Резец (инструмент) | это… Что такое Резец (инструмент)?
Резец, режущий инструмент, применяемый при обработке изделий на токарных, револьверных, расточных, карусельных, строгальных, долбёжных, зубострогальных и специальных станках. Р. представляет собой стержень, состоящий из головки с режущей частью и державки, которой Р. закрепляется на станке. По форме головки различают Р.: прямые, отогнутые, изогнутые, чашечные; по сечению державки ‒ прямоугольные, квадратные, круглые. Конструктивно Р. могут выполняться с приваренной головкой или режущей пластинкой, с припаянной пластинкой, с направленной головкой, с головкой-вставкой, с механическим закреплением пластинки и т. д. По назначению (виду обработки) различают Р.: проходные, подрезные, отрезные и прорезные, расточные, резьбонарезные, радиусные, фасонные и др. (рис. 1). В зависимости от характера обработки Р. бывают черновые (обдирочные), чистовые, для тонкого точения, выглаживающие; по направлению подачи ‒ правые и левые. Материал режущей части ‒ инструментальные (в т. ч. быстрорежущие) стали, твёрдые сплавы, минералокерамические материалы, искусственные алмазы, эльбор и др. Форму передней поверхности Р. (см. Геометрия резца) выбирают в зависимости от материала его режущей части, обрабатываемого материала, способа получения обрабатываемой заготовки и характера обработки (см. табл.).
Формы передней поверхности резцов
№ формы
Наименование
Вид
Область применения
I
Плоская без фаски
Резцы всех типов для обработки чугуна и медных сплавов
II
Плоская с фаской
Резцы всех типов для обработки стали; f = 0 , 2‒0 , 3 мм при чистовой обработке; f = 0,8‒1,0 мм при черновой обработке, g = 0° для резцов из быстрорежущей стали, g = (‒ 5) ‒ (‒10) °‒ из твёрдого сплава
III
Paдиусная с фаской
Peзцы всех типов для обработки стали: R = 3‒18 мм ‒ для быстрорежущей стали: R = 2‒6 мм ‒ для твёрдого сплава: f и gj ‒ аналогичны форме II
IV
Плоская отрицательная
Резцы с пластинками твёрдого сплава при черновом точении стали с временным сопротивлением sвр ³ 1000 Мн/м2 (100 кгс/мм2), стального литья с коркой, при точении с ударами
V
Плоская с фаской и опущенной вершиной
Черновое точение стали с крупной стружкой и подачами ³ 1,5 мм/об; gj =(‒10) ‒ (-15)°
Геометрические параметры режущей части влияют на основные факторы процесса резания: трение между поверхностями Р. и заготовки, форму и направление схода стружки, деформацию поверхностного слоя, стойкость Р., силы резания, интенсивность и величину изнашивания Р., шероховатость обработанной поверхности и др.
В зависимости от конкретных условий обработки (обрабатываемого материала, режима резания, типа Р., жёсткости системы станок ‒ приспособление ‒ инструмент ‒ деталь, характера обработки, способа получения обрабатываемой заготовки и др.) экспериментально найдены оптимальные параметры геомерии режущей части Р. (рис. 2‒5): g = [(‒10)‒25]°; a = (6 + 12)°; j = (10 + 90)°; j1 = (0‒20)°; l = [(‒4)‒15]°.
При обработке изделий Р. с увеличенным радиусом при вершине r уменьшается шероховатость поверхности, но возрастают силы отжатия Р. от обрабатываемого изделия и увеличивается его прогиб, а также повышаются вибрации. Поэтому принимают r = 1 мм; для упрощения заточки твердосплавного Р. вместо закругления вершины делают переходную режущую кромку длина 1‒2 мм с j0 = j/2. Для Р. с минералокерамическими пластинками рекомендуется: g = [(‒5)‒(‒10)]°; a = (8‒10)°; j = (75‒90)° (для нежёстких деталей) и j = (10‒30)° (для особо жёстких деталей).
От свойств инструментального материала, конструкции Р. и геометрии их режущей части в значительной степени зависит эффективность процесса обработки металлов резанием ‒ наиболее трудоёмкой части технологического процесса производства. Эта проблема тесно связана с обработкой новых труднообрабатываемых материалов, повышением требований к точности изготовления и качеству поверхностей, предварительной настройкой на размер и быстрой сменой инструмента без подналадки. Для обработки нержавеющих и жаропрочных сталей и сплавов Всесоюзным научно-исследовательским институтом твёрдых сплавов (ВНИИТС) разработаны особо мелкозернистые твёрдые сплавы ВК6-ОМ, ВК10-ОМ, ВК15-ОМ, для чистовой и получистовой скоростной обработки легированных, модифицированных и ковких чугунов ‒ твёрдый сплав ТТ8К16, а для прерывистых работ с ударами ‒ твёрдый сплав ТТ20К9. Находят применение многогранные неперетачиваемые твердосплавные пластинки с износостойким покрытием ‒ карбидом титана, который наносится тонким слоем (до 5 мкм) методом осаждения из газовой фазы. Всесоюзным научно-исследовательским инструментальным институтом (ВНИИ) разработан ряд конструкций Р. с многогранными режущими вставками и стружколомающими канавками. Широко применяются Р. с механическим закреплением пластин, Р. со вставками из композиционных материалов, поликристаллических алмазов и т. п. См. также Металлорежущий инструмент, Дереворежущий инструмент.
Лит.: Грановский Г. И., Металлорежущий инструмент. Конструкция и эксплуатация, 2 изд., М., 1954; Семенченко И. И., Матюшин В. М., Сахаров Г. Н., Проектирование металлорежущих инструментов, М., 1963; Режущий инструмент. Резцы, М., 1965; Резание конструкционных материалов, режущие инструменты и станки, под ред. В. А. Кривоухова, М., 1967; Аршинов В. А., Алексеев Г. А., Резание металлов и режущий инструмент, 2 изд., М., 1967; Пути совершенствования металлорежущего инструмента. Обзор, М., 1972; Бобров В. Ф., Иерусалимский Д. Е., Резание металлов самовращающимися резцами, М., 1972; Гладилин А. Н., Малевский Н. П., Справочник молодого инструментальщика по режущему инструменту, 3 изд. , М., 1973; Резание конструкционных материалов, режущие инструменты и станки, 2 изд., М., 1974.
Д. Л. Юдин.
Резец (инструмент) | это… Что такое Резец (инструмент)?
У этого термина существуют и другие значения, см. Резец.
Резец (англ. tool bit) — режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах (и на соответствующих станках).
Для достижения требуемых размеров, формы и точности изделия с заготовки снимаются (последовательно срезаются) слои материала при помощи резца. Жёстко закреплённые в станке резец и заготовка в результате относительного перемещения контактируют друг с другом, происходит врезание рабочего элемента резца в слой материала и последующее его срезание в виде стружки. Рабочий элемент резца представляет собой острую кромку (клин), который врезается в слой материала и деформирует его, после чего сжатый элемент материала скалывается и сдвигается передней поверхностью резца (поверхностью схода стружки). При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка. Вид стружки зависит от подачи станка, скорости вращения заготовки, материала заготовки, относительного расположения резца и заготовки, использования СОЖ и других причин.
В процессе работы резцы подвержены износу (режущие кромки притупляются, а у резцов с твердосплавными пластинками наблюдается выкрашивание режущей части), поэтому осуществляют их переточку.[⇨]
Основные типы резцов в настоящее время стандартизованы.[⇨]
Резец с механическим креплением сменной пластинки.
Содержание
1 Элементы токарного резца
1.1 Углы резца и их назначения
1.1.1 Углы резца в процессе резания
2 Классификация резцов
2.1 По виду обработки
2.1.1 Токарные резцы
2.1.2 Строгальные и долбежные резцы
3 ГОСТы
4 Заточка и доводка резцов
5 Литература
6 См. также
7 Примечания
8 Ссылки
Элементы токарного резца
Элементы токарного прямого проходного резца
Ниже приведены элементы резца на примере токарного прямого проходного резца.
Токарный проходной резец состоит из следующих основных элементов:
Рабочая часть (головка);
Стержень (державка) — служит для закрепления резца на станке.
Рабочую часть резца образуют:
Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
Главная режущая кромка — линия пересечения передней и главной задней поверхностей.
Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
Вершина резца — точка пересечения главной и вспомогательной режущих кромок.
Углы резца и их назначения
На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.
Для определения углов резца установлены следующие плоскости:
Плоскость резания — плоскость, касательная к поверхности резания и проходящая через главную режущую кромку.
Основная плоскость — плоскость, параллельная направлениям подач (продольной и поперечной).
Главная секущая плоскость — плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
Вспомогательная секущая плоскость — плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
Угол резания δ=α+β.
Вспомогательные углы измеряются во вспомогательной секущей плоскости.
Вспомогательный задний угол α1 — угол между вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
Вспомогательный передний угол γ1 — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через вспомогательную режущую кромку
Вспомогательный угол заострения β1 — угол между передней и вспомогательной задней плоскостью резца.
Вспомогательный угол резания δ1=α1+β1.
Углы в плане измеряются в основной плоскости. Сумма углов φ+φ1+ε=180°.
Главный угол в плане φ — угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на стойкость резца и скорость резания. Чем меньше φ, тем выше его стойкость и допускаемая скорость резания. Однако при этом возрастает радиальная сила резания, что может привести к нежелательным вибрациям.
Вспомогательный угол в плане φ1 — угол между проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи. Влияет на чистоту обработанной поверхности. С уменьшением φ1 улучшается чистота поверхности, но возрастает сила трения.
Угол при вершине в плане ε — угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость. Влияет на прочность резца, которая повышается с увеличением угла.
Угол наклона главной режущей кромки измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости.
Угол наклона главной режущей кромки λ — угол между главной режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости. Влияет на направление схода стружки.
Углы резца в процессе резания
При смещении резца относительно оси детали, а также при наличии движения подачи плоскость резания поворачивается, в связи с чем значения углов меняются.
Если вершину резца установить выше или ниже оси детали, то плоскость резания отклонится от вертикального положения на угол τ. При наружном точении с установкой резца выше оси детали действительный передний угол γсмещ увеличивается, а αсмещ уменьшается на угол τ. При внутреннем точении углы изменяются в обратном направлении.
При продольной подаче в результате вращательного движения детали и поступательного движения резца стружка срезается по винтовой поверхности. Плоскость резания при этом отклоняется от своего положения в статике на угол μ. Чем больше величина подачи, тем больше отклонение. Передний угол в кинематике γкин увеличивается, а αкин уменьшается на угол μ. При поперечной подаче поверхность резания будет представлять собой спираль, а задний угол будет уменьшаться с приближением резца к оси детали.
Действительную величину углов резца в главной секущей плоскости с учётом установки резца и кинематики процесса можно определить:
γд=γ+μ±τ
αд=α-μ±τ
На действительные углы резца влияет также износ передней и задней поверхностей резца.
Классификация резцов
По направлению подачи бывают:
Правые. Правым называется резец, у которого при наложении на него сверху ладони правой руки так, чтобы пальцы были направлены к его вершине, главная режущая кромка будет находиться под большим пальцем. На токарных станках эти резцы работают при подаче справа налево, то есть к передней бабке станка.
Левые. Левым называется резец, у которого при наложении на него левой руки указанным выше способом главная режущая кромка окажется под большим пальцем.
По конструкции бывают:
Прямые — резцы, у которых ось головки резца является продолжением или параллельна оси державки.
Отогнутые — резцы, у которых ось головки резца наклонена вправо или влево от оси державки.
Изогнутые — резцы, у которых ось державки при виде сбоку изогнута.
Оттянутые — резцы, у которых рабочая часть (головка) уже державки.
Конструкции токарей- и конструкторов-новаторов (частные случаи) и прочие.
Конструкции Трутнева — с отрицательным передним углом γ, для обработки весьма твердых материалов.
Конструкции Меркулова — с повышенной стойкостью.
Конструкции Невеженко — с повышенной стойкостью.
Конструкции Шумилина — с радиусной заточкой на передней поверхности, применяются на высоких скоростях обработки.
Конструкции Лакура — с повышенной виброустойчивостью, которая достигается тем, что главная режущая кромка расположена в одной плоскости с нейтральной осью стержня резца.
Конструкции Борткевича — имеет криволинейную переднюю поверхность, что обеспечивает завивание стружки и фаску, упрочняющую режущую кромку. Предназначен для получистовой и чистовой обработки стальных деталей, а также для обточки и подрезки торцов.
цельные — это резцы, у которых головка и державка изготовлены из одного материала.
составные — режущая часть резца выполняется в виде пластины, которая определённым образом крепится к державке из конструкционной углеродистой стали. Пластинки из твердого сплава и рапида припаиваются или крепятся механически.
По роду материала бывают:
из инструментальной стали.
из углеродистой стали. Обозначение такой стали начинается с буквы У, её применяют при малых скоростях резания.
из легированной стали. Теплостойкость легированных сталей выше, чем у углеродистых и поэтому допустимые скорости резания для резцов из легированных сталей в 1,2-1,5 раза выше.
из быстрорежущей стали (высоколегированной). Обозначение такой стали начинается с буквы Р (Рапид), резцы из неё обладают повышенной производительностью.
из твердого сплава. Резцы, оснащённые пластинками из твёрдых сплавов, позволяют применять более высокие скорости резания, чем резцы из быстрорежущей стали.
металлокерамические.
вольфрамовые. Сплавы группы ВК состоят из карбида вольфрама, сцементированного кобальтом.
титановольфрамовые. Сплавы группы ТК состоят из карбидов вольфрама и титана, сцементированных кобальтом.
титанотанталовольфрамовые. Сплавы группы ТТК состоят из карбидов вольфрама, титана и тантала, сцементированных кобальтом.
минералокерамические. Материалы на основе технического глинозема (Аl2O3) обладают высокой теплостойкостью, но в то же время и высокой хрупкостью, что ограничивает их широкое применение.
керметовые. Основой этих материалов является минералокерамика, но для снижения хрупкости в нее вводят металлы и карбиды металлов.
эльборовые. На основе кубического нитрида бора.
алмазные.
По характеру установки относительно обрабатываемой детали резцы могут быть двух типов:
радиальные. Работают с установкой перпендикулярно оси обрабатываемой детали. Имеют широкое применение в промышленности за счет простоты своего крепления и более удобного выбора геометрических параметров режущей части.
тангенциальные. При работе тангенциального резца усилие Рг направлено вдоль оси резца, благодаря чему тело резца не подвергается изгибу. Применяется главным образом на токарных автоматах и полуавтоматах, где основой является чистота обработки.
По характеру обработки бывают:
обдирочные (черновые).
чистовые. Чистовые резцы отличаются от черновых увеличенным радиусом закругления вершины, благодаря чему шероховатость обработанной поверхности уменьшается.
резцы для тонкого точения.
По виду обработки
По применяемости на станках резцы разделяются на
токарные
строгальные
долбежные
Резец, снимающий стружку при прямолинейном взаимном перемещении резца и материала, называется строгальным (при горизонтальном резании) или долбежным (при вертикальном). Характер работы строгального и долбежного резцов одинаков и отличается от работы токарных резцов, где резание непрерывно. Как при строгании, так и при долблении резец режет только при рабочем ходе. В то же время в моменты начала и конца каждого хода возникают толчки, вредно влияющие на работу этих резцов.
Токарные резцы
проходные — для протачивания заготовок вдоль оси ее вращения.
подрезные — для подрезания уступов под прямым углом к основному направлению обтачивания или для выполнения торцевания.
отрезные — для отрезки заготовок под прямым углом к оси вращения или для прорезания узких канавок под стопорное кольцо и др.
расточные — для растачивания отверстий.
фасочные — для снятия фасок.
фасонные — для индивидуальных токарных работ. При обработке фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки сложных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы (шаблона), точность размеров и высокую производительность.
прорезные (канавочные) — для образования канавок на наружных и внутренних цилиндрических поверхностях.
резьбонарезные — для нарезания резьб.
Строгальные и долбежные резцы
проходные — для строгания верхней поверхности обрабатываемой детали;
боковые — подрезные для строгания детали с боков;
отрезные и прорезные — для разрезания детали и прорезания канавок;
долбяки — долбёжные резцы для долбления внутренних шпоночных пазов в отверстиях или внутренних шлицов;
ГОСТы
Конструкции и размеры
Список ГОСТов на проходные и подрезные резцы
ГОСТ 18868-73 — Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
ГОСТ 18869-73 — Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
ГОСТ 18870-73 — Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
ГОСТ 18877-73 — Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18878-73 — Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18879-73 — Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18871-73 — Резцы токарные подрезные торцовые с пластинками из быстрорежущей стали. Конструкция и размеры
ГОСТ 18880-73 — Резцы токарные подрезные отогнутые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 26611-85 — Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
ГОСТ 28980-91 — Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
ГОСТ 29132-91 — Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
Список ГОСТов на расточные резцы
ГОСТ 9795-84 — Резцы расточные державочные с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 10044-73 — Резцы расточные державочные из быстрорежущей стали. Конструкция и размеры
ГОСТ 18062-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры
ГОСТ 18063-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для глухих отверстий. Конструкция и размеры
ГОСТ 18872-73 — Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18873-73 — Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
ГОСТ 18882-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18883-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
ГОСТ 20874-75 — Резцы токарные сборные расточные с механическим креплением многогранных твердосплавных пластин. Конструкция и размеры
ГОСТ 25987-83 — Резцы расточные с твердосплавными пластинами с цилиндрическим хвостовиком для координатно-расточных станков. Типы и основные размеры
ГОСТ 26612-85 — Резцы расточные с креплением сменных пластин прихватом сверху. Конструкция и размеры
ГОСТ 28101-89 — Резцы расточные со сменными режущими пластинами. Типы и основные размеры
ГОСТ 28981-91 — Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
ГОСТ Р 50026-92 — Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
Список ГОСТов на прорезные и отрезные резцы
ГОСТ 18874-73 — Резцы токарные прорезные и отрезные из быстрорежущей стали. Конструкция и размеры
ГОСТ 18884-73 — Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 28978-91 — Резцы токарные пластинчатые сборные прорезные и отрезные. Типы и основные размеры
Список ГОСТов на резьбонарезные резцы
ГОСТ 18876-73 — Резцы токарные резьбовые с пластинками из быстрорежущей стали. Конструкция и размеры
ГОСТ 18885-73 — Резцы токарные резьбовые с пластинами из твердого сплава. Конструкция и размеры
Список ГОСТов на строгальные и долбежные резцы
ГОСТ 10046-72 — Резцы долбежные из быстрорежущей стали. Конструкция и размеры
ГОСТ 18887-73 — Резцы строгальные проходные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
ГОСТ 18888-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
ГОСТ 18889-73 — Резцы строгальные подрезные прямые и изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
ГОСТ 18890-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
ГОСТ 18891-73 — Резцы строгальные проходные с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18892-73 — Резцы строгальные чистовые широкие изогнутые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18893-73 — Резцы строгальные подрезные с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18894-73 — Резцы строгальные отрезные и прорезные изогнутые с пластинами из твердого сплава. Конструкция и размеры
Прочие ГОСТы
ГОСТ 18875-73 — Резцы токарные фасочные из быстрорежущей стали. Конструкция и размеры
ГОСТ 18881-73 — Резцы токарные чистовые широкие с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 20872-80 — Резцы токарные сборные для контурного точения с механическим креплением многогранных твердосплавных пластин.
ГОСТ 24905-81 — Резцы к зуборезным головкам для прямозубых конических колес. Конструкция и размеры
ГОСТ 24996-81 — Резцы токарные с механическим креплением сменных пластин, закрепляемых качающимся штифтом. Типы и основные размеры
ГОСТ 29133-91 — Резцы-вставки регулируемые типа А со сменными многогранными пластинами. Типы и размеры
Технические условия
ГОСТ 5392-80 — Резцы зубострогальные для прямозубых конических колес. Технические условия
ГОСТ 5688-61 — Резцы с твердосплавными пластинами. Технические условия
ГОСТ 10047-62 — Резцы из быстрорежущей стали. Технические условия
ГОСТ 13297-86 — Резцы и вставки алмазные. Технические условия
ГОСТ 17368-79 — Резцы алмазные для профилирования червячных шлифовальных кругов. Технические условия
ГОСТ 18064-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком. Технические условия
ГОСТ 26613-85 — Резцы токарные с механическим креплением сменных многогранных пластин. Технические условия
ГОСТ Р 50300-92 — Резцы токарные со сменными режущими пластинами из сверхтвердых материалов. Технические условия
Обозначения
ГОСТ 26476-85 — Резцы токарные и резцы-вставки с механическим креплением режущих сменных многогранных пластин. Обозначения
ГОСТ 27686-88 — Резцы расточные с механическим креплением режущих сменных многогранных пластин. Обозначения
Заточка и доводка резцов
Износ резцов по времени можно разделить на три периода. В первый период наблюдается усиленный износ — это приработка, стирание микронеровностей на поверхности режущей части, оставшихся после предыдущей заточки инструмента. Во второй период наблюдается нормальный износ — это большая часть времени работы резца. В третьем периоде наступает катастрофический износ. Для рационального использования инструмента необходимо в конце второго периода произвести его переточку.
Эффективная заточка и доводка резцов достигается правильным выбором абразивного материала, уровнем технологии и контроля. Чтобы заточить резец необходим материал более твёрдый чем материал инструмента. Таким материалом является абразив — зёрна твердых минералов. Шлифовальные круги состоят из абразивов скреплённых специальной связкой и могут иметь различную структуру. Она определяется процентным соотношением и взаимным расположением зёрен, связки и пор в массе круга. При заточке резцов применяют круги со средней (номера 6-10) или открытой (номера 11-18) структурой. Для заточки твёрдосплавных резцов применяют алмазные круги. Заточка и доводка резцов осуществляется на различных типах заточных станков.
Заточной станок.
При заточке новых резцов, как правило, сначала затачивают задние поверхности, а затем передние. Передние поверхности обрабатывают в две операции: 1) предварительная заточка по всей поверхности под углом напайки пластины на державку 2) окончательная заточка по ограниченному участку передней грани под углом γ (заточка фаски). Форма передней поверхности резцов зависит от обрабатываемого материала, режимов резания и материала режущей части. Заточка фаски (0,2…0,3 мм) вдоль главной режущей кромки усиливает её. Криволинейная заточка по радиусу вдоль главной режущей кромки облегчает деформацию и отвод стружки. Радиусные канавки на передней поверхности вытачивают для обламывания или завивания стружки. Заточка задней вспомогательной поверхности производится в три операции: 1) 12° 2) 10° 3) 8°. В завершении производят заточку вершины резца по радиусу.
Для повышения стойкости режущих инструментов, после заточки производят их доводку. Она улучшает чистоту заточенной поверхности, удаляет слой с дефектами, образовавшийся при заточке.
Литература
А. М. Дальский и др. Технология конструкционных материалов. — М.: Машиностроение, 1977. — 664 с.
См. также
Фреза;
Долбяк;
Примечания
Ссылки
ГОСТы на резцы.
Заточка и доводка резцов.
§ 3. ЗАТОЧКА И ДОВОДКА РЕЗЦОВ.
Заточка и доводка резцов.
РАБОТА НА СТРОГАЛЬНЫХ И ДОЛБЕЖНЫХ СТАНКАХ.
Применение высокопроизводительных резцов.
Tool & Cutter Supply Co.
*НОВИНКА* Сайт очистки инвентаря! Добавьте эту страницу в закладки, чтобы значительно сэкономить на твердосплавных концевых фрезах, сверлах, метчиках, сменных инструментах, держателях инструментов, измерительных инструментах и других расходных материалах для механических цехов. Этот сайт будет регулярно обновляться. Только пока есть в наличии!
3-страничный флаер — сверла YG i-One Купить соответствующее количество насадок Получить корпус сверла БЕСПЛАТНО! Истекает 28 апреля 2023 г.
2-страничный флаер — выгодные цены на твердосплавные хвостовики с резьбовым креплением Цены действительны до дальнейшего уведомления
1-страничный флаер — купите 30 вставок Vargus Mach TT и получите БЕСПЛАТНО держатель 3/4 или 1 дюйм Бесплатно! Акция действует до 30 июня 2023 г.
25-страничный флаер — большая экономия на различных товарах Патроны и держатели N/C от Tyson Tool Цены со скидкой до окончания количества
2-страничный флаер — отличная экономия на комплектах для нарезки канавок Walter GX, MX, SX и DX Предложение действительно до 30 июня 2023 г.
28-страничный флаер — собирай и экономь! Комплекты для повышения производительности Seco и Niagara Cutter Комплекты доступны до дальнейшего уведомления
1-страничный флаер — отличные вводные цены на станки для заточки сверл Kar
Цены действительны до дальнейшего уведомления
6-страничный флаер — ФАНТАСТИЧЕСКАЯ ЭКОНОМИЯ на линейке твердосплавных фрез Walter Protoyp. Модельный ряд включает в себя — Универсальный инструмент общего назначения — Высокопроизводительный для стали — Высокопроизводительный для нержавеющей стали — Динамическое фрезерование — и твердое фрезерование до 63 Rc. Предложение действительно до дальнейшего уведомления.
20-страничный флаер — распродажа товаров Widin Overstock. Цены пока есть в наличии
ОГРОМНЫЙ 64-страничный флаер! Экономия на различных брендах Истекает 30 июня 2023 г.
Статья в информационном бюллетене YG — ТОЛЬКО ОДНА ФРЕЗА EDM PM60 С ПОКРЫТИЕМ. Идеальное решение для проблем со стружкой на концевых фрезах из твердого сплава при вибрации.
2-страничный флаер — купите 10 стальных вставок Nine9 V045/V060 и получите 1 стальной держатель БЕСПЛАТНО Акция действует до 30 апреля 2023 г.
1-страничный флаер — экономьте на Techniks Стандартные и стальные цанговые патроны Рекламная акция действует до дальнейшего уведомления
1-страничный флаер — Большая экономия на державках Techniks Получите набор цанг БЕСПЛАТНО ** Все цены указаны в долларах США ** Цены действительны до дальнейшего уведомления
1-страничный флаер — огромная экономия на Techniks 43 комплекта инструментов CAT40 ** Все цены указаны в долларах США. FOB Индианаполис США ** Цены действительны до дальнейшего уведомления
1-страничный флаер — огромная экономия на Techniks 45 наборов инструментов CAT50 ** Все цены указаны в долларах США. FOB Индианаполис США ** Цены действительны до дальнейшего уведомления
3-страничный флаер — БЕСПЛАТНЫЕ держатели для термоусадочной фитинги с Приобретение машины для термоусадочной садки Techniks Подробности см. в флаере ** Все цены указаны в долларах США ** Цены действительны до дальнейшего уведомления
1-страничный флаер — покупайте больше, экономьте больше! Добавлены скидки на твердосплавные резьбовые фрезы Vargus Акция действует до 31 декабря 2023 г.
1-страничный флаер — купите 20 линейных вставок Vargus FS (должны быть одинаковые позиции), получите скидку 10% Предложение действительно до 30 июня 2023 г.
1-страничный флаер — скидка 10% при покупке 5 V-образных кранов Vargus (должен быть один и тот же товар). Акция действует до 30 июня 2023 г.
1-страничный флаер — но 20 вставок Vargus VG-Cut (должен быть один и тот же товар), получите 50% СКИДКУ на соответствующий держатель или лезвие
Акция действует до 30 июня 2023 г.
8-страничный флаер — отличные цены на измерительные инструменты большого размера
Цены действительны до дальнейшего уведомления
12 страниц фантастической экономии от Iscar Tools! Широкий выбор сменных инструментов и цельных твердосплавных инструментов для снятия деталей, фрезерования, токарной обработки, нарезания резьбы и сверления. Истекает 30 июня 2023 г.
8-страничный флаер Kar Spring — экономьте на метчиках, сверлах, твердосплавных пластинах со сменными пластинами, измерительных инструментах и другом инструменте для механических мастерских. Истекает 30 июня 2023 г.
Огромный 44-страничный флаер! Скидка на все виды измерительных инструментов Eclipse Цена действительна до 30 июня 2023 г.
Серые инструменты Зимняя акция. Значительная экономия на наборах торцевых головок, гаечных ключах, ящиках для инструментов, шестигранных ключах, съемниках для захватов и подшипников, а также на широком ассортименте других ручных инструментов. Истекает 31 мая 2023 г.
4-страничный флаер — Зимняя акция Dynamic Tools Наборы торцевых головок, гаечные ключи, ящики для инструментов, ключи Torx и широкий ассортимент других ручных инструментов . Истекает 30 апреля 2023 г.
Промо-акция на 2 страницы — скидка 10% на Nine9 Фрезы для удаления заусенцев 60° и 90° Акция действует до 30 июня 2023 г.
1-страничный флаер — скидка 20% на концевые фрезы Widin Alu-Wave . Срок действия акции истекает 30 июня 2023 г.
Промо-акция на 1 странице — отличная экономия на метчиках Prototyp Advance — действует до 30 июня 2023 г.
24-страничный флаер — огромная экономия на станках с ЧПУ Распродажа по распродажам, пока товар есть в наличии
14-страничный флаер — экономьте на различных фрезерных комплектах YG Предложение действует до 30 июня 2023 г.
8-страничный флаер — весенняя акция Mitutoyo! Экономьте на различных манометрах, штангенциркулях, центроискателях, цифровых индикаторах, микрометрах, индикаторах и многом другом! Распродажа с настоящего момента до 30 июня 2023 г.
2-страничный флаер — специальные вводные цены на Imco M936 Pow-R-Feed Mills Предложение действует до 31 июля 2023 г.
4-страничный флаер — сэкономьте на D’Andrea TRM
Наша команда и офисы — Tool & Cutter Supply Co.
Наши офисы
Филиал в Лондоне — Выставочный зал 430 Newbold Street Лондон, Онтарио, Канада N6E 1K1 MAP 519-681-5600 (телефон) 519-681-8688 (факс) (Toll
Фрезерные станки с ЧПУ по дереву в Каменске-Шахтинском
Главная
Продажа
Фрезерные станки с ЧПУ по неметаллам
Фрезерный станок с ЧПУ по дереву
Вы можете очень быстро сравнить цены фрезерного станка с ЧПУ по дереву и подобрать оптимальные варианты из более чем 226 предложений
Реклама
Фрезерный станок с ЧПУ RJ 1212L (круглые направляющие)
Рабочая зона 1200*1200*80/150 мм. Мощность шпинделя 1,5 (2,2)* кВт. Потребляемая мощность 5,1 кВт.
Подробное описание и цена >>>
Реклама
4-х осевой фрезерный станок с ЧПУ с автоматической сменой инструмента M1325ATH
Предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D; 2,5D и 3D) и в том числе для 4-х осевой обработки…
Подробное описание и цена >>>
Реклама
4-осевой фрезерный станок с ЧПУ с наклоняемым шпинделем NK-1325А-45
Данные станки широко используются в деревообрабатывающей промышленности, мебельном производстве, для обработки деталей при строительстве, декорировании, создания моделей. В основе станка — жесткая…
Подробное описание и цена >>>
Фрезерный станок с ЧПУ по дереву SM-N 1313 1300x1300x300
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок с ЧПУ по дереву SM-N 1313 1300x1300x300Высокоточные промышленные фрезерные станки с ЧПУ серии SM-N, произведены с применением инновационных технологий и применением высоко классных…
16.11.2022
Каменск-Шахтинский (Россия)
478 500
Фрезерный станок с ЧПУ по дереву SM-N 1325 1300x2500x300
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок с ЧПУ по дереву SM-N 1325 1300x2500x300Высокоточные промышленные фрезерные станки с ЧПУ серии SM-N, произведены с применением инновационных технологий и применением высоко классных. ..
16.11.2022
Каменск-Шахтинский (Россия)
495 900
Фрезерный станок с ЧПУ по дереву SM-N 1530 1500x3000x300
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок с ЧПУ по дереву SM-N 1530 1500x3000x300Высокоточные промышленные фрезерные станки с ЧПУ серии SM-N, произведены с применением инновационных технологий и применением высоко классных…
16.11.2022
Каменск-Шахтинский (Россия)
539 400
Фрезерный станок с ЧПУ по дереву SM-N 2130 2100x3000x300
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок с ЧПУ по дереву SM-N 2130 2100x3000x300Высокоточные промышленные фрезерные станки с ЧПУ серии SM-N, произведены с применением инновационных технологий и применением высоко классных. ..
16.11.2022
Каменск-Шахтинский (Россия)
669 900
Фрезерный станок с ЧПУ по дереву SM-N 2140 2100x4000x300
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок с ЧПУ по дереву SM-N 2140 2100x4000x300Высокоточные промышленные фрезерные станки с ЧПУ серии SM-N, произведены с применением инновационных технологий и применением высоко классных…
16.11.2022
Каменск-Шахтинский (Россия)
756 900
Мини фрезерные станки с ЧПУ по дереву CNC mini
Состояние: Новый Год выпуска: 2016 Производитель: завод Twitte (Россия)
В наличии
Мини фрезерные станки ЧПУ CNC mini предназначены для работы по дереву. Станки могут использоваться как для любителей ЧПУ в домашних условиях так и для организации малого бизнеса.Мини фрезерные…
03.06.2016
Каменск-Шахтинский (Россия)
800
Настольные фрезерные станки с ЧПУ по дереву серии (707)
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Настольные станки с ЧПУ могут использоваться не только как фрезерные, но и как гравировальные. В этом случае они будут выполнять 2D обработку. Настольный фрезерный станок 707-3 может работать как…
03.06.2016
Каменск-Шахтинский (Россия)
1 100
3-шпиндельный фрезерный станок с ЧПУ по дереву с пневматическими цилиндрами CNC-1325-3HP
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Станок предназначен для раскроя и 2D/3D фрезерования листовых материалов, таких как древесина мягких и твердых пород, композитные материалы (ДСП, ДВП, МДФ), «Alucobond», «Dibond», любые полистиролы. ..
03.06.2016
Каменск-Шахтинский (Россия)
23 250
Фрезерный станок с ЧПУ по дереву с автоматической сменой инструмента CNC-2030+A
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Внушительные размеры рабочего стола (2000 х 3000 мм) позволяют обрабатывать на станке заготовки больших размеров без предварительного раскроя. Это во многом упрощает и удешевляет процесс…
03.06.2016
Каменск-Шахтинский (Россия)
40 650
Профессиональные фрезерные станки с ЧПУ для производства гнутых фасадов
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Производство гнутых фасадов осуществляется с помощью профессиональных фрезерных станков с ЧПУ от завода Twitte. Данная модель профессионального фрезерного станка с ЧПУ позволяет производить гнутые…
03.06.2016
Каменск-Шахтинский (Россия)
Двухшпиндельные цилиндрические станки с ЧПУ по дереву
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Данная модель кругло фрезерного цилиндрического двух шпиндельного ЧПУ станка отличается замечательной и универсальной конструкцией. С его помощью можно выполнять как обработку тел вращения…
03.06.2016
Каменск-Шахтинский (Россия)
Фрезерный станок с ЧПУ Бизнес Старт Lite-3 600х1200х150
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок с ЧПУ Бизнес Старт Lite-3 600х1200х150Серия станков с ЧПУ “Бизнес старт Lite” – это отличное оборудование для стартап бизнес-проектов. Это бюджетный станок, позволяющий при этом…
16.11.2022
Каменск-Шахтинский (Россия)
191 400
Фрезерный станок с ЧПУ Бизнес Старт Lite-4 1200х1200×150
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок с ЧПУ Бизнес Старт Lite-4 1200х1200×150Серия станков с ЧПУ “Бизнес старт Lite” – это отличное оборудование для стартап бизнес-проектов. Это бюджетный станок, позволяющий при этом…
16.11.2022
Каменск-Шахтинский (Россия)
295 800
Фрезерный станок с ЧПУ Бизнес Старт Lite-5 1500х1500х150
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок с ЧПУ Бизнес Старт Lite-5 1500х1500х150Серия станков с ЧПУ “Бизнес старт Lite” – это отличное оборудование для стартап бизнес-проектов. Это бюджетный станок, позволяющий при этом…
16.11.2022
Каменск-Шахтинский (Россия)
321 900
Фрезерный станок с ЧПУ Бизнес Старт Lite-6 1000х2000х150
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок с ЧПУ Бизнес Старт Lite-6 1000х2000х150Серия станков с ЧПУ “Бизнес старт Lite” – это отличное оборудование для стартап бизнес-проектов. Это бюджетный станок, позволяющий при этом…
16.11.2022
Каменск-Шахтинский (Россия)
339 300
Фрезерный станок с ЧПУ Бизнес Старт Lite-7 1500х2500х150
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок с ЧПУ Бизнес Старт Lite-7 1500х2500х150Серия станков с ЧПУ “Бизнес старт Lite” – это отличное оборудование для стартап бизнес-проектов. Это бюджетный станок, позволяющий при этом…
16.11.2022
Каменск-Шахтинский (Россия)
356 700
Фрезерные станки с ЧПУ для изготовления пресс-форм CNC-M
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Станки собраны в заводских условиях на промышленном оборудовании. Точность изделий проверяется с помощью электронно-измерительных приборов.При современном уровне производства основную часть…
03.06.2016
Каменск-Шахтинский (Россия)
10 200
Гравировально-фрезерные станки с ЧПУ профи мини
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Гравировально-фрезерные станки ЧПУ работают, выполняя фрезеровку, гравировку, моделирование, маркировку, резку и т. п.Гравировально-фрезерные станки ЧПУ работают, выполняя фрезеровку, гравировку,…
03.06.2016
Каменск-Шахтинский (Россия)
1 800
Гравировально-фрезерные станки с ЧПУ профи
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Купив этот ЧПУ станок, вы сможете создать бизнес, заняться мебельным производством: мебель, фасады, кухни, стулья, столы, кровати, шкафы, двери, художественный паркет. Подходят для бизнеса по…
03.06.2016
Каменск-Шахтинский (Россия)
8 700
Фрезерный станок с ЧПУ для деревообработки CNC-1313
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Станок предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (2D) и в 3-х мерном пространстве (3D)Фрезеровальный станок с ЧПУ CNC-1313. ..
