Руководитель отдела продаж инструментов, машин и расходных материалов
Пожалуйста, не стесняйтесь обращаться к нам. Мы будем рады поддержать вас нашим опытом и настроить машины в соответствии с вашими потребностями.
Дополнительные продукты
Все машины
Мы используем файлы cookie на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Если вам еще не исполнилось 16 лет, и вы хотите дать свое согласие на волонтерские услуги, вы должны попросить разрешения у родителей или опекунов. Персональные данные могут быть обработаны (например, IP-адреса), например. для персонализированной рекламы и контента или измерения рекламы и контента. Вы можете найти больше информации об использовании ваших данных в нашей Политике конфиденциальности. Вы можете изменить свои настройки в любое время. Некоторые сервисы обрабатывают персональные данные в США. Давая согласие на использование этих услуг, вы также даете согласие на обработку ваших данных в США в соответствии со ст. 49(1) лит. ДСГВО. Европейский Суд классифицирует США как страну с недостаточной защитой данных в соответствии со стандартами ЕС. Например, существует риск того, что власти США будут обрабатывать персональные данные в программах слежки без какой-либо существующей возможности судебного иска для европейцев.
Настройки конфиденциальности
Эссензиэль
Статистика
Принять все
Сохранять
Принимать только необходимые файлы cookie
Индивидуальные настройки конфиденциальности
Сведения о файлах cookie
политика конфиденциальности
Выходные данные
Настройки конфиденциальности
Если вам еще не исполнилось 16 лет, и вы хотите дать свое согласие на волонтерские услуги, вы должны попросить разрешения у родителей или опекунов. Персональные данные могут быть обработаны (например, IP-адреса), например. для персонализированной рекламы и контента или измерения рекламы и контента. Вы можете найти больше информации об использовании ваших данных в нашей Политике конфиденциальности. Некоторые сервисы обрабатывают персональные данные в США. Давая согласие на использование этих услуг, вы также даете согласие на обработку ваших данных в США в соответствии со ст. 49(1) лит. ДСГВО. Европейский Суд классифицирует США как страну с недостаточной защитой данных в соответствии со стандартами ЕС. Например, существует риск того, что власти США будут обрабатывать персональные данные в программах слежки без какой-либо существующей возможности судебного иска для европейцев. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Принять все
Сохранять
Мусор
Настройки конфиденциальности
Эссензиэль (2)
Essenzielle Cookies ermöglichen grundlegende Funktionen und sind für die einwandfreie Funktion der Website erforderlich.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Имя
Печенье Борлабс
Анбитер
Eigentümer dieser Веб-сайт, выходные данные
Цвек
Speichert die Einstellungen der Besucher, die in der Cookie Box от Borlabs Cookie ausgewählt wurden.
Имя файла cookie
печенье borlabs
Печенье Laufzeit
1 Яр
Имя
WPML
Анбитер
Владелец этого сайта
Цвек
Сохраняет текущий язык.
Имя файла cookie
_icl_*, впмл_*, вп-впмл_*
Печенье Laufzeit
1 бирка
Статистика (1)
Статистика
Статистические файлы cookie собирают информацию анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Акзептирен
Гугл Аналитика
Имя
Гугл Аналитика
Анбитер
Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия
Цвек
Файл cookie Google, используемый для аналитики веб-сайта.
Измерительные металлические линейки в ассортименте.
Измерительные линейки представляет собой изделия, выполненные в виде металлических полос, на плоскости которых нанесены специальные деления. Зачастую их называют еще штриховыми мерами. Данное название отражает тот факт, что линейка является многозначной мерой, а размер по ней определяют между штрихами. На сегодняшний день выпускают самые разные виды подобного измерительного инструмента: от самых простейших деревянных до высокоточных металлических линеек, купить которые вы можете в нашем онлайн каталоге.
У нас представлены металлические измерительные линейки от 150 до 2000 мм.
Чаще всего промежуточные размеры имеют 300 и 500 мм. Такие измерительные линейки в принципе имеют однотипную конструкцию. То есть они представляют собой металлическую полосу, на широкой поверхности которой нанесены специальные деления. Бывают линейки с расстоянием 0.5 мм между штрихами, но на практике пользоваться ими не очень удобно. Начало отсчета на измерительных линейках (нулевой штрих) обычно расположении с левой стороны и совпадает с концом линейки. Это дает основание полагать, что линейка о стороны нулевого штриха является концевой мерой.
Линейки производятся с одной или двумя шкалами. Иногда производят модели, имеющие деления с обеих сторон. В среднем ширина линейки составляет 20-40 мм., а толщина от 0.5 до 1 мм.Для предохранения от коррозии поверхность металлических линеек хромируется.У нас вы всегда сможете заказать такие виды измерительных изделий, которые прослужат вам в течение многих лет, не потеряв своего первоначального вида.
Измерение линейкой осуществляется непосредственным методом, то есть ее прикладывают к измеряемому объекту, и сопоставляется его длина со значением меры. Чаще всего проводят совмещение нулевого штриха изделия с краем измеряемой детали. Погрешность измерения линейкой высчитывается из погрешности делений, которые на нее нанесены. Как правило, она может составлять не более 0. 5 мм.
Огромное значение имеет именно калибровка средства измерений, которая представляет собой совокупность операций, осуществляемых с целью определения и подтверждения действительных значений метрологических характеристик или (и) пригодности к использованию средства измерений, не подлежащего метрологическому контролю и надзору со стороны государственных органов. У нас вы сможете всегда купить качественные измерительные линейки, выполненные из холоднокатаной стальной термообработанной ленты с полированной поверхностью и специальным антикоррозийным гальваническим хромовым покрытием. Все изделия, которые мы реализуем, изготавливаются по действующему ГОСТУ.
Почему стоит покупать измерительные линейки именно у нас?
Мы сотрудничаем только с проверенными поставщиками, гарантирующими безупречное качество своей продукции. Предлагаем приемлемые цены на все изделия и внушительные скидки оптовикам и постоянным клиентам. Обновляем и пополняем предлагаемый на сайте ассортимент измерительного оборудования. Оперативно обрабатываем все заказы и быстро доставляем их по всей России.Консультируем по всем интересующим вопросам.Если вам нужны измерительные линейки и другое оборудование – вы можете смело делать заказ на нашем сайте.
A90008 Линейка металлическая, 500 мм
СПЕЦИФИКАЦИЯ
Код товара
55154
Количество в упаковке
200
Артикул
A90008
Штрих-код
4607079333822
Страна производитель
КИТАЙ
ОПИСАНИЕ
Описание
Линейка металлическая с разметкой от 0 до 50 сантиметров с ценой диления в 0,5 мм
Область применения
Предназначена для измерения линейных величин. Благодаря своей долговечности может применяться для выполнения слесарных работ.
ГАРАНТИЯ
Инструменты и приспособления специального назначения торговой марки OMBRA® по уровню исполнения относятся к изделиям класса PROFESSIONAL, применяется для производства работ по сборке, ремонту и обслуживания продукции машиностроения, строго персоналом, имеющим соответствующую квалификацию, знакомым с правилами техники безопасности, условиями эксплуатации и навыками работы со специальным инструментом и приспособлениями. На инструменты и приспособления специального назначения торговой марки OMBRA® распространяется понятие «ограниченной гарантии», в связи с сокращением срока эксплуатации, связанным с повышенным износом некоторых деталей конструкции при использовании. Срок эксплуатации изделия с заявленными характеристиками определен в 12 месяцев с начала использования инструмента. Начало эксплуатации определяется по дате продажи, указанной в гарантийном талоне OMBRA® или фискальном документе, подтверждающем факт приобретения конкретного изделия. Срок применения инструмента с объявленными характеристиками может быть изменен индивидуально, как в сторону уменьшения, так и в сторону увеличения в зависимости от интенсивности и условий эксплуатации конкретного изделия (группы изделий). Претензии по отношению к инструменту, вышедшему из строя в течение гарантийного срока, принимается к рассмотрению уполномоченным представителем OMBRA® в соответствии с Законом «О Защите прав потребителя». Не подлежат обслуживанию по гарантийным условиям изделия, вышедшие из строя в результате: Нагрузок, превышающих расчетные. Воздействий, не связанных с выполнением основных функций изделия. Нарушений правил хранения, обслуживания и применения. Естественного износа. В этой связи, производитель настоятельно рекомендует: 1) Подбирать и использовать инструмент согласно производимой работе и строго по назначению. 2) Не наносить удары по телу инструмента или элементам конструкции другими предметами. 3) Не допускать падения инструмента с большой высоты на твердую поверхность. 4) Не допускать длительное хранение инструмента в условиях высокой влажности или иных агрессивных к материалам изделия средах. 5) Не допускать самостоятельного ремонта и регулировок инструмента в период гарантийного срока. 6) Правильно и своевременно производить работы по техническому обслуживанию инструмента. 7) При использовании специальных приспособлений руководствоваться исключительно рекомендациями производителя по ремонту и эксплуатации обслуживаемой техники . Претензии по данной гарантии не принимаются к рассмотрению в случаях невозможности подтверждения квалификации пользователя, наличия признаков проведения ремонтных работ изделий, осуществлявшихся неуполномоченными на это лицами, изменений конструкции, или самостоятельной установки неоригинальных компонентов и деталей изделий. Производитель оставляет за собой право определения причины выхода из строя изделия (из-за некачественных материалов, ошибок при сборке, человеческого фактора или по иным причинам). Права по настоящей гарантии ограничиваются первоначальным потребителем и не распространяются на последующих.
КАК ИСПОЛЬЗОВАТЬ
Стальная линейка 6 дюймов — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 26 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
Обзор 3D принтера PICASO 3D Designer Classic от компании «Цветной мир»
Содержание
Внешний вид и конструкция
Печатающая головка
Дополнительные опции
Электроника
Управление
Примеры печати
PLA
Wood+PetG+TPU
ABS
ePA-CF
Nylon
Заключение
Всем привет, друзья! Добро пожаловать на новый обзор 3D принтера от российской компании PICASO 3D — Designer Classic. Это самая бюджетная модель в линейке производителя и является переосмыслением самого первого 3D принтера Designer.
В коробке вместе с самим принтером мы получаем стандартный набор дополнений, а именно катушку пластика PLA, всегда красного цвета, фирменный адгезивный клей в “пшикалке”, скромный наборчик с инструментами, тут же есть запасное сопло 0.5 диаметра и флешка.
Внешний вид и конструкция
Дизайн этого принтера отсылает к самой первой модели 3D Designer, только дверца открывается в левую сторону, а не откидывается наверх.
Корпус полностью выполнен из, ставших стандартными для PICASO, композитных панелей. Состоят они из пластика, армированного алюминием. В итоге принтер получился довольно лёгким, без потери жёсткости.
Кинематика закрыта со всех сторон и по первым предположениям это был H-Bot, но при более детальном рассмотрении оказалось, что это развёрнутая CoreXY. Каретка движется на валах по всем осям, валы закреплены в напечатанные держатели и на один болт к корпусу.
Ось Z также катается по валам, приводимая в движение трапециевидным винтом T8 вместо ШВП. На каркасе из всё тех же композитных панелей установлен стол размером 215×210мм из нагревателя и стекла. Заявленная область печати этого принтера 200х200х210мм. В целом вся механика вызывает чувство хлипкости, да и звук её движения, к сожалению, не самый тихий.
Печатающая головка
Говоря о печатающей головке, стоит упомянуть, что тут установлен блок 250 с тефлоновой трубкой, а это значит, что высокотемпературными пластиками попечатать не получится. На блоке по умолчанию установлено сопло 0.5мм, что подходит для печати пластиками с наполнением.
В целом это хорошая одноэкструдерная голова в исполнении PICASO 3D. Спереди стоит 40 мм вентилятор, сзади — вентилятор обдува модели. Своя система подачи с двумя ведущими колёсами. К сожалению, система энкодеров для проверки наличия и движения филамента тут отсутствует. Порадовал очень резвый нагреватель. Нагрев с 25 до 220 градусов занимает, по ощущениям, секунд 40.
Дополнительные опции
Опционально на головку можно установить системы для контроля подачи пластика, отслеживания его наличия и систему контроля первого слоя. Все необходимые для этого разъёмы уже присутствуют на плате. Благодаря тому, что электроника установлена от платформы X – всё без проблем работает сразу при подключении. Также есть возможность установить высокотемпературный блок нагревателя.
Электроника
Теперь поговорим об электронной начинке. Как и говорилось выше – вся аппаратная часть тут та же, что и на моделях платформы X. Управляет всем фирменная плата, основанная на контроллере STM32, к ней коннектором подключена плата с драйверами TMC 2130 по всем осям. Это добавляет надёжности, и если появится необходимость менять драйвер, то не придётся менять всю материнскую плату.
Во избежание перегрева, драйвера охлаждаются маленькой турбиной через напечатанный кожух. За электроснабжение отвечает трёхсотваттный блок питания на 24 вольта. По осям установлены всем знакомые моторы NEMA 17.
Управление
Экран с энкодером тоже перекочевали от старших моделей, собственно, как и прошивка, но с небольшими изменениями. В частности, калибровка стола тут выполняется механически, при помощи вращения 3-x подпружиненных винтов, на которых держится стол. Меню позволяет загружать и выгружать пластик, есть помощник калибровки стола, о котором говорилось выше, можно выставить Z-offset. Несомненным плюсом для новичков в 3D печати будет то, что всё меню полностью на русском и написано понятным языком.
Примеры печати
Для печати нам необходимо с флешки установить программу PolygonX, работающую с принтерами PICASO 3D. На этой флешке, кстати, заранее предзаписаны готовые задания для проверки работоспособности принтера и точности калибровки стола. При выборе задания с флешки прямо перед печатью можно выбрать материал и скорость печати, это очень удобно и позволяет не перенастраивать принтер под каждый отдельный материал.
Перед печатью принтер находит нули всех координат, отбиваясь прямо от стенок. Это «фишка» драйверов TMC 2130, о которых говорилось выше. Благодаря этому удалось избавиться от концевиков, что также повысило надёжность принтера. Помимо парковки драйверы, умеют ловить пропуски шагов для исключения смещения слоёв.
PLA
Из красного PLA от Polymaker распечатали кубик со стороной 20 мм. Тут, как и в старших моделях присутствует силиконовый очиститель, по которому принтер проходит перед печатью для снятия облоя с сопла. Очень удобная функция. Кубик печатался с использованием стандартного профиля для PLA.
Проверим точность печати при помощи электронного штангена. По оси Х – 20мм, по Y – 20.02мм и по Z – 20.04мм. Всё чётко. По самой модели всё также хорошо. Слои легли ровно, есть небольшие косяки по поверхности. Единственное что сильно бросается в глаза –не скрытый шов на задней стенке модели. Как я не пытался – убрать его не получилось. Можно только попробовать сдвинуть в угол, но делать это придётся отдельно для каждой модели. Довольно весомый недочёт.
Wood+PetG+TPU
Следующий проект мы будем печатать сразу несколькими пластиками. Для начала распечатаем базу из eBamboo от eSun. Основную часть распечатаем из тёмно-зелёного PETG от Tiger3D, а центровочные цилиндры из TPU от eSun.
У нас получилась визитница в форме дивана с деревянными ножками. Отлично смотрится. При печати eBamboo возникла некоторая волосатость, но она легко убралась рукой. Все остальные печати получились отлично. На фотографиях можно увидеть получившееся качество готового изделия.
Для следующей печати нам понадобится в настройках залезть немного глубже. Дело в том, что Picaso Designer Classic из коробки не может печатать ABS пластиком.
Для того, чтобы дать ему возможность делать это, нужно выполнить следующие действия – Открываем меню Пластики в принтере; Это вторая иконка на экране. В этом меню выбираем Профили>Изменить профиль>ABS(PICASO) и меняем температуру для первого слоя. Как видите всё очень просто.
Напечатаем турбину из зелёного ABS от eSun. Для этой модели мы выбрали максимально возможное качество, но саму модельку пришлось сделать меньше оригинального размера.
Посмотрим на готовую модель. Как и следовало ожидать – она отлично напечаталась, несмотря на тонкие лопасти. Слой в 10 микрон дал отличную поверхность, слоёв незаметно, хоть и на лопастях присутствуют небольшие погрешности от ретракта. Возможно в этом виновато то, что мы печатали стандартным профилем для ABS.
Данный результат говорит о том, что этот принтер можно использовать и для несложной технички.
ePA-CF
Продолжим тестировать принтер на инженерных пластиках. Следующим на очереди будет ePA-CF от eSun. Он представляет из себя угленаполненный нейлон, но печатать им немного проще, чем обычным нейлоном. Из него напечатаем кронштейн для настенной полки. Для печати создали профиль специально под него: Сопло – 250, Стол 80, Обдув 10%, Циркуляция: 0%
В результате мы получили вот такое изделие. Понятное дело, что таких кронштейнов нужно 2 штуки, для того, чтоб повесить полку, а качество можно посмотреть и на этой модели. Она получилась прочная, но при этом лёгкая. Слои спеклись хорошо, никаких косяков не выделяется.
Постоянно печатать карбоном, на этом принтере, к сожалению, не получится по той причине, что здесь установлено латунное сопло. Карбон со временем сточит его и точность будет уплывать с каждой печатью. Для печати такими филаментами стоит приобрести и установить блок 400 с соплом из закалённой стали для этого принтера.
Nylon
Теперь попечатаем нейлоном без наполнения. Так как данный пластик в большинстве случаев используют для печати шестерёнок, то её мы и напечатаем. Печатали мы при закрытой камере с настройками – Сопло: 250, Стол: 100, Обдув 0%, Циркуляция 0%.
Начну с того, что модель получилась не с первого раза. Нейлон упорно хотел оторваться от стекла даже с адгезивом и разрешить это удалось только нанесением клея карандаша. Так как моделька маленькая, она напечаталась хорошо. Все зубья пропечатались и ничего нигде не повело. Пластик дал значительную усадку и модель стала меньше на миллиметр от цифровой модели. Но усадка плюс минус равномерная по всем осям, а значит её можно скомпенсировать масштабом. Если бы не проблемы с адгезией, то можно было сказать, что печать прошла отлично.
Заключение
Что хочется сказать в заключение: 3D принтер Designer Classic — это некое возвращение к истокам компании PICASO 3D. Во многом принтер очень похож на первый 3D Designer, как внешне, так и конструктивно. В электронном плане он, конечно, подрос, приняв на борт электронику от принтеров X серии. Но ему смертельно не хватает некоторых их функций. Также расстраивает общая шумность работы, некоторые конструктивные просчёты и ошибки в прошивке, как с ABS. Профессионалам этот принтер не подойдет по ряду причин: невозможно печатать высокотемпературными пластиками из коробки, нет электронной калибровки стола, системы энкодеров контроля подачи пластика. Малая область печати тоже накладывает свои ограничения.
Под такие задачи советуем рассматривать старшие модели линейки.
Однако помимо вышеперечисленных минусов данный принтер обладает весьма весомыми плюсами. За свои деньги – это отличная рабочая лошадка и открытый учебник. Его не надо долго настраивать и разбираться, а всё, что нужно для печати, уже идёт в комплекте. При наличии возможностей принтер отлично поддаётся модификации. После установки дополнительных модулей контроля пластика и первого слоя Designer Classic вполне сможет посоревноваться по качеству с топовыми одноэкструдерными принтерами. Но и из коробки он способен радовать качеством печати, используя легкоплавкие, экологичные материалы. Данный принтер отлично подойдёт для образовательных учреждений и приобщения школьников к новым технологиям. Также люди, которые только хотят впервые попробовать технологию 3D печати, найдут в этом принтере отражение всех своих желаний. Как говорят в PICASO 3D – «Идеальное продолжение вашей индивидуальности».
А купить эту и более профессиональные модели 3D принтеров от PICASO 3D и не только, вы можете в нашем магазине «Цветной мир» по ссылке в описании! С вами был Сергей из компании «Цветной мир». До скорых встреч!
Picaso Designer Classic отзыв
Всем привет, появилось желание написать честный отзыв про свой новый принтер, отзывов в сети очень мало, возможно кому то покажется полезным.
Внимание: Отзыв носит ознакомительный характер, не является рекламой или антирекламой, мои личные наблюдения, ни с кем спорить, ничего доказывать никому то не собираюсь.
Предыстория. был у меня когда то Anicubic i3 mega, затем оригинальная Prusa mk3s (обожаю ее), затем еще одна такая же, и вот понадобился мне закрытый принтер для абс, композитов, тугоплавких и прочих капризных пластиков. Выбор пал на Picaso. Бюджет небольшой, стал рассматривать младшую бюджетную модель Classic. Характеристики и конструкцию описывать не стану все это можно посмотреть на официальном сайте.
Купил б\у принтер за 60тр с пробегом около 4000ч, пробег небольшой, принтер до этого работал дома на балконе, а не наком нибудь пыльном холодном складе.
Первое что меня смутило это то какой он шумный. При том что я еще даже не запустил печать. Как потом выяснилось шумела турбинка обдува драйверов и вентилятор блока питания. Через неделю я не выдержал, разобрал принтер, давай смотреть.
Слева на фото турбинка охлаждения драйверов, почему то она стояла перевернутая внутри этого печатного корпуса и забор воздуха шел из под горячего корпуса принтера, а не с «улицы», зазор там кстати всего 1-2 мм. Ладно, попытался перевернуть, не хватает проводов. Тут появилась мысль, что с тем же столкнулся и сборщик данного принтера, плюнул на это дело и перевернул турбинку наоборот. Ну да ладно, припаял провода побольше, перевернул, поставил как нужно. На плате нашел регулировку оборотов данного вентилятора, убавил обороты, настроил в балансе между громкостью и потоком воздуха, стала гудеть намного тише. Кстати вентиляторы на голове принтера шумят не критично. Вентиляцию электроники я буду переделывать, если кому интересно напишу пост.
Механика тоже не сказать что тихая. Корпус как будто резонирует и усиливает звуки. При печати на профиле стандарт (заполнение 60мм/с, периметры 20мм/с) уже довольно шумно. Если поставить режим качество (все скорости по 20мм/с) работает тихо, но перемещения все портят, отрегулировать их нельзя. Есть режим «ночной» в котором «уменьшается» скорость перемещения и выключается подсветка принтера, никаких изменений в шумности или в скоростях я не замечал. Валы я тоже все протер смазал, подшипники снимать чистить и пересмазывать не стал, как добирался до валов Y это вообще отдельная история, так как они спрятаны. (Хочу попробовать ради интереса корпус изнутри сделать шумкой автомобильной 4мм на основе битума, надеюсь не поплывет от температуры, автомобили же стоят летом на солнце и неплохо так разогреваются. Поставлю на антивибрационные ножки, например из мячиков для сквоша, это работает проверено. Это так, мысли вслух)
Многие скажут что это принтер не для дома, а для производства и должен стоять в отдельном помещении и на шум вроде бы все равно. Но что мешает производителю поставить туда другой обдув драйверов, может другой блок питания или переработать его обув. Да, вроде это их «бюджетная» модель, но извините она стоит 85тр совсем не как бюджетная.
