Аккумуляторная дрель-шуруповёрт Bosch GSR 1440-LI Professional — цена, отзывы, характеристики с фото, инструкция, видео
Профессиональная аккумуляторная дрель-шуруповёрт Bosch GSR 1440-LI Professional предназначен для сверления и растачивания отверстий в металле, древесине, пластике, а также монтажных и сборочных работ связанных с заворачиванием шурупов, саморезов, винтов, дюбелей и различной крепежной оснастки.
Особенности шуруповерта:
Отсутствие эффекта памяти: аккумулятор можно заряжать вне зависимости от уровня его заряда без ущерба для ячеек
Отсутствие потери мощности: мощность аккумулятора остается неизменной от начала до конца работы
Минимальная саморазрядка: полностью заряженный аккумулятор готов к работе, даже если он не использовался несколько месяцев
Быстрозажимной сверлильный патрон Auto-Lock для бит и сверл на 10 мм с высоким усилием зажима
Кольцо регулировки крутящего момента 25+1: прогрессивно возрастающий крутящий момент обеспечивает точную подстройку при заворачивании шурупов любого размера
Стандартная комплектация
Быстрозарядное устройство AL 1814 CV (арт. 2 607 225 728)
Аккумуляторная дрель-шуруповерт Bosch GSR 1440-LI используется для сверления отверстий и различных манипуляций с крепежом. Максимальный диаметр сверления в металле 10 мм, в дереве 25 мм. Частота холостого хода достигает до 1400 оборотов в минуту. Максимальный крутящий момент составляет 30 Нм. Для оптимальной работы с различными материалами предусмотрено 25 позиций крутящего момента. Инструмент оснащен функцией тормоза двигателя для серийного заворачивания шурупов. Система Bosch Electronic Cell Protection позволяет защитить аккумулятор от перегрева, перегрузки и глубокой разрядки (в комплекте их два). Модель имеет прочный корпус, на котором находятся вентиляционные отверстия для охлаждения двигателя. Дрель весит всего 1,3 кг, что обеспечит комфортную работу без усталости. Чтобы хранение оснастки было удобно пользователю, на корпусе предусмотрено специальное отверстие. Для продолжительных работ в комплекте предусмотрены два аккумулятора емкостью 1,5 А*Ч, быстрозарядное устройство, а чемоданчик решает вопрос с транспортировкой и хранением. Bosch GSR 1440-LI может работать на аккумуляторах напряжением: 10.8 и 14.4 Вт, емкостью: 1.3, 2.6 и 3.0 А*ч, а также на аккумуляторах типа Black-pack и Red-pack.
Производитель
Bosch
Бесщеточный двигатель
Бесщеточный двигатель – современная технология двигателя, в
конструкции которой нет скользящих контактов. Такой двигатель компактнее, надежнее,
имеет большее КПД, а отсутствие
коллекторно-щеточного узла упрощает обслуживание
инструмента. Единственный минус (на данный момент) – инструмент с бесщеточным
двигателем дороже
Нет
Крутящий момент, Нм
30
Момент мягкий, Нм
15
Количество скоростей работы
2
Тип патрона
быстрозажимной
Патрон (диапазон, мм)
0. 8-10
Обороты
0-420/0-1400
Наличие удара
Нет
Макс. диаметр сверления (металл)
10
Макс. диаметр сверления (дерево)
25
Подсветка раб зоны
Встроенный в инструмент светодиод, освещающий зону работы инструмента.
Практично при работе в условиях слабого освещения, помогает лучше видеть
разметку
Нет
Свойства аккумуляторов
Напряжение аккумулятора, В
14.4
Количество аккумуляторов в комплекте
2
Без аккумулятора в комплекте
Будьте внимательны! Значительная часть аккумуляторной техники поставляется без аккумуляторов и зарядного устройства в комплекте. Вы можете приобрести их отдельно, но чаще такие инструменты приобретают те, у кого уже есть подходящие по параметрам и бренду аккумуляторы
Нет
Емкость аккумулятора, А*Ч
1.5
Линейка (тип) АКБ
Как правило, к аккумуляторному инструменту подходят батареи того же производителя, с тем же рабочим напряжением. Но у некоторых производителей существует несколько НЕ взаимозаменяемых линеек АКБ. Например, Makita BL-series и G-series
Bosch Pro 14V
Комплектация
В кейсе (боксе)
Да — товар упакован в пластиковый (реже металлический или тканевый) кейс или чемодан. Нет — товар поставляется в картонной коробке
Да
Комплектация
2 аккумулятора, зарядное устройство, чемоданчик
Вес и упаковка
1.3 кг
Вес товара в упаковке
2.88 кг
Размер упаковки
350 × 294 × 105 мм
Денис
Мне нужно было делать ремонт в новой квартире. Приобрел этот Бош. Сколько он мне время сэкономил — это да!.. Удобно держать в руке, легкий, удобный. Мощности мне хватало, аккумов тоже.
Есть одно но, нет подсветки.
У каждого мужчины должен быть такой инструмент в доме.
Суворов Олег
Функциональная модель, при небольшом весе вполне себе мощная. Использую лет пять. Батарейки как новые, пока работаешь с одной, вторая уже зарядилась. Качественный пластик.
Спасибо менеджеру, который посоветовал этот шурик. Я доволен остался и советую другим.
Витя С.
Покупаю эту модель второй раз, потому что первую украли.
Плюсы:
Соотношение — цена качество
Функциональность
Литиевые батареи
Легкий
Чемодан
Мощный
Работает в любых условиях
Минусы:
Как таковых нет, но бывает греется.
общий рейтинг
67%
2 отзыва
33%
1 отзыв
Показать все отзывы
Аккумуляторная дрель-шуруповерт Bosch GSR 1440-LI
Продукт
Описание
Отзывы (0)
Что в коробке
Описание
Выделять
Мощный и надежный инструмент
Литий-ионная дрель-винтоверт на 14,4 В
Bosch Electronic Cell Protection (ECP): защищает аккумулятор от перегрузки, перегрева и полного разряда
Отсутствие эффекта памяти: аккумулятор можно заряжать независимо от уровня заряда в любое время, не повреждая элементы
Взаимозаменяемость аккумуляторных батарей на 10,8 В и 14,4 В
youtube.com/embed/FRtSYOB54y0″>
Почему этот инструмент?
Взаимозаменяемость аккумуляторных батарей 10,8 В и 14,4 В
Без саморазряда, без эффекта памяти и более высокая плотность энергии благодаря технологии литий-ионных аккумуляторов
Наилучшие результаты работы с предварительным выбором скорости для приложений, требующих скорости, зависящей от материала
Вращение вперед/назад для установки и удаления винтов
Технические данные
Обзор технических характеристик
Крутящий момент, макс. (тяжелое завинчивание)
30 Н·м
Крутящий момент, макс. (мягкое завинчивание)
15 Н·м
Скорость холостого хода (1-я/2-я передача)
0 — 420/1400 об/мин
Диапазон зажима патрона
1–10 мм
Напряжение аккумулятора
14,4 В
Вес вкл. батарея
1,3 кг
Параметры крутящего момента
25+1
Диаметр сверления
Макс. диаметр сверления в дереве
25 мм
Макс. диаметр сверления в стали
10 мм
Диаметр винта
Макс. диаметр винта
7 мм
Комплект поставки
Детали для GSR 1440-LI Professional
Спецификация
Номер детали
0 601 9А8 4Л1
Код EAN
3165140745529
GSR 1440-LI Professional поставляется в комплекте с:
Артикул
В комплекте
2 литий-ионных аккумулятора по 1,5 Ач
Да
Зарядное устройство AL 1814 CV
Да
Тип гарантии: Малайзия Гарантия местного производителя Bosch
На все электроинструменты Bosch распространяется гарантия от производственных дефектов сроком на 6 месяцев с зарегистрированной даты покупки (Измерительные инструменты Bosch, мойки высокого давления серии GHP и электроинструменты серии HEAVY DUTY, на которые распространяется гарантия 1 год, за исключением термофенов Bosch, аккумуляторов Bosch и зарядных устройств Bosch, на которые распространяется гарантия 6 месяцев. Гарантия на 1 год применима только к покупкам, совершенным с 1 июня 2016 г. Применяются положения и условия).
особенности, характеристики, руководство пользователя, отзывы
Качество фиксации крепежного материала зависит не только от характеристик самой детали. В немалой степени способ реализации соединения также влияет на прочность будущей конструкции. Одним из самых эффективных подходов к выполнению таких операций является использование отвертки. Современные модели предлагают массу возможностей для скручивания, а многофункциональный инструмент позволяет также сверлить поверхности. К таким шуруповертам относится модификация Bosch GSR 1440-LI Professional, мощности которой хватает для работы со сыпучими строительными материалами.
Общие сведения о модели
Отвертка представляет собой средний сегмент профессионального инструмента, предназначенного для сверления и работы с метизами. Если не учитывать операции с твердыми строительными материалами, то модель можно считать универсальной. Создатели снабдили GSR 1440-LI эргономичной рукояткой, широким функционалом и мощным двигателем. Правда, эти характеристики актуальны только в контексте данного сегмента и на фоне недорогих моделей. Шуруповерт все же относится к разряду бытовых инструментов и не способен выполнять сложные операции по сверлению бетона и тем более толстого металла. Зато функция сверла хорошо себя проявляет при обработке древесных материалов, мягких пластиков и тонких металлических листов. Эти же поверхности подходят для реализации возможностей винтового запирания.
Технические характеристики
Если жестко ограничить область применения этого инструмента, то основные параметры будут оптимальными. Собственно модификация GSR 1440-LI Professional близка по классу производительности к уровню силовой заправки, но производительность немного выбивается из общей. Технические характеристики, представленные ниже, подтверждают это:
Диаметр сверления древесины 25 мм.
Глубина сверления металла — 10 мм.
Напряжение аккумулятора 14,4 В.
Емкость аккумулятора 1,5 Ач.
Крутящий момент — 30 Нм.
Количество оборотов в минуту до 1400.
Количество ступеней интенсивности вращения 25.
Размер патрона 10 мм в диаметре.
Количество скоростных режимов 2.
Диаметр подходящего для завинчивания шурупа не более 7 мм.
Вес — 1,3.
Конструктивные и силовые возможности позволяют использовать прибор как в бытовых ремонтных работах, так и в некоторых профессиональных строительных работах. При этом важно учитывать один недостаток, которым редко грешат полноценные дрели, предназначенные для профессионального использования. Дело в том, что модель Bosch GSR 1440-LI лишена возможности удара, что ограничивает ее использование при работе со стенами.
Технологические особенности
Модель отличается от сегмента аккумуляторных инструментов. Это довольно популярная ниша, так как модели такого типа позволяют выполнять рабочие действия без привязки к электросети. Но даже в этой категории разработчики смогли выделить свой продукт за счет литий-ионных аккумуляторов мощностью 14,4 В. Более того, при необходимости аккумуляторный шуруповерт GSR 1440-LI может комплектоваться элементами с напряжением 10,8 В с емкость до 3 А*ч. К особенностям модели также относится система ECP, благодаря которой пользователь может рассчитывать на стабильное выполнение функции аккумулятора, так как он защищен от перегрева, перегрузок и преждевременных разрядов. Реализована в аппарате и возможность серии поворотов. Наличие тормоза дает возможность производить несколько манипуляций с разным оборудованием без перерывов и задержек.
Аксессуары для Bosch GSR 1440-LI
В базовую комплектацию шуруповерта входят 2 литий-ионных аккумулятора, быстрозарядное устройство и чемодан. Рабочее оборудование придется приобретать отдельно. Производитель рекомендует комплектовать инструмент фирменными битами производителей «Метабо», «Стайер» и «Эксперт». Детали поставляются как в наборах универсального назначения, так и поштучно – единичные биты, как правило, ориентированы на выполнение специализированных операций. Также распространяются наборы аксессуаров, в которых есть биты и сверла разных размеров. Кроме того, дрель-шуруповерт GSR 1440-LI можно дополнить пылеуловителями и стружкоуловителями. На качество бурения такое оборудование не повлияет, а место после работы останется чистым. Однако инструмент этого типа, в отличие от перфораторов, оставляет после себя небольшое количество грязи.
Руководство пользователя
В процессе выполнения рабочих операций рекомендуется использовать только подходящий по техническим характеристикам инструмент — это относится к битам и сверлам. Также перед работой желательно просканировать конструкции на наличие электропроводки и других коммуникационных линий. Если инструмент заклинил во время сверления, необходимо выключить двигатель. В таких ситуациях также необходимо готовиться к ответным атакам, которые вызовут обратный ход. Как отмечает производитель, GSR 1440-LI может вызывать кратковременный обратный ход при завинчивании и отвинчивании метизов. Поэтому необходимо крепко держать инструмент, контролируя его функцию. То же самое относится и к обработке пробелов. Если у него нет собственного крепления, необходимо предусмотреть либо дополнительное прижимное устройство, либо надежно удерживать материал в руках. При работе с небольшими заготовками использование тисков для фиксации по-прежнему является оптимальным вариантом. Такое крепление полезно как с точки зрения безопасности оператора, так и с точки зрения обеспечения качественного результата.
Ремонт отвертки GSR 1440-LI
После проведения работ инструмент необходимо очистить от пыли и стружки. Также при сверлении рекомендуется обеспечить свободную вентиляцию через конструкционные щели. Периодически следует осматривать корпус устройства на наличие зазоров в стыках, так как вибрационное воздействие может увеличивать их размеры. Аккумулятор заслуживает отдельного внимания. Так как Bosch GSR 1440-LI Professional питается от литий-ионного аккумулятора, необходимо беречь элемент от механических воздействий, прямых солнечных лучей и влаги. Дело в том, что такие аккумуляторы без надежной герметизации в корпусе вредны для окружающей среды.
Положительные отзывы о модели
Модель вызывает хорошие впечатления по совокупности эргономических качеств. Во многом они обусловлены самим понятием аккумуляторного инструмента. Производитель реализовал надежное и эффективное взаимодействие аккумулятора и зарядного устройства, что отмечают многие пользователи GSR 1440-LI. В отзывах, в частности, подчеркивается возможность длительной работы без сети, стабильное поддержание заявленной мощности и при этом небольшой вес модели. Также опытные строители хвалят функцию регулятора оборотов вкупе с большим количеством режимов работы. Это позволяет точно подобрать параметры силы конкретно для обслуживания той или иной железяки. Сюда можно добавить и серийную скрутку, что сокращает время на рабочий процесс.
Отрицательный отзыв
Редкий случай для немецкого производителя «Бош», когда количество критических отзывов о его инструменте превышает количество и значимость достоинств. В первую очередь владельцы жалуются на отсутствие подсветки. Многим этот недостаток кажется странным, так как аккумуляторный шуруповерт изначально рассчитан на возможность работы в удаленных и труднодоступных местах, в которых, кстати, освещения может и не быть. Но самым большим недостатком этой дрели является хлипкая конструкция. Наличие люфтов и зазоров обнаруживается в первые дни эксплуатации. Кроме того, модификация GSR 1440-LI снабжена слабой обоймой для патронов. При этом сама система быстрого запирания успешно реализована и действительно значительно улучшила эргономику модели. Однако неудовлетворительные показатели прочности этого механизма вызывают у многих сомнения. По крайней мере, пользователи не рекомендуют использовать эту модификацию для выполнения ответственных ремонтно-монтажных работ.
Заключение
Практически каждая современная модель строительного инструмента Bosch имеет одну или несколько характеристик, выделяющих товар из общей массы аналогов. При этом аппарат получился довольно средним по техническим и эксплуатационным качествам, хоть и с удачной системой питания. К сильным сторонам, которых не лишен шуруповерт GSR 1440-LI, можно отнести универсальность и эргономичность. В частности, модель неплохо себя показывает при работе с типичными простыми задачами. Впечатление портит недоработанность конструкции и отсутствие некоторых функций, в том числе подсветки. Но уже в базовой комплектации предусмотрен удобный и вместительный кейс. Кстати, смириться с недостатками шуруповерта помогает и невысокая стоимость в 7 тысяч рублей. Профессиональные модели более высокого уровня из той же линейки Bosch оцениваются от 10 тысяч и выше.
Леска для триммера Siat Premium Алюминиум 555009, звезда, 2,4 мм, 15 м
Леска для триммера Champion C5014, круг, 2 мм, 130 м, с ножом
Масло моторное 2-х тактное минеральное Patriot Power Active, 0. 946 л
1 720 ₽
Комплект для всасывания Джилекс «УЖ», 25-7.5
Хомут червячный 25-40/9 W1
Элемент фильтрующий EcoFilter «ЭФГ» 63/250 (SL 10″ для х/в 20 мкм) 0611
Хомут червячный 20-32/9 W1
2 070 ₽
2 300 ₽
Шланг поливочный ПВХ Метеор 24240, 25 м
-230 ₽
2 320 ₽
Шланг Джилекс «УЖ» 9810, 25-15
Элемент фильтрующий EcoFilter «ЭФН» 112/250 20мкн нитка (для ВВ10)
3 690 ₽
4 100 ₽
Шланг напорно-всасывающий LEO 800L25 (25 мм, 7 атм, 30 м, -5 до +60 C)
-410 ₽
Нет в наличии
Масло моторное полусинтетическое Echo 1:50 JASO FD 6454107G для 2-такт. двигателей, 1 л
Смотреть
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Где купить
Статьи и обзоры
Погружной фекальный насос Джилекс Фекальник 115/5 5307 подходит для откачивания канализационных и сильно загрязненных жидкостей. Ударопрочный корпус из пластика защищает внутренние элементы от механических повреждений, что обеспечивает надежность. Продолжительная работа. Электродвигатель охлаждается перекачиваемой водой, благодаря чему насос может работать без остановок долгое время. Внешний поплавковый механизм включает и отключает насос в зависимости от уровня воды, что обеспечивает защиту от работы вхолостую и продлевает срок его службы.
Преимущества
Ручка для переноса. Для удобства переноса агрегата на корпусе имеется рукоятка
Автоматический контроль за уровнем воды. В конструкции насоса предусмотрен поплавковый выключатель, который включает насос при высоком уровне воды и отключает при низком уровне воды
Удобство использования. Патрубок переменного диаметра для подсоединения шлангов различных типов
Универсальность — подходит для перекачивания фекальных, технических и загрязненных вод
Отличается простотой установки и использования
Практически не нуждается в обслуживании
Небольшие габариты — компактная установка
Крыльчатка и корпус из пластика устойчивы к образованию коррозии
Автоматический контроль уровня воды
Переносная ручка — удобство транспортировки
Фекальный насос ДЖИЛЕКС ФЕКАЛЬНИК 115/5
Фекальный насос ДЖИЛЕКС ФЕКАЛЬНИК 115/5 подходит как для работы с чистой водой, так и для работы с сильно загрязненными жидкостями. Максимальный напор насоса составляет 5 м, производительность ДЖИЛЕКС ФЕКАЛЬНИК 115/5 равна 6.9 м3/час. При таких напорно-расходных характеристиках мощность электродвигателя составляет 195 Вт. Допустимый размер органических включений – 32..37 мм. Конструкция насоса позволяет таким частицам пройти свободно, не застревая внутри и не повреждая лопасти рабочего колеса. Охлаждение электродвигателя обеспечивается перекачиваемой водой, что позволяет насосу длительное время работать не полностью погруженным в воду. Для пластикового корпуса «ДЖИЛЕКС» использует высокотехнологичный инженерный пластик, отлично зарекомендовавший себя в других моделях «ДЖИЛЕКС», таких как насосы серии «ДЖАМБО». Материал отличается повышенной ударопрочностью.
Графические характеристики ДЖИЛЕКС ФЕКАЛЬНИК 115/5
Технические особенности ДЖИЛЕКС ФЕКАЛЬНИК 115/5:
Насос оснащен поплавковым выключателем, который автоматизирует работу насоса. Его необходимо отрегулировать на определенный уровень воды для включения и выключения насоса, изменяя длину кабеля поплавка в выемке на рукоятке.
Максимальный размер пропускаемых частиц в зависимости от модели до 37 мм.
Универсальный переходник на три типа шлангов.
Воздушный клапан для исключения образования воздушной пробки.
Пропускная способность частиц до 32 мм (для моделей 115/5, 140/6), 35 мм (для моделей 230/8, 200/7Н, 260/10Н) и 37 мм (для модели 330/12).
Оптимальный диаметр шлангов 32-40 мм.
Высокая скорость подачи воды.
Для нормальной работы поплавкового выключателя необходимо пространство не менее чем 500х500 мм.
Ограничения ДЖИЛЕКС ФЕКАЛЬНИК 115/5:
Максимальная глубина погружения насоса не более 8 м под зеркало воды.
Не допускается работа насоса без воды или «в тупик».
Категорически запрещается использовать кабель электронасоса для подвешивания и переноса.
Запрещается перекачивание горючих и химически активных жидкостей.
Нельзя использовать насос при наличии в воде твердых частиц (камни, палки) и длинноволокнистых включений (волосы, предметы гигиены и т. п.).
Температура перекачиваемой жидкости не более 35 °С.
Применение фекального насоса ДЖИЛЕКС ФЕКАЛЬНИК 115/5:
Благодаря своим характеристикам, фекальный насос ДЖИЛЕКС ФЕКАЛЬНИК 115/5 незаменимы при откачке воды из автономной канализационной системы в загородных домах. Также их можно использовать при решении других задач:
откачка воды из бассейнов и резервуаров;
подача воды для орошения садовых участков из колодцев, бочек и водоемов;
откачка воды из затопленных помещений.
В нашем магазине вы можете купить не дорогой фекальный насос ДЖИЛЕКС ФЕКАЛЬНИК 115/5 и комплектующие для его установки. Насосы ДЖИЛЕКС серии ФЕКАЛЬНИК являются одной из самых легких и не дорогих насосов для фекальной канализации или откачки дренажа в бытовом сегменте. Если у вас возникнут вопросы, наши консультанты ответят на все интересующие вас вопросы. Мы доставим вам купленный вами насос в удобное для вас время на указанный адрес, также вы можете посетить наш шоу-рум и самостоятельно забрать купленный вами насос.
Фекальный насос для откачки нечистот: виды, выбор, расчет
При наличии частного дома и индивидуальной канализации можно либо периодически вызывать специальные службы по обслуживанию септика или АУ, либо обслуживать устройства самостоятельно. Цены на услуги таковы, что, несмотря на очень неприятную процедуру, люди делают ее сами. Для такой работы понадобится фекальный насос для канализации. Это специальное устройство, которое может перекачивать очень грязную воду.
Содержание статьи
1 дренаж и фекальный — какова разница
2 типы фекальных насосов
3 Особенности работы и установки
3.1 Погружаемые фекальные насосы
3,2 Полусабные модели Fecal насоса
4 Surface Melemes
модели
модели
.
5 Как рассчитать необходимую высоту подъема
Дренажные и фекальные – в чем разница
Насосы для откачки загрязненной воды бывают двух типов: дренажные и фекальные. Насколько они разные? Дренажные системы предназначены для отвода загрязненных вод, содержащих мелкие твердые включения — ил, песок и другие вещества примерно такого размера. Чтобы внутрь не попали более крупные частицы, устанавливаются сетки. Как можно понять из описания, дренажные насосы подходят для откачки осветленной воды из накопительного колодца, расположенного после септика, для откачки воды из накопительного колодца для дренажа и ливневой канализации.
Насос фекальный для канализации отличается от дренажного тем, что может перекачивать вязкие среды с достаточно крупными твердыми частицами дно септика, слив с этим не справится. Среда слишком плотная. Для септика выход в принципе есть, взболтать осадок, откачать взвесь, снова залить водой, взболтать и снова откачать. Сделать это можно, но септик потом будет очень долго входить в строй, поэтому использовать этот способ можно только в крайних случаях. Лучше приобрести специальное оборудование, которое справится со спрессованным осадком.
Для очистки выгребных ям и септиков применяют фекальные канализационные насосы. Они могут работать с сильно загрязненными жидкостями, вязкими средами, которые могут содержать твердые частицы. Размер частиц зависит от модели, но максимальный размер составляет 50 мм. Не всегда в выгребной яме все отходы перегниют до такого состояния. Чтобы справиться с ситуацией, в нижней части насоса установлен измельчитель. Ставится обычно на центробежные модели – на вал устанавливаются дополнительные режущие лезвия. Стоки уже задавлены в рабочий орган насоса.
Типы фекальных насосов
Канализационные насосы работают в агрессивной, химически активной среде. Помимо того, что их корпус должен быть герметичным, материалы, из которых он изготовлен, должны быть химически нейтральными и устойчивыми к агрессивным средам. Таких материалов очень мало: нержавеющая сталь
;
некоторые виды пластика;
чугун
.
Лучший материал — нержавеющая сталь, но этот же материал и самый дорогой. Самый бюджетный вариант – пластиковый корпус. Эти модели самые дешевые. В средней ценовой категории фекальные насосы для откачки нечистот с чугунным корпусом. Несмотря на то, что вы редко пользуетесь этим устройством, не стоит выбирать дешевые модели. Разве что для дачи, куда приезжаешь лишь время от времени.
Это все погружной откачивающий фекальный насос с измельчителем
По типу установки насосы для откачки фекалий бывают:
Погружной. Они устанавливаются на днище резервуара и обычно работают в автоматическом режиме. Включение/выключение происходит с помощью поплавкового выключателя. Поплавок поднимается/опускается вместе с уровнем жидкости, когда он находится на дне, насос отключается.
Полупогружной. Эти насосы вытянуты в длину, их всасывающая часть находится довольно далеко от двигателя. Мотор остается на поверхности, он плавает на специальной платформе, всасывающая часть толще.
Поверхностный. В бак опускается только шланг, подключенный к патрубку, само устройство находится рядом с баком. Поверхностный канализационный насос обычно имеет пластиковый корпус и небольшую производительность. В основном это дачный вариант.
Теперь надо во всем этом многообразии разобраться — когда и какие устройства лучше использовать.
Особенности эксплуатации и монтажа
При выборе фекального насоса для канализации необходимо в первую очередь исходить из условий эксплуатации оборудования. Если вы ищете технику для дачи, нет необходимости тратиться на дорогие и мощные погружные модели. Для этих целей оптимальны небольшие и мобильные наземные установки. Они хороши тем, что их можно брать с собой на зиму — весят 5-12 кг в зависимости от мощности. Если подбирается оборудование для частного дома постоянного проживания, есть смысл приобрести более дорогое оборудование, которое можно стационарно монтировать.
Погружной фекальный насос
Данное оборудование может быть установлено стационарно или мобильно. В стационарной установке внизу делается площадка, к которой крепится корпус. Трубы (обычно пластиковые) подключаются к выходу. Вариант неплохой, но если возникнет необходимость в ремонте или обслуживании, непонятно как достать агрегат.
Варианты установки погружного фекального насоса
Как установить погружной фекальный насос для канализации самостоятельно
Трубу от насоса можно вывести на поверхность земли, а можно вывести в стену и проложить, скажем, в накопительную емкость, подземный трубопровод. Это вариант для тех, кто не может добраться до септика/выгребной ямы обычной канализационной машиной. В этом случае необходим вызов специальной машины с длинным шлангом. Но пара таких заходов равна стоимости бурового насоса среднего класса. Поэтому часто в таких случаях в доступных местах сооружается/устанавливается накопительная емкость, в которую с помощью фекального насоса закачиваются остатки, а затем вызывается обычная машина.
Как это может выглядеть в готовом виде
Второй, мобильный вариант в этом плане лучше. Вдоль одной из стенок резервуара установлены две штанги. Диаметр чуть меньше диаметра отверстий в корпусе. К верхней части погружного канализационного насоса крепится цепь, к выходному патрубку подсоединяется гофрированная труба. Затем на установленные стержни надевается корпус, и, как по рельсам, устройство опускается на дно. При таком способе установки насос при необходимости вытаскивается за цепь. Минус здесь только один – необходимость использования гофрированных труб. Их строение приводит к тому, что трубы часто засоряются, соответственно их нужно менять, так как чистить их очень неприятно.
Варианты установки погружных насосов для сточных вод (септик, дренажные и накопительные колодцы)
В моделях с более низким всасывающим патрубком можно отказаться от использования гофрированного шланга. При этом монтируется жесткая (пластиковая) труба, конец ее выводится наружу, чтобы на нее монтировался спускающийся по направляющим насос (на фото справа).
И самый простой вариант установки: просто опустить устройство на цепочку вниз. Когда стоки откачаны до нужного уровня, оборудование выключается и вынимается из бака, промывается, просушивается и выносится в подсобное помещение до следующего использования.
Наименование
Мощность
Высота подъема / напор
Производительность
Примечания
Цена
Grundfos SEG 40.12.2.1.502
1200 Вт
20,5 м
18 м3 / ч
Длина кабеля 10 м, Шреддер
1115 $
.
Ebara Right 75 M / A
500 Вт
8,6 м
14 м3/ч
Допустимый диаметр твердых частиц 35 мм
250$
Speroni SEM 150-VS
1700 Вт
11 м
24 м3/ч
Поплавковый выключатель, прерыватель
560$
Homa Barracuda GRP 16 B D
900 Вт
20 м
18,7 м3/ч
Измельчитель
1160$
Ebara DW M 150 A
1600 Вт
16 м
42 м3/ч
Допустимый диаметр твердых частиц 50 мм, поплавковый выключатель
620$
Speroni CUTTY 150 / N
1500 Вт
17 м
21 м3/ч
Измельчитель
770$
Иртыш PFS 50 / 125. 120
1100 Вт
6 м
16 м3/ч
Поплавковый выключатель
Иртыш ПФС 50/125. 98
1100 Вт
4 м
7 м3/ч
Поплавковый выключатель
Иртыш ПФ2 50 / 140.138
3000 Вт
22 м
25 м3/ч
Поплавковый выключатель
Джилекс Фекальник 150/7Н 5302
550 Вт
7 м
9 м3/ч
Допустимый диаметр твердых частиц 35 мм, поплавковый выключатель
1051119
Джилекс Фекальник 200/10 F 5301
880 Вт
10 м
12 м3/ч
Допустимый диаметр твердых частиц 35 мм, поплавковый выключатель
70$
Джилекс Фекальник 255/11 Н 5303
1100 Вт
11 м
15 м3/ч
Допустимый диаметр твердых частиц 35 мм, поплавковый выключатель
1511
Несмотря на довольно сложный монтаж, наибольшей популярностью пользуются именно погружные канализационные насосы. Это связано с тем, что они обычно более мощные, а также могут перекачивать среды с частицами размером до 50 мм. И именно погружные модели могут быть с болгаркой.
Преимущества погружных насосов:
Могут поднимать жидкость с большой глубины.
Может работать в автоматическом режиме, контролируя уровень жидкости с помощью поплавка.
Не нужно беспокоиться об охлаждении.
Низкий уровень шума.
Это погружные фекальные насосы, которые могут развивать достаточную мощность для откачивания содержимого с большой глубины. В случае с канализацией это может быть не так важно – глубина септиков не так велика. Но, при необходимости, можно перекачивать сточные воды на большое расстояние по поверхности. Главное, чтобы шлангов хватило.
Об обратных клапанах для канализации и их установке можно прочитать здесь.
Полупогружной фекальный насос модели
Этот тип оборудования сочетает в себе преимущества поверхностных и погружных насосов. Поскольку двигатель находится над поверхностью воды, нет необходимости делать для него идеальную гидроизоляцию. Также нет необходимости плотно собирать все детали в корпусе. Все это положительно сказывается на цене – она значительно ниже, чем у погружных моделей.
Недостатком фекальных полупогружных насосов является меньший размер частиц, которые он может всосать, меньшие глубины, на которых он может работать. Недостатком является то, что на этот тип насоса нельзя установить измельчитель. Однако не все недостатки существенны для бытового использования. Слишком большие глубины для частного использования не нужны, а более простая конструкция делает ремонт более доступным, так что плюсов явно больше.
Один из видов полупогружных устройств — вертикальный
Особенность установки полупогружных насосов — необходимо устанавливать так, чтобы двигатель находился над водой. Способ установки зависит от модели, он прописан в инструкции к изделию. Вообще способов установки несколько:
На стенке резервуара делается площадка, на ней фиксируется оборудование. При таком способе установки необходимо следить, чтобы уровень жидкости не поднимался выше платформы — верхняя часть корпуса не герметична. Контролировать уровень можно с помощью автоматики – датчиков, подающих сигнал на включение и выключение.
Установка на плавающей подушке. Такой способ установки распространен для небольших полупогружных фекальных или дренажных насосов бытового назначения.
Очень маленькие модели, которые также называют «бочками», можно повесить на доску.
Несмотря на все преимущества, эта модель используется не так часто. В основном фекальный насос для канализации приобретают погружного или поверхностного типа.
Наименование/производитель
Мощность
Рост/напор
Подача/производительность
Примечания
Цена
FGP 20/10 (L = 1,3 м)
2,2 кВт
10 м
20 м3/час
Максимальный размер частиц 190 15 мм
2
1
NCI-F100
0,5 кВт
8 м
100 м3/час
Центробежный с измельчителем
1525$
ФГС50-12,5
4 кВт
12,5 м
50 м3/час
Максимальный размер частиц 15 мм
760$
FGS30-10
2,2 кВт
10 м
30 м3/час
Максимальный размер частиц 15 мм
515$
Поверхностные модели
Простейшая установка для канализационных насосов поверхностного типа. Само устройство ставится на землю, а в емкость опускаются только шланги.
Поверхностные модели фекальных или дренажных насосов привлекательны своей мобильностью
Наиболее серьезным недостатком таких моделей является явление кавитации, возникающее при перекачке жидкости с большой глубины. Кавитация – это насыщение перекачиваемой среды пузырьками воздуха. Если такая масса попадет в рабочий орган насоса, он выйдет из строя. Именно поэтому не рекомендуется использовать поверхностные фекальные насосы на глубинах больших, чем те, для которых они предназначены. В случае откачки септика или накопительного колодца применение таких моделей оправдано. Их глубина невелика, и с задачей справится даже не самый мощный мотор. Нужно только правильно подобрать мощность агрегата.
Наименование
Тип А
Мощность
Высота / напор
Производительность
Примечания
Цена
Калибр НБЦ-380
самовсасывающий
380 Вт
25 м
28 л/мин
9013-11
Нет 12 защита от холостого хода
Вихрь ПН-370
самовсасывающий
370 Вт
30 м
45 л/мин
Без защиты от холостого хода
38-42$
Jilex Jumbo 60/35 N
самовсасывающий
600 Вт
35 м
60 л/мин
Без защиты от холостого хода, максимальный размер частиц 0,1 112 мм 9011
Джилекс Джамбо 70/50 П 3701 с эжектором
самовсасывающий
1100 Вт
50 м
Без защиты от холостого хода, максимальный размер частиц 0,18 мм
0112
Обратите внимание, что все модели поверхностных насосов предназначены для перекачки воды. Только некоторые из них могут работать с вязкими жидкостями, и это должно быть указано в описании или паспорте. Недостаток этого оборудования в том, что для него требуется однородная среда – максимальный размер частиц, который они способны перекачивать, составляет 0,8 мкм. Цена, несомненно, привлекательная, но среди погружных моделей есть совсем недорогие – например, Джилекс и Эбара (Ebara). Последние также имеют корпус из нержавеющей стали и широкий модельный ряд с разным давлением и производительностью.
Как рассчитать необходимую высоту подъема
При выборе фекального насоса для канализации необходимо обратить внимание на две характеристики: его мощность (производительность) и высоту подъема. С производительностью все более-менее понятно — зависит от объемов, которые нужно прокачать. Высоту подъема придется учитывать, так как кроме вертикальной составляющей, с которой все понятно (это глубина колодца/септика, из которого должны быть подняты стоки), есть еще и горизонтальная составляющая – эти стоки надо куда-то переносить, обычно в какую-нибудь тару. Расстояние, на которое должны быть перенесены дрены в горизонтальной плоскости, делится на 10. Полученный результат прибавляется к высоте подъема из колодца.
Пример технических характеристик фекального насоса для откачивания нечистот
Имплантируемые интратекальные насосы для лечения хронической боли: основные моменты и обновления
1. Kalb C. Новый взгляд на боль. Newsweek. 19 мая 2003 г. с. 43. [PubMed]
3. Вайнер К. Проблемы боли: боль — это эпидемия. Американская академия обезболивания. Доступно по адресу: http://www.aapainmanage.org Дата обращения: 26 января 2007 г.
4. Loeser JD, Butler SH, Chapman CR, Turk DC, editors. Боника в лечении боли. Филадельфия: Липпинкотт Уильямс и Уилкинс; 2001. [Google Scholar]
5. Smith TJ, Staats PS, Deer T, Stearns LJ, Rauck RL, Boortz-Marx RL, et al. Рандомизированное клиническое исследование имплантируемой системы доставки лекарств по сравнению с комплексным медицинским лечением рефрактерной боли при раке: влияние на боль, токсичность, связанную с лекарствами, и выживаемость. Дж. Клин Онкол. 2002; 20:4040–9. [PubMed] [Академия Google]
11. Якш Т.Л., Руди Т.А. Анальгезия, опосредованная прямым спинальным действием наркотиков. Наука. 1976; 192: 1357–8. [PubMed] [Google Scholar]
12. Atweh SF, Kuhar MJ. Авторадиографическая локализация опиатных рецепторов в головном мозге крыс. I. Спинной мозг и нижняя часть продолговатого мозга. Мозг Res. 1977;124:53–67. [PubMed] [Google Scholar]
13. Basbaum AI, Clanton CH, Fields HL. Анальгезия, вызванная опиатами и стимулом: функциональная анатомия спинномозгового пути. Proc Natl Acad Sci U S A. 1976; 73:4685–8. [Бесплатная статья PMC] [PubMed] [Google Scholar]
14. Wang JK, Nauss LA, Thomas JE. Обезболивание человека путем интратекального введения морфина. Анестезиология. 1979; 50: 149–51. [PubMed] [Google Scholar]
15. Альпер М.Х. Интратекальный морфин: новый метод акушерской анальгезии? Анестезиология. 1979;51:378-9. [PubMed] [Google Scholar]
16. Coombs DW, Maurer LH, Saunders RL, Gaylor M. Результаты и осложнения непрерывной интраспинальной наркотической анальгезии для контроля боли при раке. Дж. Клин Онкол. 1984; 2: 1414–20. [PubMed] [Google Scholar]
17. Krames ES, Gershow J, Glassberg A, Kenefick T, Lyons A, Taylor P, et al. Непрерывная инфузия спинномозговых наркотиков для облегчения боли из-за злокачественных заболеваний. Рак. 1985; 56: 696–702. [PubMed] [Академия Google]
18. Онофрио Б.М., Якш Т.Л. Длительное купирование боли путем интратекальной инфузии морфина у 53 пациентов. Дж Нейрохирург. 1990; 72: 200–9. [PubMed] [Google Scholar]
19. Follett KA, Hitchon PW, Piper J, Kumar V, Clamon G, Jones MP. Реакция непреодолимой боли на непрерывное интратекальное введение морфина: ретроспективное исследование. Боль. 1992; 49:21–5. [PubMed] [Google Scholar]
20. Krames ES, Lanning RM. Интратекальная инфузионная анестезия при доброкачественной боли: обезболивающая эффективность интратекального опиоида с бупивакаином или без него. J Управление симптомами боли. 1993;8:539–48. [PubMed] [Google Scholar]
21. Hassenbusch SJ. Моделирование затрат на альтернативные пути введения опиоидов при раковой боли. Онкология. 1999; 13(5) Дополнение 2:63–7. . Уиллистон Парк. [PubMed] [Google Scholar]
22. Krames ES. Интраспинальная опиоидная терапия хронической доброкачественной боли: современная практика и клинические рекомендации. J Управление симптомами боли. 1996; 11: 333–52. [PubMed] [Google Scholar]
23. Hassenbusch SJ, Portenoy RK, Cousins M, Buchser E, Deer TR, Du Pen SL, et al. Polyanalgesic Consensus Conference 2003: обновленная информация о лечении боли путем интраспинальной доставки лекарств – отчет группы экспертов. J Управление симптомами боли. 2004; 27: 540–63. [PubMed] [Академия Google]
24. Winkelmuller W, Burchiel K, Van Buyten J. Интратекальная опиоидная терапия боли: эффективность и результаты. Нейромодуляция. 1999; 2: 67–76. [PubMed] [Google Scholar]
25. Кумар К., Келли М. , Пирлот Т. Непрерывное интратекальное лечение хронической боли доброкачественной этиологии морфином: долгосрочные преимущества и эффективность. Сур Нейрол. 2001; 55: 79–86. [PubMed] [Google Scholar]
27. Кумар К., Хантер Г., Демерия Д.Д. Лечение хронической боли с помощью интратекальной лекарственной терапии по сравнению с традиционной терапией боли: анализ экономической эффективности. Дж Нейрохирург. 2002; 97: 803–10. [PubMed] [Google Scholar]
28. Buchser E, Durrer A, Chedel D, Mustaki JP. Эффективность интратекального бупивакаина: насколько важна скорость потока? Боль Мед. 2004; 5: 248–52. [PubMed] [Google Scholar]
29. Якш Т.Л., Аллен Дж.В. Применение интратекального мидазолама у людей: тематическое исследование процесса. Анест Анальг. 2004;98: 1536–45. [PubMed] [Google Scholar]
30. Уиллис К.Д., Долейс Д.М. Эффекты долгосрочной интраспинальной инфузионной терапии у пациентов с неонкологической болью: оценка пациентов, значимых других и оценка персонала клиники. Нейромодуляция. 1999; 2: 241–53. [PubMed] [Google Scholar]
32. Waara-Wolleat KL, Hildebrand KR, Stewart GR. Обзор интратекального фентанила и суфентанила для лечения хронической боли. Боль Мед. 2006; 7: 251–9.. [PubMed] [Google Scholar]
33. Mironer YE, Tollison CD. Метадон в интратекальном лечении хронической доброкачественной боли, резистентной к другим нейроаксиальным агентам: первый опыт. Нейромодуляция. 2001; 4: 25–31. [PubMed] [Google Scholar]
34. Шир Ю., Шапира С.С., Шенкман З., Кауфман Б., Магора Ф. Непрерывное эпидуральное лечение метадоном боли при раке. Клин Джей Пейн. 1991; 7: 339–41. [PubMed] [Google Scholar]
35. Mironer YE, Haasis JC, Chapple ET. Успешное использование метадона при нейропатической боли: многоцентровое исследование, проведенное Национальным форумом независимых клиницистов по боли. Дайджест боли. 1999;9:191–3. [Google Scholar]
36. Mironer YE, Haasis JC, Chapple I, Brown C, Satterthwaite JR. Эффективность и безопасность интратекальной смеси опиоидов/бупивакаина при хронической доброкачественной боли: двойное слепое, рандомизированное, перекрестное, многоцентровое исследование, проведенное Национальным форумом независимых клиницистов по лечению боли (NFIPC). Нейромодуляция. 2002; 5: 208–13. [PubMed] [Google Scholar]
37. Дир Т.Р., Каравэй Д.Л., Ким К.К., Демпси К.Д., Стюарт К.Д., Макнейл К.Ф. Клинический опыт интратекального применения бупивакаина в комбинации с опиоидами для лечения хронической боли, связанной с синдромом неудачной операции на позвоночнике и болью при метастатическом раке позвоночника. Спайн Дж. 2002; 2: 274–8. [PubMed] [Академия Google]
38. Rauck RL, Wallace MS, Leong MS, Minehart M, Webster LR, Charapata SG, et al. Рандомизированное двойное слепое плацебо-контролируемое исследование интратекального циконотида у взрослых с тяжелой хронической болью. J Управление симптомами боли. 2006; 31: 393–406. [PubMed] [Google Scholar]
39. Staats PS, Yearwood T, Charapata SG, Presley RW, Wallace MS, Byas-Smith M, et al. Интратекальный зиконотид при лечении рефрактерной боли у больных раком или СПИДом: рандомизированное контролируемое исследование. ДЖАМА. 2004;291: 63–70. [PubMed] [Google Scholar]
44. Левин Г.З., Табор Д.Р. Параплегия на фоне прогрессирующей некротической миелопатии у пациента с имплантированной морфиновой помпой. Am J Phys Med Rehabil. 2005; 84: 193–196. [PubMed] [Google Scholar]
46. Coffey RJ, Burchiel K. Воспалительные массовые поражения, связанные с интратекальными катетерами для инфузии лекарственных средств: отчет и наблюдения за 41 пациентом. Нейрохирургия. 2002; 50:78–86. [PubMed] [Google Scholar]
47. Лангсам А. Случай синдрома компрессии спинного мозга фиброзной массой у пациента с интратекальной насосной системой обезболивания. Боль. 1999;83:97–99. [PubMed] [Google Scholar]
48. Якш ТЛ. Коффи Р.Дж. Спинальная токсичность опиатов. Материалы конференции ASRA; 2004 г., 18–21 ноября, Феникс, Аризона, США. [Академия Google]
51. Yaksh TL, Horais KA, Tozier NA, Allen JW, Rathbun M, Rossi SS, et al. Хроническое интратекальное введение морфина собакам. Анестезиология. 2003;99: 174–87. [PubMed] [Google Scholar]
52. Yaksh TL, Hassenbusch S, Burchiel K, Hildebrand KR, Page LM, Coffey RJ. Воспалительные массы, связанные с интратекальной инфузией лекарств: обзор доклинических данных и данных о людях. Боль Мед. 2002; 3: 300–12. [PubMed] [Google Scholar]
53. Rauck R. Лечение осложнений интратекальной помпы. материалы конференции ASRA; 2005 г., 17-20 ноября; Майами, Флорида; США. [Google Scholar]
54. Allen JW, Horais KA, Tozier NA, Wegner K, Corbeil JA, Mattrey RF, et al. Динамика времени и роль дозы и концентрации морфина в формировании интратекальной гранулемы у собак: комбинированное исследование магнитно-резонансной томографии и гистопатологии. Анестезиология. 2006; 105: 581–9.. [PubMed] [Google Scholar]
55. Paice JA, Penn RD, Shott S. Интраспинальное введение морфина при хронической боли: ретроспективное многоцентровое исследование. J Управление симптомами боли. 1996; 11:71–80. [PubMed] [Google Scholar]
56. Gyssens IC. Профилактика послеоперационных инфекций: современные рекомендации по лечению. Наркотики. 1999; 57: 175–85. [PubMed] [Google Scholar]
58. Хайек С.М., Пейдж Б., Гиргис Г., Капурал Л., Фатту М., Сюй М. и соавт. Туннельные инфекции эпидурального катетера при нераковой боли: повышенный риск у пациентов с невропатической болью/комплексным регионарным болевым синдромом. Клин Джей Пейн. 2006; 22:82–9. [PubMed] [Google Scholar]
59. Jones TF, Feler CA, Simmons BP, Melton K, Craig AS, Moore WL, et al. Неврологические осложнения, включая паралич после врачебной ошибки, связанной с имплантацией интратекальных катетеров. Am J Med. 2002; 112:31–6. [PubMed] [Академия Google]
60. Abs R, Verhelst J, Maeyaert J, Van Buyten JP, Opsomer F, Adriaensen H, et al. Эндокринные последствия длительного интратекального введения опиоидов. J Clin Endocrinol Metab. 2000;85:2215–22. [PubMed] [Google Scholar]
61. Trang T, Quirion R, Jhamandas K. Спинальная основа толерантности к опиоидам и физической зависимости: участие пептида, связанного с геном кальцитонина, вещества P и метаболитов, полученных из арахидоновой кислоты. Пептиды. 2005; 26:1346–55. [PubMed] [Академия Google]
62. Vanderah TW, Gardell LR, Burgess SE, Ibrahim M, Dogrul A, Zhong CM, et al. Динорфин способствует аномальной боли и спинальной опиоидной антиноцицептивной толерантности. Дж. Нейроски. 2000;20:7074–9. [Бесплатная статья PMC] [PubMed] [Google Scholar]
63. Powell KJ, Ma W, Sutak M, Doods H, Quirion R, Jhamandas K. Блокада и изменение спинальной толерантности к морфину с помощью пептидного и непептидного гена кальцитонина. антагонисты родственных пептидных рецепторов. Бр Дж. Фармакол. 2000; 131:875–84. [Бесплатная статья PMC] [PubMed] [Google Scholar]
64. Вонг К.С., Чанг Ю.К., Йех К.С., Хуанг Г.С., Чернг Ч. Потеря интратекальной морфиновой анальгезии у пациентов с терминальной стадией рака связана с высоким уровнем возбуждающих аминокислот в спинномозговой жидкости. Джан Джей Анаст. 2002; 49: 561–5. [PubMed] [Google Scholar]
Ленточная пила — довольно распространенный режущий многорезцовый прибор, который используется в ленточнопильных установках – циркулярках. Такие изделия широко применяются для резки и распила твердых пород дерева, резки ламината, пластмассы, различных металлов (чаще всего алюминия) и прочего.
В данной статье предложены обзоры трех моделей ленточных пил одинаковых по высоте пропила – от 40 до 120 мм. Все выбранные для обзора приборы отлично подходят для решения задач бытовых масштабов и небольших предприятий.
Электронная защита движка, плавная регулировка скоростей, имеется подсветка
Защитная двойная изоляция, имеется подсветка, электронная настройка количества оборотов, плавная регулировка скоростей
Ленточная пила Makita BPB180Z
Инструмент Makita BPB180Z создан специально для осуществления ровной и фигурной резки пластика, древесины любых пород, металла. Основное достоинство этого экземпляра заключается в возможности выполнять «чистую» распиловку материалов. Скорость движения режущего полотна настраивается с помощью вращения колеса, которое находится у основания ручки, и может достигать от 84 до 162 метров в минуту. Большим плюсом этого инструмента является плавный старт и наличие способности поддержания стабильных оборотов во время сложной работы. Ленточная пила этой модели продается без зарядки и аккумуляторов, что выгодно для людей, у которых уже есть другие аккумуляторные изделия фирмы Makita.
Работа Makita BPB180Z осуществляется с помощью вмонтированного мощного движка этого же производителя. Он входит в список самых скоростных. Благодаря этому резка более эффективная и занимает меньше времени. Пила поставлена стандартная, с габаритами 1140х13х0.5. За счет таких параметром ею можно с легкостью резать каналы, медные трубы, угловое железо, стержни с резьбой (пропил равен 120 мм).
Из дополнительных возможностей стоит выделить наличие светодиодного фонаря, защитное строение бампера для большей прочности и надежности, возможность менять лезвия без применения специальных инструментов, наличие регулируемой опоры для защиты изделия и обеспечивающую более крепкую поддержку для максимально точной распилки.
Достоинства ленточной пилы Makita BPB180Z
Исходя из отзывов пользователей, можно выделить ряд преимуществ, которые являются наиболее ценными. Это:
Удобство пользования. Благодаря эргономичной форме его легко держать в руках.
Невысокий уровень шума и вибрации. Инструмент не «вылетает» из рук при работе, не заставляет зубы щелкать при этом, не «ревет» как многие аналоги.
Многофункциональность. С его помощью можно решать как дерево любой породы, так и металл и пластик.
Независимость от электросети. Благодаря работе от аккумулятора, инструмент можно переносить с места на место, работать в любом месте.
Плавный старт. Система постепенно разгоняется, что делает ее более безопасной.
Наличие подсветки. Можно выполнять резку даже в плохо освещенном помещении. Также это повышает точность распила.
Длительная работа. Литий-ионной батарее характерна работа в течении нескольких часов на одной зарядке. Саморазряд не наблюдается, эффекта памяти нет.
Стабильная работа во время больших нагрузок, причем обороты не «скачут».
Качество и надежность. Производитель Макита прославился высоким качеством своих изделий, и Makita BPB180Z не является исключением. Благодаря этому аппарат прослужит много лет.
Высокая скорость резки.
Большая режущая мощность.
Усиленная конструкция за счет защитного бампера.
Наличие надежной опоры. Благодаря этому улучшается поддержка инструмента и осуществляется более точный распил.
Наличие гарантии от производителя.
Соответствие стандартам ANSI 60745-2-20.
Недостатки ленточной пилы Makita BPB180Z
У каждого инструмента, вне зависимости от производителя и цены, имеются как свои достоинства, так и некоторые недостатки. Пила Makita BPB180Z не стала исключением, минусы имеются, однако их очень мало:
Отсутствие в комплекте зарядного устройства и аккумуляторной батареи.
Довольно большой вес – неудобно для работ на высоте.
Сравнительно высокая стоимость.
Отзывы пользователей
Как сами видите, на огромный перечень достоинств у Makita BPB180Z пользователи отметили только три недостатка. По их мнению, данный инструмент оправдывает свою цену и репутацию – он прекрасный экземпляр качественности и надежности, которые хотелось бы видеть и у продукции других производителей. Единственный нюанс – этот агрегат не очень подходит для высотных работ – поднять тяжесть в 6,4 кг на уровень плеча и выше, да еще и выполнять резку в таком положении, можно, но крайне неудобно. Поэтому для высотных работ лучше обратить внимание на более компактные модели.
Видео-обзор модели Makita BPB180Z:
Ленточная пила Milwaukee M12 BS-402C
Ленточная пила Milwaukee M12 BS-402C – превосходный ручной инструмент, сделанный американским производителем. На отечественном рынке он сравнительно недавно, однако уже успел завоевать любовь и почтение многих пользователей. С его помощью можно выполнять различные режущие работы – как прямую, так и фигурную резку металла, древесины любой твердости, пластика и т.д. Благодаря компактным габаритам и небольшому весу ее можно использовать при высотных работах. Поставляется с лентой 18 зубьев на один дюйм.
Достоинства инструмента Milwaukee M12 BS-402C
По мнению пользователей, Milwaukee M12 BS-402C — достойная пила для бытового пользования, характеризуется следующими преимуществами:
Компактность и маленький вес. Благодаря этому данным инструментом можно выполнять резку над головой, в ограниченном пространстве, держать аппарат одной рукой.
Высокий уровень защиты от перегрузок, который достигается за счет системы REDLINK и технологичного аккумулятора.
Универсальность. С аппаратом Milwaukee M12 BS-402C можно работать с широким спектром материалов. Будь то обычная сталь, нержавейка, медь, пластмасса, алюминий – все будет резаться, как сыр ножом.
Возможность проводить холодную резку без заусенцев и искр.
Точность резки. Благодаря сбалансированной конструкции рукоятки и наличию 8 шариковых подшипников-направляющих обеспечивает высокая точность распила.
Возможность контролировать состояние отдельных частей батареи.
Наличие индикатора заряда аккумулятора и светодиодной подсветки на коробке движка.
Длительная работа без подзарядки, которую обеспечивает мощный литиево-ионный аккумулятор REDLITHIUM-ION™.
Долговечность.
Совместимость со всеми моделями аккумуляторов Milwaukee® M12™.
Недостатки инструмента Milwaukee M12 BS-402C
Судя по отзывам пользователей, недостатков у ленточной пилы Milwaukee M12 BS-402C довольно мало. Основными из них является:
Недостаточная мощность, однако по мнению других владельцев этого инструмента, она полностью соответствует цене и небольшим размерам. Для такого компактного прибора – он мега мощный и производительный.
Слабоват для резки прочных металлов.
Отзывы пользователей
Исходя из отзывов реальных пользователей, можно сделать вывод, что агрегат Milwaukee M12 BS-402C – достойный инструмент для настоящего хозяина. Это незаменимый помощник в резке и распиле деревянных, металлических и пластиковых изделий на высоте выше головы. Если ваша деятельность связана с резкой материалов на высоте – обратите внимание на Milwaukee M12 BS-402C.
Ленточная пила Makita 2107FK
Прибор Makita 2107FK – отличный аппарат для резки металла, дерева, пластика. Он завоевал почитание многих пользователей благодаря многим преимуществам, из которых главными является электронная настройка числа оборотов, прочный корпус из литого под большим давлением алюминия, длительная работа, долговечность, эффективный отвод тепла, удобство пользования, наличие флуоресцентной лампы, наличие регулятора скоростей и полная комплектация (в комплекте имеется пила Makita 2107FK, шестигранный ключ, ленточное пильное полотно, кейс для перевозки).
Достоинства инструмента Makita 2107FK
Пользователи особенно оценили такие преимущества аппарата:
Возможность регулировать количество оборотов и скоростей в зависимости от характеристик обрабатываемого изделия.
Наличие выдвижной упорной пластики позволяет осуществлять разные работы.
Наличие встроенного флуоресцентного освещения рабочей зоны можно работать даже в подсобке с плохим освещением.
Высокая точность подгонки металлических шестерней редуктора, которые практически не подвержены износу и надежно работают в течении долгого периода.
Высокая прочность. Это преимущество достигается благодаря использованию в производстве качественных материалов и продуманной конструкции.
Плавное движение пильной ленты, мощные зубья.
Повышенная безопасность.
Быстрая и легкая замена ленты.
Удобные рукоятки, благодаря которым осуществляется максимальный контроль над прибором во время работы.
Недостатки инструмента Makita 2107FK
Если судить только по преимуществам Makita 2107FK, он идеальный вариант для распила различных материалов. Однако чтобы быть полностью уверенными в выборе, давайте обратим внимание на недостатки. Их мало, но они есть:
Отсутствие возможности резать изделия под углом.
Большой вес как для высотных работ.
Зависимость от электричества.
Короткий кабель (хотя 2,5 метра не так уж и мало).
Отзывы пользователей
Пользователи инструмента Makita 2107FK отнесли прибор в категорию 4+. Если бы он был более независим, получил бы 5. Речь идет об отсутствии аккумулятора и необходимости подключать прибор к электрической сети. За счет этого эта ленточная пила не очень портативная и применять ее можно только в непосредственной близости от рабочей розетки.
Однако большинство пользователей этой пилы не соглашаются с предыдущим мнением. В стационаре агрегат демонстрирует отличную мощность, высокую скорость резки, отсутствие скачков и перепадов оборотов и т. д. Если описать Makita 2107FK двумя словами, подойдет «производительность и стабильность».
Видео-обзор модели Makita 2107FK:
Заключение
Итак, мы рассмотрели три довольно качественных модели ленточных пил. Каждая из них является прекрасным вариантом для резки металла, дерева или пластика в бытовых условиях или на небольшом производстве. Однако все же некоторые различия в их работе есть.
Если вам нужен максимально портативный аппарат, обратите внимание на Milwaukee M12 BS-402C – при небольшом весе и размерах эта пила демонстрирует прекрасную производительность. Если вы хотите купить очень мощный аппарат и вам принципиально важно, чтобы он работал от аккумулятора – выбирайте Makita BPB180Z. Если же вас не смущает зависимость ленточной пилы от электросети, можете остановить выбор на Makita 2107FK.
Также при выборе стоит вспомнить о цене. Makita – очень раскрученный бренд, поэтому стоимость его продукции немного выше. Но в то же время, за эту цену вы получаете гарантированное качество.
