Главное движение. Главным движением в станке является вращение шпинделя, которое он получает от электродвигателя 1 через клиноременную передачу со шкивами 2—3 и коробку скоростей. На приемном валу II установлена двусторонняя многодисковая фрикционная муфта 97. Для получения прямого вращения шпинделя муфту 97 смещают влево и привод вращения осуществляется по следующей цепи -зубчатых колес: 4—5 или 6—7, 8—9 или 10—11, или 12—13, вал /V, колеса 14—15, шпиндель V, или через перебор, состоящий из группы передач с двухвенцовыми блоками 16—17 и 18—19 и зубчатых колес 20 и 21. Последняя пара входит в зацепление при перемещении вправо блока 15—21 на шпинделе. Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче вращения с вала IV непосредственно на шпиндель и 24 варианта — при передаче вращения через перебор. В действительности количество значений частот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают. Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22— 23, 24—12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Движение подачи. Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25—26, а при нарезании резьбы с увеличенным шагом — от вала VI через звено увеличения шага и далее через зубчатые колеса 27—28. В этом случае звено увеличения шага может дать четыре варианта передач:
шпиндель V, колеса 21—20, 31—18, 16—30, 27—28, вал VIII. С вала VIII движение передается по цепи колес 32—33 или 34—35, или через реверсивный механизм с колесами 36—37—38, сменные колеса 39—40 или 41—42 и промежуточное колесо 43 на вал X. Отсюда движение можно передать по двум вариантам зацепления зубчатых колес. Вращение передается через зубчатые колеса 44—45—46 на вал XI, затем через колеса 47—48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50—56) и далее по цепи зубчатых передач 57—58, 59—60, 61—62 или 63—64 через колеса 65—66 или 64—67— валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае — через муфту 101, во втором — через пару 69—70 и муфту обгона 106. С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44—71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49—48—47 валу XI и далее, через муфту 100 — валу XIII, а от последнего далее по цепи первого варианта.
Винторезная цепь. При нарезании резьбы подача суппорта осуществляется от ходового винта 68 через маточную гайку, закрепленную в фартуке. Для нарезания метрической и модульной резьб винторезную цепь устанавливают по первому варианту, а для дюймовых и питчевых — по второму. Изменение величины шага резьбы достигается переключением зубчатых колес звена увеличения шага, механизма Нортона, блоков 61—63 и 67—66 и установкой сменных колес на гитаре. При точении и нарезании метрических и дюймовых резьб в зацеплении находятся сменные зубчатые колеса 39—43—40, а при нарезании модульных и питчевых — 41—43—42. В особых случаях, при нарезании резьбы высокой точности, для устранения влияния погрешностей кинематической цепи последнюю укорачивают включением муфт 98, 99 и 101, в результате чего валы X, XII и XV образуют вместе с ходовым винтом 68 единую жесткую связь. Винторезную цепь для нарезания резьб с различным шагом настраивают в данном случае только подбором сменных колес на гитаре. Продольная и поперечная подачи суппорта. Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73—74 и червячную пару 75—76 валу XVII. Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт — 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77—78—79 или 80—81 валу XVIII и далее парой 82—83 — реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом. Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77—78—86 или 80—87 вращение передается валу XIX и далее через зубчатые колеса 55—89—90 на винт 91, который сообщает движение поперечному суппорту. Цепь ускоренного перемещения суппорта. Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93—94. Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки.
Передняя бабка токарно-винторезного станка 1К62.
Передняя бабка. На рис. 10 показана передняя бабка с коробкой скоростей. Вращение от главного электродвигателя передается ведомому шкиву, сидящему на валу I. Этот вал несет реверсивную фрикционную муфту, от которой движение на вал II передается или через блок z = 56— z = 51, или через колесо z = 50 и промежуточный блок z = 24 — z = 36, сидящий на консольной оси. С вала II на вал III вращение передается через тройной блок z = 47 — z = 55 — z = 38. В левом положении блока г = 43 — г = = 52, сидящего на шпинделе, движение с вала III передается на шпиндель непосредственно через колеса z = 65 — z = 43, а в правом положении этого блока — через перебор, установленный на валах IV и V. Все валы вращаются на опорах качения, которые смазываются как разбрызгиванием, так как коробка скоростей залита маслом, так и принудительно — с помощью насоса. Движение подачи от шпинделя VI передается валу VII трензеля и далее на механизм подач.
Рис.1.5. Коробка скоростей
Чертежи и схемы 1К62 токарно-винторезного станка / Stanok-online.ru
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк «ОКА» — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация — *. pdf
Металлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу. Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Металлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
Услуги
все
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
Схема электрическая токарно-винторезного станка 1М63Б | Скачать чертежи, чертежи, блоки Autocad, 3D модели
Русский
Компас
Электрический
Образовательный
Узнайте, как скачать этот материал
Телеграм бот для поиска материалов
Покупка чертежей
Подпишитесь на получение информации о новых материалах:
t. me/alldrawings
vk.com/alldrawings
Описание Компоновка машины
Содержание проекта
000000.cdw
[
93 КБ
]
Дополнительная информация
Чертежи
000000. cdw
Аналогичные материалы
Проект главного привода токарного станка на базе токарно-винторезного станка модели 16К20Ф3
Принципиальная схема токарно-винторезного станка модели 16к20/16к20г
3D симулятор классического токарно-винторезного станка мод. 1К62. Приложение имитирует выполнение обычных токарных операций в интерактивном режиме. Возможности имитационной модели включают операции наружного и торцевого точения, сверления и растачивания отверстий, точения канавок, нарезания наружной и внутренней резьбы. В полной версии приложения для работы доступно более 70 режущих инструментов.
Область применения программного продукта: учебный процесс с применением вычислительной техники: лабораторные занятия студентов в компьютерных классах, дистанционное обучение, демонстрационное сопровождение лекционного материала по группе направлений подготовки и специальностей: «Металлургия, машиностроение и обработка материалов ».
Тип целевого вычислительного устройства и поддерживаемая платформа: IBM — совместимый ПК под управлением Microsoft Windows, ПК Apple Macintosh под управлением MacOS, мобильные устройства на базе операционных систем Android и iOS.
Графический компонент программы использует компонентную базу OpenGL 2. 0. Графический пользовательский интерфейс программы реализован на английском языке.
Мультиплатформенность
позволяет использовать ПО на различных вычислительных устройствах, включая интерактивные доски, смартфоны, планшетные и стационарные компьютеры, что, в свою очередь, повышает гибкость и мобильность образовательного процесса, соответствующую современному уровню информатизации образования .
Минимальные системные требования
Тактовая частота процессора: не менее 2 ГГц
Оперативная память: не менее 4 ГБ
Видеопамять: не менее 512 МБ
Разрешение экрана: не менее 1024x768x32
Поддержка OpenGL версии 2.0
Поддержка DirectX версии 9.0.c (для Windows)
Стандартная клавиатура и компьютерная мышь с колесиком прокрутки (для ПК)
Устройства воспроизведения звука (динамики или наушники)
Типы лицензирования
Симулятор может поставляться с установкой на одно рабочее место (пользовательская лицензия с выдачей регистрационных ключей) и с установкой на неограниченное количество рабочих мест (корпоративная лицензия для организации). Мобильные версии программного продукта также доступны в маркетах приложений Google Play и App Store.
Галерея скриншотов
Файлы для загрузки
Ссылки на мобильные версии
Приобретение лицензионного ключа для одного рабочего места
1. Загрузите условно-бесплатную версию программы по указанной выше ссылке.
2. Установите программу на персональный компьютер, на котором она будет использоваться, и запустите ее.
3. Откройте регистрационную форму в интерфейсе программы и скопируйте уникальный идентификационный номер, после чего закройте программу.
4. Перейдите по ссылке ниже в магазин Softline, заполните все необходимые поля и вставьте скопированный уникальный идентификационный номер в соответствующее текстовое поле:
5. После успешной оплаты на вашу электронную почту будет отправлено письмо с лицензионным ключом.
Аппараты
ручной лазерной сварки «LW-1» с оптоволоконным лазерным излучателем — новейшая
разработка в области сварочных технологий, пришедшая на смену аргонодуговой
сварке. Это высокомощный аппарат для непрерывной волоконной лазерной сварки. Используются
при сварке таких металлов как нержавеющая сталь, железо, алюминий и другие металлы. Характеризуются большой глубиной сварки, прочностью сварных швов,
подходят для сварки любой сложности.
Установка
для лазерной сварки генерируют излучение в импульсном и непрерывном режимах.
Технология включает в себя точечное и шовное сварные соединения. При шовном
сварном соединении, применяется непрерывный режим генерации или импульсный с
перекрытием. При точечном — только импульсный. Точечный метод дает минимальные
деформации и используется для соединения изделий небольшой толщины. При шовной
сварке происходит формирование глубокого сварочного канала. Метод обладает
высокой эффективностью при обработке сталей, титана, меди и алюминия.
Тип лазера
Непрерывный волоконный лазер
Лазерный источник
Maxphotonics
Мощность лазера, Вт
1000
Длина волны лазера, Нм
1080±3
Метод вывода
Непрерывный /модуляционный
Время непрерывной работы, час
24
Максимальная частота модуляции, kHz
50
Волоконно-выходной интерфейс
QBH
Система индикации
Красный
Длина сварочного кабеля, м
8
Тип горелки
Поворотно-сварочная головка
Коллимированное фокусное расстояние, мм
60
Фокусное расстояние, мм
150
Вес сварочной головки, кг
1
Защитный газ
Коаксиальная защита (Аргон)
Регулируемая ширина шва, мм
0,2 – 5
Система охлаждения, Вт
Водяной чиллер 1500
Диаметр применяемой проволоки, мм
1,0; 1,2 и 1,6
Рабочая температура, °С
0 — 40
Влажность рабочей среды, %
˂70
Потребляемая мощность, кВт
˂5
Габаритные размеры, ДхШхВ, мм
1200х600х1300*
Питание электросети, V
Однофазное 220
Вес, кг
350
Гарантия, мес
12
Дополнительно
Устройство подачи проволоки /
комплект сменных наконечников
стали, алюминия, титана, технология процесса и оборудование
Лазерная сварка – сварка плавлением, при которой энергетическим источником является лазер. Главной особенностью является высокая концентрация энергии. Такой тип сварки используется для соединения одинаковых и разнородных металлов.
Содержание
1 Закреплённые стандарты
2 Основные сферы применения
3 Плюсы и минусы технологии
4 Особенности технологического процесса
5 Оборудование, используемое при сварке лазером
6 Особенности лазерной сварки различных металлов
7 Алюминий
8 Титан
9 Специфика ручной лазерной сварки
Лазерное излучение фокусируется при помощи направляющих зеркал. Преобразованный уменьшенный пучок энергии нагревает и плавит свариваемые детали.
Выделяют следующие типы лазерной сварки:
микросварка – плавит детали не толще 100 мкм;
минисварка – применяется на глубине от 0,1 до 1 мм;
макросварка – работает с толщиной свыше 1 мм.
Закреплённые стандарты
В 2019 году действуют следующие государственные стандарты, предъявляющие требования к лазерной сварке:
ГОСТ ISO 15609-4-2017 – содержит технические требования к аттестации процедур сварки металлических материалов. Часть 4 данного документа посвящена лазерной сварке;
ГОСТ 28915-91 – описывает основные типы лазерной импульсной сварки, конструктивные элементы и размеры.
Основные сферы применения
Лазерная сварка имеет широкое применение:
Ремонт ювелирных изделий. Благодаря высокой точности возможен ремонт ювелирных изделий из золота и серебра. Из-за того, что предмет нагревается не полностью, а лишь отдельные его участки, удаётся избежать деформации мягких металлов. В результате ремонта остаётся чистый шов, не загрязнённый частицами припоя. Его можно легко сгладить с помощью шлифовки.
Соединение алюминия. Лазерная сварка упрощает процесс сварки алюминия, так как нет необходимости создавать вакуум. Необходима только тщательная зачистка места сварки от оксидной плёнки и остатков лакокрасочных покрытий.
Сварка стали. Использование лазера при сварке стали позволяет получить аккуратный шов, высокую прочность соединений и минимизировать коррозию свариваемых участков.
Плюсы и минусы технологии
Распространение лазерная сварка получила, благодаря следующим положительным качествам:
высокая прочность соединения;
отсутствие необходимости в дополнительной механической обработке;
скорость выполнения работы;
минимальная зона нагревания;
возможность высокоточного фигурного соединения.
Несмотря на все положительные стороны, лазерная сварка является узконаправленной в силу следующих причин:
высокая стоимость оборудования;
сложность в подборе специалистов;
наличие вибрации при работе аппаратом;
невысокий КПД оборудования.
Особенности технологического процесса
Лазерная сварка действует по следующему принципу: лазерное излучение проходит через фокусирующую систему, сконцентрированный пучок энергии направляется на свариваемые детали, где частично отражается. Значительная часть энергии проникает вглубь материала, тем самым нагревает и расплавляет его. Такой метод сварки позволяет проводить работу в любом положении и под любым углом.
Лазерный луч необходимо корректировать в зависимости от толщины материала. Чем толще материал, тем большую фокусировку нужно использовать.
Оборудование, используемое при сварке лазером
Комплект оборудования для лазерной сварки включает в себя: лазер, газовую защиту, системы фокусировки и перемещения луча. Так как существуют разные типы установок, то для каждой из них есть свои особые элементы.
В газовых лазерах активным элементом является смесь газов. Предельная мощность такого вида установок может достигать 20 кВт. Это позволяет работать с материалами толщиной до 2 см. Одними из самых мощных являются газодинамические лазеры. Скорость работы при их использовании достигает 60 м/ч.
Мощность твердотельных лазерных установок – 1-6 кВт. Активными компонентам в них являются рубин или стекло с присадкой ионов. С помощью таких установок соединяются самые маленькие и тонкие детали.
Типы установок для лазерной сварки металла:
Твердотельные лазерные установки содержат в себе стержень из активного элемента рубина с нанесённым на его концах серебром. При нагревании стержня находящиеся в нём ионы хрома начинают своё движение. Проходя через прозрачные и полупрозрачные зеркала, они движутся по спирали вокруг рубинового стержня. Высвобождаемая энергия проходит через полупрозрачное стекло и с помощью линзы собирается в одной точке сварочного аппарата. Главная особенность – работает исключительно в беспрерывном режиме.
Газовые лазерные установки стандартно представлены в виде герметичной круглой трубки с газообразной функциональной средой и установленным оптическим резонатором. Для активации лазерного луча применяются следующие газы: углекислый газ, азот и гелий.
Газовые лазеры эффективнее твердотельных, так как имеют большую мощность и повышенный КПД. Большим плюсом является то, что они могут применяться и в импульсном, и непрерывном режиме.
Лазерные установки могут проводить сварку двумя способами:
импульсным – производится накопление значительного объёма энергии, а затем в короткое время обрабатывается место сварки;
непрерывным – применяется в процессе создания сплошных швов независимо от глубины сварки.
Примерная стоимость аппаратов лазерной сварки на Яндекс.маркет
Особенности лазерной сварки различных металлов
При сваривании стали предварительно необходимо провести механическую очистку деталей. Нужно избавиться от коррозии и окалины для предотвращения появления оксидных соединений. Зачистку можно проводить с помощью обычных нержавеющих щёток, захватывая 10-15 см от будущего места сварки. Место сваривания стальных деталей необходимо обезжирить.
Алюминий
При сварке алюминия возникает возможность окисления поверхности и испарения летучих элементов. Металл необходимо механически обработать, произвести травление и перед сваркой зачистить шабером.
Титан
Во избежание трудностей при сварке титана нужно осуществить зачистку, при этом можно применить пескоструйную обработку. Позже химически затравить, промыть и обработать гелием.
Специфика ручной лазерной сварки
Уже не существует преград для покупки лазерного станка для работы в домашних условиях. С его помощью можно решить некоторые хозяйственные проблемы:
подправить ювелирные изделия;
провести точечную спайку;
отремонтировать оправу очков;
уплотнить поверхность материалов.
Необходимо помнить о технике безопасности при работе вручную: во избежание попадания лазерного луча в глаза и на кожу необходимо, чтобы аппарат был оснащён крышками безопасности.
При ручной работе достигается высокая скорость сварки, а сварочный шов более высокого качества.
Аппарат лазерной сварки
Описание
Лазерная ручная лазерная сварочная машина использует волоконные лазеры последнего поколения и оснащена качающейся сварочной головкой собственной разработки, чтобы заполнить пробел в ручной сварке в отрасли лазерного оборудования. Его преимущества заключаются в простоте эксплуатации, красивом сварном шве, высокой скорости сварки и отсутствии расходных материалов. Сварка металлических материалов, таких как пластины из нержавеющей стали, железные пластины и оцинкованные пластины, может прекрасно заменить традиционную аргонно-дуговую сварку и электросварку. Ручной лазерный сварочный аппарат может широко использоваться в сложных и нерегулярных процессах сварки в кухонных шкафах, лестничных подъемниках, полках, печах, дверных и оконных ограждениях из нержавеющей стали, распределительных коробках, домах из нержавеющей стали и других отраслях промышленности.
Н/М
Описание
Модель
1
Модель №
PT-SCJGH
2
Мощность лазера
1000 Вт, 1500 Вт
3
Длина волны лазера
1080 нм±5
4
Длина волокна
Стандартный 10 м (самый длинный 15 м)
5
Способ работы
Непрерывный / модуляционный
6
Скорость сварки
0~120 мм/с
7
Машина водяного охлаждения
Промышленный термостатический резервуар для воды
8
Диапазон температур рабочей среды
15~35 ℃
9
Толщина сварки
0,5-3 мм
10
Требования к сварочному зазору
Менее 0,5 мм
11
Рабочее напряжение
220 В, 240 380
Примечание: глубина расплава, а не толщина
(толщина сварного шва может превышать 3 мм, но максимальная глубина расплава составляет 3 мм)
Глубина расплава
Мощность
НЕРЖАВЕЮЩАЯ СТАЛЬ
Углеродистая сталь
Оцинкованный лист
1000 Вт
0,5–1,5 мм
0,5–1,5 мм
0,5–1,2 мм
1500 Вт
0,5-3 мм
0,5-3
0,5-2,5 мм
Сварной шов гладкий и красивый, сварочная заготовка не деформирована, не имеет следов сварки, а сварка прочная, что сокращает последующий процесс шлифовки. Экономит время и деньги.
Простота в эксплуатации, простое обучение эксплуатации, а красивые изделия можно сваривать без мастера.
Независимо разработанная качающаяся сварочная головка, режим качающейся сварки, регулируемая ширина пятна, высокая отказоустойчивость сварки компенсируют небольшой недостаток лазерной точки сварки, расширяют диапазон допусков обрабатываемых деталей и ширины сварного шва, а также обеспечивают лучшее формирование сварного шва.
1. Компания, которая изначально предоставляет 1 год гарантии в мире,
2,24 часа полного послепродажного обслуживания.
3. Все готовые машины, которые мы поставили, на 100% строго протестированы нашим отделом контроля качества и инженерным отделом.
4. Обслуживание OEM Индивидуальные заказы и заказы OEM приветствуются благодаря нашему богатому опыту. Все услуги OEM бесплатны.
Ручной лазерный сварочный аппарат
Диапазон колебания лазера HW-D составляет от 0 мм до 5 мм. Режим лазера может быть установлен через систему управления непрерывной волной или импульсной волной. Ширину сварного шва можно настроить с помощью амплитуды колебания, что устраняет дефект традиционной ручной лазерной сварки, требующий высоких сварных швов. Повышена степень отказоустойчивости сварки. Конструкция механизма подачи проволоки может автоматически подаваться в процессе сварки, что подходит для использования в промышленности и дома. Ручной сварочный пистолет более гибкий и удобный, подходит для сварки под разными углами и положениями. Сварочный шов красивый и прочный, а операция проста, быстра, гибка и не требует больших затрат на обработку. По сравнению с традиционной аргонно-дуговой сваркой и сваркой TIG эффективность значительно возрастает. По сравнению с обычной лазерной сваркой, лазерная сварка с колебанием HW-D лучше всего подходит для сварки более широких швов и сварки с глубоким проплавлением.
Варианты питания лазера
Материал и толщина
Газ
1000 Вт
Нержавеющая сталь 1,5 мм (0,06 дюйма)
Ар
Углеродистая сталь 1,5 мм (0,06 дюйма)
Ар
Оцинкованный лист 1,2 мм (0,047 дюйма)
Ар
Алюминий 1,2 мм (0,047 дюйма)
N2
1500 Вт
Нержавеющая сталь 3,5 мм (0,13 дюйма)
Ар
Углеродистая сталь 3,5 мм (0,13 дюйма)
Ар
Оцинкованный лист 3,5 мм (0,13 дюйма)
Ар
Алюминий 3,5 мм (0,13 дюйма)
N2
2000 Вт
Нержавеющая сталь 4,0 мм (0,16 дюйма)
Ар
Углеродистая сталь 4,0 мм (0,16 дюйма)
Ар
Оцинкованный лист 4,0 мм (0,16 дюйма)
Ар
Алюминий 4,0 мм (0,16 дюйма)
N2
— HW-D может использоваться в самых разных отраслях, таких как кухни, бытовая техника, реклама, пресс-формы, двери и окна из нержавеющей стали, изделия ручной работы, товары для дома, мебель, автозапчасти и т.
Хочу поделиться небольшой подборкой 3d-печатных игрушек.
Являюсь счастливым отцом полуторагодовалой девочки. При наличии 3d-принтера не встает вопрос нужно ли, встает вопрос “какие?” печатать игрушины. В перспективе есть задумки по собственным проектам в данной теме, но пока работал только с готовыми моделями с Thingiverse. Друзья для дочи подбирались достаточно скурпулезно в том числе отбирались варианты самые принтабельные на простом самосборном Prusa i3, по возможности без поддержек, так же учитывалась степень няшности и подвижности (рук и ног например). Этот 3d-печатный зоопарк постоянно пополняется и уже не совсем зоопарк и частично уже не только 3d-печатный. На всякий случай: ссылки на 3d-модели прямо на заголовках игрушек.
Начал я с грузовичка:
Машинка сборная я использовал для сборки шурупы саморезы 3х15 — 4 шт.
Не сказать, что любимая игрушка, но периодически вспоминается и эксплуатируется для катания пассажиров. Дочь возит в кузове всяких кисок, собачек и бабочек.
Собачка
Самое няшное среди представителей собачьих, что нашел. Правда, понадобились еще навыки живопИси, чтобы собачка получила выразительные преданные глазки(перманентный черный маркер в помощь). Дочка несколько дней почти не расставалась и потом часто вспоминала, пока не потеряла где-то. Нравится всем поголовно. Всем знакомым детям подарил, все в восторге. По няшности с собачкой конкурирует, пожалуй, только
Киска
Проведена постобработка в ацетоновой бане, затем сушилось, проветривалось в течение нескольких дней, сейчас не пахнет. Выглядит и звучит при постукивании как фарфоровая. Девочке нравится, по частоте обращения, пожалуй, на втором месте в топе. Так же использовался перманентный маркер.
Лошадь
Склеиваемая модель, зато без поддержек. Оказалась не очень востребована, возможно, потому, что часто выбывает из строя и отправляется на балкон для лечения переломов слишком тонких ножек с помощью ацетон-ABS-клея. Стараюсь теперь выбирать более прочные модели, как например следующая.
Слон
Из тех, что печатается за один раз сразу в сборе с подвижными ногами. Няшность тоже зашкаливает. Подарил одной взрослой девушке — радовалась больше чем полуторагодовалая дочь — и тут же начала с ним играть.
Маленький робот
Удобно, что печатается в один раз в сборе. К сожалению на моем принтере были проблемы, т.к. без поддержек печать не очень правильная, а с нерастворимыми поддержками нельзя — узлы, которые должны быть подвижными таковыми не будут. Однако он влился в коллектив и иногда востребован.
Большой робот Mark II
Очень хотелось такого(мне самому). Печать — без проблем без поддержек все. Только долго, комплект деталей, точно не хронометрировал, но примерно на целый день. Вес общий около 250г при 25% заполнении. С размерами, правда все не очень просто, приходилось подгонять. Особенно не продуманы пальцы. В итоге их переделал и все равно легко разбираются-отлетают. Пины заколачивать молотком проще всего и иногда оптимально работать с тисками. Резюмируя: терпения надо много и все равно местами не все хорошо крепится. Все это, правда, касается ABS, с PLA, возможно, проблем будет меньше. Для маленького ребенка — не очень из-за мелких деталей, и еще доча его немного даже побаивалась по началу, по-моему из-за слишком похожести Марка-2 на живое существо — может стоять, сидеть, принимать сложные позы, держать что-то в руках. Для большого, как, например, Ваш покорный слуга, развлекуха на несколько дней!
мелкие фото:
Заяц-пашотница
Многофункциональный девайс: пашотница-коробочка-для-мелкой-фигни-и просто Зая. Сборный, глазки и нос сделаны отдельно, для печати разными цветами. Используется средне, мною в качестве пашотницы, как вспоминаю, что он есть — приятно иногда пользоваться своими творениями в повседневности. Какое то теплое и гордое приятное чувство возникает.
Бабочки
Бабочки, несмотря на самую легкую и короткую (менее 15 минут) печать, вызывают неизменно самые положительные эмоции у ребенка. Сделаны для ношения на шее, но у нас используется без веревочек непосредственно для восхищения, обожания и громких радостных возгласов “Баба!”. Минус — при поломке, а, учитывая толщину оригинальной модели в 0,8 мм это происходит нередко, происходит непреодолимое опечаливание младенца, прекращаемое, однако, легко при помощи печати следующей копии. В топе с большим отрывом.
Резюмируя:
-3d-печать игрушек источник радости для: 1)Ваших детей 2)Вас и 3)Ваших близких
-Есть такие, которые близко не присутствуют в магазинах
-При наличии навыков 3d-моделирования возможна любая модификация.
-Можно напечатать запчасть взамен сломанной
-В силу мягких требований к точности и качеству печать 3d-игрушек может использоваться для окончательной наладки принтера, для выявления оптимальных режимов для работы с новым пластиком и т.п.
-В подавляющем большинстве случаев 3d-печатные игрушки выигрывают в стоимости
P.S. На всякий случай. Ссылки на 3d-модели прямо на заголовках игрушин.
3D печать игрушек на заказ
Американская компания Hasbro стала новатором массовой кастомизации в 3D-индустрии. Новая серия персонализированных фигурок Hasbro Selfie Series – долгожданный подарок для истинных фанатов популярных супергеройских вселенных. Используя смартфон с установленным приложением Hasbro Pulse (доступно для скачивания на официальном сайте компании), теперь можно будет создать фигурку любимого героя, «наградив» его своими чертами лица. Все, что для этого потребуется – сделать объемное селфи, отсканировав собственную физиономию, а затем отпечатать его на 3D-принтере. Увековечить себя в виде фигурки можно будет уже начиная с осени этого года. Правда, пока что кастомизированные экшн-игрушки будут доступны исключительно покупателям, живущим в Соединенных Штатах и достигшим 16-летнего возраста.
Hasbro по праву называют одним из пионеров 3D-печати. Компания освоила и успешно начала внедрять технологию трехмерной печати для производства игрушек еще в далеком 1995-м. Одной из первых внедрив технологии быстрого прототипирования трехмерных печатных элементов, Hasbro уже в 90-е годы достаточно быстро заявила о себе. Сегодня команда разработчиков делает все возможное для того, чтобы фанаты популярных супергеройских игрушек получили именно то, о чем так давно мечтали.
Вот что рассказывает о новом опыте компании Патрик Марр, директор по разработке моделей бренда.
Мы по-настоящему ценим наших клиентов, независимо от их возраста. Поэтому мы тратим много времени на обратную связь и делаем все возможное, чтобы понять, что нужно покупателям, и что люди ищут в наших каталогах. Мы используем эту информацию для того, чтобы анализировать, разрабатывать и создавать новые продукты, которые заинтересуют потенциального покупателя.
Нужно отдать должное команде Hasbro, она смогла заинтересовать и привлечь действительно большое количество поклонников фигурок. Единственная проблема заключалась в том, что в какой-то момент производственные мощности компании перестали справляться с быстро растущим потребительским спросом, который наблюдается на рынке кастомизированной 3D-печати в последние годы. Лучшим решением стала покупка нового 3D-принтера Formlabs, ведущего мирового производителя оборудования для печати по технологии SLA. Это позволило производителю тщательно изучить и наилучшим образом реализовать многочисленные возможности производства самых мелких деталей для печати новых фигурок.
Мы и раньше использовали 3D-принтеры для прототипирования в производстве нашей продукции. Несмотря на то, что компания уже имеет в своем парке оборудования несколько больших промышленных машин, они далеко не всегда справляются с теми объемами, с которыми сегодня приходится иметь дело Hasbro. Именно по этой причине мы начали искать новые решения, которые позволили бы выполнять заказы наших клиентов еще быстрее, используя при этом новые высокотехнологичные материалы и технологии 3D печати. Сотрудничество с Formlabs стало поистине беспроигрышным решением.
Массовая кастомизация: как это работает на примере Hasbro
Американская компания сделала ставку на синтез двух современных технологий. Первая из них – технология объемного сканирования лица с использованием смартфонов и фирменного приложения собственной разработки. Вторая – технология 3D-печати SLA, которую сегодня активно популяризует Formlabs.
О технологии
SLA (лазерная стереолитография) представляет собой технологию 3D печати, основанную на полимеризации светочувствительных термореактивных смол. Можно сказать, что это беспроигрышная идея для бизнеса на 3D-принтере для коммерческих компаний, поскольку в готовый продукт здесь вкладываются относительно небольшие инвестиции. Считается, что SLA представляет собой первую эффективную технологию 3D печати, поскольку патент на нее был зарегистрирован создателями еще в середине 80-х годов ХХ столетия. Главное преимущество SLA заключается в том, что такая технология позволяет с исключительной точностью выполнять мелкие детали, что очень важно для производителей игрушек на 3D-принтере.
Вот лишь некоторые преимущества, которыми обладает технология лазерной стереолитографии:
Возможность печатать модели сложной конфигурации с исключительной детализацией.
Высокая прочность готовых изделий.
Один из самых высоких на рынке 3D-печати показателей точности.
Высокое качество готовых поверхностей.
Особенности фотополимеров позволяют использовать отпечатанные модели в качестве готового продукта.
Небольшие затраты на постпечатную обработку.
Помимо прототипирования игрушек, технология SLA уже сегодня широко применяется в самых разных сферах: ювелирном деле, медицине, приборостроении, авиакосмической отрасли, машиностроении.
Сотрудничество с Formlabs: ставка на успех
Оценив многочисленные преимущества технологии SLA, компания Hasbro приняла решение инвестировать в линейку 3D-принтеров Formlabs.
Купив свой первый настольный принтер Formlabs, мы поддерживали активную обратную связь с компанией-производителем. Formlabs не только интересовались нашими отзывами на всех этапах внедрения новой технологии, но и старались сделать так, чтобы все пожелания учитывались в разработке и производстве последующих моделей SLA 3D-принтеров. Такое сотрудничество позволило нам воплотить в жизнь самые смелые идеи и выйти на рынок 3D печати на заказ с еще большими технологическими возможностями.
Сегодня, когда популярность новой серии Hasbro Selfie Series растет буквально с каждым месяцем, Hasbro и Formlabs продолжают свое тесное сотрудничество. Более того, перед американским производителем игрушек открылись новые горизонты, и компания буквально на глазах расширяет масштабы своего производства. Оценив возможности, которые открывает синтез технологий мобильного объемного сканирования и SLA 3D печати, Hasbro уже сегодня мечтает о как можно более масштабном производстве своих игрушек. И если ранее речь шла о небольшой партии из 300-500 фигурок, то сегодня компания планирует использовать такие современные технологии для «конвейерного» изготовления игрушек по цифровым макетам клиентов.
Разумеется, команде Hasbro пришлось столкнуться в своих экспериментах с определенными вызовами. До того, как серия кастомизированных фигурок Hasbro Selfie Series увидела свет, разработчикам пришлось решить немало производственных проблем. В частности, компания понимала, что не может позволить себе выпускать игрушки с неоправданно завышенной ценой, поскольку клиенты всегда ждали от Hasbro качественного и, в то же время, доступного продукта. Одновременно с этим выпуск кастомизированных игрушек в таких объемах требует реализации большого количества настроек (и, соответственно, довольно серьезных инвестиций).
В качестве решения проблемы компания Hasbro выбрала гибридный подход к производству. Сегодня она по-прежнему использует технологию литья под давлением в изготовлении тела фигурок. В свою очередь голова печатается на SLA 3D-принтере, после чего осуществляется сборка готовой игрушки, обладающей чертами лица своего владельца. То, что большая часть изделия производится классическим методом литья под давлением, позволило компании существенно снизить расходы, сделав новую супергеройскую серию доступной для большинства покупателей.
Еще более широкие возможности для массовой кастомизации открывает использование фирменного программного обеспечения Hasbro. Современные технологии позволяют с высокой точностью сканировать лицо заказчика, одновременно подбирая подходящий цвет кожи и волос будущего владельца фигурки. На фабрике Hasbro была установлена масштабируемая производственная система, благодаря которой сегодня можно печатать уникальные персонализированные фигурки, с удивительной точностью повторяющие черты лица и волосы своих обладателей.
Новаторские технологии, новаторские материалы
С особой тщательностью компания Hasbro подошла к выбору материалов для печати собственной продукции (что также позволило удешевить производство без урона для качества). На помощь пришла линейка из двух десятков полимерных материалов, которые могут использоваться с печатным оборудованием Formlabs. Использование специальных полимерных смол позволяет печатать на SLA 3D-принтерах как самые прочные и жесткие поверхности, которые не ломаются и не деформируются даже под высоким давлением, так и максимально гибкие детали кастомизированных 3D-игрушек. Для того чтобы облегчить Hasbro непростую задачу массовой кастомизации, Formlabs предоставила компании команду высококлассных специалистов по материалам для 3D-печати, которые сегодня работают в тесной связке с производителем игрушек.
Кроме того, компанией была успешно налажена цепочка беспрерывной поставки необходимых для печати полимерных материалов. В результате этого Hasbro наконец удалось выйти на запланированные объемы массового производства кастомизированных игрушек. Hasbro планирует добавить в свою серию еще больше фигурок, которые уже сегодня пользуются невероятной популярностью среди фанатов супергеройских саг. Заказы на печать селфи-серии начнут принимать уже этой осенью. Подать заявку на изготовление персонального супергероя американцы смогут непосредственно в фирменном приложении Hasbro Pulse. В свою очередь, новые экшн-фигурки находятся в стадии разработки и будут добавлены в каталог серии в самом ближайшем будущем.
3D-печатные игрушки — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
Леска для триммеров (2.0 мм, 15 м, сечение витой квадрат) Би-материал
Леска для триммеров (2.0 мм, 15 м, звезда)
Аккумулятор Makita BL1830B (197599-5)
4 990 ₽
197280-8 Аккумулятор Makita тип BL1850B, 18В, 5Ач Li-ion
6 490 ₽
Аккумуляторный кусторез Makita DUH 523 Z (DUH523Z)
9 630 ₽
Газонокосилка аккумуляторная Makita DLM382Z
17 220 ₽
Газонокосилка аккумуляторная Makita DLM382PM2
25 500 ₽
Набор из 2х АКБ Makita BL 1850 5 Ач и двойного зарядного устройства DC18RD (196186-7)
18 990 ₽
Аккумуляторная дрель-шуруповерт Makita DDF 453 Z (DDF453Z)
5 490 ₽
Аккумуляторный пылесос Makita DCL 180 Z (DCL180Z)
3 390 ₽
Газонокосилка электрическая Makita ELM4621
32 000 ₽
DCL181FZ, Аккумуляторный пылесос Makita
4 710 ₽
Избавляемся от проводов! Аккумуляторный триммер Makita по специальной цене!
Аккумуляторный триммер Makita DUR181RF – компактный, легкий и удобный, предназначен для скашивания травы малой и средней жесткости. Особенно удобен данный инструмент как дополнение к колесной газонокосилке (электрической или бензиновой) для аккуратного обкашивания вдоль дорожек, заборок, клумб.
Полуавтоматическая катушка — при легком ударе катушки о землю выполняется подача лески. Для защиты катушки от повреждений предусмотрена металлическая скоба.
В комплектацию Makita DUR181RF входит один (!) аккумулятор 18v емкостью 3а*ч и зарядное устройство
Производитель
Makita
Бесщеточный двигатель
Бесщеточный двигатель – современная технология двигателя, в
конструкции которой нет скользящих контактов. Такой двигатель компактнее, надежнее,
имеет большее КПД, а отсутствие
коллекторно-щеточного узла упрощает обслуживание
инструмента. Единственный минус (на данный момент) – инструмент с бесщеточным
двигателем дороже
Нет
Тип двигателя
Аккумуляторный
Ширина обработки, см
26
Режущий элемент
Леска
Режущий элемент в комплекте
Часто бывает предусмотрена возможность использовать триммер с разными типами режущего элемента (леска, диск, нож), но в комплект входит только один тип оснастки, а другие приобретаются отдельно. Будьте внимательны!
Леска
Штанга
В общем случае, триммеры с изогнутой штангой не предназначены для высоких нагрузок. На них нельзя поставить нож, работать можно только леской. Зато они легче и удобнее, особенно для невысоких людей.
Триммеры с прямой штангой готовы к высоким нагрузкам, на них можно устанавливать режущий нож или диск. Мощные бензиновые триммеры бывают только с прямой штангой. Кроме того, прямой жесткий вал более надежен и долговечен.
прямая
Диаметр лески, мм
2
Обороты
0-7800
Свойства аккумуляторов
Напряжение аккумулятора, В
18
Линейка (тип) АКБ
Как правило, к аккумуляторному инструменту подходят батареи того же производителя, с тем же рабочим напряжением. Но у некоторых производителей существует несколько НЕ взаимозаменяемых линеек АКБ. Например, Makita BL-series и G-series
Makita DUR181RF — входит ли в комплектацию плечевой ремень ?
MakitaRussia
19 апреля 2022 09:14
Да. В комплекте.
Денис Смирнов
26 июня 2021 20:10
Добрый день. Гарантия на этот триммер 12 месяцев или более?
MakitaRussia
28 июня 2021 12:48
Добрый день. Верно. Гарантия 1 год.
Юлия
15 июня 2021 13:01
Добрый день. Данный триммер имеет возможность вертикального скашивания? Крутится ли головка данного устройства?
MakitaRussia
15 июня 2021 16:43
головка регулируется по углу. что такое вертикальне скашивание? для кустов? он не предназначен для этого
Павел
15 июня 2021 09:18
Какую леску надо использовать?
MakitaRussia
15 июня 2021 16:43
1.6мм в комплекте, но отлично встает и 2мм
Сергей
9 июня 2021 23:38
Можно ли на данный триммер повесить другую катушку? Очень хочется катушку с двумя выводами под леску вместо однеого
MakitaRussia
10 июня 2021 10:09
производителем не предусмотрено, триммеру может быть банально тяжело. ..
Наталья
8 июня 2021 15:34
сколько стоит дополнительный аккумулятор?
MakitaRussia
8 июня 2021 16:32
если покупать сразу с триммером то по акции аккумулятор 3 А*ч со скидкой! +3 800 ₽
Руслан
27 мая 2021 18:00
Меняется ли длина штанги, и в каких пределах?
MakitaRussia
28 мая 2021 16:02
да, штанга телескопическая. ход не очень большой, сантиметров 20
Александр
24 мая 2021 21:24
Добрый день. Какая мощность?
MakitaRussia
25 мая 2021 22:56
у аккумуляторного инструмента нет такого показателя. субьективно — он близок к легким маломощных электротриммерам с нижним расположением двигателя и мощностью до 500Вт
Алексей
24 мая 2021 08:55
можно использовать при влажной траве?(росса)
MakitaRussia
24 мая 2021 16:35
двигатель неплохо защищен, но всеже мы не рекомендуем косить мокрую траву
Вадим
20 мая 2021 11:54
Аккумуляторный триммер Makita DUR 181 RF (DUR181RF), есть ли в комплектации
акб , зарядка? Спасибо!
MakitaRussia
21 мая 2021 09:36
В комплектацию Makita DUR181RF входит один (!) аккумулятор 18v емкостью 3а*ч и зарядное устройство
Стоимость товара в интернет-магазине может отличаться от стоимости в магазинах розничной сети. Продукты с пометкой «только онлайн» не продаются в магазинах.
Страхование покупки
Застрахуй свое новое устройство и сэкономь до 80% от его стоимости
12 месяцев (+39,93 €)
24 месяцев (+72,82 €)
Текущая гарантия
Бесплатный ремонт устройства
12 месяцев (+23,49 €)
24 месяцев (+32,89 €)
36 месяцев (+39,93 €)
48 месяцев (+54,03 €)
60 месяцев (+65,77 €)
12 месяцев (+32,89 €)
24 месяцев (+42,28 €)
36 месяцев (+49,33 €)
Текущая гарантия (с заменой)
Бесплатный ремонт устройства (с заменой)
12 месяцев (+42,28 €)
24 месяцев (+54,03 €)
36 месяцев (+65,77 €)
Добавить к сравнению
Выбери от 2 до 5 продуктов для сравнения характеристик
Well balanced design with fully adjustable features to suit any operator.
Up to 45 min. of run time on a single charge under no load using BL1830B.
Makita-built motor delivers 7,800 RPM for faster cutting.
Telescoping shaft (123 to 143cm) for optimum cutting position.
Adjustable 5-position pivoting head for cutting angle adjustment when trimming in tight spaces.
Оттенок товара может отличаться от изображенного на фотографии. Описание продукта носит общий характер, и оно необязательно содержит все свойства продукта. Цены на товары, опубликованные в интернет-магазине, могут отличаться от цен на товары, применяемые в супермаркетах и сервисных центрах. Остатки товаров на складе и в интернет-магазине в исключительных случаях могут не совпадать, поэтому сохраняется вероятность того, что сроки доставки могут отличаться от указанных при размещении заказа и / или мы не сможем выполнить Твой заказ или выполним лишь частично (в таких случаях Покупатель будет немедленно проинформирован).
Заметил ошибку в описании товара, таблице свойств или фотогалерее? Сообщи нам
Аккумуляторный триммер Makita DUR181 Обзор
Вердикт
Хороший и прочный двигатель, но одна струна и возникающая в результате вибрация при использовании не позволяют аккумуляторному триммеру Makita DUR181 заткнуться и забрать мои деньги.
Pros
Легкий и хорошо сбалансированный
Регулируется по росту пользователя
Регулируемая по 5 углам поворотная головка
Простота использования в ограниченном пространстве
45 минут работы от батареи
Минусы
Небольшая вибрация
Лучше всего использовать 10-минутными сериями
Основные характеристики
Обзорная цена: 169,99 фунтов стерлингов
Регулируемая по 5 углам поворотная головка
Подъем и подача одиночной линии реза
Обеспечивает скорость до 7800 об/мин для резки
Диаметр реза 250 мм
Вес с батареей 3,1 кг
Вращающаяся на 180 градусов головка для обработки кромок
82 дБ
Регулируемая длина, от 1229 мм до 1433 мм
Что такое Аккумуляторный триммер Makita DUR181?
Аккумуляторный триммер с струнным шнуром — один из широкого ассортимента инструментов, производимых Makita, все в характерной зеленой окраске. Makita используются большинством мастеров, потому что они способны выдерживать большие нагрузки и сверхнадежны, а String Trimmer обычно хорошо спроектирован и прост в использовании.
Он хорошо сбалансирован, легко адаптируется и прост в использовании в ограниченном пространстве. Makita DUR181 продается на некоторых интернет-сайтах только в корпусе, но для него требуется 18-вольтовая 4-амперная литий-ионная батарея Makita BL1840B и зарядное устройство Makita BL 1840B. Вышеупомянутое предложение от Amazon включает в себя два аккумулятора и зарядное устройство вместе с триммером. Обзор Husqvarna Automower 450X Он прочный и выглядит прочным и хорошо сделанным. Угол наклона головы можно регулировать почти через 90 градусов, что подходит для работы на берегу или на уровне земли, и может поворачиваться на 180 градусов для обработки кромки.
Сразу за петлевой рукояткой находится ручка с рукояткой, которая используется для выдвижения и втягивания вала, а также для его вращения для обработки кромок. Его можно удлинить на 200 мм в зависимости от роста пользователя. Предохранитель, нажимаемый большим пальцем, и спусковой крючок запускают триммер. Вы толкаете предохранитель вперед, нажимаете на спусковой крючок и работаете, удерживая спусковой крючок.
Используется один нейлоновый шнур. Нажмите на две защелки с обеих сторон крышки катушки, и вся режущая головка нейлонового шнура выскочит. Вы вынимаете катушку и наматываете новый шнур — это занимает целых 8 метров, что в два раза больше, чем в более мощных триммерах.
Затем вы пропускаете шнур через проушину в крышке катушки, совмещаете проушину с выемкой отверстия для установки режущей головки и защелкиваете весь узел обратно. Это хорошая система, которая означает отсутствие риска разматывания шнура. — распространенная проблема. Он поставляется с полезным плечевым ремнем и запасной линией.
Связанный: Лучший триммер для травы
Аккумуляторный триммер Makita DUR181 — зарядка и время работы .
Он легкий и компактный, и его хватит на впечатляющие 45 минут. Это означает, что вы можете легко подстригать все вокруг вашего сада, не перезаряжая его.
Кроме того, батарея на 18 В подходит и для других продуктов Makita. Так что, если вам нравится делать что-то своими руками, помимо триммера, вы можете запастись целым рядом других инструментов для мастерских Makita, таких как дрели, ножовки с электроприводом, циркулярная пила и электролобзик, и для их непрерывной работы требуется всего пара батареек. .
Аккумулятор Makita BL 1840B подходит для зарядного устройства Makita DC18RC. Зарядка аккумулятора заняла 36 минут. У него есть вентилятор, поэтому во время работы был непрерывный мягкий гул. И зарядное устройство, и аккумулятор были просты в использовании, а зарядное устройство имело удобный дисплей со световыми индикаторами. Они загорались в разных комбинациях, чтобы показать состояние вашей батареи — полностью заряженная, частично заряженная, неисправная. Другие индикаторы указывают на неисправность зарядного устройства. Я был впечатлен эффективностью этой системы и быстрым временем зарядки.
Связанный: Лучшая аккумуляторная газонокосилка
Аккумуляторный струнный триммер Makita DUR181 – управляемость и производительность