03.06.2016
Каменск-Шахтинский (Россия)
7 000
Популярные категории в Каменске-Шахтинском
Да кстати, на портале ProСтанки выбор предложений по фрезерному станку с ЧПУ по дереву почти как на Авито и TIU
Видео фрезерного станка с ЧПУ по дереву
ЧПУ по дереву в Каменске-Шахтинском
Главная
Продажа
Обрабатывающие центры и станки с ЧПУ
ЧПУ по дереву
Вы можете очень быстро сравнить цены ЧПУ по дереву и подобрать оптимальные варианты из более чем 221 предложений
Реклама
Фрезерный станок с ЧПУ RJ 1212L (круглые направляющие)
Рабочая зона 1200*1200*80/150 мм. Мощность шпинделя 1,5 (2,2)* кВт. Потребляемая мощность 5,1 кВт.
Подробное описание и цена >>>
Реклама
Фрезерно-гравировальный станок с ЧПУ LTT-1530A
Рабочая поверхность (оси Х и Y), 1500х3000 мм. Максимальная высота обработки (по оси Z), 250 мм. Частота вращения шпинделя, 0-18000 об/мин.
Подробное описание и цена >>>
Реклама
4-х осевой фрезерный станок с ЧПУ с автоматической сменой инструмента M1325ATH
Предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D; 2,5D и 3D) и в том числе для 4-х осевой обработки…
Подробное описание и цена >>>
Двухшпиндельные цилиндрические станки с ЧПУ по дереву
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Данная модель кругло фрезерного цилиндрического двух шпиндельного ЧПУ станка отличается замечательной и универсальной конструкцией. С его помощью можно выполнять как обработку тел вращения. ..
03.06.2016
Каменск-Шахтинский (Россия)
Балясинный станок ЧПУ по дереву и камню 757-1 (1200x300x300x360°)
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Балясинный станок ЧПУ по дереву и камню 757-1 (1200x300x300x360°)Круглофрезерный цилиндрический станок ЧПУ для резьбы по дереву 757. Данный ЧПУ станок позволяет изготовять детали круглого сечения….
16.11.2022
Каменск-Шахтинский (Россия)
591 600
Балясинный станок ЧПУ по дереву и камню 757-2 (1500x300x300x360°)
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Балясинный станок ЧПУ по дереву и камню 757-2 (1500x300x300x360°)Круглофрезерный цилиндрический станок ЧПУ для резьбы по дереву 757. Данный ЧПУ станок позволяет изготовять детали круглого сечения….
16.11.2022
Каменск-Шахтинский (Россия)
635 100
Балясинный станок ЧПУ по дереву и камню 757-3 (2000x300x300x360°)
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Балясинный станок ЧПУ по дереву и камню 757-3 (2000x300x300x360°)Круглофрезерный цилиндрический станок ЧПУ для резьбы по дереву 757. Данный ЧПУ станок позволяет изготовять детали круглого сечения….
16.11.2022
Каменск-Шахтинский (Россия)
678 600
Балясинный станок ЧПУ по дереву и камню 757-4 (2500x300x300x360°)
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Балясинный станок ЧПУ по дереву и камню 757-4 (2500x300x300x360°)Круглофрезерный цилиндрический станок ЧПУ для резьбы по дереву 757. Данный ЧПУ станок позволяет изготовять детали круглого сечения….
16.11.2022
Каменск-Шахтинский (Россия)
783 000
Фрезерный станок ЧПУ по дереву 777-6 600x1200x300
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок ЧПУ по дереву 777-6 600x1200x300Фрезерный станок с ЧПУ 777 предназначен для резки и фрезеровки дерева, композитных материалов, подойдет также и для создания пресс-форм, мебели,…
16.11.2022
Каменск-Шахтинский (Россия)
495 900
Фрезерный станок ЧПУ по дереву 777-7 1200x1200x300
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок ЧПУ по дереву 777-7 1200x1200x300Фрезерный станок с ЧПУ 777 предназначен для резки и фрезеровки дерева, композитных материалов, подойдет также и для создания пресс-форм, мебели,. ..
16.11.2022
Каменск-Шахтинский (Россия)
522 000
Фрезерный станок ЧПУ по дереву 777-8 1200x2400x300
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок ЧПУ по дереву 777-8 1200x2400x300Фрезерный станок с ЧПУ 777 предназначен для резки и фрезеровки дерева, композитных материалов, подойдет также и для создания пресс-форм, мебели,…
16.11.2022
Каменск-Шахтинский (Россия)
609 000
Фрезерный станок с ЧПУ по дереву SM-N 1313 1300x1300x300
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок с ЧПУ по дереву SM-N 1313 1300x1300x300Высокоточные промышленные фрезерные станки с ЧПУ серии SM-N, произведены с применением инновационных технологий и применением высоко классных. ..
16.11.2022
Каменск-Шахтинский (Россия)
478 500
Фрезерный станок с ЧПУ по дереву SM-N 1325 1300x2500x300
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок с ЧПУ по дереву SM-N 1325 1300x2500x300Высокоточные промышленные фрезерные станки с ЧПУ серии SM-N, произведены с применением инновационных технологий и применением высоко классных…
16.11.2022
Каменск-Шахтинский (Россия)
495 900
Фрезерный станок с ЧПУ по дереву SM-N 1530 1500x3000x300
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок с ЧПУ по дереву SM-N 1530 1500x3000x300Высокоточные промышленные фрезерные станки с ЧПУ серии SM-N, произведены с применением инновационных технологий и применением высоко классных. ..
16.11.2022
Каменск-Шахтинский (Россия)
539 400
Фрезерный станок с ЧПУ по дереву SM-N 2130 2100x3000x300
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок с ЧПУ по дереву SM-N 2130 2100x3000x300Высокоточные промышленные фрезерные станки с ЧПУ серии SM-N, произведены с применением инновационных технологий и применением высоко классных…
16.11.2022
Каменск-Шахтинский (Россия)
669 900
Фрезерный станок с ЧПУ по дереву SM-N 2140 2100x4000x300
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Фрезерный станок с ЧПУ по дереву SM-N 2140 2100x4000x300Высокоточные промышленные фрезерные станки с ЧПУ серии SM-N, произведены с применением инновационных технологий и применением высоко классных. ..
16.11.2022
Каменск-Шахтинский (Россия)
756 900
Мини фрезерные станки с ЧПУ по дереву CNC mini
Состояние: Новый Год выпуска: 2016 Производитель: завод Twitte (Россия)
В наличии
Мини фрезерные станки ЧПУ CNC mini предназначены для работы по дереву. Станки могут использоваться как для любителей ЧПУ в домашних условиях так и для организации малого бизнеса.Мини фрезерные…
03.06.2016
Каменск-Шахтинский (Россия)
800
Настольные фрезерные станки с ЧПУ по дереву серии (707)
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Настольные станки с ЧПУ могут использоваться не только как фрезерные, но и как гравировальные. В этом случае они будут выполнять 2D обработку. Настольный фрезерный станок 707-3 может работать как…
03.06.2016
Каменск-Шахтинский (Россия)
1 100
3-шпиндельный фрезерный станок с ЧПУ по дереву с пневматическими цилиндрами CNC-1325-3HP
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Станок предназначен для раскроя и 2D/3D фрезерования листовых материалов, таких как древесина мягких и твердых пород, композитные материалы (ДСП, ДВП, МДФ), «Alucobond», «Dibond», любые полистиролы…
03.06.2016
Каменск-Шахтинский (Россия)
23 250
Фрезерный станок с ЧПУ по дереву с автоматической сменой инструмента CNC-2030+A
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Внушительные размеры рабочего стола (2000 х 3000 мм) позволяют обрабатывать на станке заготовки больших размеров без предварительного раскроя. Это во многом упрощает и удешевляет процесс…
03.06.2016
Каменск-Шахтинский (Россия)
40 650
Токарно фрезерный ЧПУ станок по дереву для производства балясин
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Представляем вашему вниманию уникальный ЧПУ станок. Особенность данного токарно фрезерного станка с ЧПУ по дереву заключается в том, что на нем установлены два шпинделя и две оси вращения.Это…
03.06.2016
Каменск-Шахтинский (Россия)
6 100
Токарно фрезерный ЧПУ станок по дереву для производства балясин. Серия (724)
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Приобретя этот уникальный токарно фрезерный станок с ЧПУ для балясин, вы сможете делать неповторимые деревянные лестницы со множеством балясин, которые станут настоящим произведением искусства,. ..
03.06.2016
Каменск-Шахтинский (Россия)
6 100
Токарный (кругло-фрезерные) ЧПУ станок по дереву для производства балясин. Серия (704)
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Наша продукция, в том числе и токарные (кругло-фрезерные) ЧПУ станки для балясин собираются в заводских условиях на промышленном оборудования. А по завершении сборки все оборудование настраивается,…
03.06.2016
Каменск-Шахтинский (Россия)
4 000
Популярные категории в Каменске-Шахтинском
Да кстати, на портале ProСтанки выбор предложений по ЧПУ по дереву почти как на Авито и TIU
Видео ЧПУ по дереву
Уралвагонзавод
Адрес: Восточное шоссе, 28
Город: Нижний Тагил
Регион: Свердловская область
Почтовый индекс: 622051
Страна: Российская Федерация
Телефон: (3435) 23-17-74
Факс: (3435) 23-34-92
ОАО Завод №9 , г. Екатеринбург
Челябинский тракторный завод-УРАЛТРАК, г. Челябинск
НПО Электромашина, г. Челябинск
Каменск-Уральский литейный завод, г. Каменск-Уральский
Омсктрансмаш, г. Омск
Спецмаш, Санкт-Петербург
Томский электротехнический завод, г. Томск
Тверской вагоностроительный завод, г. Тверь
Уралкриомаш, г. Нижний Тагил
УралТрансМаш , г. Екатеринбург
УралВагонЗавод-Транс, г. Москва
Машиностроительная компания «Витязь», г. Ишимбай
Юргинский машиностроительный завод, г. Юрга
ОАО ЦНИИ Буревестник г. Нижний Новгород
Центральный научно-исследовательский институт материалов, Санкт-Петербург
Муромское специальное конструкторское бюро, г. Муром
Северо-Западный научно-технологический комплекс, г. Санкт-Петербург
Научно-исследовательский институт двигателей, г. Москва
ВНИИТрансмаш, Санкт-Петербург
Уральское конструкторское бюро транспортного машиностроения, г. Нижний Тагил
Уральское конструкторское бюро вагоностроения, г. Нижний Тагил
Уральский научно-исследовательский технологический институт, г. Екатеринбург
УБТ-Экология, г. Нижний Тагил
УБТ-Уралвагонзавод, г. Нижний Тагил
УВЗ-Логистик, г. Москва
УВЗ-Медиа Сервис, г. Нижний Тагил
УВЗ-Энерго, г. Нижний Тагил
41 Центральный завод железнодорожного машиностроения, Московская область
61 Бронетанковый ремонтный завод, Санкт-Петербург
81 Бронетанковый ремонтный завод, Краснодарский край
103 Бронетанковый ремонтный завод, Забайкальский край
144 Бронетанковый ремонтный завод, г. Екатеринбург
163 Бронетанковый ремонтный завод, Краснодарский край
192 Центральный завод железнодорожного машиностроения, г. Брянск
560 Бронетанковый ремонтный завод, Белогорский район, Амурская область
Разведка Минобороны Украины сообщила 15 апреля 2022 года, что Россия не может производить новые танки из-за отсутствия импортных комплектующих и финансовых проблем. Российский Уралвагонзавод (УВЗ — Нижний Тагил, входит в ГК «Ростех»), выпускающий бронетехнику, прежде всего основной танк Т-72, уже столкнулся с финансовым кризисом. С началом полномасштабного российского вторжения в Украину компания столкнулась с многочисленными проблемами: ростом процентных ставок по кредитам, нехваткой средств для обслуживания валютных кредитов, ростом цен на материалы и комплектующие, в том числе на броневой прокат. Все это существенно усложнило производство большинства видов военной техники, считают в ГУР.
Даже несмотря на разрекламированное «импортозамещение», Россия не в состоянии самостоятельно продолжать производство высокотехнологичного оружия без поставок импортных комплектующих. Поэтому завод должен искать решение финансовых проблем, требуя стопроцентной подписки на госконтракты. По данным разведки Украины, в настоящее время в России предприятие прекращает выпуск новой техники, в том числе танков «Т-90» и «Т-14» («Армата»). Кроме того, создан «оперативный штаб» по ремонту военной техники, поврежденной в войне против Украины.
Уралвагонзавод отправил в войска эшелон новейших танков Т-90М «Прорыв». Об этом сообщает 17 мая 2022 года «РИА Новости» со ссылкой на пресс-службу УВЗ. На Уралвагонзаводе (входит в концерн УВЗ, входит в Ростех) состоялась торжественная отправка поезда танков Т-90М «Прорыв» Минобороны РФ, сообщили в компании. Поезд ушел под «Прощание славянки». Протоиерей Иоанн Брагин, настоятель Дмитриевского храма Донского, освятивший сооружение, сказал, что Добро всегда должно уметь защищаться. Бесполезно убеждать злые силы остановиться. И поэтому существует такая традиция освящать оружие. Чтобы помощь Божия, благословение, защита помогли ему отстоять свое Отечество, защитить людей, нуждающихся в помощи и защите».0005
Уралвагонзавод (Нижний Тагил) столкнулся с нехваткой комплектующих из-за перехода на импортозамещение, сообщил представитель профсоюза предприятия Александр Иванов. Проблем с количеством заказов нет, есть проблемы с их выполнением, так как завод интенсивно переходит на импортозамещение. Завод ищет российских поставщиков, прорабатываются пути закупки сырья у дружественных стран, не присоединившихся к санкциям, сообщил Александр Иванов. Он добавил, что в простое с сохранением двух третей зарплаты работников автосборочного цеха их отправляют массово, а не точечно. Уралвагонзавод неоднократно сообщал, что при производстве вагонов компания использует материалы и комплектующие исключительно российских поставщиков.
Российские производители инновационных вагонов повышенной грузоподъемности, в том числе УВЗ, испытывают трудности с поставкой кассетных подшипников, необходимых для производства таких вагонов. На всех трех российских предприятиях по производству подшипников использовались зарубежные комплектующие, аналогов им в России нет. Все три предприятия являются «дочками» западных холдингов или совместных предприятий, в которых одна доля принадлежит российской компании, другая — иностранной. Так, ЕПК-Бренко в Самаре — совместное предприятие Российской Европейской подшипниковой корпорации и Brenco (входит в американскую Amsted Rail), завод СКФ в Твери — структура шведской SKF, Тимкен ОВК в Ленинградской области — дочернее предприятие американской компании Timken и United Carriage Company. SKF и Amsted Rail уже заявили об уходе с российского рынка.
Уралвагонзавод — российская государственная компания, производящая различную военную технику, в том числе танки. Уникальный научно-промышленный комплекс России, крупнейший в мире по производственно-технологическим направлениям, Уралвагонзавод [УВЗ (Уральский вагоностроительный завод), а не УАЗ, который является Ульяновским автозаводом] всегда был в авангарде российской промышленности. «Первый в мире, единственный, единственный…» — эти слова на десятилетия определили биографию компании.
НПК Уралвагонзавод, отвечающий за производство российских танков, снова испытывает трудности со строительством и переоснащением специализированных цехов. В первом случае за год работы подрядчик смог освоить чуть более 10% от общей суммы средств, но разорвать отношения с ним решили только накануне завершения строительного периода. . За время просрочек и неспешной работы цены на стройматериалы значительно выросли, плановые затраты на объект увеличились более чем на треть, но УВЗ засекретила информацию о причинах удорожания и планируемых изменениях в проектной документации.
Аналогичная ситуация может сложиться и на другом производстве, реконструируемом в рамках программы модернизации ОПК. Для производства бронекорпусов актив Ростеха заказал «современный обрабатывающий комплекс с ЧПУ», однако за полгода до поставки руководство приняло решение о расторжении контракта без объяснения причин. В суде компания, ссылаясь на нарушение договоренностей, требует расторжения контракта и выплаты многомиллионной компенсации. Подрядчик не может объяснить причины такого шага УВЗ, так как, по его словам, оборудование с ЧПУ уже запущено в производство.
АО «НПК Уралвагонзавод» потребовало расторгнуть договор на поставку современного оборудования и вернуть более 187 млн рублей. Арбитражный суд Свердловской области рассмотрел соответствующий иск танкостроителей к московскому АО «Гигант». В материалах дела не указана суть требований компании, только дата подписания договора — 8 декабря 2020 года.
За последние несколько лет Уралвагонзавод по два-три раза привлекал подрядчиков на одни и те же проекты при строительстве и реконструкции оборонных цехов. Часто это происходит по объективным причинам – подрядчики не справляются со сроками выполнения работ или некачественно выполняют свои обязательства. Но у профессионального сообщества давно возникли вопросы по выбору партнеров, а также «контроль их деятельности со стороны заказчика».
Например, в октябре 2021 года УВЗ направил ООО «Уралстроймонтаж» решение о расторжении в одностороннем порядке госконтракта на реконструкцию спецпроизводства (подготовительного производства). В рамках этого проекта тагильский подрядчик должен был до конца текущего года построить новый гальванический цех за 595 млн рублей. По состоянию на октябрь работы выполнены всего за 65 млн рублей, и сославшись на невозможность сдачи объекта в срок, госпредприятие отказалось от сотрудничества.
Еще при предыдущем подрядчике компания вносила коррективы в проектную документацию, неоднократно прошедшую государственную экспертизу. УВЗ не пояснил, какие именно изменения были внесены в документацию, возможно, речь шла о повышении цен в связи с подорожанием стройматериалов. Информация об этом объекте, его стоимости и реализации находится в ограниченном доступе, подытожили представители завода.
В ответ на продолжающиеся попытки России дестабилизировать восточную Украину и ее продолжающуюся оккупацию Крыма Министерство финансов США 16 июля 2014 г. ввело широкий пакет санкций в отношении организаций, работающих в сфере финансовых услуг, энергетики, вооружений или связанных с ними материальных ресурсов. России, а также на тех, кто подрывает суверенитет Украины или присваивает украинское имущество. Казначейство назначило восемь российских оружейных фирм, в том числе Уралвагонзавод, которые отвечают за производство целого ряда техники, включая стрелковое оружие, минометные снаряды и танки.
Назначая фирмы, работающие в секторе вооружений или связанных с ними материальных средств, Министерство финансов отрезало эти фирмы от финансовой системы США и экономики США. Исполнительный указ 13661 включает директиву о том, что все имущество и интересы в имуществе, которые находятся в Соединенных Штатах, которые впоследствии перейдут в пределы Соединенных Штатов или которые находятся или впоследствии перейдут во владение или контроль любого лица Соединенных Штатов (включая любой иностранный филиал) из следующих лиц заблокированы и не могут быть переданы, оплачены, экспортированы, отозваны или иным образом использованы.
Государственное унитарное предприятие «Производственное объединение «УРАЛВАГОНЗАВОД» имени Феликса Евгеньевича Дзержинского, является одним из российских лидеров в области разработки и производства высококачественной продукции машиностроения мирового класса. Кроме того, оно пользуется прочной репутацией внимательного и надежного партнера. виды деятельности: производство железнодорожных вагонов и цистерн, дорожно-строительных машин, металлургическое производство, инструментальное производство, производство товаров народного потребления
«УРАЛВАГОНЗАВОД» — уникальное машиностроительное предприятие, один из крупнейших научно-производственных комплексов России, обладающий мощным техническим и интеллектуальным потенциалом.
Практически на всю оборонную продукцию в России идет жесткая конкуренция между разными конструкторами и производителями, и денег на всех не хватает. Это означало, что когда военные решили проектировать новые танки на Нижнетагильском Уралвагонзаводе, производящем танк Т-90, это означало катастрофу для омского завода «Трансмаш» и его танка Т-80.
«УРАЛВАГОНЗАВОД» — один из лидеров России по разработке и производству высококачественной машиностроительной продукции мирового класса. Кроме того, она пользуется прочной репутацией внимательного и надежного партнера. Основными видами деятельности являются: производство железнодорожных вагонов и цистерн, дорожно-строительной техники, металлургическое производство, инструментальное производство, производство товаров народного потребления.
«УРАЛВАГОНЗАВОД» был построен в годы первой пятилетки (1931-1936 гг.) как составная часть Урало-Кузбасского угольно-металлургического комплекса. 11 октября 1936 года с конвейера предприятия сошли первые железнодорожные большегрузные вагоны. Всего за неполные пять предвоенных лет предприятие выпустило 35,5 тысяч различных вагонов.
Особую роль «УРАЛВАГОНЗАВОД» сыграл в годы Великой Отечественной войны (1941-1945 гг.). Харьковский паровозостроительный завод (ХПЗ) объединился с Уралвагонзаводом в Нижнем Тагиле и образовал Уральский танковый завод № 183 (И. В. Сталина), 1941 — стать крупнейшим в мире танковым заводом. Уральский танковый завод № 183, созданный на базе «УРАЛВАГОНЗАВОДа» в 1941 году и названный в честь «Коминтерна». Он стал одним из крупнейших оборонных заводов России. Каждый день она отправляла на фронт со своих конвейеров эшелон танков Т-34. За годы войны завод выпустил 35 тысяч таких боевых машин.
В августе 1941 года решением Государственного Комитета Обороны на базе Уралвагонзавода и 12 эвакуированных предприятий был создан Уральский танковый завод № 183 имени Коминтерна. Всего за 2 месяца производство было перестроено на военную продукцию. Почти каждый третий танк, участвовавший в боях, сошел с конвейера Уральского танкового завода. За годы войны на площадях УТЗ было собрано 25 тысяч боевых машин. Это больше, чем на всех заводах Германии (23 тыс. танков) вместе взятых.
За вклад в победу коллектива № 183 УТЗ имени Коммунистического Интернационала награжден орденами Трудового Красного Знамени (1942 г.), Красного Знамени (1943 г. ), Отечественной войны 1 степени (1945 г.). В 1944 году Танковое конструкторское бюро было награждено орденом Ленина.
С Т-34 фактически началась отечественная конструкторская школа танкостроения, получившая развитие и укрепление в стенах Уралвагонзавода. Послевоенные танки от Т-44 до Т-62 сохранили боевые традиции «тридцатки». Маневр противопожарной защиты воплощен в современном массовом танке Т-72, составляющем основу сухопутных войск многих стран. За время своего создания и организации производства Уралвагонзавод был награжден орденом Ленина (1970) и Октябрьской революции (1976).
Новое поколение российских танков – ракетно-артиллерийский танк Т-90С с динамической защитой и оптико-электронной системой пожаротушения в совокупности по боевым и техническим характеристикам не только не уступает лучшим танкам других стран, но и во многом превосходит их. На Уралвагонзаводе с 1941 года было выпущено около 100 тысяч единиц бронетехники — и это абсолютный мировой рекорд по танкостроению.
Продолжением конструкторской мысли танкостроителей стала автомобильная логистическая инженерная техника, которая используется не только в военных, но и в мирных целях: для помощи при ликвидации последствий аварий, катастроф, землетрясений.
После войны А.А.Морозов забрал с собой костяк конструкторского коллектива. Остальной части конструкторского бюро в Нижнем Тагиле было поручено обеспечить использование в производстве чертежей Т-34, Т-44 и Т-54 (напомним, что Т-54 строился на многих заводах, в том числе в Польше, Китае, и Чехословакия) были идентичны оригиналам. ОКБ также предстояло улучшить и модернизировать танк Т-54. Однако оставшийся амбициозный коллектив, привыкший к творческой работе, такой расстановкой не удовлетворился. Интересно, что руководство завода также было заинтересовано в смене моделей танков.
В марте 1946 года «УРАЛВАГОНЗАВОД» приступил к выпуску грузовых железнодорожных вагонов. Уральское конструкторское бюро вагоностроения возглавляет производство грузовых вагонов, как ходовой части, так и автосцепки. Все заводы, выпускающие вагоностроительную продукцию, работают по документации этой организации. Специалисты конструкторского отдела разработали значительный перечень проектов грузовых и грузовых автомобилей, автосцепок и тормозных устройств. В этот перечень вошли 40 моделей 4-осных полувагонов различной конструкции и грузоподъемности, 12 моделей 8-осных цельнометаллических полувагонов, 5 моделей 6-осных полувагонов, несколько моделей крытых вагонов, цистерн и платформ.
В начале пятидесятых годов предприятие приступило к выполнению важных заказов для космической службы, в том числе по разработке и производству оборудования для запуска орбитальных кораблей «Восток», «Восход», «Протон» и челноков «Энергия» — «Буран». Цистерностроение началось с криогенного производственного объединения (создано в 1954 г.). Уралвагонзавод внес значительный вклад в разработку и производство систем и оборудования для запуска искусственных спутников (с момента запуска первого 4 октября 1957), и пилотируемых орбитальных аппаратов, многоразовой космической системы «Энергия-Буран», а также участвовал в международной программе «Морской старт».
Сегодня УВЗ — многопрофильное машиностроительное объединение, выпускающее около 200 наименований продукции. Компания разработала и в 1990-х годах запустила в производство самые современные образцы высокопроизводительной дорожно-строительной и коммунальной техники. Находясь в условиях практического отсутствия финансирования (отсутствия госзаказа) со стороны основных заказчиков и при этом оставаясь в статусе «Государственного предприятия», «УРАЛВАГОНЗАВОД» тем не менее изыскивал средства. Продолжается проведение генеральной линии на дальнейшее улучшение технических и видовых характеристик основных видов продукции практически за счет собственных средств. При этом она преследовала цель поддерживать и повышать конкурентоспособность на внутреннем рынке и особенно на внешнем рынке, тем самым внося существенный вклад в национальную экономику.
Для перепрофилирования структуры производства на предприятии разработана и утверждена программа конверсии. Первое направление конверсии – разработка и производство дорожно-строительной техники с использованием «двойных технологий». Для этого перепрофилировано производство, закуплено и изготовлено специальное оборудование, смонтированы сборочные технологические линии.
В рамках конверсии специалистами ГУП «Производственное объединение «УРАЛВАГОНЗАВОД» разработано и запущено в серийное производство семейство дорожно-строительных машин различного назначения. Это семейство дорожно-строительных машин, выпускаемое «УРАЛВАГОНЗАВОД», полностью удовлетворяет основные потребности народного хозяйства всех регионов России.Вторым направлением конверсии является создание мощностей по выпуску специальных вагонов и цистерн для магистральных железных дорог.Вагоносборочное производство освоило производство новых моделей вагонов для народного хозяйства.
В соответствии с задачами приоритетного национального проекта «Агропромышленный комплекс» специалистами Уралвагонзавода был разработан и запущен в серийное производство универсальный трактор РТМ-160. Несмотря на свой юный возраст, он уже имеет престижные награды выставок, а главное – отлично зарекомендовал себя на полях страны.
УВЗ — крупнейший в России разработчик и производитель различных типов грузовых вагонов, полувагонов, грузовиков, грузовиков, танк-контейнеров. Они — его визитная карточка. С 1979 предприятие перешло на производство цельнометаллических полувагонов. С конвейера сошло около миллиона автомобилей разного назначения.
УРАЛВАГОНЗАВОД опубликовал предварительную консолидированную финансовую отчетность за 2011 год (за исключением ООО «ЧТЗ-УРАЛТРАК», ОАО «Электромашиностроительный завод ЛЕПСЕ», ОАО «Спецмаш», ОАО «УралНИТИ», ОАО «Электроавтомат»). Финансовые показатели показывают, что выручка в 2011 году составила до 3 миллиардов долларов, прибыль от продаж — 0,46 миллиарда долларов, а чистая прибыль — 0,33 миллиарда долларов.
В процентном выражении выручка от продаж имеет следующее соотношение: 68% Дивизион железнодорожного транспорта, 30% Дивизион спецтехники, 2% Прочее. При этом соотношение прибыли к продажам составляет 85% Дивизион железнодорожного транспорта, 15% Дивизион спецтехники. Рентабельность продаж составляет 15,6 % (19,2 % Дивизион железнодорожного транспорта, 8,4 % Дивизион специальной техники). EBITDA составляет 16 млрд рублей, соотношение долг/EBITDA – 2, проценты по кредиту/EBITDA – 8,6%. В части финансово-хозяйственной деятельности УВЗ в 2011 году унифицировал свой бюджет и ввел в действие бюджетные комитеты. Управление кредиторской позицией теперь централизовано в Центре управления корпорацией.
Генеральный директор Корпорации УВЗ Олег Сиенко подчеркнул на совещании руководителей предприятий 16 июня 2015 года, что, несмотря на сложную экономическую ситуацию, более 90% предприятий интегрированной структуры завершили год в плюсе, в том числе по чистой прибыли. В целом Корпорация работает с чистой прибылью уже пятый год подряд.
Сиенко подчеркнул масштабную работу Корпорации по оборонным закупкам, ее объем составил 1,55 миллиарда долларов. в этом году (рост в 2,7 раза по сравнению с 2013 годом). Всего в войска поставлено более 1500 единиц новой и модернизированной техники. Кроме того, генеральный директор подчеркнул, что Корпорация выполнила экспортных контрактов на сумму более 2,57 млрд долларов США. в 2014.
Олег Сиенко поставил задачи перед предприятиями Корпорации на 2015 год. В частности, он сказал: Увеличение экспорта, в том числе продукции гражданского назначения, становится в текущих условиях одним из приоритетов. Глава Корпорации также подчеркнул, что кризисный период – это не только новые вызовы, но и новые возможности. Он призвал руководителей предприятий сосредоточиться на безусловном выполнении оборонного заказа, разработке новых перспективных продуктов, снижении себестоимости и расширении внутренней кооперации.
Также было сказано о повышении доступности железнодорожных вагонов, общий объем производства которых в следующем году составит 20 тысяч единиц, при этом предпочтение будет отдано выпуску инновационных вагонов.
Первый заместитель Генерального директора Юрий Бодяев в отчете об итогах деятельности Корпорации в 2014 году отметил, что ожидаемые основные финансово-экономические показатели Корпорации составят 3,86 млрд долларов США. по выручке, 165 млн долл. США. прибыли от продаж и 18,94 млн долларов США. на чистую прибыль.
Для реализации масштабных проектов, позволяющих объединить мощный интеллектуальный и технологический потенциал, на Уралвагонзаводе сформировалась сильная научная школа, представленная Уральским конструкторским бюро вагоностроения, Уральским конструкторским бюро транспортного машиностроения, Уральским научно-технологическим комплексом, Центром материаловедения. и испытательные, и другие опытно-конструкторские бюро республиканского уровня.
УВЗ — компания с высококачественным производством, основанным на существующих технологиях и интеллектуальных традициях. Сегодня Уралвагонзавод возглавляет интегрированную структуру, объединяющую 40 промышленных предприятий, научно-исследовательских институтов и конструкторских бюро в пяти федеральных округах России и за рубежом.
НОВОСТИ ПИСЬМО
Присоединяйтесь к списку рассылки GlobalSecurity. org
Введите свой адрес электронной почты
Ukraine bets on 150 KM Vilkha-M missile after being denied long-range ATACMS for HIMARS
Must Read
report this ad
report this ad
Украина в течение нескольких месяцев запросила у Соединенных Штатов армейскую тактическую ракетную систему (ATACMS), ракету класса «земля-земля» большой дальности, запускаемую высокомобильной артиллерийской ракетной системой (HIMARS) производства Lockheed Martin. Хотя пусковые установки на грузовиках были необходимы для Украины, США отказались от ракет большей дальности, позволяющих Украине наносить удары по российским объектам на расстоянии почти 200 миль (около 320 км), опасаясь, что это приведет к обострению конфликта.
Включите JavaScript
Зенитный ракетный комплекс «Бук-М3»
По данным США, украинцы также имеют доступ к беспилотным летательным аппаратам большой дальности, комплектам боеприпасов для прямой атаки, которые превращают бомбы класса «воздух-поверхность» в высокоточное оружие, и тысячи управляемых реактивных систем залпового огня с дальностью 50 миль, которые они запустили из HIMARS.
Это побудило Украину пересмотреть свой ракетный комплекс «Ольха-М». Отечественная ракета «Ольха-М» («Ольха-М») представляет собой управляемую артиллерийскую ракету с большей дальностью действия и большей боевой частью.
Ракеты «Ольха-М»
К 2019 году Украина уже произвела и испытала управляемые ракеты большой дальности с РСЗО.
«Ольха-М» — модернизированная артиллерийская ракета БМ-30 «Смерч» длиной 7,6 метра (25 футов). Примечательно, что «Ольха-М» имеет дальность действия 110 километров (68 миль) с 300-миллиметровой боеголовкой весом 485 фунтов (около 220 килограммов), и Украина утверждает, что она может поражать цели с превосходной точностью. Оружие было разработано в 2016 году государственным «Киевское конструкторское бюро «Луч».
В 2020 году украинская армия объявила в Facebook, что тщательно тестирует технологию.
Первые огневые испытания прошли в марте 2016 года. В ноябре 2017 года на заводе «Артем» в Киеве начались монтаж и ввод в эксплуатацию линии по производству корпусов ракет комплекса «Ольха». В частности, прокатный станок с ЧПУ RFFM 330-138-300 турецкого Репкон, разработанный для производства высокоточных компонентов, был установлен, по словам заместителя генерального директора «Укроборонпрома» Мустафы Найема, который разместил его в социальных сетях в 2020 году9.0005
В апреле 2020 года директор Павлоградского химического завода Леонид Шиман заявил, что украинская реактивная система залпового огня «Ольха-М» может атаковать Россию, если страна-агрессор начнет наступление. По поводу системы «Ольха-М» Шиман утверждал, что в настоящее время Украина обладает единственным грозным оружием, для которого создано производство. По его словам, первая партия произведена по заказу, размещенному в 2019 году. В беседе с украинскими СМИ «Цензор» он сказал: «Путин будет долго думать, стоит ли ему снова нападать на Украину и обстреливать наши города, как это сделали русские в 2014-15 гг., зная, что ответные удары Ольхой могут быть нанесены и по их объектам критической инфраструктуры, как тот же Каменский».
В своем заявлении он упомянул аналогичный российский комплекс «Каменский», который находится недалеко от границы с Украиной в городе Каменск-Шахтинский Ростовской области.
Для сравнения, боеприпасы GMLRS, используемые высокомобильными артиллерийскими реактивными системами M142 или HIMARS, и реактивной системой залпового огня M270 (РСЗО), поставленными на Украину, имеют максимальную дальность примерно 80 километров (почти 50 миль) с 227-мм, 200 фунтов (90 кг) боеголовки.
«Зона боевых действий» приводит слова первого заместителя главы Национальной организации военно-промышленного комплекса Украины Ивана Винника о том, что «Ольха-М» уже применялась в боевых действиях. Однако конкретное применение ракет этого комплекса он не уточнил. По его словам, их первое боевое применение произошло в мае 2022 года9.0005
Точность «Ольхи-М» повышают так называемые «газовые рули» — десятки микроскопических отверстий, через которые сбрасывается топливо и которые используются для наведения ракеты на цель с помощью GPS. По словам Винника, хотя «Ольха-М» считается чрезвычайно точным и высокоточным боеприпасом, данные о ее точности еще не разглашаются.