Есть режим сушки пластика, кладете на стол катушку, устанавливаете таймер и температуру, на определенной температуре включается вытяжной вентилятор камеры и засасывает свежий воздух. (Обороты этого вентилятора настраиваются для каждого профиля пластика, очень удобно) Очень хорошая функция. Кстати в режиме сушки нельзя выключить подсветку принтера, если ставите на ночь, то он будет светиться как маяк.
Слайсер очень урезан по функционалу и банальных простых функций там бывает не хватает. В принципе для большинства деталей нет проблем. Был случай, когда нарезал деталь высотой чуть больше чем позволяет принтер на 10мм , поставил на печать на сутки, и вот 99% принтер не может опустить ниже стол и печатает все оставшиеся слои на одной высоте, я сидел рядом и остановил это безумие, потом деталь пришлось склеивать.
Качество печати хорошее. Никаких претензий. Печатал и 0,3 и 0,5 соплами, все хорошо, мелкие шестерни с четкими зубьями. Единственное слабый обдув, если печатать из пла мелкие детали. На профилях пластиков есть параметр минимальное время слоя, если слой быстро напечатался, то голова едет в край стола, выжидает, потом едет чистит сопло об «слюнявчик» и возвращается к печати. Если у вас высокая узкая деталь, то эта операция займет очень много времени. По сути лечится если ставите скорость поменьше. Слайсер прусы, например, сам замедляет скорость печати таких слоев.
На фото ABS GF-4, Titan GF-12, поликарбонат. Еще печатал флексами, поликарбонатом, нейлонами, петг, все нормально.
Трубку подачи пластика частенько прижимает головой. Это тоже кстати один раз испортило мне печать на сутки: отключился свет на пару минут. Потом принтер предложил продолжить печать, поехал искать нулевые точки по осям x y и зажевал трубку, откалибровался неверно, и слои сместились на 3-4мм. 7 часов печати впустую (кстати, пруса в это время тоже печатала и, не спрашивая, продолжила печать). (Трубку я потом подвесил на стяжки к потолку принтера).
Профили пластиков действительно интересная вещь, она мне понравилась еще на этапе изучения, а на практике просто удобно (кто не знает, суть почитайте на сайте). Один раз ты настроил профиль, и забудь. Можно во время печати поставить на паузу и поменять любой параметр, в конце печати принтер предложит сохранить копию профиля с новыми параметрами. Бывает, что одну и ту же деталь с одного и того же джикода печатаю разными пластиками. Профилями со мной оперативно поделилась поддержка. Их там не много, но если что есть от чего отталкиваться, ну и любой печатник на своем опыте создаст профиль для любого материала. Хорошая штука.
Качество сборки оставило какое-то наплевательское впечатление: турбинка охлаждения драйверов перевернутая, корпус турбинки напечатан с косяками, видно что стол был плохо откалиброван, один угол детали не прилип к столу, потом его задрало, но это не смутило монтажников и они поставили его. Провода внутри никак не были скручены, это уже я стянул их кое где стяжками. Вроде мелочи, а вот из них и складывается впечатление.
При любом извлечении пластика, заправке пластика, включения режима сушки принтер постоянно калибруется, ищет нулевое положение стола. Вроде вот только что откалибровался, должен был запомнить, нет он снова и снова это делает. Для чего это сделано или не сделано не понятно.
«Слюнявчик» для сопла интересная вещь, перед печатью или после паузы принтер вытирает об него стекающий пластик, продавливает чтобы заполнить сопло и сразу переходит к печати детали. Было б хорошо если бы он пользовался им и перед калибровкой стола. Так или иначе через неделю сопло все равно покроется нагаром. Все вытираемые и продавливаемые сопли падают внутри принтера, а не в контейнер, ну можно напечатать.
Итог.
Плюсы:
хорошее качество печати,
удобная система профилей пластиков,
удобная замена сопел, не надо ничего придерживать одним ключом, крутить вторым и т.д., просто открутил, вкрутил новое, принтер спросил какой текущий диаметр и поехали дальше
Нагревательный блок на 400С приобрел, очень сильно расширяет возможности (5700р оригинальный)
Красивый ))
Минусы:
Шумный (децибелы не измерял, сугубо мои ощущения) если вы будете сидеть около него голова уже заболит через час если без каких либо переделок . Спать вы с ним точно не сможете.
Урезанный неудобный слайсер
Слабый обдув деталей пла
Трубка подачи пластика, то мешает калибровке, то зацепляется за катушку и не дает ей вращаться. У нее кстати очень маленький радиус поворота около головы, и тот же Titan GF-12 очень хрупкий пруток очень тяжело в нее затолкать не сломав.
Идеи для производителя:
Было бы отлично иметь возможность регулировки скорости перемещения головы, ну или рабочий ночной режим
Возможность отключать подсветку в режиме сушки
Всем спасибо
Обзор 3D-принтера PICASO 3D Designer X PRO
Всем привет! Сегодня мы рассмотрим новый 3D-принтер от PICASO 3D — PICASO 3D Designer X PRO. Это обновленная и переработанная версия оригинального PICASO 3D Designer PRO 250. Устройство также может печатать двумя материалами одновременно. Например, это позволяет печатать подложки водорастворимым ПВА или работать с двумя разными цветами
Устройство имеет такой же объем сборки, как и другие продукты аддитивного производства от Picaso: 200 х 200 х 210 мм. В целом машина представляет собой персональный современный 3D-принтер FDM со всеми необходимыми технологическими решениями.
Технические характеристики:
Технология: FFF(FDM)
Размеры: 492 х 390 х 430 мм
Вес: 16 кг
Программное обеспечение: PICASO 3D Polygon X
Количество экструдеров: 2
Поддерживаемые форматы файлов: stl, plg
Объем сборки: 200 х 200 х 210 мм
Каркас: сталь
Платформа для печати: алюминий, стекло
Мин. высота слоя: 50-200 мкм
Точность: XY — 11 мкм, Z — 1,25 мкм
Максимальная температура горячего конца: 380°C
Максимальная температура платформы печати: 140 °C:
Возможности подключения: USB, USB Flash, Micro SD, Ethernet
Скорость печати: 30 см3/час
Цена: 4400 долларов США
Что в коробке?
В комплект поставки входят: сам принтер, флешка, шнур питания, флакон с клеем, набор инструментов и катушка с нитью. Также есть документация: инструкция, технический паспорт и гарантия.
Обзор 3D-принтера
Высота слоя может быть установлена в диапазоне от 50 до 200 микрон.
В 3D-принтере используется нить стандартного размера 1,75 мм, это очень распространенный диаметр, также доступны сторонние материалы, поскольку машина не ограничивается проприетарными нитями.
Печатная форма изготовлена из стекла, не покрыта пленкой, для лучшей адгезии рекомендуется использовать клей или спрей.
Платформа с подогревом, необходимая для печати нитью ABS (как пример). Экструдер выполнен по технологии JetSwitch, которая использовалась и в предыдущей версии устройства. Это позволяет быстрее переключаться между материалами. Система включает в себя два движущихся сопла, один шаговый двигатель для перемещения нити и клапан, блокирующий неактивное сопло. Это предотвращает утечку нити и позволяет менять экструдеры в течение 5 секунд.
Слот для карты microSD больше не используется, теперь печать можно запустить либо с USB-накопителя, либо с помощью кабеля Ethernet.
Катушки филамента традиционно устанавливаются внутри принтера, в устройстве используются специальные держатели.
Как и в случае с Pro 250, машина доступна только в черном цвете. Внешний вид немного изменился, но основные отличия скрыты внутри корпуса — линейные направляющие теперь соединены со специальной стальной рамой внутри принтера, а не с самим корпусом. Это позволяет сделать структуру более жесткой и повышает точность процессов калибровки и печати. Это также делает 3D-принтер тяжелее на килограмм, поэтому общий вес машины теперь составляет 16 кг.
Принтер имеет декартову конструкцию: платформа перемещается по оси Z вверх и вниз, а экструдер перемещается по осям X и Y. В устройстве реализована кинематика H-bot: самая распространенная среди современных FDM 3D-принтеров. Внешняя рама изготовлена из алюминиевого сплава, как и у предшественника, рейлинги и внутренняя рама выполнены из стали. Рельсы X и Y являются линейными, а Z-рельсы — цилиндрическими.
Лампы были модернизированы, теперь они имеют функциональное назначение: белая лампочка загорается, когда машина печатает, зеленая — когда устройство заканчивает печать, желтая — указывает на сбои.
Теперь принтер может обнаруживать засорение или биение нити. Машина контролирует движение филамента и в случае неудачи начинает пытаться очистить сопло по специальному алгоритму. Если это не поможет, принтер перестанет работать и сообщит пользователю о проблеме.
Программное обеспечение
Улучшено собственное внутреннее программное обеспечение 3D-принтера.
Профили теперь доступны. Каждая из них представляет собой ряд настроек для печати определенного вида пластика. Он сохраняется в памяти принтера, а это значит, что вы можете управлять настройками печати во внутреннем ПО устройства, а слайсер будет использоваться исключительно для процесса нарезки.
Например, вы можете разрезать модель только один раз, а затем использовать ее для печати различными материалами, изменяя только профили в программе, не изменяя G-код.
Собственный слайсер называется PolygonX, он заменяет старую версию Polygon 2.0. Имеет простой интерфейс и настройки. Нарезка и профили настраиваются в разных окнах. Программа позволяет управлять принтером с помощью кабеля Ethernet.
Калибровка
Важно упомянуть первый уровень управления. Это встроенная система, которая анализирует профиль, скорость экструзии филамента и расстояние между платформой и соплом. Он может использовать эти данные для изменения высоты печатной формы в процессе печати, стремясь получить идеальный первый слой, что является очень важной частью FDM-печати.
Как начать печать
После завершения подготовки файла в слайсере модель можно отправить на печать двумя способами: либо путем перемещения g-кода с помощью флешки, либо напрямую с слайсер с помощью соединения Ethernet.
Вы можете установить качество печати перед началом процесса. Это обратно пропорционально скорости печати.
Платформа должна быть покрыта клейким материалом перед печатью на АБС-пластике или аналогичной нити. Нанесите клей на салфетку и протрите ей платформу.
Не распыляйте клей внутрь принтера, он осядет на движущиеся части и полимеризуется, что приведет к поломке оборудования.
Печать
Процесс печати является нормальным по стандартам принтеров FDM. На дисплее отображается информация обо всем во время печати.
Устройство можно перевести в активное состояние паузы, при этом экструдер отойдет от платформы, и пользователю будет разрешено менять материал. Также возможно изменить скорость печати, температуру горячего конца и высоту первого слоя в процессе.
Удаление оттиска
Если вы печатали нитью ABS, то окончательный отпечаток отсоединится от пластины после остывания. В остальных случаях понадобится шпатель, который идет в комплекте с устройством в его упаковке.
Заключение
3D-принтер PICASO 3D Designer X PRO не следует текущей тенденции увеличения объемов печати: вместо этого машина фокусируется на качестве печати и эргономика. Профили, нить накала и системы управления и индикаторы первого слоя доказывают это.
Высокая точность, возможность двухкомпонентной печати и поддержка высоких температур позволяют машине создавать качественные оттиски с носителями из растворимых материалов, в том числе углеродных. Это расширяет диапазон функциональных отпечатков, которые могут быть произведены. Мы рекомендуем использовать PICASO 3D Designer X PRO для создания функциональных прототипов, образцов и ограниченного производства деталей. Это хороший выбор для всех, кто хочет высокоточной печати и по той или иной причине не хочет использовать технологию SLA.
Обзор Picaso 3D Designer Classic (2023)
Хотите знать, подходит ли вам 3D-принтер Picaso 3D Designer Classic? Прочтите наш обзор, чтобы узнать, чего ожидать с точки зрения функций, характеристик, производительности и многого другого.
PICASO 3D Designer Classic — бюджетный 3D-принтер из России, модернизация первого 3D-принтера Designer.
В этом руководстве
Что в коробке?
В коробке вместе с самим принтером вы получите стандартный набор надстроек. К ним относятся:
Катушка из PLA-пластика
Фирменный клей-клей
Скромный набор инструментов
Запасная насадка диаметром 0,5
Флешка
Внешний вид и дизайн
Picaso 3D Designer Classic имеет тот же дизайн, что и оригинальный Picaso 3D Designer. Разница лишь в том, что в новой модели дверь открывается влево, а не откидывается вверх.
Корпус изготовлен из стандартных композитных панелей PICASO, в состав которых входит пластик, армированный алюминием. В результате принтер получился довольно легким, но жестким.
Кинематика
В принтере используется механизм кинематики CoreXY. Каретка перемещается на валах по всем осям. Валы фиксируются в печатных держателях и одним болтом к корпусу.
Ось Z также вращается на валах, приводимых в движение трапециевидным винтом T8 вместо шарикового винта.
На каркасе из таких же композитных панелей установлен стол размером 215 х 210 мм из утеплителя и стекла. В целом вся механика кажется хлипкой, а ход довольно громким.
Объем сборки
Picaso 3D Designer Classic имеет площадь сборки 200 x 200 x 210 мм.
Печатающая головка
Печатающая головка принтера оснащена тефлоновой трубкой. Поэтому этот принтер не будет работать с высокотемпературным пластиком. Устройство имеет сопло диаметром 0,5 мм, которое подходит для печати различными пластиками.
В целом, это хорошая одинарная головка экструдера PICASO 3D. Спереди установлен 40-мм вентилятор, а сзади модельный вентилятор.
Также имеется собственная система подачи с двумя ведущими колесами. К сожалению, нет системы энкодера для проверки наличия и движения нити накала.
Сопло нагревается очень быстро, от 25 до 220 градусов менее чем за минуту.
Дополнительные опции
Опционально головка может быть оснащена системами контроля подачи материала, отслеживания его наличия и системой контроля первого слоя. Все необходимые для этого разъемы уже присутствуют на плате.
Так как электроника установлена от X платформы, то при подключении все работает без проблем. Вы также можете установить блок высокотемпературного нагревателя.
Электроника
Теперь поговорим об электронике.
В 3D-принтере Picaso 3D Designer все аппаратное обеспечение такое же, как и в моделях платформы X. Все управляется фирменной платой на базе контроллера STM32.
Плата с драйверами TMC 2130 подключается к ней разъемом по
все оси. Это делает принтер более надежным, и если вам придется менять драйвер, вам не придется менять всю материнскую плату.
Во избежание перегрева драйверы охлаждаются небольшой турбиной через набивной кожух. За питание отвечает 300-ваттный блок питания 24В. По осям установлены привычные моторы NEMA 17.
Управление
Экран с энкодером аналогичен тому, что был в оригинальном Picaso 3D Designer. Однако есть небольшие изменения. Например, стол калибруется механически путем вращения 3-х подпружиненных винтов, которые его удерживают. Меню позволяет загружать и выгружать пластик.
Существует также помощник по калибровке стола, который можно использовать для установки Z-смещения.
Наконец, меню полностью на русском и понятное.
Программное обеспечение для слайсера
Чтобы начать печать, нам необходимо установить программу PolygonX с USB-накопителя. Этот слайсер используется всеми 3D-принтерами PICASO, такими как Picaso Designer X, Picaso Designer X Pro и Picaso Designer XL.
На этой флешке предварительно записаны готовые задания для проверки работоспособности принтера и точности калибровки стола. При выборе задания с флешки прямо перед печатью можно выбрать материал и скорость печати. Это очень удобно и экономит ваше время от необходимости перенастраивать принтер для каждого отдельного материала.
Перед печатью принтер находит нули всех координат, отскакивая прямо от стен. Это «фишка» драйверов TMC 2130, о которых говорилось выше. Благодаря этому удалось избавиться от концевых выключателей, что также повысило надежность принтера.
Помимо парковки, водители могут ловить пропущенные шаги, чтобы избежать смещения слоя.
Качество печати
Давайте посмотрим на некоторые модели, которые мы распечатали на 3D-принтере Picaso 3D Designer Classic.
PLA
Мы напечатали красный Polymaker PLA в кубе 20 мм. В принтере есть силиконовый очиститель, через который он проходит перед печатью для удаления заусенцев с сопла. Это очень удобная функция.
Куб был напечатан с использованием стандартного профиля PLA.
Вот точность печати:
X – 20мм
Y – 20,02 мм
Z – 20,04 мм
Модель удалась.
Слои легли ровно и по поверхности есть небольшие косяки. Единственная проблема, с которой мы столкнулись, это нескрытый шов на спине модели. Как бы мы ни старались, мы не могли удалить его.
Можно только попытаться сдвинуться в угол, но делать это придется отдельно для каждой модели. Это довольно существенный дефект.
Дерево + PetG + TPU
Для следующего теста мы напечатали сразу несколько пластиков. Сначала мы напечатали базу eBamboo от eSun. Основной корпус был напечатан с использованием темно-зеленого PETG Paramount, а центрирующие цилиндры — из eSun TPU.
Напечатали визитницу в виде дивана с деревянными ножками. Получилось здорово.
При печати с помощью eBamboo были небольшие ворсинки, но их можно было легко удалить вручную. Все остальные принты вышли отлично. На фотографиях видно итоговое качество готового продукта.
Для следующей печати нам нужно немного углубиться в настройки. Picaso Designer Classic не может печатать на АБС-пластике из коробки.
Чтобы принтер мог печатать ABS, выполните следующие действия:
Откройте меню «Пластик» в принтере; Это вторая иконка на экране.
В этом меню выберите Профили > Изменить профиль > ABS (PICASO) и измените температуру для первого слоя.
Как видите, все очень просто.
Мы выбрали зеленый eSUN ABS для нашего следующего проекта. Для этой модели мы выбрали максимально возможное качество, но саму модель пришлось сделать меньше исходного размера.
Давайте посмотрим на готовую модель.
Как и следовало ожидать, модель отлично печатала, несмотря на тонкие лезвия. Слой толщиной 10 микрон дал превосходную поверхность, и слои выглядят великолепно. Однако есть небольшие погрешности на лопастях от втягивания. Возможно, это вина того, что мы печатали стандартным профилем для ABS.
Этот результат говорит о том, что этот принтер можно использовать для простого технического оборудования.
ePA-CF
Далее принтер на инженерном пластике.
Для этого теста мы выбрали ePA-CF от eSun. Это нейлоновая нить с углеродным наполнителем, на которую немного легче печатать, чем на обычный нейлон. Решили распечатать кронштейн для настенной полки. Для печати специально для нее создали профиль: Сопло – 250, Стол 80, Воздушный поток 10%, Циркуляция: 0%
Вот распечатанная модель:
Таких кронштейнов нужно 2 штуки, чтобы повесить полку. Вы можете оценить качество модели.
Модель получилась прочной и легкой. Слои пропекаются хорошо и косяков нет.
К сожалению, печать углеродной нитью на этом принтере невозможна. Это потому, что у принтера латунное сопло. Углерод со временем изнашивает сопло, и точность будет снижаться с каждым уплотнением.
Для печати углеродными нитями вам понадобится принтер с соплом из закаленной стали.
Нейлон
Далее мы решили печатать шестеренки нейлоновой нитью без заполнения. Мы печатали в закрытой камере со следующими настройками — Сопло: 250, Стол: 100, Воздушный поток 0%, Циркуляция 0%.
Сначала модель не заработала с первого раза. Нейлон упорно хотел оторваться от стекла, даже когда мы использовали клей. Чтобы решить эту проблему, нам пришлось применить карандашный клей.
Так как модель небольшая, она хорошо напечатана. Все зубы были запломбированы и ничего никуда не вело. Пластик значительно уменьшился, и модель стала на один миллиметр меньше цифровой модели. Но усадка равномерная по всем осям +/-. Это означает, что его можно компенсировать с помощью весов.
Если не считать проблем с адгезией, печать прошла хорошо.
Заключение
3D-принтер Designer Classic возвращается к истокам PICASO 3D. Принтер во многом похож на первый 3D Designer, как внешне, так и конструктивно.
Что касается электроники, принтер был модернизирован платной электроникой от принтеров серии X. Однако в нем отсутствуют некоторые функции принтеров серии X. Мы также заметили громкий шум при работе принтера, некоторые ошибки дизайна и ошибки прошивки.
Металлообрабатывающие станки это промышленные производственные
Металлообрабатывающие станки
Металлообрабатывающие станки это промышленные производственные машины и оборудование, которые используются, для обработки или формирования металлов и других твердых материалов, а также для производства промышленного инструмента. Металлообрабатывающие станки используют комбинацию методов, включая формирование, резку, физико-химическую обработку, проектирование и изготовление отдельных компонентов или товаров.
Такие машины, как правило, достаточно тяжелые, непереносимые и относятся к механическому оборудованию, которое позволяет производителям выпускать множество металлических компонентов или готовой продукции. Такие компоненты, произведенные с использованием электроразрядных устройств могут быть смонтированы на тяжелой технике, автомобилях и другом оборудовании. Металлообрабатывающие станки подразделяются на две категории, а именно металлообрабатывающие и работающие в области металлообработки. Кузнечно-прессовые станки используются для выдавливания из металлов конкретных форм, применяя для этого различные процессы, в том числе холодной прессовки, гибки, резки, высечки, прессования и штамповки. Такие кузнечно-прессовые станки позволяют производителям проектировать металлические компоненты в соответствии с конкретными требованиями, которые могут использоваться для конкретных задач, или включить их в цепочку более крупных станков. Металлообрабатывающее оборудование используется для снятия стружки или обработки металлов из исходной металлической заготовки, в итоге получая нужный продукт. Токарные станки включают сверлильные станки, протяжные станки, станки для зубонарезания, с использованием электрического разряда и вычислительного центра. К другим металлообрабатывающим станкам относятся измельчители, фрезерные и другие станки.
Металлообрабатывающие станки предлагают более высокую точность и эффективность ряда технологических процессов в производстве металлических компонентов и продуктов. Кроме того, металлообрабатывающие станки, помогают в преодолении различных человеческих ограничений в металлургических процессах. С учетом того, что металлообрабатывающие станки дают возможностью выполнять тяжелую часть работы с большей скоростью и продуктивностью они широко применяются в обрабатывающей промышленности по всему миру.
Одним из главных факторов роста рынка металлообрабатывающих станков является растущая необходимость повышения эффективности производственных процессов. Кроме того, возрастающая потребность в снижении производственных затрат привела к принятию металлообрабатывающих станков в ряде отраслей промышленности, включая различное производство, автомобилестроение и других тяжелых металлообрабатывающих направлениях. Металлообрабатывающие станки обеспечивают оптимальное использование сырья, металлов и минимизирует потери ресурсов и материалов из-за ошибок. Кроме того, с удорожанием рабочей силы по всему миру, металлообрабатывающие станки предлагают эффективное решение для обрабатывающей промышленности, для снижения себестоимости продукции. Кроме того, металлообрабатывающие станки также используются в агрессивных рабочих средах, включая высокие температуры, давление и процессы с участием опасных химических веществ. Несмотря на огромные выгоды и потенциал применения, рост рынка металлообрабатывающих станков несколько ограничений из-за его высоких начальных затрат. Компаниям в обрабатывающей промышленности очень трудно перейти от традиционных методов и к методам которые потребуют таких высоких первоначальных инвестиций.