Машина хорошо сбалансирована; длина триммера регулируется по высоте от 1,433 метра до 1,229, поэтому мне было так же удобно работать с ним на высоте 6 футов 5 дюймов, как и моей девушке на высоте 5 футов 4 фута.
Его также легко носить с собой. Makita DUR181 отлично подходит, если вы работаете в ограниченном пространстве среди кустарников и деревьев, потому что его более короткий радиус действия означает, что с ним легко обращаться. Аккумулятор находится под ручкой, прямо в задней части машины, поэтому вы можете перемещать руки поперек передней части тела во время стрижки и поворачивать инструмент. (Некоторые триммеры мешают аккумулятору, что делает это движение невозможным.)
Аккумуляторный триммер Makita обладает удивительной универсальностью. И, конечно же, он оснащен поворотной головкой, регулируемой в пяти углах, что делает его превосходным инструментом для обрезки и обрезки кромок.
Для обработки кромок головку можно поворачивать на 180 градусов, что дает вам четкое представление о том, что вы делаете во время работы. Это дало хороший результат, и ему даже удалось прорезать газон.
В качестве дополнительного бонуса, если вы полностью наклоните головку Makita DUR181, вы сможете легко срезать верхнюю часть банка, а легкость машины означает, что делать это удобно. Поднятие не напрягает спину.
Хотя Makita DUR181 не особенно мощная при 18 В, она хорошо работала на газонной траве и молодой крапиве. Он немного боролся со старой, более жесткой крапивой и садовой травой, но я был впечатлен тем, как он прорезал жесткую траву ежи, не останавливаясь. Лучше попробовать его на отдельных крапивах, чем сразу браться за целый куст. Он срезал квадратный метр трехдюймовой травы за 18 секунд.
Производители разработали триммер Makita для прерывистого, а не постоянного использования. Это означало, что после десятиминутной езды вокруг яблонь в жаркий день двигатель был довольно теплым на ощупь, требуя короткого отдыха. (Он снова быстро остыл.)
Небольшая вибрация, которую вы всегда будете ощущать при использовании однострунных триммеров, но она может оказаться неприятной для пользователя с таким заболеванием, как артрит. Вибрация была низкой: Правила контроля вибрации на рабочем месте 2005 г. определяют максимум 5 м/с2 для вибрации рук, а Makita DUR181 показывает только 2,5 м/с2 или меньше.
Поскольку у Makita DUR181 всего одна струна, а у более мощных машин их две, значит, вы не сможете резать так быстро. Тем не менее, мне все же удалось за десять минут скосить 20 квадратных метров садовой травы.
Makita DUR 181 был продуманно разработан, чтобы стать хорошим универсальным инструментом для сада среднего размера. Он легко маневрен и способен выполнять широкий спектр работ. Его легкость и сбалансированность означают, что любой маленький или не особенно сильный может использовать его. Время автономной работы и мощность также впечатляют для его размера.
Вердикт
Makita DUR 181 имеет низкий уровень вибрации, который может не подойти некоторым пользователям, и лучше всего работать десятиминутными очередями. Тем не менее, это легко адаптируемая, недорогая и легкая машина для садов среднего размера. Это особенно полезно в замкнутых пространствах.
Триммер для струн Makita DUR181RF | Модель: M-DUR181RF
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Makita DUR181RF Триммер для струн | Модель: M-DUR181RF
Пожалуйста, звоните, если у вас есть какие-либо вопросы относительно этого продукта.
Характеристики:
Легкие аккумуляторные триммеры для травы 260 мм (10-1/4 дюйма)
Питание от литий-ионных аккумуляторов
Хорошо сбалансированная конструкция инструмента с режущей головкой с регулируемым углом наклона для домашнего садоводства
Технические характеристики:
Тип аккумулятора: литий-ионный
Время зарядки: 22 мин
Напряжение: 18 В
Скорость без нагрузки: 7800 об/мин
Вес нетто: 2,6 кг
American ExpressApple PayGoogle PayMastercardPayPalShop PayUnion PayVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Страна
Сингапур
Почтовый индекс
Возврат Наш полис действует 7 дней. Если с момента покупки прошло 7 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке.
Пожалуйста, сфотографируйте ваш товар, который нужно вернуть, и отправьте его через WhatsApp по номеру +65 8923 2880 вместе со счетом-фактурой или доказательством покупки, чтобы мы могли его проверить.
На основании нашей оценки, если товары приемлемы, мы попросим вас доставить их в наш главный филиал по адресу: Блок 5022 Индустриальный парк Анг Мо Кио 2 #01-31 Сингапур (569525).
Некоторые виды товаров не подлежат возврату. Скоропортящиеся товары, такие как шлифовальные круги, защитная обувь, защитные каски, ремни безопасности, привязные ремни, сварочные электроды, силиконовые/акриловые герметики, сверла и т. д. возврату не подлежат. Мы также не принимаем товары интимного или санитарного назначения, опасные материалы, легковоспламеняющиеся жидкости или газы. Машины, работающие на бензине или дизельном топливе, также не подлежат возврату.
Дополнительные невозвратные товары: Подарочные карты Загружаемые программные продукты Некоторые товары для здоровья и личной гигиены
Для оформления возврата нам потребуется квитанция или подтверждение покупки.
Пожалуйста, не отправляйте покупку обратно производителю.
Существуют определенные ситуации, когда предоставляется только частичное возмещение (если применимо) — Машины или инструменты с явными признаками использования — Шлифовальные круги, отрезные круги, которые были вскрыты недостающие детали по причинам, не связанным с нашей ошибкой — Любой товар, который возвращается более чем через 7 дней после доставки
Возврат средств
Пожалуйста, сфотографируйте ваши товары, которые будут возвращены, и отправьте их в WhatsApp по номеру +65 8923 2880 вместе со счетом или доказательством покупки, чтобы мы могли проверить это.
На основании нашей оценки, если товары приемлемы, мы попросим вас доставить их в наш главный филиал по адресу: Блок 5022 Индустриальный парк Анг Мо Кио 2 #01-31 Сингапур (569525).
Если вы будете одобрены, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или первоначальному способу оплаты в течение определенного количества дней.
Задержка или отсутствие возмещения Если вы еще не получили возмещение, сначала проверьте свой банковский счет еще раз. Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен. Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку. Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по телефону +65 8923 2880.
Предметы со скидкой Возврат возможен только за товары по обычной цене, к сожалению, возврат за товары со скидкой невозможен.
Насосы Aquario (Акварио) — цены на насосы и все характеристики на ВОДОМАСТЕР.РУ
Интернет-магазин «Водомастер.ру» ценит доверие своих клиентов и заботится о сохранении их личных (персональных) данных в тайне от мошенников и третьих лиц. Политика конфиденциальности разработана для того, чтобы личная информация, предоставленная пользователями, были защищены от доступа третьих лиц.
Основная цель сбора личных (персональных) данных – обеспечение надлежащей защиты информации о Пользователе, в т.ч. его персональных данных от несанкционированного доступа и разглашения третьим лицам, улучшение качества обслуживания и эффективности взаимодействия с клиентом.
1. ОСНОВНЫЕ ПОНЯТИЯ
Сайт – интернет магазин «Водомастер.ру», расположенный в сети Интернет по адресу: vodomaster.ru
Пользователь – физическое или юридическое лицо, разместившее свою персональную информацию посредством любой Формы обратной связи на сайте с последующей целью передачи данных Администрации Сайта.
Форма обратной связи – специальная форма, где Пользователь размещает свою персональную информацию с целью передачи данных Администрации Сайта.
Аккаунт пользователя (Аккаунт) – учетная запись Пользователя позволяющая идентифицировать (авторизовать) Пользователя посредством уникального логина и пароля. Логин и пароль для доступа к Аккаунту определяются Пользователем самостоятельно при регистрации.
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Настоящая Политика в отношении обработки персональных данных (далее – «Политика») подготовлена в соответствии с п. 2 ч .1 ст. 18.1 Федерального закона Российской Федерации «О персональных данных» №152-ФЗ от 27 июля 2006 года (далее – «Закон») и описывает методы использования и хранения интернет-магазином «Водомастер.ру» конфиденциальной информации пользователей, посещающих сайт vodomaster.ru.
2.2. Предоставляя интернет-магазину «Водомастер.ру» информацию частного характера через Сайт, Пользователь свободно, своей волей дает согласие на передачу, использование и раскрытие его персональных данных согласно условиям настоящей Политики конфиденциальности.
2.3. Настоящая Политика конфиденциальности применяется только в отношении информации частного характера, полученной через Сайт. Информация частного характера – это информация, позволяющая при ее использовании отдельно или в комбинации с другой доступной интернет-магазину информацией идентифицировать персональные данные клиента.
2.4. На сайте vodomaster.ru могут иметься ссылки, позволяющие перейти на другие сайты. Интернет-магазин не несет ответственности за сведения, публикуемые на этих сайтах, и предоставляет ссылки на них только в целях обеспечения удобства пользователей. При этом действие настоящей Политики не распространяется на иные сайты. Пользователям, переходящим по ссылкам на другие сайты, рекомендуется ознакомиться с политикой конфиденциальности, размещенной на таких сайтах.
3. УСЛОВИЯ, ЦЕЛИ СБОРА И ОБРАБОТКИ ПЕРСОНАЛЬНЫХ ДАННЫХ ПОЛЬЗОВАТЕЛЕЙ
3.1. Персональные данные Пользователя такие как: имя, фамилия, отчество, e-mail, телефон, адрес доставки, skype и др. , передаются Пользователем Администрации Сайта с согласия Пользователя.
3.2. Передача персональных данных Пользователем через любую размещенную на сайте Форму обратной связи, в том числе через корзину заказов, означает согласие Пользователя на передачу его персональных данных.
3.3. Предоставляя свои персональные данные, Пользователь соглашается на их обработку (вплоть до отзыва Пользователем своего согласия на обработку его персональных данных), в целях исполнения интернет-магазином своих обязательств перед клиентом, продажи товаров и предоставления услуг, предоставления справочной информации, а также в целях продвижения товаров, работ и услуг, а также соглашается на получение сообщений рекламно-информационного характера и сервисных сообщений.
3.4. Основными целями сбора информации о Пользователе являются принятие, обработка и доставка заказа, осуществление обратной связи с клиентом, предоставление технической поддержки продаж, оповещение об изменениях в работе Сайта, предоставление, с согласия клиента, предложений и информации об акциях, поступлениях новинок, рекламных рассылок; регистрация Пользователя на Сайте (создание Аккаунта).
3.5. Регистрация Пользователя на сайте vodomaster.ru не является обязательной и осуществляется Пользователем на добровольной основе.
3.6. Интернет-магазин не несет ответственности за сведения, предоставленные Клиентом на Сайте в общедоступной форме.
4. ОБРАБОТКА, ХРАНЕНИЕ И ЗАЩИТА ПЕРСОНАЛЬНОЙ ИНФОРМАЦИИ ПОЛЬЗОВАТЕЛЕЙ САЙТА
4.1. Администрация Сайта осуществляет обработку информации о Пользователе, в т.ч. его персональных данных, таких как: имя, фамилия, отчество, e-mail, телефон, skype и др., а также дополнительной информации о Пользователе, предоставляемой им по своему желанию: организация, город, должность, и др.
4.2. Интернет-магазин вправе использовать технологию «cookies». «Cookies» не содержат конфиденциальную информацию и не передаются третьим лицам.
4.3. Интернет-магазин получает информацию об ip-адресе Пользователя сайта vodomaster.ru и сведения о том, по ссылке с какого интернет-сайта он пришел. Данная информация не используется для установления личности Пользователя.
4.4. При обработке персональных данных пользователей интернет-магазин придерживается следующих принципов:
Обработка информации осуществляется на законной и справедливой основе;
Информация не раскрываются третьим лицам и не распространяются без согласия субъекта Данных, за исключением случаев, требующих раскрытия информации по запросу уполномоченных государственных органов, судопроизводства;
Определение конкретных законных целей до начала обработки (в т.ч. сбора) информации;
Ведется сбор только той информации, которая является необходимой и достаточной для заявленной цели обработки;
Обработка информации ограничивается достижением конкретных, заранее определенных и законных целей;
4.5. Персональная информация о Пользователе хранятся на электронном носителе сайта бессрочно.
4.6. Персональная информация о Пользователе уничтожается при желании самого Пользователя на основании его официального обращения, либо по инициативе администратора Сайта без объяснения причин, путём удаления информации, размещённой Пользователем.
4.7. Обращение об удалении личной информации, направляемое Пользователем, должно содержать следующую информацию:
для физического лица:
номер основного документа, удостоверяющего личность Пользователя или его представителя;
сведения о дате выдачи указанного документа и выдавшем его органе;
дату регистрации через Форму обратной связи;
текст обращения в свободной форме;
подпись Пользователя или его представителя.
для юридического лица:
запрос в свободной форме на фирменном бланке;
дата регистрации через Форму обратной связи;
запрос должен быть подписан уполномоченным лицом с приложением документов, подтверждающих полномочия лица.
4.8. Интернет-магазин обязуется рассмотреть и направить ответ на поступившее обращение Пользователя в течение 30 дней с момента поступления обращения.
4.9. Интернет-магазин реализует мероприятия по защите личных (персональных) данных Пользователей в следующих направлениях:
предотвращение утечки информации, содержащей личные (персональные) данные, по техническим каналам связи и иными способами;
предотвращение несанкционированного доступа к информации, содержащей личные (персональные) данные, специальных воздействий на такую информацию (носителей информации) в целях ее добывания, уничтожения, искажения и блокирования доступа к ней;
защита от вредоносных программ;
обнаружение вторжений и компьютерных атак.
5. ПЕРЕДАЧА ПЕРСОНАЛЬНЫХ ДАННЫХ
5.1. Интернет-магазин «Водомастер.ру» не сообщает третьим лицам личную (персональную) информацию о Пользователях Сайта, кроме случаев, предписанных Федеральным законом от 27.07.2006 г. № 152-ФЗ «О персональных данных», или когда клиент добровольно соглашается на передачу информации.
5.2. Условия, при которых интернет-магазин «Водомастер.ру» может предоставить информацию частного характера из своих баз данных сторонним третьим лицам:
в целях удовлетворения требований, запросов или распоряжения суда;
в целях сотрудничества с правоохранительными, следственными или другими государственными органами. При этом интернет-магазин оставляет за собой право сообщать в государственные органы о любой противоправной деятельности без уведомления Пользователя об этом;
в целях предотвращения или расследования предполагаемого правонарушения, например, мошенничества или кражи идентификационных данных;
5.3. Интернет-магазин имеет право использовать другие компании и частных лиц для выполнения определенных видов работ, например: доставка посылок, почты и сообщений по электронной почте, удаление дублированной информации из списков клиентов, анализ данных, предоставление маркетинговых услуг, обработка платежей по кредитным картам. Эти юридические/физические лица имеют доступ к личной информации пользователей, только когда это необходимо для выполнения их функций. Данная информация не может быть использована ими в других целях.
6. БЕЗОПАСНОСТЬ БАНКОВСКИХ КАРТ
6.1 При оплате заказов в интернет-магазине «Водомастер.ру» с помощью кредитных карт все операции с ними проходят на стороне банков в специальных защищенных режимах. Никакая конфиденциальная информация о банковских картах, кроме уведомления о произведенном платеже, в интернет-магазин не передается и передана быть не может.
7. ВНЕСЕНИЕ ИЗМЕНЕНИЙ И ДОПОЛНЕНИЙ
7.1. Все изменения положений или условий политики использования личной информации будут отражены в этом документе. Интернет-магазин «Водомастер.ру» оставляет за собой право вносить изменения в те или иные разделы данного документа в любое время без предварительного уведомления, разместив обновленную версию настоящей Политики конфиденциальности на Сайте.
Аквариумные насосы: насосы для аквариумов и аэраторы .
…
Загрузка…
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
…
Загрузка…
Загрузка…
Загрузка…
Загрузка…
Загрузка…
Загрузка…
2
Загрузка… 900.0.00
Загрузка…
Загрузка…
Загрузка…
Загрузка…
Загрузка…
Загрузка…
Загрузка…
Загрузка…
3
Загрузка…
…
Загрузка…
Загрузка…
Загрузка…
Загрузка…
Загрузка…
Аквариумные водяные насосы и насадки
6 Для простого пресноводного или большого морского аквариума вам понадобится насос для аквариума. Эти аквариумные насосы помогают циркулировать и фильтровать воду в вашем аквариуме, чтобы поддерживать хорошее качество воды. Как владельцу домашнего животного очень важно, чтобы вы помогали поддерживать хорошее качество жизни растений и рыб в вашем аквариуме. Читайте дальше, чтобы получить помощь в выборе правильного насоса для вашего аквариума.
Разновидности насосов
Существует много типов встроенных насосов для воды и насосов для аквариума, поэтому часто требуется некоторое исследование, чтобы найти лучшие аэраторы для вашего аквариума. Принимая решение, учитывайте тип фильтрации, желаемую скорость потока, требования к водопроводу и любое дополнительное оборудование для фильтрации или контроля температуры, которое вам нужно. А чтобы определить, нужен ли вам погружной или встроенный насос, подумайте о размере и типе вашего аквариума, о том, какие водные обитатели вы держите, и о своих предпочтениях как аквариумиста.
Проточные насосы для аквариумов. Эти мощные насосы имеют воздушное охлаждение, так как находятся вне воды. Встроенные насосы рекомендуются для резервуаров, в которых необходимо поддерживать относительно низкую температуру и перекачивать много галлонов воды.
Погружные аквариумные насосы. Они просты в установке и, как правило, работают тише, чем встроенные насосы, поскольку они предназначены для работы под водой. Это идеальный выбор для владельцев домашних животных, которым нужен расслабляющий и тихий аквариум. Но эти насосы займут больше места в аквариуме и могут повысить температуру воды.
Как аквариумист, вы должны исследовать все оборудование, которое может вам понадобиться для поддержания циркуляции воды в аквариуме. Сюда входят белковые скиммеры для удаления отходов, воздушные насосы и воздушные камни для насыщения воды кислородом, а также аквариумные фильтры. Просмотрите все аксессуары для аквариумов в Petco, и вы обязательно найдете лучшие аквариумные насосы и многое другое, чтобы удовлетворить потребности ваших водных питомцев и растений.
Часто задаваемые вопросы о воздушных насосах для аквариумов и насосах для резервуаров
Как сделать аквариумный насос тише?
Рассмотрим погружной аквариумный насос. Погружные аквариумные насосы предназначены для работы под водой и поэтому работают тише, чем встроенные насосы.
Как собрать насос для аквариума?
К каждому насосу для аквариума прилагается инструкция по эксплуатации. Обязательно проверьте упаковку и вкладыши для помощи в настройке.
Какой насос для аквариума лучше?
Правильный выбор насоса для аквариума зависит от размера вашего аквариума, потребностей содержащихся в нем водных организмов и ряда других факторов. В Petco у нас есть широкий выбор, который удовлетворит даже самого привередливого рыболова.
Аквариумные насосы – Что использовать и где – Риф для начинающих
Существует так много типов насосов, которые вы можете использовать в своем аквариуме, но какой насос вам нужен? Каждый тип насоса был разработан для определенной цели, а некоторые даже способны выполнять несколько функций. В этой статье мы расскажем о типах насосов и о том, где лучше всего использовать каждый из них.
Наиболее распространенные типы аквариумных насосов:
Погружные насосы
Генераторы волн
Внутренние водяные насосы
Внешние водяные насосы
Насосы-дозаторы
Воздушные насосы
К концу этой статьи вы будете знакомы со всеми типами насосов, для чего каждый из них используется, как подобрать размер и как лучше всего его установить, чтобы в следующий раз, когда вы будете искать новый насос для аквариума вы будете точно знать, что брать!
Что такое насос или насос для аквариума?
Насадка для аквариума представляет собой полностью герметичный насос, который можно поместить под воду. Их можно использовать для всасывания воды через фильтр, подачи воды во внешний фильтр или для перемещения воды внутри аквариума. Они представляют собой очень распространенный насос и имеют несколько способов крепления к трубам или резервуару.
На сегодняшний день это самый распространенный тип аквариумных насосов, наиболее известный и используемый всеми аквариумистами, особенно пресноводными.
MaxiJets — это общий термин, используемый для их описания, хотя MaxiJet — это торговая марка силовой головки от Marineland, кажется, что она охватывает все эти типы насосов.
Напорные насосы этого типа обычно представляют собой гибрид, который можно использовать 4 способами:
В качестве водяного насоса для подачи воды к элементу оборудования, такому как реактор со средой
В качестве внешнего водяного насоса для перекачки воды из одного контейнера в другой
В качестве насадки с фиксированным потоком для увеличения потока воды в аквариуме и предотвращения мертвых зон
В качестве насадки с фиксированным потоком и трубкой Вентури для всасывания воздуха и выдувания пузырей и воды в аквариуме — только для пресной воды
Еще одно их большое преимущество заключается в том, что их можно использовать под водой или погружать в водопровод для работы вне резервуара.
ПОТОК — Вы можете найти этот тип насоса с диапазоном размеров потока от крошечных 50 галлонов в час (галлонов в час) / 190 литров в час (литров в час) до примерно 1200 галлонов в час от множества производителей.
ЦЕНА . Как правило, они варьируются в цене в зависимости от расхода/размера насоса, начиная примерно с 5 долларов США у китайских производителей и до 35 долларов США у марки Cobalt.
ИСПОЛЬЗОВАНИЕ – Поток воды в аквариуме, Подача воды к оборудованию, Перемешивание морской воды, Перекачка воды.
Вы можете найти эти насосы здесь, на Amazon.com
Что такое генератор волн для аквариума?
Аквариумный волногенератор представляет собой вентиляторный насос, устанавливаемый под водой, который изменяет схемы накачки для создания случайного потока в аквариуме. Они имеют различные схемы потока и силу потока, которые можно выбрать в настройках контроллера. Эти насосы распространены в аквариумах с кораллами.
Большинство из этих типов насосов будут управляться каким-либо контроллером насоса или контроллером аквариума, чтобы изменять время включения/выключения, скорость/поток насоса, а также связывать его с другими насосами для совместной работы или совместной работы. лица.
В категорию WaveMaker входят различные типы отдельных насосов:
Насосы с постоянным расходом
Регулируемые насосы постоянного тока:
Управляемые силовые головки
2-компонентные магнитные насосы
Круговые насосы
Вейвбоксы
Рассмотрим каждый из них более подробно…
Что такое аквариумный насос с фиксированным расходом?
Аквариумный насос с фиксированным расходом представляет собой насос вентиляторного типа, который создает сильный поток воды в аквариуме, но с заданной скоростью потока. Они являются самыми основными насосами потока и качают с заданной скоростью, пока у них есть мощность. Они обычно используются с подключаемым таймером, чтобы включать и выключать их по мере необходимости.
Обычно называемые циркуляционными насосами, эти насосы предназначены для перемещения больших объемов воды с заданным расходом. Вы включаете их, они работают, отключаете их, они останавливаются.
Это самые простые генераторы волн на рынке. Купив несколько и правильно направив их, вы сможете с легкостью создавать случайные потоки в аквариуме. Они отлично подходят для того, чтобы спрятаться за каменной кладкой, чтобы предотвратить мертвые зоны потока.
Более дешевый вариант:
Серия Koralia от Hydor Доступен на Amazon.com
Более дорогой вариант:
Серия Turbelle Stream от Tunze Доступен на Amazon.com
Чтобы создать еще более беспорядочный поток, необходимый для кораллов, многие аквариумисты подключают эти «тупые» насосы к простому контроллеру «Flip-Flop», как показано ниже:
Контроллер волн JBJ Ocean Pulse Plus
С помощью приведенного выше контроллера помпы и 2 головок или циркуляционных насосов вы можете установить в своем аквариуме систему создания волн менее чем за 60 долларов США с помощью небольших MaxiJet или Koralia.
В качестве альтернативы контроллеру можно использовать два съемных таймера, подключенных к двум насосам. Установите каждый таймер на 15 минут (один сегмент Pushin), а затем выключите его. Чередуя, когда каждый таймер равен одному, вы можете создать поток, который не будет постоянно в одном направлении в аквариуме.
Простые таймеры можно найти здесь, на Amazon.com
Технические характеристики:
ПОТОК . Вы можете найти этот тип помпы с расходом от крошечных 250 галлонов в час для нано-аквариумов до +3000 галлонов в час для больших аквариумов.
ЦЕНА . Как правило, они варьируются в цене в зависимости от расхода/размера насоса, начиная примерно с 25 долларов США за наноразмерные насосы и заканчивая 170 долларами США за высокопроизводительные насосы от Tunze.
ИСПОЛЬЗОВАНИЕ – Циркуляция воды, создание волн, осколочные резервуары
Дополнительную информацию и большой выбор насосов с фиксированным потоком можно найти здесь, на Amazon. com
Что такое управляемые аквариумные насосы?
Управляемые аквариумные насосы подключаются к электросети, но головка насоса управляется низковольтным сигналом постоянного тока от подключенного контроллера. Контроллер позволяет насосу работать в различных схемах потока с различными настройками потока. Многие насосы могут быть связаны вместе или с контроллером аквариума.
Эти насосы составляют основу 95% технологии волновых насосов. Каждый насос имеет электродвигатель постоянного тока, который подключается к специальному контроллеру насоса или аквариумному контроллеру, такому как Neptune Apex, который затем управляет частотой включения насоса, скоростью вращения насоса, а также связывается с другими подключенными насосами. работать с ними в команде или индивидуально.
В этом семействе управляемых насосов постоянного тока есть несколько типов насосов:
Что такое управляемая головка для аквариума?
Управляемые силовые головки — это все насосы с питанием от постоянного тока, которые можно использовать по отдельности или объединять в группу насосов. Они управляются контроллером помпы их производителя или, если возможно, они могут быть связаны и управляться с контроллером аквариума, таким как Neptune Systems Apex.
Контроллер насоса автоматически регулирует время включения/выключения и скорость потока для каждого насоса и может быть запрограммирован на различные режимы для имитации различных моделей течений, встречающихся в океане. В дополнение к тому, что эти насосы включаются и выключаются, их можно увеличивать или уменьшать, чтобы создавать усиливающие и ослабляющие режимы потока.
Типовой выбор режимов потока
Существует множество различных размеров, стилей и марок управляемых насосов постоянного тока, подходящих для любого аквариума и бюджета.
В категории управляемых насосов есть несколько различных типов головок насоса, которые используются для различных целей:
2-сторонние магнитные аквариумные насосы
Эта категория насосов принадлежит исключительно запатентованной линейке генераторов волн EcoTech VorTech. Насос состоит из двух половинок. Двигатель находится снаружи аквариума, а корпус пропеллера находится внутри аквариума.
Серия волноводов Ecotech VorTech
Имеет два преимущества:
Внутри аквариума не видно проводов
Тепло, создаваемое двигателем, не передается воде.
Эти насосы полностью контролируются контроллером EcoTech и создают отличные, сильные, случайные потоки, необходимые для процветания кораллов. Диапазоном MP также можно управлять с помощью контроллеров Neptune Apex Aquarium.
Спецификации:
FLOW – Ассортимент VorTech от EcoTech представлен в 3 размерах: +1500GPH для MP10, +4500GPH для MP40 и +7500GPH для MP60.
ЦЕНА – Насосы дорогие, но очень хорошего качества. MP10 = 299,99 долл. США за шт., MP40 = 366,50 долл. США за шт., MP60 = 699,99 долл. США Насос?
Вращающийся аквариумный насос перемещает большие слои воды в ламинарном потоке. Насос использует два горизонтально установленных импеллера для перемещения больших полос воды. Они очень хорошо создают большой объем движения воды, особенно в длинных аквариумах. Они также управляются постоянным током с различными схемами потока и скоростями.
Гидроциклы — это помпы совершенно другого типа, и они работают совершенно иначе, чем обычные помпы пропеллерного типа. Круговорот перемещает воду в ламинарном потоке, что означает, что он перемещает слои воды вместо струй воды.
Гидроциклы перекачивают огромные объемы воды, а тонкий дизайн насосов помогает им слиться с фоном аквариума. Водовороты идеально подходят для больших аквариумов с большим объемом воды для оборота или аквариумов полуостровного типа, где владельцы не хотят видеть насосы ни с одной из 3-х сторон обзора.
2 круга, установленные вертикально по обе стороны от перелива, работающие на противоположных циклах, являются типичным решением для установки в полуостровных аквариумах или на противоположных концах обычных аквариумов.
Gyre Пример монтажа на полуострове
Gyre — это все насосы постоянного тока, которые поставляются со своим собственным контроллером или могут быть подключены к аквариумным контроллерам, таким как Neptune Apex.
Спецификации:
ПОТОК – Вы можете найти этот тип насоса с расходом от 750 галлонов в час до примерно 5200 галлонов в час.
ЦЕНА . Как правило, они варьируются в цене в зависимости от того, требуется ли вам только головка насоса для подключения к собственному контроллеру аквариума или к комплекту насоса и контроллера.
ИСПОЛЬЗОВАНИЕ – Циркуляция воды, создание волн, резервуары для осколков
БРЕНДЫ – Maxspect Gyre, Icecap Gyre
Дополнительную информацию и большой выбор циркулярных насосов можно найти здесь, на Amazon.com
3 What такое волновая коробка для аквариума?
Аквариумная волновая коробка представляет собой вертикальную коробку, которая устанавливается в углу аквариума. Внутри коробки находится высокопроизводительный насос, который пульсирует с заданными интервалами, выталкивая воду из коробки в аквариум. При настройке на размер аквариума они создают повторяющуюся волну, которая распространяется по всему аквариуму.
Коробка для волн — это превосходное устройство для создания «настоящей» волны, которая проходит по всему аквариуму. Волновые коробки Tunze являются стандартом для хобби и предназначены для создания действительно хорошего движения воды, оставаясь при этом незаметными.
Tunze Wavebox
Вода заполняет коробку, и насос выбрасывает воду с заданным импульсом. Используя контроллер, вы можете выбрать мощность волны и настроить время цикла, чтобы создать идеальное движение волны в вашем аквариуме.
Коробки для волн прикрепляются к задним углам/бокам аквариума с помощью магнитной системы крепления с резиновыми антивибрационными прокладками для обеспечения бесшумной работы. Их лучше всего использовать в больших аквариумах, где требуется перемещение больших объемов воды.
Спецификации:
ПОТОК – Размеры волновых боксов зависят от аквариума, а не от потока. Большинство из них рассчитаны на аквариумы объемом 100-370 галлонов.
ЦЕНА – Волновой бокс с насосом и включенным контроллером стоит около 300 долларов США. на Amazon.com
Что такое погружной аквариумный насос?
Погружные насосы — это насосы, предназначенные для постоянного погружения под воду, чтобы всасывать окружающую воду и перекачивать ее в аквариум или какое-либо оборудование. Большинство насосов используются в аквариумах с поддоном в качестве обратного насоса для подачи воды обратно в аквариум после стекания в поддон и через него.
Чтобы эти насосы были очень полезными, насосы, такие как насосы Eheim выше, могут использоваться внутри или подключаться к внешнему трубопроводу, если это необходимо. Это делает их отличным выбором для многих аквариумистов.
Некоторые погружные насосы управляются постоянным током, поэтому их расход можно регулировать в соответствии с применением, но большинство из них просто «тупые» насосы. Подключите их и дайте им поработать.
Основная характеристика погружного насоса, также известного как внутренний или возвратный насос, заключается в том, что он предназначен для перекачки воды на большую высоту. Высота, на которую будет качать каждый насос, будет указана в технических характеристиках на веб-сайте производителя вместе с расходом, который насос будет подавать на этой высоте. Чем выше нужно перекачивать воду, тем ниже будет скорость потока.
Типовой отстойник с внутренним обратным насосом
Большинство погружных водяных насосов предназначены для перекачки до высоты напора менее 10 футов. Обычно эти насосы находятся в отстойнике на подставке под аквариумом. Для перекачки на большую высоту, например, из фильтровальной комнаты в подвале, может потребоваться более мощный внешний водяной насос.
Спецификации:
FLOW – От небольших насосов на 50 галлонов в час для использования в аквариумах «все в одном» без напора до +6000 галлонов в час или напора 45 футов, производящих гигантов.
ЦЕНА — Насосы Abyzz серии A от 10 до 2600 долларов США. Eheim, Ecotech, Red Sea
Дополнительную информацию и большой выбор погружных насосов можно найти здесь, на Amazon. com
Что такое внешний водяной насос для аквариума?
Внешние насосы — это насосы, которые нельзя погружать под воду. Они состоят из электродвигателя, прикрепленного к корпусу насоса, который находится за пределами аквариума или отстойника. Их лучше всего использовать для откачки воды на высоте из отстойника, расположенного в помещении внизу или на большом расстоянии.
Когда ваша фильтрация расположена удаленно, это, безусловно, лучший вариант насоса, однако они работают дольше. Упомянутые ранее погружные насосы улучшают свою эффективность откачки до хорошей высоты напора, и даже некоторые из управляемых насосов постоянного тока могут откачивать до 20 футов, но они, как правило, предназначены для установки в подставку для аквариума.
При перекачивании на высоту более 6-10 футов необходимо обратить внимание на внешние насосы. Выбор насоса будет зависеть от требуемого потока на определенной высоте над насосом.
Внешний насос Reeflo Snapper
Чтобы подобрать правильный размер внешнего насоса, необходимо обеспечить требуемый поток через отстойник, питающий скиммер.
Пример: если мой возвратный насос находится на 17 футов ниже верхнего края моего аквариума, и мне нужно 500 галлонов в час на возвратном патрубке, чтобы обеспечить 500 галлонов в час, стекающих в мой отстойник и скиммер для протеина, используя приведенную ниже таблицу, мне нужно будет приобрести Reeflo Barracuda или Hammerhead.
Внешние насосы могут быть дороже, но если у вас есть удаленная фильтровальная комната или вам нужно поднять воду на большую высоту, внешние насосы будут наиболее экономичным способом. Если у вас нет места для установки внешнего насоса, вам, возможно, придется рассмотреть некоторые из внутренних насосов с возможностью большой высоты напора.
Мой макет, когда я проектировал свою систему. Моя фактическая установка
ПОТОК — от 200 галлонов в час при нулевой высоте напора до 8500 галлонов в час или 55 футов высоты напора.
ЦЕНА — от 110 до 600 долларов за Dolphin Amp Master
ИСПОЛЬЗОВАНИЕ — Циркуляция воды, камеры удаленной фильтрации, смешивание воды, перекачка воды
Дополнительную информацию и большой выбор погружных насосов можно найти здесь: Amazon. com
Что такое возвратный насос для аквариума?
Обратный насос используется в аквариумах с поддоном, расположенным под аквариумом или рядом с ним. Вода течет из аквариума в поддон через водослив и самотек, а возвратный насос используется для перекачивания воды обратно в аквариум после прохождения через фильтрацию в поддоне. Насосы обратки работают постоянно.
Возвратные насосы также используются в аквариумах All-In-One, в которых отсек для фильтрации встроен в заднюю часть аквариума.
Если вам нужна дополнительная информация об аквариумах All-In-One (AIO), см. мое руководство здесь:
Что такое аквариум «все в одном» (AIO)? Отлично подходит для вашего первого танка!
Всякий раз, когда вода в аквариуме вытекает из основной зоны дисплея в другую зону, воду необходимо откачивать обратно. Это работа обратного насоса.
Установка для аквариума и отстойника
Установка «все в одном»
Возвратный насос состоит из погружного или внешнего насоса в зависимости от конфигурации и установки аквариума. «Обратный насос» — это общее название, данное насосу, и это то, что вы чаще всего слышите в хобби. Это просто насос, который «возвращает» воду обратно в основной аквариум.
Аквариумные комплекты могут поставляться с возвратным насосом или могут быть предоставлены покупателю для определения размера и выбора правильного обратного насоса для их установки.
Если вам нужно подробное руководство о том, как определить размер и выбрать насос для обратки, см. мою статью здесь:
Насосы для обратки для аквариума: пошаговое руководство по выбору
Что такое насос-дозатор для аквариума?
Дозировочные насосы используются для добавления жидких добавок в аквариум в очень малых дозированных количествах. Скорость дозирования может варьироваться от 1 мл/мин до сотен мл в минуту и дозироваться несколько раз в час/день. Каждый дозирующий насос управляется встроенным программируемым электронным контроллером.
Дозировочные насосы в основном используются, когда кораллы в аквариуме потребляют больше кальция, щелочи и магния, чем могут быть восполнены при подмене воды. Чтобы кораллы оставались здоровыми, эти 3 элемента должны быть добавлены в аквариум в соответствии с их скоростью потребления. Большинство аквариумистов начинают эту задачу с ручного дозирования, но вскоре покупают дозирующую насосную систему, чтобы полностью автоматизировать ежедневную задачу.
Дозировочные насосы могут поставляться в виде однонапорного насоса, работающего при подключении к сети, или многонапорных систем со встроенной электронной системой управления.
Большинством однонапорных дозирующих насосов можно управлять тремя способами:
«Тупой» насос, который просто вращается при подаче питания. Управлять ими можно с помощью подключаемого цифрового таймера, который можно регулировать с точностью до минуты. Если помпа перемещается со скоростью 2 мл/минуту, а вам нужно ввести 40 мл, помпа должна быть включена на 20 минут.
Если помпа входит в серию производителя для управления аквариумом, помпа должна быть подключена к контроллеру аквариума и управляться им. Настройка функций дозирования будет частью программного обеспечения/интерфейса.
Помпа будет иметь встроенный контроллер с приложением/экраном, позволяющим настроить функции дозирования.
Новые насосы-дозаторы с одной и несколькими головками поставляются со встроенным контроллером. Этот контроллер будет следить за каждой головкой насоса и позволит вам легко настроить количество дозирования, несколько доз в день, калибровку насоса и, возможно, даже пользовательский интерфейс на основе приложения.
Некоторые производители также выпускают дозаторы с несколькими головками без встроенного контроллера. Эти «подчиненные» блоки можно добавлять к управляемому дозатору для увеличения количества управляемых насосов. Это позволяет дозировать больше жидкости/добавок.
3 Ведущий блок головки4 Ведомый блок расширения головки
ПОТОК – У каждого производителя разные скорости откачки, а некоторые могут даже иметь переменную скорость. Диапазоны от 1,1 мл/мин до 120 мл/мин.
ЦЕНА – Насос с одним напором может стоить от 50 до 850 долларов за насос с несколькими головками и контроллером
ИСПОЛЬЗОВАНИЕ Выкл, кормление, дополнительная дозировка
МАРКИ – Bubble Magnus, Kamoer, Aqua Medic, Neptune Systems, GHL
Дополнительную информацию и большой выбор насосов-дозаторов вы можете найти здесь, на Amazon.com
Если вам нужно более подробное описание насосов-дозаторов, см. мою статью здесь:
Дозирующие насосы для аквариумов? Для чего они?
Что такое воздушный насос для аквариума?
Если вы приехали из пресноводного мира, вы знаете все о воздушных насосах. Если вы новичок в аквариумистике, воздушный насос — это именно то, что вам нужно. Это насос, который подает воздух в воду.
Типичный воздушный насос с одним выпуском Доступно на Amazon.com
Кислород в аквариуме необходим для жизни живых организмов, и когда уровень кислорода начинает уменьшаться, вы начинаете видеть смертельные случаи. Воздушные насосы в пресноводном аквариуме в основном используются для создания декоративных пузырей или открытия сундука с сокровищами пиратов по циклу.
В рифовом аквариуме домашние животные не переносят пузырьки воздуха. Рыбы и кораллы могут проглотить крошечные микропузырьки и создать проблемы, которые могут привести к смерти.
Воздушные насосы для морских аквариумов в основном используются при отключении электроэнергии для поддержания уровня кислорода и при транспортировке рыб на большие расстояния, например, при переезде.
Некоторые воздушные насосы питаются от батареи, что делает их идеальными для автомобильных поездок, а у пары даже есть возможность контроля мощности, поэтому они автоматически запускаются при отключении электричества.
Пневматический насос с автоматическим питанием от батареи Доступен на Amazon.com
Технические характеристики:
ПОТОК — Меньшие воздушные насосы обеспечивают производительность 50 л/ч для использования в транспортных ковшах, более крупные агрегаты имеют несколько выходов и до десятков литров в минуту.
3D-принтеры способны «печатать» копии предметов и людей
Компьютерные технологии все больше переплетаются с реальной жизнью. Настоящую промышленную революцию совершили 3D принтеры, способные «печатать» копии любого предмета и даже человека. Новые технологии, в развитие которых стали активно инвестировать в Китае, дают возможность легче реализовать свой творческий потенциал и позволяют буквально материализовывать мечты.
В отличие от традиционных методов печати, 3D-печать представляет собой процесс создания трехмерных твердых объектов специальным цифровым принтером. Можно сделать копию не только любого предмета, но и человека.
Шахирезада Ералиева, Корреспондент CCTV-Русский: «Цифровая модель, которую создает сканер, редактируется в специальной компьютерной программе. Потом эта модель воспроизводится принтером. В основе печати лежит принцип послойного создания».
Шао Моюй, Директор центра печати «3D»: «3D печать можно использовать в таких областях, как машиностроение, авиация, электротехника, медицина и строительство, а также в области инновационного дизайна. Материалы для печати самые разные: гипс, нейлон, металл, пластик, смола и другие».
Через несколько часов копия готова. Ее качество зависит от того, насколько точно было произведено сканирование. Размеры копии можно задать самые разные, печать тоже производится разными видами принтеров в зависимости от сложности работы.
Это новшество называют промышленной революцией, предпосылки к которой наметились уже давно. Но с того времени 3D печать намного расширила границы возможностей, растёт число компонентов, пригодных в качестве сырья, равно как и улучшается качество создаваемых предметов. Новую технологию испробовали в создании одежды, медицинских предметов, оружия, а в недалёком будущем 3D-печать будет использоваться и в постройке домов.
Шао Моюй, Директор центра печати «3D»: «Эту технологию нельзя назвать новейшей, она появилась в конце 80-х годов прошлого века, и больше употребляется в промышленной отрасли, поэтому в широких кругах о ней знают мало. По сравнению с традиционным производством, 3D печать имеет преимушество в большей эффективности и меньших расходах. Она не может полностью заменить традиционное производство, но у неё большой потенциал развития».
Напечатать можно не только отсканированный предмет, но и нарисованный или скопированный в Интернете. Так с трехмернойпечатью стали работать дизайнерские студии. Все, что они создают у себя в голове, а затем на бумаге или в компьютере, потом принтер облачает в твердую форму. С появлением домашних 3D принтеров приобрести любую вещь можно будет, не выходя из дома.
Эксперты прогнозируют большие перспективы новому виду промышленности, показатели которой растут даже на фондовых рынках. Акции компаний, занятых в 3D печати растут самыми быстрыми темпами (схема). Некоторые игроки уже осознали масштаб предстоящих перемен и перестали вкладывать в «традиционное производство».
Лю Цзин, Дизайнер: «Я работаю сам дизайнером, у меня небольшая студия. Чтобы продолжить развитие нашей компании, повысить конкурентспособность, занимать больше места на рынке. Мы очень внимательно следим за развитием 3D печати».
Китай стал активно инвестировать средства в 3D технологии, чтобы увеличить свой производственный потенциал. В этом году провинция Хунань впервые внесла 3D печать в доклад правительства, который будет заслушен во время мартовских сессий. В столице страны над развитием этой технологии трудятся сотрудники компаний, которые объединяет Пекинская промышленно-инновационная база. Именно здесь открылся первый в Китай салон 3D печати. —0—
3D принтер Hercules Strong
3D принтер Hercules Strong
Описание
Отзывы (0)
3D принтер Hercules Strong – один из самых больших 3D принтеров в своем сегменте. Большое поле и стабильная непрерывная работа более 150 часов позволяет печатать габаритные изделия целиком.
Благодаря закрытой камере возможно использование различных технических материалов.
Скорость печати гибкими материалами в 3 раза быстрее по сравнению со многими аналогами. Hercules Strong 2019 идеально подходит для решения многих производственных задач, таких как литье по выжигаемым моделям, прототипирование, мелкосерийное производство и т.д
Характеристики Hercules Strong 2019:
Принтер
Технология печати
FFF
Габариты печати
300х300х400
Калибровка нулевой координаты по Z
Автоматическая
Калибровка плоскости стола
Программная, автоматическая
Производительность, максимальное значение, см3/ч
50
Производительность печати гибкими материалами, см3/ч
34
Максимальная скорость печати при нормальной экструзии, мм/с
Лист контроля качества Специальный мод для катушек весом до 5 кг (диаметр посадочного отверстия 52-65мм)
USB кабель для подключения к ПК
SD-карта
Ключ для смены сопел
Ключи для сервисных операций 3 шт
Катушка пластика PLA
Сетевой кабель
Бокорезы
Гарантия
1 год
Пока нет отзывов
Оставить отзыв
Все поля обязательны к заполнению
Не забудьте купить
480 руб
Подробнее
Сопло для 3D принтера
1 920 руб
Подробнее
Титановое сопло для 3D принтера
от
180 руб
Подробнее