Несмотря на то, что эти ракеты имеются в наличии в небольших количествах, они обеспечивают Украину боеприпасами, дальность действия которых на 36% больше, а полезная нагрузка более чем в два раза превышает доступную для ее сил GMLRS.
Модификация до 150 километров
По словам Винника, программа модификации «Ольха-М» началась в 2018 году, всего было изготовлено около 100 единиц. Кроме того, предполагается увеличить дальность полета «Ольхи-М» до 150 км (около 93 миль). Он не стал уточнять это. Он ожидает, что он будет готов к контрнаступлению. Он сказал, что последние модификации не будут испытываться на боевое применение, а будут проводиться на поле боя.
Увеличенная дальность «Ольха-М» будет иметь примерно такую же дальность действия, как и наземная бомба малого диаметра (GLSDB), которую США недавно разрешили использовать в Украине, но со значительно большей боеголовкой и значительно большей кинетической мощностью.
Перспектива в ландшафтном искусстве | Ландшафтная архитектура и зеленое строительство
Перспективой называется зрительное изменение предметов по мере их удаления от наблюдателя. Различают перспективу линейную и воздушную.
Линейная перспектива связана со зрительным уменьшением величины и изменением формы, а воздушная перспектива — изменением яркости и четкости предметов, а также их цвета по мере удаления от точки наблюдения. Пространственные изменения цвета называют также цветовой (колоритной) перспективой.
Законы перспективы были открыты мастерами Возрождения, разработавшими математически точную систему построения пространства. Леонардо да Винчи писал, что теория линейной перспективы разъясняет явления видимых форм, величины и цвета в зависимости от их положения в пространстве.
В живописи законы перспективы используются при изображении трехмерного пространства на плоскости. Изображение глубины пространства осуществляется путем передачи закономерного уменьшения величины предметов по мере их удаления от зрителя, уменьшения контраста между освещенными и теневыми частями предметов и, наконец, передачей того изменения насыщенности цвета, которое мы наблюдаем в природе в виде голубой дымки, нивелирующей цвета предметов, расположенных далеко на горизонте.
В ландшафтном искусстве глубина пейзажа является реальностью и требует соответствующего подхода. Использование законов перспективы позволяет усилить выразительность пространства, выявить и подчеркнуть его глубину или, наоборот, зрительно сократить.
Первое зрительное восприятие в пространстве — это видимая величина предметов. По ней судят о том, как далеко они отстоят от точки наблюдения. Чем дальше предмет находится от точки наблюдения, тем он кажется меньше. Параллельные линии, уходящие от наблюдателя в горизонтальной плоскости, сходятся на горизонте, на понижающейся местности — ниже горизонта, а на повышающейся — выше. При этом вертикальные линии в перспективе остаются вертикальными. Поэтому формирование видов и панорам парка зависит от положения наблюдателя на местности. Так, например, при организации парковых устройств на резко выраженном рельефе учитывается восприятие реальных и зрительно искаженных форм и размеров предметов. Например овальная площадка на склоне с верхней видовой точки воспринимается круглой; предметы на вершине холма воспринимаются как более высокие и стройные; невысокие предметы первого плана маскируют большие по высоте предметы заднего плана.
Законы линейной перспективы находят свое применение в практике паркостроения в целом ряде случаев, прежде всего когда необходимо иллюзорно увеличить глубину пространства парковой картины. Это достигается путем создания промежуточных планов в виде боковых кулис из древесных групп или солитеров, направляющих взгляд к горизонту.
Впечатление глубины пространства увеличивается также, если по мере удаления от точки наблюдения размещать объемы, уменьшающиеся по величине, сокращать расстояние между ними или уменьшать ширину видового луча. Холмы и другие возвышенности воспринимаются как более высокие при размещении деревьев, кустарников и сооружений на их вершинах. При этом рекомендуется, чтобы высота холма была не менее половины высоты деревьев. В случаях, когда необходимо закрыть или временно скрыть какую-либо деталь пейзажа, а затем неожиданно показать ее с наиболее выгодной точки обзора, достаточно непосредственно перед наблюдателем разместить плотную древесно-кустарниковую группу. Расположенный ближе меньший предмет будет закрывать больший, находящийся дальше. Иногда необходимо, наоборот, визуально сократить воспринимаемое пространство. Это достигается путем последовательного увеличения ширины вида от точки наблюдения и размеров промежуточных кулис, а также увеличением их количества. Расстояние между зрителем и отдаленным предметом оптически сокращается, если скрыть лежащую в промежутке между ними местность. В этих случаях ее не усиливают промежуточными планами, а решают по возможности нейтрально, так, чтобы не было объектов для сравнения масштабов пространства. Этот прием используется также при необходимости включения в обзор предметов или видов, находящихся за пределами парка. Следует при этом иметь в виду, что включение внешних видов в обзор парковых картин иллюзорно увеличивает размеры парка в целом.
Построение перспективы: А — перспективным отображением предмета является пересечение зрительного луча с картинной плоскостью, Б — построение перспективного отображения (расстояние до объекта и линия горизонта выбираются произвольно)
Условная система координат для учета высотных, широтных, глубинных элементов картины: а, б (масштаб ширины — X) — широтные элементы, в, г — (масштаб высоты — Н) — высотные элементы, д, е (масштаб глубины — У) — глубинные элементы
Восприятие форм в перспективе: а — круг и эллипс в перспективе, б — план сада, в — разрез, г — общий вид
Использование законов перспективы: А — план, вид (естественная перспектива), Б — план, вид (искусственная)
Создание иллюзии глубины пространства: 1 — высота кулис нарастает к заднему плану, 2 — уменьшается, 3 — глубина создается за счет сокращения ширины видового луча
Наблюдая изменения цвета предметов по мере их удаления, мы получаем ощущение дали, воздушного пространства. Эффекты воздушной перспективы зависят от прозрачности воздуха, его загрязненности, насыщенности водяными парами.
Они проявляются в виде различной четкости силуэтов, которая все более уменьшается по мере удаления, в изменении цвета предметов. Л. Рубцов приводит следующие закономерности цветовой динамики пространства: «…краски пейзажа наиболее чисты и сочны только в непосредственной близости. При отдалении же синева воздуха накладывает на них свой голубоватый отпечаток и значительно стушевывает их. Под влиянием воздушной перспективы разноокрашенные предметы по-разному изменяют свой цвет: желтые предметы кажутся зеленоватыми, оранжевые — грязно-красными и так до фиолетового включительно; синий цвет не меняет окраски и при удалении остается также синим, только тон его постепенно сгущается; зеленая окраска при удалении показывает все переходы к синему цвету. То же самое происходит и с фиолетовой окраской, которая при удалении исчезает быстрее других. Белая окраска менее всего стушевывается. Поэтому белые предметы, особенно на темном фоне, кажутся ближе, чем они есть на самом деле. При значительном удалении белая окраска кажется не синеватой, а желтоватой, часто с оранжевым оттенком… На ярко освещенной снежной равнине белые предметы на теневой стороне кажутся голубоватыми, а на ярко освещенной стороне — бледно-оранжевыми. Черная окраска по мере удаления становится светлее».
Для того чтобы заметить изменения цвета парковых насаждений на большом (300—500 м) и среднем (50—70 м) расстоянии, необходимо одновременно посмотреть на удаленные и близко расположенные массивы или группы деревьев. Цветовое сравнение этих планов позволит выявить градации глубины пространства за счет усиления холодных тонов дальнего плана и изменения четкости их форм. Особенно интересны эффекты воздушной перспективы при боковом освещении пейзажей. Подбором насаждений по архитектонике и цвету, соответствующих законам воздушной перспективы, можно создать значительные по глубине пространства даже на небольших территориях. Для этого деревья с мягким контуром крон, близких по окраске к холодной гамме, следует размещать на дальнем плане и туда же вводить синие и голубые пятна цветников.
Посадка темнолиственных пород в глубине выемок и «бухт» опушки зрительно увеличит тень и соответственно все пространство дальнего плана. При этом передний план необходимо усилить деревьями со светлоокрашенными кронами (серебристые, пестрые и золотистые). В опушке они должны размещаться на выступающих частях. При создании на переднем плане цветников необходима известная осторожность, так как введение слишком ярких желтых тонов может разрушить задуманную композицию. По своей яркости они не должны сильно превосходить яркость окраски древесного окружения.
Перспективы строительства в наш интеллектуальный XXI век
Введение
Проблема смены поколений коснулась многих сфер [1], не обошла она стороной и строительство. Поколение бэби-бумеров (1946–1964), которое стройки не боялось, да и труд строителя был для них престижным, уже подошло к пенсионному возрасту.
Следующее поколение X (1965–1979) было в этом смысле еще более меркантильным, и ехали строить объекты БАМа не столько за романтикой (она была), сколько подзаработать, но и оно стареет. А миллениалы, или поколение Y (1981–1995), смотрит на жизнь и выбор профессии вообще другими глазами. Их менталитет сформирован технологиями, они росли в быстро меняющемся в части технологий и высоко конкурентном мире. Не на словах, а на деле они хорошо осведомлены о возможностях автоматизации и роботизации, простой физический труд на стройке для них не привлекателен, поскольку в других отраслях риски меньше, а заработки порой выше. Так что здесь мы уже видим тенденцию — требуется смена подходов к организации труда на строительных объектах, их нужно менять и менять коренным образом, переводя на новые рельсы [2].
Что же касается следующего поколения, условно названного поколением Z, которое родилось после 1995 г. , оно считается будущим мировой экономики. Это поколение с пеленок привыкло к Интернету, смартфону и различным гаджетам. Для поколения Z нет ничего невозможного, они еще более амбициозны, чем миллениалы, так что стройка, пусть и в частично осовремененном варианте, с ее рисками, тяжелым физическим трудом при ограниченной автоматизации, полностью окажется вне их интереса. С поколением Y уже нельзя, а с Z уже просто невозможно работать по-старому, и кто это вовремя не поймет — тот проиграет, а проигравший уходит с рынка. Здесь есть еще один важный социально-экономический аспект — теряя престижность на рынке труда, стройка начинает жить за счет привлечения внешней рабочей силы, так называемых гастарбайтеров, которые часто трудятся нелегально и выводят заработки на родину, поддерживая таким образом экономику своих стран.
Выход из складывающейся ситуации состоит в том, чтобы стройка, как и современные передовые предприятия, стала более интеллектуальной, безопасной и «умной», но при этом нельзя забывать и о не менее важном факторе — эффективности самой работы по строительству объекта.
Специфика строительной отрасли — это, как писал поэт-классик Владимир Маяковский, «сто работ на тыщу рук» технического и вспомогательного персонала, а также использование самых разнообразных механизмов, строительной техники и транспортных средств, и всем этим единым организмом необходимо управлять. Если мы переходим на новый уровень управления и организации труда, которые, отвечая уже текущим требованиям, нацелены не только на ближайшую перспективу, но и смотрят в будущее, то здесь необходимы:
полноценный удаленный контроль за ходом строительства различных объектов, в том числе видеоконтроль;
охрана и надзор за строительными площадками;
контроль работы персонала на строительных площадках;
контроль за выполнением техники безопасности, охрана труда и контроль за проведением работ, в том числе не просто в режиме онлайн, а часто и в режиме реального времени.
Эти требования можно условно разделить на три блока:
Контроль и управление строительной техникой (транспорт).
Контроль за территорией (площадка).
Контроль за работой персонала и охрана труда (люди).
Теперь возникает вопрос: где взять нужное оборудование? Причем, чтобы не тратиться на цепочку поставок и не мучиться потом сопряжением оборудования от разных производителей, желательно комплектно от одного поставщика, который, кроме поставки, может оказать и необходимую техническую помощь. Такая компания на российском рынке есть — это «ЕвроМобайл». С ней и ее предложениями стоит познакомиться поближе.
Предложения компании «ЕвроМобайл» — основа перехода к «умной» стройке
Контроль и управление за строительной техникой
Учитывая особенности работы спецтранспорта и его назначение, компания «ЕвроМобайл» разработала универсальный комплект системы видеонаблюдения, которая устанавливается на транспортное средство. Такой, уже полностью готовый к использованию комплект оборудования предназначен для организации видеонаблюдения на таких транспортных средствах, как экскаваторы, бетономешалки, тракторы, эвакуаторы, краны-манипуляторы, самосвалы и т. п. (рис. 1).
Рис. 1. Комплект оборудования от компании «ЕвроМобайл» для организации видеонаблюдения за работой спецтранспорта
В комплекте имеется высококачественный функциональный видеорегистратор TS-830-AHD с поддержкой AHD (Analog High Definition) — технологии аналогового HD/Full HD-видеоизображения, звука и управляющих сигналов. AHD — это новая технология в сфере видеонаблюдения, по своим возможностям существенно превышающая все существующие аналоговые системы видеонаблюдения. Технология AHD позволяет передавать аудио- и видеосигналы и позволяет реализовать управление по одному коаксиальному кабелю. Для контроля система видеонаблюдения предполагает установку двух камер типа TS-121-AHD и является альтернативой системам на базе стандартов IP и HD-SDI. Формат AHD использует технологию, способную передавать данные по обычным коаксиальным кабелям типа PK-75-3 на расстояние до 500 м. И в то же время для настройки AHD-систем не требуется никаких специальных знаний, как в случае с IP-видеонаблюдением.
Первая камера устанавливается в кабине, вторая — непосредственно на транспортном средстве, в том числе и на его подвижных частях. Использование водителем монитора TS-121-AHD позволит не только настроить и обслуживать видеорегистратор, но и получить дополнительный обзор. Такая система позволяет эффективно контролировать работу транспортного средства во время выполнения работ.
Видеокамеры TS-121C10/11/12-AHD имеют инфракрасную подсветку, их варианты исполнения различаются размерами видеоматрицы и разрешением, предназначены для совместной работы с мобильными транспортными видеорегистраторами в системах транспортного видеонаблюдения и выполнены в металлическом влагозащищенном корпусе со степенью защиты оболочкой IP65/IP66 (рис. 2). Камеры этой серии имеют двойное стекло с антибликовым покрытием. Система подсветки состоит из 24 инфракрасных светодиодов включается автоматически, если окружающие условия освещенности находятся ниже уровня 5 люкс [4].
Благодаря наличию системы видеонаблюдения на транспортных средствах специального назначения вы всегда будете знать, что происходило в кабине и как осуществлялись работы.
Решение для таких транспортных средств базируется на высококачественных HD-регистраторах компании Teswell и «МоВиРег» — серии профессионального мобильного оборудования для организации систем транспортного видеонаблюдения. По сетям сотовой связи 3G/4G регистратор передает видео с камер на удаленный компьютер, а модуль ГЛОНАСС/GPS позволяет контролировать физическое расположение спецтехники. На удаленном ПК устанавливается CMS Teswell, благодаря которому можно наблюдать за тем, что происходит с транспортным средством, в режиме реального времени. Возможность удаленного просмотра видеозаписи позволяет полностью контролировать процессы и расследовать нештатные ситуации.
Teswell TS-830 AHD представляет собой четырехканальный видеорегистратор с записью данных на SD-карту (два слота) и поддержкой Wi-Fi. Общий объем памяти устройства может составлять 256 Гбайт (две SD-карты по 128 Гбайт). Модель предназначена для ведения централизованного видеонаблюдения за обстановкой внутри и снаружи транспортных средств. Профессиональный 4-канальный видеорегистратор TS-830 AHD (рис. 3) отличается малыми размерами 137×132×40 мм и создан для применения на транспорте специального назначения, в том числе и строительного [5]. Важно отметить, что предлагаемые компанией «ЕвроМобайл» системы видеонаблюдения, устанавливаемые на транспорт, имеют сертификат 969 (безопасность на транспорте).
Рис. 3. Видеорегистратор TS-830 AHD
Впрочем, какая стройка обходится без подъемных кранов? Поскольку для наблюдения за работой крана не всегда удается подключить проводную камеру к концу стрелы (многие краны имеют выдвижные секции), требуется иной подход. Например, на конце стрелы можно разместить камеру модели Teswell TS-121, включающую беспроводные модули для связи и автономное питание. Передача данных камеры на видеорегистратор осуществляется с помощью дополнительного устройства беспроводной связи, работающего на не требующей лицензирования частоте 2,4 ГГц. Передатчик подключается к камере, а весь комплект наружного оборудования помещается в распределительную коробку для защиты от внешних воздействий и непогоды.
Приемник данных располагается в кабине и подключается к видеорегистратору, который записывает видео в онлайн-режиме. Для этого, как и в первом случае, используются четырехканальный видеорегистратор TS-830 компании Teswell и монитор. Роль последнего может выполнить совместимый с транспортными видеорегистраторами 7” жидкокристаллический дисплей Мовирег ВМ-7 (рис. 4), также поставляемый компанией.
На мониторе крановщик может видеть изображение с камеры, установленной на конце стрелы крана. Такая система помогает оператору крана повысить точность выполнения строительных работ. Кроме того, регистратор ведет постоянную запись видеоархива для решения проблем в нештатных ситуациях. При необходимости изображение с камеры крана может быть выведено на удаленные устройства, для этого видеорегистратор поддерживает передачу данных по Wi-Fi, 3G/4G.
Контроль за территорией
Проконтролировать этапы ведения строительства легче, когда можно своими глазами увидеть то, что происходит на стройплощадке, и при необходимости оперативно принять те или иные меры по исправлению зафиксированных нарушений процесса. Оптимально реализовать такое наблюдение можно с помощью видеомониторинга. Такой мониторинг является одной из действенных мер по снижению травматизма при строительстве объектов различного назначения и решения не менее важной задачи — предотвращения подмены материалов и различного рода хищений, что при строительстве объектов на постсоветском пространстве, к сожалению, не такая уж редкость.
Для решения данной проблемы достаточно установить видеокамеры с беспроводной передачей данных на строящемся здании и по периметру стройки. Сигналы от видеокамер, расположенных внутри и по периметру объекта, по каналам беспроводной связи (Wi-Fi) или проводной локальной сети (Ethernet) поступают на промышленный роутер, который находится на территории объекта и размещается на мачте. В таком решении могут использоваться, например, предлагаемые компанией роутеры в промышленном водонепроницаемом пылезащищенном корпусе.
Для организации удаленного доступа к различным объектам строительной площадки через закрытую сеть может использоваться, в частности, промышленный маршрутизатор Robustel R3000-4L [6] (рис. 5). Роутер работает на базе мобильных сетей. Применение 3G/4G-сетей провайдера позволяет минимизировать траты на содержание инфраструктуры и число выездов инженерных бригад.
Маршрутизатор Robustel R3000-4L поддерживает частотные диапазоны сетей LTE, HSPA, UMTS, EDGE, GPRS, GSM, имеет широкий диапазон входного напряжения и функционирует при температурах –40…+70 °С. Поддержка большого спектра сетевых протоколов и VPN-туннелирование обеспечивают надежную передачу видеоданных на удаленные компьютеры. Видеонаблюдение в режиме онлайн доступно из любой точки, где есть мобильный Интернет от сотового оператора, что позволит держать под контролем всю территорию стройплощадки и предотвратить кражу или подмену стройматериалов. Кроме того, нельзя забывать, что веб-камеры на стройплощадках, как источники открытой информации о ходе строительства, становятся конкурентным преимуществом и залогом доверия клиентов.
Помимо Ethernet-интерфейсов, маршрутизаторы Robustel имеют набор цифровых входов и выходов, а также последовательный интерфейс RS-232/485 для подключения любого типа промышленного оборудования. Более того, благодаря поддержке двух SIM-карт маршрутизатор может обеспечить резервирование передачи данных в случаях, когда произошел сбой сети у одного из используемых сотовых операторов. Кроме собственно системы наблюдения за территорией, на основе маршрутизатора Robustel R3000-4L может быть создана система контроля за перемещением строительной и автомобильной техники.
К сети, созданной на базе маршрутизатора Robustel, могут быть подключены самые различные производственные активы — экскаваторы, бульдозеры, погрузчики, самосвалы и т. п. Пример организации такой системы показан на рис. 6.
Рис. 6. Система контроля строительной техники (экскаваторы, бульдозеры, дробильные комплексы, погрузчики, самосвалы и т. п.), созданная на базе маршрутизатора Robustel
Роутеры, подключаясь к бортовым панелям такой строительной техники на основе закрытого APN от оператора мобильной связи, организуют защищенную сеть. При необходимости для доступа к оборудованию, работающему на уровне L2, маршрутизаторы с помощью OpenVPN можно виртуально объединить в один Ethernet-сегмент.
Возможности системы на основе роутеров Robustel:
мониторинг в режиме реального времени;
обмен данными через закрытую сеть провайдера;
объединение сетей в один L2/L3-сегмент;
передача телеметрии для отслеживания состояния производственных активов;
при необходимости обеспечение доступа в глобальную сеть;
организация доступа к станции поправок для высокоточных GNSS-приемников.
Каталог роутеров Robustel в поставках компании «ЕвроМобайл» доступен по ссылке [7]. Важно, что данные роутеры имеют централизованную платформу управления устройствами Robustel — Robustel Cloud Manager Service (RCMS). Система RCMS разработана для обеспечения быстрого подключения и управления устройствами с помощью интуитивно понятного пользовательского интерфейса (рис. 7) и доступна для применения и как облачный сервис Robustel, и как локально установленная программа. RCMS позволяет осуществлять гибкий, безопасный и экономически эффективный способ сбора, хранения и распределения данных об устройствах, задействованных на стройплощадках, приближая нас к полноценному «Интернету вещей» в строительной отрасли [8].
Рис. 7. Центральное окно управления (dashboard) визуально отображает состояние всех подключенных устройств. С помощью этого окна можно одновременно получить отображение статуса всех устройств, их производительности и состояния
Бесперебойное питание на строительных площадках практически всегда обеспечивают резервные дизель-генераторы, но если строительство длится долго или это удаленный объект, то можно использовать солнечную энергию. Для бесперебойного электроснабжения бытовых помещений или в качестве резервного источника питания систем относительно небольшой мощности применяются солнечные панели. Управлять такими установками можно дистанционно, через Интернет, с помощью 4G-шлюза M1200-4L c функциями роутера, который обеспечивает передачу данных по последовательным портам и цифровым входам/выходам (рис. 8).
Рис. 8. Интеллектуальный промышленный 4G-шлюз/роутер M1200-4L компании Robustel
M1200-4L предназначен для передачи данных по сетям GSM, GPRS, EDGE, UMTS. WCDMA, HSDPA, HSUPA, HSPA+, FDD LTE, TDD LTE. Для обеспечения непрерывной и надежной передачи данных он оснащен двумя SIM-картами, поддерживает цифровые входы и выходы, RS-232, RS-485 и мини-USB-интерфейсы. Маршрутизатор промышленного класса M1200-4L обеспечивает стабильное соединение и передачу данных, рассчитан на работу в жестких условиях окружающей среды. В соответствии с заложенной программой терминал может разными способами реагировать на сигналы с датчиков (отправка СМС техперсоналу, включение сигнальной сирены и т. д.). Схема подключения интеллектуального промышленного 4G-шлюза/роутера M1200-4L показана на рис. 9.
Рис. 9. Схема подключения интеллектуального промышленного 4G-шлюза/роутера M1200-4L компании Robustel
Контроль за работой персонала и охрана труда
Ни для кого не секрет, что стройплощадка — это территория повышенной опасности, а самый опасный и непредсказуемый на ней фактор — человеческий. Сравнение данных Росстата со статистикой Международной организации труда (МОТ) показывает: несмотря на положительную динамику, Россия остается лидером по числу смертей на рабочем месте даже среди постсоветских стран. По данным на 2018 год, на 100 тыс. населения здесь приходится шесть погибших в год. Для большинства стран Евросоюза этот показатель варьировался в последние годы в пределах 0–3. По данным МОТ, опаснее всего условия работы в российской промышленности (в 2017 году было 264 погибших) и строительстве (214 погибших и 1,9 тыс. пострадавших). Следом идут сфера транспорта, сельское хозяйство и область добычи полезных ископаемых [9]. Одним из действующих факторов, позволяющих снизить этот показатель, является тщательный контроль за текущей ситуацией на стройплощадках, о чем уже было сказано выше, и рабочим персоналом.
В этом направлении, крайне важном для организации того, что мы назвали «умной» стройплощадкой, компания «ЕвроМобайл» предлагает решение «ЮПИТЕР» [8]. Это комплексное решение для организации удаленного контроля за выполнением правил техники безопасности при проведении опасных работ и работ повышенной сложности. И хотя оно в первую очередь направлено на контроль и видеофиксацию действий выездных бригад, данное решение с успехом может быть использовано как базовое для контроля действий персонала на стройплощадках.
Система решает следующие задачи:
Видеоконтроль за соблюдением правил техники безопасности при работе бригад.
Формирование доказательной базы аудио- и видеоматериалов.
ГЛОНАСС/GPS-позиционирование, сопоставление с полученными аудио- и видеоматериалами.
Фиксирование рабочего процесса на объектах.
Автоматическая передача видеоданных в центральный аппарат в конце каждой смены.
Видеокомлекс (рис. 10) состоит из нескольких компонентов: мобильных видеорегистраторов МАВР 7411 или 7412, терминалов «ЮПИТЕР 7420/7436» для зарядки, хранения и выгрузки данных видеорегистраторов и специального программного обеспечения (СПО).
Рис. 10. Решение «ЮПИТЕР» позволяет осуществлять контроль действий персонала в зонах повышенной опасности
Общая видеосъемка на стройплощадке дает общую картину, но не может контролировать всех участников стройки. Эта задача решается с помощью индивидуальных видеорегистраторов и локального позиционирования. Мобильный видеорегистратор, который находится у сотрудника, осуществляет видеозапись происходящей обстановки: записывает видео и звук при выполнении работ бригадой. После окончания трудовой смены сотрудники выездной бригады возвращают видеорегистраторы в терминал, в котором происходит автоматическая выгрузка видео, записанных за трудовую смену. Терминал «ЮПИТЕР 7420» в течение 30 календарных дней осуществляет хранение видеозаписей, доступных для просмотра и поиска администратором (центрального аппарата).
Этот комплекс дополняется персональными носимыми LTE-рациями (PoC) [10]. В настоящее время компания «ЕвроМобайл» предлагает три модели:
Т8 — персональный видеорегистратор от компании Telo Systems. С его помощью можно осуществлять контроль за выполнением работ в режиме онлайн или в записи. Т8 отличается компактными размерами и самым широким функционалом и позволяет передавать видео в режиме онлайн по сети 4G/LTE, поддерживает большинство беспроводных технологий: 2G/3G/LTE, Wi-Fi, NFC, Bluetooth. Передача голоса осуществляется по принципу Push-to-Talk («нажми и говори»).
TE300 поддерживает спутниковую систему позиционирования GPS и ГЛОНАСС, оптимален для PoC-решений, где требуется отслеживание и управление на больших пространствах. Позиционирование в помещении осуществляется с помощью маяков Wi-Fi и Bluetooth. Поддерживает передачу голоса по принципу Push-to-Talk Over Cellular (система мобильной связи, предназначенная для управления и диспетчеризации, использует сеть сотовой связи оператора).
TE580P — LTE/PoC-рация с функцией записи видео и мгновенной связи по сети 4G. Для удобной навигации и просмотра отснятого видео TE580P имеет сенсорный экран диагональю 3.1 дюймов. Класс защиты корпуса от пыли и влаги IP67, выдерживает погружение в воду на глубину 1,5 м до 30 мин. Для позиционирования на местности поддерживает ГЛОНАСС и GPS.
С помощью этих устройств (рис. 11), поскольку их радиус действия не ограничен, можно создавать группы для общения, удаленно наблюдать за ними по видео, записывать и сохранять видеозаписи (в зависимости от модели). Они применяются не только для охраны и патрулирования, но и для организации и управления работой разных групп на строительной площадке.
Рис. 11. Персональные носимые LTE-рации Т8, TE300 и TE580P
В завершение обзора предложений и решений компании «ЕвроМобайл» следует упомянуть и проблему, ставшую реалией текущего момента, а именно то, как организовать работу в условиях коронавируса COVID-19. Поскольку долго оставаться на карантине экономика никакой из стран не может, необходимо не только работать, но и принимать при этом соответствующие меры, чтобы этот коварный вирус не выкосил персонал. Так что события последних месяцев в части эпидемии COVID-19 заставили прибегнуть к использованию современных технологий видеонаблюдения для отслеживания возможных угроз распространения коронавируса. В этом направлении «ЕвроМобайл» предлагает Visioсheсk ТС19 — устройство распознавания лиц и определения температуры тела [12] (рис. 12).
Рис. 12. Visioсheсk ТС19 — устройство распознавания лиц и определения температуры тела
Прибор разработан для удаленного измерения температуры человека, точность измерения: ±0,3 °С, расстояние измерения 30–120 см. Кроме того, «ЕвроМобайл» предусмотрел интеграцию уже готового решения IP-системы наблюдения с системой контроля доступа (СКУД). Узел наблюдения и оповещения снабжается профессиональным маршрутизатором RUTX09, работающим в системе сотовой связи четвертого поколения [13]. Такое решение можно использовать на проходных: это обеспечит безопасность сотрудников и поможет предотвратить распространение вирусов, таких как COVID-19.
Заключение
Если социализм, как говорили раньше, — это учет и контроль, то капитализм — это учет и контроль в квадрате. И задача здесь не перевыполнение плана по валу с пресловутым «освоением средств», а выполнение намеченного точно в срок, с оптимальными затратами и не в ущерб качеству. При капитализме никто (как это бывало во время летних подработок автора статьи каменщиком и спецом по канализационным стокам) не привезет долгожданный бетон вместо первой смены во вторую, когда на объекте осталась только одна вспомогательная бригада для установки риштовок, и никто его не закопает, поскольку использовать его некому, а сохранить на утро уже нет возможности.
Но вопрос касается не только логистики, нужна перестройка всего процесса с переводом его на интеллектуальный уровень. Если смотреть в будущее, то, сделав первые шаги к «умной» стройке, в чем нам несомненно поможет оборудование, поставляемое компанией «ЕвроМобайл», и ее решения, мы перейдем к широкому использованию строительного «Интернета вещей», различных типов реальности и цифровых двойников, которые уже успешно применяются в других индустриальных сферах [12]. А далее, когда на строительные объекты в качестве не только рабочих, но и инженеров придет амбиционное поколение Z, дело дойдет и до применения искусственного интеллекта, и кто знает, что будет дальше. К стройкам на Луне уже подготавливаются вплотную, да и застройка Марса на подходе, а там, глядишь, как утверждали в 60-е космонавты и мечтатели, и яблони будут цвести. Какой же дом без сада, пусть и на Марсе?
Дополнительная информация по описанному оборудованию и решениям на его основе доступна на сайте компании «ЕвроМобайл» [3], в том числе и по ссылке [13] с описанием технологии беспроводной связи для строительной отрасли.
Литература
Леонова Е. Теория поколений от X до Z (и почему это важно).
Зенкевич А. Цифровые технологии для обучения производственного персонала // Control Engineering Россия. 2018. № 6.
euromobile.ru.
TS-121C10/11/12-AHD.
Видеонаблюдение для спецтранспорта.
R3000-4L (промышленный 4G-роутер с двумя SIM-картами).
LTE-роутеры
Видеофиксация действий выездных бригад.
Россия в числе лидеров по количеству смертей на рабочем месте.
LTE-рации (PoC).
Томас М. Д. Цифровизация реальности для сотрудников современного производства // Control Engineering Россия. № 4.
Visioсheсk ТС
Умная стройка: технологии беспроводной связи для строительной отрасли.
Перспектива — Проектирование Зданий
Мы используем файлы cookie, чтобы обеспечить вам максимальное удобство на нашем веб-сайте. Вы можете узнать о наших файлах cookie и о том, как отключить файлы cookie, в нашей Политике конфиденциальности. Если вы продолжите использовать этот веб-сайт без отключения файлов cookie, мы будем считать, что вы довольны их получением. Закрывать.
Редактировать эту статью
Последняя редакция 05 мая 2022
См. вся история
Перспектива — это метод изображения трехмерных объемов и пространственных отношений в двух измерениях, как если бы с точки зрения наблюдателя. Основная характеристика перспектива заключается в том, что объекты кажутся меньше, чем дальше они находятся от наблюдателя.
Перспектива часто используется для создания «реалистичных» изображений зданий, чтобы помочь людям понять, как они будут выглядеть внутри, снаружи или в своем контексте.
Информация, необходимая для построения -перспективного -изображения, — это уровень глаз и точка (или точки) схода:
Уровень глаз. Это воображаемая линия, проведенная горизонтально на высоте глаз зрителя, которая определяет положение горизонта.
Точки схода определяют точки схождения линий, удаляющихся от наблюдателя.
Существует несколько различных типов перспективы в зависимости от количества точек схода:
Одноточечная перспектива : Объект обращен к наблюдателю лицевой стороной, и на линии горизонта имеется только одна точка схода (также называемая «центром зрения»).
Двухточечный перспектива : На горизонте есть две точки схода, позволяющие рисовать две внешние грани кубических форм.
Трехточечная перспектива : Формы, отклоненные от нормальной вертикальной плоскости изображения, а также уходящие в горизонт. Это требует третьей точки схода и часто используется для изображения зданий сверху (вид с высоты птичьего полета) или снизу (вид с высоты птичьего полета).
Четырехточечная перспектива : криволинейная версия двухточечной перспективы , используемая для представления 360-градусных панорам. Его также можно использовать с горизонтальной или вертикальной линией горизонта.
Нулевая точка перспектива : Это не имеет точек схода и возникает, когда наблюдатель смотрит на нелинейную сцену, которая не содержит параллельных линий, например, на горный пейзаж.
Построение перспективных чертежей зданий чрезвычайно сложно, но в последнее время этот процесс значительно упростился благодаря развитию автоматизированного проектирования (CAD), информационного моделирования зданий (BIM) и других форм компьютерных изображений (CGI).
Историю перспективы см. в разделе Истоки перспективы.
Эстетика и архитектура.
Архитектурные стили.
Автоматизированное проектирование.
Принципы проектирования.
Покомпонентное изображение.
Форма следует за функцией.
Геометрическая форма.
Методы черчения вручную.
Параллакс.
Чертеж в масштабе.
Раздел.
Техника черчения зданий.
Истоки перспективы.
Истина к материалам.
Виды чертежей.
Вертикальность.
Доля
Добавить комментарий
Отправьте нам отзыв
Истоки перспективы. Проектирование зданий
Содержимое
1 Введение в перспективу
2 Классическая перспектива
3 Перспектива Возрождения
3.1 Брунеллески
3.2 Альберти
3.3 Леонардо да Винчи
4 Статьи по теме Проектирование зданий
5 Внешние ссылки
Перспектива — это метод реалистичного изображения трехмерных объемов и пространственных отношений в двухмерном представлении. Информация, необходимая для построения перспективного изображения, — это уровень глаз условного наблюдателя и точка (или точки) схода.
Уровень глаз или «линия горизонта» — это воображаемая линия на высоте глаз зрителя «… горизонтали определяют уровень глаз в аналогичных обстоятельствах, когда такие индикаторы недоступны; карандаш, вытянутый на уровне глаз, будет служить ориентиром, от которого может быть спроецирована линия на уровне глаз» (см. «Творческая перспектива для художников и дизайнеров», стр. 26).
Точки схода можно определить по схождению линий. Они обычно используются в одноточечных, двухточечных или трехточечных перспективных рисунках.
Точка схода также называется «центром зрения» в одноточечной перспективе. Двухточечная перспектива возникает, когда есть две точки схода, обычно расположенные на уровне глаз. Трехточечная перспектива возникает, когда формы отклоняются от нормальной вертикальной плоскости изображения — «параллели … удаляются и сходятся, и наблюдатель помещается перед ближним углом формы» (см. CreativePerspective for Artists and Designer, pg. 34).
Дополнительные сведения см. в разделе Перспектива.
Греки были первыми, кто использовал перспективу на расписных вазах, но, по словам Пирены, только «…фрагментарным и, возможно, чисто эмпирическим способом». Около 300 г. до н.э. Евклид изучил естественную перспективу в своей книге «Оптика» и первым дал определение терминам визуальный луч и конус (Calter, 1998).
Римские художники, похоже, понимали основные принципы перспективы. Витрувий определял перспективу как «…метод наброска фронта, когда стороны уходят на задний план, а все линии сходятся в центре круга» (Кальтер, 19).98). Согласно Пирене, римские картины, такие как картины в Помпеях и Геркулануме, «… странно затмевают многие картины итальянского Возрождения».