С учетом своих огромных возможностей, рынок металлообрабатывающих станков стал прибыльным в последние годы. С увеличением спроса на обрабатывающих предприятиях, множество игроков на рынке металлообрабатывающих станков вложили значительные средства в проектирование и разработку такого оборудования. Кроме того, наблюдается повышенный спрос на специальные машины и оборудование, который способствует росту рынка станков для металлообработки. Компании на этом рынке проводят исследования и опросы для выявления и удовлетворения различных уникальных технологических процессов. Многие игроки стремятся к разработке и производству инновационного металлообрабатывающего оборудования и нацелены на огромные возможности роста в таких странах, как Китай, Германия, Канада, Франция, Италия, Индия, Южная Корея, Япония, США и Таиланд. Некоторыми из ключевых игроков на рынке металлообрабатывающих станков являются компании Хардиндж, Ink. Kennametal, Inc. Amada ltd. и другие.
Ключевыми рынками на сегодняшний день являются:
Северная Америка США Канада
Европа Франция Германия Италия Испания Великобритания Страны восточной Европы СНГ
Восток Китай Индия Япония Австралия Другие
Латинская Америка Аргентина Бразилия Другие
Просмотры: 29
Металлообрабатывающее оборудование, оборудование для металлообработки, шлифовальные, заточные станки, сверлильное и сварочное оборудование, и многое другое
Янковский Денис Васильевич: В феврале купили машину резки стебля и корня чеснока. Качество и цена вполне соизмеримы. Что ожидали, то и получили .
Гулякин Владимир Иванович: Приобретали автоматический станок шовной аргонно-дуговой сварки. Выбрали — оплатили — получили. Все просто и без проблем. Довольны сотрудничеством. Большое спасибо!
Главная / Металлообрабатывающее оборудование
Металлообрабатывающее оборудование используется для обработки, резки, формовки металла и т.д.. Без металлообрабатывающего оборудования не обходится ни одно промышленное предприятие. Станки предназначены для работы с металлическими изделиями всех видов, размеров и форм, и могут сильно различаться по функциям, способу действия и масштабности производимых операций, поэтому нужно тщательно подходить к выбору характеристик машин, которые будут подходить именно Вашей компании.
.
Наша компания занимается поставкой под индивидуальный заказ огромного перечня металлообрабатывающего оборудования от передовых китайских производителей.
.
Мы поставляем хорошее китайское оборудование по самым хорошим ценам!
.
Предлагаем Вашему вниманию следующее оборудование для металлообработки: заточные станки, токарные станки, штамповочные станки, сварочное оборудование, оборудование для обработки арматуры, линии для производства изделий из металла (производства воздуховодов, кладочной сетки, композитной арматуры, производства болтов, винтов и саморезов, изготовления медной катанки, профнастила, пружин и мпогого другого).
ПОМНИТЕ!
Если Вы не нашли желаемого оборудования на сайте, это не значит, что его нет. Заполните запрос в разделе Оставить заявку, указав требуемую модель и описав как можно подробнее все важные характеристики оборудования. Наши сотрудники найдут интересующий Вас товар в Китае в индивидуальном порядке, составят коммерческое предложение и свяжутся с Вами в ближайшее время. Ждём Ваших заявок!
Оборудование для производства габионной сетки FET-ME1202
Медная катанка: линия по производству медной катанки
Спирально-навивной станок, FET-ME1100
Спирально-навивной станок, FET-ME1102
Станок для сборки и изготовления сегментных отводов, FET-ME9110
Производство изделий из металла
Резка лазерная
Станок для лазерной резки металла FET-BD1531
Сварка аргонно-дуговая
Плазменная резка
Гибочный станок для арматуры с ЧПУ
3D-гибочный станок для проволоки с ЧПУ
Автоматический станок для спирального оребрения труб
Токарно-фрезерный станок WMP300A
Листогибочное оборудование FET-ME4011
Электрогидравлический пресс FET-ME9400
Станки для художественной ковки металла FET-ME6500
Станок для заточки сверл FET-ME9117
Резьбонарезный станок FET-ME9300
Проволокогибочный станок FET-ME5006
Станок для производства гвоздей из медной проволоки FET-ME1600
Производство саморезов
11 типов машин, используемых в металлообрабатывающей промышленности
Независимо от того, управляете ли вы заводом, механической или металлообрабатывающей мастерской, крайне важно инвестировать в правильные машины, если вы хотите добиться успеха в металлообрабатывающей промышленности. В металлообрабатывающей промышленности используется широкий спектр различных типов промышленных инструментов для создания металлических деталей желаемой формы и размера.
Эти машины развивались на протяжении сотен лет, что позволяет изготавливать самые сложные формы с гораздо меньшими усилиями человека. Существуют различные методы, используемые в производственной промышленности, которые привели к изобретению и развитию многих машин.
При таком разнообразии машин важно понимать их типы и возможности каждой из них. К счастью, в Penn Tool Co. мы объединили свой опыт, чтобы составить этот список из 11 станков, наиболее распространенных в этой отрасли.
11 наиболее широко используемых станков в металлообрабатывающей промышленности
Если вы работаете на металлообрабатывающем заводе, то знаете, что правильное промышленное оборудование необходимо для производства высококачественной продукции. Существует множество машин, которые можно использовать в этих отраслях, и каждая из них имеет свой собственный набор преимуществ и областей применения.
Это наиболее распространенные станки, используемые для операций резки и формовки металла в металлообрабатывающей промышленности. Машины специального назначения изготавливаются также для выполнения некоторых специфических операций над конкретным изделием.
Эти станки используются для увеличения производительности.
1. Токарный станок
Токарные станки представляют собой металлообрабатывающие станки, которые вращают заготовку для выполнения различных операций механической обработки. На токарных станках можно изготавливать детали из черных и цветных металлов, пластмасс, дерева.
Это многоцелевые станки, которые можно использовать для выполнения таких операций, как резка, шлифование, накатка, сверление, растачивание, нарезание резьбы, торцовка и токарная обработка. Они бывают разных размеров и с различными аксессуарами.
Токарные станки существуют с древних времен и в основном используются для точных работ. Их можно найти на заводах, производящих детали для легких машин, а также в механических и металлообрабатывающих цехах, где присутствуют тяжелые станки.
2. Фрезерный станок
Фрезерный станок — это инструмент для металлообработки, в котором используются вращающиеся фрезы для удаления нежелательного материала. Заготовка плотно удерживается на подвижном рабочем столе, вокруг которого вертикально перемещается вращающийся инструмент.
Фрезерный станок выполняет две основные операции: торцевое и периферийное фрезерование. При торцевом фрезеровании оператор фрезерует плоскую поверхность под прямым углом к вращению фрезы, тогда как при периферийном фрезеровании фреза располагается параллельно заготовке.
Они используются для самых разных целей, от простой резки до сложной формовки и сверления. Из-за этой универсальности фрезерные станки являются основным продуктом в большинстве металлообрабатывающих цехов.
3. Шлифовальный станок
В шлифовальном станке абразивный круг вращается с относительно высокой скоростью. Вращающееся колесо обеспечивает финишную обработку заготовки, удаляя очень небольшое количество материала с ее поверхности, после чего она становится гладкой на ощупь.
Шлифовальные станки можно использовать для придания формы, выравнивания и сглаживания поверхностей деталей, которые были вырезаны с помощью других инструментов, таких как пилы или токарные станки. Абразивные материалы также могут применяться для удаления ржавчины или краски с деталей в целях перекраски или ремонта.
Гибкость и точность, обеспечиваемые шлифовальными станками, делают их неотъемлемой частью любой производственной операции, связанной с металлами.
4. Сверлильные станки
Сверлильные станки являются одним из наиболее распространенных типов станков, которые мы обычно видим в металлообрабатывающих цехах. Их часто используют и для различных бытовых ремонтных работ.
Инструменты сверлильного станка легко устанавливаются и заменяются, что делает его очень простым в использовании. Их можно использовать для сверления отверстий в различных материалах, включая металлы, цемент и даже бетон.
5. Фрезерные станки
Фрезерный станок использует одноточечный режущий инструмент, который движется линейно для выполнения операции резания на заготовке. Он имеет простой механизм и прост в эксплуатации.
Эти фрезы можно использовать для резки, придания формы или придания металлу желаемой формы. Обычно они устанавливаются на столе, что позволяет им иметь доступ ко всем сторонам материала.
Одним из типов заготовок, для которых эти типы станков выгодны, является листовой металл, поскольку они могут легко создавать сложные формы, такие как дуга, всего за один проход. Как вы, наверное, догадались, они очень часто используются в отрасли.
6. Протяжные станки
Протяжный станок режет, формирует и формирует различные материалы. Он использует зубчатый инструмент или протяжку для удаления материала с заготовки.
Существует два типа процессов протяжки – линейный и ротационный. Более распространенным из них является линейная протяжка, при которой станок располагается на одной линии с заготовкой. Однако при ротационном протягивании протяжка вращается, когда она применяется к заготовке.
Протяжки — это универсальные инструменты, которые можно использовать во многих отраслях промышленности. Они создают множество различных типов продуктов для профессионалов отрасли, которые работают над проектами по металлообработке.
7. Пильные станки
Существует три типа пильных станков: ножовка, циркулярная пила и ленточная пила. Эти машины используются для разделения металлической детали на более мелкие части.
Ленточная пила
Ленточная пила — отличный инструмент для резки металла и дерева. Его можно использовать для создания длинных деталей, таких как трубы или цельные стержни, любой желаемой длины и в больших количествах.
Циркулярная пила
Циркулярные пилы, как ручные, так и настольные, используют круглое полотно, которое вращается или совершает возвратно-поступательное движение для выполнения разреза. Циркулярная пила является одним из самых универсальных типов пильных станков, доступных для промышленных операций.
Ножовка
Пожалуй, самая узнаваемая пила — ножовка. Эта ручная машина оснащена прямым лезвием с множеством мелких зубьев для резки различных металлических предметов, таких как трубы, стержни и даже листовой металл.
8. Строгальный станок
Планарные станки очень похожи на строгальные станки. По сути, единственное отличие этого станка в том, что режущий инструмент неподвижен, а заготовка движется линейно. Как правило, эти машины также больше, чем формовочные машины.
Они используются для уменьшения толщины и размера таких материалов, как стальные пластины, стержни и стержни, путем срезания лишнего материала в процессе обработки. Он также используется для создания плоских поверхностей из шероховатых или неровных поверхностей.
9. Стригальный станок
Стригальный станок используется для резки листового металла на желаемые формы и размеры. Одна вещь, которая делает эти металлообрабатывающие станки идеальными для промышленных цехов, заключается в том, что в процессе резки не образуется стружка или какой-либо остаточный материал, что уменьшает количество мусора в воздухе и на полу.
Как и другое оборудование в этом списке, стригальные станки необходимы для большинства промышленных операций по металлообработке. Другими основными операциями резки металла, похожими на резку, являются вырубка и прошивка.
10. Зубофрезерные станки
Использование зубофрезерных станков в металлообрабатывающей промышленности значительно повысило качество и эффективность производственных процессов. Они представляют собой вариант фрезерного станка, в котором используется специальный тип режущего инструмента для изготовления высокоточных валов, шестерен, шлицев и других цилиндрических деталей, необходимых для самых разных применений.
Типичный металлообрабатывающий завод должен иметь по крайней мере один или два фрезерных станка для удовлетворения своих потребностей. Они относительно недороги, и обычно для их запуска требуется всего несколько человек, при этом производя большое количество деталей в день.
11. Сверлильный станок
Сверлильный станок — это станок, обычно используемый в металлообрабатывающей промышленности для выполнения операций сверления. Он может быть с ручным или электрическим приводом и часто включает в себя рабочую поверхность, называемую станиной, которая позволяет удерживать просверливаемую деталь вертикально.
Как более надежная версия ручной дрели, они имеют лучшую устойчивость, чем их аналоги. Верстак позволяет производить сверла непрерывно и с исключительной точностью.
Сверлильный станок в металлообрабатывающей промышленности используется уже сотни лет. С тех пор многое изменилось благодаря новым инновациям, которые упростили быстрое и эффективное выполнение металлообрабатывающих операций.
Найдите самые надежные металлообрабатывающие станки в Penn Tool Co.
Как видите, существует несколько типов заводских станков, широко используемых в металлообрабатывающей промышленности. Однако, несмотря на то, что такое изобилие выбора увеличивает вероятность найти идеальный инструмент для ваших операций, само количество инструментов и оборудования для обработки металла может пугать.
К счастью, компания Penn Tool Co. имеет многолетний опыт работы со всеми основными металлообрабатывающими инструментами, на которые опирается эта отрасль. Более того, у нас работают знающие и готовые к сотрудничеству профессионалы, которые увлечены поддержкой промышленных операций по всему миру. Если вам нужна дополнительная информация о самых надежных инструментах для металлообработки на рынке, свяжитесь с нашей командой сегодня.
Типы машин, используемых в металлообрабатывающей промышленности
05 августа 2022 г.
Если вы владеете фабрикой, механической или металлообрабатывающей мастерской, вы должны сделать необходимые инвестиции в правильное оборудование, если вы надеетесь добиться успеха в металлообрабатывающем секторе. Промышленные инструменты всех форм и размеров используются в металлообрабатывающей отрасли для производства металлических изделий с необходимыми размерами. Эти устройства разрабатывались на протяжении сотен лет, позволяя создавать самые сложные формы с гораздо меньшим ручным трудом. В производственном бизнесе используются различные методы, которые привели к созданию и разработке многочисленного оборудования. При таком большом разнообразии машин полезно знать, на что способна каждая из них.
1. Токарный станок
В области металлообработки токарные станки являются одними из наиболее часто используемых машин. Это одни из самых традиционных и функциональных станков, используемых в металлообработке. Первоначально созданные для токарной обработки цилиндров двигателей, они также известны как токарные станки для двигателей. Болты, винты, гайки и шестерни — это лишь несколько примеров изделий, которые можно изготовить на токарных станках. Они также могут изготавливать более сложные формы, такие как валы, втулки и подшипники.
При использовании токарного станка материал удаляется путем вращения обрабатываемого объекта относительно режущего инструмента. Объект вращается вокруг инструмента, который прочно закреплен на месте. Пока не будет достигнута желаемая форма или размер, этот процесс повторяется. Токарные станки бывают самых разных размеров, скоростей и уровней сложности.
2. Фрезерный станок
Фрезерный станок представляет собой металлообрабатывающее оборудование, удаляющее ненужный материал с помощью дисковых фрез. Подвижный рабочий стол, вокруг которого вертикально может вращаться вращающийся инструмент, плотно удерживает заготовку на месте.
Торцевое и периферийное фрезерование — это две основные задачи, которые может выполнять фрезерный станок. В отличие от периферийного фрезерования, при котором фреза располагается параллельно заготовке, при торцевом фрезеровании оператор фрезерует плоскую поверхность под прямым углом к вращению фрезы. Они используются для самых разных целей, от простой резки до сложной формы и сверления.
Существует два способа управления фрезерными станками: вручную или с числовым программным управлением (ЧПУ) для более точной работы. Фрезерные станки с ЧПУ часто используются в крупносерийном производстве, где точность и постоянство имеют решающее значение.
3. Шлифовальные станки
В секторе металлообработки металлы обрабатываются и обрабатываются на шлифовальных станках. При использовании истирания в процессе шлифования материал удаляется с заготовки. В большинстве шлифовальных станков используются системы водяного охлаждения, чтобы заготовка оставалась холодной, потому что это может выделять много тепла. Некоторые люди также используют охлаждающие жидкости на масляной основе или воздушное охлаждение.
В зависимости от материала, с которым вы работаете, и желаемых результатов вам потребуется определенный тип шлифовального станка. Передовые методы шлифования используют шлифовальный круг в качестве режущего инструмента для создания конструкций, которые сложно создать с помощью других станков.
4. Сверлильные станки
Одним из самых универсальных станков в этой отрасли являются сверлильные станки. Их можно использовать для сверления отверстий в различных материалах, включая бетон, металл, пластик и дерево.
Сверлильные станки можно разделить на две категории: станки для группового сверления и радиально-сверлильные станки. Шпиндель, установленный на вращающемся рычаге, используется в радиально-сверлильных станках. Для сверления отверстий различной глубины и под разными углами рычаг можно регулировать не только вверх и вниз, но и из стороны в сторону. Несколько шпинделей устанавливаются на стационарном столе в станках с многорядным сверлильным станком. Бурение для массового производства часто использует такое оборудование.
5. Сварочные аппараты
Сварочный аппарат — это инструмент, который соединяет металлические детали с помощью электрической дуги. Они часто используются в производстве и строительстве. Доступно множество сварочных аппаратов, каждый из которых обладает уникальным набором возможностей.
Сварочные аппараты MIG, TIG и аппараты для сварки электродом представляют собой несколько примеров распространенных типов. Электрическая дуга используется в сварочных аппаратах для соединения металлических деталей. Электрический ток используется для зажигания дуги, пропуская ее через газ, расположенный между двумя металлическими частями. Плазменная дуга создается проводимостью газа.
Сравнили восемь стоек-подставок, различных по конструкции, характеристикам и цене.
Поддомкратил машину – подопри ее!
Страховочные стойки, которые оберегают поддомкраченный автомобиль от случайного падения, в гаражах называют просто подставками. Их мы испытали на профпригодность.
Что измеряли?
Тест домкратов: мы знаем, какой для вас лучше
Шаг фиксации. Минимальная величина, через которую возможна регулировка стойки по высоте. Чем он меньше, тем удобнее пользоваться стойкой, поскольку ее можно установить почти при любом положении домкрата.
Плечо опрокидывания. Это расстояние от вертикальной оси стойки до линии, соединяющей края площадок соседних опор. Определяет устойчивость стойки. Чем плечо больше, тем лучше.
Ширина площадки, контактирующей с автомобильным порогом. Чем она больше, тем меньше вероятность повредить порог.
Суммарная площадь опоры определяет давление, которое опора оказывает на поверхность. Чем меньше площадь, тем больше давление – такие опоры могут «утонуть» в мягком грунте.
Сопоставление посадочных размеров опоры и выдвижного элемента. Чем меньше разница, тем меньше люфт и безопаснее эксплуатация стойки.
Реальный минимальный вылет. Показывает минимальную высоту, которую может обеспечить стойка без применения фиксатора.
Толщина стенок опоры, выдвижного элемента и ножек. Говорит о прочности конструкции: чем больше, тем лучше.
Масса. Косвенно говорит о прочности конструкции: чем больше, тем лучше.
Результаты — ниже. Испытанные образцы размещены в алфавитном порядке.
Автодело. Стойка страховочная
Примерная цена 570 ₽ Грузоподъемность 2 т Заявленная высота 277–365 мм Складная. Ножки заметно болтаются. А вот зазоры между опорой и выдвижным элементом – минимальные в нашей выборке. Можно использовать
Арт. VTS20. Подставка под автомобиль
Примерная цена 710₽ Грузоподъемность 2 т Заявленная высота 250–360 мм Нескладная. Страховочный фиксатор ничем не закреплен, может потеряться. Изготовление очень грубое. Предусмотрена резиновая прокладка, сберегающая порог машины. Ширина площадки и площадь опоры – максимальные в выборке. Люфт довольно большой. Шаг фиксации самый большой. Есть изделия получше
AE&T. Подставка под авто (пара) Т51103А
Примерная цена 1300 ₽ Грузоподъемность 2 т Заявленная высота 275–420 мм Складная конструкция выглядит расхлябанной. Устойчивость самая плохая в выборке. Площадка под порог маленькая. Плохая стойка, не покупайте
Autoprofi JS-02. Страховочные опоры (комплект из 2 штук)
Примерная цена 1550 ₽ Грузоподъемность 2 т Заявленная высота 270–360 мм У складной опоры центральная ножка фактически не касается поверхности земли. Устойчивость самая плохая в выборке. Итог по сумме баллов – второе место от конца. Не покупать
Примерная цена 1900 ₽ Грузоподъемность 3 т Заявленная высота 295–438 мм Массивная сварная конструкция. Раскосы из ГОСТовских уголков. Шаг фиксации небольшой. В целом – хорошее сбалансированное изделие, легко обогнавшее всех конкурентов. Надо брать
KRAFT. Опора страховочная складная 2 шт КТ 800060
Примерная цена 1350 ₽ Грузоподъемность 3 т Заявленная высота 275–365 мм Конструкция складной стойки разболтанная, хотя сварка аккуратная. Устойчивость невысокая, ширина площадки небольшая. Можно использовать
Matrix 51620. Подставки под автомобиль регулируемые
Примерная цена 900 ₽ Грузоподъемность 2 т Заявленная высота 275–420 мм Непродуманная опора: острые ножки без опорных площадок мгновенно утонут в любом покрытии. Шаг фиксации – самый маленький. Ширина площадки, контактирующей с порогом, самая низкая – это плохо. Люфт конструкции больше, чем у остальных. Не покупать
Примерная цена 2560 ₽ Грузоподъемность 2 т Заявленная высота 275–420 мм Шаг фиксации – наименьший в выборке. Устойчивость высокая. Площадка под порог очень маленькая. Люфт большой. Цена высокая, а качество посредственное: у одной из подставок опорная пластина отвалилась от нажатия пальцем. Рисковать жизнью? Не покупать
Испытанные стойки можно разделить на складные и жесткие. Складную есть смысл возить с собой любому автолюбителю, который способен самостоятельно заменить на дороге колесо. Недорогая, несложная и компактная подстраховка – удобнее и надежнее, чем подручные средства (например, кирпич или запасное колесо, которое заталкивают под машину).
У изделия Ombra качество сварки такое, что одна опорная пластина отвалилась при нажатии пальцем.
Стойки, имеющие вид сварных пирамид с треугольником или прямоугольником в основании, гораздо основательнее, прочнее и тяжелее «раскладушек». Сфера их применения – ремонт в гараже. Тем обиднее увидеть у них ножевидные ножки, как будто специально предназначенные для порчи асфальта и наливного пола, а также плохой провар опорных площадок и узкие ненадежные площадки под порог.
Все стойки выдержали заявленную статическую нагрузку. Хотя важно не только это. Повышенные люфты, некачественная сварка, невысокая устойчивость указывают на то, что это опора ненадежная и полагаться не нее опасно. Автомобиль с такой может упасть, и хорошо, если пострадают только порог или детали шасси, а не лежащий под ним человек.
Абсолютную победу одержали опоры «Дело техники». Все остальные стойки значительно отстали.
ТЕХНИКА БЕЗОПАСНОСТИ
Вас еще не завалило снегом? Экспертиза лопат!
Устанавливая стойку, не спешите убирать домкрат: это лишь дополнительная страховка. Вполне достаточно, если стойка примет на себя часть нагрузки.
Помните: в большинстве автомобилей усиленное место порога рассчитано только под домкрат. Поэтому старайтесь распределять давление от опоры на порог, подкладывая небольшую доску.
Очень жаль, что лишь один производитель (Арт. VTS20) позаботился о целостности порога автомобиля, применив резиновую площадку.
Семь полезных автомобилисту штуковин на зиму — тут.
Советуем изготовить защитную сетку своими руками или установить модельную защиту радиатора.
В магазине«За рулем» можно подобрать автобоксы для внедорожников, цепи противоскольжения на кроссоверы и много полезных мелочей для любого автомобиля.
Понравилась заметка? Подпишись и будешь всегда в курсе!