Плёнка для адгезии для 3D печати
Заказ в один клик
Название Вашей организации:
Контактный телефон:
Контактное лицо (ФИО):
Согласие на обработку персональных данных
Настоящим подтверждаю, что я ознакомлен и согласен с условиями оферты и политики конфиденциальности.
Адрес:
Комментарий:
Использование 3D-принтеров в зоне боевых действий Украины
Парк машин для 3D-печати Sygnis в Варшаве.
Предоставлено Sygnis
Предприниматели из Польши спешат принтеры в пострадавшую соседнюю страну для создания защитного снаряжения, жгутов, перископов и даже беспилотников для украинской обороны.
O В выходные после начала российского наступления на Украину Анджей Бургс, основатель и генеральный директор варшавской фирмы по 3D-печати Sygnis, получил известие от своих коллег по отрасли из 3D Tech Group во Львове. Павло Есып и Михаил Шульган спросили, что их страна находится под атакой и необходимы все виды материалов, может ли Бургс помочь с поставкой 3D-принтеров и материалов, чтобы заполнить пробел?
«Мы сказали: «Хорошо, мы можем сделать это для вас, без проблем», — говорит Бургс, чьи родственники живут в таких странах, как Польша, Украина, Россия и Беларусь. «Для нас очевидно, что в наших общих интересах защищать Украину от России».
Вскоре он заполнил автобус 20 принтерами и более чем 800 фунтами исходного материала для печати, называемого нитью, для отправки через границу во Львов на западе Украины. Путешествие было трудным, и после трехдневной остановки на границе, вспоминает Бергс, один из парней, которые помогали ехать туда, сделал татуировку автобуса, чтобы запомнить этот момент.
В военное время 3D-печать чрезвычайно полезна благодаря своей гибкости и скорости, что избавляет от логистических кошмаров, связанных с транспортировкой необходимых материалов. Многие 3D-принтеры относительно невелики и могут быть установлены в подвальных бункерах, что идеально подходит для производства в военное время. Кроме того, технология позволяет производить детали в больших масштабах в нескольких местах одновременно, а дизайны деталей могут совместно использоваться несколькими предприятиями или отдельными производителями в цифровом виде, что в некотором смысле делает ее предназначенной для использования во время кризиса. или война. Принтеры, которые Sygnis отправила в Украину, печатают полимеры или пластмассы, что позволяет производить средства защиты, жгуты, перископы и другие необходимые материалы. Но доставка принтеров во Львов была только началом.
Одновременно двое других поляков, занятых в технологической отрасли, работали над тем, как использовать свои возможности, чтобы помочь Украине. Агнешка Кранц, управляющая некоммерческой организацией TeenCrunch, которая помогает подросткам создавать стартапы, решила, что она могла бы использовать свои организаторские способности в техническом сообществе, чтобы создать более масштабную программу 3D-печати. Вскоре она объединилась со своим другом Алексом Чишеком, основателем и генеральным директором стартапа 3D-печати 3YourMind, и Бургсом, который ранее был наставником в TeenCrunch. Вместе они запустили инициативу под названием «Технологии против танков», опираясь на комментарий министра цифровой трансформации Украины Михаила Федорова о том, что «технологии — лучшее решение против танков».
На сегодняшний день волонтеры напечатали более 10 000 наименований, включая защитное снаряжение, турникеты и дроны.
Все трое решили, что могут сделать больше, чем просто отправить во Львов разовую поставку принтеров. Вместо этого они планировали мобилизовать более широкое сообщество производителей в Европе для печати необходимых предметов из проектов с открытым исходным кодом; заручиться поддержкой крупных компаний, занимающихся 3D-печатью в Европе и США; и собирать средства за счет пожертвований для максимального воздействия. Кранц, который организовал инициативу и возглавляет сбор средств, говорит, что они собрали более 50 000 долларов в надежде привлечь более 350 000 долларов от отдельных доноров и организаций. Бургс также имеет доступ к 70 3D-принтерам своей компании в Польше.
На сегодняшний день, по словам Бургса, в рамках этой инициативы для Украины создано 10 000 деталей и предметов, в том числе средства защиты, жгуты, перископы и даже дроны. «Каждый день мы можем делать все больше и больше, потому что все больше компаний присоединяются к нашей команде, и у нас есть Slack для этого проекта», — говорит он. «У нас есть, может быть, 1000 принтеров, и сейчас мы ждем конкретных указаний от украинской обороны, какие части нам нужно печатать. . . . Честно говоря, с 1000 машин мы можем печатать 10 000 деталей в день. Это такая возможность для будущего».
В долгосрочной перспективе Кранц хочет использовать организацию, чтобы помочь раздираемым войной странам за пределами Украины, у которых есть пробелы в поставках, которые можно исправить с помощью 3D-печати. «Большинство стран, которые я имею в виду, Сирия или Конго, также испытывают нехватку многих вещей», — говорит она. «Мир не так поддерживает эти области, и если мы сможем помочь им, помогая Украине, это окажет гораздо большее влияние».
У изделий группы, напечатанных на 3D-принтере, есть некоторые недостатки. Они сделаны из пластика, поэтому они могут быть менее долговечными, и, поскольку они не производятся серийно, они могут быть дороже, чем фабричные изделия. Но в экстренной ситуации эти недостатки намного перевешивают достоинства. «Это условная вещь, — говорит Кранц. «Так, да, например, эти дроны могут не летать 20 лет, но они будут летать 40 дней. В этом случае нам не нужно производить что-то вечное».
Во многом это делает усилия группы похожими на усилия сообщества 3D-печати в США и Европе в начале пандемии коронавируса два года назад. В то время не хватало предметов, которые могли бы помочь смягчить последствия пандемии, таких как мазки из носа и лицевые щитки. На помощь пришли многочисленные фирмы, занимающиеся 3D-печатью. «Мы немного использовали наш опыт, полученный во время пандемии, — говорит Чишек, член рейтинга Forbes 30 Under 30 Europe.
Группа обратилась к поклонникам 3D-печати по всей Европе с призывом быстро создавать необходимые пластиковые изделия. Многие из этих предметов просты: защитное снаряжение, жгуты, протезы и тому подобное. Производители, присоединившиеся к этой работе, получают из открытых источников рецепты необходимых деталей, а затем отправляют их в дистрибьюторский центр в Польше. Поскольку традиционные партнеры по логистике, такие как DHL и UPS, не могут доставлять запчасти в Украину, группа наладила собственный логистический процесс, детали которого, по словам Чишека, он не может раскрывать из соображений безопасности.
Чишек говорит, что он также обращается к более крупным компаниям, занимающимся 3D-печатью, таким как EOS и HP, чтобы убедить их принять участие в этой работе. «Чтобы оказать влияние, мы должны быстро масштабировать и массово производить множество деталей», — говорит он.
В то же время Бургс, чья фирма работала над проектами для польских военных, начала переговоры с Минобороны Украины о том, что им нужно. Он говорит, что получил секретные файлы на этой неделе после прохождения необходимых протоколов безопасности, которые он рассчитывает начать немедленно.
Отгружено и готово: 3D-принтеры Sygnis во Львове.
Предоставлено Sygnis
Дроны особенно интригуют. Это наблюдательные дроны, а не наступательное оружие. Их тела можно легко создать с помощью существующих полимерных принтеров фирмы, но камеры и радиоприемники необходимо прикреплять вручную, говорит Бергс. Производство дронов началось на прошлой неделе и в настоящее время идет со скоростью около 50 штук в неделю.
Что еще может сделать группа, пока неясно. Бургс говорит, что есть определенные военные предметы, которыми украинские силы обороны не хотят делиться с группировкой, поскольку она польская, а не украинская. «Мы для них иностранная компания, поэтому они нам доверяют, но не так сильно», — говорит он. «Они находятся в состоянии войны, и проникновение российских шпионов очень много, поэтому я полностью понимаю, что у них есть некоторые опасения по этому поводу».
Поскольку война продолжается, у него есть одна идея — разместить контейнер с 3D-принтерами на востоке Украины, ближе к месту, где они печатают детали, чем ко Львову. «Мы думаем, что можем поместить машины в контейнер с агрегатором электроэнергии и подойти ближе к линии фронта, чтобы создать самые необходимые детали», — говорит Бергс, отмечая, что такая стратегия применялась ранее, в том числе в армии США. в Афганистане.
Что касается автобуса и принтеров во Львове, то у группы есть идеи, как их использовать и в долгосрочной перспективе. Автобус, вмещающий 70 человек, был передан Министерству обороны Украины для помощи в перевозке людей в безопасное место. Между тем, когда война закончится, принтеры в конечном итоге можно будет использовать для обучения молодого поколения студентов, заинтересованных в технологии, и для помощи в восстановлении страны.
«Мы думаем об этих машинах так, что они не только ценны в краткосрочной перспективе для производства необходимых деталей, но, надеюсь, вскоре украинский народ сможет использовать их для восстановления страны», — говорит Чишек.
3D Принтеры Купить, Лучшая Цена в России, Москва, Санкт-Петербург
Варианты доставки и скорость доставки могут варьироваться в зависимости от местоположения.
Войдите, чтобы управлять адресами
ИЛИ
Страна
АфганистанАлбанияАлжирАмериканское СамоаАндорраАнголаАнгильяАнтигуа и БарбудаАргентинаАрменияАрубаАвстралияАвстрияАзербайджанБагамыБахрейнБангладешБарбадосБеларусьБельгияБелизБенинБермудыБутанБоливияБосния и ГерцеговинаБотсванаБразилияБританские Виргинские островаБрунейБолгарияБуркина-ФасоБурундиКамбоджаКамер oonКанадаКанары, Кабо-ВердеКарибы НидерландыКаймановы островаЧадЧилиКитайКолумбияКоморские островаКоста-РикаХорватияКубаКюрасаоКипрЧехияДемократическая Республика КонгоДанияДжибутиДоминикаДоминиканская РеспубликаВосточный ТиморЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские островаФарерские острова ОстроваФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея-БиссауГайанаГаитиГондурасГонконг, КитайВенгрияИсландияИндияИндонезияИрландияИзраильИталияКот-д’ИвуарЯмайкаЯпонияДжерсиДжордан КазахстанКенияКирибатиКосовоКувейтКыргызстанЛаосЛатвияЛиванЛесотоЛиберияЛихтенштейнЛитваЛюксембургМакао, КитайМакедонияМадагаскарМалавиМалайзияМальдивыМальтаМаршалловы островаМартиникаМавританияМаврикийМайоттаМексикаМикронезияМолдоваМонакоМонголияЧерногорияМонтсерратМарокко МозамбикМьянма [Бирма] НамибияНауруНепалНидерландыНовая КаледонияНовая ЗеландияНикарагуаНигерНигерияНиуэСеверные Марианские островаНорвегияОманПакистанПалауПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПольшаПортугалияПуэрто-РикоКатарРеспублика КонгоРумынияРоссияРуандаРеюньонСент-ХеленаСент-Китс и НевисСент-ЛюсияСент-Винсент и ГренадиныСамоаСан-МариноСаудовская АравияСенегалСербияСейшелыСьерра-ЛеонеСингапурСловакияСловенияСоломоновы ОстроваЮжная АфрикаЮжная АфрикаИспанияШри-ЛанкаСуданСуринамСвазилендШвецияШвейцарияСирияСан-Томе и При ncipeТайвань, КитайТаджикистанТанзанияТаиландТогоТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША.
METABO Li-HD, 36 В, 2 АКБ, 6,2 А*ч, d 230 мм, углошлифовальная машина (болгарка) аккумуляторная WPB
Углошлифовальная машина (болгарка) аккумуляторная METABO WPB 36 LTX BL 230, предназначена для производительного резания и обдирочных работ независимо от электросети. Широкий спектр применения благодаря впечатляющей глубине реза до 77 мм. Закрытый бесщеточный двигатель Metabo с оптимальной защитой от пыли позволяет выполнять работы быстро и эффективно. Нефиксируемый выключатель с функцией автостопа для высокого уровня защиты пользователя. Быстрая тормозная система для максимальной защиты пользователя: моментально останавливает круг после выключения. Установка защитного кожуха без инструмента; фиксация с защитой от проворачивания. Поворотная главная рукоятка: высокая надежность и удобство использования при отрезных работах. Дополнительная рукоятка Metabo VibraTech (MVT) для гашения вибрации и защиты здоровья, монтируемая в трех положениях. Электронная система защитного отключения уменьшает отдачу при блокировке диска — высокий уровень защиты пользователя. Защита двигателя от перегрузки, плавный пуск и защита от
Характеристики METABO 15-WPB-36-LTX-BL-230:
Тип двигателя:
бесщеточный
Число оборотов, об/мин:
6600
Напряжение изделия, В:
36
Емкость аккумулятора, А*ч:
6.2
Тип аккумулятора:
LiHD
Количество аккумуляторов в комплекте:
2
Диаметр диска, мм:
230
Посадочный диаметр, мм:
22. 2
Резьба шпинделя:
М14
Комплектация:
кейс
Вес, кг:
6.1
Комплектация:
Угловая шлифовальная машина — 1 шт. Защитный кожух — 1 шт. Опорный фланец — 1 шт. Гайка с двумя торцевыми отверстиями — 1 шт. Дополнительная рукоятка Metabo VibraTech (MVT) — 1 шт. Ключи с двумя отверстиями Аккумуляторных блока LiHD (36 В / 6,2 А*ч) — 2 шт. Быстрозарядное устройство ASC Ultra «AIR COOLED» — 1 шт. Пластиковый кофр — 1 шт.
Габариты и вес в упаковке:
Длина: 39 см
Ширина: 17 см
Высота: 13 см
Вес в упаковке: 14 кг
О производителе:
Страна бренда: Германия
Документация:
Если вы нашли ошибку или неточность в описании товара — выделите её и нажмите Ctrl + Enter * Производитель оставляет за собой право без уведомления дилера менять характеристики, внешний вид, комплектацию товара и место его производства.
Указанная информация не является публичной офертой
Может понадобиться:
Нет розетки? Не беда! Обзор аккумуляторной УШМ Deko DKAG20-125, совместимой с аккумуляторами Makita 18V / Инструменты / iXBT Live
Аккумуляторная «болгарка» или УШМ – один из недооцененных инструментов на рынке. В сегодняшнем обзоре я расскажу о DEKO DKAG20-125 – «болгарка», работающая от аккумуляторов Makita 18V и позволяющая использовать режущие диски диаметром в 125мм.
Содержание
Заводская упаковка
Технические характеристики
Конструкция
Аккумуляторная батарея
Совместимость с АКБ Makita 18V
Разборка
Тестирование
Заключение
Аккумуляторная углошлифовальная машина DEKO поставляется в картонной коробке оранжевого цвета.
Внутри находится аккумуляторная «болгарка», пара аккумуляторов по 4Ah каждый, зарядное устройство, защитный кожух, специальный ключ для затяжки гайки и инструкция, совмещенная с гарантийным талоном.
Модель: DEKO DKAG20-125
Напряжение: 20В
Скорость: 8500 об/мин
Диаметр диска: 125мм
Резьба шпинделя: М14
Тип аккумулятора: Литий-ионный
Корпус аккумуляторной УШМ DEKO DKAG20-125 выполнен из прочного пластика с применением резиновых вставок в местах хвата. Толщина в месте хвата оптимальная для большинства мужских рук, так что проблем с эксплуатации не возникнет.
Управление питанием «болгаркой» находится на верхней части, аккурат под большой палец. Переключатель имеет только 2 положения: 0 и I. При включении предусмотрена фиксация кнопки. Для стопора шпинделя предусмотрен соответствующий фиксатор.
На правой грани предусмотрена наклейка от производителя с технической информацией. Фланец под гайку М14, так что тут все стандартно.
Для безопасного использования УШМ предусмотрена дополнительная рукоятка, которая имеет винтовое соединение по обе стороны от корпуса редуктора. Сам корпус металлический, покрашен в темно серый цвет и имеет указание направления вращения диска.
Основная защита при работе с УШМ заключается в использовании внешнего кожуха, аккурат под размер диска 125мм. Крепится кожух с помощью гайки и винта под крестообразный шлиц. Для затяжки быстрозажимной зайки предусмотрен специальный ключ.
УШМ DEKO DKAG20-125 представляет собой устройство, работающее от аккумуляторной батареи. Подобное сочетание позволяет не быть привязанным к розетке и использовать «болгарку» на выезде, в поле и других мест без электричества. В комплекте с УШМ DEKO DKAG20-125 имеется пара Li-ion аккумуляторов ёмкостью в 4.0Ah каждый.
Корпус обоих аккумуляторов из пластика и выполнен в той же цветовой гамме, что и сама УШМ. Маркировка пластика – PA6-GF30. Контактная площадка соответствует посадочному от АКБ Makita 18V, так что тут предусмотрена полная взаимозаменяемость с ними же. Для удобства контроля за зарядом имеется индикаторная площадка с кнопкой, при нажатии на которую загорается остаточное количество сегментов (1 красный, 3 зеленых).
Для зарядки данного аккумулятора предусмотрен соответствующий блок питания с выходными параметрами 21V1.5A. При всем соответствии с АКБ Makita 18V, аккумуляторная батарея УШМ DEKO заряжается через круглый DC разъем. Время зарядки не регламентируется, но на просторах интернета встречал упоминание о 3-4 часах.
Для разборки корпуса аккумуляторной батареи необходимо выкрутить 4 винта по периметру, после чего откроется доступ к плате балансировки и защиты, разъему зарядки и аккумуляторам, которые собраны по схеме 5S2P (18.5V на выходе). Защита от превышения по току также встроена в плату.
УШМ вместе с установленным аккумулятором весит 1.3кг (без дополнительной ручки, защитного кожуха и диска).
Основное отличие АКБ Makita 18V от аккумуляторной батареи DEKO заключается в способе зарядки. Если вторая довольно долго заряжается с помощью блока питания, то первой достаточно 25 минут до полного заряда с помощью фирменного ЗУ DC18RC. А так как у меня большой парк аккумуляторного инструмента под АКБ Makita, то в хозяйстве имеется 3 современных аккумуляторов (с индикатором заряда) и пара скоростных зарядных устройства. Поэтому приоритет по батареи будет отдаваться «макитовским» аккумуляторам, но радует, что производитель комплектует УШМ сразу двумя аккумуляторами. Поэтому приоритет по батареи будет отдаваться «макитовским» аккумуляторам, но радует, что производитель комплектует УШМ сразу двумя аккумуляторами.
Колодка Makita позволяет устанавливать любые подходящие аккумуляторы. Например, аккумуляторный перфоратор Zitrek из прошлого обзора комплектуется парой АКБ на 4.0Ah, которые также можно использовать с УШМ DEKO.
Для доступа к внутреннему миру УШМ открутим 6 винтов по периметру корпуса и 4 винта со стороны редуктора. Далее половиним корпус и смотрим на то, что нас ждет внутри.
Итак, электродвигатель коллекторный с щетками, маркировка 887-18V XL. На Aliexpress полно аналогичных электромоторов (типаразмер 887) с любыми оборотами на выбор: 7000, 15000, 20000 и даже 25000 об/м. Кнопка для включения универсальная HANCU HD05 с параметрами: 12A250V AC, 15A125V AC, 30A48V DC. Контактная площадка для АКБ с прямым подключением к кнопке.
Редуктор имеет небольшое количество красной смазки. Передача крутящего момента от эл.двигателя к ведущей шестерни происходит через 4 штырька, которые соединяется через резиновый демпфер. Верхний подшипник похож на роликовый. В целом конструкция простая и ремонтопригодная.
Основное предназначение аккумуляторного инструмента – портативность. Иметь под рукой аккумуляторную «болгарку» значит не быть привязан к розетке и иметь возможность работать без источника электроэнергии. Полный перечень того, с чем может справиться УМШ довольно обширный: металлические изделия, бетонные блоки, кирпичные стены, шлифовка и подрезка плитки, и т.д. Достаточно иметь необходимую оснастку и тогда УШМ становится достаточно универсальным инструментом.
Для некоторых мест эксплуатации необходима своя оснастка, которая делает УМШ универсальным инструментом. Кстати, народное название «болгарка» УШМ получила благодаря СССР и первому заводу в Болгарии. Что же касается DEKO DKAG20-125, то это бытовая «болгарка» с невысокой мощностью и имеющая небольшие габариты. Она легко справляется с металлом и резкой керамической плитки. Для проверки отпилим несколько кусков полой трубы. Процесс предсказуемый, при закусывании диска срабатывает защита и УШМ отключается. Повторное включение можно производить сразу же.
Если использовать алмазный диск, то УШМ отлично справляется с резкой керамогранитной плитки, позволяя производить работы на объектах без электричества.
Аккумуляторная УШМ DEKO DKAG20-125 понравилась мне в первую очередь мобильностью, портативностью и уже во вторую очередь качеством изготовления, подгонкой деталей. Наличие в комплекте сразу 2-х аккумуляторов позволяет не останавливать работу, пока разряженный аккумулятор стоит на зарядке. Мощность «болгарки» достаточна для большинства требуемых работ, а размер диска 125мм является оптимальным размером. Также к плюсам могу отнести наличие встроенной защиты по току, которая отключает УШМ при закусывании металлом режущего диска. Что мне не понравилось конкретно в конструктиве данной модели, так это отсутствие радиатора на контактной площадке (место соединения проводов на эл.
МОДЕЛЬ A-600 SF HOME KIT™ — Sunshine Network Homes
2020 Модель A-600 SF Жилая площадь: ADU & Starter Cottage Home KIT™. 600 кв. футов, 2 спальни, 1 полноразмерная ванная комната, 1 полноразмерная кухня, вся полноразмерная бытовая техника, полноразмерная стиральная машина и сушилка, дверные проемы ADA шириной 36 дюймов, спальные места 2-6. (земля, фундамент, земляные работы,
2020 Model A — 600 SF HOME KIT™ Включает :
из-за глобального потепления, климатических изменений погоды.
* ПРИМЕЧАНИЕ : Платите ровно 5000 долларов США за каждый KIT, заказанный здесь на портале авансового платежа для депозита с удержанием заказа / плюс любая дополнительная плата за депозит с удержанием заказа в пользовательских опциях. (Например, при заказе 4-КОМПЛЕКТОВ = 20 000 долларов США, оплаченных авансом.) Счет на оставшуюся сумму будет выставлен за каждую отгрузку товаров на вашу строительную площадку и утвержден вами перед отправкой следующего платежа.
1. Мы оцениваем наши КОМПЛЕКТЫ по себестоимости плюс минимальная норма прибыли и ниже рыночной оценочной стоимости, чтобы помочь нашим любимым клиентам получить максимальную сумму собственного капитала с первого дня.
2. Мы передаем 100% всех оптовых скидок / скидок «экономия от масштаба», которые мы получаем от наших поставщиков, непосредственно каждому из наших любимых клиентов, чтобы наши клиенты могли воспользоваться групповыми скидками.
4. Включает в себя все строительные материалы, полноразмерную модернизированную бытовую технику и приспособления, включая коврик «Добро пожаловать домой». Бесплатная доставка по Северной Америке.
6. Подробные мастер-чертежи представлены в формате PDF.
7. Внешний отпечаток основания 26,6 футов x 32 фута / 852 квадратных футов .
8. Заявка на использование в качестве ADU, стартового дома для одной семьи на одном участке или дома для одной семьи в SUNSHINE Cottage Home Community™.
9. ИНДИВИДУАЛЬНЫЙ ВАРИАНТ: Персонализируйте свой SUNSHINE Cottage Home™. Вы выбираете все тринадцать следующих категорий, чтобы заменить наши предварительно выбранные товары с той же стоимостью. 1) выбрать наружную кровельную черепицу. 2) выбрать наружный сайдинг. 3) выбрать наружные двери и цвет. 4) выбрать напольное покрытие для кухни. 5) выбрать напольное покрытие для ванной комнаты. 6) выбрать цвет внутренней отделки стен и плинтуса. 7) выбрать холодильник. 8) выбираем плиту духовку. 9) выберите кухонные столешницы. 10) выбрать кухонные шкафы. 11) выбираем окна. 12) выберите стиральную машину и сушилку. 13) выбрать оконное покрытие. У вас также будет возможность обновить или понизить пользовательский выбор.
10. Водонепроницаемые полы из виниловой доски под дерево в большой комнате кухни и спальнях.
11. Углы шума быка.
12. Семь окон с двойным остеклением.
13. Две стеклянные смотровые двери, передний главный вход, боковой вход во внутренний дворик.
14. Проточный водонагреватель большой мощности.
15. Настенный, дверной и оконный молдинг.
16. Дом с лотом 1) внутренний датчик дыма угарного газа, контролируемый приложением, во всех комнатах, 2) внутренняя камера безопасности, контролируемая приложением, 3) встроенное регулируемое потолочное освещение, контролируемое приложением.
17. Коаксиальный кабель для кабеля CAT 6 для приложений Wi-Fi.
18. Подсветка кухонных шкафов с регулируемой яркостью.
19. Большое количество розеток переменного тока, USB-порты для зарядки повсюду.
30. Высокопроизводительный вытяжной вентилятор для ванной комнаты с таймером.
31. Встроенные полки для хранения в спальне.
32. Ванная комната / добавлены полки над стиральной машиной с сушкой.
33. Шкафы для белья для ванной комнаты с двойными ярусами и настенными шкафами.
34. Окно ванной комнаты.
35. Модернизированная роскошная стиральная машина и сушилка в ванной комнате.
36. Полноразмерная морозильная камера с двойными французскими дверями, холодильник.
37. Модернизированная кухня Делюкс Мусоропровод.
38. Модернизированные кадетские настенные обогреватели с термостатом.
39. Минимальный кондиционер с раздельным обогревом без воздуховодов на комнату.
40. Модернизированная посудомоечная машина.
41. Полноразмерная очень большая глубокая кухонная мойка с выдвижным смесителем.
42. Двери спальных шкафов имеют солидный тяжеловес.
43. Дверные проемы шириной 36 дюймов в спальне и ванной комнате
44. Никелированные дверные ручки и дверные петли повсюду.
45. Полноразмерная модернизированная электрическая духовка со стеклянной плитой класса люкс.
46. Потолочная микроволновая печь повышенной комфортности с вытяжкой наружу.
47. Марка бытовой техники на выбор / Whirlpool.
48. Приборы с рейтингом Energy Star.
49. Очень высокие кухонные шкафы и карниз.
50. Шкаф для метел и кладовая для продуктов.
51. Кварцевая столешница с большим кухонным островом.
52. Кухонный фартук плитка метро классика.
53. Одиннадцатифутовые сводчатые, текстурированные потолки в большой комнате.
54. Три переносных огнетушителя.
55. Роскошная прихожая с дверным звонком с камерой Ring.
56. ВАРИАНТ: Добавьте модель C2-468, чтобы увеличить жилую площадь вашей семьи по мере роста ваших потребностей или бюджета.
57. ВАРИАНТ: добавьте одинарный или двойной навес для машины или закрытый гараж по мере роста ваших потребностей или бюджета.
58. ВАРИАНТ: Модернизация домашней солнечной системы TESLA Power Wall / солнечной черепичной крышей.
59. ОПЦИЯ: Модернизированная ванна с гидромассажем.
60. ВАРИАНТ: Камин, объемная каминная полка / внешняя кирпичная или деревянная дымовая труба.
61. Указанная цена КОМПЛЕКТА не включает работу, землю, фундамент, земляные работы, разрешения, подключение электричества, воды и канализации. См. ШАГ 1 для получения подробной информации о прогнозировании предполагаемой общей стоимости строительства.
62. Цены могут быть изменены в любое время без предварительного уведомления.
LTC 600-SF | LTC1000 | Эффект Холла с замкнутым контуром
LTC 600-S
LTC 600-S/SP15
Информация о модели
600 ARMS ном. С установленными ногами.
ИЗОБРАЖЕНИЕ
ПЕРЕДНЯЯ
ЗАДНЯЯ
ЛЕВАЯ
ПРАВАЯ
Скачать 3D
Скачать техпаспорт
Серия
Продукт той же серии
ЛТК 1000-SF/SP26
Номинальное значение 1300 ARMS, с опорами, вторичное подключение к разъему Molex Mini-Fit.Jr., диапазон измерения до 3000 Aпик, передаточное отношение 1/4000, от -40°C до +70°C
ЛТК 1000-SF/SP34
1000 ARMS ном. С установленными ножками, Вторичное соединение на разъеме Molex Mini-Fit. Jr.
ЛТК 600-ТФ/СП19
Номинальный первичный ток 500 А (среднеквадратичного значения), на ножках и со специальной шиной 180 x 40 x 8 мм.
ЛТК 600-С/СП17
600 ARMS ном. Передаточное отношение: 1/3000
ЛТК 1000-С
1000 ARMS ном.
ЛТК 1000-СФ
1000 ARMS ном. С установленными ногами.
ЛТК 1000-SF/SP14
1000 ARMS ном. С установленными специальными ножками для совместимости с LT 1000-SI/SP11, передаточное отношение 1/4000
ЛТК 1000-SF/SP33
1000 ARMS ном. С установленными специальными ножками для совместимости с LT 1000-SI/SP11, передаточное отношение 1/4000, направление тока
Для проделывания глубоких отверстий в бетоне, камне или кирпичной кладке. Диаметр — 45 мм, длина — 550 мм. Для мощных, тяжелых перфораторов с патроном SDS-max.
Технические характеристики
Основные Подробные
Общая длина, мм
550
Диаметр, мм
45
Назначение
для перфоратора
Кол-во в упаковке, шт.
1
Тип хвостовика
SDS-max
Работа по материалу
по бетону, камню и кирпичу
Комплектация
Бур — 1 шт.
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Буры для перфораторов sds max проломные Резолюкс
org/BreadcrumbList»>
Главная
Каталог
Буры и насадки для дрелей и перфораторов
Буры для перфораторов sds max проломные Резолюкс
По данной группе товаров действует спецпредложение! Подробности уточняйте у наших менеджеров.
Ещё буры и насадки для дрелей и перфораторов
Все буры и насадки для дрелей и перфораторов
Буры sds+ по армированному ж/бетону с 3-х гранной моноблочной пластиной Резолюкс
Буры sds+ по армированному ж/бетону с 4-х гранной моноблочной пластиной Резолюкс
Буры sds+ усиленные с крестовой пластиной Резолюкс
Буры sds+ Резолюкс
Буры для перфораторов sds max проломные Резолюкс
Буры для перфораторов sds max Резолюкс
Насадки для перфоратора sds max Резолюкс
Насадки для перфоратора sds+ Резолюкс
Обновлено: 17. 04.2023 11:05
Арт:
13004
Наименование:
Бур проломный 45 х 400 SDS MAX Резолюкс
Цена:
5 550.00 ₽
На складе:
33 шт.
Арт:
13006
Наименование:
Бур проломный 45 х 600 SDS MAX Резолюкс
Цена:
5 700.00 ₽
На складе:
75 шт.
Арт:
13008
Наименование:
Бур проломный 45 х 800 SDS MAX Резолюкс
Цена:
6 120.00 ₽
На складе:
174 шт.
Арт:
13010
Наименование:
Бур проломный 45х1000 SDS MAX Резолюкс
Цена:
6 750.00 ₽
На складе:
200 шт.
Арт:
13104
Наименование:
Бур проломный 55 х 400 SDS MAX Резолюкс
Цена:
5 750. 00 ₽
На складе:
3 шт.
Арт:
13106
Наименование:
Бур проломный 55 х 600 SDS MAX Резолюкс
Цена:
7 500.00 ₽
На складе:
72 шт.
Арт:
13108
Наименование:
Бур проломный 55 х 800 SDS MAX Резолюкс
Цена:
7 900.00 ₽
На складе:
98 шт.
Арт:
13110
Наименование:
Бур проломный 55х1000 SDS MAX Резолюкс
Цена:
8 050.00 ₽
На складе:
164 шт.
Арт:
13234
Наименование:
Бур проломный 68 х 400 SDS MAX Резолюкс
Цена:
7 520.00 ₽
На складе:
144 шт.
Арт:
13236
Наименование:
Бур проломный 68 х 600 SDS MAX Резолюкс
Цена:
8 060.00 ₽
На складе:
89 шт.
Арт:
13238
Наименование:
Бур проломный 68 х 800 SDS MAX Резолюкс
Цена:
9 770.00 ₽
На складе:
149 шт.
Арт:
13240
Наименование:
Бур проломный 68х1000 SDS MAX Резолюкс
Цена:
10 450.00 ₽
На складе:
77 шт.
Арт:
13354
Наименование:
Бур проломный 80 х 400 SDS MAX Резолюкс
Цена:
8 950.00 ₽
На складе:
98 шт.
Арт:
13356
Наименование:
Бур проломный 80 х 600 SDS MAX Резолюкс
Цена:
9 850. 00 ₽
На складе:
98 шт.
Арт:
13358
Наименование:
Бур проломный 80 х 800 SDS MAX Резолюкс
Цена:
11 800.00 ₽
На складе:
144 шт.
Буры для перфораторов SDSMAXпроломные «Резолюкс» представляют собой сменный рабочий инструмент для перфораторов, имеющих патрон, предназначенный для использования буров по бетону с хвостовиком типа сдс макс.
Данные буры используются для бурения сквозных отверстий в кирпичной кладке, натуральном и искусственном камне, бетоне, а также для работ по разрушению кирпичных перегородок, кладки облицовочной плитки и т.п.
Буры имеют хвостовик типа сдс макс и изготовлены под торговой маркой «Резолюкс».
Корпус буров выполнен из высокопрочной инструментальной стали марки 40Х. Рабочая часть имеет усиление в виде буровой головки с направляющим пилотным основанием и несколькими твердосплавными пластинами.
Такое конструкционное решение позволяет использовать проломные буры взамен обычных при бурении больших отверстий (от 45 мм и более) с увеличенной глубиной прохождения без риска повреждения или поломки бура.
При использовании проломных буров по бетону с хвостовиками типа сдс макс следует помнить, что использование любых буров по бетону с твердосплавными напаянными пластинами не предполагает прохождение ими металлической арматуры. Это приведёт к моментальной поломке бура.
«Резолюкс» гарантирует качество производимой продукции при условии правильной её эксплуатации.
Буры sds+ по армированному ж/бетону с 3-х гранной моноблочной пластиной Резолюкс
Буры sds+ по армированному ж/бетону с 4-х гранной моноблочной пластиной Резолюкс
Буры sds+ усиленные с крестовой пластиной Резолюкс
Буры sds+ Резолюкс
Буры для перфораторов sds max проломные Резолюкс
Буры для перфораторов sds max Резолюкс
Насадки для перфоратора sds max Резолюкс
Насадки для перфоратора sds+ Резолюкс
SDS Max Перфоратор с крестообразным наконечником
4,23 фунта стерлингов
4,23 фунта стерлингов
Стоимость доставки рассчитывается при оформлении заказа.
Диаметр 10 мм х 280 мм длиной —
£ 4,23 Гбит.
Диаметр 12 мм х 280 мм длиной —
£ 5,04 Гбит
Диаметр 12 мм х 400 мм длиной —
£ 9,00 ГБП
Диаметр 14 мм x 280 мм —
£ 5,29 ГБ. Длинный —
£ 9,39 GBP
диаметр 16 мм x 280 мм длиной —
£ 5,67 Гбит. Диаметр x 540 мм длиной —
£ 12,24 Гбит
диаметр 18 мм x 800 мм —
£ 22,11 Гбит. £13,09 GBP
Диаметр 20 мм x длина 800 мм —
£ 22,67 GBP
22 мм диаметр x 340 мм длиной —
£ 11,50 Гбит
22 мм диаметр x 400 мм —
£ 11,86 гбит. Диаметр x 340 мм длиной —
£ 12,60 г
25 мм диаметр x 400 мм —
£ 13,52 Гбит
Диаметр 25 мм x 540 мм —
£ 22,14 Гбит
Диаметр 25 мм x 800 мм —
£ 25,92 ГБП
мм. 22,14 фунтов стерлингов 9 фунтов стерлингов0006 28 мм диаметр х 540 мм длиной —
£ 24,37 Гбит
28 мм диаметр x 800 мм длиной —
£ 28,36 Гбит
Диаметр 30 мм x 340 мм —
£ 23,31 GBP
Диаметр x 505 мм —
£ 26,13,31 ГБП
30 мм x 505 мм —
£ 26,13 GBP
30 Ммм ммм ммм. —
£ 31,26 GBP
32 мм диаметр x 400 мм длиной —
£ 26,12 GBP
32 мм диаметр x 505 мм —
£ 27,82 GBP
Диаметр 32 мм x 400 мм —
£ 33,76 GBP
35 ммс. Диаметр 35 мм x длина 505 мм —
£ 31,05 GBP
35 мм диаметр x 800 мм длиной —
£ 38,15 Гбит
38 мм диаметр x 400 мм —
£ 35,24 Гбит
Диаметр 38 мм x 800 мм —
£ 37,62 GBP
38 мм x 800 мм — 9000 мм — 9000 мм — 9000 мм, 9000 мм, 9000 мм, 9000 мм, 9000, 9000 мм, 9000 мм, 9000 мм, 9000 мм, 9000, 9000 мм, 9000 мм, 9000, 9000 мм, 9000 мм, 9000, 9000 мм, 9000 мм, 9000 мм, 9000, 9000 мм. Диаметр х 400 мм, длина —
41,54 фунтов стерлингов
Диаметр 40 мм, длина 505 мм —
44,36 фунтов стерлингов
Диаметр 40 мм, длина 800 мм —
55,75 фунтов стерлингов
Диаметр 45 мм x длина 505 мм — продано Диаметр 45 мм x длина 800 мм —
90,09 фунтов стерлингов
Диаметр 50 мм x длина 505 мм —
105,99 фунтов стерлингов
Диаметр 50 мм x длина 800 мм —
132,49 фунтов стерлингов
Количество
Осталось 187!
1 сверло SDS Max
Крестовина из карбида вольфрама
Полностью закаленное высокопроизводительное перфораторное сверло
Подходит для использования в граните, бетоне, кирпичной кладке, плитке и подобных материалах
Эти сверла подходят только к сверлильным станкам с патроном SDS Max
Они не подходят к сверлильным станкам SDS+
Коробка из 10 кобальтовых сверл для обработки твердых металлов и нержавеющей стали размером 1–6,5 мм
Обычная цена
3,55 фунта стерлингов
3,55 фунта стерлингов
1 x Кобальтовое буровое долото
Обычная цена
0,52 фунта стерлингов
0,52 фунта стерлингов
Сверла Blacksmith с уменьшенным хвостовиком из быстрорежущей стали
Обычная цена
2,76 фунта стерлингов
2,76 фунта стерлингов
Кобальтовые биметаллические коронки HSS M35
Обычная цена
1,05 фунта стерлингов
1,05 фунта стерлингов
Алмазные корончатые сверла для мокрого или сухого бурения
Обычная цена
2,64 фунта стерлингов
2,64 фунта стерлингов
MILWAUKEE — M18 FHM-0C — Перфоратор SDS-Max класс 8 кг, 18 В, ONE-KEY™, в кейсе, без оборудования
Предыдущий
Следующий
Распродажа! Увеличить
• Напряжение: 18 В • Скорость без нагрузки: 0–380 об/мин • Молотковое действие при полной нагрузке: 0–2900 ударов в минуту • Энергия удара: 11 Дж • Держатель инструмента: SDS-Max • Макс. сверление бетона: 45 мм • Макс. долото для бурения тоннелей: 65 мм • Макс. буровое долото: 150 мм • Тип аккумулятора: литий-ионный • Количество аккумуляторов в комплекте: 0 • Вес с аккумулятором: 10,2 кг
Гарантия: Расширенная гарантия (при онлайн-регистрации)
30 других товаров в той же категории:
Milwaukee
M18 ONEFHPX-0 — Высокопроизводительный 4-режимный молоток SDS-Plus 32 мм, 18 В, FUEL™, ONE-KEY™, без оборудования
2 474,10 zł -10% 2 749,00 zł
-10 %
New
Milwaukee
M18 CHPX-902X — высокопроизводительный молот SDS-Plus FUEL™ 18 В, Ач, 9,0 Коробка, с 2 аккумуляторами и зарядным устройством
Milwaukee
M18 CHPX-502X — высокопроизводительный молот SDS-Plus 18 В, 5,0 А·ч, FUEL™, в HD Коробка, с 2 аккумуляторами и зарядным устройством
Milwaukee
0 M18 CHPX-0X — Высокопроизводительный перфоратор SDS-Plus 18 В, FUEL™, в коробке HD, без оборудования
2 420,10 Zł -10% 2 689,00 Zł
-10%
Milwaukee
M18 CHPX -0 -Высокая производительность SDS -Plus 18 В, топливо ™, без оборудования
Пиксельная иллюстрация Super Sonic, Ежик Sonic The Pixel art 2, 8 бит, игра, sonic The Hedgehog png
Пиксельная иллюстрация Super Sonic, Ежик Sonic The Pixel art 2, 8 бит, игра, sonic The Hedgehog png
теги
игра,
sonic The Hedgehog,
видеоигра,
sprite,
sonic,
line,
gaming,
art,
area,
Sonic the Hedgehog 2,
Pixel art,
арт-видеоигра,
8 BIT,
png,
прозрачный png,
без фона,
бесплатная загрузка
Скачать PNG ( 16.89KB )
Размер изображения
1305x1725px
Размер файла
16.89KB
MIME тип
Image/png
изменить размер PNG
ширина(px)
высота(px)
Некоммерческое использование, DMCA Contact Us
org/ImageObject»>
Sonic the Hedgehog 2 Sonic Mania Пиксельная графика Хвосты, производитель пиксельных игр mv, sonic The Hedgehog, прямоугольник png 957x1189px 8.77KB
пиксельная иллюстрация земли с травой, Pixel art Game Sprite, 8 BIT, игра, трава png 500x500px 6.12KB
Sonic Mania Sprite Пиксель арт Ежик 3, разные объекты, текст, sonic The Hedgehog png 734x587px 73.95KB
Sonic, Sonic 3D Ежик Соник 3 Sonic Blast Sonic & Knuckles, Логотип Sonic Drive In, текст, sonic The Hedgehog png 1500x579px 594.17KB
круглый белый и желтый с крыльями, SegaSonic The Hedgehog Sonic & Knuckles Sonic The Hedgehog 2 Доктор Эггман, Соник, sonic The Hedgehog, видеоигра png 1743x1000px 224. 54KB
Ёжик Соник, Ёжик SegaSonic Sonic & Sega Гонки Всех Звезд Sonic Unleashed Sonic Colors, Sonic Best Free, игра, sonic The Hedgehog png 1480x3191px 3.68MB
Еж Соника 4: Эпизод II Хроники Соника: Темное Братство Еж Соника 2, Вечеринка Марио, sonic The Hedgehog, компьютерные обои png 571x640px 544.72KB
синий Sonic, Sonic Colours Sonic Unleashed Sonic Поколения Ежик Соник, Sonic, sonic The Hedgehog, видеоигра png 961x1476px 1.03MB
Иллюстрация Sonic Hedgehog, Sonic the Hedgehog 2 Sonic Unleashed Марио и Соник на Олимпийских играх Sonic Colors, Get Sonic s, sonic The Hedgehog, компьютерные обои png 1127x2493px 2.05MB
org/ImageObject»>
Соник Ежик 3 Соник Мания Доктор Эггман, потерянный, sonic The Hedgehog, компьютерные обои png 1024x702px 532.94KB
Иллюстрация Соник Ежик, Еж Соник 2 Еж Соник 4: Эпизод I Тень Ежик Соник 3D, Без Звуковой Иконки, sonic The Hedgehog, видеоигра png 3000x4000px 5.19MB
Ёжик Соник 3 Sonic & Knuckles Ёжик Соник 2 3 & Knuckles, логотип Sonic, текст, sonic The Hedgehog png 1056x349px 184.02KB
Ежик Соник, Ежик Соник 3 Гонки Всех Звезд Соника и Сеги Ежик Соник 2 Костяшки Ехидны, Ежик Соника, sonic The Hedgehog, позвоночный png 912x1424px 678.75KB
Sonic Unleashed Sonic The Hedgehog 2 Sonic Forces Sonic Поколения, Соник, sonic The Hedgehog, видеоигра png 1464x1547px 1. 41MB
красная иллюстрация персонажа, костяшки ехидны соник и костяшки хвостов соник мания эми роуз, соник, sonic The Hedgehog, видеоигра png 2374x3137px 4.13MB
SegaSonic The Hedgehog Sonic Dash 2: Sonic Boom Sonic Generations, звуковой бум серебро, sonic The Hedgehog, другие png 1181x664px 851.06KB
Ёжик Соник 2 Sonic Blast 16-битный Сега, ёжик Соник, sonic The Hedgehog, видеоигра png 463x607px 8.55KB
Ежик Соник Ежик Соник Соник Приключение 2 Sonic Force Sonic Heroes, тень, sonic The Hedgehog, видеоигра png 1016x1200px 744.21KB
Sonic & Knuckles Knuckles the Echidna Sonic Adventure Соник Битва Марио и Соник на Олимпийских играх, звуковой ежик, sonic The Hedgehog, видеоигра png 661x1024px 487. 8KB
Sonic Chaos Sonic The Hedgehog 2 Sonic & Knuckles Sonic Приключение, изумруд, sonic The Hedgehog, треугольник png 1650x1650px 226.78KB
Ежик Соник 2 Приключения Соника Бойцы Соника Sonic & Sega All-Stars Racing, цветная коробка с названием, sonic The Hedgehog, видеоигра png 600x600px 163.5KB
Ежик Соник 4: Эпизод II Ежик Соник 2 Ежик Соник 3, Ежик Соник, sonic The Hedgehog, видеоигра png 2000x1542px 754.06KB
Sonic Mania Пиксель арт Рисунок, костяшки, игра, sonic The Hedgehog png 600x600px 7.56KB
Sonic Runners Приключения Sonic Jump Sonic Dash 2: Соник Бум Крокодил, Соник Ежик, sonic The Hedgehog, компьютерные обои png 942x848px 697KB
org/ImageObject»>
Ежик Соник Приключения Соника Наклз ехидна Соник Поколения Соник и Черный рыцарь, 25th, видеоигра, sonic Hedgehog png 500x543px 68.46KB
SegaSonic The Hedgehog Tails Sonic & Sega All-Stars Racing Sonic & All-Stars Racing Преобразованный, современный, sonic The Hedgehog, компьютерные обои png 1176x1858px 1.29MB
Иллюстрация Соник Ежик, Соник Ежик Sonic & Knuckles Sonic Chaos Minecraft Tails, Соник, компьютерные обои, позвоночные png 2132x1811px 3.05MB
Sonic Mania Sonic the Hedgehog 2 Видеоигры, толстый звуковой ежик, игра, sonic The Hedgehog png 799x481px 62.79KB
Ежик Соник 2 Ежик Тень Серебро Ежик, серебро, sonic The Hedgehog, видеоигра png 1205x1535px 737. 95KB
Ежик Sonic, Ежик SegaSonic Sonic Colors Sonic & Knuckles Затерянный мир Sonic, Ежик Sonic, компьютерные обои, видеоигры png 488x1047px 304.19KB
Ежик Соник 2 Ежик Соник 3 Sonic & Sega Гонки Всех Звезд Sonic & All-Stars Racing Преобразованные, Соник, sonic The Hedgehog, гонки png 1736x3549px 4.88MB
Звуковые персонажи, Марио и Соник на Олимпийских играх Ежик Соник 2 Sonic & Knuckles Sonic Chaos, Соник, sonic The Hedgehog, видеоигра png 2997x2299px 5.34MB
Соник Ежик 2 Sonic & Knuckles Sonic Chaos Tails Костяшки ехидны, хвосты, еда, sonic The Hedgehog png 784x1152px 567.41KB
Ежик Соник 2 Рендеринг Соника Соник Ежик Соник 4: Эпизод I, 4 звуковой эпизод 4, sonic The Hedgehog, другие png 894x894px 368.61KB
черный и красный Соник, Соник Ежик Тень Ежик Sonic Advance 2 Sonic Heroes, тень, видеоигра, вымышленный персонаж png 1873x2511px 899. 34KB
Shadow the Hedgehog Sonic & Sega All-Stars Racing Racing Соник Ежик Sonic Battle Соник Приключение 2 Битва, еж, животные, видеоигра png 1360x2837px 2.89MB
Соник в клеточку — 97 фото
Пиксель арт на тетрадном лнсет
Пиксель арт Соника
Тейлз по клеточкам
Sonic the Hedgehog 3 16 бит
Соник в клеточку
Пикси арт
Sonic the Hedgehog 16 бит ехе
Соник 8 бит
Раскраски по клеточкам Соник
Соник из пикселей
Эми Роуз по клеточкам
Соник пиксель арт
Sonic the Hedgehog 3 16 бит
Sonic по клеткам
Соник в пикселях
Пиксельные рисунки
Схема для вышивки крестом Соник
Классик Соник пиксельный
Соник по клеточкам
Соник маленький пиксельный
Вышивание крестиком Соник
Схема вышивки Соник
Тейлз в пикселях
Соник пиксельный
Соник из пикселей
Пиксельный Соник Теилз и НАКЛЗ
Пиксель арт Соник 8 бит
Обычные рисунки по клеточкам
Метал Соник пиксель арт
Пиксель арт Соник 8 бит
Еж Соник из бисера
Жирафик по клеточкам вязать 15 на 40 клеточек
Человек паук по клеточкам
Соник Санс пиксельный
Рисование по клеточкам андертейл
Соник пиксельный спрайт
Пиксельные рисунки маленькие
Покемон в клеточку
Пиксель это
Супергерои из пикселей
Пиксель арт в клеточку
Рисунки по клеточкам в тетради схемы
Рисунки по клеточкам для мальчиков
По клетками Chao Sonic Perler
Багз Банни по клеточкам
Пиксельные рисунки по клеточкам
Картинки по клеточкам
Пиксельный Metal Sonic
Pixel Art НАКЛЗ
Раскраски по клеточкам покемоны
Пиксельный узор
Пиксель арт Джек
Мейбл по клеточкам
Пиксельные рисунки в клетку
Пиксельный Toei Sonic
Бонни пиксель пиксель арт
Котики по клеточкам маленькие
Еж Соник вышивка гладью
Рисунки по клеточкам пони девочки
Тейлз в пикселях
Рисунки по клеточкам барт симпсон
Супер Соник в клеточку
Тоад 8 bit
Персонажи Соника в пикселях
Симпсоны по клеточкам
Андертейл Undyne пиксель
Sonic Pixel спрайт
Метал Соник в клеточку
Рисунки по клеточкам барт симпсон
Динозавр пиксель арт
Sonic 3 пиксельный
Покемоны в клетку маленькие
Покемон по клеточкам в тетради легкие
Супергерои из пикселей
Марио Pixel Art
Рисование по клеткам
Рисование пакльточкам
Пиксель арты супер Соник
Соник ехе пиксель арт
Тейлз пиксель арт
Рисование по клеткам
Соник Advance пиксельный
Рисунки по клеточкам Стич
Рисунки по клеточкам
Соник пиксельный
Рисование по клеткам маленькие
Шелли из Браво старс в клеточку
Рисунки по клеточкам оранжевые
Рисунки по клеточкам Эквестрия герлз
Марио пиксель
Dogge пиксель арт
Рисование по пикселям
Клетки для рисования
Картинки по клеточкам покемоны Снорлакс
My little Pony пиксель арт
Соник пиксельный
Комментарии (0)
Написать
Информация Посетители, находящиеся в группе Гости, не могут оставлять комментарии к данной публикации.
Sonic Pixel — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 142 релевантных результата,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Pixel Frames
Рекомендуемая производителем розничная цена: 29,99 долларов США
*Цены могут различаться в зависимости от розничных продавцов.
Sonic Mania (2017) на различных консолях
Доктор Эггман противостоит объединенной мощи Супер Соника и его приятелей в этом Pixel Frame, основанном на финальной битве в Sonic Mania! Покажите самые знаковые моменты игр с официально лицензированными теневыми ящиками, созданными, чтобы уникальным образом продемонстрировать вашу любовь к играм.
Pixel Frames перенесет знаковые моменты ваших любимых видеоигр с экрана прямо в вашу гостиную! Эти официально лицензированные теневые ящики — это снимки, которые прекрасно передают вашу любовь к ретро-играм — привнося в жизнь «немного» ностальгии.
• Официально лицензирован SEGA®
• Доступен в размерах 9” x 9” / 23 см x 23 см
• Легко размещается на стенах и плоских поверхностях
Еж Соник (1991) на SEGA® Mega Drive / SEGA Genesis®
Соник известен своей скоростью, уверенным настроем и готовностью к любым приключениям. Настоящий герой, он использует свои навыки, чтобы спасти мир от доктора Эггмана. У Соника большое сердце, и он всегда готов помочь тем, кто в этом нуждается.
Pixel Frames перенесет знаковые моменты ваших любимых видеоигр с экрана в вашу гостиную! Эти официально лицензированные теневые ящики — это снимки, которые прекрасно передают вашу любовь к ретро-играм — привнося в жизнь «немного» ностальгии.
• Официально лицензирован SEGA®
• Доступен в размерах 9” x 9” / 23 см x 23 см
• Легко размещается на стенах и плоских поверхностях
• Включает дополнительную памятную табличку
Рекомендуемая производителем розничная цена: 29,99 долларов США
*Цены могут различаться в зависимости от продавца.
Еж Соник (1991) на SEGA® Mega Drive / SEGA Genesis®
Соник известен своей скоростью, уверенным настроем и готовностью к любым приключениям. Настоящий герой, он использует свои навыки, чтобы спасти мир от доктора Эггмана. У Соника большое сердце, и он всегда готов помочь тем, кто в этом нуждается.
Pixel Frames перенесет знаковые моменты ваших любимых видеоигр с экрана прямо в вашу гостиную! Эти официально лицензированные теневые ящики — это снимки, которые прекрасно передают вашу любовь к ретро-играм — привнося в жизнь «немного» ностальгии.
• Официально лицензирован SEGA®
• Доступен в размерах 9” x 9” / 23 см x 23 см
• Легко размещается на стенах и плоских поверхностях
*Цены могут различаться в зависимости от продавца.
Еж Соник (1991) на SEGA® Mega Drive / SEGA Genesis®
Соник известен своей скоростью, уверенным настроем и готовностью к любым приключениям. Настоящий герой, он использует свои навыки, чтобы спасти мир от доктора Эггмана. У Соника большое сердце, и он всегда готов помочь тем, кто в этом нуждается.

