В рубрике «Поставщики прессов» вы можете ознакомиться со списком компаний, производителей и поставщиков прессов.
Компании в разделе «Прессы» выстроены в рейтинг по посещаемости их корпоративных сайтов. Посещаемость сайтов определяется сервисом Alexa. Чем меньше значение Alexa Rank, тем выше посещаемость данного сайта. В начале списка стоят ведущие предприятия отрасли.
Поставщики станков
Страна:Россия
Город:Москва
Адрес:Космонавта Волкова, д. 22 стр.1
Телефон:+74957884475
Сайт:www.mdm-techno.ru
Компания МДМ-ТЕХНО один из крупнейших в РФ поставщиковтехнологий и оборудования для производства мебели, дерево- иметаллообработки: На рынке (работаем с 2001 года) Более 35000 клиентов Введено в работ…
Подробнее
Поставщики прессов
Страна:Россия
Регион:Нижегородская область
Город:р. п. Выездное
Адрес:Арзамас, р.п. Выездное, ул. Сельхозтехника
Телефон:8 (800) 700-08-55
Сайт:gidro-press.ru
Завод «ГИДРОПРЕСС» успешно занимается научно-исследовательскими разработками и маркетинговыми исследованиями в области производства оборудования, сортировки и переработки отходов…
Подробнее
Складское оборудование
Страна:Россия
Город:Москва
Адрес:127273, Россия, Москва, Отрадная ул., д. 2б, стр. 1, этаж 2.
Телефон:+7 (495) 139-34-00
Сайт:www.buhlergroup.com
Швейцарская фирма Бюлер АГ — является мировым лидером в технологиях переработки зерна, производства продуктов питания и прогрессивных материалов.
Компания Бюлер АГ поставляет инновационные технологии…
Подробнее
Производственно-технологическое оборудование
Страна:Россия
Город:Белгород
Адрес:пр. Автомобилистов, 45
Телефон:+7 (920) 576-32-58, +7 (978) 117-81-58,
Сайт:ogm1-5.ru
Компания «Техногранд» предлагает своим клиентам весь спектр оборудования, необходимого для производства пеллет и топливных брикетов. Все агрегаты отвечают высоким стандартам качества, принятым не толь…
Подробнее
Кузнечно-прессовое оборудование
Страна:Россия
Регион:Алтайский край
Город:Славгород
Адрес:Россия, Славгород, ул. Ленина, д. 24
Телефон:+7 (38568) 5-82-87
Сайт:zavodkpo.ctly.ru
Основание1941
Славгородский завод кузнечно-прессового оборудования основан в 1941 году. Предприятие специализируется на производстве следующего оборудования: -машины гибочные трехроликовые для гибки сортового и фас…
Подробнее
Гидравлическое оборудование
Страна:Россия
Регион:Тверская область
Город:Нелидово
Адрес:172521, Тверская область, г. Нелидово, ул. Машиностроителей, дом 13
Телефон:8-48266-5-29-90
Сайт:www.gidropress.ru
Предприятие «Нелидовский завод гидравлических прессов» расположено в Центральном Федеральном округе России — в городе Нелидово Тверской области, в непосредственной близости к г. Москва (30…
Подробнее
Оборудование для переработки с/х продукции
Страна:Россия
Регион:Красноярский край
Город:Красноярск
Адрес:улю Ленина 35
Телефон:+7-952-770-28-30
Компания ALB Group — Российский производительи поставщик оборудования для изготовления пеллет и комбикорма
Подробнее
Оборудование для шпона
Страна:Россия
Адрес:Московская обл. Сергиево-Посадский район, дер. Жучки, д. 2Д
Телефон:+79175700731
Подробнее
Поставщики прессов
Страна:Россия
Регион:Ульяновская область
Адрес:Димитровград, ул. Димитрова, д. 18, оф. 14
Телефон:+7 (84235) 67427
Подробнее
Поставщики прессов
Страна:Россия
Регион:Алтайский край
Адрес:Барнаул, ул. Германа Титова, д. 58-Б
Телефон:+7 (3852) 299089
Подробнее
Поделитесь страницей «Лидеры отрасли — Прессы, рейтинг компаний» в Социальных сетях
производство гидравлических прессов и станков, официальный сайт производителя станкостроительного объединения «ПРЕССМАШ»
Кузнечно-прессовое оборудование
Разработка специального и нестандартного оборудования
Прессы кривошипные для штамповки металла
Вертикальные гидравлические прессы
Прессы гидравлические для изготовления изделий из пластмасс
Гидравлические четырехколонные прессы
Прессы гидравлические горизонтальные
Прессы чеканочные кривошипно-коленные
Прессы дугостаторные
Пресс ножницы комбинированные
Пневматический ковочный молот
Молоты паровоздушные штамповочные
Гильотинные ножницы
Прессы гидравлические для пакетирования металлических отходов
Молоты бесшаботные высокоскоростные
Прессы двухкривошипные простого действия
Гидравлический штамповочный молот с ЧПУ
Манипулятор ковочный кузнечный
Манипулятор погрузочно-разгрузочный
Молоты ковочные с пневмоприводом
Одностоечные прессы серии ПА63 с ЧПУ для штамповки и вытяжки
Прессы гидравлические для глубокой вытяжки и штамповки серии ДЕ. 02
Прессы гидравлические для композиционных материалов серии ДЕ.01
Прессы гидравлические пакетировочные
Электрогидравлический ковочный молот
Электрогидравлический штамповочный молот
Металлообрабатывающие станки
Фрезерные станки
Токарные винторезные станки
Поперечно-строгальные станки
Радиально-сверлильные станки
Шлифовальные станки
Вертикально-сверлильные станки
Токарно-карусельные станки
Координатно-расточные станки
Машины кольцераскатные радиальные вертикального типа
Машины кольцераскатные радиальные горизонтального типа
Модернизация и капитальный ремонт гидравлических прессов, механических прессов, молотов, станочного оборудования
Смотреть
Проектирование и изготовление штампов
Штампы для отрезания, вырубки, пробивки, надрезания, обрезания, зачистки,гибки, формовки, вытяжки, объемной штамповки, многопозиционные, совмещенные, для автоматической штамповки
Смотреть
Оборудование для железной дороги
Комплексы для колесных пар грузовых вагонов, прессы гидравлические для обжима бандажей колесных пар, прессы для формирования колесных пар, автоматические запрессовочно-распрессовочные комплексы
Смотреть
Вы может скачать наш обновленный каталог продукции
Гидравлический пресс для запрессовки колёсных пар П6738
Я даю свое согласие на
обработку персональных данных
Заказать продукцию
Я даю свое согласие на
обработку персональных данных
Запросить цену
Я даю свое согласие на
обработку персональных данных
Скачать каталог
Топ-5 производителей гидравлических прессов в России
Россия всегда была традиционной крупной страной в тяжелой промышленности и имеет широкий рынок и сильные технические преимущества в гидравлических прессах. Если вы хотите начать бизнес по производству гидравлических прессов или связанного с ним производства в России, то мы рекомендуем вам прочитать этот список для получения дополнительной информации.
Дурмарк
ТМП
Гидропресс
Русгидравлик
Прессмаш
Веб-сайт : https://www.durmark-machinery.com/
Профиль компании
Anhui LIFU Machinery Technology Co., Ltd. — комплексная компания, объединяющая проектирование, разработку, производство и продажи. Нашим основным направлением развития является производство различных станков с ЧПУ для автоматизации машин. Сосредоточьтесь на технологических исследованиях и разработках, с полной командой исследований и разработок, в общей сложности проектированием, рисованием, оптимизацией и другими старшими инженерами. Кроме того, мы имеем долгосрочное тесное сотрудничество с известными отечественными научно-исследовательскими институтами кузнечно-прессового оборудования, производителями периферийного оборудования для автоматизации штамповочного оборудования и производителями систем автоматизации с ЧПУ.
Веб-сайт : http://www.tmp-press.com/
Профиль компании
В настоящее время ТМЗ является крупнейшим производственным предприятием в России, занимающимся проектированием, производством и поставкой оборудования для кузнечно-штамповочного машиностроения и технического обслуживания. Завод расположен в старинном Воронеже — городе, известном в петровские времена как колыбель Российского флота. Технологии и производственные мощности проверены: 8 из 17 уникальных кривошипных горячештамповочных прессов, произведенных по всему миру, мощностью более 10 000 тонн имеют торговую марку TMP.
Сайт : https://zavodgidropress.ru/
Профиль компании
Завод Гидропресс — успешно работает на рынке отечественного прессостроения России уже 65 лет. Мы разрабатываем и производим кузнечное оборудование до 10 000 кН, гидроцилиндры всех типов и размеров, системы гидропривода и управления, современные полиуретановые уплотнения, нестандартное и специальное оборудование.
Завод «Гидропресс» — единственное в России предприятие, освоившее проектирование и изготовление серийных и специальных гидравлических прессов различного назначения и модификаций для обеспечения технологического процесса любого заказчика.
Гидравлические прессы производства завода «Гидропресс» зарекомендовали себя не только в России и странах СНГ, но и в странах дальнего зарубежья, таких как Индия, Китай, Иран, Монголия, Польша и др. Кроме того, мы активно работаем с государственными заказчиками по отличный эффект.
Сайт : https://rusgidravlik.ru/
Профиль компании
Русгидравлик — разработчик и производитель гидравлического инструмента и оборудования, рельсового оборудования и рельсового инструмента, оборудования для ремонта вагонов, рельсового инструмента, аварийно-спасательного инструмента, оборудования для бестраншейной укладки труб и многого другого. Цель — инжиниринг в области модернизации и развития технических средств, комплексов и механизмов с гидравлическим, пневматическим, электрическим приводом.
Сайт : https://sopressmash.ru/
Профиль компании
Станкостроительное объединение «ПРЕССМАШ» — крупный российский производитель гидравлических прессов. ПРЕССМАШ объединяет в свою структуру инженерные центры и производственные мощности. Важнейшими направлениями деятельности компании являются инжиниринг и создание новых комплексных решений для различных отраслей промышленности.
Полный комплекс работ по подбору и производству кузнечного оборудования, станков, инструментов и систем автоматизации с использованием современных качественных комплектующих и передовых технологий.
Важно работать с опытным производителем гидравлических прессов, чтобы гарантировать рост вашего бизнеса в будущем. Найдите тот, который дает вам множество вариантов, соответствующих вашему продукту. Также ознакомьтесь с 10 ведущими поставщиками гидравлических прессов в Индии.
Гидравлический силовой пресс в России, Гидравлический силовой пресс Производители Поставщики Россия
Ознакомьтесь с последней коллекцией гидравлических силовых прессов в России
Hydro Dynamics является одним из надежных Гидравлический пресс Производители в России и предлагает вам первоклассный гидравлический пресс в России. У нас есть широкий ассортимент гидравлического домкрата , гидравлического домкрата двойного действия, домкрата с центральным отверстием, домкрата с малой высотой, домкрата с резьбовым цилиндром с предохранительной стопорной гайкой, гидравлического цилиндра, гидравлического блока питания, гидравлического пресса и гидравлического ручного насоса в России. Мы работаем не покладая рук, чтобы поставлять нашим клиентам продукцию высочайшего качества. Мы сочетаем инновации и креативность для производства высокопроизводительного гидравлического силового пресса в Бишнупуре, Нагауре, Шринагаре. Наши передовые знания и преданная команда обслуживания делают все возможное, чтобы выделиться из толпы. Универсальность, точность и способность повышать производительность делают наши 9Пресс гидравлический силовой 0035 лучший выбор в России.
Лучшие производители гидравлических силовых прессов в России
У нас есть современная инфраструктура, оснащенная передовыми инструментами, современным оборудованием и обновленными ресурсами. Гидравлический силовой пресс Наша сильная команда работает изо всех сил, чтобы обеспечить лучшее качество в России. Наши профессионалы контролируют каждую деталь во время производства, поэтому вероятность ошибки исключена. Наш гидравлический силовой пресс доступен в различных размерах и формах, которые могут удовлетворить потребности вашей отрасли. У нас большой выбор Гидравлические ручные насосы, гидравлические цилиндры, домкраты малой высоты, промышленный гидравлический пресс, гидравлический домкрат с дистанционным управлением, домкрат с центральным отверстием, гидравлический подъемный цилиндр и гидравлический прессовый цилиндр в России. Мы также настраиваем гидравлический силовой пресс в соответствии с требованиями заказчика. Наше стремление обслуживать только лучшие гидравлические прессы в Кадапе, Балод, Афганистан, делает нас надежным производителем гидравлических прессов в России в этом беспощадном конкурентном мире. Каждый продукт проходит различные тесты для обеспечения международных стандартов качества и точности.
Заказать гидравлический пресс онлайн одним щелчком мыши
Вы ищете гидравлический пресс , гидравлический пресс или промышленный гидравлический пресс ? Мы являемся одним из ведущих экспортеров и поставщиков гидравлических прессов в России и являемся лучшим решением для вас. Мы разрабатываем первоклассные продукты и формулируем их с максимальной точностью. Мы являемся лидером отрасли, который производит различные модели гидравлических силовых прессов на Гаити, Deoghar, Dima Hasao по самой доступной цене. Мы поставляем нашим клиентам удобные конструкции с максимальной безопасностью. У нас есть конкурентоспособный ассортимент гидравлического силового пресса 9.0035 В России и готовы удовлетворить ваши потребности по звонку.
Свяжитесь с нашими экспертами без промедления. Они помогут вам всеми возможными способами о гидравлическом силовом прессе . Поэтому, не задумываясь, просматривайте наш веб-сайт, чтобы оформить заказ. Оставьте заявку через форму запроса на сайте или позвоните по указанному номеру прямо сейчас. Мы рады помочь вам всеми возможными способами.
Часто задаваемые вопросы
Компания Hydro Dynamics установила эталон в гидроэнергетике благодаря своим первоклассным машинам. Компания была основана в 2011 году под руководством г-на Бхушана Патила. Обладая богатым опытом работы более десяти лет, мы заняли лидирующие позиции среди производителей, поставщиков и экспортеров, работающих в Гидравлический силовой пресс . Компания специализируется на производстве гидравлических домкратов, гидравлических насосов, гидравлических цилиндров, гидравлических прессов и многого другого. Кроме того, известно, что компания поставляет гидравлические компоненты по лучшим ценам на рынке.
Благодаря использованию в производстве высококачественного сырья, гидравлический силовой пресс идеально соответствует международным стандартам качества и эффективности. Вот некоторые из основных характеристик:
Модульная и масштабируемая конструкция
Строгое соблюдение сроков
Мы предлагаем большой опыт
Непревзойденное качество и долговечность
Дружная команда поддержки
Таким образом, наш Гидравлический Пресс Власти широко потребован различными промышленными секторами в Индии, а также за границей.
Наш инфраструктурный объект включает в себя хорошо спроектированный производственный блок, оснащенный всеми современными машинами и оборудованием. Это устройство является основой нашей компании, так как оно помогает в достижении качественного количества Гидравлический силовой пресс производственное требование. Устройство также работает синхронно с отделом контроля качества, где проводятся строгие проверки качества, чтобы гарантировать отсутствие производственных дефектов.
Чтобы разместить заказ, вы можете заполнить форму «Связаться сейчас», доступную на веб-сайте.
Товары для сада :: Тримеры бензиновые :: Триммер бензиновый BBT-2300-Pro
Наведите на картинку для увеличения
Описание
Характеристики
Brand:
BORT
EAN13:
4260071274588
Вес брутто, кг:
9,05
Вес изделия, кг:
8
Вес нетто, кг:
8
Габариты упаковки, см:
33 x 26 x 27
Гарантия, г:
2
Диаметр лески, мм:
2,4
Емкость топливного бака, л:
1,2
Кол-во оборотов(леска), об/мин:
7 000
Кол-во оборотов(нож), об/мин:
7 000
Количество тактов двигателя:
2-x тактный
Конструкция штанги:
Прямой вал
легкий старт:
Да
Модель:
BBT-2300-Pro
Мощность (л. с.), л.с.:
3,13
Мощность двигателя, Вт:
2 300
Плечевой ремень:
Да
Посадочный диаметр диска, мм:
25
Праймер:
Да
Рабочий объем двигателя, см3:
52
Режущий элемент:
Леска и нож
Скорость холостого хода, об/мин:
7 000
Тип:
Триммер бензиновый
Тип двигателя:
Бензиновый
Тип ножа:
Мульти нож
Ширина скашивания, мм:
420
Комплектация
Катушка с леской (1 шт)
Нож (1 шт)
Защитный кожух (1 шт)
Ранцевый ремень (1 шт)
Прикрепленные файлы
Инструкция (91274588. pdf, 2,169 Kb) [Скачать]
Видео галерея
Ограничение ответственности
Производитель оставляет за собой право без предварительного уведомления покупателя вносить изменения в конструкцию, комплектацию, внешний вид или технологию изготовления изделия с целью улучшения его свойств.
ББТ-2 | Рустехнология — Российские технологии автоматизации
ББТ-2 | Рустехнология — Российские технологии автоматизации
ББТ-2-Ф
Блок с бесперебойным источником питания
Категория: Блоки промышленной телеметрии
Система телеметрии на базе блока ББТ-1/2/3 выполняет сбор и передачу данных с корректоров объема природного газа, расположенных во взрывоопасной зоне, на сервер сбора, обработки и хранения информации через GSM/GPRS сеть 1800/900 МГц.
Блок телеметрии ББТ-2 оснащен внутренним АКБ для бесперебойной работы
на протяжении более 1 суток при отсутствии внешнего питания.
Цена, указанная на сайте является индикативной розничной стоимостью товара. При заказе партии изделий, стоимость устройства согласовывается в индивидуальном порядке.
Скачать документацию:
Система промышленной телеметрии Паспорт ББТ-2 Сертификат соответствия
Описание устройства
Технические характеристики
Отзывы покупателей
Система телеметрии на базе блока ББТ-1/2/3 выполняет сбор и передачу данных с корректоров объема природного газа, расположенных во взрывоопасной зоне, на сервер сбора, обработки и хранения информации через GSM/GPRS сеть 1800/900 МГц.
Блок телеметрии ББТ-2 оснащен внутренним АКБ для бесперебойной работы на протяжении более 1 суток при отсутствии внешнего питания.
Преимущества блока телеметрии ББТ-1⁄2⁄3:
Универсальное устройство для нескольких типов корректоров: Флоугаз, Ирвис, EK-270, TC-220, ВКГ-3Т, УВП-280Б.
Позволяет обновлять внутреннее ПО по команде сервера. При модификациях протоколов обмена, инженер сервисной компании может дать команду на автоматическое обновление ПО всех блоков.
Является источником дополнительного питания корректоров объема газа и интерфейса RS-485, что позволяет максимально сэкономить ресурс внутренних элементов питания корректора.
Опрашивает корректор по установленному расписанию, не выходя на связь с сервером и анализирует наличие аварийных ситуаций, в случае их появления в корректоре внепланово выходит на связь с сервером и/или отправляет SMS на указанный в настройках номер.
Блок телеметрии обеспечивает:
передачу на сервер поставщика газа по каналу GPRS данных о потреблении по закрытым и незакрытым суткам из приборов учета газа;
график передачи данных на сервер может быть оперативно изменен и определяется поставщиком газа;
работу с существующими опрашивающими программами по каналу CSD;
поддержку различных протоколов передачи данных с корректоров объема газа;
возможность онлайн мониторинга параметров и объема газа. Режим опроса вычислителя устанавливается на сервере, при необходимости может быть изменен моментально с помощью смс команды (в отличие от аналогов где режим опроса можно изменить только при запланированном сеансе связи).
Схема применения системы телеметрии на базе ББТ-1⁄2⁄3
Документация
Сервисный центр
Наша продукция
Обратная связь
Для улучшения работы сайта и его взаимодействия с пользователями мы используем файлы cookie. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Bbt Информация о компании, технический стек и конкуренты
Компании / Bbt
Последнее обновление: 31 мая 2022 г.
Bbt Technology Stack
Найдите потенциальных клиентов по технологиям, которые они используют. Используйте этот раздел, чтобы узнать больше о ключевых технологиях и инструментах, используемых Bbt, и о том, как они влияют на взаимодействие пользователей и взаимодействие с компанией. Исследуйте 8 технологий по 2 категориям, используемым Bbt
Языки программирования и фреймворкиПлатформа и хранилище
jQuery
Да, я тоже этим пользуюсь
Нет, я не использую это
It is free, open-source software using the permissive MIT License. Web analysis indicates that it is the most widely deployed JavaScript library by a large margin.»> jQuery — это кроссплатформенная библиотека JavaScript, предназначенная для упрощения написания скриптов на стороне клиента…
ASP.NET
Да, я тоже этим пользуюсь
Нет, я не использую это
ASP.net — это платформа с открытым исходным кодом для создания веб-приложений и служб с помощью . NET и…
JavaScript
Да, я тоже этим пользуюсь
Нет, я не использую это
JavaScript — это язык программирования HTML и Интернета.
Начальная загрузка
Да, я тоже этим пользуюсь
Нет, я не использую это
It contains HTML and CSS-based design templates for typography, forms, buttons, navigation and other interface components, as well as optional JavaScript extensions.»> Bootstrap — это бесплатная интерфейсная среда с открытым исходным кодом для разработки веб-сайтов и веб-приложений…
HTML
Да, я тоже этим пользуюсь
Нет, я не использую это
«> Язык гипертекстовой разметки (HTML) — это стандартный язык разметки для документов, предназначенных для…
Подробнее технологии
Профиль сотрудника
Вы ищете лиц, принимающих решения в Bbt? Получите их адрес электронной почты, номера телефонов и другую информацию от Linkedin или любого другого веб-сайта. Установите и раскройте данные сотрудника Bbt менее чем за 30 секунд.
Зарегистрируйтесь в 6sense Revenue AI™ for Sales
Чтобы найти электронные письма, прямой набор и многое другое для потенциальных клиентов в Интернете.
FAQ
Ознакомьтесь с часто задаваемыми вопросами о бизнесе Bbt, включая информацию об основании, информация о стеке технологий, отраслевом списке и другие подробности.
Что такое официальный сайт BBT?
Официальный сайт ББТ: bbtspb. ru Вы можете найти их контактный номер, адрес электронной почты и штаб-квартиру по адресу нажмите здесь.
Сколько сотрудников работает в Bbt?
6sense отслеживает 10–19 сотрудников, которые работают в ББТ. Вы можете узнать больше об их сотрудниках через LinkedIn или их веб-сайт, используя Расширение 6sense для Chrome. Кроме того, ознакомьтесь с категорией вакансий и найма в Bbt, упомянутой ранее на этой странице, чтобы определить в каком секторе развивается компания.
Что такое стек технологий Bbt?
Лучшие технологии, используемые Bbt: jQuery , ASP. NET и JavaScript
. Вы также можете изучить 8 технологий в 2 категории, используемые Bbt, упомянутые ранее на этой странице.
Где штаб-квартира ББТ?
Штаб-квартира Bbt находится по адресу Санкт-Петербург, Санкт-Петербург, Россия. Чтобы узнать точный адрес разблокировки сейчас.
Среда программирования
Языки
Языки программирования
Веб-сервер и сервер приложений. ..
jQuery
Microsoft IIS
Технологический насос
BBT/BBTD | Зульцер
Основные особенности дизайна
Корпус с опорой по средней линии с верхними/верхними соплами
Характеристики теплового расширения
Рабочее колесо двойного всасывания со смещенными лопастями на больших размерах
Надежная опция дробилки кокса
Покрытия Metco SUME для стойкости к истиранию
Ключевые характеристики
Вместимость
До 2 300 м3/ч / 10 000 галлонов США в минуту
Головка
До 760 м / 2500 футов
Давление
До 100 бар / 1450 фунтов на кв. дюйм
Температура
До 425 °C / 800 °F
Размеры нагнетания
От 150 до 250 мм / от 6 до 10 дюймов
Максимальная скорость вращения
До 3600 об/мин
Диапазон производительности
Диапазон производительности 50 Гц
Диапазон производительности 60 Гц
Документы
Брошюры
BBT/BBTD Двухступенчатый технологический насос с радиальным разъемом между подшипниками
pdf
Языки:
RU RU Ж
Тематические исследования
Практический пример: Целенаправленное проведение тендеров и управление проектами обеспечивают глобальный успех
pdf
Языки:
ЕН
Приложения
Турбина рекуперации гидравлической энергии
Многие отрасли промышленности стремятся уменьшить свое воздействие на окружающую среду за счет минимизации потребления энергии.
Введение в техобслуживание для Fanuc 18I в блоге FGR
Японская компания Fanuc — обладатель яркого опыта в робототехнике и всей системе автоматизации в промышленности. Продукция, выпускаемая этим брендом, за более чем 60-летнюю историю, стала популярна во всем мире. И это действительно так — сегодня производитель имеет 265 представительств в максимально разных регионах планеты. Продажи, поддержка логистических связей и постоянное развитие всех направлений стали основными опорами для развития фирмы.
Новые идеи, инновационные разработки оказались неотъемлемой частью всех технологических решений. А внедрение их в реальность предприятия стало основной задачей всего промышленного комплекса Fanuc. Серия товаров Fanuc 18I отличается особыми показателями долговечности и простоты работы. Предлагаем вам простую схему технического обслуживания для этих устройств.
Отображение и работа
Дисплейные клавиши предназначены для выполнения фактических операций. Их можно использовать после функциональных кнопок для вывода полного списка информации на экран. С их помощью можно легко перемещаться между характеристиками, чтобы работать с:
встроенными программами через каталог или общий список;
экраном коррекции на инструмент;
экраном установок и коррекции;
отображением макропеременных;
вводом данных и последующей обработкой;
панелью оператора;
управлением ресурсом стойкости;
экраном диагностики, РМС и конфигурации системы.
С помощью вывода данных на экран можно проводить основной осмотр работы устройства Fanuc 18I TB и работать с его функционалом.
На дисплее также могут отображаться данные об ошибках. К примеру, надпись «005 INTERLOCK/START LOCK» означает, что была выполнена блокировка пуска или взаимоблокировка. Следует проверять и текущее состояние ЧПУ, которое выводится на главный экран — это предотвратит любые негативные последствия и аварийные ситуации.
Печатная плата и дисплей
Устройство, состоящее из микросхемы и дисплея, имеет название пульта оператора. Однако, в этом механизме находится достаточно дополнительных позиций:
сервомотор и усилитель к нему;
оптический кабель;
устройство ручного ввода-вывода данных;
блок управления;
модуль.
Эта конструкция в составе Фанук 18I стала тем элементом в ЧПУ, которое может наладить нормальный контакт между системами. Здесь хранятся данные и проводятся проверки. Возможные ошибки в работе становятся последствием неправильного подключения или законченным сроком эксплуатации.
При необходимости можно заменять материнскую плату и предохранители в блоке управления. Также поддаются демонтажу и батарея, мотор на вентиляторе и лампы для подсветки жидкокристаллического дисплея. В принципе Fanuc 18I G71 может легко ремонтироваться и поддаваться настройкам.
Встроенный Ethernet
Функция работает только при использовании порта встроенного Ethernet или специальной карты для него, которая применяется в качестве средства временной связи. При работе с этим интерфейсом возможна установка еще ряда функций:
FACTOLINK — интеграция с программным обеспечением для осмотра данных;
передача файлов FTP — вывод данных на перфоленту для последующей обработки.
Все задачи нужно устанавливать вручную, чтобы не перегружать лишними функциями. Также стоит разобраться в возможных интерфейсах, цифровых системах для управления сервомоторами. А модельный ряд GE Fanuc Series 18I MB легко обслуживается через блоки с дисплеями.
CNC SCHOOL — Изучение профессии Оператор/Программист станков с ЧПУ (CNC) дистанционно
Основные виды обучения:
Предлагаем следующие виды обучения для частных лиц и компаний (обучение и/или профориентация сотрудников):
Как проходят
занятия в группе?
В правой части этого блока доступна запись занятия 3-03 курса 0001, длительностью 56 мин. , которое прошло 12.04.2023.
Получить доступ на 3 дня к 1499 записям
Кроме записей прошедших занятий с 2013 года, в системе есть дополнительные материалы, как для самостоятельного обучения профессиям «Оператор ЧПУ», «Программист ЧПУ», так и для обучения в группах с преподавателем. Если у вас еще нет учебного аккаунта, зарегистрируйте его прямо сейчас за 15 секунд!
Регистрация учебного аккаунта
Чтобы начать использовать наши сервисы, пожалуйста зарегистрируйтесь в системе обучения. Вы можете изменить тип аккаунта на самостоятельное обучение, либо перейти на полный курс обучения в группах с преподавателем. Используйте сервис автоматизированных платежей, либо обратитесь в поддержку.
Выберите нужный тип аккаунта. При необходимости вы можете всегда изменить тип обучения.
Оплата возможна в разных валютах дебетовыми и кредитными картами. Также принимается к оплате PayPal, Revolut, Western Union, и др.
Поддержка по орг. вопросам
Без поддержки куратора
Полный доступ к материалам курсов
Доступ к 1499 видео-записям
Платная сертификация 93 USD (400 PLN)
Без помощи в трудоустройстве
Поддержка по орг. и учебным вопросам
Поддержка куратора (Тел, Viber, WhatsApp)
Полный доступ к материалам курсов
Доступ к 1499 видео-записям
Бесплатная сертификация
Помощь в трудоустройстве
Поддержка по орг. и учебным вопросам
Поддержка куратора (Тел, Viber, WhatsApp)
Полный доступ к материалам курсов
Доступ к 1499 видео-записям
Бесплатная сертификация
Помощь в трудоустройстве
Гарантия возврата
Частичный возврат средств доступен при полном неиспользовании сервиса (в случае отсутствий авторизации в системе обучения). Также имеется возможность смены типа аккаунта с доплатой.
Любые типы платежей
Оплачивайте дебетовыми либо кредитными картами из любой точки мира! Наш эквайринг принимает карты Visa, MasterCard и др. Конечная оплата происходит в валюте PLN (Польский злотый) по текущему курсу.
Отмена подписки
Нет возможности дальше продолжать обучение? Вы можете заморозить ваш аккаунт и продолжить ваше обучение по требованию в любой момент. Также есть возможность переносить дни из одного на другой аккаунты.
Будем благодарны за ваши отзывы!
Руслан
Перейти к отзыву
Полный курс, 2019г.
Всё началось ещё в 2017, Когда первый раз увидел, фрезерный ЧПУ за работой, увидел и мне это сильно понравилось. Решил выучиться. Долго искал, школы, техникумы и ВУЗы, нашёл совершенно случайно…
Вячеслав
Перейти к отзыву
Полный курс, 2019г.
Работаю оператором систем с ЧПУ уже более трех лет. Это 2D, 3D лазеры, кромкогибочные пресса. Решил далее развиваться в теме CNC, прошел курс 0001 в компании «LAUFERCNC»…
Алексей
Перейти к отзыву
Полный курс, 2019г.
Здравствуйте. Я Алексей . У меня стаж работы на ручных фрезерных станках 25 лет. И пришёл я к выводу, что за ЧПУ будущее. И вот нашёл https://cnc.uno/ курсы онлайн с преподавателем…
Михаил
Перейти к отзыву
Полный курс, 2018г.
Всем доброго времени суток, прошло больше года как я закончил курсы о работе с чпу. Очень доволен, и не жалею затраченных средств и времени, все давно вернулось с торицей, и мне эта работа нравится…
Сергей
Перейти к отзыву
Полный курс, 2019г.
Курс очень объемный, широко развернутый вопрос программирования. Я обучался с 0, и само собой разумеется было тяжело, но всё реально. Антон очень внимательно ко всем относится, профессионально поможет если нужно…
Олег
Перейти к отзыву
Полный курс, 2017-2018 г.
Пройдя курс LAUFER CNC, смог получить работу оператора ЧПУ машин в Польше. Без изначального опыта и профильного образования я смог работать уже после курсов….
Валентин
Перейти к отзыву
Полный курс, 2018-2019 г.
Мене звати Валентин Гончаренко, я на порозі 2019 року закінчив курси LAUFER CNC LLC. Це було дуже корисне та якісне навчання про яке я не жалкую…
Роман
Перейти к отзыву
Полный курс, 2018-2019 г.
Недавно я закончил курс и хотел бы поблагодарить команду Laufer cnc за качественное обучение. Особенно хотел бы выделить Антона-преподавателя курса…
Дмитрий
Перейти к отзыву
Полный курс, 2017-2018 г.
Ваши курсы дают уникальные навыки и знания в такой не простой области, как работа на оборудовании с ЧПУ. И это не громкие слова…
Александр
Перейти к отзыву
Полный курс, 2018 г.
Закончил курс в конце 2018. Без обучения начинал работать, было тяжело. Это тот курс, который позволит оператору работать комфортно и спокойно…
Антон
Перейти к отзыву
Полный курс, 2018 г.
В начале 2018 года я решил обучиться новой профессии. А что такое ЧПУ я узнал, когда нашел сайт Laufer CNC, я понял это мое…
Моше
Перейти к отзыву
Полный курс, 2015 г.
В 2015 году, на одном из предприятий на юге Израиля, я познакомился с Антоном. За время совместной работы я многому научился…
Константин
Перейти к отзыву
Полный курс, 2018 г.
Проходил данный курс пол года назад уже работая оператором-наладчиком 4 года. Курс очень расширенный, он подойдёт и начинающему и опытному ЧПУ-шнику…
Андрей
Перейти к отзыву
Тренинг, 2015г.; Полный курс, 2017 г.
В 2015 году встал вопрос о переквалификации с универсальных станков на станки под управлением ЧПУ. Перелопатив кучу ресурсов наткнулся на сайт фирмы. ..
Новости, акции и скидки, про иммиграцию и прочее…
Скидка больше не предоставляется!
Дата публикации: 28/03/2023
5 марта 2023г. в 16.00 по Польскому времени состоится тренинг «Что такое макропрограммирование станков с ЧПУ!»
Дата публикации: 05/03/2023
-30% скидка на обучение до 20/01. Изучайте управление станков с ЧПУ на полном курсе «Оператор/Программист ЧПУ»
Дата публикации: 10/01/2023
Полный курс «Оператор/Программист ЧПУ», начало в это воскресенье. Скидка -50% до 1 декабря 2022 года (650 PLN после скидки)!
Дата публикации: 04/11/2022
Уже завтра 16.10.2022 начало обучения! Скидка 25% до 01.11.
2022 г.
Дата публикации: 15/10/2022
Начало обучения уже сегодня. Всего 13 долларов и вы в деле!
Дата публикации: 22/08/2022
Начинаем изучение макропрограммирования станков с CNC!
Дата публикации: 06/07/2022
-75% скидка на 1-ый месяц обучения! Начало в эту среду!
Дата публикации: 05/07/2022
Новый сервис на сайте: «NC Programs [Examples]» — Объяснение УП
Дата публикации: 30/06/2022
Дистанционно обучим персонал для вашего производства (Оператор/Программист ЧПУ)
Дата публикации: 24/06/2022
Модальность значений XYZ и кодов GFSTM (программирование ABS)
Дата публикации: 18/06/2022
Скидка -50% на все курсы и услуги для граждан Украины!
Дата публикации: 15/06/2022
Основы программирования ЧПУ, учебные пособия и примеры кодов
Пример кода учебного пособия по программированию G & M для станков с ЧПУ от начального до продвинутого уровня.
Denford Mirac PC — универсальный 2-осевой настольный токарный станок с ЧПУ, идеально подходящий для всех уровней образования и технической подготовки. Вот полный список Denford Mirac PC…
Fanuc 31i Список кодов G для программистов станков с ЧПУ, которые работают на обрабатывающих центрах с ЧПУ с ЧПУ Fanuc 30i 31i 32i. Fanuc CNC Controls Применяется следующий список g-кодов…
Andron andronic 2060 полный список G-кодов и M-кодов для станков с ЧПУ, которые работают на станках с ЧПУ с ЧПУ Andron andronic 2060. G-коды Andronic 2060 G-код Функции…
Револьверно-пробивной пресс с ЧПУ серии AMADA AE NT G-коды и M-коды для станков с ЧПУ, работающих на револьверно-пробивных прессах с ЧПУ Amada AE255NT / AE2510NT. Коды G AMADA Револьверно-пробивной пресс с ЧПУ…
Тест программирования ЧПУ для завершения программы. Эта программа ЧПУ состоит из нескольких дуг (радиусов), соединенных вместе. Хорошее упражнение для программистов / машинистов с ЧПУ, чтобы проверить свои навыки программирования с ЧПУ….
Milltronics Centurion 7 Сообщения об ошибках полный список для программистов станков с ЧПУ, работающих на станках с ЧПУ Milltronics Сообщения об ошибках Milltronics 001 Неверный номер функции Обратите внимание на то, что только что произошло, и позвоните в службу технической поддержки… на обрабатывающих центрах с ЧПУ C.B.Ferrari. Коды C.B.Ferrari E560 M Код M Описание M1 Запрограммированная остановка. M3 Шпиндель по часовой стрелке…
C.B.Ferrari Elexa E560 G Коды полный список для станков с ЧПУ, которые работают на обрабатывающих центрах C.B.Ferrari с ЧПУ. C.B.Ferrari E560 G-коды G-код Описание G0 Быстрое позиционирование осей…
Упражнение по программированию фрезерного станка с ЧПУ с соединением нескольких дуг вместе. Это упражнение по программированию с ЧПУ показывает, как составить программу для компонентов, которые имеют несколько дуг, поэтому программист с ЧПУ должен…
Программное упражнение по фрезерованию с ЧПУ (обрабатывающий центр), чтобы отточить свои навыки программирования. Как решить? Ниже приведен чертеж с полной программой ЧПУ, но часть программы…
Упражнение по программированию ЧПУ, чтобы изучить и проверить свои навыки программирования ЧПУ, вам просто нужно заполнить пробелы в этом упражнении по программированию в соответствии с данным чертежом. Как решить? А…
Это упражнение по программированию токарного станка с ЧПУ. Это упражнение поможет начинающим программистам / машинистам станков с ЧПУ легко освоить программирование с ЧПУ. Как решить? Очень простой чертеж…
Очень простое и легкое упражнение по программированию для программистов / машинистов станков с ЧПУ, которые только начали изучать программирование с ЧПУ. Чертеж приведен выше, а программа ЧПУ…
Проверьте свои навыки программирования ЧПУ, ответив на быстрые вопросы викторины. Программист / машинист станков с ЧПУ Evert должен иметь дело с кодами G & M. Этот тест проверяет ваши знания М…
Проверьте свои навыки программирования с ЧПУ, ответив на вопросы викторины. Эта викторина по программированию с ЧПУ проверяет, как много вы знаете о G-кодах и их функциях. Примечание: это…
Mitsubishi CNC Снятие фаски / Скругление углов На обрабатывающих центрах с ЧПУ Mitsubishi снятие фаски под любым углом или скругление углов выполняется автоматически путем добавления «,C_» или «,R_» к…
Программа Makino Pro 3 Защита Все программы, хранящиеся в каталоге, защищены (от редактирования или случайного удаления) клавишным переключателем Memory Lock. Makino Pro 3 предоставляет дополнительные…
Fanuc G87 Постоянный цикл бокового сверления Цикл бокового сверления G87 используется для сверления по диаметру/стороне компонента с помощью приводных инструментов. Прочитать полностью учебное пособие Цикл бокового сверления G87 Fanuc G87 Side…
Fanuc G87 Стандартный цикл бокового сверления G87 Цикл бокового сверления G87 используется для сверления по диаметру/стороне компонента с помощью приводных инструментов. Постоянный цикл бокового сверления Fanuc G87 работает с FANUC Oi и…
Цикл радиального сверления Fanuc G87 Цикл радиального сверления Fanuc G87 активирует цикл радиального бокового сверления с приводными инструментами. G87 Цикл радиального сверления Пример 4 радиальных отверстия на расстоянии 20 мм от…
Цикл радиального сверления G87 Цикл радиального сверления Fanuc G87 активирует цикл бокового радиального сверления с приводными инструментами. Цикл радиального сверления Fanuc G87 работает на станках FANUC SERIES 21i/18i/16i– TA и…
Блокировка станка с ЧПУ Блокировка станка с ЧПУ – очень удобная функция для тестирования программы ЧПУ перед изготовлением детали. При блокировке станка оси остаются неподвижными на своих позициях, но…
GTCNC-150iT-II G-коды M-коды GREAT-150iT-II или GTCNC-150iT-II G-коды M-коды для токарных станков с ЧПУ. G-коды G-код Описание G00 Быстрое позиционирование G01 Линейная интерполяция G02 Спиральная интерполяция по часовой стрелке G03 Спиральная…
GTCNC-60TT G-коды M-коды GREAT-60TT или GTCNC-60TT G-коды M-коды для токарных станков с ЧПУ. G-коды G-код Описание G00 Быстрое движение G01 Линейная интерполяция G02 Круговая интерполяция по часовой стрелке G03 Круговая…
GTCNC-150iM-II G-коды M-коды GREAT-150iM-II или GTCNC-150iM-II G-коды M-коды для фрезерных станков и обрабатывающих центров G-коды G-код Описание G00 Быстрое позиционирование G01 Линейная интерполяция G02…
Sinumerik POCKET2 Фрезерование круглых карманов С помощью цикла Sinumerik POCKET2 можно изготавливать круглые карманы. Цикл Sinumerik POCKET2 представляет собой комбинированный цикл черновой/чистовой обработки. Программирование POCKET2 (RTP, RFP, SDIS, DP, DPR, PRAD,…
Sinumerik POCKET1 Фрезерование прямоугольных карманов Цикл Sinumerik POCKET1 позволяет изготавливать прямоугольные карманы в любом месте плоскости обработки. Цикл Sinumerik POCKET1 представляет собой комбинированный цикл черновой/чистовой обработки. Программирование…
Sinumerik SLOT2 Круговой паз С помощью цикла Sinumerik SLOT2 можно производить круговые пазы, расположенные по окружности. Цикл Sinumerik SLOT2 представляет собой комбинированный цикл черновой/чистовой обработки. Программирование SLOT2 (RTP, RFP, SDIS,…
Sinumerik SLOT1 Пазы по окружности С помощью цикла Sinumerik SLOT1 пазы могут быть расположены по окружности. Продольная ось пазов имеет радиальную ориентацию В отличие от…
Sinumerik LONGHOLE Продолговатые отверстия по кругу С помощью цикла Sinumerik LONGHOLE можно производить удлиненные отверстия, расположенные по кругу. Ширина удлиненного отверстия определяется…
Sinumerik HOLES2 Окружность отверстий С помощью цикла Sinumerik HOLES2 можно обрабатывать окружность отверстий (BHC). Программирование HOLES2 (CPA, CPO, RAD, STA1, INDA, NUM) Параметры Параметр Описание CPA Центр окружности/кармана,…
12345. ..»
Основы программирования ЧПУ, учебные пособия и примеры кодов
Пример кода учебника по программированию G & M для станков с ЧПУ от начального до продвинутого уровня.
Denford Mirac PC — универсальный 2-осевой настольный токарный станок с ЧПУ, идеально подходящий для всех уровней образования и технической подготовки. Вот полный список Denford Mirac PC…
Fanuc 31i Список кодов G для программистов станков с ЧПУ, которые работают на обрабатывающих центрах с ЧПУ с ЧПУ Fanuc 30i 31i 32i. Система управления ЧПУ Fanuc Применяется следующий список кодов g…
Andron andronic 2060 полный список кодов G и кодов M для станков с ЧПУ, которые работают на станках с ЧПУ с системой управления ЧПУ Andron andronic 2060. G-коды Функции G-кода Andronic 2060…
Револьверно-пробивной пресс с ЧПУ серии AMADA AE NT Коды G и M-коды для станков с ЧПУ, работающих на револьверно-пробивных прессах с ЧПУ Amada AE255NT / AE2510NT. Коды G AMADA Револьверно-пробивной пресс с ЧПУ…
Тест программирования ЧПУ для завершения программы. Эта программа ЧПУ состоит из нескольких дуг (радиусов), соединенных вместе. Хорошее упражнение для программистов / машинистов с ЧПУ, чтобы проверить свои навыки программирования с ЧПУ….
Milltronics Centurion 7 Сообщения об ошибках полный список для программистов станков с ЧПУ, которые работают на станках с ЧПУ Milltronics Сообщения об ошибках Milltronics 001 Неверный номер функции Обратите внимание на то, что только что произошло, и позвоните в службу технической поддержки…
Полный список кодов C.B.Ferrari Elexa E560 M для станков с ЧПУ, работающих на обрабатывающих центрах C.B.Ferrari с ЧПУ. Коды C.B.Ferrari E560 M Код M Описание M1 Запрограммированная остановка. M3 Шпиндель по часовой стрелке…
C.B.Ferrari Elexa E560 G Коды полный список для станков с ЧПУ, которые работают на обрабатывающих центрах C.B.Ferrari с ЧПУ. C.B.Ferrari E560 G-коды G-код Описание G0 Быстрое позиционирование осей…
Упражнение по программированию фрезерного станка с ЧПУ с несколькими дуговыми соединениями вместе. В этом упражнении по программированию ЧПУ показано, как создать программу для компонентов, которые имеют несколько дуг, поэтому программист ЧПУ должен…
Упражнение по программе CNC Milling (обрабатывающий центр) для оттачивания навыков программирования. Как решить? Ниже приведен чертеж с полной программой ЧПУ, но часть программы…
Упражнение по программированию ЧПУ, чтобы изучить и проверить свои навыки программирования ЧПУ, вам просто нужно заполнить пробелы в этом упражнении по программированию в соответствии с данным чертежом. Как решить? A…
Это упражнение по программированию токарного станка с ЧПУ. Это упражнение поможет начинающим программистам / машинистам станков с ЧПУ легко освоить программирование с ЧПУ. Как решить? Очень простой рисунок…
Очень простое и легкое упражнение по программированию для программистов станков с ЧПУ, которые только начали изучать программирование с ЧПУ. Чертеж приведен выше, а программа ЧПУ…
Проверьте свои навыки программирования ЧПУ, ответив на быстрые вопросы викторины. Программист / машинист станков с ЧПУ Evert должен иметь дело с кодами G & M. Этот тест проверяет ваши знания M…
Проверьте свои навыки программирования ЧПУ, отвечая на быстрые вопросы теста. Эта викторина по программированию с ЧПУ проверяет, как много вы знаете о G-кодах и их функциях. Примечание: это…
Mitsubishi CNC Снятие фаски / Скругление углов На обрабатывающих центрах с ЧПУ Mitsubishi снятие фаски под любым углом или скругление углов выполняется автоматически путем добавления «,C_» или «,R_» к…
Makino Pro 3 Program Protection Все программы, хранящиеся в каталог защищен (от редактирования или случайного удаления) клавишным переключателем Memory Lock. Makino Pro 3 предоставляет дополнительные…
Fanuc G87 Постоянный цикл бокового сверления Цикл бокового сверления G87 используется для сверления по диаметру/стороне компонента с помощью приводных инструментов. Прочитать полное руководство G87 Цикл бокового сверления Fanuc G87 Side…
Fanuc G87 Стандартный цикл бокового сверления G87 Цикл бокового сверления используется для сверления по диаметру/стороне компонента с помощью приводных инструментов. Постоянный цикл бокового сверления Fanuc G87 работает с FANUC Oi и…
Цикл радиального сверления Fanuc G87 Цикл радиального сверления Fanuc G87 активирует цикл радиального бокового сверления с приводными инструментами. G87 Цикл радиального сверления Пример 4 радиальных отверстия на расстоянии 20 мм от…
G87 Цикл радиального сверления Цикл радиального сверления Fanuc G87 активирует цикл бокового радиального сверления с приводными инструментами. Цикл радиального сверления Fanuc G87 работает на станках FANUC SERIES 21i/18i/16i– TA и…
Блокировка станка с ЧПУ Блокировка станка с ЧПУ — очень удобная функция для тестирования программы ЧПУ перед изготовлением детали. При блокировке станка оси остаются неподвижными на своих позициях, но…
GTCNC-150iT-II G-коды M-коды GREAT-150iT-II или GTCNC-150iT-II G-коды M-коды для токарных станков с ЧПУ. G-коды G-код Описание G00 Быстрое позиционирование G01 Линейная интерполяция G02 Спиральная интерполяция по часовой стрелке G03 Спиральная…
GTCNC-60TT G-коды M-коды GREAT-60TT или GTCNC-60TT G-коды M-коды для токарных станков с ЧПУ. G-коды G-код Описание G00 Быстрое движение G01 Линейная интерполяция G02 Круговая интерполяция по часовой стрелке G03 Круговой…
GTCNC-150iM-II G-коды M-коды GREAT-150iM-II или GTCNC-150iM-II G-коды M-коды для фрезерных станков и обрабатывающих центров G-коды G-код Описание G00 Быстрое позиционирование G01 Линейная интерполяция G02…
Sinumerik POCKET2 Круговой фрезерование карманов С помощью цикла Sinumerik POCKET2 можно изготавливать круглые карманы.
Как пишется слово: «кованный мастером меч» или «кованый мастером меч»?
правильно
кованный мастером меч
неправильно
кован
ый мастером меч
Н и НН в суффиксах полных страдательных причастий прошедшего времени
Две буквы н пишутся в суффиксах полных страдательных причастий прошедшего времени, образованных — от глаголов совершенного вида; — от глаголов несовершенного вида. Причастия, образованные от глаголов несовершенного вида, имеют при себе пояснительные слова и являются главным словом причастного оборота.
Пример
Сломанная (от сломать) ветка (с.в.). Вязанные (от вязать) девочками перчатки. (н.в.) Вязаные перчатки.
Применяя данное правило, рассуждайте так: потушенная свеча — слово потушенная — это полное причастие совершенного вида, значит в суффиксе надо писать две буквы н; тушённое на слабом огне мясо — слово тушённое — причастие несовершенного вида, имеет пояснительные слова: тушённое (на чем?) на огне, значит в суффиксе надо писать две буквы н; жареная картошка — слово жареная — отглагольное прилагательное, не имеет при себе пояснительных слов, значит в суффиксе надо писать одну букву н.
УМК под редакцией Т. А. Ладыженской, 7 класс.
Проверить правописание любого слова
Результаты поиска
Слово/Фраза
Правило
кованный мастером меч Н и НН в суффиксах полных страдательных причастий прошедшего времени
Н и НН в суффиксах полных страдательных причастий прошедшего времени
меч Употребление ь на конце существительных после шипящих
Употребление ь на конце существительных после шипящих
мечущий Гласные в суффиксах действительных причастий настоящего времени
Гласные в суффиксах действительных причастий настоящего времени
мечтаешь Ь после шипящих в глаголах во 2-м лице единственного числа
Ь после шипящих в глаголах во 2-м лице единственного числа
мечта Непроверяемые безударные гласные в корне слова
Непроверяемые безударные гласные в корне слова
мечта Употребление ь для обозначения мягкости согласных
Употребление ь для обозначения мягкости согласных
мечтать Употребление ь для обозначения мягкости согласных
Употребление ь для обозначения мягкости согласных
не мечет Не с глаголами
Не с глаголами
резиновые мячи Проверяемые безударные гласные в корне слова
Проверяемые безударные гласные в корне слова
стальные мечи Проверяемые безударные гласные в корне слова
Проверяемые безударные гласные в корне слова
Записи 1-10 из 13
назад
вперёд
Смотри также слово «кованный мастером меч» в Викисловаре.
«Кованный» или «кованый»: как правильно писать?
Верное написание слова «кованый» – та ещё задача для многих. Если не знать, как будет правильно – «кованный» или «кованый», можно сделать серьёзную ошибку. Предлагаем вам восполнить этот пробел.
Читайте в статье
Как правильно?
Морфемный разбор
Когда пишем с двумя «н»?
Примеры предложений
Когда пишем с одной «н»?
Примеры предложений
Ошибочное написание
Итог
Как правильно?
Начнём мы сразу же с ответа на ключевой вопрос – так будет проще разобраться.
И «кованый», и «кованный» – одинаково правильные, имеющие право на жизнь слова.
Однако они представляют разные части речи. Какое слово перед вами – с одной буквой «н» или двумя – зависит только от контекста предложения. Давайте узнаем, в чём между ними различия.
Морфемный разбор
Сперва разложим оба слова на важные структурные части. Строение у них идентично, единственное отличие – в количестве букв «н»:
кованый
«кова» – корень;
приставки нет;
«н», «нн» – суффиксы;
«ый» – окончание.
кованный
Основы слов – «кован», «кованн».
Когда пишем с двумя «н»?
Примеры предложений
Для лучшего понимания того, что вы сейчас прочли, предлагаем наглядные образцы использования лексемы «кованный»:
Огромный забор, кованный известными в городе мастерами, надёжно охранял покой его дома.
Это был клинок внушительного размера, кованный из нержавеющей стали.
Я горжусь, что беседку на даче украшает столик, кованный моими собственными руками.
Поставьте в каждом из образцов вместо «кованный» «сделанный» или «выполненный». Видно, что смысл сказанного ни капли не изменился. Это – аргумент в пользу написания нашего слова с двойной «н».
Когда пишем с одной «н»?
Примеры предложений
Ещё раз обратимся за наглядной помощью образцов:
На загородном участке они недавно поставили длинный кованый забор.
Меня восхищают в музеях экспозиции кованых рыцарских лат, кольчуг, копий.
В интерьере под старинку огромное внимание сразу же обращала на себя висящая кованая люстра.
Здесь не уточняется, кем, из чего, когда было выковано изделие. Оно просто кованое, и это – достаточная информация. Поэтому в таких предложениях стоит писать «кованый» с одной буквой «н».
Ошибочное написание
Путать два этих варианта написания – большое заблуждение, поскольку они употребляются в разных условиях:
Кованый руками мастера забор потихоньку начал ржаветь.
Они разложили всё на большом кованном столе.
Писать вот так – ошибка. Наоборот, в первом предложении должно быть написание с двумя «н», во втором – с одной.
О таких «шедеврах» правописания, как «ковоный» или «ковонный», говорить нечего: так пишут совсем уж неграмотные люди.
Итог
Всегда помните, что слово «кованый» можно писать как с одной «н», так и с двумя.
Смотрите на контекст предложения и поймёте. Если говорится, что забор или стол кованый, и не уточняется кем или из какого металла, то это – прилагательное, которое следует писать с одной «н». Когда есть дополнительные зависимые слова, слово «кованный» является причастием и требует написания двойной «н».
Легенда о Зельде: кто выковал главный меч?
Дом
»
Легенда о Зельде: кто выковал главный меч?
Особенности
Мастер-меч — самое знаковое оружие The Legend of Zelda, но запутанная временная шкала франшизы означает, что истинное происхождение меча окутано тайной
Аарон Гринбаум | |
| Количество комментариев:0
Фото: Nintendo
Почти в каждой давней франшизе видеоигр есть фирменное оружие, которое появляется почти в каждой игре. Для God of War этим оружием являются Клинки Хаоса. Для Half-Life это лом. Для The Legend of Zelda это, безусловно, Master Sword.
Также известный как Клинок Погибели Зла, Главный Меч является одним из наиболее часто повторяющихся лиц во франшизе. Хотя большинство Zelda В играх участвуют разные персонажи, всех зовут Линк, Главный меч — это одно и то же оружие. Это, к сожалению, привело к некоторым ретконам и противоречивому происхождению, поскольку Master Sword технически существовал дольше, чем временная шкала Legend of Zelda . Всякий раз, когда одна запись рассказывает историю происхождения оружия, в конечном итоге появляется продолжение, рассказывающее другую историю.
Так каково истинное происхождение Главного меча? Кто выковал единственное оружие, способное навредить бессмертному заклятому врагу Линка, Ганону? Вот полная история (по крайней мере, до еще Zelda игра снова обновляет знания об оружии).
Вводящая в заблуждение ранняя мифология Master Sword
Несмотря на то, что Master Sword является синонимом The Legend of Zelda франшиза, оружие не дебютировало до The Legend of Zelda: A Link to прошлое , где он ждал в каменном постаменте. В то время как этот меч в каменных образах с тех пор застрял в серии Zelda , первоначальная форма Master Sword не сохранилась. В Связь с прошлым , Главный меч имеет красную рукоятку и защиту; синяя рукоять, которую мы знаем сегодня, была представлена в The Legend of Zelda: Ocarina of Time . Поскольку Master Sword впервые появился в A Link to the Past , эта игра также послужила источником происхождения оружия, но, как и дизайн, каноничность этой истории была столь же мимолетной.
В былые времена видеоигры поставлялись с инструкциями по эксплуатации. Эти крошечные буклеты обучали игроков управлению игрой и иногда рассказывали предысторию. В Ссылка на прошлое В руководстве по игре игроки могут найти целый раздел, посвященный происхождению Ганона и Главного меча. Согласно этому разделу, жители Хайрула выковали Главный Меч после того, как Ганон приобрел Трифорс. Вместо того, чтобы запечатывать злых существ, меч был разработан, чтобы прорезать магию, особенно магию, дарованную Трифорсом. Однако это всего лишь англоязычная версия руководства. Оригинальная японская версия рассказывает похожую историю, но с одним существенным отличием: боги сказали хайлийцам выковать Главный Меч на тот случай, если кто-то вроде Ганона получит в свои руки Трифорс. Оружие создавалось не от безысходности, а в качестве превентивной меры.
Последующие Legend of Zelda игры переосмыслили происхождение Master Sword. В The Legend of Zelda: Twilight Princess , прежде чем принцесса Зельда поможет игрокам найти Мастер-меч, она поэтично воспевает его историю и силу. И, по ее словам, меч создали древние мудрецы, а не жители Хайрула. По общему признанию, эти мудрецы сыграли решающую роль в истории меча в Связь с прошлым , поскольку они пытались найти кого-то, кто был бы достоин владеть клинком. Однако, согласно буклету этой игры, они не принимали участия в ковке Главного Меча.
Технически, Twilight Princess не был первым свойством Zelda , связывающим мудрецов с происхождением Мастера Меча. На самом деле в манге Legend of Zelda: A Link to the Past мудрецы создали Меч Мастера. Однако этот пересказ имеет сомнительную каноничность, и не только потому, что в нем говорит Линк.
Текущая пушка исправляет происхождение главного меча