Ознакомьтесь с характеристиками каждой пилы, взвесьте все плюсы и минусы, проверьте инструмент в работе, примерьтесь к нему, и только после всего этого делайте покупку. Ведь с этим прибором вам еще долго дружить и работать вместе.
Как выбрать пилу? — Обзор
При строительстве и ремонте точно не удастся обойтись без хорошей пилы. При этом для каждого вида работ существует свой тип с широкими функционалом и возможностями. Пилы незаменимы также при изготовлении мебели, ими можно обработать как дерево, металл, так и керамику.
Если Вы хотите узнать, какая пила подходит под определённый вид работ, а также на какие характеристики стоит обратить внимание при выборе, то сегодняшняя статья точно для Вас. В конце мы приведём примеры десяти отличных моделей, приобрести которые можно в магазинах наших партнёров. Начнём наш обзор.
Тип
Среди популярных типов пил можно выделить: ленточную, дисковую, сабельную, торцовочную, торцовочную универсальную, «Аллигатор»,отрезную, алмазную, радиально-консольную, бензорез, спиральную, рельсовую. Давайте разберёмся, чем они отличаются друг от друга.
Дисковая пила (по-народному «циркулярная», «циркулярка», «паркетка») – это универсальный инструмент, без которого не обойтись при строительстве дома или дачи. Режущим инструментом у такой пилы, как видно из названия, является стальной диск с зубьями. Она обеспечивает чистый распил, ею удобно пользоваться при продольной распиловке длинных досок. Дисковые пилы могут быть как ручными, так и настольными.
Торцовочная пила – разновидность дисковой (циркулярной) пилы. Её можно с лёгкостью установить на верстак или стол. Главной «изюминкой» является то, что такую пилу можно использовать при проведении распила под углом. Если обычная дисковая пила предназначена для быстрой нарезки деталей в любом направлении, то торцовочная – для резки под заданным углом. Неэффективна при использовании для длинных пропилов (свыше 15 см). Торцовочные пилы идеальны при отделочных работах. Если в конструкции торцовочной пилы предусмотрена возможность продольного реза, то такая пила называется торцовочной универсальной (или комбинированной). Нужно отметить, что подобная универсальность часто идёт в ущерб максимальной глубине пропила.
Алмазная пила предназначена для работы с плиткой, стеклом, камнем, бетоном. В её конструкции используется диск с алмазным напылением (или другим абразивным материалом).
Сабельная пила является электрическим аналогом ручной ножовки. Она совершает возвратно-поступательные движения. Пила отлично подойдёт для работы в труднодоступных местах и в случаях, когда требуется повышенная манёвренность, например, необходимо отпилить кусок уже прибитой доски, подогнать раму к оконному проему или отрезать часть трубы, торчащую из стены.
Бензорезы применяются при выполнении строительных, дорожных работ и даже спасательных операциях. Они на «отлично» справляются с резкой твёрдый материалов, таких как бетон, камень и металл, благодаря наличию у них больших режущих дисков и мощнейших бензиновых двигателей. Бензорезы обладают очень высокой производительностью и могут обеспечить отличную глубину реза.
Название ленточной пилы говорит само за себя. В ней режущим инструментом является закольцованная лента с зубьями, натянутая между двумя вращающимися роликами. Она может использоваться для работы с древесиной, металлом и другими материалами, а также позволяет делать продольные, поперечные, косые и закругленные пропилы.
Отрезная пила предназначена для резки металла и металлических изделий (прокат, трубы различного сечения, уголки т. д).
«Аллигатор» максимально похожа на обычную электроножовку. Главное отличие заключается в использовании двух режущих пилок встречного хода. Благодаря этому пила может быстро справиться с толстыми деревянными брусьями и плитами ДСП, ДВП. «Аллигатор» легко сделает пропилы в готовых деревянных стенах, например, прорежет дверной проём.
Штроборезы нужны в ремонте помещений. С их помощью в стенах, потолках и полах вырезаются канавки или борозды (штробы), в которые затем укладываются провода или трубы.
Монтажная пила внешне напоминает дисковый аналог. Она способна делать лишь поперечный рез под прямым углом. Предназначается для соединения и монтажа готовых деталей, таких как бетонные плиты, элементы электропроводки и вентиляции.
Радиально-консольная пила – это один из усовершенствованных вариантов дисковой пилы. Режущий механизм у такой пилы установлен на Г-образной консоли, что увеличивает высокую маневренность и позволяет разрезать крупногабаритные заготовки.
Спиральная пила представляет собой подобие дрели, выполненной в прямом корпусе. В данном случае режущей частью является насадка в виде сверла, которая пилит боковой частью. С помощью такой пилы можно делать сложные контуры. Её недостатком является то, что для получения ровной линии необходимо чётко контролировать пилу рукой.
Рельсовая пила представляет собой дисковую пилу, закреплённую над опорной поверхностью. Вы кладёте материал на поверхность и специальной ручкой проводите пилу вдоль рельса. Такая пила наиболее эффективна при больших объёмах работ.
Конструкция
По типу конструкции пилы делятся на настольные, ручные и станки. Здесь всё говорит само за себя: настольные пилы гораздо удобнее для точных пропилов и пропилов под углом, а главное преимущество ручных – мобильность и манёвренность. Станки же практически всегда используются исключительно профессионалами – они предназначены для больших объёмов работ.
Мощность
Необходимая мощность каждого типа пил зависит от работ, которые Вы собираетесь выполнять. Для резки сравнительно мягких материалов вроде ДСП, ДВП или обычного дерева не нужны сверхмощные модели, а вот металл, твёрдые породы дерева, камень и другие потребуют мощности побольше. Обычно очень мощные модели предназначены исключительно для профессионалов – обращаться с ними новичкам будет тяжело.
Стоит отметить, что электропилы высокой мощности требуют надёжной электропроводки. Если Вы собираетесь использовать такую пилу там, где проводка старая (например, на даче), лучше изучить другие варианты или хотя бы проконсультироваться с электриком.
Для использования в быту хватит пилы мощностью в 1500-2000 Вт. Для реза тонкий материалов (фанеры, ДСП, OSB, тонких досок и даже ламината) и вовсе достаточно 800-1000 Вт. Для более серьёзных задач (нарезки бруса, небольших брёвен и досок из твёрдых пород дерева) понадобится модель на 900-1500 Вт. А вот для профессиональной деятельности необходимо приобрести пилу мощностью минимум 3500 Вт (и выше).
Тип двигателя
Современные пилы используют два типа двигателей – электрические и бензиновые. Бензиновые модели заметно мощнее, но потребляют топливо и сильно шумят во время работы. Но использование бензина также означает возможность работы вдалеке от розетки и во время отключений электричества.
Электрические двигатели работают куда тише и обеспечивают точный и ровный ход инструмента. Их недостаток – не такая большая мощность и зависимость от наличия рядом источника питания (если в пиле нет аккумулятора).
Количество скоростей
Большинство пил работают на одной скорости, но в некоторых моделях предусмотрена работа на нескольких, например, двух, реже на четырёх и шести. Чем больше скоростей поддерживает пила, тем с большим количеством разных видов материалов Вы сможете работать. Переключатель скоростей может быть как дискретным, так и плавным.
Плавная регулировка скорости
Известно, что распиловку различных материалов необходимо осуществлять на определённых скоростях для того, чтобы аккуратно его обработать и не испортить. Так, например, работать с деревом и мягкими материалами лучше всего на пониженных скоростях, а с твёрдыми – на повышенных.
Скорость вращения, об/мин
Чем быстрее движется диск (или другой режущий элемент), тем чище получается рез. Обратите внимание, что высокая скорость движения означает и высокую температуру, которая передаётся материалу. Некоторые пластики могут начать плавиться. В среднем показатель скорости вращения составляет от 3000 до 6000 оборотов в минуту. Оптимальным значением принято считать до 5000 оборотов в минуту.
Высота пропила
Если Вы планируете использовать дисковую пилу для работы с заготовками большого размера, то Вам необходимо обратить внимание на данный параметр. Максимальная высота (или глубина) пропила или максимальная высота бруска (для ленточных пил) зависит от диаметра пильного диска и от конструкции пилы.
Модели дисковых пил можно условно разделить на несколько категорий: малые пилы с глубиной пропила 40-55 мм, средние – с глубиной 55-65 мм, и большие – 65-100 мм. Также можно выделить модели, высота пропила которых выше 100 мм (может достигать 185 мм). Это чрезвычайно мощные пилы, предназначенные для исключительных случаев.
Алмазные пилы с диском диаметром 115 мм смогут выполнить рез глубиной 25-30 мм, 125 мм – 35 мм, 150 мм – 45 мм, а вот 230 мм – 65-70 мм. Основываясь на этих данных, выбирайте инструмент именно под нужный Вам тип работ. В отрезных пилах этот показатель может равняться 130 мм, а в сабельных пилах (электроножовках) – даже 250 мм.
Высота пропила под 45°
Как было сказано выше, за проведение распиловки под углом отвечают торцовочные пилы. В современных моделях высота пропила под углом 45° составляет от 25 до 122 мм. Под углом торцовка пилит не так глубоко как в положении 90°. Для тех, кто планирует работать с вагонкой, подойдут модели с небольшой глубиной углового пропила. А вот для всех остальных случаев важно расчётливо сопоставлять этот параметр с тем, что преимущественно придётся пилить. Это позволит избежать самого частого разочарования, когда оказывается, что инструмент не способен справиться с торцеванием толстых заготовок под углом.
Ширина пропила
Данный параметр в дисковых пилах определяется толщиной пильного диска. Качественный диск должен быть очень прочным и увесистым, чтобы эффективно поглощать вибрацию, исходящую от инструмента, и при этом не перегреваться. За стандартную ширину пропила принято считать показатель в 3.2 мм. Обратите внимание, если инструменту не хватает мощности, то замедление вращения приводит к избыточному трению. Это негативно влияет на инструмент, следовательно, он может очень быстро выйти из строя.
Для ленточных пил ширина пропила составляет 2-3 мм. При этом отклонения от перпендикулярности реза лежат в пределах 0.1-1.5 мм, причем на протяжении 85% срока службы пилы отклонения от перпендикулярности реза минимальные, и они плавно возрастают до максимума по мере затупления инструмента.
Число ходов в минуту
Этот показатель касается сабельных пил и пил тип «Аллигатор». Их режущий инструмент совершает возвратно-поступательные движения. Чем больше частота движения полотна, тем выше производительность работы пилы. Рекомендуемый показатель для сабельной пилы и «Аллигатора» должен находиться выше 2000 оборотов в минуту. В таких случаях они будут способны справиться с большинством поставленных перед ними задач.
Длина полотна
Обратите внимание, что длина полотна характерна для сабельных и ленточных пил, а также для «Аллигатора». Подбирать этот параметр необходимо строго в соответствии с размерами брусков, которые Вы собираетесь пилить. При резке заготовки длина полотна должна превышать толщину заготовки минимум вдвое, в противном случае опилки будут скапливаться внутри реза, и инструмент очень быстро заклинит.
Диаметр диска
Во многом определяет глубину реза и скорость работы инструмента. Если Вам предстоит большой объём работ, то лучше выбрать стационарную пилу с большим режущим диском.
Дополнительные возможности
Пылесборник
Поможет избавиться от пыли и стружек, образовавшихся в процессе работы. Следовательно, Вам не придётся совершать дополнительную уборку, что удобно, особенно при работе в закрытом помещении. Может продаваться в виде контейнера или специального мешка.
Плавный пуск
Предназначен для уменьшения потребления тока во время резкого включения. Необходим для снижения нагрузки на электросеть, защиты двигателя и уменьшения отдачи при врезании зубьев режущего инструмента в материал заготовки.
Подсветка представляет собой специальный светодиодный фонарик на корпусе пилы, предназначенный для подсвечивания зоны пропила. Подсветка улучшает видимость реза и также очень помогает в условиях плохой освещённости.
Лазерный маркер актуален для ручных моделей, в которых регулировать точность пропила немного труднее. Он «рисует» перед человеком, выполняющим работу, линию, которой необходимо придерживаться в процессе работы для более точной работы. Отлично выполняет свои функции в слабоосвещённых помещениях.
Работа от аккумулятора
Использование аккумулятора в качестве источника энергии даёт дополнительную свободу при работе, так как нет необходимости в подведении электрического провода на место работы. Но аккумуляторные пилы имеют небольшую мощность. Аккумулятора хватает примерно на один час работы, и примерно столько же времени потребуется на его зарядку.
В ручных электроинструментах в качестве источника питания могут выступать три основных типа аккумуляторов.
1. Никель-кадмиевые (Ni-Cd) отличаются высокой ёмкостью и устойчивостью к перепадам напряжения, но они содержат аллерген – кадмий.
2. Никель-металлгидридные (Ni-MH) аккумуляторы более экологичны, имеют меньшие габариты. Но они хуже выдерживают большие токи, а также нестойки к отрицательным температурам (хотя при таких условиях аккумуляторные пилы лучше вообще не эксплуатировать).
3. Литий-ионные (Li-Ion) аккумуляторы стали использовать в электроинструментах совсем недавно. У них высокая плотность и большая ёмкость при тех же самых габаритах по сравнению с аккумуляторами на основе никеля. Кроме того, в отличие от Ni-Cd и Ni-MH аккумуляторов, в Li-Ion отсутствует эффект памяти, требующий периодических циклов разряда для восстановления ёмкости.
Топ-10 пил
Особенности:
дисковая
мощность: 1400 Вт
скоростей: 1
диаметр диска: 190 мм
высота пропила: 70 мм
вес: 4.2 кг
Особенности:
дисковая
мощность: 1200 Вт
скоростей: 1
диаметр диска: 190 мм
высота пропила: 66 мм
вес: 4 кг
Особенности:
монтажная
мощность: 2200 Вт
скоростей: 1
диаметр диска: 355 мм
высота пропила: 130 мм
вес: 17 кг
Особенности:
бензорез
мощность: 5000 Вт
диаметр диска: 400 мм
высота пропила: 143 мм
плавный пуск
вес: 12. 7 к
Особенности:
отрезная
мощность: 2200 Вт
скоростей: 1
диаметр диска: 355 мм
высота пропила: 119 мм
вес: 17.5 кг
Особенности:
торцовочная универсальная
мощность: 1800 Вт
диаметр диска: 250 мм
высота пропила: 75 мм
вес: 14.5 кг
Особенности:
аллигатор
мощность: 1700 Вт
скоростей: 1
длина полотна: 430 мм
вес: 5.5 к
Особенности:
торцовочная
мощность: 1600 Вт
скоростей: 1
диаметр диска: 250 мм
высота пропила: 89 мм
вес: 13. 6 кг
Особенности:
сабельная
мощность: 1510 Вт
высота пропила: 255 мм
плавный пуск
вес: 4.3 кг
Особенности:
ленточная
работа от аккумулятора
длина полотна: 73.3 мм
высота пропила: 64 мм
подсветка
вес: 3.8 кг
Правильная высота среза
Дом
Садовая жизнь
Садовый журнал
Правильная высота среза
Настройка высоты стрижки зависит от того, является ли газон декоративным или служебным. Поскольку большинство садов используются для игр, принятия солнечных ванн, барбекю или других целей, высота газона составляет от трех до пяти сантиметров. При кошении всегда следите за тем, чтобы лезвия были острыми, чтобы трава была аккуратно срезана и не слишком рыхлалась. Вы также должны косить только тогда, когда трава сухая.
Если ваш газон чисто декоративный, его можно сделать немного короче. Однако, как правило, слишком короткая стрижка повреждает травянистые растения. Поэтому высота среза должна быть не менее трех сантиметров.
Как правило, вы должны косить как можно чаще. Идеально подходит частое мульчирование, когда коротко срезанная трава остается на газоне и, таким образом, служит естественным удобрением. В фазе нормального роста весной рекомендуется один срез в неделю, мульчирование возможно даже чаще. В более засушливые периоды, когда трава растет меньше, покос можно сократить.
Ваш газон плохо растет? Часто это может быть связано с различными факторами. Слишком длинная и слишком короткая трава препятствует здоровому росту газона. Если травянистые растения постоянно слишком мало подстригаются, т. е. газонная трава в целом слишком длинная, то новых боковых побегов образуется слишком мало. В этом случае газон может стать пятнистым и таким образом освободить место для сорняков и мха.
Отмена
Сравнивать (
)
Европа
Австрия
Бельгия
Бельгия
Болгария
Чешская Республика
Хорватия
Кипр
Дания
Эстония
Суоми
Франция
Германия
Греция
Magyarorszag
Италия
Латвия
Литва
Люксембург
Нидерланды
Норвегия
Польша
Румыния
Португалия
Россия
Словакия
Словения
Испания
Швеция
Швейцария
Свисс
Свизцера
Турция
Украина
Великобритания
Океания
Австралия
Новая Зеландия
Восточная Азия
Китай
Северная Америка
Канада (ан)
Канада (фр. )
США
Африка
Южная Африка
Все остальные рынки
Международный
Почему важна высота среза?
Высота газона — спорный вопрос, у каждого эксперта есть своя точка соприкосновения. Давайте взглянем на основы, чтобы вы могли принять решение.
Большинство людей знают, что первую стрижку в году лучше оставить немного дольше, чем обычно, но как насчет высоты стрижки в течение года?
Мнения экспертов расходятся. Давайте посмотрим, что они говорят и почему — это должно помочь вам решить, что хорошо для вашего газона.
Высота стрижки газонокосилки
Все газонокосилки должны иметь регулируемую высоту среза — это довольно простая функция. Некоторые марки газонокосилок имеют более ограниченные возможности, чем другие
Ассортимент аккумуляторных газонокосилок EGO
отличается широким диапазоном высоты стрижки и подходит как для домашнего, так и для коммерческого использования.
Наши ручные и самоходные модели позволяют срезать траву шириной от 20 до 9,5 см (от 20 до 95 мм), в зависимости от модели.
Наша газонокосилка Z6 Zero-Turn Ride-On (ZTR) имеет большой диапазон высоты стрижки от 2,5 до 10 см (25 мм и 100 мм — 10 настроек).
Тип травы влияет на высоту стрижки, которую следует выбрать. Однако есть и другие факторы, которые следует учитывать, например, время года и погода.
Если вы новичок в косилке или хотите в полной мере воспользоваться функциональностью косилки EGO, будьте готовы к небольшому эксперименту.
Ознакомьтесь с полной спецификацией, включая высоту скашивания, наших ручных и самоходных аккумуляторных косилок.
Руководство по высоте стрижки газона
Высота среза
Средняя высота обычного здорового газона в межсезонье может составлять от 20 до 25 мм.
Средняя высота обычного газона в более прохладную и влажную погоду может составлять 40 мм и более.
Рассмотрите возможность увеличения высоты газона, чтобы улучшить биоразнообразие в вашем саду, использовать меньше энергии и поощрять дикую природу и ценные «сорняки» — см. наше руководство по экологичному уходу за газоном.
Советы и вдохновение
Срезайте только треть общей высоты газона за один раз, чтобы сохранить его здоровым и красивым.
3D-технологии в медицине — хирургия и стоматология
3D-технологии в медицине — хирургия и стоматология
3D‑технологии совершили настоящую революцию в медицине. С помощью 3D‑моделирования, 3D‑сканирования и 3D‑печати стало возможным создавать медицинские изделия, максимально адаптированные под индивидуальные особенности человека.
3D‑сканеры и 3D‑принтеры в хирургии и стоматологии сегодня – обычная практика. Новые технологии дают возможность изготавливать макеты органов и костей, создавать 3D‑модели и выполнять высокоточную печать на 3D‑принтере протезов, имплантатов, хирургических шаблонов, ортопедических стелек и других изделий. Благодаря этим инновациям удается повысить надежность продукции, сэкономить время, снизить производственные расходы и стоимость конечных изделий, а главное – улучшить жизнь пациентов.
Мы предлагаем передовые решения, которые помогут оптимизировать производственный процесс в медицинских учреждениях и стоматологических лабораториях. Среди них – 3D-принтеры по металлу HBD и фотополимерные установки RAYSHAPE.
Узнайте подробнее о реальных примерах использования 3D-технологий в медицине.
Компания iQB Technologies является официальным членом Ассоциации специалистов по 3D-печати в медицине и Ассоциации развития медицинских информационных технологий (АРМИТ)
Производственные задачи
Литейные процессы
Прямое производство конечного продукта и оснастки
3D-прототипирование
Обратное проектирование (реверс‑инжиниринг)
Контроль геометрии
Создание цифровых архивов
Проектирование с целью оптимизации геометрии деталей
Научно-исследовательская работа и образовательные задачи
Оборудование и ПО
3D-принтер HBD 150/150D
Стоматологический SLM-принтер с бесконтактной системой очистки
3D‑принтер HBD 200/350
Высокоэффективные SLM‑принтеры с двумя лазерами и герметичной системой очистки
3D-принтер HBD E500
Промышленный SLM‑принтер для непрерывного массового производства изделий до 520 мм
3D-принтер HBD 1000
Промышленный SLM‑принтер для непрерывного массового производства изделий до 1000 мм
3D-принтер HBD 1200/1500
Промышленный SLM‑принтер для непрерывного массового производства изделий до 1500 мм
Программный продукт Materialise Mimics Base
Создание анатомически точных медицинских 3D‑моделей
Программный продукт Materialise Mimics Innovation Suite (MIS)
Анатомическое проектирование в медицине и НИОКР
3D‑принтер ProtoFab SLA450 DLC
Точная печать небольших изделий до 450 × 450 × 300 мм
3D-принтер ProtoFab SLA600 DLC
Создание прототипов, оснастки и выжигаемых моделей для литья
3D‑принтер Super Discovery 3D Printer Hybrid
Одновременная печать деталей до 1,1 м гранулами и филаментами
3D‑принтер Sharebot Cassini
Создание объектов высотой до 40 см из фотополимера
3D‑принтер SLM 280 Production Series
Промышленная установка с «вечным» фильтром для самых требовательных отраслей
3D‑принтер SLM 500
Печать сложных металлических деталей до 500 × 280 × 365 мм
3D‑принтер SLM 800
Металлическая 3D‑печать и постобработка изделий размером до 500 × 280 × 850 мм
3D‑принтер Sharebot VIKING
Фотополимерный принтер для любой отрасли промышленности
3D‑принтер Sharebot BIG
LCD‑печать крупных фотополимерных изделий до 470 х 240 х 340 мм
3D‑принтер ProtoFab SLA100 DLC
Компактное и бюджетное решение для 3D‑печати мелких изделий
3D‑принтер ProtoFab SLA200 DLC
Фотополимерный принтер для НИОКР и медицины
3D‑принтер ProtoFab SLA300 DLC
Высокая точность печати небольших изделий до 300 × 300 × 300 мм
3D‑принтер ProtoFab SLA800 DLC
Печать промышленных изделий со сложной геометрией
3D‑принтер ProtoFab SLA1100 DLC
Создание изделий размером до 1,1 м с высокой скоростью до 350 г/ч
3D‑принтер SLM 125
Точный и компактный инструмент для металлической 3D‑печати
3D‑принтер SLM 280 2.
0
Надежное производство полнофункциональных изделий из металла
3D‑принтер Sharebot MetalOne
Исследования металлических порошков и 3D‑печать деталей из металла
3D-сканер Solutionix C500
Точный сканер с двумя 5‑мегапиксельными камерами
3D-сканер Solutionix D500
Недорогое устройство для сканирования мелких деталей
3D-сканер Solutionix D700
Сложные измерения небольших объектов с разрешением до 29 мкм
3D-сканер peel 2 CAD‑S
Комплексное решение для реверс‑инжиниринга объектов до 50 см
Программный продукт Build Processor EOS Plastics
Модуль для контроля процесса 3D‑печати и повторяемости
Программный продукт Materialise Magics Slice Module
Ускоренное разделение 3D‑модели на слои
Программный продукт Geomagic Design X
Комплексное решение для реверс‑инжиниринга на основе данных 3D‑сканирования
Программный продукт Geomagic Control X
Мощный софт для контроля геометрии
Программный продукт Geomagic Wrap
Быстрое и точное моделирование и обработка моделей при 3D‑сканировании
Программный продукт Geomagic for SolidWorks
Работа с данными 3D‑сканирования напрямую в среде SOLIDWORKS
Программный продукт Geomagic для образовательных учреждений
Готовый комплект программ для обратного проектирования и контроля качества
Программный продукт Creaform VXelements
Удобная платформа для обработки данных 3D‑сканирования
Программный продукт Creaform VXmodel
Быстрая доработка данных сканирования для 3D‑печати
Программный продукт Creaform VXinspect и VXinspect|Elite
Контроль качества изделий на основе 3D‑сканирования
3D-принтер FlashForge WaxJet 400 и 410
Крупноформатное решение для печати воском
3D-принтер 3DLAM Mini
Лучший выбор для 3D‑печати небольших металлических изделий
3D-принтер 3DLAM Maxi
Печать крупных деталей высотой до 400 мм
3D-принтер 3DLAM Mid
Универсальный SLM‑принтер для многоцелевого использования
3D-сканер ZG AtlaScan
Ручной сканер для реверс-инжиниринга, оцифровки объектов, аддитивного производства
3D-сканер ZG HyperScan
Мощная система с интеллектуальным оптическим отслеживанием
3D-сканер ZG MarvelScan
Первое в мире портативное решение для сканирования без меток и трекера
3D-сканер ZGScan 717
Доступное лазерное сканирование в портативном формате
3D-сканер ZG RigelScan
Высокоточные измерения изделий с темными и блестящими поверхностями
Портативная КИМ ZG MarvelProbe
Новый уровень портативности и гибкости для метрологических 3D‑измерений
Фотограмметрия ZG PhotoShot Max
Беспроводная система фотограмметрии для точных измерений
Программный продукт VoxelDance Additive
Доступное и многофункциональное ПО для подготовки моделей к 3D‑печати
Программный продукт VoxelDance Tango
Персональное решение для фотополимерной 3D‑печати
3D-принтер RAYSHAPE Shape 1+ и Shape 1+ HD
Лучший выбор для 3D‑печати небольших изделий из фотополимеров
3D-принтер Wiiboox Light 280 Plus
Монохромный 3D-принтер с разрешением 5К
3D-принтер Wiiboox Light 380
LCD 3D-принтер с камерой построения 345 × 195 × 380 мм
3D-принтер Imprinta Hercules G6/G6 DUO
Российский FDM-принтер для изготовления крупногабаритных деталей из инженерных полимеров
3D‑принтер ProtoFab PF-S300
Доступный по цене SLS‑принтер
3D‑принтер ProtoFab PF-S350
SLS‑принтер для быстрой печати
3D-принтер RAYSHAPE P400
DLP-принтер промышленного класса для производства клеммных контактов
Фотограмметрия ZG PhotoShot Pro
Точное измерение крупных объектов
бесплатная консультация
Оставить заявку
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Какие задачи Вы хотите решить?
Консультация
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Сообщение
Запросить цену
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Запросить демонстрацию
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Выберите тип оборудования3D-сканер3D-принтер
Запросить демонстрацию
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Выберите тип оборудования3D-сканер3D-принтер
Получить брошюру
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
E-mail *
Заказать тестовое сканирование
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Сообщение
Запросить коммерческое предложение
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Сообщение
Заказать демоверсию ПРОГРАММНОГО ПРОДУКТА
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Сообщение
Программный продукт
Magics RP
Import Module
Sinter Module
Structures Module
SG Module
Tree Support Module
SG+ Module
Simulation Module
Slice Module
Выберите из списка материал для 3D-печати *Фотополимер Металл
Программный продукт
Geomagic Design X
Geomagic Control X
Geomagic for SolidWorks
Geomagic Wrap
Задать вопрос
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Сообщение
Заказать тестовую печать
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Сообщение
Оставить заявку на участие
ФИО *
Должность Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Подписка на блог
Подписка на новости
Произошла ошибка
Повторите попытку немного позже!
Обзор применения 3D-принтеров в медицине
Использование 3D-печати в медицине
Источник: docwirenews. com
3D-печать применяется в медицине с начала 2000-х годов, когда эта технология впервые использовалась для изготовления зубных имплантатов. С тех пор применение 3D-печати в медицине значительно расширилось: врачи со всего мира описывают способы использования 3D-печати для производства ушей, деталей скелета, дыхательных путей, челюстной кости, частей глаза, клеточных культур, стволовых клеток, кровеносных сосудов и сосудистых сетей, тканей и органов, новых лекарственных форм и многого другого.
Источник: zortrax.com
Использование файлов с моделями для 3D-печати дает возможность для обмена работами среди исследователей. Вместо того, чтобы пытаться воспроизвести параметры, описанные в научных журналах, врачи могут использовать и модифицировать готовые 3D-модели. С этой целью в 2014 году Национальные институты здравоохранения учредили биржу 3dprint.nih.gov, чтобы содействовать обмену 3D-моделями с открытым исходным кодом для медицинских и анатомических изделий, нестандартного оборудования и макетов белков, вирусов и бактерий.
Источник: 3dprint.com
Современное медицинское использование 3D-печати можно разделить на несколько широких категорий: изготовление тканей и органов, создание протезов, имплантатов и анатомических моделей, печать инструментов и фармацевтические исследования.
Пять основных направлений использования 3D-печати в медицине
Подготовка к операциям и обучение студентов
Источник: 3dprint.com
Учет индивидуальных различий и особенностей анатомии конкретного человеческого тела дают возможность использовать напечатанные 3D-модели для подготовки хирургических операций. Наличие у врача осязаемой модели органа конкретного пациента, сделанной например по результатам КТ (компьютерной томографии) для изучения или для имитации операции, существенно снижает риск врачебных ошибок.
Источник: openbiomedical.org
Использование 3D-моделей для тренировки хирургов и студентов предпочтительнее, чем обучение на трупах, так как не создает проблем в отношении доступности и стоимости объектов. Трупам часто не хватает соответствующей патологии, поэтому они больше подходят для уроков по анатомии, чем для представления пациента с соответствующим изучаемой теме нарушением. С помощью 3D-печати можно создать модель любого органа с любой известной патологией.
Источник: ncbi.nlm.nih.gov
Нейроанатомические модели, напечатанные на 3D-принтере, могут быть особенно полезны для нейрохирургов, давая представление о самых сложных структурах в организме человека, которое принципиально невозможно получить, основываясь на двумерных изображениях.
Биопечать тканей и органов
Источник: hbr. org
Биопечать – один из многих видов 3D-печати, использующихся в области медицины. Вместо того, чтобы печатать с использованием пластика или металла, биопринтеры используют шприц-дозатор для нанесения биочернил (слоев живых клеток или структурирующей основы для них) при создании искусственной живой ткани. Помимо использования в качестве альтернативы донорским тканям, такие тканевые конструкции или органоиды могут быть использованы для медицинских исследований.
Источник: press.ginkgo3d.com
Хотя системы трехмерной биопечати могут быть лазерными, струйными или экструзионными, биопечать по струйной технологии является наиболее распространенной. Несколько печатающих головок можно использовать для размещения различных типов клеток (органоспецифичных, клеток кровеносных сосудов, мышечных тканей), что является основной задачей при изготовления гетероцеллюлярных тканей и органов. 3D-печать биологическими материалами может быть использована для регенерации тканей, а в перспективе и органов, непосредственно на пациенте.
Печать хирургических инструментов
Детали захвата Volt, Источник: bitegroup.nl
Современные хирурги стараются проводить операции с как можно меньшей травматичностью для пациента, поэтому для них очень часто требуется персонализированный инструмент. Использование 3D-печати позволяет создавать такие инструменты в течение нескольких часов.
Визуализация модели захвата Volt, Источник: bitegroup.nl
Теперь врач может самостоятельно модифицировать готовую модель, придав ей необходимые размеры и форму для удобства и эффективности работы. Стоматологи теперь могут прямо при пациенте создать, например, индивидуальные направляющие, исключающие возможность повреждения здоровых зубов при протезировании.
Про зажим Вольт, с фотографий выше, читайте далее в разделе “Примеры использования”.
А вот как создают инструменты при помощи 3D-печати металлом студенты Duke University в Дареме, Северная Каролина.
«Печать» лекарств
Источник: mdpi.com
Технологии 3D-печати уже используются в фармацевтических исследованиях и персонализированной медицине, сфера их применения постоянно расширяется. 3D-печать дает возможность точного контроля дозы препаратов и производства лекарственных форм со сложными профилями высвобождения медикаментов и пролонгированным действием. Теперь фармацевты могут анализировать фармакогенетический профиль пациента и другие характеристики, такие как возраст, вес или пол, чтобы определить оптимальную дозу лекарственных средств и последовательность их применения. При необходимости доза может быть скорректирована, в зависимости от клинического ответа. С помощью 3D-печати можно производить персонализированные лекарства в совершенно новых рецептурах, таких как таблетки, содержащие несколько активных ингредиентов либо в виде одной смеси, либо в виде сложных многослойных таблеток.
Протезирование и стоматология
Источник: eos.info
3D-печать успешно используется в медицине для изготовления сложных индивидуальных протезов или хирургических имплантатов. Имплантаты и протезы любой возможной геометрии могут быть изготовлены переводом рентгеновских, МРТ- или КТ-снимков в модели для 3D-печати с помощью специального программного обеспечения.
Быстрое изготовление нестандартных имплантатов и протезов решает насущную проблему в ортопедии, где стандартные имплантаты часто не подходят пациенту. Это верно и для нейрохирургии: черепа имеют индивидуальную форму, поэтому сложно стандартизировать черепной имплантат. Ранее хирургам приходилось использовать различный инструмент для модификации и подгонки имплантатов, иногда и прямо во время операции. Использование 3D-принтеров делает эту процедуру ненужной. Аддитивные технологии особенно востребованы, когда необходимо срочное изготовление имплантатов.
Настоящая революция в стоматологии произошла с появлением 3D-технологий.
Источник: hypowerfuel.com
Во-первых, стало возможно полное и точное трехмерное сканирование полости рта. Во-вторых, использование 3D-печати дало возможность создавать протезы, абсолютно точно соответствующие анатомии пациента, без необходимости долгой и малоприятной подгонки. Радикальное уменьшение доли ручного труда при изготовлении протезов или виниров позволило уменьшить требуемые допуски при производстве, расширить перечень используемых материалов и увеличить удовлетворенность пациентов от результатов работы врача.
youtube.com/embed/PRiaA9Ajlio»>
Примеры использования
Печать модели сердца четырехлетнего пациента, 3D-принтер Zortrax M200
На фото: модель сердца в собранном виде. Источник: zortrax.com
В Медицинском университете Гданьска (Польша) для подготовки к проведению операции по лечению сложного врожденного порока сердца (тетрады Фалло – неправильной работе сердечного клапана легочной артерии) у четырехлетнего пациента, специалистами Кафедры детской кардиологии и врожденных пороков сердца, совместно с коллегами с Кафедры кардиохирургии и радиологии, был использован 3D-принтер Zortrax M200.
На фото: искусственный клапан легочной артерии. Источник: zortrax.com
Современный метод лечения заключается во введении через бедренную вену катетера, через который к сердцу подается искусственный клапан для имплантации. Это очень сложная операция, требующая от врача детального знания индивидуальных особенностей анатомии пациента.
На фото: модель сердца во время печати. Источник: zortrax.com
До сих пор врачи могли полагаться только на 3D-модель на экране компьютера, созданную на основе КТ- и МРТ-снимков, а такой реконструкции не всегда хватает для получения полного представления о реальном органе и возможных сложностях.
Источник: zortrax.com
Наличие высокодетализированной осязаемой модели живого органа пациента во время подготовки к операции может иметь решающее значение для ее успеха. Даже опытные хирурги оценили потенциал новой технологии. Раньше было трудно заметить индивидуальные особенности и деформации, теперь это стало ощутимым и доступным для более тщательного изучения.
Модель была напечатана в течение 24 часов. Материал Z-ULTRAT был использован для печати сердца, и материал Z-GLASS — для печати сосудов. После успешно проведенной операции, модель была передана Университету для обучения студентов.
Искусственные роговицы, изготовленные на 3D-биопринтере Nano master SMP-III
Источник: europepmc.org
В Южной Корее около 2000 пациентов ожидают донорства роговицы, а время ожидания операции составляет в среднем шесть лет. Для пациентов, которые не могут найти подходящего донора, есть возможность имплантировать искусственные роговицы, состоящие из рекомбинантного коллагена и синтетических полимеров. К сожалению, они часто не приживаются и не являются полностью прозрачными. Это связано с особой структурой роговицы в виде решетчатых коллагеновых фибрилл, которую до сих пор не удавалось воспроизвести. Группа исследователей из Университета науки и технологий Пхохана и Школы медицины Национального университета Кунгпука в Южной Корее разработала метод 3D-печати искусственной роговицы с использованием тканевого материала пациента.
Источник: ithl.co.kr
Для печати использовался 3D-биопринтер с системой микроэкструзии Nano master SMP-III, Musashi Engineering, Tokyo, Japan, со следующими параметрами:
скорость печати 130мм/мин;
скорость экструзии 0,0024 мм/с;
диаметр сопла 0,29 мм;
температура печати 4 °C.
Напечатанная и заполненная биоматериалом роговица затем четыре недели культивировалась в инкубаторе при температуре 37 °C.
Источник: europepmc.org
Искусственная роговица, напечатанная на 3D-принтере и изготовленная из децеллюляризованной стромы роговицы и стволовых клеток пациента, может полностью заменить донорскую роговицу в хирургии глаза. Поскольку такая роговица состоит из материалов, полученных из тканей самого пациента, она полностью совместима. Технология клеточной 3D-печати воспроизводит естественную микросреду глаза, что позволяет добиться прозрачности, аналогичной таковой у человеческой роговицы.
Профессор Университета науки и технологий Пхохана Джина Джанг сказала:
«Мы уверены, что эта технология вернет зрение многим пациентам, страдающим заболеваниями роговицы».
Институт регенеративной медицины Уэйк Фореста, мобильный 3D-принтер для лечения обширных ран
Источник: 3dnatives. com
Традиционный метод лечения обширных ожогов — пересадка кожи, при которой здоровая кожа с наименее пострадавших частей тела пациента пересаживается на место поврежденной. Помимо того, что этот метод дополнительно травматичен для пострадавшего, в некоторых случаях на теле может вообще не остаться здоровой кожи для использования. Медицинская школа Уэйк Форест разработала принтер, который может непосредственно на ране печатать клетки кожи, выращенные из тканей пациента.
Источник: 3dnatives.com
Ручной 3D-сканер ZScanner Z700 используется для определения размера и глубины раны. На основе этой информации 3D-принтер печатает подкожные, дермальные и эпидермальные клетки кожи на соответствующих глубинах, чтобы полностью покрыть рану.
Источник: 3dnatives.com
Система 3D-биопечати, разработанная учеными, состоит из перемещающейся по трем осям печатающей головки с восемью соплами диаметром 260 мкм с независимыми дозаторами. Специально для этого устройства исследователи создали биочернила, состоящие из аутологичных дермальных фибробластов и эпидермальных кератиноцитов в носителе из гидрогеля.
Биполярный хирургический зажим Volt для лапароскопических операций, компания Bite
Источник: bitegroup.nl
Volt — 3D-печатный биполярный лапароскопический зажим — миниатюрное устройство для зажимания и коагуляции (прижигания) сосудов и тканей, например — для остановки кровотечений при операции. Был создан для применения в малоинвазивной (щадящей) хирургии в 2016 году и успешно испытан на печени свиньи.
Источник: bitegroup.nl
Дизайн устройства позволяет легко регулировать геометрию стержня и наконечника в зависимости от анатомии пациента и требований к операции. Маневренный хвостовик — ± 65 ° для боковых движений и ± 85 ° вверх и вниз. Жесткость при изгибе 4,0 Н/мм для соединения 1 и 4,4 Н/мм для соединения 2, что значительно выше, чем у ранее доступных управляемых инструментов. Наконечник состоит из двух 3D-печатных титановых подвижных губок с углом раскрытия до 170 °. Инструмент подключается к электрохирургическому аппарату Erbe и способен успешно коагулировать ткани температурой 75 °C, достигаемой за 5 с.
Заключение
Источник: intermercados.com.br
Применение аддитивных технологий в медицине настолько стремительно расширяется, что больше похоже на революцию в здравоохранении. Применение 3D-печати в медицине дает индивидуализацию медицинских изделий, лекарств и оборудования, повышает экономическую эффективность и производительности труда, сокращает время ожидания для пациентов и улучшает доступность медицинской помощи.
Источник
Теги:
Использование 3D-печати в медицине, изготовление зубных имплантатов, 3D-печать для производства ушей, модели напечатанные на 3D-принтере, Печать хирургических инструментов, «Печать» лекарств, Протезирование и стоматология, 3D-принтер Zortrax M20
3D-печать в медицине | О
Перейти к основному содержанию
Цели и область применения
3D-печать в медицине публикует инновации в области 3D-печати, влияющие на медицину. Авторы могут общаться и обмениваться файлами на стандартном языке тесселяции (STL) через журнал. В дополнение к публикации методов и испытаний, которые будут способствовать развитию медицины с помощью 3D-печати, журнал публикует статьи «как это сделать», чтобы обеспечить форум для перевода прикладной науки о визуализации.
Преимущества публикации с помощью BMC
Высокая наглядность
3D-печать в медицине Политика открытого доступа обеспечивает максимальную видимость статей, опубликованных в журнале, поскольку они доступны для широкой мировой аудитории.
Скорость публикации
3D-печать в медицине предлагает быстрый график публикации при сохранении строгой экспертной оценки; все статьи должны быть представлены онлайн, а рецензирование осуществляется полностью в электронном виде (статьи распространяются в формате PDF, который автоматически генерируется из отправленных файлов). Статьи будут опубликованы с их окончательным цитированием после принятия, как в полностью просматриваемой веб-форме, так и в формате PDF.
Гибкость
Публикация в Интернете в 3D-печать в медицине дает вам возможность публиковать большие наборы данных, большое количество цветных иллюстраций и движущихся изображений, отображать данные в форме, которая может быть считана непосредственно другими программными пакетами, чтобы позволить читателям самостоятельно манипулировать данными и создавать все соответствующие ссылки (например, на PubMed, на секвенирование и другие базы данных, а также на другие статьи).
Реклама и освещение в прессе
Статьи, опубликованные в разделе 3D-печать в медицине , включаются в оповещения о статьях и регулярные обновления по электронной почте. Некоторые из них могут быть выделены на страницах 3D-печати в медицине и на главной странице BMC.
Кроме того, статьи, опубликованные в разделе «3D-печать в медицине» , могут рекламироваться в пресс-релизах для общей или научной прессы. Эти мероприятия увеличивают доступность и количество обращений к статьям, опубликованным в 3D-печати в медицине 9. 0008 . Список статей, недавно опубликованных журналами BMC, доступен здесь.
Copyright
Как автор статьи, опубликованной в 3D Printing in Medicine , вы сохраняете авторские права на свою статью и можете свободно воспроизводить и распространять свою работу (дополнительную информацию см. в лицензионном соглашении BMC).
Для получения дополнительной информации о преимуществах публикации в журнале BMC нажмите здесь.
Открытый доступ
Все статьи, опубликованные 3D Printing in Medicine , становятся бесплатными и постоянно доступными в Интернете сразу после публикации, без платы за подписку или регистрационных барьеров. Дополнительную информацию об открытом доступе можно найти здесь.
Как авторы статей, опубликованных в разделе 3D-печать в медицине , вы являетесь правообладателем своей статьи и предоставили любой третьей стороне заранее и на неограниченный срок право использовать, воспроизводить или распространять вашу статью в соответствии с Лицензионное соглашение BMC.
Для тех из вас, кто является государственным служащим США или не может быть владельцем авторских прав по аналогичным причинам, BMC может разместить нестандартные строки авторского права. Пожалуйста, свяжитесь с нами, если потребуется дополнительная информация.
Плата за обработку статьи
Публикация в открытом доступе не обходится без затрат. Таким образом, 3D-печать в медицине взимает сбор за обработку статьи в размере 1290,00 фунтов стерлингов/1890,00 долларов США/1590,00 евро за каждую статью, принятую к публикации, плюс НДС или местные налоги, где это применимо.
Если соответствующее авторское учреждение участвует в нашей программе членства в открытом доступе, часть или вся стоимость публикации может быть покрыта (более подробная информация доступна на странице членства). Мы обычно не взимаем плату с авторов из стран с низким уровнем дохода. В других странах освобождение от платы за обработку статьи или скидки предоставляются в каждом конкретном случае авторам с недостатком средств. Авторы могут запросить отказ или скидку в процессе подачи. Дополнительную информацию см. на странице оплаты за обработку статей.
Посетите открытый доступ к службам поддержки и финансирования Springer Nature, чтобы получить информацию о спонсорах исследований и учреждениях, которые предоставляют финансирование для APC.
Springer Nature предлагает соглашения, позволяющие учреждениям покрывать расходы на публикацию в открытом доступе. Узнайте больше о наших соглашениях об открытом доступе , чтобы проверить, соответствуете ли вы требованиям, и узнать, включен ли этот журнал.
Для получения дополнительной информации о APC см. наш журнал цен на часто задаваемые вопросы
Услуги индексирования
Все статьи, опубликованные в 3D-печать в медицине , включены в:
WTI Frankfurt EG
TD SET Discovery Service
Semantic Scholar
. WorldCat Discovery Service
Naver
Институт научной и технической информации Китая
Google Scholar
Гейл
EMBASE
EBSCO Discovery Service
Dimensions
DOAJ
Китайская академия наук (CAS) — GoOA
CNKI
сохранение. Вы также можете получить доступ ко всем статьям, опубликованным BioMed Central, на SpringerLink. Мы тесно сотрудничаем с соответствующими службами индексирования, такими как Web of Science (Clarivate Analytics), чтобы гарантировать, что статьи, опубликованные в 3D-печать в медицине будет доступна в их базах данных при необходимости.
Политика рецензирования
Рецензирование — это система, используемая для оценки качества рукописи перед ее публикацией. Независимые исследователи в соответствующей области исследований оценивают представленные рукописи на оригинальность, достоверность и значимость, чтобы помочь редакторам решить, следует ли опубликовать рукопись в их журнале. Подробнее о процессе рецензирования можно прочитать здесь.
3D-печать в медицине использует единую систему слепого рецензирования, в которой рецензенты знают имена и принадлежность авторов, но отчеты рецензентов, предоставляемые авторам, являются анонимными Публикация научных статей по 3D-печать в Медицина зависит, прежде всего, от их научной обоснованности и согласованности, по оценке наших внешних экспертов-редакторов и/или рецензентов, которые также будут оценивать, понятно ли написанное и представляет ли работа полезный вклад в область.
Представленные рукописи обычно рецензируются двумя-тремя экспертами, которым будет предложено оценить, является ли рукопись научно обоснованной и связной, дублирует ли она уже опубликованную работу и достаточно ли ясна рукопись для публикации. Рецензентов также попросят указать, насколько интересно и значимо исследование. Редакторы примут решение на основе этих отчетов и, при необходимости, проконсультируются с членами редакционной коллегии.
Редакционная политика
Все рукописи, представленные на 3D-печать в медицине , должны соответствовать редакционной политике BMC.
Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Апелляции и жалобы
Авторы, желающие обжаловать отказ или подать жалобу, должны следовать процедуре, изложенной в Редакционных правилах BMC.
Отправить рукопись
Редакционная коллегия
Услуги по редактированию рукописей
Инструкции для редакторов
Подпишитесь на оповещения о статьях и новости из этого журнала
Annual Journal Metrics
ISSN: 2365-6271 (электронный)
Введение в медицинскую 3D-печать и 3D-принтеры для здравоохранения
Персонализированная, точная медицина находится на подъеме. Новые инструменты и передовые технологии сближают врачей с пациентами, предоставляя лечение и устройства, адаптированные для лучшего обслуживания каждого уникального человека.
Достижения в области медицинских технологий 3D-печати внесли огромный вклад в области здравоохранения. Для пациентов новые инструменты и терапевтические методы, разработанные с помощью 3D-печати, могут обеспечить новый уровень комфорта и персонализации лечения. Для врачей эта новая доступная технология позволяет лучше понять сложные случаи и предоставляет новые инструменты, которые в конечном итоге могут привести к более высокому стандарту лечения.
От хирургических моделей планирования до напечатанных на 3D-принтере сосудов и биореакторов — читайте дальше, чтобы узнать о пяти направлениях развития 3D-печати в здравоохранении и о том, почему многие медицинские работники в восторге от потенциала 3D-печати в медицинской сфере. Затем узнайте о самых популярных 3D-принтерах для здравоохранения и о том, как выбрать решение для конкретных случаев использования.
Веб-семинар
Присоединяйтесь к Formlabs для участия в этом вступительном мероприятии, чтобы узнать о передовых методах медицинской 3D-печати и ознакомиться с новейшей медицинской экосистемой Formlabs, включая множество новых продуктов медицинского уровня!
Посмотреть вебинар прямо сейчас
Распечатанные на 3D-принтере анатомические модели на основе данных сканирования пациентов становятся все более полезными инструментами в современной практике персонализированной, точной медицины. По мере того, как случаи становятся более сложными, а эффективность операционной становится все более важной для обычных случаев, визуальные и тактильные эталонные модели могут улучшить понимание и общение в операционной бригаде и с пациентами.
Медицинские работники, больницы и исследовательские организации по всему миру используют напечатанные на 3D-принтере анатомические модели в качестве справочных инструментов для предоперационного планирования, интраоперационной визуализации, а также для определения размеров или предварительной настройки медицинского оборудования как для рутинных, так и для очень сложных процедур, которые были задокументированы в сотнях случаев. публикаций.
Создание тактильных эталонных моделей для конкретных пациентов на основе КТ и МРТ доступно и просто с помощью 3D-печати. Рецензируемая литература показывает, что они обеспечивают дополнительное представление, которое помогает врачам лучше подготовиться к операциям, что приводит к резкому сокращению времени и затрат в операционной, одновременно повышая удовлетворенность пациентов, снижая беспокойство и сокращая время восстановления.
Врачи могут использовать хирургические модели для конкретных пациентов, чтобы заранее объяснить процедуру, повышая согласие пациента и снижая уровень беспокойства.
Изучение предоперационных моделей также может повлиять на курс лечения. Это было верно в отношении опыта доктора Майкла Имса. Воспроизведя кости предплечья молодого пациента, доктор Имс понял, что травма отличается от того, что он думал ранее.
Доктор Имс остановился на новой процедуре на мягких тканях, которая была гораздо менее инвазивной, сокращала время реабилитации и вызывала гораздо меньше рубцов. Используя распечатанную копию кости, доктор Имс провел юного пациента и его родителей через процедуру и получил их согласие.
Результат? Продолжительность операции менее 30 минут вместо первоначально запланированной операции продолжительностью три часа. Эта разница во времени операции привела к сокращению затрат больницы примерно на 5500 долларов и означала, что пациенту нужно будет тратить меньше времени на восстановление после операции.
По словам доктора Алексис Данг, хирурга-ортопеда из Калифорнийского университета в Сан-Франциско (UCSF) и Медицинского центра по делам ветеранов Сан-Франциско: «Каждый из наших штатных хирургов-ортопедов и почти все наши неполные Когда-то хирурги использовали 3D-печатные модели для ухода за пациентами в больнице штата Вирджиния в Сан-Франциско. Мы все видели, как 3D-печать повышает производительность в игровой день».
Новые биосовместимые медицинские материалы для 3D-печати также позволили разработать новые хирургические инструменты и методы для дальнейшего улучшения клинического опыта во время операции. К ним относятся стерилизуемые лотки для фиксации, контурные шаблоны и модели для определения размеров имплантатов, которые можно использовать для определения размера имплантатов в операционной перед первым разрезом, помогая хирургам сократить время и повысить точность сложных процедур.
Анатомическая модель руки, включая «кожу», изготовленную из эластичного материала для 3D-печати.
Тодд Гольдштейн, доктор медицинских наук, инструктор Института медицинских исследований им. Файнштейна, недвусмысленно оценивает важность технологии 3D-печати в его отделе. По его оценкам, если Northwell будет использовать 3D-печатные модели в 10-15% случаев, это может сэкономить 1 750 000 долларов в год.
«От прототипов медицинских устройств, сложных анатомических моделей для нашей детской больницы до создания обучающих систем и, наконец, входа в стоматологическую клинику с хирургическими шаблонами имплантатов [технология 3D-печати] расширила наши возможности и снизила наши затраты, при этом позволив нам предоставить инструменты для лечения пациентов, которые было бы практически невозможно воспроизвести без нашего 3D-принтера SLA», — сказал Гольдштейн.
Информационный документ
Загрузите наш технический документ, содержащий практическое пошаговое руководство для врачей и технологов, которое поможет им приступить к созданию 3D-печатных анатомических моделей на основе сканов пациентов, ознакомится с передовыми методами настройки сканирования КТ/МРТ, сегментации наборов данных и преобразования файлов в Формат для 3D-печати.
Загрузить технический документ
Технический документ
На этом вебинаре доктор Джонатан Моррис, содиректор Лаборатории анатомического моделирования и нейрорадиолог в клинике Майо, рассказывает об истории 3D-печати в медицине и рассматривает реальный случай исследования того, как рентгенологи успешно внедрили возможности и программы 3D-печати в больницах.
Посмотреть вебинар сейчас
3D-печать практически стала синонимом быстрого прототипирования. Простота использования и низкая стоимость внутренней 3D-печати также произвели революцию в разработке продуктов, и многие производители медицинских инструментов приняли эту технологию для производства совершенно новых медицинских устройств и хирургических инструментов.
Более 90 процентов из 50 крупнейших компаний, производящих медицинское оборудование, используют 3D-печать для создания точных прототипов медицинских устройств, приспособлений и приспособлений для упрощения тестирования, а также непосредственно 3D-печать медицинских устройств.
По словам Алекса Дрю, инженера-механика компании DJO Surgical, глобального поставщика медицинского оборудования. «До того, как DJO Surgical представила [3D-принтер Formlabs] на борту, мы полагались почти исключительно на сторонних поставщиков печати для прототипов. Сегодня мы работаем на четырех машинах Formlabs, и это оказало огромное влияние. Наши темпы 3D-печати удвоились, стоимость снизилась на 70 процентов, а уровень детализации печати позволяет четко передавать проекты хирургам-ортопедам».
Компании по производству медицинского оборудования, такие как Coalesce, используют 3D-печать для создания точных прототипов медицинских устройств.
3D-печать может ускорить процесс проектирования за счет итерации сложных проектов за несколько дней, а не недель. Когда перед Coalesce была поставлена задача создать ингалятор, который может в цифровом виде оценивать профиль потока вдоха пациента с астмой, аутсорсинг поставщикам услуг привел бы к длительному времени изготовления каждого прототипа. Файлы проекта должны были быть кропотливо доработаны с помощью различных итераций, прежде чем они были отправлены за пределы площадки для сборки.