Птолемей в своей книге «Оптика» (140 г. н.э.) изучал геометрическую оптику и определил центральный луч, ключевой элемент перспективы. В своей книге «География» он применил линейную перспективу, но только к картам (Calter, 1998).
В последующие столетия после этих классических пионеров религия была в центре внимания художников, целью которых было изображение божества. Не было необходимости изображать глубину, поскольку божественная фигура помещалась в божественный контекст (часто представленный просто золотом и серебром), а не в физическом ландшафте. Угол обзора не имел значения, поскольку различие между человеком и божеством определялось размером (Battisti 2002, 106).
В эпоху Возрождения художники сосредоточились на изображении человека и отошли от изображения божественного. Гуманизм оказал основное влияние как на искусство, так и на науку, когда интеллектуалы вернулись к греческой философии.
Классические знания достигли Италии к началу кватроченто, и они стали более доступными благодаря открытию Гутенбергом движущейся прессы. Однако примеры перехода к перспективной живописи предшествовали кватроченто, например, в творчестве Джотто в четырнадцатом веке.
[править] Брунеллески
В Кватроченто Филиппо Брунеллески (1377-1446), великий флорентийский архитектор, посетил Рим и изучил великолепные памятники древнего города. Его желание точно изобразить то, что он видел, привело его к исследованию забытых принципов линейной перспективы. Паоло даль Поццо Тосканелли (1397–1482), астроном и математик, изучил работы Птолемея и в 1424 году написал трактат по оптике.
Когда Брунеллески вернулся во Флоренцию, возможно, под руководством своего друга Тосканелли, он сделал первые со времен античности изображения с линейной перспективой. Хотя на Брунеллески повлияли работы таких художников, как Джотто, согласно Миллону (1994), «… таким образом, который больше не был интуитивным и эмпирическим», а скорее «…научным, рациональным и систематическим».
Эксперименты Брунеллески повлияли на работу художников кватроченто, и Брунеллески помогал своему другу, художнику Мазаччо (1401-1428), применять линейную перспективу в своей картине «Троица».
[править] Альберти
В 1435 году Леон Баттиста Альберти (1404-1472) задокументировал и расширил теории Брунеллески о линейной перспективе в своей книге Делла Питтура. После этого и после изучения произведений Витрувия Альберти написал свой собственный трактат об архитектуре. Его книга De re aedificatoria считается первым архитектурным трактатом эпохи Возрождения.
В последующие годы художники использовали в своей работе принципы, описанные в «Делла Питтура» Альберти. Паоло Уччелло применил теории Альберти в своей картине «Потоп» (1447-1448). По словам Коллинза (2008), работа Уччелло представляет собой «… визуальную интерпретацию теорий, изложенных Альберти в его трактате Делла Питтура».
[править] Леонардо да Винчи
Во времена кватроченто многие интеллектуалы пытались кодифицировать принципы линейной перспективы, но это был Леонардо да Винчи (1452-1519), которые расширили эти теории в научном контексте. Леонардо осознавал несоответствия в теориях своих предшественников, и данные свидетельствуют о том, что он даже подготовил книгу о перспективе отдельно от своего трактата о живописи.
В одном из своих самых известных произведений «Тайная вечеря» (1497 г. ) Леонардо успешно использует свое исследование перспективы, чтобы сосредоточить основное внимание на Христе. Точка схода помещена на правый глаз Христа, а перспектива подчеркнута его руками, поставленными почти параллельно сходящимся линиям. Трактат Леонардо оказался очень важным, и даже сегодня, по словам Томана (2007, 106), «… архитекторы и художники по-прежнему считают метод перспективного построения, усовершенствованный Леонардо, действительным».
Трактаты Альберти и Леонардо неизбежно повлияли на то, как перспектива использовалась в архитектурном контексте. Донато Браманте, близкий соратник Леонардо, находился под сильным влиянием их творчества. В своем проекте S. Maria presso S. Satiro (1482-92) Браманте смог преодолеть препятствия, мешавшие ему добавить обычный хор, «…используя иллюзионистский потенциал линейной перспективы» (Fazio et al. др., 2009). Позже Микеланджело применил принципы перспективы в своих проектах капеллы Медичи и Лаврентьевской библиотеки во Флоренции.
Наследие трактатов кватроченто очевидно и сейчас. Программное обеспечение CAD, BIM и CGI использует перспективные виды для передачи дизайнерских идей, и эти технологии, несомненно, во многом обязаны тщательному изучению и применению принципов перспективы в эпоху Возрождения.
Архитектурные стили.
Архитектоника.
Автоматизированное проектирование.
Принципы проектирования.
Фасады.
Форма следует за функцией.
Перспектива.
Шкала.
Истина к материалам.
Виды рисования.
Баттисти, Э. (1976). Филиппо Брунеллески. Милан: Электра.
Бек, Дж. (1979). Правила живописи Леонардо – нетрадиционный подход к современному искусству. Оксфорд: Файдон.
Калтер, П. (1998). Геометрия в искусстве и архитектуре. Дартмут (21.02.2011)
Коллинз, Н. (2008). Энциклопедия ирландского и мирового искусства. Изобразительное искусство-Корк (21. 02.2011)
Крукс, Р. (2010). Преимущества и недостатки 2D и 3D CAD. Интернет-магазин (20 февраля 2011 г.)
Эдгертон, С. Ю. (1975). Новое открытие линейной перспективы в эпоху Возрождения. США: Харпер и Роу.
Фацио, М. и др. (2009). Всемирная история архитектуры. Лондон: Лоуренс Кинг.
Грейсон, К. (1972). Леон Баттиста Альберти О живописи и скульптуре. Лондон: Файдон.
Айвинс, В.М. (1973). О рационализации зрения. Нью-Йорк: Да Капо Пресс.
Кемп, М. (1990). Наука искусства. Лондон: Издательство Йельского университета.
Педретти, К. (1977). Литературные произведения Леонардо да Винчи – комментарий к изданию Жана Поля Рихтера. Оксфорд: Файдон.
Рихтер, Дж. П. (1970). Литературные произведения Леонардо да Винчи. Нью-Йорк: Файдон.
Томан, Р. (2005). Искусство итальянского Возрождения. Тандем: Ульманн и Конеманн.
West, TW (1968). История архитектуры в Италии. Лондон: Издательство Лондонского университета.
Лучшие предложения, выгодные комплектации, подарки и скидки от нашего магазина в этом разделе…
Узнать больше
Официальный дилер
Работая с нами, вы гарантированно приобретаете только оригинальный товар подлиного качества. Мы работаем по всем видам оплат. Только приобретая товар у официального дилера, вы застрахованы от подделок. Будем рады нашему долгосрочному сотрудничеству…
Узнать больше
100 летняя гарантия
Мы полностью уверены в качестве и надёжности профессионального электроинструмента Makita, обладая собственной авторизованной сервисной базой по ремонту электроинструмента, мы предлагаем нашим покупателям расширенную гарантию от сервисного центра ООО «Макита Веб» в Москве. ..
Узнать больше
Удобный ремонт
Сервисный центр ООО «Макита Веб» предлагает эксклюзивную услугу «Удобный ремонт». Располагая собственной службой доставки, компания ООО «Макита Веб» готова абсолютно бесплатно осуществлять доставку вышедшего из строя электро и бензоинструмента Makita в сервисный…
Узнать больше
Сервисная карта
Предлагаем всем нашим клиентам Сервисную карту Makita Online БЕСПЛАТНО…
Узнать больше
Отзывы клиентов
Залогом нашего успешного роста является качественныйтвенный и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентовтвенный и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов…
Узнать больше
Возврат 365 дней
Компания Макита Веб готова принять или обменять купленный у нас товар в течение 365 дней без объяснения причины, если товар надлежащего качества, не был в употреблении и сохранен товарный вид.
Узнать больше
Прокат инструмента
Если стоит задача произвести ремонт, монтажные, демонтажные или др. работы, то часто экономически выгодным является именно аренда электроинструмента. Использование качественной оригинальной продукции гарантирует выполнение работы в срок.
Узнать больше
Подарочные карты
Если Вы не знаете что купить своему любимому мужу, хорошему начальнику или лучшему другу, — закажите подарочную карту, и он сам выберет то, что ему действительно нужно. Владелец подарочной карты может заказать необходимый инструмент с доставкой на дом.
Узнать больше
Щетка (2 шт.)
Д/Ш/В, см.:
5/3/1
Масса брутто, кг.:
0,00
Вы смотрите: Графитовая щетка CB-419 Makita 191962-4 120 ₽
Makita с 1915 года производит электрические и бензиновые инструменты высокого и среднего уровня качества, преднозначенных для домашнего и профессионального использования. Makita постоянно расширяет ассортимент своей продукции, который теперь состоит больше чем из 2000 различных инструментов. Помимо этого, Makita предлогает очень широкий ассортимент разных аксессуаров.
Штаб-квартира Makita находится в Японии, но заводы производителя расположены и в других странах мира: США, Китай, Германия, Великобритания, Румыния, Бразилия…
Maktec является вторым брендом Makita, созданным в 2002 году. Этот бренд был создан специально для азиатского рынка. Как и Makita, инструменты Maktec предназначены для домашнего и профессионального использования. Инструменты Maktec очень похожи на качественные продукты Makita, но они ниже по цене. Это связано с тем, что Maktec – это самые популярные инструменты Makita, производство которых было прекращено.
В ассортименте Makita есть много инструментов, которые продаются без батарей и зарядных устройств, по зтому они дешевле. Аккумуляторы одинакого напряжения легко адаптируются к различным инструментам Makita. Это экономит ваши деньги, потому что одни и те же батареи можно использовать с различными инструментами. Такая возможность предоставляет пользователям огромный выбор инструментов и свободу действий. Это особенно удобно для тех, кто имеет много разных инструментов Makita, но одновременно изпользует только некоторые из них.
Инструменты Makita из других конкурентов отличаются очень хорошим соотношением цена / качество. Цены на эти инструменты зависят от дизайна, выполняемых функций и состава комплекта.
Алфавит Макиты — что означают разные буквы в обозначениях моделей Макиты?
J = Makpac T = Аккумулятор 5,0Ah Li-Ion M = Аккумулятор 4,0Ah Li-Ion F = Аккумулятор 3,0Ah Li-Ion A = Аккумулятор 2,0Ah Li-Ion Y = Аккумулятор 1,5Ah Li-Ion H = Аккумулятор 1,3Ah Li-Ion E = 2 аккумулятора 3 = 3 аккумулятора Z = Нет аккумулятора, нет зарядного устройства! R = Зарядное устройство DC18RA,DC18RC; время зарядки 15/22 min (1,3Ah/3,0Ah) S = Зарядное устройство DC18SD, время зарядки 30/60 min (1,3Ah/3,0Ah) V = DX01/02/03/04 Система пылеудаления.
Makita-Carbon Brush 2Ea-Cb-419 — Apex Trading Company WLL
Увеличить изображение мышью
Отзывов пока нет
Написать обзор
MAKITA
Угольная щетка Makita 2Ea-Cb-419
Рейтинг Обязательно
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя Обязательно
Электронная почта Обязательно
Тема отзыва Обязательно
Комментарии Обязательно
Сейчас:
15,00 дирхамов ОАЭ
насадки, аккуратно собранные в причудливую коробочку для конфет. Эти биты, которые можно использовать с ударными шуруповертами, пригодятся при выполнении определенных задач, например, при работе с мебелью или…
Текущий запас:
Количество:
Добавление в корзину… Товар добавлен
Сейчас:
15,00 дирхамов ОАЭ
Количество:
1 клиентов просматривают этот товар
Описание
Доставка и возврат
Описание
насадки, аккуратно собранные в причудливую коробочку для конфет.
Эти биты, которые можно использовать с ударными шуруповертами, пригодятся при выполнении определенных работ, таких как сборка мебели, завинчивание шурупов, столярные, столярные и столярные работы.
Биты для отверток, соответствующие традициям и высоким стандартам Makita, изготовлены из высококачественной легированной стали S2.
Передовой процесс термообработки только повышает качество.
Работа в компании Астз в Саранске, вакансии Астз на Superjob
Работа в компании Астз в Саранске, вакансии Астз на Superjob»»»»»»»»»»»»»»»»»»»»»»»»»»»»
Ваш браузер устарел. Сайт может отображаться некорректно
Обновить браузер
Саранск
Ваш город Саранск?
+7 495 790 72 77
Вход
Регистрация
Клиент SuperJob с 2019 годаДо 50 сотрудников
Описание
Вакансии
ОАО «Ардатовский светотехнический завод» — одно из крупнейших светотехнических предприятий России, основной сферой деятельности которого является производство и сбыт осветительных приборов общего и специального назначения. Оснащенный высокопроизводительным оборудованием, он осуществляет весь процесс производства: от научной разработки до выпуска готовой продукции. На предприятии используются современные технологии и дизайн, соответствующие мировым стандартам.
Заявите о желании работать в компании
Сайт и соцсети
www. astz.ru
Все компании / Производство электрооборудования, электронного и оптического оборудования / Другое
Подпишитесь на вакансии компанииКак только в компании появятся вакансии, мы пришлем вам письмо на почту
Похожие компании
Пензенский завод Телема Гино
19 вакансий
НПО «Нефтегазкомплекс-ЭХЗ»
5 вакансий
Пензадизельмаш
12 вакансий
Подходящие вакансии
Сегодня в 18:40
Фрезеровщик-токарь
70 000 — 100 000 ₽/месяц
Добавить в избранное
Ультразвуковые технологии и оборудование
Санкт-Петербург
Выполнение фрезерных и токарных работ на оборудовании работодателя Опыт работы. Аккуратность
Скрыть
Сегодня в 16:39
Инженер-электроник (СГЭ)
35 000 — 40 000 ₽/месяц
Добавить в избранное
Завод Метеор
Волжский
Будьте первым
Ремонт, наладка и обслуживание элементов и блоков электронного и электротехнического оборудования, радиоэлектронной аппаратуры Опыт работы не менее 3-х лет в должности инженера электроника. Уверенный пользователь ПК. Личные качества: исполнительность…
Смотрят
2
человека
Скрыть
Сегодня в 16:20
Шлифовщик
от 40 756 ₽/месяц
Добавить в избранное
Пензадизельмаш
Будьте первым
Опыт работы от 3 лет
Смотрят
3
человека
Скрыть
Сегодня в 13:18
Менеджер отдела развития по электрооборудованию (НКУ, шкафы управления)
По договорённости
Добавить в избранное
ЛиконРус
Москва
Продвижение инженерного оборудования: шкафы управления электроприводом, шкафы автоматики, АСУ ТП. Привлечение новых клиентов… Высшее образование, желательно (но не обязательно) техническое (энергетика, электропривод, электроснабжение). Навыки проведения…
Смотрят
20
человек
Скрыть
Сегодня в 13:17
Водитель погрузчика bobcat
По договорённости
Добавить в избранное
НПО «Нефтегазкомплекс-ЭХЗ»
Энгельс
Будьте первым
Работа на погрузчике Bobcat S530. Уборка территории. Перемещение товара/оборудования по складу с помощью погрузчика. Контроль… Наличие личного транспорта. Наличие прав категорий водительских прав B,C; D — желательно. Опыт работы водителем погрузчика…
Смотрят
31
человек
Скрыть
Контролер деталей и приборов 4 разряда
40 000 — 47 000 ₽/месяц
Добавить в избранное
Завод Магнетон
Санкт-Петербург
5 минутПолитехническая
Опыт не нужен
Доступно студентам
Осуществление контроля деталей продукции в подразделении предприятия. Предотвращение выпуска продукции предприятия, не соответствующей… Образование среднее профессиональное (техническое). Умение пользоваться измерительными инструментами (штангенциркуль, микрометр…
Смотрят
1
человек
Скрыть
Повар-универсал в столовую
По договорённости
Добавить в избранное
Пензенский завод Телема Гино
Приготовление необходимых блюд (комплексных обедов). Обслуживание посетителей на раздаче готовой продукции. Контроль качества… Наличие профильного образования и опыта работы. Наличие санитарной книжки
Смотрят
2
человека
Скрыть
Менеджер по продажам
50 000 — 60 000 ₽/месяц
Добавить в избранное
Росизолит
Санкт-Петербург
Анализ рынка, сегментирование каналов сбыта, ценообразование. Взаимодействие с производством. Поиск клиентов с целью реализации… Высокая обучаемость. Опыт в оптовых продажах. Целеустремленность и инициативность. Умение работать в режиме многозадачности
Смотрят
21
человек
Скрыть
Инженер-технолог / Программист станков с ЧПУ
от 80 000 ₽/месяц
Добавить в избранное
Научно-производственное предприятие ТехСистема
Балашиха
Определение технологии механической обработки, сварки и сборки. Написание программ для станков газо-плазменной резки, токарных… Высшее техническое образование. Владение ПК-уверенный пользователь. Знания основ технологии машиностроения. Знания ЕСКД,…
Смотрят
3
человека
Скрыть
Инженер-конструктор
от 100 000 ₽/месяц
Добавить в избранное
АРП-ДИЗАЙН
Москва
6 минутТушинская
Разработка RTL-кода цифровых сложных функциональных блоков входящих в состав микроконтроллерной системы на RISC-V архитектуре Опыт разработка на HDL Verilog, SystemVerilog сложных функциональных блоков, знание периферийных интерфейсов (UART, I2C,…
Смотрят
1
человек
Скрыть
Чистильщица оптики
от 60 000 ₽/месяц
Добавить в избранное
ТПК «Аргус-НВ»
Дзержинский
Опыт не нужен
Чистка оптических линз, установка их в приборы, сборка объективов/окуляров. Составление смесей для очистки и обезжиривания… Хорошее зрение и развитая мелкая моторика. Умение читать чертежи. Опыт чистки оптических деталей будет преимуществом. Опыт…
Смотрят
3
человека
Скрыть
Менеджер по оптовым продажам
от 70 000 ₽/месяц
Добавить в избранное
Санкт-Петербург
Нарвская
Вести и расширять действующую клиентскую базу. Искать и развивать новых клиентов. Анализировать рынок, конкурентов, потенциальных… Нацелен на долгосрочное сотрудничество. Знает рынок мобильной электроники или имеет огромное желание изучить его
Смотрят
13
человек
Скрыть
Инженер-технолог
По договорённости
Добавить в избранное
НПО Изолятор
Санкт-Петербург
Девяткино
1 Разрабатывает технологическую документацию (технологические процессы, технологические и рецептурные карты, инструкции) Высшее образование, желателен опыт работы в сфере производства изделий из резины, эластомеров, полимеров
Смотрят
2
человека
Скрыть
Инженер-разработчик радиоэлектронной аппаратуры
По договорённости
Добавить в избранное
ООО ПФ «СОЗВЕЗДИЕ» (Группа компаний «Полигон»)
Санкт-Петербург
Разработка электрических схем. Написание программ для микроконтроллеров. Работа с печатными узлами в Р-СAD. Макетирование… Высшее техническое образование (электротехника, схемотехника) –. Владение средствами измерений и монтажа электрических схем
Смотрят
4
человека
Скрыть
Токарь-универсал
70 000 — 80 000 ₽/месяц
Добавить в избранное
Geodevice
Санкт-Петербург
13 минутЕлизаровская
Будьте первым
Изготовление и обработка деталей из металлов, цветных металлов и пластиков, на токарном станке (МК6056). Контроль качества… Самостоятельная заточка рабочего инструмента
УПРАВЛЕНИЕ ФЕДЕРАЛЬНОЙ НАЛОГОВОЙ СЛУЖБЫ ПО РЕСПУБЛИКЕ МОРДОВИЯ
с 25.04.2022
Основной вид деятельности
Производство электрических ламп и осветительного оборудования (27.40) Все виды деятельности (7)
Сведения Росстата
ОКПО:
05014337
86 баллов
Надёжная компания
Данные сформированы с учетом общепринятых методологий на базе собственной нейросети TenChat и не носят рекомендательный характер
Расскажите о надёжности компании своим партнерам и клиентам
Индекс финансового доверия
Уникальный инструмент для оценки риска дефолта и принятия управленческих решений о сотрудничестве с компанией на основании рекомендованного лимита аванса. Данные сформированы с учетом общепринятых методологий на базе собственной нейросети и не носят рекомендательный характер.
Оцените лимит аванса с компанией
Вероятность риска 3 % Сумма аванса 140,91 млн ₽
Безопасная сумма аванса 140,91 млн ₽
10 000 ₽ 453,49 млн ₽
Актуально на 29.04.2023
АО «АСТЗ» ИНН 1301011495 ОГРН 1021300546541 зарегистрировано 15.04.1997 по адресу 431890, Республика Мордовия, Р-Н АРДАТОВСКИЙ, РП ТУРГЕНЕВО, УЛ ЗАВОДСКАЯ, Д. 73. Статус компании: действует. Данные о руководителе: Аверьянов Григорий Васильевич. Основной вид деятельности — Производство электрических ламп и осветительного оборудования. Компания состоит на учете в налоговом органе УПРАВЛЕНИЕ ФЕДЕРАЛЬНОЙ НАЛОГОВОЙ СЛУЖБЫ ПО РЕСПУБЛИКЕ МОРДОВИЯ с 25.04.2022. Регистрационный номер , в ФСС — 130100014613001
Искали другую одноименную компанию? Можете посмотреть все организации с названием АО «АСТЗ»
Финансы
Данные по финансовым показателям приведены на основании бухгалтерской отчетности за 2012–2020 годы
210201220132014201520162017201820192020млрд. , ₽
Госконтракты
Организация АО «АСТЗ» выступила поставщиком в 3 госконтрактах на сумму 701 460,95 ₽
ГБУЗ РЕСПУБЛИКИ МОРДОВИЯ «АРДАТОВСКАЯ РБ»
1 контракт на сумму 167 462 ₽
ООО «ААТ»
1 контракт на сумму 251 612 ₽
АО «РЕМБАЗА»
1 контракт на сумму 282 387 ₽
РНП
По данным ФАС организация не внесена в реестр недобросовестных поставщиков.
Проверки
За весь период в отношении АО «АСТЗ» проведено 29 проверок
Плановые
22
Внеплановые
7
Нарушений
7
Предстоит проверок
0
Все проверки
Исполнительные производства
Не найдены сведения о наличии исполнительных производств в отношении АО «АСТЗ».
Жалобы ФАС
Данные о жалобах в отношении организации в ФАС отсутствуют.
Лицензии
Организация имеет 6 лицензий
Всего лицензий
6
Ростехнадзор
1
Росздравнадзор
1
ЕГРЮЛ
4
Все лицензии
Конкуренты по величине баланса
Наименование компании
Баланс, ₽
ООО ТПК «ВАРТОН»3 576 364 000
ООО «АВТОСВЕТ»1 898 925 000
ООО ЛИХОСЛАВЛЬСКИЙ ЗАВОД » СВЕТОТЕХНИКА»1 681 326 000
ООО «КСК ЭЛКОМ»1 620 408 000
Учредители
Данные об учредителях АО «АСТЗ» отсутствуют в ЕГРЮЛ.
Связи
Выявлено 7 связей с организациями и предпринимателями
Все связи
Арбитражные дела
Сведения об участии в судебных процессах: 34 закрытых дела
№ А39-6767/2022
Закрыто
от 28.07.2022
экономические споры по гражданским правоотношениям
Сумма: —
Истец: Администрация Ардатовского муниципального района Республики Мордовия
Ответчик: ОАО «Ардатовский светотехнический завод»
№ А39-6766/2022
Закрыто
от 28.07.2022
экономические споры по гражданским правоотношениям
Сумма: —
Истец: Администрация Ардатовского муниципального района Республики Мордовия
Ответчик: ОАО «Ардатовский светотехнический завод»
№ А39-13520/2021
Закрыто
от 22.12.2021
экономические споры по административным и иным публичным правоотношениям (исключая споры об административных правонарушениях)
Сумма: —
Истец: АО «Ардатовский светотехнический завод»
Ответчик: Волжско-Окское управление Федеральной службы по экологическому, технологическому и атомному надзору
№ А82-2421/2021
Закрыто
от 19. 02.2021
экономические споры по гражданским правоотношениям
Сумма: 1 052 411 ₽
Истец: ООО «СВЕТТРАНС»
Ответчик: ИП Баерздорф Ирина Сергеевна
Все дела
Филиалы и представительства
Сведения о филиалах для АО «АСТЗ» отсутствуют.
Одноименные компании
Одноименные компании АО «АСТЗ» отсутствуют.
Похожие компании по ИНН
Наименование компании
Инн
СХПК «ВОЛЯ»1301013414
ГОСУДАРСТВЕННОЕ ПРЕДПРИЯТИЕ «АРДАТОВСКОЕ ХЛЕБОПРИЕМНОЕ ПРЕДПРИЯТИЕ»1301015838
Л057-00109-13/00639409 от 2009-10-02 ,вид деятельности — Эксплуатация взрывопожароопасных и химически опасных производственных объектов I, II и III классов опасности
Изменен регистрационный номер
| Регистрационные сведения
ФСС: с 130100014613001 на 130100014613001.
Смена адреса
| Регистрационные сведения
Изменен юридический адрес c 431890 РЕСП МОРДОВИЯ Р-Н АРДАТОВСКИЙ РП ТУРГЕНЕВО УЛ ЗАВОДСКАЯ ЗД. 73 на 431890 Республика Мордовия Р-Н АРДАТОВСКИЙ РП ТУРГЕНЕВО УЛ ЗАВОДСКАЯ Д. 73
Смена адреса
| Регистрационные сведения
Изменен юридический адрес c 431890 РЕСПУБЛИКА МОРДОВИЯ Р-Н АРДАТОВСКИЙ РП ТУРГЕНЕВО УЛ. ЗАВОДСКАЯ Д. 73 на 431890 РЕСП МОРДОВИЯ Р-Н АРДАТОВСКИЙ РП ТУРГЕНЕВО УЛ ЗАВОДСКАЯ ЗД. 73
Исторические сведения (28 изменений)
Архитектурное проектирование | Job Opportunities
Компании, заинтересованные в размещении вакансий на этой странице, должны отправить описание вакансии (PDF или веб-ссылку) Бренде Колби по адресу [email protected] . Не забудьте указать местонахождение должности, информацию о заявке, а также указать, является ли должность возможностью прохождения стажировки, должностью начального уровня с полной занятостью или должностью с опытом работы на полную ставку.
Сообщения будут оставаться онлайн в течение четырех месяцев или до тех пор, пока мы не получим уведомление о том, что вакансия заполнена, в зависимости от того, что произойдет раньше. Если вакансия не будет заполнена в течение четырех месяцев, пожалуйста, свяжитесь с нами, чтобы сделать репост.
Возможности стажировки
Компания
Должность
Место(я)
Пападимос Групп
Стажер по акустике и вибрации (объявление в формате PDF)
Сан-Рафаэль, Калифорния
Раскрась ниндзя
Администратор проекта (объявление в формате PDF)
Государственный колледж, Пенсильвания
CBRE
Стажер по оценке технических средств (в фокусе МООС)
Удаленный с длительными поездками
CBRE
Стажер по оценке технических средств (в фокусе МООС)
Удаленный с длительными поездками
Design Depications Structural Engineering, P. C.
Инженер-строитель — стажер (объявление в формате PDF)
Инженер-строитель начального уровня (объявление в формате PDF)
Уэйнсбург, Пенсильвания
Компания HF Lenz
Инженер-электрик/техник
Освещение/Электрика
Питтсбург, Пенсильвания
Компания HF Lenz
Инженер-электрик
Освещение/Электрика
Питтсбург, Пенсильвания
Компания HF Lenz
Инженер-электрик
Освещение/Электрика
Джонстаун, Пенсильвания
Компания HF Lenz
Администратор контрактов
Джонстаун, Пенсильвания
Мозаика Инжиниринг и Консалтинг
Инженер в обучении (объявление в формате PDF)
Строительство, несущие конструкции
Александрия, Вирджиния
Науман и Зелински, ООО
Инженер-электрик 1 (объявление в формате PDF)
Дейтон, Огайо
Роберт Э. Лэмб, Inc.
Архитектурный дизайнер (объявление в формате PDF)
Вэлли-Фордж, Пенсильвания
Нельсон криминалистика
Инженер в обучении (объявление в формате PDF)
Структурный
Несколько локаций
Лутрон Электроникс
Программа проектирования и развития строительства — Координатор проекта
Куперсбург, Пенсильвания (район Аллентауна)
Должности для опытных инженеров
Компания
Должность
Место(я)
Линч Майкинс Инженеры-конструкторы
инженер проекта
Несколько мест в Северной Каролине и Вирджинии
Инженеры шлюза
Инженер-строитель
Питтсбург, Пенсильвания
Лутрон
Специалист по архитектурным и дизайнерским спецификациям
Нью-Йорк, штат Нью-Йорк
Лутрон
Специалист по архитектурным и дизайнерским спецификациям
Чикаго, Иллинойс
Пападимос Групп
Консультант по акустике и вибрации (объявление в формате PDF)
Сан-Рафаэль, Калифорния
Колби Компани Инжиниринг
Инженер по пожарной безопасности
Портленд, Мэн
Колби Компани Инжиниринг
Инженер-механик
Портленд, Мэн
Колби Компани Инжиниринг
Структурный дизайнер
Портленд, Мэн
Строительная группа Массаро
Инженер-проектировщик (объявление в формате PDF)
Питтсбург, Пенсильвания; Джонстаун, Пенсильвания; Вейртон, Западная Вирджиния
Структурные решения Keystone
Инженер-строитель (объявление в формате PDF)
Питтсбург, Пенсильвания
Design Depications Structural Engineering, P. C.
Инженер-строитель (объявление в формате PDF)
Элкридж, Мэриленд
Консалтинговая группа Рок Брук
Инженер проекта HVAC (объявление в формате PDF)
Несколько локаций
Консалтинговая группа Рок Брук
Старший инженер по ОВиК (объявление в формате PDF)
Несколько локаций
Компания HF Lenz
Представитель по выездному обслуживанию — ввод в эксплуатацию
Джонстаун, Пенсильвания
Компания HF Lenz
Инженер-механик/инженер по ОВиК
Джонстаун, Пенсильвания
Компания HF Lenz
Представитель по обслуживанию на местах – МООС/строительство
Джонстаун, Пенсильвания
Компания HF Lenz
Инженер-конструктор
Питтсбург, Пенсильвания
HGA
Управление инженерными проектами (объявление в формате PDF)
Различные локации
Стивен Винтер Ассошиэйтс, Инк.
Консультант по ограждениям зданий
Нью-Йорк, штат Нью-Йорк
Пенсильванский университет
Заместитель директора — инфраструктура, проектирование и строительство
Филадельфия, Пенсильвания
Мозаика Инжиниринг и Консалтинг
Инженер/менеджер проекта (объявление в формате PDF)
Различные локации
футов.
Ворт, Техас | Локхид Мартин
Кто мы Чем занимаемсяНовостиВакансииИнвесторыПоставщики
Безопасность 21st CenturyC4ISR SolutionsСовместные операции во всех доменах
футов Worth, Texas
Наша работа в Форт-Уэрте Текущие возможности О Зоне
Lockheed Martin в Форт-Уэрте ___
В
Aeronautics работает более 30 000 талантливых специалистов по всему миру. Команда стремится формировать будущее авиации и не только, соединяя системы в боевом пространстве, используя цифровые инструменты для внедрения инноваций в наши процессы и технологии, а также разрабатывая гиперзвуковые системы, которые обеспечивают скорость и маневренность, когда это наиболее важно. Мы также создаем и поддерживаем первоклассные системы, такие как F-35, F-22, F-16, C-130, U-2 и другие, чтобы обеспечить безопасность нашей страны и союзников.
По мере развития вашей миссии мы будем с вами на каждом этапе пути. 907:15
Откройте для себя возможности
Мы нанимаем для… ___
Вернуться к началу
Последние два десятилетия в Форт-Уэрте основное внимание уделялось разработке и производству F-35. Благодаря F-35, самому передовому многоцелевому истребителю в мире, он обеспечивает непревзойденные возможности вооруженным силам по всему миру, обеспечивает высокотехнологичные и высококвалифицированные рабочие места для сотен тысяч людей во всем мире и повышает международную безопасность, позволяя больше интегрированные коалиционные операции.
Присоединение к нашей команде в Форт-Уэрте в Lockheed Martin Aeronautics может открыть безграничные возможности, от F-35 до Skunk Works, готовы ли вы увидеть, как ваша карьера взлетит вверх?
Просмотреть все возможности в Форт-Уэрте
УЗНАТЬ БОЛЬШЕ О F-35 LIGHTNING II
От производственной линии до поддержки инженеров, просмотрите некоторые из наших растущих областей карьеры с нашей командой по аэронавтике ниже:
Почему стоит присоединиться к нашей команде Lockheed Martin ___
Наверх
Мы предлагаем. ..
Гибкий график
Щедрый оплачиваемый отпуск
Конкурентоспособная заработная плата
План 401(k) включает щедрые взносы и взносы компании
Медицинское страхование
Оздоровительные программы
Защита жизни и доходов
Инвестиции компании в профессиональное развитие
Возмещение стоимости обучения
Мы известны…
Передовая запатентованная технология
Ведущий поставщик решений для разведывательного сообщества
Современный инновационный центр
Компания из списка Fortune 500 почти 30 лет
Устаревшая организация с прицелом на рост
Активное участие сообщества и партнерство
Преданность успеху миссии
В дополнение к комплексной программе льгот, описанной выше, сотрудники могут получать годовой бонус в зависимости от результатов работы компании и отдельных сотрудников, а также вознаграждения в рамках нашей программы признания в виде денег и баллов, которые можно обменять на товары, подарочные карты и многое другое.
Откройте для себя значимую работу ___
Вернуться к началу
Вы присоединитесь к увлеченной и гостеприимной команде талантливых людей, которые помогут вам добиться успеха. Независимо от того, ищете ли вы стажировки, кооперативы или постоянную карьеру в течение двух лет после выпуска, мы приглашаем вас мечтать о большем вместе с нами. В нашей команде у вас будет возможность выполнять значимую работу и оказывать реальное влияние с первого же дня. Хотите присоединиться к нам?
В Lockheed Martin ветераны находятся в центре всего, что мы делаем — фактически, почти каждый пятый наш сотрудник служил в военной форме. Мы гордимся тем, что помогаем таким мужчинам и женщинам, как вы, успешно перейти к гражданской карьере. Присоединяйтесь к нам, и вы найдете возможность взять на себя такие же долгосрочные сложные задачи, которые вы выполняли, когда служили в армии. 907:15
Поговорите с нашей командой… ___
Вернуться к началу
Хотите узнать, каково на самом деле работать в Lockheed Martin? Не верьте нам на слово — слушайте напрямую наших сотрудников.
Наши сотрудники находятся в центре всего, что мы делаем. Мы ценим их разнообразные точки зрения и опыт, поэтому мы предоставляем им возможность поделиться своими историями и идеями в нашем блоге #LifeatLM. Ознакомьтесь с ним, чтобы узнать больше о работе в Lockheed Martin непосредственно от наших сотрудников.
Есть вопросы о приеме на работу в Lockheed Martin?
Просмотрите нашу страницу процесса найма, чтобы получить ответы на часто задаваемые вопросы и многое другое.
Узнайте больше о нашем процессе найма
Оставайтесь на связи и рассмотрите различные возможности:
Оставайтесь на связи с нашей командой по поиску талантов и рассмотрите различные возможности карьерного роста в Aeronautics.
Присоединяйтесь к нашему сообществу талантов в области аэронавтики
Пищевые принтеры до сих пор остаются относительной технологической новинкой и пока еще не получили столь широкого распространения, как, например, сотовые телефоны. Однако это просто вопрос времени. Уже сейчас подобные аппараты можно встретить в ресторанах, кафетериях и в малом бизнесе. Поэтому до тех дней, когда такой принтер будет стоять на каждой кухне, уже, можно сказать, подать рукой.
Оборудование для пищевой печати позволяет нестандартно и ярко оформлять кондитерские изделия
Общим для всех устройств продуктовой печати является работа исключительно со съедобным сырьем. Это могут быть пищевые красители, специальная бумага из сахара или крахмала, полужидкие массы из шоколада, овощей, мяса и т.д. Еще одним объединяющим параметром является полная автоматизация процесса. Все изображения или 3D модели разрабатываются в обычных редакторах и программах для трехмерного проектирования, после чего передаются в память принтера или на управляющий компьютер.
В остальном пищевое печатное оборудование имеет значительные отличия, обусловленные, в первую очередь, предназначением.