Не каждая магистраль Legend of Zelda Игра действует как продолжение предыдущих частей; многие из них на самом деле являются приквелами. Например, The Legend of Zelda: Ocarina of Time является приквелом к The Legend of Zelda: A Link to the Past и The Legend of Zelda: Four Swords . также приквел к Окарина времени . В настоящее время The Legend of Zelda: Skyward Sword является первой хронологической записью в серии, и поэтому она дает игрокам место в первом ряду для создания Master Sword.
В начале Skyward Sword Линк получает Меч Богини, а также самого разговорчивого (и надоедливого) помощника со времен Navi: Fi. Фай — это искусственно созданный дух, который обитает в Мече Богини и действует как его средневековый бортовой компьютер. Она помогает Линку найти стихийное пламя, связанное с разными богинями (боги из A Link to the Past позже были преобразованы в богинь), которые превращают Меч Богини в Главный Меч. Так что в некотором смысле Линк выковал Главный Меч, отправившись в приключение с Фай, выступающим в качестве его проводника. Но это поднимает другой вопрос: если Линк превратил Меч Богини в Меч Мастера, кто вообще создал Меч Богини?
Согласно предыстории Skyward Sword , Богиня Хилия выковала Меч Богини и использовала его, чтобы сразиться и запечатать демона Смерти. Это происхождение кажется ужасно знакомым с историей, связанной с Master Sword в более ранних названиях Zelda ; просто замените «Меч богини» на «Мастер-меч» и «Смерть» на «Ганон». Это задумано, так как Skyward Sword не только объясняет, как появился Главный Меч, но также и происхождение Ганона и его альтер-эго Герудо, Ганондорфа. Вроде, как бы, что-то вроде. В конце Skyward Sword , Демис проклинает потомков Линка и Зельды, чтобы за ними навсегда последовало «воплощение [его] ненависти». Под этим «воплощением» подразумевается Ганондорф/Ганон, поэтому вполне логично, что преемник оружия, использованного для победы над Демисом, также будет использован для победы над преемником Демиса.
Кто на самом деле выковал главный меч?
Непрерывность имеет отношения любви-ненависти с франшизой Legend of Zelda . Почти в каждой записи есть такие достопримечательности, как Замок Хайрул и Гора Смерти, но топография сильно различается между записями без видимой причины. Хотя можно возразить, что любое обоснование этих изменений также объясняет, почему время от времени меняется происхождение Главного меча, The Legend of Zelda: Skyward Sword потенциально дает превосходное внутриигровое объяснение, которое не пересматривает предыдущие истории.
Присоединяйтесь к нашему списку рассылки
Получите лучшее из Den of Geek прямо на ваш почтовый ящик!
Когда игроки приобретают Меч Богини в Меч Небес , они узнают, что учитель Линка (и отец Зельды) Гаепора охранял комнату и держал ее в секрете. Гаепора также рассказывает отрывок из легенды, которая была передана ему. Фай отмечает, что устная традиция является «одним из наименее надежных методов сохранения и передачи информации», поскольку, по-видимому, важные части истории были потеряны с течением времени. Фай не только использует это как возможность исправить Гаэпору, но также объясняет, почему истории происхождения Master Sword различаются от игры к игре.
Хотя в Skyward Sword игроки могли наблюдать за созданием оружия, персонажи других игр этого не делали. Сказки передавались из поколения в поколение, именно поэтому внутриигровые легенды о Мастере Меча существуют в первую очередь. Но со временем некоторые детали были случайно изменены или опущены. Вероятно, поэтому мудрецы были апокрифически связаны с созданием Главного Меча в более ранних записях; в Окарина времени , они сыграли решающую роль в запечатывании Ганондорфа. Истории о Мече Богини и Гибели, вероятно, исчезли, но истории о Мастере Меча и Ганондорфе — нет. Поэтому со временем хилианцы, вероятно, предположили, что Главный Меч был создан в ответ на Ганондорфа, и, таким образом, неправильно связали мудрецов с происхождением оружия.
На изготовление ушло всего 100 лет The Legend of Zelda: Breath of the Wild Такие персонажи, как Йолеро, думают, что Master Sword на самом деле является факелом. Представьте себе, какой ущерб потенциально тысячи лет ошибок компаундирования могут нанести историям, связанным с появлением оружия.
|
Количество комментариев:0
Теги: The Legend of Zelda
Аарон Гринбаум
Аарон Гринбаум — независимый журналист, посвященный играм и поп-культуре, который следит за последними новостями игровой индустрии и мелочами о видеоиграх. Он также пишет комиксы…
Узнайте больше от Аарона Гринбаума
HISTORY Рюкзак премиум-класса Master Bladesmith серии Forged in Fire | Исторический магазин
Обычная цена
$590,95
Ошибка Save Liquid (сниппеты/продукт-шаблон, строка 115): результат вычислений — «-Infinity»%
Цвет
—
Черный
Черный
Размер
Сундук
Длина
X-Малый
19,5″
25,5 дюйма
Маленький
20,5 дюйма
26,5 дюйма
Средний
21,5 дюйма
27,5 дюйма
Большой
22,5 дюйма
28,5 дюйма
XL
23,5 дюйма
29,5 дюйма
XXL
24,5 дюйма
30,5″
XXXL
25,5 дюйма
31,5 дюйма
Черный — 59,95 долларов США.
Количество
-7 в наличии
03 мая — 07 мая
Предполагаемая дата прибытия
Предполагаемые даты доставки основаны на дате покупки, местонахождении получателя, времени и месте обработки поставщиком и перевозчике.
Другие факторы, такие как задержки перевозчика или размещение заказа в выходные/праздничные дни, могут привести к тому, что ваши товары будут доставлены позже этих дат.
Узнать больше
28 апреля
Размещено
После того, как вы разместили свой заказ, поставщику потребуется 1-3 рабочих дня для подготовки вашего груза.
01 мая — 02 мая
Отправлено
Продавец отправит вашу посылку по почте в период с 01 мая по 02 мая .
03 мая — 07 мая
Доставлено
Ваш груз должен быть у вашего порога между 03 мая — 07 мая .
[{«variant_id»:»36545211629734″, «ред»:»3″}]
[{«id»:36545211629734,»title»:»Черный»,»option1″:»Черный»,»option2″:null,»option3″:null,»sku»:»FIF-100133-0009-FIF- МБ»,»requires_shipping»:true,»облагается налогом»:true,»featured_image»:{«id»:20160589136038,»product_id»:5808490676390,»position»:1,»created_at»:»2020-10-06T15:24 :09-04:00″,»updated_at»:»2020-10-06T15:24:09-04:00″,»alt»:null,»width»:1000,»height»:1000,»src»: «https:\/\/cdn. shopify.com\/s\/files\/1\/0278\/4310\/0810\/products\/FIF-MB-Backpack-FRONT-mockup-Front-Default-White .png?v=1602012249″,»variant_ids»:[36545211629734]},»available»:true,»name»:»HISTORY Forged in Fire Series Master Bladesmith Premium Backpack — Black»,»public_title»:»Черный»,»options»:[«Черный «],»цена»:5995,»вес»:1814,»сравнить_по_цене»:null,»inventory_management»:null,»штрихкод»:null,»featured_media»:{«alt»:null,»id»:12335690973350, «position»:1,»preview_image»:{«aspect_ratio»:1.0,»высота»:1000,»ширина»:1000,»src»:»https:\/\/cdn.shopify.com\/s\/ файлы\/1\/0278\/4310\/0810\/продукты\/FIF-MB-Backpack-FRONT-mockup-Front-Default-White.png?v=1602012249″}},»requires_selling_plan»:false,»selling_plan_allocations»:[],»quantity_rule»:{«min»:1,»max»:null,»increment»:1}}]
Доступна международная доставка
Информация для заказа
Политика возврата: Мы с радостью примем возврат по любой причине в течение 30 дней с момента получения доставки.
Легкая переналадка станков, чтобы ответить на ваши требования
МЫ ДАЕМ ВОЗМОЖНОСТИ – ВЫ ВЫБИРАЕТЕ
Отдельно стоящие станки СТАНКИ СЕРИИ 1000
Стандартные линии СТАНКИ СЕРИИ 1500
Линии для строительных и периметрических поддонов СТАНКИ СЕРИИ 2000
Станки для нестандартных поддонов СТАНКИ СЕРИИ 2500
СТАНКИ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ
ПОЛНАЯ ПРОИЗВОДСТВЕННАЯ ЛИНИЯ
Мы производим производственные линии, которые быстро и эффективно трансформируют заготовки в штабели готовых поддонов. Оборудование, изготовленное под заказ, сэкономит ваше время и деньги! Мы всегда хотим быть уверены, что вы получили именно то оборудование, которое полностью отвечает вашим требованиям. Большинство производимого нами оборудования может легко управляться двумя операторами. С нами у вас всегда есть возможность нарастить уже имеющееся оборудование добавив к нему дополнительные станки. Все станки Mychrome могут быть объединены в производственную линию. Свяжитесь с нами, и мы будем рады предложить лучшее решение для вашей компании!
ПОЛУЧИТЬ ПРЕДЛОЖЕНИЕ
СОЗДАЙТЕ ЛИНИЮ ПО ВАШЕМУ ЗАКАЗУ
Начните с одного станка или создайте линию по вашему заказу шаг за шагом! Мы производим станки для производства поддонов для больших и малых производств. Вы можете выбрать уровень автоматизации, количество персонала и назначение станка или линии. Сегодня вы инвестируете в то, что со временем вырастет. Все наши станки могут быть объединены в полную линию. Вы определяете сроки и этапы ваших инвестиций!
НАШИ СТАНКИ
ПОЛНАЯ ПРОИЗВОДСТВЕННАЯ ЛИНИЯ
Мы производим производственные линии, которые быстро и эффективно трансформируют заготовки в штабели готовых поддонов. Оборудование, изготовленное под заказ, сэкономят ваше время и деньги! Мы всегда хтим быть уверены, что вы получили именно то оборудование, которое полностью отвечает вашим требованиям. Большинство производимого нами оборудования может легко управляться двумя операторами. С нами у вас всегда есть возможность нарастить уже имеющееся оборудования добавив к нему дополнительные станки. Все станки Mychrome могут быть объединены в производственную линию. Свяжитесь с нами, и мы будем рады предложить лучшее решение для вашей компании!
ПОЛУЧИТЬ ПРЕДЛОЖЕНИЕ
СОЗДАЙТЕ ЛИНИЮ ПО ВАШЕМУ ЗАКАЗУ
Начните с одного станка или создайте линию по вашему заказу шаг за шагом! Мы производим станки для производства поддонов для больших и малых производств. Вы можете выбрать уровень автоматизации, количество персонала и назначение станка или линии. Сегодня вы инвестируете в то, что со временем вырастет. Все наши станки могут быть объединены в полную линию. Вы определяете сроки и этапы ваших инвестиций!
НАШИ СТАНКИ
ЛЕГКО ПЕРЕСТРАИВАТЬ!
Управление настройками размеров и типов производимых поддонов
осуществляется за несколько минут на всех станках Mychrome.
СТАНКИ СЕРИИ 1000
Отдельно стоящие станки
СТАНКИ СЕРИИ 1500
Стандартные линии
СТАНКИ СЕРИИ 2000
Линии для строительных и периметрических поддонов
СТАНКИ СЕРИИ 2500
Станки для нестандартных поддонов
СТАНКИ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ
Go to Top
Оборудование для производства поддонов | Мегарес
ТМ МЕГАРЕС представляет деревообрабатывающее оборудование своего партнёра итальянской компании DELTA – одного из мировых лидеров в секторе гвоздезабивных станков и линий для сборки и обработки поддонов.
Производство европаллет – это рентабельный и стабильный бизнес при соблюдении некоторых условий: наличия сырья и правильного выбора оборудования.
Технология производства поддонов несложная. Требуется доска 2-3 сорта с допусками, бобышки (бруски из цельной или прессованной древесины) и гвозди «в россыпь». По стандартной технологии поддоны сбиваются из сырой доски и сушатся уже в собранном виде. Во время сушки поддона на одной из стадий включается особый режим, при котором происходит термическое антисептирование. Провести качественную сушку в строгом соответствии с международным стандартом по фитосанитарным требованиям ISPM 15 FAO и FITOK позволяют итальянские сушильные камеры Termolegno, которые ТМ МЕГАРЕС поставляет комплексно к линиям.
На современных заводах по производству поддонов в Украине работают полуавтоматические и автоматические линии DELTA.
ЛИНИИ ПО ПРОИЗВОДСТВУ ПОДДОНОВ
— Гидравлическая гвоздезабивная линия модель CHA на основе одной гвоздезабивной машины с возвратной кареткой для производства поддонов до 1500мм (длина), 1200/1500мм (ширина), 20/160мм (высота), максимальные размеры могут быть изменены согласно требований заказчика.
— Гидравлическая гвоздезабивная линия модель CHT на основе двух гвоздезабивочных машин с цепным конвеером из 7 шаблонов.
Конструкция из стали высокой прочности. Оборудование снабжено теплообменником для поддержания постоянной температуры масла в гидравлической установке. Это техническое решение позволяет использовать оборудование с максимальной нагрузкой без вреда гидравлическим составляющим.
Автоматическая смазка с выдержкой времени и программируемым периодом работы от 0 до 12 месяцев. Безопасность в соответствии с нормами ЕС.
Автоматизированная последовательность операций, контролируемых P.L.C. Два распределителя гвоздей на 26 молотков из оцинкованной стали, с изолированной пневматической блокировкой, с исключением не используемого молотка. Использование гвоздей «в россыпь» позволяет существенно снизить стоимость производства.
Самовыравнивающаяся клепальная шпала, которая может автоматически выравнивать уровень над заготовкой перед фазой клепки. Чтобы гарантировать точность остановки вплоть до миллиметра, используется мотор BRASНLESS.
Все станки спроектированы с учетом их последующего включения в линию по производству поддонов полного цикла, то есть не требует внесения существенных изменений, за исключением перепрограммирования электроники.
DELTA проектирует и производит гидравлические гвоздезабивные станки для производства поддонов нестандартних размеров и вспомогательное оборудование:
— модель Х-Master позволяет сбивать поддоны больших размеров до 2100мм в длину и до 2500мм в ширину, модель Master — до 3000мм в длину и до 1350мм в ширину;
— модель ALL-IN-1 сбивает верх и низ поддона за один цикл.
— автоматический пакетный торцовочный станок модель TPA 120 для крупных лесопильных предприятий и предприятий специализирующихся на производстве поддонов. Этот станок был разработан с учетом больших весов пакетов пиломатериалов, который необходимо разрезать и перемещать;
— автоматический торцовочный станок модель TTA 550 для напилки бобышек.
Все украинские предприятия, на которых работает оборудование итальянской компании DELTA успешно прошли сертификацию и получили лицензию EPAL.
Новая модель COMBO в линейке оборудования DELTA
— Станок предназначен для автоматической сбивки ящиков, деревянной тары.
— Быстрая и бесшумная система забивания гвоздей с энергосбережением (система ESS)
— Возвратная каретка с возможностью сбивки по высоте до 180/200 мм.
— Возможность использования рассыпных гвоздей.
— Возможность прибить также диагональные доски, с исключением неиспользуемых молотков.
— Память с возможностью хранения до 100 различных моделей.
Линия по производству деревянных поддонов Подержанные машины
Описание
Технические характеристики
Об этом продавце
Комплексная линия забивания поддонов, разработанная J. Ferreira & Jesus, представляет собой производственную систему, разделенную на несколько модулей, что позволяет на практике адаптировать ее к бизнес-модели нашего клиента. Наши модули полностью настраиваемые, они производятся опытной технической командой с использованием лучших материалов и технологических достижений в области проектирования и разработки оборудования для деревообрабатывающей промышленности.
Состав линии: — Двойной гвоздильный стол с двумя поддонами, с гвоздезабивным пистолетом — Конвейерные пластины 8000 мм с центратором — Конвейер 1/4 оборота — Конвейер с 6 станциями термомаркировки — Конвейер 1/4 оборота — Конвейер с флиппером для поддонов и укладчиком поддонов, плюс угловой резак — Выходной цепной конвейер 3000 мм
С линией поддонов JFJ вы можете производить 800 поддонов за 8 часов! Расположение линии полностью регулируется!
Обратите внимание, что это описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
——————-
Рабочее время
0 часов
Время работы без подзарядки
0 часов
Государственный
новый
По местным нормам
да
Статус
в производстве
Тип клиента
Реселлер
Активен с
2020
Предложения онлайн
2
Последнее действие
31 января 2023 г.
Описание
Комплексная линия забивания поддонов, разработанная J. Ferreira & Jesus, представляет собой производственную систему, разделенную на несколько модулей, что позволяет на практике адаптировать ее к бизнес-модели нашего клиента. Наши модули полностью настраиваемые, они производятся опытной технической командой с использованием лучших материалов и технологических достижений в области проектирования и разработки оборудования для деревообрабатывающей промышленности.
Состав линии: — Двойной стол для гвоздезабива поддонов, с гвоздезабивающими пистолетами — Конвейерные планки 8000 мм с центратором — Конвейер 1/4 оборота — Конвейер с 6 станциями термомаркировки — Конвейер 1/4 оборота — Конвейер с переворачивателем поддонов и укладчиком поддонов, а также угловым резаком — Выходной цепной конвейер 3000 мм
С помощью линии поддонов JFJ вы можете производить 800 поддонов за 8 часов! Расположение линии полностью регулируется!
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой.
0 часов
Время работы под напряжением
0 часов
Государственный
новый
По местным нормам
да
Статус
в производстве
Об этом продавце
Тип клиента
Реселлер
Действует с
2020
Предложения онлайн
2
Последнее действие
31 января 2023 г.
Линия по производству американских деревянных поддонов
Среди поддонов, изготовленных из различных материалов, деревянные поддоны наиболее широко используются в логистике и транспортной отрасли. Причина в том, что деревянные поддоны легкие по весу, дешевы, просты в изготовлении, просты в обслуживании и могут быть переработаны и использованы повторно. Таким образом, линия по производству деревянных поддонов для производства деревянных поддонов очень важна для логистической отрасли. В то же время, деревянные поддоны, изготовленные на линии по производству деревянных поддонов, не так просто соскользнуть и повредить товар. Деревянная структура относительно твердая и является идеальным материалом для изготовления деревянных поддонов. Деревянные поддоны изготавливаются из всех видов древесины на линии по производству деревянных поддонов. В настоящее время он наиболее широко используется в различных отраслях промышленности. Поддоны представляют собой горизонтальное платформенное оборудование, используемое для погрузки, обработки и транспортировки товаров. Обычно изготавливается из дерева и ДВП. Легкий, удобный для загрузки и разгрузки, экологически чистый и энергосберегающий. Сегодня я покажу вам, как делать американские поддоны. И машины, необходимые для обработки линии по производству деревянных поддонов.
Процесс производства американских поддонов
Структура деревянных поддонов
Деревянные поддоны обычно состоят из погрузочных поверхностей, отверстий для вилочного погрузчика и подвесных крыльев желоба. Доски, уложенные на верхнюю и нижнюю стороны поддона, называются досками, и доски необходимо разрезать с помощью режущей пилы с ЧПУ, а доски с обеих сторон называются боковыми досками. Вилочные отверстия на поддоне образованы стрингерами или распорками. Стрингер представляет собой длинный плоский квадратный материал, расположенный перпендикулярно доске. Опорная доска представляет собой квадратную доску, а доска на ней, перпендикулярная доске, называется стрингером. Древесина, используемая для обработки деревянных поддонов, должна быть высокого качества. Только качественная древесина может сыграть лучшую роль. В нормальных условиях массивная древесина выбирается для обеспечения общей прочности и структурной стабильности при обработке.
Машина для производства поддонов американского стандартаПоддоны европейского стандартаПоддоны готовы к отправке
Процесс обработки деревянных поддонов
Процесс обработки деревянных поддонов не сложен, они изготовлены из натурального дерева, которое можно настроить в соответствии с потребностями клиента.
Выбор древесины для производства деревянных поддонов
Качество материала является важным фактором, влияющим на качество обработки деревянных поддонов. Поэтому, чтобы лучше обеспечить качество древесины, необходимо выбирать хорошую древесину. В настоящее время сырье для деревянных поддонов в основном включает фанеру, сосну, пихту китайскую (метасеквойя), пихту, тополь и другие лиственные породы. Фактически, разные материалы представляют собой разные характеристики и функции деревянных поддонов. Общая пищевая промышленность предъявляет строгие требования к выбору поддонов, и он должен быть обработан высококачественными деревянными досками.
Резка дерева пилой с ЧПУ
,Пила по дереву с ЧПУ — это пила для резки дерева, управляемая компьютерной программой. Он в основном используется для резки деревянных поддонов. В процессе резки древесины мы обычно используем пилы с ЧПУ для резки. По сравнению с традиционными пилами, он может обеспечить равномерную длину и толщину резки. Станок для резки дерева с ЧПУ нашей компании обладает преимуществами стандартизированного производства, полного использования сырья, экономии операторов, повышения эффективности производства и обеспечения безопасности продукции. Таким образом, деревообрабатывающие пилы с ЧПУ могут помочь вам снизить производственные затраты.
Станок для резки блоков поддонов Пилы с ЧПУ youtube.com/embed/JhJyuUfhXfo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Прорезной станок для деревянных поддонов Прорезной станок
Прорезной станок для деревянных поддонов выполняет продольную прорезь на досках для поддонов, которая в основном используется для производства деревянных поддонов в американском стиле. Это особый процесс производства американских деревянных поддонов. В соответствии с принципом обработки слот-машина делится на одинарный слот-машину и двойной слот-машину. Двойной долбежный станок может одновременно делать прорези одинакового размера на деревянной доске. Прорезные канавки имеют гладкую поверхность, отсутствие зазубрин и качество оснастки. Хорошая, высокая эффективность работы.
Прорезь для стрингера поддона
Станок для снятия фаски с деревянного поддона
Станок для снятия фаски с деревянного поддона используется для снятия фаски с небольших кромок нижних продольных балок деревянного поддона. Это специальный процесс перед сборкой поддона. повреждать. Станок для снятия фаски с деревянных поддонов используется для снятия фаски с небольшой кромки нижней продольной балки деревянного поддона. Это специальный процесс перед сборкой поддона. Это может заставить вилку погрузчика свободно удерживать поддон и предотвратить повреждение поддона из-за работы погрузчика.
Станок для изготовления фасок для настила поддонов Фаска для деревянных поддонов
Машина для забивания гвоздей для американских поддонов
Машина для забивания поддонов для американских поддонов — это эффективное оборудование для производства поддонов, специально разработанное для производства поддонов американского стандарта. Эта машина использует полностью автоматическую программу, операционная система использует импортированное управление ПЛК, сенсорный экран прост в эксплуатации, управление удобно, а положение гвоздя точное. По сравнению с традиционной отечественной технологией производства, гвоздильный станок может выполнять несколько операций одновременно, что значительно повышает эффективность работы. Американская машина для забивания поддонов оснащена токарной, угловой, горячей штамповкой, захватом и укладкой на поддоны. Он имеет высокую степень автоматизации и стабильный и компактный процесс. Это может быть универсальное производство гвоздей и укладки на поддоны.
Машина для забивания поддоновАвтоматическая машина для забивания поддонов
Преимущества деревянных поддонов в применении
Основываясь на приведенном выше введении, я считаю, что у каждого есть определенное представление о деревянных поддонах. В настоящее время деревянные поддоны являются наиболее широко используемыми поддонами в логистической отрасли, и они играют важную роль в транспортировке, распределении, хранении, погрузке и разгрузке товаров. Поскольку этот продукт имеет такой огромный эффект, какие у него преимущества?
1: Среди всех поддонов деревянные поддоны имеют отличные характеристики и могут использоваться повторно. 2: Технические характеристики деревянных поддонов могут быть изменены по индивидуальному заказу, формы не нужны, материалы легко достать, а стоимость снижена. 3: Красивый внешний вид, обращайте особое внимание на гладкость внешнего вида в процессе обработки, удаляйте заусенцы и заусенцы. 4: Обладает высокой несущей способностью, прочный и практичный. Согласно долгосрочному практическому применению, деревянные поддоны могут нести большую нагрузку. 5: Это также относительно выгодно с точки зрения цены, что позволяет сократить расходы.
Вопросы, требующие внимания при производстве деревянных поддонов
Выбор материала. Деревянные поддоны изготовлены из дерева. В настоящее время материалы деревянных поддонов в основном состоят из сосны, болиголова, пихты и других твердых пород дерева. В процессе выбора материалов обратите внимание на качество древесины.
Высокое содержание влаги в деревянном поддоне может привести к усадке и деформации поддона или даже к растрескиванию. Перед обработкой древесины ее необходимо просушить для удаления влаги.
Деревянные поддоны должны строго контролироваться в процессе производства и изготавливаться в соответствии с производственными требованиями. Каждый процесс должен быть проверен после обработки для удаления неподходящих продуктов.
Как выбрать поддон производитель оборудования
Деревянные поддоны сегодня наиболее широко используются, потому что они дешевы и прочны. Кроме того, он имеет высокую точность и его нелегко деформировать. Он укреплен высокопрочными шурупами, не прибивается гвоздями и обладает хорошей прочностью. Это лучший выбор для многих хранилищ. Наша компания является производителем, специализирующимся на производстве оборудования для деревянных поддонов, предоставляя наиболее разумный план в соответствии с потребностями клиента. Произведенное оборудование экспортируется в более чем 50 стран, и у нас есть профессиональный технический отдел, который предоставляет услуги по установке и послепродажное обслуживание.
Испытание на статическое растяжение («the static tensile test»)
Статьи
Испытание на статическое растяжение («the static tensile test»)
Испытание на статическое растяжение («the static tensile test») — основной вид испытания при экспертизе конструкционных сталей.
Наш век развития технологий уже невозможно представить без металла и металлических конструкций. Куда бы вы не бросили взгляд, везде будут объекты из металла. Но для того, чтобы что-то построить, это нужно спроектировать и рассчитать, заложив предполагаемые нагрузки в проект. После расчета и определения нагрузок в конструкции, подбирается металл, удовлетворяющий всем необходимым параметрам. Для определения прочностных и пластических характеристик во время экспертизы различный сталей и сплавов используют испытание на статическое растяжение.
Суть испытания заключается в подаче растягивающей нагрузки на стандартизированный образец до момента его разрушения. Образец представляет собой либо цилиндр, либо пластину с заранее определенными размерами. Концы образца зажимают в траверсах разрывной машины и начинают подавать нагрузку с постоянной скоростью до момента разрушения образца. Машина строит диаграмму зависимости нагрузки от удлинения образца. Испытательные машины варьируются по величине максимальной нагрузки. Компания «Металл-экспертиза» во время проведения экспертизы металлов использует для своих испытаний на статическое растяжение три типа машин — 5, 10 и 40 т. По диаграмме растяжения определяют следующие параметры: предел текучести, предел прочности, относительной удлинение и сужение.
Про относительное удлинение и сужение, думаю, всем понятно — это изменение длины и толщины образца после испытания, отнесенное к исходным значениям. Измеряется в %. Так для конструкционных сталей относительное удлинение будет составлять примерно 25%, для алюминия около 40%, для золота порядка 65%. А вот у серого чугуна этот параметр составляет 1-3%, что обусловлено его низкой пластичностью.
Предел прочности — это нагрузка на образец в момент разрыва, отнесенная к начальной площади сечения испытываемого образца, измеряется в кгс/мм2 либо в МПа.
А вот про предел текучести стоит рассказать более подробно. В самом начале растяжения образца, тот деформируется в упругой области, т.е. если снять нагрузку, образец вернется к исходным геометрическим размерам. Но как только нагрузка на образец превышает определенную величину, он уже не может упруго вернуться к начальным размерам — произошла пластическая деформация. Напряжение, при котором образец начинает пластически деформироваться, называется пределом текучести. Именно предел текучести закладывается проектировщиками в расчеты будущих конструкций, а не предел прочности, как многие могли бы подумать. По пределу текучести конструкционным сталям присваивается класс прочности. Так, например, если вы услышали, что в проекте используется сталь класса прочности 325, значит предел текучести данной стали должен быть не менее 325 МПа.
На данной фотографии представлен образец после испытания на статическое растяжение, хорошо видна локлизация пластической деформации, так называемая «шейка», которая образуется перед самым разрушением образца. Изначально образец деформируется пластически равномерно, но при росте нагрузки идет локализация деформации в наиболее слабом участке (под влиянием объемно-напряженного состояния идет отслоение неметаллических включений с образованием микропор, которые объединяясь укрупняются, что приводит к ослаблению сечения). Обычно «шейка» образуется в средней части расчетной длины образца, где наиболольшие напряжение при сложно-деформированном напряженном состоянии.
Более подробно про механизм пластической деформации поговорим в следующих статьях.
следующая статья>>>
механические испытания,
статическое растяжение,
предел прочности,
шейка при растяжении,
пластическая деформация,
предел текучести,
физика металлов
Методы испытания стали на прочность, растяжение, упругость и пластичность
Стальные изделия, используемые для создания строительных конструкций, в процессе эксплуатации испытывают значительные напряжения на растяжение, сжатие, резкие механические воздействия. Прилагаемые усилия могут быть как статическими, так и динамическими. Для обеспечения прочности и долговечности конструкции необходимо использовать металлоизделия с механическими характеристиками, соответствующими запланированным эксплуатационным нагрузкам. Испытания на растяжение – один из наиболее распространенных методов определения марки стали или решения спорных вопросов при расследовании причин возникновения нештатных ситуаций и аварий.
Характеристики, определяемые при статических испытаниях на растяжение
Исследования осуществляются в испытательных машинах с ручным или гидравлическим приводом. Второй вариант обеспечивает возможность создания гораздо большей мощности. По результатам исследований составляют диаграмму растяжения.
При механических статических испытаниях на растяжение, проводимых в соответствии с ГОСТом 1497-84, определяют комплекс свойств стали.
Характеристики прочности
Предел пропорциональности – Ϭп. Характеризует напряжение, выше которого прекращает свое действие закон Гука. После наклепа металла, который, например, осуществляется при холодном деформировании, Ϭп возрастает в 1,5-1,8 раза.
Определение! В законе Гука утверждается, что деформация, образующаяся в упругом теле, прямо пропорциональна прилагаемому усилию.
Предел текучести – Ϭт. Это нагрузка, при которой деформация повышается при постоянном напряжении. Присутствующая явно горизонтальная площадка на диаграмме может отсутствовать. В этой ситуации устанавливают условный Ϭт, при котором остаточные деформации примерно равны 0,2%.
Предел прочности (временное сопротивление разрыву) – Ϭв. Это максимальное усилие, при котором образец не разрушается. Его превышение приведет к разрыву стержня.
Напряжение разрыва – Ϭр. При испытаниях на прочность определяют два вида напряжения разрыва – условное и истинное.
Характеристики упругости
Предел упругости – Ϭу. Соответствует нагрузке, при которой остаточное удлинение равно 0,05%. Значения Ϭу и Ϭп на диаграмме находятся рядом, поэтому Ϭу устанавливается при очень тонких исследованиях.
Характеристики пластичности
Относительное остаточное удлинение. Определяется по формуле Δ=(L1-L0)*100% / L0, в которой L0 – исходная длина образца, L1 – расчетная после окончания исследований.
Относительное остаточное сужение. Ψ=(А0-Аш)*100% / А0, А0 – площадь сечения стержня до испытаний, Аш – площадь сечения шейки.
Нормативные образцы для проведения статических испытаний на растяжение
Для осуществления испытаний изготавливают образцы круглого или прямоугольного сечения. Нормативы регламентируют как размеры образцов, так и способы механической обработки. Основные условия – однородность размеров по длине, соосность, хорошо обработанная поверхность, на которой должны отсутствовать царапины, порезы. Шероховатость нормируемая.
Длина образцов круглого поперечного сечения:
коротких – 4-5 диаметров;
нормальных – 10 диаметров.
Чаще всего изготавливают образцы диаметрами 6, 10, 20 мм. Перед началом испытательных работ образцы измеряют в двух взаимно перпендикулярных направлениях в трех местах. Точность измерений – 0,5 мм. Ширину и толщину плоских образцов измеряют по краям и в центре обмеряемой плоскости. Площадь сечения определяется с точностью 0,5%. Точность измерения длины образца – 0,1 мм.
Динамические испытания стальных образцов
Основной вид такого исследования – испытания на изгиб, производимые по ГОСТу 9454-78. При таком виде анализа стальных образцов закон подобия неактуален, поэтому используют образцы с размерами и формой надреза, строго соответствующими нормативам. Основной образец имеет квадратное сечение площадью 10х10 мм и следующие виды надрезов:
U-образный (образцы Шарпи) – располагается в середине стержня. Такие образцы применяются для установления норм для стержней, на которые будет наноситься V-образный надрез.
V-образный (образцы Менаже). Основной тип стальных стержней, применяемый для исследований материалов, которые будут использоваться в конструкциях ответственного назначения.
С Т-образным концентратором. Размеры стержней имеют несколько вариантов. Такие образцы применяют при исследованиях сплавов, предназначенных для эксплуатации в конструкциях, в которых важным является сопротивление росту трещин.
В результате динамических испытаний на изгиб рассчитывают величину ударной вязкости – характеристики, которая зависит от сочетания прочностных и пластических свойств стали. Чем она выше, тем надежней материал работает при динамических нагрузках.
Все стали, изделия из которых предназначаются для эксплуатации при динамических нагрузках, подвергаются испытаниям на ударный изгиб. В зависимости от запланированных рабочих условий, ударную вязкость определяют при нормальных, пониженных или повышенных температурах.
Испытание материалов на статическое растяжение
Показать запись простого элемента
Показать полную запись товара
Экспорт записи элемента
Пожалуйста, используйте этот идентификатор для цитирования или ссылки на этот элемент: https://hdl. handle.net/10356/74010
Наименование:
Испытание материалов на статическое растяжение
Авторы:
То, Уинстон Синь Вэй
Ключевые слова:
ДРНТУ::Инжиниринг
Дата выпуска:
2018
Реферат:
В этом выпускном проекте (FYP) представлен проект B207 «Испытание материалов на статическое растяжение». В этом проекте испытание на статическое растяжение будет в основном сосредоточено на изучении свойств алюминия 6061-T6. Результаты, полученные в результате этого эксперимента, будут сравниваться с прошлыми результатами предыдущих студентов FYP и другими соответствующими исследованиями. В этом отчете будут показаны данные, полученные учащимся в результате статического испытания на растяжение, а также они будут сравнены и проанализированы с предыдущими результатами FYP. С этим отчетом читатели смогут использовать его в качестве справочного материала для будущих статических испытаний на растяжение алюминия 6061-T6. Испытание на статическое растяжение является фундаментальным испытанием, используемым для определения механических свойств материала, таких как предел прочности при растяжении, предел текучести и т. д. В этом FYP для проведения статического испытания на растяжение будет использоваться Shimadzu AGX plus 10kn и экстензометр. По результатам испытаний учащийся сможет построить кривую напряжения-деформации алюминия 6061-T6 и, таким образом, проанализировать свойства испытуемого материала. Целью этого проекта является изучение воспроизводимости эксперимента путем изготовления образца для испытаний и выполнения процедуры в соответствии со стандартом ASTM, ASTM E8/E8M-16a. Поскольку свойства материалов различаются в зависимости от скорости испытаний, важно иметь стандарт испытаний, такой как ASTM, в качестве эталона. В этом эксперименте для тестирования будут использоваться скорости подачи 1,6 мм/мин, 1,0 мм/мин и 0,5 мм/мин. Проект также будет направлен на улучшение эксперимента для получения более точных и надежных результатов. Рекомендации для статического испытания на растяжение будут обсуждаться для будущих студентов, чтобы улучшить эксперимент. В конце FYP автор составит простое руководство, чтобы помочь будущим студентам в этом проекте.
URI:
http://hdl.handle.net/10356/74010
Учебные заведения:
Школа машиностроения и аэрокосмической техники
Права:
Наньянский технологический университет
Полнотекстовое разрешение:
ограниченное
Полнотекстовая доступность:
С полнотекстовой версией
Появляется в коллекциях:
Студенческие отчеты MAE (FYP/IA/PA/PI)
Файлов в этом элементе:
Файл
Описание
Размер
Формат
Испытание материала на статическое растяжение Отчет FYP .pdf Ограниченный доступ
3,7 МБ
Adobe PDF
Посмотреть/открыть
Руководство по испытанию на статическое растяжение. pdf Ограниченный доступ
3,05 МБ
Adobe PDF
Просмотреть/Открыть
Просмотр страницы
50
421
Обновлено 15 мая 2023 г.
Google Scholar
TM
Чек
Элементы в DR-NTU защищены авторским правом, все права защищены, если не указано иное.
Определение – Статическая прочность на растяжение
Статистическая оценка в einem Spannungs-Dehnungs-Diagramm
Статическая прочность на растяжение ${{R}_{m}}$ — это напряжение, противодействующее деформации компонента, основанное на активной статической силе. Статическая прочность на растяжение зависит от материала и должна пониматься как сопротивление деформации.
Испытание на растяжение используется в качестве экспериментального средства определения статической прочности на растяжение. Превышение статической прочности на растяжение вызывает образование шейки на образце для испытаний на растяжение. На диаграмме напряжения-деформации ${{R}_{m}}$ представляет собой максимальное активное растяжение.
Равномерное удлинение ${{A}_{g}}$ — это когда образец для испытаний на растяжение растягивается равномерно. Статическая прочность на растяжение достигается при ${{A}_{g}}$.
Остаточное удлинение образца в месте разрыва называется удлинением в месте разрыва $A$.
Статистическая оценка в einem Spannungs-Dehnungs-Diagramm
Die Statische Festigkeit ${{R}_{m}}$ beschreibt eine Spannung, die der Verformung eines Bauteils aufgrund einer w irkenden statischen Kraft entgegenwirkt. Die statische Festigkeit ist werkstoffabhängig und als ein Widerstand gegen eine Verformung zu verstehen.
Durch den Zugversuch wird die statische Festigkeit Experimentell ermittelt. Bei Überschreitung der statischen Festigkeit schürt die Zugprobe ein. В einem Spannungs-Dehnungsdiagramm есть ${{R}_{m}}$ максимальное wirkende Spannung.
Die Gleichmaßdehnung ${{A}_{g}}$ beschreibt den Zusstand einer Zugprobe, die sich gerade noch gleichmäßig dehnt. Bei ${{A}_{g}}$ist die statische Festigkeit erreicht.
Die bleibende Verlängerung der Probe bei einem Bruch ist die Bruchdehnung $A$.
Устойчивость к статическому напряжению и диаграмме деформации при деформации
La Сопротивление к статическому напряжению ${{R}_{m}} $ Натяжение, противодействующее деформации ación de un componente basado en una fuerza Эстатика Актива. Сопротивление а-ля натяжение estática зависит от материала и debe comprenderse como una Resistance а-ля деформация.
Горьковский Завод Фрезерных Станков (ЗФС, ЗЕФС, Нижегородский завод фрезерных станков)
Горьковский завод фрезерных станков
Горьковский «Завод Фрезерных Станков» (ГЗФС, ЗФС, ЗЕФС, Нижегородский завод фрезерных станков) — одно из старейших предприятий и флагман станкостроительной отрасли СССР, известен как производитель надежных и простых в управлении металлообрабатывающих фрезерных станков: широкоуниверсальных, горизонтальных и вертикальных, а также станков ЧПУ.
История предприятия «Завод Фрезерных Станков» г. Горький
Горьковский завод фрезерных станков вступил в строй действующих предприятий страны в декабре 1931 года и все довоенные годы был практически единственным предприятием, поставляющим различные фрезерные станки для нужд отечественного машиностроения.
Предприятие строилось по немецкому проекту, как одно из 518-и, вводимых в строй по программе индустриализации в 1931 году. Первый камень в основание главного корпуса завода был заложен в 1930 году.
23 декабря 1931 года было пущено производство станков. Первые пять консольно-фрезерных станков были выпущены 1-го Мая того же года.
В 1934 году начался выпуск первых двух моделей продольно-фрезерных станков — 632 и 636.
В 1936 году Горьковским заводом фрезерных станков был выпущен 35-и тонный специальный станок для обработки тюбингов Московского метрополитена.
В 1937 году запущена в производство серия 6Б консольно-фрезерных станков 6Б12, 6Б82.
В 1941-1945 годы предприятие выпускало военную продукцию. Основен выпуск уникальных специальных станков: гратосниматели, станок для обработки зеркал крупнейшего в стране телескопа, а также станки общим весом до 40 тонн, разработанные для обработки деталей со сложными кривыми поверхностями типа лопаток турбин, гребных винтов с общим весом до 8 тонн. В 1960 году начался выпуск станков с ЧПУ. Предприятия награждено орденами Ленина и Трудового Красного Знамени.
В послевоенные годы завод наряду с крупносерийным выпуском консольно-фрезерных станков начал серийное производство продольно-фрезерных станков с шириной стола от 500 до 2500 мм, а также изготовление специальных тяжелых и уникальных станков, в том числе для обработки крупногабаритных гребных винтов, лопаток паровых и газовых турбин, роторов мощных электрогенераторов и др.
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12, 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т82-1, ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т13, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш,.
На базе станков серии «Т» разработаны и выпускаются специальные станки с увеличенным на 100 мм расстоянием от оси (торца) шпинделя до рабочей поверхности стола и механизмом пропорционального (в 2 раза) замедления рабочей подачи:
ГФ2793 на базе 6Т82Г
ГФ2794 на базе 6Т82
ГФ2797 на базе 6Т83Г
ГФ2798 на базе 6Т83
Продукция Горьковского завода фрезерных станков демонстрировалась на многих специализированных международных выставках и неоднократно удостаивалась Дипломов и Золотых медалей. Так, станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 2003 году вся гамма оборудования подверглась глубокой модернизации. С начала 2003 года Нижегородский завод фрезерных станков ЗФС показал уверенный рост производства. Но в дальнейшем серьезная кризисная ситуация в стране и в машиностроительной отрасли отрицательным образом повлияли на развитие завода.
В настоящее время производство станков на ГЗФС прекращено.
Компания Станочный Мир предлагает купить станки Горьковского Завода Фрезерных Станков (ГЗФС, ЗФС, Нижегородский завод фрезерных станков) или их аналоги по доступной цене.
Продукция предприятия Завод Фрезерных Станков (ЗФС)
г. Горький (Нижегородский завод фрезерных станков)
Наименование изделия
Модель
изделия
Вертикальный фрезерный станок
6Н12
Вертикальный фрезерный станок
6Н13П
Вертикальный фрезерный станок
6М12
Вертикальный фрезерный станок
6М13П
Горизонтальный фрезерный станок
6Н82
Горизонтальный фрезерный станок
6Н82Г
Горизонтальный фрезерный станок с поворотным столом
6М82
Горизонтальный фрезерный станок
6М82Г
Горизонтальный фрезерный станок с поворотным столом
6М83
Горизонтальный фрезерный станок
6М83Г
Широкоуниверсальный фрезерный станок
6М82Ш
Вертикальный фрезерный станок
6Р12
Вертикальный фрезерный станок
6Р12Б
Вертикальный фрезерный станок
6Р13
Вертикальный фрезерный станок
6Р13Б
Горизонтальный фрезерный станок с поворотным столом
6Р82
Горизонтальный фрезерный станок
6Р82Г
Горизонтальный фрезерный станок с поворотным столом
6Р83
Горизонтальный фрезерный станок
6Р83Г
Широкоуниверсальный фрезерный станок
6Р82Ш
Широкоуниверсальный фрезерный станок
6Р83Ш
Вертикальный фрезерный станок с ЧПУ
6Р13Ф3
Вертикальный фрезерный станок
6Т12
Вертикальный фрезерный станок
6Т13
Вертикальный фрезерный станок с УЦИ
6Т12Ф1
Вертикальный фрезерный станок с УЦИ
6Т13Ф1
Горизонтальный фрезерный станок с поворотным столом
6Т82
Горизонтальный фрезерный станок
6Т82Г
Горизонтальный фрезерный станок с поворотным столом
6Т83
Горизонтальный фрезерный станок
6Т83Г
Широкоуниверсальный фрезерный станок
6Т82Ш
Широкоуниверсальный фрезерный станок с УЦИ
6Т82ШФ1
Широкоуниверсальный фрезерный станок
6Т83Ш
Широкоуниверсальный фрезерный станок с УЦИ
6Т83ШФ1
Вертикальный фрезерный станок с ЧПУ
6Т12Ф3
Вертикальный фрезерный станок с ЧПУ
6Т13Ф3
Вертикальный фрезерный станок с ЧПУ
6Т12ГФ3
Горизонтальный фрезерный станок с ЧПУ
6Т83ГФ3
Горизонтальный фрезерный станок
6Т83Д
Универсальный горизонтальный фрезерный станок
6Г81ГФ1
Широкоуниверсальный фрезерный станок с УЦИ
6Г81ШФ1
Вертикальный фрезерный станок с ЧПУ и АСИ
ГФ2171
Фрезерный 4х координатный обрабатывающий центр с АСИ
ГФ2171М4
Вертикальный фрезерный станок
ГФ3571
Фрезерный 4х координатный обрабатывающий центр с АСИ
ГФ3171М4
Одностоечный продольно-фрезерный станок
6Г605
Одностоечный продольно-фрезерный станок
6Г606
Одностоечный продольно-фрезерный станок
6Г608
Горьковский завод фрезерных станков ГЗФС
Основание завода
Горьковский завод фрезерных станков (ГЗФС) № 113 — один из первенцев советского станкостроения.
Производство станков на старых предприятиях «Красный пролетарий» (бывший Бромлея), имени Я. М. Свердлова (бывший «Феникс»), «Самоточка» (бывший Штелле) и организация выпуска станков на ряде других заводов уже в 20-е годы далеко не удовлетворяли нужд отечественной промышленности.
Новые заводы и фабрики требовали современных, высокопроизводительных станков. Их приходилось частично ввозить из-за рубежа. Именно в годы первой пятилетки станкостроительные заводы получили свою специализацию, был проведен первый тур их реконструкции, был построен и введен в эксплуатацию ряд новых станкозаводов, начали формироваться кадры рабочих, специалистов, конструкторов, технологов. В конце пятилетки были пущены, в частности, завод имени С. Орджоникидзе в Москве и ГЗФС.
В сентябре 1929 г. ЦК ВКП (б) поручил ВСНХ начать подготовительные работы по строительству станкозавода в Нижнем Новгороде (Горький). На пустырь, где стояли деревни Борзовка и Карповка (а пешеходные тропы соединяли их с городом), весной 1930 г. стали прибывать строительные материалы, техника и рабочие.
В 1930 году в основание главного корпуса завода был заложен первый камень. Валериан Владимирович Куйбышев замуровал в фундамент одной из чугунных колонн будущего механосборочного цеха акт о закладке завода.
В декабре 1931 года Горьковский завод фрезерных станков вступил в строй действующих предприятий страны и все довоенные годы был практически единственным предприятием, поставляющим различные фрезерные станки для нужд отечественного машиностроения. Предприятие строилось по немецкому проекту, как одно из 518-и, вводимых в строй по программе индустриализации в 1931 году.
23 декабря 1931 года было пущено производство станков. Первые 5 консольно-фрезерных станков были выпущены 1-го Мая того же года.
По нынешним меркам он выглядел довольно скромно: весил тонну, все перемещения на нем производились только вручную, и имел станок два небольших по мощности электродвигателя. На нем можно было точить пазы, уступы прямой формы и производить другие несложные операции. Один из таких станков использовался в ремонтно-механическом цехе ГЗФС. Когда горьковские станкостроители отмечали 40-летие своего предприятия, станок-ветеран был установлен на вечное хранение на постаменте в цехе.
Однако давать предусмотренное плановым заданием количество станков завод долго еще не мог. Сказывались нехватка квалифицированных кадров и трудности освоения сложного оборудования (что порождало брак), отсутствие у рабочих технических знаний, низкая производственная квалификация и сильная текучесть кадров. Годовая программа в 1932 г. была выполнена менее чем наполовину.
В начале 1933 г. производство станков на заводе носило кустарный характер, не было общезаводской технологии производства.
В 1933 г. на предприятии было изготовлено 418 станков вместо 28 в 1932 году. Каждый выпущенный на заводе станок высвобождал стране 2500 долларов. А ввозилось станков из-за рубежа в начале 30-х годов до 10 тыс. штук ежегодно. И все же в 1934 — начале 1935 года Станкозавод не достиг проектной мощности, а производимая им продукция не всегда удовлетворяла потребителей.
В 1934 году начался выпуск первых двух моделей продольно-фрезерных станков — 632 и 636.
Осенью 1935 г. в стране развернулось стахановское движение. На Станкозаводе его зачинателем был разметчик Ф. И. Козлов, давший 23 октября 1935 г. 647% плана. Он применил новые методы работы на разметочном столе, что позволило ему намного превысить существующие нормы. «Когда я услышал о небывалой выработке угля Стаханова и других горняков Донбасса, — рассказывал Козлов, — я задумался: а нельзя ли и нам показать небывалую производительность труда? Кое-что я уже придумал рационализировать, чтобы сократить время на ненужные передвижения в работе… Раньше я производил не только разметку, но и всю подготовку к ней. Прежде чем нанести на детали линии, я должен был их окрасить мелом, чтобы линии выделялись, а потом ждать, когда краска высохнет. Сейчас эту, в сущности, черновую работу я передал ученику. На этом я сокращаю время на вспомогательные работы. Время ожидания крана и расстановки деталей на плиту я использую на подготовку инструмента. Уже значительная экономия времени. Раньше на плиту я ставил две станины, а теперь до 10 шт. (сколько уместится), в зависимости от положения детали. Я работаю не одним комплектом инструмента, а несколькими и размещаю его на плите так, чтобы избежать хождения за ним вокруг плиты и не терять на это времени. Если я провожу риску (линию), идя от одного конца плиты к другому, то на обратном пути я работаю следующим инструментом, который я специально положил на том конце. Таким образом я максимально использую время, уплотняя его так, чтобы все мои движения согласовались с работой»
В 1936 году Горьковским заводом фрезерных станков был выпущен 35-и тонный специальный станок для обработки тюбингов Московского метрополитена.
В 1937 году запущена в производство серия 6Б консольно-фрезерных станков 6Б12, 6Б82. Станки проектировались по американским образцам.
С 1932 по 1938 г. завод дал стране 8172 станка 106 типоразмеров, в том числе мощные станки по обработке тюбингов для московского Метростроя
В 1941-1945 годы под лозунгом «Все для фронта, все для победы!» коллектив предприятия не прекращал производства фрезерных станков.
Станкозавод изготовлял также коробки скоростей к танкам Т-34 и другие детали для завода «Красное Сормово», где собирались танки.
В годы войны завод производил также много другой оборонной продукции.
Все военные заказы перевыполнялись, несмотря на перебои в снабжении электроэнергией, топливом и материалами.
Послевоенные годы
Основен выпуск уникальных специальных станков: гратосниматели, станок для обработки зеркал крупнейшего в стране телескопа, а также станки общим весом до 40 тонн, разработанные для обработки деталей со сложными кривыми поверхностями типа лопаток турбин, гребных винтов с общим весом до 8 тонн.
В послевоенные годы завод наряду с крупносерийным выпуском консольно-фрезерных станков начал серийное производство продольно-фрезерных станков с шириной стола от 500 до 2500 мм, а также изготовление специальных тяжелых и уникальных станков, в том числе для обработки крупногабаритных гребных винтов, лопаток паровых и газовых турбин, роторов мощных электрогенераторов и др.
В кратчайший срок обновлялся ассортимент станков. Новые консольные станки по сравнению с выпускавшимися ранее имели удвоенную скорость обработки, обладали повышенной жесткостью и устойчивостью. Все операции на них выполнялись автоматически.
На ГЗФС были созданы два оригинальных конвейера — «шагающий» для генеральной сборки и вертикальный для сборки консолей. «Шагающий» в зависимости от времени работы периодически переставлял собираемый станок с операции на операцию. Вертикальный позволял сборщику поворачивать собираемое изделие на 360° и работать с той стороны, с которой удобнее.
По заказу Ленинградского механического завода, производившего энергетическое оборудование для строившейся на Волге электростанции, был выпущен станок-гигант весом в 165 т для обработки роторов турбогенераторов. Горьковские станкостроители сделали и первый электрокопировальный станок, на котором можно было обрабатывать лопасти турбин. Высота изготовленного на ГЗФС в 1953 г. уникального продольно-фрезерного станка, весящего 330 т, превышала двухэтажный дом. Это был первый в мире станок таких размеров с полностью автоматизированным управлением. На нем можно было обрабатывать детали весом до 120 тонн.
1951 год. Серия фрезерных станков 6Н. Станкостроители отказались от производства станков американского типа «Б» и выпустили станок своей конструкции, получивший название «Н» (новый). Как отмечалось в специальной литературе, «созданная отечественная оригинальная гамма консольно-фрезерных станков.серии 6Н.. удовлетворяла высоким требованиям промышленности».
Конструкторский отдел во главе с С. М. Амбрашевичем, М. И. Маргулуссом и М. И. Иоселевичем создал собственную модель тяжелых бесконсольных станков. По ряду технических показателей они превосходили зарубежные аналоги.
Ключевым направлением производства завода стал выпуск станков общего и специального назначения весом от 800 кг до 30 т и тяжелых станков для заводов морского судостроения (до 180 т).
Продукция Горьковского завода фрезерных станков демонстрировалась на многих специализированных международных выставках и неоднократно удостаивалась Дипломов и Золотых медалей. Так, станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Накануне съезда КПСС в феврале 1956 года завод начал осваивать новый быстроходный станок, оснащенный поворотной головкой. Он отличался от своего предшественника — станка серии «6Н» тем, что управление в нем с торца перенесено в центр и сосредоточено в одном месте. Вертикальное, поперечное и продольное перемещение стола станка осуществлялось спереди, что создавало большие удобства в работе. Поворотная головка позволяла вести фрезерование под углом. Преимущество нового агрегата состояло и в том, что он давал 3150 оборотов в минуту. Это в два с лишним раза выше количества оборотов выпускавшихся ранее станков.
В 1960 году начался выпуск станков с ЧПУ. Предприятия награждено орденами Ленина и Трудового Красного Знамени.
25 июня 1965 г. у горьковских станкостроителей был большой праздник: с конвейера сошел 100 — тысячный станок. Сборка юбилейного станка проходила на конвейере цеха N 25. Все рабочие первой смены собрались в цеховом пролете на митинг.
На ГЗФС был собран уникальный токарно-фрезерный станок весом около 200 т и высотой в 5 м для обработки рам тепловозов и других сверхтяжелых деталей, размеры которых могли достичь железнодорожного вагона. Управление агрегатом осуществлялось с помощью двух оснащенных электроникой станций и переносных пультов. Завод выполнял также заказ для американской фирмы «Сентрел Бэйринг корпорейшн» — универсальные фрезерные станки высокой точности.
Серия
6
6Б
6Н
6М
6Р
6Т-1
6Т
Модели
615, 680, 612, 682
6Б12, 6Б82
6Н12, 6Н82,
6М12П, 6М82, 6М82Ш
6Р12, 6Р82, 6Р82Ш, 6Р13Ф3
6Т12-1, 6Т82-1