За рулем в Дзен
Подставки под автомобили для СТО
Включите в вашем браузере JavaScript!
Каталог
Фильтр подбора
Очистить
Сортировать по цене названию
Цена
Поддержка для двигателя 300 кг AE&T T63103
Доступно к заказу
Подробнее
6 759 руб
Подробнее
Поддержка для двигателя 500 кг AE&T T63105
Доступно к заказу
Подробнее
9 743 руб
Подробнее
Поддержка для двигателя 500 кг крестообразная AE&T T63105B
Доступно к заказу
Подробнее
9 428 руб
Подробнее
Поддержка для двигателя 675 кг для крана AE&T T63104
Доступно к заказу
Подробнее
3 604 руб
Подробнее
Подставка под авто 2 тонны пара AE&T T51102
Доступно к заказу
Подробнее
2 050 руб
Подробнее
Подставка под авто 2 тонны пара полупрофессиональная AE&T T51103A
Доступно к заказу
Подробнее
1 844 руб
Подробнее
Подставка под авто 3 тонны AE&T T51103T
Доступно к заказу
Подробнее
1 141 руб
Подробнее
Подставка под авто 3 тонны пара AE&T T51103
Доступно к заказу
Подробнее
2 265 руб
Подробнее
Подставка под авто 6 тонн AE&T T51106T
Доступно к заказу
Подробнее
1 990 руб
Подробнее
Подставка под авто 6 тонн пара AE&T T51106
Доступно к заказу
Подробнее
4 110 руб
Подробнее
Подставка под авто 12 тонн AE&T T51112T
Доступно к заказу
Подробнее
6 077 руб
Подробнее
Подставка под авто 12 тонн пара AE&T T51112
Доступно к заказу
Подробнее
11 320 руб
Подробнее
Стойка трансмиссионная 0. 3 тонны AE&T T60104
Доступно к заказу
Подробнее
13 287 руб
Подробнее
Стойка трансмиссионная 0.5 тонны AE&T T60101
Доступно к заказу
Подробнее
16 470 руб
Подробнее
Стойка трансмиссионная 0.6 тонн AE&T T60103A
Доступно к заказу
Подробнее
16 994 руб
Подробнее
Стойка трансмиссионная 0.6 тонн с корзиной AE&T T60103
Доступно к заказу
Подробнее
17 840 руб
Подробнее
Стойка трансмиссионная 1 тонна AE&T T60206
Доступно к заказу
Подробнее
37 031 руб
Подробнее
Тележка для перевозки авто 9″ AE&T T08014
Доступно к заказу
Подробнее
10 416 руб
Подробнее
Тележка для перевозки авто 12″ AE&T T08015
Доступно к заказу
Подробнее
14 198 руб
Подробнее
Тележка для перевозки колес 135 кг AE&T T08650
Доступно к заказу
Подробнее
8 137 руб
Подробнее
Lift Stand Inc
СПЕЦИАЛЬНОЕ ОБЪЯВЛЕНИЕ
MyLiftStand. com сотрудничает с ETA Manufacturing (ETAMFG.com) для производства подъемных стендов для мировых рынков. Подъемные стенды впервые будут представлены на выставке SEMA Show в ноябре 2019 года. SEMA Show — это ведущее в мире мероприятие, посвященное специализированным автомобильным товарам. Он собирает самые яркие умы отрасли и самые популярные продукты в одном месте, в конференц-центре Лас-Вегаса. Выставка SEMA 2018 привлекла более 70 000 покупателей в стране и за рубежом. Если вы посещаете SEMA, посетите нас на стенде 52200 павильона Performance. Подъемные стойки будут в наличии и готовы к отправке у дистрибьюторов, складов и розничных продавцов по всему миру в 2020 году.
С 1999 года ETA Manufacturing производит продукцию под частными торговыми марками для крупных брендов по всему миру. Сегодня завод расположен на 50 акрах с 1,6 миллионами квадратных футов, предназначенных для производства. Металлофабрика занимает площадь в 340 000 квадратных футов. MyLiftStand.com с гордостью предлагает ETAMFG. com эксклюзивные права во всем мире на производство и продажу наших защищенных патентом подъемных стоек дистрибьюторам и розничным торговцам автомобильными инструментами по всему миру.
ОТЗЫВЫ
Я купил у Билла 4 подъемные стойки для моей Vette 2013 года. Я изучил продукт и посмотрел видео. Еще больше впечатлился, когда их получил. Я сварщик реактивных двигателей и различных компонентов газотурбинных двигателей около 40 лет. Работали двигатели космических шаттлов НАСА, работали ремонтные станции FAA вдоль восточного побережья. Поэтому, когда я вижу этот продукт, я очень впечатлен его подгонкой, отделкой, качеством и особенно сварными деталями. Они превзошли мои ожидания относительно того, что я собирался получить. Они работают безупречно и очень пуленепробиваемы. Я мог бы продолжать и продолжать, но позвольте мне сказать, что эти подъемные стойки — бомба для лучшего подъемного устройства. Спасибо!
— ED D’AMATO
*****
Недавно я смог воочию убедиться, как широко используются эти стенды. Для большинства мастеров своими руками это того стоит, если вы проделаете обширную работу внизу.
У меня есть бизнес по ремонту мобильных автомобилей, и недавно я смог полностью использовать их набор. Мы с одним джентльменом использовали набор, чтобы вытащить коробку передач из рабочего фургона E350. Он купил восстановленный блок, и мы сделали прямой обмен. С трибунами мы смогли это сделать всего за несколько часов. Достаточно высокий фургон и трансмиссионный домкрат упростили эту работу.
На домкратах было бы гораздо сложнее, потому что вам нужно было бы поднять фургон очень высоко, чтобы компенсировать высоту трансмиссии, установленной на домкрате, и тогда вы все еще не поднимаетесь с самой нижней точки. Мой друг и я вытащили коробку передач из C240 4 Matic 2005 года, используя стандартные домкраты, и она была намного плотнее, и работа заняла больше времени.
— MARC SMITH
*****
Эти стойки лучшая вещь со времен самого автомобиля. Само собой машина не собирается скатываться. Любой, кто их использует, должен иметь достаточно здравого смысла, чтобы поставить машину на стоянку или включить аварийный тормоз. Стойки не предназначены для использования на разной высоте. Все они должны быть установлены на одной высоте.
На каждом конце трибун в верхней части сформированы квадратные выступы, поэтому при правильном использовании автомобиль не скатится. Их быстро и удобно использовать как при подъеме 8 дюймов под шиной, так и при высоте 14 дюймов под шиной. в отличие от стандартного 4-х стоечного подъемника, все находится в пределах досягаемости под автомобилем, так как на пути нет пандусов. Гидравлический или воздушный домкрат X-типа пугает меня до смерти. Мы чувствуем себя намного безопаснее под автомобилем на этих подставках, чем на обычных подставках, потому что все шины находятся на одинаковой высоте. Мы считаем, что это намного безопаснее, чем резиновые или алюминиевые пандусы, и у вас гораздо больше места для катания под автомобилем.
— NORMANBill-
*******
Bill- Я получил подъемные стойки, и они были в отличном состоянии. Я попробовал их сегодня вечером, и я совершенно поражен тем, насколько они просты в использовании и насколько безопасным, по моему мнению, является ваш дизайн. Спасибо, и я думаю, что вы действительно должны преуспеть с этим дизайном. Я собираюсь показать их нескольким друзьям и уже отправил их фотографии моему зятю в Меса, Аризона. Если мы все будем распространять доброе слово, возможно, у вас получится еще лучше. Еще раз спасибо.
Bill William Bundschuh
*******
Небольшое замечание после приятного лета. Прошлым летом я проводил каждую свободную минуту на своей машине и под ней и просто хотел от души поблагодарить вас за ваши стенды. Мой сын и внуки находились под машиной, и никому из нас никогда не приходилось беспокоиться о своей личной безопасности. Еще раз спасибо,
William Bundschuh
******
Продукт прибыл сегодня и в отличной форме. Это выдающийся продукт, который понравится заказывать 2-й набор. Отличный дизайн и интуитивное управление. Очень впечатлен качеством сборки! 1 сентября 2015 г. P.M. Villafañe”
*******
Если вам нужна характеристика, проверьте свои записи. Я купил две пары год назад. Пожалуйста, не стесняйтесь использовать мое мнение по своему усмотрению.
RLH
Я владею и использую две пары подъемных стоек около года, и теперь я могу дать точную оценку этому продукту. Я купил эти подставки, чтобы получить достаточный зазор для комфортной работы под моим C3 Corvette с четырехколесным ходовым колесом. Этот продукт прочный. Очевидно, что невозможно выполнить ремонт колеса без кузова, но если вы работаете с другими частями трансмиссии, выхлопной системы или с восстановлением рамы и кузова, у вас будет достаточно места для работы. Единственное отклонение, которое я использую от рекомендаций производителя, заключается в том, что я использую два напольных домкрата, чтобы поднимать автомобиль одновременно. Сначала перед, а потом зад. Некоторые будут жаловаться, что это чрезмерно, и, возможно, так оно и есть. Теперь у меня нет опасений, реальных или воображаемых, что искажение рамы произойдет на любом автомобиле, на котором я работаю с цельным или полным кадром. Я только хочу, чтобы крупный поставщик взял его продукт. Я боюсь, что такой продавец ухудшит качество того, что он продал мне. Вы получаете то, за что платите, и на данный момент этот продукт работает для меня очень хорошо.
Рэнди Хинан
******
Speed Society Facebook
Я купил их набор, они превосходны. Гораздо безопаснее, чем домкраты, и подъем в два раза выше пандусов. Шины не выкатываются из платформы
Кристофер Холлоуэй
******
Это отличный Билл. Большое спасибо. Если вы когда-нибудь будете искать инвесторов, меня это может заинтересовать, а я очень осторожный парень, у которого почти нет инвестиций!
******
Эй, Билл, трибуны отлично сработали. Я только что получил возможность загрузить фотографии в Интернете. Извините за плохое освещение в гараже. Пришлось использовать точечный свет.
******
Привет, Билл,
Я еще не пробовал их, но они потрясающего качества и подходят. Я видел все это, и я очень впечатлен .. Я наткнулся на них на YouTube более года назад, провел много исследований и выбрал вашу идею как наилучшее возможное решение для моих нужд .. Я уже отправил ссылку нескольким друзьям и, надеюсь, они избавятся от денег в вашем направлении. Я закажу еще пару через несколько недель, чтобы завершить свой набор.. Очень хорошая работа !!!! Еще раз спасибо, Билл.. Желаю вам отличного Нового года! PEACE, marC M.
******
Не фанат пруда с дюжиной Chevy….. но мне очень нравятся ваши стенды! Я привариваю соединители подрамника… друг одолжил мне свой набор твоих подставок. Вау, они хороши, поднимают машину, но держат нагрузку на подвеску, очень приятно!
Алекс
Стойки для подъема восхитительны и действительно стоят ожидания. Нижняя настройка — 8 дюймов, высокая настройка — 14 дюймов. Очень прост в использовании. Мне нравится, что они немного скользят по гладкому полу гаража, поэтому автомобиль правильно устанавливается после домкрата, и это абсолютно бесценно, когда можно поднять и опустить переднюю/заднюю или обе машины в середине проекта менее чем за два. минут. Я только что установил заголовки CSL и европейские кошки на свое купе M, и по этой причине мне очень понравились подъемные стойки — много движения вперед и назад между верхом и низом моторного отсека. Они довольно много для того, что они есть, но после их получения я не мог быть счастливее. Это сделало заголовки намного более безболезненными. Возможность опустить машину, чтобы получить доступ к верхней стороне, и поднять ее обратно всего за пару минут, если я понял, что мне нужно вернуться вниз на минуту, была такой приятной возможностью. Также хорошо для более заурядных вещей. Пару месяцев назад во время моего ежегодного осмотра ZHP у меня было более чем достаточно места, чтобы кататься на тележке внизу с моим планшетом. Это отличный компромисс, если у вас нет места для подъемника… или если ваша жена считает, что подъемник — это излишество для механика-любителя. Больше всего мне нравится то, насколько безопасно я чувствую себя под ними. Подставки для домкрата вполне приемлемы при правильном использовании, но всегда кажется, что есть небольшой шанс, что машина может оторваться от них. С подъемными стойками автомобиль практически стоит на земле… всего на 14 дюймов выше.
Привет, Билл,
Они пришли вчера, и они замечательные. Я приложил пару фотографий, и задние шины, похоже, просто подходят. Большое спасибо за такой отличный продукт!
Брент
Привет, Билл!
Хотел еще раз сказать спасибо за подъемные стойки. Мне они очень понравились, и они делают работу с моим 911 намного проще и приятнее!
Ура!
Марк Денвер, Колорадо
Фотогалерея | Lift Stand Inc
СПЕЦИАЛЬНОЕ ОБЪЯВЛЕНИЕ
MyLiftStand.com сотрудничает с ETA Manufacturing (ETAMFG. com) для производства подъемных стоек для мировых рынков. Подъемные стенды впервые будут представлены на выставке SEMA Show в ноябре 2019 года. SEMA Show — это ведущее в мире мероприятие, посвященное специализированным автомобильным товарам. Он собирает самые яркие умы отрасли и самые популярные продукты в одном месте, в конференц-центре Лас-Вегаса. Выставка SEMA 2018 привлекла более 70 000 покупателей в стране и за рубежом. Если вы посещаете SEMA, посетите нас на стенде 52200 павильона Performance. Подъемные стойки будут в наличии и готовы к отправке у дистрибьюторов, складов и розничных продавцов по всему миру в 2020 году.
С 1999 года ETA Manufacturing производит продукцию под частными торговыми марками для крупных брендов по всему миру. Сегодня завод расположен на 50 акрах с 1,6 миллионами квадратных футов, предназначенных для производства. Металлофабрика занимает площадь в 340 000 квадратных футов. MyLiftStand.com с гордостью предлагает ETAMFG.com эксклюзивные права во всем мире на производство и продажу наших защищенных патентом подъемных стоек дистрибьюторам и розничным торговцам автомобильными инструментами по всему миру.
ОТЗЫВЫ
Я купил у Билла 4 подъемные стойки для моей Vette 2013 года. Я изучил продукт и посмотрел видео. Еще больше впечатлился, когда их получил. Я сварщик реактивных двигателей и различных компонентов газотурбинных двигателей около 40 лет. Работали двигатели космических шаттлов НАСА, работали ремонтные станции FAA вдоль восточного побережья. Поэтому, когда я вижу этот продукт, я очень впечатлен его подгонкой, отделкой, качеством и особенно сварными деталями. Они превзошли мои ожидания относительно того, что я собирался получить. Они работают безупречно и очень пуленепробиваемы. Я мог бы продолжать и продолжать, но позвольте мне сказать, что эти подъемные стойки — бомба для лучшего подъемного устройства. Спасибо!
— ED D’AMATO
*****
Недавно я смог воочию убедиться, как широко используются эти стенды. Для большинства мастеров своими руками это того стоит, если вы проделаете обширную работу внизу.
У меня есть бизнес по ремонту мобильных автомобилей, и недавно я смог полностью использовать их набор. Мы с одним джентльменом использовали набор, чтобы вытащить коробку передач из рабочего фургона E350. Он купил восстановленный блок, и мы сделали прямой обмен. С трибунами мы смогли это сделать всего за несколько часов. Достаточно высокий фургон и трансмиссионный домкрат упростили эту работу.
На домкратах было бы гораздо сложнее, потому что вам нужно было бы поднять фургон очень высоко, чтобы компенсировать высоту трансмиссии, установленной на домкрате, и тогда вы все еще не поднимаетесь с самой нижней точки. Мой друг и я вытащили коробку передач из C240 4 Matic 2005 года, используя стандартные домкраты, и она была намного плотнее, и работа заняла больше времени.
— MARC SMITH
*****
Эти стойки лучшая вещь со времен самого автомобиля. Само собой машина не собирается скатываться. Любой, кто их использует, должен иметь достаточно здравого смысла, чтобы поставить машину на стоянку или включить аварийный тормоз. Стойки не предназначены для использования на разной высоте. Все они должны быть установлены на одной высоте.
На каждом конце трибун в верхней части сформированы квадратные выступы, поэтому при правильном использовании автомобиль не скатится. Их быстро и удобно использовать как при подъеме 8 дюймов под шиной, так и при высоте 14 дюймов под шиной. в отличие от стандартного 4-х стоечного подъемника, все находится в пределах досягаемости под автомобилем, так как на пути нет пандусов. Гидравлический или воздушный домкрат X-типа пугает меня до смерти. Мы чувствуем себя намного безопаснее под автомобилем на этих подставках, чем на обычных подставках, потому что все шины находятся на одинаковой высоте. Мы считаем, что это намного безопаснее, чем резиновые или алюминиевые пандусы, и у вас гораздо больше места для катания под автомобилем.
— NORMANBill-
*******
Bill- Я получил подъемные стойки, и они были в отличном состоянии. Я попробовал их сегодня вечером, и я совершенно поражен тем, насколько они просты в использовании и насколько безопасным, по моему мнению, является ваш дизайн. Спасибо, и я думаю, что вы действительно должны преуспеть с этим дизайном. Я собираюсь показать их нескольким друзьям и уже отправил их фотографии моему зятю в Меса, Аризона. Если мы все будем распространять доброе слово, возможно, у вас получится еще лучше. Еще раз спасибо.
Bill William Bundschuh
*******
Небольшое замечание после приятного лета. Прошлым летом я проводил каждую свободную минуту на своей машине и под ней и просто хотел от души поблагодарить вас за ваши стенды. Мой сын и внуки находились под машиной, и никому из нас никогда не приходилось беспокоиться о своей личной безопасности. Еще раз спасибо,
William Bundschuh
******
Продукт прибыл сегодня и в отличной форме. Это выдающийся продукт, который понравится заказывать 2-й набор. Отличный дизайн и интуитивное управление. Очень впечатлен качеством сборки! 1 сентября 2015 г. P.M. Villafañe”
*******
Если вам нужна характеристика, проверьте свои записи. Я купил две пары год назад. Пожалуйста, не стесняйтесь использовать мое мнение по своему усмотрению.
RLH
Я владею и использую две пары подъемных стоек около года, и теперь я могу дать точную оценку этому продукту. Я купил эти подставки, чтобы получить достаточный зазор для комфортной работы под моим C3 Corvette с четырехколесным ходовым колесом. Этот продукт прочный. Очевидно, что невозможно выполнить ремонт колеса без кузова, но если вы работаете с другими частями трансмиссии, выхлопной системы или с восстановлением рамы и кузова, у вас будет достаточно места для работы. Единственное отклонение, которое я использую от рекомендаций производителя, заключается в том, что я использую два напольных домкрата, чтобы поднимать автомобиль одновременно. Сначала перед, а потом зад. Некоторые будут жаловаться, что это чрезмерно, и, возможно, так оно и есть. Теперь у меня нет опасений, реальных или воображаемых, что искажение рамы произойдет на любом автомобиле, на котором я работаю с цельным или полным кадром. Я только хочу, чтобы крупный поставщик взял его продукт. Я боюсь, что такой продавец ухудшит качество того, что он продал мне. Вы получаете то, за что платите, и на данный момент этот продукт работает для меня очень хорошо.
Рэнди Хинан
******
Speed Society Facebook
Я купил их набор, они превосходны. Гораздо безопаснее, чем домкраты, и подъем в два раза выше пандусов. Шины не выкатываются из платформы
Кристофер Холлоуэй
******
Это отличный Билл. Большое спасибо. Если вы когда-нибудь будете искать инвесторов, меня это может заинтересовать, а я очень осторожный парень, у которого почти нет инвестиций!
******
Эй, Билл, трибуны отлично сработали. Я только что получил возможность загрузить фотографии в Интернете. Извините за плохое освещение в гараже. Пришлось использовать точечный свет.
******
Привет, Билл,
Я еще не пробовал их, но они потрясающего качества и подходят. Я видел все это, и я очень впечатлен . . Я наткнулся на них на YouTube более года назад, провел много исследований и выбрал вашу идею как наилучшее возможное решение для моих нужд .. Я уже отправил ссылку нескольким друзьям и, надеюсь, они избавятся от денег в вашем направлении. Я закажу еще пару через несколько недель, чтобы завершить свой набор.. Очень хорошая работа !!!! Еще раз спасибо, Билл.. Желаю вам отличного Нового года! PEACE, marC M.
******
Не фанат пруда с дюжиной Chevy….. но мне очень нравятся ваши стенды! Я привариваю соединители подрамника… друг одолжил мне свой набор твоих подставок. Вау, они хороши, поднимают машину, но держат нагрузку на подвеску, очень приятно!
Алекс
Стойки для подъема восхитительны и действительно стоят ожидания. Нижняя настройка — 8 дюймов, высокая настройка — 14 дюймов. Очень прост в использовании. Мне нравится, что они немного скользят по гладкому полу гаража, поэтому автомобиль правильно устанавливается после домкрата, и это абсолютно бесценно, когда можно поднять и опустить переднюю/заднюю или обе машины в середине проекта менее чем за два. минут. Я только что установил заголовки CSL и европейские кошки на свое купе M, и по этой причине мне очень понравились подъемные стойки — много движения вперед и назад между верхом и низом моторного отсека. Они довольно много для того, что они есть, но после их получения я не мог быть счастливее. Это сделало заголовки намного более безболезненными. Возможность опустить машину, чтобы получить доступ к верхней стороне, и поднять ее обратно всего за пару минут, если я понял, что мне нужно вернуться вниз на минуту, была такой приятной возможностью. Также хорошо для более заурядных вещей. Пару месяцев назад во время моего ежегодного осмотра ZHP у меня было более чем достаточно места, чтобы кататься на тележке внизу с моим планшетом. Это отличный компромисс, если у вас нет места для подъемника… или если ваша жена считает, что подъемник — это излишество для механика-любителя. Больше всего мне нравится то, насколько безопасно я чувствую себя под ними. Подставки для домкрата вполне приемлемы при правильном использовании, но всегда кажется, что есть небольшой шанс, что машина может оторваться от них.
ЧПУ (человекопонятный урл, от англ. friendly url) — это url адрес страницы сайта, который написан на латинице и имеет осмысленное название. Простыми словами, ЧПУ — это написание url адреса страницы, прочитав который, человек может понять, что его ждет на странице.
Адрес присваивается каждой странице ресурса автоматически при создании и указывает ее местоположение в интернете.
Пример URL страницы в поисковой строке браузера
Friendly URL, или человекопонятный URL — тот же адрес, но понятный не только поисковым системам, но и посетителям сайта. Покажем на примере.
Многие CMS — например, WordPress и Joomla! — могут автоматически присваивать вновь созданным страницам сайта технические адреса. Например:
Увидев этот набор символов в поисковой выдаче, человек не может понять, что его ждет на странице. Конечно, для этого есть сниппет, но все же URL лучше нести смысловую нагрузку.
Это выглядит проще, запоминается лучше и передает человеку базовую информацию о содержании контента страницы.
Еще один пример человекопонятного URL
Присоединяйтесь к нашему Telegram-каналу!
Теперь Вы можете читать последние новости из мира интернет-маркетинга в мессенджере Telegram на своём мобильном телефоне.