 С
С С
С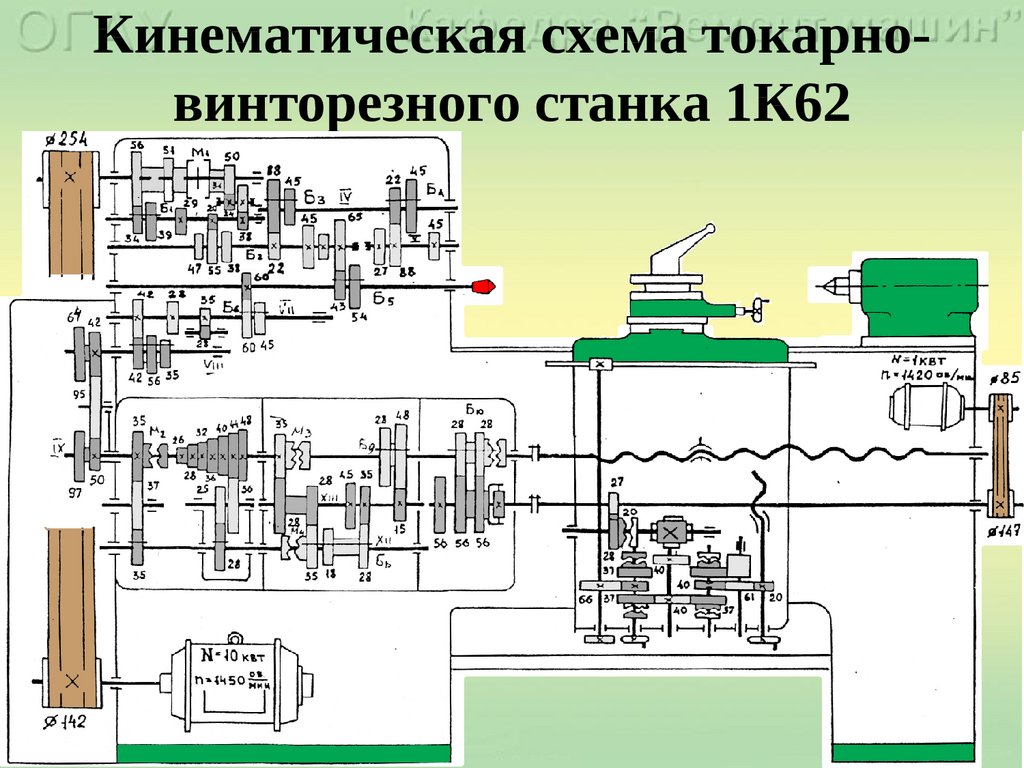
 Продольная и
Продольная и Для
Для Все валы вращаются на опорах
Все валы вращаются на опорах pdf
pdf Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ me/alldrawings
me/alldrawings cdw
cdw
 1К62. Приложение имитирует выполнение обычных токарных операций в интерактивном режиме. Возможности имитационной модели включают операции наружного и торцевого точения, сверления и растачивания отверстий, точения канавок, нарезания наружной и внутренней резьбы. В полной версии приложения для работы доступно более 70 режущих инструментов.
1К62. Приложение имитирует выполнение обычных токарных операций в интерактивном режиме. Возможности имитационной модели включают операции наружного и торцевого точения, сверления и растачивания отверстий, точения канавок, нарезания наружной и внутренней резьбы. В полной версии приложения для работы доступно более 70 режущих инструментов. 0. Графический пользовательский интерфейс программы реализован на английском языке.
0. Графический пользовательский интерфейс программы реализован на английском языке.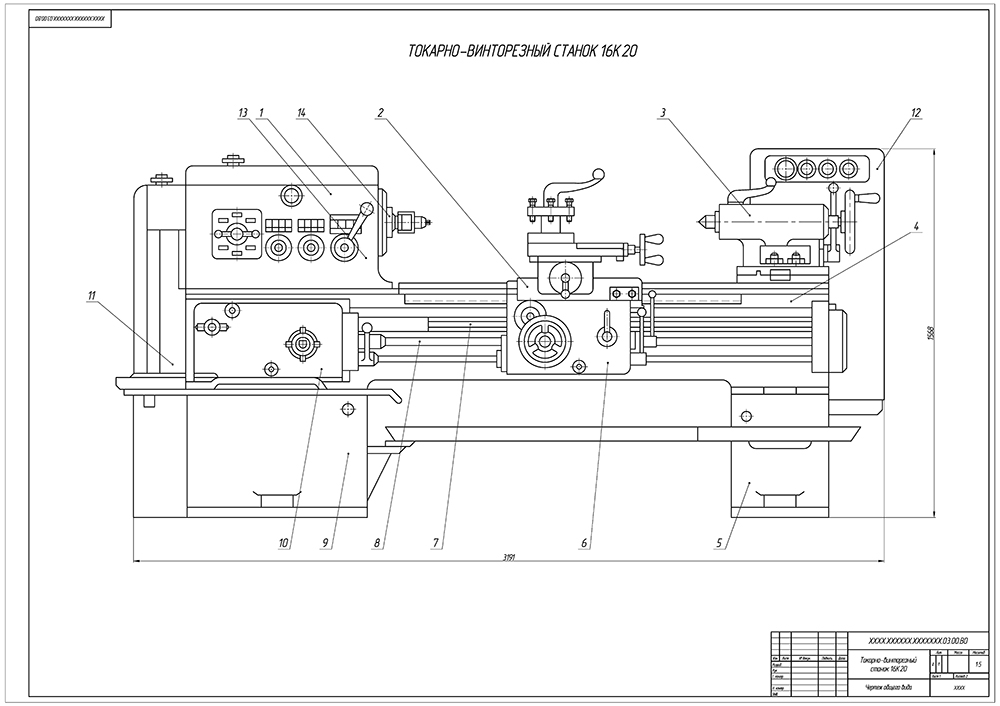 Мобильные версии программного продукта также доступны в маркетах приложений Google Play и App Store.
Мобильные версии программного продукта также доступны в маркетах приложений Google Play и App Store.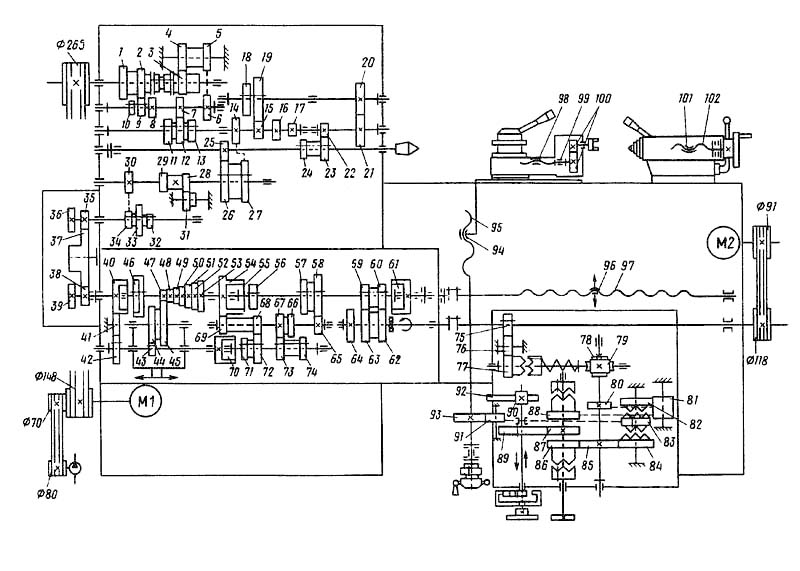
 Главной особенностью является высокая концентрация энергии. Такой тип сварки используется для соединения одинаковых и разнородных металлов.
Главной особенностью является высокая концентрация энергии. Такой тип сварки используется для соединения одинаковых и разнородных металлов. Часть 4 данного документа посвящена лазерной сварке;
Часть 4 данного документа посвящена лазерной сварке;
 Значительная часть энергии проникает вглубь материала, тем самым нагревает и расплавляет его. Такой метод сварки позволяет проводить работу в любом положении и под любым углом.
Значительная часть энергии проникает вглубь материала, тем самым нагревает и расплавляет его. Такой метод сварки позволяет проводить работу в любом положении и под любым углом. Одними из самых мощных являются газодинамические лазеры. Скорость работы при их использовании достигает 60 м/ч.
Одними из самых мощных являются газодинамические лазеры. Скорость работы при их использовании достигает 60 м/ч. Для активации лазерного луча применяются следующие газы: углекислый газ, азот и гелий.
Для активации лазерного луча применяются следующие газы: углекислый газ, азот и гелий. Место сваривания стальных деталей необходимо обезжирить.
Место сваривания стальных деталей необходимо обезжирить.
 Ручной лазерный сварочный аппарат может широко использоваться в сложных и нерегулярных процессах сварки в кухонных шкафах, лестничных подъемниках, полках, печах, дверных и оконных ограждениях из нержавеющей стали, распределительных коробках, домах из нержавеющей стали и других отраслях промышленности.
Ручной лазерный сварочный аппарат может широко использоваться в сложных и нерегулярных процессах сварки в кухонных шкафах, лестничных подъемниках, полках, печах, дверных и оконных ограждениях из нержавеющей стали, распределительных коробках, домах из нержавеющей стали и других отраслях промышленности. Экономит время и деньги.
Экономит время и деньги. Все услуги OEM бесплатны.
Все услуги OEM бесплатны.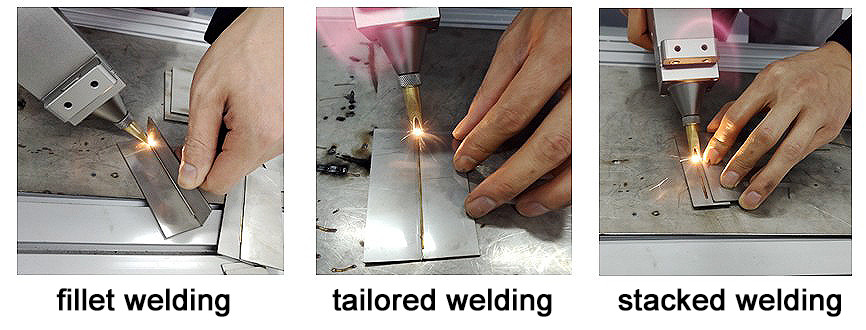