Вместо этого настольная 3D-печать SLA позволила Coalesce сохранить весь процесс прототипирования внутри компании. Прототипы были пригодны для использования в клинических исследованиях и выглядели как готовый продукт. На самом деле, когда они продемонстрировали устройство, их клиенты приняли прототип за конечный продукт.
В целом, использование собственных ресурсов позволило сократить время разработки прототипов на 80–90 %. Более того, на печать деталей ушло всего восемь часов, и их можно было закончить и покрасить в течение нескольких дней, в то время как тот же процесс занял бы неделю или две у внешнего подрядчика.
Информационный документ
В этом отчете вы узнаете, как Formlabs Medical помогает производителям медицинского оборудования наладить собственное цифровое производство, и вдохновитесь примерами четырех компаний, которые в настоящее время создают революционные устройства с использованием 3D-печати.
Загрузить информационный документ
Каждый год сотни тысяч людей теряют конечность, но лишь часть из них получает доступ к протезу для восстановления его функции.
Простые протезы доступны только в нескольких размерах, поэтому пациенты должны довольствоваться тем, что подходит лучше всего, в то время как бионические устройства, подходящие по индивидуальному заказу, имитирующие движения и захваты реальных конечностей, которые опираются на мышцы культи человека, чтобы контролировать свои движения. функции настолько дороги, что доступны только пациентам с лучшей медицинской страховкой в развитых странах. Особенно это касается протезов для детей. По мере того, как дети растут и попадают в приключения, они неизбежно перерастают свои протезы и требуют дорогостоящего ремонта.
Трудность заключается в отсутствии производственных процессов, позволяющих изготавливать нестандартные детали по доступной цене. Но все чаще протезисты могут воспользоваться широко известной свободой дизайна 3D-печати, чтобы смягчить эти высокие финансовые барьеры для лечения.
Такие инициативы, как e-NABLE, позволяют целым сообществам по всему миру создавать протезы, напечатанные на 3D-принтере. Они продвигают независимое движение в производстве протезов, бесплатно обмениваясь информацией и проектами с открытым исходным кодом в Интернете, поэтому пациенты могут получить изготовленный по индивидуальному заказу протез, который хорошо адаптирован для них, всего за 50 долларов.
Другие изобретатели, такие как Лайман Коннор, сделали еще один шаг вперед. Имея всего лишь четыре настольных 3D-принтера, Лайман смог собрать и подогнать свои первые серийные протезы. Его конечная цель? Создать настраиваемую, полностью бионическую руку, которая будет продаваться за долю от текущей розничной цены в десятки тысяч долларов за такие передовые протезы.
В другом месте исследователи из Массачусетского технологического института также определили 3D-печать как оптимальное средство для производства более удобных гильз для протезов.
Излишне говорить, что низкая стоимость производства этих протезов, а также свобода, которую дает индивидуальный дизайн, оказались откровением. Протезы, изготовленные с помощью 3D-печати, можно изготовить всего за две недели, а затем протестировать и обслуживать по гораздо более низкой цене, чем их традиционные аналоги.
Поскольку затраты продолжают снижаться, а свойства материалов улучшаются, 3D-печать, несомненно, будет играть все более важную роль в этом отделе здравоохранения.
Многие из тех же самых высоких финансовых барьеров для лечения, которые наблюдаются в протезировании, также характерны для таких областей, как ортезы и стельки. Как и многие другие медицинские устройства для конкретных пациентов, индивидуальные ортезы часто недоступны из-за их высокой стоимости, а их изготовление занимает недели или месяцы. С 3D-печатью в этом больше нет необходимости.
Вспоминается пример Матея и его сына Ника. Родившаяся преждевременно в 2011 году, трудности во время родов привели к тому, что у Ника развился церебральный паралич — заболевание, от которого страдают почти двадцать миллионов человек во всем мире. Матей был вдохновлен непоколебимой волей сына преодолеть ограничения своего состояния, но он столкнулся с выбором между стандартным готовым ортезом, который был бы неподходящим и неудобным для его сына, или дорогим индивидуальным решением, которое потребовало бы много времени. недели или месяцы, которые должны быть доставлены, только для того, чтобы быстро устареть из-за растущего ребенка.
Он решил взять дело в свои руки и искал новые решения для достижения этой цели. Благодаря свободе, предлагаемой цифровыми технологиями, включая 3D-сканирование и 3D-печать, физиотерапевты Матея и Ника смогли свободно экспериментировать и разработать совершенно новый инновационный рабочий процесс для ортезов голеностопного сустава (AFO).
Изготовленный на заказ 3D-печатный ортез обеспечил Нику поддержку, комфорт и коррекцию именно там, где это было необходимо, помогая, наконец, Нику сделать свои первые самостоятельные шаги. Это индивидуальное ортопедическое устройство воспроизводило тщательно подобранную отделку высококачественных ортопедических стелек, за небольшую часть цены и без дополнительных настроек.
Профессионалы во всем мире используют 3D-печать, чтобы заново изобретать стельки и ортезы для пациентов и клиентов, а также ряд других инструментов для улучшения физиотерапии. В прошлом курс физиотерапии с использованием индивидуальных инструментов оказывался трудным. Пациенты часто сталкивались с длительным ожиданием и готовыми изделиями, что приводило к дискомфорту. 3D-печать находится на пути к тому, чтобы изменить этот статус-кво. Стельки и ортезы, напечатанные на 3D-принтере, оказались более подходящими, привели к лучшим терапевтическим результатам и обеспечили больший комфорт и удобство для пациентов.
Традиционные способы лечения пациентов с тяжелой недостаточностью органов в настоящее время включают использование аутотрансплантатов, пересадку ткани из одной точки в другую на теле одного и того же человека или трансплантацию органов от донора. Исследователи в области биопечати и тканевой инженерии надеются вскоре изменить это и получить возможность создавать ткани, кровеносные сосуды и органы по требованию.
3D-биопечать относится к использованию аддитивных производственных процессов для нанесения материалов, известных как биочернила, для создания тканеподобных структур, которые можно использовать в медицинских областях. Тканевая инженерия относится к различным развивающимся технологиям, включая биопечать, для выращивания замещающих тканей и органов в лаборатории для использования при лечении травм и болезней.
С помощью высокоточной 3D-печати такие исследователи, как доктор Сэм Пашнех-Тала из Университета Шеффилда, открыли новые возможности тканевой инженерии.
Чтобы направить клеточный рост таким образом, чтобы образовалась необходимая ткань, д-р Пашнех-Тала выращивает живые клетки на каркасе в лаборатории, который обеспечивает шаблон необходимой формы, размера и геометрии. Например, трубчатая структура необходима для создания кровеносного сосуда для пациента с сердечно-сосудистыми заболеваниями. Клетки будут размножаться и покрывать каркас, принимая его форму. Затем каркас постепенно разрушается, оставляя живые клетки, расположенные в форме ткани-мишени, которую культивируют в биореакторе, камере, содержащей развивающуюся ткань и способной воспроизвести внутреннюю среду организма, для приобретения механических и биологических характеристик. органической ткани.
Напечатанная на 3D-принтере камера биореактора с растущей внутри тканеинженерной миниатюрной аортой. Ткань культивируется в биореакторе для приобретения механических и биологических характеристик органической ткани.
Это позволит ученым создавать конструкции сосудистых трансплантатов для конкретных пациентов, улучшать хирургические варианты и предоставит уникальную платформу для тестирования новых сосудистых медицинских устройств для тех, кто страдает от сердечно-сосудистых заболеваний, которые в настоящее время являются причиной смерти номер один во всем мире. После этого конечной целью является создание кровеносных сосудов, готовых к имплантации пациентам. Поскольку в тканевой инженерии используются клетки, взятые у пациента, нуждающегося в лечении, она исключает возможность отторжения иммунной системой — серьезную проблему в современных процедурах трансплантации органов.
3D-печать доказала свою способность решать проблемы производства синтетических кровеносных сосудов, решая трудности воссоздания точных форм, размеров и геометрии требуемого сосуда. Возможность точного соответствия печатных решений конкретным потребностям пациентов оказалась откровением.
По словам доктора Пашнех-Тала: «[Создание кровеносных сосудов с помощью 3D-печати] открывает возможности для улучшения хирургических возможностей и даже для создания подходящих для пациента конструкций кровеносных сосудов. Без доступа к высокоточной и доступной 3D-печати создание этих форм было бы невозможно».
Мы стали свидетелями захватывающих прорывов в биологических материалах, пригодных для использования в 3D-принтерах. Ученые разрабатывают новые гидрогелевые материалы, которые имеют ту же консистенцию, что и ткани органов, которые можно найти в человеческом мозге и легких, и могут быть совместимы с различными процессами 3D-печати. Ученые надеются, что смогут имплантировать их в орган, чтобы они действовали как «каркас», на котором клетки будут стимулироваться к росту.
В то время как биопечать полностью функциональных внутренних органов, таких как сердце, почки и печень, все еще звучит футуристично, достижения в области технологий гибридной 3D-печати происходят очень быстрыми темпами.
Ожидается, что рано или поздно создание биологических материалов на лабораторных принтерах приведет к возможности создавать новые, полностью функциональные органы, напечатанные на 3D-принтере. В апреле 2019 года ученые создали первое трехмерное сердце из биологических материалов пациента в Тель-Авивском университете. Крошечная копия была создана с использованием собственных биологических материалов пациента, что привело к полному совпадению иммунологического, клеточного, биохимического и анатомического профиля пациента.
«На данном этапе наше трехмерное сердце маленькое, размером с сердце кролика, но для более крупных человеческих сердец требуется та же технология», — сказал профессор Тал Двир.
Первое 3D биопечатное сердце, созданное в Тель-Авивском университете.
Когда речь идет о 3D-принтерах для здравоохранения, не все методы одинаковы. Важно правильно выбрать технологию печати для конкретных случаев использования.
Наиболее популярные технологии медицинской 3D-печати включают стереолитографию (SLA), селективное лазерное спекание (SLS) и моделирование методом наплавления (FDM) для пластиковых деталей, а также прямое лазерное спекание металлов (DMLS) и селективное лазерное плавление (SLM) для металлов. .
3D-принтеры SLA используют лазер для отверждения жидкой смолы в затвердевший пластик в процессе, называемом фотополимеризацией. SLA является одним из самых популярных процессов среди медицинских работников благодаря высокому разрешению, точности и универсальности материалов.
Преимущества SLA
Детали
SLA имеют самое высокое разрешение и точность, самые четкие детали и самую гладкую поверхность из всех технологий 3D-печати пластиком. Однако главное преимущество SLA заключается в его универсальности. Составы смол SLA обладают широким спектром оптических, механических и термических свойств, соответствующих свойствам стандартных, инженерных и промышленных термопластов.
SLA — отличный вариант для высокодетализированных анатомических моделей, прототипов медицинских устройств, требующих жестких допусков и гладких поверхностей, а также форм, инструментов, шаблонов и функциональных деталей конечного использования. SLA также предлагает самый широкий выбор биосовместимых материалов для стоматологического и медицинского применения. Благодаря Draft Resin принтеры Formlabs SLA также являются самыми быстрыми вариантами для 3D-печати больших прототипов, до 10 раз быстрее, чем FDM.
Широкая универсальность SLA имеет несколько более высокую цену, чем FDM, но все же более доступна, чем все другие процессы 3D-печати. Детали из смолы SLA также требуют последующей обработки после печати, которая включает промывку деталей и пост-отверждение.
SLA 3D-печать предлагает широкий выбор материалов для 3D-печати, включая биосовместимые материалы, для различных медицинских и стоматологических применений.
Образец детали
Убедитесь сами и почувствуйте качество Formlabs SLA. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
Веб-семинар
Присоединяйтесь к Formlabs и Nelson Labs для более глубокого изучения биосовместимости, включая знакомство с нашими новыми материалами и передовым опытом для производителей медицинских изделий от отраслевых экспертов.
Посмотреть вебинар
В 3D-принтерах SLS используется мощный лазер для сплавления мелких частиц полимерного порошка. Нерасплавленный порошок поддерживает деталь во время печати и устраняет необходимость в специальных опорных конструкциях, что делает SLS особенно эффективным выбором для сложных механических деталей.
Его способность производить детали с превосходными механическими характеристиками делает SLS наиболее распространенной технологией производства полимерных добавок для промышленного применения. В зависимости от материала детали из нейлона SLS также могут быть биосовместимыми и стерилизуемыми.
Преимущества SLS
Поскольку SLS-печать не требует специальных опорных структур, она идеально подходит для сложной геометрии, включая внутренние элементы, подрезы, тонкие стенки и отрицательные элементы. Детали, изготовленные с помощью SLS-печати, обладают превосходными механическими характеристиками, а по прочности напоминают детали, изготовленные методом литья под давлением.
Наиболее распространенным материалом для SLS является нейлон, популярный инженерный термопласт с превосходными механическими свойствами. Нейлон легкий, прочный и гибкий, а также устойчив к ударам, химическим веществам, теплу, ультрафиолетовому излучению, воде и грязи. Нейлоновые детали, напечатанные на 3D-принтере, также могут быть биосовместимыми и не сенсибилизирующими, что означает, что они готовы к ношению и безопасны для использования во многих контекстах.
Сочетание низкой стоимости детали, высокой производительности, проверенных материалов и биосовместимости делает SLS популярным выбором среди разработчиков медицинских устройств для функционального прототипирования и экономически эффективной альтернативой литью под давлением для изготовления ограниченного тиража или мостовидного протеза.
3D-принтеры SLS имеют более высокую начальную цену, чем технологии FDM или SLA. Хотя нейлон является универсальным материалом, выбор материалов для SLS также более ограничен, чем для FDM и SLA. Детали выходят из принтера со слегка шероховатой поверхностью и требуют пескоструйной обработки для получения гладкой поверхности.
3D-печать SLS идеально подходит для изготовления прочных функциональных прототипов и деталей конечного назначения, таких как протезы и ортопедические изделия.
Образец детали
Убедитесь сами и почувствуйте качество Formlabs SLS. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
FDM, также известный как изготовление плавленых нитей (FFF), представляет собой метод печати, при котором детали создаются путем плавления и экструзии термопластичной нити, которую сопло принтера наносит слой за слоем в области сборки.
FDM является наиболее широко используемой формой 3D-печати на потребительском уровне, чему способствует появление 3D-принтеров для любителей. Однако промышленные FDM-принтеры также популярны среди профессионалов.
Преимущества FDM
FDM работает с рядом стандартных термопластов, таких как ABS, PLA и их различные смеси. Это приводит к низкой цене входа и материалов. FDM лучше всего подходит для базовых экспериментальных моделей и недорогого прототипирования более простых деталей. Некоторые материалы FDM также являются биосовместимыми.
FDM имеет самое низкое разрешение и точность по сравнению с другими технологиями 3D-печати для пластмасс, такими как SLA или SLS, что означает, что это не лучший вариант для печати сложных конструкций или деталей со сложными характеристиками, таких как анатомические модели. Более качественная отделка требует трудоемких и длительных процессов химической и механической полировки. Некоторые промышленные 3D-принтеры FDM используют растворимые подложки для смягчения некоторых из этих проблем и предлагают более широкий спектр инженерных термопластов, но они также имеют высокую цену. При создании больших деталей печать FDM также имеет тенденцию быть медленнее, чем SLA или SLS.
3D-принтеры прямого лазерного спекания металлов (DMLS) и селективного лазерного плавления (SLM) работают аналогично SLS-принтерам, но сплавляют частицы металлического порошка вместе слой за слоем с использованием лазера вместо полимеров.
3D-принтеры DMLS и SLM могут создавать прочные, точные и сложные металлические изделия, что делает этот процесс идеальным для различных медицинских применений.
Самым большим преимуществом этих процессов, очевидно, являются материалы, поскольку 3D-принтеры DMLS и SLM способны производить высокопроизводительные медицинские устройства и компоненты конечного использования из металла. Эти процессы могут воспроизводить сложную геометрию, а готовые изделия получаются прочными, долговечными и биосовместимыми. Их можно использовать для изготовления универсальных имплантатов (бедренных, коленных, позвоночных имплантатов и т. д.), индивидуальных имплантатов для лечения рака или травм, зубных протезов, а также изделий медицинской и ортопедической техники.
Хотя цены на металлические 3D-принтеры также начали снижаться, стоимость которых колеблется от 200 000 до 1 миллиона долларов, эти системы по-прежнему недоступны для большинства предприятий. Процессы 3D-печати металлом также имеют сложный и сложный рабочий процесс.
В качестве альтернативы SLA 3D-печать хорошо подходит для рабочих процессов литья, которые производят металлические детали с меньшими затратами, с большей свободой проектирования и за меньшее время, чем традиционные методы.
В таблице ниже представлены технологии 3D-печати, которые лучше всего подходят для различных приложений 3D-печати в медицине.
Stereolithography (SLA)
Selective Laser Sintering (SLS)
Fused Deposition Modeling (FDM)
Metal 3D Printing (DMLS, SLM)
Build volume
Up to 300 x 335 x 200 мм (настольные и настольные 3D-принтеры)
До 165 x 165 x 300 мм (настольные промышленные 3D-принтеры)
До 300 x 300 x 600 мм (настольные и настольные 3D-принтеры)
До 400 x 400 x 400 мм (большие промышленные DMLS/SLM)
Прочные, долговечные детали сложной геометрии, имплантаты, зубные протезы, медицинские и ортопедические компоненты из металла.
Точные и доступные процессы медицинской 3D-печати демократизируют доступ к технологиям, дают специалистам в области здравоохранения возможность разрабатывать новые клинические решения и быстро производить индивидуальные устройства, а также позволяют врачам предлагать новые методы лечения по всему миру.
Гидравлический горячий пресс с плоскими столами Vario Press VP 30T-120/1
Прессы предназначены для двустороннего облицовывания плоскостей дверей, мебельных заготовок, облицовочных панелей и т. д. шпоном ценных пород древесины, пластиком, а так же для сборки дверных полотен в условиях горячего прессования.
Применяются на производствах, работающих с плитными материалами, мебельных производствах любой мощности.
Схема обработки
Отличительные особенности
Каркас пресса сварен из массивных стальных балок, что обеспечивает прочность и жесткость конструкции при максимальном давлении.
Монолитные рассверленные плиты сохраняют геометрию на протяжении длительных сроков эксплуатации.
Цилиндры покрыты толстым слоем хрома, что обеспечивает плавный подъем/опускание и более длительный срок работы сальников и поршней.
Насос гидравлической системы работает в масляной среде для снижения уровня шума и лучшего охлаждения.
Электродвигатель помпы производства Toshiba (Япония).
Управление всеми функциями пресса происходит с главной панели.
Пресс укомплектован автоматическим таймером раскрытия плит, что позволяет автоматически установить оптимальное время прессования для партии однотипных деталей.
С панели управления оператор может устанавливать или изменять любые параметры.
Система зубчатых реек обеспечивает абсолютную параллельность подъема/опускания подвижной плиты.
Все прессы оборудованы защитой по периметру. Благодаря этой защите обеспечивается остановка или блокировка подвижной плиты с любой стороны пресса.
Страна изготовления: Китай
Размер плиты, мм
3000х1300
Количество пролетов, шт
1
Усилие прессования, т
120
Количество гидроцилиндров, шт
8
Диаметр гидроцилиндров, мм
100
Максимальное расстояние между плитами, мм
300
Максимальная температура нагрева, °С
120
Мощность двигателя гидростанции, кВт
5,5
Мощность бойлера, кВт
36
Мощность насоса горячего масла, кВт
1,5
Габариты, мм
3700х1650х2100
Масса, кг
7500
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
Оценка товара:
Достоинства:
Недостатки:
Комментарий:
Имя:
E-mail: не публикуется
В отзывах запрещено: Использовать нецензурные выражения, оскорбления и угрозы; Публиковать адреса, телефоны и ссылки содержащие прямую рекламу; Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Гидравлический горячий пресс для шпонирования
Фильтры
Название товара
Бренд
…
Joos
Wieder
Закрыть список
Флаг товара
…Хит продаж
Сброс фильтра
Сортировка: РекомендацияНазваниеЦена
На странице: 284872ВСЕ
Гидравлический горячий пресс для дерева и фанеры JOOS BEU 65
Гидравлический горячий пресс для шпона JOOS BEU 70
Гидравлический пресс для мебельного щита JOOS BEU 90
Гидравлический пресс для склейки мебельного щита Joos-Qualitäts HP
Гидравлический пресс для шпонирования Wieder
Гидравлический пресс для шпона Wieder
Прессы горячего прессования для шпонирования
Гидравлические напольные прессы относятся к оборудованию для обработки заготовок давлением. Принцип работы достаточно прост – давление посредством гидравлических цилиндров передается на рабочий стол, выполненный из стали или алюминия. Рабочий стол может иметь плоскую или фасонную поверхность.
Область применения прессов в деревообработке и мебельной промышленности достаточно обширна. Данное оборудование может использоваться для изготовления различных древесно-стружечных щитов, фанеры, мебельных и столярных щитов, дверей, конструктивных клеёных изделий из массива древесины. Также гидравлические прессы нашли широкое применение в области облицовки плитных материалов и готовых изделий различными покрытиями на основе натурального шпона, декоративных слоистых пластиков, бумаги и т.п.
Виды напольных гидравлических прессов
Процесс прессования может либо холодным, без использования дополнительного нагрева обрабатываемой поверхности, либо горячим — при дополнительном нагреве обрабатываемой поверхности. Горячее прессование во всех случаях применения уменьшает время рабочего цикла и дает лучшее качество процесса.
По типу управления прессы можно разделить на оборудование с ручным (механическим) и электрическим управлением. Какой из них выбрать — зависит от многих факторов. Если вы или ваши менеджеры по закупке не могут сразу определиться, наши консультанты помогут сделать выбор в ту или иную сторону.
В гидравлических прессах с ручным управлением нагнетание давления в гидроцилиндрах происходит через ручной насос, что существенно увеличивает время рабочего цикла. Единственным преимуществом оборудования с подобным управлением является меньшая стоимость по сравнению с агрегатами второго типа — с электрическим управлением. В прессах с электрическим управлением нагнетание давления происходит посредством гидравлических станций с электроуправлением, что существенно упрощает рабочий процесс, но делает его дороже.
Преимущества гидравлических прессов для наклейки шпона
Более высокая техническая надежность гидравлических систем в целом.
Возможность создания большего давления в системе при прочих равных параметрах.
Простое управление.
Долгий срок эксплуатации
Купить горячий пресс для шпонирования
ООО «БРИТА» предлагает напольные гидравлические прессы европейских производителей, в числе которых немецкий JOOS и австрийский Wieder. Агрегаты JOOS являются образцом качества на мировом рынке — им доверяют крупные предприятия, гиганты деревообрабатывающей промышленности со всемирно известными именами.
Для получения более подробной информации свяжитесь с нами любым удобным для Вас способом:
Посетив наш офис: г. Санкт-Петербург, ул. Вербная, д. 1Б
Формовочные прессы для сверхпластика — Гидравлический пресс для горячего прессования
Что такое гидравлический пресс для горячего прессования?
Гидравлический горячий пресс представляет собой машину, которая используется для изготовления деталей самолетов из сплавов титана или нержавеющей стали. Прессы для ковки кристаллов поддерживают атомную промышленность и производство медицинского оборудования. Мы производим прессы для сверхпластической штамповки для горячей штамповки сплавов на основе никеля, специальных сплавов и сверхпластической штамповки титана. Гидравлические машины горячего прессования доступны для ковки и экструзии кристаллов. Горячие прессы имеют встроенную печь для применения формовочного давления до 1800°F.
Свяжитесь с нами
Горячий пресс
Гидравлический горячий пресс Savage оснащен огнеупорным теплозащитным экраном или стенками печи, которые окружают нагреваемые плиты со всех четырех сторон, и микропроцессорным контролем температуры. Подходит для диффузионного склеивания. Доступны кровати-шаттлы. Размеры кровати и отверстия для дневного света соответствуют вашим требованиям.
100-тонный горячий лабораторный пресс (слева) используется для формования деталей самолетов из титана. Лист из сплава нагревается в прессе до сверхпластического состояния, а затем при контролируемом давлении газа формуется в сложные формы, каналы и конструкции.
Каталог Информация о горячих прессах
Горячий пресс с челночной станиной
Горячие прессы Savage с челночной станиной представляют собой прессы, позволяющие нижней половине печи перемещаться по челноку для облегчения доступа. Используется с манипулятором-загрузчиком. Информация о тензодатчиках и оптических пирометрах отправляется в удаленное хранилище данных.
Эта 100-тонная модель (слева) установлена на заводе Martin Marietta.
Каталог Информация о горячих прессах с челночными платформами
Горячие прессы восходящего действия
Горячие прессы восходящего действия могут выковывать/сплющивать кристаллы большого диаметра в линзы для аппаратов МРТ. Этот специальный пресс (слева) закрывается с контролируемой скоростью 0,004 дюйма в минуту, чтобы предотвратить разрушение кристалла. Включает плиты с подогревом из нержавеющей стали и рециркуляцию нагретого воздуха.
Эта 500-тонная модель (слева) установлена в Siemens Medical Systems.
Каталог Информация о горячих прессах восходящего действия
Горячие прямые боковые прессы с предварительно напряженным корпусом
Эти гидравлические горячие прессы оснащены жесткой прочной рамой с предварительно напряженными натяжными элементами, устойчивыми к изгибу рамы. до экстремальных температур. Предварительно напряженный корпус обеспечивает постоянную параллельность плит в течение длительного периода использования.
Эта прочная 400-тонная модель вмещает инструменты заказчика и оснащена гидравликой, установленной наверху в мезонине для обслуживания.
Каталог Информация о горячих прямых прессах
Доступные типы рам:
Горячий пресс
Горячий пресс с челночной станиной
Горячие прессы восходящего действия
Горячие прямые прессы с Корпус
Вместимость
Тоннаж и размеры кузова разработаны с учетом ваших требований
Разработаны для ВАШЕГО применения
Прессы для формования сверхпластичных материалов Savage сочетают прецизионное усилие, создаваемое силой ползуна, с печью для поддержания постоянной температуры. Эти машины используются для горячей штамповки, горячей правки, ползучести и сверхпластической формовки титановых и алюминиевых сплавов. Горячие прессы Savage оснащены встроенной печью для применения температур до 1800ºF.
Мощный огнеупорный теплозащитный экран или стенки печи окружают нагреваемые плиты со всех четырех сторон
Электрообогрев до 1800ºF
Возможности прижимных зажимов по спецификации заказчика
Размеры кроватей и отверстий для дневного света по спецификации заказчика
Микропроцессорный контроль температуры
Диффузионное склеивание
Сделано в США 90 046
Дикарь делает не стандартные каталожные размеры. Каждый пресс спроектирован в соответствии с вашими спецификациями, чтобы выполнять вашу работу с максимальной эффективностью.
Обслуживаемые отрасли
Аэрокосмическая промышленность
Медицинские приборы
Ковка металлов
История клиентов
Штампы и поковки
Ensign Bickford A&D
GE Aviation 9004 6
Griner Engineering
Martin Marietta
Университет штата Огайо
Siemens Medical Systems
TECT
TRW
ВСЕ ГИДРАВЛИЧЕСКИЕ ПРЕССЫ SAVAGE ИСПОЛЬЗУЮТ ИЗГОТОВЛЕННЫЕ ИЗГОТОВЛЕННЫЕ ДЕТАЛИ, АНАЛИЗИРУЕМЫЕ НА НАПРЯЖЕНИЕ – НИ В ОДНОМ ИЗ НАШИХ ПРЕССОВ НЕ ИСПОЛЬЗУЕТСЯ НИКАКИХ ПРЕДОХРАНЯЕМЫХ ОТЛИВОК.
СВЯЖИТЕСЬ С НАМИ, чтобы обсудить вашу заявку
Многослойный гидравлический дверной пресс с горячим маслом
Многослойный гидравлический дверной пресс с горячим маслом
ПЛК УПРАВЛЕНИЕ
Ручной и автоматический режим
Автоматическое открытие в конце нажатия
Точные часы с регулируемым шагом от 100 до 100 часов
Надежное, точное управление и увеличенный срок службы
Дополнительные функции безопасности: остановка насоса и автоматическое открытие пластин на 2–3 см во избежание защемления при вытягивании страховочной проволоки
Прессы серии
TETRAGON могут быть изготовлены с различными типами плит и системами нагрева в зависимости от потребности для достижения максимальной эффективности.
Маслодинамическое и электрооборудование изготовлено по последним нормам в соответствии с последними изобретениями.
Панель управления позволяет легко регулировать все прессы.
Оснащен пресс-насосом, бойлером, масляным баком и трубами.
Доступен страховочный трос и автоматическая система открывания
Конструкция
Прочная конструкция кузова из стальных профилей.
Прецизионные прессовальные столы с одной поверхностью.
Система зубчатой рейки и шестерни для стабильного движения прессующего стола.
Гидравлическая система
Гидравлическая система с электроклапанным управлением.
Байпасная цепь, защищающая машину и гидравлическую систему.
Специальный бесшумный гидравлический насос.
Закаленные хромированные гидравлические поршни.
Прецизионно обработанные гидравлические цилиндры из стальной трубы.
Специальные уплотнительные кольца для длительного срока службы
Нагревательные пластины
Поглощающие трубки для равномерного распределения температуры по всей пластине.
Сравнительная характеристика деревянных и пластиковых поддонов
ЕГАИС Лес: учет древесины и сделок с ней
Особенности восстановления поддонов
Сколько паллет входит в контейнеры 20, 40, 45 футов
Деревянные поддоны для маркетплейсов: требования Яндекс Маркета, Wildberries и Ozon
Что такое фитосанитарный стандарт
Хлипкие деревянные поддоны
Вопросы по скупке деревянных поддонов
О таможенном оформлении поддонов (паллет)
Выбор деревянных поддонов для внутренних перевозок
Типовые деревянные поддоны
Как разобрать деревянный поддон
Отличие нормативов ГОСТа и ТУ для пиломатериалов
Безопасность пищевых продуктов и деревянные поддоны
Что выгоднее фумигация или окраска деревянной тары
Защита деревянных поддонов от плесени
Деревянные поддоны для склада
Европоддоны оптом
Деревянные поддоны для овощей
Применение паллет в строительстве
Отличия и сходства европейских, финских и американских поддонов
Популярные вопросы про деревянные поддоны
Деревянные поддоны на заказ
Большие паллеты
Использование б/у поддонов
Упаковка груза в паллетный борт
Габариты деревянного поддона
Перевозка деревянных поддонов
Сфера применения деревянных поддонов
От чего зависит стоимость деревянных поддонов
Европоддоны с клеймом
Деревянные поддоны на экспорт
Квадратные поддоны из дерева
Финский паллет — размеры
Деревянные поддоны оптом
Деревянные паллеты в розницу
Чертеж деревянных поддонов
Американские поддоны из дерева
Размер европаллета стандартного
Лом деревянных поддонов и паллет — вывоз и прием
Вывоз деревянных поддонов
Куда продать поддоны в Москве
Что делать со сломанными поддонами
Сборка деревянных поддонов
«Арт-Паллет» – надежный производитель поддонов
Вес деревянных поддонов
Какие поддоны в Москве пользуются спросом
Деревянная тара в России
Использование паллетных бортов
Фумигация паллет и сушка деревянной тары
Подготовка древесины для создания паллет
Требования на производстве поддонов и паллет
Изготовление стандартных и нестандартных поддонов
Влажность поддонов допустимая, естественная, по госту
Грузоподъемность деревянных поддонов
Эффективность применения поддонов
Фитосанитарный контроль деревянных поддонов
Как дёшево и быстро самому создать мебель из поддонов
Сухие поддоны – когда они необходимы
Зачем нужна утилизация поддонов
Включать ли вес поддонов в брутто
Оптовая продажа деревянных поддонов в Москве и Московской области
Новый ГОСТ 33757-2016
ГОСТы и Стандарты деревянных поддонов
Типы деревянных поддонов
Схемы размещения паллет в машинах
Виды, размеры и сорта деревянных паллет (поддонов)
Изготовление деревянных поддонов
История создания поддонов и паллет
Паллетные стеллажи.
Стеллажи для европоддонов
Что можно сделать из деревянных поддонов
Поддоны для кирпича, способы укладки кирпичей на поддон
Выбор деревянных поддонов
Преимущества и недостатки деревянных поддонов
Классификация деревянных поддонов по различным критериям
Стоечные поддоны из дерева: виды и область применения
Срок службы деревянных паллет
Отличия европоддона от обычных поддонов
Породы древесины для производства поддонов
FIN поддоны: характеристики и область применения
Для улучшения работы сайта и его взаимодействия с пользователями мы используем файлы cookie. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
При выполнении масштабных грузоперевозо и для сокращение трудозатрат и времени на погрузку/выгрузку товаров имеет большое значение применение деревянных поддонов с увеличенными габаритами и вместительностью, коими являются деревянные поддоны соответствующие ГОСТу 9078-84 размерами 1200х1000х145мм.
Поддоны данного типа изготавливается из древесины хвойных и лиственных пород (сосна, ель, лиственница, осина, береза) и представляет собой 7-досочный настил (доски разной ширины) длиной 120 см со срезанными углами и заходными фасками, закрепленный на 9-ти шашках ершенными или накатными гвоздями.
Деревянные поддоны данного типа различаются по сортам и грузоподъёмности – высшего, первого и второго сорта. В нашей компании возможно заказать производство совершенно новых поддонов данного типа, которые могут быть использованы даже под погрузку пищевых продуктов, а также промышленных изделий и соответвуют категории высшего сорта. Поддоны первого сорта не имеющие никаких технических изъянов, но бывшие в употреблении подразумевают использовании их в 1-2 циклах. Паллеты второго сорта (3-5 циклов), как правило, используются только для погрузки строительных материалов. При использовании паллетов второго сорта грузоподъемность остается идентичной первому сорту
Характеристики деревянного поддона 1200х1000 мм ГОСТ 9078 84.
В качестве сырья для изготовления поддонов данного типа служит качественная древесина хвойных и лиственных пород, без строгих требований к породе. Важное условие при производстве поддонов данного типа это показатель влажности древесины, который не должен превышать 22%.
Паллеты 1200х1000 мм (ГОСТ 9078 84, ГОСТ 33757-2016) имеют следующие технические характеристики:
Габаритные размеры (мм) — 1200х1000х145
Толщина досок (мм) – 20-25
Количество досок настила (шт) – 7
Количество поперечных досок (шт) — 3
Количество шашек 100х100мм — 9
Для сборки поддона используются ершенные либо накатные гвозди.
В нашей компании можно купить деревянный поддон размером 1200х1000 мм в любом необходимом количестве, как в розницу так и оптом, по доступной стоимости и на самых выгодных условиях, а наличии у нашей компании собственного автопарка гарантирует доставку поддонов до вашего склада в самые кратчайшие сроки.
Что такое поддон? Все, что вам нужно знать об этом! • 1001 поддон
Поддон представляет собой горизонтальную платформу, обычно прикрепленную к надстройке. Нижняя палуба позволяет устойчиво перевозить коммерческие товары, обеспечивая их поддержку, чтобы их могли поднимать домкраты для поддонов, вилочные погрузчики, фронтальные погрузчики и другие подъемные устройства. Если вы профессионал и вам нужен совет по поводу планов по покупке домкрата для поддонов, ознакомьтесь с нашей статьей: «Все, что вам нужно знать перед покупкой домкрата для поддонов!».
9Поддоны 0002 позволяют повысить эффективность хранения и обработки, обеспечивая основу для сборки, обработки и транспортировки материалов и продуктов. Их также можно использовать во многих творческих целях при повторном использовании, как мы показываем вам каждый день на этом веб-сайте!
В истории поддоны играли важную роль в развитии современной логистики, и это был один из ключевых инструментов логистики, появившихся в 20 веке. Узнайте больше об истории поддонов. Хотя большинство поддонов, производимых в мире, изготавливаются из дерева, поддоны также могут быть изготовлены из:
пластик
металл
бумага/картон
переработанные материалы
Каждый материал имеет свои преимущества и недостатки.
Деревянный поддон
Это самый распространенный поддон. Деревянные поддоны предлагают отличное сочетание веса, жесткости, долговечности и стоимости. Кроме того, широкая инфраструктура по переработке поддонов помогает продвигать ремонт и повторное использование деревянных поддонов. Кроме того, из деревянных компонентов можно легко изготовить поддоны нестандартных размеров. Вот некоторая общая информация о деревянных поддонах:
В США стандартный размер деревянного поддона составляет 48″ x 40 дюймов,
Обычно деревянный поддон состоит из трех или четырех стрингеров, которые поддерживают доски настила, поверх которых размещается товар,
Большинство из них изготовлены из древесины « отходы », которая может выглядеть не так хорошо, как древесина для изготовления поддонов, но такая же прочная, как и красивая древесина. отходы ” пиломатериалы, они не уменьшают естественную листву, так как для их изготовления не рубят деревья,
Деревянные поддоны пригодны для повторного использования и переработки; их можно повторно использовать в новых поддонах или красивых предметах, если вы будете следовать всем идеям, которые мы предлагаем на 1001Поддоны для переработки поддонов 😉
Поддоны из объединенной древесины долговечны, экономичны и экологически устойчивы,
Экономичные, качественные варианты восстановления являются преимуществом деревянных поддонов:
Класс #1A «Супер» Поддоны для тяжелых условий эксплуатации: конструкция из твердой древесины, 5 нижних досок, для штабелируемых поддонов и доставки в одну сторону или обратно,
Сорт A: смесь лиственных и хвойных пород, 5 нижних досок, отремонтированные с пластинами (без вставок для стрингеров), для штабелируемых поддонов, с односторонней или обратной доставкой,
Сорт B: смесь лиственных и хвойных пород, отремонтированные с вставками для стеллажные поддоны и доставка в одну сторону.
Древесина поддонов обработана для повышения прочности и защиты от насекомых. Если вам нужна дополнительная информация о безопасности поддонов, ознакомьтесь с нашей статьей: «Проверьте, обработаны ли ваши поддоны?». Вы сможете расшифровать штамп IPPC, который можно найти на любых деревянных поддонах.
Бумажный поддон
Бумажные поддоны также называют «экологическими поддонами». Они изготавливаются из гофрированного картона, частичного деревянного настила или изготавливаются из ламинированного картона (более прочные изготавливаются из сотового композитного картона).
Преимущества бумажных поддонов:
Меньший вес, чем у дерева или стали, примерно на 10 кг легче, чем у деревянного поддона,
Тоньше, чем у дерева, больше товаров загружается на груз, это означает больший вес груза,
Идеален для одностороннего невозврата,
Одноразовый и пригодный для вторичной переработки,
Очень гибкий для адаптации к особым транспортным потребностям,
Соответствует требованиям Комплексного контроля за предотвращением загрязнения (IPPC),
Отсутствие экспортных ограничений на деревянные поддоны (ISPM) -15 освобождение для международных перевозок) и сокращает задержки при отправке в зарубежные страны,
Фумигация или сертификация не требуются,
Экологически чистый,
Чистота и отсутствие пыли,
Возможность максимизировать пространство в грузовике за счет использования поддонов точного размера,
Возможен низкопрофильный дизайн, предназначенный для уменьшения использования куба во время транспортировки,
Без гвоздей, деревянных осколков, без плесени без антипиренов,
Способствует более безопасному обращению,
Высокая прочность до 1,0 тонны,
Подходит для чистых помещений в медицине, фармацевтике и не влажных пищевых продуктах. Не содержат примесей, соответствуют фитосанитарным нормам МСФМ, регулирующим экспортные поставки, без необходимости дополнительной обработки и заменяют термообработанные поддоны,
Простой дизайн и возможность печати идентификации или RFID для расширения маркетинговых преимуществ.
Недостаток бумажных поддонов:
Восприимчив к влаге (если не добавлено покрытие),
Деревянные поддоны, соответствующие стандарту ISPM-15, могут быть дешевле
Бумажные поддоны не соответствуют прочности и жесткости сопоставимых деревянных поддонов (для стойки ИКЕА пришлось модернизировать свои складские стеллажи, чтобы обеспечить их полную поддержку,
Недолговечный,
Недостаточная жесткость по сравнению с большинством других материалов для поддонов.
Бумажные поддоны продолжают развиваться по мере того, как новые конструкции приводят к повышению производительности бумажных поддонов, а новые водостойкие покрытия защищают от влаги, не препятствуя переработке.
Пластиковый поддон
Изготовлен из переработанного и пригодного для вторичной переработки пластика,
Долгий срок службы, 100 % подлежит вторичной переработке и может быть измельчен и превращен в новый поддон,
Срок службы более 10 лет,
Безопасен в обращении; без шурупов, гвоздей, осколков или сколов,
Можно использовать в любых климатических условиях,
Эффективная программа многоразового использования пластиковых поддонов может снизить затраты, обеспечить устойчивость и оптимизировать цепочку поставок компании,
Устойчивость к кислотам, щелочам, жирам, растворителям и запахов,
Водонепроницаемый, устойчивый к бактериальному загрязнению и не впитывающий влагу идеально подходит для продуктов питания, бумаги, фармацевтических препаратов и цемента,
Устойчив к нагрузкам и ударам,
Легко штабелируется, обрабатывается и очищается (горячая стирка, очистка паром или химическая дезинфекция) для удаления любых бактерий,
Естественно соответствует МСФМ 15: может использоваться как для внутренних, так и для экспортных поддонов за границу благодаря отсутствию перерывов в доставке из-за Регулировка деревянных поддонов,
Доступны размеры поддонов EURO,
Высокая грузоподъемность и противоскользящая поверхность,
Легкий (от 5,5 кг для стандартных 1200×800 мм), но прочный, чтобы защитить ваш груз во время путешествия к месту назначения.
Пластиковые поддоны:
Идеальны для внутреннего и экспортного использования поддонов,
Идеальны для штабелирования поддонов: производятся для легких, средних и тяжелых условий эксплуатации.
Пластиковые стеллажные поддоны:
Упрощают перемещение и штабелирование поддонов,
Экономят место,
Обеспечивают четырехсторонний вход,
Могут быть изготовлены с использованием огнезащитной смеси,
Они прочные, вкладываемые, легкие, легко чистящиеся, одобренные FDA/USDA, полностью пригодные для повторного использования, нескользящие поверхности.
Пластиковые штабелируемые поддоны:
Доступны цельные, состоящие из двух частей и сварные конструкции,
Предназначены для обработки и транспортировки тяжелых грузов на складах, в перерабатывающих и производственных условиях,
Допустимая статическая нагрузка до до 30 000 фунтов,
Идеально подходит для загрузки штабелей, конвейерных систем, распределительных центров и стационарного хранения,
Экономичная, экологичная и эффективная альтернатива деревянным поддонам или салазкам,
Легко чистится и изготавливается из материалов, одобренных FDA,
100 % перерабатываемых материалов,
Доступны размеры от 32″ x 38″ до 48″ x 72″,
Стабильный вес тары позволяет лучше контролировать запасы,
Совместимость со многими паллетизаторы, депалетизаторы, автоматическое обвязочное оборудование и системы высокоскоростной автоматизации.
Недостатки пластиковых поддонов:
Если пластиковый поддон треснет или сломается, ремонт будет не таким простым, потому что материал придется расплавлять и формовать заново,
Более дорогой по сравнению с деревянными поддонами,
Обычно не подходит для хранения на полках.
Читать : Пластиковые поддоны, подходят ли они для проектов своими руками?
Металлический/алюминиевый поддон
Часто имеют съемные балки (можно использовать для дров),
Огнеупорный и устойчивый к ржавчине,
Без жуков и других вредителей,
Не раскалываются, как деревянные поддоны,
Предназначен для длительного срока службы и сохранения структурной целостности,
Идеально подходит для ответственного хранения,
Соответствует международным стандартам доставки ISPM #15,
62 фунта, но грузоподъемность стойки по краям составляет 3500 фунтов,
Предлагает огромную рентабельность инвестиций (возврат инвестиций) для компаний, работающих в сфере пищевых продуктов, хранения и распределения, химикатов и связанные рынки; они подходят для пищевой и химической промышленности, потому что их легко чистить, обеспечивая высокую санитарию,
Цена ниже, чем у сопоставимой пластиковой альтернативы,
Обладает преимуществами вместимости, удобства использования и возможности вторичной переработки,
Приобретая металлические поддоны, вы экономите на:
Расходы на ремонт и техническое обслуживание
Повреждение и поломка продукта
Чистота предприятия
Сопутствующая экономия затрат на погрузочно-разгрузочные работы (т. е. меньше повреждений конвейеров, колес вилочных погрузчиков и т. д.)
Расходы на пожарную безопасность и безопасность
Алюминиевые поддоны:
Не ржавеют, не гниют, не деформируются и не горят, что повышает рентабельность инвестиций.
Огнестойкое качество может снизить страховые ставки. ,
Уменьшают повреждение продукта и легче, чем некоторые деревянные или другие металлические поддоны, что снижает стоимость доставки,
Можно штабелировать для экономии места,
Практически не требуют обслуживания,
Служат годами и могут выдерживать экстремальные температуры ,
Идеально подходит для замкнутых и автоматизированных поисковых систем.
Легкий, прочный, ремонтопригодный и на 100 % пригодный для повторного использования.
Можно настроить по индивидуальному заказу.
Основным недостатком металлических/алюминиевых поддонов является то, что они тяжелее по сравнению с другими поддонами, поэтому их транспортировка обходится дороже.
Нам не хватает информации? У вас есть дополнительная информация о различных размерах поддонов или различных видах поддонов? Не стесняйтесь обращаться к нам, и мы соответствующим образом обновим статью.
Все, что вам нужно знать
История поддона
Некоторые говорят, что это деньги, но на самом деле поддоны заставляют мир вращаться. Поддоны можно найти на складах по всему миру, но, хотите верьте, хотите нет, так было не всегда. Они появились совсем недавно, за последние 80 лет. До создания поддонов цивилизации полагались на салазки для хранения своих материалов. Хотя мы точно не знаем, где и когда были изобретены салазки, мы видели, как они использовались на протяжении всей истории, начиная с древнеегипетских времен.
Во время промышленной революции представлялись новые проекты подъемных платформ. По мере того, как поддоны становились все более распространенными, салазки постепенно выходили из употребления. Этот процесс ускорился во время Второй мировой войны из-за необходимости повышения эффективности при использовании меньшего количества ресурсов. После того, как команда изучила несколько вариантов, они пришли к выводу, что вилочные погрузчики и поддоны являются наиболее эффективной системой для использования.
С этого момента предприятия начали использовать деревянные поддоны для перевозки тяжелых грузов по своим объектам. С началом глобализации началась стандартизация. Сегодня у нас есть международные законы и правила, касающиеся размеров поддонов, материалов и процессов, которые необходимо соблюдать. По мере того, как мир погрузочно-разгрузочных работ продолжает меняться, мы, несомненно, увидим дальнейшую эволюцию этого простого, но эффективного изобретения, которое мы знаем как поддон.
Части поддона
Отверстие в верхней части настила относится к пространству между каждой из досок настила
на верхней палубе
Верхние внутренние палубные доски — это деревянные доски, расположенные между поводками.
Палубные доски с стыковым концом устраняют пространство между ведущей палубной доской и следующей внутренней палубной доской, чтобы обеспечить более толстый периметр по краям.
Нижняя направляющая Настилы расположены в нижней части поддона, чтобы обеспечить стабильное ровное основание, обеспечивающее большую поддержку.
Стрингерные доски — это распорки, которые также обеспечивают поддержку верхней палубы.
Прорези вырезаны из досок стрингера для входа вилочных погрузчиков. Их можно разрезать, чтобы обеспечить двусторонний или четырехсторонний доступ.
Блоки представляют собой прямоугольные, квадратные или цилиндрические прокладки для настила, часто идентифицируемые по их расположению внутри поддона как угловые блоки, концевые блоки, краевые блоки, внутренние блоки, центральные или средние блоки
Нижние доски настила поддерживают дно поддона и крепятся к стрингерам или блокам
Варианты входа в поддон
Что такое поддон с двусторонним входом? Двухсторонняя паллета или паллета со стрингером часто прочнее своих четырехсторонних аналогов, а также более экономична в производстве. Недостатком является то, что вы ограничены в гибкости, что затрудняет оптимизацию использования пространства, и мы все знаем, что пространство чрезвычайно ценно и ограничено.
Что такое поддон с четырехсторонним входом? Конструкция с 4-сторонним входом, также известная как блочные поддоны, позволяет операторам вилочных погрузчиков входить и подниматься с любой стороны платформы, что устраняет необходимость беспокоиться о первоначальном размещении поддона. Четырехсторонние поддоны имеют несколько различных стилей конструкции, которые перечислены ниже:
Четырехсторонние нереверсивные
Четырехсторонние полностью реверсивные
Четырехстороннее основание по периметру
четырехсторонняя экономика
Четырехсторонний прочный
Baleboard
Размеры поддона
. размеры. Из-за доступного разнообразия существует несколько руководящих организаций, которые предлагают правила и нормы, которые необходимо соблюдать для доставки в определенные отрасли или регионы. Ниже приведены лишь несколько примеров того, как размеры поддонов различаются по всему миру, а также в соответствии с требованиями конкретных организаций, таких как ISO.
Типы материалов для поддонов
Деревянные поддоны
Деревянные поддоны на сегодняшний день являются наиболее распространенным типом поддонов. Они составляют примерно 58% всех находящихся в обращении поддонов, из которых 43% приходится на твердую древесину, а 15% — на мягкую древесину. Существует несколько различных пород дерева, которые используются при изготовлении поддонов. Некоторые поддоны создаются с использованием древесины в ее естественном состоянии, а другие создаются с использованием производственного процесса.
9№ 0003
Поддоны из твердой древесины обеспечивают повышенную прочность и долговечность, поскольку они изготовлены из более прочного материала, например дуба. Хотя они могут нести больший вес и, как правило, служат дольше, они не всегда могут быть необходимы. Если вы отправляете более легкий продукт, вы можете сэкономить на расходах, используя мягкую древесину или изготовленный поддон.
Поддоны из прессованного дерева изготавливаются из древесных волокон, опилок, стружек, частиц и даже шпона, которые затем подвергаются сильному нагреву и давлению, чтобы склеить все вместе. Преимущество поддонов Presswood заключается в том, что они по-прежнему долговечны и, как правило, дешевле, чем пластиковые. Они также могут быть вложены друг в друга для экономии места, но при этом они легко доступны благодаря их 4-позиционному дизайну.
Есть несколько недостатков работы с поддонами Presswood, в том числе тот факт, что они могут пострадать от воды, если их оставить в непогоде. Многие склады также не предназначены для поддонов Presswood, поэтому их перемещение между складами может быть затруднено. Обоснование этого обстоятельства связано с тем, что их может быть сложно хранить в существующей системе стеллажей.
Фанерные поддоны – Фанерные поддоны могут стать отличным дополнением к вашему складу, поскольку это идеальное решение для хранения легких и средних грузов, требующих жесткой упаковки. Они очень легкие и могут помочь сэкономить ваши деньги в процессе доставки. Он имеет гладкую поверхность и имеет минимальные проблемы с влагопоглощением.
Однако, как и поддоны Presswood, поддоны из фанеры страдают от многих из тех же проблем. Например, несмотря на то, что он имеет низкое поглощение влаги, он все же может быть подвержен повреждению водой, если его оставить снаружи. Они также не являются наиболее распространенным вариантом в отрасли, и поэтому вам может быть сложно их транспортировать между складами или хранить на стеллажах.
Металлические поддоны
Когда дело доходит до прочности и долговечности, вы не станете намного прочнее, чем металлический поддон. Металлические поддоны часто используются в автомобильной промышленности, а также в других отраслях, связанных с обработкой металлов. Часто стальные поддоны следуют рекомендациям по дизайну своих деревянных аналогов. Это позволяет им помещаться в стандартные складские стеллажи и по-прежнему перевозиться вилочными погрузчиками и другой тяжелой техникой.
Пластиковые поддоны
Различные типы пластиковых поддонов — Если вы ищете альтернативу деревянным поддонам, пластик — отличный вариант. Они более долговечны, чем древесина, не раскалываются, устойчивы к химическим веществам и влаге. Они также легко чистятся и отвечают всем требованиям пищевой промышленности. Не говоря уже о том, что они легкие, а также экологически чистые благодаря своей конструкции, пригодной для вторичной переработки. https://www.dacocorpblog.com/4-types-of-plastic-pallets-for-your-warehouse-operation/
Экспорт пластиковых поддонов . Международная доставка может быть обременительной, и если вы не соответствуете стандартам, ваш груз может никогда не добраться до места назначения. Эти пластиковые поддоны не требуют фумигации, поскольку вредители, как правило, держатся от них подальше, поскольку они не сделаны из дерева. Вы не только сэкономите деньги на стоимости доставки и рабочей силе, но и сэкономите место благодаря их вставной конструкции. Экспортные поддоны используются в самых разных отраслях, включая автомобилестроение, пищевую промышленность, химическое производство, производство косметических товаров и многое другое.
Стеллаж – Стеллажные поддоны представляют собой надежное решение для транспортировки на большие расстояния, а также для перевозки тяжелых грузов. Они ударопрочные и при необходимости выдерживают экстремальную очистку. Если вы хотите повысить безопасность этих поддонов, они также могут быть изготовлены из материалов, одобренных FDA. Эти поддоны позволяют максимально увеличить площадь пола, не жертвуя хранением или безопасностью.
Штабелируемые – Если на вашем предприятии предъявляются высокие требования к штабелированию или имеется несколько конфигураций стеллажей, штабелируемые поддоны станут отличным дополнением к вашему объекту. Эти поддоны имеют двойное основание на дне, что дает им возможность штабелирования. Как и в случае с другими пластиковыми решениями, штабелируемые поддоны легко чистить, что делает их отличным решением для компаний, беспокоящихся о перекрестном загрязнении или правилах FDA.
Nestable – Поддоны Nestable – отличный экономичный вариант для вашего бизнеса. Когда вы тратите слишком много денег на деревянные поддоны из-за износа или больших нагрузок, пришло время обновить их. Вы мгновенно снизите стоимость транспортировки благодаря их способности штабелироваться по сравнению с их деревянными аналогами. Часто вы найдете эти поддоны на открытом воздухе в розничной торговле из-за их более эстетичного внешнего вида. Эти поддоны по-прежнему совместимы с четырехходовым домкратом для поддонов и вилочным погрузчиком.