Для этого вам необходимо подписаться на наш канал.
Плюсы и минусы человекопонятных URLs (ЧПУ)
Плюсы ЧПУ:
Помогают ориентировать пользователей и показывают, какой контент ждет на странице.
Облегчают восприятие структуры сайта.
Повышают кликабельность сниппета в поисковой выдаче.
Помогают SEO, если содержат тематические ключевые слова.
Ими легко делиться: можно не только отправить ссылку, но и продиктовать адрес по телефону.
Хорошо подходят для голосового ввода.
Все это работает на улучшение позиций сайта в поисковой выдаче.
Продвижение сайта в ТОП-10
Оплата по дням нахождения в ТОП
Подбираем запросы, которые приводят реальных покупателей!
Есть и недостатки:
Для создания ЧПУ на некоторых CMS понадобятся специальные плагины: например, CyrToLat для WordPress, SEF Wizard для Joomla! и SEO URL Generator FREE для Opencart.
В отсутствии плагина имя каждой страницы придется задавать вручную или использовать специальные сервисы — а это затраты времени и сил.
В целом человекопонятные URLs намного удобнее и рациональнее, чем громоздкие технические адреса, никак не способствующие продвижению сайта.
Структура и виды ЧПУ
Структура ЧПУ зависит от особенностей движка, на котором работает сайт, и от типа ресурса. Вот самые распространенные шаблоныструктуры человекопонятных URLs:
Прямой адрес: mysite.ru/dostavka.
Прямой адрес с расширением: mysite.ru/dostavka.html.
Категории товаров в интернет-магазинах: myshop.ru/catalog/platiya/zelenoe-15×10.html.
Транслитерация — это написание русских слов латиницей: например, novosti, dostavka, oplata, magazin. Поисковые системы хорошо воспринимают транслитерированные URLs, да и пользователям они тоже понятны.
Продажа кормов для кошек. Понятно владельцам животных и поисковым системам
Что ценно, для «Яндекса» такие URLs остаются русскоязычными. А значит, могут лучше ранжироваться в Рунете по сравнению с похожими по тематике URLs, переведенными на английский язык. Попробуйте воспользоваться сервисом транслитерации от «Яндекса» — он преобразует русские слова в латиницу максимально корректно с точки зрения этой поисковой системы.
Англоязычные человекопонятные URLs
В этом случае русскоязычный вариант адреса страницы не просто записывается латиницей, а переводится на английский язык. Большой плюс такого ЧПУ — английский язык хорошо понятен поисковым роботам Google и «Яндекса». Многие слова прочно вошли в обиход и известны даже интернет-пользователям, не знающим английский: shop, contacts, category, catalog, phones.
Слово «карта» на английском тоже понятно большинству пользователей
Кириллические человекопонятные URLы
Использовать кириллицу в адресе сайта — тоже хороший вариант. Кириллические адреса страниц удобны, мгновенно считываются пользователями, хорошо воспринимаются поисковой системой «Яндекс», их легко использовать при голосовом вводе.
Тоже URL страницы сайта с картой России, но теперь мы видим кириллический адрес
Но есть и недостаток — общепринятый в мире список символов для записи URL не включает кириллицу. Поэтому при копировании ссылки происходит перекодировка. Хотите вы, например, отправить ссылку другу, копируете ее, а кириллические буквы превращаются в нечитаемый набор символов: http://domain.ru/%D1%82%D1%80%D0%B5%D0%BD%D0%B8%D1%80%D0%BE%D0%B2%D0%BA%D0%B8/%D0%BF %D1%80%D0%BE%D0%B3%D1%80%D0%B0%D0%BC%D0%BC%D0%B0-D1%82%D1%80%D0%B5%D0%BD%D0
Ссылка при этом работоспособна, однако от ее «человекопонятности» ничего не остается.
Читайте также:
Отличия SEO под Яндекс и Google
Как ЧПУ влияет на ранжирование сайтов
Человекопонятный URL — фактор, влияющий на ранжирование страницы в поисковой выдаче. Такой адрес может содержать ключевые слова, что позитивно оценивают поисковые роботы. В поисковой выдаче ключевые слова, включенные в URL, видны пользователям и помогают понять, что контент сайта им интересен — это повышает кликабельность, увеличивает трафик на сайт.
Читайте также:
Факторы ранжирования Google и Яндекс: что это и как работает
Выше CTR сниппета, больше переходов на сайт, лояльнее посетители — все это поведенческие факторы, которые активно влияют на ранжирование каждой страницы сайта в поисковой выдаче. Если на сайте проработаны человекопонятные URLs страниц, это показывает поисковым системам, что владельцы и разработчики сайта с уважением относятся к посетителям и думают об их удобстве.
Фактически ЧПУ — это часть современного сервиса для пользователей интернета, как красивые интерьеры в отелях или удобные кресла в медицинских центрах.
Технические правила составления ЧПУ
Длина URL для SEO. Длина адреса сайта определяется не техническими ограничениями, а логикой и здравым смыслом. В некоторых браузерах можно сделать URL на 2000 знаков — но разумно ли это? Чем короче ЧПУ, тем проще его воспринимать и запоминать. А для того, чтобы URL в поисковой выдаче не выглядел обрывком фразы, важно, чтобы длина его была не более 80 знаков. Поисковым системам все равно, какой длины адрес — но пользователям удобнее, когда URL короткий.
Пример слишком длинного URL: mysite.ru/recepty/myaso/kollekcia-receptov-svinye-otbivnie-c-zelenym-sousom-i-percem.html.
Логичнее и проще без потери информативности выглядит такой вариант: mysite.ru/recepty/myaso-c-sousom.html.
Все детали про зеленый соус и перец до пользователя донесет контент страницы.
Читайте также:
Как длина URL влияет на SEO: мнение экспертов Google
Ключевые слова. Если пользователь ищет хлебопечку, дайте ему информацию об этом сразу — прямо в адресе страницы интернет-магазина. Например, так:
https://internet-magazin.ru/catalog/hlebopechki
Но ключевых слов не должно быть слишком много, чтобы поисковые роботы не решили, что вы продвигаетесь с помощью переспама — за это можно попасть под фильтры.
Дополнительные символы. Адрес сайта не должен содержать пробелов — иначе ссылка будет нерабочей. Для разделения слов используют дефисы или нижнее подчеркивание — «-» или «_». Поисковые системы одинаково лояльно относятся к этим символам, но с точки зрения восприятия дефис выигрывает — он может иметь смысловое значение, как в словосочетании “internet-magazin”. Нижнее подчеркивание просто заменяет пробел.
Регистр.URLs чувствительные к регистру. Символы “w” и “W” для них — разные, и это нужно учитывать, прописывая адрес страницы. Традиционно для создания человекопонятных URLов используются буквы в нижнем регистре.
Совмещение английских и транслитерации русских слов. Такое сочетание тяжело воспринимается пользователями и выглядит как ошибка:
Даже в коротком адресе сочетание транслитерации и английского выглядит странно
Слишком много категорий: https://magazin/pechenie/pechenie-s-makom/fasovka250/zolotaya-niva
Чем дальше категория находится от названия домена, тем менее значимой считают ее поисковые системы. Оптимальный вид URL для SEO: конструкция «типа сайт + категория + страница».
Разные форматы URL на одном сайте. Логичнее придерживаться единого формата, чтобы и вебмастера, и пользователи лучше понимали его структуру.
Отсутствие ключевых слов. Более правильно назвать это недоработкой: в отсутствии ключевых слов потенциал человекопонятного URL используется не на 100 %.
Сервисы для создания человекопонятных URLов
Можно использовать плагины, а можно — специализированные сервисы.
SeoLinks
Сайт: https://seolinks.webhb.ru/
Бесплатный и очень простой сервис преобразует русские слова в человекопонятные URLы. Введите русскоязычную фразу, сервис сделает ее транслитерацию и сразу же проставит дефисы вместо пробела.
Все просто: скопируйте ссылку и используйте ее как URL
Advego.Translit
Сайт: https://advego.com/yandex-translit-online/
Бесплатный сервис транслитерации по правилам «Яндекса» от биржи копирайтинга Advego.
Транслитерирует, убирает знаки препинания, проставляет дефисы
Читайте также:
Биржи фриланса для начинающих: как работают, плюсы и минусы
SEO URL генератор
Сайт: https://wd5.ru/tools/seo-url/
Суть сервиса та же — преобразование русских фраз в человекопонятные URLs. Сервис бесплатный.
Транслитерация появляется сразу по мере ввода кириллических символов
Для перевода русских фраз в англоязычный URL можно пользоваться любым переводчиком, например, от Google или «Яндекса», но проставлять дефисы вместо пробелов придется вручную.
Подводим итоги
Человекопонятные URLs облегчают взаимодействие пользователей с сайтом и позитивно оцениваются поисковыми системами.
Могут повышать кликабельность ссылки, помогая пользователям интернета понять, что ждет их на конкретной странице.
Желательно делать URLs не слишком длинными, а также простыми для восприятия.
Формировать ЧПУ можно вручную, с помощью плагинов или специализированных сервисов транслитерации.
Человекопонятные URLs сегодня — это стандарт digital-индустрии. Используйте потенциал ЧПУ на 100 %!
Технический аудит сайта
Наличие дублей страниц, безопасность, корректность всех технических параметров: переадресаций, robots.txt, sitemap.xml скорость загрузки и др.
Техническая оптимизация — один из основных этапов в продвижении.
ЧПУ на сайте — что это такое за URL
В этой статье мы постараемся ответить на вопрос: «ЧПУ — это что?» — и расскажем, для чего их используют.
ЧПУ — это такие URL (адреса страниц сайта), которые удобно воспринимаются человеком. ЧПУ (человеку понятный урл) хороши тем, что благодаря им пользователь просто на слух хорошо понимает и запоминает адрес сайта. Чем лаконичнее и проще звучит адрес, тем он лучше воспринимается пользователем, а соответственно, и дольше остается у него в памяти.
Какими достоинствами обладают ЧПУ
Давайте перечислим преимущества использования ЧПУ:
Такие адреса просто запоминаются;
Подобные адреса можно продиктовать по телефону;
В случае если пользователь уже был у вас на ресурсе и вручную набирает в адресной строке адрес вашего сайта, то он может сразу обратиться к интересующей его странице, глядя на адреса предыдущих запросов.
Чем полезны ЧПУ для ранжирования и оптимизации
Оптимизаторы давно заметили, что определенное влияние на позицию сайта в выдаче поисковых машин играет наличие ключевых слов в адресе страницы. Если в ссылке содержатся ключевые слова, то либо она вся, либо ее часть, в которой есть ключевое слово, выделяется жирным шрифтом. За счет этого ссылка становится более заметной, соответственно, и переходов по ней может быть больше, чем на конкурирующие сайты.
Настраивать человеку понятные урлы лучше сразу же после создания страницы, потому что если вы решите сделать это спустя какое-то время, то страницы на вашем сайте, которые проиндексируются поисковыми системами до оптимизации URL, будут при переходе по ним из поисковика выдавать ошибку 404 до следующей индексации. Можно, конечно, настроить редирект, но это будут дополнительные трудозатраты, которых можно изначально избежать.
Как настраивать ЧПУ
А теперь давайте рассмотрим, как настроить ЧПУ в одной из наиболее распространенных систем управления — WordPress. В этой системе можно настроить шаблон, по которому будут формироваться ЧПУ. Для этого нужно перейти на вкладку «Параметры» и выбрать уже там вкладку «Постоянные ссылки».
В этой вкладке изначально предложены шаблоны, по которым составляются адреса сайтов. Зачастую представленных вариантов недостаточно, и в таком случае следует выбирать пункт «Произвольно» и прописать в нем следующую строку — /%category%/%postname%. html. После этого адреса вашего сайта будут строиться по следующей схеме —
Здесь есть очень важный момент — если у вас названия статей созданы на русском языке, что встречается наиболее часто, то и в адресах страниц будут содержаться русскоязычные слова. Поисковики не смогут нормально расшифровать названия ссылок на русском языке и преобразуют их в набор ничего не значащих для пользователя нечитаемых символов. Для того чтобы избежать этого, нужно воспользоваться плагином RusToLat, который сможет преобразовать русскоязычные символы в латинские, которые хорошо воспринимают поисковые машины.
загрузок
Эта страница содержит ссылки на установщики, которые создадут полную новую версию Linux. монтаж.
Альтернативные методы установки или инструкции по их установке файлы см.: Получение LinuxCNC
LinuxCNC 2.8 Загрузки
LinuxCNC требует ядра реального времени, если оно будет использоваться для управления оборудованием. Существует две версии пакета: «linuxcnc-uspace» и «linuxcnc»
.
«linuxcnc-uspace» совместим с ядром реального времени preempt-rt, которое близок к стандартному Linux. Эта версия работает в пользовательском пространстве, как и большинство других приложений и будет работать с любым ядром preempt-rt.
«linuxcnc-uspace» также будет работать на стандартном ядре Linux для использования в качестве симулятор, но его нельзя использовать для управления оборудованием.
«linuxcnc» (без суффикса) — это пакет, который запускается в пространстве ядра. и нуждается в специальном ядре RTAI, которое мы также поставляем. (т.е. точное установленная версия ядра должна совпадать с той, для которой был собран пакет против.) Это был режим по умолчанию для linuxcnc на протяжении десятилетий, но становится все труднее поддерживать. Этот режим в настоящее время менее стабилен, чем вариант uspace (но только при выгрузке он кажется стабильным когда запущено реальное время), но на некоторых машинах может дать гораздо лучшую задержку. Обратите внимание, что это только системы с параллельным портом, использующие программное обеспечение. степпинг и/или подсчет энкодера, которые требуют особенно хорошей задержки производительность.
Также можно запустить linuxcnc-uspace в пользовательском пространстве с помощью RTAI. ядро, если установлен вспомогательный пакет «linuxcnc-uspace-rtai». Это нечто среднее между двумя другими версиями. Похожий пакет может быть собран для ядра реального времени Xenomai, но недоступен как готовый пакет.
LinuxCNC 2.8.4 Debian 10 Buster PREEMPT-RT ISO
ISO-образ Debian 10 Buster установит полную систему Debian с необходимыми ядро реального времени и приложение linuxcnc-uspace. Он использует PREEMPT-RT пропатченное ядро, близкое к основному Linux, но в некоторых случаев, дают такую же хорошую производительность в реальном времени, как и предыдущий RTAI ядро. Очень часто более чем достаточно. Вероятно, это должно быть первая версия пробовала даже при использовании параллельного порта. Это совместимо со всеми интерфейсными платами Mesa и Pico.
LinuxCNC 2.8.4 Debian 10 Buster RTAI
Более предприимчивые могут установить Buster ISO, а затем установить экспериментальное ядро RTAI, как описано в 2.8 документы Установка RTAI в режиме ядра не может использоваться с картами Mesa с интерфейсом Ethernet.
ОС LinuxCNC 2.8.1 Raspberry Pi на базе Debian 10 Buster
Raspberry Pi 4 Uspace совместим с интерфейсными платами Mesa Ethernet и SPI.
Регулярные разработки (несколько раз в день) можно найти здесь.
LinuxCNC Buildbot
Дополнительную информацию о загрузке и установке см. Документы LinuxCNC
Пакеты LinuxCNC
Debian-пакеты LinuxCNC, также известные как файлы .deb, могут быть установлены в системе с помощью dpkg из командной строки или с помощью GDebi в качестве графического метода установки. Тебе понадобится иметь совместимое ядро реального времени для управления механизмами.
LinuxCNC Uspace 2.8.4 64 бит
LinuxCNC Uspace 2.8.4 32bit
LinuxCNC Uspace 2.8.4 armhf
LinuxCNC Docs Английский Испанский Французский Японский (частично) Китайский
LinuxCNC Uspace 2.8.4 Dev
Ядро RTAI 4.19.195
LinuxCNC RTAI 2.8.4 для ядра 4.9.195
Помощник LinuxCNC uspace для ядра RTAI
АРКДРОЙД ЧПУ – ArcDroid ЧПУ
Перейти к содержимому
Возможности большого стола. Доступность небольшого гаража.
Если вы можете это нарисовать, вы можете это вырезать. Если вы можете скачать его, вы можете его вырезать. Если вы можете это представить, вы можете это вырезать.
Купить сейчас
ЧПУ для всех
Портативный мощный и простой в использовании. ArcDroid™ приносит плазму с ЧПУ в ваш гараж или мастерскую. ArcDroid™ в сочетании с нашей настраиваемой операционной системой Simple Trace™ точно воспроизводят ваши проекты, обеспечивая быструю, точную и воспроизводимую работу вашего плазменного резака.
Начните резать от $2499
Функциональный
Точка-точка или свободная рука, обведите свой шаблон, и ArcDroid™ мгновенно создаст вырезанный файл. Импортируйте файл .DXF напрямую для еще большей гибкости. Совместимость с Fusion 360, Pronest и SheetCAM.
Портативный
ArcDroid™ имеет размеры всего 20 x 14,5 x 10 дюймов и вес менее 35 фунтов! Он подходит для любого магазина и легко переносится на рабочие места.
Доступный
ArcDroid™ имеет мощный интерфейс с сенсорным экраном, удобный для работы в перчатках. Внешний ПК не требуется. ArcDroid™ поставляется полностью собранным и готовым к работе прямо из коробки.
Отследи это. Сохрани это. Сократите это.
Создавайте, как хотите и когда хотите, с помощью операционной системы Simple Trace™
Точка-точка или свободная рука, обведите свой шаблон, и Simple Trace™ мгновенно создаст вырезанный файл. Simple Trace™ — это самый простой способ управления роботом с ЧПУ.
— Рука ArcDroid™ повторяет контуры вашего шаблона — Высокоточные энкодеры фиксируют каждое ваше движение — Simple Trace™ легко превращает любой вырезанный из картона файл в функциональный вырезанный файл.
Откройте для себя Simple Trace™
На месте или в гараже. Начните проект, когда захотите, где бы вы ни находились.
При весе менее 35 фунтов и габаритах всего 20 дюймов x 14,5 дюймов x 10 дюймов ArcDroid™ подходит для любого магазина и легко переносится на рабочие места.
ArcDroid™ — это идеальный баланс между удобством использования и портативностью для ваших проектов.
Вес: 35 фунтов
Размеры: 20″ x 14,5″ x 10″
Автономная работа без внешнего программного обеспечения
Мощный сенсорный экран — внешний ПК не требуется! вы можете использовать ваш ArcDroid™ практически в любых рабочих условиях без необходимости изучения нового программного обеспечения
Начать резку
Отследить. Сохрани это. Сократите это.
ЧПУ в любое время и в любом месте.
Купить сейчас
Присоединяйтесь к увлеченному и преданному сообществу поддержки
Задайте вопрос и получите помощь, поделитесь своими последними проектами или просто пообщайтесь с пользователями ArcDroid™. Мы поддерживаем вас в ваших проектах.
Присоединяйтесь к сообществу
Настоящий первый в отрасли
ArcDroid™ — первый в своем роде в отрасли. Плазменная система с ЧПУ, доступная каждому. Вам больше не нужен большой бюджет, большой магазин и крутая кривая обучения, чтобы начать играть в плазменную игру с ЧПУ.
Купи свой
Никогда не пропускайте обновления
Будьте в курсе обновлений программного и микропрограммного обеспечения, а также новых функций и функций, присоединившись к официальному списку рассылки ArcDroid™.

 Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии. Имейте в виду: задержки перевозчика или размещение заказа в выходные или праздничные дни могут сдвинуть эту дату.
Имейте в виду: задержки перевозчика или размещение заказа в выходные или праздничные дни могут сдвинуть эту дату. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
.jpg) На сегодняшний день оборудование компании ТРОПИК хорошо известно в России и доступно во множестве точек оптовой и розничной продажи завес.
На сегодняшний день оборудование компании ТРОПИК хорошо известно в России и доступно во множестве точек оптовой и розничной продажи завес.
 Помимо отопления, эти устройства могут служить для интенсивной сушки производственных помещений, складов, автомоек или СТО. Тепловентилятор оборудован терморегулятором, позволяющим поддерживать в помещении необходимую температуру в диапазоне от 0°С до 40°С. Имеет встроенную защиту от перегрева.
Помимо отопления, эти устройства могут служить для интенсивной сушки производственных помещений, складов, автомоек или СТО. Тепловентилятор оборудован терморегулятором, позволяющим поддерживать в помещении необходимую температуру в диапазоне от 0°С до 40°С. Имеет встроенную защиту от перегрева. Будьте первым.
Будьте первым. Г. Байарс
Г. Байарс 1999 by NACE Press, 8-1/2” x 11”, мягкий переплет, 350 страниц, 100 рисунков, 30 таблиц, библиография, индекс
1999 by NACE Press, 8-1/2” x 11”, мягкий переплет, 350 страниц, 100 рисунков, 30 таблиц, библиография, индекс 00
00
 1109/35.481242
1109/35.481242 Feggeler, C.-C. Chen, W. E. Patterson
Feggeler, C.-C. Chen, W. E. Patterson 1998 г. Международная конференция по коммуникационным технологиям. Proceedings (IEEE Cat. No.98EX243)
1998 г. Международная конференция по коммуникационным технологиям. Proceedings (IEEE Cat. No.98EX243) Брей, Д. Бэйни, Д. Бэйни
Брей, Д. Бэйни, Д. Бэйни в будущее.
в будущее.
 Роботы для дуговой сварки FANUC имеют грузоподъемность до 20 кг и радиус рабочей зоны до 2 м. Они идеально подходят для выполнения большого спектра операций по дуговой сварке, сварки лазером, пайки мягким припоем и резки.
Роботы для дуговой сварки FANUC имеют грузоподъемность до 20 кг и радиус рабочей зоны до 2 м. Они идеально подходят для выполнения большого спектра операций по дуговой сварке, сварки лазером, пайки мягким припоем и резки. Роботы для сварки FANUC могут быть укомплектованы устройством TorchMate, которое автоматически регулирует центральную точку инструмента и избавляет от необходимости повторной настройки траектории после столкновения робота с препятствием.
Роботы для сварки FANUC могут быть укомплектованы устройством TorchMate, которое автоматически регулирует центральную точку инструмента и избавляет от необходимости повторной настройки траектории после столкновения робота с препятствием. Оптимизируйте производство и забудьте о нехватке персонала – предоставляем современное оборудование для бизнеса, который идет в ногу со временем.
Оптимизируйте производство и забудьте о нехватке персонала – предоставляем современное оборудование для бизнеса, который идет в ногу со временем. Технические специалисты имеют высшее образование и регулярно проходят курсы повышения квалификации.
Технические специалисты имеют высшее образование и регулярно проходят курсы повышения квалификации.
