Оборудование для систем канальной вентиляции Применение канальных вентиляторов в приточной и вытяжной вентиляции Канальные вентиляторы для воздуховодов круглого сечения Канальные вентиляторы для воздуховодов прямоугольного сечения
Оборудование для систем канальной вентиляции
Канальная система вентиляции — один из наиболее эффективных методов для организации своевременного и качественного воздухообмена в отдельном помещении, целом здании или сооружении. Одна из наиболее востребованных единиц вентиляционного оборудования, применяемого для устройства систем вентиляции, — канальные вентиляторы для воздуховодов. Вентиляторы служат для формирования и перемещения воздушных потоков с требуемой скоростью и с заданным направлением транспортировки.
Применение канальных вентиляторов в приточной и вытяжной вентиляции
Основное назначение канальных вентиляторов заключается в нагнетании уровня давления, который необходим для равномерного и стабильного воздухообмена в пределах обслуживаемого помещения или здания. В зависимости от потребностей объекта обслуживания, вентиляторы канального типа могут использоваться для организации приточной вентиляции, отвечающей за поступление свежего воздуха с улицы, или вытяжной вентиляции, которая обеспечивает удаление отработанного воздуха и содержащихся в нём вредных примесей за пределы обслуживаемой зоны.
Кроме того, универсальный принцип конструктивного устройства оборудования данной категории позволяет использовать его модели в качестве приточного или вытяжного канального вентилятора для организации общеобменной системы вентиляции. При этом объекты обслуживания, в составе вентиляционных систем которых применяются канальные вентиляторы, могут относится к промышленным предприятиям, зданиям и сооружениям коммерческого, административного или общественного характера.
Канальные вентиляторы для воздуховодов круглого сечения
Круглые канальные вентиляторы предназначены для работы в составе вентиляционных систем, сконструированных из воздуховодов круглого сечения. Их типоразмеры соответствуют геометрическим параметрам стандартных вентиляционных каналов. При этом в сравнении с прямоугольными моделями аналогичных параметров рабочего сечения, круглые канальные вентиляторы для вытяжки и притока воздуха выигрывают по производительности. В качестве примера можно привести круглый вентилятор ВКК-250М, который при потребляемой мощности в 135 Вт выдаёт производительность 1050 м3/час, в то время как прямоугольная модель ВКП-40-20-4D демонстрирует 1200 м3/час, но при мощности в 330 Вт.
В зависимости от конструктивного устройства и принципа действия различают следующие типы канальных вентиляторов круглого сечения:
Осевой канальный вентилятор — отличительная особенность оборудования этой категории заключается в перемещении потока в осевом направлении. Это обеспечивается за счёт особой формы крыльчатки, лопасти которой повёрнуты относительно теоретической плоскости вращения. При такой конструкции лопатки подбирают воздух за рабочим колесом и выталкивают его вперёд, нагнетая необходимое давление потока. По такому принципу работают бесшумные канальные вентиляторы TD Silent, изготавливаемые брендом Soler & Palau.
Центробежный канальный вентилятор — к этой группе относится вентиляционное оборудование серии ВКК, принцип работы которого заключается в нагнетании давления за счёт вращения колеса и перемещения воздушного потока внутри корпуса между лопатками и стенкой оболочки. В качестве практического примера центробежных вентиляторов канальных для круглых воздуховодов можно привести модель ВКК-125М, производительность которой составляет 320 м3/час при потребляемой мощности в 82 Вт.
Канальные вентиляторы для воздуховодов прямоугольного сечения
В этой категории представлены канальные вентиляторы для каналов вентиляции прямоугольного сечения. Их область применения аналогична круглым моделям: приточные и вытяжные системы канальной вентиляции, так же они могут устанавливаться в любом пространственном положении.
По конструктивному исполнению прямоугольные канальные вентиляторы подразделяются на четыре группы: Серия ВКП — вентиляторы канальные для прямоугольных воздуховодов, отличительной особенностью которых является мотор-колесо с загнутыми вперёд (в направлении вращения) рабочими лопатками. Преимущества их использования заключаются в увеличенных показателях производительности и величины полного давления воздушного потока.
Серия ВКП-Б — канальные вентиляторы прямоугольного сечения с аналогичной серии ВКП конструкцией корпуса. Отличие заключается в исполнении мотор-колеса, которое оснащается загнутыми назад (в направлении, противоположном вращению) рабочими лопатками. Вентиляторы этой серии характеризуются максимальным уровнем эффективности и пониженным уровнем шума.
Вентиляторы с внешним двигателем ВКПН — оборудование, аналогичное по техническим характеристикам вентиляторам серии ВКП, но отличающееся за счёт размещения электродвигателя с наружной стороны корпуса. Такая конструкция позволяет увеличить срок службы механизма за счёт защиты от вредного воздействия рабочей среды.
Также отдельного внимания заслуживают шумоизолированные канальные вентиляторы ВКП-Ш, которые представляют собой бесшумные исполнения в шумоизолированном корпусе. Единственное отличие от моделей серии ВКП заключается в том, что все внутренние поверхности корпусной оболочки обшиты звукоизолирующим материалом, который существенно снижает шумовую нагрузку от работающего оборудования.
Мотор для вентиляции в Улан-Удэ: 131-товар: бесплатная доставка, скидка-20% [перейти]
120 В переменного тока, 60 Гц, 20 Вт, электронный двигатель вентилятора, 120 В переменного тока, 60 Гц, 20 Вт, электронный двигатель вентилятора Производитель
Почему выбирают нас
Лучшая защита от ударов
Один изолирующий кожух, инжектированный в корпус, обеспечивает лучшую изоляцию между катушкой и кремнистой сталью. Возможность утечки тока резко снижается.
Экономия электроэнергии
Эффективность преобразования наших вентиляторов, как правило, примерно на 10% выше, чем у других производителей, благодаря применению конструкции Advanced Geometry.
Увеличенный срок службы изделий
Обмотка наших двигателей вентиляторов на 100% изготовлена из меди. Использование провода хорошего качества продлевает срок службы всех серий вентиляторов.
Производственный процесс
Этап 1. Обмотка двигателя
Обмотка катушек для двигателей вентиляторов
Этап 2. Испытание двигателя
Проверка сопротивления катушек.
Шаг 3. Подключение двигателя
Подключение проводов к двигателю вентилятора
Шаг 4. Крепление двигателя
Крепление двигателей вентиляторов к корпусам
Этап 5. Крепление оси
Прижатие оси к корпусам
Шаг 6. Тестирование Hi-POT и импульса
Проверка изоляции между катушками и корпусом
Подключение 90s3 Клеммы 90s к корпусу вентилятора
Шаг 8. Сборка крыльчатки
Сборка крыльчатки к корпусу вентилятора
Шаг 9. Предварительный осмотр
Тестирование шума, тока, мощности вентиляторов
Шаг 10. Предварительные испытания Hi-POT
Проверка изоляции между двигателями вентиляторов и корпусами
Шаг 11. Маркировка
Шаг 12. Упаковка
Обзор компании
Профессиональное и индивидуальное обслуживание
SHYUAN YA Group была основана в 1982 году с более чем 30-летним опытом работы в фан-индустрии. Наши профессиональные команды в отделах литья и исследований и разработок могут предоставить технические предложения и индивидуальные услуги для наших клиентов. Кроме того, до 85% компонентов вентиляторов, включая двигатели вентиляторов, производятся на наших заводах, расположенных в Тайване.
1982 г.
Настраивать
30 лет опыта
Опыт производства
До 85%
Самостоятельное производство
зум
01 Сборочный цех
зум
02 Отдел литья под давлением
зум
03 Формовочный цех
зум
04 Департамент пластиковых инъекций
зум
05 Отдел исследований и разработок
зум
06 Внешний вид нашей фабрики
Инспекционное оборудование
Стабильность качества и надежность
Чтобы обеспечить доставку нашим клиентам высококачественной и надежной продукции, в конце производственной линии проводится 100% проверка продукции. Наше основное инспекционное оборудование включает в себя полубезэховую комнату, которая является одним из самых больших размеров в индустрии вентиляторов и фоновым шумом до 10,0 дБА. Камера расхода воздуха, которую можно использовать для измерения расхода воздуха для любого типа вентилятора. и диапазон измерения до 1300 CFM.
100% проверка продукции
Высокий стандарт
До 10,0 дБА
Фоновый шум
До 1300 кубических футов в минуту
Диапазон измерений
зум
01 Полубезэховый номер
Проверка уровня шума вентилятора. Фоновый шум снижен до 10,0 дБА.
зум
02 Камера потока воздуха
Диапазон измерения до 1300 кубических футов в минуту.
зум
03 Комната экологических испытаний
Измерение срока службы вентилятора путем принятия определенных условий распределения срока службы вентилятора.
зум
04 Динамическая балансировочная машина
Класс качества балансировки жестких роторов/крыльчаток G6.3.
зум
05 Hi-POT тестер
Использование 2000 В переменного тока для проверки изоляции вентиляторов.
Короткое время производства и своевременная доставка
SHYUAN YA Group инвестировала более двух миллионов долларов США в модернизацию производственных мощностей и инспекционного оборудования. Наши производственные линии включают в себя линии для литья пластмасс под давлением, линии для обмотки двигателей и линии для литья под давлением. Самое главное, максимум 16 сборочных линий могут сократить время производства, которое обычно занимает около 4-6 недель.
Более двух миллионов долларов США
Инвестиционные фонды
16 строк
Сборочные линии
4~6 недель
Массовое производство
зум
01 Плавильная печь для алюминиевых сплавов
Плавление и выдержка алюминия в центральной печи.
зум
02 Машина для литья под давлением
Автоматическое изготовление корпусов и роторов вентиляторов.
зум
03 Машина для литья пластмасс под давлением
Автоматическое производство крыльчаток вентиляторов и пластиковых компонентов вентиляторов.
зум
04 Моторная намоточная машина
Двигатели вентиляторов с расщепленными полюсами с автоматической обмоткой.
зум
05 Машина для намотки двигателя с внешним ротором
Автоматическая обмотка двигателей вентиляторов с внешним ротором.
CMD Центр Молекулярной Диагностики. Медицинская лаборатория 8 (800) 707 788 1
Заявка на тест на коронавирус COVID-19
Диагностика туберкулеза. ТБ-фероновый тест
Тесты на антитела к COVID-19
Обследование после коронавирусной инфекции COVID-19
Клиника на Космодамианской — специализированная клиника инфекционных заболеваний
Подписывайтесь на наш канал в Telegram
Проверьте, достаточно ли витаминов вашему организму
Ультразвуковая диагностика
более
1 000
СОТРУДНИКОВ
включая известных ученых, работают в CMD
более
1 500
ВИДОВ АНАЛИЗОВ
доступны для клиентов в офисах CMD
более
18 000 000
ИССЛЕДОВАНИЙ
ежегодно проводятся в лабораториях CMD
более
4 500 000
КЛИЕНТОВ
ежегодно доверяют свое здоровье CMD
NASBA
Антитела к ядерным антигенам (ANA), IgG, 25 антигенов
ВПЧ-ПАП-тест жидкостный
ДНК HBV, ультрачувствительное исследование
Исследование на арбовирусные инфекции (Вирус Западного Нила)
Исследование на арбовирусные инфекции (Лихорадка Денге)
Клещевые инфекции
Комплексная диагностика ОРВИ
Коронавирусы
Коэкспрессия онкобелков p16/Ki67
Острые кишечные инфекции
Пренатальный скрининг I и II триместров беременности LifeCycle от Perkin Elmer
Пренатальный скрининг II триместра беременности
Программы расчёта риска преэклампсии
РНК HCV, ультрачувствительное исследование
РНК HCV/ ДНК HBV/ РНК HIV 1 и 2 типа
Актуальные вопросы в работе медицинской сестры. Преаналитика, сервис, санэпидрежим
15 марта 2023 года
XV Ежегодный Всероссийский конгресс по инфекционным болезням имени академика В.И. Покровского «Инфекционные болезни в современном мире: эволюция, текущие и будущие угрозы» с международным участием
27-29 марта 2023 года
Трансмиссивные инфекции: диагностика и разбор клинических случаев
12 апреля 2023 года
Все мероприятия
World Сlass magazine. Есть витамины!
Какие продукты нужно включать в меню, чтобы не испытывать нехватку полезных нутриентов независимо от сезона, рассказала эксперт Центра молекулярной диагностики CMD ЦНИИЭ Марина Савкина
Ученые ЦНИИ Эпидемиологии Роспотребнадзора приняли участие в IV Конгрессе с международным участием «Социально значимые заболевания. Вызовы XXI века».
Здоровое-питание.рф. Ешь и не отекай
Какие продукты нужно ограничить в меню, чтобы избежать отечности, рассказала эксперт Центра молекулярной диагностики CMD ЦНИИЭ Марина Вершинина
Все новости
О возможных противопоказаниях необходимо проконсультироваться со специалистом
Каталог анализов
Протромбин (Prothrombin), Международное нормализованное отношение, МНО (International Normalized Ratio, INR)
результаты за 3-6 часов (CITO)
Можно сдать на дому
Код:
100002
Срок:
1 к. д.
Цена: 385 р.
Определение группы крови и резус-принадлежности (Blood group, ABO и Rh-factor, Rh)
результаты за 3-6 часов (CITO)
Можно сдать на дому
Код:
110001
Срок:
1 к. д.
Цена: 748 р.
Общий анализ крови + СОЭ с лейкоцитарной формулой (с микроскопией мазка крови при наличии патологических сдвигов), венозная кровь
результаты за 3-6 часов (CITO)
Можно сдать на дому
Код:
110006
Срок:
1 к. д.
Цена: 743 р.
Общий анализ мочи (Urine test) с микроскопией осадка
Вирус иммунодефицита человека (Human Immunodeficiency Virus), качественное суммарное определение антител к 1 и 2 типу вируса и антигена p24 anti-HIV1,2/Ag p24
результаты за 3-6 часов (CITO)
Можно сдать на дому
Код:
040601
Срок:
1 к. д.
Цена: 490 р.
Гарднерелла (Gardnerella vaginalis), качественное определение ДНК
Код:
010201
Срок:
1 к.д.
Цена: 374 р.
Уреаплазма (U.urealyticum / U.parvum), качественное определение ДНК
Можно сдать на дому
Код:
010107
Срок:
1 к. д.
Цена: 380 р.
Микоплазма (Mycoplasma genitalium), качественное определение ДНК
Можно сдать на дому
Код:
010102
Срок:
1 к.д.
Цена: 374 р.
Хламидия (Chlamydia trachomatis), качественное определение ДНК
Можно сдать на дому
Код:
010001
Срок:
1 к. д.
Цена: 374 р.
COVID-19. Антитела к нуклеокапсидному белку коронавируса SARS-CoV-2, IgG, качественное определение
результаты за 3-6 часов (CITO)
Можно сдать на дому
Код:
044750
Срок:
1-2 к. д.
Цена: 748 р.
ЮВО
ЮВО — главный форпост России. На него возложена задача обеспечения безопасности в Черноморском регионе и предотвращения проникновения террористических группировок на Северный Кавказ, а также поддержка кампании ВВС России в Сирийской Арабской Республике.
Российская армия реализует масштабную программу перевооружения. Черноморский флот и военная группировка в Кавказском регионе в первоочередном порядке обеспечиваются новейшими образцами вооружения и военной техники. Тем временем готовится к открытию новая военно-морская база на побережье Черного моря в Новороссийске (9в 30 милях к югу от Москвы) для размещения шести дизель-электрических подводных лодок проекта 636.6 «Варшавянка» с крылатыми ракетами «Калибр» для защиты от возможных действий НАТО в регионе.
В состав Южного военного округа входит несколько десятков соединений сухопутных войск, воздушно-десантных войск, морской пехоты и береговой обороны. Дворников также будет командовать Черноморским флотом и Каспийской флотилией, 4-й армией ВВС и ПВО, а также тремя «иностранными» военными базами России в Абхазии и Южной Осетии, а также в Армении.
В Южном военном округе уже приступили к боевой подготовке армейский корпус и две мотострелковые дивизии, сообщил 10 февраля 2017 года командующий округом генерал-полковник Александр Дворников. «В настоящее время сформирована и приступила к боевой подготовке 150-я мотострелковая дивизия в Ростовская область, 42-я мотострелковая дивизия в Чеченской Республике, 22-й армейский корпус Черноморского флота в Крыму, эскадрилья ударных вертолетов Ка-52 в Краснодарском крае и ряд других воинских формирований», — сказал он. [Формирование 150-го было широко разрекламировано, 42-го не так много, а «22-й армейский корпус» не может быть идентифицирован].
Дворников сообщил, что интенсивность боевой подготовки Черноморского флота и Каспийской флотилии в 2016 году возросла в 1,5 раза по сравнению с 2015 годом. В ходе боевой подготовки корабельный состав успешно выполнил более 800 боевых упражнений, в том числе с применением высоких — высокоточные крылатые ракеты морского базирования «Калибр». Суммарный состав флота Черноморского флота и Каспийской флотилии перевыполнил план почти на треть.
Моторизованная управления 150-я Идрицко-Берлинская ордена Кутузова II степени дивизия сформирована в Ростовской области в декабре 2016 года. Подразделение получило не только номер, но и почетное имя, а также боевую награду за своего знаменитого предшественника, бойцы которого — сержант Михаил Егоров и Мелитон Кантария сержант — впервые водрузили Красное знамя на Рейхстаге 19 мая.45.
42-я Евпаторийская Краснознаменная гвардейская мотострелковая дивизия ЮВО была восстановлена в конце 2016 года на базе трех мотострелковых бригад, дислоцированных в Чеченской Республике. На вооружении дивизии стоят самоходные артиллерийские установки «Мста-С», танки Т-72Б3, БТР-82А и новейшие средства радиоэлектронной борьбы.
Справочная информация
Министерство обороны России начало подготовку к стратегическим командно-штабным учениям (СКШУ) «Кавказ-2012» в конце 2011 года. нынешнюю военно-политическую обстановку, чем в 2011 году. Учения проходили не только на юге России, но и в Абхазии, Южной Осетии и Армении. SCSE «Кавказ-2012», запланированный на сентябрь 2012 года, стал самым важным военным событием года. Подготовка к SCSE включала в себя реальные учебно-боевые задачи в свете угроз со стороны США и ряда других стран в отношении Ирана, а также других возможных конфликтов в Каспийском и Южнокавказском регионах.
Эти учения проводились уже несколько лет, но мероприятие 2012 года существенно отличалось от предыдущих. Во-первых, учения были стратегическими, а не просто оперативно-тактическими. Это означает, что задачи в зоне ответственности ЮВО отрабатывались всеми видами и видами Вооруженных Сил, в том числе ВВС, ВМФ, РВСН, Войсками космической обороны и Воздушно-десантными войсками, а также силами безопасности МВД, ФСБ, ФСО и МЧС. К выполнению задач SCSE была привлечена вся военная структура страны. Во-вторых, одной из основных целей учений была отработка новых, сетецентрических боевых действий с применением новых автоматизированных систем управления. Первое официальное заявление об этих планах сделал начальник Генерального штаба Николай Макаров во время встречи с иностранными военными атташе в декабре 2011 г.
16 марта 2014 года в Республике Крым прошел референдум о будущем полуострова. Подавляющее большинство ее жителей проголосовало за воссоединение с Россией. 18 марта 2014 года на торжественной церемонии в Кремле Президент России Владимир Путин подписал договор о присоединении Республики Крым и города Севастополя к Российской Федерации. Республика Крым и город федерального значения Севастополь вошли в состав восьмого (Крымского) федерального округа России, образованного 21 марта 2014 года указом президента. Теперь новым членам Российской Федерации предстояло интегрироваться в систему обороны страны. Вновь образованный федеральный округ вошел в состав Южного военного округа (Южное объединенное стратегическое командование).
Россия добровольно уведомила членов Организации по безопасности и сотрудничеству в Европе (ОБСЕ) о проведении внезапных учений боевой готовности на юге страны, сообщил 08 февраля 2016 года руководитель Национального центра снижения ядерной опасности России Сергей Рыжков. Военный округ с участием отдельных подразделений Воздушно-десантных войск и военно-транспортной авиации приступил к внезапным учениям. «Российская Федерация в качестве жеста доброй воли направила странам-членам ОБСЕ уведомление с подробностями проведения внезапных учений боевой готовности в Южном военном округе», — говорится в заявлении Рыжкова.
По словам министра обороны России Сергея Шойгу, отдавшего приказ о проверке боевой готовности, она будет оценивать готовность войск Южного военного округа к реагированию на террористические угрозы, природные и техногенные катастрофы, а также проверять их маневренный потенциал на маршах. Внезапные проверки боевой готовности были обычным явлением в СССР до его распада в 1991 году. Эта практика была возобновлена в 2012 году, когда Шойгу занял пост министра обороны.
В июле 2016 года министр обороны России Сергей Шойгу перевел начальника сирийской операции генерал-полковника Александра Дворникова на должность командующего главным форпостом России — Южным военным округом. По мнению экспертов, с учетом высокой оценки труда Дворникова (президент России Владимир Путин лично вручил генерал-полковнику главную награду страны Золотую Звезду Героя России) этот шаг означает, что основная миссия российских вооруженных сил войск в Сирии завершено.
Россия за последние три года сформировала в Южном военном округе в общей сложности 13 дивизий и бригад и 22 полка. более 200 человек личного состава для мероприятий, направленных на повышение боевых возможностей войск … [Россия] сформировала четыре дивизии, девять бригад и 22 полка, в том числе создание двух ракетных бригад, оснащенных комплексами». «Искандер-М», что позволило увеличить возможности поражения вероятного противника огневым путем», — сказал министр.
Шойгу сообщил, что количество подрядчиков увеличилось почти в два раза. ЮВО получило более 4 млн новых и модернизированных образцов вооружения и военной техники, в том числе береговые ракетные комплексы «Бастион» и «Бал», а также подводные лодки и корабли, оснащенные ракетным комплексом «Калибр». По словам министра, на Крымском полуострове появилась автономная группировка.
По словам Шойгу, это увеличение вызвано обострением военно-политической обстановки на юго-западном стратегическом направлении. «Это связано с наращиванием военного присутствия НАТО в Восточной Европе, ситуацией на Украине и деятельностью международных террористических группировок, в том числе на Северном Кавказе», — сказал министр, добавив, что в таких условиях Россия вынуждена «принять соответствующие меры».
Ранее глава Минобороны заявил, что ведомство вынуждено реагировать на потенциал военного потенциала НАТО в Европе, в том числе за счет формирования трех новых дивизий в Западном и Южном военных округах. По словам Шойгу, только в 2016 году в Западный военный округ поступило более 2 млн единиц новой и модернизированной техники.
Совместные учения на военных кадрах стартовали 22 июля 2016 года в Южном военном округе. Как сообщили в Минобороны России, в ней задействованы части, расположенные в Северо-Кавказском и Крымском федеральных округах, а также воинские части в Армении, Абхазии и Южной Осетии. «Военно-воздушные силы, противовоздушная оборона, Черноморский флот и Каспийская флотилия, а также все воинские части Южного военного округа приведены в высшую степень боевой готовности», — говорится в сообщении. Особое внимание было уделено взаимодействию военных штабов и командных пунктов.
Также в Чечне приведены в высшую степень боевой готовности около 10 тысяч военнослужащих и более 1000 единиц военной техники. На Северном Кавказе и в Южной Осетии было задействовано около 16 тысяч военнослужащих и более 4 тысяч единиц боевой техники. В Дагестане подняты по тревоге батальоны морской пехоты Каспийской флотилии в составе более 10 боевых кораблей. В Армении задействовано более 4000 человек и около 600 единиц военной техники.
Россия продолжает поставки оружия, боеприпасов и горючего на оккупированную территорию через неподконтрольный участок украинско-российской государственной границы для усиления частей своих регулярных войск, дислоцированных на Донбассе, а также поддерживаемых ею незаконных вооруженных формирований. Специальная мониторинговая миссия ОБСЕ неоднократно информировала о наличии на Донбассе вооружения и военной техники, состоящей на вооружении исключительно российской армии. Наблюдатели СММ на Донбассе зафиксировали тяжелую огнеметную систему «Буратино», комплекс радиоэлектронного подавления П-330 «Житель», БПЛА «Орлан-10», переносную РЛС «Град-П» и т. д.
Именно через неподконтрольный участок украинско-российской границы на Донбасс из России продолжают прибывать российские регулярные войска и наемники. Российские наемники квалифицируются как иностранные боевики-террористы в соответствии с Резолюцией СБ ООН 2178 (2014) от 24 сентября 2014 года. Они составляют значительную часть сформированных в России 1-го и 2-го армейских корпусов АК (цепочка управления, состоящая из российских офицеров и генералов). Численность регулярных российских войск на Донбассе составляет от 3,6 до 4,2 тыс. военнослужащих.
В апреле 2021 года Россия разместила около 120 000 военнослужащих вдоль восточной границы Украины, вторглась в воздушное пространство Европы, ограничила движение иностранных кораблей в некоторых частях Черного моря и планировала выслать почти дюжину американских дипломатов в ответ на последний раунд санкций США. по поводу хакерских атак Москвы и кампаний по вмешательству в выборы.
Министр обороны Украины Андрей Таран обратился к членам подкомитета Европарламента по безопасности и обороне 14 апреля 2021 года по поводу обострения ситуации с безопасностью со стороны Российской Федерации на линии разграничения с временно оккупированными территориями Донецкой и Луганская область. Также он рассказал об увеличении российского военного присутствия вблизи государственной границы Украины и на временно оккупированной территории Автономной Республики Крым. Андрей Таран описал четыре возможные цели Российской Федерации:
Во-первых, это проекция российской мощи на усиление давления на нашу страну, чтобы затормозить прогресс реформ, позитивные внутриполитические события и, безусловно, обойти наши евроатлантические устремления.
Во-вторых, нас беспокоит вероятная подготовка к проведению регулярными войсками России наступательных боевых действий с крымского направления с целью обеспечения полуострова водой.
Далее, мы четко осознаем высокую вероятность грузиноподобной провокации объединенных сил Украины на востоке, чтобы обвинить Украину в нарушении существующего режима прекращения огня и использовать это как предлог для силового расширения оккупированной территории в Донецкая и Луганская области.
И, наконец, Россия симметрично размещает силы в ответ на Ex DEFENDER EUROPE и в то же время постепенно выдвигает дополнительные силы для наращивания боевой готовности к возглавляемой Россией стратегической Ex ZAPAD 2021.
Характер военных приготовлений России и сосредоточение российских войск на границе с Украиной и в оккупированном Крыму показывают, что Кремль будет готов атаковать Украину через несколько недель, заявил министр иностранных дел Украины Дмитрий Кулеба. Об этом он заявил во время онлайн-пресс-конференции для зарубежных СМИ 20 апреля 2021 года9.0003
«Наращивание российских военных сил у границ Украины сейчас еще более массовое, чем было в 2014 году. Это означает, что мы не можем исключать какой-либо сценарий. Мы не можем знать наверняка, решится ли Москва начать новый этап агрессии против Украины. .Но очевидно, что через несколько недель они будут готовы это сделать», — сказал Кулеба. Он отметил, что военные приготовления России носили стратегический характер и теперь от действий Украины и всех других стран, отстаивающих верховенство закона и уважение суверенитета государств в Европе, зависит, удастся ли удержать президента России Владимира Путина от дальнейших агрессивных шагов. Он назвал две внешнеполитические причины и одну внутреннюю причину такого поведения Кремля.
Во-первых, усилить давление на Украину и прекратить войну на Донбассе на условиях России, не пытаясь найти компромисс, сказал Кулеба.
Второй мотив, добавил он, состоит в том, чтобы доказать всему демократическому западному миру, что Россия сделает все, что захочет; это проигнорирует суждения международного сообщества об Алексее Навальном; она не будет учитывать санкции за вмешательство во внутренние дела третьих стран, за кибератаки и другие подобные преступления.
Третья причина, по словам Кулебы, чисто внутренняя. Путин и его правящая партия теряют электоральные рейтинги из-за повсеместной коррупции и ухудшения качества жизни россиян. Именно поэтому Кремль стремится сплотить население вокруг лидера и правящей партии перед парламентскими выборами этого года посредством военной мобилизации.
22-й армейский корпус переброшен в район проведения межвидовых учений войск Южного военного округа и ВДВ. Части общевойсковой армии, соединения ВВС и ПВО, боевые корабли и корабли, воинские части береговых войск Черноморского флота, часть сил Каспийской флотилии Южного военного округа, а также части ВДВ, приняли участие в практических действиях войск (сил) на полигоне Опук.
Накануне войска, участвовавшие в маневрах, были переброшены в районы сосредоточения. В район учений вышла группировка кораблей Черноморского флота и часть сил Каспийской флотилии. Личный состав и боевая техника дивизии ВДВ погрузились на самолеты военно-транспортной авиации, они вылетели в назначенный район. Произведена погрузка подразделений морской пехоты на большие десантные корабли и десантные катера. В обозначенных районах развертываются силы и средства береговых войск, средств ПВО и противокорабельных ракет.
Полигон Опук расположен в 60 км от Феодосии и в 40 км от Керчи. Возможности полигона позволяют отрабатывать задачи по высадке десанта и преодолению противодесантной обороны «противника», осуществлять высадку морского десанта до двух батальонов морской пехоты одновременно, вести огонь по береговым целей корабельными артиллерийскими системами, а также применять оперативно-тактическую и армейскую авиацию.
Россия начала вывод своих вооруженных сил от границы с Украиной с 23 апреля 2021 года, после того как их наращивание вызвало тревогу на Западе в связи с возобновлением столкновений. Министр обороны РФ Сергей Шойгу принял 22 апреля 2021 года решение о завершении проверочных мероприятий в Южном и Западном военных округах, поскольку все поставленные цели достигнуты. «Считаю, что задачи внезапной проверки полностью достигнуты. Войска продемонстрировали способность обеспечить надежную оборону страны», — заявил Шойгу в четверг в Крыму на совещании по итогам действий Южного военного округа и ВДВ при внезапных проверках. в Южном и Западном военных округах».
Глава ведомства поставил задачу «Генеральному штабу, командующим военными округами и воздушно-десантными войсками спланировать и приступить с 23 апреля к возвращению войск в пункты постоянной дислокации, провести детальный анализ и подвести итоги». внезапной проверки войск».
Шойгу приказал до 1 мая текущего года вернуться в места постоянной дислокации войск, которые привлекались к учениям на юге России. «К 1 мая 2021 года вернуть личный состав 58-й армии ЮВО, 41-й армии ЦВО, 7-й, 76-й ВДД и 9-й8-й воздушно-десантной дивизии Воздушно-десантных войск в пункты постоянной дислокации», — приказал Шойгу в четверг на совещании в Крыму.
По итогам совещания он поручил командующим военными округами «детально спланировать возвращение войск в пункты постоянной дислокации». «При этом обеспечить соблюдение требований мер безопасности и не допускать аварий в пути», — сказал министр.
Кроме того, он отметил, что техника и вооружение 41-й общевойсковой армии, которые планируется использовать в стратегических учениях «Запад-2021», должны быть размещены в полевых парках на полигоне Погоново, а их обслуживание и надежная охрана должны быть организованным. Также требуется «проанализировать внезапные проверки на всех уровнях управления, составить план по устранению недостатков и приступить к их реализации», — сказал министр. Он приказал поощрить всех военнослужащих, отличившихся на учениях и тренировках.
После внезапной проверки три дивизии Воздушно-десантных войск (ВДВ) вернулись из Крыма в пункты постоянной дислокации. Об этом сообщил в четверг на совещании в Национальном центре управления обороной (НЦУО) РФ командующий Воздушно-десантными войсками генерал-полковник Андрей Сердюков. «В пунктах постоянной дислокации сосредоточен личный состав 7-й, 76-й и 98-й дивизий, задействованных во внезапной проверке на полигонах Южного военного округа в Республике Крым», — сказал он. По его словам, перевозка их вооружения, военной и специальной техники военными поездами будет завершена к 12 мая9.0003
В свою очередь командующий Северным флотом адмирал Александр Моисеев сообщил, что «возвращение частей Северного флота, участвовавших во внезапной проверке войск ЗВО, завершено, войска прибыли в места постоянной дислокации точки.» Военнослужащие Южного военного округа (ЮВО), принимавшие участие в проверочной проверке, вернутся в места постоянной дислокации к 1 мая. «Возвращение личного состава соединений и воинских частей 58-й армии завершится к маю 1, а его вооружения и боевой техники — в соответствии с установленным графиком», — отметил командующий ЮВО генерал армии Александр Дворников.
НОВОСТИ ПИСЬМО
Присоединяйтесь к списку рассылки GlobalSecurity.org
Введите свой адрес электронной почты
Российские военные начинают месячные общевойсковые учения на юге России
Перейти к основному содержанию
11 августа 2021 г. — Джордж Баррос
Джордж Баррос
Южный военный округ (ЮВО) России 8 августа объявил о проведении общеокружных учений по отработке общевойсковых операций с 9 августа по 15 сентября. Командующий ЮВО генерал Александр Дворников сообщил на учениях будут поставлены тактические задачи между мотострелковыми, танковыми и артиллерийскими дивизионами ЮВО и приданными специализированными подразделениями. Приданные специализированные подразделения включают подразделения химической, биологической, радиологической и ядерной защиты (ХБРЯД), инженерные подразделения, подразделения радиоэлектронной борьбы, разведки, тылового обеспечения, медицинские подразделения, подразделения военной полиции, армейской авиации и транспортной авиации.[1] Также участвуют боевые корабли Каспийской флотилии и Черноморского флота, морская пехота и не менее 80 самолетов и вертолетов[2]. Непосредственно руководить учениями будет командир ЮВО Дворников. Министерство обороны (МО) не заявляло, что эти учения были запланированными, и не обсуждало учения до 8 августа9.0003
Щелкните здесь, чтобы развернуть изображение ниже.
Учения будут проходить на нескольких полигонах на юге России, в Армении, а также в оккупированных Россией Крыму и Грузии. В Минобороны заявили, что учения пройдут на 20 общевойсковых полигонах в Астрахани, Ростове, Ставрополе, Кубани, Адыгее, Дагестане, Северной Осетии и Чечне, а также в оккупированном Россией Крыму и на российских военных базах в Армении, Абхазии , и Южная Осетия. [3] К таким локациям относятся постоянные базы российских 100 -я -я и 127-я -я разведывательные бригады; 25 -й -й полк спецназа; 810--я -я, 414-я -я -я и 727-я -я -я бригады морской пехоты; 70-й -й -й, 71-й -й -й, 102-й -й -й, 103-й -й -й и 291-й -й -й мотострелковые полки; 19 -й -й, 136-й -й -й и 205-й -й -й мотострелковых бригад; и 68 -й -й и 163-й -й -й танковые полки.[4]
Российские военные планируют учения как проверку способности российских офицеров использовать прикрепленные активы и демонстрировать творческий подход к принятию решений. 901:15 В сообщении Минобороны говорится, что учения направлены на повышение способности командиров рот и батальонов выполнять общевойсковые тактические задачи, а также их способности управлять и координировать ударную авиацию, разведку и другие специализированные подразделения. [5] Командир ЮВО Дворников сказал, что участвующие офицеры должны принимать «самостоятельные решения» и демонстрировать «личный выбор», а не следовать доктринальным шаблонам.[6] Язык объявления об учениях отражает язык регулярных российских тактических учений, предназначенных для отработки совместных операций и проверки инициативы офицеров, двух ключевых приоритетов обучения России, основанных на опыте в Сирии.[7] Минобороны охарактеризовало эти учения как тактические, а не как оперативные или стратегические штабные учения, но полный объем и характер учений неясны. Минобороны заявило, что в этих учениях ежедневно участвуют около 10 000 российских военнослужащих, но не назвало общее количество участников[8].
Эти учения ЮВО совпадут с ежегодными учениями России «Запад-2021» в Западном военном округе (ЗВО) и Беларуси в сентябре. Каждый сентябрь российские военные проводят ежегодные завершающие военные учения, которые чередуются между четырьмя военными округами России – Восточным, Центральным, Южным и Западным. Запад-2021 пройдет в Западном военном округе и Белоруссии с 10 по 16 сентября. Российские подразделения начали переброску в Беларусь для участия в «Запад-2021» в конце июля[9].] Неясно, как эти недавно объявленные учения ЮВО и «Запад-2021» будут взаимодействовать, если вообще будут. ISW будет продолжать внимательно следить за ситуацией и предоставлять обновления.
[1] [«Масштабы батальонно-тактических учений в Южном военном округе будут расширяться за счет действий всех родов войск»,] Министерство обороны России, , 8 августа 2021 г., https:// Structure.mil точка ru/structure/okruga/south/news/more.htm?id=[email protected]; [«Подразделения Южного военного округа по борьбе с беспилотными летательными аппаратами отрабатывали прикрытие командных пунктов»,] Минобороны России, 10 августа 2021 г., https://function.mil точка ru/news_page/country/more.htm?id=[email protected]; [«Более 500 морских пехотинцев Каспийской флотилии принимают участие в крупномасштабных учениях Южного военного округа»,] Минобороны России, , 10 августа 2021 г. , https://function.mil dot ru/news_page/country /more.htm?id=[электронная почта защищена].
[2] [«Масштаб батальонных тактических учений в Южном военном округе будет расширяться за счет действий всех родов войск»] Минобороны России, 8 августа 2021 г., https://structure.mil точка ru/structure/okruga/south/news/more.htm?id=[email protected]; [«Подразделения Южного военного округа по борьбе с беспилотными летательными аппаратами отрабатывали прикрытие командных пунктов»,] Минобороны России, 10 августа 2021 г., https://function.mil dot ru/news_page/country/more. htm?id=[электронная почта защищена]; [«Более 500 морских пехотинцев Каспийской флотилии принимают участие в масштабных учениях Южного военного округа»,] Минобороны России, 10 августа 2021 г., https://function.mil точка ru/news_page/country/more.htm?id=[email protected].
[3] [«Масштаб батальонных тактических учений в Южном военном округе будет расширяться за счет действий всех родов войск»,] Минобороны России, , 8 августа 2021 г. , https://structure. mil dot ru/structure/okruga/south/news/more.htm?id=[email protected]
[4] Кэтрин Харрис и Фредрик Каган, «Военная позиция России: боевой порядок сухопутных войск», Институт изучения войны, , март 2018 г., http://www.understandingwar.org/sites/default/files/Russian%20Ground%20F….
[5] [«Масштаб батальонных тактических учений в Южном военном округе будет расширяться за счет действий всех родов войск»,] Минобороны России, , 8 августа 2021 г., https://structure.mil dot ru/structure/okruga/south/news/more .htm?id=[email protected]
[6] [«Масштабы батальонных тактических учений в Южном военном округе будут расширяться за счет действий всех родов войск»,] Минобороны России, , 8 августа 2021 г., https://structure.mil dot ru/structure/okruga/south/news/more.htm?id=[email protected]
[7] Мейсон Кларк, «The Уроки, извлеченные российскими военными в Сирии», Институт изучения войны, , январь 2021 г., http://www.
Вы можете очень быстро сравнить цены станков по дереву для домашней мастерской и подобрать оптимальные варианты из более чем 81306 предложений
Реклама
Многопильный дисковый станок по дереву ДК-160
Высота пропила — 160 мм; ширина заготовки — 500 мм; скорость подачи — 0-30 м/мин; мощность — 45 кВт.; масса станка — 2000кг
Подробное описание и цена >>>
Реклама
Двухвальный многопильный станок по дереву Триумф 2в-250
Многопильный Двухвальный дисковый станок Триумф 2в-250 используется для распиловки 2-х, 3-х, 4-х кантного бруса толщиной до 250 мм. 2-х вальная технология имеет преимущества перед одновальной. …
Подробное описание и цена >>>
Реклама
Двухвальный многопильный станок по дереву Триумф М2-700
Многопильный двухвальный дисковый станок Триумф М2-700 используется для распиловки 2-х, 3-х, 4-х кантного бруса толщиной до 210. 2-х вальная технология имеет преимущества перед одновальной. При…
Подробное описание и цена >>>
токарный станок по дереву автомат
Куплю токарный станок по дереву автомат!Серийное производство мебельных ручек!Можно в неисправном состоянии!Жду предложений!8 920 020 90 77 [email protected]
24.01.2013
Арзамас (Россия)
Токарный станок по дереву JWL-1442
Состояние: Б/У Год выпуска: 2009
Токарный станок по дереву JWL-1442, куплен физ. лицом, не использовался, состояние — новыйСТАНДАРТНАЯКОМПЛЕКТАЦИЯ:• Подручник шириной 300 мм для токарногоинструмента• Планшайба диаметром 150 мм•. ..
04.04.2015
Дубна (Россия)
75 000
Учебные фрезерные ЧПУ станки по дереву CNC micro
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Учебные фрезерные ЧПУ станки по дереву отличаются выгодной ценой при высоком качестве обработки.Представляем Вашему вниманию «Фрезерные ЧПУ станки учебной серии CNC micro», которые идеально…
03.06.2016
Каменск-Шахтинский (Россия)
850
Токарный (кругло-фрезерные) ЧПУ станок по дереву для производства балясин. Серия (704)
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Наша продукция, в том числе и токарные (кругло-фрезерные) ЧПУ станки для балясин собираются в заводских условиях на промышленном оборудования. А по завершении сборки все оборудование настраивается,…
03.06.2016
Каменск-Шахтинский (Россия)
4 000
Токарный автоматический станок по дереву TCP 90
Состояние: Б/У Год выпуска: 1993 Производитель: Италия
Продам Токарный автоматический станок по дереву TCP 90,состояние нового стоял в резерве.Точит автоматом по 20 заготовок,и центрует автоматически.Длина заготовки максимальная 110мм.Подходит для…
Состояние: Б/У Год выпуска: 2012 Производитель: Casadei (Италия)
Фрезерный станок по дереву F205 Casadei (Италия)
год выпуска 2012
Размеры стола: 1200×730 мм
Макс. диаметр инструмента: 320×85 мм
5 режимов шпинделя: 3000-10000 об/мин
Макс. рабочая высота…
08.09.2016
Чебоксары (Россия)
465 000
✅ Фрезерный станок по дереву CH — 160 ✅
Состояние: Б/У Год выпуска: 2003
✅ Продаю фрезерный станок CH — 160✅ Состояние — хорошее, рабочее!✅ Год выпуска — 2003 год!✅ Погрузку на ваш транспорт организую!✅ Подключу — покажу в работе!☎️ Я всегда на связи! По всем вопросам -. ..
22.04.2023
Гуково (Россия)
215 000
Фрезерный станок по дереву FS-550
Состояние: Новый Производитель: Rojek (Чехия)
Назначение Фрезерные станки по дереву FS 550 относятся к классу тяжелых фрезерных станков. Расположение рабочего вала снизу. Станок предназначен для выполнения различных фрезерных работ по…
06.05.2023
Казань (Россия)
Токарный станок по дереву WLAM-1500
Состояние: Новый
В наличии
Токарный станок по дереву WLAM — 1500 предназначен для обработки цилиндрических, фасонных, конусных поверхностей из твердых и мягких пород дерева. Благодаря копировальному оборудованию…
06.05.2023
Казань (Россия)
Фрезерный станок по дереву
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерные станки ЧПУ серии CNC wood router являются отличным решением для тех, кто хочет заниматься резьбой по дереву для бизнеса или домашнего использования. Рабочий ход осей (XxYxZ):- 400x600x150…
12.11.2019
Каменск-Шахтинский (Россия)
105 600
Токарный станок по дереву JET JWL-1443L-M
Состояние: Новый
JWL-1443L-M современный токарный станок для любительского применения, представляющие собой модернизированный и улучшенный вариант популярной модели JWL-1443. Основное отличие новинок –…
06.05.2023
Казань (Россия)
Токарный станок по дереву JET JWL-1443LB-M
Состояние: Новый
JET JWL-1443LB-M — современный токарный станок для любительского применения, представляющие собой модернизированный и улучшенный вариант популярной модели JWL-1443. Основное отличие новинок –…
06.05.2023
Казань (Россия)
Учебный фрезерный ЧПУ станок по дереву CNC micro-2 (100x100x70)
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Учебный фрезерный ЧПУ станок по дереву CNC micro-2 (100x100x70)ЧПУ станок серии CNC micro идеально подойдет для учебных заведений любой степени аккредитации, так же это незаменимый помощник для. ..
16.11.2022
Каменск-Шахтинский (Россия)
76 560
Учебный фрезерный ЧПУ станок по дереву CNC micro-4 (150x150x70)
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Учебный фрезерный ЧПУ станок по дереву CNC micro-4 (150x150x70)ЧПУ станок серии CNC micro идеально подойдет для учебных заведений любой степени аккредитации, так же это незаменимый помощник для…
16.11.2022
Каменск-Шахтинский (Россия)
85 260
Профессиональный токарно фрезерный ЧПУ станок по дереву для производства балясин (737)
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Любой человек хочет, чтобы его жилище было красивым и уютным, а любой частный двухэтажный дом имеет лестницу. Чтобы лестница смотрелась красиво, лучше всего ее сделать из дерева с красивыми резными…
03.06.2016
Каменск-Шахтинский (Россия)
6 900
Механический токарный станок по дереву CL-1200
Состояние: Новый Производитель: ZMM STOMANA (Болгария)
В наличии
Станок CL-1200 предназначен для точения изделий из древесины в центрах, в патроне или планшайбе при помощи подручника. Работает с 4-мя скоростями вращения и даже при обработке крупных изделий…
06.05.2023
Казань (Россия)
Токарный станок по дереву WLAM-1000
Состояние: Новый
В наличии
Токарные станки по дереву предназначены для обработки тел вращения путём снятия с них стружки при точении.Технические характеристики:Напряжение питания 220 ВПотребляемая мощность 370. ..
27.08.2019
Смоленск (Россия)
7 500
Токарный станок по дереву WLAM-1100U
Состояние: Новый
В наличии
Токарные станки по дереву предназначены для обработки тел вращения путём снятия с них стружки при точении.Технические характеристики:Напряжение питания 220 ВПотребляемая мощность 550…
27.08.2019
Смоленск (Россия)
27 000
Токарный станок по дереву WLAM-1500
Состояние: Новый
В наличии
Токарные станки по дереву предназначены для обработки тел вращения путём снятия с них стружки при точении. Станок оснащён копиром.Технические характеристики:Напряжение питания 380 ВПотребляемая…
27.08.2019
Смоленск (Россия)
77 500
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станкам по дереву для домашней мастерской почти как на Авито и TIU
Видео станков по дереву для домашней мастерской
Ленточные пилы для домашней мастерской
Сначала популярные
Сначала популярные
Сначала популярные
Сначала дешевле
Сначала со скидками
Сначала новинки
4 товара
Фильтр
4
230 В хит Лидер продаж
Купить
230 В
Купить
230 В хит Лидер продаж
Купить
230 В
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Доставляем по всем регионам РФ
А
Абакан
Алматы
Анжеро-Судженск
Архангельск
Астрахань
Ачинск
Б
Барнаул
Белгород
Бийск
Благовещенск
Брянск
В
Вологда
Воронеж
Великий Новгород
Великие Луки
Вельск
Владивосток
Владикавказ
Владимир
Волгоград
Волгодонск
Г
Грозный
Е
Екатеринбург
Евпатория
Ж
Жиздра
И
Иркутск
Иваново
Ижевск
Й
Йошкар-Ола
К
Казань
Краснодар
Красноярск
Калининград
Калуга
Канск
Катав-Ивановск
Кемерово
Киров
Королёв
Кострома
Кузнецк
Курск
Кызыл
Л
Липецк
М
Москва и МО
Майкоп
Махачкала
Минск
Мурманск
Н
Новосибирск
Нижний Новгород
Назрань
Нальчик
Нижневартовск
Нижний Тагил
Новоалтайск
Новокузнецк
Новороссийск
Новый Уренгой
О
Омск
Оренбург
Орёл
П
Пермь
Пенза
Петрозаводск
Петропавловск-Камчатский
Псков
Пушкино
Р
Раменское
Ростов-на-Дону
Рязань
С
Санкт-Петербург
Симферополь
Самара
Саранск
Саратов
Севастополь
Серпухов
Смоленск
Сочи
Ставрополь
Стерлитамак
Сургут
Сыктывкар
Т
Тамбов
Тверь
Тольятти
Томск
Тула
Тюмень
У
Ульяновск
Улан-Удэ
Уфа
Х
Хабаровск
Ханты-Мансийск
Ч
Чебоксары
Челябинск
Черкесск
Чита
Э
Элиста
Энгельс
Ю
Южно-Сахалинск
— Оптовые продажи
— Сервисные центры BELMASH
Свернуть
Цеховые станки — FineWoodworking
Руководства по проектам Fine Woodworking
В этом руководстве вы найдете все необходимое от настройки до безопасного использования.
Использование станков может повысить скорость и эффективность вашей работы по дереву, , но только если вы понимаете, как безопасно использовать эти ценные инструменты. Не беспокойся. Shop Machines предоставляет всю информацию, необходимую для начала вашего путешествия. Вы узнаете, как настраивать, настраивать и использовать все основные станки в деревообрабатывающей мастерской: настольные пилы, фуганки, строгальные станки, ленточнопильные станки, сверлильные станки и долбежные станки. В дополнение к основам безопасного использования каждой из этих машин, это руководство включает бесценную информацию о настройке магазина — от планировки до сбора пыли — а также профессиональные советы о том, какие инструменты следует покупать в первую очередь, а также множество советов о том, как сэкономить. деньги.
Выберите главу
Руководство по поиску
Введение в цеховые машины
Ленточные пилы
Настольные пилы
Фуганки и строгальные станки
Сверлильные станки и долбежные станки
Машинные приспособления и приспособления
Введение в цеховые машины Ленточные пилы Настольные пилы Фуганки и строгальные станки Сверлильные станки и долбежные станки Станочные приспособления и приспособления
Знакомство с магазинными машинами
Какое оборудование необходимо вашему магазину? Мнения расходятся, и в этой вводной главе профессиональные столяры взвешивают свои лучшие решения. Вы также найдете советы по покупке подержанных машин, общему обслуживанию и настройке, а также безопасному использованию машин. Машины находятся в центре большинства мастерских, и правильная планировка имеет решающее значение, независимо от того, находится ли ваша мастерская в небольшом гараже на одну машину или в просторном специальном помещении. В дополнение к советам по компоновке машины в этой главе также содержится все, что вам нужно знать об улавливании пыли и снижении шума в вашем цехе.
Ленточные пилы
Для многих столяров ленточная пила является станком номер один в мастерской, и не без оснований. Ленточные пилы превосходны в двух вещах: резке кривых и перепиливании толстых досок на более тонкие, но их также можно использовать для прямых и угловых продольных распилов. Как и в случае с любым станком в цеху, настройка имеет ключевое значение, и в этой главе приведены заслуживающие доверия советы по достижению максимальной производительности вашей ленточной пилы. Вы также найдете профессиональные советы по выбору полотен для ленточной пилы и узнаете, как сделать различные приспособления, которые повысят универсальность, точность и безопасность вашей ленточной пилы.
Настольные пилы
Настольная пила — универсальный мощный инструмент для деревообработки. Он не только распиливает и распиливает пиломатериалы по размеру, но также незаменим для быстрой и точной резки всех типов столярных изделий, от ласточкиного хвоста до шипов и пазов. Однако, чтобы получить максимальную отдачу от инструмента, важно научиться эффективно настраивать пилу и полностью понимать, как ее безопасно использовать. Эта глава охватывает все, от настройки настольной пилы до безопасности и лезвий, предоставляя вам информацию и уверенность в использовании этого мощного инструмента в вашей мастерской.