Бумажные поддоны
Трудно поверить, что бумагу можно использовать в качестве основы при транспортировке тяжелых грузов, но это правда. Если вы беспокоитесь о стоимости или окружающей среде, бумага — идеальное решение. Они чрезвычайно дешевы в диапазоне от 5 до 20 долларов за поддон. Если вы отправляете товары в близлежащие регионы и предлагаете более легкий продукт, вам не нужно платить за прочность, которая вам не нужна. Бумажные поддоны бывают самых разных форм и материалов и могут быть спроектированы так, чтобы удовлетворить практически любые ваши потребности.
Типы настила для поддонов
Открытый настил/вентилируемый настил – Этот тип настила имеет отверстия на поверхности в виде сетки или сетки. Мало того, что эти поддоны часто дешевле из-за использования меньшего количества материалов, они также часто легче.
Закрытый настил / Сплошной настил – Эти настилы для поддонов состоят из сплошной поверхности без каких-либо решетчатых отверстий. Большинство поддонов с закрытой палубой имеют гладкую поверхность с кромкой по периметру, чтобы продукты не соскальзывали с верхней части.
Двухсторонний поддон – Эти поддоны оснащены настилами сверху и снизу. Нижняя дека не только помогает равномерно распределить вес продукта, но и увеличивает прочность поддона. Эти поддоны бывают двусторонними и необратимыми. Нереверсивные модели поставляются с дополнительными планками, которые просто обеспечивают дополнительную поддержку. Обратимую вариацию можно использовать с любой стороны.
Международные законы о поддонах
Хотите вывести свой бизнес за границу? Вам нужно хорошо разбираться в международных законах, касающихся типов поддонов, которые вам разрешено использовать, и требований других стран. Хотя мы не можем охватить все конкретные правила для каждой страны, ниже приведены некоторые из наиболее распространенных правил в отношении Европейского Союза и Организации Объединенных Наций.
Древесина должна быть обработана при температуре 132,8 градусов в течение не менее 30 минут и отмечена местом обработки поддона.
Каждый деревянный поддон должен пройти процесс фумигации, чтобы уничтожить всех жуков.
Перед отгрузкой поддон должен пройти химическую обработку.
Поддоны должны храниться в контролируемой атмосфере.
Химическая пропитка древесины под давлением должна быть завершена до отгрузки.
Не уверены, подходят ли ваши поддоны? Поговорите с вашим местным партнером Indoff по обработке материалов, чтобы обсудить, какие варианты у нас есть и какие из них наиболее подходят для вашего бизнеса. Если не установить все указанные выше флажки, а также любые другие, которые могут существовать для каждого конкретного региона или страны, это может привести к тому, что ваш продукт не будет доставлен в пункт назначения.
Что такое занос?
Часто в мире погрузочно-разгрузочных работ вы слышите слова «поддоны» и «полозья», используемые как синонимы. В том-то и дело, что они очень разные и служат разным целям в процессе хранения и обработки. Хотя вы, вероятно, можете назвать полозья поддоном, мы решили, что лучше всего объяснить различия между ними.
Самое большое отличие состоит в том, что у салазок нет нижнего настила. Это означает, что они часто используются в качестве более постоянного решения для хранения, а не для транспортировки. Из-за отсутствия нижней части им не хватает устойчивости, прочности и долговечности, которые могут предложить поддоны. Они являются вариантом для менее постоянного хранения или небольших задач по транспортировке, но часто компании соглашаются потратить немного больше на поддоны из-за их дополнительных преимуществ.
Отличия от транспортировочного ящика
Транспортировочный ящик радикально отличается от поддона, обеспечивая защиту со всех сторон, образуя коробку по сравнению с плоской конструкцией поддона. Они являются отличным вариантом для продуктов, которые нуждаются в надежной защите, или расходных материалов, которые не могут быть легко упакованы.
Производство металлических заготовок — основная сфера применения отрезных станков по металлу.
Отрезной станок (или разрезной) − это тип станка, основная функция которого следует из названия: разрезать или отрезать металлические заготовки, профили различной формы или листовой металл.
В зависимости от производительности и применения, отрезные станки делятся на классы от 1 до 4.
1 класс – высокопроизводительная резка любых металлов: цветных сплавов, конструкционных и высоколегированных сталей, никелей и титановых сплавов. Могут использоваться для разрезания сплошного проката, поковок большого диаметра, а также труб и тонкостенного профиля. Область применения – основное, а также заготовительное производство, обработка сложных материалов. Станки этого класса могут работать с биметаллическими или твердосплавными пилами.
2 класс имеет более узкую сферу применения: для резки цветных металлов, легированных и нержавеющих сталей, жаропрочных сталей и легкообрабатываемых титановых сплавов, т. е. те материалы, которые можно обрабатывать с помощью биметаллических отрезных пил (с режущей кромкой из быстрорежущей стали).
3 класс – станки, в которых пильная рама расположена консольно либо, в упрощённом варианте, на двух стойках. Используются на небольших производствах.
4 класс – настольные и бытовые отрезные станки.
См. классификацию по типу подачи режущего инструмента и по числу режущих кромок
Модель и производственная марка — основные категории, формирующие стоимость станка. Для принятия взвешенного решения обратите внимание на соотношение цены и производительности станков всего модельного ряда, а также срок гарантии, гарантийное и сервисное обслуживание продавца.
Предлагаем ознакомится с оборудованием для металлообработки, отрезными станками различного типа:
Горизонтальные ленточнопильные станки для резки металла BEHRINGER Одним из показателей подлинности горизонтального станка торговой марки BEHRINGER является жесткость конструкции, литая чугунная пильная рама, ведь BEHRINGER – единственный в мире производитель, использующий собственный чугун для компонентов ленточной пилы. Жесткость конструкции – гарантия максимальной точности резания и увеличение срока службы вашего горизонтального станка.
Ленточнопильные поворотные станки BEHRINGER для резки металла под углом Режет стальные балки, трубы, детали конструкций или листы разной толщины, формы и диаметра. Может отрезать отдельные заготовки, пакеты материала или материал фиксированной длины. Все это легко поддается обработке с помощью ленточнопильных станков компании BEHRINGER на вашем производстве.
Большие горизонтальные ленточнопильные станки для резки металла Behringer Настоящая сила – наши мощные решения для крупных, тяжёлых заготовок. Надёжные, точные и чрезвычайно долговечные. Режут тяжёлые поковки, слябы, профили, отливки или пакет материала. Наш обширный ряд различных вариантов больших ленточных станков удовлетворяет любым требованиям.
Вертикальные ленточнопильные станки BEHRINGER для безупречной продольной резки — фото Секрет вертикального станка серии LPS в непревзойденном инженерном совершенстве: ленточнопильный станок вертикальной резки Behringer режет сплошные панели и блоки с высокой точностью. Вертикальное расположение пилы гарантирует пиковую производительность и чистый рез по всей длине заготовки.
Консольные ленточнопильные станки BEHRINGER Станки серии SLB от BEHRNGER: заслуживающий доверия партнёр для мастерских и предприятий. Пригоден для резки труб, профилей и сплошных материалов, выполненных из металла и сопоставимых пластиков. Конкурентоспособная стоимость, точность изготовленных деталей и впечатляющая мощность. Присмотрите для себя!
Отрезные станки
Ø100, □100, □100х195
Ø110, □100х160, □60х200
Ø65, □80х50
Ø100, □100, □100х135
Ø100, □100, □60х140
Ø60, □60х50
225х32
350х30
400х30
50
2800
45
± 45
565х565
635х460
0,75
1,5
620х380х750
640х785х1250
700х700х1400
58
120
50000338T
50000339T
EVC-400DGSP
1 кВт/S1 100%
1,7 кВт/S1 100%
3
550
900
1000
320
550
700
350
800
1100
52
105
150
71
86
107
56
61
61,5
43,5
70
76
60
120
165
42, 84
42, 84 об/мин
Ø100 мм, □120х70 мм
Ø80 мм, □100х50 мм
Ø65 мм, □70х50 мм
Ø90 мм, □85х70 мм
Ø40
Ø80
275х32 мм
315х32 мм
ЦЕНА: ПО УБЫВАНИЮ ПО ВОЗРАСТАНИЮСНАЧАЛА НОВИНКИ
Артикул: 50006101T
JET JCOM-400T
Абразивно-отрезной станок по металлу 400 В JET JCOM-400T
Отрезка при 90°, профиль, мм
Отрезка при ±45°, профиль, мм
Размер круга, мм
30000₽
Артикул: 50000210T
JET MCS-275
Дисковый отрезной станок Jet MCS-275
Отрезка при 90°, профиль, мм
Ø65, □80х50
Отрезка при ±45°, профиль, мм
Ø60, □60х50
Размер круга, мм
225х32
Артикул: 50000220T
JET MCS-315
Дисковый отрезной станок Jet MCS-315
Отрезка при 90°, профиль, мм
Отрезка при ±45°, профиль, мм
Размер круга, мм
Дисковые отрезные станки по металлу JET относятся к группе высокопроизводительного электрического инструмента, применяемого для поперечного распила заготовок металлопроката (уголок; круг, металлическая полоса, двутавр, швеллер, профильная труба с круглым или квадратным сечением).
Механизмы JETэтой группы характеризуются простотой строения станочной конструкции, эргономичным управлением, удобством и простотой эксплуатации и высококачественной резкой металла.
В линейку предлагаемых моделей дисковых отрезных станков JETвходят MCS-225,MCS-275, MCS-315, EVC-400DGSP JET ELITE.
Отрезные станки MCS-225, MCS-275 – этомалогабаритные компактные модели небольшой мощности, способные работать от обычной бытовой розетки. Станки обладают рядом технических особенностей: жестко установленная на чугунное основание рама сводит к минимуму возможные вибрации, обеспечивая качественный пропил,закаленная отшлифованная червячная пара и встроенная система подачи СОЖ позволяют увеличить длительность работы станка и срок его службы, тепловое реле защищает двигатель от перегрузок, поворот отрезной головки дает возможность распилить профиль как под прямым углом, так и под углом 45 градусов. Сфера использования — работа с профильными заготовками сечением до 80х50 мм и диаметром до 65 мм.
MCS-315 является профессиональным агрегатом с мощностью 1,7 кВт, он рассчитан на работу с заготовками из черного и цветного металла сплошного и профильного сечения в условиях интенсивной эксплуатации. Станок работает от сети 400В, обладает двумя скоростями вращения, имеет чугунную поворотную раму с диапазоном поворота ± 45°, систему подвода СОЖ с капельной подачей охлаждающей жидкости на пильный диск, оснащен удобной ручкой управления для управления производственным процессом и регулируемым концевым упором для серийных работ.
Для эргономичной установки механизма предусмотрена подставка, приобретаемая за отдельную плату.
Дисковый отрезной станок EVC-400DGSP JET ELITE– новинка модельного ряда. Он предназначен для работы с заготовками из алюминия и твердого пластика. Оборудован алюминиевым столом высотой 950 мм, четырьмя пневматическими прижимами для фиксации заготовки в горизонтальной и вертикальной плоскостях, системой по подготовке воздуха и кабинетной защитой зоны резания. Кроме того, во время работы предусмотрен автоматический подъем пильного диска, скорость которого напрямую зависит от сечения обрабатываемого материала и определяется оператором самостоятельно. В стандартную комплектацию входит пильный диск диаметром 400 мм.
Специфика и особенности каждой модели отражены в ее параметрах, габаритах и технических характеристиках. Конструктивно все станки имеют прочное и устойчивое основание. Основная рабочая часть оборудования представлена пильной головой. Отрезные операции осуществляются в момент опускания головы с вращающимся режущим инструментом. Заготовки, стальной прокат прочно и надежно фиксируется в механических тисках. Большие промышленные труборезы оснащены специальными приспособлениями, обеспечивающие подачу круглого проката в рабочую зону.
Модели, представленные в каталоге – это машины отличающиеся мощностью двигателя, которая варьируется в пределах 700-2600Вт. Станки с мощными электродвигателями способны выполнять отрезные операции при повышенных нагрузках, осуществлять резку круглого проката большого диаметра, заготовок из нержавеющей стали. Установки способны
Для отрезных работ используются отрезные круги диаметрами 185 – 400 мм. Скорость вращения дисков для большинства установок составляет широкий диапазон, от 1300 до 4000 об/мин.
Оборудование оснащено пылесборниками, защитными кожухами и приспособлениями. Все машины имеют заводскую гарантию, отвечают установленным нормам безопасности и стандартам качества.
Станки для лазерной резки металла | + 85% производительности
ОДИН КЛИЕНТ, ОДНО РЕШЕНИЕ.
Специальные станки для лазерной резки металла.
Станки для лазерной резки TCI Cutting удовлетворяют специфические потребности компаний по обработке листового металла и промышленной резки в металлургическом секторе благодаря широкому спектру современных решений для резки с использованием высокотехнологичных технологий. Станки для лазерной резки позволяют резать несколько типов металла, таких как сталь, нержавеющая сталь, алюминий, латунь и медь, а также резать листы различной толщины в соответствии с потребностями клиента. Существует также возможность разработки индивидуальных решений, адаптированных к конкретным требованиям отрасли и каждой компании. Один клиент, одно решение. Благодаря инновационным автоматизированным системам контроля и прослеживаемости деталей возможно значительное снижение производственных затрат и достигается удельная стоимость детали.
TCI Cutting имеет, среди прочего, высококлассные станки для лазерной резки, такие как Smartline Fiber, компактный и гибкий станок для 2D-резки различных материалов и разрезов, станок Smarttube Fiber для высокоточной резки металлических труб и профилей (2D или 3D ) и станок Dynamicline Fiber последнего поколения, решение для двумерной резки с высокой производительностью и высокой скоростью резки. Эти решения охватывают потребности резки в металлургическом секторе и преобразование производства листового металла, оптимизируя производственные потоки.
Машины для резки можно оптимизировать с помощью индивидуальных решений по автоматизации и программного обеспечения для интеллектуального управления производством для принятия автономных и стратегических решений.
ДОСТУПНОСТЬ / ГИБКОСТЬ
СТАНКИ ДЛЯ ЛАЗЕРНОЙ РЕЗКИ
Smartline®
2D
МАШИНА ДЛЯ ПРОСМОТРА
ВЫСОКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ
СТАНКИ ДЛЯ ЛАЗЕРНОЙ РЕЗКИ
Dynamicline®
2D
МАШИНА ДЛЯ ПРОСМОТРА
РЕЗКА ПРОФИЛЕЙ И ТРУБ
СТАНКИ ДЛЯ ЛАЗЕРНОЙ РЕЗКИ
Smarttube®
2D или 3D
МАШИНА ДЛЯ ПРОСМОТРА
МНОГИЕ
ТИПЫ МЕТАЛЛА
9 0002 INFINITE SOLUTIONS
Сталь
До 30 мм
Нержавеющая сталь
До 50 мм
Алюминий
До 50 мм
Латунь
До 20 мм
Медь
До 15 мм
СОСТОЯНИЕ ART AUTOMATED SOLUTIONS
МЫ СОЗДАЕМ УМНЫЕ ЗАВОДЫ С АВТОНОМНЫМ ПРИНЯТИЕМ РЕШЕНИЙ
СТАНКИ ДЛЯ РЕЗКИ ДЛЯ МЕТАЛЛОПРОМЫШЛЕННОСТИ
ПОВЫСЬТЕ ПРОИЗВОДИТЕЛЬНОСТЬ ДО 80%
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
9 0016 ГИБКОСТЬ SMARTLINE FIBER
Эта серия предлагает идеальное решение для компаний с гибкими процессами, которые требуют постоянных изменений в производстве, как в деталях, так и в материалах и толщинах. Превосходное решение для лазерной резки коротких, длинных и гибких производственных серий и всех типов материалов. Высокая производительность и превосходное качество резки для металлургической и листовой промышленности. Резка тонких и средних листов различных металлических материалов.
Идеальный станок для резки для тех компаний в металлургическом секторе, которым требуется максимальная гибкость и доступность. 20% экономии места на заводе, компактность. Высокая энергоэффективность благодаря низкому потреблению электроэнергии. Доступны мощности от 1 кВт до 20 кВт.
2D-резка
Плоский рез
Доступность
Простота использования
Гибкость
Многократная замена деталей
Компактный дизайн
Эргономика . Экономия места
ТЕХНИЧЕСКИЕ ДАННЫЕ
Максимальная нагрузка
950 кг
Головки
1
Максимальная скорость одновременного позиционирования
170 м/мин
Максимальное осевое ускорение
19,6 м/с² (2G)
Машинный допуск VDI/DGQ3441
±0,05 мм/м
Повторяемость
±0,025 мм
Выходная мощность
От 1 кВт до 20 кВт
Размеры
3. 000×1.500×100 мм
Полностью закрытая машина с кабиной
В комплекте
Система дымоудаления
В комплекте
Система охлаждения
Включено
Автоматический обменник стола
В комплекте
Автоматический загрузчик и разгрузчик
Дополнительно
БЫСТРАЯ ЗАГРУЗКА
ПРОФИЛИ И ТРУБЫ ДЛЯ РЕЗКИ
SMARTTUBE FIBER
Технология волоконного лазера достигает производства резки металла профили и трубы, элементы, пользующиеся большим спросом среди компаний, специализирующихся на металле. Smarttube Fiber способен обрабатывать трубы от ø20 мм до ø220 мм, а также квадратные профили. Кроме того, благодаря новой системе лазерной резки с волоконным источником, он позволяет резать как открытые профили с пятиосевой головкой, так и закрытые.
Имея бесчисленные возможности и возможности для предоставления решений для сталелитейной промышленности, эта машина охватывает широкий спектр профилей с полуавтоматической или автоматической загрузкой до 12 метров и может выполнять многократную разгрузку, управляемую с помощью центрального числового управления, ЧПУ.
Технические характеристики TCI Cutting Smarttube делают его комплексным решением с очень низким энергопотреблением и высочайшим качеством резки.
Резка профилей и труб
Открытые или закрытые трубы и профили
Высокая производительность
Несколько загрузчиков профилей и труб
Индивидуальная настройка
Полуавтоматическая или автоматическая загрузка. Режущие головки 2D/3D
ТЕХНИЧЕСКИЕ ДАННЫЕ
Максимальная нагрузка
20 кг/м
Головки
1 (2D или 3D)
Максимальная скорость одновременного позиционирования
Dynamicline Fiber — идеальный станок для тех компаний, которые работают в металлургии и в секторах обработки листового металла, где требуется высокая эффективность и скорость резки. Производительность в чистом виде для больших серий, работа с самыми сложными разрезами и самыми инновационными вариантами резки без потери электрической и производственной эффективности. Оптимизация производственного предприятия.
В версиях с мощностью резки до 20 кВт его конструкция включает в себя линейные двигатели и возможность резки толщиной до 50 мм и может достигать максимального ускорения 4G. Скорость до 280 м/мин гарантирует высочайшую производительность для самых требовательных клиентов.
2D-резка
Плоский рез
Высокая производительность
Максимальное ускорение 4G
Высокая точность
Прямое измерение и линейные двигатели
Энергосбережение
9000 2 Очень низкое потребление электроэнергии
СПЕЦИФИКАЦИЯ ТЕХНИЧЕСКИХ ДАННЫХ
Максимальная нагрузка
950 кг
Головки
1
Максимальная скорость одновременного позиционирования
280 м/мин
Максимальное осевое ускорение
до 4G
Машинный допуск VDI/DGQ3441
±0,05 мм/м
Повторяемость
±0,025 мм
Выходная мощность
От 4 кВт до 20 кВт
Размеры
2. 000×4.000×100 мм
Полностью закрытая машина с кабиной
В комплекте
Система дымоудаления
В комплекте
Система охлаждения
В комплекте
Автоматический обменник стола
В комплекте
Автоматический загрузчик и разгрузчик
Дополнительно
БЫСТРАЯ ЗАГРУЗКА
ПРОИЗВОДСТВО
ИНЖИНИРИНГ
TCI Cutting предлагает инженерные услуги, которые диагностируют оптимальный уровень автоматизации для вашей компании и он проведет вас через весь процесс реализации по модульному принципу. Мы ваш долгосрочный технологический партнер. Один клиент, одно решение. Максимальное качество и скорость выполнения. Прямое влияние на рентабельность инвестиций.
Превратите свою компанию в умную фабрику и оптимизируйте уровень автоматизации с помощью нашего интеллектуального программного обеспечения для управления производством.
Индивидуальные автоматизированные производственные процессы Оценка, диагностика и технический отчет нашими экспертами.
Проект внедрения автоматизации Один клиент, одно решение.
Более производительные и автономные машины Полная интеграция.
Интеллектуальное программное обеспечение для управления Оптимальное управление производством.
Станки играют решающую роль в производственном секторе. Это только ножницы, фрезы, сверла, пробойники, шлифовальные станки и прессы, используемые при механической обработке. Станки часто представляют собой инструменты для резки или формовки металла с механическим приводом, используемые для уменьшения размера и формы рабочего элемента путем удаления ненужных частей и применения давления, уплотнения, волочения или резки. Станки могут управляться автоматически или вручную. Станки бывают разных видов, в том числе металлорежущие , металлообрабатывающие и другие станки.
Машины, используемые для резки металла, включают токарные станки, фрезерные станки, сверлильные станки, расточные станки и обрабатывающие центры. Материнские машины — это машины, которые позволяют другим машинам функционировать.
1. СТАНОК
Токарный станок — это инструмент для резки металла , который вращает заготовку вокруг оси для получения объекта, симметричного относительно этой оси. Многие операции, в том числе подрезка, нарезание канавок, накатка, плоское и ступенчатое точение, торцовка, нарезание резьбы, сверление, отрезка, резка, формовка, снятие фаски, развертывание, растачивание, шлифовка и полировка, конусная токарная обработка, выполняются с помощью режущих инструментов токарных станков. Различные операции требуют различных видов режущие инструменты при использовании токарного станка.
2. СВЕРЛИЛЬНЫЕ СТАНКИ
Одной из самых сложных операций механической обработки является сверление. Ключевой особенностью сверлильного станка, которая отличает его от других методов механической обработки, является комбинированное резание и выдавливание металла на кромке долота в середине сверла. Сверлильный станок, также известный как сверлильный станок, является одним из наиболее широко используемых и практичных видов оборудования в отрасли. Он создает, формирует и завершает отверстия в рабочей области.
Сверлильный станок может выполнять различные задачи, включая развертывание, растачивание, сверление, нарезание резьбы, притирку, раззенковку, зенкерование, шлифование, точечную торцовку и трепанацию. Доступно множество различных сверлильных станков , начиная от простого портативного оборудования и заканчивая более сложными механизированными станками и станками с числовым программным управлением.
3. ФРЕЗЕРНЫЙ СТАНОК
Этот металлорежущий инструмент типа использует вращающуюся многогранную фрезу для резки металла по мере подачи заготовки к нему. Резак вращается с очень высокой скоростью и быстро режет металл из-за множества режущие лезвия . Кроме того, это металлорежущее устройство может одновременно удерживать один или несколько резцов. В результате фрезерный станок является одним из самых важных инструментов в мастерской. На этом станке все операции выполняются с высокой точностью. Этот фрезерный станок удаляет металл быстрее, чем токарные, планировочные и строгальные станки. Он более точен и имеет превосходную полировку поверхности. И по этой причине фрезерные станки часто используются для производственных задач.
4. РАСТОЧНЫЕ СТАНКИ
Растачивание, известное как внутреннее точение, увеличивает внутренний диаметр отверстия. С помощью расточки вы можете добиться трех вещей: размера, прямолинейности и концентричности. Растачивание также включает в себя токарные процессы, сопровождающие наружное точение. Внутренняя токарная обработка или растачивание – два варианта. Однако размер и длина отверстия заготовки сильно ограничивают выбор инструмента. Токарные станки , фрезерные станки и обрабатывающие центры являются примерами машин помимо расточных станков, которые можно использовать для выполнения процессов расточки. Расточные станки можно разделить на горизонтальные, вертикальные, прецизионные и координатно-расточные, как и большинство других станков.
5. ШЛИФОВАЛЬНЫЕ СТАНКИ
Токарные станки, традиционные фрезерные станки и формовочные станки используются для абразивной обработки или шлифования. В наши дни для выполнения процессов используются различные шлифовальные машины.
Акрил (оргстекло). «Классический» материал для лазерной резки. Режется очень хорошо до толщины 10 мм. Хорошо наносится и любой вид лазерной гравировки. Пожалуй, лучше всех остальных материалов отвечает требованиям лазерной обработки. Связано это в основном с тем, что при лазерном воздействии практически отсутствует плавление материала, в основном идет испарение и удаление паров сжатым воздухом, который подается в зону обработки. Заметное оплавление поверхности реза происходит только при небольшой скорости резки и минимальной подаче воздуха — лишь бы не допустить возгорания материала. Тогда мы имеем то, что называют «зеркальной кромкой» реза. При работе с молочным и цветным акрилом этот эффект выражен слабее.
На кромке реза обычно наблюдается тонкая полосатая структура, которая практически до конца неустранима и вызвана физическим процессами, протекающими в зоне реза. Но не надо путать эту тонкую структуру с зубцами большей амплитуды, которые есть следствие недостатков в оборудовании.
При резке акрила толщиной более 5-8мм надо учитывать термические напряжения, которые могут возникать в материале, особенно в режиме «зеркального реза», и взаимодействовать с собственными внутренними напряжениями.
Полистирол режется медленнее и хуже, чем акриловое стекло. Резка полистирола идет через расплав материала. Поэтому на кромках реза неизбежно появление облоя. При небольшой подаче сжатого воздуха кромка реза почти прозрачна, но облой значителен. При увеличении подачи воздуха облой уменьшается, но кромки реза становятся шершавыми, а решетка технологического стола и вентиляция забиваются тонкими нитями, выдуваемыми из зоны реза. После резки практически каждого листа заготовки необходимо чистить стол и вентиляционную решетку. Резка полистирола возможна, но очень трудоемка.
Полиэфирное стекло (ПЭТ, ПЭТФ, ПЭТГ). Полиэфирное стекло хорошо режется лазером, но хуже акрила. Небольшой облой практически неизбежен. Поверхность реза также может быть близкой к зеркальной, но периодическая неровность поверхности реза всегда присутствует и несколько сильней выражена, чем у акрила.
Стиролакронитрил (САН)- сравнительно новый полимерный материал, используемый в рекламных технологиях, хорошо режется лазером. Качество реза примерно среднее между акрилом и полистиролом.
Зеркальные и фольгированные пластики режутся в общем также как и основной материал, но есть и определенные проблемы, связанные с возможностью повреждения зеркального слоя. Многое зависит от типа и марки металлизированного пластика, способа нанесения металлизированного слоя и (или) защитного слоя краски. Во всех случаях для уменьшения вероятности возгорания и повреждения зеркала требуется более интенсивных поддув воздуха. Кроме того, во избежание повреждения зеркального слоя часто целесообразно вести резку таких пластиков вверх зеркальным слоем. Поэтому желательно для каждого типа материала провести пробные резы.
Поликарбонат плохо режется лазером и только небольших толщин, до 1-2мм. Край реза зеркально-коричневый, с выраженным облоем и заметной периодической структурой. Возможна резка сотового поликарбоната толщиной 4-6мм, но с весьма низким качеством реза.
Слоистые пластики — текстолит, гетинакс и т.п. Режутся лазером очень плохо и только малой толщины. Во многом это связано со слоистой структурой материала и характеристиками используемой полимерной связки.
Полипропилен, капролон и др. литые полимерные материалы, в т.ч. термореактивные можно вполне прилично резать до толщин 5-10мм. Но очень многое зависит от конкретной марки материала и его производителя. Поэтому обязательно проведение пробных резов.
Фторопласт можно резать лазером, но только при очень хорошей вытяжке. Объемный характер поглощения лазерного излучения во фторопласте определяет весьма специфический, взрывной, характер процесса резки.
Облицовочные пластики и термопласты. Большинство режется только при небольшой толщине (до 1-2мм). Качество реза может быть вполне приличным, но трудоемкость резки велика. Обязательно проведение пробных резов на каждой партии материала.
Пенопласты и поролоны режутся без проблем. Возможна резка, как с оплавлением поверхности кромок, так и практически без ее оплавления. Но при большой толщине материала (более 20-25мм) проявляется значительная «бочкообразность» лазерного реза, т.е. края реза перестают быть перпендикулярными поверхности. При резке поролона есть трудности с внутренними напряжениями в материале в результате которых может исказиться контур резки.
Дерево и шпон хорошо режутся до толщины 10-15 мм, в зависимости от типа древесины. Требуется интенсивный поддув для удаления продуктов горения. Хорошо режутся сосна, ель, осина, тополь. Значительно хуже береза, тем более бук или дуб. Чем тверже и плотнее древесина, тем трудней она режется. лазером. Характер резки вдоль и поперек волокон различен. Общая проблема сучки, при наличии которых отличного качества реза добиться очень трудно. Край реза от светло-коричневого до почти черного, слегка обугленный. Чем толще и тверже древесина, тем темнее кромки реза.
Фанера. Хорошо режется до толщины 8-10мм. Резка фанеры сильно зависит от сорта древесины, вида клея и способа обработки. Лучше всего режется обессмоленная фанера из древесины хвойных пород. Березовая фанера режется хуже. Еще хуже фанера с формальдегидными смолами. Поверхность реза всегда темная. Режим и качество резки конкретного сорта фанеры определяются экспериментальным путем.
Картон, пенокартон, бумага, ткани прекрасно режутся лазером. Край реза слегка желтоватый или коричневый. Для тонкий материалов проблемой является их ровная укладка и удержание на плоскости. Резка в несколько слоев практически не используется, т.к. в этом случае крайне трудно избежать внедрения продуктов распада между слоями и их загрязнения.
Кожа хорошо режется лазером до толщины 3-4мм. Требуется интенсивный поддув. Цвет и степень обугленности краев реза очень сильно зависит от типа кожи. Обязательно проведение пробных резов. Еще проблема — ровная укладка на поверхности стола раскроя.
МДФ и ПСБ хорошо режутся лазером до толщины 8-10мм. Но характеристики материала (тип связки, плотность прессовки) очень сильно варьируются в зависимости от его марки и конкретного производителя. Поэтому обязательно проведение пробных резов. Край реза ровный, от светло- до темно коричневого, слегка обугленный. Обязателен интенсивный поддув сжатого воздуха.
Ламинированная ДВП хорошо режется лазером до толщины 10-12мм. Торцевая поверхность реза от светло- до темно-коричневого цвета, в зависимости от толщины. Требуется интенсивный поддув воздуха.
ДСП режется лазером отвратительно из-за своей рыхлой структуры и особенностей используемой полимерной связки (эпоксидные или формальдегидные смолы). В принципе можно резать ДСП толщиной 6мм. Край реза неровный, темно-коричневый, местами черный.
Резина и линолеум хорошо режутся лазером. Но при этом в тонком (порядка 0,1мм) слое вокруг кромок реза теряется вулканизация. Для некоторых сортов резины возможно обугливание по торцевой поверхности реза. Остается специфический запах, выветривающийся со временем.
Поранит, гипсокартон, слюду можно, и довольно успешно, резать лазером. Лазерная резка прокладок из паротита практикуется очень часто. Скорость резки определяется толщиной материала. Вообще высокотемпературные и композитные материалы резать лазером можно, если только эти материалы не боятся термических напряжений.
Искусственный камень. Возможность резки зависит прежде всего от типа используемой связки. Почти наверняка будет хорошо резаться искусственный камень толщиной 10-12мм, если он на акриловой основе. Торцевая поверхность реза гладкая, матовая. В остальных случаях необходим пробный рез.
Камень резать лазером в принципе можно, но очень неэффективно. Лучше и не пробовать.
Стекло, керамику резать лазером возможно, но сложно. Хотя некоторые виды настенной керамической плитки режутся вполне удовлетворительно. Но обычный для стекла и керамик механизм термораскалывания, который используется при их резке, дает положительные результаты только при больших партиях совершенно однотипного материала. Кроме того, малые радиусы кривизны контура реза все равно исключаются, а скорость резки весьма невелика.
Вспененные ПВХ пластики. Возможна резка вспененных ПВХ пластиков толщиной до 15 мм. При большей толщине материала край реза начинает обугливаться. Резка идет при интенсивной подаче сжатого воздуха. Облой (заусенец на отливке или штамповке) очень мал или практически отсутствует, т.к. процесс резки в основном идет через сухую возгонку материала.
Торцевая поверхность реза имеет коричневый цвет, светлеющий со временем. Чем больше толщина материала, тем темнее кромка реза. Цвет кромки определяется парами ПВХ, которые образуются в процессе лазерной резки и впитываются в пористую поверхность реза. Коричневый торец сохраняется даже при резке литых, в т.ч. прозрачных, ПВХ пластиков. Удаление цвета механической зачисткой или мойкой возможно только частично, так как пары проникают вглубь материала. Детали после резки имеют специфический запах, исчезающий со временем.
Неприятной особенностью резки ПВХ являются пары хлора, которые также выделяются при резке, пусть и в крайне ограниченном количестве и вызывают коррозию всех стальных деталей станка.
Какие материалы поддаются лазерной обработке? FAQ
Trotec Laser
Обучение и поддержка
Часто задаваемые вопросы
Какие материалы можно обрабатывать с помощью лазерного станка?
С помощью лазеров Trotec можно осуществлять лазерную резку, гравировку или маркировку таких материалов, как пластик, древесина, резина, кожа, металлы, текстиль и многих других. В таблице ниже представлены отдельные виды материалов, поддающиеся обработке с помощью наших лазерных машин для гравировки и резки. Список материалов разделен согласно типам обработки (резка, гравировка, маркировка).
Список материалов
материал
резка
гравировка
маркировка
Металл
Алюминий
⚫
⚫
Алюминий, анодированный
⚫
⚫
Хром
⚫
⚫
Драгоценный металл
⚫
⚫
Металлическая фольга до 0,5 мм (алюминий, медь, бронза, драгоценный металл)
⚫
⚫
⚫
Нержавеющая сталь
⚫
⚫
Окрашенный металл
⚫
Медь
⚫
⚫
Бронза
⚫
⚫
Титан
⚫
⚫
Пластик
Акрилонитрил-бутадиен-стирол (АБС)
⚫
⚫
⚫
Акрил/ПММА
⚫
⚫
⚫
Резина
⚫
⚫
Полиамид (ПА)
⚫
⚫
⚫
Полибутилентерефталат (ПБТ)
⚫
⚫
⚫
Поликарбонат (ПК) до 0,5 мм
⚫
⚫
⚫
Полиэтилен (ПЭ)
⚫
⚫
⚫
Полиэфир, полиестер (ПЭС)
⚫
⚫
⚫
Полиэтиленовый терефталат (ПЭТ)
⚫
⚫
⚫
Полиимид (ПИ)
⚫
⚫
⚫
Полиоксиметилен (ПОМ), Дерлин®
⚫
⚫
⚫
Полипропилен (ПП)
⚫
⚫
⚫
Полифениленсульфид (ПФС)
⚫
⚫
⚫
Полистирен (ПС)
⚫
⚫
⚫
Полиуретан (ПУР)
⚫
⚫
⚫
Пена (без ПВХ)
⚫
⚫
⚫
Прочие материалы
Древесина
⚫
⚫
Зеркала
⚫
⚫
Камень
⚫
Бумага (белая)
⚫
⚫
⚫
Бумага (цветная)
⚫
⚫
⚫
Пищевые продукты
⚫
⚫
⚫
Кожа
⚫
⚫
⚫
Ткань
⚫
⚫
Стекло
⚫
Керамика
⚫
⚫
Картон
⚫
⚫
⚫
Пробка
⚫
⚫
⚫
* Список материалов, поддающихся обработке лазером Trotec flexx. Лазеры Flexx сочетают в себе CO2 и оптоволоконный источник. Подробная информация о том, какие материалы можно гравировать, резать или маркировать CO2 или оптоволоконным лазером содержится в данной спецификации.
Спецификация CO2 и оптоволоконного лазеров
Испытание материала на лазерном оборудовании Trotec
Не уверены, подходит ли ваш материал для лазерной обработки? Ищете информацию по материалу, которого нет в перечне? Данный перечень дает общий обзор, какие материалы можно обрабатывать лазером. Мы будем рады проверить конкретные требования к вашему применению лазера, проведя испытания материалов и применения. Подробнее о технических характеристиках лазеров для резки и гравировки. Запрос на испытание материала
Так как индивидуальные запросы требуют индивидуальных рекомендаций!
Мы проконсультируем вас бесплатно.
Запросите 30-минутную встречу сейчас.
Связаться с нами
Полный список материалов для лазерной резки!
Лучшие материалы для лазерной резки
Готовы попробовать лазерную резку? Во-первых, вам нужно собрать материалы, которые вы хотите использовать. Чтобы действительно попробовать, попробуйте свой лазерный резак с несколькими различными типами материалов, чтобы увидеть, как он работает.
Хотя есть некоторые материалы, которые вам определенно не следует использовать, вы обнаружите, что следующий список дает вам много возможностей для работы. Единственное, что нужно помнить, это то, что разные материалы могут выделять разные пары, поэтому убедитесь, что вы работаете в хорошо проветриваемом помещении, чтобы быть в безопасности.
1) Древесина для лазерной резки
Древесина является одним из наиболее распространенных материалов для лазерной резки. Новички и даже профессионалы часто используют лазерный резак для дерева, чтобы вырезать детали для сборки, гравировать подарки и вырезать замысловатые узоры на куске дерева.
Очевидно, что вы можете резать лазером большинство пород дерева. Если вы будете резать полностью, более тонкий кусок будет работать лучше. Обычно используются фанера и МДФ (древесноволокнистая плита средней плотности), поскольку они дешевле. Тем не менее, бамбук является отличным экологически чистым вариантом.
В идеале сначала потренируйтесь с МДФ или фанерой, прежде чем пробовать что-то более дорогое.
Купить Дерево
2) Пластмасса и акрил для лазерной резки
Используя лазерный резак для акрила, вы можете создавать поистине удивительные произведения искусства. Пластиковые и акриловые материалы идеально подходят для создания вывесок, украшений, украшений, настенных рисунков и многого другого.
Хотите верьте, хотите нет, но на самом деле у вас есть более широкий выбор акрила, чем дерева.
Оргстекло, особенно цветное оргстекло, является популярным акрилом. Создавайте красивые художественные работы в стиле витражей. Как и в случае с деревом, вы можете выбирать из различной толщины.
Купить акрил
3) Пена для лазерной резки
Пена хорошо подходит для создания вставок и уплотнений, хотя вы можете использовать ее и для детских работ. Например, вы можете вырезать лазером толстые куски пенопласта, чтобы создавать забавные индивидуальные головоломки. Хотя он не так популярен для домашних проектов, как другие материалы, это все же хороший вариант, чтобы попробовать.
4) Металл для лазерной резки
Использование лазерного резака для металла может быть немного сложным. Если вы планируете полностью прорезать металл, вам нужно использовать более тонкие детали, например, толщиной 0,06 дюйма или более тонкую нержавеющую сталь. В противном случае лазерные резаки на основе CO2 могут деформировать металл.
Однако лазерный резак очень хорошо подходит для гравировки металла.
Купить металлические материалы
5) Кожа для лазерной резки
После того, как вы немного попрактикуетесь с другими материалами для лазерной резки, вы можете попробовать свои силы в коже. Это дорогой материал, но результаты выглядят потрясающе.
Вы можете создавать кошельки, ремни, кошельки, украшения (особенно браслеты) и произведения искусства. При использовании кожи убедитесь, что изделие надежно закреплено, чтобы избежать деформации.
6) Картон для лазерной резки
Картон является одним из самых недорогих материалов для лазерной резки. Он также является одним из самых простых в работе. Создавайте все, от впечатляющих визитных карточек до деталей для построения моделей.
Как правило, вы можете выбрать между гофрокартоном, серым цветом и целлюлозой. Серый цвет и целлюлоза — лучшие варианты для крафта и построения моделей.
7) Пробка для лазерной резки
Пробка — это не тот материал, с которым вам, вероятно, придется часто работать. Тем не менее, его интересно использовать для создания детских поделок. Конечно, если вы хотите сделать свои собственные подставки, пробка — идеальный материал, и вы можете придать ей любую форму с помощью лазера.
Единственное, с чем пробка не очень хорошо справляется, так это с гравировкой, так как это более слабый материал, который легко прорезается насквозь.
8) Ткань для лазерной резки
Ткани для лазерной резки – более новый вариант. Использование лазерного резака для ткани работает как форма цифровой вышивки. Вы получите аналогичные результаты за гораздо меньшее время. В то время как кожа, очевидно, является одним из видов текстиля, хлопок, нейлон, полиэстер и шелк также являются вариантами.
9) Бумага для лазерной резки
В большинстве случаев, когда вы используете лазерный резак для бумаги, вы, скорее всего, будете резать картон. Однако толстая картонная бумага хорошо подходит для лазерной резки. Творческий проект, который можно попробовать с бумагой, — это нестандартные карты с центральной сценой, вырезанной лазером. Они красивы и делают отличные подарки.
10) Резина для лазерной резки
Резина — это еще один материал, который можно резать или гравировать с помощью лазерного станка (в частности, CO2-лазера). Хотя это широко используемый материал для различных целей, он не очень распространен в лазерной резке.
Но с помощью лазера можно делать штампы, брелки, коврики и другие предметы, для которых требуется резина.
Лазер — правильный выбор для резки резины, поскольку он обеспечивает точные и безупречные результаты резки. Края ровные и идеальные, чего нельзя добиться никаким другим методом.
Может резать различные типы каучука, включая натуральный каучук, силиконовый каучук и синтетический каучук. Тем не менее, вам необходимо обеспечить надлежащую вентиляцию из-за паров, образующихся во время лазерной резки.
Какие материалы нельзя резать лазерным резаком?
Несомненно, лазерные резаки могут резать самые разные материалы. Но есть некоторые материалы, которые вы никогда не должны пытаться резать с помощью лазера. Избегайте этих материалов, потому что они могут загореться и выделять вредные газы/дым.
1) ПВХ
ПВХ означает поливинилхлорид. Это полимер, который выделяет газообразный хлор при воздействии лазера.
Прежде всего, газ раздражает, вызывая раздражение и жжение в глазах, носу, коже и дыхательных путях. Во-вторых, природа газа агрессивна. Это может повредить раму машины, которая изготовлена из металла. Это также может повредить лазер и другие части машины.
Таким образом, если вы хотите использовать станок в течение длительного времени и обезопасить себя, никогда не следует резать или гравировать ПВХ.
2) АБС
Вторым запрещенным материалом является акрилонитрилбутадиенстирол (АБС).
При разрезании лазером выделяется цианистый газ, токсичный газ, который может привести к смерти при высокой концентрации.
3) Поликарбонат
Особенностью поликарбоната является поглощение лазерных лучей инфракрасного или CO2-лазера, поэтому при лазерной резке он практически не влияет.
Кроме того, есть вероятность возгорания. Никогда не пытайтесь резать поликарбонат с помощью лазера.
4) Пенополистирол и полипропилен
Это два типа пенопласта, и оба они не подходят для лазерной резки. Во-первых, они быстро загораются, а при попытке разрезать их с помощью лазерного станка только плавятся; вообще без резки.
5) ПЭВП
Его нельзя резать лазером, потому что он плавится и становится липким под воздействием лазера. Во-вторых, он тоже может загореться.
6) Углеродное волокно с покрытием
Если углеродное волокно имеет покрытие, то его покрытие может выделять различные токсичные газы. Эти пары очень вредны и могут привести к респираторным заболеваниям.
Руководство по материалам для лазерной резки: полный список
Какие материалы можно резать с помощью лазера?
Каждый материал ведет себя по-разному при обработке лазером. В то время как некоторые из них безопасно резать лазером, другие выделяют токсичные пары и склонны к возгоранию.
Поэтому важно понимать поведение различных материалов и определять оптимальные параметры для их лазерной резки.
В этой статье представлено подробное руководство по лазерной резке материалов, в котором обсуждаются оптимальные параметры для каждого материала и что следует учитывать при лазерной резке этих материалов.
В конце я также обсудил материалы, которые не подходят для лазерной резки.
Что в этой статье?
Какие материалы можно резать лазером?
Лазерная резка дерева
Лазерная резка пластика
Лазерная резка металлов
Бумага для лазерной резки
Лазерная резка ткани
Лазерная резка кожи
Лазерная резка стекла
Материалы, не подходящие для лазерной резки
Как определить оптимальные параметры лазерной резки материала?
Часто задаваемые вопросы (FAQ)
MellowPine поддерживается считывателем. Когда вы покупаете по ссылкам на моем сайте, я могу заработать партнерскую комиссию без дополнительной оплаты для вас.
Какие материалы можно резать лазером?
Лазеры способны резать практически любой материал, но возникает вопрос, безопасно ли резать лазером любой материал?
Лазерная резка может использоваться для таких материалов, как дерево, бумага, пластик, стекло, кожа, пенопласт, ткани и металлы. Выбор оптимальных параметров лазера обеспечит качественный рез с гладкой поверхностью. Однако некоторые материалы, такие как винил, АБС-пластик и т. д., не рекомендуется резать лазером.
Лазерный резак работает путем фокусировки высокоэнергетического лазерного луча на поверхности материала, который сжигает и испаряет его, создавая желаемый разрез.
Каждый материал ведет себя по-разному при обработке лазером и требует определенной конфигурации различных параметров лазера для получения чистого реза с высоким качеством поверхности.
Кроме того, способность лазера резать материал зависит от типа используемого лазера.
Лазеры, такие как CO 2 лазеры, волоконные лазеры и прямые диодные лазеры обычно используются для лазерной резки.
CO 2 Лазеры имеют длину волны около 10 600 нм и лучше всего подходят для резки и гравировки неметаллов. Однако для резки металла можно использовать и мощный лазерный станок CO 2 .
Волоконные лазеры обычно имеют длину волны 1060 нм, легко поглощаются металлами, что делает их идеальными для лазерной резки листового металла.
Хотя волоконные лазеры доступны с различной выходной мощностью, эти лазеры нельзя использовать для резки неметаллов, за исключением лазерной маркировки некоторых типов пластика.
С другой стороны, диодные лазеры имеют длину волны в диапазоне от 450 нм до 950 нм, и эти лазеры можно использовать для резки металлов и неметаллов.
Однако эти лазеры, как правило, доступны в вариантах с низким энергопотреблением, что делает их подходящими для лазерных резаков, используемых в проектах «сделай сам».
Как правило, натуральные материалы, такие как дерево, бумага, кожа, металлы и т. д., лучше всего подходят для лазерной резки, поскольку они не производят или производят минимальное количество вредных побочных продуктов.
Направляющая для лазерной резки дерева
Декоративная деревянная шкатулка, изготовленная с помощью лазерного резака xTool D1 Pro
Дерево — один из самых популярных материалов для лазерной резки и гравировки.
Лазерная резка древесины обеспечивает гладкий срез с обугленными краями, который легко очищается шлифованием.
Как правило, лазер CO 2 с номинальной мощностью более 150 Вт рекомендуется для промышленных применений, где требуется резка деревянных заготовок толщиной до 3/4 дюйма с коротким временем цикла.
Вы также можете использовать маломощный СО 2 лазеры (около 50 Вт) для небольших проектов, связанных с лазерной резкой древесины сосны толщиной до 0,25″. для лазерной гравировки по дереву можно использовать диодный лазер с номинальной мощностью более 10 Вт, например TwoTrees TS2. оператор
Поэтому рекомендуется использовать хорошую вытяжную систему с подачей воздуха под высоким давлением для удаления дыма из рабочей зоны.
Лучшая древесина для лазерной резки
Тип древесины
Поведение
Дерево
. и производит гравюры с низкой контрастностью
Фанера
Легко режется, но может выделять вредные пары при лазерной резке
МДФ
Легко режется и гравируется, но выделяет вредные пары.
Различные типы древесины и их поведение при обработке лазером
Некоторые из лучших пород древесины для лазерной резки и гравировки включают бальзу, ольху, липу, тополь, кедр, сосну, вишню, орех, березу, клен, красное дерево и дуб.
Мягкая древесина, такая как бальза, ольха, сосна и т. д., имеет сравнительно меньшую плотность волокна, чем твердая древесина, и выделяет меньше дыма при лазерной резке.
Принимая во внимание, что твердая древесина, такая как вишня, орех, дуб и т. д., имеет высокую плотность волокон и выделяет сильный дым при лазерной резке или гравировке.
С другой стороны, инженерная древесина, такая как фанера и МДФ, сравнительно легче обрабатывается лазером.
Однако эта инженерная древесина состоит из клея и других химических веществ, которые могут выделять токсичные пары при обработке лазером.
Лазерная резка пластика
Лазерная резка акриловых именных бирок
Пластмассы представляют собой синтетические материалы, выделяющие вредные пары при обработке лазером.
Поэтому рекомендуется использовать хорошую выхлопную систему с фильтром с активированным углем для очистки выхлопных газов перед их выбросом в атмосферу.
Как правило, лазер CO 2 с номинальной мощностью более 40 Вт рекомендуется для небольшой лазерной резки пластика.
Вы также можете использовать мощный диодный лазер, например xTool D1 pro, для проектов «сделай сам».
Кроме того, волоконный лазер можно использовать для лазерной маркировки некоторых пластиков, а волоконный лазер MOPA позволяет производить цветную лазерную гравировку.
Best Plastic for Laser Cutting
Name
Laser Cutting
Laser Engraving/Marking
Safety
Acrylic
Excellent
Excellent / Good
No harmful fumes
Фторполимеры
Хорошо
Хорошо/удовлетворительно
Без вредных паров
Делрин
Хорошо
Удовлетворительно/удовлетворительно
Выделяет пары формальдегида, can catch fire
Polycarbonate
Poor
Fair/Good
Produces heavy smoke when cut
Mylar
Good
Fair/Fair
No harmful fumes
Polyimide
Poor
Плохое/Хорошее
Отсутствие вредных паров
Типы пластмасс и их поведение при обработке лазером
Пластик, синтетический материал, бывает различных типов, которые по-разному ведут себя при обработке лазером.
В то время как некоторые пластмассы при резке лазером дают кромку, полированную пламенем, другие выделяют токсичные пары или могут вызвать пожар.
Акрил лучше всего подходит для лазерной резки и гравировки.
Лазерная резка акрила позволяет получить полированную пламенем кромку с минимальным прожогом и высоким качеством поверхности.
Помимо акрила, такие пластмассы, как полиимид, полипропилен, майлар и т. д., также могут использоваться для лазерной резки пластика, но требуют хорошего контроля процесса, чтобы избежать чрезмерного тепловыделения на поверхности заготовки.
Например, лазерная резка полипропилена может привести к сильному расплавлению заготовки и увеличению ширины пропила, что повлияет на точность резки.
Поэтому рекомендуется использовать высокофокусный лазер с малым размером пятна, высокой скоростью резки и системой подачи воздуха, чтобы свести к минимуму зону термического влияния (ЗТВ) на заготовке.
Лазерная резка металлов
Лазерная резка металла
Лазерная резка металла требует мощных лазеров, которые могут генерировать достаточно тепла, чтобы расплавить и испарить металл.
Эти мощные лазеры в основном используются в промышленных лазерных резаках, которые могут резать, гравировать и маркировать практически любой металл.
Как правило, для резки металлов рекомендуется мощность лазера более 1 кВт, но лазер мощностью 500 Вт также можно использовать для выполнения чистых резов тонких заготовок.
При сравнении волоконного лазера с лазером CO 2 волоконные лазеры могут резать тонкий металл быстрее, но по мере увеличения толщины заготовки лазер CO 2 обеспечивает более качественный рез с гладкой поверхностью.
Диодный лазер также можно использовать для чистых разрезов в металле, но его низкая выходная мощность ограничивает его использование только для маркировки, гравировки и травления.
При лазерной резке металла могут образовываться дымы, поэтому рекомендуется использовать вытяжную систему для удаления дыма из заготовки для повышения качества резки.
Кроме того, настоятельно рекомендуется использовать вспомогательный газ, обычно кислород или азот, для выдувания расплавленного металла из пропила и улучшения процесса резки.
В то время как кислород повышает скорость процесса резки за счет подачи дополнительного тепла, азот повышает качество резки.
Бумага для лазерной резки
Бумажная доска, вырезанная на Atomstack X7
Бумага — один из самых простых материалов для резки с помощью лазера.
Однако он склонен к возгоранию, в результате чего края обугливаются с коричневатым оттенком, что можно свести к минимуму, установив оптимальные параметры и установив хороший контроль процесса.
Как правило, для лазерной резки бумаги рекомендуется мощность лазера около 10 Вт с подачей воздуха под низким давлением и хорошей вытяжной системой.
Лазеры можно использовать для резки и гравировки различных типов бумаги, таких как копировальная бумага, картон, двухслойная бумага, картон и гофрированный картон.
Хотя все типы бумаги относительно легко поддаются лазерной резке/гравировке, в процессе лазерной резки гофрированного картона могут возникнуть некоторые проблемы.
Его гофрированная конструкция захватывает дым между слоями картона и рассеивает лазерный луч, тем самым снижая способность лазера выполнять чистый рез.
Увеличение мощности лазера может компенсировать потери энергии из-за рассеивания, но может привести к пожароопасности.
Поэтому при лазерной резке гофрированного картона рекомендуется использовать сравнительно более высокую мощность лазера с настройкой режима «Точка», чтобы уменьшить накопление тепла в локализованной области.
Лазерная резка ткани
Выгравированный лазером рисунок на джинсах
Ткани, как правило, мягкие, и для их резки или гравировки требуются маломощные лазеры.
В зависимости от типа ткани лазерная гравировка может привести к появлению светлых или темных меток с переменным контрастом.
Кроме того, синтетические ткани создают герметичный край при обработке лазером. Напротив, натуральные ткани, такие как хлопок, джинсовая ткань и т. д., дают потрепанные края, которые могут потребовать дополнительных операций для получения чистого края.
Как правило, CO-лазер мощностью 40 Вт 2 лучше всего подходит для промышленного применения, а диодный лазер мощностью 10 Вт можно использовать для проектов «сделай сам».
Лазерная резка ткани может выделять дым от умеренного до сильного, поэтому для удаления паров рекомендуется использовать систему подачи воздуха и вытяжки низкого давления.
Лазерная резка кожи.
Лазерная резка кожи (Источник: Etsy).
Существуют различные виды натуральной и синтетической кожи, которые можно безопасно обрабатывать лазером.
Однако синтетические кожи, содержащие винил, не рекомендуется подвергать лазерной резке или гравировке, поскольку они выделяют токсичные пары, которые могут нанести вред оператору и лазерному оборудованию.
Как правило, лазер мощностью 40 Вт CO 2 с подачей воздуха под низким давлением и качественной вытяжной системой обеспечивает наилучшие результаты лазерной резки кожи с минимальным ожогом краев.
Лазерная резка стекла
Настольная лампа из стекла с лазерной резкой и гравировкой
Стекло — прочный материал, который может создавать различные проблемы при лазерной резке.
Его хрупкая природа делает его склонным к внутренним трещинам при воздействии экстремального тепла при лазерной резке.
Однако использование влажного бумажного полотенца для покрытия области разреза решит эту проблему и сведет к минимуму риск внутренних трещин.
Кроме того, поскольку это прозрачный материал, лазерная резка стекла невозможна с помощью диодного или волоконного лазера, так как эти лазеры проходят через прозрачную поверхность, не оказывая существенного эффекта.
Однако можно нанести черную краску на поверхность заготовки, использовать диодный лазер для лазерной гравировки или гравировки стекла.
Как правило, лазер CO 2 с номинальной мощностью около 80 Вт рекомендуется для промышленного применения лазерной резки стекла, тогда как маломощный лазер (около 30 Вт) можно использовать для травления или гравировки.
Материалы, не подходящие для лазерной резки
Хотя лазерные резаки могут резать/гравировать практически любой материал, некоторые материалы могут быть опасны или трудны для обработки лазером.
Винил/ПВХ
Винил — это тип пластика, для чистых резов которого требуется маломощный лазер.
Однако при лазерной резке винила образуются вредные пары газообразного хлора и соляной кислоты, которые могут нанести вред оператору и повредить лазерный станок.
Пары соляной кислоты могут вызвать быструю коррозию лазерной установки, резко сократив срок службы оборудования.
Поэтому перед обработкой лазером настоятельно рекомендуется проверить материал на содержание винила.
АБС-пластик
Акрилонитрил-бутадиен-стирол (АБС) — это термопласт, который относительно легко режется лазером.
Однако он выделяет опасный цианистый газ, который может быть токсичным при вдыхании оператором, что делает его непригодным для лазерной резки.
Кроме того, АБС-пластик имеет низкую температуру плавления и склонен к плавлению в процессе лазерной резки, что приводит к образованию липкой массы на рабочем столе.