3D принтеры позволяют печатать съедобные трехмерные фигуры из густой и однородной, без комков, продуктовой массы. Основанием для печати может служить рабочий стол принтера, поверхность изделия или сковорода, на которой продукт доводится до полной готовности. Основным рабочим инструментом таких аппаратов является экструдер, через сопло которого и выдавливается смесь. 3D принтеры бывают нескольких типов:
простой – представляет собой классическое оборудование для объемной печати, но вместо пластиковой нити используются продуктовые ингредиенты. Рабочая головка с экструдером и шприцем, заполненным печатной массой, движется над поверхностью, постепенно выдавливая сырье. Продуктовые слои накладываются один на другой до полного создания изделия. Масса, как уже говорилось, достаточно густая, чтобы не растекаться в процессе работы. Дополнительным способом сохранения формы служит внешнее охлаждение слоев. Особенно часто такие 3D принтеры используют для печати фигурок из разных видов шоколада.
Кондитерские изделия и украшения, отпечатанные на пищевом 3D принтере, потрясают своей красотой и сложностью работы
Трехъярусный принтер для пищевой 3D печати Virtuoso Mixer
Принтер пищевой печати создает не изделия, а изображения на них. По сути, это обычный струйный аппарат, в который вставлены картриджи со специальной пищевой краской разных цветов. Смешивая их, принтер создает яркие, полноцветные изображения, передавая все оттеночные переходы. Готовая картинка выглядит так, будто напечатана обычными типографскими чернилами. Изображения наносят на пищевую бумагу, а затем приклеивают ее к поверхности при помощи сиропов, мастики, меда и прочих сладостей. Продуктовые принтеры используют не только для кулинарного декора, но и для создания съедобных открыток, пазлов, фотографий и прочих эксклюзивных, нетипичных подарков.
Сложно поверить, но это торт, цветочные элементы которого напечатаны на 3D принтере, а фотографии на пищевом печатном аппарате
Пищевой плоттер представляет собой комбинацию принтера и, собственно, плоттера. Конструкция устройства позволяет поместить в него торт и печатать изображение непосредственно на изделии. При необходимости в подвижную головку устанавливается нож, который может вырезать из съедобной бумаги различные фигуры и надписи. Точность реза при этом будет идеальной даже в случае с замысловатыми контурами, типа ажурных крыльев бабочки или изящных цветочных композиций с тонкими лепестками.
Кондитерский плоттер дает большую свободу действий, в сравнении с принтером, работа с которым ограничена тонким листом формата А4
Кулинарные принтеры являются настоящей находкой для кондитеров и мечтой любой хозяйки. Однако ощутимо высокая цена – от нескольких тысяч долларов – является для многих серьезной преградой. Такая стоимость отчасти обусловлена высокими затратами при производстве подобного оборудования. Но производители заявляют, что активно занимаются разработкой доступных, бюджетных моделей.
Для чего нужны пищевые принтеры
В продолжение поста о пищевых принтерах обязательно должен быть пост, а как же его можно использовать.
И, конечно, написать этот пост должна была именно я. Потому что большего фаната пищевой печати вы просто не найдете 🙂
В моей кондитерской пищевой принтер используется так же активно, как и миксеры с печкой. И очень много примеров использования будут с продукцией моего «Кусочка счастья».
Мало того, я вам не просто покажу, ЧТО можно делать, но и расскажу, КАК это делается.
В статье буду использовать и фотографии наших тортов, и найденные в интернете. Постараюсь везде указать источник. Если где-то не указала, а вы знаете, чье оно, напишите мне, я добавлю в описание.
И начнем мы с самых обычных фототортов. Это самый простой и очевидный способ использования пищевых принтеров. Берем картинку, печатаем, кладем на торт. Ну не так просто кладем, конечно, а с подвывертом 🙂 Нам же нужно, чтобы вафельная или сахарная бумага не растаяла и картинка не поплыла. Поэтому кто-то кладет картинку на масляный крем, а мы промазываем ее с обратной стороны белой шоколадной глазурью, даем застыть и уже тогда кладем. Отлично работает. Пользуйтесь.
А дальше можно просто украсить бока торта кремом, а можно слегка заморочиться (листайте галерею):
Всего лишь добавили безешки в цвет картинки и как заиграл торт!
Картинка плюс несложные кремовые цветочки
А тут кремовой растительности побольше, но какой эффект!
Делаем косу Эльзе из крема, и это уже никак нельзя назвать простым фототортом, да?
А тут сразу и картинка, и безешки, и бабочки (тоже печать, кстати)
С фототортами закончили на бабочках, и я, конечно, не могу не рассказать о них подробнее. Потому что торт с вихрем бабочек (первое фото) — это хит-хитовый в нашей кондитерской. А так, где мы их только не используем!
Торт самый легендарный торт с бабочками
Добавляем воздушности фигуристке
Сладости и бабочки — отличное сочетание
И тут без бабочек было бы хуже
Я даже крошечный ролик смонтировала про наших бабочек 🙂
Делаются они элементарно! 1. Печатаем на сахарной бумаге, вырезаем по контуру. 2. Раскатываем тонким слоем мастику или моделпаст. 3. Бабочку с обратной стороны смазываем гелем или чем-то сладко-липким (хоть вареньем), приклеиваем к слою мастики, вырезаем скальпелем по контуру. 4. Сушим бабочку, сложив немного посерединке. Если она у вас на моделпасте, то можете просто в холодильник на пару минут положить — бабочки готовы!
Можно так же, как картинки для фототортов, промазать с обратной стороны белым шоколадом, но это заморочнее и менее аккуратно.
Такие бабочки отлично контактируют своей обратной стороной с любым покрытием. У нас они и на сливках, и на крем-чизе отлично сидят.
Деньги Заказывают торты с деньгами постоянно, а рисовать их вручную — это ж свихнешься! В общем я не знаю более простого способа для получения съедобных денег, чем пищевой принтер. Причем это касается не только бумажных купюр, но и монетки (и медали) отлично на нем печатаются. Края только сделайте ребристыми и кандурином пройдитесь.
Саквояж с деньгами от «Кусочка счастья»
Ну тут все вообще просто и лаконично
Кошелек от кондитерской «Каприз-Н»
Чемодан с долларами от Muskatik
Обратите внимание, что в ваших силах и банкноты сделать фирменными
Кстати, о редактировании картинок
Пока я страхом смертной казни не запретила ЭТО своим менеджерам и не заставила их перейти в Фотошоп, они редактировали все картинки для печати в Ворде! Просто копировали картинку на лист А4, располагали как им надо, добавляли надписи, логотипы и печатали прямо из Ворда.
А запретила я им так делать, потому что все же в Фотошопе намного удобнее и сделать там можно сильно больше всего. Но вы на первых порах тоже можете Вордом пользоваться 🙂
Поехали дальше!
Фигурки Самое прекрасное, что умеют делать принтеры, это всевозможных персонажей ПОХОЖЕ! Ну то есть один в один. И не нужно тратить на их лепку часы времени. А тем, кто вообще не лепит, не нужно отказывать заказчикам, которые хотят для дочки на торт всех принцесс Диснея. И всех героев Щенячьего патруля. И тыщу миньонов 🙂 А еще крайне актуальна печать, когда нужно на торт кого-то длинноногого. Типа Леди Баг. Или вот Человек-Паук. Его нормально слепить крайне сложно.
Для заказчиков в подавляющем большинстве случаев неважно, слеплены фигурки или напечатаны. Зато часто очень важно, чтобы были похожи. Ну а тем, кому надо непременно лепные фигурки, можно и слепить. Но за дорого! Обычно все соглашаются на подешевле и просто напечатать 🙂
Делаются такие фигурки двумя способами. Или как бабочки (описала выше). Только основу из моделпаста делайте потолще, чтобы можно было зубочистку или шпажку воткнуть, на которой фигурка держаться будет.
Тыща миньонов? #данивапрос
Длинноногие герои
Все элементы декора торта (кроме водорослей) это печать
Кто лепил трансформеров, поймет, что это реально выход 🙂
И всех LOL на торт можно ставить или приклеить на бок @karamelnaya_lisa
Нежнота от @romanova_bakery
И второй способ. Фигурка распечатывается, вырезается и заливается изомальтом (он прозрачный). Как заливать: — кладем вырезанную фигурку на силиконовый коврик ЛИЦОМ ВВЕРХ — аккуратно льем изомальт так, чтобы создать контур, который будет аккуратно смотреться вокруг фигурки (а не большое карамельное бесформенное пятно).
Такие фигурки на торт ставятся перед самой отдачей. В холодильнике они начинают таять и мутнеть. Зато они отлично хранятся без холодильника в коробочке.
Холодное сердце от Елены Граф @elenagraf_tort
Тут вам и бабочки в карамели, и напечатанный зайчик на боку (если не умеешь или нет времени рисовать) @elenagraf_tort
Мастичные снежинки тоже спрятали в карамель. Круто получилось! @elenagraf_tort
Не знаю, есть ли смысл подробно останавливаться на оформлении кэнди-баров. Но да, там тоже сплошь и рядом можно применять печать.
Очень люблю эти капкейки. За идею
Просто и прикольно
И снова бабочки
Именные печеньки или прянички
И не именные
А теперь давайте про великолепные идеи, которые благодаря пищевой печати стали возможны к реализации. Я про наши торты в виде журналов Форбс и букетов, завернутых в газету. Конечно, вот такое сделать без Фотошопа или Иллюстратора уже никак. И над макетом нужно очень здорово потрудится. Но зато, когда макет уже сделан, ты просто меняешь в нем текст и картинку на нужные и делаешь эти торты в нереальных количествах.
Потому что это тот самый торт с ВАУ-эффектом. И смотрится очень круто, и такой личный, специально для конкретного именинника. Торты-Форбсы — идеальные подарки для мужчин. Даже круче, чем чемодан с деньгами 🙂
Любые названия статей на обложке и любые материалы на первую полосу газеты (тут статья про именинницу, например).
Более простой вариант таких тортов — это календари. Отлично идут на любые праздники — 1 сентября, Новый год, 8 марта… Мы делаем, конечно, и календари на день рождения. Но там опять же нужно будет заморочиться с макетом для печати. А вот на всероссийские праздники такие торты можно делать в огромных количествах, они пользуются большим спросом.
С печатью на сахарной и вафельной бумаги разобрались. Теперь давайте посмотрим на новый вид пищевой печати — на меренге. Для нее нужна специальная бумага, которая выдерживает нагрев в духовке. Стоит она немало, но посмотрите, какая прелесть получается! Заодно сразу вам видео-ролик о том, как именно делать такие безешки с печатью.
И осталась у нас шокотрансферная бумага! Тут тоже все просто. И тоже отлично видно в ролике, что и как делать.
Я знаю, что теперь вам немедленно захотелось купить пищевой принтер и наделать всего этого великолепия 🙂 Если так, то вот вам большой пост про то, какой выбрать, как пользоваться, чем заправлять. И про всякие подводные камни тоже.
А в комменты можете смело кидать еще идеи по использованию пищевой печати.
А я эту статью закончу картинками для вдохновения, которые нашла на Pinterest. Мне кажется, фантазия кондитеров на эту тему бесконечна!
@umbocadinhodeideias
Rachelle’s
Bonboni Cake
Торт «Кусочка счастья», но идея была с Pinterest
Узнали именинницу? 🙂
vertortelt. de
@facsantos
Неизвестный автор
@dbakers_miami
@fofuricesdaritoca
@shunia_cake
Как вам пост?
Что такое 3D-печать продуктов питания?
Альтернативы морепродуктам на растительной основе от Revo Foods разрабатываются с помощью технологии 3D-печати пищевых продуктов. Группа специализированных пищевых технологов и инженеров постоянно экспериментирует с новыми рецептами для создания новых революционных продуктов, одновременно вкусных и питательных. И они достигают этого с помощью самых современных пищевых 3D-принтеров, а 3D-печать пищевых продуктов является одним из уникальных торговых предложений Revo Foods.
Теперь вам может быть интересно…» что такое 3D-печать продуктов питания; Вы загружаете изображения рыб и печатаете их на бумаге ?» – получаем путаницу. Вот все, что вам нужно знать о 3D-печати продуктов питания.
Что такое 3D-печать?
3D-печать, также называемая «аддитивным производством», представляет собой процесс создания трехмерных объектов из цифрового файла. Как следует из названия, создание 3D-печатного объекта достигается с помощью аддитивных процессов. Это означает, что объект создается путем наложения слоев материала друг на друга.
Этот процесс отличается от традиционных методов печати. При печати файла с компьютера на обычном принтере вы просто печатаете его изображение на бумаге. Однако когда вы печатаете файл на 3D-принтере, вы создаете его копию из материалов по вашему выбору. Представьте, что вы видите объект на экране вашего компьютера и держите его в своих руках через несколько минут или часов. Довольно увлекательно, не так ли?
Δείτε αυτή τη δημοσίευση στο Instagram.
Η δημοσίευση κοινοποιήθηκε από το χρήστη Revo Foods (@revo_foods)
Впервые этот революционный метод был придуман писателями и творческими людьми в 1940-х годах. Писатель Мюррей Лейнстер написал рассказ под названием «Вещи проходят мимо», в котором он описал футуристический метод производства, который «рисует в воздухе вслед за рисунками, которые он сканирует с помощью фотоэлементов. Но пластик выходит из конца тянущего рычага». На воплощение этих революционных идей ушло более 40 лет. Раннее оборудование и материалы для аддитивного производства были разработаны в 1980-е годы. Но именно 2010-е годы помогли 3D-печати завоевать огромную популярность. Отчасти это связано с тем, что в 2009 году истек срок действия патентов на процесс печати методом наплавления (FDM)*.
Что такое 3D-печать пищевых продуктов?
Хотя 3D-печать в основном была ориентирована на производство изделий из пластика, она стала весьма кстати и в пищевой промышленности. Хотите верьте, хотите нет, но НАСА изучает технологию, позволяющую ограничить количество пищевых отходов и производить пищу, которая соответствует диетическим потребностям космонавта. Аддитивное производство продуктов питания осуществляется путем укладки продуктов питания слой за слоем в трехмерные объекты. Наиболее распространенный способ сделать это — использовать пищевые шприцы для удерживания печатного материала, который затем слой за слоем наносится через пищевое сопло. Это не так уж необычно для других методов производства продуктов питания, которые сегодня уже часто могут производиться в трехмерной форме. Главное новшество в 3D-печати пищевых продуктов заключается в том, что ее можно выполнять гораздо более контролируемым образом, что позволяет создавать продукты, которые нельзя было бы производить иначе (например, рыбное филе на растительной основе).
Этот метод предлагает бесконечные возможности с точки зрения текстуры и вкуса, что может пригодиться при разработке заменителей мяса и рыбы. С 2020 года Revo Foods использует эту технологию для разработки высококачественных альтернатив морепродуктам, таких как ломтики копченого лосося из гороха и экстрактов водорослей!
Преимущества 3D-печати продуктов питания
Неограниченная свобода дизайна
Разнообразие текстур
Сокращение пищевых отходов
Экономия времени
Персонализированное питание (в будущем)
Меньше запасов
О Revo Foods
Revo Foods — это австрийский стартап, который разрабатывает и производит альтернативы морепродуктам на растительной основе с целью положить конец чрезмерному вылову рыбы. Наш первый продукт Revo Salmon уже доступен более чем в 15 странах Европы. В июне 2022 года на дегустационном мероприятии «Попробуй будущее» в Вене было представлено первое текстурированное филе лосося от Revo Foods. Стоит отметить, что 3D-печать пищевых продуктов сыграла важную роль в разработке наших революционных продуктов.
*FDM — это технология аддитивного производства, которая создает трехмерные компоненты с использованием непрерывной нити из термопласта или композитного материала в форме нити.
3D-печать продуктов питания: все, что вам нужно знать
Вы слышали о 3D-печати и слышали все, что нужно знать о продуктах питания, но 3D-печать продуктов питания? Да, это реально, и да, это преображает традиционные кухни ресторанов по всему миру.
3D-печать продуктов питания — это революционная технология, которая меняет наши представления о производстве и потреблении продуктов питания. Благодаря возможности печати сложных форм и рисунков эта технология прокладывает путь к новым и захватывающим кулинарным впечатлениям.
В этой статье вы узнаете все, что вам нужно знать о 3D-печати еды и почему в нее стоит инвестировать.
Что такое 3D-печать еды?
Если вы новичок в концепции печати еды, вы можете задаться вопросом, как это может работать.
3D-печать продуктов питания — это технология, использующая 3D-принтер для создания продуктов питания различных форм и дизайнов. Процесс включает использование съедобных материалов, таких как тесто, шоколад или протертые фрукты и овощи, в качестве «чернил» в принтере. Затем эти материалы выдавливаются через сопло для создания желаемой формы или дизайна.
3D-печать пищевых продуктов обычно начинается с создания цифрового дизайна или модели пищевого продукта, подлежащего печати. Затем этот дизайн загружается в 3D-принтер, который использует различные методы для создания продуктов питания слой за слоем.
Один из популярных методов 3D-печати пищевых продуктов основан на том же методе печати пластиком. Традиционная 3D-печать на основе материалов использует моделирование методом наплавления (FDM). В этом методе используется нагретое сопло, которое может плавить различные материалы и выдавливать их точно для создания желаемой формы. Пищевая печать работает по тому же принципу. Однако строительный материал заменяется съедобными продуктами, такими как тесто, шоколад, сыр, соусы, мясной фарш и т. д.
Другой метод называется Binder Jetting, в котором используются капли съедобного связующего вещества для объединения слоев съедобного порошка, такого как сахар или шоколад, для создания 3D-печатных блюд. Binder Jetting также можно использовать с несъедобными материалами, такими как песок, металлы, керамика и даже переработанный мусор!
Краткая история 3D-печати пищевых продуктов
3D-печать пищевых продуктов — это относительно новая технология, которая разрабатывалась в течение нескольких десятилетий. Первое известное устройство для печати пищевых продуктов было использовано в начале нулевых и использовало шоколад, сыр и тесто для печенья. Однако только в середине-конце 2000-х технология начала набирать обороты и стала более доступной, и компании начали экспериментировать с более широким ассортиментом продуктов.
На заре 3D-печати пищевых продуктов эта технология в основном использовалась для исследований и разработок космической еды. В 2006 году группа инженеров по механике и аэрокосмической технике Корнельского университета создала первый многокомпонентный 3D-принтер с открытым исходным кодом. НАСА начало эксперименты с 3D-печатью продуктов питания в 2013 году, чтобы предоставить астронавтам варианты питания во время пребывания в космосе.
По мере развития технологии ее начали использовать в других областях, например, в медицине для создания индивидуальных блюд для пациентов с проблемами глотания или пищеварения и, конечно же, в кулинарии, где повара и производители продуктов питания начали экспериментировать с 3D-печать для создания уникальных и визуально ошеломляющих блюд.
За последние годы технологии значительно продвинулись вперед. В настоящее время несколько компаний производят 3D-принтеры для пищевых продуктов для коммерческого использования, а SavorEat предоставляет настраиваемые варианты 3D-печати для ресторанов, авиакомпаний, военных баз и частных мероприятий.
Сегодня 3D-печать пищевых продуктов — это захватывающая и быстро развивающаяся область с множеством потенциальных применений в пищевой промышленности. От персонализированных блюд до замысловатых дизайнов и устойчивых вариантов, эта технология является пионером в будущем продуктов питания, а будущее будет восхитительным!
Продукты, которые можно напечатать
Какие продукты можно напечатать на 3D-принтере? Традиционно фудпринтеры начинали с десертов, так как шоколад и тесто идеально подходят для этого процесса, так как имеют вязкую консистенцию.
Однако 3D-принтеры эволюционировали, чтобы работать с более сложными материалами и формами. Ключевые ингредиенты и продукты, обычно используемые в 3D-печати продуктов питания, включают:
Паста
Пицца
Картофельное пюре
Глазурь и глазурь
Сырое мясо
Блинчики
Роскошные шоколадные конфеты
Торты
Все, что вы можете себе представить, что можно превратить в пасту, гель, порошок или жидкость
Овощи также можно напечатать на 3D-принтере, но из-за высокого содержания воды их необходимо сочетать со съедобными связующими веществами. Это идеальное решение для доставки высокопитательных блюд пожилым пациентам домов престарелых, которым трудно пережевывать пищу.
Преимущества 3D-печати пищевых продуктов
Одним из основных преимуществ 3D-печати еды является возможность создавать персонализированные блюда для любого случая. Однако у 3D-печати продуктов питания есть много дополнительных преимуществ, которые могут быть более важными, но менее очевидными.
Safer Eating
3D-печать пищевых продуктов позволяет поварам и производителям создавать уникальные блюда с учетом индивидуальных диетических потребностей и предпочтений, в результате чего ваши гости получают более чистую и безопасную еду. Например, человек с пищевой аллергией может есть еду, специально предназначенную для его нужд, без ущерба для вкуса или внешнего вида.
Perfect Presentation
Еще одним преимуществом 3D-печати продуктов питания является возможность создавать сложные формы и узоры. Эта технология может создавать пищевые скульптуры, архитектурные конструкции и даже сложные формы, такие как шестерни и винтики.
Это открывает совершенно новый мир возможностей для пищевой промышленности, где повара и производители могут создавать ошеломляющие блюда, которые не оставят равнодушными.
Простота и экологичность
С точки зрения экологичности 3D-печать продуктов питания имеет ряд преимуществ. Технология производит меньше пищевых отходов и материалов, чем традиционные методы, что делает ее более экологически чистой.
Кроме того, в 3D-печати могут использоваться альтернативные ингредиенты, например растительные или выращенные в лаборатории материалы, которые могут помочь снизить воздействие производства продуктов питания на окружающую среду.
Сокращение затрат
И последнее, но не менее важное: 3D-печать продуктов питания обеспечивает ключевые преимущества с точки зрения затрат и эффективности. Это может помочь оптимизировать процесс производства продуктов питания, уменьшая потребность в ручном труде и увеличивая производительность. Как упоминалось ранее, 3D-печать может помочь сократить количество пищевых отходов, создавая точное количество продуктов питания, что снижает потребность в перепроизводстве.
Минусы 3D-печати продуктов питания
У каждой истории есть две стороны, и 3D-печать продуктов питания не является исключением. Хотя 3D-печать продуктов питания имеет свои ограничения, положительные стороны перевешивают отрицательные, в зависимости от их использования и настроек.
Ограниченный срок годности
Продукты, напечатанные на 3D-принтере, обычно не хранятся так долго, как обычные продукты. Это связано с тем, как устроена еда — она портится иначе, чем непечатная еда, и процесс деградации обычно короче.
Однако это не проблема для заведений быстрого питания, где блюда готовятся на заказ, сразу же забираются, горячие и без отходов.
Не подходит для дома
Важно учитывать, что 3D-принтеры для пищевых продуктов — это устройства больших размеров. Хотя пищевые 3D-принтеры относительно просты в использовании, для них требуется обученный персонал и специальное рабочее пространство.
Итак, подумайте еще раз, прежде чем начать мечтать о собственном домашнем 3D-принтере для еды. Технология все еще далека от производства «домашних» или «портативных» вариантов, но эй, то же самое они сказали о телефонах, и посмотрите на нас сейчас!
Будущее 3D-печати продуктов питания
3D-печать продуктов питания — это технология, предлагающая широкий спектр преимуществ как для потребителей, так и для пищевой промышленности. От персонализированных блюд до замысловатых дизайнов и устойчивых вариантов, они могут изменить то, как мы думаем о еде и воспринимаем ее.
Обладая потенциалом повышения эффективности, сокращения отходов и создания новых и захватывающих кулинарных впечатлений, инвестирование в пищевые технологии стоит рассмотреть, если вы хотите вывести свой бизнес на передний край пищевых инноваций.
По данным Allied Market Research, к 2031 году глобальная стоимость 3D-печати пищевых продуктов достигнет 15,1 млрд долларов США, а совокупный годовой темп роста составит 52,8%. Одним словом, будущее 3D-печати еды выглядит ярким и очень вкусным!
Помимо космических полетов, 3D-печать продуктов питания стала особенно популярной на развивающихся рынках из-за ее стоимости и полезности для экономии ресурсов.
Изделие для ЛЭП Деталь для крепления ригеля М-1 (4.407-253) производится по типовому проекту. Вес каждой детали можно посмотреть в чертеже. Изготовим металлоизделия по Вашим чертежам. Цена согласовывается по телефону и зависит от партии товара.
Изделие для ЛЭП Деталь для крепления ригеля М-1 (4.407-253) цена согласовывается по телефону и зависит от партии товара. производится по типовому проекту. Вес каждой детали можно посмотреть в представленном фото изделия. Изготовим металлоизделия по Вашим
«МЕТАЛЛОКОНСТРУКЦИИ КАЧЕСТВЕННО И В СРОК»
Благодарственные письма
Наши преимущества
Демократичная цена
Индивидуальный подход в рамках проекта
Опыт государственных оборонных проектов
Точные сроки поставки
Отдел контроля качества
Работаем без выходных в две смены
Гарантия монтажа
Собственное производство
Соответсвие ГОСТу и ТУ
Фотографии с Завода
Фото Портала ОРУ с нашего объекта
Линия обработки уголка
Мачта прожекторная
Портал ОРУ
Больше фотографий
Корпус редуктора (V.
2) 84x74x74 U503-951-018-2
Бренд:
Запчасти для эл-инстр.
Серия:
Склад
Кол-во
Доставка до вашего места
Доставка по Пункта выдачи
ИРКУТСК
очень мало
0 — 0 дней
0 дней
КАЗАХСТАН
очень мало
0 — 0 дней
0 дней
САМАРА
очень мало
0 — 0 дней
0 дней
НИЖНИЙ НОВГОРОД
очень мало
0 — 0 дней
0 дней
САНКТ-ПЕТЕРБУРГ
очень мало
0 — 0 дней
0 дней
Ви (Тэхён из BTS) Факты и профиль (обновлено!)
Ви (Тэхён — BTS) Профиль и факты; V’s Ideal Type
V (뷔) — участник южнокорейской мужской группы BTS компании Big Hit Music.
Сценическое имя: V (뷔) Имя при рождении: Ким Тхэ Хён (김태형) День рождения: 30 декабря 1995 г. Знак зодиака: Козерог Рост: 178,8 см (5’10,4″) 39,8 фунта ) Группа крови: AB Тип MBTI: INFP-T Представитель Emoji: 🐻/🐯 Список Ви на Spotify: V’s Join Me Instagram: @thv Facebook: @TaehyungV.ThV
Факты о Ви (Тэхёне): — Он родился в Тэгу, но позже переехал в Геочанг, где провел свою жизнь, пока не переехал в Сеул. — Семья Ви состоит из: папы, мамы, младшей сестры и младшего брата. – Образование: Корейская художественная школа; Global Cyber University — Он свободно говорит по-японски. — Ви подтвердил, что его текущий рост составляет 178,8 см (5 футов 10 дюймов). («Давайте BTS» 29 марта, 2021) — Его любимый цвет — серый. (Согласно интервью BTS для журнала J-14 от 170505) — Его любимое число — 10. — Любимые вещи Ви: его компьютер, большие куклы, одежда, обувь, аксессуары и все уникальное. – Прозвища Ви: TaeTae (друзья называют его TaeTae~, потому что это легко сказать), Blank Tae (потому что у него всегда пустое выражение лица) и CGV (поскольку его визуальные эффекты такие же совершенные и выдающиеся, как у персонажа компьютерной игры) – Говорят, что когда его тизер был выпущен, было создано 5 личных фан-клубов. — Он был в группе некоторое время, но фанаты не знали и не слышали о нем до момента его дебюта. — у Ким Тэхёна одно веко и одно двойное веко. — У него четырехмерная личность. — Он получил водительские права (BTS Run, эпизод 18). — Он стискивает зубы, пока спит. — Он может выпить только один стакан пива, прежде чем напьется. — Он не любит кофе, но любит горячее какао. — Ему нравится все уникальное. — Тэхён может танцевать на высоких каблуках (Star King 151605) — Тэхён — самый придирчивый едок из всех участников. — Его любимый художник — Эрик Бэннет. — Его образцом для подражания является его отец. Он хочет быть таким же отцом, как и его отец, кем-то, кто заботится о своих детях, слушает все, что они говорят, и поощряет и советует им в их планах на будущее. — У него те же увлечения, что и у Джина. — Когда у Ви возникает проблема, он делится ею с Чимином и Джином. Но он думает, что с Чимином легче разговаривать, так как они одного возраста. — В раннем логе (с 130619), Ви сказал, что Чимин был его лучшим другом. — Он является частью отряда Wooga, группы дружбы, состоящей из Пак Со Джуна, Ви, Пак Хён Шика, Чхве У Шика и Пикбоя. — Он также дружит с Пак Бо Гомом (актер), Сонджэ из BTOB, Марком из GOT7, Минхо из SHINee, Ким Минджэ (актер), Бэкхёном из EXO и т. д. — Он и Ким Минджэ появились в «Celebrity Bros» в 2015 году. — Фанаты сказали, что Ви похож на Бэкхёна (EXO) и Дэхёна (B.A.P.). Он сказал, что Бэкхён — его мать, а Дэхён — его отец. — Ви — один из создателей настроения в BTS, наряду с Джей-Хоупом. — Намджун сказал, что Тэхён — второй лучший англоговорящий в BTS. («Клуб после школы») — Тэхен любит GUCCI. — Первым альбомом, который купил Ви, был альбом Girls’ Generation. — В последнее время он проявляет интерес к фотографии, если бы он не был айдолом, он, вероятно, стал бы фотографом. — Ви имеет привычку собирать галстуки. (Возвращение ДНК) — Девиз Ви: «Я просто придумал это, но давайте жить по максимуму круто. Так как в жизни бывает только один раз, проснуться утром легко и работать изо всех сил». — Согласно опросу Yahoo Taiwan, Ви — самый популярный участник BTS на Тайване. — В общежитии Ви отвечает за стиральную машину. — Когда Ви праздновал свой день рождения ( 131230 в MBC Gayo Daejun ), он был очень счастлив, потому что смог разделить день рождения с К.Уиллом. Комната ожидания K.Will находилась рядом с комнатой BTS. Итак, К.Уилл подошел к нему и сказал: « Эй, у тебя сегодня День Рождения? Это тоже мое! Задуем свечу вместе. » — Ви любит парки развлечений. Ему особенно нравятся гироскопы, гироскопы и американские горки. 900:05 — Ви может залезть на дерево, но не может спуститься. — Тэхён амбидекстр. Изначально он был левшой, но теперь он амбидекстр. — Ви из бедной семьи: «Я из бедной семьи и никогда не думал, что стану знаменитым». Он вырос в семье фермеров и часто фотографирует свою ферму. — Он рассказал в интервью «Звезде», «[Быть айдолом] — это счастливый шанс, который выпадает только раз в жизни. Если бы я не был в BTS, я бы, наверное, был фермером. Вместе с бабушкой я выпалывал сорняки на ферме». — Тэхён сказал, что его самая уверенная часть тела — это руки. — Ви очень любит классическую музыку и всегда играет классическую музыку, когда спит. — Ему нравится Винсент Ван Гог. – Ви снялся в корейской дораме «Хваран» (2016-2017). — Ви спел саундтрек к «Хваран» вместе с Джином, часть 2 — «Это определенно ты». – Если у него будет выходной, Ви хочет увидеть своих родителей -MCD Backstage 140425- – Ви сказал, что 3 требования для его счастья: семья, здоровье и честь. — Ви любит Кёнхуна. (Knowing Brother, эп. 94) — В декабре 2017 года у Ви появился новый щенок, его зовут Ёнтан, и это черный померанский шпиц. — Ви занял 1-е место в рейтинге « 100 самых красивых лиц 2017 года ». — Ви занимает 5-е место в рейтинге TC Candler « 100 самых красивых лиц 2018 года» — Идеальное свидание Ви: « Парк развлечений. Но близлежащий парк тоже хорош. Я думаю, что будет хорошо, если они будут держаться за руки. Мой идеал — милые знакомства. ” Другие участники о V — Рэп Мон о кулинарии Ви: « Честно говоря, мы бы с удовольствием попробовали. Но готовка Ви слишком хороша, мы можем расплакаться. Поэтому до сих пор мы его не пробовали. Если Ви сможет свернуть водоросли немного лучше, мы обязательно попробуем ». – Чимин о готовке Ви, « Рано или поздно мы попробуем приготовить Ви. Я просто надеюсь, что Ви перестанет воровать еду, пока я готовлю. » – Джин назвал Ви самым шумным участником: « Во-первых, это Ви. Я не шучу. Он будет сидеть в общежитии, а потом вдруг начнет бегать вокруг и кричать «ХО! ХО! ХО! Он действительно странный. Он словно другой вид. Ты знаешь, что он делает один в нашем доме? «Чимин, я люблю тебя!! Оппа, я не могу! Чимин, я люблю тебя!! (Имитировать разговор Ви в одиночестве). Серьезно.. ” – Джин: “ Хотя он кажется странным, я думаю, что это концепт. Он спрашивает, прежде чем что-то сделать, он очень подробный. » — Чонгук: » Хотя он хён, у меня нет ответа, чтобы описать его личность. » — Шуга : « По сравнению со своим возрастом он незрелый и не способен стать серьезным. Кажется, ему все равно, что думают другие. ” – Чимин: “ У него жизнерадостный характер, и он действительно не замечает своего окружения. Ему нравится играть. Он невиновен ». — В старом общежитии он делил комнату с Рэпом Монстром. — В новом общежитии у него есть своя комната. (180327: JHOPE & JIMIN из BTS — MAGAZINE MORE MAGAZINE MAY ISSE) — Идеальный тип Ви — это тот, кто заботится о нем, любит только его и у кого много эгьё.
Примечание 1: Он обновил свой результат MBTI 6 мая 2022 г. (Источник: BTS MBTI 2022 ver.)
Примечание 2: Пожалуйста, не копируйте и не вставляйте содержимое этой страницы на другие сайты. места в сети. Если вы используете информацию из нашего профиля, пожалуйста, поставьте ссылку на этот пост. Большое спасибо! 🙂 – Kprofiles.com
Связано с: Профиль BTS Тест: Насколько хорошо вы знаете Ви (Тэхёна)? Тест: Кто твой парень из BTS? V Дискография
Насколько вам нравится V?
Он мой конечный предрассудок
Он мой биас в BTS
Он один из моих любимых участников BTS, но не моя предвзятость.
Он в порядке
Он один из моих наименее любимых участников BTS.
Возможности опроса ограничены, поскольку в вашем браузере отключен JavaScript.
V BTS — это имя, которое стало синонимом глобального явления K-pop. За блеском и гламуром его успеха скрывается история, столь же грубая и неприкрашенная, сколь и вдохновляющая. Кроме того, его борьба, триумфы и неотфильтрованная история сделали V BTS любимым артистом, которым он является сегодня.
Присоединяйтесь к нам в путешествии, чтобы раскрыть настоящую V BTS
Кто такой Ким Тэхён?
Ким Тэхён, более известный под своим сценическим псевдонимом Ви, K-Pop, — южнокорейский певец, автор песен и актер. Родился 30 декабря 1995 года в Тэгу, Южная Корея.
Карьера
Ви начал свою карьеру в качестве участника K-pop группы BTS, также известной как Bangtan Boys, которая дебютировала в 2013 году. Он был выбран в качестве члена группы после прохождения прослушивания в Тэгу. Уникальный вокальный тон и стиль Ви помогли ему выделиться среди других участников, и он быстро завоевал большое количество поклонников.
Стремительное восхождение к славе
Экскурсия Кима началась, когда он и его нынешний товарищ по группе Чимин сделали ремикс на «Old School Love ft. Ed Sheeran» и загрузили его на Soundcloud, чтобы похвалить их выпускной. Он присоединился к Bangtan Sonyeondan в 2011 году; тем не менее, он не был признан уполномоченным лицом группы до 2013 года.
Ви из BTS самостоятельно сочинил много песен, таких как «Hold Me Tight» и соавтор «Fun Boyz». тексты песен и поместил «Stigma» на 26-е место в музыкальном чарте Gaon и на десятое место в чарте Billboard World Digital Singles Chart. Ким известен своим фронтом «Someone Like You» Адель, который принес ему большую популярность. Кроме того, его группа BTS выиграла различные награды Melon Music Awards, Gaon Chart K-pop Awards, Golden Disk Awards и Seoul Music Awards.
Поклонники V
Теперь он известен как один из ведущих участников известной K-pop группы Bangtan Sonyeondan (известной как BTS). Как его регулярно называют, Ви или Тхэ пользуется огромной фан-базой в Южной Корее и за рубежом. Этот хип-хоп исполнитель известен своим невинным обаянием и сильным вокалом. Самые популярные песни Ви из BTS — «2 Cool 4 Skool» и «Boy in Luv». Среди его поклонников в основном молодые девушки, которые не могут насытиться его очаровательной внешностью и очаровательной личностью!