Фуганки и строгальные станки
Фуганок и строгальный станок работают в тандеме, чтобы выравнивать и выравнивать необработанные пиломатериалы. Однако они делают больше, чем просто фрезеруют дерево. Фуганок можно использовать для сужения, снятия фасок и снятия фаски, и многие из них можно настроить для вырезания шпунтов. Ключевая роль рубанка — приблизить заготовку к окончательной толщине. Кроме того, рубанок можно использовать для выравнивания досок, которые слишком широки для вашего фуганка. Эти инструменты требуют точности в настройке и четкого понимания того, как их безопасно использовать. Эта глава охватывает все это, а также содержит ценные советы и рекомендации по максимально эффективному использованию фуганка или рубанка.
Сверлильные станки и долбежные станки
Когда дело доходит до сверления и долбления, трудно превзойти бесшумную точность сверлильного станка и пазового станка с полым долотом. Напольный или настольный сверлильный станок обеспечивает мощность, универсальность и точность сверления, затмевая даже самую лучшую ручную дрель. Долбильный станок — это инструмент, который ускорит ваши усилия по вырезанию пазов, делая работу точной и воспроизводимой от детали к детали. Эта глава полна советов и подсказок, которые помогут вам понять и эффективно использовать эти опоры магазина.
Станочные приспособления и приспособления
Плотники разрабатывают и изготавливают приспособления, чтобы их машины и электроинструменты могли выполнять определенные работы более точно, эффективно и безопасно. В этой главе представлены десятки профессионально разработанных, проверенных временем приспособлений и приспособлений для каждого станка в вашей мастерской, от салазок для настольной пилы до приспособлений для фрезерования и многого другого.
Поиск в Руководстве по проекту
Загрузи больше
Сбор пыли для небольшого магазина
Краткое описание: Хотя сбор пыли может быть трудным, когда ваш магазин и бюджет невелики, это должно быть приоритетом. Анатоль Буркин предлагает использовать трехсторонний подход к борьбе с пылью, пока она не поставила под угрозу ваше здоровье и не загрязнила вашу мастерскую. Используйте пылесборник для больших стационарных машин, магазинный пылесос для ручных инструментов и завершите работу системой фильтрации воздуха над головой в сочетании с пылезащитной маской.
Важность сбора пыли в деревообработке невозможно переоценить. Но, честно говоря, трудно радоваться трате денег на инструменты, которые собирают пыль. Какими бы фантастическими они ни были, у этих машин просто нет гладких ручных инструментов или мощных машин, которые режут и формируют древесину.
Хорошая новость заключается в том, что базовый комплект средств для сбора пыли не будет стоить целое состояние. И независимо от того, занимаетесь ли вы деревообработкой в подвале или гараже, строите большие или маленькие проекты, основы одинаковы. В моем случае я переделываю дом — отделка, шкафы и встроенные элементы — и работаю в гараже на две машины. Материалы, которые я использую, варьируются от грубых пиломатериалов до листовых товаров.
Ситуация усугубляется тем, что я живу в районе со строгими правилами товарищества собственников жилья, которые запрещают превращать гараж в постоянную мастерскую. Итак, в конце дня (или нескольких дней подряд) мне нужно иметь возможность парковать автомобили в магазине… э-э, в гараже. А чтобы в дом не попадало много пыли, я взял за привычку содержать гараж в чистоте с минимальными усилиями.
В конце концов, независимо от того, в каком магазине вы находитесь, трехсторонний подход — лучший способ борьбы с пылью до того, как она осядет на вас и все вокруг вас. Используйте пылесборник для больших стационарных машин, магазинный пылесос для ручных инструментов и завершите работу системой фильтрации воздуха над головой в сочетании с пылезащитной маской.
Пылеуловители
Шланг большего диаметра и большой объем воздуха, создаваемый пылесборником, делают его правильным выбором для больших машин, которые создают много крупных и тяжелых опилок и стружки.
Трехсторонний подход
Когда дело доходит до борьбы с пылью, относитесь к различным машинам и инструментам в вашем цеху по-разному в зависимости от того, сколько пыли они создают. Для стационарных станков, таких как фуганок, рубанок, настольная и ленточная пила, используйте систему сбора пыли. Но для небольших ручных инструментов, таких как циркулярная пила или орбитальные шлифовальные машины, подойдет магазинный пылесос. Соберите все, что осталось циркулировать, с помощью воздушного фильтра на потолке.
Магазинные пылесосы
Небольшой объем мелкой пыли, создаваемой разделочными пилами, фрезерными станками и шлифовальными машинами, можно удалить с помощью магазинного пылесоса.
Верхняя фильтрация
Воздушный фильтр, монтируемый на потолке, улавливает мельчайшие частицы, которые в конечном итоге взвешиваются в воздухе. Пылезащитная маска тоже хорошая идея.
Большие машины для больших машин
Совет: не позволяйте мешку переполняться. Опорожняйте мешок до того, как он будет полностью заполнен (выстреливайте примерно на 1/3 от верха мешка), чтобы предотвратить засорение и предотвратить высыпание пыли во время замены.
Заманчиво думать, что хороший промышленный пылесос может решить все проблемы со сбором пыли. Это может быть верно при работе только с небольшими настольными инструментами, которые не включают фуганок и рубанок. Но если ваша работа по дереву связана с фрезерованием грубых пиломатериалов, фуганок и строгальный станок (или комбинированный станок) абсолютно необходимы, как и пылесборник. При сращивании и строгании древесины образуются крупные, тяжелые частицы опилок, и для их перемещения требуется довольно большой объем воздуха (около 350 куб. требуются шланги. Магазинные пылесосы не подходят для такой большой работы.
Пылеуловитель также лучше собирает опилки от настольной и ленточной пилы, опять же из-за большого объема воздушного потока. Тем не менее, мне очень повезло с использованием магазинного пылесоса, подключенного к 14-дюймовому пылесосу. ленточная пила и настольная настольная пила со встроенным пылезащитным кожухом под лезвием. Для более крупных машин, и особенно если вы планируете много распиливать или распиливать, пылесборник подойдет лучше, чем магазинный пылесос, шланг которого иногда может засориться, когда делает большие разрезы.
Для этой статьи я попробовал два пылесборника мощностью 1 л.с., которые поместились бы в моем маленьком пространстве: мобильный инструмент (модель General International № 10‑030CF M1) и настенную машину (модель Grizzly Industrial № G0785). каждый со складчатыми фильтрами. Оба справились со своей задачей и справились с любой ситуацией, представленной в моем магазине. Чтобы снизить затраты и получить максимальную отдачу от инструмента, забудьте о воздуховодах и противовзрывных заслонках. Просто подключите пылесборник к одной машине за раз.
Маленькие пылесборники для больших машин
Держите коллектор подальше от пыли. При использовании небольшого пылесборника, как правило, мощностью около 1 л. с., используйте довольно короткий шланг длиной около 10 футов. Слишком длинный шланг снижает поток воздуха, что приводит к неэффективному сбору пыли и возможным заторам.
Когда мало места на полу. Хотя он может весить около 65 фунтов, настенный пылесборник можно быстро перемещать (он просто висит на кронштейне) и при необходимости хранить в другом месте.
Приобретите один или два дополнительных настенных кронштейна и перемещайте их по магазину там, где это необходимо.
Уменьшенный размер для небольших электроинструментов
Шлифовальные машины создают очень мелкую пыль и подходят для подключения к промышленному пылесосу.
Пилы для еды, фрезерные станки и столярные станки для бисквитов также можно обрабатывать с помощью цехового пылесоса, который может генерировать около 100 кубических футов в минуту. Более мелкие и мелкие частицы пыли не требуют большого объема воздуха. Тем не менее, пилы для еды довольно грязные, независимо от того, что к ним подключено, потому что большинство из них не были разработаны с высокоэффективной способностью улавливания пыли.
При использовании ручных инструментов, таких как стамески и ручные рубанки, образующаяся стружка и стружка относительно велики и не разлетаются по воздуху. С этой задачей вполне справятся метла и совок, хотя мне больше нравится подметальная машина, которая присоединяется к пылесборнику. Он улавливает как крупную стружку, так и мелкие опилки, оставшиеся от других инструментов.
Легкие насадки для шлангов
Зажимы и фитинги без инструментов. Независимо от того, подпружиненные они или винты с накатанной головкой, к ним сразу же можно получить доступ, используя только ваши пальцы.
Винтовые зажимы держат немного крепче, чем пружинные зажимы, но последние быстрее всего включаются и снимаются при переключении между инструментами.
Быстрая и простая замена. Рукоятка Rockler Dust Right и порты для инструментов ускоряют замену 4-дюймового. шланг от машины к машине. После того, как порты установлены на каждой машине, ручка плотно скользит по открытому концу, не требуя инструментов или зажимов.
Магазинный пылесос для электроинструментов
От базовой рабочей лошадки до наворотов. В то время как прочная модель без излишеств — это здорово, удобной функцией более дорогих пылесосов является функция автоматического запуска.
При включении электроинструмента, подключенного к пылесосу, пылесос запускается автоматически.
Узкий шланг работает лучше. Диаметр 2-1⁄2 дюйма. Шланг, который поставляется с типичным магазинным пылесосом, слишком велик в диаметре для простого подключения, к тому же они жесткие и громоздкие.
Купите шланг меньшего диаметра, который обеспечивает более простое подключение и большую свободу движений.
Воздушные фильтры с электроприводом доводят дело до конца
Несмотря на все усилия по устранению беспорядка, некоторое количество пыли всегда уходит, а мельчайшие частицы могут оказаться в воздухе во взвешенном состоянии. Для этого я рекомендую потолочный воздушный фильтр. Теперь некоторые эксперты говорят, что эти машины циркулируют с частицами пыли во время работы, в течение которого ваши легкие могут подвергаться большему воздействию пыли (по сравнению со тихим воздухом, когда пыль имеет тенденцию оседать). Поэтому, чтобы быть действительно в безопасности, имеет смысл надевать респиратор или пылезащитную маску, когда в воздухе есть пыль. Или включите воздухоочиститель во время перерыва, когда вас нет в магазине.
Адаптация и подключение
Большинство производителей промышленных пылесосов имеют специальные адаптеры, облегчающие переход с одного инструмента на другой. Получите марку, которая подходит для вашего пылесоса.
Примечание о пылесборниках и фильтрах
Можно многое узнать о типах пылеуловителей и фильтров, а дополнительную информацию по этой теме можно найти в «Революция в пылеулавливании», FWW № 223 (Инструменты и магазины 2012).
Но чтобы перейти к делу, вот ключевые моменты:
Для респираторов используйте респиратор, рассчитанный на мелкие частицы (рейтинг N95), в качестве последней защиты от опилок.
Используйте высокоэффективные фильтры на всех устройствах для сбора пыли (пылесборники и промышленные пылесосы), которые улавливают частицы размером до 1 микрона или меньше. Эти мелкие частицы могут проникать глубоко в дыхательные пути, минуя естественную защиту организма.
Картриджные фильтры, изображенные на одноступенчатых пылесборниках в этой статье, представляют собой значительное улучшение по сравнению с мешочными фильтрами, которые обычно поставляются с бюджетными пылесборниками. Картриджные фильтры имеют большую площадь поверхности, что позволяет машине лучше «дышать» (улучшая воздушный поток), и включают в себя внутренние откидные рычаги, которые позволяют пользователю счищать пыль внутри картриджа, обеспечивая более эффективную работу.
АВТОМАТИЧЕСКОЕ УПРАВЛЕНИЕ И РЕГУЛИРОВАНИЕ | Энциклопедия Кругосвет
Содержание статьи
Понятие обратной связи.
Принцип действия и проектирование.
Сложные системы управления.
Адаптация, обучение и искусственный интеллект.
АВТОМАТИЧЕСКОЕ УПРАВЛЕНИЕ И РЕГУЛИРОВАНИЕ. С первых шагов цивилизации человек пытался механизировать труд. Он очень быстро нашел пути замены мускульной энергии механической; высшей точкой этого начального периода технического прогресса была промышленная революция 18 в. Новая эпоха началась, когда человек научился производить и распределять энергию. К 20 в. в передовых странах механическая энергия, получаемая от пара, текущей воды и электричества, в основном заменила энергию человека и животных. Когда стали доступны большие количества энергии, интерес общества сместился на управление такой энергией.
Следующий важный этап в развитии техники, называемый иногда второй промышленной революцией, начался в 1930-х годах. Эта революция была связана не с изобретением принципиально новых механических устройств, а скорее с реализацией некоторой идеи, а именно идеи саморегулирования (рис. 1), которая является фундаментальной характеристикой неисчислимых естественных процессов. Хотя существование саморегулирующихся процессов в природе было замечено людьми давно, только в 20 в. были сформулированы и систематически разработаны принципы автоматического регулирования. Применение этих принципов открыло новую эру в технике и промышленности. См. также АВТОМАТИЗАЦИЯ.
Понятие обратной связи.
Важной особенностью большинства управляемых процессов является обратная связь. Понятие обратной связи можно легко проиллюстрировать с помощью простого примера моряка, управляющего кораблем с помощью рулевого колеса (рис. 2). Штурвальный выдерживает курс судна в соответствии с заданными командами. Этот метод управления, обозначаемый термином «управление с разомкнутым контуром», страдает несколькими серьезными недостатками. Так, при изменении характеристик привода – исполнительного механизма, изменяющего положение руля, – судно будет сбиваться с курса, если рулевой не имеет никакой информации о действительном направлении движения.
Если бы рулевой постоянно следил за курсом судна по компасу, сравнивал его с заданным и вращал штурвал так, чтобы уменьшить выявленную ошибку, судно приблизительно выдерживало бы нужный курс (рис. 3). Можно заметить, что в этом случае штурвальный выполняет три основные функции – обнаруживает отклонение действительного исполнения от заданного, принимает решение о коррекции действия и реализует его с помощью штурвала. Эти действия по обнаружению и коррекции ошибки, а также по управлению показаны на рис. 3 как обратная связь от управляемой величины к управляющей. В такой системе фигурирует не только направление движения корабля, задаваемое положением штурвала, но и само положение штурвала зависит от этого направления. Взаимозависимость двух величин – положения штурвала и курса судна – определяет концепцию, называемую в инженерной среде обратной связью, а термин «автоматические системы управления» обычно относится к автоматическим системам, построенным на этой концепции; часто такие системы называются также «системами управления с обратной связью» или «системами с замкнутым контуром».
Теперь можно дать формальное определение систем с замкнутым контуром: система с замкнутым контуром есть система, в которой истинное состояние управляемой переменной (называемое «выход») непрерывно сравнивается с желаемым состоянием (называемым «вход»), и сигнал, пропорциональный разнице между этими двумя состояниями, воздействует на управляющий элемент с целью уменьшить ошибку. В этом определении ничего не говорится об энергии, требуемой для изменения выхода, или об энергии, имеющейся на входе. Как правило, на вход системы управления подается небольшая энергия, а энергия для выхода черпается из внешнего источника. Таким образом, особенностью большинства систем автоматического управления является значительное усиление мощности.
Принцип действия и проектирование.
Автоматические системы управления могут быть разделены на две основные группы: стабилизирующие и следящие. В следящих системах (сервомеханизмах) входной сигнал меняется произвольно и зачастую непрерывно, тогда как в стабилизирующих ему задается фиксированное значение, а цель управления – сохранить выход постоянным, несмотря на флуктуации нагрузки. Термостат, у которого выходом является фиксированная температура, и стабилизатор напряжения, выходом которого служит нужное напряжение в сети, являются примерами стабилизирующих систем. В качестве примеров сервомеханизмов можно назвать радиолокационные и артиллерийские системы наведения и автопилоты, управляющие положением и направлением движения летательных аппаратов. См. также СЕРВОМЕХАНИЗМ.
Автоматическая система управления не может функционировать без некоторой ошибки, потому что именно эта ошибка является источником управляющего сигнала. Задача проектировщика системы управления – сделать эту ошибку как можно меньше и тем самым увеличить чувствительность системы. Эта задача связана с определенными ограничениями, что становится ясно из следующего примера. Система управления с обратной связью, показанная на рис. 4, нужна для наведения тяжелого орудия с высокой точностью; она состоит из детектора ошибки, усилителя и серводвигателя. Ключевым элементом системы является прибор, который обнаруживает рассогласование угловых направлений цели и орудия, вырабатывая пропорциональный ему сигнал. Этот «сигнал ошибки», обычно очень малый, усиливается и прилагается в виде напряжения к одной из обмоток возбуждения электродвигателя, который развивает вращающий момент, пропорциональный указанному напряжению. Этот вращающий момент перемещает ствол орудия в направлении, приводящем к уменьшению ошибки.
Если направление на цель изменяется, то орудие следует за ним. Однако по инерции орудие будет проскакивать нужное положение, приводя к появлению ошибки с противоположным знаком. Это, в свою очередь, заставит серводвигатель повернуть орудие в обратном направлении. Следовательно, орудийный ствол может рыскать туда-сюда, проскакивая правильное положение. Такой режим работы системы управления называется «автоколебательным» и является принципиальным ограничением управления с обратной связью. (Например, при запаздывании сигнала обратной связи на 180° происходило бы усиление колебаний.) Поэтому главная проблема, которая встает перед проектировщиком систем управления, заключается в предотвращении неконтролируемых колебаний при одновременном сохранении высокой чувствительности системы к управляющему сигналу.
Первым очевидным решением является минимизация запаздывания сигнала обратной связи путем использования приборов с малым временем реакции. Это может улучшить устойчивость системы, но обычно не решает проблемы полностью. Кроме того, в большинстве практических ситуаций проектировщик вынужден использовать существующие элементы системы, что диктуется соображениями веса и стоимости.
Вторая и наиболее распространенная процедура – применение в контуре корректирующих звеньев (рис. 5), нейтрализующих эффект запаздывания. При отсутствии таких компенсаторов управляющий сигнал представляет собой усиленную ошибку и имеет тот же знак, что и ошибка. Если компенсатор вырабатывает составляющую сигнала, пропорциональную производной от ошибки по времени, то общий управляющий сигнал будет уменьшаться и станет отрицательным прежде, чем система «промахнется». Это воспрепятствует вхождению системы в режим автоколебаний. Такой способ компенсирующего управления называется «фазовым упреждением» или «управлением с дифференцирующей цепочкой».
Вернемся к нашему примеру об управлении курсом корабля. На любом достаточно большом корабле его реакция на поворот штурвала настолько замедленна, что, если рулевой перекладывает штурвал вправо только тогда, когда корабль явно отклоняется влево от правильного курса, это вызовет лишь увеличение амплитуды колебаний относительно курса. По этой причине рулевой должен предвидеть каждое отклонение и, чтобы уменьшить колебания, раньше перекладывать штурвал в противоположном направлении.
Другим видом компенсирующего элемента является прибор с интегрирующей цепочкой, который игнорирует малые быстро флуктуирующие сигналы ошибки и принимает во внимание только монотонную составляющую. Это уменьшает эффект обратной связи на высоких частотах, но сохраняет его силу на низких частотах. Поскольку большинство систем управления с обратной связью адекватно реагирует только на низкочастотные сигналы, такая компенсация повышает точность. В большинстве систем управления упомянутые компенсаторы могут быть механическими или электрическими, и проектировщик имеет полную свободу в их подборе для достижения наилучшей эффективности.
Еще один метод улучшения управления – введение дополнительных (вторичных) контуров обратной связи, в которых могут вырабатываться любые нужные составляющие сигнала. В конкретной ситуации проектировщику предоставляется выбор комбинации из самых последних методов, обеспечивающих правильное проектирование системы управления.
В рассмотренных выше случаях предполагается, что управляемый процесс или объект неизменны, а система управления и компенсирующие элементы подгоняются под процесс. С ростом потребности в управлении во многих отраслях промышленности и техники нет ничего необычного в том, что сами установки проектируются так, чтобы получить максимум преимуществ от использования последних достижений теории управления. В таких случаях сама установка становится частью системы управления. Действительно, по мере усложнения систем с обратной связью среди конструкторов и специалистов по управлению растет осознание того, что, хотя различные части системы, например ракеты, могут исследоваться и анализироваться независимо, сама система должна проектироваться как единое целое. Этот аспект проектирования сложных систем приобрел важное значение и получил название «системного анализа», или «системотехники». См. также СИСТЕМОТЕХНИКА.
Сложные системы управления.
Любые самые сложные системы управления – будь то самолет, ядерный реактор или даже государство – включают функции оценки состояния, выработки сигнала обратной связи и управления. Главная задача любой системы управления – сделать выходные сигналы близкими к нужным значениям как можно быстрее и точнее. Другой важной характеристикой системы управления является ее устойчивость, т.е. ситуация, когда ее выходные сигналы не превышают заданных пределов. Следовательно, устойчивость, быстродействие и точность рассматриваются в качестве основных целей при проектировании эффективной системы управления. Однако в некоторых системах увеличение быстродействия сверх определенного предела может вызвать снижение точности и даже привести к неустойчивости. Поэтому достижение наилучшего соотношения между этими характеристиками является одной из важнейших задач проектирования системы управления.
В динамической системе, т.е. в такой системе, характеристики которой изменяются в зависимости от времени и места, три фактора осложняют задачу управления: 1) система имеет большое число входов и выходов; 2) имеется неточность в измерении характеристик или знании системы; 3) поскольку характеристики системы все время изменяются, может оказаться затруднительным расчет требуемых управляющих сигналов.
Чтобы количественно оценить влияние входов системы на ее выходы, нужна математическая модель этой системы. Для этого может быть применен компьютер. Вообще, компьютер используется во всех сложных системах, выполняя операции оценки состояния, выработки сигнала обратной связи и управления. В 1960-х годах были разработаны основы современной математической теории оптимального управления. Они позволяют генерировать управляющие сигналы, которые оптимизируют тот или иной показатель эффективности – например, время, энергию, расход топлива или стоимость – в больших системах, для которых могут быть разработаны точные математические модели.
Адаптация, обучение и искусственный интеллект.
В реальном мире большинство систем не только изменяются в зависимости от времени и места, но и не могут быть представлены точными математическими моделями. Необходимость управлять такими системами привела к созданию новых теорий адаптации, обучения и самоорганизации. Это, в свою очередь, привело к появлению сложных систем управления с обратной связью, в которых компьютер выполняет эксперименты над системой, исследует ее характеристики в процессе работы и меняет стратегию управления. Можно сказать, что такие системы управления имитируют адаптивные способности живых организмов в изменяющихся и неопределенных условиях среды. Таким образом, вообще говоря, адаптивная система управления требует двух различных операций: идентификации характеристик управляемой системы и настройки параметров управляющей системы с учетом динамики управляемой.
Другой областью исследований, оказывающей существенное влияние на проектирование сложных автоматических систем, является теория обучения. Идеи, развитые в математической психологии, могут быть применены к проектированию систем, использующих обратную связь по состоянию, что позволяет выбрать оптимальное действие из конечного набора действий. Распознавание образов – одна из форм обучения, нашедшая применение в некоторых современных системах с обратной связью. Если управляемая система имеет конечное число состояний, а параметры оптимального управления, соответствующие каждому состоянию, сохраняются в памяти компьютера, то скорость адаптации системы управления может быть существенно повышена с помощью устройства распознавания. Например, на космическом корабле распознавание состояния по измерениям температуры, влажности, давления, вибраций, радиации и т.п. является задачей распознавания образов.
Кроме исследований, упомянутых выше, многое делается в области разработки искусственного интеллекта, который включает более высокие уровни обратной связи, такие, как поиск информации, перевод с одного языка на другой, игры, доказательство теорем и решение комплексных проблем. Эти идеи начинают находить применение в различных областях современной науки и технологии. Электроника и компьютерные технологии, особенно разработка микропроцессоров, открыли новые пути применения теорий управления, основанных на сложных формах обратной связи. Человечество вступает в эру, где какие-либо применения будут ограничиваться только состоянием теории и воображением проектировщика. См. также ИНТЕЛЛЕКТ ИСКУССТВЕННЫЙ; КОМПЬЮТЕР; ЭЛЕКТРОННАЯ ПРОМЫШЛЕННОСТЬ; ИНФОРМАЦИИ НАКОПЛЕНИЕ И ПОИСК; ИНФОРМАЦИИ ТЕОРИЯ.
Управление с обратной связью
Управление с обратной связью
Управление и кибернетика
Печатать книги
Компьютер
Выполнять чертежи
Использовать для управления
Производить расчёты
Управляющее воздействие производится в разных формах:
Человек
нажимает клавишу поворачивает ручку управления телевизором
нажимает клавишу
поворачивает ручку управления телевизором
Светофор
разными
цветами
управляет движением автомобилей управляет движением пешеходов на перекрестке
управляет движением автомобилей
управляет движением пешеходов на перекрестке
голосом подает команду собаке
голосом подает команду собаке
Хозяин
Световые сигналы светофора шофер воспринимает как команды:
Стоять
Ехать
Приготовиться
Обратная связь
Строго в соответствии со схемой работает только система «светофор – автомобили». Светофор «не глядя» управляет движением машин, не обращая внимания на обстановку на перекрестке.
Иначе протекает процесс управления телевизором или собакой. Прежде чем отдать очередную команду, человек смотрит на состояние объекта управления, на результат выполнения предыдущей команды. Если он не нашел нужную передачу на данном канале, то он переключит телевизор на следующий канал; если собака не выполнила команду «лежать!», хозяин повторит эту команду.
Управление происходит эффективнее, если управляющий не только отдает команды, т.е. работает прямая связь , но и принимает информацию от объекта управления о его состоянии. Этот процесс называется обратной связью .
Обратная связь— это процесс передачи информации о состоянии объекта управления управляющему объекту.
Модель управления с обратной связью
Управляющее
Управляющий объект
Управляемый объект
воздействие
Обратная связь
Линейный алгоритм
Светофор «не глядя» управляет движением машин, не обращая внимания на обстановку на перекрестке
Красный
Зеленый
Желтый
Алгоритм с ветвлением
Если вместо светофора на перекрестке дорог работает полицейский-регулировщик, то управление движением станет более рациональным. Регулировщик следит за скоплением машин на пересекающихся дорогах и дает «зеленую улицу» в том направлении, в котором в данный момент это нужнее. Нередко из-за «безмозглого» управления светофора на дорогах возникают «пробки». И тут непременно приходит на помощь регулировщик.
Алгоритм с ветвлением
ЕСЛИ НА ДОРОГЕ-1 СКОПИЛОСЬ БОЛЬШЕ МАШИН
ТО ОТКРЫТЬ ДВИЖЕНИЕ ПО ДОРОГЕ-1
ИНАЧЕ ОТКРЫТЬ ДВИЖЕНИЕ ПО ДОРОГЕ-2
Циклический алгоритм
ВКЛЮЧИТЬ ТЕЛЕВИЗОР НА 1-М КАНАЛЕ
ПОКА НЕ БУДЕТ НАЙДЕНА ИСКОМАЯ ПЕРЕДАЧА,
ПОВТОРЯТЬ:
ПЕРЕКЛЮЧИТЬ ТЕЛЕВИЗОР НА СЛЕДУЮЩИЙКАНАЛ
В варианте управления без обратной связи алгоритм может представлять собой только однозначную (линейную) последовательность команд .
При наличии обратной связи и «интеллектуального» управляющего объекта алгоритмы управления могут иметь сложную структуру, содержащую альтернативные команды (ветвления) и повторяющиеся команды (циклы)
Системы управления
Замкнутые
содержащие ветвь обратной связи
содержащие ветвь обратной связи
Разомкнутые
не содержащие ветвь обратной связи
не содержащие ветвь обратной связи
Обратная связь , обратное воздействие результатов процесса на его протекание или управляемого процесса на управляющий орган.
Обратная связь характеризует системы регулирования и управления в живой природе, обществе и технике.
Обратная связь
результаты процесса усиливают его действие
результаты процесса усиливают его действие
Положительная
результаты процесса ослабляют его действие
результаты процесса ослабляют его действие
Отрицательная
Отрицательная обратная связь стабилизирует протекание процессов.
Положительная обратная связь , напротив, обычно приводит к ускоренному развитию процессов и к колебательным процессам.
В сложных системах (например, в социальных, биологических) определение типов обратная связь затруднительно, а иногда и невозможно.
Обратную связь различают по виду преобразования воздействия в цепи
Жесткую
Дифференцирующую
Интегрирующую
Автоматические
Неавтоматические
Автоматизированные
В зависимости от степени участия человека в процессе управления системы управления деется на три класса
Автоматические системы управления
В системах автоматического управления все процессы, связанные с получением информации о состоянии управляемого объекта, обработкой этой информации, формированием управляющих сигналов и пр. , осуществляются автоматически.
В подобных системах не требуется непосредственное участие человека. Системы автоматического управления используются на космических спутниках, на опасном для здоровья человека производстве, в ткацкой и литейной промышленности, в хлебопекарнях, при поточном производстве, при изготовлении микросхем, и пр.
Неавтоматические системы управления
В неавтоматических системах управления человек сам оценивает состояние объекта управления и на основе этой оценки воздействует на него.
Дирижер управляет оркестром, исполняющим музыкальное произведение. Учитель на уроке управляет классом в процессе обучения, водитель управляет автомобилем.
Автоматизированные системы управления
В автоматизированных системах управления сбор и обработка информации, необходимой для выработки управляющих воздействий, осуществляется автоматически, при помощи аппаратуры и компьютерной техники, а решение по управлению принимает человек.
Автоматизированная система продажи железнодорожных, автобусных или авиационных билетов, льготных проездных билетов работает под управлением человека, который запрашивает у компьютера необходимую информацию и на ее основе принимает решение о продаже.
Совокупность информационных потоков, средств обработки, передачи и хранения данных, а также сотрудников управленческого аппарата, выполняющих операции по переработке данных, составляет информационную систему управления объектом.
первое
между компьютером и объектом управления должна быть обеспечена прямая и обратная связь
между компьютером и объектом управления должна быть обеспечена прямая и обратная связь
второе
в память компьютера должна быть заложена программа управления (алгоритм, записанный на языке программирования)
в память компьютера должна быть заложена программа управления (алгоритм, записанный на языке программирования)
Для функционирования информационной системы :
Программное управление широко используется в технических системах:
автопилот в самолете
автоматическая линия на заводе
ускоритель элементарных частиц
атомный реактор на электростанции
и пр.
Тематический диктант
Кто, где и когда провозгласил рождение новой науки связанной с разработкой теории управления?
Что такое управление?
Изобразить схему процесса управления без обратной связи, привести примеры.
Изобразить схему процесса управления с обратной связью, привести примеры.
Что называется обратной связью?
Виды обратной связи.
Перечислить три класса процессов управления.
Автоматизация | Технология, типы, рост, история и примеры
Жаккардовый ткацкий станок
Смотреть все СМИ
Ключевые люди:
Жак де Вокансон
Похожие темы:
компьютерно-интегрированные производства стационарная автоматизация машинное программирование промышленный робот автоматическое производство
Просмотреть весь связанный контент →
автоматизация , применение машин к задачам, которые когда-то выполнялись людьми или, все чаще, к задачам, которые иначе были бы невозможны. Хотя термин механизация часто используется для обозначения простой замены человеческого труда машинами, автоматизация обычно подразумевает интеграцию машин в самоуправляемую систему. Автоматизация произвела революцию в тех областях, в которых она была внедрена, и едва ли найдется аспект современной жизни, на который она не повлияла.
Термин «автоматизация» был придуман в автомобильной промышленности примерно в 1946 году для описания более широкого использования автоматических устройств и средств управления на механизированных производственных линиях. Происхождение слова приписывают Д. С. Хардеру, в то время техническому директору Ford Motor Company. Этот термин широко используется в производственном контексте, но он также применяется вне производства в связи с различными системами, в которых механическое, электрическое или компьютеризированное действие в значительной степени заменяет человеческие усилия и интеллект.
В общем случае автоматизацию можно определить как технологию, связанную с выполнением процесса с помощью запрограммированных команд в сочетании с автоматическим контролем обратной связи для обеспечения надлежащего выполнения инструкций. Полученная система способна работать без вмешательства человека. Развитие этой технологии все больше зависит от использования компьютеров и связанных с ними технологий. Следовательно, автоматизированные системы становятся все более изощренными и сложными. Усовершенствованные системы представляют собой уровень возможностей и производительности, которые во многих отношениях превосходят способности людей выполнять те же действия.
Технологии автоматизации созрели до такой степени, что ряд других технологий развился из них и получил собственное признание и статус. Робототехника — одна из таких технологий; это специализированная отрасль автоматизации, в которой автоматическая машина обладает определенными антропоморфными или человекоподобными характеристиками. Наиболее типичной человеческой характеристикой современного промышленного робота является его механическая рука с приводом. Рука робота может быть запрограммирована на выполнение последовательности движений для выполнения полезных задач, таких как загрузка и разгрузка деталей на производственной машине или выполнение последовательности точечных сварок на листовых частях кузова автомобиля во время сборки. Как показывают эти примеры, промышленные роботы обычно используются для замены людей в фабричных операциях.
Викторина «Британника»
Машиностроение и производство
В этой статье рассматриваются основы автоматизации, включая ее историческое развитие, принципы и теорию работы, применение на производстве и в некоторых сферах услуг и отраслях, важных в повседневной жизни, а также влияние на человека и общество в целом. В статье также рассматривается разработка и технология робототехники как важная тема в области автоматизации. Связанные темы см. в разделе Информатика и обработка информации.
Историческое развитие автоматизации
Технология автоматизации развилась из родственной области механизации, начало которой положила промышленная революция. Механизация относится к замене силы человека (или животного) механической силой той или иной формы. Движущей силой механизации была склонность человечества к созданию инструментов и механических устройств. Здесь описаны некоторые важные исторические разработки в области механизации и автоматизации, приведшие к созданию современных автоматизированных систем.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Ранние разработки
Первые инструменты из камня представляли собой попытки доисторического человека направить свою физическую силу под контроль человеческого разума. Тысячи лет, несомненно, потребовались для разработки простых механических устройств и машин, таких как колесо, рычаг и шкив, с помощью которых можно было увеличить силу человеческих мышц. Следующим расширением стала разработка механических машин, для работы которых не требовалась человеческая сила. Примеры этих машин включают водяные колеса, ветряные мельницы и простые устройства с паровым приводом. Более 2000 лет назад китайцы разработали отбойные молотки, приводимые в движение проточной водой и водяными колесами. Первые греки экспериментировали с простыми реактивными двигателями, работающими от пара. Механические часы, представляющие собой довольно сложный узел с собственным встроенным источником питания (гирей), были разработаны около 1335 года в Европе. Ветряные мельницы с механизмами автоматического поворота парусов были разработаны в средние века в Европе и на Ближнем Востоке. Паровой двигатель стал крупным достижением в развитии механических машин и положил начало промышленной революции. В течение двух столетий, прошедших с момента появления паровой машины Уатта, были изобретены механические двигатели и машины, получающие энергию от пара, электричества, химических, механических и ядерных источников.
Каждая новая разработка в истории механических машин влекла за собой повышенные требования к устройствам управления для использования мощности машины. Самые ранние паровые двигатели требовали, чтобы человек открывал и закрывал клапаны, чтобы сначала впустить пар в поршневую камеру, а затем выпустить его. Позже был разработан механизм золотникового клапана для автоматического выполнения этих функций. Единственная потребность человека-оператора заключалась в том, чтобы регулировать количество пара, которое контролировало скорость и мощность двигателя. Это требование человеческого внимания при работе паровой машины было устранено регулятором летающих шаров. Это устройство, изобретенное Джеймсом Уаттом в Англии, состояло из утяжеленного шара на шарнирном рычаге, механически соединенного с выходным валом двигателя. По мере увеличения скорости вращения вала центробежная сила заставляла утяжеленный шар двигаться наружу. Это движение управляло клапаном, который уменьшал подачу пара в двигатель, тем самым замедляя двигатель. Регулятор летающего шара остается элегантным ранним примером системы управления с отрицательной обратной связью, в которой увеличение выходной мощности системы используется для снижения активности системы.
Отрицательная обратная связь широко используется как средство автоматического управления для достижения постоянного уровня работы системы. Типичным примером системы управления с обратной связью является термостат, используемый в современных зданиях для контроля температуры в помещении. В этом устройстве понижение температуры в помещении приводит к замыканию электрического выключателя, в результате чего нагреватель включается. При повышении температуры в помещении выключатель размыкается и подача тепла отключается. Термостат можно настроить на включение нагревателя при любой заданной температуре.
Еще одним важным событием в истории автоматизации стал жаккардовый ткацкий станок (см. фотографию), который продемонстрировал концепцию программируемой машины. Около 1801 года французский изобретатель Жозеф-Мари Жаккард изобрел автоматический ткацкий станок, способный создавать сложные узоры на текстиле, управляя движением множества челноков с разноцветными нитями. Выбор различных рисунков определялся программой, содержащейся в стальных картах, в которых были пробиты отверстия. Эти карты были предками бумажных карт и лент, которыми управляют современные автоматические машины. Концепция программирования машины получила дальнейшее развитие позже в 19 веке.век, когда Чарльз Бэббидж, английский математик, предложил сложную механическую «аналитическую машину», которая могла бы выполнять арифметические операции и обработку данных. Хотя Бэббидж так и не смог завершить его, это устройство было предшественником современного цифрового компьютера. См. компьютеры.
Опросы клиентов | FeedbackAutomatic.com
Как мы помогаем вам привлечь больше клиентов
Когда клиент оставляет отзыв…
Отправьте своего клиента на выбранный вами сайт отзывов, чтобы оставить общедоступный отзыв.
Отправить вам личное сообщение вместо публичного обзора.
Больше отзывов ведет к более высокому рейтингу в поиске, большему доверию, большему количеству кликов, большему количеству звонков и, в конечном счете, ведет к росту бизнеса.
Больше отзывов ведет к более высокому рейтингу в поиске, большему доверию, большему количеству кликов, большему количеству звонков и, в конечном счете, ведет к росту бизнеса.
Как это работает
Мы действительно делаем это проще
Загрузите свой список клиентов.
…или поделитесь ссылкой на своем веб-сайте, в своих электронных письмах и т. д..
Фирменные электронные письма Запрос обратной связи.
Фирменные электронные письма вежливо просят оставить отзыв о ваших услугах…
Клиентам напоминают оставить отзыв
Система отправляет напоминания, чтобы запросить отзыв.
Интеграция с
Популярные сервисы, которыми вы уже пользуетесь
Функции
Чем мы отличаемся
Bad Review Gatekeeper
Feedback Automatic
«0 0 9″9093» 0092
Автоматическое сопровождение
Автоматическая обратная связь
«Другие»
Рабочий процесс разрешения
3 «Другие»
Персонализация вопросов
Автоматическая обратная связь
«Другие»
Мультибрендовый единый вход
Автоматическая обратная связь
«Другие»
Текстовое сообщение ссылка
Обратная связь Автоматически
«Другие»
Журнал аудита соответствия
Обратная связь Автоматически
«Другие»
Экспорт CSV 0094
«Другие»
Пользовательский брендинг
Автоматическая обратная связь
«Другие»
Виджет веб-сайта
Автоматическая обратная связь
«Другие»
Информационная панель, отчетность, экспорт
Автоматическая обратная связь
«Другие»
Интегрируется с большинством программ
Начиная с
Плюс $499 Установка
Неограниченное количество пользователей Неограниченное количество отзывов Без контрактов 30-дневная гарантия
Скидки доступны для нескольких офисов или брендов.
Решил написать пост, тем самым отвечая на часто задаваемые вопросы клиентов, которые приобретали у меня «баню», и для тех, кто не может определиться с объёмом контейнера «бани» или хочет самостоятельно её сделать.
Конструкция «бани».
«Баня» состоит из контейнера, системы принудительного перемешивания паров ацетона и чаши-ТЭНа, нагревательного элемента для заправки ацетоном.
Какой выбрать контейнер ? Я использую три разных контейнера. 2-х литровый герметичный для деталей до 90 мм высотой, 3-х литровый герметичный для деталей длиной до 220 мм, 5-ти литровый негерметичный для деталей высотой до 200 мм. Чаще всего эксплуатирую 2-х литровый — 90% от всего количества распечатанных деталей. Контейнер должен быть из полиэтилена с прозрачными стенками и герметичный, можно использовать и негерметичный контейнер, но с плотно прилегающей крышкой. Как показала практика, для химобработки использование контейнеров с этими размерами покрывает примерно 99% всех напечатанных мною деталей за два года.
Это три мои «бани» на 2, 3 и 5 литров.
Это трехлитровая «баня».
Система принудительного перемешивания паров ацетона состоит из микродвигателя, подшипникового узла и вентилятора. Все детали, контактирующие с парами ацетона, нужно делать из ПЛА. Тот, кто владеет конструкторскими навыками, может сам сконструировать этот узел. Если у кого-то нет такой возможности или желания самому изготавливать «баню», то у меня можно купить как готовое изделие, так и набор деталей для самостоятельной сборки.
Нагревательный элемент, ТЭН. Из своего опыта — мощность ТЭНа должна быть 2 – 3 Ватта, для контейнеров большой ёмкости (10-15 литров) можно до 5 Ватт. Если использовать бόльшую мощность, процесс будет менее управляем. Используя закон Ома, можно рассчитать и изготовить ТЭН самостоятельно. Температура кипения ацетона 56,1 °C, а ТЭН мощностью более 5 Ватт в жаркую летнюю погоду может превысить эту температуру. С точки зрения взрывоопасности ничего страшного в этом нет, но интенсивное парообразование в замкнутом объёме создаёт туман и запотевание стенок контейнера, что полностью исключает визуализацию процесса. Конечно, с приобретением навыков визуальное наблюдение уже не требуется, и для опытных пользователей увеличение мощности ТЭНа приведёт к ускорению процесса.
Количество ацетона зависит не только от площади поверхности обрабатываемой детали, но и от литража контейнера. Для одинаковых деталей, чем больше объём контейнера, тем больше надо ацетона, также и для большой детали надо больше ацетона, нежели для маленькой детали при одинаковом объёме контейнера. Сколько конкретно нужно ацетона — этот параметр подбирается опытным путём и зависит от площади обрабатываемой детали, от температуры окружающей среды, от химического состава АБС пластика (производителя филамента), от герметичности контейнера и от сортности, концентрации ацетона. Также надо иметь в виду, что ацетон хорошо разбавляется водой и недобросовестный продавец или производитель ацетона может легко этим воспользоваться. Чтобы не испортить деталь, надо начинать с маленькой дозы ацетона и если обработка будет недостаточной, просто повторить процесс ещё один или два раза. Надо учитывать, что при повторной заправке ацетоном все пары от первой заправки улетучатся, и для необходимой концентрации паров в контейнере потребуется дополнительный ацетон. Если кто не понял смысл последней фразы, поясняю, что при получении удовлетворительного результата за несколько подходов и при переходе на однократный этап количество ацетона, использованного за два или три подхода, надо сложить и взять 75% от суммы. Понятно, что цифра 75% — это не абсолютная величина, а приблизительное значение и носит рекомендательный характер.
Время обработки зависит от тех же параметров, которые перечислены выше в абзаце «количество ацетона». Визуально процесс отслеживается через прозрачные стенки бокса, но основная трудность визуального контроля состоит в том, что окончание процесса химической обработки произойдёт после проветривания установки, спустя некоторое время. Это происходит из-за того, что поверхность детали, на которую воздействовали пары, становится вязкой текучей, и эта текучесть происходит до тех пор, пока в этом слое имеются активные элементы, насыщенные кетоны паров ацетона. Нейтрализация насыщенных кетонов происходит количественным поглощением этих молекул молекулами акрилонитрилбутадиенстирола (ABS) и обычным проветриванием, то есть, если угадать с количеством заправляемого в устройство ацетона, то процесс воздействия паров на пластик остановится сам и не испортит деталь. В противном случае, по истечении некоторого промежутка времени необходимо, не выключая устройства, открыть крышку бокса, при этом деталь будет иметь незаконченный вид и её нельзя трогать, и проветрить 10-20 минут. По истечении этого времени деталь примет почти окончательный вид, процесс текучести сильно замедлится, и деталь можно брать в руки. Окончательно пары ацетона «выйдут» из детали через 5 – 7 дней. Если деталь конструкционная и должна испытывать нагрузки, желательно использовать её по истечении двух-трёх дней. Для ускорения процесса «выхода» паров деталь можно нагреть до 50°С, но не раньше, чем через 1-2 часа холодного проветривания. Желательно все работы проводить в проветриваемом помещении, если работы проводятся в домашних условиях, то лучше это делать в санузлах с принудительной вытяжкой или на балконе. Ацетон является легковоспламеняющейся жидкостью, а пары ацетона при определённой концентрации взрывоопасны.
Внешний вид обработанных изделий сразу после открытия контейнера.
Это вид изделий после проветривания 30-40 минут. Для этих деталей потребовалось 9-10 см3 ацетона и 50-60 минут времени при температуре воздуха в помещении 25°С в двухлитровом контейнере. Наружные поверхности этих изделий не подвергались механической обработке. Площадь всех поверхностей, на которые воздействовали пары -406 см2. Размеры одной детали (ДхШхВ) -100х55х22 мм.
Далее я покажу разные изделия и режимы обработки.
Бюст Путина — 3 шт., бокс — 5 литров, суммарная площадь всех обрабатываемых поверхностей трёх бюстов – 1188 см2. Количество ацетона — 18 см3, время обработки 80-90 минут. Температура воздуха в помещении — 25° С. Размеры одного бюста (ДхШхВ) -75х65х132 мм.
Соты с подставкой — 1 шт, бокс — 2 литра, площадь поверхности — 810 см2, количество ацетона — 6 см3, время обработки — 40 минут. Температура воздуха в помещении — 22° С. Размеры (ДхШхВ) — 79х79х80 мм.
Башня, бокс — 5 литров, площадь поверхности — 750 см2, количество ацетона — 18 см3, время обработки — 110 минут. Температура воздуха в помещении — 18° С. Размеры (ДхШхВ) — 56х100х128 мм.
Кронштейн фары «Порш Кайен», бокс — 2 литра, площадь поверхности — 151 см2, количество ацетона — 6 см3, время обработки — 50 минут. Температура воздуха в помещении — 18° С. Размеры (ДхШхВ) — 91х80х18 мм.
Деталь корпуса, бокс — 3 литра, площадь поверхности — 690 см2, количество ацетона — 12 см3, время обработки — 60 минут. Температура воздуха в помещении — 18° С. Размеры (ДхШхВ) — 178х109х34 мм.
Профессор Йода, бокс — 2 литра, площадь поверхности — 140 см2, количество ацетона — 6 см3, время обработки — 40 минут. Температура воздуха в помещении — 20° С. Размеры (ДхШхВ) — 60х80х65 мм.
Все выше представленные детали практически не подвергались механической обработке.
Далее покажу детали, поверхность которых полностью подвергалась механической обработке – зашкуриванию.
Детали зелёного, синего и красного цветов, обрабатывались по 1 шт, бокс — 5 литров, площадь поверхности — 380 см2, количество ацетона — 15 см3, время обработки — 90 минут. Температура воздуха в помещении — 20° С. Размеры (ДхШхВ) — 70х70х120 мм.
Деталь синего цвета, бокс — 2 литра, площадь поверхности — 230 см2, количество ацетона — 8 см3, время обработки — 50 минут. Температура воздуха в помещении — 20° С. Размеры (ДхШхВ) — 70х70х50 мм.
Какой должна быть деталь? Конструкция, толщина слоя печати, механическая обработка.
Конструкция обрабатываемой детали. Не каждую деталь можно обрабатывать в «бане». Если в конструкции детали имеются очень тонкие стенки или перемычки толщиной менее 1 мм, то они оплавятся и потеряют форму раньше, чем обработаются остальные поверхности детали. Выход — или увеличивать толщину стенки, или защищать одну сторону, допустим внутреннюю, малярным скотчем или проводить лёгкую обработку.
Толщина слоя печати влияет на окончательное качество, но не очень значительно. За счёт проникновения паров ацетона в микрощели межслойных зазоров происходит дополнительное спекание, склеивание слоёв, что упрочняет деталь, делает её более монолитной. Понятно, что при толщине слоя 0,1 мм микрозазоров будет больше, нежели при слое толщиной, к примеру, 0,2 мм. Значит, деталь со слоем 0,2 мм должна получиться более монолитной, если так можно выразиться, а деталь со слоем 0,1 мм более красивой. Наверное, слой 0,15 мм будет оптимальным и для монолитности, и для внешнего вида.
Механическая обработка деталей. В большинстве случаев напечатанным деталям требуется механическая обработка надфилями, наждачной бумагой или другим инструментом, например, насадками гравёра «Дремел». После мехобработки поверхность получается шероховатой и визуально светлее остального тела. Перед тем как такие детали помещать в ацетоновую баню, необходимо предварительно обработать ацетоном места, которые подвергались механической обработке. Для этого берём любую не ворсистую ткань, смачиваем в ацетоне и одним-двумя движениями протираем эти места. Движения должны быть быстрыми, чтобы ткань не прилипла к детали. Если за один-два раза не удаётся протереть всю поверхность, то надо подождать 20-30 секунд и повторить процедуру. Если этого не сделать или обработать не тканью, а кистью, то после обработки детали в «бане» эти места на ощупь будут шершавые и визуально не очень блестящие.
Спасибо за внимание, пишите комментарии, критика по делу принимается, если что-то не понятно спрашивайте.
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Руководство по эксплуатации средства для удаления отпаривателя для ногтей — NSI Australia
Пожалуйста, найдите время, чтобы прочитать приведенные ниже полезные инструкции и руководства 🙂
Этот отпариватель для ногтей предназначен для использования с чистым ацетоном или вашим предпочтительным раствором для снятия ногтей, который у вас уже есть.
Этот отпариватель для ногтей предназначен для удаления продуктов, которые вы ранее наносили на ногти. Он работает с комбинацией 3 факторов: 1. Раствор растворителя, например, чистый ацетон 2. Нагревание раствора до среды, выделяющей пар и влагу, помогая в отличном передовом методе замачивания! 3. Время и терпение
Инструкции:
1. Установите отпариватель для ногтей на твердую, ровную и ровную поверхность. 2. Поверните черную крышку против часовой стрелки и снимите ее, чтобы открыть прозрачные пластиковые миски внутри. (1 запасной, оставьте его в стороне) 3. Налейте Прибл. 8 мл чистого ацетона в прозрачную пластиковую миску/контейнер. (этого количества жидкости будет достаточно для обеих рук) 4. Закройте черную крышку в исходное и правильное положение.
🔺 Предупреждение: ЗАПРЕЩАЕТСЯ наливать чистый ацетон прямо в отпариватель для ногтей! Это повредит целостность отпаривателя для ногтей!
🔺 Предупреждение: Вы должны использовать прозрачные пластиковые миски, чтобы налить ацетон!
Важный шаг – не пропускайте:
1. Используйте грубую пилочку для ногтей, такую как NSI Endurance 100/100 Grit File или 80/80 Grit File, чтобы сначала подпилить и удалить верхний слой/слой, который у вас есть на ногте. Улучшения. Это позволит раствору Pure Acetone лучше глубоко проникнуть и разрушить продукты, которые есть у вас на ногтях. Это сделано потому, что верхние покрытия сделаны устойчивыми к воде и растворителям, поэтому вам нужно отключить это, чтобы иметь возможность позволить парогенератору для ногтей и ацетону работать с продуктами внизу!