3D-печать — более безопасная альтернатива работе с АБС-пластиком, так как не требует сжигания материала, что исключает образование вредных паров.
Углеродное волокно с покрытием
Углеродное волокно с покрытием содержит слой эпоксидной смолы, которая выделяет вредные пары при обработке лазером.
Кроме того, углеродное волокно подвержено воспламенению в процессе лазерной резки, что делает его непригодным для лазерной обработки.
Металлы с высокой отражающей способностью
Хотя металлы не выделяют вредных паров, некоторые металлы с высокой отражающей способностью, такие как серебро, золото, латунь и т. д., могут отражать лазерный луч.
Этот отраженный лазерный луч может быть опасен при попадании на кожу или в глаза оператора, особенно при работе с невидимыми лазерами CO 2 .
Невидимый лазер может попасть в глаз оператора и вызвать необратимое повреждение. Отраженный луч также может быть направлен в окружающую среду и создавать опасность возгорания.
Кроме того, отраженный луч может попасть в лазерный модуль и повредить лазерное оборудование.
Поэтому для лазерной резки отражающих металлов требуется специальное оборудование с защитным кожухом и датчиком обратного отражения, чтобы избежать повреждения лазерного оборудования.
Камень/гранит
Камень – прочный материал с высокой плотностью, для резки которого требуется очень высокая мощность лазера.
Хотя для гравировки гранита можно использовать лазеры, делать сквозные разрезы экономически невыгодно.
По сравнению с лазерной резкой и гидроабразивной резкой, гидроабразивная резка дает лучшие результаты при обработке заготовок из камня и гранита.
Как определить оптимальные параметры лазерной резки материала?
Тестовые прогоны лазерной резки по дереву
Лазерная резка использует высокоэнергетический лазер с соответствующей конфигурацией мощности, скорости, частоты, разрешения и других параметров для испарения материала и получения желаемого разреза.
Изменение одного параметра может оказать заметное влияние на качество вывода. Поэтому важно обеспечить идеальную настройку этих параметров перед выполнением фактической резки.
Лучший способ определить оптимальные параметры — это выполнить пробные прогоны на образце материала до начала работы с реальной заготовкой.
Один из самых популярных способов выполнения пробных запусков — вырезать или выгравировать матрицу из маленьких квадратов с различной мощностью, скоростью и частотой.
Это поможет определить конфигурацию, которая дала наилучшие результаты для вашего приложения.
Следует отметить, что оптимальные параметры варьируются от одной установки к другой, и оптимальные значения, предлагаемые в диаграммах толщины и скорости лазерной резки , не всегда могут обеспечить наилучшие результаты.
Вы должны начать тестовый прогон с наименьшим рекомендуемым значением и медленно продвигаться вверх, чтобы найти конфигурацию, дающую желаемый результат.
Однако лазерная резка может привести к различным опасностям, связанным с лазером и пожаром. Поэтому рекомендуется всегда носить защитные очки и следовать надлежащим протоколам безопасности при работе с лазером при использовании лазерного резака.
Часто задаваемые вопросы (FAQ)
Какой материал лучше всего подходит для лазерных приложений?
Хотя каждый обрабатываемый лазером материал подходит для лазерных применений, некоторые материалы, такие как лазерная кожа, двухслойная бумага, лазерный слой, лазерная латунь, анодированный алюминий и т.
Крупная мебельная компания, в связи с обновлением парка оборудования, продает стол для раскроя стекла CMS Runner 3. 70В отличном состоянии, готовы показать и провести тесты. Максимальный размер…
24.03.2023
Щелково (Россия)
45 000
✅ Стол для раскроя стекла, керамики CMS Runner 3.70 ✅
Состояние: Б/У Год выпуска: 2008
✅ Продаю стол для раскроя стекла CMS Runner 3.70✅ Состояние — отличное, рабочее! ✅ Год выпуска — 2008 год! ✅ Погрузку на ваш транспорт организую! ✅ Подключу — покажу в работе! ✅ Форма оплаты -…
22.04.2023
Щелково (Россия)
4 500 000
Стол для раскроя стекла с порталом и подъемным механизмом
Состояние: Новый Производитель: Россия
В наличии
Стол для резки стекла с порталом и подъемным механизмомСтол предназначен для стекольных мастерских и малых производств по обработке листового стекла. Основное назначение – как стол ручного раскроя…
03.12.2020
Казань (Россия)
200 000
Стол для раскроя стекла от производителя
Состояние: Новый Производитель: SKY TECH (Россия)
Станки для автоматического прямолинейного и криволинейного раскроя листового стекла серии Sherhan.Ключевые особенности:- Специальная сварная конструкция обеспечивает повышенную жесткость и…
15.02.2019
Красноярск (Россия)
1 111 350
Стол для раскроя стекла Lisec BSK-37/26, 2010г
Состояние: Б/У Год выпуска: 2010 Производитель: LISEC (Австрия)
Стол для криволинейного раскроя.Идеальное состояние, чистый, почти не использовался.За допплату можем установить новую систему снятия низкоэмиссионного покрытия. Цена указана с НДС из Москвы. Можно…
29.10.2020
Казань (Россия)
3 000 000
Автоматический стол для раскроя(резки) стекла. От производителя в России
Состояние: Новый Производитель: Модерн (Россия)
Изготавливаем столы резки стекла МОДЕРН. Применяется для прямолинейного и криволинейного раскроя стекла на производствах для изготовления стеклопакетов, автомобильного стекла, мебельных элементов…
28.11.2022
Нижний Тагил (Россия)
1 600 000
Стол раскроя стекла с кантователем СРСК-5
Состояние: Новый Год выпуска: 2015 Производитель: Россия
В наличии
Поворотный стол для раскроя листового стекла модель СРСК.
Незаменимый помощник в небольших стеклорезных мастерских и на производстве по изготовлению корпусной мебели.
Размер столешницы стола…
16.09.2016
Великий Новгород (Новгород) (Россия)
240 000
Линия раскроя стекла Anhui
Состояние: Б/У Год выпуска: 2010
Продам Линию раскроя стекла Anhui YR-3826 Параметры линии: погрузочная линия грузит стекло с двух сторон, автоматически подает стекло на стол для нарезки стекла, где производится уже нарезка…
18.05.2016
Саратов (Россия)
2 000 000
стол для резки стекла Intermac Fox 3700
Состояние: Б/У Год выпуска: 2002 Производитель: Intermac (Италия)
Продается стол для резки стекла Intermac Fox 3700. Подключен, есть возможность посмотреть в работе. Доставка: самовывоз г. Сергиев Посад.
17.03.2016
Сергиев Посад (Россия)
1 400 000
Станок ЧПУ для раскроя стекла
Состояние: Б/У
Продам станок ЧПУ для раскроя стекла. Находится в г. Казань. В рабочем состоянии.
27.12.2016
Казань (Россия)
500 000
Автомат.стол для прямол.и криволин. раскроя стекла
Состояние: Новый Производитель: Mercury
В наличии
Высокотехнологичный автоматический стол для прямолинейной и криволинейной резки листового стекла, предназначенный для средних и больших производств. Система перемещения осей, головка резки новейшей…
26.06.2020
Киров (Россия)
Стол для резки и раскроя стекла nova 2500 TL-R-AT
Состояние: Б/У Год выпуска: 1994 Производитель: NOVA (Италия)
Продаю стол для резки и раскроя стекла NOVA 2500 TL-R-AT, Италия. Размеры: 3210*2250
23.01.2023
Москва (Россия)
390 000
Стол раскроя стекла intermac
Состояние: Б/У Год выпуска: 2021 Производитель: Intermac (Италия)
Стол раскроя стекла intermac genius rs-a. Состояние нового, 2021 года производства. Стол стоит подключенный , есть возможность проверить в работе. В работе был 7 месяцев.
24.03.2023
Киров (Россия)
5 200 000
Автоматический стол для резки стекла Piccola L70R
Состояние: Б/У Год выпуска: 2004 Производитель: Piccola (Италия)
Продам Автоматический стол для резки стекла Piccola L70RХарактеристики:- Специальная конструкция головки позволяет осуществлять резку листов стекла толщиной от 1,8 до 19 мм. — Максимальные…
01.03.2017
Смоленск (Россия)
350 000
Стол для резки стекла с механизмом квантования
Состояние: Новый Производитель: Россия
В наличии
Стол предназначен для стекольных мастерских и небольших производств по обработке листового стекла. Основное назначение — как стол ручного раскроя с помощью ручного стеклореза или быстрореза.СРСК-1…
✅ Продаю стол автоматического раскроя intermac genius rs-a✅ Состояние — отличное, в работе был 7 месяцев!✅ Год выпуска — 2021 год!✅ Погрузку на ваш транспорт организую!✅ Подключу — покажу в. ..
22.04.2023
Киров (Россия)
6 100 000
Стол механической резки стекла
Состояние: Б/У Год выпуска: 2014
Стол механической резки стекла(размер столешницы 2365 × 3300 мм.)Рабочая поверхность стола покрыта специальным покрытием облегчающим работу на столе.Размер заготовки выставляется по установленным…
06.07.2019
Донецк (Россия)
270 000
Стол механической резки стекла
Состояние: Б/У Год выпуска: 2014
Стол механической резки стекла(размер столешницы 2365 × 3300 мм.)Рабочая поверхность стола покрыта специальным покрытием облегчающим работу на столе.Размер заготовки выставляется по установленным…
06.07.2019
Москва (Россия)
270 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по столу для раскроя стекла почти как на Авито и TIU
Видео стола для раскроя стекла
Б/у Bottero 110FC Б/у оборудование
Описание
Детальная информация
Об этом продавце
Станок для обрезки кромок прямой линии для тяжелого производства, 3 алмазных шлифовальных круга позволяют обрабатывать стекло с шагом до 50 мм. Минимальный размер стекла: 40х40мм; Толщина стекла: 3-50 мм; Скорость 0,6-6м / мин; Установленная мощность: 27 кВА Вес: +/- 3600 кг Доступен: +/- 03-2022
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
——————-
Вес
3600 kg
Часы наработки
Часы включения
Состояние
в хорошем состоянии
Маркировка CE
———
Статус
возможность осмотра
Техпаспорт
Bottero 110FC
Тип клиента
Дилер
Активный с
2016
Предложения онлайн
29
Последняя активность
28 апреля 2023 г.
Описание
Станок для обрезки кромок прямой линии для тяжелого производства, 3 алмазных шлифовальных круга позволяют обрабатывать стекло с шагом до 50 мм. Минимальный размер стекла: 40х40мм; Толщина стекла: 3-50 мм; Скорость 0,6-6м / мин; Установленная мощность: 27 кВА Вес: +/- 3600 кг Доступен: +/- 03-2022
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Детальная информация
——————-
Вес
3600 kg
Часы наработки
Часы включения
Состояние
в хорошем состоянии
Маркировка CE
———
Статус
возможность осмотра
Об этом продавце
Тип клиента
Дилер
Активный с
2016
Предложения онлайн
29
Последняя активность
28 апреля 2023 г.
Столы для резки стекла
Фильтровать по технологии
Сбросить фильтр
Рабочие центры
Вертикальные рабочие центры
Двусторонние шлифовальные станки и системы
Вертикальные моечные машины для плоского стекла
Машины гидроабразивной резки
Столы для резки стекла
Столы для резки флоат-стекла
Столы для резки многослойного стекла
Системы хранения и транспортировка
Столы для резки флоат-стекла
Гений РС-А
Стол для резки флоат-стекла начального уровня, который предлагает те же технологические решения, что и системы высокого уровня, используемые в линиях резки крупнейших операторов отрасли.
Открой для себя больше
Столы для резки флоат-стекла
Серия Genius CT-A
Ассортимент столов для резки флоат-стекла
Открой для себя больше
Столы для резки флоат-стекла
Серия Genius CT-RED
Ассортимент столов для резки, предназначенных для удовлетворения любых требований стекольной мастерской:
Открой для себя больше
Столы для резки многослойного стекла
Гениальная серия ЛМ
Ассортимент столов для резки многослойного стекла предназначен для компаний, которые хотят автоматизировать свои процессы резки многослойного стекла.
Открой для себя больше
Столы для резки многослойного стекла
Серия Genius LM-A
Ассортимент столов для резки многослойного стекла для компаний, которым необходим высокий уровень производительности.
Открой для себя больше
Столы для резки флоат-стекла
Genius CT-Плюс
Высокопроизводительные рабочие столы для резки и линии для резки флоат-стекла
Открой для себя больше
Столы для резки флоат-стекла
Комбинированные линии Genius
Решения для различных типов производственных операций и требований клиентов
Открой для себя больше
Столы для резки флоат-стекла
ГЕНИУС CT-NEXT
Genius CT-NEXT – это линейка столов для резки флоат-стекла для прямой и фигурной резки монолитных стеклянных листов.
Открой для себя больше
РЕЗКА ЛАМИНИРОВАННОГО СТЕКЛА – TUROMAS
Серия LAM 100 — это полуавтоматическая и автономная машина. Очень простой в эксплуатации, он предназначен для компаний со средними требованиями к производству многослойного стекла толщиной до 8 + 8 мм.
Максимальный размер резки: 3700 мм (146″)
Толщина стекла: 8+8 мм (0,31″+0,31″)
Серия LAM 300 предназначена для компаний, которым нужна универсальная машина очень высокого качества и производительности. Благодаря компактной конструкции этот стол может работать вместе со столом для резки монолитного стекла серии RUBI, образуя эффективную смешанную линию резки.
Максимальный размер резки: 3700 мм (146″)
Толщина стекла: 10+10 мм (0,39″+0,39″)
LAM 400 предназначен для компаний, которые ищут универсальный станок для качественной резки листов толщиной от 2+2 до 10+10. Компактный, он имеет полезную длину резки 4,7 м и полезную длину измерительной системы 3,3 м.
Максимальный размер реза: 4700 мм (185″)
Толщина стекла: 10+10 мм (0,39″+0,39″)
Серия LAM 500 предназначена для компаний, которым нужна максимальная производительность и автоматизация. Предназначен для работы в составе ламинированной линии резки или в составе смешанной линии.
Максимальный размер резки: 3700 мм (146″) 4700 мм (185″) 6000 мм (236″)
Толщина стекла: 12+12 мм (0,47″+0,47″) 9000 4
ОБЩИЕ ХАРАКТЕРИСТИКИ
Чрезвычайно прочная конструкция
Компактная и оптимизированная конструкция. Столы собираются в единое целое, чтобы набраться прочности и избежать возможного напряжения. Его механическая конструкция позволяет поглощать вибрации, возникающие при высоких ускорениях и скоростях, тем самым оптимизируя качество и точность резки.
Оптимизированная воздушная подушка
Эта система позволяет вручную перемещать стекло по столу с помощью усовершенствованной системы плавучести. Вентилятор создает сильный поток воздуха, который выходит с поверхности стола через равномерно распределенные регулируемые отверстия.
Система выламывания и разделения
Верхний слой стекла выламывается с помощью ремня, который поднимается и ударяет по стеклу с нижней стороны. Нижний выламывается верхним инструментом, имеющим встроенное колесо, которое опускается и перемещается по верхней части стекла. Лампа нагревает бутираль и одновременно брусок держит нижнюю часть стекла, а другой брусок тянет в противоположную сторону. Таким образом, по мере размягчения бутираля стекло начинает расслаиваться. Таким образом, по мере размягчения бутираля стекло отделяется. Наконец, бутираль срезается лезвием из верхнего инструмента.
Алюминиевая плита
Наша инновационная ставка на алюминиевые панели минимизирует потери воздушной подушки. Они гарантируют идеальную планиметрию стола с течением времени.
Автоматическая регулировка давления резки
Управляющее программное обеспечение распознает тип стекла и назначает оптимальное давление для его резки. Давление можно регулировать в зависимости от скорости, чтобы всегда резать максимально качественно, чему способствует электронный клапан постоянной смазки режущего диска.
Механическая система позиционирования
На поверхности стола расположено несколько прорезей, через которые перемещаются два упора, позволяющие устанавливать стекла различной длины. При активации они перемещаются по горизонтали, позиционируя себя в соответствии с размером обрабатываемой детали. Затем они поднимаются так, чтобы пользователь мог расположить деталь, соприкасаясь с ними. Если деталь маленькая, будут использоваться передние упоры, а если деталь большая, будут использоваться задние упоры.
Резка монолитного стекла
Серия LAM позволяет резать и выламывать флоат-стекло. Верхний инструмент выполняет разрез, а нижний стержень – прорыв.
Меню последовательной работы
С помощью этой функции интерфейса можно выбрать определенное действие для обработки стекла.
Поворотные столы NIKKEN (Япония) в Минске от компании «Частное предприятие «ПРЕЦИЗИОНБЕЛ»».
Компания ПРЕЦИЗИОНБЕЛ является официальным представителем NIKKEN в Республике Беларусь.
Европейское отделение Nikken Kosakusho Europe Limited, зарегистрированное в 1989 году, является дочерней компанией Nikken Kosakusho Works Limited Japan. Европейское отделение отвечает за импорт, дистрибуцию и поставку всего спектра продукции Nikken, включающего поворотные столы и станки с ЧПУ, устройства для предварительной настройки станков и измерительные устройства, устройства для настройки станков Elbo Controlli.
Nikken Works Limited ежегодно выпускает в Японии около 500 000 патронов для инструмента, 3500 поворотных столов и 250 000 разверток. В компании работают более 550 человек по всему миру, она имеет репутацию производителя качественной продукции и клиентоориентированного поставщика.
Штаб-квартира, производственные помещения, офис продаж и европейский дистрибуторский центр Nikken Kosakusho Europe Limited расположены в Ротереме, Южный Йоркшир, Великобритания. На 2400 м2также размещены помещения для регулярно проводимых семинаров, презентаций и демонстраций резки в собственном цехе предприятия.
Nikken Kosakusho Works Ltd. является производителем патронов для инструмента и оборудования для станков. С момента создания в 1958 году компания является лидером рынка в различных областях, таких как оборудование для аэрокосмической, автомобильной промышленности и производителей высокоточного оборудования.
Мы гордимся, что наша «глобальная система производства» способствует успеху наших клиентов во всех перечисленных отраслях.
Слово NIKKEN расшифровывается как «принцип постоянных исследований и разработки», и этот принцип принят всеми нашими сотрудниками в их повседневном стремлении к совершенству в своей работе.
Мы постоянно стремимся улучшить наши технологии через постоянные инновации для дальнейшего повышения качества и надежности нашей продукции, применяемой в различных отраслях.
Завод Nikken Osaka-Daito открыт в 2004 году. Эта площадка теперь является центром выпуска и дистрибуции всего ассортимента.
Два завода, головной офис и центры подготовки материалов теперь сосредоточены на одной производственной площадке.
Поворотные и поворотно-наклонные (глобусные) столы позволяют добавить одну или две контролируемые оси к существующему станку. CNC столы NIKKEN для станков и обрабатывающих центров благодаря своему высокому качеству допускают работу под нагрузкой в течение 24 часов в сутки. Преимущества столов NIKKEN перед конкурентами обусловлены применением в производстве целого ряда уникальных технологий и технических решений.
Твердосплавный червячный винт
В системе применяется Твердосплавный Червячный Винт — твердый и сохраняющий прочность при высокоскоростном вращении. Материал винта — Карбид марки V — обладает высокой износостойкостью и прочностью. Работая в сверхтяжелом режиме, твердосплавный винт позволяет поддерживать высокую точность практически постоянной. В сравнении с традиционной конструкцией червячной системы (червячное колесо из фосфористой или алюминиевой бронзы и стальной винт) такая система позволяет существенно снизить величину износа. Таблица измерений в течение нескольких лет показывает эту огромную разницу. Для достижения лучшей ударной прочности в червячных системах с небольшим зубчатым модулем используется винт из специального стального сплава.
Червячное колесо
Червячное колесо изготовлено из специальной стали, изготовленной по заказу NIKKEN. Колесо подвергается закалке, а зубья — ионному азотированию. Такая обработка решает проблему трения скольжения пары твердый сплав — азотированная сталь. Твердость поверхности зубьев червячного колеса достигает HV-930 (на глубину 0,1 мм), твердость сердцевины зуба — HRC36. Такая обработка обеспечивает восприятие поворотным столом высоких нагрузок на протяжении длительного времени без ухудшения качества и точности обработки детали.
По сравнению с поворотными столами, в которых установлены червячные колеса из традиционных материалов (фосфористая бронза, алюминевая бронза), столы NIKKEN обладают более высокой стойкостью к нагрузкам и гораздо большей долговечностью. Степень износа червячной передачи NIKKEN во много раз ниже аналогичной других производителей, изготовленной, например, из фосфористой бронзы (см рисунок).
Эффект динамической масляной пленки
Качество изготовления зубчатых передач и исследование угла давления червячного винта позволили достичь более высокой скорости вращение стола (66.6 об/мин). В высокоскоростных поворотных столах NIKKEN с ЧПУ Z серии вращение винта создает давление, нагнетающее масло в зазор между зубьями, предотвращая контакт металл-металл, возникает эффект динамической масляной пленки высокого давления. Это устраняет износ зубьев и обеспечивает системе высокую прочность и долговечность.
Решена проблема недостаточного тормозного момента наклонной оси (5000 Н*м)
Технология запатентована: JAPAN (PAT.2142343), U.S.A. (PAT. 5385424, 5507587), EU (РАТ. EP 055335581)
В пятиосевом поворотно-наклонном столе используется конструкция тормоза наклонной оси, аналогичная зажиму фрезерного патрона NlKKEN, доказавшему надежность 40-летним опытом применения. Такая конструкция обеспечивает отсутствие вибрации при любом угле наклона. Отлично работает при многосторонней обработке, включая сверление и обработку цилиндрическими фрезами.
Представленные на картинке ниже образцы изделий изготовлены помощью высокоскоростного стола с ЧПУ серии Z: лопатки турбин, конические шестерни, фрезы, коронки, корпусные детали и др.
Компания NIKKEN использует в создании поворотно-наклонных (глобусных) столов технологии, запатентованные в Японии, США и Европе. Благодаря этим новейшим разработкам, 5-и осевые столы NIKKEN отличаются от аналогов отсутствием вибрации при любом угле наклона и прекрасно подходят для одновременной многоповерхностной обработки деталей, включая силовое сверление и торцевое фрезерование.
Условно поворотные и поворотно-наклонные столы NIKKEN можно разделить на несколько типов. Вот некоторые из них:
Горизонтальный поворотный стол NIKKEN
Поворотный стол NIKKEN
Поворотный стол с возможносью наклона вручную от 0° до 90°.
Внешние присоединительные размеры столов могут быть различными в зависимости от типа привода.
Полная номенклатура столов NIKKEN не ограничивается только представленными на фото выше. Вы можете более подробно ознакомиться поворотными и глобусными столами NIKKEN, оснасткой для столов, их размерами и техническими характеристиками в Каталоге. Также в Каталоге представлена информация по контроллерам NIKKEN для столов.
Большие поворотные столы с ЧПУ
NIKKEN выпускает круглые столы различных размеров и с разными характеристиками. Начиная от компактных поворотных столов с диаметром планшайбы от 105 мм (максимальная нагрузка до 60 кг), заканчивая горизонтальными поворотными столами с диаметром планшайбы до 2000 мм и максимальной нагрузкой до 30 т.
EXACT | Поворотные столы для станков
Серии NCT / TRT / ERT
ЧПУ управляемые столы с
червячным приводом скольжения
БОЛЬШАЯ ПОВЕРХНОСТЬ КОНТАКТА ЗУБЬЕВ
ЧЕРВЯЧНОЙ ПАРЫ ПЕРЕДАЕТ КОЛОССАЛЬНЫЙ КРУТЯЩИЙ МОМЕНТ И ПЛАВНОСТЬ ХОДА
● Широкий диапазон типов и размеров ● Прочная и износостойкая конструкция ● Выдающийся крутящий момент ● Высокая динамическая точность ● Высокая долговечность ● Простота установки и обслуживания
Cерия столов NCT расширяет производственные возможности обрабатывающих центров
Установленнные в горизонтальной или вертикальной плоскости, эти столы используют для того чтобы наделить станок 4-ой или 5-ой осью. Внутри поворотных столов, система червячного вала и червячного колеса определяют точность и долговечность работы столов. Собственное производство чевячной пары и строгий контроль, гарантируют точность работы и высокую динамически стойкость.
Комбинация латуни и легированной стали обеспечивает меньшее трение. Крутящий момент от двигателя передается эффективно. Высококачественная червячная система гарантирует высокую передачу крутящего момента.
● Большой червячный редуктор
Червячная передача с большим диаметром шага создает большую площадь зацепления и меньшее давление на контактную поверхность, что приводит к сопротивлению износу.
● Надежный зажим в диапазоне 360°
Массивная червячная пара 360°, компактная конструкция, высокая скорость, гидравлическая система зажима расположена сразу за столом, чтобы обеспечить максимальную жесткость во время операций механической обработки.
Твердая и герметичная зажимная конструкция поддерживает максимальную удерживающую способность при сохранении от загрязнений.
Для достижения оптимальной силы зажима требуется только небольшое количество гидравлической жидкости, источником которой может быть мини-гидравлический насос или усилитель с воздушным маслом; или оба варианта.
4-ые оси EXACT
прецизионные и надежные поворотные столы от Exact machinery расширияют возможности современных обрабатывающих центров с системами чпу: FANUC, SIEMENS, MITSUBISHI, HEIDENHAIN
Компания EXACT производит всю гамму поворотных столов для горизонтальных фрезерных, расточных станков с ЧПУ и обрабатывающих центров с ЧПУ
EXACT | NCT-1000H-B ЧПУ управляемый стол для ГФОЦ
Обработка видео…
Серия HC
беззазорное соединение
стола с ВЫСОКОточными 3-х ЧАСтными Муфтами Хирта используется ДЛЯ ТЯЖЕЛОЙ ОБРАБОТКИ
● Широкий диапазон типов и размеров ● Прочная и износостойкая конструкция ● Высокая точность индексирования и повторяемости ● Устойчивость к высоким механическим воздействиям ● Простая установка с надежной работой ● Простой уровень обслуживания
Cерия индексных столов HC с 3-х частным зубчатым зацеплением Хирта
Серия HC автоматических индексирующих столов может использоваться в горизонтальной или вертикальной рабочей плоскостью и пригодна для использования в обрабатывающих центрах, роторных транспортных машинах и большинстве других типов производственных машин и производственных систем. Вращение осуществляется червячным валом и колесом, приводимым в движение через серводвигатель, гидравлический зажим через трехкомпонентную муфту создает стойкость к высоким усилиям механической обработки, что обеспечивает максимальную точность и жесткость позиционирования.
Несъемная конструкция с тремя частями имеет усиливающее и удерживающее усилие стола, который не поднимается и не опускается во время индексации и обработки.
Жесткая система уплотнения исключает проникновение стружки, пыли или режущих жидкостей в корпус, что создает надежность и долговечность работы всего агрегата.
Гидравлический привод с зубчатой шестерней со встроенными подушками для обеспечения плавной работы с оптимальным временем цикла, функции зажима стола и разблокировки гидравлическия и контролируются для обеспечения безопасности с помощью надежных переключателей обратной связи.
● Принцип работы беззазорного стола
На каждую муфту Хирта приходятся 3 зубчатых колеса
Зубчатое кольцо А монтировано к поворотному столу
Зубчатое кольцо B является «опорным элементом» и установлено на корпус стола
Зубчатое кольцо C поднимается и опускается внутри корпуса стола для соединения зубчатого кольца A и зубчатого кольца B вместе после каждого цикла.
См. рисунок 2
● Зубчатое кольцо C находится внизу, чтобы освободить заблокированный узел
● Зубчатое кольцо A теперь может свободно вращаться со столом
● После завершения вращения колесо A находится в новом положении
● Зубчатое кольцо C поднимается, чтобы создать заблокированный узел, как показано на рисунке 1
Примечание. Подъем и опускание зубчатых колес аналогичны эффекту притирки. С течением времени точность зубчатых колес улучшается.
Индексные поворотные столы EXACT с муфтами Хирта
Превосходным решением поворотного стола для универсального станка и станка с УЦИ служит серия индексных поворотных столов EXACT с собственным ЧПУ
EXACT | HC 400R индексный поворотный стол для фрезерного станка
Обработка видео. ..
HC | ЧПУ индексные столы
Серия СT
беззазорное соединение
стола с ВЫСОКОточными 3-х ЧАСтными Муфтами Хирта
ВЫДАЮЩАЯСЯ ПРОИЗВОДИТЕЛЬНОСТЬ, НАДЕЖНОСТЬ С ВЫСШЕЙ ТОЧНОСТЬЮ
● Широкий диапазон типов и размеров ● Прочная и износостойкая конструкция ● Высокая точность индексирования и повторяемости ● Устойчивость к высоким механическим воздействиям ● Простая установка с надежной работой ● Простой уровень обслуживания
Серия HC автоматических индексирующих столов может использоваться в горизонтальной или вертикальной рабочей плоскостью и пригодна для использования в обрабатывающих центрах, роторных транспортных машинах и большинстве других типов производственных машин и производственных систем. Вращение осуществляется червячным валом и колесом, приводимым в движение через серводвигатель, гидравлический зажим через трехкомпонентную муфту создает стойкость к высоким усилиям механической обработки, что обеспечивает максимальную точность и жесткость позиционирования.
Примеры применения
Транспортный агрегат с ЧПУ для увеличения гибкости обрабатывающего центра.
Это особенно удобно, когда в номенклатуре должны производиться различные типы деталей.
Агрегат особенно полезен для таких отраслей, как автомобилестроение, машиностроение, производство авиационной техники и др.
Индексные серии столов CT широко используются в транспортных агрегатах как горизонтального, так и вертикального типа.
Быстрое время вращения и высокая точность индексации обеспечивают выдающуюся производительность в средних и больших сериях.
● Принцип работы беззазорного стола
На каждую муфту Хирта приходятся 3 зубчатых колеса
Зубчатое кольцо А монтировано к поворотному столу
Зубчатое кольцо B является «опорным элементом» и установлено на корпус стола
Зубчатое кольцо C поднимается и опускается внутри корпуса стола для соединения зубчатого кольца A и зубчатого кольца B вместе после каждого цикла.
См. схему 2
● Зубчатое кольцо C находится внизу, чтобы освободить заблокированный узел
● Зубчатое кольцо A теперь может свободно вращаться со столом
● После завершения вращения колесо A находится в новом положении
● Зубчатое кольцо C поднимается, чтобы создать заблокированный узел, как показано на рисунке 1
Примечание. Подъем и опускание зубчатых колес аналогичны эффекту притирки. С течением времени точность зубчатых колес улучшается.
Превосходным решением поворотного стола для универсального станка и станка с УЦИ служит серия гидравлических поворотных столов EXACT
EXACT | CT гидравлические поворотные столы
Обработка видео…
CT | Гидравлические индексные столы
Серия MBT
РУЧНЫЕ, ГОРИЗОНТАЛЬНЫЕ
ИНДЕКСные столы с зацепленем хирта
ВЫДАЮЩАЯСЯ ПРОИЗВОДИТЕЛЬНОСТЬ, НАДЕЖНОСТЬ С ВЫСШЕЙ ТОЧНОСТЬЮ
● Прочная и износостойкая конструкция ● Высокая точность индексирования и повторяемости ● Устойчивость к высоким механическим воздействиям ● Простая установка с надежной работой ● Простой уровень обслуживания
Cерия ручных гидравлических индексных столов MBT с зубчатым зацеплением Хирта
Столы серии MBT разработаны с 2-х частными торцовыми зубьями Хирта для ручного вращения с шагом 1 ° или 5 ° с точностью +/- 2 угловые секунды. Столы зажимаются пневматически или гидравлически в зависимости от модели, простым приведением в действие рычага или ручного подвеса. Шкала нониуса и указатель предлагает ссылку во время вращения, однако, цифровая шкала доступна на больших таблицах (по запросу). Эти тяжелые, но простые и самодостаточные столы идеально подходят для станков или для вариантов использования, где часто требуется убирать или переустанавливать индексный стол.
Ручные гидравлические индексные столы EXACT
точное И Надежное позиционирование детали на универсальном станке — это поворотный стол EXACT серии MBT
EXACT | MBT серия ручных поворотных столов с гидравлическим зажимом
Обработка видео…
MBT I Ручные гидравлические индексные столы
Серия NCT-HP
ЧПУ Управляемые
Автоматические сменщики паллет
● Высокая скорость вращения ● Прямой привод DDR ● Мгновенное позиционирование ● Гидравлический зажим для статической обработки
Cерия NCT-HP автоматических сменщиков паллет
Высокопроизводительный поворотный сменщик паллет на 180 ° с шестью зажимными устройствами, оснащенный двумя паллетами и совмещенный с ЧПУ Поворотным столом. Рабочий стол вращается с помощью двухрядного червячного редуктора через серводвигатель и оснащен вспомогательными штифтами для позиционирования паллет и стабильности. Зажим для тяжелых условий эксплуатации обеспечивает жесткость и высокую нагрузку при обработке. Автономный сменщик, поворотный стол и паллеты «соответствуют» легкой установке.
Автоматическая система APC смены паллет EXACT для горизонтального обрабатывающего центра с ЧПУ.
Автоматические сменщики паллет от EXACT отлично зарекомендовали себя в станкостроении Тайваня
EXACT | NCT-HP ЧПУ автоматические сменщики паллет
Обработка видео…
NCT-HP I ЧПУ автоматические сменщики паллет
Серия EDS
ЧПУ Управляемые столы
с приводом и высоко- моментным мотором
● Высокая скорость вращения ● Прямой привод DDR ● Мгновенное позиционирование ● Гидравлический зажим для статической обработки
Cерия EDS скоростных и высоко-моментных столов
Высокоскоростной мотор с прямым приводом для быстрого позиционирования и оптимальной быстроты. Гидравлический зажим для максимальной жесткости во время статической обработки.
Скоростные токарно-фрезерные управляемые от ЧПУ столы EXACT
Серия EDS от EXACT — это скоростные управляемые от ЧПУ станка токарные поворотные столы для обрабатывающих центров и станков с ЧПУ
EXACT | EDS скоростные и ЧПУ управляемые токарные столы
EXACT | TRT 100 T2 наклонно — поворотный сдвоенный стол ЧПУ с нулевой точкой
Наклонно-поворотный стол ЧПУ TRT 100 T2 оборудован патронами с системой зажима «нулевая точка» или «center point»
EXACT | TRT 100 T2 наклонно — поворотный сдвоенный стол ЧПУ с нулевой точкой
Обработка видео…
Наклонный поворотный стол EXACT NCT-250RA D
Наклонный стол ЧПУ от EXACT серии NCT 250RA D с рабочей наклонной плитой размером 350 * 650 мм
EXACT | NCT 250RA D скоростной наклонный стол ЧПУ «люлька»
Обработка видео…
Серия EVS
РЕВОЛЬВЕРНЫЕ ГОЛОВЫ
● Вращение без подъема ● Жесткая структура ● Точность индексации ● Высокая грузоподъемность ● Точность позиционирования ● Подача СОЖ через инструмент
EXACT | EVS револьверные головы с гидрозажимом
Револьверная голова EXACT | EVS 600 оснащена гидрозажимом и 3-х частным соединением Хирта для жесткого позиционирования во время индексации.
EXACT | EVS 600 револьверная голова с гидрозажимом
Обработка видео…
EVS | Револьверные головы
Поворотные столы с ЧПУ | Прецизионные поворотные столы и аксессуары
CNC Indexing & Feeding Technologies с гордостью представляет линейку поворотных столов, индексаторов и аксессуаров TJR. TJR возникла как агент по продаже и обслуживанию поворотных столов и зарекомендовала себя как OEM-производитель в 2009 году.
Сегодня TJR поставляет наиболее технически совершенные поворотные столы в отрасли для станков, таких как: редуктор, прочные, высокопрочные латунные валы и тормозные системы с большим диапазоном зажима. Все новые столы TJR стандартно поставляются с 3-летней гарантией на детали.
Не знаете, что вам нужно? Мы можем помочь! Напишите CNC Indexing & Feeding Technologies по адресу [email protected], чтобы обсудить потребности вашего приложения.
Наши станки
Наши поворотные столы с ЧПУ
Стандартные поворотные столы. Серия AR представляет собой стандартный 4-осевой поворотный стол TJR с пневматическим тормозом. Он предлагается как с правосторонним монтажом двигателя, так и с левосторонним монтажом двигателя. Серия HR — это стандартный 4-осевой поворотный стол TJR с гидравлическим тормозом.
Поворотный стол с задней опорой двигателя. Поворотный стол для задней опоры двигателя. Серия AR также имеет вариант крепления двигателя сзади (сзади).
Наклонно-поворотные столы. Серия FAR представляет собой линейку наклонно-поворотных столов с пневматическим тормозом. Серия FHR представляет собой гидравлическую тормозную магистраль. MTHR представляет собой стол с ручным наклоном на 1 градус и гидравлической тормозной системой.
Горизонтальные поворотные столы с ЧПУ. Горизонтальные поворотные столы с ЧПУ серии HHR предлагаются со столешницей площадью 500 мм. Его можно интегрировать в систему управления машиной или в качестве индексатора с одноосевым контроллером TJR. Разработанные специально и исключительно для горизонтальной установки, эти столы могут выдерживать большой вес для больших заготовок.
Многошпиндельные поворотные столы. Серия AR-W представляет собой многошпиндельный 4-осевой поворотный стол. Он идеально подходит для повышения производительности за счет сокращения времени загрузки/выгрузки и смены инструмента.
Кулачковые столы с прямой передачей и роликовой передачей. Поворотный стол с прямым приводом серии AD идеально подходит для небольших вертикальных станков и метчиков. Роликовый кулачковый 4-осевой поворотный стол RC-Model предлагается с диаметром лицевой панели 160 мм.
Горизонтальные индексные таблицы. В горизонтальном делительном столе серии HHI используется гидравлическая тормозная система. Он предназначен для интеграции в систему ЧПУ станка или для работы с одноосевым контроллером TJR.
Принадлежности для поворотного стола. У нас имеется запас наиболее популярных принадлежностей для поворотных столов и индексаторов TJR, включая задние бабки и органы управления индексатора. А благодаря связям и ресурсам по всему миру, если у нас нет нужных вам аксессуаров, мы можем их найти.
CNC Indexing & Feeding Technologies предлагает широкий ассортимент поворотных столов TJR. Однако многим неясно, что поворотные столы могут сделать для их бизнеса, а также как они работают в обработке с ЧПУ. Во-первых, давайте рассмотрим основы поворотного стола и то, как он работает в процессах обработки и производства.
Что такое поворотный стол и для чего он нужен?
Фрезерование и другие промышленные процессы требуют резки и формовки, как правило, с высокой степенью точности. Это создает потребность в системах с компьютерным управлением, которые могут создавать заготовки, прототипы или инструменты для компаний по запросу. Процесс ускоряется, сокращая или устраняя потребность в большом персонале сборочной линии или других ручных мастерах.
Во многих случаях обработка деталей с помощью станков с ЧПУ была бы невозможна без помощи компьютера. Код, используемый для связи между станком с ЧПУ и компьютерным программным обеспечением, является специализированным. В старых машинах или машинах с ручным управлением использовались проводные контроллеры. Однако новые станки с ЧПУ полагаются на современные устройства, такие как компакт-диски, USB-накопители, сети и т. д.
Для работы токарного или фрезерного станка требуется собственный набор деталей. Например, делительная головка необходима для обеспечения круглой формы. Индексный элемент позволяет поворачивать изделие под углом или даже делить его на секции.
Поворотный стол может наклоняться и вращаться. В столе используется делительная головка для резки в соответствии с определенной техникой. Это позволяет станку создавать заготовки с полной гибкостью вращения и наклона.
Как и зачем используются таблицы?
Поворотный стол может помочь в создании дуг и окружностей, что является важным процессом при изготовлении деталей или инструментов. Инструменты могут быть изготовлены специально, например, автомобильные детали, детали машин и многие другие предметы.
Процесс ЧПУ позволяет компаниям выполнять прямые разрезы даже под разными углами и разрезать небольшие объекты на еще более мелкие части. Поворотные столы с ЧПУ также могут помочь в процессах нарезания зубчатых колес, сверления или вырезания отверстий.
Стол также можно использовать вместе с делительной головкой и делительной пластиной для более концентрированного формования. Столы также используются для удержания определенных деталей для превосходных методов фрезерования.
Добавление поворотных столов улучшит ваши возможности по производству нужных деталей и увеличит прибыль. Это подводит нас к основному преимуществу поворотных столов с ЧПУ: меньше времени и большая точность резки.
Кто использует станки с ЧПУ и прецизионные поворотные столы?
Компании часто привлекаются для создания деталей для более крупных брендов. Однако некоторые компании просто создают свои собственные прототипы, инструменты или заготовки на собственном оборудовании для механической обработки. Есть также контрактные магазины, механические магазины, компании по производству электроники, изобретатели, инженерные и розничные компании.
Большинство компаний сокращают расходы, масштабируя свои потребности с помощью небольших производств. Во многих случаях они могут иметь только одно предприятие или работать с одним типом деталей. Ключ не в том, чтобы создавать «что угодно», а в том, чтобы специализироваться на создаваемых объектах, чтобы можно было упростить процесс.
Поворотные столы обладают преимуществами эффективности и точности для всех этих отраслей и задач.
Преимущества использования поворотных столов
Преимущества использования поворотных столов с ЧПУ включают согласованность, ускорение производства и увеличение производительности. Изделия и заготовки, собранные с помощью систем ЧПУ, более надежны, чем изделия, созданные вручную или другими методами. Процесс идентичен каждый раз, поэтому согласованность может быть гарантирована. Это очень важно для компании, пытающейся обеспечить протокол безопасности.
Еще одним преимуществом является гибкость, поскольку системы программируются. Эти системы спроектированы так, чтобы свести к минимуму время простоя между запущенными процессами, предлагая большую гибкость.
Еще одним преимуществом является сложность продукта. Сложные движения упрощаются благодаря поворотным столам с ЧПУ, что делает их производство более доступным.
Роль работника с системами ЧПУ
Естественно, такой сложный процесс не может быть бесконтрольным, поскольку эффективность зависит от оптимальной производительности. Супервайзер должен наблюдать за поворотным столом, работающим с элементами управления ЧПУ, чтобы убедиться, что станок и программное обеспечение настроены правильно.
Это включает настройку системы, установку программного обеспечения и наблюдение за производством. Если что-то пойдет не так, программное обеспечение должно быть исправлено, а машина отремонтирована. Машины не работают постоянно, но их необходимо регулярно оценивать и очищать, чтобы гарантировать, что они будут в основном самодостаточными.
Типы столов, которые могут вам понадобиться
Мы предлагаем широкий выбор поворотных столов для удовлетворения всех ваших потребностей. Это включает в себя стандартные поворотные столы с возможностью полной оси вращения, а также вертикальное и горизонтальное монтажное положение.
Мы также предлагаем большие поворотные столы с гидравлическими тормозными системами, которые обеспечивают более высокий зажимной момент. Вы также можете найти помощь с меньшими поворотными столами с задним креплением или наклонными поворотными столами.
Горизонтальные поворотные столы специально изготовлены для горизонтальной установки и выдерживают гораздо больший вес. Доступны горизонтальные индексные таблицы, как в ручном режиме, так и в стиле индексных таблиц ЧПУ. Наконец, есть поворотные столы с торцевым зубчатым колесом и аксессуары для поворотных столов, идеально подходящие для проектов, требующих более высокой степени точности.
Помните, что качественное производство является синонимом эффективности и точности. Производители продукции должны иметь подходящее оборудование, работающее на полную мощность, чтобы гарантировать постоянство.
CNC Indexing & Feeding Technologies может помочь вам найти принадлежности для станков, необходимые для удовлетворения ваших производственных потребностей. Это включает в себя простое вращение, более крупные детали, вертикальные и горизонтальные приложения или даже работу с 4 или 5 осями. С поворотными столами TJR вы можете сократить время цикла и обработки, сократить время простоя и увеличить прибыль.
Вы всегда можете связаться с нами, если у вас есть дополнительные вопросы о том, как начать работу, позвонив нам по телефону 513.770.4200. Пришло время расширить свой бизнес и свои возможности!
Поворотные столы и принадлежности – Sherline Products
Перейти к основному содержанию
Sherline предлагает один из лучших небольших поворотных столов на рынке. Он доступен в ручном или ЧПУ. Его можно даже приобрести вместе с контроллером для использования в качестве программируемого индексатора. Он популярен среди промышленных магазинов благодаря своим компактным размерам, прочной конструкции и долговечной точности.
Поворотный стол также доступен с большим сквозным отверстием 15/32″, к которому можно установить наши патроны. Эта модификация возникла по просьбе наших клиентов, занимающихся лазерной гравировкой. Увеличенное сквозное отверстие позволяет удерживать больший запас. Он также имеет никель-тефлоновое покрытие, потому что он был разработан для использования в повседневных производственных условиях. Это придает столу устойчивую к ржавчине поверхность, которая является твердой и обладает дополнительными смазывающими свойствами.
От:
$15,76
Выбрать опции
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
Обновление поворотного стола с ручным управлением до готового к ЧПУ
Стоимость преобразования поворотного стола составляет 182 доллара США плюс доставка. Вы должны позвонить или написать нам по электронной почте для RMA # (разрешение на возврат) перед отправкой вашего поворотного стола обратно.
182,00 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
305,24 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
398,84 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
461,24 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
367,64 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
365,04 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
458,64 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
$ 427. 44
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в Список желаний
From:
446,94 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
576,16 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
540,54 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
From:
807,30 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
869,70 $
Добавить в корзину
9011 2 Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
900,90 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
81,90 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
9 0114 81,90 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
120,12 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
49,14 $
Добавить в корзину
901 12 Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
32,76 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
Адаптеры патрона для поворотного стола
9000 2 Об адаптерах для патронов поворотного стола Теперь вы можете прикрепить 1/4″ или Сверлильный патрон 3/8″, более старый патрон Unimat с резьбой 12 x 1 мм или 14 x 1 мм или патрон Sears 1/2-20 для вашего роторного станка Sherline… Продолжение
От:
7,28 $
Выбрать варианты
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
464,10 $
Добавить в корзину
Добавить в список желанийУдалить из списка желаний
Добавить в список желаний
Контроллер вращения с ЧПУ с шаговым двигателем
90 002 67127 Шаговый двигатель на 2 А, 100 унций, типоразмер 23 87041 Источник питания 120 В перем.
 2 607 225 728)
2 607 225 728) 2 607 225 728)
2 607 225 728) Ø отверстия в древесине
Ø отверстия в древесине
 Чтобы хранение оснастки было удобно пользователю, на корпусе предусмотрено специальное отверстие. Для продолжительных работ в комплекте предусмотрены два аккумулятора емкостью 1,5 А*Ч, быстрозарядное устройство, а чемоданчик решает вопрос с транспортировкой и хранением. Bosch GSR 1440-LI может работать на аккумуляторах напряжением: 10.8 и 14.4 Вт, емкостью: 1.3, 2.6 и 3.0 А*ч, а также на аккумуляторах типа Black-pack и Red-pack.
Чтобы хранение оснастки было удобно пользователю, на корпусе предусмотрено специальное отверстие. Для продолжительных работ в комплекте предусмотрены два аккумулятора емкостью 1,5 А*Ч, быстрозарядное устройство, а чемоданчик решает вопрос с транспортировкой и хранением. Bosch GSR 1440-LI может работать на аккумуляторах напряжением: 10.8 и 14.4 Вт, емкостью: 1.3, 2.6 и 3.0 А*ч, а также на аккумуляторах типа Black-pack и Red-pack. 8-10
8-10 Но у некоторых производителей существует несколько НЕ взаимозаменяемых линеек АКБ. Например, Makita BL-series и G-series
Но у некоторых производителей существует несколько НЕ взаимозаменяемых линеек АКБ. Например, Makita BL-series и G-series Качественный пластик.
Качественный пластик. youtube.com/embed/FRtSYOB54y0″>
youtube.com/embed/FRtSYOB54y0″>  батарея
батарея Гарантия на 1 год применима только к покупкам, совершенным с 1 июня 2016 г. Применяются положения и условия).
Гарантия на 1 год применима только к покупкам, совершенным с 1 июня 2016 г. Применяются положения и условия). 
 Технические характеристики, представленные ниже, подтверждают это:
Технические характеристики, представленные ниже, подтверждают это:
 Рабочее оборудование придется приобретать отдельно. Производитель рекомендует комплектовать инструмент фирменными битами производителей «Метабо», «Стайер» и «Эксперт». Детали поставляются как в наборах универсального назначения, так и поштучно – единичные биты, как правило, ориентированы на выполнение специализированных операций. Также распространяются наборы аксессуаров, в которых есть биты и сверла разных размеров. Кроме того, дрель-шуруповерт GSR 1440-LI можно дополнить пылеуловителями и стружкоуловителями. На качество бурения такое оборудование не повлияет, а место после работы останется чистым. Однако инструмент этого типа, в отличие от перфораторов, оставляет после себя небольшое количество грязи.
Рабочее оборудование придется приобретать отдельно. Производитель рекомендует комплектовать инструмент фирменными битами производителей «Метабо», «Стайер» и «Эксперт». Детали поставляются как в наборах универсального назначения, так и поштучно – единичные биты, как правило, ориентированы на выполнение специализированных операций. Также распространяются наборы аксессуаров, в которых есть биты и сверла разных размеров. Кроме того, дрель-шуруповерт GSR 1440-LI можно дополнить пылеуловителями и стружкоуловителями. На качество бурения такое оборудование не повлияет, а место после работы останется чистым. Однако инструмент этого типа, в отличие от перфораторов, оставляет после себя небольшое количество грязи. Если инструмент заклинил во время сверления, необходимо выключить двигатель. В таких ситуациях также необходимо готовиться к ответным атакам, которые вызовут обратный ход. Как отмечает производитель, GSR 1440-LI может вызывать кратковременный обратный ход при завинчивании и отвинчивании метизов. Поэтому необходимо крепко держать инструмент, контролируя его функцию. То же самое относится и к обработке пробелов. Если у него нет собственного крепления, необходимо предусмотреть либо дополнительное прижимное устройство, либо надежно удерживать материал в руках. При работе с небольшими заготовками использование тисков для фиксации по-прежнему является оптимальным вариантом. Такое крепление полезно как с точки зрения безопасности оператора, так и с точки зрения обеспечения качественного результата.
Если инструмент заклинил во время сверления, необходимо выключить двигатель. В таких ситуациях также необходимо готовиться к ответным атакам, которые вызовут обратный ход. Как отмечает производитель, GSR 1440-LI может вызывать кратковременный обратный ход при завинчивании и отвинчивании метизов. Поэтому необходимо крепко держать инструмент, контролируя его функцию. То же самое относится и к обработке пробелов. Если у него нет собственного крепления, необходимо предусмотреть либо дополнительное прижимное устройство, либо надежно удерживать материал в руках. При работе с небольшими заготовками использование тисков для фиксации по-прежнему является оптимальным вариантом. Такое крепление полезно как с точки зрения безопасности оператора, так и с точки зрения обеспечения качественного результата. Периодически следует осматривать корпус устройства на наличие зазоров в стыках, так как вибрационное воздействие может увеличивать их размеры. Аккумулятор заслуживает отдельного внимания. Так как Bosch GSR 1440-LI Professional питается от литий-ионного аккумулятора, необходимо беречь элемент от механических воздействий, прямых солнечных лучей и влаги. Дело в том, что такие аккумуляторы без надежной герметизации в корпусе вредны для окружающей среды.
Периодически следует осматривать корпус устройства на наличие зазоров в стыках, так как вибрационное воздействие может увеличивать их размеры. Аккумулятор заслуживает отдельного внимания. Так как Bosch GSR 1440-LI Professional питается от литий-ионного аккумулятора, необходимо беречь элемент от механических воздействий, прямых солнечных лучей и влаги. Дело в том, что такие аккумуляторы без надежной герметизации в корпусе вредны для окружающей среды. Это позволяет точно подобрать параметры силы конкретно для обслуживания той или иной железяки. Сюда можно добавить и серийную скрутку, что сокращает время на рабочий процесс.
Это позволяет точно подобрать параметры силы конкретно для обслуживания той или иной железяки. Сюда можно добавить и серийную скрутку, что сокращает время на рабочий процесс. По крайней мере, пользователи не рекомендуют использовать эту модификацию для выполнения ответственных ремонтно-монтажных работ.
По крайней мере, пользователи не рекомендуют использовать эту модификацию для выполнения ответственных ремонтно-монтажных работ.
 Ударопрочный корпус из пластика защищает внутренние элементы от механических повреждений, что обеспечивает надежность. Продолжительная работа. Электродвигатель охлаждается перекачиваемой водой, благодаря чему насос может работать без остановок долгое время. Внешний поплавковый механизм включает и отключает насос в зависимости от уровня воды, что обеспечивает защиту от работы вхолостую и продлевает срок его службы.
Ударопрочный корпус из пластика защищает внутренние элементы от механических повреждений, что обеспечивает надежность. Продолжительная работа. Электродвигатель охлаждается перекачиваемой водой, благодаря чему насос может работать без остановок долгое время. Внешний поплавковый механизм включает и отключает насос в зависимости от уровня воды, что обеспечивает защиту от работы вхолостую и продлевает срок его службы.
 Максимальный напор насоса составляет 5 м, производительность ДЖИЛЕКС ФЕКАЛЬНИК 115/5 равна 6.9 м3/час. При таких напорно-расходных характеристиках мощность электродвигателя составляет 195 Вт. Допустимый размер органических включений – 32..37 мм. Конструкция насоса позволяет таким частицам пройти свободно, не застревая внутри и не повреждая лопасти рабочего колеса. Охлаждение электродвигателя обеспечивается перекачиваемой водой, что позволяет насосу длительное время работать не полностью погруженным в воду. Для пластикового корпуса «ДЖИЛЕКС» использует высокотехнологичный инженерный пластик, отлично зарекомендовавший себя в других моделях «ДЖИЛЕКС», таких как насосы серии «ДЖАМБО». Материал отличается повышенной ударопрочностью.
Максимальный напор насоса составляет 5 м, производительность ДЖИЛЕКС ФЕКАЛЬНИК 115/5 равна 6.9 м3/час. При таких напорно-расходных характеристиках мощность электродвигателя составляет 195 Вт. Допустимый размер органических включений – 32..37 мм. Конструкция насоса позволяет таким частицам пройти свободно, не застревая внутри и не повреждая лопасти рабочего колеса. Охлаждение электродвигателя обеспечивается перекачиваемой водой, что позволяет насосу длительное время работать не полностью погруженным в воду. Для пластикового корпуса «ДЖИЛЕКС» использует высокотехнологичный инженерный пластик, отлично зарекомендовавший себя в других моделях «ДЖИЛЕКС», таких как насосы серии «ДЖАМБО». Материал отличается повышенной ударопрочностью.
 п.).
п.).
 Насколько они разные? Дренажные системы предназначены для отвода загрязненных вод, содержащих мелкие твердые включения — ил, песок и другие вещества примерно такого размера. Чтобы внутрь не попали более крупные частицы, устанавливаются сетки. Как можно понять из описания, дренажные насосы подходят для откачки осветленной воды из накопительного колодца, расположенного после септика, для откачки воды из накопительного колодца для дренажа и ливневой канализации.
Насколько они разные? Дренажные системы предназначены для отвода загрязненных вод, содержащих мелкие твердые включения — ил, песок и другие вещества примерно такого размера. Чтобы внутрь не попали более крупные частицы, устанавливаются сетки. Как можно понять из описания, дренажные насосы подходят для откачки осветленной воды из накопительного колодца, расположенного после септика, для откачки воды из накопительного колодца для дренажа и ливневой канализации.