Актерская карьера Ви
В дополнение к своей музыкальной карьере Ви также занимается актерским мастерством. Дебютировал в исторической драме «Хваран» в 2016 году, где сыграл роль Хан Сона. Он также появлялся в эпизодических ролях в других корейских дорамах.
Релизы хитов
В составе BTS Ви выпустил множество хитов и альбомов. Некоторые из их самых популярных песен включают «Dynamite», «Blood Sweat & Tears» и «Boy With Luv». Кроме того, BTS приписывают популяризацию K-pop и получили множество наград, в том числе несколько премий Billboard Music Awards и American Music Awards.
Личная жизнь
Вне сцены Ви известен своим добрым и скромным характером. У него близкие отношения со своей семьей, и он часто упоминает их в интервью. Он также известен своей любовью к фотографии и поделился некоторыми своими работами в аккаунтах BTS в социальных сетях.
Что делает Ким Тэхёна особенным
Ким Тэхён — один из тех людей, которые появляются внезапно, просто для того, чтобы захватить Интернет штурмом, почти за одну ночь. Помимо того, что он невероятный исполнитель, музыкант и автор песен, он также является подающим надежды актером.
Обладая разносторонними навыками, он показывает возможность прекрасного будущего. Помимо того, что он такой талантливый, он также является сущностью своей группы и без особых усилий считается одним из самых известных артистов K-pop. Есть много других самых популярных исполнителей K-POP, которые популярны и известны среди подростков.
Ви известен своим уникальным чувством моды и получил признание за свой вклад в моду. В 2018 году TC Candler назвал его одним из 100 самых красивых лиц в мире.
Заключение
Кроме того, этот блог предлагает подробный и честный взгляд на жизнь одного из самых любимых артистов K-pop.
Винтовой компрессор ЧКЗ ДЭН-4-ОР-13 (500л) — это экономичный вариант компрессорных установок под брендом Челябинского Компрессорного Завода, подходящий для небольших производств. Установка смонтирована на раме без капота на основе компактного профиля от итальянского бренда VМС, в состав которого входит винтовой компрессор, система впуска, система очистки воздуха от масла и система управления. Компактный модуль позволяет оптимизировать воздушные потоки и повысить надежность всего агрегата за счет снижения количества компонентов.
Преимущества винтового компрессора ЧКЗ серии ДЭН:
Комплектация на ресивере с осушителем;
Долгий срок службы;
Высокое качество воздуха;
Бесперебойная работа в трехсменном режиме;
Большие межсервисные интервалы;
Низкий уровень шума и вибрации — 58-78 дБ(А).
Доставка и оплата
Доставка компрессоров по России осуществляется БЕСПЛАТНО!
Самовывоз с наших складов в Москве, Санкт-Петербурге, Самаре, Новосибирске, Челябинске
Варианты оплаты: по счету для юр.лиц и ИП, лизинг, рассрочка
Винтовые дизельные компрессоры ЧКЗ 12/12| по доступным ценам от ООО «Торговый Дом АЭРО»
Винтовые компрессоры ЧКЗ КВ надежны, неприхотливы и абсолютно автономны. КВ предназначены для обеспечения сжатым воздухом в условиях отсутствия постоянного источника электроснабжения, в случае недостаточной мощности электросети, и для работы в сложных климатических условиях (до — 40°C).
Широкий модельный ряд дизельных компрессоров ЧКЗ КВ имеет производительность 2,5-30 м3/мин и давление от 6-30 бар. Компрессорные установки КВ выполнены на основе винтовых блоков Rotorcomp и двигателей ЯМЗ, ММЗ и Deutz, демонстрирующих отличные характеристики в наших климатических условиях.
Стандартно компрессорные установки КВ выпускаются в 1 категории климатического исполнения У (по ГОСТ 15150-69) для работы при температуре -5°C до +40°C . Опционально, за счет установки предпускового нагревателя температурный диапазон может быть расширен -35°C до +40°C.
Винтовой блок имеет срок наработки до капитального ремонта до 40 тыс.ч.
Корпус компрессоров KB окрашен порошковым способом (с высокотемпературной сушкой) и гарантированно защищен от коррозии в течение всего срока службы.
Исполнения компрессорных установок КВ
Компрессорные установки КВ выпускаются в различных модификациях, что дает возможность пользователю сделать оптимальный выбор с точки зрения функциональности.
Компрессорные установки КВ3/8, КВ-5/10, КВ-6/7
Предназначены для работы до 3-х отбойных молотков, 1-го перфоратора и прочих пневмоинструментов. Благодаря компактности и небольшому весу могут транспортироваться легковым автомобилем (исполнение на шасси) или небольшим грузовиком (стационарное исполнение).
Компрессорные установки КВ-8/8 КВ-10/8, КВ-12/10
Используются для проведения продолжительных непрерывных работ с мощными пескоструйными аппаратами или подачи сжатого воздуха в бетононасос. Рассчитаны на одновременное подключение до 10-ти отбойных молотков.
Компрессорные установки КВ-10/16, КВ-12/12
Широко используются для проведения работ по опрессовке трубопроводов, прокладки линий оптоволоконной связи, и для обеспечения сжатым воздухом специальных пескоструйных аппаратов.
Компрессорные установки КВ-20/30, КВ-20/25, КВ-25/16, КВ-30/10
Мощные агрегаты, используемые для пескоструйной обработки, испытаний трубопроводов, буровзрывных работ и пр. Оснащены автоматической системой управления производительностью (холостой ход-нагрузка-холостой ход). Управление осуществляется впускным клапаном VMС, реагирующим на изменение рабочего давления в маслоотделителе. Данные компрессорные установки имеют рабочее избыточным давление 0,6 — 3 МПа. Отлично зарекомендовали себя и часто превосходят дорогостоящие импортные аналоги, при эксплуатации в районах крайнего севера при разработке нефтяных, газовых месторождений и пр.
Компрессорные установки КВ-10/8С, КВ-12/10С, КВ-12/12С
Обеспечивают сжатым воздухом технологическое оборудование буровых установок и пневмоинструмент. Конструкция данных агрегатов рассчитана на установку на шасси буровых установок и подобных систем. Надежную работу в экстремальных условиях обеспечивает встроенная система предпускового обогрева.
Компрессорные установки специального назначения АК-5/8, АК-9/10
Устанавливается непосредственно на шасси буровых установок и аналогичных систем, обеспечивая сжатым воздухом пневмооборудование установки, и тем самым снижая вес и себестоимость установки.
Опции компрессорных установок КВ
Дополнительный топливный фильтр Deutz. Удаляет воду и твердые частицы из топлива, обеспечивая защиту топливной системы двигателя в случае низкого качества дизельного топлива.
Пакет зимнего запуска. Предпусковой нагреватель с таймером разогревает охлаждающую жидкость или подогревает картер двигателя, тем самым обеспечивая надежный запуск при температуре до -35°С.
Лубрикатор. Распыляет масло в сжатом воздухе, обеспечивая смазку пневмоинструмента и предотвращая намерзание льда.
Ящик для хранения инструмента, расположенный внутри корпуса компрессора.
Цепь противоугонная из твердого сплава в полимерной оболочке с замком.
Оборудование по подготовке сжатого воздуха. Опционально компрессорная установка может быть укомплектована фильтрами, очищающими сжатый воздух от примесей пыли (до 0,01 мм) и масла (до 0,003 мг/м3), а также осушителем адсорбционного типа (с точкой осы до -70°С).
Челябинский компрессорный завод — Wiki
ЧКЗ производит и поставляет свою продукцию промышленным предприятиям, компаниям различных отраслей, как в России, так и за рубежом.
Современное, динамично развивающееся предприятие более 20 лет производит надежное и качественное оборудование.
Вся продукция ЧКЗ соответствует действующим стандартам Российской Федерации и Таможенного союза.
Команда профессионалов берет на себя весь спектр задач — от пневмоаудита до нестандартных решений с дополнительными опциями, гарантийным и сервисным обслуживанием.
Vision
покорять новые горизонты мировой индустрии, сохраняя лидерство на отечественном рынке, предлагая инновационные инженерные решения и качественное оборудование в области компримирования газа
— Разработка эффективных технических решений, производство оборудования и поставка услуги высокого качества и в кратчайшие сроки
— Поддержание высокой корпоративной культуры, укрепление командного духа, поощрение личной инициативы
— Постоянное развитие нашего человеческого потенциала и получение конкурентного преимущества за счет профессиональной компетентности наших сотрудников
— Поддержание уважительных отношений с нашими партнерами и поставщиками
— Достижение высоких финансовых показателей за счет инноваций
Инвестиции в будущее — новые здания завода
Несмотря на непростые явления в экономике, Челябинский компрессорный завод с уверенностью смотрит в будущее, реализуя смелые и амбициозные проекты. На новой площадке за городом увеличилось строительство современных компрессорных производственных мощностей.
Логика последовательного активного развития предприятия неизбежно привела к необходимости строительства дополнительных площадей и модернизации всего производства — причем не точечной модернизации, а с полной заменой всего оборудования современными станками, переходом на новейшие технологии и современная логистика. Сегодня ООО «ЧКЗ» производит винтовые компрессорные агрегаты с приводом от электродвигателей и дизельных двигателей, компрессорные агрегаты, компрессорные агрегаты среднего и высокого давления, азотно-мембранные агрегаты и передвижные азотные станции, газоперекачивающие агрегаты, автономные дизель-генераторные установки, воздухосборники. и емкостное оборудование, а также оборудование для подготовки сжатого воздуха. Завод имеет собственные производственные и административные помещения общей площадью 22 000 кв.
Для строительства выбран участок в Красноармейском районе. ЧКЗ приобрел там участок площадью 45 га. Производственные мощности завода расположены на 17 га, а остальные площади занимает технопарк.
Новое предприятие представляет собой современное высокотехнологичное производство, способное конкурировать с ведущими мировыми компаниями.
Несмотря на некоторое снижение спроса на продукцию завода на российском рынке, вызванное кризисом, реализация проекта не останавливалась. Ведь кризис не вечен, и через некоторое время снова будет хороший спрос. Завод продолжил свою инвестиционную программу, корректируя планы, связанные с запуском производства и ассортиментом продукции, тактикой и сроками.
Новые мощности введены в эксплуатацию в 2016 году.
Контакты
ООО «Челябинский компрессорный завод»
Фактический и юридический адрес:
456671, Российская Федерация, Челябинская область, Красноармейский район, 14-й километр автодороги Челябинск-Новосибирск, 3900 км.
Винт Компрессоры — Чикаго Пневматик
Винтовые компрессоры обеспечивают решение, когда требуется постоянная потребность в воздухе. Используя вращающийся винтовой элемент, воздух эффективно сжимается в стабильный поток. Мы предлагаем два типа: винтовые компрессоры с регулируемой скоростью и винтовые компрессоры с фиксированной скоростью.
Купить сейчас
Найдите местного дилера
Чикагские пневматические винтовые компрессоры
Винтовые компрессоры
Винтовые воздушные компрессоры Chicago Pneumatic сочетают в себе проверенную конструкцию и превосходную производительность. Мы предлагаем винтовые компрессоры мощностью от 3,5 до 400 л.с. (2,6–298 кВт), а также варианты с фиксированной и переменной скоростью. Наши меньшие модели мощностью до 30 л.с. (22 кВт) предлагаются как для установки на основании, так и для установки на баке, а также предлагаются со встроенным осушителем или без него.
Спокойствие
На винтовые компрессоры распространяется наша гарантия CP Secure сроком на 1 год с возможностью продления до полной 5-летней гарантии (требуется авторизованный запуск и регулярное техническое обслуживание с использованием одобренных производителем жидкостей и деталей).
Обученные специалисты
Компрессоры CP обслуживаются сетью обученных технических специалистов, которые могут предоставить полную гарантийную поддержку, запасные части и технические консультации. Для получения дополнительной информации о наших продуктах обратитесь к региональному менеджеру по продажам CP или к местному авторизованному дистрибьютору CP.
Идет загрузка…
Бесшумный вращающийся винт: как компрессоры CP помогли выпечке и выпечке зерна
Решение для всех ваших потребностей в сжатом воздухе
Если вам требуется постоянная потребность в воздухе, винтовые компрессоры Chicago Pneumatic станут идеальным решением. Используя вращающийся винтовой элемент, воздух эффективно сжимается в стабильный поток. У нас есть винтовые компрессоры, доступные для всех частей США и Канады, чтобы гарантировать, что вы получите правильное решение в соответствии с вашими потребностями. Наши винтовые компрессоры представляют собой компактное, надежное и энергоэффективное решение.
Винтовые воздушные компрессоры доступны с переменной и фиксированной скоростью
Наши винтовые компрессоры с регулируемой скоростью помогают минимизировать потребление энергии за счет автоматической регулировки скорости в зависимости от потребности в воздухе.
Главная → Каталог продукции → Общий каталог → Мотоблоки → Бензиновые
Запрос прайс-листа
Общие сведения
Особенности
Документация
Фрезы в комплекте
Трехручьевой шкив для установки роторной косилки
Универсальное сцепное устройство
Изготовитель: ПАО «КАДВИ» (г. Калуга), Россия
Мотоблок Carver МТ-700 оснащен новой 2х-ступенчатой коробкой передач, которая позволяет наиболее оптимально использовать мотоблок для выполнения разнообразных агротехнических работ.
Мотоблок Carver MT-700 относится к изделиям малогабаритной сельскохозяйственной техники и предназначен для выполнения широкого круга сельскохозяйственных работ на индивидуальных садовых и приусадебных участках, в фермерских и садово-парковых хозяйствах.
Мотоблок с прицепными и навесными орудиями используется для выполнения пахоты, культивации, рыхления, междурядной обработки почвы, кошения травы, транспортировки грузов до 200 кг (с учетом веса прицепа и водителя).
Мотоблок разработан для эксплуатации в районах с умеренным климатом. Применение мотоблока наиболее эффективно при температуре воздуха от +1°С до +40°С.
Технические характеристики
Двигатель:
170FL (4-х тактный бензиновый), OHV
Рабочий объем, куб. см:
210
Объем топливного бака, л:
3,6
Объем системы смазки двигателя, л:
0,6
Максимальная мощность, кВт / л. с. при 3600 об/мин:
5 / 7
Макс. крутящий момент, Н·м:
14
Расход топлива, г/кВт·ч:
360
Система охлаждения:
Воздушная, с принудительной циркуляцией воздуха
Система зажигания:
CDI
Тип ходовой системы:
Колесная, схема 2х2
Дорожный просвет, мм:
145
Сцепление:
Клиноременное, путем нажатия ремня роликом
Рулевое управление:
Штанговое, регулируемое по высоте
Шины:
4,00-10
Коробка передач:
Шестеренчатая/цепная
Объем заправки картера редуктора, л:
2,2
Передачи:
2 вперед, нейтральная, 1 назад
Работоспособность мотоблока обеспечивается при температуре окружающего воздуха, °С:
-20…+35
Уровень шума на рабочем месте оператора, дБА не более:
90
Ширина захвата, мм:
700
Диаметр фрез, мм не более:
362
Глубина обработки, мм не более:
300
Скорость транспортная, м/с (км/ч) не менее: I передача / II передача / Задний ход:
1,05 (3,8) / 1,47 (5,3) / 0,81 (2,9)
Колея транспортная, мм (без расширителей):
350
Угол поперечной статической устойчивости, град не менее:
15
Полная масса буксируемой тележки, кг не более:
200
Габаритные размеры, cм:
151,5 х 60 х 129
Габариты упаковки, cм:
91 x 63 x 114
Артикул:
01. 006.10001
Особенности Carver MT-700
Документация Carver MT-700
Скачать руководство пользователя
Сертификат соответствия
Адреса региональных сервисных центров
Rezoil TRANSMISSION
Трансмиссионное масло
Подробнее…
КР-800
Косилка роторная
Подробнее…
KC-1100
Косилка сегментная
Подробнее. ..
Rezoil UNITEC 4T
Моторное масло для четырехтактных двигателей
Подробнее…
Rezoil TITANIUM 4T
Полусинтетическое моторное масло для четырехтактных двигателей
Подробнее…
Rezoil RP-20
Смазка для редукторных передач
Подробнее…
Rezer Starter Rope 6,0×100
Канат запускной
Подробнее. ..
Мотоблок МТШ-700 Зубр бензиновый с ВОМ, 389 см3, 4 скорости по цене 80 990 руб. у официального партнера ЗУБР в России
Преимущества
Мощный четырехтактный двигатель ЗУБР надежен в эксплуатации
3 скорости вперед (понижающая, основная и повышающая) и 1 назад позволяют комфортно работать на любых типах почвы
Надежное дисковое сцепление в масляной ванне
Вал отбора мощности (ВОМ) для дополнительного оборудования
Cамозатачивающиеся закаленные фрезы из конструкционной стали
Универсальная сцепка позволяет использовать различное навесное оборудование
Рукоять мотоблока с возможностью регулировки по вертикали и горизонтали делает управление более комфортным
Регулируемый сошник надежно фиксируется к раме мотоблока и отвечает за регулировку глубины вспашки
Закаленные фрезы прекрасно закапываются на полную глубину и способствуют продвижению мотоблока вперед
Конструкция мотоблока позволяет использовать его с различными навесными оборудованием
Большие пневматические колеса обеспечивают отличную проходимость
На корпусе предусмотрен щиток, защищающий оператора от попадания земли
Описание
Мощный бензиновый мотоблок предназначен для рыхления и культивирования, а при использовании дополнительного навесного оборудования спектр применения мотоблока значительно расширится. Модель предлагает отличное сочетание высокой производительности, управляемости и устойчивости
Применение
Для обработки почвы
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Распродажа
67 819 ₽
32 720 ₽
В наличии
Купить в 1 клик
23 452 ₽
11 490 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
8 890 ₽
В наличии
Купить в 1 клик
17 722 ₽
9 250 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 150 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 450 ₽
В наличии
Купить в 1 клик
New!
8 456 ₽
4 730 ₽
В наличии
Купить в 1 клик
7 284 ₽
2 990 ₽
В наличии
Купить в 1 клик
Продажа тракторов серии
X700 Signature | P&K Equipment, Inc.
Блэквелл, Оклахома
Верховые косилки
Газонные тракторы серии 100
Газонные тракторы серии 200
Газонные тракторы Select Series™ X300
Газонные тракторы Select Series™ X500
Тракторы серии X700 Signature
Снежное оборудование для самоходных косилок
«>
Навесное оборудование и аксессуары для самоходной косилки
Деки для самоходных косилок
Планы расширенной гарантии на газонокосилку
Косилки с нулевым поворотом
Косилки с нулевым поворотом серии Z300
Косилки с нулевым поворотом серии Z500
Косилки с нулевым поворотом серии Z700
«>
Планы расширенной гарантии Zero-Turn Mower
Внедорожники Gator
Среднеразмерные внедорожники Crossover Gator™
Полноразмерные внедорожники Crossover Gator™
Внедорожники Gator™ серии Work
Насадки Gator™
Расширенные гарантийные планы для внедорожников Gator™
Навесное оборудование и орудия компактного трактора
«>
Планы расширенной гарантии на компактный трактор
Коммерческое косилочное оборудование
Коммерческие мотокосы
Напольные косилки серии QuikTrak™ 600E
Роторные косилки QuikTrak™ серии 600M
Напольные косилки серии QuikTrak™ 600R
Косилки ZTrak™ серии Z900M с нулевым поворотом
«>
Косилки ZTrak™ серии Z900R с нулевым поворотом
Навесное оборудование для коммерческого кошения
Планы расширенной гарантии на коммерческие газонокосилки
Показать фильтры Фильтры
Экономьте с John Deere Rewards
Официальный дилер:
P & K Equipment, Inc.
Ваш магазин: Blackwell, OK
Информация о магазине
P&K Equipment, Inc.
3802 West Doolin Avenue Blackwell, ХОРОШО 74631
Часы работы
Пн-Пт 7:30-17:30; Сб 7:30–13:00
Контакт
Сортировать по: FeaturedName (от А до Я)Имя (от Я до А)Цена (по убыванию)Цена (по убыванию)Средний рейтинг
Показать фильтрыФильтры
Мощность в л. с.
Цилиндры
V-образный твин
Три
Рулевое управление
Мощность
Дека косилки
48 дюймов (122 сантиметра)
54 дюйма (137 см)
60 дюймов (152 сантиметра)
Тип топлива
Газ
Дизель
Зона скашивания
от 2 до 4 акров
от 4 до 8 акров
8 и более акров
Препятствия
Некоторые
Многие
Рельеф
Некоторые склоны
Холмистый
Вызов
Уход за имуществом
Стрижка и упаковка
Аэрация
Вспашка
Оценка и повышение уровня
Переноска и транспортировка
Удаление снега
Доступно в Калифорнии
Да
Нет
Прозрачные фильтры
org/Product» itemref=»brand»>
Джон Дир https://www.deere.com https://www.deere.com/assets/images/deere-logo-agriculture.svg
X734 Signature Series 4-колесный трактор с управляемыми колесами, без деки косилки, 2023 модельного года
ИНФОРМАЦИЯ О ПРОДУКТЕ
Система питания iTorque™ мощностью 25,5 л.с. (19 кВт)
Электроусилитель управления четырьмя колесами, система электроподъемника, педали переднего и заднего хода Twin-Touch™
4 года/700 часов гарантии от бампера до бампера
Доступен с размерами деки 48, 54 и 60 дюймов
Настройка включена
Товар № 5822М
13 399,00 долл. США †
добавить в корзину
Бесплатная доставка 31
org/Product» itemref=»brand»>
Трактор серии X730 Signature, без деки косилки, 2023 модельного года
ИНФОРМАЦИЯ О ПРОДУКТЕ
Система питания iTorque™ мощностью 25,5 л.с. (19 кВт)
Усиленное управление двумя колесами, система подъема и подъема, педали переднего и заднего хода Twin-Touch™
4 года/700 часов гарантии от бампера до бампера
Доступен с размерами деки 48, 54 и 60 дюймов
Настройка включена
Товар № 5812М
12 189,00 $ †
добавить в корзину
Бесплатная доставка 31
org/Product» itemref=»brand»>
Полноприводный трактор серии X738 Signature, без деки косилки, 2023 модельного года
ИНФОРМАЦИЯ О ПРОДУКТЕ
Система питания iTorque™ мощностью 25,5 л.с. (19 кВт)
Гидростатический полный привод, рулевое управление двумя колесами, система подъема и подъема, педали переднего и заднего хода Twin-Touch™, сверхпрочные универсальные шины
4 года/700 часов гарантии от бампера до бампера
Доступен с размерами деки 48, 54 и 60 дюймов
Настройка включена
Товар № 5832М
13 809,00 $ †
добавить в корзину
Бесплатная доставка 31
org/Product» itemref=»brand»>
X739 Signature Series 4-Wheel Steal, 4-Wheel Drive Tractor, без деки косилки, 2023 модельного года
ИНФОРМАЦИЯ О ПРОДУКТЕ
Система питания iTorque™ мощностью 25,5 л.с. (19 кВт)
Гидростатический полный привод, электроусилитель управления четырьмя колесами, система подъема и подъема, педали переднего и заднего хода Twin-Touch™, сверхпрочные универсальные шины
4 года/700 часов гарантии от бампера до бампера
Доступен с размерами деки 48, 54 и 60 дюймов
Настройка включена
Товар № 5842М
14 669,00 долл. США †
добавить в корзину
Бесплатная доставка 31
org/Product» itemref=»brand»>
Трактор серии X750 Signature, без деки косилки, 2023 модельного года
ОПИСАНИЕ ПРОДУКТА
3-цилиндровый дизельный двигатель мощностью 24 л.с. (17,9 кВт)
Усиленное управление двумя колесами, система подъема и подъема, педали переднего и заднего хода Twin-Touch™
4 года/700 часов гарантии от бампера до бампера
Доступен с размерами деки 48, 54 и 60 дюймов
Настройка включена
Товар № 5854М
13 409,00 $ †
добавить в корзину
Бесплатная доставка 31
org/Product» itemref=»brand»>
X754 Signature Series 4-колесный трактор с управляемыми колесами, модельный год 2023
ИНФОРМАЦИЯ О ПРОДУКТЕ
3-цилиндровый дизельный двигатель мощностью 24 л.с. (17,9 кВт)
Электроусилитель управления четырьмя колесами, система электроподъемника, педали переднего и заднего хода Twin-Touch™
4 года/700 часов гарантии от бампера до бампера
Доступен с размерами деки 48, 54 и 60 дюймов
Настройка включена
Товар № 5864М
14 619,00 $ †
добавить в корзину
Бесплатная доставка 31
org/Product» itemref=»brand»>
Полноприводный трактор серии X758 Signature, 2023 модельного года
ОПИСАНИЕ ПРОДУКТА
3-цилиндровый дизельный двигатель мощностью 24 л.с. (17,9 кВт)
Гидростатический полный привод, рулевое управление двумя колесами, система подъема и подъема, педали переднего и заднего хода Twin-Touch™, сверхпрочные универсальные шины
4 года/700 часов гарантии от бампера до бампера
Доступен с размерами деки 48, 54 и 60 дюймов
Настройка включена
Товар № 5874М
15 029,00 $ †
добавить в корзину
Бесплатная доставка 31
Извините, совпадений не найдено
Пожалуйста, попробуйте другие критерии или очистите фильтры, чтобы начать сначала.
Косилки для профессионального использования | P&K Equipment, Inc.
Стилуотер, Оклахома
Верховые косилки
Газонные тракторы серии 100
Газонные тракторы серии 200
Газонные тракторы Select Series™ X300
Газонные тракторы Select Series™ X500
Тракторы серии X700 Signature
Снежное оборудование для самоходных косилок
«>
Навесное оборудование и аксессуары для самоходной косилки
Деки для самоходных косилок
Планы расширенной гарантии на газонокосилку
Косилки с нулевым поворотом
Косилки с нулевым поворотом серии Z300
Косилки с нулевым поворотом серии Z500
Косилки с нулевым поворотом серии Z700
«>
Планы расширенной гарантии Zero-Turn Mower
Внедорожники Gator
Среднеразмерные внедорожники Crossover Gator™
Полноразмерные внедорожники Crossover Gator™
Внедорожники Gator™ серии Work
Насадки Gator™
Расширенные гарантийные планы для внедорожников Gator™
Навесное оборудование и орудия компактного трактора
«>
Планы расширенной гарантии на компактный трактор
Коммерческое косилочное оборудование
Коммерческие мотокосы
Напольные косилки серии QuikTrak™ 600E
Роторные косилки QuikTrak™ серии 600M
Напольные косилки серии QuikTrak™ 600R
Косилки ZTrak™ серии Z900M с нулевым поворотом
«>
Косилки ZTrak™ серии Z900R с нулевым поворотом
Навесное оборудование для коммерческого кошения
Планы расширенной гарантии на коммерческие газонокосилки
Показать фильтры Фильтры
Экономьте с John Deere Rewards
Официальный дилер:
P & K Equipment, Inc.
Ваш магазин: Stillwater, OK
Информация о магазине
P&K Equipment, Inc.
604 Истгейт-стрит Стилуотер, ХОРОШО 74074
Часы работы
Пн-Пт 7:30-17:30; Сб 7:30–13:00
Контакт
Сортировать по: FeaturedName (от А до Я)Имя (от Я до А)Цена (от высокой к низкой)Цена (от низкой к высокой)Средний рейтинг
Показать фильтрыФильтры
Рабочее место оператора
Прогулка
Ширина платформы (дюймы)
36
48
52
61
Предпочтение по топливу
Предпочтение по выгрузке
Боковой выброс
Прозрачные фильтры
org/Product» itemref=»brand»>
Джон Дир https://www.deere.com https://www.deere.com/assets/images/deere-logo-agriculture.svg
Коммерческая мотокоса W36M
ИНФОРМАЦИЯ О ПРОДУКТЕ
Для этой модели недостаточно запасов. Альтернативная модель может быть рекомендована вашим дилером John Deere. Пожалуйста, дайте дополнительное время для доставки. Ваш дилер сообщит предполагаемую дату получения вашего заказа.
Плавающая дека косилки шириной 36 дюймов (91 см)
Плавный V-образный двухцилиндровый двигатель мощностью 14,5 л.с. (10,8 кВт)
Самоходная система гидростатического привода
Простые в использовании элементы управления для комфорта и удобства оператора
Настройка включена
Товар № 2601TC
6 649,00 $ †
добавить в корзину
Бесплатная доставка 31
org/Product» itemref=»brand»>
Коммерческая мотокоса W48R
ИНФОРМАЦИЯ О ПРОДУКТЕ
Для этой модели недостаточно запасов. Альтернативная модель может быть рекомендована вашим дилером John Deere. Пожалуйста, дайте дополнительное время для доставки. Ваш дилер сообщит предполагаемую дату получения вашего заказа.
48-дюймовая (122 см) плавающая дека косилки
Мощный 19V-образный двухцилиндровый двигатель л.с. (14,2 кВт)
Самоходная система гидростатического привода
Простые в использовании органы управления для комфорта и удобства оператора
Установка включена
Товар № 2632TC
9 519,00 $ †
добавить в корзину
Бесплатная доставка 31
org/Product» itemref=»brand»>
Коммерческая мотокоса W48M
ИНФОРМАЦИЯ О ПРОДУКТЕ
Для этой модели недостаточно запасов. Альтернативная модель может быть рекомендована вашим дилером John Deere. Пожалуйста, дайте дополнительное время для доставки. Ваш дилер сообщит предполагаемую дату получения вашего заказа.
48-дюймовая (122 см) плавающая дека косилки
Плавный V-образный двухцилиндровый двигатель мощностью 14,5 л.с. (10,8 кВт)
Самоходная система гидростатического привода
Простые в использовании элементы управления для комфорта и удобства оператора
Настройка включена
Товар № 2611TC
7 009,00 $ †
добавить в корзину
Бесплатная доставка 31
907:45
Коммерческая мотокоса W36R
ИНФОРМАЦИЯ О ПРОДУКТЕ
Для этой модели недостаточно запасов. Альтернативная модель может быть рекомендована вашим дилером John Deere. Пожалуйста, дайте дополнительное время для доставки. Ваш дилер сообщит предполагаемую дату получения вашего заказа.
Плавающая дека косилки шириной 36 дюймов (91 см)
Мощный V-образный двухцилиндровый двигатель мощностью 15,5 л.с. (11,6 кВт)
Самоходная система гидростатического привода
Простые в использовании элементы управления для комфорта и удобства оператора
Настройка включена
Товар № 2622TC
8 529,00 $ †
добавить в корзину
Бесплатная доставка 31
Коммерческая мотокоса W52R
ИНФОРМАЦИЯ О ПРОДУКТЕ
Для этой модели недостаточно запасов. Альтернативная модель может быть рекомендована вашим дилером John Deere. Пожалуйста, дайте дополнительное время для доставки. Ваш дилер сообщит предполагаемую дату получения вашего заказа.
Плавающая дека косилки шириной 132 см (52 дюйма)
Мощный 19V-образный двухцилиндровый двигатель л.с. (14,2 кВт)
Самоходная система гидростатического привода
Простые в использовании органы управления для комфорта и удобства оператора
Старые тракторные покрышки – ценный ресурс для дачи или частного дома, их можно использовать и в гараже. Утилизация резины в нашей стране развита слабо, поэтому приходиться придумывать разные идеи, как дать «вторую жизнь» отработанным изделиям. Выбрав новые шины трактора или модели для другой спецтехники, хозяевам порой не хочется выбрасывать старые. Им можно найти вполне достойное и полезное применение.
Но мало просто найти применение отработанным шинам, сложнее всего их резать. Массивные и толстые изделия трудно поддаются таким процедурам, поэтому ручной труд получается весьма изнурительным, а жесткая резина со стальным кордом может оказаться «не по зубам» электроинструменту. В этой статье мы расскажем о популярных способах – как и чем разрезать тракторную покрышку.
Нож
Такой инструмент подойдет для разрезания небольших покрышек трактора – например, передних колес от МТЗ. Если будете работать с покрышкой старого образца, в которой нет металлического корда, резать можно по любой траектории, ее нужно только разметить. При наличии стального каркаса ножом можно разделить изделие пополам, при этом резать следует параллельно направлению прутьев.
Лучше подобрать инструмент с умеренно тонким лезвием, в идеале – 1 мм, максимум – 3 мм. При этом металл должен быть закаленным, не гнуться под нагрузками. Если работать «сырой» заточкой, она не просто согнется, а лезвие довольно быстро затупится.
Инструкции – работать лучше с напарником:
мелом или ярким маркером разметьте траекторию среза;
смажьте лезвие машинным маслом, так ему будет легче скользить;
сначала сделайте несколько глубоких надрезов;
сдавите шину так, чтобы шов начал выворачиваться наружу;
как только резина прорежется, полностью, проткните ее ножом полностью в месте разреза;
начинайте аккуратно резать по отмеченной траектории;
разводите с помощником материал в месте шва, так будет проще резать, поскольку исключается сдавливание лезвия.
Не рекомендуется спешить, нужно соблюдать осторожность. Нож будет «вязнуть» в материале и при резком движении лезвие может соскочить на руку. Также следует подготовиться к тому, что инструмент придется заточить несколько раз во время процедуры.
Болгарка
Наиболее эффективный способ – резка УШМ (болгаркой). Плюс в том, что данным инструментом можно работать как с резиной, так и с металлическим кордом, который присутствует у новых моделей. Соответственно, расширяются и возможности: разрезание не только прямых швов, но и зигзагообразных и с другой траекторией.
Для резки подойдут диски по металлу, но тонкие – толщиной 0,8-1 мм. Работы лучше выполнять на улице, поскольку резина трактора будет дымить и сильно пахнуть. Также следует обзавестись средствами индивидуальной защиты в виде перчаток и очков.
Рекомендации по выполнению работ:
размечаем траекторию разреза;
начинаем резку по линиям;
периодически делаем паузы, чтобы УШМ не перегревалась;
если линии сложные, в местах углов следует резать с каждого направления;
при необходимости меняем круги, которые от нагрева могут начинать крошиться.
Можно ли использовать лобзик?
Для тракторной покрышки подойдет и электрический лобзик, но им можно делать надрезы только параллельно направлению прутьев корда. Для этого нужно знать тип покрышки и правильно направлять лезвие. Если же ошибиться и допустить контакт зубьев инструмента с металлом, оно может погнуться или сломаться. Лучшее скольжение также обеспечит моторное или любое другое машинное масло.
Поделиться
Возможно вам будет интересно
Как И Чем, Разрезать Покрышку. смотреть онлайн видео от Дачный Партизан ☭ в хорошем качестве.
12+
1 год и 1 месяц назад
Дачный Партизан ☭698 подписчиков
Хотите, что ни будь на дачу сделать своими руками, самое простое, это что-то сделать из автомобильной покрышки, на канале, Дача своими руками. ———————————— Как разрезать покрышку, для кого-то новость, что электролобзиком можно резать покрышку. ———————————— Если нету лобзика, то надо его срочно и быстро купить. Что бы ни думать как и чем разрезать покрышку. ———————————— Все эти методы резка ножом и болгаркой очень опасны. Ножом можете отрезать себе пальцы или ещё лучше проткнуть себе живот и в ужасных муках, обливаясь холодным потом, корчится перед покрышкой. ———————————— Болгаркой можете повредить себе глаза отлетевшим кусочком металлокорда. Хорошо если один глаз останется, что бы любоваться своими поделками из шин на даче, сделанной собственными руками. ————————————- Не всякий лобзик может пилить покрышку. Покупайте мощностью не менее 1000 ватт. Есть вопрос, сколько пилок уходит на одно колесо, ответ нисколько. Одной пилки хватит на десять покрышек, после чего она безнадёжно затупится и от горя сломается. ————————————— Пилки надо покупать по металлу, причем среднего размера в смысле зубчиков. Существует три размера 1, 2, и 3. лучше всего режет резину второй размер, он же и режет металлокорд без проблем. ————————————— Покрышки можно взять совершенно бесплатно в любом шиномонтаже, если вам предложат их купить, то можете совершенно спокойно их послать и поехать в другой, хороший шиномонтаж. Шиномонтажникам, чтобы избавиться от скопившихся ненужных шин, нужно платить за вывоз и утилизацию, поэтому заплатить они должны вам, мне они дали медальку “За вывоз”. ————————————— В видео даже без комментариев видно как разрезать покрышку за четыре минуты. Покрышки японские 285/70 R18 со стальным кордом по протектору. Конечно, надо иметь твёрдую руку, холодный ум и горячее сердце, и чтобы идея освещала путь к цели. А цель это, дача своими руками, где можно расслабиться и получать удовольствие. —————————————
#дачасвоимируками #самоделкидлядачи #идеидлядачи #дачныйпартизан ————————————— ✔ Подписывайтесь на канал. Нажав на колокольчик, который находится рядом с кнопкой подписаться, вы будете получать уведомлении о выходе нового видео на канале. —————————————- ☻ Хотите поддержать канал — поделитесь ссылкой на мой канал, или понравившимся видео или расскажите обо мне в соцсетях, а можете перечислить некую солидную сумму денежных знаков только в ₽, ☢ Взнос, лепта, вклад, приношение (жертвоприношение). Страничка добровольных пожертвований на развитие канала — https://yoomoney.ru/to/410014880180666 ключевые слова: как разрезать шину вдоль, как разрезать покрышку ножом, как разрезать покрышку пополам, как разрезать покрышку с металлическим кордом, как разрезать покрышку от трактора, как резать резину болгаркой, как разрезать покрышку от белаза, чем лучше резать грузовую покрышку, чем разрезать шину с металлокордом, как разрезать шину для клумбы, чем разрезать автомобильную шину
[ВИДЕО] Как разрезать резиновое покрытие: это так просто
В этом видеоролике показано, как легко ручной универсальный нож Slice ® разрезает полы Wearwell. Slice также производит универсальный нож с автоматическим втягиванием и универсальный нож с автоматическим втягиванием. Slice предлагает лезвия с закругленными концами и лезвия с острыми концами для всех трех универсальных ножей. Лучший вариант для вас зависит от того, как вы будете использовать инструмент, и требуемого уровня безопасности.