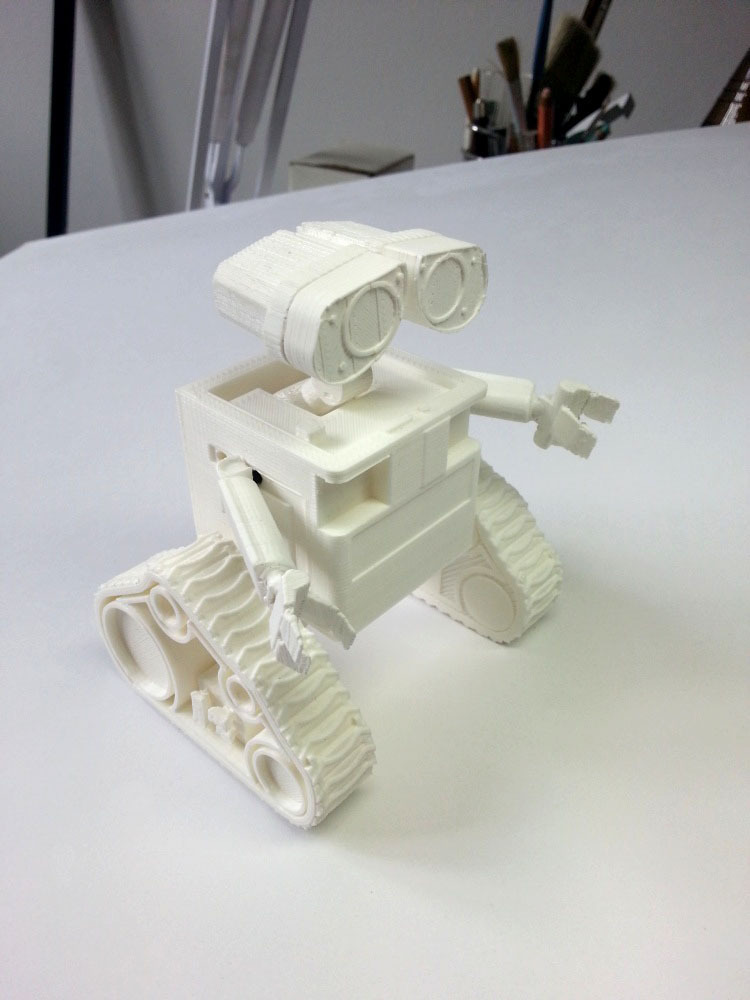 Стараюсь теперь выбирать более прочные модели, как например следующая.
Стараюсь теперь выбирать более прочные модели, как например следующая. Пины заколачивать молотком проще всего и иногда оптимально работать с тисками. Резюмируя: терпения надо много и все равно местами не все хорошо крепится. Все это, правда, касается ABS, с PLA, возможно, проблем будет меньше. Для маленького ребенка — не очень из-за мелких деталей, и еще доча его немного даже побаивалась по началу, по-моему из-за слишком похожести Марка-2 на живое существо — может стоять, сидеть, принимать сложные позы, держать что-то в руках. Для большого, как, например, Ваш покорный слуга, развлекуха на несколько дней!
Пины заколачивать молотком проще всего и иногда оптимально работать с тисками. Резюмируя: терпения надо много и все равно местами не все хорошо крепится. Все это, правда, касается ABS, с PLA, возможно, проблем будет меньше. Для маленького ребенка — не очень из-за мелких деталей, и еще доча его немного даже побаивалась по началу, по-моему из-за слишком похожести Марка-2 на живое существо — может стоять, сидеть, принимать сложные позы, держать что-то в руках. Для большого, как, например, Ваш покорный слуга, развлекуха на несколько дней!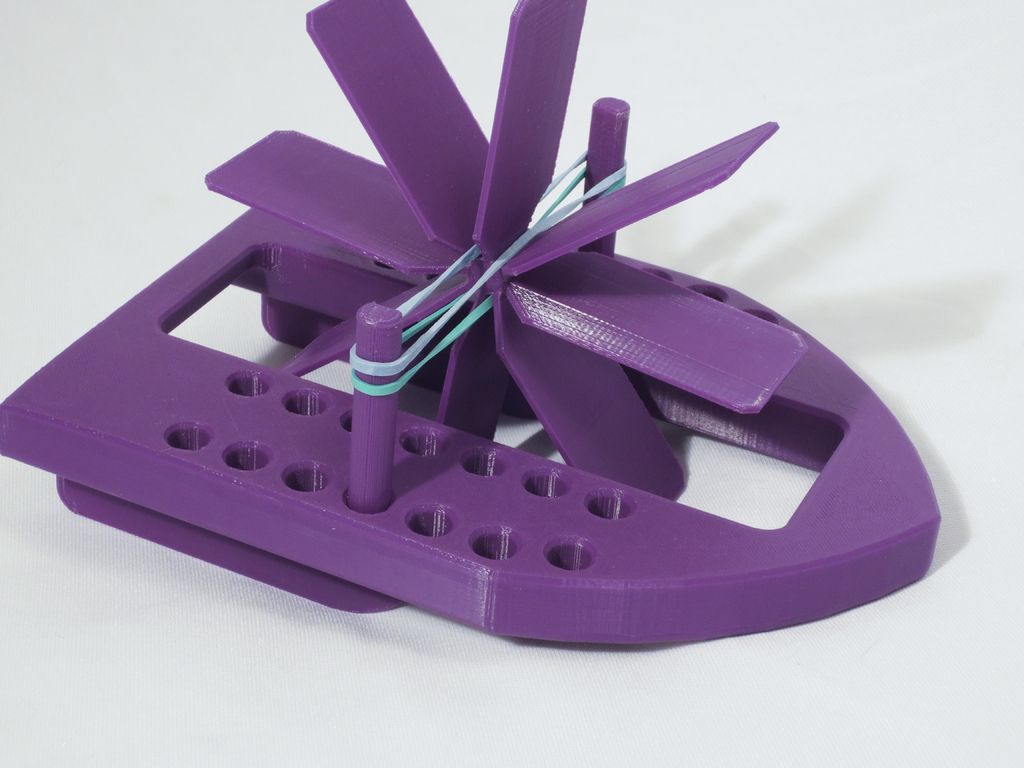 Сделаны для ношения на шее, но у нас используется без веревочек непосредственно для восхищения, обожания и громких радостных возгласов “Баба!”. Минус — при поломке, а, учитывая толщину оригинальной модели в 0,8 мм это происходит нередко, происходит непреодолимое опечаливание младенца, прекращаемое, однако, легко при помощи печати следующей копии. В топе с большим отрывом.
Сделаны для ношения на шее, но у нас используется без веревочек непосредственно для восхищения, обожания и громких радостных возгласов “Баба!”. Минус — при поломке, а, учитывая толщину оригинальной модели в 0,8 мм это происходит нередко, происходит непреодолимое опечаливание младенца, прекращаемое, однако, легко при помощи печати следующей копии. В топе с большим отрывом.
 Одной из первых внедрив технологии быстрого прототипирования трехмерных печатных элементов, Hasbro уже в 90-е годы достаточно быстро заявила о себе. Сегодня команда разработчиков делает все возможное для того, чтобы фанаты популярных супергеройских игрушек получили именно то, о чем так давно мечтали.
Одной из первых внедрив технологии быстрого прототипирования трехмерных печатных элементов, Hasbro уже в 90-е годы достаточно быстро заявила о себе. Сегодня команда разработчиков делает все возможное для того, чтобы фанаты популярных супергеройских игрушек получили именно то, о чем так давно мечтали.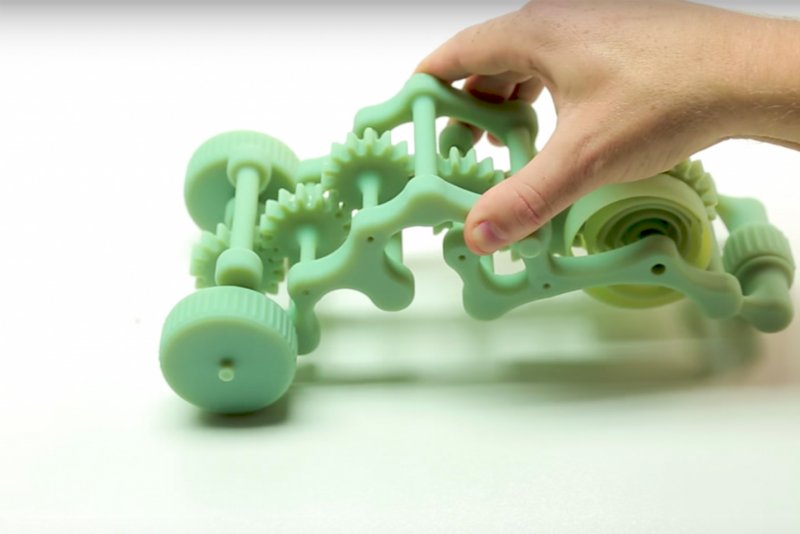 Лучшим решением стала покупка нового 3D-принтера Formlabs, ведущего мирового производителя оборудования для печати по технологии SLA. Это позволило производителю тщательно изучить и наилучшим образом реализовать многочисленные возможности производства самых мелких деталей для печати новых фигурок.
Лучшим решением стала покупка нового 3D-принтера Formlabs, ведущего мирового производителя оборудования для печати по технологии SLA. Это позволило производителю тщательно изучить и наилучшим образом реализовать многочисленные возможности производства самых мелких деталей для печати новых фигурок.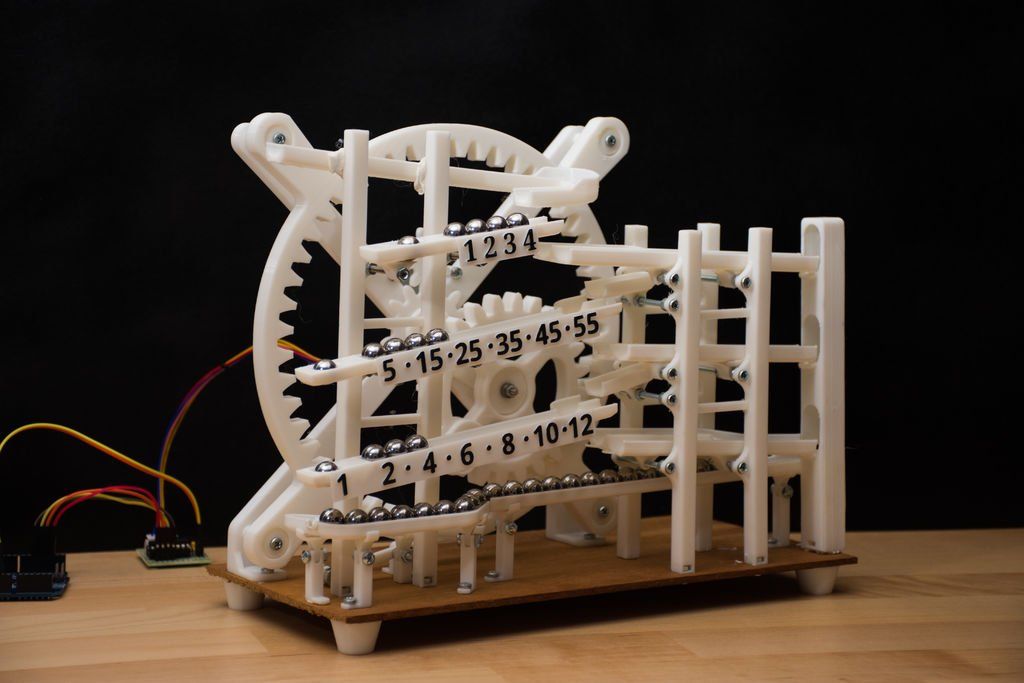 Первая из них – технология объемного сканирования лица с использованием смартфонов и фирменного приложения собственной разработки. Вторая – технология 3D-печати SLA, которую сегодня активно популяризует Formlabs.
Первая из них – технология объемного сканирования лица с использованием смартфонов и фирменного приложения собственной разработки. Вторая – технология 3D-печати SLA, которую сегодня активно популяризует Formlabs.
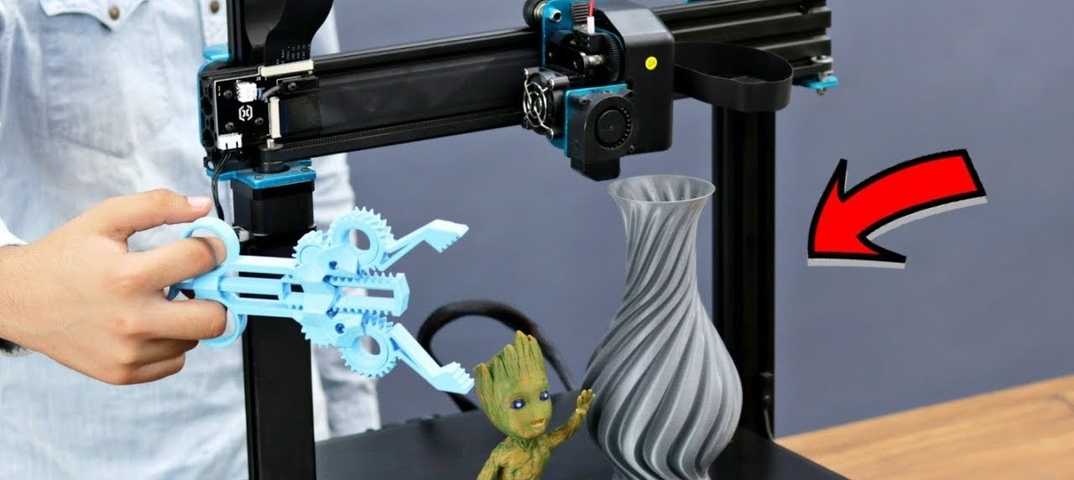 Такое сотрудничество позволило нам воплотить в жизнь самые смелые идеи и выйти на рынок 3D печати на заказ с еще большими технологическими возможностями.
Такое сотрудничество позволило нам воплотить в жизнь самые смелые идеи и выйти на рынок 3D печати на заказ с еще большими технологическими возможностями.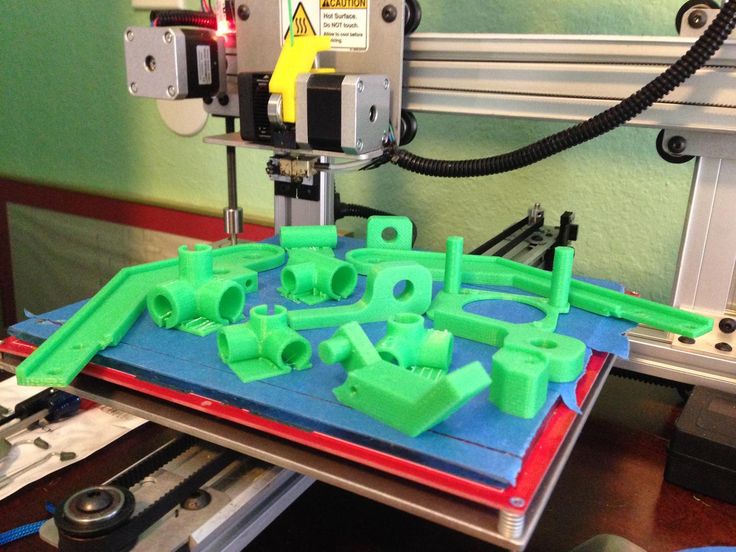 В частности, компания понимала, что не может позволить себе выпускать игрушки с неоправданно завышенной ценой, поскольку клиенты всегда ждали от Hasbro качественного и, в то же время, доступного продукта. Одновременно с этим выпуск кастомизированных игрушек в таких объемах требует реализации большого количества настроек (и, соответственно, довольно серьезных инвестиций).
В частности, компания понимала, что не может позволить себе выпускать игрушки с неоправданно завышенной ценой, поскольку клиенты всегда ждали от Hasbro качественного и, в то же время, доступного продукта. Одновременно с этим выпуск кастомизированных игрушек в таких объемах требует реализации большого количества настроек (и, соответственно, довольно серьезных инвестиций). Современные технологии позволяют с высокой точностью сканировать лицо заказчика, одновременно подбирая подходящий цвет кожи и волос будущего владельца фигурки. На фабрике Hasbro была установлена масштабируемая производственная система, благодаря которой сегодня можно печатать уникальные персонализированные фигурки, с удивительной точностью повторяющие черты лица и волосы своих обладателей.
Современные технологии позволяют с высокой точностью сканировать лицо заказчика, одновременно подбирая подходящий цвет кожи и волос будущего владельца фигурки. На фабрике Hasbro была установлена масштабируемая производственная система, благодаря которой сегодня можно печатать уникальные персонализированные фигурки, с удивительной точностью повторяющие черты лица и волосы своих обладателей. Для того чтобы облегчить Hasbro непростую задачу массовой кастомизации, Formlabs предоставила компании команду высококлассных специалистов по материалам для 3D-печати, которые сегодня работают в тесной связке с производителем игрушек.
Для того чтобы облегчить Hasbro непростую задачу массовой кастомизации, Formlabs предоставила компании команду высококлассных специалистов по материалам для 3D-печати, которые сегодня работают в тесной связке с производителем игрушек. Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.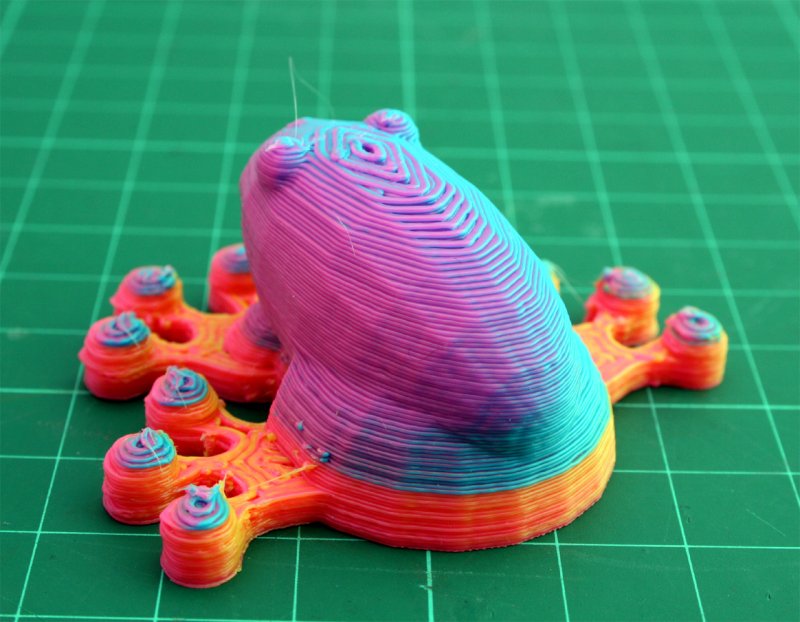 00
00 00
00 00
00 00
00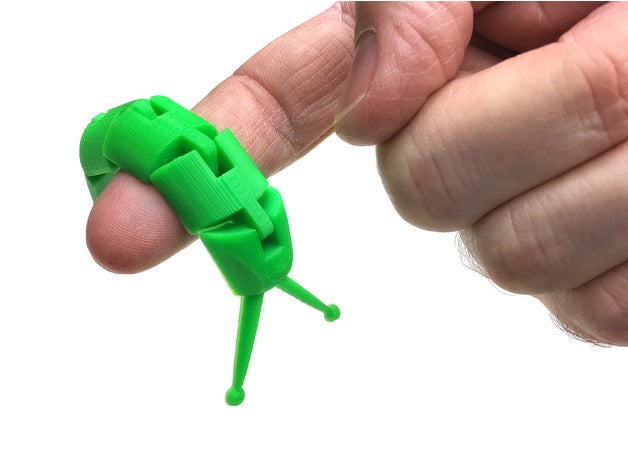 00
00 00
00 00
00 00
00
 Будьте внимательны!
Будьте внимательны! 6 кг
6 кг Данный триммер имеет возможность вертикального скашивания? Крутится ли головка данного устройства?
Данный триммер имеет возможность вертикального скашивания? Крутится ли головка данного устройства?
 ..
..
 субьективно — он близок к легким маломощных электротриммерам с нижним расположением двигателя и мощностью до 500Вт
субьективно — он близок к легким маломощных электротриммерам с нижним расположением двигателя и мощностью до 500Вт
 ..
..