 В стационарной установке внизу делается площадка, к которой крепится корпус. Трубы (обычно пластиковые) подключаются к выходу. Вариант неплохой, но если возникнет необходимость в ремонте или обслуживании, непонятно как достать агрегат.
В стационарной установке внизу делается площадка, к которой крепится корпус. Трубы (обычно пластиковые) подключаются к выходу. Вариант неплохой, но если возникнет необходимость в ремонте или обслуживании, непонятно как достать агрегат. Вдоль одной из стенок резервуара установлены две штанги. Диаметр чуть меньше диаметра отверстий в корпусе. К верхней части погружного канализационного насоса крепится цепь, к выходному патрубку подсоединяется гофрированная труба. Затем на установленные стержни надевается корпус, и, как по рельсам, устройство опускается на дно. При таком способе установки насос при необходимости вытаскивается за цепь. Минус здесь только один – необходимость использования гофрированных труб. Их строение приводит к тому, что трубы часто засоряются, соответственно их нужно менять, так как чистить их очень неприятно.
Вдоль одной из стенок резервуара установлены две штанги. Диаметр чуть меньше диаметра отверстий в корпусе. К верхней части погружного канализационного насоса крепится цепь, к выходному патрубку подсоединяется гофрированная труба. Затем на установленные стержни надевается корпус, и, как по рельсам, устройство опускается на дно. При таком способе установки насос при необходимости вытаскивается за цепь. Минус здесь только один – необходимость использования гофрированных труб. Их строение приводит к тому, что трубы часто засоряются, соответственно их нужно менять, так как чистить их очень неприятно. Когда стоки откачаны до нужного уровня, оборудование выключается и вынимается из бака, промывается, просушивается и выносится в подсобное помещение до следующего использования.
Когда стоки откачаны до нужного уровня, оборудование выключается и вынимается из бака, промывается, просушивается и выносится в подсобное помещение до следующего использования. 120
120 Это связано с тем, что они обычно более мощные, а также могут перекачивать среды с частицами размером до 50 мм. И именно погружные модели могут быть с болгаркой.
Это связано с тем, что они обычно более мощные, а также могут перекачивать среды с частицами размером до 50 мм. И именно погружные модели могут быть с болгаркой. Поскольку двигатель находится над поверхностью воды, нет необходимости делать для него идеальную гидроизоляцию. Также нет необходимости плотно собирать все детали в корпусе. Все это положительно сказывается на цене – она значительно ниже, чем у погружных моделей.
Поскольку двигатель находится над поверхностью воды, нет необходимости делать для него идеальную гидроизоляцию. Также нет необходимости плотно собирать все детали в корпусе. Все это положительно сказывается на цене – она значительно ниже, чем у погружных моделей. При таком способе установки необходимо следить, чтобы уровень жидкости не поднимался выше платформы — верхняя часть корпуса не герметична. Контролировать уровень можно с помощью автоматики – датчиков, подающих сигнал на включение и выключение.
При таком способе установки необходимо следить, чтобы уровень жидкости не поднимался выше платформы — верхняя часть корпуса не герметична. Контролировать уровень можно с помощью автоматики – датчиков, подающих сигнал на включение и выключение. Само устройство ставится на землю, а в емкость опускаются только шланги.
Само устройство ставится на землю, а в емкость опускаются только шланги. Только некоторые из них могут работать с вязкими жидкостями, и это должно быть указано в описании или паспорте. Недостаток этого оборудования в том, что для него требуется однородная среда – максимальный размер частиц, который они способны перекачивать, составляет 0,8 мкм. Цена, несомненно, привлекательная, но среди погружных моделей есть совсем недорогие – например, Джилекс и Эбара (Ebara). Последние также имеют корпус из нержавеющей стали и широкий модельный ряд с разным давлением и производительностью.
Только некоторые из них могут работать с вязкими жидкостями, и это должно быть указано в описании или паспорте. Недостаток этого оборудования в том, что для него требуется однородная среда – максимальный размер частиц, который они способны перекачивать, составляет 0,8 мкм. Цена, несомненно, привлекательная, но среди погружных моделей есть совсем недорогие – например, Джилекс и Эбара (Ebara). Последние также имеют корпус из нержавеющей стали и широкий модельный ряд с разным давлением и производительностью. Расстояние, на которое должны быть перенесены дрены в горизонтальной плоскости, делится на 10. Полученный результат прибавляется к высоте подъема из колодца.
Расстояние, на которое должны быть перенесены дрены в горизонтальной плоскости, делится на 10. Полученный результат прибавляется к высоте подъема из колодца. Smith TJ, Staats PS, Deer T, Stearns LJ, Rauck RL, Boortz-Marx RL, et al. Рандомизированное клиническое исследование имплантируемой системы доставки лекарств по сравнению с комплексным медицинским лечением рефрактерной боли при раке: влияние на боль, токсичность, связанную с лекарствами, и выживаемость. Дж. Клин Онкол. 2002; 20:4040–9. [PubMed] [Академия Google]
Smith TJ, Staats PS, Deer T, Stearns LJ, Rauck RL, Boortz-Marx RL, et al. Рандомизированное клиническое исследование имплантируемой системы доставки лекарств по сравнению с комплексным медицинским лечением рефрактерной боли при раке: влияние на боль, токсичность, связанную с лекарствами, и выживаемость. Дж. Клин Онкол. 2002; 20:4040–9. [PubMed] [Академия Google] 1901; 3: 185–91. [Google Scholar]
1901; 3: 185–91. [Google Scholar] 1979;51:378-9. [PubMed] [Google Scholar]
1979;51:378-9. [PubMed] [Google Scholar] J Управление симптомами боли. 1993;8:539–48. [PubMed] [Google Scholar]
J Управление симптомами боли. 1993;8:539–48. [PubMed] [Google Scholar] , Пирлот Т. Непрерывное интратекальное лечение хронической боли доброкачественной этиологии морфином: долгосрочные преимущества и эффективность. Сур Нейрол. 2001; 55: 79–86. [PubMed] [Google Scholar]
, Пирлот Т. Непрерывное интратекальное лечение хронической боли доброкачественной этиологии морфином: долгосрочные преимущества и эффективность. Сур Нейрол. 2001; 55: 79–86. [PubMed] [Google Scholar] Уиллис К.Д., Долейс Д.М. Эффекты долгосрочной интраспинальной инфузионной терапии у пациентов с неонкологической болью: оценка пациентов, значимых других и оценка персонала клиники. Нейромодуляция. 1999; 2: 241–53. [PubMed] [Google Scholar]
Уиллис К.Д., Долейс Д.М. Эффекты долгосрочной интраспинальной инфузионной терапии у пациентов с неонкологической болью: оценка пациентов, значимых других и оценка персонала клиники. Нейромодуляция. 1999; 2: 241–53. [PubMed] [Google Scholar] Успешное использование метадона при нейропатической боли: многоцентровое исследование, проведенное Национальным форумом независимых клиницистов по боли. Дайджест боли. 1999;9:191–3. [Google Scholar]
Успешное использование метадона при нейропатической боли: многоцентровое исследование, проведенное Национальным форумом независимых клиницистов по боли. Дайджест боли. 1999;9:191–3. [Google Scholar] Рандомизированное двойное слепое плацебо-контролируемое исследование интратекального циконотида у взрослых с тяжелой хронической болью. J Управление симптомами боли. 2006; 31: 393–406. [PubMed] [Google Scholar]
Рандомизированное двойное слепое плацебо-контролируемое исследование интратекального циконотида у взрослых с тяжелой хронической болью. J Управление симптомами боли. 2006; 31: 393–406. [PubMed] [Google Scholar] 2004;29: 606–9. [PubMed] [Google Scholar]
2004;29: 606–9. [PubMed] [Google Scholar] Боль. 1999;83:97–99. [PubMed] [Google Scholar]
Боль. 1999;83:97–99. [PubMed] [Google Scholar] Боль Мед. 2002; 3: 300–12. [PubMed] [Google Scholar]
Боль Мед. 2002; 3: 300–12. [PubMed] [Google Scholar] Reg Anesth Pain Med. 2003; 28:470–4. [PubMed] [Академия Google]
Reg Anesth Pain Med. 2003; 28:470–4. [PubMed] [Академия Google] Пептиды. 2005; 26:1346–55. [PubMed] [Академия Google]
Пептиды. 2005; 26:1346–55. [PubMed] [Академия Google]