2. Удалите любой клей, стразы для ногтей или другие украшения для ногтей, которые есть на ваших ногтях. Как правило, они легко удаляются, и их не нужно использовать в отпаривателе для ногтей и ацетоне.
Инструкции по эксплуатации отпаривателя для ногтей:
1. Включите отпариватель для ногтей, нажав переключатель/кнопку, расположенную на задней стороне отпаривателя для ногтей.
2. На передней панели H загорится красный индикатор нагрева, указывающий на то, что он сейчас нагревается, но еще не готов к использованию.
3. Примерно через 30 секунд отпариватель для ногтей издаст звуковой сигнал, указывающий на то, что на S загорается зеленый свет, что означает «Старт/Пар».
4. Теперь вставьте пальцы в черные отделения для пальцев и обхватите ими внутренний купол, сжимая и образуя круг, слегка расставив пальцы. Вы можете, если хотите, также опустить пальцы в раствор в миске, если хотите, это дает более быстрый вариант для очень твердых продуктов, таких как акрил. «Также запустите таймер или запишите время на часах»
5. Если вы видите, что красный индикатор периодически загорается во время процесса замачивания, это нормально и просто указывает на то, что отпариватель для ногтей поддерживает требуемую температуру. Это совершенно нормально, если ваши пальцы в это время будут теплыми, однако, если вам становится некомфортно жарко, выньте пальцы из отпаривателя для ногтей.
6. Через 5 минут вы услышите 2 звуковых сигнала, указывающих на то, что вы прошли половину процесса удаления.
7. Через 10 минут вы услышите 1 звуковой сигнал, а символ W станет оранжевым, указывая на то, что процесс приготовления на пару завершен. Он останется на W для тепла.
8. Выньте пальцы из распаривателя для ногтей и используйте палочку для кутикулы или толкатель для кутикулы, чтобы быстро соскоблить свободные и теперь мягкие продукты лака для ногтей, геля или акрила. Будьте быстры на этом этапе, потому что, если вы позволите ногтям стать холодными и сухими, продукты снова затвердеют, и их будет трудно соскоблить. Если вы чувствуете, что потратили слишком много времени, просто поместите пальцы обратно в отпариватель для ногтей и дайте ему нагреть ваши ногти и снова смягчить продукты.
9. Повторяйте шаг 8 до тех пор, пока не удалите большую часть, если не все продукты для ногтей, которые были на ваших ногтях 🙂
10. Отшлифуйте/слегка подпилите ногти до полной чистоты, нанесите питательное масло для кутикулы по вашему выбору и выключите Пароварка для ногтей. Очистите прозрачную пластиковую чашу внутри отпаривателя для ногтей от всех остатков лака для ногтей, гелей, акрила и т. д. После очистки и высыхания храните ее в идеальном состоянии и готовой к следующему использованию.
Полезные советы:
Растворители, такие как чистый ацетон, быстро остывают и высыхают после того, как ваши пальцы убраны из отпаривателя для ногтей, поэтому очень важно действовать эффективно и быстро. Вы можете вынимать только 1 палец из отпаривателя для ногтей, чтобы соскоблить продукты с ногтей. Затем поменяйте и переходите к следующему пальцу, чтобы другие пальцы оставались влажными и теплыми внутри отпаривателя для ногтей.
Если на ваших ногтях все еще есть участки, на которых есть продукт, повторите тот же процесс ~ это может занять у вас дополнительное время для завершения процесса. Время может значительно различаться, и это совершенно нормально, так как все бренды и продукты производятся по-разному, в их состав входят разные ингредиенты и технологии, и все они влияют на то, насколько легко или сложно они снимаются.
Использование акриловых красок, гелей, гель-лаков и т. д. качества NSI значительно упрощает процесс удаления, поскольку в наших качественных составах используются только лучшие ингредиенты, в результате чего наши продукты легче удалить при необходимости, в отличие от некоторых других брендов.
Если вы пытаетесь удалить продукты без торговой марки или продукты компании, в отношении которых вы не уверены, вам может показаться, что удалить их намного сложнее, и это признак некачественных продуктов, изготовленных с чрезмерным использованием клея, которые являются дешевыми. В конце концов, отпариватель для ногтей и чистый ацетон удалят эти типы продуктов, но это займет больше времени, и это невозможно.
Вам может потребоваться выполнить весь процесс дважды, поэтому просто выключите отпариватель для ногтей с помощью переключателя, включите его снова и начните заново с первого шага.
Вообще говоря, продукты с рецептурами хорошего качества растворяются лучше, чем нестандартные продукты без торговых марок, и это часто происходит из-за более низкого качества и низкого качества ингредиентов в рецептурах.
Вы можете быть уверены, что при покупке продуктов NSI Australia quaintly вы не только улучшите ногти, но и сможете их красиво удалить 🙂
Мы надеемся, что вам понравится пользоваться отпаривателем для ногтей, и вы будете терпеливы с вашими ногтями. Старайтесь не царапать естественную поверхность ногтей, когда приступите к ним. Позаботьтесь о своих натуральных ногтях, будьте терпеливы в отношении времени удаления и считайте это своим временем баловства.
Хранить в недоступном для детей месте. Не используйте, если у вас есть ссадины, порезы или открытые язвы на коже, Не используйте, если вы склонны к аллергии / аллергическим реакциям.
Поддержка этой версии Data Protection Manager (DPM) завершена. Рекомендуется выполнить обновление до DPM 2022.
Конкретный способ, используемый System Center Data Protection Manager (DPM) для защиты данных, зависит от типа защищаемых данных и выбранного метода защиты. Эта статья содержит базовые сведения о функционировании DPM. Он предназначен для обучения тех, кто не знакомы с DPM, или тех, у кого могут возникнуть основные вопросы о том, как работает DPM. В этой статье рассматриваются процессы защиты на основе дисков, ленточные процессы защиты, процесс восстановления и политика защиты.
Процесс защиты на основе дисков
Чтобы обеспечить защиту данных на дисках, сервер DPM создает и обслуживает реплику (или копию) данных, сохраненных на защищаемых серверах. Реплики хранятся в пуле носителей, который состоит из набора дисков на сервере DPM или на пользовательском томе. На следующей иллюстрации показана основная взаимосвязь между защищаемым томом и его репликой.
Независимо от того, защищаете ли вы файловые данные или данные приложения, защита начинается с создания реплики источника данных.
Реплика синхронизируется или обновляется через регулярные интервалы в соответствии с настроенными параметрами. Способ, который DPM использует для синхронизации реплики, зависит от типа защищаемых данных. Дополнительные сведения см. в разделе «Процесс синхронизации файловых данных» и «Процесс синхронизации данных приложения». Если выясняется, что реплика не согласована, DPM выполняет проверку согласованности по каждому блоку реплики относительно источника данных.
Простой пример настройки защиты включает в себя сервер DPM и защищаемый компьютер. Компьютер защищается при установке на компьютере агента защиты DPM и добавлении его данных в группу защиты.
Агенты защиты отслеживают изменения в защищаемых данных и передают эти изменения на сервер DPM. Агент защиты также определяет на компьютере данные, для которых можно включить защиту, и участвует в процессе восстановления. Установите агент защиты на всех компьютерах, которые необходимо защитить с помощью DPM. Агенты защиты могут быть установлены DPM, или агенты защиты можно установить вручную с помощью таких приложений, как System Management Server (SMS).
Группы защиты используются для управления защитой источников данных на компьютерах. Группа защиты — это коллекция источников данных, использующих общую конфигурацию защиты. Конфигурация защиты — это набор параметров, общих для группы защиты, таких как имя группы защиты, политика защиты, выделение дисков и метод создания реплик.
DPM сохраняет отдельную реплику для каждого элемента группы защиты в пуле носителей. Членом группы защиты может выступать любой из следующих источников данных:
том, общая папка или папка на настольном компьютере, файловом сервере или в кластере серверов;
группа хранения на сервере Exchange или в кластере серверов;
база данных экземпляра сервера SQL Server или кластера серверов.
Примечание
DPM не защищает данные, хранящиеся на USB-накопителях.
Процесс синхронизации файловых данных
В DPM для файлового тома или общей папки на сервере агент защиты использует фильтр томов и журнал изменений, чтобы определить, какие файлы изменены, а затем выполняет процедуру проверки контрольной суммы этих файлов для синхронизации только измененных блоков. Во время синхронизации эти изменения переносятся на сервер DPM, а затем применяются к реплике для ее синхронизации с источником данных. Следующий рисунок иллюстрирует процесс синхронизации файлов.
Если реплика не согласуется со своим источником данных, DPM создает предупреждение, указывающее, какой компьютер и источники данных затронуты. Чтобы устранить эту проблему, администратор восстанавливает реплику, инициируя синхронизацию с проверкой согласованности, также называемой просто проверкой согласованности, в реплике. Во время проверки согласованности DPM выполняет поблиточную проверку и восстанавливает реплику, чтобы обеспечить согласованность с источником данных.
Можно запланировать ежедневную проверку согласованности для групп защиты или инициировать ее вручную.
DPM создает точку восстановления для члена группы защиты с регулярными интервалами, которую можно настроить. Точка восстановления — это версия данных, начиная с которой данные можно восстановить.
Процесс синхронизации данных приложения
В отношении данных приложения после создания реплики средствами DPM изменения блоков томов, относящихся к файлам приложения, отслеживаются фильтром томов.
Способ передачи изменений на сервер DPM зависит от приложения и типа синхронизации. Операция, отмеченная как синхронизация в консоли администрирования DPM, аналогична добавочному резервному копированию и создает точную копию данных приложения в сочетании с репликой.
Во время синхронизации, которая отмечена как быстрая полная архивация в консоли администрирования DPM, создается полный снимок службы теневого копирования томов (VSS), но только измененные блоки переносятся на сервер DPM.
При каждой быстрой полной архивации создается точка восстановления для данных приложений. Если приложение поддерживает добавочное резервное копирование, то при каждой синхронизации создается также точка восстановления. Тип синхронизации, поддерживаемый каждым типом данных приложений, кратко описан далее.
Для защищаемых данных Exchange синхронизация обеспечивает перенос добавочного снимка VSS с помощью модуля записи VSS сервера Exchange. Точки восстановления создаются для каждой синхронизации и быстрой полной архивации.
SQL Server базы данных, поставляемые по журналам, в режиме только для чтения или использующие простую модель восстановления, не поддерживают добавочное резервное копирование. Точки восстановления создаются только для каждой процедуры быстрой полной архивации. Для всех остальных баз данных SQL Server синхронизация обеспечивает перенос резервного копирования журнала транзакций, и точки восстановления создаются для каждой добавочной синхронизации и быстрой полной архивации. Журнал транзакций представляет собой последовательную запись всех транзакций, выполненных в отношении базы данных с момента его последнего резервного копирования.
Windows SharePoint Services и Microsoft Virtual Server не поддерживают добавочное резервное копирование. Точки восстановления создаются только для каждой процедуры быстрой полной архивации.
Для добавочных синхронизаций требуется меньше времени, чем на выполнение быстрой полной архивации. Однако время, необходимое для восстановления данных, увеличивается, так как растет число синхронизаций. Это обусловлено тем, что DPM необходимо восстановить последнее полное резервное копирование, а затем восстановить и применить все добавочные синхронизации вплоть до момента времени, выбранного для восстановления.
Чтобы сократить время восстановления, DPM регулярно выполняет быструю полную архивацию. При синхронизации такого типа в реплике обновляются изменившиеся блоки.
Во время экспресс-полного резервного копирования DPM создает моментальный снимок реплики перед обновлением реплики с измененными блоками. Чтобы обеспечить более частые цели точек восстановления и уменьшить период потери данных, DPM также выполняет добавочную синхронизацию между двумя экспресс-полными резервными копиями.
Как и в случае с защитой файловых данных, если реплика становится несовместимой с источником данных, DPM создает оповещение, указывающее, какой сервер и какие источники данных затронуты. Чтобы устранить проблему, администратор исправляет реплику, запуская для нее синхронизацию с проверкой согласованности. Во время проверки согласованности DPM выполняет поблиточную проверку и восстанавливает реплику, чтобы обеспечить согласованность с источником данных.
Можно запланировать ежедневную проверку согласованности для групп защиты или инициировать ее вручную.
Разница между данными приложений и данными файлов
Данные, сохраненные на файловом сервере и требующие защиты как неструктурированные файлы, рассматриваются в качестве файловых данных, например файлов Microsoft Office, текстовых файлов, пакетных файлов и т. д.
Данные, которые существуют на сервере приложений и которые требуют, чтобы DPM знал о приложении, квалифицируется как данные приложения, такие как группы хранения Exchange, базы данных SQL Server, фермы Windows SharePoint Services и виртуальные серверы.
Каждый источник данных представлен в консоли администрирования DPM в соответствии с типом защиты, который можно выбрать для этого источника данных. Например, в мастере создания новой группы защиты при развертывании сервера, содержащего файлы и работающего на виртуальном сервере и экземпляре SQL Server, источники данных обрабатываются следующим образом:
Если развернуть узел «Все общие папки» или «Все тома», DPM выведет на экран общие папки и тома на этом сервере и защитит все источники данных, выбранные в любом из этих узлов, в качестве файловых данных.
Если развернуть узел «Все серверы SQL Server», DPM выведет на экран экземпляры SQL Server на этом сервере и защитит все источники данных, выбранные в этом узле, в качестве данных приложений.
Если развернуть узел Microsoft Virtual Server, DPM выведет на экран базу данных узла и виртуальные машины на этом сервере и защитит все источники данных, выбранные в этом узле, в качестве данных приложений.
Процесс защиты на основе ленты
При использовании краткосрочной защиты на диске и долгосрочной защиты на ленте DPM может создавать резервные копии данных из тома реплики на ленту, чтобы не влиять на защищенный компьютер. При использовании только защиты на ленте DPM создает резервные копии данных непосредственно с защищаемого компьютера на ленте.
DPM защищает данные на ленте с помощью сочетания полных и добавочных резервных копий из защищенного источника данных (для краткосрочной защиты на ленте или для долгосрочной защиты на ленте, когда DPM не защищает данные на диске) или из реплики DPM (для долгосрочной защиты на ленте, если краткосрочная защита находится на диске).
Примечание
Если файл был открыт во время последней синхронизации реплики, резервная копия этого файла из реплики будет находиться в состоянии систематического сбоя. В состоянии систематического сбоя файла содержатся все данные файла, сохраненные на диске в момент последней синхронизации. Это относится только к резервным копиям системных файлов. Резервные копии данных приложения всегда будут согласованы с его состоянием.
Сведения о конкретных типах и расписаниях резервного копирования см. в разделе «Планирование групп защиты».
Процесс восстановления
Способ защиты данных (на диске или на ленте) не принципиален для задачи восстановления. Следует выбрать точку восстановления данных, которую требуется восстановить, после чего DPM восстановит данные на защищенном компьютере.
DPM может сохранять для каждого файла, входящего в группу защиты, до 64 точек восстановления. Для источников данных приложений DPM может сохранить до 448 быстрых полных архиваций и до 96 добавочных резервных копирований для каждой быстрой полной архивации. Если достигнут предельный диапазон зоны хранения и диапазон хранения для существующих точек восстановления еще не достигнут, задания защиты завершатся сбоем.
Примечание
Для поддержки восстановления конечным пользователем служба теневого копирования томов (VSS) устанавливает максимальное число точек восстановления для файлов, равное 64.
Как описано в разделах «Процесс синхронизации файловых данных» и «Процесс синхронизации данных приложения», процесс создания точек восстановления отличается для данных файлов и данных приложений. DPM создает точки восстановления для данных файлов, создавая теневую копию реплики по настроенному расписанию. Для данных приложений при каждой синхронизации и быстрой полной архивации создается точка восстановления.
На следующей иллюстрации показано, каким образом каждый элемент группы защиты связан с томом своей реплики и томом точки восстановления.
Администраторы восстанавливают данные из доступных точек восстановления с помощью мастера восстановления в консоли администрирования DPM. При выборе источника данных и момента времени, с которого следует выполнить восстановление, DPM отправляет уведомление, указывая, хранятся ли данные на ленте, находится ли лента в сети или в автономном режиме и какие ленты потребуются для восстановления.
DPM предоставляет администраторам возможность разрешить пользователям выполнять собственное восстановление с помощью функции предыдущих версий в Windows. Если вы не хотите предоставлять эту возможность пользователям, можно восстановить данные для настольных компьютеров с помощью мастера восстановления.
Политика защиты
В зависимости от целей восстановления, выбранных для этой группы защиты, DPM настраивает политику защиты или расписание заданий для каждой группы защиты. Ниже приведены примеры целей восстановления:
Потеря не более 1 часа рабочих данных
Предоставьте мне период хранения в 30 дней
Сделать данные доступными для восстановления в течение 7 лет
Цели восстановления определяют требования организации к защите данных. В DPM цели восстановления определяются диапазоном хранения, допустимой потерей данных, расписанием точек восстановления и (для приложений баз данных) расписанием экспресс-полного резервного копирования.
Диапазон хранения — это срок, в течение времени, необходимого для данных резервного копирования. Например, должны ли данные, полученные сегодня, быть доступны через неделю? Через две недели? Через год?
Допустимость потери данных — это максимальный объем потери данных, измеряемый во времени, который является приемлемым для бизнес-требований. Он определяет частоту синхронизации DPM с защищенным сервером путем сбора изменений данных с защищенного сервера. Можно изменить частоту синхронизации на любой необходимый интервал: от 15 минут до 24 часов. Также можно выбрать выполнение синхронизации непосредственно перед созданием точки восстановления, а не по указанному расписанию.
Расписание точек восстановления определяет, сколько точек восстановления этой группы защиты должно быть создано. Для защиты файла можно выбрать дни и время создания точек восстановления. Для защиты данных приложений, поддерживающих добавочные резервные копирования, частота синхронизации определяет расписание точек восстановления. Для защиты данных приложений, которые не поддерживают добавочное резервное копирование, расписание точки восстановления определяется по расписанию полного резервного копирования.
Примечание
При создании группы защиты DPM определяет тип защищаемых данных и предлагает только варианты защиты, доступные для них.
Процесс автоматического обнаружения
Автоматическое обнаружение — это ежедневно выполняемый процесс, в котором DPM автоматически обнаруживает в сети новые или удаленные компьютеры. Раз в день, в момент времени, который можно запланировать, DPM отправляет небольшой пакет (менее 10 килобайт) ближайшему контроллеру домена. Контроллер домена отвечает на запрос LDAP с компьютерами в этом домене, а DPM определяет новые и удаленные компьютеры. Сетевой трафик, создаваемый процессом автоматического обнаружения, минимален.
Автоматическое обнаружение не обнаруживает новые и удаленные компьютеры в других доменах. Чтобы установить агент защиты на компьютере в другом домене, необходимо указать компьютер с помощью его полного доменного имени.
Структура каталога DPM
Когда вы начнете защищать данные с помощью DPM, вы заметите, что путь установки DPM содержит три папки в каталоге Томов:
\Microsoft DPM\DPM\Volumes\DiffArea,
\Microsoft DPM\DPM\Volumes\Replica,
\Microsoft DPM\DPM\Volumes\ShadowCopy.
Папка DiffArea содержит подключенные тома теневого копирования, в котором хранятся точки восстановления для источника данных.
Папка Replica содержит подключенные тома реплик.
Папка ShadowCopy содержит локальные резервные копии базы данных DPM. Кроме того, при использовании программы DPMBackup.exe для создания резервных теневых копий реплик для архива сторонними приложениями по резервному копированию резервные теневые копии сохраняются в папке ShadowCopy.
Телеметрия DPM
DPM не собирает данные телеметрии. Если вы отправляете данные в Azure, сведения, необходимые Azure Backup, отправляются в корпорацию Майкрософт. Он не содержит личных сведений.
Телеметрия DPM
Примечание
Применимо для DPM 2019 UR2.
По умолчанию DPM отправляет данные диагностики и данные о подключении в корпорацию Майкрософт. Корпорация Майкрософт использует эти сведения для предоставления своих продуктов и служб, а также повышения их качества, безопасности и целостности.
Администраторы могут отключить эту функцию в любой момент времени. Дополнительные сведения о собираемых данных см. здесь.
DPM
Главная > Подробнее об аббревиатурах > DPM
Считается, что первыми стали применять камуфляж DPM британские диверсионные и десантные группы еще в 1940-х годах, когда в числе их экипировки появилась куртка денисона (Denison smock). Говорят, что первые варианты данных курток были выкрашены вручную. С незначительными изменениями данный камуфляж использовался Королевскими морскими пехотинцами и десантниками до 1970-х годов.
Британский камуфляж в первой официальной расцветке DPM появился в начале 1960-х годов. Именно тогда начался переход британской армии с формы времен ВВ2 в расцветке хаки на новую полевую форму, которая состояла из смока (ветрозащитная куртка), брюк, и парки для особо холодных условий (плотная крутка с теплой отстегиваемой подстежкой). Новая форма выпускалась в основном в оливковой расцветке. В первой половине 1960-х годов был разработан первый официальный британский DPM, состоящий из 4-х основных природных цветов средней полосы Западной Европы – черного, темно-коричневого, зеленого и темно-песочного. Данный камуфляж оказался очень эффективным и сохранил свой первоначальный дизайн с незначительными изменениями в цветах и паттерне до наших дней.
Первоначально, DPM использовался в крайне ограниченном количестве. Выпускалась только ветрозащитная куртка (DPM-63), которая поставлялась в войска специального назначения. В 1966-м году в армии была частично введена камуфляжная полевая форма, известная как 66-й паттерн. По дизайну и покрою она была идентична 1960-му паттерну, но сделана из ткани в камуфляжной расцветке DPM. Однако, вплоть до середины 1970-х годов подразделения Королевской морской пехоты и десантников продолжали использовать форму 1960-го паттерна и смок Денисона.
DPM — 68
DPM — 84
DPM — 94
DPM был принят как уставная расцветка британской армии в 1968 году. После этого решения новая форма начала поступать во все без исключения части армии Великобритании.
68-ой паттерн от 66-го отличался незначительно. В новую форму были внесены некоторые изменения лишь для удешевления массового производства новой формы. Смок и брюки, по-прежнему, делались из плотного хлопка, а также приобрели подкладку из более легкого хлопка. Смок имел молнию от воротника до подола и пуговицы, рукава на пуговицах, один внутренний и четыре внешних кармана, кармашки для мелочей на рукавах, а также прицепляемый отдельно капюшон.
После общего выпуска 68-го паттерна в армии начало появляется и снаряжение в такой же расцветке и как и в случае с первыми комплектами формы в DPM они первыми поступили в специальные части. Таким образом, выпуск 68-го паттерна считается первым случаем общего использования многоцветного камуфляжа и Британская армия стала в этом первой.
Что касается снаряжения для специальных частей – для Королевских Морских Пехотинцев в 1972 г. были выпущены ветрозащитные арктические штаны и смок. Их дизайн существенно отличался от снаряжения для обычных частей и десантников. Смок был более длинным, со шнуровкой внизу и капюшоном с проволочным каркасом. Штаны имели молнии внизу штанин, чтобы их можно было легко одевать поверх ботинок.
В середине 70-х гг. был выпущен парашютный смок и снайперский смок. Отличительной чертой парашютного смока были вязаные манжеты на рукавах. Снайперский смок имел дополнительные накладки на локтях и плечах, а также множество петель для крепления дополнительного камуфляжа и средств маскировки.
В последующих версиях и модификациях DPM’а основные черты паттерна менялись незначительно. Например, DPM 1984-го года обладал меньшим количеством точек и более темным коричневым цветом. 1990-го и более поздние включал в себя несколько новых форм, а сами формы были меньше. 1994-го имел оранжевый цвет вместо песчаного. DPM образца 1995-го года (система «Combat Soldier 95 (CS95)») имел те же цвета, что и униформа 1966-го года.
Помимо традиционного лесного DPM (woodland DPM) Британская армия использовала, также, еще две версии камуфлированной формы – тропическую для боевых действий в условиях джунглей (tropical DPM) и пустынную DDPM (Desert DPM).
английские куртки DPM
английские рубашки DPM
английские брюки DPM
Форма в «tropic DPM» изготавливалась из более легкой и дышащей ткани, а сами цвета камуфляжа были более яркими и насыщенными. В остальном же она в точности повторяла покрой обычного «woodland DPM», использовавшийся в Британской армии на тот период.
Пустынный DPM (desert DPM) был впервые выпущен в ограниченном количестве в конце 1980-х годов. Первоначальный паттерн пустынного DPM состоял, также, из 4-х цветов, но все они были хаки и песчаных оттенков. К 1990-му году он был полностью заменен на 2-х цветную версию, так как 4-х цветные пустынные камуфляжи были приняты некоторыми странами Среднего Востока, например, Ираком.
Купить Форма НАТО
Стать врачом-ортопедом |
Ортопед — это
доктор ортопедической медицины (DPM) , известный также как врач-ортопед или хирург, имеющий квалификацию по своему образованию и обучению для диагностики и лечения заболеваний стопы, голеностопного сустава и связанных с ними структур ноги.
При лечении пациентов эта система также известна как нижняя конечность. Ортопедические врачи обладают уникальной квалификацией среди медицинских работников для лечения нижних конечностей на основе их образования, подготовки и опыта. Ортопеды определены как врачи федеральным правительством.
ДПМ является специалистом в области профилактики, диагностики и лечения заболеваний, заболеваний и травм нижних конечностей. Врач-подиатр работает самостоятельно, использует рентген и лабораторные исследования для диагностических целей, назначает лекарства, назначает физиотерапию, вправляет переломы и проводит операции. Являясь частью медицинской команды, DPM тесно сотрудничает с другими медицинскими работниками для лечения и контроля заболеваний.
Врачи-ортопеды могут специализироваться в различных областях, таких как хирургия, ортопедия или общественное здравоохранение. Помимо этих сертифицированных специальностей, ортопеды могут практиковать такие специальности, как спортивная медицина, педиатрия, дерматология, радиология, гериатрия или уход за диабетической стопой. Ортопедические врачи — единственные врачи, прошедшие специализированную медицинскую и хирургическую подготовку и сертификацию совета по уходу за нижними конечностями.
Чем занимается доктор ортопедии?
Врачи-ортопеды лечат различные заболевания и используют инновационные методы для улучшения общего самочувствия пациентов.
Доктор ортопедической медицины (DPM) является важным членом команды здравоохранения. Он или она часто первым обнаруживает симптомы диабета или сердечно-сосудистых заболеваний из-за взаимосвязи стопы человека с остальным телом.
В среднем в день ДПМ может:
Проведение индивидуальных консультаций пациентов по вопросам дальнейшего лечения заболеваний и профилактического ухода за стопами.
Диагностика заболеваний стопы, таких как опухоли, язвы, переломы, заболевания кожи или ногтей, а также врожденных или приобретенных деформаций, таких как слабость стопы и дисбаланс стопы.
Используйте инновационные методы лечения таких заболеваний, как мозоли, мозоли, бурсит, пяточная шпора, вросшие ногти на ногах, проблемы со сводами стопы, укороченные сухожилия, кисты, заболевания костей и абсцессы.
Спроектируйте корректирующие ортопедические стельки, гипсовые повязки и повязки для коррекции деформаций.
Дизайн гибкого гипса для иммобилизации переломов стопы и голеностопного сустава, растяжений или других травм.
Коррекция моделей ходьбы и баланса, а также повышение общей способности передвигаться более эффективно и комфортно.
Направьте пациентов к другим врачам, если симптомы, наблюдаемые в ногах, указывают на такие заболевания, как диабет, артрит, болезни сердца или болезни почек.
Где работают DPM?
Медицинские работники лицензированы во всех 50 штатах, округе Колумбия и Пуэрто-Рико и практикуют в различных условиях, в том числе:
Частная или групповая медицинская практика
Медицинские организации (HMO)
Предпочтительные организации-поставщики (PPO)
Больницы и учреждения расширенного ухода
S. Служба общественного здравоохранения
Департамент по делам ветеранов
Вооруженные Силы
Муниципальные департаменты здравоохранения
Школы медицинских специальностей
Профессиональное представительство
Американская ортопедическая медицинская ассоциация (APMA) является профессиональной организацией DPM.
APMA имеет составные общества в каждом штате, включая округ Колумбия и Пуэрто-Рико. Поскольку эти юрисдикции предъявляют требования к непрерывному ортопедическому медицинскому образованию для продления лицензии, образовательные программы и семинары разрабатываются и ежегодно проводятся колледжами, а также государственными ассоциациями и национальной ортопедической медицинской ассоциацией. APMA представляет примерно 80% DPM по всей стране.
В заявлении о миссии организации говорится: «(t) Американская ортопедическая медиальная ассоциация, Inc. стремится развивать профессию ортопедической медицины на благо своих членов и общественности, обеспечивая высочайшее качество ухода за стопами и голеностопными суставами».
Обучение в резидентуре
После завершения четырехлетнего учебного плана, необходимого для ортопедических медицинских школ, новый врач-ортопед должен пройти обучение в резидентуре.
Как правило, в штатах требуется как минимум два года последипломного обучения в ординатуре в утвержденном медицинском учреждении. Сертифицированные ортопедические врачи должны пройти двухлетнюю ординатуру. Резидентура обеспечивает междисциплинарный опыт работы с такими ротациями, как анестезиология, внутренняя медицина, инфекционные заболевания, хирургия, неотложная помощь и педиатрия.
Обучение в ординатуре предполагает сочетание медицинского и хирургического опыта, основанного на компетентности. Выпускники ортопедической медицины выбирают 36-месячную ординатуру по ортопедической медицине и хирургии (PMSR), которая включает обучение хирургии заднего отдела стопы и голеностопного сустава.
Лицензирование и сертификация Совета
Врачи-ортопеды имеют лицензию во всех 50 штатах, округе Колумбия и Пуэрто-Рико на лечение стопы и связанных с ней структур с помощью медицинских, хирургических или других средств.
Государственные лицензионные требования обычно включают окончание одной из девяти аккредитованных школ и колледжей ортопедической медицины, сдачу экзаменов Национального совета, постдипломное обучение, а также письменные и устные экзамены. Национальные советы принимаются в двух частях во время обучения в ортопедической медицинской школе. Часть I охватывает области фундаментальных наук и обычно проводится в конце второго года обучения. Часть II включает в себя письменный экзамен и компоненты экзамена «Взаимодействие с пациентом по клиническим навыкам» (CSPE). Часть CSPE оценивает знание ортопедических клинических задач, а письменный экзамен охватывает такие клинические области, как медицина; Радиология; Ортопедия, биомеханика и спортивная медицина; Анестезия и Хирургия; и общественное здравоохранение, юриспруденция и исследования.
Врачи-ортопеды также могут пройти сертификацию в одной или обеих областях специализации: первичная медико-санитарная помощь и ортопедия или хирургия. Национальные советы специалистов по ортопедии выдают сертификаты квалифицированным ортопедам, которые выполнили указанные образовательные требования и успешно сдали письменные и устные экзамены.
Пособия и потенциальный доход
Рабочее время врача-ортопеда варьируется от менее 40 часов в неделю до 50 и более часов в неделю.
В целом, практика подиатрической медицины предполагает гибкий график и поэтому удобна для людей, которые хотят уделять время семье, друзьям и другим занятиям, которые характеризуют сбалансированный образ жизни.
В 2018 году члены APMA заработали в среднем 181 120 долларов США в предыдущем году. Двенадцать процентов респондентов заработали 250 000 долларов и более в предыдущем году, в то время как 16,4 % практикующих врачей-ортопедов сообщили, что зарабатывают менее 100 000 долларов. Заработок ортопеда зависит от географического положения, типа практики, количества пациентов, принимаемых в неделю, многолетнего опыта и т. д.
Также предоставляя данные за 2018 год, BLS дополнительно разбивает эти цифры по рабочей среде, географическому выбору и потенциальному заработку для текущих и будущих возможностей трудоустройства. По данным BLS, более 63% работающих DPM работают в офисе с другими поставщиками медицинских услуг. Эти DPM сообщили, что заработали от 156 000 до 183 269 долларов в 2018 году. Ортопеды в Род-Айленде, Небраске, Висконсине, Южной Каролине и Северной Каролине, как сообщается, являются самыми высокооплачиваемыми врачами-ортопедами в США, зарабатывая в среднем 186 510 долларов или более в год.
Для получения дополнительной информации посетите раздел информации о пособиях и доходах Информационного справочника колледжей AACPM.
Доктора ортопедической медицины — Высококвалифицированные специалисты помогают американцам постоянно двигаться
Версия для печати
Ходьба на двух ногах явно человеческая. Наша мобильность настолько проста, что мы принимаем ее как должное до тех пор, пока нам не понадобится помощь, чтобы сохранить или восстановить ее. Независимо от того, занимаемся ли мы спортом или просто ищем радость активной и независимой жизни, у нас есть врачи ортопедической медицины (DPM), которые помогут нам оставаться способными и гибкими.
DPM, также называемых ортопедами, диагностируют и лечат расстройства, заболевания и травмы стопы, голеностопного сустава и нижних конечностей. Они могут специализироваться в таких областях, как спортивная медицина, хирургия, биомеханика и уход за диабетической стопой.
В Калифорнии практикуют около 2000 врачей-ортопедов. Они лицензированы и регулируются Ортопедическим медицинским советом Калифорнии.
Ортопедия – элитная специальность
В начале 1900-х годов несколько врачей, таких как доктор Уильям М. Шолль, осознали, что нижние конечности игнорируются, и работали над созданием новой профессии специалистов. Зародилась ортопедическая медицина, которая стала элитной специальностью, особенно в Калифорнии. Когда-то известные как педикюры, а затем ортопеды, эти специалисты теперь известны как врачи ортопедической медицины (DPM) или врачи-ортопеды. Вот некоторые вещи, которые вы, возможно, не знаете об этой медицинской специальности.
DPM хорошо обучены. Они:
Выпускник четырехлетней ортопедической медицинской школы, близкой к общей программе медицинской школы, но с упором на биомеханику и состояния, влияющие на нижние конечности.
До получения лицензии необходимо пройти первые два года трехлетней программы последипломного медицинского образования. Другим советам по лицензированию врачей требуется только один год.
Должны соответствовать рецензируемым требованиям к постоянной компетентности каждые два года, чтобы продлевать свои лицензии. Подиатрическая медицинская комиссия Калифорнии (PMBC) по-прежнему остается единственной в стране организацией, выдающей лицензии врачам, которая внедрила эту давно рекомендованную реформу.
Учились на протяжении всей жизни и предотвращали причинение вреда пациентам больше, чем любая другая медицинская специальность.
Количество жалоб со стороны населения сократилось на 50 процентов с тех пор, как более 10 лет назад Калифорнийский медицинский совет по подиатрии инициировал сохранение полномочий. Это достижение является уникальным среди лицензированных медицинских работников.
Калифорнийская ортопедическая медицинская ассоциация и Совет штата по лицензированию сделали гораздо больше для продвижения хорошей медицины, в том числе:
Поддержание проверки первоисточника: «золотой стандарт» для скрининга медицинских работников, т. е. принятие только подтверждений полномочий, полученных непосредственно от школ и других учебных, испытательных, лицензионных и правоохранительных органов. Уникально то, что Совет записал это в свой закон, чтобы никто не мог считать его открытым для отказа.
Ставка на качество, а не на количество: в Калифорнии практикует менее 2000 DPM, но все они придерживаются высоких стандартов.
Публичное раскрытие информации о делах, переданных Генеральному прокурору для судебного преследования, вместо того, чтобы ждать, пока Генеральный прокурор подготовит официальное обвинение. PMBC — один из немногих советов по лицензированию медицинских услуг, которые занимаются этим.
Вот еще несколько фактов о DPM:
Врачи-терапевты диагностируют, назначают, лечат и проводят хирургические операции в рамках этой области, как это предусмотрено в Законе о государственной медицинской практике.
DPM часто специализируются в таких областях, как хирургия, консервативный уход за стопой с экспертными знаниями в области передвижения и биомеханики, или уход и сохранение стопы диабетиков (для предотвращения ампутаций и обеспечения мобильности пациентов).
Врачи общей практики или специалисты часто первыми принимают пациентов или распознают их общие проблемы со здоровьем и при необходимости направляют к другим врачам.
Благодаря своим тесным отношениям между врачом и пациентом и хирургическим навыкам, DPM также пользуются большим спросом в качестве ассистентов хирургов в неподиатрических операциях. С 2004 года Закон о государственной медицинской практике сделал частью компетенции DPM помощь другим хирургам в любой хирургической процедуре.
Как выбрать врача ортопедической медицины
Веб-сайт Ортопедического медицинского совета Калифорнии — www.pmbc.ca.gov — содержит множество советов и информации о том, как выбрать врача-ортопеда.
Вы можете проверить лицензию любого DPM, лицензированного в Калифорнии, или подать жалобу, посетив веб-сайт Совета. Вы также можете позвонить по телефону 800.633.2322
За дополнительной информацией обращайтесь в Подиатрическую медицинскую комиссию штата Калифорния
Размеры детали стали немного больше, а мелкие отверстия заплыли. Как исправить?
Support:
В вашем случае модель переэкспонирована. Следует уменьшить время засветки слоя на 20-30%. Напечатайте тестовую модель, чтобы выбрать оптимальные настройки для дальнейшей печати. Тестовую модель можно скачать здесь.
Непропечатались мелкие детали, что делать?
SUPPORT:
Чтобы избежать появления пропусков при печати моделей с тонкими стенками или с мелкими деталями, время засветки следует увеличить на 20-30%. После этого повторите тестовую печать.
Модель срывает с поддержек. Как правильно расставить поддержки?
SUPPORT:
Причин отрыва модели от поддержек может быть несколько:
Недостаточное количество или слишком малая толщина поддержек. Мы рекомендуем использовать поддержки толщиной 1.2 мм, с толщиной контакта 0.8 мм и глубиной контакта 0.4 мм.
Расположение модели относительно рабочего стола принтера (ось XY). Когда печатается слой большой площади, он достаточно сильно прилипает ко дну ванночки. При подъеме платформы возникает момент, который может сорвать поддержки. Рекомендуем располагать модель под углом 30-60 градусов.
Слишком высокая скорость подъема. Чтобы отрыв модели от ванночки происходил плавно, рекомендуем ставить скорость 100 мм/мин или менее. Чем мягче материал — тем медленнее должна быть скорость подъема. Достаточная высота подъема 2-4 мм.
Боковая поверхность модели получается шершавой. В чем может быть причина?
SUPPORT:
Скорее всего данная проблема связана с недостаточным временем задержки перед печатью. Полимеру требуется время чтобы равномерно растечься по дну ванночки после опускания стола. Если задержка слишком мала, то полимер будет продолжать вытекать из под модели в тот момент, когда печать следующего слоя уже началась. Чтобы получить ровную боковую поверхность, увеличьте время задержки до 5 секунд и повторите печать.
Готовую модель тяжело снять с печатной платформы. Это нормально?
Support:
Степень адгезии (прилипания) модели к платформе зависит от времени засветки первых слоев (базовых), которые так же называют крепежными. Чем больше время засветки — тем сильнее модель пристанет к платформе. Уменьшите время засветки базовых слоев на 30% и повторите печать. Однако, если время засветки крепежных слоев будет слишком мало, модель может отвалиться во время печати.
Что делать, если рекомендованные параметры не подходят?
Убедитесь в том, что полимер достаточно хорошо перемешан. Особенно если материал простаивал длительное время.
Произведите тестовую печать, чтобы понять в какую сторону следует скорректировать настройки принтера. Тестовую модель можно скачать здесь.
Параметры настроек могут изменяться по следующим причинам:
Модель и версия принтера (производитель мог внести изменения)
Мощность ламп (мощность ламп со временем снижается)
Цвета фотополимера (чем темнее фотополимер, тем больше времени он требует на засветку)
Elegoo Mars 3, прецизионный полимерный 3D-принтер с разрешением 4K
Компания Elegoo производит и разрабатывает полимерные 3D-принтеры с 2017 года. С выпуском Elegoo Mars компания конкурировала за рынок полимерной 3D-печати начального уровня с такими конкурентами, как Anycubic. , Phrozen3D и многие другие. Elegoo еще больше снизила цены и предлагает модели начального уровня, такие как Elegoo Mars C, даже дешевле 200 долларов. Сегодня компания расширила свое предложение за счет монохромных ЖК-экранов 2K и 4K и более крупных платформ, таких как Elegoo Saturn. С выпуском Mars 3 Elegoo следует по стопам Phrozen, поскольку Mars 3 похож на Phrozen Sonic Mini 4K. Небольшой полимерный 3D-принтер 4K с высоким разрешением (размер пикселя 35 микрон). Параметры 3D-печати полимерами Liqcreate на Elegoo Mars 3 можно найти здесь.
В чем разница между различными полимерными 3D-принтерами Elegoo?
Между 3D-принтерами Elegoo есть некоторые отличия. Начнем с того, что их принтеры Mars и Mars Pro относятся к первому поколению и оснащены экраном 2K RGB, что означает более низкую скорость печати. Mars 2, Mars 2 Pro и Saturn оснащены новым монохромным ЖК-экраном, увеличивающим скорость печати в 2-4 раза, а также увеличивающим срок службы ЖК-экрана. При покупке нового 3D-принтера на основе смолы начального уровня мы всегда советуем выбирать 3D-принтер с монохромным ЖК-экраном. Довольно сложно найти большие различия между Mars 2 и Mars 2 Pro. Оба имеют одинаковую ось Z с направляющими и монохромный экран 2K с одинаковыми размерами пикселей, областью построения и скоростью печати. Глядя на их веб-сайт и обзоры, два основных отличия заключаются в том, что вы получите металлический резервуар из смолы с версией Pro. А версия Elegoo Mars 2 Pro имеет фильтр с активированным углем, уменьшающий запах смолы. Большинство смол Liqcreate не имеют запаха, поэтому мы не видим ценности Mars 2 Pro по сравнению с Mars 2. С новым Mars 3 Elegoo запускает небольшой 3D-принтер из смолы 4K с невероятно маленьким размером пикселей, поддержка чрезвычайно точных моделей для печати. Найдите различия между 3D-принтерами Elegoo в таблице ниже:
Марс
Марс 2
Марс 2 Про
Марс 3
Сатурн
Цена*
$ 190
$230
$ 329
$ 300
500 долларов
Размер платформы (XYZ мм)
115*65*
150
129*80*
150
129*80*
160
143*89*
175
192*120*
200
Разрешение
2К
2К
2К
4К
4К
Размер пикселя
47 мкм
50 мкм
50 мкм
35 мкм
50 мкм
Монохромный ЖК-дисплей
№
Да
Да
Да
Да
Скорость печати
22,5 мм/час
30-50 мм/час
30-50 мм/час
30-50 мм/час
30-40 мм/час
Смолы сторонних производителей
Да
Да
Да
Да
Да
Длина волны
405 нм
405 нм
405 нм
405 нм
405 нм
Направляющая оси Z
Одноместный
Одноместный
Одноместный
Одноместный
Двойной
Источник: Веб-сайт Elegoo . * Официальные цены указаны на веб-сайте Elegoo по состоянию на сентябрь 2021 г. Цена может меняться со временем или в вашей стране.
Изображение Elegoo: новый полимерный 3D-принтер Mars 3 с монохромным ЖК-экраном Ultra 4K
Полимеры, совместимые с полимерным 3D-принтером Elegoo Mars 3
Инженеры Liqcreate оптимизировали все параметры 3D-печати для смол Liqcreate на Elegoo Mars 3. Список настроек можно найти здесь. Отправьте электронное письмо по адресу [email protected], если вы хотите получить информацию о совместимости смол. Если у вас есть какие-либо вопросы или замечания, не стесняйтесь обращаться к нам по адресу [email protected] в любое время.
Заказ смолы, совместимой с Elegoo Mars 3
Поддержка
Вам нужна помощь с 3D-печатью наших смол SLA, DLP или LCD? Мы можем помочь тебе! Просто найдите вопрос, который у вас есть ниже. Если вы не можете найти его, дайте нам знать, связавшись с нами!
Технический →
Elegoo Mars 3
Elegoo Mars 3 4k
Elegoo Mars 3 ULTRA 4k
Быстрый, фантастически детализированный и надежный полимерный принтер в компактном и простом в использовании корпусе. Я думаю, что это здорово, и полученные отпечатки потрясающие! (см. фото далее в обзоре).
Плюсы:
Удобная для кошелька цена, учитывая качество
Компактный размер
Воздушные фильтры стали лучше
Читубокс Программное обеспечение Pro Slicing включено
Минусы:
Некоторое несоответствие значков между машиной и ее руководством -pro) уровень
Где купить:
Amazon: https://geni.us/ElegooMars3
Прямая ссылка на Elegoo: https://www.elegoo.com/collections/mars-series/products/elegoo-mars-3-lcd-3d-printer
Что это?
Mars 3 — это 3D-принтер с монохромным ЖК-дисплеем (жидкокристаллический дисплей) от компании Elegoo. Это третья крупная ревизия в их серии Mars, и это свидетельствует о наследии. ЖК-принтеры со смолой создают трехмерные детали путем отверждения одного слоя смолы на нижней стороне погруженной в воду рабочей пластины. Каждый дополнительный слой наплавляется на предыдущий с помощью УФ-излучения по мере того, как платформа поднимается из резервуара с жидкой смолой. точка, в которой линии слоев больше не видны при случайном осмотре. Дело в том, что до тех пор, пока не будет отверждена под воздействием УФ-излучения, не очень безопасная для вас или окружающей среды смола может быть опасной, хотя, если отпечатки и побочные продукты обрабатываются должным образом, это не проблема. Кроме того, как Elegoo, так и другие производители быстро разрабатывают и выпускают на рынок более удобные и простые в работе смолы.
Технический обзор
Более подробную техническую таблицу см. в конце этого обзора.
Рабочий объем составляет 89,6 x 143,36 x 175 мм — очень большой объем сборки, учитывая небольшую площадь машины и улучшение Mars 2, при этом сохраняя более высокое разрешение печати благодаря новому экрану 4k.
Этот монохромный ЖК-экран 4k в сочетании с недавно разработанным источником света COB позволяет машине отверждать слои всего за пару секунд (от 1,5 до 3 секунд в зависимости от смолы и выбранной высоты слоя). Огромное и заметное улучшение по сравнению с некоторыми более ранними моделями.
Рабочий стол, подвергнутый пескоструйной обработке, и пленка FEP второго поколения (фторированный этиленпропилен — и нет, я не знал, что на моей макушке) повышают способность отпечатков прилипать к рабочему столу и обеспечивают освобождение от ванны. более удачные отпечатки чаще. 🙂
Доставка и упаковка
Я получил несколько машин от Elegoo, и каждая из них всегда была тщательно упакована. Марс 3 не исключение. Прочная коробка, плотный пенопласт и защитные листы легко защищают машину от ударов и толчков, которые могут возникнуть во время транспортировки по всему миру. При открытии коробки слез не будет.
В основании принтера находится небольшая коробка, в которой находится набор хорошо упакованных принадлежностей…
Что еще входит в комплект?
За исключением небольшого количества смолы для печати и небольшого количества спирта для очистки отпечатка после печати, все остальное, что вам понадобится для ваших первых отпечатков, включено. Elegoo и другие производители опускают две упомянутые жидкости, поскольку они усложняют доставку, когда они поставляются вместе с электронным устройством. Вот что они включили для вас в принтер:
Защитная маска для лица
USB-диск (с предварительно загруженной демонстрационной версией, электронной копией руководства пользователя и программного обеспечения для нарезки)
Печатная инструкция по установке и руководство пользователя
Несколько пар одноразовых перчаток
A2 пластиковый скребок 9022 скребок из нержавеющей стали
Шестигранные ключи
Кусачки заподлицо (для удаления опор)
Некоторые воронки для полимерных фильтров
Запасные винты и болты
Скребок из нержавеющей стали (для удаления отпечатков)
Источник питания
Я бы также рекомендовал побаловать себя защитными очками, если у вас их еще нет. Не знаю, как у вас, а у меня уже последняя пара глаз, поэтому я хочу позаботиться о них.
Сборка
Несмотря на наличие шестигранных ключей, винтов и болтов, включенных в комплект поставки, сборка практически отсутствует. В основном это включает в себя удаление пенопластовых листов и пластиковой защиты с различных частей. Кроме того, что кто-то еще придет к вам домой и распаковает принтер для вас, это не может быть намного проще!
Руководство по эксплуатации
Инструкции краткие и краткие. Конечно, иногда вы встретите неправильный перевод с китайского на английский, но это часть веселья. Вы можете скачать копию инструкции, чтобы убедиться в этом, если хотите, я поместил ссылку на нее рядом для вас. Также доступно множество видео на Youtube.
Скачать инструкцию Elegoo Mars 3
Первые отпечатки и впечатления
Прежде чем включить принтер, я должен прокомментировать форму этой машины. Я знаю, что новый эстетический дизайн разделит мнения, но я нахожу его освежающим отличием от более коробочных форм большинства других полимерных принтеров в этом ценовом диапазоне.
Несмотря на то, что дополнительные изгибы и арки делают его более похожим на капсулу Space X Dragon, область, содержащая элементы управления сенсорным экраном, кнопку питания и порт USB, кажется более простой и заметной.
Разъем питания находится в задней части машины, а ряд вентиляционных отверстий можно найти с обеих сторон для охлаждения очень большого и яркого источника света COB, пока он выполняет свою работу.
Вентиляторы можно услышать с постоянной громкостью сразу после включения машины, хотя их высота и громкость легко игнорируются. Я бы не хотел спать в одной комнате с ним, но в остальном громкость приемлемая.
Выравнивание печатной платформы
Кажется, что каждый принтер, независимо от его метода создания 3D-объекта, нуждается в своем кровать выровнена на той или иной стадии. К счастью, на Mars 3 это относительно простое дело.
Это простой случай: снять резервуар для смолы с помощью двух винтов с накатанной головкой с каждой стороны, а затем добавить лист бумаги поверх экрана. Наденьте рабочую пластину на кронштейн принтера и затяните с помощью гигантской ручки вверху. Затем мы можем ослабить два серебряных болта прямо над строительной платформой, чтобы она могла свободно двигаться. Ключ Аллена, который вам понадобится, входит в комплект.
Запустите последовательность возврата с помощью элементов управления на экране и наблюдайте, как машина опускает платформу на лист бумаги. Одной рукой держите платформу плоской и ровной на бумаге, пока снова затягиваете два болта.
Если бумагу можно вытащить с некоторым сопротивлением, все готово. В противном случае поднимите или опустите платформу с помощью элементов управления на экране и снова потяните за бумагу, пока не почувствуете нужный уровень сопротивления.
Добавление смолы и печать
Первая печать, которую я начал, была включенным тестом пыток ладьи. Так как это уже было на карте памяти, я залил немного собственной смолы Elegoo Grey, похожей на АБС, в бак (после того, как надел несколько перчаток) до чуть ниже линии максимального заполнения после тщательного встряхивания содержимого бутылки. Перейдя к печати на ЖК-дисплее, я выбрал ее, нажал «Печать», и все пошло.
Во время печати на дисплее отображается текущее изображение отверждения, выводимое на экран печати, прошедшее и оставшееся время, а также текущая высота слоя.
Моя первая попытка пробной печати не удалась примерно через 30 минут. Обе ладьи отсоединились от монтажной пластины и были прикреплены к пленке FEP, погруженной в емкость со смолой. Чтобы решить эту проблему, я использовал один из фильтров, чтобы отфильтровать содержимое резервуара для смолы обратно в бутылку, улавливая любые пропущенные отпечатки. Это выявило два неудачных отпечатка (извините, я забыл сделать несколько фотографий этого этапа). Я осторожно использовал прилагаемый пластиковый скребок, чтобы убедить их снять пленку FEP, что было легко сделано.