 Makita используются большинством мастеров, потому что они способны выдерживать большие нагрузки и сверхнадежны, а String Trimmer обычно хорошо спроектирован и прост в использовании.
Makita используются большинством мастеров, потому что они способны выдерживать большие нагрузки и сверхнадежны, а String Trimmer обычно хорошо спроектирован и прост в использовании. Его можно удлинить на 200 мм в зависимости от роста пользователя. Предохранитель, нажимаемый большим пальцем, и спусковой крючок запускают триммер. Вы толкаете предохранитель вперед, нажимаете на спусковой крючок и работаете, удерживая спусковой крючок.
Его можно удлинить на 200 мм в зависимости от роста пользователя. Предохранитель, нажимаемый большим пальцем, и спусковой крючок запускают триммер. Вы толкаете предохранитель вперед, нажимаете на спусковой крючок и работаете, удерживая спусковой крючок. Он легкий и компактный, и его хватит на впечатляющие 45 минут. Это означает, что вы можете легко подстригать все вокруг вашего сада, не перезаряжая его.
Он легкий и компактный, и его хватит на впечатляющие 45 минут. Это означает, что вы можете легко подстригать все вокруг вашего сада, не перезаряжая его. Я был впечатлен эффективностью этой системы и быстрым временем зарядки.
Я был впечатлен эффективностью этой системы и быстрым временем зарядки. И, конечно же, он оснащен поворотной головкой, регулируемой в пяти углах, что делает его превосходным инструментом для обрезки и обрезки кромок.
И, конечно же, он оснащен поворотной головкой, регулируемой в пяти углах, что делает его превосходным инструментом для обрезки и обрезки кромок. Это означало, что после десятиминутной езды вокруг яблонь в жаркий день двигатель был довольно теплым на ощупь, требуя короткого отдыха. (Он снова быстро остыл.)
Это означало, что после десятиминутной езды вокруг яблонь в жаркий день двигатель был довольно теплым на ощупь, требуя короткого отдыха. (Он снова быстро остыл.) Его легкость и сбалансированность означают, что любой маленький или не особенно сильный может использовать его. Время автономной работы и мощность также впечатляют для его размера.
Его легкость и сбалансированность означают, что любой маленький или не особенно сильный может использовать его. Время автономной работы и мощность также впечатляют для его размера. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте. Скоропортящиеся товары, такие как шлифовальные круги, защитная обувь, защитные каски, ремни безопасности, привязные ремни, сварочные электроды, силиконовые/акриловые герметики, сверла и т. д. возврату не подлежат. Мы также не принимаем товары интимного или санитарного назначения, опасные материалы, легковоспламеняющиеся жидкости или газы. Машины, работающие на бензине или дизельном топливе, также не подлежат возврату.
Скоропортящиеся товары, такие как шлифовальные круги, защитная обувь, защитные каски, ремни безопасности, привязные ремни, сварочные электроды, силиконовые/акриловые герметики, сверла и т. д. возврату не подлежат. Мы также не принимаем товары интимного или санитарного назначения, опасные материалы, легковоспламеняющиеся жидкости или газы. Машины, работающие на бензине или дизельном топливе, также не подлежат возврату.