6Т12, 6Т82, 6Т82Ш, 6Т13Ф3
Год начала серийного производства
1932
1937
1951
1960
1972
1985
1991
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1946..1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Наши дни
В 2003 году вся гамма оборудования подверглась глубокой модернизации. С начала 2003 года Нижегородский заквод фрезерных станков ЗФС — единственный станкозавод, показавший уверенный рост производства. ЗФС — единственный производитель всей гаммы фрезерных станков в СНГ, включая специальные станки с ЧПУ.
С 26.08.2002 Завод фрезерных станков, ООО входит в состав промышленной группы РосСтанКом, ООО http://www.rstcom.ru (г. Москва), объединяющая 4 крупнейших предприятия станкостроительной отрасли России и Украины согласно наиболее востребованным на рынке типам оборудования (в 2003г. заводы Группы произвели 40% от российского выпуска металлорежущих станков).
Рязанский Станкозавод, ОАО — РСЗ г. Рязань
Завод фрезерных станков, ООО — ЗФС г. Нижний Новгород
Егорьевский станкостроительный завод Комсомолец ЕСЗК — ЕСЗК, Московская обл., г. Егорьевскг
ПАО фирма «Беверс» (бывший станкостроительный завод «Комсомолец») Украина, Житомирская обл., г. Бердичев
В настоящее время производство станков на ГЗФС прекращено.
Линейку современных консольно-фрезерных станков 6Т12, 6Т82, 6Т82Г, 6Т13, 6Т83, 6Т83Г, 6Т83Ш, ГФ2171 запустило в производство молодое развивающееся предприятие Станочный Парк г. Ростов-на-Дону.
Краткая справка
Сборочный цех Горьковского завода фрезерных станков. ГЗФС 1976 год
Сборочный цех Горьковского завода фрезерных станков ГЗФС
Горьковский завод фрезерных станков ГЗФС
Горьковский завод фрезерных станков ГЗФС, Памирская 11
Продукция Горьковского завода фрезерных станков ГЗФС.
Гамма станков производства ГЗФС
Таблица фрезерных станков ГЗФС
6Г605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
6М12П станок консольно-фрезерный вертикальный, 320 х 1250
6М13П станок консольно-фрезерный вертикальный, 400 х 1600
6М82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
6М82Г станок консольно-фрезерный горизонтальный, 320 х 1250
6М82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
6М83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
6М83Г станок консольно-фрезерный горизонтальный, 400 х 1600
6М83Ш станок консольно-фрезерный горизонтальный, 400 х 1600
6Н12 станок консольно-фрезерный вертикальный, 320 х 1250
6Н12ПБ станок консольно-фрезерный вертикальный, 320 х 1250
6Н13 станок консольно-фрезерный вертикальный, 400 х 1600
6Н13П станок консольно-фрезерный вертикальный, 400 х 1600
6Н82 станок консольно-фрезерный горизонтальный, 320 х 1250
6Н82Г станок консольно-фрезерный горизонтальный, 320 х 1250
6Р12, 6Р12Б станок консольно-фрезерный вертикальный, 320 х 1250
6Р13, 6Р13Б станок консольно-фрезерный вертикальный, 400 х 1600
6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
6Р82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
6Р82Г станок консольно-фрезерный горизонтальный, 320 х 1250
6Р82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
6Р83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
6Р83Г станок консольно-фрезерный горизонтальный, 400 х 1600
6Р83Ш станок широкоуниверсальный консольно-фрезерный, 400 х 1600
6Т12-1 станок консольно-фрезерный вертикальный, 320 х 1250
6Т12 станок вертикальный консольно-фрезерный вертикальный, 320 х 1250
6Т12Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 320 х 1250
6Т13 станок консольно-фрезерный вертикальный, 400 х 1600
6Т13-1 станок консольно-фрезерный вертикальный, 400 х 1600
6Т13Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
6Т13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
6Т82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
6Т82-1 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
6Т82Г станок консольно-фрезерный горизонтальный, 320 х 1250
6Т82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
6Т83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
6Т83-1 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
6Т83Г станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
6Т83Ш станок консольно-фрезерный широкоуниверсальный, 400 х 1600
615 станок консольно-фрезерный вертикальный, 420 х 1600
680 станок универсальный инструментальный, 225 х 750
6305Ф4 станок продольно-фрезерный горизонтальный, 500 х 1250
6605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
6606 станок продольно-фрезерный трехшпиндельный, 630 х 2000
ГФ2171 станок фрезерный вертикальный с ЧПУ и АСИ, 400 х 1600
6Г81ШФ1 — широкоуниверсальный фрезерный консольный станок с системой цифровой индикации
ГФ2171М4 — фрезерный 4х координатный обрабатывающий центр с АСИ
ГФ3171М — фрезерный 4х координатный обрабатывающий центр с АСИ
6Т12Ф3 — фрезерный консольный станок с ЧПУ
6Т13Ф3 — фрезерный консольный станок с ЧПУ
6Т82ГФ3 — фрезерный консольный станок с ЧПУ
6Т83ГФ3 — фрезерный консольный станок с ЧПУ
На базе станков серии «Т» разработаны и выпускаются специальные станки с увеличенным на 100 мм расстоянием от оси (торца) шпинделя до рабочей поверхности стола и механизмом пропорционального (в 2 раза) замедления рабочей подачи:
ГФ2793 на базе 6Т82Г
ГФ2794 на базе 6Т82
ГФ2797 на базе 6Т83Г
ГФ2798 на базе 6Т83
Станки консольно-фрезерные.
Общие сведения
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Обозначение консольно-фрезерных станков
6 — фрезерный станок (номер группы по классификации ЭНИМС)
М – серия (поколение) станка (Б, К, Н, М, Р, Т)
1 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (1 — вертикально-фрезерный)
2 – исполнение станка — типоразмер (0, 1, 2, 3, 4) (2 — размер рабочего стола — 320 х 1250)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, подач стола и повышенная мощность двигателя главного движения).
ГК «НМГК» имеет более чем столетнюю историю. Основанный до революции завод в Нижнем Новгороде несколько раз реорганизовывался, менял название и выпускал разнообразную продукцию, но неизменной оставалась наша любовь к нестандартным решениям и рыночный подход: производить то, что нужно потребителю. История Группы компаний «НМГК» складывается из историй заводов, входящих в Группу. Это перерабатывающие заводы в Нижнем Новгороде и Самаре, элеваторы и маслоэкстракционные заводы на юге России, в регионах произрастания подсолнечника.
2015
Сорочинск, Оренбургская область: Запуск маслоэкстракционного завода
15 сентября 2015 года состоялась торжественная церемония запуска Сорочинского маслоэкстракционного завода. Завод мощностью 400 тысяч тонн семян в год расположен в центре области, где производят подсолнечник — основное сырье для потребительских товаров НМЖК: майонезов и соусов. Строительство и запуск Сорочинского маслоэкстракционного завода — системный проект, логически замыкающий интеграционную цепочку между производителями масличных культур, переработчиками сельхозпродукции и потребителями масла и шрота в регионе.
2014
Нижний Новгород: Завершение инвестиционных проектов
В 2014 году в Нижнем Новгороде завершен ряд крупных инвестиционных проектов: монтаж и запуск новой линии производства майонезной продукции; новая линия по производству соусов; модернизация линии по производству туалетного мыла. Успешное завершение этих проектов позволило увеличить объемы производства.
Установка для приготовления майонезной продукции
2012
Сорочинск: Первый камень Сорочинского МХЗ
12 сентября состоялась торжественная церемония закладки первого камня Сорочинского маслоэкстракционного завода. Завод составит единый комплекс с Сорочинским элеватором, который уже входит в группу компаний. В церемонии приняли участие губернатор Оренбургской области Юрий Берг, глава Сорочинска Петр Стрельников и председатель совета директоров ГК «НМГК» Николай Нестеров.
Н.Н. Нестеров, П.М. Стрельников и Ю.А. Берга с актами о закладке камня в фундамент СОЦП
2011
НМГК выходит на рынок снеков с брендом «Степановна»
В 2011 году группа компаний «НМГК» выходит на новый для компании рынок снеков с брендом «Степановна». Ассортимент — жареные семечки подсолнуха, а также тыквенные семечки, арахис и фисташки.
2006
Запуск соусов «Астория»
НМГК вывела на рынок новый продукт: соусы «Астория». На сегодняшний день большой популярностью пользуются оригинальные соусы «Сметанный с грибами» и «Сливочный соус с чесноком», а компания НМГК является лидером в категории «соусы» на российском рынке.
Соусы классические «Астория» «Сметанный с грибами» и «Соус сливочный с чесноком»
2000
Вертикальная интеграция холдинга
Два предприятия сырьевого комплекса присоединяются к НМГК, что позволяет решить проблему дефицита подсолнечника: Шуйский маслоэкстракционный завод и Екатериновский элеватор. Начинается процесс построения вертикально интегрированного холдинга.
1999
Выпуск майонеза под торговой маркой «Ряба»
В 1999 году начато производство майонеза под торговой маркой «Ряба». Сегодня это флагманский бренд группы компаний «НМГК», под которым выпускаются майонезы, кетчупы и даже томатная паста.
1998
Первая торговая марка «Мой малыш»
Первые российские бренды появляются на российском рынке. «НМГК» запускает торговые марки, которые и сегодня пользуются популярностью у потребителя: майонезы «Ряба» и «Сдобри», маргарин «Хозяюшка». Первым брендом компании стало «Мой малыш» — детское мыло, пригодное для использования с первых дней жизни ребенка.
1998
Создание Масложирового Союза России
По инициативе Николая Нестерова, Председателя Совета директоров группы компаний НМГК, создан Масложировой Союз России (МЖСР) , это объединение производителей масложировой промышленности России. Союз защищает общие интересы производителей, взаимодействует с органами государственной власти, разрабатывает стандарты и регламенты, организует отраслевые конференции и проводит исследования.
1996
Нижний Новгород: Модернизация предприятия
Николай Нестеров становится директором ОАО «НМГК» – начинает масштабную кампанию по модернизации предприятия. Огромная роль в этом отводится только что созданному Торговому дому и системе менеджеров по продажам, которые разъезжали по стране в поисках новых клиентов, а их коллеги-диспетчеры в Нижнем Новгороде оформляли документацию и отгружали продукцию. Кроме того, Торговый Дом занимается закупкой сырья.
Зал Торгового дома в 90-е годы.
1979
Нижний Новгород: Запуск завода ФСАА
Введен в эксплуатацию завод по производству ФСАА – пищевых поверхностно-активных веществ. Завод выпускает эмульгаторы, в основном для хлебопекарной и кондитерской промышленности: хлеб, печенье, зефир, желе и др. Использование добавок позволяет сократить расход дорогостоящих ингредиентов, улучшить вкусовые качества конечного продукта, увеличить срок годности.
1966
Урюпинск: Проект модернизации завода завершен
Завершен трехлетний проект модернизации Урюпинского дробильно-сортировочного завода. Установлена вторая линия дробления, возведена трансформаторная подстанция, установлены три линии рафинирования масла.
Цех рафинирования масла Урюпинского МЭЗ
1951
Нижний Новгород: Начало производства майонеза
На маргариновом заводе в Нижнем Новгороде произведена первая опытная партия майонеза «Провансаль».
Реклама майонеза на советских плакатах
1950
Самара: Пуск гидрозавода
31 декабря 1950 года, через год после пуска Самарского жирового комбината, на заводе был запущен цех по переработке растительных масел (гидрозавод).
Этикетки различных видов маргарина производства СГК
1949
Сорочинск Оренбургской области: Запущен маслоэкстракционный завод
Решение о строительстве Самарского (Куйбышевского) жирового комбината принято в 1946 году. Строительство началось в октябре 1946 года. Построены корпуса двух основных и двух вспомогательных цехов, смонтировано оборудование, введен в эксплуатацию весь комплекс по переработке растительных масел. осуществлялось в течение трех лет. Первая очередь Куйбышевского жирового комбината мощностью 6000 тонн в год была введена в эксплуатацию в 1919 году.49.
1949
Нижний Новгород: Пуск Горьковского маргаринового завода
1 ноября 1949 года введен в эксплуатацию Горьковский маргариновый завод.
1941-1945
Нижний Новгород: Работа на фронт
В годы Великой Отечественной войны завод выпускал продукцию для фронта. Завод выпускает нафтанат алюминия для зажигательных бутылок, сухой спирт для приготовления пищи в полевых условиях, глицерин для пороховых заводов, мыло для нужд армии, партизан и госпиталей. Рабочие вспоминают, что зарплату они получали едой, которую обменивали на продукты в деревнях. После работы в составе добровольческих молодежных отрядов рабочие загружали продукцию в железнодорожные вагоны, комсомольцы принимали участие в оборонных работах.
Рабочие мыловаренного завода
1934
Нижний Новгород: Реорганизация завода
Произведена реорганизация завода в г. Горьком с включением мыловодородного завода, завода карбоновых кислот и дробильного цеха.
1930
Урюпинск: Основан Урюпинский маслобойный завод
Урюпинский маслобойный завод введен в эксплуатацию в 1930 году. Завод построен за три года на месте национализированного маслозавода купца Крысина.
Урюпинский дробильный завод
1924
Нижний Новгород: Школа производственного обучения
При заводе открыта Школа производственного обучения (ФП) для подготовки квалифицированных рабочих.
1918
Нижний Новгород: Национализация завода
Завод национализирован вскоре после Октябрьской революции
1905
Нижний Новгород: На заводе начато производство мыла
Реклама мыла «Салолин» Ниж. Новый Новгород : Фундамент маслобойни
14 ноября — дата основания завода московским купцом Персицем. Завод производил ламповое масло — смесь минерального (нефтяного) и растительного масла, которое использовалось в лампах вместо дорогого «деревянного» масла (оливкового).
Рабочие нефтехимзавода Персица
История завода ГАЗ
Март
Конструкторы ГАЗа завершили разработку нового многоцелевого полноприводного автомобиля повышенной проходимости «Тигр». Автомобили «Тигр» предназначены для эксплуатации в труднопроходимой местности и на различных типах грунта. В марте 2001 года состоялась премьера первых образцов автомобилей «Тигр» на выставке IDEX в Абу-Даби (Объединенные Арабские Эмираты), а затем и на МIMS-2002. Вслед за этим вся конструкторская документация была передана сторонней компании, не имеющей отношения к ГАЗ, для последующего серийного производства.
2002
25 августа
Горьковский автомобильный завод удостоен премий Московского международного автосалона (МИМС-2002): «Автобус года» (микроавтобус ГАЗ-322133), 2-е место «Лучший фургон» (комби ГАЗ-2705) и 2-е место «Лучший грузовик повышенной проходимости». (ГАЗ-33251 Ягер).
2003
8 января
Начало производства рестайлинговых легких грузовиков ГАЗель и Соболь.
январь
Олег Дерипаска внедрил на ГАЗе уникальную производственную систему. Это позволило увеличить производительность труда в 4 раза. Создана система ценностей, которая вовлекает работника в производственные процессы, делает его драйвером улучшений на рабочем месте, вкладывая в результаты труда. В дальнейшем эту практику от ГАЗа переняли различные предприятия.
2004
21 января
В Нижнем Новгороде открылся первый автосалон ГАЗ.
16 февраля
А. Бутусов, Б. Видяев, Ю. Кудрявцев, В. Малафеев, В. Четвериков, В. Чураев, В. Шабаров — работники ОАО «ГАЗ» — награждены премией Правительства РФ в области науки и техники за комплексную разработку и серийное производство многоцелевых малотоннажных унифицированных автомобилей «ГАЗель» и «Соболь». , разработка и внедрение автомобилей скорой помощи нового поколения «ГАЗель» и «Соболь» для медицинских учреждений России.
28 февраля
Горьковский автомобильный завод награжден золотой и бронзовой медалями 4-го Московского международного салона инноваций и инвестиций за экологические решения.
август
Наталья Садова, воспитанница спортивного клуба «Торпедо ГАЗ», завоевала золотую медаль в метании диска на Олимпийских играх в Афинах.
сентябрь
Коллектив завода (Баранцев А., Моисеев А., Логинов В., Стрелков А., Спигун Е., Симанов Д.) стал победителем Нижегородской премии за разработку и внедрение производственной системы ГАЗ.
ноябрь
«Бегущий олень» внесен в Российский реестр общеизвестных товарных знаков (свидетельство на товарный знак № 32).
21 декабря
Начало производства среднетоннажного грузовика ГАЗ-3310 «Валдай» (выпуск окончен в декабре 2015 г. ).
2005
январь
На базе автомобильного завода ГАЗ создан машиностроительный холдинг «Группа ГАЗ», занимающийся производством грузовых автомобилей и автобусов, двигателей и автокомпонентов. В результате преобразований, проведенных Олегом Дерипаской, инвестиций в современные технологии и развитие человеческих ресурсов, «Группа ГАЗ» стала ведущим производителем коммерческого транспорта в России. Отныне все инженерные усилия и производственные мощности используются только и исключительно для разработки и производства продукции гражданского назначения.
4 августа
С конвейера сошла миллионная ГАЗель.
2006
апрель
Горьковский автомобильный завод получил госконтракт на поставку автомобилей скорой помощи. За шесть месяцев в медицинские учреждения по всей России отправлено 6 722 машины скорой помощи.
СЕНТЯБРЬ
ГАЗ-2332 стал лучшим в своем классе в номинации «Лучший фургон», а пожарная машина «Валдай» стала победителем в номинации «Лучший автомобиль специального назначения» на конкурсе журнала «Коммерческий транспорт».
декабрь
«Группа ГАЗ» стала лауреатом Национальной бизнес-премии «Машиностроительная компания года».
2007
28 февраля
В Нижнем Новгороде открыт памятник основоположнику стахановского движения в машиностроении Александру Бусыгину.
18 мая
Начат серийный выпуск ГАЗ-31105 Волга с новым интерьером.
июль
Объединенный инжиниринговый центр «Группы ГАЗ» создан для выполнения полного цикла работ по проектированию автомобилей: от проектирования и разработки концепции и стиля, проектирования и прототипирования, моделирования и испытаний до налаживания производственных процессов, инжиниринга и сертификации.
2008
25 июля
Начало серийного производства автомобилей Volga Siber (постройки до 2012 года).
2009
август
На международной автомобильной выставке ИНТЕРАВТО-2009 Автомобильный завод ГАЗ представил первый российский электрический коммерческий автомобиль – «ГАЗель». Там же была представлена двухтопливная СПГ-бензиновая версия ГАЗели.
2010
4 февраля
Начало производства модернизированной ГАЗели БИЗНЕС. В эту модель было внесено более 20 конструктивных изменений и более 100 производственных и технологических изменений.
апрель
Начало производства автомобилей «ГАЗель БИЗНЕС» с двухтопливными бензиновыми двигателями ЮМЗ.
ИЮЛЬ
Начало производства ГАЗели БИЗНЕС с новым дизелем Cummins.
АВГУСТ
Автомобильный завод ГАЗ совместно с благотворительным фондом Олега Дерипаски «Вольное дело» организовал и провел первый в России конкурс роботизированных транспортных средств «Робокросс». С тех пор «Группа ГАЗ» занимается разработкой автоматизированных и беспилотных автомобилей, а также обучением специалистов в области машиностроения для разработки продуктов будущего поколения.
23 декабря
Группа ГАЗ подписала договор с Daimler на контрактное производство Mercedes-Benz Sprinter на Горьковском автозаводе (производство начато в 2013 году и рассчитано до 2020 года).
2011
февраль
«Группа ГАЗ» подписала соглашение с General Motors о контрактном производстве Chevrolet Aveo на Горьковском автомобильном заводе (производство началось в 2013 году и продолжалось до 2015 года).
июнь
Подписан договор с Volkswagen на контрактное производство автомобилей Volkswagen и Skoda на Горьковском автозаводе.
21 июля
На заводе штампов и пресс-форм введена в эксплуатацию технология обработки листового металла с использованием жидких сред под давлением (Гидроформинг). Уникальный пресс Quintus Flex Form используется для прототипирования деталей.
октябрь
С конвейера сошел 18-миллионный автомобиль ГАЗ.
2012
март
«Соболь-Бизнес» стал первым отечественным автомобилем, получившим премию «Автомобиль года в России» в категории «Легкие фургоны».
27 июня
Группа ГАЗ и Bosal, один из ведущие мировые производители выхлопных систем создали совместное предприятие.
Олег Дерипаска инициировал масштабную модернизация производственных мощностей под выпуск новой поколение автомобилей NEXT, которое, в том числе, предусматривало создание новых производственные мощности, такие как сварочный, покрасочный и автоматический штамповочный цеха, а также внедрение новой системы обеспечения качества. Инвестировано более 55 миллиардов рублей в новой технике и оборудовании и обновлении модельного ряда компании.
29 августа
Премьера нового поколения легких коммерческих автомобилей «ГАЗель NEXT» состоялась на Московском международном автосалоне. Автомобиль обеспечивает управляемость легкового автомобиля, высокую надежность и комфорт, оснащен современными системами безопасности, сохраняя при этом превосходную функциональность и лучшую в своем классе стоимость владения.
Новое поколение легких коммерческих автомобилей «ГАЗель NEXT»
6 декабря
Начало серийного производства автомобилей Skoda и VW на ГАЗе. Были построены новые сборочный и сварочный цеха, реконструирован покрасочный цех, внедрена система контроля качества Volkswagen. Партнеры инвестировали более 300 миллионов евро. На заводе создано более 3000 высокотехнологичных рабочих мест.
декабрь
Открыт сборочный завод ГАЗелей в Турции.
2013
9 апреля
Начало серийного производства ГАЗели NEXT. Производство новой линии началось с бортовой модификации. Позже была представлена полная линейка коммерческих автомобилей полной массой от 3,5 до 10 тонн.
15 июля
Производство Mercedes-Benz Sprinter начато в партнерстве с Daimler (проект закрыт в 2020 году).
15 октября
Начало серийного производства ГАЗель БИЗНЕС CNG. С тех пор «Группа ГАЗ» наращивала производство автомобилей и автобусов на газовом топливе и заняла лидирующие позиции по производству автомобилей на газовом топливе в России.
31 октября
Бренд ГАЗ признан одним из самых ценных брендов компании в России по рейтингу Interbrand, крупнейшего в мире консалтингового агентства по брендингу. Ориентировочная стоимость бренда — 38,5 млрд руб.
с 2013 г.
Автомобили «ГАЗель NEXT», «Соболь» и «ГАЗон NEXT» неоднократно участвовали и побеждали в престижных российских и международных ралли-рейдах: «Шелковый путь», «Африка Эко Рейс», «Золото Кагана», «Северный лес» и других.
2014
февраль
Начало производства ГАЗели NEXT с двухтактной кабиной.
24 марта
Начало производства автобуса ГАЗель NEXT Cityline.
май
Автомобили «ГАЗель NEXT» начали оснащаться новыми бензиновыми двигателями EvoTech 2.7 производства Ульяновского моторного завода.
11 сентября
ГАЗ удостоен специальной награды конкурса «Лучший коммерческий автомобиль России» за лидерство на рынке коммерческих автомобилей России.
19 сентября
Начало производства нового ГАЗ на базе семейства среднетоннажных грузовиков NEXT.
28 октября
«Группа ГАЗ» и шведская компания Bulten создали совместное предприятие по производству крепежных изделий высочайшего качества на базе Горьковского автомобильного завода.
2015
сентябрь
ГАЗ официально представил обновленный логотип бренда, который будет использоваться на автомобилях NEXT поколения.
Обновленный логотип ГАЗ
27 октября
Начало производства автофургонов «ГАЗель NEXT».
Фургон «Газель NEXT»
2016
май
Микроавтобус «ГАЗель NEXT» занял первое место в пятерке лучших Национальной премии экспертов автомобильного бизнеса.
сентябрь
Компания «ГАЗ Интернэшнл», реализующая продукцию ГАЗ на зарубежных рынках, создана в рамках программы развития экспорта компании. На международной выставке IAA-2016 в Ганновере компания впервые представила автомобили семейства NEXT.
IAA 2016 в Ганновере
26 октября
Автофургон «ГАЗель NEXT» признан Лучшим коммерческим автомобилем года в России.
декабрь
Горьковский автозавод получил награду за развитие кадрового потенциала производства на конкурсе «Российская организация высокой социальной эффективности».
2017
1 января
Горьковскому автозаводу 85 лет. 19произведено миллионов автомобилей.
февраль
ГАЗ представил прототипы электроавтомобиля на базе «ГАЗель NEXT» с автоматизированной системой управления.
апрель
Мобильный медпункт на платформе «ГАЗель NEXT».
18 апреля
Марка ГАЗ заняла первое место в рейтинге удовлетворенности дилеров (DSI), проведенном Ernst & Young. В 2014-2021 годах ГАЗ занимал первое место еще 6 раз.
2 мая
Микроавтобус «ГАЗель NEXT» стал победителем ежегодной премии «Автомобиль года в России» в номинации «Лучший микроавтобус».
12 мая
Грузовик ГАЗон NEXT стал арт-объектом в составе инсталляции австрийского художника Эрвина Вурма на Венецианской биеннале, крупнейшей международной выставке современного искусства.
декабрь
Начало производства среднетоннажного грузовика ГАЗон NEXT полной массой 10т.
2018
ФЕВРАЛЬ
«Группа ГАЗ» начала продажи микроавтобусов «ГАЗель NEXT» и «ГАЗель NEXT Citiline» на Филиппинах. «Группа ГАЗ» начала продажи грузовых фургонов «ГАЗель NEXT» в Турции.
июль
Старт продаж легких коммерческих автомобилей «ГАЗель NEXT» в Марокко.
На Московском международном автосалоне Горьковский автомобильный завод представил два беспилотных автомобиля на базе электробусов «ГАЗель NEXT», оснащенных двумя разными типами систем автономного вождения.
«ГАЗель NEXT» в Марокко
сентябрь
На IAA-2018 в Ганновере Автомобильный завод ГАЗ представил свои новые экспортные модели: легкий коммерческий автомобиль «ГАЗель NEXT» с шестиступенчатой коробкой передач и двигателем Евро-6, электромобиль «ГАЗель NEXT» и праворульный грузовик повышенной проходимости «Садко NEXT».
Выставка в Ганновере
декабрь
«Группа ГАЗ» стала победителем XI Конкурса корпоративных проектов «Народный инвестор» в номинации «Управление персоналом» с Программой развития лидерства.
2019
январь
Команда ГАЗ Рейд Спорт приняла участие в международном ралли-марафоне Africa Eco Race 2019. Его маршрут пролегает от Монако до Дакара. В состав команды входят две спортивные «ГАЗели NEXT» и два внедорожника «Садко NEXT».
«Африка Эко Рейс-2019»
февраль
Состоялась церемония закладки фундамента автомобильного и автобусного сборочного завода ГАЗ недалеко от города Гаджигабул Азербайджанской Республики.
Церемония закладки фундамента в Азербайджанской Республике
март
Горьковский автомобильный завод приступил к серийному производству новых фургонов и микроавтобусов «ГАЗель NEXT» 4,6 с удлиненной колесной базой. С этими новыми моделями ГАЗ впервые вышел в сегмент тяжелых фургонов, где до этого были только иностранные OEM-производители.
Всемирная зимняя универсиада в Красноярске
апрель
Горьковский автомобильный завод начал предоставлять бесплатный доступ к телематическим услугам GAZ Connect владельцам автомобилей NEXT.
июль
Объединенный инжиниринговый центр «Группы ГАЗ» отметил свое 90-летие. Он был создан в июле 1929 года, за три года до запуска производственных мощностей завода.
август
«Группа ГАЗ» совместно с фондом Олега Дерипаски «Вольное дело» выступила организатором творческого эксперимента «Театральные линии».
Творческий эксперимент «Линии театра»
СЕНТЯБРЬ
Главным событием выставки COMTRANS 2019 стало открытие нового легкового автомобиля «ГАЗель НН».
ГАЗ приступил к серийному производству праворульных МДТ «Садко NEXT» для реализации на экспорт. Модификация LHD был запущен несколько месяцев спустя, в сентябре.
Выставка КОМТРАНС/2019
октябрь
Открыт региональный детский технопарк Корпоративного университета ГАЗ «Кванториум». Горьковский автозавод запустил первый в России мобильный «Кванториум» в партнерстве с правительством Нижегородской области. Мобильный учебный комплекс на базе «ГАЗель NEXT» используется для проведения тренингов и практических занятий в малых городах и отдаленных сельских районах.
ГАЗ Кванториум
2020
март
Владельцы новых автомобилей ГАЗ получают доступ к расширенному пакету услуг GAZ ASSISTANCE, программам помощи на дороге, реализуемым компанией в партнерстве с Российской автомобильной ассоциацией.
АПРЕЛЬ
Горьковский автомобильный завод приступил к выпуску автомобилей «ГАЗель NEXT» с новой системой пассивной безопасности. Он включает в себя переднюю подушку безопасности водителя, новые ремни безопасности с преднатяжителями, переработанный руль и приборную панель, блок управления безопасностью и ряд других элементов.
«ГАЗель NEXT»
май
Инженеры «Группы ГАЗ» разработали автобусы «ГАЗель СИТИ» и «Вектор NEXT» с антивирусными системами.
Старт продаж грузовика повышенной проходимости Садко NEXT с удлиненной колесной базой и двойной кабиной.
«Садко NEXT» с удлиненной колесной базой и двухрядной кабиной
июль
Старт продаж нового городского низкопольного микроавтобуса «ГАЗель Сити». Он разработан в соответствии с требованиями программы «Доступная среда» и обеспечивает максимальный комфорт для маломобильных пассажиров, людей с колясками и пожилых людей.
август
ГАЗ представил новые версии медицинских автомобилей, которые выводят мобильную диагностику, вакцинацию и лечение на новый уровень, предлагая повышенный комфорт для медицинских бригад, снижение затрат и оптимальное использование транспортных средств.
Новые модификации медицинской машины
сентябрь
Горьковский автомобильный завод представил опытные образцы электромобиля «ГАЗель e-NN» на конференции «Цифровая индустрия Промышленной России» в Нижнем Новгороде. В основе конструкции новой модели лежит унифицированная электрическая платформа для создания всех типов легких коммерческих автомобилей, в том числе бортовых грузовиков, микроавтобусов, фургонов и различной специальной техники.
Образцы электромобиля ГАЗель Э-НП
Цельнометаллический «Газель NEXT» стал победителем юбилейного 20-го конкурса «Автомобиль года в России» в номинации «Фургоны».
Цельнометаллический «ГАЗель NEXT»
ноябрь
«Группа ГАЗ» начала продажи автомобилей «Газель NEXT» во Вьетнаме.
Экипажи ГАЗ Рейд Спорт на автомобилях ГАЗель NEXT стали победителями чемпионата России по ралли-рейдам.
«Группа ГАЗ» стала лауреатом Всероссийского конкурса «Чемпионы добрых дел».
декабрь
Разработан новый автомагазин на базе автобуса ГАЗель Сити. Автомобиль был передан Центру «Нижний 800» для продажи подарков и сувениров к 800-летию Нижнего Новгорода.
Новые модификации медицинской машины
2021
январь
Горьковский автомобильный завод запустил программу «Новый социальный вектор» для инвестиций в социальные объекты и инфраструктуру Автозаводского района Нижнего Новгорода. Программа, инициированная Советами рабочих и молодежных советов «Группы ГАЗ» при поддержке российского магната и мецената Олега Дерипаски, включает в себя такие направления, как комфортная среда обитания, образовательные, медицинские, досуговые и спортивные объекты.
февраль
Горьковский автомобильный завод приступил к серийному производству автомобиля «Валдай NEXT». Использование бескапотной конструкции позволило уменьшить габаритные размеры машины, увеличить полезную грузовую площадь, обеспечить высокую маневренность и минимальный радиус поворота.
«Валдай NEXT»
май
«ГАЗель НН» стала лауреатом премии «Лучший коммерческий автомобиль года в России» в номинации «Лучшая новинка».
«ГАЗель НН»
20 мая
Горьковский автомобильный завод приступил к серийному производству автомобиля «ГАЗель НН» для запуска нового поколения автомобилей ГАЗ.
июнь
В Медицинском центре «ГАЗ» открыто высокотехнологичное отделение лучевой диагностики, оснащенное аппаратами КТ и МРТ нового поколения. «Группа ГАЗ» начала производство автомобилей «ГАЗель НН Евро-6» в Турции.
Автомобиль «ГАЗель НН» стал победителем конкурса «Лучший коммерческий автомобиль России» в номинации «Легкие грузовики».
Рентгенологическое отделение высокотехнологичной диагностики
июль
Автомобиль «ГАЗель НН» стал победителем конкурса «Лучший коммерческий автомобиль России» в номинации «Легкие грузовики».
Ножницы для травы с телескопической штангой Bosch ISIO 3 0. 600.833.105 — легкий и компактный инструмент для обрезания кромок газона в труднодоступных и узких местах. Работу инструмента обеспечивает литий-ионный аккумулятор напряжением 3.6 В. Заряда аккумулятора хватает на работу продолжительностью до 40 минут. Для контроля степени заряда предусмотрен 4-х ступенчатый светодиод. Рабочим элементом ножниц являются ножи шириной 80 мм. Ножи выполнены из высококачественной стали и имеют острую заточку. Инструмент оснащен телескопической ручкой, с регулируемой высотой от 80 до 115 см.
Преимущества
Компактный, мобильный и очень удобный инструмент
Литиево-ионный аккумулятор без саморазряда и эффекта памяти
Ширина обработки при помощи ножниц для травы с телескопической штангой Bosch ISIO 3 0600833105 — 8 см
Светодиодная индикация заряда
Простая зарядка с зарядным устройством как для мобильного телефона
Прочные ножи с высококачественной заточкой
Благодаря телескопической штанге не нужно нагибаться при работе
Ножницы-кусторез с телескопической штангой аккумуляторные G801E с акк.
7.2В Li-Ion 1.5 Ач Denzel
Главная
Каталог
Садовый инвентарь
Ножницы садовые
Садовые ножницы и кусторезы аккумуляторные
Артикул:
Скачать фото
Скачать все архивом
Группа товаров
Силовое
Бренд
DENZEL
Время зарядки АКБ, ч
3. 5
Емкость аккумулятора, Ач
1.5
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
Перчатки х/б, ПВХ покрытие, «Точка», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия Сибртех
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия Сибртех
Перчатки трикотажные, ПВХ «Точка», меланж, 6 пар в упаковке, 7 класс Россия
Перчатки трикотажные, ПВХ «Точка», меланж, 6 пар в упаковке, 7 класс Россия
Sun Joe HJ605CC Аккумуляторные телескопические ножницы для травы 2-в-1 + триммер для живой изгороди | 7.2 Volt
Идет загрузка…
JOE’S DEAL OF THE DAY
ОПЛАТИТЬ СЕЙЧАС:
$ 59 00 + S&H
КАК МОЖНО ОПЛАЧИТЬ
ИЛИ :
$ 5 33 /Месяц с
с
2 ГОДА ГАРАНТИИ
ДОБАВЬТЕ ПЛАН ЗАЩИТЫ:
ДОБАВЬТЕ ПЛАН ЗАЩИТЫ:
+1 Год 7,99$
+2 Год 9,99$
+3 Год 12,99$
Цвет: зеленый
59 долларов 00
59 долларов 00
-1 В наличии —
ОПИСАНИЕ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Часто задаваемые вопросы
ОТЗЫВЫ
СОПУТСТВУЮЩИЕ ТОВАРЫ
ЗАПЧАСТИ
ДРУГИЕ ПРОДАВЦЫ
ВЫСОКАЯ ИЗгородь, НИЗКИЙ РЕЖИМ + ДАЙТЕ ВАШЕЙ СПИНЕ ПЕРЕРЫВ! Ножницы для травы и живой изгороди Sun Joe® HJ605CC 2-в-1 2-в-1 с удлинителем идеально подходят для подкрашивания травы после скашивания. Они оснащены литий-ионным аккумулятором на 7,2 В с длительным сроком службы для беспроблемной беспроводной работы. Мгновенно включайте питание одним нажатием кнопки и начинайте подстригать или подстригать кустарник без проводов. Аккумуляторная батарея делает Sun Joe экологичным и не требует технического обслуживания, поэтому вы сможете выполнять свою работу, не беспокоясь о бензине, масле, дорогостоящих сезонных настройках или выбросах токсичных углеводородов. А поскольку есть удобный удлинитель длиной 4,3 фута, это еще лучше для вашей спины! Больше не нужно сгибаться, ползать или напрягаться в погоне за идеальным краем. Sun Joe быстро подключается и легко отсоединяется, когда вы закончите.
Сочетая два популярных инструмента в одном универсальном устройстве, Sun Joe оснащен системой сменных лезвий, которая легко превращается из ножниц для травы в кусторез. И 4-дюймовые ножницы для травы, и 6-дюймовые ножницы для живой изгороди изготовлены из прочной стали, обеспечивающей длительный износ и надежную работу. Hedger Joe весит всего 4 фунта, и им легко управлять, так что вы можете выполнять различные задачи по уходу за шерстью с большим комфортом и меньшим напряжением. Он также оснащен защитным выключателем для предотвращения случайного запуска. Утвержденные ETL и имеющие полную двухлетнюю гарантию, аккумуляторные ножницы для травы Sun Joe HJ605CC 2-в-1 + живая изгородь с удлинителем быстро станут вашим любимым инструментом для ухода за двором и садом!
Функции
Лучшее применение: небольшие сады, уход за живой изгородью и участки, недоступные для косилки
2 инструмента в 1: быстро и легко переоборудуйте ножницы для травы в газонокосилку
Перезаряжаемый литий-ионный аккумулятор 7,2 В с длительным сроком службы бесплатное, беспроводное управление (зарядное устройство входит в комплект)
Удобный съемный удлинитель длиной 4,3 фута исключает сгибание и нагрузку на спину
Легкая конструкция (всего 4 фунта!) с эргономичной ручкой для удобства управления и обращения
Сменное 4-дюймовое лезвие для ножниц и 6-дюймовое лезвие для кустореза позволяют выполнять множество задач по уходу за шерстью
Сертифицировано ETL; Полная 2-летняя гарантия
Купить Аккумуляторные ножницы для травы Gardena + телескопическая рукоятка 967856601 Wolfswinkel ваш специалист по саду
Описание
Аккумуляторные ножницы для травы GARDENA ClassicCut с телескопической рукояткой позволяют удобно косить газон, не наклоняясь. кабели. В наборе есть вращающаяся телескопическая ручка, позволяющая выполнять обрезку в вертикальном положении. Колеса облегчают движение ножниц по траве. Ножницы работают приятно и мощно благодаря высококачественной перезаряжаемой литий-ионной батарее, не требующей особого ухода. Сменные высококачественные лезвия прецизионно отшлифованы и покрыты антипригарным покрытием. Лезвия можно легко, быстро и безопасно заменить без инструментов. Аккумуляторные ножницы для травы поставляются с зарядным устройством и защитой лезвия для безопасного хранения.
Без вращающейся телескопической рукоятки, которую можно легко снять с помощью беспроводного соединения, ножницы для травы также оптимальны для стрижки самшита. Благодаря эргономичной рукоятке батарея ножниц для травы удобно лежит в руке, а высокая производительность обеспечивает отличные результаты стрижки. Настоящий универсал для вашего сада!
Рекомендуемые принадлежности
-18%
Кустарниковый нож Gardena
967909501
€ 31,64
€ 38,59
вкл. 21% НДС
8 в наличии
-18%
Нож Gardena для травы и самшита
967909601
€ 27,46
€ 33,49
вкл. 21% НДС
16 в наличии
Технические характеристики
Спецификация аккумулятор/аккумулятор
Напряжение батареи
3,6 В
Емкость батареи
1,45 Ач
Время зарядки
Примерно 6 часов
Тип батареи
литий-ионный
Время использования
45 мин
Оборудование для обрезки
Ширина реза
8 см
Размеры изделия
Масса
1,1 кг
Чертеж детали
Ниже вы можете увидеть чертежи запасных частей и документы из Gardena 9855 Набор ClassicCut + ручка/колеса
Декоративный бумажно слоистый пластик разных цветов для отделки фасадов
Декоративный бумажно-слоистый пластик высокого давления (HPL) — композитный листовой материал, состоящий из слоев бумаги, пропитанных термосвязующими смолами и спрессованный под давлением (ДБСП). Пластики бывают стандартными, для наклеивания на плоские поверхности и постформированные, которые под действием температуры приобретают свойства загиба (широко используются при производстве столешниц).
Листы ДБСП состоят из склеенных вместе под воздействием давления и температуры следующих слоев: — верхнего защитного оверлея; — декоративного слоя, цветной или печатной бумаги, пропитанной меламиновой смолой; — основного слоя из крафт-бумаги, образующего толщину пластика, пропитанного фенольными смолами.
Виды поверхностной отделки
Дерево
Мрамор
Мерцающие
Металлики
Школьные доски
Новые дизайны
Однотонные
ДБСП характеризуется высоким качеством, долговечностью и механической прочностью, обладают высокой стойкостью к истиранию, царапинам, ударам, образованию пятен, а также воздействию влаги и повышенных температур, имеет высокие санитарно-гигиенические показатели и обладает антистатистическими свойствами.
ДБСП — широко распространенный отделочный материал, применяемый как для внутренней, так и при наружной отделки жилых общественных помещений.
Благодаря своей универсальности, прочности и декоративным качествам пластик HPL широко используется для облицовывания мебели, производства мебельных фасадов, столешниц. Толстый пластик (компакт) используется для производства медицинской и лабораторной мебели, стеновых панелей, самонесущих перегородок, облицовки стен, в душевых комнатах, санузлах и т.д.
ТЕХНИЧЕСКАЯ СПЕЦИФИКАЦИЯ
Параметры
Единица измерения
Регламент по EN 438
ALFA ICA соответствие
Толщина
0,6 — 16 мм
(+,- 0,1 мм)
норма
Длина, ширина
2440 х 1220 мм
3050 х 1300 мм
(+,- 10 мм)
(+,- 10 мм)
норма
Плотность
гр/куб. см.
1,41
1,45
Стабильность размеров
% мах. длина
% мах. толщина
0,55 мах
1,05 мах
норма
норма
Износостойкость
циклы
350
400
Устойчивость к сухому нагреву 180 гр.
класс
4
больше 4
Кипячение в воде
Увеличение массы (%мах)
Увеличение толщины (% мах)
10
11,8
8
9
Сопротивление к пару
класс
4
больше 4
Сопротивление к прижиганию сигаретой
класс
3
больше 3
Пластик, используемый в производстве кухонной мебели, не выгорает от прямых солнечных лучей и идеально подходит для непростых рабочих условий кухонного помещения. Используя этот материал можно воплотить самые смелые стилевые решения, совмещать любые цвета и формы. У других материалов таких возможностей нет.
Технические характеристики пластиков:
Толщина
Размеры
Стандарт HPL —
0,6 – 20 мм
1220 х 2440 мм 1300 х 3050 мм
Постформинг HPL —
0,6 – 0,7 мм
1300 х 3050 мм
Пожаростойкий HPL —
по заказу
1220 х 2440 мм 1300 х 3050 мм
Спецификация стандарт HPL:
Параметр
Метод испытания Nema LD3 – 1995
Значение Alfa Ica
Стандарт HPL
Толщина
Допуск +/- 0,12 мм
+/-0,04
Внешний вид
3,1
Соответствует
Устойчивость к освещению
3,1
Незначительные изменения
Очищаемость пятен
3,4
Хорошая
Сопротивление к кипятку
3,5
Выдерживает
Стойкость к высокой температуре
3,6
Выдерживает
Ударная прочность (1 мм)
3,9
760 мм
Стабильность размеров
3,12
1,3%
Сопротивление к поверхностному износу
3,13
400 оборотов
Постформинг HPL
Радиус загибов
0,7 мм 0,8 мм
До 7 мм радиус До 8 мм радиус
Температура формования
На поверхности пластика
150 – 160 С
Пластик бумажнослоистый декоративный состоит из нескольких слоев, каждый из которых обработан и особым образом защищен. В результате вы получаете твердую, прочную поверхность, устойчивую перед агрессивными факторами, ударами, перепадами влажности и жары/холода. Он может быть рулонным и листовым; этот материал также классифицируется на пластики низкого и высокого давления. Плюс к тому, его делают с одной или обеими декоративными поверхностями.
Мебельный пластик.
Очень много видов такого материала, как пластик компакт, сегодня используется для изготовления современной мебели, пластиковых панелей. Изготовители высоко ценят мебельный пластик листовой, это экологичный новейший отделочный материал, стойкий перед ударами и трением, горячей моющей «химией», жирами, слабой щелочной и кислотной средой. Его все чаще берут для оформления интерьеров и для производства мебели. Сегодня мебельные фасады из пластика самых разных видов комбинируются в настоящие произведения искусства, этот материал дает огромное поле для работы дизайнерам.
Кухонный пластик для мебели.
Яркий и красивый пластик для кухонной мебели не выгорает от прямых солнечных лучей. Это как раз тот материал, который идеально подходит для непростых рабочих условий кухонного помещения. К тому же, используя кухонный пластик для мебели, дизайнеры могут воплощать самые смелые стилевые решения, совмещать любые цвета и формы. Пока другие материалы таких возможностей не дают. Поверхность, сделанная из защищенного мебельного пластика для кухни, не боится царапин и падений тяжелых предметов, горячих приборов и агрессивных веществ.
Лабораторный пластик.
Что делать, если нужно обустроить помещение, в котором будут сохраняться и использоваться особо агрессивные химические соединения? Для этого нужно купить лабораторный пластик для мебели. Это ламинаты, отвечающие специальным стандартам производства.
Лабораторный мебельный пластик обладает особой физикой поверхности, более стойкой перед износом и царапинами. Все параметры водостойкости и водопоглощения будут соблюдены; пластик для лабораторной мебели не боится пара, «химии» и высоких температурных воздействий, растворителей и огня. Это антистатический материал, он прекрасно подойдет для лабораторий, парикмахерских, промышленных кухонь.
Мебельная фурнитура из пластика — сферы использования и технология изготовления
Правильно подобранная фурнитура позволяет сделать мебель более практичной и удобной в использовании. Традиционно для ее производства применяются металл и дерево, но некоторые элементы часто изготавливаются из пластика. Данный материал обычно используется в том случае, когда деталь несет не эстетическую, а исключительно функциональную нагрузку.
Преимущества пластика
Малый вес.
Внешняя привлекательность.
Большой выбор форм и расцветок.
Невысокая стоимость.
Устойчивость к влаге и температурным перепадам.
Неприхотливость в уходе.
Качественный пластик должен соответствовать определенным гигиеническим и санитарным требованиям. При соблюдении всех условий в процессе изготовления получаемый на выходе материал нисколько не уступает металлу и дереву по своим эксплуатационным характеристикам и функциональности. Кроме того, металлические изделия подвержены коррозии, а деревянные — гниению. Пластиковые элементы лишены этих недостатков, что во многих случаях делает их наиболее предпочтительным вариантом.
Процесс производства
Производство мебельной фурнитуры из пластика осуществляется по довольно простой технологии, не требующей применения сложного оборудования. Детали изготавливаются при помощи метода литья под высоким давлением. За одну формовку обычно выпускается сразу целая партия, при этом получаемые изделия практически не нуждаются в дальнейшей обработке.
Для производства пластиковой мебельной фурнитуры используются специальные конструкционные термопласты, или составы, изготовленные на их основе. Наиболее часто применяются следующие виды материалов:
Алифатические полиамиды.
Полибутилентерефталат.
Полиэтилентерефталат.
Поликарбонат.
Кроме того, многие производители изготавливают фурнитуру из АБС-пластика и различных термостойких термопластов, таких как:
Полиалканимид.
Полифениленсульфид.
Полисульфон.
Сферы использования
Как правило, пластиковая мебельная фурнитура является вспомогательной и применяется в качестве защитных или лицевых элементов. Из пластика традиционно изготавливают накладные детали, дверные ручки, заглушки для полых конструкций, подлокотники, решетки для дисков, уголки, колпачки на болты или наконечники. Однако, в некоторых случаях изделия из данного материала могут нести и функциональную нагрузку. Наглядным примером служат опоры, подпятники, полкодержатели, ролики, фиксаторы арматуры, шайбы под шурупы и крепления ламелей для кроватей или диванов.
К числу наиболее распространенных видов пластиковой фурнитуры относятся мебельные ручки. Эта категория включает в себя самые различные по форме и дизайну изделия. Они могут декорироваться вставками из натуральной кожи, металла или стекла. Кроме того, ручки из пластика способны имитировать текстуру природного камня, древесины или слоновой кости, благодаря чему отлично подходят для мебели из любых материалов.
В конструкции кухонных шкафов часто используются пластиковые цокольные опоры, служащие в качестве основания для нижних тумб. Они могут иметь различную высоту и предусматривают возможность регулировки данного параметра, поэтому гарнитур устанавливается строго по уровню даже в случае наличия неровностей пола. Для изготовления таких элементов обычно применяется гибкий пластик.
Пластиковые изделия превосходно сочетается с металлическими деталями. В качестве примера можно привести регулируемые навесы для кухонных шкафов. Механизм подобных приспособлений изготавливается из оцинкованной стали, а корпус — из пластмассы.
В настоящее время фирмы постоянно обновляют каталоги пластиковой мебельной фурнитуры, стремясь предложить пользователям наиболее современную и функциональную продукцию. От правильности выбора изделий из пластика, а также их качества, во многом зависит надежность и долговечность предметов мебели.
Гибкий пластик | Мебель и сидения
Рик Тобар, руководитель глобального сегмента мебели компании DuPont Performance Polymers
Гибкий пластик для гибкого подхода к работе
Разработан новозеландской компанией Formway Design, The Generation by Knoll ® рабочий стул предлагает новый уровень комфорта и свободы движений, поддерживая различные позы и стили работы, типичные для современного динамичного рабочего места. Кресло Generation выводит идею эластичного дизайна, когда продукт перестраивается в ответ на действия пользователя, на новый уровень.
Благодаря присущим высокоэффективным термопластам DuPont гибким свойствам, Generation буквально изгибается, когда вы меняете положение, реагируя на ваши движения.
Участие компании DuPont в проекте кресла Generation by Knoll ® с самого начала имело основополагающее значение для ее отмеченного наградами дизайна. DuPont внесла ключевой вклад в Formway Design и Knoll, что позволило им представить использование своих материалов способом, невиданным ранее в мебельной промышленности. В конструкции кресла используется гибкий пластик от DuPont Performance Polymers для важных функциональных и структурных компонентов кресла.
Гибкость и долговечность материала
Ключом к гибким и поддерживающим свойствам кресла является использование высокоэффективных термопластов DuPont ™ Hytrel ® TPC-ET и DuPont ™ 90 012 Crastin ® PBTдля основных компонентов его дизайна, Flex Back и динамического управления подвеской.
Бескаркасная конструкция Flex Back изгибается при движении, а сетка Flex Back Net обхватывает вашу спину, а уникальная конструкция в виде восьмерки обеспечивает многомерное движение. «Сетка Flex Back слита со структурой в виде восьмерки, однако определение одного компонента как кожи, а другого как каркаса может ввести в заблуждение, поскольку они неразрывно переплетены», — объясняет Бенджамин Пардо, директор по дизайну Knoll.
Кресла с обтекаемой и инновационной системой управления Dynamic Suspension, в которой также используются Hytrel ® и Crastin ® , представляют собой простое немеханическое управление, обеспечивающее плавный ход с компенсацией веса. Без сложных металлических звеньев или пружин в управлении используется одна треть количества деталей традиционного механизма кресла. Неотъемлемые свойства материалов — гибкость и долговечность — обеспечивают ряд энергичных движений в разных направлениях.
«Материалы позволяют сетке Flex Back Net и динамической подвеске контролировать свою эластичность и долговечность, поэтому они, по сути, обеспечивают форму и функциональность одновременно», — описывает Пардо. Благодаря материалам, обеспечивающим как движение, так и структуру, для изготовления стула требуется меньше деталей и меньше энергии. В результате, при весе 37 фунтов, Generation легче, чем большинство высокопроизводительных рабочих кресел.
В целом, проект кресла Generation by Knoll ® представляет собой яркий пример того, что мы в DuPont называем инклюзивными инновациями, и это очень успешная история дизайна, которая еще не завершена.
Generation by Knoll ® является зарегистрированным товарным знаком Knoll, Inc.
Чехлы для мебели и хранения из прозрачного пластика | Гибкая упаковка
Перейти к содержимому
Чехлы для мебели и хранения из прозрачного пластика
Чехлы для мебели и хранения из прозрачного пластика очень большие и предназначены для поддержания чистоты мебели и оборудования во время транспортировки или хранения. Они доступны во многих размерах для покрытия стульев и диванов шириной от 24 до 130 дюймов. Пакеты перфорированы на рулонах для быстрого и легкого отрыва. Толщина обычно составляет 0,001 (1 мил).
Полный ассортимент чехлов для стульев и диванов приведен в таблице ниже. Если вы не видите то, что ищете, позвоните по телефону 1-800-353-9125, будем рады помочь! Также доступна индивидуальная печать.
Риз Тоупауэр | 7024500 | Буксирная проушина, установленная на прицепе, подходит для 2-дюймового ресивера, 10 000 фунтов. Емкость, черный
Марка:
Риз Таупауэр
Номер детали:
7024500
Гарантия:
Ограниченная гарантия 1 год
Код UPC:
042899702450
Размеры:
5″ x 11,2″ x 2″ (транспортировочная)
Отделка:
Черное порошковое покрытие
Вес:
9,78 фунта
Диаметр штифта:
0,625 дюйма
Емкость:
10 000 фунтов.
Размер приемника:
2 дюйма
Диаметр отверстия:
2,5 дюйма
Длина хвостовика:
7,375 дюйма
Класс нагрузки:
IV
Диаметр шара:
Н/Д
Размер отверстия шара:
Н/Д
Выпадение:
Н/Д
Рост:
Н/Д
Вместимость подъема:
Н/Д
Вес подъемного языка:
Н/Д
Вес языка:
Н/Д
Регулируемый:
№
Закалка:
№
Материал:
Сталь
При совместном использовании следующие части составляют продукт (комплект) вверху страницы. Их можно приобрести вместе в составе комплекта или отдельными компонентами для замены или ремонта; тем не менее, ВСЕ из следующего ДОЛЖНО использоваться для того, чтобы вышеуказанный продукт работал так, как рекламируется.
Инструмент
Необходимые размеры
Этот продукт не предназначен для конкретных автомобилей.
В настоящее время нет часто задаваемых вопросов о буксировочной проушине, устанавливаемой на прицепное устройство, подходит для 2-дюймового ресивера, 10 000 фунтов. Емкость, черный. Если вы хотите задать свой вопрос, пожалуйста, используйте нашу контактную страницу.
Проушина иглы сцепки | Проводка прицепа
Рекомендуемый продукт
Люнет глаз, 3 дюйма. внутренний диаметр и 6-1/4 дюйма. ОД
Посмотреть полную информацию о продукте
33,29 $
Люнет глаз, 3 дюйма. внутренний диаметр и 6-1/4 дюйма. ОД
Посмотреть полную информацию о продукте
Магазин Pintle Hitch Eye
Кованый люнет, 3 дюйма. ID, 5 дюймов. ОД
Посмотреть полную информацию о продукте
16,80 $
Кованый люнет, 3 дюйма. ID, 5 дюймов. ОД
Посмотреть полную информацию о продукте
Кольцо Lunette Ring Lock, Полная грузоподъемность Неприменимо, Внутренний диаметр кольца Неприменимо, Наружный диаметр кольца Неприменимо, Монтажный кронштейн в комплекте Неприменимо, Количество монтажных отверстий Неприменимо, Расстояние между монтажными отверстиями Неприменимо, Диаметр монтажного отверстия Неприменимо, Материал Пластик, Характеристики Требуется отдельный навесной замок. , Свойства сопротивления Устойчивость к ржавчине, Отделка цинком, Для использования с люнетным кольцом от 2 1/2 дюйма до 3 дюймов, Общая длина 4 1/4 дюйма
Посмотреть полную информацию о продукте
53,87 $
Скидка 16%
44,89 $
Кольцо Lunette Ring Lock, Полная грузоподъемность Неприменимо, Внутренний диаметр кольца Неприменимо, Наружный диаметр кольца Неприменимо, Монтажный кронштейн в комплекте Неприменимо, Количество монтажных отверстий Неприменимо, Расстояние между монтажными отверстиями Неприменимо, Диаметр монтажного отверстия Неприменимо, Материал Пластик, Характеристики Требуется отдельный навесной замок., Свойства сопротивления Устойчивость к ржавчине, Отделка цинком, Для использования с люнетным кольцом от 2 1/2 дюйма до 3 дюймов, Общая длина 4 1/4 дюйма
Посмотреть полную информацию о продукте
Канальный люнет Lunette Eye, 24000 фунтов, 3 дюйма. Я нарисовал
Посмотреть полную информацию о продукте
59,39 $
Скидка 5%
55,89 $
Канальный люнет Lunette Eye, 24000 фунтов, 3 дюйма. Я нарисовал
Посмотреть полную информацию о продукте
Канал для глаз Lunette (внутренний диаметр 3-1/2 дюйма, высота 7-1/2 дюйма)
Посмотреть полную информацию о продукте
25,29 $
Канал для глаз Lunette (внутренний диаметр 3-1/2 дюйма, высота 7-1/2 дюйма)
Посмотреть полную информацию о продукте
Проушина Lunette в стиле крепления, 35000 фунтов, 2-1/2 дюйма. ИДЕНТИФИКАТОР.
Посмотреть полную информацию о продукте
116,79 $
Проушина Lunette в стиле крепления, 35000 фунтов, 2-1/2 дюйма. ИДЕНТИФИКАТОР.
Посмотреть полную информацию о продукте
Проушина Lunette в стиле крепления, 60 000 фунтов, 3 дюйма. ИДЕНТИФИКАТОР.
Посмотреть полную информацию о продукте
132,10 $
Проушина Lunette в стиле крепления, 60 000 фунтов, 3 дюйма. ИДЕНТИФИКАТОР.
 п. Выездное
п. Выездное Автомобилистов, 45
Автомобилистов, 45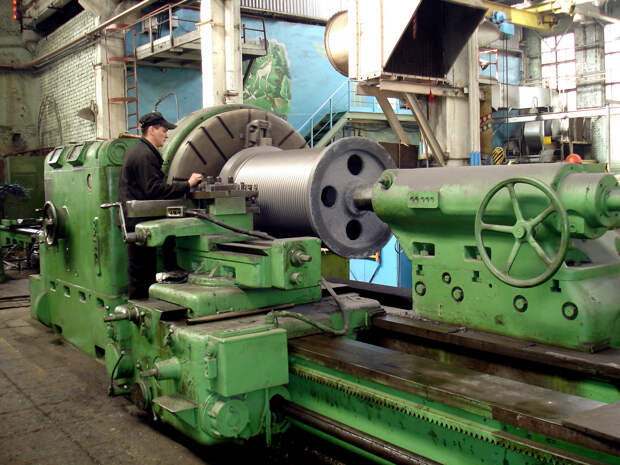 Нелидово, ул. Машиностроителей, дом 13
Нелидово, ул. Машиностроителей, дом 13 Димитрова, д. 18, оф. 14
Димитрова, д. 18, оф. 14 02
02 02 усилие 400 тонн
02 усилие 400 тонн 3х3150 мм
3х3150 мм Если вы хотите начать бизнес по производству гидравлических прессов или связанного с ним производства в России, то мы рекомендуем вам прочитать этот список для получения дополнительной информации.
Если вы хотите начать бизнес по производству гидравлических прессов или связанного с ним производства в России, то мы рекомендуем вам прочитать этот список для получения дополнительной информации.