Пока оставшаяся смола отфильтровывалась обратно в бутылку, я использовал немного спирта и салфетки, чтобы очистить рабочий стол. Как только это высохло, я вернул смолу из бутылки в чан и попробовал еще раз. Это был успех, и я считаю, что мне нужно было очистить рабочую пластину спиртом от моего первого отпечатка, возможно, на нем остались какие-то остатки от производственного процесса. В любом случае, с момента первой очистки он не подводил.
После завершения печати отпечатки можно ненадолго оставить капать обратно в лоток для смолы. Затем они нуждаются в дальнейшей очистке (спиртом в случае этой смолы) и последующем отверждении. Как только это будет завершено, вы можете изучить отпечатки. Взгляните на них на изображениях ниже и решите сами, а потом я скажу вам, что думаю. (На них можно щелкнуть, чтобы увеличить, чтобы вы действительно могли судить о них).
Я думаю, что они выглядят фантастически — особенно текст на вершине башни. Это очень четко и разборчиво. Решил напечатать еще один принт — Собор Парижской Богоматери. Модель детализирована, и у меня есть та, которую я распечатал на предшественнике этого принтера — Elegoo Mars 2. Идеальное сравнение для тех, кто хочет знать, стоит ли делать обновление. (Снова нажмите, чтобы увидеть увеличенные изображения).
Elegoo Mars 3 ULTRA тестовые отпечатки собора Нотр-Дам:
Напечатано с профилем по умолчанию, промыто и высушено с комплектом Elegoo Mercury X
Тестовый отпечаток Elegoo Mars 2 собора Нотр-Дам:
Напечатано с профилем по умолчанию, промыто и высушено вручную (и немного запылено — извините)
И параллельное сравнение:
Что-то нехорошее произошло в нижних слоях Mars 3. Я не уверен, что вызвало это, но остальная часть отпечатка не пострадала.
Следует упомянуть, что я также стал лучше очищать и сушить отпечатки смолы после того, как модель была напечатана на Mars 2, так что имейте это в виду при сравнении двух моделей. В любом случае улучшение четкости легко заметно.
Программное обеспечение — Chitubox Pro (на данный момент)…
Копия Chitubox Pro (обычно 169 долларов США в год на момент написания) входит в комплект поставки принтера. Лицензия Pro действует только в течение первого года, после чего вы можете либо оплатить текущую плату за обновление, чтобы сохранить ее, либо вернуться к стандартному бесплатному уровню Chitubox.
Я использовал базовую версию Chitubox для нескольких моделей моего Elegoo Mars 2 и нашел ее вполне подходящей для подготовки моделей к печати. Однако, попробовав версию Pro, в ней есть некоторые заметные и долгожданные улучшения. Вот несколько улучшений в удобстве использования:
Инструменты «Автомакет» и «Полость» более эффективны при автоматическом выполнении задачи. Auto Layout будет сплетать части друг вокруг друга вместо того, чтобы рассматривать каждый элемент как заполнение его ограничивающей рамки.
Новые инструменты, такие как «Добавить тег», позволяют легко добавлять смоделированный текст в импортированный 3D-файл, а логические операции позволяют использовать более одной модели для объединения или вычитания из другой.
Chitubox pro лучше справляется с обработкой и ремонтом менее совершенных моделей, включая закрытие небольших нежелательных отверстий.
Улучшено обнаружение выступов и островков.
Инструменты были добавлены для измерения и анализа вашей модели внутри ползунка с большей точностью. Лично я вернусь к бесплатному уровню, я люблю печать смолой, но не делаю это достаточно часто, чтобы оправдать более высокую цену после первого года.
В настоящее время Chitubox является единственным слайсером, который может подготавливать файлы для печати на Elegoo Mars, что Elegoo хочет изменить. Подробнее об этом читайте здесь: https://www.elegoo.com/blogs/news/elegoo-official-statement-of-the-chitubox-board-firmware-on-mars-3
Заключительные мысли
Я в основном пользуюсь принтером FDM, а моя Prusa i3 Mk3 является моей основной рабочей лошадкой, поэтому мой опыт работы с полимерными принтерами — это опыт полного новичка, которому около 6 месяцев на пути к открытиям и благоговению. чего они могут достичь.
Я все еще печатаю. Этим утром я распечатал трофей для боулинга для друга и до сих пор удивляюсь тому, насколько гладким и профессиональным получается качество печати. Это заняло бы много часов постобработки, если бы я сделал это на своем принтере FDM, чтобы получить тот же уровень гладкости. Он сразу готов к покраске, а затем к подарку.
Любой, кто производит миниатюры для рисования или в основном заинтересован в очень высоком уровне детализации, обязательно должен использовать полимерный принтер, и я определенно могу порекомендовать его. Я надеюсь, что это эквивалентное разрешение на сантиметр будет перенесено в большую линейку Elegoo Saturn.
Как и для всех полимерных принтеров, вам, конечно, понадобятся некоторые предметы для очистки и закрепления отпечатка после печати. Так что, если это ваш первый опыт печати смолой, вам не нужно покупать только принтер смолы, вам также нужно будет выяснить, как вы собираетесь промывать и сушить модель, чтобы реализовать весь ее потенциал — но этот обзор посвящен смоле. принтер не смоляная печать в целом.
Elegoo и другие производители производят машины, которые могут стирать и сушить ваши отпечатки.
Рейсмусовый станок Proma T-400 предназначен для фрезерования цельнодеревянных заготовок в размер по толщине. Соблюдайте максимально разрешенные размеры заготовки.
Характеристика
Значение
Макс. Рабочая ширина
400 мм
Мак
Полное описание …
2 место
Отзывы(0):
Цена: 42 900 p
Ширина строгания , мм
330
Макс. обороты
9000
Мощность , кВт
1.80
Напряжение
220В
Масса, кг
43
Переносная электрическая рейсмусовая машина модели «Корвет-27» предназначена для индивидуального использования для строгания заготовок из древесины в предварительно заданные размеры по высоте. Не допускается обработка металлов, асбоцементных материалов, камня и подобных материалов, мягких пластмассовых и резиноподобных материалов. Машина не рассчитана на работу при непрерывном производстве.
Полное описание …
3 место
Отзывы(1):
Цена: 41 500 p
Ширина строгания , мм
318
Макс. обороты
9000
Мощность , кВт
1.80
Напряжение
220В
Масса, кг
27
Настольный рейсмусовый станок JET JWP-12 — переносной, широкодиапазонный рейсмусовый станок предназначен для продольного одностороннего фрезерования в размер по толщине поверхностей плоских деревянных заготовок в заданные размеры.
Полное описание …
4 место
Отзывы(0):
Цена: 33 500 p
Ширина строгания , мм
318
Макс. обороты
8000
Мощность , кВт
1.50
Напряжение
220В
Масса, кг
41
Рейсмус «Корвет-21» предназначен для обработки заготовки в размер по толщине.
Полное описание …
5 место
Отзывы(0):
Цена: 220 500 p
Ширина строгания , мм
600
Макс. обороты
6000
Мощность , кВт
5.90
Напряжение
380В
Российский рейсмус СР 6-32М предназначен для плоскостного строгания досок, брусков, щитов в заданный размер по толщине.
Полное описание …
6 место
Отзывы(0):
Цена: 100 000 p
Ширина строгания , мм
405
Макс. обороты
4500
Мощность , кВт
2. 30
Напряжение
380В
Масса, кг
215
Рейсмусовый станок JET JWP-16 OS предназначен для для продольного фрезерования в размер по толщине поверхностей плоских деревянных заготовок в заданные размеры.
Полное описание …
7 место
Отзывы(0):
Цена: 82 800 p
Ширина строгания , мм
330
Макс. обороты
4000
Мощность , кВт
1.10
Напряжение
220В
Масса, кг
150
Рейсмус «Корвет 222» предназначен для обработки заготовки в размер и выполнения ряда фрезерных операций.
Полное описание …
8 место
Отзывы(0):
Цена: 256 850 p
Ширина строгания , мм
630
Макс. обороты
5000
Мощность , кВт
8.60
Масса, кг
1550
Российский односторонний рейсмусовый станок СР6-8 предназначен для плоскостного строгания досок, брусков, щитов в заданный размер по толщине. Жесткая, литая станина коробчатого типа хорошо гасит вибрацию и сверху закрыта звукопоглощающим кожухом с эксгаустерной воронкой.
Полное описание …
9 место
Отзывы(0):
Цена: 440 000 p
Ширина строгания , мм
400
Макс. обороты
4775
Мощность , кВт
7.50
Масса, кг
800
Российский односторонний рейсмус СР4(К) предназначен для продольного одностороннего фрезерования в размер по толщине плоских заготовок (досок, щитов, брусков) из древесины хвойных и лиственных пород.
Применяется в различных деревообрабатывающих производствах.
Полное описание …
10 место
Отзывы(0):
Цена: 505 000 p
Ширина строгания , мм
630
Макс. обороты
4570
Мощность , кВт
6. 90
Масса, кг
1440
Российский рейсмусовый станок СР6-10 предназначен для продольного одностороннего строгания в размер по толщине поверхностей плоских заготовок из древесины.
Полное описание …
Сравнительная таблица
Характеристики
PROMA T-400
Корвет-27
JET JWP-12
Корвет-21
СР6-32М
JET JWP-16 OS (400В)
Корвет 222
СР6-8
СР4(К)
СР6-10
Цена
102426
42900
41500
33500
220500
100000
82800
256850
440000
505000
Ширина строгания
400
330
318
318
600
405
330
630
400
630
Макс. Глубина строгания за проход
4.0
3.0
2.5
2.5
5.0
3.0
8.0
Размер заготовки
Макс. обороты
4500
9000
9000
8000
6000
4500
4000
5000
4775
4570
Мощность
2. 20
1.80
1.80
1.50
5.90
2.30
1.10
8.60
7.50
6.90
Напряжение
220В
220В
220В
220В
380В
380В
220В
Масса
167
43
27
41
215
150
1550
800
1440
В наличии
122
63
420
222
0
0
0
0
0
0
Рейсмусы в России — Биржа оборудования ProСтанки
Главная
Продажа
Столярное оборудование
Рейсмус
Вы можете очень быстро сравнить цены рейсмуса и подобрать оптимальные варианты из более чем 494 предложений
Реклама
Многопильный станок с 2-х сторонним рейсмусом ML9326CM
Предназначен для продольного двухстороннего фрезерования в размер по толщине заготовок из древесины с дальнейшей продольной распиловкой калиброванной заготовки на доски, бруски заданной толщины, а. ..
Подробное описание и цена >>>
Реклама
Рейсмусовый станок СР-4(К)
Станок предназначен для плоскостного строгания досок, брусков и щитов в заданный размер по толщине. Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением…
Подробное описание и цена >>>
Реклама
Рейсмус Supermac 163
4-х нож, передний подающий верхний валец секционный, электроподъём с цифровой индикацией, литая станина. Шиpина рейсмусования 630 мм; скорость подачи 7,5/13/24 м/мин; мощность главного двигателя…
Подробное описание и цена >>>
Рейсмус, торцовка, циркулярка, вытяжка
Состояние: Б/У Год выпуска: 2000
Предлагаем со склада в Санкт-Петербурге станки деревообрабатывающие после ремонта (рейсмуса, фуганки, циркулярки, фрезера, шлифовальные, сверлильные, торцовки, вытяжки). Гарантия!!!Рейсмусовые…
04.04.2013
Санкт-Петербург (Россия)
65 000
Рейсмус CP6-32M
Состояние: Б/У
Рейсмус (CP6-32M) дата выпуска 2006 цена 88000
19.01.2014
Колпино (Россия)
88 000
Станок рейсмус РС-60
Состояние: Б/У Производитель: Россия
Станок рейсмус РС-60 в рабочем состоянии.Торг.
21.07.2016
Орел (Россия)
100 000
Рейсмус
Состояние: Новый Производитель: Россия
В наличии
Продам рейсмусовый станок — 1.Рейсмус СР6-10 (98 т.р.)
2.Рейсмус Jaroma-63 — 87 т.р.
3. Рейсмусный станок СР8-1 — 95 т.р.
Все оборудование в отличном состоянии.
29.11.2016
Пермь (Россия)
Рейсмус СР3-6
Состояние: Б/У
Продам Рейсмус СР3-6 завода Красный металлист на чугунной станине.
Макс. ширина обработки = 320мм
Макс. высота обработки = 150мм
Мощность двигателя вала = 5,5кВт
Мощность двигателя подачи…
26.12.2012
Воронеж (Россия)
52 000
Рейсмус MB 104H (строгает до 200 мм в выс и 440 в ширину) + Пылесос промышленный
Состояние: Б/У Год выпуска: 2015 Производитель: MB 104H (Китай)
Размеры обрабатываемой заготовки, мм:
— ширина, наибольшая 440 мм
— толщина, наименьшая 8 мм
— толщина, наибольшая 210 мм
— длина не менее 220 мм
— Количество ножей, шт. 4
— Скорость подачи…
29.01.2016
Самара (Россия)
129 900
рейсмус
Состояние: Б/У Производитель: красный металист (Россия)
продам рейсмус в связи с закрытием цеха
08.10.2016
Пенза (Россия)
800 000
Красный Металист Рейсмус 640мм
Состояние: Б/У Производитель: Россия
Продам рейсмус, ширина 64 см, нижние и верхние ролики подающиеСостояние рабочееТорг приветствуется
17.01.2017
Красноярск (Россия)
110 000
Рейсмусы
Состояние: Новый
В наличии
Огромный выбор РейсмусовСамая низкая цена в крае!Бесплатная доставка!
19. 03.2017
Краснодар (Россия)
Рейсмус ср3-6
Состояние: Б/У Год выпуска: 1975 Производитель: Красный Металлист (Россия)
Рейсмус «Красный металлист» ср3-6, в отличном состоянии.
31.05.2017
Ухта (Россия)
70 000
Рейсмус СР 8 -1
Состояние: Б/У Год выпуска: 1990 Производитель: Красный Металлист (Россия)
Состояние — рабочее.Рейсмусовый станок СР8-1 является полным аналогом рейсмуса СР6-9. Отличие заключается лишь в максимальной ширине заготовки, которую можно отфрезеровать. В рейсмусе СР8-1…
07.06.2017
Железнодорожный (Московск.) (Россия)
80 000
Рейсмус JET
Состояние: Б/У Год выпуска: 2012 Производитель: JET (Тайвань)
Тип станок рейсмусовыйНапряжение, В380Max ширина обработки, мм635Потребляемая мощность, Вт11000Количество ножей, шт. 174Глубина строгания, мм 6Max глубина строгания (рейсмус), мм6Диаметр…
26.10.2017
Москва (Россия)
310 000
Фуган-рейсмус Elektra beckum
Состояние: Б/У Год выпуска: 2006 Производитель: Elektra beckum (Германия)
Фуган-рейсмус, Elektra beckum в рабочем состоянии, можно проверить в работе.
Можно купить в кредит или рассрочку! Принимаем кредитные картыТехнические характеристики:Напряжение питания 230 ВПотребляемая мощность 1,8 кВтТолщина заготовки от 6 до 153 ммШирина обработки 318. ..
12.09.2021
Краснодар (Россия)
34 000
Рейсмус СР-4К
Состояние: Б/У Год выпуска: 2008 Производитель: Россия
Состояние: Б/У Год выпуска: 1994 Производитель: Россия
Промышленный рейсмус по дереву для строгания до 400 мм. Станок в хорошем состоянии. Все узлы хорошо работают, приезжайте проводите любые проверки!2-х ножевой вал — 4500 об/мин; ширина обработки 400…
23.01.2018
Ростов-на-Дону (Россия)
58 000
рейсмус промышленный №222
Состояние: Б/У Год выпуска: 1999 Производитель: Техснаб (Россия)
Продаем рейсмус промышленный ( рейсмусовый станок ) по дереву №222 б/у производства Техснаб г. Иваново 1999 года выпуска 380V . Оборудование в рабочем состоянии .
21.06.2018
Казань (Россия)
30 000
Рейсмус 600мм
Состояние: Б/У Год выпуска: 2000 Производитель: Россия
Продаю рейсмус 600мм. Помогу с вывозом.
22.06.2018
Куровское (Россия)
100 000
Рейсмус (мин. 600), фуганок (вал от 400), форматно-аскроечный станок, аспирация, рассмотрю и другое оборудование
Состояние: Б/У
Куплю Рейсмус (мин. 600), фуганок (вал от 400), форматно-аскроечный станок, аспирация, рассмотрю и другое оборудование
16.08.2018
Москва (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по рейсмусу почти как на Авито и TIU
Видео рейсмуса
Толщиномер: ультразвуковой, цифровой и магнитный
Olympus является ведущим поставщиком ультразвуковых толщиномеров для точного измерения многих типов материалов.
Наши цифровые толщиномеры предлагают ряд функций для повышения производительности. Изучите различные варианты, соответствующие потребностям вашего приложения, от простых портативных датчиков до продвинутых моделей. Все ультразвуковые толщиномеры Olympus могут измерять толщину с одной стороны детали. Ультразвуковой толщиномер может измерять большинство технических материалов, включая пластмассы, металлы, металлические композиты, резину и материалы с внутренней коррозией. Olympus также является ведущим производителем толщиномеров на эффекте Холла, которые идеально подходят, если вы хотите добиться быстрых, точных и точных измерений цветных металлов или тонких материалов, таких как пластиковые бутылки.
Поговорите со специалистами
Цифровые толщиномеры
Наш ассортимент цифровых толщиномеров включает базовые портативные толщиномеры, усовершенствованные ультразвуковые толщиномеры, а также одноэлементные и двухэлементные преобразователи.
Усовершенствованный ультразвуковой толщиномер 72DL PLUS™ обеспечивает точное измерение толщины с высокой скоростью в портативном, простом в использовании устройстве. Этот инновационный прибор, совместимый с одноэлементными преобразователями с частотой до 125 МГц, идеально подходит для измерения толщины ультратонких материалов, включая многослойные краски, покрытия и пластик. Он может одновременно отображать толщину до 6 слоев.
Посмотреть продукт
Универсальный измерительный прибор 38DL PLUS™ можно использовать с двухэлементными преобразователями для измерения корродированных труб и очень точных измерений толщины тонких или многослойных материалов с помощью одноэлементного преобразователя.
Посмотреть продукт
Усовершенствованный ультразвуковой толщиномер 45MG оснащен стандартными функциями измерения и программными опциями. Этот уникальный прибор совместим со всеми двухэлементными и одноэлементными преобразователями Olympus для измерения толщины.
Посмотреть продукт
В толщиномере на эффекте Холла Magna-Mike™ используется магнитный зонд для выполнения точных измерений цветных металлов и тонких материалов, таких как пластиковые бутылки.
Посмотреть продукт
Базовый ультразвуковой толщиномер 27MG предназначен для выполнения точных измерений с одной стороны на металлических трубах и деталях с внутренней коррозией или эрозией. Он легкий, прочный и эргономичный, что позволяет легко управлять им одной рукой.
Посмотреть продукт
35RDC — это простой ультразвуковой датчик «соответствует/не соответствует», предназначенный для обнаружения подповерхностных дефектов, вызванных ударным повреждением композитных конструкций самолета.
Посмотреть продукт
Компания Olympus предлагает широкий выбор одноэлементных и двухэлементных преобразователей и принадлежностей для точного измерения толщины и коррозионной толщины.
Посмотреть продукт
Часто задаваемые вопросы о толщиномере
Что такое толщиномер?
Толщиномер — это устройство, используемое для быстрого и простого измерения толщины материала. Толщиномер полезен во многих отраслях промышленности, но чаще всего используется в машиностроении и производстве, чтобы обеспечить соответствие толщины материала промышленным стандартам и нормам. Помимо измерения толщины и плотности материала, толщиномер может использоваться в качестве дополнительного инструмента контроля качества в таких отраслях, как автомобилестроение, для измерения однородности материала и выявления скрытых повреждений или дефектов.
Сколько стоит толщиномер?
На цену и стоимость толщиномера могут влиять различные факторы, такие как частота преобразователя, приложение для измерения толщины и возможности программного обеспечения. Мы предлагаем бесплатные расценки и демонстрации, чтобы вы могли протестировать и оценить датчики перед покупкой; Свяжитесь с нами чтобы узнать больше.
Что такое толщиномер на эффекте Холла?
В толщиномерах на эффекте Холла, таких как Olympus Magna-Mike™ 8600, используется датчик, который реагирует на изменения в магнитном поле путем изменения напряжения. Используя небольшую магнитную мишень, они могут обеспечить точные измерения толщины практически любого немагнитного материала, где зонд может быть размещен с одной стороны, а мишень, например, стальной шар, — с другой.
Как вы измеряете толщину трубы?
Если вы хотите измерить толщину трубы, следует использовать ультразвуковой толщиномер. Ручной толщиномер, такой как 27MG, обеспечит точные измерения с одной стороны металлических труб и деталей, которые утончаются из-за эрозии или коррозии.
Как измерить толщину металла?
Для точного измерения толщины металла без его повреждения следует использовать ультразвуковой толщиномер.
Что такое мил толщина?
Мил (или тысяча) — единица толщины, равная одной тысячной дюйма (0,001 дюйма). Пример: 10 мил = 0,010 дюйма. Толщина мил обычно используется в производстве в неметрических странах для измерения толщины различных тонких материалов, таких как слои краски, тонкие пленки, фольга, пластиковые листы и покрытия.
Что такое микронная толщина?
Микрон (мкм) — это небольшая единица толщины, равная одной миллионной части метра (0,000001 метра) и одной тысячной миллиметра (0,001 миллиметра). Микрон — это сокращенное слово для микрометра и ближайшая метрическая единица к милу (25,4 микрона = 1 мил).
Как проверить толщину краски?
Ультразвуковые толщиномеры могут неразрушающим образом измерять толщину краски. Например, датчики Olympus, такие как прибор 72DL PLUS , предлагают функции, которые могут рассчитывать общую толщину краски и одновременно отображать измерения толщины краски до шести отдельных слоев. Толщина краски выражается в милах или микронах.
Как измерить толщину пластика?
Для неразрушающего измерения толщины пластика следует использовать датчик Холла или ультразвуковой толщиномер. Толщина пластика часто выражается в милах или микронах.
Видеоматериалы о толщиномерах
Введение в инструмент беспроводной связи Olympus 38-Link™ для ультразвукового толщиномера 38DL PLUS
Адаптер 38-Link позволяет любому существующему датчику 38DL PLUS отправлять и получать данные с помощью Bluetooth ® или беспроводного подключения к локальной сети, обеспечивая более эффективные рабочие процессы.
Сравнение ультразвукового толщиномера 38DL PLUS Echo to Echo и THRU-COAT
Узнайте о различиях между методами измерения эхо-эхо и THRU-COAT на толщиномере 38DL PLUS.
Представляем ультразвуковой толщиномер 45MG
Манометр 45MG оснащен стандартными измерительными функциями и опциями программного обеспечения. Этот инновационный прибор, совместимый со всеми двухэлементными и одноэлементными преобразователями Olympus для измерения толщины, может решить практически любую задачу измерения толщины.
Толщиномер / Толщиномер для различных материалов
Толщиномер для любых целей
Checkline Europe всегда предлагает вам правильное решение для проведения измерений в соответствии со стандартами ASTM, DIN и ISO. В нашем ассортименте вы найдете подходящий толщиномер для любых целей, как с аналоговым циферблатом, так и с цифровым.
Измерение толщины является неотъемлемой частью повседневной жизни в промышленном или ремесленном бизнесе, особенно в управлении качеством, чтобы соответствовать стандартам ISO или поддерживать неизменно высокий уровень качества, без высококачественной измерительной техники не обойтись.
Чтобы удовлетворить любые требования, вы также найдете широкий ассортимент индивидуальных принадлежностей для предлагаемых толщиномеров, включая различные щупы или программное обеспечение для анализа и оценки результатов измерений.
Каждый мобильный толщиномер оснащен удобной ручкой, подпружиненными поршнями и курком для большого пальца, облегчающим обращение.
Калибровка толщиномера
Конечно, вы также можете купить калибровку для своего измерительного прибора непосредственно в нашем интернет-магазине. Если вы ищете качественный толщиномер покрытия, вы также найдете его в нашем интернет-магазине в отдельной категории.
Ультразвуковые толщиномеры стенок и толщиномеры стенок для немагнитных полых тел можно найти в отдельной категории.
Универсальный толщиномер TMG – нормы ASTM, DIN, EN и ISO
Модульный толщиномер для стандартов ASTM, DIN, EN и ISO
6
1
1
Возможна калибровка производителем и DAkkS
Гранитный измерительный стол и направляющая стойки из нержавеющей стали
Цена от € 1.750,00 Подробнее
Прецизионные толщиномеры
Стационарные прецизионные толщиномеры, соответствующие различным нормам DIN-ISO и ASTM
Показать все продукты
Gauge2 ISO9 Толщина 2 RTG-ISO235
Оптимальное решение для измерения толщины резины в соответствии с ISO 23529
Экономичный и простой в использовании
В соответствии с ISO 23529
Дополнительная информация
FTG-ISO4593 Толщиномер 9 0 10519 — ISO
Оптимальное решение для измерения толщины пленки и фольги в соответствии с ISO 4593
Экономичный и простой в использовании
Соответствует ISO 4593 и поставляется с сертификатом калибровки
Цена, € 2. 730,00 Дополнительная информация
TTG-ISO-5084 Толщиномер ткани согласно ISO 5084
01 Измерение толщины ткани в соответствии с ISO
61 084
Resolution: 0.001mm
Measuring Range: 0-12.5 mm
Простая экономичная прочная конструкция
Дополнительная информация
CTG-ASTM D1777-2 Толщиномер для тканей с покрытием — ASTM D1777-2
0 Оптимальное решение для измерения толщины ткани с покрытием с, Узкие ткани , лямки, ленты, ленты и оплетки в соответствии с ASTM D-1777-2
Экономичность и простота в использовании
7-2-1 Соответствие ASTM 7-2-1
90
Дополнительная информация
LTG-ISO2589 Измеритель толщины кожи в соответствии с ISO 2589
Оптимальное решение для измерения толщины кожи в соответствии с ISO 2589
015
Экономичный и простой в использовании
В соответствии с ISO 2589
Дополнительная информация
Толщиномер MTG
Удобное измерение толщины резины, тканей, пеноматериалов, лент/пленок и широкого ассортимента других мягких материалов
8 1 Цифровой толщиномер (с широким диапазоном ) для определения толщины кожи, текстиля, картона, войлока, резины, дерева, листового металла, фольги, фанеры, пластика и т. д.0158
Разрешение: 0,01 мм (0,001″)
Диапазон измерения: 906 0-75 мм (0-1 дюйм) 12
Цена от € 161,00 Дополнительная информация
TTD Измеритель глубины протектора шин со шкалой
Измеритель глубины протектора шин со шкалой
9016 Специальный сегмент для красных шин малого размера и глубины
9016
Легко читаемая аналоговая шкала
Цена € 89,00 0160
Толщиномер
Определение толщины нетканых материалов, текстиля, войлока, геоматериалов, бумаги, напольных покрытий, кожи, фольги и т. д.
Диапазон измерения: 0-25 мм
Цена от € 396,00 Подробнее
Толщиномер J-15
8
Глубина челюсти: 18 мм
Разрешение: 0,01 мм
Диапазон измерения: 0 . ..10 мм
8
Измерение давления: 0,8 Н
Форма щупа: f
, 902 Вес нетто: 9 г 907
, 902
Цена € 125,00 Подробнее
J -45 Толщиномер
Глубина захвата: 45 мм
2 мм Разрешение: 3
Диапазон измерения: 0 …10 мм
Измеряемое давление: 0,8 Н
9016 9016 58
Форма щупа: f
.0270 Глубина губки: 50 мм
Разрешение: 0,01 мм
70 Me
60159
9
9
9 диапазон гарантирования: 0 …10 мм
Форма щупа: a/b/c/d/e
Вес нетто: 300 г
8 Подробнее € 0
8 Цена 0 € 009
Толщиномер JA-50
Глубина захвата: 50 мм
Разрешение:
0,162 0,01 мм
Диапазон измерения: 0 . ..10 мм
Форма щупа: a/b/c/d/e
Измерение давления: 123 9001 1,62 Н 1,0
Вес нетто: 300 г
Цена € 145,00 Подробнее
Толщиномер J-100
60159
8
Глубина захвата: 100 мм
Разрешение: 0,01 мм
Диапазон измерения: 0 …10 мм
5
3
2 9
Измерение давления: 1,0 Н
Форма щупа: a/b/c/d/e
9,
9,
9 271 450 г
Подробнее
Толщиномер J-200
Глубина захвата: 200 мм
2 Разрешение: 102162 0,01 мм
Диапазон измерения: 0 . ..10 мм
Измерительное давление: 2,0 Н (по запросу 1 Н / 4 Н)
2
5
Форма щупа: a/b/c/d/e
Вес, нетто: 1100 г
Цена 9
9008 Подробнее Толщиномер J-200-30
Глубина захвата: 200 мм
Разрешение: 0,01 мм 9015 9 1515 9
3
Диапазон измерения: 0 … 30 мм
Измерительное давление: 2,0 Н (по запросу 1 Н / 4 Н)
Форма щупа: 16 6 9012 9013 9012 9012 9012 0015
Вес нетто: 1100 г
Цена € 289,00 Подробнее
Толщиномер J-40
6 5 9 15 8 9 0 0161 Толщиномер
Определение толщины нетканых материалов, текстиля, войлока, геоматериалов, бумаги, напольных покрытий, кожи, фольги и т. д.
Цена от € 334,00 Дополнительная информация
F-1101-30-01 Толщиномер тонкой фольги
Для фольги и тонких материалов
270 Разрешение: 0,001 мм (1 мкм)
Диапазон измерения: 0,1 мм
Точность: 2 6 9 1,1 мкм 90 0015
Глубина захвата: 30 мм
Форма щупа: F
,
, € 3 Подробнее Цена 30 € 9
F-1101-30 Толщиномер фольги
Для фольги и тонких материалов
Разрешение: 0,001 мм (1 мкм)
9015 9015
8
5 161 Диапазон измерения: 1 мм
Точность: ± 3 мкм
1 Глубина 2 браншей 30 мм
Форма щупа: F
Цена € 289,00 Подробнее
Толщиномер F-1000-30
Для пленок и тонких материалов
Разрешение: 0,001 мм (1 мкм)
Диапазон измерения: 2 6 62 1 мм 900 0015
Точность: ± 5 мкм
Глубина губок: 30 мм
Форма щупа: F
900 € 265,00 Дополнительная информация
Цифровой толщиномер JD-50
Глубина захвата: 50 мм
1
1 01 мм
Диапазон измерения: 0 . .. 10 мм
Форма щупа: a / b / c / d / e
7
0 902 1 300 г
Цена € 565,00 Подробнее
JD-200 Цифровой толщиномер
0271
Глубина захвата: 200 мм
Измерение усилием пружины 1,9 Н
8
8
60
Открытие подъемным устройством (рычагом)
Цена от € 219,00 Подробнее
JD-200-25 Цифровой толщиномер
102 мм 202 мм
Разрешение: 0,01 мм
Диапазон измерения: 0 … 25 мм
70015
9
9 Форма щупа: a/b/c/d/e 9
стенки измерительной трубы
Толщина калибр для измерения стенок трубы
2 дюйма (50 мм) Глубина захвата
Разрешение: 60 9 0,101 мм
Цена 685,00 € Подробнее
DDM-2000 Цифровой прецизионный толщиномер фольги
Для фольги и тонких материалов
9016 58
Разрешение: 0,001 мм (1 мкм)
Диапазон измерения: 2 мм
мкм
Точность 0162
Глубина губок: 30 мм
Форма щупа:
F 9016 15
Цена от € 669,00 Подробнее
FD-50 Цифровая толщина Датчик
Разрешение: 0,001 мм (1 мкм)
2 Диапазон измерения: 0 . .. 90 мм 17 90 17 90 2
Точность: ± 5 мкм
Глубина захвата: 50 мм
8
Форма щупа: a / b / c / d / e
Цена € 629,00 Подробнее
FD-200-25 Цифровой толщиномер
Разрешение: 9 1 мкм2 1 0,0 0163
Диапазон измерения: 0 … 25 мм
Глубина захвата: 200 мм 5
115 90 115 9 900 0159
Форма щупа: a / b / c / d / e
Вес нетто: 1000 г
Цена 839,00 € 5-R 908
Толстый Датчик движения объектов
Разрешение: 0,01 мм
Диапазон измерения: 0–5 мм 9015 9055
Глубина захвата: 50 мм
Диаметр шкалы: 54 мм
Измерительное давление: 1,0 Н
6 101598
8 Вес, нетто: 300 г
Цена от € 273,00 Подробнее
JD-50-R Толщиномер для движущихся объектов
1 Разрешение:
1
1 1 мм / 0,001 дюйма
Диапазон измерения: 10 мм / 0,4 дюйма
Глубина захвата: 9015 50 мм
9016 9016 58
Измерение давления: < 1,4 Н
Вес нетто: 300 г
8 Цена 9 729 9109 Подробнее 8 Толщиномер FD-50-R для движущихся объектов
Разрешение: 0,001 мм / 0,0001 дюйма
Диапазон измерения: 10 мм / 0,4 дюйма
2
2
Глубина захвата: 50 мм
Давление измерения: < 1,4 Н
300 г
Цена € 835,00 Подробнее
Цифровой толщиномер DMD-3 | DMD-3
Диапазон измерений: 0–10 мм
Разрешение:
Глубина захвата: 50 мм
Цена от € 291,00 D Толщина 900-1MD Толщина 900 Калибр | DMD-3-1
Управление станком позволяет использование одной функции М в каждом кадре.
SprutCAM Практик бесплатно на год при покупке станка с ЧПУ
Написать инженеру
Поделиться:
Новости
Автоматический кромкооблицовочный станок WoodTec Compact h455 F
Подробнее
Форматно-раскроечный станок WoodTec PS 45S PRO
Подробнее
Статьи
Всё о лазерных станках ЧПУ
Всё о фрезерных станках ЧПУ
Лазерная обработка
Фрезерная обработка
Системы станка ЧПУ
Ремонт лазерных станков
Программирование станков с ЧПУ
NC Studio
Оборудование компании
Изделия на ЧПУ станках
Санитарные нормы на производстве
Использование вспомогательных М-кодов в станках с ЧПУ
Содержание страницы
1. Временный останов выполнения управляющей программы – М00 и М01
2. Коды М03, М04, М05 управления вращением шпинделя
3. Система управления подачи СОЖ (М07, М08, М09)
4. Код М06 для автоматической замены режущего инструмента
5. Окончание УП (коды М30 и М02)
Коды, обозначающиеся буквой М (Miscellaneous), называются вспомогательными и предназначены для управления режимами работы станка. М-код может стоять как отдельно, так и находиться в кадре с G-кодами. Некоторые М-коды работают совместно с другими адресами. Например, М-код, отвечающий за направление вращения шпинделя, обычно указывается с адресом S, который необходим для задания числа его оборотов при вращении:
N10 S1000 М03
В таблице 1 помещены базовые М-коды, которые должен знать каждый технолог-программист. Когда М-код находится в кадре с G-кодом, то порядок выполнения зависит от модели ЧПУ. Возьмем, например, следующий кадр:
N10 G01 Х100.0 Y100.0 Z100.0 F50.0 М08
Таблица 1. Базовые М-коды
М код
Действие
M00
Запрограммированный останов
М01
Останов по выбору
М02
Конец программы
М03
Прямое вращение шпинделя
М04
Обратное вращение шпинделя
М05
Останов шпинделя
Кадр М08 обеспечивает линейное перемещение и включает подачу охлаждающей жидкости. Одни станки включают подачу СОЖ сразу, другие – только после перемещения в указанную позицию. Зная это, опытный программист старается указывать код М08 перед выполнением перемещения на рабочей подаче:
N05 М08
N10 G01 Х100.0 Y100.0 Z100.0 F50.0
Нужно учесть, что некоторые системы ЧПУ позволяют задавать в кадре только один М-код. В этом случае, если в кадре находятся несколько М-кодов, то СЧПУ выдаст сообщение об ошибке. Для избежания ошибок внимательно прочтите раздел документации станка и системы ЧПУ о работе с М-кодами.
1. Временный останов выполнения управляющей программы – М00 и М01
Очень часто возникают ситуации, когда необходимо временно прервать выполнение программы, например, для того чтобы удалить стружку, проверить размеры обрабатываемой детали или переставить крепежные элементы в другое положение. Коды М00 и М01 временно приостанавливают выполнение программы обработки или, говоря другими словами, делают паузу в производственном цикле станка.
Когда СЧПУ читает код М00, то происходит так называемый запрограммированный останов. Все осевые перемещения останавливаются и возобновляются лишь после того, как оператор станка нажмет клавишу Старт цикла на панели УЧПУ. При этом шпиндель продолжает вращаться, и другие функции остаются активными. Если оператор станка нажимает клавишу Старт цикла, то выполнение программы будет продолжено с кадра, следующего за М00.
…
N200 G01 X200
N210 G00 Z100
N220 M00
N230 G00 Z5
N240 G01 Z-1 F50
…
Для того чтобы безопасно удалить стружку из зоны обработки или снять ее со сверла, необходимо остановить шпиндель. То есть перед командой М00 нужно указать код выключения вращения шпинделя М05. Однако не забудьте снова включить шпиндель, иначе инструмент будет перемещаться без вращения, что приведет к его поломке.
…
N200 G01 X200
N210 G00 Z100
N215 M05
N220 M00
N225 M03 S1000
N230 G00 Z5
N240 G01 Z-1 F50
…
Использование кода М01 дает возможность оператору выбора – прерывать выполнение управляющей программы или нет. Любой станок с УЧПУ имеет клавишу «М01». Если она нажата, то происходит останов УП. Если клавиша не нажата, то выполнение УП не прерывается.
…
N200 G01 X200
N210 G00 Z100
N220 M01
N230 G00 Z5
N240 G01 Z-1 F50
…
2. Коды М03, М04, М05 управления вращением шпинделя
Вспомогательные коды М03 и М04 предназначены для управления вращением шпинделя. Единственная разница между двумя этими М-кодами заключается в направлении вращения. Код М03 отвечает за прямое (по часовой стрелке), а М04 – за обратное вращение шпинделя (против часовой стрелки). Направление вращения определяется, если смотреть в отрицательном направлении оси Z (со стороны шпинделя в сторону заготовки).
При фрезеровании режущие инструменты должны иметь прямое вращение (М03) (см. рис. 1). При выводе метчика из отверстия, при нарезании левой резьбы, в циклах автоматического измерения диаметра инструмента может потребоваться обратное вращение шпинделя (М04). В конце программы обработки и перед сменой инструмента нужно остановить вращение шпинделя при помощи команды М05.
…
N40 Z5.0
N45 G00 Z100.0
N50 M05
M55 M30
%
Рис. 1. Для операции фрезерования применяется только прямое вращение инструмента (М03)
Для задания частоты вращения шпинделя используется S-адрес. За S следует числовое значение, выражающее скорость вращения шпинделя в оборотах за одну минуту. Большинство СЧПУ воспринимают только целочисленное значение S. Обычно код М03 и S находятся в одном кадре.
Например, кадр N20 заставляет вращаться шпиндель в прямом направлении со скоростью 1000 оборотов в минуту:
% O0002
N05 G21 G40 G49 G54 G80 G90 G98 G00
N10 T1 M06
N15 G43 h2 Z100.0
N20 M03 S1000
N25 X100.0 Y150.0 Z5
N30 G01 Z-0.5
N35 X200.0 Y250.0
N40 Z5.0
N45 G00 Z100.0
N50 M05
M55 M30
%
Некоторые станки (преимущественно старых моделей) оснащены специальной коробкой скоростей. Нужная передача для соответствующего диапазона скоростей вращения шпинделя выбирается автоматически или с помощью М-кодов. Обычно для включения низкой передачи используется код М41, а для включения более высоких передач – М42, М43 и т. д. Переключение передач в этом случае необходимо, чтобы двигатель, вращающий шпиндель, не подвергался чрезмерным нагрузкам (вспомните процесс переключения передач в автомобиле). Приведем небольшой программный пример. В кадре N20 включается низкая передача, а в кадре N25 шпиндель начинает вращаться со скоростью 900 оборотов в минуту:
…
N10 T5 M06
N15 G43 H5
N20 M41
N25 M03 S900
…
3. Система управления подачи СОЖ (М07, М08, М09)
В процессе фрезерования охлаждающая жидкость подается в зону обработки для увеличения стойкости инструмента, улучшения качества обрабатываемой поверхности и удаления (вымывания) стружки.
Станки с ЧПУ оснащаются системой автоматической подачи СОЖ. Управление этой системой осуществляется при помощи нескольких М-кодов. Обычно код М08 используется для включения подачи охлаждающей жидкости, а код М09 – для выключения. Некоторые станки позволяют подавать СОЖ в зону обработки в различном виде. Например, код М08 может вызывать подачу охлаждающей жидкости в виде струи, а код М07 – в распыленном виде.
Подачу СОЖ принято отключать перед сменой инструмента и в конце программы обработки. Многие современные станки делают это автоматически при чтении кода М06 (смена инструмента), кодов М30 и М02 (конец программы). Кроме программного управления системой автоматической подачи СОЖ, существует и ручное управление, позволяющее оператору станка при помощи определенных клавиш на панели УЧПУ включать или выключать подачу охлаждающей жидкости в случае необходимости. Для того чтобы струя охлаждающей жидкости точно попадала в нужное место зоны обработки и на режущий инструмент, используют гибкие шланги (см. рис. 2).
Рис. 2. Подача СОЖ в зону резания
4. Код М06 для автоматической замены режущего инструмента
Код М06 предназначен для автоматической смены инструмента. Некоторые станки с ЧПУ прошлых поколений или недорогие настольные станки не имеют устройства автоматической смены инструмента. В этом случае оператор станка вынужден останавливать программу и вручную менять один инструмент на другой, что конечно же неудобно.
Многие современные станки с ЧПУ имеют это полезное устройство, освобождающее оператора от лишнего вмешательства в производственный цикл станка. Инструменты находятся в ячейках специального барабана, который обычно называют магазином инструментов (см. рис. 3). В большинстве станков каждая из ячеек магазина инструментов имеет собственный номер. Специальные датчики и устройство обратной связи помогают системе ЧПУ определить положение магазина инструментов и наличие инструмента в ячейках.
Рис. 3. Магазин инструментов фрезерного станка с ЧПУ
Обычно для выполнения автоматической смены инструмента программист напрямую указывает номер инструмента, который необходимо взять (номер инструмента в большинстве случаев совпадает с номером ячейки инструментального магазина). Такой способ смены инструмента называется абсолютным. Некоторые старые станки использовали относительный способ смены инструмента. В этом случае номер инструмента отсчитывался от номера текущего инструмента, что менее удобно. Производители станков постоянно совершенствуют конструкцию устройств автоматической смены инструмента.
Сегодня наиболее популярными являются следующие конфигурации:
магазин инструментов перемещается при смене инструмента, тип «зонтик»;
магазин инструментов не перемещается при смене инструмента, тип «рука».
Сначала рассмотрим алгоритм работы устройства автоматической смены инструмента с перемещающимся магазином. Когда управляющая программа доходит до кадра смены инструмента, шпиндель перемещается в определенную точку, находящуюся рядом с магазином инструментов. Магазин инструментов перемещается в эту же точку до «сцепления» инструмента с пустой ячейкой. Шпиндель немного поднимается вверх, освобождая отработавший инструмент. Магазин инструментов поворачивается таким образом, чтобы выбранный инструмент находился под шпинделем.
Шпиндель опускается, зажимает новый инструмент и отводится вверх. Магазин инструментов перемещается обратно на свое место. Если магазин инструментов не перемещается, то возможен следующий алгоритм работы. Сначала шпиндель перемещается в определенную точку, находящуюся рядом с магазином инструментов. Затем магазин инструментов поворачивается таким образом, чтобы выбранный инструмент находился напротив шпинделя. Механический захват («рука»), находящийся между магазином и шпинделем, захватывает отработавший инструмент в шпинделе и новый инструмент в магазине.
Захват опускается вниз, освобождает инструмент и меняет их местами. Захват поднимается вверх, при этом новый инструмент зажимается в шпинделе, а старый остается в магазине инструментов. Внимательно ознакомьтесь с соответствующим разделом документации станка, для того чтобы хорошо понимать, как на вашем станке производится смена инструмента. Обычно станки с ЧПУ производят смену инструмента при указании в программе следующей команды:
М06 Т1
Адрес Т обозначает номер вызываемого инструмента (в данном случае инструмент № 1), а М06 обеспечивает смену. Например, если в УП запрограммировать М06 Т5, то будет вызван инструмент № 5. Большинство СЧПУ допускают любой порядок слов данных в кадре смены инструмента. То есть вы можете вызвать инструмент № 1 и таким образом:
Т1М06
Некоторые СЧПУ требуют, чтобы адрес Т и команда М06 находились в разных кадрах, иначе автоматическая смена инструмента может быть выполнена неправильно:
N10 Т1
N20 М06
Сразу после смены необходимо выполнить компенсацию длины нового инструмента. Как вы уже знаете, компенсация длины инструмента осуществляется при помощи кода G43 и следующего за ним Н-слова данных. Для удобства номер корректора на длину совпадает с номером инструмента.
Например, для выполнения компенсации длины инструмента № 1 в УП необходимо указать:
G43 h2
Некоторые станки старых моделей требовали указывать направление компенсации длины инструмента. При этом код G43 обозначал положительное направление, a G44 – отрицательное направление компенсации. К счастью, сегодня такой неудобный способ используется крайне редко. Кадры смены инструмента и активации компенсации длины нового инструмента в управляющей программе:
% O0002
N05 G21 G40 G49 G54 G80 G90 G98 G00
N10 T1 M06
N15 G43 h2 Z100.0
N20 M03 S1000
N25 X100.0 Y150.0 Z5
N30 G01 Z-0.5
N35 X200.0 Y250.0
N40 Z5.0
N45 G00 Z100.0
N50 M05 M55 M30
%
В кадре N10 производится смена инструмента (вызов инструмента
№ 1), а в кадре N15 выполняется компенсация длины инструмента № 1 и инструмент перемещается в точку Z100.0. Перед тем как вызвать новый инструмент, принято отменять компенсацию длины активного инструмента. Это действие производится при помощи кода G49, хотя многие современные СЧПУ отменяют компенсацию длины автоматически при указании команды М06. Если произведена смена инструмента, а компенсация его длины не выполнена, то возможно столкновение инструмента с заготовкой или частями станка. Многие программисты для обеспечения безопасности перед сменой инструмента выполняют возврат в исходную позицию по оси Z:
…
G91 G28 Z0 T3 M06 G43 h4
…
Чтобы избежать серьезных ошибок, при смене инструмента оператору станка необходимо быть особенно внимательным.
5. Окончание УП (коды М30 и М02)
В конце любой управляющей программы должен находиться код ее завершения – М30 или М02. При выполнении любого из этих кодов станок останавливается независимо от того, какую функцию он выполнял. Разница между М30 и М02 заключается лишь в том, что код М30, помимо завершения программы, «перематывает» или «сбрасывает» ее на начало, а код М02 не делает этого. Проще говоря, при окончании программы обработки с М30 курсор текущего положения переводится в самое начало программы, а с М02 остается в конце.
…
N40 Z5.0
N45 G00 Z100.0
N50 M05
M55 M30
%
Обычно при завершении программы обработки производится перемещение рабочего стола или инструмента в позицию, которая облегчает оператору снятие готовой детали со станка. Такое перемещение совершается с помощью кода возврата в исходную позицию G28:
…
N120 G91 G28 X0 Y0 Z0
N130 M05
N140 M30
%
Просмотров: 97
Объяснение элементов управления шпинделем ЧПУ [M03, M04, M05 и др.
]
Содержание
Начало работы с элементами управления шпинделем ЧПУ
Основные коды для управления шпинделем ЧПУ:
M03 = шпиндель по часовой стрелке 9001 0
M04 = шпиндель включен против часовой стрелки
M05 = шпиндель выключен
Но управление шпинделем ЧПУ — это нечто большее, чем просто его включение и выключение.
Например, большинство станков с ЧПУ имеют несколько способов выключения шпинделя, и у каждого способа есть свой вариант использования.
Управление скоростью вращения шпинделя — еще одна функция, имеющая несколько режимов. Неправильный выбор может привести к катастрофе.
Узнайте все тонкости управления шпинделем ниже.
Хотите узнать больше о CNC G Code?
Коды для включения шпинделя
Есть две команды ЧПУ для включения шпинделя, M03 и M04.
M03 = шпиндель по часовой стрелке
M04 = шпиндель против часовой стрелки
Код S используется вместе с этими кодами для установки скорости вращения шпинделя.
M03 [шпиндель включен, по часовой стрелке]
Код M03 включает шпиндель по часовой стрелке с заданной скоростью.
Скорость устанавливается с помощью самого последнего S-кода.
Вращение по часовой стрелке с M03 является наиболее распространенным направлением вращения шпинделя при обработке с ЧПУ.
Вращение по часовой стрелке используется с правыми режущими инструментами.
M04 [шпиндель включен, против часовой стрелки]
Код M04 включает шпиндель против часовой стрелки с заданной скоростью.
Так же, как и M03, установленная скорость – это значение, используемое с самым последним S-кодом.
M04 используется с левосторонними режущими инструментами.
Вращение шпинделя против часовой стрелки встречается гораздо реже, чем по часовой стрелке.
Особенно это касается обрабатывающих центров (фрезерных станков). Для токарных станков M03 по-прежнему более распространен, но M04 используется чаще.
Коды для выключения шпинделя
Код M05 — единственный код, который просто выключает шпиндель.
Однако есть и другие коды, перечисленные ниже, которые отключают несколько функций станка, и шпиндель включен в эти функции.
M05 [шпиндель выключен]
Код M05 используется для остановки шпинделя.
Обычно используется при смене инструмента или других изменениях в процессе обработки.
Когда шпиндель снова включается с помощью кода M03 или M04 после остановки, шпиндель возвращается к той же скорости, на которую он был ранее установлен с помощью последнего кода S.
M00 [остановка программы]
Код M00 называется остановкой программы. Он останавливает текущую программу в середине работы.
Использование кода M00 отключает следующие функции:
Движение всех осей
Вращение шпинделя
Поток охлаждающей жидкости
Машина приостанавливает чтение программы
При использовании кода M00 ничего не сбрасывается. Другими словами, любые активные режимы или параметры останутся такими, какие они есть.
Программа просто приостанавливается, когда считывает код M00.
Кнопка запуска цикла на панели управления Fanuc
Машина возобновит считывание программы при нажатии кнопки запуска цикла после остановки программы.
Следует помнить, что машина не включает функции, когда нажимается запуск цикла.
Если код M00 что-то выключает, например, шпиндель, его нужно снова включить в программе.
M01 [дополнительный останов]
Код M01 называется дополнительным остановом.
Останавливает текущую программу в процессе ее выполнения, но только если включен дополнительный переключатель или кнопка остановки.
Если дополнительный выключатель остановки не включен, машина будет игнорировать любые считанные коды M01 и продолжит выполнение программы в обычном режиме.
Дополнительная кнопка останова на ЧПУ Haas
Когда станок считывает код M01 и дополнительный выключатель останова включен, он отключает следующие функции: машина приостанавливает чтение программы
При использовании кода М01 ничего не сбрасывается. То же, что и с кодом M00.