 На отечественном рынке он сравнительно недавно, однако уже успел завоевать любовь и почтение многих пользователей. С его помощью можно выполнять различные режущие работы – как прямую, так и фигурную резку металла, древесины любой твердости, пластика и т.д. Благодаря компактным габаритам и небольшому весу ее можно использовать при высотных работах. Поставляется с лентой 18 зубьев на один дюйм.
На отечественном рынке он сравнительно недавно, однако уже успел завоевать любовь и почтение многих пользователей. С его помощью можно выполнять различные режущие работы – как прямую, так и фигурную резку металла, древесины любой твердости, пластика и т.д. Благодаря компактным габаритам и небольшому весу ее можно использовать при высотных работах. Поставляется с лентой 18 зубьев на один дюйм.

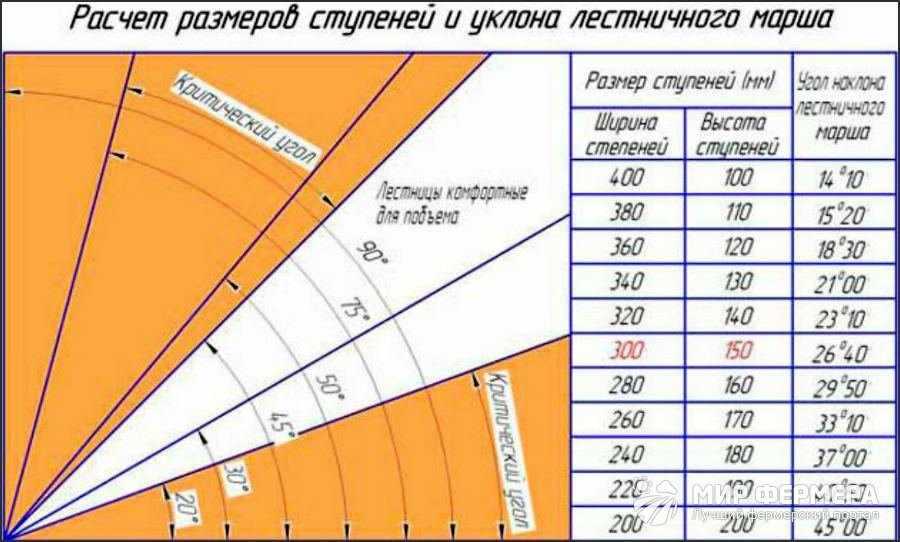

 Но в то же время, за эту цену вы получаете гарантированное качество.
Но в то же время, за эту цену вы получаете гарантированное качество.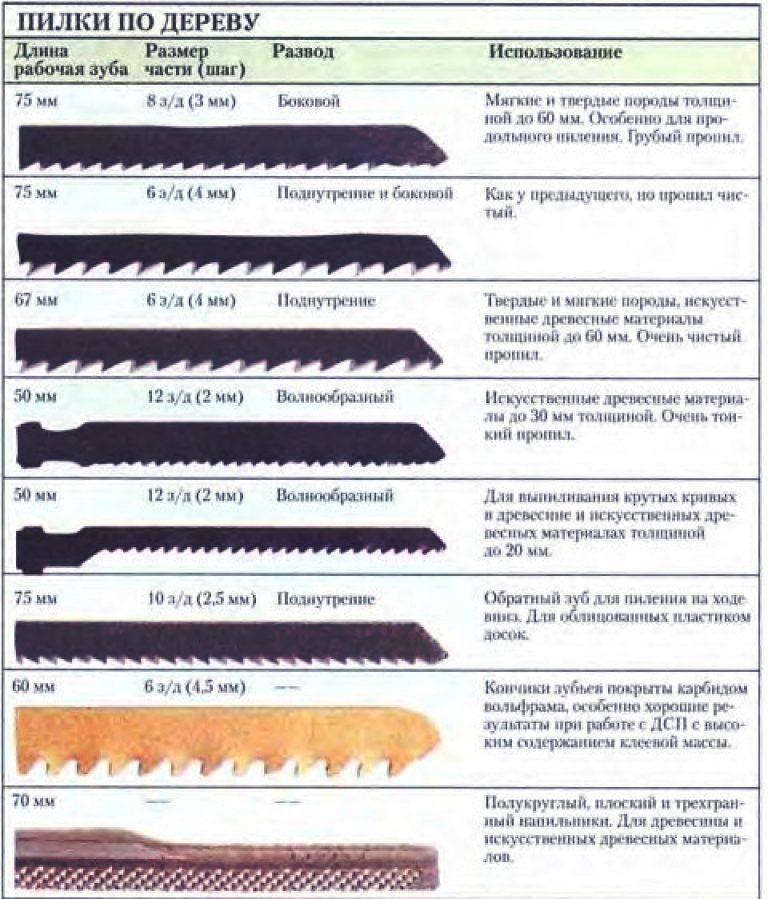 Давайте разберёмся, чем они отличаются друг от друга.
Давайте разберёмся, чем они отличаются друг от друга. Нужно отметить, что подобная универсальность часто идёт в ущерб максимальной глубине пропила.
Нужно отметить, что подобная универсальность часто идёт в ущерб максимальной глубине пропила.

 Такая пила наиболее эффективна при больших объёмах работ.
Такая пила наиболее эффективна при больших объёмах работ.
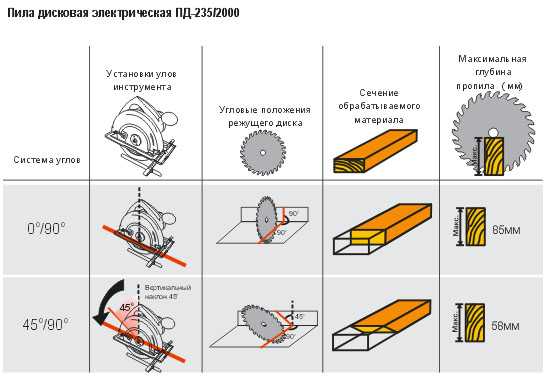 Чем больше скоростей поддерживает пила, тем с большим количеством разных видов материалов Вы сможете работать. Переключатель скоростей может быть как дискретным, так и плавным.
Чем больше скоростей поддерживает пила, тем с большим количеством разных видов материалов Вы сможете работать. Переключатель скоростей может быть как дискретным, так и плавным.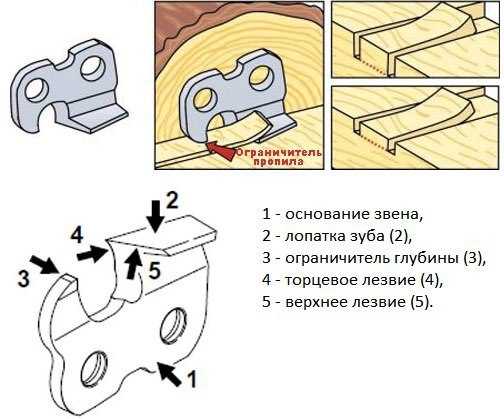 Максимальная высота (или глубина) пропила или максимальная высота бруска (для ленточных пил) зависит от диаметра пильного диска и от конструкции пилы.
Максимальная высота (или глубина) пропила или максимальная высота бруска (для ленточных пил) зависит от диаметра пильного диска и от конструкции пилы.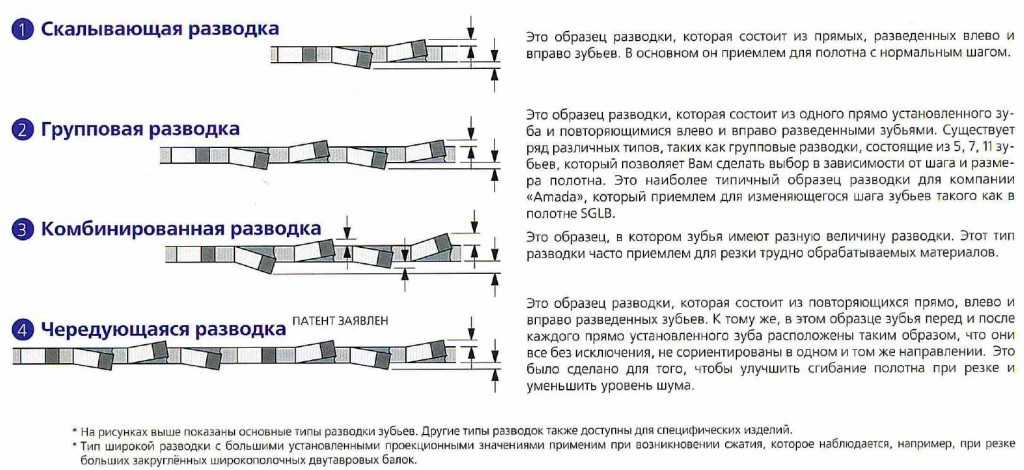 Под углом торцовка пилит не так глубоко как в положении 90°. Для тех, кто планирует работать с вагонкой, подойдут модели с небольшой глубиной углового пропила. А вот для всех остальных случаев важно расчётливо сопоставлять этот параметр с тем, что преимущественно придётся пилить. Это позволит избежать самого частого разочарования, когда оказывается, что инструмент не способен справиться с торцеванием толстых заготовок под углом.
Под углом торцовка пилит не так глубоко как в положении 90°. Для тех, кто планирует работать с вагонкой, подойдут модели с небольшой глубиной углового пропила. А вот для всех остальных случаев важно расчётливо сопоставлять этот параметр с тем, что преимущественно придётся пилить. Это позволит избежать самого частого разочарования, когда оказывается, что инструмент не способен справиться с торцеванием толстых заготовок под углом.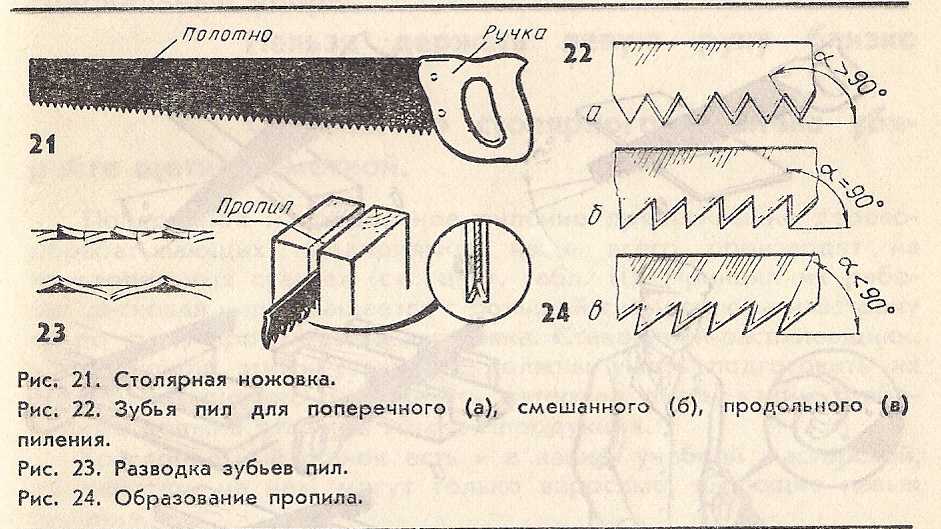 При этом отклонения от перпендикулярности реза лежат в пределах 0.1-1.5 мм, причем на протяжении 85% срока службы пилы отклонения от перпендикулярности реза минимальные, и они плавно возрастают до максимума по мере затупления инструмента.
При этом отклонения от перпендикулярности реза лежат в пределах 0.1-1.5 мм, причем на протяжении 85% срока службы пилы отклонения от перпендикулярности реза минимальные, и они плавно возрастают до максимума по мере затупления инструмента.

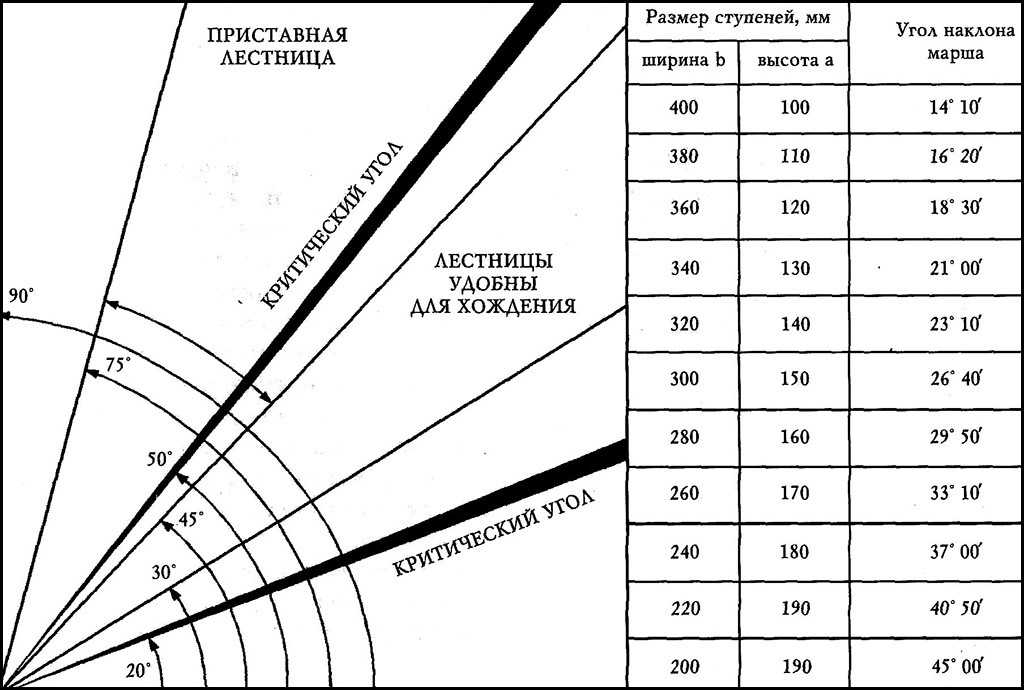 Но они хуже выдерживают большие токи, а также нестойки к отрицательным температурам (хотя при таких условиях аккумуляторные пилы лучше вообще не эксплуатировать).
Но они хуже выдерживают большие токи, а также нестойки к отрицательным температурам (хотя при таких условиях аккумуляторные пилы лучше вообще не эксплуатировать).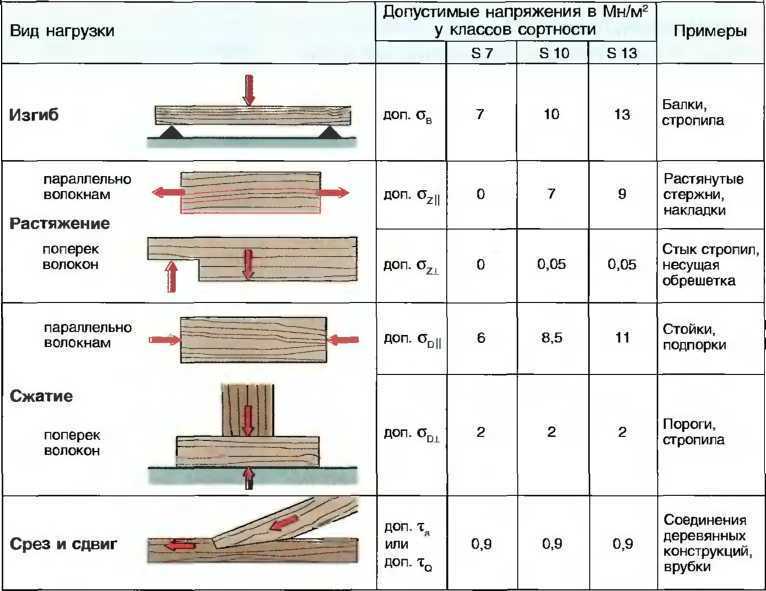 7 к
7 к 6 кг
6 кг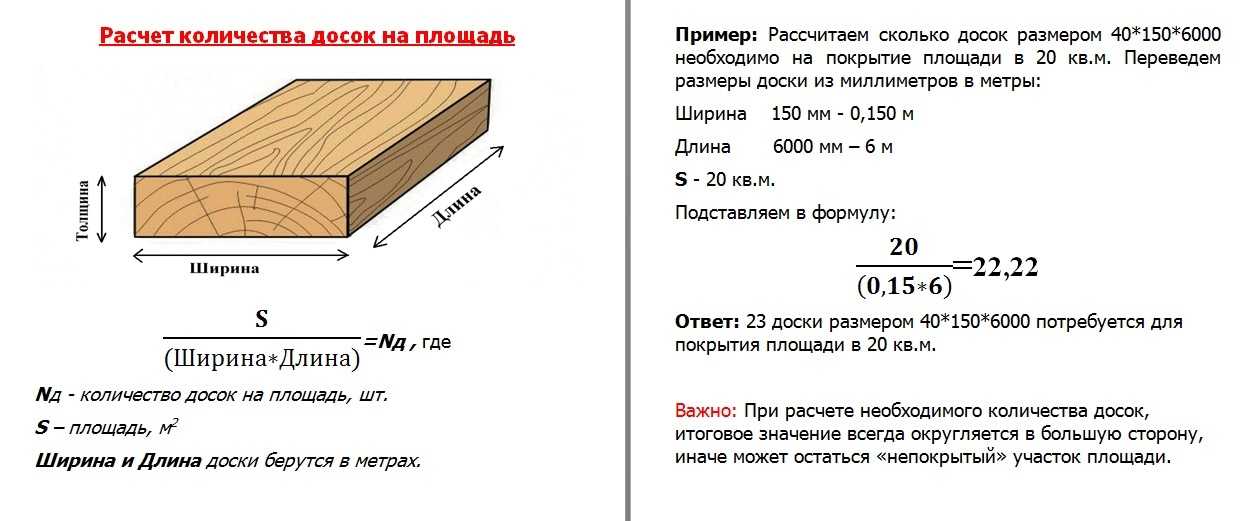 Поскольку большинство садов используются для игр, принятия солнечных ванн, барбекю или других целей, высота газона составляет от трех до пяти сантиметров. При кошении всегда следите за тем, чтобы лезвия были острыми, чтобы трава была аккуратно срезана и не слишком рыхлалась. Вы также должны косить только тогда, когда трава сухая.
Поскольку большинство садов используются для игр, принятия солнечных ванн, барбекю или других целей, высота газона составляет от трех до пяти сантиметров. При кошении всегда следите за тем, чтобы лезвия были острыми, чтобы трава была аккуратно срезана и не слишком рыхлалась. Вы также должны косить только тогда, когда трава сухая. Слишком длинная и слишком короткая трава препятствует здоровому росту газона. Если травянистые растения постоянно слишком мало подстригаются, т. е. газонная трава в целом слишком длинная, то новых боковых побегов образуется слишком мало. В этом случае газон может стать пятнистым и таким образом освободить место для сорняков и мха.
Слишком длинная и слишком короткая трава препятствует здоровому росту газона. Если травянистые растения постоянно слишком мало подстригаются, т. е. газонная трава в целом слишком длинная, то новых боковых побегов образуется слишком мало. В этом случае газон может стать пятнистым и таким образом освободить место для сорняков и мха.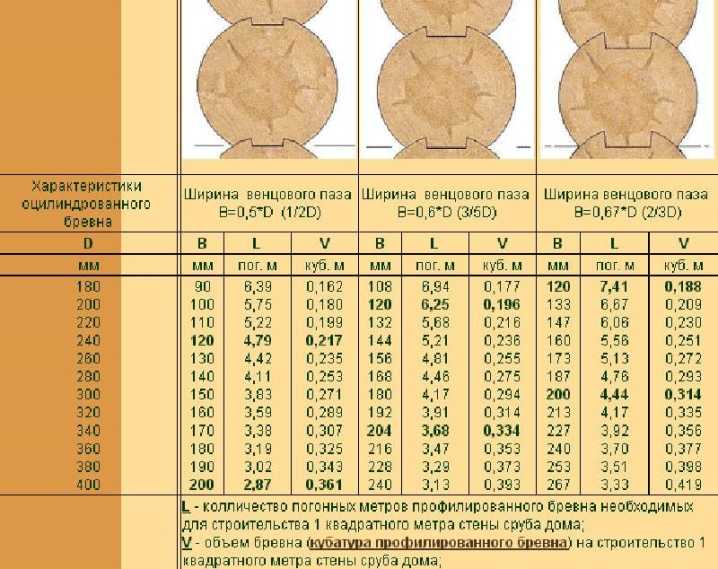 )
)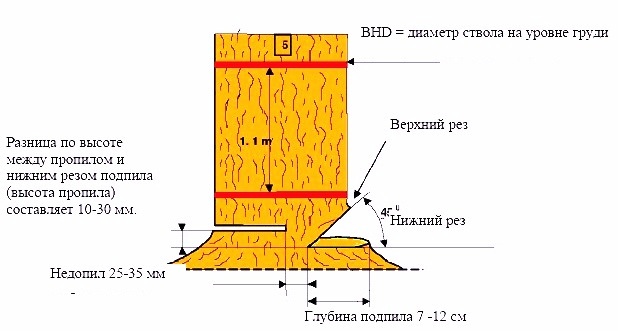 Давайте взглянем на основы, чтобы вы могли принять решение.
Давайте взглянем на основы, чтобы вы могли принять решение. 