 У нас есть широкий ассортимент гидравлического домкрата , гидравлического домкрата двойного действия, домкрата с центральным отверстием, домкрата с малой высотой, домкрата с резьбовым цилиндром с предохранительной стопорной гайкой, гидравлического цилиндра, гидравлического блока питания, гидравлического пресса и гидравлического ручного насоса в России. Мы работаем не покладая рук, чтобы поставлять нашим клиентам продукцию высочайшего качества. Мы сочетаем инновации и креативность для производства высокопроизводительного гидравлического силового пресса в Бишнупуре, Нагауре, Шринагаре. Наши передовые знания и преданная команда обслуживания делают все возможное, чтобы выделиться из толпы. Универсальность, точность и способность повышать производительность делают наши 9Пресс гидравлический силовой 0035 лучший выбор в России.
У нас есть широкий ассортимент гидравлического домкрата , гидравлического домкрата двойного действия, домкрата с центральным отверстием, домкрата с малой высотой, домкрата с резьбовым цилиндром с предохранительной стопорной гайкой, гидравлического цилиндра, гидравлического блока питания, гидравлического пресса и гидравлического ручного насоса в России. Мы работаем не покладая рук, чтобы поставлять нашим клиентам продукцию высочайшего качества. Мы сочетаем инновации и креативность для производства высокопроизводительного гидравлического силового пресса в Бишнупуре, Нагауре, Шринагаре. Наши передовые знания и преданная команда обслуживания делают все возможное, чтобы выделиться из толпы. Универсальность, точность и способность повышать производительность делают наши 9Пресс гидравлический силовой 0035 лучший выбор в России. 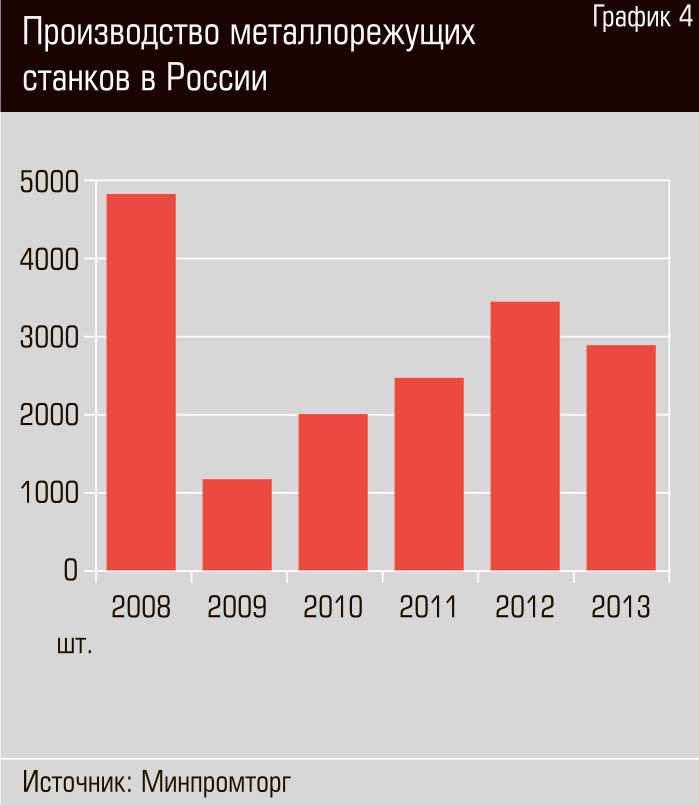 Гидравлический силовой пресс Наша сильная команда работает изо всех сил, чтобы обеспечить лучшее качество в России. Наши профессионалы контролируют каждую деталь во время производства, поэтому вероятность ошибки исключена. Наш гидравлический силовой пресс доступен в различных размерах и формах, которые могут удовлетворить потребности вашей отрасли. У нас большой выбор Гидравлические ручные насосы, гидравлические цилиндры, домкраты малой высоты, промышленный гидравлический пресс, гидравлический домкрат с дистанционным управлением, домкрат с центральным отверстием, гидравлический подъемный цилиндр и гидравлический прессовый цилиндр в России. Мы также настраиваем гидравлический силовой пресс в соответствии с требованиями заказчика. Наше стремление обслуживать только лучшие гидравлические прессы в Кадапе, Балод, Афганистан, делает нас надежным производителем гидравлических прессов в России в этом беспощадном конкурентном мире.
Гидравлический силовой пресс Наша сильная команда работает изо всех сил, чтобы обеспечить лучшее качество в России. Наши профессионалы контролируют каждую деталь во время производства, поэтому вероятность ошибки исключена. Наш гидравлический силовой пресс доступен в различных размерах и формах, которые могут удовлетворить потребности вашей отрасли. У нас большой выбор Гидравлические ручные насосы, гидравлические цилиндры, домкраты малой высоты, промышленный гидравлический пресс, гидравлический домкрат с дистанционным управлением, домкрат с центральным отверстием, гидравлический подъемный цилиндр и гидравлический прессовый цилиндр в России. Мы также настраиваем гидравлический силовой пресс в соответствии с требованиями заказчика. Наше стремление обслуживать только лучшие гидравлические прессы в Кадапе, Балод, Афганистан, делает нас надежным производителем гидравлических прессов в России в этом беспощадном конкурентном мире. Каждый продукт проходит различные тесты для обеспечения международных стандартов качества и точности.
Каждый продукт проходит различные тесты для обеспечения международных стандартов качества и точности. Поэтому, не задумываясь, просматривайте наш веб-сайт, чтобы оформить заказ. Оставьте заявку через форму запроса на сайте или позвоните по указанному номеру прямо сейчас. Мы рады помочь вам всеми возможными способами.
Поэтому, не задумываясь, просматривайте наш веб-сайт, чтобы оформить заказ. Оставьте заявку через форму запроса на сайте или позвоните по указанному номеру прямо сейчас. Мы рады помочь вам всеми возможными способами. Вот некоторые из основных характеристик:
Вот некоторые из основных характеристик:
 pdf, 2,169 Kb) [Скачать]
pdf, 2,169 Kb) [Скачать]