 , передаются Пользователем Администрации Сайта с согласия Пользователя.
, передаются Пользователем Администрации Сайта с согласия Пользователя.



 Эти юридические/физические лица имеют доступ к личной информации пользователей, только когда это необходимо для выполнения их функций. Данная информация не может быть использована ими в других целях.
Эти юридические/физические лица имеют доступ к личной информации пользователей, только когда это необходимо для выполнения их функций. Данная информация не может быть использована ими в других целях. …
… Как владельцу домашнего животного очень важно, чтобы вы помогали поддерживать хорошее качество жизни растений и рыб в вашем аквариуме. Читайте дальше, чтобы получить помощь в выборе правильного насоса для вашего аквариума.
Как владельцу домашнего животного очень важно, чтобы вы помогали поддерживать хорошее качество жизни растений и рыб в вашем аквариуме. Читайте дальше, чтобы получить помощь в выборе правильного насоса для вашего аквариума.
 Погружные аквариумные насосы предназначены для работы под водой и поэтому работают тише, чем встроенные насосы.
Погружные аквариумные насосы предназначены для работы под водой и поэтому работают тише, чем встроенные насосы.
 Их можно использовать для всасывания воды через фильтр, подачи воды во внешний фильтр или для перемещения воды внутри аквариума. Они представляют собой очень распространенный насос и имеют несколько способов крепления к трубам или резервуару.
Их можно использовать для всасывания воды через фильтр, подачи воды во внешний фильтр или для перемещения воды внутри аквариума. Они представляют собой очень распространенный насос и имеют несколько способов крепления к трубам или резервуару.