Знание того, как резать резиновые коврики, сэкономит вам время и средства, связанные с наймом кого-то другого, и вы сможете изготовить коврики на заказ в соответствии со своими конкретными потребностями. Этот материал может показаться сложным в обращении, но научиться резать сверхпрочные резиновые коврики проще, чем вы думаете.
Резиновые коврики, также называемые противоусталостными ковриками или резиновой плиткой, полезны в самых разных условиях, поэтому, как только вы поймете, как лучше всего резать резиновые полы, вы увидите больше возможностей для его использования. Резиновое напольное покрытие обеспечивает амортизацию в местах, где вы много стоите, например, на кухне, за рабочим столом или за рабочим столом.
Вы также можете резать резиновые коврики для помещений, где мягкая поверхность предпочтительнее твердого пола, но где ковровое покрытие может быть нежелательным. Это детские игровые комнаты, открытые игровые площадки и домашние тренажерные залы.
Дополнительным преимуществом является то, что эти поверхности легко чистить, так что пот, пища или брызги не будут проблемой.
Лучший способ резки резиновой плитки
Резка резиновых ковриков выполняется в шесть простых шагов:
Наденьте защитное снаряжение
Убедитесь, что ваш универсальный нож находится в хорошем рабочем состоянии
Измерьте площадь, которую вы хотите покрыть
Отметьте свои размеры на коврике
Откройте лезвие универсального ножа
Оценка по отмеченным измерениям
Следите за своими надрезами с дополнительным давлением, чтобы закончить разрез
Подробная информация о том, как резать резиновые коврики
Основные этапы резки резиновых ковриков просты, но для новичков некоторые пояснения будут полезны. Защитное снаряжение, которое вам понадобится, — это защитные перчатки и наколенники, если вы будете работать на земле в течение длительного периода времени.
Чтобы убедиться, что ваш универсальный нож готов к работе, сначала убедитесь, что все движущиеся части работают плавно и ничего не гремит. Убедитесь, что лезвие чистое, без ржавчины и в хорошем состоянии. Также подумайте, есть ли у вас самый безопасный режущий инструмент.
Универсальные ножи Slice ® оснащены запатентованной кромкой лезвия ® , удобной для пальцев: она безопасна на ощупь. Кроме того, все наши лезвия на 100% состоят из оксида циркония. Этот материал чрезвычайно твердый, и наша конструкция использует это преимущество: было доказано, что лезвия Slice служат в 11 раз дольше, чем металлические аналоги, и они никогда не ржавеют.
Кроме того, все инструменты Slice эргономичны, поэтому они удобно лежат в руке. Это делает процесс резки проще, чем с плохо спроектированным инструментом. Эргономичный дизайн также снижает утомляемость кисти и предплечья.
На видео показано, как легко ручной универсальный нож Slice проходит сквозь напольное покрытие Wearwell. Slice также производит универсальный нож с автоматическим втягиванием и универсальный нож с автоматическим втягиванием. Выбор лучшего для вас зависит от того, как вы будете использовать инструмент, и от требуемого уровня безопасности.
Когда вы измеряете площадь, которую хотите покрыть, и отмечаете напольное покрытие, придерживайтесь старой поговорки: дважды отмерь, один раз отрежь. Вы хотите убедиться, что вы не обрезаете свой коврик слишком мелко.
Когда вы будете готовы резать, используйте линейку, чтобы срез совпадал с маркировкой. Перед тем, как вы в первый раз будете резать каучуковое напольное покрытие, или если вы не резали этот материал в течение длительного времени, потренируйте свои навыки на куске обрезков, чтобы почувствовать его. Для более толстых матов вы, вероятно, захотите сделать надрезы на материале. сначала, то есть просто прорезать наполовину. Для более тонкого материала, такого как показанный на видео, может быть достаточно легко разрезать его с первого раза.
Теперь, когда вы научились резать резиновые коврики…
Резиновые напольные покрытия могут повысить комфорт и безопасность на различных напольных покрытиях. Вы можете положить его постоянно или сложить или свернуть для удобства хранения. Теперь, когда вы знаете, как резать резиновые коврики, как вы собираетесь их использовать?
Как резать резиновые полы
При покупке рулонного резинового покрытия коврики обычно поставляются длинными отрезками длиной 50 или более футов. Ваше пространство, однако, может быть меньше пятидесяти футов в длину, так что же вы можете сделать, чтобы коврик из рулонной резины соответствовал вашему уникальному пространству? У этой дилеммы есть два решения. Некоторые фирмы, в том числе и этот магазин, предлагают рулоны нестандартной длины. Это означает, что рулоны нарезаются по указанным вами размерам. Это снижает потери, устраняет трудозатраты с вашей стороны и предлагает рулоны, готовые к установке прямо из коробки. Хотя этот вариант более дорогой, он имеет смысл для тех, кто не относится к типу «Сделай сам». Для более доступного решения полные рулоны доступны для продажи со скидкой. Вы, установщик, можете вырезать свой собственный прорезиненный пол простым процессом «сделай сам». В этом видео г-н Эластичность и один из сотрудников нашего склада дают несколько советов о том, как резать резиновые напольные покрытия, четко демонстрируя каждый шаг. Хотя видео причудливое, именно так мы разрезали рулонный резиновый коврик, так что относитесь к комедии с долей скептицизма. Прежде чем резать, убедитесь, что вы собрали свои инструменты вместе.
Необходимые материалы
Перчатки
измерительная лента
линейка направляющая
универсальный нож
стакан мыльной воды
После того, как вы собрали все свои инструменты, вы готовы начать резать коврик для беговых дорожек нестандартной длины. Для любых шагов, требующих дальнейшего разъяснения, обратитесь к видео для пошаговой демонстрации работы вместе с вашим проектом.
Шаги
Измерьте свое уникальное пространство, чтобы знать, сколько футов вам понадобится прорезиненного пола. Это нельзя недооценивать. Если вы измерите неправильно, независимо от того, насколько хорошо вы нарежете рулоны, ваша установка пострадает.
Приведите в порядок свое помещение, чтобы пол ложился ровно, без неровностей и дефектов. Уберите всю мебель или предметы, чтобы убедиться, что у вас есть точные измерения всего пространства.
Разложите беговую дорожку. Помните, что поверхность, на которую опирается резина, может быть повреждена канцелярским ножом. Может быть хорошей идеей резать резину на улице, на бетоне, а не в помещении. Просто убедитесь, что вы помните правильную длину резинового покрытия, которое вам нужно. Или поместите тонкую картонную коробку под рулон в том месте, где ожидается разрез.
Безопасность превыше всего! Наденьте перчатки, чтобы защитить себя от случайных порезов. Универсальные ножи невероятно острые. Одно неверное движение, и ты лишишься пальца.
Поместите линейку в то место, где вы хотите разрезать прорезиненный пол. Чтобы убедиться, что у вас есть чистый срез по всему мату, убедитесь, что линейка проходит по всей длине.
Резина
имеет естественно высокий коэффициент трения, что означает, что ее труднее аккуратно срезать. Он хватается за нож! Чтобы уменьшить сцепление резины с универсальным ножом, просто опустите нож в чашку с мыльной водой. После этого лезвие сможет более плавно скользить по резине. ПРЕДУПРЕЖДЕНИЕ: Это на самом деле увеличивает вероятность порезаться, так как нож может соскользнуть и нанести травму.
В зависимости от того, какой тип резины вы приобрели, вам, возможно, потребуется просто провести первоначальный надрез. Забить разрез означает, что вы еще не можете дотянуться до дна и вам нужно проткнуть ножом верхний слой резины. Просто отрежьте столько, сколько сможете, с одинаковым давлением по всей ширине резины. После того, как вы сделали первоначальный надрез, продолжайте водить ножом по этому надрезу, пока не дойдете до дна. Для каждого надреза убедитесь, что вы проходите весь путь, а не останавливаетесь и делаете неглубокие надрезы в одной секции несколько раз. Это обеспечит более чистый срез.
Поднимите рулонный резиновый коврик друг от друга и проверьте правильность реза.
Повторяйте этот процесс для остальных рулонов, пока у вас не будет нужного количества резиновых рулонных листов для вашего пространства. Этот процесс также можно использовать для резки резиновых листов, чтобы они соответствовали углам и углам.
Одним из наиболее доступных решений для любых нестандартных напольных покрытий является заказ резиновых рулонов оптом. Обычно это происходит потому, что при заказе целого рулона действует скидка, а не заказ нестандартной длины, но всегда важно проконсультироваться с торговым представителем. Теперь, когда вы научились резать резиновые полы, просто измерьте свое пространство и приступайте к изготовлению рулонов резины по индивидуальному заказу. Благодаря быстрому и простому процессу вы сэкономили время и деньги при установке доступного и прочного напольного покрытия.
 Материал режущей части ‒ инструментальные (в т. ч. быстрорежущие) стали, твёрдые сплавы, минералокерамические материалы, искусственные алмазы, эльбор и др. Форму передней поверхности Р. (см. Геометрия резца) выбирают в зависимости от материала его режущей части, обрабатываемого материала, способа получения обрабатываемой заготовки и характера обработки (см. табл.).
Материал режущей части ‒ инструментальные (в т. ч. быстрорежущие) стали, твёрдые сплавы, минералокерамические материалы, искусственные алмазы, эльбор и др. Форму передней поверхности Р. (см. Геометрия резца) выбирают в зависимости от материала его режущей части, обрабатываемого материала, способа получения обрабатываемой заготовки и характера обработки (см. табл.). и заготовки, форму и направление схода стружки, деформацию поверхностного слоя, стойкость Р., силы резания, интенсивность и величину изнашивания Р., шероховатость обработанной поверхности и др.
и заготовки, форму и направление схода стружки, деформацию поверхностного слоя, стойкость Р., силы резания, интенсивность и величину изнашивания Р., шероховатость обработанной поверхности и др.
 Всесоюзным научно-исследовательским инструментальным институтом (ВНИИ) разработан ряд конструкций Р. с многогранными режущими вставками и стружколомающими канавками. Широко применяются Р. с механическим закреплением пластин, Р. со вставками из композиционных материалов, поликристаллических алмазов и т. п. См. также Металлорежущий инструмент, Дереворежущий инструмент.
Всесоюзным научно-исследовательским инструментальным институтом (ВНИИ) разработан ряд конструкций Р. с многогранными режущими вставками и стружколомающими канавками. Широко применяются Р. с механическим закреплением пластин, Р. со вставками из композиционных материалов, поликристаллических алмазов и т. п. См. также Металлорежущий инструмент, Дереворежущий инструмент. , М., 1973; Резание конструкционных материалов, режущие инструменты и станки, 2 изд., М., 1974.
, М., 1973; Резание конструкционных материалов, режущие инструменты и станки, 2 изд., М., 1974. При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка. Вид стружки зависит от подачи станка, скорости вращения заготовки, материала заготовки, относительного расположения резца и заготовки, использования СОЖ и других причин.
При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка. Вид стружки зависит от подачи станка, скорости вращения заготовки, материала заготовки, относительного расположения резца и заготовки, использования СОЖ и других причин. также
также



 Чем меньше φ, тем выше его стойкость и допускаемая скорость резания. Однако при этом возрастает радиальная сила резания, что может привести к нежелательным вибрациям.
Чем меньше φ, тем выше его стойкость и допускаемая скорость резания. Однако при этом возрастает радиальная сила резания, что может привести к нежелательным вибрациям.







 Конструкция и размеры
Конструкция и размеры Типы и основные размеры
Типы и основные размеры Конструкция и размеры
Конструкция и размеры Конструкция и размеры
Конструкция и размеры Конструкция и размеры
Конструкция и размеры Конструкция и размеры
Конструкция и размеры Технические условия
Технические условия Таким материалом является абразив — зёрна твердых минералов. Шлифовальные круги состоят из абразивов скреплённых специальной связкой и могут иметь различную структуру. Она определяется процентным соотношением и взаимным расположением зёрен, связки и пор в массе круга. При заточке резцов применяют круги со средней (номера 6-10) или открытой (номера 11-18) структурой. Для заточки твёрдосплавных резцов применяют алмазные круги. Заточка и доводка резцов осуществляется на различных типах заточных станков.
Таким материалом является абразив — зёрна твердых минералов. Шлифовальные круги состоят из абразивов скреплённых специальной связкой и могут иметь различную структуру. Она определяется процентным соотношением и взаимным расположением зёрен, связки и пор в массе круга. При заточке резцов применяют круги со средней (номера 6-10) или открытой (номера 11-18) структурой. Для заточки твёрдосплавных резцов применяют алмазные круги. Заточка и доводка резцов осуществляется на различных типах заточных станков. Криволинейная заточка по радиусу вдоль главной режущей кромки облегчает деформацию и отвод стружки. Радиусные канавки на передней поверхности вытачивают для обламывания или завивания стружки. Заточка задней вспомогательной поверхности производится в три операции: 1) 12° 2) 10° 3) 8°. В завершении производят заточку вершины резца по радиусу.
Криволинейная заточка по радиусу вдоль главной режущей кромки облегчает деформацию и отвод стружки. Радиусные канавки на передней поверхности вытачивают для обламывания или завивания стружки. Заточка задней вспомогательной поверхности производится в три операции: 1) 12° 2) 10° 3) 8°. В завершении производят заточку вершины резца по радиусу.
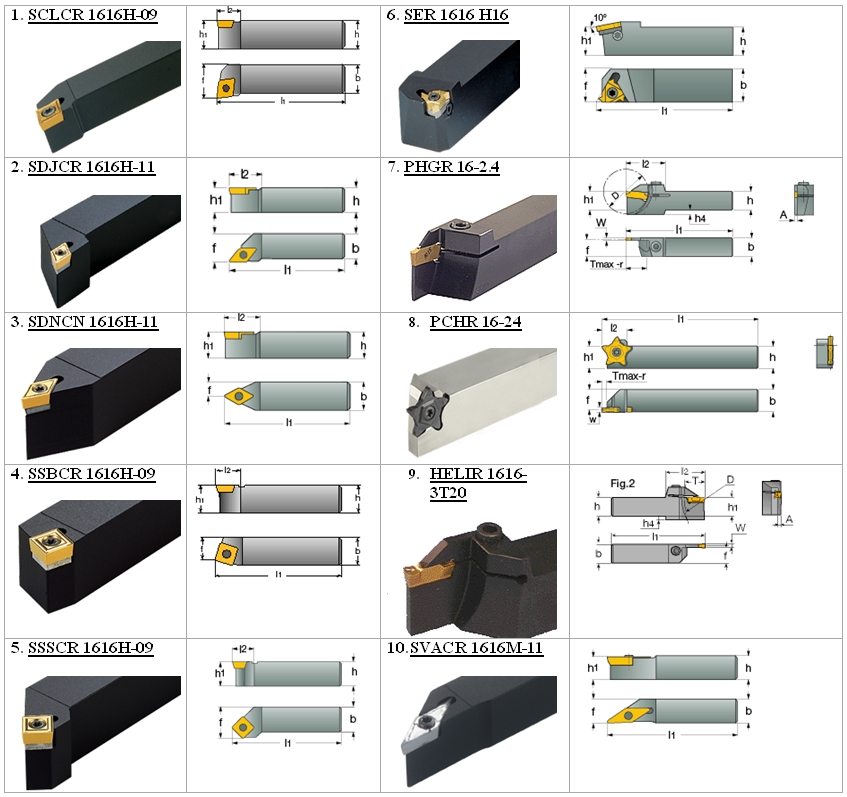
 Предложение действительно до дальнейшего уведомления.
Предложение действительно до дальнейшего уведомления. FOB Индианаполис США **
FOB Индианаполис США ** 
 Истекает 30 июня 2023 г.
Истекает 30 июня 2023 г. Срок действия акции истекает 30 июня 2023 г.
Срок действия акции истекает 30 июня 2023 г.
 com
com  com
com 
 ..
.. ..
..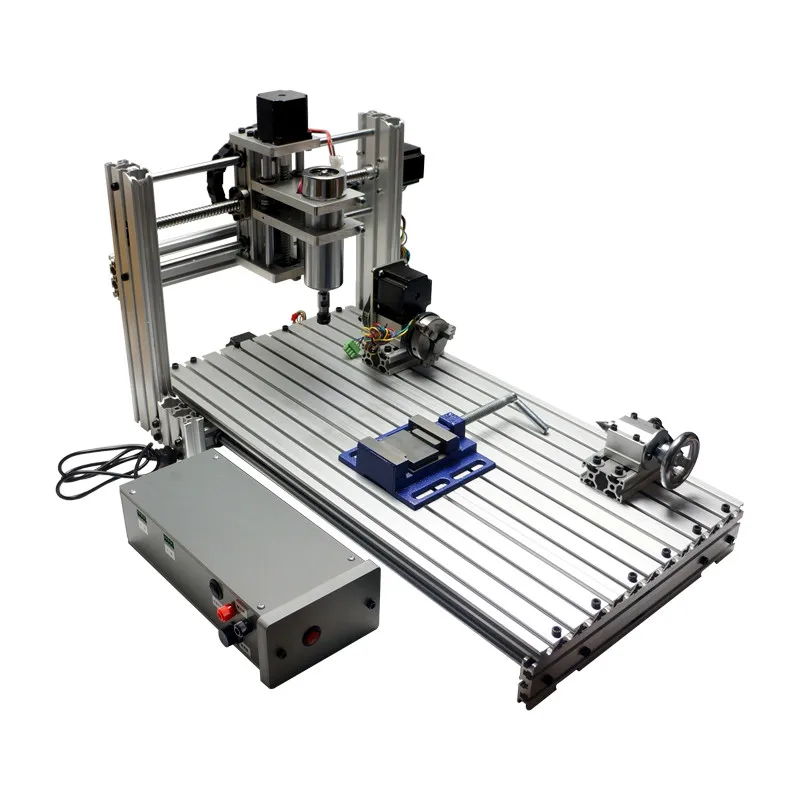 Станки могут использоваться как для любителей ЧПУ в домашних условиях так и для организации малого бизнеса.Мини фрезерные…
Станки могут использоваться как для любителей ЧПУ в домашних условиях так и для организации малого бизнеса.Мини фрезерные… ..
.. Данная модель профессионального фрезерного станка с ЧПУ позволяет производить гнутые…
Данная модель профессионального фрезерного станка с ЧПУ позволяет производить гнутые… Это бюджетный станок, позволяющий при этом…
Это бюджетный станок, позволяющий при этом… Это бюджетный станок, позволяющий при этом…
Это бюджетный станок, позволяющий при этом… Это бюджетный станок, позволяющий при этом…
Это бюджетный станок, позволяющий при этом… п.Гравировально-фрезерные станки ЧПУ работают, выполняя фрезеровку, гравировку,…
п.Гравировально-фрезерные станки ЧПУ работают, выполняя фрезеровку, гравировку,… ..
..
 ..
.. Данный ЧПУ станок позволяет изготовять детали круглого сечения….
Данный ЧПУ станок позволяет изготовять детали круглого сечения…. Данный ЧПУ станок позволяет изготовять детали круглого сечения….
Данный ЧПУ станок позволяет изготовять детали круглого сечения…. ..
.. ..
.. ..
.. ..
.. В этом случае они будут выполнять 2D обработку. Настольный фрезерный станок 707-3 может работать как…
В этом случае они будут выполнять 2D обработку. Настольный фрезерный станок 707-3 может работать как… Это во многом упрощает и удешевляет процесс…
Это во многом упрощает и удешевляет процесс… ..
.. Екатеринбург
Екатеринбург Нижний Тагил
Нижний Тагил Российский Уралвагонзавод (УВЗ — Нижний Тагил, входит в ГК «Ростех»), выпускающий бронетехнику, прежде всего основной танк Т-72, уже столкнулся с финансовым кризисом. С началом полномасштабного российского вторжения в Украину компания столкнулась с многочисленными проблемами: ростом процентных ставок по кредитам, нехваткой средств для обслуживания валютных кредитов, ростом цен на материалы и комплектующие, в том числе на броневой прокат. Все это существенно усложнило производство большинства видов военной техники, считают в ГУР.
Российский Уралвагонзавод (УВЗ — Нижний Тагил, входит в ГК «Ростех»), выпускающий бронетехнику, прежде всего основной танк Т-72, уже столкнулся с финансовым кризисом. С началом полномасштабного российского вторжения в Украину компания столкнулась с многочисленными проблемами: ростом процентных ставок по кредитам, нехваткой средств для обслуживания валютных кредитов, ростом цен на материалы и комплектующие, в том числе на броневой прокат. Все это существенно усложнило производство большинства видов военной техники, считают в ГУР.
 Завод ищет российских поставщиков, прорабатываются пути закупки сырья у дружественных стран, не присоединившихся к санкциям, сообщил Александр Иванов. Он добавил, что в простое с сохранением двух третей зарплаты работников автосборочного цеха их отправляют массово, а не точечно. Уралвагонзавод неоднократно сообщал, что при производстве вагонов компания использует материалы и комплектующие исключительно российских поставщиков.
Завод ищет российских поставщиков, прорабатываются пути закупки сырья у дружественных стран, не присоединившихся к санкциям, сообщил Александр Иванов. Он добавил, что в простое с сохранением двух третей зарплаты работников автосборочного цеха их отправляют массово, а не точечно. Уралвагонзавод неоднократно сообщал, что при производстве вагонов компания использует материалы и комплектующие исключительно российских поставщиков. SKF и Amsted Rail уже заявили об уходе с российского рынка.
SKF и Amsted Rail уже заявили об уходе с российского рынка.
 Часто это происходит по объективным причинам – подрядчики не справляются со сроками выполнения работ или некачественно выполняют свои обязательства. Но у профессионального сообщества давно возникли вопросы по выбору партнеров, а также «контроль их деятельности со стороны заказчика».
Часто это происходит по объективным причинам – подрядчики не справляются со сроками выполнения работ или некачественно выполняют свои обязательства. Но у профессионального сообщества давно возникли вопросы по выбору партнеров, а также «контроль их деятельности со стороны заказчика». Информация об этом объекте, его стоимости и реализации находится в ограниченном доступе, подытожили представители завода.
Информация об этом объекте, его стоимости и реализации находится в ограниченном доступе, подытожили представители завода.

 В. Сталина), 1941 — стать крупнейшим в мире танковым заводом. Уральский танковый завод № 183, созданный на базе «УРАЛВАГОНЗАВОДа» в 1941 году и названный в честь «Коминтерна». Он стал одним из крупнейших оборонных заводов России. Каждый день она отправляла на фронт со своих конвейеров эшелон танков Т-34. За годы войны завод выпустил 35 тысяч таких боевых машин.
В. Сталина), 1941 — стать крупнейшим в мире танковым заводом. Уральский танковый завод № 183, созданный на базе «УРАЛВАГОНЗАВОДа» в 1941 году и названный в честь «Коминтерна». Он стал одним из крупнейших оборонных заводов России. Каждый день она отправляла на фронт со своих конвейеров эшелон танков Т-34. За годы войны завод выпустил 35 тысяч таких боевых машин. ), Отечественной войны 1 степени (1945 г.). В 1944 году Танковое конструкторское бюро было награждено орденом Ленина.
), Отечественной войны 1 степени (1945 г.). В 1944 году Танковое конструкторское бюро было награждено орденом Ленина.
 Все заводы, выпускающие вагоностроительную продукцию, работают по документации этой организации. Специалисты конструкторского отдела разработали значительный перечень проектов грузовых и грузовых автомобилей, автосцепок и тормозных устройств. В этот перечень вошли 40 моделей 4-осных полувагонов различной конструкции и грузоподъемности, 12 моделей 8-осных цельнометаллических полувагонов, 5 моделей 6-осных полувагонов, несколько моделей крытых вагонов, цистерн и платформ.
Все заводы, выпускающие вагоностроительную продукцию, работают по документации этой организации. Специалисты конструкторского отдела разработали значительный перечень проектов грузовых и грузовых автомобилей, автосцепок и тормозных устройств. В этот перечень вошли 40 моделей 4-осных полувагонов различной конструкции и грузоподъемности, 12 моделей 8-осных цельнометаллических полувагонов, 5 моделей 6-осных полувагонов, несколько моделей крытых вагонов, цистерн и платформ.
 Для этого перепрофилировано производство, закуплено и изготовлено специальное оборудование, смонтированы сборочные технологические линии.
Для этого перепрофилировано производство, закуплено и изготовлено специальное оборудование, смонтированы сборочные технологические линии.
 Рентабельность продаж составляет 15,6 % (19,2 % Дивизион железнодорожного транспорта, 8,4 % Дивизион специальной техники). EBITDA составляет 16 млрд рублей, соотношение долг/EBITDA – 2, проценты по кредиту/EBITDA – 8,6%. В части финансово-хозяйственной деятельности УВЗ в 2011 году унифицировал свой бюджет и ввел в действие бюджетные комитеты. Управление кредиторской позицией теперь централизовано в Центре управления корпорацией.
Рентабельность продаж составляет 15,6 % (19,2 % Дивизион железнодорожного транспорта, 8,4 % Дивизион специальной техники). EBITDA составляет 16 млрд рублей, соотношение долг/EBITDA – 2, проценты по кредиту/EBITDA – 8,6%. В части финансово-хозяйственной деятельности УВЗ в 2011 году унифицировал свой бюджет и ввел в действие бюджетные комитеты. Управление кредиторской позицией теперь централизовано в Центре управления корпорацией. Кроме того, генеральный директор подчеркнул, что Корпорация выполнила экспортных контрактов на сумму более 2,57 млрд долларов США. в 2014.
Кроме того, генеральный директор подчеркнул, что Корпорация выполнила экспортных контрактов на сумму более 2,57 млрд долларов США. в 2014. по выручке, 165 млн долл. США. прибыли от продаж и 18,94 млн долларов США. на чистую прибыль.
по выручке, 165 млн долл. США. прибыли от продаж и 18,94 млн долларов США. на чистую прибыль. org
org 
 В частности, прокатный станок с ЧПУ RFFM 330-138-300 турецкого Репкон, разработанный для производства высокоточных компонентов, был установлен, по словам заместителя генерального директора «Укроборонпрома» Мустафы Найема, который разместил его в социальных сетях в 2020 году9.0005
В частности, прокатный станок с ЧПУ RFFM 330-138-300 турецкого Репкон, разработанный для производства высокоточных компонентов, был установлен, по словам заместителя генерального директора «Укроборонпрома» Мустафы Найема, который разместил его в социальных сетях в 2020 году9.0005
 По словам Винника, хотя «Ольха-М» считается чрезвычайно точным и высокоточным боеприпасом, данные о ее точности еще не разглашаются.
По словам Винника, хотя «Ольха-М» считается чрезвычайно точным и высокоточным боеприпасом, данные о ее точности еще не разглашаются.
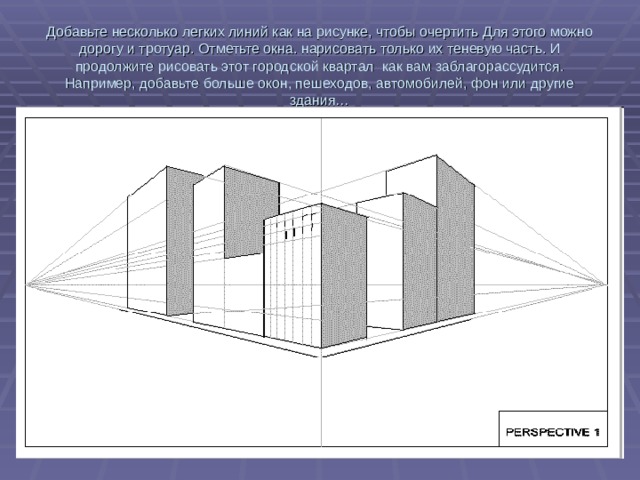
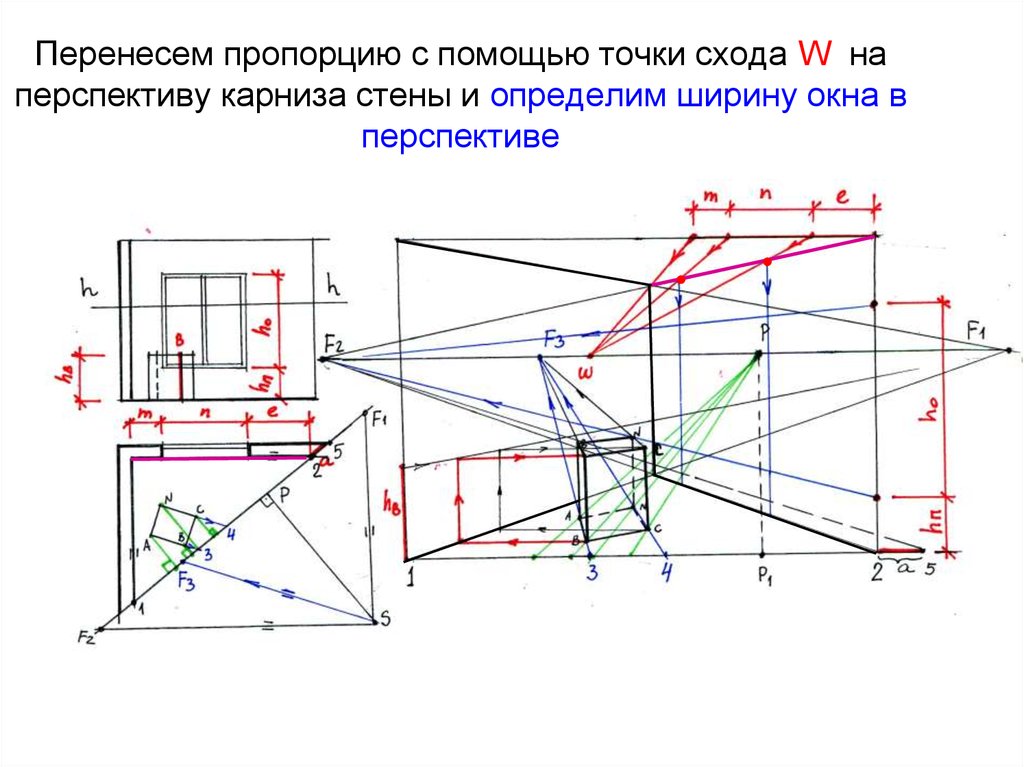 Расположенный ближе меньший предмет будет закрывать больший, находящийся дальше. Иногда необходимо, наоборот, визуально сократить воспринимаемое пространство. Это достигается путем последовательного увеличения ширины вида от точки наблюдения и размеров промежуточных кулис, а также увеличением их количества. Расстояние между зрителем и отдаленным предметом оптически сокращается, если скрыть лежащую в промежутке между ними местность. В этих случаях ее не усиливают промежуточными планами, а решают по возможности нейтрально, так, чтобы не было объектов для сравнения масштабов пространства. Этот прием используется также при необходимости включения в обзор предметов или видов, находящихся за пределами парка. Следует при этом иметь в виду, что включение внешних видов в обзор парковых картин иллюзорно увеличивает размеры парка в целом.
Расположенный ближе меньший предмет будет закрывать больший, находящийся дальше. Иногда необходимо, наоборот, визуально сократить воспринимаемое пространство. Это достигается путем последовательного увеличения ширины вида от точки наблюдения и размеров промежуточных кулис, а также увеличением их количества. Расстояние между зрителем и отдаленным предметом оптически сокращается, если скрыть лежащую в промежутке между ними местность. В этих случаях ее не усиливают промежуточными планами, а решают по возможности нейтрально, так, чтобы не было объектов для сравнения масштабов пространства. Этот прием используется также при необходимости включения в обзор предметов или видов, находящихся за пределами парка. Следует при этом иметь в виду, что включение внешних видов в обзор парковых картин иллюзорно увеличивает размеры парка в целом. Эффекты воздушной перспективы зависят от прозрачности воздуха, его загрязненности, насыщенности водяными парами.
Эффекты воздушной перспективы зависят от прозрачности воздуха, его загрязненности, насыщенности водяными парами. Поэтому белые предметы, особенно на темном фоне, кажутся ближе, чем они есть на самом деле. При значительном удалении белая окраска кажется не синеватой, а желтоватой, часто с оранжевым оттенком… На ярко освещенной снежной равнине белые предметы на теневой стороне кажутся голубоватыми, а на ярко освещенной стороне — бледно-оранжевыми. Черная окраска по мере удаления становится светлее».
Поэтому белые предметы, особенно на темном фоне, кажутся ближе, чем они есть на самом деле. При значительном удалении белая окраска кажется не синеватой, а желтоватой, часто с оранжевым оттенком… На ярко освещенной снежной равнине белые предметы на теневой стороне кажутся голубоватыми, а на ярко освещенной стороне — бледно-оранжевыми. Черная окраска по мере удаления становится светлее». Для этого деревья с мягким контуром крон, близких по окраске к холодной гамме, следует размещать на дальнем плане и туда же вводить синие и голубые пятна цветников.
Для этого деревья с мягким контуром крон, близких по окраске к холодной гамме, следует размещать на дальнем плане и туда же вводить синие и голубые пятна цветников. Поколение бэби-бумеров (1946–1964), которое стройки не боялось, да и труд строителя был для них престижным, уже подошло к пенсионному возрасту.
Поколение бэби-бумеров (1946–1964), которое стройки не боялось, да и труд строителя был для них престижным, уже подошло к пенсионному возрасту. , оно считается будущим мировой экономики. Это поколение с пеленок привыкло к Интернету, смартфону и различным гаджетам. Для поколения Z нет ничего невозможного, они еще более амбициозны, чем миллениалы, так что стройка, пусть и в частично осовремененном варианте, с ее рисками, тяжелым физическим трудом при ограниченной автоматизации, полностью окажется вне их интереса. С поколением Y уже нельзя, а с Z уже просто невозможно работать по-старому, и кто это вовремя не поймет — тот проиграет, а проигравший уходит с рынка. Здесь есть еще один важный социально-экономический аспект — теряя престижность на рынке труда, стройка начинает жить за счет привлечения внешней рабочей силы, так называемых гастарбайтеров, которые часто трудятся нелегально и выводят заработки на родину, поддерживая таким образом экономику своих стран.
, оно считается будущим мировой экономики. Это поколение с пеленок привыкло к Интернету, смартфону и различным гаджетам. Для поколения Z нет ничего невозможного, они еще более амбициозны, чем миллениалы, так что стройка, пусть и в частично осовремененном варианте, с ее рисками, тяжелым физическим трудом при ограниченной автоматизации, полностью окажется вне их интереса. С поколением Y уже нельзя, а с Z уже просто невозможно работать по-старому, и кто это вовремя не поймет — тот проиграет, а проигравший уходит с рынка. Здесь есть еще один важный социально-экономический аспект — теряя престижность на рынке труда, стройка начинает жить за счет привлечения внешней рабочей силы, так называемых гастарбайтеров, которые часто трудятся нелегально и выводят заработки на родину, поддерживая таким образом экономику своих стран.