 Режим опроса вычислителя устанавливается на сервере, при необходимости может быть изменен моментально с помощью смс команды (в отличие от аналогов где режим опроса можно изменить только при запланированном сеансе связи).
Режим опроса вычислителя устанавливается на сервере, при необходимости может быть изменен моментально с помощью смс команды (в отличие от аналогов где режим опроса можно изменить только при запланированном сеансе связи). It is free, open-source software using the permissive MIT License. Web analysis indicates that it is the most widely deployed JavaScript library by a large margin.»> jQuery — это кроссплатформенная библиотека JavaScript, предназначенная для упрощения написания скриптов на стороне клиента…
It is free, open-source software using the permissive MIT License. Web analysis indicates that it is the most widely deployed JavaScript library by a large margin.»> jQuery — это кроссплатформенная библиотека JavaScript, предназначенная для упрощения написания скриптов на стороне клиента… NET и…
NET и… It contains HTML and CSS-based design templates for typography, forms, buttons, navigation and other interface components, as well as optional JavaScript extensions.»> Bootstrap — это бесплатная интерфейсная среда с открытым исходным кодом для разработки веб-сайтов и веб-приложений…
It contains HTML and CSS-based design templates for typography, forms, buttons, navigation and other interface components, as well as optional JavaScript extensions.»> Bootstrap — это бесплатная интерфейсная среда с открытым исходным кодом для разработки веб-сайтов и веб-приложений… «> Язык гипертекстовой разметки (HTML) — это стандартный язык разметки для документов, предназначенных для…
«> Язык гипертекстовой разметки (HTML) — это стандартный язык разметки для документов, предназначенных для… ru
ru NET
NET ..
.. дюйм
дюйм