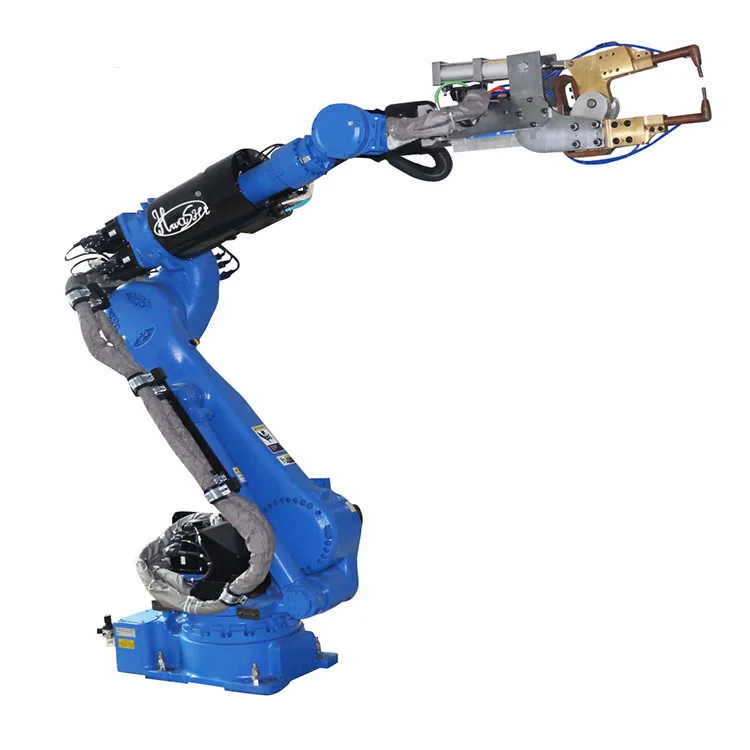 Мы будем рады ответить на любые ваши вопросы, просто нажмите ниже, чтобы начать.
Мы будем рады ответить на любые ваши вопросы, просто нажмите ниже, чтобы начать. Свяжитесь с нами сегодня , чтобы поговорить со специалистом по дуговой сварке.
Свяжитесь с нами сегодня , чтобы поговорить со специалистом по дуговой сварке. Все роботы для дуговой сварки в нашей серии ARC Mate призваны помочь нашим клиентам повысить гибкость и эффективность своих процессов аддитивного производства. Простая автономная генерация программ, а также возможность легкого импорта сторонних путей позволяют клиентам быстро брать твердые модели из цифрового мира и воплощать их в жизнь.
Все роботы для дуговой сварки в нашей серии ARC Mate призваны помочь нашим клиентам повысить гибкость и эффективность своих процессов аддитивного производства. Простая автономная генерация программ, а также возможность легкого импорта сторонних путей позволяют клиентам быстро брать твердые модели из цифрового мира и воплощать их в жизнь. Пользователи могут просто выбрать и сварить.
Пользователи могут просто выбрать и сварить. FANUC работает с вами над созданием решений для сварки с низким уровнем разбрызгивания, чтобы обеспечить чистую отделку ваших деталей.
FANUC работает с вами над созданием решений для сварки с низким уровнем разбрызгивания, чтобы обеспечить чистую отделку ваших деталей.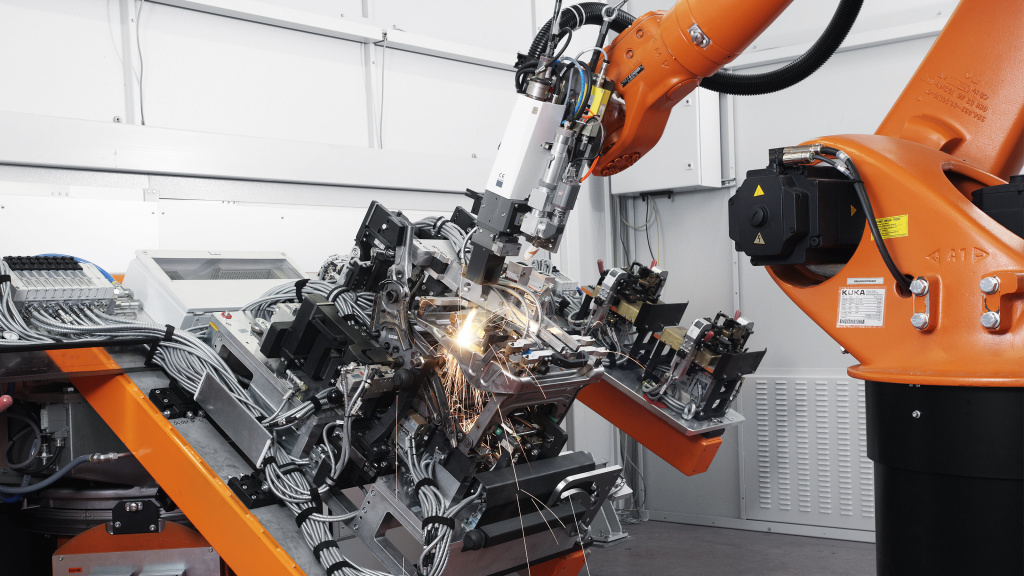

 д.
д.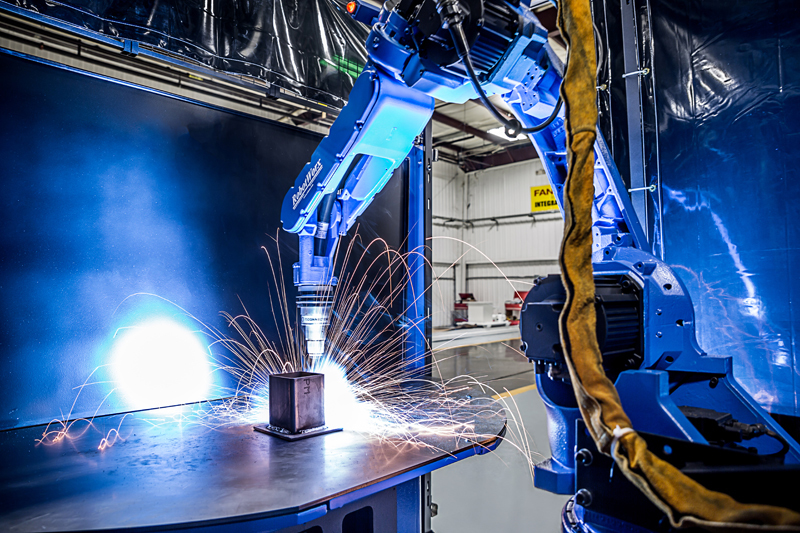
 При этом типе сварки робот перемещает горелку вдоль стыка, чтобы сварить детали. Сварочные роботы теперь могут выполнять многие типы сварочных процессов с использованием передовых сварочных инструментов.
При этом типе сварки робот перемещает горелку вдоль стыка, чтобы сварить детали. Сварочные роботы теперь могут выполнять многие типы сварочных процессов с использованием передовых сварочных инструментов.
 Каждый месяц компании придумывали новые роботизированные сварочные аппараты. Это также в этом десятилетии; роботизированные руки стали более мобильными и управляемыми.
Каждый месяц компании придумывали новые роботизированные сварочные аппараты. Это также в этом десятилетии; роботизированные руки стали более мобильными и управляемыми.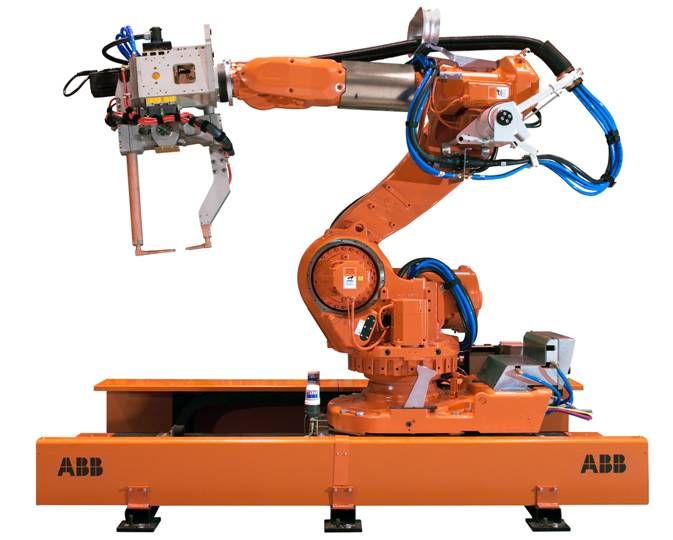 Они также делают меньше ошибок по сравнению со своими коллегами-людьми. Они могут достигать эффективности до 85% по сравнению с 20% их квалифицированных коллег-людей.
Они также делают меньше ошибок по сравнению со своими коллегами-людьми. Они могут достигать эффективности до 85% по сравнению с 20% их квалифицированных коллег-людей. Сварочные роботы обеспечивают одинаковое качество сварки в любой ситуации. Избегая брака, легче уложиться в бюджет, особенно на дорогостоящих работах.
Сварочные роботы обеспечивают одинаковое качество сварки в любой ситуации. Избегая брака, легче уложиться в бюджет, особенно на дорогостоящих работах. Эти курсы предназначены для ознакомления с тем, как безопасно работать с роботами. Интеграторы роботов могут помочь вам установить промышленных роботов, или вы можете сделать это самостоятельно с помощью своих знающих сотрудников.
Эти курсы предназначены для ознакомления с тем, как безопасно работать с роботами. Интеграторы роботов могут помочь вам установить промышленных роботов, или вы можете сделать это самостоятельно с помощью своих знающих сотрудников. Тем не менее, дуговая сварка также становится все более популярным выбором для использования сварочных роботов.
Тем не менее, дуговая сварка также становится все более популярным выбором для использования сварочных роботов.

 При сварке GMAW плавящийся электрод расплавляется и действует как присадочный материал. Роботизированная сварка GMAW используется для сварки нержавеющей стали, меди, никеля, углеродистой стали и алюминия. Он обычно используется для металлов с высокой температурой плавления проводимости.
При сварке GMAW плавящийся электрод расплавляется и действует как присадочный материал. Роботизированная сварка GMAW используется для сварки нержавеющей стали, меди, никеля, углеродистой стали и алюминия. Он обычно используется для металлов с высокой температурой плавления проводимости. Затем робот делает снимок до того, как дуга будет установлена, и сравнивает это изображение с эталонным изображением. Этот тип системы идеально подходит для сварки тонких материалов, где важным фактором является положение дуги.
Затем робот делает снимок до того, как дуга будет установлена, и сравнивает это изображение с эталонным изображением. Этот тип системы идеально подходит для сварки тонких материалов, где важным фактором является положение дуги.
 Оптимальная частота повторения импульсов разнится в зависимости от других условий эксперимента и её нужно подбирать. В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном.
Оптимальная частота повторения импульсов разнится в зависимости от других условий эксперимента и её нужно подбирать. В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном. Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
 С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой.
С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой.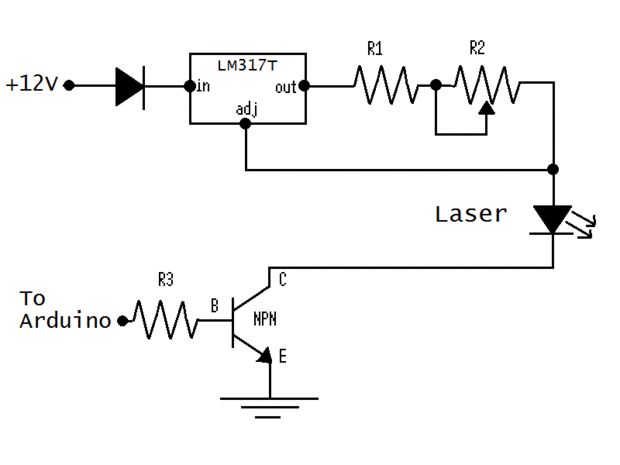 2 процедуры сборки-разборки из 3-х заканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца.
2 процедуры сборки-разборки из 3-х заканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца. В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы.
В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы. Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна.
Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна. 
 Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.
Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.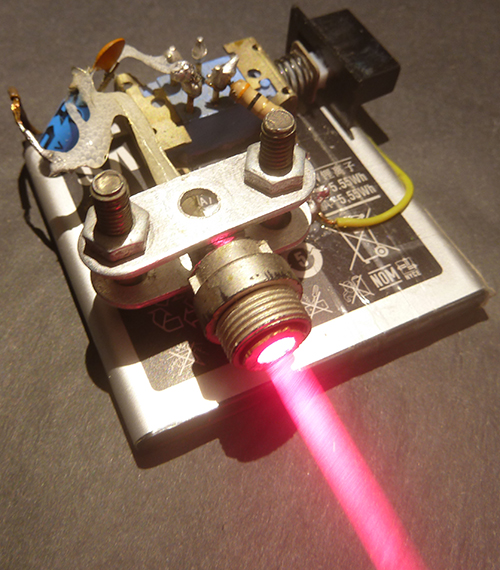

 В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно.
В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно. Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка.
Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка. После построения источника питания, который подходит для накачки импульсных лазеров на парах металлов и приобретения опыта работы с готовыми активными элементами лазеров на парах меди и её соединений оставалось только изготовить активный элемент лазера полностью самостоятельно, при этом с новой рабочей средой.
После построения источника питания, который подходит для накачки импульсных лазеров на парах металлов и приобретения опыта работы с готовыми активными элементами лазеров на парах меди и её соединений оставалось только изготовить активный элемент лазера полностью самостоятельно, при этом с новой рабочей средой. Барий и стронций сразу отпадают, поскольку их линии генерации лежат в ИК диапазоне, а это скучно и некрасиво. Остаются марганец, свинец и золото. Золото тоже отпадает по причине высокой стоимости и слишком высокой рабочей температуры (1600+ градусов Цельсия). Остались только 2 кандидата – свинец и марганец. Оба металла дешевы и должны быть сравнительно доступны – свинец можно найти буквально под ногами, распотрошив подобранный на помойке аккумулятор или кусок бронированного высоковольтного кабеля, марганец же широчайше применяется в черной металлургии и производится колоссальными объемами.
Барий и стронций сразу отпадают, поскольку их линии генерации лежат в ИК диапазоне, а это скучно и некрасиво. Остаются марганец, свинец и золото. Золото тоже отпадает по причине высокой стоимости и слишком высокой рабочей температуры (1600+ градусов Цельсия). Остались только 2 кандидата – свинец и марганец. Оба металла дешевы и должны быть сравнительно доступны – свинец можно найти буквально под ногами, распотрошив подобранный на помойке аккумулятор или кусок бронированного высоковольтного кабеля, марганец же широчайше применяется в черной металлургии и производится колоссальными объемами. В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном.
В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном. Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
 С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой.
С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой. 2 процедуры сборки-разборки из 3х оканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца.
2 процедуры сборки-разборки из 3х оканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца. В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы.
В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы. Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна.
Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна. 
 Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.
Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.
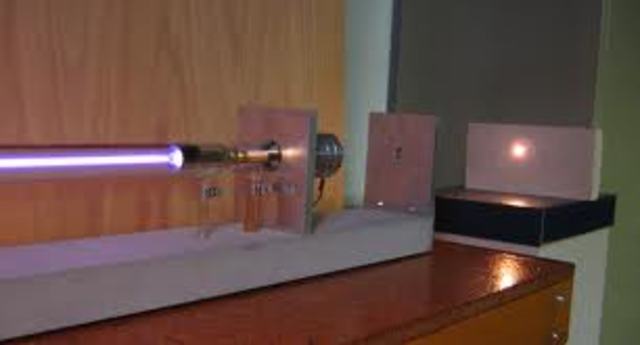 В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно.
В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно. Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка.
Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка.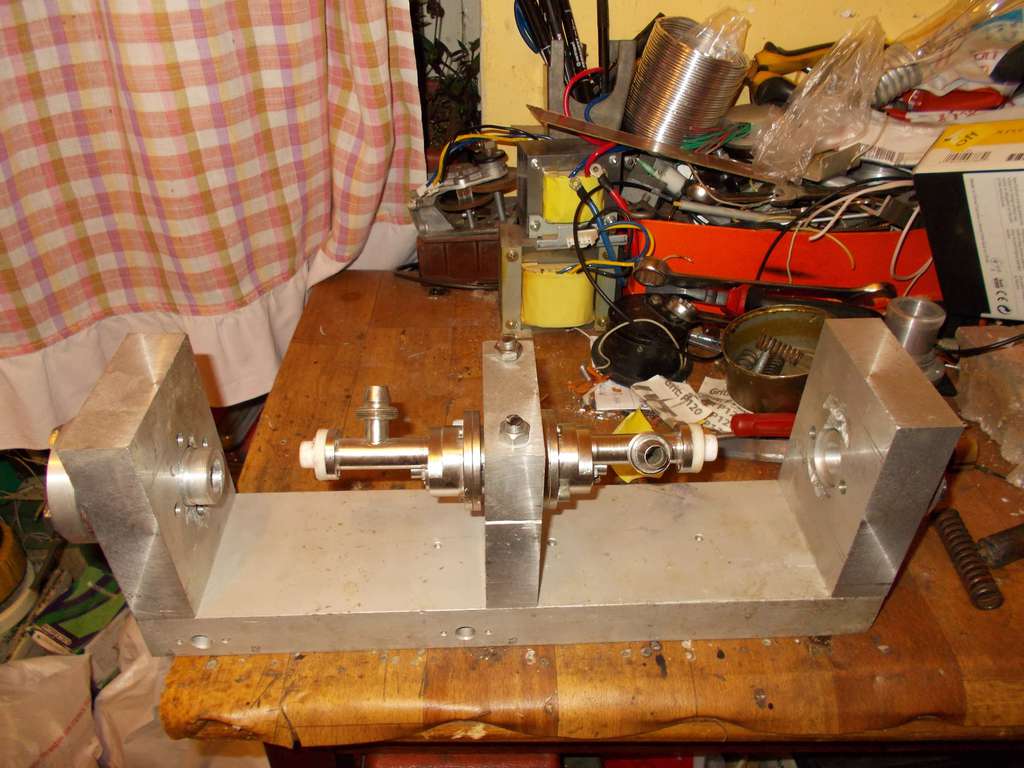 Лазерная указка
Лазерная указка
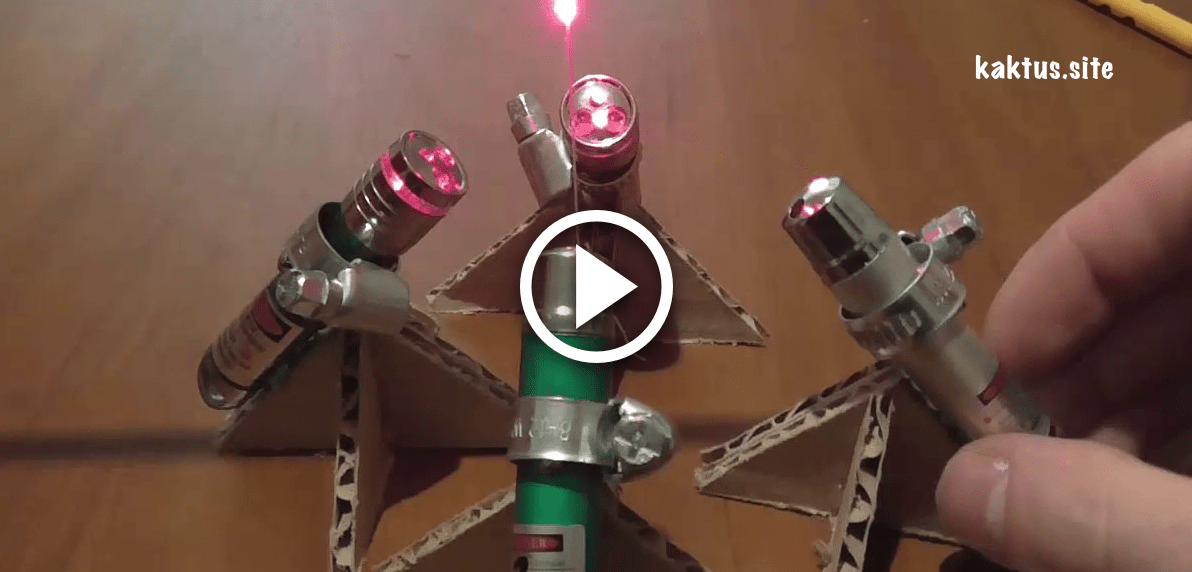 Итак, если вам была предоставлена возможность выбора, мы говорим «зеленый». Это намного точнее и точнее, даже в самых плохих условиях освещения.
Итак, если вам была предоставлена возможность выбора, мы говорим «зеленый». Это намного точнее и точнее, даже в самых плохих условиях освещения. Исследование, которое было проведено до сих пор, показало, что они безопасны, но выводы требуют времени. Итак, как только вы закончите сборку своей сине-фиолетовой лазерной указки, постарайтесь не подвергать себя или кого-либо воздействию луча.
Исследование, которое было проведено до сих пор, показало, что они безопасны, но выводы требуют времени. Итак, как только вы закончите сборку своей сине-фиолетовой лазерной указки, постарайтесь не подвергать себя или кого-либо воздействию луча. Особенно когда дело касается проводки.
Особенно когда дело касается проводки.
 Оптометристы считают, что классы 2 и 3R относительно безвредны для человеческого глаза, но классы 3 и 4 могут нанести необратимый ущерб. Но это не дает вам права намеренно подвергать глаза воздействию лучей, генерируемых классами 2 и 3R. Никогда нельзя быть слишком уверенным в этих вещах.
Оптометристы считают, что классы 2 и 3R относительно безвредны для человеческого глаза, но классы 3 и 4 могут нанести необратимый ущерб. Но это не дает вам права намеренно подвергать глаза воздействию лучей, генерируемых классами 2 и 3R. Никогда нельзя быть слишком уверенным в этих вещах. Лазерная указка с USB-перезарядкой
Лазерная указка с USB-перезарядкой
 Любой шлифовальный станок содержит в своей конструкции несколько кинематических цепей, которые обеспечивают:
Любой шлифовальный станок содержит в своей конструкции несколько кинематических цепей, которые обеспечивают: Такие станки имеют в своей конструкции шпиндель, вращающийся в горизонтальной плоскости, который может передвигаться на специальных салазках. Деталь, требующая обработки, может зажиматься в патроне или между центрами задней и передней бабки.
Такие станки имеют в своей конструкции шпиндель, вращающийся в горизонтальной плоскости, который может передвигаться на специальных салазках. Деталь, требующая обработки, может зажиматься в патроне или между центрами задней и передней бабки. Отличительной особенностью шлифовальных станков данного типа является то, что в их конструкции не предусмотрены центры для фиксации заготовок.
Отличительной особенностью шлифовальных станков данного типа является то, что в их конструкции не предусмотрены центры для фиксации заготовок. Шлифовальные станки этого типа могут оснащаться дополнительными устройствами, что дает возможность выполнять на них обработку заготовок из металла сложной конфигурации. В зависимости от расположения шпинделя плоскошлифовальные станки могут быть горизонтальными и вертикальными. В конструкции таких устройств также может быть предусмотрена одна или две колонны.
Шлифовальные станки этого типа могут оснащаться дополнительными устройствами, что дает возможность выполнять на них обработку заготовок из металла сложной конфигурации. В зависимости от расположения шпинделя плоскошлифовальные станки могут быть горизонтальными и вертикальными. В конструкции таких устройств также может быть предусмотрена одна или две колонны.

 В качестве рабочего инструмента на этих станках может быть использован бесконечный ремень шириной 100–200 мм или мягкий полировальный круг диаметром 100–200 мм.