Другими словами, любые активные режимы или параметры останутся такими, какие они есть. Программа просто приостанавливается, когда считывает код M01.
Машина возобновит считывание программы при нажатии кнопки запуска цикла после остановки программы.
Следует помнить, что машина не включает функции, когда нажимается запуск цикла.
Если код M01 что-то выключает, например, шпиндель, его нужно снова включить в программе.
M30 [конец программы]
Код M30 завершает программу.
Это отличает его от M00, M01 или M05.
M00 и M01 отключают различные функции машины и приостанавливают выполнение программы.
M30 отключает функции машины и завершает ее.
Нажатие кнопки запуска цикла после кода M30 запустит всю программу заново.
Как установить скорость шпинделя
Скорости шпинделя ЧПУ устанавливаются с помощью S-кода.
S-код
Использование S-кода устанавливает скорость шпинделя, которая будет использоваться при каждом включении шпинделя. В качестве единиц измерения используются обороты в минуту (об/мин).
То же значение скорости шпинделя будет сохраняться до тех пор, пока оно не будет изменено.
Ниже приведен небольшой фрагмент кода с комментариями в скобках, которые показывают, что произойдет, когда машина прочитает код.
M03 S3000 (шпиндель включен по часовой стрелке, скорость = 3000 об/мин)
M05 (шпиндель выключен)
M04 (шпиндель включен против часовой стрелки, скорость = 3000 об/мин)
Обратите внимание, как шпиндель снова включается с той же заданной скоростью. Это происходит даже при изменении направления вращения шпинделя с правого на левое или наоборот.
Коды S часто появляются в программах в начале нового раздела кода. Это может быть смена инструментов или смена операций обработки, например, переход от резки внешнего профиля детали к сверлению отверстий.
Некоторые другие примечания о S-коде:
Должно быть целым числом (без десятичных знаков, таких как 3000,5)
Большинство станков имеют ограничение на диапазон скоростей вращения шпинделя, который можно использовать. 1-9999 является обычным, но 1-99999 также используется некоторыми машинами
Режимы скорости шпинделя
В программировании ЧПУ есть два кода, которые управляют режимом скорости шпинделя, G96 и G97.
G97 является наиболее распространенным и устанавливает режим вращения шпинделя на RPM.
G96 устанавливает режим шпинделя на постоянную скорость поверхности, которая регулирует скорость шпинделя в зависимости от размера обрабатываемой детали.
G97 [скорость в об/мин]
Когда активен режим G97, станок будет поддерживать постоянную скорость шпинделя на основе значения об/мин, установленного с помощью самого последнего S-кода.
Если G97 активен, скорость шпинделя изменится только при изменении S-кода.
G96 [постоянная скорость резания]
Когда активен режим G96, станок поддерживает постоянную скорость резания.
Представьте себе шину для грузовика-монстра. А теперь представьте, как шина грузовика-монстра катится на один полный оборот за одну минуту. За эту одну минуту вы можете продвинуться на 20 футов.
Теперь представьте, что у вас есть обычная автомобильная шина. Если вы сделаете один оборот автомобильной шины за одну минуту, вы можете проехать только 4 фута.
За эту минуту вы преодолели гораздо меньшее расстояние, а значит, двигались с меньшей скоростью.
Когда что-то вращается в зависимости от скорости вращения, фактическая скорость, с которой движется режущая кромка инструмента, может измениться.
Использование постоянной скорости резания с кодом G96 указывает станку изменять скорость шпинделя с течением времени по мере изменения размера детали, чтобы скорость резания оставалась неизменной.
Это упрощенное объяснение того, как G96 работ. Для получения дополнительной информации о G96 см. наше полное руководство по команде G96.
Как заменить инструмент в шпинделе
Большинство обрабатывающих центров оснащены автоматическими устройствами смены инструмента, которые могут переключать инструменты в шпиндель с ЧПУ и из него.
Автоматическое устройство смены инструмента, удерживающее несколько инструментов в ЧПУ DMG Mori
Инструмент, который должен быть помещен в шпиндель, вызывается с помощью T-кода. Это помещает новый инструмент на место, чтобы он был готов к переключению.
Затем используется команда M06 для выполнения смены инструмента.
Вот пример кода:
T01 (Инструмент 1 готов к замене)
M06 (Инструмент 1 установлен в шпиндель)
T02 (Инструмент 2 готов к замене)
T0 3 (Инструмент 3 готов к замене)
M06 (Инструмент 3 помещается в шпиндель)
Обратите внимание, что хотя инструмент 2 был подготовлен к замене, на самом деле он никогда не устанавливался в шпиндель. Вместо этого инструмент 3 был подготовлен до того, как произошла смена инструмента, и вместо этого был помещен в шпиндель.
Хотите узнать больше о CNC G Code?
M03, M04 и M05: включение и выключение шпинделя — видеоруководство по G-коду
Из курса: Программирование G-кода для основ ЧПУ
Разблокируйте полный курс сегодня
Присоединяйтесь сегодня, чтобы получить доступ к более чем 21 200 курсам, проводимым отраслевыми экспертами, или приобретите этот курс отдельно.
M03, M04 и M05: шпиндель вкл. и выкл.
“
— [Инструктор] В этом фильме мы узнаем о команде M3, M4 и M5. Теперь M3 включает шпиндель вперед, а M4 — шпиндель назад, а M5, по сути, выключает шпиндель независимо от того, движется ли он вперед или назад. Итак, все, что вам действительно нужно, чтобы вызвать эту линию, это M3 или M4, а затем RPM. Итак, в этом случае, в самой первой строке, вы можете видеть прямо здесь, это M3 s100. Таким образом, шпиндель должен включаться при 100 об/мин вперед. Теперь, если вы хотите выключить шпиндель, просто вызовите M5 в любом месте программы, где вы действительно хотите выключить этот шпиндель.
Электрическая тепловая пушка AURORA Heat Plus 5000
Мощность — 5 кВт
Напряжение — 380 В
есть видео
Старая цена: 7623 руб
Экономия:
693 руб
6930 р.
В корзину
Электрическая тепловая пушка AURORA Busy 2000
Мощность — 0.1-2 кВт
Напряжение — 220 В
Объем помещения — 60 м2
есть видео
Старая цена: 2343 руб
Экономия:
213 руб
2130 р.
В корзину
Инвертор AURORA PRO INTER 250 Mosfet
Сварочный ток — 20 — 250 А
Вес — 10 кг
Старая цена: 33077 руб
Экономия:
3007 руб
30070 р.
В корзину
Зарядное устройство AURORA START 400 Blue
Ток зарядки — 40 А
Ток в режиме старт — 450 А
есть видео
Старая цена: 11946 руб
Экономия:
1086 руб
10860 р.
В корзину
Снегоуборщик CROSSER CR-CN-1
Мощность двигателя — 6.5 л.с.
Ширина захвата — 60 см
Высота захвата — 51 см
Старая цена: 26609 руб
Экономия:
2419 руб
24190 р.
В корзину
Снегоуборщик HUSQVARNA ST 268 EP
Мощность двигателя — 8.5 л.с.
Ширина захвата — 68 см
Высота захвата — 58.5 см
есть видео
Старая цена: 102564 руб
Экономия:
9324 руб
93240 р.
В корзину
Инвертор Ресанта САИ-220
Сварочный ток — 10 А — 220 А
Вес — 4,9 кг
есть видео
Старая цена: 8294 руб
Экономия:
754 руб
7540 р.
В корзину
Бензопила HUSQVARNA 240 + дополнительная цепь
Длина шины — 40см
Мощность — 2 л. с.
есть видео
Старая цена: 10472 руб
Экономия:
952 руб
9520 р.
В корзину
Почему искрят щетки электродвигателя
Довольно часто при работе щёток коллекторного двигателя можно наблюдать такое явление, как искрение. При этом в некоторых случаях искрение щёток расценивается как норма, в других же – сигнализирует о неисправности, которую необходимо как можно скорее устранить.
Когда искрение щёток коллекторного двигателя — норма
Алгоритм работы коллекторного электродвигателя таков, что в движении щётки постоянно вступают в контакт с коллектором, разрывая и вновь замыкая электрическую цепь. Именно такой механизм функционирования, напрямую связанный с конструктивными особенностями коллекторных механизмов, является неминуемой причиной появления искр при его работе, даже в случае, когда двигатель абсолютно исправен. Однако важно понимать, что искрение в этом случае минимально. Сильное же искрение, как правило, говорит о том, что работа коллекторного двигателя нарушена и для того, чтобы её наладить, важно выяснить причину неисправности.
Щётки искрят из-за сильного износа
Сильное искрение щёток может возникнуть из-за того, что они сильно износились. При этом сопутствующими признаками износа, помимо обильных искр, будут неспособность развития двигателем полных оборотов и выхода на полную мощность, а также тяжёлый старт двигателя, осуществить который удаётся не с первой попытки. Проверить версию об износе щёток довольно легко: щётки следует прижать к коллектору при помощи отвертки. Если щётки изношены, то при таком прижатии плотность контакта нормализуется и работа двигателя наладится, однако при ослаблении нажима снова появятся искры. Вариант решения проблемы в таком случае только один: замена щёток на новые. Некоторые модели коллекторных двигателей предусматривают замену щёток только совместно с пружинами и держателями.
Неисправность обмоток статора или ротора
При коротких замыканиях и межвитковых замыканиях, происходящих в обмотках статора или ротора, искрение будет неравномерным или даже исходить от одной из щёток. При диагностировании неисправностей обмоток может потребоваться их перемотка или же, в сложных случаях, полная замена ротора или статора.
Межвитковое замыкание якорных обмоток
В этом случае искрить будут обе щётки неисправного электродвигателя, сопутствующим «симптомом» является сильный нагрев обмотки якоря, связанный с неравномерностью токов, поступающих на контакты. Как и в предыдущем случае, при диагностировании проблемы в обмотке необходимо или перемотать её, или полностью заменить неисправный элемент.
Загрязнение коллектора
Щётки являются постоянно изнашиваемым элементом коллекторного двигателя, и в процессе их износа образуется так называемая графитовая пыль, накапливающаяся меж коллекторных пластин, что в результате приводит к замыканиям и, как следствие, появлению искр. При работе с коллекторным механизмом важно следить за положением щёток: если они смещаются, образование графитовой пыли значительно увеличивается. Помимо графитовой пыли, причиной искрения также может стать нагар, образующийся на коллекторе из-за перегрева и создающий лишнее сопротивление при контакте щёток с коллектором. Если причина в загрязнении коллектора, его необходимо очистить с помощью наждачной бумаги, уделяя особое внимание пространству меж лампелей.
Конструктивные особенности Отчего искрят щетки
При работе двигателя происходит постоянное трение щеток о контактные пластины коллектора, что требует периодического осмотра.
На рабочих поверхностях медных площадок появляется незначительный слой угольной пыли, как показано на фотографии.
Это связано с расходом материала и износом щеток. Этот процесс идет всегда при работе коллекторного двигателя. Даже при нормальном скольжении щетки создается незначительный разрыв цепи электрического тока. А это всегда связано с искрообразованием из-за возникновения переходных процессов и появлением микроскопических дуг. К тому же обмотки обладают высоким индуктивным сопротивлением. Поэтому полностью исправный щеточный механизм при номинальной работе искрит, что не заметно взглядом, но ощущают чувствительные электронные приборы: телевизоры, компьютеры и другая техника. В схему их питания всегда устанавливают помехоподавляющие фильтры.
Проверить степень износа щетки
Основной метод связан с визуальным осмотром. В интернете можно встретить советы, рекомендующие прижать при работе двигателя щетку отверткой и оценить изменение оборотов ротора. Это опасная операция, выполнять которую может только обученный и опытный персонал потому, что: необходимо пользоваться защитными средствами: работа выполняется под напряжением; существует вероятность создания короткого замыкания, ибо проверять придется обе щетки по очереди
или одновременно и использовать отвертки с изолированными стержнями и наконечниками. Если внешний осмотр показал, что длина щетки сильно уменьшена или рабочая поверхность имеет сколы, то ее необходимо просто заменить.
Бош серии 500 4,0 куб. футов Белая электрическая сушилка с фронтальной загрузкой
Hudson Appliance
800-922-0150
Модель #: WTW87Nh2UC
1 449,00 $
Краткий обзор
Компактный дизайн с сушилками 2 дюйма Bosch 2 большая вместительность, вместительность до 18 банных полотенец в одной загрузке. 24-дюймовую компактную сушильную машину Bosch можно устанавливать штабелем, бок о бок, на тумбе, в шкафу или под прилавком.
Предложение 65 Предупреждение для жителей Калифорнии
Разное. Технические характеристики
Вес изделия (фунты)
125
Тип топлива осушителя
Электрический
. Общая вместимость (90 куб. футов) 2 2 9021.
Ширина устройства (дюймы)
24
Цвет Название отделки
Белый
Опция санитарной обработки
Да
Да 9029 Соответствует ADA0 024
Совместимость со Smart
Да
Коллекция
Серия 500
Поддержка Wi-Fi
Да
5
0 Нет 9021 23 Да
Двусторонняя дверная петля
Да
Напряжение
208/220-240
Ампер
3,5
Частота
60
Мощность00
Элементы управления
Цифровые
Глубина с открытой дверцей на 90 градусов (дюймы)
42,88
Да
Количество циклов
12
Цвет прибора
Белый
Глубина (дюймы)
25
Барабан
Высота из нержавеющей стали
33,25
Штабелируемый
Да
Ширина (дюймы)
23,5
В НАЛИЧИИ
В НАЛИЧИИ 9
14 дюймов 7
Модель #: 14 WTWC890 на складе 167 Main St Hudson MA США 01749
Товары на складе доступны для запланированной доставки или запланированного пикапа в определенных местах. Пожалуйста, свяжитесь с местами до поездки в место для получения.
1 449,00 $
Вам также может понадобиться
Требуется для использования
Power Chord (4 фута)
24,95 $
Power Chord (10 футов)
39,95 $
Дополнительные аксессуары
Комплект паровой сушилки с оплеткой из нержавеющей стали для сушилок с паром
03 3 90902 $ СЛУЖИМ ВАМ С 1972 ГОДА
МЕСТНЫЙ МАГАЗИН. МАГАЗИН СМАРТ.
Краткий обзор
24-дюймовые сушилки Bosch отличаются элегантным дизайном, компактными размерами и большой вместимостью, вмещая до 18 банных полотенец при одной загрузке. Компактную сушилку Bosch 24″ можно устанавливать штабелем, бок о бок, на тумбе, в шкафу или под прилавком.
Познакомьтесь с этим продуктом.
Удобный самоочищающийся конденсатор™
Осушитель с тепловым насосом Bosch — самый эффективный осушитель в своем классе в Америке. Благодаря самоочищающемуся конденсатору устраняется необходимость в ручной очистке конденсатора и обеспечивается низкое энергопотребление — загрузка за загрузкой.
Единственный в Америке самоочищающийся конденсатор™
Запатентованный Bosch самоочищающийся конденсатор не требует обслуживания и регулярно вымывает ворсинки из конденсатора при каждом цикле.
Блокировка морщин
Опция Блокировка морщин уменьшает образование складок и морщин на срок до 2 часов после окончания программы.
QuickDry Auto
Программа QuickDry Auto идеально подходит для спортивной одежды и обеспечивает бережную, но быструю сушку одежды.
Используйте Home Connect для дистанционного управления
С помощью приложения Home Connect™ получайте уведомления о состоянии цикла или дистанционно запускайте стиральную и сушильную машины на своем смартфоне.
Полезные документы
Energy Guide
Руководство и инструкции по установке
HomeConnect Quick Start Guide
Спецификация
Технические характеристики
—
Разное.
Технические характеристики
Вес изделия (фунты)
125
Тип топлива осушителя
Электрический
. Общий объем
Ширина установки прибора (дюймы) )
24
Цвет Отделка Наименование
Белый
Опция санитарной обработки
Да
Соответствие требованиям ADA0 904 03023 904 Да
Совместимость со Smart
Да
Коллекция
Серия 500
Поддержка Wi-Fi
Да
Технология шумоподавления
Да
Двусторонняя дверная петля
Да
Напряжение
208/220-240
Ампер
3,5
2 6
Частота
3
Мощность
900
Органы управления
Цифровой
Глубина с открытой дверью на 90 градусов (дюймы)
42,88
Сертификация ENERGY STAR
Да
Количество циклов
4
0020
Цвет прибора
Белый
Глубина (дюймы)
25
Барабан
Нержавеющая сталь
25 9 (дюймов)
33,25
Штабелируемый
Да
Ширина (дюймы)
23,5
Отзывы
Лучшие положительные отзывы
Proposition 65 Предупреждение для жителей Калифорнии
Подробнее
Sweeting Performance — Bosch Hydro-Boost, Bosch Hydro-Max, вакуумные и пневматические/гидравлические тормозные системы с усилителем
Boost и Hydro-Max. Владелец, Мэтт Свитинг, представляет третье поколение автомобильных тормозных систем, его отец и дед занимались ремонтом, и они восстановили горы тормозных усилителей и главных цилиндров. Мэтт восстанавливал усилители тормозов с юных лет: разбирал, полировал, мыл, красил, хранил, устанавливал, закупал и занимался тормозными деталями.
Быть тормозным мастером в третьем поколении означало научиться правильно обращаться с тормозными системами, новыми и классическими, и иметь естественное знакомство с этими системами, разбирая и собирая их неоднократно. Рынок восстановленных узлов изменился, и мы переключились на производство и модернизацию новых тормозных систем для новых и старых автомобилей. Мы проектируем и предлагаем обновленные и модернизированные тормозные системы для многих устаревших приложений, а также улучшаем существующие.
Bosch Hydro-Boost мы используем для приложений от спортивных автомобилей до F350 и 3500 GM и грузовиков Chrysler. Он меньше, чем 7-дюймовый усилитель горячего стержня, и может генерировать на суппортах от 1200 до 2000 фунтов на квадратный дюйм. Он принимает главные цилиндры с диаметром отверстия от 15/16 до 1 5/8 дюйма. но также адаптировать новые и восстановленные агрегаты для модернизации автомобилей, которые не поставлялись с ними.
Hydro-Boost питается от насоса гидроусилителя руля и не требует вакуума. Другим вариантом является вакуумный насос с главным цилиндром малого диаметра, который поднимает давление на суппорты, но главные цилиндры малого диаметра не дадут объема, необходимого для заполнения поршней суппорта, а вакуумные насосы не выдерживают. Вы также можете потратить много денег на большие суппорты, но они, как правило, более требовательны к объему и давлению, поэтому они не работают, если у вас нет Hydro-Boost. Он обеспечивает большой зазор крышки клапана и зазор выхлопной трубы при установке на раму. Hydro-Boost подходит везде, где есть вакуумный усилитель. Он может использовать шланги с оплеткой из нержавеющей стали или гофрированные резиновые шланги высокого давления. У нас есть много прямых замен, наши собственные приложения для модернизации, и мы можем разработать что-нибудь еще.
Популярные приложения Hydro-Boost для новой замены, перестроенной замены, переоборудования и обновления:
GM Trucks Форд Грузовики Додж Грузовики Тойота Грузовики Ленд Роверс Дизели, которые поставлялись с вакуумными усилителями с вакуумными насосами Джипы и другие внедорожники Ленд Роверс Кадиллаки Ягуары Бьюик, Понтиак и Олдсмобиль Феррари / Ламборджини Пантерас Muscle Cars — Chevelle, Camaro, Corvette, Nova, Tri-Five, Impala и полноразмерный Chevy, Mustang, T-Bird, Crown Vic, Torino и Cobra, Charger, Challenger Горячие Роды
Hydro-Max — это то, что мы используем для автомобилей Ford F450 и GM Chrylser 4500. Он устанавливается на многие автобусы и эвакуаторы, а также почти на все, что построено на 4500 на коммерческом шасси, пока не появятся пневматические тормоза. Он также работает от насоса гидроусилителя руля, но вместо резервного аккумулятора у него есть электрический двигатель, который будет продолжать обеспечивать мощность торможения до тех пор, пока есть заряд аккумулятора. Этот резервный электродвигатель является важной функцией, потому что транспортное средство не остановится ни в каком виде, если у вас не было усилителя мощности при выключении двигателя (как это произошло бы с вакуумным усилителем). Номера деталей International, GM или другого производителя могут легко устареть, если автомобилю более десяти лет, потому что обычно, когда заканчивается гарантийная поддержка, мы можем модернизировать новые доступные блоки, чтобы они соответствовали вашим требованиям.
Популярные приложения Hydro-Max Brake Booster, Master Cylinder и Electric Motor:
Freightliner Автобусы, построенные Томасом GM Topkicks, Кадьякс, B7 Преобразования Delco-Hypower GMC и Chevy 4500, 5500 и 6500-е Автобусы Синей Птицы & Изготовлены для модернизации устаревших номеров деталей
 В зависимости от потребностей объекта обслуживания, вентиляторы канального типа могут использоваться для организации приточной вентиляции, отвечающей за поступление свежего воздуха с улицы, или вытяжной вентиляции, которая обеспечивает удаление отработанного воздуха и содержащихся в нём вредных примесей за пределы обслуживаемой зоны.
В зависимости от потребностей объекта обслуживания, вентиляторы канального типа могут использоваться для организации приточной вентиляции, отвечающей за поступление свежего воздуха с улицы, или вытяжной вентиляции, которая обеспечивает удаление отработанного воздуха и содержащихся в нём вредных примесей за пределы обслуживаемой зоны. Их типоразмеры соответствуют геометрическим параметрам стандартных вентиляционных каналов. При этом в сравнении с прямоугольными моделями аналогичных параметров рабочего сечения, круглые канальные вентиляторы для вытяжки и притока воздуха выигрывают по производительности. В качестве примера можно привести круглый вентилятор ВКК-250М, который при потребляемой мощности в 135 Вт выдаёт производительность 1050 м3/час, в то время как прямоугольная модель ВКП-40-20-4D демонстрирует 1200 м3/час, но при мощности в 330 Вт.
Их типоразмеры соответствуют геометрическим параметрам стандартных вентиляционных каналов. При этом в сравнении с прямоугольными моделями аналогичных параметров рабочего сечения, круглые канальные вентиляторы для вытяжки и притока воздуха выигрывают по производительности. В качестве примера можно привести круглый вентилятор ВКК-250М, который при потребляемой мощности в 135 Вт выдаёт производительность 1050 м3/час, в то время как прямоугольная модель ВКП-40-20-4D демонстрирует 1200 м3/час, но при мощности в 330 Вт. При такой конструкции лопатки подбирают воздух за рабочим колесом и выталкивают его вперёд, нагнетая необходимое давление потока. По такому принципу работают бесшумные канальные вентиляторы TD Silent, изготавливаемые брендом Soler & Palau.
При такой конструкции лопатки подбирают воздух за рабочим колесом и выталкивают его вперёд, нагнетая необходимое давление потока. По такому принципу работают бесшумные канальные вентиляторы TD Silent, изготавливаемые брендом Soler & Palau. При такой конструкции лопатки подбирают воздух за рабочим колесом и выталкивают его вперёд, нагнетая необходимое давление потока. По такому принципу работают бесшумные канальные вентиляторы TD Silent, изготавливаемые брендом Soler & Palau.
При такой конструкции лопатки подбирают воздух за рабочим колесом и выталкивают его вперёд, нагнетая необходимое давление потока. По такому принципу работают бесшумные канальные вентиляторы TD Silent, изготавливаемые брендом Soler & Palau. Их область применения аналогична круглым моделям: приточные и вытяжные системы канальной вентиляции, так же они могут устанавливаться в любом пространственном положении.
Их область применения аналогична круглым моделям: приточные и вытяжные системы канальной вентиляции, так же они могут устанавливаться в любом пространственном положении.
 RPM05VG004 Тип: клапан вентиляции картерных
RPM05VG004 Тип: клапан вентиляции картерных U0301322 Тип: клапан вентиляции картерных газов,
U0301322 Тип: клапан вентиляции картерных газов,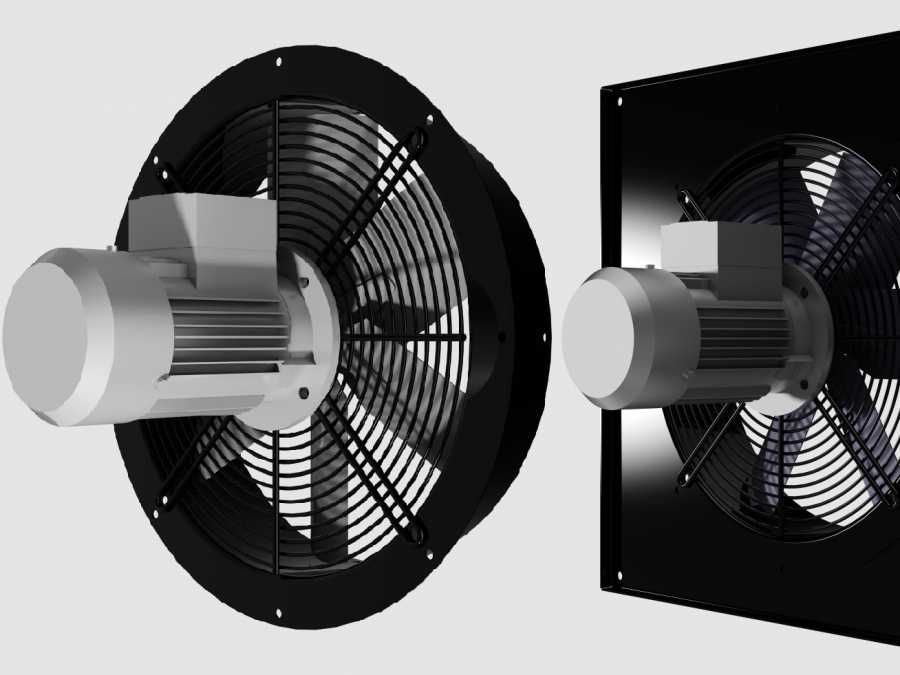 U0301322 Тип: клапан вентиляции картерных газов,
U0301322 Тип: клапан вентиляции картерных газов, WEKR1359 Тип: клапан
WEKR1359 Тип: клапан
 Сборка крыльчатки
Сборка крыльчатки Наше основное инспекционное оборудование включает в себя полубезэховую комнату, которая является одним из самых больших размеров в индустрии вентиляторов и фоновым шумом до 10,0 дБА.
Наше основное инспекционное оборудование включает в себя полубезэховую комнату, которая является одним из самых больших размеров в индустрии вентиляторов и фоновым шумом до 10,0 дБА.  Фоновый шум снижен до 10,0 дБА.
Фоновый шум снижен до 10,0 дБА.


 с.
с. Огненный Пум
Огненный Пум Сплит-конденсатор Double Sha
Сплит-конденсатор Double Sha
 д.
д. д.
д. д.
д. д.
д. д.
д. д.
д.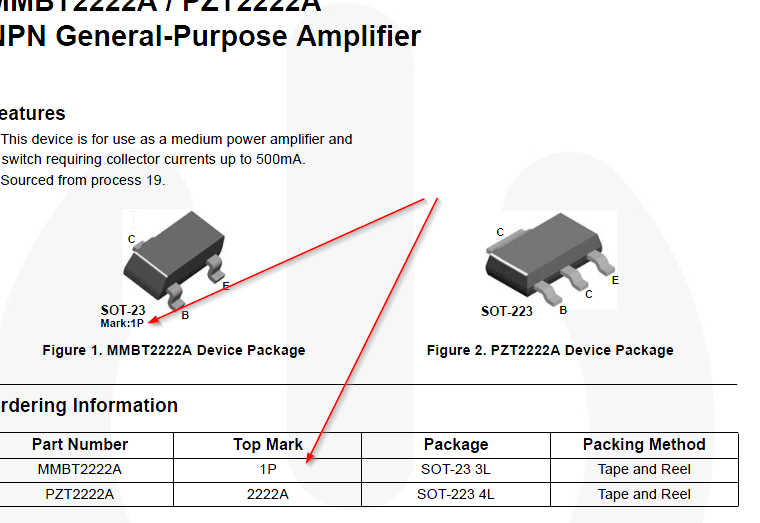 д.
д. д.
д. д.
д. д.
д. д.
д. д.
д. д.
д.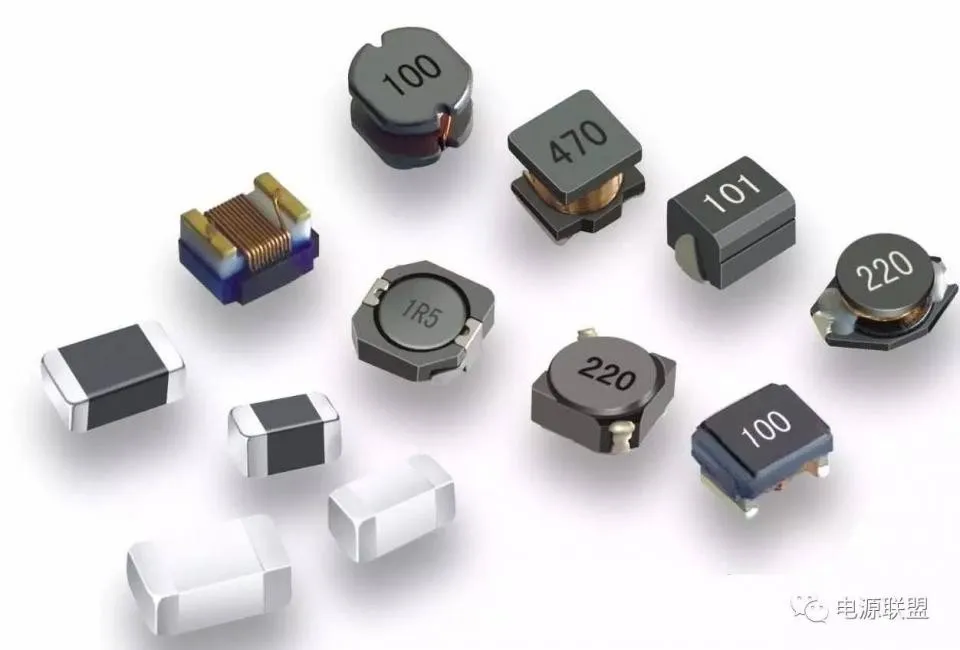 д.
д.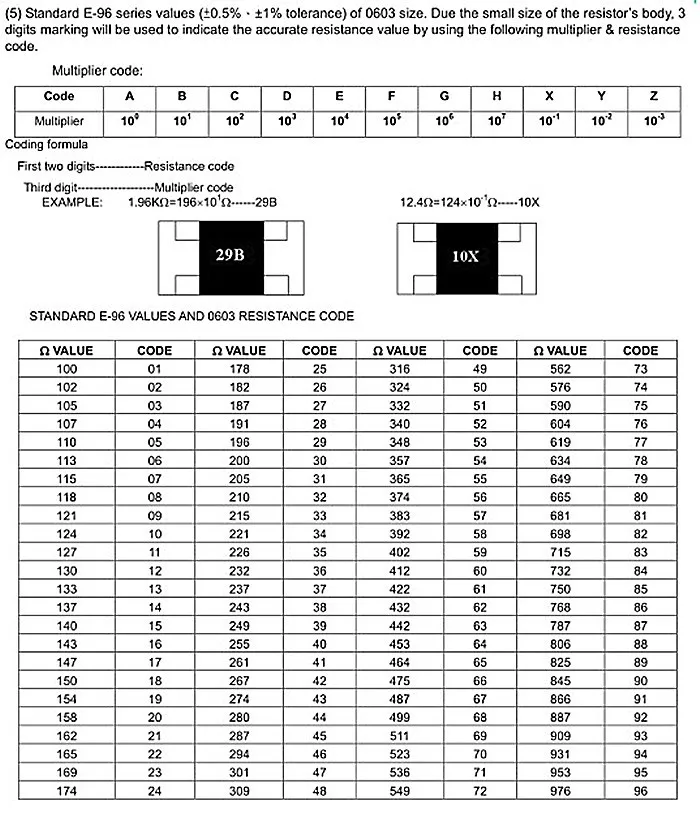 д.
д.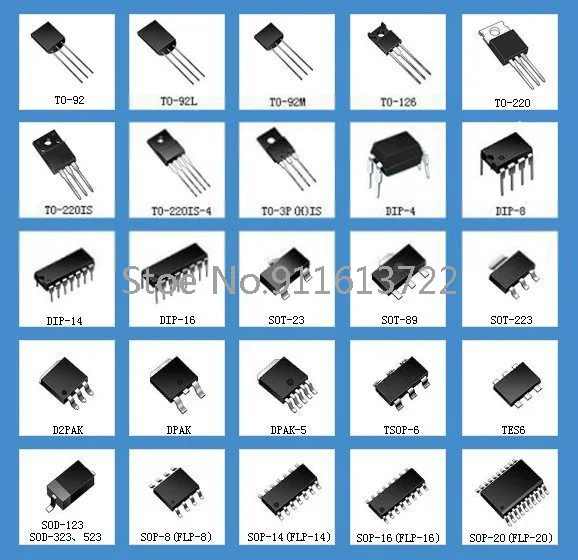 д.
д.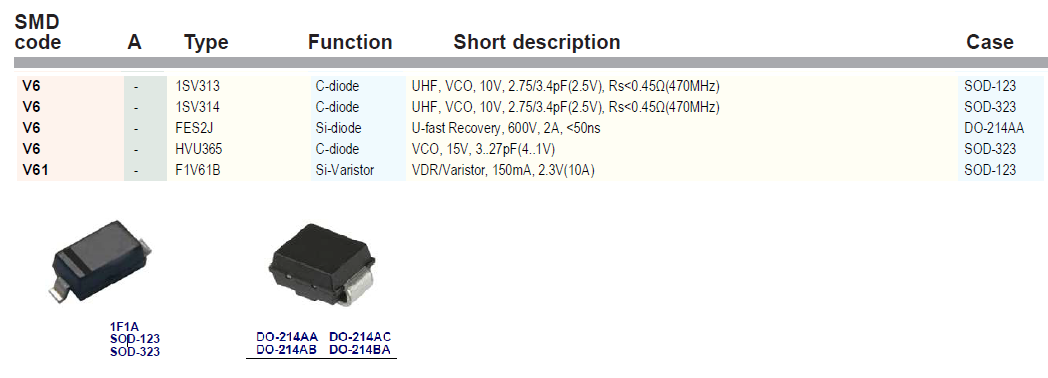 д.
д.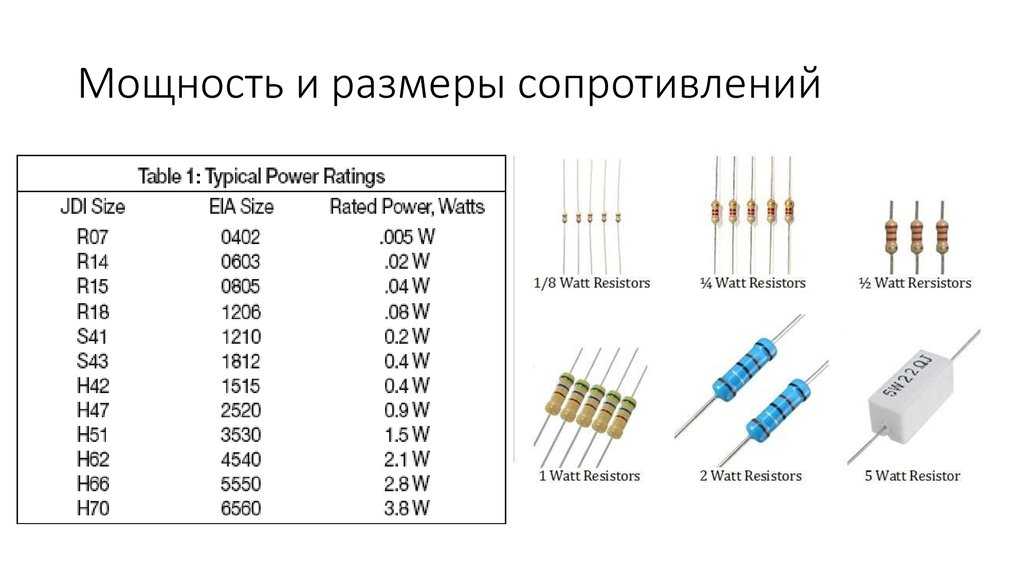 д.
д. д.
д. д.
д. д.
д. д.
д.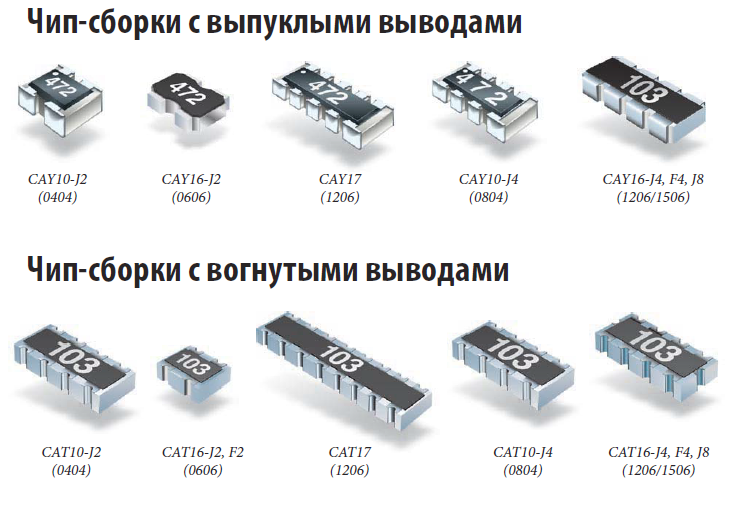 д.
д. д.
д. д.
д.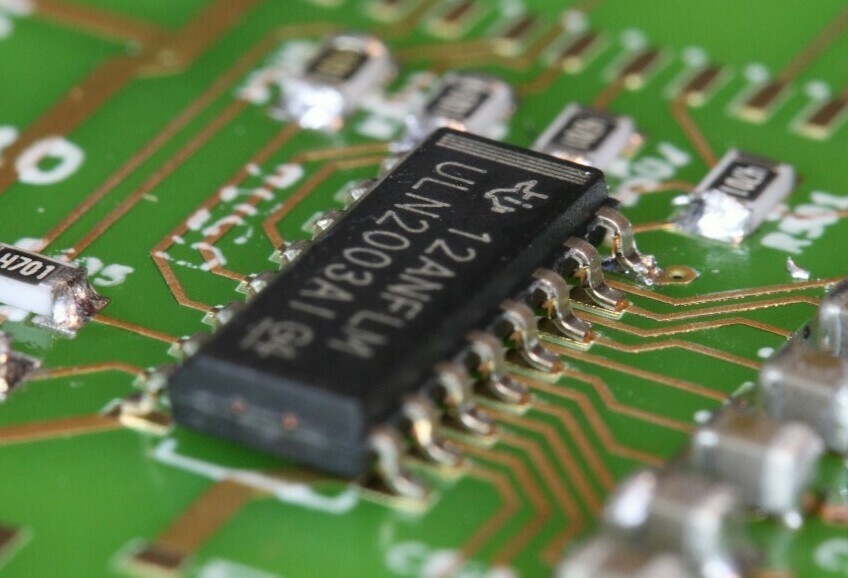 д.
д.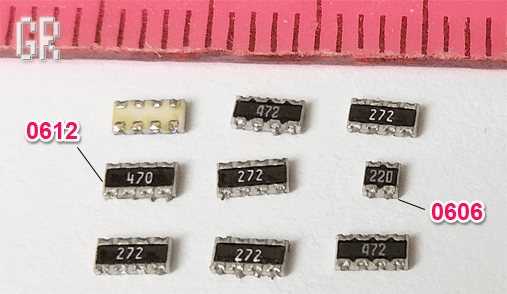 д.
д.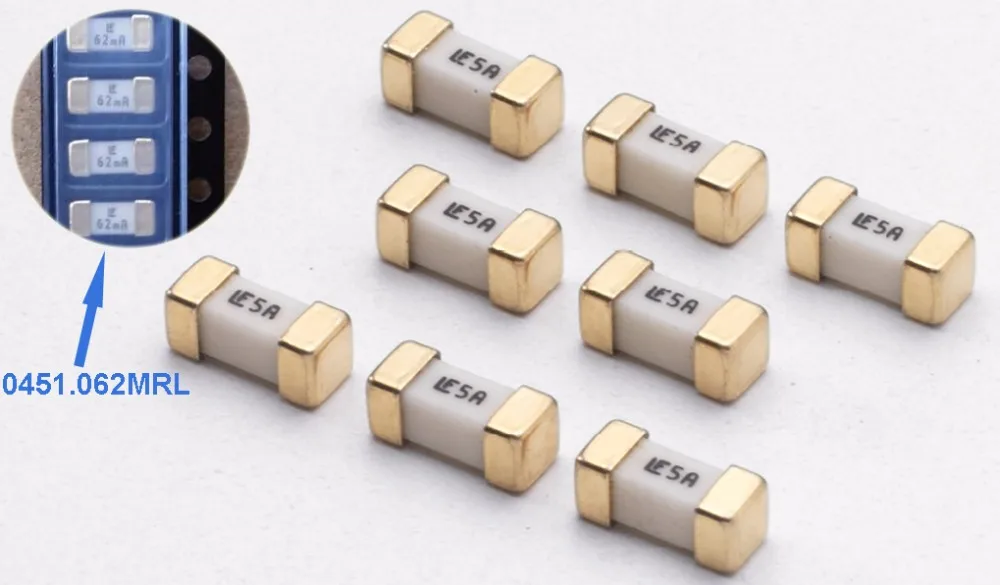 д.
д.

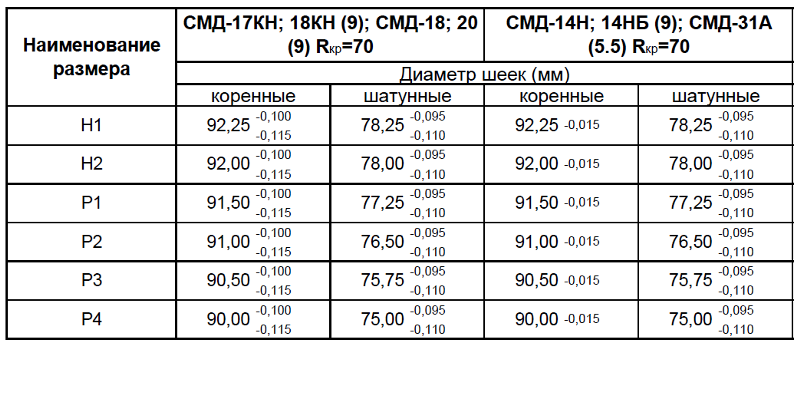 На вооружении дивизии стоят самоходные артиллерийские установки «Мста-С», танки Т-72Б3, БТР-82А и новейшие средства радиоэлектронной борьбы.
На вооружении дивизии стоят самоходные артиллерийские установки «Мста-С», танки Т-72Б3, БТР-82А и новейшие средства радиоэлектронной борьбы. К выполнению задач SCSE была привлечена вся военная структура страны. Во-вторых, одной из основных целей учений была отработка новых, сетецентрических боевых действий с применением новых автоматизированных систем управления. Первое официальное заявление об этих планах сделал начальник Генерального штаба Николай Макаров во время встречи с иностранными военными атташе в декабре 2011 г.
К выполнению задач SCSE была привлечена вся военная структура страны. Во-вторых, одной из основных целей учений была отработка новых, сетецентрических боевых действий с применением новых автоматизированных систем управления. Первое официальное заявление об этих планах сделал начальник Генерального штаба Николай Макаров во время встречи с иностранными военными атташе в декабре 2011 г.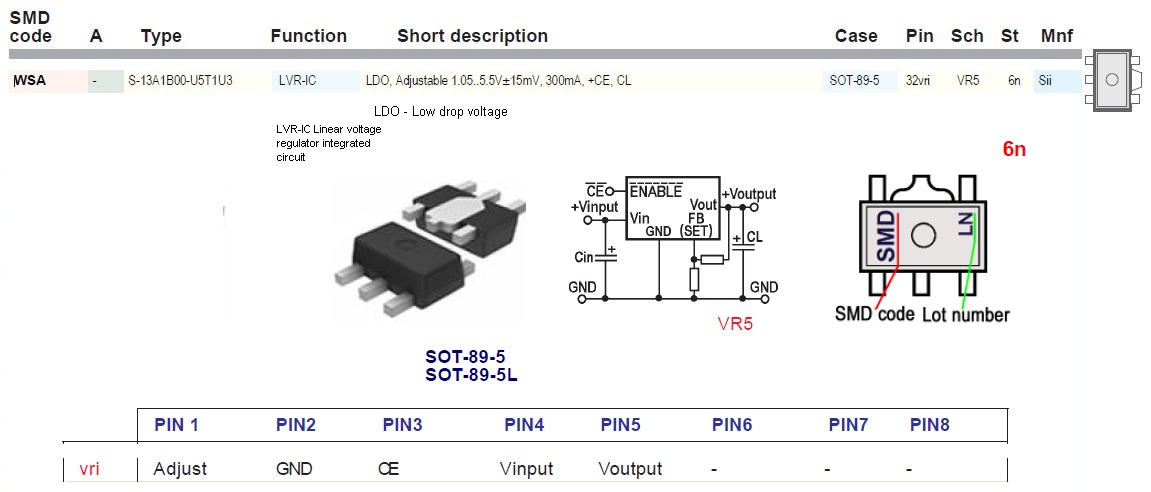
 Эта практика была возобновлена в 2012 году, когда Шойгу занял пост министра обороны.
Эта практика была возобновлена в 2012 году, когда Шойгу занял пост министра обороны.
 По словам Шойгу, только в 2016 году в Западный военный округ поступило более 2 млн единиц новой и модернизированной техники.
По словам Шойгу, только в 2016 году в Западный военный округ поступило более 2 млн единиц новой и модернизированной техники. В Армении задействовано более 4000 человек и около 600 единиц военной техники.
В Армении задействовано более 4000 человек и около 600 единиц военной техники. Они составляют значительную часть сформированных в России 1-го и 2-го армейских корпусов АК (цепочка управления, состоящая из российских офицеров и генералов). Численность регулярных российских войск на Донбассе составляет от 3,6 до 4,2 тыс. военнослужащих.
Они составляют значительную часть сформированных в России 1-го и 2-го армейских корпусов АК (цепочка управления, состоящая из российских офицеров и генералов). Численность регулярных российских войск на Донбассе составляет от 3,6 до 4,2 тыс. военнослужащих. Андрей Таран описал четыре возможные цели Российской Федерации:
Андрей Таран описал четыре возможные цели Российской Федерации: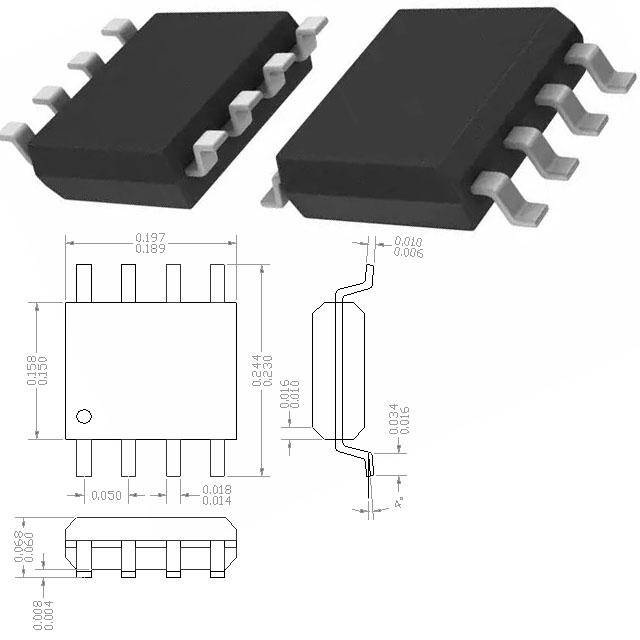
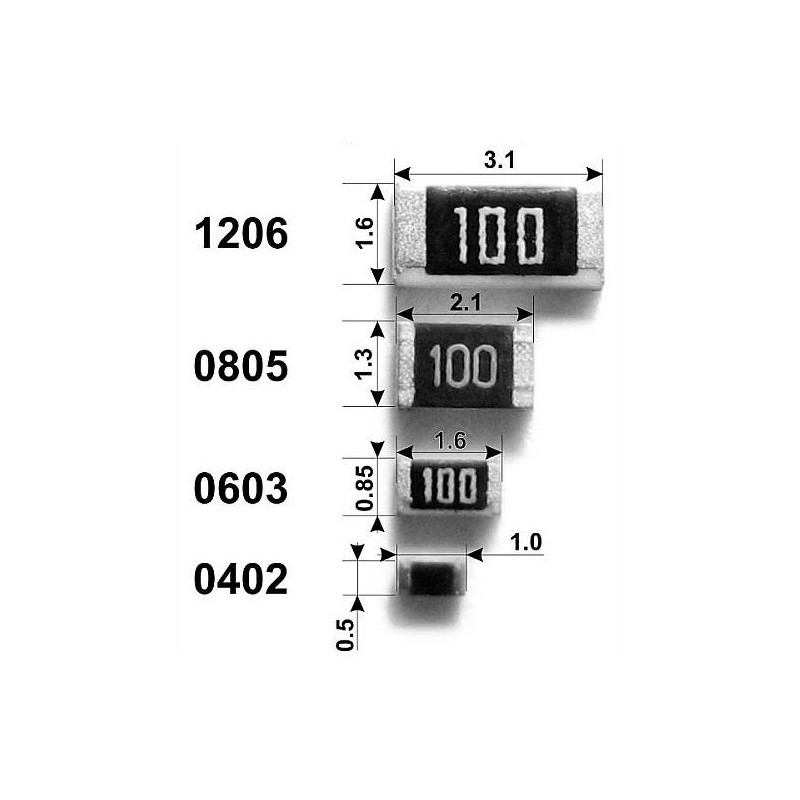 Он назвал две внешнеполитические причины и одну внутреннюю причину такого поведения Кремля.
Он назвал две внешнеполитические причины и одну внутреннюю причину такого поведения Кремля. Части общевойсковой армии, соединения ВВС и ПВО, боевые корабли и корабли, воинские части береговых войск Черноморского флота, часть сил Каспийской флотилии Южного военного округа, а также части ВДВ, приняли участие в практических действиях войск (сил) на полигоне Опук.
Части общевойсковой армии, соединения ВВС и ПВО, боевые корабли и корабли, воинские части береговых войск Черноморского флота, часть сил Каспийской флотилии Южного военного округа, а также части ВДВ, приняли участие в практических действиях войск (сил) на полигоне Опук.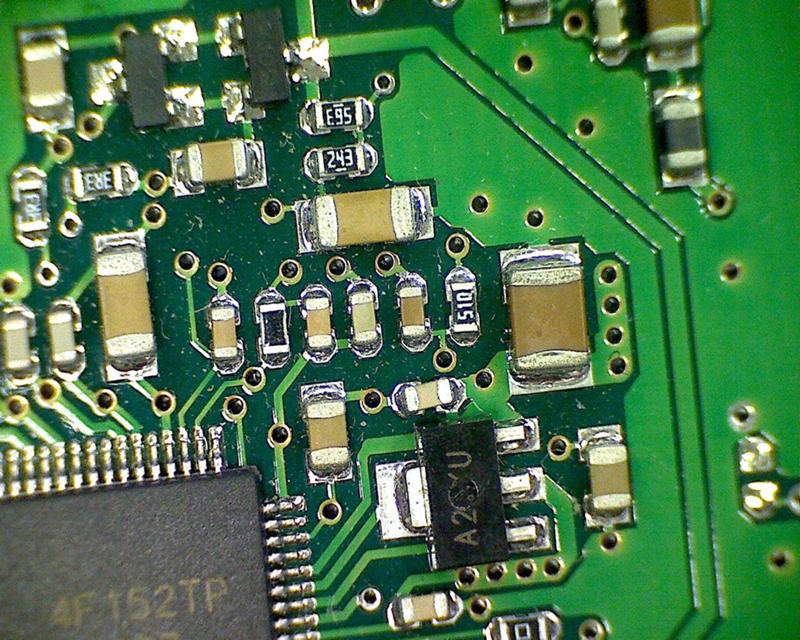
 «К 1 мая 2021 года вернуть личный состав 58-й армии ЮВО, 41-й армии ЦВО, 7-й, 76-й ВДД и 9-й8-й воздушно-десантной дивизии Воздушно-десантных войск в пункты постоянной дислокации», — приказал Шойгу в четверг на совещании в Крыму.