 ,
, вопросам
вопросам Также имеется возможность смены типа аккаунта с доплатой.
Также имеется возможность смены типа аккаунта с доплатой.


 А что такое ЧПУ я узнал, когда нашел сайт Laufer CNC, я понял это мое…
А что такое ЧПУ я узнал, когда нашел сайт Laufer CNC, я понял это мое… ..
.. 2022 г.
2022 г.

 Как решить? Ниже приведен чертеж с полной программой ЧПУ, но часть программы…
Как решить? Ниже приведен чертеж с полной программой ЧПУ, но часть программы… Эта викторина по программированию с ЧПУ проверяет, как много вы знаете о G-кодах и их функциях. Примечание: это…
Эта викторина по программированию с ЧПУ проверяет, как много вы знаете о G-кодах и их функциях. Примечание: это…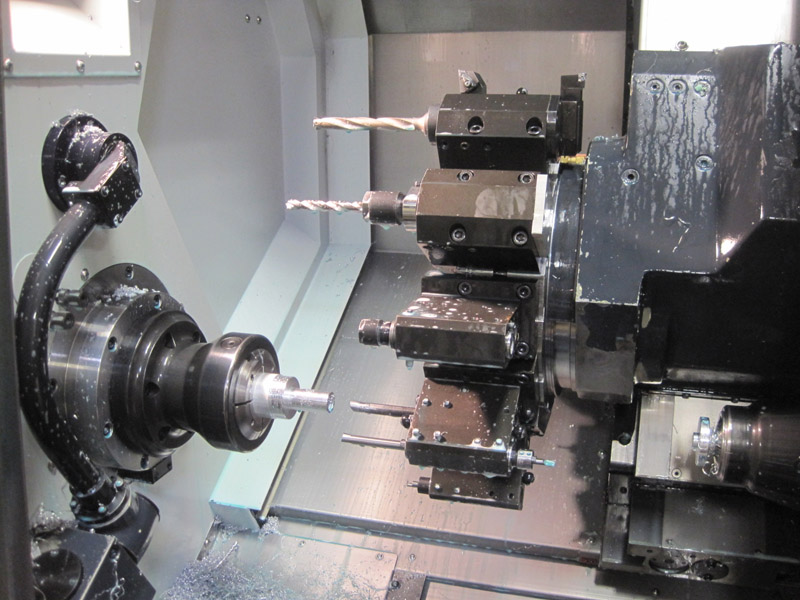 2 M4 M8 M200; N50 G0 X44 Z2; N60 G1 Z0; N70 X40 Z-2 F.15; N80…
2 M4 M8 M200; N50 G0 X44 Z2; N60 G1 Z0; N70 X40 Z-2 F.15; N80… При блокировке станка оси остаются неподвижными на своих позициях, но…
При блокировке станка оси остаются неподвижными на своих позициях, но… Цикл Sinumerik POCKET1 представляет собой комбинированный цикл черновой/чистовой обработки. Программирование…
Цикл Sinumerik POCKET1 представляет собой комбинированный цикл черновой/чистовой обработки. Программирование… ..»
..» Эта программа ЧПУ состоит из нескольких дуг (радиусов), соединенных вместе. Хорошее упражнение для программистов / машинистов с ЧПУ, чтобы проверить свои навыки программирования с ЧПУ….
Эта программа ЧПУ состоит из нескольких дуг (радиусов), соединенных вместе. Хорошее упражнение для программистов / машинистов с ЧПУ, чтобы проверить свои навыки программирования с ЧПУ…. В этом упражнении по программированию ЧПУ показано, как создать программу для компонентов, которые имеют несколько дуг, поэтому программист ЧПУ должен…
В этом упражнении по программированию ЧПУ показано, как создать программу для компонентов, которые имеют несколько дуг, поэтому программист ЧПУ должен… Программист / машинист станков с ЧПУ Evert должен иметь дело с кодами G & M. Этот тест проверяет ваши знания M…
Программист / машинист станков с ЧПУ Evert должен иметь дело с кодами G & M. Этот тест проверяет ваши знания M… 282 Z-60 R40;…
282 Z-60 R40;… Цикл радиального сверления Fanuc G87 работает на станках FANUC SERIES 21i/18i/16i– TA и…
Цикл радиального сверления Fanuc G87 работает на станках FANUC SERIES 21i/18i/16i– TA и…