 0
0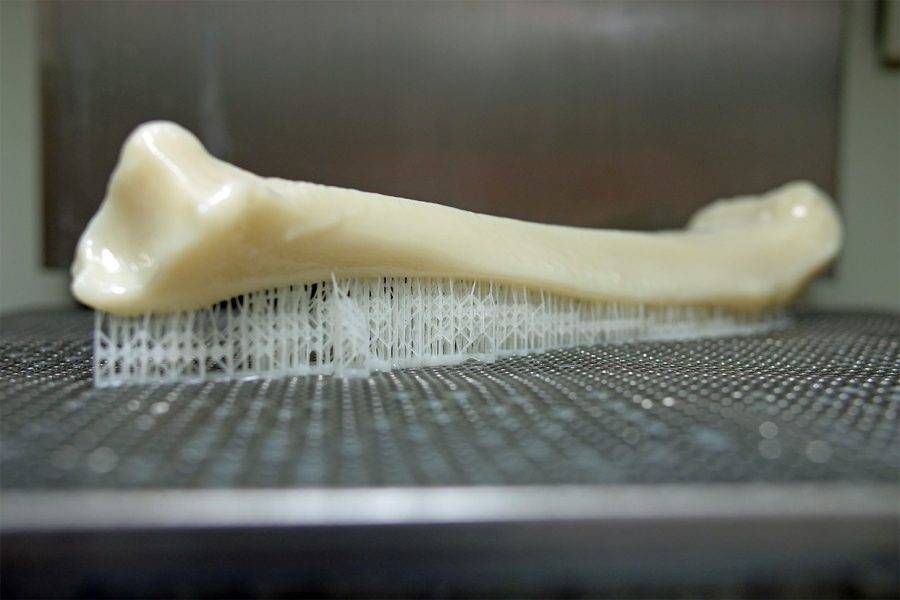 com
com

 org
org

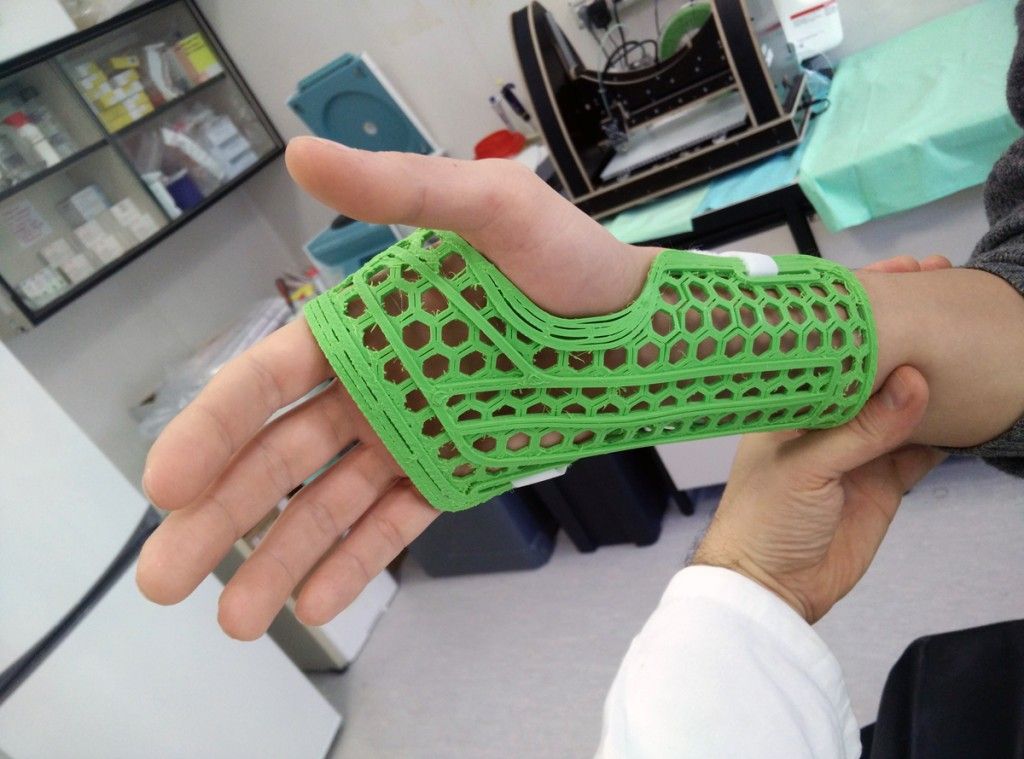 С помощью 3D-печати можно производить персонализированные лекарства в совершенно новых рецептурах, таких как таблетки, содержащие несколько активных ингредиентов либо в виде одной смеси, либо в виде сложных многослойных таблеток.
С помощью 3D-печати можно производить персонализированные лекарства в совершенно новых рецептурах, таких как таблетки, содержащие несколько активных ингредиентов либо в виде одной смеси, либо в виде сложных многослойных таблеток.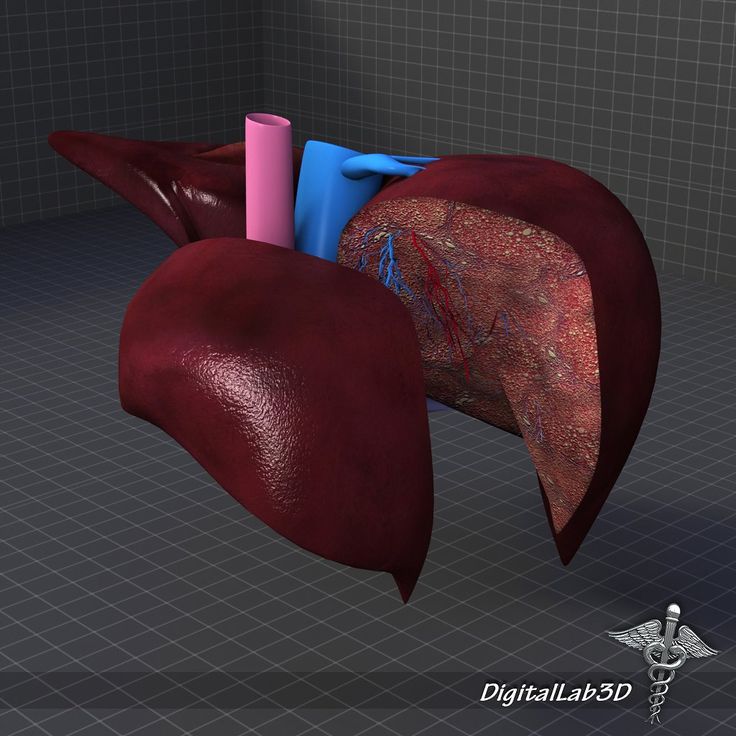 Использование 3D-принтеров делает эту процедуру ненужной. Аддитивные технологии особенно востребованы, когда необходимо срочное изготовление имплантатов.
Использование 3D-принтеров делает эту процедуру ненужной. Аддитивные технологии особенно востребованы, когда необходимо срочное изготовление имплантатов. youtube.com/embed/PRiaA9Ajlio»>
youtube.com/embed/PRiaA9Ajlio»> 

 com
com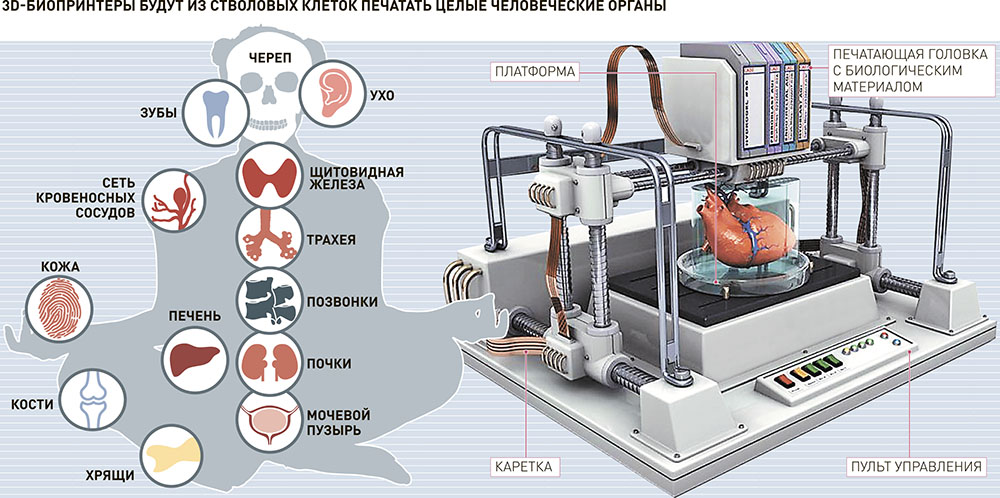 Специально для этого устройства исследователи создали биочернила, состоящие из аутологичных дермальных фибробластов и эпидермальных кератиноцитов в носителе из гидрогеля.
Специально для этого устройства исследователи создали биочернила, состоящие из аутологичных дермальных фибробластов и эпидермальных кератиноцитов в носителе из гидрогеля. Наконечник состоит из двух 3D-печатных титановых подвижных губок с углом раскрытия до 170 °. Инструмент подключается к электрохирургическому аппарату Erbe и способен успешно коагулировать ткани температурой 75 °C, достигаемой за 5 с.
Наконечник состоит из двух 3D-печатных титановых подвижных губок с углом раскрытия до 170 °. Инструмент подключается к электрохирургическому аппарату Erbe и способен успешно коагулировать ткани температурой 75 °C, достигаемой за 5 с.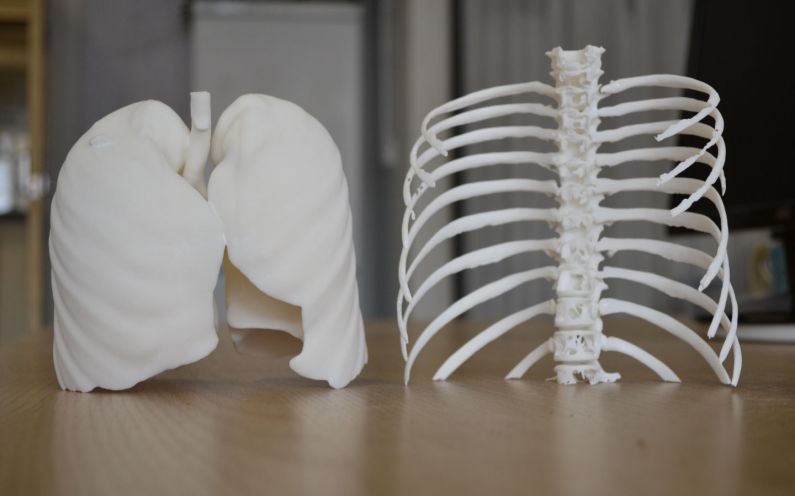 Авторы могут общаться и обмениваться файлами на стандартном языке тесселяции (STL) через журнал. В дополнение к публикации методов и испытаний, которые будут способствовать развитию медицины с помощью 3D-печати, журнал публикует статьи «как это сделать», чтобы обеспечить форум для перевода прикладной науки о визуализации.
Авторы могут общаться и обмениваться файлами на стандартном языке тесселяции (STL) через журнал. В дополнение к публикации методов и испытаний, которые будут способствовать развитию медицины с помощью 3D-печати, журнал публикует статьи «как это сделать», чтобы обеспечить форум для перевода прикладной науки о визуализации.
 0008 . Список статей, недавно опубликованных журналами BMC, доступен здесь.
0008 . Список статей, недавно опубликованных журналами BMC, доступен здесь.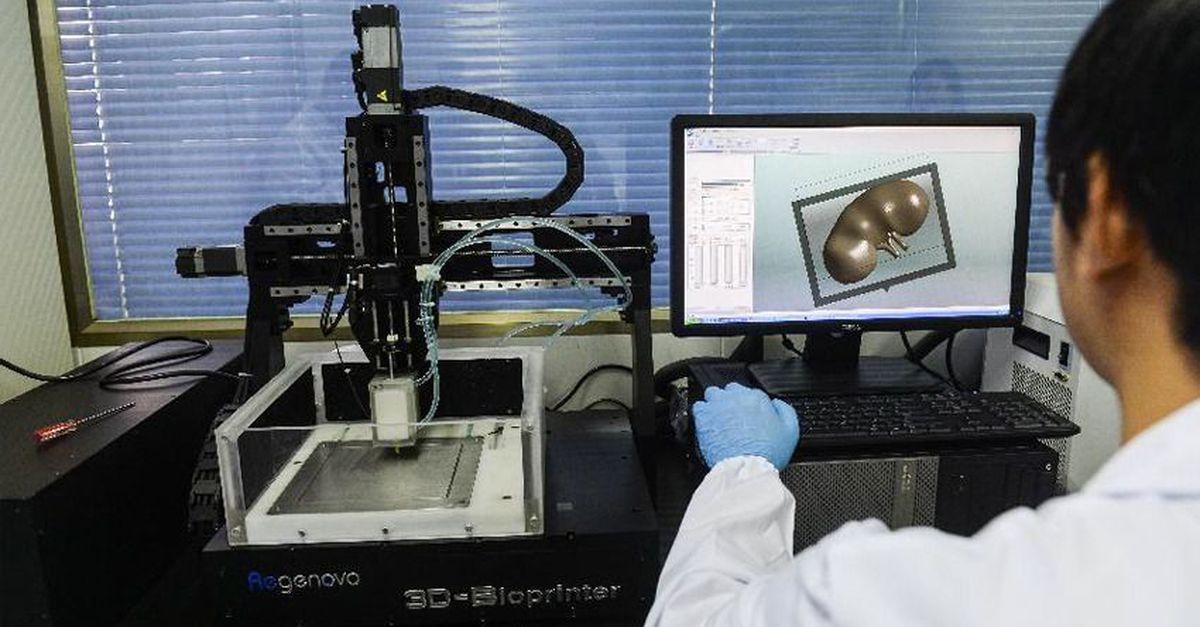
 Авторы могут запросить отказ или скидку в процессе подачи. Дополнительную информацию см. на странице оплаты за обработку статей.
Авторы могут запросить отказ или скидку в процессе подачи. Дополнительную информацию см. на странице оплаты за обработку статей. Вы также можете получить доступ ко всем статьям, опубликованным BioMed Central, на SpringerLink. Мы тесно сотрудничаем с соответствующими службами индексирования, такими как Web of Science (Clarivate Analytics), чтобы гарантировать, что статьи, опубликованные в 3D-печать в медицине будет доступна в их базах данных при необходимости.
Вы также можете получить доступ ко всем статьям, опубликованным BioMed Central, на SpringerLink. Мы тесно сотрудничаем с соответствующими службами индексирования, такими как Web of Science (Clarivate Analytics), чтобы гарантировать, что статьи, опубликованные в 3D-печать в медицине будет доступна в их базах данных при необходимости.
 Новые инструменты и передовые технологии сближают врачей с пациентами, предоставляя лечение и устройства, адаптированные для лучшего обслуживания каждого уникального человека.
Новые инструменты и передовые технологии сближают врачей с пациентами, предоставляя лечение и устройства, адаптированные для лучшего обслуживания каждого уникального человека.
 публикаций.
публикаций. Используя распечатанную копию кости, доктор Имс провел юного пациента и его родителей через процедуру и получил их согласие.
Используя распечатанную копию кости, доктор Имс провел юного пациента и его родителей через процедуру и получил их согласие. К ним относятся стерилизуемые лотки для фиксации, контурные шаблоны и модели для определения размеров имплантатов, которые можно использовать для определения размера имплантатов в операционной перед первым разрезом, помогая хирургам сократить время и повысить точность сложных процедур.
К ним относятся стерилизуемые лотки для фиксации, контурные шаблоны и модели для определения размеров имплантатов, которые можно использовать для определения размера имплантатов в операционной перед первым разрезом, помогая хирургам сократить время и повысить точность сложных процедур.
 Простота использования и низкая стоимость внутренней 3D-печати также произвели революцию в разработке продуктов, и многие производители медицинских инструментов приняли эту технологию для производства совершенно новых медицинских устройств и хирургических инструментов.
Простота использования и низкая стоимость внутренней 3D-печати также произвели революцию в разработке продуктов, и многие производители медицинских инструментов приняли эту технологию для производства совершенно новых медицинских устройств и хирургических инструментов.
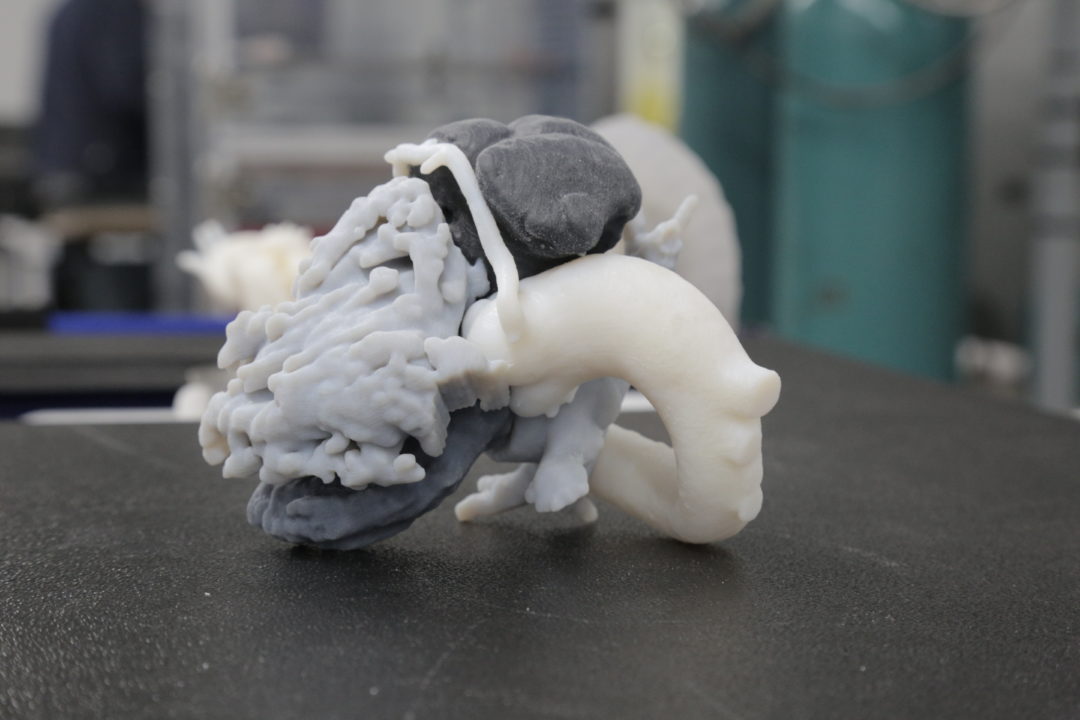 Более того, на печать деталей ушло всего восемь часов, и их можно было закончить и покрасить в течение нескольких дней, в то время как тот же процесс занял бы неделю или две у внешнего подрядчика.
Более того, на печать деталей ушло всего восемь часов, и их можно было закончить и покрасить в течение нескольких дней, в то время как тот же процесс занял бы неделю или две у внешнего подрядчика.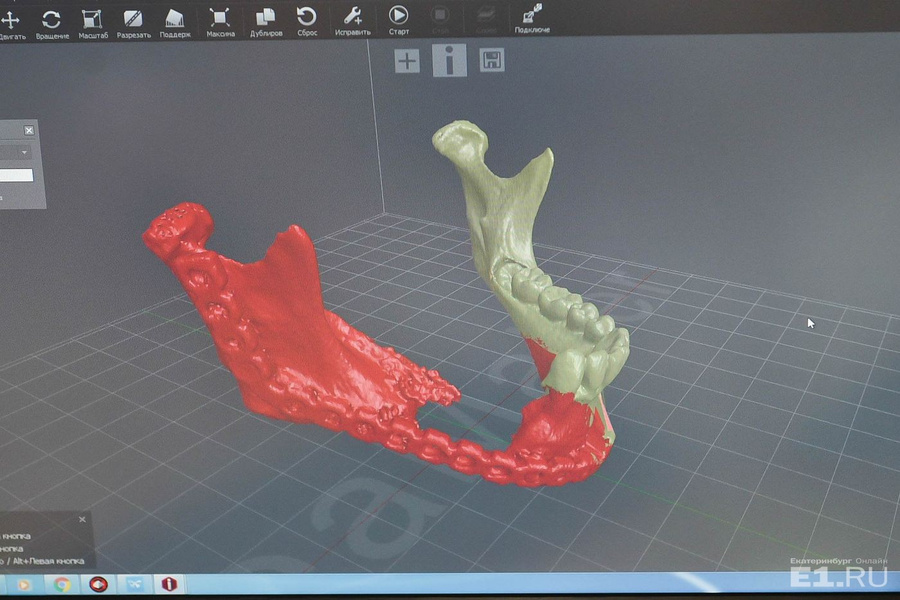 функции настолько дороги, что доступны только пациентам с лучшей медицинской страховкой в развитых странах. Особенно это касается протезов для детей. По мере того, как дети растут и попадают в приключения, они неизбежно перерастают свои протезы и требуют дорогостоящего ремонта.
функции настолько дороги, что доступны только пациентам с лучшей медицинской страховкой в развитых странах. Особенно это касается протезов для детей. По мере того, как дети растут и попадают в приключения, они неизбежно перерастают свои протезы и требуют дорогостоящего ремонта. Имея всего лишь четыре настольных 3D-принтера, Лайман смог собрать и подогнать свои первые серийные протезы. Его конечная цель? Создать настраиваемую, полностью бионическую руку, которая будет продаваться за долю от текущей розничной цены в десятки тысяч долларов за такие передовые протезы.
Имея всего лишь четыре настольных 3D-принтера, Лайман смог собрать и подогнать свои первые серийные протезы. Его конечная цель? Создать настраиваемую, полностью бионическую руку, которая будет продаваться за долю от текущей розничной цены в десятки тысяч долларов за такие передовые протезы. Как и многие другие медицинские устройства для конкретных пациентов, индивидуальные ортезы часто недоступны из-за их высокой стоимости, а их изготовление занимает недели или месяцы. С 3D-печатью в этом больше нет необходимости.
Как и многие другие медицинские устройства для конкретных пациентов, индивидуальные ортезы часто недоступны из-за их высокой стоимости, а их изготовление занимает недели или месяцы. С 3D-печатью в этом больше нет необходимости.


 После этого конечной целью является создание кровеносных сосудов, готовых к имплантации пациентам. Поскольку в тканевой инженерии используются клетки, взятые у пациента, нуждающегося в лечении, она исключает возможность отторжения иммунной системой — серьезную проблему в современных процедурах трансплантации органов.
После этого конечной целью является создание кровеносных сосудов, готовых к имплантации пациентам. Поскольку в тканевой инженерии используются клетки, взятые у пациента, нуждающегося в лечении, она исключает возможность отторжения иммунной системой — серьезную проблему в современных процедурах трансплантации органов. Ученые разрабатывают новые гидрогелевые материалы, которые имеют ту же консистенцию, что и ткани органов, которые можно найти в человеческом мозге и легких, и могут быть совместимы с различными процессами 3D-печати. Ученые надеются, что смогут имплантировать их в орган, чтобы они действовали как «каркас», на котором клетки будут стимулироваться к росту.
Ученые разрабатывают новые гидрогелевые материалы, которые имеют ту же консистенцию, что и ткани органов, которые можно найти в человеческом мозге и легких, и могут быть совместимы с различными процессами 3D-печати. Ученые надеются, что смогут имплантировать их в орган, чтобы они действовали как «каркас», на котором клетки будут стимулироваться к росту.
 Детали из смолы SLA также требуют последующей обработки после печати, которая включает промывку деталей и пост-отверждение.
Детали из смолы SLA также требуют последующей обработки после печати, которая включает промывку деталей и пост-отверждение.
 Нейлоновые детали, напечатанные на 3D-принтере, также могут быть биосовместимыми и не сенсибилизирующими, что означает, что они готовы к ношению и безопасны для использования во многих контекстах.
Нейлоновые детали, напечатанные на 3D-принтере, также могут быть биосовместимыми и не сенсибилизирующими, что означает, что они готовы к ношению и безопасны для использования во многих контекстах.
 Некоторые материалы FDM также являются биосовместимыми.
Некоторые материалы FDM также являются биосовместимыми.


 Принцип работы достаточно прост – давление посредством гидравлических цилиндров передается на рабочий стол, выполненный из стали или алюминия. Рабочий стол может иметь плоскую или фасонную поверхность.
Принцип работы достаточно прост – давление посредством гидравлических цилиндров передается на рабочий стол, выполненный из стали или алюминия. Рабочий стол может иметь плоскую или фасонную поверхность. 

 Прессы для ковки кристаллов поддерживают атомную промышленность и производство медицинского оборудования. Мы производим прессы для сверхпластической штамповки для горячей штамповки сплавов на основе никеля, специальных сплавов и сверхпластической штамповки титана. Гидравлические машины горячего прессования доступны для ковки и экструзии кристаллов. Горячие прессы имеют встроенную печь для применения формовочного давления до 1800°F.
Прессы для ковки кристаллов поддерживают атомную промышленность и производство медицинского оборудования. Мы производим прессы для сверхпластической штамповки для горячей штамповки сплавов на основе никеля, специальных сплавов и сверхпластической штамповки титана. Гидравлические машины горячего прессования доступны для ковки и экструзии кристаллов. Горячие прессы имеют встроенную печь для применения формовочного давления до 1800°F.
 Эти машины используются для горячей штамповки, горячей правки, ползучести и сверхпластической формовки титановых и алюминиевых сплавов. Горячие прессы Savage оснащены встроенной печью для применения температур до 1800ºF.
Эти машины используются для горячей штамповки, горячей правки, ползучести и сверхпластической формовки титановых и алюминиевых сплавов. Горячие прессы Savage оснащены встроенной печью для применения температур до 1800ºF.


 Паллеты второго сорта (3-5 циклов), как правило, используются только для погрузки строительных материалов. При использовании паллетов второго сорта грузоподъемность остается идентичной первому сорту
Паллеты второго сорта (3-5 циклов), как правило, используются только для погрузки строительных материалов. При использовании паллетов второго сорта грузоподъемность остается идентичной первому сорту
 Узнайте больше об истории поддонов. Хотя большинство поддонов, производимых в мире, изготавливаются из дерева, поддоны также могут быть изготовлены из:
Узнайте больше об истории поддонов. Хотя большинство поддонов, производимых в мире, изготавливаются из дерева, поддоны также могут быть изготовлены из: отходы ” пиломатериалы, они не уменьшают естественную листву, так как для их изготовления не рубят деревья,
отходы ” пиломатериалы, они не уменьшают естественную листву, так как для их изготовления не рубят деревья,
 Не содержат примесей, соответствуют фитосанитарным нормам МСФМ, регулирующим экспортные поставки, без необходимости дополнительной обработки и заменяют термообработанные поддоны,
Не содержат примесей, соответствуют фитосанитарным нормам МСФМ, регулирующим экспортные поставки, без необходимости дополнительной обработки и заменяют термообработанные поддоны,


 е. меньше повреждений конвейеров, колес вилочных погрузчиков и т. д.)
е. меньше повреждений конвейеров, колес вилочных погрузчиков и т. д.)
 После того, как команда изучила несколько вариантов, они пришли к выводу, что вилочные погрузчики и поддоны являются наиболее эффективной системой для использования.
После того, как команда изучила несколько вариантов, они пришли к выводу, что вилочные погрузчики и поддоны являются наиболее эффективной системой для использования.
 Недостатком является то, что вы ограничены в гибкости, что затрудняет оптимизацию использования пространства, и мы все знаем, что пространство чрезвычайно ценно и ограничено.
Недостатком является то, что вы ограничены в гибкости, что затрудняет оптимизацию использования пространства, и мы все знаем, что пространство чрезвычайно ценно и ограничено.  размеры. Из-за доступного разнообразия существует несколько руководящих организаций, которые предлагают правила и нормы, которые необходимо соблюдать для доставки в определенные отрасли или регионы. Ниже приведены лишь несколько примеров того, как размеры поддонов различаются по всему миру, а также в соответствии с требованиями конкретных организаций, таких как ISO.
размеры. Из-за доступного разнообразия существует несколько руководящих организаций, которые предлагают правила и нормы, которые необходимо соблюдать для доставки в определенные отрасли или регионы. Ниже приведены лишь несколько примеров того, как размеры поддонов различаются по всему миру, а также в соответствии с требованиями конкретных организаций, таких как ISO. Хотя они могут нести больший вес и, как правило, служат дольше, они не всегда могут быть необходимы. Если вы отправляете более легкий продукт, вы можете сэкономить на расходах, используя мягкую древесину или изготовленный поддон.
Хотя они могут нести больший вес и, как правило, служат дольше, они не всегда могут быть необходимы. Если вы отправляете более легкий продукт, вы можете сэкономить на расходах, используя мягкую древесину или изготовленный поддон.
 Часто стальные поддоны следуют рекомендациям по дизайну своих деревянных аналогов. Это позволяет им помещаться в стандартные складские стеллажи и по-прежнему перевозиться вилочными погрузчиками и другой тяжелой техникой.
Часто стальные поддоны следуют рекомендациям по дизайну своих деревянных аналогов. Это позволяет им помещаться в стандартные складские стеллажи и по-прежнему перевозиться вилочными погрузчиками и другой тяжелой техникой. Вы не только сэкономите деньги на стоимости доставки и рабочей силе, но и сэкономите место благодаря их вставной конструкции. Экспортные поддоны используются в самых разных отраслях, включая автомобилестроение, пищевую промышленность, химическое производство, производство косметических товаров и многое другое.
Вы не только сэкономите деньги на стоимости доставки и рабочей силе, но и сэкономите место благодаря их вставной конструкции. Экспортные поддоны используются в самых разных отраслях, включая автомобилестроение, пищевую промышленность, химическое производство, производство косметических товаров и многое другое. Эти поддоны имеют двойное основание на дне, что дает им возможность штабелирования. Как и в случае с другими пластиковыми решениями, штабелируемые поддоны легко чистить, что делает их отличным решением для компаний, беспокоящихся о перекрестном загрязнении или правилах FDA.
Эти поддоны имеют двойное основание на дне, что дает им возможность штабелирования. Как и в случае с другими пластиковыми решениями, штабелируемые поддоны легко чистить, что делает их отличным решением для компаний, беспокоящихся о перекрестном загрязнении или правилах FDA. Если вы беспокоитесь о стоимости или окружающей среде, бумага — идеальное решение. Они чрезвычайно дешевы в диапазоне от 5 до 20 долларов за поддон. Если вы отправляете товары в близлежащие регионы и предлагаете более легкий продукт, вам не нужно платить за прочность, которая вам не нужна. Бумажные поддоны бывают самых разных форм и материалов и могут быть спроектированы так, чтобы удовлетворить практически любые ваши потребности.
Если вы беспокоитесь о стоимости или окружающей среде, бумага — идеальное решение. Они чрезвычайно дешевы в диапазоне от 5 до 20 долларов за поддон. Если вы отправляете товары в близлежащие регионы и предлагаете более легкий продукт, вам не нужно платить за прочность, которая вам не нужна. Бумажные поддоны бывают самых разных форм и материалов и могут быть спроектированы так, чтобы удовлетворить практически любые ваши потребности.

 Хотя вы, вероятно, можете назвать полозья поддоном, мы решили, что лучше всего объяснить различия между ними.
Хотя вы, вероятно, можете назвать полозья поддоном, мы решили, что лучше всего объяснить различия между ними.
 Жесткость конструкции – гарантия максимальной точности резания и увеличение срока службы вашего горизонтального станка.
Жесткость конструкции – гарантия максимальной точности резания и увеличение срока службы вашего горизонтального станка. Вертикальное расположение пилы гарантирует пиковую производительность и чистый рез по всей длине заготовки.
Вертикальное расположение пилы гарантирует пиковую производительность и чистый рез по всей длине заготовки.
 Сфера использования — работа с профильными заготовками сечением до 80х50 мм и диаметром до 65 мм.
Сфера использования — работа с профильными заготовками сечением до 80х50 мм и диаметром до 65 мм. Кроме того, во время работы предусмотрен автоматический подъем пильного диска, скорость которого напрямую зависит от сечения обрабатываемого материала и определяется оператором самостоятельно. В стандартную комплектацию входит пильный диск диаметром 400 мм.
Кроме того, во время работы предусмотрен автоматический подъем пильного диска, скорость которого напрямую зависит от сечения обрабатываемого материала и определяется оператором самостоятельно. В стандартную комплектацию входит пильный диск диаметром 400 мм. Установки способны
Установки способны Существует также возможность разработки индивидуальных решений, адаптированных к конкретным требованиям отрасли и каждой компании. Один клиент, одно решение. Благодаря инновационным автоматизированным системам контроля и прослеживаемости деталей возможно значительное снижение производственных затрат и достигается удельная стоимость детали.
Существует также возможность разработки индивидуальных решений, адаптированных к конкретным требованиям отрасли и каждой компании. Один клиент, одно решение. Благодаря инновационным автоматизированным системам контроля и прослеживаемости деталей возможно значительное снижение производственных затрат и достигается удельная стоимость детали.
 Превосходное решение для лазерной резки коротких, длинных и гибких производственных серий и всех типов материалов. Высокая производительность и превосходное качество резки для металлургической и листовой промышленности. Резка тонких и средних листов различных металлических материалов.
Превосходное решение для лазерной резки коротких, длинных и гибких производственных серий и всех типов материалов. Высокая производительность и превосходное качество резки для металлургической и листовой промышленности. Резка тонких и средних листов различных металлических материалов. 000×1.500×100 мм
000×1.500×100 мм  Кроме того, благодаря новой системе лазерной резки с волоконным источником, он позволяет резать как открытые профили с пятиосевой головкой, так и закрытые.
Кроме того, благодаря новой системе лазерной резки с волоконным источником, он позволяет резать как открытые профили с пятиосевой головкой, так и закрытые. vimeo.com/video/444557137?autoplay=1&loop=1&autopause=0&mute=1&background=1″>
vimeo.com/video/444557137?autoplay=1&loop=1&autopause=0&mute=1&background=1″>  000×4.000×100 мм
000×4.000×100 мм  Один клиент, одно решение. Максимальное качество и скорость выполнения. Прямое влияние на рентабельность инвестиций.
Один клиент, одно решение. Максимальное качество и скорость выполнения. Прямое влияние на рентабельность инвестиций.
 Многие операции, в том числе подрезка, нарезание канавок, накатка, плоское и ступенчатое точение, торцовка, нарезание резьбы, сверление, отрезка, резка, формовка, снятие фаски, развертывание, растачивание, шлифовка и полировка, конусная токарная обработка, выполняются с помощью режущих инструментов токарных станков. Различные операции требуют различных видов режущие инструменты при использовании токарного станка.
Многие операции, в том числе подрезка, нарезание канавок, накатка, плоское и ступенчатое точение, торцовка, нарезание резьбы, сверление, отрезка, резка, формовка, снятие фаски, развертывание, растачивание, шлифовка и полировка, конусная токарная обработка, выполняются с помощью режущих инструментов токарных станков. Различные операции требуют различных видов режущие инструменты при использовании токарного станка. Доступно множество различных сверлильных станков , начиная от простого портативного оборудования и заканчивая более сложными механизированными станками и станками с числовым программным управлением.
Доступно множество различных сверлильных станков , начиная от простого портативного оборудования и заканчивая более сложными механизированными станками и станками с числовым программным управлением. РАСТОЧНЫЕ СТАНКИ
РАСТОЧНЫЕ СТАНКИ 

 Возможна резка сотового поликарбоната толщиной 4-6мм, но с весьма низким качеством реза.
Возможна резка сотового поликарбоната толщиной 4-6мм, но с весьма низким качеством реза.


 Обязательно проведение пробных резов. Еще проблема — ровная укладка на поверхности стола раскроя.
Обязательно проведение пробных резов. Еще проблема — ровная укладка на поверхности стола раскроя.
 Для некоторых сортов резины возможно обугливание по торцевой поверхности реза. Остается специфический запах, выветривающийся со временем.
Для некоторых сортов резины возможно обугливание по торцевой поверхности реза. Остается специфический запах, выветривающийся со временем.
 Но обычный для стекла и керамик механизм термораскалывания, который используется при их резке, дает положительные результаты только при больших партиях совершенно однотипного материала. Кроме того, малые радиусы кривизны контура реза все равно исключаются, а скорость резки весьма невелика.
Но обычный для стекла и керамик механизм термораскалывания, который используется при их резке, дает положительные результаты только при больших партиях совершенно однотипного материала. Кроме того, малые радиусы кривизны контура реза все равно исключаются, а скорость резки весьма невелика.
 Детали после резки имеют специфический запах, исчезающий со временем.
Детали после резки имеют специфический запах, исчезающий со временем.
 В таблице ниже представлены отдельные виды материалов, поддающиеся обработке с помощью наших лазерных машин для гравировки и резки. Список материалов разделен согласно типам обработки (резка, гравировка, маркировка).
В таблице ниже представлены отдельные виды материалов, поддающиеся обработке с помощью наших лазерных машин для гравировки и резки. Список материалов разделен согласно типам обработки (резка, гравировка, маркировка). Лазеры Flexx сочетают в себе CO2 и оптоволоконный источник.
Лазеры Flexx сочетают в себе CO2 и оптоволоконный источник. Чтобы действительно попробовать, попробуйте свой лазерный резак с несколькими различными типами материалов, чтобы увидеть, как он работает.
Чтобы действительно попробовать, попробуйте свой лазерный резак с несколькими различными типами материалов, чтобы увидеть, как он работает. Обычно используются фанера и МДФ (древесноволокнистая плита средней плотности), поскольку они дешевле. Тем не менее, бамбук является отличным экологически чистым вариантом.
Обычно используются фанера и МДФ (древесноволокнистая плита средней плотности), поскольку они дешевле. Тем не менее, бамбук является отличным экологически чистым вариантом.
 Это дорогой материал, но результаты выглядят потрясающе.
Это дорогой материал, но результаты выглядят потрясающе. Конечно, если вы хотите сделать свои собственные подставки, пробка — идеальный материал, и вы можете придать ей любую форму с помощью лазера.
Конечно, если вы хотите сделать свои собственные подставки, пробка — идеальный материал, и вы можете придать ей любую форму с помощью лазера. Творческий проект, который можно попробовать с бумагой, — это нестандартные карты с центральной сценой, вырезанной лазером. Они красивы и делают отличные подарки.
Творческий проект, который можно попробовать с бумагой, — это нестандартные карты с центральной сценой, вырезанной лазером. Они красивы и делают отличные подарки.

 Во-вторых, он тоже может загореться.
Во-вторых, он тоже может загореться.
 Выбор оптимальных параметров лазера обеспечит качественный рез с гладкой поверхностью. Однако некоторые материалы, такие как винил, АБС-пластик и т. д., не рекомендуется резать лазером.
Выбор оптимальных параметров лазера обеспечит качественный рез с гладкой поверхностью. Однако некоторые материалы, такие как винил, АБС-пластик и т. д., не рекомендуется резать лазером. 

 и производит гравюры с низкой контрастностью
и производит гравюры с низкой контрастностью









 Основное назначение – как стол ручного раскроя…
Основное назначение – как стол ручного раскроя… Цена указана с НДС из Москвы. Можно…
Цена указана с НДС из Москвы. Можно…

 Размеры: 3210*2250
Размеры: 3210*2250 — Максимальные…
— Максимальные… ..
..






 Вентилятор создает сильный поток воздуха, который выходит с поверхности стола через равномерно распределенные регулируемые отверстия.
Вентилятор создает сильный поток воздуха, который выходит с поверхности стола через равномерно распределенные регулируемые отверстия. Давление можно регулировать в зависимости от скорости, чтобы всегда резать максимально качественно, чему способствует электронный клапан постоянной смазки режущего диска.
Давление можно регулировать в зависимости от скорости, чтобы всегда резать максимально качественно, чему способствует электронный клапан постоянной смазки режущего диска.
 Эта площадка теперь является центром выпуска и дистрибуции всего ассортимента.
Эта площадка теперь является центром выпуска и дистрибуции всего ассортимента. Таблица измерений в течение нескольких лет показывает эту огромную разницу. Для достижения лучшей ударной прочности в червячных системах с небольшим зубчатым модулем используется винт из специального стального сплава.
Таблица измерений в течение нескольких лет показывает эту огромную разницу. Для достижения лучшей ударной прочности в червячных системах с небольшим зубчатым модулем используется винт из специального стального сплава. Степень износа червячной передачи NIKKEN во много раз ниже аналогичной других производителей, изготовленной, например, из фосфористой бронзы (см рисунок).
Степень износа червячной передачи NIKKEN во много раз ниже аналогичной других производителей, изготовленной, например, из фосфористой бронзы (см рисунок). Такая конструкция обеспечивает отсутствие вибрации при любом угле наклона. Отлично работает при многосторонней обработке, включая сверление и обработку цилиндрическими фрезами.
Такая конструкция обеспечивает отсутствие вибрации при любом угле наклона. Отлично работает при многосторонней обработке, включая сверление и обработку цилиндрическими фрезами.

 Внутри поворотных столов, система червячного вала и червячного колеса определяют точность и долговечность работы столов. Собственное производство чевячной пары и строгий контроль, гарантируют точность работы и высокую динамически стойкость.
Внутри поворотных столов, система червячного вала и червячного колеса определяют точность и долговечность работы столов. Собственное производство чевячной пары и строгий контроль, гарантируют точность работы и высокую динамически стойкость.
 ..
.. Вращение осуществляется червячным валом и колесом, приводимым в движение через серводвигатель, гидравлический зажим через трехкомпонентную муфту создает стойкость к высоким усилиям механической обработки, что обеспечивает максимальную точность и жесткость позиционирования.
Вращение осуществляется червячным валом и колесом, приводимым в движение через серводвигатель, гидравлический зажим через трехкомпонентную муфту создает стойкость к высоким усилиям механической обработки, что обеспечивает максимальную точность и жесткость позиционирования.
 ..
.. Вращение осуществляется червячным валом и колесом, приводимым в движение через серводвигатель, гидравлический зажим через трехкомпонентную муфту создает стойкость к высоким усилиям механической обработки, что обеспечивает максимальную точность и жесткость позиционирования.
Вращение осуществляется червячным валом и колесом, приводимым в движение через серводвигатель, гидравлический зажим через трехкомпонентную муфту создает стойкость к высоким усилиям механической обработки, что обеспечивает максимальную точность и жесткость позиционирования.


 Гидравлический зажим для максимальной жесткости во время статической обработки.
Гидравлический зажим для максимальной жесткости во время статической обработки. Вес детали 250 кг в ценрах.
Вес детали 250 кг в ценрах. ..
..
 Серия AR представляет собой стандартный 4-осевой поворотный стол TJR с пневматическим тормозом. Он предлагается как с правосторонним монтажом двигателя, так и с левосторонним монтажом двигателя. Серия HR — это стандартный 4-осевой поворотный стол TJR с гидравлическим тормозом.
Серия AR представляет собой стандартный 4-осевой поворотный стол TJR с пневматическим тормозом. Он предлагается как с правосторонним монтажом двигателя, так и с левосторонним монтажом двигателя. Серия HR — это стандартный 4-осевой поворотный стол TJR с гидравлическим тормозом. Разработанные специально и исключительно для горизонтальной установки, эти столы могут выдерживать большой вес для больших заготовок.
Разработанные специально и исключительно для горизонтальной установки, эти столы могут выдерживать большой вес для больших заготовок. А благодаря связям и ресурсам по всему миру, если у нас нет нужных вам аксессуаров, мы можем их найти.
А благодаря связям и ресурсам по всему миру, если у нас нет нужных вам аксессуаров, мы можем их найти. В старых машинах или машинах с ручным управлением использовались проводные контроллеры. Однако новые станки с ЧПУ полагаются на современные устройства, такие как компакт-диски, USB-накопители, сети и т. д.
В старых машинах или машинах с ручным управлением использовались проводные контроллеры. Однако новые станки с ЧПУ полагаются на современные устройства, такие как компакт-диски, USB-накопители, сети и т. д. Поворотные столы с ЧПУ также могут помочь в процессах нарезания зубчатых колес, сверления или вырезания отверстий.
Поворотные столы с ЧПУ также могут помочь в процессах нарезания зубчатых колес, сверления или вырезания отверстий.
 Эти системы спроектированы так, чтобы свести к минимуму время простоя между запущенными процессами, предлагая большую гибкость.
Эти системы спроектированы так, чтобы свести к минимуму время простоя между запущенными процессами, предлагая большую гибкость. Это включает в себя стандартные поворотные столы с возможностью полной оси вращения, а также вертикальное и горизонтальное монтажное положение.
Это включает в себя стандартные поворотные столы с возможностью полной оси вращения, а также вертикальное и горизонтальное монтажное положение.


 44
44