«К 1 мая 2021 года вернуть личный состав 58-й армии ЮВО, 41-й армии ЦВО, 7-й, 76-й ВДД и 9-й8-й воздушно-десантной дивизии Воздушно-десантных войск в пункты постоянной дислокации», — приказал Шойгу в четверг на совещании в Крыму.

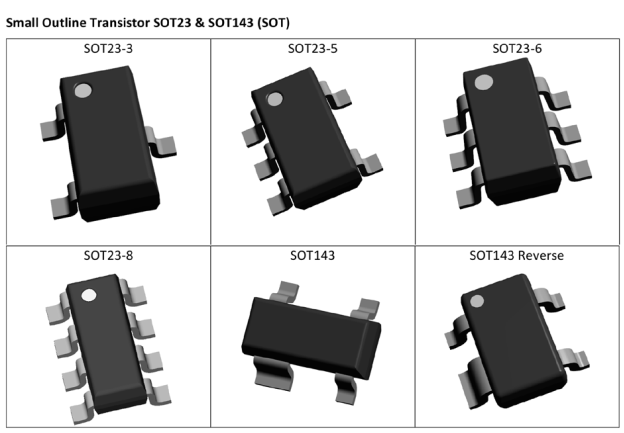 Приданные специализированные подразделения включают подразделения химической, биологической, радиологической и ядерной защиты (ХБРЯД), инженерные подразделения, подразделения радиоэлектронной борьбы, разведки, тылового обеспечения, медицинские подразделения, подразделения военной полиции, армейской авиации и транспортной авиации.[1] Также участвуют боевые корабли Каспийской флотилии и Черноморского флота, морская пехота и не менее 80 самолетов и вертолетов[2]. Непосредственно руководить учениями будет командир ЮВО Дворников. Министерство обороны (МО) не заявляло, что эти учения были запланированными, и не обсуждало учения до 8 августа9.0003
Приданные специализированные подразделения включают подразделения химической, биологической, радиологической и ядерной защиты (ХБРЯД), инженерные подразделения, подразделения радиоэлектронной борьбы, разведки, тылового обеспечения, медицинские подразделения, подразделения военной полиции, армейской авиации и транспортной авиации.[1] Также участвуют боевые корабли Каспийской флотилии и Черноморского флота, морская пехота и не менее 80 самолетов и вертолетов[2]. Непосредственно руководить учениями будет командир ЮВО Дворников. Министерство обороны (МО) не заявляло, что эти учения были запланированными, и не обсуждало учения до 8 августа9.0003 [3] К таким локациям относятся постоянные базы российских 100 -я -я и 127-я -я разведывательные бригады; 25 -й -й полк спецназа; 810--я -я, 414-я -я -я и 727-я -я -я бригады морской пехоты; 70-й -й -й, 71-й -й -й, 102-й -й -й, 103-й -й -й и 291-й -й -й мотострелковые полки; 19 -й -й, 136-й -й -й и 205-й -й -й мотострелковых бригад; и 68 -й -й и 163-й -й -й танковые полки.[4]
[3] К таким локациям относятся постоянные базы российских 100 -я -я и 127-я -я разведывательные бригады; 25 -й -й полк спецназа; 810--я -я, 414-я -я -я и 727-я -я -я бригады морской пехоты; 70-й -й -й, 71-й -й -й, 102-й -й -й, 103-й -й -й и 291-й -й -й мотострелковые полки; 19 -й -й, 136-й -й -й и 205-й -й -й мотострелковых бригад; и 68 -й -й и 163-й -й -й танковые полки.[4] [5] Командир ЮВО Дворников сказал, что участвующие офицеры должны принимать «самостоятельные решения» и демонстрировать «личный выбор», а не следовать доктринальным шаблонам.[6] Язык объявления об учениях отражает язык регулярных российских тактических учений, предназначенных для отработки совместных операций и проверки инициативы офицеров, двух ключевых приоритетов обучения России, основанных на опыте в Сирии.[7] Минобороны охарактеризовало эти учения как тактические, а не как оперативные или стратегические штабные учения, но полный объем и характер учений неясны. Минобороны заявило, что в этих учениях ежедневно участвуют около 10 000 российских военнослужащих, но не назвало общее количество участников[8].
[5] Командир ЮВО Дворников сказал, что участвующие офицеры должны принимать «самостоятельные решения» и демонстрировать «личный выбор», а не следовать доктринальным шаблонам.[6] Язык объявления об учениях отражает язык регулярных российских тактических учений, предназначенных для отработки совместных операций и проверки инициативы офицеров, двух ключевых приоритетов обучения России, основанных на опыте в Сирии.[7] Минобороны охарактеризовало эти учения как тактические, а не как оперативные или стратегические штабные учения, но полный объем и характер учений неясны. Минобороны заявило, что в этих учениях ежедневно участвуют около 10 000 российских военнослужащих, но не назвало общее количество участников[8]. Запад-2021 пройдет в Западном военном округе и Белоруссии с 10 по 16 сентября. Российские подразделения начали переброску в Беларусь для участия в «Запад-2021» в конце июля[9].] Неясно, как эти недавно объявленные учения ЮВО и «Запад-2021» будут взаимодействовать, если вообще будут. ISW будет продолжать внимательно следить за ситуацией и предоставлять обновления.
Запад-2021 пройдет в Западном военном округе и Белоруссии с 10 по 16 сентября. Российские подразделения начали переброску в Беларусь для участия в «Запад-2021» в конце июля[9].] Неясно, как эти недавно объявленные учения ЮВО и «Запад-2021» будут взаимодействовать, если вообще будут. ISW будет продолжать внимательно следить за ситуацией и предоставлять обновления. , https://function.mil dot ru/news_page/country /more.htm?id=[электронная почта защищена].
, https://function.mil dot ru/news_page/country /more.htm?id=[электронная почта защищена]. , https://structure. mil dot ru/structure/okruga/south/news/more.htm?id=[email protected]
, https://structure. mil dot ru/structure/okruga/south/news/more.htm?id=[email protected]
 ..
.. А по завершении сборки все оборудование настраивается,…
А по завершении сборки все оборудование настраивается,… Обороты шпинделя: 5800, 8300 об/мин.Диаметр шпинделя: 30 ммХод шпинделя: 75 ммДлина…
Обороты шпинделя: 5800, 8300 об/мин.Диаметр шпинделя: 30 ммХод шпинделя: 75 ммДлина… ..
.. Рабочий ход осей (XxYxZ):- 400x600x150…
Рабочий ход осей (XxYxZ):- 400x600x150… ..
.. Чтобы лестница смотрелась красиво, лучше всего ее сделать из дерева с красивыми резными…
Чтобы лестница смотрелась красиво, лучше всего ее сделать из дерева с красивыми резными… ..
..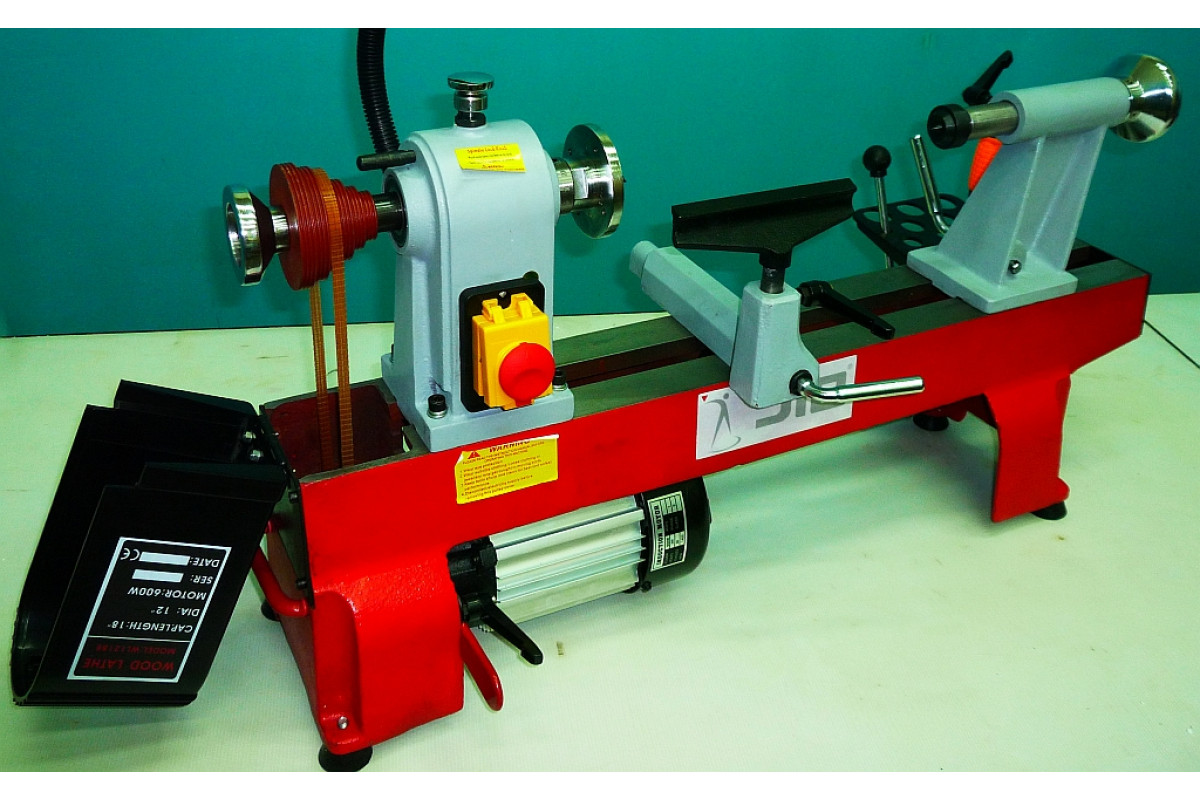
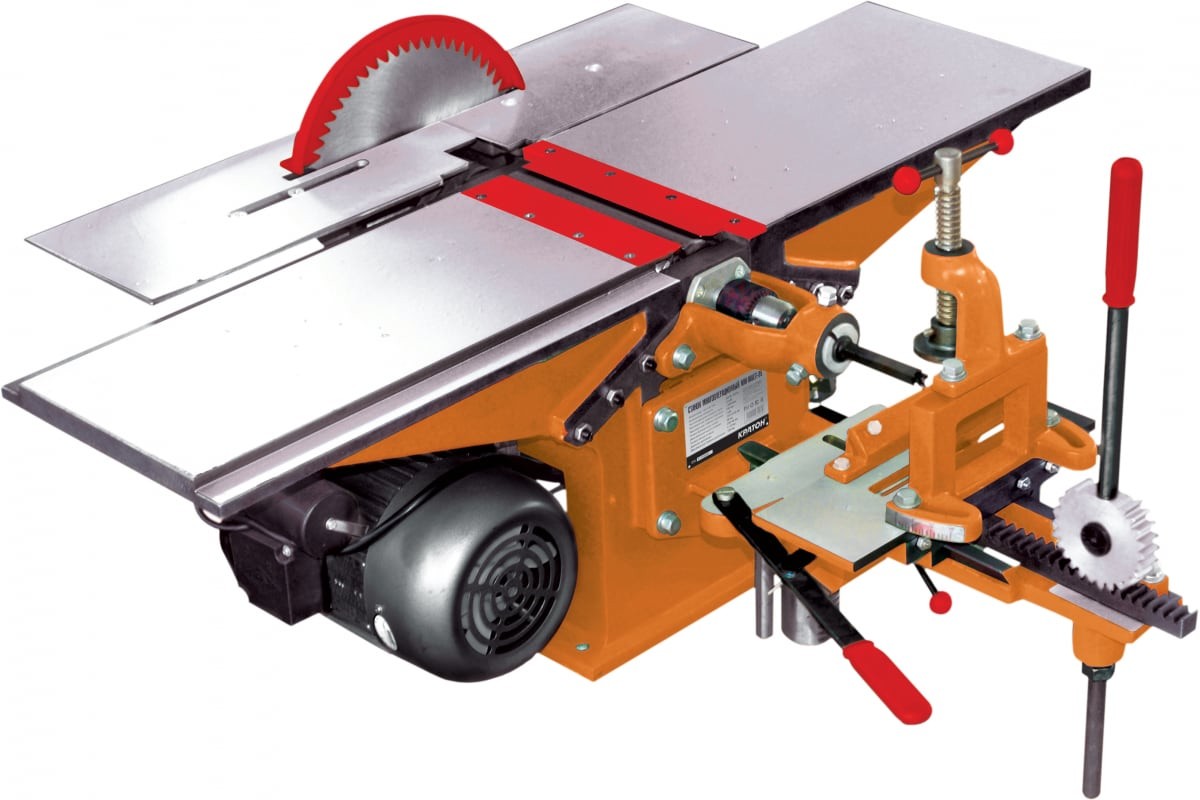 Вы также найдете советы по покупке подержанных машин, общему обслуживанию и настройке, а также безопасному использованию машин. Машины находятся в центре большинства мастерских, и правильная планировка имеет решающее значение, независимо от того, находится ли ваша мастерская в небольшом гараже на одну машину или в просторном специальном помещении. В дополнение к советам по компоновке машины в этой главе также содержится все, что вам нужно знать об улавливании пыли и снижении шума в вашем цехе.
Вы также найдете советы по покупке подержанных машин, общему обслуживанию и настройке, а также безопасному использованию машин. Машины находятся в центре большинства мастерских, и правильная планировка имеет решающее значение, независимо от того, находится ли ваша мастерская в небольшом гараже на одну машину или в просторном специальном помещении. В дополнение к советам по компоновке машины в этой главе также содержится все, что вам нужно знать об улавливании пыли и снижении шума в вашем цехе.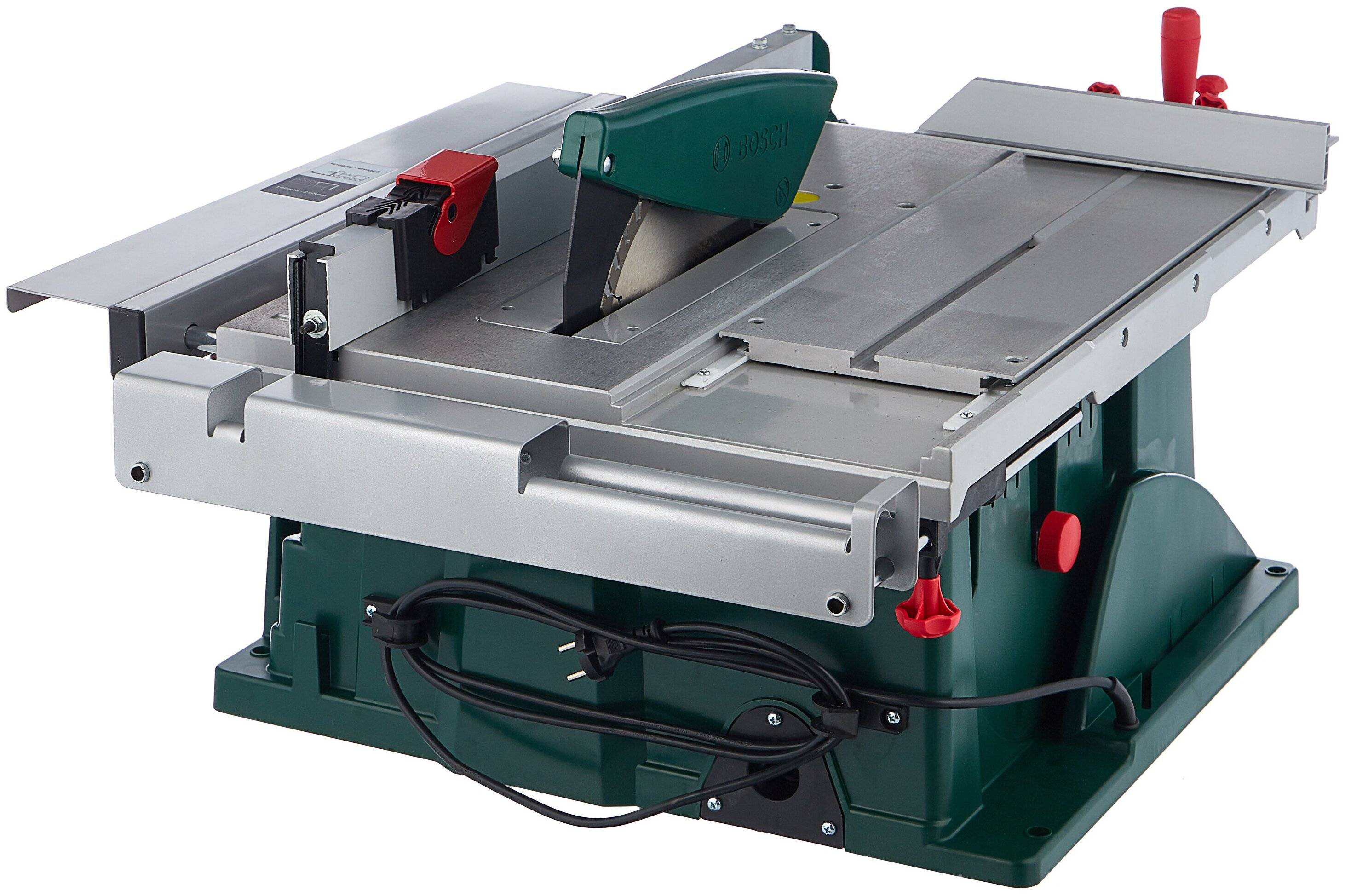 Вы также найдете профессиональные советы по выбору полотен для ленточной пилы и узнаете, как сделать различные приспособления, которые повысят универсальность, точность и безопасность вашей ленточной пилы.
Вы также найдете профессиональные советы по выбору полотен для ленточной пилы и узнаете, как сделать различные приспособления, которые повысят универсальность, точность и безопасность вашей ленточной пилы. Однако они делают больше, чем просто фрезеруют дерево. Фуганок можно использовать для сужения, снятия фасок и снятия фаски, и многие из них можно настроить для вырезания шпунтов. Ключевая роль рубанка — приблизить заготовку к окончательной толщине. Кроме того, рубанок можно использовать для выравнивания досок, которые слишком широки для вашего фуганка. Эти инструменты требуют точности в настройке и четкого понимания того, как их безопасно использовать. Эта глава охватывает все это, а также содержит ценные советы и рекомендации по максимально эффективному использованию фуганка или рубанка.
Однако они делают больше, чем просто фрезеруют дерево. Фуганок можно использовать для сужения, снятия фасок и снятия фаски, и многие из них можно настроить для вырезания шпунтов. Ключевая роль рубанка — приблизить заготовку к окончательной толщине. Кроме того, рубанок можно использовать для выравнивания досок, которые слишком широки для вашего фуганка. Эти инструменты требуют точности в настройке и четкого понимания того, как их безопасно использовать. Эта глава охватывает все это, а также содержит ценные советы и рекомендации по максимально эффективному использованию фуганка или рубанка. Долбильный станок — это инструмент, который ускорит ваши усилия по вырезанию пазов, делая работу точной и воспроизводимой от детали к детали. Эта глава полна советов и подсказок, которые помогут вам понять и эффективно использовать эти опоры магазина.
Долбильный станок — это инструмент, который ускорит ваши усилия по вырезанию пазов, делая работу точной и воспроизводимой от детали к детали. Эта глава полна советов и подсказок, которые помогут вам понять и эффективно использовать эти опоры магазина. Анатоль Буркин предлагает использовать трехсторонний подход к борьбе с пылью, пока она не поставила под угрозу ваше здоровье и не загрязнила вашу мастерскую. Используйте пылесборник для больших стационарных машин, магазинный пылесос для ручных инструментов и завершите работу системой фильтрации воздуха над головой в сочетании с пылезащитной маской.
Анатоль Буркин предлагает использовать трехсторонний подход к борьбе с пылью, пока она не поставила под угрозу ваше здоровье и не загрязнила вашу мастерскую. Используйте пылесборник для больших стационарных машин, магазинный пылесос для ручных инструментов и завершите работу системой фильтрации воздуха над головой в сочетании с пылезащитной маской. 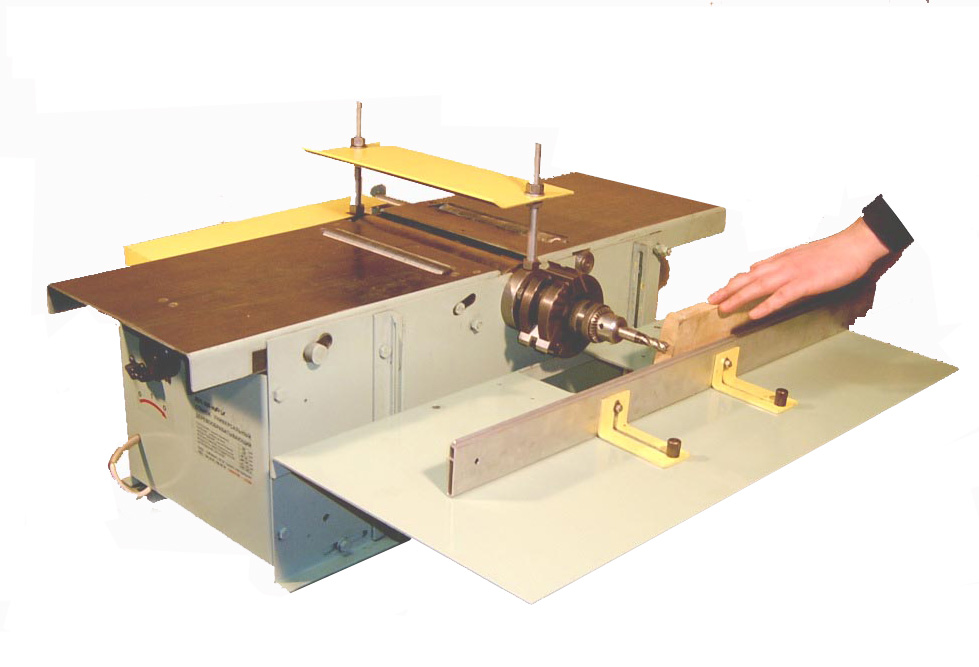 Материалы, которые я использую, варьируются от грубых пиломатериалов до листовых товаров.
Материалы, которые я использую, варьируются от грубых пиломатериалов до листовых товаров.
 Опорожняйте мешок до того, как он будет полностью заполнен (выстреливайте примерно на 1/3 от верха мешка), чтобы предотвратить засорение и предотвратить высыпание пыли во время замены.
Опорожняйте мешок до того, как он будет полностью заполнен (выстреливайте примерно на 1/3 от верха мешка), чтобы предотвратить засорение и предотвратить высыпание пыли во время замены. ленточная пила и настольная настольная пила со встроенным пылезащитным кожухом под лезвием. Для более крупных машин, и особенно если вы планируете много распиливать или распиливать, пылесборник подойдет лучше, чем магазинный пылесос, шланг которого иногда может засориться, когда
ленточная пила и настольная настольная пила со встроенным пылезащитным кожухом под лезвием. Для более крупных машин, и особенно если вы планируете много распиливать или распиливать, пылесборник подойдет лучше, чем магазинный пылесос, шланг которого иногда может засориться, когда  с., используйте довольно короткий шланг длиной около 10 футов. Слишком длинный шланг снижает поток воздуха, что приводит к неэффективному сбору пыли и возможным заторам.
с., используйте довольно короткий шланг длиной около 10 футов. Слишком длинный шланг снижает поток воздуха, что приводит к неэффективному сбору пыли и возможным заторам.
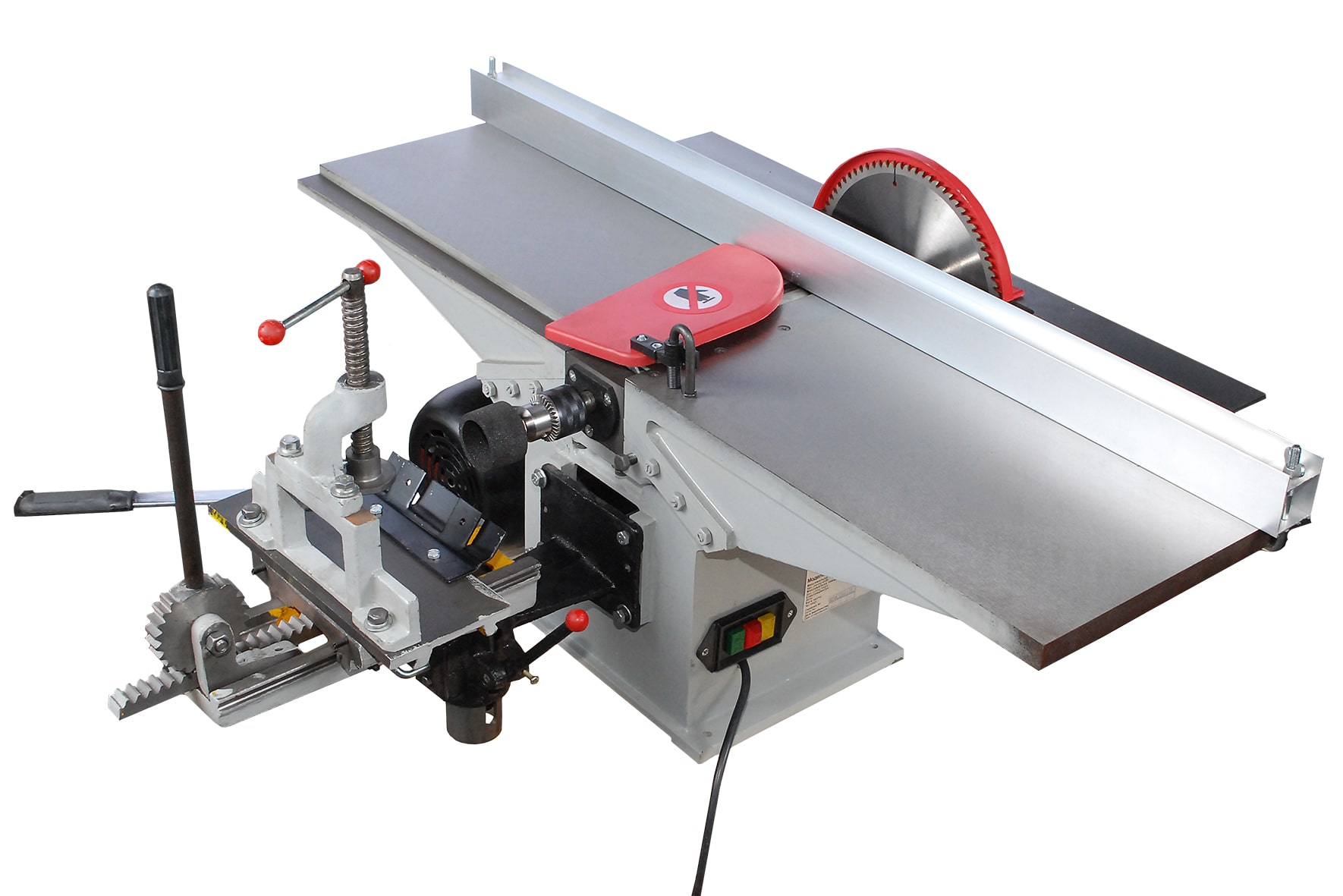
 Для этого я рекомендую потолочный воздушный фильтр. Теперь некоторые эксперты говорят, что эти машины циркулируют с частицами пыли во время работы, в течение которого ваши легкие могут подвергаться большему воздействию пыли (по сравнению со тихим воздухом, когда пыль имеет тенденцию оседать). Поэтому, чтобы быть действительно в безопасности, имеет смысл надевать респиратор или пылезащитную маску, когда в воздухе есть пыль. Или включите воздухоочиститель во время перерыва, когда вас нет в магазине.
Для этого я рекомендую потолочный воздушный фильтр. Теперь некоторые эксперты говорят, что эти машины циркулируют с частицами пыли во время работы, в течение которого ваши легкие могут подвергаться большему воздействию пыли (по сравнению со тихим воздухом, когда пыль имеет тенденцию оседать). Поэтому, чтобы быть действительно в безопасности, имеет смысл надевать респиратор или пылезащитную маску, когда в воздухе есть пыль. Или включите воздухоочиститель во время перерыва, когда вас нет в магазине.

 Так, при изменении характеристик привода – исполнительного механизма, изменяющего положение руля, – судно будет сбиваться с курса, если рулевой не имеет никакой информации о действительном направлении движения.
Так, при изменении характеристик привода – исполнительного механизма, изменяющего положение руля, – судно будет сбиваться с курса, если рулевой не имеет никакой информации о действительном направлении движения.
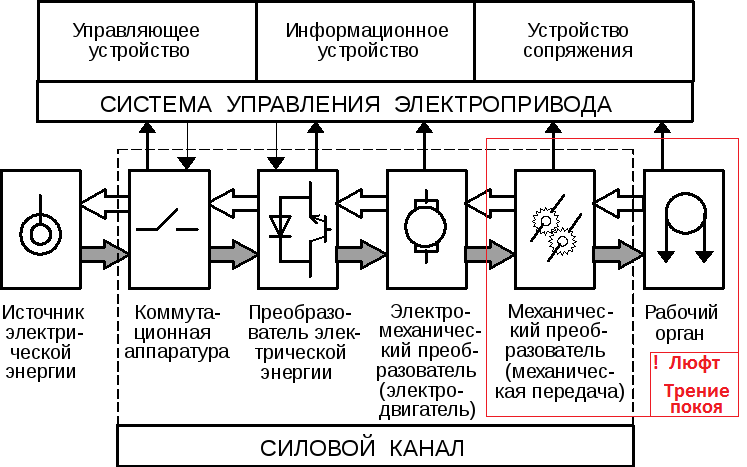 Термостат, у которого выходом является фиксированная температура, и стабилизатор напряжения, выходом которого служит нужное напряжение в сети, являются примерами стабилизирующих систем. В качестве примеров сервомеханизмов можно назвать радиолокационные и артиллерийские системы наведения и автопилоты, управляющие положением и направлением движения летательных аппаратов.
Термостат, у которого выходом является фиксированная температура, и стабилизатор напряжения, выходом которого служит нужное напряжение в сети, являются примерами стабилизирующих систем. В качестве примеров сервомеханизмов можно назвать радиолокационные и артиллерийские системы наведения и автопилоты, управляющие положением и направлением движения летательных аппаратов.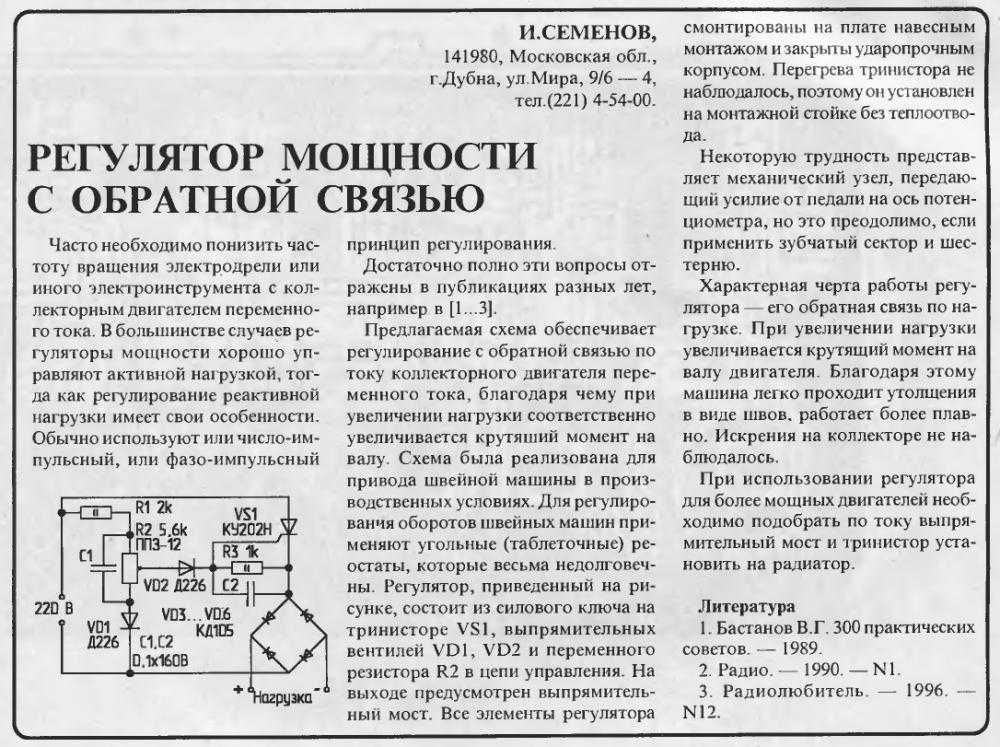 Этот «сигнал ошибки», обычно очень малый, усиливается и прилагается в виде напряжения к одной из обмоток возбуждения электродвигателя, который развивает вращающий момент, пропорциональный указанному напряжению. Этот вращающий момент перемещает ствол орудия в направлении, приводящем к уменьшению ошибки.
Этот «сигнал ошибки», обычно очень малый, усиливается и прилагается в виде напряжения к одной из обмоток возбуждения электродвигателя, который развивает вращающий момент, пропорциональный указанному напряжению. Этот вращающий момент перемещает ствол орудия в направлении, приводящем к уменьшению ошибки.
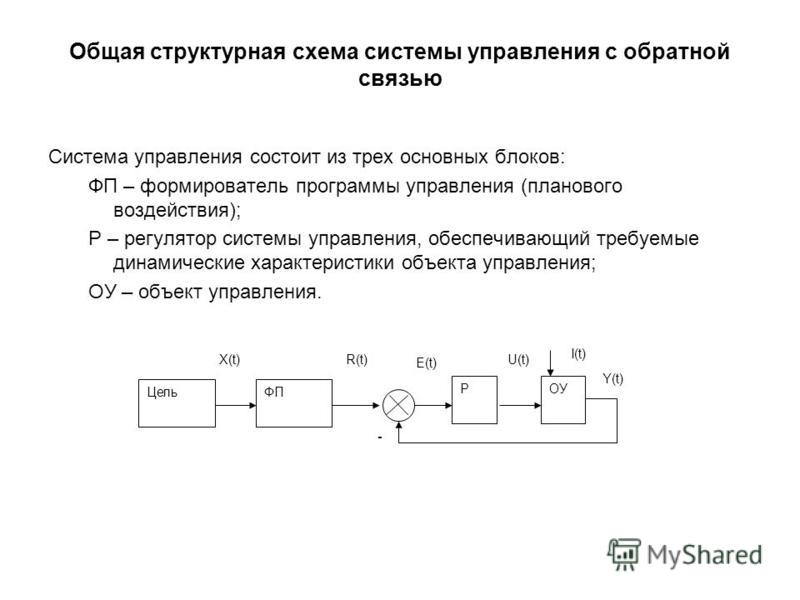
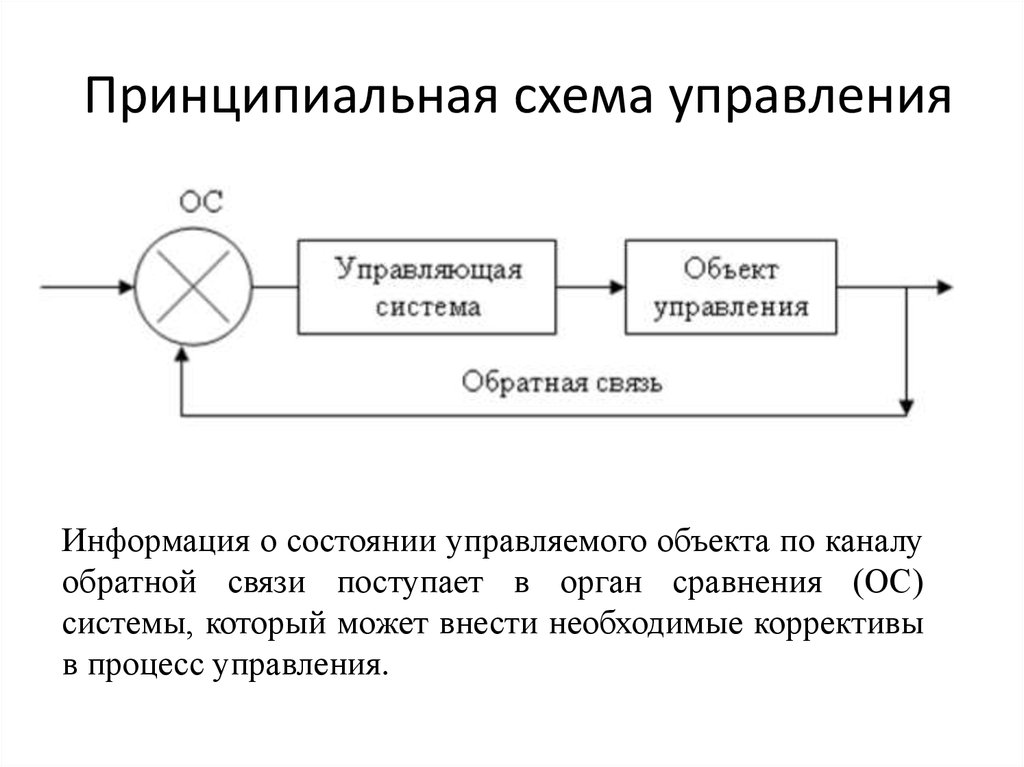
 Этот аспект проектирования сложных систем приобрел важное значение и получил название «системного анализа», или «системотехники».
Этот аспект проектирования сложных систем приобрел важное значение и получил название «системного анализа», или «системотехники».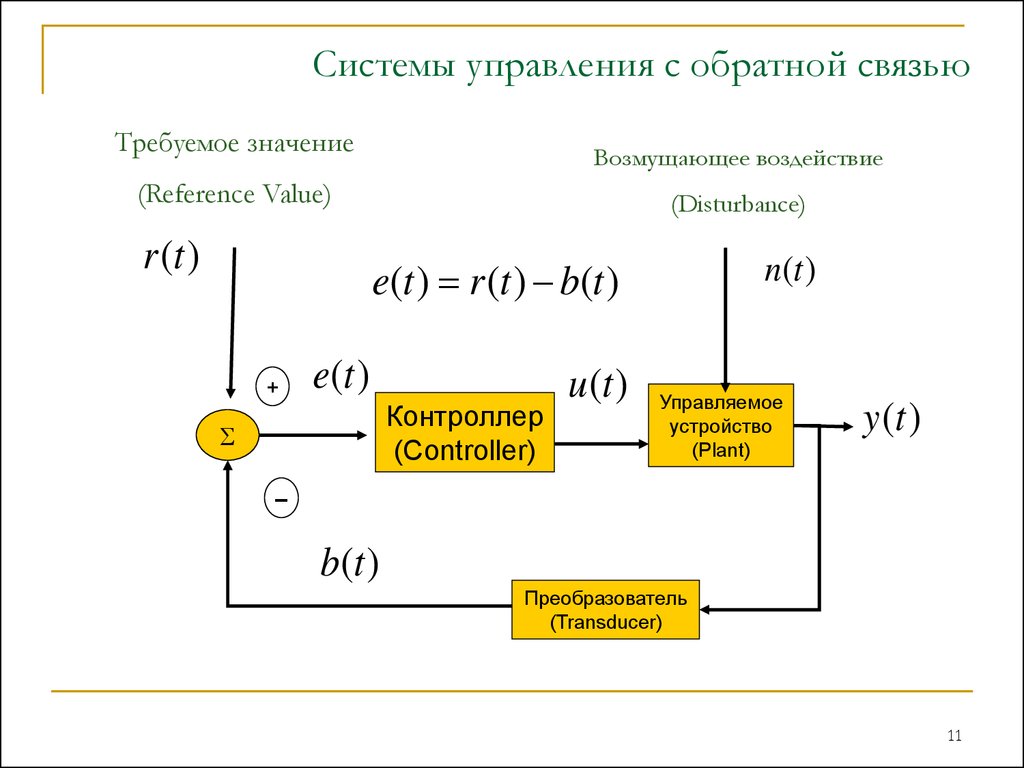
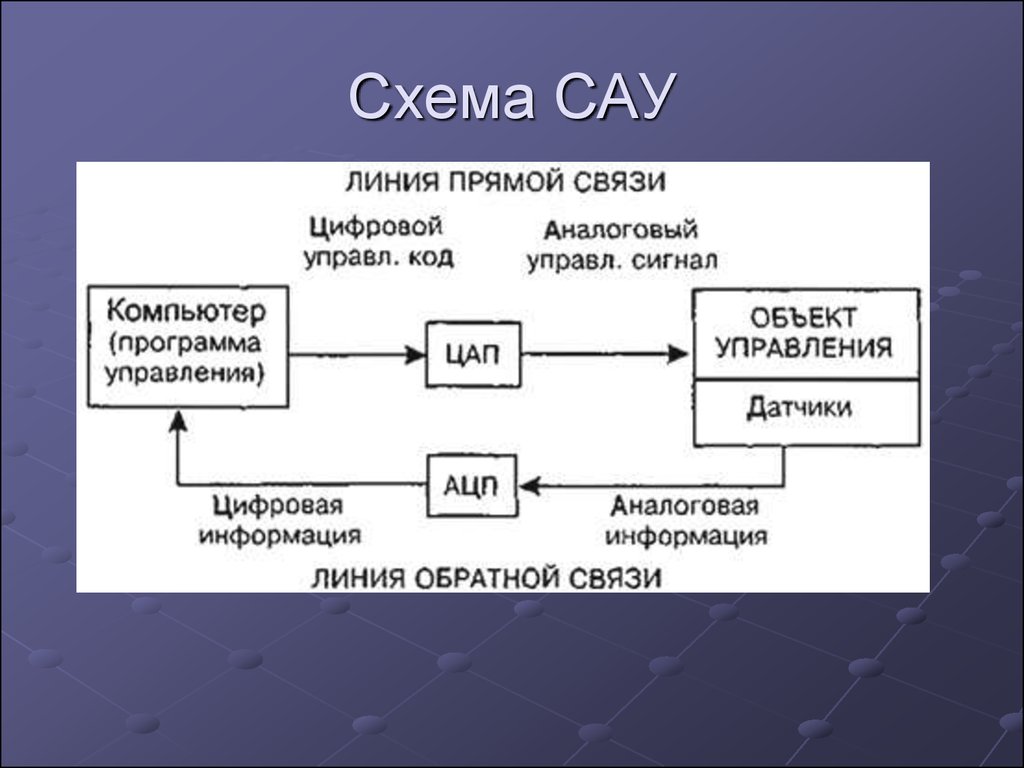
 Идеи, развитые в математической психологии, могут быть применены к проектированию систем, использующих обратную связь по состоянию, что позволяет выбрать оптимальное действие из конечного набора действий. Распознавание образов – одна из форм обучения, нашедшая применение в некоторых современных системах с обратной связью. Если управляемая система имеет конечное число состояний, а параметры оптимального управления, соответствующие каждому состоянию, сохраняются в памяти компьютера, то скорость адаптации системы управления может быть существенно повышена с помощью устройства распознавания. Например, на космическом корабле распознавание состояния по измерениям температуры, влажности, давления, вибраций, радиации и т.п. является задачей распознавания образов.
Идеи, развитые в математической психологии, могут быть применены к проектированию систем, использующих обратную связь по состоянию, что позволяет выбрать оптимальное действие из конечного набора действий. Распознавание образов – одна из форм обучения, нашедшая применение в некоторых современных системах с обратной связью. Если управляемая система имеет конечное число состояний, а параметры оптимального управления, соответствующие каждому состоянию, сохраняются в памяти компьютера, то скорость адаптации системы управления может быть существенно повышена с помощью устройства распознавания. Например, на космическом корабле распознавание состояния по измерениям температуры, влажности, давления, вибраций, радиации и т.п. является задачей распознавания образов.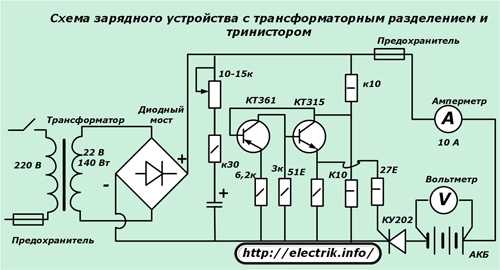 Эти идеи начинают находить применение в различных областях современной науки и технологии. Электроника и компьютерные технологии, особенно разработка микропроцессоров, открыли новые пути применения теорий управления, основанных на сложных формах обратной связи. Человечество вступает в эру, где какие-либо применения будут ограничиваться только состоянием теории и воображением проектировщика.
Эти идеи начинают находить применение в различных областях современной науки и технологии. Электроника и компьютерные технологии, особенно разработка микропроцессоров, открыли новые пути применения теорий управления, основанных на сложных формах обратной связи. Человечество вступает в эру, где какие-либо применения будут ограничиваться только состоянием теории и воображением проектировщика. Светофор «не глядя» управляет движением машин, не обращая внимания на обстановку на перекрестке.
Светофор «не глядя» управляет движением машин, не обращая внимания на обстановку на перекрестке. Регулировщик следит за скоплением машин на пересекающихся дорогах и дает «зеленую улицу» в том направлении, в котором в данный момент это нужнее. Нередко из-за «безмозглого» управления светофора на дорогах возникают «пробки». И тут непременно приходит на помощь регулировщик.
Регулировщик следит за скоплением машин на пересекающихся дорогах и дает «зеленую улицу» в том направлении, в котором в данный момент это нужнее. Нередко из-за «безмозглого» управления светофора на дорогах возникают «пробки». И тут непременно приходит на помощь регулировщик.
 , осуществляются автоматически.
, осуществляются автоматически.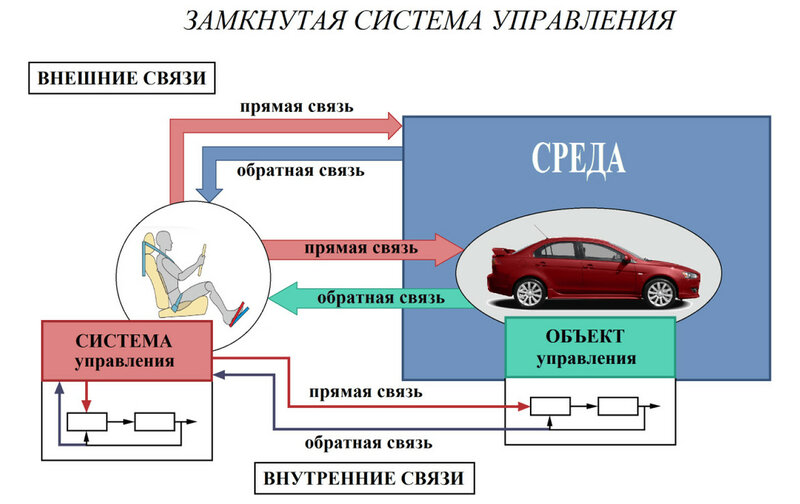
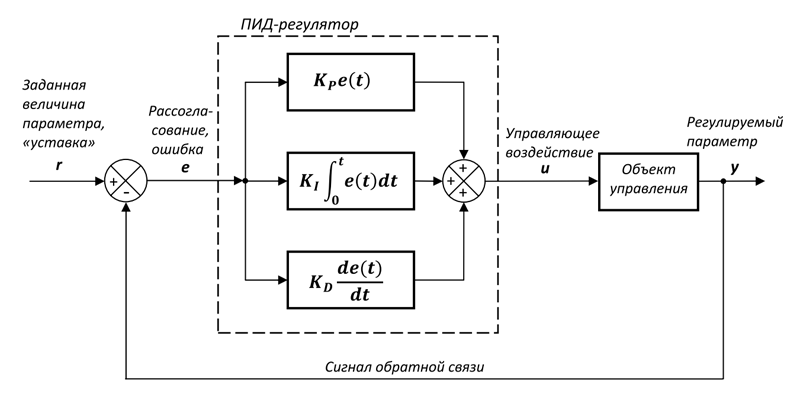
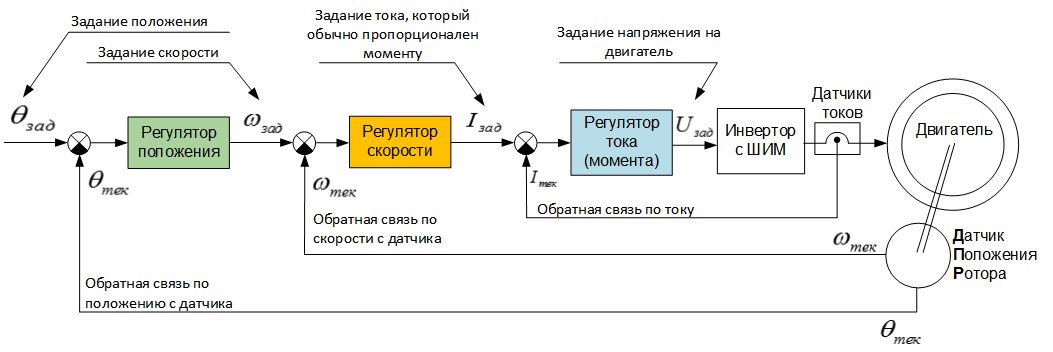 Хотя термин механизация часто используется для обозначения простой замены человеческого труда машинами, автоматизация обычно подразумевает интеграцию машин в самоуправляемую систему. Автоматизация произвела революцию в тех областях, в которых она была внедрена, и едва ли найдется аспект современной жизни, на который она не повлияла.
Хотя термин механизация часто используется для обозначения простой замены человеческого труда машинами, автоматизация обычно подразумевает интеграцию машин в самоуправляемую систему. Автоматизация произвела революцию в тех областях, в которых она была внедрена, и едва ли найдется аспект современной жизни, на который она не повлияла. Полученная система способна работать без вмешательства человека. Развитие этой технологии все больше зависит от использования компьютеров и связанных с ними технологий. Следовательно, автоматизированные системы становятся все более изощренными и сложными. Усовершенствованные системы представляют собой уровень возможностей и производительности, которые во многих отношениях превосходят способности людей выполнять те же действия.
Полученная система способна работать без вмешательства человека. Развитие этой технологии все больше зависит от использования компьютеров и связанных с ними технологий. Следовательно, автоматизированные системы становятся все более изощренными и сложными. Усовершенствованные системы представляют собой уровень возможностей и производительности, которые во многих отношениях превосходят способности людей выполнять те же действия. Как показывают эти примеры, промышленные роботы обычно используются для замены людей в фабричных операциях.