 п. (рис. 1).
п. (рис. 1).
 Профессиональный 4-канальный видеорегистратор TS-830 AHD (рис. 3) отличается малыми размерами 137×132×40 мм и создан для применения на транспорте специального назначения, в том числе и строительного [5]. Важно отметить, что предлагаемые компанией «ЕвроМобайл» системы видеонаблюдения, устанавливаемые на транспорт, имеют сертификат 969 (безопасность на транспорте).
Профессиональный 4-канальный видеорегистратор TS-830 AHD (рис. 3) отличается малыми размерами 137×132×40 мм и создан для применения на транспорте специального назначения, в том числе и строительного [5]. Важно отметить, что предлагаемые компанией «ЕвроМобайл» системы видеонаблюдения, устанавливаемые на транспорт, имеют сертификат 969 (безопасность на транспорте).
 Оптимально реализовать такое наблюдение можно с помощью видеомониторинга. Такой мониторинг является одной из действенных мер по снижению травматизма при строительстве объектов различного назначения и решения не менее важной задачи — предотвращения подмены материалов и различного рода хищений, что при строительстве объектов на постсоветском пространстве, к сожалению, не такая уж редкость.
Оптимально реализовать такое наблюдение можно с помощью видеомониторинга. Такой мониторинг является одной из действенных мер по снижению травматизма при строительстве объектов различного назначения и решения не менее важной задачи — предотвращения подмены материалов и различного рода хищений, что при строительстве объектов на постсоветском пространстве, к сожалению, не такая уж редкость. 5). Роутер работает на базе мобильных сетей. Применение 3G/4G-сетей провайдера позволяет минимизировать траты на содержание инфраструктуры и число выездов инженерных бригад.
5). Роутер работает на базе мобильных сетей. Применение 3G/4G-сетей провайдера позволяет минимизировать траты на содержание инфраструктуры и число выездов инженерных бригад. Более того, благодаря поддержке двух SIM-карт маршрутизатор может обеспечить резервирование передачи данных в случаях, когда произошел сбой сети у одного из используемых сотовых операторов. Кроме собственно системы наблюдения за территорией, на основе маршрутизатора Robustel R3000-4L может быть создана система контроля за перемещением строительной и автомобильной техники.
Более того, благодаря поддержке двух SIM-карт маршрутизатор может обеспечить резервирование передачи данных в случаях, когда произошел сбой сети у одного из используемых сотовых операторов. Кроме собственно системы наблюдения за территорией, на основе маршрутизатора Robustel R3000-4L может быть создана система контроля за перемещением строительной и автомобильной техники.
 WCDMA, HSDPA, HSUPA, HSPA+, FDD LTE, TDD LTE. Для обеспечения непрерывной и надежной передачи данных он оснащен двумя SIM-картами, поддерживает цифровые входы и выходы, RS-232, RS-485 и мини-USB-интерфейсы. Маршрутизатор промышленного класса M1200-4L обеспечивает стабильное соединение и передачу данных, рассчитан на работу в жестких условиях окружающей среды. В соответствии с заложенной программой терминал может разными способами реагировать на сигналы с датчиков (отправка СМС техперсоналу, включение сигнальной сирены и т. д.). Схема подключения интеллектуального промышленного 4G-шлюза/роутера M1200-4L показана на рис. 9.
WCDMA, HSDPA, HSUPA, HSPA+, FDD LTE, TDD LTE. Для обеспечения непрерывной и надежной передачи данных он оснащен двумя SIM-картами, поддерживает цифровые входы и выходы, RS-232, RS-485 и мини-USB-интерфейсы. Маршрутизатор промышленного класса M1200-4L обеспечивает стабильное соединение и передачу данных, рассчитан на работу в жестких условиях окружающей среды. В соответствии с заложенной программой терминал может разными способами реагировать на сигналы с датчиков (отправка СМС техперсоналу, включение сигнальной сирены и т. д.). Схема подключения интеллектуального промышленного 4G-шлюза/роутера M1200-4L показана на рис. 9. По данным на 2018 год, на 100 тыс. населения здесь приходится шесть погибших в год. Для большинства стран Евросоюза этот показатель варьировался в последние годы в пределах 0–3. По данным МОТ, опаснее всего условия работы в российской промышленности (в 2017 году было 264 погибших) и строительстве (214 погибших и 1,9 тыс. пострадавших). Следом идут сфера транспорта, сельское хозяйство и область добычи полезных ископаемых [9]. Одним из действующих факторов, позволяющих снизить этот показатель, является тщательный контроль за текущей ситуацией на стройплощадках, о чем уже было сказано выше, и рабочим персоналом.
По данным на 2018 год, на 100 тыс. населения здесь приходится шесть погибших в год. Для большинства стран Евросоюза этот показатель варьировался в последние годы в пределах 0–3. По данным МОТ, опаснее всего условия работы в российской промышленности (в 2017 году было 264 погибших) и строительстве (214 погибших и 1,9 тыс. пострадавших). Следом идут сфера транспорта, сельское хозяйство и область добычи полезных ископаемых [9]. Одним из действующих факторов, позволяющих снизить этот показатель, является тщательный контроль за текущей ситуацией на стройплощадках, о чем уже было сказано выше, и рабочим персоналом.
 Мобильный видеорегистратор, который находится у сотрудника, осуществляет видеозапись происходящей обстановки: записывает видео и звук при выполнении работ бригадой. После окончания трудовой смены сотрудники выездной бригады возвращают видеорегистраторы в терминал, в котором происходит автоматическая выгрузка видео, записанных за трудовую смену. Терминал «ЮПИТЕР 7420» в течение 30 календарных дней осуществляет хранение видеозаписей, доступных для просмотра и поиска администратором (центрального аппарата).
Мобильный видеорегистратор, который находится у сотрудника, осуществляет видеозапись происходящей обстановки: записывает видео и звук при выполнении работ бригадой. После окончания трудовой смены сотрудники выездной бригады возвращают видеорегистраторы в терминал, в котором происходит автоматическая выгрузка видео, записанных за трудовую смену. Терминал «ЮПИТЕР 7420» в течение 30 календарных дней осуществляет хранение видеозаписей, доступных для просмотра и поиска администратором (центрального аппарата). Передача голоса осуществляется по принципу Push-to-Talk («нажми и говори»).
Передача голоса осуществляется по принципу Push-to-Talk («нажми и говори»). Они применяются не только для охраны и патрулирования, но и для организации и управления работой разных групп на строительной площадке.
Они применяются не только для охраны и патрулирования, но и для организации и управления работой разных групп на строительной площадке. Кроме того, «ЕвроМобайл» предусмотрел интеграцию уже готового решения IP-системы наблюдения с системой контроля доступа (СКУД). Узел наблюдения и оповещения снабжается профессиональным маршрутизатором RUTX09, работающим в системе сотовой связи четвертого поколения [13]. Такое решение можно использовать на проходных: это обеспечит безопасность сотрудников и поможет предотвратить распространение вирусов, таких как COVID-19.
Кроме того, «ЕвроМобайл» предусмотрел интеграцию уже готового решения IP-системы наблюдения с системой контроля доступа (СКУД). Узел наблюдения и оповещения снабжается профессиональным маршрутизатором RUTX09, работающим в системе сотовой связи четвертого поколения [13]. Такое решение можно использовать на проходных: это обеспечит безопасность сотрудников и поможет предотвратить распространение вирусов, таких как COVID-19.
 Если вы продолжите использовать этот веб-сайт без отключения файлов cookie, мы будем считать, что вы довольны их получением. Закрывать.
Если вы продолжите использовать этот веб-сайт без отключения файлов cookie, мы будем считать, что вы довольны их получением. Закрывать.
 Его также можно использовать с горизонтальной или вертикальной линией горизонта.
Его также можно использовать с горизонтальной или вертикальной линией горизонта.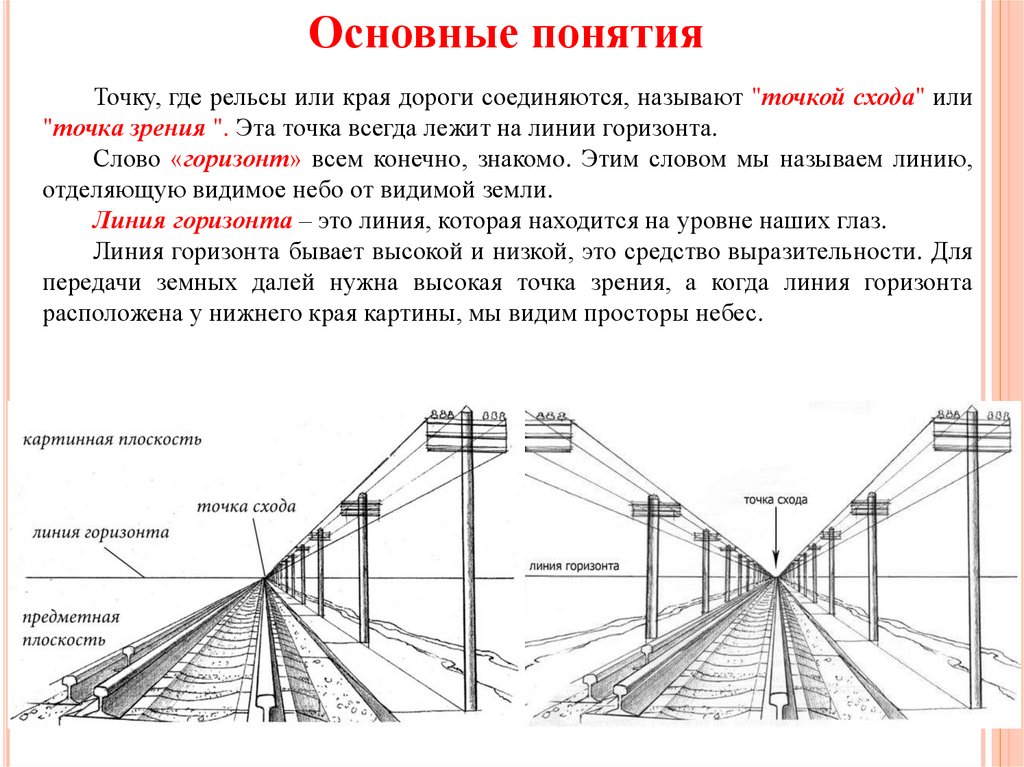
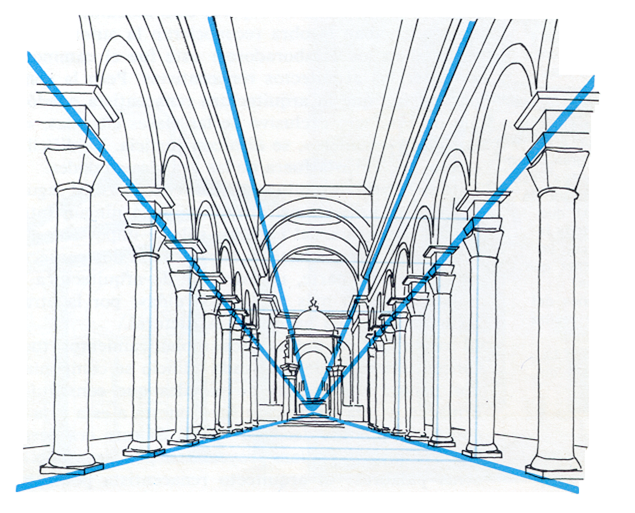
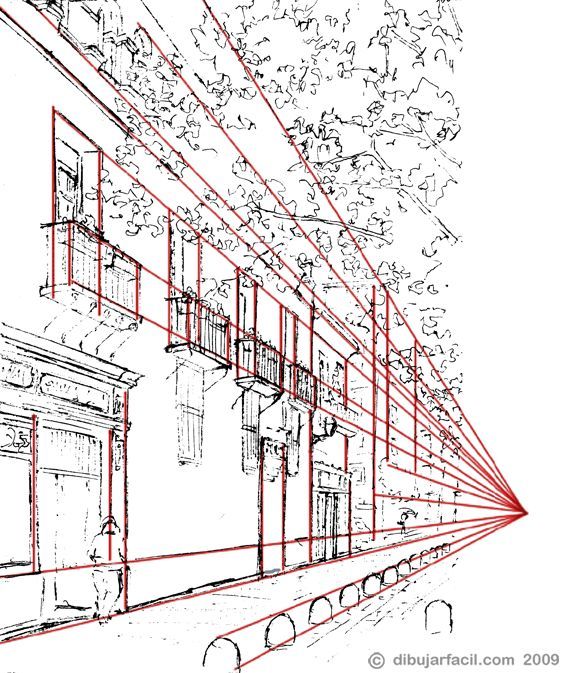 в разделе Перспектива.
в разделе Перспектива.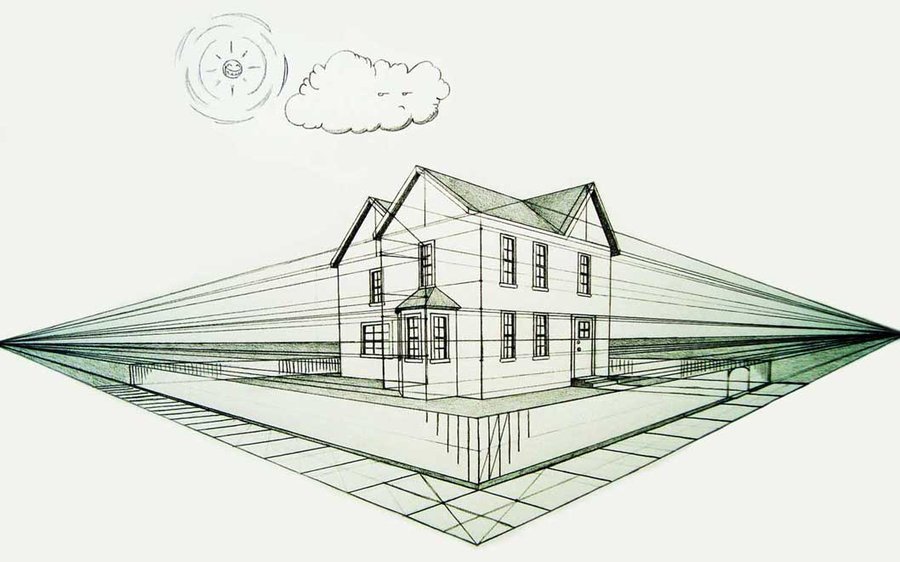 Не было необходимости изображать глубину, поскольку божественная фигура помещалась в божественный контекст (часто представленный просто золотом и серебром), а не в физическом ландшафте. Угол обзора не имел значения, поскольку различие между человеком и божеством определялось размером (Battisti 2002, 106).
Не было необходимости изображать глубину, поскольку божественная фигура помещалась в божественный контекст (часто представленный просто золотом и серебром), а не в физическом ландшафте. Угол обзора не имел значения, поскольку различие между человеком и божеством определялось размером (Battisti 2002, 106). Его желание точно изобразить то, что он видел, привело его к исследованию забытых принципов линейной перспективы. Паоло даль Поццо Тосканелли (1397–1482), астроном и математик, изучил работы Птолемея и в 1424 году написал трактат по оптике.
Его желание точно изобразить то, что он видел, привело его к исследованию забытых принципов линейной перспективы. Паоло даль Поццо Тосканелли (1397–1482), астроном и математик, изучил работы Птолемея и в 1424 году написал трактат по оптике. После этого и после изучения произведений Витрувия Альберти написал свой собственный трактат об архитектуре. Его книга De re aedificatoria считается первым архитектурным трактатом эпохи Возрождения.
После этого и после изучения произведений Витрувия Альберти написал свой собственный трактат об архитектуре. Его книга De re aedificatoria считается первым архитектурным трактатом эпохи Возрождения. ) Леонардо успешно использует свое исследование перспективы, чтобы сосредоточить основное внимание на Христе. Точка схода помещена на правый глаз Христа, а перспектива подчеркнута его руками, поставленными почти параллельно сходящимся линиям. Трактат Леонардо оказался очень важным, и даже сегодня, по словам Томана (2007, 106), «… архитекторы и художники по-прежнему считают метод перспективного построения, усовершенствованный Леонардо, действительным».
) Леонардо успешно использует свое исследование перспективы, чтобы сосредоточить основное внимание на Христе. Точка схода помещена на правый глаз Христа, а перспектива подчеркнута его руками, поставленными почти параллельно сходящимся линиям. Трактат Леонардо оказался очень важным, и даже сегодня, по словам Томана (2007, 106), «… архитекторы и художники по-прежнему считают метод перспективного построения, усовершенствованный Леонардо, действительным».
 02.2011)
02.2011)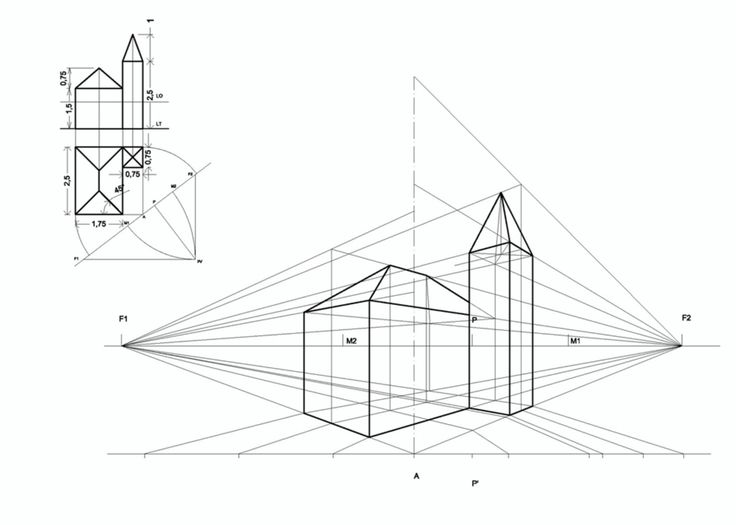
 Подтверждением тому, благодарственные и рекомендательные письма наших клиентов…
Подтверждением тому, благодарственные и рекомендательные письма наших клиентов…

 Makita постоянно расширяет ассортимент своей продукции, который теперь состоит больше чем из 2000 различных инструментов. Помимо этого, Makita предлогает очень широкий ассортимент разных аксессуаров.
Makita постоянно расширяет ассортимент своей продукции, который теперь состоит больше чем из 2000 различных инструментов. Помимо этого, Makita предлогает очень широкий ассортимент разных аксессуаров. Это экономит ваши деньги, потому что одни и те же батареи можно использовать с различными инструментами. Такая возможность предоставляет пользователям огромный выбор инструментов и свободу действий. Это особенно удобно для тех, кто имеет много разных инструментов Makita, но одновременно изпользует только некоторые из них.
Это экономит ваши деньги, потому что одни и те же батареи можно использовать с различными инструментами. Такая возможность предоставляет пользователям огромный выбор инструментов и свободу действий. Это особенно удобно для тех, кто имеет много разных инструментов Makita, но одновременно изпользует только некоторые из них.
 Эти биты, которые можно использовать с ударными шуруповертами, пригодятся при выполнении определенных задач, например, при работе с мебелью или…
Эти биты, которые можно использовать с ударными шуруповертами, пригодятся при выполнении определенных задач, например, при работе с мебелью или…

 w3.org/1999/xhtml» border=»1″ dir=»ltr» cellpadding=»0″ cellspacing=»0″>
w3.org/1999/xhtml» border=»1″ dir=»ltr» cellpadding=»0″ cellspacing=»0″>
 Уверенный пользователь ПК. Личные качества: исполнительность…
Уверенный пользователь ПК. Личные качества: исполнительность… Навыки проведения…
Навыки проведения… Предотвращение выпуска продукции предприятия, не соответствующей…
Предотвращение выпуска продукции предприятия, не соответствующей… Взаимодействие с производством. Поиск клиентов с целью реализации…
Взаимодействие с производством. Поиск клиентов с целью реализации… Составление смесей для очистки и обезжиривания…
Составление смесей для очистки и обезжиривания… Написание программ для микроконтроллеров. Работа с печатными узлами в Р-СAD. Макетирование…
Написание программ для микроконтроллеров. Работа с печатными узлами в Р-СAD. Макетирование… Подробнее
Подробнее 05.2018
05.2018 Данные сформированы с учетом общепринятых методологий на базе собственной нейросети и не носят рекомендательный характер.
Данные сформированы с учетом общепринятых методологий на базе собственной нейросети и не носят рекомендательный характер. , ₽
, ₽
 02.2021
02.2021 73
73 C.
C. Лэмб, Inc.
Лэмб, Inc. C.
C. Лэмб, Inc.
Лэмб, Inc. C.
C.
 Ворт, Техас | Локхид Мартин
Ворт, Техас | Локхид Мартин По мере развития вашей миссии мы будем с вами на каждом этапе пути. 907:15
По мере развития вашей миссии мы будем с вами на каждом этапе пути. 907:15 ..
.. 
 Наши сотрудники находятся в центре всего, что мы делаем. Мы ценим их разнообразные точки зрения и опыт, поэтому мы предоставляем им возможность поделиться своими историями и идеями в нашем блоге #LifeatLM. Ознакомьтесь с ним, чтобы узнать больше о работе в Lockheed Martin непосредственно от наших сотрудников.
Наши сотрудники находятся в центре всего, что мы делаем. Мы ценим их разнообразные точки зрения и опыт, поэтому мы предоставляем им возможность поделиться своими историями и идеями в нашем блоге #LifeatLM. Ознакомьтесь с ним, чтобы узнать больше о работе в Lockheed Martin непосредственно от наших сотрудников.
 Масса, как уже говорилось, достаточно густая, чтобы не растекаться в процессе работы. Дополнительным способом сохранения формы служит внешнее охлаждение слоев. Особенно часто такие 3D принтеры используют для печати фигурок из разных видов шоколада.
Масса, как уже говорилось, достаточно густая, чтобы не растекаться в процессе работы. Дополнительным способом сохранения формы служит внешнее охлаждение слоев. Особенно часто такие 3D принтеры используют для печати фигурок из разных видов шоколада. Продуктовые принтеры используют не только для кулинарного декора, но и для создания съедобных открыток, пазлов, фотографий и прочих эксклюзивных, нетипичных подарков.
Продуктовые принтеры используют не только для кулинарного декора, но и для создания съедобных открыток, пазлов, фотографий и прочих эксклюзивных, нетипичных подарков. Однако ощутимо высокая цена – от нескольких тысяч долларов – является для многих серьезной преградой. Такая стоимость отчасти обусловлена высокими затратами при производстве подобного оборудования. Но производители заявляют, что активно занимаются разработкой доступных, бюджетных моделей.
Однако ощутимо высокая цена – от нескольких тысяч долларов – является для многих серьезной преградой. Такая стоимость отчасти обусловлена высокими затратами при производстве подобного оборудования. Но производители заявляют, что активно занимаются разработкой доступных, бюджетных моделей.







 de
de Как следует из названия, создание 3D-печатного объекта достигается с помощью аддитивных процессов. Это означает, что объект создается путем наложения слоев материала друг на друга.
Как следует из названия, создание 3D-печатного объекта достигается с помощью аддитивных процессов. Это означает, что объект создается путем наложения слоев материала друг на друга. Писатель Мюррей Лейнстер написал рассказ под названием «Вещи проходят мимо», в котором он описал футуристический метод производства, который «рисует в воздухе вслед за рисунками, которые он сканирует с помощью фотоэлементов. Но пластик выходит из конца тянущего рычага». На воплощение этих революционных идей ушло более 40 лет. Раннее оборудование и материалы для аддитивного производства были разработаны в 1980-е годы. Но именно 2010-е годы помогли 3D-печати завоевать огромную популярность. Отчасти это связано с тем, что в 2009 году истек срок действия патентов на процесс печати методом наплавления (FDM)*.
Писатель Мюррей Лейнстер написал рассказ под названием «Вещи проходят мимо», в котором он описал футуристический метод производства, который «рисует в воздухе вслед за рисунками, которые он сканирует с помощью фотоэлементов. Но пластик выходит из конца тянущего рычага». На воплощение этих революционных идей ушло более 40 лет. Раннее оборудование и материалы для аддитивного производства были разработаны в 1980-е годы. Но именно 2010-е годы помогли 3D-печати завоевать огромную популярность. Отчасти это связано с тем, что в 2009 году истек срок действия патентов на процесс печати методом наплавления (FDM)*. Наиболее распространенный способ сделать это — использовать пищевые шприцы для удерживания печатного материала, который затем слой за слоем наносится через пищевое сопло. Это не так уж необычно для других методов производства продуктов питания, которые сегодня уже часто могут производиться в трехмерной форме. Главное новшество в 3D-печати пищевых продуктов заключается в том, что ее можно выполнять гораздо более контролируемым образом, что позволяет создавать продукты, которые нельзя было бы производить иначе (например, рыбное филе на растительной основе).
Наиболее распространенный способ сделать это — использовать пищевые шприцы для удерживания печатного материала, который затем слой за слоем наносится через пищевое сопло. Это не так уж необычно для других методов производства продуктов питания, которые сегодня уже часто могут производиться в трехмерной форме. Главное новшество в 3D-печати пищевых продуктов заключается в том, что ее можно выполнять гораздо более контролируемым образом, что позволяет создавать продукты, которые нельзя было бы производить иначе (например, рыбное филе на растительной основе). Наш первый продукт Revo Salmon уже доступен более чем в 15 странах Европы. В июне 2022 года на дегустационном мероприятии «Попробуй будущее» в Вене было представлено первое текстурированное филе лосося от Revo Foods. Стоит отметить, что 3D-печать пищевых продуктов сыграла важную роль в разработке наших революционных продуктов.
Наш первый продукт Revo Salmon уже доступен более чем в 15 странах Европы. В июне 2022 года на дегустационном мероприятии «Попробуй будущее» в Вене было представлено первое текстурированное филе лосося от Revo Foods. Стоит отметить, что 3D-печать пищевых продуктов сыграла важную роль в разработке наших революционных продуктов.
 Затем этот дизайн загружается в 3D-принтер, который использует различные методы для создания продуктов питания слой за слоем.
Затем этот дизайн загружается в 3D-принтер, который использует различные методы для создания продуктов питания слой за слоем. Первое известное устройство для печати пищевых продуктов было использовано в начале нулевых и использовало шоколад, сыр и тесто для печенья. Однако только в середине-конце 2000-х технология начала набирать обороты и стала более доступной, и компании начали экспериментировать с более широким ассортиментом продуктов.
Первое известное устройство для печати пищевых продуктов было использовано в начале нулевых и использовало шоколад, сыр и тесто для печенья. Однако только в середине-конце 2000-х технология начала набирать обороты и стала более доступной, и компании начали экспериментировать с более широким ассортиментом продуктов.
 Это идеальное решение для доставки высокопитательных блюд пожилым пациентам домов престарелых, которым трудно пережевывать пищу.
Это идеальное решение для доставки высокопитательных блюд пожилым пациентам домов престарелых, которым трудно пережевывать пищу.

 Технология все еще далека от производства «домашних» или «портативных» вариантов, но эй, то же самое они сказали о телефонах, и посмотрите на нас сейчас!
Технология все еще далека от производства «домашних» или «портативных» вариантов, но эй, то же самое они сказали о телефонах, и посмотрите на нас сейчас!
 2) 84x74x74 U503-951-018-2
2) 84x74x74 U503-951-018-2

 Он хочет быть таким же отцом, как и его отец, кем-то, кто заботится о своих детях, слушает все, что они говорят, и поощряет и советует им в их планах на будущее.
Он хочет быть таким же отцом, как и его отец, кем-то, кто заботится о своих детях, слушает все, что они говорят, и поощряет и советует им в их планах на будущее.  («Клуб после школы»)
(«Клуб после школы»)  Ему особенно нравятся гироскопы, гироскопы и американские горки. 900:05 — Ви может залезть на дерево, но не может спуститься.
Ему особенно нравятся гироскопы, гироскопы и американские горки. 900:05 — Ви может залезть на дерево, но не может спуститься. 
 »
» 

 groovenexus.com/wp-content/uploads/2022/03/V-BTS-Biography.jpg «,
groovenexus.com/wp-content/uploads/2022/03/V-BTS-Biography.jpg «, За блеском и гламуром его успеха скрывается история, столь же грубая и неприкрашенная, сколь и вдохновляющая. Кроме того, его борьба, триумфы и неотфильтрованная история сделали V BTS любимым артистом, которым он является сегодня.
За блеском и гламуром его успеха скрывается история, столь же грубая и неприкрашенная, сколь и вдохновляющая. Кроме того, его борьба, триумфы и неотфильтрованная история сделали V BTS любимым артистом, которым он является сегодня. Ed Sheeran» и загрузили его на Soundcloud, чтобы похвалить их выпускной. Он присоединился к Bangtan Sonyeondan в 2011 году; тем не менее, он не был признан уполномоченным лицом группы до 2013 года.
Ed Sheeran» и загрузили его на Soundcloud, чтобы похвалить их выпускной. Он присоединился к Bangtan Sonyeondan в 2011 году; тем не менее, он не был признан уполномоченным лицом группы до 2013 года. Самые популярные песни Ви из BTS — «2 Cool 4 Skool» и «Boy in Luv». Среди его поклонников в основном молодые девушки, которые не могут насытиться его очаровательной внешностью и очаровательной личностью!
Самые популярные песни Ви из BTS — «2 Cool 4 Skool» и «Boy in Luv». Среди его поклонников в основном молодые девушки, которые не могут насытиться его очаровательной внешностью и очаровательной личностью! Он также известен своей любовью к фотографии и поделился некоторыми своими работами в аккаунтах BTS в социальных сетях.
Он также известен своей любовью к фотографии и поделился некоторыми своими работами в аккаунтах BTS в социальных сетях.
 Его необходимо скрыть через css
Его необходимо скрыть через css КВ предназначены для обеспечения сжатым воздухом в условиях отсутствия постоянного источника электроснабжения, в случае недостаточной мощности электросети, и для работы в сложных климатических условиях (до — 40°C).
КВ предназначены для обеспечения сжатым воздухом в условиях отсутствия постоянного источника электроснабжения, в случае недостаточной мощности электросети, и для работы в сложных климатических условиях (до — 40°C).


 Опционально компрессорная установка может быть укомплектована фильтрами, очищающими сжатый воздух от примесей пыли (до 0,01 мм) и масла (до 0,003 мг/м3), а также осушителем адсорбционного типа (с точкой осы до -70°С).
Опционально компрессорная установка может быть укомплектована фильтрами, очищающими сжатый воздух от примесей пыли (до 0,01 мм) и масла (до 0,003 мг/м3), а также осушителем адсорбционного типа (с точкой осы до -70°С). На новой площадке за городом увеличилось строительство современных компрессорных производственных мощностей.
На новой площадке за городом увеличилось строительство современных компрессорных производственных мощностей. ЧКЗ приобрел там участок площадью 45 га. Производственные мощности завода расположены на 17 га, а остальные площади занимает технопарк.
ЧКЗ приобрел там участок площадью 45 га. Производственные мощности завода расположены на 17 га, а остальные площади занимает технопарк.
 Мы предлагаем винтовые компрессоры мощностью от 3,5 до 400 л.с. (2,6–298 кВт), а также варианты с фиксированной и переменной скоростью. Наши меньшие модели мощностью до 30 л.с. (22 кВт) предлагаются как для установки на основании, так и для установки на баке, а также предлагаются со встроенным осушителем или без него.
Мы предлагаем винтовые компрессоры мощностью от 3,5 до 400 л.с. (2,6–298 кВт), а также варианты с фиксированной и переменной скоростью. Наши меньшие модели мощностью до 30 л.с. (22 кВт) предлагаются как для установки на основании, так и для установки на баке, а также предлагаются со встроенным осушителем или без него.

 с. при 3600 об/мин:
с. при 3600 об/мин: 006.10001
006.10001 ..
.. ..
.. Модель предлагает отличное сочетание высокой производительности, управляемости и устойчивости
Модель предлагает отличное сочетание высокой производительности, управляемости и устойчивости Блэквелл, Оклахома
Блэквелл, Оклахома «>
«> «>
«> » aria-controls=»products_block»>
» aria-controls=»products_block»> «>
«> «>
«> с.
с. org/Product» itemref=»brand»>
org/Product» itemref=»brand»> org/Product» itemref=»brand»>
org/Product» itemref=»brand»> org/Product» itemref=»brand»>
org/Product» itemref=»brand»> org/Product» itemref=»brand»>
org/Product» itemref=»brand»> org/Product» itemref=»brand»>
org/Product» itemref=»brand»> org/Product» itemref=»brand»>
org/Product» itemref=»brand»> org/Product» itemref=»brand»>
org/Product» itemref=»brand»> Стилуотер, Оклахома
Стилуотер, Оклахома «>
«> «>
«> » aria-controls=»products_block»>
» aria-controls=»products_block»> «>
«> «>
«> org/Product» itemref=»brand»>
org/Product» itemref=»brand»> org/Product» itemref=»brand»>
org/Product» itemref=»brand»> org/Product» itemref=»brand»>
org/Product» itemref=»brand»> Альтернативная модель может быть рекомендована вашим дилером John Deere. Пожалуйста, дайте дополнительное время для доставки. Ваш дилер сообщит предполагаемую дату получения вашего заказа.
Альтернативная модель может быть рекомендована вашим дилером John Deere. Пожалуйста, дайте дополнительное время для доставки. Ваш дилер сообщит предполагаемую дату получения вашего заказа. Альтернативная модель может быть рекомендована вашим дилером John Deere. Пожалуйста, дайте дополнительное время для доставки. Ваш дилер сообщит предполагаемую дату получения вашего заказа.
Альтернативная модель может быть рекомендована вашим дилером John Deere. Пожалуйста, дайте дополнительное время для доставки. Ваш дилер сообщит предполагаемую дату получения вашего заказа.



 лучше всего режет резину второй размер, он же и режет металлокорд без проблем.
лучше всего режет резину второй размер, он же и режет металлокорд без проблем.
 Slice предлагает лезвия с закругленными концами и лезвия с острыми концами для всех трех универсальных ножей. Лучший вариант для вас зависит от того, как вы будете использовать инструмент, и требуемого уровня безопасности.
Slice предлагает лезвия с закругленными концами и лезвия с острыми концами для всех трех универсальных ножей. Лучший вариант для вас зависит от того, как вы будете использовать инструмент, и требуемого уровня безопасности. Это детские игровые комнаты, открытые игровые площадки и домашние тренажерные залы.
Это детские игровые комнаты, открытые игровые площадки и домашние тренажерные залы.
 Slice также производит универсальный нож с автоматическим втягиванием и универсальный нож с автоматическим втягиванием. Выбор лучшего для вас зависит от того, как вы будете использовать инструмент, и от требуемого уровня безопасности.
Slice также производит универсальный нож с автоматическим втягиванием и универсальный нож с автоматическим втягиванием. Выбор лучшего для вас зависит от того, как вы будете использовать инструмент, и от требуемого уровня безопасности.
 Хотя этот вариант более дорогой, он имеет смысл для тех, кто не относится к типу «Сделай сам». Для более доступного решения полные рулоны доступны для продажи со скидкой. Вы, установщик, можете вырезать свой собственный прорезиненный пол простым процессом «сделай сам». В этом видео г-н Эластичность и один из сотрудников нашего склада дают несколько советов о том, как резать резиновые напольные покрытия, четко демонстрируя каждый шаг. Хотя видео причудливое, именно так мы разрезали рулонный резиновый коврик, так что относитесь к комедии с долей скептицизма. Прежде чем резать, убедитесь, что вы собрали свои инструменты вместе.
Хотя этот вариант более дорогой, он имеет смысл для тех, кто не относится к типу «Сделай сам». Для более доступного решения полные рулоны доступны для продажи со скидкой. Вы, установщик, можете вырезать свой собственный прорезиненный пол простым процессом «сделай сам». В этом видео г-н Эластичность и один из сотрудников нашего склада дают несколько советов о том, как резать резиновые напольные покрытия, четко демонстрируя каждый шаг. Хотя видео причудливое, именно так мы разрезали рулонный резиновый коврик, так что относитесь к комедии с долей скептицизма. Прежде чем резать, убедитесь, что вы собрали свои инструменты вместе.
 Одно неверное движение, и ты лишишься пальца.
Одно неверное движение, и ты лишишься пальца. Для каждого надреза убедитесь, что вы проходите весь путь, а не останавливаетесь и делаете неглубокие надрезы в одной секции несколько раз. Это обеспечит более чистый срез.
Для каждого надреза убедитесь, что вы проходите весь путь, а не останавливаетесь и делаете неглубокие надрезы в одной секции несколько раз. Это обеспечит более чистый срез.