В качестве рабочего инструмента на этих станках может быть использован бесконечный ремень шириной 100–200 мм или мягкий полировальный круг диаметром 100–200 мм.
 В станине и рабочем столе необходимо просверлить по три отверстия и надежно соединить их при помощи болтов. Только после этого устанавливается двигатель и надежно соединяется с поверхностью рабочего стола таким образом, чтобы основание двигателя плотно прилегало к поверхности площадки.
В станине и рабочем столе необходимо просверлить по три отверстия и надежно соединить их при помощи болтов. Только после этого устанавливается двигатель и надежно соединяется с поверхностью рабочего стола таким образом, чтобы основание двигателя плотно прилегало к поверхности площадки. Для установки натяжного барабана используется неподвижная ось, а ведущий фиксируется непосредственно на валу электродвигателя. Чтобы сделать вращение натяжного барабана более легким, используется подшипниковый узел. Площадку, на которой устанавливается натяжной барабан, лучше всего сделать с некоторым скосом, это обеспечит плавный контакт абразивной ленты с обрабатываемой заготовкой.
Для установки натяжного барабана используется неподвижная ось, а ведущий фиксируется непосредственно на валу электродвигателя. Чтобы сделать вращение натяжного барабана более легким, используется подшипниковый узел. Площадку, на которой устанавливается натяжной барабан, лучше всего сделать с некоторым скосом, это обеспечит плавный контакт абразивной ленты с обрабатываемой заготовкой.
 Надежность и эффективность такой ленты зависит также и от типа клея, который используется для фиксации абразивных зерен. На сегодняшний день используется два типа такого клея: мездровый и из синтетической смолы.
Надежность и эффективность такой ленты зависит также и от типа клея, который используется для фиксации абразивных зерен. На сегодняшний день используется два типа такого клея: мездровый и из синтетической смолы.

 круга м/с, не более
круга м/с, не более
 Все они нуждаются в высококачественных, высокоточных, стабильных и хорошо спроектированных станках для производства высококачественных заготовок.
Все они нуждаются в высококачественных, высокоточных, стабильных и хорошо спроектированных станках для производства высококачественных заготовок. С добавлением ISOG к уже существующим сильным брендам в рамках Группы PSS еще больше укрепляет свои позиции в качестве ведущего поставщика высококачественных, лучших в своем классе технологий на рынке решений для повышения качества поверхности.
С добавлением ISOG к уже существующим сильным брендам в рамках Группы PSS еще больше укрепляет свои позиции в качестве ведущего поставщика высококачественных, лучших в своем классе технологий на рынке решений для повышения качества поверхности. Фульда (Германия).
Фульда (Германия).
 Мы будем рады поддержать вас нашим опытом и настроить машины в соответствии с вашими потребностями.
Мы будем рады поддержать вас нашим опытом и настроить машины в соответствии с вашими потребностями. ДСГВО. Европейский Суд классифицирует США как страну с недостаточной защитой данных в соответствии со стандартами ЕС. Например, существует риск того, что власти США будут обрабатывать персональные данные в программах слежки без какой-либо существующей возможности судебного иска для европейцев.
ДСГВО. Европейский Суд классифицирует США как страну с недостаточной защитой данных в соответствии со стандартами ЕС. Например, существует риск того, что власти США будут обрабатывать персональные данные в программах слежки без какой-либо существующей возможности судебного иска для европейцев. Персональные данные могут быть обработаны (например, IP-адреса), например. для персонализированной рекламы и контента или измерения рекламы и контента. Вы можете найти больше информации об использовании ваших данных в нашей Политике конфиденциальности. Некоторые сервисы обрабатывают персональные данные в США. Давая согласие на использование этих услуг, вы также даете согласие на обработку ваших данных в США в соответствии со ст. 49(1) лит. ДСГВО. Европейский Суд классифицирует США как страну с недостаточной защитой данных в соответствии со стандартами ЕС. Например, существует риск того, что власти США будут обрабатывать персональные данные в программах слежки без какой-либо существующей возможности судебного иска для европейцев. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Персональные данные могут быть обработаны (например, IP-адреса), например. для персонализированной рекламы и контента или измерения рекламы и контента. Вы можете найти больше информации об использовании ваших данных в нашей Политике конфиденциальности. Некоторые сервисы обрабатывают персональные данные в США. Давая согласие на использование этих услуг, вы также даете согласие на обработку ваших данных в США в соответствии со ст. 49(1) лит. ДСГВО. Европейский Суд классифицирует США как страну с недостаточной защитой данных в соответствии со стандартами ЕС. Например, существует риск того, что власти США будут обрабатывать персональные данные в программах слежки без какой-либо существующей возможности судебного иска для европейцев. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.



 5 мм.
5 мм. Оперативно обрабатываем все заказы и быстро доставляем их по всей России.Консультируем по всем интересующим вопросам.Если вам нужны измерительные линейки и другое оборудование – вы можете смело делать заказ на нашем сайте.
Оперативно обрабатываем все заказы и быстро доставляем их по всей России.Консультируем по всем интересующим вопросам.Если вам нужны измерительные линейки и другое оборудование – вы можете смело делать заказ на нашем сайте. На инструменты и приспособления специального назначения торговой марки OMBRA® распространяется понятие «ограниченной гарантии», в связи с сокращением срока эксплуатации, связанным с повышенным износом некоторых деталей конструкции при использовании. Срок эксплуатации изделия с заявленными характеристиками определен в 12 месяцев с начала использования инструмента. Начало эксплуатации определяется по дате продажи, указанной в гарантийном талоне OMBRA® или фискальном документе, подтверждающем факт приобретения конкретного изделия. Срок применения инструмента с объявленными характеристиками может быть изменен индивидуально, как в сторону уменьшения, так и в сторону увеличения в зависимости от интенсивности и условий эксплуатации конкретного изделия (группы изделий). Претензии по отношению к инструменту, вышедшему из строя в течение гарантийного срока, принимается к рассмотрению уполномоченным представителем OMBRA® в соответствии с Законом «О Защите прав потребителя». Не подлежат обслуживанию по гарантийным условиям изделия, вышедшие из строя в результате: Нагрузок, превышающих расчетные.
На инструменты и приспособления специального назначения торговой марки OMBRA® распространяется понятие «ограниченной гарантии», в связи с сокращением срока эксплуатации, связанным с повышенным износом некоторых деталей конструкции при использовании. Срок эксплуатации изделия с заявленными характеристиками определен в 12 месяцев с начала использования инструмента. Начало эксплуатации определяется по дате продажи, указанной в гарантийном талоне OMBRA® или фискальном документе, подтверждающем факт приобретения конкретного изделия. Срок применения инструмента с объявленными характеристиками может быть изменен индивидуально, как в сторону уменьшения, так и в сторону увеличения в зависимости от интенсивности и условий эксплуатации конкретного изделия (группы изделий). Претензии по отношению к инструменту, вышедшему из строя в течение гарантийного срока, принимается к рассмотрению уполномоченным представителем OMBRA® в соответствии с Законом «О Защите прав потребителя». Не подлежат обслуживанию по гарантийным условиям изделия, вышедшие из строя в результате: Нагрузок, превышающих расчетные. Воздействий, не связанных с выполнением основных функций изделия. Нарушений правил хранения, обслуживания и применения. Естественного износа. В этой связи, производитель настоятельно рекомендует: 1) Подбирать и использовать инструмент согласно производимой работе и строго по назначению. 2) Не наносить удары по телу инструмента или элементам конструкции другими предметами. 3) Не допускать падения инструмента с большой высоты на твердую поверхность. 4) Не допускать длительное хранение инструмента в условиях высокой влажности или иных агрессивных к материалам изделия средах. 5) Не допускать самостоятельного ремонта и регулировок инструмента в период гарантийного срока. 6) Правильно и своевременно производить работы по техническому обслуживанию инструмента. 7) При использовании специальных приспособлений руководствоваться исключительно рекомендациями производителя по ремонту и эксплуатации обслуживаемой техники . Претензии по данной гарантии не принимаются к рассмотрению в случаях невозможности подтверждения квалификации пользователя, наличия признаков проведения ремонтных работ изделий, осуществлявшихся неуполномоченными на это лицами, изменений конструкции, или самостоятельной установки неоригинальных компонентов и деталей изделий.
Воздействий, не связанных с выполнением основных функций изделия. Нарушений правил хранения, обслуживания и применения. Естественного износа. В этой связи, производитель настоятельно рекомендует: 1) Подбирать и использовать инструмент согласно производимой работе и строго по назначению. 2) Не наносить удары по телу инструмента или элементам конструкции другими предметами. 3) Не допускать падения инструмента с большой высоты на твердую поверхность. 4) Не допускать длительное хранение инструмента в условиях высокой влажности или иных агрессивных к материалам изделия средах. 5) Не допускать самостоятельного ремонта и регулировок инструмента в период гарантийного срока. 6) Правильно и своевременно производить работы по техническому обслуживанию инструмента. 7) При использовании специальных приспособлений руководствоваться исключительно рекомендациями производителя по ремонту и эксплуатации обслуживаемой техники . Претензии по данной гарантии не принимаются к рассмотрению в случаях невозможности подтверждения квалификации пользователя, наличия признаков проведения ремонтных работ изделий, осуществлявшихся неуполномоченными на это лицами, изменений конструкции, или самостоятельной установки неоригинальных компонентов и деталей изделий. Производитель оставляет за собой право определения причины выхода из строя изделия (из-за некачественных материалов, ошибок при сборке, человеческого фактора или по иным причинам). Права по настоящей гарантии ограничиваются первоначальным потребителем и не распространяются на последующих.
Производитель оставляет за собой право определения причины выхода из строя изделия (из-за некачественных материалов, ошибок при сборке, человеческого фактора или по иным причинам). Права по настоящей гарантии ограничиваются первоначальным потребителем и не распространяются на последующих.  Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
 На блоке по умолчанию установлено сопло 0.5мм, что подходит для печати пластиками с наполнением.
На блоке по умолчанию установлено сопло 0.5мм, что подходит для печати пластиками с наполнением. Как и говорилось выше – вся аппаратная часть тут та же, что и на моделях платформы X. Управляет всем фирменная плата, основанная на контроллере STM32, к ней коннектором подключена плата с драйверами TMC 2130 по всем осям. Это добавляет надёжности, и если появится необходимость менять драйвер, то не придётся менять всю материнскую плату.
Как и говорилось выше – вся аппаратная часть тут та же, что и на моделях платформы X. Управляет всем фирменная плата, основанная на контроллере STM32, к ней коннектором подключена плата с драйверами TMC 2130 по всем осям. Это добавляет надёжности, и если появится необходимость менять драйвер, то не придётся менять всю материнскую плату. Несомненным плюсом для новичков в 3D печати будет то, что всё меню полностью на русском и написано понятным языком.
Несомненным плюсом для новичков в 3D печати будет то, что всё меню полностью на русском и написано понятным языком. Тут, как и в старших моделях присутствует силиконовый очиститель, по которому принтер проходит перед печатью для снятия облоя с сопла. Очень удобная функция. Кубик печатался с использованием стандартного профиля для PLA.
Тут, как и в старших моделях присутствует силиконовый очиститель, по которому принтер проходит перед печатью для снятия облоя с сопла. Очень удобная функция. Кубик печатался с использованием стандартного профиля для PLA.
 В этом меню выбираем Профили>Изменить профиль>ABS(PICASO) и меняем температуру для первого слоя. Как видите всё очень просто.
В этом меню выбираем Профили>Изменить профиль>ABS(PICASO) и меняем температуру для первого слоя. Как видите всё очень просто. Он представляет из себя угленаполненный нейлон, но печатать им немного проще, чем обычным нейлоном. Из него напечатаем кронштейн для настенной полки. Для печати создали профиль специально под него: Сопло – 250, Стол 80, Обдув 10%, Циркуляция: 0%
Он представляет из себя угленаполненный нейлон, но печатать им немного проще, чем обычным нейлоном. Из него напечатаем кронштейн для настенной полки. Для печати создали профиль специально под него: Сопло – 250, Стол 80, Обдув 10%, Циркуляция: 0%
 Так как данный пластик в большинстве случаев используют для печати шестерёнок, то её мы и напечатаем. Печатали мы при закрытой камере с настройками – Сопло: 250, Стол: 100, Обдув 0%, Циркуляция 0%.
Так как данный пластик в большинстве случаев используют для печати шестерёнок, то её мы и напечатаем. Печатали мы при закрытой камере с настройками – Сопло: 250, Стол: 100, Обдув 0%, Циркуляция 0%. В электронном плане он, конечно, подрос, приняв на борт электронику от принтеров X серии. Но ему смертельно не хватает некоторых их функций. Также расстраивает общая шумность работы, некоторые конструктивные просчёты и ошибки в прошивке, как с ABS. Профессионалам этот принтер не подойдет по ряду причин: невозможно печатать высокотемпературными пластиками из коробки, нет электронной калибровки стола, системы энкодеров контроля подачи пластика. Малая область печати тоже накладывает свои ограничения.
В электронном плане он, конечно, подрос, приняв на борт электронику от принтеров X серии. Но ему смертельно не хватает некоторых их функций. Также расстраивает общая шумность работы, некоторые конструктивные просчёты и ошибки в прошивке, как с ABS. Профессионалам этот принтер не подойдет по ряду причин: невозможно печатать высокотемпературными пластиками из коробки, нет электронной калибровки стола, системы энкодеров контроля подачи пластика. Малая область печати тоже накладывает свои ограничения.
 Но и из коробки он способен радовать качеством печати, используя легкоплавкие, экологичные материалы. Данный принтер отлично подойдёт для образовательных учреждений и приобщения школьников к новым технологиям. Также люди, которые только хотят впервые попробовать технологию 3D печати, найдут в этом принтере отражение всех своих желаний. Как говорят в PICASO 3D – «Идеальное продолжение вашей индивидуальности».
Но и из коробки он способен радовать качеством печати, используя легкоплавкие, экологичные материалы. Данный принтер отлично подойдёт для образовательных учреждений и приобщения школьников к новым технологиям. Также люди, которые только хотят впервые попробовать технологию 3D печати, найдут в этом принтере отражение всех своих желаний. Как говорят в PICASO 3D – «Идеальное продолжение вашей индивидуальности».

 Ладно, попытался перевернуть, не хватает проводов. Тут появилась мысль, что с тем же столкнулся и сборщик данного принтера, плюнул на это дело и перевернул турбинку наоборот. Ну да ладно, припаял провода побольше, перевернул, поставил как нужно. На плате нашел регулировку оборотов данного вентилятора, убавил обороты, настроил в балансе между громкостью и потоком воздуха, стала гудеть намного тише. Кстати вентиляторы на голове принтера шумят не критично. Вентиляцию электроники я буду переделывать, если кому интересно напишу пост.
Ладно, попытался перевернуть, не хватает проводов. Тут появилась мысль, что с тем же столкнулся и сборщик данного принтера, плюнул на это дело и перевернул турбинку наоборот. Ну да ладно, припаял провода побольше, перевернул, поставил как нужно. На плате нашел регулировку оборотов данного вентилятора, убавил обороты, настроил в балансе между громкостью и потоком воздуха, стала гудеть намного тише. Кстати вентиляторы на голове принтера шумят не критично. Вентиляцию электроники я буду переделывать, если кому интересно напишу пост. (Хочу попробовать ради интереса корпус изнутри сделать шумкой автомобильной 4мм на основе битума, надеюсь не поплывет от температуры, автомобили же стоят летом на солнце и неплохо так разогреваются. Поставлю на антивибрационные ножки, например из мячиков для сквоша, это работает проверено. Это так, мысли вслух)
(Хочу попробовать ради интереса корпус изнутри сделать шумкой автомобильной 4мм на основе битума, надеюсь не поплывет от температуры, автомобили же стоят летом на солнце и неплохо так разогреваются. Поставлю на антивибрационные ножки, например из мячиков для сквоша, это работает проверено. Это так, мысли вслух)
 Еще печатал флексами, поликарбонатом, нейлонами, петг, все нормально.
Еще печатал флексами, поликарбонатом, нейлонами, петг, все нормально. Их там не много, но если что есть от чего отталкиваться, ну и любой печатник на своем опыте создаст профиль для любого материала. Хорошая штука.
Их там не много, но если что есть от чего отталкиваться, ну и любой печатник на своем опыте создаст профиль для любого материала. Хорошая штука. Было б хорошо если бы он пользовался им и перед калибровкой стола. Так или иначе через неделю сопло все равно покроется нагаром. Все вытираемые и продавливаемые сопли падают внутри принтера, а не в контейнер, ну можно напечатать.
Было б хорошо если бы он пользовался им и перед калибровкой стола. Так или иначе через неделю сопло все равно покроется нагаром. Все вытираемые и продавливаемые сопли падают внутри принтера, а не в контейнер, ну можно напечатать.
 высота слоя: 50-200 мкм
высота слоя: 50-200 мкм
 Это позволяет сделать структуру более жесткой и повышает точность процессов калибровки и печати. Это также делает 3D-принтер тяжелее на килограмм, поэтому общий вес машины теперь составляет 16 кг.
Это позволяет сделать структуру более жесткой и повышает точность процессов калибровки и печати. Это также делает 3D-принтер тяжелее на килограмм, поэтому общий вес машины теперь составляет 16 кг. Если это не поможет, принтер перестанет работать и сообщит пользователю о проблеме.
Если это не поможет, принтер перестанет работать и сообщит пользователю о проблеме.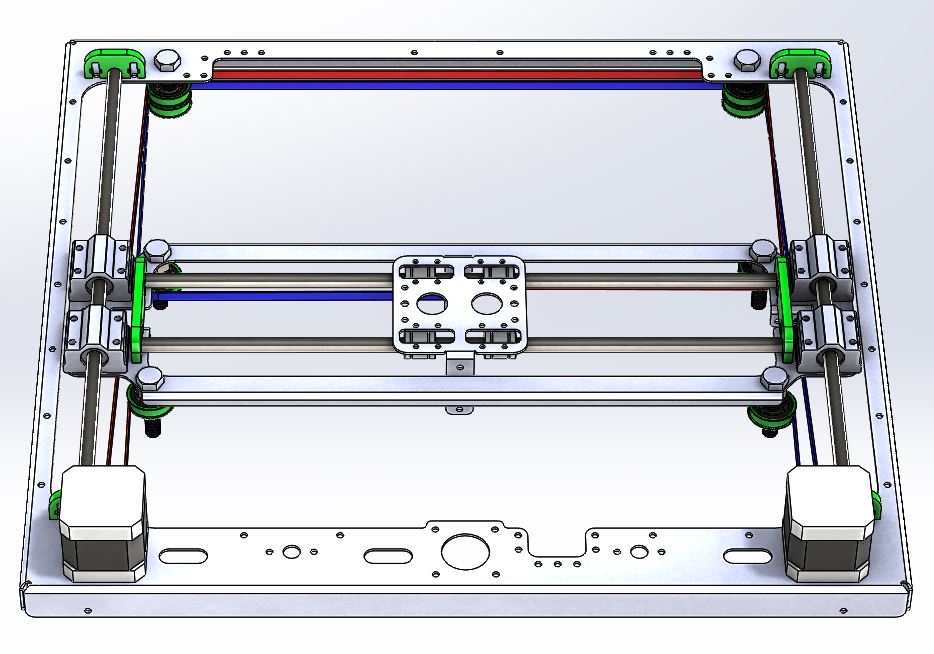 Это встроенная система, которая анализирует профиль, скорость экструзии филамента и расстояние между платформой и соплом. Он может использовать эти данные для изменения высоты печатной формы в процессе печати, стремясь получить идеальный первый слой, что является очень важной частью FDM-печати.
Это встроенная система, которая анализирует профиль, скорость экструзии филамента и расстояние между платформой и соплом. Он может использовать эти данные для изменения высоты печатной формы в процессе печати, стремясь получить идеальный первый слой, что является очень важной частью FDM-печати. На дисплее отображается информация обо всем во время печати.
На дисплее отображается информация обо всем во время печати. Это расширяет диапазон функциональных отпечатков, которые могут быть произведены. Мы рекомендуем использовать PICASO 3D Designer X PRO для создания функциональных прототипов, образцов и ограниченного производства деталей. Это хороший выбор для всех, кто хочет высокоточной печати и по той или иной причине не хочет использовать технологию SLA.
Это расширяет диапазон функциональных отпечатков, которые могут быть произведены. Мы рекомендуем использовать PICASO 3D Designer X PRO для создания функциональных прототипов, образцов и ограниченного производства деталей. Это хороший выбор для всех, кто хочет высокоточной печати и по той или иной причине не хочет использовать технологию SLA. Разница лишь в том, что в новой модели дверь открывается влево, а не откидывается вверх.
Разница лишь в том, что в новой модели дверь открывается влево, а не откидывается вверх. Поэтому этот принтер не будет работать с высокотемпературным пластиком. Устройство имеет сопло диаметром 0,5 мм, которое подходит для печати различными пластиками.
Поэтому этот принтер не будет работать с высокотемпературным пластиком. Устройство имеет сопло диаметром 0,5 мм, которое подходит для печати различными пластиками.


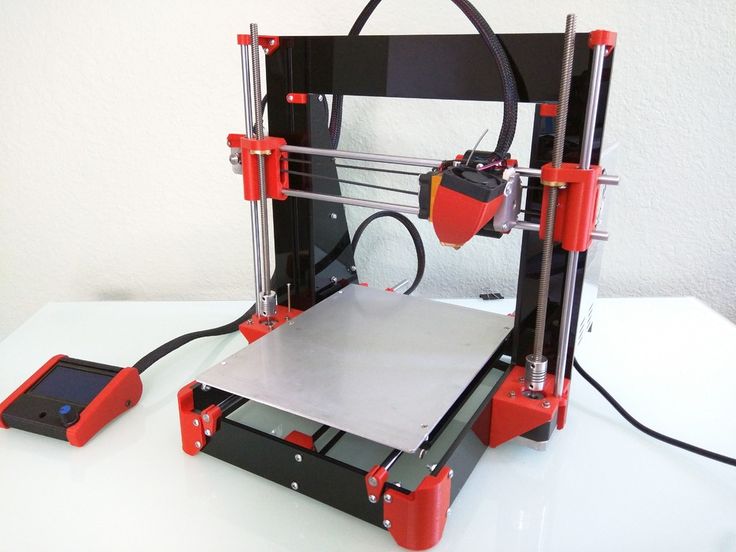 Сначала мы напечатали базу eBamboo от eSun. Основной корпус был напечатан с использованием темно-зеленого PETG Paramount, а центрирующие цилиндры — из eSun TPU.
Сначала мы напечатали базу eBamboo от eSun. Основной корпус был напечатан с использованием темно-зеленого PETG Paramount, а центрирующие цилиндры — из eSun TPU.