Как показывают эти примеры, промышленные роботы обычно используются для замены людей в фабричных операциях.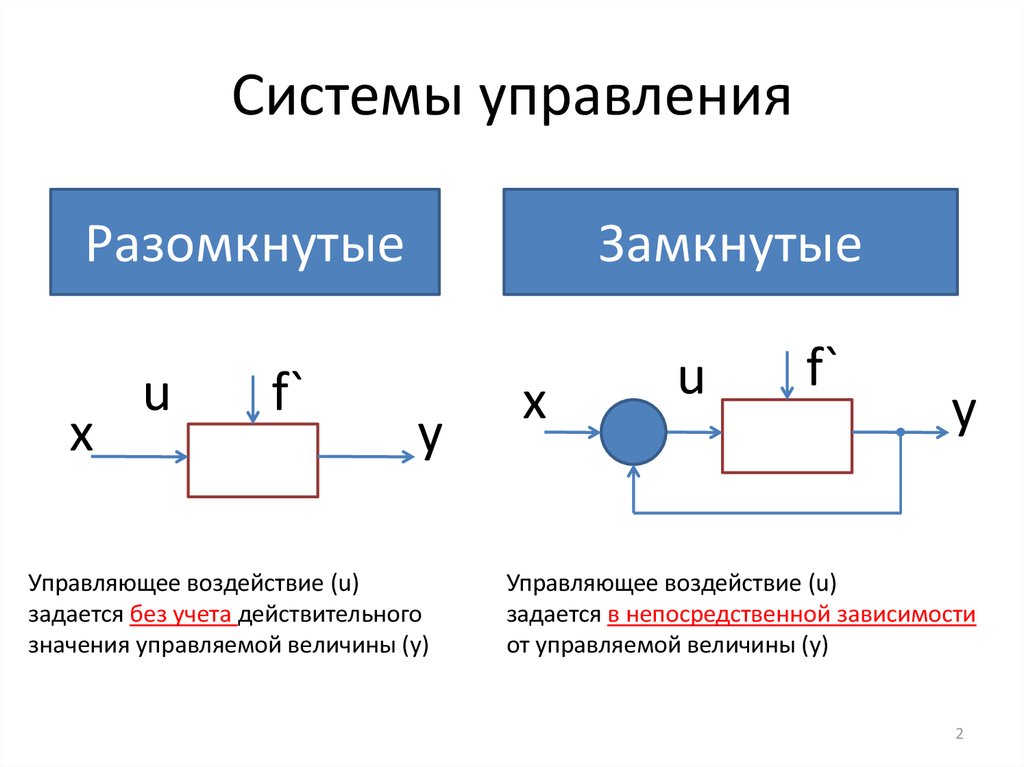 Здесь описаны некоторые важные исторические разработки в области механизации и автоматизации, приведшие к созданию современных автоматизированных систем.
Здесь описаны некоторые важные исторические разработки в области механизации и автоматизации, приведшие к созданию современных автоматизированных систем.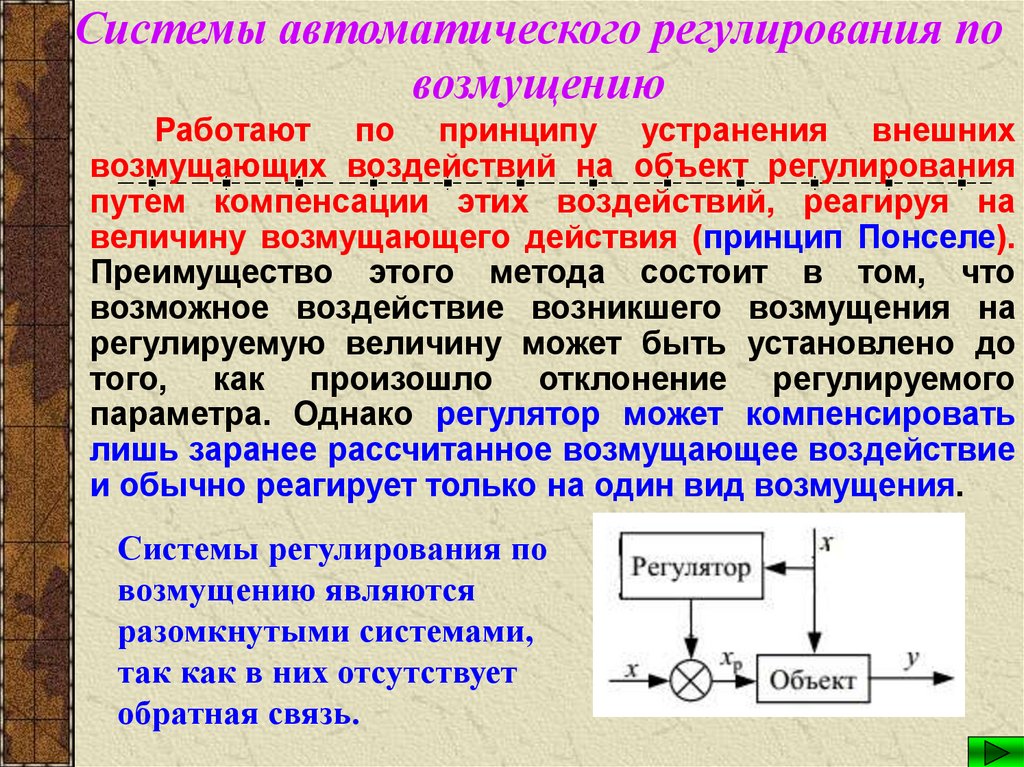 Механические часы, представляющие собой довольно сложный узел с собственным встроенным источником питания (гирей), были разработаны около 1335 года в Европе. Ветряные мельницы с механизмами автоматического поворота парусов были разработаны в средние века в Европе и на Ближнем Востоке. Паровой двигатель стал крупным достижением в развитии механических машин и положил начало промышленной революции. В течение двух столетий, прошедших с момента появления паровой машины Уатта, были изобретены механические двигатели и машины, получающие энергию от пара, электричества, химических, механических и ядерных источников.
Механические часы, представляющие собой довольно сложный узел с собственным встроенным источником питания (гирей), были разработаны около 1335 года в Европе. Ветряные мельницы с механизмами автоматического поворота парусов были разработаны в средние века в Европе и на Ближнем Востоке. Паровой двигатель стал крупным достижением в развитии механических машин и положил начало промышленной революции. В течение двух столетий, прошедших с момента появления паровой машины Уатта, были изобретены механические двигатели и машины, получающие энергию от пара, электричества, химических, механических и ядерных источников.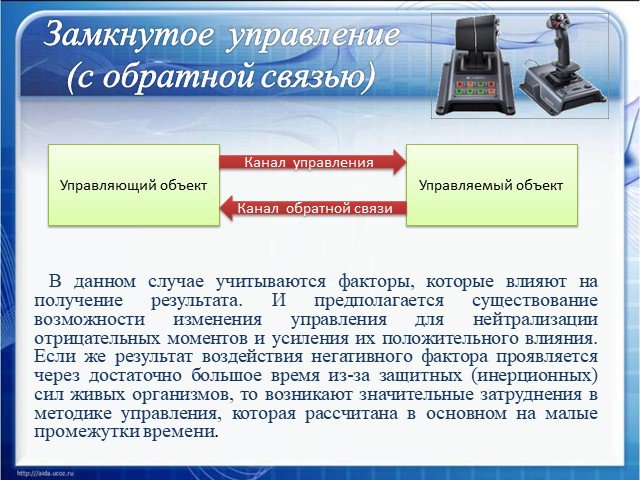 Единственная потребность человека-оператора заключалась в том, чтобы регулировать количество пара, которое контролировало скорость и мощность двигателя. Это требование человеческого внимания при работе паровой машины было устранено регулятором летающих шаров. Это устройство, изобретенное Джеймсом Уаттом в Англии, состояло из утяжеленного шара на шарнирном рычаге, механически соединенного с выходным валом двигателя. По мере увеличения скорости вращения вала центробежная сила заставляла утяжеленный шар двигаться наружу. Это движение управляло клапаном, который уменьшал подачу пара в двигатель, тем самым замедляя двигатель. Регулятор летающего шара остается элегантным ранним примером системы управления с отрицательной обратной связью, в которой увеличение выходной мощности системы используется для снижения активности системы.
Единственная потребность человека-оператора заключалась в том, чтобы регулировать количество пара, которое контролировало скорость и мощность двигателя. Это требование человеческого внимания при работе паровой машины было устранено регулятором летающих шаров. Это устройство, изобретенное Джеймсом Уаттом в Англии, состояло из утяжеленного шара на шарнирном рычаге, механически соединенного с выходным валом двигателя. По мере увеличения скорости вращения вала центробежная сила заставляла утяжеленный шар двигаться наружу. Это движение управляло клапаном, который уменьшал подачу пара в двигатель, тем самым замедляя двигатель. Регулятор летающего шара остается элегантным ранним примером системы управления с отрицательной обратной связью, в которой увеличение выходной мощности системы используется для снижения активности системы. В этом устройстве понижение температуры в помещении приводит к замыканию электрического выключателя, в результате чего нагреватель включается. При повышении температуры в помещении выключатель размыкается и подача тепла отключается. Термостат можно настроить на включение нагревателя при любой заданной температуре.
В этом устройстве понижение температуры в помещении приводит к замыканию электрического выключателя, в результате чего нагреватель включается. При повышении температуры в помещении выключатель размыкается и подача тепла отключается. Термостат можно настроить на включение нагревателя при любой заданной температуре. Хотя Бэббидж так и не смог завершить его, это устройство было предшественником современного цифрового компьютера. См. компьютеры.
Хотя Бэббидж так и не смог завершить его, это устройство было предшественником современного цифрового компьютера. См. компьютеры.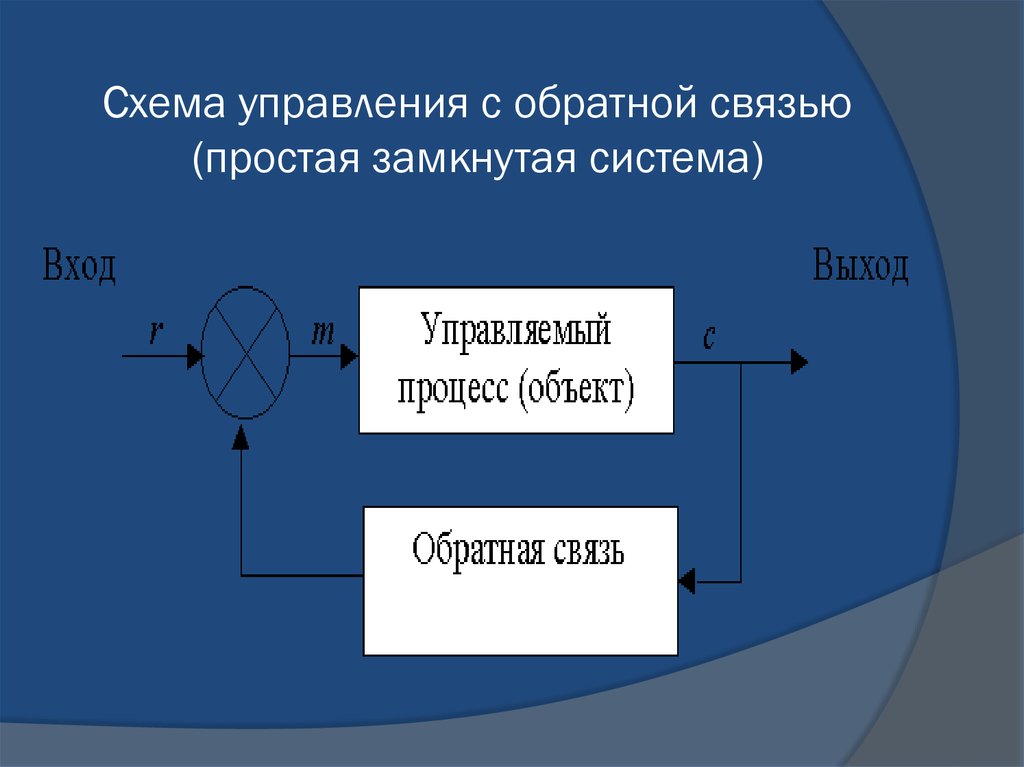 д..
д..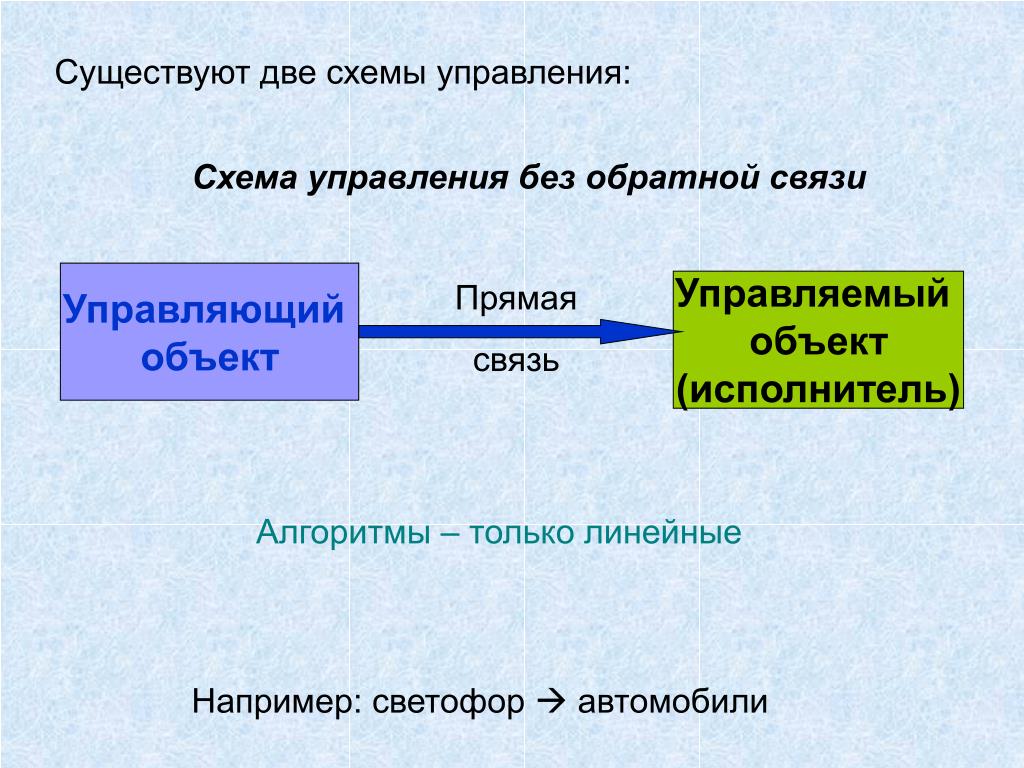
 Конечно, с приобретением навыков визуальное наблюдение уже не требуется, и для опытных пользователей увеличение мощности ТЭНа приведёт к ускорению процесса.
Конечно, с приобретением навыков визуальное наблюдение уже не требуется, и для опытных пользователей увеличение мощности ТЭНа приведёт к ускорению процесса. Надо учитывать, что при повторной заправке ацетоном все пары от первой заправки улетучатся, и для необходимой концентрации паров в контейнере потребуется дополнительный ацетон. Если кто не понял смысл последней фразы, поясняю, что при получении удовлетворительного результата за несколько подходов и при переходе на однократный этап количество ацетона, использованного за два или три подхода, надо сложить и взять 75% от суммы. Понятно, что цифра 75% — это не абсолютная величина, а приблизительное значение и носит рекомендательный характер.
Надо учитывать, что при повторной заправке ацетоном все пары от первой заправки улетучатся, и для необходимой концентрации паров в контейнере потребуется дополнительный ацетон. Если кто не понял смысл последней фразы, поясняю, что при получении удовлетворительного результата за несколько подходов и при переходе на однократный этап количество ацетона, использованного за два или три подхода, надо сложить и взять 75% от суммы. Понятно, что цифра 75% — это не абсолютная величина, а приблизительное значение и носит рекомендательный характер. Нейтрализация насыщенных кетонов происходит количественным поглощением этих молекул молекулами акрилонитрилбутадиенстирола (ABS) и обычным проветриванием, то есть, если угадать с количеством заправляемого в устройство ацетона, то процесс воздействия паров на пластик остановится сам и не испортит деталь. В противном случае, по истечении некоторого промежутка времени необходимо, не выключая устройства, открыть крышку бокса, при этом деталь будет иметь незаконченный вид и её нельзя трогать, и проветрить 10-20 минут. По истечении этого времени деталь примет почти окончательный вид, процесс текучести сильно замедлится, и деталь можно брать в руки. Окончательно пары ацетона «выйдут» из детали через 5 – 7 дней. Если деталь конструкционная и должна испытывать нагрузки, желательно использовать её по истечении двух-трёх дней. Для ускорения процесса «выхода» паров деталь можно нагреть до 50°С, но не раньше, чем через 1-2 часа холодного проветривания. Желательно все работы проводить в проветриваемом помещении, если работы проводятся в домашних условиях, то лучше это делать в санузлах с принудительной вытяжкой или на балконе.
Нейтрализация насыщенных кетонов происходит количественным поглощением этих молекул молекулами акрилонитрилбутадиенстирола (ABS) и обычным проветриванием, то есть, если угадать с количеством заправляемого в устройство ацетона, то процесс воздействия паров на пластик остановится сам и не испортит деталь. В противном случае, по истечении некоторого промежутка времени необходимо, не выключая устройства, открыть крышку бокса, при этом деталь будет иметь незаконченный вид и её нельзя трогать, и проветрить 10-20 минут. По истечении этого времени деталь примет почти окончательный вид, процесс текучести сильно замедлится, и деталь можно брать в руки. Окончательно пары ацетона «выйдут» из детали через 5 – 7 дней. Если деталь конструкционная и должна испытывать нагрузки, желательно использовать её по истечении двух-трёх дней. Для ускорения процесса «выхода» паров деталь можно нагреть до 50°С, но не раньше, чем через 1-2 часа холодного проветривания. Желательно все работы проводить в проветриваемом помещении, если работы проводятся в домашних условиях, то лучше это делать в санузлах с принудительной вытяжкой или на балконе. Ацетон является легковоспламеняющейся жидкостью, а пары ацетона при определённой концентрации взрывоопасны.
Ацетон является легковоспламеняющейся жидкостью, а пары ацетона при определённой концентрации взрывоопасны.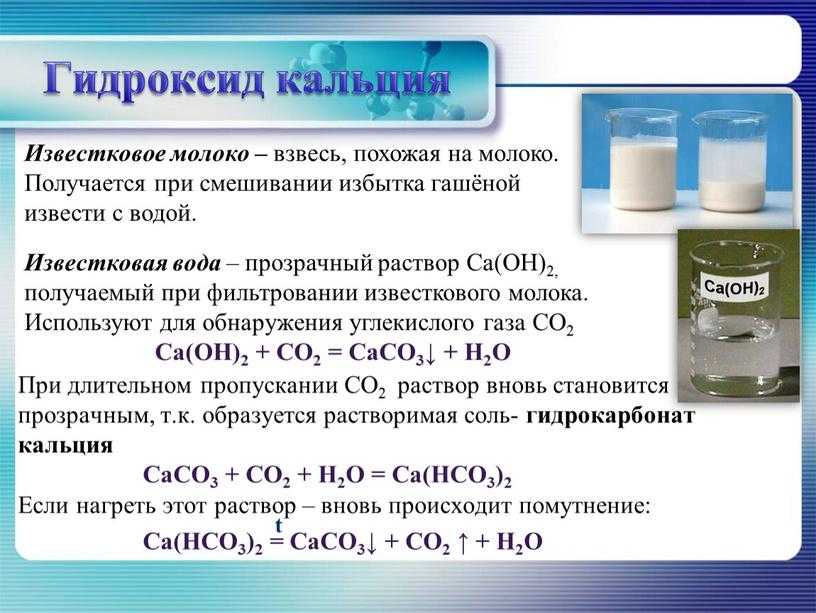 Температура воздуха в помещении — 22° С. Размеры (ДхШхВ) — 79х79х80 мм.
Температура воздуха в помещении — 22° С. Размеры (ДхШхВ) — 79х79х80 мм.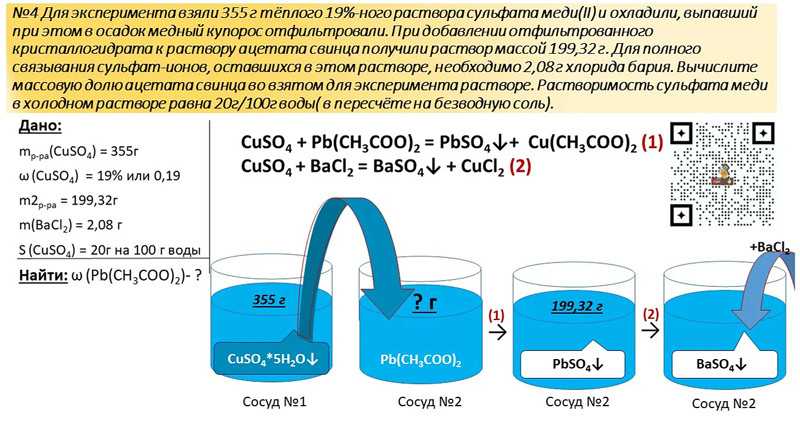

 Для этого берём любую не ворсистую ткань, смачиваем в ацетоне и одним-двумя движениями протираем эти места. Движения должны быть быстрыми, чтобы ткань не прилипла к детали. Если за один-два раза не удаётся протереть всю поверхность, то надо подождать 20-30 секунд и повторить процедуру. Если этого не сделать или обработать не тканью, а кистью, то после обработки детали в «бане» эти места на ощупь будут шершавые и визуально не очень блестящие.
Для этого берём любую не ворсистую ткань, смачиваем в ацетоне и одним-двумя движениями протираем эти места. Движения должны быть быстрыми, чтобы ткань не прилипла к детали. Если за один-два раза не удаётся протереть всю поверхность, то надо подождать 20-30 секунд и повторить процедуру. Если этого не сделать или обработать не тканью, а кистью, то после обработки детали в «бане» эти места на ощупь будут шершавые и визуально не очень блестящие.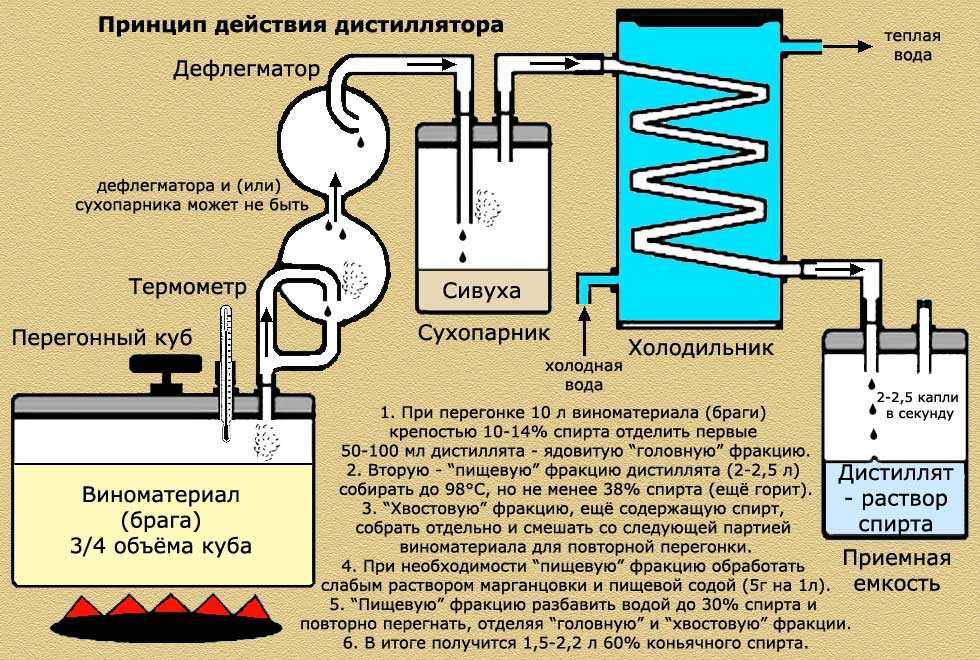 Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.  Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или 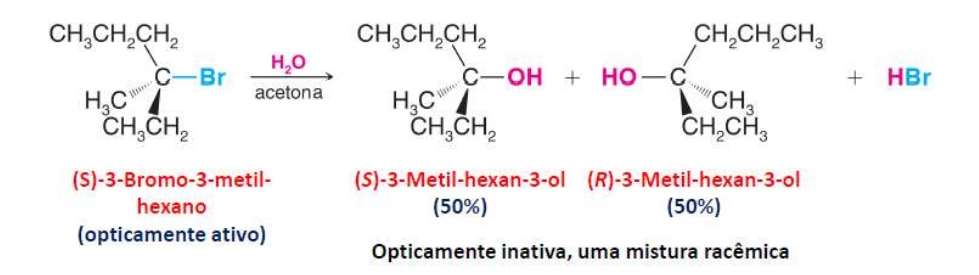 Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
 Время и терпение
Время и терпение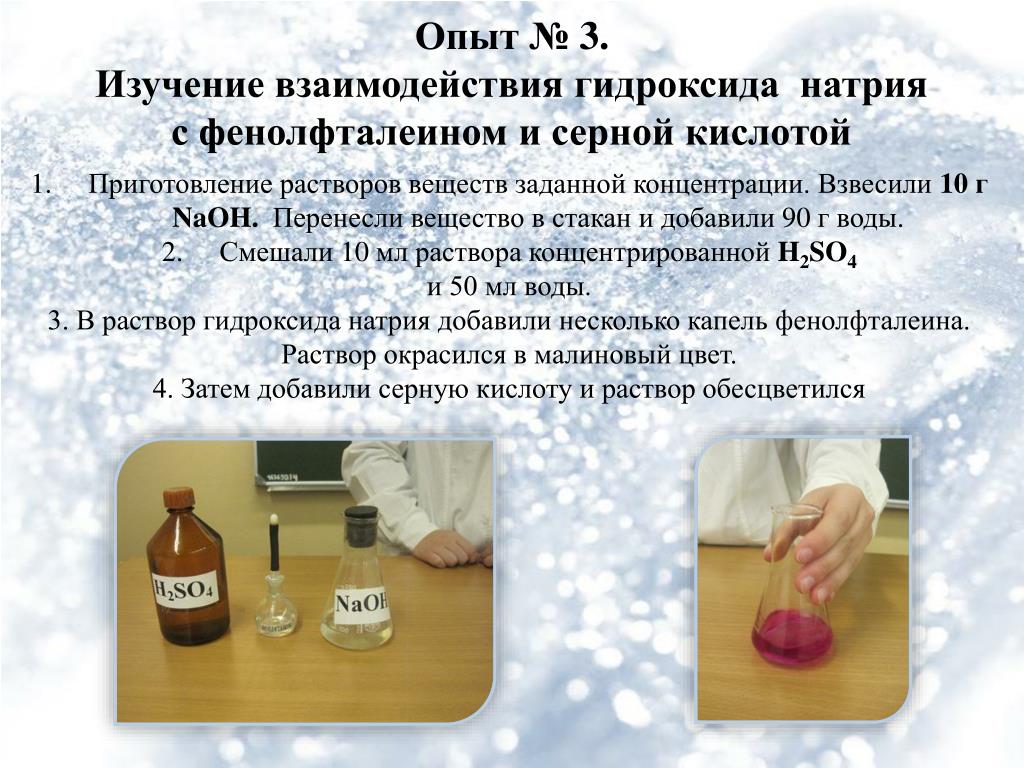 Улучшения. Это позволит раствору Pure Acetone лучше глубоко проникнуть и разрушить продукты, которые есть у вас на ногтях. Это сделано потому, что верхние покрытия сделаны устойчивыми к воде и растворителям, поэтому вам нужно отключить это, чтобы иметь возможность позволить парогенератору для ногтей и ацетону работать с продуктами внизу!
Улучшения. Это позволит раствору Pure Acetone лучше глубоко проникнуть и разрушить продукты, которые есть у вас на ногтях. Это сделано потому, что верхние покрытия сделаны устойчивыми к воде и растворителям, поэтому вам нужно отключить это, чтобы иметь возможность позволить парогенератору для ногтей и ацетону работать с продуктами внизу!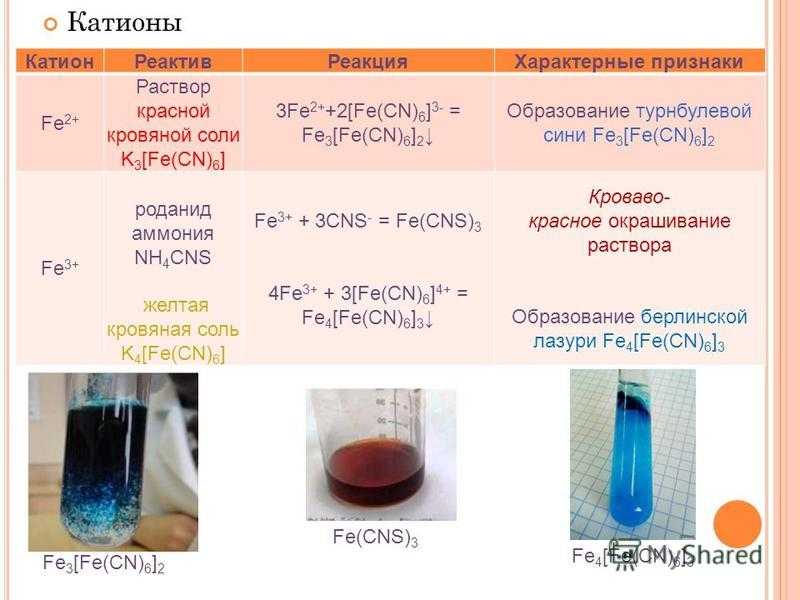
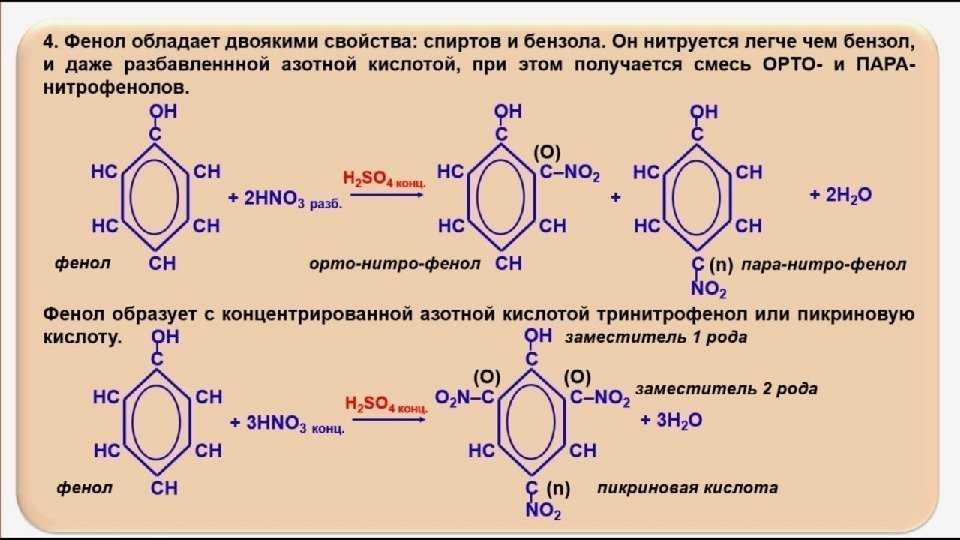
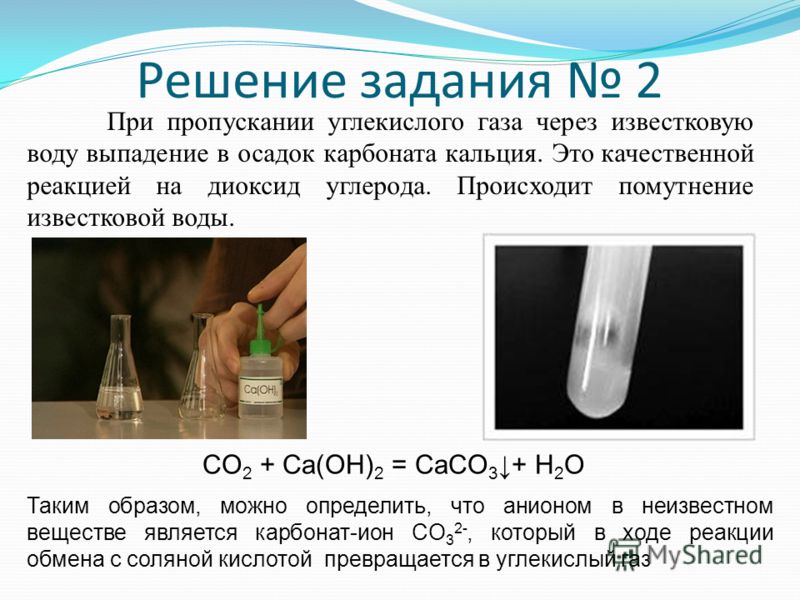
 Старайтесь не царапать естественную поверхность ногтей, когда приступите к ним. Позаботьтесь о своих натуральных ногтях, будьте терпеливы в отношении времени удаления и считайте это своим временем баловства.
Старайтесь не царапать естественную поверхность ногтей, когда приступите к ним. Позаботьтесь о своих натуральных ногтях, будьте терпеливы в отношении времени удаления и считайте это своим временем баловства. ) / AU
) / AU

 Членом группы защиты может выступать любой из следующих источников данных:
Членом группы защиты может выступать любой из следующих источников данных: Чтобы устранить эту проблему, администратор восстанавливает реплику, инициируя синхронизацию с проверкой согласованности, также называемой просто проверкой согласованности, в реплике. Во время проверки согласованности DPM выполняет поблиточную проверку и восстанавливает реплику, чтобы обеспечить согласованность с источником данных.
Чтобы устранить эту проблему, администратор восстанавливает реплику, инициируя синхронизацию с проверкой согласованности, также называемой просто проверкой согласованности, в реплике. Во время проверки согласованности DPM выполняет поблиточную проверку и восстанавливает реплику, чтобы обеспечить согласованность с источником данных.
 Для всех остальных баз данных SQL Server синхронизация обеспечивает перенос резервного копирования журнала транзакций, и точки восстановления создаются для каждой добавочной синхронизации и быстрой полной архивации. Журнал транзакций представляет собой последовательную запись всех транзакций, выполненных в отношении базы данных с момента его последнего резервного копирования.
Для всех остальных баз данных SQL Server синхронизация обеспечивает перенос резервного копирования журнала транзакций, и точки восстановления создаются для каждой добавочной синхронизации и быстрой полной архивации. Журнал транзакций представляет собой последовательную запись всех транзакций, выполненных в отношении базы данных с момента его последнего резервного копирования.


 Если достигнут предельный диапазон зоны хранения и диапазон хранения для существующих точек восстановления еще не достигнут, задания защиты завершатся сбоем.
Если достигнут предельный диапазон зоны хранения и диапазон хранения для существующих точек восстановления еще не достигнут, задания защиты завершатся сбоем. При выборе источника данных и момента времени, с которого следует выполнить восстановление, DPM отправляет уведомление, указывая, хранятся ли данные на ленте, находится ли лента в сети или в автономном режиме и какие ленты потребуются для восстановления.
При выборе источника данных и момента времени, с которого следует выполнить восстановление, DPM отправляет уведомление, указывая, хранятся ли данные на ленте, находится ли лента в сети или в автономном режиме и какие ленты потребуются для восстановления. В DPM цели восстановления определяются диапазоном хранения, допустимой потерей данных, расписанием точек восстановления и (для приложений баз данных) расписанием экспресс-полного резервного копирования.
В DPM цели восстановления определяются диапазоном хранения, допустимой потерей данных, расписанием точек восстановления и (для приложений баз данных) расписанием экспресс-полного резервного копирования. Для защиты файла можно выбрать дни и время создания точек восстановления. Для защиты данных приложений, поддерживающих добавочные резервные копирования, частота синхронизации определяет расписание точек восстановления. Для защиты данных приложений, которые не поддерживают добавочное резервное копирование, расписание точки восстановления определяется по расписанию полного резервного копирования.
Для защиты файла можно выбрать дни и время создания точек восстановления. Для защиты данных приложений, поддерживающих добавочные резервные копирования, частота синхронизации определяет расписание точек восстановления. Для защиты данных приложений, которые не поддерживают добавочное резервное копирование, расписание точки восстановления определяется по расписанию полного резервного копирования.


 По дизайну и покрою она была идентична 1960-му паттерну, но сделана из ткани в камуфляжной расцветке DPM. Однако, вплоть до середины 1970-х годов подразделения Королевской морской пехоты и десантников продолжали использовать форму 1960-го паттерна и смок Денисона.
По дизайну и покрою она была идентична 1960-му паттерну, но сделана из ткани в камуфляжной расцветке DPM. Однако, вплоть до середины 1970-х годов подразделения Королевской морской пехоты и десантников продолжали использовать форму 1960-го паттерна и смок Денисона.






 Сертифицированные ортопедические врачи должны пройти двухлетнюю ординатуру. Резидентура обеспечивает междисциплинарный опыт работы с такими ротациями, как анестезиология, внутренняя медицина, инфекционные заболевания, хирургия, неотложная помощь и педиатрия.
Сертифицированные ортопедические врачи должны пройти двухлетнюю ординатуру. Резидентура обеспечивает междисциплинарный опыт работы с такими ротациями, как анестезиология, внутренняя медицина, инфекционные заболевания, хирургия, неотложная помощь и педиатрия. Национальные советы принимаются в двух частях во время обучения в ортопедической медицинской школе. Часть I охватывает области фундаментальных наук и обычно проводится в конце второго года обучения. Часть II включает в себя письменный экзамен и компоненты экзамена «Взаимодействие с пациентом по клиническим навыкам» (CSPE). Часть CSPE оценивает знание ортопедических клинических задач, а письменный экзамен охватывает такие клинические области, как медицина; Радиология; Ортопедия, биомеханика и спортивная медицина; Анестезия и Хирургия; и общественное здравоохранение, юриспруденция и исследования.
Национальные советы принимаются в двух частях во время обучения в ортопедической медицинской школе. Часть I охватывает области фундаментальных наук и обычно проводится в конце второго года обучения. Часть II включает в себя письменный экзамен и компоненты экзамена «Взаимодействие с пациентом по клиническим навыкам» (CSPE). Часть CSPE оценивает знание ортопедических клинических задач, а письменный экзамен охватывает такие клинические области, как медицина; Радиология; Ортопедия, биомеханика и спортивная медицина; Анестезия и Хирургия; и общественное здравоохранение, юриспруденция и исследования.
 Ортопеды в Род-Айленде, Небраске, Висконсине, Южной Каролине и Северной Каролине, как сообщается, являются самыми высокооплачиваемыми врачами-ортопедами в США, зарабатывая в среднем 186 510 долларов или более в год.
Ортопеды в Род-Айленде, Небраске, Висконсине, Южной Каролине и Северной Каролине, как сообщается, являются самыми высокооплачиваемыми врачами-ортопедами в США, зарабатывая в среднем 186 510 долларов или более в год. Они могут специализироваться в таких областях, как спортивная медицина, хирургия, биомеханика и уход за диабетической стопой.
Они могут специализироваться в таких областях, как спортивная медицина, хирургия, биомеханика и уход за диабетической стопой.
 е. принятие только подтверждений полномочий, полученных непосредственно от школ и других учебных, испытательных, лицензионных и правоохранительных органов. Уникально то, что Совет записал это в свой закон, чтобы никто не мог считать его открытым для отказа.
е. принятие только подтверждений полномочий, полученных непосредственно от школ и других учебных, испытательных, лицензионных и правоохранительных органов. Уникально то, что Совет записал это в свой закон, чтобы никто не мог считать его открытым для отказа.

 3 MB
3 MB 7 kB
7 kB 0 kB
0 kB Тестовую модель можно скачать здесь.
Тестовую модель можно скачать здесь. Чем мягче материал — тем медленнее должна быть скорость подъема. Достаточная высота подъема 2-4 мм.
Чем мягче материал — тем медленнее должна быть скорость подъема. Достаточная высота подъема 2-4 мм. Однако, если время засветки крепежных слоев будет слишком мало, модель может отвалиться во время печати.
Однако, если время засветки крепежных слоев будет слишком мало, модель может отвалиться во время печати. , Phrozen3D и многие другие. Elegoo еще больше снизила цены и предлагает модели начального уровня, такие как Elegoo Mars C, даже дешевле 200 долларов. Сегодня компания расширила свое предложение за счет монохромных ЖК-экранов 2K и 4K и более крупных платформ, таких как Elegoo Saturn. С выпуском Mars 3 Elegoo следует по стопам Phrozen, поскольку Mars 3 похож на Phrozen Sonic Mini 4K. Небольшой полимерный 3D-принтер 4K с высоким разрешением (размер пикселя 35 микрон). Параметры 3D-печати полимерами Liqcreate на Elegoo Mars 3 можно найти здесь.
, Phrozen3D и многие другие. Elegoo еще больше снизила цены и предлагает модели начального уровня, такие как Elegoo Mars C, даже дешевле 200 долларов. Сегодня компания расширила свое предложение за счет монохромных ЖК-экранов 2K и 4K и более крупных платформ, таких как Elegoo Saturn. С выпуском Mars 3 Elegoo следует по стопам Phrozen, поскольку Mars 3 похож на Phrozen Sonic Mini 4K. Небольшой полимерный 3D-принтер 4K с высоким разрешением (размер пикселя 35 микрон). Параметры 3D-печати полимерами Liqcreate на Elegoo Mars 3 можно найти здесь. Начнем с того, что их принтеры Mars и Mars Pro относятся к первому поколению и оснащены экраном 2K RGB, что означает более низкую скорость печати. Mars 2, Mars 2 Pro и Saturn оснащены новым монохромным ЖК-экраном, увеличивающим скорость печати в 2-4 раза, а также увеличивающим срок службы ЖК-экрана. При покупке нового 3D-принтера на основе смолы начального уровня мы всегда советуем выбирать 3D-принтер с монохромным ЖК-экраном. Довольно сложно найти большие различия между Mars 2 и Mars 2 Pro. Оба имеют одинаковую ось Z с направляющими и монохромный экран 2K с одинаковыми размерами пикселей, областью построения и скоростью печати. Глядя на их веб-сайт и обзоры, два основных отличия заключаются в том, что вы получите металлический резервуар из смолы с версией Pro. А версия Elegoo Mars 2 Pro имеет фильтр с активированным углем, уменьшающий запах смолы. Большинство смол Liqcreate не имеют запаха, поэтому мы не видим ценности Mars 2 Pro по сравнению с Mars 2. С новым Mars 3 Elegoo запускает небольшой 3D-принтер из смолы 4K с невероятно маленьким размером пикселей, поддержка чрезвычайно точных моделей для печати.
Начнем с того, что их принтеры Mars и Mars Pro относятся к первому поколению и оснащены экраном 2K RGB, что означает более низкую скорость печати. Mars 2, Mars 2 Pro и Saturn оснащены новым монохромным ЖК-экраном, увеличивающим скорость печати в 2-4 раза, а также увеличивающим срок службы ЖК-экрана. При покупке нового 3D-принтера на основе смолы начального уровня мы всегда советуем выбирать 3D-принтер с монохромным ЖК-экраном. Довольно сложно найти большие различия между Mars 2 и Mars 2 Pro. Оба имеют одинаковую ось Z с направляющими и монохромный экран 2K с одинаковыми размерами пикселей, областью построения и скоростью печати. Глядя на их веб-сайт и обзоры, два основных отличия заключаются в том, что вы получите металлический резервуар из смолы с версией Pro. А версия Elegoo Mars 2 Pro имеет фильтр с активированным углем, уменьшающий запах смолы. Большинство смол Liqcreate не имеют запаха, поэтому мы не видим ценности Mars 2 Pro по сравнению с Mars 2. С новым Mars 3 Elegoo запускает небольшой 3D-принтер из смолы 4K с невероятно маленьким размером пикселей, поддержка чрезвычайно точных моделей для печати. Найдите различия между 3D-принтерами Elegoo в таблице ниже:
Найдите различия между 3D-принтерами Elegoo в таблице ниже: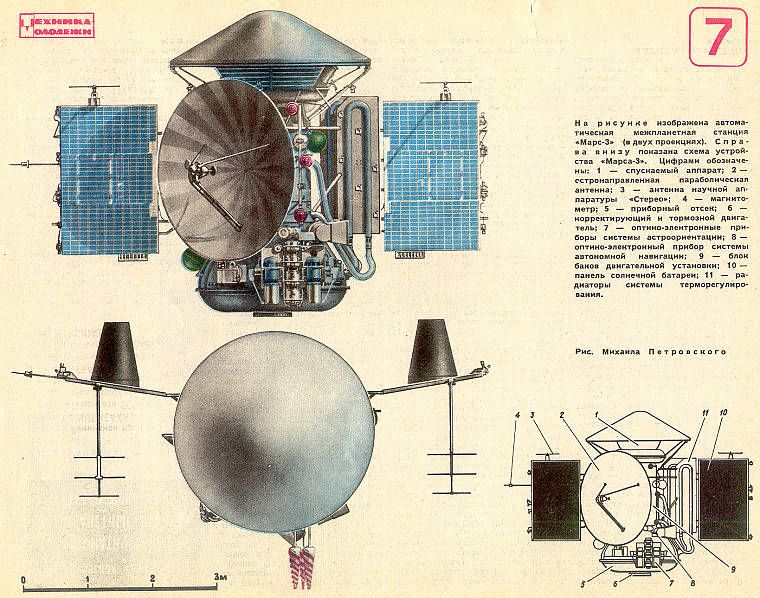 * Официальные цены указаны на веб-сайте Elegoo по состоянию на сентябрь 2021 г. Цена может меняться со временем или в вашей стране.
* Официальные цены указаны на веб-сайте Elegoo по состоянию на сентябрь 2021 г. Цена может меняться со временем или в вашей стране.  Я думаю, что это здорово, и полученные отпечатки потрясающие! (см. фото далее в обзоре).
Я думаю, что это здорово, и полученные отпечатки потрясающие! (см. фото далее в обзоре). Каждый дополнительный слой наплавляется на предыдущий с помощью УФ-излучения по мере того, как платформа поднимается из резервуара с жидкой смолой. точка, в которой линии слоев больше не видны при случайном осмотре. Дело в том, что до тех пор, пока не будет отверждена под воздействием УФ-излучения, не очень безопасная для вас или окружающей среды смола может быть опасной, хотя, если отпечатки и побочные продукты обрабатываются должным образом, это не проблема. Кроме того, как Elegoo, так и другие производители быстро разрабатывают и выпускают на рынок более удобные и простые в работе смолы.
Каждый дополнительный слой наплавляется на предыдущий с помощью УФ-излучения по мере того, как платформа поднимается из резервуара с жидкой смолой. точка, в которой линии слоев больше не видны при случайном осмотре. Дело в том, что до тех пор, пока не будет отверждена под воздействием УФ-излучения, не очень безопасная для вас или окружающей среды смола может быть опасной, хотя, если отпечатки и побочные продукты обрабатываются должным образом, это не проблема. Кроме того, как Elegoo, так и другие производители быстро разрабатывают и выпускают на рынок более удобные и простые в работе смолы. Огромное и заметное улучшение по сравнению с некоторыми более ранними моделями.
Огромное и заметное улучшение по сравнению с некоторыми более ранними моделями. Elegoo и другие производители опускают две упомянутые жидкости, поскольку они усложняют доставку, когда они поставляются вместе с электронным устройством. Вот что они включили для вас в принтер:
Elegoo и другие производители опускают две упомянутые жидкости, поскольку они усложняют доставку, когда они поставляются вместе с электронным устройством. Вот что они включили для вас в принтер:
 Наденьте рабочую пластину на кронштейн принтера и затяните с помощью гигантской ручки вверху. Затем мы можем ослабить два серебряных болта прямо над строительной платформой, чтобы она могла свободно двигаться. Ключ Аллена, который вам понадобится, входит в комплект.
Наденьте рабочую пластину на кронштейн принтера и затяните с помощью гигантской ручки вверху. Затем мы можем ослабить два серебряных болта прямо над строительной платформой, чтобы она могла свободно двигаться. Ключ Аллена, который вам понадобится, входит в комплект. Перейдя к печати на ЖК-дисплее, я выбрал ее, нажал «Печать», и все пошло.
Перейдя к печати на ЖК-дисплее, я выбрал ее, нажал «Печать», и все пошло.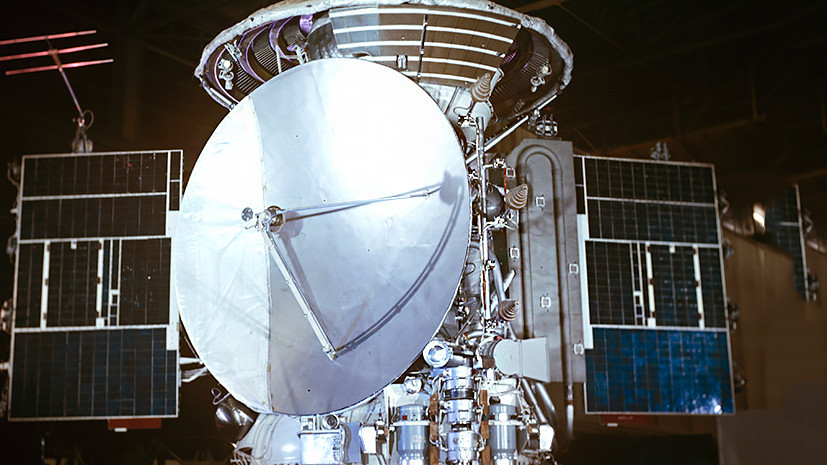 Как только это высохло, я вернул смолу из бутылки в чан и попробовал еще раз. Это был успех, и я считаю, что мне нужно было очистить рабочую пластину спиртом от моего первого отпечатка, возможно, на нем остались какие-то остатки от производственного процесса. В любом случае, с момента первой очистки он не подводил.
Как только это высохло, я вернул смолу из бутылки в чан и попробовал еще раз. Это был успех, и я считаю, что мне нужно было очистить рабочую пластину спиртом от моего первого отпечатка, возможно, на нем остались какие-то остатки от производственного процесса. В любом случае, с момента первой очистки он не подводил. Идеальное сравнение для тех, кто хочет знать, стоит ли делать обновление.
Идеальное сравнение для тех, кто хочет знать, стоит ли делать обновление.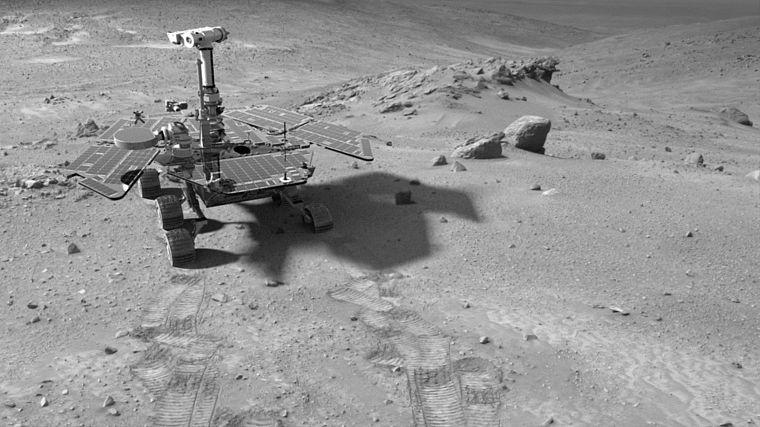 Лицензия Pro действует только в течение первого года, после чего вы можете либо оплатить текущую плату за обновление, чтобы сохранить ее, либо вернуться к стандартному бесплатному уровню Chitubox.