 com
com Они управляются контроллером помпы их производителя или, если возможно, они могут быть связаны и управляться с контроллером аквариума, таким как Neptune Systems Apex.
Они управляются контроллером помпы их производителя или, если возможно, они могут быть связаны и управляться с контроллером аквариума, таким как Neptune Systems Apex. Насос состоит из двух половинок. Двигатель находится снаружи аквариума, а корпус пропеллера находится внутри аквариума.
Насос состоит из двух половинок. Двигатель находится снаружи аквариума, а корпус пропеллера находится внутри аквариума. Они очень хорошо создают большой объем движения воды, особенно в длинных аквариумах. Они также управляются постоянным током с различными схемами потока и скоростями.
Они очень хорошо создают большой объем движения воды, особенно в длинных аквариумах. Они также управляются постоянным током с различными схемами потока и скоростями.

 на Amazon.com
на Amazon.com Высота, на которую будет качать каждый насос, будет указана в технических характеристиках на веб-сайте производителя вместе с расходом, который насос будет подавать на этой высоте. Чем выше нужно перекачивать воду, тем ниже будет скорость потока.
Высота, на которую будет качать каждый насос, будет указана в технических характеристиках на веб-сайте производителя вместе с расходом, который насос будет подавать на этой высоте. Чем выше нужно перекачивать воду, тем ниже будет скорость потока.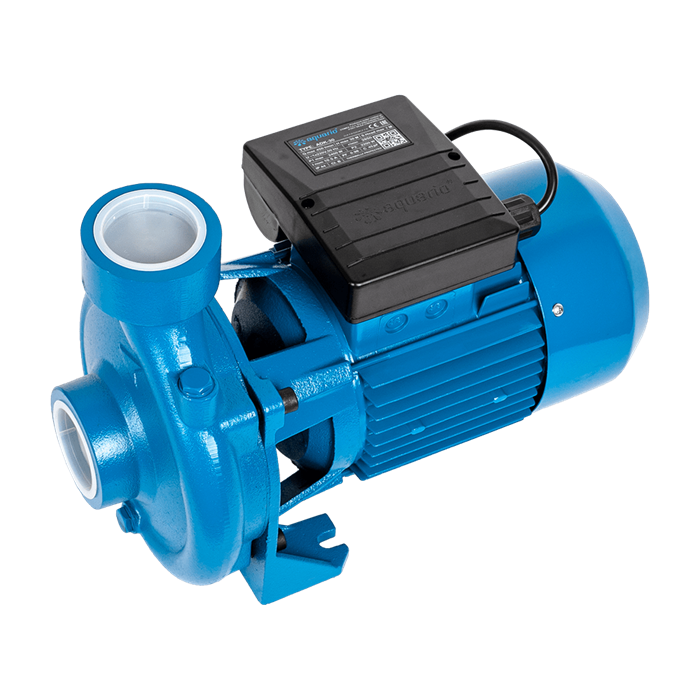 com
com
 com
com «Обратный насос» — это общее название, данное насосу, и это то, что вы чаще всего слышите в хобби. Это просто насос, который «возвращает» воду обратно в основной аквариум.
«Обратный насос» — это общее название, данное насосу, и это то, что вы чаще всего слышите в хобби. Это просто насос, который «возвращает» воду обратно в основной аквариум.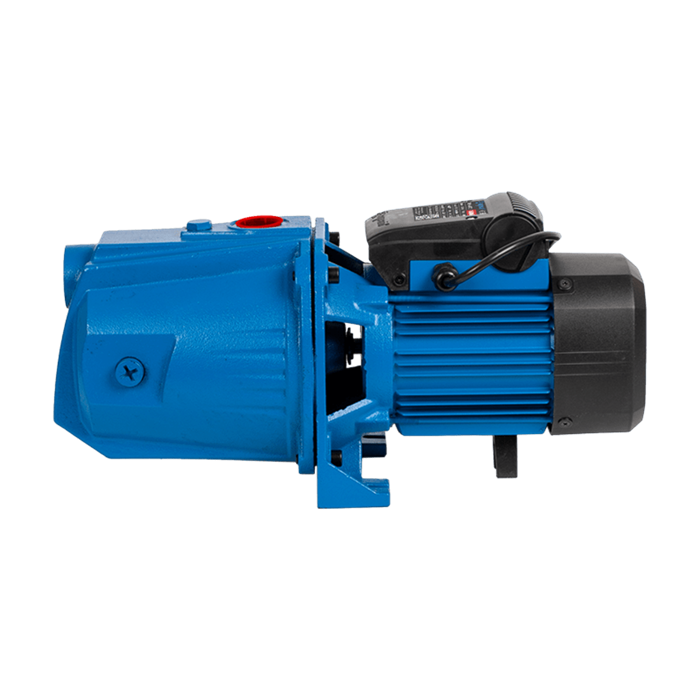 Чтобы кораллы оставались здоровыми, эти 3 элемента должны быть добавлены в аквариум в соответствии с их скоростью потребления. Большинство аквариумистов начинают эту задачу с ручного дозирования, но вскоре покупают дозирующую насосную систему, чтобы полностью автоматизировать ежедневную задачу.
Чтобы кораллы оставались здоровыми, эти 3 элемента должны быть добавлены в аквариум в соответствии с их скоростью потребления. Большинство аквариумистов начинают эту задачу с ручного дозирования, но вскоре покупают дозирующую насосную систему, чтобы полностью автоматизировать ежедневную задачу. Настройка функций дозирования будет частью программного обеспечения/интерфейса.
Настройка функций дозирования будет частью программного обеспечения/интерфейса.
 Воздушные насосы в пресноводном аквариуме в основном используются для создания декоративных пузырей или открытия сундука с сокровищами пиратов по циклу.
Воздушные насосы в пресноводном аквариуме в основном используются для создания декоративных пузырей или открытия сундука с сокровищами пиратов по циклу.
 По сравнению с традиционным производством, 3D печать имеет преимушество в большей эффективности и меньших расходах. Она не может полностью заменить традиционное производство, но у неё большой потенциал развития».
По сравнению с традиционным производством, 3D печать имеет преимушество в большей эффективности и меньших расходах. Она не может полностью заменить традиционное производство, но у неё большой потенциал развития». Мы очень внимательно следим за развитием 3D печати».
Мы очень внимательно следим за развитием 3D печати».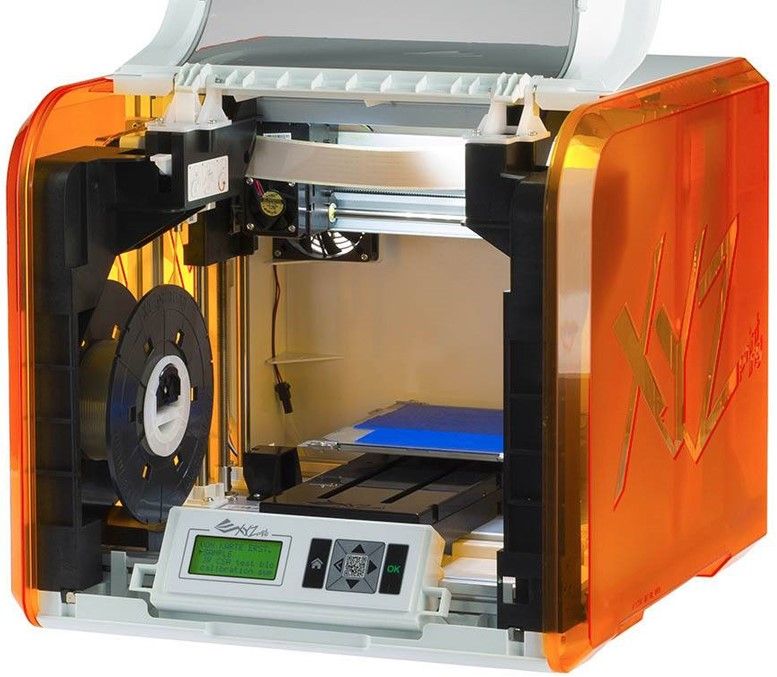
 015 — 0.9 мм
015 — 0.9 мм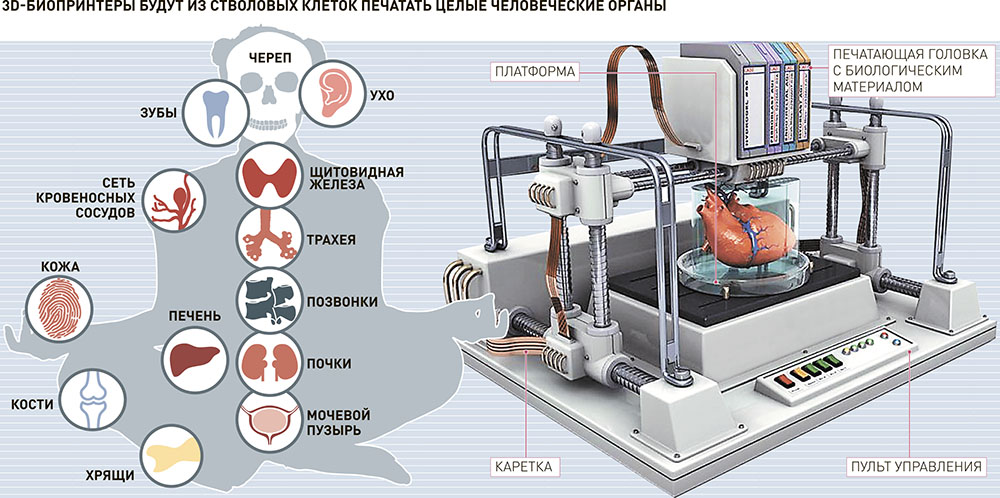 2, 0.3, 0.5, 0.8, 1, 1.2
2, 0.3, 0.5, 0.8, 1, 1.2 68A 1.8° 4.4Kg*cm
68A 1.8° 4.4Kg*cm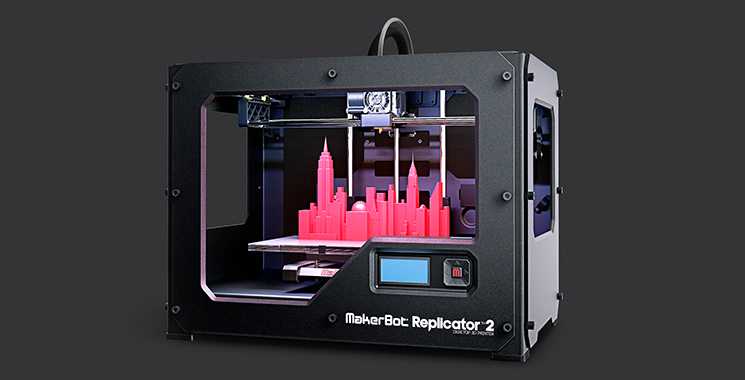

 или война. Принтеры, которые Sygnis отправила в Украину, печатают полимеры или пластмассы, что позволяет производить средства защиты, жгуты, перископы и другие необходимые материалы. Но доставка принтеров во Львов была только началом.
или война. Принтеры, которые Sygnis отправила в Украину, печатают полимеры или пластмассы, что позволяет производить средства защиты, жгуты, перископы и другие необходимые материалы. Но доставка принтеров во Львов была только началом.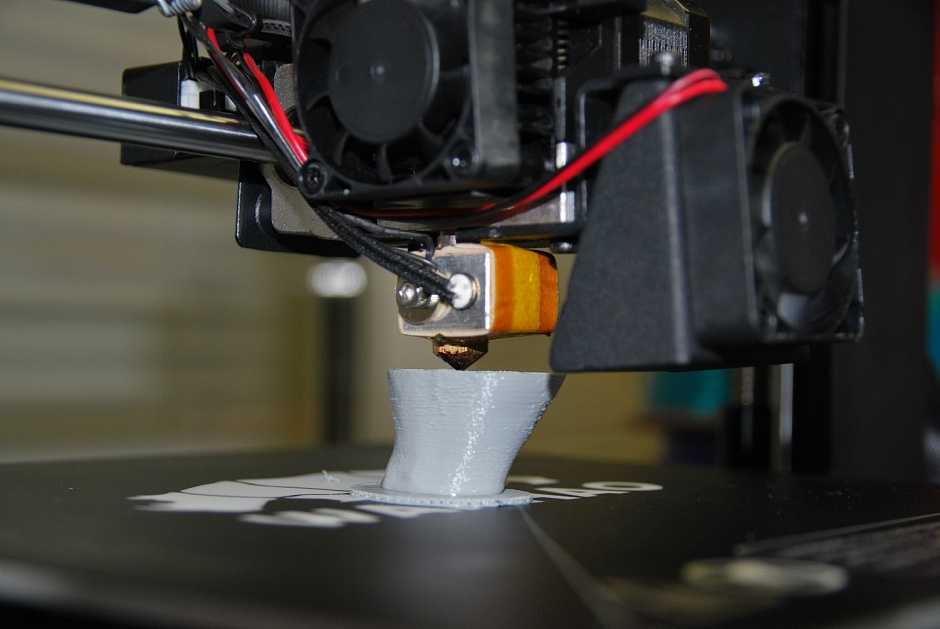
 «Каждый день мы можем делать все больше и больше, потому что все больше компаний присоединяются к нашей команде, и у нас есть Slack для этого проекта», — говорит он. «У нас есть, может быть, 1000 принтеров, и сейчас мы ждем конкретных указаний от украинской обороны, какие части нам нужно печатать. . . . Честно говоря, с 1000 машин мы можем печатать 10 000 деталей в день. Это такая возможность для будущего».
«Каждый день мы можем делать все больше и больше, потому что все больше компаний присоединяются к нашей команде, и у нас есть Slack для этого проекта», — говорит он. «У нас есть, может быть, 1000 принтеров, и сейчас мы ждем конкретных указаний от украинской обороны, какие части нам нужно печатать. . . . Честно говоря, с 1000 машин мы можем печатать 10 000 деталей в день. Это такая возможность для будущего».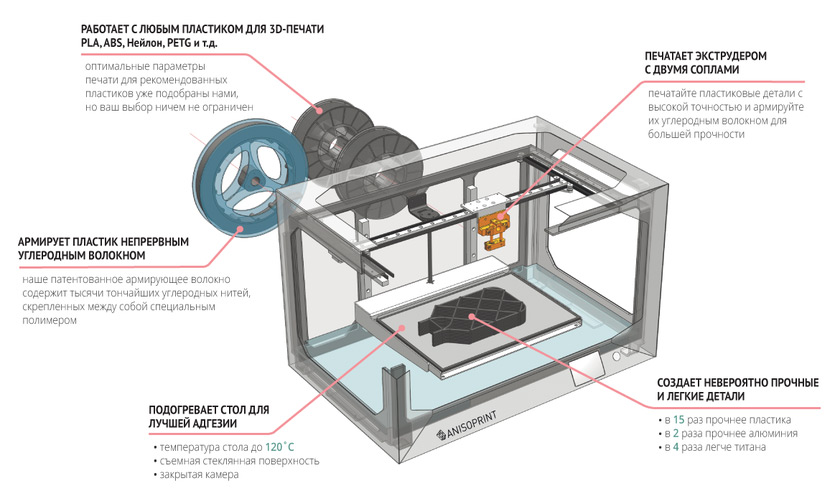 Но в экстренной ситуации эти недостатки намного перевешивают достоинства. «Это условная вещь, — говорит Кранц. «Так, да, например, эти дроны могут не летать 20 лет, но они будут летать 40 дней. В этом случае нам не нужно производить что-то вечное».
Но в экстренной ситуации эти недостатки намного перевешивают достоинства. «Это условная вещь, — говорит Кранц. «Так, да, например, эти дроны могут не летать 20 лет, но они будут летать 40 дней. В этом случае нам не нужно производить что-то вечное». Поскольку традиционные партнеры по логистике, такие как DHL и UPS, не могут доставлять запчасти в Украину, группа наладила собственный логистический процесс, детали которого, по словам Чишека, он не может раскрывать из соображений безопасности.
Поскольку традиционные партнеры по логистике, такие как DHL и UPS, не могут доставлять запчасти в Украину, группа наладила собственный логистический процесс, детали которого, по словам Чишека, он не может раскрывать из соображений безопасности. Их тела можно легко создать с помощью существующих полимерных принтеров фирмы, но камеры и радиоприемники необходимо прикреплять вручную, говорит Бергс. Производство дронов началось на прошлой неделе и в настоящее время идет со скоростью около 50 штук в неделю.
Их тела можно легко создать с помощью существующих полимерных принтеров фирмы, но камеры и радиоприемники необходимо прикреплять вручную, говорит Бергс. Производство дронов началось на прошлой неделе и в настоящее время идет со скоростью около 50 штук в неделю. в Афганистане.
в Афганистане.
 2
2

 Сам корпус металлический, покрашен в темно серый цвет и
Сам корпус металлический, покрашен в темно серый цвет и




 Водонепроницаемые полы из виниловой доски под дерево в большой комнате кухни и спальнях.
Водонепроницаемые полы из виниловой доски под дерево в большой комнате кухни и спальнях.



 Jr.
Jr.
 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.

 org/BreadcrumbList»>
org/BreadcrumbList»> 04.2023 11:05
04.2023 11:05 00 ₽
00 ₽

 00 ₽
00 ₽


 —
— сверление бетона: 45 мм
сверление бетона: 45 мм 
 54KB
54KB org/ImageObject»>
org/ImageObject»> 41MB
41MB 8KB
8KB org/ImageObject»>
org/ImageObject»> 95KB
95KB org/ImageObject»>
org/ImageObject»> 46KB
46KB 34KB
34KB

 Настоящий герой, он использует свои навыки, чтобы спасти мир от доктора Эггмана. У Соника большое сердце, и он всегда готов помочь тем, кто в этом нуждается.
Настоящий герой, он использует свои навыки, чтобы спасти мир от доктора Эггмана. У Соника большое сердце, и он всегда готов помочь тем, кто в этом нуждается. У Соника большое сердце, и он всегда готов помочь тем, кто в этом нуждается.
У Соника большое сердце, и он всегда готов помочь тем, кто в этом нуждается.