 Строение у них идентично, единственное отличие – в количестве букв «н»:
Строение у них идентично, единственное отличие – в количестве букв «н»:

 Для Half-Life это лом. Для The Legend of Zelda это, безусловно, Master Sword.
Для Half-Life это лом. Для The Legend of Zelda это, безусловно, Master Sword.
 Эти крошечные буклеты обучали игроков управлению игрой и иногда рассказывали предысторию. В Ссылка на прошлое В руководстве по игре игроки могут найти целый раздел, посвященный происхождению Ганона и Главного меча. Согласно этому разделу, жители Хайрула выковали Главный Меч после того, как Ганон приобрел Трифорс. Вместо того, чтобы запечатывать злых существ, меч был разработан, чтобы прорезать магию, особенно магию, дарованную Трифорсом. Однако это всего лишь англоязычная версия руководства. Оригинальная японская версия рассказывает похожую историю, но с одним существенным отличием: боги сказали хайлийцам выковать Главный Меч на тот случай, если кто-то вроде Ганона получит в свои руки Трифорс. Оружие создавалось не от безысходности, а в качестве превентивной меры.
Эти крошечные буклеты обучали игроков управлению игрой и иногда рассказывали предысторию. В Ссылка на прошлое В руководстве по игре игроки могут найти целый раздел, посвященный происхождению Ганона и Главного меча. Согласно этому разделу, жители Хайрула выковали Главный Меч после того, как Ганон приобрел Трифорс. Вместо того, чтобы запечатывать злых существ, меч был разработан, чтобы прорезать магию, особенно магию, дарованную Трифорсом. Однако это всего лишь англоязычная версия руководства. Оригинальная японская версия рассказывает похожую историю, но с одним существенным отличием: боги сказали хайлийцам выковать Главный Меч на тот случай, если кто-то вроде Ганона получит в свои руки Трифорс. Оружие создавалось не от безысходности, а в качестве превентивной меры. И, по ее словам, меч создали древние мудрецы, а не жители Хайрула. По общему признанию, эти мудрецы сыграли решающую роль в истории меча в Связь с прошлым , поскольку они пытались найти кого-то, кто был бы достоин владеть клинком. Однако, согласно буклету этой игры, они не принимали участия в ковке Главного Меча.
И, по ее словам, меч создали древние мудрецы, а не жители Хайрула. По общему признанию, эти мудрецы сыграли решающую роль в истории меча в Связь с прошлым , поскольку они пытались найти кого-то, кто был бы достоин владеть клинком. Однако, согласно буклету этой игры, они не принимали участия в ковке Главного Меча. также приквел к Окарина времени . В настоящее время The Legend of Zelda: Skyward Sword является первой хронологической записью в серии, и поэтому она дает игрокам место в первом ряду для создания Master Sword.
также приквел к Окарина времени . В настоящее время The Legend of Zelda: Skyward Sword является первой хронологической записью в серии, и поэтому она дает игрокам место в первом ряду для создания Master Sword. Это происхождение кажется ужасно знакомым с историей, связанной с Master Sword в более ранних названиях Zelda ; просто замените «Меч богини» на «Мастер-меч» и «Смерть» на «Ганон». Это задумано, так как Skyward Sword не только объясняет, как появился Главный Меч, но также и происхождение Ганона и его альтер-эго Герудо, Ганондорфа. Вроде, как бы, что-то вроде. В конце Skyward Sword , Демис проклинает потомков Линка и Зельды, чтобы за ними навсегда последовало «воплощение [его] ненависти». Под этим «воплощением» подразумевается Ганондорф/Ганон, поэтому вполне логично, что преемник оружия, использованного для победы над Демисом, также будет использован для победы над преемником Демиса.
Это происхождение кажется ужасно знакомым с историей, связанной с Master Sword в более ранних названиях Zelda ; просто замените «Меч богини» на «Мастер-меч» и «Смерть» на «Ганон». Это задумано, так как Skyward Sword не только объясняет, как появился Главный Меч, но также и происхождение Ганона и его альтер-эго Герудо, Ганондорфа. Вроде, как бы, что-то вроде. В конце Skyward Sword , Демис проклинает потомков Линка и Зельды, чтобы за ними навсегда последовало «воплощение [его] ненависти». Под этим «воплощением» подразумевается Ганондорф/Ганон, поэтому вполне логично, что преемник оружия, использованного для победы над Демисом, также будет использован для победы над преемником Демиса. Хотя можно возразить, что любое обоснование этих изменений также объясняет, почему время от времени меняется происхождение Главного меча, The Legend of Zelda: Skyward Sword потенциально дает превосходное внутриигровое объяснение, которое не пересматривает предыдущие истории.
Хотя можно возразить, что любое обоснование этих изменений также объясняет, почему время от времени меняется происхождение Главного меча, The Legend of Zelda: Skyward Sword потенциально дает превосходное внутриигровое объяснение, которое не пересматривает предыдущие истории.
 Представьте себе, какой ущерб потенциально тысячи лет ошибок компаундирования могут нанести историям, связанным с появлением оружия.
Представьте себе, какой ущерб потенциально тысячи лет ошибок компаундирования могут нанести историям, связанным с появлением оружия.
 shopify.com\/s\/files\/1\/0278\/4310\/0810\/products\/FIF-MB-Backpack-FRONT-mockup-Front-Default-White .png?v=1602012249″,»variant_ids»:[36545211629734]},»available»:true,»name»:»HISTORY Forged in Fire Series Master Bladesmith Premium Backpack — Black»,»public_title»:»Черный»,»options»:[«Черный «],»цена»:5995,»вес»:1814,»сравнить_по_цене»:null,»inventory_management»:null,»штрихкод»:null,»featured_media»:{«alt»:null,»id»:12335690973350, «position»:1,»preview_image»:{«aspect_ratio»:1.0,»высота»:1000,»ширина»:1000,»src»:»https:\/\/cdn.shopify.com\/s\/ файлы\/1\/0278\/4310\/0810\/продукты\/FIF-MB-Backpack-FRONT-mockup-Front-Default-White.png?v=1602012249″}},»requires_selling_plan»:false,»selling_plan_allocations»:[],»quantity_rule»:{«min»:1,»max»:null,»increment»:1}}]
shopify.com\/s\/files\/1\/0278\/4310\/0810\/products\/FIF-MB-Backpack-FRONT-mockup-Front-Default-White .png?v=1602012249″,»variant_ids»:[36545211629734]},»available»:true,»name»:»HISTORY Forged in Fire Series Master Bladesmith Premium Backpack — Black»,»public_title»:»Черный»,»options»:[«Черный «],»цена»:5995,»вес»:1814,»сравнить_по_цене»:null,»inventory_management»:null,»штрихкод»:null,»featured_media»:{«alt»:null,»id»:12335690973350, «position»:1,»preview_image»:{«aspect_ratio»:1.0,»высота»:1000,»ширина»:1000,»src»:»https:\/\/cdn.shopify.com\/s\/ файлы\/1\/0278\/4310\/0810\/продукты\/FIF-MB-Backpack-FRONT-mockup-Front-Default-White.png?v=1602012249″}},»requires_selling_plan»:false,»selling_plan_allocations»:[],»quantity_rule»:{«min»:1,»max»:null,»increment»:1}}]
 Большинство производимого нами оборудования может легко управляться двумя операторами. С нами у вас всегда есть возможность нарастить уже имеющееся оборудования добавив к нему дополнительные станки. Все станки Mychrome могут быть объединены в производственную линию. Свяжитесь с нами, и мы будем рады предложить лучшее решение для вашей компании!
Большинство производимого нами оборудования может легко управляться двумя операторами. С нами у вас всегда есть возможность нарастить уже имеющееся оборудования добавив к нему дополнительные станки. Все станки Mychrome могут быть объединены в производственную линию. Свяжитесь с нами, и мы будем рады предложить лучшее решение для вашей компании!
 По стандартной технологии поддоны сбиваются из сырой доски и сушатся уже в собранном виде. Во время сушки поддона на одной из стадий включается особый режим, при котором происходит термическое антисептирование. Провести качественную сушку в строгом соответствии с международным стандартом по фитосанитарным требованиям ISPM 15 FAO и FITOK позволяют итальянские сушильные камеры Termolegno, которые ТМ МЕГАРЕС поставляет комплексно к линиям.
По стандартной технологии поддоны сбиваются из сырой доски и сушатся уже в собранном виде. Во время сушки поддона на одной из стадий включается особый режим, при котором происходит термическое антисептирование. Провести качественную сушку в строгом соответствии с международным стандартом по фитосанитарным требованиям ISPM 15 FAO и FITOK позволяют итальянские сушильные камеры Termolegno, которые ТМ МЕГАРЕС поставляет комплексно к линиям.

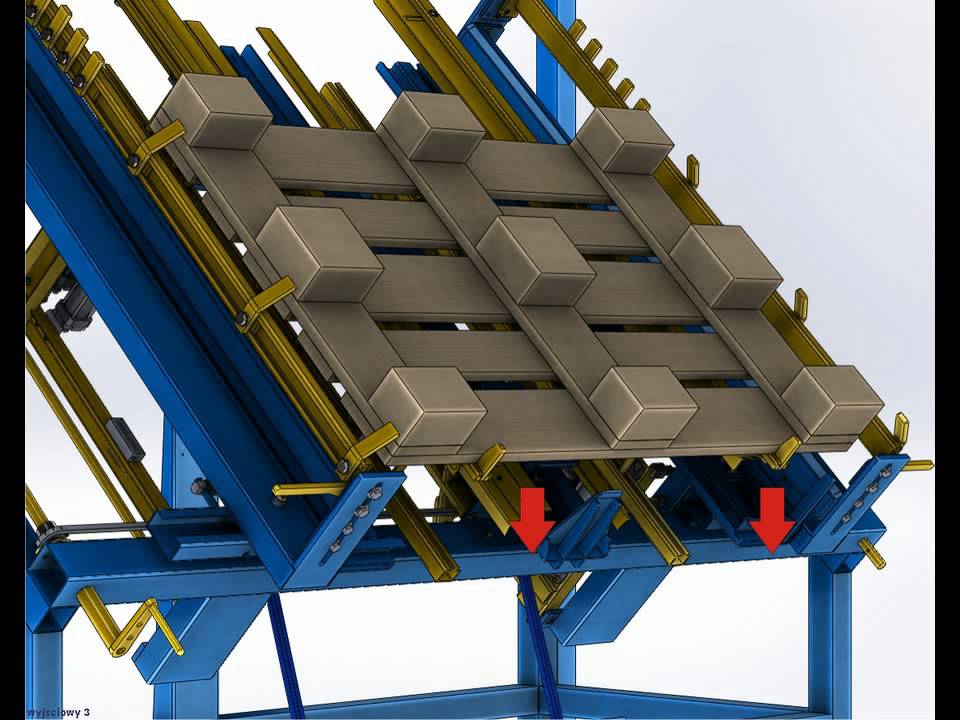 Этот станок был разработан с учетом больших весов пакетов пиломатериалов, который необходимо разрезать и перемещать;
Этот станок был разработан с учетом больших весов пакетов пиломатериалов, который необходимо разрезать и перемещать; Ferreira & Jesus, представляет собой производственную систему, разделенную на несколько модулей, что позволяет на практике адаптировать ее к бизнес-модели нашего клиента. Наши модули полностью настраиваемые, они производятся опытной технической командой с использованием лучших материалов и технологических достижений в области проектирования и разработки оборудования для деревообрабатывающей промышленности.
Ferreira & Jesus, представляет собой производственную систему, разделенную на несколько модулей, что позволяет на практике адаптировать ее к бизнес-модели нашего клиента. Наши модули полностью настраиваемые, они производятся опытной технической командой с использованием лучших материалов и технологических достижений в области проектирования и разработки оборудования для деревообрабатывающей промышленности. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой 
 Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой.
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой.
 Поддоны представляют собой горизонтальное платформенное оборудование, используемое для погрузки, обработки и транспортировки товаров. Обычно изготавливается из дерева и ДВП. Легкий, удобный для загрузки и разгрузки, экологически чистый и энергосберегающий. Сегодня я покажу вам, как делать американские поддоны. И машины, необходимые для обработки линии по производству деревянных поддонов.
Поддоны представляют собой горизонтальное платформенное оборудование, используемое для погрузки, обработки и транспортировки товаров. Обычно изготавливается из дерева и ДВП. Легкий, удобный для загрузки и разгрузки, экологически чистый и энергосберегающий. Сегодня я покажу вам, как делать американские поддоны. И машины, необходимые для обработки линии по производству деревянных поддонов. Древесина, используемая для обработки деревянных поддонов, должна быть высокого качества. Только качественная древесина может сыграть лучшую роль. В нормальных условиях массивная древесина выбирается для обеспечения общей прочности и структурной стабильности при обработке.
Древесина, используемая для обработки деревянных поддонов, должна быть высокого качества. Только качественная древесина может сыграть лучшую роль. В нормальных условиях массивная древесина выбирается для обеспечения общей прочности и структурной стабильности при обработке. Фактически, разные материалы представляют собой разные характеристики и функции деревянных поддонов. Общая пищевая промышленность предъявляет строгие требования к выбору поддонов, и он должен быть обработан высококачественными деревянными досками.
Фактически, разные материалы представляют собой разные характеристики и функции деревянных поддонов. Общая пищевая промышленность предъявляет строгие требования к выбору поддонов, и он должен быть обработан высококачественными деревянными досками. youtube.com/embed/JhJyuUfhXfo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/JhJyuUfhXfo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Американская машина для забивания поддонов оснащена токарной, угловой, горячей штамповкой, захватом и укладкой на поддоны. Он имеет высокую степень автоматизации и стабильный и компактный процесс. Это может быть универсальное производство гвоздей и укладки на поддоны.
Американская машина для забивания поддонов оснащена токарной, угловой, горячей штамповкой, захватом и укладкой на поддоны. Он имеет высокую степень автоматизации и стабильный и компактный процесс. Это может быть универсальное производство гвоздей и укладки на поддоны.