 Это нейлоновая нить с углеродным наполнителем, на которую немного легче печатать, чем на обычный нейлон. Решили распечатать кронштейн для настенной полки. Для печати специально для нее создали профиль: Сопло – 250, Стол 80, Воздушный поток 10%, Циркуляция: 0%
Это нейлоновая нить с углеродным наполнителем, на которую немного легче печатать, чем на обычный нейлон. Решили распечатать кронштейн для настенной полки. Для печати специально для нее создали профиль: Сопло – 250, Стол 80, Воздушный поток 10%, Циркуляция: 0%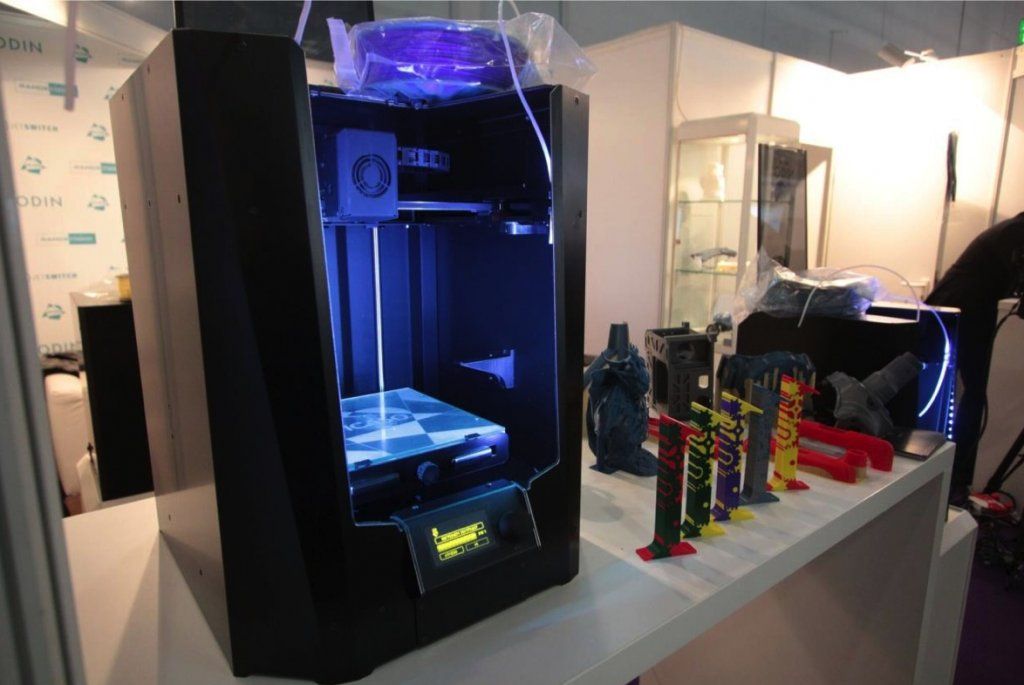

 Кроме того, металлообрабатывающие станки, помогают в преодолении различных человеческих ограничений в металлургических процессах. С учетом того, что металлообрабатывающие станки дают возможностью выполнять тяжелую часть работы с большей скоростью и продуктивностью они широко применяются в обрабатывающей промышленности по всему миру.
Кроме того, металлообрабатывающие станки, помогают в преодолении различных человеческих ограничений в металлургических процессах. С учетом того, что металлообрабатывающие станки дают возможностью выполнять тяжелую часть работы с большей скоростью и продуктивностью они широко применяются в обрабатывающей промышленности по всему миру.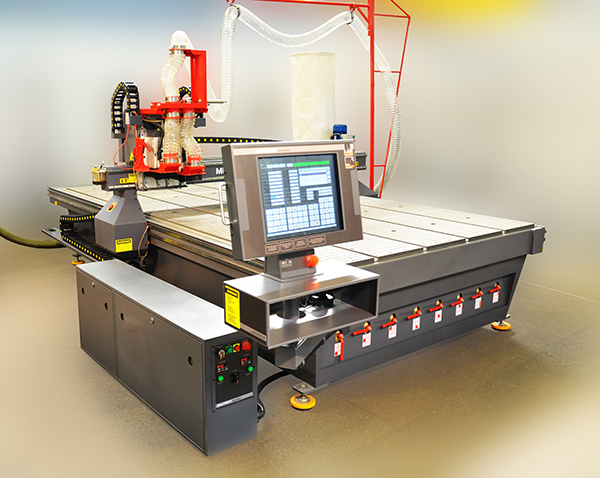 Кроме того, металлообрабатывающие станки также используются в агрессивных рабочих средах, включая высокие температуры, давление и процессы с участием опасных химических веществ. Несмотря на огромные выгоды и потенциал применения, рост рынка металлообрабатывающих станков несколько ограничений из-за его высоких начальных затрат. Компаниям в обрабатывающей промышленности очень трудно перейти от традиционных методов и к методам которые потребуют таких высоких первоначальных инвестиций.
Кроме того, металлообрабатывающие станки также используются в агрессивных рабочих средах, включая высокие температуры, давление и процессы с участием опасных химических веществ. Несмотря на огромные выгоды и потенциал применения, рост рынка металлообрабатывающих станков несколько ограничений из-за его высоких начальных затрат. Компаниям в обрабатывающей промышленности очень трудно перейти от традиционных методов и к методам которые потребуют таких высоких первоначальных инвестиций. Многие игроки стремятся к разработке и производству инновационного металлообрабатывающего оборудования и нацелены на огромные возможности роста в таких странах, как Китай, Германия, Канада, Франция, Италия, Индия, Южная Корея, Япония, США и Таиланд. Некоторыми из ключевых игроков на рынке металлообрабатывающих станков являются компании Хардиндж, Ink. Kennametal, Inc. Amada ltd. и другие.
Многие игроки стремятся к разработке и производству инновационного металлообрабатывающего оборудования и нацелены на огромные возможности роста в таких странах, как Китай, Германия, Канада, Франция, Италия, Индия, Южная Корея, Япония, США и Таиланд. Некоторыми из ключевых игроков на рынке металлообрабатывающих станков являются компании Хардиндж, Ink. Kennametal, Inc. Amada ltd. и другие. Качество и цена вполне соизмеримы. Что ожидали, то и получили .
Качество и цена вполне соизмеримы. Что ожидали, то и получили .
 В металлообрабатывающей промышленности используется широкий спектр различных типов промышленных инструментов для создания металлических деталей желаемой формы и размера.
В металлообрабатывающей промышленности используется широкий спектр различных типов промышленных инструментов для создания металлических деталей желаемой формы и размера.


 Он имеет простой механизм и прост в эксплуатации.
Он имеет простой механизм и прост в эксплуатации. Они создают множество различных типов продуктов для профессионалов отрасли, которые работают над проектами по металлообработке.
Они создают множество различных типов продуктов для профессионалов отрасли, которые работают над проектами по металлообработке.
 Другими основными операциями резки металла, похожими на резку, являются вырубка и прошивка.
Другими основными операциями резки металла, похожими на резку, являются вырубка и прошивка.
 Если вам нужна дополнительная информация о самых надежных инструментах для металлообработки на рынке, свяжитесь с нашей командой сегодня.
Если вам нужна дополнительная информация о самых надежных инструментах для металлообработки на рынке, свяжитесь с нашей командой сегодня.
 Подвижный рабочий стол, вокруг которого вертикально может вращаться вращающийся инструмент, плотно удерживает заготовку на месте.
Подвижный рабочий стол, вокруг которого вертикально может вращаться вращающийся инструмент, плотно удерживает заготовку на месте. В большинстве шлифовальных станков используются системы водяного охлаждения, чтобы заготовка оставалась холодной, потому что это может выделять много тепла. Некоторые люди также используют охлаждающие жидкости на масляной основе или воздушное охлаждение.
В большинстве шлифовальных станков используются системы водяного охлаждения, чтобы заготовка оставалась холодной, потому что это может выделять много тепла. Некоторые люди также используют охлаждающие жидкости на масляной основе или воздушное охлаждение. Для сверления отверстий различной глубины и под разными углами рычаг можно регулировать не только вверх и вниз, но и из стороны в сторону. Несколько шпинделей устанавливаются на стационарном столе в станках с многорядным сверлильным станком. Бурение для массового производства часто использует такое оборудование.
Для сверления отверстий различной глубины и под разными углами рычаг можно регулировать не только вверх и вниз, но и из стороны в сторону. Несколько шпинделей устанавливаются на стационарном столе в станках с многорядным сверлильным станком. Бурение для массового производства часто использует такое оборудование.
 VTS20. Подставка под автомобиль
VTS20. Подставка под автомобиль Устойчивость самая плохая в выборке. Итог по сумме баллов – второе место от конца.
Устойчивость самая плохая в выборке. Итог по сумме баллов – второе место от конца. Подставки под автомобиль регулируемые
Подставки под автомобиль регулируемые Складную есть смысл возить с собой любому автолюбителю, который способен самостоятельно заменить на дороге колесо. Недорогая, несложная и компактная подстраховка – удобнее и надежнее, чем подручные средства (например, кирпич или запасное колесо, которое заталкивают под машину).
Складную есть смысл возить с собой любому автолюбителю, который способен самостоятельно заменить на дороге колесо. Недорогая, несложная и компактная подстраховка – удобнее и надежнее, чем подручные средства (например, кирпич или запасное колесо, которое заталкивают под машину). Автомобиль с такой может упасть, и хорошо, если пострадают только порог или детали шасси, а не лежащий под ним человек.
Автомобиль с такой может упасть, и хорошо, если пострадают только порог или детали шасси, а не лежащий под ним человек.
 3 тонны AE&T T60104
3 тонны AE&T T60104 com сотрудничает с ETA Manufacturing (ETAMFG.com) для производства подъемных стендов для мировых рынков. Подъемные стенды впервые будут представлены на выставке SEMA Show в ноябре 2019 года. SEMA Show — это ведущее в мире мероприятие, посвященное специализированным автомобильным товарам. Он собирает самые яркие умы отрасли и самые популярные продукты в одном месте, в конференц-центре Лас-Вегаса. Выставка SEMA 2018 привлекла более 70 000 покупателей в стране и за рубежом. Если вы посещаете SEMA, посетите нас на стенде 52200 павильона Performance. Подъемные стойки будут в наличии и готовы к отправке у дистрибьюторов, складов и розничных продавцов по всему миру в 2020 году.
com сотрудничает с ETA Manufacturing (ETAMFG.com) для производства подъемных стендов для мировых рынков. Подъемные стенды впервые будут представлены на выставке SEMA Show в ноябре 2019 года. SEMA Show — это ведущее в мире мероприятие, посвященное специализированным автомобильным товарам. Он собирает самые яркие умы отрасли и самые популярные продукты в одном месте, в конференц-центре Лас-Вегаса. Выставка SEMA 2018 привлекла более 70 000 покупателей в стране и за рубежом. Если вы посещаете SEMA, посетите нас на стенде 52200 павильона Performance. Подъемные стойки будут в наличии и готовы к отправке у дистрибьюторов, складов и розничных продавцов по всему миру в 2020 году. com эксклюзивные права во всем мире на производство и продажу наших защищенных патентом подъемных стоек дистрибьюторам и розничным торговцам автомобильными инструментами по всему миру.
com эксклюзивные права во всем мире на производство и продажу наших защищенных патентом подъемных стоек дистрибьюторам и розничным торговцам автомобильными инструментами по всему миру. Для большинства мастеров своими руками это того стоит, если вы проделаете обширную работу внизу.
Для большинства мастеров своими руками это того стоит, если вы проделаете обширную работу внизу. Любой, кто их использует, должен иметь достаточно здравого смысла, чтобы поставить машину на стоянку или включить аварийный тормоз. Стойки не предназначены для использования на разной высоте. Все они должны быть установлены на одной высоте.
Любой, кто их использует, должен иметь достаточно здравого смысла, чтобы поставить машину на стоянку или включить аварийный тормоз. Стойки не предназначены для использования на разной высоте. Все они должны быть установлены на одной высоте. Я попробовал их сегодня вечером, и я совершенно поражен тем, насколько они просты в использовании и насколько безопасным, по моему мнению, является ваш дизайн. Спасибо, и я думаю, что вы действительно должны преуспеть с этим дизайном. Я собираюсь показать их нескольким друзьям и уже отправил их фотографии моему зятю в Меса, Аризона. Если мы все будем распространять доброе слово, возможно, у вас получится еще лучше. Еще раз спасибо.
Я попробовал их сегодня вечером, и я совершенно поражен тем, насколько они просты в использовании и насколько безопасным, по моему мнению, является ваш дизайн. Спасибо, и я думаю, что вы действительно должны преуспеть с этим дизайном. Я собираюсь показать их нескольким друзьям и уже отправил их фотографии моему зятю в Меса, Аризона. Если мы все будем распространять доброе слово, возможно, у вас получится еще лучше. Еще раз спасибо.
 Теперь у меня нет опасений, реальных или воображаемых, что искажение рамы произойдет на любом автомобиле, на котором я работаю с цельным или полным кадром. Я только хочу, чтобы крупный поставщик взял его продукт. Я боюсь, что такой продавец ухудшит качество того, что он продал мне. Вы получаете то, за что платите, и на данный момент этот продукт работает для меня очень хорошо.
Теперь у меня нет опасений, реальных или воображаемых, что искажение рамы произойдет на любом автомобиле, на котором я работаю с цельным или полным кадром. Я только хочу, чтобы крупный поставщик взял его продукт. Я боюсь, что такой продавец ухудшит качество того, что он продал мне. Вы получаете то, за что платите, и на данный момент этот продукт работает для меня очень хорошо.
 Мне нравится, что они немного скользят по гладкому полу гаража, поэтому автомобиль правильно устанавливается после домкрата, и это абсолютно бесценно, когда можно поднять и опустить переднюю/заднюю или обе машины в середине проекта менее чем за два. минут. Я только что установил заголовки CSL и европейские кошки на свое купе M, и по этой причине мне очень понравились подъемные стойки — много движения вперед и назад между верхом и низом моторного отсека.
Мне нравится, что они немного скользят по гладкому полу гаража, поэтому автомобиль правильно устанавливается после домкрата, и это абсолютно бесценно, когда можно поднять и опустить переднюю/заднюю или обе машины в середине проекта менее чем за два. минут. Я только что установил заголовки CSL и европейские кошки на свое купе M, и по этой причине мне очень понравились подъемные стойки — много движения вперед и назад между верхом и низом моторного отсека.  Это отличный компромисс, если у вас нет места для подъемника… или если ваша жена считает, что подъемник — это излишество для механика-любителя. Больше всего мне нравится то, насколько безопасно я чувствую себя под ними. Подставки для домкрата вполне приемлемы при правильном использовании, но всегда кажется, что есть небольшой шанс, что машина может оторваться от них. С подъемными стойками автомобиль практически стоит на земле… всего на 14 дюймов выше.
Это отличный компромисс, если у вас нет места для подъемника… или если ваша жена считает, что подъемник — это излишество для механика-любителя. Больше всего мне нравится то, насколько безопасно я чувствую себя под ними. Подставки для домкрата вполне приемлемы при правильном использовании, но всегда кажется, что есть небольшой шанс, что машина может оторваться от них. С подъемными стойками автомобиль практически стоит на земле… всего на 14 дюймов выше. com) для производства подъемных стоек для мировых рынков. Подъемные стенды впервые будут представлены на выставке SEMA Show в ноябре 2019 года. SEMA Show — это ведущее в мире мероприятие, посвященное специализированным автомобильным товарам. Он собирает самые яркие умы отрасли и самые популярные продукты в одном месте, в конференц-центре Лас-Вегаса. Выставка SEMA 2018 привлекла более 70 000 покупателей в стране и за рубежом. Если вы посещаете SEMA, посетите нас на стенде 52200 павильона Performance. Подъемные стойки будут в наличии и готовы к отправке у дистрибьюторов, складов и розничных продавцов по всему миру в 2020 году.
com) для производства подъемных стоек для мировых рынков. Подъемные стенды впервые будут представлены на выставке SEMA Show в ноябре 2019 года. SEMA Show — это ведущее в мире мероприятие, посвященное специализированным автомобильным товарам. Он собирает самые яркие умы отрасли и самые популярные продукты в одном месте, в конференц-центре Лас-Вегаса. Выставка SEMA 2018 привлекла более 70 000 покупателей в стране и за рубежом. Если вы посещаете SEMA, посетите нас на стенде 52200 павильона Performance. Подъемные стойки будут в наличии и готовы к отправке у дистрибьюторов, складов и розничных продавцов по всему миру в 2020 году.
 Мы с одним джентльменом использовали набор, чтобы вытащить коробку передач из рабочего фургона E350. Он купил восстановленный блок, и мы сделали прямой обмен. С трибунами мы смогли это сделать всего за несколько часов. Достаточно высокий фургон и трансмиссионный домкрат упростили эту работу.
Мы с одним джентльменом использовали набор, чтобы вытащить коробку передач из рабочего фургона E350. Он купил восстановленный блок, и мы сделали прямой обмен. С трибунами мы смогли это сделать всего за несколько часов. Достаточно высокий фургон и трансмиссионный домкрат упростили эту работу. Все они должны быть установлены на одной высоте.
Все они должны быть установлены на одной высоте. Спасибо, и я думаю, что вы действительно должны преуспеть с этим дизайном. Я собираюсь показать их нескольким друзьям и уже отправил их фотографии моему зятю в Меса, Аризона. Если мы все будем распространять доброе слово, возможно, у вас получится еще лучше. Еще раз спасибо.
Спасибо, и я думаю, что вы действительно должны преуспеть с этим дизайном. Я собираюсь показать их нескольким друзьям и уже отправил их фотографии моему зятю в Меса, Аризона. Если мы все будем распространять доброе слово, возможно, у вас получится еще лучше. Еще раз спасибо. Я купил две пары год назад. Пожалуйста, не стесняйтесь использовать мое мнение по своему усмотрению.
Я купил две пары год назад. Пожалуйста, не стесняйтесь использовать мое мнение по своему усмотрению. Я только хочу, чтобы крупный поставщик взял его продукт. Я боюсь, что такой продавец ухудшит качество того, что он продал мне. Вы получаете то, за что платите, и на данный момент этот продукт работает для меня очень хорошо.
Я только хочу, чтобы крупный поставщик взял его продукт. Я боюсь, что такой продавец ухудшит качество того, что он продал мне. Вы получаете то, за что платите, и на данный момент этот продукт работает для меня очень хорошо. . Я наткнулся на них на YouTube более года назад, провел много исследований и выбрал вашу идею как наилучшее возможное решение для моих нужд .. Я уже отправил ссылку нескольким друзьям и, надеюсь, они избавятся от денег в вашем направлении. Я закажу еще пару через несколько недель, чтобы завершить свой набор.. Очень хорошая работа !!!! Еще раз спасибо, Билл.. Желаю вам отличного Нового года!
. Я наткнулся на них на YouTube более года назад, провел много исследований и выбрал вашу идею как наилучшее возможное решение для моих нужд .. Я уже отправил ссылку нескольким друзьям и, надеюсь, они избавятся от денег в вашем направлении. Я закажу еще пару через несколько недель, чтобы завершить свой набор.. Очень хорошая работа !!!! Еще раз спасибо, Билл.. Желаю вам отличного Нового года!  минут. Я только что установил заголовки CSL и европейские кошки на свое купе M, и по этой причине мне очень понравились подъемные стойки — много движения вперед и назад между верхом и низом моторного отсека.
минут. Я только что установил заголовки CSL и европейские кошки на свое купе M, и по этой причине мне очень понравились подъемные стойки — много движения вперед и назад между верхом и низом моторного отсека. 

 Поисковые системы хорошо воспринимают транслитерированные URLs, да и пользователям они тоже понятны.
Поисковые системы хорошо воспринимают транслитерированные URLs, да и пользователям они тоже понятны. Кириллические адреса страниц удобны, мгновенно считываются пользователями, хорошо воспринимаются поисковой системой «Яндекс», их легко использовать при голосовом вводе.
Кириллические адреса страниц удобны, мгновенно считываются пользователями, хорошо воспринимаются поисковой системой «Яндекс», их легко использовать при голосовом вводе. Такой адрес может содержать ключевые слова, что позитивно оценивают поисковые роботы. В поисковой выдаче ключевые слова, включенные в URL, видны пользователям и помогают понять, что контент сайта им интересен — это повышает кликабельность, увеличивает трафик на сайт.
Такой адрес может содержать ключевые слова, что позитивно оценивают поисковые роботы. В поисковой выдаче ключевые слова, включенные в URL, видны пользователям и помогают понять, что контент сайта им интересен — это повышает кликабельность, увеличивает трафик на сайт. Если пользователь ищет хлебопечку, дайте ему информацию об этом сразу — прямо в адресе страницы интернет-магазина. Например, так:
Если пользователь ищет хлебопечку, дайте ему информацию об этом сразу — прямо в адресе страницы интернет-магазина. Например, так: Символы “w” и “W” для них — разные, и это нужно учитывать, прописывая адрес страницы. Традиционно для создания человекопонятных URLов используются буквы в нижнем регистре.
Символы “w” и “W” для них — разные, и это нужно учитывать, прописывая адрес страницы. Традиционно для создания человекопонятных URLов используются буквы в нижнем регистре. Оптимальный вид URL для SEO: конструкция «типа сайт + категория + страница».
Оптимальный вид URL для SEO: конструкция «типа сайт + категория + страница».
 Чем лаконичнее и проще звучит адрес, тем он лучше воспринимается пользователем, а соответственно, и дольше остается у него в памяти.
Чем лаконичнее и проще звучит адрес, тем он лучше воспринимается пользователем, а соответственно, и дольше остается у него в памяти.
 html. После этого адреса вашего сайта будут строиться по следующей схеме —
html. После этого адреса вашего сайта будут строиться по следующей схеме —

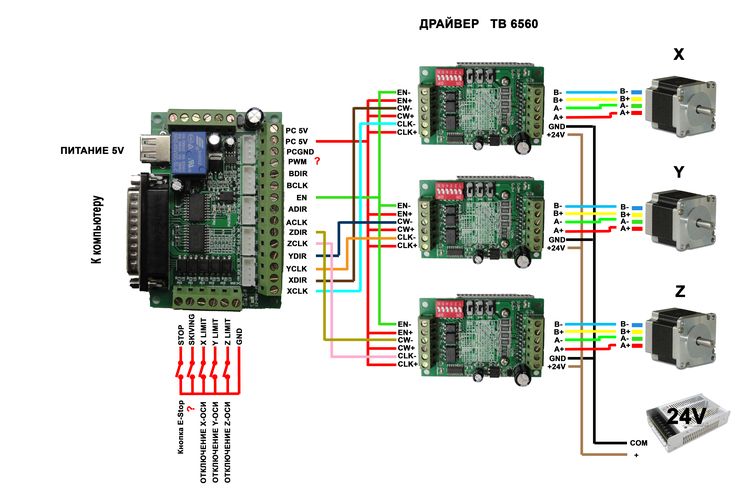 ArcDroid™ в сочетании с нашей настраиваемой операционной системой Simple Trace™ точно воспроизводят ваши проекты, обеспечивая быструю, точную и воспроизводимую работу вашего плазменного резака.
ArcDroid™ в сочетании с нашей настраиваемой операционной системой Simple Trace™ точно воспроизводят ваши проекты, обеспечивая быструю, точную и воспроизводимую работу вашего плазменного резака. Simple Trace™ — это самый простой способ управления роботом с ЧПУ.
Simple Trace™ — это самый простой способ управления роботом с ЧПУ. Сохрани это. Сократите это.
Сохрани это. Сократите это.