Лицензия Pro действует только в течение первого года, после чего вы можете либо оплатить текущую плату за обновление, чтобы сохранить ее, либо вернуться к стандартному бесплатному уровню Chitubox.
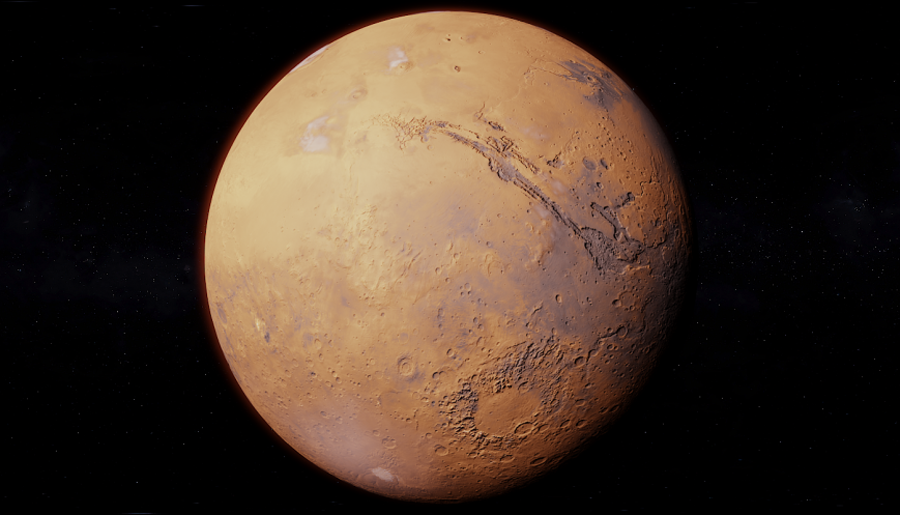 Это заняло бы много часов постобработки, если бы я сделал это на своем принтере FDM, чтобы получить тот же уровень гладкости. Он сразу готов к покраске, а затем к подарку.
Это заняло бы много часов постобработки, если бы я сделал это на своем принтере FDM, чтобы получить тот же уровень гладкости. Он сразу готов к покраске, а затем к подарку.
 Не допускается обработка металлов, асбоцементных материалов, камня и подобных материалов, мягких пластмассовых и резиноподобных материалов. Машина не рассчитана на работу при непрерывном производстве.
Не допускается обработка металлов, асбоцементных материалов, камня и подобных материалов, мягких пластмассовых и резиноподобных материалов. Машина не рассчитана на работу при непрерывном производстве.
 обороты
обороты 30
30
 обороты
обороты 90
90 Глубина строгания за проход
Глубина строгания за проход 20
20 ..
.. Гарантия!!!Рейсмусовые…
Гарантия!!!Рейсмусовые… Рейсмусный станок СР8-1 — 95 т.р.
Рейсмусный станок СР8-1 — 95 т.р.
 4
4
 03.2017
03.2017 174Глубина строгания, мм 6Max глубина строгания (рейсмус), мм6Диаметр…
174Глубина строгания, мм 6Max глубина строгания (рейсмус), мм6Диаметр… ..
.. Иваново 1999 года выпуска 380V . Оборудование в рабочем состоянии .
Иваново 1999 года выпуска 380V . Оборудование в рабочем состоянии . 


 Толщиномер полезен во многих отраслях промышленности, но чаще всего используется в машиностроении и производстве, чтобы обеспечить соответствие толщины материала промышленным стандартам и нормам. Помимо измерения толщины и плотности материала, толщиномер может использоваться в качестве дополнительного инструмента контроля качества в таких отраслях, как автомобилестроение, для измерения однородности материала и выявления скрытых повреждений или дефектов.
Толщиномер полезен во многих отраслях промышленности, но чаще всего используется в машиностроении и производстве, чтобы обеспечить соответствие толщины материала промышленным стандартам и нормам. Помимо измерения толщины и плотности материала, толщиномер может использоваться в качестве дополнительного инструмента контроля качества в таких отраслях, как автомобилестроение, для измерения однородности материала и выявления скрытых повреждений или дефектов.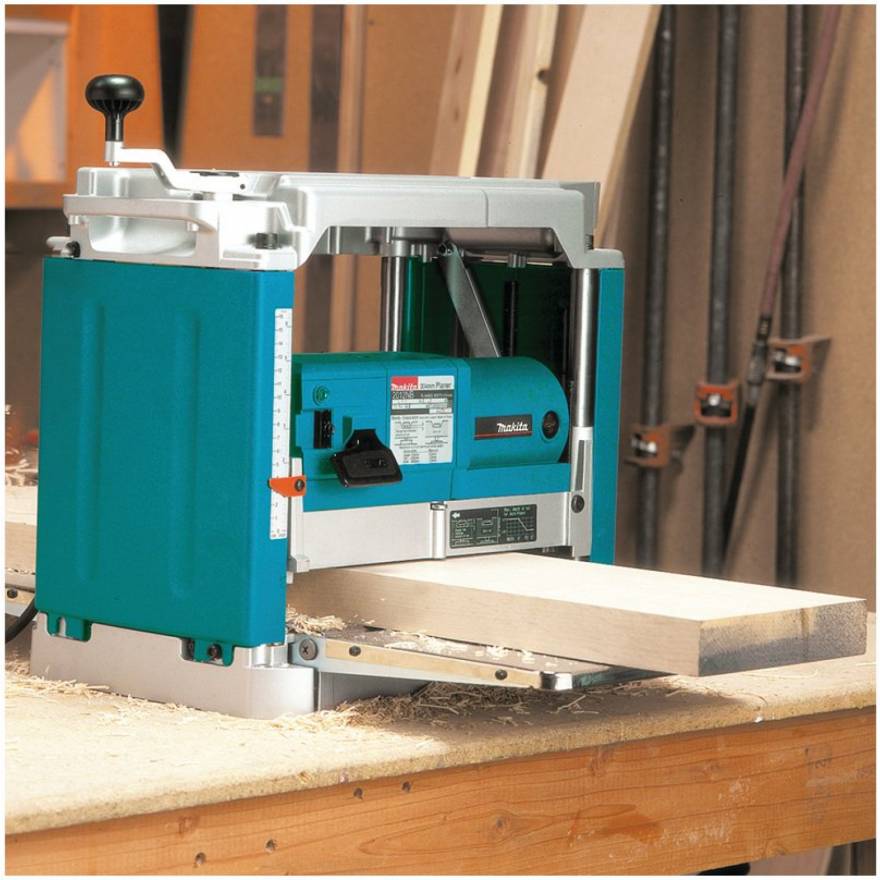 Используя небольшую магнитную мишень, они могут обеспечить точные измерения толщины практически любого немагнитного материала, где зонд может быть размещен с одной стороны, а мишень, например, стальной шар, — с другой.
Используя небольшую магнитную мишень, они могут обеспечить точные измерения толщины практически любого немагнитного материала, где зонд может быть размещен с одной стороны, а мишень, например, стальной шар, — с другой.

 В нашем ассортименте вы найдете подходящий толщиномер для любых целей, как с аналоговым циферблатом, так и с цифровым.
В нашем ассортименте вы найдете подходящий толщиномер для любых целей, как с аналоговым циферблатом, так и с цифровым.
 730,00
730,00  473,00
473,00  Окончание УП (коды М30 и М02)
Окончание УП (коды М30 и М02) Одни станки включают подачу СОЖ сразу, другие – только после перемещения в указанную позицию. Зная это, опытный программист старается указывать код М08 перед выполнением перемещения на рабочей подаче:
Одни станки включают подачу СОЖ сразу, другие – только после перемещения в указанную позицию. Зная это, опытный программист старается указывать код М08 перед выполнением перемещения на рабочей подаче: Все осевые перемещения останавливаются и возобновляются лишь после того, как оператор станка нажмет клавишу Старт цикла на панели УЧПУ. При этом шпиндель продолжает вращаться, и другие функции остаются активными. Если оператор станка нажимает клавишу Старт цикла, то выполнение программы будет продолжено с кадра, следующего за М00.
Все осевые перемещения останавливаются и возобновляются лишь после того, как оператор станка нажмет клавишу Старт цикла на панели УЧПУ. При этом шпиндель продолжает вращаться, и другие функции остаются активными. Если оператор станка нажимает клавишу Старт цикла, то выполнение программы будет продолжено с кадра, следующего за М00.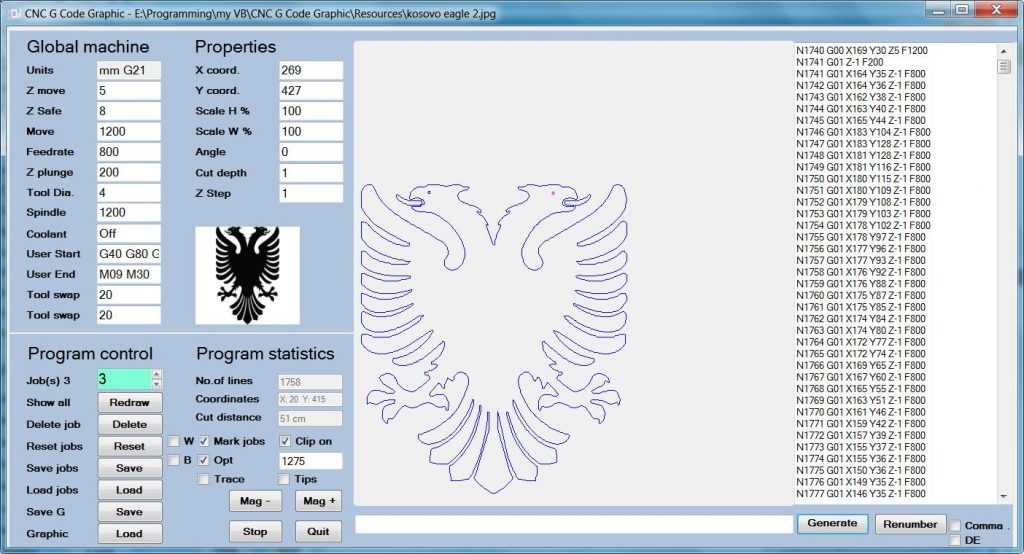 Любой станок с УЧПУ имеет клавишу «М01». Если она нажата, то происходит останов УП. Если клавиша не нажата, то выполнение УП не прерывается.
Любой станок с УЧПУ имеет клавишу «М01». Если она нажата, то происходит останов УП. Если клавиша не нажата, то выполнение УП не прерывается.
 Обычно для включения низкой передачи используется код М41, а для включения более высоких передач – М42, М43 и т. д. Переключение передач в этом случае необходимо, чтобы двигатель, вращающий шпиндель, не подвергался чрезмерным нагрузкам (вспомните процесс переключения передач в автомобиле). Приведем небольшой программный пример. В кадре N20 включается низкая передача, а в кадре N25 шпиндель начинает вращаться со скоростью 900 оборотов в минуту:
Обычно для включения низкой передачи используется код М41, а для включения более высоких передач – М42, М43 и т. д. Переключение передач в этом случае необходимо, чтобы двигатель, вращающий шпиндель, не подвергался чрезмерным нагрузкам (вспомните процесс переключения передач в автомобиле). Приведем небольшой программный пример. В кадре N20 включается низкая передача, а в кадре N25 шпиндель начинает вращаться со скоростью 900 оборотов в минуту: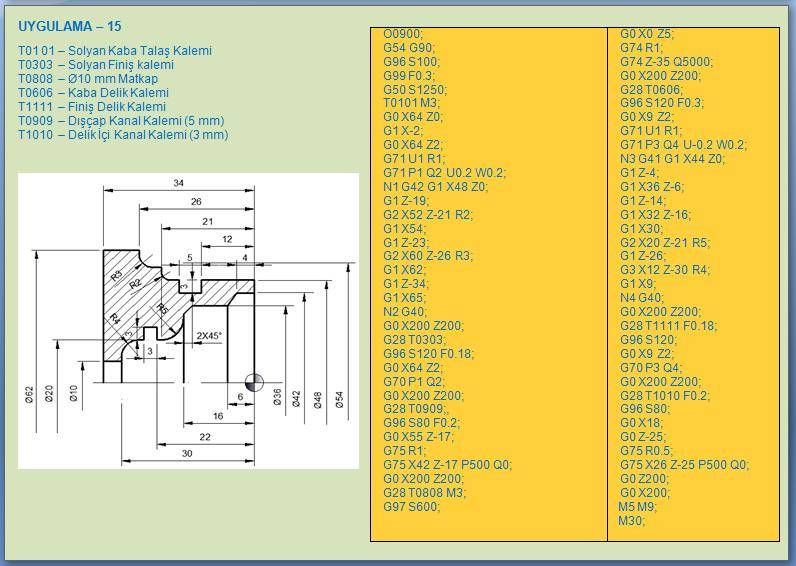 Некоторые станки позволяют подавать СОЖ в зону обработки в различном виде. Например, код М08 может вызывать подачу охлаждающей жидкости в виде струи, а код М07 – в распыленном виде.
Некоторые станки позволяют подавать СОЖ в зону обработки в различном виде. Например, код М08 может вызывать подачу охлаждающей жидкости в виде струи, а код М07 – в распыленном виде.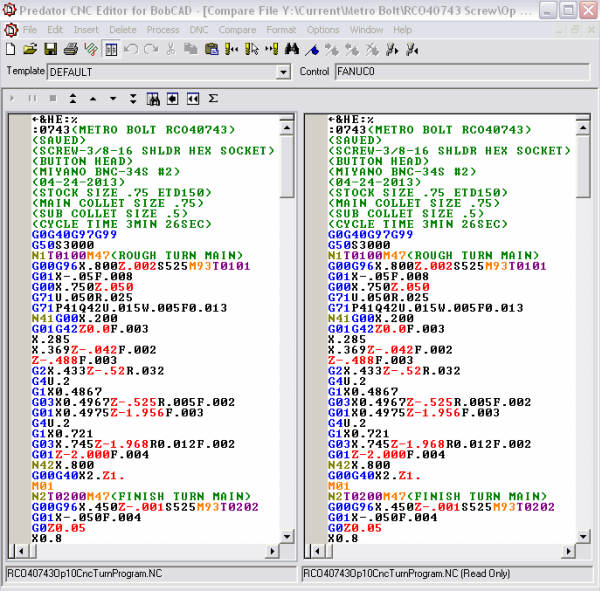 В этом случае оператор станка вынужден останавливать программу и вручную менять один инструмент на другой, что конечно же неудобно.
В этом случае оператор станка вынужден останавливать программу и вручную менять один инструмент на другой, что конечно же неудобно.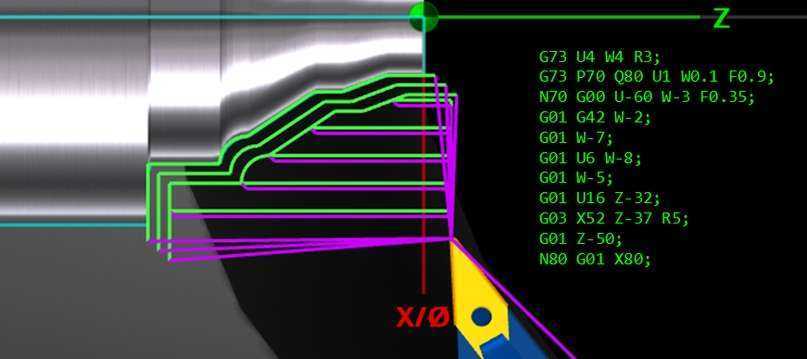 В этом случае номер инструмента отсчитывался от номера текущего инструмента, что менее удобно. Производители станков постоянно совершенствуют конструкцию устройств автоматической смены инструмента.
В этом случае номер инструмента отсчитывался от номера текущего инструмента, что менее удобно. Производители станков постоянно совершенствуют конструкцию устройств автоматической смены инструмента.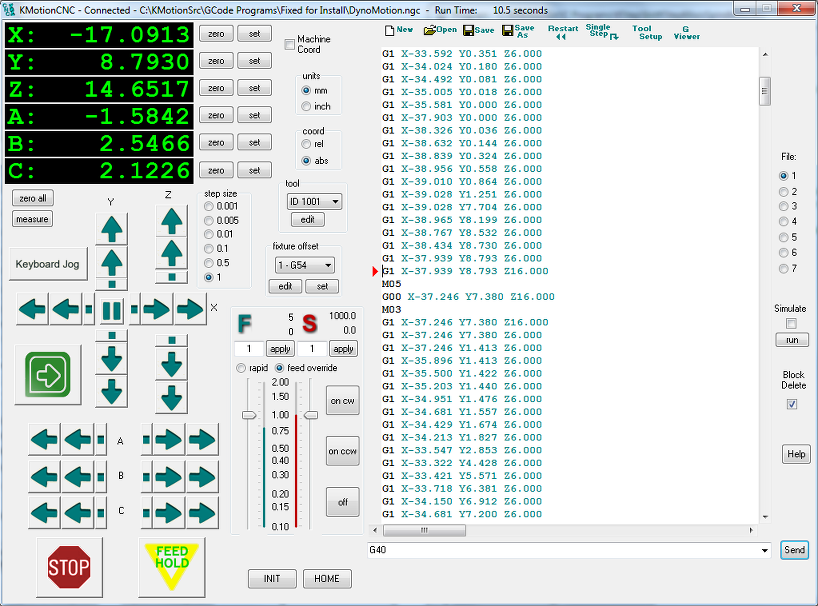 Магазин инструментов перемещается обратно на свое место. Если магазин инструментов не перемещается, то возможен следующий алгоритм работы. Сначала шпиндель перемещается в определенную точку, находящуюся рядом с магазином инструментов. Затем магазин инструментов поворачивается таким образом, чтобы выбранный инструмент находился напротив шпинделя. Механический захват («рука»), находящийся между магазином и шпинделем, захватывает отработавший инструмент в шпинделе и новый инструмент в магазине.
Магазин инструментов перемещается обратно на свое место. Если магазин инструментов не перемещается, то возможен следующий алгоритм работы. Сначала шпиндель перемещается в определенную точку, находящуюся рядом с магазином инструментов. Затем магазин инструментов поворачивается таким образом, чтобы выбранный инструмент находился напротив шпинделя. Механический захват («рука»), находящийся между магазином и шпинделем, захватывает отработавший инструмент в шпинделе и новый инструмент в магазине. Например, если в УП запрограммировать М06 Т5, то будет вызван инструмент № 5. Большинство СЧПУ допускают любой порядок слов данных в кадре смены инструмента. То есть вы можете вызвать инструмент № 1 и таким образом:
Например, если в УП запрограммировать М06 Т5, то будет вызван инструмент № 5. Большинство СЧПУ допускают любой порядок слов данных в кадре смены инструмента. То есть вы можете вызвать инструмент № 1 и таким образом: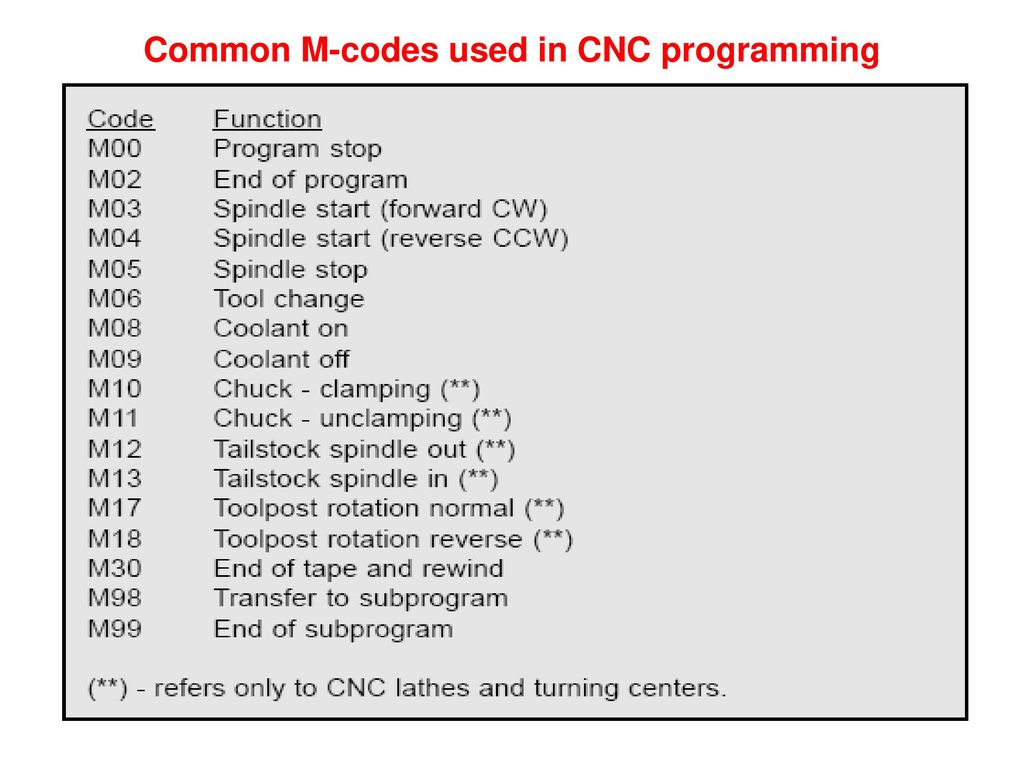 К счастью, сегодня такой неудобный способ используется крайне редко. Кадры смены инструмента и активации компенсации длины нового инструмента в управляющей программе:
К счастью, сегодня такой неудобный способ используется крайне редко. Кадры смены инструмента и активации компенсации длины нового инструмента в управляющей программе: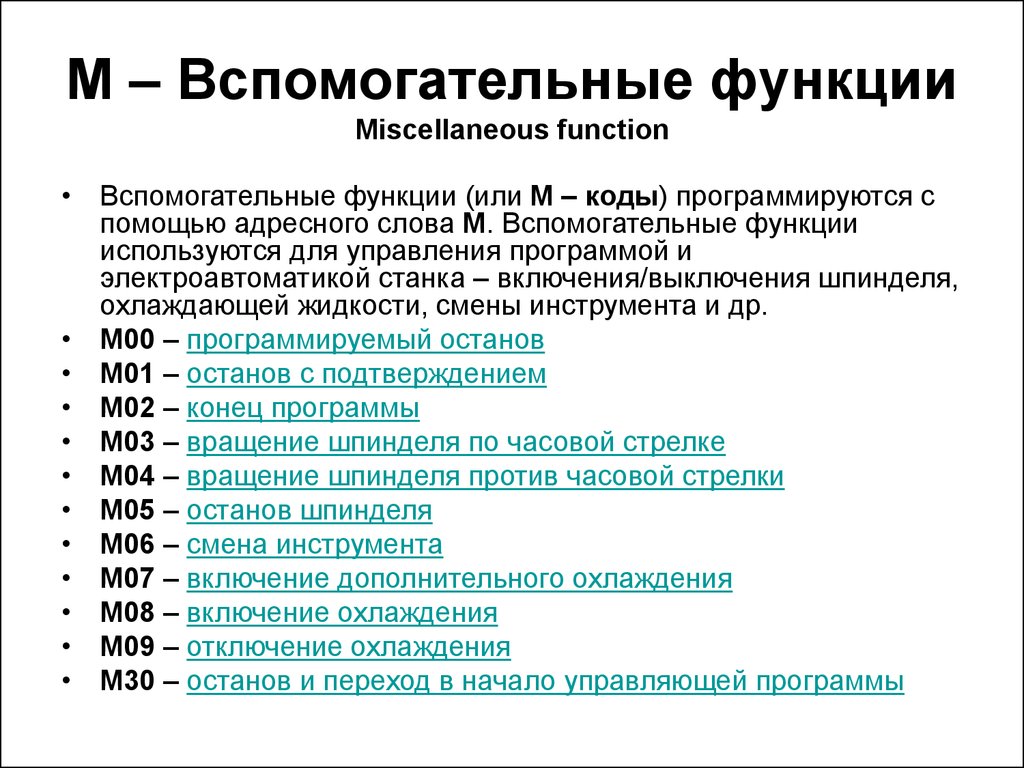
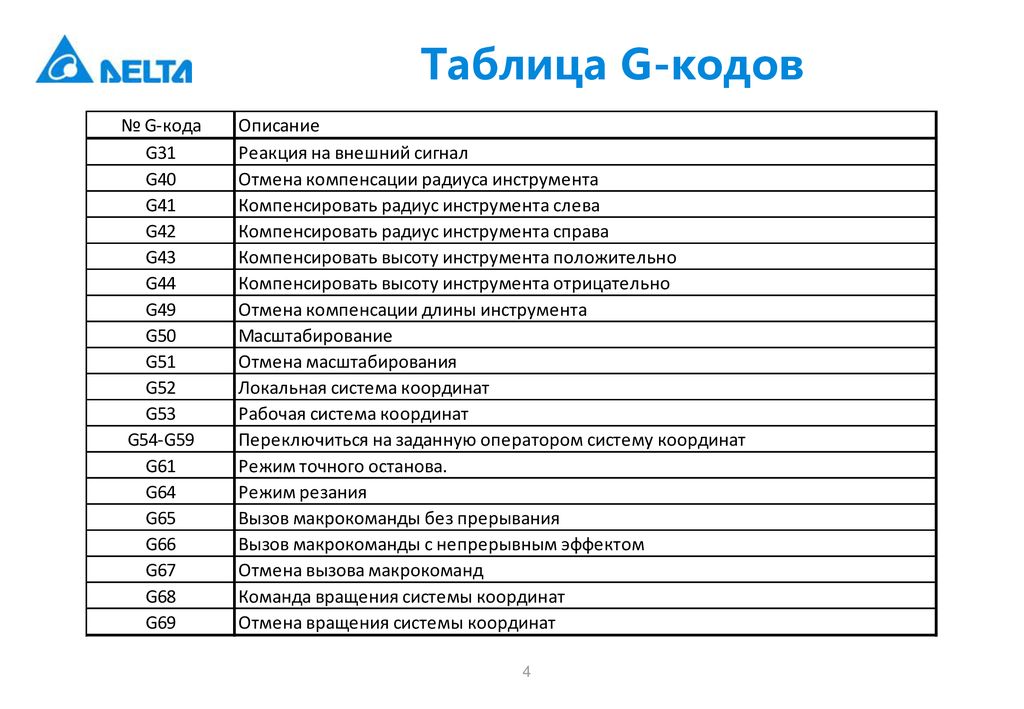 ]
]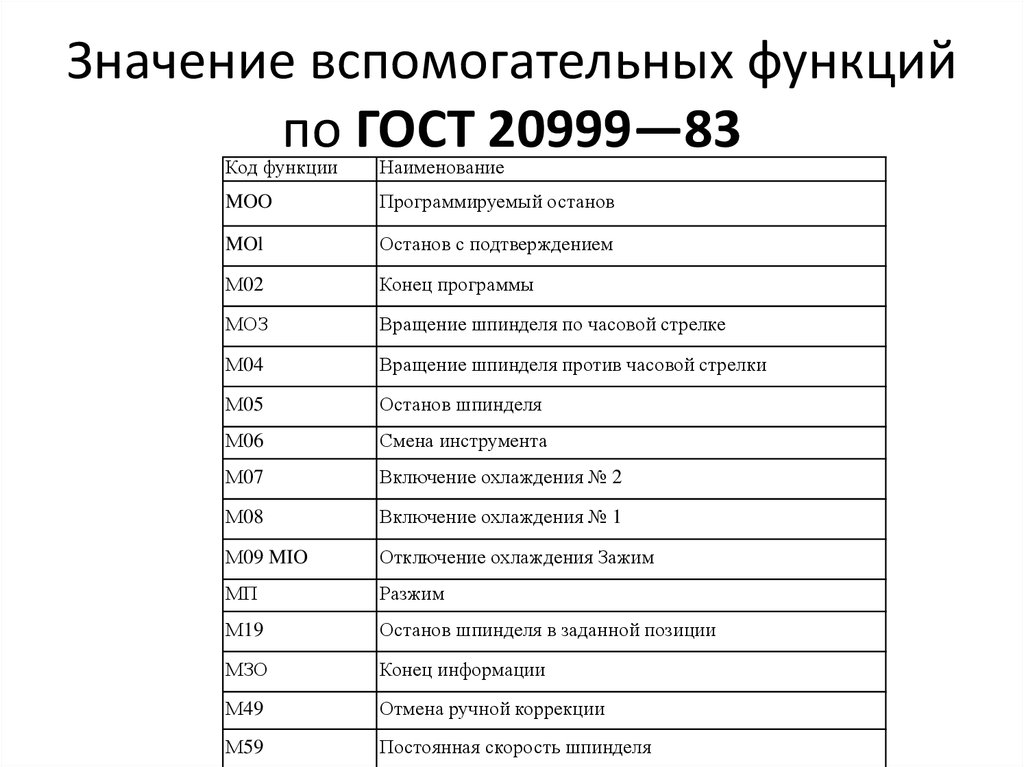
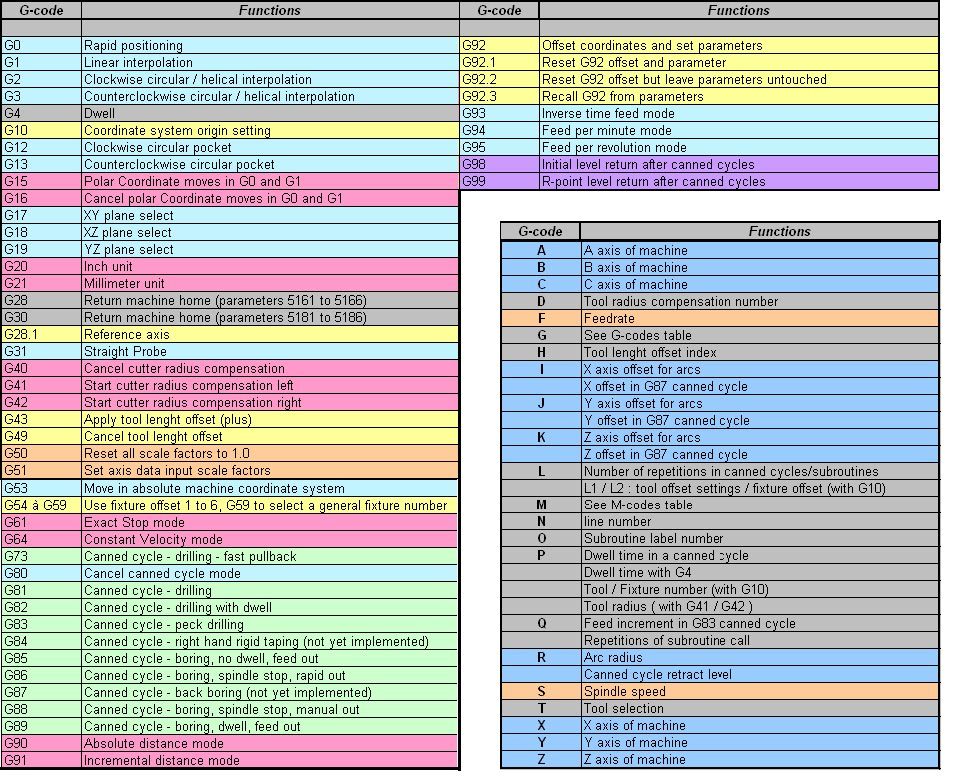
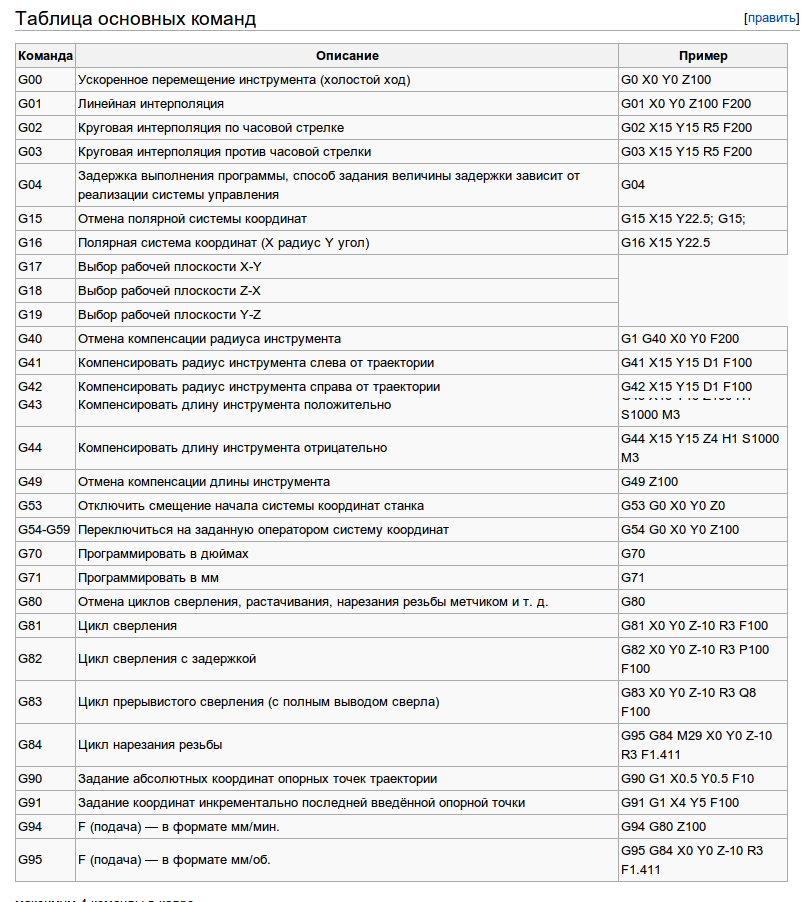 Другими словами, любые активные режимы или параметры останутся такими, какие они есть.
Другими словами, любые активные режимы или параметры останутся такими, какие они есть.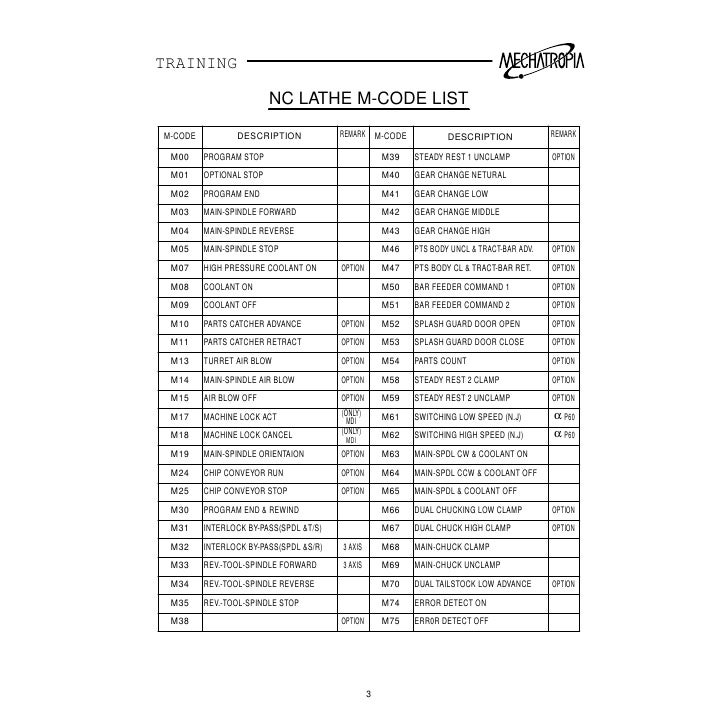 То же, что и с кодом M00.
То же, что и с кодом M00.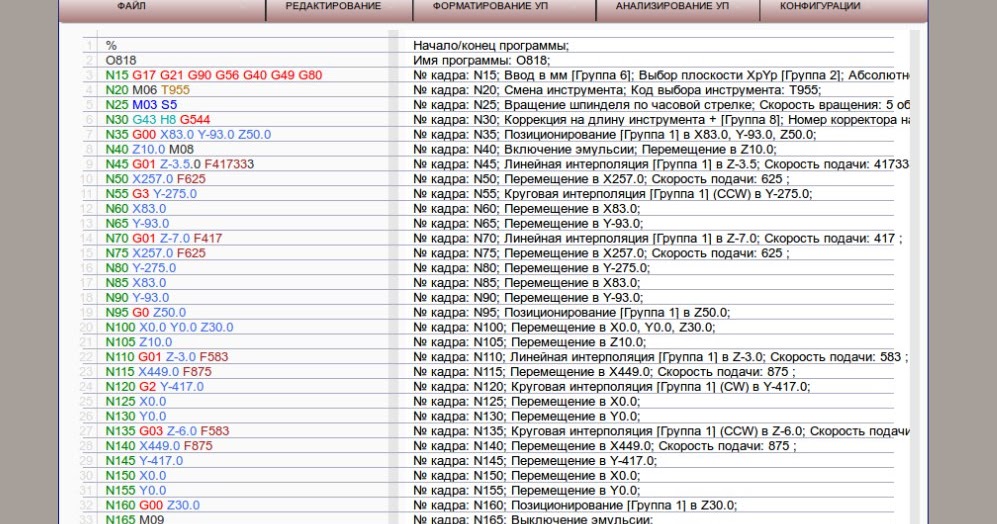 В качестве единиц измерения используются обороты в минуту (об/мин).
В качестве единиц измерения используются обороты в минуту (об/мин).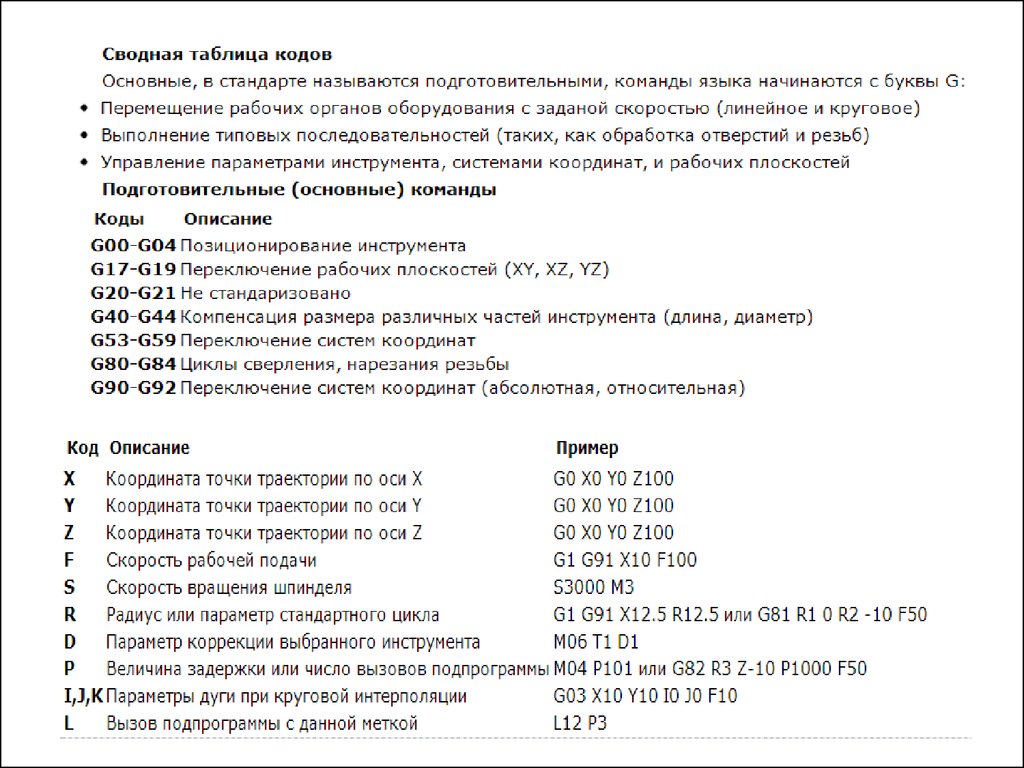 1-9999 является обычным, но 1-99999 также используется некоторыми машинами
1-9999 является обычным, но 1-99999 также используется некоторыми машинами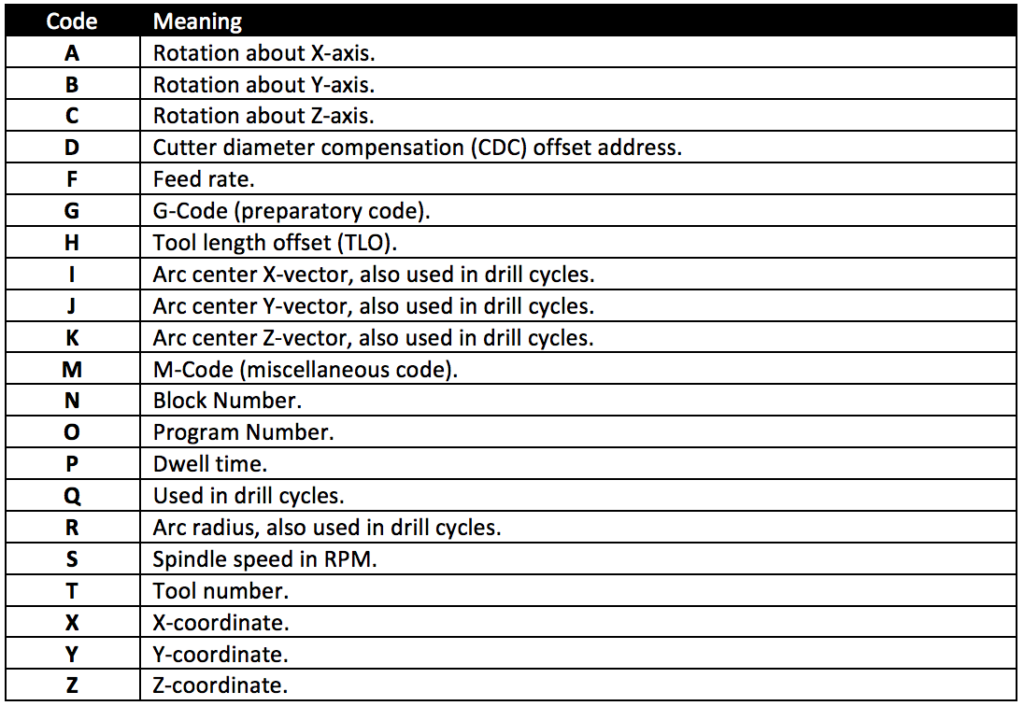 За эту одну минуту вы можете продвинуться на 20 футов.
За эту одну минуту вы можете продвинуться на 20 футов.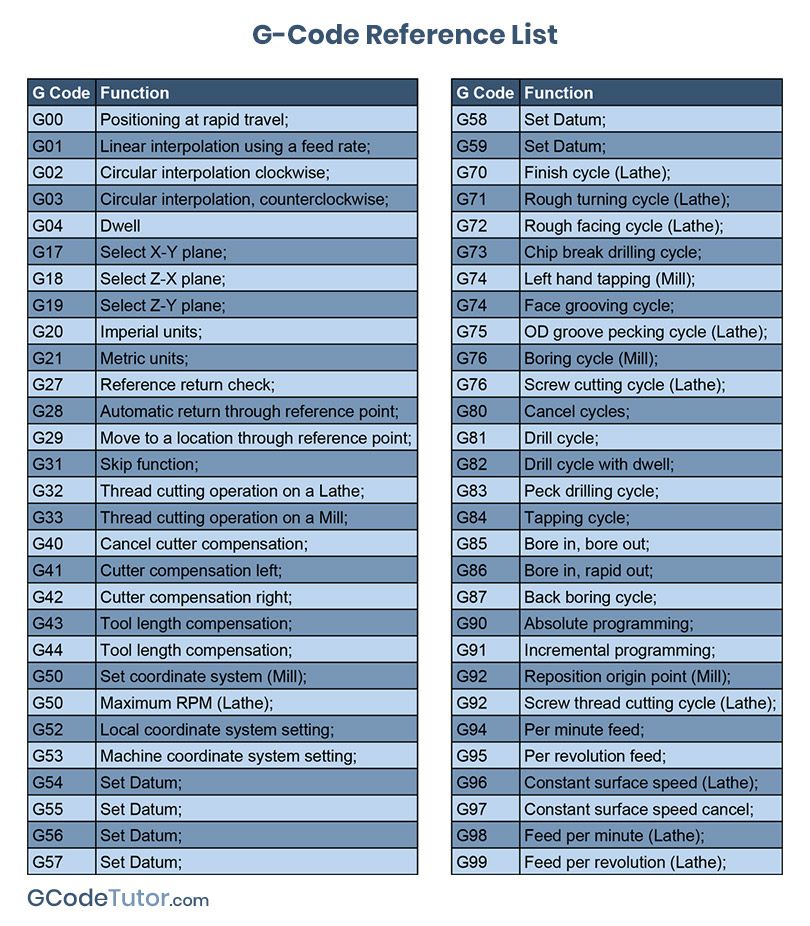
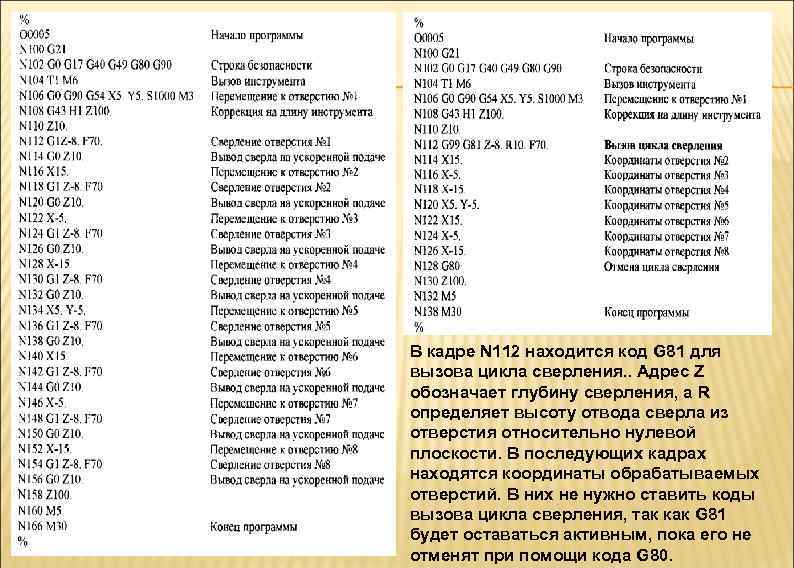


 с.
с. Однако важно понимать, что искрение в этом случае минимально. Сильное же искрение, как правило, говорит о том, что работа коллекторного двигателя нарушена и для того, чтобы её наладить, важно выяснить причину неисправности.
Однако важно понимать, что искрение в этом случае минимально. Сильное же искрение, как правило, говорит о том, что работа коллекторного двигателя нарушена и для того, чтобы её наладить, важно выяснить причину неисправности.
 При работе с коллекторным механизмом важно следить за положением щёток: если они смещаются, образование графитовой пыли значительно увеличивается. Помимо графитовой пыли, причиной искрения также может стать нагар, образующийся на коллекторе из-за перегрева и создающий лишнее сопротивление при контакте щёток с коллектором. Если причина в загрязнении коллектора, его необходимо очистить с помощью наждачной бумаги, уделяя особое внимание пространству меж лампелей.
При работе с коллекторным механизмом важно следить за положением щёток: если они смещаются, образование графитовой пыли значительно увеличивается. Помимо графитовой пыли, причиной искрения также может стать нагар, образующийся на коллекторе из-за перегрева и создающий лишнее сопротивление при контакте щёток с коллектором. Если причина в загрязнении коллектора, его необходимо очистить с помощью наждачной бумаги, уделяя особое внимание пространству меж лампелей. А это всегда связано с искрообразованием из-за возникновения переходных процессов и появлением микроскопических дуг. К тому же обмотки обладают высоким индуктивным сопротивлением. Поэтому полностью исправный щеточный механизм при номинальной работе искрит, что не заметно взглядом, но ощущают чувствительные электронные приборы: телевизоры, компьютеры и другая техника. В схему их питания всегда устанавливают помехоподавляющие фильтры.
А это всегда связано с искрообразованием из-за возникновения переходных процессов и появлением микроскопических дуг. К тому же обмотки обладают высоким индуктивным сопротивлением. Поэтому полностью исправный щеточный механизм при номинальной работе искрит, что не заметно взглядом, но ощущают чувствительные электронные приборы: телевизоры, компьютеры и другая техника. В схему их питания всегда устанавливают помехоподавляющие фильтры.  Если внешний осмотр показал, что длина щетки сильно уменьшена или рабочая поверхность имеет сколы, то ее необходимо просто заменить.
Если внешний осмотр показал, что длина щетки сильно уменьшена или рабочая поверхность имеет сколы, то ее необходимо просто заменить.
 Пожалуйста, свяжитесь с местами до поездки в место для получения.
Пожалуйста, свяжитесь с местами до поездки в место для получения.
 Технические характеристики
Технические характеристики Владелец, Мэтт Свитинг, представляет третье поколение автомобильных тормозных систем, его отец и дед занимались ремонтом, и они восстановили горы тормозных усилителей и главных цилиндров. Мэтт восстанавливал усилители тормозов с юных лет: разбирал, полировал, мыл, красил, хранил, устанавливал, закупал и занимался тормозными деталями.
Владелец, Мэтт Свитинг, представляет третье поколение автомобильных тормозных систем, его отец и дед занимались ремонтом, и они восстановили горы тормозных усилителей и главных цилиндров. Мэтт восстанавливал усилители тормозов с юных лет: разбирал, полировал, мыл, красил, хранил, устанавливал, закупал и занимался тормозными деталями. Он меньше, чем 7-дюймовый усилитель горячего стержня, и может генерировать на суппортах от 1200 до 2000 фунтов на квадратный дюйм. Он принимает главные цилиндры с диаметром отверстия от 15/16 до 1 5/8 дюйма. но также адаптировать новые и восстановленные агрегаты для модернизации автомобилей, которые не поставлялись с ними.
Он меньше, чем 7-дюймовый усилитель горячего стержня, и может генерировать на суппортах от 1200 до 2000 фунтов на квадратный дюйм. Он принимает главные цилиндры с диаметром отверстия от 15/16 до 1 5/8 дюйма. но также адаптировать новые и восстановленные агрегаты для модернизации автомобилей, которые не поставлялись с ними. У нас есть много прямых замен, наши собственные приложения для модернизации, и мы можем разработать что-нибудь еще.
У нас есть много прямых замен, наши собственные приложения для модернизации, и мы можем разработать что-нибудь еще. Он также работает от насоса гидроусилителя руля, но вместо резервного аккумулятора у него есть электрический двигатель, который будет продолжать обеспечивать мощность торможения до тех пор, пока есть заряд аккумулятора. Этот резервный электродвигатель является важной функцией, потому что транспортное средство не остановится ни в каком виде, если у вас не было усилителя мощности при выключении двигателя (как это произошло бы с вакуумным усилителем). Номера деталей International, GM или другого производителя могут легко устареть, если автомобилю более десяти лет, потому что обычно, когда заканчивается гарантийная поддержка, мы можем модернизировать новые доступные блоки, чтобы они соответствовали вашим требованиям.
Он также работает от насоса гидроусилителя руля, но вместо резервного аккумулятора у него есть электрический двигатель, который будет продолжать обеспечивать мощность торможения до тех пор, пока есть заряд аккумулятора. Этот резервный электродвигатель является важной функцией, потому что транспортное средство не остановится ни в каком виде, если у вас не было усилителя мощности при выключении двигателя (как это произошло бы с вакуумным усилителем). Номера деталей International, GM или другого производителя могут легко устареть, если автомобилю более десяти лет, потому что обычно, когда заканчивается гарантийная поддержка, мы можем модернизировать новые доступные блоки, чтобы они соответствовали вашим требованиям.