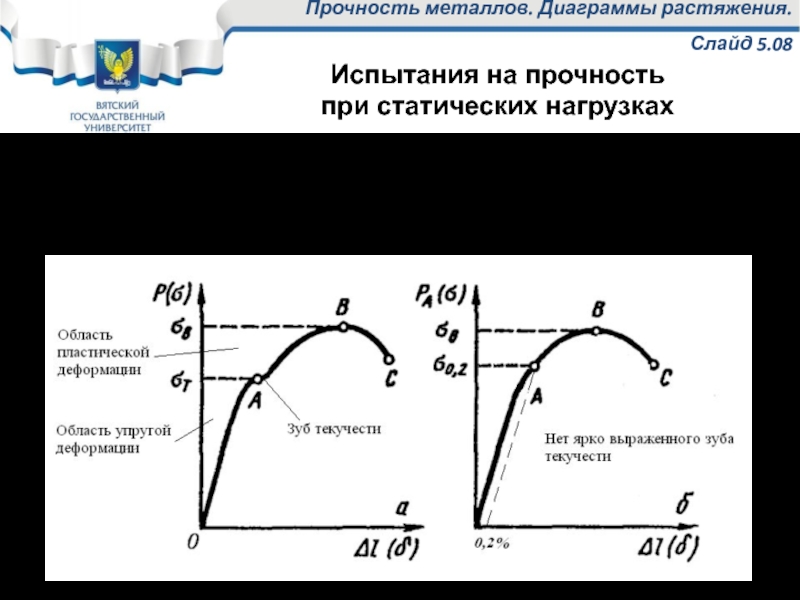
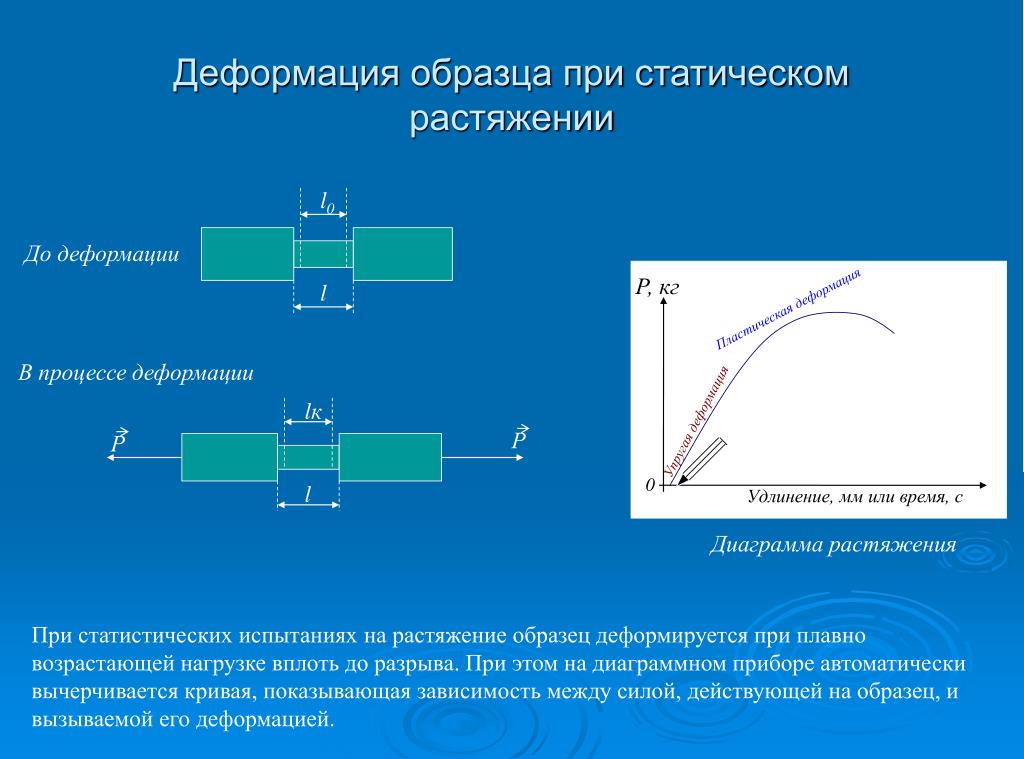
 Прилагаемые усилия могут быть как статическими, так и динамическими. Для обеспечения прочности и долговечности конструкции необходимо использовать металлоизделия с механическими характеристиками, соответствующими запланированным эксплуатационным нагрузкам. Испытания на растяжение – один из наиболее распространенных методов определения марки стали или решения спорных вопросов при расследовании причин возникновения нештатных ситуаций и аварий.
Прилагаемые усилия могут быть как статическими, так и динамическими. Для обеспечения прочности и долговечности конструкции необходимо использовать металлоизделия с механическими характеристиками, соответствующими запланированным эксплуатационным нагрузкам. Испытания на растяжение – один из наиболее распространенных методов определения марки стали или решения спорных вопросов при расследовании причин возникновения нештатных ситуаций и аварий. После наклепа металла, который, например, осуществляется при холодном деформировании, Ϭп возрастает в 1,5-1,8 раза.
После наклепа металла, который, например, осуществляется при холодном деформировании, Ϭп возрастает в 1,5-1,8 раза.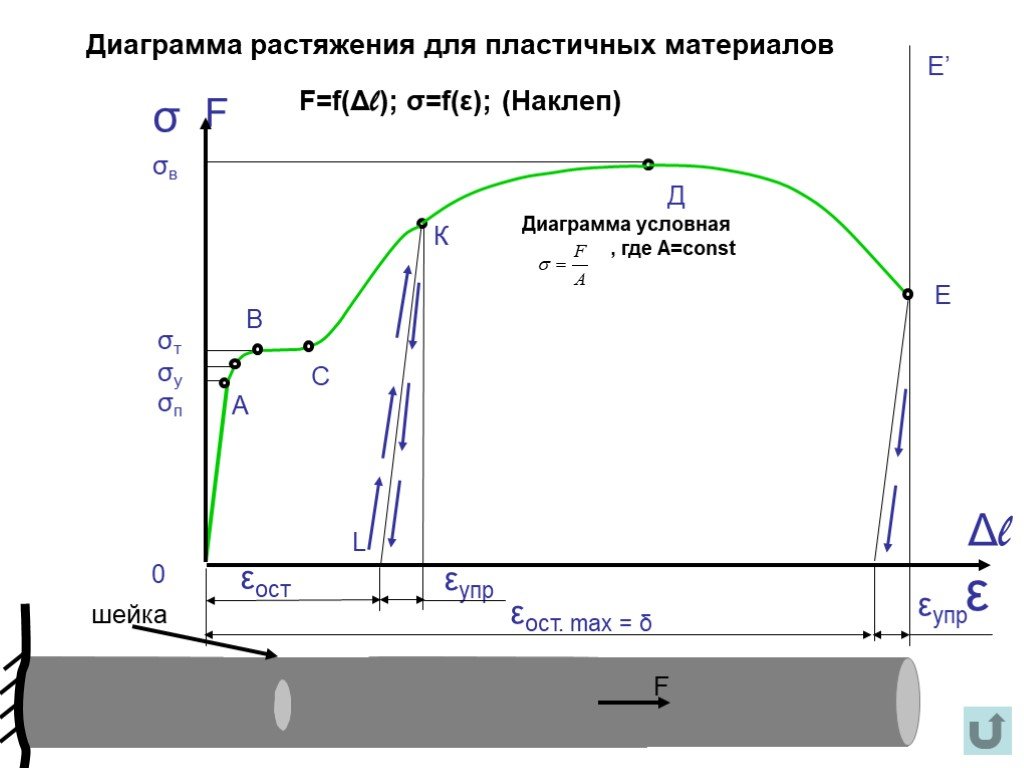 Соответствует нагрузке, при которой остаточное удлинение равно 0,05%. Значения Ϭу и Ϭп на диаграмме находятся рядом, поэтому Ϭу устанавливается при очень тонких исследованиях.
Соответствует нагрузке, при которой остаточное удлинение равно 0,05%. Значения Ϭу и Ϭп на диаграмме находятся рядом, поэтому Ϭу устанавливается при очень тонких исследованиях.

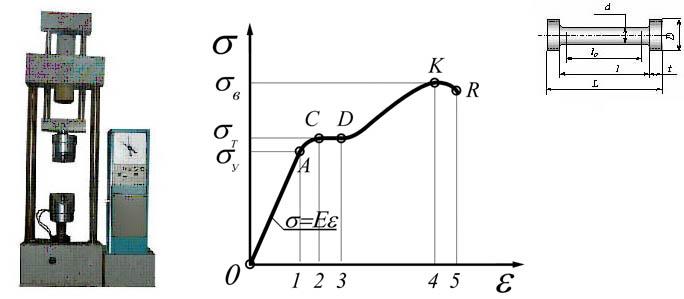 handle.net/10356/74010
handle.net/10356/74010 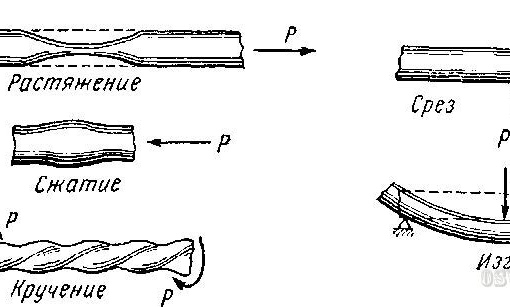
 Рекомендации для статического испытания на растяжение будут обсуждаться для будущих студентов, чтобы улучшить эксперимент.
Рекомендации для статического испытания на растяжение будут обсуждаться для будущих студентов, чтобы улучшить эксперимент. pdf
pdf  На диаграмме напряжения-деформации ${{R}_{m}}$ представляет собой максимальное активное растяжение.
На диаграмме напряжения-деформации ${{R}_{m}}$ представляет собой максимальное активное растяжение.
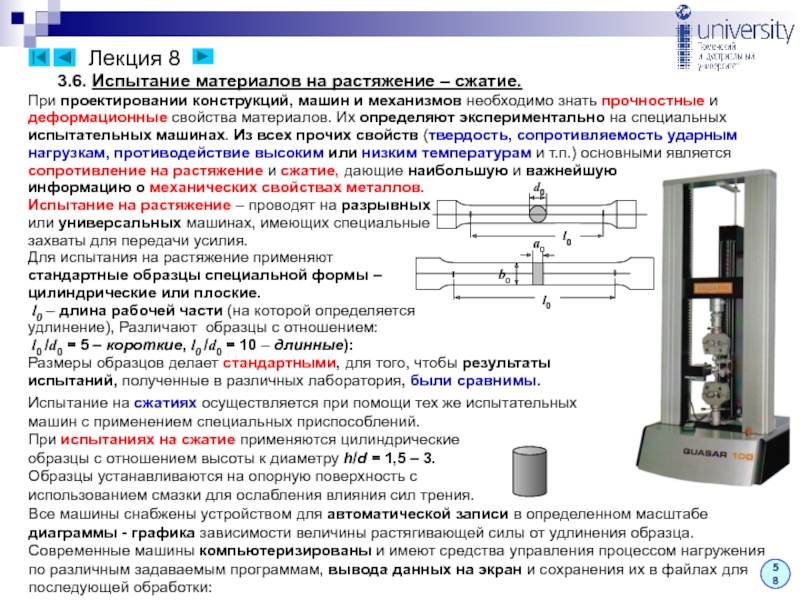

 Так, станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Так, станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
 стали прибывать строительные материалы, техника и рабочие.
стали прибывать строительные материалы, техника и рабочие. Один из таких станков использовался в ремонтно-механическом цехе ГЗФС. Когда горьковские станкостроители отмечали 40-летие своего предприятия, станок-ветеран был установлен на вечное хранение на постаменте в цехе.
Один из таких станков использовался в ремонтно-механическом цехе ГЗФС. Когда горьковские станкостроители отмечали 40-летие своего предприятия, станок-ветеран был установлен на вечное хранение на постаменте в цехе.
 Уже значительная экономия времени. Раньше на плиту я ставил две станины, а теперь до 10 шт. (сколько уместится), в зависимости от положения детали. Я работаю не одним комплектом инструмента, а несколькими и размещаю его на плите так, чтобы избежать хождения за ним вокруг плиты и не терять на это времени. Если я провожу риску (линию), идя от одного конца плиты к другому, то на обратном пути я работаю следующим инструментом, который я специально положил на том конце. Таким образом я максимально использую время, уплотняя его так, чтобы все мои движения согласовались с работой»
Уже значительная экономия времени. Раньше на плиту я ставил две станины, а теперь до 10 шт. (сколько уместится), в зависимости от положения детали. Я работаю не одним комплектом инструмента, а несколькими и размещаю его на плите так, чтобы избежать хождения за ним вокруг плиты и не терять на это времени. Если я провожу риску (линию), идя от одного конца плиты к другому, то на обратном пути я работаю следующим инструментом, который я специально положил на том конце. Таким образом я максимально использую время, уплотняя его так, чтобы все мои движения согласовались с работой»

 Это был первый в мире станок таких размеров с полностью автоматизированным управлением. На нем можно было обрабатывать детали весом до 120 тонн.
Это был первый в мире станок таких размеров с полностью автоматизированным управлением. На нем можно было обрабатывать детали весом до 120 тонн. Так, станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Так, станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году. Все рабочие первой смены собрались в цеховом пролете на митинг.
Все рабочие первой смены собрались в цеховом пролете на митинг.

 заводы Группы произвели 40% от российского выпуска металлорежущих станков).
заводы Группы произвели 40% от российского выпуска металлорежущих станков). Гамма станков производства ГЗФС
Гамма станков производства ГЗФС Общие сведения
Общие сведения Стол перемещается только в продольном и поперечном направлениях.
Стол перемещается только в продольном и поперечном направлениях. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
 youtube.com/embed/r5v3SJLZPoI» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/r5v3SJLZPoI» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Завод мощностью 400 тысяч тонн семян в год расположен в центре области, где производят подсолнечник — основное сырье для потребительских товаров НМЖК: майонезов и соусов. Строительство и запуск Сорочинского маслоэкстракционного завода — системный проект, логически замыкающий интеграционную цепочку между производителями масличных культур, переработчиками сельхозпродукции и потребителями масла и шрота в регионе.
Завод мощностью 400 тысяч тонн семян в год расположен в центре области, где производят подсолнечник — основное сырье для потребительских товаров НМЖК: майонезов и соусов. Строительство и запуск Сорочинского маслоэкстракционного завода — системный проект, логически замыкающий интеграционную цепочку между производителями масличных культур, переработчиками сельхозпродукции и потребителями масла и шрота в регионе. Завод составит единый комплекс с Сорочинским элеватором, который уже входит в группу компаний. В церемонии приняли участие губернатор Оренбургской области Юрий Берг, глава Сорочинска Петр Стрельников и председатель совета директоров ГК «НМГК» Николай Нестеров.
Завод составит единый комплекс с Сорочинским элеватором, который уже входит в группу компаний. В церемонии приняли участие губернатор Оренбургской области Юрий Берг, глава Сорочинска Петр Стрельников и председатель совета директоров ГК «НМГК» Николай Нестеров. Начинается процесс построения вертикально интегрированного холдинга.
Начинается процесс построения вертикально интегрированного холдинга.
 Установлена вторая линия дробления, возведена трансформаторная подстанция, установлены три линии рафинирования масла.
Установлена вторая линия дробления, возведена трансформаторная подстанция, установлены три линии рафинирования масла. осуществлялось в течение трех лет. Первая очередь Куйбышевского жирового комбината мощностью 6000 тонн в год была введена в эксплуатацию в 1919 году.49.
осуществлялось в течение трех лет. Первая очередь Куйбышевского жирового комбината мощностью 6000 тонн в год была введена в эксплуатацию в 1919 году.49. Горьком с включением мыловодородного завода, завода карбоновых кислот и дробильного цеха.
Горьком с включением мыловодородного завода, завода карбоновых кислот и дробильного цеха.
 , разработка и внедрение автомобилей скорой помощи нового поколения «ГАЗель» и «Соболь» для медицинских учреждений России.
, разработка и внедрение автомобилей скорой помощи нового поколения «ГАЗель» и «Соболь» для медицинских учреждений России. ).
).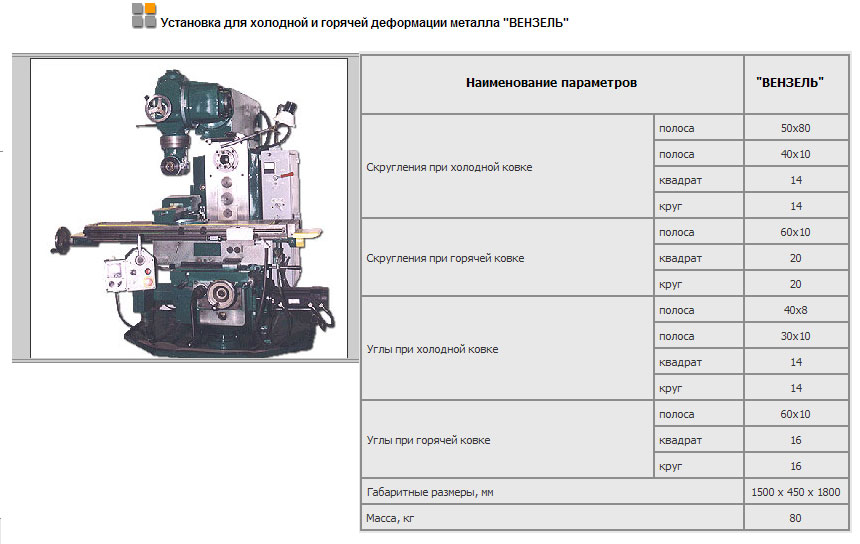



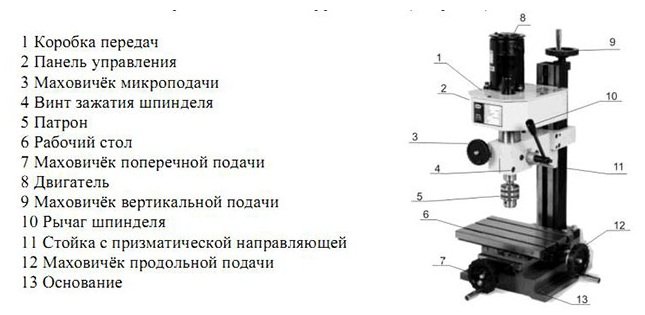 Инвестировано более 55 миллиардов рублей
Инвестировано более 55 миллиардов рублей
 Ориентировочная стоимость бренда — 38,5 млрд руб.
Ориентировочная стоимость бренда — 38,5 млрд руб.
 На международной выставке IAA-2016 в Ганновере компания впервые представила автомобили семейства NEXT.
На международной выставке IAA-2016 в Ганновере компания впервые представила автомобили семейства NEXT. В 2014-2021 годах ГАЗ занимал первое место еще 6 раз.
В 2014-2021 годах ГАЗ занимал первое место еще 6 раз.
 Его маршрут пролегает от Монако до Дакара. В состав команды входят две спортивные «ГАЗели NEXT» и два внедорожника «Садко NEXT».
Его маршрут пролегает от Монако до Дакара. В состав команды входят две спортивные «ГАЗели NEXT» и два внедорожника «Садко NEXT».
 Горьковский автозавод запустил первый в России мобильный «Кванториум» в партнерстве с правительством Нижегородской области. Мобильный учебный комплекс на базе «ГАЗель NEXT» используется для проведения тренингов и практических занятий в малых городах и отдаленных сельских районах.
Горьковский автозавод запустил первый в России мобильный «Кванториум» в партнерстве с правительством Нижегородской области. Мобильный учебный комплекс на базе «ГАЗель NEXT» используется для проведения тренингов и практических занятий в малых городах и отдаленных сельских районах.
 В основе конструкции новой модели лежит унифицированная электрическая платформа для создания всех типов легких коммерческих автомобилей, в том числе бортовых грузовиков, микроавтобусов, фургонов и различной специальной техники.
В основе конструкции новой модели лежит унифицированная электрическая платформа для создания всех типов легких коммерческих автомобилей, в том числе бортовых грузовиков, микроавтобусов, фургонов и различной специальной техники.


 600.833.105 — легкий и компактный инструмент для обрезания кромок газона в труднодоступных и узких местах. Работу инструмента обеспечивает литий-ионный аккумулятор напряжением 3.6 В. Заряда аккумулятора хватает на работу продолжительностью до 40 минут. Для контроля степени заряда предусмотрен 4-х ступенчатый светодиод. Рабочим элементом ножниц являются ножи шириной 80 мм. Ножи выполнены из высококачественной стали и имеют острую заточку. Инструмент оснащен телескопической ручкой, с регулируемой высотой от 80 до 115 см.
600.833.105 — легкий и компактный инструмент для обрезания кромок газона в труднодоступных и узких местах. Работу инструмента обеспечивает литий-ионный аккумулятор напряжением 3.6 В. Заряда аккумулятора хватает на работу продолжительностью до 40 минут. Для контроля степени заряда предусмотрен 4-х ступенчатый светодиод. Рабочим элементом ножниц являются ножи шириной 80 мм. Ножи выполнены из высококачественной стали и имеют острую заточку. Инструмент оснащен телескопической ручкой, с регулируемой высотой от 80 до 115 см.
 7.2В Li-Ion 1.5 Ач Denzel
7.2В Li-Ion 1.5 Ач Denzel 5
5 3.6В Li-Ion 1.5 Ач Denzel
3.6В Li-Ion 1.5 Ач Denzel Они оснащены литий-ионным аккумулятором на 7,2 В с длительным сроком службы для беспроблемной беспроводной работы. Мгновенно включайте питание одним нажатием кнопки и начинайте подстригать или подстригать кустарник без проводов. Аккумуляторная батарея делает Sun Joe экологичным и не требует технического обслуживания, поэтому вы сможете выполнять свою работу, не беспокоясь о бензине, масле, дорогостоящих сезонных настройках или выбросах токсичных углеводородов. А поскольку есть удобный удлинитель длиной 4,3 фута, это еще лучше для вашей спины! Больше не нужно сгибаться, ползать или напрягаться в погоне за идеальным краем. Sun Joe быстро подключается и легко отсоединяется, когда вы закончите.
Они оснащены литий-ионным аккумулятором на 7,2 В с длительным сроком службы для беспроблемной беспроводной работы. Мгновенно включайте питание одним нажатием кнопки и начинайте подстригать или подстригать кустарник без проводов. Аккумуляторная батарея делает Sun Joe экологичным и не требует технического обслуживания, поэтому вы сможете выполнять свою работу, не беспокоясь о бензине, масле, дорогостоящих сезонных настройках или выбросах токсичных углеводородов. А поскольку есть удобный удлинитель длиной 4,3 фута, это еще лучше для вашей спины! Больше не нужно сгибаться, ползать или напрягаться в погоне за идеальным краем. Sun Joe быстро подключается и легко отсоединяется, когда вы закончите. Hedger Joe весит всего 4 фунта, и им легко управлять, так что вы можете выполнять различные задачи по уходу за шерстью с большим комфортом и меньшим напряжением. Он также оснащен защитным выключателем для предотвращения случайного запуска. Утвержденные ETL и имеющие полную двухлетнюю гарантию, аккумуляторные ножницы для травы Sun Joe HJ605CC 2-в-1 + живая изгородь с удлинителем быстро станут вашим любимым инструментом для ухода за двором и садом!
Hedger Joe весит всего 4 фунта, и им легко управлять, так что вы можете выполнять различные задачи по уходу за шерстью с большим комфортом и меньшим напряжением. Он также оснащен защитным выключателем для предотвращения случайного запуска. Утвержденные ETL и имеющие полную двухлетнюю гарантию, аккумуляторные ножницы для травы Sun Joe HJ605CC 2-в-1 + живая изгородь с удлинителем быстро станут вашим любимым инструментом для ухода за двором и садом!_Teleskopstiel.jpg) кабели. В наборе есть вращающаяся телескопическая ручка, позволяющая выполнять обрезку в вертикальном положении. Колеса облегчают движение ножниц по траве. Ножницы работают приятно и мощно благодаря высококачественной перезаряжаемой литий-ионной батарее, не требующей особого ухода.
кабели. В наборе есть вращающаяся телескопическая ручка, позволяющая выполнять обрезку в вертикальном положении. Колеса облегчают движение ножниц по траве. Ножницы работают приятно и мощно благодаря высококачественной перезаряжаемой литий-ионной батарее, не требующей особого ухода.  21% НДС
21% НДС
 см.
см. У других материалов таких возможностей нет.
У других материалов таких возможностей нет. В результате вы получаете твердую, прочную поверхность, устойчивую перед агрессивными факторами, ударами, перепадами влажности и жары/холода. Он может быть рулонным и листовым; этот материал также классифицируется на пластики низкого и высокого давления. Плюс к тому, его делают с одной или обеими декоративными поверхностями.
В результате вы получаете твердую, прочную поверхность, устойчивую перед агрессивными факторами, ударами, перепадами влажности и жары/холода. Он может быть рулонным и листовым; этот материал также классифицируется на пластики низкого и высокого давления. Плюс к тому, его делают с одной или обеими декоративными поверхностями. Это как раз тот материал, который идеально подходит для непростых рабочих условий кухонного помещения. К тому же, используя кухонный пластик для мебели, дизайнеры могут воплощать самые смелые стилевые решения, совмещать любые цвета и формы. Пока другие материалы таких возможностей не дают. Поверхность, сделанная из защищенного мебельного пластика для кухни, не боится царапин и падений тяжелых предметов, горячих приборов и агрессивных веществ.
Это как раз тот материал, который идеально подходит для непростых рабочих условий кухонного помещения. К тому же, используя кухонный пластик для мебели, дизайнеры могут воплощать самые смелые стилевые решения, совмещать любые цвета и формы. Пока другие материалы таких возможностей не дают. Поверхность, сделанная из защищенного мебельного пластика для кухни, не боится царапин и падений тяжелых предметов, горячих приборов и агрессивных веществ. Это антистатический материал, он прекрасно подойдет для лабораторий, парикмахерских, промышленных кухонь.
Это антистатический материал, он прекрасно подойдет для лабораторий, парикмахерских, промышленных кухонь. Кроме того, металлические изделия подвержены коррозии, а деревянные — гниению. Пластиковые элементы лишены этих недостатков, что во многих случаях делает их наиболее предпочтительным вариантом.
Кроме того, металлические изделия подвержены коррозии, а деревянные — гниению. Пластиковые элементы лишены этих недостатков, что во многих случаях делает их наиболее предпочтительным вариантом.

 Кресло Generation выводит идею эластичного дизайна, когда продукт перестраивается в ответ на действия пользователя, на новый уровень.
Кресло Generation выводит идею эластичного дизайна, когда продукт перестраивается в ответ на действия пользователя, на новый уровень. Благодаря материалам, обеспечивающим как движение, так и структуру, для изготовления стула требуется меньше деталей и меньше энергии. В результате, при весе 37 фунтов, Generation легче, чем большинство высокопроизводительных рабочих кресел.
Благодаря материалам, обеспечивающим как движение, так и структуру, для изготовления стула требуется меньше деталей и меньше энергии. В результате, при весе 37 фунтов, Generation легче, чем большинство высокопроизводительных рабочих кресел.
 001
001 001
001 001
001 001
001


 , Свойства сопротивления Устойчивость к ржавчине, Отделка цинком, Для использования с люнетным кольцом от 2 1/2 дюйма до 3 дюймов, Общая длина 4 1/4 дюйма
, Свойства сопротивления Устойчивость к ржавчине, Отделка цинком, Для использования с люнетным кольцом от 2 1/2 дюйма до 3 дюймов, Общая длина 4 1/4 дюйма Я нарисовал
Я нарисовал ИДЕНТИФИКАТОР.
ИДЕНТИФИКАТОР.